/






























































































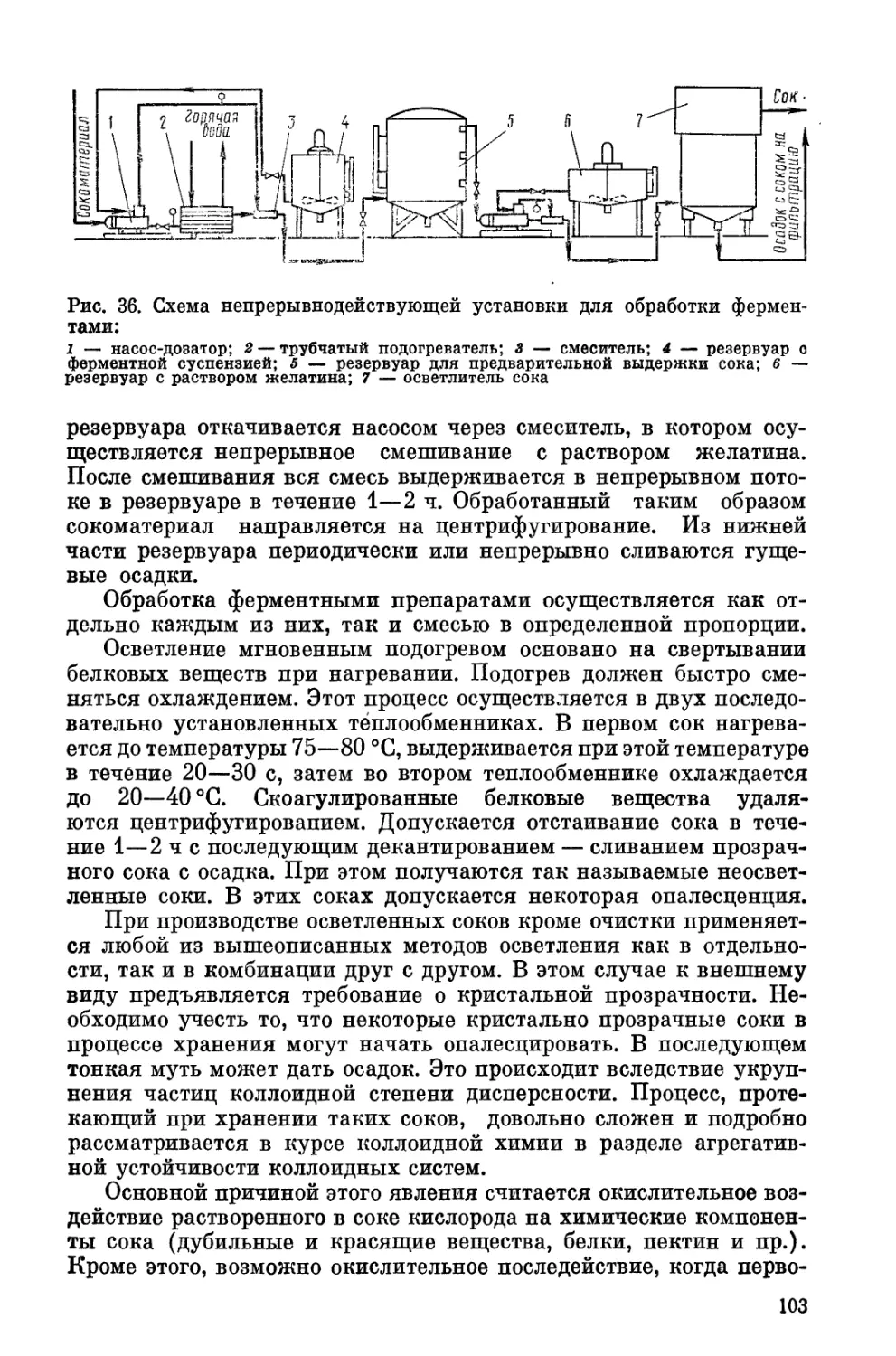
















































































































































































































































Text
УЧЕБНИКИ И УЧЕБНЫЕ ПОСОБИЯ ДЛЯ УЧАЩИХСЯ ТЕХНИКУМОВ
Э.С.ГОРЕНЬКОВ
А.Н.ГОРЕНЬКОВА
Г. Г. УСАЧЕВА
ТЕХНОЛОГИЯ КОНСЕРВИРОВАНИЯ
Допущено Управлением высшего и среднего специального образования Государственного агропромышленного комитета СССР в качестве учебника для средних специальных учебных заведений по специальности 1009 «Технология консервирования»
МОСКВА
ВО «АГРОПРОМИЗДАТ»
ББК 36.96
Г67
УДК 664.8/9(075)
Рецензенты: Крымский техникум пищевой промышленности (преподаватель Т. Ф. Дерид); инж. Е. Н. Белова.
Гореньков Э. С. и др.
Г67 Технология консервирования / Э. С. Гореньков, А. Н. Го-ренькова, Г. Г. Усачева — М.: Агропромиздат, 1987. — 351 с.: ил. (Учебники и учеб, пособия для учащихся техникумов).
Учебник написан в соответствии с программой курса. Освещены технологические процессы производства консервов из плодов и овощей, сортировка, мойка, измельчение сырья, различные тепловые процессы, а также вопросы технологии производства отдельных видов консервов. Включен материал по комплексной переработке растительного сырья.
Для учащихся средних специальных учебных заведений, обучающихся по специальности «Технология консервирования плодов и овощей».
2902000000—209 Л Л Л
Г-------------- 379—87
035 (01)-87
ББК 36.96
© ВО «Агропромиздат», 1987.
ВВЕДЕНИЕ
Одним из важных условий внешней среды для жизни человека является питание. Пища — это совокупность неорганических и органических веществ, получаемых человеком из окружающей среды и используемых им для построения и восстановления тканей, поддержания жизнедеятельности и восполнения расходуемой энергии.
Закон сбалансированного питания, определяющий пропорции отдельных веществ в рационах питания, отражает всю сумму обменных реакций в организме человека. Особое внимание обращается на внесение с пищей веществ, не синтезируемых ферментными системами организма.
По формуле сбалансированного питания суточная потребность человека составляет: белков 80—100 г, аминокислот 66,5—82 г (незаменимых 19—31 г), углеводов 400—500 г, органических кислот 2 г, жиров 80—100 г. Определены потребности человека в микро- и макроэлементах, витаминах. Энергетическая ценность такого рациона составляет 11900 кДж.
Концепция сбалансированного питания оказывает большое влияние на решение важнейших практических проблем, связанных с обоснованием физиологических норм питания человека в зависимости от его энергозатрат в процессе труда и жизнедеятельности. Знание химического состава продуктов явилось основой представлений об их биологической и пищевой ценности.
Таким образом в научных исследованиях, в практической работе, связанной с производством пищевых продуктов и организацией питания, необходимо четко подразделять понятие пищевой, биологической и энергетической ценности пищи.
Понятие пищевая ценность довольно широко и включает энергетическую ценность продукта, содержание в нем основных веществ, его органолептические достоинства и отражает всю полноту полезных качеств.
Термин биологическая ценность отражает количество белковых компонентов продукта, связанных как с перевариваемостью белка, так и со степенью сбалансированности его аминокислотного состава.
Термин энергетическая ценность характеризует ту долю энергии, которая может высвобождаться из пищевых веществ в процессе биологического окисления и использования ее для обеспечения физиологических функций организма. Энергетическая ценность отдельных пищевых веществ при окислении 1 г в организме состав
3
ляет (кДж): белки — 16,7, жиры ~ 37,7, углеводы — 15,7, кислоты (уксусная, яблочная, молочная, лимонная) — 2,5—3,5.
Пища человека состоит из свежих продуктов растительного и животного происхождения, приготовленных из них блюд в домашних условиях и в общественном питании, а также продуктов промышленной переработки растительного и животного сырья. К последним относятся продукты, консервированные различными методами.
Развитие консервной промышленности играет важную роль в решении задач обеспечения спроса населения продуктами питания, сбалансированными по основным пищевым свойствам с учетом физиологических потребностей человека. По объемам выработки консервов СССР занимает второе место в мире и первое в Европе.
В 1985 г. выпуск консервов из плодов и овощей в СССР составил 10,2 млрд. усл. банок, а в последнем году десятой пятилетки — 9,8 млрд. усл. банок. Увеличение объемов производства за пять лет достигнуто благодаря реконструкции действующих и строительству новых предприятий с применением современного оборудования и прогрессивной технологии.
Выработка консервов имеет важное значение в народном хозяйстве нашей страны. Консервированные продукты используются для снабжения продуктами питания рабочих новостроек в необжитых районах, геологов, туристов, а также для обеспечения населения продуктами растительного происхождения в зимний период.
До Великой Октябрьской социалистической революции производство консервов в России было развито слабо. После национализации консервной промышленности начались ее развитие и становление. В 30-х годах были построены Крымский, Херсонский и Черкасский консервные комбинаты. Совершенствовалось научное обеспечение отрасли: начал работать Центральный научно-исследовательский институт консервной промышленности, созданы научные центры в Одессе, Кишиневе, Краснодаре.
Великая Отечественная война 1941—1945 гг. нанесла значительный ущерб отрасли. Ряд заводов был эвакуирован в республики Средней Азии, где впоследствии были созданы крупные предприятия (в Самарканде, Ташкенте и других городах).
В послевоенные годы консервная промышленность получила свое дальнейшее развитие. Были восстановлены и реконструированы консервный комбинат в г. Крымске, консервный завод в г. Одессе, ряд заводов в Крыму, Молдавии и других городах и республиках.
В настоящее время основными зонами производства консервов из плодов и овощей являются районы Молдавии, южной и средней части Украины, районы Северного Кавказа, Закавказья, Средней Азии. Овощесушильная промышленность получила развитие в средней полосе европейской части РСФСР и Белоруссии. Сушка плодов развита в Средней Азии, особенно в Узбекистане.
В «Основных направлениях социального и экономического развития СССР на 1986—1990 годы и на период до 2000 года», ут
4
вержденных XXVII съездом КПСС, намечено довести объем производства плодоовощных консервов к 1990 г. до 16—18 млрд, условных банок. Для эффективного использования производственного потенциала и выполнения намеченных задач все пищевые отрасли и производство сельскохозяйственного сырья объединены в единый агропромышленный комплекс.
Увеличение объемов производства продукции, расширение ассортимента, улучшение качества консервов предполагается осуществить путем проведения единой технической политики и ускорения темпов роста научно-технического прогресса. Намечается приблизить перерабатывающую отрасль к местам выращивания сырья, создав предприятия малой и средней мощности непосредственно в совхозах и колхозах.
Одно из направлений технического прогресса — совершенствование технологии производства. Основными требованиями создания прогрессивной технологии являются интенсификация технологических процессов, создание непрерывности и поточности. Таким требованиям удовлетворяют асептическое консервирование и хранение полуфабрикатов в крупных резервуарах. В 1984 г. асептическим способом было заготовлено около 250 тыс. т полуфабрикатов.
С помощью асептического способа консервирования возможно создание принципиально новой системы снабжения крупных потребительских центров плодоовощной продукцией путем перевозки заготовленных впрок полуфабрикатов в асептических условиях в автомобильных и железнодорожных цистернах, контейнерах. Переработка и фасование в мелкую тару будут осуществляться непосредственно в районах потребления.
Другим направлением научно-технического прогресса в перерабатывающей плодоовощной отрасли является создание технологии комплексной переработки сырья, предусматривающей извлечение всех содержащихся в сырье полезных компонентов.
Индустриальная переработка плодов, овощей предъявляет определенные требования к сырью. Оно должно содержать необходимое количество полезных веществ и быть одинаковым по составу, консистенции и размерам. От этих параметров зависят материалоемкость вырабатываемой продукции, качество изделий, возможность комплексной механизации и автоматизации производственных процессов.
Для обеспечения предприятий консервной промышленности необходима новая техника:
для крупных специализированных предприятий (свыше 75 муб) * — комплектные линии и оборудование повышенной единичной мощности с максимальной степенью механизации и автоматизации технологических процессов, в том числе и ПРТС-работ, и систем управления производством на базе микропроцессорной техники;
* Муб — миллион условных банок.
5
для заводов универсального профиля средней мощности (25— 75 муб) — комплектные линии и оборудование, в том числе для производства солений, квашений и заготовки полуфабрикатов, с максимальной механизацией труда, но без автоматизированной системы управления;
для заводов малой мощности (5—10 муб) — максимально механизированное оборудование в основном для производства солений, квашений, сушки и заготовки полуфабрикатов.
Расширение применения новых видов тары: полимерной, из тонкой хромированной жести, алюминиевой ленты; увеличение выпуска консервов в удобной для потребителя упаковке, с повышенной питательной ценностью; продукции для детей различных возрастных групп отвечают задачам, поставленным перед отраслью Продовольственной программой СССР на 1981—1990 годы и на период до 2000 года.
Учебник написан научными сотрудниками Всесоюзного научно-исследовательского института консервной и овощесушильной промышленности (ВНИИКОП) канд. техн, наук Э. С. Горенько-бым (введение, часть I, гл. 1, 2, 3, 5, 7, 9, И, часть II, гл. 12,14, 16, 21, 22, 23, 24), канд. техн, наук А. Н. Гореньковой (часть I, гл. 4, 8, 10, часть II, гл. 17, 18, 19) и инженером-технологом Г. Г. Усачевой (часть I, гл. 6, часть II, гл. 13, 15, 20).
Часть I
ОБЩАЯ ТЕХНОЛОГИЯ КОНСЕРВИРОВАНИЯ
Большое количество видов сырья и разнообразные способы его переработки обеспечивают получение различных консервированных продуктов.
Технологические процессы обработки сырья можно объединить в несколько групп.
Механические способы включают сортировку, мойку, чистку, измельчение. К термическим способам относятся подогрев, бланширование, разваривание, обжарка, концентрирование, охлаждение. Если первые приводят к изменению формы сырья, его структуры, то вторая группа дает возможность получить продукт, совершенно отличающийся по органолептическим показателям от исходного сырья.
Особое место в производстве консервов занимают процессы фасования, эксгаустирования, укупоривания, стерилизации и пастеризации.
Технология получения того или иного вида консервов включает в себя сочетание различных процессов обработки сырья с разными режимами по продолжительности и температуре.
Правильное применение общих технологических процессов позволяет получить готовый продукт с максимальным сохранением ценных питательных веществ, содержащихся в исходном сырье, или же осуществить протекание биохимических процессов в нужном направлении. Последнее дает возможность получить продукт с заданными органолептическими и химическими показателями.
Глава 1
РАСТИТЕЛЬНОЕ СЫРЬЕ
Большая часть консервированной продукции в СССР изготавливается из плодов и овощей. Плоды и овощи являются скоропортящейся продукцией и не могут длительное время сохраняться в свежем виде. В связи с этим используются различные методы консервирования — тепловая стерилизация и пастеризация в герметически укупоренных банках, соление, квашение, сушка, замораживание и т. д. Основная цель этих методов — уничтожить большую часть микроорганизмов и создать такие условия, при которых не происходит развития микроорганизмов. При этом качество продукции должно удовлетворять определенным требованиям и применяемые методы консервирования должны обеспечить максимальное сохранение питательных веществ, содержащихся в свежем сырье.
7
Для консервирования используют различные плоды и овощи, < которые классифицируют следующим образом. j
Классификация сырья
Овощи. Различают плодовую группу овощей, у которых в пищу используют плоды или семена, и вегетативную группу, съедобной ; частью которых являются стебель, корень, листья, клубни и т. д.
К плодовой группе относятся:
томатные — томаты, баклажаны, сладкий перец;
бобовые — горох, фасоль, бобы, соя и т. д.;
тыквенные—огурцы, кабачки, тыква, патиссоны, арбузы, дыни;
зерновые — кукуруза.
К вегетативной группе относятся:
корнеплоды — морковь, свекла, петрушка (корень), хрен, пастернак, сельдерей, цикорий, репа, брюква;
клубнеплоды — картофель, батат;
капустные — капуста кочанная и цветная;
шпинатные — шпинат, щавель, ревень;
салатные — всевозможные виды салатов, латук;
луковичные — лук, лук-порей, чеснок;
пряные листовые (зелень) — укроп, петрушка, майоран, базилик и т. д.;
десертные — спаржа и артишоки.
Плоды. По своему строению плоды делятся на четыре группы: семечковые, косточковые, ягоды и орехи.
Семечковые имеют кожицу, мясистую мякоть и семенную камеру. Наиболее распространенные из семечковых плодов — яблоки, груши, айва, рябина и т. д.
Косточковые состоят из кожицы, плодовой мякоти и косточки с твердой скорлупой. Типичными представителями являются абрикосы, персики, вишня, черешня, слива, кизил. ,
Ягоды имеют сочную мякоть. Различают следующие подгруппы ягод:
настоящие ягоды. К ним относятся виноград, смородина, кры- . жовник, клюква, брусника, черника и т. д.;
сложные ягоды, состоящие из большого количества сросшихся Между собой мелких плодов. К ним относятся малина, ежевика, морошка;
ложные ягоды имеют разросшееся цветоложе, на поверхности которого расположены мелкие плодики, в каждом из которых на- . ходится семя. К ложным ягодам относятся клубника, земляника, инжир, шелковица.
Особую группу составляют субтропические и тропические плоды — цитрусовые, ананасы, бананы, манго, папайя, финики, хурма и т. д.
Орехи в зрелом состоянии имеют съедобное семя, которое находится под твердой деревянистой оболочкой. Для консервирования используют зеленые грецкие орехи в стадии молочной зрелости, когда оболочка еще не стала плотной.
8
Созревание плодов и овощей
По мере созревания плодов и овощей в них происходят различные процессы.
В начальной стадии состав зеленого плода мало чем отличается от состава листьев. В основном зеленые плоды и листья состоят из целлюлозы и протопектина. В процессе созревания протопектин переходит в растворимый пектин, нарушается тургор, плоды становятся мягче, в растительной ткани накапливаются сахара, ароматические вещества, пигменты и т. д. При этом относительное содержание целлюлозы, крахмала, органических кислот изменяется.
Различают физиологическую, потребительскую и техническую стадии зрелости плодов.
Физиологическая стадия характеризуется наличием в плодах семян.
В потребительской стадии плоды пригодны для употребления в свежем виде.
Техническая стадия определяет наилучшие качества плодов и овощей для приготовления консервов. В связи с различным назначением сырья, разным содержанием тех или иных веществ понятие технической стадии зрелости относительно.
Некоторые плоды и овощи консервируют недозрелыми (например, зеленый горошек; сахарная кукуруза, грецкие орехи, огурцы, кабачки и т. д.), при полной зрелости подвергаются консервированию томаты, некоторые виды косточковых и семечковых плодов.
Стадия технической зрелости определяется цветом плодов, их консистенцией, развитостью семян, содержанием сахаров и кислотой (величиной сахарокислотного индекса).
Сортоиспытание и сортоотбор плодов и овощей
Химический состав плодов и овощей зависит не только от их вида, но и от сорта. Сорта подбираются применительно к климатическим и почвенным условиям местности произрастания.
Сортоиспытание — это изучение, оценка сортов и гибридов сельскохозяйственных культур в сравнении со стандартным сортом и установление их пригодности для выращивания в производственных условиях. При сортоиспытании устанавливаются агробиологические и химико-технологические показатели.
К первым относятся урожайность, способность сопротивления засухе, ветрам, морозам, всевозможным болезням и вредителям, периодичность плодоношения, скороспелость, время вступления в плодоношение молодых растений, пригодность к механизированной уборке.
К химико-технологическим показателям относятся химический состав, форма и размер плодов, косточек, семян, соотношение мякоти, сока, плодоножек, гребней, косточек, стойкость плодов к сохранению окраски и формы при технологической обработке и т. д.
На основании государственного сортоиспытания осуществляет-
9
I f
ся сортовое районирование — отбор лучших сортов сельскохозяйственных культур и определение территориальных границ их выращивания. В СССР сортоиспытание и сорторайонирование проводятся ежегодно с 1929 г.
При сортоотборе учитывается целевое назначение сырья. В зависимости от требований к готовому продукту, а также от дальнейшего использования сырья к его химическому составу могут предъявляться различные требования. Например, для производства желированных плодовых консервов (джемов, конфитюров, повидла, желе) необходимо, чтобы исходное сырье содержало повышенное количество пектина, тогда как при производстве экстрактов, концентрированных соков большое содержание пектина нежелательно.
Для производства компотов из целых плодов необходимо, чтобы кожица была упругой и довольно плотной, а при изготовлении из этих плодов соков, пюре кожица должна быть нежной и сравнительно легко разрушаться при технологических операциях (дроблении, протирании и т. д.).
Особое значение при сортоотборе имеет механический состав плодов. Это определяет количество отходов при технологических операциях производства консервов.
Сорторайонирование позволяет обеспечить в одной агрозоне набор плодов различных сортов с разными сроками созревания. Это дает возможность консервным предприятиям перерабатывать одно сырье в течение длительного времени. Удлинение сезона переработки позволяет повысить отдачу основных фондов, более равномерно использовать рабочую силу.
Строение растительной ткани
Виды растительной ткани. Клетки растительной ткани прочно соединены между собой срединными пластинками, состоящими в основном из протопектина. Эти пластинки вместе с клеточными оболочками составляют остов паренхимной ткани. Оболочки пронизаны тончайшими нитями протоплазмы, соединяющими между собой протоплазмы соседних клеток. Эти нити носят название плазмодесм.
Промежутки между клетками образуют межклеточные ходы.
Различают следующие виды тканей:
первичная меристема — ткань растущих органов растений (стеблей, корней). Она состоит из неразвившихся паренхимных клеток. Первичная меристема не имеет межклеточных ходов и не содержит воздуха;
основная паренхима — ткань, состоящая из развившихся паренхимных клеток, имеющих вакуоли. Последние заполнены клеточным соком. Межклеточные ходы и пространства в ткани ясно выражены. Из этой ткани в основном состоят зрелые плоды, а также листья;
10
покровная ткань (эпидермис) — кожица плодов, образующаяся у поверхностного слоя первичной меристемы. На корнях, стеблях, на некоторых плодах покровный слой содержит клетки, пропитанные суберином. Ткань, имеющую бурую окраску, называют перидермой;
механическая ткань— ткань, придающая прочность органам растений. Она состоит из клеток, имеющих толстостенные оболочки;
проводящие ткани — ных клеток значительной длины, но в стеблях.
Рис. 1. Растительные клетки:
а, б — паренхимные (1 — ядро с ядрышками; 2 — цитоплазма; 3 — вакуоль; 4— клеточная стенка); в — прозенхрмная
ткани, состоящие из прозенхим-Они встречаются преимуществен-
Все органы растений состоят из клеток — паренхимных и про-зенхимных (рис. 1).
Паренхимные имеют округлую или многогранную форму размером от 10 до 60 мкм. В сочных плодах и клубнях клетки могут быть размером до 1 мм.
Прозенхимные клетки имеют удлиненную форму. Длина
их в отдельных случаях измеряется сантиметрами, а в поперечном сечении их размер такой же, как и паренхимных клеток.
Ткань плодов и овощей в основном состоит из паренхимных клеток. В этих клетках откладываются питательные вещества — углеводы, белки, жиры.'
Из прозенхимных клеток состоят проводящие ткани, например стебли растений.
Клетка зрелых плодов имеет тонкую эластичную оболочку, про
топласт и вакуоли.
В состав протопласта входят цитоплазма, ядро и включения — пластиды, крахмальные зерна, растительные масла и т. д.
Оболочка состоит из целлюлозы и протопектина. Эти нерастворимые в воде вещества придают жесткость клетке, что определяет ее форму. В оболочку клетки входят также лигнин, суберин и кутин.
Лигнин, откладываясь в стенках клетки, повышает их прочность и эластичность, вызывает одревеснение ткани. Суберин — жироподобное вещество, пропитывая оболочку, вызывает ее опробковение.
Появление опробковевшего слоя на поверхности корнеплодов и картофеля способствует хорошей сохраняемости корней и клубней в течение нескольких месяцев после их уборки. Кутин — воскообразное вещество, содержится в клетках кожицы некоторых плодов, например яблок, слив. Он повышает прочность клеток и устойчивость плодов против воздействия микроорганизмов.
11
и 5
Рис. 2. Тургор (а) и плазмолиз (б) растительной клетки
Протоплазма является одной из важнейших частей клетки. Она представляет собой студенистую массу, в которой растворены белковые вещества, жиры, углеводы, минеральные соли и т. д. В протоплазме расположено ядро. Оно имеет более плотную консистенцию и свою собственную оболочку. Ядро играет важнейшую роль в процессе размножения. Деление клеток начинается с деления ядра.
В молодой клетке протоплазма за
полняет все внутреннее пространство, а в зрелой протоплазма тонким слоем располагается под оболочкой и в виде нитей (плазмен-
ных тяжей) пересекает клетку.
Протоплазма живой клетки обладает полупроницаемостью, пропуская влагу, она задерживает растворенные в ней вещества.
В протоплазме клеток осуществляется обмен веществ. Она, владея свойством полупроницаемости, является как бы мембраной, препятствующей выравниванию концентрации растворов питательных веществ внутри клетки и в межклеточном пространстве. Концентрация веществ в клетке несколько больше, и в связи с этим на
протоплазму оказывается осмотическое давление, величина которого определяется по уравнению
p=CRT,
где р — давление, Л1а; С — молярная концентрация раствора, моль/м3; R — газовая постоянная, равная 8,3 Дж/(моль «К); Т — абсолютная температура, К.
Осмотическое давление в клетках зрелых плодов и овощей обычно колеблется От 0,49 до 0,98 МПа. Благодаря этому протоплазма плотно прижата к оболочке клетки, которая растягивается во все стороны. Такое напряженное состояние клетки носит название тургора (рис. 2, а).
Тургор можно нарушить, насытив межклеточное пространство концентрированными растворами сахара или поваренной соли. При более высокой концентрации, чем концентрация клеточного сока, окружающий клетку раствор обладает большим осмотическим давлением. Часть влаги переходит из клетки в межклеточное пространство, и протоплазма сжимается. Такое явление носит название плазмолиза (рис. 2, б).
Если устранить действие концентрированных растворов, тургор может восстановиться. Такое явление называется деплазмолизом. Степень обратимости зависит от концентрации и длительности воздействия растворенного вещества.
Необходимые изменения протоплазмы вызываются также тепловым (50—60 °C) воздействием, при котором свертываются белки. ।
12
Явление тургора и плазмолиза лежит в основе многих методов консервирования и учитывается при выборе режимов технологического процесса.
В клетках зрелых плодов имеется несколько вакуолей — полостей, заполненных клеточным соком.
В межклеточных пространствах скапливаются воздух и диоксид углерода, выделяемый при дыхании.
Химический состав плодов и овощей
Плоды и овощи содержат растворимые и нерастворимые в воде вещества, большинство из которых очень важны в питании человека.
Углеводы являются основной частью сухих веществ клеточного сока (до 90% сухого остатка).
В плодах и овощах содержатся глюкоза, фруктоза, в меньшем количестве — сахароза и другие сахара.
Глюкоза (СбН^Об) — виноградный сахар, большей частью содержится во многих плодах и овощах.
Фруктоза содержится во многих плодах и имеет тот же химический состав, что и глюкоза.
Сахароза (С12Н22О11) содержится также во многих плодах и овощах, особенно большое количество ее находится в сахарной свекле. Под действием фермента инвертазы она подвергается расщеплению на глюкозу и фруктозу. Это происходит в кислых растворах при нагревании. Данный процесс называется инверсией и протекает он по следующему уравнению:
Г12Н22ОЦ -J- Н2О = СбН12Об -J- сбн12об.
Сахароза Вода Глюкоза Фруктоза
Полученная смесь растворов глюкозы и фруктозы называется инвертным сахаром.
Углеводы играют важную роль в формировании вкуса консервированных продуктов. Сладость сахаров различна. Если принять сладость сахарозы за 1,0, то сладость фруктозы — 1,73, а глюкозы — 0,54, их смеси (инвертного сахара) — около 1,3.
Еще одним важным свойством углеводов, которое определяет режим технологического процесса производства консервов, является способность их вступать в реакцию с аминокислотами и образовывать темноокрашенные соединения — меланоидины. В, большинстве случаев это нежелательный процесс, например при тепловой обработке соков, варке пасты, варенья, повидла.
Из углеводов важную роль играет крахмал. Это сложное химическое соединение, в обобщенном виде его химическая формула имеет вид (CeHioOsJn- Значительное количество его содержат картофель (от 12 до 25%), зеленый горошек и кукуруза. В плодах находится менее 1% крахмала. В растительных клетках крахмал имеет вид зерен, которые состоят из амилазы, растворимой в воде, и амилопектина, который набухает и образует клейстер.
13
Крахмал под воздействием ферментов (амилаз) осахаривается. Примером может служить сильноохлажденный или подмороженный картофель, который имеет сладкий вкус.
Оболочка клеток состоит из целлюлозы, имеющей такой же химический состав, как и крахмал, но другое структурное строение.
Количество клетчатки в овощах составляет 0,2—3%, в плодах от 0,5 до 2%. Клетчатка обеспечивает устойчивость плодов при транспортировке и хранении, препятствует размягчению и развариванию их при стерилизации, но затрудняет процессы выпаривания, протирания и отжима сока.
Во многих плодах и овощах содержатся пектиновые вещества, являющиеся производными углеводов. Они играют важную роль при производстве таких консервов, как желе, варенье, повидло, джем. В основном пектиновые вещества представлены нерастворимым протопектином, содержащимся в клеточной оболочке, и растворимым в воде пектином. При созревании плодов нерастворимый протопектин под воздействием фермента пектозиназы переходит в пектин, растворимый в клеточном соке, и плоды становятся мягче. Процесс перехода протопектина в пектин при нагревании в присутствии кислот используется при консервировании плодов и овощей.
В яблоках, айве, некоторых сортах груш, слив, крыжовнике содержится до 1,5% пектиновых веществ, меньше в абрикосах, красной смородине и почти в 2 раза меньше в вишне, землянике. Имеются они в некоторых видах овощей — моркови, тыкве, капусте и др.
Органические кислоты содержатся во всех плодах и овощах и вместе с сахарами определяют их вкус. Картофель и корнеплоды содержат их крайне небольшое количество.
В различных плодах и овощах присутствует преимущественно та или иная органическая кислота. Например, в винограде — винная (0,2—1,0%), в щавеле — от 0,5 до 1% щавелевой. В яблоках и других плодах преобладает яблочная кислота, в лимонах и других цитрусовых — лимонная (до 6—8%).
Азотистые вещества хотя и содержатся в плодах и овощах, но из-за незначительного количества не могут служить источником для обеспечения полноценного питания по белкам. Однако они имеют особое значение в формировании вкуса продукта и влияют на качество консервов при их производстве.
Большинство плодов и овощей содержит азотистых веществ (белков, аминокислот, аминов, амидов и пр.) в среднем до 1,5%, зеленый горошек — до 5%, бобовые — до 25%.
Витамины — важнейшая составная часть плодов и овощей. Хотя содержание их в плодах и овощах незначительно, они играют важную роль в процессах обмена. Некоторые витамины, например С, не синтезируются организмом человека, и их поступление с пищей обязательно. Поэтому с этой точки зрения плоды и овощи являются незаменимыми компонентами питания. Недостаток витаминов (гиповитаминоз) ведет к серьезным нарушениям функции 14
жизнедеятельности человека, а отсутствие (авитаминоз) может привести к серьезным заболеваниям.
В плодах и овощах обнаружены почти все известные в настоящее время витамины, за исключением витаминов В12 и D.
Основные витамины, содержащиеся в плодах и овощах, следующие:
витамин А (ретинол) образуется в организме из каротина, которым богаты морковь, абрикосы, томаты (2—10-10~3%). Этот витамин необходим организму человека для нормального обмена веществ;
витамин Bi (тиамин) содержится в большинстве свежих плодов и овощей (0,1—0,2-10~3%). Недостаток тиамина в пище вызывает нарушение углеводного обмена;
витамин В2 (рибофлавин) содержится в овощах (капусте, луке, шпинате, томатах и т. д.) — 5—10-10~3%. Авитаминоз В2 у человека характеризуется воспалительными явлениями слизистой оболочки ротовой полости, нарушением функции зрения;
витамин Вб найден в тыкве и свекле (0,1—0,3-10~3%).
Витамин С (аскорбиновая кислота) является одним из распространенных витаминов. Он принимает участие в окислительно-восстановительных процессах, предупреждает заболевание цингой. Очень богаты витамином С плоды шиповника (200—450-10~3%), сладкий стручковый перец (200—250-10~3%), черная смородина (до 200 мг на 100 г).
Витамин С хорошо растворяется в воде, активно подвергается воздействию воздуха, разрушается под воздействием тепла. Эти особенности следует учитывать при проведении технологического процесса.
В плодах и овощах содержатся витамины РР, Р, Е, К.
Большинство витаминов могут в той или иной степени подвергаться разрушению при обработке сырья.
Следует учитывать, что растворимые в воде витамины, такие, как С, Р, Bi, Вб, РР и пантотеновая кислота, теряются при мойке сырья, особенно при бланшировании в теплой воде.
Витамины Вб и С нестойки к солнечному свету. Разрушению витаминов способствуют тяжелые металлы. При кратковременном нагревании, обеспечивающим некоторое удаление воздуха из межклеточных пространств и инактивацию ферментной системы, сохраняются витамины в обрабатываемом продукте.
Дубильные вещества придают вяжущий вкус плодам и овощам. Ими богаты айва (до 1%), терн (до 1,6%), кизил (до 1,2%), яблоки-дички (до 0,6%), в остальных плодах — 0,1—0,2%. В овощах дубильных веществ очень мало.
Дубильные вещества при контакте с кислородом воздуха под действием фермента пероксидазы окисляются, образуя темноокра-гпенные вещества флобафены. Этим и обусловливается потемнение поверхности нарезанных плодов.
Чтобы предупредить потемнение плодов, необходимо ограничить контакт плодов с воздухом или принять меры к разрушению
15
ферментативной системы (тепловой обработкой или химическим воздействием).
Дубильные вещества могут вступать в реакцию с белками, образуя танаты — нерастворимые соединения.
Красящие вещества (пигменты) придают различную окраску плодам и овощам. Одним из представителей этого класса веществ является хлорофилл. Он обеспечивает зеленую окраску недозрелым плодам и листьям растений. Хлорофилл содержит в своей молекуле магний, который в кислой среде может замещаться водородом. В данном случае образуются феофитины, имеющие оливково-бурую окраску. Это наблюдается при стерилизации огурцов и листовых овощей в уксусной заливке.
К красящим веществам относятся антоцианы, придающие плодам и овощам окраску от розовой до фиолетовой. Они содержатся в темноокрашенном винограде, черной смородине, бруснике, свекле и т. д.
В винограде из красных сортов содержится энин, который при гидролизе распадается на глюкозу и энидин. В вишне встречается керацианин. Он содержит глюкозу, рамнозу и цианидин. В свекле содержится бетаин, состоящий из глюкозы и азотсодержащего аг-люкона бетанидина.
Часто в растениях встречаются желтые пигменты — флавоны. К производным флавона относится кверцетин, содержащийся в шелухе лука.
Антоцианы растворимы в воде и при нагревании и окислении воздухом могут разрушаться и менять свой цвет (например, красящие вещества земляники, сливы, черешни, корнеплодов). В го же время тепловая обработка почти не влияет на изменение окраса ки черной смородины, так как окисление антоцианов сдерживает аскорбиновая кислота, принимающая на себя в первую очередь кислород воздуха.
Антоцианы в присутствии металлов могут также изменять свою окраску. При консервировании темноокрашенных плодов в металлической таре с недостаточным лаковым покрытием антоцианы соединяются с оловом и придают плодам несвойственный им синий или фиолетовый оттенок. Алюминий вызывает фиолетовое окрашивание вишни и черешни, но не влияет на изменение цвета темно-окрашенного винограда.
К пигментам, придающим плодам и овощам окраску с оттенками от желтого до красного, относятся каротиноиды — каротин, ликопин, ксантофилл.
Каротин является провитамином А и содержится в моркови, томатах, абрикосах, цитрусовых, зеленных овощах.
Ликопин — красное красящее вещество, содержится в томатах, шиповнике.
Ксантофилл сопутствует каротину и также придает желтую окраску некоторым плодам (например, желтым томатам) и листьям.
Эфирные масла имеют определенное значение в формировании органолептических свойств консервированных продуктов.
16
Содержатся в кожице, листьях и семенах различных плодов и овощей в очень небольших количествах, но их ароматическая активность очень велика. В цитрусовых плодах клетки кожицы наполнены эфирными маслами, содержание которых колеблется от 1 до 2,5%, тогда как в яблоках — 0,0007—0,0013%. Тем не менее аромат яблок при таком количестве эфирных масел весьма ощутим.
Очень богаты ароматическими веществами пряные овощи — петрушка, сельдерей, укроп, базилик и др. В них содержится до 0,5%, иногда до 1% эфирных масел.
Эфирные масла представляют собой смесь терпенов, спиртов,, альдегидов, произврдных терпенов — цитраля, карвона, пинена и т. д.
Некоторые эфирные масла обладают бактерицидными свойствами. Такие вещества называются фитонцидами. Характерными представителями являются фитонциды чеснока (аллицин), аллиловое (горчичное) масло. Красящие вещества — антоцианы интенсивных красно-синих тонов — также обладают бактерицидными свойствами. Высокие фитонцидные свойства проявляют при нагревании морковь, томаты, репчатый лук, хрен, перец, укроп.
Ферменты (энзимы) —это катализаторы сложных биохимических процессов, которые происходят в растительной клетке. Эти вещества имеют сложную белковую структуру. В их составе иногда содержится небелковая группа — кофермент. Каждый фермент катализирует определенную химическую реакцию. Все ферменты делятся на следующие классы:
оксидазы — окислительно-восстановительные ферменты, способствующие перемещению водорода от одних органических соединений к другим под воздействием кислорода воздуха;
трансферазы — ферменты, катализирующие перенос химических групп (остатков фосфорной кислоты, моносахаров, аминокислот и т. д.);
гидролазы — ферменты, катализирующие гидролитический распад сложных соединений на простые (амилаза, эстераза, протеаза И др.);
лиазы — ферменты, катализирующие негидролитический распад сложных соединений (карбоксилаза и др.);
изомеразы — ферменты, способствующие ускорению реакции изомеризации;
лигазы (синтетазы) — ферменты, катализирующие соединение двух молекул.
Для большинства ферментов оптимальной температурой действия является 30—40°С. При температуре коагуляции белков (65—70°С) ферменты инактивируются. Этот процесс называется инактивацией. Особое значение для действия ферментов имеет активная кислотность продукта, т. е. pH среды.
Жиры содержатся в растительной ткани плодов и овощей в небольших количествах. Однако они имеют большое значение, так как регулируют обмен веществ. Жиры нерастворимы в воде и обладают гидрофобностью, благодаря чему влияют на проницаемость
2 Заказ № 639
17
цитоплазмы клетки. Являясь запасными питательными веществами, онп откладываются в семенах, где содержание жиров достигает 30—40%. Растительные масла содержат линолевую и линоленовую кислоты, которые хорошо усваиваются организмом. Наибольшее содержание жира (до 30%) обнаружено в оливках (маслинах).
Гликозиды — это соединения углеводов (пентоз, гексоз) со спиртами, альдегидами, фенолами и другими веществами. Представителем этих соединений является амигдалин. Амигдалин находится в семенах косточковых плодов, придает им горький вкус и запах горького миндаля. Гидролизуясь в организме человека, амигдалин выделяет синильную кислоту. Уравнение реакции выглядит следующим образом:
C20H27NOn + 2Н2О = 2С6Н12О6 + С6Н5СНО + HGN.
Гликозид соланин встречается в томатах, баклажанах и картофеле. В картофеле (недозрелом) соланин находится главным образом в кожице и слое, прилегающем к ней.
Состав соланина картофеля определяется формулой C45H71NO15. В баклажанах, достигших физиологической стадии зрелости, накапливается соланин М (C31H51NO12), придающий специфический горький привкус. В зрелых томатах содержание соланина 0,004— 0,008%. Такое количество не вызывает горького вкуса. Соланин в заметных количествах содержится в зеленых томатах.
Нарингин находится в кожице и подкожном белом слое (альбедо) цитрусовых плодов, придавая им горький привкус. По мере созревания нарингин под действием фермента пероксидазы распадается на сахара (глюкозу и рамнозу) и аглюкон нарингинен (С15Н12О5), не обладающий горьким вкусом.
В бруснике и клюкве содержится гликозид вакцинин, в петрушке — апнин, в незрелых яблоках, вишне, сливах, смородине содержится глюкоянтарная кислота.
Минеральные вещества входят в состав структурных элементов клетки. Количество минеральных веществ можно определить по зольности, т. е. количеству золы после сжигания. Плоды и овощи имеют зольность 0,2—1,8%.
Минеральные вещества делят на макроэлементы (калий, кальций, фосфор, натрий, магний), содержащиеся в золе в количестве не менее сотых долей процента, и микроэлементы (железо, медь, цинк, йод, бром, алюминий, кобальт, бор и пр.), содержание которых не превышает тысячных долей процента. $
Больше всего из макроэлементов содержится калия, который повышает водоудерживающую способность протоплазмы.
Глава 2
ОСНОВНЫЕ МЕТОДЫ КОНСЕРВИРОВАНИЯ
Целью консервирования является получение продукта, способного храниться длительное время без значительных изменений качества. Существует несколько способов консервирования, но при 18
любом из них создаются такие условия, когда полностью прекращается или в значительной степени замедляется действие микроорганизмов.
Наиболее широко применяется способ консервирования тепловым воздействием — пастеризацией и стерилизацией. Кроме этого применяются охлаждение и замораживание, квашение и соление, сушка, использование антисептиков и антибиотиков, уваривание с добавлением сахара и др.
Тепловое воздействие — пастеризация, стерилизация; действии низких температур — замораживание, охлаждение; обезвоживание — сушка и т. п. основаны на принципе прекращения жизнедеятельности микроорганизмов и жизненных процессов в сырье под действием физических факторов. Соление, сульфитирование, консервирование антибиотиками и т. п. основаны на подавлении жизнедеятельности микроорганизмов под воздействием химических веществ, введенных извне. Квашение происходит за счет образования консервирующих химических веществ в результате деятельности микроорганизмов.
Консервирование продуктов под действием высоких температур
Возможность консервирования всех видов животного и растительного сырья была открыта французским ученым Никола Аппе-ром (1750-1841).
В результате 40-летних опытов и исканий Аппер выявил и установил основы нового метода консервирования, который базируется на двух принципах: помещение надлежащим образом обработанного пищевого сырья в воздухонепроницаемую, герметически укупоренную оболочку и нагревание его в водяной бане более или менее длительное время в зависимости от природы консервируемого вещества. Сущность этого метода в том, что гибель микробных клеток в этих условиях наступает в результате коагуляции белков протоплазмы. Однако уничтожение микробов не происходит мгновенно. Для этого необходимо определенное время, называемое летальным. Оно зависит от температуры обработки, вида микроорганизмов и их количества, химического состава продукта.
В практике консервирования пастеризацией принято называть процесс, который проводится при температуре до 100°С и при котором погибают неспорообразующие микроорганизмы. Для уничтожения спорообразующих микроорганизмов применяется стерилизация при температуре свыше 100°С. Слово «стерилизация» происходит от латинского sterilis — бесплодный. Температура свыше 100°С достигается под давлением в герметичном сосуде.
Подбор температуры тепловой обработки с целью обеспечения длительной сохранности консервов зависит от химической природы, физического состояния, общей обсемененности продукта перед стерилизацией, размеров и состояния тары.
2*
19
Микроорганизмы,, способные вызвать порчу продукта, имеющего активную кислотность ниже pH 4,4, могут быть уничтожены при температуре до 100°С.
Обработка продукта с pH более 4,4 проводится при высоких температурах и в течение длительного времени, за которое продукт достигает полной кулинарной готовности. Поэтому почти все консервы, прошедшие стерилизацию или пастеризацию, готовы к употреблению.
Чрезмерное нагревание продукта приводит не только к отмиранию микроорганизмов и получению стерильного продукта, но и к нежелательным изменениям вкуса и аромата. Для того чтобы снизить тепловые режимы при стерилизации, необходимо прежде всего повышать санитарное состояние производства, исключающее чрезмерное загрязнение продукта микроорганизмами, а также использовать способы, обеспечивающие ускорение теплопередачи и прогреваемости продукта (уменьшение вместимости тары, вращение банок при стерилизации и т. д.).
Одной из разновидностей теплового консервирования является стерилизация токами высокой частоты. Этот способ заключается в том, что продукт в герметически укупоренной стеклянной банке помещается в поле переменного электрического тока высокой частоты. При этом содержащиеся в продукте электрически заряженные частицы (ионы) под действием переменного поля приходят в колебательное движение. За счет внутреннего трения этих частиц выделяется большое количество тепла, которое в течение небольшого промежутка времени (от нескольких секунд до 1—2 мин) прогревает всю массу продукта. Температура обработки определяется продолжительностью воздействия. Таким образом предупреждается протекание нежелательных биохимических реакций (меланоидинообразование, разложение питательных веществ и т. д.), а также уменьшается разваривание продукта.
Охлаждение и замораживание
Сущность этого метода консервирования в том, что при низких температурах подавляется жизнедеятельность микроорганизмов, снижается активность ферментов, замедляется протекание биохимических реакций. При пониженных температурах, характерных для охлаждения, в плодах и овощах продолжают протекать, хотя и медленно, процессы дыхания, которые позволяют им сохраняться 'Свежими в течение нескольких недель и даже месяцев.
Охлаждение осуществляют с помощью искусственного или естественного холода. При хранении в ледниках или камерах с искусственным холодом температура продукта снижается до 0°С (с колебаниями ±2—3°С). При этой температуре не происходит замерзание клеточного сока.
Замораживание — это способ консервирования, при котором используются низкие температуры, обеспечивающие полное или частичное превращение клеточного сока в лед. Чем быстрее
20
осуществляется процесс замораживания и чем ниже достигаются при этом температуры, тем лучше качество замороженного продукта. При замораживании происходит почти полное прекращение деятельности микроорганизмов, многие из них погибают, Безусловно, полной гибели всех микроорганизмов при этом не происходит. Некоторые из них сохраняют целость, а отдельные способны образовывать споры и сохранять свою жизнеспособность. При замерзании клеточного сока внутри и вне клеток образуются кристаллы льда, которые приводят к механическим повреждениям оболочки. При повышении температуры целые микроорганизмы снова развиваются, и это может привести к порче продукта. При хранении замороженных продуктов необходимо строго контролировать температуру хранения, обеспечивать хорошее санитарное состояние в подготовительных помещениях и камерах и использовать для замораживания только высококачественное сырье.
Подавление жизнедеятельности микроорганизмов заключается в том, что в замороженных пищевых продуктах большая часть влаги превращена в твердое состояние и микроорганизмы, которые питаются осмотическим путем, лишаются возможности использовать отвердевшие пищевые продукты. Из-за отсутствия жидкой фазы прекращается деятельность ферментов, вследствие чего приос-1анавливаются биохимические процессы. Установлено, что после того, как достигнута криоскопическая температура для данного продукта, последующее понижение температуры вдвое приводит к вымерзанию примерно половины количества оставшейся влаги. Например, если криоскопическая температура продукта равна —2°С, то при снижении температуры до —4°С вымерзнет 50% влаги. При дальнейшем понижении до —8° С превратится в лед 75% исходного количества влаги. Расчеты показывают, что при температуре —16°С вымерзнет 87,5% влаги, а при температуре —32°С — 93,8%. Уже при —16°С большая часть влаги превратится в лед, поэтому с практической точки зрения шет необходимости доводить температуру до —32°С. Общепринятый температурный уровень, до которого доводят почти все замораживаемые продукты, составляет — 18°С, так как для некоторых пищевых продуктов криоскопическая температура бывает — 2°С.
Сушка
Как метод консервирования сушка пищевых продуктов известна с древних времен. Этот метод не требует в ряде случаев специальных устройств, и для него может быть использована энергия солнца.
Для жизнедеятельности микроорганизмов необходима влага: для жизни бактерий требуется не менее 30% влаги, для плесеней— 15%. Микроорганизмы используют вещества, находящиеся в клеточном соке в сравнительно небольших концентрациях, и при этом в водных растворах проходят все биохимические реакции. При удалении влаги концентрация этих веществ увеличивается и
21
они уже являются ингибиторами жизнедеятельности микроорганизмов, которые хотя и не погибают, но вследствие неблагоприятных условий не развиваются.
Овощи и фрукты обычно высушивают до содержания остаточной влаги соответственно 12—14 и 15—25%. В некоторых случаях высушивание доводят до 4—8% влаги, но такие продукты очень гигроскопичны и их следует хранить только в герметически укупоренной таре. До такой влажности продукт может быть высушен сублимационной сушкой. Этот способ заключается в том, что сырье предварительно замораживается при очень низких температурах (до —50°С), и в последующем при глубоком вакууме от 1,33 до 0,13 Па путем подогрева продукта лед, образовавшийся из клеточного сока, переходит в пар, минуя жидкую фазу. Быстрое замораживание при очень низких температурах приводит к образованию мелких кристаллов, что не нарушает клеточного скелета плодов и овощей. Это позволяет получить продукты без нарушения их формы. Такие продукты легко восстанавливаются.
Консервирование антисептиками
Консервирование антисептиками основано на свойстве некоторых химических веществ подавлять жизнедеятельность микроорганизмов. Такие вещества называют антисептиками или консервантами.
В связи с тем что этот способ используется для пищевых продуктов, к антисептикам предъявляются особые требования: они должны проявлять свое действие в сравнительно малых дозах, быть безвредными для человека, не придавать продукту неприятные запах и вкус. Следует сказать, что ни один из антисептиков полностью не удовлетворяет изложенным требованиям, поэтому применение антисептиков в консервировании регламентировано. Минздравом СССР разрешены к применению в консервной промышленности сернистая и уксусная кислоты, этиловый спирт, сорбиновая кислота и ее соли, соли бензойной кислоты и некоторые другие. Наиболее широко применяется сернистый ангидрид. Процесс, при котором используется действие сернистого газа, носит название сульфитации. Сульфитация может осуществляться сухим или мокрым способом. Сухой способ также называется окуриванием. Применение водного раствора приводит к удалению из плодового сока ценных веществ — сахаров, кислот и т. д. Плоды и овощи помещаются в камеру, в атмосфере которой содержится сернистый газ. Он наиболее сильно действует на бактерии, в меньшей степени — на плесени и дрожжи. В камеры сернистый газ подается из баллонов или от специальных устройств, где сжигается комовая сера.
При консервировании жидких или пюреобразных продуктов сернистый газ добавляется в виде водных растворов (сернистая кислота) или путем пропускания струи газа через пюре. Последний процесс осуществляется с помощью специальных устройств — 22
сульфитаторов. Сульфитацию пюре и соков рекомендуется проводить при пониженных температурах, так как при этом увеличивается растворимость газа в жидкости. Предельная концентрация сернистого ангидрида в сульфитированных пюре и соках 0,02%. Сернистый газ легко удаляется при нагревании, поэтому при переработке сульфитированных полуфабрикатов их предварительно нагревают.
Консервирующее действие сернистой кислоты заключается в том, что она растворяется в липоидно-протеиновом комплексе клетки микроорганизма и проникает в плазму. При этом происходят структурные изменения, приводящие к гибели клетки.
Сернистая кислота, являясь акцептором кислорода, задерживает дыхание микроорганизмов. При взаимодействии с продуктами жизнедеятельности микроорганизмов, а также ферментами, сернистая кислота нарушает обмен веществ, и клетка гибнет. Под действием сернистой кислоты легко погибают бактерии, особенно молочнокислые и уксуснокислые.
В растворе сернистая кислота диссоциирует по схеме
H2SO3 --► HSO7+H+.
Консервирующим действием обладает недиссоциированная сернистая кислота, а также свободный сернистый ангидрид. В кислой среде степень диссоциации сернистой кислоты уменьшается, поэтому при сульфитации плодов и ягод, обладающих сравнительно высокой кислотностью, ее бактерицидные свойства повышаются в сравнении с сульфитацией низкокислотных продуктов.
Сернистая кислота действует не только на микроорганизмы, но и на растительную ткань сульфитируемых продуктов. В результате воздействия сернистой кислоты тургор клетки нарушается, происходит коагуляция протоплазмы, сок частично выходит в межклеточное пространство и ткань плодов размягчается.
В процессе сульфитации сернистая кислота связывается с химическими веществами плодового сока. Находясь частично в свободном виде, она вступает в химическое взаимодействие с сахарами, имеющими свободную карбонильную группу.
Например, с глюкозой сернистая кислота дает глюкозосернистую кислоту.
/Н
CH2OH(CHOH)4C/q + HOSO2H --->
/ОН
---> СН2ОН(СНОН)4С-Н xoso2h
По активности связывания с сернистой кислотой сахара располагаются в следующем порядке: арабиноза, глюкоза, фруктоза, сахароза. При связывании сернистой кислоты с сахарами действие ее на микроорганизмы значительно уменьшается. При повышении
23
температуры эти соединения распадаются, освобождая сернистый ангидрид и повышая бактерицидные действия.
Являясь сильным восстановителем, сернистая кислота препятствует окислению химических веществ плодов. Блокируя ферменты, катализирующие необратимые изменения витамина С, она способствует его сохранению.
В кислой среде (при pH меньше 3,5) консервирующим действием обладают и соли сернистой кислоты (сульфиты и бисульфиты). При взаимодействии с органическими кислотами плодов они выделяют свободный сернистый ангидрид, который и является консервантом.
СН2СООН GH2COONa
NaHSO3 + CHOHGOOH ----> GHOHGOOH + H2O + SO2.
Бисульфит Яблочная Кислая соль
натрия кислота яблочной
кислоты
При сульфитации применяются только химически чистые соли сернистой кислоты.
Газообразный сернистый ангидрид приводит к растрескиванию косточковых плодов и ягод. В связи с этим в зависимости от вида сырья и получаемого готового продукта используются различные способы обработки: семечковые плоды и мандарины обрабатывают * сернистым ангидридом в камерах; косточковые плоды для^варенья, джема, а также ягоды консервируют раствором сернистой кислоты в бочках; косточковые плоды во фруктовом пюре для джемов суль-фитируют в бочках или бассейнах; плодовое пюре для выработки повидла сульфитируют газообразным сернистым ангидридом, а затем хранят в цистернах, бассейнах или резервуарах.
Плоды, предназначенные для сухой сульфитации, должны быть свежими, плотными, здоровыми. Доставлять плоды на завод и хранить их следует в деревянных решетчатых ящиках вместимостью не более 16 кг, имеющих зазоры между планками 2—3 см. Ящики с плодами устанавливают на рейки на полу камеры обработки серой. Высота штабеля 1,5 м. Между штабелями и стенами оставляют проходы не менее 0,4 м для лучшей циркуляции газа.
В одной из стен камеры на высоте 1,5 м устраивают смотровое окно со стеклом для наблюдения за обработкой. Перед окном ставят контрольный ящик со средней пробой плодов.
Комовую серу сжигают на жаровнях, устанавливаемых в камерах в предназначенных для этого местах. Двери камеры закрывают, создавая полную герметизацию.
Сульфитация может осуществляться под брезентовой или полиэтиленовой накидкой. В этих случаях сернистый газ подается от баллонов.
При сульфитации яблок процесс заканчивают тогда, когда плоды обесцветятся, станут мягкими и легко разламывающимися, с явным запахом сернистого газа при изломе. Ориентировочная про
24
должительность обработки для кислых сортов яблок 16—18 ч, для сладких — 18—20 ч.
Содержание SO2 в сульфитированных яблоках должно быть не менее 0,06—ОД2%. После обработки камеру разгружают, предварительно открыв двери й люки и проветрив помещение вентилятором. Начинать разгрузку следует не ранее чем через 1,5—2 ч после начала вентилирования. Работа в камерах должна проводиться в противогазах.
Сульфитированные плоды выгружают и хранят в тех же ящиках, в которых они обрабатывались. Ящики с плодами укладывают в плотные штабеля по партиям. Каждую партию снабжают паспортом, в котором указывают вид и сорт плодов, дату обработки, содержание сернистого ангидрида, число ящиков и массу партии.
Обработанные плоды хранят в закрытом прохладном помещении при температуре от 0 до 10°С и относительной влажности воздуха 85%. В капитальных помещениях они могут храниться без порчи до 4 мес.
В процессе хранения необходимо еженедельно проводить контроль обработанных плодов на содержание сернистого ангидрида, в случае понижения содержания SO2 до 0,02% плоды должны быть направлены на переработку или дополнительно просульфитиро-ваны.
При сухой сульфитации яблок, айвы, персиков и мелких косточковых плодов потери и отходы составляют 4—5%, ягод — 10%.
Другими антисептиками являются бензойная кислота и ее натриевая соль. При концентрации 0,05—0,1% подавляет действие дрожжей и плесеней, а на бактерии действует слабее. В таких концентрациях безвредна для человека.
Сорбиновая кислота и ее натриевая и калийная соли в кислой среде при концентрации 0,025—0,05% оказывают бактерицидное действие на плесени и дрожжи, но на бактерии почти не влияют.
Этиловый спирт применяют как консервант для хранения плодовых соков для последующего использования их в производстве безалкогольных напитков. Требуемая концентрация достигается путем спиртования (внесения пищевого спирта) в консервируемый сок. Обычно считается, что требуемый эффект консервирования достигается, когда продукт будет иметь 16% объемных спирта при наличии 16% сахаров.
Широкое распространение в качестве консерванта получила уксусная кислота. Установлено, что в концентрациях 1,2—1,8% она подавляет жизнедеятельность многих микроорганизмов, в том числе и гнилостных. В концентрации до 0,6 % уксусная кислота не может сама обеспечить полную сохранность продукта, поэтому ее применение сочетается с другими способами консервирования (тепловая стерилизация, хранение при низких температурах). Уксусная кислота очень резкая на вкус, поэтому, чтобы снизить вкусовую кислотность продукта, ее применяют совместно с молочной кислотой. Молочная кислота может образовываться при солении,
25
квашении, мочении плодов и овощей, но иногда ее вносят извне. Под действием молочнокислых бактерий сахар, содержащийся в продукте, переходит в молочную кислоту, накопление которой губительно действует на некоторые микроорганизмы. В концентрациях 0,6% и выше она оказывает консервирующий эффект.
Антибиотики способны полностью подавлять жизнедеятельность микроорганизмов, но их применение ограничено, так как вместе с пищевым консервированным продуктом они воздействуют на организм человека и приводят к нежелательным последствиям. Поэтому в настоящее время использование антибиотиков допускается после тщательных медико-биологических исследований. Наиболее перспективным для консервирования плодов и овощей является антибиотик низин (низаплен), так как он относительно безвреден для человека. Его используют при консервировании зеленого горошка, картофеля и других овощей в сочетании с тепловой стерилизацией, продолжительность которой при этом значительно сокращается.
Консервирование с применением сахара и соли
Этот способ основан на создании таких условий, при которых в продукте создается повышенное осмотическое давление, подавляющее жизнедеятельность микроорганизмов.
При варке повидла, джемов, варенья, цукатов, когда к исходному сырью добавляется большое количество сахара (в среднем 1 кг сахара на 1 кг сырья) и происходит частичное испарение воды. В готовом продукте создается большая концентрация сахара (60— 65%). При этом микроорганизмы не могут использовать для своей жизнедеятельности питательные вещества. Клетки микроорганизмов обезвоживаются из-за более низкой концентрации сахара внутри них, чем снаружи. Этот процесс обезвоживает клетки микроорганизмов, и они погибают. Но при снижении концентрации сахарного сиропа в продукте создаются условия, благоприятные для развития микроорганизмов, что приводит к его забраживанию и плесневению.
Аналогичное воздействие оказывает добавление поваренной соли до 10—20%.
Как способ консервированиях иногда используют фильтрование консервируемого продукта через микробиологический фильтр. Этот способ применим только для прозрачных соков. В герметически закрытой системе, прошедшей стерильную обработку, подлежащий консервированию продукт фильтруется через специальные фильтры с порами, задерживающими микроорганизмы и пропускающими жидкую фазу с растворенными в ней питательными веществами. Этим методом осуществляется стерилизация воздуха через бактериологический фильтр в установках асептического консервирования.
26
Консервирование с помощью ионизирующего облучения основано на том, что под действием жесткого излучения (у-лучи) происходит ионизация атомов, молекул и микроорганизмов, что приводит к разрушению клеток очень быстро и почти без нагрева.
Глава 3
ТАРА ДЛЯ КОНСЕРВОВ
В консервном производстве применяются два вида тары: герметичная и негерметичная. К первому виду относится металлическая, стеклянная и в некоторой степени полимерная и из комбинированных материалов. Ко второму виду относится деревянная, бумажная и картонная тара.
Металлическая тара
Основной материал для этой тары — белая жесть. В последние годы для изготовления металлической тары внедряются алюминиевые сплавы, хромированная и алюминированная жесть.
Металлическая тара изготавливается на консервных предприятиях в жестянобаночных цехах. Жесть поставляется металлургическими заводами. Она выпускается толщиной 0,18—0,36 мм. Для изготовления консервной тары более пригодна жесть холоднокатаная. В зависимости от толщины жесть имеет соответствующий номер. Например, жесть толщиной 0,20 мм имеет № 20. Для консервных банок применяется листовая жесть № 20, 22, 25, 28, 32 и 36 и рулонная — № 18, 20, 22, 25, 28, 32 и 36.
На поверхность жести наносится слой олова горячим или электролитическим способом. Жесть электролитического лужения (ЭЖК) более экономична, так как толщина оловянного покрытия составляет 0,6—0,8 мкм на каждой стороне листа, т. е. в 3 раза меньше, чем при горячем лужении. Однако такая жесть имеет повышенные коррозионные свойства, а это, в свою очередь, требует более высоких качеств лакового покрытия.
Металлические цилиндрические и фигурные банки могут быть сборными и цельноштампованными. Первые имеют корпус и два конца (донышко и крышка). Корпус герметизируется паяным или сварным продольным швом. Концы соединяются с корпусом поперечным швом. Для герметизации применяются специальные пасты. Цельноштампованные банки не имеют продольного и нижнего закаточного шва.
По действующему стандарту регламентированы геометрические размеры банок (диаметр, высота, вместимость, для фигурных и другие размеры), каждой банке присвоен соответствующий номер (табл. 1).
Конструкция сборной цилиндрической банки с указанием основных размеров и конструктивных элементов показана на рис. 3.
Достаточная герметичность достигается специальным двойным
27
Таблица 1
Основные размеры и вместимость круглых банок, применяемых для плодоовощных консервов
№ банки Вместимость, см3 Диаметр, мм Наружная высота У/, мм Номер жести для
внутренний d наружный D корпусов банок концов банок
25 155 50,5 54,0 84,0 18(20) 20(22)
9 370 72,8 76,0 95,0 20(22) 22(25)
43 445 72,8 76,0 114,0 20(22) 22(25)
12 580 99,0 103,0 82,0 22(25) 25(28)
13 895 99,0 103,0 124,0 22(25) 25(28)
14 3030 153,1 157,1 172,5 25(28) 28(32)
47 4770 153,1 157,1 267,5 25(28) 28(32)
15 8880 215,0 218,0 250,0 28(32) 32(36)
закаточным швом с уплотнительной пастой. Схема образования двойного закаточного шва показана на рис. 4. Рабочие органы закаточных машин — ролики. Закаточный ролик первой операции предварительно подгибает края конца под отогнутый фланец корпуса, а закаточный ролик второй операции окончательно формирует закаточный шов. Внутри такого шва имеется пленка высушенной пасты.
Жестяные банки изготавливаются на автоматизированных линиях производительностью 300—400 банок в минуту.
Концы для банок (крышку и донышко) штампуют на автоматических прессах. С целью придания крышке и донышку упругости для предупреждения деформации банки и нарушения герметичности двойного закаточного шва на них делают специальный рельеф в виде концентрических кругов.
Рис. 3. Сборная цилиндрическая банка:
1 — поперечный шов; 2 — крышка; 3 — корпус; 4 — донышко
28
6
После штамповки концы поступают на завивочные машины, а затем на пастонакладоч-ный автомат, где на завитые края наносится из форсунки тонкий слой водно-аммиачной пасты. Водно-аммиачная паста представляет собой раствор натурального или синтетического каучука в воде с аммиаком, с добавлением белой глины (каолина), казеина, вазелинового масла, канифоли и других компонентов. После нанесения пасты концы направляются в сушильную печь. После сушки донышки подаются к закаточной машине, где они прикатываются к корпусам, а крышки передаются на склад, откуда по мере необходимости — в технологический цех.
На корпусе банки для придания дополнительной прочности могут быть предусмотрены ребра жесткости (зиги), не нарушающие защитного покрытия.
К готовым банкам предъявляются следующие требования: на внутренней поверхности корпуса не допускаются морщины и трещины на продольном шве, порезы, накаты и волнистость поперечного шва, перекос в нахлестке продольного шва более чем на 0,5 мм, утолщение паяльной нахлестки продольного шва, превышающее удвоенную толщину жести более чем на 0,25 мм, сквозные царапины лакового покрытия, перегорелость и отслоение лаковой пленки.
Внутреннее лаковое или эмалевое покрытие банок и крышек должно быть стойким при стерилизации в модельных растворах: дистиллированной воде, 2 %-ном растворе винной кислоты, 3%-ном растворе поваренной соли, 3%-ном растворе уксусной кислоты.
Модельные растворы после стерилизации должны оставаться светлыми, прозрачными, без мути и осадка. На лаковом покрытии не должно быть видимых изменений по сравнению с контрольными образцами, не подвергавшимися стерилизации. Испытания проводят в автоклаве при температуре 120±2°С в течение 50 мин.
В консервном производстве также применяется тара из алюминия, который обладает хорошей штампуемостью, поэтому из опре
Рис. 4. Формирование двойного закаточного шва:
а — начало первой операции; б — после первой операции; в — после второй операции; 1 — патрон; 2— крышка; 3 — корпус банки; 4 — уплотнительная прокладка; 5 — ролик первой операции; 6— ролик второй операции
29
деленных марок сплавов можно получить банки с индексом штам-пуемости, равным 1, т. е. отношение диаметра к высоте банок равно единице. Особые требования в этом случае предъявляются к лаковому покрытию. Оно также должно обладать эластичностью, хорошей адгезией (прилипанием) к алюминию. При штамповке лаковое покрытие не должно нарушаться.
Для металлических банок под плодоовощные консервы используются листы из алюминиево-магниевых сплавов АМг2 и АМг5 толщиной 0,3 мм.
Алюминиевые тубы, предназначенные для фасования соков, томатной пасты, джема, меда, пюреобразных продуктов из плодов и овощей, изготавливаются из горячекатаного алюминия марок А6 и А7.
Алюминиевые тубы изготавливаются методом глубокой вытяжки на прессах. Для защиты от коррозии внутренняя поверхность тубы покрывается двойным слоем лака путем распыления. Наружная поверхность грунтуется эмалью, поверх которой наносится красочная этикетка.
Тубы герметизируются посредством колпачков-бушонов, изготовленных прессованием или литьем из полиэтилена или полистирола.
Наполнение и укупоривание туб с консервируемым продуктом осуществляются на специальных тубонаполнительных машинах. На этих машинах продукт через открытую хвостовую часть поступает в тубу с герметизированным носиком. После заполнения хвостовая часть тубы сплющивается двойным замком. Герметически укупоренные тубы с продуктом пастеризуются или стерилизуются.
Стеклянная тара
Большая часть плодоовощных консервов фасуется в стеклянную тару.
На консервные предприятия стеклянные банки поступают со стеклотарных заводов. Процесс изготовления банок предусматривает получение термостойкой продукции, иначе при горячем розливе, стерилизации и последующем охлаждении будет значительный бой тары.
В консервной промышленности используются банки с номинальной вместимостью от 100 до 10000 см3.
Венчики горловины банок в зависимости от способа укупорки изготавливаются различных типов: I — обкатной, II — обжимный, III — резьбовой. Первый тип представляет собой широко распространенный в СССР способ укупорки СКО. Второй — довольно широко распространенный в других странах тип укупорки Евро-кап и III тип — Евро-твист или Твист-офф. На рис. 5 показаны венчики банок и способы укупорки, применяемые в СССР.
Для банок, изготавливаемых и используемых в СССР, принято следующее условное обозначение, которое указывает тип венчика, его диаметр, вместимость банки и стандарт, по которому изготав-
30
Рис. 5. Стеклянные банки и различные способы укупорки:
а — банка I—82—500; б — банка II—68—350; 1 — шейка горловины; 2 — венчик горловины; 3 — торец горловины; 4 — горловина; 5 — плечико банки; 6 — корпус банки; 7 — дно банки; в — банка III—68—350; з — герметизация банок типа I; 7— ролик; 2 — резиновое кольцо; 3 — крышка; 4 — банка
ливается банка. Например, банка по ГОСТ 5717—81 с обкатным типом укупорки, с диаметром венчика равным 82 мм и вместимостью 500 см3 имеет обозначение I—82—500 ГОСТ 5717—81.
Для фасования соков, напитков и соусов применяют узкогорлые бутылки вместимостью от 200 до 500 см3, укупориваемые корончатыми крышками (кронен-пробками), изготовленными из белой или хромированной жести. Для создания герметичности внутрь пробки вкладывается прокладка из пищевой резины или полимеров. На укупорочных автоматах осуществляется обжим корончатых краев вокруг венчика горловины бутылки. Такой способ укупоривания позволяет обеспечить герметичность тары и предупредить срыв крышек при пастеризации соков и газированных напитков.
Стеклянная тара для консервной промышленности Должна удовлетворять определенным требованиям по качеству и геометрическим размерам (табл. 2).
Для изготовления используется бесцветное (иногда полубелое) стекло. Допускаются зеленоватые оттенки. По качеству банки должны соответствовать требованиям СТ СЭВ 738—77.
Механическую прочность банок определяют по сопротивлению усилию сжатия в направлении вертикальной оси корпуса банок, которое не должно быть менее 3000 Н. Сопротивление усилию сжатия в направлении, перпендикулярном к стенкам корпуса, не должно быть менее 1200 Н. Эта величина имеет важное значение, так как при укупоривании банка подвергается воздействию зна-
31
Таблица 2
Размеры стеклянных банок, используемых для фасования плодоовощных консервов
Номер венчика горловины Вместимость, см3 Тип укупорки Диаметр цилиндрической части, мм Общая высота банки //, мм Масса 100 шт., кг, не более
номинальная полная
58 100 130±3 II 64_t 65-! 11,0
58 200 225±7 I, II 64_, 100-1 15,5
58 250 280±Ю I 71-, 100-1 17,0
68 350 385±Ю II, III 72-* 125-2 21,0
82 500 560±15 I, II, III 89_2 118-2 25,5
82 650 700±15 I 89-2 141-2 30,0
82 800 865±15 II 93-2 162_2 35,5
82 1000 1060±20 I, II, III 105_2 162-2 41,0
82 2000 2080±30 I, II, III 133_, 207_s 75,0
82 3000 3200±50 I, II, III 154-2 236_3 96,0
82 5000 5200±Ю0 II, III 172_, 286_3 130,0
82 10000 103004450 I, II 220_4 5 380-4 240,0
чительных усилий. При стерилизации консервов внутри банок развивается довольно большое давление вследствие того, что крышки имеют незначительный рельеф и при заполнении остается определенный объем воздушного пространства. В соответствии с требованиями стандарта банки вместимостью до 1000 см3 должны выдерживать внутреннее избыточное давление 400 кПа, вместимостью от 1000 до 3000 см3—не менее 300 кПа, от 3000 до 5000 см3— ле менее 0,15 кПа.
Консервные банки должны обладать термостойкостью, что обеспечивается правильным проведением процесса отжига стекла при изготовлении банок. Возможность термического боя при охлаждении больше, чем при нагревании. Перед направлением банок в технологический цех они выборочно подвергаются термическому испытанию при переносе их из горячей воды в холодную. Они должны выдерживать перепад температур в 45°С при вместимости до 1000 см3, а свыше 1000 см3 — 40°С.
В стеклянной таре не допускаются непровары, пузыри, непрозрачные включения. Дефектами стеклянной тары являются посечка (микроскопические и капиллярные трещины), шлиры (стекловидные прозрачные включения), подпрессовка (выступы стекла, искажающие нормальную форму банки). Стандартом устанавливается количество допускаемых указанных дефектов.
Стеклянные банки поступают на консервный завод упакованные в короба из гофрированного картона с перегородками. Мелкая лара может перевозиться на поддонах, обтянутых, термоусадочной пленкой. Бутылки и мелкие банки могут транспортироваться в джутовых мешках с соломой или стружкой.
32
Тара из полимерных материалов
В последнее время для фасования консервов используется полимерная тара.
Из пленочных материалов изготавливаются пакеты для упаковки плодов и овощей, замороженных и сушеных плодов, овощей и готовых блюд. Эти пакеты могут быть изготовлены из одного материала (полиэтилен, целлофан, полипропилен и др.), а также из комбинированных материалов, состоящих из нескольких слоев, в том числе для некоторых материалов используются алюминиевая фольга или картон. Из таких материалов изготавливается мягкая или полужесткая тара, в которую фасуются соки, соусы, готовые вторые блюда. Консервы в такой таре могут подвергаться стерилизации. Для удобства транспортировки и предупреждения механических повреждений пакеты вкладываются в картонные короба. Такая упаковка называется «мешок в коробке».
Для получения жесткой полимерной тары используют термостойкую пленку из поливинилхлорида (ПВХ), а также полистирола. Изготовление тары и упаковка консервов осуществляются на автоматических фасовочно-упаковочных линиях.
Для фасования соков и напитков используются комбинированные материалы на основе плотной бумаги или картона. Для этих целей преимущественно используется фольгированный картон с нанесением с обеих сторон термопластичного материала, например полиэтилена. Фасование продукции в такую тару осуществляется В асептических условиях или с добавлением консервирующих веществ (сорбиновой кислоты или ее солей).
Полимерные материалы используются также для изготовления ящиков, применяемых на консервных заводах для транспортировки сырья и полуфабрикатов при изготовлении консервов. Такая тара изготавливается методом литья. Она имеет различую форму и вместимость.
Деревянная и картонная тара
Для фасования консервированной продукции на консервных предприятиях используются бочки, барабаны и деревянные ящики.
В зависимости от назначения бочки изготавливаются вместимостью от 15 до 250 дм3. Наиболее распространены в консервной промышленности бочки вместимостью 50—100 дм3. В бочки фасуются повидло, варенье, джемы, томатная паста, сульфитирован-ные плоды и пюре, соленые и квашеные овощи.
Бочки изготавливаются из бука, дуба, осины и других пород дерева.
Для придания герметичности при фасовании в сухотарную бочку вкладывается полиэтиленовый мешок из пленки толщиной 0,2 мм.
Фанерные барабаны изготавливают из трехслойной березовой, осиновой или сосновой фанеры. В фанерные барабаны, как и в бочки, вкладываются полиэтиленовые мешки.
3 Заказ № 639
33
Деревянные ящики делаются тесовыми (в качестве транспортной тары для консервов, пустой стеклотары) и фанерными (для фасования мармелада, повидла, цукатов, сушеных плодов и овощей, халвы и т. д.).
Ящики изготавливают сплошными для отправки консервов на дальние расстояния и в районы Крайнего Севера. Ящики с просветами используют для упаковки консервов при транспортировке на малые и средние расстояния. Для транспортировки и хранения пустых и наполненных банок большой вместимости используют клети — решетчатые ящики.
Фанерные ящики, как и барабаны, изготавливают из трехслойной фанеры. Детали ящика скрепляются гвоздями или проволочными скобами.
Для упаковки консервов и сушеной продукции широко применяется картонная тара, изготавливаемая из гофрированного или плотного картона. Банки укладываются в короба в один-два слоя, после чего клапаны ящика заклеиваются обандероливающей лентой.
Короба из влагопрочного картона (пропитанного парафином) используются для упаковки замороженной продукции.
Кроме этой тары на овощесушильных предприятиях используется бумажная тара (крафт-мешки, изготовленные из многослойной бумаги). Вместимость мешков от 25 до 50 кг.
Учет консервной продукции
В связи с выпуском продукции в различных видах тары по форме, размерам и вместимости возникает необходимость использования единой учетной единицы. В Советском Союзе принята система исчисления консервированной продукции в условных банках. Условная банка в зависимости от ассортимента рассчитывается двумя способами — исходя из массы продукции или объема банки.
В учетных единицах исчисляют все виды продукции, фасованной в металлическую, стеклянную и деревянную тару, за исключением солений, квашений, замороженной продукции, сушеных фруктов, овощей и различных полуфабрикатов, которые исчисляются в единицах массы (в т, тыс. т).
Из консервированной продукции, исчисляемой в условных банках по массе, учитываются плодовые и ягодные маринады, томатные (сок, в том числе и для детского питания, томаты протертые, напиток, паста и пюре, соусы), аджика, плодовые и ягодные соки натуральные, с сахаром, мякотью, концентрированные, повидло, желе, пюре, соусы, пасты, приправы, плоды и ягоды протертые или дробленые с сахаром, варенье, джем, конфитюры, цукаты, мед искусственный с использованием сиропов из-под цукатов, сиропы, плодовые и ягодные смеси, напитки, коктейли, подварки, начинки, экстракты, консервы плодовые и ягодные для детского и диетического питания, арбузный сок.
34
Для этой продукции за учетную единицу принята масса консервов 400 г.
Для определения коэффициента пересчета физических банок в условные используется формула
/С = Л4/400,
где К — коэффициент пересчета; М — масса нетто продукции в физической банке, г; 400 — масса условной банки, г.
Для концентрированных продуктов при определении коэффициентов пересчета рассчитываются поправочные коэффициенты, равные отношению фактического и базового содержания сухих веществ.
Базовое содержание сухих веществ для концентрированных продуктов приведено ниже.
Базовое содержание сухих веществ для концентрированных продуктов в сырье или соке
„ Базовое содержание
Продукция сухих веществ, %
Концентрированные томатопродукты 12
Концентрированный томатный сок 5
Концентрированные соки
яблочный 11
вишневый 12
виноградный 14
клюквенный 8
мандариновый 10
гранатовый 12
Экстракты плодовые и ягодные
яблочный, кизиловый, черешневый, 9
грушевый
вишневый, брусничный, голубичный, 7
земляничный, клюквенный, красно-
смородиновый, малиновый, черничный
ежевичный, терновый 8
гранатовый, абрикосовый, сливовый, 10
черносмородиновый, алычевый
рябиновый, черноплоднорябиновый 12
виноградный 14
Пасты натуральные
айвовая Н
виноградная 16
грушевая 10
яблочная Ю
сливовая 14
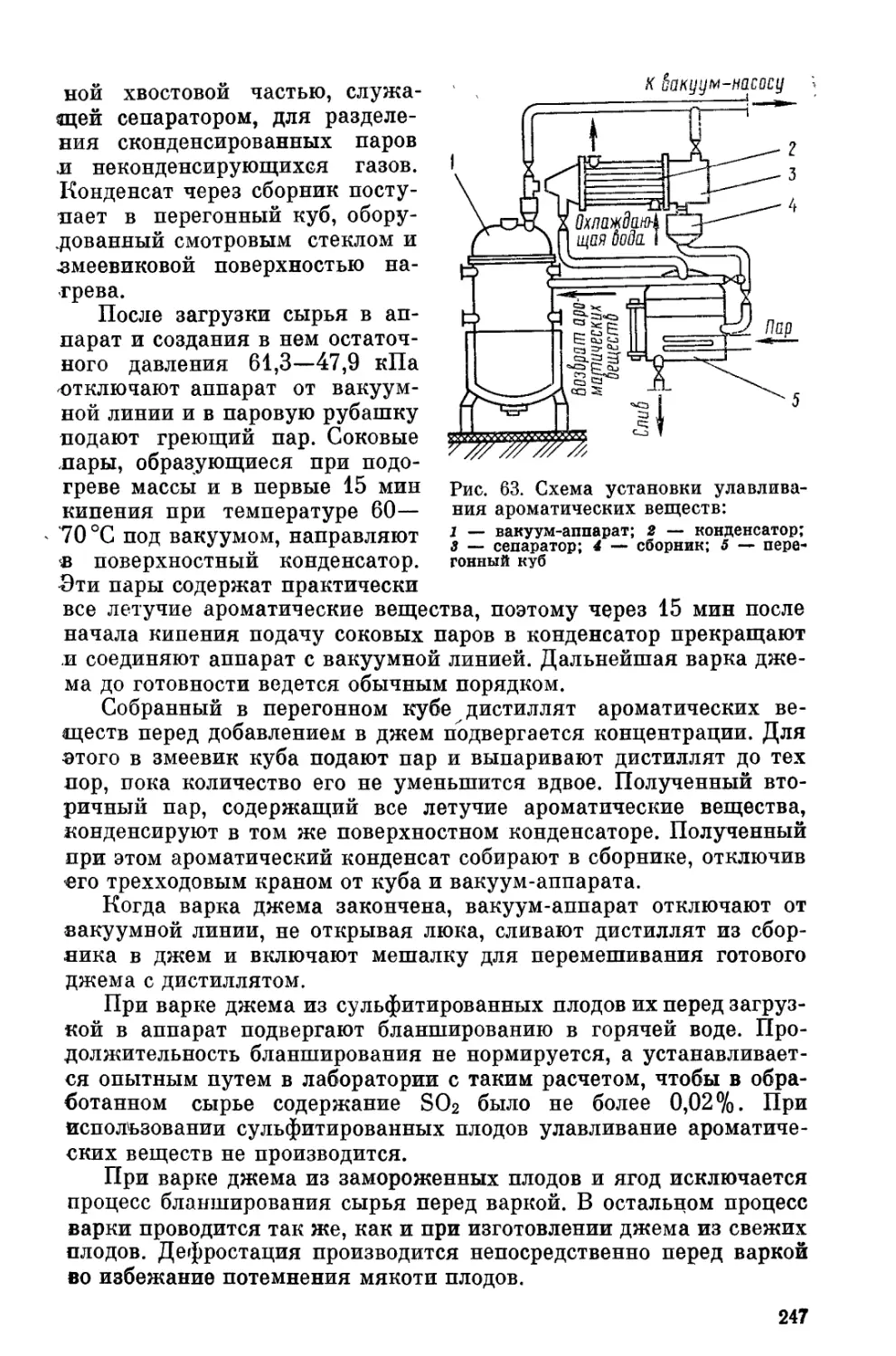
персиковая 9
По вместимости учитываются следующие консервы: мясные, сало-бобовые, мясо-растительные, грибные, овощные маринады, закусочные, обеденные, заправочные, натуральные, соки, соусы, полуфабрикаты для общественного питания из квашеных и соленых овощей, компоты, овощные для детского и диетического питания, хрен столовый, горчица.
Для этой продукции принята вместимость банки, равная 353 см3.
3* 35
Таблица 3
Расчетные переводные коэффициенты
Банки и бутылки Вместимость банок и бутылок, см3 Расчетные переводные коэффициенты
физических банок в условные условных банок в физические
Банки металлические сборные 24 95 0,269 3,716
25 155 0,439 2,277
8 353 1,000 1,000
9 370 1,047 0,954
43 445 1,261 0,793
12 580 1,643 0,609
13 895 2,535 0,394
14 3020 8,555 0,117
47 4770 13,512 0,074
15 8820 24,985 0,040
Банки алюминиевые 1А 100 0,283 3,530
2А, ЗА 250 0,708 1,412
4А 350 0,991 1,008
5А 500 1,416 0,706
Банки стеклянные 1—58—100 100 0,283 3,530
1—58—200, II—58—200 200 0,566 1,765
1-58-250 250 0,708 1,412
II—68—350, III—68—350 350 0,991 1,008
1—82—500 500 1,416 0,706
1—82—650 650 1,841 0,543
II—82—800 800 2,266 0,441
1—82—1000 1000 2,833* 0,353
1—82—2000 2000 5,666 0,176
1—82—3000 3000 8,498 0,118
1—82—5000 5000 14,164 0,070
1—82—10000 10000 28,328 0,035
Стеклянные бутылки X—КП-500 500 1,558 0,642
V—КП—330 330 0,935 1,070
XI—КП—200 200 0,566 1,765
Коэффициенты пересчета, применяемые для консервной продукции, учитываемой по вместимости, приведены в табл. 3.
Чтобы перевести какое-то число физических банок в условные, надо это число умножить на переводной коэффициент, а чтобы перевести условные банки в физические, надо число условных банок разделить на переводной коэффициент.
Для удобства учета выпускаемой продукции в промышленности используются также следующие единицы: тысяча условных банок (туб) и миллион условных банок (муб).
36
Глава 4
ДОСТАВКА, ПРИЕМКА И ХРАНЕНИЕ СЫРЬЯ
Консервные предприятия обеспечиваются сельскохозяйственным сырьем совхозами, находящимися в его сырьевой зоне. От места уборки сырье доставляется на завод различными видами транспорта, в основном автомобильным.
Уборка сырья
Сбор плодов и овощей осуществляется вручную или механизированным способом. Плоды с твердой структурой убираются преимущественно механизированным способом — встряхиванием деревьев. Под деревом помещают брезентовый поддон, предохраняющий падающие плоды от повреждений.
Технические сорта винограда, некоторые ягоды (черная смородина) также убираются машинами, работающими на принципе’ встряхивания. Режимы работы таких машин, их конструктивные особенности должны в минимальной степени повреждать кожицу. Нарушение ее целости приводит к вымыванию сухих веществ при мойке плодов, а также к микробиальному обсеменению внутренних тканей плодов. Это в значительной степени снижает сопротивляемость плодов воздействию внешних условий при хранении, хотя и кратковременном.
Овощи также собираются механизированным способом путем скашивания с ботвой и последующего отделения плодов от ботвы на встряхивателях. Таким образом можно собирать томаты, огурцы, зеленый горошек.
Корнеплоды и картофель убираются специальными выкапыва-телями с последующим отделением земли на специальных виброситах.
Наименьшее повреждение получают плоды, овощи и корнеплоды при ручной уборке, однако из-за больших затрат труда необходимо внедрять механизированные способы. Это, в свою очередь, требует выведения специальных сортов, стойких к механическим повреждениям при механизированной уборке, но они должны в то же время обладать теми технологическими качествами, которые дадут возможность получить готовый консервированный продукт, удовлетворяющий требованиям стандарта и вкусам потребителя.
Доставка сырья
Собранный урожай доставляется на консервный завод в различных видах тары. Овощи и плоды, обладающие довольно гладкой структурой, большей частью перевозятся в ящичных поддонах, в которые вмещается 350—400 кг сырья. Этот вид тары называют также контейнерами. Другим видом тары для сырья являются деревянные решетчатые ящики, вмещающие до 20 кг сырья.
37
Для сырья с мягкой структурой (ягоды, мелкие косточковые плоды — вишня, черешня, кизил, абрикосы и т. д.) используются небольшие деревянные ящики, вмещающие 8—10 кг сырья, решета, плетенки и корзинки.
Зеленый горошек (в зернах) перевозится в цистернах с водой при соотношении зерен и воды 2 : 1.
В цистернах перевозятся также полуфабрикаты — томатная пульпа, дробленые плоды и т. д. В этом случае консервный завод имеет сеть первичных пунктов, расположенных в центре сбора урожая. Этот способ позволяет более эффективно использовать транспорт, облегчить проведение погрузочно-разгрузочных работ. Однако при этом предъявляются повышенные санитарные требования к переработке сырья и сокращению сроков транспортировки на консервный завод. Такие полуфабрикаты подвергаются немедленной переработке на головном консервном предприятии.
Обработка сырьевой тары
Любая тара, в которой доставляется сырье на переработку, проходит санитарную обработку. Тара моется холодной и горячей водой и обрабатывается острым паром. Для ящиков разработаны специальные моечные машины, в которых ящики перемещаются цепным транспортером, последовательно проходя через зоны обработки водой и паром. Хорошие результаты при санитарной обработке тары дает дезинфекция ее хлорированной водой, содержащей 200 мг активного хлора в 1 л, с последующим ополаскиванием чистой проточной водой.
После мойки тара просушивается на воздухе и складывается в штабеля.
Приемка сырья
После доставки сырья на консервный завод оно подвергается приемке. Поступившее сырье взвешивается на автомобильных, платформенных весах, проверяются его качество, свежесть, товарная сортность по органолептическим показателям. Одновременно лаборатория завода проводит отбор средней пробы из одной транспортной единицы, анализирует ее по показателям, установленным стандартами. Заключение лаборатории является основанием для принятия решения о приемке сырья на завод, установления его товарного сорта, а соответственно и цены для оплаты.
Хранение сырья
Поступившее сырье должно сразу же поступать на переработку. Однако с целью сглаживания неритмичности поступления сырья как в течение суток, так и в течение всего сезона его нужно резервировать в определенных объемах. Хранение сырья может осуществляться на сырьевых площадках цехов при тех темпера-
38
турно-влажностных режимах, которые характерны для данного' предприятия в данный период года, или в специальных складах с охлаждением.
При переработке необходимо строго соблюдать очередность поступления сырья на производство с учетом его качественного состояния, для чего партию сырья снабжают ярлыками с указанием товарного сорта и времени поступления данной партии на завод.
Предельный срок хранения различных видов сырья разный и на открытых сырьевых площадках достигает нескольких суток. Охлаждением можно продлить сроки хранения для плодов и ягод в 3—7 раз. Овощи в охлаждаемом помещении хранятся сравнительно долго. Если к срокам и условиям хранения предъявляются особые требования, они указываются в технологических инструкциях на тот или иной вид консервов.
Хранят сырье па крытой сырьевой площадке, в охлаждаемых складах или другом хорошо вентилируемом помещении в той таре, в которой оно прибыло. Ящики с сырьем устанавливают в штабеля высотой до 2 м, ящичные поддоны и контейнеры — в три яруса. Между штабелями оставляют расстояние не менее 10 см для циркуляции воздуха.
Сырьевая площадка должна иметь навес из материала, плохо проводящего тепло (асбошифер и др.), и быть открыта с трех сторон для циркуляции воздуха и удобства работы транспорта. Пол площадки делается из влагонепроницаемого материала с уклоном к канализационным трапам. При хранении на сырьевых площадках не рекомендуется применение искусственной вентиляции, так как при этом наблюдаются увеличенные потери массы из-за усиленного испарения влаги из сырья.
Размеры сырьевой площадки определяются часовой производительностью цеха по тому или иному виду сырья, предельно допустимыми сроками его хранения. Обычно принимается нагрузка на 1 м2 площади 300—600 кг сырья.
Ящичные поддоны рассчитаны на установку по высоте в 6 ярусов. Высота штабеля при хранении продукции в таре может составлять 4,3—5,5 м. Между верхом штабеля и нижней выступающей частью потолка должен быть просвет 20—30 см, такие же просветы делаются от стен при искусственном охлаждении; при естественном охлаждении эти зазоры увеличивают до 40—60 см.
Длительному хранению для последующей переработки на консервных предприятиях подвергают преимущественно корнеплоды, белокочанную капусту и лук, а из плодов — яблоки и груши поздних сортов созревания.
Закладывают на хранение сырье после сортировки и просушки, без поврежденных плодов. Закладку можно осуществить россыпью в закромах или навалом по всей площади хранилища, а также в таре — ящичных поддонах, ящиках, контейнерах и т. д.
В случае хранения россыпью высота слоя определяется способностью растительных тканей выдерживать без отрицательных последствий давление лежащих слоев. Для картофеля высота слоя
39
Таблица 4
Нормы загрузки помещении для хранения сельскохозяйственного сырья
Сырье Способ размещения и вид тары Максимальная высота укладки, м Загрузка грузового объема, Т/мЗ
Картофель Навалом 5,0 0,65 Ящичные поддоны СП-5-0,70-1 4,6 0,50 Капуста Навалом 3,0 0,48 Ящичные поддоны СП-5-0,70-1 4,6 0,30 Лук репчатый Навалом 3,5 0,60 Ящичные поддоны СП-5-0,45-1 5,0 0,38 Ящики на поддонах 4,5 0,35 Чеснок » » » 4,5 0,23 Морковь Навалом 3,0 0,55 Ящичные поддоны СП-5-0,45-1 5,0 0,35 Ящики на поддонах 5,2 0,32 Свекла Навалом 4,0 0,60 Ящичные поддоны СП-5-0,70-1 4,6 0,46 Петрушка, Ящики на поддонах 5,2 0,10 сельдерей Яблоки Ящичные поддоны СП-5-0,45-1 5,0 0,29 Ящики на поддонах 5,2 0,27 Груши » » » 4,5 0,35 составляет до 5 м, свеклы — 4, лука — 3,5, моркови и капусты — 3 м (табл. 4).
Закрома делают размером 3X6 и 6X6 м, устанавливают их вдоль продольных осей помещения. Между рядами закромов находится транспортный проезд. В связи с этим общая ширина помещения составляет 18 м.
Для длительного хранения используют также траншеи, бурты (наземные кучи). Траншеи и бурты используют для хранения картофеля, корнеплодов и капусты. Благодаря укрытию сырья термоизолирующими материалами (слой соломы и земли) внутри бурта поддерживается постоянная температура в течение зимнего времени (1—3°С). Выделившийся в процессе дыхания диоксид углерода при достижении концентрации до 5% задерживает протекание микробиологических процессов.
Траншеи имеют ширину 1 м, глубину 0,5—1, длину — 5—20 м. Расстояние между траншеями 4—5 м.
Бурты имеют ширину 1,5—2 м, высоту 1—1,25, включая углубление котлована до 0,25 м, и длину 8—10 м.
Биохимические процессы, протекающие в сырье при хранении. Растительное сырье, предназначенное для переработки, за исключением корнеплодов и картофеля, хранят преимущественно короткое время. Даже при краткосрочном хранении в плодах и овощах происходят изменения химического состава, например окисление сахаров в процессе анаэробного дыхания.
Различают аэробное дыхание, протекающее в присутствии кислорода, и анаэробное, не требующее кислорода. При дыха
40
нии выделяются вещества, которые могут быть использованы клетками для новообразования покровных тканей в местах повреждения кожицы плодов и овощей.
Суммарные реакции аэробного дыхания:
СбН12О6 + 6О2 -* 6СО2 + 6Н2О;
Гексоза
С4Н6О5 + ЗО2 --> 4СО2 + ЗН2О;
Яблочная кислота
2С6Н8О7 + 9О2 -> 12СО2 + 8Н2О.
Лимонная кислота
В зависимости от состава веществ, используемых при дыхании, показатель процесса, называемый коэффициентом дыхания (отношение выделенного СО2 к поглощенному О2), заметно изменяется. При распаде гексозы коэффициент дыхания равен 1,0, а при распаде яблочной, лимонной кислот — 1,33.
Анаэробное дыхание идет по реакции
С6Н12Об --► 2С2Н5ОН + 2СО2.
Эта реакция аналогична реакции спиртового брожения. При анаэробном дыхании кроме этилового спирта образуются высшие спирты, кислоты, водород, вещества ароматического ряда. Эти вещества ухудшают вкус плодов и овощей. Накопление спирта и ацетальдегида приводит к функциональному расстройству и отмиранию клеток. При этом теряется естественный иммунитет и сырье быстро портится.
Каждая грамм-молекула сахара, будучи окисленной в акте дыхания до конечных продуктов, выделяет много тепла. В связи с этим хранилища должны иметь хороший теплоотвод. Он осуществляется за счет организации принудительной или естественной вентиляции.
Интенсивность дыхания зависит от вида сырья. Сырье различных сортов для одной и той же продукции отличается друг от друга по интенсивности дыхания. Наибольшая интенсивность дыхания характерна для свежеубранного сырья. Интенсивность дыхания свежесобранных яблок в 1,5—2,5 раза выше, чем при установившемся режиме, который наступает через 1—2,5 мес после уборки.
У многих плодов при дозревании ткани в процессе хранения происходит резкое усиление дыхания, так называемый климактерический подъем дыхания. Это вызвано накоплением в тканях этилена, действующего как гормон созревания. Подъем дыхания происходит при наступлении потребительской зрелости. Это переходная фаза между развитием плодов и овощей и их старением, при котором происходит отмирание ткани.
В некоторых случаях при хранении необходимо осуществить дозревание заложенной продукции. Для ускорения этого процесса
41
в атмосферу камеры, где находятся плоды, вводится этилен (например, для томатов на 2000 объемов воздуха один объем этилена) . При дозревании значительно увеличивается содержание сахара, уменьшается количество органических кислот и дубильных веществ. Ткань плодов становится мягкой.
Успешному хранению плодов и овощей способствует активное вентилирование. В этом случае происходят быстрое охлаждение растительного сырья, отвод выделяющегося тепла и газообразных продуктов.
Вентиляция считается активной, если поток воздуха, подаваемого в толщу сырья, составляет 50—100 м3/(т-ч). В течение первых 2—3 нед вентилирование проводят 5—6 раз в день по 0,5—1 ч. Этот период называется лечебным, так как в данный момент образуется раневая перидерма — новая ткань, защищающая внутренние ткани от проникновения инфекции. Зимой вентиляцию вклю-. чают на 1—2 ч в день для перемешивания воздуха с целью удаления тепла и продуктов дыхания. Весной активное вентилирование усиливают для удаления излишков тепла.
Режимы вентиляции разработаны таким образом, чтобы в меньшей степени наблюдалась потеря влаги продуктом, заложенным на хранение.
Вследствие испарения влаги происходит потеря массы, а также подсушивание ткани и увядание плодов. Изменение структуры протоплазмы приводит к переходу содержащихся в ней ферментов в раствор, что повышает их гидролитическую активность. В связи с этим очень важное значение имеет относительная влажность воздуха в камере хранилища.
Хранение сульфитированных полуфабрикатов. Для обеспечения ритмичности работы консервных предприятий сырье заготавливается не только в свежем виде, но и в виде полуфабрикатов.
Сульфитированные полуфабрикаты (плоды целые, пюре и соки) хранят в бочках, цистернах или резервуарах (бассейнах). Для обеспечения герметичности бассейнов крышки для них изготавливают в виде плотного деревянного настила, всю поверхность которого, особенно в местах соприкосновения крышки со стенками бассейна, тщательно промазывают смолкой. Рекомендуемая вместимость резервуаров 25—30 т.
Кирпичные и бетонные бассейны делают сплошными, с одним или двумя люками в верхней части, предназначенными для загрузки и выгрузки пюре. Люки должны герметично закрываться. Резервуары с сульфитированным пюре, а также бочки устанавливают в помещении или под навесом. Над подземными резервуарами сооружают навес.
В процессе хранения в сульфитированных полуфабрикатах ежемесячно контролируют содержание сернистого ангидрида. При его содержании ниже 0,1% продукт дополнительно сульфитируют или направляют на переработку.
Пюре из резервуаров выгружают плунжерным насосом или ва-куум-разгрузчиком.
42
При обслуживании сульфитационных резервуаров необходимо строго соблюдать правила техники безопасности, изложенные в соответствующих инструкциях.
При хранении полуфабрикатов в бочках вместимость их не должна превышать 300 дм3. В случае заготовок пюре внутрь бочек вкладывается полиэтиленовый мешок.
Во время хранения необходимо периодически проверять бочки на отсутствие в них течи и при ее обнаружении нашивать обручи или же переливать сок или пюре в другие бочки.
Обработка сырья после хранения
При подаче сырья на переработку после хранения при пониженных температурах рекомендуется его отеплить. Отепление проводят в этой же камере, постепенно повышая температуру воздуха таким образом, чтобы она не превышала температуру сырья более чем на 2—3,5°С. Температуру сырья повышают до тех пор, пока она не станет на 4—5°С ниже температуры воздуха, где будет осуществляться переработка. Процесс отепления проводится с целью предупреждения отпотевания сырья, вызывающего его порчу. При отеплении относительная влажность воздуха поддерживается в пределах 75—80%.
Подача сырья на переработку
После краткосрочного или длительного хранения сырье подается в технологические цехи на переработку. Разгрузка сырья и подача его в цех осуществляются с помощью разгрузчиков, авто- и электропогрузчиков, гидравлических и ленточных транспортеров, рольгангов и т. п.
С сырьевой площадки сырье с твердой структурой подается в цех гидротранспортером, который представляет собой металлический или бетонированный желоб, расположенный с уклоном 1 : 100 или 1,2 : 100. Скорость движения воды и сырья должна быть 0,5— 0,8 м/с при их соотношении 3 : 1 или 4:1. Для улавливания тяжелых примесей по длине гидротранспортера устраиваются карманы-ловушки. В конце гидротранспортера плоды попадают на сетчатый элеватор, где происходит отцеживание воды.
При подаче сырья па переработку в транспортной таре с целью сокращения затрат ручного труда применяют ящичные или контейнерные опрокидыватели. Принципиальная схема этих устройств одинакова. Ящик или контейнер захватывается специальными зажимами, переворачивается, возвращается в исходное положение и отводится транспортером.
Недостаток контейнероопрокидывателя в том, что при переворачивании контейнера вся масса сырья сразу поступает в моечную машину. При смене контейнера сырье на линию не поступает. Это нарушает ритмичность работы моечной машины.
43
Глава 5
СОРТИРОВКА, МОЙКА И ОЧИСТКА СЫРЬЯ
Растительное сырье, поступающее от сельскохозяйственных предприятий на консервные заводы, имеет различную степень зрелости, разные размеры плодов. Определенная часть сырья не удовлетворяет требованиям, предъявляемым технологическими инструкциями и стандартами. В связи с этим до переработки сырье сортируют, инспектируют и калибруют.
Сортировка сырья
Процесс, при котором отбираются гнилые, битые, неправильной формы плоды и посторонние примеси, называется инспекцией.
Инспекция может быть отдельным процессом, иногда совмещается с сортировкой, при которой плоды разделяются на фракции по цвету, степени зрелости.
Плоды с нарушенной поверхностью легко подвергаются воздействию микроорганизмов, в них проходят нежелательные биохимические процессы, которые влияют на вкусовые качества готовой продукции и сохраняемость консервов. Разработанные режимы стерилизации рассчитаны на консервирование стандартного сырья, поэтому попадание испорченных плодов может привести к повышенному браку готовой продукции. В связи с этим инспекция сырья является важным технологическим процессом.
Инспекцию проводят на ленточных транспортерах с регулируемой скоростью движения конвейера в пределах 0,05—0,1 м/с. Работницы стоят по обе стороны транспортера, отбирают нестандартные плоды и отбрасывают их в специальные карманы. Ширина рабочего места составляет 0,8—1,2 м. Обычно лента изготавливается из прорезиненного материала. Кроме того, используют роликовый транспортер. Ролики вращаются и поворачивают находящиеся на них плоды. Проведение инспекции на таких транспортерах облегчает осмотр плодов и повышает качество работы. Сырье на ленте распределяется в один слой, так как при многослойной загрузке затрудняется осмотр нижнего ряда плодов и овощей.
Рабочее место должно быть хорошо освещено.
Сортировку зеленого горошка по степени зрелости проводят по плотности в солевом растворе. Сырье загружают в проточный сор-тирователь, заполненный солевым раствором определенной плотности. Зерна с большим удельным весом тонут, с меньшим — всплывают. Специальным устройством осуществляется отделение всплывших зерен от потонувших.
Одним из прогрессивных способов является электронная сортировка в зависимости от оттенков цвета, которые имеют плоды. Цвет плодов электронной системой сравнивается с эталонным светофильтром. При отклонении цвета от заданного диапазона специальное устройство отделяет бракованные плоды. Такой сортиро-44
ватель используется для отделения зеленых и бурых томатов от спелых при производстве концентрированных томатопродуктов из томатов механизированной уборки.
При калибровке, т. е. сортировке по размерам, получают однородное сырье, что позволяет механизировать операции по очистке, резке, фаршированию овощей, применяя современное высокопроизводительное оборудование, которое эффективно и качественно работает на однородном сырье; осуществить регулирование и точное поддержание режимов тепловой обработки подготовленных овощей с целью обеспечения нормального течения технологического процесса; сократить расходы сырья при чистке и резке.
Калибровка осуществляется на специальных калибровочных машинах: барабанных (для зеленого горошка, картофеля и других плотных плодов круглой формы), тросовых (для слив, вишен, абрикосов, моркови, огурцов), валико-ленточных (для яблок, томатов, лука, огурцов).
Рабочим органом барабанной калибровочной машины является вращающийся барабан с отверстиями на его цилиндрической поверхности, диаметр которых постепенно увеличивается по ходу сырья. Число размеров диаметров отверстий соответствует числу фракций, на которые осуществляется калибровка.
В тросовой калибровочной машине рабочим органом служит ряд тросов, натянутых на два горизонтальных барабана. По ходу движения расстояние между тросами увеличивается. Под тросами расположены лотки, число которых соответствует числу фракций. Плоды поступают на одну из пар тросов и по мере движения вперед проваливаются между тросами — вначале мелкие, потом средние, затем крупные, а непровалившиеся, самые крупные, идут сходом с тросового конвейера. Обычно число фракций, на которые осуществляется разделение, равно 4—6, производительность 1—2 т/ч.
Валико-ленточный калиброватель осуществляет разделение сырья на фракции посредством ступенчатого вала, на который опираются плоды, и транспортирующего ленточного конвейера с наклонной лентой. В начале калибровального процесса расстояние между образующей ступенчатого вала и поверхностью наклонной ленты минимальное. Число ступеней на валу соответствует числу фракций. Перемещаясь по наклонной ленте и опираясь на ступенчатый вал, плоды доходят до зазора между валом и лентой больше своего диаметра и проваливаются в соответствующий сборник.
В пластинчато-скребковом калибрователе сырье разделяется на фракции путем перемещения по пластинам, имеющим расширяющиеся щели. Перемещение плодов осуществляется скребками, прикрепленными к двум тяговым цепям.
Мойка
Поступающие на переработку плоды и овощи на консервных заводах подвергаются мойке с целью удаления остатков земли, следов ядохимикатов. В зависимости от видов сырья используются разные типы моечных машин.
45
Рис. 6. Унифицированная моечная машина КУ В:
1 — ванна; 2 — роликовый транспортер; 3 — душевое устройство; 4 — привод
Первичная мойка корнеплодов осуществляется в лопастных моечных машинах, которые представляют собой сетчатую ванну. Внутри вращается вал с лопастями. Лопасти расположены таким образом, что они образуют винтовую линию. Ванна разделена на три отсека и заполнена на 2/з водой. Из загрузочного лотка корнеплоды или картофель попадают в первый отсек. Вал с лопастями перемешивает сырье в воде и транспортирует его ко второму отсеку. За счет трения корнеплодов друг о друга и о лопасти происходит отделение земли. Посторонние примеси (земля, камни, гвозди и т. д.) проваливаются сквозь отверстия в поддон под барабаном, откуда удаляются периодически. На выходе из машины обрабатываемое сырье ополаскивается чистой водой из душевого устройства. Основным недостатком этих машин является возможность механического повреждения сырья лопастями.
Наиболее распространенным типом моечной машины для томатов, яблок является вентиляторная, которая состоит из металлического каркаса ванны, сетчатого или роликового транспортера, вентилятора и душевого устройства (рис. 6).
Сырье поступает в приемную часть ванны на наклонную решетку, под которой находится коллектор барботера. В этой зоне происходят интенсивная отмочка и мойка продукта. В ней же происходит удаление всплывающих органических растительных примесей.
Воздух для барботирования подается от вентилятора. Непрерывно поступающий продукт с помощью наклонного сетчатого или роликового конвейера выносится из зоны мойки в зону ополаскивания, где расположено душевое устройство. Выгрузка продукта с сетчатого или роликового конвейера производится через лоток.
Первичное заполнение ванны водой и смена воды в ванне про
46
исходят за счет поступления воды из душевого устройства, подключенного к магистрали через фильтр.
Для периодического удаления грязи, накапливающейся под решеткой, без полного слива воды из ванны в последних конструкциях машин (типа КМБ) установлен быстродействующий клапан с приводом от педали, которым можно пользоваться без остановки машины. Санитарная обработка машины с поднятым конвейером должна производиться только после установки предохранительных упоров, препятствующих опусканию конвейера в ванну.
Транспортер выносит плоды из воды на горизонтальную часть, где осуществляется ополаскивание плодов под душем. Имеются конструкции вентиляторных моечных машин, в которых горизонтальная часть транспортера выполняет роль инспекционного стола.
Вода, используемая для душирования, стекает в ванну, при этом загрязненная вода вытесняется через сливные щели в канализацию.
Основным недостатком данных машин является то, что пузырьки воздуха, поднимаясь вверх, захватывают кусочки грязи по принципу флотации и на «зеркале» воды в ванне образуется грязная пена.
При выпесе из ванны наклонным транспортером плоды проходят сквозь слой этой пены и загрязняются. Для удаления этих загрязнений требуется интенсивное душирование. Давление воды при душировании должно быть 196—294 кПа.
Более простую конструкцию имеет элеваторная моечная машина, которая используется для мойки менее загрязненного сырья. Она состоит из ванны, в которой смонтирован наклонный транспортер-элеватор. Лента транспортера имеет скребки, препятствующие скатыванию плодов вниз в ванну. Над лентой установлено душевое устройство.
Для мойки мелких овощей, фруктов, ягод и бобовых культур, а также охлаждения их после тепловой обработки используются моечно-встряхивающие машины (рис. 7).
Рис. 7. Моечно-встряхивающая машина
47
Рис. 8. Машина для мойки зелени
Основным рабочим органом машины является вибрационная рама, которая может осуществлять возвратно-поступательное движение. Вибрационная рама име?ет решетное полотно, изготовленное , из прутков, расположенных перпендикулярно направлению движения продукта.
Решетное полотно состоит из участков, имеющих угол 3° в сторону движения продукта и чередующихся с участками, имеющими подъем от 6 до 15° к горизонту.
Такое чередование участков на пути прохождения продукта предназначено для более полного отделения воды на каждом участке, с тем чтобы по своему функциональному назначению все решетное полотно делилось на четыре зоны: замочки, двукратной мойки и ополаскивания. Конструкция позволяет менять углы наклона участков полотна и фиксировать их в заданном положении. Для различных продуктов углы наклона различны.
Душевое устройство представляет собой коллектор, снабженный специальными насадками, обеспечивающими создание конического водяного душа. Две насадки расположены на расстоянии 250 мм от рабочей поверхности вибрационной рамы, перекрывающей поверхность обработки длиной 250—300 мм по всей ширине рамы. Расстояние от насадки до поверхности продукта может регулироваться.
Через разгрузочный лоток вымытое сырье передается на следующую технологическую операцию.
Для мойки зелени, пряных растений (петрушки, укропа, сельдерея, листьев хрена, мяты) используется моечная машина, схема которой показана на рис. 8.
Машина состоит из следующих основных узлов: станины I, выбрасывателя 2, отводящего транспортера 5, привода 4 и форсуночного устройства 5.
Перед началом работы ванна машины наполняемся водой. Затем через загрузочное окно зелень небольшими порциями загру-
48
жается в ванну, где потоком воды от форсуночного устройства перемещается к выбрасывателю, который передает зелень во второй отсек на выводной транспортер. Во втором отсеке зелень ополаскивается и выводится из машины.
С целью повышения качества мойки в последние годы научно-исследовательскими организациями разработан режим мойки сырья с использованием дезинфицирующих веществ, в частности гипохлорита натрия (NaClO). Применение этих препаратов потребовало создания специальной машины обработки сырья.
Такая установка (рис. 9) представляет собой сварную ванну 5, разделенную подвижной перегородкой 2 на две зоны А и Б. Зона А предназначена для загрузки сырья через приемный бункер I, который одновременно обеспечивает постоянный под-
Рис. 9. Установка для обработки сырья гипохлоритом натрия
пор сырья.
В этой зоне происходит обработка сырья, которая осуществляется следующим образом: попадая в установку, плоды сразу же погружаются в дезинфицирующий раствор. Постоянное их поступление в установку создает необходимый подпор сырья.
Первые слои плодов за счет создавшегося подпора начинают медленно погружаться в раствор, тем самым осуществляется обработка в течение необходимого времени. -
После того как плоды выдержались в зоне А определенное время, они, пройдя перегородку в нижней части ванны, самопроизвольно всплывают в зоне Б и попадают на перфорированный ковшовый выгружатель 4 и дальше на последующую технологическую операцию. Окончательная мойка осуществляется в обычной моечной машине с душирующим устройством, где смываются остатки дезинфицирующего раствора. Если плоды в последующем подвергаются тепловой обработке (бланшированию), то ополаскивания после дезинфицирующей обработки не требуется. Гипохлорит натрия разрушится после тепловой обработки.
Необходимая продолжительность обработки сырья обеспечива-
4 Заказ № 639
49
ется положением передвижной перегородки, имеющей довольно простую конструкцию. Перегородка закрепляется в вертикальных и горизонтальных направляющих и может передвигаться в вертикальной плоскости, осуществляя тем самым необходимое время выдержки, и в горизонтальной, позволяя изменить объем рабочей зоны А для изменения общей производительности работы устройства.
Продолжительность нахождения плодов в дезинфицирующем растворе 5—7 мин. Рабочий объем ванны для дезинфицирующей обработки плодов и овощей 1,2 м3. Процесс дезинфицирования непрерывный.
На многих консервных предприятиях отечественной промышленности эксплуатируются моечные комплексы для сырья, входящие в состав комплектных линий по переработке томатов, яблок и других плодов и овощей. Наиболее распространенными являются моечные машины фирм «Единство» (СФРЮ), «Комплекс» (ВНР), «Росси и Кателли», «Тито Манцини» (Италия) и др.
Схемы работы моечных комплексов линий АС-500, АС-550 и АС-880 по переработке томатов (СФРЮ) представлены на рис. 10.
Все комплексы в основном имеют одинаковую технологическую схему, отличаясь системой подачи сырья на мойку.
Поступившее сырье, подвергается отмочке в резервуарах или ваннах, откуда гидротранспортерами или роликовыми элеваторами подается на первую моечную машину для предварительной мойки.
Мойка происходит в передней части машины — ванне, где уровень воды поддерживается на постоянной высоте благодаря притоку воды из душа и оттоку по боковым продольным водосливам, которые защищены вертикальными решетками от засорения плодами. Чтобы избежать накопления плодов на дне ванны, но при этом обеспечить прохождение инородных тел и грязи, а также обеспечить поступление плодов на роликовую транспортерную ленту, в ванне поставлена наклоннная решетка, под которой смонтирована система перфорированных труб для подачи сжатого воздуха. Таким образом осуществляется турбулизация воды и не происходит накопление плодов в ванне. Грязь, собирающаяся на дне ванны, время от времени в процессе работы выпускается в канализацию через выпускной клапан, находящийся в самой нижней части машины. Открывается клапан нажатием ноги на педаль.
Плоды извлекаются из воды и транспортируются горизонтальным роликовым транспортером под системой душевых форсунок для ополаскивания.
Средняя часть машины служит для инспекции плодов. Инспекция облегчена тем, что валики (ролики) транспортерной ленты вращаются и тем самым вращают плоды.
Фрукты плотной консистенции (яблоки, груши) непосредственно поступают в бассейн для отмочки, в котором посредством подачи сжатого воздуха из компрессора происходит интенсивное взбалтывание воды и, таким образом, осуществляются эффективное смачивание и очистка поверхности плодов от грязи.
50
AC — 500
AC-550
AC—880
4*
„Ланг Р=32” „Ланг Р=Ьд”
Рис. 11. Схема моечного комплекса для томатов линий «Ланг Р-32» и «Ланг Р-48» (торговая фирма «Комплекс», ВНР)
После предварительной мойки сырье подвергается тщательной мойке, проходя под душевой системой. После мойки плоды поступают на горизонтальную часть транспортерной ленты, где происходит инспекция, т. е. удаление гнилых плодов, не пригодных для переработки, которые выбрасываются в отверстия воронок, размещенных с обеих сторон транспортера.
Конструктивно моечные комплексы линии «Ланг Р-32» и «Ланг Р-48» для переработки томатов аналогичны (рис. 11).
Сырье поступает в гидравлический желоб-ковый транспортер, где подвергается предварительной мойке, отсюда элеватором подается на моечно-инспекционный транспортер, в котором вода и томаты приводятся в движение при помощи барботирующего воздуха, чем интенсифицируется процесс мойки.
Из ванны моечно-инспекционного транспортера томаты поднимаются рольгангом. На наклонной части рольганга томаты подвергаются ополаскиванию.
Технологические схемы моечных комплексов итальянских фирм «Росси и Кателли» и «Тито Манцини» в линиях переработки томатов показаны на рис. 12.
Перед подачей на линию «Росси и Кателли» томаты разгружают в соответствующий сборник. Роликовый подъемник переносит томаты в предварительную мойку, где от плодов отделяют грязь. Из машины для предварительной мойки томаты поступают на вторичную мойку, где они подвергаются более тщательной мойке посредством барботирова
ния воды воздухом. Передача с первой на вторую мойку производится с помощью регулируемого элеватора-калибрователя с роликами. Томаты малого диаметра падают в канал с водой и удаляются. Это осуществляется потому, что при механизированной уборке томаты малого диаметра обычно бывают недозрелыми и даже
зелеными.
Из моечной машины с помощью роликового конвейера томаты поступают на инспекцию и подвергаются тщательному ополаскиванию струями воды, поступающей из ряда струйных насадок и удаляющей загрязнения из углублений плодов.
После инспекции томаты проходят через бассейн, наполненный водой, из которого они поступают на переработку.
В моечном комплексе линий фирмы «Тито Манцини» сырье загружается в гидрожелоб, затем оно поступает в ванну предвари-
52
„Росси и „Тито
Кателли11 Мин цини”
тельной мойки. С помощью вращающегося барабана с ребрами томаты передвигаются в ванну окончательной мойки. На выходе из последней ванны на наклонной части роликового транспортера, переходящего в инспекционный, сырье подвергается активному душированию. После инспекции на транспортере плоды ополаскиваются и транспортируются на дальнейшую переработку.
Процесс мойки является важнейшим в процессе подготовки сырья. Качество мойки зависит от почвенных загрязнений, степени микробиальной обсемененности сырья; размера, формы, состояния поверхности и зрелости плодов; чистоты воды, соотношения воды и массы сырья; продолжительности пребывания сырья в воде, температуры и давления воды в системе и т. д.
53
Во всех машинах отечественного и зарубежного производства перемешивание воды в ванне осуществляется путем барботирования воздухом.
Так как загрязненная вода содержит поверхностно-активные вещества, выделяющиеся из поврежденных томатов, вследствие барботирования образуется устойчивая грязная пена и при выносе плодов из воды роликовым транспортером неизбежно получается вторичное загрязнение плодов. В связи с этим особое внимание уделяется предварительной мойке. Наиболее эффективная операция — мойка томатов во флотационном гидрожелобе, после которой удаляется 82—84% загрязнений с поверхности плодов.
Основными направлениями совершенствования технологического процесса мойки сырья являются улучшение конструкций моечных машин, обеспечивающее сокращение расхода воды при повышении качества мойки, улучшение конструкций душевых устройств, обеспечение использования дезинфицирующих препаратов, рациональное сочетание отмочки с основным процессом мойки.
Очистка сырья
Следующей технологической операцией при производстве некоторых видов консервов является очистка сырья. На этой операции удаляются несъедобные части плода (кожура, плодоножка, косточки, семенные гнезда и т. д.).
Механический способ очистки сырья. Наиболее широко распространенный способ очистки всех корнеплодов и картофеля — очистка с использованием машин с терочной поверхностью. В них рабочим органом является терочный диск, поверхность которого покрыта абразивной массой. Через загрузочную воронку внутрь машины загружается партия сырья. Падая на вращающийся диск, корнеплоды отбрасываются центробежной силой па внутренние стенки барабана, имеющие ребристую поверхность. Затем они опять попадают на вращающийся диск. Во время очистки на сырье подается вода, смывающая кожицу. Очищенное сырье выгружается из машины через боковой люк на ходу. Недостатком таких машин является периодичность их работы.
На многих консервных предприятиях еще используются непрерывнодействующие картофелечистки типа КНА-600М (рис. 13). Рабочими органами этой машины являются 20 валиков с абразивной поверхностью. Они установлены поперек движения сырья. Камера очистительной машины разделена на четыре секции. Над каждой секцией установлен душ. Для улучшения качества очистки картофель целесообразно откалибровать. Через загрузочное окно из бункера он попадает на быстровращающиеся абразивные валики первой секции. При вращении вокруг собственной оси клубни поднимаются по волне секции и падают обратно на валики. За счет поступающего картофеля частично очищенные клубни передвигаются к перегрузочному окну во вторую секцию. В даль-
54
Рис. 13. Картофелечистка непрерывного действия КНА-600М:
1 — окно выгрузки; 2 — абразивные валки; 3 — каркас машины с ванной; 4 — бункер загрузки картофеля
пейшем клубни совершают обратный путь (по ширине машины) во второй секции и т. д. через третью и четвертую секцию к выгрузочному окну из машины.
Производительность и степень очистки клубней регулируются изменением ширины перегрузочных окон, высотой подъема заслонки у разгрузочного окна и углом наклона машины к горизонту. Отходы картофеля при использовании таких непрерывнодействующих машин в 2 раза меньше, чем в периодически действующих.
При производстве фруктовых консервов (компотов, джемов, варенья) требуется удаление плодоножек, косточек и семенного гнезда. Эти операции осуществляются на специальных машинах.
Вишня, черешня доставляются на консервные заводы с плодоножкой во избежание окисления дубильных и красящих веществ кислородом воздуха и образования темного пятна в месте отрыва плодоножки.
Плодоножки удаляют на машинах линейного типа. Из загрузочного бункера плоды попадают на резиновые валики, установленные попарно и вращающиеся навстречу друг другу. Установлены они с наибольшим зазором, в который не может попасть плод, а плодоножка захватывается и отрывается. Для предупреждения повреждений плодов над валиками установлено душевое устройство.
Удаление косточек у крупных плодов (абрикосов, персиков) осуществляется на машинах линейного типа, состоящих из бесконечной ленты (пластинчатой или резиновой) с гнездами. Лента движется с интервалами. В момент остановки на гнезда с плодами
55
опускаются пуансоны и выталкивают косточки из плодов в поддоны, откуда удаляются транспортером.
Для мелких плодов используются косточковыбивные машины барабанного типа. Принцип действия их такой же, как и у машин линейного типа. Они обеспечивают хорошее качество очистки плодов.
Для удаления сердцевины у яблок и разрезания плодов на дольки применяется машина, состоящая из следующих основных частей: питателя, ориентатора, устройства для контроля правильности ориентировки плодов и их отбора, транспортера возврата, режущего органа.
Плоды, засыпанные в бункер питателя, попадают в ячейки, образованные профильными роликами, и выносятся из навала. Далее они поступают в ориентирующие воронки. Когда воронка с плодом проходит над ориентирующими пальцами, последние входят в воронку и под их воздействием происходит поворот плода. Если плод в воронке занимает ориентированное положение, пальцы входят в углубление плодоножки или чашелистика и не касаются плода. Поворот плода в воронке под действием ориентирующих пальцев продолжается до тех пор, пока он не сориентируется. На позиции отбора неправильно ориентированных плодов они приподнимаются специальным ложем с выступающим центральным пальцем и упираются в верхний подвижной штырь. В таком положении плоды проходят через контрольный резиновый флажок. Положение ориентированных плодов на этом ложе устойчиво, а неориентированных — неустойчиво, поэтому первые остаются в воронках, а вторые выпадают из них и возвращаются в бункер питателя. Далее сориентированные плоды поступают на позицию резки и удаления сердцевины. Процесс резки непрерывный. Конструкция ножей представляет собой комбинацию двух или четырех лепестковых ножей с центральным трубчатым ножом.
Тепловой способ очистки сырья. Для очистки корнеплодов и картофеля широко используются следующие способы: химический, паровой и пароводотермический.
Среди этих способов наибольшее распространение получил паровой способ.
При паровом способе очистки картофель, корнеплоды и овощи подвергаются кратковременной обработке паром с последующим отделением кожицы в моечно-очистительных машинах. При этом способе на сырье оказывают комбинированное воздействие давление и температура пара в аппарате и перепад давления при выходе сырья из аппарата. Кратковременная обработка паром под давлением 0,3—0,5' МПа и температуре 140—180 °C приводит к прогреву кожицы и тонкого (1—2 мм) слоя сырья. При выходе сырья из аппарата кожица вспучивается и легко отделяется от мякоти водой в моечно-очистительных машинах. Чем выше давление и температура пара, тем меньше времени требуется для прогрева кожицы и подкожного слоя мякоти. Это определяет сокращение потерь сырья при очистке. При этом не изменяются структура,,
56
цвет и вкус основной массы плода. При паровом способе очистки допускается использовать неоткалиброванное сырье.
Сущность пароводотермического способа очистки картофеля и корнеплодов заключается в гидротермической обработке (паром и водой) сырья. При этом способе происходит полное проваривание плода. Признаками такого состояния являются отсутствие жесткой сердцевины и свободное отделение кожицы при нажиме ладонью. Однако следует следить, чтобы не было разваривания корне- и клубнеплодов. Тепловую обработку сырья проводят в автоклаве паром, водяную — частично в автоклаве образующимся конденсатом, а в основном в водяном термостате и моечно-очистительной машине. Загруженное в специальный автоклав сырье обрабатывают паром в четыре этапа: нагревание, бланширование, предварительная и окончательная доводка. Все эти этапы отличаются друг от друга параметрами пара. После обработки паром сырье подвергают обработке водой при температуре 75 °C. Продолжительность обработки зависит от размеров плодов и составляет от 5 до 15 мин. Очистка кожицы также осуществляется в моечно-очистительной машине.
Химический способ очистки сырья. При химической очистке плоды подвергают воздействию нагретых растворов щелочей. При погружении сырья в кипящий щелочной раствор протопектин кожицы подвергается расщеплению, за счет чего нарушается связь кожицы с клетками мякоти, и она легко отделяется в моечных машинах. Продолжительность щелочной обработки картофеля зависит от температуры и концентрации щелочного раствора и составляет обычно 5—6 мин при температуре 90—95 °C и концентрации 6-12%.
При производстве компотов из очищенных плодов пользуются преимущественно химическим способом.
В табл. 5 приведены данные, при которых осуществляется химическая обработка плодов при очистке.
Таблица 5 Режимы химической обработки плодов при очистке
Сырье Концентрация раствора NaOH, % Температура раствора, °C Длительность обработки, мин
Яблоки 10 80-90 5-6
Груши 3-5 80—90 1
Айва 5 80—90 3—4
Персики 2-3 100 1,5
Фейхоа 3 100 3
После обработки остатки щелочи смываются с плодов холодной водой в моечных машинах в течение 2—4 мин под давлением 0,6-0,8 МПа.
При производстве очищенных томатов кожицу обрабатывают горячим 15—20%-ным раствором каустической соды при температуре 90—100 °C.
57
Глава 6
ТЕПЛОВАЯ ОБРАБОТКА СЫРЬЯ
Тепловая обработка сырья является одним из основных приемов в технологическом процессе изготовления консервов.
Отдельные виды сырья перед измельчением, резкой, протиранием, смешиванием и фасованием подвергают тепловой обработке, которую проводят в горячей воде, водных растворах поваренной соли, щелочи, кислоты, горячих растительных или животных жирах, в среде водяного пара и путем соприкосновения с поверхностью нагрева.
Продолжительность и т'емпература тепловой обработки различны в зависимости от цели ее проведения и скорости протекания тепловых, химических и биохимических процессов. Предварительной тепловой обработке подвергают овощи, семечковые и косточковые плоды, ягоды, бобовые, крупы, макаронные изделия и др.
С целью повышения пищевой ценности, улучшения органолептических качеств отдельных видов консервов кабачки, баклажаны, свеклу, морковь, тыкву, лук, перец сладкий и др. обжаривают или пассеруют.
Тепловая обработка сырья вызывает изменения его структурно-механических, физико-химических и органолептических свойств и осуществляется с целью размягчения ткани сырья, увеличения или уменьшения его объема и массы, увеличения клеточной проницаемости и инактивации ферментов, придания продукту определенных органолептических качеств, повышения его пищевой ценности и др.
В зависимости от назначения тепловой обработки и способа передачи тепла продукту процесс называют бланшированием, развариванием, подогревом, обжаркой, пассерованием.
Бланширование
Бланшированием плодоовощного сырья называется кратковременная тепловая обработка при определенном температурном режиме в воде, паром или в водных растворах солей, сахара, органических кислот, щелочей. Бланширование является очень важной предварительной операцией, от которой в значительной мере зависят качество продукта и потери в производстве. В переводе на русский язык бланширование означает отбеливание (от французского слова blanchir— отбеливать). Однако в зависимости от вида сырья, технологии изготовления тех или иных консервов бланширование применяется для разных целей с достижением различных результатов, основные из которых: прекращение биохимических процессов в продукте, уничтожение большей части микроорганизмов, изменение объема и массы,, повышение проницаемости протоплазмы клеток, изменение консистенции, удаление воздуха, летучих веществ, клейстеризация крахмала, сохранение естественного цвета продукта.
58
Деятельность ферментов может вызвать порчу продукта и нежелательные изменения даже при отсутствии микроорганизмов. При нагревании прекращаются биохимические процессы вследствие разрушения ферментной системы сырья, значительно уменьшается обсемененность за счет частичного уничтожения микроорганизмов, находящихся главным образом на поверхности сырых продуктов, поэтому для многих овощей бланширование преследует основную цель — разрушение ферментной системы, основой которой являются белки. Для этого обычно достаточно прогревания до температуры 70—75 °C.
Инактивация ферментов оказывает влияние на цвет продукта. Особое значение это имеет для семечковых плодов, так как действием окислительных ферментов объясняется потемнение плодов при их очистке и резке. Поэтому при производстве компотов, фруктов в сиропе, варенья, джемов и других видов консервов рекомендуется проводить бланширование яблок и груш. Так как инактивация ферментов лучше протекает в кислой среде, при бланшировании воду подкисляют лимонной или винной кислотой до концентрации 0,1—0,2% Для снижения интенсивности биохимических процессов. Отдельные сорта яблок, особенно высококислотные, за счет гидролиза протопектина при нагревании и перехода его в растворимый пектин сильно развариваются. Для частичного предупреждения этого рекомендуется плоды бланшировать в 35 %-ном сахарном сиропе при температуре 80—90°С в течение 4—5 мин. Оставшийся после бланширования сироп используют для заливки плодов, уложенных в банки.
Бланширование свеклы производят для размягчения ткани и сохранения цвета. При этом необходимо разрушить фермент тирозиназу. При окислении фермент образует меланины, вызывающие потемнение свеклы. Бланшируют свеклу паром в автоклавах или в непрерывнодействующих шпарителях в течение 15—20 мин при температуре 120 °C. У бланшированной свеклы кожица легко отделяется от мякоти. Бланширование свеклы до очистки и резки позволяет максимально сохранить красящие вещества — антоцианы, получить гладкую поверхность среза и равномерные формы нарезанных кусочков, так как свекла в сыром виде очень хрупкая.
При тепловой обработке в некоторых случаях происходит изменение цвета. Причиной может быть или изменение пигментов, или образование новых красящих веществ. Изменение цвета наблюдается у овощей, имеющих зеленую, белую или красно-фиолетовую окраску. Овощи с желтой и оранжевой окраской не изменяют цвет и устойчивы к действию тепловой обработки. При нагревании в зеленых овощах вследствие взаимодействия хлорофилла с органическими кислотами или кислыми солями этих кислот, содержащимися в клеточном соке, образуется феофитин — новое красящее вещество бурого цвета. Степень изменения зеленой окраски зависит от продолжительности тепловой обработки и концентрации органических кислот в продукте. Чем дольше проводится тепловая обработка, тем больше образуется феофитина и заметнее побурение ово
59
щей. Зеленые овощи лучше сохраняют свою окраску, если бланширование проводится в жесткой воде. Содержащиеся в ней кальциевые и магниевые соли нейтрализуют часть органических кислот и кислых солей клеточного сока.
При бланшировании происходит отбеливание отдельных видов сырья за счет выщелачивания или разрушения красящих веществ. Бланширование соцветий цветной капусты приводит к их отбеливанию вследствие разрушения красящих веществ, придающих соцветиям зеленый или желтоватый цвет.
Для облегчения удаления несъедобных частей — кожицы, семян, косточек и т. п., придания эластичности сырью, для облегчения проведения последующих операций и более плотной укладки его в банки отдельные виды сырья бланшируют для размягчения ткани. Размягчение сырья происходит вследствие химических и физико-химических преобразований в тканях при бланшировании. В основном это осуществляется за счет гидролиза протопектина* который переходит в растворимый пектин. Клетки отделяются друг от друга, плодовая ткань становится рыхлой и мягкой. Гидролиз способствует получению желеобразной консистенции.
Исследования различных сортов картофеля, белокочанной капусты и некоторых корнеплодов показали, что продолжительность их бланширования зависит не только от содержания в овощах и корнеплодах протопектина, но и от содержания веществ, способствующих его расщеплению. К таким веществам в основном относятся органические кислоты. Чем больше этих кислот содержится в сырье, тем меньше требуется времени для бланширования сырья. Аналогичное действие размягчения ткани достигается, если нагреть ткань до 80—85 °C хотя бы 3—4 мин. Это вызывается тем* что при нагревании до такой температуры происходит коагуляция белков протоплазмы, цитоплазменная оболочка повреждается, осмотическое давление, обусловливающее твердость плода, уменьшается и плод размягчается.
При тепловой обработке в той или иной степени уменьшаются объем и масса сырья. При тепловой обработке мяса и мясопродуктов происходит необратимая дегидратация белков с выделением в окружающую среду ранее связанной влаги вместе с растворенными в ней экстрактивными, минеральными веществами, витаминами и др.
В отличие от продуктов животного происхождения уменьшение массы овощей происходит не за счет выделения влаги денатурированными белками вместе с растворимыми веществами, а в основ-» ном за счет потерь растворимых веществ в результате их диффузии, удаления воздуха, содержащегося в межклеточных пространствах тканей растительного сырья. Так, при бланшировании огурцов происходит быстрое удаление воздуха из межклеточного пространства, ткань уплотняется, повышается ее упругость. При консерви-» ровании такие огурцы имеют хрустящую консистенцию. Уменьше-» ние объема огурцов способствует более плотной укладке продукта в банки.
60
Удаление воздуха при бланшировании способствует сохранению витаминов. Кроме того, содержащийся в межклеточных пространствах растительной ткани воздух, попадая в готовую продукцию, а также действуя на сырье на промежуточных этапах, вызывает ухудшение качества продукта, способствует коррозии металлической тары, вызывает повышение парциального давления в банках при стерилизации.
Для некоторого ассортимента консервов в целях анормального заполнения тары, обеспечения необходимой консистенции продукта и нормируемого соотношения между составными компонентами консервов, правильного ведения процесса стерилизации требуется увеличение объема продукта, которое достигается путем бланширования. В основном это консервы с применением продовольственных фасоли и гороха, риса, перловой крупы, соевых бобов, макаронных изделий и др. В этом случае при бланшировании за счет впитывания воды крахмалом объем и масса продукта увеличиваются в 2—2,5 раза. В каждом конкретном случае процент набухае-мости оговаривается технологическими инструкциями.
Бланшированием достигается удаление летучих или легкорас-падающихся веществ, придающих продуктам неприятный запах и образующих при соединении с металлом банки или крышки сернистые соли олова и железа, которые вызывают потеменение продукта, а также удаление веществ, придающих некоторым видам сырья неприятный горьковатый привкус. Например, для удаления горечи у баклажанов их бланшируют в кипящей воде или 1,5—2 %-ном растворе NaOH, а для улучшения вкуса и удаления нестойких сернистых соединений белокочанную и краснокочанную капусту бланшируют в кипящей воде 1—2 мин, отдельные соцветия цветной капусты— 2—3 мин. Спаржу бланшируют в сетчатых корзинах в кипящем 2 %-ном растворе поваренной соли в течение 1—3 мин для выщелачивания глюкозидов, придающих продукту горьковатый привкус, и для выпрямления изогнутых побегов.
В результате бланширования повышается проницаемость клеточных оболочек плодов и овощей, что облегчает пропитывание плодов сахарным сиропом (при варке варенья, джема, при изготовлении компотов), извлечение соков. Иногда для этой цели сливу, яблоки бланшируют в сахарном сиропе соответственно концентрацией 25 и 35 %. Для повышения выхода сока сливу, малину, черную смородину, бруснику, крыжовник бланшируют в воде или паром при температуре сырья не более 85 °C. Б л анширов очную воду используют для бланширования нескольких партий. При этом часть экстрактивных веществ сырья переходит в раствор. Концентрация экстрактивных веществ постепенно увеличивается и достигает концентрации их в сырье. Такой раствор добавляют к отжатому из плодов соку, что значительно повышает выход сока, но несколько ухудшает его качество. Более рационально проводить бланширование плодов паром в ленточном шпарителе, а ягоды подогревать в двутельном котле при непрерывном помешивании.
Плоды и овощи чаще всего бланшируют целыми. Продолжи-»
61
Рис. 14. Ленточный бланширователь со скребками:
1 — загрузочная воронка; 2 — ленточный транспортер; 3 — переливная труба; 4— съемная крышка; 5 — разгрузочный лоток; 6 — редуктор; 7 — электродвигатель; 8 — ванна; 9 — люк для очистки ванны от осадка
тельность и температура бланширования зависят от вида, сорта, степени зрелости, качества сырья, его дальнейшего применения. Обычно бланширование проводится очень быстро, чтобы продукт сохранил вкус, цвет и аромат исходного сырья. При проведении этого процесса необходимо помнить, что недобланшированный продукт может вызвать бомбаж, а перебланшированный — разваривание консервов при стерилизации. Во избежание разваривания продукт после бланширования сразу же охлаждают водой.
Тепловые аппараты, предназначенные для предварительной тепловой обработки, классифицируют на бланширователи, шпари-тели и подогреватели в зависимости от способа и цели нагревания продукта. Аппараты каждой из этих групп подразделяются на аппараты периодического и непрерывного действия; работающие при атмосферном давлении, вакууме и избыточном давлении; с нагревательной камерой и барботерами.
Простейшим оборудованием для бланширования является двутельный котел. В наружную полость подается пар с определенным давлением, обеспечивающим требуемую температуру. Внутрь котла заливаются вода или раствор. Плоды или овощи в сетках опускаются в горячий бланшировочный раствор и выдерживаются в течение необходимого времени.
Однако бланширование в котлах связано с большими затратами труда, неудобствами в работе, нарушает поточность производства и применяется только при выработке небольших партий продукции. »
Наиболее широко используются в промышленности как водяные, так и паровые ленточные бланширователи (рис. 14) для
62
Гис. 15. Ковшовый бланширователь типа БК:
1 ~ привод; 2 — туннель; 3 — ковшовый транспортер; 4 — каркас; 5 — паропровод; 6 -- водопровод
Рис. 16. Бланширователь непрерывного действия типа БКП-200:
1 — распределительный шнек; 2 — наклонный транспортер; 3 — промывочная камера; 4 — шпарительная камера; 5 — промы-вочно-остывочная камера
бланширования сладкого перца, зеленого горошка, капусты, картофеля, яблок и других видов сырья.
Для бланширования зеленого горошка, капусты, моркови, картофеля применяются ковшовые
бланширователи типа БК отечественного производства. Ковшовый бланширователь (рис. 15) со-
стоит из стальной ванны-туннеля прямоугольного сечения, через которую проходит лента транспортера с ковшами. Ковши могут быть погружены в горячую воду, растворы или находиться под воздействием пара. Барботеры, к которым подается пар по паропроводу, расположены под и над лентой. Ванна сверху закрыта съемными крышками. Бланширователи БК обеспечивают нор
мальное проведение технологического процесса для широкого ассортимента сырья. У них широкий диапазон регулирования продолжительности тепловой обработки и высокая производительность.
Ленточные бланширователи БКП-200 и БКП-400 предназначены для бланширования нарезанных овощей перед сушкой в среде пара. Устанавливают их на овощесушильных заводах преимущественно к конвейерным сушилкам. Бланширователь БКП-200 (рис. 16) состоит из наклонного транспортера, заключенного в камеру. Над лентой установлены душевые устройства для ополаскивания сырья в начале и для охлаждения после бланширования. Предназначенные для бланширования, предварительно подготовленные и нарезанные овощи через загрузочный бункер и распределительный шнек равномерным слоем подаются на ленту из проволочной сетки. Вместе с лентой продукт сначала проходит через первую секцию, где ополаскивается, затем — через вторую, где обрабатывается паром, и в третьей охлаждается холодной водой под
Душем.
Производительность аппарата зависит от скорости движения ленты, ширины и толщины слоя продукта. Для картофеля производительность составляет 200 кг/ч. Аналогичное устройство имеет и бланширователь БКП-400 производительностью 400 кг/ч по исходному сырью.
Барабанные бланширователи применяются в основном в линиях производства консервов из зеленого горошка, но могут применяться для бланширования и других видов сырья.
В барабанном бланширователе основным рабочим органом является барабан. При его вращении продукт при помощи спирали перемещается в горячей воде от места загрузки к месту выгрузки.
64
Продолжительность бланширования регулируется числом оборотов барабана в минуту.
В целях сокращения протяженности технологической линии, продолжительности технологического процесса, сокращения расхода воды, снижения бактериальной обсемененности перед стерилизацией разработан способ бланширования зеленого горошка орошением горячей водой. При этом тепловая обработка совмещена с отмывкой выделившихся при бланшировании зерен крахмала. Инспекция проводится перед бланшированием, процесс охлаждения исключен. Такая схема позволяет снизить микрообсеменен-ность зерен в банке перед стерилизацией на целый порядок и создать более благоприятные условия для проведения процесса стерилизации.
Бланширование зеленого горошка орошением горячей водой производится в бланширователе карусельного типа. Время и температура бланширования устанавливаются в зависимости от степени зрелости сырья.
В шнековом бланширователе основным рабочим органом является шнек, перемещающий продукт. При бланшировании продукта в горячей воде шнек установлен горизонтально, при бланшировании в среде водяного пара шнек установлен вертикально или под некоторым наклоном. Через полый вал шнека пар подается в желоб, где находятся продукт или вода и продукт.
Производительность бланширователей зависит от условий их работы, сорта сырья, его качества, степени зрелости и других факторов и может составлять от 500 до 8000 кг/ч.
Разваривание плодоовощного сырья
Разваривание плодоовощного сырья производится в кипящей воде или паром для разрушения структуры ткани и облегчения протирания при изготовлении фруктового или овощного пюре, соков с мякотью, повидла, консервов для детского и диетического питания. При разваривании в сырье происходят те же физико-химические изменения, что и при бланшировании. Однако степень некоторых изменений несколько иная, так как тепловая обработка длится более длительное время.
Для разваривания плодоовощного сырья применяются аппараты непрерывного и периодического действия.
Шнековый шпаритель (рис. 17) очень прост по конструкции и часто изготавливается в механических мастерских консервного завода. Предназначается шнековый шпаритель для разваривания косточковых и семечковых плодов. Размеры шпарите ля определяются расчетом, производительность зависит от диаметра и шага шнека и скорости его вращения. Преимуществом этого шпарителя является непрерывное разваривание, недостатком — разжижение продукта за счет смешивания с конденсатом.
Простейшую конструкцию имеет шахтный шпаритель системы С. М. Дмитриева (рис. 18), который представляет собой деревян-
5 Заказ № 639
65
Рис. 17. Шнековый шпаритель:
1 — загрузочный бункер; 2 — шнек; 3 — соединительный рукав; 4 — разгрузочная воронка; 5 — паропровод
ную шахту прямоугольного сечения, разделенную перегородкой на две половины. Обе шахты оборудованы вертикально установленны-
ми барботерами. Сырье попадает
Загрузка.
Рис. 18. Шахтный шпаритель
в шахту сверху через загрузочный бункер и самотеком плоды проходят через шахту, где обрабатываются паром. Наличие двух шахт позволяет выдерживать плоды нужное время, не нарушая поточности работы; в то время как в одной шахте производят разваривание, вторая снова подготавливается к работе. Внизу корпус шпарителя немного расширяется, высота его 3 м. Под коническим дном шпарителя находится четырехлопастный дозатор.
В линии изготовления пюреобразных консервов А9-КЛВ для разваривания сырья, не требующего длительной тепловой обработки, устанавливается непрерывнодействующая установка УРС-129 (рис. 19). Предварительно измельченное сырье
66
Рис. 19. Развариватель УРС-129:
1 — питатель; 2 — насос; 3 — труба для продукта; 4 — паровая труба наружного барботера; 5 — внутренняя труба барботера;
6 — паровая коммуникация; 7 — датчики температуры; в — корпус расширительной емкости; 9 — крышка; 10 — запорный клапан; 11 — переливная труба; 12 — направляющий шнек; 13 — спускной вентиль; 14^ фильтр; 15 — паровой управляемый вентиль; 16 — манометр
IQ
/3
-----/2
поступает в питатель, насосом подается в трубу, где внутренним и наружным барботерами нагревается в течение нескольких секунд. Затем продукт поступает в расширительную емкость, выдерживается в течение 4—6 мин и через переливную трубу поступает на протирочную машину.
Наиболее качественное разваривание плодов, ягод и овощей получается в закрытом шпарителе (дигестере), показанном на рис. 20. Дигестер изготавливается из нержавеющей стали, рассчитан на единовременную загрузку сырья до 2 т. Чаще всего дигестер применяют при производстве консервов для детского питания.
Работа дигестера протекает следующим образом. Через бункер загружают сырье. Задвижку плотно закрывают и через штуцер подают острый пар. Одновременно, выпускают воздух через кран до появления струи пара. После этого кран закрывают и создают в дигестере нужные давление и температуру. Вытеснение воздуха из дигестера в начале разваривания способствует сохранению витаминов, а также предохраняет продукт от потемнения. Когда достигну-
5*
67
Рис. 20. Закрытый шпаритель (ди-гестер):
1 — бункер; 2— шнек; з — лопастная мешалка; 4 — вертикальный вал; Л штуцер; 6 — ложное днище; 7 — конусная часть; 8 — задвижка
та необходимая температура и сырье немного размягчится, включают мешалку. Продолжи-» тельность обработки определяют в каждом конкретном случае отдельно в зависимости от вида и сорта сырья, размеров, степе* ни зрелости, кислотности, а также от вида изготовляемых консервов.
Продолжительность разваривания длится от 15 до 25 мин при температуре 100— 110 °C. В процессе разваривания необходимо следить за равномерностью прогревания и не допускать перегрева продукта.
Подогрев продукта
Подогрев жидких и пюреобразных продуктов производится с различной целью и может являться как предварительной тепловой обработкой, так и операцией, облегчающей проведение других технологических процессов.
В основном подогрев осуществляется с целью размягчения ткани и облегчения удаления несъедобных частей — кожицы, семян и т. п. Это особенно важ
но в производстве концентрированных томатопродуктов, томатного сока и томатных соусов (если они вырабатываются из свежих томатов). Протопектин затрудняет отделение кожицы от мякоти, и это значительно повышает отходы при протирании, а подогрев снижает их па 8—8,5%. Подогрев также способствует сохранению пектина в продукте, так как при протирании измельченной массы без подогрева часть его уходит с отходами.
Растворимый пектин улучшает качество и внешний вид продукта, придавая ему однородность и препятствуя расслоению, которое особенно заметно в томатных продуктах с невысокой концентрацией сухих веществ.
Предварительный подогрев способствует удалению воздуха, содержащегося в межклеточных ходах плодовой ткани и остающегося в дробленой массе, разрушению ферментов и сохранению витаминов. Удаление воздуха предотвращает также образование пены при концентрировании.
68
Предварительный подогрев дробленой массы обеспечивает ее быстрое закипание в выпарном аппарате. Интенсивная конвекция кипящей массы препятствует образованию нагара на поверхности нагрева.
При массовом поступлении томатного сырья для равномерной загрузки производственной линии томатную массу подогревают до 85—100 °C в трубчатых подогревателях, а затем охлаждают до 20— 25 °C в пластинчатых теплообменниках. Подогретую и охлажденную массу можно сохранить в теплоизолированных сборниках вместимостью 25—100 м3 в течение суток, без теплоизоляции — в течение 10 ч. Емкости для хранения томатной массы должны быть оборудованы контурами циркуляции для предупреждения расслоения массы.
Нагревание продукта до определенной температуры имеет большое санитарно-гигиеническое значение. Пищевые продукты как растительного, так и животного происхождения всегда обсеменены микроорганизмами. Нагревание сырья в процессе тепловой обработки хоть и не обеспечивает полной стерильности продукта, но оказывает губительное действие на большинство плесневых и бесспоровых бактерий, а также вызывает переход спорообразующих бактерий в неактивную форму. В этих целях проводят дополнительный подогрев продуктов до различных температур перед фасованием, высокотемпературный нагрев отдельных их видов в процессе производства, мгновенную стерилизацию в потоке, выдержку с высокой температурой фасования для выработки продукции горячим розливом.
Для снижения микробиальной обсемененности томатопродук-тов протертую томатную массу перед увариванием нагревают до 125 °C, стерилизуют при этой температуре в течение 0,4 мин и затем охлаждают до 75—80 °C.
При использовании метода горячего розлива сок подогревают до температуры не ниже 97 °C и фасуют в специально подготовлен-
Рис. 21. Кожухотрубный подогреватель
69
ную тару. Метод горячего розлива применяется при производстве отдельных видов фруктовых консервов, томатных соусов и др.
К подогревателям непрерывного действия относятся трубчатые, двухтрубные, спиральные, пластинчатые подогреватели.
Трубчатые (кожухотрубные) подогреватели (рис. 21) применяют для нагревания дробленой томатной массы, концентрированных томатопродуктов, фруктового пюре, фруктовых и овощных соков. При нагревании во избежание образования нагара необходимо следить, чтобы подача продукта не прекращалась.
Односекционный трубчатый вакуум-подогреватель КТП-2 (рис. 22) предназначен для подогрева различных овощных и фруктовых соков, дробленых томатов. Он представляет собой трубчатый многоходовой теплообменник, имеющий 12 последовательно соединенных труб из нержавеющей стали и заключенных в стальной кожух цилиндрической формы. С торцевых сторон установлены крышки. Площадь поверхности нагрева 4,2 м2, температура сока на выходе из подогревателя до 90 °C.
В двухсекционном подогревателе обе секции смонтированы на общей станине одна над другой. Одна из них служит для подогрева дробленой томатной массы, другая — для подогрева отжатого сока. Каждая секция регулируется и работает самостоятельно. Секция состоит из цилиндра, в котором горизонтально расположены трубки, последовательно соединенные между собой каналами, имеющи-
Рис. 22. Вакуум-подогреватель КТП-2:
1 — теплообменник; 2 — вакуум-бак; 3 — паровая магистраль; 4 — бак для во* цы; 5 — насос
70
Рис. 23. Пластинчатый теплообменник:
1, 11 — штуцера входа и выхода продукта; 2, 12 — штуцера входа и выхода теплоносителя; 3, 9 — стойки; 4, 14 — отверстия для продукта; S, 13 — резиновые прокладки; 6, 15 — пластины; 7 — горизонтальная штанга; 8 — нажимная плита; 10 — винт
мися в крышках подогревателя. В паровом пространстве аппарата поддерживается вакуум.
Сравнительно низкая температура греющего пара (94—97 °C) в сочетании со значительной скоростью прохождения массы через подогреватель предупреждает образование нагара. Требуемая температура подогрева достигается благодаря большой длине пути массы в аппарате и высокому коэффициенту теплопередачи.
Двухтрубные подогреватели (типа «труба в трубе») применяются для нагревания соков, фруктового и томатного пюре. Двухтрубный подогреватель состоит из 8—12 секций.
Благодаря небольшому поперечному сечению трубы продукт может перемещаться с большой скоростью, что предотвращает образование нагара.
Двухтрубные подогреватели можно применять для охлаждения продукта, подавая в межтрубное пространство холодную воду или рассол.
Широкое применение для подогрева жидких пищевых продуктов нашли пластинчатые теплообменники (рис. 23), которые также используются для пастеризации фруктовых и ягодных соков. Они компактны и имеют большую производительность.
Пластинчатый подогреватель А1-ОНС-5 может быть применен для подогрева жидких продуктов в потоке.
Обжарка и пассерование овощей
При производстве закусочных, заправочных консервов, первых и вторых обеденных блюд, консервов для общественного питания и др. с целью повышения пищевой ценности и придания продукту определенных вкусовых качеств проводят обжарку или пассерова
71
ние баклажанов, кабачков, свеклы, тыквы, моркови, перца сладкого, лука и др.
Обжаркой называется тепловая обработка овощей в жирах до уменьшения массы сырья свыше 30% при определенном температурном режиме.
Пассерование — обжарка овощей с уменьшением массы до 30%.
Обжарку или пассерование проводят в растительном масле или животном жире в обжарочных печах, на плитах Крапивина при сравнительно высоких температурах. Растительное масло или животный жир в данном случае не только выполняет технологические функции, но и является промежуточным теплоносителем, передающим тепло от поверхности нагрева печи к продукту.
Продолжительность обжарки и пассерования зависит от многих факторов и прежде всего от вида овощей, степени измельчения, температуры активного слоя масла, способа обжарки, начального и конечного влагосодержания продукта и др., а также от удельной поверхности нагрева (величины поверхности нагрева, приходящейся на 1 м2 зеркала печи) и составляет для овощей 5—16 мин.
Для каждого конкретного случая продолжительность обжарки устанавливается опытным путем. Она должна обеспечивать истинный процент ужарки, установленный нормами и требованиями к качеству обжаренного продукта.
Для обжарки и пассерования применяются рафинированные растительные масла — подсолнечное, кукурузное, хлопковое и соевое, жиры свиной топленый, говяжий, бараний или костный, маргарин, масло коровье сливочное или топленое. При выборе жира для конкретного технологического процесса учитывают его биологическую ценность, органолептические свойства и физико-химические показатели. Важнейшими из этих показателей являются температура плавления и застывания, коэффициент преломления, вязкость, удельный вес, кислотное, йодное, перекисное и ацетильное числа. Вкус, запах, цвет, прозрачность, наличие отстоя и консистенция жиров имеют большое значение как для качества готового продукта, так и для правильного проведения процесса обжарки и пассерования.
Процесс обжарки и пассерования овощей представляет собой сложный комплекс физических, химических, физико-химических и технологических явлений, усложненный тепло-, массообменом и впитыванием масла.
Под воздействием тепла в продукте протекает ряд связанных между собой физических и химических процессов, в результате которых происходят выделение и удаление части влаги, впитывание масла, объемная усадка продукта, выделение газов, повышение давления внутри продукта, увеличение пористости, а также изменение плотности и теплоемкости продукта. В процессе обжарки свертываются белки протоплазмы клеток, клетки сжимаются, увеличиваются межклеточные ходы, продукт уменьшается в объеме в 2—3 раза. Углеводы также видоизменяются: крахмал частично
72
переходит в декстрин, сахара карамелизуются, протопектин переходит в пектин, продукт становится мягким и легкоусвояемым. Изменяются структура ткани и плотность овощей.
В процессе обжарки с поверхности загруженных в горячее масло овощей и корнеплодов испаряется влага. Поскольку концентрация влаги во внутренних слоях оказывается больше, чем на поверхности, то содержание сухих веществ в поверхностных слоях постоянно увеличивается; за счет разности концентраций влага диффундирует из внутренних слоев в наружные.
Температура, при которой должны вестись обжарка и пассерование, выбирается так, чтобы испарение влаги с поверхности несколько опережало поступление ее из внутренних слоев. Тогда через некоторое время поверхностный слой обезвоживается, образуется корочка золотистого цвета и продукт получает специфический вкус и запах, свойственный обжаренному. Образование корочки происходит за счет начальной стадии карамелизации углеводов — сахаров, крахмала, целлюлозы, пектина, содержащихся в обжариваемом продукте.
Это происходит тогда, когда влагосодержание продукта в поверхностном слое понизится настолько, что даст возможность температуре подняться выше 100 °C.
При излишне высокой температуре влага с поверхностных слоев очень быстро испаряется, поверхность продукта начинает обугливаться, а внутренние слои остаются сырые, так как влага из внутренних слоев не успевает поступить на место испарившейся. При высокой температуре происходят глубокий распад и карамелизация углеводов, с чем связано ухудшение цвета и вкуса продукта. Одновременно ускоряются процессы порчи масла. Порча масла во время обжарки во многом зависит от его первоначальных свойств, и в целях повышения качества растительные масла рафинируют, дезодорируют, гидрируют (содержание ненасыщенных жирных кислот в подсолнечном масле должно быть не более 0,3—0,4%, в хлопковом — не более 0,2—0,3%). Цветность по йоду для подсолнечного масла 10—12%, хлопкового — 8—16%, йодное число — соответственно 125—145, 104—116. Для обжарки должно применяться рафинированное подсолнечное или хлопковое масло не ниже I сорта.
При пониженной температуре обжарки процессы испарения и диффузии уравновешиваются, корочка образуется очень медленно или вовсе не образуется. Зато внутренние слои продукта перевариваются и становятся рыхлыми. Вкусовые качества такого продукта низкие.
Вопрос получения обжаренного продукта надлежащего качества, в котором бы гармонично сочетались такие показатели, как видимая ужарка, массовая доля сухих веществ, жира, вкус, аромат, внешний вид, достаточно сложен. Поэтому в основном регламент обжарки устанавливается с учетом всех вышеперечисленных факторов и о готовности продукта судят по внешнему виду и вкусу, а также по проценту ужарки и проценту впитываемости масла* Эти
73
показатели нормируются для каждого вида овощей и вида продукции.
Процент ужарки различают видимый и истинный.
Видимый процент ужарки показывает процентное уменьшение массы сырья при обжаривании. Его определяют по формуле
.100,
А
где х — видимый процент ужарки, %; А — масса сырья до обжарки, кг; В — масса обжаренного продукта, кг.
Для определения видимого процента ужарки взвешивают необходимое количество исходного сырья, загружают его в сетку, обжаривают, дают стечь маслу в течение 3 мин, снова взвешивают и вычитают массу предварительно взвешенной тары.
Величиной видимого процента ужарки пользуются для контроля производства, а также в технологических расчетах для определения норм расхода сырья на единицу готовой продукции.
Термин «видимый» означает, что это изменение массы обжариваемого сырья видно, производя взвешивание на весах, хотя данная потеря в массе не является истинной.
Истинный процент ужарки показывает действительную потерю влаги при обжарке в процентах к исходному сырью, т. е. учитывает, что часть влаги заменена впитавшимся в продукт при обжаривании маслом, поэтому истинный процент ужарки всегда больше видимого.
Этот показатель необходим для проведения теплотехнических расчетов.
Истинный процентчужарки определяют по формуле х,= <Л~В) UOO+ ",
1 А А ’
где xi — истинный процент ужарки, %; К — количество впитываемого масла, % к массе обжаренного продукта.
В зависимости от вида и назначения сырья видимый процент ужарки колеблется от 17 до 50, а истинный — от 24 до 64. Впитывание масла (к массе обжаренного продукта) у большинства видов сырья составляет 7—13%, в отдельных случаях эти цифры значительно больше (27% у лука, 17,5% у смеси моркови, белых кореньев и лука).
Обжарка овощей в горячем растительном масле осуществляется несколькими отличающимися между собой способами. Самое широкое распространение получил способ обжарки в глубоком слое, когда продукт полностью погружен в масло. Реже обжаривают в тонком слое, когда только часть продукта погружена в масло.
Преимуществом способа обжарки в глубоком слое является возможность легко перемешивать и перемещать продукт, передавать тепло, необходимое на обжарку, по всей поверхности кусочка продукта, недостатком — необходимость большого объема масла, 74
меньшая по сравнению с другими методами интенсивность испарения влаги.
Обжарка овощей ведется при определенной температуре, различной для разных видов овощей. Максимальная температура при обжарке баклажанов 135—140°С, кабачков — 125—135, корнеплодов — 120—125, лука — 140 °C.
Продолжительность обжарки зависит от вида сырья, процента ужарки, температуры активного слоя масла, удельной поверхности нагрева печи и др. и составляет для овощей 5—16 мин.
Обжарка сырья в масле при пониженной температуре не рекомендуется, так как при этом увеличивается продолжительность процесса, снижается производительность печи, что приводит к уменьшению коэффициента сменяемости масла и ухудшает показатели, характеризующие качество масла и готовой продукции.
Для обжарки в основном применяют так называемые паромас-ляные обжарочные печи, в которых в качестве теплоносителя используется насыщенный водяной пар. В настоящее время на большинстве консервных заводов обжарка проводится на автоматических обжарочных паромасляных печах АПМП-1, на некоторых эксплуатируются ранее выпускавшиеся механизированные печи М-8.
В начале работы ванну печи заполняют водой, затем загружают масло так, чтобы оно покрыло греющую камеру и находящиеся над ней сетки с продуктом. Свежее растительное масло всегда содержит небольшое количество воды. Воду из масла удаляют путем прокаливания до загрузки в него продукта и ведения процесса обжарки во избежание вспенивания и выброса масла из печи. Прокаливают подсолнечное масло при температуре 160—180 °C, хлопковое— при 180—190 °C до прекращения пенообразования. Продолжительность прокаливания зависит от содержания влаги в масле и в основном не превышает 1 ч. Если этого не сделать, то пузырьки выделяющегося при обжарке водяного пара образуют очень стойкую пену за счет содержания в продукте белков, пектина и других пенообразователей. Проведение прокаливания маяла обязательно и в целях безопасности работы, рационального расходования масла, сохранения его качества, правильного ведения процесса обжарки. Перед использованием масло фильтруют через сито из нержавеющей стали с диаметром отверстий 0,8—1 мм.
После прокаливания в печь загружают сетки с предварительно подготовленными овощами и корнеплодами. Процесс обжарки — сложный технологический процесс. Как уже описывалось выше, под воздействием тепла в продукте протекает целый ряд связанных между собой физических, химических процессов, происходящих в сырье и масле. Перенос влаги и тепла в продукте является единым процессом, связанным с внешним тепломассообменом. От правильности проведения процесса обжарки зависят качество обжариваемого продукта, рациональное расходование масла. Многолетними опытами установлено, что при неправильной организации технологического процесса качество масла быстро ухудшается и уже через
75
3—4 дня оно становится совершенно непригодным для пищевых целей и подлежит передаче на технические нужды. Ухудшение качества растительного масла приводит к резкому снижению качества обжариваемого в нем сырья.
Качество масла в процессе обжарки меняется под воздействием различных факторов: высокой температуры водяных паров, выделяющихся из сырья при обжарке, воздуха, соприкасающегося с маслом на большой поверхности, качества резки овощей и корнеплодов, непрерывности работы, полной загрузки печи продуктом, уровня масла в печи, уровня водяной подушки, граничащей с маслом и приводящей к образованию эмульсии масла.
Наибольшие изменения масла происходят под действием водяных паров, выделяющихся из сырья при обжарке. В этом случае резко увеличивается кислотное число масла за счет гидролиза жира и образования свободных жирных кислот типа олеиновой, пальмитиновой, стеариновой и т. п. и глицерина. Наличие свободных жирных кислот придает горечь маслу. Выделяющийся при распаде глицерина альдегид акролеин легко улетучивается, действуя на глаза рабочих, вызывает слезотечение. Вследствие распада жирных кислот кислотность масла очень быстро увеличивается и происходит альдегидное прогоркание. В дальнейшем появление альдокислот и кетонов усиливает прогоркание масла и придает ему неприятный запах. Заметно изменяются и другие показатели: возрастают удельный вес, коэффициент преломления света, его вязкость, снижается йодное число. Поскольку наиболее характерными показателями качества масла являются кислотное число и органолептические показатели, то предельное значение кислотного числа нормируется. В свежем масле оно обычно не превышает 0,4, при нормальной работе печи не поднимается выше 3. При кислотном числе 4,5 и более масло в печи заменяется полностью. Кислотное число масла выражает количество миллиграммов едкого кали, пошедшее на нейтрализацию свободных жирных кислот, содержащихся в 1 г масла. Наличие свободных жирных кислот способствует дальнейшему распаду масла, и нарастание кислотного числа резко ускоряется по мере его разложения. Поэтому не рекомендуется смешивать масло с высоким кислотным числом со свежим, а необходимо обеспечить быструю сменяемость его в печи.
Масло должно расходоваться на впитывание овощами и заменяться свежим до того, как начинается процесс разложения. Скорость замены масла в печи определяется показателем, который носит название коэффициента сменяемости масла. Коэффициентом сменяемости масла к называют отношение суточного расхода масла W (в кг) к среднему количеству масла d (в кг), единовременно находящегося в печи, т. е. k=W/d.
Чем выше коэффициент сменяемости масла, тем меньше его порча. Для сохранения кислотного числа на низком уровне коэффициент сменяемости масла должен быть не ниже 1,2.
На коэффициент сменяемости масла оказывают влияние неполное использование зеркала масла, завышение высоты активного и
76
Рис. 24. Обжарочный аппарат АПМП-1:
1 — ванна; 2 — первый отсек (трехрядный); 3 — перегородка; 4 — второй отсек (двухрядный); 5 — охладитель; 6, 9, 15 — направляющие звездочки; 7 — электродвигатель; в — разгрузочный лоток; 10 — ковш; II — ролик; 12 — люк; 13 — вытяжной кожух; 14 — элеватор типа «гусиная шея»; 16 — откидной щиток
пассивного слоев, периодический способ его долива, продолжительность остановки в работе аппарата, низкий коэффициент использования аппарата, недостатки конструктивного характера некоторых систем обжарочных аппаратов.
Масло, заполняющее ванну, по высоте условно делят на три слоя: активный слой, находящийся над нагревательной камерой, в которой происходит обжарка сырья; средний слой (центральный), в котором размещается нагревательная камера и осуществляется нагрев масла; пассивный слой, расположенный под нагревательной камерой и служащий для ее изоляции от соприкосновения с водой.
Обжарочная печь АПМП-1 (рис. 24) представляет собой загрузочный агрегат, состоящий из загрузочно-дозирующего устройства, собственно печи и устройства для фильтрации и отстаивания масла. В качестве загрузочно-дозирующего устройства использован элеватор типа «гусиная шея». Лента транспортера в месте загрузки сырыми овощами движется горизонтально, затем опускается в ванну печи под углом 36° и движется через всю ванну вначале в первом отсеке, затем во втором, совершая путь в масле 5—6,5 м. Из ванны лента транспортера выходит также под углом примерно 36°, перемещается под ванной печи в корытообразном поддоне, в котором собирается стекающее с транспортера и обжарочного продукта масло. На поворотных звездочках продукт выгружается из ковшей и по лотку перемещается на передаточный транспортер или в охладитель. Полному удалению обжаренных овощей, корнеплодов способствует вибратор, встряхивающий ковшовую ленту транспортера.
Над ванной осуществляется принудительная вентиляция для улавливания и удаления паров и газов, образующихся при обжарке овощей, а также угара масла.
Скорость движения ленты плавно регулируется, и продолжительность обжарки можно варьировать от 4 до 16 мин.
Смену воды в водяной подушке производят 1—2 раза в сутки, многократно выпуская воду с осевшими в ней частицами продукта. Это делается также и во избежание нагрева воды, которая, за
77
кипев, может вызвать выброс масла. Температура верхних слоев воды не должна превышать 60 °C. При остановках печи на длительный срок (более 8 ч) масло охлаждается и откачивается в отстойный и фильтрационные баки.
Масло в обжарочной печи в основном расходуется на впитывае-мость продуктом (от 7 до 27% к массе обжаренного продукта), на частицы продукта, падающего в воду при обжарке. Часть масла теряется с водой, уходящей из аппарата (до 1 % к массе обжаренного сырья), с сетками и продуктом при их выгрузке, имеются потери в виде угара.
Большое значение для качества продукции и экономии сырья и масла имеет правильная организация производства, поддерживаемого постоянного по времени и параметрам технологического режима обжарки при максимальной загрузке сырья. Долив масла в печь необходимо осуществлять постоянно, поддерживая минимально возможную высоту активного слоя масла.
Пассерование овощей производят в непрерывнодействующей установке в тонком слое жира с однократным его использованием либо в газовых или электропечах с инфракрасным излучением, либо в котлах с паровым обогревом системы Коренмана, либо в печах Крапивина и других аппаратах, обеспечивающих хорошее качество пассерования овощей. Пассерование овощей по протекающим в них процессам мало чем отличается от обжарки, практически только меньшим количеством удаляемой из овощей влаги и тем, что проводится оно при более низких температурах.
Продолжительность пассерования устанавливается на каждом заводе на основании опытных обжарок каждого вида сырья, исходя из особенностей поверхности нагрева, давления пара и других факторов. Готовность пассерованных овощей определяют взвешиванием и по органолептическим показателям.
Глава 7
ИЗМЕЛЬЧЕНИЕ СЫРЬЯ, ОТЖИМ
И ОЧИСТКА СОКОВ, ДЕАЭРАЦИЯ
При производстве большинства видов консервов сырье подвергают измельчению.
Техника этого технологического процесса еще столь несовершенна, что на само преодоление сил молекулярного сцепления сырья для разделения его кусков на части затрачиваются, даже в самых лучших конструкциях дробильных устройств, только малые доли процента всей расходуемой на работу машины энергии.
Измельчение сырья
Процесс измельчения сырья является необходимой операцией в подготовке плодов и овощей к прессованию. От степени измельчения сырья, количества разрушенных клеток зависит выход сока
78
при прессовании. При достаточно тонком измельчении и одном и том же давлении выход сока получается больше, чем при более крупном измельчении.
Механическое измельчение сырья основано на приложении внешних сил, превышающих молекулярные силы сцепления. Это позволяет считать всякое механическое измельчение сырья как процесс разделения куска на отдельные части, при котором механически преодолеваются силы сцепления частиц и образуются новые поверхности. Механическое измельчение можно осуществить дроблением или резкой (см. схему).
Измельчение сырья
___________________I____________________
I I
Дробление Резка
1 I
II I II I
Удар Раскалы- Раздавливание Истирание Рубка Скользящая
вание (плющение) (размол) резка
В некоторых отраслях техники термин «измельчение» условно относят к более тонкому дроблению, считая, например, что крупные куски сырья дробят, а потом полученные мелкие раздробленные кусочки измельчают. Резанием можно получить более точные размеры и более правильные формы измельченного материала. Дробить можно ударом, раскалыванием, раздавливанием и истиранием (рис. 25).
Во всех современных дробильных машинах эти виды дробления проявляются комбинированно. В результате этих воздействий в сырье могут возникать разрывающие, изгибающие, сжимающие и другие напряжения. В твердых телах деформация распространяется относительно быстро. Поэтому ударом дробить твердые тела лучше. В вязких телах деформации распространяются значительно
Рис. 25. Способы дробления материалов
Разда&ш&ание
Истирание
79
медленнее, и истирающее воздействие или спокойное раздавливание в этом случае выгоднее.
Частицы при крупном дроблении приобретают неправильную форму. В процессе истирания при все более мелком дроблении форма частиц округляется, приближаясь к сферической в результате наиболее тонкого дробления.
Воздействие на сырье преимущественно раздавливанием называют плющением.
Большое значение в работе молотковых дробилок имеет свободный удар (удар влёт). Раскалывание при помощи зубьев играет основную роль в работе ножевых дробилок для семечковых плодов.
Технологический результат работы дробильной машины оценивают тремя основными характеристиками: размером раздробленных частиц, их формой, распределением частиц по размерным классам.
На современных измельчающих машинах производственного типа нельзя достичь точных размеров, определенной формы и наперед заданного распределения по размерным классам частиц раздробленного сырья. Объясняется это прежде всего тем, что процесс дробления зависит от очень многих причин, частично совершенно случайных, поэтому он по своему характеру весьма сложен.
Дробление. Процесс дробления определяется свойствами сырья:* прочностью, твердостью, пластичностью, однородностью, состоянием и видом поверхности, степенью влажности, размерами, формой и взаимным расположением дробимых кусков сырья, коэффициентом трения между частицами, а также свойствами дробильной машины (формой и состоянием дробящей поверхности, ее скоростью и характером движения, массой рабочего органа, коэффициентом трения рабочей поверхности по сырью и др.).
Степень измельчения плодов оказывает решающее значение в процессах получения соков (продолжительность, выход сока, содержание взвешенных частиц и т. д.). Однако наличие большого количества мелких частиц затрудняет очистку сока от мякоти. Поэтому необходимо провести дробление таким образом, чтобы полученная дробленая смесь (мезга) имела оптимальный гранулометрический состав в зависимости от метода получения сока.
Конструкции дробилок, применяемых в консервном производстве, различны. Для дробления винограда, измельчения ягод, косточковых плодов используется валковая дробилка с рифлеными валками типа ВГД.
Дробилка состоит из двух вращающихся навстречу друг другу валков, расстояние между которыми может регулироваться в целях предупреждения повреждения косточки. Валки делаются рифлеными, притом на одном зубцы расположены по образующей цилиндра, на другом — под некоторым углом к ней. Для получения эффекта разрыва плода в некоторых конструкциях дробилок валки вращаются с разными окружными скоростями. В некоторых линиях переработки томатов устанавливают такие валковые дробилки.
80
Рис. 26. Дробилка типа 361 (НРБ)
Крупноизмельченные томаты поступают в горизонтальный конический барабан, имеющий в стенках отверстия диаметром 12 мм. Центробежной силой масса дробленых томатов отбрасывается к поверхности барабана. Через отверстия проходят сок и семена. Их отделению способствует вращающийся вал с обрезиненными бичами. Мякоть, выходящая из барабана, поступает в быстроходную ножевую дробилку. Весь этот агрегат называется дробилкой-семя-отделителем. Его применение обусловлено предупреждением измельчения семян при дроблении плодов на ножевой дробилке.
Быстроходные ножевые дробилки имеют перфорированный барабан, в прорезях которого установлены пилообразные ножи. Внутри барабана установлен многолопастный ротор. Плоды лопастями отбрасываются к поверхности барабана, измельчаются ножами и через отверстия выводятся из машины.
Экспериментально определено, что при дроблении на дробилке такого типа мезга имеет следующий гранулометрический состав: частицы размером от 1 до 3 мм — 21%, от 3 до 5 мм — 47, от 5 до 7 мм — 21 %.
Типичным представителем таких конструкций дробилок является дробилка 361 (рис. 26) машиностроительного завода «Червене знамя» в г. Стара-Загора (НРБ), производительность ее 5—7 т/ч.
Для измельчения плодов с твердой структурой, например яблок, используются барабанные быстроходные ножевые дробилки типа КДП. Эти дробилки состоят из барабана, на наружную поверхность которого насажено восемь рядов ножей-гребенок толщиной 5 мм, имеющих мелкие зубья. Ножи выступают над поверхностью барабана на высоту от 0,5 до 5 мм. Вдоль барабана установлены четыре прижимные колодки. Зазор между колодками и ножами регулируют в пределах от 0,5 до 20 мм в зависимости от желаемой степени измельчения сырья. Частота вращения барабана 2550 мин-1. Окружная скорость ножей составляет около 29 м/с. Яблоки из бункера попадают между зубьями барабана и прижимными колодками. Благодаря значительной скорости вращения барабана целые яблоки измельчаются до кашицеобразного состоя-
6 Заказ № 639
81
Рис. 27. Молотковая дробилка: л — электродвигатель; 2 — молоток; 3 — перфорированная плита; 4 — сито; 5 — шнек
ния. В связи с тем что в данных машинах очень трудно получить мезгу с заданным гранулометрическим составом, их применение в последние годы ограничено.
Более широкое применение получили молотковые дробилки. Они используются для измельчения плодов с твердой структурой. Эти дробилки бывают с горизонтально или вертикально расположенным ротором, который представляет собой вал с укрепленными на нем подвижно или неподвижно ударными рабочими органами — молотками (рис. 27). Ротор заключен в ситчатый цилиндр. В зависимости от обрабатываемого продукта сито может ме
няться на другое с меньшими или большими диаметрами отверстий. При быстром вращении ротора за счет свободного удара молотков происходит дробление исходного материала. Дробление длится до тех пор, по/а измельченный материал не пройдет через сито.
При дроблении яблок на молотковой дробилке типа 1-63 гранулометрический состав мезги следующий: частицы размером от 1 до 3 мм — 20%, от 3 до 5 мм — 30, от 9 до 12 мм — 10%. Диаметр отверстий сита в данном случае равен 12 мм.
Испытания и эксплуатация молотковых дробилок на консервных заводах СССР показали, что использование сит с крупными отверстиями приводит к получению мезги, в которой повышено соотношение частиц большого диаметра. При дроблении плодов с мягкой тканью на дробилках с ситами, имеющими отверстия мало
го диаметра, в мезге повышено содержание очень мелких частиц, которые при прессовании не создают дренажной системы, и извлечение сока из такой мезги затруднено.
Для дробления винограда с одновременным отделением ягод от гребней на некоторых заводах используется центробежная дробил-ка-гребнеотделитель типа ЦДГ, работающая по принципу молотковых дробилок.
Производительность таких машин может быть в пределах от 20 до 50 т/ч. Недостатком таких дробилок является сильная аэра
ция мезги.
В табл. 6 приведены данные по содержанию кислорода в мезге винограда, полученной на дробилках разных типов: на валковой дробилке ВГД и ударно-центробежной дробилке ЦДГ.
82
Содержание кислорода в мезге винограда
Таблица 6
Количество кислорода, мг/л Валковая дробилка вгд Ударно-центробежная дробилка ЦДГ
Общий 5,6 9,5
Растворенный 1,2 2,9
Перекисный 4,4 6,6
Сравнительные исследования выхода сока из мезги, полученной на центробежной дробилке типа ЦДГ и на валковой дробилке типа ВГД, показали, что при прессовании этой мезги на гидравлическом прессе выход сусла-самотека увеличился на 7—8%, а выход сусла первого давления уменьшился на 4—5% для мезги после дробилки ЦДГ, чем для мезги после дробилки ВГД. При этом содержание мокрых взвесей увеличилось примерно на 12%.
Таким образом, хотя имеется общее увеличение выхода сусла (за счет интенсивного разрыва клеток), качество его невысокое. Кроме повышенного содержания в сусле мокрых взвесей во вкусе и аромате явно ощущаются окисленные тона, что связано с образованием большого количестваа перекисей. По этим показателям не рекомендуется использовать ударно-центробежные дробилки для переработки винограда на сок.
Наиболее широко в настоящее время для дробления плодов используются ножевые дробилки. Эти дробилки бывают дисковыми и барабанными. Рабочим органом первых является горизонтальный диск с круглыми или продолговатыми отверстиями, края которого приподняты и заточены, образуя режущие кромки. Размер частиц мезги определяется высотой кромок над поверхностью диска. При вращении диска плоды разрезаются на стружку, которая проходит через отверстия диска. В СССР выпускаются дробилки ДДС-5.
У барабанных терочных дробилок рабочим органом является перфорированный барабан с такими же отверстиями и режущими кромками, как и у дисковых. Внутри барабана имеется вал с лопастями, которые прижимают плоды во время вращения к терочной поверхности. Барабан может располагаться вертикально или горизонтально.
Резка. Измельчение плодов и овощей с получением кусочков определенного размера и определенной формы производится на резательных машинах.
Наиболее широко применяется комбинированная овощерезательная машина с дисковыми и плоскими ножами типа «Ритм». Машина имеет два горизонтальных вала, вращающихся в противоположных направлениях. Первый вал вращает барабан, во внутреннюю полость которого по желобу поступает сырье. Второй вал приводит во вращение дисковые ножи, установленные перпендикулярно оси вращения барабана, частота вращения которого равна
6* 83
200 мин-1, дисковые ножи вращаются с частотой в пять раз большей.
Сырье, поступившее в барабан, под действием центробежной силы отбрасывается лопастью к неподвижному цилиндрическому корпусу машины и режущему органу, имеющему ряд вращающихся дисковых ножей и неподвижный плоский нож. Плоским ножом срезается пластинка плода, которая дисковыми ножами разрезается на брусочки. Размер поперечного сечения брусочка регулируется расстоянием между дисковыми ножами и перемещением плоского ножа.
При эксплуатации таких резательных машин необходимо следить за состоянием режущей кромки ножей.
В последние годы в СССР создана резательная машина А9-КИП. Она предназначена для нарезания овощей и фруктов на кубики, лапшу, ломтики и брусочки. Производительность этой машины 5000 кг/ч. Суммарное количество крошки от общей массы нарезанного продукта не более 12%.
Размеры нарезаемых овощей и фруктов следующие: кубики — 9,5 X 9,5 X 9,5 мм, лапша — 9,5X9,5X1,55 мм, ломтики — толщиной до 9,5 мм, брусочки — 9,5X9,5X19 и 9,5X19X19 мм.
Режущий блок состоит из механизма продольной и поперечной резки. Продукт через загрузочное устройство поступает в барабан, ротор которого подает его на режущие органы машины.
Для резки капусты, лука и других овощей на консервных заводах применяются дисковые овощерезки (шинковальные машины), на вращающемся диске которых установлены серповидные ножи. Корпус овощерезки имеет форму кругового клина с определенным углом подъема, свернутого по окружности. Лезвия ножей выступают над плоскостью диска на высоту срезаемого слоя (5— 10 мм). Вдоль ножа в диске имеется отверстие, через которое срезанный слой продукта падает в разгрузочный лоток.
Тонкое измельчение (гомогенизация). Для производства соков е мякотью и фруктового пюре измельченные плоды поступают на операцию тонкого измельчения. При этом преобладающее число частиц после тонкого измельчения имеет размер 250—300 мкм.
В консервной промышленности для этого процесса используются гомогенизаторы и дезинтеграторы (коллоидные мельницы).
Принцип работы гомогенизатора заключается в продавливании продукта через узкую щель между седлом и клапаном гомогенизирующей головки. Перед клапаном продукт имеет давление около 15—20 МПа. Величина зазора регулируется в пределах 30— 100 мкм прижимом .клапана к седлу пружиной и винтом. Скорость движения продукта в зазоре равна 150—200 м/с. На консервных предприятиях используются гомогенизаторы типа ОГБ, представляющие собой горизонтальный трехплунжерный насос с одноступенчатой гомогенизирующей головкой. Плунжерные гомогенизаторы выпускаются производительностью 1200, 5000 и 10 000 л/ч.
Для получения фруктовой и овощной массы с очень высокой степенью дисперсности используются дезинтеграторы. В них сырье 84
измельчается в очень малом зазоре (до 0,05 мм) между дисковым ротором, имеющим частоту вращения 100 с-1, и неподвижным статором или корпусом. Здесь создается вихревой поток и частицы вращаются с такой скоростью, что центробежные силы разрывают их. Чаще всего применяются вибрационные коллоидные мельницы фирмы «Пробст» (ЧССР), рабочий орган которых — ротор, имеющий частоту вращения 2900 мин-1. На поверхности ротора нанесены кольцевые нарезки, входящие в аналогичные пазы на статоре.
Часть ротора у входа продукта имеет более крупные нарезки и больший зазор, чем на выходе. Продукт самотеком подается в гомогенизирующую головку и разбрызгивается быстро вращающимся ротором. Измельчение происходит за счет воздействия на частицы сил удара и трения, а также колебаний^ возникающих вследствие вращения ротора в статоре и перемещения продукта по кольцевому зазору с разным диаметром. Частота колебаний достигает 18 600 кГц, приближаясь к ультразвуковому барьеру. Величина зазора может регулироваться. Производительность такой установки от 2400 до 12 000 кг/ч.
По аналогичному принципу работает гомогенизатор РЗ-КГБ, разработанный в СССР. Гомогенизирующая головка представляет собой стальной корпус с неподвижными дисками. Диски имеют радиальные прорези. Внутри статора вращается вал с насаженными на него подвижными роторами, входящими в зазоры между дисками статора. Выступы роторов также имеют радиальные прорези.
Продукт проходит пять ступеней гомогенизации. Зазоры на ступенях гомогенизации имеют различные величины: I ступень — 2 мм, II ступень — 1,8, III ступень — '1,6, IV ступень — 1,4 и V ступень — 1,2 мм.
Содержащаяся в соке (после протирочной машины) мякоть, проходя через пазы в дисках статора и ротора всех пяти ступеней, тонко измельчается, и на выходе из аппарата получается высококачественный гомогенизированный сок или пюре.
Если до обработки преобладающий размер частиц был равен 2 мм, то после обработки в этом гомогенизаторе размер частиц становится 120 мкм. Число пазов в статоре и роторе по 30 шт. Частота вращения ротора 3000 мин-1.
Протирание. Другим процессом, обеспечивающим получение продукта с тонкоизмельченной мякотью, является протирание. При последовательной установке нескольких протирочных машин исходное сырье можно разделить на три и более фракций.
Принцип работы протирочных машин основан на силовом воздействии на обрабатываемый продукт.
Вращающийся внутри ситчатого барабана вал несколькими парами бичей захватывает продукт и за счет центробежной силы прижимает продукт к барабану. В связи с тем что бичи расположены с некоторым опережением, т. е. их плоскость имеет определенный угол (1,5—2°) к образующей ситчатого барабана, продукт внутри него перемещается по винтовой линии от загрузочного к
85
выгрузочному отверстию. Регулировка угла опережения позволяет изменить продолжительность пребывания продукта внутри машины. Это дает возможность изменять производительность, но прежде всего изменять влажность отходов (крупной фракции). Чем меньше угол опережения, тем меньшую влажность имеют отходы. На влажность отходов также влияет величина зазора между бичами и поверхностью сита.
В зависимости от обрабатываемого продукта и его назначения протирочные машины имеют различные диаметры отверстий ситчатого барабана.
При использовании протирочных машин в качестве косточкоот-делителей при производстве пюре из косточковых плодов диаметр отверстий составляет 3—8 мм. Для производства тонкоизмельчен-ных пюреобразных продуктов и соков с мякотью используются протирочные машины одно-, двух- и трехступенчатые с диаметром отверстий соответственно 1,2, 0,8 и 0,4 мм. Живое сечение (отношение площади отверстий ко всей площади сита) на всех трех барабанах соответственно равно 23, 17 и 12%.
В линиях переработки томатов одной из первых машин стоит протирочная машина-семяотделитель. Диаметр отверстий в сите равен 1,25 мм, при этом живое сечение составляет 23%.
Частота вращения вала с бичами в протирочных машинах обычно составляет 250—300 мин-1, в некоторых высокоскоростных машинах — 1500 мин-1.
Отходы при протирании составляют от 3,8 до 6% (в среднем 4,6%), но имеют довольно высокую влажность — до 65%.
Для облегчения протирания и уменьшения отходов продукт предварительно нагревают до температуры 75—90 °C.
Одним из способов получения соков с мякотью из дробленой мезги является центрифугирование на шнековых центрифугах.
В СССР на ряде консервных заводов применяется вертикальная коническая фильтрующая центрифуга НВШ-350.
Основными рабочими органами центрифуги являются конический ротор, вращающийся с частотой 3000 мин-1, с установленным на нем ситом и расположенный внутри ротора шнек, вращающийся с относительной к ротору частотой 60 мин-1. Производительность центрифуги 4 т/ч, выход сока 60—70%. Производительность и выход сока зависят от типа и размера отверстий сита ротора. Для увеличения выхода сока и улучшения его качества мезгу или пульпу перед центрифугированием подвергают нагреву до 90— 95 °C.
Отжим соков
Для получения сокоматериалов без мякоти наиболее распространен способ отжима сока прессованием. Прессование также относится к разделительному процессу и объединяет в себе процессы фильтрования через перфорированные сетки или фильтрующую ткань.
86
В соковой промышленности наибольшее распространение получили периодически действующие пакетные гидравлические прессы.
Эти прессы могут быть с вертикально или горизонтально поставленными пакетами.
Трехплатформенный пак-пресс РОК-200 (ПНР) является самым распространенным из этого типа прессов (рис. 28) для обработки яблочной мезги.
Этот пресс имеет карусель с тремя платформами. На одной из них, располагаемой под дробилкой, формируются пакеты. На платформу устанавливается дренажная решетка, на которую расстилают фильтровальную ткань-салфетку из хлопчатобумажного бельтинга, холста.
На салфетку накладывается мезга в таком количестве, чтобы при прессовании слой мезги был 3—4 см. После этого края салфетки заворачивают и на нее укладывается следующая дренажная решетка. Таким образом пакет сформирован. Количество пакетов определяется расстоянием от нижней платформы до прессующей головки пресса.
После формирования ряда пакетов карусель поворачивается на 120°, тем самым сформированные пакеты подаются к прессующему устройству, а отпрессованный пакет передается на разгрузочную платформу.
Прессование осуществляется гидравлической системой. Максимально развиваемое давление 17 МПа. Сок при прессовании собирается в поддон пресса и сливается в суслосборник. Отпрессованные пакеты разбираются, а сухая мезга шнековым или ленточным транспортером отводится на утилизацию. Выход сокоматериала составляет 65—70%.
Недостатками пресса такой конструкции являются периодичность работы и высокая трудоемкость.
Сокоматериал хорошего качества с минимальными затратами ручного труда получается в горизонтальных корзиночных прессах.
В промышленности широко применяется горизонтальный корзиночный пресс фирмы «Бухер» (Швейцария) с прессующим поршнем (рис. 29). Он представляет собой сплошной цилиндр (корзину), закрытый с обеих концов дисками, один из которых приводится в движение гидравлической системой. Внутри корзины между дисками имеется специальная дренажная система, состоящая из желобчатых резиновых тросов, обтянутых фильтрующей тканью, и служащая для отвода сока из пресса. Под прессом находится шнек для удаления выжимок. Прессование осуществляется без вращения цилиндра. Мезга подается внутрь корзины и заполняет пространство между двумя дисками.
Во время прессования подвижной диск вдвигается внутрь корзины и создает давление на мезгу. Сок проходит через фильтрующую ткань и по желобкам троса отводится из пресса.
После окончания первого периода прессования подвижной диск отодвигается, тросы, выпрямляясь, разрыхляют выжимку. Каждая партия выжимки прессуется 4—5 раз, по окончании прессования
87
Рцс, 28. Гидравлически^ пак-пресс РОК-200 (ПНР)
Рис. 29. Пресс «Бухер НР» (Швейцария):
1 — неподвижный диск; 2 — подвижной диск; 3 — дренажный трос; 4 — вал; 5— привод
корзина отодвигается от неподвижного диска и выжимка падает в бункер, откуда удаляется на утилизацию.
В СССР эксплуатируются такие прессы марки НР-5000 с 220 дренажными тросами производительностью 5000 л/ч, обеспечивая выход сокоматериала до 80 % •
Для создания поточных линий переработки плодов, ягод и винограда используются стекатели и прессы непрерывного действия.
Наибольшую распространенность получили стекатели шнекового типа.
К конструкциям стекателей предъявляются следующие технологические требования: количество взвешенных частиц в сусле-самотеке должно быть наименьшим, стекание должно происходить с минимальным проветриванием мезги и сусла, пребывание продукта в стекателе должно быть наименьшим. Удлинение времени стекания способствует большему выделению сусла-самотека, но ухудшает его качество.
Существует несколько типов стекателей непрерывного действия: барабанные, ротационные, ленточные и некоторые другие. Все эти стекатели малой производительности, на большинстве из них сусло чрезмерно аэрируется и обогащается взвесями.
Для получения сокоматериала из виноградной мезги широко распространены стекатели корзиночно-шнековый ВСН-20 и шнековый ВССШ-20.
Стекатель ВСН-20 состоит из приемного бункера с вертикальными двойными дренажными перегородками, наклонного перфорированного цилиндра со встроенными шнеками, запорной плиты.
Мезга из дробилки поступает в бункер, где она вертикальными дренажными перегородками разделяется на слои, что способствует лучшему стеканию сусла. Из бункера мезга поступает на шнеки,
89
Рис. 30. Шнековый стекатель ВССШ-20:
1 — корпус; 2 — лопатка-рыхлитель; з — шнек; 4, 7 — люки для чистки; 5 ко-жух-суслоприемник; 6 — кожух-суслоприемник съемный; 8 — электродвигатель;
9 — бункер; 10, И—датчики уровня; 12 — лопастной диск; 13 — ситчатый цилиндр;
14 — заслонка; 15 — рычаг; 16 — дренажная решетка
А~А
которыми перемещается вдоль цилиндра. Нижняя поверхность цилиндра под шнеками перфорирована, и сусло стекает в поддон. Поддоном служит нижняя часть кожуха стекателя. В цилиндре шнеки поставлены последовательно с противоположными заходами лопастей, вращающимися в противоположные стороны. Такое расположение шнеков обеспечивает перемещение мезги от бункера к выходному отверстию и рыхление ее в месте перехода от одного шнека к другому. Мезга далее подается в перфорированный цилиндр, в котором накапливается обессоченная мезга. Здесь она подвергается некоторому сжатию. Величина сжатия регулируется запорной плитой, открывающейся под давлением выходящей мезги.
Шнековый стекатель ВССШ-20 (рис. 30) позволяет получить сусло, разделенное по фракциям. Этот стекатель также имеет два последовательно установленных шнека. Первая зона стекания определена загрузочным бункером и первым шнеком, вторая — вторым шнеком. Во второй зоне коническим затвором поддерживается давление 0,06—0,1 МПа. Пресс производительностью 10 т/ч имеет два горизонтальных параллельных шнека. Выход сусла-самотека составляет 50—55%.
После отделения сусла на стекателях мезга направляется на прессование для полного извлечения сока.
Шнековые прессы непрерывного действия бывают с одним или двумя шнеками (рис. 31). В одношнековых прессах продукт значительно перетирается, вследствие чего в сусло попадает большое количество мелких взвесей. Для виноградного сока используется только первая фракция от шнекового пресса.
Яблочная мезга также перерабатывается на шнековом прессе типа ПНДЯ.
90
Рис. 31. Пресс ВПД-7:
1 — электродвигатель; 2 — бункер; 3 — перфорированный щиток; 4 — шнек; 5 -^корпус; в — цилиндр; 7— грузы; 8 — рычаг; 9-крышка; ю, и — патрубки; 12 — редуктор
Однако несмотря на большую производительность, применение шнековых прессов в соковом производстве ограничено из-за получения сокоматериала с большим количеством трудноудаляемых взвесей.
Сокоматериал лучшего качества получают на ленточных прес* сах. Они состоят из двух движущихся лент с постепенно уменьшающимся зазором между ними. Между лентами имеется бесконечное фильтрующее полотно, подающее мезгу. При движении в полотне мезга не подвергается трению.
Пресс обеспечивает выход сока, примерно равный выходу сока на пак-прессах. Содержание взвесей в соке незначительное из-за хорошей фильтрации через слой мезги и фильтрующую ткань.
Ленточные прессы бывают с вертикальным расположением прессующих лент в зоне прессования (пресс фирмы «Вильмес», ФРГ) и горизонтальным (пресс «Шнек», ФРГ и ПГ-2, СССР). Эти прессы могут применяться для прессования мезги из долго хранившихся яблок.
Количество получаемого сока в значительной степени зависит от степени раздробленности клеток растительного сырья. Однака при механическом измельчении повреждаются не все клетки, поэтому некоторая часть сока остается в мезге.
Выход сока можно увеличить за счет применения некоторых технологических приемов.
Нагревание может обеспечить свертывание белков протоплазмы клеток и привести к разрушению клеток. Однако нагревание мезги в определенной мере приводит к ухудшению качества сока. Чтобы избежать этого, нагревают не мезгу, а целые плоды, бланшируют их в воде или паром при температуре сырья не более 85 °C.
В горячей воде бланшируют сливу, бруснику, черную смородину, малину. Воду можно использовать неоднократно. Когда в воде за счет экстрагирования содержание сухих веществ достигнет примерного их содержания в сырье, ее соединяют с отжатым соком. Этот комбинированный экстракционно-прессовый метод дает значительный выход сока, но за счет разбавления и нагревания качество его невысокое.
Для увеличения выхода сока осуществляют обработку мезги ферментными препаратами. При этом мезгу нагревают до температуры 42—45 °C. Внесенный раствор пектолитического фермента способствует распаду протопектина и воздействует на содержащуюся в клетках протоплазму.
В последние годы разрабатываются режимы и устройства для обработки мезги электрическим током. Под действием электрического тока напряжением 220 В происходит электроплазмолиз клеток. Для обработки мезги в соковом производстве используются валковые и проточные электроплазмолизаторы. Обработка электрическим током позволяет увеличить выход сока на 7—10%.
Наиболее простым способом увеличения выхода сока является внесение в мезгу дренажных материалов, например рисовой мезги в количестве 4—5% к массе мезги.
92
Очистка соков
С целью получения осветленных или с незначительным количе* ством осадка соков сокоматериал из плодов подается на следую-щие технологические операции — очистку и осветление.
Плодовый сокоматериал (сусло), соки и напитки являются неоднородной системой, состоящей из двух фаз: дисперсионной среды (жидкой фазы) и взвешенных частиц (твердой фазы). При обработке этих продуктов в некоторых случаях возникает необходимость разделения этих фаз.
Разделение неоднородных систем преследует две цели: выделение и сохранение ценной взвешенной фазы (получение кристаллического сахара из утфеля в сахарной промышленности, выделение осажденного пектина в плодоперерабатывающей и т. д.) и отделение и сохранение дисперсионной среды от ненужных загрязняющих взвесей (очистка сусла и сокоматериалов, плодовых соков в консервной и винодельческой промышленности, очистка масла в масло-жировой промышленности и т. д.).
Классификационные признаки различных методов разделения настолько близко переплетаются друг с другом, что точная классификация их затруднена.
Все методы можно разделить на четыре класса: отстаивание, центрифугирование, фильтрацию и флотацию (рис. 32).
Одним из широко распространенных методов разделения неоднородных систем является осаждение (седиментация) взвешенных частиц в поле сил тяжести путем отстаивания сока. Осаждение происходит по законам падения тел в среде, оказывающей сопротивление этому движению.
Отстаивание па консервных предприятиях применяется для грубой очистки свежеотжатых сокоматериалов. Обычно этот процесс проводится кратковременно в резервуарах, чанах и других емкостях. Во время длительного отстаивания при контакте с кислородом воздуха протекают окислительные процессы, приводящие к ухудшению органолептических показателей сока, имеется опасность забраживания. Поэтому вместо осаждения в поле сил тяжести для ускорения процесса очистки в большинстве случаев применяется другой метод — центрифугирование.
Некоторые положения о кинетике процесса осаждения в пола сил тяжести справедливы и для центрифугирования. Разделение суспензий в центрифугах может проходить либо по принципу осаждения, либо по принципу фильтрации.
Любой процесс основывается на выявлении характерной связи между факторами, зависящими от свойств обрабатываемого продукта, и параметрами работающей машины. Для условий центрифугирования такой связью является зависимость между разделяе-мостью смеси т и разделяющим фактором центрифуги и сепаратора Ф.
Комплексом факторов, определяющих разделяемость среды, являются характер распределения частиц по размеру, преобладаю-
9Э
Рис. 32. Методы разделения неоднородных систем
щий размер частиц, плотность и вязкость дисперсионной среды и дисперсной фазы.
Теоретически зависимость между разделяемостью смеси и разделяющим фактором представляется уравнением равносторонней гиперболы
тФ=1.
В действительности должен быть учтен технологический коэффициент полезного действия р, учитывающий неравномерность распределения частиц по размеру, потери на трение и т. д.
94
С учетом этого коэффициента зависимость, используемая прв технологических расчетах центрифуг, выглядит следующим образом:
Т=1/(₽Ф).
Эмпирически определено, что для виноградного сока его разде-ляемость в зависимости от содержания в нем сахара С и размера эквивалентного диаметра частиц D имеет вид
х = (21£ —0,0025 \d2.
\ с /
Разделяющий фактор сепараторов Ф зависит от конструктивных особенностей машины и может быть определен по следующей формуле:
Ф=36002-^1 <оа,
Q
где Z — число межтарелочных зазоров в роторе сепаратора; Ррасч— расчетный объем барабана сепаратора; Q — производительность сепаратора; со — угловая скорость ротора.
На рис. 33 показана зависимость разделяемости свежеотжатого виноградного сокоматериала от размера диспергированных частиц (левая часть) и разделяющего фактора сепаратора от его производительности с учетом технологического коэффициента полезного действия р = 0,7.
По этому графику возможно решение трех технологических за* дач, которые могут быть встречены в производстве плодовых соков.
Рис. 33. Зависимость между разделяемостью сока т и разделяющим фактором сепаратора Ф
95
Первая задача. Для определенного виноградного сусла с известной сахаристостью и для требуемого предела сепарации необходимо определить производительность различных сепараторов. На рисунке решение этой задачи показано построением I.
Вторая задача. По заданной производительности сепараторов необходимо определить предел сепарации частиц для различных сепараторов. Решение задачи показано построением II.
Третья задача. Для заданного предела сепарации частиц необходимо определить производительность определенного сепаратора при обработке сусел различной сахаристости. Решение задачи — построение III.
Использование зависимости т — Ф дает возможность обеспечить полный технологический расчет сепараторов с учетом физических свойств обрабатываемого материала и конструктивных особенностей машины.
При технологическом расчете сепаратора определяется продолжительность пребывания сепарируемой жидкости в роторе Ррасч/@, которая должна быть больше или равна времени, необходимого для выделения всех минимальных по своему эквивалентному (по скорости осаждения) размеру частиц, подлежащих удалению из продукта.
В ряде случаев при центрифугировании оперируют понятием фактора разделения — Fr, являющимся отношением ускорения центробежной силы а и ускорения силы тяжести g:
Fr=a/g.
Эта величина является безразмерной и зависит только от частоты вращения ротора и его радиуса.
Фактор разделения сам по себе не дает представления об эффекте разделения, так как большое значение при этом имеют продолжительность пребывания и характер перемещения сока в сепараторе. Поэтому эта величина служит для классификации центрифугальных осветлителей.
При значениях Fr до 3500 эти машины называются центрифугами, свыше 3500 — суперцентрифугами, к которым относятся и сепараторы.
Исходя из содержания твердых частиц и их размера, лучше всего для осветления плодово-ягодных соков применять самораз-гружающиеся тарельчатые сепараторы (при содержании твердых частиц в соке меньше 12%).
При обработке сокоматериалов с большим содержанием взвешенных частиц (до 25—30%) используются центрифуги-декантеры. Они представляют собой горизонтально расположенные шнековые центрифуги с конусным барабаном и предназначены для непрерывного центрифугирования жидкостей.
Сепараторы по их назначению и признакам можно разделить на несколько групп.
По технологическому признаку они делятся на кларификаторы (осветлители), пурификаторы (очистители) и концентраторы.
$6
По типу барабана сепараторы делятся на тарелочные и многокамерные с цилиндрическим ротором.
. Выгрузка твердой фракции производится периодически (вручную или автоматически) и непрерывно через сопла.
Различают сепараторы открытого типа, полузакрытые и герметические в зависимости от доступа воздуха к обрабатываемому продукту.
В консервной промышленности возможно применение сепараторов только полузакрытого или герметического типа.
Отечественный сепаратор Г9-КОВ предназначен для осветления сокоматериалов (рис. 34). Это сепаратор полузакрытого типа с периодической выгрузкой осадка.
Процесс фильтрации основан
Рис. 34. Сепаратор Г9-КОВ
на задержании твердых частиц
пористой перегородкой. Этот метод весьма универсален, так как может быть использован для разделения неоднородных смесей, начиная с самых грубых, кончая тонкими мутями.
Фильтрацию можно проводить при двух режимах: с постоянной скоростью и при постоянном давлении. В первом случае для сохранения постоянной производительности по осветленному продукту необходимо постепенно увеличивать напор (давление) жидкости перед фильтром. Иногда на практике весьма затруднительно проводить процесс в таком режиме, и поэтому больше применяется второй режим фильтрации — при постоянном давлении, создавае
мом насосом.
В зависимости от способа действия аппараты, в которых осуществляется фильтрация, делятся на периодические и непрерыв
ные.
В технологических расчетах процесса фильтрации центральное место занимает определение скорости этого процесса, которая зависит от многих факторов: физико-механических свойств разделяемой системы, режима фильтрации, типа фильтра, характера образующегося осадка, характеристик фильтрующей перегородки и т. п.
Простейшим способом фильтрации является процеживание све-жеотжатого сока через сито из нержавеющей стали с отверстиями ячеек 1 мм или через полотно. Для этих целей используется отделитель грубых примесей КС-12.
7 Заказ № 639
97
Осветленные соки получают на камерных или рамных фильтрпрессах.
Рамный фильтр-пресс состоит из чередующихся плит и рам. Между ними зажимается фильтрующий материал. Сокоматериал насосом подается в рамное пространство и под давлением проходит через фильтрующий материал. В большинстве случаев в рамных фильтр-прессах в качестве фильтра используется ткань типа бельтинг. В процессе фильтрации на ткани откладывается слой осадка, который, в свою очередь, является фильтрующим материалом. Рамные фильтры используются для фильтрации соков с большим содержанием взвешенных частиц.
Камерные фильтр-прессы состоят из фильтровальных плит, снабженных двумя выступающими полыми ребордами. Реборды расположены по одну сторону плит, поверхность которых имеет канавки для отвода фильтрата в сборные каналы. Между плитами зажимается фильтрующий материал, обычно фильтр-картон. Эти прессы используются для очистки уже предварительно обработанного сока, прошедшего отстаивание или центрифугирование.
Сок, подаваемый насосом, по каналу, образованному ребордами одного ряда, поступает в канавки плит, проходит через фильтрующий материал и попадает в канавки смежных плит, оттуда отводится через канал реборд противоположного ряда.
В качестве фильтрующего материала используют фильтр-картон марки Т. Этот материал изготавливается из смеси сульфитной целлюлозы с хризатиловым асбестом в виде листов размером 400X800 и 610X820 мм.
Для фильтрации сиропов и заливок используются фильтр-диагональ, капроновая и шелковая ткани.
На некоторых предприятиях используются намывные фильтры. Фильтром такого типа является барабанный вакуум-фильтр. Он состоит из барабана, который установлен при помощи полых цапф в подшипниках над ванной с соком так, что примерно на 35% поверхность барабана погружена в фильтруемую суспензию. Для предотвращения осаждения твердых частиц в ванне установлена качающаяся мешалка. Барабан фильтра состоит из двух цилиндров: внутреннего сплошного и наружного перфорированного. Полость между цилиндрами разделена на сегменты — ячейки. При помощи всасывающей трубы отдельные части на поверхности барабана связаны с центральной сборной трубой для осветленного сока. Снаружи ячейки накрыты двумя фильтрующими полотнами: одно с крупными отверстиями (опорное), другое с мелкими.
Вращение барабана регулируется бесступенчато. Схема работы вакуум-фильтра показана на рис. 35.
Для намывания фильтрующего слоя в ванну с мешалкой загружают водную суспензию кизельгура. После тщательного перемешивания суспензии включают вакуум-установку и пускают барабан. При вращении кизельгур наслаивается на наружную поверхность барабана. Вода, проходя через ячейки барабана, по центральной трубе отводится из фильтра через сепаратор и возвраща-
98
Рис. 35. Схема работы барабанного вакуум-фильтра:
а — зарядка фильтра; 1 — ванна для приготовления суспензии кизельгура; 2 резервуар для воды и сока; 3 — вакуум-фильтр; 4 — сепаратор; 5 — сборник для сока; 6 — вакуумная установка; б — процесс фильтрации
ется в ванну. Кизельгур наносится на поверхность барабана слоем 6—8 см. Наслаивание продолжается около 1 ч. Создаваемый вакуум удерживает слой кизельгура на поверхности фильтра.
При основном периоде фильтрации в ванну, из которой предварительно смыта вода, наливается сок. Остатки густого кизельгура в ванне вместе с соком пропускаются через фильтр. Под действием вакуума сок проходит через барабан фильтра и по центральной трубе отводится в резервуары для хранения. Вакуум поддерживается в течение всего времени вращения барабана. При выходе барабана из ванны остатки сока в слое кизельгура отсасываются вакуумом в систему сокопроводов. Перед новым погружением барабана в сок верхняя часть слоя кизельгура срезается горизонтальным ножом. В зависимости от содержания взвесей в соке толщина срезаемого слоя регулируется в пределах 0,1—0,3 мм. Производительность фильтра и степень очистки сока регулируются частотой вращения барабана и глубиной его погружения в ванну с соком.
Продолжительность цикла работы фильтра на одной зарядке составляет примерно 15 ч при частоте вращения барабана 20 мин“\ толщине наносимого слоя кизельгура 8 см и срезаемого слоя 0,2 мм.
7*
99
Промышленные барабанные вакуум-фильтры выпускаются с поверхностью фильтрации 5, 10, 20 и 40 м2.
Для получения кристально прозрачных соков применяют ультрафильтрацию через ацетатцеллюлозные мембраны или минеральные фильтры. Диаметр пор этих фильтрующих элементов 200— 800 мкм. Фильтрация осуществляется при давлении 500—600 кПа. Применяются установки плоско-параллельного типа или с трубчатыми элементами. Процесс фильтрации с ними называется тангенциальной ультрафильтрацией.
i Для получения стабильной прозрачности готовых соков соко-материалы при центрифугировании, фильтрации, осаждении и прочих процессах очистки подвергают оклеиванию.
Первоначально под оклейкой подразумевалось осветление сока путем добавления в сокоматериалы различных животных клеев — рыбьего клея, желатина. Впоследствии стало применяться оклеивание бентонитом, танином, кремниевой кислотой и т. д. Наибольшее распространение получил бентонит. Это порошок светло-серого цвета, содержащий более 80% коллоидной фракции, состоящей из гидрата алюминиевой соли кремниевой кислоты, который является природным минералом.
Бентонит имеет способность к набуханию. Это облегчает реакции обмена между катионами и средой и увеличивает их абсорбционную сйособность. При набухании 1 г бентонита поглощает около 10 г воды.
Бентониты обладают большой адсорбционной способностью по отношению к белкам и некоторым другим азотистым соединениям, а также к красящим веществам. Адсорбция белка основана на том, что частицы бентонита в соке заряжены отрицательно, а белковые вещества — в большинстве случаев положительно. Однако белки соков разнообразны и могут обладать различными изоэлектрическими точками. Отсюда следует, что если pH сока выше pH изоэлектрической точки белка, то белок в этом растворе будет заряжен отрицательно, если же pH сока ниже pH изоэлектрической точки белка — положительно. Таким образом, иногда белок сока может быть отрицательно заряжен, а следовательно, адсорбция его на бентоните, также заряженном отрицательно, не может произойти полностью.
Так как бентониты адсорбируют простые белки (протеины), то естественно, что и сложные белки (протеиды), к которым относятся и ферменты, также адсорбируются бентонитами. Практически установлено, что виноградное сусло, обработанное бентонитом, теряет оксидазы и почти не поглощает кислород.
Обработка сока бентонитом заключает в себе три процесса: адсорбцию, коагуляцию и седиментацию, т. е. оседание коагулянта. Адсорбция происходит мгновенно, как только адсорбент входит в соприкосновение с адсорбтивом (взвешенными частицами). При этом большую роль играет перемешивание. Коагуляция наблюдается в том случае, когда применяется бентонит в коллоидном состоянии.
100
Свойства бентонитов заметно различаются в зависимости от их происхождения и способа предварительной обработки. Именно этим обстоятельством можно объяснить наблюдающиеся иногда противоречия в результатах применения бентонитов.
Бентонит, размолотый на коллоидных мельницах, заливают четырехкратным количеством воды. Смесь нагревают острым паром до 70—75 °C и оставляют на сутки для набухания. Через сутки массу вторично перемешивают и готовят из нее 5—10%-ную суспензию на соке. После процеживания через металлическую сетку с отверстиями 3 мм суспензия готова к употреблению.
Для осветления яблочного и виноградного сусла расход бентонита составляет 0,5—1 г/л.
Оклеивание желатином, как и другими белковыми веществами (рыбий клей, агар-агар, яичный белок), основано на том, что введение в сок положительно заряженных частиц белковых веществ приводит к нейтрализации отрицательно заряженных многих взвешенных частиц сока. В результате образуется новый коллоид, который выпадает в осадок.
Согласно другой точке зрения при оклеивании происходит химическое взаимодействие. Желатин рассматривается как поливалентное основание, поэтому все его валентности не могут быть одновременно замещены дубильной кислотой, являющейся основной частью дубильных веществ. Однако механизм оклеивания не может быть объяснен только с химической или адсорбционной точки зрения. Он гораздо сложнее и включает одновременно химические и адсорбционные явления.
Образующееся при взаимодействии белка с танином соединение адсорбирует на своей поверхности другие высокомолекулярные коллоиды, в том числе дубильные и красящие вещества, а также труднорастворимые соединения, которые вызывают образование мути, например некоторые соли Са, Fe и др.
Установлено, что желатин может связываться не только с поли-фенольными веществами, но и с высокомолекулярными пектиновыми веществами. Это происходит в том случае, когда его добавляют в неосветленный сок вместе с ферментным препаратом с последующей выдержкой.
Желатин добавляют в сок в виде водного раствора. Ввиду несложности его приготовления раствор предварительно не заготовляют. Листовой, или зернистый желатин, замоченный для набухания в воде, растворяют в теплом соке. В СССР используют в основном 1 % -ный раствор желатина.
Количество вносимого раствора определяется лабораторией по результатам пробного оклеивания, так как при недостатке оклеивающих веществ осветление пройдет не полностью, а при избытке желатин может образовать стойкую коллоидную систему, ухудшающую органолептические показатели сока.
Для обработки соков наиболее пригоден желатин типа А, получаемый кислотным гидролизом. Желатин типа В, получаемый щелочным гидролизом, менее пригоден для этой цели.
101
Наилучшее осветление проходит при обработке сока желатином при температуре 15—20 °C.
Обычно при оклейке желатином на 1 т сока расходуется около 100 г танина и 200 г желатина.
Ферментативное осветление соков происходит под действием пектолитических, а также амилолитических и протеолитических ферментных препаратов.
Осветление сока из яблок раннего периода созревания, в которых содержится до 2% крахмала, очень затруднено.
Для удаления крахмала, как и для расщепления пектина, используют ферментативный гидролиз. Для этого применяют амилазы, быстро и активно действующие при низких значениях pH. Крахмал быстро и полно расщепляется амилазой только в том случае, если предварительно он был клейстеризован и растворен. Это осуществляется нагревом. Яблочный крахмал клейстеризуется при температуре 58—60 °C. Количество вносимой амилазы зависит от ее активности, содержания крахмала в соке, величины pH, температуры и продолжительности осветления. Дозировка фермента определяется опытным путем.
Окончание реакции гидролиза крахмала устанавливают следующим образом. В пробирку наливают 5 мл сока и 1 мл 0,1 н. раствора йода. Сине-фиолетовое окрашивание показывает, что крахмал не полностью гидролизован. Обработка ферментами должна быть продолжена.
Обработка пектолитическими ферментами преимущественно осуществляется периодическим способом. Он заключается в том, что к определенному количеству сока добавляют необходимое количество пектолитического ферментного препарата (0,03—0,2%) в виде 5—10 %-ного раствора. Суспензию ферментного препарата рекомендуется вносить малыми порциями одновременно с заполнением резервуара соком.
В большинстве случаев осветление заканчивается при температуре 20 °C в течение 3—4 ч, а при 50—55 °C — 1—2 ч.
Для лучшего осветления яблочного сока рекомендуется проводить комбинированную обработку сока ферментами и раствором желатина. Заранее приготовленный 1%-ный раствор желатина вносят в сок через 30—40 мин после добавления ферментного препарата и тщательно перемешивают. После выдержки сок центрифугируют и фильтруют.
Во ВНИИКОПе разработана непрерывнодействующая установка для обработки соков ферментным препаратом и желатином (рис. 36).
Сокоматериал из приемного сборника насосом через теплообменник подается к смесителю. Ферментный препарат синхронно работающим насосом также подается к смесителю. После смесителя сок с препаратом направляется в нижнюю часть резервуара для выдерживания. Вместимость резервуара рассчитана таким образом, чтобы продолжительность пребывания сокоматериала в нем была 30—40 мин. Обработанный сокоматериал из верхней части 102
Рис. 36. Схема непрерывнодействующей установки для обработки ферментами:
1 — насос-дозатор; 2— трубчатый подогреватель; 3 — смеситель; 4 — резервуар о ферментной суспензией; 5 — резервуар для предварительной выдержки сока; 6 — резервуар с раствором желатина; 7 — осветлитель сока
резервуара откачивается насосом через смеситель, в котором осуществляется непрерывное смешивание с раствором желатина. После смешивания вся смесь выдерживается в непрерывном потоке в резервуаре в течение 1—2 ч. Обработанный таким образом сокоматериал направляется на центрифугирование. Из нижней части резервуара периодически или непрерывно сливаются гуще-вые осадки.
Обработка ферментными препаратами осуществляется как отдельно каждым из них, так и смесью в определенной пропорции.
Осветление мгновенным подогревом основано на свертывании белковых веществ при нагревании. Подогрев должен быстро сменяться охлаждением. Этот процесс осуществляется в двух последовательно установленных теплообменниках. В первом сок нагревается до температуры 75—80 °C, выдерживается при этой температуре в течение 20—30 с, затем во втором теплообменнике охлаждается до 20—40 °C. (^коагулированные белковые вещества удаляются центрифугированием. Допускается отстаивание сока в течение 1—2 ч с последующим декантированием — сливанием прозрачного сока с осадка. При этом получаются так называемые неосвет-ленные соки. В этих соках допускается некоторая опалесценция.
При производстве осветленных соков кроме очистки применяется любой из вышеописанных методов осветления как в отдельности, так и в комбинации друг с другом. В этом случае к внешнему виду предъявляется требование о кристальной прозрачности. Необходимо учесть то, что некоторые кристально прозрачные соки в процессе хранения могут начать опалесцировать. В последующем тонкая муть может дать осадок. Это происходит вследствие укрупнения частиц коллоидной степени дисперсности. Процесс, протекающий при хранении таких соков, довольно сложен и подробно рассматривается в курсе коллоидной химии в разделе агрегативной устойчивости коллоидных систем.
Основной причиной этого явления считается окислительное воздействие растворенного в соке кислорода на химические компоненты сока (дубильные и красящие вещества, белки, пектин и пр.). Кроме этого, возможно окислительное последействие, когда нерво
103
начально кислород воздуха при дроблении, очистке и т. д. связывается с химическими веществами сока, образуя перекиси, которые в последующем даже при отсутствии контакта со свободным кислородом приводят к окислению других компонентов.
Продолжительность хранения, в течение которого прозрачные соки могут помутнеть, весьма неопределенна. Она зависит от технологического процесса производства сокоматериалов, их состава, температурных режимов хранения и пр.
Деаэрация соков
Очень важно предупреждать обогащение сокоматериалов кислородом воздуха, так как он разрушает аскорбиновую кислоту, окисляет полифенольные вещества, снижая биологическую ценность различных соков, ухудшая их качество. Поэтому необходимо использовать оборудование, обеспечивающее быструю переработку сырья, должное хранение сокоматериалов в среде инертного газа (например, СО2 или азота). Перед закладкой сока на хранение желательно проводить деаэрацию.
В деаэрационной установке сок из приемного бачка, оборудованного поплавком и клапаном, подается в деаэратор, представляющий собой вертикальный цилиндр, внутри которого находится цилиндр из перфорированных листов. Сок подается сбоку в верхней части цилиндра и разбрызгивается форсункой вверх. Все металлические части изготавливаются из нержавеющей стали.
За счет разбивания потока сока на мелкие капли и создания внутри цилиндра вакуума происходит интенсивное удаление кислорода из сока. Стецающий вниз сок откачивается насосом на последующую операцию, например тепловую обработку.
Вакуум внутри цилиндра составляет 700—730 мм рт. ст. (остаточное давление около 8 кПа). Температура сока при вакуумировании должна быть не более 35 °C.
Для осуществления этого процесса используют деаэратор-пастеризатор типа APV, а также отечественные аппараты ДПУ.
Глава 8
КОНЦЕНТРИРОВАНИЕ ЖИДКИХ
И ПЮРЕОБРАЗНЫХ ПРОДУКТОВ
С целью сокращения объемов хранения плодовых и овощных жидких полуфабрикатов, а также для получения готового консервированного продукта на предприятиях используется процесс концентрирования, сущность которого заключается в повышении концентрации растворенных веществ за счет удаления воды путем выпаривания, вымораживания, ультрафильтрации (обратного осмоса).
Повышение содержания сахаров и кислот угнетающе действует на жизнедеятельность микроорганизмов.
104
Процесс концентрирования является одним из основных при производстве концентрированных плодовых соков, томатной пасты, варенья, повидла и т. п.
Выпаривание
Удаление влаги из продукта при кипении (выпаривании) — наиболее широко распространенный способ концентрирования.
Пищевые продукты, подвергаемые концентрированию, представляют собой сложную систему, в которой кроме истинных растворов в воде сахаров, органических кислот, минеральных солей и других веществ содержатся взвешенные частицы различной степени дисперсности.
Выпаривание воды сопровождается сложными физико-химическими изменениями. В процессе выпаривания увеличиваются плотность продукта и его вязкость. Под действием тепла происходит коагуляция белков, некоторый гидролиз сложных органических соединений, а также реакции соединения — меланоидинообразова-ния, карамелизации и ряд других.
Таким образом, при концентрировании непрерывно изменяются основные свойства продукта. Поэтому подбор режимов и условий концентрирования является важнейшей работой в создании технологического процесса и устройств для концентрирования пищевых продуктов.
Важнейший способ удаления воды из пищевых продуктов при концентрировании — дистилляция.
Выпаривание проводят при таком режиме, при котором можно наиболее полно сохранить ценные компоненты продукта и свойственные ему цвет, вкус и запах. Это можно достигнуть при низких температурах кипения и кратковременном пребывании продукта в выпарных аппаратах.
Для нагревания массы до температуры кипения можно применять любой теплоноситель, но в пищевой промышленности, как правило, используют водяной пар, который называют греющим или первичным в отличие от вторичного (сокового) пара, образующегося при выпаривании растворов.
Процесс можно проводить при атмосферном давлении или под вакуумом.
При выпаривании при атмосферном давлении вторичный пар обычно отводят в атмосферу. Этот способ является наиболее простым, но малоэкономичным, ухудшающим качество продукта за счет высокой температуры нагрева.
При выпаривании под вакуумом точка кипения раствора снижается, и это позволяет использовать для обогрева выпарных аппаратов пар низкого давления. Достоинством вакуум-аппаратов являются уменьшение потерь тепла в окружающую среду и увеличение полезной разности между температурами греющего пара и кипящего раствора.
105
Выпаривание может осуществляться в одном выпарном аппарате (однокорпусная установка) либо в нескольких последовательно установленных аппаратах (многокорпусная установка).
Однокорпусная установка применяется для выпаривания относительно небольшого количества жидкости, когда экономия теплоты не имеет большого значения.
Схема непрерывнодействующей однокорпусной установки, работающей под вакуумом, представлена на рис. 37.
Исходный раствор из сборника 1 подается насосом 2 в подогреватель 5, где он нагревается до кипения. Отсюда раствор направляется в выпарной аппарат 4 для выпаривания.
Греющий пар подается в межтрубное пространство подогревателя и выпарного аппарата. Образующийся вторичный пар вместе с воздухом направляется через каплеуловитель 5 в барометрический конденсатор 6, где при смешивании с водой пар конденсируется, а воздух из верхней части конденсатора через ловушку 7 откачивается вакуум-насосом.
Конденсат вместе с водой в виде так называемой барометрической воды отводится из корпуса конденсатора 6 самотеком через барометрическую трубу 8 и барометрический затвор 9.
106
Рис. 38. Схема многокорпусной прямоточной выпарной установки:
1, 2 — подогреватели; з, 4, 5 — корпуса выпарной установки; 6 — насос для упа-ренного раствора; 7 — барометрический конденсатор
Сгущенный до нужной концентрации раствор откачивается в сборник готового продукта.
Многокорпусная выпарная установка (рис. 38) состоит из нескольких однокорпусных выпарных аппаратов, соединенных последовательно. В этих установках для обогрева второго и последующего корпусов используется вторичный (соковый) пар. Передача тепла осуществляется за счет разности между температурой греющего пара и температурой кипения раствора. Пониженная температура кипения достигается снижением давления в каждом последующем аппарате по сравнению с предыдущим.
В прямоточной выпарной установке благодаря перепаду давлений раствор из предыдущего корпуса в последующий переходит самотеком параллельно протекающему пару. При переходе из предыдущего корпуса в следующий раствор оказывается перегретым вследствие того, что попадает в пространство с более низкой температурой и меньшим давлением. В результате самоиспарения удаляется некоторое количество воды.
Соковый пар из последнего корпуса поступает в барометрический конденсатор.
В противоточной установке (рис. 39) применено встречное взаимное движение упариваемого раствора и греющего пара. Раствор поступает в последних! корпус и в концентрированном виде выходит из первого в случае нумерации корпусов по пару.
Поскольку давление в корпусах по мере передвижения продукта увеличивается, он передается из корпуса в корпус насосами.
107
Рис. 39. Схема многокорпусной противоточной выпарной установки
В данной схеме концентрированный продукт находится при более высокой температуре, чем исходный продукт. Это обеспечивает снижение вязкости продукта, что облегчает его перекачку и предупреждает образование нагара на поверхностях нагрева.
Выпарные аппараты, используемые для концентрирования соков, должны обеспечивать быстрое проведение процесса выпаривания без заметного ухудшения цвета, вкуса и химического состава. Они должны быть экономичны, т. е. обладать высокой испарительной способностью при относительно невысоком расходе греющего пара, обеспечивать непрерывную работу и удобство обслуживания.
Регулирование процесса выпаривания должно проводиться автоматически. Для сгущения соков наиболее подходящими являются пленочные выпарные аппараты непрерывного действия.
В ВНР разработан трехкорпусный выпарной аппарат типа ЛБ-6 (рис. 40), работающий по принципу падающей пленки. Сок перед поступлением в корпус I проходит последовательно через теплообменник и подогреватель, где нагревается выходящим соком и вторичным паром из корпусов II и III. В корпусе I сок нагревается до 80 °C острым насыщенным паром и влага частично испаряется. Сок и водяные пары стекают одновременно вниз по трубам испарителя в сепаратор, где происходит разделение пара и частично сконцентрированного сока. Вторичный пар из сепаратора корпуса I используется для обогрева корпусов II и III,
Частично сконцентрированный сок из корпуса I поступает в корпус II, где испарение происходит при температуре 60—65 °C. Концентрат из корпуса II проходит через подогреватель, в котором вторичными парами из корпуса I нагревается за несколько секунд до 70 °C и переходит в корпус III. Концентрирование сока в этом корпусе до 72% сухих веществ осуществляется при 40—50 °C.
108
Вторичные пары из корпусов II и III поступают в барометрический конденсатор. Продолжительность пребывания сока в установке примерно 8 мин.
Качество концентрата по химическим показателям характеризуется содержанием в нем 5-гидрооксиметилфурфурола (5-ОМФ). Этот показатель выбирается потому, что между ухудшением качества продукта под влиянием температуры и количественным содержанием в соке 5-ОМФ существует прямая зависимость.
В натуральном, хорошего качества соке 5-ОМФ не содержится. В связи с этим наличие 5-ОМФ можно считать показателем, характеризующим работу выпарных установок.
Экспериментально установлено предельно допустимое значение 5-ОМФ, равное 5 мг/л. Превышение этого предела свидетельствует о неудовлетворительном ведении процесса выпаривания.
При правильном ведении процесса концентрирования на установке ЛБ-6 содержание 5-ОМФ в концентрате колеблется от 0,7 до 1,5 мг/л, т. е. значительно ниже допустимого предела.
Для концентрирования термолабильных ягодных и цитрусовых соков фирмой «Единство» (СФРЮ) разработан низкотемпературный выпарной аппарат с двумя испарителями типа NTI (рис. 41).
Испарение и конденсация достигаются при помощи циркулирующего аммиака или другого холодильного агента в жидком и газообразном состоянии.
Рпс. 40. Трехкорпусный выпарной аппарат типа ЛБ-6:
I, II, III — корпуса выпарного аппарата; 1 — подогреватель; 2 — теплообменник? 3 — подогреватель сгущенного сока; 4 — конденсатор-дефлегматор; б — резервуар для воды; 6 — вакуум-насос; 7 — барометрический конденсатор; S — шнековый на-» «ос; 9 — паросборник; 10 — пульт управления
109
Рис. 41. Низкотемпературный двухкорпусный выпарной аппарат:
1 — охладитель; 2 — испаритель; з — сепаратор; 4 — испаритель аммиака; 5 — насос для конденсата; 6 — питательный бак; 7 — циркуляционный насос; 8 — резервуар для аммиака; 9 — компрессор; 10 — пульт управления
Сжатые пары аммиака через газоохладитель поступают в испаритель, где конденсируются, отдавая тепло на испарение продукта. Жидкий аммиак стекает в резервуар, а оттуда в аммиачный испаритель. Испаритель одновременно действует как конденсатор. Когда пар из продукта конденсируется и свою скрытую теплоту испарения отдает жидкому аммиаку, тот испаряется. Пары аммиака засасываются компрессором. Частично сконденсированный сок из испарителя первого корпуса через сепаратор поступает в испаритель второго Корпуса. В межтрубное пространство этого испарителя подаются соковые пары из сепаратора первого корпуса. Здесь осуществляется окончательное концентрирование сока до 50— 70%. Продукт перекачивается циркуляционными насосами.
В установке поддерживается вакуум в пределах 90—92 кПа. Низкая температура выпаривания в сочетании с быстрым прохождением сока через аппарат обеспечивает получение продукта вы-
Таблица 7
Показатели качества яблочного сока до и после концентрирования
Сок Сухие вещества (по рефрактометру)» % Кислотность по яблочной кислоте, % Витамин С, % Сахар, % Оптическая плотность
Исходный 10,8 1,03 2,34 9,0 0,1767
Деароматизированный 11,5 1,06 1,67 9,2 0,1800
Концентрированный 70,4 3,98 13,71 59,8 0,1810*
♦ После разбавления концентрата до 11% сухих веществ.
ПО
сокого качества как по органолептическим, так и по физико-химическим показателям (табл. 7).
Цвет сока, определенный по оптической плотности, при концентрировании изменяется незначительно, что свидетельствует о благоприятных условиях выпаривания.
Другую возможность относительно щадящего и непрерывного выпаривания в тонком слое представляют пластинчатые выпарные аппараты.
Выпарной аппарат (рис. 42) состоит из набора пластин, смонтированных на общей раме, как и у пластинчатых теплообменников. Сок подается в левую часть 1 выпарного аппарата и проходит через половину пластины 2 для продукта, которая нагревается паровой пластиной 3. Частично сконцентрированный продукт и пар поступают в сепаратор 5, где продукт разделяется и насосом 4 перекачивается в правую сторону пластины 6 для продукта. Конечный концентрат попадает в сборник 7, откуда он перекачивается насосом 8. Пар из обеих половин пластины через сепаратор поступает в конденсатор.
Установки такого типа выпускаются английской фирмой APV. Очень хорошие результаты можно получить, применяя эту установку для концентрирования цитрусовых соков, включая грейпфрутовый.
Другой конструкцией, принцип работы которой аналогичен принципу пластинчатого выпарного аппарата, является выпарной радиально-проточный аппарат с неподвижным пакетом конусных тарелок (рис. 43) и с вращающимся пакетом (рис. 44).
Между коническими тарелками, расположенными одна в другой с некоторым зазором, попеременно проходят пар и сок. Сок с образовавшимся паром от центра течет по зазору к периферии, разделяясь при этом на две фазы: жидкую (концентрат) и паровую. Использование вращающегося пакета позволяет за счет центробежной силы сократить продолжительность пребывания продук-
111
Рис. 43. Радиально-поточный выпарной аппарат
г
Рис. 44. Центробежный выпарной аппарат (центритерм):
а — подача продукта; б — выход концентрата; в — подача греющего пара; г— выход конденсата греющего пара в конденсатор; д — выход соковых паров
та до долей секунд. Этим же достигается толщина выпариваемого слоя жидкости не более 0,1 мм.
Такая выпарная установка позволяет концентрировать плодово-ягодные и овощные соки при минимальной тепловой нагрузке в одном цикле до высокого содержания сухих веществ (до 85%).
Выбор подходящей выпарной установки определяется видом обрабатываемого продукта. Кроме того, необходимо учитывать следующие аспекты: требуемая производительность по продукту и по испаренной влаге; степень концентрации, содержание сухих веществ в исходном продукте; теплочувствительность продукта, возможная температура и продолжительность обработки; реологические свойства продукта, тенденция к пригоранию; расходы на установку и эксплуатацию в зависимости от испарительной способности греющей поверхности.
В зависимости от специфических свойств продукта и технологических критериев (продолжительность обработки и пределы вязкости) можно приблизительно определить тип выпариваемого аппарата (табл. 8).
При возможности выбора одной из нескольких типов выпарных установок наряду с таким фактором, как качество сока, необходимо учитывать и чисто экономические — потребность в паре, воде, габаритные размеры установки и т. д.
Концентрирование ароматических веществ
Извлекать ароматические вещества желательно вскоре после прессования. Процесс улавливания ароматических веществ включает в себя их отгон, затем концентрирование с помощью абсорб-112
Таблица 8
Продолжительность пребывания продукта в установке и допустимые пределы вязкости
Тип аппарата Количество ступеней Продолжительность обработки Границы вязкости, H-C/M2
Вакуум-выпарная установка периодического действия 1 От одного до нескольких часов —
многоступенчатая непрерывного действия Выпарной аппарат 3 1 До 1 ч
непрерывного действия с падающей пленкой 1 мин 0,2
с неподвижным пакетом конических тарелок 2 1—2 мин 0,3—0,4
с вращающимся пакетом конических тарелок 1 1—10 с 20
ции, экстрагирования и перегонки. В настоящее время улавливание ароматических веществ производится в отдельной установке перед концентрированием.
Некоторые виды соков, например ягодные, цитрусовые, ананасные и др., при нагревании значительно изменяют свои органолептические показатели по аромату, цвету и вкусу. Другие, например яблочный, томатный, могут выдерживать кратковременный нагрев до довольно высоких температур без изменений органолептических показателей.
Плодовые и ягодные соки являются многокомпонентными системами. При выпаривании вместе с водой (паром) улетучиваются легколетучие компоненты (ароматические вещества). Это в значительной степени обедняет концентрируемый продукт. Поэтому технологический процесс концентрирования выпариванием в обязательной степени должен включать улавливание ароматических веществ. Выпаривание виноградного сока до трехкратного увеличения содержания сахаров приводит к потере 30% общего количества ароматических веществ, увеличению содержания фурфурола и снижению Р-витаминной активности сока.
В промышленности используются установки для улавливания ароматических веществ,.работающие под вакуумом или при атмосферном давлении.
Установки, работающие при атмосферном давлении, довольно просты, позволяют быстро выделить ароматические вещества, однако концентрируемый сок в данном случае находится при повышенных температурах, что приводит к снижению его пищевой ценности. В зависимости от вида соков с целью отгона ароматических веществ достаточно выпарить 10—40% воды от массы сока.
Для обработки соков с особенно лабильными ароматическими веществами (цитрусовый, ананасный, малиновый и др.) применяют установки, работающие только под вакуумом (рис. 45).
8 Заказ № 639
113
Рис. 45. Схема установки для улавливания ароматических веществ под вакуумом:
— — исходный сок; —//------несконденсировавшиеся газы без ароматических веществ; --------деароматизированный сок; — X------конденсат ароматических ве-
ществ; —///— — Фреон; —.— — несконденсировавшаяся паровакуумная смесь; —..----рассол; —/----промытые несконденсировавшиеся пары; —s— — лютерная
вода
Плодовый сок, подлежащий обработке, поступает в испаритель 7, опускается в нем тонкой пленкой сверху вниз по пучку труб. В межтрубное пространство подается пар. Внутри трубок поддерживается вакуум. Сок с образовавшимися вторичными соковыми парами в сепараторе 2 разделяется на две фазы: парогазообразную и жидкую. Частично сконцентрированный сок из нижней части сепаратора непрерывно сливается и насосом передается на другую установку для дальнейшего концентрирования. Парогазообразная часть поступает в ректификационную колонку 5, где восходящий ее поток встречается с падающим потоком ранее сконденсированных ароматических веществ (флегмой) и обогащается ими, после чего направляется в дефлегматор 3 с водяным охлаждением. В нем большая часть водяных паров и ароматических веществ конденсируется. Конденсат разделяется на два потока. Одна часть этого конденсата возвращается в виде флегмы в верхнюю часть ректификационной колонны, другая часть после достижения заданной концентрации ароматических веществ отбирается как готовый продукт и поступает во внутреннюю часть рассольного охладителя 4, где охлаждается до температуры 0—5 °C.
Оставшаяся часть несконденсировавшихся паров и неконденси-рующиеся газы проходят через среднюю часть этого же рассольного охладителя, где пары большей частью конденсируются. Образовавшийся конденсат соединяется с потоком готового продукта и поступает в верхнюю часть абсорбционной колонны 6.
114
Остаток паров ароматических веществ и несконденсированные газы отводятся из рассольного охладителя и подаются в нижнюю часть абсорбционной колонны, где движутся вверх навстречу потоку концентрата ароматических веществ. Из нижней части колонны концентрат ароматических веществ как готовый продукт сливается в сборник 10. Температура в абсорбционной колонне, которая охлаждается рассолом, перекачиваемым насосом 77, равна —5 ч-, *4—7 °C, температура продукта 1—2 °C. Фреон для охлаждения продукта подается в рубашки из сборника 9.
Промытые несконденсированные газы с небольшой примесью ароматических веществ отводятся из верхней части колонны в низкотемпературный охладитель S, где за счет испарения фреона в охлаждающей рубашке поддерживается температура —16 ч—25 °C в зависимости от степени концентрации и величины вакуума в установке. Остатки паров ароматических веществ конденсируются и сливаются в сборник готового продукта 10, а несконденсированные газы вакуум-насосом 7 отсасываются и выбрасываются в атмо-сферу.
Вода, не содержащая ароматических веществ, из нижней части ректификационной колонны отводится в канализацию.
На установках такого типа удаляется из сока около 25% воды, при этом степень концентрации ароматических веществ достигает от Vioo до Vsoo. Остаточное давление в установке 34,6—7,9 кПа.
При прессовании целых мандаринов в соке содержится примерно 0,1% эфирного масла, что придает ему горький вкус и делает непригодным для непосредственного употребления. Вместе с тем полное удаление эфирных масел отрицательно влияет на вкус и аромат цитрусовых соков.
В большинстве случаев удаление избыточного количества эфирных масел из цитрусовых соков без их улавливания производится в двутельных вакуум-аппаратах МЗС-420. При этом, кроме потерь ароматических веществ, сок приобретает уваренный тон во вкусе, снижается его питательная ценность.
В СССР разработана установка по термообработке цитрусовых соков, измельчению плодовой мякоти и улавливанию избыточного количества эфирных масел.
Работа установки осуществляется следующим образом (рис. 46).
Из сборника 7 свежеотжатый сок насосом 2 перекачивается в кожухотрубный подогреватель 3, где сок предварительно подогревается до температуры 60—80 °C в зависимости от глубины вакуума в сепараторе 6. Подогретый сок из подогревателя под давлением 0,5 МПа, создаваемым насосом, поступает в инжектор 4, где с помощью колебательного контура вибрационных пластин гомогенизируется мякоть сока.
Из выдерживателя 5 сок по касательному вводу дросселируется в сепаратор 6, где происходит его самоиспарение, мгновенно выделяя избыток эфирных масел и воды. Одновременно при этом производится деаэрация сока, который стекает по стенке сепаратора
8*
115
Рис. 46. Установка для термообработки и улавливания эфирных масел из цитрусовых плодов
и сокопроводу через нижний слив в накопительный сборник 12 для розлива.
Вторичные пары, состоящие из смеси водяного пара с парами эфирных масел и воздуха, через каплеуловитель поступают в кожухотрубный конденсатор 74, имеющий систему водяного охлаждения. Из него сконденсированные ароматические вещества (эфирное масло) поступают в разделительные сборники 16 и 7<S, из которых направляются в сосуды 17 и 19 под действием воды через устройство 15.
Полученное эфирное масло фильтруют через фильтровальную бумагу. Для полного обезвоживания масла к нему добавляют безводный сульфат натрия из расчета 5 г сульфата на 1 л масла. Через сутки масло повторно фильтруют. Фасованное масло хранят в стеклянных бутылках в затемненном охлажденном помещении при температуре 5 °C.
Обработанный сок собирается в разгрузочном сборнике 8 или 12, поступая в них из сепаратора самотеком, как в сообщающихся сосудах. Для их заполнения пробковый кран 7 должен быть открыт, кран 10 — закрыт, соответственно воздушный вентиль 77 — открыт, а вакуумный 9 — закрыт.
При заполнении разгрузочного сборника 12, в котором уровень сока контролируется по водомерному стеклу, осуществляют пере-' крытие крана 7 и вентиля 9 и открытие крана 10 и вентиля 77. После этого включается насос 13 и производится разгрузка сборника 12. В этот период обработанный сок поступает в сборник 8. В последующем повторяется цикл разгрузки сборника 8.
При обработке сока на этой непрерывнодействующей установке достигается более тонкое измельчение плодовой мякоти соков, отпадает необходимость в грубой фильтрации сока перед розливом, что увеличивает выход его более чем на 1 % •
116
Вымораживание
Другим способом концентрирования соков, обеспечивающим максимальное сохранение их компонентов, является вымораживание (криоконцентрирование).
При охлаждении продукта ниже О °C вода выкристаллизовывается в виде чистого льда и после отделения его кристаллов остается концентрированный раствор.
При концентрировании замораживанием ароматические вещества плодово-ягодных соков, имеющие низкую температуру замерзания, остаются в растворе (концентрате).
Максимальная концентрация сухих веществ, которую удается достичь, ограничена вязкостью концентрируемого продукта при температуре замораживания и эвтектической точкой раствора, при которой невозможно отделить воду в виде льда (табл. 9).
Таблица 9
Эвтектическая температура разных соков и концентратов
Продукт Содержание сухих веществ, % Начальная температура, °C Максимальная температура, °C
Концентрированный яблочный сок 70 —25,0 —23
50 —63,0 —50 .
40 —70,5 —55
30 -69,5 —55
20 —69,5 —56
Яблочный сок натуральный 10 —60,0 —57
Томатная паста 29 —64,5 —50
Персиковый сок с мякотью 16 —64,0 —52
Абрикосовый сок с мякотью 17 —66,0 —56
Айвовый сок с мякотью 18 —70,0 -60
Высокой степени концентрации не достигают, так как для этого необходимо значительно понизить температуру сока. Величина потерь сока также является важным критерием, определяющим оптимальную степень концентрации: чем выше концентрация, тем больше потери. Опытным путем доказано, что лучше всего сок концентрировать до 40—55% сухих веществ.
Возможная степень концентрации различных соков неодинакова. Например, при 50% сухих веществ вязкость черносмородинового сока в 2 раза превышает вязкость виноградного, следовательно, и концентрировать виноградный сок можно в большей степени, чем черносмородиновый.
Образование кристаллов льда происходит при криоскопической температуре (табл. 10).
Почти все действующие установки по вымораживанию используют принцип косвенного контакта. Несмотря на их многообразие, все они состоят из кристаллизаторов, где происходят процессы об-
ll?
Таблица 10
Температура замерзания различных соков
Сок Температура замерзания, °C Сок Температура замерзания,
Яблочный — 1,4—2,8 Малиновый -0,8-1,8
Виноградный —2,3 Крыжовниковый —0,9—1,7
Грушевый —1,9—2,3 Черешневый —2,1—2,8
Апельсиновый —2,8 Персиковый -1,1-1,4
Лимонный —2,15 Сливовый —1,9—2,3
Клубничный —0,8—1,7 Томатный —0,9
разования кристаллов льда, систем отделения концентрата от кристаллов и теплоотвода. Для отделения кристаллов льда используют центрифуги, прессы или промывные колонны. В зависимости от применяемого оборудования процесс вымораживания может быть периодическим или непрерывным.
Метод концентрирования вымораживанием еще не имеет широкого распространения, так как получение холода — более дорогой процесс, чем получение пара. Из-за высокой стоимости холодильного оборудования процесс концентрирования вымораживанием с вторичным отбором тепла примерно в 2 раза дороже, чем процесс выпаривания с улавливанием ароматических веществ. По этой причине данный процесс применяют только для концентрирования теплочувствительных соков, например апельсинового.
Кроме этого недостатка при вымораживании потери сухих веществ значительно выше, чем при выпаривании.
Использование многоступенчатого процесса вымораживания более экономично, чем одноступенчатого.
Концентрирование обратным осмосом
Концентрирование обратным осмосом — это сравнительно новый метод. Он осуществляется с помощью селективных мембран.
Различие между осмосом и обратным осмосом видно на рис. 47. Если две жидкости с различной концентрацией сухих веществ, например сок и воду, разделить полупроницаемой мембраной, то вода проникает в сок и разжижает его до тех пор, пока не установится равновесие в концентрации. Возникающая при этом разность уровней соответствует осмотическому давлению. При действии давления на сок вода из него выделяется через полупроницаемую мембрану, благодаря чему сок сгущается. Применяемое давление должно быть больше осмотического.
Данное явление называется обратным осмосом, если через перегородку проходят только вода и лишь в небольших количествах такие вещества, как моносахара, соли, некоторые ароматические вещества, имеющие небольшую молекулярную массу (до 500).
118
Осмотическое Обратный
Осмос даб-пение осмос
Если мембрана пропускает молекулы сравнительно большего размера, этот процесс называется ультрафильтрацией.
Так как осмотическое давление довольно высоко, обратный осмос необходимо проводить при высоком давлении. Осмотическое давление плодовых соков с содержанием 10—12% сухих веществ равно 1,4—1,6 МПа, яблочного концентрата с содержанием 40% сухих веществ — 9 МПа.
При обратном осмосе важное значение имеют свойства полупроницаемой мембраны.
Пропускная способность мембраны для воды Fi рассчитывается по формуле
Fi = Ki(p— Ар).
где Ki — константа для применяемой мембраны; р — давление на фильтр, МПа; Др — осмотическое давление, МПа.
Константа К\ выражает количество воды, выделенное при обратном осмосе на единицу площади мембраны за единицу времени при приложенном давлении выше 0,1 МПа осмотического давления раствора, подлежащего концентрированию.
Однако для полной характеристики качества и производительности мембраны величины К\ недостаточно. Решающим фактором является чистота выделенной воды. Исследования показали, что при большом скоростном коэффициенте К\ потери сухих веществ
Сох при бысоком давлении
Обежеотжатый сок
Мембрана. Вода при атмосферном давлении
Концентрат
Пермеат
Рис. 48. Схема концентрирования сока методом обратного осмоса
119
с отделенной водой высокие. На рис. 48 показана принципиальная* схема концентрирования сока обратным осмрсом.
Коллоидные вещества соков, например пектин, протеины и т. д., при концентрировании наряду с повышением осмотического давления при увеличении~концентрации сухих веществ вызывают ограничение разделительной способности мембраны. В связи с этим, соки перед концентрированием должны быть хорошо осветлены.
Последние исследования показали, что для получения наибольшего экономического эффекта при осмотическом концентрировании растворов, содержащих углеводы, наивысшее содержание сухих, веществ в готовом продукте должно составлять не более 25%, так как при увеличении их содержания значительно снижается пропускная способность мембраны из-за повышения вязкости раствора.
Глава 9
ФАСОВАНИЕ, ЭКСГАУСТИРОВАНИЕ
И УКУПОРИВАНИЕ КОНСЕРВОВ
Для фасования консервов используются различные виды тары — металлическая, стеклянная и полимерная. Все виды тары перед подачей на фасование обязательно проходят предварительную обработку.
После заполнения банки немедленно передаются на укупоривание, однако для некоторых консервов перед укупориванием проводится эксгаустирование.
Подготовка тары к фасованию консервов
При использовании металлической тары она проходит сортировку перед подачей в технологический цех. При этом удаляются ржавые, помятые, загрязненные, с видимыми дефектами пайки металлические банки.
Полимерная тара, как правило, изготавливается непосредственно перед фасованием, поэтому специальной обработке в данный момент она не подвергается. В случае использования тары, которая изготавливалась заранее, она может быть обработана в соответствии со специальными требованиями, например обработка ионизирующим облучением или дезинфицирующим раствором для создания микробиологической стерильности внутри тары и т. д.
Направляемые в цех стеклянные банки и бутылки подвергаются осмотру и отбраковке, при этом удаляются банки с видимыми дефектами — сколы горлышка или трещины, наплывы стекла, видимая деформация формы и т. д. Отбраковываются также банки,, требующие специальных способов мойки.
Стеклянная тара, поступающая в производственный цех, проходит следующие операции: подготовка тары к мойке, мойка тары» 120
дезинфекция тары (для возвратной тары), ополаскивание, шпар-ка тары, подача подготовленной тары на фасование, инспекция тары перед наполнением.
Подготовка стеклянной тары к мойке. Перед мойкой отбирают бой и тару с дефектами: трещинами, щербинами, поселками, подпрессовкой на венчике горла, стрелками и нитями стекла внутри банок. После этого банки переворачивают вверх дном, чтобы удалить осколки стекла и посторонние предметы. Участок, где сортируют стеклотару перед мойкой, должен быть изолирован от моечного отделения.
Новая и возвратная тара, поступающая в моечное отделение, не должна смешиваться при обработке.
При подаче в моечное отделение холодной тары она должна предварительно выдерживаться в помещении, пока не прогреется до 15-20 °C.
Мойка стеклянной тары проводится в отдельном помещении, изолированном от основного производственного цеха и находящемся рядом с фасовочным отделением.
Стеклянные банки моют на банкомоечных машинах различных типов: СП-60М, СП-70, СП-72, а также на других банкомоечных машинах, находящихся в эксплуатации на консервных заводах.
Машина СП-60М предназначена для мойки стеклянных банок вместимостью 500, 800 и 1000 см3 типов I, II и III с диаметром венчика 82 мм, производительность 3000 банок в час. Машина СП-72 кроме этих видов банок может обрабатывать банки вместимостью 650 см3. Производительность ее 6000 банок в час.
Машина СП-70 предназначена для мойки стеклянных банок вместимостью 2000 и 3000 см3, производительность 1200 банок в час.
Та блица И Технологические характеристики банкомоечных машин
Показатель СП-60М СП-72 СП-70
Производительность, банок в час 3000 6000 1200
Технологическое потребление воды давлением 0,15 МПа, м3/ч 7,1 15,0 8,0
Удельное потребление воды на одну банку, м3 2,4.10-з 2,5-Ю-з 6,6-10-з
Технологическое потребление пара, кг/ч Удельное потребление пара на одну банку, кг 384 800 700
0,13 0,13 0,58
Потребление электроэнергии, кВт/ч 21,2 19,7 18,6
Удельное потребление энергии на одну банку, Вт 7,06 3,3 15,5
Технологическое потребление каустической соды, кг на 1000 банок * 1,0 1,5 3,0
* Расход каустической соды указан для работы без повторного использования и полной замены раствора через шесть смен при концентрации раствора 3%.
121
Таблица 12
Режимы мойки стеклянных банок в машинах различного типа
Операция Продолжительность операций, мин
СП-60М СП-70 СП-72
Отмочка загрязнений в воде при температуре 45°С 1,60 2,78—1,52 1,44
Отмочка загрязнений в щелрчном растворе при температуре 80°С 3,80 3,81—2,08 3,04
Шприцевание щелочным раствором при температуре 80°С — 0,84—0,46 0,45
Шприцевание оборотной водой при температуре 85°С 0,55 1,68-0,92 0,45
Шприцевание чистой водой при температуре 90°С 0,27 0,42—0,23 0,22
В табл. 11 приведены основные технологические характеристики этих машин.
Режим мойки стеклянной тары приведен в табл. 12.
Чистую новую тару моют горячей оборотной водой температурой 75—85 °C в течение 2—5 мин и ополаскивают горячей чистой водой температурой 90—95 °C в течение 0,7—1 мин.
Технологический процесс обработки банок в современных моечных машинах примерно одинаков. Для примера приводится тех* нология мойки банок в машине СП-60М (рис. 49).
Воздушный поток
Этикетки
ванна:
ВоЗаЛ^ЛЛ
•2
г-
г-
-^НЬинна-о=
'f Оборотная
Т (fUUUjL-iSM.UU u III UUNttU /
I Щелочной "-г,
£ раствор, о Л , /л
/// ванн ат
Выгрузка, Загпцзка
Щелочной раствор с этикетками
Рис. 49. Технологическая схема банкомоечной машины СП-60М:
1 — водопроводная вода; 1а — горячая вода температурой 50—55 °C; 16 — оборотная вода; 2 — пар; 2к — конденсат; 13 — щелочной раствор; 16 — слив оборотной воды; •--------капилляр регулятора температуры
122
После сортировки банки с транспортера загрузки подаются на аккумулятор и стол загрузки, затем в гнезда носителей. Носители основного транспортера с банками входят в первую водяную отмочную ванну, температура воды в которой 40—45°С.
На петле перехода из первой ванны во вторую происходит вылив воды из банок в первую ванну, а затем погружение в моющий раствор второй ванны (температура 80—85°C). В дальнейшем носители с банками движутся вверх по наклонной направляющей и дважды шприцуются моющим раствором.
Выйдя на верхний прямой участок, тара подвергается в трех позициях внутреннему и в двух позициях наружному шприцеванию оборотной водой температурой 40—45 °C. Затем по 2 раза шприцуется внутри и снаружи чистой водой, температура которой 50-55 °C.
При дальнейшем движении носителей происходит стекание остатков воды с внутренней и наружной поверхностей банок. Вымытые банки выталкиваются механизмом выгрузки на транспортер.
Процесс мойки стеклянной тары в банкомоечных и бутылкомоечных машинах происходит в результате комплексного воздействия различных физико-химических факторов: отмочки, при которой происходят смачивание, набухание, пектизация и эмульгирование веществ, загрязняющих поверхность стекла; температуры моющих жидкостей, активности моющих веществ; гидродинамического воздействия моющих жидкостей на поверхность обрабатываемых банок.
Отмочка банок. За цикл мойки в моечных машинах стеклянные банки проходят через отмочные ванны и подвергаются многократной струйной обработке потоком моющих жидкостей, часть загрязнений при каждой операции переходит с очищаемых поверхностей в моющие жидкости.
Процесс удаления загрязнений с поверхности стеклянных банок при отмочке условно можно считать протекающим в две стадии. На первой стадии происходит взаимодействие твердого тела с жидкостью, которое завершается созданием на поверхности удаляемого вещества насыщенного раствора или концентрированной суспензии; на второй стадии растворенное или суспензированное вещество переносится в моющую жидкость путем диффузии. На поверхности водорастворимого или щелочерастворимого загрязнения образуется слой растворенного вещества большей плотности по сравнению с плотностью жидкости. В процессе мойки происходит замена этих слоев жидкости: более плотный слой перемещается вниз, освобождая место для свежих порций моющей жидкости.
Гидродинамическое воздействие моющих жидкостей. Стеклянные банки после отмочки загрязнений подвергают струйной обработке моющей жидкостью. Для этого машины отмочно-шприцевального типа оснащены фильтрами для моющей жидкости и насосами, которые нагнетают ее из ванны и сборников к насадкам шприцевых устройств.
123
Струя моющей жидкости в момент контакта со стенкой банки активно воздействует на ее поверхность с силой, прямо пропорциональной плотности моющей жидкости, площади сечения и скорости струи. По мере удаления от центра струи площадь потока жидкости увеличивается, а скорость и толщина его уменьшается.
Таким образом, при анализе процесса обработки стеклянных банок путем шприцевания следует учитывать наличие двух стадий операции: первой — непосредственного воздействия струи жидкости (в результате чего происходит наиболее активный процесс удаления загрязнений) и второй, когда загрязнения на поверхности банок только смываются потоком жидкости, и в этом случае интенсивность мойки поверхности стеклянных банок значительно меньше. Это и лимитирует эффективность всего процесса струйной мойки.
Кроме того, при второй операции струйной обработки интенсивность смыва загрязнений определяется характером движения моющей жидкости, ее свойствами и скоростью, размерами обрабатываемой поверхности.
Технический уровень моечной машины для мойки банок, предназначенных для фасования в них пищевых продуктов, оценивается прежде всего по показателю, характеризующему ее моющую способность, т. е. полноту удаления загрязнений как с внутренней, так и с наружной поверхности стеклянных банок (бутылок).
Таким образом, сравнивая машины по показателям моющего действия основных операций и моющей способности в целом, легко установить преимущества одной машины перед другой.
Немаловажное значение имеют и другие технические показатели: производительность, габариты, металлоемкость, энергоемкость, потребление воды, пара и др.
Моющие средства для мойки тары. В зависимости от степени загрязненности банок используются растворы различных составов (табл. 13). Для мойки 100 банок используется 10 дм3 раствора. Расход моющих средств определяется в зависимости от сменной производительности. Например, производительность моечной машины 6000 банок в час, в смену — 42000 банок, Так как для 100 банок используется 10 дм3 раствора, то за смену потребуется 4200 дм3 раствора.
При использовании, например, смеси № 1 расход моющих средств составит (в кг): едкий натр 6,5-4,2=27,3; тринатрийфосфат (3-4,2) =12,6; жидкое стекло 0,5-4,2=2,1.
Концентрация моющего раствора устанавливается и контролируется по концентрации щелочи. Минимальная концентрация моющего раствора не должна быть меньше 80% номинальной, указанной в таблице.
Требования к воде при мойке банок. Во всех случаях для мойки стеклянной тары используется вода, отвечающая требованиям ГОСТ 2874—73 «Вода питьевая».
Жесткость водопроводной воды, применяемой для окончательного шприцевания, должна быть не более 3,5 мг-экв./л. При жест-124
Рецептуры моющих растворов
Таблица
№ смеси Область применения раствора Состав смеси рабочего раствора, г/дмз
Едкий натр Сода кальцинированная Тринатрийфосфат Жидкое стекло Сульфанол Метасиликат натрия Поверхностно- активные вещества Сульфат «Прогресс» Триполифосфат натрия
1 Для смывания нежир- 6,5 — 3,0 0,5 — — — — —
ных загрязнений
2 Для смывания жир- — — 5,0 — — 5,0 — 2,5 ~
ных загрязнений
3 То же / 30,0 — 15,0 20,0 — — — — —
4 » — 7,5 3,75 — — — 3,75 - —
5 » 1,5—30,0 — — — — — — — —
6 » — 8,0 — — 2,0 5,0 — — 10,0
7 » 25,0 3,0 4,0 — — — 2,0 — —
кости воды более 3,5 мг-экв./л на поверхности банок может образовываться налет от выпадающих солей. Для частичного предотвращения осаждения солей, выделяемых на банках, при применении жесткой воды добавляется в моющий раствор 0,1 % жидкого стекла.
Дезинфекция вымытой тары. В случаях, когда мойка тары не обеспечивает требуемой бактериальной чистоты, в моечной машине необходимо дополнительно дезинфицировать тару, погружая ее на 1—2 мин в растворы хлорной извести, хлорамина, подогретые до 50 °C. Содержание активного хлора в растворах не ниже 100 мг/л. Для дезинфекции можно использовать и другие препараты, разрешенные органами здравоохранения для этих целей.
Устройство для дезинфекции стеклянной тары представляет собой ванну, в которую погружаются обрабатываемые банки. Ванна* должна иметь транспортирующее устройство, перемещающее банки со скоростью, необходимой для получения указанной выше экспозиции.
Допускается применение дезинфекционных ванн периодического действия. Над ванной должен быть установлен вытяжной зонт, так как с повышением температуры увеличивается испаряемость дезинфицирующего раствора. Дезинфекция тары осуществляется в моечном отделении. После дезинфекции банки обрабатываются путем шприцевания горячей водой температурой 90—95 °C до полного удаления дезинфицирующего вещества.
При соблюдении технологического регламента мойки банок в специализированных моечных машинах типа СП в большинстве случаев отпадает необходимость в дополнительной дезинфекции банок.
125
Обработка паром вымытой тары. После мойки осуществляют обработку банок острым паром в следующих случаях: если процесс Мойки не обеспечивает требований к бактериальной чистоте тары, во избежание термического боя при фасовании горячей продукции.
Минимальное время обработки 1 мин. Температура банки после прошпаривания должна быть не ниже 80 °C.
При фасовании горячей продукции для предотвращения термического боя шпарочная аппаратура устанавливается на расстоянии не более 2 м от наполнителя. Разница температур стеклотары и продукции при фасовании должна быть не более 30 °C.
При подготовке новой тары ограничиваются мойкой ее горячей оборотной водой (75—85 °C) в течение 2—Змин и ополаскиванием горячей (90—95 °C) чистой водой в течение 0,7—1 мин и прошпа-риванием паром. Контроль за качеством вымытых банок осуществляется так же, как и для оборотной тары.
Инспекция подготовленной тары. Тара из моечного отделения в цех производства консервов подается специальными транспортерами. Конструкции транспортера должны обеспечивать предупреждение повторного загрязнения внутренней поверхности банок, поэтому использование штырьевых транспортеров не рекомендуется.
После мойки все банки должны проходить визуальную инспекцию. Контролер проверяет чистоту банок в потоке и отбраковывает плохо промытую тару, банки с наличием осколков стекла, щербин, подпрессовкой на венчике горла и другими дефектами.
Для контроля качества санитарной обработки отбирают десять банок непосредственно перед наполнителем: пять для определения физической чистоты, три для установления бактериальной загрязненности и две для проверки наличия остатков моющих и дезинфицирующих средств.
Физическая чистота внутренней поверхности банок определяется следующим образом. В банку заливается 10—50 см3 красящего раствора (10 г фенола, 10 см3 глицерина, 2 г основного фуксина на 800 см3 дистиллированной воды). Раствор равномерно распределяется по внутренней поверхности банки.
Банка считается удовлетворяющей требованиям физической чистоты, если после нанесения красящего раствора на внутренней поверхности остается сплошная пленка раствора. Частота проверки 4 раза в смену.
Бактериальная загрязненность банок устанавливается по бактериологическому анализу.
Моечные машины должны обеспечивать удаление микроорганизмов с внутренней поверхности вымытой тары, и при этом остаточная микробиальная обсемененность не должна превышать 500 клеток на внутренней поверхности.
Для фасования томатного сока и других продуктов, стерилизуемых в потоке или фасуемых методом горячего розлива, на внутренней поверхности тары допускается не более 10 клеток бацилл типа субтилис. Дрожжи, плесневые грибы и неспорообразующие бактерии не допускаются.
126
Отсутствие следов щелочи устанавливается пробой фенолфталеином, который не должен давать окрашивания при нанесении на внутреннюю поверхность банки. Частота проверки 1 раз в смену.
Отсутствие хлора устанавливается качественной реакцией с о-толидином: 10 см3 смывной воды смешивается с 1 см3 0,135 %-но-го раствора солянокислого о-толидина (ч. д. а.). В результате смешивания не должно появляться желтое окрашивание раствора, свидетельствующее о наличии хлора в пробе. Частота проверки 1 раз в смену.
Полностью подготовленная стеклянная тара и прошедшая соответствующий контроль подается к фасовочным автоматам.
Подготовка крышек. Металлические крышки с резиновыми кольцами разбраковывают, укладывают вразброс в металлические сетки внешней стороной вверх, промывают теплой водой и кипятят в воде в течение 2—3 мин. Крышки, предназначенные для укупоривания консервов, фасуемых горячим розливом, моют в горячей воде, затем кипятят в воде или обрабатывают горячим паром при температуре 100 °C непосредственно перед употреблением. Продолжительность обработки устанавливается опытным путем. После обработки на крышке не допускается наличие более 10 клеток бацилл типа субтилис.
Крышки для банок типов II и III кипятят в воде или обрабатывают острым паром при 100 °C в течение 1—2 мин. Крышки с комбинированными прокладками и прокладками из полимерных материалов обрабатывают сухим паром в течение 15—20 мин.
Подготовка металлической тары. Крупная металлическая тара после отбраковки дефектных экземпляров подвергается выборочно проверке на герметичность на водяном или воздушном тестере. Мелкая тара проверяется полностью.
Перед наполнением банки шприцуются горячей водой при температуре 70—80 °C и прошпариваются острым паром давлением 0,10-0,15 МПа.
Требования к качеству мойки металлической тары аналогичны требованиям к стеклянной таре.
Фасование
Фасование продукта осуществляется на автоматических и полуавтоматических машинах. Однако в некоторых случаях фасование консервов, состоящих из нескольких компонентов, или фасование густых масс в крупную тару осуществляют вручную.
Для наполнения цилиндрических консервных банок жидкими пищевыми продуктами применяются наполнительные и дозировочно-наполнительные автоматы по ГОСТ 21253—75. Они выпускаются трех типов: ДН1 — для заполнения свободного объема банок продуктами вязкостью до 0,4 Н-с/м2 (соки, напитки, залива и т. п.), ДН2 — для объемного дозирования и наполнения банок продуктами вязкостью до 4 Н-с/м2 (пюре, соки с мякотью и т. п.)’,
127
ДНЗ — для объемного дозирования и наполнения банок продуктами вязкостью от 3 до 8 Н-с/м2 (паста, повидло, джемы и т. п.).
Автоматы типа ДН1 не должны допускать наполнение банок с разницей уровня продукта в них более 3 мм, типов ДН2 и ДНЗ не должны допускать наполнение банок продуктом с отклонениями от заданной дозы более ±3% для доз от 100 до 1000 см3 и ±2% для доз от 1000 до 10 000 см3.
Точность дозирования по уровню следует определять замером разности между максимальным и минимальным расстояниями от торца горловины банки до зеркала продукта.
Для установления точности дозирования продукта банки, наполненные в непрерывном потоке, отбирают в количестве, равном утроенному числу дозаторов (патронов). При несоответствии точности дозирования норме вывод делают по результатам повторного контроля.
Эксгаустирование
Эксгаустированием называется процесс удаления воздуха из заполненных продуктом банок перед укупоркой. Воздух поступает вместе с плодами и заливкой. Чем ниже температура фасования, тем больше воздуха содержит продукт. Наличие воздуха в банке отрицательно сказывается на качестве готового продукта. Ценные питательные вещества консервов под действием кислорода воздуха подвергаются химическим превращениям, приводя к изменению цвета, аромата и вкуса. Наличие кислорода ускоряет процессы коррозии металлической тары и металлических крышек. Ввиду пористости лакового и оловянного покрытия жесть имеет оголенные точки железа. Продукт соприкасается не только с оловом, но и с железом. Органические кислоты реагируют с металлом, выделяя ионы водорода, которые реагируют с кислородом воздуха, и процесс коррозии продолжается. При этом происходит накопление в банке водорода. Кислород, находящийся в банке, может также способствовать развитию остаточной микрофлоры, т. е. спор микроорганизмов, не уничтоженных при стерилизации, что может вызвать порчу готового продукта. Присутствие кислорода воздуха в консервах снижает устойчивость их к микробиологической порче при хранении. Кроме того, наличие воздуха в банке способствует повышению давления в ней при стерилизации. Известно, что давление смеси газов равно сумме парциальных давлений каждого газа в отдельности.
Внутри банки при приближении температуры содержимого к температуре стерилизации возникает такое же давление, как и давление водяного пара в автоклаве, к которому прибавляются давление оставшегося воздуха в банке и давление за счет расширения продукта.
Величину давления в банке можно уменьшить путем теплового и механического эксгаустирования.
128
При тепловом эксгаустировании банки с продуктами и с неза* катанными крышками пропускают через специальный аппарат — эксгаустер, где в течение 8—10 мин они обрабатываются паром. После эксгаустера банки немедленно укупориваются на закаточных машинах. Перспективно использование эксгаустеров с инфракрасным нагревом. Разновидностью теплового эксгаустирования является фасование предварительно подогретыми до требуемой температуры продуктами (такими, как томатная паста, овощная икра и т. д.) или заполнение банок с продуктом горячей заливкой — сиропом, соусом, рассолом (для компотов, натуральных овощных и других консервов).
Механическое эксгаустирование осуществляется путем создания вакуума при укупоривании на вакуум-закаточных машинах. Механическое эксгаустирование применяется большей частью для > тех продуктов, температура фасования которых сравнительно невысока. При высоких температурах продукта и механическом вакууме наблюдается вскипание продукта в вакуумной камере закаточной машины. В таких случаях используется эксгаустирование путем вдувания пара под крышку перед укупоркой. Остаточное давление в банках обычно колеблется от 68 до 42 кПа, в отдельных случаях — до 15 кПа.
Укупоривание
t Одним из наиболее ответственных технологических процессов | производства консервов является укупоривание банок с продукцией. Полная герметичность обеспечивает возможность проведения стерилизации и предотвращение попадания микроорганизмов внутрь банки при хранении.
Способ герметизации металлических банок (образование двойного закаточного шва) такой же, как и при закатывании донышка при изготовлении сборных металлических банок (см. гл. 3). Герметизация стеклянных банок показана на рис. 5.
Для герметизации банок с продуктом применяются автоматические и полуавтоматические закаточные машины (для металлических банок и стеклянных банок типа I) и укупорочные машины (для стеклянных банок типа II, III, РТ, «Омния»).
Мойка укупоренных банок. Закатанные банки направляют на мойку для удаления следов жира и других наружных загрязнений.
Если консервы не содержат жира (натуральные консервы, маринады, компоты, соки), то банки обмывают горячей водой под душем или в специальных машинах.
Если на поверхности банок остается жир и его не удалить, то при стерилизации он разлагается, выделяя при этом свободные кислоты. Соединяясь с солями металлов — железа, кальция, магния, содержащимися в автоклавной воде или влажном паре, эти кислоты образуют нерастворимые мыла, прочно пристающие к поверхности жести.
9 Заказ № 639
129
Для удаления жира банки моют в машинах типа МЖУ-125 или МЖУ-250 0,5%-ным раствором щелочи, к которому иногда добавляется жидкое калийное мыло. Для ускорения омыления раствор следует подогреть до температуры 70—80 °C. После щелочной мойки банки обмывают водой.
Возможно использование в качестве моющего средства тринатрийфосфата, синтетических моющих веществ.
Маркирование. На готовой фасованной продукций должна быть нанесена маркировка. Маркирование потребительской тары включает в себя художественное оформление, текст на этикетке или поверхности тары и условные обозначения.
Художественное оформление должно производиться полиграфическим способом и осуществляться наклеиванием бумажной этикетки или литографированием непосредственно на поверхности тары.
Текст на этикетке или поверхности потребительской тары должен содержать наименование предприятия-изготовителя, его товарный знак и подчиненность, наименование продукции, обозначение нормативно-технической документации на продукцию, массу нетто или объем, сорт, розничные цены по поясам, условия хранения и другие данные, предусмотренные нормативно-технической документацией.
На лакированные крышки металлических банок должны наноситься последовательно условные обозначения, указывающие ассортиментный номер продукции (3 цифры), номер смены или бригады (1—2 цифры), число выработки (2 цифры), месяц выработки (2 цифры), год выработки (2 последние цифры текущего года), индекс системы, в которую входит объединение или предприятие-изготовитель (1—2 буквы), номер предприятия-изготовителя (1—3 цифры). Например, на банки с продукцией под ассортиментным номером 37, выработанной 12-й бригадой 23 марта 1986 г. консервным заводом № 45, входящим в систему плодоовощной подотрасли Госагропрома СССР наносится следующее условное обозначение:
03712 230386
К 45
На крышки стеклянной и полимерной тары, литографированных металлических банок и алюминиевые тубы должны наноситься условные обозначения, указывающие номер смены или бригады (1—2 цифры), число выработки (2 цифры), месяц выработки (2 цифры), год выработки (2 последние цифры года). Допускается наносить номер предприятия-изготовителя (1—3 цифры). Условные обозначения наносятся в две или три строки. В настоящее время маркирование банок большей частью осуществляется путем выдавливания знаков маркирующим устройством закаточной машины. Выдавливание знаков имеет недостаток, так как при этом происходит нарушение лакового покрытия. При длительном хранении эти места являются центром начала коррозии, поэтому в на
130
стоящее время на консервных заводах начал внедряться новый про-* грессивный метод — маркирование быстросохнущей несмываемой краской.
Глава 10
СТЕРИЛИЗАЦИЯ
И ПАСТЕРИЗАЦИЯ КОНСЕРВОВ.
АСЕПТИЧЕСКОЕ КОНСЕРВИРОВАНИЕ
При производстве консервов большое значение имеют стерилизация и пастеризация продуктов, а также асептический способ консервиров ания.
Стерилизация
Стерилизация — тепловая обработка консервов при избыточном давлении и температуре 100 °C и более.
В консервной промышленности стерилизация носит условный характер, так как после термической обработки микроорганизмы уничтожаются не полностью, а создаются такие условия, которые не дают возможности дальнейшему развитию оставшихся в живых микроорганизмов.
Факторы, влияющие на режимы стерилизации. Режимы стерилизации разрабатываются конкретно для каждого продукта и для тех условий, в которых осуществляется стерилизация (тип аппарата, параметры теплоносителя и т. д.).
Надежность режимов стерилизации определяется режимом прогрева консервов. Передача теплоты от периферии к центру банки может проходить двояко: за счет конвекции при стерилизации жидких продуктов и за счет теплопроводности для густых. В пюреобразных продуктах процесс теплопереноса происходит как за счет конвекции, так и за счет теплопроводности. Учитывая, что процесс теплопередачи путем теплопроводности проходит очень медленно, его можно ускорить путем увеличения градиента температур между греющим теплоносителем и содержимым банки. Из этого следует, что стерилизацию густых продуктов нужно проводить при более высоких температурах.
Размеры и вид тары также определяют режимы стерилизации. С увеличением диаметра банок увеличивается расстояние до центра банки, наименее прогреваемой точки продукта. Большие размеры тары требуют более продолжительного прогрева.
Увеличение продолжительности и повышение температуры стерилизации приводят к развариванию некоторых продуктов, потере внешнего вида. Поэтому для определенных продуктов ограничена максимальная вместимость тары.
Надежность и правильность выбранных режимов стерилизации зависят от степени обсемененности микрофлорой продукта перед
9* 131
стерилизацией. Для выбранных режимов устанавливается предельно допустимое количество микроорганизмов на 1 см3 или 1 г продукта.
Бактерицидные свойства продукта также влияют на величину температуры и продолжительность стерилизации. Например, продукты из клюквы содержат бензойную кислоту, обладающую бактерицидными свойствами, стерилизуются при более мягких режимах, чем другие продукты, имеющие такие же показатели по вязкости, и при других прочих равных условиях.
Расчет режимов стерилизации. Учитывая многофакторность процесса стерилизации, а также различные толкования механизма отмирания клеток, практически невозможно строго количественно сделать расчет режима стерилизации.
В связи с этим при расчетах пользуются эмпирическими закономерностями между числом жизнеспособных клеток и параметрами нагрева. Экспериментально было установлено, что гибель популяции клеток происходит не мгновенно, и если в полулогарифмической системе координат изобразить этот процесс (продолжительность нагрева — число жизнеспособных клеток), то на определенном участке он, как правило, изобразится прямой линией. В этом случае скорость отмирания клеток (Kv) определяется известным уравнением скорости химических реакций
2^303 (JgjV JgjVx)> т
где т — продолжительность нагрева; Л\- — начальное число клеток микроорганизмов; Nx — число жизнеспособных клеток микроорганизмов после нагрева в течение времени.
Из этой формулы следует, что продолжительность нагрева равна
2,303 /lwAr . кт. ’== -b-(Ig^—Ig^x).
Мерой отмирания спор и штаммов микроорганизмов служит наклон прямого участка кривой выживаемости. По формуле продолжительности нагрева этот наклон характеризуется величиной Dt= = 2,303 /Кщ представляющей собой время (в мин), необходимое для снижения числа-спор в 10 раз. Обычно эту величину относят к температуре 121,1 °C.
Величину Dt определяют экспериментальным путем при прогреве тест-культуры при той или иной температуре и при различных экспозициях.
Чаще всего при расчетах режимов стерилизации пользуются значением величины z, которая показывает зависимость времени термической смерти микроорганизмов от температуры. Под временем термической смерти понимают продолжительность нагрева, необходимую для полного подавления жизнедеятельности определенного числа спор микроорганизмов. Величина z представляет собой
132
число градусов Цельсия в пределах которых значение Dt изменяется в 10 раз. Значение z зависит от свойств микроорганизмов и среды, в которой ведется нагрев.
Формула стерилизации. G учетом всех изложенных выше факторов и применяя разработанные методы, устанавливается режим или формула стерилизации консервов, которой руководствуются в промышленных условиях.
Под формулой стерилизации понимают условно выраженную запись данных, характеризующих режим стерилизации.
Формула стерилизации схематически изображается следующим образом:
(Л-В-С)
t
где А — продолжительность подъема температуры греющей среды в автоклаве до температуры стерилизации, мин; В — продолжительность собственно стерилизации, в течение которой в автоклаве поддерживается постоянная температура, мин; С — продолжительность охлаждения, мин; t — температура греющей среды в автоклаве во время стерилизации, °C; ра — максимальная величина поддерживаемого в автоклаве противодавления, создаваемого для компенсации возникающего в банке давления, кПа.
Установление величины противодавления в автоклаве. Давление, развиваемое внутри банки, вследствие своей незначительной величины не влияет на жизнедеятельность микроорганизмов, однако оно достаточно для нарушения герметичности банок. Поэтому при подборе режимов стерилизации очень важное значение имеет установление соотношения между возникающим давлением в банке и противодавлением в автоклаве.
Исходя из прочностных характеристик тары, способа укупорки, материала тары, степени наполнения продуктом экспериментально определяются критические значения давления внутри банки и с внешней стороны. Эти величины равны тем значениям давлений, при которых происходят необратимые деформации тары и ее разгерметизация.
Из определенных значений этих давлений находится величина необходимого противодавления в автоклаве по формуле
Рб+А.н > Л > Рб—Рк.в,
где рб — давление, развиваемое в_ банке при стерилизации, кПа; рк н и Рк. в — критическое избыточное давление соответственно снаружи и внутри банки, кПа.
Наилучшим вариантом является такой, когда ра=Рб, однако вести процесс при этом условии очень трудно вследствие неравномерности температурных полей в автоклаве, неизбежных погрешностей в измерениях температур из-за термической инерционности измерительных приборов и т. д. Поэтому величину противодавления поддерживают в указанных пределах.
Режим стерилизации должен обеспечивать определенную степень летальности процесса, т. е. отмирание части микроорганизмов, способных вызвать порчу продукта, и при этом не привести
133
Рис. 50. Вертикальный автоклав:
1 — корпус автоклава; 2 — термометрическая коробка с циркуляционной трубой; 3 — продувочный краник; 4 — сливной вентиль; 5 — барботер; 6 — обратный клапан
к значительному ухудшению органолептических показателей продукта.
Основная задача при установлении режима стерилизации состоит в том, чтобы определить такие условия нагрева, фактическая летальность которого в отношении микрофлоры соответствовала бы необходимой летальности процесса стерилизации.
Любой режим стерилизации, полученный в результате правильного научного подхода к его расчету и проверенный в производственных условиях, не может гарантировать предупреждение порчи консервов, если были нарушены санитарно-гигиенические требования к производству и условия технологического процесса. Поэтому надежность процесса стерилизации зависит также от организации производства, технического состояния оборудования и соответствующих служб предприятия (тепло- и энергохозяйство, водообеспе-чение ит. п.).
Аппараты периодического действия. Наиболее широкое применение для стерилизации консервов в стеклянной и металлической таре в СССР при температуре выше 100 °C получили автоклавы периодического действия вертикального типа. Они выпускаются двух- и четырехкорзиночными.
Автоклав (рис. 50) представляет собой цилиндрический резервуар со сферическими дном и крышкой. Аппарат оборудован устройствами для подачи внутрь воды, пара и сжатого воздуха. В низу резервуара имеется вентиль, через который спускаются отработав
134
шая вода и конденсат. Крышка автоклава прижимается к корпусу через уплотнительную прокладку и зажимается кольцевым зажимом.
Процесс стерилизации консервов в автоклаве периодического действия осуществляется следующим образом. Корпус аппарата с открытой крышкой заполняется водой, которая подогревается острым паром, подаваемым в массу воды через барботер, до температуры на 10—20 °C выше температуры продукции, направляемой на стерилизацию. В подогретую воду электроталью опускаются корзины со стерилизуемой продукцией. Затем крышку закрывак^т, зажимают замок, создавая герметичность, и открывают паровой вентиль.
В стеклянных банках стерилизация проводится в воде, при этом противодавление создается паром или сжатым воздухом. Скорость подъема температуры воды составляет 3—4 °C в 1 мин. При работе с водяным избыточным давлением под крышкой автоклава оставляют слой воздуха. При конденсировании пара объем воды увеличивается, чем создается избыточное давление внутри автоклава. При создании противодавления сжатым воздухом последний подается в автоклав от системы сжатого воздуха давлением 0,3—0,4 МПа. После подогрева воды до температуры стерилизации осуществляют поддержание ее на постоянном уровне путем регулирования подачи пара и спуска воды. После окончания выдержки продукта при заданной температуре начинают его охлаждение. Этот процесс осуществляют осторожно, чтобы избежать срыва крышек и термического боя банок с продуктом. Охлаждающая вода подается через барботер под крышкой автоклава, и при этом холодная вода не должна попадать на горячие банки. Для этого спуск воды из автоклава регулируется таким образом, чтобы банки всегда полностью находились под водой. Скорость снижения температуры должна составлять 2—3 °C в минуту. Конечная температура воды 35—40 °C. При охлаждении постепенно снижается давление в автоклаве до атмосферного.
Автоклав имеет устройство, предупреждающее возможность открытия крышки при наличии некоторого избыточного давления внутри автоклава. Это необходимо в соответствии с требованиями техники безопасности.
При паровой стерилизации продукции, преимущественно фасованной в металлические банки, процесс проводят следующим образом.
Корзины с продукцией загружаются в пустой автоклав, и после герметизации крышки внутрь автоклава подается пар. При этом в крышке автоклава открывают продувочный вентиль для спуска воздуха. Вытеснение воздуха осуществляют примерно в течение 10 мин до тех пор, пока из продувочного крана не пойдет обильная струя пара. Закрыв продувочный кран, начинают постепенный подъем давления и температуры внутри автоклава. Достигнув температуры стерилизации, подачу пара почти прекращают и слегка спускают конденсат. После выдержки продукции при температуре
135
стерилизации подачу пара полностью прекращают. Путем открытия продувочного крана и спускного вентиля давление внутри автоклава снижается. С целью предупреждения деформации банок сброс давления проводят медленно. После достижения давлением величины, равной атмосферному, крышку открывают и охлаждают банки орошением холодной водой до температуры 40 °C.
Охлаждение банок можно провести другим образом. После прекращения подачи пара в конце периода собственно стерилизации внутрь автоклава подают сжатый воздух, повышая давление на 49—78 кПа. Затем в автоклав подается холодная вода под давлением. Вследствие этого пар быстро конденсируется, что приводит к резкому сбросу давления. Давление сжатого воздуха должно скомпенсировать возникшее внутреннее давление в банке. При постепенном охлаждении банок производят постепенное снижение давления воздуха и воды. При достижении давления, равного атмосферному, крышку открывают и производят разгрузку автоклава.
Контроль и регулирование температуры в процессе стерилизации осуществляются автоматически. Для этой цели используется программный регулятор температуры ПРТ-2 и программный регулятор давления РДУ.
Продолжительность стерилизации в периодически действующих автоклавах можно сократить за счет вращения корзины с банками внутри автоклава. Переворачивание корзины (банки при этом переворачиваются с донышка на крышку) способствует перемешиванию продукта внутри банки, улучшению конвективного теплообмена.
G целью сокращения затрат труда при стерилизации в периодически действующих автоклавах на некоторых консервных заводах используются устройства для загрузки автоклавных корзин банками с продуктом и их разгрузки. При фасовании продукции в стеклянную тару загрузка автоклавных корзин осуществляется послойно. Для этого необходимо иметь корзины с передвижным дном. Устройство для загрузки и разгрузки марки А9-КР2-Г имеет гидравлическую систему, с помощью которой в начальный момент ложное дно корзины поднимается на уровень выносного транспортера закаточной машины или накопительного стола. Работница сдвигаем накопленные банки на поверхность дна. После полного заполнения на слой банок накладывают перфорированную прокладку. Затем слой банок опускается на одну ее высоту, и процесс загрузки повторяется. Возможна загрузка автоклавных корзин без перфорированных прокладок.
При стерилизации продукта, фасованного в металлические банки, автоклавные корзины можно загружать навалом. С целью предупреждения повреждения банок загрузку осуществляют через водяную ванну. При таком способе пустую корзину помещают в ванну с водой. Банки с выносного транспортера направляются в автоклавную корзину. Нижний конец транспортера должен быть опущен в воду. Вода выполняет роль буфера и гасит энергию падения
136
банок. При загрузке сеток навалом в одну сетку помещается при-* мерно на 10% меньше банок, чем при послойной укладке. Кроме того, при таком способе максимальная вместимость банки не должна превышать 0,8 кг (металлическая банка № 12). Однако, учитывая, что при этом сокращаются затраты труда, способ загрузки сеток металлическими банками навалом довольно широко используется на консервных заводах.
Разгрузка автоклавных корзин с уложенными навалом металлическими банками производится с помощью устройства А9-КРЕ* Автоклавная корзина с банками захватывается зажимами и переворачивается над ванной с водой. Банки падают в воду и наклонным транспортером выносятся на накопительный стол.
Аппараты непрерывного действия. Наиболее прогрессивным оборудованием для стерилизации являются стерилизационные аппараты непрерывного действия.
В консервной промышленности используются стерилизационные аппараты роторные (барабанные), горизонтальные с пластинчатым транспортером, гидростатические и пневмогидростатические.
Роторный стерилизатор представляет собой горизонтальный цилиндр, внутри которого вращается барабан с приваренными вдоль образующей ребрами-полосами из угловой стали. На внутренней поверхности неподвижного корпуса приварена спиральная направляющая. Банки находятся в промежутках между двумя витками спиральной направляющей и двумя ребрами-полосами. При вращении внутреннего барабана банки получают вращение вокруг собственной оси и перемещаются вдоль оси барабана от загрузочного к выгрузочному концу. Подача банок в стерилизатор осуществляется через шлюзовое устройство, позволяющее проводить процесс стерилизации под давлением.
Стерилизационная установка может состоять из двух (стерилизатор и охладитель), трех (подогреватель, стерилизатор и охладитель) или четырех (подогреватель, стерилизатор и два охладителя) барабанов.
В подогревателе банки подогреваются водой температурой 95— 98 °C. Стерилизация проходит при температуре до 130 °C, охлаждение осуществляется теплой и холодной водой. Продолжительность стерилизации регулируется частотой вращения барабана.
Недостатком таких стерилизаторов является то, что в них можно стерилизовать продукт только в металлических банках и притом только одного размера. Кроме того, перемещение банок внутри барабана приводит к образованию потертостей на их наружной поверхности. Эти недостатки сдерживают применение таких стерилизаторов в консервной промышленности.
Непрерывно действующий стерилизатор с пластинчатым транспортером представляет собой три прямоугольных корпуса, внутри которых помещены специальные транспортеры. Первая камера — стерилизатор, вторая — охладитель под давлением и третья — душевой охладитель при атмосферном давлении. Банки от закаточной машины через роторный клапан передаются на внутренний
137
пластинчатый транспортер и без предварительного подогрева подвергаются воздействию температуры стерилизации. Пройдя через стерилизационную камеру, банки при помощи такого же роторного клапана передаются в камеру охлаждения. Кинематическая схема привода транспортеров позволяет изменять скорость перемещения банок, а тем самым продолжительность стерилизации от 11 до 90 мин. Этим же регулируется производительность непрерывно действующего стерилизатора.
Основным недостатком таких стерилизаторов является ненадежная конструкция роторных клапанов. В них может происходить затор банок, что вызывает аварийную остановку стерилизатора.
Этих недостатков лишены стерилизаторы гидростатического действия. Внедрение таких стерилизаторов в консервную промышленность связано с именем французского инженера П. Карвалло. Их конструкция основана на принципе гидростатического уравновешивания давления.
Возникающее внутри банок давление компенсируется увеличивающимся столбом воды. G учетом атмосферного давления в месте размещения стерилизатора при температуре насыщенного пара в зоне стерилизации 127 °C высота водяного столба, компенсирующая давление, должна быть около 15 м.
По выходе из камеры предварительного нагрева банки поступают в зону стерилизации, заполненную насыщенным паром под давлением, определяемым высотой компенсирующего водяного столба. Уровень воды в нижней части камеры регулируется поплавковым регулятором. Пройдя зону стерилизации, банки поступают в зону охлаждения. По мере снижения температуры снижается внутреннее давление в банке. Разгрузочное устройство в верхней части стерилизатора выталкивает банки из носителей.
Одним из недостатков стерилизаторов гидростатического типа является то, что давление и температура стерилизации взаимосвязаны между собой и не могут регулироваться независимо друг от друга. Кроме этого, недостатком таких стерилизаторов является их большая высота.
Использование гидростатических стерилизаторов требует соблюдения четкого поддержания уровня воды, так как в противном случае происходит колебание давления в стерилизационной камере, а это может привести к деформации металлических банок и срыву крышек со стеклянных.
Возможный срыв крышек можно устранить с помощью специальных носителей либо создать стерилизатор для обработки продукта только в банках определенного размера и по строго разработанному режиму. Ввиду того что конструкции таких стерилизаторов весьма сложны и они являются дорогами, указанные ограничения не позволяют широко применять их в консервной промышленности.
Выходом из этого положения является создание в камере стерилизации давления, превышающего давление насыщенных паров, 138
Рис. 51. Пневмогидростатический стерилизатор «Хунистер» (ВНР):
1 — механизм загрузки банок; 2 — воздушное пространство; 3 — водяная колонна? 4 — банка с продуктом; 5 — носитель банок; 6 — цепной транспортер; 7 — верхняя площадка; 8 — привод; 9 — регулятор давления; 10 — теплоизоляция; 11 — механизм выгрузки банок; 12 — нижняя ветвь цепного транспортера
при данной температуре за счет подачи воздуха в камеру стерилизатора.
В настоящее время на ряде консервных предприятий эксплуатируются пневмогидростатические стерилизаторы «Хунистер» венгерской фирмы «Комплекс». Этот стерилизатор состоит из 14 башен, каждая из которых разделена на две одинаковые камеры. Первые шесть ванн составляют секцию подогрева, следующая секция является зоной стерилизации. Из нее банки поступают в секцию предварительного охлаждения и в последующем в шесть камер охлаждения (рис. 51).
Банки после закаточной машины через загрузочное устройство подаются в носители, прикрепленные к двум тяговым цепям. Носители последовательно проходят через шесть ванн предварительного подогрева. В каждой ванне разность уровня воды по обе стороны перегородки, разделяющей ванну на две камеры, равна 4 м. Это обеспечивается подачей воздуха в одну из камер ванны. Подача пара и воздуха в каждую ванну осуществляется таким образом, чтобы в зоне подогрева давление плавно возрастало на 40 кПа от башни к башне. В седьмой и восьмой башнях поддерживается давление пара 240 кПа, что обеспечивает поддержание температуры 130 °C. В зоне охлаждения давление от башни к башне постепенно снижается на 40 кПа. Проходя через все башни, банки с продукцией равномерно прогреваются, выдерживаются при температуре стерилизации и постепенно охлаждаются с понижением давления.
139
В таких стерилизаторах можно стерилизовать продукцию, фасованную в металлическую и стеклянную тару. Производительность стерилизатора и продолжительность стерилизации регулируются путем изменения скорости движения тягового транспортера. В зависимости от размера тары и вида продукта производительность аппарата составляет от 5 080 до 19 400 банок в час.
Учитывая, что эти стерилизаторы очень дорогие, на консервных предприятиях создаются стерилизационные отделения, обслуживающие несколько технологических цехов. В зависимости от сезонности переработки различного сырья стерилизаторы могут быть предназначены для обработки различных видов консервов. Это позволяет в лучшей степени использовать основные фонды предприятия.
Безусловно, такие стерилизаторы экономически выгодны лишь на заводах с большим объемом производства одного вида продукции.
Горячий розлив. При выработке консервов с высокой кислотностью допускается проведение стерилизации продукта горячим розливом. В этом случае жидкий продукт (например, томатное пюре или паста, яблочный сок, фруктовое пюре и т. п.) подогревается до температуры 95—98 °C и при этой температуре фасуется в предварительно простерилизованные паром банки вместимостью не менее 3 л. Иногда допускается и меньшая вместимость, но при тщательном соблюдении санитарных требований и обеспечении точного поддержания требуемого температурного режима. За счет длительного охлаждения продукта происходит дополнительное термическое воздействие на. термостойкие бактерии. При таких условиях они не смогут развиваться. В случае применения горячего розлива предъявляются повышенные требования к санитарному состоянию предприятия.
Пастеризация
Пастеризация — тепловая обработка консервов при атмосферном давлении. Процесс обработки консервов по установленным режимам осуществляется в аппаратах открытого типа. Конструкция их сравнительно проста, так как отсутствует необходимость в создании специальных шлюзовых затворов и герметизации камеры стерилизации. Обогрев продукта в таких аппаратах проводится водой, паром, горячим воздухом и другими теплоносителями. В большинстве случаев эти аппараты используются для нагрева продукта до 100 °C и называются пастеризаторами.
Пастеризаторы периодического действия. Наиболее простейшей конструкцией пастеризатора являются открытые ванны или автоклавы, заполненные водой и оборудованные барботером для подачи пара.
Процесс пастеризации в таких аппаратах проводится следующим образом. Ванну заполняют водой так, чтобы она покрыла полностью банки после загрузки ими аппарата. Вода подогревается до
140
температуры, не превышающей температуру банок более чем на 40°C (обычно до 80 — 100°C). После загрузки аппарата банками температура воды снижается, поэтому сразу же начинают подавать через барботер пар. Температура воды постепенно повышается до температуры пастеризации, при которой продукция выдерживается в течение времени, соответствующего формуле стерилизации. После окончания прогрева банок проводят их охлаждение добавлением в ванну холодной воды. Процесс охлаждения также осуществляется в строгом соответствии с формулой стерилизации. Охлаждение ведется до температуры воды 40—45 °C. Использование таких аппаратов требует значительных затрат труда. Кроме того, в таких устройствах затруднено поддержание заданной температуры, и поэтому применение их ограничено.
Пастеризаторы непрерывного действия. Более перспективным является использование непрерывно действующих пастеризаторов. Конструкция таких аппаратов обеспечивает равномерное прогревание банок, выдержку их при температуре пастеризации и охлаждение в течение определенного времени.
Аппараты бывают оросительного и погружного типов.
Наиболее часто применяются аппараты оросительного типа, в которых в качестве теплоносителя используется вода, подогретая паром.
В аппарате оросительного типа банки с продуктом перемещаются в коробчатом корпусе пластинчатым транспортером через несколько зон, в каждую из которых подается вода заданной температуры из душирующйх устройств. Загрузка и выгрузка банок механизированы.
Одним из характерных пастеризаторов оросительного типа является пастеризатор-охладитель ЕК-18, выпускаемый в ВНР. Он имеет семь зон: три или четыре зоны предварительного нагрева и . пастеризации и четыре или три зоны охлаждения. Температура орошающей воды по зонам составляет: для I — 80 °C; для II и III— 95; для IV—95 или 70; для V—70 или 40; для VI—35 или 20 и для VII — 20 °C. В зоне пастеризации температура продукта достигает 90-92 °C.
В аппаратах погружного типа транспортер с банками проходит через подогретую до 96—98 °C воду, заполняющую ванну аппарата. Пройдя зону пастеризации, банки охлаждаются, последовательно перемещаясь по конвейеру через ряд ванн со ступенчато понижающейся температурой. Охлаждение банок может осуществляться также водой из душевых устройств.
Пастеризаторы погружного типа обеспечивают более стабильный режим пастеризации, чем пастеризаторы оросительного типа. В последних наблюдается иногда нарушение режима из-за возможности засорения отверстий душевого устройства и образования накипи.
Однако в пастеризаторах оросительного типа в лучшей степени происходит теплопередача, что позволяет сократить продолжительность прогрева и охлаждения.
141
Тепловая обработка при температуре свыше 100 °C и атмосферном давлении. Применение открытых пастеризаторов, в которых используется в качестве теплоносителя вода, ограничено режимами пастеризации консервов, для которых допускается температура пастеризации до 100 °C.
В открытых пастеризаторах можно осуществить стерилизацию и при температурах свыше 100 °C, но при этом необходимо использовать жидкие теплоносители, кипящие при температурах значительно выше 100 °C, или воздух. Однако использование высокотемпературных органических теплоносителей ограничено вследствие того, что они легко гидролизуются под воздействием влаги. Кроме того, стерилизация консервов при атмосферном давлении и температурах свыше 100 °C требует проведения определенных приемов для предупреждения срыва крышек со стеклянных банок или необратимой деформации металлических.
Использование воздуха в качестве теплоносителя также позволяет достичь температур стерилизации выше 100 °C, но одним из препятствий в широком применении таких пастеризаторов является низкий коэффициент теплоотдачи от воздуха к материалу банки. Это может быть скомпенсировано в некоторой степени возможностью нагрева теплоносителя до довольно высоких температур.
Конструкции воздушных стерилизаторов открытого типа различны. В некоторых из них камеры предварительного нагрева выполняют роль эксгаустера, в котором осуществляется подогрев не-закатанных банок воздухом температурой 140 °C. Сразу же после выхода из этой секции банки герметизируются на закаточной машине и поступают в секцию стерилизации, где температура воздуха поддерживается на уровне 105—115 °C. В третьей секции — секции охлаждения банки вначале охлаждаются обычным атмосферным воздухом и затем увлажненным воздухом.
В некоторых конструкциях пастеризаторов охлаждение осуществляется водой.
Преимуществами воздушных пастеризаторов являются возможность точного автоматического регулирования процесса и обеспечение высоких санитарно-гигиенических условий производства.
Асептическое консервирование
Все описанные способы стерилизации требуют довольно продолжительного температурного воздействия на продукт, что приводит к определенным химическим изменениям. Снизить вредное тепловое воздействие можно применением асептического консервирования. Сущность способа заключается в раздельной стерилизации продукта и тары с последующим фасованием стерильного охлажденного продукта в асептических условиях. В отличие от горячего розлива продукт не только мгновенно нагревается, но и мгновенно охлаждается.
Идея асептического консервирования, возникшая около 45 лет назад, лишь 30 лет спустя получила практическое применение. Это 142
стало возможным после создания специальных насосов, теплооо-менников, подбора соответствующих дезинфицирующих средств.
Технологический процесс асептического консервирования. В СССР эксплуатируются отечественные установки А9-КСК и А9-КСИ, установки ТА-2А и ТА-ЗА, выпускаемые в ВНР и модифицированные советскими специалистами, а также линии, выпускаемые в НРБ, реконструированные по советскому проекту (рис. 52, 53).
На этих установках консервируют в крупных резервуарах соки плодово-ягодные осветленные и неосветленные, пюре плодово-ягодное (для абрикосового пюре pH не должно превышать значения 3,8), томатное пюре и томатную пасту с содержанием сухих веществ до 30%. Продукты, поступающие на консервирование, должны иметь микробиальную обсемененность в пределах, указанных в табл.Т.4.
Таблица 14 Нормативы обсемененности продукта перед асептическим консервированием
Количество микроорганизмов в 1 см3 продукта
Показатели обсемененности
виноградный и плодово-ягодные соки без мякоти
плодово-ягодное пюре
паста томатная
Общая бактери- Не более 1-Ю5 —< Не более 1 • 104
альная обсемененность
Плесени и дрож- Не более 5-Ю3 Не более 5* 102 Не более 1-Ю3
жи
Споры мезофиль- « —> Не более 200
ных анаэробов
Споры факульта- Должны отсутст- Должны отсутст- —
тивно-анаэробных вовать вовать
газообразующих бактерий
Технологический процесс асептического консервирования состоит из следующих операций: подготовка оборудования, включающая ревизию установки, ее санитарную обработку, определение герметичности, сборку и разборку бактериологических фильтров, стерилизацию оборудования, продуктопроводов и резервуаров; стерилизация с последующим охлаждением продукта и заполнение им резервуаров; хранение продукта и его выгрузка в асептических условиях.
Обработка оборудования. Перед консервированием проверяют состояние резервуаров, продуктопроводов, паро- и воздухопроводов, арматуры. Внутренние поверхности технологического оборудования и коммуникаций промывают холодной водой в течение 3—5 мин, а затем в течение 10—15 мин —горячей водой при температуре 70—80 °C. Если не удается полностью удалить остатки продукта на внутренней поверхности, оборудование и коммуникации обрабатывают 2%-ным раствором каустической соды при температуре 70 °C. После мойки стерилизатор, охладитель и продуктопро-
143
Рис. 52. Схема линии асептического консервирования томатной пасты А9-КСИ в крупных резервуарах:
1 — винтовой насос; 2 — приемный сборник; 3 — сборник; 4 — пароконтактный теплообменник; 5 — подпорный клапан; 6 — трехходовой клапан; 7 — камера стерилизации; 8 — клапан; 9 — резервуар; 10 — испытательный механизм; 11 — вакуумная станция; 12 — винтовой насос; 13 — вакуум-охладитель
Рис. 53. Линия асептического консервирования А9-КСК плодово-ягодных соков и пюреобразных полуфабрикатов в крупных резервуарах:
1 — емкость предварительного резервирования; 2 — винтовой насос; 3 — подогреватель; 4 — деаэратор; 5 — вакуум-насос; 6, 7 — винтовые насосы; 8 — фильтр;
9 — стерилизатор; 10 — выдерживатели; 11, 12 — охладители; 13 — теплообменник
воды заполняются горячей водой, и при этой температуре осуществляется выдержка в течение 30 мин. Резервуары моют не менее-5 мин горячей (70—80 °C) водой с помощью моечных машинок ММ-4. После мойки резервуары проверяются на герметичность.
Следующим этапом подготовки установки к эксплуатации является сборка, бактериологических фильтров. В собранном виде бактериологический фильтр должен иметь общее сопротивлении материала равным 44,1 ±9,8 Па. Допускаемая скорость фильтрации воздуха через фильтрующую ткань не более 10 см/с.
После мойки резервуаров проводится микробиологическая проверка бактериологической чистоты их внутренней поверхности. Анализируется смыв стерильным влажным тампоном поверхности в 100 см2 вблизи люка. Если в смыве (1 см3) содержится не более 30 клеток бактерий и 10 клеток дрожжей и плесени, приступают к стерилизации резервуара. Стерилизация щелочью проводится 2°/о-ным раствором при температуре 80—85 °C путем заполнения и выдержки в течение 45 мин или с использованием моечных машинок ММ-4 в течение 10 мин.
Для стерилизации препаратом «Дезоксон-1» используют 0,1 %-ный его раствор в воде при температуре 20—25 °C посредством моечных машинок ММ-4 в течение 45 мин. Дезинфицирующие растворы используют многократно, добавляя к .ним соответствующее количество препарата.
После обработки щелочью или «Дезоксоном-1» на резервуар устанавливается бактериологический фильтр и проводится паровая стерилизация при давлении 0,05 МПа соответственно в течение 120 или 90 мин. Начало стерилизации отсчитывают с момента достижения конденсатом температуры 95 °C.
После стерилизующей обработки в последних порциях конденсата не допускается наличие дрожжей и плесеней, факультативноанаэробных и анаэробных бактерий.
По окончании стерилизации резервуары заполняют стерильным воздухом, доводя давление в резервуаре до 0,05 МПа и сохраняя это давление до заполнения резервуара продуктом.
Оборудование стерилизуют следующим образом. После мойки горячей водой его обрабатывают 2%-ным раствором щелочи (45 мин) или 0,1%-ным водным раствором «Дезоксона-1» (30 мин). Щелочь нагревают до температуры 100 °C, при использовании препарата «Дезоксон-1» температура обработки 35 °C. Затем оборудование промывают горячей водой в течение 60 мин в случае использования каустической соды или 30 мин при обработке препаратом «Дезоксон-1».
После окончания промывания в установку подают пар под давлением 0,03—0,05 МПа. Подачу пара прекращают непосредственно перед началом работы на продукте, но не менее чем через 2 ч от начала прошпаривания в случае щелочной обработки и 1 ч в случаи использования препарата «Дезоксон-1».
Стерилизация продукта при асептическом консервировании» Стерилизацию продукта проводят по режимам, приведенным в
Ю Заказ № 639 145
табл. 15, перекачивая его насосом из бака предварительного резервирования.
Таблица 15
Режимы стерилизации продукта при асептическом консервировании
Продукт Марка линии Производительность, т/ч Температура стерилизации, °C Продолжительность выдержки, с
Томатная паста и пюре А9-КСИ 5 127±3 240 Плодовое и ягодное пюре Модифицирован- 2; 4 118±3 90 (для абрикосового пюре pH ные ТА-ЗА и ТА-2А .не выше 3,8) А9-КСК 2 118±3 90 Плодово-ягодные соки (яб- Модифицирован- 2; 4 112±3 90 лочный, виноградный) ные ТА-ЗА и ТА-2А Модифицирован- 3; 5; 7; 112±3 90 ная болгарская ус- 10 тановка
После стерилизации продукт поступает в охладитель, где он охлаждается до температуры 30—40 °C. Охлажденный продукт по стерильному трубопроводу в асептических условиях герметизированными насосами подается в резервуары. При достижении продуктом заданного уровня перекачка прекращается.
Продукт хранится при температуре не ниже 0 °C.
Разгрузка резервуаров осуществляется по мере необходимости без нарушения стерильности остающегося продукта^
Ориентировочные данные об отходах и потерях на операциях асептического консервирования приведены в табл. 16.
Таблица 16 Отходы и потери полуфабрикатов при асептическом консервировании
Продукт Потери и отходы, %
при стерилизации и загрузке в резервуары при хранении и выгрузке из резервуаров
Яблочный сок после сепарирования, осветления и фильтра- 0,5 3,0
ции после грубой фильтрации 0,5 5,5
Виноградный сок 0,5 3,5
Плодово-ягодное пюре 1,0 0,5
Томатопродукты 1,0 0,5
Преимущества асептического консервирования. Асептический способ имеет преимущества перед обычной технологией стерилизации. Тепловая обработка продукта в стерилизаторах может проводиться в тонком слое в течение очень короткого времени. Это
146
позволяет сохранить органолептические и физико-химические показатели перерабатываемого продукта. Кроме того, применение этого способа позволяет сгладить пик сезона переработки овощейг более равномерно использовать рабочую силу.
На консервных предприятиях, находящихся в южных районах страны, производятся переработка плодов и овощей, их асептическое консервирование и хранение. По мере необходимости осуществляется перефасование продукта в транспортную тару. Пе-рефасование проводится в стерильных условиях. Подготовка транспортных средств (контейнеров, резервуаров, цистерн и т. д.) выполняется так же, как и стационарных резервуаров и коммуникаций.
Транспортировка продукта может быть проведена на расстояние до нескольких тысяч километров любым транспортом — железнодорожным, автомобильным или водным. В пункте назначения производится перефасование продукта из транспортных средств в стационарные резервуары. Из последних продукт пере-фасовывается в асептических условиях в мелкую потребительскую тару. Таким образом, он подвергается только одной тепловой обработке, что сохраняет его пищевую ценность. Такой способ позволяет получить экономию за счет сокращения затрат на транспортировку потребительской тары (банок, бутылок, бочек) в северные и восточные районы нашей страны. Также отпадает необходимость возврата пустой тары из этих районов в места переработки плодов и овощей.
Глава 11
ДЕФЕКТЫ КОНСЕРВОВ ,
Нарушение технологических режимов производства консервов приводит к выпуску готовой продукции с теми или иными дефектами. Дефектом консервов считают каждое отдельное несоответствие нормируемых показателей требованиям нормативнотехнической документации.
Готовая продукция, имеющая один или несколько дефектов, относится к браку. В зависимости от природы дефектов различают три вида брака: микробиологический, физический и химический.
Многие дефекты устанавливаются визуальным осмотром. К ним относятся дефекты внешнего вида тары и консервированного продукта. Такие дефекты называются явными. К числу явных дефектов относятся и дефекты, выявленные при анализе консервов. Дефекты, определение которых не предусмотрено нормативной документацией, называются скрытыми дефектами. Скрытый дефект часто является следствием явного дефекта.
К дефектам внешнего вида тары с фасованной в нее продукцией относят видимые невооруженным глазом признаки негерметичности (пробоины, сквозные трещины, подтеки и следы про-
10*
147
дукции, вытекающей из банки); бомбаж, хлопуши и банки с вибрирующими концами; неправильно оформленный шов металлических банок; ржавчину, после удаления которой остаются раковины; деформацию корпуса, донышек, фальцев или продольного шва жестяных крышек в виде острых граней, называемых «птичками»; перекос крышек на стеклянных банках, подрез гофры крышек по закатанному полю, выступающее резиновое кольцо (петля); трещины или скол стекла; деформацию (вдавливание) крышек стеклянных банок, вызвавшую нарушение закаточного шва.
К консервам с вибрирующими концами относят продукты, укупоренные в нормальную по внешнему виду металлическую тару, один из концов которой выгибается при нажиме на противоположный конец, но после исключения нажима возвращается в нормальное положение. К этому дефекту относят также консервы в том случае, если тара, в которую фасованы консервы, слегка вздута, но при нажиме пальцами руки вздутие исчезает и не возникает вновь после прекращения нажима. К вибрирующим относят консервы в том случае, если тара слегка вздувается при термостатировании (или замораживании), но это вздутие исчезает после охлаждения (нагревания) консервов до комнатной температуры.
К хлопушам относят консервы в таре с постоянно вздувшимся концом (крышкой), приобретающим нормальное положение под нажимом пальцев руки, при этом у металлической тары вздувается противоположный конец. После снятия давления конец (крышка) возвращается в прежнее вздутое положение, или, наоборот, при вздутии хлопуши издают характерный щелкающий звук, за что этот дефект и получил свое название.
К бомбажным относят консервы в металлических, стеклянных, пластмассовых банках, бутылках, тубах или в другой таре, если тара постоянно вздута и не меняет своего положения при нажиме на нее пальцами руки.
Микробиологический брак
К микробиологическому браку относят консервированный продукт, испорченный вследствие жизнедеятельности микроорганизмов или содержащий микроорганизмы, способные вызвать порчу консервов при хранении. К дефектным консервам относятся также такие, которые содержат микробиальные токсины, опасные для здоровья потребителя, и микроорганизмы, свидетельствующие об отступлении от технологических и санитарных норм при выработке консервов.
Дефекты консервированного продукта устанавливаются после вскрытия банок, при этом отмечают запах, внешний вид и определяют величину4 pH продукта. Микробиальная почва консервированного продукта часто, но не всегда сопровождается кислым, сырным, гнилостным, затхлым, аммиачным, дрожжевым запахом 148
или запахом масляной или уксусной кислоты (последнее для консервов, в рецептуре которых нет уксусной кислоты).
Микробиологическая пррча' консервированного продукта может проявляться в виде брожения, прокисания, прогоркания, плесневения, помутнения и увеличения вязкости заливки, ослизнения продукта, выпадения осадка, образования кольца в месте соприкосновения продукта с тарой, мацерации тканей, коагуляции содержимого и других изменений продукта. Одним из критериев микробиологической порчи консервов является значение активной кислотности консервированного продукта. Консервы, изготовленные из одной партии сырья, имеют отклонения pH в пределах ±0,2. Более существенное отклонение значения pH свидетельствует о развитии микроорганизмов до или после стерилизации. В некоторых случаях при развитии в консервах остаточной микрофлоры внешние признаки порчи консервированного продукта отсутствуют. Подобное явление, например, наблюдается в консервах с pH 4,2—4,5, инфицированными гнилостными или протеолитическими анаэробами, в том числе возбудителями ботулизма.
Микробиологическая порча продукта может быть следствием не только микробиологического брака, но и механических дефектов тары и укупорки. Микробиологический брак не всегда можно отличить от химического и физического. Поэтому при микробиологическом анализе консервов обращают внимание на комплекс признаков, характеризующих испорченные консервы.
- Наличие в мазке из продукта и посевах спорообразующих бактерий одного вида свидетельствует о микробиологическом браке.
В настоящее время промышленность использует научно обоснованные режимы стерилизации и пастеризации консервов и, как правило, фактическая летальность соответствует требуемой. Микробиологический брак возникает тогда, когда фактическая летальность режима меньше или равна требуемой. Это может быть следствием повышенной микробиальной обсемененности консервируемого продукта термоустойчивыми микроорганизмами или прямого нарушения температурных и временных параметров фасования и стерилизации или пастеризации консервов. Особое значение имеет соблюдение требуемой температуры фасования консервов. Большое влияние на фактическую летальность процесса стерилизации густых, вязких консервов оказывает продолжительность охлаждения. Микробиологический брак может быть вызван недостаточной термической обработкой консервов по ряду технических причин: неправильная укладка банок в автоклаве, использование неисправных термографов, термометров или манометров, перебои в подаче пара или воды.
Нарушение требований по рецептуре закладки, особенно уменьшение количества кислоты, добавляемой во многие виды консервов для получения определенного значения pH продукта, может также привести к появлению микробиологического брака.
К повышенному микробиологическому браку приводят переработка подгнившего нестандартного сырья, использование обиль
149
но загрязненных микробами пряностей, сахара-песка, соли и неудовлетворительная санитарная подготовка тары и оборудования.
Во избежание микробиологического брака аппаратура, технологическое оборудование и инвентарь при выработке консервов должны поддерживаться в хорошем состоянии и постоянно контролироваться.
Особое значение имеет качество используемой воды, добавляемой в консервы и применяемой для мойки сырья, оборудования и охлаждения консервов после стерилизации или пастеризации.
Физический брак
В практике консервной промышленности физический брак подразделяют на механический, связанный с негерметичностью тары или упаковки, и собственно физический, вызванный расширением консервированного продукта (при замораживании) или переполнением тары.
Механический брак возникает при неправильном изготовлении или закатывании тары, при использовании плохого качества резиновых прокладок, щербленности или трещинах на горле стеклянных банок.
К механическому браку приводят также несоблюдение технологических операций при стерилизации или пастеризации консервов, неосторожное обращение с банками во время хранения или реализации продукции. Основной причиной механического брака консервов является негерметичность тары. Она может быть временной и постоянной. Временную негерметичность металлических банок может вызвать избыточное напряжение на швы в процессе стерилизации или охлаждения консервов в автоклавах.
В практике промышленного консервирования встречаются такие случаи, когда банка негерметична, а продукт не испортился. Такие консервы реализуют с разрешения органов здравоохранения в предельно короткий срок в контролируемых условиях в порядке, предусмотренном для реализации аналогичных кулинарно готовых изделий.
К физическому браку относят дефектные по внешнему виду консервы: банки с вибрирующими концами, хлопуши и бомбаж-ные банки, дефект которых возник вследствие замораживания консервов, переполнения банок продуктом или в результате растяжения концов банок, изготовленных из тонкого металла, во время стерилизации при большей разнице давлений внутри банки и в автоклаве, чем это предусмотрено режимом.
Физический брак, вызванный несоблюдением давления при стерилизации или переполнением банок продукцией, может привести к вторичному обсеменению консервов микроорганизмами, представляющими опасность для здоровья потребителя или вызывающими порчу, продукта.
150
Химический брак
К химическому виду брака относят банки с консервированным продуктом, имеющие внешнюю или внутреннюю коррозию, содержащие соли тяжелых металлов или вещества в количествах, опасных для здоровья человека. Коррозия внешней поверхности банки в виде ржавчины возникает при конденсации на ней влаги во время хранения консервов во влажном помещении, во влажных ящиках, под открытым небом, а также при переносе консервов из холодного помещения в теплый склад. Ржавчина образуется на банках, изготовленных из жести с плохим оловянным покрытием или плохо отлакированной, а также при загрязнении их поверхности жирами, окисляющимися в процессе хранения консервов, или кислым или солевым раствором из разбитых (лопнувших) банок. Химическая коррозия может возникнуть под действием паров уксусной кислоты. Ржавчина вначале появляется в виде легкого налета, потом раковины и, наконец, может привести к прободению банок или крышек.
Банки с вибрирующими концами, хлопуши, бомбаж могут появляться из-за накопления в банках большого количества водорода, образовавшегося при коррозии, при взаимодействии металла тары и консервированного продукта. Такой бомбаж называют водородным. В корродирующей банке водород составляет более 50% газовой смеси. Однако определенные трудности встречаются при идентификации химического бомбажа от микробиологического. Так, определенные виды бактерий способны продуцировать водород в процессе своей жизнедеятельности, поэтому одного анализа газовой смеси в банке для заключения о химической природе дефекта консервов недостаточно. Этот анализ должен сопровождаться химическим и микробиологическим анализами консервированного продукта и исследованием состояния тары. При химической природе бомбажа в продукте, фасованном в банки из белой жести, будет обнаружено повышенное содержание олова и железа, из хромированной жести — хрома и железа, из сплавов алюминия — повышенное содержание солей алюминия. На внутренней поверхности таких банок видны следы коррозии, особенно по швам банок. Химическую природу бомбажа подтверждают исследованиями лаковой пленки, микроскопированием продукта (при отсутствии большого количества микроорганизмов в мазках) и посевов консервированного продукта на промышленную стерильность.
Часть II
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ОТДЕЛЬНЫХ ВИДОВ КОНСЕРВОВ
В первой части учебника рассмотрены общие технологические процессы производства консервов. Их применение с использованием различных видов сырья и материалов позволяет получить разнообразный ассортимент готовой продукции.
В связи с переходом на автоматизированную систему управления и учета классификация консервов осуществляется в соответствии с Общесоюзным классификатором промышленной и сельскохозяйственной продукции (ОКП).
Полная длина кодового обозначения объекта классификации состоит из десяти цифровых десятичных знаков.
Признаки классификации расположены в последовательности: 1-й и 2-й разряды — два знака — признак отраслевой принадлежности; ’
3-й разряд — один знак — признак подотраслевой принадлежности;
4-й разряд — один знак — признак технологии производства;
5-й разряд — один знак — признак потребительского назначения, степень готовности к употреблению и др.;
6-й разряд — один знак — признак вида продукции, особенностей рецептуры, вида сырья и т. д.
7-й разряд — один знак — признак сорта продукции;
8-й, 9-й и 10-й разряды — три знака — порядковое перечисление ассортимента продукции с указанием тары, в которую она фасуется.
В Общесоюзном классификаторе первые ступени составляют высшие классификационные группировки с единым по длине кодовым обозначением в шесть разрядов.
Конкретная продукция представлена в рамках отраслевых разделов в полной номенклатуре с единым по длине кодовым обозначением в десять разрядов.
Вся продукция в ОКП разделена на 98 классов. Продукция пищевой промышленности относится к классу 91. Продукция консервной и овощесушильной промышленности — к подклассу 91 6.
Подкласс 91 6 содержит девять групп по признаку технологии производства:
91 6100 — консервы овощные (без соков и томатных консервов) ;
91 6200 — консервы томатные, соки овощные, напитки, сиропы, соусы и приправы овощные;
152
1 91 6300 — консервы плодовые и ягодные (фруктовые);
91 6400 — овощи, грибы, картофель и фрукты сушеные;
91 6500 — продукция быстрозамороженная (кроме картофеля);
91 6600 — продукты из картофеля;
91 6700 — овощи, грибы и фрукты соленые, квашеные, моченые и маринованные;
91 6800 — полуфабрикаты плодовые и ягодные;
91 6900 — пектины, экстракты пряностей, эфирные масла, семена для промышленной переработки, красители, косточки плодовые, выжимка, пищевкусовые приправы.
' Группы разбиваются на подгруппы (5-й разряд), подгруппы — на виды (6-й разряд).
Для каждого сорта продукции принято цифровое обозначение 7-го разряда кода, например: 2 — марочный, 3 — экстра, 4 — высший, 5 — I, 6 — II, ..., 9 — без сорта.
Обозначение по ОКП консервов «Перец, фаршированный овощами, в томатном соусе» высшего сорта, массой нетто 320—340 г будет 91 61111 4001.
Глава 12
ОВОЩНЫЕ ЗАКУСОЧНЫЕ КОНСЕРВЫ
Овощные закусочные консервы — готовые блюда из овощей, тем или иным образом кулинарно подготовленных. Потребляют их в холодном или подогретом виде.
По технологии производства и характеру готовой продукции овощные закусочные консервы можно разделить на группы:
овощная икра, которая представляет собой измельченную смесь обжаренных овощей: (баклажанов, кабачков) с обжаренными корнеплодами и луком с добавлением томатопродуктов (пасты, пюре) соли, сахара;
овощи резаные в томатном соусе вырабатываются следующих наименований:
«Баклажаны, нарезанные кружками, с овощным фаршем в томатном соусе»;
«Кабачки, нарезанные кружками, с овощным фаршем в томатном соусе»;
«Баклажаны, нарезанные кружками, в томатном соусе»;
«Кабачки, нарезанные кружками, в томатном соусе»;
«Баклажаны по-болгарски»;
«Баклажаны, нарезанные кружками, с луком в томатном соусе»;
«Баклажаны, нарезанные кружками, со сладким перцем в томатном соусе»;
«Закуска овощная» (баклажаны, нарезанные кружками или кусочками, перец сладкий кусочками и лук, обжаренные в томатном соусе);
«Гогошары в томатном соусе»; 1
153
«Токана овощная»;
«Перец резаный с овощным фаршем в томатном соусе»;
«Кабачки, нарезанные кружками, с овощами и рисом в томатном соусе»;
«Рагу из овощей»;
овощи фаршированные в томатном соусе вырабатываются следующих наименований:
«Перец, фаршированный овощами, в томатном соусе»;
«Перец, фаршированный овощами и рисом, в томатном соусе»;
«Томаты, фаршированные овощами, в томатном соусе»;
«Томаты, фаршированные рисом и луком, в томатном соусе»;
«Голубцы, фаршированные овощами, в томатном соусе»;
«Голубцы, фаршированные овощами и рисом, в томатном соусе»;
«Баклажаны, фаршированные овощами, в томатном соусе»;
«Баклажаны, фаршированные овощами и рисом, в томатном соусе».
Общие процессы подготовки сырья при производстве овощных закусочных консервов
Получение высококачественной продукции требует соответствующего качества сырья и материалов, а также рациональных методов их обработки.
Для обеспечения высокого качества готовой продукции все сырье, поступающее на переработку, должно подвергаться сортировке по качеству (инспекции) или по размеру (калибровке).
В ряде случаев эту операцию осуществляют до мойки сырья, так как при сортировке и инспекции мокрых овощей происходит увлажнение рабочих органов инспекционно-калибровочного оборудования.
Однако зачастую сырье поступает на переработку настолько загрязненным, что затрудняется процесс сортировки и происходит интенсивное обсеменение микроорганизмами сравнительно чистых овощей. Поэтому в таких случаях сортировка осуществляется после мойки.
Сортировка по размерам дает возможность разделить сырье для производства консервов «Овощи фаршированные в томатном соусе», «Овощи нарезанные в томатном соусе» и «Икра овощная».
При инспекции репчатого лука отбраковываются луковицы с признаками гнили, пораженные болезнями и сельскохозяйственными вредителями.
Свеклу, морковь, белые коренья калибруют на несколько групп (обычно 3—4) с целью обеспечения эффективной работы машин для обрезки и очистки.
Зелень инспектируют, тщательно удаляя грубые стебли, увядшие, пожелтевшие, примесь сорных трав.
154
Как уже указывалось, овощи, поступающие на переработку, обычно в той или иной степени загрязнены. Помимо минеральных загрязнений на поверхности овощей изобилуют различные микроорганизмы. Главным источником бактериальной инфекции большинства видов овощей является почва. В 1 г почвы содержится 108 бактериальных клеток, из них 106 часто бывает в споровой форме. На поверхность овощей из почвы чаще всего попадают аэробные и факультативно-анаэробные микроорганизмы из группы мезофильных бацилл, а также могут попадать и облигатно-анаэробные бактерии из рода Clostridium. Наибольшую опасность для консервного производства представляют мезофильные клостридии Cl. perfringens и Cl. botulinum, вызывающие пищевые отравления. Первые из них очень широко распространены в природе.
В сырье, используемом для производства овощных консервов, Cl. perfringens были обнаружены в 33,6% образцов, в пряной зелени — 61,1%.
Для профилактики инфицирования консервов Cl. perfringens на основании работ ВНИИКОПа рекомендуется в начале сезона работы отрегулировать режим мойки таким образом, чтобы общая микробиальная обсемененность овощей после мойки составляла 5—7 тыс., а зелени —не более 10—15 тыс. на 1 г или 1 см3 продукта. Cl. perfringens не должны обнаруживаться в овощном сырье после мойки при отборе пробы массой 30—40 г в 100 см3 воды и высева в питательную среду 1 см3 смыва. Установленный режим мойки овощей следует поддерживать на протяжении всего сезона работы.
Эффективность мойки устанавливают по снижению бактериальной обсемененности плодов путем сопоставления количества микроорганизмов, выросших при посевах из смыва одной и той же партии сырья, отобранного до и после мойки. Мойка считается удовлетворительной, если снижение числа микроорганизмов составляет 102 раз. Во время мойки удаляются не только минеральные и микробиальные загрязнения, но и в значительной степени удаляются химические препараты, которые применяются в сельском хозяйстве при борьбе с сельскохозяйственными вредителями и болезнями.
Для мойки овощей с твердой структурой используются барабанные моечные машины, для мойки баклажанов, огурцов, кабачков — щеточные моечные машины, для томатов — вентиляторные унифицированные машины.
Моечно-встряхивающие машины применяются для ополаскивания овощей после первичной мойки, для охлаждения после бланширования, для мойки с одновременным удалением кожицы после паровой или щелочной очистки.
Несмотря на большое разнообразие ассортимента овощных закусочных консервов, их производство складывается из ряда одинаковых для всех консервов операций: сортировки, калибровки, очистки, мойки, бланширования, обжарки, фасования продукта, укупоривания и стерилизации.
155
Технологический процесс
производства консервов «Икра овощная»
Подготовка сырья. Сортировка овощей осуществляется вручную на транспортерах типов ТСИ, КИТ, КТО, КТВ. Томаты сортируются по консистенции, цвету, баклажаны — по размеру и степени зрелости (отбираются перезревшие и чрезмерно крупные). Отбирают овощи, пораженные болезнями и сельскохозяйственными вредителями, удаляют минеральные примеси.
При значительном загрязнении корнеплодов их выдерживают несколько минут в воде, затем моют в двух (при сильном загрязнении — в трех) последовательно установленных моечных машинах; перец, баклажаны, томаты — в двух моечных машинах, затем осуществляют ополаскивание под душем при давлении воды 196—294 кПа и расходе ее 2 дм3/кг. При использовании замороженного перца-полуфабриката его дефростируют в теплой (25— 30 °C) воде. Зелень моют небольшими партиями по 3—4 кг в ваннах с сетками в течение 5—6 мин при высоте слоя 15—20 см или на специальных машинах различных конструкций (типа стиральных машин) с последующим ополаскиванием под душем при давлении воды 196—294 кПа.
После мойки у кабачков и патиссонов обрезают плодоножку и остатки завязи, а у баклажанов — плодоножку с чашелистиками. Допускается удаление плодоножки у кабачков после обжарки путем протирания на протирочных машинах.
У перца сладкого удаляют плодоножку вместе с семенником.
Очистку корнеплодов (моркови, белых кореньев) от кожицы производят механическим, химическим и паротермическим способами. Очистка должна обеспечить полное удаление кожицы и видимых загрязнений. Химическую очистку от кожицы производят в кипящем 3%-ном растворе щелочи в течение 3 мин, после чего корнеплоды подвергают тщательной мойке в проточной воде до полного удаления кожицы и щелочи. Концентрацию щелочного раствора проверяют титрованием. По мере загрязнения раствора и понижения концентрации щелочи его заменяют новым.
Паротермическую очистку производят в аппарате при давлении пара 350—400 кПа в течение 30 с. Из паротермического аппарата корнеплоды поступают в лопастную или барабанную моечную машину. После очистки их подвергают инспекции и до-чистке с целью полного удаления остатков кожицы, загрязнений и пораженных участков. Очищенные корнеплоды ополаскивают под душем.
Калиброванную свеклу подвергают бланшированию острым паром под давлением при температуре 120 °C в течение 15— 20 мин до размягчения мякоти.
Продолжительность тепловой обработки и температуру устанавливают на основании бланширования опытных партий, исходя из особенностей термического аппарата, давления пара, сорта и размера свеклы.
156
Для инактивации ферментов и предупреждения потемнения при резке температура внутри свеклы после бланширования должна быть не ниже 70 °C.
Бланшированную свеклу очищают от кожицы, промывают проточной водой, дочищают и ополаскивают под душем.
У луковиц удаляют шейку, корневую мочку и покровные листья. После очистки лук моют, инспектируют и дочищают. Очищенный лук ополаскивают под душем.
Подготовленные овощи подвергают резке. Кабачки режут на кружки толщиной 15—20 мм; патиссоны — на части такой жа толщины по радиусу или диаметру; баклажаны — на кружки толщиной 40—50 мм или на 2—4 части по длине; свеклу —на лапшу с размером граней 5—7 мм; морковь — на лапшу таких же размеров или на кусочки толщиной 15—20 мм; лук — на кружки толщиной 3—5 мм или на части толщиной 15—20 мм; зелень измельчают на волчке с диаметром отверстий решеток 3—4 мм (хранение нарезанной зелени более 30 мин не допускается).
Чтобы обеспечить резку хорошего качества и минимальное количество мелочи, необходимо своевременно и регулярно проводить точку ножей корнерезок (не реже 1 раза в смену), а также следить за равномерной загрузкой машины и наполнением бункера.
Нарезанные морковь и белые коренья для удаления мелочи пропускают через моечно-встряхивающую машину с диаметром Отверстий сита 3—4 мм с одновременным промыванием под душем. Отсеянные на сите мелкие кусочки корнеплодов обжаривают на специальных сетках с отверстиями диаметром не более 1,5 мм.
Обжарка овощей. Для повышения калорийности, придания специфического вкуса и аромата овощи и корнеплоды обжаривают в растительном масле.
Обжарку производят в паромасляных печах при температуре масла 130—140 °C.
Основное сырье и корнеплоды (морковь, белые коренья и лук) можно обжаривать как раздельно в выделенных для этого паромасляных печах, так и совместно в одной обжарочной печи с предварительным дозированием и смешиванием. При этом должно соблюдаться соотношение, указанное в табл. 17.
Обжарку сырья в масле при температуре ниже 130 °C не рекомендуется, так как при этом удлиняется продолжительность про-
Таблица 17
Соотношение компонентов в овощной икре (в кг)
Сырье Икра кабачковая Икра баклажанная Сырье Икра кабачковая Икра баклажанная
Кабачки или 35 — Морковь 2,1 2,1
патиссоны Белые коренья 0,5 0,5
Баклажаны — 23,2 Лук 1,5 1,5
157
цесса обжарки, снижается производительность печи, что приводит к уменьшению коэффициента сменяемости масла и ухудшает показатели, характеризующие качество масла и готовой продукции. Повышение температуры масла свыше 140 °C сопровождается обугливанием поверхностных слоев обжариваемого сырья, что также способствует ухудшению качественных показателей.
Для обеспечения нормальной работы паромасляной печи давление греющего пара должно быть не ниже 1—1,2 МПа.
Правильность проведения процесса обжарки определяют по органолептическим признакам и по установленному в технологических инструкциях для каждого вида овощей видимому проценту ужарки и впитываемости масла.
Излишняя ужарка овощей и корнеплодов, при которой овощи приобретают темно-коричневую окраску и горький вкус, не допускается. Основными показателями процесса обжарки являются видимый и истинный проценты ужарки (см. гл. 6).
В зависимости от вида и назначения сырья видимый процент ужарки колеблется от 30 до 50, а истинный — от 41 до 64. Впитывание масла для большинства видов сырья составляет 7—13% (у лука достигает 27 %).
Измельчение обжаренных овощей. После обжарки овощи немедленно измельчают на волчке или протирочных машинах.
При измельчении на волчке устанавливают две решетки: первую с отверстиями диаметром 10 мм, вторую с отверстиями диаметром 3,5 мм.
При обжарке кабачков с плодоножками овощи измельчают только на протирочных машинах с ситами, имеющими отверстия диаметром 1,2 мм.
Измельченную массу из обжаренных овощей смешивают в соответствии с рецептурой с предварительно подготовленной смесью из томатопродуктов, соли, сахара, пряностей и зелени.
Смешивание компонентов производят в смесителе с подогревом до полного растворения соли и сахара и получения однородной массы.
При применении эфирных масел взамен свежей зелени подготовленную их смесь в растительном масле добавляют в икру вместе с солью и тщательно перемешивают.
Изготовление икры из кабачков комбинированным способом
Допускается изготовление икры из кабачков при 25 %-ной видимой ужарке и впитываемости жира 1,5% с последующим увариванием в вакуум-аппаратах.
Для этого обжаренные кабачки (до 9% сухих веществ) измельчают и уваривают (до 12,5% сухих веществ) при остаточном давлении 12—19 кПа. Перед подачей измельченной кабачковой массы в вакуум-аппарат загружают растительное масло темпера
158
турой 135 °C в количестве 6,8%. После уваривания кабачковой* массы в вакуум-аппарат подают измельченные и обжаренные белые коренья, морковь, лук, сахар и соль, тщательно перемешивают и подогревают до температуры 95 %, затем добавляют зелень и пряности.
Допускается изготовление икры из бланшированных кабачков. Для этого кабачки моют, чистят, инспектируют и подвергают дроблению на кусочки размером 8—12 мм на машине А9-КРБ или А9-КИП. Дробленые кабачки шпарят острым паром при 105— 110 °C в течение 3—5 мин, затем измельчают на волчке или протирочной машине с диаметром отверстий сита 3—3,5 мм.
Измельченную массу уваривают в вакуум-аппаратах различных систем до массовой доли сухих веществ 9,5±0,5%.
В уваренную массу добавляют в соответствии с рецептурой' предварительно подготовленные обжаренные морковь и лук, измельченную зелень, томатную пасту, пассерованную муку, соль и растительное масло. Смесь тщательно перемешивают до полного растворения соли и получения однородной массы. Затем смесь подогревают до температуры 83 ±2 °C и передают на фасование.
Фасование, укупоривание, стерилизация. Фасование икры овощной проводят в стеклянные и жестяные банки. Стеклянные банки укупоривают лакированными крышками. Температура икры при фасовании должна быть не ниже 70 °C. Хранение икры до и после фасования более 30 мин не допускается. Герметически укупоренные банки направляют на стерилизацию. Температура стерилизации продукции составляет 120—130 °C.
Требования к качеству готовой продукции. Стандартом предусматривается содержание сухих веществ в икре из кабачков не менее 21%, из баклажанов — не менее 24, из свеклы — не менее 27, в «икре баклажанной подольской» — не менее 20%.
Содержание жира в икре всех видов не менее 9%, соли — 1,2-1,6%.
Титруемая кислотность в расчете на яблочную кислоту в икре из кабачков, баклажанов и свеклы не более 0,5%; на уксусную кислоту в «Икре баклажанной подольской» не более 0,4%.
Технологический процесс производства консервов «Овощи резаные в томатном соусе»
Подготовка и обжарка овощей. Сортировка, калибровка, мойка, очистка, резка и обжарка овощей и корнеплодов осуществляются аналогичным способом, как и при изготовлении консервов «Икра овощная».
Обжаренные овощи и корнеплоды после стекания избытка масла выгружают в чистые противни, изготовленные из белой жести или алюминия, с двойным дном (верхнее сетчатое) для стекания масла.
159
Для охлаждения овощей противни устанавливают на стеллажах в один ряд в цехе или охладительных камерах с обязательной фильтрацией подаваемого воздуха либо применяют вакуум-юхладитель. Охлаждают обжаренные овощи при ручной укладке их в банки до температуры 30—40 °C. Обжаренные овощи и корнеплоды с момента обжарки и до укладки разрешается хранить не -более 1,5 ч.
Масло из противней после отстаивания и процеживания используется для долива.
Особенности приготовления отдельных видов консервов. При производстве баклажанов или кабачков, нарезанных кружками, в томатном соусе обжаренные баклажаны или кабачки после стекания избытка масла и охлаждения подают на укладку. До укладки овощей в банки наливают первую порцию томатного соуса и необходимое количество прокаленного растительного масла, затем плотно в горизонтальном положении укладывают кружки обжаренных кабачков или баклажанов. Наполненные банки заливают второй порцией соуса.
Для приготовления фарша при производстве консервов «Кабачки (или баклажаны), нарезанные кружками, с фаршем в томатном соусе» обжаренные корнеплоды и лук, а также мелкоиз-мельченную зелень и предварительно просеянную соль смешивают согласно рецептуре. При изготовлении консервов с рисом в фаршесмеситель добавляют бланшированный рис. До укладки обжаренных овощей в банки наливают часть томатного соуса и небольшое количество прокаленного масла. Затем до половины высоты банки укладывают обжаренные кружки кабачков или баклажанов, добавляют фарш, потом снова кружки овощей и затем заливают второй порцией соуса.
Фарш для «Баклажанов по-болгарски» приготавливают следующим образом. К уваренной до 8%-ного содержания сухих веществ томатной пульпе добавляют обжаренный лук, прокаленное масло, соль, чеснок, пряности, зелень. Фарш тщательно перемешивают, подогревают до 75—80 °C и в горячем виде подают на фасование. В банки укладывают сначала небольшой слой фарша, затем обжаренные кружки баклажанов, потом снова фарш и баклажаны поочередно, Последний, верхний слой должен состоять из фарша. Фарш при фасовании необходимо перемешивать, не давая возможности отстаиваться маслу.
При производстве «Баклажанов, нарезанных кружками, с лу7 ком в томатном соусе» укладывают в банки половину рецептурного количества пассерованного лука, обжаренные баклажаны и остальную часть лука, заливают томатным соусом.
При фасовании «Баклажанов, нарезанных кружками, со сладким перцем в томатном соусе» в банки укладывают поочередно юлой обжаренных кружков баклажанов, слой салатного перца.
Для «Закуски овощной» слегка обжаренные баклажаны, го-гошары, перец и лук в количестве, предусмотренном рецептурой, помещают в смеситель, тщательно перемешивают, подогревают до
160
температуры 75—80 °C и подают на фасование. Фасованные овощи заливают томатным соусом.
При производстве «Гогошар в томатном соусе» в двутельный котел помещают порцию очищенного и нарезанного перца сладкого (гогошары), слегка пассеруют в предварительно прокаленном растительном масле в течение 10 мин при непрерывном перемешивании, затем добавляют обжаренный лук, 30%-ную томатную пасту и соль. Смесь хорошо перемешивают и пассеруют еще 5—10 мин при перемешивании. Затем массу выгружают и подают на фасование. Температура готовой смеси должна быть не менее 80 °C. Пассерование можно производить в паромасляных печах, а смешивание всех составных частей — в фаршесмесителях или котле с мешалкой.
Для «Токаны овощной» обжаренные морковь, лук и рис смешивают со свежими резаными перцем сладким и томатами красными, подогревают до температуры 75—80 °C и подают на фасование. Фасованные овощи заливают томатным соусом.
При изготовлении консервов «Перец резаный с фаршем в томатном соусе» подготовленный нарезанный перец, обжаренные морковь и лук, белые коренья загружают в фаршесмеситель, добавляют соль, измельченную зелень и размешивают при непрерывном подогреве до равномерного распределения компонентов по всей массе смеси. Готовая смесь поступает на фасование, при этом ее температура должна быть не менее 70 °C.
Для «Рагу из овощей» в смеситель загружают нарезанные баклажаны или кабачки, обжаренные морковь и лук, пассерованную муку, соль, 12 %-ное томатное пюре, чеснок, зелень и все смешивают без подогрева.
Томаты добавляют в конце смешивания во избежание их деформации. Общая продолжительность смешивания при загрузке в смеситель не более 100 кг массы не должна превышать 3 мин. Смешанную массу немедленно направляют на фасование.
Приготовление томатного соуса для заливки. Для этих консервов томатный соус готовится следующим образом.
В варочный котел из нержавеющей стали загружают томатную массу с содержанием сухих веществ 8% либо 12 %-ное томатное пюре, либо томатную пасту в соответствии с рецептурой для данного вида консервов. К кипящей томатной массе добавляют предварительно просеянные и смешанные вместе сахар, муку, соль и кипятят 5—10 мин при перемешивании. Для консервов «Кабачки и баклажаны, нарезанные кружками, в томатном соусе», «Баклажаны, нарезанные кружками, с салатным перцем в томатном соусе» в соус добавляют измельченные на волчке обжаренный лук и зелень. Для консервов «Токана овощная» к томатной пульпе добавляют предварительно мелко нарезанную свежую морковь, перец сладкий, петрушку (корень), измельченную зелень и смесь уваривают до содержания сухих веществ 8%. В уваренную массу добавляют обжаренный лук, соль, сахар, молотый горький черный перец. Для консервов «Закуска овощная» к 8 %-ной томатной
П Заказ № 639 1 61
пульпе добавляют растительное масло, сахар, соль и лавровый лист. Для консервов «Баклажаны, нарезанные кружками, с луком в томатном соусе» последним в соус добавляют чеснок. Пряности добавляют в конце варки.
Готовый томатный соус должен быть оранжево-красного цвета. Содержание сухих веществ в готовом соусе контролируют по рефрактометру, оно должно соответствовать установленным нормативам. Готовый томатный соус фильтруют через сито с отверстиями диаметром 0,8—1,2 мм и перекачивают в закрытый сборник с подогревом. Температура соуса при наполнении банок должна быть 80—85 °C. Хранение соуса в сборнике более 30 мин не допускается.
Фасование, укупоривание, стерилизация. Подготовленные овощи, фарш и томатный соус фасуют в стеклянные и лакированные металлические банки вместимостью до 1 дм3, укупоривают и передают на стерилизацию. Стерилизация проводится при температуре 120 °C. Продолжительность стерилизации в зависимости от вместимости тары, вида консервов колеблется в пределах 25— 70 мин. Охлаждение банок осуществляют в течение времени соответственно формуле стерилизации до достижения температуры воды в автоклаве 40 °C.
Требования к качеству готовой продукции. В соответствии с требованиями стандарта в консервах нормируются содержание жира, поваренной соли и титруемая кислотность. Для консервов из баклажанов содержание жира должно быть не менее 12%, из кабачков — не менее 6—8%. Титруемая кислотность установлена в пределах 0,4—0,6%.
Технологический процесс производства консервов «Овощи фаршированные в томатном соусе»
Подготовка сырья. Сортировка, мойка и очистка овощей осуществляется так же, как и при производстве икры и резаных овощей. При подготовке томатов у них удаляют сердцевину и направляют ее на производство томатопродуктов. Кочаны капусты очищают от верхних загрязненных и зеленых листьев, моют, затем высверливают кочерыги и ополаскивают капусту.
Корнеплоды режут на лапшу с размерами граней от 5 до 7 мм. Лук, зелень готовят таким же образом, как и для других закусочных консервов.
Перец свежий и быстрозамороженный бланшируют острым паром в течение 1—2 мин в зависимости от степени зрелости и размера бланшируемых плодов. Перец после бланширования должен быть эластичным, но кожица его не должна отставать от мякоти. После бланширования перец подвергают охлаждению в мо-ечно-встряхивающей машине.
Кочаны капусты бланшируют острым паром или в воде при температуре 98 °C в течение 3—4 мин. Бланшированные кочаны
162
немедленно охлаждают под душем, разделяют на отдельные листья, с которых аккуратно ножом срезают верхнюю огрубевшую часть основной жилки листа.
Рис сепарируют, затем инспектируют, удаляя необрушенные зерна и посторонние примеси. Отсортированный рис тщательно промывают в холодной воде и бланшируют в кипящей воде до увеличения массы в 2 раза. Продолжительность бланширования и набухания устанавливаются лабораторией завода для каждой партии риса. Бланшированный рис тщательно промывают проточной холодной водой до полного удаления мути.
Сахар-песок и соль просеивают через сито с отверстиями диаметром 2—2,5 мм и для улавливания металлических примесей пропускают через магнитные сепараторы.
Томатопродукты, заготовленные впрок, извлекают из предварительно вымытой тары, ее внутреннюю поверхность ополаскивают водой, которой разбавляют концентрированную томатную пасту или пюре до содержания сухих веществ 8%. Томатную массу финишируют на протирочной машине с диаметром отверстий сита 0,8 мм. Содержание сухих веществ в протертой томатной массе контролируют по рефрактометру.
Перец черный и душистый молотые просеивают через проволочное сито с отверстием 0,5—0,8 мм, пропускают через магнитный сепаратор, фасуют в стеклянные банки вместимостью 500 см3 и стерилизуют в автоклаве.
Масло растительное перекачивают в емкости и фильтруют через сита луженые с отверстиями диаметром 0,8—1 мм.
Муку просеивают через сито с отверстиями диаметром 1,2— 1,6 мм, пропускают через магнитный сепаратор и подсушивают в паровых котлах или на плитах Крапивина при температуре НО—115 °C при интенсивном перемешивании до приобретения слегка кремового цвета.
Обжарка овощей и их охлаждение осуществляются при тех же режимах, что и для других овощных закусочных консервов.
Фарширование. При изготовлении фарша обжаренные, остывшие корнеплоды, лук, рис, мелкоизмельченную зелень, предварительно просеянные соль и пряности тщательно перемешивают в фаршесмесителе. Подготовленные овощи наполняют фаршем, при этом отбраковывают непригодные для фарширования, плоды и листья капусты (разваренные и рваные).
Фарширование должно быть проведено без нарушения целости фаршированных овощей. Фарш должен плотно заполнять внутреннее пространство плода и не выступать наружу. Деформация овощей не допускается. При изготовлении голубцов фарш аккуратно завертывают в бланшированные листья капусты.
Томатный соус готовится так же, как и для овощей резаных.
Фасование, укупоривание, стерилизация. Фаршированные овощи фасуют в металлические и стеклянные банки вместимостью до 100 см3 и укупоривают. До укладки овощей на дно банки наливают необходимое по рецептуре количество прокаленного мас
11*
163
ла. Укладываемые в банку фаршированные овощи должны быть однородными по окраске. Для консервов I сорта допускается перец неоднородной окраски. Фаршированных плодов перца в банках вместимостью до 650 см3 должно быть не менее двух, томатов — не менее трех. Хранение овощей до укладки в банки и после фасования свыше 30 мин не допускается.
Стерилизацию консервов осуществляют при температуре 120 °C в течение 45—60 мин, начальная температура продукта при фасовании не ниже 85 °C.
Требования к качеству готовой продукции. По органолептическим и физико-химическим показателям консервы должны соответствовать требованиям и нормам ГОСТа на консервы «Овощи фаршированные в томатном соусе».
Внешний вид — овощи целые с фаршем, сохранившие свою форму. Допускаются разрывы на плодах в местах фарширования при условии сохранения формы плода, не превышающие для высшего сорта: 15 мм для лерца, 10 мм для томатов; для I сорта: 7з длины плода; разваренных плодов не более одного на банку; неравномерная резка овощей в фарше и зерна разваренного риса.
Содержание жира в консервах (в %, не менее): для перца, томатов, голубцов фаршированных 6; для томатов, фаршированных рисом и луком, 5; для баклажанов фаршированных 8.
Титруемая кислотность (в расчете на яблочную) не более 0,6%; содержание соли 1,3—1,6%.
Технологический процесс производства консервов «Соевые бобы в томатном соусе»
Соевые бобы — один из важнейших пищевых продуктов в мире. Различные сорта соевых бобов содержат от 24 до 45% полноценных белков, от 14 до 24% жиров, 24—27% углеводов (при влажности от 8 до 14%), т. е. все три основных компонента, характерных для любого пищевого продукта. По общей питательной ценности и усвояемости пищевых компонентов организмом человека соевые бобы занимают одно из первых мест среди пищевых продуктов.
По рецептурному составу, технологии изготовления и по внешнему виду эти консервы во многом напоминают уже привычные для нашего населения консервы из продовольственной фасоли или гороха. Наиболее распространены консервы «Соевые бобы в томатном соусе».
Подготовка сырья. Соевые бобы перед консервированием тщательно очищают на сепараторах и других агрегатах от пыли, отставших от зерен оболочек и случайных посторонних примесей. При необходимости их дополнительно промывают в солевом растворе, а затем тщательно прополаскивают водой и инспектируют. Обязательной технологической операцией является многократная
164
замочка бобов в вцде, нагретой до 50—60 °C, до набухаемости примерно в 2—3 раза (1,5—2 ч).
Замачивают бобы в чанах, желательно с коническими днищами. Чаны должны быть снабжены крышками. Размер загрузочного отверстия и конусность днища должны исключать залегание и спрессовывание зерен сои. Для более быстрого и равномерного прогрева вновь загруженного зерна подача теплой воды должна производиться снизу вверх до перелива. При достижении сливной водой температуры 50±5°С подача теплой воды должна быть прекращена. После получасовой выдержки вода удаляется через сетку, установленную в коническом днище. При производительности оборудования 60 банок в минуту необходимо установить 5—6 замочных сосудов вместимостью 1—1,5 м3 каждый. В процессе замачивания необходимо периодически снимать всплывающую на поверхность воды кожицу сои. Подогрев воды в чане, уже заполненном зерном, не допускается.
После замочки бобы немедленно промывают проточной водой и сразу же подают на бланширование. Бланширование проводят в бочках с водой (соотношение воды и бобов должно быть 2:1), которые переносят в тщательно вымытые и просушенные автоклавы и обрабатывают паром при давлении 150 кПа в течение 15—40 мин до тех пор, пока бобы не размягчатся.
При невозможности бланширования сои в автоклавах применяют бланширование бобов в паромасляных обжарочных печах, в которых масло заменено водой, в двутельных варочных котлах или емкостях из нержавеющей стали, оборудованных паровыми барботерами. При бланшировании сои в варочных котлах ее лучше помещать в сетки. Непосредственную загрузку бобов сои в варочные котлы производить не следует из-за опасности пригара и неравномерности разваривания бобов сои.
При бланшировании сои в открытых аппаратах воду, в которой находятся сетки с бобами, доводят до кипения и кипятят в течение 10 мин. При этом необходимо избегать сильного кипения, так как соя становится жесткой и в дальнейшем не разваривается. По истечении 10 мин воду сливают и заменяют свежей холодной водой. Бобы с водой вторично доводят до кипения и кипятят еще 10 мин, воду сливают и вновь заменяют свежей холодной водой, повторяя эту операцию 4 раза. Затем определяют степень размягчения бобов. Если бобы недостаточно мягкие, то бланширование повторяют еще раз или последнее бланширование удлиняют до тех пор, пока бобы не станут мягкими, так как в процессе стерилизации при наличии томата и лимонной кислоты размягчение бобов не происходит.
Один из наиболее распространенных дефектов сои — жесткость бобов и неприятный специфический привкус, от которых надо избавиться в консервах. Для этого необходимо соблюдать правильные режимы набухания и бланширования с многократной сменой воды, чтобы обеспечить дезодорацию и размягчение соевых бобов.
В связи с различием свойств отдельных сортов сои лаборато
165
рия завода должна для каждой партии бобов (путем взятия средней пробы) уточнить режимы замачивания и бланширования. После бланширования сою охлаждают водой и передают на инспекцию, на которой отбирают бобы других культур, дефектные бобы, не обнаруженные предыдущей инспекцией, и кожуру.
Фасование, укупоривание, стерилизация. Тщательно проинспектированные сваренные бобы сои фасуют в стеклянные или металлические консервные банки и заливают специально приготовленным соусом из томатной пасты с добавлением сахара, соли, пшеничной муки, лука, черного или красного перца, чеснока и уксусной кислоты. Банки укупоривают крышками и стерилизуют в автоклавах.
Требования к качеству готовой продукции. В готовых консервах содержится бобов не менее 62% общей массы нетто, содержание сухих веществ 28%, соли 1,7—1,6%.
Кроме «Соевых бобов в томатном соусе» вырабатывают и другие консервы из сои — соевые бобы с говядиной, свининой или свинокопченостями в томатном соусе. В соевых консервах с мясом содержится не менее 15% мяса или 7% свинокопченостей и 5% жира. Наконец, вырабатываются «Соевые бобы гарнирные», представляющие собой натуральные соевые бобы, залитые слабым раствором соли и сахара.
Технологический процесс производства консервов «Салаты и винегреты»
Эти консервы представляют собой смеси нарезанных соленых или квашеных овощей, консервированного или быстрозамороженного горошка с добавлением растительного масла, уксусной, кислоты, соли, сахара и пряностей.
В зависимости от состава смеси овощей консервы изготавливают следующих наименований: «Салат Украинский из свежих овощей», «Салат Донской», «Салат Дунайский», «Салат Кубанский», «Салат Нежинский» и др.
Винегрет представляет собой смесь нарезанных свеклы, моркови, картофеля, лука, квашеной капусты и соленых огурцов. Имеется рецептура с добавлением грибов.
Подготовка сырья. Сырье и материалы, применяемые в производстве салатов и винегретов, по качеству должны отвечать требованиям действующих стандартов.
Сроки хранения сырья, доставленного на переработку, не должны превышать следующих значений (в ч): огурцы — 10, морковь — 48, томаты — 24, лук репчатый — 72, перец — 24, капуста белокочанная — 72.
Замороженные овощи (перец, зеленый горошек) могут храниться в низкотемпературных холодильных камерах при температуре не выше —18 °C сроком до года.
166
Сортировка, мойка и чистка овощей осуществляется так же, как и для других закусочных консервов. Свежие огурцы, рассортированные после тщательной мойки и удаления плодоножек и остатков завязи, замачивают в холодной воде на 2—3 ч. Затем их промывают и направляют (на резку. Рекомендуется вместо замачивания проводить бланширование в воде либо паром при 60 °C в течение 3—4 мин. После бланширования их подвергают быстрому охлаждению в холодной воде и далее направляют на резку.
Остальные овощи поступают на резку после мойки и очистки.
Резка овощей. Свекла бланшированная и промытая, морковь и картофель режутся на корнерезках в виде кубиков с размером граней 7—10 мм или в виде лапши с поперечным сечением 5X5 или 7X7 мм и длиной не более 50 мм. Морковь и картофель бланшируют после резки паром или водой: морковь — 8—10 мин, картофель 5—7 мин, после чего их охлаждают. Хранение бланшированных овощей не допускается.
Перец сладкий режут на кусочки длиной 40 мм и шириной не более 20 мм, томаты — на кружки и кусочки 20—25 мм, свежие огурцы — на кружки толщиной 5—7 мм, капусту и лук — на полоски и кружки толщиной не более 5 мм.
Посол овощей и смешивание. После резки перец, зеленые и бурые томаты, свежие огурцы, капусту направляют на посол. Нарезанные овощи, кроме капусты, дозируют в соответствии с рецептурой, укладывая слоями в ванну из нержавеющей стали с ложным сетчатым дном для стекания жидкости и пересыпая каждый слой солью. Капусту солят отдельно. Продолжительность посола 10—15 мин.
Сок, стекающий с овощей, кроме капустного, частично используется для разбавления уксусной кислоты. После выдержки овощи перекладывают в другую ванну или фаршесмеситель, где перемешивают их с рафинированным маслом и уксусной кислотой, а при изготовлении «Салата Дунайского», кроме того, и с зеленым горошком.
Хранение подготовленной смеси более 30 мин не допускается.
Приготовление заливки. Одновременно готовится маринадная заливка. В двустенный котел загружают по норме воду, соль (50% количества, указанного в рецептуре, так как остальные 50% были использованы при посоле овощей), сахар, лавровый лист, перец. При закрытой крышке раствор кипятят 30 мин, после чего его фильтруют. К отфильтрованной жидкости добавляют уксусную эссенцию или спиртовой уксус.
Фасование, укупоривание, стерилизация. Тщательно перемешанные компоненты салатов и винегретов немедленно передают на фасование. На дно банок в зависимости от рецептуры укладывают лавровый лист, перец черный и душистый, гвоздику, а затем при помощи наполнителя или вручную фасуют смесь овощей с маслом и уксусной кислотой.
В случае отсутствия натуральных пряностей допускается ис
167
пользовать их эфирные масла. Ввиду того что они нерастворимы в воде, следует предварительно растворить их в прокаленном и охлажденном масле. Смесь эфирных масел с растительным готовят для каждого вида пряностей отдельно.
Фасованную продукцию после укупорки подвергают стерилизации при температуре 105—120 °C в течение 20—35 мин в зависимости от вида консервов и вместимости тары.
Винегреты с грибами стерилизуются при температуре по и в течение 10 мин (собственно стерилизация).
Требования к качеству готовой продукции. В готовых консервах устанавливается норма содержания жира и в зависимости от ассортимента она находится в пределах от 5,5 до 12 /0. '^держание поваренной соли 1,3—2, титруемая кислотность О,о и,о /о (в расчете на уксусную кислоту).
Глава 13
КОНСЕРВИРОВАННЫЕ ОВОЩНЫЕ
И МЯСО-ОВОЩНЫЕ ОБЕДЕННЫЕ БЛЮДА.
КОНСЕРВЫ ДЛЯ ОБЩЕСТВЕННОГО ПИТАНИЯ
Консервированные первые обеденные блюда представляют собой продукты, изготовленные из свежих овощей, квашеной капусты, соленых огурцов, картофеля, круп, бобовых и макаронных изделий с добавлением животного жира, томатной пасты, соли, сахара и пряностей, с мясом или без него. «Щи суточные с грибами», «Суп грибной с ячменной крупой» (перловой или ячневой), «Суп грибной с фасолью» изготавливают из свежих или квашеных овощей, картофеля, грибов с добавлением подсолнечного масла или свиного жира и пряностей.
Консервированные вторые обеденные блюда представляют собой продукты, приготовленные из свежих или квашеных овощей со свиным жиром или растительным маслом с добавлением или без добавления мяса, копченостей, грибов, соевых бобов, фасоли, круп, макаронных изделий, томатной пасты, пряностей.
К консервам-полуфабрикатам для общественного питания относятся: натуральные, заправочные (борщевая заправка, заправка для рассольника), гарниры (капуста свежая или квашеная тушеная, овощная закуска с томатом, маринад овощной с томатом, морковь пассерованная с томатом на свином жире или растительном масле), салаты, пасты соусные, фруктовые супы из абрикосов, айвы, слив, яблок и др.
Значение производства первйх и вторых обеденных блюд, консервов для общественного питания велико, так как они являются готовыми кулинарными блюдами и позволяют за 10—15 мин приготовить полноценный обед без особых затрат. Применение консервированных полуфабрикатов в крупной таре для общест
168
венного питания требует минимальных затрат времени и труда рабочих.
Производство первых и вторых обеденных блюд, консервов для общественного питания позволяет удлинить продолжительность сезона работы консервных предприятий, использовать в межсезонный период высокопроизводительное технологическое оборудование.
Разработан ассортимент консервов свыше 150 наименований первых и вторых обеденных блюд, полуфабрикатов и готовых кулинарных изделий для общественного питания.
Обеденные консервы в основном изготавливаются по рецептурам общеизвестных и широко распространенных в домашнем и общественном питании первых и вторых обеденных блюд. Кроме того, учтены вкусы населения, особенности национальной кухни, требования кулинарии в системе общественного питания и особенности технологии промышленного консервирования.
Консервированные овощные обеденные блюда с грибами, мясом или без мяса
Сырье и вспомогательные материалы. Для выработки различных видов консервов этой группы используют свежие овощи —-картофель, капусту, свеклу, помидоры, морковь, лук, тыкву, репу, брюкву, шпинат, щавель, ревень, квашеную капусту, соленые огурцы и помидоры, грибы (свежие, сушеные, маринованные, отварные) ; мясо — свинину, говядину, баранину, кур, грудинку или корейку копченые; белые коренья; крупы;4 макаронные изделия; соевые бобы; фасоль, горох продовольственные; концентрированные томатные продукты; пюре из сладкого красного перца; зеленый горошек свежий, консервированный, замороженный; фасоль стручковую свежую, замороженную или консервированную; зелень пряную свежую, сушеную, замороженную, консервированную солью; жир животный; масло растительное, сливочное, коровье топленое; сметану, яйца, сливки, молоко; соль, сахар, специи, крахмал и др.
Для консервирования применяется капуста средних и поздних сроков созревания. Наиболее пригодны кочаны небольшого размера, плотного строения, округлой или плоскоокруглой формы, с небольшой наружной кочерыгой.
К корнеплодам предъявляются те же требования, что и при производстве овощных закусочных консервов.
В консервной промышленности используют острые и полуост-рые сорта лука. Наиболее ценными являются сорта с высокой массовой долей сухих веществ и хорошей лежкостью при хранении.
Качество сырья, мяса, вспомогательных материалов, применяемых при производстве обеденных блюд, должно соответствовать требованиям действующей нормативно-технической доку
169
ментации, а мясное сырье сопровождаться качественным удостоверением и свидетельством ветеринарного надзора.
При производстве консервов поступающие на заводы сырье и вспомогательные материалы должны подвергаться тщательной проверке.
Овощное сырье должно быть в стадии технической зрелости, свежее, здоровое, не пораженное сельскохозяйственными вредителями и болезнями, без признаков порчи. Овощи подмороженные и с наличием запаха химикатов в производство не допускаются. Мясо используется первой и второй категории упитанности, от здоровых животных, свежеостывшее, охлажденное или замороженное, нормально обескровленное.
При производстве обеденных консервов необходимо обращать внимание на качество применяемых жиров. Масло подсолнечное должно быть рафинированное, прозрачное, без осадка, с кислотным числом 0,4—1,5 мг КОН, йодным числом 125—145 г на 100 г, маргарин столовый молочный — от кремового до желтого цвета с массовой долей жира не менее 82; влаги не более 16; кислотным числом не более 1,5 мг КОН. Жир говяжий пищевой топленый должен быть светло-желтого цвета. Содержание (в %) • насыщенных кислот 55—57; ненасыщенных — 43—45; влаги не более 0,3; кислотное число не более 2,2 мг КОН. Жиры не должны иметь постороннего запаха и привкуса.
Технологический процесс производства первых и вторых обеденных блюд. При производстве обеденных консервов используется большой ассортимент овощей и вспомогательных материалов. При таком сложном составе применение даже одного из видов сырья низкого качества может отрицательно сказаться на качестве готового продукта. Поэтому при приемке сырья необходима тщательная проверка соответствия его требованиям действующей нормативно-технической документации.
Подготовка сырья. Подготовка овощного сырья в основном аналогична подготовке, которую проводят при выработке рассмотренных ранее консервов. Для отдельных видов сырья она заключена в следующем.
После сортировки корне- и клубнеплоды моют в последовательно установленных моечных машинах (барабанной А9-КМ-2 и вибрационной ММКВ-2000 или барабанной А9-КМ-2 и унифицированной Т1-КУМ-Ш) до полного удаления всех загрязнений и большей части микроорганизмов.
Мытые овощи инспектируют на ленточном транспортере, удаляют плохо промытые и с наличием тех или иных дефектов.
Промытые и проинспектированные овощи и картофель подвергают очистке от кожицы на агрегатах паровой очистки или на картофелечистках КНА-600М. Картофель и свеклу (после бланширования) очищают механическим путем, используя карборундовые корнечистки или вращающиеся барабаны с внутренней металлической терочной поверхностью. Морковь и белые коренья очищают паротермическим способом при давлении пара 343 ±
170
±49 кПа, механическим или химическим способом. При механической очистке кожицу с картофеля, моркови и свеклы удалить полностью не удается. Поэтому проводят дополнительную дочистку вручную, удаляя остатки кожицы, поврежденные места, у картофеля — глазки. Брюкву и репу моют так же, как и морковь, очищают от кожицы.
Квашеную капусту отделяют от рассола, давая ему свободно стечь, и инспектируют, удаляя посторонние примеси, части зеленых листьев, кусочки кочерыг. Кислотность капусты (в пересчете на молочную) должна быть не более: для борщей —1,5%, для щей — 1,3, «Капустняка запорожского» — 1%.
Огурцы, помидоры соленые, грибы соленые и маринованные отделяют от рассола и пряностей, инспектируют, промывают холодной водой. Рассол от квашеной капусты используют для производства консервированного сока, сок после резки соленых огурцов и помидоров — для производства рассольника. Огурцы и помидоры соленые должны быть крепкие, с плотной мякотью, полностью пропитанные рассолом, без пустот, постороннего привкуса и запаха.
Ревень (черешки стеблей) освобождают от листьев, пластинок и прикорневой части, разрезают на 2—3 куска, промывают в чистой проточной воде до полного удаления загрязнений и примесей, бланшируют в кипящей воде 6—10 мин или паром 4—6 мин, протирают на протирочной машине с диаметром отверстий сита 1,5—2 мм.
Шпинат и щавель подвергают инспекции, при этом отбирают листья пожелтевшие, с соцветиями, вялые, загнившие, мокрые, сильно загрязненные, подмороженные, с примесью сорных трав, побеги с цветочными стеблями и огрубевшие стебли, пораженные ожогами, болезнями и различными сельскохозяйственными вредителями.
После инспекции шпинат и щавель тщательно моют в чистой проточной воде, бланшируют в воде: шпинат при температуре 72 °C в течение 5—7 мин, щавель при температуре 85° С в течение 6—8 мин, затем измельчают на волчке и протирают на протирочной машине с диаметром отверстий сита 1,5—2 мм. Шпинат и щавель можно бланшировать паром: шпинат 3—5 мин, щавель 4—5 мин.
Зерна свежего зеленого горошка инспектируют, моют на встряхивающей моечной машине, бланшируют. Стручки фасоли инспектируют, моют, режут, бланшируют в кипящей воде 5 мин. Бобы (стручки) фасоли должны быть нежные, без грубых волокон и нитей. При использовании замороженных зерен зеленого горошка и фасоли производят их размораживание в теплой воде. В производство не допускаются дважды замороженные зеленый горошек и фасоль, хранение их до размораживания проводится при температуре не выше —18 °C.
Консервированные фасоль и зеленый горошек употребляют без подготовки с заливкой.
171
Соевые бобы, фасоль и горох продовольственные, поступившие В производство, пропускают через сепаратор для очистки от пыли, шелухи и посторонних примесей, после чего их обязательно пропускают через магнитный уловитель для отделения ферропримесей. Соевые бобы, фасоль и горох обязательно подвергают инспекции для удаления посторонних примесей, битых, треснувших, сморщенных, недоразвитых, пораженных болезнями зерен. Инспекцию проводят на ленточном инспекционном транспортере или на столах. При сильном загрязнении соевые бобы пропускают через солевой раствор в ваннах со ступенчатыми желобами. Мойку бобов, фасоли, гороха осуществляют на моечных машинах.
После мойки соевые бобы и фасоль замачивают в воде температурой 20—-25 °C на 8—20 ч при смене воды каждые 3 ч или в нагретой до 50 °C воде на 2—3 ч со сменой воды каждые 30 мин. При этом новые порции воды нагревают заранее. Подогрев воды совместно с фасолью или соей не допускается, так как фасоль и соевые бобы, соприкасающиеся с греющей поверхностью или паром, развариваются быстрее, чем остальная масса. Вода, применяемая для замачивания, должна соответствовать требованиям стандарта и иметь жесткость не более 7 мг • экв/л, так как вода повышенной жесткости придает бобам и фасоли излишнюю твердость. Горох замачивают при температуре 20—25 °C на 8 ч, при 50 °C — на 2 ч. Процесс замачивания проводят до увеличения массы вдвое.
После замачивания соевые бобы, фасоль, горох промывают на встряхивающей моечной машине. В процессе замачивания необходимо периодически снимать всплывающую на поверхность воды кожуру сои, фасоли или гороха.
Для улучшения вкуса в качестве приправы в первые и вторые обеденные блюда добавляют пряновкусовые растения: петрушку, укроп, сельдерей и др.
Зелень петрушки, укропа, сельдерея подвергают инспекции. При этом удаляют вялые, гнилые, поврежденные болезнями и вредителями листья, стебли, посторонние примеси. Затем зелень моют, измельчают на машинах или вручную на кусочки размером 2—3 мМ и подают в смеситель. Нарезанную замороженную зелень в брикетах дефростируют и загружают в смеситель. Зелень, замороженную без измельчения, обрабатывают так же, как и свежую. При применении консервированной зелени учитывают содержание в ней соли.
При отсутствии зелени используют смесь эфирных масел укропа, петрушки, сельдерея в соотношении 1:2:1. Эфирные масла предварительно разводят в растопленном жире. Разведенные эфирные масла можно хранить не более суток в сосуде с плотно закрытой крышкой. При добавлении эфирных масел в продукцию ее тщательно перемешивают.
Подготовка грибов. Для изготовления супа-пюре с шампиньонами применяют свежие грибы шампиньоны, выращиваемые искусственным путем в специальных теплицах-шампиньонницах*
172
Шампиньоны — очень нежное сырье, и во избежание механических повреждений их доставляют на завод в решетах или плетеных корзинах по 3—5 кг. Сверху решета покрывают увлажненной тканью.
В производство допускают грибы, снятые до их полного созревания, т. е. в период, когда у них не раскрылась шляпка и пластинки покрыты пленкой. Лучшими для изготовления супа считаются грибы с диаметром шляпки 25—50 мм. Грибы должны быть свежие, крепкие, целые, без заболеваний и механических повреждений, не пораженные вредителями, не сильно загрязненные землей, без примеси ядовитых грибов. При приемке грибов по качеству необходимо особое внимание обращать на наличие в партии ядовитых грибов, по внешнему виду похожих на съедобные. Ядовитые грибы у основания корешка имеют белую оболочку «манжетку», которая отсутствует у культурных шампиньонов. Шампиньоны очень быстро портятся, и поэтому до переработки их хранят не более 8 ч в прохладном месте, защищенном от прямых солнечных лучей.
Шампиньоны тщательно сортируют, моют, инспектируют, моют вторично до полного удаления земли, песка и других загрязнений, чистят, удаляют пленку, отрезают корневую часть ножки, бланшируют в слабокипящем 3%-ном рассоле с 0,1% лимонной кислоты при соотношении грибов и рассола 1:1 в течение 5— 10 мин в зависимости от размера грибов. После бланширования грибы охлаждают до 40—50 °C и режут на кусочки 6—8 мм. Моют грибы ополаскиванием под душем холодной проточной водой давлением 196—294 кПа. Инспектируют грибы на ленточных транспортерах. Бланширование проводят в котлах из нержавеющей стали. Рассол, в котором бланшировались грибы, используют как грибной бульон, учитывая при этом содержание в нем соли. Пленку, образующуюся на поверхности бульона цри бланшировании, осторожно снимают. Хранение бланшированных грибов до резки разрешается не более 30—40 мин, после резки — 20 мин.
Грибы сушеные после инспекции по качеству отмачивают в холодной воде на 40—60 мин для лучшего отмывания от песка и других примесей, затем тщательно моют в холодной проточной воде в ваннах с ложным дном и отваривают в кипящей воде в течение 35—40 мин при соотношении грибов и воды 1:5. При производстве консервов «Щи суточные с грибами» соотношение грибов и воды 1:4, продолжительность варки 15 мин, набухае-мость 150% первоначальной массы грибов. При изготовлении консервов «Картофель с грибным соусом» соотношение грибов и воды 1:7, а для «Макарон с грибным соусом» —1:9, набухае-мость 250% первоначальной массы. После варки грибы отделяют от отвара, тщательно промывают в перфорированном сосуде холодной водой, измельчают на кусочки размером не менее 1,5— 2 см. В отваре растворяют соль, фильтруют и используют для разведения заправки или соуса.
173
Использование смеси грибов для изготовления обеденных блюд не допускается.
Резка. Для резки картофеля и корнеплодов используют корнерезки различных систем, нарезающие картофель на кусочки с поперечным сечением не более 12 X 12 мм (7 X 7 мм для вторых обеденных блюд), морковь и белые коренья — на кубики с длиной грани не более 10 мм и брусочки с поперечным сечением не более 5X5 мм и не менее 3X3 мм (при изготовлении «Супа-шурпы узбекского» морковь режут на кружочки диаметром до 3 см, толщиной 1—1,5 см, а свыше 3 см —на полукружки толщиной 1— 1,5 мм), тыкву — кубиками с размером граней не менее 12 мм, свеклу — брусочками с поперечным сечением не более 5 X 5 мм и не менее 3X3 мм, брюкву, репу — соломкой сечением не более 3X3 мм, огурцы — на кусочки размером в наибольшем измерении до 25 мм, в виде лапши с поперечным сечением не более 7X7 мм. Для производства солянок допускается измельчение огурцов и помидоров на волчке с диаметром отверстий решеток 4—6 см. Лук репчатый режут на кружки (кольца) толщиной 3— 5 мм, лук-порей — на куски длиной 20—30 мм, чеснок измельчают на волчке с диаметром отверстий решетки 2—3 мм, капусту белокочанную — на полоски толщиной 3 мм.
Бланширование. Нарезанные картофель и капусту бланшируют паром или в воде в течение 1 мин.
Допускается использование небланшированного картофеля легкоразваривающихся сортов, который во избежание потемнения сразу же после резки промывают в чистой холодной воде. Подготовленный картофель должен сразу же подаваться в смеситель. В случае производственной необходимости разрешается его хранить не более 30 мин в холодной воде. При изготовлении консервов «Щи суточные с грибами» 50% установленного рецептурой картофеля пропускают через картофелетерочную машину. Крупяные и макаронные изделия инспектируют, проводят магнитную очистку через магнитный уловитель, бланшируют в кипящей воде до увеличения массы в 2—2,3 раза. После бланширования крупяные и макаронные изделия необходимо сразу же промыть холодной проточной водой для удаления с их поверхности крахмала и клейковины, а также для предотвращения их дальнейшего разваривания.
Рис, предназначенный для производства «Супа рисового с мясом», бланшируют до увеличения массы в 2,3—2,6 раза. Бланшированный рис тщательно отмывают от крахмала и перемешивают с частью растопленного жира, предусмотренного рецептурой. Бланшируют рис в 1%-ном растворе поваренной соли.
При производстве обеденных блюд с грибами крупу перловую или ячневую после инспекции и удаления ферропримесей тщательно промывают и бланшируют до увеличения массы в 3 раза, а затем снова тщательно промывают в холодной проточной воде.
Замоченную фасоль бланшируют в воде при температуре 97-— 98 °C или паром до размягчения, но не допуская разваривания.
174
Бланширование фасоли не рекомендуется проводить без замочки, так как в этом случае процесс очень затягивается .
Соевые бобы обрабатывают паром в автоклавах в течение 15— 40 мин, пока они не станут мягкими. Соевые бобы до размягчения можно также обрабатывать 3—4-кратным бланшированием: промытые соевые бобы заливают холодной водой, воду доводят до кипения и кипятят 10 мин, затем воду сливают, снова заменяют ее свежей холодной водой, повторяя этот процесс 3—4 раза.
После бланширования соевые бобы, фасоль охлаждают, инспектируют, передают на смешивание.
Подготовка вспомогательных материалов. Яйца моют, разбивают и инспектируют, а полученную яичную массу тщательно размешивают. Концентрированные томатные продукты перед протиранием подогревают. Соль, сахар, муку, крахмал, цельное сухое молоко, сухие сливки, глютамат натрия, пряности просеивают через сито с магнитным уловителем для магнитной очистки. Лавровый лист, черный перец в целях снижения бактериальной обсе-мененности подвергают следующей обработке. Лавровый лист помещают в чистую посуду, заливают не менее чем 5—6-кратным количеством холодной воды и оставляют для замачивания при комнатной температуре на 30—40 мин. Затем воду сливают и замачивают лист повторно таким же количеством воды в течение 5—10 мин. После этого воду сливают. При употреблении пряностей в целом виде их используют без подсушивания, при употреблении в измельченном виде их предварительно подсушивают при комнатной температуре. Перец черный горький (как наиболее обсемененный из остальных видов пряностей) стерилизуют в герметически укупоренных банках. При отсутствии лаврового листа используют солевой лавровый порошок или таблетки.
Муку подсушивают (декстринизируют) до приобретения кремового цвета. Потери при подсушивании составляют 11—12%.
Сметану, сливки, маргарин, масло коровье, топленое, сливочное, жир свиной, бараний, говяжий или костный, масло подсолнечное и хлопковое инспектируют, а масло коровье топленое, сливочное, маргарин зачищают и режут на куски. <
Жиры, пораженные плесенью, загрязненные или имеющие привкусы (сальный, прогорклый, металлический, плесеневый или гнилостный) в производство не допускаются.
Свежее цельное коровье молоко подвергают инспекции, тщательно фильтруют через два слоя марли.
Сало шпик очищают от соли и измельчают на волчке с диаметром отверстий решетки 20 мм, свиные копчености (грудинку, корейку, рулеты, окорока) зачищают, освобождают от кожи, костей и сухожилий и разрезают на кусочки от 10 до 15 г или измельчают на волчке с диаметром отверстий решетки 20—25 мм. Сало шпик не должно иметь признаков порчи.
Подготовка мяса. Мясо говяжье, свиное, баранье подвергают туалету, обвалке и жиловке. При жиловке удаляют также и излишний жир. Мороженое мясо подвергают дефростации.
175
Для приготовления щей, борщей, свекольника, рассольника, супов шурпа, нити, харчо сырое отжилованное мясо режут на куски 50—60 г и подают на фасование непосредственно в банку, для остальных блюд нарезают на куски по 200—250 г, бланшируют до убыли в массе, предусмотренной рецептурой. Готовность мяса определяют по приобретению им серого цвета и отсутствию крови в месте разреза. Бланширование проводят в костном бульоне.
Бланшированное мясо охлаждают до температуры 25—30 °C, нарезают на куски по 40—50 г, а для супов мясного, мясо-овощного, перлового и некоторых пюреобразных (супа-пюре мясного и щавелевого с мясом) — на кубики с размером граней до 1 см. Для резки мяса можно использовать шпигорезки. Мясо, нарезанное кубиками, направляют в смеситель, а мясо, нарезанное на куски, закладывают непосредственно в банки. В пюреобразные супы мясо добавляют в виде кубиков или в измельченном виде. В последнем случае бланшированное мясо дважды пропускают через волчок с диаметром отверстий решеток 3—5 мм.
Кур опаливают (мороженых кур перед потрошением дефро-стируют), потрошат. При потрошении удаляют внутренности, не допуская разрыва желчного пузыря, желудок отделяют и очищают от содержимого. Затем моют в теплой проточной воде, от тушек отделяют лапки, крылышки, головы и шейки. После обработки тушки варят в двутельных котлах 30—60 мин до легкого отделения мяса от кости. Потеря массьГпри этом^ составляет 14%. В одном и том же бульоне варят до трех партий кур. После варки с тушек снимают кожу и жир, мясо отделяют от костей.
Куски филе отделяют от кровяных подтеков, жира, пленок, сосудов. Мясо нарезают на куски с величиной граней не более 1 см и направляют на укладку в банки. Выход куриного мяса при производстве супов составляет 23—24%.
Разрубленные спинки, крылышки, желудок, сердце, печень, шейки, кожу используют при производстве консервов «Куриное рагу».
Приготовление бульонов. При приготовлении мясокостного бульона берут кости, полученные при обвалке мяса (из расчета 2 кг костей на 3 дм3 воды), загружают в двутельный котел, заливают водой и варят при слабом кипении 4 ч. Затем бульон отделяют от костей, добавляют в него нарезанные куски мяса, доливают водой так, чтобы покрыть их, и варят 1 ч. За это время в бульон из мяса переходит до 70% общего количества растворимых веществ. Для улучшения вкуса бульона за 15—20 мин до конца варки в котел добавляют по 7 г моркови и лука и белые коренья по 5 г на 1 кг мясных продуктов. С момента закипания и до конца варки с бульона периодически снимают пену и жир. Пену удаляют, а жир собирают, фильтруют, нагревают для удаления влаги и используют для пассерования овощей. После окончания варки бульон фильтруют через сито или неплотную ткань. Готовый бульон должен иметь светло-желтый цвет, приятный
176
вкус и запах. Для увеличения концентрации бульон постепенно уваривают в 4 раза и фильтруют. Такой бульон должен содержать 9—10% сухих веществ по рефрактометру, иметь более ярко выраженный вкус и запах бульона и овощей. Полученное при варке бульона мясо используется для приготовления первых обеденных блюд или других консервов. Во избежание попадания костей в мясо не допускается совместная варка костей и мяса.
Для приготовления костного бульона используют грудинку, крестец, мозговые кости без кулаков, которые загружают в двутельный котел, заливают водой (из расчета 3 дм3 воды на 2 кг костей), доводят до кипения и варят 2—3 ч при слабом кипении. За 15-—20 мин до окончания варки бульон освобождают от костей, фильтруют через сито или неплотную ткань, на 30 дм3 бульона добавляют 1 кг лука, по 0,5 кг моркови, белых кореньев, 25 г лаврового листа. После окончания варки овощи измельчаются и используются вместе с бульоном.
Для приготовления куриного бульона в двутельный котел загружают лапки, крылышки, шейки и кости кур, заливают водой или используют бульон после варки тушек при соотношении 5 :10 и варят 2 ч при медленном кипении, затем варку продолжают так же, как и мясокостного бульона. Готовому бульону дают отстояться, а затем фильтруют. Он должен быть янтарно-желтого цвета с приятным специфическим куриным запахом, с содержанием сухих веществ по рефрактометру не менее 2 %. При производстве консервов «Суп-пюре картофельный с овощами», «Суп луковый», «Суп из макарон и овощей», «Суп-пюре из зеленого горошка» применяют овощной отвар, который получают при бланшировании овощей, доводят до кипения и используют для приготовления консервов.
Приготовление заправки и пассерование корнеплодов и овощей. Наиболее трудоемким процессом при производстве обеденных консервов является приготовление заправки. Пассерование лука, моркови, белых кореньев и свеклы обычно проводят в аппаратах периодического действия — плитах Крапивина, двутельных котлах с паровым обогревом или других аппаратах, обеспечивающих хорошее качество пассерованных овощей. Периодичность является недостатком в проведении этого процесса. Перед пассерованием жир предварительно нагревают до температуры 130—140 °C, затем кладут подготовленные овощи. Для равномерного нагревания и лучшего пассерования овощей их загружают небольшим слоем так, чтобы каждый кусочек был покрыт жиром. Пассерование ведут до потери массы овощей, установленной рецептурой консервов, а продолжительность пассерования устанавливают опытным путем в зависимости от применяемого оборудования, давления пара, вида овощей и т. п. Готовность пассерованных овощей определяют по органолептическим показателям и по проценту ужарки путем взвешивания.
Лук пассеруют отдельно от других овощей. При использовании паромасляной печи корнеплоды и лук пассеруют совместно
12 Заказ № 639
177
либо раздельно при температуре 120—125 °C, а свеклу — при температуре 115—120 °C.
При производстве консервов, в рецептуру которых входят концентрированные томатопродукты, их добавляют за 5—10 мин до окончания пассерования моркови и белых кореньев. Для консервов, в рецептуру которых входит бульон, пассерованные овощи разводят бульоном. Затем их перемешивают с разведенной томатной пастой и готовую заправку передают на приготовление смеси консервов.
Перечное пюре, сахар, соль, подсушенную муку, пряности при производстве борщей, щей, рассольников, супов добавляют прямо в смеситель. При производстве обеденных блюд с грибами за 5— 10 мин до конца пассерования их добавляют вместе с томатной пастой в пассерованные овощи, все тщательно перемешивают, и готовую горячую заправку вместе с пассерованным луком передают на приготовление смеси.
Овощи, пассерованные в котлах или на плитах, выгружают из обжарочного аппарата вместе с жиром, в котором они пассеровались, и направляют на смешивание.
Овощи, пассерованные в паромасляных печах, после стекания жира в течение 3—5 мин выгружают в емкость и направляют на смешивание.
При производстве «Капустняка запорожского» подготовленные квашеную капусту, морковь, корень петрушки и лук тушат со свиным жиром в закрытых двутельных котлах с мешалками или при периодическом перемешивании до тех пор, пока капуста и лук не приобретут слабо-желтый цвет, морковь — размягченную консистенцию. Затем их смешивают с подготовленными картофелем, рисом, салом, измельченном луком, солью, сахаром, мукой и перцем.
При производстве консервов «Щи суточные с грибами» смесь тушат в течение 50—70 мин. За 10 мин до окончания тушения добавляют картофель и грибной отвар.
При приготовлении овощей с мясом и овощей с фасолью (или соевыми бобами) готовят заправку. Готовую горячую заправку перемешивают с подготовленным картофелем, фасолью или соей, солью и жиром.
При производстве консервов «Картофель, тушеный с грибами», «Грибы тушеные» грибы тушат в течение 20—30 мин, за 10 мин до окончания тушения добавляют картофель и пряности.
Приготовление смеси для консервов. Смешивание составных частей обеденных консервов производят в точном соответствии с рецептурой для данного вида консервов в смесителях с подогревом.
При пассеровании овощей в паромасляных печах недостающую часть рецептурной закладки жира добавляют в смеситель.
При подготовке смеси для щей, борщей, рассольников и свекольников, супов харчо, нити, кубанского со свининой и рисом, мясного с картофелем и рисом, овощного с зеленым горошком,
178
горохового с овощами, картофельного, лукового подготовленные компоненты, кроме мяса, лаврового листа и жира, закладывают в смеситель в соответствии с рецептурой.
При изготовлении супов мясного, мясо-овощного, овощного летнего, из макарон и овощей, перлового с мясом, куриного с лапшой, тартуского, шурпы узбекской, учитывая особенности технологии изготовления, закладку компонентов производят в соответствии с установленной для каждого вида супов технологией.
При изготовлении солянок в расплавленном жире пассеруют лук, морковь, белые коренья, добавляют подготовленную капусту^ огурцы, грибы, сахар, соль, лимонную кислоту, томатную пасту, пряности. Смесь тщательно перемешивают и тушат в течение 40 мин. 4
Подогрев смеси необходимо вести с таким расчетом, чтобы обеспечить нормируемую температуру фасования смеси в банки.
При перемешивании не следует допускать деформации овощей. Подготовленную' смесь немедленно передают на фасование.
Пюреобразные супы изготавливают протертыми или гомогенизированными. В последнем случае после смешивания всех компонентов и протирания супы гомогенизируют под давлением 10— 20 кПа.
Фасование, укупоривание, стерилизация. Первые обеденные блюда фасуют в стеклянные или металлические лакированные банки вместимостью не более 1000 см3, для использования в сети общественного питания и по специальным заказам — не более 3000 см3, пюреобразные супы в банки вместимостью не более 650 см3, вторые обеденные блюда — в тару не более 1000 см3.
На дно банки укладывают лавровый лист, затем мясо, если оно входит в состав консервов, после чего банки заполняют подготовленной и тщательно перемешанной смесью. Жир, оставшийся от приготовления заправки, дозируют непосредственно в банки. Наполненные банки немедленно укупоривают, ополаскивают горячей водой и передают на стерилизацию. Стерилизацию первых и вторых обеденных блюд проводят при температуре 120 °C. Продолжительность стерилизации и величина противодавления в автоклаве зависят от вида и вместимости тары, вида консервов. После стерилизации консервы охлаждают до температуры воды в автоклаве 40 °C.
Требования к качеству готовой продукции. В готовых консервах нормируются содержание мяса (если оно входит в состав), жира, соли, сухих веществ, титруемая кислотность и др.
Консервированные первые обеденные блюда изготавливаются в основном тех же наименований и по тем же рецептурам, что и обычные кулинарные блюда. Однако консервировать их такой консистенции, как мы употребляем в пищу и с положенным по рецептурам количеством бульона или воды нецелесообразно, так как это потребует большого количества излишней тары, складских помещений, повышенных затрат на производство. Удобнее и экономичнее для промышленного производства изготавливать, а
12*
17g
для потребителей покупать густые обеденные блюда, которые нужно перед употреблением разбавить необходимым количеством бульона или воды и прокипятить. Степень разведения обычно устанавливается с учетом содержания в готовом продукте сухих веществ, жира, соли.
Вкус, запах и цвет обеденных консервов должны быть такими же, как и у одноименных блюд, приготовленных обычным кулинарным способом. Смесь овощей должна сохранять форму, крупа, лапша и макароны — не образовывать комков. Пюреобразные супы должны иметь однородную протертую массу.
Обеденные блюда выпускают без подразделения на сорта. В первых обеденных блюдах с мясом или без мяса массовая доля (в %): сухих веществ — 20—29 («Капустняк запорожский», «Суп гороховый с копченостями», супы гороховые с мясом и овощами— 35; «Суп грибной с фасолью» — 30; «Суп Кубанский со свининой и рисом» — 37); жиров — 4—8 («Суп луковый» — 10; «Капустник запорожский» — 12); хлоридов 1,2—2,5; титруемая кислотность 0,1—0,6 («Щи суточные с грибами» — 0,9). Химические показатели для первых обеденных блюд установлены без разведения содержимого банки. Во вторых обеденных блюдах массовая доля (в %): жира 7—10, хлоридов 1,3—2,3; титруемая кислотность 0,5—1,5.
Пищевая ценность первых и вторых блюд. Консервированные обеденные блюда отличаются высокой питательностью.
Свежее или сухое цельное молоко, свежие сливки 20%-ной жирности, сухие цельные сливки, сметана используются при производстве пюреобразных супов: «Супа-пюре с шампиньонами», «Супа-пюре мясного», «Супа-пюре щавелевого с мясом», «Супа-пюре картофельного с овощами». Молочные продукты придают этим супам кремообразную консистенцию, повышают их пищевую и белковую ценность.
Овощное сырье, применяемое для изготовления первых и вторых обеденных блюд, содержит большое количество углеводов, витаминов, минеральных солей, а мясное сырье является источником полноценного белка, витаминов группы В, жиров и некоторых минеральных компонентов (фосфора, калия и др.). Так как обеденные блюда представляют собой многообразные смеси продуктов растительного (овощи, крупы, макаронные изделия) и животного (мясо, жиры, бульоны, молочные продукты) происхождения, то сочетание их повышает в целом пищевую ценность консервов.
Пищевая ценность обеденных блюд не ограничивается ценностью вышеуказанных компонентов. Химический состав и значение в пищевом рационе мяса, мясных продуктов, круп, муки, макаронных изделий, фасоли, гороха, соевых бобов и других продуктов общеизвестны, а консервированные обеденные блюда в основном имеют такую же пищевую ценность, как и блюда, приготовленные в домашних условиях.
180
Консервы-полуфабрикаты для общественного питания
Производство отдельных видов консервов для общественного питания довольно сложно. Система общественного питания предъявляет особые требования к готовой продукции, полуфабрикатам и таре. Для снижения трудовых затрат и потерь продукта все виды консервированной продукции должны фасоваться в крупную тару. Мелкая тара неэкономична для общественного питания. В настоящее время консервы для общественного питания фасуются в тару вместимостью не более 3 дм3. Однако фасование в крупную тару значительно затрудняет режим стерилизации: тепло медленно проникает к центру банок, удлиняется весь цикл стерилизации, за счет чего снижаетсяt качество продукции и не исключается возможность ее недостерилизации. Поэтому организации производства консервов для общественного питания должно уделяться особое внимание.
Ассортимент консервов для общественного питания довольно широк, и рецептуры разработаны с учетом требований, предъявляемых к общественному питанию. Кроме консервов, специально выпускаемых для общественного питания, могут применяться почти все консервы, реализуемые через розничную торговлю, но фасованные в крупную тару (соусы томатные, овощи маринованные, натуральные, концентрированные томатопродукты и др.).
Подготовка сырья, технология изготовления консервов для общественного питания в основном идентичны изготовлению обычных консервов.
Натуральные консервы. К группе натуральных консервов относятся морковь и свекла гарнирные, перец сладкий, фасоль зерновая, пюре из шпината или щавеля, зелень пряная, консервированная солью. Овощные натуральные консервы изготавливаются из свежих, соответствующим образом подготовленных овощей, залитых заливкой; из протертых; из целых веточек или измельченной зелени пряных растений, пересыпанных солью.
Заправочные консервы изготавливают по рецептурам и в соответствии с утвержденной технологией. Они являются полуфабрикатом и предназначены для использования в сети общественного питания и в домашнем хозяйстве для ускорения приготовления первых и вторых обеденных блюд. Заправочные консервы необходимо разводить водой или бульоном и добавлять к ним картофель, капусту или другие продукты. Приготавливают их с использованием свеклы, моркови, лука, белых кореньев, соленых огурцов, перловой крупы, зелени петрушки, специй, соли, сахара, уксусной кислоты, томатной пасты на свином топленом или говяжьем жире.
При производстве первых и вторых обеденных блюд может также применяться «Морковь, пассерованная с томатом, полуфабрикат».
К гарнирам относятся капуста свежая или квашеная тушеная, овощная закуска с томатом, маринад овощной с томатом, морковь
181
пассерованная с томатом на свином жире или растительном масле (может применяться и при приготовлении первых и вторых обеденных блюд). Для повышения вкусовых достоинств, биологической ценности при изготовлении консервов «Капуста свежая тушеная для гарнира», «Маринад овощной с томатом» добавляются сгущенная молочная сыворотка в количестве 5% и сорбиновая кислота — 0,05%. Добавление их в рецептуру позволяет снизить время общего цикла режима стерилизации соответственно в 3 и 2 раза.
Соусы выпускают в готовом виде, пригодные для непосредственного употребления, и в виде полуфабрикатов, представляющие собой соусные пасты, используемые для приготовления различных горячих соусов. Соусные пасты представляют собой смеси пассерованных на жире и протертых овощей, муки, томатной пасты с добавлением сахара, соли, горчицы, глютамата натрия, пряностей, а также пюре из сладкого перца и соуса «Южный» (или без него), фасованные в стеклянные или жестяные лакированные банки, герметически укупоренные и стерилизованные. В соусы добавляют глютамат натрия для выявления вкуса и аромата отдельных компонентов, что значительно улучшает вкус соусной пасты.
Фруктовые супы-полуфабрикаты представляют собой консервы, приготовленные из свежих плодов с добавлением корицы и гвоздики, залитых сахарным сиропом, содержащим лимонную кислоту и фруктовую эссенцию. Их можно вырабатывать на линиях по производству фруктовых компотов и маринадов. Фруктовые супы вырабатывают из абрикосов, яблок, слив, айвы. Подготовка сырья аналогична подготовке при производстве компотов.
Для производства супов применяют те же сорта плодов, что и для компотов.
Требования к качеству готовой продукции. Консервы-полуфабрикаты для общественного питания должны соответствовать следующим требованиям: в салатах овощи должны быть нарезанными: морковь, свекла в виде брусочков с поперечным сечением 5X5 мм; помидоры, яблоки в виде долек толщиной не более 20 мм; капуста стружкой до 5 мм; лук кружками толщиной 3— 5 мм; зелень — мелко нарубленная, горошек целыми зернами. Массовая доля (в %): жира 3,7-—6,5; хлоридов 1,5—2,2; жидкой части по отношению к массе нетто консервов 16—25; титруемая кислотность (в пересчете на массовую долю уксусной кислоты) 0,4—0,6, в салате из соленых огурцов с луком 0,6—0,9.
В заправках для обеденных блюд овощи должны быть нарезаны в виде лапши или соломки с сечением граней не более 5 мм и в общей массе сохранять форму, массовая доля (в %): сухих веществ 17—28; жира 8,5—9,5; хлоридов 2,5—3; титруемая кислотность (в пересчете на молочную) 0,5—0,8. В консервах не допу скается привкус прогорклого жира.
182
Глава 14
ОВОЩНЫЕ НАТУРАЛЬНЫЕ КОНСЕРВЫ
Натуральные овощные консервы готовятся из зеленого горошка, стручковой фасоли, спаржи, сахарной кукурузы, сладкого перца, цветной капусты, шпината, щавеля, кабачков путем залива их слабым раствором поваренной соли, иногда с добавлением сахара, а также путем изготовления пюре из некоторых овощей.
Эти консервы используются для производства салатов, винегретов, первых блюд, гарниров, а также для употребления в холодном или подогретом виде.
Зеленый горошек
Одним из наиболее распространенных видов натуральных консервов являются консервы из зеленого горошка.
Сырье. Для консервирования используют зерна незрелого горошка лущильных сортов. Такими сортами являются мозговые (морщинистые в зрелом состоянии) Альфа, Кубанец 1126, Ранний грибовский 11, Ранний консервный 20/21, Овощной 76, Ранний 301, Адагумский, Превосходный, Мозговой улучшенный и др.
Уборка и приемка зеленого горошка на переработку. Обмолот скошенной массы производят комбайнами непосредственно в поле или на стационарных молотилках. Для обмолота зеленого горошка применяют самоходные или прицепные комбайны, работающие по принципу счесывания стручково-стебельной массы с растения (комбайны БК-3, ВНР) или по принципу подбора и обмолота ботвы, скошенной в валок (комбайн ВНБЦ-Ф, ВНР).<
При приемке на первичный пункт ботвы с горошком она должна отвечать следующим требованиям: стебли и листья — свежие, невялые, ботва — чистая, неплесневелая. Не допускается к приему ботва, загрязненная сурепкой, осотом и другими сорняками.
Горошек с ботвой хранят на открытой площадке навалом. Продолжительность хранения с момента скашивания до обмолота при высоте слоя не более 40 см не должна превышать 12 ч.
Подачу необмолоченной ботвы с площадки к подающим транспортерам молотильных машин рекомендуется осуществлять с помощью вилочного или других типов погрузчиков. В молотилки ботву подают вручную или с помощью различных приспособлений, обеспечивающих механизированную равномерную загрузку молотилок.
Очистка зерен зеленого горошка. Горошек, обмолоченный на стационарных молотилках, установленных на пунктах первичной обработки, очищают сухим или мокрым способом.
Сухая очистка заключается в отвеивании и просеивании через систему сит. От обмолоченного горошка отделяют основное количество грубых растительных примесей с помощью вибросита, за
183
тем направляют на веялку или универсальную очистительную машину для отделения легких и оставшихся грубых примесей.
При сухой очистке на пунктах первичной переработки и при комбайновом методе уборки и обмолота до поступления на предприятия зерно мойке не подвергают.
Мокрую очистку зерна осуществляют путем отделения растительных и минеральных примесей на лабиринтных моечных машинах, барабанных стручкоотделителях и лепесткоотделителях. При мокрой очистке на пунктах первичной переработки процесс мойки совмещен с очисткой зерна.
Хранение и транспортировка зерна. На пункте зерно до отправки на консервный завод хранят в бункере. Продолжительность хранения горошка с момента обмолота до транспортировки не должна превышать 1 ч. ’
Горошек в зерне после механизированной уборки и обмолота комбайнами транспортируют слоем не более 60 см в крупнотоннажных контейнерах типа «Лодочка» вместимостью 3—4 т или в самосвалах.
Продолжительность транспортировки и хранения немытого зерна на предприятии в сухом виде до переработки не должна превышать 2 ч, в цистернах с водой немытого зерна — 4, после предварительной мойки —6 ч. Соотношение зерен горошка и воды при транспортировке в цистернах должно быть 2:1, температура воды в момент заполнения должна быть не более 16 °C.
В целях снижения микробиальной обсемененности и сохранения качества рекомендуется добавлять в воду раствор гипохлорита натрия.
Консервирование зеленого горошка осуществляется на специализированных линиях ВНР (рис. 54).
Мойка зерна. Доставленное с пунктов или с поля зерно зеленого горошка подвергают дочистке и вторичной мойке. Горошек на мойку подают насосом, гидротранспортером при соотношении зерна и воды 1: 3 или элеватором типа «гусиная шея».
Мойку горошка производят во флотационных или лабиринтных моечных машинах при давлении воды 196—294 кПа.
Резервирование. Для продления сроков хранения зеленого горошка перед переработкой его предварительно подвергают действию низких температур или обрабатывают антимикробными препаратами. Удлинение сроков хранения дает возможность создать резерв для более равномерной его переработки. При мокрой схеме очистки на пунктах первичной переработки зеленый горошек, может поступать на охлаждение непосредственно после приемки и контроля качества массы. При сухой очистке его подвергают мойке и очистке. Затем горошек загружают в металлические резервуары вместимостью 5—10 т, после чего подают охлажденную до 1—4 °C воду. Горошек выдерживают в воде в течение 4— 5 мин, затем воду сливают и повторяют охлаждение новой порцией воды. После трехкратного охлаждения горошек оставляют на
184
хранение без воды. Температура охлажденного горошка должна быть не выше 6 °C. Продолжительность хранения охлажденного горошка в условиях цеха или сырьевой площадки не более 24 ч, в помещении с температурой О—-2 °C срок хранения горошка увеличивается до 7 сут. Возможно продление периода производства консервов за счет резервирования зеленого горошка путем замораживания.
Зерно горошка после предварительной очистки, мойки, бланширования и охлаждения направляют на замораживание, которое проводят при температуре —254—36 °C до достижения температуры в центре зерен —18 °C. При температуре воздуха в камере хранения —18 °C срок хранения замороженного горошка составляет до 3 мес.
В целях интенсификации процесса резервирования научно-исследовательскими учреждениями отработаны режимы замораживания без бланширования со сроком хранения от 15 до 30 дней.
Перед подачей замороженного горошка на линию выработки консервов производят его дефроста-цию. Ее осуществляют путем подачи зерен небольшими дозами в желоб с водой в потоке. Продолжительность дефростации при этом составляет 6—8 мин.
185
Кратковременное резервирование можно провести с использованием раствора гипохлорита натрия. Выдержку проводят в рабочем растворе гипохлорита натрия, содержащего 100—150 мг/дм3 активного хлора, при температуре не более 16 °C в соотношении зерна и раствора 2:1 в течение 10 мин. После удаления раствора зеленый горошек допускается хранить не более 16 ч.
Бланширование. Поступившее на технологическую линию зерно подвергается бланшированию в непрерывнодействующих блан-ширователях по следующим режимам (табл. 18).
Режимы бланширования зеленого горошка
Таблица 18
Товарный сорт зерна горошка Время бланширования, мин Температура бланширования, °C
при последующей мойке холодной водой при последующей мойке горячей водой
Высший 2—3 2—3 75—80
I 4—5 2-3 81—85
II 6—7 2-3 86-90
Во избежание выпадения крахмала из зерен в заливочную жидкость при дальнейшей тепловой обработке (стерилизации) бланшированный горошек промывают холодной или горячей водой.
Горошек промывается в моечной флотационной машине, ду-шированием на вибросите или в прутковом селекторе. Темпера-тура проточной воды —30 4-—35 °C.
Промывание горошка не производится в случае бланширования его орошением и совмещения при этом бланширования и отмывания с поверхности зерен крахмала. Охлаждение горошка производится при последующей его инспекции.
Инспекция. На инспекционной ленте отбирают поврежденные, битые зерна и посторонние примеси. Горошек должен быть распределен на ленте тонким ровным слоем. Скорость движения ленты 6—9 м/мин.
С целью снижения микробиальной обсемененности зеленого горошка после инспекции следует осуществлять душевое ополаскивание, увеличив перфорацию ковшов элеваторов типа «гусиная шея» для обеспечения стока воды перед загрузкой в бункер наполнителя.
Фасование и укупоривание. Фасование зеленого горошка производят в металлические или стеклянные банки вместимостью не более 1 л. По заказам торгующих организаций для реализации в сети общественного питания допускается фасование зеленого горошка в стеклянные или металлические банки вместимостью до 3 л.
При наполнении банок надо придерживаться следующего соотношения составных частей: зеленого горошка 65—70%, заливки 35—30%.
186
При фасовании горошка в крупную стеклянную тару необходимо строго контролировать степень наполнения с учетом того, чтобы не заполненная горошком и заливкой часть банки составляла 7% всего объема во избежание срыва крышек при стерилизации.
Заливочная жидкость должна содержать 2,5—3% сахара и 2,5—3% соли, температура заливки при фасовании не менее 85 °C.
При изготовлении консервов для общественного питания в крупной таре обязательно применение низина (низаплена). В этом случае в горячую подготовленную заливку (при температуре не ниже 80 °C) добавляют низин из расчета 150 г на 1 т готового продукта.
Во избежание закрахмаливания при производстве консервов столового сорта рекомендуется добавление в заливочную жидкость хлористого кальция в количестве 0,07 %.
Стерилизация. Укупоренные банки передают на стерилизацию. Разрыв во времени между укупоркой банок и их стерилизацией свыше 30 мин не допускается. Стерилизацию консервов из зеленого горошка проводят при температуре 120 °C. Консервы с использованием низина стерилизуются при температуре 116 °C. Продолжительность и величина противодавления в автоклаве зависят от вида и вместимости тары.
В настоящее время на ряде крупных предприятий для стерилизации консервов «Зеленый горошек» применяются непрерывнодействующие стерилизаторы типа «Хунистер».
Чтобы избежать разваривания зерен горошка, после стерилизации консервы охлаждают до 40—45 °C.
Требования к качеству готовой продукции. Консервированный зеленый горошек выпускают трех товарных сортов: высшего, I и столового. Их различают по внешнему виду, цвету, вкусу и запаху, консистенции зерен, состоянию заливочной жидкости. Так, во всех сортах консервов зерна должны быть целыми, без примесей оболочек зерна и кормового гороха коричневого цвета. Для высшего сорта допускается наличие 3% битых зерен по отношению к массе горошка, для I сорта — 5%, а также единичных обрывков стручков и створок, для столового — 7 %, а также единичных обрывков стручков и створок, зерен кормового гороха не более 4 шт. на каждые 500 г консервов.
По цвету для высшего и I сортов зерна должны быть однородными, зелеными. Для столового сорта допускается неоднородность по цвету. Консистенция зерен для высшего сорта должна быть мягкая, однородная, для I — мягкая, неоднородная, для столового — более плотная, неоднородная.
Заливочная жидкость должна быть прозрачной, характерного цвета с зеленоватым или оливковым оттенком. Допускается для высшего сорта небольшой осадок, для I — слабая мутность и небольшой крахмалистый осадок, для столового — мутность, крахмалистый осадок.
187
Масса горошка от массы нетто консервов всех сортов должна быть не менее 65%, содержание поваренной соли — 0,8—1,5%,, pH — не менее 5,6.
Фасоль стручковая
Сырье. Для производства консервов используются молодые стручки фасоли однородной зеленой или светло-желтой окраски, длиной 5—15 см, прямые или слегка изогнутые, с толстыми мясистыми створками. Промежуток времени с момента уборки сырья до переработки не должен превышать 12 ч.
Фасоль стручковая в стадии технической зрелости содержит 8—12% сухих веществ, в том числе 3—4,5% сахара, 2—2,5% крахмала, 4% белков, витамины группы В и витамин С.
Мойка. Бобы моют в вентиляторных моечных машинах или на моечно-встряхивающей машине с ополаскиванием под душем при давлении 0,2—0,3 МПа. Мойка должна обеспечить удаление с поверхности бобов грязи, песка, пыли, ядохимикатов.
Подготовка бобов к бланшированию. Промытые бобы фасоли инспектируют на транспортерах или столах, удаляя дефектные стручки — сморщенные, перезрелые, поврежденные болезнями и сельскохозяйственными вредителями. Затем сортируют по длине на две фракции. Фракция размером менее 9 см консервируется как в целом виде, так и в нарезанном, более 9 см — только в резаном виде.
После сортировки у бобов отрезают концы на специальных машинах. Повторная инспекция осуществляется для отбора пропущенных машиной бобов с необрезанными концами. Их обрабатывают вручную или возвращают в машину.
Резка бобов производится на боборезках на куски размером 20—30 мм. При резке необходимо следить за тем, чтобы кусочки имели одинаковые размеры и чтобы мелочь (коротко нарезанные концы бобов) не попадала вместе с нарезанными кусочками на дальнейшие процессы переработки.
Бланширование. Целые или нарезанные бобы бланшируют в воде при температуре 90—95 °C в течение 3—5 мин с целью уплотнения их ткани. Температура и продолжительность зависят от размера и степени зрелости бобов. Объем бобов при бланшировании уменьшается на 20—25%. После бланширования бобы охлаждают холодной водой и инспектируют. Охлаждение проводят на моечно-встряхивающей машине.
Фасование, укупоривание и стерилизация. Фасование фасоли осуществляется на автоматических наполнителях, после чего на другом наполнителе банки заливаются 3%-ным раствором поваренной соли.
Соотношение составных частей в банке должно быть следующим: бобов целых или в виде кусочков 60—65%, заливки 35— 40%. Температура заливки в момент наполнения должна быть не менее 80 °C, '
188
Наполненные банки немедленно укупоривают и стерилизуют. Стерилизацию проводят в течение 20—40 мин при температуре 116—120 °C. После стерилизации банки охлаждают до температуры воды в автоклаве не выше 45 °C.
Требования к качеству готовой продукции. К качеству готовой продукции предъявляются определенные требования. В одной единице фасовки допускается не более 5% по массе неоднородных по размеру стручков. Содержание поваренной соли 0,8—1,5%. Консервы «Фасоль стручковая» содержат сухих веществ 6,5 % г белков 1,2, сахаров 1,6, крахмала 0,9^ клетчатки 0,6, органических кислот 0,1 %, витамина С — 5 мг%.
Свекла и морковь гарнирные
Эти консервы вырабатывают следующих наименований: «Морковь гарнирная кубиками», «Морковь гарнирная брусочками», «Морковь гарнирная кружочками», «Свекла гарнирная целая», «Свекла гарнирная кубиками», «Свекла гарнирная брусочками».
Из сортов моркови для производства этих видов консервов рекомендуется Каротель, Нантская, Несравненная, Лосиноостровская, Бирючекутская, Московская зимняя, из сортов свеклы — Бордо, Несравненная, Подзимняя, Грибовская, Односемянная.
Мойка и инспекция. Корнеплоды моют в установленных последовательно моечных машинах: барабанной А9-КМ-2 и вибрационной ММКВ-2000 или барабанной А9-КМ-2 и унифицированной АЗ-КУМ-Ш.
В случае переработки очень загрязненного сырья его предва рительно моют в лопастной машине. Мойка должна обеспечить полное удаление остатков земли и других загрязнений, являющихся источниками попадания в продукт спор микроорганизмов.
Промытые корнеплоды подвергаются инспекции, а свеклу еще дополнительно сортируют и калибруют. Ее разделяют на три фракции: мелкую — диаметром 50—70 мм, среднюю — диаметром 70—120 мм и крупную — диаметром более 120 мм.
Очистка. Морковь после мойки и инспекции направляется на очистку в машинах с терочной поверхностью рабочего органа или в паротермических агрегатах. Допускается очистка моркови химическим способом в 4%-ном растворе щелочи в течение 3 мин при температуре 80—85 °C. После этого морковь подвергают тщательной мойке в холодной проточной воде до полного удаления щелочи и кожицы. Затем морковь инспектируют и вручную дочищают с удалением ботвы с частью корня, тонкой части корневища и поврежденных мест.
Свеклу, обрабатывают острым паром в автоклавах или паротермическом агрегате под давлением 0,25 МПа до тех пор, пока сердцевина корнеплода не прогреется до 98 °C для размягчения кожицы и мякоти. Обработка при такой температуре необходима для инактивации ферментов и предупреждения потемнения при резке. Продолжительность и температура устанавливаются лабораторией
18&
завода путем обработки опытных партий, исходя из конструктивных особенностей аппарата, сорта и размеров свеклы.
Прошпаренную свеклу очищают от кожицы на машинах с терочной поверхностью или вручную и промывают холодной водой.
Резка. Морковь и свеклу режут на кубики размером 8X10 мм, брусочки с поперечным сечением 5 X 5 мм и кружочки толщиной не более 5 мм. Мелкую свеклу консервируют в целом виде. Для удаления мелочи резаные морковь и свеклу просеивают через сито с отверстиями диаметром 3—4 мм и для удаления ферропримесей на выходе из корнерезки устанавливают магниты.
Резаную морковь бланшируют в кипящей воде или острым паром в течение 1—2 мин и быстро охлаждают в проточной холодной воде.
Фасование, укупоривание, стерилизация. Подготовленные овощи немедленно фасуют и сразу же заливают горячим (не ниже 90 °C) раствором сахара, соли, лимонной кислоты в соответствии с рецептурами. <
При наполнении банок должно быть обеспечено следующее соотношение составных частей: моркови и свеклы нарезанных 55—60%, заливки 45—40%, а для свеклы целой 60—65%, заливки 40—35%. Укупоренные банки подвергают стерилизации при температуре 120 °C в течение 30—55 мин в зависимости от вместимости тары.
При расчете расхода сырья на единицу продукции размеры потерь и отходов сырья при инспекции, механической обработке, резке, очистке, просеивании для моркови принимаются 19% (до 1 января) и 22% (после 1 января), а для свеклы — соответственно 24 и 29%.
Требования к качеству готовой продукции. В консервах овощи должны быть целыми (свекла) или нарезанными (морковь и свекла) в виде кубиков, брусочков или кружочков, однородных по форме. Размеры кубиков 8—10 мм, брусочков по поперечному сечению не более 5X5 мм, толщина кружочков не более 5 мм, диаметр не более 25 мм. Допускается наличие до 20% кубиков и брусочков неправильной формы и не более 10% мелочи к массе овощей.
Томаты натуральные целые
Эти консервы изготавливаются из зрелых томатов, очищенных или неочищенных от кожицы, с добавлением зелени пряных растений или без нее, залитых протертой томатной массой или томатным соком с добавлением поваренной соли, уксусной или лимонной кислоты.
Сырье. В производство допускаются томаты свежие, целые, зрелые, с равномерной желтой или красной окраской. Размеры томатов для консервов из целых сливовидных плодов должны быть в пределах: по длине 3,5—7 см, диаметром 2,5—4 см; для
190
круглых — диаметр 3—6 см. Зелень пряных растений — петрушки, укропа, сельдерея, хрена — должна быть свежей, молодой.
Сортировка и калибровка томатов. Томаты, предназначенные для цельноплодного консервирования, сортируют по качеству. На переработку направляют плоды неребристые, без углубления на верхнем конце и с небольшим углублением в месте прикрепления плодоножки, равномерного красного цвета, без прозелени.
После сортировки томаты калибруют на калибровочных машинах по размеру.
Мойка томатов. Она осуществляется в последовательно установленных моечных машинах: элеваторной и вентиляторной. После мойки томаты направляют на инспекционный транспортер. Во время инспекции удаляют оставшиеся на плодах после сортировки плодоножки и дефектные плоды.
Очистка томатов. Удаление кожицы производят путем обработки острым паром в шпарителе или паровакуумным способом.
По первому способу томаты проходят через ленточный шпа-ритель, в котором бланшируются острым паром в течение 10— 20 с, затем быстро охлаждаются водой из душа. При этом на стороне плода, противоположной плодоножке, образуются трещины кожицы, облегчающие ее съем вручную.
По второму способу томаты подают в аппарат, в котором их подвергают кратковременной обработке в течение 15 с острым паром под давлением 98 кПа с последующим мгновенным сбросом давления пара ниже атмосферного до остаточного давления 8 кПа. Кожицу удаляют на моечно-встряхивающей машине под душем.
Подготовка вспомогательных материалов В случае производства консервов с добавлением зелени ее инспектируют, моют и режут на мелкие кусочки.
Чеснок обрабатывают вместе с водой в карборундовой машине в течение 1 мин. При этом чеснок разделяется на зубки и очищается от чешуи. Затем его дочищают, инспектируют и измельчают на волчке. Соль просеивают через сито с диаметром ячеек не более 3 мм.
Приготовление заливки. Для приготовления заливки неува-ренную томатную пульпу или томатный сок получают из свежего сырья. Технологический процесс получения томатной заливки такой же, как и при производстве томатного сока натурального. Для получения томатной пульпы могут быть использованы деформированные при очистке томаты. Период между приготовлением томатной пульпы или томатного сока и наполнением банок с уложенными томатами не должен превышать 30 мин. Использование томатной пульпы или томатного сока, приготовленных па первичных пунктах, не допускается.
В заливку добавляется 2% соли, 0,25% 80 %-ной уксусной кислоты и 0,2% лимонной. После добавления всех компонентов активная кислотность полученной заливки должна быть равна 3,9±0,1.
191
С целью уменьшения растрескивания плодов и предотвраще-ния перехода мякоти и семян в заливку допускается добавление 0,22% хлористого кальция в пульпу или сок.
Фасование и укупоривание. Эти консервы фасуют в стеклянную или жестяную тару вместимостью до 1 л. Разрыв между укупориванием банок и стерилизацией не должен превышать Ю,5 ч. Стерилизацию проводят при температуре 105—120 °C в течение 15—40 мин в зависимости от вида и вместимости тары.
Требования к качеству готовой продукции. В зависимости от качества консервы выпускают двух сортов: высшего и I. По органолептическим показателям к консервам предъявляются следующие требования: внешний вид — плоды целые, без плодоножек, одинаковые по форме и степени зрелости, равномерно окрашенные. Допускается наличие деформированных плодов: в высшем сорте 1—2 шт. на банку, в I сорте — 2—4 шт. Допускается отклонение размеров плодов по наибольшему измерению в высшем сор- | те 1 см, в I сорте 2 см. Масса плодов от массы нетто готового продукта для сливовидных томатов должна быть не менее 60%, ?
для округлых — 50%. Содержание поваренной соли 0,8—1,2%, pH заливки не более 3,9. Содержание солей олова при фасовании в металлические банки не более 200 мг/кг.
Натуральные консервы из перца
Эти консервы вырабатываются из плодов сладкого перца толстостенных сортов технической и биологической стадии зрелости. К таким сортам относятся Краснодарский консервный, Адыгей- J ский, Калинковский, Армянский, Болгарский, Гогошары, Молдав- | ский белый. ;
Поступающее в производство сырье подвергают качественной проверке, сортируют по цвету и размерам, моют в вентиляторной моечной машине и инспектируют. После мойки у перца удаляют плодоножки вместе с семяносцами и семенами (рис. 55).
Для плотного заполнения банки пластичными плодами перца сырье подвергается бланшированию паром или в кипящей воде в течение 1—3 мин. Затем оно быстро охлаждается холодной водой. Для выработки перца половинками после бланширования его разрезают вдоль на половинки.
Заливка консервов представляет собой 6%-ный раствор сахара, 3%-ный раствор соли и 0,6%-ный раствор лимонной кислоты. Активная кислотность заливки должна быть 2,3 ±0,2.
Перец укладывают вертикально широкой частью плодов вверх в стеклянные банки вместимостью от 0,5 до 3 л или в жестяные банки вместимостью до 3 л. При укладке целые плоды сплющиваются, половинки вкладываются одна в другую. Допускаются в одной фасовке плоды разного цвета.
При фасовании целых плодов они должны составлять 55%, заливка —45%, при фасовании резаного перца — соответственно 60 и 40%.
192
Температура заливки при фасовке должна быть не ниже 90 °C. Укупоренные банки немедленно передают на стерилизацию. Допускается разрыв между этими операциями, но он не должен превышать 30 мин. Стерилизация осуществляется при температуре 100 °C в течение 8—17 мин.
Отходы и потери сырья при производстве этого ассортимента для целых плодов составляют 32,5%, для резаного —- 34,5%.
Из красного сладкого перца готовят пюре. Для этих целей используют перец тех же сортов, что и для цельноплодного консервирования, но при этом можно использовать плоды неправильной формы.
После мойки, очистки и инспекции плоды обрабатывают острым паром в течение 5—10 мин. Перец измельчают на протирочной машине или волчке, немедленно в горячем виде фасуют в тару и после укупорки стерилизуют при температуре 116 °C.
Во избежание потерь витамина С протирание перца проводят в атмосфере пара.
Пюре из шпината и щавеля
Консервы представляют собой натуральное пюре, изготовленное из протертых свежих молодых листьев шпината, щавеля или их смеси.
Для изготовления консервов используются целые свежие молодые листья зеленого цвета размером 5-—8 см. У листьев шпината вкус пресный, у щавеля — остро-кислый.
Шпинат и щавель подвергают инспекции, удаляя пожелтевшие, подгнившие, огрубевшие, пораженные болезнями листья и посторонние примеси. Листья моют на металлических сетках, в промышленных стиральных машинах, ополаскивают под душем при давлении воды 196— 294 кПа, после чего листья поступают на встряхивающую машину для удаления излишней влаги.
Промытые листья щавеля поступают на бланширование паром или водой при температуре 85 °C в течение 3—5 мин.
Рис. 55. Технологическая схема первичной переработки сладкого перца:
1 — контейнероопрокидыватель; 2 — элеватор типа «гусиная шея»; 3 — сепаратор; 4 — контейнер для плодов перца (диаметром мепее 32 мм), ботвы, листьев; 5 — вентиляторная моечная машина; 6 — транспортер для отбора некондиционного сырья; 7 — автомат для очистки перца; 8 — транспортер для отходов; 9 — контейнер для отходов; 10 — транспортер для инспекции и дочистки; 11 — барабанная
моечная машина; 12 — распределительный транспортер.
13 Заказ № 639
193
Шпинат бланшируют в горячей воде при температуре 76 °C в течение 6 мин.
При выработке консервов «Пюре из смеси шпината и щавеля» для достижения необходимого pH шпинат бланшируют в 0,3 %-ном растворе лимонной кислоты.
После бланширования листья протирают в протирочной машине с ситами из некорродирующих материалов, имеющими отверстия диаметром 1,5—2 мм. Для более эффективного протирания сырье смешивают в соотношении 1:1, а затем протирают. Протертую массу собирают в закрытом сборнике из нержавеющей стали.
В случае, если содержание сухих веществ в пюре будет ниже 6 %, проводят частичное уваривание пюре в вакуум-аппаратах при остаточном давлении 35—41 кПа.
Перед фасованием пюре подогревают в трубчатых подогревателях до температуры 85—95 °C в зависимости от способа стерилизации. Со стерилизацией при вместимости тары до 1 дм3 температура должна быть 85 °C, при вместимости тары 2—3 дм3 — 90 °C; при горячем розливе в таре 2—3 дм3 температура фасования должна быть не ниже 95 °C. При горячем розливе после укупоривания банки немедленно переворачивают вверх дном. При более низкой температуре (85 °C) во время горячего розлива в пюре добавляют низин (0,02%) и сорбиновую кислоту (0,03%).
Активная кислотность до стерилизации должна быть не более: для пюре из шпината 5,4; пюре из щавеля 3,5; пюре из смеси 3,9.
Температура стерилизации 120 °C, продолжительность 40— 75 мин в зависимости от вместимости тары.
Отходы и потери при производстве этих консервов принимаются в размере 10%.
Натуральные консервы из картофеля
Из молодых мелких клубней картофеля с плотностью до 1,07 г/см3 и содержанием крахмала не более 12% производятся следующие консервы: «Картофель молодой натуральный целый», «Картофель молодой натуральный целый с укропом», «Картофель молодой натуральный нарезанный», из старых клубней — «Картофель натуральный — полуфабрикат».
Подготовка молодого картофеля. Поступивший на производство молодой картофель подвергают первичной мойке в моечных машинах (элеваторных, барабанных, вентиляторных, лопастных) при давлении воды 196—294 кПа. При значительном загрязнении картофель замачивают в проточной воде, что иногда сочетается с транспортировкой в гидротранспортерах.
Чистый картофель инспектируют на транспортере, удаляя испорченные, поврежденные и с другими дефектами клубни, а также посторонние примеси.
Картофель молодой калибруют на следующие размеры по наибольшему диаметру клубней: от 3 до 4, от 4 до 5 и более 5 см. В целом виде используются клубни до 5 см.
194
Калибруют и проверяют на крахмалистость только чистый (мытый) картофель. Проверку картофеля на крахмалистость производят в 10%-ном растворе поваренной соли плотностью 1,07 г/см3 при температуре 20 °C.
Очистка. Промытый и проинспектированный картофель очищают на машинах с абразивной поверхностью периодического или непрерывного действия. При паровой очистке клубни молодого картофеля подвергают обработке паром при давлении7 600— 1000 кПа, после чего картофель направляют в моечно-очистительную машину для смывания и удаления кожицы. Очищенный картофель можно хранить не более 30 мин.
После очистки клубни подвергаются инспекции и дочистке на ленточных транспортерах. Крупные клубни режут на 2—4 части или кубики размером 1—1,5 см, или брусочки. После дочистки и инспекции картофель вторично моют в проточной воде.
Подготовка зелени. Зелень укропа инспектируется, тщательно моется в проточной воде с душированием. После мойки укроп режется на кусочки 1—2 см на машине для резки зелени или вручную. Хранение подготовленной зелени более 30 мин не допускается.
Фасование, укупоривание и стерилизация. Заливка представляет собой 2%-ный раствор поваренной соли в воде. При заполнении банок необходимо соблюдать следующее соотношение составных частей: картофель — 60% и заливка — 40%. При производстве консервов «Картофель молодой натуральный с укропом» в банки закладывается 0,5% укропа.
Температура заливки при наполнении банок должна быть не ниже 90 °C, разрыв между укупоркой и стерилизацией более 15 мин не допускается.
Стерилизацию консервов проводят при температуре 120 °C в лечение 30—45 мин в зависимости от вместимости тары.
При производстве консервов потери и отходы сырья составляют 25%.
Требования к качеству готовой продукция. Цвет клубней должен быть белым или с желтоватым оттенком, однородный в одной банке, консистенция клубней — нормально сваренного картофеля, форма клубней или их кусочков сохраняется. Заливочная жидкость должна быть почти прозрачная. Содержание поваренной соли нормируется в пределах 0,8—1,5%.
Консервы «Картофель натуральный — полуфабрикат» изготавливаются из целого или нарезанного очищенного картофеля, залитого раствором поваренной соли с добавлением лимонной кислоты, хлористого кальция и антибиотика низипа.
Эти консервы предназначаются как полуфабрикат для приготовления первых и вторых блюд.
Мойка клубней. Доставленный на завод картофель моют в чистой проточной воде в моечных машинах различных систем (лопастных, элеваторных, барабанных, вентиляторных). Мойка производится до полного удаления загрязнений и примесей.
13*
195
Инспекция и калибровка. Чистый картофель инспектируют с целью удаления испорченных, поврежденных клубней, а также посторонних примесей. После инспекции картофель калибруют на три группы: мелкие — до 4 см, средние — от 4 до 6, крупные — более 6 см.
Очистка. Для консервирования наиболее пригодны клубни среднего размера. При использовании крупного картофеля его необходимо после очистки разрезать на 2 или 4 части для лучшей укладки в банки. Очистка картофеля осуществляется на карборундовых очистительных машинах или паротермическим способом. Дочистка клубней проводится вручную.
Для предотвращения потемнения клубней картофеля при до-чистке в накопительную ванну допускается добавление одного из следующих препаратов: бисульфита натрия, пиросульфита натрия или сернистокислого натрия в концентрации 0,1—0,3%.
После второй мойки очищенный картофель немедленно бланшируется.
Бланширование. При крахмалистости картофеля около 14% в целях предупреждения разваривания очищенных клубней рекомендуется проводить бланширование в растворе хлористого кальция 4%-ной концентрации при температуре 82—88°C в течение 4 мин. В этом случае хлористый кальций в заливку не добавляется.
При паротермической очистке картофель не бланшируется.
Фасование, укупоривание, стерилизация. После бланширования картофель охлаждают проточной водой, дают стечь воде и направляют на фасование. Хранение бланшированного картофеля в холодной воде более 30 мин не допускается.
Подготовленный картофель плотно укладывается в стеклянные банки 1—82—1000, 1—82—2000 и 1—82—3000, а также в жестяные банки № 13 и 14. Соотношение составных частей в готовой продукции следующее: картофель — 58—60%, заливка — 42— 40%.
Заливка готовится путем растворения мелкой поваренной соли в воде. Концентрация соли до 2%. После растворения соли раствор кипятят 1—2 мин и фильтруют. Затем в горячий рассол (с температурой не ниже 90 °C) добавляют лимонную кислоту в количестве 0,1 %, хлористый кальций — 0,12% (в случае, если бланширование проводилось без него) и низин (низаплен, нирос) в количестве 0,24% к массе заливки с тем расчетом, чтобы в готовой продукции его было 0,01 % в пересчете на всю массу консервов в одной единице фасовки.
Температура заливки в момент фасования должна быть не менее 90 °C. Стерилизация консервов проводится при температуре 100 или 120 °C в зависимости от вместимости тары.
Требования к качеству готовой продукции. Содержание поваренной соли 0,8—1,5%, титруемая кислотность в расчете на лимонную кислоту не более 0,2%.
196
Г л а в a 15 t
ОВОЩНЫЕ И ПЛОДОВЫЕ МАРИНАДЫ.
ГРИБЫ МАРИНОВАННЫЕ
Маринады представляют собой специально подготовленные продукты из овощей, плодов или ягод в заливке, содержащей уксусную кислоту, соль, сахар, пряности. Маринование плодов, ягод и овощей основано на применении уксусной кислоты — консерванта, широко распространенного в консервной промышленности. Большинство микроорганизмов погибают в 2 %-ном растворе уксусной кислоты, которая оказывает консервирующее действие за счет повышения активной кислотности продукта. Снижение активной кислотности среды до 4 и менее задерживает развитие гнилостных бактерий, угнетается рост дрожжей. Споры же микроорганизмов могут сохранять свою жизнеспособность даже в 6 %-ном растворе, хотя в этих условиях они и не развиваются. Однако концентрация уксусной кислоты в продукте 2% и более резко ухудшает качество продукта, и он становится малоприемлемым для питания. В слабых же растворах уксусной кислоты хорошо развиваются плесени, уксуснокислые бактерии и некоторые другие виды аэробных микроорганизмов. Поэтому для обеспечения хороших вкусовых качеств маринадов уксусную кислоту применяют в концентрации не более 0,9 %, а для гарантии сохранения продукта от порчи маринование проводят в сочетании со стерилизацией или пастеризацией. Определенное консервирующее действие при мариновании оказывают также соль и эфирные масла пряностей.
Овощные маринады
К овощным маринадам относятся консервы, изготовленные из свежих овощей или предварительно засоленных огурцов или томатов, целых или нарезанных, либо из смеси целых или нарезанных (ассорти), с добавлением пряностей, растительного масла или без него, фасованных в стеклянные или металлические банки, залитые маринадной заливкой, герметически укупоренные, стерилизованные или пастеризованные.
Применяются маринады в основном для закусок, приправ, гарниров.
В зависимости от способа приготовления маринады подразделяются на овощи маринованные целые и овощи маринованные нарезанные (в том числе ассорти).
В зависимости от содержания уксусной кислоты овощные маринады подразделяются на слабокислые (0,5—0,7%) и кислые (0,71—0,9%). Кислыми изготавливаются капуста белокочанная маринованная со свеклой, с морковью, капуста цветная маринованная, лук маринованный, чеснок маринованный. Остальные маринады изготавливаются слабокислыми.
197
Сырье. Для выработки овощных маринадов используют свежие баклажаны, кабачки, патиссоны, тыкву, белокочанную, краснокочанную и цветную капусту, репчатый лук, столовую морковь, сладкий перец, столовую свеклу, стручковую фасоль, огурцы, красные и бурые томаты молочной степени зрелости и зеленые, соленые огурцы и томаты, зеленый горошек свежий, быстрозамороженный или консервированный, лук-севок, чеснок, портулак, черемшу, яблоки свежие поздних сортов созревания, клюкву.
В производство не допускаются: баклажаны, патиссоны, кабачки перезревшие с огрубевшими семенами; капуста белокочанная с зелеными, пожелтевшими, вялыми, загрязненными, пораженными гусеницами и их отложениями листьями; морковь столовая с белой и желтой мякотью, с жесткой и волокнистой сердцевиной; свекла столовая с грубыми волокнистыми нитями, бледно-красного цвета, со светлыми кольцами; стручки фасоли вялые, сморщенные, перезревшие или недозревшие, с пятнами на поверхности створок; огурцы соленые с остатками плодоножек и цветков, сморщенные, мятые; томаты битые, с трещинами, ожогами, перезревшие, пятнистые; капуста краснокочанная с перезревшими, треснувшими и недозрелыми кочанами, со слабой окраской или пожелтевшими листьями; капуста цветная с разошедшимися соцветиями, неплотной поверхностью головки менее 7 см. Не допускается в производство также сырье подмороженное, подгнившее, поврежденное болезнями и сельскохозяйственными вредителями, с механическими повреждениями.
Технологический процесс производства овощных маринадов. Перед подачей томатов машинного сбора на мойку производят отделение растительных примесей на прутковых решетках, установленных на элеваторах, а также почвенных примесей, используя для этого отмочные ванны или приемные бункера с гидротранспортерами. Первичную мойку недозрелых томатов машинного сбора производят в щеточных моечных машинах типа Т1-КУМ-Ш.
Поступившее в производство сырье сортируют (инспектируют). Баклажаны, кабачки, огурцы, патиссоны, лук, перец сладкий, томаты, свеклу столовую калибруют по длине или диаметру, подвергают тщательной мойке до полного удаления с поверхности остатков земли и других примесей. При значительном загрязнении корнеплоды и овощи предварительно отмачивают в ваннах с чистой проточной водой. После мойки обрезают у огурцов, патиссон, кабачков, баклажан плодоножки и чашелистики, у моркови, свеклы остатки зелени (у моркови удаляют также по линии зеленой границы верхнюю позеленевшую часть корнеплода), тонкую часть корневища.
Лук очищают от покровных листьев, корневой мочки и шейки, краснокочанную и белокочанную капусту — от верхних загрязненных и зеленых листьев, головки цветной капусты — от листьев. У сладкого перца удаляют плодоножку с семенниками, у фасоли — крупные стручки длиной более 9 см, концы стручков. Чеснок 198
замачивают в воде, подогретой до 85—-90 °C, в течение 20—30 мин, очищают в картофелечистке КНА-600М или вручную. При ручной очистке чеснок замачивают в течение 0,5—2 ч. После замочки срезают верхнюю часть головки, удаляют донце, покровные листья, кожицу. Для механизации трудоемкой работы по разделению чеснока на дольки и их очистке от оболочек могут применяться машины 8Л-00.000, МРЧ и А9-КЧП. Машина А9-КЧП предназначена для очистки луковиц и зубков чеснока от сухих наружных чешуй, корешков и стеблей методом пневматического отделения.
Морковь очищают от кожицы механическим, химическим или паротермическим способом. При химической очистке морковь подвергают тщательной мойке в холодной проточной воде до полного удаления щелочи и кожицы. Процесс мойки контролируется на полноту удаления щелочи с поверхности корнеплодов с помощью индикаторной бумаги. Очищенную морковь бланшируют 2— 4 мин в кипящей воде или паром.
Тыкву очищают от кожицы и семян, режут на кубики с гранями размером 15—20 мм. Нарезанные кубики бланшируют в кипящей воде 3—4 мин.
У яблок удаляют плодоножку, семенную камеру. Удаление семенной камеры и резку на дольки лучше проводить на машинах марки СХ-172 (ВНР) или РЗ-КРА.
Свеклу перед очисткой бланшируют в автоклавах или паротермических агрегатах до размягчения кожицы и некоторого размягчения мякоти. Продолжительность бланширования устанавливают опытным путем в зависимости от сорта и размера свеклы. Бланшированную свеклу очищают от кожицы на машинах с терочной поверхностью или вручную. В случае необходимости для полного удаления кожицы и пораженных участков проводят до-чистку моркови, свеклы, лука, чеснока.
Очищенное сырье ополаскивают под душем или в проточной воде. Давление воды при ополаскивании под душем должно быть не менее 0,25 МПа.
Молодые кабачки, баклажаны, мелкий лук, огурцы, патиссоны, перец, помидоры консервируют в целом виде, остальные режут на кружки, бруски, равные доли. В отдельных случаях для свеклы, моркови применяют фигурную резку в виде звездочек, гофрированных пластинок.
Консервируемые целые или нарезанные баклажаны бланшируют в кипящей воде или 1,5—2 %-ном растворе NaGl, или NaOH для удаления горечи. Продолжительность бланширования в зависимости от величины плода колеблется от 7 до 10 мин. После бланширования баклажаны немедленно охлаждают. При использовании щелочи баклажаны проверяют на полноту удаления щелочи. При изготовлении консервов «Баклажаны с перцем маринованные» баклажаны режут на кружки толщиной 12—15 мм ими кусочки размером не более 25 X 25 мм. Затем баклажаны обжаривают, охлаждают до температуры 35—40 °C.
199
Чеснок консервируют целыми головками или целыми дольками с отрезанной мочкой.
Черемшу сортируют, удаляют дефектные экземпляры, огрубевшие и поврежденные стебли, примесь других трав, очищают молодые побеги от тонкой кожицы и головок (сапожков). После мойки черемшу бланшируют в 3%-ном солевом растворе до полуготовности, охлаждают и дают стечь воде.
Овощи для маринадов ассорти консервируют целыми или нарезанными кубиками, дольками, половинками размером не менее _15 мм (по наибольшему измерению) и не более 30 мм (по наибольшему измерению).
Огурцы, томаты крепкого посола вымачивают в проточной воде или при 4—5-кратной ее смене до содержания в них соли 1—3%. В зависимости от содержания соли процесс длится от 36 до 48 ч. При приготовлении заливки содержание соли, оставшееся в огурцах и томатах, учитывается.
Для инактивации окислительных ферментов, повышения эластичности мякоти, облегчения диффузии и более плотной укладки в тару отдельные овощи бланшируют в кипящей воде: целый или нарезанный сладкий перец 0,5—1 мин; отдельные соцветия цветной капусты 2—3 мин; нашинкованную белокочанную или краснокочанную капусту 1 мин, лук 2—3 мин, морковь очищенную 2—4 мин, фасоль стручковую 2—4 мин, яблоки 5 мин.
Для улучшения окраски соцветия цветной капусты бланшируют в воде с добавлением соли и лимонной кислоты (1 кг соли и 50 г кислоты на 100 дм3 воды). Во избежание потемнения цветную капусту после охлаждения выдерживают 2—4 ч в 4 %-ном растворе поваренной соли до укладки в банки.
Отсортированные и откалиброванные промытые огурцы бланшируют при температуре 50—60 °C в течение 3—5 мин в зависимости от сорта и размера огурцов.
Огурцы разных сортов бланшируют отдельно. Вода в блан-ширователе меняется через каждые 2 ч. Для бланширования используют бланширователь БК или варочные котлы из нержавеющей стали. Вместо бланширования свежеубранные огурцы можно замачивать в чистой проточной воде на 1—2 ч.
Перец сладкий толстостенный можно бланшировать паром 15—30 с до приобретения плодами легкой эластичности.
При выработке консервов «Гогошары по-молдавски» гогошары после очистки и мойки пассеруют в хорошо прокаленном растительном масле, охлаждают в противнях с двойным дном (верхнее сетчатое) для стока масла и подают на фасование. Ужарка должна составлять 18—20%.
Краснокочанную капусту и легкоразваривающиеся сорта белокочанной капусты рекомендуется не бланшировать, а подвергать предварительному посолу (2% соли к массе капусты) с выдержкой 1—2 ч при комнатной температуре. Соль учитывают при изготовлении заливки.
После бланширования овощи немедленно охлаждают.
200
Подготовка зелени и пряностей. Учитывая большую обсеме-* ненность зелени и пряностей микроорганизмами, их подготовку проводят особенно тщательно. Зелень петрушки, укропа, сельдерея инспектируют, моют небольшими порциями по 3—4 кг на металлических сетках в течение 5—6 мин при высоте слоя зелени 15—20 мм и напоре воды 0,2—0,3 МПа. Рекомендуется мыть зелень в стиральных машинах периодического действия СМ-10Ау КП-017, ПК-53-100, СМТ-25. Цикл мойки зелени состоит из следующих операций: загрузка сырья, подача воды для мойки, слив воды, подача воды для ополаскивания, слив воды, встряхивание сырья, выгрузка. Затем зелень режут длиной 40—60 мм, а перец красный — на куски шириной 20—25 мм. Допускается использование соленой, сушеной и быстрозамороженной пряной зелени. Быстрозамороженную зелень дефростируют, соленую и сушеную инспектируют и в случае необходимости режут на куски, как и свежую. 4
В целях снижения бактериальной обсемененности перец черный горький, душистый после инспекции стерилизуют в автоклаве в сухом виде в герметически укупоренных банках. Лавровый лист инспектируют, замачивают, моют, ополаскивают. Импортные пряности могут быть заменены отечественными — укропом, петрушкой, сельдереем, эстрагоном, хреном, стручковым перцем, чесноком, лавровым листом, семенами укропа, аниса в соотношениях, предусмотренных рецептурой. Можно также использовать перечный ароматизатор наряду с черным перцем, гвоздичный концентрат (концентрат евгенольного базилика) взамен гвоздики, эфирное масло чеснока вместо свежего чеснока.
Критерием оценки правильной подготовки зелени и пряностей является их общая обсемененность, которая нормируется в зависимости от вида зелени и пряностей.
Приготовление вытяжки для заливки. Вытяжку из сухих пряностей готовят настаиванием пряностей на воде или 20 %-ном растворе уксусной кислоты. При настаивании сухих пряностей на воде их смесь в соотношении, предусмотренном рецептурой, загружают в котел из -некорродирующего металла, добавляют воду из расчета 8—10 кг воды на 1 кг пряностей, доводят до кипения, после чего раствор выдерживают 12—24 ч в герметически закрытом сосуде. Затем содержимое вновь нагревают до кипения, охлаждают и фильтруют.
Йри настаивании пряностей на 20 %-ном растворе уксусной кислоты смесь пряностей в соотношении, предусмотренном рецептурой, укладывают в стеклянные бутыли или другую кислотоустойчивую тару, заливают 20%-ным раствором уксусной кислоты, настаивают в течение 10 дней. Полученный экстракт фильтруют и хранят в герметичной таре до использования.
Приготовление маринадной заливки. Качество маринадов в очень большой степени зависит от используемой при их приготовлении уксусной кислоты или уксуса. Уксус, используемый для маринадов, должен отвечать требованиям стандарта: содержать
201
уксусной кислоты не менее 6%, спирта не более 0,1, растворимых веществ не менее 0,3%, минеральные кислоты и соли тяжелых металлов (железа, меди, свинца) не допускаются.
При производстве маринадов разрешается замена 50% уксусной кислоты кислотой молочной пищевой, которая придает маринадам более приятный вкус.
Маринадную заливку готовят следующим образом. Предварительно подготовленные соль и сахар в соответствии с рецептурой загружают в варочный котел МЗС-2446 или двутельный котел, добавляют необходимое количество воды и растворяют их при нагревании, после чего кипятят 5—10 мин, фильтруют. К прокипяченному и отфильтрованному раствору соли и сахара добавляют водную вытяжку из пряностей или экстракт пряностей, уксусную кислоту. Если пряности задают непосредственно в банку, то к водному раствору сахара и соли добавляют только уксусную кислоту.
При производстве маринадов можно использовать жидкий сахар, исходя из фактической массовой доли сухих веществ в нем.
Необходимое количество уксуса для заливки вычисляют по формуле
N= -2k 100 — , т2 М где N — количество уксуса, кг на 100 кг заливки; mi — содержание уксус* ной кислоты в консервах, %; т2 — содержание уксусной кислоты в уксусе или уксусной эссенции, %; М — содержание заливки в банке в момент фасования, % к массе нетто.
При расчете закладки соли и уксусной кислоты при использовании предварительно засоленных огурцов или томатов производят расчет в зависимости от оставшегося количества кислоты и соли после обессоливания.
Фасование и укупоривание. Подготовленные овощи плотно укладывают в стеклянные или жестяные лакированные банки вместимостью не более 3000 см3. При этом в одну банку кладут овощи одного вида, однородные по размерам и цвету. Овощи для маринада ассорти укладывают в банки в виде смеси так, чтобы придать маринаду привлекательный вид. Степень заполнения банок определяется установленной массой нетто.
При фасовании белокочанной и краснокочанной капусты для лучшего распределения заливки в маринаде ее задают в два приема: половину на дно банки, половину сверху после укладки капусты.
Заливочная жидкость должна содержать 4,3—6,6% соли, 5—9,7% сахара, ее титруемая кислотность в расчете на уксусную кислоту должна составлять 0,9—2,05%, pH —2,7—3,35 в зависимости от вида консервов. Измерения pH производят в каждой партии заливки. Температура заливки должна быть не ниже 85 °C. При наполнении банок необходимо придерживаться соотношения заливки и овощей, указанного в рецептуре. Наполненные банки укупоривают крышками.
202
Стерилизация и пастеризация. Укупоренные банки передают на стерилизацию или пастеризацию. Разрыв во времени между уку-пориванием банок и их стерилизацией (пастеризацией) не допускается более 30 мин. В зависимости от вида продукта и вместимости тары процесс ведут при температуре 90—100 °C в течение 5—20 мин. Охлаждение до температуры 40 °C ведут в течение времени, указанного в режиме стерилизации, пастеризации.
Хранят маринады в чистых, сухих, хорошо вентилируемых складских помещениях при температуре в пределах 0—20 °C. При хранении маринованной капусты часто наблюдается ее потемнение, вызываемое в основном реакциями образования меланоиди-нов, окисления полифенолов и образования сернистых соединений железа. Это придает продукту непривлекательный вид, поэтому хранить маринованную белокочанную и краснокочанную капусту лучше в помещениях без доступа дневного света.
Плодово-ягодные маринады
Плодовые и ягодные маринады готовят из свежих плодов или ягод одного вида или из смеси различных плодов и ягод. Если маринад включает один вид плодов или ягод, то его выпускают под соответствующим наименованием данной культуры. Если же в состав маринадов входит несколько видов плодов и ягод, то в зависимости от компонентов маринады получают наименование «Ассорти № 1» и «Ассорти № 2».
В зависимости от содержания уксусной кислоты и способа приготовления плодово-ягодные маринады подразделяются на виды: слабокислые маринады из винограда, вишни, кизила, крыжовника, слив и смородины (белой, красной и черной) с содержанием уксусной кислоты 0,2—0,4%; слабокислые маринады из груш, черешни, яблок с содержанием уксусной кислоты 0,4—0,6%; кислые маринады из винограда и слив с содержанием уксусной кислоты 0,6—0,8%.
Кислые маринады приготавливают из винограда с кислотностью до 0,8% (в пересчете на винную кислоту) и слив с кислотностью до 0,75% (в пересчете на яблочную кислоту).
Сырье. Для маринования используются свежие яблоки ранних и поздних сроков созревания, груши, сливы ранних и поздних сроков созревания, вишню, черешню, кизил, крыжовник, смородину белую, красную, черную, виноград столовых сортов, райские и китайские яблоки свежие, зрелые, здоровые, равномерно окрашенные, с плотной мякотью, плоды и ягоды замороженные. Кизил допускается в переработку при условии, если масса его косточки не превышает 30% общей массы плода. Для изготовления маринадов рекомендуются следующие сорта плодов: виноград — Корне Нягре, Алепо, Сенсо, Нимранг, Тавквери, Паркентский розовый; вишня — Шпанка поздняя, Шпанка ранняя, Владимирская, Люб-ская; крыжовник—Слава Ленская, Парела, Хаутон, Кикнесе; слива — Венгерка (молдавская, итальянская, ажанская); смородина
203
черная — Голубка, Алтайская десертная, Лия плодородная, Стахановка Алтая, Неаполитанская, Победа; груша — Лимонка, Панка, Ильинка, Урожайная, Сахарная летняя, Лесная красавица, Фердинанд и др.
Технологический процесс производства, плодово-ягодных маринадов. Все плоды и ягоды сортируют по размерам, качеству, степени зрелости, цвету. В зависимости от их вида сортировку по размерам проводят на калибровочных машинах или вручную.
После сортировки плоды и ягоды моют чистой проточной водой или в специальных моечных машинах в зависимости от вида плодов до полного удаления загрязнений.
Подготовка отдельных видов плодов и ягод. У слив, вишни, черешни, кизила удаляют плодоножку на специальных машинах.
Крыжовник маринуют целыми ягодами без плодоножек. Смородину черную, красную, белую маринуют целыми ягодами без плодоножек или гроздями. Смородину и крыжовник для размягчения иногда бланшируют 2—3 мин паром или горячей водой, затем быстро охлаждают. Виноград маринуют целыми ягодами без гребней или небольшими гроздьями. Грозди винограда разделяют на отдельные части с одновременным удалением гребней и загнивших ягод.
Мелкоплодные яблоки и груши диаметром не более 55 мм маринуют в целом виде: с высверленной сердцевиной, с кожицей или без кожицы; с неудаленной сердцевиной и с обрезанной плодоножкой.
Яблоки и груши диаметром более 55 мм разрезают пополам или на четыре части, удаляют семенную камеру, очищают от кожицы или маринуют с кожицей, но в любом случае обрезают плодоножку и удаляют чашелистики, бланшируют в кипящей воде: яблоки до 5 мин, груши до 10 мин. Продолжительность бланширования зависит от сорта, степени зрелости, размера плодов. После бланширования сырье охлаждают холодной проточной водой. Разрешается маринование яблок ранних сроков созревания без бланширования.
Райские и китайские яблоки маринуют целыми плодами после обрезания плодоножки, удаления чашелистиков, бланширования в кипящей воде в течение 2—3 мин и охлаждения.
Для маринования сливы используют сорта плодов с плотной нерастрескивающейся кожицей, устойчивой окраски. Этим требованиям удовлетворяют сорта из группы венгерок, ренклоды, мирабель, терн. Для предупреждения растрескивания кожицы сливы бланшируют в воде при температуре 90—95 °C в течение 1—2 мин, затем быстро охлаждают. В первый момент бланширования темно-фиолетовый цвет плодов блекнет, потеря непроницаемости кожицей приводит к интенсивному переходу красящих веществ как в воду, так и в слой ткани, прилегающий к кожице. Одновременно происходит растворение воскового налета, кожица покрывается мелкими трещинками. Во избежание разваривания сливу сразу же охлаждают.
204
Для приготовления ассорти сырье готовят так же, как и для обычных маринадов, а количество плодов и ягод берут в соответствии с утвержденной рецептурой. Ассорти могут содержать груши, сливы, вишню, кизил, виноград, черную смородину.
Приготовление маринадной заливки. В состав маринадной заливки входят сахар, вытяжка из пряностей — корицы, гвоздики, перца душистого, уксусная кислота. Допускается замена до 50% уксусной кислоты молочной.
Приготовление маринадной заливки включает три операции: приготовление вытяжки пряностей; приготовление сахарного сиропа; смешивание сахарного сиропа, вытяжки пряностей и уксусной (молочной) кислоты.
Допускается укладка гвоздики и душистого перца в сухом виде. В этом случае вытяжку готовят только из корицы.
Для приготовления сахарного сиропа сахар просеивают, отвешивают в количестве в соответствии с рецептурой, загружают в котел, добавляют необходимое количество воды, растворяют при помешивании, доводят до кипения, кипятят 10—15 мин, фильтруют.
К отфильтрованному сиропу добавляют заранее приготовленную вытяжку из пряностей, ускус и воду (взамен выпарившейся) в количестве, необходимом для доведения заливки до первоначального объема. Смешивать сахарный сироп с вытяжкой из пряностей и уксусной (молочной) кислотой следует только в сосуде из не-окисляющегося материала непосредственно перед фасованием.
Фасование, укупоривание, стерилизация (пастеризация). Подготовленные плоды и ягоды плотно укладывают в стеклянные или жестяные лакированные банки вместимостью не более 3000 см3. Плоды и ягоды для маринада ассорти укладывают так, чтобы придать маринадам привлекательный вид. Уплотненные плоды и ягоды заливают заранее подготовленной маринадной заливкой температурой не ниже 80 °C, за исключением маринадов из вишни и слив, кизила и винограда. Во избежание растрескивания плодов и сохранения окраски температура маринадной заливки в этом случае должна быть не выше* 60 °C.
Наполненные банки укупоривают, пастеризуют (стерилизуют), охлаждают.
Слабые п кислые плодово-ягодные маринады в таре вместимостью до 1000 см3 пастеризуют при температуре 80 °C в течение 10—20 мин, в таре вместимостью до 3000 см3 стерилизуют при 100 °C в течение 25 мин.
Требования к качеству готовой продукции.
Вкус и запах должны быть приятные, слабокислые или кислые, свойственные маринованным овощам, плодам, ягодам данного вида с ароматом пряностей. Не допускаются посторонние привкус и запах.
Цвет маринадов должен быть однородный, близкий к натуральному цвету соответствующих овощей, плодов и ягод без пятен.
205
Заливка практически прозрачная, с незначительным количеством взвешенных частиц мякоти, не вызывающим ее помутнения допускается свободный слой заливки, наличие единичных семян яблок, груш, винограда и смородины (черной, красной, белой). В маринаде из винограда допускается незначительный осадок винного камня, легко растворяющийся при взбалтывании.
Массовая доля общего сахара в пересчете на инвертный сахар для слабокислых фруктовых маринадов не менее 12%, для кислых — не менее 17 %.
По внешнему виду плоды, ягоды должны быть равномерными по величине, размеру, конфигурации, здоровые, чистые, несморщенные, немятые, без механических повреждений и червоточин* по консистенции — неразваренные, нетреснувшие.
Производство огурцов маринованных и консервированных
Широко распространенным ассортиментом являются консервы «Огурцы маринованные» и близкие к ним по показателям готового продукта и по технологии изготовления «Огурцы консервированные».
Качество огурцов консервированных и маринованных более, чем каких-либо других консервированных продуктов, зависит от качества поступаемого на переработку сырья и в первую очередь от технологических показателей того или иного сорта.
Для производства консервов применяются свежие огурцы с плотной упругой мякотью, зеленого цвета, правильной цилиндрической формы в стадии технической зрелости.
В производство не допускаются огурцы загрязненные, вялые, уродливой формы (кубарики, крючки, бубенчики, с перехватом), переросшие или желтяки с развитыми кожистыми семенами и пустотами внутри, мятые, с трещинами, загнившие, с плесенью и пятнистостью, поврежденные вредителями, запаренные, подмороженные. Для производства консервов рекомендуются скороспелые сорта: Гривский, Конкурент, Парад, Кустовой; сорта среднераннего срока созревания: гибрид Великолепный, гибрид Успех; сорта среднего срока созревания: Бирючекутский 193, Дол-жик, Зеленоплодный 47, Рустем 96-1, Росинка; сорта среднепозднего срока созревания: Витязь, Дружба 60, Нежинский местный, Нежинский 12 и Донской 175 — сорт позднего срока созревания.
Непригодны для консервирования салатные сорта и огурцы, выращиваемые в защищенном и полузащищенном грунте. В готовом продукте консистенция у таких огурцов мягкая, с пустотами, кожица грубая.
Для консервирования применяют огурцы следующих размеров (в мм): для высшего сорта — корнишоны по длине до 70 и от 70 до 90, отношение длины к наибольшему поперечному диаметру не менее 2,5; для I сорта — по длине до НО, по диаметру не более 50.
206
Рис. 56. Технологическая схема производства консервированных огурцов: 1 — рольганг для подачи ящиков с огурцами; 2 — установка для разгрузки ящиков; 3 — щеточная моечная машина; 4 — б л анширов ате ль; 5 — сортировочный транспортер; 6 — площадка для обслуживания; 7 — элеватор типа «гусиная шея»; 8 — транспортер; 9 — разделительный транспортер; 10 — вибрационный наполнитель; 11 — инспекционный стол; 12 — заливочная машина; 13 — укупорочный автомат; 14 — накопительный стол
Для консервов I сорта допускаются огурцы длинноплодных сортов размером до 140 мм и диаметром до 50 мм с неогрубевшей кожицей.
Огурцы сортируют по качеству, калибруют по размерам, моют и замачивают в чистой проточной холодной воде до 5 ч. После замочки огурцы вторично моют, удаляют плодоножку и соцветие, ополаскивают. Для сокращения цикла замачивание огурцов заменяют бланшированием в воде при 50—60 °C в течение 3—5 мин с последующим охлаждением.
Выработку огурцов консервированных и маринованных производят в основном на комплексной механизированной линии фирмы «Комплекс» (ВНР), показанной на рис. 56. Моют огурцы в щеточной моечной машине между вращающимися и неподвижными
207
щетками при одновременной промывке подогретой водой. После мойки огурцы'тщательно ополаскиваются, сортируются на машине с отбраковкой экземпляров диаметром более 50 мм. Далее огурцы поступают на распределительный ленточный транспортер, где удаляются огурцы уродливой, неправильной формы, перезревшие и с другими дефектами. Калибровка огурцов по длине проводится на специальных машинах. Подготовленные огурцы фасуют в стеклянные или жестяные лакированные банки.
Требования к качеству маринадов. Овощные маринады в зависимости от показателей качества подразделяются на два сорта: высший и I. Маринады из зеленых целых томатов и нарезанных огурцов на товарные сорта не подразделяются. Показатели качества их должны отвечать требованиям I сорта. Маринады из предварительно засоленных огурцов и нарезанных (кроме ассорти) капусты, фасоли, кабачков и патиссонов оцениваются только* I сортом. Для высшего сорта установлены более высокие органолептические показатели, физико-химические показатели для маринадов высшего и I сортов единые.
По органолептическим показателям овощи должны быть целые или нарезанные, однородные по размеру и конфигурации, здоровые, несморщенные и немятые, без повреждений, для ассорти — красиво уложенные в банку. Свободный слой заливки должен быть не более: для банок I, II, III типов 82—500 — 20 мм; I, II, III типов 82-1000-25; I, II, III типов 82-2000-30; I, II, III типов 82—3000 — 53 мм. Овощи должны быть плотные, неразваренные, с кислым или кисловатым вкусом, свойственным маринованным овощам данного вида, запахом пряностей и уксусной кислоты, заливка — практически прозрачная.
Массовая доля овощей по отношению к массе нетто консервов должна быть для целых не менее 50%, нарезанных — 55%; массовая доля сухих веществ — от 4 до 19%, хлоридов — от 1,5 до 2,0% (в зависимости от ассортимента); титруемая кислотность (в пересчете на уксусную кислоту) для слабокислых маринадов — 0,5— 0,7 %, для кислых — 0,71—0,9 %.
Плодово-ягодные маринады изготавливают без разделения на сорта. Готовые к употреблению плодовые и ягодные маринады должны удовлетворять требованиям действующей нормативнотехнической документации, которой нормируется соотношение плодов, ягод и заливочной жидкости, массовая доля сахаров, кислоты и др.
Грибы маринованные
Консервы «Грибы маринованные» приготавливают из бочковых маринованных, соленых или отварных грибов, прошедших заводскую обработку, с добавлением пряностей и уксусной кислоты.
Технологический процесс производства грибов маринованных.. Для изготовления консервов применяются следующие виды грибов: белые, маслята, подосиновики, подберезовики, лисички, мохо
208
вики, зеленки, опята осенние, рядовки, шампиньоны, толстушки* чернушки, серушки, волнушки, гладыши, краснушки, вешенки обыкновенные. Грибы отделяют от маринада или рассола, инспектируют, удаляя посторонние примеси, ломаные, червивые, переросшие шляпки, подрезают корень грибов до стандартного размера* моют на моечно-встряхивающей машине или под душем. Маринад используют в качестве заливки для маринованных грибов, разбавляя в случае необходимости водой в соотношении 1: 1, и фильтруют для удаления грибной крошки, листьев, игл.
Маринад темный, с неприятным запахом, с наличием минеральных примесей, повышенной массовой долей хлоридов и кислоты не применяют для производства.
Для фасования используют грибы одного вида, соответствующих размеров, целые, плотные, упругие, с наличием поломанных грибов не более 8%.
В готовой продукции массовая доля грибов по отношению к массе нетто консервов должна быть не менее 75%, массовая доля минеральных примесей — не более 0,05%; хлоридов — 2—2,5%; титруемая кислотность (в пересчете на уксусную) — 0,6—0,9%; pH — не более 3,8. Грибы должны быть чистые, целые или нарезанные на 2—4 части, с плотной, упругой мякотью, приятного вкуса и запаха. Маринад (рассол) должен быть полупрозрачный, слегка тягучий. Не допускается наличие постороннего запаха и привкуса.
Глава 16
КОНЦЕНТРИРОВАННЫЕ ТОМАТНЫЕ ПРОДУКТЫ, ТОМАТНЫЕ СОУСЫ
К концентрированным томатным продуктам относятся томатное пюре и томатная паста. Они получаются путем уваривания протертой томатной массы. Концентрация сухих веществ в томатном пюре составляет 12, 15 и 20%, в томатной пасте — 25, 30, 35 и 40%. Основным видом является 30%-ная томатная паста. Выпускается также томатная паста соленая с содержанием сухих веществ 27, 32 и 37%.
Томатное пюре
Доставка, приемка и хранение сырья. На переработку могут поступать томаты в целом или дробленом виде. Для транспортировки целых томатов ручного сбора могут быть использованы стандартные деревянные ящики вместимостью не более 16 кг, ящичные поддоны массой нетто 400 кг.
Томаты сортов механизированной уборки допускается транспортировать в большегрузных транспортных средствах.
Широко распространены пункты первичной переработки, где получают дробленую массу — томатную пульпу.
14 Заказ № 639
209
Томатная пульпа — полуфабрикат транспортируется в автоцистернах или наливных баржах в соответствии с правилами перевозок пищевых грузов при условии, что суммарно длительность хранения томатной пульпы на пункте, транспортировки и хранения на заводе до переработки не должна превышать 4 ч.
Перед сливом томатной пульпы-полуфабриката из автоцистерны сливной патрубок тщательно обмывают водой из шланга. Для удаления осевшей на дно цистерны густой массы томатной пульпы необходимо использовать холодную протертую томатную массу. Использование воды для смыва не допускается. Приемные емкости для слива томатной пульпы, идущей на переработку, должны быть снабжены мешалками или устройствами для рециркуляции, обеспечивающими ее однородность.
Доставленную на консервный завод грубопротертую томатную пульпу при необходимости хранения ее для обеспечения равномерной загрузки производства в течение суток подвергают подогреву до температуры 75 ±5 °C пароконтактным способом сухим очищенным насыщенным паром либо в многоходовых трубчатых теплообменниках. Подогретую томатную пульпу подают в машину для протирания с диаметром отверстий в сите 1,2 мм, а затем финишируют через сита с диаметром отверстий 0,4 мм. После финиширования томатную пульпу подогревают до температуры 93±3°С и охлаждают до 23 °C в теплообменниках. Подготовленную таким образом томатную пульпу можно хранить в термоизолированных емкостях вместимостью 25—100 м3 в течение 10 ч.
Томаты, поступающие на завод в целом виде, подают на линию первичной переработки в порядке поступления на сырьевую площадку с учетом качественного состояния каждой партии. Подачу осуществляют с помощью гидравлического транспортера. Он представляет собой желоб, расположенный с уклоном 10—12 мм на 1 м длины по направлению движения воды и сырья.
Скорость движения потока в гидравлическом транспортере определяется по формуле
v=C^RI,
где С — коэффициент шероховатости (для цементированных гидравлических транспортеров томатных линий С=26,5); R — гидравлический радиус (отношение площади сечения потока к подводному или смоченному периметру); I — уклон русла (0,08—0,12).
Расход воды на 1 кг томатов около 4 дм3. Для улавливания тяжелых примесей в днище желоба гидротранспортера рекомендуется устанавливать ловушки.
При загрузке томатов в гидротранспортер следует установить переносной загрузочный бункер. Высота падения плодов до зеркала воды при разгрузке томатов из всех видов транспортной тары рекомендуется не более 0,5 м.
Мойка томатов. Из гидротранспортера через водоотделитель томаты поступают в моечные машины. Мойку томатов проводят до удаления видимых загрязнений — земли, глины, песка и других
210
Рис. 57. Схема механизированной линии производства томата-пасты:
1 — моечная машина; 2 — инспекционный транспортер; 3 — дробилка и семяотде-литель; 4 — сборник дробленой массы; 5 — насос; 6 — подогреватель; 7 — протирочная машина; 8 — сборник протертой массы; 9 — воздушный насос; 10 — конденсатор; 11 — пароподогреватель; 12 — вакуум-выпарные аппараты
механических примесей и большей части микроорганизмов и ядохимикатов в двух последовательно установленных моечных машинах, в которых обеспечиваются проточность воды, слив и турбулизация за счет работы воздуходувок. Расход воды на мойку томатов устанавливается из расчета 2—3 дм3 на 1 кг томатов. После мойки томаты ополаскивают под душем на выносном транспортера моечной машины.
Инспекция и сортировка томатов. После мойки томаты поступают на инспекционный транспортер \рис. 57). В процессе инспекции отбраковывают дефектные плоды и удаляют плодоножки. Недозрелые томаты, отбракованные отдельно, используют для засолки. Инспекция осуществляется преимущественно вручную. Скорость транспортера не должна превышать 0,1 м/с. Душевые точки для ополаскивания томатов устанавливаются после инспекции за 1 м до места разгрузки, чтобы вода успела стечь с плодов.
В некоторых зарубежных линиях для переработки томатов (например, фирма FMC, США) сортировка томатов по цвету осуществляется фотоэлектрическим методом. Наиболее характерна отражательная способность томатов разной степени зрелости на участке спектра 570—670 нм. Путем подбора светофильтров можно осуществить разделение томатов на отдельные фракции.
Дробление и отделение семян. Дробление томатов осуществляется на дробилках-семяотделителях, имеющих механизм регули-14* 211
рования зазора между бичом и ситом для лучшего отделения семян. Отделение семян происходит в холодном состоянии, и поэтому они могут быть использованы как посадочный материал.
Обработка дробленой массы. Измельченная томатная масса окапливается в размещенном под дробилкой резервуаре с коническим днищем, из которого шнековым насосом, снабженным вариатором, через подогреватель нагнетается в протирочную машину. Подогреватель представляет собой горизонтальный кожухотрубный теплообменник быстрого потока с паровым обогревом. Скорость движения массы по трубам составляет 0,7—0,9 м/с.
Дробленую массу подогревают для перевода нерастворимого протопектина в растворимый пектин. Это облегчает отделение кожицы от мякоти, снижая отходы при протирании.
Масса протирается в трехступенчатой протирочной машине через сита с отверстиями диаметром 1,2; 0,8; 0,4 мм.
Температура размельченной массы перед протиранием регулируется в пределах 60—90 °C. Она оказывает влияние на качество продукта. Так, при холодном способе переработки масса подогревается до температуры 60—67 °C и получается продукт ярко-красного цвета. Отходы при протирании в зависимости от сырья составляют 5—8%. При горячем способе размельченная томатная масса подогревается до 80—90 °C, образующаяся масса плотная, отходы составляют 4—6%.
Стерилизация томатной массы в потоке. Протертую томатную массу подвергают стерилизации, для чего используют многоходовые трубчатые теплообменники и выдерживатели. Обработка осуществляется при температуре 125 °C в течение 70 с или при температуре 130 °C в течение 55 с (для массы с pH выше 4,4). Массу подают на стерилизацию насосами, обеспечивающими давление продукта на выходе из стерилизующей системы не ниже 280 кПа. Стерилизованную томатную массу перед подачей в ва-куум-выпарные установки с выносными поверхностями нагрева не подвергают охлаждению, а направляют через редукционный вентиль в сепаратор первого корпуса (по продукту). Для аппаратов с расположением поверхности нагрева внутри корпуса томатную массу после выдерживателя подвергают охлаждению до температуры 85 ±2 °C во избежание потерь продукта с соковыми парами. Охлаждение можно осуществлять за счет самоиспарения в емкости при давлении, равном либо меньше атмосферного. Для вакуум-выпарных установок с выносными поверхностями нагрева допускается производить стерилизацию томатной массы после частичного концентрирования в первом корпусе. При этом протертую, подготовленную томатную массу направляют в первый корпус вакуум-выпарной установки, концентрируют примерно до массовой доли сухих веществ 8 %, затем стерилизуют по режимам, как и для исходной массы, после чего направляют тангенциально в сепаратор последующего корпуса, если разность между температурой кипения в этом корпусе и температурой поступающего продукта не превышает 50 °C. Если оговоренная разность температур пре-
212
©ышает 50 °C, то перед поступлением в последующий аппарат массу следует охладить.
Производство томатного пюре периодическим способом. Для выработки томатного пюре протертую томатную массу подвергают однократному выпариванию в открытых аппаратах (чанах), оборудованных медными змеевиками.
Томатную массу загружают в чан с таким расчетом, чтобы она покрывала змеевик. Оголение змеевиков приводит к высыханию продукта и образованию нагара.
При заполнении чана томатная масса должна быть горячей (90 °C), чтобы кипение началось сразу после пуска пара в змеевики, а также во избежание вспенивания во время выпаривания.
В процессе выпаривания в чан периодически или непрерывно доливается свежая масса. Когда концентрация сухих веществ в увариваемой массе приближается к требуемой, долив свежей массы прекращают. Закончив варку, выключают пар, открывают вентиль на обводной линии у конденсационного горшка и пускают в змеевики холодную воду. Это осуществляется для того, чтобы при оголении горячих змеевиков предупредить образование пригара. Продолжительность варки 15%-ного пюре 25—30 мин, 20%-ного — 40—45 мин.
Вторичные соковые пары, образующиеся при выпаривании, используются для подогрева воды для технических нужд или пульпы, идущей на концентрирование.
Томатная паста
Концентрирование томатной массы в непрерывнодействующих выпарных установках. Производство томатной пасты осуществляется на специализированных линиях, преимущественно импортного производства.
Линии первичной переработки томатов почти во всех импортных линиях имеют один и тот же технологический процесс. Основное отличие линий друг от друга заключается в конструкциях ва-куум-выпарных установок.
Промышленность в настоящее время располагает импортными линиями из ВНР, СФРЮ, Италии.
Кроме того, на консервных заводах в зависимости от производительности комплектуются линии производства томатной пасты с использованием различных типов отечественного выпарного оборудования.
Технологический процесс получения томатной пасты на линиях типа Р (Венгерская Народная Республика). Используя новейшие достижения науки и техники, в Венгерской Народной Республике в последние годы разработана группа линий типа Р. Линию переработки томатов «Ланг Р» выпускают пяти типоразмеров: Р8, Р16, Р24, Р32, Р48. Производительность по сырью соответственно 80, 160, 240, 320, 480 т/сут.
213
В испарительных установках направление движения продукта противоточное, т. е. при уваривании сок протекает в направлении, противоположном направлению пара. Обе выпарные ступени монтируются друг над другом, и при этом соковые пары из окончательной ступени выпаривания непосредственно через обогревающее отверстие без паропровода поступают в предварительный испаритель. Для циркулирования сока в нем помещено наклонное кольцо, а в окончательном испарителе размещены пучки наклонных труб. Исходный сок подается в установку через поплавковый регулятор уровня. Предварительное выпаривание осуществляется с термической циркуляцией.
Уваренный сок перекачивается насосом в окончательный испаритель. Это перемещение регулируется электродами, встроенными в стеклянную трубку указателя уровня сока. В окончательном испарителе циркуляция выпариваемого продукта термическая и принудительная. Последняя осуществляется встроенными шнековыми насосами.
Продукт из аппарата выгружается вариаторным шнековым насосом. Концентрация готового продукта автоматически контролируется рефрактометром и регистрируется самопишущим прибором.
Пар из котельной через устройство для насыщения поступает в обогревающую камеру окончательной ступени выпаривания. В устройстве для насыщения пар охлаждается до установленной температуры нагревания отработавшим конденсатом, отводящимся, из камеры обогревания. Насыщением пара предупреждается попадание перегретого пара в камеру нагрева с целью исключения пригорания томатной массы. Отработавший конденсат возвращается в котельную.
Соковые пары из второй ступени выпаривателя поступают в камеру обогревания первой ступени. Разрежение в испарителе создается противоточным конденсатором полубарометрического типа. Воздух отсасывается плунжерным вакуум-насосом.
Рабочие температуры в камерах испарителя установок «Ланг Р16» (°C): в пространстве обогревания окончательного испарителя 97—102, в паровом пространстве окончательного испарителя 60—65, в пространстве обогревания предварительного испарителя 64—68, в паровом пространстве предварительного испарителя 42—46, охлаждающей воды в конденсаторе 15—25, воды после конденсатора 38—40. Коэффициент теплоотдачи в предварительном испарителе равен 1000—1250, в окончательном испарителе 1250-1500 ккал/(м2-ч-°С).
Перед фасованием томатная паста, полученная в испарителе, подвергается стерилизации. Аппарат представляет собой горизонтальный цилиндр с двойной рубашкой, в котором вращается барабан, снабженный шнеком, наружный диаметр которого совпадает с внутренним рубашки нагревающего цилиндра. Этот шнек перемещает стерилизуемую пасту со скоростью 3—4 м/с вдоль рубашки цилиндра и этим обеспечивает хорошую теплоотдачу и предупреждает пригар. Подающая способность шнека несколько превы-
214
япает подачу пасты на стерилизацию, и вследствие этого паста протекает обратно через зазор между барабаном и шнеком. Благодаря этому обеспечиваются интенсивное перемешивание и гомогенизация продукта.
Температура нагревания пасты регулируется регулятором в пределах 86—92 °C и регистрируется самопишущим прибором.
Технические данные комплектных линий «Ланг Р» для производства томатной пасты приведены в табл. 19. В этой же таблице даны удельные расходы электроэнергии, пара, воды и рабочей силы. Это необходимо для составления сметы расходов.
По данным видно, что наиболее благоприятные удельные расходы у линий большей производительности.
В оценке современных технологических процессов концентрирования все большее значение приобретает экономический фактор. В консервном производстве требуются установки все большей мощности, обеспечивающие значительное сокращение затрат на единицу массы перерабатываемой продукции, а также снижение потребности в обслуживающем персонале. Однако для экономичного и рационального использования сырья на протяжении всего сезона переработки томатов на предприятии должны быть установки различной мощности. В начале и конце сезона, когда поступление томатов небольшое, в работе находятся установки малой и средней мощности, в пик сезона — большой.
Технологический процесс получения томатной пасты на линиях типа АС (Социалистическая Федеративная Республика Югославия). Югославской фирмой «Единство», специализирующейся на создании установок для производства томатной пасты, разработаны линии высокой производительности — 550 и 880 т томатов в сутки.
В табл. 20 приводятся технические характеристики комплектных линий типа АС-550 и АС-880.
Линия АС-880 имеет участок приемки и переработки томатов, состоящий из трех самостоятельных линий. Они включают машины для приемки томатов и щх предварительной мойки, для окончательной мойки и инспекции, семяотделители, приемные резервуары для пульпы. Участок линии АС-550 состоит из двух таких линий.
Дробленые томаты после отделения семян поступают на участок производства соков, где масса подогревается и протирается. Температура подогревания устанавливается в пределах 75—80 °C, точность поддержания в установившемся режиме ±2 °C. Протирание осуществляется во встроенном протирочном агрегате через сита с диаметром отверстий 1,2; 0,8 и 0,4 мм.
С целью предупреждения передержки томатной пульпы перед концентрированием линии обоих типов снабжены десятью резервуарами вместимостью по 2000 дм3.
Пульпа после протирок поступает в трубчатый подогреватель, где нагревается до 80 °C, и подается в холодильник вакуумного типа. Здесь влага частично испаряется и масса охлаждается до
215
Таблица 19
to о
Технические характеристики комплектных линий типа «Ланг Р» (ВНР)
Показатель Р8 Р16 Р24 Р32 Р48
Производительность при уваривании от 5 до
30% сухих веществ, кг/ч по томатной пульпе по готовому продукту Расход пара, кг/ч 3200-3800 500—600 6400—7000 1000-1200 9600—11400 1500—1800 12800—15200 2000—2400 19200—22800 3000—3600
1780—2260 3530—4490 5260—6685 6960-8860 10490—13210
электроэнергии, кВт-ч 35,5—37 43,5-45 55-57 74—76 104,5—107,5
технической воды при 15°С, м3/ч 24-35 48—70 72—105 86—140 144-210
питьевой воды, м3/ч Обслуживающий персонал, человек 9-11 15-18 19—23 21—26 38—46
подсобные рабочие 4 6-8 8-11 9—14 16-22
квалифицированные рабочие Потребность ресурсов для приготовления 157 кг пасты (30 %-ной) из 1 т томатов 3 3 3 3 4
(5% сухих веществ)
пар, кг 556-595 552-591 548-586 544—583 546-580
электроэнергия, кВт-ч 9,74—11,09 5,92-6,79 5,0—5,73 5,0—5,78 4,71—5,39
техническая вода, м3 7,5-9,2 7,5—9,2 7,5—9,2 7,5—9,2 7,5—9,2
питьевая вода, м3 2,8—2,9 2,34—2,37 1,98-2,02 1,64—1,71 1,98—2,02
рабочие, человек Потребность ресурсов для приготовления 100 кг пасты (30%-ной) из 637 кг свежих 1,84-2,19 1,41-1,45 1,15—1,29 0,94—1,12 1,04—1,14
томатов
пар, кг 354—379 352—376 349—373 346—371 348- 69
электроэнергия, кВт-ч 6,2—7,06 3,77—4,32 3,18-3,65 3,18—3,65 3,0—3,43
техническая вода, м3 4,78—5,86 4,78—5,86 4,78—5,86 4,78-5,86 4,78—5,86
питьевая вода, м3 1,79—1,89 1,49—1,51 1,26—1,28 1,04—1,09 1,26—1,28
рабочце, человек 1,18-1,40 0,89-0,9? 0 73-0,78 0,60-0,71 0,66-0?73
Таблица 20
Технические характеристики комплектных линии типа АС («Единство», СФРЮ)
Показатель АС-550 АС-880
Производительность по сырью при концентрировании от 5 до 30% сухих
веществ 22 960 36 600
кг/ч
т/сут 550 880
Расход
пара при 0,2—0,7 МПа, кг/ч 12 000 27 400
воды, м3/ч 1908 1 150
в том числе питьевой, м3/ч 240 120
Общая установленная мощность 90 214
электродвигателя, кВт Обслуживающий персонал (с учетом 25 40
приемки и сортировки сырья), чело-
век
Масса, т 86 120
45 °C. Разрежение создается полубарометрическим конденсатором. Далее масса центробежным насосом направляется в пластинчатый теплообменник, где ее температура понижается до 25 °C. После этого томатная пульпа закачивается в резервуары. Перед концентрированием пульпа проходит стерилизацию.
Пульпа,^ подвергаемая концентрированию, из приемного резервуара поступает в I ступень подогревателя, где подогревается отработавшим конденсатом от выпарной станции. Затем она поступает во II ступень, где нагревается острым паром. Из этой секции пульпа при температуре 125 °C поступает в выдерживатель. При этой температуре сок выдерживается в течение 60 с. После стерилизатора продукт непосредственно поступает в выпарную установку. В линии АС-880 установлена двухкорпусная установка.
Линия АС-550 поставляется в двух модификациях. Один вариант представляет собой трехкорпусную установку по продукту и двухкорпусную по пару (прямоточное исполнение), и второй вариант — двухкорпусная установка с противоточным исполнением (АС-550 ПС).
Основные технические характеристики выпарных установок приведены в табл. 21.
Сравнивая технические данные для установок одной производительности, следует отметить, что у противоточных установок имеются некоторые преимущества по экономии пара. При этом более высокая температура на конечной стадии концентрирования снижает вязкость продукта, что позволяет получить его с большей концентрацией сухих веществ (например, 40%). После выпаривания нет необходимости проводить стерилизацию пасты, так как, выходя из установки температурой 85 °C, паста поступает в термодозатор, где температура еще повышается на 10 °C.
217
Таблица 21
Техническая характеристика выпарных установок линий типа АС
Показатель АС-880 АС-550 АС-550 ПС
Производительность, кг/ч 35 000 22 000 22 000
по исходному продукту
по готовому продукту (30%) 5 800 3 620 3 620
Количество испаренной влаги, кг/ч Расход 22 200 19 000 19 000
охлаждающей воды при 18°С, м3/ч 438 248 260
пара, кг/ч 14 700 8 800 7 000
Установленная мощность электродвигателя, кВт Температура, °C 102 92 120
в I ступени 85-97 85-90 45—50
во II ступени 40—55 45-55 85-90
Все линии комплектуются фасовочным участком томатной пасты в жестяные банки.
Технологический процесс получения томатной пасты в горизонтальных выпарных аппаратах. Рассмотренные выше выпарные установки, в том числе и пленочного типа, имеют вертикальное расположение корпуса. Предпочтение такому конструктивному решению отдается из соображений механики, в особенности, когда речь идет о выпарном оборудовании больших размеров.
В аппаратах с вертикально расположенным корпусом, где подача осуществляется сверху, движение и распределение массы обусловлены до некоторой степени действием гравитационных сил, возрастающих при обработке продукта низкой и средней вязкости. В аппаратах этого типа трудно контролировать скорость движения стекающего вдоль стенок продукта, а следовательно, толщину пленки и продолжительность пребывания продукта в аппарате. В пленочном выпарном аппарате с горизонтальным расположением корпуса дело обстоит иначе. Толщину пленки и продолжительность пребывания продукта в аппарате легко контролировать путем регулирования зазора между лопастями и цилиндрической поверхностью нагрева.
Кроме того, в вертикальных аппаратах всегда есть опасность недостаточного смачивания массой продукта нижней зоны поверхности нагрева, что часто приводит к почти полному прекращению циркуляции продукта и в результате к образованию пригара.
Примером выпарного аппарата с горизонтальным расположением корпуса является аппарат модели «Ротофильм» (фирма «Тито Манцини», Италия). Он состоит из следующих основных элементов:
горизонтального корпуса в виде полого цилиндра с паровой рубашкой;
218
камеры расширения и отделения соковых паров, имеющей форму усеченного конуса и расположенной с задней стороны корпуса. В верхней части камеры находится фланцевый патрубок для отвода соковых паров;
ротора, образованного из расположенного в центре абсолютно жесткого полого вала и укрепленных на нем крестообразных четырех полос — держателей лопастей. Последние изготовлены из слоистого пластика. Длина этих лопастей равна примерно длине корпуса цилиндра, а их крепление к металлическим держателям позволяет регулировать зазор между ротором и цилиндром. Величина этого зазора, как правило, небольшая, и она имеет фундаментальное значение, поскольку предопределяет толщину пленки. Лопасти имеют наклонные канавки, назначение которых — повысить интенсивность движения пленки, предотвращая чрезмерное скопление продукта перед лопастями.
Аппарат снабжен приводом ротора, чаном с мешалкой, насосами, трубопроводами, полубарометрическим конденсатором, системой автоматического регулирования и контроля.
Подвергающийся концентрированию продукт подается насосом тангенциально в аппарат через патрубок, расположенный в крышке цилиндрического корпуса.
В зависимости от температуры продукта и степени вакуума в аппарате может быть более или менее интенсивное самоиспарение.
Температура выпаривания от 35 до 90 °C в зависимости от типа обрабатываемого продукта. Продолжительность пребывания его в аппаратах составляет от 15 с до 1 мин.
Захваченный лопастями ротора продукт под действием центробежных сил отбрасывается к поверхности нагрева, растекаясь в виде тонкой пленки. Движение пленки и интенсивная циркуляция, вызываемая вращением лопастей ротора, приводят к максимальной интенсификации выпарного процесса даже в тех случаях, когда обрабатываются плотные и вязкие продукты. Именно этим объясняется высокая испарительная способность аппаратов при относительно ограниченной их поверхности теплообмена.
Пар, образующийся при выпаривании продукта, собирается в центральной части аппарата и с высокой скоростью направляется к выходу, соединенному трубопроводом с конденсатором.
Сконцентрированный продукт выпускается через штуцер в нижней части цилиндрического корпуса и откачивается соответствующим насосом.
Степень концентрации контролируется электронным рефрактометром. Подача концентрируемого продукта регулируется изменением скорости вращения ротора продуктового насоса. Концентрирование продукта в пленочных аппаратах завершается, как правило, за один цикл.
Подогрев концентрированных томатных продуктов. Для подогрева томатных продуктов после концентрирования применяют одноходовые подогреватели типов «труба в трубе», «Рототерм», подогреватели шнекового типа, аппараты периодического действия
219
с двутельной поверхностью нагрева и мешалкой. Температура подогрева перед фасованием составляет 85 °C.
Фасование, укупоривание, стерилизация. Готовая томатная паста фасуется в мелкую потребительскую тару (до 1 кг) с последующей реализацией в розничной торговле, в более крупную тару (3—10 кг) для использования в системе общепита и для собственных нужд консервных предприятий.
Концентрированные томатопродукты, фасованные в мелкую стеклянную и металлическую тару, подвергают стерилизации при температуре 100 °C. При отсутствии необходимых условий для изготовления томатопродуктов методом горячего розлива продукт* фасованный в тару вместимостью 2000—3000 см3, также стерилизуется в автоклавах. Продолжительность стерилизации 10—35 мин в зависимости от вместимости банок. После стерилизации банки охлаждают до температуры воды в автоклаве 40 ±2 °C.
Горячим розливом консервируют концентрированные томатные продукты, фасованные в стеклянную тару 1—82—10000 и металлические банки № 15. Подогрев томатных продуктов перед фасованием производят до температуры 94±2°С. Укупоренные стеклянные банки опрокидывают в положение лежа, а металлические укладывают верхней крышкой вниз на конвейер или накопительное устройство с целью добавочной стерилизации крышек и верхнего незаполненного пространства тары. Банки выдерживают в течение 20—25 мин для самостерилизации, а затем охлаждают до температуры 40 ±2 °C. Для ускорения процесса охлаждения концентрированных томатных продуктов, фасованных в металлическую тару, рекомендуется процесс охлаждения проводить в аппаратах с вращением банок. После охлаждения и просушивания банки подвергают осмотру и разбраковке по внешнему виду.
При фасовании 30 %-ной томатной пасты в бочки к ней прибавляют 8—10% поваренной соли. При такой концентрации соли предотвращается развитие микроорганизмов, однако при недостаточно подготовленной таре это не гарантирует полной сохранности продукта. Перед фасованием бочки подвергают санитарной обработке, тарируют, маркируют, укладывают внутрь полиэтиленовый мешок, укупоривают верхней крышкой и через шпунтовое отверстие заполняют подготовленной томатной пастой. Томатную пасту при температуре 85 ±2 °C подают в смеситель с мешалкой. Туда же небольшими порциями засыпают требуемое количество предварительно просеянной поваренной соли. Смесь тщательно перемешивают, охлаждают и при температуре 58 ±2 °C фасуют в бочки. После этого шпунтовое отверстие закрывают пробкой, которую обертывают смоченной в формалине пергаментной бумагой.
Хранить бочки с соленой томатной пастой необходимо в чистых складах при температуре не выше 10—15 °C.
При учете и реализации томатной пасты поваренную соль исключают из общего содержания сухих веществ по формуле
(100 — С)т
100
220
где rn — содержание сухих веществ в исходной пасте, %; С — количество соли, добавленное к пасте, %.
Если, например, к 30 %-ной томатной пасте добавлено 10%. соли, то считают, что продукт содержит 27% сухих веществ.
Требования к качеству готовой пасты. Независимо от технологической схемы получения концентрированных томатных продуктов их качество должно соответствовать требованиям действующего стандарта. По этому стандарту определяются требования к пасте высшего и I сортов. Для обоих сортов паста должна представлять однородную тонкоизмельченную уваренную массу бев остатков кожицы, семян и других грубых частиц. Для I сорта допускаются единичные включения семян или частиц кожицы. Вкус и запах должны быть натуральные, свойственные уваренной томатной массе, без горечи, пригара и других посторонних привкуса и запаха. Соленая паста выпускается I сортом. Цвет пасты красный, оранжево-красный или малиново-красный, равномерный па всей массе. Для I сорта допускаются буроватый и коричневый, оттенки. Посторонние примеси не допускаются.
Томатные соусы
Технологический процесс производства томатных соусов. Полуфабрикаты концентрированных томатных продуктов используют для производства первых и вторых обеденных блюд, томатных соусов. Томатные соусы изготавливают также из свежих зрелых томатов.
Подготовка сырья. Сырье и материалы, применяемые для изготовления соусов томатных, должны отвечать действующим техническим условиям и стандартам.
Томаты, поступившие на переработку, моют в последовательно установленных двух моечных машинах, инспектируют, удаляя плодоножку, недозрелые и плесневелые плоды, ополаскивают под. душем. Процессы для подготовки протертой томатной массы проводят в соответствии с инструкцией по производству концентрированных томатных продуктов.
Для «Соуса кубанского» используют томаты, очищенные от кожицы. Очистку томатов от кожицы производят, обрабатывая плоды острым паром или паровакуумным способом. Можно использовать для выработки «Соуса кубанского» куски томатов, мятые и деформированные плоды, отобранные при производстве томатов натуральных без кожицы.
Томатное пюре и томатная паста поступают на производства в стеклянных и жестяных банках. Томатные продукты финишируют на финишере.
При выработке «Соуса томатного острого», «Соуса черноморского», «Соуса кубанского», «Соуса астраханского» и «Соуса аппетитного» в томатную массу дозируют тонкоизмельченные пряности или в виде вытяжки — водной, уксусной или в виде СОя-экстрак-тов.
221
Варка томатных соусов. Процесс варки томатных соусов проводят в вакуум-аппаратах или двустенных котлах из нержавеющей стали. Продолжительность варки всех соусов томатных из свежих томатов не должна превышать 45 мин, а из концентрированных томатопродуктов —-15—-20 мин. Процесс варки заканчивают при достижении содержания сухих веществ в увариваемой массе величины, соответствующей требованиям стандарта на тот или иной вид соуса.
В зависимости от рецептуры соусы томатные выпускают следующих наименований: «Соус томатный острый», «Соус кубанский», «Соус томатный по-грузински», «Соус томатный черноморский», «Соус томатный острый «Деликатес», «Соус астраханский», «Соус аппетитный», «Срус летний», «Соус херсонский».
Особенности приготовления отдельных видов томатных соусов. «Соус томатный острый». При варке соуса из свежеприготовленной томатной массы в варочный аппарат загружают часть необходимой для данной варки томатной массы так, чтобы была покрыта поверхность нагрева, и начинают уваривание при непрерывном помешивании и доливе остального количества томатной массы. Когда томатную массу уварят до 18—19% сухих веществ, в аппарат загружают просеянные сахар-песок п соль по рецептуре. В конце варки добавляют вытяжку из пряностей, измельченный чеснок и уксусную эссенцию в соответствии с рецептурой.
Приготовляя соус из концентрированных томатных продуктов, их загружают полностью по рецептуре в варочный аппарат, причем томатную пасту разводят до 18—19% сухих веществ, доводят до кипения и при тщательном перемешивании добавляют соль, сахар-песок, пряности, чеснок и уксусную эссенцию. При производстве данного соуса без последующей стерилизации в конце варки добавляют сорбиновую кислоту в виде раствора из расчета 0,5 кг на 1 т готовой продукции.
«Соус кубанский». В варочный аппарат загружают очищенные от кожицы томаты, добавляют необходимое количество соли и сахара-песка, массу доводят до кипения и уваривают при перемешивании. За 10—15 мин до конца варки добавляют мелко размолотые черный и душистый перец, мелко нарезанные или пропущенные через волчок лук и чеснок, гвоздику и корицу в виде порошка и горчицу. За 4—5 мин до окончания варки добавляют уксусную кислоту с учетом естественной кислотности томатной массы, но не менее 50% количества, предусмотренного рецептурой.
«Соус томатный черноморский». Свежую протертую томатную массу загружают в варочный аппарат и уваривают примерно до содержания сухих веществ 18—20%. При производстве соуса из концентрированных томатных продуктов необходимо томатную пасту развести до содержания сухих веществ 20%, а томатное пюре в зависимости от исходного содержания сухих веществ предварительно уварить до их содержания 18—20% либо, •если используется томатное пюре с 20% сухих веществ, довести 222
его до кипения. К томатной массе, содержащей 18—20% сухих веществ, добавляют необходимое количество сахара-песка, соли, тщательно перемешивают и уваривают до содержания сухих веществ 41—42%. В конце варки вводят вытяжку из пряностей. После прекращения кипения массы добавляют уксусную эссенцию, тщательно перемешивают и подают на фасование.
«Соус астраханский». Подготовленные морковь и лук обжаривают в паромасляных печах или на плитах Крапивина. Свежее масло перед обжаркой прокаливают в течение 1 ч при температуре 160—170 °C. Обжаренные морковь и лук измельчают в горячем состоянии на волчке с диаметром ячеек решетки 2—3 мм. В аппарат загружают томатное пюре, соль, сахар-песок, затем добавляют измельченные лук, морковь и пряности или заранее приготовленную вытяжку из пряностей или экстракты. Смесь тщательно перемешивают, доводят до кипения и кипятят в течение 6—10 мин, после чего соус подают на фасование. Предусмотренную рецептурой уксусную кислоту подают в аппарат в конце варки.
«Соус аппетитный». В аппарат загружают необходимое количество по рецептуре томатное, яблочное и перечное пюре и уваривают до содержания сухих веществ 16%, затем добавляют измельченные пряности и соль, доводят до кипения, кипятят при атмосферном давлении 5 мин. Уксусную эссенцию добавляют в конце варки.
При производстве соуса без последующей стерилизации в конце варки добавляют раствор сорбиновой кислоты из расчета 0,5 кг на 1 т соуса.
«Соус херсонский». В котел наливают необходимое количество воды, затем вносят просеянные соль и сахар-песок и доводят до кипения. В кипящий раствор загружают концентрированные томатные продукты или с соответствующим пересчетом часть свежей томатной массы, доводят до кипения и добавляют требуемое по рецептуре количество вытяжки красного стручкового перца, лаврового листа, чеснока, кипятят 1—2 мин. В конце варки добавляют необходимое количество уксусной эссенции.
«Соус летний». Протертую томатную массу, полученную после извлечения сока из дробленых томатов, уваривают в варочных аппаратах до содержания сухих веществ 10%. Затем смешивают в соответствии с рецептурой с остальными компонентами соуса.
Если используют неуваренную томатную массу, то к ней добавляют томатную пасту с таким расчетом, чтобы содержание сухих веществ в массе достигло 10%, затем загружают пюре из сладкого перца, пюре яблочное, измельченный лук, чеснок и зелень, добавляют сахар-песок, соль, пряности, муку и лимонную кислоту в виде концентрированного раствора. Муку вносят небольшими порциями, равномерно распределяя по всей поверхности массы, при непрерывном перемешивании. Готовую смесь подогревают и в горячем состоянии подают на фасование.
223>
«Соус томатный по-грузински». Свежую протертую томатную массу загружают в варочный аппарат с расчетом, чтобы была покрыта поверхность нагрева, и уваривают до содержания сухих веществ 12%. Затем добавляют сахар-песок и соль, а после их растворения загружают подготовленные и измельченные на волчке чеснок, свежий красный перец и мелко измельченную зелень кориандра (кинзы) и укропа. Полученную массу тщательно перемешивают и уваривают до концентрации 17,5% с таким расчетом, чтобы после добавления уксусной кислоты концентрация готового соуса была не менее 17%. При изготовлении соуса из концентрированных томатных продуктов в варочный аппарат загружают по расчету разбавленную до 15% сухих веществ томатную пасту или 12 %-ное томатное пюре, доводят до кипения, добавляют сахар-песок, соль, пряности, уваривают до готовности. В готовый соус добавляют уксусную эссенцию.
Фасование, укупоривание, стерилизация. Томатные соусы фасуют в стеклянные банки, укупоривают лакированными крышками. Иногда используют металлические банки вместимостью не более 0,65 дм3. Температура фасования не менее 85 °C. «Соус томатный острый», «Соус аппетитный» и «Соус томатный черноморский» разрешается фасовать в стеклянные бутылки вместимостью 0,33 дм3 и банки вместимостью 0,35 дм3 с укупоркой крышками III типа. Фасование в более крупную тару допускается по согласованию с торгующими организациями. Наполненные банки сразу же укупоривают на вакуум-укупорочной машине крышками из белой лакировочной жести и ополаскивают под душем горячей водой.
Укупоренные банки немедленно передают на стерилизацию. Разрыв во времени от укупоривания до стерилизации не должен превышать 30 мин. Все соусы стерилизуют при 100°С, кроме «Соуса аппетитного», который пастеризуют при 85°С. Продолжительность тепловой обработки 10—35 мин в зависимости от вместимости тары.
Фасование соуса в алюминиевые тубы производится через нижний открытый конец при температуре 85—88 °C на специальных наполнительных машинах. После заполнения тубы закрывают навинчивающимися колпачками (бушонами) с прокладками из пищевой резины, проверяют на герметичность на водяном тестере для туб при давлении 30—40 кПа, промывают горячей водой при температуре 93—97 сС, протирают мягкой ветошью и упаковывают бушонами вверх в стандартные ящики с гнездами.
Требования к качеству готовых соусов. По внешнему виду соусы должны представлять собой однородную протертую массу без наличия семян, частиц кожицы, грубых кусочков сердцевины. Допускается наличие мелко измельченных частиц пряностей и зелени. Вкус острый, кисло-сладкий, с хорошо выраженным ароматом овощей и пряностей. Цвет красный, оранжевый, оранжевокрасный, малиново-красный, однородный. Содержание сухих веществ, соли и титруемая кислотность приведены в табл. 22.
224
Таблица 22
Физико-химические показатели томатных соусов
Соус Массовая доля, % Титруемая кислотность в расчете на уксусную кислоту, %
сухих веществ, не менее поваренной соли
«Соус томатный острый» 29 2—2,5 1,1-1,5
«Соус кубанский» 28 2—2,5 1,1—1,5
«Соус томатный по-грузински» 17 2—2,5 1,1—1,5
«Соус аппетитный» 17 1,5—2,0 1,1—1,5
«Соус томатный черноморский» 38 2-2,5 1,7—1,9
«Соус астраханский» 25 1,5—2,0 0,6—1,0
«Соус летний» 15 1,5-2,0 0,6-1,0
«Соус херсонский» 30 2,0—2,5 1,0-1,5
В «Соусе астраханском» предусматривается содержание жира 8±0,5%. Минеральные примеси допускаются только в «Соусе томатном черноморском» в количестве не более 0,03 мг на 1 кг продукта.
Глава 17
ОВОЩНЫЕ СОКИ И НАПИТКИ
Соки и напитки овощные в зависимости от используемого сырья и принятой технологии вырабатывают различных наименований: сок натуральный без мякоти — сок квашеной капусты;
сок натуральный с мякотью — морковный, свекольный, томатный;
сок без мякоти с сахаром — свекольный;
сок с мякотью и сахаром — свекольный, морковный;
сок купажированный без мякоти с сахаром — сок квашеной капусты «Здоровье»;
сок купажированный с мякотью — свекольно-яблочный, морковно-айвовый, свекольно-айвовый, морковно-яблочный;
сок купажированный с мякотью и сахаром — морковно-яблочный, морковно-брусничный, морковно-клюквенный, морковно-вино-градный.
Напитки выпускаются следующих наименований:
«Ароматный» — из томатного сока с добавлением эфирного масла, укропа, соли и сахара;
«Красный» — из свекольного и клюквенного пюре, яблочного сока с добавлением сахара;
«Молодость» — из томатного сока, протертых кабачков и сельдерея или эфирного масла укропа с добавлением сахара или соли;
«Особый» — из томатного сока, пюре красного сладкого перца с добавлением сахара и соли;
«Огуречный» — из огуречного и томатного соков, пюре красного сладкого перца с добавлением сахара и соли;
15 Заказ № 639
225
«Томатный» — из томатного сока с добавлением сахара и соли;
«Эстонский» — из томата-пасты, свекольного, капустного и морковного пюре, протертых сельдерея и петрушки, пюре сладкого красного перца с добавлением сахара и соли;
«Осенний» — из сока томатного концентрированного или натурального, сливового пюре, свекольного сока с добавлением сахара;
«Летний» — из сока томатного концентрированного или натурального, морковного пюре, яблочного сока с добавлением сахара.
Соки и напитки указанных наименований изготавливаются из свежих, квашеных овощей, овощного пюре, томатной пасты, сока томатного с добавлением или без добавления фруктовых соков или пюре.
Технологический процесс получения томатного сока
Наиболее широко распространенным овощным соком является томатный. Этот сок изготавливается из целых свежих и зрелых томатов.
Подготовка томатов. Транспортировку и хранение томатов осуществляют в ящиках и контейнерах. Срок хранения до переработки не должен превышать 18 ч.
Томаты подают ленточным или гидравлическим транспортером к моечным машинам, обеспечивая целость плодов.
Мойку и душевое ополаскивание осуществляют в двух последовательно установленных машинах типа А9-КМБ отечественного производства или в импортных машинах, поставляемых в комплекте с линиями производства томатной пасты. Давление воды в душевом устройстве моечных машин должно быть в пределах 196— 294 кПа. После мойки томаты направляют на инспекцию. Скорость движения ленты транспортера 6—9 м/мин. Во время инспекции удаляют плодоножки плодов, плоды, непригодные для переработки, в том числе зеленые и недозрелые, с ожогами, а также посторонние примеси.
Получение сока. Томатный сок получают отжимом томатной массы на экстракторах или фильтрующих центрифугах.
Для отжима на экстракторах подготовленные томаты дробят на дробилках-семяотделителях. Томатная масса собирается в сборнике, откуда подается на грубое протирание и подогрев. Задержка дробленых томатов в сборнике свыше 30 мин не допускается. Грубое протирание осуществляется на протирочных машинах, оснащенных ситами с диаметром отверстий 5 мм. Затем грубопротертую томатную массу подогревают до температуры 75±5°С пароконтактным способом либо в многоходовых трубчатых теплообменниках. Извлечение сока из прогретой массы производят на экстракторах, имеющих сита с диаметром отверстий 0,5—0,7 мм. Выход сока составляет 55—65%. Отходы после экстрактора под
226
вергают развариванию при температуре 96 ±2 °C пароконтактным способом в течение 3—5 мин в шнековых разваривателях или раз-варивателях других систем. Затем отходы поступают на стекатель шнекового типа для извлечения сока. Оставшаяся часть используемых отходов поступает на шнековый пресс для окончательного отжима. Влажность отходов, полученных после окончательного отжима на прессах, должна составлять 65±3%. Полученный сок подается на контрольное финиширование и затем смешивается с массой, идущей на концентрирование.
Для отжима на фильтрующих центрифугах подготовленные томаты дробят в терочных дробилках в среде острого пара. Полученная дробленая масса подогревается до температуры 85—90 °C. Далее в шнековом питателе, равномерно дозирующем массу из дробилки в центрифугу, дробленая масса дополнительно прогревается. Прогретую томатную массу направляют в одну или две последовательно установленные центрифуги НВШ-350 или ФГШ. Отходы после дополнительной обработки, описанной ранее, направляются на концентрирование. Сок, полученный на центрифуге, финишируют. Чтобы избежать аэрирования сока в центрифугу и протирочную машину, подают острый пар для создания паровой завесы.
Гомогенизация и деаэрация сока. Для того чтобы предупредить расслаивание томатного сока в процессе хранения, его гомогенизируют. Поступающий на гомогенизацию сок должен иметь температуру 65 ±5 °C, давление в гомогенизаторе поддерживают в пределах 8—10 МПа. Как гомогенизированный, так и негомогени-зированный томатный сок подвергают деаэрации при остаточном давлении 15—35 кПа. Допускается вырабатывать сок без предварительной деаэрации, но при этом может наблюдаться интенсивное вспенивание сока при фасовании.
Фасование, укупоривание, стерилизация. Для фасования томатного сока используют стеклянную или металлическую тару вместимостью не более 3 дм3. Машины для фасования следует располагать рядом с подогревателями с целью предотвращения снижения температуры продукта перед фасованием. Подготовленный томатный сок подвергают стерилизации в непрерывнодействующих теплообменниках типа «труба в трубе» или секционных. Стерилизация сока проводится по следующему режиму: подогрев сока до 125 °C, выдержка при этой температуре в течение 60 с, снижение температуры до 96—98 °C. Сок при температуре не менее 96 °C немедленно подают на фасование.
Томатный сок натуральный в стеклянных банках, накрытых крышками, подвергают тепловому эксгаустированию инфракрасными лучами (ИК-лучами) в течение 20 с. После ИК-облучения банки с соком немедленно укупоривают на автоматических укупорочных машинах металлическими лакированными крышками.
Тепловую обработку предварительно стерилизованного в потоке томатного сока осуществляют в автоклаве при температуре 110 °C в течение 5—30 мин (собственно стерилизация) в зависи-
15*
227
мости от вместимости тары. Пастеризация заполненных и укупоренных банок с предварительно стерилизованным в потоке томатным соком осуществляется при температуре греющей срёды 96—105 °C в течение 25—35 мин.
В случае отсутствия высокотемпературной стерилизации томатного сока в потоке до фасования стерилизацию томатного сока из томатов сортов только ручного сбора производят при температуре 120 °C в течение 10—30 мин.
Допускается выработка томатного сока из томатов сортов только ручного сбора способом горячего розлива в банки 1—82—3000 по схеме:
стерилизация томатного сока при температуре 125 °C и выдержка при этой температуре в течение 60 с;
охлаждение до температуры 96—98 °C;
фасование при этой температуре; у
эксгаустирование;
укупоривание;
выдержка в ваннах с водой или в автоклавах при температуре воды 97 °C в течение 40 мин;
постепенное охлаждение до температуры сока в банках не выше 45 °C.
Требования к качеству готовой продукции. По органолептическим показателям консервы «Сок томатный натуральный» должны представлять собой однородную жидкость со взвешенными тонко измельченными частицами мякоти. Допускаются единичные частицы дробленых семян и расслаивание сока. Содержание сухих веществ по рефрактометру должно быть не менее 4,5%, в соке с солью содержание ее нормируется в пределах 0,6—1%. Цвет сока должен быть красным или оранжево-красным.
Технологический процесс производства концентрированного томатного сока
При производстве этой продукции подготовка томатов к дроблению осуществляется так же, как и в производстве томатной пасты. Дробление томатов производится в дисковой дробилке на кусочки 3—4 мм, после чего дробленая масса подогревается в шнековом шпарителе до температуры 85—90 °C и подается в одну или две последовательно установленные центрифуги типа НВШ-350 или ФГШ-401К-4 с ситами, имеющими отверстия диаметром 0,06—0,1 мм. Отделение сока происходит в течение нескольких секунд в виде тонко измельченной массы с дисперсностью частиц 10—30 мкм. Выход сока составляет 70—80% поступившей на центрифугу массы.
Отходы после центрифуги направляют на сдвоенную или строенную протирочную машину. Пульпа после протирки поступает в гомогенизатор и собирается в накопительном сборнике. В после-228
дующем она может быть добавлена к массе, идущей на производство томатной пасты или концентрированного томатного сока.
Добавление гомогенизированной томатной массы к центрифужному соку, идущему на концентрирование, в количестве 12—15% улучшает консистенцию продукта.
Центрифужный сок из приемного резервуара насосом через двухступенчатый подогреватель направляется в трехкорпусную выпарную установку. В первом корпусе сок уваривается до концентрации 15% сухих веществ, во втором —до 20—25 и в третьем—до 40%. Возможны и другие компоновки выпарных аппаратов.
При использовании двухкорпусных прямоточных вакуум-выпарных установок концентрирование производят во втором аппарате до конечной концентрации. При наличии параллельно работающей вакуум-выпарной установки, вырабатывающей томатную пасту, первый корпус установки, производящий томатный концентрированный сок, целесообразно использовать в качестве предварительной ступени уваривания при производстве томатной пасты.
Сконцентрированный томатный сок перекачивается в сборник, откуда через подогреватель направляется на наполнитель. Томатный концентрированный сок преимущественно фасуют в металлические банки № 9 или 43/
Концентрированный томатный сок содержит 40% сухих веществ, в том числе 20—22% сахаров. Кислотность сока в расчете на яблочную кислоту 3,5—4%.
Технологический процесс производства овощных соков и напитков
Подготовка сырья. Поступающие на завод сырье и материалы должны соответствовать требованиям действующих стандартов и сопровождаться качественными удостоверениями изготовителя.
Морковь, свеклу, капусту, кабачки, огурцы, перец, белые коренья (сельдерей, петрушку) транспортируют в ящичных поддонах, насыпью на специально оборудованных машинах, обеспечивающих сохранность качества сырья при перевозке, либо в ящиках вместимостью не более 16 кг.
Томаты транспортируются в ящиках вместимостью не более 10—12 кг.
В связи с тем что подготовка сырья в основном не зависит от выбранного ассортимента консервов, в дальнейшем рассматривается этот процесс для каждого вида сырья.
Свеклу сортируют, удаляя некондиционные плоды, калибруют по наибольшему диаметру на три фракции: 50—80, 80—110 и 110—140 мм. Дальнейшая обработка свеклы проводится раздельно по размерам.
Калиброванную свеклу моют в чистой проточной воде последовательно в барабанной А9-КМ-2 и вибрационной ММКВ-200
229
или барабанной А9-КМ-2 и унифицированной Т1-КУМ-Ш моечных машинах до полного удаления всех загрязнений.
При значительной загрязненности свеклы ее предварительно подвергают замочке в ванне с чистой проточной водой либо сухой очистке для отделения сухих комьев земли, органических примесей. При сухой очистке применяют прутковые вращающиеся барабаны.
Мытую свеклу инспектируют, поврежденные или почерневшие участки обрезают и удаляют. Затем свеклу ополаскивают под душем питьевой водой давлением 294 кПа, после чего подвергают наротермической обработке при давлении 344 кПа либо бланшируют в автоклавах острым паром под давлением при температуре 120 °C в течение 10—25 мин либо при 105 °C в течение 30—50 мин.
В указанных выше пределах режимы бланширования в каждом конкретном случае устанавливает лаборатория завода.
Необходимо избегать переваривания свеклы, так как при этом наблюдаются большие потери сухих веществ и изменение цвета.
В соке из свеклы, бланшированной не до полной готовности, образуется большой осадок.
Бланшированные корнеплоды немедленно подвергают дроблению при получении сока без мякоти.
При получении сока с мякотью бланшированную свеклу очищают от кожицы на картофелечистках непрерывного и периодического действия с последующей инспекцией. Рекомендуется абразивные поверхности закрыть листовой рифленой пищевой резиной.
При производстве напитка «Осенний» свеклу после очистки сразу (без бланширования) дробят на дробилках ДДС-5 или других марок, желательно терочного типа, и немедленно передают на прессование.
Морковь, корневые петрушку и сельдерей сортируют, удаляя поврежденные плоды, и калибруют по диаметру.
Калиброванную морковь, петрушку и сельдерей моют в чистой проточной воде последовательно в барабанной Л9-КМ-2 и вибрационной ММКВ-2000 или в барабанной А9-КМ-2 и унифицированной Т1-КУМ-Ш моечных машинах или в кулачковой моечной машине A9-KJIA/I и вибрационно-моечной машине КМЦ до полного удаления всех загрязнений. * f
При значительной загрязненности корнеплодов их предварительно подвергают отмочке в ванне с чистой проточной водой либо сухой очистке для отделения сухих комьев земли, органических примесей.
Мытые морковь, петрушку и сельдерей инспектируют на ленточном транспортере и удаляют плохо промытые и с другими дефектами корнеплоды.
Очистка должна производиться до полного снятия кожицы, & также предусматривать обрезку остатков ботвы с частью плода.
Очистку моркови от кожицы производят механическим или паротермическим способом.
230
После очистки корнеплоды подвергают инспекции и дочистке для полного удаления остатков кожицы, загрязнений и пораженных участков. Очищенные корнеплоды ополаскивают под душем с давлением воды 294 кПа.
Морковь, петрушку и сельдерей измельчают на корнерезках различного типа.
Измельченную морковь бланшируют острым паром в дигестере либо другом аппарате для шпарки при температуре 110±2°С в течение 15—20 мин.
Бланшированную морковь немедленно передают на протирание.
Томаты сортируют по качеству, отбирая все некондиционные, битые, с прозеленью, пораженные болезнью, сельскохозяйственными вредителями плоды, затем моют в двух последовательно установленных вентиляторных моечных машинах типа Т1-КУМ-1 с душевым устройством, в которых обеспечивается проточность воды, а также периодичность (не реже 2 раз в смену) удаления загрязнений, осевших на дно машин.
Измельчение томатов и извлечение сока могут осуществляться на любом оборудовании, предназначенном для производства томатного сока. Дробленые томаты в трубчатых либо шнековых теплообменниках подогревают до температуры 72 ±2 °C и направляют в машины для извлечения сока.
Огурцы сортируют по качеству, моют в унифицированных моечных машинах марки Т1-КУМ-Ш и ополаскивают под душем питьевой водой с давлением 294 кПа.
Затем огурцы режут на кружки толщиной 2—3 см. Кружки выдерживают 1—2 ч в 2%-ном растворе поваренной соли для удаления горечи. В растворе можно выдерживать не более двух партий огурцов. После выдержки кружки огурцов промывают водой и направляют на извлечение сока.
Перец сортируют, отбирая недоброкачественные плоды (подгнившие, подмороженные или с другими дефектами), удалйют плодоножку вместе с семенником.
Перец бланшируют в дигестере либо другом шпарочном аппарате при температуре 100±2°С в течение 12—15 мин, а затем подают на протирание.
Кабачки сортируют по качеству. Мыть их рекомендуется последовательно в щеточной моечной машине типа Т1-КУМ-Ш, в карборундовой моечно-очистительной машине в течение 1 мин. При отсутствии карборундовых моечно-очистительных машин зачистка загрязненных мест производится вручную. Затем кабачки моют в вентиляторной моечной машине.
У кабачков обрезают плодоножку, остатки завязи и ополаскивают питьевой водой с добавлением 294 ±49 кПа. Мытые кабачки гестере либо других шпарочных аппаратах при температуре режут на овощерезках на кусочки или кружки, бланшируют в ди-100±2°С в течение 12—15 мин и направляют на измельчение.
Сельдерей черешковый и зелень корневого сельдерея — отбеленные черешки и утолщенную часть листьев
231
корневого сельдерея тщательно моют в ваннах в чистой проточной воде небольшими порциями (по 3—4 кг) в металлических сетчатых корзинах в течение 5—10 мин при высоте слоя 10—15 см и давлении воды 294±49 кПа.
Измельченные корни бланшируют острым паром в дигестере или другом аппарате для бланширования при температуре 105 ± ±2 °C в течение 10—15 мин, а подготовленные черешки сельдерея — 5—7 мин.
Капусту очищают от загрязненных и зеленых листьев. Мойку рекомендуется производить на вибромойке типа КМЦ. У очищенных и промытых кочанов высверливают кочерыги и ополаскивают под душем водой с давлением 294±49 кПа. Совмещение операций обрезки листьев и высверливание кочерыг на одном рабочем месте не допускается.
Подготовленную капусту рекомендуется резать на шинковальных машинах типа МШ. После резки капусту бланшируют паром в дигестере либо другом аппарате при температуре 105 ±2 °C в течение 15—20 мин.
Капуста квашеная должна быть изготовлена в строгом соответствии с действующей Технологической инструкцией по квашению капусты, солению огурцов и томатов. Соли добавляется минимальио необходимое количество — 1,2—1,8%.
Заквашивание может производиться без пряностей или с добавлением 3% моркови и 0,1% лаврового листа.
При производстве сока квашеной капусты необходимо одновременно вырабатывать другие виды консервов (обеденные блюда) для использования самой квашеной капусты.
Сок и капусту используют сразу по окончании брожения.
Квашеная капуста должна быть светлого цвета, нормальной консистенции, кисловато-соленого вкуса без горечи, с присущим ей ароматом.
В соке капусты содержание соли должно быть не более 1,8%, кислотность — не более 1,3% (по молочной кислоте).
Не допускается использование сока квашеной капусты с признаками других видов брожения, кроме молочнокислого, а также с посторонним вкусом или запахом.
Подготовку яблок и айвы свежих и изготовление соков из них осуществляют по Технологической инструкции по производству пастеризованных плодовых и ягодных соков.
Полуфабрикаты. При использовании полуфабрикатов, фасованных в стеклянную тару, необходимо обратить особое внимание на вскрытие банок во избежание скалывания стекла в продукцию.
Тару тщательно моют снаружи, вскрывают, а пюре-полуфабрикат пропускают через финишер (сито с отверстиями диаметром
Стеклянные банки проверяют на целость горловины. В случае обнаружения трещин и щербин на венчике содержимое бутылей для пищевых целей не используется.
232
Концентрированные томатопродукты с признаками бактериологической порчи в производство не допускаются.
Томатопродукты финишируют на протирочной машине с ситами, имеющими диаметр отверстий 0,8—1,2 мм, и проверяют содержание сухих веществ. В томатную пасту или концентрированный томатный сок перед финишированием в случае необходимости добавляют питьевую воду до нужной концентрации и перемешивают.
Промывные воды от ополаскивания внутренней части стеклянных и металлических банок после выгрузки из них томатной пасты или томатного концентрированного сока добавляют в концентрированные томатопродукты при финишировании. При этом учитывается и соответствующим образом уменьшается количество добавляемой воды в смеситель.
Получение сока без мякоти. Сок квашеной капусты. В рассоле капусты определяют содержание соли и титруемую кислотность и, если он отвечает необходимым требованиям, его отцеживают от капусты. Капусту направляют в цех на переработку, а сок пропускают через сито из нержавеющей стали с отверстиями диаметром 0,75 мм или капроновое сито № 18 для отделения остатков капусты и собирают в сборники.
В сборнике сок выдерживается 4—6 ч для оседания взвешенных частиц.
После отстаивания сок сливают с осадка, подогревают до 90 ±2 °C, охлаждают до 40 ±5 °C, фильтруют через редкую ткань или капроновое сито № 20 либо сепарируют и направляют на подогрев и фасование либо купажирование.
Сок квашеной капусты «Здоровье». В смеситель загружают отфильтрованный сок квашеной капусты, сахар, пюре красного сладкого перца, подогревают до температуры 60 ±2 °C и гомогенизируют.
Сок из огурцов. Промытые кружки огурцов измельчают на дробилках терочного типа и прессуют на пак-прессе.
Сразу после отжатия сок нагревают до 90 ±2 °C, охлаждают до 40 ±5 °C и фильтруют на фильтр-прессе через тканевый фильтр для удаления скоагулировавших белковых и других коллоидных веществ, после чего сок поступает на купажирование с другими компонентами.
Сок из свеклы. Бланшированную свеклу измельчают на дробилках (желательно терочного типа), например А9-КИС ДДС-5, на частицы размером 2—6 мм и передают на прессование.
При формировании пакетов мезгу распределяют равномерно по всей поверхности салфетки. Слой мезги в пакете не должен превышать 5 см по высоте.
Прессование свеклы осуществляется на пак-прессе. Давление при прессовании следует поднимать медленно и давать полностью стечь вытекающему соку. Максимальное давление при прессовании не должно превышать 14,7 МПа. Продолжительность прессования мезги 40—50 мин.
233
Вытекающий из пресса сок фильтруют через сито из нержавеющей стали с диаметром ячеек 0,5—0,8 мм или капроновое сито № 18 либо сепарируют для удаления кусочков мезги и других примесей на сепараторах Г9-КОВ, BGC, ОПУ.
Затем сок передают на подогрев и фасование.
Получение сока с мякотью. Очищенную свеклу измельчают на универсальной дробилке типа А9-КИС. На дробилке ДДС-5 для облегчения отделения сока дробление рекомендуется проводить дважды.
Дробленую массу отжимают на экстракторах или шнековых прессах с диаметром отверстий сит 0,5 мм либо сдвоенных протирочных машинах с диаметром отверстий сит 1,5—1,8 и 0,5— 0,8 мм. Полученную протертую массу передают на смешивание.
Бланшированную морковь протирают на последовательно установленных сдвоенных протирочных машинах Т1-КП2Д с ситами, имеющими диаметр отверстий 1,5—1,8 и 0,5—0,8 мм, либо на экстракторах с диаметром отверстий сит 0,5—0,8 мм.
Дробленая масса томатов после подогревателя поступает на экстрактор либо сдвоенную протирочную машину с диаметром отверстий сит на последней протирке 0,5 мм.
Отходы, полученные после отжима сока, протирают и используют для выработки концентрированных томатных продуктов. Добавляют их к поступающей на выпаривание томатной массе, полученной из свежих плодов.
Бланшированные перец, кабачки, петрушка, сельдерей поступают в экстрактор либо сдвоенную протирочную машину. В целях максимального сохранения витаминов протирание овощей следует проводить в атмосфере пара, для чего протирочные машины должны иметь устройства для создания паровой завесы во время работы. Сита протирочных машин и экстракторов должны быть из нержавеющей стали.
Измельченная масса поступает на смешивание.
Получение соков с мякотью на фильтрующих непрерывнодей-етвующих центрифугах. Овощи измельчают на дробилках с терочной поверхностью А9-КИО или других типах дробилок, например А9-КИС, обеспечивающих измельчение на цусочки 2—3 мм. Дробленая масса подается в шнековый питатель, установленный непосредственно под дробилкой, в котором дополнительно прогревается до 92 ±2 °C в течение 30—40 с, давление греющего пара 784— 980 кПа. Необходимо следить, чтобы с паром, подаваемым в дробилку и шнековый питатель, не поступал конденсат, образующийся в паровых трубах. Для этого перед началом работы паровую линию необходимо тщательно продуть.
Прогретая овощная масса поступает в центрифугу ФГШ-401К или НВШ-350. Сок, полученный на центрифуге, по сокопроводу поступает в сборник.
Для получения натуральных овощных соков в ротор центрифуги устанавливают щелевидные сита с размером отверстий 0,1X2 мм.
234
Приготовление сахарного сиропа. Сироп готовят путем растворения сахара в подогретой до кипения воде с последующим кипячением в течение 5 мин.
Перед подачей на фасование его фильтруют через полотняный либо сетчатый металлический фильтр-сито № 20. Готовый сироп должен быть прозрачный и не содержать механических примесей. Концентрация сиропа предусмотрена рецептурами овощных соков. Готовность контролируют по рефрактометру.
Смешивание. При выработке соков с сахаром, купажированных соков и напитков свежеотжатые овощные соки либо протертые плоды и овощи смешивают по рецептуре с остальными компонентами. Смешивание производится в смесителях с механической мешалкой типа M3G (ВНИИКОП-2) в течение 5—10 мин до получения однородной смеси.
Фруктовые пюре-заготовки, томатную пасту, томатное пюре либо концентрированный томатный сок перед подачей в смеситель пропускают через протирочную машину, либо финишер с ситом, диаметр отверстий которого 0,8-—1,2 мм. Фруктовые соки перед загрузкой в смеситель фильтруют через сито № 18.
Аскорбиновую и лимонную кислоты растворяют в соке или сиропе и добавляют в виде 10%-ного раствора в количестве, указанном в рецептуре.
После смешивания в соках и напитках проверяют величину pH. Эта величина почти для всех соков и напитков должна быть в пределах 4,3—4,4. Только для сока из квашеной капусты активная кислотность устанавливается 4, а для морковного —5.
При pH выше указанного к смеси добавляют дополнительное количество 10%-ного раствора лимонной кислоты так, чтобы pH довести до требуемых значений.
Гомогенизация. Овощные соки с мякотью и напитки подвергают гомогенизации. После смесителя смесь гомогенизируют в гомогенизаторах типа ОГБ-5 при давлении 9,8—14,7 МПа, коллоидных мельницах либо других пригодных для этой цели аппаратах, обеспечивающих достаточное диспергирование.
Деаэрация и подогревание. Гомогенизированная масса соков и напитков поступает на деаэрацию для снижения содержания воздуха.
Деаэрацию производят в деаэраторах любого типа при остаточном давлении 86,5—93,1 кПа в потоке либо в вакуум-аппарате при остаточном давлении 73,2—79,8 кПа, температуре 47 ±2 °C в течение 8—10 мин.
Соки с мякотью и напитки после деаэрации, а без мякоти сразу же после смешивания, нагревания в трубчатых либо пластинчатых теплообменниках до температуры 90 °C направляют на фасование.
Фасование, укупоривание, стерилизация. Соки и напитки сразу после подогрева фасуют в предварительно подготовленные стеклянные банки, бутылки или металлические лакированные банки вместимостью до 1 дм3, а по согласованию с торгующими организациями — вместимостью до 3 дм3.
235
Наполненные банки и бутылки сразу же укупоривают на ва-куум-укупорочной или закаточной машине крышками из белой лакированной жести. Укупорку производят лакированными крышками, предварительно прошедшими санитарную обработку острым паром или путем кипячения в воде. Укупоренные банки и бутылки с соками и напитками немедленно передают на стерилизацию. Разрыв во времени от укупорки до стерилизации не должен превышать 20 мин.
Аппаратурное оформление линий производства овощных соков и напитков в основном одинаково. В качестве примера на рис. 58 приведена технологическая схема приготовления овощно-фруктового напитка «Осенний», на рис. 59 — технологическая схема приготовления овощно-фруктового напитка «Летний», на рис. 60— напитка тыквенного.
Укупоренные банки со всеми соками, кроме сока из квашеной капусты, стерилизуют при температуре 120 °C. Сок из квашеной капусты пастеризуется при температуре 90—100 °C.
После стерилизации банки охлаждают до температуры воды в автоклаве 40 ±2 °C. Затем банки и бутылки выгружают из автоклава, моют, подсушивают, после чего этикетируют.
Напитки «Томатный» и «Ароматный» при фасовании их в банки 1—82—2000 и 1—82—3000 можно стерилизовать поточным методом в теплообменниках непрерывного действия путем высокотемпературного прогрева с выдержкой и последующим охлаждением. Установка для стерилизации должна предусматривать рециркуляцию напитка после подогревателя в сборник, если его температура будет ниже требуемой. Теплообменники должны быть оборудованы средствами автоматического регулирования и контроля температуры. Стерилизацию напитка проводят по следующему режиму: подогрев напитка до 125 °C, выдержка при этой температуре в течение 60 с, снижение температуры до 96—98 °C. Напиток при температуре не менее 96 °C немедленно подают на фасование. Фасуют на автоматическом наполнителе в горячие, подготовленные к наполнению стеклянные банки и немедленно накрывают их горячими крышками.
Санитарная обработка банок и крышек должна проводиться очень тщательно, так как от этого в значительной степени зависит , стойкость напитка при хранении. Содержание остаточной микрофлоры не должно превышать 10 микроорганизмов на внутреннюю поверхность тары. Микробиологический контроль подготовки ее должен осуществляться не менее 3 раз в смену.
Для удаления воздуха и дополнительной термической стерилизации наполненные содом и накрытые крышками банки обрабатывают инфракрасными лучами. Излучатели помещают в закрытом кожухе под транспортером, по которому проходят банки. Температура крышек после облучения должна быть около 150—170 °C. В качестве источника инфракрасного излучения могут быть использованы трубчатые кварцевые лампы накаливания КИ-220-1000.
Наполненные банки немедленно укупоривают на автоматиче-
236
Сбекла
Рис. 58. Технологическая схема приготовления овощно-фруктового напитка .«Осенний»:
1 — просеиватель; 2 — элеватор; з — реактор; 4 — фильтр; 5 — подогреватели; 6—-насос центробежный; 7 — протирочная машина; 8 — насос поршневой; 9 — баллоны с углекислотой; 10 — гомогенизатор; 11—деаэратор-пастеризатор; 12 — наполнитель* 13 — закаточная машина; 14 — инспекционный стол; 15 — барабанная моечная машина; 16 — моечная машина КУМ* 17 — приспособление для обрезки концов; 18 — аппарат для паротермической очистки; 19 — машина для снятия кожицы* 20 — транспортер; 21 — дробилка; 22 — пресс
Из емкости Томатопродукты
Рис. 59. Технологическая схема приготовления овощно-фруктового напитка «Летний»:
1 — просеиватель; 2 — шнек с дозатором; 3 — реактор; 4 — фильтр; 5 — подогреватели; 6 — насос центробежный; 7 — протироч-пая машина; 8 — насос поршневой; о — баллоны с углекислотой; 10 — гомогенизатор; 11 — деаэратор-пастеризатор: 12 — наполнитель; 13 — закаточная машина; 14 — инспекционный стол; 15 — барабанная моечная машина; 16 — вентиляторная моечная машина; 17 — механизм для обрезки концов; 18 — аппарат для паротермической очистки: 19 — машина для снятия кожицы;
20 — трансцортер; 21 — машина для резкц овощей; 22 — дигестер
//a ck/jqi
Рис. 60. Технологическая схема производства напитка тыквенного:
J — контейнер; 2 — инспекционный транспортер КИТ; 3 — машина А9-КЛВ/2 для замочки тыквы; 4 — барабанная моечная машина: 5 — щеточная моечная машина; 6 — машина для рубки тыквы; 7 — сортировочно- инспекционный транспортер ТСИ; 8 — скребковый транспортер: 9 — моечная машина; 10 — корнеклубнерезка; 11 — наклонный шнековый транспортер ШМ-400; 12 — шнековый двухсекционный бланширователь; 13 — протирочная машина КПУ-М; 14 — плунжерный насос; 15 — триплекс; 16 — вакуум-аппарат; 17— гомогенизатор ОГБ-5; 18 — центробежный насос; 19 — стерилизационная установка; 20 — сборник напитка; 21 — наполнитель; 22 — эксгаустер; 23 — закаточная машина; 24 — пластинчатый транспортер; 25 — пастеризатор-охладитель А2-КПО
«кой укупорочной машине. Укупоренные банки переворачивают на бок и выдерживают в горячем состоянии в течение 30 мин, после чего подвергают ступенчатому охлаждению. Температура напитка после охлаждения должна быть не выше 45 °C.
Рекомендуются следующие способы и режимы выдержки и охлаждения.
Банки с напитком выдерживают в пастеризаторе-охладителе оросительного типа в течение 20 мин при температуре орошающей воды 97—99 °C со стабильным тепловым режимом теплоносителя. Охлаждение банок осуществляют по ступенчатому режиму путем орошения их водой с постепенно понижающейся температурой.
В пастеризаторах воздушного типа с воздушно-водяным охлаждением напиток выдерживают в течение 25 мин при обдувании банок горячим воздухом. Температуру замеряют на уровне крышек банок. Охлаждение банок с напитком осуществляют комбинированным воздушно-водяным способом — сначала воздухом температурой 30—20 °C в течение 20 мин, а затем водой с постепенно понижающейся температурой.
Один раз в неделю зону охлаждения в пастеризаторе-охладителе следует подвергать санитарной обработке с применением дезинфицирующих средств.
При выдержке и охлаждении банок с напитком в ванне или автоклаве с кипящей водой банки с напитком выдерживают при температуре 98—100 °C в течение 30 мин, а затем постепенно охлаждают.
Требования к качеству готовой продукции. Готовая продукция в соответствии с требованиями действующего стандарта должна иметь следующие органолептические показатели. По внешнему виду соки с мякотью должны быть однородной массой с равномерно распределенной тонкоизмельченной мякотью. Вкус и запах должны быть натуральные, хорошо выраженные, свойственные данному виду плодов и овощей.
Г лава 18
КОМПОТЫ, ЖЕЛЕ, ДЖЕМЫ, ВАРЕНЬЕ,
ЦУКАТЫ, ПОВИДЛО
Из целых и нарезанных плодов, ягод, проваренных в сахарном сиропе, изготавливаются консервы, которые используются в качестве десерта.
Компоты
Компоты представляют собой подготовленные плоды и ягоды, которые заливают сахарным сиропом различной концентрации, укупоривают, стерилизуют или пастеризуют (рис. 61).
240
Заказ № 639
Рис. 61. Технологическая схема производства компотов из косточковых и семечковых плодов:
1 — опрокидыватель ящиков с сырьем; Я —полочный элеватор; 3— транспортер; 4—машина для отделения плодоножки; 5— унифицированная моечная машина; б — элеватор; 7 — калиброватель; 8 — бункер-накопитель; 9 — конвейер подготовки плодов; ю — бланширователь; 11 — развариватель для отходов; 12 — протирочная машина; 13 — насос; 14 —бункер; 15 — автотранспорт; 18 — пластинчатый транспортер; 17 — фасовочный конвейер; 18 — машина для мойки банок: 19 —автоматический наполнитель системы Вязовского; 20 — автоматический наполнитель для сиропа; 21 — закаточная машина; 22 — укладчик банок в автоклавные корзины; 23 — тельфер; 24 — автоклав; 25 — прибор для управления процессом; 26 — агрегат для мойки и сушки банок; 27 — ленточный транспортер-накопитель; 28 — этикетировочный автомат; 29 — транспортер для прддчи ящиков; 30 —устройство для подсушки этикеток; 31 — цепной транспортер; 32 — электропогрузчик * ? г. **
Сравнительно короткий технологический процесс производства позволяет сохранить питательные свойства плодов и ягод. Сахарный сироп хотя и не оказывает консервирующего действия, подчеркивает естественный вкус плодов и ягод.
Подготовка и обработка сырья. Компоты вырабатываются как из отдельных видов сырья, так и из нескольких («Ассорти»).
При производстве компотов используется сырье технической стадии зрелости, здоровое и свежее. Сырье моют в проточной холодной воде в моечных машинах различных систем.
Абрикосы, персики и сливы при подготовке к консервированию разрезают на две или четыре части и удаляют косточки. Мелкоплодные абрикосы, персики и сливы консервируются целыми плодами. Алычу и ткемали очищают от плодоножек и консервируют целыми плодами. Аналогично обрабатывают вишню, черешню и кизил. Очищенные и неочищенные плоды груши и яблоки режут пополам, на четыре или восемь частей. Плоды айвы нарезают равномерно дольками толщиной 20—30 мм или кусочками размером от четвертой до шестнадцатой части плода.
После сортировки, чистки и резки отдельные виды сырья (груши, инжир, персики, сливы, яблоки) подвергают бланшированию.
Для улучшения вкуса компотов и снижения потерь сухих веществ сырья рекомендуется бланширование заменить вакуумированием плодов в течение 3—5 мин при остаточном давлении 21,3—34,6 кПа. Вакуумировать плоды можно до или после фасования. При вакуумировании плодов в вакуум-аппаратах сахарный сироп 15—20%-ной концентрации заливают в аппарат и нагревают его до 90—95 °C. В горячий сироп загружают подготовленные плоды так, чтобы они были покрыты сиропом. После этого аппарат закрывают и создают в нем разрежение. Выдержка плодов продолжается 5—10 мин. После вакуумирования плоды извлекают из аппарата и немедленно передают на фасование, а в сироп загружают новую порцию плодов, предназначенных для вакуумирования. После вакуумирования 2—3 партий сырья сироп из аппарата сливают, фильтруют и используют для приготовления заливочного сиропа.
При вакуумировании после фасования плоды, уложенные в банки, заливают горячим (90—95 °C) сиропом и пропускают через вакуумную камеру. Остаточное давление в камере должно быть не более 21,3 кПа, продолжительность обработки — не менее 3 мин.
Приготовление сиропа. Сироп для заливки готовится из просеянного сахарного песка. После растворения сахара сироп осветляют, добавляя пищевой альбумин из расчета 4 кг на 100 кг сахара. Готовый сироп должен быть прозрачным и не иметь механических примесей. Осветлять сироп можно яичным белком. В сироп, предназначенный для заливки компотов из груш, светлоокрашенной черешни, фейхоа, дыни и некоторых сортов абрикосов, добавляют винную или лимонную кислоту.
Фасование, укупоривание, стерилизация. Фасование компотов проводят в два приема. Вначале в банку фасуют подготовленные
J242
плоды, после чего на другом автоматическом наполнителе заливают банки сиропом. Положительный эффект получается при заполнении сиропом на вакуумных наполнителях. Укупоренные* банки подвергают пастеризации или стерилизации. Температура тепловой обработки 75—100 °C в зависимости от вида и вместимости тары.
Требования к качеству готовой продукции. Готовая продукция выпускается трех сортов: высшего, I и столового, которые отличаются друг от друга по требованиям к органолептическим показателям, а также по концентрации заливочного сахарного сиропа. В столовых сортах компотов концентрация сиропа на 5—8% ниже. В столовом сорте допускается большее количество разваренных плодов.
Подобно компотам в последние годы производятся консервы* «Плоды натуральные» и «Плоды и ягоды в сиропе». В первом случае плоды заливаются водой, во втором случае — слабым сахарным сиропом (10—13%). Этот вид продукта разработан для потребителей, которым противопоказано употребление сахара. Также выпускаются компоты, в которых сахар в сахарном сиропе заменен на полиспирты (сорбит или ксилит) или натриевую соль сахарина — CeJbCONaSCb. В компотах с использованием полиспиртов содержится 7—7,5% сахара, в основном инвертного, поступившего с плодами, и 9,5—10% полиспирюв.
Компоты, приготовленные на сахарном сиропе, имеют энергетическую ценность в пределах 200—400 кДж на 100 г.
Хранят компоты в помещениях при температуре 0—20 °C без* резких колебаний. Нельзя допускать замерзания продукта, так как это отрицательно сказывается на консистенции плодов.
При производстве компотов почти не используется консервирующее действие сахара, однако промышленность производит несколько видов консервов, в которых используется консервирующее действие высоких концентраций сахара. Это джемы, варенье^ желе, повидло и цукаты.
При выработке этих продуктов (кроме варенья, цукатов) необходимо достижение желирующей консистенции.
Желе
Желе представляет собой застывший золь, обладающий свойствами как твердого тела, так и жидкого. Как твердое оно при малых деформациях способно сохранять статическую форму, как жидкое тело способно к кристаллизации. При больших деформациях желе ведет себя, как вязкая жидкость.
Желирование соков. Желирование или застудневание — процесс сближения и сцепления молекул высокополимеров, в частности пектина. В результате образуется пространственная сетка, охватывающая весь объем жидкости и служащая каркасом студня. Стабильности сетки способствуют ионы поливалентных металлов
1b*
24а
(например, Са), связывающих между собой молекулы пектина /° /°\ через карбоксильные группы —С Са С—
N)/ о7
Фруктовый сок желируют при содержани пектина 1 %. При содержании в соке небольшого количества пектина к нему добавляют пектин, агар, карраген. На желирование влияет кислотность продукта. Наиболее эффективно происходит желирование при pH 3,2—3,4. В случае надобности к соку добавляют лимонную или винную кислоту.
Пектиновым студням свойственна тиксотропия. Она заключается в изотермическом обратимом превращении золя в гель. Взаимосвязь между молекулами пектина невелика, и при механическом воздействии структура студня нарушается. При снятии механического воздействия через некоторое время структура восстанавливается, что обусловливается броуновским движением молекул, в результате которого происходят их столкновение и сцепление. Сахар, добавляемый к продукту для улучшения вкуса, способствует образованию студня.
При выработке некоторых продуктов в качестве студнеобразо-вателя используют агар. По составу агар представляет сложную смесь, в которой преобладают углеводы. Желирующие свойства агара обусловлены содержанием в нем кальциево-магниевой соли эфира серной кислоты и углевода (полисахарида галактана) сле-/O-SOa-O^ дующего строения: R Са
^O-SOj-o/
Фруктовые и ягодные желе, как и многие другие студни, с течением времени стареют. Этот процесс называется синерезисом. При образовании студня не создается равновесной системы и продолжается процесс, связанный с его формированием. Дальнейшее сближение молекул приводит к уменьшению объема студня и вытеснению жидкости на поверхность студня. Поэтому при дальнейшем старении на поверхности продукта могут появиться капельки жидкости.
Технологический процесс производства желе. Консервированное желе готовят из осветленных натуральных или сульфитиро-ванных соков. Сульфитированные соки предварительно освобождаются от SO2 подогревом. Используются также сиропы из-под цукатов и варенья, из которых предварительно удаляются частицы мякоти. Очищенные сиропы смешиваются со свежим соком. Таким же образом используется бланшировочная вода, полученная при производстве плодовых и ягодных компотов.
Перед началом производства лаборатория завода проводит опытные варки, в результате чего устанавливается необходимость добавления к соку пектина и кислоты для достижения желе требуемой консистенции. Обычно количество добавляемого пектина не должно превышать 3%.
244
Отфильтрованный сок загружают в вакуум-аппарат, добавляют к нему сахар и пищевой альбумин (4 кг на 100 кг сахара) для осветления соков. В случае использования достаточно прозрачных соков добавление альбумина не обязательно. Смесь доводят до кипения, снимают пену и начинают уваривание.
Уваривание проводят при температуре 70—80 °C в вакуум-аппаратах при остаточном давлении 41,3—34,6 кПа. Процесс уваривания до 65—68%-ного содержанйя сухих веществ должен продолжаться не более 30 мин. В конце уваривания добавляют кислоту в количестве, установленном опытной варкой. '
При-варке с добавлением пектина его вводят в раствор ненадолго до окончания варки. После этого уваривание должно вестись по возможности быстро и не превышать 5—6 мин. В конце при необходимости добавляется кислота.
Желе фасуют при температуре 85—90 °C в тару вместимостью до 0,35 дм3 и пастеризуют при температуре 95 °C в течение 10 мин.
Непастеризованное желе сразу после укупорки, а пастеризованное желе после пастеризации подвергают выдержке в течение суток для охлаждения и желирования.
Требования к качеству готовой продукции. В СССР вырабатываются желе абрикосовое, алычовое, айвовое, брусничное, виноградное, вишневое, гранатовое, земляничное, кизиловое, клюквенное, красносмородиновое, крыжовниковое, малиновое, мандариновое, персиковое, сливовое, ткемалевое, черничное, черносмородиновое, черноплоднорябиновое, яблочное, а также из смеси двух видов плодов или ягод.
В пастеризованном желе содержание сухих веществ составляет 67 %, в непастеризованном — 71%.
Готовое желе представляет собой застывшую массу, сохраняющую форму сосуда, в котором она находится, без взвешенных частиц, пены и пузырьков воздуха, имеющую вкус и аромат, свойственные исходному соку.
Джемы
Джемы представляют собой желеобразный продукт из целых или нарезанных плодов, сваренных в сахарном сиропе. В готовом продукте сироп не должен отделяться от плодов. Джем готовится из абрикосов, алычи, айвы, цитрусовых плодов, различных ягод, слив, инжира, яблок и других плодов.
Для получения джема плодово-ягодное сырье должно содержать около 1% пектиновых веществ и не менее 1% органических кислот. В случае недостаточного количества этих веществ в сырье они добавляются в процессе варки. О количестве пектина в сырье судят по сгустковой пробе, для чего к 5—10 мл отжатого из плодовой массы сока приливают 15—30 мл сйирта-ректификата или ацетона. После интенсивного взбалтывания спирт или ацетон осторожно сливают. По характеру образовавшегося осадка судят о количестве пектина в соке. Если осадок представляет собой
245
Рис. 62. Двутельный котел
скомковавшуюся массу, то содержание пектина в соке более 1% и джем из такого сырья будет иметь хорошую желеобразную консистенцию. Если в пробирке образуются небольшие хлопья осадка,, не сбивающиеся в один комок, то пектина в соке недостаточно.
Технологический процесс получения джема. Плоды и ягоды,, предназначенные для приготовления джема, подвергают сортировке, мойке, чистке. У косточковых плодов удаляют косточки, у семечковых — семенную камеру.
Подготовленные плоды бланшируют в воде или слабом (10%-ном) сиропе. Бланширование проводят с целью перевода нерастворимого протопектина в пектин для повышения желирующей способности.
После бланширования к плодам добавляют 70—75%-ный фильтрованный сахарный сироп или просеянный сахар в соответствии с рецептурой. Варку джема проводят в один прием до содержания сухих веществ в нем 73% (если джем в дальнейшем не подвергается стерилизации) и до 69% при стерилизации. За 10—15 мин до окончания варки джема в него добавляют желирующие соки (из крыжовника, айвы, яблок) или раствор пектина.
Варку осуществляют в двутельнЫх котлах (рис. 62) или вакуум-аппаратах.
При варке в вакуум-аппаратах целесообразно осуществлять улавливание ароматических веществ, для чего эти аппараты оснащаются специальной установкой, разработанной во ВИИИКОПе. Она состоит (рис. 63) из поверхностного конденсатора с удлинен
246
ной хвостовой частью, служащей сепаратором, для разделения сконденсированных паров и неконденсирующихся газов. Конденсат через сборник поступает в перегонный куб, оборудованный смотровым стеклом и змеевиковой поверхностью нагрева.
После загрузки сырья в аппарат и создания в нем остаточного давления 61,3—47,9 кПа отключают аппарат от вакуумной линии и в паровую рубашку подают греющий пар. Соковые лары, образующиеся при подогреве массы и в первые 15 мин кипения при температуре 60— 70 °C под вакуумом, направляют в поверхностный конденсатор. Эти пары содержат практически все летучие ароматические веще
Рис. 63. Схема установки улавливания ароматических веществ:
1 — вакуум-аппарат; 2 — конденсатор;
3 — сепаратор; 4 — сборник; 5 — перегонный куб
?ва, поэтому через 15 мин после
начала кипения подачу соковых паров в конденсатор прекращают и соединяют аппарат с вакуумной линией. Дальнейшая варка джема до готовности ведется обычным порядком.
Собранный в перегонном кубе дистиллят ароматических веществ перед добавлением в джем подвергается концентрации. Для этого в змеевик куба подают пар и выпаривают дистиллят до тех пор, пока количество его не уменьшится вдвое. Полученный вторичный пар, содержащий все летучие ароматические вещества, конденсируют в том же поверхностном конденсаторе. Полученный при этом ароматический конденсат собирают в сборнике, отключив <его трехходовым краном от куба и вакуум-аппарата.
Когда варка джема закончена, вакуум-аппарат отключают от вакуумной линии, не открывая люка, сливают дистиллят из сбор
ника в джем и включают мешалку для перемешивания готового джема с дистиллятом.
При варке джема из сульфитированных плодов их перед загрузкой в аппарат подвергают бланшированию в горячей воде. Продолжительность бланширования не нормируется, а устанавливается опытным путем в лаборатории с таким расчетом, чтобы в обработанном сырье содержание SO2 было не более 0,02%. При использовании сульфитированных плодов улавливание ароматических веществ не производится.
При варке джема из замороженных плодов и ягод исключается процесс бланширования сырья перед варкой. В остальном процесс
варки проводится так же, как и при изготовлении джема из свежих плодов. Дефростация производится непосредственно перед варкой во избежание потемнения мякоти плодов.
247
При варке джема необходим постоянный (1—2 раза в смену контроль за содержанием в готовом продукте редуцирующих (инвертных) сахаров. В нестерилизованном джеме во избежание его засахаривания должно содержаться 30—40% редуцирующих сахаров. В стерилизованном джеме из-за дополнительной тепловой обработки при стерилизации содержание редуцирующих сахаров повышается до 50%. Так как общее содержание сухих веществ в таком джеме ниже, чем в нестерилизованном, пересыщения сахарного сиропа при таких условиях не происходит.
Одним из пороков готовой продукции является его засахаривание. Причины и методы предупреждения засахаривания изложены при описании технологического процесса варки варенья.
Готовый джем фасуется в стеклянную тару вместимостью до 1 дм3 при температуре не менее 70 °C.
Перед фасованием в бочки джем охлаждается до температуры 50—60 °C (абрикосовый и земляничный вследствие худшей жели-руемости — до 40°C). Фасование в полимерную тару производится при температуре 70—75 °C.
Стерилизация джема в мелкой таре (до 1 дм3) осуществляется при температуре 100 °C в течение 10—20 мин.
Требования к качеству готовой продукции. Джем представляет собой мажущуюся массу непротертых плодов и ягод, не растекающуюся на горизонтальной поверхности. Для I сорта допускается некоторое растекание. Содержание сухих веществ в стерилизованном джеме 68%, в нестерилизованном — 70%, соответственно общее содержание сахаров в расчете на инвертный составляет 62 и 65 %.
В готовом джеме нормируется предельное содержание сернистой и сорбиновой кислот, солей тяжелых металлов.
Конфитюры
Продуктом, подобным джемам, являются конфитюры. Они представляют собой свежие или замороженные плоды и ягодьц подготовленные так же, как для джема, и уваренные с сахаром до желеобразного состояния с добавлением сухого пищевого пектина или его концентрата. В некоторых случаях к продукту добавляют пищевые кислоты и ванилин.
Для хорошего желирования конфитюра сухой пектин подготавливают следующим образом. Сначала готовят сахаропектиновую смесь (3: 1). Полученную смесь растворяют в 16 частях воды для получения 5%-ного раствора пектина. Предварительно воду подогревают до 70°С, в нее при непрерывном перемешивании тонкой струей вводят сахаропектиновую смесь.
Перед варкой плоды и ягоды бланшируют по тем же режимам, что и для приготовления джемов. К бланшированным плодам добавляют фильтрованный 70%-ный сахарный сироп. Варку проводят в вакуум-аппаратах или двутельных котлах вместимостью не более 150 дм3 при давлении греющего пара 150—300 кПа.
248
Когда содержание сухих веществ в плодах при варке достигнет 55—56%, добавляют пектиновый раствор и продолжают варку до достижения 58—59% сухих веществ в сиропе.
Конфитюр хорошо желирует при значении pH 3—3,3. Если продукт имеет большее значение pH, в него в конце варки добавляют лимонную кислоту в виде 50%-ного раствора.
В конфитюр из инжира, черешни добавляют в конце варки ванилин из расчета 15 г на 1 т конфитюра.
Готовый продукт должен иметь содержание сухих веществ не менее 57%, в том числе сахаров в расчете на инвертный не менее 50%.
Конфитюр фасуют в стеклянную или металлическую тару вместимостью до 1000 см3, в полимерную — от 30 до 250 см3. Температура продукта при фасовании в стеклянную и металлическую тару должна быть 80—85 °C, в тару из полимерных материалов — 70—75 °C. Для лучшего желирования конфитюр немедленно после фасования горячим подают на стерилизацию. Стерилизацию проводят при температуре 100 °C в течение 10—25 мин. После стерилизации тару с конфитюром охлаждают до температуры воды в автоклаве 35—40 °C.
Варенье
Варенье представляет собой нежелированный продукт из плодов и ягод, сваренных в сахарном сиропе. Плоды не должны быть разваренными.
При варке варенья используют различные плоды и ягоды, а также орехи в молочной стадии зрелости, лепестки роз, жимолость.
Степень зрелости орехов определяют путем среза верхней части плода. При отсутствии затвердевания орехи считаются пригодными для приготовления варенья.
Сырьем для варки розового варенья служат лепестки не вполне распустившихся цветков казанлыкской розы. Лепестки должны быть мягкие, без пятен, незасохшие.
Технологический процесс производства варенья. Все сырье сортируют по качеству, степени зрелости, размеру плодов.
После сортировки плоды и ягоды моют чистой проточной водой.
Подготовка отдельных видов сырья. Важным процессом в приготовлении варенья является подготовка плодов и ягод.
Абрикосы перед варкой освобождают от косточек и разрезают пополам.
Вишня и черешня используются как без косточек, так и с косточками. Белую и розовую черешню бланшируют в воде при температуре 80—90 °C не более 3 мин, а затем охлаждают в холодной проточной воде.
Груши очищают от кожицы, режут на половинки или дольки толщиной 15—20 мм, удаляют семенное гнездо, затем бланшируют в кипящей воде не более 10 мин и охлаждают. Разваривающиеся
249
груши бланшируют в 5—10 %-ном сахарном сиропе при температуре 90—100 °C в течение 6—7 мин. Допускается химическая очистка груш в 3—5 %-ном растворе щелочи при температуре 90—95 °C в течение 1 мин.
Персики мелкоплодных сортов разрезают на половинки, крупноплодных сортов — на 4—5 частей, после чего удаляют кожицу кипящим 2—3%-ным раствором щелочи. После удаления кожицы половинки или дольки плодов бланшируются в воде при температуре 85 °C не более 5 мин, а затем охлаждаются в чистой проточной воде. Во избежание потемнения поверхности мякоти, что наблюдается у некоторых сортов персиков, очищенные плоды до варки держат в 1%-ном растворе лимонной или винной кислоты.
У слив, алычи и ткемали удаляют плодоножку, после чего в зависимости от помологического сорта плоды подвергают одному из следующих видов подготовки:
бланширование в воде при температуре 80—85 °C не более; 5 мин с последующей наколкой;
надрезка плодов по длине вручную;
бланширование в течение нескольких секунд в 0,5 %-ном растворе щелочи с последующим промыванием в холодной проточной воде;
бланширование в 25 %-ном сахарном сиропе в течение 1—Змин при температуре 80—85 °C с последующей заливкой горячим блан-шировочным раствором без охлаждения.
Крупные сливы разрезают на половинки и удаляют косточку. При этом половинки слив не бланшируют.
Черную смородину для устранения жесткости кожицы и лучшего проникновения сиропа в ягоды при варке обрабатывают паром в течение 3 мин или горячей водой (95—100 °C) в течение* 5 мин. Иногда допускается вместо подогрева ягоды смородины пропускать между вальцами из некорродирующих материалов. Перед этим процессом ягоды необходимо калибровать.
Яблоки и айву очищают от кожицы, семенного гнезда и режут на дольки или равномерные кусочки, после чего бланшируют в кипящей воде (яблоки 5 мин, айву до мягкости), охлаждают. Разваривающиеся яблоки бланшируют в 30 %-ном сахарном сиропе при температуре 80—95 °C в течение 4—6 мин. Во избежание потемнения мякоти нарезанные плоды держат в 0,5—1%-ном растворе лимонной или винной кислоты.
Наиболее сложную подготовку к варке осуществляют с зелеными орехами. Орехи после сортировки обрабатывают 3—5 мин в кипящем 5 %-ном растворе каустической соды, после чего моют в холодной проточной воде до полного удаления щелочи. Затем орехи в течение 2 сут выдерживают в холодной воде в деревянных или цементированных емкостях. Вода сменяется каждые 6 ч до тех пор, пока не перестанет окрашиваться и плоды не приобретут желтоватый цвет. Затем орехи обрабатывают 24 ч в известковой воде (7—10%-ный раствор), пока они не приобретут темно-фиолетовый или почти черный цвет. Плоды становятся твердыми
250
©следствие образования пектата кальция. После известкования орехи промывают холодной водой, пока она не перестанет окрашиваться, накалывают и бланшируют 15—20 мин в 1,5 %-ном кипящем растворе алюмокалиевых квасцов. После бланширования плоды выдерживают в течение часа в холодной воде. В заключение плоды вновь бланшируют в течение 20—30 мин в 5 %-ном растворе сахара или в воде.
Существует другой способ подготовки орехов. Орехи провяливают в течение 2 сут, очищают их вручную и погружают в 0,3%-ный раствор винной кислоты, который сменяют каждые 2—3 ч. После выдержки орехи окуривают сернистым газом, бланшируют в кипящей воде с добавлением 0,3% алюмокалиевых квасцов и 0,3% винной кислоты и затем охлаждают в проточной воде.
Лепестки розы снимают с цветка, срезая плодоножку и грубое основание лепестков, промывают холодной водой, бланшируют в кипящей воде в течение 10 мин. Остающуюся бланшировочную воду используют для приготовления сиропа и на нем варят варенье.
Воду после бланширования косточковых, семечковых плодов и ягод также используют для приготовления сиропа.
Варка варенья. Для получения варенья плоды варят в крепком сахарном сиропе. При этом плоды пропитываются сахарным сиропом, который обогащается плодовым соком.
Процесс варки варенья рассматривается как диффузионноосмотический процесс. Такие побочные явления, как изменение упругости паров клеточного сока при изменении температуры и появление конвекционных токов в межклеточном пространстве, влияют на протекание этого процесса. Концентрация сахара в сиропе больше, чем в клеточном соке, поэтому сахар диффундирует внутрь клетки. Чем выше температура и больше разность концентраций сахара в соке и сиропе, тем быстрее идет процесс диффузии.
Наряду с диффузией при варке варенья проходят осмотические процессы, в результате которых вода переходит из клетки в межклеточное пространство. Из-за высокой концентрации сахара в сиропе растительные клетки испытывают значительное осмотическое давление. При переходе воды из клеток плоды уменьшаются в объеме и сморщиваются, становятся жесткими и малопривлекательными. Кроме того, недостаточная насыщенность плодов сахаром приводит к пониженной их плотности, и они всплывают в готовом продукте. В зависимости от начальной концентрации сахарного сиропа получают варенье различного качества. При высокой концентрации сахара происходит слишком интенсивное обезвоживание клеток ткани. В то же время недостаточная концентрация сахара приводит к снижению скорости диффузии. Поэтому концентрация сахарного сиропа устанавливается в зависимости от свойств ткани сырья.
Так как в готовом продукте должно быть соблюдено соотношение плодов и сиропа 1:1, то при варке варенья некоторое умень
251
шение плодов приводит к получению избыточного сиропа, который может быть использован для варки повидла и приготовления сиропа, однако это приводит к уменьшению выхода готовой продукции. Если при полном сохранении форм и размеров плодов выход варенья принять за 100%, то при уменьшении радиуса плода на 0,1 выход продукции снижается до 70%, при уменьшении радиуса на 0,2 выход варенья сокращается до 50%.
Коэффициент, показывающий степень изменения объема плодов до и после варки {K=V\/V2), обычно равен 0,7—0,8, у семечковых плодов, имеющих плотную ткань, иногда достигает 1. Поэтому при расчетах необходимого количества плодов учитывают данный коэффициент.
0=200Р1/(р270,
где G — количество подготовленных плодов, необходимое на 1 туб или 400 кг варенья, кг; pi — плотность плодов до варки варенья, г/см3; р2 — плотность плодов после варки варенья, г/см3.
Повышение концентрации сухих веществ внутри клетки обусловливается двумя процессами, протекающими параллельно. Один — проникновение сахара через клеточную оболочку внутрь клетки, другой — переход воды в межклеточное пространство. Соотношение этих процессов и определяет сохранение формы и размеров плодов. Варку варенья нужно проводить так, чтобы первый из этих процессов проходил интенсивно, а второй — медленно. Скорость проникновения сахара в плоды при нагревании увеличивает-ся>до тех пор, пока температура не достигнет 101 —102 °C. При этой температуре внутриклеточный сок закипает и препятствует проникновению сахара. Вместе с тем потеря влаги клетками увеличивается из-за удаления паров. Охлаждение плодов сразу же после достижения этой температуры приводит к снижению упругости водяных паров и образованию внутри клетки вакуума. Это, в свою очередь, способствует засасыванию сиропа внутрь клетки. Поэтому для получения высококачественного продукта необходимо нагрев до кипения сиропа чередовать с охлаждением. В случае, когда невозможно это осуществить, процесс варки варенья следует вести при слабом кипении при температуре около 100 °C.
Положительное влияние оказывает вакуумирование в самом начале процесса. Вакуум способствует удалению воздуха из межклеточных пространств, а это, в свою очередь, позволяет сиропу легко проникать внутрь плодов.
Вакуумирование можно применить также для быстрого охлаждения массы, подвергаемой варке при атмосферном давлении. Создание вакуума после закипания приводит к интенсивному испарению воды, за счет чего происходит охлаждение всей массы. Чередование варки варенья при атмосферном давлении и под вакуумом ускоряет процесс. Проведение варки полностью под вакуумом не рекомендуется, так как понижение давления приводит к снижению температуры кипения, а это замедляет диффузию.
Сокращение длительности варки можно достигнуть путем вы
252
держки подготовленных плодов в нагретом (70—80 °C) сахарном сиропе в течение 3—4 ч. Концентрация сиропа для ягод 70—75%,. для семечковых плодов, абрикосов, персиков, инжира, мандаринов 45—60, для кизила, большинства сортов слив, крыжовника, розы 25—40%. Вишню, виноград, черную смородину варят без предварительной выдержки в сиропе. Малину, ежевику, землянику иногда засыпают сахаром.
Периодический процесс варки. В этом случае варка варенья осуществляется из одной партии сырья, загруженной в двутельный котел или вакуум-аппарат. Многоступенчатая варка в двутельных котлах проводится путем периодического доведения массы до кипения и ее охлаждения.
Варка варенья в вакуум-аппаратах осуществляется путем чередования варок при атмосферном давлении и под вакуумом.
Варку проводят при давлении пара 118—196 кПа и остаточном давлении 19,9—26,6 кПа.
Продолжительность выдержки под вакуумом (охлаждение) между варками для всех видов плодов и ягод равна 10 мин, включая 5—6 мин па поднятие вакуума.
После окончания варки поступление пара в аппарат прекращают и приступают к охлаждению массы путем повышения остаточного давления в вакуум-аппарате до 66,5—86,4 кПа в зависимости от вида сырья и периода варки. Продолжительность охлаждения 10 мин. Разрежение в процессе охлаждения должна повышаться постепенно на протяжении 6 мин так, чтобы прирост остаточного давления в 1 мин составлял не более 7,9 кПа. Быстрое-испарение влаги из плодов^ при резком снижении давления может привести к деформации плодов и уносу сиропа. Охлаждение заканчивают, когда кипение массы прекратится.
После окончания охлаждения в рубашку аппарата вновь подают пар, разрежение понижают до требуемой величины и начинают следующую варку, а за ней — опять охлаждение. Начиная со второй варки в плодах и сиропе контролируют содержание сухих веществ. В тех случаях, когда разница между содержанием сухих веществ достигнет 8%, охлаждение и следующую варку ведут при более низком остаточном давлении.
Для улавливания ароматических веществ в процессе варки варенья и возврата их в готовый продукт вакуум-аппарат должен быть оснащен установкой для улавливания, показанной на рис. 62.
Требования к качеству готовой продукции. Варенье считается готовым, когда содержание сухих веществ в сиропе достигнет 70—72%, а в плодах — 65—67%.
В стерилизованном готовом варенье содержание сухих веществ должно быть не менее 68%, в нестерилизованном — 70%.
Варенье содержит 62—65% сахаров. С понижением температуры варенья сахарный сироп может стать насыщенным, а в некоторых случаях — пересыщенным. Пересыщение приводит к выпадению в сиропе кристаллов сахара. Это явление называется засахариванием варенья. Кроме потери товарного вида в засахаренном
253
варенье создаются предпочтительные условия для протекания микробиологических процессов, так как концентрация сахара в сиропе снижается и теряется консервирующее действие высоких концентраций сахара.
В готовом варенье нормируется содержание сухих веществ, в том числе сахара в расчете на инвертный. Содержание общей сернистой кислоты не должно превышать 0,01% для варенья I сорта. Плоды в варенье должны составлять 45—55%.
Причины и предупреждение засахаривания варенья. Для предупреждения засахаривания нужно снизить степень пересыщения сиропа.
В табл. 23 приведена растворимость в воде при 30 °C чистой сахарозы и смеси ее с инвертным сахаром.
Таблица 23
Растворимость сахарозы и инвертного сахара
Сахароза, % Инвертный сахар, % Растворимость сахарозы, г на 100 г воды Растворимость инвертного сахара, г на 100 г воды Общее количество сахаров, г на 100 г воды
68,11 213,58 213,58
56,32 14,94 195,96 51,98 247,94
50,97 21,86 187,60 80,46 268,06
43,36 28,01 180,88 109,26 290,14
39,23 37,48 168,43 160,93 329,36
Растворимость смеси сахарозы с инвертным сахаром выше, чем чистой сахарозы, так что для предупреждения засахаривания необходимо, чтобы часть сахарозы была заменена инвертным сахаром. Однако при полной инверсии не образуется равное количество глюкозы и фруктозы, так как фруктоза менее стойка, чем глюкоза, и в процессе варки распадается. Избыток глюкозы может привести к глюкозному засахариванию. Фруктоза не засахаривается потому, что ее содержится меньше и, с другой стороны, растворимость ее выше, чем глюкозы.
Во избежание засахаривания процесс варки варенья' ведут та-ним образом, чтобы соотношение сахарозы и инвертного сахара в готовом продукте было 1: 1. В варенье должно содержаться 30— 40% инвертного сахара, варенье из высококислотных видов сырья может иметь его до 45%, стерилизованное варенье — до 50%.
При переработке высококислотных плодов может проходить <5олее глубокая инверсия, что нежелательно. Во избежание этого сокращают продолжительность варки и увеличивают период выдержки плодов в сиропе. При охлаждении инверсия задерживается даже в присутствии кислоты.
Процесс кристаллизации происходит следующим образом. Имеющийся в растворе кристалл окружен неподвижным раствором ^сахара. У грани кристалла происходит выделение сахара из рас
254
твора, что приводит к переходу пересыщенного раствора в насыщенный. На некотором расстоянии находится пересыщенный раствор, и вследствие разности концентраций происходит диффузия сахара в сторону кристалла. Таким образом, процесс кристаллизации состоит из двух фаз. Во время первой фазы сахар диффундирует через неподвижный слой сиропа в сторону кристаллизации, и во второй фазе происходит кристаллизация сахара на грани кристалла.
Если в сиропе отсутствуют центры кристаллизации, то этот раствор может быть пересыщенным и не образовывать кристаллы. Предупреждение выпадения кристаллов может быть осуществлено увеличением вязкости раствора, что снижает диффузию. Можно увеличить вязкость путем снижения температуры, однако это приводит к уменьшению растворимости сахаров, что также нежелательно. Увеличить вязкость можно добавлением патоки, получаемой осахариванием крахмала. Она содержит декстрины, мальтозу и глюкозу.
- Чтобы в сиропе варенья не было центров кристаллизации, фасование варенья нужно проводить в помещении, где не допускается хранение сахара. Инвентарь должен быть чистым, без присохших кристаллов сахара.
Перемешивание варенья уменьшает толщину неподвижного слоя и грани кристалла, что может способствовать кристаллизации. Поэтому при хранении не рекомендуется без надобности перекатывать бочки с вареньем или переносить банки.
Наиболее надежное средство предотвращения засахаривания варенья — это изготовление его с пониженным содержанием сухих веществ (68—70%) и фасование в стеклянные банки с последующей стерилизацией. При этих условиях пересыщение сахарного сиропа будет предотвращено. Варенье стерилизуют при температуре 100 °C в течение 10—20 мин в зависимости от вместимости тары.
Цукаты
Продукт, изготовленный из плодов, ягод, корок арбуза и дыньг сваренных в сахарном или сахарно-паточном сиропе, подсушенных и обсыпанных мелким сахарным песком или глазированных, называют цукатами.
Цукаты готовят из свежих, замороженных или сульфитирован-ных абрикосов, айвы, алычи, винограда, персиков, груш, яблок,, сливы, цитрусовых плодов, тыквы, моркови, кабачков и свеклы. Используются также корки толстокорых сортов арбузов и дынь, варенье-полуфабрикат.
Технологический процесс производства цукатов. Подготовку плодов и ягод и их варку в вакуум-аппарате осуществляют так же,, как и для варенья, только процесс оканчивается при достижении содержания сухих веществ в сиропе 78%, а в плодах 70—72%.
255L
Для приготовления цукатов используют соленые арбузные и дынные корки. Их очищают от мякоти и семян, режут на кусочки размером 25X10 мм, затем вымачивают в течение 48—50 ч в проточной холодной воде до полного отсутствия соли на вкус. Потом они подвергаются бланшированию в кипящей воде в течение 10—15 мин, затем их заливают горячим (90—95 °C) сахарным пиропом концентрацией 60% и выдерживает 6—8 ч.
Свежесваренное варенье или варенье-полуфабрикат выгружают на решетчатые противни с диаметром ячеек 5—7 мм для полного отекания сиропа и подсушивания плодов. При необходимости плоды обдувают холодным воздухом.
Плоды, предназначенные для производства цукатов, обсыпанных сахаром, подсушивают на противнях в течение 2—3 ч, для Iлизированных цукатов подсушивание проводят в течение 12—18 ч о обдуванием теплым воздухом (40—60°C). Содержание сухих веществ после подсушивания в этих цукатах должно быть не менее 80%. Сироп, слитый с плодов перед сушкой, используется для приготовления повидла или другой фруктовой продукции.
Подготовленные плоды передают на глазирование или обсыпку сахарным песком. Для обсыпки используют предварительно просеянный сухой мелкий сахарный песок в количестве 13—15% к массе плодов. Плоды подают во вращающийся перфорированный металлический барабан конической формы с диаметром отверстий 5—7 мм. В барабане сахар равномерно распределяется по поверхности плодов. Обсыпку можно производить вручную.
Глазирование цукатов проводят в сахарном сиропе. Абрикосы, персики и сливы глазируют в сиропе концентрацией 80—82%, дынные и арбузные корки — 79—82%, все семечковые, цитрусовые и инжир —в 80—83 %-ном сахарном сиропе. Подготовленный сироп фильтруют через шелковое сито или марлю и, не давая остыть, сливают в глазировочные двутельные котлы. В 30 дм3 сиропа помещают 15 кг подсушенных плодов, слегка проваривают при легком кипении, плоды перемешивают шумовкой, закрывают пар и на поверхности сиропа в одном месте наливают 100 см3 сиропа, затем быстро в этом месте производят тиражирование сиропа путем трения деревянной лопаточкой о шумовку до его побеления.
При тиражировании образуется пересыщенный сахарный сироп, из которого кристаллизуется сахар на поверхность плодов и на ней образуется тонкая кристаллическая прозрачная пленка — глазурь.
Глазированные плоды осторожно вынимают шумовкой и отделяют от сиропа, раскладывают на решетки для стекания избыточного количества сиропа и подсушки глазури. Оставшиеся в сиропе плоды снова тиражируют до тех пор, пока все плоды покроются глазурью. При каждом повторении тиража добавляют 20—30 мл сиропа. После четырехкратного глазирования сироп используют для приготовления других фруктовых консервов. Глазированные плоды должны быть покрыты светлой, прозрачной, блестящей, стекловидной пленкой глазури без грубых наплывов сахара.
256
Сквозь глазурь должен просвечивать естественный цвет цукатов.
Плоды и ягоды, обсыпанные сахаром, раскладывают на перфорированные противни или решетки в один слой. Противни помещают на передвижные стеллажи и загружают в сушильную камеру. Температура сушильного воздуха 50—70 °C, заканчивается процесс сушки через 5—6 ч, когда влажность продукта достигает 14-17%.
Арбузные и дынные корки сушат в сухом теплом помещении при температуре 20—25 °C до влажности 16—17%.
Цукаты, предназначенные для розничной торговой сети, фасуют в картонные, художественно оформленные коробки вместимостью до 1 кг, для промышленной переработки — в деревянные ящики или картонные короба вместимостью 10—15 кг. Цукаты хранят в сухих помещениях при относительной влажности 75% и температуре 0—20 °C. Срок хранения 6—12 мес.
Требования к-качеству готовой продукции. Содержание сухих веществ в плодах и ягодах должно быть не менее 83%, в арбузных корках — не менее 80%, общее содержание сахаров в расчете на инвертный сахар — соответственно 75 и 72%. Величина отделившегося от плодов сахара для цукатов высшего и I сортов, фасуемых в коробки до 1 кг, не должна превышать 5%, в ящики до 1Q кг — не более 8, для цукатов, предназначенных для промышленной переработки, — не более 10%. Нормируется содержание общей сернистой кислоты до 0,01%. Цукаты не должны иметь признаков порчи (плесени, брожения), обусловленных жизнедеятельностью микроорганизмов.
Повидло
Повидло представляет собой продукт, полученный путем уваривания плодово-ягодного пюре с сахаром. Его изготавливают из свежего или сульфитированного пюре. Последнее протирают через финишер и десульфитируют, нагревая его в течение 10—15 мин, снижая содержание SO2 до 0,025 %.
Повидло готовится из абрикосов, айвы, алычи, вишни, груш, ежевики, кизила, клюквы, крыжовника, персиков, слив, яблок, черной смородины.
Технологический процесс производства повидла. Рецептура повидла устанавливается в зависимости от требуемой консистенции готового продукта. Самая плотная консистенция должна быть у непастеризованного повидла, фасуемого в деревянные ящики. Повидло в банках должно иметь мажущуюся консистенцию.
Для обеспечения желирующей консистенции повидла количество фруктовой части при закладке должно составлять не менее 54% общей массы. Допускается добавление пектина до 8 кг на 1000 кг повидла.
Во избежание засахаривания готовой продукции желательно, чтобы содержание инвертного сахара в ней было не менее 25%. Для регулирования содержания инвертного сахара в повидло иногда добавляют в начале варки лимонную кислоту.
17 Заказ № 639
257
Варят повидло в вакуум-аппаратах и в зависимости от вида и качества шоре используют один из следующих способов:
пюре загружают в аппарат, уваривают до содержания сухих веществ 16%, затем добавляют требуемое по рецептуре количество сахара и уваривают до готовности;
в аппарат загружают пюре и 50% требуемого количества сахара, смесь уваривают до 45% сухих веществ, затем добавляют остаток сахара и уваривают до готовности;
пюре и сахар загружают в аппарат одновременно.
По первому способу в лучшей ^степени проходит десульфитация, так как добавление сахара в некоторой степени связывает некоторое количество диоксида серы. Однако добавление сахара к пюре в начале варки способствует лучшему его распределению во всей массе повидла, более полной инверсии.
Подготовленная масса уваривается до содержания сухих веществ не менее 68%. Продолжительность варки не должна превышать 45—50 мин. При варке в вакуум-аппаратах в конце процесса повидло подогревается до температуры 100 °C. В случае фасования повидла в бочки и ящики его охлаждают до температуры 50— 60 °C. Это осуществляется в вакуум-охладителях или за счет создания повторного вакуума в том же аппарате, где проводилась варка.
Если фасование проводится в более мелкую тару, то температура повидла должна быть не ниже 70 °C. При фасовании повидла в тару вместимостью до 1 дм3 его стерилизация проводится при температуре 100 °C в течение 20—25 мин.
Значительное осмотическое давление, обусловленное высоким содержанием сахара, не всегда предотвращает порчу повидла. Чтобы предупредить развитие осмофильных микроорганизмов, помимо прогревания массы необходимо обеспечить хорошее санитарное состояние тары и оборудования.
Повидло хранится при температуре 0—20 °C. Гарантированный срок хранения непастеризованного повидла: в бочках 9 мес, в ящиках 3, в коробках из поливинилхлорида 6 мес.
Требования к качеству готового продукта. В готовом повидле нормируется содержание сухих веществ (не менее 66%) и сахара (не менее 60%). Титруемая кислотность должна быть в пределах 0,2—1% в расчете на яблочную кислоту. Предельное содержание антисептиков составляет: сернистая кислота — 0,01%, бензойная кислота — 0,07, сорбиновая кислота —0,05%.
Глава 19
ПЛОДОВЫЕ И ЯГОДНЫЕ СОКИ, НАПИТКИ, ЭКСТРАКТЫ, СИРОПЫ
Производство соков — одна из наиболее быстро развивающихся отраслей плодоовощной промышленности как в нашей стране, так и за рубежом. Увеличивается не только количество выпускаемых соков, но и их ассортимент.
258
Советский Союз занимает одно из ведущих мест по объему производства и ассортименту соков. Наряду с осветленными прозрачными соками, которые имеют привлекательный внешний вид, по не содержат многих питательных и биологически активных веществ, удаленных при осветлении, выпускаются в широком ассортименте соки, содержащие мякоть плодов или ягод, — соки с мякотью, или нектары. В этих соках сохранены в основном все составные части используемого сырья, за исключением неусвояемых отходов, поэтому их называют еще жидкими плодами. Промежуточное положение между этими двумя группами занимают соки неосветленные, из которых удалена мякоть, но оставлены в некотором количестве коллоидные вещества сырья. По внешнему виду они мутные, опалесцирующие.
В последние годы получило развитие также производство напитков на основе натуральных соков, как осветленных, так и не-осветленных, и различных пюре. Необходимость их производства была вызвана, с одной стороны, растущим стремлением потребителя к употреблению натуральных продуктов, особенно соков, с другой стороны— высокой экстрактивностью соков, что затрудняет их использование как жаждоутоляющих средств.
В отличие от зарубежных напитков, содержащих фруктовой основы иногда не более 10%, отечественные папитки содержат ее не менее 40%, что и обусловливает их достаточную пищевую и биологическую ценность.
Технологический процесс производства осветленных плодовых и ягодных соков
Эти соки вырабатываются из свежих или замороженных плодов и ягод, а также из соответствующим образом заготовленных полуфабрикатов.
Несмотря на большое разнообразие соков, их изготовление складывается из проведения ряда некоторых одинаковых операций, а именно: хранения сырья, сортировки, калибровки, очистки, мойки и других процессов по подготовке сырья, получению соков, фасованию продуктов в банки, укупорке и стерилизации (пастеризации) банок с соком (рис. 64). Способы и параметры проведения указанных операций различны для конкретных видов плодов и ягод и вырабатываемых из них соков.
Доставка, хранение, мойка сырья. Для переработки рекомендуются плоды и ягоды определенных сортов с предельно допустимой массовой долей сухих веществ в сырье, так как контроль за этим показателем необходим для обеспечения выпуска качественной продукции.
Семечковые и косточковые плоды доставляют на предприятие и хранят в деревянных ящиках вместимостью не более 16 кг, ягоды — в решетах вместимостью 4—6 кг, чернику — в ящиках или корзинах вместимостью 10—15 кг, бруснику, клюкву, красную
17*
259
Рис^64. Технологическая схема производства осветленного яблочного сока:
— встряхивающий процеживатель — элеватор типа «гусиная пгея^СзЦ— вентиляторная^моечная машиназ^^Й-роликовый транс “портер; Q)— душевые сопла; (б)— дробилка;'7}—конусный резервуар; (8у— гидрав лический-жрёхрамный пак-пребс; 9 — коррекционный резервуар: 10 — сборник; '11 — намывной" фильтр; 12 — пластинчатый пастеризатор; 13 — линия подготовки, наполнения и уку порки бутылок о соком; 14 — световой экран; 13 — кизельгуровый фильтр; 16 —трубчатый пастеризатор-охладитель
смородину, калину, рябину, ревень, облепиху — в ящиках или корзинах вместимостью 10—15 кг или бочках вместимостью не более 50 дм3. Допускается перевозка семечковых плодов в контейнерах.
Обычно перед переработкой сырье хранится на сырьевых площадках.
Долгосрочное хранение сырья рекомендуется в холодильных камерах с температурой воздуха от 0 до 1°С. Максимальные сроки хранения на площадке или в холодильных камерах должны соответствовать нормативным (табл. 24).
Таблица 24
Сроки хранения сырья перед переработкой на плодовые и ягодные соки
Сырье Хранение на сырьевой площадке завода, ч Хранение в холодильной камере, сут Сырье Хранение на сырьевой площадке завода, ч Хранение в холодильной камере, сут
Малина, земляника 5 2 Крыжовник 48 —
Черника 8 2 Калина, черешня 12 7
Голубика 8 4 Вишня 12 4
Ежевика 8 — Сливы 12 14
Черная смородина 24 4 Гранаты, шиповник 4 сут 14
Красная смородина 24 2 Айва 5 сут 40
Виноград 12 4 Яблоки и груши лет- 48 20
Клюква, брусника, рябина 5 сут 30 них сортов Яблоки и груши осен- 7 сут 40
Кизил 48 7 не-зимних сортов
Барбарис 24 7
При переработке необходимо соблюдать очередность поступления сырья и учитывать его качество.
Инспекцию сырья по качеству производят на столах или ленточных конвейерах, а затем направляют на мойку, которая осуществляется с целью удаления механических загрязнений, микроорганизмов и ядохимикатов с поверхности плодов и ягод.
Моют чистой проточной водой, отвечающей требованиям к питьевой воде, ягоды ополаскивают под душем, косточковые плоды и гранаты ~ в моечной машине типа КУМ-1, семечковые плоды — в двух установленных последовательно машинах (барабанной и унифицированной). Затем на сортировочно-инспекционном транспортере удаляют пораженные и недозрелые плоды и ягоды и посторонние примеси. У плодов шиповника удаляют чашелистики. Кожуру гранатов очищают на гранатоочистительных машинах. В очищенных зернах допускаются примеси в виде обрывков кожицы и пленок не более 10%. Зерна гранатов, очищенные от кожуры, направляют на прессование без предварительного дробления.
Дробление. Для облегчения выделения сока плоды и ягоды дробят. При дроблении необходимо стремиться к тому, чтобы количество раздробленных клеток мякоти составило не менее 75%.
261
Яблоки, груши и айву измельчают на частицы размером 2— 6 мм на универсальных ножевых или терочно-ножевых дробилках. Косточковые плоды (вишню, черешню, сливы) измельчают на вальцовых дробилках так, чтобы косточки оставались целыми. Количество дробленых косточек не должно превышать 15% к массе мезги. Сливы при вальцевании должны только сплющиваться, но не терять своей целости.
Шиповник измельчают на частицы размером 1—2 мм, ягоды дробят на крупные частицы, зрелые ягоды малины, земляники, голубики и черники не дробят, лимонник дробят на крупные частицы, не допуская раздавливания семян.
Обработка мезги до прессования. Повышение выхода сока, облегчение и ускорение прессования могут быть обеспечены различными способами. Так, мезгу плодов с высоким содержанием пектина обрабатывают пектолитическими ферментами. Препарат добавляют в виде суспензии в количестве 0,01—0,03% к массе мезги, выдерживают 1—2 ч. Нагревание мезги до 40—45 °C ускоряет действие препарата.
Другим способом подготовки мезги к извлечению сока является ее нагревание, обеспечивающее коагуляцию белковых веществ, повышение проницаемости клеточной ткани, инактивиро-вание ферментов, облегчение перехода красящих веществ из кожицы в сок. Нагревают мезгу или целые плоды и ягоды: облепиху до 30—35 °C, сливу до 70—72, дикорастущий шиповник до 55—70 °C. При нагревании к этим плодам и ягодам добавляют 10—15% воды, к шиповнику — 40 %.
Допускается обработка плодов и ягод дробленых или в целом виде электрическим током для разрушения протоплазменных оболочек, увеличения клеточной проницаемости. Для этой цели используют электроплазмолизаторы типа А9-КЭД или плазмолиз 2М.
Прессование. Для получения сока мезгу плодов и ягод прессуют на прессах различных систем: гидравлических, винтовых или пневматических. Очищенные зерна гранатов прессуют на непре-рывнодепствующем прессе ВПНД-5 или пак-прессе. Для других плодов и ягод рекомендуется применять гидравлические пакетные прессы различных типов (2П-41, РОК-200, МС-437) или стекате-ли (ВССШ-10, РЗ-ВСР-10, ЛЛ-33). На корзиночных и пак-прес-сах отжим сока ведут при постепенном повышении давления. Применять сразу сильное давление нельзя, так как это приведет к закупориванию каналов в мезге для движения сока и уменьшит его выход.
При прессовании яблок летних сортов толщина пакета при заполнении не должна быть более 4 см. Для облегчения прессования мезги яблок этих сортов рекомендуется добавлять в нее 4—5% рисовой или овсяной соломы.
Прессование гранатовых зерен на пак-прессах осуществляется по таким же режимам, как и для яблок. При прессовании их на шнековых прессах давление на выходе регулируется таким обра-262
зом, чтобы исключить перетирание косточек. На производство пастеризованного гранатового сока направляется сок 1-й и 2-й фракций, прессовая 3-я фракция направляется на изготовление гранатового экстракта-приправы «Наршараб».
Выжимки, оставшиеся после прессования плодов и ягод, рекомендуется использовать для получения сброженных соков, спир-та-сырца, уксуса, сухого пектина или жидких пектиновых экстрактов.
Очистка сока для удаления крупных взвесей осуществляется на очистителе грубых примесей типа КС-12 или на сите с диаметром отверстий 0,75 мм.
Осветление применяется с целью удаления мелких взвесей и коллоидных веществ для получения прозрачного продукта.
Так, для расщепления пектиновых веществ, обладающих защитным действием, препятствующим оседанию взвесей, используются препараты пектолитических ферментов. При обработке яблочного, сливового, черносмородинового и других соков, богатых пектиновыми веществами, препарат вносят в сок в виде суспензии в количестве 0,01—0,03% к массе сока и выдерживают 2—3 ч при 18—20 °C или 1 ч при 40—45 °C. Для этого используются ферментаторы или сборник с мешалкой закрытый, с термоизоляцией.
К пектолитическим ферментным препаратам может добавляться желатин. При этом происходят расщепление и осаждение пектиновых веществ благодаря нейтрализации отрицательно заряженных частиц пектиновых веществ положительно заряженными частицами желатина. В сок вносят суспензию пектолитического ферментного препарата, выдерживают 25—30 мин, затем добавляют от 0,005 до 0,02% желатина в виде 1%-ного раствора, тщательно перемешивают и выдерживают 2 ч. Оптимальная температура обработки сока 18—20 °C.
Для яблочного, вишневого, лимонного и других соков рекомендуются также мгновенное нагревание до 80—90 °C и выдержка при этой температуре 1 мин, быстрое охлаждение до 35—40 °C, затем сепарирование.
Нагревание часто сочетают с другими способами осветления, при этом увеличивается коагуляция белковых веществ, нарушается устойчивость коллоидной системы и выпадают коллоиды в осадок.
Процесс проводят на пластинчатых пастеризаторах-охладителях или в трубчатых трехсекционных подогревателях. Для очистки соков от взвесей используют сепараторы типов ВСМ, Г9-КОВ или ВСС.
Затем сок фильтруют на камерных или асбестовых фильтрах через фильтр-картон марки Т или асбестовую сетку марки АК-3. Эта операция необходима для получения визуально прозрачного продукта путем удаления из сока мутящих веществ: мелких обрывков тканей, скоагулированных коллоидов. После фильтрации сок должен быть кристально прозрачным.
263
При фильтровании необходимо вести непрерывное наблюдение за прозрачностью вытекающего из аппарата сока. При появлении мути сок возвращается обратно в фильтр. Если после 20—30 мин фильтрования сок не станет прозрачным, необходимо прекратить фильтрование и перезарядить фильтр. Обычно перезарядку проводят 2—4 раза в смену.
С щелью повышения производительности перезарядку фильтра можно проводить на ходу без остановки фильтра путем изменения направления подачи сока. Для этого фильтр вначале отсоединяют от линии, а затем снова присоединяют так, чтобы нефильтрованный сок проходил по плитам с той стороны, где раньше протекал фильтрат. Мутный сок, попадая на чистую сторону пластины, процеживается и смывает с фильтра-пластины осадок.
Первые порции сока, содержащие муть, собирают отдельно и после отстаивания декантируют и повторно фильтруют.
Когда из фильтра начинает выходить прозрачный сок, осуществляют переключение и сок направляют на последующие технологические операции.
Технологический процесс производства неосветленных соков
Эти соки изготавливаются из яблок, айвы, земляники, крыжовника, калины, малины, ревеня, слив, черной и красной смородины, голубики, кизила, алычи, ткемали, облепихи, терна, барбариса, гранатов, шиповника, черники, рябины.
Технологический процесс после подготовки сырья, дробления его, прессования и процеживания заключается в следующем. Процеженный сок нагревают в трубчатом подогревателе до температуры 85—90°C (гранатовый сок —до 70—80°C). Подогрев осуществляют в течение 20 с. После этого сок быстро охлаждают до температуры 30—35 °C и направляют на сепарирование.
Режим сепарирования подбирают таким образом, чтобы содержание взвесей в готовом соке было не более 0,3%. При значительной мутности сок после сепарирования можно профильтровать.
Подготовленные соки перед фасованием подвергают деаэрированию при температуре не выше 35 °C и остаточном давлении 5—8 кПа. После деаэрации сок подогревают до 75—78 °C и фасуют.
Пастеризацию соков в банках с венчиком I типа и в бутылках при использовании корзиночных автоклавов проводят при температуре 85°±1°С в течение 10—20 мин.
Горячий розлив без последующей пастеризации или стерилизации сока в таре может быть применен при фасовании в тару вместимостью 2000 см3 и более. При этом сок нагревают до 95— 97 °C и сразу же разливают в горячие подготовленные банки. Банки с горячим соком выдерживаются 15—20 мин, после чего 264
для снижения длительного воздействия тепла на сок производится искусственное охлаждение обдуванием холодным воздухом или орошением водой с постепенно снижающейся температурой.
Допускается горячий розлив сока в бутылки вместимостью 500 см3 на поточно-механизированных линиях с автоматическим регулированием температуры с обязательным соблюдением повышенных санитарных требований.
Сок яблочный натуральный и с сахаром можно пастеризовать в аппарате непрерывного действия А2-КПО.
Нормы отходов и потерь при производстве соков зависят от вида перерабатываемого сырья и установлены действующей нормативно-технической документацией.
Технологический процесс производства соков с мякотью
Эти соки выпускаются натуральные, с сахаром и купажированные из тех же видов сырья, что и неосветленные, а также из абрикосов и персиков (рис. 65).
Доставка, приемка, хранение сырья и его предварительная обработка, включая измельчение, осуществляются так же, как и для описанных соков.
Дробленые или целые плоды и ягоды для размягчения мякоти нагревают в шнековых подогревателях или дигестерах. Вишню,, кизил, сливу нагревают до 85—90 °C, персики и абрикосы — до 70—75 °C. В том случае, когда косточковые плоды нагревались до удаления косточек, вторичного нагревания не требуется.
Дробленую массу айвы и яблок нагревают до 90—95 °C, ягоды — до 70—75 °C. Шиповник нагреву не подвергают.
Нагрев может осуществляться глухим или острым паром. При нагревании глухим паром допускается добавлять к плодовой массе до 15% воды.
При использовании фильтрующих центрифуг подогрев дробленой массы осуществляется в момент измельчения плодов при температуре 90—95 сС в течение 16—30 с, для чего в дробилку и полый вал шнекового питателя, установленного под дробилкой, подается острый пар.
Извлечение сока должно проводиться сразу после подготовки плодов. Необходимо учитывать, что надлежащее качество сока может быть обеспечено только в том случае, когда процессы дробления, нагревания и извлечения сока ведутся непрерывно.
В зависимости от вида сока (натуральный или с сахаром) применяют различное оборудование для его получения.
Натуральные соки получают на непрерывно действующих фильтрующих центрифугах НВШ-350, ФГШ-401К или экстракторах типа 2П8-1М.
Натуральные соки из яблок и айвы могут быть также получены путем протирания прогретой массы на сдвоенной протироч-
265
Рис. 65. Технологическая схема производства соков с мякотью:
1 — машина для удаления плодоножек вишни; 2 — вентиляторная моечная машина; 3— сортировочный транспортер; 4 — элеватор: 5 — молотковая дробилка; 6 — шнековый подогреватель; 7 — первая протирочная машина; 8 — вторая протирочная машина; 9 — продуктовый насос; 10— сироповарочный котел; 11 — сборники; 12 — центрифуга; 13 — гомогенизатор; 14 — трубчатый подогреватель; 15 — вакуум-насос; 16 — деаэратор
ной машине и последующего разведения протертой массы неосвет-ленным отпрессованным соком из того же сырья.
При получении сока на фильтрующих центрифугах роторы должны быть оснащены ситами с круглыми отверстиями диаметром 0,06—0,10 мм (для слив, яблок, вишни) или щелевидными, имеющими отверстия 0,1X2 мм (для айвы, вишни и яблок).
Полученный на центрифуге сок пропускают через финишер с ситами, имеющими отверстия диаметром 0,4 мм. Режим работы финишера устанавливается таким образом, чтобы количество мякоти в соке не превышало нормируемое по стандарту. Чтобы исключить аэрацию сока, в финишер подводится острый пар для создания паровой завесы.
При использовании экстракторов устанавливаются сита с диаметром 0,8 мм, и через них пропускается горячая дробленая масса.
При использовании сдвоенных протирочных машин горячую дробленую массу яблок и айвы вначале пропускают через машину с ситами, имеющими отверстия диаметром 2—1,5 мм, затем через сита с отверстиями диаметром 0,5—0,4 мм.
Натуральный сок с мякотью из плрдов шиповника для выработки купажированных соков получают только на непрерывнодействующих фильтрующих центрифугах, при этом предварительно в дробилку подается вода в количестве 50% от мезги шиповника. Затем дробленая мезга с водой шнековым питателем подается в центрифугу для извлечения сока. В ротор центрифуги устанавливают сита со щелевидными отверстиями размером 0,1X2 мм.
При переработке светлоокрашенных плодов во избежание потемнения сока добавляют аскорбиновую кислоту в виде 5—10 % -ного раствора. Раствор аскорбиновой кислоты добавляют в плоды при дроблении или в сок сразу после его извлечения. При изготовлении натуральных соков на фильтрующих центрифугах раствор аскорбиновой кислоты должен добавляться в дробилку одновременно с плодами.
К яблокам и айве добавляют 0,04%, к сливам, персикам и абрикосам — 0,03 % аскорбиновой кислоты.
К сокам из темноокрашенных слив, крыжовника, земляники для улучшения цвета, а к персиковому, абрикосовому и яблочному для понижения величины pH и улучшения вкуса добавляют 0,15—0,20% лимонной кислоты.
Купажированные соки получают путем смешивания различных соков в соответствии с рецептурой. В некоторые соки для создания гармоничного вкуса добавляется сахарный сироп.
После смешивания сок гомогенизируют. Гомогенизацию яблочного и вишневого соков проводят при давлении 15—17 МПа, остальных соков — при давлении 12—15 МПа.
Гомогенизированный сок подвергают деаэрации при температуре 35—40 °C и остаточном давлении 6—8 кПа. Продолжительность деаэрации не должна превышать 10 мин. После деаэрации сок подогревают до температуры 70—80 °C и направляют на фасование.
267
Фасованный сок стерилизуют, пастеризуют в автоклавах или непрерывнодействующих пастеризаторах при температурах 85— 100 °C в зависимости от вида сока и вместимости тары для pH ниже 3,8. В случае более высокого значения pH стерилизуют при температуре НО °C.
По органолептическим показателям соки плодовые и ягодные с мякотью должны иметь равномерно распределенную тонкоиз-мельченную мякоть. При этом допускаются незначительное расслаивание и небольшой уплотненный осадок на дне банок и бутылок, а в вишневом и сливовом соках — оседание мякоти. Посторонние привкус и запах не допускаются. В зависимости от наименования соков содержание в них сухих веществ нормируется действующим стандартом от 8 до 18%, титруемая кислотность— 0,2—1,9%, для вишневого сока —до 2,4% в расчете на яблочную кислоту.
Соки с мякотью имеют большое значение в питании человека вследствие содержания в них легкоусвояемых углеводов, органических кислот, пектиновых, полифенольных и азотистых веществ. Богаты соки витаминами, минеральными веществами.
Из плодовых соков особое место в производстве консервированной продукции и питании человека занимает виноградный натуральный сок. Технология производства виноградного сока отличается от производства других натуральных соков, поэтому на него отдельно разработана нормативно-техническая документация.
Технологический процесс производства виноградного сока
Натуральный виноградный сок изготавливается из свежего винограда, свежеотжатого сусла или сока-полуфабриката.
На переработку для получения марочного сока допускается направлять виноград одного ампелографического сорта с содержанием сухих веществ не менее 16,2%. Высший сорт готовится из одного или смеси сортов винограда с массовой долей сухих веществ не менее 14,2%. Не разрешается использовать для производства виноградного сока виноград гибридов прямых производителей.
; На переработку виноград доставляется в ящичных поддонах слоем не более 200 мм, ящиках № 1 и 5, а также в контейнерах-лодочках слоем не более 500 мм.
" Сусло поступает в цистернах из некорродирующих материалов, сок-полуфабрикат — в асептических условиях в железнодорожных или автомобильных цистернах, а также в стеклянных банках вместимостью 10 дм3, укупоренных крышками.
Срок хранения винограда от момента сбора до переработки не должен превышать 12 ч, сусла от получения до цереработ-' ки — 4 ч.
2'68
Виноград, поступивший на предприятие, подвергается мойке в вентиляторных моечных машинах типов КУВ и А9-КМБ-12. Допускается переработка винограда без мойки. При этом контейнеры-лодочки промывают струей воды после каждого рейса. Ящики и контейнеры в конце каждого дня промывают струей горячей воды. После мойки виноград инспектируется с удалением посторонних примесей, гнилых и плесневелых гроздей.
Переработка винограда - осуществляется на комплектных линиях или же на сборных линиях с установкой валковых дробилок типа ВГД, шнековых стекателей и прессов.
На сок направляется фракция сусла со стекателя, а также 1-я и 2-я фракции с пресса. Очистка сусла заключается в процеживании, сепарировании и отстаивании на холоде.
Процеживание осуществляют на отделителях грубых примесей КС-4 и КС-12, снабженных ситами диаметром от 0,8 до 1,3 мм.
Сепарирование проводят на тарельчатых сепараторах.
При обработке холодом сусло охлаждают до температуры 0— 5 °C и направляют в резервуары, установленные в охлаждаемых помещениях с температурой от —1 до — 3 °C. Продолжительность отстаивания 18—24 ч. По окончании отстаивания сусло декантируют и осветленную часть направляют на хранение в асептических условиях или в охлаждаемых помещениях. Оставшийся осадок нагревают в трубчатых теплообменниках до температуры 96±2°С, охлаждают до температуры 40—45 °C и обрабатывают ферментным препаратом в количестве 0,3 г/л. Продолжительность обработки осадка ферментными препаратами не должна превышать 4 ч.
Сок-полуфабрикат может заготавливаться и храниться в резервуарах вместимостью 24—300 м3. При этом используется асептический способ консервирования соков или хранения их с сорбиновой кислотой.
Если при хранении сока-полуфабриката не произошло само-осветление сокоматериала, то осуществляется искусственное его осветление ферментными препаратами в сочетании с бентонитом или желатином.
Оптимальная температура действия ферментных препаратов 40-50 °C.
Доза препарата определяется пробной обработкой в лабораторных условиях. Для этого семь цилиндров по 500 мл наполняют соком. В шесть из них вносят ферментный препарат в различных дозах в зависимости от его активности. Один цилиндр оставляют для контроля. Внесение препарата осуществляют в виде суспензии, которую готовят следующим образом. В стаканчик вместимостью 50 мл отвешивают с точностью до 1 мг требуемое количество препарата, заливают небольшим количеством теплого сока (35—40 °C) из соответствующего цилиндра, тщательно размешивают и оставляют на 35—40 мин. После этого суспензию выливают в цилиндр, ополаскивают стаканчик этим же соком, перемешивают сок в цилиндре и оставляют на 2 ч. При комбинирован-
269
ной обработке с желатином параллельно ставят цилиндры с внесением желатина различной концентрации.
После осаждения появившегося осадка доза ферментного препарата и желатина устанавливается по тому цилиндру с наименьшей дозировкой, где произошло наилучшее осветление.
Из расчета подобранной дозы и объема обрабатываемого сусла-полуфабриката и отстоя отвешивается необходимое количество ферментного препарата, заливают 3—4-кратным количеством сока, выдерживают в течение 35—40 мин и вносят малыми порциями по мере заполнения резервуара-ферментатора соком. Требуемое количество желатина вносят в ферментатор в виде заранее приготовленного раствора. Для контроля за осветлением обрабатываемый сок с внесенными препаратами наливают в цилиндр. Примерно через 2—3 ч продукт декантируют с осадка и направляют на дальнейшую обработку.
Для получения кристально прозрачного виноградного сока обработанный таким образом сок фильтруют на фильтр-прессах через картон марки Т.
Основное количество виноградного сока, выпускаемое предприятием, проходит некоторую выдержку в резервуарах.
Выдержка сока преследует своей целью удаление винного камня.
Впнный камень представляет собой кислый виннокислый ка-СНОНСООН,
лий, имеющий формулу | , с небольшой примесью
СНОНСООК
виннокислого кальция.
Растворимость винного камня характеризуется следующими данными:
Температура, °C
0
10
20
30
40
50
Растворимость, %
0,32 0,4 0,57 0,9 1,31 1,8
Температура, °C]
60
70
80
90
100
Растворимость, %
2,4
3,2
4,5
5,7
6,5
Виноград содержит его до 0,7%, поэтому виноградный сок при температуре 20—25 °C является насыщенным, а в некотором случае перенасыщенным раствором. В связи с этим не исключена возможность выпадения винного камня в осадок. Несмотря на то что это не снижает питательную ценность сока, выпадение винного камня приводит к ухудшению товарного вида готовой продукции. По этой причине принимают меры к удалению избытка винного камня. Существует несколько способов его удаления.
Одним из способов, который наиболее широко распространен, является длительная выдержка сокоматериала на холоде. В течение некоторого времени осуществляется самоосветление сока, при этом снижается защитное действие коллоидов и при наличии 270
IZ3
иокоэ ойия а яоэ я вочхийояя хожои uhq •eiittodaeog онняпкТэяоэ и таоэ вхояй ин ‘вэАяя ин ховноиеи ян вхоеэия ввнниявхээд
•Ххоеэия снАнния я BoxoBinedflodn и Айоя ховнийэоэр^п оннонохэон вхоеэия ввнниявхои xedoflxoed хннйоя g *ойоя я оои -ndoaiondoHJQE и яоньипояэс^яия вичэоя ‘ояхэойюя ooftdoax oxg
нооэ-нонэ-нэ-оэ
О О
I I
оэ-нэ-нонэ-нооэ
ЭКЛж1оф ИИЙЮГЗЬЭЯХО ВЭХОВЕЯВ ШЧНЯВЕЛ XHdOlOH ей ‘aodownEon хиячеояээн охчэоиэ вэховЕав вхоеэия ввнниаехоэд
•иохоеэия ионнияехои еяоэ aHxooadgo вэхэвеяв вниея олонния винэйешчя BHHOtteKodnAttodn иороэопэ rajXdJ/
•иийееиоп1э1Э ‘ошнеяоэвф ‘иий^хчЕиф on nnhedono оэя infoxodn оеэЛэ иойпяАйоеэоп g *9О gg—og ой хоизйжвехо и go g=FS6 ой xoieagdjottoii оеэХэ яонняяосМепэз
•xoiAdHdBnoo яйия понна^жшхо я и хоьМихнея
-ЭЙ ОКОАэ WOlBg •ВИНОЕХОЯЭО и ннивя олонниа винэквйЛ вей ь
—9g КИВЯИЯ^ОЙНЯ ОЕэХэ *(Эо£‘1--------г-о) иояоэьинояэспиТя я ион
-еиЕ9 ‘ladXxisdoiiKGx ой — (99 ’ond) хвеохийвехо^хчеА я иэхве в 4g)o g—Ой ЯНИ1 0X0H4E099Bd ХЕЯИППЭКОООЕПЭХ XHXBbpXdx НЕЙ ххчхвьнихэвен Я ХОХЯЙЖВЕХО и хохяйшьо оеэАо 0ОХВЖХОЭЖЭЯЭ
•внигея олон
-ния вяххчреи винэевйА вилоеонхэх BBHHadoHoX BHBxopedeed эжА и ияэион вэхАйэя Аиохеоц -нэеэхией чнэьо доэопэ хохе оявнйо
•ИИЙ^ХЧЕиф BOXOBXdaattOH эйия ионной
-ЖВЕХО я ЯОЭ BHHOHBdX 0ЕЭОЦ -ЯОЙВЭО Я ЧХВЙВШЧЯ И HXOBd ионои -oda 00 хопзниьвн ondoxoa ‘внивя олонния MEEOxondn вэхохАеМро ОЯОЭ я HOOOnndn ХИЯЭОЬИНВХОИ ОЙИЯ Я HHteeHEEBXOHdH HOdXHOil
вмшвдАЛ BBHhBHwwB — g !вмеешэи — z iEMOO Biffl вдАйь — т :чЕЭ1ийвкховй1ЧЕХ ’99 ‘0Hd
К, Na или Li с таким же эффектом действия, как и свободная. Устойчивость ее в соке зависит от температуры хранения. При 20—23 °C она гидролизуется в течение 3 мес, после чего может наступить выпадение винного камня.
Обработка сока метавинной кислотой заключается в полной подготовке сокоматериала (очистке, осветлении, подогреве, охлаждении, сепарировании и фильтрации) с последующим внесением в него метавинной кислоты. Количество добавляемой в сок метавинной кислоты должно быть 0,5—0,6 г/дм3. Предварительно готовят концентрированный раствор метавинной кислоты (250— 300 г/дм3) в осветленном соке, который затем добавляют в сборник для смешивания с соком, идущим на розлив. Перемешивание сока с раствором проводят в течение 5—6 мин, после чего сок передают на последующие операции — подогрев, фасование, укупорку, стерилизацию.
Для предотвращения инактивирования стабилизатора за счет гидролиза следует избегать высоких температур при подогреве и пастеризации. Не допускается фасовать горячим розливом сок, обработанный метавинной кислотой. Такой сок хранится при температуре 10—20 °C в течение 6 мес, после чего возможно выпадение винного камня.
Предупреждение выпадения винного камня можно осуществить путем добавления к соку растворимых кальциевых солей органических кислот, в результате чего образуется труднорастворимый тартрат кальция. Он быстро выпадает в осадок, так как его растворимость в 30 раз меньше, чем растворимость винного камня. Этот процесс длится около 10 дней при температуре от —1 до -2 °C.
Виноградный сок, прошедший все технологические операции, направляется на фасование.
При фасовании с последующей пастеризацией в автоклавах или пастеризаторах непрерывного действия сок нагревают до температуры 60—70 °C в пластинчатых или трубчатых теплообменниках.
Допускается горячее фасование сока в стеклянные банки вместимостью до 3 дм3, которое производят на линиях А2-КЛП-75 или на автоматических наполнителях АНСМ. Фасование производится при температуре сока 98±2°С с последующей выдержкой укупоренных банок в течение 15—20 мин, охлаждением их водой с постепенно понижающейся температурой или холодным воздухом до температуры 30—40°С.
Пастеризация соков, фасованных в мелкую тару, осуществляется при температуре 85—90 °C. Продолжительность зависит от вместимости тары. После пастеризации банки с соком проходят визуальный контроль перед световым экраном и этикетируются.
Нормы выхода продуктов и расхода винограда, сусла и сока-полуфабриката приведены в табл. 25.
Готовый виноградный сок по органолептическим показателям должен иметь натуральные, хорошо выраженные вкус и аромат, 272
Таблица 25»
Нормы выхода продуктов и расхода винограда, сусла и сока-полуфабриката* при производстве виноградного сока
Схема производства При переработке
винограда на сусла на сока-полуфабриката на натуральный сок
сусло сок-полуфабрикат натуральный сок сок-полуфабрикат натуральный сок
Производство виноградного сока с очисткой сусла на холоде
выход, % 79 70,8 66,3 89,57 83,88 93,65
расход, кг/т 1266 1412,4 1508,3 1116,5 1192,2 1067,8
Производство виноградного сока с очисткой сусла центрифугированием
выход, % 79 72,2 66,5 91,41 84,2 92,1
расход, кг/т 1266 1385,0 1503,0 1094,0 1187,6 1086,0
причем в марочных соках они должны быть свойственны данному ампелографическому сорту винограда.
Все сорта виноградного сока должны быть прозрачные. В соке высшего и I сортов допускаются легкая опалесценция и наличие единичных кристаллов винного камня.
Сок, содержащий метавинную кислоту и (или) сорбиновую» кислоту, оценивается не выше I сорта.
Массовая доля сухих веществ по рефрактометру должна быть в соке: марочном и высшего сорта не менее 16%, I сорта не менее 14%, кислотность — 0,2—1%. Массовая доля осадка в марочном соке должна быть не более 0,08%, высшего сорта — 0,1%, I — до 0,4%.
Виноградный сок является источником углеводов в питании человека. 1 дм3 сока содержит 160—220 г моно- и дисахаридов. Органические кислоты представлены в основном винной кислотой. Кроме нее в соке в небольших количествах содержатся яблочная. лимонная, янтарная, гликолевая и другие кислоты.
Из микроэлементов виноградный сок в большей степени содержит соли калия, в меньшей степени — Na, Са, Mg, Р. В небольших количествах сок содержит аскорбиновую кислоту.
Некоторые натуральные соки, вырабатываемые промышленностью, обладают резким вкусом шз-за повышенного содержания в них органических кислот и высокой общей экстрактивности. Это соки из клюквы, облепихи, рябины, вишни, черной смородины и некоторых других плодов и ягод. Соки из абрикосов, персиков, груш, слив, яблок летних сортов из-за невысокого содержания’ органических кислот не обладают освежающими и утоляющими жажду свойствами.
18 Заказ № 639
275
Разработанная в последние годы технология предусматривает получение готового продукта, обладающего характерными для напитков достоинствами.
Технологический процесс производства напитков
К этой продукции в СССР относят консервы, в состав которых входит в основном не более 50% фруктовой, овощной или фруктово-овощной части. Остальное приходитёя на добавляемый сахарный сироп. Для некоторых напитков допускается использование естественных стабилизаторов, а также лимонной, аскорбиновой кислот и других добавок.
Содержание сухих веществ в готовом продукте составляет не менее 11 %, что соответствует рекомендациям Министерства здравоохранения СССР и теории, разработанной Институтом питания АМН СССР о сбалансированном питании. Выпуск таких напитков с пониженным содержанием сахара дает возможность использовать их в рационе питания различных категорий населения. Технология их производства в основном соответствует той, которая принята для изготовления купажированных соков с сахаром или мякотью.
Подготовленные соответствующим образом пюре или сок согласно рецептуре смешивают в смесителях со свежеприготовленным сиропом. Смесь для напитков с мякотью гомогенизируют при давлении 15—17 МПа в аппаратах различной конструкции с последующей деаэрацией в течение 10 мин при температуре 35— 50 °C и остаточном давлении 8—6 кПа в деаэраторах или вакуум-подогревателях.
Смесь для осветленного напитка после деаэрации фильтруют, нагревают до 80 ПС и направляют на розлив.
Технологическая схема производства фруктовых напитков представлена на рис. 67.
Производство фруктовых напитков способствует более рациональному и экономному расходованию материальных и трудовых ресурсов консервных предприятий.
Фруктовые напитки вырабатывают и для диетического питания на основе фруктовых пюре с добавлением молочных продуктов и сахара. При производстве фруктово-молочных напитков применяется свежеприготовленное фруктовое пюре. Молочные продукты (обезжиренное молоко, пахту, молочную сыворотку) подогревают до кипения, фильтруют через плотный тканевый фильтр и немедленно направляют на смешивание с другими компонентами. Сахарный сироп добавляют при температуре 90— 95 °C.
Освоено производство напитков на фруктовой основе с добавлением минеральной воды. К ним относится напиток «Сочин-
274
00
Участок приготовления сахарного сиропа
Zomoboe пюре
Рис. 67. Технологическая схема производства фруктовых напитков:
просеиватель с магнитным улавливателем; 2 сборник; 3 — насос; 4 — фильтр; 5 — насос шестеренчатый для вязких продуктов* 6— гомогенизатор; 7 — вакуум-подогреватель; 8 — фильтр-пресс; 9— наполнитель; 10—укопорочный автомат; 11 — автоклав* 12 — контейне-роопрокидыватель; 13 — калиброватель; 14 — моечная машина; 15 — транспортер; 16 — паротермический аппарат; 17 — конвейер ленточный инспекционный; 18 — транспортер-элеватор; 19 — дробилка; 20 — дигестер
45кий», изготовленный на основе натурального или концентрированного осветленного яблочного сока и минеральной воды с добавлением сахара.
Технологический процесс производства концентрированных плодовых соков
В СССР концентрированные плодовые соки преимущественно производят из яблок, винограда и цитрусовых плодов (мандаринов).
При производстве концентрированного яблочного сока (рис. 68) получают натуральный сок, очищают его от взвесей на центрифугах и направляют на установку для улавливания ароматических веществ. Иногда свежеотжатый сок подвергают мгновенному подогреву до 92—96 °C и охлаждают до 40 °C для коагуляции коллоидов.
На установке для улавливания ароматических веществ испаряется 10—15 %воды. Количество отбираемых ароматических веществ и флегмовый поток в колонне регулируют при помощи ротаметров таким образом, чтобы концентрация ароматических веществ, выходящих из установки, составляла 1 :150 или 1:200. Концентрацию ароматических веществ устанавливают в соответствии с их выходом по отношению к объему взятого сока. Например, если через установку пропущено 10 м3 сока и получено 50 дм3 ароматических веществ, то концентрация последних будет равна 50 :10 000 = 1 : 200. Периодически контролируют плотность ароматических веществ по ареометру. Она должна быть в пределах 0,97—0,99 г/см3.
Деароматизированный, частично сконцентрированный сок охлаждают до температуры 42—45 °C и направляют на осветление. Осветляют соки несколькими способами: ферментными препаратами, оклеиванием желатином, бентонитом, нагреванием, отстаиванием и фильтрацией.
Сок обрабатывают в ферментаторах очищенными пектолити-пескими ферментными препаратами, например пектофоетидином П10Х, разрешенным к использованию органами здравоохранения.
В качестве ферментаторов могут быть использованы вертикальные сборники эмалированные или из нержавеющей стали вместимостью 4—6 м3 в зависимости от производительности линии. Сборники должны быть оборудованы мешалками, указателями уровня и иметь патрубки с кранами для загрузки деарома-тизированного сока, внесения ферментного препарата и слива осадка.
Дозировку ферментного препарата устанавливает лаборатория в зависимости от активности препарата, но не выше 0,03% массы перерабатываемого сока.
При получении яблочного неосветленного концентрированного сока обработка ферментными препаратами необходима для час-
276
личной депектинизации и снижения вязкости сока, чтобы облегчить его уваривание и предотвратить желирование концентрата в процессе производства и хранения. Для этого в сок добавляют 0,005—0,01% ферментного препарата, выдерживают 2—3 ч, декантируют и направляют на фильтрацию. Для производства осветленного концентрированного сока дозировку ферментного препарата увеличивают до 0,03%. Кроме того, сок дополнительно обрабатывают раствором желатина. Сок перемешивают с осветляюн^ми препаратами в резервуаре с мешалкой в течение 5 мин и выдерживают в относительном покое в течение 2—3 ч. Образовавшиеся крупные хлопья выпадают в осадок. После этого сок декантируют с осадка, подвергают мгновенному подогреву до 75 °C для прекращения действия ферментов, охлаждают до 40 °C и направляют на фильтрацию.
Виноградный концентрированный сок выпускается только осветленный. Для этого используют различные способы осветления сока-полуфабриката, как и при производстве натурального виноградного сока. Особые требования предъявляются к
277
удалению винного камня, так как при концентрировании его содержание превышает предельную концентрацию, и он выпадает в осадок. Для этого свежеотжатый, очищенный сок охлаждают сначала в пластинчатых или трубчатых охладителях до 4—6 °C, а затем в ультраохладителях — до температуры, близкой криоскопической, но не выше — 14—1,5 °C.
Обработка вишневого сока осуществляется нагреванием до 85—90 °C и быстрым охлаждением до 35—40 °C. После нагрева сок сепарируют и направляют на фильтрацию.
Клюквенный сок обрабатывается так же, как и яблочный, но без желатина.
Фильтрованный сок направляется на концентрирование в непрерывнодействующих аппаратах при остаточном давлении не более 26,6 кПа.
Ыеосветленный сок концентрируют до 55% сухих веществ, осветленный — до 70%, кроме клюквенного, который концентрируется до 55% сухих веществ.
Концентрированный сок с содержанием сухих веществ 70% фасуют в подготовленную тару сразу же после уваривания при температуре 45—50 °C. Концентрированный сок с содержанием 55% сухих веществ во избежание бактериальной порчи консервируют сорбиновой кислотой или стерилизуют.
При горячем розливе концентрированный сок немедленно после уваривания нагревают в трубчатом пастеризаторе до 85—86 °C и разливают в подготовленные горячие банки.
При хранении концентрированного сока наблюдается некоторое потемнение цвета. Интенсивность потемнения возрастает при более высоких температурах хранения. Потемнение сока вызывается неферментативным процессом, при котором в результате взаимодействия сахаров, азотистых и дубильных (полифенольных) веществ, органических кислот образуются темноокрашенные соединения — меланоидины. В плодовом концентрированном соке преобладают моносахара, которые при низком значении «pH и высокой температуре подвергаются химическим преобразованиям, в результате которых образуются темноокрашенные соединения и другие, среди которых преобладает 5-гидрооксиметилфурфурол (5-ОМФ).
Для предотвращения потемнения таких концентратов и образования 5-ОМФ необходимо после приготовления их охладить и хранить при возможно низкой температуре (не выше 20 °C).
Нормы расхода свежего сырья для производства 1 т концентрированного сока рассчитывают исходя из установленного количества отходов и потерь. Например, при переработке яблок на осветленный концентрированный сок принимаются отходы и потери в размере 51%, в том числе: потери на технологических операциях — 15 %, отходы — 36 %.
При производстве виноградного сока потери составляют 8%, отходы — 36—44%.
278
Норма сырья рассчитывается по формуле
а-100-1000
_ (100 — 6).с ’
где X — норма расхода сырья, кг; а — содержание сухих веществ в концентрированном соке, %; b — отходы и потери при производстве, %; с — содержание сухих веществ в сырье, %.
Готовый концентрированный сок, предназначенный для индивидуального потребления через розничную торговлю, перед фасованием смешивают с отогнанными ароматическими веществами. Для этого сок помещают в реактор или закрытый сборник с мешалкой и добавляют к нему при непрерывном перемешивании соответствующее количество (около 2%) ароматических веществ. Температура сока при добавлении ароматических веществ не должна быть более 40 °C.
Отгрузку концентрированных соков в сеть общественного питания и на промышленную переработку следует производцть в комплекте с ароматическими веществами в количестве 2% к объему сока отдельно от него. На этикетках указывается количество воды, требуемое для внесения при разбавлении.
Мандариновый концентрированный сок готовится из натурального сока, полученного отжатием свежих мандаринов на вальцах или прессах. Сок пропускают через протирочную машину с отверстиями в сите диаметром не более 0,2 мм. После этого направляют его в установку для удаления ароматических веществ (см. гл. 8). Деароматизированный сок подают в пластинчатые или трубчатые теплообменники, где он подогревается до температуры 90 °C, выдерживают 1—3 мин и быстро охлаждают до температуры 50—60 °C.
При концентрировании сока необходимо поддерживать давление в пределах 14,6—26,6 кПа.
Мандариновый сок концентрируют до содержания сухих веществ 45%. Сок мандариновый концентрированный фасуют в тару вместимостью не более 3000 см3, стерилизуют при температуре 100 °C в течение 50 мин.
В крупную тару сок фасуют в горячем виде с добавлением 0,06% сорбиновой кислоты.
Потребителю концентрированный сок отгружается отдельно от эфирного масла (на 1 т сока 1,2 кг эфирного масла).
Сроки хранения сока в банках вместимостью 3000 см3 3 года, в крупной таре — 1 год.
Технологический процесс производства плодовых и ягодных экстрактов
Экстракты представляют собой те же концентрированные, освобожденные от пектина соки, при производстве которых допускается использование сульфитированных материалов. Поэтому при
279
их изготовлении не осуществляется улавливание ароматических веществ. Экстракты используются для приготовления безалкогольных напитков.
Технологические операции подготовки сырья для получения сокоматериалов аналогичны операциям при производстве натуральных соков. Допускается использование замороженных плодов и ягод. Сок из них может быть получен путем прессования после дефростации или диффузионным способом. Замороженные ягоды (например, бруснику или клюкву) дефростируют в воде, нагретой до 30 °C. Для этого ягоды в корзинах погружают в воду на 1 мин. Затем корзины вынимают и дают стечь воде. В одной и той же воде оттаивают несколько партий ягод, пока содержание сухих веществ в воде не превысит 1%. Затем эту воду сливают и в дальнейшем используют для диффузии. После дефростации ягоды обрабатывают на вальцовой дробилке с рифлеными вальцами, отрегулированными так, чтобы на кожице ягод образовались трвщины, но сами ягоды остались целыми.
Для получения сока дефростированные ягоды загружают в диффузоры. Для диффузии используют воду, в которой проводилась дефростация. Диффузоры (5—10 шт.) соединяются последовательно в батарею. Пуск батареи производят следующим образом. В первый диффузор загружают подготовленное сырье, заливают его водой и выдерживают 40—60 мин. Затем загружают сырьем второй диффузор и перекачивают диффузионный сок из первого диффузора во второй. В первый вторично заливают воду и вновь выдерживают в ней сырье 40—60 мин. После этого загружают сырьем третий диффузор и перекачивают сок из второго диффузора в третий, а из первого — во второй. Сырье в первом диффузоре снова заливают водой, и весь цикл повторяют до заполнения всех диффузоров батареи. Когда сырьем заполнен последний (головной) диффузор, сок из предыдущих диффузоров перекачивают в последующие и первый диффузор в последний раз заливают свежей водой. По окончании экстрагирования готовый сок откачивают из последнего (головного) диффузора, а про-экстрагированную мезгу из первого диффузора выгружают и заполняют его свежей мезгой. После включения диффузионной батареи в работу необходимо каждые 40—60 мин по установленному графику в зависимости от цикла диффузии откачивать сок из головного диффузора, перекачивать сок из каждого предыдущего в последующий, разгружать хвостовой диффузор от проэкстраги-рованпой мезги и загружать его свежей мезгой. К полученному диффузионному соку добавляют сернистый ангидрид в количестве 0,07% с целью предупреждения его забраживания и лучшего осветления. Затем сок подогревают и направляют на осветление. При переработке свежеотжатых соков необходимо улавливать ароматические вещества и возвращать их в приготовленный экстракт.
Осветление сока может быть осуществлено ферментными препаратами и бентонитом. Обработка ферментными препаратами 280
рекомендуется для яблочного и других соков, богатых пектиновыми веществами. Осветление должно обеспечить полное разрушение пектиновых веществ. Отсутствие пектина определяют по спиртовой пробе. Для этого к 5 мл обработанного сока добавляют 5 мл 967о-ного спирта и нагревают до кипения. При отсутствии пектина проба „после охлаждения должна быть прозрачной, без осадка.
Сульфитированные яблочный и грушевый соки рекомендуется осветлять химически чистым углекислым кальцием. Доза СаСОз устанавливается в лаборатории пробным осветлением, но не более чем 500 мг на 1 т сока. Осветление можно проводить при комнатной температуре, но более желательна температура 4—8 °C. При таком осветлении пектин связывается с углекислым кальцием и в виде пектата кальция выпадает в осадок. Контроль за удалением пектина осуществляют по спиртовой пробе. Обработку бентонитом проводят так же, как и для натуральных соков. Осветленный, снятый с осадка сок фильтруют на фильтр-прессах. Сок должен быть совершенно прозрачный, без опалесценции.
Уваривание сока проводят в вакуум-аппарата± различного типа при остаточном давлении не ниже 12 кПа. Перед увариванием сок подогревают до 87—92 °C. Это необходимо для подавления деятельности микроорганизмов, которые не могут быть уничтожены при пониженных температурах уваривания в вакуум-аппаратах.
В аппаратах периодического действия уваривание сока проводят по методу непрерывного долива. Готовность экстракта определяют по плотности. Ввиду того что при охлаждении экстракта плотность его увеличивается, выгружать из вакуум-аппарата готовый продукт следует при плотности на 0,011—0,017 меньше плотности продукта по утвержденной нормативно-технической документации.
Содержание сухих веществ в экстрактах всех видов, кроме виноградного, клюквенного, черносмородинового и облепихового, должно быть 57%, в виноградном — 62, клюквенном — 54, облепиховом и черносмородиновом — 44%.
Титруемая кислотность (в расчете на яблочную) для большинства экстрактов 5—7%, для виноградного — 1,8, облепихового — 1,2, клюквенного — 20%. По товарной сортности экстракты выпускаются высшего и I сортов. Для высшего сорта не допускается содержание в экстракте сернистой кислоты и пектина. В I сорте допускается содержание сернистого ангидрида не более 0,05 %, а пектина — не более 0,35 %.
При определении норм расхода сока на получение экстракта принимаются потери и отходы сока в размере 7—9%. Уваренные экстракты охлаждают до 20—25 °C и добавляют к ним концентраты ароматических веществ.
Экстракты, фасованные в мелкую тару, стерилизуют при 100 °C в течение 15 мин для тары вместимостью до 1000 см3, 25 мин для тары вместимостью 1000—2000 гм3.
281
Технологический процесс производства сиропов
Другой продукцией, для которой используются плодовые и ягодные соки, являются сиропы. Для их производства применяют доброкачественные натуральные пастеризованные или консервированные асептическим способом плодовые и ягодные соки, а также соки, консервированные сорбиновой кислотой.
Свежеотжатые или все неосветленные соки направляют на смешивание с сахаром. Смешивание проводят в двутельных паровых котлах или вакуум-аппаратах. Вместе с сахаром используется мед при производстве облепихово-медового сиропа. Рецептура такого сиропа следующая: облепихового сока 28%, сахара 42 и меда 30%. При использовании меда его осторожно подвергают плавлению в двутельных котлах при температуре не выше 50 °C и фильтруют через капроновое сито или марлю в четыре слоя.. Мед добавляют в смесь после растворения сахара в соке.
Смешивание сока с сахаром осуществляют с подогревом и при помешивании. После растворения сахара сироп доводят до кипения. В сиропы, предназначенные для фасования в тару вместимостью 3 дм3 и более, после доведения их до кипения вносят 0,06% сорбиновой кислоты. Фасование таких сиропов проводят при температуре 90 °C. В облепихово-медовый и облепиховый сироп сорбиновую кислоту не добавляют.
Момент готовности сиропа устанавливается по рефрактометру или по удельному весу. Учитывая испарение воды из сиропа при охлаждении, варку следует прекращать при достижении содержания сухих веществ в сиропе на 1—2% ниже, чем их должно быть в готовом сиропе. Готовые сиропы должны иметь содержание сухих веществ не менее 68%, в том числе сахара (в расчете на инвертный) 62%. В зависимости от вида сырья кислотность сиропа (в расчете на яблочную) должна быть не менее 0,3% для грушевого, яблочного, черничного; не менее 0,4% для сливового, земляничного, малинового, абрикосового, гранатового; не менее 0,5% для вишневого, облепихового; не менее 0,6% для алычевого^ кизилового, рябинового; не менее 0,7% для брусничного, красно- и черносмородинового; не менее 0,8% для лимонного и не менее 1% для клюквенного.
Сиропы фасуют в жестяную и стеклянную тару для розничной продажи вместимостью до 0,6 дм3 и для промышленной переработки вместимостью до 10 000 см3.
Глава 20
КОНСЕРВЫ ДЛЯ ДЕТСКОГО
И ДИЕТИЧЕСКОГО ПИТАНИЯ
В последние годы во всем мире наблюдается интенсификация промышленного производства продуктов для детского и диетического питания, а решение задачи обеспечения круглогодичного
282
сбалансированного питания детей всех возрастных категорий и людей, нуждающихся в диетическом питании, невозможно без широкого использования консервированных продуктов.
Консервы для детского питания
Консервы для детского питания вырабатываются в очень широком ассортименте, который включает следующие группы:
плодовые и ягодные пюреобразные консервы, изготавливаемые гомогенизированными или протертыми. В их состав входят плодовые и ягодные пюре с сахаром из одного вида сырья с добавлением сахара; пюре из смеси плодов и ягод с сахаром; пюре из плодов с крупами и молоком либо из плодов со сливками («Неженка»); пюре из смеси плодов, ягод, овощей, плодовых и ягодных соков с сахаром;
плодовые и ягодные соки, не уступающие по своей питательной ценности свежим плодам и ягодам. Они вырабатываются следующих видов: натуральные плодовые и ягодные соки; купажированные натуральные плодовые и ягодные соки; плодовые и ягодные соки с сахаром; купажированные плодовые и ягодные соки с сахаром; натуральные плодовые и ягодные соки с мякотью; плодовые и ягодные соки с мякотью и сахаром; купажированные плодовые п ягодные соки с мякотью и сахаром;
овощные, овощно-плодовые, мясные и овощно-мясные консервы, подразделяющиеся на несколько подгрупп: овощные натуральные шоре; овощные пюре с добавлением других компонентов; пюре из смеси овощей и плодов с сахаром; овощные соки; овощно-плодовые соки; овощно-мясные и мясные пюре; крупноизмель-ченные консервы; консервы, нарезанные кусочками;
компоты для детского питания изготавливают следующих видов: абрикосовый, вишневый, черешневый, персиковый, сливовый без косточек; грушевый, айвовый, яблочный без кожицы и семенного гнезда, малиновый, мандариновый дольками, черносмородиновый, из чернослива без косточек.
Обогащающие добавки (морковный и тыквенный медок, вишневый концентрат) могут применяться для обогащения молочных продуктов детского питания.
Консервы для диетического и лечебного питания детей, страдающих заболеваниями обменного характера, почек, анемией, включают 16 наименований. Это позволяет составить на неделю пищевой рацион питания больного ребенка с двухразовым включением консервированных продуктов.
Ассортимент консервов для индивидуального питания детей школьного возраста включает: «Закуску из кабачков с морковью», «Закуску из кабачков с манной крупой», «Закуску из перца с морковью», «Закуску из баклажан». Фасуются консервы в алюминиевые баночки вместимостью 100 мл3 с легковскрываемыми крышками, что по объему соответствует одноразовому приему данного продукта школьником.
283
При изготовлении консервов для детей используют разнообразные овощи, плоды и ягоды. Для увеличения содержания углеводов ’ и улучшения консистенции применяют пшеничную муку и рис, а для обеспечения необходимого количества жиров — молоко, сливочное масло, сливки.
Зеленый горошек, шпинат, тыква, морковь являются ценными источниками минеральных веществ и витаминов. Большая группа мясных и мясо-растительных консервов содержат, кроме того, мясо птицы, телятину, говядину, печень. Для обогащения в отдельные виды продукции добавляют аскорбиновую кислоту.
Ценными являются различные смеси и купажированные сокиг когда один вид сырья дополняет другой, повышая пищевую ценность готового продукта и позволяя получить вкусные, ароматные и питательные продукты.
Таким образом, набор компонентов, добавок или обогатителей в разработанных рецептурах, применение специальных процессов и технологических параметров обеспечивают хорошие органолептические показатели консервов, высокую пищевую и биологическую ценность.
Промышленное производство продуктов детского питания дает возможность применять методы обработки, позволяющие максимально сохранить пищевую и биологическую ценность компонентов, входящих в продукт, рационально использовать подбор компонентов и уменьшить сезонные колебания в потреблении некоторых пищевых веществ, применять удобную фасовку и красивую упаковку продуктов детского питания, обеспечить стандартный состав и высокую бактериальную чистоту продуктов. .
На качество консервов для детского питания влияют исходное сырье, его помологический сорт, способ выращивания, применяемая агротехника и другие показатели.
Сроки уборки и предельная длительность хранения сырья перед переработкой должны находиться под постоянным контролем. Необходимо обращать внимание на подбор помологических и хозяйственно-ботанических сортов, физиологическую степень зрелости. Это дает возможность получать продукцию высокого качества с большой экономической эффективностью. Особое внимание должно быть обращено на' остаточные количества пестицидов в связи с всевозрастающей химизацией сельского хозяйства. Наличие остатков пестицидов может быть в овощном, фруктовом сырье, молоке, мясе, сливочном масле, субпродуктах. Контроль сырья и готовой продукции на остаточные количества пестицидов должен быть обязательным при производстве консервов для детского питания.
На качество готового продукта оказывают влияние, в частности по яблокам, даже такие параметры, как размер плодов, сроки съема, наружная окраска, кожицы. Установлена прямая зависимость степени потерь сахаров при технологической переработке плодов от содержания в них глюкозы, потерь азотистых веществ— от размера плода. А степень потемнения яблочного пюре в про
284
цессе хранения связана с содержанием в пюре глюкозы и некоторых аминокислот.
В процессе производства консервов для детского питания овощи, плоды, ягоды, мясо, крупы и другие продукты подвергают различной обработке, применяя непрерывнодействующие комплексы оборудования, поточно-механизированные линии или используя отдельное технологическое оборудование. В основном подготовка сырья аналогична подготовке при производстве других видов консервов.
Пюреобразные консервированные продукты из фруктов и овощей. Эти консервы охватывают самый широкий ассортимент продуктов, отличающихся составом и консистенцией, что дает возможность применять их для детей в разные возрастные периоды. К консервам из фруктов и овощей относятся чисто фруктовые и* овощные пюре, а также пюре с разными добавками, например, молока, углеводного сырья, мяса и субпродуктов. При производстве консервов для младенцев применяется высокая степень измельчения. Это в основном гомогенизированные плодовые соки и; пюре, содержащие значительное количество витамина С и каротина. Консервы для грудных детей должны содержать как обязательный один из следующих компонентов — морковь, яблоки, рис — известных своими противодиспептичными эффектами.
Подготовка сырья и материалов. Плоды или ягоды сортируют по качеству, отбирая при этом гнилые, пораженные болезнями и сельскохозяйственными вредителями, недозрелые. Мойку осуществляют в моечно-встряхивающей, барабанной, вентиляторной или других моечных машинах в зависимости от вида сырья и степени его загрязненности. После мойки сырье инспектируют, ополаскивают под душем. Малину, клубнику, шиповник моют под душем1 при давлении воды 250 кПа.
Чернослив промывают 3 раза в холодной проточной воде, затем замачивают в воде при температуре 45—50 °C на 20 мин и ополаскивают под душем.
Шиповник измельчают на универсальной дробилке, измельченную массу процеживают через сита с диаметром отверстий' 5 мм для удаления семян и волосков, промывают под душем при давлении воды 250 кПа не менее 2 мин.
Лимоны очищают от кожицы и альбедо, разрезают на несколько частей и протирают с разваренным черносливом при производстве пюре из чернослива. При производстве компотов из чернослива плоды лимонов моют, обдают водой температурой 80 °C, режут кружками толщиной , 2—3 мм, а затем' на кусочки 8— 10 мм, которые по 2—3 шт. закладывают вместе с черносливом в~ банки при фасовании.
Бруснику, облепиху и клюкву прессуют, предварительно подвергнув бланшированию.
Соки плодовые и ягодные фильтруют, полуфабрикаты — пюре* плодовое или ягодное стерильное, стерилизованное, консервированное асептическим способом, протирают.
285<
Подготовка моркови аналогична подготовке ее для производства других видов консервов.
Тыкву замачивают в машине для отмочки тыквы А9-КЛВ-2, моют в машине А9-КЛВ-1, режут на куски 20—30 мм на машине для резки тыквы А9-КЛВ/4-2 или рубят на машине А9-КЛВ/3.
Машина для отмочки тыквы снабжена наклонным пластинчатым транспортером со скребками, ложным дном с отверстиями, насосом с коммуникациями воды и коллектором.
Тыкву загружают в ванну машины, наполненную водой. Интенсификация мойки и подача тыквы к выгрузочному транспортеру производятся потоком воды. Отмытые загрязнения проваливаются через отверстия ложного дна и оседают. Наклонный транспортер, захватывая скребками по одной тыкве, перемещает ее к выгрузочному лотку.
Моечная машина А9-КЛВ-1 состоит из барабана с зубчатым венцом и двумя ободами, привода, четырех опорных катков, коллектора для подачи воды внутрь барабана и щеток. Тыква наклонным транспортером машины для отмочки через загрузочный лоток попадает внутрь вращающегося барабана, где моется щетками под струями воды. К выгрузочному лотку тыква перемещается вследствие наклона рамы и барабана (рама, на которой крепится барабан, может наклоняться под углом 45°). Скорость продвижения тыквы в барабане и продолжительность мойки можно регулировать изменением числа оборотов и угла наклона барабана.
Быстрозамороженные полуфабрикаты перед употреблением распаковывают, инспектируют, подогревают до температуры 60 °C и протирают на протирочных машинах с диаметром отверстий решетки 0,7—0,8 мм.
Молоко пропускают через молочный фильтр, пастеризуют в непрерывнодействующих пастеризаторах и подают на смешивание.
Сливки подогревают до температуры 75—80 °C.
Масло сливочное очищают от бумаги и окисленного поверхностного слоя, растапливают при температуре не выше 60 °C. Фильтруют через шелковое сито и марлю в два слоя.
Рис пропускают через сепаратор, затем через гидрожелоб с приспособлением для улавливания тяжелых примесей, моют на встряхивающей моечной машине, разваривают до увеличения в массе в 2,5 раза и протирают.
Манную крупу для отделения металлопримесей и других посторонних предметов пропускают через просеиватель с магнитным уловителем, имеющий сито с отверстиями диаметром 1— 1,5 мм, варят в молоке и протирают.
Сахар-песок рафинированный пропускают через просеиватель с магнитным уловителем МПМ-800 (размер отверстий в ситах не более 3 мм). Из других сортов сахара готовят сироп нужной концентрации, для чего сахар растворяют в воде, кипятят 10 мин, фильтруют.
286
Разваривание, протирание и смешивание. Для получения пюре плоды, ягоды и овощи разваривают одним из следующих способов и затем смешивают.
Подготовленные, взвешенные в соответствии с рецептурой плоды, ягоды и овощи загружают в варочные котлы (дигестеры) для разваривания. Продолжительность разваривания зависит от вида,, степени зрелости и размера частиц плодов, овощей. При разваривании сырье должно быть размягчено так, чтобы стало возможным его протирание на протирочной машине. При загрузке дигестера рекомендуется одновременно подавать в аппарат небольшое количество пара, чтобы ускорить нагревание сырья и сократить продолжительность его разваривания. Разваренную смесь немедленно передают на протирание на сдвоенную протирочную» машину с диаметром отверстий сит 1,5 и 0,8 мм.
При переработке шиповник с целью максимального удаления волосков обязательно пропускают через третью протирочную машину —- суперфинишер с диаметром отверстий сита 0,4 мм. Все остальные виды пюре также рекомендуется протирать через сито с отверстиями диаметром 0,4 мм. Это улучшает качество, внешний вид пюре, освобождает его от темных точечных включений, грубых волокон, каменистых клеток и создает достаточно тонкую консистенцию.
Протертую массу подают в сборник-смеситель, в котором смешивают согласно рецептуре все компоненты продуктов. Для сохранения цвета готового продукта в смеситель добавляют необходимое по рецептуре количество аскорбиновой кислоты.
Другой способ состоит в следующем. Подготовленные плоды,, ягоды и овощи проходят процессы обработки. Косточковые плоды протирают в косточковой протирочной машине, а семечковые плоды, ягоды и тыкву измельчают в дисковом измельчителе, затем плодовую мякоть подогревают до температуры 70—80 °C. Морковь направляют на дисковый измельчитель, а затем подвергают тепловой обработке при 105 °C в течение 10—15 мин. Горячую массу плодов, ягод или овощей протирают, подают в смеситель, смешивают с другими компонентами и в зависимости от вида вырабатываемых консервов подают на деаэрацию или гомогенизацию. При изготовлении яблочного пюре со сливками и целым рисом' предварительно разваренный рис смешивают с остальной массой после гомогенизации.
При производстве консервов для детского питания разработана и внедряется новая технология, в соответствии с которой подготовленное сырье измельчают в атмосфере пара, затем протирают, полученное пюре смешивают с остальными компонентами,, смесь гомогенизируют, деаэрируют, подогревают, фасуют, стерилизуют.
За 50—90 с, необходимых для измельчения сырья в машинах новой конструкции, вносимые продукты подогреваются. Путем подачи разного количества пара температуру массы можно регулировать.
28Г
Паровая завеса и подогрев дробленых плодов предохраняют продукцию от окисления и потемнения за счет частичной инактивации окислительных ферментов.
При таком способе производства пюре потери аскорбиновой кислоты минимальные. Так, потери витамина С при переработке моркови 2% против 45,5%, при переработке картофеля —6% против 35,7%, имеющихся при переработке без паровой завесы.
В состав линии входят: измельчитель для овощного сырья и косточковых плодов, измельчитель для косточковых плодов с одновременным удалением косточек, устройство для мгновенной тепловой обработки продуктов, дозирующий насос, смеситель, подогреватель и деаэратор. Весь комплекс работает непрерывно.
Гомогенизация. От гомогенизации зависит соответствующая консистенция продуктов, предназначенных для питания детей в раннем возрасте, и цель ее — получение однородного, тонкоиз-мельченного продукта без частиц кожицы, семян, волокон, каменистых клеток. Гомогенизацию проводят на гомогенизаторах.
Деаэрация. При измельчении в продукт попадает воздух, который необходимо удалить. Протертую или гомогенизированную тиассу подвергают деаэрации в вакуум-аппарате M3C-320 в течение 10—20 мин или в деаэраторе непрерывного действия. В процессе деаэрации смесь подогревают с таким расчетом, чтобы температура ее при фасовании была не менее 80 °C. Продукт фасуют в стеклянные или жестяные банки вместимостью не более 0,25 дм3, укупоривают, стерилизуют.
Овощные, овощно-фруктовые, мясные и овощно-мясные консервы. Для изготовления этих консервов применяют мясо говяжье, куриное, печень говяжью или телячью, различные овощи, крупы, ’МОЛОКО, сливки и т. д.
Подготовка отдельных видов сырья и вспомогательных материалов. Шпинат инспектируют, для лучшего удаления песка сначала отмачивают 30 мин в холодной проточной воде, затем тщательно моют 3—5 раз "в проточной воде и ополаскивают под душем водой под давлением 196—294 кПа.
Сортировка, инспекция, мойка остального растительного сырья осуществляются аналогично подготовке его для производства других видов консервов. Соответствующим образом подготовленные овощи и корнеплоды режут: картофель на кружки толщиной до 5 мм (в случае вынужденных перерывов во времени очищенный картофель хранят в чистой холодной воде, но не более 30 мин), лук измельчают на лукорезке или на волчке с диаметром отверстий решетки 5 мм, морковь режут на куски, свеклу измельчают на волчке с диаметром отверстий решетки 4 мм и сразу же смешивают с томатной пастой для сохранения окраски, репу, тыкву режут также на корнерезке на куски толщиной 20—30 мм (тыква сорта Витаминная перерабатывается без очистки кожи-щы), подготовленные вареные куски филе кур измельчают на волчке дважды: сначала через решетку с отверстиями 4 мм, затем с отверстиями 1,5—2 мм.
:288
Печень телячью или говяжью тщательно жилуют, удаляют покровную пленку, желчные протоки, известковые и другие патологические включения. После жиловки печень вымачивают в течение 2 ч в холодной проточной воде для удаления остатков желчи и сгустков крови, режут на куски по 150—200 г и бланшируют в течение 10—15 мин в кипящей воде или паротермиче-ском агрегате в течение 10- мин при давлении 196 кПа. Воду после бланширования повторно не используют и сливают в канализацию. Выход печени после бланширования составляет 70%.
Манную крупу пропускают через магнитный сепаратор или просеиватель с ситом, имеющим диаметр отверстий 1—1,5 мм, для удаления металлопримесей, инспектируют, смешивают вначале без подогрева с половиной требуемого по рецептуре молока или сливок и протирают.
Муку пшеничную также пропускают через магнитный сепаратор или другой просеиватель, подсушивают до слабо-кремового оттенка (потери при декстринизации 10—12% по массе), тщательно перемешивают, не допуская образования комков, с небольшим количеством молока или бульона (в зависимости от рецептуры) .
Сахар-песок рафинированный применяют в сухом виде, из других сортов готовят концентрированный 70%-ный сахарный сироп. Сироп фильтруют через марлевые фильтры или фильтры с металлической сеткой с диаметром отверстий не более 0,7—0,8 мм. Соль поваренную подготавливают так же, как сахар-песок.
Ванилин должен быть без посторонних предметов. Коробки до вскрытия тщательно протирают от пыли, вскрывают, соблюдая меры по предотвращению попадания посторонних предметов в консервы.
Масло сливочное, молоко, сливки, рис, томатную пасту готовят аналогично подготовке их для производства других видов консервов.
Разваривание и смешивание. Овощи, корнеплоды, яблоки, мясо, печень, подготовленные соответствующим образом, разваривают и смешивают двумя способами.
Компоненты в соответствии с рецептурой загружают в варочный аппарат для разваривания. Сырье должно быть размягчено до такой степени, чтобы обеспечить протирание его на протирочной машине. Продолжительность разваривания зависит от вида и помологического сорта сырья, степени зрелости, размеров, величины нарезанных кусочков и других факторов и устанавливается действующей нормативно-технической документацией ориентировочно. Для каждого конкретного случая продолжительность разваривания устанавливается опытным путем заводской лабораторией.
Разваренную смесь немедленно подают для измельчения на сдвоенную протирочную машину (диаметр отверстий решетки 1,5—0,8 мм), дезинтегратор (диаметр отверстий сит 1,5—0,8 мм, частота вращения 350—600 мин-1) или коллоидную мельницу.
19 Заказ № 639
289
Измельчение продукта необходимо проводить в присутствии пара. Протертую массу подают в закрытый сборник-смеситель, в котором смешивают все компоненты в соответствии с рецептурой.
В соответствии со вторым способом все компоненты, за исключением картофеля, моркови и петрушки корневой, измельчают на частицы величиной 2—3 мм и подвергают кратковременному (1,5—2 мин) прогреву при температуре 90—100 °C, плоды — при 70—80 °C. Измельченную морковь, петрушку корневую, нарезанной картофель дозируют по рецептуре, смешивают, прогревают в течение 10—15 мин при температуре 100 °C, вторично измельчают на дробилке.
При производстве консервов «Томаты протертые» сырье после мойки и инспекции измельчают на дробилке, подвергают кратковременной (1,5—2 мин) тепловой обработке при 80—85 °C и протирают через сдвоенную протирочную машину.
Смешивание. Подготовленные жидкие компоненты, протертую манную крупу с молоком или муку и рис дозируют насосами-дозаторами и смешивают. Протертую массу смешивают в закрытых сборниках-смесителях с мешалками с остальными компонентами в соответствии с рецептурой. Полученную смесь пропускают через сдвоенную протирочную машину. При приготовлении супа-пюре томатного томатное пюре загружают в смеситель в последнюю очередь.
Все процессы проводят в потоке в закрытой системе в присутствии пара.
Пюреобразную массу в зависимости от вида вырабатываемых консервов передают на гомогенизацию, а затем на деаэрацию или на протирание и деаэрацию.
После деаэрации смесь подогревают с таким расчетом, чтобы температура ее при, фасовании была не ниже 80 °C. Горячую смесь фасуют на автоматических наполнителях, укупоривают, стерилизуют.
Крупноизмелъченные и нарезанные кусочками консервы. Изготавливают эти консервы из овощей, мяса, печени с добавлением молока, бульона, пшеничной муки, манной крупы, риса, масла сливочного, коровьего, сахара, соли, сметаны, томатной пасты или пюре.
Производство крупноизмельченных и нарезанных кусочками консервов из овощей и мяса осуществляется на комплексе оборудования А9-КЛМ производительностью 50 туб в смену, 20— 25 муб в год консервов десяти наименований для питания детей* Все оборудование комплекса объединено в 24 самостоятельных функциональных участка, автоматически увязанных между собой* На комплексе осуществляются следующие технологические циклы: обработка и подготовка плодоовощного сырья, мяса, вспомогательных материалов, дозирование компонентов согласно рецептурам, смешивание компонентов с подогревом, наполнение и укупорка наполненных банок, мойка наполненных банок, стерилизация.
290
Первичная подготовка сырья осуществляется так же, как и при производстве других видов консервов.
Для производства консервов «Шпинат с мясом» и «Мясо с овощами» жилованное мясо нарезают на куски 50—100 г и измельчают на волчке, измельченное мясо варят. При производстве других видов консервов куски мяса массой 100—150 г варят до полуготовности, режут на кубики 6—8 мм. Печень жилуют, вымачивают в воде в течение 2 ч, режут на куски массой 150— 200 г, бланшируют, режут на кубики 6—8 мм.
Для всех видов консервов, кроме супов, подготовленные овощи, мясо, печень загружают в соответствии с рецептурой для данного вида консервов в смеситель с паровым обогревом ФММ-150 и ФММ-300. В смеситель добавляют требуемое количество соуса или заправки, массу перемешивают, подогревают до температуры 60—70 °C, фасуют, укупоривают, стерилизуют.
Овощные соки. Овощные соки изготавливают из моркови, тыквы, свеклы. Овощеплодовые — из моркови, томатов с добавлением яблочного, виноградного, клюквенного, брусничного или мандаринового соков.
Морковный сок — ценный продукт для детского питания. Важнейшие пищевые компоненты моркови — сахар и каротин, которых в зависимости от сорта и условий выращивания моркови содержится соответственно 4,5—12% и 4,7—24,5 мг%.
Полноценный сок из моркови, богатый каротином, нельзя получить методом прессования, так как каротин нерастворим в воде. Поэтому необходимо, чтобы в соке была мякоть корнеплодов, которая содержит каротин. Поэтому продукт, называемый морковным соком, по существу, является тонкоизмельченным (гомогенизированным) морковным пюре с добавлением сахарного сиропа.
Технология изготовления морковного сока следующая. Морковь с яркой оранжево-желтой сочной мякотью без грубой сердцевины сортируют, моют, очищают, измельчают на корнерезке, разваривают при 100—105 °C в течение 10 мин, дробят на ножевой дробилке или картофелетерке, протирают на протирочной машине с диаметром отверстий сит 0,75—1 мм, разбавляют сахарным сиропом концентрацией 9—10%. В качестве антиоксиданта для лучшего сохранения цвета и повышения витаминной активности сока добавляют предварительно растворенную в соке или сиропе аскорбиновую кислоту, все тщательно перемешивают. Чтобы сок не расслаивался, его гомогенизируют, деаэрируют, фасуют, укупоривают, стерилизуют.
В настоящее время вырабатывают купажированные морковнофруктовые соки, что значительно повышает пищевую ценность сока, а также позволяет стерилизовать консервы при более низких температурах за счет снижения pH морковного сока путем купажирования его с высококислотными фруктовыми соками.
Сок тыквенный для детского питания по своей питательной ценности, содержанию каротина не уступает морковному, а по 19* 291
содержанию витамина С и энергетической ценности превосходит его. По содержанию магния он также не уступает морковному и томатному сокам, а по содержанию железа близок к ним.
Томатный сок для детского питания изготавливается таким же образом, как и сок томатный для общего потребителя. Однако повышенные требования предъявляются к качеству поставляемого сырья. Обязательно проведение гомогенизации.
Консервы «Закуски овощные», десерты фруктовые для пита* ния школьников. Вырабатываются эти консервы из высококачественных измельченных овощей и плодов либо плодового пюре-полуфабриката с добавлением сахара, соли, молока, сыворотки, томатной пасты, перечного пюре, подсолнечного масла, манной крупы, крахмала.
Требования к качеству готовой продукции. Для плодовых и ягодных пюре с сахаром, пюре из смеси плодов и ягод с сахаром нормируются массовая доля гухих веществ, которая составляет в зависимости от вида консервов от 12 до 25%, и активная кислотность от 3,8 до 4,4. В консервах «Пюре из черной смородины» и «Пюре из яблок и черной смородины» нормируется массовая доля витамина С. В пюре из смеси плодов, ягод, овощей, плодовых и ягодных соков с сахаром нормируются массовая доля сухих веществ, витаминов, титруемая и активная кислотность. В пюре из плодов и ягод со сливками «Неженка» нормируются массовая доля (в %): сухих веществ — от 15 до 26, жира —не менее 1,5; титруемая кислотность (в пересчете на яблочную) — от 0,8 до 1,2; pH не более 4,4.
По внешнему виду гомогенизированные плодово-ягодные пюре-продукты должны быть однородной, тонкоизмельченной пюреобразной массы без плодоножек, семян, косточек, частиц волокон и кожицы, протертые — однородной пюреобразной массы без плодоножек, косточек, семян и кожицы. Вкус и запах натуральные,, хорошо выраженные, свойственные данному виду продукции^ не допускаются посторонние запахи и вкус.
Осветленные, плодовые и ягодные соки натуральные и с сахаром должны быть прозрачные, для неосветленных, а также купажированных натуральных и с сахаром прозрачность не обязательна.
В овощных натуральных пюре массовая доля сухих веществ от 5 до 10%, хлоридов от 0,4 до 0,6% в зависимости от вида готовой продукции. В овощных пюре с добавлением других компонентов массовая доля сухих веществ от 5 до 18%, хлоридов от 0,3 до 0,6, жира от 1,4 до 5%.
В первых обеденных блюдах массовая доля сухих веществ от 14 до 16,5%, хлоридов от 0,8 до 1,2; жира от 3 до 5; титруемая кислотность от 0,15 до 0,4 в зависимости от вида готовой продукции. Во вторых обеденных блюдах массовая д&ля сухих веществ от 16 до 21% хлоридов от 0,4 до 0,7, жира от 3,5 до 4,5%, титруемая кислотность от 0,1 до 0,3 в зависимости от вида готовой продукции.
292
Овощные соки с мякотью должны быть однородными, с равномерно распределенной гомогенизированной мякотью. В консервах при хранении допускается небольшое отслаивание жидкости. В готовой продукции должны быть хорошо выражены вкус и запах, свойственные данному виду продукта, не допускается наличие посторонних запаха, вкуса и примесей.
В соках овощных массовая доля сухих веществ должна быть не менее: для морковного 9%; томатного 5%; свекольного 11%; тыквенного 14%; мякоти не более: для морковного 30%; тыквенного 30%; титруемая кислотность для свекольного 0,5; тыквенного — 0,4%.
В крупноизмельченных консервах нормируется массовая доля сухих веществ, жира, хлоридов. В зависимости от вида консервов массовая доля сухих веществ от 14 до 18%, жира от 2 до 3,5%.
Особые требования к производству консервов для детского питания. При изготовлении консервов для детского питания к предприятиям, цехам, оборудованию, сырью, таре, организации технологического процесса предъявляются более жесткие требования.
Цех, вырабатывающий консервы для детского питания, должен быть с высокой технической и санитарной культурой производства, специализирован только на производстве консервов детского питания и быть изолированным от других видов производства. Перечень цехов и предприятий, пригодных для специализации на производстве продуктов детского питания, определяется приказом вышестоящей организации.
Заводы, вырабатывающие консервы детского питания, должны иметь охлаждаемые склады и емкости для холодильного или асептического. хранения сырья и материалов, обеспечивающие выработку продукции на протяжении года. Стены и колонны цеха облицовываются на всю высоту до перекрытия керамическими облицовочными плитками, потолки окрашиваются масляной или водоэмульсионной краской.
Одним из обязательных требований при производстве консервов детского питания является необходимость применения оборудования из нержавеющей стали, так как применение некорродирующих материалов уменьшает п исключает окислительные процессы во время производства консервов. Не допускается применение деревянных емкостей для хранения мытого сырья, материалов и полуфабрикатов. При производстве консервов детского питания необходимо применять высокопроизводительное и прогрессивное оборудование на процессах разваривания, бланширования, измельчения, наполнения, укупоривания, стерилизации и др., которое обеспечивало бы поточность производства.
Технологический процесс должен осуществляться непрерывно, время от укупоривания готового продукта до стерилизации не должно превышать 30 мин.
Работа технологических цехов может производиться только в две смены. В третью смену проводятся санитарная обработка и
29Э
дезинфекция технологического оборудования, инвентаря, помещения.
Рабочие технологических цехов должны проходить специальное обучение и ежегодную аттестацию. При производстве консервов детского питания должен производиться посменный бактериологический контроль.
При производстве консервов детского питания не допускается применение химических консервантов в исходном сырье, полуфабрикатах и готовых изделиях.
В целях гарантии получения полноценных продуктов детского питания применяемое сырье должно быть с высокими качественными показателями, хорошего химического состава, без признаков микробиологической порчи.
Для фасования консервов детского питания используют стеклянные банки вместимостью от 100 до 350 см3, стеклянные бутылки вместимостью не более 500 см3, металлические лакированные банки вместимостью не более 250 см3. По заказам торгующих организаций используют стеклянные банки вместимостью не более 3000 см3. Стеклянные банки используются преимущественно новые. На этикетках кроме обозначений, предусмотренных ГОСТом, указывают: «Одобрено Министерством здравоохранения СССР», гомогенизированные, протертые, крупноизмельченные или нарезанные кусочками; возраст ребенка и рекомендации по употреблению, в которых регламентируется способ использования; срок и условия хранения консервов после вскрытия банок; количество конкретного продукта в соответствии с возрастом ребенка; перечень компонентов; химический состав консервов; срок годности.
Консервы для диетического питания
Группа закусочных консервов включает икру из свеклы, кабачков, морской капусты, капусту морскую в томатном соусе; перец резаный с овощами и морской капустой, пюре из кабачков. Консервы предназначены для питания больных с желудочно-кишечными, сердечно-сосудистыми заболеваниями, атеросклерозом, людей пожилого возраста.
Салаты представляют собой различные смеси, состоящие из капусты белокочанной, капусты морской, свеклы, томатов, перца сладкого, моркови, лука, подготовленных соответствующим образом с добавлением лимонной кислоты, душистого перца, тмина, лаврового листа, томатной пасты, растительного масла, соли, сахара, фасованные в тару, герметически укупоренные и стерилизованные.
Первые обеденные блюда — борщ, рассольник, щи со свежей капустой предназначены для людей, страдающих атеросклерозом, сахарным диабетом, ожирением, и людей пожилого возраста, гомогенизированные — для диетического питания взрослых и детей через зонд или поильник, а также детей раннего возраста. Это 294
суп овощной с манной крупой, суп овощной с зеленым горошком, свекольник.
Вторые обеденные блюда — солянки, рагу овощные, гуляши, антрекоты, морковь, свеклу с черносливом и другие консервы рекомендуются для людей пожилого возраста, при заболеваниях гипертонией, ожирением.
Фруктовые диетические консервы включают широкий ассортимент соков, пюре, компотов, паст, джемов, варенья, повидла с добавлением сахара, сорбита или ксилита, а также натуральные плоды и ягоды в соке, напитки. Консервы с сорбитом и ксилитом или без их добавления рекомендуются больным сахарным диабетом, холециститом, пожилым людям. Консервы с пониженным содержанием сахара предназначены для людей с избыточной массой, с заболеваниями сердечно-сосудистой системы, атеросклерозом.
Консервы, вырабатываемые для диетического питания, изго-тавливаются по специально подобранным рецептурам в зависимости от рекомендуемой диеты с максимальным сохранением тех компонентов, которые обеспечивают его диетическую либо энергетическую ценность. Консервы должны обладать хорошими вкусовыми качествами, иметь высокую витаминозность и определенный минеральный состав. Рецептуры консервов этой группы составляются с учетом того, какие химические элементы желательны и какие противопоказаны для данной категории больных. Как правило, при производстве консервов для диетического питания в одних случаях из сырья исключается какой-то компонент, а в других — обогащают специальными добавками, что компенсирует недостаток в организме тех или иных веществ или способствует выведению из организма нежелательных элементов, накопившихся в результате неправильного обмена. Обогащение консервов в основном производится витаминными препаратами и минеральными веществами. Консервы для диетического питания вырабатываются для каждой категории больных отдельно.
В настоящее время все большее число лиц молодого и среднего возраста страдают ожирением. Для их питания приемлемы многие виды консервов, содержащие продукты с большим объемом и малой калорийностью. Готовят их из овощей с уменьшенным содержанием жира, из фруктов без сахара или с заменой сахара ксилитом и сорбитом. Для производства подбирают растительное сырье с большим содержанием минеральных веществ, клетчатки и из рецептуры исключают приправы, возбуждающие аппетит.
При некоторых заболеваниях необходимо ограничение в диете белковых веществ. Большинство же овощей, используемых для диетического питания, содержат незначительное количество белков. При необходимости повышения содержания белков в рецептуру вводят сметану, молоко, мясо, яйца, подбирают овощи, относительно богатые белком: капуста, зеленый горошек и другие овощи. В настоящее время большое внимание уделяется исполь
295
зованию белка сои в рационе питания больных атеросклерозом, ожирением, больных гиперхолестеринемией.
Многие овощи и консервы из них пригодны для диетического питания с ограниченным количеством жира. При производстве овощных закусочных консервов содержание жира снижено до минимального, а в икре из свеклы вовсе исключено за счет замены обжарки овощей бланшированием, увариванием.
Если необходимо повысить содержание жира, то в рецептуру овощных диетических консервов вводят сливочное масло, сметану, молоко, а также растительное масло.
Фруктовое и овощное сырье богато углеводами. При необходимости ограничения углеводов в пище для консервирования подбирают овощи с невысоким содержанием сахаров и крахмала (кабачки, капуста), из рецептуры соуса таких консервов исключают сахар. z
При изготовлении консервов для питания больных атеросклерозом овощное сырье не обжаривается, а бланшируется в воде, для удаления экстрактивных веществ мясо также бланшируется, из жиров используются растительные масла — преимущественно подсолнечное.
Супы, щи, борщи, приготовленные на бульонной пасте, не содержащей экстрактивных веществ мяса и отваров, рекомендуются при заболеваниях почек, печени, сердца и сосудов нервной системы.
Консервы, предназначенные для питания больных сахарным диабетом, должны содержать ограниченное количество сахара или не содержать его вовсе.
Г л а в а 21
СУШЕНЫЕ ФРУКТЫ, ВИНОГРАД И ОВОЩИ
Отечественная промышленность выпускает сушеные овощи и фрукты в широком ассортименте. Производство сушеных продуктов имеет большое народнохозяйственное значение, так как они играют большую роль в питании населения отдаленных районов страны, куда затруднена доставка свежей плодоовощной продукции.
В промышленности используют различные методы сушки: конвективный, кондуктивный, радиационный, радиационно-конвективный, токами высокой частоты, сублимационный и др.
Применение того или иного метода сушки зависит от формы связи влаги с материалом. Различают следующие формы связи влаги с материалом: химическая, физико-химическая и физикомеханическая.
Химическая связь очень прочна и может быть нарушена только химическим путем или прокаливанием. Химически связанная влага находится в материале в строго определенных соотношениях. Эта влага не удаляется при сушке.
296
Физико-химическую связь влаги с материалом подразделяют на адсорбционную и осмотическую.
Адсорбционная влага удерживается на поверхности материала и в порах продукта. Осмотическая влага находится внутри клеток продукта.
При адсорбировании влаги происходит сжатие продукта, так как объем набухшего материала меньше, чем сумма объема исходного сухого продукта и объема поглощенной влаги. Сжатие обусловлено молекулярно-силовым полем, создающим мощное давление. Сжатие сопровождается выделением тепла.
В застывшем коллоидном растворе (геле) основой структуры служит пространственная сетка, состоящая из пектиновых веществ и высокомолекулярных соединений. Внутри клеток находятся растворы солей, сахаров, кислот. Часть раствора находится вне клеток. Концентрация наружного раствора меньше, чем внутри клетки, и вода проникает внутрь клетки под действием осмотического давления. Эта вода называется осмотически связанной. Осмотически связанная влага как адсорбционная вызывает набухание, но без выделения тепла и сжатия системы.
Для удаления адсорбционной влаги необходимо ее превратить в пар, для чего требуются большие затраты энергии. Образовавшийся пар перемещается внутри материала.
Влага набухания перемещается внутри материала в виде жидкости путем диффузии через стенки клетки.
Механическая связь влаги разделяется на микрокапиллярную, макрокапиллярную и связь, обусловленную силами смачивания.
Микрокапиллярная влага содержится в виде жидкости в капиллярах с радиусом менее 10~5 см, макрокапиллярная — более 10-5 см. Влага смачивания — жидкость, прилипшая к поверхности материала за счет сил смачивания — сил поверхностного натяжения.
Основные стадии процесса сушки
При сушке влажных пористых материалов, какими являются плоды и овощи, в первую очередь испаряются влага смачивания и капиллярная, испаряющиеся как с поверхности материала, так и изнутри капилляра. Эта часть влаги называется свободной, так как ее испарение подчиняется законам испарения жидкости со свободной поверхности.
Вслед за капиллярной влагой происходит испарение адсорбционной, для удаления которой требуются большие затраты энергии. Испарение осмотической влаги происходит в процессе всего процесса сушки, так как из-за испарения всех видов влаги увеличивается осмотическое - давление. После выхода осмотической влаги из клетки она смешивается с капиллярной и испаряется вместе с ней.
Испарение влаги из материала заканчивается тогда, когда наступает равновесие между процессом десорбции (сушки) и сорб
297
ции (поглощения) влаги материалом. Точка равновесия зависит от параметров окружающей среды. Кащдому значению влажности окружающего воздуха соответствует свое значение равновесной влажности. Равновесная влажность определяет способность материала удерживать влагу. По ее значению определяют требования к таре, возможность воздуха осуществлять десорбцию. Чем ближе характеристика влажного материала и сушильного агента к значениям равновесной влажности, тем медленнее происходит процесс сушки.
Процесс сушки можно разделить на два периода: первый — при постоянной скорости сушки и второй — при падающей.
Первый период — испарение влаги с поверхности материала, и его температура равна температуре мокрого термометра, второй — испарение влаги из внутренних слоев материала. При этом температура его повышается, достигая к концу процесса сушки температуры сушильного агента (температура сухого термометра). Влажность продукта в момент перехода от первого периода ко второму называется критической влажностью.
На первый период сушки оказывают влияние величина поверхности испарения, параметры воздуха, на второй — физикохимические свойства материала: структура, химическая природа, формы связи влаги с продуктом.
Процесс сушки происходит правильно, если скорость удаления влаги с поверхности равна скорости перемещения влаги из глубинных слоев к поверхности. При превышении скорости испарения происходят интенсивное высушивание поверхности и образование корочки, что препятствует удалению влаги из глубинных слоев и замедлению процесса сушки. При обратном течении процесса происходит запаривание высушиваемого продукта.
Оптимальный режим сушки — это такой, когда полученный готовый продукт наиболее полно восстанавливает при кулинарной обработке свои исходные свойства и качество. При этом режиме должна быть достигнута максимальная производительность при наименьших удельных затратах энергии.
В начальный момент обезвоживания продукта высокая температура воздуха (свыше 100 °C) не создает опасности перегрева продукта, так как его температура не превышает температуры мокрого термометра при данной влажности воздуха. В конце процесса сушки с целью предупреждения протекания нежелательных химических реакций (меланоидинообразования, гидролиза) температура воздуха не должна превышать 55—65 °C.
Характеристика способов сушки
и типы сушильных установок
Как уже указывалось, в плодоовощном сушильном производстве применяются конвективный, кондуктивный (контактный) и радиационный способы сушки.
298
Конвективный способ сушки. При конвективном способе суш* ки подача тепла к высушиваемому продукту осуществляется за счет движения сушильного агента, его перемешивания с испаряющейся влагой и ее уноса. Этим способом в основном сушат овощи и фрукты.
Сушильная установка для конвективной сушки состоит из камеры, где происходит обезвоживание продукта, из калориферов для подогрева сушильного агента, системы воздуховодов^ устройств для транспортирования продукта.
Конструктивно сушилки различают следующих типов: шахтные, туннельные, конвейерные, шкафные, а по принципу действия — непрерывно- и периодически действующие.
Для сушки плодов и овощей преимущественно используются в настоящее время конвейерные сушилки с паровым обогревом. Простейшей сушилкой является туннельная. Из последних в нашей стране наиболее распространены туннельные сушилки МНИИПП-1, созданные Молдавским научно-исследовательским институтом пищевой промышленности, а также югославские сушилки фирм ЦЕР и «Чачак».
Туннельная сушилка фирмы «Чачак» представляет собой канал кирпичной кладки, разделенный по высоте на две частио В верхней части расположена камера сгорания, имеющая форму стального цилиндра, облицованного внутри огнеупорным кирпичом. В камеру сгорания впрыскивается жидкое топливо. Газовоздушная смесь, полученная от смешивания продуктов сгорания со свежим воздухом и имеющая температуру около 400 °C и влажность 18%, нагнетается при скорости 5 м/с в сушильную камеру. Противотоком в сушильном туннеле перемещаются тележки с установленными на них ситами с продуктом. Температура отработавшего воздуха 75—90 °C, продолжительность процесса сушки 12-24 ч.
Туннельные сушилки МНИИПП-1 имеют теплогенераторы, в которых сушильный агент (воздух) нагревается продуктами сгорания без прямого контакта с ними. Температура воздуха при поступлении в сушилку 80—85 °C.
Наиболее широко распространенными конвейерными сушилками являются паровые сушилки, выпускаемые Щебекинским машиностроительным заводом. Применение паровых конвейерных сушилок позволяет механизировать процесс сушки, регулировать основные параметры процесса, осуществлять сушку по оптимальным режимам для того или иного вида сырья и получать готовый продукт высокого качества.
В некоторых конструкциях сушилок перемещение сушильного агента (воздуха) осуществляется путем отсоса отработавшего воздуха сверху. Забор воздуха осуществляется из помещения снизу через окна, закрытые подвижными шторами, которыми регулируется количество поступающего воздуха. В некоторых сушилках применяется система нагнетания. Слегка подогретый воздух подается пол нижнюю ленту и, пройдя все пять лент и находящцр-
29$
ся между ними калориферы, отводится из сушилки. Возможна частичная рециркуляция воздуха.
Ленточные конвейерные сушилки с огневыми калориферами (типа СКО) предназначены для сушки овощей, фруктов на предприятиях, где отсутствует выработка промышленного пара.
Подлежащий сушке продукт загрузочным транспортером подается на верхнюю ленту, откуда он передается на вторую, далее на третью, четвертую и пятую. Над верхними тремя лентами расположены ворошители, под нижними ветвями двух верхних имеются хцетки для очистки их поверхности от налипшего продукта. На барабанах конвейерных лент имеются подпружиненные скребки для очистки от налипшего продукта. Такая сушилка имеет два теплогенератора, где осуществляется подогрев воздуха без непосредственного контакта его с продуктами сгорания. Система циркуляции имеет два параллельных замкнутых контура: один для передней части сушилки, другой для задней. Это осуществлено для равномерного распределения сушильного агента по всем зонам сушилки. Подготовленный воздух (с определенной температурой) подается в верхнюю часть сушилки в зону над первой лентой. При прохождении воздуха сверху вниз через продукт его температура постепенно снижается. Часть сушильного агента выбрасывается, часть возвращается в теплогенератор, одновременно из атмосферы подсасывается воздух в количестве, равном выбрасываемому.
В описанных сушилках сушка продукта осуществляется в плотном слое, что приводит к тому, что не вся поверхность высушиваемого материала участвует в процессе сушки. Поэтому такие сушилки имеют небольшую производительность, несмотря на то, что в некоторых конструкциях применяются ворошители продукта. Наиболее эффективным способом интенсификации процесса сушки является ворошение продукта потоком сушильного агента, или так называемая сушка в кипящем слое. При продувании нагретого воздуха со скоростью 4—6 м/с снизу под сетку через материал его частицы переходят в хаотическое непрерывное движение, что создает большую поверхность испарения, так как каждая частица омывается нагретым воздухом со всех сторон.
Сушка в кипящем слое применима для сыпучих и мелкоиз-мельченных материалов. Продолжительность сушки при этом сокращается в 2—3 раза как за счет интенсивного перемешивания материала, так и из-за возможности использования более высоких температур при сушке: 100—110 °C для плодов и 120—140 °C для овощей.
Еще более эффективным способом сушки является сушка в виброкипящем слое. В данном случае сушка основана на комбинированном воздействии нагретого воздуха и механических колебаний решетки. Это позволяет снизить гидравлическое сопротивление материала, что, в свою очередь, дает возможность уменьшить скорость сушильного агента и обеспечивает направленное перемещение высушиваемого материала.
S00
Для сушки жидких продуктов применяется обезвоживание в распыленном состоянии. В данном случае продукт посредством специального диска или форсунки распыляется на капли размером 5—500 мкм. В связи с очень малой продолжительностью испарения при этом способе можно применять высокие температуры сушильного агента. Продолжительность пребывания продукта в аппарате составляет 5—30 с. Конструкции распылительных сушилок бывают различными — горизонтальными, вертикальными, с различными устройствами для распыления продукта. Одной из разновидностей вертикальной сушилки является башенная. В таких сушилках обезвоживание осуществляется при довольно низких температурах (около 30°C). Высота башни составляет 70— 80 м, распыленный продукт движется сверху вниз, а сушильный агент — осушенный подогретый воздух — противотоком снизу вверх. Такие сушилки применяются для сушки материалов, для которых недопустимо изменение термолабильных веществ.
Для сушки используемых отходов консервного производства {выжимки, семян) используются барабанные сушилки. Они состоят из огневой топки, сушильного барабана, вытяжного вентилятора и циклона. Барабан длиной 7,5 м опирается на катках-роликах и вращается с частотой 1,8 мин"1. Внутри барабана имеются ребра. Барабан имеет уклон 5°, способствующий продвижению продукта к выгрузочному торцу.
Сушка осуществляется смесью воздуха и топочных газов, движущихся со скоростью 5 м/с, при температуре 300 °C. Температура отработавших газов 75—100 °C.
Кондуктивный (контактный) способ. При этом способе сушки испарение влаги происходит за счет передачи тепла высушиваемому продукту через нагретую поверхность. За счет контакта тонкого слоя продукта с сильно нагретой поверхностью происходит интенсивное испарение. Продолжительность сушки составляет несколько секунд. Этот способ сушки отличается малыми энергозатратами и осуществляется на вальцовых сушилках (одно- или двухвальцовых). Влажность готового продукта может составлять 4—6%. С барабана сходит тонкая пленка, которая в последующем может измельчаться в порошок или хлопья.
Одновальцовые сушилки состоят из одного сушильного вальца, нескольких намазывающих валков и ножа-скребка, установленного в верхней части сухой стороны сушильного вальца.
Подвергаемый сушке продукт (паста, пюре) наносится тонким слоем па нагретый барабан. Нагревание барабана осуществляется паром или горячим маслом. Влажный воздух отсасывается вентилятором.
К параметрам сушки относятся температура греющей поверхности, толщина слоя продукта и продолжительность сушки. Продолжительность изменяется путем регулирования частоты вращения вальцов.
В двухвальцовых сушилках возможно регулирование зазора, <а это, в свою очередь, обеспечивает изменение параметров и производительности сушилки.
301
Для получения хлопьев и порошка из пюре фруктов и овощей разработаны усовершенствованные конструкции двухвальцовых сушилок, которые имеют в нижней части кожух и две зоны с нйзкой относительной влажностью воздуха. Это обеспечивает сбор и досушку готового продукта. В зазор, образованный кожухом и> поверхностью вальца, подается воздух со скоростью 5 м/с противотоком к продукту. Влажность воздуха в зонах сбора продукта должна быть 15—20%.
Одной из разновидностей кондуктивного способа является сублимационная сушка продуктов растительного и животного происхождения.
Развитие пищевой промышленности требует систематического совершенствования организации и техники производства, создания и внедрения прогрессивных методов переработки сырья, обеспечивающих максимальное сохранение пищевой ценности и высокие технико-экономические показатели. В области консервирования этому требованию в наибольшей степени удовлетворяет метод вакуумной сублимационной сушки.
При этом методе процесс обезвоживания осуществляется при температуре ниже криогидратной точки, поэтому структура материала, его химический состав (витамины, ферменты, белки, экстрактивные вещества, минеральные вещества, углеводы), а также органолептические свойства (вкус, цвет, запах, внешний вид): практически не изменяются. При оводнении сублимационные продукты, обладая пористой структурой, легко поглощают воду и быстро восстанавливаются до исходного состояния, могут длительное время сохраняться в соответствующей упаковке в помещениях с нерегулируемыми параметрами воздуха (температура,, относительцая влажность). По качественным показателям эти продукты можно сравнить только со свежезамороженными, но их они превосходят по следующим показателям:
значительное снижение массы и отсутствие потребности в холодильных установках при транспортировании и хранении;
удобство реализации и простоты приготовления блюда в бытуг со значительной экономией времени (не требуется дополнительное время на дефростацию как у замороженных продуктов, использование продукта частями из одной упаковки);
значительная экономия при транспортных перевозках.
Продукты, которые следует сушить методом сублимации, можно разбить на две основные группы: те, которые можно сушить и тепловой обработкой, и те, которые из-за потери качества подвергать тепловой сушке нельзя.
Из продуктов первой группы методом сублимации целесообразно сушить фрукты и ягоды в целом виде (земляника, абрикосы^ слива), деликатесные овощи (зеленый горошек, цветная капуста, лук репчатый), грибы (шампиньоны), т. е. продукты, в которых необходимо сохранить структуру и высокое качество. Сюда же можно отнести кулинарные блюда, составляющие полноценное питание человека, находящегося в изолированных условиях.
302
К продуктам второй группы растительного происхождения можно отнести цитрусовые плоды, хрен, сок свекольный и сок белокочанной капусты, содержащие важнейшие для организма человека биологически активные вещества и обладающие лечебными свойствами.
Наиболее важным показателем ценности плодов и овощей является их химический состав и в первую очередь содержание витаминов. Поэтому при переработке пищевых продуктов применяют такие технологические операции, которые позволяют в максимальной степени снизить потери витаминов.
Метод сублимационной сушки фруктов и овощей рекомендуется применять, когда необходимо сохранить максимальное количество витаминов и других ценных питательных веществ. Установлено, что сушка сублимацией готовых к употреблению блюд является предпочтительней, чем сушка отдельных компонентов, их смешивание и кулинарная (тепловая) обработка перед употреблением.
Развитие сублимационной сушки открывает новые пути решения ряда таких народнохозяйственных задач, как снабжение полярных и дрейфующих станций, высокогорных труднодоступных районов; обеспечение новых населенных пунктов и других отдаленных мест, где еще не налажена холодильная сеть; обеспечение экипажей космических кораблей полноценным рационом питания; обеспечение туристов, альпинистов, дачников; создание пищевых резервов.
Радиационный способ. При этом способе сушки на высушиваемый продукт воздействуют инфракрасными (ИК) лучами с помощью специальных инфракрасных ламп.
Естественная сушка продукта солнечными лучами на открытых площадках является в некоторой степени сочетанием конвективного (за счет движения воздуха), кондуктивного (за счет контакта с нагретой поверхностью) и радиационного (за счет воздействия солнечных лучей ИК-спектра) способов сушки. Такой способ является наиболее экономичным. Этот процесс очень длителен, однако в ряде случаев именно он дает продукт высокого качества по сравнению с другими механизированными способами.
Этим способом преимущественно сушатся виноград, абрикосы и персики.
Технологический процесс производства сушеных винограда и фруктов
Воздушно-солнечная сушка винограда и фруктов осуществляется на специально оборудованных площадках (пунктах).
. Пункт располагают вблизи виноградных плантаций, в стороне от проезжих дорог, чтобы уменьшить загрязнение сырья пылью. Яа пункте устраиваются глинобитная сушильная площадка, на
303
вес для хранения, сортировки и обработки винограда. На пункте должны быть питьевая вода, камеры для сульфитации винограда, котлы или печи для получения горячей воды. Для сортировки и инспекции винограда необходимо иметь столы или специальные транспортеры. Из мелкого инвентаря на пункте должны быть противни для сжигания серы, весы для взвешивания корзины (из нержавеющей стали или ивовых прутьев).
Виноград, доставленный на сушку, должен немедленно подвергаться обработке. Допустимый срок хранения свежего винограда на площадке не более 15 ч. Перед обработкой его сортируют, удаляя поврежденные гроздья. Отдельно отбирают крупные и мелкие гроздья, так как продолжительность их сушки разная, а это требует различных параметров тепловой обработки, выбора оптимальных доз щелочи.
В настоящее время существует несколько способов сушки: штабельный, обджуш. сояги, афтоби.
Штабельный способ заключается в том, что рассортированный и проинспектированный виноград светлых и слабоокрашенных сортов бланшируют в кипящем 0,3—0,4 %-ном растворе щелочи в течение 5—7 с, раскладывают на подносы и подвергают сухой или мокрой сульфитации.
При сухой сульфитации подносы с виноградом помещают в шкафы или камеры, в которые подается сернистый газ от баллона или при сжигании комовой серы.
На 1 кг свежего винограда расходуется 0,6—0,8 кг серы или 0,4—1 кг сернистого ангидрида. Продолжительность окуривания винограда светлой окраски 1—1,5 ч, светло-розовой — 30—40 мин.
Просульфитированный виноград на подносах устанавливается в штабелях под навесом. Через 4—5 дней виноград переворачивают, а штабеля переставляют, меняя местами верхние и нижние. Сушка продолжается 14—24 дня.
Сушка способом обджуш (в переводе с таджикского «кипящая вода») проводится с предварительной обработкох! ягод в кипящем водном растворе каустической соды. Виноград сортируют, укладывают в корзины по 2—3 кг и опускают в котел с кипящим водным 0,3—0,4%-ным раствором каустической соды. Время бланширования 3—6 с. При этом на поверхности кожицы ягод образуются мелкие трещины и с нее удаляется восковой налет, что способствует быстрому протеканию процесса сушки.
Корзины с бланшированным виноградом оставляют на некоторое время для стекания раствора, затем раскладывают на глинобитные площадки или деревянные подносы. Через 4—5 дней виноград переворачивают. Сушка продолжается 6—12 дней.
Сояги (теневая) — один из древнейших способов сушки. Виноград раскладывается в глинобитном помещении, хорошо проветриваемом, для чего в глинобитных стенах в шахматном порядке оставляют щелевидные отверстия. Виноград сушится в тени. Недостатком способа является большая продолжительность процесса сушки.
304
Афтоби (солнечная) осуществляется без предварительной обработки винограда. Это один из старейших способов сушки, применяемый в зонах раннего созревания винограда.
Таким способом сушат в основном мелкоплодный виноград, сорта Кишмиш черный. Продолжительность сушки 20—30 дней* Через 10—12 дней виноград переворачивают.
В зависимости от способа сушки и сорта винограда сушеный виноград подразделяют на следующие виды: бедона — бессемянный виноград Кара кишмиш, высушенный на солнце; шигани — тот же сортг высушенный способом афтоби; сояги — тот же сорт^ но высушенный в тени; вассарга черная — виноград сорта Тагобя (с семенами) солнечной сушки; чилаги — виноград сорта Чиляки (с семенами) солнечной сушки; сабза — бессемянный виноград сорта Ак кишмиш солнечной или штабельной сушки после предварительной обработки в растворе щелочи и промывки холодной водой; гермиан — виноград с семенами сортов Маска султана и др., обработанного и высушенного таким же образом, как и для сабзы. Способом естественно-солнечной сушки сушат абрикосы персики.
В зависимости от способов подготовки плодов различают следующие виды сухофруктов: урюк — целые плоды абрикосов с косточками; кайса — целые плоды абрикосов и персиков без косточек; курага — абрикосы и персики, высушенные половинками.
Абрикосы и персики, как правило, сушат на подносах после их окуривания сернистым газом. Продолжительность окуривания 1—2 ч. После 2-часового обветривания подносы с плодами располагают на солнечных площадках. Продолжительность сушки урюка 4—7 сут, кураги 5—7, кайсы 5—8 сут.
Искусственная сушка фруктов и винограда осуществляется в механизированных сушилках преимущественно конвективного способа сушки.
Плодоовощная промышленность выпускает довольно широкий ассортимент сушеных фруктов и ягод: яблоки, груши, виноград, сливы, абрикосы, персики, инжир, малина.
Сушка различных видов фруктов и ягод имеет свои особенности как в части подготовки сырья, так и в части технологических параметров сушки.
В зависимости от подготовки яблок к сушке различают яблоки, очищенные от кожицы и сердцевины, яблоки, не очищенные от кожицы, без семенной камеры и яблоки неочищенные с семенной камерой.
После сортировки и калибровки яблоки моют в вентиляторной или барабанной моечной машине, инспектируют и подают на очистку. При необходимости осуществляются очистка кожицы и удаление сердцевины на специальных машинах или с помощью специальных приспособлений. Далее яблоки режут на кружки толщиной 5—6 мм, сульфитируют в течение 1—2 мин в растворе сернистой кислоты 0,15 %-ной концентрации. После стекания излишнего раствора яблоки подаются в сушилку.
20 Заказ J6 639
305»
В конвейерных сушилках температура воздуха на первой лен-ч?е около 65 °C, на четвертой, пятой — около 40 °C. В туннельных -сушилках начальная температура 85—90 °C, конечная — 40— 43 °C. В конвейерных сушилках продолжительность сушки 3—4 ч, в туннельных— 12—14 ч.
Готовый продукт фасуется в потребительскую и транспортную тару, преимущественно в крафт-мешки.
Сливы для сушки сортируют по качеству, удаляют незрелые, пораженные сельскохозяйственными вредителями плоды. После ©того осуществляется калибровка на два или более размеров. Мойку плодов проводят в вентиляторных моечных машинах с ополаскиванием под душем.
В связи с тем что плоды сливы имеют плотную кожицу с восковым налетом, затрудняющим испарение влаги, одним из технологических процессов при подготовке плодов к сушке является бланширование в кипящей воде в течение 20—30 с либо в кипящем 0,1%-ном растворе щелочи в течение 15—20 с с последующим промыванием в воде.
В результате бланширования кожица становится тоньше и на ней образуется сетка трещин. Это позволяет использовать на первой стадии теплоноситель с высокой температурой (75—80 °C) без опасности растрескивания плодов и потери ими сока. Это, в свою очередь, ускоряет процесс сушки, обеспечивает получение готового продукта высокого,качества.
Продолжительность сушки слив зависит от сорта, размеров плодов, способа их подготовки, а также конструкции сушильных установок. Для конвейерных сушилок продолжительность сушки слив составляет 14—16 ч. В туннельных сушилках предварительное бланширование плодов не приводит к заметной интенсификации процесса, поэтому данная операция исключена из технологической схемы и продолжительность в этом случае составляет около 24 ч, для некоторых сортов — до 30 ч.
При сушке слив в туннельных сушилках наблюдается некоторая неравномерность сушки плодов на одном сите. Эти отклонения по влаге могут составлять от 2 до 5%. После сушки производят отсортировывание недосушенных плодов, которые повторно отправляют на досушивание при более мягких режимах, определяемых заводской лабораторией.
Готовые сушеные сливы выпускаются двух видов: без заводской обработки и с заводской.
При сушке абрикосов в сушилках готовый продукт получается более жестким, чем при сушке на солнце. Кроме этого, плоды становятся матовыми, непрозрачными. Чтобы придать готовой продукции повышенные качества, абрикосы предварительно бланшируются паром при температуре 95—98 °C в течение 2 мип (для крупных плодов 3—4 мин), затем сульфитируют в растворе сернистой кислоты или бисульфита натрия. Бланширование размягчает кожицу плодов и делает более доступным действие сульфи-тирующих растворов. Продолжительность сульфитирования в рас
306
творах сернистой кислоты 0,2—0,6 %-ной концентрации составляет 2—6 мин.
В конвейерных сушилках температура теплоносителя на первой ленте составляет около 80 °C, на последней — 40 °C, продолжительность — 7—15 ч.
Мелкие плоды (вишня, черешня), а также ягоды подвергают инспекции, удаляя дефектные плоды и всевозможные примеси»
Вишню и черешню направляют на машину для отрыва плодоножек с одновременной мойкой под душем. Ягоды моют на мо-ечно-встряхивающих машинах и под душем.
В дальнейшем плоды и ягоды расстилают ровным слоем в один-два ряда на сита, укладывают на этажерки и помещают в туннельные сушилки.
Режим сушки вишни, черешни следующий: температура в начале сушки 78—82 °C, в конце — 58—65 °C, продолжительность около 12 ч. Бланширование вишни сохраняет ее цвет, позволяет повысить температуру теплоносителя в начальный период до 100—120 °C, что, в свою очередь, сокращает процесс сушки до 4—4,5 ч. Последнее приводит к уменьшению протекания сахаро-аминных реакций и сохранению в плодах сахаров и аминокислот.
Ягоды сушат при температуре 54—55 °C в течение 8—12 ч.
Для улучшения товарного вида продукции все сухофрукты и сушеный виноград могут подвергаться заводской обработке.
При хранении на складах сухофрукты могут слеживаться в комки, которые в дальнейшем при заводской обработке разбиваются на комкоразбивающей машине. При сушке плодов и винограда на глинобитных площадках готовая продукция загрязняется пылью, в плодах имеются мелкие камни и другие посторонние примеси. Поэтому при заводской обработке ее подвергают сначала обработке на машинах для удаления плодоножек. На начальной стадии осуществляется также сухое пневматическое удаление пыли и легких примесей.
Виноград подвергается мойке, где он отмывается от песка и земли, здесь же осуществляется отделение камней. В процессе мойки влажность продукта увеличивается от 18—20 до 30—35%. Для удаления поверхностной влаги продукт поступает в машины для отцеживания воды, в некоторых линиях на этой же стадии удаление влаги осуществляется потоком воздуха при окружающей температуре. Слегка подсушенный виноград инспектируется и подается в одноленточную сушилку для окончательной досушки. Промытый виноград становится термопластичным, что способствует его комкованию, налипанию его на транспортерные ленты и рабочие органы оборудования. Это затрудняет сушку и приводит к увеличению потерь готовой продукции. Для устранения этого недостатка сотрудниками ВНИИКОПа предложено опрыскивание винограда перед досушиванием 7 %-ной водной эмульсией олеиновой кислоты.
После досушивания виноград направляется на калибрование и сортировку, где он делится на три фракции. Первые две фрак-
307
20*
щии фасуются в картонные короба, а третья (самая крупная)" — в мелкую потребительскую тару — пакеты из лакированного цел-.лофапа вместимостью 0,25, 0,5 и 1 кг.
Товарная обработка слив начинается с процесса удаления пло-щоножей, посторонних примесей на ситах-триерах. На инспекционных транспортерах или столах удаляют механически поврежденные, плесневелые плоды. Мойку плодов осуществляют в вентиляторной моечной машине, после чего их бланшируют в тече-лие 1—6 мин в горячей воде при температуре 98—100 °C. Влага удаляется на сите-встряхивателе. После этого горячие сливы с содержанием влаги 28—30% фасуются в пакеты из полиэтилена вместимостью 500—1000 г или в картонные короба и деревянные ящики с полиэтиленовыми вкладышами. Пакеты с продуктом тер-мосваривают, прогревают горячим сухим воздухом в течение 1,5— 2 ч при температуре 80 °C и стерилизуют в туннельной сушилке в течение 2—2,5 ч. После стерилизации пакеты укладываются в картонные короба вместимостью до 25 кг.
Фасованные горячие сливы в крупной таре (ящиках, коробах) стерилизуются в этих ящиках в туннельных сушилках при температуре 80 °C в течение 8—10 ч.
Обработанные таким образом сливы имеют мягкую консистенцию, приятный вкус и могут быть использованы без дополнительной кулинарной обработки.
Заводская обработка сушеных абрикосов и персиков заключается также в удалении посторонних примесей, инспекции, мойке плодов в барабанных машинах с последующим душированием и удалением влаги на встряхивающем сите. Досушка плодов осуществляется в туннельных сушилках при температуре воздуха не более 60 °C в течение 1—2 ч с относительной его влажностью 35— -40%.
- На конвейерных сушилках досушка осуществляется в течение 10 мин при температуре 60—70 °C. После досушки сухофрукты -инспектируют, взвешивают и фасуют в потребительскую тару.
В ряде случаев в начале товарной обработки сухофрукты подвергаются обеззараживанию — обработке парами бромметила, сероуглерода или дихлорэтана, либо подвергают тепловой дезинфекции. Этот способ заключается в нагревании сухофруктов до 70 °C, при которой личинки и жучки амбарных вредителей становятся подвижными, выползают из плодов и могут быть отделены отсевом на ситах.
Сушеные фрукты сразу же после выхода из сушилки подвергаются сортировке на сорта в соответствии с требованиями действующих стандартов. При сортировке удаляют подгоревшие, не-досушенные, деформированные и вздутые плоды, удаляют мелочь и другие посторонние примеси.
Металлические примеси удаляют при помощи магнитоулавливателей. Мелочь отделяют на ситах.
Упаковку сушеных фруктов осуществляют для того, чтобы предохранить их от воздействия внешней среды. Самым совер-
-308
шейным видом тары является металлическая. Она прочна, герметична и надежно предохраняет от попадания влаги, воздуха и солнечных лучей. Однако белая жесть дефицитна. Поэтому она используется в исключительных случаях, в основном по требованию специальных потребителей.
В большинстве случаев для фасования сухофруктов используют полугерметичпую тару из картона, фанеры с полиэтиленовыми вкладышами. Мелкая потребительская тара изготавливается из полиэтилена или целлофана.
В каждой единице транспортной упаковки вкладывается ярлык, на котором указываются наименование и сорт продукции, дата изготовления и контрольный номер укладчицы.
На этикетках пакетов указываются наименование продукта, сорт, дата выработки, масса нетто, срок хранения, розничная цена, а также наименование предприятия и его товарный знак.
На наружной поверхности транспортной тары указываются наименование продукта, дата выработки, наименование предприятия, его товарный знак, масса нетто, число пакетов (если продукция фасована в пакеты), номер ГОСТа и требования к условиям хранения.
Технологический процесс производства сушеных овощей и пряной зелени
Овощесушильная промышленность вырабатывает продукцию следующего ассортимента: сушеные овощи (морковь, свекла, лук, капуста, пряная зелень, зеленый горошек, чеснок), сушеный картофель, сухое картофельное пюре и другие продукты из картофеля.
Морковь, свеклу и картофель гидротранспортером подают из хранилища в подготовительный сырьевой цех, здесь через автоматические весы направляются в вибрационную моечную машину. Корнеплоды (морковь, свеклу) моют также в лопастных барабанных машинах. После мойки корнеплоды и картофель подвергают инспекции, удаляют мелкие, дефектные, загнившие экземпляры.
После инспекции вымытый картофель подается в паровую очистительную машину, где он обрабатывается паром при давлении 0,35—0,42 МПа в течение 60—70 с (морковь при давлении 0,3—0,35 МПа в течение 40—50 с, свекла в течение 90 с).
Для лучшей очистки моркови от кожицы в термостат пароводотермического агрегата добавляют водные растворы щелочей. Для этого используют 0,1%-ный раствор едкого натра, 0,5%-ный раствор кальцинированной соды или 0,75 %-ный раствор гашеной извести. Длительность обработки 10 мин. При использовании щелочи следует следить за полным ее смыванием в моечно-очистительной машине. Контроль осуществляется по изменению цвета лакмусовой бумаги.
309
После очистительной машины морковь и свекла подаются на дочистку, а картофель поступает в сульфитатор, где обрабатывается 0,1%-ным раствором бисульфита натрия в течение 2 мин, а затем направляется на дочистку.
Морковь перед сушкой подвергают глубокой термической обработке в бланширователях при температуре 88—95 °C в течение 3—5 мин, свеклу варят почти до готовности в автоклавах или двутельных котлах, затем измельчают на корнерезках.
Картофель после резки промывается на вибрационном сите для удаления с поверхности крахмала.
Нарезанный картофель поступает на настилающий лоток, который равномерно распределяет его на ленте парового бланширо-вателя. Для того чтобы пробланшированные кусочки не прилипали к ленте бланширователя, имеется специальное встряхивающее устройство, которое вызывает вибрацию сетки, и все кусочки ссыпаются на ленту сушилки.
Загрузка сушилки должна осуществляться равномерно таким образом, чтобы на ленте не было пустых мест, так как через них будет проходить горячий воздух, нарушая режим сушки.
Картофель обычно сушат на четырех лентах конвейерной сушилки. Температура воздуха над первой лентой 57—60 °C, над второй — 65—72 °C, на последующих лентах температура воздуха снижается до 47—57 °C. Относительная влажность отработавшего воздуха 45—46%. Общая длительность процесса сушки 3—3,5 ч.
Морковь и свеклу в виде столбиков и кубиков сушат также преимущественно на четырех лентах. Температура воздуха над первой лентой 50—55 °C, над второй — несколько выше (65—75 °C) и в дальнейшем снижается до 55—60 °C. Продолжительность процесса сушки 3—4 ч.
Морковь в виде стружки с пониженной влажностью получают на пятиленточной сушилке по следующему режиму: нагрузка продукта на первую ленту 8 кг/м2, длительность сушки 5 ч, температура воздуха над первой лентой 70° С, над второй — 72, над третьей — 65, над четвертой — 58 и над пятой — 47 °C.
Лук репчатый перед сушкой подвергается обрезке шейки и донца, удалению шелухи. После чистки лук ополаскивают под душем, дают стечь воде и направляют на шинкование.
Нарезанный лук подается в сушилку, где сушится по следующему тепловому режиму: нагрузка продукта на первую ленту 18,6 кг/м2, продолжительность сушки 3,5 ч, температура воздуха над первой лентой 55—60 °C, над второй — 60—65, над третьей — 55—60, над четвертой — 50—55, над пятой — 40—45 °C. Относительная влажность отработавшего воздуха 50—56%.
Кроме резаного сушеного лука промышленность выпускает луковый порошок и дробленый лук.
Для получения лукового порошка используют луковую мелочь, высушенную до влажности не более 8%. Эту массу измельчают на микромельнице или молотковой дробилке с последующим просеиванием через проволочное сито № 067. Отсеянные крупные
310
частицы направляют на повторный размол. Готовый луковый по* рошок пропускают через магнитный сепаратор и направляют на фасование и упаковку.
Дробленый лук получают путем дробления сушеного лука на молотковой дробилке с диаметром отверстий 8—10 мм. Дробленый лук просеивают последовательно через два сита (№ 5 и 2). Проход сита № 2 направляют на изготовление лукового порошка.
Готовый дробленый лук также подвергают магнитной сепарации, фасуют и упаковывают.
Белокачанную капусту сортируют, удаляют рыхлые кочаны, из плотных высверливают кочерыжки на кочерыговысверливате-лях. Подготовленные кочаны поступают на зачистку от верхних зеленых листьев, после чего на ленточном транспортере их инспектируют, удаляя незачиДденные места и плохо высверленные кочерыжки.
Шинкование капусты осуществляется на шинковальных машинах. Машины должны быть настроены таким образом, чтобы лезвие последующего ножа отстояло от кромки предыдущего на 1—2 мм. Лезвия должны быть острыми. Это обеспечивает получение узкой и равномерной стружки шириной 3—4 мм с гладкими краями, что обеспечивает лучшее и быстрое удаление влаги при сушке.
Для того чтобы предупредить потери витамина С, не рекомендуется длительное хранение нарезанного продукта.
В настоящее время на некоторых предприятиях применяется усовершенствованная технология сушки капусты, заключающаяся в кратковременном бланшировании паром измельченного сырья, обработке его раствором бисульфита. Сушка проводится до конечной влажности 5—7%. Это позволяет получить готовый продукт с временем восстановления 14—17 мин против 32 мин по старой технологии.
Бланширование проводится в паровом бланширователе при температуре не ниже 93 °C. Толщина слоя капусты 3—4 см. Окончание бланширования определяют по достижению продуктом мягкой консистенции, а также по полной инактивации ферментов, устанавливаемой пробы на гваякол. Температура продукта на выходе должна быть не ниже 81 °C. Это обеспечивает сохраняемость экстрактивных веществ и меньшее разрушение витамина С. При выходе из бланширователя капуста обильно опрыскивается холодным 0,08—0,1 %-ным раствором бисульфита натрия (в пересчете на SO2). Продолжительность обработки 20—25 с.
Сушка капусты проводится на четырех лентах при температуре 50—60 °C в течение 3—3,5 ч.
Пряная зелень (укроп, петрушка, сельдерей) в свежем виде употребляется в течение года только очень короткий промежуток времени и практически не транспортируется в свежем виде на дальние расстояния. Поэтому для обеспечения населения зеленью круглый год, а также для обеспечения населения Крайнего Севера пряную зелень подвергают сушке.
311
Основной задачей при сушке пряной зелени является максимальное сохранение в ней эфирных масел.
Укроп ценится молодой, поэтому его сеют и собирают несколько раз за сезон (через каждые 15—20 дней). Сельдерей содержит эфирное масло — седаномид, придающий специфический аромат. Он богат белками, минеральными веществами, витаминами. Для сушки используются корень и листья сельдерея.
У петрушки, наиболее распространенного пряновкусового растения, сушке подвергаются также корень и листья. В листьях петрушки содержится большое количество витамина С.
Для сушки используют молодые, свежие, нежные стебли. Пряная зелень доставляется на завод в день сбора в корзинах и ящиках. Тара должна быть чистой и просушенной.
На сырьевой площадке цеха удаляют одеревеневшие и пожелтевшие стебли, выбирают посторонние растения. Отсортированную зелень можно хранить на мешковинах в затененном месте слоем не толще 10 см не более 1 сут. *
Мойку зелени осуществляют в специальных стиральных машинах с вращающимся барабаном и ополаскивают под душем. После мойки зелень оставляют на ситах для стекания воды. Иногда зелень обдувают воздухом.
Таким образом, подготовленная зелень сушится в конвейерных сушилках при следующих режимах: температура на первой ленте 55—60 °C, на второй — 50—55, на третьей — 45—50, на четвертой — 40—45 °C, продолжительность 2,5—3 ч. Нагрузка на 1 м2 первой ленты составляет 3—3,5 кг. Готовая сушеная зелень имеет влажность не более 14%, при фасовании ее в герметическую тару влажность должна составлять 6—7%. Чтобы уменьшить потери сушеной зелени, конвейерные ленты изготавливаются из частой сетки, ограждаются калориферы третьей и четвертой лент и под сушилкой расстилается брезент.
Головки чеснока после доставки их на завод подвергаются инспекции, подсушиванию при температуре воздуха 40—45 °СГ дробятся на отдельные зубки на машине А9-КЧП.
Очищенный чеснок поступает на инспекционный транспортер чеснокоочистной машины, где отбирают дефектные зубки. Неочищенные зубки направляются на повторную очистку.
Очищенные зубки режут на лепестки толщиной 2—3 мм. Для получения высококачественного продукта при резке необходима следить за состоянием ножей и равномерным смачиванием их водой. Последнее предотвращает слипание кусочков и их пожелтение.
Сушка чесйока проводится по следующему тепловому режиму: температура воздуха на первой ленте 65 °C, на второй — 55— 60, на третьей — 50, на четвертой — 45 и на пятой — 40 °C. Относительная влажность отработавшего воздуха 35%. Общая длительность сушки 3,5 ч. Нагрузка на поверхность первой ленты около 9 кг/м2.
После сушки чеснок инспектируется и фасуется.
312
Для получения чесночного порошка мелочь после сушки измельчают на молотковой дробилке и просеивают через шелковое сито № 19.
Упаковка сушеных овощей и пряной зелени осуществляется как и для сухофруктов, в картонные короба с полиэтиленовыми вкладышами, крафт-мешки. Для кратковременного хранения используются 4- или 6-слойные бумажные мешки.
Целлофан непригоден для фасования сушеных овощей, но покрытый тонким слоем полиэтилена приобретает эластичность и способность к термосварке.
Сушеные овощи, фасованные в полиэтиленовые мешки, упаковываются во внешнюю транспортную тару (барабаны, деревянные ящики и короба).
Сушеные , овощи для кратковременного хранения могут быть расфасованы в фанерные ящики и барабаны, которые должны быть прочными, сухими и чистыми. Согласно действующему ГОСТу перед укладкой продукта тару выстилают изнутри под пергаментом, оберточной или парафинированной бумагой. Свободные концы бумаги должны накрывать продукт сверху и перекрываться в виде конверта. Продукт укладывается в ящик плотно. Маркировка транспортной тары осуществляется так же, как и для сухофруктов.
Сушеные продукты используются потребителем после некоторого периода хранения, в процессе которого у данной продукции могут изменяться органолептические показатели (цвет, внешний вид, вкус). Сохранность качества сушеных продуктов в первую очередь зависит от качества исходного сырья. Очень важно, чтобы картофель, овощи и плоды направлялись на сушку в стадии технической зрелости, без механических повреждений, а также видимой микробиологической порчи.
Одним из технологических процессов, способствующих удлинению сроков хранения и сохранению качества продукции, является бланширование. При бланшировании инактивируются окислительные ферменты. Это предотвращает протекание окислительных реакций в процессе хранения. Сохраняемости витамина С способствует сульфитация сырья.
Окислительные процессы замедляются при отсутствии доступа воздуха к сохраняемому продукту и при пониженных температурах хранения. Предельно допустимой температурой хранения является 20 °C. При повышении влажности продукта он может подвергаться микробиологической порче. Эти продукты очень гигроскопичны, и поэтому относительная влажность воздуха в помещении, где хранятся сушеные овощи и картофель в негерметичной таре, должна быть не выше 75%. Для хранения сушеных плодов рекомендуется влажность около4 70%.
Некоторые сушеные плоды и овощи (морковь, свекла, томатный порошок, зеленый горошек) способны изменять свой цвет под действием солнечного света, поэтому их следует хранить в затемненной таре.
313
Как правило, сушеные продукты хранятся в складах с нерегулируемым режимом хранения. Для обеспечения длительных сроков хранения без снижения качества следует правильно размещать и штабелировать продукцию на складе. Это дает возможность использовать естественную вентиляцию.
Сроки хранения различных сушеных продуктов в зависимости от вида тары приведены в табл. 26.
Таблица 26
Сроки хранения различных видов сушеных продуктов, мес
Продукт Негерметичная тара (ящики, барабаны, бумажные мешки) Герметичная тара при влажности продукта
свыше 8% до предельнодопустимой по ГОСТу до 8%
Картофель сушеный 12 15 30
Картофель сушеный, предварительно обработанный бисульфитом натрия — —— 36
Морковь сушеная 12 18 24
Свекла сушеная 12 18 30
Лук сушеный 12 16 24
Лук сушеный, предварительно обработанный бисульфитом натрия — — 30
Капуста сушеная 6 8 12
Капуста сушеная, предварительно обработанная бисульфитом натрия — — 15
Горошек зеленый сушеный 26 — ——
Зелень сушеная 8 12 18
Чеснок — г — 24
В складах необходимо проводить сухую уборку, накрыв при этом штабеля с продукцией для предотвращения оседания на нее пыли. Борьба с грызунами с помощью химических препаратов и приманок с ядами категорически запрещается.
Для контроля температуры и влажности воздуха в помещении применяются термометры и психрометры, установленные на высоте 1,5 м от пола. Контроль параметров проводится дважды в сутки: утром и вечером.
Требования к качеству готовой продукции. По действующей нормативной документации влажность сушеного картофеля должна быть не более 12%, овощей непродолжительного срока хранения — не более 14, для длительного хранения в герметичной таре — не более 8%.
Готовая продукция делится на два сорта: I и II. Зеленый горошек сушеный вырабатывают I и высшим сортами. В зависимости от сорта устанавливается предельное содержание крошки и деформированных плодов.
Сушеные овощи и картофель должны развариваться не более* чем за 25 мин при хранении их до 12 мес. При более длитель-314
ном хранении развариваемость может быть достигнута через 35— 45 мин.
В сушеных продуктах не допускаются посторонние вкус и запах, наличие амбарных вредителей, посторонних примесей.
Нормируется содержание сернистой кислоты в сушеных овощах в пределах 0,04—0,06%, в сушеных фруктах—не более 0,01%.
Глава 22
БЫСТРОЗАМОРОЖЕННЫЕ ПРОДУКТЫ
Быстрое охлаждение до температур значительно ниже криоскопической приводит к тому, что кристаллизация льда происходит как в межклеточном пространстве, так и внутри клеток. Несмотря на то что концентрация межклеточного раствора ниже, чем в самих клетках, при быстром охлаждении заметное количество влаги не успевает перейти из клетки, поэтому центры кристаллизации возникают одновременно повсеместно. Кристаллы льда очень мелкие, и в этом случае не наблюдается значительного нарушения оболочек клеток. При оттаивании таких продуктов белки клеток быстро поглощают влагу и продукт при восстановлении может в той или иной мере сохранить свою форму.
Способ быстрого замораживания используется для консервирования свежих овощей и плодов, овощных смесей, плодово-ягодных полуфабрикатов (пульпы и пюре), первых и вторых обеденных блюд, десертных полуфабрикатов.
Замораживание плодов я ягод
Сырье. Практически все виды культивируемых в СССР плодов и ягод могут быть подвержены замораживанию.
Для замораживания используют плоды и ягоды свежие, здоровые, равномерно созревшие, без механических повреждений. Рекомендуются следующие сорта плодов и ягод: абрикосы — Ананасный, Краснощекий, Красный партизан; вишня — Владимирская, Любская, Подбельская; персики — Золотой юбилей, Эльбер-та, Молдавский желтый; слива — Анна Шпет, Венгерка, Ренклод; яблоки — Анис полосатый, Антоновка, Аппорт, Бельфлер, Коричное полосатое; земляника — Аэлита, Ароматная, Комсомолка, Победа.
Доставка, хранение сырья. Сырье доставляется на завод в таре в зависимости от его вида: ягоды в лубяных решетках или корзинках вместимостью до 6 кг, плоды в деревянных решетчатых ящиках вместимостью до 16 кг или в специальных контейнерах.
Ягоды доставляются к месту обработки не позже 4—6 ч после сбора.
315
Хранение сырья осуществляется на сырьевых площадках с навесами или в холодильных камерах. При отсутствии холодильных камер ягоды и некоторые плоды (например, инжир) перерабатываются в день сбора и доставки.
В холодильных камерах ягоды могут храниться до 2 сут, кос-точковиЕСО-,. плоды — до 3—5, семечковые плоды —до 16 сут.
Подготовка сырья к замораживанию. Сортировка, калибровка, мойка, удаление плодоножек, косточек, семенных камер, чашелистиков осуществляются аналогичным образом, как и при производстве плодовых и ягодных компотов.
Для предупреждения потемнения замороженных плодов при длительном хранении абрикосы, персики, айву, грушу, яблоки обрабатывают раствором аскорбиновой кислоты. Целые абрикосы и персики выдерживают в 7%-ном растворе в течение 1 ч, половинки плодов —в 4%-ном растворе. В раствор добавляется 0,1% поваренной соли. Раствор аскорбиновой кислоты готовится непосредственно перед употреблением. Нарезанные семечковые плоды при замораживании в сахарном сиропе предварительно обрабатываются в 0,1%-ном растворе аскорбиновой кислоты и 0,1%-ном растворе поваренной соли в течение 3—5 мин.
Концентрация сахарного сиропа для замораживания абрикосов без аскорбиновой кислоты составляет 40%, с аскорбиновой кислотой — 45, для персиков — 40%. Можно замораживать также? россыпью без сахарного сиропа.
Ломтики яблок, груш, айвы также замораживают в 40 %-ном сахарном сиропе. Концентрация аскорбиновой кислоты в сиропе должна составлять 0,1%. Если в сахарный сироп аскорбиновая кислота не добавляется, дольки плодов предварительно погружаются в 1—2%-ный раствор поваренной соли на 3—5 мин, после чего они извлекаются из раствора и бланшируются в горячей воде при температуре 90—95 °C в течение 3—5 мин. Плоды охлаждаются в проточной воде или под душем.
Подготовленные ягоды могут замораживаться с засыпкой са-харом-песком (соотношение ягод и сахара 3:1), с заливкой 50%-ным сахарным сиропом (1:1) и россыпью без сахара (кроме малины). ‘ '
Плоды и ягоды замораживаются в скороморозильных аппаратах непрерывного или периодического действия при температуре —284—35 °C или в холодильной камере, оборудованной стеллажами, при температуре не выше —24 °C с усиленной циркуляцией воздуха.
Перед замораживанием подготовленные плоды и ягоды обдуваются сжатым воздухом и инспектируются.
Замораживание производится в псевдоожиженном (флюидиза-ционном) или плотном слоях.
Продолжительность замораживания в псевдоожиженном слое* составляет 8—12 мин, в плотном — до 30—40 мин для косточко-.. вых и до 90 мин для семечковых плодов. Температура охлаждающего воздуха —30 °C.
316
Упаковка, маркировка, хранение. После замораживания продукция в зависимости от вида плодов и ягод, их технологической* подготовки и назначения фасуется в мелкую тару из ламинированного картона, пакеты из пищевого полиэтилена с последующей укладкой в картонные ящики или контейнеры. Иногда ис* пользуются стоечные поддоны с полиэтиленовым вкладышем.
Упакованная продукция хранится в холодильных камерах: при температуре не выше —18 °C плоды не более 12 мес, ягоды не более 9 мес; при^^емпературе —15 °C плоды и ягоды в сахар-''пом 'сирдпе'”д'(Г 8 мес, плоды и ягоды в сахаре и без него да 6 мес. Дефростация замороженной продукции в процессе хранения не допускается. Для перевозки замороженных плодов и ягод используются автомашины с изотермическими кузовами и холо* дильнымп агрегатами.
Замораживание овощей и овощных смесей
Сырье. Для производства быстрозамороженных овощей и их-смесей используется такое же сырье, что и для производства овощных консервов. Поступающие на замораживание овощи должны быть свежими, здоровыми, не пораженными сельскохозяйственными вредителями и заболеваниями, без механических повреждений. В качественном удостоверении должны быть указаны дата последнего срока обработки и виды ядохимикатов.
Доставка, хранение сырья. Для транспортировки и хранения овощей используются ящичные поддоны. Зеленый горошек допускается перевозить в цистернах с водой. Хранят сырье на крытых, сырьевых площадках или в холодильных камерах.
Сроки хранения такие же, как и при производстве овощных консервов.
Подготовка сырья к замораживанию. Сортировка, калибровка*, мойка, очистка осуществляются таким же образом, как и для натуральных и закусочных овощных консервов.
. Отдельные виды овощей подвергаются бланшированию^ а именно: зеленый горошек паром при температуре 94—98 °C в течение 1—3 мин или водой при температуре 75—85 °C в течениа 3—5 мин, после чего проводится охлаждение водой.
Цветную капусту выдерживают в течение 10—15 мин в 2— 3%-ном растворе поваренной соли для удаления червей и моют последовательно в двух моечных машинах: вентиляторной и элеваторной с ополаскиванием йод душем. Промытую капусту разделяют на отдельные цветочные побеги диаметром не менеа 30 мм, бланшируют в кипящем 0,1 %-ном растворе лимонной кислотой в течение 3—5 мин и быстро охлаждают проточной водой.
Початки сахарной кукурузы бланшируются в непрерывнодействующем бланширователе при температуре 85—90 °C в течение? 2—3 мин.
Подготовленная резаная морковь бланшируется в кипящей^ воде или острым паром под давлением 200 кПа до полуготовности и охлаждается.
31?
Столовая свекла до очистки подвергается бланшированию острым паром при давлении 200 кПа в течение 10—25 мин (в зависимости от размера свеклы) почти до готовности.
Резаная спаржа бланшируется в кипящей воде 2—3 мин в зависимости от толщины побегов, после чего ее охлаждают в проточной воде.
Стручковая фасоль бланшируется при температуре 90—95 °C в течение 3—5 мин с последующим охлаждением.
Шпинат обрабатывается паром в течение 3—4 мин, щавель — 4—5 мин.
Подготовленные овощи замораживаются в скороморозильных аппаратах непрерывного или периодического действия при температуре —30 °C или в морозильной камере при температуре не выше 24 °C с принудительной циркуляцией воздуха.
Замораживание производится в псевдоожиженном (флюиди-зационном) или плотном слое. Мелкоцлодные и резаные овощи преимущественно замораживают в псевдоожиженном слое.
Продолжительность замораживания в плотном слое для баклажанов, кабачков, кукурузы составляет 90 мин, для других овощей— 15—25 мин, в псевдоожиженном слое — продолжительностью 10—12 мин.
В скороморозильных аппаратах периодического действия на противнях или в упакованном виде продолжительность замораживания составляет 2—4 ч.
Замораживание считается оконченным при достижении в центре упаковки или слоя температуры не выше —18 °C.
Овощные замороженные смеси могут производиться двумя способами: замораживание отдельных компонентов с последующим смешиванием и фасованием; замораживание фасованных смесей.
По первому способу ранее замороженные овощи в зимний период смешиваются в соответствии с рецептурой и фасуются в полиэтиленовые пакеты или ламинированные картонные коробки с вкладышами массой нетто 0,5—1 кг, ящики из гофрированного картона с вкладышами и мешки бумажные до 20 кг.
По второму способу подготовленные компоненты смешивают и •фасуют массой 0,5—1 кг в соответствии с рецептурой и затем замораживают.
Упаковка, маркирование, хранение. Фасованные овощи и овощные смеси упаковывают в картонные гофрированные короба или другую транспортную тару. Каждая единица упаковки маркируется с указанием реквизитов, предусмотренных техническими условиями. Продукцию хранят в холодильниках при температуре не выше —18 °C в течение 12 мес со дня выработки, при —15 °C— до 6—8 мес.
Транспортировка производится специализированным транс-* портом при температуре не выше —18 °C.
Замораживание десертных блюд л и плодово-ягодных полуфабрикатов
Сырье. Для производства быстрозамороженных десертных блюд^ | и полуфабрикатов используются абрикосы, брусника, вишня, зем-. ляника, клюква, крыжовник, рябина красно- и черноплодная,, сливы, смородина черная, яблоки, тыква, черника.
Из этого сырья производятся блюда и полуфабрикаты в следующем ассортименте: десертные блюда — вишня в сахарном сиропе, шоре земляники, сливы в сахарном сиропе, тыква в сахарном сиропе, пюре тыквы, тыквы с яблочным пюре, яблоки в са-харном сиропе, яблочное пюре, яблоки с тыквой в сахарном сиропе; плодово-ягодные смеси — вишня с крыжовником, яблоки с черноплодной рябиной, яблоки с вишней, яблоки с рябиной* яблоки со сливками, яблоки с черной смородиной; плодово-ягод-ные пюре с сахаром — абрикосовое, брусничное, вишневое, земляничное, клюквенное, сливовое,, черносмородиновое, черничное, яб^ лочное.
Доставка, хранение сырья. Свежие фрукты и тыкву доставляют на предприятия в специальных контейнерах, ящиках, корзинах. Допускается бестарная перевозка тыквы. Хранят сырье в холодильниках при температуре воздуха 0—2 °C и относительной влажности 88—92%. В этих условиях сроки хранения ягод > косточковых плодов, кроме слив, составляют 2—3 сут, а клюквы, яблок, слив, рябины — 5—7 сут.
При отсутствии холодильных камер ягоды хранятся под навесом на сырьевой площадке в течение нескольких часов.
Подготовка сырья. Инспекция, мойка, сортировка, удаление плодоножек и чашелистиков осуществляются так же, как и при замораживании натуральных плодов и ягод.
Приготовление десертных блюд и плодово-ягодных смесей* Для приготовления этих продуктов используют нарезанные яблоки и тыкву, вишню без косточек, сливы половинками без косточек и целые ягоды. Яблоки очищают от сердцевины, плодоножки и чашечки, нарезают толщиной 15—12 мм или кубиками с длиной грани 8—15 мм или брусочками сечением 5X5X8 мм. Нарезанные яблоки допускается хранить не более 1 ч в 0,1%-ном растворе лимонной кислоты.
При выработке десертных блюд «Яблоки в сахарном сиропе» и «Яблоки с тыквой в сахарном сиропе» яблоки бланшируют в 35 %-ном сахарном сиропе при температуре около 90 °C в течение 2—6 мин в зависимости от сорта и степени, зрелости. При выработке блюда «Яблоки в пюре» и плодово-ягодных смесей яблоки бланшируют в 0,1%-ном растворе лимонной кислоты при температуре около 85 °C в течение 2—5 мин. Бланшированные плодьг охлаждают и направляют на смешивание с пюре или другими компонентами. Тыкву после мойки очищают от кожицы, удаляют семена и нарезают кубиками с длиной грани 8—15 мм или дольками прямоугольной формы размером 15—20 мм. Нарезанную*
31Э
тыкву бланшируют в сахарном сиропе 35 %-ной концентрации в течение 1—3 мин при температуре около 90 °C. Охлажденная тыква направляется на смешивание и фасование. Сливы крупноплодных сортов с легкоотделяемой косточкой при выработке десертных блюд половинками бланшируются в сахарном сиропе 35 %-ной концентрации в течение 2—3 мин при температуре око^ ло 85 °C. При выработке плодово-ягодных смесей они бланшируются в воде при температуре 90 °C в течение 2—5 мин. Вишня после мойки, сортировки, удаления косточек бланшируется в 35 % -ном сахарном сиропе в течение 2—3 мин при температуре около 90 °C. При выработке плодово-ягодных смесей вишня) не бланшируется.
Сироп для бланширования готовится путем растворения саха-ра-песка в кипящей воде с последующим кипячением в течение 5 мин. Готовый сироп должен быть прозрачным и не содержать механических примесей. После бланширования 2—3 партий плодов сироп может использоваться для производства варенья и других подобных продуктов.
Охлаждение плодов осуществляется на противнях или сетча-< тых транспортерах, на которых одновременно осуществляется стекание сахарного сиропа.
Приготовление пюре и пульпы. Для приготовления плодово-ягодной пульпы яблоки, айва, абрикосы, вишня, сливы бланшируются до тех пор, пока они, не теряя своей формы, станут мягкими. Черную смородину, клюкву, бруснику, рябину бланшируют в воде при температуре около 100 °C в течение 3—8 mhh,j количество воды должно составлять 10—15% массы ягод. >
Для пюре приготовленные плоды и ягоды развариваются и протираются на протирочных машинах через сито с отверстиями диаметром не более 1,5 мм, затем диаметром 0,7—0,8 мм. При производстве пюре с сахаром протертая масса и подготовленный ^ахар-песок загружаются в смеситель в соответствии с рецептурой. Сахар добавляют постепенно при постоянном перемешивании. Смесь подогревается до температуры 65 °C в течение 10 мин.
Плодово-ягодную пульпу или пюре сразу же после термической обработки охлаждают в сборниках или трубчатых охладителях до температуры 35 °C.
Фасование, упаковывание, маркирование. Приготовленные десертные блюда и полуфабрикаты, охлажденные до 30±5 °C, упаковываются в пачки из ламинированного картона или пакеты из лакированного целлофана, полиэтиленовой пищевой пленки. Фасованная продукция укладывается на противни со специальными перегородками для придания блокам правильной формы. После укладки перегородки снимаются и противни передаются на замораживание.
Плодово-ягодные смеси можно фасовать и в замороженном виде. При этом компоненты замораживаются отдельно россыпью, а затем смешиваются в соответствии с рецептурой. Пюре фасуется в пакеты.
3320
Температура воздуха в фасовочном отделении при обработке замороженной продукции не должна быть выше 10 °C, а температура замороженной продукции в процессе упаковывания не должна быть выше —18 °C.
Продукция оформляется надписями, нанесенными непосредст-
венно на упаковочный материал или этикетку.
Замораживание. Упакованные продукты замораживаются в скороморозильных аппаратах любых марок при температуре воздуха 35±5°С до температуры продукта в толще не выше —18 °C. В аппаратах периодического действия плоды и ягоды замораживаются на противнях россыпью тонким слоем таким образом,
чтобы избежать смерзания отдельных плодов и ягод.
Перед замораживанием пюре и пульпу охлаждают дополнительно еще до 10 °C и разливают в прямоугольные алюминиевые или из нержавеющей стали противни, расширенные кверху для облегчения выемки замороженных блоков. Перед заполнением внутрь формы закладывают полимерную пленку в виде листа, пакета или мешка-вкладыша. Масса замороженного блока не бо-
лее 7 кг.
Упаковывание в транспортную тару, хранение. Замороженную продукцию упаковывают в транспортную тару и хранят в камерах при температуре не выше —18 °C в течение не более 12 мес. Допускается храпение при температуре не выше —15 °C не более 6 мес, не выше —12 °C не более 7 сут, не выше —9 °C не более 2 сут.
Замораживание обеденных блюд
Сырье. Для производства обеденных блюд используется то же самое сырье и вспомогательные материалы, что и для производства аналогичных стерилизованных продуктов.
Замороженные блюда выпускаются в следующем ассортименте: первые блюда — борщ краснодарский, борщ с мясом, щи из квашеной или свежей капусты с мясом или без него, рассольник с мясом или без него, солянка сборная, различные супы; вторые блюда из говядины, свинины, баранины в соусе, тефтели, голубцы, овощи с мясом, блинчики, запеканка, пудинг из творога.
Подготовка блюд к замораживанию. Первые блюда готовят с мясом или без него. Подготовленное для первых блюд мясо варят в двутельных котлах при закрытой крышке до готовности. За 20—30 мин до окончания варки добавляют в бульон белые коренья, морковь и лук из расчета 5—7 г каждого на 1 кг мяса.
Вареное мясо вынимают из котла и охлаждают до температуры 40—50 °C, нарезают на куски, масса которых должна соответствовать массе мяса в единице фасовки. Вареное мясо закладывается в блюдо при фасовании.
При приготовлении борщей к нашинкованной сырой капусте добавляют сладкий перец согласно рецептуре, сахар, бульон, затем массу перемешивают и тушат в течение 20—25 мин. После 21 Заказ № 639 321
этого вводят картофель, соль, глутаминат натрия и тушение продолжают 10—15 мин. За 8—10 мин до конца тушения добавляют подготовленную свеклу, пассерованные овощи и томатное пюре, зелень, специи.
При приготовлении щей из свежей капусты и супов овощных к капусте добавляют картофель, подготовленный зеленый горошек, бульон, соль, глутаминат натрия и тушат 20—25 мин. Незадолго до окончания тушения вводят пассерованные овощи, томатное пюре, специи, зелень, сваренную перловую крупу (согласно рецептуре).
Если для щей используется квашеная капуста, то ее предварительно тушат в бульоне в течение 1—1,2 ч. Аналогично, как и супы, готовят рассольник.
Вторые обеденные блюда и соусы к ним готовятся таким же образом, как и в производстве консервированных блюд.
Фасование, упаковка, маркирование. Изготовленные обеденные блюда фасуют в горячем состоянии при температуре не менее 50 °C. При фасовании делается надбавка к массе продукта в блоке в количестве 1% для обеспечения нормируемого выхода продукции после замораживания. Фасование продукции производят блоками прямоугольной формы по 2, 3, 5 и 10 порций в лакированный целлофан и в пакеты из полиэтиленовой пленки. Пакеты герметично сваривают на упаковочных машинах или подвертывают вручную. Для придания блокам прямоугольной формы используют специальные перегородки, вставляемые в противни. После фасования перегородки убирают.
Блоки в пакетах или завернутые в целлофан оформляют надписями, нанесенными на упаковочный материал или этикетку. Надпись должна содержать наименование, товарный знак и подчиненность предприятия, наименование продукции, обозначение стандарта, способ приготовления, массу нетто, количество порций, условия и сроки хранения. На этикетке указываются номер смены и дата изготовления.
Охлаждение и замораживание. Фасованные продукты охлаждаются до температуры 20—25 °C в специально охлаждаемых камерах или вакуум-охладителях так, чтобы перерыв от кулинарной обработки до замораживания не превышал 30—40 мин.
После охлаждения продукцию замораживают в скороморозильных аппаратах при температуре —304—40 °C до температуры в центре блока не выше —18 °C.
Упаковывание, хранение. Блоки замороженной продукции укладывают в ящики из гофрированного картона, снабженного мешком-вкладышем и обечайкой. Маркировку транспортной тары осуществляют в соответствии с действующими требованиями.
Замороженные и упакованные в ящики продукты хранят в холодильных камерах на стеллажах рядами не более 4 ящиков в высоту при температуре не выше —18 °C.
Санитарно-гигиенические требования производства быстрозамороженных блюд. Непосредственно перед началом работы осу-322
ществляются мойка и дезинфекция столов, оборудования и инвентаря. Мойку инвентаря и разборных частей оборудования проводят в специальном помещении, оборудованном секционными ваннами. После мойки приспособления прошпариваются острым паром.
Столы, моечные ванны, разделочные доски, тазы, кастрюли, бачки, ножи должны быть промаркированы и могут только использоваться в соответствии с маркировкой (СМ — сырое мясо, ВМ — вареное мясо).
Все емкости должны быть снабжены крышками. При производстве быстрозамороженных блюд необходимо соблюдать поточность процессов движения сырья, полуфабрикатов, готовой продукции и отходов*, чистой и использованной посуды, тары. Обработка мяса и овощей должна производиться в отдельных специально оборудованных помещениях.
Требования к качеству быстрозамороженных обеденных блюд. Готовые блюда должны иметь органолептические показатели, соответствующие действующему стандарту. Эти показатели устанавливают после дефростации и приготовления блюда к употреблению.
Нормативной документацией нормируется массовая доля сухих веществ в первых обеденных блюдах в пределах 19—22%, жира —не менее 2, поваренной соли —2,1—3%. Во вторых обеденных блюдах массовая доля жира не менее 5—6%, поваренной соли 0,6—1,4%.
Титруемая кислотность для обоих видов блюд в пересчете на молочную кислоту 0,5—0,8%.
Глава 23
КВАШЕНЫЕ ОВОЩИ И ПЛОДЫ
Квашение, соление и мочение овощей и плодов основаны на молочнокислом сбраживании сахаров.
Под действием молочнокислых бактерий углеводы преобразуются в молочную кислоту по следующему суммарному уравнению:
СеН12О6 -> 2СН3СНОНСООН.
Молочная кислота придает специфический вкус готовому продукту.
Молочнокислое брожение
В зависимости от исходного сырья готовый продукт называют квашеным (капуста), засоленным (огурцы, томаты) и моченым (яблоки, ягоды). Принципиальной разницы между мочением, засолкой и квашением нет. Молочнокислые бактерии в результате своей жизнедеятельности приводят к накоплению молочной кис
21
323
лоты в сбраживаемом продукте, которая, в свою очередь, с повышением концентрации в. растворе оказывает консервирующее действие. Уже в концентрации 0,5% она тормозит развитие многих вредных микроорганизмов, однако не задерживает развитие дрожжей и плесеней.
Когда содержание молочной кислоты достигает 1—2%, действие молочнокислых бактерий прекращается независимо от того, имеются ли еще в субстрате сахара.
Предельная концентрация молочной кислоты зависит от молочнокислых микроорганизмов, концентрации соли, температуры и количества сахара в среде.
Интенсивность брожения зависит от вида преобладающих бактерий.
Молочнокислое брожение проходит ряд стадий с образованием промежуточных продуктов распада.
Промежуточные стадии молочнокислого брожения аналогичны стадиям спиртового брожения, поэтому в квашеных продуктах содержится некоторое количество винного спирта. Это количество в квашеных и соленых овощах (0,5—0,7%) приводит к образованию ароматических веществ, придающих приятный специфический аромат готовому продукту. В моченых плодах Содержится 0,8—1,8% спирта.
Начальные стадии молочнокислого брожения, как и в спиртовом, приводят к образованию фосфорных эфиров гексоз, которые превращаются в пировиноградную кислоту.
В дальнейшем при молочнокислом брожении пировиноградная кислота восстанавливается до молочной в отличие от спиртового брожения, где она окисляется до ацетальдегида, восстанавливающегося до этилового спирта.
Соление и квашение должны проходить в условиях, стимулирующих действие полезной микрофлоры и подавляющих деятельность вредных микроорганизмов (маслянокислых, уксуснокислых). В результате преобразования углеводов под действием маслянокислых бактерий образуется масляная кислота, придающая продукту неприятный прогорклый привкус. Ряд бактерий приводит к образованию уксусной и муравьиной кислот, пропионового альдегида, метана, маннита и др.
Одним из способов подавления деятельности вредных микроорганизмов является добавление поваренной соли. Наряду с тем, что поваренная соль вызывает плазмолиз клеток и выделение сока, богатого углеводами, она в концентрациях около 2% ослабляет действие маслянокислых бактерий, но на деятельность молочнокислых бактерий действует слабо. При концентрациях 5—6% маслянокислые бактерии совершенно приостанавливают свою деятельность,. а молочнокислые — примерно на 30%. Обычно для проведения процесса в требуемом направлении при квашении добавляют до 3 % поваренной соли.
В некоторых случаях подготовленные овощи заливают рассолом с содержанием соли до 10%. В этом случае при такой кон
324
центрации деятельность маслянокислых и молочнокислых бактерий угнетена, однако в результате плазмолиза вытекающий из клеток сок разбавляет рассол и по мере снижения содержания соли начинают сначала действовать молочнокислые бактерии.
Поваренная соль вызывает также изменение коллоидной фракции за счет высаливания. Это приводит к прекращению ряда биохимических процессов, в частности дыхания.
Как уже показано, количество основного продукта молочнокислого брожения зависит от количества сахара в исходном сырье. Если в перерабатываемом сырье содержится мало углеводов, то допускается иногда добавлять в подготовленное сырье перед квашением сахарозу. Но в большинстве случаев овощи, предназначенные для квашения и соления, содержат достаточное количество углеводов.
Для того чтобы активизировать деятельность молочнокислых бактерий, рекомендуется в начале брожения добавлять к продукту закваску чистой культуры.
Существенное влияние на протекание процесса брожения оказывает температура воздуха и сырья. Оптимальной температурой развития многих молочнокислых бактерий является температура около 36 °C, но при этой температуре хорошо развивается и вредная микрофлора. Снижение температуры до 4 °C угнетает действие тех и других микроорганизмов. Поэтому температуру обычно поддерживают в пределах 18—25 °C. При этой температуре уже заметно угнетается деятельность посторонней микрофлоры при достаточной интенсивности молочнокислых бактерий.
Не менее важным для получения высококачественного продукта является ограничение доступа воздуха к сбраживаемому продукту. Молочнокислые бактерии являются факультативными анаэробами, т. е. могут развиваться как в присутствии воздуха, так и без него. При брожении без воздуха накапливается только молочная кислота, тогда как при контакте с воздухом образуются нежелательные побочные продукты.
В связи с этим при квашении стремятся ограничить доступ воздуха к ферментируемому продукту.
Подготовка тары
Немаловажное значение для получения готового продукта хорошего качества имеет подготовка тары.
Для квашения капусты и засолки огурцов применяют деревянные и бетонные дошники вместимостью от 1—2 до нескольких десятков тонн.
Деревянные дошники вместимостью до 15 т изготовляют из сухих, гладко выструганных дубовых, буковых или сосновых клепок. Перед загрузкой сырья на ферментацию дошники проверяются на отсутствие течи посредством заливания водой на несколько дней. Если через этот промежуток еще отмечается течь, дошники подвергаются ремонту.
325
Для того чтобы предупредить извлечение продуктом эфирных и дубильных веществ из древесины новой тары, вызывающих потемнение квашеной капусты, новая деревянная тара замачивается на 20—25 дней с переменой воды через каждые 5—6 сут. Затем их тщательно моют горячим 0,2%-ным раствором каустической соды или 0,5%-ным раствором кальцинированной соды, промывают холодной водой из шланга, пока вода не станет бесцветной. Такой же обработке подвергают старые деревянные и цементированные дошники. Перед загрузкой сырья рекомендуется окуривание внутренней поверхности дошников путем сжигания на противнях комовой серы из расчета 100 г на 1 т вместимости дошника.
Для создания водонепроницаемой пленки на внутренней поверхности дошника используется парафин или смесь следующего состава: канифоль — 85%, парафин—10 и растительное масло — 5%. Слой парафина должен быть очень тонким, иначе при толстом слое происходят его отслоение и попадание в готовый продукт. Тонкий слой парафина получается при нанесении расплавленного парафина при температуре 80—85 °C на предварительно нагретую до 50—60 °C поверхность.
При парафировании цементированных емкостей рекомендуется слой расплавленного парафина наносить кистью, затем по этому слою следует пройти горячим электроутюгом, обшитым марлей, сложенной в пять слоев. При этом парафин загоняется в поры цемента и образует прочную тонкую пленку.
Для предотвращения плесневения в межсезонный период древесины дошников и гнетных кругов их немедленно моют горячей водой после выгрузки капусты или солений. Затем покрывают поверхность раствором мела. Раствор готовят из расчета 3 кг мела на одно ведро воды. Побелку осуществляют из краскопульта или щетками.
Для соления огурцов, томатов и фасования квашеной капусты из дошников используются бочки вместимостью 50—200 дм3.
Бочки подвергаются тщательному наружному осмотру. Загрязненные бочки перед замочкой моют щетками горячей водой (60—70°C). Применение проволочных щеток запрещается.
Бочки проверяются на отсутствие течи заливом воды. Замачивание тары проводится в течение 15—20 сут со сменой воды через каждые 3—5 дней.
Бочки после замочки наполняют на !/з горячим 0,08 %-нчм раствором каустической или 0,2%-ным раствором кальцинированной соды. Щелочной раствор в бочках нагревают до кипения, подавая пар при помощи шланга. Бочки с закрытыми шпунтовыми отверстиями прокатываются в течение 10—15 мин. После прокатки раствор сливают, а бочки промывают чистой водой, пока вода не станет бесцветной и щелочь не будет удалена полностью.
В некоторых случаях бочки из мягких пород рекомендуется парафинировать. Для этого внутреннюю полость прогревают электрическими плитками или мангальными печами, тотчас же нали
826
вают в бочку горячий расплавленный парафин, быстро поворачивают ее на бок и прокатывают несколько раз вокруг оси, чтобы парафин покрыл внутреннюю поверхность тонким слоем. Излишки парафина сливают в посуду, в которой он подвергался расплаву.
Бочки, бывшие в употреблении, предварительно проверяются на отсутствие постороннего запаха. Хорошие бочки подвергаются обработке по вышеописанной технологии. Хранят их под навесом или в полуподвальных помещениях.
Квашение капусты
Поступающее на предприятие сырье, приправы и пряности принимают по качеству в соответствии с требованиями действующих стандартов.
Для квашения используют белокочанную капусту преимущественно средних и поздних сроков созревания с содержанием сахаров не менее 4%. Рекомендуется заквашивать капусту следующих хозяйственно-ботанических сортов: Слава Грибовская, Сабу-ровка, Белорусская, Каширская, Ладожская, Московская поздняя.
Кочаны капусты должны быть плотными, хорошо сформировавшимися, не пораженными сельскохозяйственными вредителями и болезнями.
Поступившую на производство свежую капусту подают на очистку. Очистку капусты производят вручную на конвейерах или столах. При этом удаляют верхние зеленые и поврежденные листья. Одновременно обрезают кочерыгу вровень с кочаном и измельчают ее ножом, рассекая крест-накрест на 4—8 частей. При возможности кочерыгу высверливают на специальных машинах. Потери при использовании механизированного способа составляют 10,8%, при вырезке ножом—13% к массе зачищенной стандартной капусты.
Согласно действующим стандартам квашеная капуста подразделяется на следующие виды: капуста квашеная шинкованная; капуста квашеная рубленая; капуста квашеная кочанная с пе-реслойкой шинкованной или рубленой; капуста квашеная цельнокочанная.
В соответствии с рецептурами приготовления квашеной капусты предусматривается производство готового продукта 18 наименований: обыкновенная; с морковью 3 и 5%; с целыми яблоками и морковью; с яблоками, нарезанными дольками и морковью; с брусникой и морковью; с клюквой и морковью; с клюквой, яблоками, брусникой и морковью; с тмином и морковью; с тмином; со сладким перцем; со сладким перцем и морковью; с лавровым листом и морковью; со свеклой и морковью; с морковью и пастернаком; с морковью и маринованными грибами; кочанная с переслойкой шинкованной и цельнокочанная.
Шинкование капусты производят на передвижных или стационарных шинковальных машинах. Для получения равномерных
327
узких полосок капусты (не шире 5 мм) необходимо расставить ножи шинковального диска так, чтобы зазоры между ножами были не более 3 мм. Ножи должны быть хорошо заточены.
По своему устройству линии производства квашеной капусты бывают различными. Лучшими считаются те, в которых подготовленные кочаны транспортером сразу же подаются в шинковальные машины, установленные вне квасильного цеха. Шинкованная капуста вместе с приправами и солью попадает в контейнер, который при достижении заданной массы опускается, тем самым включает конечный выключатель горизонтального транспортера. Этот транспортер перемещает контейнер к дошнику, подставляя под загрузку следующий контейнер. В линиях старого типа шинковальные машины установлены на краю дошников. Зачищенные кочаны в тележках подаются из подготовительного цеха в квасильный.
При производстве рубленой квашеной капусты рубку или резку производят в виде частиц различной формы размером не более 12 мм в наибольшем измерении без крупных кусков листьев, стволистых и грубых частиц кочерыги и черенков листьев.
При квашении кочанов вместе с шинкованной или рубленной капустой допускается разрезание их на половинки. Целые кочаны и половинки должны весить не более 0,8 кг.
Заполнять дошники шинкованной и рубленой капустой следует за одну смену. При загрузке в дошники ее утрамбовывают деревянными трамбовками или самоуплотнением. В последнем случае капусту наполняют в дошник конусом на 1 м выше его краев. Затем укрывают полотном полиэтилена или марлей в два слоя и оставляют для осадки на 12—24 ч.
После уплотнения капусту покрывают чистыми промытыми зелеными листьями слоем около 5 см, поверх которых кладут чистое промытое полотно из полиэтилена. На полотно укладывают подгнетный круг, устанавливают стойки и брусья винтового дошникового гнета и завинчивают гайки. В дальнейшем производят регулярное подвинчивание гаек до появления сока слоем 3—5 см.
Признаками начала брожения капусты являются легкое помутнение капустного сока и появление пузырьков газа. Температура в квасильных цехах должна быть 18—24 °C. Первая стадия брожения характеризуется протеканием плазмолиза клеток, способствующего выделению клеточного сока. В этот период начинают действовать как молочнокислые бактерии, так и вредная микрофлора. Этот период должен быть коротким. Во второй стадии происходит накопление молочной кислоты. За 5—7 сут образуется достаточное количество молочной кислоты, этилового спирта и эфиров, придающих приятный вкус и аромат продукту. Кислотность к этому времени достигает 0,8—1,2%. При третьей стадии ферментации (дображивании), самой длительной, продолжает проходить процесс накопления молочной кислоты, но уже заметно угнетение молочной кислотой деятельности молочнокис-328
лых бактерий. В кислой среде хорошо развиваются плесени и пленчатые дрожжи, поэтому для предотвращения их развития температуру капусты постепенно снижают до 0—2 °C. Продукт может храниться в тех же дошниках или перефасовывается в бочки с утрамбовыванием капусты. Рассол должен покрывать капусту во время всего периода хранения.
Стандартная готовая продукция должна иметь следующие основные показатели: содержание поваренной соли в капусте I сорта 1,2—-1,8%; в капусте II сорта —до 2%; титруемая кислотность (в пересчете на молочную кислоту) капусты I сорта от 0,7 до 1,3% и II сорта —от 0,7 до 1,8%; содержание сахара от 1 до 1,5%.
Предварительные потери при кратковременном хранении, а также при зачистке и подготовке сырья, ферментации стандартной капусты и выгрузке квашеной из дошников устанавливаются в размере не выше 20% к массе зачищенной и заложенной в дошник капусты.
Один из наиболее распространенных дефектов квашеной капусты — потемнение. Оно может быть вызвано окислительными процессами при контакте верхних слоев с воздухом при утечке рассола, за счет протекания гнилостных процессов под действием бактерий, вследствие химических реакций экстрагируемых из тары дубильных веществ с солями железа, содержащимися в поваренной соли в виде примесей.
Под действием дрожжевых грибов капуста может приобрести розовый цвет.
Правильное ведение технологического процесса и постоянный контроль за состоянием капусты обеспечат предупреждение появления этих дефектов готовой продукции.
С целью совершенствования технологии квашения, получения квашеной капусты высоких органолептических достоинств, улучшения санитарного состояния производства Московский институт народного хозяйства им. Г. В. Плеханова разработал новый механизированный и автоматизированный способ производства и хранения квашеной капусты бездошниковым способом. Этот способ основан на применении небольших емкостей с полиэтиленовыми вкладышами, механизированном их наполнении и вакуумном уплотнении, раздельном ведении ферментации и хранения.
Применение закваски из чистых культур при квашении капусты новым бездошниковым способом обеспечивает направленность молочнокислого брожения.
Полученная этим способом квашеная капуста по внешнему виду соломенного цвета, имеет кисловато-солоноватый вкус с сладковатым привкусом, упругую хрустящую консистенцию, чистый, свойственный квашеной капусте аромат без посторонних запахов.
Квашеную капусту после хранения в дошниках по мере необходимости перефасовывают в потребительскую или транспортную тару и направляют в реализацию. Перед выгрузкой квашеной ка
329
пусты из дошников осторожно снимают с поверхности сока плесень, если она имеется, осторожно черпаками или насосом сливают сок, который находится над подгнетным кругом. Затем снимают гнет, круг, полотно или полиэтиленовую пленку, зачищают и взвешивают верхний слой из зеленых листьев до чистой хорошей капусты.
Выгрузку капусты из дошников осуществляют специальными машинами или вручную вилами из нержавеющей стали в корзины. Из корзины капусту перекладывают в чистые подготовленные бочки или другую транспортную тару.
После заполнения тары в нее заливают сок из того же дошника до нормы и закупоривают. Содержание свободно стекающего сока в рубленой капусте должно быть от 12 до 15%, а в шинкованной—от 10 до 12% к общей массе капусты с соком.
Засол огурцов и томатов
Соленые огурцы и томаты представляют собой продукт, приготовленный из свежих огурцов или помидоров (томатов) с прибавлением к ним пряностей, залитых раствором поваренной соли и подвергнутых молочнокислому брожению.
Огурцы должны быть свежими, целыми, чистыми, без повреждений болезнями и сельскохозяйственными вредителями, без механических повреждений. Огурцы переросшие и желтые для солений непригодны. Мякоть должна быть плотной.
Лучшими сортами для засола являются Нежинский 12, Нежинский местный, Вязниковский, Должик, Рябчик.
Томаты также должны быть свежими, здоровыми, чистыми, без механических повреждений, неперезревшие.
По степени зрелости для засола применяются томаты красной, розовой, бурой и молочной степени. Красные томаты разрешается солить только в стеклотаре, а для сбыта в местах производства допускается солить в бочках вместимостью не более 50 кг.
Размер плодов по поперечному диаметру должен быть но менее 4 см.
Из томатов лучшими сортами для засола являются Чудо рынка, Маяк, Донецкий.
В качестве приправ при солении используются укроп, перец стручковый горький красный, чеснок, хрен, эстрагон, листья черной смородины, вишни и дуба, кориацдр, базилик, чабер, иссоп, майоран, зелень петрушки и сельдерея.
Перед солением огурцы или томаты каждого хозяйственно-ботанического сорта должны быть рассортированы по качеству (по сортам) и откалиброваны по размеру. Томаты сортируют также по степени зрелости.
Огурцы по размерам калибруют на следующие группы: огурцы крупные (от 121 до 140 мм), средние (от 111 до 120 мм) и мелкие (от 91 до 110 мм), корнишоны крупные (от 71 до 90 мм), средние (от 51 до 70 мм) и мелкие (до 50 мм).
330
После сортировки и калибровки огурцы и томаты моют в моечных машинах любых систем, обеспечивающих требуемое качество мойки, т. е. до полного удаления загрязненности. После мойки в моечных машинах огурцы и томаты окончательно промывают под душем, дают некоторое время для стекания воды и затем передают на укладку в засолочные емкости.
Одновременно с подготовкой огурцов подготавливают пряности. Пряные листья и зелень хорошо промываются в проточной воде, пряные корни моют, чистят и измельчают на корнерезках на лапшу или кружки. У чеснока обрезают донце и шейку, промывают и измельчают на корнерезках или шинковках. Подготавливать пряности задолго до засола запрещается, так как в течение 1—2 ч они увядают, теряют эфирные масла и в значительной степени витамин С.
Укладку огурцов или томатов в бочки производят следующим образом. Вскрывают укупорочное дно бочки и на нижнее дно кладут одну треть положенных по рецептуре листьев черной смородины, вишни, дуба, чеснока, перца, хрена и остальных пряностей, затем бочку наполняют огурцами или томатами до половины, периодически встряхивая. После этого кладут еще одну треть пряностей и заполняют бочку огурцами или томатами доверху, продолжая встряхивание. Затем укладывают оставшиеся пряности и вставляют укупорочное дно. Бочку направляют на взвешивание для установления массы нетто огурцов и томатов (без пряностей).
За сутки до заливки готовят рассол. Для приготовления рассола применяется установка с гидравлической подачей концентрированного раствора соли в рассольные чаны, размещенные на эстакаде. При этом способе соль загружают в чан, установленный на полу, через отверстие в верхнем днище. После полной загрузки чана солью его герметически закрывают и через трубу в нижпем днище подают воду. Вода, проходя через слой соли, насыщается до предельной концентрации при данной температуре и по трубе в верхнем днище поступает в рассольные чаны на эстакаде. Рассол доводят до нужной концентрации прибавлением воды. Для бесперебойной работы рассольной станции необходимы два загрузочных чана.
Кроме этого способа рассол можно готовить периодически в резервуарах с мешалками. В резервуар засыпают соль из расчета одна часть соли на пять частей воды и при непрерывном перемешивании полностью ее растворяют. Концентрированный раствор сливают в рассольные чаны, где водой доводят концентрацию до требуемой.
Приготовление концентрированного раствора можно осуществлять с помощью солерастворительных воронок. Высота воронки около 1,5 м, диаметр около 1,2 м. Нижняя часть воронки переходит в трубу диаметром 35—55 мм, которая подсоединена к водопроводу. В верхней части имеются 2—3 сливные трубы. Соль загружают сверху, а воду подают снизу. Вода, проходя через
331
слой соли, образует концентрированный раствор, который через сливные трубы сливается в рассольные чаны.
Крепость раствора контролируется по показанию ареометра. Готовый рассол фильтруют.
Уложенные в бочки огурцы или томаты немедленно заливают рассолом через шпунтовое отверстие до полного заполнения.-
В зависимости от размеров засаливаемых огурцов и томатов при хранении их в охлаждаемых складах устанавливается концентрация рассола для заливки (в %): для огурцов крупных — 7, -средних и мелких —6; для томатов мелких—-6, розовых —5, красных — 7, бурых крупных—7, молочной спелости — 6.
При хранении соленых огурцов и помидоров в неохлажденных вкладах концентрацию рассола повышают на 1% против указанной.
Залитые рассолом бочки перемещаются на ферментационную площадку. В течение предварительной ферментации происходит накопление молочной кислоты до 0,3—0,4%.
Продолжительность предварительной ферментации огурцов или томатов, предназначенных для хранения в ледниках, от 36 до 48 ч, мелких корнишонов — 72 ч, а при загрузке огурцов _в неохлаждаемые склады — не более 12 ч. Температура на ферментационной площадке 18—20 °C. Выдерживать бочки на ферментационной площадке более указанного срока не допускается. В течение процесса ферментации осуществляют контроль за накоплением молочной кислоты, потерей рассола, состоянием тары. При необходимости производят долив рассола в бочки.
После окончания предварительной ферментации бочки с огурцами или томатами осматривают, доливают рассолом, забивают деревянными пробками шпунтовое отверстие, предварительно подложив под пробки прошпаренную чистую мешковину или марлю, и направляют на склад для окончательной ферментации и хранения.
Лучшая температура хранения соленых огурцов и томатов от — 1 до +4 °C. При этой температуре они наиболее полно сохраняют свои качества. Такая температура может быть обеспечена в охлаждаемых складах или в зимних условиях в водоемах с проточной водой.
Во время хранения засоленных огурцов или томатов в них происходят дальнейший процесс диффузии, выравнивание концентрации соли и других веществ в овощах и рассоле, а также ферментация с медленным накоплением молочной кислоты. Обычно процесс ферментации в охлаждаемых складах длится около 60 дней, в неохлаждаемых процесс заканчивается уже через 30 дней.
В процессе ферментации соленые огурцы и томаты теряют в массе. Чем больше емкость тары и чем крупнее огурцы и томаты, тем больше потери.
Естественная убыль соленых огурцов в период ферментации (30 дней в неохлаждаемых складах и водоемах) устанавлива
332
ется от 4 до 7% в зависимости от сорта, времени и условий хранения.
Потери в массе соленых томатов в бочках в период ферментации не выше 6,3%, а при хранении в водоемах —4%.
Готовая продукция должна соответствовать требованиям действующих стандартов, в частности, должно в ней содержаться 2,5—4,5% поваренной соли, титруемая кислотность рассола в пересчете на молочную должна быть в пределах 0,6—1,4%.
Огурцы и томаты должны быть крепкими, с плотной хрустящей мякотью, без посторонних запахов.
Качество готовой продукции зависит от подготовки тары. Плохая тара может придать готовой продукции так называемый бочковый тон. Чтобы избежать этого, тара предварительно сортируется, тщательно моется и прошпаривается.
Рассол должен быть слегка мутным, солоновато-кислого вкуса, приятного аромата, без плесени, тягучести и загрязнений. Масса огурцов в транспортной единице от общей массы готовой продукции должна составлять не менее 55%.
Вследствие неправильного хранения или использования рассола с отличающейся от рекомендуемой концентрации готовая продукция может иметь ряд пороков. В основном они появляются в результате действия посторонней вредной микрофлоры. При этом наблюдаются ослизнение рассола, размягчение мякоти овощей, появление на поверхности пленки и посторонних неприятных запахов.
Соблюдение всех технологических требований позволит получить продукцию хорошего качества.
По аналогичной технологии можно солить свеклу, морковь, арбузы, баклажаны и другие овощи.
Засол овощей в крепком солевом растворе
В отдельных случаях овощи засаливают в крепком солевом растворе. Таким образом солят огурцы, томаты, перец, лук, морковь, пряную зелень, предназначенные для последующей переработки на маринады в межсезонный период.
Засолка огурцов проводится в дошниках, бочках или контейнерах с полиэтиленовым вкладышем.
При засоле в дошниках огурцы могут деформироваться из-за давления всплывающих огруцов на огурцы, находящиеся над ними. Чтобы этого избежать, огурцы в дошник загружают посекционно, отделяя секции друг от друга распорными кругами или щитами.
Дошник можно заполнять огурцами, уложенными в решетчатые ящики, а также в контейнеры. Таким же образом можно загружать томаты. Остальные овощи засаливаются в бочках.
Подготовленные и загруженные овощи заливаются 10%-ным рассолом. Емкости сверху прикрываются щитами или крышками, чтобы предупредить всплывание овощей. В таком виде овощи
333
(томаты, огурцы, перец, цветную капусту) оставляют для ферментации.
Процесс ферментации длится 3—5 дней до накопления 0,6— 0,7% молочной кислоты. Оптимальная температура 18—22 °C.
Через 3—5 дней после засола на поверхности огурцов может появиться пленка. Ее тщательно удаляют и в рассол добавляют 1% соли. При повторном появлении пленки поступают так же. Добавление соли проводят в течение 5 нед (по 1% в конце каждой недели).
Для огурцов, томатов, перца крепость рассола доводят до 15%, для цветной капусты — до 20%. В последние 2—3 нед добавление соли осуществляют по 0,5%.
Рекомендуется после каждого добавления соли рассол перемешивать насосом со шлангом.
Технология засолки лука следующая. Лук вымачивают 3— 5 дней в холодной воде, затем заливают 6—7%-ным рассолом. Через 4 сут рассол сливают, заменяя его свежим 15%-ным.
Морковь солят 15—16%-ным рассолом.
Пряную зелень засаливают сухим способом, добавляя к ней 28% соли по отношению к массе зелени.
Перед употреблением зелени и некоторых овощей их вымачивают в холодной воде для удаления соли. В случае использования засоленных овощей для производства консервов, в рецептуре которых имеется поваренная соль, допускается использовать их без вымачивания с пересчетом на требуемое количество соли. В этом случае соль может не добавляться.
Консервирование оливок и маслин
К ферментированным продуктам относятся также консервированные оливки (зеленые) и черные маслины.
Оливки зеленые содержат до 20% сухих веществ и до 15% жира. В зрелых черных маслинах содержится до 40% сухих веществ, в том числе до 30% жира, 2% белков, 5% углеводов. Оливки и маслины содержат микроэлементы, витамины С и Вь
Зеленые оливки, поступившие на переработку, подвергают сухой очистке, удаляя листья, мелкие ветки и плодоножки.
Мойка плодов осуществляется в моечной вентиляторной машине, у которой транспортное полотно представляет собой сетку, плетенную из нержавеющей проволоки.
Оливки загружаются в бетонные резервуары вместимостью 1,2—1,5 м3, бочки вместимостью до 250 дм3 или дубовые чаны вместимостью 5—6 м3. В этих емкостях оливки заливаются 2—3%-ным раствором щелочи для удаления из плодов горечи. Выдержка в щелочи проводится до тех пор, пока она не достигнет центра плода. Контроль проникновения щелочи проводится на срезе плода нанесением раствора фенолфталеина из пипетки; После щелочной обработки раствор сливается и плоды заливают
334
ся чистой холодной водой. Вымачивание проводится несколько дней, с ежедневной сменой роды.
По окончании вымачивания оливки заливают 5%-ным раствором поваренной соли для проведения ферментации.
При обработке щелочью, вымачивании и частично при ферментации из плодов удаляется глюкозид олеоуропеин, придающий горький вкус плодам. Исходное содержание его в зеленых оливках составляет от 2 до 10%. Полностью олеоуропеин не удаляется, так как его остаточное количество придает готовым ферментированным плодам пикантную горчинку.
Ферментация длится 5—6 нед и заканчивается, когда содержание кислот (в пересчете на молочную кислоту) достигает 0,3— 0,6%, активная кислотность при этом равна 3,5—4 pH. Содержание соли в продукте 4—4,5%.
После ферментации оливки обмывают водой на транспортере с душевым устройством, фасуют в стеклянные банки, заливают 7%-ным раствором поваренной соли, укупоривают и стерилизуют при температуре 120 °C. Небольшое количество выпускается деликатесных консервов «Зеленые оливки с начинкой». У ферментируемых оливок удаляют косточку и вместо нее вкладывают кусочек перца или ореха миндаля. Такие продукты также проходят стерилизацию.
Черные маслины проходят сухую очистку, сортировку по качеству, степени зрелости и размерам. Обычно ферментацию маслин проводят в небольших бочках. Плоды засыпаются в емкости вместе с солью в соотношении 2,5 :1. Бочки закрывают крышкой и укладывают на бок. При температуре 18—25 °C бочки оставляют на 30—35 дней. Через каждые 2—3 дня бочки перекатывают для перемешивания содержимого.
В процессе ферментации под действием соли происходит выделение сока. Вместе с ним из плодов частично удаляется олеоуропеин.
После окончания ферментации выделившийся сок отцеживают, маслины инспектируют, промывают и промасливают оливковым маслом (2,5% к массе маслин).
Готовая продукция содержит 6—7% поваренной соли и имеет кислотность 0,7% (по молочной кислоте). Готовая продукция хранится при температуре 10—12 °C.
Моченые плоды и ягоды
Мочению подвергаются в основном яблоки, в меньшей степени — груши, сливы, из ягод — брусника, клюква.
Яблоки моют, инспектируют, аккуратно укладывают в дубовые бочки вместимостью до 150 дм3, выстланные внутри ржаной соломой, обработанной кипятком.
Моченые плоды — продукт, прошедший молочнокислое и спиртовое брожение в сахарно-соленом растворе.
335
Уложенные в бочке плотными рядами яблоки заливают раствором, содержащим 1—1,5% поваренной соли, 2—3% сахара и 0,5—1% предварительно прокипяченного в течение 15 мин солода. Солод — проросшее, высушенное и крупноизмельченное ржаное или ячменное зерно, содержит фермент амилазу, способствующий превращению крахмала яблок в сахар.
При отсутствии солода допускается использование ржаной муки. Муку взбалтывают с небольшим количеством холодной воды и заливают кипятком.
Для улучшения вкуса и придания специфического аромата готовому продукту в бочки добавляют листья вишни и смородины, эстрагон, горчицу в порошке. Для улучшения аромата вместо сахара используют мед.
После заливки шпунтовые отверстия бочек слегка прикрывают шпунтами и оставляют для предварительной ферментации при температуре 15—20 °C. Она проходит 3—5 дней, в течение которых накапливается 0,3—0,4% молочной кислоты. При ферментации осуществляют ежедневный контроль за состоянием тары и наличием раствора. При необходимости проводят долив раствора. После окончания предварительной ферментации бочки плотно закупоривают и помещают в подвал или ледник для дображиванпя. Этот процесс Длится около 30 дней в неохлажденных складах и 40—50 дней в охлаждаемых при температуре от —1 до +5 °C. При этой температуре желательно хранить готовую продукцию.
Готовая продукция должна иметь следующие показатели: содержание сахара 5—6%, поваренной соли 0,5—1, молочной кислоты 0,6—1,5, винного спирта объемных 5—6%.
По органолептическим показателям плоды должны иметь плотную хрустящую консистенцию, гладкую блестящую поверхность, сладковато-солоноватый вкус, белый с кремовым цвет, характерный аромат моченых яблок.
По такой же технологии мочат груши, бруснику, жлюкву. только для ягод соли и сахара добавляют в раствор в 2 раза меньше.
Чтобы не было накопления уксусной кислоты при мочении,, необходимо предупредить развитие уксуснокислых бактерий и других аэробов, следя, чтобы раствор полностью покрывал плоды.
Глава 24
ПЕРЕРАБОТКА ОТХОДОВ
ПРОИЗВОДСТВА КОНСЕРВОВ.
КОМПЛЕКСНАЯ ПЕРЕРАБОТКА СЫРЬЯ
В консервной промышленности одновременно решаются проблемы увеличения объемов производства и рационального использования сырья, материалов, снижения их потерь.
336
Считается, что работы по комплексному и рациональному использованию сырья должны проводиться йо следующим направлениям: первое — создание такой технологии переработки сырья,, чтобы максимально сократить, а в некоторых случаях практически исключить образование отходов. Это важно потому, что в калькуляции себестоимости наибольшая статья расходов (до 80%) приходится на сырье; второе — организация переработки неизбежно образующихся отходов с получением из них продуктов питания и технических продуктов.
Отходами, остающимися после переработки, являются отдельные экземпляры некондиционных овощей и плодов, которые можно разделить на две группы: сырье, которое по своему внешнему виду, форме, размерам, зрелости не подходит для производства данного вида консервов, и сырье, полностью непригодное в птицу. Дополнительными ресурсами сырья может быть первая группа отходов. Это кабачки диаметром более 70 мм, огурцы диаметром более 50 мм и неправильной формы (кубарики, крючкообразные), капуста с зелеными несвернувшимися листьями.
Переход сельского хозяйства на механизированные способы уборки вызывает необходимость одноразовой сплошной уборки урожая, что приводит к увеличению нестандартной части убранного урожая. Она может достигать 15%.
Наиболее рациональный путь использования такого сырья — это переработка его после соответствующей подработки на продукты, технология производства которых гарантирует получение микробиологически безопасных консервов. Это сушеные овощи и плоды, квашения и соления.
Отходы переработки плодов и овощей можно использовать для получения красителей на базе каротинов, антоцианов, хлорофилла. Методы основываются на экстрагировании и последующей дистилляции. Разработаны технологии получения красителя из свеклы. Из томатных отходов получают ликопиновый краситель.
Использование томатных отходов
Из всего количества овощей, направляемого на переработку, большую часть составляют томаты. Их отходы богаты ценными питательными веществами. Так, свежие выжимки содержат около 32% белка, 30% углеводов.
Пути использования отходов томатного производства сводятся к получению из них корма для птицы и скота, выделению томатных семян, сушке и передаче их для получения масла.
Использование отходов в виде корма требует быстрого вывоза свежих отходов, так как они подвергаются порче из-за наличия гнилостных микробов и плесени.
Подготовка семян к сушке для последующей передачи на маслоэкстракционные заводы требует отделения семян от кожицы, мойки их, отделения дефектных семян. Эти процессы требуют больших расходов воды.
22 Заказ № 639
337
Для сушки семян используют агрегаты различных систем: камерные, шахтные, конвейерные, в кипящем слое, барабанные.
Исследования, проведенные институтом ВНИПКИ «Консерв-промкомплекс», показали, что целесообразно томатные семена сушить без отделения их от кожицы и остатков пульпы с последующим получением из них кормовой муки. Томатная кормовая мука содержит 13—14% протеина.
Технология выработки томатной кормовой муки состоит в следующем: томатные выжимки дополнительно отжимают на шнековых прессах до влажности 65—70% и подают к сушильному агрегату (АВМ-0,4; АВМ-0,65; СБ-1,5).
Установлены оптимальные параметры сушки томатных отходов: температура сушильного агента не более 200 °C; частота вращения барабана не менее 0,17 с”1; конечная влажность продукта В-10%.
Высушенные отходы измельчают на молотковой дробилке и фасуют в бумажные мешки.
Переработка плодовых косточек
При переработке косточковых плодов (вишни, черешни, абрикосов, персиков) основными видами отходов являются косточки.
Из скорлупы косточек получают активированный уголь, а также используют в качестве абразивного материала в пескоструйных аппаратах. Из ядра получают пищевые масла и миндальную пасту. Жмых, остающийся после получения масла, используют для получения горькоминдального масла, кормовой муки и удобрений. Необработанные ядра и жмых непригодны для непосредственного употребления в качестве корма для скота из-за содержания в них амигдалина. Он, распадаясь в организме, выделяет ядовитую синильную кислоту. Особенно богаты амигдалином косточки вишен и абрикосов некоторых сортов.
Технологическая обработка плодовых косточек состоит из следующих процессов (рис. 69).
Рис. 69. Технологическая схема обработки плодовых косточек:
1 — скребковый транспортер; 2 — барабанная моечная машина; 3 — вибросито; 4— распределительный конвейер; 5 — сушилка; 6 — аспирационная колонна; 7 — бункер; 8 — автоматические весы; 9 — узел фасовки продукции и зашивки мешков; 10-~> электропогрузчик
338
В барабанных моечных машинах холодной проточной водой удаляются с косточек остатки мякоти и всевозможные примеси. На вибросите удаляются остатки влаги.
В шахтных, ленточных, вихревых или барабанных сушилках косточки сушатся через 8 ч после промывания. Температура сушки 80—120 °C, продолжительность 30—70 мин.
Косточки охлаждаются потоком холодного воздуха до температуры 30—40 °C и фасуются в бумажные или льняные мешки. Готовые косточки передаются для дальнейшей переработки на специализированные заводы.
В НРБ разработана технология сушки косточек путем активной вентиляции. После отделения косточек от мякоти плодов их моют и сушат в течение 20 мин в сушилке с кипящим слоем без подогрева воздуха. Подготовленные таким образом косточки загружают в вертикальные силосы — резервуары, где при активной вентиляции продолжается сушка в течение 2—3 ч. По этому методу можно высушить косточки без затрат топлива (температура воздуха 21—24 °C). В дальнейшем косточки перерабатываются на полуфабрикаты для кондитерской промышленности.
Использование виноградных выжимок
Одним из ценных используемых отходов являются виноградные выжимки.
Отходы производства виноградного сока (гребни, выжимки, отстой) обрабатываются холодной водой в экстракторах. При этом из отходов вымываются растворимые вещества (сахара, органические кислоты). Они используются для получения виннокаменной извести, спирта, уксуса, красителя (из окрашенных сортов винограда), для кормов для скота, масла, таннина, витамина Р. Имеются предложения по использованию обжаренных виноградных косточек после измельчения в качестве добавок к кофейным напиткам.
Использование отходов в качестве корма для животных
Плодовые отходы содержат ценные питательные вещества, и их можно использовать как высококачественный корм. Непосредственное использование- отходов в качестве корма имеет свои отрицательные стороны — низкое усвоение, получение их в период года, когда имеется в достаточном количестве зеленый корм, организационные трудности с ритмичным вывозом. Отходам после протирочных установок, фруктовые выжимки, томатные отходы, зеленые отходы горошка и фасоли, отходы свеклы и моркови поддаются молочнокислому брожению.
Силосование считается одним из самых экономичных способов использования отходов в качестве корма.
22* 339
В последнее время уделяется большое внимание получению протеина путем ферментации с отдельными культурами дрожжей.
Внедрение той или иной технологии использования отходов консервного производства определяется тем эффектом, который получается на перерабатывающих предприятиях и на предприятиях, которые будут использовать дополнительно полученные продукты в результате комплексной переработки фруктов и овощей.
Комплексная переработка яблок и мандаринов
В общем объеме фруктов, перерабатываемых в нашей стране на консервы, яблоки составляют около 70%.
Основной продукт, который вырабатывается в настоящее время из яблок — сок. При этом образуется большое количество выжимок. Только небольшую их часть (около 20%) направляют на дальнейшую переработку. Из них получают пектин — ценный пищевой студнеобразователь, используемый в кондитерской промышленности. В консервной промышленности пектин используется в производстве джемов, желе.
В процессе комплексной переработки яблок могут быть получены не только сок и пектин, но и многие другие продукты, такие, как этиловый спирт, пищевой порошок из выжимок, яблочный концентрат.
Комплексная переработка яблок может осуществляться по разным технологическим схемам, отличающимся как номенклатурой и выходом готовых продуктов, так и капиталовложениями и другими технико-экономическими показателями.
Основные технологические процессы этих схем следующие: схема 1 — извлечение сока прессованием, сушка выжимок, получение пектина с извлечением спирта из промывных вод пектинового производства. Получаемые продукты — сок, пектин, спирт; схема 2 — извлечение сока прессованием, экстрагирование сырых выжимок и получение экстракта, сушка выжимок, изготовление пектина. Получаемые продукты — сок, яблочный экстракт (6— 6,5% сухих веществ), пектин; схема 3 — извлечение сока с помощью фильтрующих центрифуг" вьгра^откаГ пюре из оставшейся. массы. Получаемые продукты— сок, пюре7 схема 4 — извлечение сока наГстекателях, выработка пюре из оставшейся части мезги, его сушка. Получаемые продукты — сок, пюре, порошок.
Технология производства по схеме 1 наиболее распространена в отечественной промышленности переработки плодовых отходов.
Процесс получения пектина из яблочных выжимок складывается из следующих основных операций: купажирования выжимок, их промывания, кислотного гидролиза, экстракции пектина, смешивания и отстаивания, фильтрации, концентрирования экстракта, коагуляции пектина, вакуумной сушки, фасования готового продукта (рис. 70).
340
Рис. 70. Технологическая схема получения пектина из яблочных выжимок: 1 — дробилка; 2 — транспортер; з — экстрактор; 4 — пресс; 5 — резервуар для осахаривания; 6 — насос; 7 — фильтр; 8 — сборник; 9 — вакумм-аппарат; 10 — резервуар для осаждения пектина; 11 — нутч-фильтр; 12 — вакуум-сушилка; 13 — спиртоловушка; 14 — шаровая мельница
Вторая схема комплексной переработки плодовых выжимок аналогична схеме 1, только промывка выжимок осуществляется «фазу после прессования.
Экстрагирование проводится в резервуарах периодического действия. Выжимки из пресса разбавляются промывной водой и перекачиваются в резервуар-экстрактор с мешалкой. Перемешивание осуществляется в течение нескольких минут. В дальнейшем эта масса отпрессовывается.
Выжимки, освобожденные от балластных веществ, сушатся и направляются на пектиновые заводы. Промывные воды сушеных выжимок в пектиновом производстве используются для получения спирта, а экстракт сырых выжимок может быть использован как добавка при изготовлении плодовых напитков.
Для снижения трудозатрат и обеспечения хорошего качества экстрактов разрабатывается схема непрерывного экстрагирования. Одним из условий удовлетворительной работы непрерывнодействующих экстракторов является необходимость четкого разделения смеси на две фазы: жидкую и твердую. При наличии в смеси большого количества слизистых веществ процесс экстракции затруднен. В этом случае необходимо прибегать к применению различных методов, облегчающих сокоотдачу — обработку ферментами, электроплазмолиз и другие приемы.
При создании непрерывнодействующих экстракторов данная схема может иметь лучшие экономические показатели, чем первая.
341
Рис. 71. Схема комплексной переработки яблок на сок и пюре
Третья схема, разработанная Всесоюзным научно-исследовательским институтом консервной и овощесушильной промышленности, основана на переработке яблок в фильтрующих центрифугах (рис. 71). В соответствии с этой технологической схемой яблоки элеватором 1 подаются в две последовательно установленные моечные машины (барабанную 2, вентиляторную 5). Вымытое сырье далее поступает на инспекционный транспортер 4, где удаляются непригодные для консервирования плоды и посторонние примеси.
Элеватором 5 доброкачественные плоды транспортируют в фильтрующую центрифугу 6, где их измельчают на терочном диске, насаженном на ротор центрифуги. Одновременно измельченная мезга центробежными силами отбрасывается на фильтрующие лопасти центрифуги. Под действием центробежных сил частицы разделяются на сок и частично обессоченную мезгу. Вспененный сок поступает самотеком из центрифуги в первую приемную емкость 12 и заполняет ее до определенного, автоматически регулируемого уровня. Затем подача сока переключается на вторую приемочную емкость. Сок в емкости оставляется в покое (выдерживается) в течение 20—30 мин. Этого времени достаточно для расслоения сока на пену и прозрачный сок. На дно оседают тяжелые взвеси. После выдерживания сок декантируют через боковой патрубок в промежуточную емкость 11. Из этой емкости сок насосом подается на последующие технологические операции обработки (подогрев, отстаивание, центрифугирование, фильтрацию, фасование).
После освобождения любой из приемных емкостей в нее кратковременно подают пар по вертикальному коллектору, смонтированному внутри емкости. Под действием пара пена разрушается, превращается в пюре и через патрубок в днище вместе с отсто
342
явшимся осадком подается насосом 13 в бункер протирочной машины.
Частично обессоченная мезга, полученная в центрифуге, под действием силы тяжести падает в бункер шпарителя 7, где про-шпаривается при температуре 45±2°С острым паром, и далее в протирочную машину 8. В бункере протирочной машины выжимки соединяются с пеной, вытесненной соком из приемной емкости и разрушенной нагреванием. Затем выжимки подаются на вторую протирочную машину. Возможно использование одной сдвоенной протирочной машины.
В результате выжимки разделяются на пюре — плодовую мякоть и отходы — вытерки.
Пюре перекачивают насосом 9 в емкость 10 и используют для получения повидла, сухого порошка, подварок, пюре стерилизованного.
Отходы собирают в емкость и выводят для дальнейшей переработки — сушки и фасования. Они могут быть использованы для получения пектина или кормовой муки.
Выход сока на фильтрующей центрифуге около 40%, пюре на сдвоенной протирке — до 50%. Оставшаяся часть (10%) представляет собой вытерки, состоящие из перегородок семенных гнезд, семян, плодоножек, уплотненных частей мякоти.
— Молдавским научно-исследовательским институтом пищевой промышленности разработана схема № 4 по переработке яблок (рис. 72).
Рис. 72. Схема ^комплексной переработки яблок на сок, пюре и порошок:
1 — моечная машина Т1-КМ-1; 2 — моечная машина КУВ-Г, 3— душевое устройство; 4— транспортер инспекционный; 5 — элеватор типа «гусиная шея»; 6 — дробилка ВДР-5; 7 — резервуар для неочищенного сока; 8 — стекатель BGP-10; 9 — насос; 10 — испаритель шнековый; 11 — аппарат ВНИИКОП-2; 12 — машина протирочная; 13 — резервуар для пюре; 14 — вальцовая сушилка BG-1000/2000; 15 — промежуточная емкость; 16 — центрифуга ФВИ-7ЮК-04; 17 — сборник неочищенного сока; 18— отстойники
343
Рис. 73. Технологическая схема комплексной переработки мандаринов:
1 — испекционный транспортер; 2— моечная машина; 3— элеватор типа «гусиная шея»; 4 — машина для
срезания с плодов цедры или кожуры; 5 — диффузор для спиртовых настоев; 6 —просеиватель сахара; 7 — котел для приготовления сиропа; 8 — агрегат для прессования очищенных плодов; 9 — экстрактор выжимок: 10 — купажный чаи; 11 — наполнитель; 12 — закаточная машина; 13 — автоклав
По этой схеме яблоки из бункера поступают в моечную машину Т1-КМ-1, затем в машину КУВ-1 с душевым устройством. Чистые яблоки поступают на инспекционный транспортер, где отбраковываются дефектные плоды и посторонние примеси. Элеватором типа «гусиная шея» яблоки подаются в дробилку ВДР-5, где они измельчаются, а мезга попадает в стекатель BGP-10. Сусло из приемного резервуара подается на линию подготовки сока.
На стекателе отбирается 40% сусла. Остальная масса поступает в шнековый шпаритель, а затем в протирочную машину. Полученный пюреобразный продукт насосом перекачивается в резервуар типа МЗС-420, откуда он подается на сушильную вальцовую установку BG-1000/2000. Здесь он обезвоживается до 5% остаточной влажности. Кроме того, схема предусматривает подачу яблок после инспекции элеватором на инерционную центрифугу ФВИл-701К, где яблоки измельчаются и под действием центробежной силы от мезги отделяется часть сусла. Сусло подается в отстойники, а затем на выработку сока.
Мезга после центрифуги поступает в шнековый шпаритель, а потом в протирочную машину. Пюреобразный продукт перекачивается насосом в резервуар МЗС-420, откуда частично поступает на сушилку или на производство повидла, соусов.
Было установлено, что с помощью стекателя можно стабильно отбирать 40%, а используя центрифугу — 50% сусла. Однако после удаления взвесей выход сока практически одинаков. Это означает, что увеличивать выход сусла более 40% массы сырья не имеет смысла, так как в “противном случае увеличивается массовая доля взвесей. При таком отборе сусла оставшаяся мезга позволяет получить продукт (пюре), который сравнительно легко перекачивается и технологичен при переработке.
Кроме яблок значительных объемов достигает переработка мандаринов, в основном в Грузинской ССР. Увеличивающиеся объемы переработки цитрусовых плодов требуют создания технологии их комплексной обработки. Одним из направлений комплексной обработки является получение спиртовых настоев из кожуры и цедры цитрусовых плодов. Выжимки, остающиеся после получения сока из очищенных плодов, еще содержат значительное количество водорастворимых экстрактивных веществ, так как извлекается только 45—48% общего содержания их в плодовой мякоти.
Всесоюзным научно-исследовательским и проектно-конструкторским институтом по переработке и хранению субтропических плодов разработана технологическая схема для комплексной переработки цитрусовых плодов (рис. 73) на спиртованные настои и соки с сахаром. Линия предусматривает обработку целых плодов, очистку их от кожуры и получение из нее настоев, а также переработку очищенных плодов на соки с сахаром. Диффузионный сок используется в смеси с натуральным для приготовления соков с сахаром. Выход водорастворимых веществ составляет Sl-94%.
список РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Анализ и оценка качества консервов по микробиологическим пока** зателям/[Н. Н. Мазохина-Поршнякова, Л. П. Найденова, С. А. Николаева, Л. И. Розанова]. — М.: Пищевая промышленность, 1977. — 471 с.
Асептическое консервирование плодоовощных продуктов [Под ред. В. И. Рогачева]. — М.: Легкая и пищевая промышленность, 1981. — 287 с.
Волкина И. Л. Комплексы для хранения картофеля, овощей и фруктов. — М.: Колос, 1981. — 223 с.
Дикие М. Я., М а л ь с к и й А. Н. Технологическое оборудование консервных заводов. — 4-е изд., перераб. и доп. — М.: Пищевая промышленность, 1973. — 423 с.
Жвирблянская А. Ю., Бакушинская О. А. Микробиология в пищевой промышленности. — Мл Пищевая промышленность, 1975. — 501 с, Ильченко С. Т., М а рх А. Т., Фан-Юнг А. Ф. Технология и техно-химический контроль консервирования. — М.: Пищевая промышленность, 1974. — 423 с.
К а ц 3. А. Производство сушеных овощей, картофеля, фруктов. — Мл Легкая и пищевая промышленность, 1984. —- 216 с.
Коробкина Г. С. Продукты детского питания. — М.: Пищевая промышленность, 1970. — 294 с.
Мальский А. Н., Изотов А. К. Овощные закусочные консервы. —» М.: Пищевая промышленность, 1978. — 229 с.
М а р х А. Т. Биохимия консервирования плодов и овощей. — М.: Пищевая промышленность, 1973. — 371 с.
Назарова А. И., Фан-Юнг А. Ф. Технология плодоовощных консервов. — Мл Легкая и пищевая промышленность, 1981. — 239 с.
Процессы и аппараты пищевых производств [В. Н. Стабников, В. Д. Попов, В. М. Лысянский, Ф. А. Редько]. — M.:t Пищевая промышленность, 1976. — 663 с.
Рогачев В. И., Бабарин В. П. Стерилизация консервов в аппаратах непрерывного действия. — М.: Пищевая промышленность, 1978. — 247 с.
Самсонова А. Н., У ш е в а В. В. Фруктовые и овощные соки. — Мл Пищевая промышленность, 1976. — 275 с.
Справочник технолога плодоовощного консервного производст-ва/[А. Н. Самсонова, Л. И. Халунная, Г. Н. Телятникова и др.]; под ред. В. И. Рогачева. — Мл Легкая и пищевая промышленность, 1983. — 407 с.
Сублимационная сушка пищевых продуктов растительного про-исхождения/[В. Г. Поповский, Л. А. Бантыш, Н. Т. Ивасюк, и др.]; под ред. В. Г. Поповского. — Мл Пищевая промышленность, 1975 — 336 с.
Технология консервирования плодов, овощей, мяса и ры-бы/[А. Ф. Фан-Юнг, Б. Л. Флауменбаум, А. К. Изотов и др.]. — Мл Пищевая промышленность, 1980. — 336 с.
Флауменбаум Б. Л. Основы консервирования пищевых продуктов. — Мл Легкая и пищевая промышленность, 1982. — 270 с.
Химический состав пищевых продуктов/[под ред. акад. АМН СССР А. А. Покровского. —• Мл Пищевая промышленность, 1976. —• 228 с.
Шобингер У. Плодово-ягодные и овощные соки: перевод с немецкого. — Мл Легкая и пищевая промышленность, 1982. — 472 с.
Электроплазмоли з/[Б. Р. Лазаренко, С. П. Фурсов, Ю. А. Щеглов и др.]. — Кишинев: Картя Молдовеняскэ, 1977. —• 299 с.
Ястребов С. М. Технологические расчеты по консервированию пищевых продуктов. — Мл Легкая и пищевая промышленность, 1981.— 200 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Агар 244
Банка условная 34
Бланширование 58, 104, 174
Блюда обеденные 168
Бобы соевые 104
Брак консервов механический 149 микробиологический 148 физический 149 химический 150
Варенье 240, 249
Вещества
азотистые 14
ароматические 112
дубильные 15
красящие 16
минеральные 18
Винегреты 166
Витамины 14
Время термической смерти 132
Выжимки 339
Вымораживание 117
Выпаривание 105, 111
Гидролиз ферментативный 102
Гипохлорит натрия 49
Глазирование 256
Гликозиды 18
Гомогенизация 84, 235, 267, 288
Горошек зеленый 183
Грибы 172, 197, 208
Деаэрация 147
Дефекты консервов 147
Джемы 240, 245
Дигестер 80, 281
Дробление 80, 281
Дыхание
анаэробное 40
аэробное 40
Желе 240, 243
Желирование соков 243
Жиры растительной ткани 17
Заливка маринадная 201
Замораживание 19, 20, 315
Засахаривание варенья 254
Засол 330
Измельчение 78, 158
Инспекция 44, 50, 126, 186
Икра овощная 153, 156
Калибровка 76
Картофель натуральный 194
Квашение 19
Кислота'
метавинная 271
молочная 323, 324
Классификатор общесоюзный 152
Классификация сырья 8
Компоты 240
Консервирование асептическое 5, 131,
142
Конфитюры 248
Концентрирование 104
Коэффициент сменяемости масла 76
Линии переработки томатов 213
Маринады 197
Маркирование 130
Масла эфирные 16
Маслины 334
Методы консервирования 18
Мойка
сырья 121, 129
тары 130
Напитки 225, 229, 274
Обжарка 86
Овощи
квашеные 323
резаные 153, 159
сушеные 309
фаршированные 154, 162
Оклеивание 100
Оксиметилфурфурол 109
Оливки 324
Осветление
соков 263
ферментативное 97
Осмос обратный 118
Отжим 86
347
Отмочка 50
Отстаивание 93
Отходы 336
Охлаждение 19, 20
Очистка
соков 93, 263
сырья 54
Пассерование 71, 177
Пастеризация 19, 131, 140
Пектин 73, 243, 340
Перец натуральный 192
Питание
детское 283
диетическое 294
Повидло 240, 257
Подогрев 68
Полуфабрикаты для общественного питания 168, 181
Препараты ферментные 202, 269
Прессование 262
Продукты томатные
паста 213
пюре 209
соусы 221
томаты натуральные 190
Противодавление 133
Протирание 85, 287
Протопектин 60, 73
Разваривание 65, 287, 289
Режим стерилизации 131
Резервирование зерна зеленого го-рошка 184
Резка 83, 167
Розлив горячий 140
Салаты 166
Сепарирование 94
Соки
виноградный 268
концентрированные 276
купажированные 267 неосветленные 264 овощные 225, 229 плодовые 258, 259 с мякотью 265 томатный 226 ягодные 258, 259
Соление 19
Сортировка 44, 154
Сортоиспытание 9
Сортоотбор 9
Стадии созревания потребительская 9 техническая 9 физиологическая 9
Стерилизация 19, 26, 131, 145, 15^
163, 179, 187
Строение растительной ткани 10
Сульфитация 19, .22
Тара
деревянная 33
картонная 33
металлическая 27, 127
полимерная 33
стеклянная 30, 121
Тест-культура 132
Тиксотропия 244
Углеводы 13
Ужарка 73
Укупоривание 129, 159, 164, 179, 186
Ультраохладитель 271
Учет готовой продукции 34
Фарширование овощей 163
Фасование 120, 154, 163, 179, 186, 235
Фасоль стручковая 188
Феофитин 59
Ферменты растительной ткани 17*
59
Фильтрация 93
Формула стерилизации 133
Фрукты сушеные 303
Хлорофилл 59
Ценность
биологическая 3
пищевая 3, 180
энергетическая 3
Центрифуга фильтрующая 234
Центрифугирование 94
Цукаты 240, 255
Шпинат 193
Щавель 193
Эксгаустирование 128
Экстракты 279
ОГЛАВЛЕНИЕ
Введение . а
Часть I. Общая технология консервирования........................ 7
Глава 1. Растительное сырье..........................—. . . 7
Классификация сырья.............................................. °
Созревание плодов и овощей....................................
Сортоиспытание и сортоотбор плодов и овощей...................... 9
Строение растительной ткани .................................... |0
Химический состав плодов и овощей................................J3
Глава 2. Основные методы консервирования.........................13
Консервирование продуктов под действием высоких температур . . 19
Охлаждение и замораживание.......................................29
Сушка............................................................21
Консервирование антисептиками....................................22
Консервирование с применением сахара и соли......................26
Глава 3. Тара для консервов.......................................27
Металлическая тара................................................27
Стеклянная тара...................................................30
Тара из полимерных материалов.....................................33
Деревянная и картонная тара.......................................33
Учет консервной продукции.........................................34
Глава 4. Доставка, приемка и хранение сырья.......................37
Уборка сырья .....................................................37
Доставка сырья....................................................37
Обработка сырьевой тары...........................................38
Приемка сырья....................................................38
Хранение сырья............................................«... 38
Обработка сырья после хранения...................................43
Подача сырья на переработку......................................43
Глава 5. Сортировка, мойка и очистка сырья.......................44
Сортировка сырья ................................................44
Мойка.......................................................... 45
Очистка сырья....................................................54
Глава 6. Тепловая обработка сырья................................58
Бланширование....................................................58
Разваривание плодоовощного сырья.................................65
Подогрев продукта................................................68
Обжарка и пассерование овощей....................................71
Глава 7. Измельчение сырья, отжим и очистка соков, деаэрация . . 78
Измельчение сырья.............................................. 78
Отжим соков......................................................86
Очистка соков....................................................93
Деаэрация соков..................................................104
Глава 8. Концентрирование жидких и пюреобразных продуктов . . 104
Выпаривание..................................................... 105
34&
Концентрирование ароматических веществ........................
Вымораживание.................................................
Концентрирование обратным осмосом.............................
Глава 9. Фасование, эксгаустирование и укупоривание консервов .
Подготовка тары к фасованию консервов.........................
Фасование.....................................................
Эксгаустирование..............................................
Укупоривание .................................................
Глава 10. Стерилизация и пастеризация консервов. Асептическое консервирование .................................................
Стерилизация..................................................
Пастеризация..................................................
Асептическое консервирование..................................
Глава 11. Дефекты консервов...................................
Микробиологический брак.......................................
Физический брак...............................................
Химический брак...............................................
112
117
118
120
120
127
128
129
131
131
140
142
147
148
150
151
Часть II. Технология производства отдельных видов консервов . . 152
Глава 12. Овощные закусочные консервы...........................153
Общие процессы подготовки сырья при производстве овощных закусочных консервов................................................154
Технологический процесс производства консервов «Икра овощная» 156
Изготовление икры из кабачков комбинированным способом . . . 158
Технологический процесс производства консервов «Овощи резаные в томатном соусе».................................................159
Технологический процесс производства консервов «Овощи фаршированные в томатном соусе»........................................162
Технологический процесс производства консервов «Соевые бобы в томатном соусе»...................................................164
Технологический процесс производства консервов «Салаты и винегреты» .........................................................166
Глава 13. Консервированные овощные и мясо-овощные обеденные блюда. Консервы для общественного питания.........................168
Консервированные овощные обеденные блюда с грибами, мясом или без мяса........................................................169
Консервы-полуфабрикаты для общественного питания..............181
.Глава 14. Овощные натуральные консервы.........................183
Зеленый горошек.................................................183
Фасоль стручковая...............................................188
Свекла и морковь гарнирные......................................189
Томаты натуральные целые........................................190
Натуральные консервы из перца...................................192
Пюре из шпината и щавеля........................................193
Натуральные консервы из картофеля...............................194
Глава 15. Овощные и плодовые маринады. Грибы маринованные . . 197
Овощные маринады................................................197
Плодово-ягодные маринады........................................203
Производство огурцов маринованных и консервированных . . . 206
Грибы маринованные..............................................208
Глава 16. Концентрированные томатные продукты, томатные соусы 209
Томатное пюре ...»..............................................209
Томатная паста . 213
Томатные соусы................................................ 221
Глава 17. Овощные соки и напитки.............................. 225
Технологический процесс получения томатного сока . 226
350
Технологический процесс производства концентрированного томатного сока....................................................
Технологический процесс производства овощных соков и напитков Глава 18. Компоты, желе, джемы, варенье, цукаты, повидло .
Компоты....................................................
Желе.......................................................
Джемы......................................................
Конфитюры..................................................
Варенье ...................................................
Цукаты.....................................................
Повидло . .......................*....................
22а
229
240
240
243
245
248
249
255
257
Глава 19. Плодовые и ягодные соки, напитки, экстракты, сиропы . . 258
Технологический процесс производства осветленных плодовых и ягодных соков........................................................259
Технологический процесс производства неосветленных соков . . . 264
Технологический процесс производства соков с мякотью .... 265
Технологический процесс производства виноградного сока .... 268
Технологический процесс производства напитков....................274
Технологический процесс производства концентрированных плодовых соков............................................................276
Технологический процесс производства плодовых и ягодных экстрактов 279
Технологический процесс производства сиропов.....................282
Глава 20. Консервы для детского и диетического питания .... 282
Консервы для детского питания...................................283
Консервы для диетического питания............................. 294-
Глава 21. Сушеные фрукты, виноград и овощи....................296
Основные стадии процесса сушки..................................297
Характеристика способов сушки и типы сушильных установок . . 298
Технологический процесс производства сушеных винограда и фруктов 303
Технологический процесс производства сушеных овощей и пряной зелени........................................................ 309
Глава 22. Быстрозамороженные продукты...........................315
Замораживание плодов и ягод.....................................315
Замораживание овощей и овощных смесей.........................317
Замораживание десертных блюд и плодово-ягодных полуфабрикатов 319
Замораживание обеденных блюд....................................321
Глава 23. Квашеные овощи и плоды...............................323
Молочнокислое брожение.........................................323
Подготовка тары................................................325
Квашение капусты...............................................327
Засол огурцов и томатов........................................330
Засол овощей в крепком солевом растворе........................333
Консервирование оливок и маслин................................334
Моченые плоды и ягоды........................................ 335
Глава 24. Переработка отходов производства консервов. Комплексная переработка сырья................................336
Использование томатных отходов.........................337
Переработка плодовых косточек..........................338
Использование виноградных выжимок......................339
Использование отходов в качестве корма для животных .... 339
Комплексная переработка яблок и мандаринов.............340
Список рекомендуемой литературы . . . . . . 345
Предметный указатель................................. t , 347
Эдуард Семенович Гореньков
Алла Николаевна Горенькова
Галина Григорьевна Усачева
ТЕХНОЛОГИЯ КОНСЕРВИРОВАНИЯ
Зав. редакцией В, К. Фукс
Редактор И. В. Шару дина
Художник В. М. Лукьянов
Художественный редактор В. А. Чуракова
Технический редактор Е. В. Соломович
Корректоры В. В. Тумарева, Т. В. Завгородняя
ИБ № 5060
Сдано в набор 13.10.86. Подписано в печать 06.03.87. Т-00975. Формат 60X90V16. Бумага тип. № 2. Гарнитура Обыкновенная новая. Печать высокая. Усл. печ. л. 22* Усл. кр.-отт. 22. * Уч.-изд. л. 24,22. Изд. № 602. Тираж 19 000 экз. Заказ № 639. Цена 1 р. 10 к.
Ордена Трудового Красного Знамени ВО «Агропромиздат». 107807, ГСП, Москва, Б-53, ул. Садовая-Спасская, 18.
Московская типография № 11 Союзполиграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли.
113105, Москва, Нагатинская, 1.