/






























































































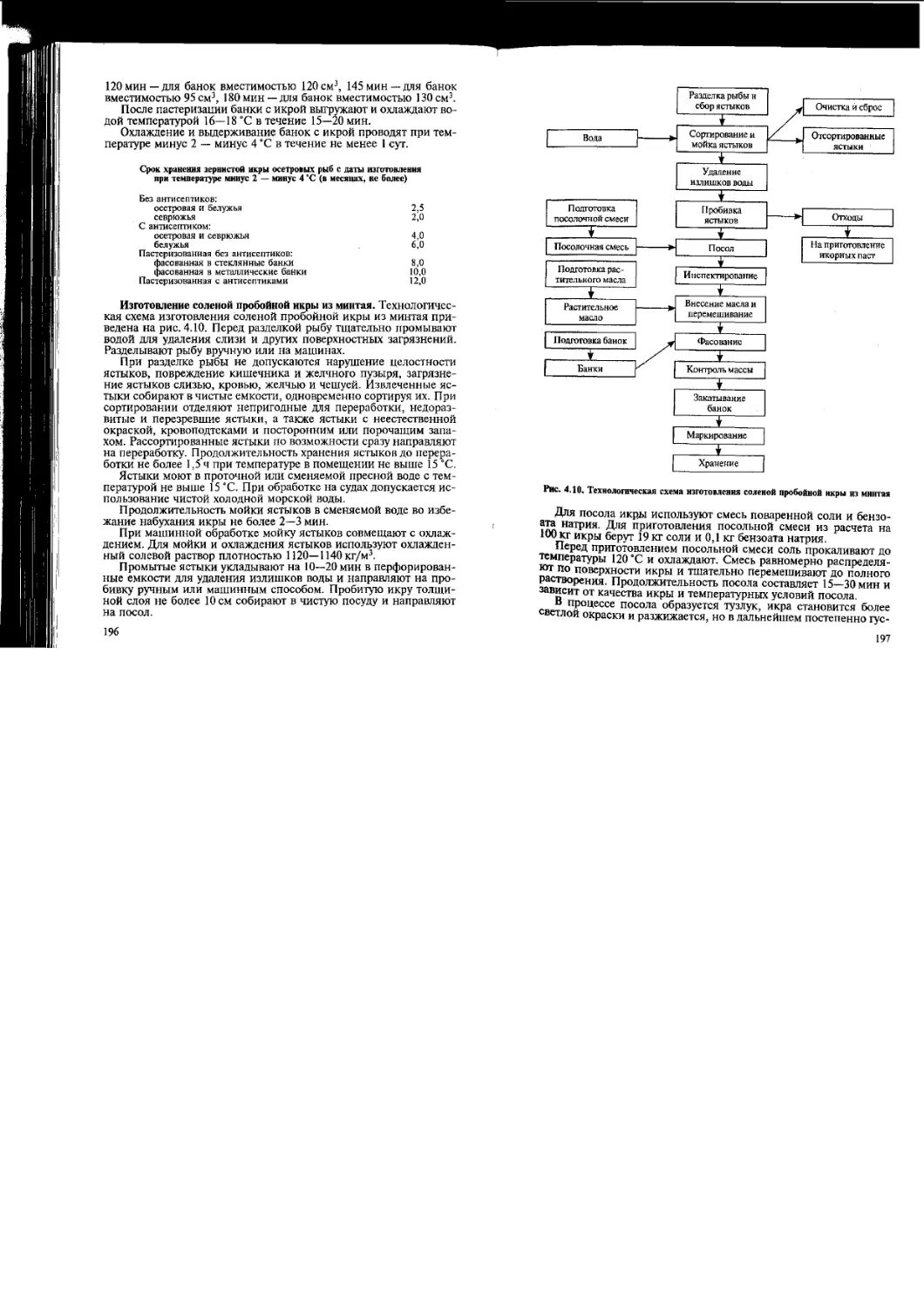


















































































































































Text
УЧЕБНИКИ И УЧЕБНЫЕ ПОСОБИЯ ДЛЯ СТУДЕНТОВ
ВЫСШИХ УЧЕБНЫХ ЗАВЕДЕНИЙ
ТЕХНОЛОГИЯ
ПРОДУКТОВ
ИЗ ГИДРОБИОНТОВ
Под редакцией докторов техн, наук,
профессоров
Т. М. Сафроновой и В. И. Шендерюка
Допущено Управлением кадров и учебных заведений
Государственного комитета Российской Федерации
по рыболовству в качестве учебника для студентов
высших учебных заведений по специальности 271000
«Технология рыбы и рыбных продуктов»
МОСКВА «КОЛОС» 2001
УДК 664.951 (075.8)
ББК 36.94.Я73
Т38
Посвящается памяти профессора
Владимира Петровича Быкова
А в т о р ы: С. А. Артюхова, В. Д. Богданов, В. М. Дацун, Э. Н. Ким,
О. Я. Мезенова, С. А. Мижуева, А. Б. Одинцов, Т. М. Сафронова,
Б. Н. Семенов, I. Н. Слуцкая, В. П. Терещенко, В. И. Шендерюк
Редактор С. Н. Шестак
Федеральная целевая программа книгоиздания России
Рецензенты: А. Б. Одинцов (кафедра «Технология продуктов питания» Кали-
нинградского государственного технического университета); П.И.Касьянов (ка-
федра «Технология мясных и рыбных продуктов» Кубанского государственного
технического университета)
Технология продуктов из гидробионтов/ С. А. Артюхова,
Т38 В. Д. Богданов, В. М. Дацун и др.; Под ред. Т. М. Сафроновой
и В. И. Шендерюка. — М.: Колос, 2001. — 496 с.: ил. — (Учеб-
ники и учеб, пособия для студентов высш. учеб, заведений).
ISBN 5-10-003262-6.
Даны технохимические свойства основных гидробионтов и их техноло-
гические особенности. Изложены транспортирование, хранение и предва-
ригельная подготовка водного сырья, а также холодильное консервирование
его. Представлены посол, копчение, сушка, вяление гидробионтов, а также
производство икры. Освещена технология консервов, а также продуктов за-
данных состава и структуры. Уделено большое внимание технологии кормо- 4
вых продуктов, рыбных жиров, витаминных препаратов, а также технологии
биологически активных веществ морских растений.
Для студентов вузов по специальности 271000 «Технология рыбы и рыб-
ных продуктов».
УДК 664.951(075.8)
ББК 36.94.Я73
ISBN 5—10—003262-—6 ©Коллектив авторов, 2001
ПРЕДИСЛОВИЕ
Изучение технологии продуктов из гидробионтов в России и
странах СНГ базировалось на учебниках и учебных пособиях, сре-
ди которых следует отметить такие, как «Технология рыбных про-
дуктов» Ф. С. Касаткина (1940), «Технология рыбных продуктов»
И. П. Леванидова и В. Н. Подсевалова (1953), «Технология рыбных
продуктов», подготовленный коллективом авторов — В. П. Зай-
цевым, И. В. Кизеветгером, Л. Л. Лагуновым, Т. И. Макаровой,
Л. П. Миндером, В. Н. Подсеваловым в 1965 г. В 1976 г. был издан
учебник «Технология обработки водного сырья», написанный вы-
шеупомянутым коллективом авторов, который являлся перерабо-
танным вариантом учебника, вышедшего в 1965 г. Большую роль в
изучении технологии продуктов из гидробионтов сыграли много-
численные монографии по отдельным разделам технологии гид-
робионтов. Все это составляет замечательное наследие талантли-
вых российских ученых и педагогов высшей школы, хорошую на-
учную базу для подготовки специалистов по переработке гидроби-
онтов на предприятиях рыбной промышленности, в многочис-
ленных акционерных обществах и фирмах.
Характерной особенностью учебников по технологии гидроби-
онтов являлось описание технологических процессов на предпри-
ятиях с учетом достижений в науке и практике приготовления
морепродуктов, которые в значительной мере зависят от видового
состава сырьевой базы отрасли и условий производства.
За более чем 20-летний период с момента издания последнего
учебника по технологии продуктов из гидробионтов произошли
значительные изменения в стране, отрасли, повлиявшие на разви-
тие технологической науки и практики производства морепродук-
тов. К наиболее значимым факторам следует отнести:
беспрецедентное изменение видового состава сырья, дважды
значительно менявшего структуру за счет расширения в 70—80-е
годы добычи в открытом океане и последующего сокращения
промысла в этих районах, увеличения в уловах прибрежных видов
Рыб;
расширение технологических рыбохозяйственных исследова-
ний, сопровождавшихся организацией специализированных тех-
3
нологических лабораторий, увеличением объема технологической
информации, созданием новых научных школ;
достижения фундаментальных наук — биологии, биохимии,
микробиологии, химии, физики, прикладной математики, послу-
живших базой для развития научных основ технологии;
расширение ассортимента тары и упаковочных материалов с
улучшенными свойствами, организация промышленного выпуска
пищевых добавок со свойствами консервантов, антиокислителей,
вкусоароматомодуляторов, сорбентов, эмульгаторов, стабилизато-
ров; это позволяет организовать производство широкого ассорти-
мента продукции высокого качества, способной удовлетворить
возрастающие потребности человека;
развитие компьютерной техники, широкое использование луч-
ших образцов отечественной и зарубежной обрабатывающей тех-
ники и приборов, способствовавших организации управляемых
технологических процессов.
Учебник выходит в свет на пороге третьего тысячелетия. Есть
все основания полагать, что это будет период дальнейшего разви-
тия технологии гидробионтов, все возрастающей роли морепро-
дуктов в структуре питания человека. Небывалый расцвет рыбохо-
зяйственной технологической науки в 70—80-е годы уходящего
столетия способствовал созданию значительного технологическо-
го потенциала для организации прогрессивных технологических
процессов в новом столетии.
Значительная роль в организации технологических исследова-
ний в отрасли в указанный период принадлежала доктору техни-
ческих наук, профессору Владимиру Петровичу Быкову, памяти
которого посвящается учебник. Благодаря его руководству, коор-
динации, личному участию в исследованиях технологическая на-
ука получила многогранное плодотворное развитие, что способ-
ствовало динамичному развитию технологии морепродуктов в от-
расли, созданию новых технологических процессов.
Учебник написан в соответствии с примерной программой по
дисциплине «Технология отрасли» и требованиями государствен-
ного стандарта по подготовке специалистов по специальности
«Технология рыбы и рыбных продуктов». Цель учебника — озна-
комить студента с основами знаний по важнейшим направлениям
технологии продуктов из гидробионтов. Дальнейшее углубление
этих знаний становится возможным на базе многочисленных
учебных пособий и монографий по отдельным разделам техноло*
гии морепродуктов, изданных в центральных издательствах и ву-
зах страны.
По структуре учебник соответствует традициям учебников по
технологии морепродуктов. В нем рассмотрены основные на-
правления переработки гидробионтов с учетом достижений в на-
уке и практике последних десятилетий. Вместе с тем учебник
содержит и новые самостоятельные разделы (продукты заданных
состава и свойств, биологически активные вещества), отражаю-
щие знания по новым направлениям современной технологии
гидробионтов.
В главе 1 «Технохимические свойства гидробионтов и их техно-
логические особенности» (канд. техн, наук, доцент А. Б. Одинцов)
приведены сведения по размерно-массовому и химическому со-
ставу рыб, их строению, физическим свойствам, пищевой ценнос-
ти. Прослежена связь между особенностями химического состава
сырья и его технологическими свойствами.
В главе 2 «Транспортирование, хранение и предварительная
подготовка сырья» (д-р техн, наук, проф. Т. М. Сафронова) пред-
ставлены традиционные способы хранения и перевозки живых и
снулых гидробионтов, а также усовершенствованные способы
транспортирования и хранения объектов аквакультуры с исполь-
зованием емкостей, снабженных системой автоматизации регули-
рования параметров воды. Глава содержит описание общих для
многих видов продукции процессов — разделывание, порциони-
рование, мойка и др.
В главе 3 «Холодильное консервирование гидробионтов» (д-р
техн, наук, проф. В. Д. Богданов, канд. техн, наук, проф. В. П. Те-
рещенко) изложены перспективы развития производства охлаж-
денной и мороженой рыбной продукции, рассматриваются физи-
ко-химические, гистологические, микробиологические измене-
ния в тканях рыбы при охлаждении, замораживании, холодиль-
ном хранении и размораживании. Особое внимание уделяется
влиянию посмертных изменений в тканях рыбы на эффектив-
ность холодильной обработки и качество готовой продукции. В
ней приводятся современные технологии холодильного консерви-
рования гидробионтов.
В главе 4 «Посол рыбы и икры» (д-р техн, наук, проф. Т. Н. Слуц-
кая, д-р техн, наук, проф. В. И. Шендерюк, д-р техн, наук, проф.
С. А. Мижуева) изложены научные основы производства соленой,
пряной, маринованной продукции и пресервов (в частности, тра-
диционные и современные технологии их приготовления, перс-
пективы производства рыбной продукции, законсервированной
поваренной солью с низким уровнем ее содержания в готовом
продукте), базирующегося на управляемых технологических про-
цессах просаливания и созревания соленой продукции. В ней из-
лагаются современные технологии консервирования икры и про-
изводства икорных рыбных продуктов.
В главе 5 «Сушка, вяление и копчение» (д-р техн, наук, проф.
Т.Н. Слуцкая, д-р техн, наук, доцент О. Я. Мезенова, д-р техн,
наук, проф. Э. Н. Ким) излагаются теоретические основы сушки
рыбы, сведения по физико-химическим процессам получения и
составу коптильного дыма, обосновываются перспективы разви-
тия бездымного копчения, рассматриваются изменения основных
компонентов сырья в процессе технологического производства
4 5
копченой, сушеной и вяленой продукции. Приводятся традици-
онные и новые технологии приготовления этой продукции.
В главе 6 «Технология консервов» (д-р техн, наук, проф. Т. М-
Сафронова, д-р техн, наук, проф. С. А. Артюхова) рассматрива-
ются теоретические основы тепловой стерилизации гидробион-
тов, изменения основных компонентов сырья в процессе произ-
водства консервов и их хранения, излагаются принципы разработ-
ки режимов стерилизации, выбора вида предварительной
тепловой обработки сырья. Приведено описание технологии про-
изводства основных групп консервов, показаны перспективы про-
изводства термостабилизированных консервов.
В главе 7 «Продукты заданных состава и структуры» (д-р техн,
наук, проф. В. Д. Богданов) рассматриваются физико-химические
основы получения разнообразных продуктов с заданными органо-
лептическими, реологическими и питательными свойствами.
Приводятся современные технологии производства формованных,
эмульсионных и структурированных продуктов.
В главе 8 «Кормовые продукты из гидробионтов» (д-р техн,
наук, проф. В. М. Дацун) приведены данные о современном со-
стоянии производства кормовых продуктов из гидробионтов, опи-
саны схемы образования и использования вторичных материаль-
ных ресурсов рыбной промышленности, приведены их классифи-
кация и технологическая характеристика. Излагаются технологи-
ческие процессы производства основных кормовых продуктов из
гидробионтов и их характеристика.
В главе 9 «Рыбные жиры и витаминные препараты» (д-р техн,
наук, проф. В. М. Дацун) приводятся сведения о пищевой ценнос-
ти рыбных жиров, рассматриваются способы их производства и
технологии их приготовления. Приведены технологии производ-
ства витаминных препаратов и переработки отходов, образующих-
ся в процессе получения целевого продукта.
В главе 10 «Биологически активные вещества» (д-р техн, наук,
проф. В. М. Дацун, д-р техн, наук, проф. Б. Н. Семенов) впервые
сделана попытка обобщить разрозненные сведения о технологии
производства биологически активных веществ из различных видов
гидробионтов, описаны технологии их производства.
Д-р техн, наук, проф. Т. М. Сафронова,
д-р техн, наук, проф. В. И. Шендерюк
Глава 1
ТЕХНОХИМИЧЕСКИЕ СВОЙСТВА
ГИДРОБИОНТОВ И ИХ ТЕХНОЛОГИЧЕСКИЕ
ОСОБЕННОСТИ
§ 1. ФИЗИКО-ХИМИЧЕСКАЯ ХАРАКТЕРИСТИКА
ГИДРОБИОНТОВ
Строение рыбы и ее мышечной ткани. Тело рыбы состоит из вза-
имосвязанных тканей и органов, выполняющих различные физи-
ологические функции. Его условно делят на три части: голову, ту-
ловище и хвост, состоящий из хвостового стебля и хвостового
плавника. На туловище имеются плавники — грудные и брюшные
(парные), спинной и анальный (непарные). В брюшной полости
расположены внутренности: гонады (икра или молоки), печень,
почки, сердце, пищеварительные органы и имеющийся не у всех
рыб плавательный пузырь. Поверхность туловища и хвостового
стебля покрыта кожей, на которой располагаются чешуя или заос-
тренные костные пластинки. У некоторых видов рыб тело вместо
чешуи покрыто слоем слизи (сомы, налимы, угри). Под кожей на-
ходятся мышцы, образующие мясо рыбы (мышечную ткань), под-
держиваемые костным или хрящевым скелетом. По обеим сторо-
нам скелета расположена туловищная мускулатура, состоящая из
двух спинных и двух брюшных продольных мышц. Как спинные,
так и брюшные мышцы разделены поперек тонкими перегородка-
ми из соединительной ткани, называемыми миосептами, на ряд
сегментов (миомеров или миотомов). Количество миотомов обыч-
но соответствует количеству позвонков. Поперечные миосепты
располагаются не вертикально, а косо и образуют конус с верши-
ной, направленной вперед к голове рыбы, поэтому миотомы пред-
ставляют собой систему конусов, вложенных один в другой.
Мышцы рыбы состоят из трех основных образований: мышеч-
ных волокон, миосепт и эндомизия.
Мышечные волокна имеют веретенообразную форму и с обоих
концов прикреплены к миосептам.
Пространство между мышечными волокнами и миосептами за-
полнено эндомизием (рыхлой соединительной тканью).
Мышечное волокно состоит из миофибрилл, саркоплазмы и
сарколеммы. Основой структуры мышечного волокна являются
миофибриллы — тонкие нити, идущие вдоль него. Мышечные во-
локна покрыты оболочкой, называемой сарколеммой. Простран-
ство между миофибриллами и сарколеммой заполнено саркоплаз-
мой, представляющей собой вязкий белковый раствор.
7
Физические свойства рыбы. Плотность. Это отношение массы
рыбы к ее объему. Плотность неразделанной рыбы обычно состав-
ляет 980—1010 кг/м3, разделанной — 1050—1080 кг/м3. При замо-
раживании плотность рыбы уменьшается.
Объемная, или насыпная, удельная масса. Это масса рыбы, вме-
щающаяся в единице объема. Насыпная удельная масса живой
рыбы в среднем составляет 710—810 кг/м3, снулой — 690—790 и
мороженой — 440—480 кг/м3.
Центр тяжести. У большинства рыб центр тяжести располо-
жен ближе к голове, и при свободном скольжении рыба переме-
щается головой вперед. Это свойство широко используется при
проектировании рыборазделочных машин.
Угол скольжения. Это угол наклона плоскости, при котором по-
ложенная на нее рыба начинает скользить под действием силы
тяжести, преодолевая силу трения о материал плоскости. Величи-
на угла скольжения колеблется от 25 до 50" и зависит от вида рыбы
и поверхности скольжения, а также от степени разделки рыбы.
Структурно-механические (реологические) свойства. Они прояв-
ляются при механическом воздействии на продукт и характеризу-
ют степень его сопротивления приложенным извне силам. Реоло-
гические свойства классифицируют по характеру приложения к
продукту внешних усилий и вызываемым ими деформациям:
1) сдвиговые свойства (проявляются при воздействии касательных
усилий и характеризуются предельным напряжением сдвига, эф-
фективной и пластической вязкостью); 2) компрессионные харак-
теристики (проявляются при воздействии нормальных усилий и
характеризуются осевым сжатием, плотностью, модулем упругос-
ти); 3) поверхностные характеристики (проявляются при сдвиге
или отрыве продукта от твердой поверхности и характеризуются
адгезией, или липкостью, и коэффициентом трения). Структурно-
механические свойства используют при определении качества
продукции, а также при расчетах технологических процессов.
Важным показателем качества рыбы является консистенция
мышечной ткани, которая определяется совокупностью ее физи-
ко-механических свойств (упругостью, эластичностью, пластич-
ностью, вязкостью, липкостью, прочностью).
Теплофизические характеристики. Теплоемкость — количество
теплоты, поглощаемое телом при его нагревании на Г. Теплоем-
кость единицы массы называют удельной теплоемкостью. Тепло-
емкость рыбы определяется суммой теплоемкостей входящих в ее,
состав веществ (воды, жира, белка, минеральных веществ). Удель-
ная теплоемкость рыбы изменяется от 2763 до 3700Дж/(кг- К) и
зависит от ее химического состава, в основном от содержания
жира, причем с увеличением жирности удельная теплоемкость
уменьшается.
Теплопроводность характеризуется коэффициентом теплопро-
водности, который показывает количество теплоты, проходящее в
8
единицу времени через единицу поверхности слоя рыбы опреде-
ленной толщины при разности температур поверхностей слоя 8".
Для охлажденной рыбы коэффициент теплопроводности равен
0,4—0,5 Вт/(м К). При замораживании он значительно увеличива-
ется и зависит также от химического состава: при уменьшении со-
держания жира в рыбе коэффициент теплопроводности возрастает.
Температуропроводность — скорость изменения температуры
тела рыбы при нагревании или охлаждении. Она характеризуется
коэффициентом температуропроводности, который для разморо-
женной рыбы составляет (0,11—0,12)10-5м2/с.
Энтальпия (теплосодержание) — количество теплоты, содержа-
щееся в единице массы рыбы. Энтальпия рыбных продуктов при
определенной температуре характеризуется линейной зависимос-
тью от содержания влаги.
Электрическое сопротивление. Это сопротивление тканей
рыбы прохождению через нее переменного электрического
тока. Мышечная ткань живой, снулой рыбы или рыбы, находя-
щейся в состоянии посмертного окоченения, имеет высокое
электросопротивление. С наступлением разрешения окочене-
ния, а затем автолиза и бактериальной порчи оно значительно
снижается. Электросопротивление используют при расчетах ре-
жимов размораживания рыбы с применением тока промышлен-
ной частоты, а также при определении качества охлажденной или
мороженой рыбы.
Размерный состав (морфометрические характеристики). Размер-
ный состав — это отношение длин отдельных частей тела рыбы к
ее технологической длине. Для характеристики размерного соста-
ва используют следующие показатели: длину целой рыбы (техно-
логическую, полную и длину по Смиту), длину головы и тушки,
наибольшие высоту и толщину тела, расстояние до начала спин-
ного плавника, расстояние до грудных, брюшных, анального
плавников и т. п. Указанные показатели необходимы для создания
современной рыбообрабатывающей техники, выполнения энерге-
тических расчетов, изучения процессов массообмена и т. д.
Длину измеряют по прямой линии от начала рыла до: а) осно-
вания средних лучей хвостового плавника (конца чешуйчатого
покрова) — технологическая или промысловая длина; б) развилки
хвоста — длина по Смиту, в) конца лучей хвостового плавника —
полная длина. Технологическая длина, указанная в ГОСТе «Рыба
всех видов обработки. Длина и масса», используется для характе-
ристики рыб в промышленности и торговле. Длину по Смиту и
полную длину используют при биологических исследованиях.
Длину обезглавленной рыбы измеряют также по прямой линии от
края головного среза на уровне позвоночника до основания сред-
них лучей хвостового плавника, длину тушки — до края среза хво-
стового плавника. Длина различных видов рыб колеблется от не-
скольких сантиметров до нескольких метров.
9
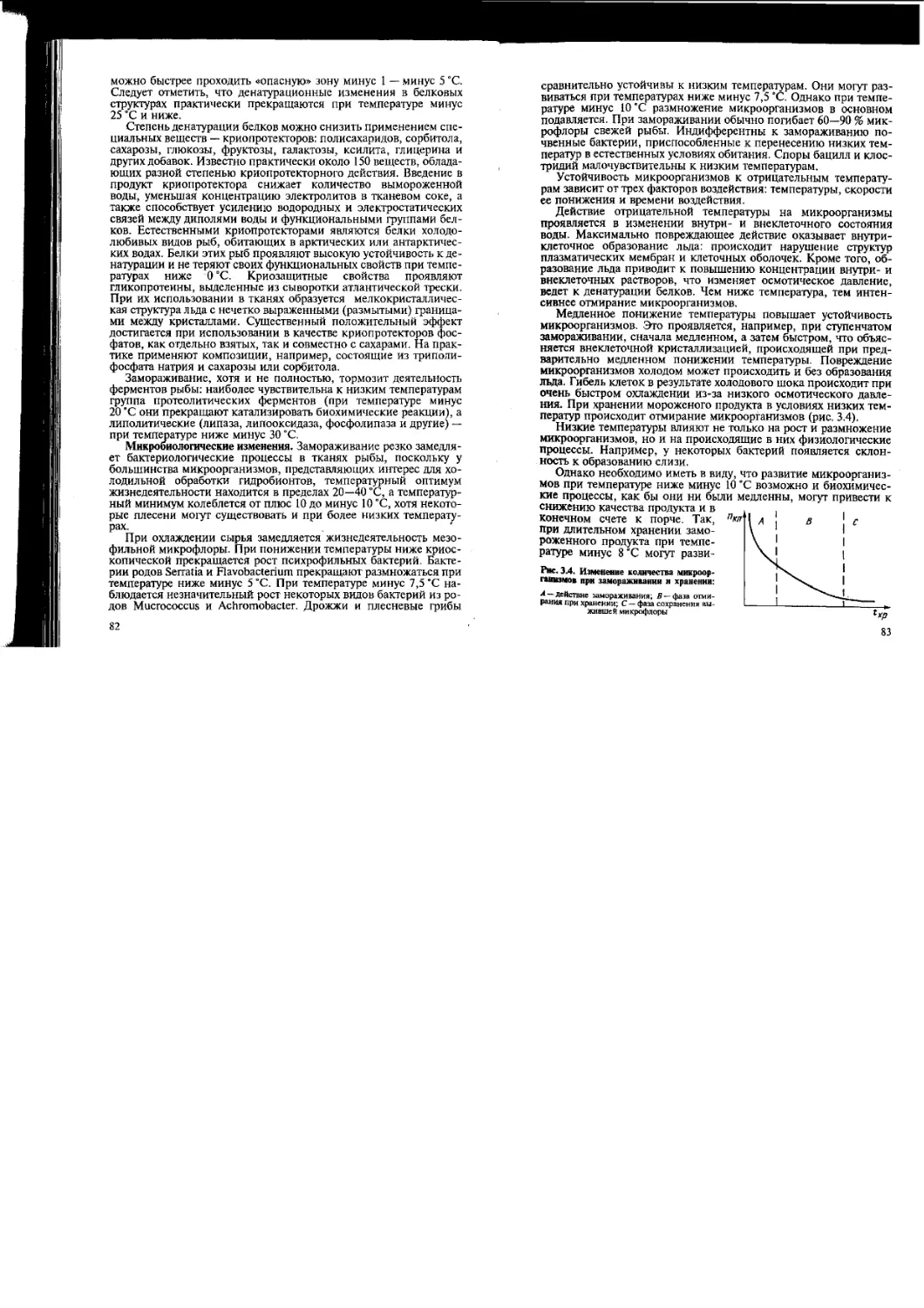
Массовый состав. Массовый состав — это отношение массы от-
дельных частей тела рыбы, получающихся при разделке, к ее об-
щей массе, выраженное в процентах (рис.).
Массовый состав является величиной переменной даже для од-
ного и того же вида рыбы и зависит от сезона и района промысла,
возраста, стадии зрелости гидробионтов и т. п.
Сведения о соотношении отдельных частей тела рыбы исполь-
зуют при установлении норм расхода сырья, выхода полуфабрика-
тов и готовой продукции, определении возможного количества
отходов с целью их направления на выпуск кормовой и техничес-
кой продукции.
Тело рыбы условно подразделяют на съедобные и несъедобные
части и органы.
К съедобным частям относят филе — мышечная ткань (мясо) с
кожей или без нее, печень и гонады. Вместе с тем следует помнить,
что печень и гонады некоторых редких видов рыб являются ядови-
тыми. К несъедобным частям относят кости, чешую, плавники, же-
лудочно-кишечный тракт. Условно съедобными частями считают
головы, хрящи и жировые отложения на внутренностях.
Наиболее значимым по пищевой ценности и количеству в рыбе
является мясо. Мясом называют туловищные мышцы вместе с
заключенными в них соединительной и жировой тканями, крове-
носными и лимфатическими сосудами и мелкими межмышечны-
ми косточками. Выход мышечной ткани в среднем составляет 40—
60 % и зависит от вида гидробионта, его пола, стадии зрелости. В
преднерестовом состоянии масса гонад достигает наибольших
значений (10—30 %), в связи с этим снижается выход мяса.
Примерные соотношения отдельных частей тела рыбы: тушка
45—80 % (в том числе кости 5—15 %, кожа 2—10 %), голова 10—
45 %, внутренности 4—30 %, плавники 2—5 %, чешуя 1—3 %.
Химический состав. Основными компонентами мышечной ткани
рыб являются: вода, азотистые вещества (белки и небелковые со-
единения), липиды и минеральные вещества. Кроме того, в ее со-
став в незначительных количествах входят важные в биологическом
отношении вещества, такие, как углеводы, витамины, ферменты.
Вода. Она составляет основную часть мышечной ткани рыб и
присутствует в ней в виде вязких растворов, содержащих белки,
минеральные вещества, капельки жира.
По форме связи воды с мышечной тканью различают следую-
щие виды влаги: 1) структурно-свободная (слабоудерживаемая,
или капиллярная) вода — заполняющая макрокапилляры и полос-
ти межклеточного пространства мышечной ткани, причем она
легко выделяется из ткани механическим путем (центрифугирова-
нием, прессованием, измельчением); 2) структурно-связанная
(иммобилизованная) вода — механически связанная со структур-
ной сеткой мышечной ткани, заполняющая микропоры и микро-
капилляры и удерживаемая силами осмотического давления; она
выделяется во вторую очередь в основном при термической обра-
ботке и коагуляции белков; 3) связанная (адсорбционная) вода —
прочно удерживаемая силами физико-химической связи с моле-
кулами гидрофильных веществ, в основном белков. Эта вода уда-
ляется только высушиванием и отличается по свойствам от обыч-
ной воды (замерзает при более низкой температуре, характери-
зуется пониженной диэлектрической постоянной и лишена
свойств растворителя). Любой способ обработки рыбы (посол,
копчение, замораживание, сушка, стерилизация) вызывает изме-
нение соотношения форм воды в мышечной ткани, в результате
чего изменяются ее консистенция и вкусовые качества.
Для большинства видов рыб содержание воды в мышечной тка-
ни составляет в среднем 70—80 %, однако границы колебания зна-
чительно шире — от 50 до 90 % и более. Существует взаимосвязь
между количеством воды и липидов. Чем больше в мышечной тка-
ни воды, тем меньше липидов, и наоборот. Высокое содержание
влаги в мышечной ткани отдельных видов рыб приводит к ослаб-
лению ее консистенции, значительным потерям влаги при раздел-
ке, посоле, термическом воздействии. Высоко обводненные рыбы
(более 80 % влаги) сложны в обработке и требуют использования
специальных технологических разработок.
Белки. Они являются основным структурообразующим компо-
нентом мышечной ткани, представляя собой сложные высокомо-
лекулярные соединения, в состав которых входит азот в количе-
стве 16 % их общей массы. Молекула белка состоит из аминокис-
лот. Каждый белок обладает своей, присущей только ему последо-
вательностью расположения аминокислотных остатков. Белок
является главной и обязательной составной частью всех живых
организмов.
По содержанию белка в мясе рыб (%) их разделяют на четыре
группы: 1) низкобелковые — до 10; 2) среднебелковые — 10—15;
3) белковые — 15—20; 4) высокобелковые — более 20.
10
11
Белки рыб в зависимости от их способности растворяться в оп-
ределенных условиях делят на 4 фракции: I) водорастворимую,
представленную главным образом белками саркоплазмы (миоген,
миоглобин, глобулин X, миоальбумины, нуклеопротеиды); 2) со-
лерастворимую, представленную белками миофибрилл (миозин,
актин, актомиозин, тропомиозин, нуклеотропомиозин); 3) соле-
нерастворимую (щелочерастворимую), состоящую из белков, на-
ходящихся в особом состоянии и денатурированных, перешедших
в нерастворимое состояние из первых двух фракций; 4) строму
(соединительнотканные белки, или белки сарколеммы: коллаген,
эластин, ретикулин).
В свежей мышечной ткани миофибриллярные белки составля-
ют до 60%, саркоплазматические — до 25—30%, щелочераствори-
мые —до 25%, стромы — до 3% их общего содержания.
При замораживании и последующем холодильном хранении
это соотношение меняется: уменьшается содержание растворимых
миофибриллярных и саркоплазматических белков и увеличивает-
ся количество денатурированных. От того, в каком состоянии
была заморожена рыба (до окоченения, в состоянии посмертного
окоченения, его разрешения или автолиза), а также при каких
температурных режимах она хранилась, будет зависеть содержа-
ние в мышечной ткани денатурированных (соленерастворимых)
белков, что связано с качеством сырья. Как известно, миофибрил-
лярныс белки отвечают за сохранение структуры мышечной тка-
ни. При переходе их в денатурированное состояние нарушаются
связь белка с водой, целостность мышечных волокон, что при
последующем размораживании сырья приводит к значительным
потерям тканевого сока, получению продукции с сухой и жесткой
консистенцией, не говоря уже о потерях массы сырья и готовой
продукции. Быстрое замораживание рыбы до состояния разреше-
ния посмертного окоченения, хранение ее при постоянной отри-
цательной температуре не выше минус 20 °C в течение срока, ука-
занного в технологической инструкции, замедляют денатурацион-
ные процессы в белках, способствуют сохранению сырья в моро-
женом виде и получению высококачественной готовой продук-
ции. В мороженой рыбе, хранящейся при стандартных темпера-
турных условиях, содержание щелочерастворимой фракции (дена-
турированных белков) не превышает 40 %.
Мышечная ткань мороженой рыбы содержит в основном в рав-
ных долях миофибриллярные и саркоплазматические белки иди
первые превалируют над вторыми. Этот факт непосредственно
связан с формуемостью фарша, полученного из этих рыб, по-
скольку чем больше значение белкового коэффициента (отно-
шение количества миофибриллярных белков к саркоплазматичес-
ким), тем лучше реологические характеристики фарша. Измель-
ченная мышечная ткань рыбы со значением К§> 1,0 имеет хоро-
шую формуемость, и ее можно использовать для производства
различного рода формованной продукции (горячего и холодного
копчения, рыбных палочек, колбас и т. п.). Следует отметить, что
миофибриллярные белки более лабильны по сравнению с сарко-
плазматическими, поэтому при нарушении режимов холодильно-
го хранения они денатурируют в первую очередь, снижая тем са-
мым значения белкового коэффициента и реологических характе-
ристик мышечной ткани. Такое сырье невозможно использовать
для выработки, в частности, формованной продукции. Вместе с
тем некоторые виды рыб, например путассу, в определенные сезо-
ны лова даже в свежем виде имеют значение белкового коэффи-
циента менее 1,0, что является особенностью их физиологическо-
го состояния в данный сезон. В связи с этим из такого сырья гото-
вят формованную продукцию с использованием других видов рыб,
имеющих высокий К6.
Среди белков соединительной ткани коллаген является основ-
ным, в значительной степени определяющим структурно-механи-
ческие свойства мяса рыбы. Физико-химические изменения кол-
лагена при хранении рыбы влияют на прочность соединительной
ткани и расслоение мяса по септам. Денатурация коллагена при
тепловой обработке и его превращение в растворимый глютин яв-
ляются важнейшими технологическими свойствами этого белка. В
количественном отношении мясо теплокровных животных содер-
жит в 3—7 раз больше белков стромы, чем мясо рыб. Низкое со-
держание белков стромы в мясе рыб обеспечивает его нежность,
мягкость и лучшую усвояемость по сравнению с мясом теплокров-
ных животных.
Небелковые азотистые соединения. К небелковым азотистым ве-
ществам относят экстрактивные соединения, являющиеся проме-
жуточными продуктами распада белков и аминокислот. От их ко-
личества и состава зависят органолептические характеристики го-
товых рыбных продуктов. Важнейшими из них являются триме -
тиламмониевые основания (триметиламиноксид, бетаин, холин),
летучие основания (моно-, ди- и триметиламин, аммиак), произ-
водные гуанидина (креатин, креатинин), производные имидазола
(гистидин, карнозин, ансерин), свободные аминокислоты, амиды
кислот (карбамид — мочевина), пуриновые основания и некото-
рые другие. Триметиламиноксид (ТМАО) представляет собой три-
метиламмониевое основание, которое содержится в основном в
мясе морских рыб и только в небольшом количестве в мясе неко-
торых пресноводных и проходных рыб. ТМАО является соедине-
нием, в форме которого происходит выделение азота у рыб, обра-
зующегося при катаболизме аминокислот, в отличие от тепло-
кровных животных, выведение азота у которых происходит в виде
аммиака и мочевой кислоты. Физиологическая роль ТМАО зак-
лючается в поддержании азотистого баланса у рыб. Содержание
ТМАО в мясе костистых морских рыб колеблется в пределах 95—
1000 мг%, хрящевых — 250—1430 мг%. Количество ТМАО в мы-
12
13
щечной ткани гидробионтов в большей степени зависит от их ви-
дового состава, образа жизни, физиологического состояния, райо-
на обитания. Глубоководные малоподвижные рыбы имеют более
высокое содержание ТМАО по сравнению с пелагическими. Рыба,
вылавливаемая в арктических широтах, содержит больше ТМАО,
чем рыба других районов. У крупных особей, а следовательно, рыб
более старшего возрастного состава его количество выше, чем у
мелких. Содержание ТМАО зависит от сезона года — зимой оно
примерно в 2 раза выше, чем летом.
Летучие основания в мясе свежей рыбы содержатся в незначи-
тельном количестве (до 15мг%). По мере развития посмертных
процессов, а также при хранении сырья в мороженом виде их со-
держание увеличивается и служит критерием при определении
качества мороженой рыбопродукции.
Содержание свободных аминокислот в мясе свежей рыбы со-
ставляет 15—20% общего количества азота небелковых веществ.
Аминокислоты, особенно моноаминокислоты, оказывают влия-
ние на вкус мяса рыбы.
Мочевина в мышцах костистых рыб накапливается в неболь-
ших количествах — 2—150 мг%, в то же время в мясе хрящевых
рыб ее содержание высоко —до 2200 мг%. В связи с этим перед
использованием мяса акул его подвергают отмачиванию для уда-
ления избытка мочевины.
Липиды. Это вещества, нерастворимые в воде, но способные ра-
створяться только в органических растворителях. Основную часть
жира составляет так называемый нейтральный жир — главным об-
разом это моно-, ди- и триглицериды, производные спирта глице-
рина и жирных кислот. Последние могут быть насыщенными или
ненасыщенными. Главными представителями насыщенных жир-
ных кислот являются пальмитиновая (16:0)* и стеариновая (18:0).
К ненасыщенным жирным кислотам относятся такие, как оле-
иновая (18:1), линолевая (18:2), линоленовая (18:3), арахидоновая
(20:4), ейкозапентаеновая (20:5) и докозагексаеновая (22:6). Две
последние жирные кислоты являются высокомолекулярными по-
линенасыщенными и играют важную роль в организме человека
как биологически активные соединения. Линолевая, линоленовая
и арахидоновая жирные кислоты также являются важными физи-
ологически необходимыми веществами и составляют так называе-
мый витамин F. Они обладают высокой биологической активнос-
тью, не синтезируются в организме (за исключением арахидоно-
вой жирной кислоты) и являются незаменимыми факторами пи-
тания. Высокое содержание ненасыщенных жирных кислот
придает жиру рыб жидкую консистенцию.
Жир в рыбе может быть распределен следующим образом: 1) в
подкожном слое (сельдевые, палтус и др.); 2) во внутренних орга-
не — количество атомов С, 0 — число двойных связей.
нах и брюшной полости (тресковые, макрурус, морской окунь,
судак); 3) преимущественно равномерно по всей мышечной ткани
(скумбрия, ставрида, сардина, анчоусы). В подкожном слое и во
внутренних органах сосредоточен резервный жир, в мышечной
ткани — главным образом структурный жир.
По содержанию жира рыб подразделяют на 4 группы: 1) то-
щие —до 2 % (треска, пикша, сайда, макрурус, акулы, хек, путас-
су); 2) среднежирные — 2—8 % (морской окунь, ставрида, пелами-
да, зубатка); 3) жирные — 8—15 % (скумбрия, сардина, сардинел-
ла); 4) высокожирные — более 15 % (сельдь, палтус, угорь, клы-
кач). Количество жира зависит от вида рыбы, возраста, стадии
зрелости, условий питания, обитания и т. п. У одних видов рыб
колебания жирности значительны (скумбрия, сардина, сардинел-
ла), у других составляют всего несколько процентов (хек, путассу,
окунь).
Минеральные вещества. Рыба является богатым источником ми-
неральных веществ. Содержание их в мышечной ткани, как пра-
вило, стабильно и составляет 1—3 %. В зависимости от количе-
ственного содержания минеральные вещества разделяют на две
группы: 1) макроэлементы (от десятых до сотых долей процента);
2) микроэлементы (менее 0,01 %). К группе макроэлементов отно-
сят натрий, калий (90—1000 мг%), кальций, фосфор (до 700 мг%),
магний (25—70 мг%). Данные элементы входят в состав биологи-
ческих жидкостей (участвуют в солевом обмене и осморегуляции),
биологически активных веществ и являются незаменимыми; со-
держание их в рыбном сырье является одним из показателей его
пищевой ценности. К группе микроэлементов относятся железо,
медь, марганец, цинк, ртуть, свинец, кадмий и др. Микроэлемен-
ты входят в состав биологически активных веществ, таких, как
ферменты, витамины, гормоны. Их роль в организме очень вели-
ка. С другой стороны, такие микроэлементы, как ртуть, свинец,
кадмий, называемые тяжелыми металлами, а также мышьяк, медь,
цинк, олово, называемые токсичными элементами, являются не-
желательными, и их присутствие в сырье (в мг/кг) ограничивает-
ся, например: ртути — до 0,3—0,6 (в пресноводной рыбе), 0,5—1,0
(в морской рыбе); свинца — 1,0—2,0; кадмия —0,2; мышьяка —
1,0 (в пресноводной рыбе), 5,0 (в морской рыбе); меди—10,0;
цинка — 40,0; олова — 200,0.
Углеводы. Они содержатся в небольших количествах в виде жи-
вотного крахмала — гликогена, являющегося источником энер-
гии, в мышцах рыбы. Содержание их составляет десятые доли
Процента и в общем балансе не учитывается. Тем не менее важное
значение имеют аминосахара (гексозамины), главным образом
глюкозамин и галактозамин. Присутствие этих веществ в количе-
стве более 10 мг% приводит к изменению окраски мяса рыбы при
термической обработке в результате реакции неферментативного
покоричневения (реакция Майяра). Из массовых видов рыб, ис-
14
15
пользуемых в консервном производстве, повышенное содержание
гексозаминов отмечалось в отдельных партиях ставриды, сайры,
терпуга, камбалы звездчатой. Данное обстоятельство следует учи-
тывать при производстве консервов из этих видов рыб.
Витамины. Содержащиеся в рыбном сырье витамины подраз-
деляют на две группы: 1) водорастворимые (растворимые в воде);
2) жирорастворимые (растворимые в органических растворите-
лях). В теле рыбы витамины распределены неравномерно. Во
внутренних органах их значительно больше, чем в мышечной тка-
ни, особенно жирорастворимых. К группе жирорастворимых ви-
таминов относятся: А (ретинол), D (эргокальциферол), Е (токофе-
рол). Наиболее высокое содержание этих витаминов наблюдается
в печени рыб (тресковых, морского окуня, скумбрии, акул), кото-
рая служит источником их получения.
Большая группа водорастворимых витаминов, содержащихся в
рыбном сырье, имеет исключительно важное значение: Bj — тиа-
мин (0,03—0,86 мг%), В2 — рибофлавин (0,02—0,36 мг%), РР —
ниацин (никотиновая кислота) — 0,40—8,20 мг%, В6 —пиридок-
син (0,10—0,80 мг%), С — аскорбиновая кислота (0,4—3,2 мг%).
Витамины, являясь биологически активными веществами, имеют
огромное значение в нормализации процессов обмена веществ.
Соединяясь со специфическими белками, они образуют биоката-
лизаторы — ферменты. Находясь в тканях в весьма малых количе-
ствах, витамины катализируют реакции распада и синтеза амино-
кислот, белков, углеводов, нуклеиновых кислот и стеринов.
Ферменты. Это вещества белковой природы, являющиеся био-
логическими катализаторами, ускоряющими химические реакции
в организме и отличающимися избирательным действием. Фер-
менты, расщепляющие белки, называются протеазами (протеоли-
тическими ферментами), а расщепляющие жиры — липазами (ли-
политическими ферментами).
Среди протеолитических ферментов важное значение имеют
пепсин и трипсин (пищеварительные ферменты), локализован-
ные в желудочном соке, и катепсины (внутриклеточные фермен-
ты), находящиеся в мышечной ткани. Тканевые катепсины игра-
ют большую роль в процессе созревания соленой рыбы.
Пищевая ценность рыбы. Понятие «пищевая ценность» отража-
ет всю полноту полезных качеств продукта, связанных с оценкой
содержания в нем широкого перечня пищевых веществ. Оно скла-
дывается из потребительских свойств, которые характеризуются
размером и выходом съедобной части рыбы, консистенцией, орга-
нолептическими и биохимическими показателями мышечной тка-
ни, а также содержанием основных пищевых веществ, необходи-
мых для питания человека. Понятия «энергетическая» и «биологи-
ческая» ценность являются более частными.
Энергетическая ценность характеризует ту долю энергии, кото-
рая может высвобождаться из пищевых веществ в процессе биоло-
гического окисления и использования для обеспечения физиоло-
гических функций организма. Энергетическую ценность рыбы оп-
ределяют как калорийность ее мышечной ткани исходя из того,
что при окислении 1 г белка выделяется 16,7 кДж/г (4,0 ккал/г), а
1 г жира — 37,7 кДж/г (9,0 ккал/г) теплоты. Для определения ис-
тинной калорийности при расчете должны быть введены коэффи-
циенты усвоения пищевых веществ в организме. Для белков мяса
рыбы он составляет в среднем 0,96, жира — 0,91. Формула расчета
калорийности будет иметь следующий вид:
Q = 0,96 16,7Б + 0,91 37,7Ж,
где Б— содержание белка; ^—содержание жира в мышечной ткани рыбы.
Биологическая ценность отражает качество белковых, жировых
и минеральных компонентов продукта, связанных со степенью
сбалансированности аминокислотного, жирнокислотного и мине-
рального состава.
В настоящее время известно 20 различных аминокислот, обыч-
но встречающихся в белках; 8 из них являются незаменимыми,
которые не могут синтезироваться в организме и в необходимом
количестве должны поступать с пищей. К ним относят валин, изо-
лейцин, лейцин, лизин, метионин, треонин, триптофан, фенил-
аланин. Белки рыбного сырья имеют достаточно высокую биоло-
гическую ценность. Общее количество их незаменимых амино-
кислот, как правило, выше эталона ФАО/ВОЗ (36,0 г/100 г белка).
Однако общее содержание незаменимых аминокислот не в пол-
ной мере характеризует биологическую ценность белка. Наряду с
этим важное значение имеет содержание каждой аминокислоты в
сравнении с эталоном ФАО, т. е. сбалансированность белков по
аминокислотному составу (отношение содержания данной амино-
кислоты в белке мышечной ткани рыбы к ее содержанию в белке-
эталоне, выраженное в процентах, называется аминокислотным
скором). Если содержание хотя бы одной аминокислоты составля-
ет менее 100 %, то такой белок считают биологически неполно-
ценным, а аминокислоту — лимитирующей. В подавляющем боль-
шинстве белки различных видов рыб не имеют лимитирующих
аминокислот или имеют одну, реже две лимитирующие амино-
кислоты, причем аминокислотный скор (содержание относитель-
но эталона ФАО) редко опускается до отметки 60 %.
Биологическую ценность липидов оценивают по их жирнокис-
лотному составу. Учитывают содержание высокомолекулярных
полиненасыщенных жирных кислот, таких, как линолевая, лино-
леновая, арахидоновая, ейкозапентаеновая и докозагексаеновая.
Постмортальные (посмертные) изменения в рыбе. Гиперемия.
Рыба, извлеченная из воды, погибает от удушья или от сдавлива-
ния в трале. Во время этой стадии у нее происходит кровоизлия-
16
17
ние в жабры, в крови и мышцах накапливаются молочная кислота
и другие неокисленные продукты обмена веществ, вызывающие
паралич нервной системы, в результате которого рыба погибает
(засыпает). Скорость засыпания рыбы зависит от степени ее утом-
ления при вылове, количества ее в трале, температуры воды.
Отделение слизи. Эта стадия очень тесно связана с гиперемией
и в некоторых случаях не рассматривается отдельно. Выделение
слизи начинается сразу после вылова рыбы и является реакцией
организма на неблагоприятные условия внешней среды. Количе-
ство выделившейся слизи может достигать 2—3 % массы рыбы.
Слизь является благоприятной средой для развития микроорга-
низмов (в ее состав входит белковое вещество — гликопротеид му-
цин), что приводит к появлению неприятного гнилостного запаха
при последующем хранении рыбы до обработки. Наличие данного
запаха не считается признаком порчи рыбы, и при ее мойке в про-
точной воде он полностью исчезает. Перед наступлением посмер-
тного окоченения выделение слизи прекращается.
Посмертное окоченение. Это затвердевание тела рыбы в резуль-
тате сложных физико-химических процессов в мышцах, вызываю-
щих их напряжение и сокращение, при этом рыба не сгибается и
при нажатии на спинные или брюшные мышцы вмятин не обра-
зуется. В стадии посмертного окоченения мышечная ткань рыбы
безупречна по качеству и свежести, поэтому эту стадию стараются
продлить как можно дольше. Для этого избегают переполнения
трала рыбой, сокращают длительность траления, применяют не-
медленное охлаждение рыбы после вылова. У рыбы, хранившейся
в воде, посмертное окоченение наступает раньше и продолжается
дольше, чем у рыбы, хранившейся на воздухе при одной и той же
температуре. Окончанием процесса является расслабление мышц
(разрешение посмертного окоченения), рыба снова приобретает
гибкость, консистенция еще остается плотной и упругой.
Автолиз. Он проявляется в размягчении мышц из-за разруше-
ния белков соединительной ткани (коллагена), а также белков
мышечных волокон, которые расщепляются до полипептидов, ди-
пептидов, пептидов, пептонов и свободных аминокислот под дей-
ствием протеолитических ферментов (в основном катепсинов),
при этом изменяется структурная сетка мышечной ткани, обус-
ловливающая ее упругость. Расщеплению подвергаются также и
липиды, при этом накапливаются продукты их распада, такие, как
свободные жирные кислоты (в конечном итоге насыщенные низ;
комолекулярные), глицерин, фосфорная кислота, холин и др. Ав-
толиз не рассматривают как процесс порчи рыбы, так как образу-
ющиеся продукты распада белков и липидов являются вполне
доброкачественными, однако при этом создается благоприятная
среда для развития микроорганизмов, которые в дальнейшем яв-
ляются причиной порчи рыбы.
Бактериальное разложение. Оно начинается практически па-
18
раллельно с автолизом и заключается в дальнейшем распаде бел-
ков под действием ферментов микроорганизмов с накоплением
свободных аминокислот и продуктов их превращений при дезами-
нировании и декарбоксилировании. Конечными продуктами бак-
териального разложения белков являются: низшие алифатические
и жирные кислоты (уксусная, масляная, валериановая, молочная,
бензойная); простые низшие моноамины (метиламин, диметил-
амин, триметиламин); циклические моноамины (гистамин, фе-
нилэтиламин); диамины (кадаверин, путресцин); ароматические
спирты (фенол, крезол); гетероциклические соединения (индол,
скатол); сернистые соединения (сероводород, меркаптаны); неор-
ганические вещества (водород, диоксид углерода и аммиак). Ам-
миак и низшие моноамины объединяют под названием летучих
оснований, и по их накоплению в мышечной ткани рыбы судят о
степени ее свежести. Развитию неприятного запаха портящейся
рыбы способствует накопление летучих оснований, сернистых со-
единений, ароматических спиртов и гетероциклических соедине-
ний. Кроме того, фенол и крезол, индол и скатол, кадаверин и
путресцин, а также гистамин и фенилэтиламин являются токси-
ческими веществами, вызывающими отравление при употребле-
нии в пищу несвежей рыбы. По мере развития стадии бактериаль-
ной порчи жабры бледнеют и покрываются пахнущей слизью, гла-
за мутнеют и опадают, кожный покров тускнеет с появлением
мутной слизи с гнилостным запахом, мышечная ткань становится
дряблой, расслаивающейся по септам и легко отстающей от кос-
тей. В стадии бактериального разложения рыбу на пищевое ис-
пользование не направляют.
§ 2. ТЕХНОХИМИЧЕСКАЯ ХАРАКТЕРИСТИКА
И ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ НЕКОТОРЫХ
ОСНОВНЫХ ПРОМЫСЛОВЫХ ОКЕАНИЧЕСКИХ ВИДОВ РЫБ
Путассу северная. Преобладающая промысловая длина север-
ной путассу в уловах составляет 26—33 см, выход тушки 60—63 %.
Она относится к белковым тощим рыбам. Жирность мышечной
ткани путассу изменяется незначительно в течение всего года и в
своем экстремальном значении не превышает 2,2 %. Содержание
воды достигает 78—80 %. Количество азотистых веществ снижает-
ся с января по июнь и наименьшее значение отмечается в мае-
июне (17,1 %). В это время рыба нерестовая или посленерестовая,
с пониженной пищевой и товарной ценностью. В июле содержание
белка увеличивается до 19,9 % и в течение всей второй половины
года находится на уровне 19,2%. В этот период мышечная ткань
путассу плотная, с хорошей водоудерживающей способностью.
Активность протеолитических ферментов мышечной ткани
низкая [0,10—0,13 мкмоль/(г • ч)], чего нельзя сказать о ферментах
19
внутренностей [21,0—38,2 мкмоль/(г • ч)]. Высокая активность
протеолитических ферментов внутренностей наряду с повышен-
ной обводненностью мышечной ткани является одной из причин
ослабленной консистенции путассу.
Анализ данных по технологической характеристике и химичес-
кому составу путассу показал, что пищевая ценность ее меняется в
зависимости от периода лова. Выход съедобной части рыбы зави-
сит от массы тушки, которая максимальна в летне-осенний пери-
од. Если для зимне-весенней путассу выход мяса составляет в
среднем 45%, то для летне-осенней — 50 %. В первой половине
года пищевая ценность путассу невысокая и меняется незначи-
тельно: консистенция мышечной ткани водянистая, содержание
белка достигает 17—18%, влажность увеличивается до 81 %. Во
второй половине года ее пищевая ценность возрастает, увеличива-
ется выход мяса, оно становится более плотным и лучше удержи-
вает влагу, содержание белка достигает 20 %, влажность уменьша-
ется до 78 %. В это время активность ферментов внутренностей
относительно невысока, что положительно сказывается на каче-
стве мороженой рыбы при хранении.
Многие встречающиеся в уловах морские и океанические рыбы
в той или иной степени заражены паразитами, локализующимися
в различных внутренних органах, а также в мышечной ткани или
на поверхности тела. Некоторые паразиты, например Anisakis
simplex, снижая товарный вид сырья, могут служить причиной ча-
стичной или полной выбраковки продукции. Поскольку макси-
мальное заражение путассу отмечено для рыбы длиной 25—30 см,
то ее обязательно разделывают. Путассу длиной до 25 см можно
выпускать и в неразделанном виде, особенно в весенний период,
когда зараженность паразитами минимальная. В зависимости от
локализации паразитов предусматривают различные виды раздел-
ки: потрошено-обезглавленная, тушка, спинка или необесшку-
ренное филе.
Хек серебристый. Как и путассу, хек относится к рыбам с мало
меняющимся химическим составом. Промысловая длина хека ко-
леблется от 24 до 32 см. Выход тушки в среднем составляет 60 %.
Жирность мышечной ткани возрастает от 1—2 % в январе—февра-
ле до 3,2—3,9 % в марте—мае и уменьшается к июлю до 2,0—2,5 %.
Содержание белковых веществ снижается от февраля к маю с 18,8
до 15,6 % и в летний период составляет 16—17 %.
Мышечная ткань хека содержит водорастворимые и солера*-
створимые фракции белков в равных долях или с преобладанием
последних, т. е. Л'6 в основном равен или больше 1,0. Фарш с таки-
ми показателями белкового коэффициента имеет хорошую фор-
муемость, и его целесообразно использовать в качестве сырья для
производства различного рода формованной продукции (горячего
и холодного копчения, рыбных колбас, крабовых палочек, кули-
нарных изделий). Анализ данных технохимической характеристи-
ки хека показал, что промыслом охвачены нагульные и нересто-
вые скопления рыбы, т. е. различного физиологического состоя-
ния. В связи с этим пищевая ценность в промысловый период
различна. Так, показатель потребительской ценности (выход туш-
ки) снижается от весны к лету. Высокая пищевая ценность отме-
чена для нагульного хека (февраль—март), когда жирность ткани
достигает 4,0 %, количество белковых веществ 18,2—18,8 %. В ос-
новной промысловый период (май—июль) главным образом вы-
лавливается нерестовый хек несколько более низкой пищевой
ценности: содержание белков уменьшается до 16—17 %, липи-
дов — до 2—3 %. Несмотря на это, фарш хека имеет хорошие рео-
логические характеристики и хорошо формуется.
Однако под наименованием «хек серебристый» имеется в виду
не только североамериканский хек, но и хек, вылавливаемый
вдоль побережья Африки (сенегальский и капский). Особеннос-
тью двух последних видов, вылавливаемых в теплых водах, являет-
ся ослабленная консистенция мышечной ткани и низкая влаго-
удерживающая способность. Измельченная ткань плохо формует-
ся и легко отдает влагу. Напротив, североамериканский хек имеет
среднеупругую консистенцию, плотное мясо с хорошей влаго-
удерживающей способностью. Различие технологических свойств
предполагает разные способы технологической обработки данных
видов рыб, имеющих одно товарное наименование.
Ставрида. Ставрида, вылавливаемая вдоль западного побережья
Африки, представлена двумя видами: европейской и капской. Раз-
мерный состав европейской ставриды в течение года значительно
варьирует. В мае—июне облавливается мелкая рыба длиной 18—
20 см. В остальные месяцы ее длина колеблется от 20 до 28 см.
Массовый состав рыбы по сезонам года менялся незначительно, и
выход тушки в среднем составлял 59—62 %. Химический состав
европейской ставриды подвержен сезонным изменениям. В зим-
не-весенний (нерестовый) период жирность мышечной ткани со-
ставляет 1,3—2,7 %. В это время рыбу в связи с ее невысокой жир-
ностью рекомендуется направлять на производство мороженой
продукции с разделкой на тушку и филе, консервов, кулинарных
изделий. В летне-осенний (нагульный) период количество липи-
дов в мясе увеличивается до 4—7 %. Этот период является наибо-
лее благоприятным для вылова сырья, пригодного для производ-
ства продукции холодного и горячего копчения, пресервов, а так-
же консервов. Содержание белковых веществ в течение всего года
составляет 18,5—20,5 %, т. е. рыба относится к белковым промыс-
ловым объектам с хорошими реологическими свойствами (плот-
ная консистенция мышечной ткани, высокая влагоудерживающая
способность, формуемость).
Ставрида капская (южноафриканская) представлена в основ-
ном размерной группой 18—30 см, т. е. более крупного размера по
сравнению с европейской ставридой. Выход тушки зависит от се-
20
21
зона лова. Наибольший выход наблюдается в марте—апреле и ок-
тябре-декабре (56—62 %), т. е. в нагульные периоды, в среднем
составляя 54—58 % (ниже по сравнению с европейской ставри-
дой). Химический состав капской ставриды зависит от сезона
лова, но в небольшой степени, что объясняется растянутым пери-
одом нереста рыбы. С марта по июль средняя жирность мышеч-
ной ткани составила 3,0 %, в сентябре—октябре повысилась до
4,4 %, а в декабре—январе — до 4,8 %. Следует отметить, что хи-
мический состав рыбы, находящейся в одном улове, отличается
определенной пестротой в связи с наличием особей различного
физиологического состояния. Так, содержание липидов в мясе
ставриды, выловленной в сентябре, варьировало в одном улове от
0,7 до 9,7 % при среднем значении 4,4 ± 2,5. В процентном отно-
шении количество жирной рыбы невелико. Например, в сен-
тябрьских уловах ставрида жирностью более 5 % составляла не бо-
лее 10,8 %, жирностью 3—5 % — 8,9—36,9 %, остальная рыба (бо-
лее половины улова) имела жирность менее 3 %. Содержание бел-
ковых веществ изменялось незначительно и составляло 18,5—
20,0 %. В связи с большим колебанием жирности ставриды капс-
кой и невысоким средним уровнем содержания жира в мышечной
ткани рыбу целесообразно направлять на производство мороже-
ной продукции (тушка, филе), кулинарных изделий, полуфабри-
катов, консервов, формованной продукции. В связи с высоким со-
держанием фракции солерастворимых белков в мышечной ткани
ставриды ее измельченное мясо также рекомендуется использо-
вать в качестве добавки к фаршу таких видов рыб, как путассу, для
увеличения с целью улучшения формуемости.
Скумбрия восточная. Вдоль западного побережья Африки рас-
пространен один вид скумбрии, однако наблюдается значительная
разница между популяциями этого вида, обитающего в централь-
но-восточной Атлантике (ЦВА) и юго-восточной Атлантике
(ЮВА). В районе ЦВА длина рыбы составила 17—33 см без явного
преобладания какой-либо конкретной размерной группы. Выход
съедобной части (тушки) колебался от 60 до 64 %. В юго-восточ-
ной Атлантике длина скумбрии составила 37—52 см и отмечен бо-
лее высокий выход тушки — 66—69 %.
Сезонные изменения химического состава скумбрии этого
района ярко выражены. Жирность мышечной ткани в нересто-
вый период (февраль—апрель) составляла 3,5—5,2 %. В летнее
время происходит накопление липидов; их количество к август^
достигает 15,3 %, уменьшаясь осенью до 4—5 % и вновь увеличи-
ваясь к зиме. Содержание белковых веществ превышает 20 %.
Таким образом, наиболее жирная скумбрия в ЦВА вылавливает-
ся в основном в летний и зимний периоды (май—август, де-
кабрь-январь). В это время из нее можно вырабатывать консер-
вы натуральные и с добавлением масла, провесную и копченую
продукцию, пресервы.
Химический состав скумбрии ЮВА также зависит от сезона
лова, при этом в пределах даже одного месяца наблюдается его
значительная пестрота. Жирность мышечной ткани уменьшается
от января к апрелю с 9,2 до 5,5 %, возрастает к июлю до 9,7 %,
вновь снижается до минимального значения в сентябре (4%), а
затем возрастает с достижением максимума в октябре—декабре
(13,7 %). Практически во все месяцы года скумбрия имеет жир-
ность более 4—5 %, высокое количество белковых веществ — 20—
22 %, поэтому все сырье можно направлять на выпуск продукции
с высокими потребительскими свойствами: холодного копчения,
пресервы в мелкой расфасовке и т. п. Характерной особенностью
скумбрии этого района являются ослабленная консистенция мы-
шечной ткани и возможность ее расслаивания по септам. В связи
с этим необходимо исключать задержку сырья на палубе до замо-
раживания, ограничивать величину разового улова, строго следить
за соблюдением технологических режимов при обработке рыбы.
Окунь клюворылый. Он обитает в северных водах Атлантичес-
кого океана. Основу уловов составляет рыба длиной 30—40 см.
Выход тушки окуня невысокий (приближается к 50 %) за счет
крупной головы и имеет тенденцию к снижению к июлю—августу.
Химический состав мышечной ткани не испытывает заметных се-
зонных колебаний: содержание липидов не превышает 3,8 %, бел-
ковых веществ достигает 20 %, влаги — 78—80 %.
Следует иметь в виду, что отдельные уловы окуня могут быть
подвержены воздействию паразитов — копепод сфирион люмпи,
которые прикрепляются непосредственно к телу и широко рас-
пространены у взрослых рыб. Количество пораженной рыбы в
среднем составляет 5—7 % всего улова, однако в отдельных случа-
ях может достигать 30—35 %. Пораженного окуня отсортировыва-
ют или разделывают. Другим пороком окуня может быть наличие
на его поверхности темных пигментных пятен с частотой встреча-
емости 7—10 % улова. Пигментные пятна серовато-черного, чер-
ного или красновато-оранжевого цвета представляют собой пиг-
ментные клетки, содержащие меланин, которые не представляют
опасности для здоровья человека, но являются причиной потери
товарного вида рыбы. В связи с этим рыба с пятнами подлежит
обязательной разделке и направляется на замораживание как по-
луфабрикат для промышленной переработки. Полуфабрикат для
переработки может быть реализован только в виде готовой про-
дукции, прошедшей термообработку при температуре 100 ‘С и
выше: консервов, кулинарных изделий и продукции горячего коп-
чения.
Мелкие тунцы. К мелким видам тунцов относятся макрелевый,
пятнистый и полосатый. К группе наиболее мелких тунцов отно-
сится макрелевый (промысловая длина 28—39 см). Размеры поло-
сатого тунца 40—50 см, пятнистого — 38—70 см. Выход тушки для
всех видов довольно высок и составляет 64,1—72,5 %. По химичес-
22
23
кому составу мелкие тунцы относятся к нежирным (до 4 % жира)
высокобелковым рыбам (до 26 % белковых веществ). Характерной
особенностью тунцов является наличие в их мышечной ткани
светлого и темного мяса, причем последнее составляет по сравне-
нию с другими рыбами, в том числе и с крупными тунцами, до-
вольно значительную часть. Мышечная ткань тунцов богата кро-
веносными сосудами, и в размороженном виде все мясо окраши-
вается в бурый цвет. Граница темного и светлого мяса наиболее
четко видна только у подмороженной рыбы, поэтому тунца разде-
лывают в полуразмороженном состоянии. Консистенция светлого
мяса плотная, упругая. Фарш, приготовленный из него, вязкий,
липкий, хорошо формуется, обладает хорошей влагоудерживаю-
щей способностью. По реологическим характеристикам мясо мел-
ких тунцов приближается к мясу теплокровных животных. Фарш
из темного мяса более вязкий, маслообразной мажущей консис-
тенции. Темное мясо расположено вдоль боковой линии и прони-
кает в толщу тушки до позвоночника; содержание его у полосато-
го тунца составляет до 9 %, пятнистого и макрелевого — 8,7—
12,0 %. Наибольшую пищевую ценность имеет светлое мясо, цве-
товые оттенки которого различны и зависят от вида тунца. Более
светлое мясо с розовым оттенком наблюдают у полосатого тунца,
менее светлое с красноватым оттенком — у пятнистого и макреле-
вого. Мелкие тунцы, как и крупные, используют для производства
консервов как натуральных с добавлением масла, так и бланширо-
ванных в масле. На приготовление этих видов консервов направ-
ляют только светлое мясо. В связи с низкими значениями pH и
высокой общетитруемой кислотностью консервы из мяса тунцов
имеют более кислый привкус, чем консервы из крупных тунцов.
Темное мясо можно использовать для производства консервов
типа паштетов и кулинарной продукции. Для пищевых целей це-
лесообразно использовать также печень мелких тунцов. Она мо-
жет служить хорошей добавкой при производстве паштетов, кол-
бас, консервов, обогащая продукты белком и витамином А.
Глубоководные рыбы. Рыбы, добываемые с глубин более 500 м,
могут быть разделены на обитающие в пелагиали (светящиеся ан-
чоусы, эпигонусы, телескопы) и батипелагические, обитающие на
дне (макрурусы, бериксы, гладкоголовы, большеголовы, лемоне-
мы, ликограммы и др.). Наиболее перспективными для использо-
вания в пищевых целях считаются тупорылый макрурус, сабля-
рыба и берикс. Маловероятно, что эти рыбы, учитывая их непри-
глядный внешний вид, могут найти сбыт в целом виде, однако вы-
сокие вкусовые качества мышечной ткани служат достаточным
основанием для использования их в качестве сырья при изготов-
лении различных продуктов питания. Длина бсрикса составила
29—40 см, макруруса и сабли-рыбы— до 80 см. Выход тушки не-
большой — 45—65 % за счет большой головы, которая составляет
до 50 % массы целой рыбы. Макрурус разделывают на тушку с уда-
лением хвостовой части, равной '/3 длины тушки; у сабли-рыбы
удаляют хвостовую часть, равную */4 длины рыбы. Важнейшей со-
ставной частью внутренностей является печень, которая для мак-
руруса составляет 9 %, сабли-рыбы — до 2% массы целой рыбы.
По общему химическому составу глубоководные рыбы условно
можно разделить на 2 группы: рыбы, имеющие среднюю обвод-
ненность мяса (до 80 %), и рыбы с повышенным содержанием
влаги (до 90 %). К. первой группе можно отнести берикса, саблю-
рыбу, а также светящихся анчоусов, ко второй группе — макруру-
са, а также большеголова, лемонему и ликограмму. Повышенная
обводненность мышечной ткани встречается и у пелагических
рыб, например у синей зубатки, но для рыб, живущих на больших
глубинах, это более характерно. Сильнообводненную рыбу обра-
батывать традиционными методами практически невозможно (ку-
сочки мяса при термической обработке теряют свою форму, изме-
няют линейные размеры, выделяют большое количество влаги),
поэтому необходимо внедрять новые технологические операции,
среди которых существенное значение имеет либо частичное обез-
воживание мяса, либо повышение его влагоудерживаюшей спо-
собности. Последний способ является наиболее рациональным,
так как для рыб с повышенной влажностью характерно высокое
содержание саркоплазматических белков, и удалять их с отпрессо-
ванной влагой нежелательно. Тем более важным фактором явля-
ется то, что саркоплазматические белки обычно более устойчивы
при холодильном хранении и в меньшей степени подвергаются
денатурационным изменениям, чем миофибриллярные белки. Ли-
пиды этих рыб содержат небольшое количество высоконенасы-
щенных жирных кислот (до 17 %), что позволяет рекомендовать
более длительные сроки хранения сырья в мороженом виде.
Для берикса и сабли-рыбы приемлемы традиционные способы
обработки: производство копченой и кулинарной продукции,
консервов.
Светящиеся анчоусы относятся к мелким рыбам с характерны-
ми размерами — 5,5—16,0 см. Химический состав светящихся ан-
чоусов в значительной степени вариабелен. Жирность рыбы ко-
леблется в зависимости от вида, а также в пределах каждого вида в
довольно широком диапазоне, что определено районом и сезоном
промысла и связано в первую очередь с физиологическим состоя-
нием рыбы, возрастом, состоянием кормовой базы. Так, для анчо-
уса нотоскопела диапазон колебания жирности составляет 4,3—
26,3 %, гимноскопела — до 32,6 %. По содержанию белковых ве-
ществ светящиеся анчоусы относятся к белковым рыбам (15—
20%). Для анчоусов высокой жирности количество белковых
веществ уменьшается до 11,4 %, но не выходит за пределы группы
среднебелковых рыб. Пищевое использование светящихся анчоу-
сов затруднено из-за их непривлекательного внешнего вида, одна-
ко отдельные их виды пригодны для выпуска традиционных видов
24
25
продукции, таких, как пресервы и консервы типа рыба обжарен-
ная в масле. В производстве пищевой продукции из мелких рыб
важное место занимают получение пищевого рыбного фарша и
приготовление на его основе разнообразной продукции. Увеличе-
нию производства фарша будет способствовать использование
широкого спектра мясокостных сепараторов и другого специаль-
ного оборудования. Путем комбинирования сырья за счет подбора
различных видов рыб и внесения специальных добавок можно
получить композиции фарша повышенной пищевой ценности,
сбалансированные по аминокислотному составу, а также с задан-
ными технологическими характеристиками (консистенция, фор-
муемость, влагоотдача и т. п.). Одним из направлений использова-
ния светящихся анчоусов является также производство кормовой
муки и жира.
Контрольные вопросы и задания
1. Что такое размерный состав рыбы? 2. Из каких основных частей состоит
рыба? 3. Каковы особенности строения мышечной ткани рыбы? 4. Как охаракте-
ризовать физические свойства рыбы и их значение в технологии? 5. Что подразу-
мевают под массовым составом рыбы и для чего его определяют? 6. Каковы ос-
новные компоненты мышечной ткани рыбы? 7. На какие фракции делятся белки
в зависимости от их растворимости? 8. Что такое белковый коэффициент К6 и для
чего его определяют? 9. Каковы основные особенности липидов рыб? 10. Содер-
жание каких микроэлементов в мышечной ткани рыбы нормируют и почему?
11. Какие витамины содержатся в мясе рыбы? Каковы их значение и роль в про-
цессах обмена веществ? 12. Каковы основные стадии посмертных изменений в
рыбе? 13. Дать понятие пищевой, энергетической и биологической ценности мяса
рыбы. 14. Какие вещества являются конечными продуктами бактериального раз-
ложения белка? 15. Каковы особенности химического состава путассу?
Глава 2
ТРАНСПОРТИРОВАНИЕ,
ХРАНЕНИЕ И ПРЕДВАРИТЕЛЬНАЯ
ПОДГОТОВКА СЫРЬЯ
Ввиду удаленности мест вылова рыбы от пунктов ее реализации
и переработки необходимы транспортирование и хранение ее. Па-
раметры этих процессов зависят от многочисленных факторов, в
том числе от того, в живом или снулом виде находится сырье.
§ 1. ЖИВАЯ РЫБА
Живая рыба служит сырьем для промышленной переработки, а
также является товарной продукцией, пользующейся неограни-
ченным спросом благодаря абсолютной свежести.
Живую рыбу перевозят в водной среде, которая не только слу-
жит средой обитания, но и компенсирует потери на испарение, а
также является средством удаления отходов жизнедеятельности
транспортируемых гидробионтов.
Изменение среды обитания после вылова вызывает у рыб фи-
зиологические и химические реакции, интенсивность которых оп-
ределяет способность их к выживанию. .
Пригодными для содержания и транспортирования в живом
виде являются пресноводные рыбы с плотно сидящей чешуей, без
колючих плавников.
К наиболее выносливым, неприхотливым и жизнестойким от-
носятся карп, особенно гибрид карпа с амурским сазаном (курс-
кий карп), а также карась и линь.
При необходимых условиях некоторые виды карпа могут со-
держаться в садках свыше полугода. Существенное место среди
рыб, реализуемых в живом виде, занимают растительноядные
рыбы, выращиваемые в южных районах страны, в частности тол-
столобик, который выдерживает длительные перевозки. Однако
эта рыба плохо переносит содержание в садках, что требует быст-
рой ее реализации. Условия длительного хранения хорошо пере-
носят сом, сазан, амур, жерех, плотва, язь, берш, пресноводный
окунь, ерш.
К маловыносливым рыбам относятся форель, сиговые, ко-
рюшка, стерлядь, лещ, налим, щука. Для сохранения этих рыб в
27
живом виде необходима строгая регламентация условий их со-
держания.
Морские рыбы менее выносливы, требуют особых условий и
плохо переносят длительные перевозки, поэтому торговля живой
морской рыбой не получила широкого распространения.
Торговля живой морской рыбой в нашей стране проводится
только в городах, расположенных вблизи мест ее вылова. Для про-
движения торговли живой морской рыбой в глубь страны необхо-
димо усовершенствовать биотехнику ее доставки.
Требования к условиям содержания живой рыбы. Основными ис-
ходными данными для выбора условий перевозки являются по-
требление живыми объектами кислорода, выделение диоксида уг-
лерода и накопление аммиака.
Кислород. Растворенный в воде кислород необходим для дыха-
ния рыбы. При содержании кислорода в воде 3—5 мг/л одни рыбы
могут жить неограниченное время, другие — лишь в течение ко-
роткого периода. При концентрации кислорода в воде более 5 мг/л
и других благоприятных факторах среды водные организмы могут
существовать неограниченное время.
При оптимальной температуре жизнедеятельности гидробион-
тов потребление кислорода высокое, однако при температуре
выше оптимальной организм испытывает стресс, который моби-
лизует его сигнальную и защитную системы, что приводит к очень
высокому потреблению кислорода.
Как правило, низкие концентрации кислорода не переносятся
взрослыми особями видов, стоящих на нижней ступени эволюци-
онной лестницы.
Наиболее требовательны в этом отношении форель, лососевые,
корюшка, менее — лещ, судак, плотва, щука. Наиболее неприхот-
ливы карп, сазан, угорь, линь, карась.
Практика транспортирования гидробионтов показывает, что
опасения относительно возможной их гибели от перенасыщения
воды кислородом, как правило, не оправданы. Например, при на-
сыщении воды кислородом более 300 % в эксперименте с рыбами
отклонений не наблюдали: из 25 испытанных видов ни один не
погиб из-за перенасыщения воды кислородом при длительности
транспортирования до 10 сут.
Скорость переноса кислорода из воздушной среды в водную за-
висит от температуры, солености и степени насыщения воды, а
также от турбулентности поверхности раздела вода—воздух.
Углекислый газ (диоксид углерода). Он играет разностороннюю
роль в превращении воды в пригодную для жизни гидробионтов
среду. Взаимодействуя с водой, он формирует естественную бу-
ферную систему, обеспечивающую относительное постоянство pH
в водной среде. Диоксид углерода необходим для дыхания живот-
ных, а также для фотосинтеза.
В природный диоксид углерода вода поступает из многих ис-
точников: продуцируется при разложении органических веществ,
выделяется животными при дыхании, образуется при взаимодей-
ствии кислот с различными карбонатными соединениями, диф-
фундирует через поверхность раздела вода—воздух.
Диоксид углерода находится в воде в четырех формах: свобод-
ный газ СО2, угольная кислота Н2СО3, бикарбонатный HCOJ и
карбонатный СО|~ радикалы.
Растворение диоксида углерода в воде описывается уравнения-
ми, находящимися в динамическом равновесии:
СО2+Н2О«Н2СОз«Н++НСОз»2Н++СО^.
Равновесие этих реакций зависит от pH раствора: с увеличени-
ем pH равновесие сдвигается вправо, с уменьшением — влево.
Однако карбонатная система уравнений представляет собой бу-
ферную систему, сопротивляющуюся любым изменениям pH.
Концентрация диоксида углерода в морской воде уменьшается
с увеличением как ее солености, так и температуры.
В воде естественных водоемов обычно содержится 1,5—8,0 мл/л
диоксида углерода. Допустимый уровень его в карповых прудах
30 мл/л, критический — 140 мл/л.
При определении критического уровня диоксида углерода экс-
перименты заканчиваются с появлением первых признаков угне-
тенного состояния гидробионтов (отсутствие реакции на звук, по-
теря равновесия отдельными особями).
Интенсивное накопление диоксида углерода происходит при
транспортировании водных организмов в герметических емкос-
тях. При высоком содержании диоксида углерода в воде рыбой
используется лишь около 15—25 % кислорода, находящегося в
герметической емкости. В аэрируемых емкостях диоксид углеро-
да удаляется легко и, как правило, не достигает критического
уровня.
Аммиак. После гибели организмов в воде происходит бактери-
альное и химическое окислительное разложение белков, что при-
водит к образованию аммиака.
В водной среде присутствуют одновременно аммиак NH3 и ион
аммония NHJ в результате протекания обратимой реакции.
Константа равновесия этой реакции в значительной степени
зависит от pH среды.
Доказана высокая токсичность аммиака для гидробионтов, в то
Время как NHJ переносится ими в значительно более высоких
концентрациях.
Для стабильных водных систем обычно характерны низкие
концентрации аммиака (менее 1 мг/л).
28
29
Сеголетки лососевых могут испытывать стрессовое состояние,
если их держать в течение 12 ч в воде с содержанием аммиака 0,1 мг.
Риск отравления рыб аммиаком в соленой воде (pH 7,0—8,5)
выше, чем в пресной (pH 6,5—7,5).
Для обеспечения нормальных условий жизнедеятельности гид-
робионтов необходимо регулярно менять воду в живорыбных ем-
костях.
Соленость морских вод, под которой понимают общее количе-
ство твердого вещества, выделенного из 1 т воды, когда все карбо-
наты превращены в окислы, бром и йод замещены хлором, а орга-
ническое вещество полностью окислено, составляет 33—37 %о.
Изменение солености воды вызывает осмотический стресс гид-
робионтов.
В Мировом океане pH воды в основном от 7,5 до 8,4. В зоне
кислородного минимума pH может составлять 7,7. Для большин-
ства рыб вода с pH 6,5 безопасна; при pH 8,0 она становится высо-
котоксичной.
К физическим свойствам воды, используемой для содержания
и транспортирования живой рыбы, предъявляют требования по
температуре, цвету, прозрачности, вкусу и запаху.
Температура. Для содержания живой рыбы вода должна иметь
оптимальную температуру. Понижение температуры ведет к по-
степенному затуханию жизненных функций рыбы.
Длительное пребывание рыбы в воде с очень низкой темпера-
турой (ниже 0,2 "С) вызывает необратимые изменения в ее орга-
низме и приводит к снулости.
Оптимальная температура воды для стационарного
садкового содержания живой товарной рыбы (°C)
Холодолюбивые виды (форель, сиговые, корюшка, налим и др.)
летом 6—8
весной 3—5
Теплолюбивые виды (карп, сазан, линь и другие карповые)
летом 10—13
весной и осенью 5—6
Все виды рыб зимой 1—2
Эти температуры в основном ниже тех, при которых обитает
рыба в естественных условиях. Такая разница температур вызвана
необходимостью понизить жизненную активность рыбы, чтобы
уменьшить потери ее массы, уменьшить потребление кислорода.
Во избежание простуды, которой подвержены рыбы, темпера-
туру воды в садках снижают с определенной скоростью: 1— 2°£
через каждые 2—4 ч.
При повышенной по сравнению с оптимальной температуре
воды в ней активно развиваются гнилостные бактерии, разлагаю-
щие выделяемую рыбой слизь и поглощающие кислород. С повы-
шением температуры воды ускоряется развитие болезнетворной
для рыбы микрофлоры.
Цвет и прозрачность природной воды. Они зависят от количества
и состава растворенных в ней органических и минеральных ве-
ществ. Вода, имеющая окраску, в живорыбном производстве не
используется.
Регулирование качества воды осуществляют путем ее замены,
аэрации и очистки. Замену воды, в которой содержат рыбу, про-
водят по частям таким образом, чтобы в заданную единицу време-
ни она полностью была обновлена.
Эффективным способом насыщения воды кислородом являет-
ся использование аэраторов, действующих по одному или не-
скольким принципам (гравитационному, поверхностному, диф-
фузионному, турбинному и др.) и обеспечивающих насыщение до
20%.
Очистку воды осуществляют по схеме, включающей отстойник
для удаления крупных взвешенных частиц, установку пенного
фракционирования для удаления растворенных органических ве-
ществ и биологический фильтр для превращения главным обра-
зом аммиака в нитриты и затем в нитраты.
Таким образом регулирование состава воды, аэрация и дезин-
фекция ее создают необходимые условия для перевозки живых
организмов в воде в течение определенного отрезка времени.
Технические средства транспортирования и содержания живой
рыбы. Кратковременное содержание и транспортирование рыбы
осуществляют в живорыбных емкостях, классификация которых
по виду и конструктивным признакам приведена на рис. 2.1 и 2.2.
Применение вида и конструкции живорыбных емкостей зави-
сит от вида и количества транспортируемых объектов, длительно-
сти перевозки, времени года, технических возможностей пред-
приятий.
Нормы посадки. Количественное соотношение перевозимого
объекта и воды, в которой он обитает, называют нормой посадки.
Определение оптимальных норм посадки относится к сложной
задаче, поскольку этот параметр зависит в значительной мере от
условий внешней среды, а также конструкции живорыбной емко-
сти. Например, в зависимости от способа аэрации выбирают соот-
ношение рыбы и воды в емкости (табл. 2.1).
2.1. Нормы посадки рыбы в зависимости от способа аэрации
__________________________________________________________| рыба: вода
Поступление кислорода через открытую поверхность воды 1:100
Механическое перемешивание 1:20
Распыление воды в воздухе 1:3
Продувание воды кислородом 1:1
Нормы посадки зависят от вида транспортируемого объекта, его
размеров, длительности содержания в живом виде, качества во-
ды, скорости ее обмена, поступления воздуха или кислорода и г. д.
30
31
Живорыбные емкости
V
Стационарные
—► Пруды
—►Бассейны
—►Чаны
—►Салки
—►Аквариумы пресноводные и
морские
Транспортные
_________I
—►Чаны
— ► Контейнеры
— ► Полиэтиленовая пленка
— ► Канистры
— ► Бидоны
— ► Цистерны
— ► Автомашины
—►Лодки
—►Суда
— ► Железнодорожные вагоны
— ► Самолеты
Рис. 2.1. Виды живорыбных
емкостей
Характеристика конструкций
Усложняется ситуация и потому, что водные организмы одного
вида в каждой конкретной ситуации потребляют разное количе-
ство кислорода и выделяют различное количество диоксида угле-
| рода и аммонийных соединений.
. Каждый фактор окружающей среды оказывает определенное
I влияние на живые организмы. Однако в результате взаимодей-
ствия этих факторов характер влияния каждого из них несколько
меняется. Стрессы, возникающие под действием одного из двух
параметров окружающей среды (например, концентрации кисло-
рода), сужают допустимый диапазон изменений другого парамет-
ра, например температуры.
При установлении норм посадки учитывают особенности био-
логии рыб. Так, например, донные рыбы держатся в основном у
дна, а пелагические — в толще воды. В связи с этим нормы посад-
ки относят к площади или к объему емкости.
Для рыбы, перевозимой в целях реализации, плотность посад-
ки в 5—10 раз больше, чем для рыбы, перевозимой в целях аккли-
матизации.
Следует учитывать разнокачественность перевозимого матери-
ала, возможные задержки в пути, выживаемость в аварийных ус-
ловиях. В связи с этим плотность посадки может быть меньше
расчетной в 1,5—2 раза.
Нормы посадки рыбы для разных районов устанавливают диф-
ференцированно в зависимости от особенностей климатических
условий.
В табл. 2.2 приведены нормы посадки рыбы для южных райо-
нов России. При указанных выше нормах посадки продолжитель-
ность транспортирования и хранения рыбы в зависимости от сезо-
на и вида рыбы изменяется от 3 до 10 сут (табл. 2.3).
Сообщение с
окружающей средой
Активность
аэрации
Способ
аэрации
Сменяемость
воды
Регулирование
температуры
-►Открытые
-► Закрытые
-►Средняя
-►Диффузия
воздуха
перемеши-
вание
—►Продувание
воздуха или
кислорода
-►Периодичес-
кое поступле-
ние
-►Постоянное
поступление
-►Проточная
вода с допол-
нительной
аэрацией
-►Циркуляция
воды
-► Циркуляция
кислорода
►Естествен-
ным охлаж-
дением
(льдом)
►Искусствен-
ным холодом
2.2. Нормы посадки рыбы, кг/м3
Период I Осетро-1 вые | Леш | Судак J Сазан | Вобла 1 Сом
Начало весны и поздняя осень 126 165 210 215 200 270
Конец весны и начало осени 48 90 ПО 190 80 145
Лето 52 40 55 132 — 90
Рис. 2.2. Конструктивные особенности живорыбных емкостей
2.3. Допустимая продолжительность перевозки, сут
Период Средняя температу- ра воды,“С Леш Судак Сазан Сом Вобла Осетро- вые
Июль—август 18-24 5 5 7
Первая половина июня и 10-18 3 3 7 7 3 10
вторая половина сентября До 1 апреля и с 1 октября 0-10 5 5 10 10 5 10
33
Количество воды, необходимое для хранения или перевозки
живой рыбы без охлаждения, рассчитывают по формуле
И=^-, (2.1)
где И— объем воды, л; а — количество кислорода, поглощаемое при температуре t
рыбой за 1 ч на 1 кг массы; р — масса рыбы, кг; Ь — продолжительность перевозки,
ч; с —содержание кислорода в воде при температуре t, мг/л; d — минимальное
содержание кислорода в воде при температуре t, при котором рыба может суще-
ствовать, мг/л; величины р и b заданы, а, с и d — справочные.
Технология транспортирования и содержания. Технологическая
схема продвижения живой рыбы от мест добычи до реализации
или переработки включает следующие операции: хранение на
промысле — транспортирование — хранение в местах реализации
или переработки — хранение в магазинах или промышленная пе-
реработка.
На местах промысла живую рыбу осторожно извлекают из ору-
дий лова, помещают в прорези или небольшие садки-отсеки и до-
ставляют к живорыбному садку, где содержат до погрузки в авто-
машины или в железнодорожные живорыбные вагоны. При отсад-
ке в садки рыбу сортируют по видам и размерам.
Живую рыбу подразделяют по длине и массе в соответствии с
ГОСТом. Наименьшая длина рыбы, допускаемой к вылову, уста-
навливается правилами рыболовства.
Погрузку и выгрузку живой рыбы осуществляют с помощью
крана или насоса. Взвешивают рыбу в контейнерах вместимостью
не более 70—80 кг.
Перепад температуры воды в водоеме, из которого взята живая
рыба, и в баках не должен превышать 4 "С.
Перед длительной перевозкой рыбу в течение нескольких суток
выдерживают в садках с чистой водой для адаптирования ее к не-
воле, освобождения от остатков ила и песка в жабрах, очистки
кишечника. За это время отбраковывают слабых особей.
При перевозке следует избегать шумов, которые отрицательно
влияют на рыбу.
В пути следования живую рыбу осматривают, уснувшую рыбу
удаляют и хранят во льду до реализации.
В случае перевозки живых морских организмов важно устанр-
вить внешние признаки состояния жизни. У большинства морс-
ких организмов гибели предшествует угнетенное состояние. Отре-
зок времени от начала угнетенного состояния до гибели для раз-
личных объектов неодинаков. У некоторых рыб он незначителен,
и, например, у лосося составляет всего лишь несколько минут.
Живая рыба должна быть подвижной, плавать в естественном
положении, с нормальными движениями жаберных крышек, че-
люстей, реагировать на внешние раздражители, быть с очищен-
ным пищеварительным трактом, не иметь механических повреж-
дений и постороннего запаха.
На месте сдачи рыба должна находиться в воде, температурный
и газовый режимы которой соответствуют таковым в живорыбных
садках, предназначенных для хранения рыбы. Через 6 ч в садках
рыбу осматривают, уснувшую и слабую рыбу направляют в торго-
вую сеть, а живую (активную) — оставляют на хранение.
На торговых базах живую рыбу хранят в стационарных плаву-
чих садках с естественной циркуляцией воды и наземных — с при-
нудительной циркуляцией воды и обогащением ее кислородом.
Рыба может храниться от нескольких суток до шести месяцев. В
садки для хранения помещают только активную рыбу, а слабую —
реализуют.
Изменение качества рыбы при транспортировании. Особеннос-
тью содержания живой рыбы является то, что она не получает
корм и вынуждена голодать. В то же время для выполнения жиз-
ненных функций (движение, дыхание, деятельность желез и дру-
гих органов) рыба затрачивает энергию за счет эндогенного пита-
ния, в результате чего теряет массу тела.
Зимой потери массы минимальные, а летом при высокой тем-
пературе максимальные.
Возрастание потерь массы рыбы при хранении в теплое время
года объясняется тем, что с повышением температуры воды увели-
чивается подвижность рыбы и соответственно увеличиваются зат-
раты ее энергии.
Так, например, карп во время хранения в воде температурой
около 0 'С теряет в среднем за сутки 0,04 % исходной массы, при
температуре 8—10 “С —0,11 %, а при кратковременном пребыва-
нии в воде температурой 15—20 "С — 1,9 %. У щуки при содержа-
нии в садке в летнее время потеря массы составляет 0,25—0,5 % в
сутки.
При любых видах перевозок живой рыбы потери ее зависят от
продолжительности и периода перевозок, вида рыбы и нормы по-
садок. Например, при железнодорожных перевозках продолжи-
тельностью до 3 сут нормы убыли изменяются в зависимости от
вида рыбы и времени года от 1,0 до 5,5 % исходной массы отгру-
женной рыбы.
Основным видом отходов при перевозке живой рыбы является
снулая рыба.
К причинам снулости рыбы относят недостаток кислорода в
воде, неблагоприятные температурные условия, травматизм и бо-
лезни. Кроме того, снулость возникает при значительных затратах
энергии рыбой, вынужденной быстро двигаться по ряду причин:
преследование в садке другими рыбами, вынужденное плавание в
быстрых потоках воды, частые пересадки. Чрезмерную активность
рыбы уменьшают путем снижения температуры воды с последую-
щим плавным доведением ее до оптимальных значений.
34
35
Снулую и засыпающую рыбу немедленно отделяют от живой,
извлекают из воды, охлаждают и по возможности быстро реализу-
ют или замораживают.
У снулой рыбы, долго не извлекаемой из воды, вздувается
брюшко, обесцвечиваются жабры, набухает мясо, в результате
чего масса ее может увеличиваться (до 7—10 %). Такая рыба назы-
вается плавуном и относится к нестандартной.
Изменения, происходящие в рыбе при содержании ее в живом
виде, зависят от вида рыбы, ее исходного состояния, сезона, сро-
ка, условий содержания и транспортирования.
Продолжительность жизни рыбы в садках зависит от количе-
ства жира в ее теле. Например, при летнем содержании карпа
жирностью 12 % средняя продолжительность его жизни составля-
ет 100 сут, линя жирностью 2,7 % — 55 сут, сома массой до 1,5 кг
при начальном количестве жира 8,5 % — 45 сут.
В результате истощения карп и линь гибнут при среднем коли-
честве жира 0,5 %, сом — 2,8 %.
В результате потери жира при летнем садковом содержании
уменьшается питательная ценность рыбы по сравнению с началь-
ной. Поэтому длительное массовое содержание товарной рыбы в
искусственных садках, как правило, не применяется.
С уменьшением жирового запаса сопротивляемость рыб сни-
жается, увеличивается количество заболевших особей и повыша-
ется зараженность паразитами. Неизбежные при длительном сад-
ковом содержании небольшие травмы у истощенной рыбы долго
не заживают.
Наиболее опасное заболевание рыбы при содержании в сад-
ках — сапролегниоз (или дерматомикоз), вызываемый грибами из
семейства сапролегниевых. Сапролегниоз возникает на травмиро-
ванных участках тела рыб, особенно после транспортирования.
Во избежание распространения сапролегниоза травмирован-
ную и ослабевшую рыбу немедленно реализуют, а инвентарь и
оборудование дезинфицируют.
§ 2. СНУЛАЯ РЫБА-СЫРЕЦ
Основная масса рыбного сырья поступает на промышленную
переработку в снулом виде. Задержка доставки рыбы приводит к
снижению ее качества. Рыбу доставляют с мест промысла на пере-
рабатывающее предприятие, выгружают, устанавливают массу,
определяют качество.
Во время этих операций в тканях рыбы происходят посмертные
изменения, поэтому с момента вылова до обработки она должна
находиться в условиях, тормозящих развитие автолитических и
бактериальных процессов.
Способы транспортирования. Если температура воздуха не выше
10 "С, рыбу перевозят без охлаждения. При ограничении высоты
36
слоя рыбы, предохранении ее от излишних механических воздей-
ствий и действия солнечных лучей она сохраняется в хорошем со-
стоянии в течение 2—4 ч.
Без охлаждения транспортируют в основном мелкую рыбу на
малотоннажных рыболовных судах грузоподъемностью до Ют.
Хорошо переносит перевозки без охлаждения рыба, которую
извлекают из орудия лова (ставные, кошельковые и закидные не-
вода) живой. Хуже переносит перевозки рыба, выловленная трала-
ми, дрифтерными сетями и крючковыми орудиями лова.
Некоторые виды рыб не выдерживают даже кратковременного
хранения. Например, при температуре 10—12 "С снулые мойва,
килька, анчоус сохраняются в течение 2—3 ч, серебрянка, мавро-
лик — менее 1 ч.
Происходящие при хранении рыбы изменения качества мо-
гут быть значительно замедлены путем резкого снижения тем-
пературы ее тела и последующего хранения при низких темпе-
ратурах.
Требования к условиям перегрузки, приема и хранения рыбы до
обработки. На обрабатывающие предприятия снулая рыба может
поступать в ящиках, контейнерах, цистернах, навалом в трюме
судна или сетных мешках.
Для механизации выгрузки рыбы, доставленной навалом, при-
меняют различные контейнеры (бадьи, сетчатые мешки, мягкие
стропы и т. п.), которые поднимают из трюма и переносят к месту
разгрузки при помощи грузовых стрел, кранов, стелингов. Для
уменьшения количества рыбы с механическими повреждениями
используют контейнеры небольшой вместимости (250—300 кг), а
рыбу высыпают из них при минимальной высоте падения.
Для выгрузки рыбы, доставленной навалом, применяют также
рыбонасосы, обеспечивающие быстрый прием рыбы. При выгруз-
ке рыбы рыбонасосом в трюм судна накачивают воду в количе-
стве, в 9—10 раз превышающем массу рыбы. Водорыбную пульпу
перекачивают в гидротранспортер для передачи к месту учета и
хранения. Для передачи рыбы из ставных неводов на берег ис-
пользуют спаренные рыбонасосы, что позволяет принимать рыбу
из ставных неводов, отстоящих от берега на расстоянии 800—
1000 м, и поднимать ее на высоту 7—14 м.
Однако и при гидравлической разгрузке рыба подвергается ме-
ханическим воздействиям, причем в эжекторных рыбонасосах на
нее действуют гидродинамические нагрузки, а в центробежных к
ним присоединяются нагрузки ударного характера (в зоне ротора).
Эти нагрузки вызывают и ускоряют процессы посмертных изме-
нений, травмируют и даже разрушают тело рыбы. Поступившую
на предприятие рыбу-сырец перемещают без задержки к местам
хранения или обработки.
На современных рыбообрабатывающих предприятиях межце-
ховое транспортирование рыбы осуществляют автомашинами,
37
электрокарами, аккумуляторными погрузчиками, а также конвей-
ерами и транспортерами.
Скребковые и ленточные транспортеры удобны для перемеще-
ния рыбы и обеспечивают хорошую сохранность сырца, но при
эксплуатации требуют систематической очистки от загрязнений.
Для улучшения санитарного состояния рыбы применяют душевую
мойку, а транспортеры помещают в крытые галереи для защиты от
солнечных лучей и пыли. Наиболее эффективны лотковые и труб-
чатые гидротранспортеры, обеспечивающие горизонтальное пере-
мещение рыбы на значительные расстояния с минимальным ко-
личеством механических повреждений и одновременно хорошую
мойку рыбы-сырца. При помощи трубопроводов рыбу можно
транспортировать на расстояние до 3,5—4,0 км.
При перемещении рыбы гидравлическими средствами, особен-
но при температуре воды выше 15’С, может возникать нежела-
тельное набухание тканей рыбы. Особое внимание должно быть
уделено также санитарному состоянию воды.
Рыбу, принятую с гидротранспортера, освобождают от избытка
воды с помощью решетчатых или сетчатых водоотделителей. Пос-
ле пребывания на водоотделителе на поверхности тела рыбы оста-
ется 8—10% воды. Вибрационные водоотделители более эффек-
тивны — на рыбе остается 3—5 % воды. Для отделения воды также
служат бункера с ложным перфорированным дном, транспортеры
с сетчатой лентой.
Для ускорения приема больших количеств мелкой рыбы-сырца
и улучшения санитарных условий на береговых предприятиях
применяют поточные линии, в которых механизированы выгрузка
из трюма, мойка и осушение (стекание лишней воды с поверхно-
сти тела рыбы) рыбы, ее взвешивание и наполнение предвари-
тельно вымытых ящиков, которые механически перемещают в ка-
меры аккумулятора с искусственным охлаждением. На плавучих
заводах принятая россыпью или в ящиках рыба системой ленточ-
ных и скребковых транспортеров перемещается в бункера или ак-
кумуляторы с рефрижерацией.
Количественный учет рыбы необходим для организации конт-
роля производства. При приеме рыбы учет ведут путем взвешива-
ния с помощью калиброванных мерников (ящики, носилки, ба-
дьи), а также мерных бункеров, в которых объем, занятый рыбой,
определяют по высоте слоя, рассчитывая массу по следующей
формуле: ,
P=haK, (2.2)
где Р— масса рыбы, т; Л — высота слоя, м; а — коэффициент перевода массы в
объем; К— насыпная удельная масса рыбы, т/м3.
Для предотвращения возможных ошибок систематически про-
веряют тарировку мерников для каждой партии сырья.
38
При гидравлической подаче сырья применяют мерные бункера
с водоотделительными решетками, при выгрузке рыбы стропами и
бадьями — подвесные или крановые весы.
Для непрерывного и автоматического учета количества прини-
маемой рыбы в линии ленточных транспортеров используют авто-
матические весы порционного взвешивания. При взвешивании
масса рыбы может быть больше действительной в результате не-
полного отделения слизи и воды. Для устранения этой ошибки
вводят поправочный коэффициент (0,95—0,98), учитывающий со-
держание слизи и воды.
Учет рыбы не должен задерживать прием и последующую обра-
ботку рыбы-сырца, а результаты учета должны точно отражать
массу принятой рыбы.
Необходимость хранения рыбы на перерабатывающих пред-
приятиях вызвана, во-первых, массовым поступлением сырья, ко-
личество которого превосходит перерабатывающие мощности, а
во-вторых, потребностью в создании определенного запаса сырья
для обеспечения бесперебойной работы обрабатывающих цехов и
непрерывного выпуска продукции.
Рыбу хранят на складах-аккумуляторах, обеспечивающих быст-
рое охлаждение, надежную защиту от действия атмосферных осад-
ков, ветра, солнечной радиации.
§ 3. БЕСПОЗВОНОЧНЫЕ И ВОДОРОСЛИ
Ракообразные (крабы, креветки, речные раки). Их реализуют
как в живом, так и в снулом виде; на обработку их направляют
главным образом снулыми.
Ракообразные, как правило, очень чувствительны к содержа-
нию кислорода в воде, потребление которого зависит от темпера-
туры воды и массы тела животного.
Для многих ракообразных установлена связь между скоростью
потребления кислорода и массой тела особи:
Q=aWk, (2.3)
гае Q— потребление кислорода целым организмом в единицу времени; о —коэф-
фициент, показывающий объем животного массой, равной единице; масса
животного; к — константа, показывающая скорость изменения объема по мере
увеличения массы животных.
Для всего класса ракообразных при 20 "С к = 759. Однако фак-
тические величины в некоторых случаях от расчетных отличаются
в 2—4 раза.
Крабов в живом виде транспортируют и хранят в специальных
емкостях с циркулирующей морской водой при соотношении кра-
бов и воды 1:3 и температуре воды 21—8 ’С.
39
При транспортировании и хранении необходима регулярная
проверка (не менее 4 раз в сутки) состояния крабов с целью удале-
ния снулых особей.
Соблюдение указанных условий перевозки позволяет гаранти-
ровать длительность выживания камчатского краба до 3 сут, а кра-
ба-стригуна — до 2 сут.
Техническими условиями на перевозку крабов в качестве при-
знака состояния его жизни предусматривается лишь то, что он
двигает конечностями. Это существенно отличается от способа
оценки пригодности крабов для акклиматизации, когда его пере-
ворачивают на спину и в таком положении опускают в воду. Если
животное самостоятельно встает на ноги, то характеризуется как
активное.
По остальным признакам, относящимся к технологическим
свойствам, краб должен иметь целые конечности и клешни, причем
конечности должны быть плотно заполнены мясом. Панцирь твер-
дый, чистый, непотускневший; окраска панциря естественная,
присущая данному виду краба; допускается наличие известковых
отложений в панцире; цвет мяса — светло-серый, запах — свой-
ственный свежему крабу, без посторонних и порочащих запахов.
При транспортировании и хранении краба-сырца снулого его
укладывают рядами, вверх абдоменом, что препятствует растека-
нию жидкости из головогруди, ограничивают число рядов по вы-
соте (не более 10—12), предохраняют от повреждений, защищают
мокрым тентом от солнечных лучей.
Длительное транспортирование или хранение до обработки,
механические воздействия, действие солнечных лучей и тепла на
крабов ухудшают качество и снижают выход мяса.
Увеличение продолжительности хранения сырца ведет к
уменьшению выхода и ухудшению качества вареного мяса: блед-
неет красная окраска подпанцирной пленки, усиливаются бурая
окраска, посинение и почернение мяса, а также выделение амми-
ака и сероводорода при стерилизации консервов, ослабевают при-
сущие свежему мясу вкус и аромат.
Креветки в условиях берегового промысла доставляют с места
лова в сетчатых садках. Живых креветок хранят в корзинах или в
деревянных ящиках, укладывая их тонким слоем и перекладывая
мокрой морской травой, на которую насыпают слой мелкодробле-
ного льда. При периодическом поливе креветок холодной морс-
кой водой они остаются живыми в течение 2—3 сут, а при темпе-
ратуре 0—5 "С — до 4—6 сут.
На количество отходов живых креветок при транспортирова-
нии влияет величина посадки; например, при перевозке в ванне
500 особей отходов нет, 1000 особей — 5—10 % отходов, 2000 осо-
бей — более 20 % отходов.
Сопоставление стоимости перевозки и отходов служит основа-
нием для выбора норм посадки.
40
Для сохранения свежести снулых креветок необходимо немед-
ленно после вылова охлаждать их с помощью льда (от 40 до 120 %
в зависимости от условий и продолжительности хранения) и избе-
гать даже слабого механического воздействия на сырец. Для повы-
шения устойчивости в хранении у свежих креветок удаляют голо-
вогрудь, где находятся богатые ферментами органы; применяют
также ополаскивание в слабых растворах антибиотика (ауреоми-
цин) и бисульфата натрия. Для сохранения креветок в условиях
открытого моря их тщательно оберегают от механических воздей-
ствий: ограничивают единовременный улов креветок, чтобы они
не повреждались в кутке трала (сокращают продолжительность
траления). После вылова креветок немедленно и осторожно поме-
щают в ящики (нетто 15—20 кг) и пересыпают мелкодробленым
льдом (высота слоя креветок со льдом не должна превышать
15 см). Ящики хранят в охлаждаемых трюмах, максимально сокра-
щают продолжительность между выловом и обработкой креветок.
Речных раков реализуют в основном живыми. В местах лова до
накопления партии живых раков хранят в садках, установленных в
чистой проточной воде; продолжительность хранения от 7 до
10 сут в зависимости от состояния раков. Для хранения и перево-
зок живых раков укладывают в реечные ящики или плетеные кор-
зины, по рядам перекладывают мхом, тонкой древесной стружкой
и льдом (летом 3—4,5 кг, весной и осенью 1,5—2,0 кг на 100 ра-
ков). При температуре 10—15 °C раки остаются живыми в течение
2—3, а на леднике — 5—6 сут; погибших раков бывает не более
15-20%.
Моллюски. Двустворчатые, головоногие и иглокожие моллюс-
ки обладают различной устойчивостью при хранении в зависимо-
сти от их вида.
Двустворчатых моллюсков (устриц, мидий) транспортируют с
мест промысла в живом виде в ящиках с применением льда для
пересыпки или в контейнерах с охлажденной морской водой. В
прохладные дни двустворчатые хорошо сохраняются при кратко-
временном транспортировании, если их послойно переложить
свежими морскими водорослями.
На продолжительность хранения двустворчатых в живом виде
исключительное влияние оказывает температура окружающей
среды. Например, при температуре от 0 до 2 °C мидии летнего
улова остаются живыми в течение 2 нед, мидии зимнего улова —
4 нед. Повышение температуры хранения до 7 и 18 °C сокращает
срок хранения соответственно в 2 и 4 раза.
Для повышения стойкости хранения двустворчатых их промы-
вают забортной водой.
Для промывания двустворчатых также применяют озонирован-
ную воду. Моллюсков помещают в бассейн в металлических кор-
зинах и подают проточную морскую воду. Количество озона зави-
сит от качества морской воды, подвергаемой озонированию, и
41
ожидаемого эффекта озонирования (в среднем оно колеблется от
0,5 до 2,0 г/м3). Оптимальной загрузкой является 35 кг мидий на
1 м2 площади бассейна, причем озонированную воду меняют 1 раз
в сутки.
В процессе хранения двустворчатых наблюдается потеря внут-
ристворчатой жидкости, а также снижение влагоудерживающей
способности их мяса.
Головоногих моллюсков (кальмары, осьминоги, каракатицы)
хранят в снулом виде охлажденными льдом или смесью льда и
воды.
При хранении разделанных кальмаров в льдоводяной смеси
происходит вымывание небелковых азотистых веществ, что сни-
жает в значительной степени вкус и запах их мяса.
Иглокожие (трепанги), извлеченные из воды живыми, погиба-
ют после 0,5—2-часового пребывания на воздухе. В садках с про-
точной морской водой они остаются живыми в течение 1—2 сут.
В случае необходимости более длительного хранения разделан-
ный сырец укладывают в ящики и охлаждают льдосоляной смесью
(5—8 %-ной поваренной соли). Во избежание сильного набухания
тканей во время охлаждения трепангов непрерывно удаляют та-
лую воду.
Значительно увеличить срок хранения мяса разделанных ра-
кообразных и моллюсков в упаковке позволяет использование мо-
дифицированной газовой среды (МГС) следующего состава: угле-
род 40 %, азот 30, кислород 30 %. При упаковке неочищенных
шеек омара срок хранения увеличивается на 30 %, клешней краба
и мяса гребешка —на 80%. При этом значительно уменьшается
потеря тканевого сока. При хранении продуктов в искусственной
атмосфере этого состава не наблюдается роста обсемененности
продукта стафилококками и бактериями.
Водоросли. Их сохраняют путем охлаждения, замораживания
или высушивания до остаточного содержания воды 18—20 % есте-
ственной сушкой на солнце или нагретым воздухом в сушилках, а
также комбинированием этих двух способов сушки. Для хранения
водорослей (ламинарии) применяют посол поваренной солью с
последующим отпрессовыванием образующегося рассола.
§ 4. ТРЕБОВАНИЯ К СОВРЕМЕННЫМ ПРОЦЕССАМ
ПЕРЕРАБОТКИ СЫРЬЯ
Любой способ консервирования включает в себя ряд отдельных
технологических процессов, параметры которых зависят от вида и
качества сырья, продукции, степени ее готовности к потреблению
и т.д.
Основными технологическими процессами являются: механи-
ческие (транспортирование, загрузка, разгрузка и др.); сепариро-
42
вание или разделение (центрифугирование, фильтрация, осажде-
ние, прессование, сортировка, очистка); теплообменные (охлаж-
дение, замораживание, перемешивание, диспергирование, эмуль-
гирование, гомогенизация); дезинтегрирование (резка, шинковка,
измельчение, размол, распыление); формирование продукта (эк-
струзия, таблетирование, прессование); покрытие (глазирование,
панирование); упаковывание, фасование, укупоривание, этикети-
рование, хранение.
Многие из этих процессов влияют на пищевую ценность гид-
робионтов. Снижение пищевой ценности может быть обусловле-
но экстракцией пищевых веществ во время мойки, бланширова-
ния, варки, охлаждения, транспортирования водными путями и
т.д. Кроме того, после резки или измельчения сырья создаются
благоприятные условия для протекания ферментативных и нефер-
ментативных реакций, ведущих к окислению некоторых компо-
нентов, химическому взаимодействию между ними и другим не-
желательным изменениям. Обработка при высоких температурах
вызывает термическую деградацию ряда компонентов, накопле-
ние токсичных продуктов (например, при нагревании жиров, рас-
тительных масел) и т. д. В то же время термическая обработка мо-
жет улучшить пищевую ценность продукта путем повышения сте-
пени усвояемости продуктов в пищеварительном тракте человека.
Выбранные процессы обработки сырья должны быть основаны
на внедрении малоотходной технологии.
Основным технологическим процессам, при которых происхо-
дит превращение сырья в готовую продукцию или полуфабрикат
высокой степени готовности, предшествуют процессы подготовки
сырья, связанные с повышением его санитарного уровня, сорти-
рованием, удалением малоценных несъедобных органов и тканей,
разделкой на отдельные части. Перечень и последовательность
операций зависят от вида сырья и способа его консервирования.
Мойка. Рыбное сырье перед обработкой и после разделки под-
вергают мойке для удаления слизи, механических загрязнений и
снижения микрообсемененности. Для этого используют как морс-
кую, так и пресную воду с температурой до 15 °C, не содержащую
механических загрязнений, патогенной микрофлоры, без вкуса и
запаха.
Процесс мойки может сочетаться с гидротранспортированием
и снятием чешуи. На эффективность процесса влияют соотноше-
ние воды и сырья, интенсивность перемешивания рыбы, наличие
и интенсивность трения рыбы о поверхность рабочих органов ма-
шины.
Разделка. Разделка как способ расчленения тела рыбы на от-
дельные органы и ткани предназначается для рационального ис-
пользования каждой части тела в зависимости от ее состава и
свойств, повышения качества основной продукции за счет удале-
ния малоценных в пищевом отношении частей тела рыбы, обеспе-
43
чения выполнения последующих процессов обработки, улучше-
ния товарного вида продукции.
В производственной практике используют несколько способов
разделки, различающихся видом полуфабриката и зависящих от
количества и мест проведения разрезов на тушке рыбы. Различают
разделку на колодку поротую с головой или обезглавленную (туш-
ка с разрезанным брюшком и удаленными внутренностями), ко-
лодку семужной резки (разрезание брюшка при потрошении про-
водят в двух местах: от грудной части до брюшных плавников и от
брюшных плавников до анального плавника), полупласт, пласт с
головой, пласт обезглавленный, пласт клипфискной разделки (об-
щим для всех видов пластов является разрезание рыбы со спинной
части вдоль хребтовой кости).
Степень дифференцированности процесса разделки зависит от
вида рыбы, ассортимента продукции, который планируют полу-
чить из данного полуфабриката. Различают как части целого про-
цесса разделки или как самостоятельные операции обезглавлива-
ние рыбы, ее зябрение, потрошение, зачистку, филетирование на
филе с кожей и филе без кожи.
Потрошение заключается в удалении внутренностей из брюш-
ной полости рыбы. Потрошат рыбу при производстве консервов,
копченой продукции, мариновании, посоле некоторых видов рыб,
перед замораживанием. При потрошении важнейшим требовани-
ем является соблюдение гигиенических условий, заключающееся
в первую очередь в предупреждении попадания содержимого же-
лудочно-кишечного тракта на мясо рыбы, а также на инвентарь.
Зачистку внутренней полости рыбы осуществляют одновре-
менно с потрошением для удаления кровяной почки, сгустков
крови, темных пленок.
Обезглавливание осуществляют прямым, косым и околожабер-
ным резами, которые выполняют как ручным, так и механизиро-
ванным способом. На величину выхода тушки одного вида рыбы
оказывают влияние способ реза и размер рыбы. Обезглавливание
некоторых рыб (сельди, сайры) для производства консервов со-
вмещают с одновременным удалением внутренностей без вскры-
тия брюшной полости и без отделения внутренностей от головы.
Зябрение заключается в перерезании калтычка и удалении
жабр, сердца, печени и части пищеварительных органов без пило-
рических придатков, а также грудных плавников. Зябрение осуще-
ствляют различными линиями сложного реза вручную и механи-
зированным способом. Его применяют при обработке сельди,
предназначенной для посола или копчения. Зябрение способству-
ет ускорению проникновения поваренной соли при посоле рыбы,
а также повышает пищевую ценность ее за счет удаления несъе-
добных частей тела.
Филетирование заключается в вырезании пластины мяса рыбы,
включающей спинную и брюшную мышцы одной половины тела.
44
Филетирование включает в себя несколько последовательно вы-
полняемых операций: обезглавливание, разрезание брюшной по-
лости, удаление внутренностей, обрезание кромок брюшных сте-
нок, удаление позвоночных и реберных костей. Если филе выпус-
кают без кожи, то проводят обеешкуривание. Последовательность
операций при филетировании и их количество зависят от способа
механизации производства филе, планируемого ассортимента
продукции. Филетирование проводят для приготовления мороже-
ной продукции, консервов, а также кулинарных изделий. Оно по-
зволяет собрать и сконцентрировать отходы и рационально их ис-
пользовать в местах переработки рыбы на филе.
Для поддержания высоких санитарных норм рабочие места
ручной разделки или рабочие органы машин обильно орошают
водой.
Выход продукции. Выход продукции при потрошении зависит
от вида рыбы, ее размера и стадии развития гонад, а также спосо-
бов разделки, степени механизации этих операций.
Операции разделки рыбы приводят к образованию большого
количества отходов производства в виде голов, костей, хрящей,
плавников, чешуи, кожи, внутренностей, а также мяса в виде при-
резей и срезков.
Количество отходов зависит от вида рыб, их физиологического
состояния, способа разделки, вида используемых для этих опера-
ций машин.
При разделке таких рыб, как морской окунь, ставрида, морс-
кой карась, головы составляют до 30% массы обрабатываемой
рыбы; при разделке сельдевых, камбаловых, лососевых, сиговых
на долю голов приходится около 10 % массы рыбы.
На кости и хрящи приходится 5—12% массы разделываемой
рыбы, плавники—1—5, чешую —0,5—5, кожу —2—15% массы
рыбы. На внутренности с учетом икры и молок приходится 8—
30 % массы разделываемой рыбы.
Прирези мяса образуются при удалении голов, плавников,
кожи. На величину отходов мяса влияет выбранный способ отсе-
чения головы. Например, при удалении головы у трески прямым
резом отсекается 7—10% мяса; при применении наклонного реза
под углом 60° количество мяса в отходах составляет 5 %; еще более
экономным является фигурный срез при отделении головы.
Количество прирези мяса при удалении плавников составляет
1—2, а иногда и 5 %, при удалении кожи —такие же примерно
величины. Количество отходов мяса увеличивается при разделке,
например, пелагических рыб, когда вместе с кожей удаляется и
темное мясо. Наибольшие потери мяса наблюдаются при произ-
водстве обеешкуренного филе (10—15 %).
На количество отходов при разделке рыбы влияют помимо ви-
довых и биологических факторов качество сырья, степень совер-
шенства применяемой разделочной техники и квалификация ра-
45
бочих при ручном осуществлении операций разделки. При раз-
делке рыбы с механическими повреждениями количество отходов
возрастает, так как возникает необходимость в удалении повреж-
денных участков тела.
Уменьшение количества отходов при механизированной раз-
делке рыбы связано с выбором наиболее экономного направления
реза головы, в то же время не ведущего к значительному усложне-
нию разделочных устройств.
Значительного уменьшения отходов можно достичь предвари-
тельной сортировкой рыбы по размеру и поочередной разделкой
отдельных частей ее тела.
Возможности рационального и полного использования всех
частей тела рыбы позволяют при разделке не усложнять конструк-
ции машин, а наличие значительного количества прирезей мяса,
например на головах рыб, используемых в дальнейшем для произ-
водства продуктов, не снижает экономических показателей рабо-
ты предприятий.
Способы разделки, допустимое количество отходов указаны в
соответствующих нормативных документах и должны соблюдать-
ся в обязательном порядке.
При разделке рыбы необходимо соблюдение временных и тем-
пературных факторов, так как хранение полуфабриката, повыше-
ние его температуры приводят к ускорению развития посмертных
изменений в сырье, усугубляемых механическим воздействием на
него и образованием благоприятных условий для развития микро-
флоры за счет повреждения целости мышечных волокон и вытека-
ния клеточного сока.
Контрольные вопросы н задания
1. Дать характеристику условий транспортирования живой рыбы и крабов.
2. Назвать факторы, определяющие норму посадки рыбы в транспортные емкос-
ти. 3. Каковы требования к современным способам разделки рыбы? 4. Каковы ус-
ловия уменьшения потерь при разделке рыбы?
Глава 3
ХОЛОДИЛЬНОЕ
КОНСЕРВИРОВАНИЕ
Консервирование гидробионтов холодом — наиболее распрост-
раненный вид обработки. В общем объеме продукции, вырабаты-
ваемой рыбной промышленностью, мороженая составляет более
70 %. Столь широкое применение холода в рыбной промышлен-
ности связано со многими положительными характеристиками,
свойственными этому виду обработки. Он обеспечивает возмож-
ность быстрого консервирования больших количеств единовре-
менно поступающего и скоропортящегося сырья, что очень важно
для сохранения сырца в условиях океанического промысла.
Из всех известных методов консервирования рыбы охлаждение
и замораживание позволяют максимально сохранить природные
(натуральные) свойства свежей рыбы, т. е. длительное время хра-
нить выловленную рыбу в сыром (свежем) виде для последующей
переработки в любые виды пищевых продуктов (кулинарные,
копченые, соленые и т. д.).
Холодильная технология дает наименьшие потери массы обра-
батываемого сырца (0,5—3,0 %), т. е. обеспечивает наиболее высо-
кий выход готовой продукции. Она является универсальной, так
как позволяет консервировать все виды сырья водного происхож-
дения (рыб, моллюсков, ракообразных, иглокожих, водорослей).
Для мороженой продукции характерны длительные сроки хра-
нения (6—8 мес), что позволяет ослабить влияние неравномернос-
ти промысла, обеспечить транспортирование продукции (без сни-
жения качества) из мест добычи (как правило, океанический про-
мысел) к местам потребления.
Кроме того, в производстве многих видов рыбных продуктов
холод применяется не как основной консервирующий фактор, а
как дополнительный. Так, без применения холода невозможно
получить малосоленую деликатесную продукцию, сохранить каче-
ство кулинарных изделий и т. д.
Холодильная обработка по сравнению с другими способами
консервирования менее энергоемка. Расход энергии на 1 т готово-
го продукта при замораживании составляет 100 кВт ч, при стери-
лизации — 235, при сушке — 660 кВт ч.
Для сохранения качества охлажденного или замороженного
47
сырья на всем пути от производства до потребления должны под-
держиваться такие стабильные температуры, которые были дос-
тигнуты при охлаждении и замораживании и гарантировали бы
консервирующий эффект холодильной обработки, т. е. необходи-
мо создавать «непрерывную цепь холода». Холодильная цепь рыб-
ной промышленности представляет собой взаимосвязанную сис-
тему предприятий и транспортных средств. В нее входят промыс-
ловые, обрабатывающие и транспортные суда, стационарные про-
изводственные холодильники, железнодорожный и автомобиль-
ный рефрижераторный транспорт, распределительные холодиль-
ники в районах потребления, холодильники торговой сети, быто-
вые холодильники. Все звенья холодильной цепи организационно
связаны и характеризуются общим принципом непрерывности со-
ответствующих температурных и влажностных режимов. Это обес-
печивает доведение до потребителей продуктов с минимальными
количественными и качественными потерями. Обработка сырья
холодом не улучшает, а только сохраняет основные качественные
признаки, которые оно имело до охлаждения. Эта технологичес-
кая закономерность свидетельствует о том, что в холодильной тех-
нологии качество сырья, направляемого на обработку, предопре-
деляет качество получаемой охлажденной или замороженной про-
дукции. Поэтому к качеству сырца, направляемого на холодиль-
ную обработку, предъявляются повышенные требования.
Исследования процессов холодильной обработки гидробионтов
(рыб, беспозвоночных, водорослей) показали, что после охлажде-
ния или замораживания их ткани приобретают новые свойства.
Эти новые свойства появляются вследствие физических, физико-
химических и биохимических процессов, протекающих в тканях
гидробионтов в период приготовления и особенно в период хра-
нения охлажденных и замороженных продуктов. В зависимости от
условий и режимов охлаждения, а также от исходного качества
сырья эти изменения могут иметь обратимый или необратимый
характер.
Главной задачей холодильной технологии является ослабле-
ние развития необратимых процессов и изменений в тканях, для
того чтобы в большей степени восстановить при разморажива-
нии природные свойства сырца. Обратимость состояния тканей
гидробионтов после холодильной обработки зависит от комплек-
са причин: качества исходного сырца; технологических режимов
и санитарных условий производства; способов упаковывания,
режимов и продолжительности хранения; условий разморажива-
ния продукта.
Холодильная технология рыбных продуктов — постоянно раз-
вивающаяся комплексная научная дисциплина, использующая
достижения физической и коллоидной химии, биохимии, физи-
ки, теплотехники, математики. Значительный вклад в развитие
холодильной технологии внесли профессора Ф. С. Касаткин,
М. А. Головкин, Г. Б. Чижов, В. П. Зайцев, В. П. Быков, Д. Г. Рю-
тов, Н. А. Воскресенский и др.
Перспективы развития холодильной технологии рыбных про-
дуктов определяются «узкими» местами, недостатками, имеющи-
ми место в производстве охлажденных, мороженых продуктов, их
хранении и размораживании.
Малые сроки хранения охлажденной рыбы вызывают необхо-
димость совершенствования процесса охлаждения. Перспектив-
ными являются внедрение в производство способа охлаждения
рыбы в жидких средах в специальных контейнерах, получение
льда, обладающего антимикробной активностью, внедрение но-
вых моделей льдогенераторов.
При производстве мороженой продукции важным является ис-
пользование способов обработки сырья, обеспечивающих высо-
кую степень обратимости процесса замораживания. Это, в частно-
сти, внедрение роторных морозильных аппаратов, которые позво-
ляют при одних и тех же производственных площадях повысить
производительность в 1,5 раза по сравнению с воздушными моро-
зильными аппаратами; более широкое применение иммерсионно-
го (в солевых растворах) замораживания как контактного (рыба
предназначена для промышленной переработки на посол или
консервы), так и бесконтактного. Жидкостные морозильные ап-
параты просты и компактны, причем рыба в них замораживается
на 20—30 % быстрее, чем в воздушных морозильных аппаратах.
Кроме того, необходимо внедрение криогенного и флюидиза-
ционного замораживания.
В криогенных аппаратах процесс замораживания протекает
при температуре минус 120 °C и ниже. Для этой цели чаще всего
применяют жидкий азот или жидкий воздух. Низкотемпературная
обработка резко сокращает продолжительность замораживания
(до 4—20 мин), обеспечивает высокое качество продукта, значи-
тельно уменьшает усушку при замораживании.
Флюидизационное замораживание применяют для мелкоштуч-
ного сырья (рыбные палочки, мясо креветки и т.д.). Продукт за-
мораживается, находясь во взвешенном мобильном состоянии в
потоке холодного воздуха (температура минус 35 "С и ниже), по-
этому процесс протекает очень интенсивно (продолжительность
замораживания 10—20 мин). Важной задачей является внедрение
в промышленность низкотемпературных режимов замораживания
и хранения (минус 25 — минус 30 °C). При такой температуре из-
менения в рыбе столь незначительны, что ее качество сохраняется
Длительное время. Однако хранение при низкой температуре не-
сколько повышает себестоимость продукции (приблизительно на
7 % увеличиваются эксплуатационные расходы). Тем не менее это
компенсируется сохранением высокого качества продукции.
Важным направлением является повышение устойчивости ох-
лажденных и мороженых продуктов путем хранения в искусствен-
48
49
ной атмосфере (с уменьшенным содержанием кислорода и повы-
шенным — углекислого газа или азота), использования озона, уль-
трафиолетового облучения, криопротекторов.
Для уменьшения потерь массы мороженых продуктов из-за
усушки необходимы внедрение автоматических систем регулиро-
вания температуры и относительной влажности воздуха в камерах
хранения, использование вакуума и специальных пленок для упа-
ковывания мороженых продуктов (типа «вторая кожа»), специаль-
ных глазировочных сред (поливиниловый спирт), антиокислите-
лей при глазировании жирных рыб.
Экономически эффективным является внедрение ступенчатых
режимов хранения мороженой рыбы. При таких режимах темпе-
ратуру в камерах хранения устанавливают в зависимости от сроков
хранения: чем длительнее сроки хранения, тем ниже температура
хранения.
Очень важным является внедрение прогрессивных способов
размораживания: размораживание конденсирующимся паром под
вакуумом, размораживание в электромагнитном СВЧ-поле и то-
ками промышленной частоты с использованием ультразвука.
Общими перспективными направлениями совершенствования
холодильной технологии являются:
повышение содержания в замороженных изделиях съедобных
частей, которое достигается за счет предварительной разделки
рыбы (в частности, увеличение выпуска охлажденного и мороже-
ного филе);
внедрение технологии мороженого фарша из мелких, малоцен-
ных видов рыб как полуфабриката для изготовления различных
видов продукции, включая формованные и структурированные
изделия;
организация производства мороженой продукции мелкими
брикетами по 1—2 кг с упаковыванием их в красочные коробки,
пакеты из полимерных пленок, кэшированную фольгу.
§1. ОХЛАЖДЕНИЕ И ПОДМОРАЖИВАНИЕ
Охлаждением называют процесс быстрого понижения темпера-
туры объекта от начальной температуры до близкой к криоскопи-
ческой температуре тканевого сока, но не ниже нее. Криоскопи-
ческая температура для разных видов рыб различна и колеблется
от минус 0,5 до минус 2,3 °C. Для технических расчетов криоско-
пическую температуру принимают равной минус 1 "С. В норма-
тивных документах температура охлажденной товарной рыбы ми-
нус 1 — плюс 5 °C.
Охлаждение применяют как самостоятельный вид консервиро-
вания, позволяющий поставлять потребителю рыбу с высокими
вкусовыми качествами, а также как вспомогательный вид консер-
вирования сырья, предназначенного для последующей технологи-
ческой обработки.
Изменения в тканях гидробионтов при охлаждении. Охлажденные
гидробионты хранятся более продолжительный период, чем нео-
хлажденные (от 1 до 10—12сут), что связано с влиянием низких
температур на скорость химических и ферментативных процессов
в их тканях. Скорость химических реакций в зависимости от тем-
пературы описывается уравнением
y = dG/dx=fit), (3.1)
т. е. у, = dG/dx
где у —скорость реакций, кг/ч; у, —скорость реакции при температуре t, ‘С; G —
количество продуктов реакции, кг; т —продолжительность реакции, ч; г —темпе-
ратура охлажденного объекта, ’С.
Для функции у, Бертелот предложил уравнение
In у, = lny0 +at, (3.2)
где у0 —скорость реакции при О’С; а — коэффициент, определяющий интенсив-
ность изменений функции (а = const).
Ha графиках функции In у, представлены прямыми линиями.
Из этого следует, что скорость реакции зависит исключительно от
температуры. Обычно используют коэффициент бю, определяю-
щий отношение скорости реакции при данной температуре к ско-
рости при температуре на 10 °C выше:
Установлено, что для большинства пищевых продуктов темпе-
ратурный коэффициент является величиной постоянной, не зави-
симой от температуры и составляющей <9,0 = 2 - 3. Из этого следу-
ет, что при снижении температуры на 10 °C скорость происходя-
щих в нем процессов уменьшается в 2—3 раза и адекватно возрас-
тает пригодность для хранения.
Р. Планком получена зависимость между скоростью реакции,
температурой ее протекания и Qlo:
tafl0=10^.
Подставляя в это уравнение формулу Бертелота, получаем
л d(lnyft+aH
lne10=10J-^—-=10a,
отсюда е10 = 10е“.
50
51
Величина а, установленная для ряда продуктов, равна 0,0376.
Следовательно, в соответствии с законом Вант Гоффа—Аррениуса
йю = 2,38. Значения коэффициента справедливы для простых ре-
акций в однородных средах без фазовых превращений. Поэтому
сложные биохимические изменения, происходящие совместно с
микробиологическими процессами в тканях рыбы с неоднород-
ной структурой, не соответствуют точно законам химической ки-
нетики. Так, при охлаждении до начальной криоскопической тем-
пературы йю реакции образования триметиламина в мясе трески
равен 3, окисления гемоглобина крови — 4, образования летучих
оснований во время порчи — 7.
Порча рыбы происходит прежде всего в результате действия
как собственных ферментных систем, так и ферментов микроор-
ганизмов, которые вначале находятся на поверхности тела и в
жабрах, затем проникают внутрь.
При охлаждении гидробионтов и их хранении в охлажденном
виде термофильные и многие мезофильные микроорганизмы по-
гибают или переходят в спорообразное состояние, а психрофиль-
ные — продолжают развиваться.
Порча охлажденных гидробионтов в основном связана с жиз-
недеятельностью двух родов психрофил ьных бактерий —
Pseudomonas и Achromobacter. Эти бактерии развиваются на рыбе
в виде полупрозрачных колоний, пленок, а иногда слизи зелено-
ватого цвета. Некоторые флюоресцирующие бактерии рода
Pseudomonas вызывают позеленение или побурение поверхности
охлажденной рыбы.
Температурные пределы развития бактерий родов Pseudomonas
и Achromobacter следующие: максимальные 25—35 °C, оптималь-
ные 10—20 "С и минимальные 0—5 °C. Поэтому для подавления
жизнедеятельности этих микроорганизмов необходимо достиже-
ние нижнего предела температуры, допустимой для охлажденной
рыбы (минус 1 °C).
Температурный коэффициент скорости развития микроорга-
низмов рода Pseudomonas в пределах температур 5—20 °C равен
3,7, 0—5 °C —8,4. Почти не отличается от него температурный
коэффициент скорости развития бактерий рода Achromobacter.
Степень подавления активности ферментов и жизнедеятельно-
сти микроорганизмов зависит не только от конечной температу-
ры, но и от скорости ее понижения. При быстром понижении
температуры наблюдают глубокое нарушение обмена веществ, или
температурный шок. Это явление объясняется нарушением дина-
мического равновесия (согласованности) биохимических процес-
сов вследствие того, что степень снижения ферментной активнос-
ти при понижении температуры неодинакова для различных фер-
ментов. Поэтому в клетках происходит накопление промежуточ-
ных метаболитов. Если такое разобщение совершается резко, то,
как правило, наступает гибель биологического объекта.
При медленном понижении температуры происходит адапта-
ция биологических объектов (микроорганизмов, собственно фер-
ментов) к неблагоприятным условиям. Поэтому выловленных све-
жих гидробионтов без промедления необходимо охладить до тем-
пературы минус 1 "С; при этом способ охлаждения должен обеспе-
чивать высокую скорость процесса.
Большое влияние на стабильность свойств объектов в отноше-
нии развития микробиологических процессов при охлаждении и
последующем хранении имеют первоначальное количество мик-
роорганизмов на охлаждаемом сырье и величина pH его тканей.
Степень обсемсненности микрофлорой зависит от ряда факторов,
и прежде всего от санитарно-гигиенических режимов на всех ста-
диях производства. Отсюда следует необходимость мойки рыбы,
санитарной обработки и дезинфекции трюмов, тары и оборудова-
ния.
Смещение pH в кислую сторону за счет накопления лактата
пирувата и фосфорной кислоты в начальной стадии посмертного
окоченения (pH 5,8—6,4) повышает стабильность мяса рыбы к
микробиологической порче.
В результате охлаждения тканей рыбы до криоскопической
температуры происходят изменения физических свойств: в не-
сколько раз (8—10) возрастает вязкость жидких тканей (крови,
слизи, саркоплазмы), уменьшается проницаемость мембран. Все
это ухудшает протекание осмотических процессов обмена между
клеткой и окружающей средой и способствует стабилизации гис-
тологических структур. Понижение температуры ведет к увеличе-
нию плотности структурных элементов тканей (клеток, элемен-
тарных волокон, миотомов).
Все эти явления повышают упругость и прочность тела рыбы.
Если рыбу охлаждают сразу после наступления асфиксии, то по-
вышению упругопрочностных свойств ее тела способствует на-
ступление стадии посмертного окоченения, потому что и при ох-
лаждении развивается процесс образования актомиозина, веду-
щий к биохимической контракции мышц. Поэтому важная задача
охлаждения — как можно дольше задержать наступление стадии
посмертного окоченения рыбы.
Биохимические изменения в тканях охлажденного сырья при хра-
нении. При хранении охлажденного сырья в его тканях под влия-
нием тканевых, пищеварительных и бактериальных ферментов
происходят сложные биохимические процессы.
Из всех ферментативных процессов, развивающихся в тканях
тела охлажденной рыбы, особенно заметно влияют на потерю
природных свойств сырья следующие.
1. Расщепление гликогена (гликогенолиз), завершающееся об-
разованием и накоплением лактата, пирувата и фосфорной кисло-
ты, что ведет к сдвигу значений pH в кислую зону и стимулирует
проявление биохимической активности тканевых протеолитичес-
52
53
ких ферментов (катепсинов), вызывающих протеолиз мышечных
белков.
2. Дефосфорилирование креатинфосфата и нуклеотидов в тка-
нях, накопление промежуточных и конечных продуктов их распа-
да (аммиака, фосфорной кислоты, инозина, гипоксантина, ксан-
тина). Уменьшение содержания аденозинтрифосфорной кислоты
(АТФ) вызывает ускорение завершения стадии посмертного око-
ченения и ведет к ослаблению устойчивости при хранении ох-
лажденного сырья; уменьшение содержания инозинфосфорной
кислоты (ИНФ) сопровождается потерей природной свежести и
ухудшением вкусовых качеств мяса.
3. Протеолиз, ведущий к накоплению в тканях продуктов гид-
ролиза белков (азотистых небелковых веществ), дезаминирования
(азотистых оснований) и декарбоксилирования (аминов), влияю-
щих на вкусоароматические свойства сырья. Гидролиз белков со-
единительных тканей повышает проницаемость мембран и ослаб-
ляет связи между структурными элементами мышц (миотомы,
элементарные волокна, сарколемма и др.), в результате чего ос-
лабляются упругоэластичные свойства тканей тела рыбы. Мышцы
становятся дряблыми, неустойчивыми к механическому и тепло-
вому воздействию, легко расслаиваются по миосептам.
4. Процессы, характерные для мяса морских рыб, восстановле-
ния ОТМА и образования ТМА, и ферментативное превращение
ТМА в ДМА и формальдегид, развитие которых ведет к образова-
нию неприятного запаха и потере водоудерживающей способнос-
ти белков.
5. Ферментативное декарбоксилирование свободных амино-
кислот и образование ядовитых аминов также сопровождаются
потерей природных свойств сырья.
Так, при хранении скумбрии накопление азота летучих основа-
ний в мясе до 25 мг/100 г (норма доброкачественности) наступает
при 20 "С через 4 ч, при 3 "С — через 7,5 ч, при 0 °C — через 22 ч.
Этот пример показывает, насколько велико значение температур-
ного фактора в технологии охлаждения.
Параметры процесса охлаждения. Процесс охлаждения заклю-
чается в отводе теплоты от тела, имеющего высокую температуру,
к телу с более низкой температурой.
Интенсивность теплоотвода от продукта при охлаждении мож-
но определить, применяя дифференциальное уравнение Ньютона
^=“^пр(,пр-Гас)> (3-3)
где Q — количество отводимой теплоты, кДж; т — продолжительность тепло-
обмена, с; а — коэффициент теплоотдачи от продукта к охлаждающей среде,
Вт/(м2 К); ГПр — поверхность продукта, м2; 1пр — температура охлаждаемого про-
дукта, "С; — температура охлаждающей среды, °C.
Если в уравнении заменить величиной удельной поверхно-
сти у, а (ГПр—4>.с) = М умножить на G, поделить на у, то оно будет
иметь следующий вид:
^=4д'7’ (3.4)
где G—масса охлаждаемого продукта, кг; у —плотность продукта, кг/м2.
Таким образом, интенсивность охлаждения прямо пропорцио-
нальна величине коэффициента теплоотдачи, удельной поверхнос-
ти продукта и разности температур продукта и охлаждающей среды.
Из уравнения следует, что наиболее интенсивным теплоотвод
будет в первый период охлаждения, когда Д/ имеет максимум. Так
как Д/->0, то скорость охлаждения постепенно уменьшается. От-
сюда следует, что для обеспечения высокой скорости процесса
охлаждения необходимо поддерживать как можно более низкую
температуру охлаждающей среды, которая практически может
быть не ниже минус 3 °C во избежание возможного льдообразова-
ния в поверхностных тканях охлаждаемого сырья. В связи с этим
лучшими охлаждающими средами являются: лед из морской воды,
морская вода или солевой раствор (2—4 % поваренной соли), име-
ющие температуру, близкую к минус 3 °C, а также льдосолевая
смесь (4—6 % поваренной соли к массе льда). Применение этих
сред позволяет быстро и глубоко охладить гидробионты, сохранив
их качество.
Интенсифицировать процесс охлаждения гидробионтов можно
также за счет увеличения коэффициента теплоотдачи а. Величина
а зависит от вида охлаждающей среды и условий процесса охлаж-
дения. Охлаждающие среды в состоянии покоя имеют следующие
значения а: воздух — 4,6—9,3; водный лед — 116; жидкость —
230—250 Вт/(м2 К). Значения а значительно возрастают при цир-
куляции охлаждающей среды. Например, для жидкости в зависи-
мости от скорости циркуляции а возрастает до 550 Вт/(м2 К).
Скорость охлаждения максимальна при использовании циркули-
рующих жидких сред и минимальна при охлаждении в воздухе.
Промежуточное значение занимает способ охлаждения рыбы вод-
ным льдом, а также использование твердых охлаждающих сред.
Высокую скорость охлаждения применяют при обработке мелкой
и средней рыбы. При охлаждении крупной рыбы скорость про-
цесса теплообмена в большей степени определяется не величиной
а, а коэффициентом теплопроводности мышечной ткани, кото-
рый имеет небольшие значения [(0,4—0,5 Вт/(м2 К)].
Ускорить процесс охлаждения можно также за счет увеличения
Удельной поверхности рыбы, например путем ее разделки. Вели-
чина удельной поверхности зависит от формы тела рыбы. Чем
меньше отношение толщины тела рыбы к ее длине, тем больше ее
удельная поверхность. Мелкая рыба одного и того же вида имеет
54
55
большую удельную поверхность, чем крупная. Например, при уве-
личении длины тихоокеанской сельди от 25 см до 32 см величина
удельной поверхности уменьшается в 1,5 раза.
На интенсивность охлаждения гидробионтов влияет их хими-
ческий состав, прежде всего содержание воды и липидов. При
одинаковых условиях продолжительность охлаждения жирной и
тощей рыбы приблизительно одинакова. Лишь в случае неравно-
мерного распределения тканевых липидов (значительный под-
кожный слой) внутренний перенос теплоты к поверхности может
замедлиться и в целом процесс охлаждения жирной рыбы окажет-
ся более длительным.
Теоретический расход холода на охлаждение включает в себя
следующие составляющие: явную теплоту, отвод которой сопро-
вождается понижением температуры; скрытую теплоту кристалли-
зации тканевого жира; теплоту дыхания (теплота экзотермических
биохимических реакций). Явная теплота образуется за счет изме-
нения теплосодержания продукта и тепловых эффектов массопс-
реноса.
Теоретический расход холода на охлаждение гидробионтов оп-
ределяют по формуле
С = G)C(/„ - /к) + Go(/K - + 9i + ft>|, (3.5)
где G — масса охлаждаемого продукта, кг; С — удельная теплоемкость охлаждаемого
продукта, кДж/(кг-К); /„ и 1К — начальная и конечная температуры продукта, °C;
Go = ~, где GH — масса испарившейся из продукта влаги, кг; /„ — удельная тепло-
та конденсации водяного пара, кДж/кг; /„ — удельная теплота испарения водяного
пара, кДж/кг; — скрытая теплота затвердевания тканевого жира, кДж/кг;
9, =^-, где Сж — масса жира в продукте, затвердевшего при конечной температу-
ре, кг; гж —удельная теплота кристаллизации жира при конечной температуре,
кДж/кг; q2 ~ теплота дыхания (внутренние тепловыделения в продукте), кДж/кг.
Если отсутствуют потери массы продукта за счет испарения
воды (охлаждение в жидких средах), формула упрощается:
Q = C(tH - Q + ?! + ?2]. (3.6)
В случае охлаждения нежирной рыбы можно пренебречь вели-
чиной 9,; значение теплоты дыхания <?2 также невелико (примерно
0,6 кДж/кг за 1 ч). Поэтому на практике пользуются упрошенной
формулой расхода холода:
e = GC(/H-/K), (3.7)
или
с=ад - 'J, (з.8)
где /„ — начальная энтальпия продукта при /н, кДж/кг; /„ — конечная энтальпия
продукта при кДж/кг.
Значения энтальпий для некоторых видов рыб приведены в
табл. 3.1.
3.1. Значения энтальпий, кДж/кг
Температура, ’С | Сельдь (жирная) Треска, хек серебристый | Морской окунь
0 278,4 323,3 318,3
5 296,4 341,6 336,1
10 314,4 359,9 354,1
20 348,8 396,6 390,2
Продолжительность охлаждения гидробионтов зависит от их
свойств, охлаждающей среды, условий, при которых протекает
процесс (температура и скорость движения охлаждающей среды,
толщина продукта и др.). Дифференциальное уравнение Ньютона
(3.3) не включает теплофизические показатели, зависящие от хи-
мического состава сырья, поэтому для расчета величины продол-
жительности охлаждения рекомендуется пользоваться формулой
Д. А. Христодуло (3.9) и критериальным уравнением А. Фикина и
И. Фикиной (3.10):
где т — продолжительность охлаждения продукта от тн до t; F — поверхность ох-
лаждаемого продукта, м2; а — коэффициент теплоотдачи, Вт/(м2 • К); п — попра-
вочный коэффициент (определяется опытным путем); /с — температура охлажда-
ющей среды, °C; С — теплоемкость продукта, 1Щж/(кг-К).
(ЗЛ°)
где равно для пластины 1, для цилиндра 0,5, для шара 0,33; /. — половина
толщины рыбы, м; Bi —критерий БИО; Bi=^, где /. — коэффициент теплопро-
водности рыбы, Вт/(м • К); а — коэффициент температуропроводности, м2/с.
Технологической задачей является уменьшение продолжитель-
ности охлаждения продукта за счет увеличения площади охлажде-
ния, применения охлаждающих сред с более высокими значения-
ми коэффициента теплоотдачи а, увеличения его путем циркуля-
ции и снижения температуры охлаждающей среды.
Промышленные способы охлаждения. В зависимости от техно-
логической задачи охлаждение применяют: для сохранения каче-
ства сырья при его доставке с мест лова на рыбообрабатывающие
Предприятия; сохранения качества сырья при его хранении на
рыбообрабатывающем предприятии до направления в обработку;
Производства товарной охлажденной продукции; повышения про-
изводительности морозильных аппаратов (за счет сокращения
56
57
продолжительности замораживания); повышения консервирую-
щего действия основного способа консервирования (например,
посола при приготовлении слабосоленой продукции).
В рыбной промышленности применяют несколько способов
охлаждения сырья: льдом, холодным воздухом, дробленым льдом
и холодным воздухом, смесью льда и соли (3—5 % массы льда), хо-
лодной морской водой или холодным раствором поваренной соли
(3—4 %), холодной морской водой и льдом.
Во всех случаях охлажденную рыбу хранят в условиях, исклю-
чающих повышение температуры. Наиболее широко применяют в
рыбной промышленности способы охлаждения льдом, холодной
водой или ее смесью со льдом.
Охлаждение водным льдом. Широкое использование льда в ка-
честве охлаждающей среды связано с его теплофизическими свой-
ствами. Температура плавления льда около О °C, теплоемкость
2,10 кДж/(кг К), удельная теплота плавления 334,4 кДж/кг, плот-
ность 917 кг/м3. Для охлаждения требуется значительное количе-
ство льда, которое заготовляют либо на берегу, либо на судах.
Естественный лед заготовляют в районах с суровым климатом
путем вырезания или выпиливания крупных блоков из естествен-
ных водоемов, послойным намораживанием воды на горизонталь-
ных площадках, наращиванием сталактитов в градирнях.
Лед заготовляют только в тех водоемах, в которых вода соответ-
ствует требованиям стандарта на питьевую и производственную
воду. Глубина водоема должна быть не менее 0,75 м, толщина
льда — не менее 0,2 м. Размер блоков 1 х 1 х0,7; 0,6 х 0,6 х0,8 м.
Лед хранят на площадках в бунтах, а также в специальных
льдохранилищах. Основание бунта засыпают гравием, шлаком;
для отвода воды делают водоотводные канавки.
Естественный лед хотя и широко используется в промышлен-
ности, но имеет ряд существенных недостатков: зависимость от
климатических условий, сезонность заготовки; большие потери за
счет таяния.
Заготовка льда трудоемка; себестоимость его высокая; кроме
того, лед обычно сильно загрязнен.
Подготовка льда включает в себя трудоемкие операции: выкол-
ку, дробление (на куски размером 1—3 см), транспортирование.
Искусственный лед, полученный в льдогенераторах, свободен
от этих недостатков и, кроме того, имеет ряд преимуществ: низ-
кую загрязненность бактериями и органическими веществами;
возможность получения льда заданных свойств и состава (анти-
бактериальный), формы, в любое время года, в требуемом количе-
стве; температура таяния льда из морской воды около минус 2 °C.
На судах чаще всего получают чешуйчатый лед из морской
воды в специальных льдогенераторах. Он имеет развитую поверх-
ность теплоотдачи, плотно прилипает к рыбе, обеспечивает ее
быстрое охлаждение. Однако чешуйчатый лед нельзя долго хра-
нить из-за большой поверхности испарения и способности к быс-
трому таянию и смерзанию.
Для производства чешуйчатого льда отечественной промыш-
ленностью выпускается ряд моделей льдогенераторов непрерыв-
ного действия (серии Л, ИЛ, ФИЛ) производительностью 130—
1000 кг/ч, предназначенных для береговых предприятий и судов
различного типа. В качестве холодильных агентов в них использу-
ют аммиак или хладон.
Сухой лед получают из диоксида углерода путем его заморажи-
вания. Он представляет собой твердое вещество белого цвета с
температурой сублимации минус 78,5 "С. При сублимации льда
выделяется углекислый газ (СО2). Скрытая теплота плавления су-
хого льда 586—606 кДж/кг, что значительно больше, чем водного
льда. Выделяющийся углекислый газ оказывает бактерицидное
действие на аэробы, задерживает окислительные процессы. Сухой
лед в рыбной промышленности применяется редко, так как он в
3—10 раз дороже водного льда.
Для приготовления хлорного льда (антисептического) исполь-
зуют осветленный 10%-ный раствор хлорной извести. Раствор
хлора смешивают с водой, которую используют для получения
льда. К моменту потребления лед должен содержать 30—60 мг ак-
тивного хлора на 1 кг льда.
Известно, что с увеличением концентрации электролита в ра-
створе температура его замерзания понижается. При достижении
определенной концентрации электролита (криогидратной) и
дальнейшем охлаждении температура замерзания уже не понижа-
ется, а образуется смесь льда и кристаллогидратов электролита с
низкой и постоянной температурой (состояние эвтектики). Эвтек-
тический лед широко применяется для изготовления хладоакку-
муляторов, представляющих собой металлические емкости, запол-
ненные эвтектическим раствором. Их охлаждают, а затем исполь-
зуют для охлаждения рыбы, перевозимой в автомобильном или
железнодорожном транспорте.
В рыбной промышленности применяют охлаждение гидроби-
онтов водным льдом в инвентарной таре (ящик, бочка, контейнер
и др.) и бестарным способом в трюме судна. Самые распростра-
ненные способы: охлаждение в ящиках и в специальных отсеках
трюма (чердаках). В подготовленную тару или отсек трюма по-
слойно укладывают лед и рыбу, причем нижний и верхний слои
должны быть изо льда.
Допускается предварительное перемешивание рыбы со льдом с
последующей укладкой рыболедяной смеси в тару. Но и в этом
случае верхний слой должен представлять собой лед.
Рыбу и лед укладывают послойно, причем мелкую и среднюю
рыбу слоем толщиной не более 10 см, крупную — рядами, спинка-
ми вверх. Толщина слоя льда между слоями рыбы должна быть 5—
8 см, верхнего — не менее 10 см. При бестарном способе охлажде-
58
59
ния (в отсеках трюма) общая высота слоев рыбы и льда не должна
превышать: для тихоокеанских лососей — 0,4 м; для сельдевых и
мелкой рыбы — 0,6; для тресковых, морского окуня, палтуса, кам-
балы и других крупных и средних морских рыб — 0,7; для крупных
частиковых рыб — 1 м. При охлаждении в инвентарной таре, на-
пример в ящиках, общая высота рыбы и льда не должна превы-
шать 0,3 м. Верхний слой льда должен быть на 1—2 см ниже края
ящика во избежание повреждения сырья при складировании ящи-
ков в штабеля.
При соприкосновении рыбы со льдом вследствие разности тем-
ператур сразу начинается теплообмен, результатом которого явля-
ются охлаждение рыбы и таяние льда. Образующаяся талая вода
удаляется через отверстия в таре. Воздух, находящийся между час-
тицами льда и соприкасающийся с рыбой в процессе охлаждения,
при отводе теплоты малоэффективен из-за низких теплофизичес-
ких характеристик. Поэтому основным хладагентом является лед;
интенсивность процесса зависит от его дозировки, степени дробле-
ния, равномерности распределения и толщины слоя рыбы.
На судах с неохлаждаемыми трюмами расход льда для пересып-
ки рыбы в ящиках зависит от температуры наружного воздуха и
составляет 30 % массы рыбы-сырца при 1—5 "С, 40 —при 5—
10 "С, 50 — при 10—15 "С, 75 — при 15—20 °C и 100 % — при тем-
пературе окружающего воздуха выше 20 °C.
На судах с охлаждаемыми трюмами расход льда для охлажде-
ния рыбы в ящиках составляет от 30 (в холодное время) до 40 % (в
теплое время) массы рыбы-сырца.
При недостаточной дозировке льда тело рыбы не успевает ох-
ладиться до температуры, при которой достигается эффект кон-
сервирования. В то же время большой избыток льда не дает замет-
ного уменьшения периода охлаждения (табл. 3.2).
3.2. Влияние дозировки льда на продолжительность охлаждения рыбы (судак)
(начальная температура 20 °C)__________________________________________
Конечная температура рыбы, °C | Дозировка льда, % массы рыбы | Продолжительность?»!'
5
5
5
5
0
0
0
Несмотря на то что продолжительность охлаждения рыбы при
оптимальной дозировке льда практически не зависит от темпера-
туры окружающей среды (10—минус 2 °C), ее рост влечет за собой
повышение температуры тела охлаждаемой рыбы, что в конечном
счете увеличивает количество теплоты, которое необходимо отве-
сти. Поэтому с ростом температуры окружающей среды расход
льда для охлаждения увеличивают.
60
В то же время температура окружающей среды существенно
влияет на дозировку льда, когда требуется сохранить в теле рыбы
достигнутую температуру охлаждения и предупредить его отепле-
ние. В этом случае действует правило: чем продолжительнее хра-
нение и выше температура окружающей среды, тем больше долж-
на быть дозировка льда (табл. 3.3).
3.3. Дозировка льда в зависимости от продолжительности хранения охлажденной
рыбы, кг/100 кг
Продолжите л ьность хранения,ч Дозировка льда при температуре воздуха, °C
ниже 20 выше 20
4 25 50
8 50 75
24 75 100
Интенсивность теплообмена определяется также площадью
контакта между льдом и рыбой. Кусочки дробленого льда обычно
имеют неправильную геометрическую форму, и от их расположе-
ния зависит площадь контакта. Она будет максимальной, если
куски льда соприкасаются с рыбой гранями, и минимальной —
если ребрами или вершинами. Кроме того, площадь контакта во
многом определяется размерами кусков льда. Мелкодробленый,
особенно чешуйчатый или снежный лед, имея развитую поверх-
ность, быстро охлаждает рыбу, не вызывая ее деформации. При-
менение льда со смешанной грануляцией, с повышенной плотно-
стью укладки улучшает контакт кусков льда с поверхностью тела
рыбы и ускоряет ее охлаждение (табл. 3.4).
3.4.Влияние размеров кусков льда на величину коэффициента плотности укладки
Характеристика льда Размер кусков, см Удельный объем, М3/т Объем воздушных полостей, % удельного объема Коэффициент плотности укладки
Крупный 10х 10х 10 2,0 45,5 0,55
Средний 4x4x4 1,82 40,0 0,605
Мелкий 1x1x1 1,78 39,0 0,618
Смешанный 0,5-12,0 1,60 22,5 0,787
Охлаждение в жидких средах. Этот способ охлаждения сырья
наиболее распространен. Применяют погружной, оросительный и
комбинированный способы охлаждения. Как правило, в качестве
охлаждающей среды используют морскую воду, температура за-
мерзания которой минус 1,5 — минус 3 "С, или 2—4%-ные раство-
ры поваренной соли в пресной воде, осмотическое давление кото-
рых приблизительно равно давлению тканевого сока рыбы.
При погружном способе рыбу для охлаждения помещают в спе-
циальные емкости (баки, бункера, цистерны, контейнеры), куда
предварительно подают охлаждающую жидкость. Соотношение
массы гидробионтов и жидкости должно составлять от 1 : 1 до 1 : 2,
61
а при отсутствии циркуляции —1:3 или 1 :4. В летнее время в
охлаждающую воду рекомендуется добавлять лед (соотношение
рыбы, воды и льда 2:1:1). Продолжительность охлаждения в
жидких средах зависит от размеров рыбы, условий охлаждения,
конструкции рыбоохладителя и составляет от 2—3 мин для кильки
до 3 я для крупной трески.
В аппаратах, оборудованных системами циркуляции жидкости,
скорость ее движения может достигать 0,2 м/с при значительной
интенсификации процесса охлаждения. Однако образующаяся из
водорастворимых белковых веществ рыбы пена этот процесс за-
медляет.
В рыбоохладителях периодического действия после охлажде-
ния каждой партии рыбы отработанную воду заменяют свежей,
так как она сильно загрязняется органическими веществами. В
непрерывно действующих охладителях, применяемых для охлаж-
дения мелкой рыбы (кильки), предусматривается многократное
использование жидких сред, так как процесс охлаждения протека-
ет интенсивно (4—5 мин) и загрязнение охлаждающей среды не-
значительно.
В судовых условиях применяют три способа охлаждения рыбы-
сырца в жидких средах.
Во-первых, охлаждают в бункерах с предварительно охлажден-
ной морской водой, стабильность температуры которой поддер-
живают за счет подачи льда. Во-вторых, охлаждают также в бунке-
рах с предварительно охлажденной морской водой, постоянная
температура которой обеспечивается за счет работы встроенных
теплообменников. В-третьих, рыба в охладители загружается в хо-
лодную воду, температура которой поддерживается низкой как за
счет добавления льда, так и использования водоохладителей.
Третий способ обеспечивает высокую скорость и равномер-
ность процесса охлаждения рыбного сырья за счет высокого коэф-
фициента теплоотдачи и низкой температуры лъдоводяной смеси.
Рассмотренные промышленные способы охлаждения рыбы
водным льдом и жидкими средами имеют как преимущества, так
и недостатки.
Охлаждение рыбы льдом — простой, легко осуществимый в бе-
реговых и судовых условиях способ. Рыба, охлажденная и хранив-
шаяся во льду, имеет высокое качество, так как не набухает и не
теряет водорастворимые азотистые вещества, причем усушка ее
незначительна. Лед, как правило, содержит небольшое количество
микроорганизмов, что позволяет поддерживать необходимые са-
нитарно-гигиенические условия производства. Наиболее удобно
охлаждение льдом в ящиках и контейнерах.
Однако этому способу охлаждения присущи следующие недо-
статки: малая скорость и неравномерность процесса охлаждения;
большая энергоемкость, так как для получения льда расходуется
гораздо больше электроэнергии, чем для охлаждения воды; полез-
ная емкость тары, аккумуляционных камер, грузоподъемность ме-
ханизмов используются на 50—70 %; малый коэффициент полез-
ного использования льда (потери за счет таяния могут составлять
60—68 %); деформация тела рыбы при недостаточном дроблении
льда.
Часть недостатков устраняется при применении жидких охлаж-
дающих сред. В этих средах скорость охлаждения рыбы в 3—5 раз
больше, чем во льду. Рыба охлаждается равномерно до более низ-
кой температуры (минус 1 — 0 ‘С). Технологические процессы
при использовании жидких охлаждающих сред легче поддаются
механизации, а также являются более экономичными.
Несмотря на положительные стороны, процесс охлаждения в
жидких средах имеет ряд недостатков. При хранении рыбы в жид-
кой среде качество рыбы ухудшается за счет набухания, частично-
го вымывания азотистых веществ, незначительного просаливания.
Например, при хранении в жидкой среде мелкой кильки и хамсы
в течение 36 ч увеличение массы рыбы составляет 6 % начальной,
а потери общего азота — 4 % исходного содержания.
Следовательно, хранение рыбы в жидких средах должно быть
ограниченным. Во избежание ее набухания в воду добавляют 1,0—
2,0 % поливинилового спирта или 2 % карбоксиметилцеллюлозы
(КМЦ), что увеличивает продолжительность хранения рыбы.
Кроме того, при контакте рыбы с холодным рассолом он за-
грязняется слизью, чешуей и другими органическими веществами,
что ухудшает санитарное состояние рыбы и охлаждающей среды.
Поэтому последнюю периодически заменяют или очищают.
Наиболее перспективным способом производства товарной ох-
лажденной рыбы является комбинированный способ, при кото-
ром рыбу-сырец быстро охлаждают до температуры минус 1 —
0 "С в жидкой среде со льдом, затем укладывают в ящики или кон-
тейнеры, пересыпают льдом и хранят при температуре около 0 °C.
При этом получают охлажденную рыбу высокого качества.
Хранение охлажденных гидробионтов. Охлаждение — это такой
способ консервирования, при котором лишь временно и обратимо
инактивируются ферменты и подавляется жизнедеятельность
микроорганизмов. Даже при идеальном соблюдении температур-
ных режимов хранения охлажденной рыбы в ее тканях протекают
биохимические процессы под действием тканевых и бактериаль-
ных ферментов. Поэтому охлажденная рыба является скоропортя-
щимся продуктом. Сроки хранения охлажденной рыбы зависят от
ее вида, времени вылова, разделки, условий охлаждения и хране-
ния и составляют от 1 до 12 сут. Например, охлажденная салака
хранится 1—1,5 сут, килька — 2—3, скумбрия — 3, камбала — 5—7,
треска потрошеная — 10—12 сут.
Для увеличения сроков хранения охлажденной рыбы необходи-
мо соблюдать следующие условия.
Использовать для производства безупречную по качеству рыбу,
62
63
искусственно умерщвлять ее (электрочекушение) для прекраще-
ния агонии, что сохраняет естественное содержание АТФ в мясе
рыбы.
После вылова как можно быстрее удалять из рыбы слизь,
кровь, внутренние органы, жабры, содержащие в большом коли-
честве ферменты и микроорганизмы.
Соблюдать санитарно-гигиенические условия производства и
хранения охлажденной рыбопродукции.
Хранить охлажденную рыбу при постоянной температуре на
всем пути от производства до реализации при температуре минус
1 — О °C и относительной влажности воздуха 95—98 %.
Новые технологические приемы позволяют увеличить сроки
хранения охлажденной рыбы. Они включают в себя использова-
ние прогрессивных видов тары (ящиков, контейнеров) из сплавов
металлов, полимерных и комбинированных материалов, а также
применение антисептиков, антибиотиков, различных газовых
сред, ультрафиолетового и ионизирующего излучений для унич-
тожения микрофлоры, способной развиваться при температуре
около О °C. Как правило, антисептики, антибиотики вводят в воду,
применяемую для санитарной обработки помещений и оборудо-
вания, мойки рыбы и изготовления льда. Из антисептиков приме-
няют гипохлорит кальция или натрия, озон, пероксид водорода,
бензоат натрия. Эффективно применение хлорного льда и льда,
содержащего антибиотики, например биомицин.
Применение биомицинового льда позволяет увеличить сроки
хранения охлажденной трески до 15 сут, пикши — до 13 и морско-
го окуня —до 14 сут. Содержание биомицина в мясе рыбы перед
употреблением не должно превышать 0,25 мг/кг.
Положительный эффект удлинения сроков хранения охлаж-
денной рыбы получен при использовании озонированного льда.
Такой лед получают из воды, насыщенной озоном, концентрация
которого составляет примерно 5 10-4 %.
Перспективно для охлаждения водным льдом, хранения и
транспортирования рыбы использование изотермических контей-
неров вместимостью 1 м3. Стенки, дно и съемная крышка у кон-
тейнеров трехслойные: наружный и внутренние слои выполнены
из ударопрочного полимерного материала, средний слой — из
теплоизоляционного (полиуретана). Продолжительность хране-
ния охлажденной салаки в таких контейнерах составляет 4—5 сут.
Получен положительный результат по хранению охлажденней
трески, пикши и морского окуня в контейнерах из алюминиевого
сплава вместимостью 0,6 м3. Расход льда составляет 30—40 % мас-
сы рыбы. Продолжительность охлаждения от 5—7 "С до 0 °C равна
1—1,3 ч. Крупная треска сохраняется в хорошем состоянии 9—
11 сут, мелкая треска и пикша — 7, морской окунь — 8—9 сут. Воз-
можно транспортирование рыбы в таких контейнерах на расстоя-
ние до 1000—1200км.
Перспективным для хранения охлажденных гидробионтов яв-
ляется использование модифицированных атмосфер. Причем их
создают как в камерах хранения и трюмах, где находится охлаж-
денная в ящиках рыба, так и в полимерных пакетах, в которые
расфасовывается перед хранением деликатесная продукция.
Использование для хранения охлажденного филе окуня газо-
вой среды, состоящей из углекислого газа (диоксида углерода)
(80 %) и воздуха (20 %), позволяет сохранить хорошее качество
продукции в течение 13 сут. После 14 сут хранения количество
триметиламина в филе, хранившемся в модифицированной газо-
вой атмосфере, в 7 раз меньше, чем в контрольном. Срок хране-
ния при 3 °C в пакетах порций атлантического лосося в условиях
пониженного давления диоксида углерода достигает 20 сут, что на
12—14 сут больше по сравнению с контрольным образцом.
Положительные результаты достигнуты при хранении охлаж-
денной черноморской кильки и салаки в герметичных контейне-
рах в парах жидкого азота: килька хранилась до 10 сут, салака —
до 5 сут.
Значительного уменьшения количества микроорганизмов на
охлажденных гидробионтах достигают путем обработки их ультра-
фиолетовыми лучами. Бактерицидные лампы устанавливают с за-
щитными экранами над транспортерами, по которым перемеща-
ются филе, мясо моллюсков, ракообразных.
Пороки охлажденной рыбы. К ним относят механические по-
вреждения, набухание, ослабевшую консистенцию мяса, лопанец,
кисловатый или гнилостный запах в жабрах и в поверхностной
слизи, посторонние запахи.
Механические повреждения проявляются в виде проколов и
порезов на теле рыбы, срывов кожи, сбитостей чешуи и др. Они
возникают при больших уловах в тралах, длительном тралении,
небрежном отношении к рыбе при транспортировании, непра-
вильной эксплуатации оборудования. Для предотвращения этого
порока следует бережно относиться к рыбе-сырцу, не нарушать
технологических требований, не подвергать рыбу излишнему ме-
ханическому воздействию.
Набухание отмечают у рыбы, хранившейся длительное время в
жидкой среде. Этот порок проявляется прежде всего у мелких
сельдевых и анчоусовых рыб. Для устранения его лучше использо-
вать в качестве охлаждающей среды морскую воду с температурой
минус 3 °C, а также вводить в нее специальные вещества, снижаю-
щие способность к набуханию тканей рыбы.
Ослабевшая консистенция мяса рыбы и лопнувшее брюшко
(лопанец) возникают вследствие развития в ее тканях посмертных
изменений, в частности стадии автолиза. Это происходит из-за
несвоевременного охлаждения сырья или нарушения режимов ох-
лаждения и хранения его.
Порочащий, не свойственный охлажденной рыбе запах возни-
64
65
кает, как правило, в результате автолитических изменений и бак-
териального разложения тканей. Предупреждение его — соблюде-
ние требований технологических инструкций при производстве
охлажденных гидробионтов.
К посторонним запахам относят запах нефтепродуктов, илис-
тый, йодистый и др. Запах нефтепродуктов возникает в результате
контакта рыбы с нефтепродуктами в районе промысла. Особенно
подвержены этому жирные рыбы. Илистый запах обусловлен ха-
рактером питания или местом обитания рыбы. Он встречается у
многих пресноводных рыб и выражается в различной степени от
едва уловимого до очень резкого. Йодистый лекарственный запах
связан с высоким содержанием в воде йода, брома и других мик-
роэлементов. Как правило, рыба с таким пороком является добро-
качественной.
Подмораживание гидробионтов. Принципиальным отличием
этого способа консервирования является сохранение гидробион-
тов при отрицательных температурах, близких к криоскопичес-
ким, при условии частичного фазового перехода воды в лед. При
подмораживании конечная температура сырья устанавливается в
пределах минус 2—минус 3 “С, поэтому такую продукцию называ-
ют переохлажденной или глубоко охлажденной. Понижение тем-
пературы на 1—2"С ниже криоскопической способствует увеличе-
нию сроков хранения свежей рыбы в 1,5—2 раза по сравнению с
охлаждением во льду. При температуре минус 2 °C изменения в
тканях подмороженной рыбы при хранении протекают аналогич-
но охлажденной, сохраняя общую направленность, но с суще-
ственной задержкой. Например, состояние посмертного окочене-
ния в охлажденной рыбе наблюдается на 1—2-е сутки, при минус
2’С — на 8—12-е сутки хранения. В результате уменьшения ско-
рости автолитических процессов мышечная ткань рыбы в процес-
се хранения при минус 2 "С длительное время не претерпевает су-
щественных изменений, приводящих к снижению ее качества.
При подмораживании сырья вследствие льдообразования со-
здаются неблагоприятные условия для жизнедеятельности микро-
организмов. В мясе трески при температуре минус 2 °C около 52 %
общего содержания воды превращается в лед, а при минус 3 °C
кристаллизуется 66 % воды. Соответственно при этом возрастают
концентрация тканевого сока, осмотическое давление, pH мяса
рыбы уменьшается.
Исследования подмороженной рыбы при температуре хране-
ния минус 3 — минус 4 °C показали, что понижение температуры
рыбы ниже минус 3 “С вызывает изменения в тканях, свойствен-
ные рыбе, замороженной при неблагоприятных условиях, и отри-
цательно сказывается на ее качестве: появляются сухость и жест-
кость мяса, снижается водоудерживающая способность, ухудшает-
ся внешний вид. В связи с этим для подмороженной рыбы особое
значение имеет стабильность температуры в толще мяса; предпоч-
тительнее, чтобы она в течение всего периода хранения поддер-
живалась в пределах минус 2 — плюс 0,5 °C.
Качественные показатели подмороженной рыбы во многом за-
висят не только от конечной температуры, но и от скорости ее
понижения. При быстром подмораживании структура льда имеет
мелкокристаллический характер, поэтому травмирование мышеч-
ной ткани незначительно. Кроме того, распад АТФ в тканях мед-
ленно подмороженной рыбы происходит так же интенсивно, как
и в охлажденной.
Долгое время оставался дискуссионным вопрос о целесообраз-
ности применения льда при хранении подмороженной рыбы. По
данным Н. А. Головкина, добавление льда не отражается на харак-
тере посмертных изменений в тканях подмороженной рыбы. По-
этому применение льда при хранении и транспортировании под-
мороженной рыбы нецелесообразно.
В промышленных условиях подмораживание рыбы осуществ-
ляют двумя способами: 1) в морозильных аппаратах холодным
воздухом, температурой минус 30 —минус 35 °C, со скоростью
циркуляции 5—6 м/с в течение 0,5—2 ч; 2) в рассольных моро-
зильных аппаратах конвейерного или погружного типа в солевом
растворе плотностью 1130—1160 кг/м3, при температуре минус
10—минус 14 °C в течение 10—20 мин.
Приведенные режимы подмораживания применяют для трес-
ки, черного палтуса, морского окуня, камбалы-ерша.
Продолжительность подмораживания зависит от условий ох-
лаждения, а также вида и размера рыбы. При выгрузке из моро-
зильных аппаратов температура в подмороженном слое рыбы
(толщиной 3—6 мм) должна составлять минус 3 — минус 5 °C, в
толще мяса — минус 1—0 °C. В течение первых 12—24 ч хранения
подмороженной рыбы происходит выравнивание температуры по
всему объему. Одновременно с этим кристаллы льда равномерно
распределяются по всей толще мышечной ткани. Подмороженную
рыбу укладывают в ящики без льда, хранят и транспортируют при
температуре минус 3 — минус 1 °C.
Подмораживание тунца в судовых условиях проводят в емкос-
тях с солевым раствором температурой минус 18 °C при соотноше-
нии рыбы и раствора 3:1. После окончания подмораживания со-
левой раствор из танка откачивают. Рыбу хранят в том же танке
при температуре минус 2 — минус 3 °C.
Срок хранения и транспортирования подмороженной трески
не должен превышать 20—25 сут, тунцов — 20 сут.
Подмороженная рыба по качеству несколько уступает охлаж-
денной, так как вследствие кристаллизации воды нарушается
микроструктура тканей, снижается ее водоудерживающая способ-
ность, поэтому при отеплении теряется больше тканевого сока.
Однако производство подмороженной рыбы имеет ряд преиму-
ществ по сравнению с выпуском охлажденной и мороженой про-
66
67
дукции. В частности, возрастает производство продукции, близ-
кой по качеству к свежей рыбе и имеющей увеличенные сроки
хранения. Подмораживание рыбы по сравнению с замораживани-
ем менее энергоемко. Хранение и транспортирование подморо-
женной рыбы исключают необходимость применения льда, что
улучшает санитарно-гигиенические условия и снижает производ-
ственные расходы.
§ 2. ЗАМОРАЖИВАНИЕ
Замораживание — это консервирование сырья при температу-
рах, значительно ниже криоскопических температур тканевого
сока, когда большая часть воды, содержащейся в биологическом
объекте, превращается в лед. При замораживании водного сырья
применяют температуру минус 18 — минус 25 "С, причем за рубе-
жом заметна тенденция снижения температуры замораживания и
хранения гидробионтов до минус 30 ‘С, что особенно характерно
для жирных рыб. По сравнению с охлажденной мороженая рыба
хранится значительно дольше — до 6—8 мес и даже до 1 года, но
обязательно с соблюдением условий, необходимых при консерви-
ровании.
Консервирование методом замораживания основано на прин-
ципах анабиоза (криоанабиоза, осмоанабиоза), т. е. на подавле-
нии, угнетении деятельности микроорганизмов и биохимической
активности тканевых ферментов.
Биохимическая основа гибели микроорганизмов недостаточно
ясна. Известно, что для их роста и размножения необходимо, что-
бы в окружающей среде (субстрате) вода находилась в доступной
капельно-жидкой форме. Доступность воды характеризуется ее
активностью а». Значение aw для воды равно 1, уменьшаясь при
концентрации содержащихся в ней органических и минеральных
веществ. Развитие микроорганизмов возможно на средах со значе-
ниями ow = 0,63—0,99, причем бактериям необходима среда с бо-
лее высоким значением (0,93—0,99), чем дрожжам или плесе-
ням (0,88—0,91).
При замораживании вода из жидкой фазы переходит в лед, что
приводит к гибели микроорганизмов, инактивации тканевых фер-
ментов. Ферментативные процессы гидролиза белков водного сы-
рья приостанавливаются при температуре минус 18 — минус 20 “С.
Ферментативный гидролиз и окисление тканевых липидов значи-
тельно замедляются при температуре минус 25 — минус 30 "С.
Замораживание может вызвать изменения в тканях рыбы, при-
водящие к некоторому ухудшению качества мороженой рыбы по
сравнению со свежей. В замороженной мышечной ткани после
оттаивания функциональные свойства белков (водоудерживаю-
щая, липидосвязывающая, эмульгирующая и гелеобразующая
способности) несколько ниже, чем в тканях свежей рыбы. Основ-
ная причина этих качественных изменений мяса рыбы заключает-
ся в денатурации белков, особенно миофибриллярных. Нежела-
тельные изменения в тканях рыбы при замораживании во многом
зависят от режимов холодной обработки.
Физические основы льдообразования. Когда температура гидро-
бионтов становится ниже криоскопической точки жидких тканей
(протоплазмы, слизи, крови), развивается процесс фазового пре-
вращения капельно-жидкой воды в кристаллический лед. Для на-
чала процесса необходимо не только получение температуры
ниже криоскопической (т. е. достижение стадии переохлаждения),
но и появление в переохлажденной жидкости факторов, которые
бы способствовали преодолению силы межфазного поверхностно-
го натяжения на границе раздела фаз (вода, мышечные волокна,
лед) и созданию кристаллизационных центров (зародышей крис-
таллов). В качестве таких зародышей для начала кристаллизации
льда могут выступать взвешенные твердые и коллоидные частицы,
коагулят белков, пузырьки воздуха и т. д. Центры кристаллизации
возникают прежде всего в межволоконных пространствах, так как
там концентрация тканевого сока меньше, чем внутри волокна.
Расположение центров кристаллизации, вероятно, имеет место
прежде всего на границе раздела твердой и жидкой фаз — оболоч-
ки волокна и внеклеточной жидкости. Энергия образования заро-
дышей кристаллов на поверхности мышечного волокна мини-
мальна, потому что в пленке внеклеточной жидкости на границе
раздела молекулы воды определенным образом ориентированы и
более тесно привязаны одна к другой.
Центры кристаллов льда имеют форму тетраэдра, в котором
молекулы воды располагаются по углам на расстоянии между
ними ЗА, но из зародышей вырастают кристаллы льда различных
форм и размеров. Характер льдообразования в тканях рыбы при
непрерывном отводе теплоты определяется двумя факторами: ско-
ростью роста числа центров кристаллизации и скоростью роста
самих кристаллов.
Максимальная скорость роста размеров кристалла приходится
на температурный интервал минус 1 — минус 5 "С. Скорость обра-
зования зародышей кристаллов имеет максимум в более глубокой
зоне охлаждения. Следовательно, при медленном охлаждении за
счет высокой скорости роста кристаллов они образуются крупны-
ми (до 1000 мкм) и правильной формы (шестиугольные, гексаго-
нальные); кристаллы локализуются в межволоконных простран-
ствах, миосептах, иногда образуя прослойки льда. При их форми-
ровании происходит значительное перемещение воды из мышеч-
'Ных волокон в межволоконные пространства. Миграция воды из
белковых волокон в межволоконное пространство объясняется
тем, что образование первых и последующих кристаллов повыша-
ет концентрацию незамерзающей части клеточного сока, создавая
68
69
предпосылки для осмотического перемещения воды из волокон в
межволоконное пространство (криоосмос).
Большая часть этой воды после таяния кристаллов льда теряет
связь с белками и выделяется из мяса рыбы свободно или под не-
большим давлением в виде сока. Потери сока у рыбы, заморожен-
ной при низкой скорости отвода теплоты, могут достигать 25 %
массы рыбы. С ним теряются вкусовые и питательные вещества —
белки, небелковые азотистые и минеральные вещества. В свобод-
но вытекающем соке рыбы содержится около 1,5 % азота. Кроме
того, консистенция мяса такой рыбы отличается сухостью, жест-
костью или волокнистостью.
При средних и высоких скоростях охлаждения отмечают соче-
тание быстрого роста числа центров кристаллизации и высокой
скорости увеличения их размеров. Кристаллы льда образуются не-
больших размеров (5—20 мкм), неправильной формы (дендриты).
При сверхбыстром замораживании (при температуре минус 93 —
минус 194 °C) до 90 % кристаллов образуется внутри волокон. Они
имеют форму шариков с большим количеством очень мелких иго-
лочек (0,2—0,3 мкм). Мелкие кристаллы льда оказывают не такое
сильное деформирующее воздействие на ткани рыбы, как круп-
ные, что положительно сказывается на качестве замораживаемого
сырья.
При высоких скоростях отвода теплоты кристаллы равномерно
распределены как непосредственно в волокнах, так и в межволо-
конных пространствах, что уменьшает потери сока при размора-
живании. Различие в количестве потерь клеточного сока сырьем,
замороженным с разной скоростью, объясняется также и тем, что
в мелких полостях быстрозамороженной рыбы мышечный сок в
большей степени удерживается силой капиллярного сцепления,
чем в крупных полостях медленно замороженной рыбы.
Количество мигрирующей из волокон под действием криоос-
моса воды в значительной степени зависит и от проницаемости
оболочек волокон (сарколемм). Сарколемма в мышечной ткани
свежей рыбы обладает низкой проницаемостью для воды. С раз-
витием посмертных изменений проницаемость оболочек возрас-
тает, и даже при быстром замораживании задержанного сырья не-
избежны образование крупных кристаллов в межволоконных про-
странствах и обезвоживание волокон.
Крупные кристаллы льда, образованные в области миосепт и
эндомизия, потенциально опасны при замораживании рыбы, в
стадии окоченения, когда в результате сокращения волокон
структурные элементы соединительной ткани испытывают значи-
тельные напряжения. Дополнительное механическое воздействие
кристаллов льда могут вызвать расслоение тканей по миосептам и
другие нарушения гистологической структуры, особенно у рыб с
нежной консистенцией.
Таким образом, для исключения отрицательного влияния крио-
осмоса, получения мелкокристаллической структуры льда в мес-
тах естественного распределения воды в тканях без ее миграции
необходимо сырье высокой степени свежести замораживать с вы-
сокой скоростью.
Графическое изображение изменения температуры тела рыбы
во времени носит название кривых замораживания. Температур-
ные кривые процесса замораживания рыбы в воздушном и пли-
точном аппаратах представлены на рисунках 3.1 и 3.2.
Анализ кривых, приведенных на рис. 3.1 и 3.2, показывает, что
изменение температуры в теле рыбы при замораживании носит
сложный характер. На кривых замораживания можно выделить 3
участка:
первый — период быстрого охлаждения, температура тела
рыбы понижается от начальной до криоскопической (минус 1 °C);
второй — период замедления охлаждения, температура медлен-
но понижается от минус 1 до минус 5 "С;
третий — период быстрого охлаждения, температура тела рыбы
понижается от минус 5 °C до температуры, близкой к температуре
охлаждающей среды (на рис. 3.1 и 3.2 соответственно минус 35 "С
и минус 55 °C).
Рис. 3.1. Кривые замораживания блока
рь|бы в воздушном морозильном аппарате:
в —блок рыбы; б— изотермы; в —изохроны;
на поверхности блока; 2— на глубине
15 мм; 5— в центре блока (температура возду-
ха минус 35’С)
Рис. 3.2. Кривые замораживания блока
рыбы в плиточном морозильном аппарате:
а —блок рыбы; б—изотермы; в —изохроны;
/ — на поверхности блока; 2—на глубине
15 мм; 3 — в центре блока (температура замо-
раживания минус 55 ’С)
70
71
Итак, первый участок кривой характерен для охлаждения вод-
ного сырья, когда консервирующий эффект достигается воздей-
ствием температурного шока. В технологии замораживания наи-
больший интерес представляет второй участок — зона наибольше-
го кристаллообразования. Холод при прохождении данного участ-
ка расходуется в большей степени на компенсацию теплоты
льдообразования. Упорядочение структуры жидкости при крис-
таллизации сопряжено с уменьшением интенсивности молекуляр-
ного движения, что сопровождается освобождением значительно-
го количества внутренней энергии, выделяющейся в виде скрытой
теплоты фазового превращения из жидкого в твердое состояние.
Если интенсифицировать отвод скрытой теплоты льдообразова-
ния, то можно добиться получения мелкокристаллической струк-
туры льда в тканях рыбы (см. рис. 3.2). Наклон кривой заморажи-
вания на данном участке свидетельствует о постепенном сниже-
нии криоскопической температуры тканевого сока рыбы (нижняя
точка около минус 5 °C), что связано с его концентрированием
при переходе воды из жидкого состояния в твердое.
Состав веществ, входящих в жидкие ткани рыб, весьма разно-
образен, но все они относятся к двум группам: 1) водораствори-
мые минеральные соли (электролиты) и 2) органические гидро-
фильные вещества коллоидного характера. Они образуют в воде
либо истинные растворы, либо разнообразные коллоиды (золи,
гели, эмульсии, суспензии).
Органические вещества с коллоидной степенью дисперсности
не влияют на криоскопическую температуру, а органические ра-
створимые вещества снижают энергию движения частиц воды, за-
медляют процессы диффузии и уменьшают скорость кристаллиза-
ции на 20—30 % по сравнению с чистыми растворами.
Наибольшее влияние на криоскопическую температуру оказы-
вают электролиты, концентрация которых по мере кристаллиза-
ции воды в лед существенно возрастает.
К началу третьего этапа большая часть воды превращена в лед,
и температура тела рыбы на этом этапе быстро снижается. По
мере уменьшения разницы температур между продуктом и тепло-
отводящей средой кривая замораживания в самом конце процесса
становится более пологой, что свидетельствует о снижении интен-
сивности теплообмена.
На первом этапе расходуется 15—20%, втором —около 55 и
третьем — 20—25 % холода, что свидетельствует о наибольшей
энергоемкости фазового перехода воды в лед. Значительное
уменьшение расхода холода на третьем этапе по сравнению со
вторым объясняется резким снижением термического сопротив-
ления замороженной части рыбы вследствие увеличения тепло-
проводности почти в 2,5 раза.
Распределение температурного поля в объеме блока рыбы при
замораживании крайне неравномерно: поверхностные слои рыбы
замерзают сразу, в то время как в центре блока температура еще
значительно выше криоскопической точки. Чем быстрее процесс
замораживания, тем больше неравномерность распределения тем-
ператур в объеме блока рыбы. Так, в момент окончания процесса
замораживания в плиточном аппарате температура в центре блока
рыбы составляет минус 18 °C, а на поверхности — минус 50 °C.
Тем не менее качество рыбы, замороженной в плиточном аппара-
те, выше, чем при воздушном замораживании, благодаря тому, что
период фазового перехода воды в лед в плиточном аппарате со-
ставляет около 0,75 ч, в то время как в воздушном аппарате — око-
ло 2 ч. Следовательно, в первом случае вследствие создания мел-
кокристаллической структуры льда по всему объему заморожен-
ной рыбы ее мясо после размораживания в большей степени будет
ближе к мясу свежей рыбы.
Динамика вымораживания воды. В холодильной технологии
воду, превратившуюся в лед, называют вымороженной. Количе-
ство вымороженной воды в продукте является функцией темпера-
туры. Приближенно при любой температуре для разбавленных не-
диссоциированных растворов, каким является клеточный сок
рыбы, оно может быть определено по формуле Рауля:
где ш —количество вымороженной воды, кг; / кр— криоскопическая температура,
'С; г—расчетная температура тела рыбы, °C.
При /= со = 0, т. е. процесс кристаллизации воды еще не на-
ступает. При I = t3 <о -> 1, т. е. при расчетной температуре продукта,
равной эвтектической температуре, вся способная к замерзанию
вода превращается в лед. Для пищевых продуктов T, = минус 65 —
минус 55 "С.
Динамика вымораживания воды в тканях трески в зависимости
от температуры приведена в табл. 3.5.
3.5. Количество вымороженной воды в зависимости от температуры трески, %
Температура рыбы, ’С % Температура рыбы, °C %
общего содержания 1 содержания | свободной воды общего содержания содержания свободной воды
0 0,0 0,0 - 12 85,8 94,8
- 1,5 8,0 8,8 - 14 86,9 96,0
— 2 52,4 57,9 -16 87,8 97,0
-3 66,5 73,5 -18 88,4 97,7
-4 73,0 80,7 -20 89,0 98,3
-5 76,7 84,7 -22 89,4 98,8
-6 79,2 87,5 -24 89,8 99,2
— 7 81,1 89,6 -26 90,0 99,4
-8 82,4 91,0 -28 90,2 99,7
-9 83,4 92,1 -30 90,3 99,8
- 10 84,3 93,1 -36 90,5 100,0
72
73
Анализ динамики вымерзания воды показывает, что наиболее
интенсивно фазовый переход воды в лед происходит при темпера-
туре минус 4 ± 2 °C, что согласуется с данными, приведенными на
кривых замораживания. Вся свободная вода практически вымер-
зает при температуре минус 36 "С; в тканях рыбы при этой темпе-
ратуре остается только около 9,5 % (общего содержания воды) не-
замерзшей воды. Эта часть воды (связанная) для разных видов рыб
составляет 2—10 %.
С помощью метода ядерного магнитного резонанса установле-
но, что количество жидкой фазы в тканях замороженной трески
присутствует, хотя и в очень незначительных количествах, даже
при снижении температуры до значений, близких к минус 70 "С.
Поэтому формула (3.11) справедлива при замораживании до
температур, при которых вся свободная вода превращается в лед
(минус 30 — минус 36 °C), но и в этом интервале температур рас-
четная доля вымороженной воды будет несколько завышенной,
так как не учитывается связанная вода, содержащаяся в тканях
гидробионтов. Для более точного расчета количества выморожен-
ной воды рекомендуется формула, предложенная Д. Г. Рютовым:
41-цЯ(1~¥)
(3.12)
замораживания. Так, при температуре минус 18 — минус 20 °C
около 98 % свободной воды, содержащейся в рыбе, переходит в
лед, при этом в основном инактивируются протеолитические фер-
менты. Снижение температуры до минус 30 °C обеспечивает пере-
ход в состояние льда еще около полутора процентов воды, что
значительно снижает активность липолитических ферментов.
Более глубоким замораживанием можно достичь и выморажи-
вания связанной воды, однако такое замораживание технически
сложно и экономически невыгодно. Поэтому при низкотемпера-
турной обработке достаточная степень консервирования достига-
ется при замораживании тощего сырья до температуры минус 18 —
минус 20 °C, жирного — минус 25 — минус 30 °C.
Изменения гидробионтов при замораживании. Снижение темпе-
ратуры и фазовые изменения состояния воды значительно изме-
няют свойства гидробионтов. Так как вода при замерзании увели-
чивается в объеме (на 8,5—9 %), то мороженая рыба также имеет
больший объем, чем свежая (на 5—6 %). Это необходимо учиты-
вать при заполнении рыбой блок-форм перед замораживанием.
Изменение агрегатного состояния воды ведет по сравнению с
рыбой-сырцом (табл. 3.6) к уменьшению плотности (на 7 %), на-
сыпной массы (приблизительно на 45 %) и увеличению угла есте-
ственного откоса (приблизительно в 2 раза).
где IF—общее содержание воды в продукте, кг/кг продукта; Ь — содержание свя-
занной воды, кг/кг сухих веществ; tKp — криоскопическая температура материала,
°C; / — температура, при которой ведется расчет, °C.
3.6. Изменение физических показателей рыбы при замораживании
Температура,’С
Плотность,
кг/м1
Насыпная улель-1 Угол естествен-
ная масса, кг/ма | ного откоса, рад
Для расчетов количество связанной воды в продуктах животно-
го происхождения берут 6 = 0,27 кг/кг, растительного —
b = 0,12 кг/кг сухого вещества.
На динамику вымораживания воды существенное влияние ока-
зывает вид сырья. На рисунке 3.3 приведены кривые выморажива-
ния воды в продуктах различной начальной влажности.
Как видно из рисунка 3.3, при одном и том же значении темпе-
ратуры вымораживание интен-
сивнее в том продукте, в кото-
ром выше начальное содержа-
ние воды.
Анализируя динамику вымо-
раживания воды в тканях рыбы'
(см. табл. 3.5), можно подойти к
обоснованию температуры ее
Рис. 3.3. Количество вымороженной
воды в зависимости от температуры при
различной исходной влажности материа-
ла (в %):
1- И'=74,5; 2 — Ж-51,8; 3- |Г= 35.S
Температура, "С
18 (рыба-сырец)
Минус 20 (мороженая рыба)
987 780-800 0,3-0,6
921 470-490 0,8-1,1
Электрическое сопротивление рыбы зависит (при отрицатель-
ной температуре) от соотношения жидкой и твердой фаз воды, т. е.
от температуры объекта. Лед является хорошим изолятором, и если
в материале выморожена вся вода, то его сопротивление будет очень
большим. Появление жидкой фазы при таянии льда вызывает рез-
кое падение электрического сопротивления продукта.
Замораживание влагосодержащих продуктов сопровождается
их примерзанием к поверхности блок-формы. Это препятствует
выгрузке из них замороженных блоков. Адгезия продуктов к раз-
личным металлическим поверхностям неодинакова. Материалы в
порядке убывания адгезии располагаются следующим образом:
алюминий, титан, сталь, цинк, латунь, медь, фторопласт. При за-
мораживании увеличивается твердость рыбы. Например, при тем-
пературе минус 1 °C твердость рыбы составляет 4,4 Н, при минус
2 °C она возрастает до 35 Н, а при минус 4 °C — до 157 Н. Кроме
того, при замораживании увеличивается хрупкость мяса рыбы.
Этот эффект используется для измельчения мороженой рыбы в
Условиях отрицательных (субкриогидратных) температур в маши-
74
75
нах ударного действия и получения при этом фарша по более про-
стой технологии.
В процессе замораживания рыбы происходит уменьшение ее
массы, или усушка. Величина усушки зависит от способа замора-
живания, вида продукта и других факторов и составляет в среднем
от 0,3 до 1,5 % (в плиточных скороморозильных аппаратах 0,3—
0,5 %). Особенностью процесса усушки при замораживании явля-
ется то, что после образования в поверхностном слое продукта
льда испарение воды происходит за счет его сублимации. Водяные
пары, образующиеся при усушке, конденсируются в виде инея на
приборах охлаждения, уменьшая интенсивность теплообмена.
При медленном замораживании усушка продукта увеличивается.
Для ее уменьшения рыбу рекомендуется перед замораживанием
упаковывать в хорошо прилегающие полимерные пленки, плотно
укладывать в блок-формы с крышками.
Теплофизические характеристики. В области положительных
температур теплофизические характеристики сырья меняются не-
значительно, и их принимают постоянными. Когда температура
становится ниже криоскопической, теплофизические характерис-
тики продукта существенно изменяются вследствие льдообразова-
ния и различия свойств воды и льда (табл. 3.7), а также тепловых
эффектов, сопровождающих этот процесс.
3.7. Теплофнзические характеристики воды и льда
Характеристика | Вода | Лед
Удельная теплоемкость, кДж/(кг • К) 4,19 2,10
Теплопроводность X, Вт/(м • К) 0,554 2,40
Температуропроводность а 106, м2/с 0,13 0,17
Если считать пищевые продукты двукомпонентными смесями,
содержащими Участей воды и (1—W) частей сухих веществ с со-
ответствующими удельными теплоемкостями воды Cw и сухих ве-
ществ Сс, то теплоемкость продукта до начала льдообразования
находят по формуле
C„=CwW+Cc(\-W). (3.13)
Теплоемкость сухих веществ для продуктов животного проис-
хождения равна 1,38—1,68, растительного происхождения —0,71—
1,36кДж/(кг-К).
При замораживании часть воды в продукте ш превращается в
лед, теплоемкость которого Сл. Расчетную удельную теплоемкость
продукта См определяют по формуле
Си=С,1К(1-17ш) + СлЖю + Сс(1-И0, (3.14)
где <0 = 1-^-. (3.15)
76
Открыв скобки в последнем слагаемом уравнения (3.14), груп-
пируя подобные члены и принимая во внимание выражение
(3.13), получим
См = С0-(Ск1Т-Сл)1Кш. (3.16)
Приняв Q = 4,19 кДж/(кг К) и С, = 2,1 кДж/(кг • К), получим
См = С0-2,1Жт(1,951Г-1). (3.17)
При температуре выше криоскопической го = О См достигает
максимального значения и равна Q. Функциональная зависи-
мость См от температуры t такая же, как соответствующая зависи-
мость го от /, рассмотренная выше. Различие состоит в уменьше-
нии теплоемкости с понижением температуры. См в зависимости
от температуры можно найти по эмпирической формуле
См=Со-^~. (3.18)
1+V
где Ас и Вс — постоянные для мышечной ткани: говядины; Ас = 1,66, Вс = 0,343;
для рыбы Ас= 1,74, Вс = 0,369; / — температура, *С.
Поскольку теплопроводность льда примерно в 4 раза больше
теплопроводности воды, то при замораживании X увеличивается в
соответствии с закономерностями изменения количества выморо-
женной воды в зависимости от температуры. Теплопроводность
замороженных продуктов Ам можно определить по формуле
Лм = Ло + «АХ, (3.19)
где Xq —удельная теплопроводность продукта при температуре выше криоскопи-
ческой, Вт/(м К); ДХ —изменение теплопроводности в интервале температур от
4р до температуры, соответствующей завершению льдообразования; для продук-
тов, содержащих 70—80 % воды, ДХ = 0,928 — 1,16 Вт/(м к).
По аналогии с формулой (3.18) получена эмпирическая формула
XM=X0+-V, (3.20)
1+lg>
где А и В — постоянные для мышечной ткани: говядины — А = 1,09, В = 0,186;
рыбы —А=0,776, В=0,148; / — температура, ’С.
Коэффициент теплопроводности характеризует теплоинерци-
онные свойства тела, т. е. его способность нагреваться или охлаж-
даться, и интенсивность этих процессов.
Коэффициент температуропроводности продуктов при темпе-
77
ратурах выше криоскопической считается величиной постоянной.
С началом льдообразования температуропроводность меняется,
так как одновременно уменьшается теплоемкость и увеличивается
теплопроводность
(3.21)
где р — плотность мороженой рыбы, кг/м3.
Энтальпию используют при расчете теплоты, отводимой во
время холодильной обработки. Энтальпия рыбы зависит от ее хи-
мического состава, свойств и температуры. В практических расче-
тах наибольший интерес представляет энтальпия рыбы в начале и
в конце процесса замораживания. Для этих условий определены
аппроксимирующие выражения для энтальпии i (кДж/кг) рыбы с
разным содержанием воды W.
< = [(0,751К+0,25)Ц,+ 11Ж- 12,2]4,187; ГР = О-ЗО°С; (3.22)
i = [(0,5 W+ 0,14)4, + 10 W+ 13J4,187; 1
/р = минус 15—минус 25 "С, J (J-^3)
где /^—температура рыбы.
Гистологические изменения. Увеличение объема льда, наличие у
кристаллов льда острых граней вызывают упругопластические и
необратимые изменения в естественной структуре тканей рыбы.
Размер, форма и распределение кристаллов льда в структуре
продукта зависят от его свойств и условий замораживания. Состо-
яние мембран и клеточных оболочек, их проницаемость, моляр-
ная концентрация растворенных веществ, степень гидратации
белков предопределяют особенности распределения льда в систе-
ме, размер и форму кристаллов.
Более низкая концентрация растворенных веществ в межкле-
точном пространстве обусловливает разницу в значениях криос-
копических температур структурных элементов. По этой причине
кристаллы льда формируются в первую очередь в межклеточной
жидкости. Этот процесс сопровождается повышением осмотичес-
кого давления за счет роста концентрации растворенных в жидко-
сти солей, что, в свою очередь, обусловливает миграцию влаги йз
клеток.
При медленном замораживании с образованием крупных крис-
таллов вне клеток происходит изменение первоначального соот-
ношения объемов межклеточного и внутриклеточного про-
странств за счет перераспределения влаги и фазового перехода
воды. Быстрое замораживание предотвращает значительное диф-
фузионное перераспределение влаги и растворенных веществ и
способствует образованию мелких, равномерно распределенных
кристаллов льда.
В соответствии с уменьшением скорости замораживания по
мере перемещения границ фазового перехода от периферии к
центру продукта меняются размер и характер распределения кри-
сталлов льда. Наиболее мелкие кристаллы образуются в поверхно-
стных слоях продукта.
Условия замораживания влияют на равномерность распределе-
ния растворенных веществ по объему продукта. Увеличение кон-
центрации неорганических веществ в зоне кристаллообразования
может быть причиной их миграции во внутреннем слое материала.
Максимальное преобразование происходит при температуре
минус 1 —минус 5 °C. Поэтому для предупреждения диффузион-
ного перераспределения воды и образования крупных кристаллов
льда этот температурный интервал необходимо проходить как
можно быстрее.
Помимо внешних условий замораживания существенное влия-
ние на размер кристаллов льда и характер их распределения ока-
зывают состав и свойства сырья. Например, высокая степень гид-
ратации белков мяса свежей рыбы, низкая проницаемость сарко-
леммы на этой стадии посмертных изменений препятствуют пере-
мещению влаги из мышечного волокна при замораживании.
Поэтому кристаллы льда сосредоточены внутри мышечного во-
локна, а изменение его объема незначительно. Если рыба нахо-
дится в состоянии автолиза, когда уменьшается гидратация мы-
шечных белков и увеличивается проницаемость мембран и кле-
точных оболочек, то замораживание сопровождается значитель-
ной миграцией влаги в межволоконное пространство и
образованием в нем крупных кристаллов льда.
Замораживание может привести к повреждению исходной
структуры клеток вследствие нарушения полупроницаемости
мембран и механического разрушения клеточных оболочек крис-
таллами льда.
Существует прямая зависимость между размерами кристаллов
льда и степенью повреждения тканевых структур. Наибольшие
структурные изменения отмечают при медленном замораживании
вследствие образования крупных кристаллов льда. В то же время
отмечается значительное механическое повреждение материала
при сверхбыстром замораживании. Появление трещин и разрывов
при замораживании продуктов в жидком азоте объясняется воз-
никновением в системе значительных механических напряжений,
приводящих к разрушению периферийных слоев продукта, утра-
тивших из-за низкой температуры пластические свойства.
Консистенция мышечной ткани рыбы в процессе заморажива-
ния претерпевает значительные изменения. Предложено характе-
ризовать данные изменения по величине коэффициента расслаб-
ления консистенции, который определяется отношением сдвиго-
78
79
вой прочности (ПНС) мышечной ткани рыбы до замораживания и
размороженной рыбы. Величина коэффициента более 1, что ука-
зывает на уменьшение сдвиговой прочности тканей рыбы после ее
размораживания. Чем меньше промысловая длина рыбы одного
вида и больше срок хранения ее до замораживания, тем выше ко-
эффициент расслабления (табл. 3.8).
3.8. Сдвиговая прочность ткани рыбы
Вид рыбы Промысловая длина, см Время хранения, ч Сдвиговая прочность (ПНС), Па Коэффициент расслабления
до замо- раживания I после замо- | раживания
Скумбрия 25-26 0 2800 1806 1,55
пятнистая 30-31 0 3312 2931 1,13
25—26 2 2415 1491 1,62
30-31 2 2943 2102 1,40
Примечание. ПНС — предельное напряжение сдвига, Па.
Биохимические изменения. В современных представлениях о
биохимических изменениях в тканях рыбы при замораживании
ведущая роль отводится процессу денатурации белков, вызванно-
му влиянием на них температуры, дегидратации концентрирован-
ными электролитами, pH среды.
Наибольшим превращениям при холодильной обработке под-
вержены миофибриллярные белки: актин, миозин, тропомиозин.
Что касается саркоплазматической фракции белков, то она явля-
ется более стойкой к низкотемпературному воздействию.
Денатурация белков рыбы прогрессирует при относительно
высоких температурах замораживания и хранения, причем она ус-
коряется, если мышечная ткань перед замораживанием поврежда-
ется, например в результате разделки рыб. Наименьшая степень
денатурации отмечена у рыбы, замороженной целиком, наиболь-
шая — у фарша. В период замораживания происходит изменение
связи жидкой фазы с белками. Причина этих изменений объясня-
ется прежде всего денатурацией (обезвоживанием) белков.
Вопросы дегидратации молекул белков при замораживании
изучены недостаточно. Дегидратация молекул белков ведет к раз-
рушению системы водородных связей, освобождению поверхнос-
тных участков макромолекул, как гидрофобных, так и гидрофиль-
ных, что делает их незащищенными и уязвимыми. Гидрофильно-
гидрофобные взаимодействия могут наблюдаться как в самой мак-
ромолекуле белка в результате деконформации ее трехмерной
структуры, так и между соседними белковыми молекулами, что
ведет к их агрегации. Кроме того, соприкосновение белковых
структур между собой способствует переносу некоторых активных
структурных компонентов с одной поверхности на другую, напри-
мер при контактировании сложных мембран, на которых локали-
зованы ферменты в строго определенной последовательности. На-
рушение этой последовательности вызывает инактивацию фер-
ментных систем.
Вымерзание воды приводит к концентрированию минеральных
и органических веществ в оставшейся части клеточного сока, из-
меняет pH среды. При обычной глубине замораживания сырья
происходит примерно десятикратное увеличение концентрации
растворов в тканях, что оказывает влияние на проницаемость кле-
ток и свойства белков. Рост концентрации растворов прежде всего
| сказывается на взаимосвязи второстепенных сил взаимодействия
• (Ван-дер-Ваальса, водородных, гидрофобных), которые способ-
1 ствуют стабилизации третичной и четвертичной конфигураций
белковых макромолекул. Под влиянием повышенной концентра-
ции возможно образование сложных связей между соответствую-
щими заряженными группами или субмолекулярными структура-
ми белков, липидов, углеводов, нуклеиновых кислот. Такие груп-
пы, как —ОН, -СО, образуя диполи, взаимодействуют с ионными
группами белков. Кроме того, увеличение концентрации ионов
солей способствует нарушению некоторых электростатических
связей. Все приведенные выше изменения в белковых структурах
ведут к денатурации, агрегации или диссоциации агрегатов белко-
вых молекул при замораживании. Из миофибриллярных белков
наиболее чувствительным к денатурации считается миозин. Со-
держание растворимого миозина в мышцах трески во время холо-
дильной обработки может уменьшиться на 80 % общего содержа-
ния его в мышце.
Увеличение концентрации в клеточном соке ионов Са+2 и
Mg+2 способствует полимеризации F-актина в волокна разнооб-
разной длины, которые легко образуют связи с липидами. К повы-
шению концентрации солей особенно чувствительны липопроте-
иды мембран клеток.
Степень денатурации белков при замораживании рыбы зависит
от уровня содержания в ней липидов. Образующиеся продукты
гидролиза и окисления липидов уменьшают растворимость бел-
ков. Это связано с тем, что свободные жирные кислоты вследствие
гидрофобного и гидрофильного взаимодействия присоединяются
к соответствующим участкам молекул белков, блокируя их функ-
циональные группы. Причем актомиозин в большей степени те-
ряет растворимость в присутствии свободных жирных кислот. За-
щитный эффект нейтральных липидов объясняется тем, что они
растворяют свободные жирные кислоты, исключая возможность
их взаимодействия с белками.
Интенсивность и глубина денатурации белков находятся в за-
висимости от температуры. Так как дегидратация белков в боль-
шей степени происходит при температурах минус 1 — минус 5 ’С,
то и наиболее существенные изменения свойств белков происхо-
дят при тех же температурах. Поэтому для ослабления необрати-
мой денатурации белков необходимо при замораживании как
80
81
можно быстрее проходить «опасную» зону минус 1 — минус 5 °C.
Следует отметить, что денатурационные изменения в белковых
структурах практически прекращаются при температуре минус
25 °C и ниже.
Степень денатурации белков можно снизить применением спе-
циальных веществ — криопротекторов: полисахаридов, сорбитола,
сахарозы, глюкозы, фруктозы, галактозы, ксилита, глицерина и
других добавок. Известно практически около 150 веществ, облада-
ющих разной степенью криопротекторного действия. Введение в
продукт криопротектора снижает количество вымороженной
воды, уменьшая концентрацию электролитов в тканевом соке, а
также способствует усилению водородных и электростатических
связей между диполями воды и функциональными группами бел-
ков. Естественными криопротекторами являются белки холодо-
любивых видов рыб, обитающих в арктических или антарктичес-
ких водах. Белки этих рыб проявляют высокую устойчивость к де-
натурации и не теряют своих функциональных свойств при темпе-
ратурах ниже 0”С. Криозащитные свойства проявляют
гликопротеины, выделенные из сыворотки атлантической трески.
При их использовании в тканях образуется мелкокристалличес-
кая структура льда с нечетко выраженными (размытыми) граница-
ми между кристаллами. Существенный положительный эффект
достигается при использовании в качестве криопротекторов фос-
фатов, как отдельно взятых, так и совместно с сахарами. На прак-
тике применяют композиции, например, состоящие из триполи-
фосфата натрия и сахарозы или сорбитола.
Замораживание, хотя и не полностью, тормозит деятельность
ферментов рыбы: наиболее чувствительна к низким температурам
группа протеолитических ферментов (при температуре минус
20 °C они прекращают катализировать биохимические реакции), а
липолитические (липаза, липооксидаза, фосфолипаза и другие) —
при температуре ниже минус 30 °C.
Микробиологические изменения. Замораживание резко замедля-
ет бактериологические процессы в тканях рыбы, поскольку у
большинства микроорганизмов, представляющих интерес для хо-
лодильной обработки гидробионтов, температурный оптимум
жизнедеятельности находится в пределах 20—40 °C, а температур-
ный минимум колеблется от плюс 10 до минус 10 °C, хотя некото-
рые плесени могут существовать и при более низких температу-
рах.
При охлаждении сырья замедляется жизнедеятельность мезо-
фильной микрофлоры. При понижении температуры ниже криос-
копической прекращается рост психрофильных бактерий. Бакте-
рии родов Serratia и Flavobacterium прекращают размножаться при
температуре ниже минус 5 °C. При температуре минус 7,5 °C на-
блюдается незначительный рост некоторых видов бактерий из ро-
дов Mucrococcus и Achromobacter. Дрожжи и плесневые грибы
82
сравнительно устойчивы к низким температурам. Они могут раз-
виваться при температурах ниже минус 7,5 °C. Однако при темпе-
ратуре минус 10 °C размножение микроорганизмов в основном
подавляется. При замораживании обычно погибает 60—90 % мик-
рофлоры свежей рыбы. Индифферентны к замораживанию по-
чвенные бактерии, приспособленные к перенесению низких тем-
ператур в естественных условиях обитания. Споры бацилл и клос-
тридий малочувствительны к низким температурам.
Устойчивость микроорганизмов к отрицательным температу-
рам зависит от трех факторов воздействия: температуры, скорости
ее понижения и времени воздействия.
Действие отрицательной температуры на микроорганизмы
проявляется в изменении внутри- и внеклеточного состояния
воды. Максимально повреждающее действие оказывает внутри-
клеточное образование льда: происходит нарушение структур
плазматических мембран и клеточных оболочек. Кроме того, об-
разование льда приводит к повышению концентрации внутри- и
внеклеточных растворов, что изменяет осмотическое давление,
ведет к денатурации белков. Чем ниже температура, тем интен-
сивнее отмирание микроорганизмов.
Медленное понижение температуры повышает устойчивость
микроорганизмов. Это проявляется, например, при ступенчатом
замораживании, сначала медленном, а затем быстром, что объяс-
няется внеклеточной кристаллизацией, происходящей при пред-
варительно медленном понижении температуры. Повреждение
микроорганизмов холодом может происходить и без образования
льда. Гибель клеток в результате холодового шока происходит при
очень быстром охлаждении из-за низкого осмотического давле-
ния. При хранении мороженого продукта в условиях низких тем-
ператур происходит отмирание микроорганизмов (рис. 3.4).
Низкие температуры влияют не только на рост и размножение
микроорганизмов, но и на происходящие в них физиологические
процессы. Например, у некоторых бактерий появляется склон-
ность к образованию слизи.
Однако необходимо иметь в виду, что развитие микроорганиз-
мов при температуре ниже минус 10 °C возможно и биохимичес-
кие процессы, как бы они ни были медленны, могут привести к
снижению качества продукта и в
конечном счете к порче. Так,
при длительном хранении замо-
роженного продукта при темпе-
ратуре минус 8 “С могут разви-
тие. 3.4. Изменение количества микроор-
ганвзмов при замораживании и хранении:
А —действие замораживания; В — фаза отми-
рания при хранении; С — фаза сохранения вы-
жившей микрофлоры
ваться плесневые грибы. Они появляются отдельными колония-
ми, которые затем увеличиваются и уплотняются. Мицелий гриба
проникает в толщу мяса, и начинается спороношение. На поверх-
ности продукта появляются белые, серые или черные пятна, в тол-
ще накапливаются продукты обмена плесеней и появляется затх-
лый запах. Поэтому важным условием сохранения качества моро-
женого сырья является обязательное соблюдение принципа не-
прерывности холодильной цепи, т. е. предотвращение отепления
продукции при хранении.
Обратимость процесса замораживания. Основной задачей холо-
дильной технологии является сохранение природных свойств
рыбы-сырца, т. е. рыба после обработки должна иметь показатели,
характерные для свежей рыбы. Наиболее полно эта цель достига-
ется в технологии охлажденной рыбы, когда сохраняется природ-
ная структура тканей при торможении микробиологических и
ферментативных процессов.
Замораживание рыбы-сырца сопровождается образованием в
тканях новых сложных систем, которые остаются стабильными до
тех пор, пока сохраняется низкая температура тканей, достигнутая
при замораживании. В случае отепления до температуры криоско-
пической и выше факторы стабилизации исчезают и начинают
протекать процессы восстановления исходных природных колло-
идных систем, золей, гелей, истинных растворов. Вода, образую-
щаяся при таянии льда за счет разности осмотических давлений,
перемещается в места, где при замораживании скопился концент-
рированный и незамерзший клеточный сок. Выравнивание кон-
центрации солей в клеточном соке способствует восстановлению
активности функциональных групп белков, т. е. при оттаивании
рыбы происходит как бы восстановление натуральных свойств
рыбы-сырца, и от того, насколько полно эти свойства будут вос-
станавливаться, зависит важнейший качественный показатель
процесса замораживания, который называют обратимостью состо-
яния мороженой рыбы.
Следует отметить, что в биологии и медицине успешно приме-
няются технологии замораживания и хранения плазмы крови, ко-
стного мозга, половых гормонов, семенной жидкости и даже эмб-
рионов (недельных зародышей) сельскохозяйственных животных.
Они позволяют сохранить биологическую полноценность замора-
живаемых тканей, что свидетельствует о полной обратимости прЬ-
цесса замораживания. Однако при замораживании пищевых про-
дуктов в промышленных условиях полная обратимость процесса
не -предусматри вается.
Теория и практика низкотемпературного консервирования
свидетельствуют о том, что обратимость процесса замораживания
определяется двухэтапным развитием повреждающего действия
низких температур.
На первом этапе изменения в тканях рыбы связаны с самим
фактом замораживания (они являются результатом кристаллиза-
ции воды), с нарушением ее связей с белковыми макромолекула-
ми и их денатурацией.
На втором этапе изменения происходят в период нахождения
биосистемы в замороженном виде и связаны с дискоординацией
биохимических процессов как в результате изменений, вызван-
ных первой стадией, так и в результате нарушений в функциони-
ровании ферментных систем, механизмов проницаемости мемб-
ран и др.
Несмотря на то что холодильная обработка является основным
способом консервирования рыбного сырья, условия достижения
высокой обратимости процесса замораживания недостаточно
ясны.
Главным образом обратимость процесса замораживания опре-
деляется состоянием и изменением водно-белкового взаимодей-
ствия в сырье в результате фазовых превращений воды.
В связи с этим основными факторами, влияющими на обрати-
мость процесса замораживания, являются: исходное биологичес-
кое состояние ткани, обусловливающее свойства ее белковых ком-
понентов; скорость и конечная температура замораживания; усло-
вия размораживания.
Исходное состояние ткани связано прежде всего с посмертны-
ми автолитическими процессами в тканях рыбы перед заморажи-
ванием и во время низкотемпературной обработки. Хотя в литера-
туре даются неоднозначные рекомендации относительно того,
когда рыбу лучше замораживать, до или после посмертного окоче-
нения либо в состоянии посмертного окоченения, все же боль-
шинство ученых склоняются к тому, что рыба должна находиться
предпочтительно в состоянии до посмертного окоченения. При
необходимости хранения рыбы перед замораживанием ее следует
охладить во льду или в морской воде. Охлаждение не только за-
тормаживает посмертные автолитические и бактериологические
процессы, но и, что особенно важно, создает благоприятные усло-
вия для процесса наступления, протекания и разрешения посмер-
тного окоченения. При таких условиях наблюдают минимальное
сокращение мышц, что вызывает незначительные повреждения
соединительной ткани, кровоизлияния, изменение цвета мяса мо-
роженой рыбы.
Некоторые виды рыб (тунец, морской окунь и др.), которым
даже при охлаждении свойственно значительное сокращение мы-
шечных волокон, лучше замораживать в стадии посмертного око-
ченения или даже в начале его завершения. При замораживании
такой рыбы до посмертного окоченения и продолжительном хо-
лодильном хранении стадия окоченения может совпасть с перио-
дом размораживания, что приведет к значительным потерям тка-
невого сока, так как в стадии посмертного окоченения водоудер-
живающая способность тканей существенно снижается.
84
85
Головоногих моллюсков рекомендуется направлять на замора-
живание в состоянии предокоченения или его разрешения, рако-
образных — живыми или в состоянии предокоченения, двуствор-
чатых и брюхоногих моллюсков — только живыми.
Рыбу, замороженную до низких температур, необходимо хра-
нить при достигнутых температурах, так как повышение темпера-
туры приводит к процессу рекристаллизации льда в ее тканях, в
результате чего качество сырья ухудшается.
Скорость размораживания оказывает существенное влияние на
восстановление первоначальных свойств тканей рыбы. Считается,
что при быстром размораживании удается сократить выделение
мышечного сока примерно в 1,5 раза по сравнению с медленным
размораживанием. Особенно важно быстрое прохождение интер-
вала минус 5 — минус 1 °C, когда расплавляется основное количе-
ство льда.
Технологические факторы замораживания. В анализе теплофи-
зических процессов холодильной технологии и при выполнении
соответствующих тепловых расчетов необходимыми величинами
являются среднеобъемная температура, скорость и продолжитель-
ность замораживания, расход холода на низкотемпературную об-
работку.
Среднеобъемной температурой тела, температурное поле кото-
рого непостоянно, называется температура, которая может быть
достигнута, если объект поместить в адиабатные условия:
= (3.24)
где ty — среднеобъемная температура, °C; ta — конечная температура в центре бло-
ка рыбы, °C; /п — конечная температура на поверхности продукта, °C; цг — коэф-
фициент, определяемый формой тела.
При охлаждении в воздухе у для пластины равен цилинд-
ра— шара—
При линейном распределении температур в блоке рыбы сред-
необъемная температура приближенно может быть найдена как
средняя арифметическая температура поверхности и центра про-
дукта:
^v = (fu + U/2. (3.25)
Температура поверхности продукта по окончании заморажива-
ния можно определить как
4,=/сл, (3.26)
где Гс — температура охлаждающей среды, °C; п — коэффициент зависимости от а;
л=1, если а = 50 Вт/(м2 • К) (замораживание в холодных жидкостях, плиточных
аппаратах, кипящих хладагентах); при замораживании в воздушных скороморо-
зильных аппаратах л = 0,85—0,95, а при замораживании в неподвижном воздухе
п = 0,80.
Экспериментально установлено, что независимо от формы
продукта линейное распределение температур по толщине
L наблюдается, когда температура термического центра меньше
минус 5 "С. Поэтому более удобно для расчета среднеобъемной
температуры пользоваться формулой
(3.27)
где Bi = а//ХпР — критерий Био; а — коэффициент теплоотдачи, Вт/(м2 - К); / —
толщина рыбы (блока рыбы), м; Х„р — коэффициент теплопроводности продукта,
Вт/(м2 К); /с — температура охлаждаемого сырья, °C.
Знание среднеобъемной температуры продукта важно с прак-
тической точки зрения. Например, когда продукт после замора-
живания направляют в камеру холодильного хранения, то это не
должно вызывать повышения или понижения температуры в ка-
мере. Поэтому обязательным условием является соответствие
среднеобъемной температуры продукта температуре воздуха в ка-
мере хранения.
Скоростью замораживания принято считать скорость переме-
щения зоны кристаллизации в замораживаемом продукте. Зона
кристаллизации — слой ткани рыбы, в котором под действием
низких температур значительная часть воды превратилась в лед.
Зона кристаллизации возникает на поверхности рыбы и в процес-
се замораживания постепенно перемещается внутрь тела.
Скорость замораживания является одним из основных пара-
метров, определяющих обратимость замораживания биологичес-
ких объектов. Существует несколько способов выражения скорос-
ти замораживания: температурные изменения в единицу времени;
время, необходимое для прохождения определенного перепада
температур; скорость движения фронта льда и др. Скорость замо-
раживания не является величиной постоянной, а меняется в зави-
симости от расстояния от наружной поверхности до границы ле-
довой структуры.
Различают истинную линейную (г, м/ч) и среднюю линейную
(г, м/ч) скорости перемещения фронта кристаллизации:
v=df> (3.28)
где dx — расстояние от поверхности до границы ледовой структуры, м; dr —про-
должительность формирования ледовой структуры, ч,
86
87
Средняя линейная скорость замораживания — это отношение
толщины замороженного слоя ко времени его образования:
v=-----5, (3.29)
минус I - минус 5
где б —размер продукта (расстояние от термического центра продукта до охлаж-
даемой поверхности), м; тминус 1_минус 5 — продолжительность замораживания
рыбы в пределах минус I — минус 5 °C.
Термический центр — это точка с минимальной скоростью за-
мораживания, т. е. точка, которая замораживается в последнюю
очередь. Для однородных тел она совпадает с геометрическим
центром; для рыбы условно берется, как для бесконечной пласти-
ны, о=-у, где А — максимальная толщина рыбы или блока рыбы, м.
В зависимости от средней линейной скорости замораживания
v (м/ч) принята следующая классификация методов заморажива-
ния:
медленное v<0,01;
замораживание со средней скоростью v =0,01-0,05;
быстрое замораживание v =0,05-0,10;
сверхбыстрое замораживание г>0,10.
В современных морозильных установках обеспечивается ско-
рость не менее 0,03—0,05 м/ч. В этом случае размер кристалликов
льда не превышает 100 мкм.
Для сопоставления интенсивности процессов замораживания
пользуются понятием интенсивности отвода теплоты. Средняя
интенсивность отвода теплоты выражается отношением общего
количества отведенной теплоты к продолжительности процесса и
является величиной постоянной.
Расход холода. Теплота, отводимая от продукта, складывается
из теплоты охлаждения продукта от начальной температуры до
криоскопической, теплоты льдообразования, теплоты, отводимой
при понижении температуры от криоскопической до средней ко-
нечной температуры мороженого продукта:
Q = <э[Со(1н - ;кр) + Wt°r + См(?кр - АХ (3.39)
где Q — теплота, отводимая от рыбы при замораживании, кДж; G — масса рыбы,
кг; С — удельная теплоемкость рыбы при температуре выше криоскопической,
кДж/(кг-К); /пи ?кр — начальная и криоскопическая температуры рыбы, ’С; tv —
среднеобъемная конечная температура мороженой рыбы, °C; W— количество
воды в рыбе-сырце, кг/кг; со — количество вымороженной воды в рыбе при tv,
кг/кг воды; г —удельная теплота льдообразования мороженой рыбы, кДж/(кг • К).
Известна более простая формула вычисления теплоты, отводи-
мой от продукта при замораживании:
Q = - ‘к),
(3.31)
где /н -/к — разность удельных энтальпий при среднеобъемных начальной и ко-
нечной температурах, кДж/кг.
Если рыба замораживается в упаковке, то рассчитывают расход
холода на охлаждение упаковки:
Oy = myCy(lH-Q, (3.32)
где Qv — расход холода на охлаждение упаковки, кДж; Су — теплоемкость упако-
вочного материала, кДж/(кг - К); и 1К — начальная и конечная температуры упа-
ковки, К.
Продолжительность процесса замораживания. Время, необходи-
мое для охлаждения тела рыбы от начальной до заданной темпера-
туры с учетом превращения в лед воды, содержащейся в тканях,
называется продолжительностью замораживания г. Продолжи-
тельность замораживания зависит от многих факторов: размера и
формы продукта, его теплоемкости, теплопроводности, начальной
и конечной температур, свойств охлаждающей среды и др. Обыч-
но ее определяют экспериментальным путем, однако известно
также несколько расчетных способов нахождения т, из которых в
холодильной технологии широко распространено решение задачи
о замораживании, разработанное Р. Планком в 1913 г. и суще-
ственно развитое им и другими исследователями
годы.
Пусть при соблюдении всех этих условий
(рис. 3.5) заморожен слой пластины толщиной х,
т. е. граница раздела между замерзшей и незамер-
зшей частями тела переместилась в глубь его на
расстояние х. Допустим, что в дальнейшем за
время dr толщина замороженного слоя пластины
увеличилась на dx. Отведенная при этом теплота
d(/ = qpFdx,
где q — количество теплоты, отведенное при замораживании
единицы массы тела, кДж/кг; р — плотность замороженного
Продукта (пластины), кг/м3; F— поверхность, м2; dx —тол-
щина элементарного замороженного слоя, м.
Количество выделенной теплоты при замора-
живании элементарного слоя пластины должно
быть отведено через замерзший слой продукта
толщиной х к охлаждающей среде. В соответ-
в последующие
Рис. 3.5. К выводу
уравнения Планка
88
89
ствии с решением задачи о теплопередаче через плоскую стенку
при одностороннем замораживании количество переданной теп-
лоты за время dr можно представить в виде уравнения
dQi = kF(tK(l- tc)dt,
где к — коэффициент теплопередачи, Вт/(м2 • К); —криоскопическая темпера-
тура тела, ’С; 1С — температура охлаждающей среды, “С; F— поверхность заморо-
женного слоя, м2.
Ам а
где х —толщина замороженного слоя пластины, м; Хм — коэффициент теплопро-
водности замороженной пластины, Вт/(мК); а — коэффициент теплоотдачи от
пластины к охлаждающей среде, Вт/(м2 • К).
'кр-'с’е.
*м +и
Так как dQj = d£>2, то gpFdx=-^-j-dT, <h=-^-x&x+^dx.
+ «
Согласно исходным условиям все величины в этом уравнении,
кроме продолжительности замораживания и толщины заморожен-
ного слоя, считаются постоянными, поэтому при интегрировании
получим
Постоянная интегрирования равна нулю, так как при т = 0
х= 0.
Если теплоотвод от пластины осуществляется с двух сторон од-
новременно, то процесс замораживания закончится на ее осевой
линии, где встретятся две замороженные зоны. Обозначив толщи-
ну пластины 5, получим, что х=|. Для двустороннего заморажи-
вания пластины с учетом соотношения размерностей получим
формулу в следующем виде:
Так же решается задача о замораживании тела, имеющего фор-
му цилиндра и шара. При прочих равных условиях время замора-
90
живания плоской пластины, цилиндра и шара одинаковой толщи-
ны и равного диаметра относится как
Продолжительность замораживания т по Планку определяют
по формуле
(3.33)
где q — теплота, выделяемая единицей массы тела при замораживании, или тепло-
вой эффект изотермического льдообразования; 0 = /к₽ - ?кР и t — соответствен-
но начальная криоскопическая температура и температура охлаждающей среды,
’С; р — плотность тела, кг/м3; л — коэффициент теплопроводности тела, Вт/(м • К);
а — коэффициент теплоотдачи от наружной поверхности тела к охлаждающей
среде, Вт/(м2-К); Ф, — коэффициент, зависящий от формы замораживаемого
тела; для пластины или блока рыбы при двустороннем замораживании Ф, = 2; для
рыбы, близкой по форме к цилиндру, Ф,=4; для рыбы шарообразной формы
Ф5 = 6; 5 —толщина продукта, м.
При выводе этой формулы величины q, 9, р, Л, а приняты по-
стоянными в течение всего процесса замораживания. Поэтому
уравнение Планка дает лишь приближенное значение т, хотя как
фундаментальная формула она включена в рекомендации Между-
народного института холода. Из многочисленных попыток усо-
вершенствовать формулу Планка или применять ее в той или
иной модификации следует отметить получившую наиболее ши-
рокое распространение формулу Д. Г. Рютова, выведенную для
бесконечно большой пластины толщиной 8:
где /, — разность между конечной температурой и температурой охлаждающей
среды, "С; т — поправочный коэффициент (при быстром замораживании
т= 1,03, при медленном — т= 1,16); С„ — удельная теплоемкость замороженного
материала, кДж/(кг К).
Коэффициент теплопроводности А определяют по средней
температуре между начальной криоскопической и среднеобъем-
ной температурой в конце замораживания. Теплоту q определяют
как теплоту льдообразования в диапазоне температур от началь-
ной криоскопической до минус 4 "С.
Формула Рютова, как и формула Планка, не учитывает ряда
технологических факторов:
изменчивость теплофизических характеристик продукта в про-
цессе замораживания;
изменчивость химического состава рыб;
реальную форму тела рыбы при штучном замораживании или
форму блока при блочном замораживании;
влияние начальной и конечной температур рыбы, температуры
91
охлаждающей среды и условий теплоотдачи от блока к окружаю-
щей среде.
В связи с этим целесообразным представляется использование
для расчета процесса замораживания приближенных, но достаточ-
но точных методов, среди которых наиболее предпочтительным
является метод элементарных балансов.
При использовании метода элементарных балансов для расчета
т стандартный блок рыбы (800 х 250 х 60 мм) условно разбивают
параллельными плоскостями на слои, к которым может быть при-
менена одномерная схема распространения теплоты. Для стандар-
тного блока хорошие результаты дает разбивка на семь слоев. Для
этого случая определена система уравнений, описывающих изме-
нение температуры в пространстве блока во времени. По этим
уравнениям рассчитывают кривые замораживания, показываю-
щие изменения температуры каждого слоя во времени.
Первый период замораживания — это интервал времени, в ко-
торый среднеобъемная температура рыбы снижается от начальной
до минус 1,5 °C:
г, = 1092/(44),
где И, =Да, /„); В, =fik, t„).
Второй период замораживания представляет собой интервал
времени, соответствующий изменению среднеобъемной темпера-
туры до минус 2,5 °C:
т2 = 95,98/44, где Л2 =Д/С); В2 =ЛЬ а).
Третий период замораживания представляет собой интервал
времени, соответствующий изменению среднеобъемной темпера-
туры до заданной конечной:
т2 = А2В2.
Коэффициенты 4-з и 4-з рассчитаны (берут из таблицы).
Тогда т = т, + т2 + т3.
Рассчитанная т не учитывает химический состав рыбы и ее
форму. Поэтому, для того чтобы определить т реального блока из
рыбы произвольного вида и размера, необходимо ввести коэффи-
циент времени Кч. Этот коэффициент показывает отношение фак-
тической продолжительности замораживания блока реальной
конкретной рыбы к продолжительности замораживания идеаль-
ного блока, у которого коэффициент формы Хф = 1 (плоскопарал-
лельная пластинка) и влажность 0,8 кг/кг. Тогда
г = (т, + т2 + т3)Кч, или т — ZtK,.
Величины коэффициента времени К, в зависимости от вида и
размера рыбы, конечной температу-
ры в середине блока рыбы приведены
в соответствующих таблицах (Кон-
стантинов и др.).
Технологической задачей является
уменьшение продолжительности за-
мораживания, достигаемое различ-
ными способами.
В частности, за счет уменьшения
толщины рыбы (блока) (рис. 3.6). Од-
нако уменьшать толщину блока до
менее 60 мм не рекомендуется вслед-
ствие значительного падения меха-
нической прочности блока (развали-
вается при глазировании).
За счет снижения температуры ох-
лаждающей среды также уменыпает-
Плщина Влока, мм
Рис. З.б. Зависимость продолжи-
тельности замораживания от тол-
щины блока
ся продолжительность замораживания. Время замораживания рез-
ко уменьшается при понижении температуры среды от минус 20
до минус 40 °C; при дальнейшем понижении температурный эф-
фект незначителен, причем затраты возрастают.
К уменьшению времени замораживания приводит увеличение
коэффициента теплоотдачи за счет роста скорости движения ох-
лаждающей среды, замораживания в жидких средах (табл. 3.9), ра-
ционального размещения продукта в камере (вдоль или поперек
воздушного потока).
3.9. Зависимость коэффициента теплоотдачи (а) от скорости движения
охлаждающей среды и ее вида
Процесс замораживания Скорость движения охлаждающей среды, м/с
0 2*/0,1 4*/0,2 570,4
Рыба, подвешиваемая и обдуваемая 11,6 38,4 50,8 59,3
воздухом Рыба, уложенная в противень и обду- 11,6 19,7 27,9 32,0
ваемая воздухом Рыба, замороженная в растворе 230 436 523 872
*В числителе—дня воздушной среды, в знаменателе — для жидкой среды.
За счет применения различных упаковочных материалов также
увеличивается время замораживания. Условия теплообмена наи-
более благоприятны, когда рыба замораживается без упаковки.
Однако для эффективного хранения рыбы применяют различные
упаковочные материалы.
Упаковка увеличивает продолжительность замораживания на
5—10 %. Поэтому важно использовать упаковочные материалы с
наименьшим термическим сопротивлением. Эффективнее пленка
92
93
полиэтилен-целлофан (ПЦ-2, ПЦ-4) по сравнению с пергаментом
или полиэтиленом.
Время замораживания также уменьшается за счет плотности
укладки рыбы. Эффективна рядовая укладка рыбы в блок-формы.
Подпрессовка рыбы в плиточных и некоторых воздушных моро-
зильных аппаратах значительно уменьшает продолжительность
замораживания (табл. 3.10).
3.10. Влияние давления подпрессовки на продолжительность замораживания (z)
Давление подпрессовки, МПа | Т, мин 1 Уменьшение продолжи- 1 дельности замораживания, %
0 205 0,0
0,001 185 7,5
0,003 180 12,2
0,007 180 12,2
0,01 179 12,3
Повышение давления подпрессовки более 0,003 МПа не при-
водит к уменьшению продолжительности замораживания, а каче-
ство рыбы ухудшается в результате появления технических по-
вреждений. Оптимальное давление подпрессовки составляет
0,001—0,003 МПа (уточняется в зависимости от вида рыбы).
Наконец, за счет увеличения поверхности охлаждения блок-
форм путем оребрения продолжительность замораживания умень-
шается на 25—30 %.
Многофункциональная зависимость продолжительности замо-
раживания дает возможность регулировать производительность
морозильных установок без отклонения конечной температуры
замораживания от заданных значений.
Современные способы замораживания. В рыбной промышлен-
ности применяют замораживание в естественном холоде и замо-
раживание путем использования искусственного (машинного)
холода.
По виду охлаждающей среды различают замораживание в воз-
духе, рассолах, кипящих хладагентах. Применяют аппараты как с
промежуточным хладоносителем (рассолом), так и с непосред-
ственным охлаждением хладагентом.
По характеру контакта между гидробионтом и охлаждающей
средой выделяют контактное замораживание, когда существует
непосредственный контакт между продуктом и средой, и бескон-
тактное, когда теплообмен осуществляется через непроницаемую
и теплопроводящую перегородку.
Известны комбинированные способы замораживания, напри-
мер замораживание на холодной металлической поверхности с од-
новременным обдуванием воздухом.
Основными критериями при оценке различных способов замо-
раживания являются: качество получаемого продукта, техничес-
кое совершенство и степень механизации процессов, экономичес-
кие показатели (стоимость оборудования, эксплуатационные рас-
ходы, энергопотребление и др.).
В настоящее время подавляющая часть морозильных установок
в рыбной промышленности относится к воздушным плиточным и
бесконтактным установкам и морозильным аппаратам.
Замораживание в естественных условиях. В районах с устойчи-
выми низкотемпературными зимами при подледном лове широко
применяют замораживание рыбы в естественных условиях.
Считается, что естественное замораживание можно начинать
при температуре воздуха минус 5 — минус 8 "С. Однако высокого
качества естественного замораживания рыбы достигают при тем-
пературе ниже минус 15 °C.
Для замораживания рыбы рядом с мойкой устраивают моро-
зильную площадку. Для этого выбранное место очищают от снега,
загрязнений, намораживают на нем слой льда. Живую рыбу из
сетного мешка размещают равномерным слоем (в один экземп-
ляр) таким образом, чтобы отдельные экземпляры не соприкаса-
лись. При температурах ниже минус 15 °C рыба быстро засыпает;
образовавшийся в жабрах лед разрушает жаберные листки, и выте-
кающая кровь, замерзая, образует по периметру крышек валик из
красных кристаллов крови («бархатный воротник»). Такая замо-
роженная рыба является наиболее высококачественным продук-
том («пылкий товар»), У рыбы отмечают открытые жабры и рот,
выпуклые глаза, растопыренные плавники.
У рыбы, замороженной при минус 5 — минус 8 °C, отсутствуют
«бархатный воротник» и растопыренные плавники («светлый то-
вар»), могут быть ввалившиеся глаза. По качеству «светлый товар»
заметно уступает «пылкому». При достаточно низких температу-
рах воздуха и умеренном ветре размещенная на льду рыба замерза-
ет в течение 1—3 ч ( в зависимости от размеров тела), т. е. замора-
живание протекает интенсивно. Конечная температура заморажи-
вания обычно на 2—3 °C выше температуры воздуха. Отличитель-
ной и положительной особенностью рыбы естественного
замораживания является исключительно высокое качество сырца,
холодильная обработка которого начинается до наступления ас-
фиксии рыбы. Поэтому при низких температурах воздуха качество
рыбы естественного замораживания наиболее высокое.
Замораживание естественным холодом дает наиболее дешевую
продукцию и не требует капиталовложений.
Рыбу естественного замораживания укладывают в ящики, пле-
теные короба, мешки и вывозят на берег для реализации или для
хранения в холодильных камерах. Допускается хранение рыбы в
бунтах. При длительном хранении бунт засыпают толстым слоем
снега, утрамбовывают и заливают водой. Мороженую рыбу можно
хранить до тех пор, пока средняя дневная температура не повы-
сится до минус 3 — минус 5 °C.
Замораживание в воздухе искусственного охлаждения. Воздух ис-
95
94
пользуют в качестве промежуточного хладоносителя: через него
происходит процесс теплообмена между продуктом и основным
хладагентом.
В зависимости от конструктивных и эксплуатационных харак-
теристик воздушные морозильные аппараты, применяемые в рыб-
ной промышленности, подразделяют на стеллажные, шкафные,
туннельные, конвейерные, флюидизационные.
Стеллажные морозильные аппараты (камеры) используют в бе-
реговых холодильниках старой постройки. Их недостатком явля-
ется низкая скорость замораживания. В зависимости от темпера-
туры воздуха, условий его циркуляции, порядка размещения и
размеров рыбы продолжительность замораживания мелкой рыбы
8—16 ч, крупной — 18—36 ч, очень крупной — 36—72 ч.
Технические возможности современного оборудования позво-
ляют достичь как криогидратных температур, так и высоких ско-
ростей движения воздуха. Однако исследования показали, что
технические и эксплуатационные затруднения, возникающие
при сверхнизких температурах и вихревых скоростях, не оправ-
дываются эффективным повышением скорости замораживания,
особенно крупных рыб (толщиной более 60 мм). Поэтому в со-
временных морозильных аппаратах интенсивного действия под-
держивают следующие параметры промежуточного хладоносите-
ля: температура минус 30 — минус 40 “С, скорость движения воз-
духа над рыбой (4—5) — (8—9) м/с, относительная влажность
85-95 %.
Шкафные воздушные морозильные аппараты применяют в ос-
новном на малых и средних промысловых судах. Они компактны,
надежны в работе, однако с ручной загрузкой и выгрузкой, перио-
дичностью процесса, низкой производительностью — 3 т/сут.
Продолжительность замораживания в них стандартного блока
рыбы составляет 6 ч.
На некоторых береговых холодильниках, крупных траулерах и
плавбазах более ранней постройки используют туннельные воз-
душные морозильные аппараты. Двухтуннельный аппарат перио-
дического действия состоит из изолированной камеры, охлаждаю-
щих батарей, вентиляционной установки и подвесного пути с гру-
зовыми клетями (этажерками). В туннель помещают по 4 клети, в
каждой из которых располагают по 44 блок-формы с рыбой. Про-
должительность замораживания составляет 3,5—4,0 ч. Такой двух-
туннельный аппарат имеет достаточно высокую производитель-
ность (30 т/сут), надежен в работе.
К недостаткам таких аппаратов следует отнести неравномер-
ность процесса замораживания, периодичность работы, интенсив-
ное образование инея на поверхности оборудования.
Дальнейшим шагом в совершенствовании воздушных моро-
зильных аппаратов явилось применение конвейера, на котором
замораживаемый продукт с заданной скоростью продвигается в
морозильной камере в течение времени, необходимого до полного
замораживания сырья.
Применение транспортеров позволило достигнуть непрерыв-
ности процесса замораживания, механизировать загрузку и выг-
рузку рыбы, уменьшить теплопотери и удельный расход холода,
создать равномерные условия замораживания, улучшить качество
мороженой рыбы.
Конструкций современных конвейерных скороморозильных
аппаратов очень много, но все они состоят из одинаковых звеньев.
Вне теплоизолированного корпуса размещены звенья загрузки
сырца и выгрузки из форм мороженой рыбы. Звено загрузки
обычно имеет дозирующее устройство, механизм накрывания
форм крышками и подпрессовки рыбы. В звеньях выгрузки пре-
дусмотрено тепловое устройство (электрическое или паровое) для
отепления форм и отделения блока замороженной рыбы на раз-
грузочный транспортер.
Широко распространены на судах аппараты непрерывного дей-
ствия с цепным конвейером и гравитационные. Технические ха-
рактеристики аппаратов даны в табл. 3.11.
Аппарат LBH состоит из теплоизолированного туннеля, в кото-
ром расположены грузовой конвейер, приводное и поворотное ус-
тройства и воздухоохладитель. Грузовой конвейер состоит из двух
параллельных цепей, на которых закрепляют блок-формы. Между
верхней и нижней ветвями конвейера размещены охлаждающие
батареи и вентиляторы. Движение конвейера пульсирующее. Про-
должительность одного перемещения 40—120 с.
Морозильный туннель разделен на четыре секции. В первой
секции установлены охлаждающие батареи и два вентилятора, в
каждой из трех других секций — оребренные охлаждающие бата-
реи и три вентилятора. Вентиляторы прогоняют воздух через ох-
лаждающие батареи и нагнетают его в поперечном направлении в
пространстве между блок-формами. Блок-формы с оребренными
крышками, изготовленные из алюминиевого сплава, имеют два
отделения для замораживания двух стандартных (800 х 250 х 60 мм)
блоков рыбы. Блок-формы крепятся в вертикальном положении к
звеньям цепей металлическими захватами, что позволяет автома-
тически вводить блок-форму в линию конвейера и выводить из
нее при загрузке и выгрузке.
Рыба из весового бункера поступаств блок-формы, закрываемые
крышками с замками. После заполнения блок-форма автоматичес-
ки подается в захваты на цепях конвейера и транспортируется в мо-
розильную камеру, где обдувается холодным воздухом. На выходе
из морозильной камеры блок-формы автоматически снимаются с
цепей конвейера и подаются в устройство для оттаивания паром
или водой. Блок-форма переворачивается, блок выпадает из нее и
попадает на разгрузочный транспортер. Холодильный агент — ам-
миак. Аппарат удобен в эксплуатации и надежен в работе.
96
97
Гравитационные морозильные аппараты (ГКА и фирмы «Лин-
де-Сюр») отличаются отсутствием конвейерной цепи, поворотной
и направляющих звездочек, натяжных устройств, что существенно
уменьшает их металлоемкость и расход электроэнергии при экс-
плуатации. Блок-формы с рыбой подаются в верхнюю часть аппа-
рата, откуда по направляющим перемещаются по изолированному
грузовому объему камеры.
К воздушным морозильным аппаратам относятся флюидизаци-
онные аппараты. Флюидизацией называется процесс, при кото-
ром в слой сыпучих продуктов, находящихся на горизонтальном
сите, направляют поток воздуха со скоростью, обусловливающей
явление псевдокипения, т. е. частицы продукта находятся во взве-
шенном состоянии. В рыбной промышленности применение это-
го способа возможно для замораживания таких продуктов, как
мясо креветок, рыбные палочки и т. п.
Во избежание образования комков продукта его замораживают
на двух лентах, обдувая воздухом температурой минус 30 — минус
35'С. На первой лепте сырье подмораживается в поверхностном
слое, на поверхности частиц образуется тонкая глазурь, благодаря
которой продукт приобретает твердоповерхностную оболочку и не
слипается. На второй ленте происходит полное замораживание
продукта до заданной температуры. Продолжительность замора-
живания мелкоштучного продукта составляет в среднем 10—
15 мин.
Замораживание в плиточных морозильных аппаратах. Продукт
помещают между плитами, через которые от него осуществляют
теплоотвод, так как в плитах циркулирует хладагент или охлаж-
денный рассол. Такой способ замораживания наиболее приемлем
для обработки рыбы мелких и средних размеров, а также филе,
фарша и рыбных кулинарных продуктов.
Рыбу перед замораживанием обертывают пергаментом, пара-
финированной бумагой, полимерной пленкой или укладывают в
парафинированные коробки для предотвращения примерзания
продукта к блок-формам. Плиты могут двигаться, создавая при
этом определенное давление на продукт, обеспечивая подпрессов-
ку при замораживании. Давление регулируется с помощью гид-
равлического привода и устанавливается в зависимости от вида
продукта, его свойств и вида упаковки равным 0,01—0,1 МПа.
Удельная производительность плиточных морозильных аппа-
ратов с 1 м2 занимаемой площади на 66 % выше удельной произ-
водительности воздушных морозильных аппаратов. Масса и энер-
гетические затраты этих аппаратов на 30—40 % меньше таковых
воздушных. Процесс замораживания продукта в плиточных аппа-
ратах осуществляется в 2—2,5 раза быстрее, чем в воздушных мо-
розильных аппаратах. Существует несколько типов конструкций
плиточных морозильных аппаратов: горизонтально- и вертикаль-
но-плиточные, роторные.
98
99
В промышленности применяют горизонтально-плиточные мо-
розильные аппараты АМП-1,6 К; АМП-7; АМП-7А. Это аппараты
периодического действия, шкафного типа, с ручной загрузкой и
выгрузкой, производительностью соответственно 1,6; 5,5 и 7 т/сут.
Продолжительность замораживания продукта в них до температу-
ры минус 23 "С составляет 2,3—2,8 ч. Вертикально-плиточные мо-
розильные аппараты у нас в стране не выпускаются, хотя они ком-
пактны и экономичны. Механизировать в этих аппаратах процес-
сы загрузки и выгрузки продукта значительно легче, чем в гори-
зонтально-плиточных.
В основе роторных плиточных аппаратов лежит принцип вра-
щения ротора, который совершает оборот за цикл замораживания.
Аппараты характеризуются высокой степенью механизации и зна-
чительной эффективностью. У нас в стране разработано и широко
используется в судовых условиях несколько типов роторных мо-
розильных аппаратов: MAP-8; МАР-8АМ; АРСА-Р-12; АРСА-3-
15Р. Совместно с немецкими конструкторами разработана модель
роторного морозильного аппарата FGP-31,5.
Роторные морозильные аппараты включают в себя ротор с мо-
розильными секциями, загрузочное и разгрузочное устройства,
транспортер для выгрузки блоков, гидро- и электроаппаратуру,
насосную станцию.
В роторных аппаратах рыбу замораживают в металлических
кассетах (окантовках), причем каждая кассета рассчитана на 2
стандартных блока (800 х 250 х 60), для этого она разделена на 2
ячейки. В каждую ячейку закладывают пергамент или полиэтиле-
новую пленку, а затем загружают взвешенную порцию рыбы. Пос-
ле этого кассета поступает в морозильную секцию (пространство
между плитами), где продукт подпрессовывается, а затем замора-
живается. В плитах имеются каналы, по которым циркулирует
хладагент (NH3 или фреон) или хладоноситель (рассол). Плиты
имеют возможность сдвигаться или раздвигаться с целью подпрес-
совки. Роторные морозильные аппараты — установки пульсирую-
щего действия с заданными циклами при работе в автоматическом
режиме. Выбранное время цикла устанавливается на программ-
ном реле, включенном в электрическую схему аппарата.
Производительность роторных морозильных аппаратов состав-
ляет от 6,6 (МАР-8) до 25,3 т/сут (FGP-31,5), продолжительность
замораживания — от 1 до 2,5 ч.
Недостатком плиточных морозильных аппаратов является не-
обходимость применения упаковочных материалов. Для устране-
ния этого недостатка перспективным является применение анти-
адгезионных покрытий, наносимых на поверхности плит, сопри-
касающихся с замораживаемым продуктом.
В России разработано адгезионное покрытие УАП-1 на основе
полидиметил-п-полиметаллорганосилоксанов. Оно представляет
собой полимерную пленку. Использование его дает положитель-
100
ные результаты при замораживании рыбы, филе, фарша. Реко-
мендуют для использования в промышленности предварительное
формирование блока рыбы и его подмораживание в специальном
устройстве. При этом на поверхности блока образуется защитная
оболочка из замороженного слоя продукта. Помещенный в пли-
точный аппарат подготовленный таким образом блок не пример-
зает к поверхности плиты и легко выгружается из аппарата.
Замораживание в жидкостных морозильных аппаратах. Эти ап-
параты раньше других конструкций использовались в холодиль-
ной технологии. В последнее время жидкостные морозильные ап-
параты находят все более широкое применение в связи с развити-
ем современной техники упаковки, особенно вакуумной. При
применении упаковочных материалов из полимерных пленок, аб-
солютно герметичных и плотно прилегающих к продукту типа
«вторая кожа», создаются хорошие условия для теплообмена, уве-
личивается коэффициент теплоотдачи. В результате этого значи-
тельно сокращается продолжительность замораживания продукта
(25—120 мин в зависимости от толщины продукта).
Наиболее часто в качестве охлаждающей среды используют
водный раствор поваренной соли плотностью 1160—1170 кг/м3,
охлажденный до температуры минус 18 — минус 20 "С. В Японии,
США и некоторых других странах для замораживания тунцов,
крабов в качестве охлаждающих сред применяют водные растворы
хлорида кальция и нетоксичные антифризные жидкости, напри-
мер пропиленгликоль температурой минус 40 — минус 50 ’С.
Жидкостные морозильные аппараты бывают контактные и бес-
контактные, погружные и оросительные, этажерочные и конвей-
ерные.
При контактном замораживании рыбу помещают на сетчатый
конвейер или в открытые противни, укладываемые в этажерки, а
затем в емкости с холодным рассолом. Низкая температура и вы-
сокая концентрация рассола поддерживаются за счет циркуляции
его через охладитель и солеконцентратор.
В отечественной и зарубежной практике конвейерное жид-
костное замораживание широко применяют при обработке тун-
цов. В Японии тунцов замораживают до температуры 0 — минус
35 °C. При обычном замораживании в растворе хлорида кальция
может проявляться такой дефект, как очаговое вспучивание и рас-
слоение мяса рыбы. Причина возникновения его — высокая ско-
рость замораживания, приводящая к образованию внутри тела
рыбы участков с неравномерным внутренним давлением. Для уст-
ранения этого дефекта применяют двухступенчатое заморажива-
ние. Сначала рыбу помещают в рассол с температурой около ми-
нус 45 "С и выдерживают до понижения температуры поверхност-
ных слоев тела рыбы до минус 15 — минус 20 °C, внутренних — до
минус 2 — минус 6 °C. После этого рыбу выдерживают на воздухе
При температуре минус 25 °C для выравнивания температурного
101
поля в теле рыбы и понижения температуры внутренних слоев до
минус 3 — минус 2 °C. Затем рыбу замораживают в рассоле тем-
пературой минус 45 °C до конечной среднеобъемной температуры
минус 35 — минус 30 °C. Способ жидкостного замораживания с
выравниванием температуры тела рыбы в отличие от воздушного
замораживания предотвращает появление дефекта крупных моро-
женых тунцов — потемнение мяса.
В России разработаны новые перспективные способы замора-
живания тунцов в растворах хлорида натрия или хлорида кальция
с добавлением 10 % жидкого азота. Рекомендуют также применять
трехкомпонентную охлажденную среду, состоящую из хлорида
натрия и кальция, а также жидкого азота. Допустимое содержание
хлоридов натрия и кальция на глубине 1 см от поверхности рыбы
не должно превышать соответственно 0,7 и 0,2 %.
При бесконтактном замораживании рыбу предварительно ук-
ладывают в металлические формы с крышками или упаковывают в
водонепроницаемые полимерные пленки, исключающие сопри-
косновение ее с рассолом, а затем погружают в рассол или ороша-
ют им.
К достоинствам жидкостных морозильных аппаратов следует
отнести низкие тепловые потери, которые составляют 5—7 % об-
щего расхода холода. Для сравнения: в воздушных туннельных ус-
тановках тепловые потери составляют 25—30 %.
К недостаткам жидкостного замораживания следует отнести
незначительное просаливание рыбы, возможность смерзания ее
при хранении, необходимость очистки растворов, повышенную
коррозию оборудования.
Замораживание в кипящих хладагентах — довольно распростра-
ненный за рубежом способ замораживания ценных видов рыб и
морепродуктов. В качестве хладагентов используют жидкий азот,
диоксид углерода и фреон.
Применение в качестве охлаждающего агента жидкого азота
обусловлено его нетоксичностью, бактерицидными свойствами и
низкой температурой кипения — минус 195,8 °C.
Отличительной особенностью замораживания в жидком азоте
является интенсивный отвод тепла от поверхности продукта с бы-
стрым понижением его температуры до таких значений, при кото-
рых поверхностный слой приобретает хрупкие свойства и образует
жесткую или полужесткую зону, испытывающую разрывающее
объемное напряжение при кристаллизации льда во внутренних
слоях. В результате происходит растрескивание продукта, сопро-
вождаемое характерным звуком.
Во избежание растрескивания температура периферийной час-
ти продукта во время замораживания не должна быть ниже минус
30 °C.
Процесс замораживания может осуществляться несколькими
способами: непосредственным погружением продукта в жидкий
азот, орошением продукта жидким азотом, холодными парами ис-
паряющегося азота, а также различными комбинациями этих спо-
собов. Однако следует учитывать, что именно при погружном спо-
собе замораживания в результате значительного перепада темпе-
ратуры на поверхности продукта и в его толще происходит образо-
вание макро- и микротрещин, ухудшающих качество заморо-
женного продукта. Поэтому эффективным с точки зрения каче-
ства продукта является его замораживание путем орошения жид-
ким азотом или его парами.
Продолжительность замораживания рыбы в жидком азоте зави-
сит от ее толщины: при толщине 2 см она составляет 8 мин, 4 см —
17 мин. Зона максимального кристаллообразования (минус 1 —
минус 5 °C) преодолевается за 3—9 мин, что способствует образо-
ванию мелкокристаллической структуры льда и обеспечивает вы-
сокую степень обратимости процесса замораживания.
Поэтому продукт, замороженный в азоте, имеет более высокое
качество, устойчив при хранении. Аэробная микрофлора на по-
верхности продукта благодаря повышенному содержанию азота в
охлаждающей среде подавляется. Немаловажным является значи-
тельное уменьшение или отсутствие усушки продукта в процессе
замораживания.
Морозильные установки, работающие на жидком азоте, как
правило, непрерывного действия и представляют собой изолиро-
ванные туннели модульной конструкции, состоящие из трех сек-
ций (по длине). В первой секции продукт охлаждается в парах азо-
та, во второй — жидкий азот распыляется над поверхностью про-
дукта, в третьей — температура продукта в парах азота выравнива-
ется. Расход жидкого азота на замораживание 1 кг продукта
составляет 1,2—1,5 кг.
Жидкий диоксид углерода применяют в морозильных установ-
ках (конвейерных, ленточно-спиральных) вместо воздушного по-
тока. В результате понижения температуры до минус 50 — минус
70 °C возрастает скорость замораживания, увеличивается в 2 раза
производительность морозильных аппаратов, уменьшается усуш-
ка, повышается качество продукта. Расход жидкого диоксида угле-
рода на замораживание 1 кг продукта около 1,5 кг. Возможны кон-
денсация отработавшего диоксида углерода и его повторное ис-
пользование.
Продукты, замороженные в жидком диоксиде углерода, более
Стабильны в хранении, чем замороженные в обычных условиях.
Так как температура продукта после замораживания несколько
ниже температуры хранения, то вокруг его поверхности образует-
ся защитная оболочка из диоксида углерода, которая тормозит
окислительные процессы в липидах и инактивирует микрофлору.
В ряде стран применяют конкретное замораживание продуктов
В Жидком фреоне-12, температура кипения которого около минус
43 °C. Этот способ используют для замораживания филе, рыбных
102
103
палочек, поштучного замораживания беспозвоночных. Остаточ-
ное содержание фреона в продуктах не должно превышать
30 мг%. Возможны регенерация и повторное использование фре-
она. Стоимость замораживания в жидком фреоне в 2—2,5 раза
ниже, чем в жидком азоте. Продолжительность замораживания
рыбных палочек — 2 мин, креветок — 2,5 мин. Такое быстрое за-
мораживание обеспечивает высокую обратимость процесса замо-
раживания.
Глазирование. Глазирование — это процесс образования на всей
поверхности мороженой рыбы тонкой ледяной оболочки, предох-
раняющей ее от усушки и окисления липидов. Этот простой спо-
соб защиты мороженой рыбы позволяет увеличить сроки ее хране-
ния на 1—2 мес по сравнению с неглазированной рыбой.
Глазурь должна равномерно покрывать поверхность блока
рыбы и не отставать при легком постукивании. Масса глазури при
выпуске мороженой рыбы согласно стандартам в зависимости от
вида рыбы и способов ее разделки должна составлять 2—4 %.
Не глазируют рыбу мокрого (рассольного) контактного и льдо-
солевого замораживания; на поверхности такой рыбы в процессе
производства образуется ледяная корочка. Рыба естественного за-
мораживания может выпускаться как глазированной, так и негла-
зированной. Взамен глазирования мороженая продукция может
быть упакована в пакеты из полимерных пленок под вакуумом и
при обычной атмосфере.
Глазируют рыбу сразу после замораживания, применяя по-
гружной или оросительный способ. Установлено, что большая
масса глазури получается при погружном глазировании. Кроме
способа глазирования на количество глазури влияют продолжи-
тельность глазирования, температура воды и рыбы, вид рыбы,
способ ее разделки, плотность укладки в блок-формы перед за-
мораживанием и др. Например, при глазировании меньше всего
глазури образуется на ровной поверхности блоков рыбного филе
по сравнению с блоками неразделанной, обезглавленной и потро-
шеной рыбы. На блоках мелкой рыбы глазури больше, чем на бло-
ках крупной. Эти различия объясняются меньшей удельной по-
верхностью блоков филе и крупной рыбы. Количество глазури на
поверхности рыбы возра-
стает с понижением ее
температуры (рис. 3.7) и
увеличением продолжи-
тельности глазирования.
Рис. 3.7. Количество глазури (%
массы рыбы) в зависимости от
продолжительности процесса и
температуры рыбы:
/ — минус 10°С; 2—минус 18‘С
Рис. 3.8. Зависимость количества
глазури от числа погружений при
температуре блока*.
/ — минус 18’С; 2—минус 25’С
Количество глазури у
рыбы с температурой минус
10 °C не намораживается до
требуемого стандартом зна-
чения — 4 %. Причем оно
не зависит даже от времени
пребывания рыбы в глази-
рованной ванне. В то же время для рыбы с температурой минус
18 'С количество глазури при выдерживании блока рыбы в ванне
непрерывно возрастает, достигая требуемой стандартом массы.
Количество глазури возрастает при многократном погружении
мороженой рыбы в воду (рис. 3.8).
Как видно из рис. 3.8, достаточно двух-, трехкратного погруже-
ния мороженой рыбы в воду, чтобы наморозить необходимое ко-
личество глазури. При глазировании рыбы происходит отепление
блоков, равное 0,7—0,9 "С на 1 % образующейся глазури. Поэтому
температура блоков мороженой рыбы, направляемой на глазиро-
вание, должна быть не выше минус 18 — минус 20 °C. При глази-
ровании блоков рыбы с более высокой температурой, например
минус 12 °C, может произойти их разрушение. Возможно также
смерзание блоков при хранении.
Для охлаждения рыбы с целью уменьшения отепления и уско-
рения процесса формирования глазури необходимо обдувать рыбу
холодным воздухом в период между погружениями и после окон-
чания выдерживания в холодной воде.
Для глазирования используют пресную воду температурой 1 —
3 °C. Повышение температуры воды значительно уменьшает массу
образующейся глазури. При глазировании рыбы морской водой
образующаяся ледяная корочка вследствие содержания в ней раз-
личных гигроскопических солей после непродолжительного хра-
нения теряет свою микрокристаллическую структуру и перестает
выполнять защитную функцию.
Перед началом работы глазировочных аппаратов пресную воду
в них охлаждают с помощью батарей или чистого дробленого льда
до полного его таяния. Воду меняют по мере загрязнения, но не
реже 1 раза в сутки. Через каждые 2—3 сут проводят дезинфекцию
ванн 1—2%-ным раствором хлорной извести.
Рекомендуется глазировать рыбу путем трехкратного погруже-
ния в пресную воду температурой 1—2 °C. Продолжительность
каждого погружения 2 с. После каждого погружения блоки рыбы
следует выдерживать в потоке воздуха температурой не выше ми-
нус 15 °C и скоростью 2—3 м/с в течение 10—20 с. При таких усло-
104
105
виях общая продолжительность процесса глазирования составляет
40—70 с, при этом толщина ледяной корочки приблизительно
равна 1 мм, масса глазури — не менее 4 %.
Более эффективным средством защиты мороженой рыбы от
усушки и окисления является нанесение на поверхность рыбы не
водной глазури, а водорастворимых покрытий в виде газонепро-
ницаемых оболочек, устойчивых к механическому воздействию и
испарению. В качестве таких покрытий рекомендуют использо-
вать поливиниловый спирт (ПВС) марки 141с различными моди-
фикаторами, а также карбоксиметилцеллюлозу (КМЦ).
Эти вещества, растворяясь в воде, образуют вязкие, прозрач-
ные растворы. Глазурь на основе полимерных материалов наносят
на блоки мороженой рыбы (или отдельной рыбы) путем двукрат-
ного погружения их в раствор на 0,5—1,0 мин с интервалом 15—
30 с. После второго погружения рыбу необходимо выдерживать на
воздухе в течение 0,5—1,0 мин для формирования и закрепления
слоя глазури. Как правило, ПВС используют в виде 3%-ного ра-
створа, КМЦ — 1%-ного раствора. Оросительный способ глазиро-
вания не рекомендуется, так как на поверхности рыбы образуются
воздушные пузыри, которые при хранении разрываются и обеспе-
чивают доступ кислорода воздуха к мышечной ткани. Температура
глазировочных растворов перед глазированием должна быть 3—
5 °C, окружающего воздуха в глазировочном помещении — не
выше 0 "С. Для ускорения пленкообразования на поверхности мо-
роженой рыбы используют ПВС в композициях с модификатора-
ми — оксиэтилцеллюлозой или оксипропилцеллюлозой. Введение
модификатора оксиэтилцеллюлозы (0,1 %) в 3%-ный раствор
ПВС уменьшает время формирования водорастворимого покры-
тия на поверхности мороженой рыбы в 2 раза.
Для глазирования мороженых осетровых рыб применяют 5%-
ный водный раствор ПВС с добавлением поверхностно-активного
вещества синтамида-5 (СД-5). Пленкообразующее покрытие мож-
но наносить на поверхность осетровых рыб до замораживания. В
этом случае применяют 10%-ный раствор ПВС с добавлением СД-
5, глицерина или сорбиновой кислоты. Сроки хранения мороже-
ной рыбы, обработанной водным раствором ПВС, на 50 % больше
по сравнению с рыбой, глазированной пресной водой. Однако
рыбу, обработанную ПВС, как правило, направляют на промыш-
ленную переработку.
Для усиления защитного действия глазури, особенно для пре-
дотвращения окисления липидов, в воду, используемую для гла-
зирования, вносят вещества, ингибирующие окисление липидов,
применяют аскорбиновую и лимонные кислоты, прополис, соли
этилендиаминтетрауксусной кислоты (ЭДТА) или саму эту кисло-
ту. Добавление в воду 0,2 % аскорбиновой и 0,3 % лимонной кис-
лот увеличивает сроки хранения мороженой рыбы на 20—30 сут по
сравнению с рыбой, глазированной только водой.
106
Защитным эффектом обладают глазури, в водные растворы ко-
торых введены бутилгидрооксианизол (БОА) и бутилгидрооксито-
луол (БОТ). Внесение в воду 0,5 % БОА увеличивает продолжи-
тельность хранения на 1,0—2,5 мес в зависимости от вида рыбы.
Для упаковки мороженой рыбы применяют пакеты из поли-
мерных газовлагонепроницаемых пленок, заменяющих глазурь.
Лучшим способом сохранения высокого качества мороженой
продукции является упаковка под вакуумом. Наиболее распрост-
раненным полимерным материалом является полиэтилен марки
«пищевой». Он обладает высокой влагостойкостью, низкой паро-
проницаемостью, устойчив к различным химическим средам, хо-
рошо сваривается, хотя прочность швов меньше прочности са-
мой пленки. Полиэтиленовые пленки неустойчивы к действию
ультрафиолетовых лучей: при длительном хранении в них обра-
зуются микротрещины. Полипропиленовые пленки обладают
высокой термостойкостью, инертны по отношению к жирам, ус-
тойчивы к действию кислот и щелочей, однако недостаточно
морозостойки. Повиденовые пленки эффективны для хранения
мороженых продуктов, но отличаются сравнительно высокой
стоимостью.
Комбинированные полимерные материалы типа пленка-плен-
ка, пленка-бумага (картон), пленка-фольга расширяют возможно-
сти использования пленочных материалов. Перспективными для
применения в холодильной технологии являются полиэтилено-
целлофановые пленки (ПЦ-2, ПЦ-4), пленка «Саран». Низкая га-
зопароводонепроницаемость пленки «Саран» позволяет приме-
нять ее для упаковывания продуктов под вакуумом и в атмосфере
инертного газа. Хотя морозостойкость ее в пределах минус 30 °C,
ее широко применяют для упаковывания пищевых продуктов.
Перспективно использование для упаковывания мороженых про-
дуктов пачек, коробок, пакетов из плотной бумаги или картона,
покрытых полиэтиленом.
Технология мороженых гидробионтов. Технологическая схема
производства мороженой рыбы включает следующие операции:
прием сырья, мойку, сортирование, разделывание, повторную
мойку, подготовку сырца к замораживанию, замораживание, гла-
зирование, упаковывание, маркирование, хранение. Выловленная
рыба на траулерах поступает в бункера-накопители, а затем на об-
работку в производственный цех.
Рыбу сортируют по видам, размерно-массовым характеристи-
кам, качеству, отделяя рыбу, зараженную паразитами. Ее отмыва-
ют от различных загрязнений и слизи забортной чистой водой
температурой 8—10 °C в машинах различных конструкций (ротор-
ных, конвейерных, вихревых и т. д.). Мороженую рыбу выпускают
как в неразделанном, так и в разделанном видах. Разделывают
рыбу перед замораживанием с целью:
увеличить относительное содержание в мороженом полуфабри-
107
кате съедобной части и обеспечить рациональное использование
отходов;
более эффективно использовать производительность моро-
зильных аппаратов, емкости тары и холодильников;
повысить устойчивость мороженого полуфабриката при хране-
нии за счет удаления тканей, содержащих ферменты и микрофло-
ру (жабры, внутренности).
Применяют несколько видов разделки перед замораживанием:
рыба обезглавленная, потрошеная и с головой, потрошеная и без
головы, кусок (масса не более 0,5 кг), спинка (балычок), филе.
Для балычка минтая длина спинки должна быть не менее
25 см, длина обезглавленной наваги — не менее 20 см. Треску,
пикшу, сайду массой 0,4 кг и менее, морской окунь массой 0,3 кг
и менее, камбалу массой 0,4 кг и менее допускается изготовлять
неразделанными. Мороженых тихоокеанских лососевых выпуска-
ют неразделанными или потрошеными с головой. В настоящее
время разделка в основном механизирована. Окончательная мой-
ка после разделки производится в чистой проточной воде с при-
менением моечных машин. Цель мойки — удалить с поверхности
рыбы налет и бурые пятна, а также улучшить санитарное состоя-
ние рыбы перед замораживанием. После мойки необходимо не-
продолжительное время выдерживать рыбу для стекания воды.
Рыбу можно замораживать поштучно, россыпью и блоками.
Замораживание блоками в основном применяют в промышленно-
сти. Рыбу массой 9—12 кг загружают в блок-формы. При замора-
живании крупной рыбы для обеспечения одинаковой массы бло-
ков к навеске целой рыбы добавляют не более двух кусков потро-
шеной обезглавленной рыбы того же вида с удаленными хвосто-
выми плавникам". Допускается изготовлять мороженую рыбу с
разделением блока полоской антиадгезионной бумаги на мелкие
брикеты массой не более 2 кг. Крупную и среднюю рыбу уклады-
вают в блок-формы плотными рядами, причем мелкую укладыва-
ют россыпью, обжимая по рядам. Рыбу с плоским телом уклады-
вают плашмя, камбалу — в нижний слой блока слепой стороной
вниз, а в верхний слой слепой стороной вверх. Заполненные блок-
формы закрывают крышками, которые плотно прижимают к кор-
пусу, при этом рыба слегка подпрессовывается.
Более широким спросом у потребителей пользуется рыба в
мелкой упаковке. Поэтому разделанную рыбу укладывают порци-
ями 0,25—2,0 кг в парафинированные или ламинированные кар-
тонные коробки, в пакеты или салфетки из пергамента, полимер-
ного материала или других упаковочных материалов. Картонные
коробки и пакеты с рыбой укладывают плотно в один ряд в блок-
формы.
Блок-формы с рыбой направляют в морозильные аппараты, где
замораживают. По окончании процесса замораживания темпера-
тура в центре тела рыбы при выгрузке из аппарата должна быть не
выше минус 18 °C. Допускается температура не выше минус 10 °C
для рыбы естественного замораживания. Процесс замораживания
рыбы сопровождается уменьшением массы за счет усушки на 0,5—
3,0 % в зависимости от способа замораживания. В производствен-
ных условиях потери массы рыбы регламентируются действующи-
ми нормами.
Блоки замороженной рыбы из блок-форм выгружают, оттаивая
их с помощью электрических подогревателей или теплой воды.
Подогрев необходимо проводить быстро, допуская оттаивание в
такой степени, чтобы только отделить блок от формы.
Мороженую рыбу сразу после выгрузки из морозильных аппа-
ратов глазируют охлажденной пресной водой в специальных гла-
зировочных аппаратах или ваннах. Глазирование иногда заменяют
упаковыванием под вакуумом в пакеты из полимерных пленок.
Глазированные блоки рыбы упаковывают, как правило, в ящи-
ки из гофрированного картона (до 40 кг). Возможно использова-
ние деревянных ящиков, хлопчатобумажных или бумажных меш-
ков. Картонные ящики значительно дешевле (в 2,8 раза) деревян-
ных, но они невлагостойки, при намокании легко повреждаются.
Перспективен влагопрочный картон, поверхность которого про-
питана гидрофобными покрытиями.
Ящики с мороженой рыбой обвязывают проволокой или лен-
той, мешки зашивают или завязывают. Упакованную мороженую
рыбу маркируют в соответствии с требованиями действующих
стандартов. Ящики с мороженой рыбой немедленно помещают в
трюм на хранение при температуре не выше минус 18 °C.
Производство филе. Филе является наиболее совершенным мо-
роженым рыбным продуктом, так как содержит в основном толь-
ко съедобную часть, не требует разделки перед кулинарной обра-
боткой, имеет правильную геометрическую форму, что обеспечи-
вает удобство при упаковке. Производство филе на современных
рыбоперерабатывающих предприятиях позволяет рационально,
комплексно и эффективно использовать рыбное сырье.
В зависимости от глубины холодильного консервирования вы-
рабатывают филе в охлажденном или мороженом виде. Несмотря
на то что охлажденное филе — продукт высокого качества, более
широко распространено производство мороженого филс, так как
оно отличается высокой стабильностью при холодильном хране-
нии.
На производство филе направляют преимущественно тощих
рыб (минтай, треска, хек), однако можно использовать и рыб
средней жирности (морской окунь, скумбрия, нежирный палтус),
а также жирных рыб (тихоокеанская сельдь и др.). Филе высокого
качества получается при быстрой разделке только что выловлен-
ной рыбы при условии, что оно будет заморожено в стадии, пред-
шествующей посмертному окоченению. Если на разделку направ-
ляется рыба в стадии посмертного окоченения, то выход филе
109
108
снижается, а качество его заметно ухудшается: наблюдаются раз-
рывы тканей, жесткая консистенция мяса. Филе довольно высо-
кого качества получается также при разделке рыбы сразу после
окончания стадии посмертного окоченения, однако такое филе
менее стабильно в процессе холодильного хранения.
Разделка рыбы на филе — трудоемкий процесс, требующий
большого внимания: необходимо сокращать потери мяса и созда-
вать условия, близкие к асептическим. Рыбу разделывают чаще
всего на машинах. При машинной разделке у рыбы отделяют го-
лову и все плавники, включая хвостовой, затем разрезают брюшко
и удаляют внутренности, после этого зачищают брюшную полость
от остатков внутренностей, сгустков крови, пленки (у минтая уда-
ляют личинки нибелиний), моют. Затем тушку разделывают на
филе (с кожей или без нее). При срезании филе следят за тем, что-
бы на позвоночнике не осталось больших прирезей мяса, а поло-
винки филе получались ровными, без заусенцев и надрезов. Вы-
ход порционированного филе зависит от вида рыбы, тщательнос-
ти разделки и изменяется в пределах: филе с кожей — 30,5—
61,5 %, филе без кожи — 23,5—51,3 %,
Срезанные половинки филе просматривают с обеих сторон при
просвечивании на специальном столе. При неправильной раздел-
ке у филейчиков могут встречаться такие дефекты, как наличие
позвоночных костей, сгустков крови, остатков плавников, кожи,
черной пленки и т. д. Обнаруженные посторонние включения, в
том числе личинки нибелиний (у минтая), немедленно удаляют.
Филейчики осторожно, но тщательно промывают водой (чистой,
охлажденной) и направляют на фиксацию (закрепление). Цель
закрепления — повысить механическую прочность кусочков филе
и стойкость по отношению к микроорганизмам путем создания на
их поверхности тонкого слоя денатурированных белков. Филе
закрепляют путем обработки (орошением или погружением) в те-
чение 1—2 мин охлажденным профильтрованным 10%-ным ра-
створом поваренной соли. Филе после обработки раствором под-
сушивают с поверхности, обдувая холодным воздухом, и после
этого немедленно укладывают в блок-формы или коробки и замо-
раживают. Допускается филе, вырабатываемое на судах из совер-
шенно свежей рыбы, не обрабатывать раствором поваренной
соли. Это сделано в целях упрощения технологии и увеличения
производительности судовых филетировочных линий.
Блок-формы или коробки перед укладкой в них филе выстила-
ют пергаментом или полимерной пленкой, затем в них укладыва-
ют филе плотно, не оставляя пустот и в то же время не допуская
переполнения.
Замораживают филе до температуры не выше минус 18 °C в
воздушных или плиточных морозильных аппаратах, причем пос-
ледние наиболее эффективны для данного вида продукта.
Филе, предварительно не упакованное в пленку или коробки,
после замораживания обязательно глазируют в холодной пресной
воде.
Важно, чтобы блоки мороженого филе имели размеры в стро-
гом соответствии со стандартами. Это связано с тем, что на бере-
говых предприятиях блоки филе распиливают на брикеты массой
0,3—0,8 кг, упаковывают и направляют на реализацию. Кроме
того, из блочного филе путем распиловки вырабатывают рыбные
палочки.
Производство фарша. Постоянно изменяющаяся сырьевая база
рыбной промышленности обосновывает необходимость поиска
путей эффективного использования малоценных объектов про-
мысла (минтай, ставрида, путассу, мойва, килька, песчанка, анчо-
усы и др.), так как применение традиционных способов перера-
ботки не позволяет приготовить из них удовлетворительные по
качеству продукты питания. При комплексной переработке дан-
ных видов рыб, особенно нежирных, перспективным является
производство фарша. На основе фарша получают различные виды
продуктов: кулинарные колбасные изделия, аналоги деликатесной
продукции и др. Пищевой рыбный фарш вырабатывают двух ви-
дов: промытый, при изготовлении которого измельченную мы-
шечную ткань промывают холодной пресной водой, и непромы-
тый, когда грубоизмельченный фарш сразу направляют на фасова-
ние и замораживание.
Технологическая схема производства пищевого рыбного фарша
включает следующие операции: прием сырья, мойку, отделение
мышечной ткани от костей и кожи (грубое измельчение), промы-
вание, обезвоживание, рафинацию, смешивание с криозащитны-
ми добавками, фасование, замораживание, упаковывание, марки-
рование, хранение.
Для приготовления фарша используют рыбу-сырец и охлаж-
. денную рыбу по качеству не ниже первого сорта. Качество фарша
зависит от физиологического состояния рыбы и стадии ее посмер-
тных изменений. Лучшим является фарш, полученный из рыбы в
период ее нагула. Рекомендуется на производство фарша направ-
лять рыбу до наступления или после завершения стадии посмерт-
ного окоченения. Разделывают рыбу на филе или на тушку обез-
главленную; для минтая часто применяют разделку на балычок.
Способ предварительной разделки значительно влияет на каче-
ство фарша. Лучшим является фарш, полученный из филе, в то
время как при разделке на тушку или балычок получают фарш
темной окраски и низкой гелеобразующей способности. Если
рыба разделана на тушку или балычок, ее направляют на чешуе-
съемную машину для полного удаления чешуи и частичного уда-
ления поверхностного пигментированного слоя.
После промывки и стекания воды разделанный полуфабрикат
направляют на сепаратор (неопресс) для отделения мышечной
ткани от костей, плавников и кожи. Одновременно происходит и
НО
111
грубое измельчение мышечной ткани рыбы. Грубоизмельченный
фарш промывают охлажденной до температуры не выше 10 °C
пресной водой, удовлетворяющей требованиям стандарта на пить-
евую воду. В результате промывания из фарша удаляются сарко-
плазматические белки, частично липиды, ферменты, пигменты, а
также вымываются минеральные и азотистые небелковые веще-
ства. Все эти компоненты придают фаршу неприятный запах, се-
рый цвет, ускоряют денатурационные, гидролизные и окисли-
тельные процессы в нем в период замораживания и холодильного
хранения. Благодаря промыванию фарш почти полностью состоит
из солерастворимых миофибриллярных белков. Как правило,
применяют двух-, трехкратное промывание при соотношении
фарша и воды 1 :3 и 1 :4, ее температура не выше 10 “С. Продол-
жительность промывочного цикла не превышает 10 мин.
Промытый рыбный фарш отделяют от воды с помощью шнеко-
вого пресса и центрифуги до остаточного содержания в нем воды
до 84—86 % и направляют на рафинацию для окончательного уда-
ления частичек пленки, кожи, костей и чешуи. Выходящую из
фильтра (диаметр отверстий не более 2 мм) очищенную массу по-
дают охлаждаемым шнеком в куттер для перемешивания с криоза-
щитными добавками и тонкого измельчения. Криозащитные до-
бавки вводят с целью сохранения в большей степени нативных
свойств белков в процессе замораживания и холодильного хране-
ния фарша. Это необходимо для того, чтобы обеспечить проявле-
ние таких важных в технологическом отношении функциональ-
ных свойств белков, как гелеобразующая и водоудерживающая
способность. В качестве криозащитных добавок применяют сахар
(1,5—4,0%), полифосфат натрия (0,2—0,4%), сорбит пищевой
(2,0—4,0 %), сухое обезжиренное молоко, альгинаты и др. Про-
должительность измельчения и перемешивания в куттере около
6 мин, температура фаршевой массы должна быть не выше 10 °C.
Полученный фарш расфасовывают в картонные коробки, в па-
кеты из полимерных пленок порциями массой 0,5—1,0 кг или в
полиэтиленовые мешки массой до 12 кг (для переработки), укла-
дывают в блок-формы и направляют на замораживание, которое
осуществляют при температуре не выше минус 30 °C до темпера-
туры в центре блока фарша не выше минус 18 °C. Готовый фарш
имеет белый цвет, без запаха и вкуса, содержание воды 84—77 %,
pH 7,0-7,3.
В настоящее время разработана норвежская технология перера-
ботки мелких рыб на пищевой фарш. Рыбу разрезают на попереч-
ные куски (10 мм) и обрабатывают паром или кипящей водой в
течение 0,5—1,0 с. Кратковременная термическая обработка ку-
сочков рыбы облегчает удаление жира, внутренностей, кожи, чер-
ной пленки, чешуи, а также способствует частичной свертываемо-
сти крови, причем фарш не темнеет. После термообработки ку-
сочки рыбы быстро промывают в турбулентном потоке воды для
удаления кожи, внутренностей и сгустков крови. Затем кусочки
рыбы обезвоживают центрифугированием или прессованием и
пропускают через протирочную машину для отделения мяса рыбы
от костей и кожи.
Технология мороженых беспозвоночных и растений. Из нерыбных
объектов промысла на холодильную обработку направляют рако-
образных, моллюсков и морские растения.
Отличительной особенностью ракообразных является повы-
шенная по сравнению с рыбами ферментная активность, приводя-
щая к интенсивному развитию посмертных изменений. К концу
периода посмертного окоченения окраска ракообразных бледнеет,
уменьшается прозрачность тела, наблюдается размягчение мяса.
На панцире появляются черные точки, являющиеся результатом
окисления некоторых соединений, и прежде всего тирозина в
присутствии фермента тирозиназы. При неблагоприятных услови-
ях хранения ракообразных черные пятна увеличиваются и могут
распространяться на ткани, окрашивая их в темно-коричневый
цвет.
Из креветок вырабатывают сыро- и варено-мороженую про-
дукцию в неразделанном и разделанном (шейки в панцире и чис-
тое мясо) видах. Добытые или принятые от судна-ловца креветки-
сырец рассортировывают по видам и размерным группам. При
невозможности немедленной обработки креветок их хранят во
льду (100 % льда к массе креветок) продолжительностью не более
12 ч с момента приема от судна-ловца. Причем, если креветки-
сырец приняты неохлажденными (без льда), то срок хранения до
обработки не должен превышать 2 ч. Для предупреждения появле-
ния черных пятен креветки рекомендуется обрабатывать 0,5%-
ным раствором метабисульфита натрия в течение 3 мин.
Охлажденных креветок промывают морской водой температу-
рой не выше 10 °C, выдерживают 10—15 мин для удаления поверх-
ностной воды и направляют:
при выпуске сыромороженых неразделанных (целых) — на за-
мораживание;
при выпуске сыромороженых разделанных (шейки в панци-
ре) — на разделку;
при выпуске варено-мороженых неразделанных и разделан-
ных — на варку.
Варят креветок в кипящей морской или пресной воде с добав-
лением поваренной соли соответственно 1 или 4%. Для варки
креветки в сетчатых контейнерах помещают в специальные котлы,
где их выдерживают в течение 10—15 мин с момента вторичного
закипания воды. По окончании варки контейнеры с креветками
охлаждают в морской воде до температуры не выше 30 °C.
Разделывают креветок сырых или вареных машинным спосо-
бом или вручную, аккуратно отделяя головогрудь от шейки по
месту сочленения. Разделанных креветок направляют на кратковре-
112
113
менную мойку или ополаскивание, затем на удаление поверхност-
ной воды, после чего без задержки подают на фасование:
в противни со вставленными в них гнездами-клетками;
в коробки из картона и комбинированных материалов;
в пакеты из полимерных пленочных материалов.
Креветок замораживают в воздушных или плиточных моро-
зильных установках до температуры не выше минус 18 'С и глази-
руют (4 % глазури). Вместо глазирования мороженые креветки
могут быть упакованы под вакуумом в пакеты из полимерных пле-
нок. Креветок, замороженных в коробках или пакетах, выпускают
в неглазированном виде.
В ряде зарубежных стран креветок замораживают в жидких хлад-
агентах (азоте или диоксиде углерода, фреоне-12) до температуры
минус 40 — минус 30"С в течение нескольких минут. Благодаря
высокой скорости замораживания они имеют высокое качество.
В России из ракообразных важное промысловое значение име-
ют крабы: камчатский, синий, равношипый, стригун. В мороже-
ном виде выпускают вареные конечности краба, вареное мясо в
панцирных трубках и чистое вареное мясо.
Крабов сразу после вылова сортируют по возрасту и полу, от-
браковывают непригодные экземпляры. Мелких самцов и самок
немедленно выпускают в море. Обрабатывать лучше живого кра-
ба; допускается хранение краба-сырца до обработки не более 3 ч.
Крабов разделывают с целью отделения конечностей с мясом от
других частей тела. Разделку осуществляют вручную или на маши-
нах. Конечности зачищают от жабр путем их прижимания к вра-
щающемуся барабану или щеткам так, чтобы не было потерь мяса.
Затем конечности промывают холодной морской водой, уклады-
вают в клети или корзины и направляют на варку в морской или
подсоленной (концентрация поваренной соли 4 %) воде при тем-
пературе 100 °C, варят в течение 20 + 5 мин, считая с момента вто-
ричного закипания воды. Температура мяса краба должна достиг-
нуть 85 "С перед тем, как конечности вынимают из котла. Конеч-
ности быстро охлаждают проточной морской водой, выдерживают
15—20 мин для подсушивания, укладывают в предварительно вы-
стланные полимерной пленкой ящики и замораживают в воз-
душных или плиточных морозильных аппаратах до минус 18 °C.
С целью ускорения процесса замораживания и получения продук-
ции высокого качества применяют жидкостное замораживание.
Для этого конечности после варки охлаждают в течение 20 мин за-
бортной водой до температуры не выше 10 °C. После этого конеч-
ности краба во избежание проникновения при замораживании
соли в мясо вторично охлаждают циркулирующей морской водой
температурой около минус 3 °C до понижения температуры ко-
нечностей краба до минус 2 — 0 °C. Затем их направляют на рас-
сольное замораживание в растворах поваренной соли или хлорида
кальция в течение 20—25 мин до температуры продукта не выше
минус 18 °C. Замороженные конечности краба погружают на 3—
4с в холодную (1—3°C) пресную воду для глазирования (3—4%
глазури). После подсушивания на воздухе в течение 2—3 мин (ро-
зочкой вниз) конечности упаковывают в картонные ящики.
При приготовлении вареного мяса его освобождают от панцир-
ных трубок путем вытряхивания или выдувания, укладывают в
пачки, коробки или пакеты массой 0,2—0,5 кг и замораживают в
воздушных или плиточных морозильных аппаратах до температу-
ры не выше минус 18 °C.
Из мороженых моллюсков производят мясо устрицы, мидии,
морского гребешка, трубача, а также кальмара разделанного или
неразделанного.
Как правило, двустворчатые или брюхоногие моллюски обра-
батывают в живом или охлажденном виде. Мясо устриц, трубача
замораживают в сыром виде. Добытых ракушек моют холодной
проточной водой и разделывают, извлекая мясо (мускулы, ман-
тии). Его хорошо промывают, выдерживают до удаления поверх-
ностной воды, фасуют в картонные коробки, пакеты или блок-
формы, разделенные перегородками на небольшие отсеки. Затем
замораживают в воздушных или плиточных морозильных аппара-
тах до температуры не.выше минус 18 °C, глазируют (если оно не в
коробках или пакетах) и упаковывают.
Мясо гребешка, мидий замораживают в вареном виде. Варят их
в морской воде (3 % поваренной соли) при температуре около
100 °C. Продолжительность варки 10—22 мин и зависит от вида
сырья, а также от того, культивированные или природные дву-
створчатые используются для обработки. Конец варки определяют
по полному раскрытию створок, свертыванию мяса в комочек и
легкому его отделению от створок, а также свободному отделению
биссуса от мяса.
В Японии на некоторых предприятиях для раскрытия створок
гребешка вместо варки применяют кратковременный (30—40 с)
нагрев раковин на газовых горелках.
При разделке охлажденных раковин извлекают мясо, которое
тщательно промывают в проточной пресной воде, обсушивают,
фасуют и замораживают.
Из головоногих моллюсков основными объектами промысла
являются кальмары. Сразу после вылова кальмаров направляют на
обработку, так как даже непродолжительное хранение отрица-
тельно сказывается на качестве сырца. Кальмар, замороженный в
начальной стадии окоченения, сохраняет высокое качество при
температуре минус 18 °C до 8—10мес, а в состоянии расслабле-
ния — только 3,5 мес. Кальмара-сырец охлаждают с помощью льда
(соотношение 1: 1), в то время как даже при непродолжительном
хранении в холодной воде мясо его темнеет, сильно набухает, пос-
ле тепловой обработки приобретает неприятный запах и привкус.
Только что выловленного или охлажденного кальмара после
114
115
мойки и стекания воды направляют на разделку, а при выпуске
неразделанного кальмара — на замораживание. Кальмар разделы-
вают на:
тушку — внутренности и голова с щупальцами удалены, мантия
целая, остатки внутренностей и хитиновая пластина могут быть
оставлены;
разделанный, с головой и щупальцами — внутренности, глаза,
клюв удалены, брюшная полость зачищена, хитиновая пластинка
может быть оставлена;
обезглавленный (филе) — внутренности и голова с щупальцами
удалены, мантия разрезана, брюшная полость зачищена, хитино-
вая пластинка удалена.
Кальмар, разделанный на тушку и филе, может выпускаться с
кожицей и без кожицы. Для снятия кожного покрова промытое
филе погружают на 2—3 мин в пресную воду с температурой 55—
58 °C и интенсивно перемешивают в барабанных или вихревых
моечных машинах. При необходимости после охлаждения каль-
мара остатки кожного покрова дочищают вручную. Разделывают
кальмар вручную или на специальных машинах, которые позво-
ляют получать обесшкуренное филе, причем без тепловой обра-
ботки.
Разделанного кальмара укладывают в блок-формы, коробки
или пакеты и замораживают до температуры не выше минус 18 “С.
После замораживания, если кальмар не расфасован в коробки или
пакеты, блоки обязательно глазируют и упаковывают в тару.
Из морских растений в мороженом виде в значительном коли-
честве вырабатывают морскую капусту. Для приготовления моро-
женой морской капусты используют двухлетние бурые водоросли
семейства ламинариевых. При использовании культивированных
водорослей допускают для обработки растения в возрасте не ме-
нее 1 года. Свежую морскую капусту промывают в чистой проточ-
ной морской воде. При мойке отсортировывают поврежденные
слоевища, удаляют оставшиеся ризоиды и черешки, с поверхности
слоевищ с помощью щеток удаляют песок, ил, слизь и другие за-
грязнения.
Морскую капусту замораживают в виде целых слоевищ или их
кусков по длине блок-форм, а также в виде шинкованной на по-
лоски шириной не более 5 мм, длиной не более 70 мм. Разрезание
или шинкование слоевищ осуществляют вручную или механизи-
рованным способом.
Целые слоевища или их куски укладывают в блок-формы ров-
ными рядами без промежутков, шинкованную морскую капусту —
насыпью с разравниванием. Допускается расфасовывать морскую
капусту в коробки, пачки и пакеты массой не более 0,5 кг. Замора-
живают морскую капусту до температуры не выше минус 18 °C,
упаковывают и направляют на хранение или транспортирование.
116
§3. ХОЛОДИЛЬНОЕ ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
МОРОЖЕНОЙ ПРОДУКЦИИ
Мороженые гидробионты — продукт, предназначенный для
длительного хранения. Однако для того чтобы мороженая рыба
сохраняла хорошее качество, необходимо поддерживать те усло-
вия, которые были достигнуты при консервировании. В против-
ном случае рыба подвергается быстрой порче. Однако даже при
хранении мороженой рыбы при температуре минус 18 °C и ниже в
рыбе продолжаются процессы, вызывающие физические, хими-
ческие и биохимические изменения в ее тканях.
Изменения в тканях гидробионтов при хранении. К физическим
процессам относятся усушка рыбы, перекристаллизация льда,
вследствие которой изменяется структура тканей, изменение цве-
та наружной поверхности и мяса.
В первые месяцы хранения мороженой рыбы происходит испа-
рение глазури, затем усушке подвергаются прежде всего поверх-
ностные слои тканей рыбы. Усушка уменьшает массу продукта и
ухудшает его качество. Теряется свойственный рыбе цвет поверх-
ности и мяса. В поверхностных слоях образуется обезвоженный
губчатый слой, мясо приобретает сухую, жесткую, волокнистую
консистенцию.
Величина усушки зависит от разности влагосодержания возду-
ха над поверхностью продукта и в холодильной камере. Поэтому
для ее уменьшения необходимо поддерживать относительную
влажность воздуха в камере близкой к 100 %. Однако вследствие
осушающего действия приборов охлаждения фактическое ее зна-
чение составляет 94—98 %. Усушка пропорциональна дефициту
абсолютной влажности воздуха в камере, величина которого
уменьшается с понижением температуры хранения. Так, при от-
носительной влажности воздуха 95 % и температуре минус 12 °C
дефицит равен 0,12 г/м3, при минус 18 “С— 0,07 г/м3, при минус
20 °C — только 0,05 г/м3. Таким образом, один из путей снижения
усушки — уменьшение температуры хранения мороженой рыбы
до минус 25 — минус 30 °C. При этом величина усушки уменьша-
ется на 15—20 % по сравнению с хранением при температуре ми-
нус 18 °C.
Стабильность режимов достигается устранением внешних теп-
лопритоков, рациональным размещением продукции в объеме ка-
меры, применением эффективных систем охлаждения. Для умень-
шения теплопритоков используют метод динамической изоляции,
при котором направляют холодный воздух навстречу теплоприто-
ку, а также контролируют состояние изоляции холодильных камер
и трюмов судов. Для уменьшения усушки повышают плотность
загрузки продукта в камеры и обязательно его упаковывают в тару,
Дополнительно укрывают штабеля мороженого продукта водоне-
проницаемым материалом (брезент, полимерная пленка). Приме-
117
няют панельную систему охлаждения трюмов и камер вместо ба-
тарейной и воздушной.
Однако в процессе хранения мороженой рыбы происходит из-
менение структуры льда, заключающееся в сокращении числа
кристаллов и росте массы и размеров индивидуальных кристал-
лов. Процесс перекристаллизации сопровождается изменением
гистологической структуры тканей, что, в свою очередь, ухудшает
качество рыбы.
Явление перекристаллизации объясняется тем, что парциаль-
ное давление водяного пара над мелкими кристаллами больше,
чем над крупными. В результате испарения водяного пара из мел-
ких кристаллов происходит его миграция к крупным, где он кон-
денсируется и намерзает на их поверхности. Кроме того, при ко-
лебании температурного режима в камере, кратковременном
отеплении часть мелких кристаллов плавится. Образующаяся вода
при медленном понижении температуры намерзает на поверхнос-
ти крупных кристаллов. Поэтому для уменьшения степени пере-
кристаллизации льда в тканях рыбы необходимо устранить коле-
бания температуры в камере хранения и обеспечить достаточное
ее снижение. Например, хранение мороженой трески при колеба-
ниях температуры от минус 16 до минус 20’С приводит к пере-
кристаллизации до 2 % льда, при колебаниях от минус 25 "С до
минус 30 "С —до 0,15 %.
Цвет мороженой продукции изменяется за счет частичного
обезвоживания поверхностных слоев в результате усушки, повы-
шения концентрации красящих пигментов и продуктов их распа-
да, окислительных процессов в подкожных липидах, а также оп-
тических эффектов, связанных с перекристаллизацией льда.
Помимо физических изменений в мороженой рыбе при хране-
нии протекают биохимические процессы, приводящие к гидроли-
зу и окислению липидов, гидролизу и денатурации белков. Глуби-
на и направленность этих изменений зависят от химического со-
става и свойств мороженой рыбы. Так, для рыбы с высоким содер-
жанием липидов более характерны изменения в результате
гидролизных и окислительных процессов в липидах, для тощей
рыбы — гидролизные и денатурационные изменения в белковой
системе сырья.
Ферментативные изменения тканевых липидов начинаются с
их гидролиза, причем фосфолипиды гидролизуются в первую оче-
редь. Накопление свободных жирных кислот еще не означает пор-
чи мороженой рыбы, но свободные жирные кислоты в первою
очередь подвергаются как окислению атомарным кислородом воз-
духа, так и ферментативному окислению за счет кислорода, содер-
жащегося в тканях. Развитие процессов окисления свободных
жирных кислот сопровождается образованием и накоплением в
тканевых липидах первичных (перекиси) и вторичных (оксикис-
лоты, высокомолекулярные альдегиды) продуктов окисления.
Усушка рыбы способствует окислительной порче липидов, так как
облегчает доступ кислорода воздуха к тканевым липидам. Накоп-
ление в мясе рыбы продуктов гидролиза и окисления липидов не
только ухудшает его вкус и аромат, но и придает ему токсические
свойства.
Быстрее всего окисляются липиды в подкожном слое, где они в
большей степени контактируют с кислородом воздуха. Чем боль-
ше в липидах полиненасыщенных жирных кислот, тем быстрее
они окисляются. Процесс окисления липидов задерживается с по-
нижением температуры хранения и при применении защитных
покрытий на рыбе (глазури, пленки). Поэтому жирных рыб реко-
мендуется хранить при температуре минус 25 — минус 30 °C, а для
их глазировки применять растворы антиокислителей и водора-
створимых высокомолекулярных веществ (ПВС, КМЦ).
Изменения в азотистых веществах мороженой рыбы связаны с
углублением степени денатурации белков, а также с их фермен-
тативным гидролизом. Причем гидролиз тканевых липидов явля-
ется фактором, влияющим на денатурацию мышечных белков во
время холодильного хранения рыбы. Образующиеся при гидро-
лизе липидов ненасыщенные жирные кислоты взаимодействуют
с миофибриллярными белками и образуют нерастворимые бел-
ково-липидные комплексы. Окисленные липиды также взаимо-
действуют с белками, способствуя их переходу в нерастворимое
состояние.
Растворимость белков актомиозинового комплекса постепенно
понижается во время холодильного хранения замороженной рыбы
при температуре минус 10 — минус 12 °C. В случае хранения при
более низкой температуре (минус 30 °C и ниже) растворимость
актомиозина не изменяется в течение длительного времени. Ста-
бильность температурного режима хранения также оказывает вли-
яние на свойства белков. Если мороженую рыбу, хранившуюся
при температуре минус 18 °C, на непродолжительное время (3—
15 сут) переместить на хранение при температуре минус 9 °C, а за-
тем снова хранить при минус 18 °C, то это вызывает сокращение
срока хранения мороженой рыбы на 1—2 мес, быстрое понижение
растворимости актомизина, рост кристаллов льда в тканях и рез-
кое ухудшение вкусовых свойств рыбы. Уменьшение растворимо-
сти белков наиболее быстро происходит в первые 8—10 нед хране-
ния, чем в последующий период.
Помимо температуры и продолжительности хранения к факто-
рам, влияющим на взаимодействие свободных жирных кислот и
миофибриллярных белков, относятся степень насыщенности сво-
бодных жирных кислот и их концентрация. Полиненасыщенные
жирные кислоты в большей степени уменьшают растворимость
миофибриллярных белков, чем менее ненасыщенные.
Свободные жирные кислоты в основном воздействуют на мио-
фибриллярные белки, хотя их влияние на саркоплазматические
белки также не исключено, но оно, по-видимому, менее значи-
тельно с точки зрения уменьшения растворимости этих белков.
Полного объяснения механизма действия липидов на белки
мышц рыбы при холодильном хранении не найдено. Предполо-
жительно жирные кислоты, освобождающиеся в результате гидро-
лиза липидов, могут модифицировать поверхность молекулы бел-
ка. Возможны два пути взаимодействия белковых и липидных
компонентов.
Первый проявляется через нестабильные свободные радикалы
промежуточных продуктов окисления липидов, которые могут
присоединить водород лабильных групп (например, — SH) белко-
вых цепей и вызывать их полимеризацию.
Второй механизм проявляется через стабильные продукты
окисления, в частности карбонильные соединения (малоновый
альдегид, пропанол и гексанол), которые ковалентно взаимодей-
ствуют с группами боковых цепей белков (преимущественно с ги-
стидином, метионином и лизином).
Ферменты в мороженой рыбе полностью свою активность не
прекращают и автолитические процессы, хотя и медленно, про-
должают протекать. В результате протеолиза белковых веществ в
мороженой рыбе накапливаются небелковые азотистые вещества,
количество которых зависит от температуры хранения рыбы.
Известно, что некоторые виды рыб (треска, минтай и др.) ме-
нее стабильны при холодильном хранении по сравнению с близ-
кими по химическому составу видами, хорошо выдерживающими
сравнительно длительное хранение. У таких рыб быстро изменя-
ется структура тканей, и они приобретают жесткость и губчатое
строение. У этих рыб активен фермент триметиламиноксидаза,
который при отрицательных температурах в мороженой рыбе гид-
ролизует триметиламиноксид (ТМАО) на диметиламин (ДМА) и
формальдегид, оказывающий отрицательное воздействие на каче-
ство рыбы при холодильном хранении. В результате накопления
формальдегида в тканях возрастает их способность удерживать
воду. Однако от этого они становятся не сочными, а водянисты-
ми. Присутствие формальдегида уменьшает растворимость бел-
ков, особенно миофибриллярных, из них в большей степени тро-
помиозина и миозина, в меньшей степени актина и тропонина.
Механизм воздействия формальдегида на белки на молекуляр-
ном уровне объясняется способностью его связывать ковалентно
различные функциональные группы белков и, следовательно, вы-
зывать деформацию в белковой молекуле вследствие образования
поперечных связей между пептидными цепями белков через мети-
леновые мостики.
Хранение мороженой рыбы при низких температурах ведет к
постепенному уменьшению численности микроорганизмов на
ней. Однако даже при таких условиях на рыбе в процессе хране-
ния могут развиваться плесени и грибы.
Условия хранения и транспортирования. Хранение мороженой
рыбы на судах, в производственных и распределительных холо-
дильниках осуществляется при температуре не выше минус 18 °C
и относительной влажности воздуха 94—98 %. Температурно-
влажностный режим должен быть постоянным. Допускается коле-
бание температуры ±0,5 °C, относительной влажности ± 1 %.
Температура воздуха в камерах измеряется 2 раза в сутки, относи-
тельная влажность воздуха — не реже 1 раза в неделю. Данные из-
мерений фиксируют в специальном журнале.
Относительная влажность в камерах хранения мороженых про-
дуктов не регулируется искусственно, а устанавливается самопро-
извольно в зависимости от условий, создаваемых в камере, осо-
бенностей продуктов, действия охлаждающих приборов и наличия
теплопритоков.
Укладка ящиков мороженой рыбы в штабеля должна быть
очень плотной, без сепарации по рядам для поддержания равно-
мерного режима. Высота штабелей зависит от вида ящиков (дере-
вянный, картонный) и высоты камер холодильника.
Нормы загрузки рыбы в холодильную камеру зависят от спосо-
ба ее замораживания, вида упаковки и составляют: для рыбы мо-
роженой блоками в картонных ящиках — 0,50 т/м3, рыбного филе
мороженого в картонных ящиках — 0,54 т/м3 и т. д.
Для лучшего использования холодильной площади мороженую
рыбу рекомендуется укладывать на расстоянии: от стен без прибо-
ров охлаждения — 0,3 м; от потолка без приборов охлаждения —
0,2 м; от приборов охлаждения (пристенных и потолочных) —
0,4 м; от воздушных каналов (нижней поверхности) — 0,3 м. В ка-
мерах с теплозащитным кожухом отступов не делают. Наличие за-
зоров необходимо для свободной циркуляции воздуха между
стенами и штабелями мороженой продукции, а также для очистки
приборов охлаждения от инея. При укладке штабелей предусмат-
ривают главный и вспомогательные проезды. Для механизации
погрузочно-разгрузочных работ применяют пакетный способ
транспортирования и хранения мороженой рыбопродукции на
поддонах.
Мороженую продукцию доставляют из районов промысла в ос-
новном транспортными рефрижераторами при температуре возду-
ха в грузовых трюмах не выше минус 18 "С и относительной влаж-
ности 95—100 %. Перед погрузкой мороженой рыбы температура в
трюме должна быть на 1—2 °C ниже температуры хранения. По-
грузку проводят быстро во избежание отепления мороженой про-
дукции. Когда температура в трюме становится выше минус 10 °C,
погрузку прекращают и трюм охлаждают до требуемой температу-
ры. Транспортируют мороженую продукцию в рефрижераторных
вагонах и автомобилях при температуре минус 15 — минус 18 °C.
Нормативные сроки хранения мороженых продуктов даны в
таблице 3.12. Они зависят от следующих факторов: вида рыбы (хи-
120
121
мический состав), способов разделки и замораживания, наличия
на рыбе защитного покрытия в виде глазури, полимерной пленки,
условий хранения.
3.12. Нормативные сроки хранения мороженых продуктов, мес
Вид мороженой продукции | Минус 18 ‘С | Минус 25 °C
Тресковые рыбы:
глазированные 6 8
неглазированные 4 6
Камбаловые рыбы:
глазированные 6 8
неглазированные 4 7
Сельдевые рыбы глазированные 4 б
Ставрида глазированная 5 7
Сиговые рыбы:
глазированные 8 10
неглазированные 6 7
Крупный и мелкий частик:
глазированный 8 10
неглазированный 6 7
Филе глазированное в блоках:
из тресковых и других океанических рыб 5 Нет св.
из морского окуня, зубатки, палтуса 6 —
из ставриды и скумбрии 4 —
Фарш рыбный:
для «Крабовых палочек» Нет св. 4
«Особый» из минтая 6 —
«Сурими» Нет св. 9
«Российский» — 9
Перспективы увеличения стойкости мороженой продукции
при холодильной обработке связывают с понижением температу-
ры ее замораживания и последующего хранения. Первым дости-
жением в этом направлении в рыбной промышленности мог бы
явиться переход на температуру замораживания и холодильного
хранения минус 25 °C. Причем вся непрерывная цепь холода от
производителя до потребителя должна быть перестроена на эту
температуру. Но даже при такой низкотемпературной обработке
сырья важными остаются использование ледяной глазури с анти-
окислителями, пленкообразующих веществ, а также упаковка
продукта в полимерные материалы под вакуумом.
На Дальнем Востоке уже производят мороженую рыбу длитель-
ного срока хранения. Отличительными особенностями этого про-
изводства являются замораживание рыбы до минус 25 °C, созда-
ние двойного защитного слоя путем глазирования, упаковка бло-
ков в полиэтиленовую пленку, а также дальнейшее хранение
рыбы при температуре не выше минус 25 °C. Для такой мороже-
ной продукции утверждены нормативные сроки хранения: минтай
и навага, разделанные на тушку без головы, — 12 мес; камбала не-
разделанная — 9 мес.
Допустимые сроки хранения пищевого продукта —это время
от начала хранения до момента появления в нем первых призна-
ков порчи (окисления липидов, изменения цвета и запаха после
размораживания и пробной варки). Эти сроки обычно связывают
с видом продукта и условиями хранения, выделяя при этом темпе-
ратуру хранения как наиболее важный фактор. Остальные обстоя-
тельства, трудно поддающиеся обобщению, обычно не учитыва-
ют. Установлено математическое описание зависимости допусти-
мого срока хранения замороженных продуктов х от температуры t
минус 6 — минус 20 °C.
х = А 10-°’°%
для говядины, баранины А — 2,15, свинины (нежирной), рыбы нежирной— 1,78,
мяса кур — 1,58, мяса гусей, кроликов, жирной рыбы — 1,26.
Для определения возможной продолжительности хранения
имеются в виду отрицательные температуры по стоградусной шка-
ле. Поэтому возрастание их абсолютных величин соответствует
увеличению допустимых сроков хранения в экспоненциальной за-
висимости. Такая зависимость т от t подтверждена результатами
исследований хранения многих продуктов (рис. 3.9). Однако, как
видно из рис. 3.9, кривые 5 и 6(рыба тощая и жирная) имеют не-
большую кривизну, что свидетельствует об отклонении от экспо-
ненциальной связи т от t и обусловлено природными свойствами
продукта, его состоянием до холодильной обработки и другими не
полностью установленными условиями.
Проблема допустимых сроков хранения пищевых продуктов
часто упоминается и обсужда-
ется в специальной литерату _____
ре как проблема Т-Т-Т (Time-
Temperature-Tolerance). Ее
развитие привело к созданию
нескольких типов цветных
температурных индикаторов
изменения стойкости продук-
тов (в основном в США). В
таких индикаторах меняется
окраска в зависимости от
температуры либо появляется
Рис. 3.9. Зависимость допустимого
срока хранения (в полулогарифмичес-
ких координатах) от температуры;
7 —тушки цыплят в паронепроницаемой
упаковке; 2 — тушки цыплят в бумажной
упаковке; говядина; 4— свинина; 5—
рыба тощая; £—рыба жирная; 7—молоко
без сахара; 8— зеленый горошек, фасоль;
9— шпинат
122
123
цветная надпись о недопустимости дальнейшего хранения про-
дукта.
Требования к качеству и пороки мороженой продукции. По каче-
ству мороженая рыба должна соответствовать требованиям норма-
тивной документации. Рыба должна быть правильно разделанной,
иметь температуру в центре блока не выше минус 18 "С, количе-
ство глазури — 2—4 % в зависимости от вида рыбы, в ее тканях
должны отсутствовать гельминты. По качеству мороженую рыбу
подразделяют на первый и второй сорта. Поверхность рыбы долж-
на быть чистой и естественной окраски; допускаются незначи-
тельные ее повреждения (проколы, порезы) и подкожное пожел-
тение, не связанное с окислением липидов. У рыбы второго сорта
могут быть незначительные кровоподтеки, потускневшая поверх-
ность, подкожное пожелтение, а также пожелтение на срезах, не
проникающее в толщу мяса. Консистенция после оттаивания
должна быть плотная. У рыбы второго сорта допускается ослабев-
шая, но не дряблая консистенция. Запах после размораживания
должен соответствовать свежей рыбе, без порочащих признаков.
Для рыбы второго сорта допускается кисловатый запах в жабрах и
незначительный запах окислившегося жира на поверхности, не
проникающий в толщу мяса.
К порокам мороженой рыбы относят механические поврежде-
ния, кровоизлияния и кровоподтеки, недомороженность, смерза-
ние, высыхание, старые запахи, пожелтение поверхности и окис-
ление липидов.
К механическим повреждениям относят сбитость чешуи, сры-
вы кожи, надломы жаберных крышек, плавников, порезы, уколы
и др. Чтобы их избежать, необходимо уменьшать продолжитель-
ность траления и нахождения рыбы в орудиях лова, не нарушать
условия хранения сырца, бережно к нему относиться. Кровоизли-
яние и кровоподтеки, возникающие в результате гиперемии из-за
разрыва кровеносных сосудов во время предсмертной агонии,
ухудшают внешний вид рыбы. Допускаются покраснение поверх-
ности у мороженых частиковых рыб, незначительные кровоподте-
ки у осетровых, порозовение по брюшку и бокам у лососевых рыб.
Для предотвращения агонии крупная рыба в живом виде должна
быть оглушена и убита.
Недомороженность рыбы имеет место, когда ее температура
выше минус 18 ’С. Такая рыба плохо глазируется. При ее загрузке
в трюм нарушается температурный и влажностный режим. Она
отличается более низкой стойкостью в хранении и неудовлетвори-
тельным качеством.
Смерзание отдельных экземпляров или блоков рыбы отмечают
при недомораживании или оттаивании продукции, нарушении
режима глазирования и порядка упаковывания. Смерзание приво-
дит к деформации, ломке рыбы, повреждениям кожных покровов.
При высыхании поверхность рыбы и се ткани теряют есте-
ственную окраску. В поверхностных слоях мяса образуется обез-
воженный губчатый слой, в котором интенсивно происходят де-
натурация белка и окисление липидов. Этот дефект предупрежда-
ют глазированием замороженной рыбы или упаковкой в поли-
мерную пленку.
Возникновение старых запахов связано с глубокой денатураци-
ей и гидролизом белков рыбы. Их проявлению способствуют не-
достаточно низкая температура замораживания и хранения, отсут-
ствие защитного слоя глазури. Часто старые запахи возникают у
рыб с обводненным мясом в конце холодильного хранения. Меры
предупреждения этого порока — низкие температуры заморажива-
ния и хранения, применение глазирования и упаковка в полимер-
ную пленку.
Пожелтение поверхности мороженой рыбы может происходить
как в результате специфического подкожного пожелтения, так и
окислительной порчи липидов.
В первом случае оно объясняется тем, что в коже некоторых
океанических рыб (сайра, скумбрия, ставрида и др.) содержатся
каротиноиды желтого цвета (тараксантин), химически связанные
с белками. При низкотемпературной обработке рыбы белково-ка-
ратиноидные комплексы разрушаются и освободившиеся кароти-
ноиды переходят в подкожный слой жира, окрашивая его в жел-
тый цвет. Продукт с таким пожелтением является доброкачествен-
ным.
Во втором случае подкожного пожелтения рыба имеет все при-
знаки окислившегося жира, и при проникновении продуктов
окисления в толщу мяса она непригодна для пищевого использо-
вания. Меры предупреждения: образование глазури, упаковка в
полимерную пленку под вакуумом, использование пленкообразу-
ющих покрытий, антиокислителей, а также низкотемпературных
режимов хранения.
§ 4. РАЗМОРАЖИВАНИЕ
Размораживание — завершающая стадия низкотемпературной
обработки гидробионтов. В соответствии с современными пред-
ставлениями размораживание рассматривается как процесс, об-
ратный замораживанию, состоящий в таянии кристаллов льда и
восстановлении первоначальной гистологической структуры мы-
шечной и других тканей рыбы и морепродуктов.
Характеристика процесса размораживания. Размораживание —
это тепловой процесс, при котором определенное количество теп-
лоты передается рыбе для повышения температуры ее тела от на-
чальной минус 18 °C до минус 1 °C. При размораживании в теле
рыбы происходят прежде всего изменения, связанные с таянием
кристаллов льда и поглощением воды тканями рыбы. Если вся
125
124
вода, образующаяся при таянии кристаллов льда, поглощается
тканями, то размороженная рыба по своим свойствам близка к
свежей. Если выделилось значительное количество воды при раз-
мораживании, это свидетельствует о снижении пищевой ценности
продукта в процессе холодильной обработки: мясо рыбы стано-
вится волокнистым, сухим и жестким.
Качество размороженной рыбы зависит от степени свежести
сырья перед замораживанием, скорости замораживания, режимов
и сроков хранения, а также условий размораживания. Основные
технологические задачи, которые решаются при разморажива-
нии, — это максимальное уменьшение потерь тканевого сока и
достижение наибольшей обратимости процесса низкотемператур-
ной обработки.
Нежелательные изменения свойств мяса рыбы как при замора-
живании, так и при размораживании определяются в основном
денатурацией его белков в интервале температур от минус 1 °C до
минус 5 "С. Поэтому чем быстрее при размораживании проходят
эту критическую зону температур, тем меньше изменяются свой-
ства мяса рыбы. Так, при быстром размораживании рыбы (в воде)
количество выделяемого мышечного сока примерно в 1,5 раза
меньше по сравнению с медленным размораживанием (во льду и
на воздухе).
Слишком медленное размораживание, при котором рыба дли-
тельное время находится в зоне неблагоприятных температур (ми-
нус 5 — минус 1 °C), способствует денатурации белков, отделению
мышечного сока и ухудшению консистенции мяса.
Условия теплообмена при замораживании и оттаивании моро-
женой рыбы неодинаковы. В процессе замораживания теплота из
внутренних слоев продукта передается охлаждающей среде через
замороженный слой, в то время как при размораживании тепло-
вой поток устремляется в обратном направлении через поверхнос-
тный размороженный слой к замороженному. Теплопроводность
размороженного слоя продукта в 2,5—3,0 раза меньше, чем замо-
роженного, поэтому термическое сопротивление его достаточно
велико и при большом температурном градиенте между теплоно-
сителем и продуктом возможны местные перегревы поверхности,
ухудшающие качество размораживаемой рыбы. Это не касается
замороженных полуфабрикатов, размораживание которых иногда
совмещается с кулинарной обработкой. В обычных случаях темпе-
ратура теплоносителя не должна превышать 20 °C.
Количество теплоты, необходимой для полного разморажива1-
ния рыбы, определяют по формуле
Q = G(‘n - 'к),
где Q— количество теплоты, Дж; G— масса рыбы, кг; /ни iK — удельные энталь-
пии при начальной и конечной температурах, Дж/кг.
Из общего расхода теплоты основное количество (до 71 %) рас-
ходуется на плавление кристаллов льда (табл. 3.13).
3.13. Расход теплоты на размораживание в зависимости от температуры рыбы
Диапазон температур, ’С | кДж/кг | % общей теплоты
Минус 20 —минус 12 24,7 8,7
Минус 12 —минус 5 39,4 13,9
Минус 5 — 0 201,8 71,2
0 — плюс 5 17,6 6,2
Поэтому необходим интенсивный подвод теплоты к размора-
живаемому продукту при минус 5 — 0 °C.
Способы размораживания. В зависимости от характера передачи
продукту теплоты известные способы размораживания условно
делят на две группы.
К первой группе относят способы передачи теплоты к поверх-
ности продукта от внешней среды путем теплообмена (поверхнос-
тное размораживание). Теплота сообщается продукту через тепло-
излучающую среду: сухой или влажный воздух, воду, лед, раствор
поваренной соли, паровоздушную смесь, конденсирующийся пар,
инфракрасное излучение, а также через греющие металлические
плиты. Размораживание происходит постепенно от поверхност-
ных слоев рыбы к внутренним.
Ко второй группе относят способы, при которых теплота, необ-
ходимая для размораживания, генерируется в объеме заморожен-
ного продукта. В основе способов объемного размораживания ле-
жат электрические свойства рыбы. Замороженная рыба обладает
свойствами слабых проводников и диэлектриков, поэтому ее либо
включают в электрическую цепь как проводник, либо помещают в
переменное электрическое поле и она разогревается как диэлект-
рик. Размораживание происходит в результате объемного нагрева
(объемное размораживание).
Способы размораживания в воде (морской или пресной) и ра-
створах поваренной соли погружением и орошением наиболее
приемлемы для быстрой обработки значительного количества
продукта. К их недостаткам относят (хотя и незначительные) эк-
стракцию азотистых веществ и набухание тканей рыбы, а также
большой расход воды.
При воздушном размораживании указанные недостатки устра-
няются, однако процесс происходит медленно, устройства для его
осуществления громоздки, занимают большую площадь; кроме
того, отмечают подсушку внешней поверхности продукта, окисле-
ние липидов, рост числа микроорганизмов.
При паровакуумном размораживании отсутствуют перегрев
продукта, потери массы, бактериальное загрязнение, снижается
расход воды, сохраняются вкусоароматические свойства рыбы.
Однако для этого способа характерно относительно невысокое
126
127
значение коэффициента теплоотдачи (на уровне размораживания !
в воде орошением), а также сложность и периодичность действия !
устройства, высокая энергоемкость процесса.
Размораживание инфракрасным излучением основано на ис-
пользовании лучистого теплообмена между излучателем и облуча-
емым продуктом. Этот способ позволяет достигать высоких ско- ;
ростей нагрева, так как поверхностная плотность потока излуче-
ния в десятки раз превышает плотность теплового потока при
конвективном размораживании. Однако под действием излучения
быстро нагревается поверхность продукта, в то время как внутрен-
ние слои являются еше замороженными, что отрицательно сказы-
вается на качестве продукта. Кроме того, быстрый нагрев способ-
ствует поверхностному испарению воды и образованию вздутий
под кожей рыбы. Этот способ размораживания предпочтительнее |
использовать в комбинации с другими способами.
Размораживание путем контакта с греющей поверхностью эф-
фективно только для блоков, имеющих ровную плоскую поверх-
ность. Такое размораживание происходит быстро у поверхности,
но значительно медленнее во внутренних слоях, возможны нагрев
рыбы и нарушение ее кожного покрова.
Размораживание кристаллизующейся водой основано на ис-
пользовании теплоты, которая выделяется при льдообразовании
на поверхности мороженой рыбы. Мороженую осетровую рыбу
погружают в непроточную воду температурой 0,5 — минус 1 °C. На
ее поверхности образуется корочка льда, которая по мере отепле-
ния рыбы до минус 3 °C (для разделки на балычные изделия) по-
степенно увеличивается, достигая 30 % массы продукта. Продол-
жительность такого размораживания больше, чем при обычном
способе в циркулирующей воде, однако при его проведении
уменьшаются набухание тканей и потеря экстрактивных веществ,
обсемененность рыбы, расход воды.
Способы объемного размораживания с использованием тока
промышленной частоты и энергии электромагнитного поля обес-
печивают наиболее быстрое размораживание рыбы и высокое ее
качество. К недостаткам размораживания токами промышленной
частоты относят большой расход электроэнергии и воды. Что ка-
сается размораживания в электромагнитном поле, то недостатка-
ми этого способа являются возможность локального перегрева
продукта при отеплении выше температуры минус 2 — минус 1 °C,
повышенный расход электроэнергии, невозможность разморажи-
вания продуктов неправильной геометрической формы.
В рыбной промышленности в основном применяют способк
поверхностного размораживания, из которых наиболее распрост-
ранено размораживание на воздухе и в воде. В последнее время
начинают применять электрофизические способы разморажива-
ния, а также размораживание паром под вакуумом.
В воздушной среде размораживают крупную рыбу, филе, фарш,
кулинарные изделия при температуре воздуха 8—20 °C и относи-
тельной влажности 90—95 %. Для размораживания блоков рыбы
их укладывают на стеллажи в один ряд и выдерживают в течение
6—25 ч до достижения температуры рыбы минус 1 — 0 °C. Продол-
жительность размораживания зависит от толщины, теплофизичес-
ких свойств продукта, температуры воздуха, скорости его цирку-
ляции.
Интенсификации процесса размораживания рыбы на воздухе
достигают путем его увлажнения (95—100%) и циркуляции (1—
5 м/с). Увлажнение воздуха необходимо во избежание усушки
продукта в процессе размораживания. При этом продолжитель-
ность процесса размораживания уменьшается примерно на 35 %.
В рыбной промышленности широко применяют способ размо-
раживания рыбы путем погружения ее в проточную воду или оро-
шения водой. За счет высокого коэффициента теплоотдачи от
воды к продукту значительно сокращается продолжительность
размораживания по сравнению с размораживанием на воздухе.
Температура воды не выше 20 °C, соотношение рыбы и воды 1:4 —
1:5. Вода должна соответствовать требованиям стандартов на пи-
тьевую воду. Продолжительность размораживания блока рыбы в
воде в зависимости от ее размера составляет 1—4 ч. Для уменьше-
ния потерь экстрактивных веществ и набухания тканей в воде ре-
комендуется размораживать неразделанную рыбу или тушку. Кро-
ме того, в воде целесообразно размораживать только среднюю по
размеру и мелкую рыбу, так как при обработке крупной рыбы из-
за длительного пребывания в воде ее мясо сильно обводняется и
качество ухудшается. Более эффективен способ размораживания
орошением водой, чем погружением. Но даже и этот способ мало-
пригоден для размораживания крупной рыбы, так как после рас-
пада блока внутренние слои рыбы остаются недостаточно размо-
роженными.
Для интенсификации процесса размораживания рыбы в воде
применяют подачу пара под давлением, циркуляцию пара, смесь
воды и воздуха в виде пульсирующей струи.
Для производства копченой и соленой продукции мороженую
рыбу размораживают в концентрированных растворах поваренной
соли. Продолжительность размораживания рыбы в растворе пова-
ренной соли концентрацией 24 % и температурой 30 °C составляет
3—5 ч. При этом содержание соли в рыбе составляет 1,2—1,5 %,
потери массы — 1,2—2,6 %.
При размораживании конденсирующимся паром под вакуумом
водяной пар при пониженном давлении расширяется и, конден-
сируясь на поверхности, обогревает ее. Вакуум в камере размора-
живания позволяет поддерживать достаточно низкую температу-
ру, при которой свойства мяса рыбы хорошо сохраняются. Напри-
мер, при температуре конденсации 20 °C необходимо поддержи-
вать в камере размораживания давление 2,3 10~3 МПа.
128
129
Скорость размораживания паром под вакуумом увеличивается
приблизительно в 3 раза по сравнению с размораживанием на воз-
духе. Это связано с тем, что конденсация насыщенного пара на
поверхности рыбы при пониженном давлении способствует уве-
личению коэффициента теплоотдачи в 7—9 раз по сравнению с
воздушной средой. Кроме того, использование в качестве тепло-
носителя насыщенного водяного пара позволяет увеличить коли-
чество теплоты, подводимой в зону таяния льда.
Способы объемного размораживания по сравнению с поверх-
ностными являются более эффективными: продукция получается
высокого качества; отсутствуют усушка, окисление липидов, вы-
мывание азотистых веществ.
В зависимости от того, какие электрические свойства рыбы ис-
пользуют при осуществлении объемного нагрева, различают раз-
мораживание электрическим током, диэлектрическое разморажи-
вание. При размораживании электрическим током через заморо-
женную рыбу, обладающую определенной электропроводимос-
тью, пропускают переменный электрический ток промышленной
частоты, который вызывает ее нагрев (эффект Джоуля—Ленца).
Блок мороженой рыбы помещают в медленно циркулирующую
воду, в результате чего его температура повышается, а электричес-
кое сопротивление уменьшается. Затем с двух сторон подводят к
блоку два электрода и пропускают через них переменный ток на-
пряжением 10—40 В с силой 10—20 А. Продолжительность размо-
раживания стандартного блока рыбы токами промышленной час-
тоты составляет 4—5 мин.
При диэлектрическом размораживании рыбу помещают в элек-
тромагнитное поле и размораживают как диэлектрик. В зависимо-
сти от диапазона частот электромагнитного излучения различают
сверхвысокочастотное (СВЧ), высокочастотное (ВЧ) и низкочас-
тотное размораживание (НЧ).
При размораживании с помощью микроволн используют час-
тоты 915—2450 МГц. В результате действия переменного поля на
мороженую рыбу в ней появляется ток смещения, вызванный на-
личием свободных электрически заряженных частиц. Прохожде-
ние суммарного тока приводит к выделению теплоты в объеме
продукта.
Источником электромагнитного излучения является магнет-
рон. Энергия передается через волноводы. При ВЧ- или НЧ-раз-
мораживании рыбу помещают в электромагнитное поле конденса-
тора, к которому подают переменное напряжение строго выбран-
ной частоты (обычно 25—50 МГц). Большее применение находит
размораживание в электромагнитном СВЧ-поле, которое прохо-
дит температурный интервал минус 5 — 0 "С за короткое время,
что обеспечивает продукту высокое качество. Однако тепловой
эффект размораживания токами СВЧ с увеличением толщины
продукта снижается. Тонкие блоки размораживаются в течение
130
секунд, в то время как продолжительность размораживания стан-
дартного блока составляет 25—30 мин.
Перспективными являются комбинированные методы размо-
раживания, включающие в себя размораживание посредством на-
грева электрическим током и внешнего нагревания в воде или в
потоке воздуха.
Контрольные вопросы и задания
1. Какова роль холодильной технологии в рыбной промышленности? 2. Что
собой представляет холодильная цепь рыбной промышленности? 3. Каковы перс-
пективы развития холодильной технологии? 4. Почему охлажденная рыба хранит-
ся больший период, чем неохлажденная? 5. Какие биохимические изменения
протекают в тканях охлажденной рыбы при хранении? 6. Как рассчитать количе-
ство холода, требуемого для охлаждения рыбы? 7. Привести классификацию спо-
собов охлаждения рыбного сырья. 8. Какие факторы влияют на продолжитель-
ность охлаждения рыбы льдом? 9. Как осуществляется охлаждение рыбы в жидких
средах? 10. Дать сравнительную оценку способам охлаждения рыбного сырья.
11. Каковы требования к качеству охлажденной рыбы, условия и сроки ее хране-
ния? 12. Почему увеличиваются сроки хранения подмороженной рыбы по сравне-
нию с охлажденной? 13. Какие физические изменения имеют место при замора-
живании рыбы? 14. Какие гистологические, биохимические изменения происхо-
дят в рыбе при замораживании? 15. В чем заключается обратимость процесса за-
мораживания? 16. Как рассчитать среднюю температуру продукта при
замораживании? 17. Как определить скорость замораживания? 18. Как определить
Продолжительность замораживания? 19. Как рассчитать расход холода на замора-
живание? 20. Привести классификацию способов замораживания рыбы. 21. Как
осуществляется замораживание рыбы холодным воздухом в естественных услови-
ях, в воздушных скороморозильных аппаратах, в жидкостных морозильных аппа-
ратах, в плиточных морозильных аппаратах? 22. Дать характеристику процессу
глазирования, привести его режимы. 23. Какие глазировочные покрытия приме-
няют для увеличения сроков хранения мороженой рыбы? 24. Привести типовую
технологическую схему производства мороженой рыбы. 25. Каковы особенности
производства мороженого филе? 26. Какие изменения развиваются в мороженой
рыбе при хранении? 27. Каковы условия и сроки хранения мороженой рыбы?
28. Каковы требования к качеству мороженой рыбы? 29. Дайте характеристику
процессу размораживания рыбы. 30. Каковы способы поверхностного разморажи-
вания? 31. Каковы способы объемного размораживания?
Глава 4
ПОСОЛ РЫБЫ И ИКРЫ
Наряду с термическим консервированием, замораживанием и
охлаждением посол является одним из распространенных спосо-
бов обработки рыбы.
В основе посола лежит подавление активности автолитических
процессов и жизнедеятельности микроорганизмов, вызывающих
распад белков и других органических соединений. Соленые про-
дукты приобретают способность сохраняться в течение длитель-
ного времени.
Консервирующее действие поваренной соли (хлорида натрия)
заключается в том, что в ее растворах благодаря высокому осмоти-
ческому давлению некоторые микроорганизмы, особенно гнилос-
тные, частично обезвоживаются, изменяют свою форму, теряют
способность использовать необходимую для их развития воду и
прекращают свою жизнедеятельность. При этом следует отметить,
что среди микроорганизмов имеются солеустойчивые, жизнедея-
тельность которых хотя и замедляется, но не прекращается, по-
этому при посоле полной стерильности продуктов не достигают.
§ 1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПОСОЛА
Посол является основным видом обработки анчоусовых, сель-
девых, лососевых и осетровых рыб и вспомогательным видом при
копчении, вялении и сушке указанных, а также других видов гид-
робионтов.
Согласно стандартам и техническим условиям на посол на-
правляют свежую, охлажденную или мороженую рыбу не ниже
первого сорта.
Дополнительным условием во многих случаях является требо-
вание к посмертному состоянию сырья. Рыбы с высокой активно-
стью протеолитических ферментов должны находиться в состоя-
нии посмертного окоченения (питающиеся сельди, сайра, сарди-
ны, анчоусы, мойва и др.).
Вопрос о пригодности того или иного вида рыб для производ-
ства соленой продукции на современном уровне развития обра-
132
ботки решается с учетом активности протеолитических фермен-
тов. По этому признаку промысловые объекты делят на три груп-
пы: I — анчоусы, питающиеся сельди, сардины, сайра, скумбрия;
II — ставриды, терпуги, нерестящиеся сельди, лососевые; III —
камбалы, корюшки, навага, минтай, треска.
I группа объединяет рыб с высокой активностью протеолити-
ческих ферментов мышечной ткани (активность в условных еди-
ницах 15 % и более), которые относятся по этому показателю к
хорошо созревающим при посоле.
II группа — рыбы с более низкой (менее 15 %) активностью
протеолитических ферментов и средней способностью к созрева-
нию.
К III группе относятся рыбы, вообще не созревающие при по-
соле из-за очень низкой активности протеолитических ферментов
(8 % и менее) без специальных приемов. Под термином «созрева-
ние» понимают совокупность химических и физических измене-
ний мышечной ткани под влиянием автолитических процессов в
присутствии хлорида натрия, в результате чего продукт приобре-
тает особые вкусовые качества и становится пригодным в пищу
без дополнительной кулинарной обработки.
Способы посола. Классификация способов посола рыбы приве-
дена ниже.
Основные признаки способов посола
Способ образования системы «рыба —
соль — солевой раствор»
Температура просаливания
Концентрация соли в мышечном соке
к периоду завершения процесса проса-
ливания рыбы
Степень завершенности процесса про-
саливания рыбы в системе
«рыба — тузлук»
Вид тары
Способы посола рыбы
Сухой, мокрый (тузлучный), струйный
(игольчатый, безыгольчатый), смешан-
ный
Теплый, охлажденный, холодный
Насыщенный (крепкий), ненасыщен-
ный (слабый, средний)
Законченный, прерванный
Чановый, бочковый, контейнерный,
столовый, ящичный, баночный (пре-
сервы)
Сухой посол. При сухом посоле рыбу перемешивают с солью.
Кристаллы соли растворяются в воде, находящейся на поверхнос-
ти рыбы, и с момента образования первых капель солевого раство-
ра начинается процесс проникновения соли в ткани рыбы и из-
влечения из них воды, в которой происходит дальнейшее раство-
рение соли.
Мокрый тузлучный посол. При тузлучном, или мокром, посоле
рыбу погружают в заранее приготовленный рассол определенной
концентрации, обычно насыщенный. Солевой раствор вводят в
мышечную ткань рыбы также в виде струи под давлением.
Смешанный посол. При смешанном, или комбинированном, по-
133
соле рыба подвергается воздействию сухой соли и солевого ра-
створа. Рыбу перемешивают с сухой солью в специальной емкос-
ти, в которую предварительно наливают небольшое количество
солевого раствора или приливают его после заполнения емкости
смесью рыбы и соли.
Как при тузлучном, так и при смешанном посолах соль начи-
нает проникать в ткани рыбы сразу после соприкосновения с со-
левым раствором.
В настоящее время чаще применяют сухой и смешанный посо-
лы. Тузлучный, или мокрый, посол применяют для предваритель-
ной обработки рыб при копчении и мариновании или при посоле
мелких рыб.
Чановый посол. Большая вместимость чанов (до 15 т) позволяет
загрузить в них значительное количество рыбы и эффективно ис-
пользовать производственную площадь. Например, для посола 7—
8 т сельди достаточна площадь чана 6—6,5 м2, а для посола этого
же количества сельди в бочках требуется около 50 м2. Относитель-
ная простота посола позволяет при использовании чанов быстро
солить большое количество рыбы и в случае необходимости хра-
нить в них соленую рыбу до момента упаковки ее в бочки. Однако
посол в чанах обладает и недостатками. В частности, трудно в
большом количестве рыбы достигнуть одинаковых условий посо-
ла. Кроме того, рыба в чане, особенно в верхней части, слеживает-
ся в плотную массу, которую при выгрузке из чанов требуется раз-
рыхлять («ломать»). Процесс приготовления соленой рыбы разде-
лен на две стадии — посола и уборки, поэтому при чановом посо-
ле приходится делать перегрузки и многократные перевалки
соленой рыбы.
Бочковый посол. Посол в бочках лишен недостатков, присущих
посолу в чанах: устраняется слеживание рыбы; легко достигаются
одинаковые условия посола вследствие небольшого количества
рыбы, находящейся в бочке; весь процесс приготовления соленой
рыбы протекает без перевалок или с минимальным их количе-
ством.
Поэтому бочковый посол применяют везде, где имеется доста-
точное количество производственных площадей. Особенно боль-
шое значение посол в бочках имеет для сельдевых (сельдь, килька,
салака и др.), анчоусовых (хамса, анчоус) и лососевых (горбуша)
рыб.
Стоповый посол. Посол сухой солью в ряде случаев проводится
без рыбосольной посуды: рыбу укладывают в штабеля и каждый
слой обильно пересыпают солью. Этот способ посола называют
стоповым, или чердачным. В настоящее время его применяют
только при посоле трески по специальным заказам.
Баночный посол. Это разновидность бочкового посола. Его ис-
пользуют для приготовления пресервов.
Контейнерный посол. Его применяют, как правило, при изго-
товлении полуфабриката для копчения. Свежую или мороженую
рыбу загружают в контейнеры и устанавливают в посольные чаны.
Используют принудительную циркуляцию тузлука, который через
определенные промежутки времени подкрепляют. Достоинством
является возможность совмещения размораживания и просалива-
ния, механизации процесса загрузки и выгрузки.
Холодный и теплый посолы. В зависимости от температуры рыбы
во время посола последний называют холодным или теплым.
При холодном посоле температура рыбы и тузлука в течение
всего периода посола не превышает минус 8 — минус 10 °C, а на-
чальная температура в основном колеблется от минус 2 до плюс
2 "С. Понижение температуры рыбы в начальный период посола
достигается или предварительным охлаждением ее до посола в
льдосолевой смеси, или охлаждением льдосолевой смесью в мо-
мент посола непосредственно в посольной емкости.
Охлажденный посол. Разновидностью холодного посола являет-
ся охлажденный посол, при котором сырье охлаждают в посоль-
ных емкостях до температуры 0—5 "С.
При теплом посоле температура рыбы и тузлука в течение всего
периода посола обычно выше 5 °C; верхний предел ее хотя и не
нормируется, но не должен превышать 15 °C, так как применение
более высоких температур приводит к ухудшению качества рыбы.
При теплом посоле начальную температуру рыбы не понижают.
Холодный посол имеет преимущества перед теплым. Так, при хо-
лодном посоле ткани рыбы при добавлении одинакового количе-
ства соли теряют меньшее количество воды, чем при теплом. Авто-
литические и бактериальные процессы протекают более замедлен-
но или практически приостанавливаются, что дает возможность
нормально «насытить» ткани рыбы солью даже при значительной
толщине рыбы. В условиях высокой температуры белки мышечной
ткани претерпевают глубокие изменения, теряют способность к на-
буханию, растворению в слабых растворах соли и т. д.
По степени завершенности посол может быть законченным и
прерванным.
Законченный посол характеризуется одинаковой (равновес-
ной) концентрацией хлорида натрия в мышечной ткани рыбы и в
окружающем рыбу растворе соли, а также равенством концентра-
ций ее во всех слоях тела.
Все посолы, при которых просаливание прервано до установле-
ния равновесной концентрации в системе «рыба — тузлук», отно-
сят к прерванным.
Тузлук (натуральный тузлук) — раствор соли, в который из
рыбы при просаливании переходит некоторое количество органи-
ческих веществ. В производстве тузлуком называют раствор соли,
используемый для посола.
Существуют понятия «насыщенный» и «ненасыщенный» по-
солы.
134
135
К насыщенным относят посолы, при которых концентрация
хлорида натрия в тузлуке 20 % и более, к ненасыщенным — посо-
лы, при которых концентрация соли в тузлуке не превышает 20 %
(при ненасыщенном среднем посоле 15—20%, при ненасыщен-
ном слабом — 10—15 %) (рис. 4.1).
Характеристика поваренной соли. Для производства соленой
рыбы используют пищевую поваренную соль, которая содержит
39,34 % натрия и 60,66 % хлора.
В зависимости от характера месторождений и способов добычи
различают каменную, самосадочную, садочную, или бассейновую,
и выварочную соль.
Каменную соль добывают из пластов, расположенных под зем-
лей. В России основные залежи каменной соли находятся в райо-
не г. Соль-Илецка Чкаловской области. Самосадочную соль добы-
вают из пластов соли, осевшей на дне озер. Кристаллизация соли
происходит летом в результате естественного испарения воды
озер. Значительное количество самосадочной соли добывают в
озере Баскунчак.
Садочную, или бассейновую, соль добывают из осадка ее, по-
лучаемого в специальных бассейнах в результате естественного
испарения воды лиманов или некоторых озер, отделяемых от моря
неширокими полосами берега. Выварочную соль получают испа-
рением воды из естественных или искусственных рассолов в спе-
циальных выпарных установках или вакуум-выпарных аппаратах.
Добыча выварочной соли сосредоточена в городах Славянске,
Усолье Иркутской области.
Плотность природной соли колеблется от 1,95 до 2,2 кг/м3 в за-
висимости от величины кристаллов и вида соли. Для расчетов
принимают плотность 2,2 кг/м3.
Кристаллы хлорида натрия при относительной влажности воз-
духа более 75,5 % поглощают влагу, при относительной влажности
менее 75,5 % теряют ее, чем объясняется изменение влажности
Сухой
——► Смешанный
' Тузлучный
Теплый
Охлажденный
Холодный
Насыщенный
-> Ненасътщенньтй(срелний)
Ненасьпиенный(слабый)
Ненасыщенный(средний)
-----------► Смешанный
1Тенасышенный(слабый)
Рис. 4.1. Виды посолов
соли при хранении на воздухе без герметической упаковки. При-
родные соли, особенно самосадочные и бассейновые, содержащие
примеси солей кальция и магния, обладают повышенной гигро-
скопичностью по сравнению с чистым хлоридом натрия. При хра-
нении в сыром помещении или на воздухе содержание воды в
соли может достигнуть более 10 %, что приводит к частичному ее
растворению и слеживанию.
Влажная соль вследствие более прочного взаимного сцепления
кристаллов, вызываемого наличием пленки насыщенного раство-
ра, плохо рассеивается; равномерно распределить ее разбрасыва-
нием с лопатки по поверхности слоя рыбы, находящейся в чанах,
значительно труднее, чем сухую соль.
Влажная соль, содержащая воды более 4—5 %, при перемеши-
вании образует плотные, нерассыпающиеся комочки, которые бо-
лее прочно и в большем количестве прилипают к рыбе по сравне-
нию с сухой. При посоле рыбы с предварительным перемешива-
нием ее с солью лучше применять влажную соль, в то время как
при посоле с разбрасыванием соли по слоям рыбы — сухую.
Природная поваренная соль помимо хлорида натрия как ос-
новного вещества содержит примеси других солей, чаще всего
щелочно-земельных металлов (кальция, магния), нерастворимых
компонентов; содержание примесей зависит от вида соли и спосо-
бов ее добычи.
Примеси солей магния и кальция при посоле рыбы нежела-
тельны, так как при их значительном количестве поверхность
рыбы сильно обезвоживается, а в случае сухого посола задержива-
ются образование тузлука и проникновение соли в рыбу, из-за
чего соленая рыба приобретает горький привкус. Установлено,
что при содержании солей магния и кальция в поваренной соли
более 2 % последняя становится непригодной для посола рыбы.
Из других растворимых примесей в соли могут присутствовать
хлорид калия, сульфат натрия, но обычно в таких незначительных
количествах, что оказать какое-либо влияние на скорость посола
и качество рыбы они не могут.
Нерастворимые вещества примешиваются к соли как при до-
быче ее, так и в результате хранения и перевозок без упаковки.
При неправильно организованной добыче, перевозках и хранении
количество нерастворимых примесей может быть настолько вели-
ко, что при посоле они обволакивают поверхность рыбы и с тру-
дом удаляются даже после тщательной промывки. В состав нера-
створимых примесей входят как органические, так и неорганичес-
кие соединения. Среди неорганических могут быть песок, глина,
уголь, попадающие главным образом во время хранения и перево-
зок, а также оксиды железа, алюминия, щелочно-земельных ме-
таллов. Оксиды железа и алюминия всегда присутствуют в камен-
ной соли, в то время как оксиды кальция находятся в соли, полу-
чаемой из морской воды.
136
137
Самосадочные и садочные соли помимо загрязнений примеся-
ми органического и минерального происхождения содержат мик-
роорганизмы, попадающие в нее из рапы озер и бассейнов, а так-
же извне при хранении на промыслах, транспортировании и в ме-
стах потребления. Наибольшее количество микроорганизмов, по-
падающих в соль из рапы, находится в свежей соли; при хранении
количество их уменьшается. Среди микроорганизмов наибольшее
значение имеют солелюбивые микроорганизмы (микрококки),
обладающие способностью к пигментации. При повышении тем-
пературы воздуха при хранении на мясе рыбы, посоленной такой
солью, появляется красная окраска, сопровождающаяся появле-
нием слизи и запаха продуктов распада белков. Попадая вместе с
солью на предприятия рыбной промышленности, пигментообра-
зующие бактерии заражают склады, площадки для хранения соли
и находящуюся на складе соль.
Государственным стандартом на поваренную соль допущено
следующее минимальное содержание хлорида натрия и макси-
мальное — примесей (табл. 4.1).
4.1. Требования к качеству соли
Сорт NaCl, %, не менее Нераство- римых примесей, %, не более Вода, %, не более Содержание, % на су- хое вещество, не более
Са Mg I FC2O3
«Экстра» 99.2 0,05 0,5 0,03 0,005
Высший 98,0 0,2 Для каменной соли 0,8; для других видов 4,0 0,6 0,10 —
I 97,5 0,5 Для каменной соли 0,8; са- дочной и самосадочной 5; выварочной 6; джебельской 4 0,6 0,1 —
II 96,5 1.0 — 0,8 0,25 —
Содержание сульфата натрия в пересчете на сухое вещество до-
пускается: а) для соли «Экстра» не более 0,2 %; б) для других сор-
тов не более 0,5 %.
Для посола используют соль I и высшего сортов разных номе-
ров помолов в зависимости от размера зерен (табл. 4.2).
4.2. Номера помолов соли
Номер помола | Размер ячеи сита, мм । I Количество соли, 1 проходящей через сито, %
Для высшего и I сортов помол № 0 0,8 90
1 1,2 90
2 2,5 90
3 4,5 85
Для II сорта помола № 1 1,2 90
2 2,5 90
3 4,5 85
Для посола обычно применяют соль помолов № 2 и 3 и реже
№ 1.
Помол (величина кристаллов) имеет большое значение для по-
сола рыб, так как заметно влияет на скорость растворения соли, ее
насыпную массу, гигроскопичность. Для более быстрого растворе-
ния необходимо применять более мелкую соль.
Кроме того, для равномерного просаливания необходимо плот-
ное распределение кристаллов соли по поверхности рыбы. С уче-
том удельной поверхности для посола мелких рыб применяют бо-
лее мелкую соль, чем для посола крупных.
Чем ниже дозировки соли при производстве продукции, тем
меньший номер помола соли применяют для составления посоль-
ных смесей.
Однако применение очень мелкой соли (помолы № 0 и 1) мо-
жет привести к нежелательным результатам, так как мелкая соль,
обладая повышенной гигроскопичностью по сравнению с более
крупной, при недостатке воды на поверхности рыбы до образова-
ния первых порций рассола сильно обезвоживает покровные тка-
ни и тем самым замедляет проникновение соли в мясо. Это явле-
ние аналогично обезвоживанию поверхности рыбы вследствие
присутствия в соли большого количества солей магния и кальция.
Чтобы избежать этого, применяют поваренную соль, состоящую
из смесей кристаллов различной величины — до 3—4 мм включи-
тельно (помол № 2). В подобной смеси имеются в достаточном
количестве кристаллы величиной 1 мм и менее, которые увеличи-
вают поверхность соприкосновения соли с рыбой и, быстро ра-
створяясь, образуют первые порции рассола. Последующие пор-
ции рассола образуются за счет растворения кристаллов, имею-
щих большую поверхность.
Для учета количества соли в солехранилищах и текущего рас-
хода ее полезно знать ее насыпную массу. Насыпной массой
сыпучих продуктов называют массу единицы объема (1 м3) в
тоннах или килограммах. Насыпная масса зависит от плотнос-
ти, величины и соотношения различных размеров, влажности и
степени давления вышележащих слоев. Насыпная масса соли,
применяемой в рыбной промышленности, колеблется от 1038
до 1365 кг.
Поваренная соль растворима в воде, причем растворимость,
т. е. предельное количество ее, необходимое для получения насы-
щенного раствора, незначительно изменяется с повышением тем-
пературы.
Большое значение имеет концентрация хлорида натрия в воде,
которая может быть определена по плотности растворов с помо-
щью ареометра (денсиметра). На шкале ареометра нанесены вели-
чины плотности при 20 °C по отношению к плотности воды при
4 °C, принятому равным единице; концентрацию раствора хлори-
да натрия определяют по таблице 4.3.
138
139
4.3. Плотность растворов хлорида натрия
Концен- трация раствора NaCI. % Плотность при температуре, ‘С Концен- трация раствора NaCI, % Плотность при температуре, ’С
0 10 20 0 10 1 20
1 1,0076 1,0071 1,0054 15 1,1162 1,1127 1,1085
2 1,0153 1,0145 1,0126 16 1,1241 1,1206 1,1162
3 1,0230 1,0219 1,0197 17 1,1321 1,1285 1,1241
4 1,0307 1,0292 1,0268 18 1,1401 1,1364 1,1319
5 1,0384 1,0366 1,0340 19 1,1481 1,1445 1,1398
6 1,0461 1,0441 1,0413 20 1,1562 1,1525 1,1478
7 1,0538 1,0516 1,0486 21 1,1643 1,1607 1,1559
8 1,0616 1,0591 1,0559 22 1,1724 1,1689 1,1639
9 1,0693 1,0666 1,0633 23 1,1805 1,1772 1,1722
10 1,0771 1,0742 1,0707 24 1,1889 1,1859 1,1804
11 1,0849 1,0819 1,0782 25 1,1972 1,1940 1,1888
12 1,0927 1,0895 1,0857 26 1,2056 1,2025 1,1972
13 1,1005 1,0972 1,0933 26,4 1,2089 — —
Температура кипения и замерзания растворов хлорида натрия
зависит от концентрации последнего: чем концентрированнее ра-
створ, тем выше температура кипения и тем ниже температура за-
мерзания (табл. 4.4).
4.4. Температура замерзания и кипения растворов хлорвда натрия
Содержание соли, % | Температура замерзания, ’С || Содержание соли, % I Температура кипения, 1 -с
2,9 —1,7 6,2 101,0
4,3 —2,7 11,0 102,0
7,0 -4,6 14,6 103,0
8,3 -5,5 17,7 104,0
11,0 -7,8 20,3 105,0
12,3 -9,1 25,1 107,0
14,9 -11,8 28,9 108,8
17,5 20,0 22,4 -14,6 -17,8 -21,2
Заменители поваренной соли. На современном этапе развития
физиологии питания актуальной проблемой является снижение
дозы хлорида натрия. Аргументом в пользу потребления соленых
рыбных продуктов является то, что умеренное потребление соли
необходимо для поддержания осмотического давления в крови и
тканевых жидкостях, работы нервных клеток и сохранения кис-
лотно-щелочного баланса. При чрезмерном употреблении соли в
организме задерживается излишнее количество жидкости, в крови
заметно возрастает количество липидов, усиливается чувствитель-
ность нервной системы, активизируется выведение калия — мик-
роэлемента, важного для работы сердца. Считается, что неблагоп-
риятное влияние избытка поваренной соли на организм происхо-
дит за счет ионов натрия.
Физиологически безвредная доза хлорида натрия зависит от
многих факторов и составляет приблизительно 10—15 г в сутки,
причем поступление 5 г обеспечивается за счет его содержания в
натуральных пищевых продуктах. В настоящее время разработаны
научно обоснованные рецептуры пищевых солей, в которых час-
тично или полностью исключены ионы натрия и заменены иона-
ми калия, магния, кальция, а также органическими кислотами
или их солями. Основным компонентом рецептур, состав которых
предусматривает уменьшение или исключение ионов натрия, яв-
ляется хлорид калия (табл. 4.5).
4.5. Состав посольаых смесей с частичной заменой хлорида натрия
Соотношение, % II С1ран™™ви1сль' I Соотношение, %
ВСШСЩВО I ____11 вещество ___'
США ФРГ
Хлорид натрия 40-38 Хлорид натрия До 20
Сахароза 1—20 Хлорид калия 35-50
Соль адипиновой 0,3-1,5 Фосфат калия одно- 18-35
кислоты замещенный
Глутаминат калия 10 Глутаминат калия 4-10
Фосфат кальция 0,15-5,0 Автолизат дрожжей 1-5
Япония Пряности 0,2-10,0
Хлорид натрия 30-80 Венгрия
Хлорид калия 20-70 Глутаминат магния 2
Хлорид магния или 0,2 Хлорид калия 55
кальция Цитрат калия 43
Большинство хлоридов, рекомендуемых для замены хлорида
натрия при посоле, придают продуктам неприятные вкус и запах,
поэтому применение различных посольных смесей для рыбной
продукции должно быть обосновано соответствующими техноло-
гическими экспериментами и органолептической оценкой. Для
посола лососевых рыб в дальневосточном регионе рекомендуется
посольная смесь, содержащая 73 % хлорида натрия, 25 % хлорида
калия, сахар, лимонную кислоту, бензоат натрия. Производство
соленой рыбной продукции без хлорида натрия проблематично,
так как в этом случае требуется комплексное использование дру-
гих, часто дорогостоящих консервантов. Тем не менее считается
перспективным применение яблочной, молочной, глутаминовой
или лимонной кислот, их солей, а также смеси нуклеотидов (раз-
дельно или в сочетании). Например, известен (Япония, фирма
Fuko Kagaku Kogyo) способ посола рыб, а также икры раствором
яблочной кислоты (расход 2—7 %). Считается, что по эффектив-
ности этот способ сравним с обычным, так как придает продуктам
соленый вкус и предохраняет их от порчи. Заметим, что в этом
случае применим только тузлучный посол.
При посоле рыбы поваренную соль используют для приготов-
ления тузлуков в специальных аппаратах — солерастворителях
(рис. 4.2). Соль засыпают через горловину в верхней части аппара-
140
141
Рис. 4.2. Схема очистки тузлука
та. При высоте слоя 0,8—0,9 м воду подают через нижнюю часть
аппарата, а оттуда через перфорированное дно и фильтровальную
ткань в слой соли. Готовый тузлук сливают через патрубок в верх-
ней части аппарата.
Концентрацию тузлуков чаще всего определяют путем измере-
ния их плотности (денсиметром) с последующим пересчетом
плотности на концентрацию.
Для посола обычно используют тузлуки (раствор хлорида на-
трия) плотностью 1,1—1,2 кг/м*.
По содержанию поваренной соли в тканях готовую соленую
рыбу делят на несколько групп: малосоленая (3—5 % соли), слабо-
соленая (более 6 и до 9 % соли), среднесоленая (более 9 и до 14 %
соли), крепкосоленая (более 14 %).
Физико-химические процессы при посоле. Диффузия и осмос.
С физико-химической точки зрения посол является процессом,
при котором протекают диффузия и осмос. Под диффузией пони-
мают способность соприкасающихся жидкостей или газов само-
произвольно проникать одно в другое до тех пор, пока не полу-
чится однородная смесь. Этот процесс протекает в условиях, ис-
ключающих какое-либо принудительное, в том числе и конвек-
тивное, перемешивание. Причиной диффузии является тепловое
движение частиц, которые перемещаются из зон больших концен-
траций в зоны меньших концентраций.
Изучение процесса диффузии в жидкостях и газах показывает,
что количество перемещающегося (диффундирующего) раство-
ренного вещества из слоя с большей концентрацией в слой с
меньшей концентрацией прямо пропорционально площади слоя,
через который совершается диффузия, времени (продолжительно-
сти) диффузии, градиенту концентрации, который представляет
собой частное от деления разницы концентрации на границах
слоев на толщину слоя. Математически эта зависимость может
быть выражена следующей формулой:
(4.1)
где Q — количество растворенного вещества, продиффундировавшего через слой
растворителя, г; D — коэффициент диффузии, зависящий от природы диффунди-
рующего вещества, температуры и вязкости раствора, см2/суг; знак .минус» перед
правой частью формулы показывает, что изменение концентрации происходит от
большей величины к меньшей; F— площадь слоя, см2; I — продолжительность
диффузии, сут; х — толщина (высота) слоя, см; q и сг — концентрации раство-
ренного вещества на границах слоя, кт/м3.
По-другому идет процесс, если между раствором и растворите-
лем будет находиться перепонка (перегородка), проницаемая для
растворителя и непроницаемая для растворенного вещества (такие
перепонки или перегородки называются полупроницаемыми). В
этом случае наблюдается перемещение растворителя в раствор (а
не растворенного тела в растворитель, как при диффузии). Диф-
фузия растворителя через полупроницаемую перегородку называ-
ется осмосом. Существуют перегородки, проницаемые не только
для растворителя, но и для растворяемого тела с той лишь разни-
цей, что степень проницаемости их различна.
Оболочки клеток тканей растений и животных представляют
собой своеобразные перегородки, обладающие различной прони-
цаемостью для растворенных веществ — от полупроницаемых до
полностью проницаемых. Находящийся внутри клеток так назы-
ваемый клеточный сок является слабым раствором различных ве-
ществ. При погружении отдельной клетки в концентрированный
раствор соли получают систему «концентрированный раствор и
слабый раствор, разделенные перегородкой». В такой системе мо-
гут иметь место или только осмос, если оболочка полупроницае-
мая, или осмос и диффузия, если оболочка проницаемая и для ра-
створенных веществ.
Оболочка клеток животного организма для многих растворен-
ных веществ не обладает свойством полупроницаемости, поэтому
при помещении их в раствор, например, хлорида натрия наряду с
осмосом воды из клеток в раствор наблюдается и диффузия соли
через оболочку внутрь клетки.
В общем виде посол может быть охарактеризован как диффузи-
онно-осмотический процесс, при котором протекает осмос воды
из тканей во внешний концентрированный раствор через оболоч-
ки клеток, происходит диффузия хлорида натрия из внешнего ра-
створа в ткань и далее распределение его в клеточном (тканевом)
соке, представляющем собой сложный раствор некоторых органи-
ческих, в основном белковых, и минеральных веществ рыбы.
142
143
Наряду с диффузией хлорида натрия в ткани рыбы происходит
диффузия из тканей некоторых органических соединений, пере-
ход которых в раствор соли, окружающей рыбу, сопровождается
изменением окраски последнего — от бесцветной до красно-бурой
со всеми промежуточными оттенками.
При смешанном и тузлучном посолах диффузионно-осмоти-
ческие процессы начинаются с момента загрузки рыбы в рыбо-
сольную посуду, в которую предварительно налили раствор соли.
При сухом посоле сначала растворяются кристаллы соли в меха-
нически удерживаемой поверхностью рыбы воде и только после
образования первых капель — порций раствора соли — начинают-
ся диффузия ее в ткани и осмос воды из тканей.
Следовательно, чтобы диффузионно-осмотические процессы
начали протекать сразу после приведения соли в соприкоснове-
ние с рыбой, необходимо, чтобы поверхность последней не была
обезвоженной, а применяемая соль не обладала повышенной
гигроскопичностью. В случае сильно обезвоженной поверхности
или повышенной гигроскопичности соли, особенно при незна-
чительной удельной поверхности рыбы, образование первых
порций тузлука задерживается и, следовательно, замедляется на-
чало посола.
Основные диффузионно-осмотические процессы при посоле
продолжаются до тех пор, пока концентрация соли в тканях рыбы
не будет равна концентрации соли во внешнем растворе. Однако
это справедливо лишь до тех пор, пока внешний раствор соли на-
ходится в состоянии максимального насыщения. Если концентра-
ция соли во внешнем растворе меньше насыщенной, то диффузи-
онно-осмотические процессы заканчиваются при разной концен-
трации соли во внешнем растворе и в тканевом соке.
Посол, при котором устанавливают постоянную концентрацию
соли в тканевом соке, считают законченным. Посол, который
прерывают ранее наступления постоянного значения концентра-
ции сока, называется прерванным, или незаконченным.
Массообменные процессы характеризуются не только перено-
сом хлорида натрия, воды и других растворимых соединений, но и
изменением массы компонентов системы.
Как правило, в первый период посола масса рыбы и соли
уменьшается, а тузлука увеличивается. Уменьшение массы рыбы и
увеличение массы тузлука пропорциональны концентрации соли
в системе. Анализ данных показывает, что в начальный период
количество перемещающейся воды и хлорида натрия не зависит
от концентрации соли. При сравнении количества воды, переме-
щающейся из тканей одного и того же вида рыбы, но различных
линейных размеров (длина, толщина), установлено, что чем мень-
ше размеры рыбы, тем быстрее протекает массообмен, и в системе
достигается равновесное состояние.
Равновесное состояние в системе характеризуется постоян-
ством и равновеликостью концентрации хлорида натрия в тканях
рыбы и в окружающем рыбу тузлуке.
После окончания просаливания масса просолившейся рыбы
может увеличиться и достигнуть начальной массы, затем превы-
сить ее. Такое вторичное изменение массы характерно для слабо-
и Среднесоленой рыбы, происходит за счет впитывания тузлука и
носит название «набухание».
Одним из важных показателей, характеризующих процесс про-
саливания, является скорость просаливания, которая зависит от
концентрации тузлука, температуры, а также формы тела рыбы.
Приняв, что увеличение концентрации хлорида натрия в мясе
рыбы при просаливании является функцией времени, И. П. Лева-
нидов описал этот процесс с помощью второго уравнения Фика
dQi - dQ/dtdv — dc/dt = Dd~c/dx-, (4.2)
где dQi — dQ/dtdv — накопление диффундирующего хлорида натрия, г; dt— про-
должительность диффундирования, сут; d2c/dx2 — градиент концентрации хлори-
да натрия на единицу пути; D — коэффициент просаливания.
Для его решения необходимо принять ряд дополнительных ус-
ловий допусков, связанных с геометрической формой тела рыбы.
С целью упрощения выводов форму тела рыбы рассматривают как
плоскопараллельную пластинку. Диффузией поваренной соли че-
рез боковые поверхности пренебрегают. Концентрацию тузлука в
течение просаливания принимают постоянной, а концентрацию
поваренной соли в начальный момент в тканях рыбы —равной
нулю.
Решив уравнение (4.2), получают зависимость между средней
концентрацией соли в тканевом соке мяса рыбы, продолжитель-
ностью просаливания, коэффициентом просаливания и толщиной
рыбы:
(4.3)
где Сср —средняя концентрация хлорида натрия в мышечной ткани, %; Ср —
концентрация хлорида натрия в тузлуке на поверхности рыбы, %; /—половина
толщины рыбы, см; D— коэффициент просаливания, смусуг.
Уравнение (4.3) справедливо для симметричного двусторонне-
го просаливания от поверхностей к средней плоскости ткани.
После преобразования уравнение принимает следующий вид
(необходимо иметь в виду, что преобразование приближенно, так
как из разложения берется только один член):
, 0,233А2 , 0,8105Ср
,=~D—1В7И?’ (4'4>
где 1— толщина рыбы, см; D— коэффициент просаливания, см2/сут; г— про-
должительность просаливания, сут.
144
145
Уравнение (4.4) показывает, что продолжительность просали-
вания рыбы до получения определенной средней концентрации
соли в тканях пропорциональна квадрату толщины рыбы (тканей
рыбы) и логарифму отношения концентрации рассола на поверх-
ности рыбы к «невыравненности системы» и обратно пропорцио-
нальна коэффициенту просаливания. «Невыравненность систе-
мы» — разница между Ср и Сср. Зная продолжительность просали-
вания, Сср, Ср и L, можно определить коэффициент просалива-
ния:
D = 0.233ГА • 1g [0,8105Q/(Ср- Сср)].
Так, коэффициент просаливания мяса камбалы толщиной 0,9—
2,4 см в среднем равен 0,115 см2/сут, мяса пятнистой сельди —
0,108, мяса псенопсиса — 0,235 см2/сут.
Факторы, влияющие на продолжительность просаливания. При
сухом и смешанном посолах продолжительность просаливания
несколько выше, чем при посоле в циркулирующих тузлуках, что
видно из данных таблицы 4.6.
4.6. Зависимость нахопления хлорила натрия от способа посола
и его продолжительности, % (на примере тюльки)
Способ посола Содержание поваренной соли в рыбе через
4ч 1 6ч Зч 10 ч
Сухой 8,7 11,6 12,9 15,9 16,2
Смешанный 9,4 12,4 14,4 16,4 17,2
В циркулирующем тузлуке 10,9 12,7 15,0 16,7 17,4
Продолжительность посола в циркулирующих тузлуках по
сравнению с сухим посолом ниже в 1,3 раза.
Установлено, что примесь сульфата кальция до 2 % не оказыва-
ет заметного влияния на скорость накопления хлорида натрия в
мышечной ткани. Примесь хлорида кальция 0,3 % является при-
чиной замедления просаливания и увеличения степени обезвожи-
вания мышечной ткани рыбы.
Хлорид кальция обладает значительно ббльшим замедляющим
просаливание эффектом, чем хлорид магния. Влияние солей ще-
лочно-земельных металлов сказывается не только на накоплении
хлорида натрия в тканях рыб, но и на консистенции, цвете и вкусе
мяса. Необходимо заметить, что привкус горечи, присущий хло-
ридам кальция и магния, нивелируется при большом содержании
поваренной соли в мясе рыбы и ощутимо проявляется при изго-
товлении мало- и слабосоленой продукции. Вкусовой порог горе-
чи соответствует содержанию солей кальция и магния в поварен-
ной соли 0,5 % и более. Примесь иона кальция в 0,4 % вызывает
побеление мышечной ткани и придает ей жесткость.
Способность ионов кальция и магния увеличивать продолжи-
тельность просаливания вызвана их свойствами понижать степень
набухания белкового геля.
Поверхностный слой рыбы при посоле уплотняется под влия-
нием примесей солей кальция и магния в большей степени, чем в
присутствии химически чистого хлорида натрия. В процессе про-
саливания зона наиболее сильного уплотнения белков распрост-
раняется в более глубокие слои рыбы, причем мясо становится
жестким и сухим.
Наличие солей кальция и магния способствует существенному
увеличению потерь белков и продуктов их распада, выделяющих-
ся из рыбы. Применение соли с минимальным количеством при-
месей обеспечивает наиболее быстрое проникновение соли в тка-
ни рыбы и сохранение вкусовых белковых и небелковых веществ.
Следует упомянуть о влиянии микроэлементов, содержащихся
в соли. Одной из главных причин появления коричневых пятен в
мышечной ткани рыбы (особенно с белым мясом) является нали-
чие в поваренной соли меди. Для появления этого порока доста-
точно одной части меди на миллион частей соли. Наиболее веро-
ятный путь попадания меди в соль — выпаривание рассолов в ва-
куум-аппаратах.
Установлено, что при использовании мелкой соли процесс
просаливания протекает быстрее, чем при использовании круп-
ной.
Размеры рыбы. Отношение площади поверхности рыбы к ее
толщине оказывает большое влияние на скорость просаливания
[см. уравнение (4.1)]. Чем больше отношение площади поверхно-
сти рыбы к половине ее наибольшей толщины, тем меньше про-
должительность просаливания. Поэтому для уменьшения продол-
жительности просаливания целесообразнее разделка рыбы, позво-
ляющая увеличить площадь поверхности. Так, разделка рыбы на
пласт, при которой удельная поверхность увеличивается пример-
но вдвое, ускоряет продолжительность просаливания в 4 раза.
Преобразование уравнения диффузии при некоторых условных
допущениях (например, изменение концентрации соли в клеточ-
ном соке происходит только вследствие диффузии; D — коэффи-
циент диффузии соли в мясо рыбы при посоле и т. д.) позволяет
установить зависимость
, .2,303/? Ср
D 6Ср-Сср’
(4.5)
гае L— толщина рыбы, см; /— время, необходимое для получения желаемой
концентрации соли; С^. Ср — средняя концентрация соли в мышечной ткани;
и— коэффициент диффузии.
Это уравнение связывает время, необходимое для достижения
определенной концентрации соли, с размерами рыбы, а также оз-
146
147
начает, что рыба с плоской поверхностью тела будет просаливать-
ся значительно быстрее и равномернее, чем рыба с веретенообраз-
ной поверхностью.
Коэффициент просаливания (диффузии) D находится в прямо
пропорциональной зависимости от температуры. Если D увели-
чивается, то в один и тот же промежуток времени количество
соли, проникающее в рыбу, будет тем больше, чем выше темпера-
тура (табл. 4.7).
4.7. Влияние температуры аа скорость проникновения соли в рыбу
Вид рыбы Темпе- ратура посола, “С Содержание соли (%) при продолжительности посола (сут) Примечание
Тихоокеанская сардина 7,5 4,9 - 9,6 12,3 По данным
(сельдь иваси) 20,0 6,9 10,6 14,2 И. В. Кизеветгера
Тихоокеанская сельдь 1,0 - 7,1 8,09 11,21 По данным
16,0 - 8,16 10,22 12,27 И. П. Леванидова
Влияние температуры на просаливание рыбы сложно, так
как параллельно просаливанию развиваются денатурационные
изменения белков, в большей степени зависящие от температу-
ры. Температурная поправка коэффициента D составляет при-
близительно 3 % на 1 "С при температуре 0—25 °C. Это означа-
ет, что при 15 °C для достижения определенной солености по-
требуется времени на 45 % меньше, чем при О °C. Однако это не
влечет за собой рекомендаций посола рыб при повышенной
температуре.
Важную роль для интенсивности массопереноса при просали-
вании играют химический состав и строение мышечной ткани
рыбы, особенности ее кожного покрова. Наличие подкожного
слоя жира делает процесс массопереноса хлорида натрия и воды
менее интенсивным. Скорость просаливания сельди с жирностью
15—20 % ниже в 2 раза по сравнению со скоростью просаливания
сельди жирностью 2—5 %. Подкожный слой и собственно жир,
содержащийся в мышечной ткани рыбы, выполняют своеобраз-
ную роль гидрофобного барьера для процесса массопереноса в
период просаливания.
Кожа и особенно чешуя отличаются меньшей проницаемостью
для соли, чем клеточные оболочки мышечной ткани. При нали-
чии плотно сидящей чешуи проникновение частиц хлорида на-
трия может быть настолько медленным, что распад белковых ве-
ществ под влиянием ферментов и бактерий проходит быстрее, что
может привести к образованию гнилостных продуктов (если не
принять соответствующих мер, подавляющих эти процессы).
В таблице 4.8 приведены данные, характеризующие влияние
кожи и чешуи на скорость накопления соли в мясе рыбы.
148
4.8. Влияние кожи и чешуи та скорость накопления соли в мясе рыбы
Рыба Характер поверхности, через которую диффундирует соль Продолжи- тельность посола, ч Содержа- ние соли, % Примечание
Нерестовая Кожа с чешуей 48 6,07 По данным
сельдь И. П. Леванидова
Подкожная клетчатка 48 13,18 То же
Терпуг Кожа с чешуей 48 3,8 »
Кожа без чешуи 48 6.1 »
Кожа живой рыбы совсем не пропускает соль и только после
смерти рыбы становится проницаемой.
Мышечная ткань в 3—4 раза более проницаема для соли, чем
кожа. Замораживание увеличивает проницаемость всех видов тка-
ни. По данным Н. А. Семенова, количество соли, проникшее че-
рез 1 см2 поверхности замороженной и оттаявшей рыбы, на 30 %
больше того, которое проникло через такую же площадь поверх-
ности свежей рыбы.
По определению И. П. Леванидова, удельная просаливаемость
равна частному от деления содержания соли в массе (г) на пло-
щадь (см2), через которую она диффундирует. Отмечаемую многи-
ми авторами неравномерность просаливания мороженых рыб по
сравнению со свежими можно объяснить нарушением микро-
структуры мышечной ткани во время замораживания и холодиль-
ного хранения.
Обобщающие данные модельных экспериментов по кинетике
просаливания горбуши приведены В. Ф. Михалевой в виде урав-
нения линейной зависимости изменения концентрации поварен-
ной соли (5—6 % в первые 12 ч):
у = ах+Ь, (4.6)
где у — концентрация соли в тканях, %; х — продолжительность просаливания, ч;
а, Ь— эмпирические коэффициенты.
Немаловажное значение имеет посмертное состояние рыбы.
Известны данные о содержании соли в треске после суточного
просаливания (%): в свежей — 8,4, в состоянии автолиза — 9,1, в
начавшей портиться — 11,1.
На скорость просаливания влияет техника посола. При сме-
шанном посоле просаливание идет быстрее, чем при сухом, за
счет того, что добавление тузлука обеспечивает немедленное нача-
ло просаливания во всем объеме смеси. На скорость просаливания
мелких или тощих рыб средней величины способ посола оказыва-
ет меньшее влияние. Одним из способов ускорения просаливания
является принудительное конвективное перемещение тузлука. По
данным И. П. Леванидова, при использовании циркулирующих
тузлуков скорость просаливания увеличивается на 15—20 %. Ин-
149
тенсивность циркуляции не оказывает заметного влияния на ус-
корение просаливания, так как роль циркуляции заключается в
устранении разбавляющего эффекта от перемещающейся из тка-
ней воды, причем для этого требуется незначительная скорость
движения тузлука относительно рыбы. Более важную роль при
этом способе посола играет частота сменяемости (подкрепления)
тузлука. Теоретически и экспериментально доказана возможность
ускорения просаливания с помощью высокочастотной вибрации.
По данным И. И. Лапшина, ускорение насыщения рыбы солью
достигается за счет выравнивания концентрации соли в мышеч-
ной ткани рыбы, составляя 20—30 % по сравнению с просалива-
нием без высокочастотной вибрации.
Баланс посола. Следствием процессов перемещения в системе
«рыба—соль—тузлук» являются изменения не только химическо-
го состава, но и массы рыбы, рассола и соли.
К процессу посола полностью приемлемо составление матери-
ального баланса, основанного на законе сохранения массы: коли-
чество рыбы, консервирующих и других материалов в системе до
просаливания равняется количеству соленой рыбы и других ве-
ществ после просаливания.
Полный материальный баланс определяют редко, чаще — вы-
ход соленой рыбы путем ее взвешивания до и после просаливания
(весовой метод).
Примем g и gi — масса рыбы соответственно до и после проса-
ливания. Массу соленой рыбы Р, выраженную в процентах к мас-
се свежей рыбы (выход продукции), и усолку д (разница массы
рыбы до и после просаливания в процентах к массе рыбы до про-
саливания) определяют по формуле
/>=£100; о=£~£100.
g g
(4.7)
Определение массы рыбы так же, как и массы готовой продук-
ции, часто затруднительно, поэтому можно воспользоваться спо-
собом определения выхода или усолки по данным химического
анализа рыбы до и после просаливания (косвенный метод).
Например, имеются данные по химическому составу свежей и
соленой рыбы, тогда
1Г+С+Л/=100;
+ С, + Ml = 100,
(4.8)
где Ж, И) — содержание воды соответственно в свежей и соленой рыбе; С, С, —
содержание сухих веществ соответственно в свежей и соленой рыбе; М, Mi — со-
держание минеральных веществ соответственно в свежей и соленой рыбе.
Обозначив количество потерянной при посоле воды через со,
количество поваренной соли, диффундирующей в рыбу, через т,
общую потерю массы рыбы через Р и предположив, что количе-
ство сухих веществ остается без изменения, получаем следующие
уравнения:
()F-<o)+ (М + т) +С= 100- Р,
IP-a . IPi . М-т _ М
(4.9)
После несложных преобразований получим выражение для оп-
ределения потери в массе (утечек) рыбы при просаливании, %
(формула М. И. Турпаева):
р W^+M-Wi-Mi)
т-н'-м
(4.Ю)
Зная потери массы рыбы при просаливании Р, из формулы
М. И. Турпаева можно определить потери воды со и количество
соли т:
<411>
m=Mt-M-¥£. (4.12)
Точность определения зависит от однородности образцов рыбы
и химического состава.
Формула М. И. Турпаева позволяет приблизительно судить о
выходе продукта, так как количество сухих веществ в процессе по-
сола не остается постоянным. Для обычных условий просалива-
ния потери сухих веществ могут достигать 1—1,5 % массы свежей
рыбы. При составлении уточненного технологического баланса
посола по формуле М. И. Турпаева потерю массы с учетом этих
данных при посоле можно определить более точно:
1Г100(»К+.М-»'|-М1)
100-Ш-ЛТ
(4.13)
где К— коэффициент, учитывающий неравномерность потери массы органов и
частей тела рыбы при посоле; например, для малосоленой охотской сельди
К = 0,82, среднесоленой — К=0,86, крепкосоленой -К- 0,90.
Сумма изменений содержания воды, сухих и минеральных ве-
ществ составляет технологические потери, т. е. потери, зависящие
только от концентрации поваренной соли в рыбе и тузлуке в кон-
150
151
це просаливания. На практике к ним добавляют механические
потери: сбой чешуи, срыв кожи, мяса, отдельных частей тушки и
др., которые не являются технологическими и отражают уровень
производства.
Суммарные потери составляют производственные потери, ко-
торые регламентируются соответствующими нормами.
Изменение массы и объема рыбы. В процессе интенсивного про-
саливания масса рыбы и соли уменьшается, а масса тузлука увели-
чивается. Уменьшение массы рыбы в этот период и увеличение
массы тузлука пропорциональны концентрации соли в системе.
Когда концентрация соли приближается к концентрации ее в
тузлуке, часть воды впитывается в рыбу, что вызывает увеличение
массы готовой продукции. Увеличение массы соленых рыб (в про-
центах к массе рыбы в период максимальной влагоотдачи) одного
срока хранения (120дней) составляет для горбуши: слабосоле-
ной — 7—8 %, среднесоленой — около 10, боковника осетра и бе-
луги — 14, теши осетра — 13 %. Набухание соленой сельди и сель-
ди иваси не превышает 4—5 %. Как правило, чем выше концент-
рация соли, тем меньше набухание. Это объясняется потерей бел-
ками части связанной воды за счет их денатурации при
воздействии высоких концентраций соли.
Чем ниже коэффициент заполнения бочки (отношение массы
рыбы к вместимости бочки) и соответственно чем больше тузлука,
тем больше набухает рыба.
При хранении соленой рыбы происходит потеря органических
веществ (главным образом азотистых), которые переходят в туз-
лук; количество их зависит от условий посола.
При хранении слабосоленой рыбы в связи с невысокой кон-
центрацией соли белки и продукты их расщепления удаляются из
мышечной ткани рыбы в большем количестве, чем при хранении
крепкосоленой рыбы, однако эти потери обычно не превышают
10 % содержащихся в рыбе азотистых веществ.
Уменьшение массы и объема рыбы при посоле можно просле-
дить по данным таблицы 4.9.
4.9. Умешпевие массы и объема (%) при посоле рыбы
Рыба | Масса Объем
Треска: 33,0 43,0
крепкосоленая
среднесоленая Тюлька: 25,0 36,0
сухого посола 15,0 23,0
тузлучного 7,5 13,5
На выход соленого продукта влияют химический состав рыбы,
температура и крепость посола, качество соли. В период посола
наибольшие изменения связаны с водой, содержащейся в тканях
рыбы. Поэтому выход соленого продукта зависит от содержания
воды в рыбе. При посоле тощей рыбы с большим содержанием
воды получают меньше соленого продукта, чем при посоле жир-
ной рыбы, содержащей меньшее количество воды (табл. 4.10).
4.10. Выход соленой рыбы в зависимое™ от содержания воды в сырье, %
Рыба j Вода | Выход
Треска 81,5 84,5
Скумбрия 63,9 93,2
Чем выше концентрация раствора поваренной соли, тем боль-
ше потери массы рыбы, ниже ее выход; с повышением температу-
ры процесса потери массы возрастают.
Качество поваренной соли оказывает существенное влияние на
выход рыбы. Наличие солей кальция и магния вызывает повы-
шенную денатурацию и высаливание белков, что снижает выход
продукта (табл. 4.11).
4.11. Влияше качества соли на выход соленой рыбы, %
Выход при дозе соли, %
Содержание калышя в соли, %-----------—-------------1-----------—
0 92,4 91,0
0,5 90,1 86,7
1,0 88,7 84,4
3,0 82,1 80,4
Причины образования и состав тузлуков. Применение сухой
соли (сухой и смешанный посолы) способствует достижению со-
стояния, когда кристаллы соли облегают рыбу таким образом, что
площади поверхности рыбы и поваренной соли становятся при-
мерно одинаковыми, а находящиеся на поверхности рыбы крис-
таллы соли растворяются. Наиболее концентрированный раствор
соли образуется на границе соприкосновения кристаллов соли с
поверхностью рыбы. Внешние диффузионные процессы ограни-
чиваются растворением кристаллов соли, образованием тузлука.
Скорость растворения поваренной соли и соответственно ско-
рость образования тузлука определяются скоростью растворения
на границе кристаллов соли и скоростью диффузии растворенной
соли и воды через переходный — «прилипший» к поверхности
кристаллов — слой раствора, толщина которого весьма незначи-
тельна (0,02—0,05 мм).
Насыщение прилегающей к рыбе пленке тузлука протекает с
той же скоростью, что и разбавление, вызываемое диффузией
соли в ткани и перемещающейся водой (соком) из тканей.
На практике равномерного распределения соли достичь очень
трудно, а часто и невозможно. При этом в отдельных частях ры-
152
153
босолевой смеси и около отдельных рыб, лежащих в непосред-
ственной близости одна к другой, концентрация тузлука может
быть различной. При, этом внешние диффузионные процессы не
ограничиваются только процессами растворения соли. Происхо-
дит еще и диффузия соли из участков тузлука, соприкасающегося
с кристаллами, к его участкам, где таковые отсутствуют. Для вы-
равнивания концентраций требуется определенное время, в тече-
ние которого процессы внутренней диффузии протекают с раз-
личной скоростью; при этом большую роль играет конвективное
перемешивание тузлука в системе.
Как правило, количество образовавшегося при посоле тузлука
прямо пропорционально дозировке соли. При одной и той же
концентрации соли накопление будет проходить тем быстрее, чем
мельче рыба, т. е. чем меньше слой ткани, из которого вследствие
осмоса перемещается вода. Роль химического состава рыбы состо-
ит в том, что при посоле тощих рыб тузлук выделяется быстрее и
его количество в один и тот же временной интервал будет больше,
чем при посоле жирных рыб. За счет распада растворимых в ра-
створах соли органических веществ тканей в тузлуке при посоле и
хранении соленых продуктов накапливается значительное коли-
чество азот- и липидсодержащих соединений, определяемое по
формуле (%)
A'=f, ИИ)
где Г — количество образовавшегося тузлука, кг; f, — содержание органических
веществ в тузлуке, %; G — количество рыбы, кг.
Переход продуктов распада в тузлук продолжается до тех пор,
пока рыба находится в нем, т. е. и в период собственно посола, и в
период хранения; при этом чем меньше концентрация соли в туз-
луке, тем большее количество органических веществ переходит в
него.
В результате посола после освобождения рыбосольной емкости
от рыбы в ней остаются тузлук, остаточная соль, чешуя, кусочки
мяса, выпавшие в осадок органические вещества и т. д. Остаток
соли, которая носит название жировой соли, как правило, свиде-
тельствует о применении избыточных дозировок соли, за исклю-
чением тех случаев, когда посол прерывается раньше, чем уста-
навливается постоянная концентрация соли в тканевом соке.
Из рыбосольной емкости вместе с остаточной солью выгружа-
ют примесь чешуи и других органических и неорганических остат-
ков. После высушивания и освобождения от примесей (удаляемых
при просеивании через сита) остаточная соль может быть исполь-
зована для посола путем приготовления рассола. В Каспийском
районе жировую соль широко применяют при посоле воблы,
предназначенной для вяления.
По М. И. Турпаеву, жировая соль содержит фосфаты, очень не-
значительное количество хлоридов и сульфатов магния и кальция.
В таблице 4.12 приведен состав тузлуков, образующихся при
посоле рыбы. Следует заметить, что в состав органических ве-
ществ помимо продуктов распада белков и липидов входят серосо-
держащие соединения.
4.12. Состав тузлуков (%), образующихся при посоле рыб
Рыба Вода Плот- ный остаток Пова- ренная соль Органи- ческие вещест- ва Фосфор Плот- ность Примечание
Каспийская 73,6 26,4 19,9 4,21 0,147 1,23 По данным
сельдь Вобла 77,50 22,50 20,94 1,35 1,17 М. И. Турпаева То же
Сардина 71,2 28,8 24,0 3,3 — — По данным
Каспийский 76,93 23,07 18,56 3,71 0,17 1,16 И. В. Кизеветгера По данным
пузанок 71,0 28,16 25,08 2,32 0,15 1,21 И. П. Леванидова То же
Установлено, что известной концентрации растворов соответ-
ствует определенная плотность. Взяв ее из таблиц или определив
по формуле, можно установить концентрацию раствора. В нату-
ральных тузлуках помимо соли имеются органические и некото-
рые минеральные вещества, вследствие чего плотность их больше,
чем плотность рассолов, содержащих в растворе только одну соль.
Установлено (на примере тузлука, получаемого при посоле кас-
пийского пузанка), что каждый процент растворенных органичес-
ких веществ в тузлуке увеличивает плотность на 0,008.
Наличие в тузлуках органических веществ делает их хорошей
средой для галофильных бактерий. Однако известен интересный
факт, что по мере увеличения сроков посола или «старения» туз-
лука количество бактерий в нем уменьшается.
Старые тузлуки, если они безупречны по органолептическим
показателям, иногда используют для заливки рыбы (сельди, лосо-
севых), упакованной в бочки, для мойки соленой рыбы и смешан-
ного посола (добавление тузлуков в чан перед посолом).
Перед употреблением тузлуки обычно только фильтруют через
фильтры из редкой ткани или через фильтры с зернистой поверх-
ностью. Для полной очистки тузлука, удаления из него большей
части органических веществ рекомендуется применять коагуляци-
онный способ (Г. Г. Непряхин и Б. Ф. Флоров), схема которого
Приведена на рис. 4.2.
Очищенный тузлук используют для производственных целей
(мойка рыбы, заливка в чаны или бочки) или для выделения из
него соли (выпариванием, естественным испарением воды или
вымораживанием). Полученные осадки при первом и втором под-
Щелачиваниях после отмывания от соли и высушивания могут
154
155
быть использованы в качестве кормовой муки, а полученные при
коагуляции — в качестве удобрения.
Наиболее эффективными и одновременно дорогостоящими яв-
ляются способы очистки тузлуков с помощью мембранной техно-
логии.
§2. ПРОИЗВОДСТВО СОЛЕНЫХ РЫБНЫХ ПРОДУКТОВ
Подготовка рыбы к посолу. Разделка рыбы (рис. 4.3). Она необ-
ходима для удаления наиболее быстропортящихся, в основном
непищевых органов и частей тела рыбы, для увеличения удельной
поверхности рыбы и возможности дифференцированного исполь-
зования получаемых при разделке частей и органов с учетом их
пищевой или кормовой ценности.
При разделке рыбы, направляемой на посол, необходимо ис-
ключить или уменьшить степень травмируемости жировой ткани.
При подготовке к посолу рыбу можно разделывать тремя спо-
собами: потрошением, пластованием и филетированием.
При потрошении форма рыбы остается почти без изменений,
причем мясо обнажается незначительно. Брюшко разрезают посе-
редине между грудными и брюшными плавниками от калтычка до
анального отверстия. Если отсекают голову, то разделанную рыбу
называют «колодка потрошеная обезглавленная». Семужной рез-
кой обрабатывают семгу, каспийского лосося, кету, чавычу и др.
Брюшко разрезают двумя продольными разрезами от анального
отверстия до брюшных плавников и на расстоянии 4—10 см от
брюшных плавников до калтычка, который не перерезают.
Зябрению чаще подвергают сельдь: брюшко разрезают поперек
у приголовка и удаляют часть брюшка с грудными плавниками,
пищевод с желудком и жабры.
При обезглавливании рыбы голову отсекают вместе с внутрен-
ними органами, удаляя или оставляя грудные плавники.
При разделке на полупласт рыбу разрезают по спинке с правой
стороны от глаза до хвостового плавника вдоль позвоночника, ко-
торый остается на левой стороне.
При разделке на пласт рыбу разрезают от верхней губы до нача-
ла хвостового плавника.
После разделки рыбу моют для удаления загрязнений и при
необходимости зачищают. Для удаления почек, сгустков крови
применяют специальные скребки с полой рукояткой, через кото-
рую под лезвие скребка под давлением поступает вода. Мойку
осуществляют в моечных машинах, в проточной морской или пре-
сной воде, удовлетворяющей санитарным требованиям.
Охлаждение рыбы. При теплом посоле охлаждение необходимо
для предохранения рыбы от порчи в первоначальной период про-
саливания, когда концентрация соли в рыбе мала.
156
Рис. 4.3. Виды разделки рыбы:
1 — потрошеная рыба; 2 — потрошеная рыба семужной резки; 3— пластованная рыба; зябре-
ная сельдь: 4а —шотландский прием; 46 — голландский прием; 4в — упрощенный прием
При охлажденном и теплом посолах охлаждение используют
для проведения процесса при нужном температурном режиме с
момента начала просаливания, когда нет возможности понизить
температуру рыбы непосредственно в посольной емкости.
Предварительное охлаждение рыбы позволяет проводить ох-
лажденный и холодный посолы при постоянной температуре, что
исключает значительные изменения органических веществ в
рыбе, делает их однородными.
Обычно при охлаждении рыбы, предназначенной для посола,
температура понижается до О “С. При холодном посоле рыбу под-
мораживают до минус 4 — минус 6 "С.
Для охлаждения используют лед, охлажденный рассол, льдосо-
левую смесь. Наиболее эффективно охлаждение в морской воде.
На скорость охлаждения лвдом или льдосолевой смесью влияет
частота чередования слоев льда или льдосолевой смеси. Продол-
жительность охлаждения определяется температурой охлаждаю-
щей среды, с которой соприкасается рыба, и удельной поверхнос-
тью рыбы. Чем меньше удельная поверхность рыбы, тем чаще
должны чередоваться слои рыбы и льда или льдосолевой смеси.
Смешивание рыбы с солью. Перед загрузкой рыбы в посольную
емкость в ее брюшную полость, в разрезы мяса, под жаберные
крышки набивают соль, а в ряде случаев втирают ее в кожу и че-
шую. При укладке слои рыбы дополнительно пересыпают солью.
Порядовое размещение в посольных емкостях — трудоемкая
операция, поэтому она, как правило, применяется при посоле
только крупной рыбы. При заполнении насыпью образуются изо-
лированные полости, затрудняющие конвективное перемешива-
ние тузлука, накапливающегося при просаливании.
При одинаковых условиях проведения посола способы запол-
нения посольных емкостей рыбой не должны оказывать суще-
ственного влияния на процессы внешней и внутренней диффузии.
Промежуток между прослойками соли при заполнении насыпью
не должен быть больше двух третей высоты или полной толщины
тушек рыб, размещаемых в посольных емкостях правильными ря-
дами.
Для большинства рыб при теплом и охлажденном посолах эта
величина не превышает 3—5 см. Исходя из этого, определяют ко-
личество рыбы, загружаемой в посольные емкости для образова-
ния слоя, количество соли в слое над рыбой, частоту слоев рыбы и
соли. При теплом посоле высота слоя рыбы должна быть меньше,
чем при охлажденном.
При совмещении процессов охлаждения и просаливания при-
меняют послойную пересыпку рыбы льдом или льдосолевой сме-
сью. Лед распределяют равномерно по поверхности слоя при ве-
личине кусков льда не более 1—1,5 см. Количество льда зависит от
температуры рыбы в момент загрузки в чан, температуры наруж-
ного воздуха и необходимой степени охлаждения (около О °C).
Загружать рыбу в чаны следует в один прием (без перерывов)
для получения однородной по качеству продукции.
Технологические схемы производства соленой рыбопродукции.
Стоповый посол. Его (рис. 4.4) используют для приготовления со-
леного клипфиска. В качестве сырья берут треску, пикшу и сайду
без механических повреждений. Выловив рыбу, ее немедленно
обескровливают путем перерезания аорты у межжаберного соеди-
нения, доводя разрез до позвоночной кости. После стекания кро-
ви рыбу разделывают на клипфиск, тщательно промывают в морс-
кой воде, удаляя остатки крови и черную пленку, выстилающую
брюшную полость.
Полученные при разделке отходы (голову, икру, печень и др.)
собирают, рассортировывают и направляют на приготовление раз-
личных видов пищевой, кормовой и технической продукции.
Консервы
► Головы *- Разделка
► Печень-*-Консервы
► Икра -►Пресервы
► Кишечники
другие органы
Очистка и
сброс Кормовая
А мука
Рис. 4.4. Технологическая схема стопового посола
158
159
Разделанная рыба поступает на посол в специально отведенные
отсеки (чердаки) в трюме судна. Рыбу укладывают на чистый де-
ревянный настил со слоем соли рядами кожей вниз, причем в пос-
ледний ряд рыбу укладывают кожей вверх. Между рядами насыпа-
ют соль.
Высота штабеля уложенной рыбы не должна превышать 1,2 м.
Для посола употребляют соль помола № 2 и 3 не ниже I сорта.
Расход соли составляет до 60 % массы разделанной рыбы. Посол
проводят в течение 4 сут, после чего рыбу перекладывают в новый
штабель. При перекладывании с рыбы встряхиванием удаляют
соль, а затем пересыпают ряды новыми порциями соли. Приме-
нять использованную соль запрещается. Высота штабеля при пе-
рекладывании рыбы не ограничивается. Расход соли на перекла-
дывание составляет до 20 % массы рыбы. Общая продолжитель-
ность обработки рыбы на борту судна не должна превышать
25 сут.
Доработка соленого полуфабриката проводится на берегу. Од-
ной из операций по обработке рыбы на берегу является сортиро-
вание по размерам и качеству.
После сортирования рыбу промывают для удаления кристаллов
соли, остатков брюшной пленки, загрязнений и др. Для промыва-
ния используют чистую пресную воду. Затем рыбу в распластан-
ном виде кожей вниз укладывают в штабеля и выдерживают в те-
чение 24—28 ч для стекания воды. Удалив излишки воды, рыбу
кожей вниз укладывают рядами на чистые стеллажи в штабеля до
досаливания. При этом ее аккуратно расправляют. Верхний ряд
рыбы укладывают кожей вверх, каждый ряд равномерно посыпая
солью. Определенные требования предъявляются к условиям фор-
мирования штабеля: по ширине штабеля кладут две рыбы (по ее
длине); высота штабеля 2,0—2,5 м; длина не ограничивается. Рас-
ход соли 15—20 % массы рыбы.
Сформированный штабель покрывают чистыми рогожами и
поверх них насыпают слой соли толщиной 15—20 см. Выдержива-
ние при просаливании может длиться от 23 до 25 сут в зависимос-
ти от размера рыбы, содержания в ее мясе воды и соли, а также от
температуры и влажности воздуха в посольном помещении. Со-
держание воды в готовом продукте не должно быть более 51 —
52 %. После посола готовый клипфикс освобождают от кристал-
лов соли встряхиванием, а затем сортируют по размерам и каче-
ству в соответствии с требованиями действующих технических ус-
ловий.
Для упаковывания используют деревянные чистые и сухие
ящики, выстланные пергаментом, вместимостью не более 15 кг.
Маркируют в соответствии с требованиями технических условий.
До отгрузки продукцию хранят в крытых складских помещениях.
Прерванный насыщенный посол. При прерванном насыщенном
посоле тихоокеанских лососевых в чанах (рис. 4.5) сырьем являет -
160
Рис. 4.5. Технологическая схема посола лососевых в чанах
ся живая или уснувшая рыба I и II сортов, а также мороженая
рыба не ниже II сорта.
Помятую рыбу немедленно направляют на обработку. Если не-
обходимо до обработки хранить рыбу более 2 ч, используют акку-
муляционные помещения, где рыбу пересыпают дробленым
льдом. Продолжительность хранения — не более 10 ч, расход
льда — 50—70 % массы рыбы. Допускается хранение рыбы в ох-
лажденной морской воде (ОМВ).
Для удаления слизи и поверхностных загрязнений рыбу моют и
направляют на разделку одним из способов: потрошением; потро-
шением и обезглавливанием; потрошением по способу семужной
Резки. При разрезании брюшка рыбы не допускаются порезы обо-
лочки ястыков. Разделанную рыбу тщательно промывают в про-
точной холодной воде, удаляя остатки внутренностей, пленку,
почки и сгустки крови. После промывания рыбу в течение 15—
20 мин выдерживают для удаления излишков воды и немедленно
направляют на посол.
161
Посол проводят с одновременным охлаждением рыбы смесью
льда и соли в стационарных чанах. Для получения слабосоленой и
среднесоленой продукции применяют прерванный, а крепкосоле-
ной рыбы — законченный посол. Перед загрузкой в посольный
чан рыбу обваливают солью на солильных столах, обязательно на-
полняя солью брюшную полость и жаберные крышки.
Для более быстрого и равномерного просаливания крупных
рыб перед их обваливанием солью тупой шпилькой делают уко-
лы в мясистые части хвостовой области и спинки. Обваленную
рыбу укладывают в посольный чан в следующем порядке: на дно
чана насыпают соль слоем 1—1,5 см, а затем рыбу кладут плот-
ными рядами брюшком вверх. Каждый уложенный ряд рыбы за-
сыпают ровным слоем соли. Через каждые 2 ряда рыбы поверх
слоя соли насыпают слой льда. Рыбу, соль и лед укладывают до
заполнения чана; уложенную в чаны рыбу сверху засыпают со-
лью и льдом, покрывают чистыми рогожами, матами или мешка-
ми. Расход соли зависит от вида рыбы и составляет от 26 %
(амурская кета, чавыча) до 30—31 % (голец, кунджа) массы рыбы.
Посол заканчивается при достижении заданной солености рыбы:
слабосоленая — 6—9 %, среднесоленая — 10—14 и крепкосоле-
ная — более 14 %.
После посола рыбу вручную высыпают из чана и подают на
мойку. Мойка осуществляется доброкачественным естественным
тузлуком или чистым солевым раствором плотностью 1120—
1140 кг/м3. Вымытую рыбу сортируют по размерам и качеству. От-
сортированную рыбу после стекания избытка тузлука упаковыва-
ют в тару (деревянные заливные бочки вместимостью до 300 л).
Рыбу укладывают ровными параллельными рядами спинками
вниз. После заполнения рыбу в бочках подпрессовывают, бочки
докладывают рыбой той же партии, укупоривают и взвешивают,
затем заливают тузлуком плотностью 1110—1120 кг/м3 (слабосоле-
ная рыба), 1140—1150 кг/м3 (среднесоленая), 1200кг/м3 (крепко-
соленая) и забивают шкантовые отверстия. Бочки маркируют и
направляют на хранение.
Законченный ненасыщенный бочковый посол (рис. 4.6). На посол
направляют рыбу-сырец не ниже I сорта. Прием и аккумулирова-
ние сырья производят по технологической схеме чанового посола
лососевых.
Перед посолом рыбу потрошат, оставляя голову, моют в про-
точной воде, тщательно зачищая брюшную полость от остатков
внутренностей, сгустков крови и пленки. Если на посол направля-
ют сельдь, то ее не разделывают.
После мойки и зачистки рыбу на непродолжительное время
укладывают для стекания излишков воды и направляют на посол.
При посоле рыбу натирают солью (против чешуи), засыпают
соль в брюшную и жаберные полости, укладывают в заливные
бочки различной вместимости плотными ровными параллельны-
162
Отходы
(пищевые и непищевые)
Промывные воды
Тузлук
Рис. 4.6. Технологическая схема бочкового посола рыбы
ми рядами спинками вниз, верхний ряд укладывают спинками
вверх. Каждый ряд рыбы засыпают солью и плотно отжимают.
Расход соли для приготовления соленой рыбы зависит от массо-
вой доли соли в готовой продукции.
Массовая доля соли в готовой
продукции, %
5
6
7
8
9
10
11—14
Доза сухой соли,
% массы рыбы
2,5
5.5
7.0
8,5
10,0
11-14
Из общей дозы сухой соли 80 % расходуют на натирание или
обваливание, пересыпание рыбы по рядам солью при укладыва-
нии в посольную емкость, а 20 % — на засыпание верхнего ряда
рыбы. После укладывания бочки закрывают донышками и остав-
ляют на 6—12 ч для осадки рыбы, затем ее подпрессовывают, боч-
ки закупоривают, взвешивают и заливают охлажденным солевым
РЛ^ором плотностью 1190—1200 кг/м3 в количестве 15—
вместимости бочки; одним из способов сохранения качества
«кой рыбы является добавление в тузлук бензоата натрия из рас-
чета 0,1 % массы рыбы.
После забивки шкантовых отверстий бочки направляют на хра-
нение при температуре минус 4 — минус 6 ’С.
Для приготовления соленых балычных полуфабрикатов из
163
крупных видов рыб используют рыбу-сырец, охлажденную, моро-
женую (по качеству не ниже I сорта). Принятую рыбу перед раз-
делкой подмораживают в холодильной камере до температуры в
толще тела минус 1 — минус 2 °C. При использовании мороженой
рыбы ее размораживают на воздухе или в ваннах с чистой проточ-
ной или сменяемой водой (соотношение 1:2).
Подготовленную таким образом рыбу направляют на разделку
на спинку и тешу или на боковники. Разрезав рыбу на спинку и
тешу, аккуратно извлекают из брюшной полости внутренности, у
спинок вскрывают и тщательно зачищают почки, срезают спин-
ной плавник и удаляют жабры, а у теши зачищают брюшную по-
лость.
Спинку и тешу солят раздельно после сортирования по разме-
рам. Для посола используют ванны и чаны вместимостью не более
3 т. Крупную рыбу перед посолом охлаждают до температуры ми-
нус 4 "С и перед укладыванием в чан натирают солью. Затем на
дно чана насыпают слой соли толщиной 1—1,5 см и укладывают
рыбу (срезом вверх). Каждый ряд спинок равномерно посыпают
солью (толщина слоя 1—1,5 см), верхний ряд засыпают слоем соли
толщиной 2—2,5 см.
Расход соли на посол составляет 16—20 % массы спинок. При
посоле в неохлаждаемом помещении используют лед в количестве
25—40 % массы сырья.
При посоле теши используют соль и лвдосолевую смесь, посте-
пенно увеличивая их количество по мере заполнения ванны (чана)
по высоте. Расход соли на посол — 20 %, льда — 25 % массы рыбы.
По завершении посола рыбу выгружают из емкости, промывают
чистым солевым раствором плотностью 1120—1140 кг/м3 для уда-
ления кристаллов нерастворившейся соли и загрязнений, после
чего укладывают на стеллажи или в чистые ванны и выдерживают
для выравнивания концентрации в толще мяса рыбы. Содержание
соли при немедленном использовании рыбы для производства
копченых рыбопродуктов должно быть 5—6 %, при длительном
хранении — 8—12 %.
Предназначенный для длительного хранения полуфабрикат
упаковывают в заливные деревянные бочки, заливают солевым
раствором плотностью 1110—1140 кг/м3 и хранят при температуре
не выше 0 ‘С.
Производство малосоленой продукции. При производстве мало-
соленой деликатесной продукции из лососевых возникают труд-
ности по сохранению качества. При содержании соли в продук-
ции в пределах 4—5 % хранение сопровождается обесцвечивани-
ем, ухудшением консистенции, микробиальной порчей. К про-
блемам производства малосоленой продукции относят и
медленное просаливание рыбы, что приводит к ослаблению проч-
ности, особенно околопозвоночной части мяса.
Поэтому технология производства малосоленой продукции ос-
нована на посоле филе рыб законченным сухим посолом, приме-
нении посольных смесей, содержащих бензоат натрия и анти-
окислители, упаковывании готовой продукции в водогазонепро-
ницаемую пленку, хранении при температуре минус 18 "С.
При производстве малосоленой продукции из свежего сырья
создаются благоприятные условия для жизнедеятельности опас-
ных для человека паразитов вида нематод Anisakis simplex. При
замораживании и последующем морозильном хранении личинки
нематод погибают в зависимости от температурных режимов через
15—30 дней.
Для изготовления малосоленой продукции используют лососе-
вые мороженые рыбы не ниже I сорта.
Посольная смесь содержит не только бензоат натрия, лимон-
ную кислоту, сахар, поваренную соль, но и заменители последней.
Мороженую рыбу размораживают на воздухе, затем после мой-
ки и сортирования разделывают на филе с кожей, удаляя голову,
внутренности, хребтовую кость и хвостовой плавник. После про-
мывания филе и стекания излишков воды рыбу направляют на
посол в таре из полимерных антикоррозийных материалов вмес-
тимостью не более 50 см3. Филе равномерно пересыпают солевой
смесью с обеих сторон, укладывают в посольную емкость внутрен-
ней стороной друг к другу, нижний ряд кожей вниз, верхний —
кожей вверх; высота уложенного филе не должна превышать 15
см; количество посольной смеси —5—6 кг на 100 кг филе. Про-
должительность просаливания 4—5 сут при температуре минус
2 — минус 5 "С до массовой доли соли 3—5 %. Мойку просоливше-
гося филе осуществляют солевым раствором плотностью 1,04—
1,05 кг/м3. После стекания раствора филе направляют на упаковы-
вание, предварительно обеешкурив и разделав на филе-кусочки.
Упаковочные пакеты термосваривают с применением вакуума.
Хранят продукцию 10—40 сут в зависимости от температуры (ми-
нус 4 — минус 20 ‘С).
При производстве малосоленой продукции из океанических
видов рыб руководствуются принципами, изложенными в разделе
«Производство соленой рыбы законченным ненасыщенным посо-
лом». Для приготовления малосоленой рыбы используют охлаж-
денную до температуры не выше 5 °C или размороженную до этой
Температуры рыбу. Дозу сухой соли в % к массе рыбы, направляе-
мой на посол, определяют по формуле А. Г. Поротикова
Д = Х1С|-А'2С2,
где Kt — коэффициент, учитывающий массу системы «рыба — тузлук» (при добав-
лении раствора соли в количестве 20 % массы рыбы до посола К, = 1,2); С, — за-
Данная массовая доля соли в готовой продукции, %; — коэффициент, учитыва-
ющий количество заливаемого раствора соли (при добавлении раствора соли в
количестве 20 % массы рыбы до посола X) = 0,2); Сг — концентрация заливаемого
Раствора соли, %.
164
165
Сухую соль равномерно распределяют по рыбе и после уклады-
вания ее в посольные емкости (бочки, ведра из различных матери-
алов, допущенных Минздравом РФ для использования при произ-
водстве пищевых продуктов) заливают солевым раствором соот-
ветствующей концентрации и герметично укупоривают. Просали-
вание и последующее хранение готовой продукции проводят при
температуре минус 2 — минус 5 °C. Продолжительность просали-
вания рыбы до заданной массовой доли соли составляет 5—20 сут
в зависимости от размера рыбы и способа ее разделки. Хранение
просолившейся и частично созревшей рыбы можно осуществлять
при температуре минус 15 —минус 20 °C. Просолившуюся рыбу
также можно упаковать в пакеты из полимерных материалов и
хранить при указанных температурах под вакуумом или при ат-
мосферном давлении воздуха в течение сроков, предусмотренных
технологическими инструкциями.
Необходимым условием производства высококачественной ма-
лосоленой рыбной продукции является строгое соблюдение соот-
ветствующих санитарно-гигиенических условий производства.
Для повышения стойкости продукции рекомендуется использо-
вать допущенные Минздравом РФ консерванты по рецептурам
для производства пресервов.
Расход соли при просаливании. Определение количества соли
или солевого раствора, необходимых для посола рыбы, основано
на том, что при равновесии системы «рыба — тузлук» вода и соль
равномерно распределяются между тканями рыбы и тузлуком с
одной и той же конечной концентрацией поваренной соли. По-
этому, зная содержание воды в рыбе, легко определить количество
соли или солевого раствора в процентах к массе рыбы до просали-
вания при законченном способе посола.
При сухом посоле количество соли, требуемое для просалива-
ния в процентах к массе рыбы, определяют по формуле
г _ ЖС100
3 (100-С)(100-77)’
(4.15)
где W— содержание воды в тканях рыбы до просаливания, %; С—задаваемая рав-
новесная концентрация поваренной соли в конце просаливания в тканях рыбы и
растворе, %; Л—количество примесей, включая воду, в применяемой соли, %.
При смешанном посоле расход соли, включая соль для приго-
товления раствора, определяют по формуле
IQOlfC-i-gpC(lOO-Cp)
(100—С)(100—77) ’
(4.16)
где gp —масса раствора соли, добавляемого к массе рыбы до просаливания, %;
Ср— концентрация соли в растворе, %.
166
При мокром посоле расход соли составит
1000 же2
(Ср-С)(100-Я)'
(4-17)
Необходимое количество раствора соли определяют по формуле
?р=^. (4.18)
Посол часто проводят с использованием льда. При этом общий
расход соли увеличивается на количество, необходимое для насы-
щения образующейся при таянии льда воды до концентрации С.
$ (1оо-с)(юо-л)’ (4-19)
где ИС, — количество льда, добавляемого при посоле к массе рыбы, %.
При конечной концентрации соли в рыбе менее 15 % в форму-
лах для вычисления расхода соли вместо общего содержания воды
берут содержание свободной воды
Wn=kW, (4.20)
где Л— коэффициент, показывающий долю свободной воды при концентрациях
хлорида натрия менее 15 %, равный приблизительно 0,85.
Сложность использования указанных формул для определения
расхода соли при производстве соленой рыбы с заданной массо-
вой долей соли в готовом продукте заключается в том, что в них
Используется значение концентрации хлорида натрия в растворе
Мышечной ткани соленой рыбы и в тузлуке в период равновесия в
системе «рыба - тузлук», для определения которой требуется зна-
ние содержания воды в готовом продукте к моменту завершения
Процесса просаливания Wc согласно формуле
г Ме-100
W, <И'. ’
НМ Мс — массовая доля соли в готовом продукте, %.
'Если допустить, что в большинстве случаев при законченном
ненасыщенном охлажденном посоле рыбы масса соленой рыбы
равна массе рыбы до посола, и пренебречь потерями плотных ве-
ществ ткани рыбы в тузлук в процессе просаливания, то прогно-
167
зируемое содержание воды в соленой рыбе можно определить по
формуле
И/ = ^р-Л/с, (4.21)
где % —содержание воды в рыбе до посола, %.
Заменив в формуле (4.21) значение Жс, получим новую форму-
лу для определения концентрации раствора соли в мышечной тка-
ни рыбы и в тузлуке к моменту завершения процесса просалива-
ния:
Mc-100
Т'
Определив содержание воды в исходном сырье экспресс-мето-
дом, становится возможным с достаточной для практических це-
лей точностью определить расход соли для приготовления соле-
ной рыбы с заданной массовой долей соли.
Действующая технологическая инструкция по посолу рыбы со-
держит более упрощенную формулу А. Г. Поротикова для опреде-
ления дозы сухой соли при законченном смешанном ненасыщен-
ном посоле рыбы, приведенную ранее.
Оценку качества соленой рыбопродукции проводят в соответ-
ствии с действующей нормативно-технической документацией.
Выход продукции вычисляют по следующей формуле:
(4.22)
где х— выход продукции, %; Р, — масса рыбы до посола, кг; Р2 — масса рыбы пос-
ле посола, кг.
Приготовление рыбы пряного посола и маринованной рыбы. Пря-
ный посол рыбы. Пряным называют такой способ посола, при
котором рыбу солят смесью сухой соли, сахара и пряностей. Вме-
сте с солью в рыбу проникают некоторое количество сахара и
часть эфирных веществ, содержащихся в пряностях, которые при-
дают рыбе специфические вкус и запах.
В соленом полуфабрикате должно содержаться не более 10 %
соли. В качестве пряностей могут быть использованы можжевело-
вые ягоды, калган, лавровый лист, анис, дягиль, зубровка, мята,
тмин и др. Допускается использование углекислотных экстрактов.
Для приготовления рыбы пряного посола используют рыбу
всех размеров семейств анчоусовых и сельдевых, ряпушку, ставри-
ду, скумбрию океаническую. Крупную рыбу разделывают зябре-
нием, жаброванием, полупотрошением, обезглавливанием, а так-
же на тушку; мелкую рыбу не разделывают.
Мороженую рыбу размораживают при температуре минус
1 ‘С — плюс 2 "С в чистой проточной воде. Соленый полуфабрикат
промывают в тузлуке плотностью 1060 кг/м3 и направляют на сте-
кание.
Вымытую рыбу, поступающую на столы из мерных ящиков,
тщательно перемешивают со смесью соли, сахара и пряностей,
ссыпают в бочки вместимостью не более 50 л, разравнивают,
уплотняя по слоям.
Бочки выдерживают открытыми в течение не менее 12 ч для
просаливания рыбы и затем укупоривают. Если образующийся
тузлук не покрывает верхний ряд рыбы, в бочки доливают специ-
ально приготовленный пряно-солевой раствор.
Укупоренные бочки с рыбой помещают в охлаждаемое поме-
щение (температура 5 — минус 5 °C) и выдерживают для созрева-
ния в течение 10—30 сут в зависимости от вида сырья.
Маринование — способ консервирования рыбы поварен-
ной солью и кислотой (чаще уксусной) с применением пряностей
(перца, корицы, лаврового листа и т. д.) и других пищевых доба-
вок (овощей, масла, сахара). При мариновании потери белка
меньше, чем при обработке рыбы только солью. Кроме того, ма-
ринование существенно влияет на вкус и консистенцию мяса
рыбы, которое при этом белеет, размягчается и приобретает кис-
ловатый вкус с ароматом пряностей.
В рыбной промышленности вырабатывают следующие типы
маринадов: холодные (без предварительной термической обработ-
ки рыбы), горячие (с предварительной термической обработкой
рыбы). Наиболее распространены холодные маринады для при-
готовления кулинарных изделий.
Технологическая схема приготовления маринованной рыбы
приведена на рисунке 4.7.
Для производства маринованной продукции используют рыбу
не ниже I сорта в свежем, охлажденном, мороженом и соленом
видах.
Для приготовления маринованной рыбы можно использовать
сельдь неразделанную, зябреную, жаброванную, полупотроше-
ную, обезглавленную и тушку. После разделки рыбу моют в чис-
той воде или в 3—5%-ном тузлуке. Сельдь с соленостью более
12 % отмачивают в воде или уксусно-солевом растворе. Слабосо-
леную сельдь отмачивают в 4—5%-ном тузлуке. После этого
сельдь заливают уксусно-солевым раствором (уксусная кислота,
вода, поваренная соль) в соотношении 1 : 2.
Отмоченную сельдь укладывают рядами в бочку, на дно кото-
рой кладут лавровый лист и 30 г смеси пряностей. Каждый ряд
сельди также пересыпают смесью пряностей, а на верхний ряд
кладут 2—5 шт. лаврового листа и 50 г смеси пряностей. Для при-
готовления пряной смеси применяют различные наборы отече-
ственных и импортных пряностей. После 12—19-часового выдер-
168
169
живания в бочку докладывают сельдь той же партии, укупоривают
и оставляют для дополнительного выдерживания в течение 12 ч.
Время созревания сельди зависит от температуры. Сельдь вы-
держивают при температуре 7—10 °C в течение 15—20 сут. Через
каждые 2—3 сут бочки перекатывают на '/4 оборота для переме-
шивания заливки. Через 15 сут проводят контрольный осмотр и
определяют готовность продукции.
Маринованная рыба приобретает специфический вкус после
созревания. Процесс созревания маринованной рыбы аналогичен
процессу созревания соленой рыбы, но отличается более сильной
денатурацией белков.
§3. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПРЕСЕРВОВ
Требования к сырью. Перечень видов рыб, направляемых на
приготовление пресервов, достаточно велик: атлантическая, тихо-
океанская, азово-черноморская и беломорская сельди, атланти-
ческая и тихоокеанская скумбрия, ставрида атлантическая из рай-
онов юго-западной и юго-восточной частей Тихого океана, мойва,
сайра, килька, анчоусы, салака, марокканская, мексиканская, ти-
хоокеанская сардины и т. д. Основное ограничение для мелких
рыб — длина (не менее 13 см), а для остальных — содержание ли-
пидов; последнее ограничение в разные годы колебалось в преде-
лах 8—12 %. В настоящее время для наиболее широко используе-
мых рыб нижняя граница этого показателя составляет 6 %. Требо-
вания к сырью для приготовления пресервов обусловлены соот-
ветствующей технической документацией, согласно которой
сырье должно отвечать требованиям, предъявляемым к I сорту.
Однако для рыб с активной ферментной системой этого недоста-
точно. Дополнительным и важнейшим условием является необхо-
димость направления их в обработку в состоянии до разрешения
посмертного окоченения.
Один из принципиальных вопросов — это размер емкости для
пресервов. Практически единое мнение по этому вопросу выража-
ется в том, что объем упаковки должен уменьшаться, особенно
при производстве пресервов из быстросозревающих рыб. Так, на-
пример, мойву, сайру, тихоокеанскую сардину (сельдь иваси) фа-
суют в банки вместимостью не более 1500 мл. Максимальная вме-
стимость при производстве пресервов — 5180 мл (банка № 25), од-
нако при этом качество продукции значительно хуже, чем при
использовании более мелкой тары: продукция в банках большей
вместимости в одни и те же сроки хранения имеет консистенцию
мяса слабее, чем в банках меньшей вместимости, а протеолиз в
мясе рыбы, расфасованной в мелкую тару, протекает менее интен-
сивно.
В настоящее время большую часть сырья обрабатывают при
производстве пресервов сразу, минуя стадию приготовления полу-
фабрикатов соленого и пряного посолов. Основная доля такой
продукции приходится на пресервы из сельди, сайры и скумбрии.
В последние годы из указанных видов рыб все больше произво-
дят пресервов специального посола (с добавлением сахара). Пре-
сервы вырабатывают в жестяных или в полимерных банках.
После смешивания с соответствующими компонентами (соль,
сахар, антисептик) рыбу укладывают в банки перекрещивающи-
мися плотными рядами или в некоторых случаях (мелкая рыба)
насыпью с залицовкой верхнего ряда. При производстве пресер-
вов из скумбрии, ставриды, сардины, сардинеллы, тихоокеанской
сардины (сельдь иваси) необходимой операцией является добав-
ление тузлука плотностью 1121—1200 кг/м-’ в количестве 10—12 %
Массы рыбы, что позволяет замедлить окисление липидов.
При таком способе сокращаются производственные затраты,
Увеличивается выход, и, следовательно, производство пресервов
Из свежего или мороженого сырья является наиболее перспектив-
ным.
170
171
Пресервы готовят из филе-кусочков в горчичном, белом, розо-
вом, томатном, яблочном, абрикосовом, пряном, чесночном и ук-
ропном соусах, в майонезе, масле и др.
Хранение сырья для производства пресервов. Температурный ре-
жим, применяемый для хранения пресервов, колеблется в зависи-
мости от вида пресервов и сырья, из которого они приготовлены,
в довольно широких пределах: плюс 5 — минус 8 °C. Тем не менее
подавляющее большинство такой продукции рекомендовано хра-
нить при температуре ниже О °C, не исключая ее замораживания
после просаливания и частичного созревания.
Для микрофлоры в пресервах существуют более благоприят-
ные условия существования, чем в других видах соленой продук-
ции, в связи с тем что ее состав складывается из микрофлоры
рыб, соли, специй, различных заливок, соусов и маринадов. В
пресервах около 5 % занимают споровые формы, однако они при
принятых режимах хранения обычно не развиваются. Различные
микрококки и группа молочнокислых бактерий устойчивы ко
всем факторам, сопровождающим приготовление и хранение
данного вида продукции. В пресервах присутствуют также и ана-
эробные споровые организмы типа С. perfmgens, попадающие в
них из кишечника рыбы и из специй, которые могут активизиро-
ваться При нарушении технологических режимов приготовления
и хранения.
Количественное содержание микрофлоры, ее качественный со-
став и направленность микробиологических процессов зависят и
от внешних факторов, среди которых в качестве главного выделя-
ют температурные условия хранения готовой продукции, а также
сырья.
Большинство исследователей считают, что рыба, направляемая
на производство пресервов, должна в момент обработки находить-
ся в стадии посмертного окоченения. Это особенно относится к
рыбам с высокой активностью протеаз, у которых посмертные из-
менения развиваются чрезвычайного быстро и зависят от условий
хранения сырья.
Например, если рыба имеет температуру О °C (т. е. охлаждена),
прошла стадию посмертного окоченения и находится в начальной
стадии автолиза, то срок хранения приготовленной из нее продук-
ции или пресервов в 1,5—2 раза меньше, чем из охлажденной
рыбы, но направленной на обработку в стадии посмертного око-
ченения. Несоблюдение этого правила ведет к быстрому перезре-
ванию продукции и выбраковке. Накопление свободных амино-
групп при хранении пресервов из рыбы, находящейся в стадии
разрешения посмертного окоченения, идет значительно интен-
сивнее, чем в продукции, изготовленной из сырья в стадии по-
смертного окоченения. Биохимические процессы при хранении
мелкой рыбы (длиной тела менее 16 см) протекают более интен-
сивно: посмертное окоченение сохраняется более короткий пери-
од, чем у крупной рыбы (не более 6 ч), при условии, что темпера-
тура тела рыбы не превышает О °C.
Рекомендации по хранению рыбы объясняются тем, что пере-
ход рыбы из стадии окоченения в последующий за этим автолиз
сопровождается увеличением (в 3—20 раз) активности протеаз за
счет перемещения протеаз вместе с внутриполостной жидкостью
из внутренних органов в тело рыбы.
Следует отметить, что у разных рыб в зависимости от размеров
и биологических особенностей посмертное окоченение может
(при равных условиях хранения) продолжаться от нескольких ча-
сов (сайра, мойва, сельдь иваси, скумбрия) до нескольких суток
(например, тунец).
Приготовление пресервов из мороженых рыб. Пресервы из моро-
женых рыб, как правило, созревают значительно быстрее, чем из
свежих (если сравнивать рыб одного вида), что всегда необходимо
учитывать при внесении соответствующих изменений или допол-
нений в техническую документацию. Хранение сырья в мороже-
ном виде влияет на гидролитический процесс распада белков и в
конечном итоге может существенно сократить срок хранения пре-
сервов. Чем продолжительнее холодильное хранение, тем интен-
сивнее накопление небелкового азота и увеличение показателя
буферности при созревании пресервов. Органолептически это
проявляется в ускоренном размягчении консистенции соленой
рыбы, приготовленной из мороженого сырья, вследствие чего
срок хранения такой продукции, как правило, ниже.
Более глубокий протеолиз при созревании этих рыб после
предварительного холодильного хранения можно объяснить раз-
рушением клеточных мембран в процессе замораживания и пос-
ледующего размораживания и свободным выходом лизосомаль-
ных протеаз во внеклеточное пространство. В том случае, когда
мышечная ткань рыбы не содержит высокоактивного комплекса
ферментов, замораживание не столь заметно сказывается на про-
теолитических процессах при хранении соленой рыбы.
При производстве пресервов из филе-кусочков рыбы использу-
ют свежую или мороженую рыбу. Свежую рыбу перед разделыва-
нием охлаждают до температуры 5—0 °C. Мороженую рыбу размо-
раживают до этой температуры в проточной или периодически
сменяемой пресной или морской воде при температуре не выше
20 °C. Размораживание считают законченным, когда тело рыбы
становится гибким, а внутренние органы при разделке свободно
Извлекаются из брюшной полости. Размороженное или охлажден-
ное сырье направляют на сортирование и разделывание. При раз-
делывании отделяют филе, затем его обеешкуривают и моют.
Обесшкуренное филе порционируют на специальных машинах с
одновременным фасованием в банки вместимостью до 200 см3.
Сверху фасованного филе помещают сухую соль, которую предва-
рительно подсушивают и просеивают через сито с ячейками
172
173
0,8 х 0,8 мм. После внесения соли в банку дозируют раствор фер-
ментного препарата (для медленносозревающих и несозревающих
рыб), вкусоароматические добавки, гарниры, раствор консерван-
та. Вкусоароматические заливки приготовляют по специальным
рецептурам. В качестве вкусоароматических заливок используют
растительное масло, майонез, заливки с использованием прянос-
тей, томат-пасты, горчицы и т. д. В качестве консерванта приме-
няют бензоат натрия, уксусную, соляную и Другие кислоты. Со-
держимое банок герметизируют, моют, сушат, этикетируют, укла-
дывают в короба и направляют на просаливание и последующее
созревание при температуре воздуха минус 2 — минус 5 "С. Темпе-
ратура содержимого банки перед укладкой в короба должна быть
не выше 10 ’С. Продолжительность охлаждения банок до темпера-
туры минус 2 °C не более 24 ч. Продолжительность просаливания
филе в банках при использовании заливок в виде растворов, сус-
пензий составляет 24—36 ч, в масляных заливках и в заливках в
виде эмульсий (майонез) — 15 сут. Просолившиеся пресервы пос-
ле частичного созревания при указанной температуре можно за-
мораживать до температуры минус 15 — минус 20 "С с целью уд-
линения сроков их хранения. В процессе замораживания погиба-
ют личинки нематод, значительное количество микроорганизмов,
что способствует повышению стойкости пресервов в случае крат-
ковременного хранения их при положительной температуре.
Производство пресервов из филе, филе-ломтиков, филе-кусоч-
ков, рулетов из филе в мелкой упаковке вместимостью 50—200 см3
с применением разнообразных вкусовых заливок является наибо-
лее прогрессивным. Используя ферментные препараты, вкусоаро-
матические добавки в составе заливок, можно получить высокока-
чественную соленую продукцию из различных видов рыбного сы-
рья. Длительное время на предприятиях по выпуску пресервов из
разделанной на филе рыбы в мелкой упаковке использовали соле-
ный полуфабрикат специального или пряного посола после час-
тичного его созревания. Соленый полуфабрикат разделывали на
филе, филе-кусочки, филе-ломтики, укладывали в тару, заливали
вкусоароматической заливкой и направляли для дальнейшего со-
зревания и реализации. К недостаткам этой технологии следует
отнести прерванность и длительность технологического процесса,
значительную трудо- и энергоемкость, повышенный расход сырья
и соли, необходимость использования дополнительных производ-
ственных помещений для приготовления соленого полуфабрика-
та, невозможность организации управляемого технологического
процесса, обеспечивающего приготовление продукта с заданными
показателями по массовой доле соли, степени созревания. Кроме
того, в процессе приготовления пресервов из соленого полуфаб-
риката образуется большое количество соленых отходов при раз-
делке рыбы, что затрудняет их рациональное использование для
производства высококачественных кормовых добавок.
С целью устранения указанных недостатков в АтлантНИРО
разработана технология пресервов из филе-кусочков рыбы в раз-
личных вкусоароматических заливках без предварительного посо-
ла рыбы, согласно которой внесение соли осуществляется непос-
редственно в банку после фасования филе-кусочков с последую-
щим внесением вкусоароматических заливок. После внесения
всех компонентов банку герметизируют и направляют для проса-
ливания и созревания.
Производство пастообразных пресервов. Пресервы из измель-
ченного мяса рыбы не нашли широкого распространения в рыб-
ной промышленности нашей страны, несмотря на то что этот вид
продукции обладает рядом достоинств.
Во-первых, измельченное мясо рыб является материалом, ко-
торому легче, чем неразрушенной ткани, придать необходимые
вкусоароматические оттенки, вследствие чего исходные свойства
сырья имеют в данном случае не столь большое значение, что осо-
бенно важно при обработке рыб, не используемых для производ-
ства традиционных видов пресервов.
Во-вторых, гомогенизация в значительной мере облегчает со-
здание определенной структуры продукта.
В-третьих, в измельченной мышечной ткани рыбы процессы,
связанные с действием ферментных систем, становятся более оп-
ределенными, ослабляются гетерогенность и многокомпонент-
ность, свойственные мышцам рыбы, и, таким образом, реальным
становится возможность регулирования этих процессов.
Производство пресервов на основе рыбных паст предусматри-
вает использование мороженого сырья разных сроков хранения.
Технологическая схема, разработанная АтлантНИРО, содержит
операции размораживания рыбы, разделку на тушку, мойку и по-
лучение фарша на неопрессе, смешивание с добавками (соль, са-
хар) и антисептиками, измельчение с целью получения тонкой
структуры на куттере, упаковку и хранение при температуре 0 —
минус 6 "С.
Технологическая схема, разработанная ТИНРО, состоит из раз-
делки мелких рыб на обесшкуренное филе, которое затем пропус-
кают через аппарат тонкого измельчения (АТИМ-2). Полученную
массу смешивают с солью и различными вкусовыми компонентами
(томат-паста, пряности, уксусная кислота), затем упаковывают в
герметичную тару и хранят в течение 5—7 мес при температуре ми-
нус 6 — минус 8 °C. Содержание белка в готовой пасте — 15,6—
16,8 %, соли — 6,0—7,9, воды —до 69,5, выход продукта — около
50 % массы целой рыбы. Процесс созревания идет довольно мед-
ленно: в конце 6-го месяца хранения буферность — не более 130”,
количество небелкового азота — не более 540 мг/100 г.
Приготовление соленых паст возможно из нерестовой сельди и
из мяса минтая. Схема производства та же, что для мелкой рыбы,
однако для повышения степени гидролиза белков рекомендовано
174
175
добавление 1,0—1,5 % ферментного препарата, приготовленного
из внутренностей этой же рыбы. Температура хранения пресервов
0 — минус 6 "С. В качестве компонента, улучшающего структуру и
вкус продукта, используют маргарин из расчета 10 % массы исход-
ного филе рыбы. Отмечено, что ферментный препарат в значи-
тельной мере стимулирует процесс созревания, который идет с
накоплением продуктов, придающих пасте приятный «сырный»
вкус.
Выпуск этой продукции целесообразно проводить из сырья,
которое не может быть обработано согласно традиционным схе-
мам.
Применение пряностей. Пряности, улучшающие вкусовые свой-
ства продуктов, издавна используют для изготовления пряной и
маринованной рыбы. Они наряду со способностью придавать про-
дуктам специфические аромат и привкус обладают бактерицидны-
ми свойствами, особенно по отношению к гнилостным бактери-
ям.
Основные пряности, применяемые в отечественной рыбной
промышленности для производства пресервов, произрастают вне
пределов России (перец, гвоздика, имбирь, корица, мускатный
орех, кардамон, анис, сандаловое дерево). Только немногие, на-
пример горчица, тмин, укроп, эстрагон, лавровый лист, розмарин,
культивируются на территории нашей страны.
При использовании пряностей следует иметь в виду возмож-
ность снижения их качества в процессе хранения вследствие поте-
ри аромата высоколетучих эфирных масел. Рекомендовано упако-
вывать пряности в полимерные, комбинированные, газонепрони-
цаемые материалы. Обычно натуральные пряности содержат мик-
рофлору, которая может являться причиной порчи пресервов. Из
способов стерилизации пряностей распространена обработка па-
ром или нагретым воздухом, что снижает обсемененность прянос-
тей микроорганизмами, хотя одновременно приводит к потере
более 20 % ароматических веществ.
Обработка оксидом этилена позволяет полностью освободить
их от споровых микроорганизмов. Эффективны также радиацион-
ное и ультрафиолетовое облучения. Для уменьшения расхода пря-
ностей, а также повышения коэффициента их использования раз-
работаны способы применения углекислотных экстрактов пряно-
стей. Выявлено, что они в ряде случаев оказывают губительное
действие на микрофлору. Так, экстракты из аира и лавра благо-
родного, обладая вкусом и ароматом исходных пряностей, способ-
ствуют в концентрации 250—500 мл/л угнетению роста стафило-
кокков и спорообразующих бактерий. Добавление в посольную
смесь при изготовлении пряных пресервов смеси углекислотных
экстрактов из лаврового листа, перца горького, перца душистого,
кориандра и других в количестве 2 г на 1 кг рыбы ведет к полной
задержке роста основных представителей кокковой, кишечно-ти-
фозной группы микроорганизмов, а также спорообразующих бак-
терий. Коэффициент использования пряностей для рыбы пряного
посола не превышает 9,8 (табл. 4.13). Коэффициент определяли
как процентное отношение исходного количества пряновкусовых
веществ в пряностях к остаточному содержанию этих веществ в
рыбе после ее созревания.
4.13. Коэффициент использования пряностей при изготовлении
рыбы пряного посола
Наименование пряност ей____[ Коэффициент использования, %__
Перец душистый (горошек) 8,3
Кориандр (семена) 9,8
Анис (семена) 5,6
Тмин (семена)
Гвоздика (почки) 4,7
Перец черный (горошек) 3,7
Корица (порошок) 8,5
, Применение тонкого дробления (сито № 0,25) увеличивает пе-
реход летучих веществ пряностей в продукт в 3,5—5,0 раз
(табл. 4.14).
4.14. Эффективность использования пряностей при разной степени помола
Показатели Помол обычный | тонкий
Фактический переход летучих веществ на 1 кг рыбы 68,5 332,5
(обычная дозировка пряностей), мг
Эффективность перехода летучих веществ пряностей в рыбу 9,3 45,0
(обычная дозировка пряностей), %
Эффективность перехода летучих веществ пряностей в рыбу 12,3 45,0
(при десятикратном увеличении пряностей), %
Имеются данные зарубежных авторов о возможности примене-
ния синтетических пряностей в рыбной промышленности. В каче-
стве имитаторов запаха пряностей применяют диалилсульфид,
алилмеркаптан, диметилсульфид, уксусную кислоту, терпинеол,
гераниол, леналоол и др.
Образование кристаллов при хранении пресервов. При хранении
пресервов из балтийской кильки, тихоокеанской сельди и другой
рыбы наблюдают образование на поверхности рыбы, реже в толще
мяса, бесцветных, прозрачных стекловидных игольчатых кристал-
лов размером 1—5 мм.
При повышении температуры от минус 6 — минус 8 °C до плюс
15 ФС кристаллы медленнее растворяются в тузлуке, а при последу-
ющем понижении температуры до минус 8 — минус 10 °C снова
Происходит кристаллообразование. Следовательно, можно было
Предположить, что понижение температуры при просаливании и
хранении рыбы является причиной выпадения кристаллического
осадка из тузлука.
176
177
Исследование свойств кристаллов показало, что они хорошо
растворимы в воде, а при температуре 80 "С плавятся; потеря воды
при сушке кристаллов до постоянной массы (температура сушки
100—105 "С) составляет 57,9 %. Содержание фосфора в обезвожен-
ных кристаллах составляет 17,1—17,15 %, натрия — 4,8 %.
§ 4. СУЩНОСТЬ ПРОЦЕССА СОЗРЕВАНИЯ
СОЛЕНОЙ РЫБЫ
Созревание рассматривают как комплекс сложных биохими-
ческих превращений мышечной ткани соленой рыбы (включая
пресервы).
Установлено, что процесс созревания зависит от активности
ферментов мышечной ткани, которые играют особую роль в про-
цессах подготовки мышечной ткани к последующему воздействию
ферментов пищеварительных органов. Это дало возможность
предложить следующую схему созревания неразделанных соленых
рыб, согласно которой весь период созревания условно разделен
на три этапа.
Первый этап (предсозревание), происходящий под действием
протеаз мышечной ткани, характеризуется небольшим (у разделан-
ных и целых рыб) накоплением и практически одинаковым соста-
вом небелковых фракций и зависит от протеолитической активнос-
ти мышечных ферментов. Вероятно, на этой стадии нарушается
расположение полипептидных цепей внутри белковой молекулы,
что приводит к накоплению крупных полипептидных фрагментов,
в чем и заключается процесс подготовки белков рыбы к последую-
щему действию протеаз пищеварительных органов.
Предполагается, что катепсин D играет роль пускового меха-
низма протеолиза, способствуя выходу из лизосом катепсинов,
проявляющих максимальную активность на белковых субстратах
при pH мышечной ткани.
Второй этап характеризуется активно идущими процессами
протеолиза под суммарным воздействием протеаз мышечной тка-
ни и внутренностей. В этот период зафиксирован рост всех азоти-
стых соединений, особенно триптофансодержащих. Образующие-
ся в начальной стадии крупные полипептидные фрагменты, а так-
же белки, которые по той или иной причине оказались устойчи-
выми к действию мышечных протеаз, подвергаются разрушению
до мелких пептидов и свободных аминокислот.
Третий этап характеризуется процессами, приводящими к об-
разованию новых качественных признаков рыбы — вкуса и арома-
та, что обусловлено количественным накоплением продуктов
ферментативных, химических и других реакций. Немаловажную
роль, по-видимому, играют вещества, образующиеся в результате
реакции синтеза между продуктами распада белков и липидов
мышечной ткани. В настоящее время существуют лишь косвен-
ные данные, подтверждающие возможность взаимодействия меж-
ду продуктами расщепления белков и липидов при производстве
или хранении пищи. Было проведено специальное исследование,
основой которого явилось определение аминов (оснований Шиф-
фа), которые образуются при реакции связывания малонового ди-
альдегида с двумя аминогруппами и обладают флюоресценцией с
максимумом при 450 нм (при длине волны возбуждения 360—
370 нм).
Как видно из таблицы 4.15, накопление оснований Шиффа
происходит по мере хранения соленых рыб.
4.15. Накоплеоие флюоресцирующих оснований Шиффа в процессе созревашя
соленых рыб, моль/мл - НГ'1
Время хранения, мес Мышечная ткань
сельди тихоокеанской сельди иваси | горбуши минтая
0 4,38 0 0
2 — 22,95 7,20 4,62
4 20,27 45,72 9,45 9,54
Установлено, что у хорошо созревающих целых рыб количество
оснований Шиффа заметно больше.
Эти данные подтверждают возможность взаимодействия между
продуктами распада белков и липидов при хранении соленой
рыбы, предположительно ответственного за появление вкуса и
аромата созревания.
Следует иметь в виду, что последовательность этапов протео-
лиза при хранении и созревании соленых рыбных продуктов и
пресервов носит достаточно условный характер.
Необходимо отметить, что в образовании вкуса и аромата опре-
деленную роль играют бактерии, особенно молочнокислые, кото-
рые могут развиваться в средах с большой концентрацией соли (до
20 %). Молочнокислые бактерии образуют органические кислоты,
способствующие улучшению вкуса продукта и возникновению в
нем специфического аромата. Созревшая рыба содержит небелко-
вого азота 600—700 мг на 100 г мяса и имеет буферность 120—200°.
Большинство продуктов расщепления липидов, в частности ле-
тучие карбонильные соединения и низкомолекулярные жирные
кислоты, обладают определенным запахом, а также способны к
сложным превращениям и взаимодействию с другими соединени-
ями. Так, из соленой сельди выделено и идентифицировано 11 ле-
тучих жирных кислот и 6 карбонильных соединений. Из после-
дних наибольшая доля приходится на изовалериановый и н-вале-
риановый альдегиды (32,6 %), лауриновый (35,9 %), меньшая — на
Уксусный, пропионовый, масляный (соответственно 6,8, 6,8 и
9.3 %) альдегиды.
178
179
Изменение белков и липидов при хранении соленой продукции и
пресервов. Белки при хранении соленой рыбы подвергаются
гидролизу — расщеплению — при каталитическом действии
протеаз мышечной ткани и пищеварительных органов. Степень
расщепления белков (протеолиз) зависит от многих факторов:
содержания соли и вкусовых добавок, температурных режимов
хранения, исходного состояния сырца (посмертные этапы —
окоченение, автолиз), природных свойств обрабатываемого
объекта (химического состава тканей, активности протеолити-
ческих ферментов), видов предварительной разделки сырья,
степени охлаждения.
Среди многих причин, влияющих на гидролиз белка, можно
выделить основную: природные свойства рыбы, которые опреде-
ляют весь последующий технологический процесс. Особое зна-
чение здесь имеют исходная (природная) активность протеоли-
тических ферментов, состав и особенности строения белков
рыбы.
Изменение небелковых азотсодержащих соединений. При созре-
вании и хранении вследствие протеолиза в мясе соленых рыб на-
капливаются небелковые азотсодержащие соединения разной мо-
лекулярной массы: крупные и мелкие пептиды, аминокислоты. Из
всего количества небелковых азотсодержащих соединений более
половины — это свободные аминокислоты, немного меньше мел-
ких пептидов — до 40 % и 11—12 % крупных пептидов.
Свободные аминокислоты соленых сельдей представлены в ос-
новном аспарагиновой и глютаминовой кислотами, аланином,
лейцином, валином, тирозином, триптофаном, причем их количе-
ство в мясе соленых рыб при хранении постоянно возрастает. Хра-
нение и созревание неразделанных рыб сопровождаются более
значительным накоплением свободных аминокислот, чем хране-
ние и созревание разделанных рыб. Исследования показали, что
остаточная активность протеаз при хранении довольно высока
еще длительное время и величина ее обратно пропорциональна
температуре хранения.
Если созревает и хранится соленая рыба, приготовленная из
неразделанного сырья, то активность протеаз мышечной ткани
даже увеличивается. Так в созревшей рыбе их активность (АП)
выше, чем в сырье (табл. 4.16).
4.16. Изменение акпшаосш протеаз (АН в уел. ел.) мышечной ткани и ввутрепосгей
при храпении соленой сельди
Срок хранения, мсс | Мясо | Внутренности | Тузлук
0 1,9 16,9
1 3,6 6,0 4,2
3 4,6 5,2 4,5
5 6,5 5,8 6,7
В то же время активность протеаз внутренностей сельди при
посоле и хранении значительно уменьшается по сравнению с сы-
рьем и отмечена протеолитическая активность в тузлуке.
Летучие соединения, образующиеся в результате деградации
белков, представлены веществами основного характера (в том
числе триметиламином). Причем наименее значительное абсо-
лютное накопление азота летучих оснований происходит при ис-
пользовании свежего сырья, а задерживание его до обработки или
его замораживание способствует увеличению количества этих ве-
ществ при хранении продукции.
Основным критерием оценки качества соленой рыбы, несмот-
ря на значительные успехи в области биохимии созревания, явля-
ется наличие «букета» созревания. Количественные величины, ко-
торые применяют для оценки степени созревания, — это азот не-
белковый Nh6 и буферность. Nh6 — количество небелковых азотсо-
держащих соединений, образующихся при протеолизе белков
мышечной ткани рыб, выражается в миллиграммах на 100 г ткани.
Буферность отражает изменение буферной емкости белков в про-
цессе созревания и выражается в градусах. Эти показатели всегда
возрастают по мере хранения и созревания рыбы и зависят не
только от степени созревания, но и от вида рыбы. Например, со-
леные тихоокеанские лососевые имеют изначально показатели бу-
ферности и небелкового азота ниже, чем сельдевые, поэтому ука-
занные показатели необходимо учитывать только в динамике при
созревании данного вида рыбы.
Изменение липидов. Количество липидов при хранении соленых
рыб практически не меняется, а процессы окисления носят экст-
ремальный характер и трудно поддаются аналитической оценке.
Гидролиз липидов, характеризующийся величиной кислотных
чисел, протекает более интенсивно в тех слоях тела рыбы, кото-
рые защищены от влияния внешних факторов поверхностным
слоем мышечной и жировой тканей.
При хранении соленой продукции в липидах накапливаются
свободные жирные кислоты за счет гидролиза фосфолипидов и
триглицеридов, причем фосфолипиды разрушаются более интен-
сивно, чем триглицериды. Повышение дозировок соли и пониже-
ние температуры хранения замедляют процесс гидролиза. Гидро-
литическое расщепление липидов происходит активно до момента
созревания, а затем замедляется.
Хотя процессы окисления носят экстремальный характер, сте-
пень окисления, характеризующаяся величиной перекисных чи-
сел, определяется условиями хранения, дозировкой соли.
Окисление липидов начинается уже в процессе посола и про-
должается непрерывно в течение всего хранения. Свободный дос-
туп воздуха (например, при упаковке соленой рыбы в тару без туз-
лука) обусловливает непрерывный рост перекисных чисел, а гер-
метизация ослабляет процесс окисления.
180
181
Весьма большое значение имеет состав природных липидов
сырца. Так, рыба, имеющая в своем составе липиды с более высо-
кой степенью ненасыщенности жирными кислотами, при прочих
равных условиях более подвержена окислительным процессам.
На развитие окислительных процессов в липидах мышечной
ткани соленой рыбы оказывают влияние и ионы металлов, кото-
рые по этому признаку в убывающем порядке располагаются в
следующий ряд: Со > Fe > Al > Ni > Mg > Zn > Na > К > Ca.
При хранении соленых рыбных продуктов в системе «рыба —
соль — тузлук» происходят определенные массообменные процес-
сы на границе раздела «рыба — тузлук». К числу таких процессов в
первую очередь относится растворение кристаллов соли, что под-
держивает концентрацию тузлука на постоянном уровне. Ско-
рость растворения кристаллов соли опережает скорость повыше-
ния концентрации соли в тканях рыбы. Таким образом, в течение
периода просаливания сохраняется максимально возможный гра-
диент концентраций соли между внешней поверхностью рыбы и
внутренними слоями ее мышечной ткани.
Регулирование процесса созревания. Под интенсификацией про-
цесса созревания обычно подразумевают применение протеолити-
ческих ферментов. Использование протеолитических ферментов в
технологии соленой рыбы и пресервов пока не нашло широкого
применения, так как требования к этим ферментам очень жест-
кие: они должны обладать определенным и направленным дей-
ствием, проявлять активность в зоне pH мышечной ткани рыбы и
главное — быть безвредными. Установлено, что ферментные пре-
параты, вырабатываемые мясной промышленностью нашей стра-
ны (трипсин, химотрипсин, пепсин), в определенном сочетании
могут способствовать созреванию рыб, однако они довольно доро-
гостоящие. Применение ферментов микробиологического синтеза
способствует появлению своеобразного букета созревания, но
вкуса и аромата созревшей рыбы получить не удалось.
Поэтому в последние годы стало развиваться направление, ос-
новой которого является использование природных свойств рыб-
ного сырья — высокой протеолитической активности внутреннос-
тей. Это направление имеет вековую историю, так как оно осно-
вано на опыте голландских рыбаков, применявших кровяные туз-
луки высокой протеолитической активностью за счет обогащения
ферментами внутренностей.
В настоящее время имеются технологии получения фермент-
ных препаратов протеолитического действия из внутренностей
созревающих рыб и некоторых ракообразных, которые примене-
ны для посола рыб, что обеспечило такую же скорость гидролиза
белков, как при созревании неразделанных рыб. Установлено, что
улучшение консистенции мяса, приобретение специфического
букета созревания носят плавный характер, процесс хорошо уп-
равляем путем варьирования количества ферментного препарата.
182
Оптимальная доза ферментного препарата обеспечивает накопле-
ние 20—30 % небелковых азотистых веществ. Оценка качества
слабосоленой рыбы, посоленной с применением препарата к мас-
се рыбы, показала, что к третьему месяцу хранения при темпера-
туре минус 6 — минус 8 "С ферментный препарат значительно
улучшает вкус и консистенцию рыбы, способствует образованию
букета созревания.
Деградация белковых веществ при действии ферментных пре-
паратов протеолитического действия сопровождается интенсив-
ным накоплением низкомолекулярных азотистых соединений
(табл. 4.17), что, как установлено, способствует формированию
специфического букета созревания.
4.17. Количество отдельных групп продуктов протеолиза, определенных гель-хроматографией в мышечной ткани соленых рыб, % к
Образец | Полипеп- 1 тиды I Ди- и I | трипептиды | Амино- I Трипто-
КИСЛОТЫ I фан
Ставрида: без ферментного препарата 19,4 15,3 52,6 12,6
с ферментным препаратом 8,1 21,3 54,0 16,2
Сельдь тихоокеанская нерестовая: без ферментного препарата 18,0 18,5 51,2 п,з
с ферментным препаратом 4,7 22,0 53,0 13,1
Разработаны технологические схемы производства ферменти-
рованного соленого полуфабриката для копчения и пресервов из
Терпуга, ставриды, нерестовой тихоокеанской сельди и др. Основ-
ным моментом технологического процесса является добавление в
Тузлук при посоле ферментного препарата в количестве 50—60
протеолитических единиц на 1 кг рыбы (разделанной на тушку с
удалением внутренностей).
Для тресковых рыб, обладающих чрезвычайно низкой активно-
стью протеаз мышечной ткани, разработан способ активации про-
теаз мышечной ткани, т. е. активации первого этапа протеолиза,
путем снижения pH ткани органическими кислотами, что, как ус-
тановлено, способствует росту протеолитической активности в
кислой и слабокислой зонах pH и приводит к изменению микро-
структуры мышечной ткани за счет уплотнения миофибрилл.
Последующая обработка ферментным препаратом, необходимое
количество которого, установленное экспериментальным путем,
составило 5—15 % массы рыбы, приводит к ограниченному проте-
олизу с сохранением структурных белков. На основании прове-
денной работы научно обоснованы следующие параметры техно-
логического процесса обработки тресковых рыб:
просаливание в кислотно-солевом растворе плотностью 1070—
1200 кг/м3 в течение 1,5—2 ч, количество кислоты (лимонной или
Уксусной) составляет 0,10—0,15 % массы солевого раствора;
Дальнейшее просаливание, совмещенное с ферментацией в те-
183
чение 15—48 ч в тузлуке, к которому добавлен ферментный препа-
рат в количестве 5—15 % массы рыбы.
В качестве антисептика применяют бензоат натрия или сорби-
новую кислоту. Получаемый соленый полуфабрикат направляют
на приготовление пресервов или продукции холодного корчения.
Ферментный препарат можно применять при законченном
смешанном посоле, а также при прерванном посоле после окон-
чания просаливания, при переупаковывании соленой рыбы. Как в
первом, так и во втором случае препарат добавляют в тузлук. Его
оптимальное количество (в % массы рыбы) определяют отдельны-
ми экспериментами при протеолизе мышечной ткани свежей или
мороженой рыбы при температуре 37 "С в течение 18 ч. Количе-
ство препарата, которое гидролизуют в этих условиях 25—30 %
белков мышечной ткани, применяют в качестве дозы к массе
рыбы при посоле; активность его обычно находится в пределах 2—
30 условных протеолитических единиц.
Наиболее ценным сырьем для получения ферментного препа-
рата являются внутренности сельди и лососевых (без гонад), скум-
брии, сайры, ставриды, а также крабов.
При исследовании внутренностей крабов установлена наряду с
протеолитической активностью высокая коллагенрасщепляющая
способность, что послужило основанием в некоторых случаях на-
зывать протеазы краба коллагеназами. На практике коллагеназы
под различными названиями (зависит от страны-производителя)
широко используют для обесшкуривания кальмаров, рыб, а также
при производстве пробойной икры. В последнем случае решается
проблема защиты оболочки икринок от дальнейшего разрушения
под действием ферментов. Наиболее часто употребляют при этом
хлорид кальция и алюмокалиевые квасцы.
Как правило, ферментные препараты протеолитического дей-
ствия из гидробионтов содержат большое количество балластных
белков и небелковых соединений. Освободиться от них можно
методами мембранной очистки, что позволяет повысить актив-
ность в 100—200 раз.
Технологический процесс замедления автопротеолиза при хра-
нении соленой продукции (включая пресервы) применяют при
обработке рыб, обладающих высокой протеолитической активно-
стью как мышечной ткани, так и пищеварительных органов (тихо-
океанская сардина, или сельдь иваси, тихоокеанская сельдь, япо-
номорской анчоус, сайра, скумбрия, мойва). Характерным для
продукции, вырабатываемой из этих рыб, являются быстро иду-
щие процессы автопротеолиза, что существенно ограничивает
сроки хранения. Решение этой проблемы основывается на инги-
бировании (замедлении) активности протеаз, что осуществляется
при реализации одного из трех вариантов.
Первый вариант — снижение температуры хранения до минус
18 — минус 20 °C. Рекомендуется следующий режим: 20—30 дней
184
при температуре минус 2 — минус 8 °C (в течение этого времени
происходят просаливание и созревание), затем при температуре
минус 18 — минус 20 °C в течение 6—11 мес. Указанные темпера-
турные и временные пределы целесообразно применять для пре-
сервов, срок хранения которых можно увеличить до 1 года.
Широко применяют морозильное хранение деликатесной ма-
лосоленой продукции из лососевых в различных полимерных упа-
ковках, как правило, под вакуумом. При этом получает воплоще-
ние идея развития глубокой переработки сырья и использования
мелкой потребительской тары.
Вторым вариантом является предварительная разделка сырья с
удалением внутренностей, что позволяет на 30—40 % снизить про-
теолиз и в 1,5 раза увеличить срок хранения пресервов из быстро-
созревающих рыб.
Третий вариант — использование ингибиторов протеолиза или
гамма-радиации. В рыбной промышленности рекомендовано ис-
пользование растительных ингибиторов, которые получают из от-
ходов при переработке сои, картофеля, риса, фасоли и т. д. Инги-
биторы протеолиза являются белками, связывающими активные
центры пищеварительных протеаз рыб, в основном трипсина и
химотрипсина. Поэтому в их присутствии гидролиз белка прохо-
дит под преимущественным влиянием мышечных ферментов. Не-
обходимой и достаточной дозой является та, которая обеспечивает
30—50%-ное замедление протеолиза и позволяет увеличить сроки
хранения продукции в 1,5—2,5 раза. Ингибиторы существенно
влияют на структуру мышечной ткани соленых рыб, ограничивая
протеолиз миофибриллярных белков.
Ингибиторы проявляют и антиокислительные свойства, что
выражается в уменьшении количества вторичных продуктов окис-
ления в соленой продукции по сравнению с контролем
(табл. 4.18).
4.18. Содержание карбоимьвых соединений (в %) в тканях посоленной
с применением ингибитора тихоокеанской сельди
Срок хранения, мес | Из мороженого сырья | Из свежего сырья
3,0 74,1 49,8
3,5 87,7 54,9/25,5*
6,5 85,6 88,6
•Для соленой продукции из горбуши.
Применение ингибиторов при посоле позволяет уменьшить
количество соли в готовой продукции на 3—5 %.
Технология получения ингибиторов достаточно проста, вос-
производима в производственных условиях и включает следую-
щие основные операции:
экстракция в слабых кисло-солевых растворах;
185
высаливание (осаждение ингибитора) солью;
отделение твердой фазы центрифугированием.
Выход в зависимости от сырья составляет 2—15 %, срок хране-
ния при температуре 0 — минус 5 °C — до полугода.
Ингибитор содержит высокое количество цистина, способству-
ющее его устойчивости к повышению температуры и изменению
pH среды.
Медико-биологические испытания позволили установить улуч-
шение функционального состояния пищеварительных органов
подопытных животных за счет проявления липотропного дей-
ствия ингибиторов. Использование ингибиторов способствует со-
хранению высокой белковой ценности рыбной продукции.
Сравнительно недавно появились работы, посвященные влия-
нию гамма-радиации на увеличение срока хранения пресервов из
быстросозревающих рыб, например из кильки. При этом опреде-
ляли общее число бактерий, количество споровых форм, а также
аммонифицирующие, кислотообразующие, гнилостные, образую-
щие индол формы. Установлено, что контрольные (необлучен-
ные) пресервы по уровню общей обсемененности и качественно-
му составу микрофлоры резко отличаются от облученных, в осо-
бенности на поздних этапах хранения.
В меньшей степени облучение влияет на содержание споровой
микрофлоры, относительное количество которой с увеличением
дозы облучения возрастает, а также на количество молочнокислых
бактерий, отличающихся повышенной радиационной устойчивос-
тью. Предельный срок хранения пресервов из кильки при темпе-
ратуре О °C увеличивается при дозе облучения 0,1 рад-10-3 —
20 сут, 0,2 10“3 рад — 30 сут, 0,4—0,8 • 10 3 рад — более 90 сут. По-
казано, что у-излучение в минимальных дозах задерживает гни-
лостные процессы. Так, количество азота летучих оснований Ыл 0
в необлученных образцах и без антисептика достигает 84—
88мг/100г на 60—90-й день хранения; при облучении 0,1 рад та-
кое же количество N„ 0 накапливается только на 120-й день хране-
ния. Самое важное в данном случае — это то, что процесс созрева-
ния в облученных пресервах протекает нормально: буферность
после облучения 0,2—0,4 рад 10-3 на 90-е сутки хранения состав-
ляет 90°, а в необлученных, но с антисептиком — 100°. Возможно
увеличение продолжительности хранения пресервов из кильки не
только при температуре О °C, но и минус 10 °C при дозе облучения
0,2—0,6 рад 10-3 (табл. 4.19).
Облучение применяют и для уничтожения бацилл и сальмонелл
в уже готовой рыбной продукции. Облучение рыбы дозой
0,25 рад • 10-3 вызывает значительные изменения белков по сравне-
нию с необлученной рыбой. Исследование белков проводили на ос-
новании анализа ИК-спектров, в частности анализа изменения пи-
ковой интенсивности ИК-полос поглощения белка мышечной тка-
ни облученной рыбы. Предполагают, что эти изменения могут быть
4.19. Продолжительность хранения облученных пресервов, сут
Температура хранения, °C
~ 0_______10
С антисептиком
90 40
120 90
150 120
150 120
Без антисептика
60 10
120 90
150 120
150 120
связаны с разрывом водородных связей и являются реакцией белков
рыбы на радиацию. Установлено, что минимальным изменениям
подвергается рыба при облучении дозами до 0,25 рад 10-3.
Таким образом, имеются перспективы в области увеличения
сроков хранения быстросозревающих пресервов путем использо-
вания гамма-облучения. Несмотря на то что этот способ пока не
нашел широкого распространения, его преимуществом является
экономия консервантов, а также расходов энергии при хранении
рыбной продукции.
Возможно применение комбинированных способов увеличе-
ния продолжительности хранения, основанных на одновремен-
ном действии гамма-облучения и ингибиторов протеолиза, что
было показано в опытах с некоторыми морскими и пресноводны-
ми рыбами.
§ 5. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ИКОРНЫХ ПРОДУКТОВ
Технологическая характеристика икры. Икра рыб находится в
яичниках, имеющих форму симметрично расположенных парных,
сплющенных с боков валиков, называемых ястыками. У одних
рыб (например, у минтая) ястыки имеют гладкую поверхность, у
Других (например, у сельди) — состоят из большого количества
связанных между собой долек, расположенных перпендикулярно
продольной оси ястыка.
Форму ястыку придает соединительная ткань, включающая от-
ложения жира. Массовая доля липидов тем больше, чем меньше
степень зрелости ястыков, и достигает 30 % массы тела рыбы.
186
187
Икринки рыб разных видов различают по размерам. Наиболее
крупной является икра лососевых (у кеты, чавычи — диаметром
5—7 мм, горбуши — 4—4,5, нерки и кижуча — 3—4 мм). Икринки
осетровых несколько меньше (диаметром 2—5 мм), у океаничес-
ких рыб они очень мелкие (у минтая — до 1 мм).
При сортировке икру осетровых делят на крупную, среднюю и
мелкую, причем крупная икра как более зрелая ценится выше,
чем мелкая.
Икру других видов рыб по размерам не подразделяют.
Одним из важных технологических показателей икры является
прочность оболочки, зависящая от стадии зрелости икры, свеже-
сти сырья, способа первичной обработки (охлаждения, заморажи-
вания). Прочность оболочки характеризуется сопротивлением ее
на разрыв при раздавливании икринки. Свежая, доброкачествен-
ная, зрелая икра имеет упругую оболочку. Недозрелая икра не-
пригодна для приготовления зернистой икры. Ее, как правило,
обрабатывают в ястыках.
При сортировании икры-сырца лососевых в соответствии с
техническими условиями в зависимости от состояния оболочки
зерна ее направляют на приготовление продукции различного ка-
чества. Так, например, для выпуска икры I сорта направляют зер-
но с упругой оболочкой, рассыпчатое или с относительной рас-
сыпчатостью. Для приготовления икры II сорта допускается ис-
пользование зерна с ослабевшей оболочкой, покрытого слизью,
плохо рассыпающегося. Зерно со слабой, мягкой, легко лопаю-
щейся оболочкой для приготовления икры непригодно.
Развитая икра (в III и IV стадиях зрелости) лососевых является
ценным пищевым сырьем, так как содержит больше азотистых ве-
ществ и меньше воды, чем мышечная ткань. Так, в икре лососе-
вых количество белка достигает 26—28 % (в отдельных случаях —
до 32%), воды —50—70%. В икре минтая и сельди содержится
15—25 % белка.
Размеры ястыков зависят от вида и массы рыбы, а также от зре-
лости. Так, масса зрелых ястыков у самок минтая и сельди дости-
гает 20—30 %, у тихоокеанских лососей не превышает 20 % массы
целой рыбы (соответствующие средние значения 10—11 %). На
переработку направляют ястыки с икрой в III и IV стадиях зрело-
сти. Выход таких ястыков при разделке всей поступающей на об-
работку рыбы зависит от соотношения в уловах самок и самцов,
их возраста, а также времени лова. Средний выход ястыков, при-
годных для обработки икры, в процентах от массы поступающей
на обработку рыбы составляет для тихоокеанских лососей 4—6,
для минтая 5,6—7,5.
У минтая, выловленного в Беринговом море, масса ястыков
икры III и IV стадий зрелости колеблется от 19,5 до 201,2г.
По внешнему виду и другим показателям ястыки минтая в зависи-
мости от стадий зрелости характеризуются следующими признаками:
188
Абсолютная масса ястыков (в г) минтая юго-восточной части Татарского пролива
в зависимости от стадий зрелости
III 30^50
45
IV 30-90
54
IV-V 40-130
70
V—VI 35-55
40
IV—V—VI 60 ~ 90
75
III стадия зрелости — ястыки заполняют от ’/3 до */2 объема
брюшной полости, упругие, светло- или ярко-оранжевые; на раз-
резе видны мелкие непрозрачные икринки диаметром 0,6—1,0 мм;
IV стадия зрелости — ястыки заполняют 2/з объема брюшной
полости, упругие, оранжевые; на разрезе видны непрозрачные ик-
ринки в основном диаметром 0,6—2 мм;
V стадия зрелости—ястыки заполняют всю внутреннюю по-
лость тела, светло-оранжевые или красные; икринки крупные,
прозрачные, в середине ястыка — зрелые;
VI стадия зрелости — ястыки пустые (икра выметана), дряблые,
фиолетовые; иногда в ястыках остается небольшое количество
мелких икринок.
Икринки минтая имеют почти правильную шаровидную фор-
му; длина большой оси 1,01—1,15 мм, малой — 0,86—0,98 мм.
Более 50 % икринок в V—VI стадиях зрелости овулированы,
имеют матовый стекловидный оттенок и называются стекловид-
ными зернами. Они встречаются и в ястыках IV—V стадий зрело-
сти, но в меньшем количестве (соответственно менее 25 и 50 %).
При пробивке ястыков IV и IV—V стадий зрелости получается
в среднем 86 % собственно икорной массы и 6 % пленок (от ясты-
ков). Потери в виде полостной жидкости и крови достигают 8 %.
Выход пробитой икры лососевых составляет 75—90 % массы ясты-
ков. Замораживание ястыков не оказывает заметного влияния на
выход икры.
Увеличения массы пробитой икры лососевых и других видов
рыб можно достигнуть, используя предварительную обработку яс-
тыков препаратами протеолитического действия, в состав которых
входят ферменты, гидролизующие оболочку ястыков, состоящую
из белков соединительной ткани (коллагена).
Развивается производство таких препаратов из гепатопанкреаса
краба у нас в стране и за рубежом. Они имеют различные названия
189
(коллагеназа, дигестаза, морикраза и др.) и обладают не только
коллагенолитической, но и высокой протеолитической активнос-
тью. Применение их позволяет увеличить выход икры на 5—8 % за
счет более полного извлечения икринок из ястыков. Проблемой
являются инактивация протеаз и сохранение протаости оболочек
икринок, которая решается применением ингибиторов протеоли-
за, обработкой хлоридом калия, алюмокалиевыми квасцами или
другими дубильными веществами, а также пастеризацией готового
продукта при температуре 60—70 ”С.
Технология приготовления зернистой лососевой икры. Из ясты-
ков лососевых готовят зернистую икру. Технологическая схема из-
готовления зернистой лососевой икры приведена на рисунке 4.8.
Рыбу-сырец транспортируют и хранят до разделки в ящиках с
послойной пересыпкой льдом при высоте слоя льда не более 0,4 м.
Допускается хранить рыбу с икрой в бункерах с льдоводяной сме-
сью при соотношении рыбы и смеси 1:1. Высота лвдоводяной
смеси и рыбы составляет 0,6— 1,6 м и зависит от конструкции бун-
кера. Продолжительность хранения рыбы, охлажденной льдом, с
момента вылова до разделки для выемки ястыков не должна пре-
вышать 8 ч. При температуре окружающего воздуха не выше 15 "С
разрешается хранить и перевозить рыбу без охлаждения льдом не
более 2 ч. Известно, что в теле живой рыбы икра стерильна. Для
предотвращения загрязнения ее микрофлорой рекомендуется сна-
чала вынимать ястыки, а затем внутренности.
Извлеченные ястыки помещают в сетчатые корзины или ящи-
ки вместимостью 6—8 кг, высотой слоя не более 6 см. Емкости с
икрой немедленно подают в икорный цех и сортируют по качеству
на I и II сорта. Затем ястыки ополаскивают холодной (температу-
рой 0—5 ”С) пресной водой для удаления пленок, сгустков крови и
других загрязнений и направляют на охлаждение для закрепления
зерна. Для этого используют солевой раствор плотностью 1120—
1160 кг/м3 и температурой минус 2 — минус 3 “С в течение 3 мин.
После охлаждения до температуры 0—3 "С ястыки укладывают
на перфорированные лотки, выдерживают в течение 5—10 мин
для стекания воды и направляют на пробивку. Ястыки пробивают
для отделения зерна от соединительной ткани. Икру собирают в
сетчатые корзины и направляют на посол.
При посоле икры используют поваренную пищевую соль выс-
шего сорта или «Экстра». Для изготовления тузлука применяют
соль любой крупности помола; подкрепляют солевой раствор (туз-
лук) в процессе посола икры. Для посола икры применяют соль,
хранившуюся только в упакованном виде.
Солевой раствор (тузлук), используемый для посола икры, дол-
жен иметь плотность не менее 1200 кг/м3; обязательными опера-
циями являются кипячение раствора в течение 25—35 мин, филь-
трование, охлаждение и отстаивание в течение 3—10 сут.
Посол осуществляют порциями по 20 кг в течение 3—22 мин в
Рис. 4.8. Технологическая схема изготовления
лососевой зернистой икры
190
зависимости от вида икры, ее качества, размера, а также темпера-
туры солевого раствора и необходимого содержания соли. Соот-
ношение икры и тузлука должно быть не менее 1 : 4.
Окончание процесса посола определяют по следующим орга-
нолептическим признакам:
при раздавливании икринки между пальцами содержимое ее не
разбрызгивается и не расплывается по пальцу, а держится в виде
капли;
содержимое икринок не имеет кровяного цвета;
слегка сжатые в кулак зерна икры после разжатия пальцев сво-
бодно отделяются одно от другого.
Содержание соли в готовой зернистой икре I сорта 4—6 %, II —
4-7%.
После посола тузлук отделяют в течение 5—10 мин и в икру
вносят антисептики, масло и глицерин. Для этого на стол подают
порцию икры и к ней в необходимом количестве (из расчета со-
держания в готовой икре уротропина и сорбиновой кислоты по
0,1 %) добавляют смесь антисептиков (в соотношении 1:1), рав-
номерно распределяя по поверхности икры.
Ранее в качестве антисептиков использовали смесь буры и
уротропина. Применение буры при изготовлении лососевой зер-
нистой икры вызывало резкие возражения со стороны гигиенис-
тов. Исследования, проведенные в ТИНРО (Леванидов, 1969), по-
казали, что буру можно заменить сорбиновой кислотой или бензо-
атом натрия. Смесь их с уротропином в соотношении 1:1 по ан-
тисептическим свойствам оказалась идентичной смеси буры с
уротропином.
Сроки хранения икры с даты изготовления при температуре
минус 4 — минус 6 °C (в месяцах, не более)
Баночная:
с антисептиками 12
без антисептиков 4
Бочковая:
с антисептиками 8
без антисептиков 2
Технология приготовления зернистой икры осетровых рыб
(рис. 4.9). Живых осетровых рыб транспортируют и хранят до раз-
делки в прорезях, буксируемых самоходными судами. Сроки дос-
тавки живых осетровых рыб на обрабатывающее предприятие с
момента вылова: летом — 3 сут, весной и осенью — 4 сут.
Икорные продукты изготовляют из развитых (в III и IV стадиях
зрелости) ястыков белуги, калуги, осетра, шипа, севрюги, полу-
ченных при разделке живой рыбы.
Живую рыбу оглушают и обескровливают, промывают проточ-
Рис. 4.9. Технологическая схема изготовления зернистой икры
осетровых рыб
ной водой, тщательно протирают щеткой брюшко для удаления
слизи. Затем разрезают брюшко рыбы посередине по направле-
нию от головы (начиная немного выше грудных плавников) к хво-
сту, заканчивая разрез на расстоянии 3—4 см от анального отвер-
стия, не допуская порезов позвоночника.
192
193
Вынимают ястыки и сортируют их по качеству, затем немед-
ленно пробивают на грохотках с ячеей размером от 10—10 до 12—
12 мм (в зависимости от вида и размера икры). Крупные ястыки
перед пробивкой разрезают со стороны пленки на несколько час-
тей. Ястыки от каждой белуги, калуги, осетра и шипа пробивают
отдельно и собирают икру в отдельные вазы. Ястыки севрюги про-
бивают по нескольку штук вместе, подбирая икру по цвету и каче-
ству.
Пробитую икру сортируют по цвету, размеру и качеству (проч-
ности оболочки, вкусу и запаху) и немедленно направляют на
промывание. При большом поступлении икры-сырца пробитую
икру до переработки хранят в закрытых крышками емкостях при
температуре плюс 2 — минус 1 “С не более 8 ч.
Икру промывают в чистой охлажденной воде, осторожно пере-
мешивая ее с водой, а затем сливают последнюю вместе с всплыв-
шими примесями через край емкости. Продолжительность про-
мывания икры не более 30 с. Соотношение икры и воды 1 : 2, тем-
пература воды 5—10°С.
В исключительных случаях при наличии в икре большого ко-
личества кровяных сгустков и пленок ее промывают 2 раза.
Промытую икру переносят на решето для стекания оставшейся
воды. Продолжительность выдерживания икры на решете состав-
ляет 3 мин. После этого икру направляют на посол.
Посол осуществляют порциями не более 10 кг. Для посола
икры используют сухую мелкую соль сорта «Экстра» или высшего
сорта помола № 0 с добавлением или без добавления антисептика.
Окончание посола икры определяют по следующим органолеп-
тическим признакам: прежде всего по наличию белых полосок на
оболочке икринок; кроме того, при раздавливании икринок меж-
ду пальцами их содержимое не должно растекаться; наконец, ик-
ринки теряют липкость и становятся разбористыми, т. е. приобре-
тают рассыпчатость.
Содержание соли в готовой зернистой икре от 3,5 до 5,0 %. По
окончании посола отделяют икру от тузлука на решете, затем фа-
суют в банки. При фасовании икры в банки с надвигающимися
крышками их наполняют икрой одного передела так, чтобы по-
верхность уложенной в банки икры после отжима крышек на них
выступала выше края над корпусами банок при вместимости ба-
нок 1340см3 — на 1,5—2,0см, 388см3 —на 0,7—1,0, менее
388 см3 — на 0,5 см.
Закрывают банки крышками так, чтобы стрелки на крышках и
корпусе банок совпадали, нажимают на крышки равномерно по
всей поверхности икры, помещают банки под пресс и отжимают
для удаления из них воздуха, избытка тузлука, а также для уплот-
нения икры. Для этого банки ставят ребром на наклонную решет-
ку и выдерживают в течение 10—20 мин. Равномерную осадку
икры и отделение из банок тузлука проводят следующим образом.
Осаждают на банках крышки, ставят их колонками по 2—5 шт. на
чистые столы в охлаждаемом помещении и выдерживают в тече-
ние 1—2 ч, затем снова осаждают крышки и протирают банки чи-
стой салфеткой. Далее устанавливают банки в колонки, помещая
банки, находившиеся ранее наверху, вниз, а банки, находившиеся
внизу, — наверх. Вторично выдерживают банки в колонках не ме-
нее 6 ч, после чего снова осаждают крышки и протирают банки
чистой салфеткой.
Необходимая в каждом случае продолжительность выдержива-
ния банок с икрой зависит от вида и качества икры. Резиновые
кольца надевают на банки с икрой так, чтобы кольцо равномерно
и плотно обтягивало стык крышки с корпусом банки.
В случае фасования икры в герметически укупориваемые банки
их наполняют посоленной икрой доверху с таким расчетом, чтобы
крышки плотно прилегали к поверхности икры, накрывают банки
крышками и укупоривают.
Продолжительность охлаждения банок с икрой до упаковыва-
ния и отгрузки с предприятия не менее 2 сут при температуре ми-
нус 2 — минус 4 °C.
При изготовлении зернистой пастеризованной икры из икры-
сырца разделку рыбы, выемку, пробивку и сортирование ястыков,
сортирование пробитой икры, промывание икры холодной водой,
посол, стекание тузлука проводят аналогично технологии приго-
товления зернистой икры.
Банки и крышки, предназначенные для фасования, прогревают
при температуре 100—105 °C в течение 15—25 мин, затем охлаж-
дают.
Икру фасуют в стеклянные банки вместимостью 38, 68 и
130 см3, а также в металлические — вместимостью 95 см3.
При фасовании икры в банки ее поверхность должна быть
ниже краев банок: в банках вместимостью 38 и 68 см3 —на 2—
3 мм; 95 и 130 см3 — на 4—5 мм.
Банки с икрой немедленно накрывают крышками и гермети-
чески укупоривают на вакуум-закаточной машине с таким расче-
том, чтобы остаточное давление в банках с икрой было не менее
59994,9 Па (450 мм рт. ст ).
Затем банки устанавливают в один ряд в перфорированные ме-
таллические противни и направляют на пастеризацию.
Время от начала фасования икры до ее пастеризации должно
быть не более 2 ч.
При задержке пастеризации укупоренные банки с икрой хра-
нят не более 6 ч при температуре минус 2 — плюс 2°С. Сетчатые
противни с банками погружают в пастеризатор при температуре
воды в пастеризаторе плюс 60 ± 1 °C. Соотношение массы воды и
банок с икрой в пастеризаторе 5:1.
Продолжительность выдерживания банок с икрой в пастериза-
торе следующая: 105 мин —для банок вместимостью 38 см3,
194
195
120мин—для банок вместимостью 120см3, 145мин —для банок
вместимостью 95 см3, 180 мин — для банок вместимостью 130 см3.
После пастеризации банки с икрой выгружают и охлаждают во-
дой температурой 16—18 °C в течение 15—20 мин.
Охлаждение и выдерживание банок с икрой проводят при тем-
пературе минус 2 — минус 4 °C в течение не менее 1 сут.
Срок хранения зернистой икры осетровых рыб с даты изготовления
при температуре минус 2 — минус 4 '€ (в месяцах, не более)
Без антисептиков:
осетровая и белужья 2,5
севрюжья 2,0
С антисептиком:
осетровая и севрюжья 4,0
белужья 6,0
Пастеризованная без антисептиков:
фасованная в стеклянные банки 8,0
фасованная в металлические банки 10,0
Пастеризованная с антисептиками 12,0
Изготовление соленой пробойной икры из минтая. Технологичес-
кая схема изготовления соленой пробойной икры из минтая при-
ведена на рис. 4.10. Перед разделкой рыбу тщательно промывают
водой для удаления слизи и других поверхностных загрязнений.
Разделывают рыбу вручную или на машинах.
При разделке рыбы не допускаются нарушение целостности
ястыков, повреждение кишечника и желчного пузыря, загрязне-
ние ястыков слизью, кровью, желчью и чешуей. Извлеченные яс-
тыки собирают в чистые емкости, одновременно сортируя их. При
сортировании отделяют непригодные для переработки, недораз-
витые и перезревшие ястыки, а также ястыки с неестественной
окраской, кровоподтеками и посторонним или порочащим запа-
хом. Рассортированные ястыки по возможности сразу направляют
на переработку. Продолжительность хранения ястыков до перера-
ботки не более 1,5 ч при температуре в помещении не выше 15 °C.
Ястыки моют в проточной или сменяемой пресной воде с тем-
пературой не выше 15 °C. При обработке на судах допускается ис-
пользование чистой холодной морской воды.
Продолжительность мойки ястыков в сменяемой воде во избе-
жание набухания икры не более 2—3 мин.
При машинной обработке мойку ястыков совмещают с охлаж-
дением. Для мойки и охлаждения ястыков используют охлажден-
ный солевой раствор плотностью 1120—1140 кг/м3.
Промытые ястыки укладывают на 10—20 мин в перфорирован-
ные емкости для удаления излишков воды и направляют на про-
бивку ручным или машинным способом. Пробитую икру толщи-
ной слоя не более 10 см собирают в чистую посуду и направляют
на посол.
Рис. 4.10. Технологическая схема изготовления соленой пробойной нкры из минтая
Для посола икры используют смесь поваренной соли и бензо-
ате натРия- Для приготовления посольной смеси из расчета на
100 кг икры берут 19 кг соли и 0,1 кг бензоата натрия.
Перед приготовлением посольной смеси соль прокаливают до
температуры 120 °C и охлаждают. Смесь равномерно распределя-
ют по поверхности икры и тщательно перемешивают до полного
растворения. Продолжительность посола составляет 15—30 мин и
зависит от качества икры и температурных условий посола.
В процессе посола образуется тузлук, икра становится более
светлой окраски и разжижается, но в дальнейшем постепенно гус-
196
197
теет. К концу просаливания икра перестает приставать к мешалке
и при извлечении из посольной емкости отделяется пластами.
Излишки тузлука, образовавшиеся в процессе посола, отделя-
ют в посольных емкостях. После отделения тузлука икра должна
быть рассыпчатой.
После посола икру инспектируют для удаления посторонних
включений (зеленых икринок, сгустков крови, кусочков пленок и
др.), затем тщательно перемешивают для выравнивания консис-
тенции.
После этого в икру добавляют рафинированное растительное
масло (кукурузное, подсолнечное, арахисовое или соевое). Масло
предварительно прокаливают при температуре 160 "С и охлажда-
ют. На 100 кг икры расход масла составляет 0,6 кг.
Растительное масло тщательно перемешивают с икрой, затем
фасуют икру в банки, заполняя их доверху, чтобы крышки приле-
гали к поверхности, а в банках не осталось воздушной прослойки.
Упакованные в картонные ящики банки с икрой хранят в холо-
дильнике при температуре минус 2 — минус 6 "С. Продолжитель-
ность хранения до 5 мес.
Технология приготовления вяленой ястычной икры и пастообраз-
ных икорных продуктов. Для производства вяленой ястычной икры
минтая используют свежие, мороженые ястыки. Ястыки сортиру-
ют по размерам и направляют на посол в холодном насыщенном
солевом растворе плотностью 1200 кг/м3 с добавлением сахара при
соотношении масс ястыков и солевого раствора 1:2. Продолжи-
тельность посола 1—3 ч в зависимости от размера ястыков. Содер-
жание соли в ястыках должно быть не более 3 %.
После посола ястыки помещают в чистые емкости и заливают
небольшим количеством тузлука, в который предварительно вне-
сено 2—3 % сахара. Ястыки выдерживают в течение 10—20 сут в
охлажденном помещении для выравнивания их солености и со-
зревания.
Перед вялением ястыки отмачивают с целью удаления избытка
соли и опреснения поверхностных слоев икры в чистой холодной
воде или слабом солевом растворе. Содержание соли в отмочен-
ных ястыках должно быть 2,5—3,5 %.
Вяление ястыков осуществляют при температуре 20—28 °C.
Продолжительность вяления ястыков 60—96 ч до содержания
воды в готовом продукте не более 32 %.
В нерестовый период до 45 % ястыков относится к «перезрев-
шим», малопригодным для получения высококачественной соле-
ной пробойной икры. Однако по своим качественным показате-
лям перезревшие ястыки относятся к пищевому сырью и могут
быть использованы для приготовления пищевых продуктов.
Для приготовления паст и паштетов используют икру и жел-
точную массу. Мороженые ястыки размораживают до температу-
ры минус 5 °C и тонко измельчают. Затем эту массу центрифуги-
руют с целью отделения желточной массы от оболочек или гомо-
генизируют целиком.
Операция «концентрирование» позволяет снизить количество
сливочного маргарина, играющего роль пластификатора. Концен-
трирование осуществляют в сублимационной сушилке при темпе-
ратуре полок 35 °C до содержания воды 70—75 %. Температура за-
мораживания минус 30 “С.
Затем к концентрированной массе добавляют поваренную соль
и сливочный маргарин, перемешивают и упаковывают в банки.
Банки закатывают и пастеризуют при температуре 80 °C в течение
60 мин.
В результате получают два вида продукта: из желточной мас-
сы — кремообразную пасту, из ястыков — паштет, обладающие
приятным икорным вкусом. Срок хранения этой продукции при
температуре минус 5 °C — 6 мес.
Изменения химического состава икры при хранении. В процессе
хранения органолептические показатели икорных продуктов из-
меняются. Органолептические изменения выражаются в появле-
нии кислого или горького вкуса и ослаблении консистенции икры
за счет того, что оболочки теряют прочность, эластичность. В ре-
зультате выделяется густая клейкая жидкость, скапливающаяся на
дне емкости (отстой).
Причиной изменения органолептических свойств икры являет-
ся распад белков, липидов и гликогена под действием ферментов
и микроорганизмов.
При этом в икре накапливаются небелковые азотистые веще-
ства, в том числе летучие основания. Установлено, что при содер-
жании азота летучих оснований в икре более 30 мг/100 г она ста-
новится недоброкачественной. Липиды икры при хранении гид-
ролизуются, а при длительном хранении способны окисляться.
В результате распада белков, липидов и углеводов в икре возра-
стает содержание растворимых в воде органических и фосфорной
кислот. Доброкачественная икра лососевых имеет кислотность (в
мт КОН на 1 г икры) не более 3.
Возникновение и усиление привкуса горечи в икорных продук-
тах объясняется окислением жира, автолитическим расщеплением
липопротеиновых комплексов, фосфолипидов и нуклеотидов.
Распад белков, липидов и гликогена, изменение органолепти-
ческих свойств для различных видов икорных продуктов протека-
ют с различной скоростью, чем объясняется различие в сроках
хранения икорных продуктов. Стойкость икры при хранении за-
висит от способа ее приготовления, упаковки, санитарно-микро-
биологических условий ее производства.
Технологический процесс переработки икры на всех этапах
связан с применением ручного труда. Поэтому к помещениям,
оборудованию и обработчикам предъявляются особые требования.
Большое значение имеют чистота воздуха, качество воды, исполь-
198
199
зуемой для промывания как икры, так и посолочных емкостей и
устройств.
Использование в производстве икорных продуктов консерви-
рующих веществ, плотной упаковки, холодильного хранения спо-
собствует отмиранию наименее стойких неспоровых видов микро-
организмов, замедлению развития другой микрофлоры. Микро-
флора икры включает в себя более 80 видов различных микроорга-
низмов, многие из которых обладают способностью разлагать
белки, липиды, вызывать глубокие изменения и порчу икры при
хранении.
Видовой состав микрофлоры весьма разнообразен. Преобладают
палочковидные мезофильные сапрофиты, погибающие при 50 “С, а
также споровые формы. Наиболее часто встречаются Е. coli, Proteus
vulgaris, Pseudomonas fluorescens, Вас. mycoides, Micrococcus
Candidas, Sarcina lutea и др. Анаэробные споровые микроорганизмы
даже в случае высокой общей обсемененности не были обнаруже-
ны. Кроме бактерий в только что приготовленной икре обнаружены
актиномицеты, дрожжевые и микроскопические грибы.
При хранении зернистой икры при температуре минус 2 — ми-
нус 4 °C происходит снижение численности содержащихся в ней
микроорганизмов; видовой состав становится более однообраз-
ным и представлен различными видами рода Micrococcus.
Пороки икры. Белые включения. Белые кристаллические вклю-
чения возникают в зернистой икре осетровых в результате гидро-
лиза белка и состоят в основном из тирозина и других аминокис-
лот, которые, обладая малой растворимостью, выделяются на по-
верхности икринок.
Появление белых включений связано с качеством икры-сырца,
соленостью икры, температурой и сроками хранения после пасте-
ризации. Ко времени появления белых включений пастеризован-
ная икра обычно уже оказывается испорченной в связи с дефекта-
ми вкуса.
Горечь. Горечь в зернистой икре лососевых и осетровых, паюс-
ной икре осетровых возникает главным образом из-за высокотем-
пературного хранения и применения недостаточно качественной
соли с большим содержанием солей кальция и магния. Способ-
ствуют образованию горького вкуса кокки и микроскопические
грибы.
Запах с оттенком сероводорода. Возникновение такого дефекта
возможно в лососевой зернистой икре с низким содержанием по-
варенной соли, особенно если не применялись антисептики или
икра в течение нескольких суток после такого слабого посола на-
ходилась без достаточного охлаждения. При слабом запахе воз-
можно устранение дефекта путем проветривания икры, разложен-
ной тонким слоем. В течение нескольких часов слабый запах ис-
чезает. При более сильном запахе икру промывают в тузлуке и
немедленно реализуют.
Запах и привкус металла. Дефект возникает вследствие разру-
шения внутреннего лакового покрытия банок с неподвижными
крышками и крышек стеклянных банок с пастеризованной икрой.
Упаковка икры под вакуумом в мелкую тару защищает продукт от
этого дефекта.
Затеки. Дефект характерен для зернистой икры лососевых и
осетровых. Если крышку банки с зернистой икрой осетровых не-
достаточно туго отжали (оставили в банке воздух), на зеркале
икры образуется участок из неподпрессованных верхних зерен.
Икра в этом месте вскоре ослабевает, становится мокрой, приоб-
ретает затек, затем плесневеет. При вскрытии банок и бочек с ик-
рой для контроля качества появляются затеки — лужицы икорной
жидкости, вытекшей из икринок с лопнувшими оболочками. С
целью недопущения такого рода дефекта следует избегать преж-
девременного вскрытия бочек и банок с икрой.
Икорная корка. У зернистой икры лососевых при снижении
закладки растительного масла по сравнению с нормой или отсут-
ствием его может образоваться корка под верхним днищем бочки.
Икорная корка может возникнуть и при длительном хранении па-
юсной икры осетровых в бочках при недостаточно низкой темпе-
ратуре. Перед реализацией икру в такой бочке следует зачистить
от корки. Ликвидировать небольшую корку в лососевой икре
можно, перевернув бочки днищем вверх за 5—10 сут до реализа-
ции икры.
Лопанец. Это икринки, у которых оболочка, ослабевшая под
действием автолиза (или перезревшая, недозревшая), а также от
длительной тряски и других механических воздействий, лопнула.
Количество лопанца в икре определяется соответствующей техни-
ческой документацией. Для предупреждения лопанца следует свое-
временно вынимать ястыки из рыбы. Предупреждению лопанца
способствуют высокое качество тары, хранение при низких темпе-
ратурах и т. д.
Острота. Это слабовыраженная начальная степень скисания
икры. Небольшая острота ощущается главным образом как оста-
точный вкус (послевкусие).
Отстой. Отстой жидкости в икре образуется из содержимого,
вытекшего из икринок-лопанцев (желточная масса). Значитель-
ное количество отстоя характерно для сильно задержанной лосо-
севой икры. Сократить количество отстоя можно, используя фасо-
вание икры в мелкую тару.
Скисание. Чаще других скисает зернистая лососевая икра. При-
чина скисания икры всегда связана с ее сильным бактериальным
загрязнением. Ускоренному скисанию икры способствуют несвое-
временное консервирование, плохие санитарные условия, отсут-
ствие или недостаток антисептика, хранение при недостаточно
низких температурах и т.д. Главными возбудителями являются
бактерии группы E.coli и близкие к ним по свойствам Bact. lactis
200
201
aerogenes, а также Bact. ruber и Pseudomonas fluorescens. В началь-
ных стадиях появляется только привкус, специфичный для скис-
шего продукта, кислый запах отсутствует. При развитии дефекта
специфичный привкус переходит в более ощутимый кислый вкус,
что сопровождается появлением неприятного запаха.
Меры профилактики заключаются в своевременности консер-
вирования икры, соблюдении санитарных условий ее обработки и
упаковки и др.
Контрольные вопросы и задания
I. Чем различаются способы посола рыб? 2. Каковы требования к поваренной
соли? 3. В чем состоит физико-химическая сущность просаливания? 4. Каковы
физические и химические изменения мышечной ткани рыбы при посоле и хране-
нии? 5. В чем состоит сущность созревания соленой рыбы? 6. Чем отличается
производство соленой пробойной икры от производства вяленой?
Глава 5
СУШКА, ВЯЛЕНИЕ И КОПЧЕНИЕ
Сушка, вяление и копчение как самые распространенные спо-
собы обработки рыбы имеют много общего.
§1. СУШКА И ВЯЛЕНИЕ
Сушкой называют процесс удаления из материалов любой жид-
кости, в результате чего увеличивается относительное содержание
сухой части. При сушке влажных материалов, в том числе пище-
вых продуктов, удаляется главным образом вода, поэтому под
сушкой понимают процесс обезвоживания материалов.
Теоретические основы сушки. Принципы обезвоживания и ме-
тоды сушки материалов различны. По энергетическому признаку
можно выделить два основных принципа обезвоживания:
1) удаление воды из материала без изменения ее агрегатного
состояния, т. е. в виде жидкости;
2) удаление воды с изменением ее агрегатного состояния, т. е.
при фазовом превращении жидкости (льда) в пар.
Первый принцип обезвоживания может быть осуществлен ме-
ханическим методом (прессование, центрифугирование, фильтра-
ция) или при контакте влажного материала с веществами, имею-
щими более низкий потенциал переноса (контактный массооб-
мен).
Второй принцип сушки связан с затратой теплоты на фазовое
превращение воды. В большинстве случаев эта теплота сообщает-
ся материалу извне известными способами — кондукцией, кон-
векцией, радиацией и т. д. Такая сушка называется тепловой.
Применение отдельных принципов обезвоживания и методов
сушки обусловлено энергией связи с материалом. Очевидно, если
агрегатное состояние воды не изменяется, то может удаляться
только вода, менее прочно связанная с материалом. При этом ме-
тоде энергия затрачивается в основном на преодоление гидравли-
ческого сопротивления тела. При изменении агрегатного состоя-
ния воды скорость сушки в большей мере зависит от прочности
связи воды с материалом. В этом случае энергия затрачивается как
203
на преодоление силы этой связи, так и на теплоту парообразова-
ния.
Влияние различных факторов на процесс сушки. В тканях рыбы
вода распределена между пучками волокон, отдельными волокна-
ми и в самих волокнах. При осмотическом, механическом или
тепловом воздействии вода проникает через оболочки со скорос-
тью, зависящей от этого воздействия, а также от формы связи
воды с тканями.
По классификации акад. А. П. Ребивдера, основанной на коли-
честве энергии, необходимой для разрушения различных видов
связи, формы связи воды с материалом подразделяют на механи-
ческую, физико-химическую и механическую.
При химической связи вода входит в состав вещества в опреде-
ленных количественных соотношениях. Химически связанная вода
исключительно прочно связана с материалом и может быть удалена
из него только при химическом взаимодействии или при особой
интенсивной тепловой обработке (прокаливании). При сушке пи-
щевых продуктов химически связанная вода не удаляется.
Различают два вида физико-химической связи воды с веще-
ством.
1. Адсорбционно связанная вода. Ткани рыбы можно рассмат-
ривать как полидисперсные системы, в которых вода представляет
собой дисперсную среду, а органические и неорганические веще-
ства с различной степенью дисперсности — коллоидные тела. Ад-
сорбция воды связана с дисперсными частицами коллоидных тел
за счет свободной поверхностной энергии. Присоединяя опреде-
ленное количество воды, коллоидное тело выделяет некоторое ко-
личество энергии, увеличиваясь в объеме. Однако общий объем
набухшего тела меньше суммы объемов коллоидных тел и погло-
щаемой воды. Процесс поглощения телом адсорбционной воды
называется гидратацией. Для удаления воды из материала необхо-
димо предварительно перевести ее в парообразное состояние.
Среднее количество адсорбционно связанной воды в свежей рыбе
составляет около 6 % массы рыбы, или 24 % абсолютно сухого ве-
щества.
2. Осмотически связанная вода. Это вода, находящаяся в замк-
нутых ячейках, как поглощенная осмотически сложно построен-
ной мицеллой, так и иммибилизованная — структурная, захвачен-
ная при формировании геля; характеризуется малой энергией свя-
зи.
Механически связанная вода может быть удалена из продукта
механическим способом. Различают три вида механической связи
воды:
1) вода макрокапилляров: часть воды находится в капиллярах
(порах), средний радиус которых больше 10-5 см. Давление пара
воды над мениском капилляров не отличается от давления пара
над свободной поверхностью воды. Вода заполняет сквозные мак-
рокапилляры только при непосредственном соприкосновении с
ними;
2) вода микрокапилляров: вода заполняет узкие поры, средний
радиус которых меньше К)-5 см. Жидкость заполняет любые мик-
рокапилляры не только при непосредственном соприкосновении,
но и путем сорбции из влажного воздуха и перемещается в теле в
виде жидкости или пара;
3) кроме капиллярной, механически удерживается вода на по-
верхности рыбы, которая при большой удельной поверхности (для
мелкой рыбы) может составлять 0,5—1,0 % общего содержания.
Приблизительно соотношение воды по формам связи у свежей
рыбы составляет в процентах от общего содержания: вода микро-
капилляров и смачивания — около 7; химически связанная адсор-
бционная — около 23; осмотическая вода и вода макрокапилля-
ров — около 70.
Капиллярная и поверхностная вода обладает наименьшей
энергией связи с материалом, поэтому ее условно называют сво-
бодной в отличие от связанной, к которой относятся химически
связанная, адсорбционная и осмотическая. В процессе сушки из
рыбы в первую очередь удаляется свободная вода (поверхностная
и вода макрокапилляров), а затем — микрокапилляров, осмоти-
ческая и адсорбционная.
Рыбное сырье относится к влажным и гидрофильным материа-
лам, в которых при сушке наблюдают все виды перемещения
воды, обусловленные действием диффузионно-осмотических и
капиллярных сил.
При наличии разницы температур (температурного градиента)
в отдельных местах капиллярно-пористого тела вода будет пере-
мещаться по направлению потока теплоты по следующим трем
причинам:
1) за счет термодиффузии, так как в объеме жидкости, имею-
щем более высокую температуру, движение будет происходить бо-
лее интенсивно, чем в объеме более холодной жидкости;
2) с повышением температуры поверхностное натяжение жид-
кости уменьшается, за счет чего уменьшаются и капиллярные
силы. Поэтому жидкость в капилляре будет перемещаться от уча-
стка более нагретого к холодному (движение жидкости за счет раз-
ницы температур называется термовлагопроводностью);
3) в капилляре, заполненном жидкостью, имеются пузырьки
воздуха, которые при повышении температуры расширяются и
проталкивают жидкость по направлению потока теплоты.
При низких температурах сушки рыбы (вяление, холодное коп-
чение, сушка) температурный градиент невелик, поэтому термо-
влагопроводность почти не оказывает влияния, а передвижение
воды происходит за счет градиента влажности.
При высоких температурах сушки (например, при горячем
копчении) термовлагопроводность, направленная от поверхности
204
205
к внутренним слоям, играет заметную роль при перемещении
воды.
В процессе холодной сушки (температура не выше 40 °C) дви-
жение воды в рыбе основано на диффузионно-осмотических про-
цессах, причем вода из внутренних слоев рыбы движется к повер-
хности в виде жидкости. При этом в первую очередь уменьшается
количество воды в поверхностных слоях рыбы (за счет испарения
ее), нарушается осмотическое равновесие в теле рыбы и вода из
более глубоких слоев передвигается к поверхности.
Движение пара с поверхности рыбы в окружающий воздух че-
рез неподвижный (пограничный) слой у поверхности рыбы назы-
вается внешней диффузией. Она происходит при наличии разни-
цы между величинами давления пара у поверхности и парциаль-
ным давлением пара в окружающей среде. Скорость внешней
диффузии зависит от температуры, относительной влажности и
скорости движения воздуха.
Движение воды из внутренних слоев к поверхностным слоям
называется внутренней диффузией. Скорость внутренней диффу-
зии в рыбе зависит от химического состава и гистологического
строения рыбы, градиента влажности, температуры сушки и не
зависит от относительной влажности и скорости движения возду-
ха. Проводником воды из внутренних слоев рыбы к поверхности
является главным образом рыхлая соединительная ткань.
Если скорость внутренней диффузии меньше скорости внеш-
ней диффузии, то поверхность высушиваемого объекта быстро
высыхает, причем образующаяся корочка замедляет поступление
новых порций воды на поверхность; в результате этого процесс
сушки приостанавливается.
Взаимодействие влажного материала с окружающим воздухом
может происходить в двух направлениях:
если парциальное давление пара у поверхности материала Рм
больше, чем парциальное давление пара в воздухе (Ры >/’„), то
будет происходить процесс испарения (десорбция);
если Рм < Р„, то материал будет увлажняться за счет поглоще-
ния пара из окружающего воздуха.
Сушка считается законченной, когда наступает динамическое
равновесие и Рм = Рп; влажность материала, соответствующая это-
му периоду, называется равновесной влажностью Wp. Наглядно
представить кинетику процесса сушки и скорость его протекания
позволяют кривые сушки и скорости сушки, для построения кото-
рых использованы экспериментальные и аналитические данные.
Анализ типичной кривой сушки показывает, что в начале про-
цесса, т. е. в период подогрева продукта, линия сушки имеет ха-
рактер кривой, затем влажность изменяется по прямой линии и
процесс характеризуется постоянной скоростью сушки (1 период).
При этом происходит удаление свободной воды и давление пара
над продуктом равно давлению пара чистой жидкости, испаряю-
щейся в тех же условиях. Количество воды, поступающей из внут-
ренних слоев, полностью преобразуется в пар и удаляется с повер-
хности материала. Период постоянной скорости сушки длится до
достижения критической влажности W*. После этого начинается
II период — период падающей скорости сушки. Линия сушки на
этом участке представляет собой кривую. Форма кривой зависит
от характера связи влаги с материалом, структурно-механических
характеристик его, т. е. от условий перемещения влаги внутри
продукта. Заканчивается кривая сушки при достижении равновес-
ной влажности продукта
Величина равновесной влажности зависит от парциального
давления пара в воздухе Рп или, иначе говоря, от его относитель-
р
ной влажности ф=-рП-, где — давление насыщенного пара при
данной температуре.
Кривая скорости сушки показывает изменение интенсивности
влагопереноса при различных значениях влагосодержания про-
дукта. Вертикальная прямая представляет собой период подогре-
ва, в течение которого скорость сушки увеличивается от нуля до
максимального значения. Горизонтальная прямая соответствует
постоянной скорости сушки. От точки К1( которая отражает кри-
тическую влажность, начинается кривая падающей скорости.
Периоды постоянной и падающей скорости сушки принципи-
ально различаются. Период постоянной скорости сушки связан с
процессом внешней диффузии, т. е. испарения влаги с поверхнос-
ти продукта. Эффективность сушки в этот период зависит от ко-
личества теплоты, подведенной к продукту, и влажности воздуха и
практически не зависит от скорости внутренней диффузии.
Период падающей скорости сушки более сложен, так как во
время его протекания интенсивность сушки предопределяется
внутренней диффузией связанной в продукте воды. Существенное
влияние в этот период на интенсивность сушки оказывают свой-
ства, состав, размеры и форма продукта.
В сушильной практике и технологии влажность материала
обычно рассматривается по отношению к массе абсолютно сухого
вещества, которая в процессе сушки остается неизменной.
Переход от влажности Wc, рассчитанной по отношению к су-
хому материалу, к влажности IT*, рассчитанной по отношению к
общей массе материала, описывается формулой
= w‘ 100%.
100
В данной главе, если не оговорено иначе, под терминами «со-
держание воды», «влажность материала» и т. д. имеется в виду 1КС,
206
207
которую можно определить по формуле
w' .100%.
100-Ш
Как правило, 1КС называют абсолютным содержанием воды в
материале (рыбе) и часто обозначают Жа; W* именуют относи-
тельным содержанием воды в материале и обозначают W.
Внешним проявлением воздействия сушки является изменение
массы рыбы. Зная массу рыбы до сушки и начальную влажность
целой рыбы, можно по изменению массы определить содержание
воды в рыбе в любой момент сушки по формуле
ж^аоо+и'р-юо,
где И7— влажность рыбы в данный момент сушки, %\ т\ — масса рыбы в тот же мо-
мент сушки, г; — влажность рыбы до сушки, %; т2 — масса рыбы до сушки, г.
Механизм движения воды при сушке соленой рыбы исследован
на основании данных по распределению воды и соли на разном
расстоянии от поверхности образцов в различные периоды сушки.
Соленая рыба в процессе сушки имеет на поверхности мень-
шую влажность, чем во внутренних слоях мышечной ткани. При
сушке в период постоянной скорости значительно уменьшается
количество воды в поверхностном слое. В период падающей ско-
рости сушки поверхностный слой теряет небольшое количество
воды, в то время как во внутренних слоях отмечается значитель-
ное уменьшение количества воды.
Уменьшение количества воды в мышечной ткани рыбы сопро-
вождается увеличением концентрации поваренной соли. Согласно
анализу данных табл. 5.1 в процессе сушки соленой рыбы жид-
кость перемещается из внутренних слоев в поверхностные в виде
раствора соли. На поверхности рыбы вода испаряется, а концент-
рация соли постепенно увеличивается. Затем, когда испарение
возрастает во внутреннем слое, концентрация в нем соли начина-
ет также увеличиваться.
5.1. Содержание соли мышечной ткани рыбы по слот при сушке
( % платных веществ)
Продолжительно- сть сушки, сут Глубина слоя, мм
0-2 2-4 4—6 6-8
0 24 23 21 19
8 25 22 20 18
20 22 45 12 11
Скорость сушки рыбы зависит от температуры воздуха, его от-
носительной влажности и скорости движения.
С повышением температуры воздуха скорость сушки возрас-
тает, поэтому процесс рекомендуется осуществлять при возмож-
но более высокой температуре воздуха без ухудшения качества
рыбы.
Температуру сушки устанавливают с учетом содержания липи-
дов, гистологической структуры мышечной ткани, способа раз-
делки. Так, тощую рыбу сушат при более высокой температуре,
чем жирную; балык из осенней амурской кеты толщиной 8—10 см
в случае сушки при температуре выше 23 °C портится вследствие
активного развития микробиальных и протеолитических процес-
сов, а боковник толщиной не более 4 см хорошо переносит сушку
при температуре 25—28 °C.
Как правило, рекомендуемая толщина кусков (целой рыбы)
для холодной сушки не превышает 4 см; ширина и длина высуши-
ваемого объекта на интенсивность сушки существенного влияния
не оказывают.
Правильный выбор скорости движения воздуха обусловлен
тем, что при слишком большой циркуляции нарушается соответ-
ствие между внутренней и внешней диффузией, а при слишком
низкой — замедляется процесс сушки, что приводит к порче про-
дукта. Обычный диапазон скорости движения воздуха составляет
0,2—1,9 м/с. При сушке кеты, разделанной на балык, наиболее
оптимальной является скорость движения воздуха 0,4—0,6 м/с,
рыб с тощим мясом 1 м/с.
Относительная влажность воздуха значительно влияет на про-
цесс сушки. При относительной влажности воздуха более 65 %
сушка резко замедляется, а при 85 % начинается обратный про-
цесс — увлажнение продукта.
Наиболее благоприятной для сушки рыбы является относи-
тельная влажность воздуха 40—60%, которая, как правило, дости-
гается кондиционированием воздуха, охлаждением его до отрица-
тельных температур, вызывающим конденсацию водяных паров.
Большинство устройств для кондиционирования воздуха основа-
но на способе вымораживания, однако существуют устройства,
использующие различные сорбенты, избирательно поглощающие
водяные пары из воздуха.
Точный учет всех факторов, влияющих на процесс сушки и ка-
чество полученного продукта, позволяет применять оптимальный
режим сушки, при котором рыба обезвоживается до определенной
влажности при минимальных продолжительности и расходе энер-
гии.
Примеры, показывающие влияние технологических парамет-
ров на процесс сушки рыбы, позволяют заключить, что, напри-
мер, вобла наиболее быстро обезвоживается при следующих режи-
мах: 1= 30 °C, <р = 30", v=0,5 м/с; 1= 25 °C, <p=30°, v=3 м/с.
208
209
Изменения в тканях рыбы при сушке и вялении. При нагревании
продукта в процессе сушки до определенной температуры проис-
ходит тепловая денатурация белков. Ускоряется движение поли-
пептидных цепей, сопровождающееся разрывом непрочных свя-
зей между структурными элементами, происходят развертывание
и перегруппировка полипептидных цепей с последующим пере-
распределением полярных и неполярных радикалов и концентра-
цией последних на поверхности молекул, гидрофильность кото-
рых вследствие этого уменьшается.
Благодаря изменению макроструктуры белки частично или
полностью утрачивают способность к набуханию; одновременно
происходит изменение их коллоидного состояния, т.е. коагуляция
(свертывание). Денатурация белков в мышечной ткани рыбы на-
чинается при 35—50 "С. Однако при уменьшении содержания
воды в мышечной ткани денатурация белков начинается при бо-
лее высокой температуре.
При тепловой денатурации основного белка соединительной
ткани — коллагена, содержание которого у большинства гидроби-
онтов находится в пределах 2—5 % общего содержания белковых
веществ рыбы, наблюдается деформация поперечных связей по-
липептидных цепей молекул. При нагревании в условиях избытка
воды коллаген вначале несколько набухает. При температуре 33 °C
и выше происходят укорачивание и утолщение волокон, и тем
значительнее, чем выше температура денатурации. Одновременно
с этим коллагеновые волокна теряют фибриллярную структуру и
принимают вид однородной стекловидной массы. Денатурация
коллагена завершается при 50 — 60°С. Нагревание соединитель-
ных тканей с переплетающимися коллагеновыми волокнами со-
провождается сильной деформацией (изгибом) коллагеновых пуч-
ков. Сваренный коллаген отличается от нативного способностью
расщепляться протеолитическими ферментами.
При длительном нагревании коллагена происходит необрати-
мая дезагрегация (пептизация) с образованием глютина, который
при температуре 30 °C и выше неограниченно растворим в воде. В
результате перехода коллагена в глютин ослабляются прочность
прослоек эндомизия, а также связь между пучками мышечных во-
локон.
В целом денатурационные изменения мышечных белков и кол-
лагена вызывают изменение прочностных характеристик, уплот-
нение мышечных тканей и уменьшение объема рыбы с отделени-
ем значительного количества тканевой жидкости.
При нагревании до 100 °C ферменты в тканях рыбы разрушают-
ся, а при 70—80 °C большинство ферментов необратимо инакти-
вируется. В высушенной рыбе ферменты более устойчивы к нагре-
ву: инактивация происходит медленнее и при более высокой тем-
пературе.
В процессе сушки происходят гидролитический распад липи-
дов и присоединение гидроксильных групп к жирнокислотным
радикалам, что снижает пищевую ценность продукта.
При тепловой обработке рыбы разрушаются витамины, причем
глубина этого процесса зависит главным образом от температуры,
при которой осуществляется тепловая обработка, и продолжи-
тельности последней. Особенно быстро разрушаются водораство-
римые витамины, в том числе витамин С.
Сушка при высоких температурах приводит к гибели более
99 % микроорганизмов сырья. Выживают только споры некоторых
видов микроорганизмов. Отмирание клеток при нагревании на-
ступает вследствие необратимых изменений в протоплазме: инак-
тивации ферментов, денатурации белков. Большинство вегетатив-
ных клеток погибает уже при 60—70 °C в течение 15—30 мин, а
при 100 °C — в течение нескольких секунд. Дрожжи и плесени
также не переносят температуру выше 50 — 60 °C.
Губительно действует на микроорганизмы обезвоживание суб-
страта и клеток микроорганизмов. Устойчивы к высушиванию
сапрофиты и особенно споры бактерий и плесневых грибов.
Как правило, вяление — сушка рыбы при низких температурах
(20—28 °C) — обычно проводится с предварительным просалива-
нием. При этом в мышечной ткани рыбы развиваются биохимичес-
кие и физико-химические процессы, придающие ей специфичес-
кие вкусоароматические свойства, происходит созревание рыбы.
Биохимические процессы, развивающиеся в мышечной ткани
вяленой рыбы, связаны с деятельностью протеолитических и ли-
политических ферментов. При вялении разделанной рыбы в про-
цессе созревания действуют протеазы и липазы мышечных тка-
ней, а при обработке неразделанной рыбы процесс созревания су-
щественно ускоряется за счет более активных ферментов пищева-
рительных органов. В результате ферментативного гидролиза
белков в мышечной ткани вяленой рыбы накапливаются небелко-
вые азотистые вещества, в том числе свободные аминокислоты и
азотистые основания. Под действием липазы в мышечной ткани
увеличивается содержание свободных жирных кислот.
Во время вяления за счет длительного контакта с кислородом
воздуха развиваются процессы окисления липидов, сопровождаю-
щиеся увеличением содержания первичных (пероксиды) и конеч-
ных (кетоны, альдегиды, оксикислоты) продуктов окисления.
Продукты окисления липидов участвуют в образовании специфи-
ческих вкусоароматических свойств вяленой рыбы.
В результате вяления в мышечной ткани рыбы накапливаются
летучие соединения, которые играют большую роль в образовании
аромата вяленой рыбы. В этой группе веществ, содержание кото-
рых в мышцах вяленой рыбы достигает 750—850 мг/100 г, присут-
ствуют кетоны (ацетокетон, метилэтилкетон), альдегиды (масля-
ный, изомасляный, пропиловый, фурфурол), спирты (изопропи-
210
211
ловый, изобутиловый, изоамиловый), эфиры (метиловый, масля-
ной кислоты, бутилацетат).
При вялении часть воды удаляется из тканей и в готовом про-
дукте содержится всего 25—35 % воды. Действие ферментов при
вялении начинается в присутствии большого количества воды и
малой концентрации соли. По мере уменьшения содержания в
тканях воды активность ферментов снижается, и когда ее содер-
жание уменьшается до 30—25 %, накопление продуктов гидролиза
белков и липидов в мышечной ткани практически прекращается.
Подсыхание тканей во время вяления сопровождается умень-
шением объема клеток, в результате чего из жировых клеток вы-
жимаются липиды, которые по капиллярам перераспределяются
внутри подкожных тканей, пропитывая их, а также частично пе-
ремещаются на поверхность тела и образуют на ней жировую
пленку. Именно на поверхности продукта в первую очередь раз-
виваются процессы окисления липидов.
Консервирующее действие сушки при относительно низких
температурах (20—23 °C) обеспечивается за счет инактивации фер-
ментов и угнетения микрофлоры сырья. При этом изменение
микрофлоры сырья вызвано обезвоживанием субстрата и клеток, а
в случае предварительного посола — консервирующим действием
поваренной соли. В частности, для нормального развития бакте-
рий влажность субстрата должна быть не менее 20—30 %, плесне-
вых грибов — 11—13%.
При обезвоживании предварительно посоленного сырья кон-
центрация поваренной соли в нем возрастает до 8—9 %.
При оценке устойчивости сушеной или вяленой рыбы к мик-
робиологической порче определяют активность воды Аш, которая
выражается отношением давления пара в продукте к давлению
над чистой водой, Аш свежей рыбы равно 0,95. Большинство гни-
лостных микроорганизмов подавляется при Л,„ = 0,90 и менее.
Рост плесневых грибов прекращается при Аш менее 0,8, галофиль-
ных бактерий — при Аш менее 0,75.
Способы сушки. Для производства сушеных продуктов из гидро-
бионтов используют в основном тепловую сушку с фазовым превра-
щением воды. Среди основных методов сушки пищевых продуктов
различают: конвективную сушку, кондуктивную сушку, сушку под
воздействием энергетических полей, сублимационную сушку.
Все эти способы сушки включают в себя подвод теплоты к про-
дукту, фазовое превращение воды (льда), испарение воды на
внешней поверхности с углублением поверхности испарения
внутрь тела и удаление паров воды с его поверхности.
Конвективная сушка. Наиболее распространен конвективный
метод сушки. Использование нагретого воздуха в качестве су-
шильного агента, который одновременно является теплоотдатчи-
ком и влагопоглотителем, обусловливает относительную простоту
конструкций конвективных сушилок.
Для сушки штучных изделий, в том числе рыбы, применяют
камерные, туннельные, башенные и ленточные сушилки.
Камерные сушилки относятся к сушилкам периодического
действия. Рыба обычно загружается в камеру в клетях (наколотая
на прутки или разложенная). При этом воздух равномерно обдува-
ет продукт и уносит с собой испаряемую воду.
Для подогрева воздуха сушилки снабжены электрическими, па-
ровыми или огневыми калориферами. Вследствие того что пара-
метры воздуха, поступающего в сушилку в зимний и летний пери-
оды, значительно различаются, для получения оптимальной влаж-
ности его используют кондиционеры.
В туннельной установке Н10-ИКЛ загрузка и выгрузка клетей с
рыбой происходят непрерывно. В верхней части туннеля закреп-
лены два параллельных подвесных пути, по которым на подвесках
перекатываются со скоростью 0,13 м/с клети с рыбопродукцией.
Клети в туннеле проходят поочередно 4 зоны. Воздух с помо-
щью распределителей и вентилятора циркулирует в каждой зоне,
проходя через клети снизу вверх и сверху вниз. Для поддержания
необходимых параметров воздуха в каждой зоне имеются калори-
феры и кондиционер.
Башенные сушилки представляют собой шахту, в которой рас-
положен цепной транспортер с носителями в виде крючков или
люлек.
Рыба, наколотая на прутки, загружается и выгружается из баш-
ни в ее нижней части. Воздух, подогретый в калорифере до опре-
деленной температуры, подается также в нижнюю часть башни.
Влажность его возрастает по мере прохождения в камере за счет
Испарения воды из рыбы. Рыба, перемещаемая цепным конвейе-
ром, проходит зоны с различной влажностью воздуха. Это позво-
ляет использовать воздух с низким влагосодержанием, что интен-
сифицирует процесс испарения воды из рыбы и позволяет предот-
вратить пересыхание кожных покровов рыбы.
Большой производительностью отличаются непрерывнодей-
ствующие ленточные сушилки.
Рыба поступает на верхний сетчатый транспортер, с него пере-
ходит на нижележащий и далее до разгрузочного бункера. Таким
образом, в процессе перемещения рыба переворачивается, за счет
чего происходит более равномерная сушка. Кроме того, воздух,
поднимаясь из нижней части камеры в верхнюю, увлажняется и
охлаждается, а рыба теряет воду. Это позволяет вести процесс
сушки в интенсивном режиме, т.е. при высоких температурах и
скоростях потока воздуха, исключая механические повреждения
кожных покровов из-за резкого нагрева продукта.
Для сушки измельченного сырья эффективно используют су-
шилки с псевдоожиженным слоем.
Псевдоожиженный слой образуется при пропускании воздуха
через слой измельченного сырья, расположенного на решетке.
212
213
Вначале слой разрыхляется, а затем переходит в состояние, напо-
минающее кипящую жидкость.
В псевдоожиженном состоянии процесс сушки интенсифици-
руется за счет непрерывного обновления межфазной поверхности
массообмена. Это имеет большое значение для сохранения при-
родных свойств сырья, которые влияют на продолжительность
тепловой обработки.
Взвешенное состояние частиц измельченного сырья обеспечи-
вается за счет уравновешивания их веса силой аэродинамического
сопротивления. Так как в процессе сушки вес частиц уменьшается
значительно сильнее, чем аэродинамическое сопротивление их, то
для выгрузки сушеного продукта используют принцип пневмо-
транспорта: регулируют скорость воздушного потока таким обра-
зом, чтобы частицы с требуемым влагосодержанием уносились
воздухом из сушилки. Для сбора сушеного материала обычно ис-
пользуют циклоны.
Для сушки жидких и пастообразных продуктов (например, ага-
ровых растворов) широко применяют сушилки распылительного
типа.
Кондуктивная сушка. Кондуктивные (контактные) сушилки
применяют для сушки как твердых, так и жидких пастообразных
продуктов. Для сушки твердых продуктов среди контактных су-
шилок широко распространены шкафные, работающие при ат-
мосферном давлении или под вакуумом.
Работа вакуумной сушилки основана на понижении под воз-
действием вакуума точки кипения веществ, находящихся в жид-
ком состоянии. При соответствующем давлении (менее 200 кПа)
можно добиться того, что вода будет кипеть при температуре ме-
нее 60 "С, т.е. при температуре ниже той, при которой начинается
свертывание белка. Таким образом, материалы, высушенные при
давлении 200 кПа и менее, сохраняют свои первоначальные свой-
ства намного полнее, чем при традиционной сушке.
Скорость процесса сушки под вакуумом в период постоянной
скорости в несколько раз, а в период переменной скорости сушки
приблизительно в 2 раза выше, чем скорость сушки при атмос-
ферном давлении.
Для сушки жидких и пастообразных продуктов применяют
кондуктивные сушилки вальцового типа.
Во внутреннее пространство массивных вальцов поступает пар,
а на их поверхность наносится жидкий продукт, покрывающий
вальцы пленкой. В результате теплопередачи происходят интен-
сивный нагрев продукта и испарение из него воды. Сухой продукт
снимается с вальцов ножами и попадает в приемные желоба.
Радиационная сушка. Сушка инфракрасными лучами (радиаци-
онная) осуществляется за счет тепловой энергии. Удельные, т.е.
приходящиеся на 1 м2, потоки теплоты в инфракрасных сушилках
в десятки раз превышают потоки теплоты при конвективной и
кондуктивной сушках сырья, что позволяет достигать высоких
скоростей процесса. Однако в результате теплового облучения
происходит быстрое нагревание не всего тела, а лишь его поверх-
ности, поэтому интенсивно испаряется только поверхностная
вода.
При сушке материалов, имеющих значительную толщину, на-
пример кусков рыбы, скорость сушки определяется не удельным
потоком теплоты, а скоростью диффузии воды изнутри продукта к
( его поверхности. Стремление увеличить скорость сушки приводит
к подгоранию продукта и образованию вздутий под кожей рыбы.
Поэтому толщина биологического материала (рыбы) не должна
превышать определенной величины и регулируется с учетом ин-
тенсивности инфракрасного облучения, скорости движения
транспортера и т.д. Обычно этот способ применяют для производ-
ства сушеных рыбных продуктов из сырья толщиной 1—2 см.
Сушка в электромагнитных полях сверхвысоких частот. Сушка в
электромагнитных полях сверхвысоких частот (СВЧ) отличается
от описанных выше способов принципом передачи теплоты к
продукту. Сущность СВЧ-нагрева заключается в том, что при воз-
действии на диэлектрик (рыбу относят к полупроводникам с пре-
обладанием диэлектрических свойств) электромагнитного поля
сверхвысокой частоты (3-Ю8—3-1011 Гц) направление движения
ионов и электронов в теле, меняется синхронно с изменением зна-
ка заряда электродов, дипольные молекулы приобретают враща-
тельное движение, а неполярные молекулы поляризуются в ре-
зультате смещения их зарядов. Эти процессы сопровождаются
трением, при котором выделяется теплота и температура тела по-
вышается.
Мощность, выделяющаяся в виде теплоты в единице объема
нагреваемого материала:
2 = 0,556- 10-16£^tgo,
где £ —напряженность электрического поля, В/м; /— частота поля, Гц; е —диэ-
лектрическая проницаемость материала; tger — тангенс угла диэлектрических по-
терь.
Эффект объемного нагревания в СВЧ-поле достигается в ре-
зультате проникновения поля на значительную, но ограниченную
глубину, которая зависит от диэлектрических характеристик про-
дукта (е, tgo), температуры, структуры, частоты электромагнитных
колебаний и т. д. Наиболее существенное влияние на диэлектри-
ческие характеристики продукта оказывает его влагосодержание,
поскольку свободная вода является основной средой, в которой
энергия СВЧ-поля трансформируется'в тепловую.
При слишком большой толщине продукта прогрев центрально-
го слоя происходит за счет теплопроводности и скорость нагрева-
ния уменьшается. Поэтому для сохранения объемного нагрева
214
215
толщина продукта не должна превышать, например, 30—50 мм
(при частоте СВЧ-поля 2400 МГц). Крупные рыбные изделия сле-
дует обрабатывать при прерывистом режиме нагревания, тогда в
периодах между СВЧ-нагревом будет происходить выравнивание
температурного и влажностного полей; расход СВЧ-энергии при
этом уменьшается.
За счет объемного нагрева продукта вода испаряется относи-
тельно равномерно по всему объему тела. При интенсивном отво-
де испарившейся воды продолжительность процесса сушки в
СВЧ-поле по сравнению с традиционной конвективной сушкой
уменьшается в несколько раз. Недостатками этого способа явля-
ются повышенный расход энергии, а также сложность и высокая
стоимость оборудования.
Сублимационная сушка. Сублимационная сушка основана на
способности некоторых твердых тел (водного льда), обладающих
высокой упругостью паров, переходить при определенных услови-
ях из твердого состояния в пар, минуя жидкую фазу. Особеннос-
тью этого способа является замораживание продукта перед суш-
кой. Чтобы ускорить процесс и предотвратить оттаивание продук-
та в результате притока теплоты извне, его сушат под значитель-
ным вакуумом (остаточное давление менее 1 мм рт. ст.1).
Замораживанием рыбы в глубоком вакууме достигается ее кон-
сервирование; при этом часто отпадает необходимость в предва-
рительном посоле рыбы.
Процесс сублимационной сушки можно разбить на четыре ста-
дии.
Первая стадия — дегазация рыбы. При образовании вакуума в
аппарате (особенно, если это осуществляется быстро) давление
растворенных в клеточном соке газов оказывается значительно
бульшим, чем в аппарате, в результате мясо рыбы увеличивается в
объеме. При этом происходит интенсивное испарение воды с по-
верхности рыбы, вследствие чего температура рыбы быстро пони-
жается до криоскопической. Процесс протекает главным образом
за счет теплоты, аккумулированной в рыбе.
Вторая стадия — самозамораживание воды в рыбе, которое на-
чинается после того, как остаточное давление в аппарате будет
менее 4,5 мм рт. ст. (598,5 Па). Температура мяса понижается до
тех пор, пока давление пара в зоне испарения не достигнет пре-
дельной для данного режима сушки величины.
Третья стадия — собственно сушка. На этой стадии испарение
льда из рыбы происходит только за счет теплоты, подводимой к
рыбе извне.
Четвертая стадия — досушивание. К концу третьей стадии в
рыбе остается только связанная вода, требующая для испарения по-
вышенной температуры до максимально допустимой (60—90 ‘С).
Отличительной особенностью сублимационной сушки являет-
ся некоторое увеличение объема сушеного продукта, что объясня-
ется возрастанием объема тела при замораживании.
На предприятиях рыбной промышленности сублимационную
сушку используют для обработки рыбы, рыбного фарша, желиру-
ющих растворов, бульонов, белковых гидролизатов и др.
Технология сушки и вяления. Производство сушеной и вяленой
рыбы. В зависимости от температурных условий существует два ос-
новных способа сушки рыбы: горячий и холодный.
Холодную сушку рыбы осуществляют с помощью воздуха, на-
гретого до температуры не выше 40 'С. Этим способом приготов-
ляют пресно-сушеную рыбу — стокфиск и солено-сушеную —
клипфиск.
Производство пресно-сушеной рыбы (стокфиска) широко раз-
вито в Норвегии, Исландии, Японии1. Сырьем для выработки
стокфиска служит главным образом треска.
На производство пресно-сушеной продукции в Японии на-
правляют тихоокеанскую сельдь (весеннюю), анчоуса, корюшку,
треску, минтая, плавники акул.
У сельди удаляют внутренности и жабры, промывают рыбу, за-
тем связывают по 20 экз. шпагатом, проходящим через жаберные
щели к ротовому отверстию, и подвешивают на деревянные рей-
ки. Сушку осуществляют на воздухе в течение 3—30 дней; в зави-
симости от продолжительности сушки содержание воды в рыбе
может составлять 60—22 %.
Мелкую рыбу (анчоуса, корюшку) сушат без предварительной
разделки в естественных условиях: после промывания в пресной
воде ее раскладывают на соломенные маты и переворачивают по
нескольку раз в день; процесс сушки заканчивается в течение не-
скольких дней. Перед сушкой минтая и трески их обезглавливают,
удаляют внутренности и хребтовую кость; сушат на солнце до со-
держания воды не более 30 %.
Производство клипфиска широко развито в Норвегии, Ислан-
дии, Канаде. В нашей стране его приготовляют только из трески.
Технологическая схема клипфиска включает в себя несколько
операций.
. Живую рыбу обескровливают, разделывают на клипфиск, моют
и солят сухим посолом. Расход соли составляет 50—60 % к массе
рыбы, продолжительность посола 12 сут.
Сушат клипфиск в естественных условиях или в сушилках при
температуре не выше 30 "С и относительной влажности воздуха не
более 30%. При сушке в естественных условиях соленый полуфаб-
рикат раскладывают в штабеля кожей вниз и прессуют. После 3—
8-дневного прессования рыбу снова раскладывают на специаль-
ные помосты и сушат, затем снова прессуют, причем чередуют
1 В системе СИ 1 мм рт. ст. = 133,3 Па,
1 В нашей стране пресно-сушеную рыбу не производят.
216
217
сушку и прессование по нескольку раз. В процессе прессования
смачивается поверхностный слой рыбы, восстанавливается капил-
лярная связь с глубоколежащими слоями. Продолжительность
сушки клипфиска около 40 сут. Готовый продукт рекомендуется
хранить при относительной влажности не более 70—75 %. Хими-
ческий состав клипфиска (в %): вода — 34,3—41,7, жир — 1,4—2,3,
белок — 38,9—31,9, минеральные вещества (в том числе хлорид
натрия) — 19,8—21,9.
Для приготовления солено-сушеной продукции в нашей стране
используют нежирных рыб (судак, щука), которые перед посолом
разделывают на пласт, зачищают от внутренностей и промывают.
Посол осуществляют в течение 24—36 ч мокрым (тузлучным) спо-
собом до содержания соли 5—8 %, после чего рыбу ополаскивают
в пресной воде, нанизывают на крючки, шомпола или расклады-
вают на сетки и сушат до содержания воды не более 30 %.
Высоко ценимая в странах Азии сушеная продукция из плавни-
ков акул отечественными производителями вырабатывается для эк-
спорта. Сырьем являются черные и белые акулы, а также катран.
Для получения сушеных плавников используют у катрана хвос-
товой плавник, у черных акул — спинной, грудные плавники и
нижнюю часть хвостового плавника, у белых акул — два спинных
плавника и хвостовой плавник. Плавники срезают с обескровлен-
ной в живом виде рыбы, промывают, сортируют по размерам и
направляют на посол в солевом растворе плотностью 1,2 кг/м3 в
течение 1 ч; после ополаскивания и стекания воды плавники на-
правляют на сушку; допускается изготовление сушеных плавни-
ков без предварительного посола. Сушку осуществляют в есте-
ственных или искусственных условиях при температуре не выше
50 °C; ее продолжительность в зависимости от способа сушки от 5
до 30 сут. Массовая доля воды в готовом продукте должна быть не
более 30 %. Правильно высушенные плавники имеют ровную, без
складок и изгибов, чистую сухую матовую поверхность. Основа-
ния плавников должны быть полностью просушенными, тонкие
части — полупрозрачными и упругоэластичными.
Температурные режимы процесса сушки от 8 до 40 °C. Количе-
ство воды в готовой продукции составляет 30—38 % (солено-суше-
ная) и 30—42 % (сушеная). Кроме того, на производство сушеной
продукции, как правило, направляют рыбу с небольшим содержа-
нием липидов (до 6 %). В процессе сушки практически не проис-
ходят протеолитические процессы как из-за природных свойств
сырья, так и вследствие разделки, при которой удаляются внут-
ренности, содержащие пищеварительные ферменты.
Главное отличие вяления от сушки состоит в том, что темпера-
тура вяления находится в более узких пределах (18—32 °C, в боль-
шинстве случаев используют температуру 28 °C), а также в том,
что посол при вялении является обязательной предварительной
операцией.
Большую часть сырья, направляемого на вяление, не разделы-
вают; у прудовых рыб удаляют жабры, а крупные океанические
рыбы разделывают на пласт, полупласт, боковник, филе и тд.
Традиционными объектами для приготовления вяленой про-
дукции являются пресноводные виды: вобла, лещ, тарань и др.
Однако в настоящее время все большее внимание уделяют приго-
товлению вяленой продукции из океанических рыб. Наилучшим
сырьем для приготовления вяленой продукции являются виды
рыб с достаточно высоким содержанием липидов в мясе, что не-
обходимо для созревания вяленого продукта и приобретения им
соответствующих свойств.
В процессе вяления белковые и липидные компоненты мышеч-
ной ткани подвергаются медленному гидролитическому распаду
под влиянием присущих каждому виду гидробионтов ферментов,
на которые температурные условия действуют щадяще. В процес-
се вяления повышается содержание липидов во внутренних слоях
мышечной ткани, причем миграция их обнаруживается уже через
несколько суток после начала вяления. Перераспределению липи-
дов в тканях рыбы предшествуют структурные изменения жиро-
вых клеток, которые начинаются в первые двое суток вяления и
состоят в разрушении оболочек. Считают, что часть липидов в
тканях рыбы при вялении находится в микроскопическом гомо-
генном состоянии и перемещение их может происходить по мик-
рокапиллярам из подкожной жировой ткани и из внутренностей
рыбы. Причиной образования микроскопически гомогенного ра-
створа жира является самопроизвольное образование эмульсии
жира в мышечном соке рыбы. Эмульгированию способствуют
структурные и химические изменения жира, перемещение ткане-
вой жидкости, которое наблюдается при высушивании рыбы.
Немаловажным является то, что вяление осуществляется в
большинстве случаев до содержания воды в готовом продукте 50 %
(не более), что несколько выше по сравнению с сушеной рыбой и
создает условия для протекания физико-химических процессов
(перераспределение липидов, их окисление, а также автопротео-
лиз).
Процесс вяления условно можно разделить на два этапа: 1) ча-
стичное удаление воды из мышечной ткани рыбы и 2) созревание,
обусловленное протеканием биохимических процессов, влияю-
щих на вкус и запах готового продукта.
При вялении в искусственных условиях наиболее важным яв-
ляется выбор режимов обезвоживания, так как это позволяет зна-
чительно сократить продолжительность процесса с учетом того,
что созревание продукта протекает при его последующем хране-
нии. Наиболее целесообразным является периодический режим
обезвоживания, когда периоды удаления воды при помощи подо-
гретого воздуха чередуются с периодами отдыха. При этом дости-
гается сокращение времени сушки по сравнению с временем не-
218
219
прерывной сушки за счет того, что сушка осуществляется в мо-
мент, когда поверхность рыбы достаточно увлажнена и созданы
необходимые условия для эффективного удаления воды. Рекомен-
дуется 4-часовые периоды сушки подогретым воздухом сменять 2-
часовыми периодами отдыха. Оптимальные параметры воздуха
при вялении воблы: в период интенсивной сушки в первые 20 ч
процесса температура не выше 20 °C, относительная влажность
50—60 %, а в остальное время температура 25 °C, относительная
влажность 40—60% при скорости потока воздуха 1,5—2,0 м/с. Та-
кой режим не вызывает денатурационных изменений белковых
соединений и позволяет сохранить активность действующих при
созревании ферментных систем мышечной ткани рыбы.
Технология приготовления вяленых воблы, леща и других рыб
включает в себя обычные операции по приему, сортированию,
мойке и посолу сырья. Посол осуществляется до содержания соли
4—6 %, вяление в естественных условиях проводят в течение 0,5—
1,0 мес, в искусственных — 4—5 сут. Выход продукции составляет
41—48 % в зависимости от размера рыбы.
При выработке вяленой продукции из других видов рыб, более
крупных, чем вобла, необходимо учитывать, что диффузионные
процессы в них протекают медленнее, чем в мелкой рыбе. Поэто-
му их сортируют на несколько размерных групп, каждую из кото-
рых обрабатывают отдельно. Рыбу размером менее 26 см солят в
неразделанном виде, а более крупную предварительно потрошат.
Посол проводят смешанным способом, доводя соленость мяса у
позвоночника рыбы до 6—7 % и выдерживая до выравнивания со-
лености в течение 1 сут. Затем рыбу отмачивают, чтобы соль в ре-
зультате вяления не выступила на поверхности.
Вяленую продукцию высокого качества можно изготовлять из
таких морских рыб, как аргентина, ставрида, камбала малоротая,
сардинелла, солнечник, мойва, умбрина, а также из толстолобика,
цимлянского синца, жирной плотвы и др.
При горячей сушке рыбу обрабатывают воздухом, нагретым
при температуре выше 100 °C.
Сырьем для производства солено-сушеной продукции горячей
сушки являются снеток, корюшка, ряпушка, ерш, речной окунь,
уклея и другие мелкие нежирные рыбы. Подготовительные опера-
ции проводят, как обычно; особенностью является отсутствие раз-
делки. Количество соли в полуфабрикате не должно превышать
5 %. Процесс сушки осуществляют в камерных сушилках с искус-
ственной приточно-вытяжной вентиляцией и непрерывным подо-
гревом воздуха, в непрерывнодействующих печах, в печах Батано-
ва с непрерывным подогревом пода или в русских печах с разовым
подогревом пода.
При сушке в механизированных непрерывнодействующих
печах соленую рыбу подают на ленту конвейера, разравнивая по
всей ее поверхности. Температура сушки в зоне верхней вход-
ной ленты конвейера не выше 200 °C, в зоне нижней выходной
ленты 60—70 °C. Продолжительность сушки 4—5 ч. Иногда при-
меняют предварительное бланширование снетка и мелочи тре-
тьей группы горячим солевым раствором, что сокращает про-
должительность сушки в 1,5—2 раза. Выход солено-сушеного
продукта, содержащего не более 38 % воды, составляет 30—34 %
массы сырья.
Производство провесной рыбы. Одной из разновидностей вяле-
ной продукции является провесная рыба, которую изготовляют
путем непродолжительного провяливания, обычно разделанной
на спинку (балык) или пласт. Провесную продукцию изготовляют
из атлантической и тихоокеанской сельди, окуня, угольной рыбы,
мраморной нототении, скумбрии, ставриды, большого капитана, а
также из прудовых рыб (толстолобика, сома и др.). Провесная
продукция является деликатесной, содержит больше воды (50—
60 %) по сравнению с вяленой рыбой и поэтому требует быстрой
реализации.
Посол рыбы перед вялением проводят смешанным или тузлуч-
ными способом до содержания хлорида натрия 4—7 %. Обязатель-
ной операцией является выравнивание солености при температу-
ре не выше 10 °C, продолжительность которой зависит от размера
рыбы. Поступающий на обработку соленый полуфабрикат выма-
чивают в пресной воде или в слабом растворе хлорида натрия до
содержания массовой доли соли 5 %, а затем подвяливают.
Рыбу подвяливают на воздухе в естественных условиях или в
специальных сушильно-провялочных камерах с приточно-вытяж-
ной вентиляцией.
Температура воздуха при подвяливании не превышает 28 °C,
для некоторых рыб, например жирной мойвы, сельди, нототе-
нии, — не выше 20 °C.
Окончание процесса устанавливают по органолептическим по-
казателям и массовой доле воды. В зависимости от вида рыбы,
способа разделки и условий провяливания (естественные или ис-
кусственные) продолжительность процесса колеблется от 1 до
15 сут. Вследствие сравнительно высокого содержания воды и не-
большого количества соли, не превышающего 8 %, хранение та-
кой продукции осуществляется в течение 10 сут при температуре
Минус 5 — 0 °C.
Ограниченность запасов ценных видов рыб, традиционно ис-
пользуемых для выпуска вяленой продукции, а также потребность
увеличения выпуска и расширения ассортимента вяленых изделий
обусловливают необходимость разработки технологий вяления
новых объектов промысла.
При освоении новых видов океанических рыб для приготовле-
ния различной сушеной продукции рекомендуется учитывать от-
ношение процентного содержания липидов в тканях рыбы к про-
центному содержанию белковых веществ: чем выше это отноше-
220
221
ние, тем более вероятно, что из данного вида рыбы может быть
получена вяленая продукция хорошего качества. При соотноше-
нии липидов и белка менее 0,175 рыбу следует направлять на про-
изводство солено-сушеной продукции; при 0,18—0,6 —из сырья
следует изготовлять вяленую продукцию; при соотношении липи-
дов и белка более 0,8 из сырья целесообразно изготовлять провес-
ную рыбу.
Весьма перспективным является направление, согласно кото-
рому вяленую и подвяленную продукцию можно изготовлять из
измельченной мышечной ткани таких рыб, как минтай, треска,
макрурус, путассу и др. Грубоизмельченный фарш отпрессовыва-
ют до массовой доли воды 76—78 % для вяленой продукций и 81 %
для провесной продукции, после чего его направляют на куттеро-
вание с одновременным добавлением соли, масла растительного,
глутамата натрия и консервантов. Привлекательность этой техно-
логии состоит в практически неограниченных вариациях вкусо-
вых, ароматизирующих и красящих пищевых добавок.
В зависимости от дальнейшей классификации продукт после
куттерования формуют с помощью специальных устройств на
прямоугольные, плоские или с выпуклой поверхностью изделия,
после чего сформованный полуфабрикат выдерживают для ста-
новления структуры не менее 1 ч при температуре не выше 15 °C.
Прямоугольные плоские рыбные пластинки вялят при температу-
ре 20—22 °C и скорости воздуха 2—2,5 м/с в течение 48 ч, через
каждые 4 ч делая перерыв для перераспределения воды.
Подвяливание прямоугольных и с выпуклой поверхностью из-
делий осуществляют при температуре 15 °C, скорости кондицио-
нированного (относительная влажность не более 50 %) воздуха
2,6 м/с в течение 5—7 сут. Для улучшения вкуса и аромата подвя-
ленные изделия можно обработать коптильной жидкостью и про-
должать процесс сушки при температуре 25—28 °C в течение 6 ч.
Перспективность этой технологии состоит в использовании
любого вида рыбного сырья, также в возможности регулирования
вкусоароматических и других свойств продукции.
Производство сушеной пищевой продукции из ракообразных и мол-
люсков. Отличительным моментом в технологии сушеной продук-
ции из ракообразных и моллюсков является предварительная вар-
ка или бланширование (острым паром), что служит основанием
для классификации этой продукции как варено-сушеной.
Наибольшим спросом варено-сушеные ракообразные пользу-
ются в странах Азии (особенно в Японии); там же создана и тех-
нология этой продукции.
Сырьем являются креветки и крабы.
Креветки очищают от панциря или используют целиком; варку
осуществляют в 3—4%-ном солевом растворе в течение 5—40 мин;
в случае применения бланширования паром (100 °C) тепловая об-
работка не превышает 5 мин.
После быстрого охлаждения до 30—40 "С креветки сушат при
температуре 50—60 °C; применение более высокой температуры
нежелательно во избежание деформации и покоричневения мяса.
Содержание воды в готовом продукте не превышает 20 %, белка —
80%; хранение осуществляют при температуре не выше 28 °C и
относительной влажности воздуха не более 75 %.
Для приготовления варено-сушеного мяса крабов используют
мясо бедра (толстое мясо), коленца и голени (тонкое мясо); для
приготовления лапши и крупы — все остальное.
Конечности варят в крабоварках периодического или непре-
рывного действия в морской воде или 4—5%-ном солевом раство-
ре. При варке за счет тепловой денатурации белков мясо частично
обезвоживается, уплотняется и уменьшается в объеме. Продолжи-
тельность варки конечностей крупных крабов 10—15 мин, мел-
ких—3—10 мин. После варки мясо быстро охлаждают до темпе-
ратуры 45—50 °C и вытряхивают из панцирных трубок. Вареное
крабовое мясо содержит (в %): воды — 77—79, белка — 17—20, ми-
неральных веществ — 1,3—1,9, гликогена — 0,3—1,1.
Сушат крабовое мясо на воздухе или в конвективных сушилках
на матерчатых сетках. В последнем случае во избежание растрес-
кивания и потемнения мяса процесс ведут при температуре 50—
70 “С, а при сушке лапши и крупы — не выше 100 °C. Выход суше-
ного мяса составляет 4,5—5,6 % массы сырца. Сушеные продукты
упаковывают в картонные коробки, фанерные ящики или поли-
этиленовые пакеты. Продукт устойчив при хранении при темпе-
ратуре 15—20 °C и влажности воздуха 70—75 %. При неустойчивой
температуре и повышенной влажности появляются такие пороки,
как затхлость, отсыревание, ослизнение, скисание, плесневение;
мясо приобретает темную окраску, неприятные запах и вкус.
Для производства сушеного мяса двустворчатых моллюсков ис-
пользуют гребешок, мидии и устрицы.
Моллюсков варят в морской воде или 3—4%-ном солевом ра-
створе. Продолжительность варки мелких гребешков 10—15,
крупных — 5—20, крупных мидий — 20—25 мин; при варке теряет-
ся 30—40 % первоначальной массы. Вареных моллюсков быстро
охлаждают в проточной воде, так как при медленном охлаждении
мясо темнеет и расслаивается при сушке. Вареное мясо отделяют
от створок при помощи ротационных и вибрационных мясоотде-
лителей или вручную и выбирают съедобные части: у гребешка —
мыщцу-замыкатель и мантию; у мидии — мышцу вместе с ногой
и мантией или отдельно мантию; у устриц — мыщцу-замыкатель
или отдельно мантию.
Мясные части сушат на воздухе или в сушилках в виде кусков
или фарша. При искусственной сушке во избежание деформации
кусков, потемнения или сморщивания их поверхности, ухудше-
ния вкуса и ослабления аромата гребешок сушат при температуре
50—60 °C, а мидию — при температуре не выше 65 °C, скорости
222
223
движения воздуха 6—7 м/с до содержания воды не более 30 %.
Высушенных моллюсков оставляют для перераспределения воды
на 16—18 ч, а затем обрабатывают на полотне сетчатого транспор-
тера инфракрасными лучами в течение 10_мин; режим работы ре-
гулируют с учетом содержания воды в готовом продукте 20—26 %.
Выход сушеного мяса в зависимости от вида и состояния моллюс-
ков составляет (в % массы сырца): мидии — 1,5—4,7, гребешка —
3,7—5,2 и устрицы — 2,0—2,5. Сушеное мясо содержит (в %):
воды — 9,6—17,2, жира — 1,6—6,4, белка — 53,4—79,9, минераль-
ных веществ — 3,7—13,1, гликогена — 9,2—21,6. Готовый продукт
упаковывают в деревянные ящики, картонные коробки, матерча-
тые мешки, кули из прочной бумаги и полиэтиленовые пленки.
Продукцию хранят при постоянной температуре 10—15 °C и отно-
сительной влажности воздуха 70—75 %. При неустойчивой темпе-
ратуре и повышенной влажности воздуха продукт быстро теряет
свойственный ему аромат, приобретает затхлый запах, покрывает-
ся плесенью.
Сушеную продукцию изготовляют также из головоногих мол-
люсков — кальмара и осьминога. Из кальмара изготовляют пре-
сно-сушеную, солено-сушеную, ароматизированную продукцию,
а также стружку и соломку.
Для производства сушеной продукции из кальмаров с поверх-
ности оболочки снимают окрашенный эпидермис, для чего каль-
маров погружают в горячую (50—60 °C) воду и интенсивно пере-
мешивают. Последующая повторная обработка в более горячей
воде (до 80 °C) способствует удалению остатков эпидермиса и вы-
полняет функцию бланширования; затем кальмаров помещают в
холодную воду и интенсивно перемешивают до полного удаления
эпидермиса.
Разделанных и обесшкуренных кальмаров сушат в естествен-
ных и искусственных условиях. В естественных условиях кальма-
ров сушат в два этапа, используя выдерживание в течение 2—3 сут
после первой сушки для перераспределения воды. Общая продол-
жительность процесса сушки в зависимости от погодных условий
составляет 4—7 сут.
При сушке в специализированных камерах полуфабрикат рас-
кладывают на сетки. Температура потока воздуха в камере состав-
ляет 45—50 "С, а относительная влажность воздуха — 40—60 %.
Выход кальмара, высушенного с головой и щупальцами, составля-
ет 11—20 % массы сырца. Продукт содержит (в %): воды — 15—25,
белка — 67—71, липидов — 0,6—1,6 и золы — 3,9—6,4, в том числе
соли — не более 5.
Сушеных кальмаров расправляют, складывают в пачки по 15—
20 шт., подпрессовывают и упаковывают в фанерные или картон-
ные коробки. Продукцию хранят при температуре 10—15 °C и от-
носительной влажности воздуха 65—70 %.
В Японии достаточно велик объем производства сушеного
кальмара, технология которого предусматривает специальную
разделку и сушку в естественных условиях. В зависимости от спо-
собов разделки, вида кальмара, применения разнообразных вкусо-
вых добавок, содержания воды готовая продукция имеет разные
наименования. Считается, что на качество сушеного кальмара
большое влияние оказывает свежесть сырья, которую характери-
зуют количеством азота летучих оснований: рекомендуемый пре-
дел 20 мг/100 г. Проблему почернения сушеного кальмара в случае
отсутствия обесшкуривания при обработке предполагается решить
отмачиванием свежего кальмара, во время которого сокращаются
хромофоры, содержащие коричневый и желтый пигменты. Обра-
ботанный таким образом кальмар характеризуется белой окраской
поверхности и после сушки приобретает приятный янтарный
цвет.
При производстве солено-сушеного кальмара технологический
процесс осуществляют так же, как при приготовлении пресно-су-
шеного, но после разделки, удаления эпидермиса кальмаров солят
в растворе соли плотностью 1,07—1,12 кг/м3 в течение 0,5—
5,0 мин в зависимости от размера.
Для приготовления ароматизированного кальмара мантии и
щупальца смешивают с приготовленной по соответствующей ре-
цептуре смесью соли, сахара, глутамата натрия, лимонной кисло-
ты, пряностей (гвоздика, мускатный орех, имбирь) и выдержива-
ют в течение 3—4 ч при периодическом перемешивании.
Сушку проводят в туннельной сушилке при температуре 60—
65 °C, скорости движения воздуха 6—7 м/с и считают законченной
по достижении массовой доли воды в мантии филе 35—37 %, в
щупальцах—35 %. Высушенного кальмара оставляют для пере-
распределения воды на 16—18 ч, после чего филе направляют на
обжарку, которую проводят в электрических жаровнях при темпе-
ратуре 120—130 °C. Перед обжаркой жаровни смазывают тонким
слоем растительного масла, филе укладывают в один слой и нагре-
вают в течение 1,0—1,5 мин.
Обжарку заканчивают при содержании воды в полуфабрикате
35—37 % затем теплые мантии пропускают через вальцы для раз-
мягчения тканей.
Обжаренный кальмар высшего сорта имеет цвет от соломенно-
го до кремового; светло-коричневые оттенки характерны для про-
дукции первого сорта и щупальцев.
Допускается филе мелкого кальмара (тихоокеанского, коман-
дорского) и щупальца всех видов кальмаров не обжаривать.
Обжаренное или необжаренное филе кальмара шинкуют на
полоски шириной 5—10 мм и длиной 15—20 мм (соломка), а щу-
пальца разрывают вручную на отдельные лучи.
Для улучшения вкуса продукции соломку, щупальца или круп-
ку (мелкие кусочки, образующиеся после шинкования филе) от-
дельно загружают в смеситель барабанного типа, добавляют глута-
224
225
мат натрия (50 г глутамата на 10 г продукта) и перемешивают. За-
тем в течение 10 мин проводят обработку инфракрасными лучами
для дополнительного уменьшения содержания воды до 27—32 %;
выход готовой продукции составляет 10—14 % массы сырца.
Срок хранения продукции зависит от температуры и вида упа-
ковки и составляет от 15 сут до 6 мес.
Для производства сушеного осьминога используют осьминогов
с упругими тканями и блестящей кожей. Мороженых осьминогов
размораживают в воде. При разделке разрезают мантию, тело и го-
лову, удаляют внутренности, не повреждая мешочка с сепией, ро-
товой аппарат, мозг и глаза. Снимают кожу, для чего осьминога
предварительно выдерживают в кипящей воде в течение 20—
25 мин. Затем протирают сухой мелкой солью для удаления слизи
и крови и тщательно моют, отсекают конечности, голову, мантию.
Отходы при разделке составляют 15—20 % массы сырца.
Сушат осьминогов обычно в естественных условиях на солнце:
мелких — в сетках, крупных — подвешивают за конечности. При
сухой солнечной погоде мелких осьминогов высушивают за 5—6, а
крупных — за 12—20 сут. В мясе сушеных осьминогов содержится
(в %): воды — 10—19, белка — 70,4—76,4, липидов — 2,4—5,2, ми-
неральных веществ — 4,7—9,0; хранение этой продукции осуще-
ствляют при тех же условиях, что и сушеных кальмаров.
Производство сушеной продукции из иглокожих. К иглокожим,
подвергаемым сушке, относятся трепанг и кукумария. Из этого
сырья изготовляют варено-сушеную и варено-солено-сушеную
продукцию.
Варено-сушеного трепанга изготовляют по следующей техно-
логии. Трепангов тщательно освобождают от внутренностей и
промывают в морской воде. Затем варят в течение 60—90 мин в
кипящей морской воде или 3—4%-ном солевом растворе. Вареных
трепангов охлаждают, дополнительно зачищают полость тела,
вторично варят, подсушивают при температуре 65—70 °C и сушат
в течение 6—8 сут на солнце. После сушки выдерживают в течение
2—6 сут в прохладном помещении для перераспределения влаги в
тканях, окончательно высушивают на солнце в течение 2—3 сут
или в сушилках при температуре 65—85 °C в течение 24—36 ч. Для
улучшения внешнего вида трепангов перед сушкой кипятят в ра-
створе дубильных веществ, вследствие чего поверхность готового
продукта приобретает темно-коричневый цвет.
При производстве варено-солено-сушеного трепанга разделан-
ный полуфабрикат варят в морской воде или 3—4%-ном солевом
растворе. Во избежание заваривания поверхностных слоев трепан-
гов погружают в теплую (75—85 °C) воду, нагревают до кипения и
варят в течение 30—40 мин. В результате коагуляции белков и ча-
стичного обезвоживания тело трепанга уменьшается в объеме и
становится упругим. В вареном трепанге содержится 5,5—6,5 %
соли, 58,4—62,1 % воды. Для дополнительного удаления воды еще
горячих трепангов укладывают в емкости и по рядам пересыпают
сухой солью в количестве 10—15 % массы продукта. В результате
просаливания, которое происходит в течение 4—9 сут при перио-
дическом перемешивании, содержание соли в полуфабрикате
увеличивается до 16,7—20,0%, а воды уменьшается до 52,5—
55,6 %. Выход соленого трепанга составляет 70—80 % массы ва-
реного. Соленых трепангов моют в насыщенном солевом раство-
ре и варят в течение 10—15 мин в кипящем натуральном тузлуке.
Затем трепангов обваливают в порошке древесного угля во избе-
жание образования рапы и для уменьшения гигроскопичности
поверхности.
Сушат трепангов на солнце или в сушилках, раскладывая в
один слой на сетчатых рамах или деревянных площадках. Во вре-
мя сушки их периодически переворачивают, избегая повреждения
шипов. В зависимости от погодных условий и размеров трепангов
сушат в течение 4—12 сут.
В сушилках поддерживают температуру не выше 40 °C. При бо-
лее высокой температуре поверхность трепангов сморщивается,
тело искривляется за счет пересыхания поверхностных слоев, про-
исходит деформация шипов и образуются участки с сырыми тка-
нями (закал). Для равномерного высушивания процесс сушки
прерывают и выдерживают продукт в прохладном помещении для
перераспределения воды. Выход продукта составляет 8,9—13,2%
массы сырца. Готовый трепанг имеет упругое, правильной формы
тело черно-серого цвета и целые шипы. Продукт содержит (в %):
воды — 11—13, липидов — 1,3—3,7, белка —31,9—40,3, минераль-
ных веществ — 30,4—43,7, в том числе соли —20—32. Готовую
продукцию фасуют в картонные коробки и чистые сухие (влаж-
ность клепки не более 18 %) деревянные ящики и хранят при тем-
пературе 10—15 °C и относительной влажности воздуха 70—75 % в
течение 2—4 лет.
При производстве варено-сушеной продукции кукумарию раз-
делывают, делая разрез оболочки со стороны анального отверстия,
удаляя полостную жидкость и внутренности. Затем оболочки
моют, не повреждая щупальцев. Разделанную кукумарию выдер-
живают в пресной воде в течение 10—12 ч и варят в кипящей пре-
сной воде 30—40 мин. Потери при варке составляют 26—44 % мас-
сы разделанного сырца. Вареные оболочки охлаждают, тщательно
сливают из полости воду и высушивают на солнце в течение 9—
14 сут или в сушилках при температуре 55—65 °C. Повышение
температуры вызывает сморщивание поверхности и искривление
оболочек. После 2—3-часового высушивания из полости оболочек
сливают выделившуюся воду.
Выход продукта составляет 5,0—3,9 % массы неразделанного и
10,4—16,7 % массы разделанного сырца.
Варено-сушеная кукумария имеет гладкую твердую поверх-
ность черно-коричневого цвета и содержит (в %): воды — не более
226
227
13, белка —46,4—70,6, липидов — 1,6—4,8. Упаковывают и хра-
нят варено-сушеную кукумарию так же, как варено-сушеного
трепанга.
При производстве варено-сушено-соленой продукции кукума-
рию после разделки и мойки варят в течение 15—20 мин в кипя-
щем насыщенном солевом растворе, в результате чего оболочка
теряет 22—23 % массы. Горячую кукумарию помещают в емкости,
пересыпая по рядам солью в количестве 20—25 % массы полуфаб-
риката. После 8—10-суточного посола в оболочке содержится:
воды — 60—63 %, соли — 20—22 %. Затем полуфабрикат промыва-
ют в насыщенном тузлуке и освобождают от избытка его. Варено-
соленую кукумарию сушат так же, как и пресно-сушеную. Выход
варено-солено-сушеной кукумарии составляет 13—17 % массы не-
разделанного сырца. Продукция содержит (в %): воды — 26—30,
белка —22—26, липидов—1,0—2,0, золы —40—43, в том числе
соли — 32—39. При относительной влажности воздуха 65—70 % и
температуре 15—20 "С продукт устойчив в хранении в течение не-
скольких лет.
Производство сушеных продуктов из водорослей. Из бурых (лами-
нариевых) водорослей изготовляют сушеную морскую капусту в
слоевищах, шинкованную, а также пищевой порошок. Для приго-
товления сушеной продукции используют морскую капусту есте-
ственных зарослей, свежевыловленную, штормовые выбросы, мо-
роженую.
Морскую капусту в слоевищах сушат в механизированных ка-
мерных и туннельных сушилках, для чего слоевища и куски нака-
лывают на крючки, расположенные на рейках клетей. Сушку про-
водят обычно в два этапа.
На первом этапе до удаления 30 % массовой доли воды темпе-
ратура воздуха составляет 80—90 ’С, затем на втором этапе — 50—
60 °C при скорости потока воздуха 2—4 м/с.
Тепловой режим сушки должен обеспечивать достаточное ис-
парение воды без ухудшения внешнего вида морской капусты, ко-
торая сохраняет естественный оливковый цвет, пластичность, хо-
рошую скручиваемость. При более высокой температуре сушки
снижается водопоглотительная способность, происходят гидролиз
альгиновой кислоты и красящих пигментов, а также необратимая
деформация.
Продолжительность сушки морской капусты в слоевищах
обычно не более 10 ч, содержание воды в готовом продукте со-
ставляет 14—20 %. Сразу после сушки массовая доля воды в
кромках слоевищ составляет 10—12 %, в центральной части — до
50 %. Это является причиной хрупкости слоевищ, появления из-
ломов и трещин. Поэтому обязательной операцией является вы-
держивание слоевищ в штабелях или сетках в течение 8—15 сут
для перераспределения воды. Затем сушеную морскую капусту
упаковывают в бумажные многослойные мешки по 10 кг, пакеты
из полимерных материалов по 1 кг и хранят при температуре не
выше 18 °C и относительной влажности не выше 75 % не более
3 лет.
При производстве сушеной шинкованной морской капусты
после сортирования вымытые слоевища шинкуют поперек слое-
вища на полоски шириной 3—4 мм. Шинкованную капусту сушат
в ленточных сушилках типа СПК и сушилках виброкипящего
слоя. В начальный период допускается сушка в течение 12—
15 мин при температуре 100 °C, затем температуру понижают до
50—60 "С. Продолжительность сушки в ленточной сушилке не бо-
лее 2,5 ч при скорости потока воздуха 0,5—4,0 м/с. В сушилках
виброкипящего слоя продолжительность процесса сушки умень-
шается в 2,5—5,0 раз. Все последующие операции выполняют ана-
логично технологическому процессу сушки морской капусты в
слоевищах.
Для производства пищевого порошка используют морскую ка-
пусту-сырец, а также штормовые выбросы и сушеную морскую
капусту-полуфабрикат. Допускается использовать бурые водорос-
ли всех видов, добываемые в дальневосточных морях.
На шинкование направляют свежую мороженую морскую ка-
пусту или сушеный полуфабрикат. Перед шинкованием сырую
морскую капусту рекомендуется подвялить или подсушить до со-
держания воды в ней 40—60 % для предупреждения образования
комков в процессе сушки. Шинкуют капусту поперек слоевищ на
полоски шириной 3—4 мм и сушат аналогично технологическому
процессу производства шинкованной морской капусты, описан-
ному выше.
Высушенную капусту охлаждают до температуры не выше 30 °C
и направляют на дробление в роторную дробилку до величины
крупы не более 3 мм.
Дробленую морскую капусту пропускают через магнитный се-
паратор для отделения металлопримесей. Затем в вибромельнице
и классификаторе измельченный порошок разделяют на мелкую и
крупную фракции. Крупную фракцию направляют обратно в
мельницу, а мелкую пропускают через магнитный сепаратор.
Для производства сушеной продукции кроме ламинарии ис-
пользуют лессонию. Особенностью технологии является примене-
ние 4-ступенчатой температуры сушки с постепенным Повышени-
ем ее от 15 до 30 °C и до массовой доли воды не выше 20 %. При
производстве шинкованной лессонии свежие промытые слоевища
разрезают на полоски шириной 2—4 мм и сушат при более высо-
ких температурах (40—80 °C), чем слоевища, но принцип посте-
пенного нагрева сохраняется.
Следует отметить, что особое значение сушеная продукция из
водорослей имеет для Японии. Технологии производства различа-
ются не столько режимами теплового воздействия, сколько вку-
228
229
совыми добавками и разнообразием сырья. Преобладает сушеная
ламинария, однако в нашей стране используют также красные и
зеленые водоросли.
Производство нетрадиционных сушеных продуктов. К нетради-
ционным пищевым продуктам из сырья морского происхожде-
ния относятся сублимационная продукция и чипсы. В нашей
стране основы технологии сублимационной сушки гидробионтов
были разработаны сотрудниками ВНИРО (Н. А. Воскресенский,
В. П. Быков, Т. И. Макарова и др.). В течение ряда лет в ТИНРО-
центре под руководством М. Н. Вахрушевой велись исследования
технологии пищевых продуктов сублимационной сушки из объек-
тов морского промысла, в результате чего установлены основные
требования к материалам, подвергаемым сушке, и разработана
нормативная документация.
Сублимации могут подвергаться практически все виды сырья,
за исключением высокожирного. Считается целесообразным ис-
пользовать мышечную ткань лососевых, ракообразных, двуствор-
чатых и головоногих моллюсков, а также мелкой рыбы (корюшка,
мойва), которые, как известно, содержат высокое количество бел-
ка. Обработку других объектов рекомендуется применять, исходя
из соображений сохранности индивидуальных свойств, например
особых вкусовых качеств, или содержания биологически актив-
ных веществ.
Сублимированные продукты можно разделить на две группы:
готовые продукты и требующие последующей доработки (восста-
новления в воде).
К первой группе относится продукция из мелких нежирных
видов рыб, которых перед сублимацией подвергают посолу до со-
держания хлорида натрия 2—3 %.
Продукцию второй группы производят, как правило, из сырья
после кратковременной тепловой обработки (бланширования па-
ром, водой или солевым раствором) и перед употреблением под-
вергают регидратации.
Качество сублимированных продуктов выше, если применяют
предварительное замораживание в холодильной камере перед суб-
лимацией. Рекомендованная температура удаления воды (75—
90 %) в сублиматоре минус 38 "С, плит при досушке 60 “С, общая
продолжительность процесса 8—12 ч.
Сублимированные продукты из рыб и беспозвоночных пред-
ставляют собой высококалорийные белковые концентраты (табл.
5.2), обладающие малой массой, что дает возможность использо-
вать их как для обычной реализации, так и для питания людей в
экстремальных условиях. Продукты отличаются высоким каче-
ством и после регидратации вполне сравнимы с изделиями, при-
готовленными из свежего или мороженого сырья непродолжи-
тельного срока хранения.
5.2. Характеристика сублимированных продуктов
Наименование продукта Массовая доля, % Коэффи- циент ре гидра- тации
вода липиды белок минеральные вещества, в том числе NaCl
Суп из горбуши 3,4 21,0 61,3 13,3
Горбуша 2,4 13,7 72,6 11,0 3,5
Мантия кальмара 2,6 2,4 81,2 10,7 3,0
Мышца гребешка 3,6 — 81,0 11,6 3,7
Мясо креветки 2,5 4,0 79,0 9,4 3,3
Кукумария 2,0 4,0 62,0 24,0 2,8
Корюшка солено-сушеная 3,8 3,5 72,5 20,1 3,0
Мойва солено-сушеная 3,0 7,8 71,0 18,0 3,4
Существенно удорожающим продукцию фактором является не-
обходимость использования вакуума и водогазонепроницаемых
пакетов при упаковке. Низкое содержание воды в сочетании с ва-
куумом защищает продукт от микробиологической порчи и окис-
лительных и гидролитических изменений липидов. Срок хране-
ния сублимированных продуктов при температуре окружающего
воздуха составляет 12 мес. Более длительное хранение не рекомен-
дуется вследствие развития реакций неферментативного побуре-
ния, что снижает органолептическое восприятие. Покоричневе-
ние обусловлено двумя типами реакций: взаимодействием, реду-
цирующих сахаров с аминогруппами белка с образованием мела-
ноидинов и реакциями вторичных продуктов окисления липидов
с аминогруппами с образованием оснований Шиффа.
Для производства сушеных чипсов используют рыбный фарш
из минтая, путассу, трубача, кальмара, креветок; остальные ком-
поненты играют роль вкусовых или структурообразующих ве-
ществ; в качестве последних чаще всего применяют картофель
(или крахмал) и рис.
Основной технологической операцией является измельчение и
смешивание компонентов. В зависимости от рецептуры содержа-
ние фарша из гидробионтов составляет 10—40 %, риса и картофе-
ля—14—45%. Полученную массу фасуют в противни (высота
слоя 3—4 см), затем варят острым паром в течение 30 мин (воз-
можны и другие варианты варки паром), после чего охлаждают и
выдерживают при температуре 0—12 "С в течение 6—10 ч для об-
разования плотной структуры. Охлажденную массу режут на плас-
тинки толщиной не более 1,5 мм разнообразной формы и сушат в
естественных или искусственных (температура 35—60 "С) услови-
ях до содержания воды не более 10 %.
В зависимости от способа упаковки (в пакеты или в мешки) срок
хранения при температуре не выше 25 °C составляет 3—12 мес.
Преимуществом этой продукции является концентрирование в
ней питательных веществ, а также возможность регулирования
органолептических и других свойств.
230
231
§ 2. КОПЧЕНИЕ
Копчение — это способ обработки предварительно посолен-
ных продуктов органическими компонентами, образующимися
при неполном сгорании (пиролизе) древесины. Для копчения
обычно используют древесный дым (дымовое копчение) или
коптильный препарат (бездымное копчение). В результате про-
дукт приобретает специфические цвет, аромат и вкус, а при хо-
лодном копчении — антиокислительный и бактерицидный эф-
фекты, что делает его пригодным в пищу без дополнительной
кулинарной обработки.
Теоретические основы копчения. Копченые изделия приобрета-
ют специфические свойства в результате комплексного воздей-
ствия физических и химических факторов, важнейшим из кото-
рых является химический состав коптильного дыма или коптиль-
ных препаратов.
Характеристика коптильного дыма. Коптильный дым образует-
ся в результате неполного сгорания древесины, т. е. термического
разложения ее составных частей при ограниченном доступе кис-
лорода воздуха.
Процесс образования коптильного дыма включает:
изменение под действием теплоты агрегатного состояния орга-
нической массы древесины;
разложение основных частей древесины с образованием лету-
чих и нелетучих органических веществ — первичных продуктов
распада, химическая природа которых зависит от вида и состоя-
ния древесины, степени и скорости ее нагрева и других факторов;
взаимодействие первичных продуктов распада с кислородом
воздуха, за счет чего появляются новые соединения;
взаимодействие органических веществ друг с другом, распад
сложных соединений на более простые, реакции полимеризации
и поликонденсации.
В результате этих процессов образуется более 1000 индивиду-
альных соединений, которые можно разделить на следующие
группы: фенолы, кислоты, карбонильные соединения, спирты,
эфиры, углеводы, органические основания, углеводороды, углерод
и его оксиды, вода, водород и др.
Содержание индивидуальных групп компонентов дыма зависит
от различных факторов: вида древесины и ее состояния, способа и
температуры дымогенерации, количества кислорода воздуха, по-
даваемого в зону дымогенерации, и др.
Количество идентифицированных соединений фенольной
фракции коптильного дыма составляет около 60, кислот —более
20, карбонильных соединений — более 30. Эти соединения отли-
чаются друг от друга не только молекулярной массой, структурой
молекул, химической активностью, но и способностью придавать
сырью те или иные свойства копченого изделия.
Фракция кислот дыма представлена алифатическими монокар-
боновыми, дикарбоновыми, кетокарбоновыми и ароматическими
кислотами. Большую долю кислот составляет уксусная (около
40 %), кроме нее в коптильном дыме в значительных количествах
содержатся муравьиная (30 %), а также масляная и пропионовая
кислоты.
Карбонильные соединения коптильного дыма представлены
алифатическими, гетероциклическими и ароматическими альде-
гидами, а также алифатическими и карбоциклическими кетонами.
Наиболее изученной группой веществ, входящих в состав коп-
тильного дыма, являются фенолы. Различные авторы указывают
на то, что коптильный дым содержит около 120 фенольных соеди-
нений, из которых идентифицированы 23 одноатомных соедине-
ния — фенол, крезолы, ксиленолы, 19 двухатомных соединений —
резорцин, гидрохинон, пирокатехин и их гомологи, 11 много-
атомных соединений — пирогаллол и его гомологи, фенолальде-
гиды — ванилин, ацетованилон, синаповый альдегид,
ацетосирингол, пропиосирингон и др.
Фенолы являются веществами, склонными к окислению, поли-
меризации и поликонденсации, взаимодействию с компонентами
обрабатываемого продукта. Поэтому в зависимости от количества
подаваемого в зону дымообразования воздуха соотношение между
собственно фенольными веществами и их эфирами, фенолальде-
гидами в процессе копчения изменяется.
В коптильном дыме обнаружены канцерогенные соединения,
представленные полициклическими ароматическими углеводами
(ПАУ), многие из которых содержатся и в копченых изделиях.
Наиболее канцерогенными ПАУ являются 3,4-бензпирен, 1,12-
бензпирен, 3,4-флюорантрен; другие обладают средней и слабой
канцерогенной активностью.
Соотношение основных групп компонентов, а также наличие и
содержание индивидуальных соединений в коптильном дыме за-
висят от способов и условий дымогенерации, вида и состояния
древесного сырья, а также условий протекания вторичных реак-
ций взаимодействия компонентов дыма, имеющих место при
транспортировании дыма к коптильной камере, его кондициони-
ровании и непосредственно при копчении.
Древесина различных пород имеет сходный элементный со-
став: содержание углерода колеблется от 48 до 50 %, водорода —
6,1 —6,9 %, кислорода — 42—45 %.
Различие же химического состава коптильного дыма вызвано
неодинаковым содержанием в древесине основных компонентов
ее органической массы — целлюлозы, гемицеллюлозы и лигнина,
а также составом и содержанием последнего. Например, в древе-
сине твердолиственных деревьев массовая доля лигнина составля-
ет 17—26 % на сухое вещество, а в хвойных — 28—34 %. Кроме
того, ход термического разложения древесины хвойных и твердо-
232
233
лиственных пород несколько различается, в результате чего коп-
тильный дым, полученный из древесины хвойных пород деревьев,
содержит больше спиртов, кислот, легколетучих карбонильных
соединений и полиароматических углеводородов, а фенольная
фракция — больше гваякола и его производных. При использова-
нии древесины твердолиственных пород деревьев коптильный
дым содержит больше углеводородов, а его фенольная фракция со-
стоит преимущественно из сирингола и его гомологов, т. е. трех-
атомных фенольных соединений.
Влажность древесины также оказывает большое влияние на со-
став коптильного дыма: при увеличении влажности уменьшается
содержание в коптильном дыме ароматических углеводородов; со-
держание кислот в дыме из опилок 50%-ной влажности умень-
шается по сравнению с содержанием их в дыме из опилок 10%-
ной влажности примерно в 4 раза, карбонильных соединений —в
10 раз, а фенолов — в 2 раза. Кроме того, дым, полученный при
сжигании влажного сырья (45 % воды), содержит в 3—4 раза боль-
ше сажи и золы, чем сухого (20 % воды), что может отрицательно
сказаться на органолептической оценке готовой продукции.
При повышении температуры дымогенерации процессы тер-
мического разложения органической части древесины приобрета-
ют более глубокий характер. Уже при температуре около 400 "С
появляются отчетливые языки пламени, свидетельствующие о
полном окислении части древесины до диоксида углерода и воды.
Кроме того, при данной температуре разложения выше начинают
образовываться высокомолекулярные полициклические соедине-
ния, обладающие жгучим и горьким вкусом, а также вещества,
вредные для организма человека (пиридин, терпены, ПАУ). При
снижении температуры пиролиза до 300 'С в коптильном дыме в
несколько раз увеличивается содержание фенолов, кислот и кар-
бонильных соединений. Таким образом, с точки зрения макси-
мального выхода коптильных компонентов и безвредности дыма
более предпочтительна температура пиролиза около 300 °C.
Особенность дымогенерации заключается в ограниченном дос-
тупе кислорода воздуха к тлеющей древесине. Такие условия обес-
печивают медленное горение древесины без видимого пламени и
значительного выделения теплоты. С другой стороны, кислород
участвует во вторичных реакциях окисления летучих компонен-
тов, образующихся в результате разложения древесины, с образо-
ванием сложных эфиров. Таким образом, количество подаваемого
в зону дымогенерации воздуха влияет на химический состав дыма.
В частности, при увеличении подачи воздуха в зону дымогенера-
ции уменьшается общее содержание фенолов, кетонов и высших
альдегидов. В фенольной фракции увеличиваются доля эфиров
гваякола, сирингола и их гомологов и концентрация простейших
альдегидов. Однако чрезмерный расход воздуха приводит к более
глубоким нежелательным изменениям химического состава, выз-
ванным окислением органической части древесины до простей-
ших соединений (диоксида углерода, водорода и воды).
Коптильный дым представляет собой сложную систему, в кото-
рой компоненты дыма находятся в газообразном, капельно-жид-
ком и твердом состояниях. Такое разнообразие форм объясняется
высокими температурами конденсации и кристаллизации некото-
рых веществ, броуновским движением, а также образованием вок-
руг частиц ионных сфер и зарядов.
Условно коптильный дым делят на паровую среду, представляю-
щую газообразную часть, и дисперсную фазу, состоящую из твердых
и капельно-жидких частиц. Коптильные компоненты дыма нахо-
дятся как в паровой среде, так и в дисперсной фазе, но большая
доля — ввидечастицдисперснойфазысрадиусомО,!—0,5 мкм. Од-
нако необходимо помнить, что при изменении условий, в которых
находится коптильный дым (температура, скорость дымового пото-
ка, влажность, концентрация, время с момента его образования),
происходит перераспределение веществ в системе «дисперсная
фаза — паровая среда», которое приводит к изменению как количе-
ства частиц дисперсной фазы, так и их размеров.
Компоненты коптильного дыма осаждаются на поверхности
продукта как из паровой среды, так и из дисперсной фазы. При
этом основная масса компонентов переходит на продукт в виде
частиц дисперсной фазы, механизм осаждения которых основан
на нескольких способах:
гравитационное — происходит в результате вертикального па-
дения частиц под действием силы тяжести;
инерционное — происходит в том случае, когда масса частицы
или скорость ее движения настолько значительна, что она не мо-
жет следовать вместе с потоком дыма, огибающим продукт, а,
стремясь по инерции продолжить свое движение, сталкивается с
продуктом и осаждается на его поверхности;
диффузионное — присущее мелким частицам; вызвано гради-
ентом концентрации компонентов в дыме и связано, с одной сто-
роны, с броуновским движением, а с другой — с разностью темпе-
ратур коптильного дыма и поверхности продукта;
электрическое — вызвано образованием заряда частиц дисперс-
ной фазы и осаждением их в электростатическом поле. В коптиль-
ном дыме под действием различных ионизирующих факторов об-
разуются ионы газов, которые конденсируются на поверхности
частиц. При движении такой частицы происходит смещение жид-
кой оболочки, что приводит к образованию дипольного момента.
Скорость осаждения частиц дисперсной фазы на поверхности
продукта зависит от вышеперечисленных сил. При этом суще-
ственное значение имеет размер самой частицы.
В начальный период копчения, когда температура поверхности
продукта значительно ниже температуры дыма, осаждение проте-
кает преимущественно под действием радиометрических сил. В
234
235
этот период поверхностная вода испаряется, что поддерживает от-
носительно низкую температуру поверхности продукта.
В дальнейшем по мере выравнивания температур компоненты
дыма осаждаются под действием диффузионных и инерционных
сил. К концу процесса копчения, когда поверхность продукта ад-
сорбирует значительное количество компонентов дыма, инерци-
онные силы приобретают большую роль в осаждении, и чем ниже
температура дыма, тем заметнее это преобладание.
Накапливающиеся на поверхности продукта в процессе копче-
ния органические компоненты коптильного дыма медленно про-
никают в толщу продукта. Большая часть фенолов и кислот не-
прерывно перераспределяется по толщине продукта по мере его
копчения и хранения, тогда как карбонильные соединения обна-
руживаются преимущественно на поверхности или в тонком по-
верхностном слое продукта.
Диффузия кислот и фенолов пропорциональна продолжитель-
ности копчения, но скорость проникновения их уменьшается при
хранении вследствие структурных изменений копченых продук-
тов. Она зависит от вида продукта, состояния его поверхности и
поверхностного слоя, соотношения белковой и липидной частей,
количества воды и некоторых других факторов.
Большинство компонентов карбонильной природы (формаль-
дегид, глиоксаль и др.), проникая в мышечную ткань, и в первую
очередь в кожный покров, реагирует с белковыми веществами,
образующими структурную сетку, в результате чего последняя ста-
новится менее проницаемой для коптильных веществ.
При тепловой обработке продукта в результате денатурации
белков происходит деформация их молекул, сопровождающаяся
уплотнением и частичной деструкцией мышечной ткани. После-
дняя приводит к образованию пустот, выполняющих роль кана-
лов, в которых скапливаются жидкие компоненты дыма и по ко-
торым они относительно легко перемещаются во внутренние слои
продукта. Уплотнение поверхности продукта (кожи) объясняется
реакцией конденсации формальдегида и аминогрупп соедини-
тельнотканных (коллагеновых) белков.
Образование признаков копченых изделий. Окрашивание поверх-
ности копченых изделий в коричневые или золотистые тона не
только является неотъемлемой частью эффекта копчения, прида-
ющего готовому продукту приятный и привычный для потребите-
ля внешний вид, но и служит в определенной степени критерием
правильности осуществления самого процесса. Интенсивность
окрашивания является показателем степени прокопченности об-
рабатываемого изделия.
Химические стороны эффекта окрашивания сложны и много-
образны. Эффект окрашивания поверхности копченых продуктов
является результатом:
осаждения окрашенных коптильных веществ;
взаимодействия компонентов дыма, имеющих реакционноспо-
собные карбонильные группы с компонентами обрабатываемого
сырья, имеющими свободные NHi-группы (аминокислоты, пеп-
тиды, белки) с образованием меланоидинов;
полимеризации компонентов дыма как на поверхности про-
дукта, так и в воздушной среде, по типу реакций карамелизации
или гумификации;
окислительной полимеризации полифенольных компонентов
коптильного дыма; к ней можно отнести также окрашивание в
результате автоокислительных реакций, происходящих с веще-
ствами типа фурфурола, и некоторые другие.
Согласно наиболее распространенному в настоящее время
представлению характерное окрашивание является результатом
карбониламинного взаимодействия по типу реакции Майяра, при
котором карбонильные соединения, находящиеся в коптильной
среде, вступают во взаимодействие с аминогруппами. Это под-
тверждается снижением содержания свободных аминокислот при
дымовой обработке различных продуктов.
Число обнаруженных в коптильном дыме и коптильных препа-
ратах карбонильных соединений составляет несколько десятков.
Основные среди них — гликолевый альдегид, ацетол, метилглиок-
саль, формальдегид, диацетил, ацетон, фурфурол. Наиболее реак-
ционноспособными среди них являются метилглиоксаль и глико-
левый альдегид; активность ацетона сравнительно ниже. Фор-
мальдегид в некоторых случаях может препятствовать вступлению
в реакцию других карбонильных соединений, так как его хими-
ческая активность высока; в то же время цветообразующая спо-
собность формальдегида не так значительна.
Вместе с тем имеются сведения, которые противоречат этим
данным. В частности, установлено, что 90—95%-ное потемнение
поверхности продукта при обработке коптильным дымом проис-
ходит за счет гликолевого альдегида, метилглиоксаля и формаль-
дегида. Другими словами, в процессе окрашивания принимают
участие формальдегид, имеющий низкую способность цветообра-
зования, но встречающийся в дыме в больших количества, и гли-
оксаль, присутствующий в дыме в небольших количествах, но об-
ладающий высокой степенью цветообразования.
Таким образом, на интенсивность окрашивания поверхности
продукта при копчении оказывает не так количество, как соотно-
шение индивидуальных взаимодействующих компонентов.
Кроме карбонильных соединений компонентами, способными
вызвать изменение окраски продукта, являются фенолы, содержа-
щие карбонильную группу, например ванилин, конифериловый и
синаповый альдегиды; полифенолы (многоатомные фенолы), на-
пример резорцин, гидрохинон, пирогаллол и пирокатехин; их го-
мологи, которые окисляются кислородом воздуха с образованием
окрашенных продуктов — хинонов. В свою очередь, образующие-
237
236
ся хиноны взаимодействуют с азотсодержащими компонентами на
поверхности обрабатываемого продукта.
Индивидуальные аминокислоты, реагируя с карбонильными
соединениями, дают окраску различных оттенков. Например, при
взаимодействии метилглиоксаля с лизином появляется коричне-
вая окраска, с глицином — желтая с оранжевым оттенком, с орни-
тином — темно-желтая, с метионином, валином, р-аланином,
триптофаном, лейцином и некоторыми другими — желтая, с сери-
ном, треонином и фенилаланином — светло-желтая.
К активным веществам, которые содержат аминогруппу и мо-
гут образовывать окрашенные устойчивые комплексы, относятся
также аммиак, триметиламин, триэтиламин и некоторые другие.
Образование в результате их взаимодействий окрашенных ком-
плексов — меланоидинов — сложная цепочка реакций, начальным
этапом которой является реакция Майяра, влияющая на интен-
сивность окрашивания продукта при копчении.
Скорость реакции Майяра увеличивается с увеличением pH
среды, поэтому искусственное смещение pH среды в щелочную
сторону интенсифицирует цветообразование при копчении. Ис-
пользование влажной древесины при дымогенерации приводит к
существенному ухудшению окраски поверхности копченой рыбы,
что может быть объяснено образованием большего количества
кислот, которые, попадая на поверхность продукта, снижают pH.
Повышение температуры способствует ускорению реакции цвето-
образования, а при снижении температуры копчения скорость ре-
акции резко падает. На интенсивность окрашивания влияют усло-
вия дымогенерации: вид древесины, ее состояние, температура,
количество воздуха, подаваемого в зону генерации (как правило,
зависит от конструкции дымогенератора), расположение объекта
копчения (вертикальное или горизонтальное). Большое значение
имеет химический состав сырья; в частности, изделия с большим
содержанием липидов имеют лучший блеск. Усилению цвета спо-
собствуют протеолитические процессы, поэтому соленый, про-
шедший стадию созревания полуфабрикат окрашивается интен-
сивнее, чем только что просолившееся сырье.
Реакции цветообразования продолжают протекать некоторое
время и после окончания процесса копчения, т. е. имеет место
эффект так называемого проявления. В процессе хранения копче-
ного продукта происходит перераспределение воды по слоям. Это
приводит к диффузии водорастворимых пигментов — продуктов
карбониламинных реакций и реакций полимеризации компонен-
тов дыма, в результате чего интенсивность окраски поверхности
снижается, а внутренние слои изделия приобретают более темный
цвет.
Характерные вкусоароматические качества копченых продук-
тов в первую очередь являются результатом воздействия фенолов
и их производных.
Многие ученые, среди которых необходимо назвать В. И. Кур-
ко, И. И. Лапшина, Т. Г. Родину и др., делают вывод об участии в
аромате копчения, по крайней мере, 16—20 компонентов феноль-
ной фракции дыма. Однако о том, какие именно из них и в какой
мере участвуют в образовании аромата и вкуса копчения, единого
мнения нет.
По наиболее распространенному мнению, основу аромата коп-
чения составляют гваякол и его гомологи, м-крезол, о-крезол и п-
крезол, эвгенол, ванилин, циклотен. Кроме того, на запах и вкус
копчения влияют вещества, летучие с водяным паром (альдегиды,
кетоны, органические кислоты и фенолы).
Аромат и вкус копчености продукта, по всей вероятности, со-
здаются за счет сорбирующихся компонентов дыма, каждый из
которых имеет собственные специфические свойства. Вторичным
дополнительным процессом являются сложные превращения ве-
ществ в продукте за счет реакций конденсации, полимеризации,
окисления-восстановления и др.
Аромат и вкус копченых изделий изменяются в процессе их
производства и хранения. Сразу после обработки дымом копче-
ный продукт имеет явно выраженный запах и привкус дыма. Че-
рез сравнительно короткий промежуток времени запах и привкус
ослабевают вследствие десорбции с поверхности продукта легко-
летучих компонентов дыма, а также в результате взаимодействия с
кислородом воздуха и продуктом.
Антиохислительные и бактерицидные свойства дыма. Торможе-
ние окислительной порчи копченых продуктов обычно связывают
с фенольными соединениями дыма. Так/ результаты многочис-
ленных исследований В. И. Курко позволили сравнить антиокис-
лительную активность фракций фенолов, кислот, органических
оснований, нейтральных веществ и углеводов. Оказалось, что вы-
раженной способностью тормозить окислительную порчу липидов
обладает только фенольная фракция дыма. У кислот обнаружены
весьма слабые антиокислительные свойства, тогда как органичес-
кие основания и углеводы даже способствуют окислению. Фрак-
ция нейтральных веществ индифферентна к торможению окисли-
тельной порчи жира.
Фракции фенольных компонентов с температурой кипения
111 — 119 'С при 532 Па близки по ингибирующим свойствам к бу-
тилокситолуолу, а фракции с температурой кипения 119—126 °C
при том же давлении даже превосходят по данному эффекту этот
распространенный синтетический антиокислитель. Антиокисли-
тельная эффективность других фенольных фракций закономерно
уменьшается по мере снижения их температур кипения. Сильны-
ми антиокислителями являются пирокатехин, гидрохинон, а-на-
фтол, ингибирующая способность которых равна ингибирующей
способности бутилоксианизола или несколько превосходит его.
3-метилпирокатехин, 4-метилпирокатехин и пирогаллол значи-
238
239
тельно превосходят по антиокислительной эффективности бути-
локсианизол. Можно считать, что чем выше молекулярная масса
фенола и чем больше в молекуле гидроксильных или метоксиль-
ных групп (соответственно длиннее алкильные цепи), тем выше
его антиокислительная эффективность.
В липидах рыбного сырья и продуктах часть молекул находится
в возбужденном состоянии в результате поглощения кванта энер-
гии. При этом происходит отрыв атома водорода и возникает сво-
бодный радикал R+, который взаимодействует с молекулой кисло-
рода с образованием пероксида:
r+ + o2->roo+.
Пероксцдный радикал, взаимодействуя с очередной молекулой
окисляемого вещества, превращается в гидропероксид с образова-
нием нового радикала:
ROO+ + RH -» ROOH + R+.
Реакция продолжается до тех пор, пока большинство молекул
липидов не превратится в гидропероксиды, что способствует вто-
ричным окислительным изменениям, в результате которых в про-
дукте появляются прогорклые запах и вкус.
Известно, что окислительный потенциал фенолов ниже окис-
лительного потенциала пероксидных соединений: энергия связи
In — Н в молекулах фенолов составляет не более 60—70 ккал/
моль, энергия связи R — Н жирной кислоты 80—90 ккал/моль.
Поэтому свободные радикалы преимущественно взаимодействуют
с молекулами фенолов, в результате чего происходит обрыв окис-
лительной реакции:
ROO+ + InH -> ROOH + 1п+;
R++ InH-»RH + 1п+.
В итоге происходит торможение и даже прекращение окисле-
ния липидов копченых изделий, а фенолы видоизменяются, те-
ряя первоначальные химические и органолептические характе-
ристики.
Выявлена бактерицидная эффективность компонентов дыма.
Суммарное воздействие различных компонентов коптильного
дыма на микроорганизмы зависит от химической природы иссле-
дуемых веществ. Самыми слабыми бактерицидными свойствами
обладают органические основания. Они не препятствуют росту
В. mesentericus и В. proteus, слабо задерживают рост кишечной па-
лочки и других микробов. У фракций нейтральных соединений
дыма способность угнетать рост бактерий несколько больше, чем
у оснований, но она также мала по отношению к кишечной па-
лочке, кокковой и споровой микрофлоре и не проявляется по от-
ношению к протею. Углеводная фракция, не обладая бактериоста-
тическими свойствами, стимулирует рост микроорганизмов.
Существенное антимикробное действие проявляют только кис-
лоты и фенолы. Фракция суммарных кислот дыма активнее по-
давляет жизнедеятельность спорообразующей микрофлоры
(В. mesentericus, В. subtilis, В. megaterium), а фенолов — условно-
патогенной микрофлоры (кишечной палочки и протея).
Механизм бактерицидного действия фенолов состоит в умень-
шении поверхностного натяжения на границе бактериальной
клетки, вызывая изменения физического состояния коллоидов в
ней, что приводит к гибели микроорганизмов, либо в их взаимо-
действии с бактериальными белками, что влияет на жизнеспособ-
ность клеток, возможность размножения.
Несмотря на отсутствие взаимосвязи между структурой фе-
нольных соединений и их антибактериальной способностью, для
определенных групп фенольных соединений получены показате-
ли, коррелирующие со степенью их бактерицидности. Такими по-
казателями являются наличие в фенольном ядре метильных и дру-
гих алкильных групп, молекулярная масса.
Фенолы с большой молекулярной массой, как правило, облада-
ют не только меньшей степенью диссоциации, но и более высо-
кой способностью уменьшать натяжение и соответственно бакте-
рицидной силой. Так, фенольные фракции с температурой кипе-
I ния 56—89 "С, состоящие из веществ со сравнительно небольшой
, молекулярной массой, уступают по бактерицидности более высо-
I: кокипящим фракциям.
Антисептическое действие кислот зависит не только от приро-
ды микроорганизмов, проявляющих различную степень резистен-
тности к кислотам, но и от их способности к диссоциации, от
природы аниона и сочетания этих факторов, а также от способно-
сти к снижению поверхностного натяжения.
Бактерицидные и бактериостатические свойства индивидуаль-
ных кислотных компонентов дыма зависят от pH, концентрации и
других факторов, например от температуры.
Отдельные кислоты коптильного дыма, например пропионовая
и янтарная, антисептически сильнее уксусной, тем не менее зна-
чение последней в проявлении бактерицидного эффекта копче-
ния весьма существенно, поскольку эта кислота количественно
преобладает над другими кислотами дыма.
Бактерицидные свойства муравьиной кислоты представляют
интерес ввиду относительно больших количеств ее в дыме и доста-
точно высокого фунгицидного действия, которое при pH 2—3
превышает Действие уксусной кислоты.
Бактерицидное действие кислот значительно возрастает при
повышении температуры: так, при повышении температуры на
10 “С бактерицидное действие увеличивается в 2—3 раза.
240
241
Бактерицидность алифатических кислот повышается от низ-
ших к высшим. Установлены также бактерицидность кетокарбо-
новых — пировиноградной и левулиновой кислот, бактериостати-
ческое действие ароматических — салициловой и бензойной кис-
лот. Бактерицидное действие салициловой кислоты в 10 раз слабее
фенола; бензойная кислота задерживает рост микроорганизмов
при концентрации менее 0,05 %.
Бактерицидность спиртов объясняют наркотизирующим дей-
ствием, проникновением в клетку, обезвоживанием и коагуляци-
ей белка и т. д., однако их действие эффективно проявляется лишь
в значительных концентрациях. При повышении температуры
бактерицидное действие спиртов усиливается, но в меньшей мере,
чем кислот и фенолов. Поэтому участие спиртов в бактерицидном
действии копчения считают не столь значительным.
Карбонильные соединения, за исключением формальдегида,
не участвуют в бактерицидном действии копчения вследствие сво-
ей низкой бактерицидной эффективности, относительно малой
концентрации в дыме и способности вступать в реакции с компо-
нентами обрабатываемого продукта.
Бактерицидность формальдегида различна по отношению к от-
дельным видам микрофлоры. Например, на B.typhy формальде-
гид действует приблизительно как фенол, а на золотистый стафи-
лококк — в 3—4 раза сильнее. Бактерицидное действие формаль-
дегида обусловлено, по мнению исследователей, взаимодействием
с белками микробных тел и значительно усиливается при повы-
шении температуры. Однако бактерицидность и особенно споро-
цидность формальдегида эффективно проявляются лишь в до-
вольно больших концентрациях.
Таким образом, компоненты дыма обладают широким спект-
ром бактерицидного действия: кислоты наиболее эффективно по-
давляют спорообразующие виды, фенолы — банальную и условно-
патогенную микрофлору.
В остаточной микрофлоре преобладают молочнокислые бакте-
рии и грамположительные микрококки. Общий положительный
эффект холодного копчения состоит в том, что в течение этого
процесса погибает около 50 % первоначального количества мик-
роорганизмов. Важно отметить, что присутствие антисептических
веществ в копченой рыбе не предотвращает образования токсина
приразвитии Cl. botulinum типа Е.
При горячем копчении уничтожение микрофлоры основывает-
ся на двух факторах: воздействии высоких температур и антисеп-
тических свойствах дыма, в результате продукт слабо обсеменен,
почти стерилен.
Установлен антипротеолитический эффект копчения, который
заключается в замедлении действия протеаз за счет их денатура-
ции (горячее копчение), взаимодействия с коптильными компо-
нентами (холодное копчение).
Способы получения коптильного дыма. Традиционным способом
получения коптильного дыма является сжигание дров или опилок
непосредственно в коптильных камерах. В первом случае кроме
коптильного дыма образуется достаточно большое количество
теплоты, поэтому дрова используются преимущественно для при-
готовления продукции горячего копчения.
Недостатком такого способа получения коптильного дыма яв-
ляется неравномерность горения древесины и, как следствие, не-
стабильный химический состав коптильного дыма, а также недо-
статочное количество его. Поэтому основными эффектами копче-
ния являются:
1 — образование «копченого» цвета (от светло-желтого до тем-
но-коричневого);
2 —появление специфических аромата и вкуса копчености,
обусловленных образованием в продукте соответствующих вкусо-
ароматических веществ;
3 — консервирование за счет антиокислительного, бактерицид-
ного и антипротеолитического действия коптильных компонен-
тов;
4 — образование вторичной оболочки (упрочнение поверхнос-
ти).
Способ используют преимущественно в тупиковых коптилках с
невысокой производительностью.
На современных предприятиях для обеспечения высокопроиз-
водительных коптильных камер используют дымогенераторы раз-
нообразных конструкций, которые позволяют получать более от-
носительно стабильный по химическому составу дым с понижен-
ным содержанием вредных веществ, интенсифицировать процесс
копчения, а также унифицировать технологическое оборудование
для выпуска продукции как холодного, так и горячего копчения.
Все известные способы получения коптильного дыма можно
условно разделить на две большие группы: без подвода дополни-
тельной энергии и с подводом дополнительной энергии.
Первая группа основана на том, что часть органических соеди-
нений разлагается до углерода и водорода с последующим окисле-
нием. При этом выделяется значительное количество теплоты.
Например, при окислении углекислоты (диоксида углерода) выде-
ляется около 34 кДж, а оксида углерода — около 10 кДж на 1 г уг-
лерода. Выделяющаяся теплота расходуется на нагрев близлежа-
щих частей древесины, следствием чего является повышение тем-
пературы до 290—300 "С, при которых происходит самовоспламе-
нение. При таком способе дымогенерации большое значение
имеет влажность древесины, так как ее повышение ведет к расхо-
ду значительной доли теплоты на нагрев и испарение воды. По-
этому при относительной влажности древесины свыше 88 % само-
воспламенения и дымообразования не происходит.
Дымогенераторы, работа которых основана на этом принципе
242
243
(Н10-ИДГ-2, Н20-ИКА-02, Д9-ФДГ, Н10-ИД2Г-1, СГ-2, Н20-
ИХА.ОЗ и др.), имеют общую принципиальную схему.
Опилки из бункера через стакан высыпаются на колосниковую
решетку, образуя определенный слой, который поджигается
обычно кратковременным электронагревом решетки. При терми-
ческом разложении частиц древесины они уменьшаются в объеме
и проваливаются через кольцевые отверстия в зольник. Для более
надежной работы слой обугленных частиц разбивается ворошите-
лем. Сгоревшая часть опилок на колосниковой решетке восполня-
ется из бункера. Для обеспечения нормальных режимов дымоге-
нерации через колосниковую решетку пропускают небольшое ко-
личество воздуха.
Основным недостатком описанного способа дымогенерации
является трудность регулирования процесса и, как следствие, час-
тое возникновение открытого пламени. Для устранения пожаро-
опасности иногда увлажняют опилки, но при этом ухудшаются
коптильные свойства дыма. В некоторых дымогенераторах ис-
пользуют вместо опилок древесные гранулы, которые изготовляют
из цельной древесины, что снижает пожароопасность, но увели-
чивает затраты и требует расхода потенциально дефицитной дре-
весины.
Вторая группа способов дымогенерации основана на постоян-
ном подводе к древесине дополнительной энергии в виде тепло-
ты, излучения, механического воздействия и т.п., которая расхо-
дуется на нагрев ее до температуры, обеспечивающей разложение
составных частей с образованием дыма.
Наиболее распространен способ термического разложения дре-
весных опилок на нагреваемой поверхности.
Нагрев опилок в дымогенераторе такого типа происходит в
тонком слое, который непрерывно перемещается по нагреваемой
поверхности. При этом происходит термическое разложение дре-
весины, в результате которого образуются дым и зола. Электро-
нагреватели позволяют регулировать температуру нагрева древе-
сины. К недостаткам такого способа дымогенерации относятся
сравнительно большие энергозатраты, часть которых расходуется
на нагрев дыма. Для снижения температуры дыма (в случае холод-
ного копчения) необходимо значительное разбавление его возду-
хом, что приводит к уменьшению концентрации коптильных ком-
понентов в дыме.
Подвод теплоты в дымогенераторах различных конструкций
может осуществляться перегретым воздухом или паром, а также
путем сжигания жидкого топлива; при этом наиболее экономич-
ным считается паровой дымогенератор.
Более современными являются способы нагрева древесины
энергией механической, электрического тока, электромагнитных
полей сверхвысоких частот.
В качестве примера рассмотрим дымогенератор, в котором на-
грев опилок происходит при пропускании через них электричес-
кого тока промышленной частоты.
В цилиндрическую камеру первоначально засыпают опилки с
порошкообразным графитом. При пропускании через такой слой
тока промышленной частоты за счет своего электросопротивле-
ния слой разогревается и древесина начинает разлагаться. Диско-
вый вибратор интенсивно перемешивает опилки в камере, что
приводит к дымообразованию по всему объему слоя опилок. Опи-
санный способ получения дыма малоинерционен и имеет сравни-
тельно высокий коэффициент полезного действия, так как элект-
рическая энергия непосредственно превращается в тепловую.
Способ получения коптильного дыма в электромагнитном поле
сверхвысоких частот основан на том, что молекулы веществ, вхо-
дящих в состав древесины, имеют дипольный момент и при воз-
действии электромагнитного поля ориентируются вдоль силовых
линий. В переменном поле молекула совершает вращательно-ко-
лебательные движения, энергия которых за счет сопротивления
среды превращается в тепловую. Так как молекулы, имеющие ди-
польный момент, находятся во всем объеме древесины, то при
помещении ее в электромагнитное поле сверхвысоких частот
(около 5 МГц) нагрев происходит практически мгновенно.
В промышленности распространены так называемые фрикци-
онные дымогенераторы, в которых механическая энергия трения
непосредственно превращается в тепловую.
Под действием нагрузки при вращении диска и барабана за
счет сопротивления трения механическая энергия превращается в
тепловую. Торцовая часть бруска нагревается, и древесина разла-
гается с образованием коптильного дыма. По мере разложения
структура древесины изменяется и обуглившаяся часть бруска ис-
тирается. Таким образом, рифленая поверхность постоянно со-
прикасается с неразложившейся частью бруска древесины.
Такие дымогенераторы позволяют легко регулировать режим
процесса получения коптильного дыма путем изменения нагрузки
и скорости вращения диска или барабана; они малоинерционны,
ъ е. практически мгновенно выходят на режим дымогенерации.
Недостатками их являются шум, необходимость использования
цельной древесины с пониженным содержанием воды, а также
большое количество сажи в дыме. Тем не менее использование
таких дымогенераторов расширяется, так как в них для получения
дыма требуется меньшее количество воздуха, а температура обра-
зования дыма 300‘С ниже пределов, при которых образуются
опасные для здоровья полициклические углеводороды.
Для получения коптильного дыма топливо используют в виде
опилок, стружек, щепы, гранул, брусков, которые считаются сухи-
ми при содержании воды менее 25 %, полусухими — менее 35 % и
сырыми с содержанием воды более 35 %. В зависимости от типа
дымогенератора используется древесное топливо с содержанием
244
245
воды 25—30 %, хотя не исключено применение более влажных ма-
териалов. Так как свежесрубленная древесина содержит от 40 до
60 % воды, для приготовления топлива применяют машины, со-
вмещающие такие процессы, как измельчение (гранулирование) и
сушку. Перечень древесины, используемой для получения топли-
ва, практически не ограничен; различают древесину лиственных и
хвойных пород. Последняя может использоваться только после
определенной выдержки для полимеризации (окисления) смол.
Производство продукции элитного назначения предполагает ис-
пользование дыма из определенного вида древесины, например
вишни, сливы и т. д.
Коптильные препараты. Одним из наиболее перспективных на-
правлений совершенствования технологии и техники копчения
пищевых продуктов является использование коптильных препара-
тов.
В настоящее время в России, Великобритании, Польше, США,
Франции, Японии и других странах для производства копченых
изделий предлагают достаточно большое количество разнообраз-
ных коптильных препаратов: «Аромат копчения», «Вахтоль»,
ВНИИМП, ВНИИМП-1, ВНИРО, «Амафил», «Геркосеф», «Жид-
кий дым», КП-74, «Концентрат 8027», «Коптильная соль», «Коп-
тильное масло», МИНХ, «Фумаром», «Чарзол», «Смоуктекс» и др.
В соответствии с назначением все коптильные препараты мож-
но разделить на две группы.
1. Препараты для поверхностной обработки. Используют при
производстве рыбы холодного и горячего копчения, а также фор-
мованных и структурированных продуктов в оболочках. Эти пре-
параты могут содержать незначительное количество потенциально
вредных компонентов, которые остаются на покрытии продукта
(коже, оболочке), не используемого в пишу.
2. Препараты для введения внутрь обрабатываемого изделия.
Используют для приготовления рыбы холодного копчения путем
инъекции, для производства различных формованных изделий как
один из компонентов фаршевой смеси, в консервах и пресервах пу-
тем добавления непосредственно в банку. Кэтой группе препаратов
предъявляют особо строгие гигиенические требования.
В зависимости от способа изготовления и химического состава
коптильные препараты имеют различный вид: от светло-желтых и
разнообразных коричневых оттенков жидкостей до темно-коричне-
вых и даже черных пастообразных и порошкообразных продуктов.
Очень сильно препараты различаются между собой по группо-
вому составу (фенолов, карбонильных соединений, органических
кислот, спиртов и т.д.) и по содержанию индивидуальных соеди-
нений. Соответственно этому они обладают различной способно-
стью придавать продукту те или иные признаки, и не создан еще
препарат, с помощью которого можно полностью воссоздать по-
казатели произведенной путем дымового копчения продукции.
Тем не менее достоинства коптильных препаратов (техноло-
гичность, отсутствие или незначительное содержание канцероген-
ных веществ, малое отрицательное по сравнению с дымом влия-
ние на окружающую среду) превосходят их недостатки.
Коптильные препараты можно классифицировать:
1) на коптильные жидкости. Это водные растворы компонен-
тов коптильного дыма или продуктов сухой перегонки древесины,
водные или кислотные экстракты древесины, а также водные ра-
створы смеси веществ, обладающих коптильными свойствами. К
этим препаратам относят МИНХ, «Вахтоль», «Амафил», ВНИ-
ИМП, ВНИИМП-1, КП-72, КП-74, «Чарзол», «Жидкий дым-063»
и др-;
2) жирорастворимые коптильные препараты. К этой немного-
численной группе относят препараты на масляной основе («Коп-
тильное масло-1», «Коптильное масло-2», «Фумаром жирораство-
римый» и др.) или препараты, представляющие фракцию жирора-
створимых компонентов;
3) коптильные пасты и порошки. Эти коптильные препараты
представляют собой насыщенные коптильными компонентами
(обычно дымом) пищевые добавки или продукты, например пова-
ренная соль, мука, соль и порошки на декстриновой основе,
дрожжах др.
По химическому составу коптильные препараты подразделяют
следующим образом:
1. Фенольные коптильные препараты. К ним относят препара-
ты, основу которых составляют фенольные вещества, например
«Чарзол», «Смоуктекс» и др.
2. Кислотные коптильные препараты. Это препараты, состоя-
щие преимущественно из кислот, например МИНХ, «Амафил»,
синтетические препараты типа ВНИИМП-1.
3. Комбинированные коптильные препараты. К ним относят
препараты на основе водных растворов дыма. Эти препараты со-
держат большинство классов коптильных веществ, образующихся
при пиролизе древесины.
Химический состав коптильных препаратов принято характе-
ризовать концентрацией в них основных групп коптильных ком-
понентов, наличием балластных и вредных веществ.
К основным группам коптильных компонентов относят фе-
нольные и карбонильные соединения, а также органические кис-
лоты. Иногда указывают отдельные соединения, содержащиеся по
сравнению с другими того же класса в больших количествах, на-
пример фенол, гваякол, фурфурол, уксусная кислота. Кроме того,
в некоторых препаратах в качестве дополнительного показателя,
характеризующего коптильные свойства, указывают содержание и
Других веществ, например сложных эфиров, фуранов.
Многочисленные исследования химического состава коптиль-
ных препаратов позволили установить, что он весьма разнообра-
246
247
зен и содержание отдельных групп веществ колеблется довольно в
широких пределах (табл. 5.3).
5.3. Характеристика некоторых коптильных препаратов
Вещества, мг/100 г Аро- мат коп- че- ния (Япо- ния) «Фюр- мер- соль» (Фран- ция) «Во- беоль» (Фран- ция) Коп- тиль- ная жид- кость (Венг- рия) ПДВ (Поль- ша) Коп- тиль- ная жид- кость (Ка- нада) ВНИИМП (Россия) «Вах- толь» (Рос- сия) МИНХ (Рос- сия) ВНИРО (Рос- сия)
Фенолы 2,4 1,5 0,8 3,4 30,0 2,1 1,2 2,2 9,4 0,5
Карбониль- ные соедине- ния В том числе: 18,1 1,4 5,3 11,4 7,8 16,8 5,5' 10,5 4,6 1,2
ненасы- 17,4 1,1 5,2 4,7 7,8 11,2 5,3 6,0 1,2 —
щенные насыщен- ные 0,7 0,3 0,7 6,7 - 5,6 0,2 4,5 3,4 -
Кислоты 45,0 4,8 1,1 2,2 53,1 1,1 59,5 1,6 100,( 16,7 45,0 23,3 2,9
Фурфурол 2,3 0,6 0,6 6,5 2,1 0,5 —. —
Сложные 17,2 4,5 6,9 1,5 8,1 3,8 44,6 0,8 —
эфиры Метиловый 15,3 2,1 1,о 2,0 3,2 4,9 4,1 1,6
спирт Нелетучие 2,3 0,5 0,4 0,2 13,6 3,5 — 1,4 15,2 6,0
соединения
В препаратах из древесины лиственных пород содержание гва-
якола и его производных больше, чем фенола и крезолов. В коп-
тильных препаратах из древесины хвойных пород, наоборот, фе-
нола и крезолов больше, чем гваякола и его производных.
В коптильном препарате МИНХ наиболее подробно изучены
фенольные соединения. Из 25 фенольных соединений, обнару-
женных в препарате, в наибольших количествах содержатся гвая-
кол, метилгваякол, м- и о-крезол, фенол, производные пирогал-
лола. В состав коптильного препарата также входят спирты, эфи-
ры, кислоты, карбонильные соединения, фураны, углеводороды и
другие соединения.
В коптильном препарате ВНИИМП обнаружено около 50 раз-
личных веществ: 16 карбонильных соединений, 6 сложных эфи-
ров, 14 фенольных соединений, 7 летучих кислот, 2 спирта и 4
амина.
Препарат «Вахтоль» содержит большое количество карбониль-
ных соединений, кислот, в том числе летучих, и фенолов; послед-
ние представлены в основном одно- и двухатомными фенолами,
такими, как гваякол, п- и о-крезол, метилгваякол, фенол, пирока-
техин.
В польском препарате ПДВ идентифицированы кроме фенолов
соединения фуранового ряда: 3,4-диметилфуран, 2-этилфуран,
2,3-диметил-5-этилфуран и др.
Таким образом, коптильные препараты имеют различие не
только по содержанию отдельных групп веществ, но и по их каче-
ственному составу. Особое же значение имеют фенолы, карбо-
нильные соединения и кислоты, определяющие коптильные свой-
ства препаратов.
Представление о содержании некоторых канцерогенных соеди-
нений в различных промышленных коптильных препаратах мож-
но получить из таблицы 5.4.
Как видно из таблицы, только «Фумаром» (Венгрия) и практи-
чески ВНИРО не содержат 3,4-бензпирена, а в остальных коп-
тильных препаратах его содержание колеблется от 0,03 до
15,6 мкг/кГ, в то время как в коптильном дыме содержание 3,4-
бензпирена достигает 200 мкг/м3 и более.
5.4. Содержание полиаромаплеских углеводородов в препаратах, мкг/кг
Препарат 1 3,4-бснзпирен | Пирен | Флюорантен
«Ройхельзальц» 0,6 7,5 8,0
«Фумаром» —
«Руакол» 0,12 1,7 2,4
«Фумол» 0,05 0,45 0,7
«Раухвюрцер» 15,6 74,3 138,5
«Смок Флетров S.F.100» 1,07
«Чарзол» 0,14
«Олд Хиккори Смок Флейвор» 0,23
Коптильная жидкость «Дена» 0,20
«Смок Флейвор S-12» 0,3
«Ликвид Смок РУС» 0,35
«Фумаром солюбл 65» 0,47 5,2 7,7
«Фумаром ольсолюбл» 8,2 103,0 115,0
«Аром фуме алиментер» 9,5 106,0 75,0
ВНИРО 0,045 — —
.Немногочисленную группу так называемых «синтетических»
коптильных препаратов получают путем смешивания отдельных
ингредиентов. Наиболее известным промышленным препаратом
этой группы является ВНИИМП-1, который изготовляют путем
смешивания и растворения в воде отдельных групп веществ с уче-
том их роли в создании аромата и вкуса копчения. Препарат со-
держит органические кислоты, фурфурол, валерьяновый альдегид,
диоксиацетон, диацетил, гваякол и о-крезол. Основой препарата
являются летучие и нелетучие органические кислоты; перед упот-
реблением его разводят водой в 50 раз.
Большинство же коптильных препаратов изготовляют на осно-
ве продуктов переработки древесины и ее составляющих. Процесс
получения коптильных препаратов можно условно разделить на
три стадии:
1) переработка древесины;
2) сбор продуктов переработки древесины;
3) очистка от нежелательных компонентов.
248
249
Перечень наименований сырья, из которых отечественные и
зарубежные авторы предлагают изготовлять коптильные препара-
ты в виде добавок, приправ, ароматизаторов и т. п., довольно об-
ширен: подсмольная вода, или жижка, образующаяся при сухой
перегонке древесины на лесохимических предприятиях; жидкие
продукты пиролиза древесины, образующиеся в процессе изготов-
ления древесного угля; продукты, возникающие при утилизации
отходов экстракционно-канифольного производства; конденсаты
и растворы натурального древесного дыма, получаемые при раз-
личных способах перегонки древесины (или ее составляющих —
целлюлозы, лигнина) и различных способах улавливания; отдель-
ные фракции, группы компонентов, в том числе сорбируемые со-
лью, сахаром и т. д. Уместно отметить, что готовая продукция,
приготовленная с применением коптильных средств на основе
подсмольных вод, имеет резко отличающиеся оттенки аромата и
вкуса по сравнению с продукцией, обработанной дымом, вслед-
ствие чего препараты на основе жижки не получили широкого
распространения.
Дискуссионным является вопрос необходимости подгонки ор-
ганолептических свойств готовой продукции, приготовленной
бездымным копчением, к качественным признакам продукции
дымового копчения, тем более, что на современном этапе произ-
водства пищевых продуктов, прежде всего копченых колбас, очень
широко используются коптильные препараты, создающие не
столько эффект прокопченности, сколько специфичности или
оригинальности вкуса.
На основании анализа современных коптильных сред пред-
ставляется целесообразным классифицировать их в зависимости
от проявления основных эффектов копчения на 5 основных
групп: собственно коптильные препараты, коптильные красители,
вкусоароматизирующие добавки, антиоксиданты, антисептики.
Коптильные препараты имеют наибольшую идентичность коп-
тильному дыму по всем эффектам копчения. У коптильных краси-
телей наиболее выражена способность к окрашиванию. Вкусоаро-
матизирующие добавки вносят преимущественно аромат и вкус
копчености в готовые изделия. Антиоксиданты являются ответ-
ственными только за антиокислительный эффект копчения; анти-
септики обладают выраженными бактерицидными свойствами.
В качестве примера приведем способы получения наиболее из-
вестных отечественных коптильных препаратов.
Коптильный препарат ВНИИМП производят на основе кон-
денсатов коптильного дыма, для получения которого используют
твердолиственные породы древесины, как правило, отходы дере-
воперерабатывающих предприятий. Очищенный от золы, сажи и
смол дым орошают водой, нейтрализуют, а затем разделяют на две
фракции: первая содержит более летучие компоненты, вторая —
менее летучие. После очистки первой фракции от балластных и
вредных веществ она смешивается со второй фракцией. В резуль-
тате получается прозрачная жидкость светло-желтого цвета, слег-
ка горьковатая на вкус, с запахом дыма, но без неприятных оттен-
ков запаха продуктов пиролиза древесины. В препарате не допус-
кается содержание тяжелых полиароматических углеводородов
типа 3,4-бензпирена, а содержание метилового спирта не должно
превышать 0,3 %.
Коптильный аппарат ВНИИМП-1 изготовляют путем смеши-
вания определенных количеств химических веществ.
Производство коптильных препаратов «Вахтоль» и МИНХ ос-
новано на пиролизе остатков древесины в основном хвойных по-
род после экстракции необходимых веществ (канифоли, скипида-
ра и др.). Продукты термического распада древесины конденсиру-
ют, получая «кислую воду», которую промывают и направляют на
дистилляцию, причем первые фракции дистиллята для производ-
ства коптильных препаратов не используются. Полученный дис-
тиллят является коптильным препаратом «Вахтоль», представляю-
щим собой жидкость желтого цвета с легким запахом пиролиза
древесины. Недостатком препарата является повышенное содер-
жание органических кислот, придающих продукту нехарактерный
кислый оттенок запаха.
Коптильный препарат МИНХ, технология которого была раз-
работана И. И. Лапшиным, представляет собой остаток после дис-
тилляции «кислой воды». Препарат имеет высокую вязкость, тем-
но-коричневый, почти черный цвет, специфический запах. Из
фенольных соединений в коптильном препарате содержатся пре-
имущественно высокомолекулярные производные пирогаллола,
сравнительно мало гваякола и почти не содержится одноатомных
фенолов. Основную часть препарата составляют нелетучие компо-
ненты «кислой воды» с паром, поэтому при его разведении перед
использованием необходима тщательная фильтрация. Нелетучие
компоненты «кислой воды» состоят преимущественно из веществ
углеводородной природы: левоглюкозан, оксикислоты, их лакто-
ны и др. Недостатками препарата являются пониженное содержа-
ние легколетучих и высокое содержание низколетучих компонен-
тов, вследствие чего продукты при обработке хотя и приобретают
характерную окраску поверхности, но не обладают достаточно
выраженным запахом копченых изделий.
На основе препарата МИНХ Т. Г. Родина за счет модификации
эфирными маслами пряностей, сбалансированности состава, сни-
жения кислотности получила несколько видов рафинированных
коптильных ароматизаторов, которые рекомендовано использо-
вать в технологии рыбных консервов, а также сыров.
Коптильное средство «Амафил» является водным экстрактом
продуктов термического разложения древесины в водной среде
при температурах 180—300 °C. Препарат представляет собой про-
зрачную жидкость янтарно-желтого цвета с запахом чернослива с
250
251
оттенком легкой горечи; отличается от других более низким со-
держанием органических веществ. Вследствие этого, хотя «Ама-
фил» придает продукту приятные специфические оттенки копче-
ности, соответствующего колера не образуется. Получены
(О. Я. Мезенова и др.) отдельные фракции коптильного средства
«Амафил» с улучшенными красящими свойствами путем извлече-
ния из исходного препарата высокомолекулярных фракций (тем-
пература дистилляции 140—180 “С) и 3—5-кратного концентриро-
вания их. «Амафил» предназначен для консервного и пресервного
производств, а также ароматизации масла и по действию относит-
ся к вкусоароматическим добавкам.
Наиболее перспективным как по комплексу свойств, так и по
сравнительной простоте получения является препарат ВНИРО,
исходным сырьем для которого в равной степени могут служить
коптильный дым, получаемый в генераторах, и дымовые выбросы
камер горячего или холодного копчения.
Разработанная Э. Н. Кимом, В. И. Курко, Т. Н. Радаковой и др.
технология приготовления коптильного препарата ВНИРО пре-
дусматривает использование установки, представляющей собой
барботажный сорбер с подвижной шаровой насадкой, выполнен-
ной из кислотостойкой резины.
Технологическая схема приготовления коптильного препарата
ВНИРО включает следующие операции: сорбцию дымовоздуш-
ной смеси водным слоем с подвижной насадкой в течение 3—4 ч,
фильтрацию водного конденсата дыма, выдержку водного конден-
сата дыма при температуре 25—5 "С в течение 7—10 сут, фильтра-
цию и фасование готового препарата.
Токсико-биологические испытания показали отсутствие небла-
гоприятного действия препарата ВНИРО на организм животных,
что свидетельствует о его безвредности при производстве пищевой
продукции. Препарат ВНИРО можно использовать как путем на-
несения на внешнюю поверхность продукта, так и в качестве ком-
понента при производстве структурированных изделий, консер-
вов, пресервов.
На его основе возможно приготовление различных ароматизи-
рующих заливок, в том числе масляных.
Большинство технологических решений, связанных с произ-
водством коптильных препаратов, базируется на регулировании
их состава и свойств, которые должны быть приближенными к
коптильному дыму. Не отрицая этого, следует заметить, что впол-
не имеет право на развитие направление, согласно которому со-
здаются различные ароматизаторы и добавки, придающие продук-
ту отдельные органолептические признаки копчености не в пол-
ном спектре, а также новые вкусоароматические или другие ощу-
щения.
Таким образом, коптильные препараты, безопасные и разнооб-
разные по свойствам и назначению, открывают широкие перспек-
тивы для создания экологически благополучных коптильных про-
изводств.
Способы копчения. Наиболее простым способом копчения яв-
ляется обработка продукта в камерных коптилках тупикового типа
с конвективным потоком дыма.
Коптильные камеры такого типа используются на старых ры-
бокоптильных предприятиях небольшой мощности. В коптиль-
ную камеру вручную загружают клети с продуктом, в нижнюю ее
часть помещают опилки и разжигают их. Образующийся дым под
действием конвекции медленно поднимается в камеру и выходит
в дымовод. Скорость потока дыма может в небольших пределах
регулироваться заслонкой. Осаждение компонентов дыма на про-
дукте происходит преимущественно под действием диффузион-
ных и гравитационных сил, что обусловливает длительность про-
цесса копчения.
При производстве продукции холодного копчения температуру
дыма снижают обычно до 22—28 °C, разбавляя его атмосферным
воздухом, который подают в тупиковую камеру через специальные
люки. Для приготовления изделий горячего копчения в нижней
части тупиковой камеры разжигают костры, пересыпая поленья
слоем опилок.
В последнее время широкое распространение получило дымо-
вое копчение в коптильных камерах с принудительной циркуля-
цией дыма, в которых интенсивное осаждение компонентов дыма
на продукт осуществляется преимущественно за счет инерцион-
ных сил. Для осуществления такого копчения в рыбной промыш-
ленности используют камерные, туннельные и башенные установ-
ки различных конструкций.
Загрузка и выгрузка продукта в камерной установке осуществ-
ляются так же, как и в камере старого типа с естественным пото-
ком дыма. Однако за счет системы рециркуляции расход дымовоз-
душной смеси в камере Н20-ИК2А в несколько десятков раз
выше, чем в камере без рециркуляции. Скорость потока дыма в
таких установках составляет 2 м/с и выше. Сопла, расположенные
в два ряда вдоль стен камеры, создают турбулентный режим дымо-
вого потока, что обеспечивает равномерное прокапчивание про-
дукта со всех сторон и по высоте камеры.
В процессе циркуляции дым изменяет свой состав и охлаждает-
ся. Поэтому для поддержания заданного режима копчения в каме-
ру постоянно подают свежие порции дыма, которые после смеши-
вания подогревают в калорифере, избыток дымовоздушной смеси
из установки удаляется.
Заданную температуру и влажность дымовоздушной смеси в
современных коптильных установках поддерживают не теплоге-
нераторами, а с помощью кондиционеров.
Коптильным установкам камерного типа присущи все недо-
статки оборудования периодического действия. Однако они удоб-
252
253
ны при небольшой мощности предприятия и выпуске широкого
ассортимента копченых изделий, отличающихся друг от друга ре-
жимами технологического процесса.
Непрерывный процесс копчения осуществляется в туннельных
и башенных установках, а также в установках транспортерного
типа.
Загрузка сырья производится с одной стороны туннеля, а вы-
грузка — с другой, что ликвидирует пересечение технологических
потоков, обеспечивает непрерывность работы камеры и облегчает
поддержание заданных технологических режимов. Сырье загружа-
ют в клети, имеющие глухую стенку с лицевой стороны, которые
перемещаются в туннеле по монорельсу с помощью цепного
транспортера.
В туннельной камере сырье проходит последовательно три
зоны. В первой зоне происходит подсушивание поверхности сы-
рья воздухом из помещения, во второй — обработка дымом, а в
третьей — тепловая обработка. В некоторых установках туннель-
ного типа сырье может сначала подвергаться тепловой обработке,
а потом копчению или эти два процесса могут протекать одновре-
менно.
Равномерность прокапчивания продукта в туннельной уста-
новке обеспечивается попеременным потоком дыма через клети
сверху вниз и наоборот, а также турбулентным режимом потока
дыма.
Туннельные установки широко используют для получения
копченого полуфабриката — шпрот. Однако они могут быть ис-
пользованы и для. изготовления продукции холодного копчения и
сушено-вяленых изделий. В этом случае вместо горячего воздуха в
систему подают холодный осушенный, а температуру дыма сни-
жают разбавлением холодным воздухом.
Башенные коптильные установки используют обычно вблизи
крупных населенных пунктов на предприятиях большой мощнос-
ти преимущественно для производства рыбы холодного копчения.
Они, как правило, являются частью капитального строения, высо-
та башен достигает 25 м. Внутри башни расположен цепной
транспортер, на который подвешивают рыбу; дым охлаждается
воздухом до требуемой температуры в камере смешения, подается
в нижнюю часть башни и медленно поднимается вверх со скорос-
тью 0,5—1 м/с.
Осаждение компонентов дыма в башенных камерах осуществ-
ляется за счет диффузионных и гравитационных сил. Для более
равномерного прокапчивания цепной транспортер в процессе
копчения непрерывно перемещает рыбу по высоте башни.
За счет относительно длительного периода контакта дыма с
рыбой на ее поверхности успевает осесть до 45 % коптильных
компонентов дыма. Для полного использования коптильного
дыма в башенных коптилках иногда используют рециркуляцию
дыма. Однако при этом возникают трудности кондиционирования
дыма, так как отработанная его часть чрезмерно увлажняется за
счет испарения воды из рыбы.
Линейно-щелевые коптильные камеры транспортерного типа
используют преимущественно для холодного копчения мелкой
рыбы.
Скорость потока дыма в такой камере составляет около 10 м/с.
Равномерное прокапчивание мелкой рыбы обеспечивается за счет
шестикратного кантования ее при переходе с одного транспортера
на другой.
Одним из недостатков традиционного дымового копчения яв-
ляется относительно медленное осаждение компонентов дыма на
продукте. Этот недостаток устраняют при использовании электро-
копчения.
В коптильном дыме всегда существует некоторое количество
ионов, которые, осаждаясь на поверхности частиц дисперсной
фазы, придают им определенный заряд, за счет чего происходит
перемещение заряженных частиц в электростатическом поле
вдоль силовых линий.
В естественно полученном коптильном дыме находится как
минимум 22 % заряженных частиц дисперсной фазы. Поэтому для
более эффективного электроосаждения используют ионизацию
дыма, заключающуюся в предварительном пропускании дыма
вблизи отрицательного электрода высокого напряжения. При
этом вокруг электрода образуется слабое свечение, вызванное
процессом образования под действием электронов ионов обоих
знаков, которое называется коронным разрядом. К коронирующе-
му электроду необходимо подводить постоянный ток отрицатель-
ного знака. В этих условиях до 95 % всех взвешенных частиц, по-
лучивших отрицательный заряд, осаждается на положительно за-
ряженном электроде, роль которого выполняет продукт.
Скорость электроосаждения дыма на поверхности продукта за-
висит от многих факторов: количества элементарных зарядов, на-
пряженности поля, радиуса частиц, плотности дыма и др.
Для электрокопчения предлагают установки транспортерного,
туннельного и башенного типа.
В башенной камере имеются три зоны, в которых поочередно
происходят процесс подсушивания воздуха, ионизация дыма и
осаждение его частиц на продукте, тепловая обработка продукта.
В случае изготовления изделий горячего копчения для подсуши-
вания и тепловой обработки можно использовать инфракрасные
излучатели.
Использование электрического поля позволяет сократить про-
цесс осаждения компонентов дыма до 3—6 мин. Однако копченые
изделия, приготовленные таким способом, по своим органолепти-
ческим показателям несколько отличаются от продукции тради-
ционного дымового копчения. Это обусловлено тем, что при
254
255
электрокопчении на поверхности продукта осаждаются преиму-
щественно компоненты дисперсной фазы (твердые частички
дыма).
В зависимости от типа используемого коптильного препарата,
вида изготовляемого продукта, а также характера взаимодействия
коптильного препарата с обрабатываемым сырьем могут быть ис-
пользованы следующие приемы бездымного копчения:
добавление коптильного препарата непосредственно в продукт;
выдерживание продукта в коптильной жидкости;
инъекции коптильного препарата в толщу продукта;
орошение поверхности раствором диспергированного коптиль-
ного препарата;
обработка продукта в парах коптильного препарата.
Добавление коптильного препарата непосредственно в продукт
используется при изготовлении формованных или структуриро-
ванных изделий, сосисок, сарделек и различных консервов. При
этом необходимыми условиями являются полное отсутствие в
препарате соединений типа 3,4-бензпирена, обладающих бласто-
могенным и канцерогенным действием, и хорошее перемешива-
ние препарата по всей массе продукта. Способ прост, не требует
специального технологического оборудования, обеспечивает вы-
сокую рентабельность производства. Недостатком способа являет-
ся ограниченное применение его при изготовлении копченых из-
делий, характерный признак которых — специфическая золотис-
тая окраска поверхности.
Выдерживание изделий в коптильной жидкости является од-
ним из самых простых способов бездымного копчения. Предвари-
тельно подготовленное сырье погружают в коптильную жидкость
либо вручную, либо в специальных коптильных установках типа
ИКБ.
Сырье через загрузочное окно навешивается на цепной транс-
портер, который перемещает его в коптильной камере, периоди-
чески погружая в ванну с коптильной жидкостью, уровень в кото-
рой регулируется вентилем и насосом рециркуляции. Для очистки
коптильной жидкости от загрязнений в системе рециркуляции ус-
тановлен фильтр. Тепловая обработка продукта производится
либо нагретым воздухом, либо инфракрасными излучателями. К
недостаткам такого способа необходимо отнести большой расход
коптильной жидкости (до 20 % массы обрабатываемого сырца).
Способ инъекции коптильного препарата в толщу продукта
может применяться для изделий типа ветчины и окороков, а так-
же копченой рыбы крупных размеров. В последнем случае целесо-
образно сочетание этого способа с поверхностной обработкой
продукта коптильными компонентами. Инъекция коптильного
препарата позволяет получать продукт с более равномерной сте-
пенью прокопченности по слоям, а также снижает вероятность
микробиальной порчи в процессе изготовления продукта. Рацио-
нальной является инъекция препарата совместно с солевым ра-
створом, в который его добавляют в количестве 0,2— 1 % в зависи-
мости от концентрации коптильных компонентов в препарате, а
также от необходимой степени прокопченности продукта.
Требования, предъявляемые к коптильным препаратам, анало-
гичны требованиям, предъявляемым к препаратам, вносимым не-
посредственно в продукт.
Орошение поверхности продукта коптильными препаратами
производят либо специальными душирующими устройствами на
приспособлениях транспортерного типа, либо в камерах путем
диспергирования препарата через форсунки.
Существуют и другие температурные конструкции различного
типа (пневматические, акустические и др.) для реализации этого
способа, например коптильные камеры, в которых препарат дис-
пергируют форсункой не на продукт, а в поток воздуха, затем ре-
циркулирующий в камере. У всех этих устройств и способов ос-
новными недостатками являются относительно большой расход
препарата и неоднородность качества готовой продукции. Более
совершенным способом бездымного копчения является обработка
продукта парами коптильного препарата. С этой целью коптиль-
ный препарат обычно распыляют форсунками в поток горячего
воздуха или на горячую поверхность. Полученная парообразная
коптильная среда имитирует дым и позволяет получать копченую
продукцию с достаточно высокими органолептическими показа-
телями.
Коптильный препарат, распыляемый пневматической форсун-
кой в камере Н Ю-ИДЖ в поток горячего воздуха, мгновенно пере-
ходит в парообразное состояние. Равномерность обработки продук-
та парами препарата обеспечивается вращением воздухораспреде-
лителя. При копчении в парах коптильного препарата его расход
составляет 1,5—3,0 % массы обрабатываемого сырья для рыбы горя-
чего копчения и 5,0—8,0 % для рыбы холодного копчения.
Технология копчения. В отечественном рыбокоптильном произ-
водстве распространен выпуск двух видов копченой продукции:
горячего и холодного копчения. Рыбную продукцию холодного
копчения изготовляют при температуре не выше 40'С. Отличи-
тельная особенность такой продукции заключается в пониженном
содержании воды (42—60 %) и повышенном количестве соли (4—
11 %). За счет этого, а также осаждения консервирующих компо-
нентов дыма рыбные изделия холодного копчения имеют доста-
точно длительные сроки хранения.
Процесс производства продукции горячего копчения отличает-
ся от процесса производства продукции холодного копчения тем-
пературным режимом (70—120 °C) и продолжительностью. Исход-
ным сырьем служит обычно свежая или мороженая рыба, посол
которой проводят только для придания вкусовых свойств, поэто-
му содержание соли в продуктах горячего копчения не превышает
256
257
3 %. При горячем копчении сырье полностью проваривается и до-
стигает кулинарной готовности. Продукт приобретает нежную и
сочную консистенцию, что обусловлено высоким остаточным со-
держанием воды (60—70 %).
Кроме холодного и горячего известны полугорячее копчение с
обработкой при температуре 40—60 °C, а также комбинированное
копчение, заключающееся в сочетании горячего и холодного коп-
чения.
Производство рыбы холодного копчения (рис. 5.1). Продолжи-
тельность холодного копчения колеблется в значительных преде-
лах (2—72 ч). Для отечественной промышленности характерно
применение временного интервала от 12 ч и более. В производстве
продукции холодного копчения за рубежом преобладает кратков-
ременный процесс копчения, который вместе с предварительным
подсушиванием составляет 3—5 ч, причем время непосредствен-
ной обработки дымом не превышает 2 ч. Продукция, приготов-
ленная таким образом, имеет низкое содержание соли (3 % и
ниже) и высокое — воды (более 65 %).
Отечественными производителями подобная продукция вы-
пускается преимущественно из лососевых; сельдевых, скумбрие-
вых рыб; содержание соли в ней составляет 4—8 %.
Основной подготовительной операцией к копчению является
посол или отмачивание соленого полуфабриката; рекомендуемое
содержание соли не должно превышать 8 %; наиболее часто на
копчение направляют рыбу с содержанием соли 4,5—6,0 %. Не
подвергается отмачиванию полуфабрикат с содержанием соли
4 %. Продолжительность отмачивания составляет от 2—3 ч до
2,5 сут в зависимости от вида, размера, способа разделки, содер-
жания соли и липидов при температуре воды не выше 10—15 °C. В
процессе отмачивания через каждые 2—6 ч делают перерывы на
1—2 ч с целью выравнивания содержания соли, для чего сливают
воду из емкостей и после окончания перерыва заливают их чистой
водой.
Отмачивание соленой рыбы — процесс, обратный посолу. Он
основан на явлениях диффузии и осмоса, но в данном случае вода
проникает в ткани рыбы, а соль из них удаляется. Постепенное
уменьшение количества соли сопровождается частичным извлече-
нием органических веществ, особенно азотсодержащих, в окружа-
ющую среду; потери белков зависят от качества соленого полу-
фабриката, степени его созревания (чем глубже протеолиз, тем
выше потери) и составляют от 3 до 15 % первоначального содер-
жания в отмачиваемом материале. Параллельно происходит уве-
личение массы рыбы за счет набухания белков, лиофильные свой-
ства которых после удаления хлорида натрия частично восстанав-
ливаются; в цифровом выражении прирост массы составляет 2—
18% и зависит от количества липидов; так, наименьшее
увеличение (2—7 %) характерно для жирных рыб. Для уменьше-
258
— воздушное
— вводе
— в солевом растворе
— высокими энергиями
| Ополаскивание
»| Сортирование |
Г Разделка
[ Мойка
|----*
| Посол
сухой мокрый смешанный
законченный незаконченный
с охлаждением без охлаждения
Г' Ополаскивание, стекание |
обезглавливание
потрошение
спинка
теша
филе
потрошение без
обезглавливания
семужная
~ налтусная
” пласт с головой
пласт обезглавленный
Накалка на рейки,
раскладка на носители
| Подсушивание |
V
I Копчение I
ния набухания при отмачивании можно использовать динатрие-
вую соль этилендиаминтетрауксусной кислоты (ЭДТА № 2, сино-
ним — трилон Б), которая избирательно связывает щелочно-зе-
мельные элементы (кальций и магний), что, в свою очередь,
уменьшает лиофильные свойства белков.
В некоторых случаях, например при содержании соли более
8 %, или при поступлении рыбы с ослабевшей консистенцией,
или при отсутствии условий для охлаждения, применяют отмачи-
вание соленой рыбы в слабом растворе хлорида натрия (плотнос-
тью 1,05 кг/м3), а к концу отмачивания — в пресной воде.
Посол осуществляется любым из известных способов, выбор
которых зависит от вида рыбы, способа разделки, условий перера-
батывающего предприятия, наконец, от традиций, сложившихся
на этом предприятии. Однако этот процесс осуществляется со-
гласно технологическим инструкциям, регламентирующим темпе-
ратурные режимы, количество соли, способ предварительной раз-
делки, предельное содержание хлорида натрия в соленом полу-
фабрикате. Наиболее часто употребляются смешанный посол (с
охлаждением и без него), тузлучный — для мелких видов рыб.
Преспективным для приготовления соленого полуфабриката из
крупных ценных рыб является посол шприцеванием в посолоч-
ных машинах, который основан на введении посолочного раство-
ра с помощью рабочей головки, снабженной иглами, количество
которых составляет 150—200 (так называемый инжекторный по-
сол). К достоинствам этого способа относится возможность внесе-
ния вместе с раствором соли вкусовых, антиокислительных и дру-
гих добавок, а также увеличение выхода продукта, уменьшение
расхода соли, сокращение времени посола.
Массовая доля хлорида натрия (в %) в полуфабрикате,
приготовленном для копчения
Для жирных и среднежирных рыб 5—6
Для тощих рыб и форели 4—5
Для частиковых рыб 6—8
Для каспийской кильки 5
Для палтусов 6—10
Неразделанную, потрошеную рыбу, спинки с головой нанизы-
вают на прутки через глаза или рот и жаберную щель; обезглав-
ленную рыбу, боковник, пласт и полупласт — через хвостовой сте-
бель; тешу и филе — за край более тонкой части куска. Кроме
того, рыбу накалывают за затылочную кость, приголовную или
прихвостовую часть на рейке; обвязывают или прошивают рыбу
шпагатом.
Наколотую на прутки или нанизанную на рейки рыбу ополас-
кивают чистой водой и выдерживают в течение 1 ч для стекания,
после чего направляют на подсушивание.
Роль подсушивания заключается в подготовке рыбы к осажде-
нию коптильных компонентов; во время этого процесса удаляется
7—18 % воды (в расчете на массу рыбы). Значение подсушивания
как подготовительной операции особенно велико при использова-
нии соленого полуфабриката, подвергшегося отмачиванию, для
которого характерно переувлажнение поверхностного слоя, что
способствует особо интенсивному осаждению коптильных компо-
нентов на продукте и приводит к потемнению поверхности и по-
явлению горьковатого, иногда смолистого, привкуса. Копчение
рыбы с пересушенной поверхностью приводит к недостаточному
осаждению коптильных компонентов, а также может быть причи-
ной низкой скорости обезвоживания рыбы при копчении и избы-
точного содержания воды в готовой продукции.
Прутки и рейки с рыбой размещают в клетях так, чтобы рыба
располагалась в шахматном порядке. Допускается некоторые виды
рыб, куски и филе раскладывать на сетке насыпью, аккуратно раз-
равнивая в один ряд, чтобы соседние рыбы не накрывали одна
другую. Подсушивание рыбы проводят в естественных условиях, в
сушильно-провялочных камерах или непосредственно в коптиль-
ных камерах. В сушильно-провялочных камерах нежирную рыбу
подсушивают при начальной температуре 18—20 ’С, постепенно
повышая ее к концу процесса до 25—28 °C. Жирную рыбу реко-
мендуют подсушивать при температуре 22—23 "С. Скорость возду-
ха в сушильно-провялочных камерах должна составлять 0,5—
1,0 м/с при относительной влажности его 40—60%. В обычных
коптильных камерах подсушивание ведут при температуре 20—
25 °C. Длительность процесса подсушивания составляет от 2—3 ч
До 15—2,0 сут в зависимости от вида, размера, содержания липи-
дов и способа разделки рыбы; в естественных условиях в зависи-
мости от температуры воздуха подсушивание длится 4—8 ч (мел-
кая рыба) или 3—4 сут (крупная рыба).
Подсушивание заканчивают, когда поверхность рыбы стано-
вится сухой, плавники жесткими, а мышцы несколько уплотняют-
ся.
Копчение рыбы проводят при температуре 20—30 °C в течение
от 12—18 ч до 4—5 сут в зависимости от вида и размера рыбы, а
также конструкции коптильной камеры. Оптимальный режим
копчения в каждом конкретном случае определяется эксперимен-
тально, а окончание процесса копчения устанавливается по орга-
нолептическим показателям и содержанию воды в рыбе (не более
58—60 %). Обезвоживание рыбы продолжается и на стадии соб-
ственно копчения, причем особенно интенсивно в первые часы,
когда влажность рыбы относительно высока; длительность копче-
ния в основном лимитируется скоростью сушки. Поэтому в совре-
менных коптильных установках с рециркуляцией дымовоздушной
смеси, имеющей высокую плотность коптильных компонентов, в
режим копчения включается третья стадия, называемая подсуши-
ванием, которая осуществляется при отключении дымогенератора
260
261
и максимальной скорости циркуляции воздуха. Например, ре-
жим копчения рыбы с содержанием липидов около 5 %: подсу-
шивание—2ч при 27 “С, собственно копчение — 14—16 ч при
25 "С, досушивание — 20 ч при 27 ’С. Отключение дымогенерато-
ра способствует снижению затрат и устраняет такой дефект, как
перекапчивание рыбы. Интенсивная сушка на стадии копчения
нередко приводит к сильному пересыханию поверхностных сло-
ев рыбы и замедлению осаждения на нее коптильных компонен-
тов. Это может быть устранено путем увлажнения дымовоздуш-
ной смеси или путем прерывания воздействия ее на рыбу в целях
перераспределения воды в тканях. Оба эти приема вполне осу-
ществимы в современных установках для копчения. При органи-
зации процесса копчения уделяется значительное внимание воп-
росам снижения ПАУ в готовой продукции, которые решаются
путем использования генераторов с регулируемым подводом
внешней теплоты, фильтрацией дыма путем пропускания его че-
рез специальные сорбенты, увлажнением водой, использования в
качестве сырья для дымогенерации опилок, а не дров и т. п. Про-
дукция считается безвредной, если содержание 3,4-бензпирена
составляет не более 1 мкг/кг.
Копченую рыбу охлаждают до температуры не выше 20 'С, упа-
ковывают в дощатые или картонные ящики с пергаментом и хра-
нят при температуре от 0 до -5 "С в течение 2 мес.
Для производства рыбы холодного копчения в нашей стране
разработано несколько вариантов технологий с применением коп-
тильных препаратов. При этом подготовку рыбы для копчения
проводят аналогично описанной выше технологии, а выбор
средств для бездымного копчения осуществляют, исходя из по-
ставленной цели с учетом желаемых свойств готовой продукции и
качественной характеристики препаратов.
Основные преимущества бездымного копчения заключаются в
уменьшении количества ПАУ и нитрозаминов в готовой продук-
ции, снижении ее себестоимости за счет ликвидации дымогенера-
торов и меньшей продолжительности процесса, в улучшении эко-
логической обстановки, возможности регулирования признаков
копченых изделий (цвета, вкуса и аромата и т. д.) как в отдельно-
сти, так и в совокупности.
После обвязывания шпагатом или накалывания на прутки рыбу
обрабатывают коптильной жидкостью путем погружения или оро-
шения, а затем загружают в коптильную камеру. Основной про-
блемой этого технологического процесса является значительный
расход коптильных препаратов, поэтому более перспективным
считается обработка рыбы аэрозолем или парами коптильной
жидкости; в последнем случае главная трудность заключается в
необходимости устранения денатурационных изменений белков,
обусловленных действием паров, имеющих высокую температуру.
Принципиальное решение этой проблемы состоит в том, что ис-
пользуются кратковременные и многократные воздействия препа-
ратов, распыляемых форсунками (подогрев осуществляется кало-
риферами с температурой ±80—100 °C). Применяются рециркуля-
ция воздуха с парами коптильного препарата и выброс увлажнен-
ного воздуха. Общий расход коптильной жидкости в процессе без-
дымного копчения не превышает 10 % массы рыбы; обязательной
операцией является досушивание.
Ориентировочная продолжительность подсушивания рыбы,
обработанной коптильной жидкостью, составляет 12—48 ч, а соб-
ственно копчения при температуре 20—30 °C —4—14 ч в зависи-
мости от вида, размера и способа разделки рыбы. Предпочтитель-
ные концентрация коптильной жидкости и продолжительность
обработки ею рыбы, а также оптимальный режим последующей
обработки рыбы в каждом конкретном случае определяются экс-
периментально.
Для малых предприятий представляет интерес способ получе-
ния балыков и рыбы холодного копчения, сочетающий обработку
полуфабриката коптильной жидкостью с последующим дымовым
копчением, за счет чего на 30—40 % сокращается продолжитель-
ность собственно копчения.
Перспективными могут явиться разработка и внедрение так
называемого адгезионного бездымного копчения, сущность кото-
рого заключается в использовании коптильных коллоидов (гелей
крахмала, агароида, хитозана, желатина и др., приготовленных с
добавлением коптильных сред). Как правило, нанесение этих кол-
лоидов на полуфабрикат осуществляется однократным погруже-
нием; после подсушивания образуется полимерная пленка, допол-
нительно предохраняющая продукт (ламинированная рыба холод-
ного копчения) от воздействий внешней среды.
В последние годы признано целесообразным вырабатывать
продукцию холодного копчения с более высоким содержанием
воды (до 65 %), что особенно актуально для лососевых. Как прави-
ло, посол осуществляют после разделки рыбы на пласт с головой
или филе сухим способом (возможно применение вкусовых, аро-
матизирующих и других добавок) до содержания соли 3—4 %.
Подсушивание осуществляют в течение 1—Зч (температура 21 —
22 °C), копчение (дымовое или бездымовое) — 1—5 ч при темпера-
туре 25—30 °C. Подкопченную продукцию охлаждают, подмора-
живают, филетируют (порционируют) и упаковывают в пакеты
под вакуумом; длительное хранение (до полугода) возможно при
температуре минус 18 °C.
В общем виде технологическая схема производства рыбы хо-
лодного копчения представлена на рис. 5.1.
При несоблюдении технологических режимов могут появлять-
ся следующие дефекты рыбы холодного копчения:
1) пересаливание рыбы; удаляют при тщательном ополаскива-
нии копченой рыбы в пресной воде с последующим подкопчени-
ем ее;
262
263
Рнс. 5.2. Технологическая схема производства рыбы горячего копчения
2) потеки жира на поверхности рыбы; образуются при наруше-
нии температурного режима;
3) белобочка — непрокопченные участки поверхности рыбы;
появляются в результате неправильного расположения рыбы в ка-
мере или неправильного распределения скорости движения коп-
тильного агента в камере;
4) бледная окраска поверхности; образуется при недостаточной
продолжительности копчения, пересушивании кожных покровов
или при копчении тощей рыбы;
5) подпарка — тепловая денатурация белков в результате нару-
шения температурных и влажностных режимов подсушивания и
копчения;
6) скисание (омыление) — ферментативная и бактериальная
порча рыбы в результате нарушения температурных режимов и
правил санитарии преимущественно при посоле, отмачивании,
подсушивании и копчении.
Производство рыбы горячего копчения (рис. 5.2). Технология
рыбы горячего копчения во многом схожа с технологией рыбы хо-
лодного копчения. Поэтому ниже рассмотрены только отличи-
тельные операции и режимы.
Среднюю и мелкую рыбу для горячего копчения по возможно-
сти стараются не разделывать, так как в этом случае мясо копче-
ной рыбы обычно более сочное; крупную рыбу разделывают на
боковник и кусок.
Посол рыбы для горячего копчения применяют исключительно
для придания ей вкуса. Содержание соли в мясе рыбы после посо-
ла не должно превышать 2 %; в теплое время года допускается
2,5-3,0 %.
Рыбу горячего копчения обычно солят в тулузке плотностью
1140—1180 кг/м2 3 4, так как применять более крепкий тузлук не ре-
комендуется из-за пересаливания поверхностных слоев мяса
рыбы. Соотношение тузлука и рыбы обычно принято 1:2. Темпе-
ратура тузлука не должна превышать 15 "С, для жирных рыб —
10 °C.
Допускается солить крупную рыбу и рыбу средних размеров
смешанным способом, а также применять ароматизацию с ис-
пользованием растительных пряностей.
После посола рыбу обязательно ополаскивают для удаления с
ее поверхности тузлука и загрязнений.
Обычно среднюю и мелкую рыбу накалывают на прутки; мел-
кую рыбу, разделанную на кусок, допускается раскладывать на
сетки; крупную и средних размеров рыбу обвязывают и прошива-
ют шпагатом. Недостатком обвязывания и прошивания является
то, что от шпагата на поверхности рыбы после копчения остаются
следы, ухудшающие ее товарный вид.
Процесс тепловой обработки обычно выполняется в коптиль-
ной камере, и состоит он из трех стадий: подсушивание, пропека-
ние или проваривание и собственно копчение.
Подсушивают рыбу при горячем копчении для того, чтобы пре-
дотвратить падение рыбы с прутков и реек.
Кроме того, подсушивание способствует укреплению кожных
покровов, что немаловажно, так как при последующей интенсив-
ной тепловой обработке объем рыбы увеличивается и может про-
изойти разрыв кожных покровов вдоль спинки или по брюшку
рыбы.
Рекомендуемая температура подсушивания 50—90 ‘С при влаж-
264
265
ности воздуха 50—60 %. Продолжительность подсушивания обыч-
но составляет для крупных и средних размеров рыб 15—30 мин;
потеря воды при этом равна 4—5 % массы сырья. В производ-
ственных условиях окончание процесса подсушивания определя-
ют по легкому подсыханию кожных покровов, побелению и за-
твердению хвостовых плавников.
Основная цель проваривания — доведение мяса рыбы до пол-
ной кулинарной готовности и уничтожение основного количества
вредных микроорганизмов. Проваривание нежирной рыбы прово-
дят при температуре в коптильной камере ПО—120 °C; жирную
рыбу проваривают при температуре не менее 100 "С, а крупную —
при 170—190 °C. Проваривание при более высокой температуре
приводит к образованию трещин вдоль спинки и нарушению це-
лостности кожных покровов. Проваривание начинается при дос-
тижении температуры у позвоночника рыбы 70 °C и продолжается
в течение 30 мин; при температуре 80 “С рыбу выдерживают в те-
чение 10 мин. Продолжительность проваривания зависит от раз-
меров рыбы, способа разделки, теплофизических характеристик
рыбы и теплоносителя. Для мелкой рыбы продолжительность
проваривания не превышает 15—20 мин, для крупной — 30—
40 мин. Потери массы при проваривании обычно составляют 12—
14%.
Собственно копчение — осаждение компонентов дыма на про-
дукте и диффузия их в толщу мышечной ткани. В этот период по-
нижают температуру в коптильной камере и увеличивают подачу
дыма. В результате собственно копчения рыба приобретает при-
влекательный внешний вид и приятный запах копчености. Вместе
с тем в этот период заканчивается проваривание рыбы и происхо-
дит дополнительное ее консервирование за счет антисептических
свойств компонентов коптильного дыма.
На интенсивность осаждения компонентов дыма преимуще-
ственное влияние оказывает влагосодержание кожного покрова
рыбы: чем оно выше, тем интенсивнее осаждение. Продолжитель-
ность копчения зависит от размера рыбы, вида разделки, содержа-
ния жира и т. д. Обычно для мелкой рыбы продолжительность
собственно копчения составляет 45—50 мин при температуре 80—
100 °C, для крупной — 90—170 мин при 80—120 °C. В производ-
ственных условиях окончание процесса собственно копчения оп-
ределяют по характерной окраске поверхности рыбы.
Общая продолжительность горячего копчения, включая подсу-
шивание, проваривание и собственно копчение, в редких случаях
превышает 4 ч. Причинами увеличения продолжительности коп-
чения могут быть плохой предварительный нагрев коптильной ка-
меры и использование рыбы с очень влажной поверхностью.
Для сокращения продолжительности копчения и уменьшения
технологических потерь собственно копчение проводят при тем-
пературе 140—160 °C, совмещая его с провариванием рыбы, при
условии тщательного наблюдения за процессом и качеством обра-
батываемой рыбы.
Оптимальный режим копчения (температура и продолжитель-
ность на отдельных стадиях) для различных видов рыбы с учетом
их размеров, жирности и способа разделки, а также особенностей
конструкции используемых коптильных печей устанавливается
экспериментально лабораторией предприятия.
Копчение можно осуществлять по разным режимам — ускорен-
ному, медленному или промежуточной продолжительности, в за-
висимости от вида сырья и заданной характеристики готового
продукта.
При ускоренном режиме горячего копчения соленый полуфаб-
рикат загружают в коптильную печь, прогретую до 112,8 °C. Та-
кую температуру поддерживают до тех пор, пока внутренние слои
рыбы не прогреются до 68 °C. Затем температуру в печи медленно
(приблизительно в течение 1 ч) снижают до НО °C. За это время
температура во внутренних слоях рыбы повышается до 82,2 °C и
на этом уровне поддерживается в течение еще некоторого периода
до тех пор, пока температура в печи не снизится до 100 °C. Гото-
вую продукцию охлаждают. Такой режим копчения обеспечивает
слабое обезвоживание продукта и соответственно высокий выход
готовой продукции. Недостатком этого режима копчения является
неоднородная консистенция наружных и внутренних слоев мышц
и часто — трещины на поверхности копченой рыбы.
Медленный режим копчения предусматривает загрузку полу-
фабриката в непрогретую коптильную печь (температура в печи
около 30 °C). Затем температуру медленно, примерно в течение
4 ч, повышают до 110,7 °C; при этом температура во внутренних
слоях рыбы должна достигнуть 82,7 °C, после чего в течение 0,5 ч
температуру в печи понижают примерно до 100 °C; в это время
температура внутри тела рыбы остается примерно на одном уров-
не.
По режиму, обеспечивающему промежуточную продолжитель-
ность копчения, соленый полуфабрикат загружают в непрогретую
печь, но температуру в ней поднимают быстрее, чем при медлен-
ном режиме копчения. После достижения во внутренних слоях
рыбы температуры 82,7 °C нагрев печи прекращают и выдержива-
ют рыбу в печи еще 0,5 ч; в это время температура внутри тела
рыбы продолжает оставаться на том же уровне, затем рыбу охлаж-
дают.
Бездымное копчение осуществляют путем обработки соленого
полуфабриката коптильной жидкостью в период собственно коп-
чения рыбы.
При использовании коптильного препарата МИНХ полуфаб-
рикат после нанизывания и отваривания погружают на 3—5 с в
коптильную жидкость, разведенную водой в соотношении Г.10—
1:30 в зависимости от вида рыбы. После этого рыбу проваривают
266
267
при температуре ПО—120 °C в начале процесса и до 140—170 "С в
конце его. Скумбрию и сельдь проваривают при более низкой
температуре — не выше 120—125 °C. Ориентировочная продолжи-
тельность проваривания крупной рыбы 90—НО мин, мелкой —
60—80 мин.
Для коптильных препаратов «Вахтоль» и ВНИРО целесообраз-
но использовать следующую технологию. В предварительно про-
гретую до 80—100 °C коптильную камеру загружают полуфабрикат
и подсушивают его в течение 15—20 мин. Затем поднимают темпе-
ратуру в камере до 110—120 °C, включают систему рециркуляции
и диспергируют в нее через форсунку коптильный препарат. Рас-
ход препарата составляет 2,5—3,0 % массы обрабатываемой рыбы.
После этого образующуюся коптильную среду рециркулируют в
камере в течение 15—20 мин и ввод препарата повторяют.
При наличии электрокоптильной установки рационально при-
менять бездымное копчение коптильными препаратами, для чего
их диспергируют в зону электростатического поля, где частицы
препарата получают заряд и практически без потерь осаждаются
на противоположно заряженной (заземленной) рыбе. Напряже-
ние, подаваемое на электроды игольчатой или сетчатой конструк-
ции, должно быть 60—90 кВ, т. е. на 30—50 % больше, чем при
дымовом копчении, что обусловлено высокой кинетической энер-
гией диспергированных частиц. Обработанная препаратом рыба
специальным транспортером подается в зону тепловой обработки,
как правило, ИК-лучами или СВЧ-энергией. После кратковре-
менной тепловой обработки (3—12 мин) и небольшой выдержки
(1—2 мин) рыба вновь поступает в зону электрпцанесения коп-
тильной жидкости, и весь цикл собственно копчение — пропека-
ние — выдержка повторяется 3—8 раз в зависимости от вида рыбы
и ее размеров.
Преимуществом бездымного электрокопчения рыбы является
сокращение процесса на 40—50 %, повышение выхода готовой
продукции на 15—30 %, увеличение питательной ценности за счет
сохранения витаминов и биологически активных веществ.
Расширение ассортимента рыбы горячего копчения осуществ-
ляют за счет применения пряностей (чеснок, перец душистый,
красный, черный, лавровый лист и др.), уксусной кислоты и дру-
гих консервирующих и вкусоароматизирующих веществ. Так,
продукция типа рольмопсов (рулеты из сельдевых рыб горячего
копчения, пересыпанные пряностями) обладает высокими гастро-
номическими свойствами и пользуется неизменной популярнос-
тью в странах Балтийского моря. Применение уксусной кислоты в
составе посолочной смеси позволяет улучшить органолептические
свойства ставриды, салаки, скумбрии, сардинеллы, пеламиды го-
рячего копчения и других рыб с темными мышцами. Явление аци-
доанабиоза улучшает сохраняемость такой рыбы. За счет упрочня-
ющего воздействия кислоты улучшается консистенция, повыше-
ние БУС тканей положительно сказывается на их сочности, а по-
вышение доли уксусной кислоты в составе коптильной среды при
последующем копчении способствует появлению новых вкусоаро-
матических веществ в готовой продукции.
Готовую копченую продукцию охлаждают до температуры не
выше 20 °C,, после чего снимают с реек, прутков или сеток и сор-
тируют по качеству в соответствии с требованиями стандартов.
Охлаждение рыбы способствует угнетению термофильной микро-
флоры, а также закреплению кожных покровов.
Охлажденную и рассортированную рыбу направляют на фасо-
вание или замораживают до температуры не выше минус 18 °C
россыпью в противнях или уложенной в упаковочные ящики. Для
ускорения замораживания ящики или противни с рыбой упаковы-
вают в морозильной камере в шахматном порядке в несколько ря-
дов с прокладкой реек по рядам.
Незамороженную рыбу горячего копчения хранят при темпера-
туре минус 2 — плюс 2 °C не более 72 ч, замороженную — при тем-
пературе не выше минуц. 18 °C до 30 сут.
Применяют и другие режимы копчения, например полугоря-
чее — при температуре не выше 90 °C.
После подсушивания рыбы воздухом с температурой 20—30 "С
в течение 1—3 ч ее коптят густым дымом с температурой 70—80 °C
в течение 3—6 ч. Существуют различные модификации этого спо-
соба, различающиеся режимом копчения. В США рыбу сначала
коптят в течение 1—2 ч при температуре 30—35 "С, а затем 2—4 ч
при 70-90 °C.
Кроме того, существует способ смешанного копчения, сочета-
ющего обработку рыбы холодным и горячим копчением. Соленый
полуфабрикат сначала в течение 3—5 ч коптят дымом с температу-
рой 20—22 °C. Затем процесс прекращают и рыбу оставляют в ох-
лажденном помещении с температурой около 3 °C на 24 ч для пе-
рераспределения влаги. После этого рыбу направляют на копче-
ние при температуре 82 °C в течение 1 ч. Продукция, полученная
смешанным копчением, обладает более плотной консистенцией и
более выраженным ароматом копчености, чем продукция горяче-
го копчения. Однако необходимость иметь специальное охлаждае-
мое помещение для выдерживания рыбы между этапами холодно-
го и горячего копчения может ограничить возможность его ис-
пользования на малых предприятиях.
Приведенные режимы могут быть изменены и приспособлены
для конкретного вида сырья. Например, для приготовления про-
дукции горячего копчения из скумбрии разной жирности в Кана-
де применяют ступенчатый режим копчения. Скумбрия, разде-
ланная на пласт без головы с удаленной позвоночной костью и
посоленная до содержания соли в мышцах 3,8 %, поступает на
сушку при 30 °C в течение 1 ч, при этом упрочняется кожа рыбы.
После этого рыбу коптят при 50 °C в течение 45 мин, а затем при
268
269
80 °C в течение Зч. Скорость движения дымовоздушной смеси
внутри камеры 0,4—0,75 м/с.
Следует отметить, что применяемые режимы ступенчатого
копчения из-за невысокой температуры могут привести к непол-
ной гибели микроорганизмов.
При несоблюдении технологических режимов могут появлять-
ся следующие дефекты рыбы горячего копчения:
1. Образование трещин вдоль спинки рыбы. Этот дефект появ-
ляется в результате повышенной температуры и влажности среды
в коптильной камере при проваривании, особенно жирной рыбы.
За счет высокого градиента влагосодержания слои мышечной тка-
ни, прилегающие к кожному покрову, получают большую усадку,
чем внутренние. В результате развивается объемно-напряженное
состояние. Кроме того, в условиях повышенного влагосодержания
увеличивается скорость денатурационных изменений.
2. Ожоги. Возникают в результате воздействия высоких темпе-
ратур в виде пузырей под кожей, разрывов кожных покровов и
подгорания хвостовых плавников. Мелкая рыба сильно изгибает-
ся в сторону спинки и в поперечном сечении становится круг-
лой. Часто причинами ожогов являются воспламенение древеси-
ны в дымогенераторе и попадание открытого огня в камеру с
рыбой.
3. Запарка. Основные признаки этого дефекта — отсутствие ха-
рактерной мелкой морщинистости кожного покрова; тусклый без
блеска цвет; мышечные ткани, прилегающие к кожному покрову,
окрашены в красновато-коричневый цвет. Рыба приобретает не-
приятный горьковато-кислый вкус. У запаренной мелкой рыбы
часто наблюдается лопанец по брюшку и спинке. Признаком за-
паренной рыбы служит также наличие несвернувшсйся крови у
позвоночника. Запарка появляется в том случае, когда недоста-
точно подсушенная рыба с повышенным влагосодержанием кож-
ных покровов подвергается воздействию дыма или когда копчение
ведется при низкой температуре и высокой влажности дыма.
4. Недостаточно копченная или перекопченная рыба. Этот
дефект возникает в результате нарушения температурных,
влажностных режимов или продолжительности обработки рыбы
дымом.
5. Потеки — следы на поверхности рыбы от вытекающих через
анальное отверстие тканевой жидкости частей внутренностей и
жира, а также сукровицы, выступающей из-под жаберных кры-
шек. Возникают в результате использования несвежего сырья или
чрезмерно жестких температурных режимов копчения.
6. Лопанец стенок брюшной полости. Образуется преимуще-
ственно при копчении мелкой рыбы пониженного качества или
неразделанной рыбы с активными пищеварительными фермента-
ми.
Контрольные вопросы и задания
1. Какова сущность сушки при низких и высоких температурах? 2. Назовите
факторы, влияющие на скорость сушки. 3. Каковы изменения в тканях рыбы при
сушке и вялении? 4. За счет чего обеспечивается консервирующее действие сушки
при низких температурах? 5. Перечислите и охарактеризуйте основные методы и
установки для сушки пищевых продуктов. 6. Опишите технологию сушеной и вя-
леной рыбы. Чем отличается сушеная продукция от вяленой? 7. Дайте описание
процесса дымообразования и характеристику коптильного дыма. 8. Каков меха-
низм осаждения компонентов дыма на продукте? 9. Опишите процесс образова-
ния признаков копченых изделий (окрашивание, образование вкуса и аромата).
10. За счет чего проявляются антиокислительные и бактерицидные свойства
дыма? 11. Каковы принципы генерации коптильного дыма? 12. Дайте характерис-
тику коптильных препаратов, их классификацию. 13. Каковы требования,
предъявляемые к коптильным препаратам в зависимости от способа их внесения?
14. Проанализируйте технологии производства отечественных коптильных препа-
ратов и обоснуйте наиболее приемлемую из них. 15. Сравните способы дымового
копчения. 16. Сравните приемы использования коптильных препаратов и выбе-
рите наиболее рациональный для производства рыбы холодного копчения.
17. Дайте сравнительное описание технологий производства рыбы холодного и
горячего копчения. 18. Сделайте анализ и сравните характеристики рыбы горяче-
го и холодного копчения. 19. Опишите дефекты продукции холодного и горячего
копчения, причины возникновения и возможности устранения.
270
Глава 6
ТЕХНОЛОГИЯ КОНСЕРВОВ
Консервы — пищевой продукт в герметичной таре, способный
храниться без порчи длительное время при обычных температу-
рах, — появились около 200 лет назад.
В настоящее время основные задачи производства консервов из
гидробионтов состоят в повышении их качества по органолепти-
ческим свойствам, пищевой, биологической и энергетической
ценности, расширении ассортимента и увеличении объема выпус-
ка детских, диетических, лечебных и лечебно-профилактических
консервов.
Отечественная промышленность выпускает более 1000 наиме-
нований консервов как из высококачественного, так и из водного
сырья пониженной товарной ценности. Технология консервов
тесно связана с уровнем аппаратного оформления, обеспеченнос-
тью их производства автоматическим и компьютерным управле-
нием.
§ 1. АССОРТИМЕНТ КОНСЕРВОВ
И ТЕХНОЛОГИЧЕСКАЯ СХЕМА ИХ ПРОИЗВОДСТВА
Уровень производства и качество продукции должны обеспе-
чивать безопасность, высокие питательные свойства и стойкость
консервов в хранении. Использование в производстве консервов
различных видов сырья, новых технологий, видов оборудования
способствует техническому прогрессу отрасли.
Ассортимент консервов. Практически все виды водного сырья
используют для производства консервов. Консервы, обладающие
сходными признаками, объединены в ассортиментные группы: из
рыбы — натуральные, в желе, масле, томатном соусе, маринаде и в
других заливках; фаршевые, рыборастительные; из морепродук-
тов — консервы в широком ассортименте из разных видов беспоз-
воночных и водорослей.
Официальная классификация консервов складывалась во вре-
мени, пополнялась по мере развития ассортимента и сейчас доста-
точно полно отражает товарные признаки продукта.
Наиболее значительную часть в общем производстве занимают
консервы из рыбы трех ассортиментных групп: натуральные —
20—30%, в масле 20—30% и более 30 % общего производства в
томатном соусе.
В течение трех последних десятилетий основные группы рыб-
ных консервов составляли 76—84 % общего выпуска. В 90-е годы
ассортиментные группы количественно распределены наиболее
целесообразно с учетом их пищевой ценности. Натуральные кон-
сервы составляют большую часть выпуска.
Современные представления о правильном питании и функци-
онально-технологических свойствах сырья, новые технологии и
тара, экономические и экологические аспекты производства опре-
делили разработку и производство новых видов консервов из гид-
робионтов. Их отличительные признаки не всегда вписываются в
рамки общепринятой классификации.
В начале 90-х годов разработана технология консервов из рас-
тительноядных рыб с соблюдением принципов сбалансирован-
ного питания. Содержание рыбы в них достигает 30 %, остальная
масса — овощи и заливка. Такие консервы не могли быть отнесе-
ны к рыбным, в которых основное сырье должно составлять не
менее 50 %. Потребовалось введение новой ассортиментной
группы консервов «Овощи с рыбой» для решения вопроса о при-
надлежности консервов нестандартного, но обоснованного со-
става.
Классификация имеет ряд несоответствий. Так, консервы из
морепродуктов не получили разграничений, как это сделано для
рыбных — по составу содержимого и способу его предварительной
| обработки; отсутствуют ассортиментные группы для отнесения
। консервов с иным видом заливок, кроме как в масле и томатном
соусе; паштеты и пасты значительно отличаются от фаршевых
консервов, поэтому не могут быть объединены в одну ассортимен-
тную группу. Предпринятые попытки обновить классификацию
введением групп деликатесных, диетических консервов не устра-
нили ее недостатки.
Чтобы достаточно полно описать сходство или различие кон-
сервов из гидробионтов как пищевого продукта, требуется не ме-
нее 6 главных отличительных признаков и установление для каж-
дого из них своего критерия и характеристики (рис. 6.1).
Разнообразие отличительных признаков, и тем более их харак-
теристик, влечет за собой увеличение количества наименований
консервов. В отечественной практике в индивидуальное наимено-
вание консервов из гидробионтов принято включать наиболее
полную информацию, интересующую потребителя. В отдельных
случаях характеристика сырья дополняется местом его добычи,
жирностью рыбы. Иногда в наименовании опускают один-два
признака. Чем проще технология и рецептура консервов, тем ко-
роче их наименование.
272
273
Консервы из гидробионтов
Например, натуральные консервы: «Краб в собственном соку»,
«Сельдь тихоокеанская жирная в желе», «Лосось дальневосточный
натуральный (кусочки)», «Уха черноморская» (азовская, донская,
каспийская, камчатская, мурманская и др.). Примеры наименова-
ния консервов, где указан вид рыбы, вид порционированного по-
луфабриката и заливки: «Сельдь (филе) копченая в масле», «Сайра
дальневосточная в масле (ломтики)», «Ряпушка сибирская в то-
матном соусе», «Мойва жирная обжаренная в маринаде». Наибо-
лее подробное название у рыборастительных консервов, напри-
мер: «Бычки с бобово-овощным гарниром в томатном соусе»,
«Ставрида океаническая со сладким перцем, морковью и луком в
томатном соусе».
В наименовании консервов адресного назначения указывают
группу населения и (или) функцию в системе питания: «Кальмар
натуральный диетический», «Мидии с морской капустой и овоща-
ми диетические», «Пудинг рыбный для детского питания», «Филе
ставриды океанической в желе деликатесное».
Среди наименований консервов из гидробионтов очень редки
условные: «Крестьянские», «Сюрприз океана», «Дары Непту-
на», — очевидно, из-за отсутствия в них привычных для потреби-
теля сведений о содержимом.
Каждому наименованию консервов присущи индивидуальные
потребительские свойства и особенности технологии, описать ко-
торые возможно, только объединив их в ассортиментные группы.
Натуральные консервы изготовляют из рыб средней и высокой
жирности, их печени, молок, съедобных частей голов, а также из
мяса ракообразных и моллюсков.
Используют сырье, которое после стерилизации обладает вы-
раженными приятными вкусом и запахом, плотной и сочной кон-
систенцией. Своеобразие органолептических свойств и интенсив-
ность их выраженности в натуральных консервах в наибольшей
мере определяются степенью свежести сырья, которое используют
без предварительной тепловой обработки.
В консервы из рыбы, не обладающей в полной мере перечис-
ленными свойствами, добавляют пряности, растительное масло
(без дополнительной обработки или ароматизированное и окра-
шенное овощами, перцем), бульоны рыбные, желирующие веще-
.ства, лук, в отдельных случаях крупы.
Натуральные консервы хорошо сочетаются с растительными
продуктами. Они предназначены для приготовления первых и
вторых блюд, салатов, закусок.
Консервы в масле готовят из различного сырья, но они особен-
но привлекательны, когда рыба имеет небольшие размеры, хоро-
шо сохраняющуюся кожицу после тепловой обработки, а также
форму и нежную консистенцию. Консервы из такого полуфабри-
ката, залитого высококачественным растительным маслом, после
275
стерилизации отличаются высокими органолептическими свой-
ствами, высококалорийны, их используют в качестве закуски.
Совершенствование технологии предварительной тепловой об-
работки полуфабриката и подготовки растительного масла для за-
ливки позволяет изготовлять деликатесные консервы из видов
рыб, ранее не используемых.
Консервы в томатном соусе выпускают практически из всех
видов рыб, которые после разделки и порционирования на куски
или в виде тушек подвергают предварительной тепловой обра-
ботке (обжариванию, бланшированию). В качестве сырья для
консервов в томатном соусе используют также рыбный фарш, из
которого формуют изделия (тефтели, котлеты) и далее обрабаты-
вают их, как рыбу. Полуфабрикат, особенно после обжаривания,
приобретает специфические вкусоароматические характеристи-
ки, уплотняется, впитывает масло, что в сочетании с многоком-
понентными томатными соусами различных рецептур формиру-
ет характерные для этого вида консервов гастрономические
свойства. Консервы в томатном соусе используют как закусоч-
ные или вторые блюда.
Рыборастительные консервы включают в себя рыбу и расти-
тельные компоненты. Рыбное сырье в этих консервах представле-
но не только мышечной тканью, но и отдельными органами (пе-
чень, молоки, икра), а также фаршем. Рецептуры консервов моде-
лируют таким образом, чтобы готовый продукт был сбалансиро-
ван по основным эссенциальным факторам питания. Содержимое
рыборастительных консервов может представлять собой смесь или
чередующиеся слои компонентов (плов, пудинг, солянка, запе-
канка), а также формованные изделия (голубцы, фрикадели, со-
сиски) с добавлением заливок (острых маринадов, томатных со-
усов, растительных масел, бульонов). Консервы используют как
вторые блюда или закуски.
Консервы из морепродуктов (нерыбных объектов) объединены
в одну ассортиментную группу, общим признаком которой явля-
ется вид основного сырья. Отечественная промышленность вы-
пускает консервы из беспозвоночных разнообразного видового
состава: ракообразных (краб, креветка, антарктический криль),
головоногих моллюсков (кальмар, осьминог), раковинных мол-
люсков (трубач, мидии, устрицы, гребешок), иглокожих (кукума-
рия, трепанг), а также водорослей (морская капуста). Консервы из
морепродуктов в основном содержат биологически активные ве-
щества, специфические для каждого объекта. Их производят по
щадящей технологии, позволяющей получать деликатесные про-
дукты. Из нерыбных объектов изготовляют консервы всех основ-
ных ассортиментных групп, установленных для рыбных консер-
вов. Из преобладающего большинства беспозвоночных произво-
дят натуральные консервы, полуфабрикат для которых получают
предварительной тепловой обработкой сырья в мягких условиях.
Готовят консервы в ароматизированном масле из вареного и коп-
ченого полуфабриката (осьминог, трубач, мидии), в томатных со-
усах (кукумария, трубач), типа рыборастительных — морепродук-
ты с овощами и крупами (кукумария, гребешок, трубач, мидии).
Консервы, где основным сырьем является морская капуста, отно-
сят к типу, близкому к натуральным или к консервам в маринад-
ной заливке. Используют консервы из морепродуктов, как и рыб-
ные, в соответствии с их принадлежностью к ассортиментной
группе, но с учетом высоких гастрономических достоинств, раз-
нонаправленной биологической активности, лечебных и профи-
лактических свойств.
Технологическая схема производства. Технология консервов из
гидробионтов кратко может быть представлена в виде технологи-
ческой схемы (рис. 6.2).
I блок операций — подготовка сырья к консервированию —
включает в себя кратковременное хранение, размораживание (для
мороженого сырья), мойку, сортирование, разделку и порциони-
рование сырья. Эти операции проводят с целью дифференцирова-
ния тела и органов гидробионтов на пищевые и непищевые части,
а также придания основному сырью (тушка рыбы, съедобные час-
ти тела беспозвоночных, слоевище водоросли) формы, удобной
для дальнейшей обработки.
II блок операций — предва-
рительная тепловая обработка —
представлен совокупностью
процессов, из которых только
один (за редким случаем два)
используют в технологии от-
дельных видов консервов. Виды
тепловой обработки включают в
себя бланширование, варку, об-
жаривание, подсушивание, вя-
ление, копчение. Тепловая об-
работка способствует улучше-
нию прочности полуфабриката,
повышению его пищевой и
энергетической ценности, раци-
ональному использованию кон-
сервной тары (рис. 6.3).
Специальные процессы теп-
лового консервирования (III
блок) — фасование и герметиза-
ция банок с продуктом по свое-
му значению и сложности осу-
ществления менее значимы,
чем входящий в этот блок про-
цесс тепловой стерилизации
Рнс. 6.2. Технологическая схема ироиз-
водства консервов из гидробионтов в
обобщенном виде
276
277
1блок
11 блок
Шблок
IV блок
Рис. 6.3. Состав операций в отдельных блоках технологической схемы (см. рис. 6.2)
консервов, обеспечивающий безопасность и безвредность, а также
возможность длительного хранения консервов.
IV блок — завершающая обработка — состоит из операций
мойки и подсушивания наружной поверхности банок, этикетиро-
вания их при необходимости, упаковывания и маркирования,
складирования и хранения. Эти операции необходимы для прида-
ния консервам товарного вида.
Состав и последовательность операций в каждом блоке в рав-
ной степени зависят от вида сырья и используемого оборудова-
ния. Если учесть, что основное сырье может поступать на перера-
ботку в свежем, охлажденном или мороженом виде, то при пере-
работке мороженого сырья вводят процесс размораживания. Мо-
роженое сырье, подвергшееся до замораживания различной
степени разделки, может в ней не нуждаться вообще (филе, фарш)
или разделываться частично. Для беспозвоночных небольших раз-
меров (креветка) или мелких рыб, тушки которых укладывают в
банки целыми, не нужно порционирование. Механизированное
порционирование и фасование рыбы в банки для многих видов
рыб и консервов совмещают. В иной последовательности, чем в
схеме, могут выполняться процессы фасования и предваритель-
ной тепловой обработки, которую проводят после укладки полу-
фабриката в банки. Некоторые виды рыб и беспозвоночных, име-
ющих сложную конфигурацию тела, нежное трудноизвлекаемое
мясо, прочное соединение отдельных частей между собой, разде-
лывают после варки или копчения. Исключают из завершающей
обработки операцию этикетирования для консервов в металличес-
кой таре, литографированной во время ее изготовления.
278
Мойку, разделку, сортирование и порционирование гидроби-
онтов осуществляют в соответствии с требованиями, описанными
выше.
§ 2. ПРЕДВАРИТЕЛЬНАЯ ТЕПЛОВАЯ ОБРАБОТКА
\ Несмотря на предстоящее тепловое воздействие при стерилиза-
' ции, полуфабрикаты для консервов (основное сырье, заливки и
гарниры) подвергают предварительной тепловой обработке.
При этом преследуют решение главных задач: регулирование
содержания воды в полуфабрикатах (в большинстве случаев —
снижение, для сухих компонентов — повышение), растворение
солей, сахаров, кислот, желирующих добавок, экстракция арома-
тических и вкусовых соединений, придание необходимых прочно-
сти, вкуса, аромата, снижение микрообсемененности.
Тепловая обработка гидробионтов. Тепловое воздействие на сы-
рье ткани гидробионтов предусматривает частичное удаление из
них воды с целью придания полуфабрикату большей прочности и
специфических вкусовых свойств, предупреждения излишнего
выделения бульона при последующей стерилизации, повышение
пищевой ценности готового продукта.
Предварительную тепловую обработку предусматривают в тех-
нологических схемах всех консервов, за исключением натураль-
ных, высокое качество которых гарантируется видовыми свой-
ствами сырья.
К основным видам тепловой обработки относят бланширова-
ние, подсушивание, копчение, обжаривание, для осуществления
которых используют разнообразные теплоносители (табл. 6.1) и
режимные параметры процесса.
6.1. Тепямосители, используемые для предварительной тепловой обрабопш сырья
Тепловая обработка
Теплоноситель
Заливка
Бланширование Пар, вода и водные растворы солей,
кислот, растительное масло,
СВЧ-энергия, ИК-излучение
Растительное
томатный соус
масло,
Копчение
Подсушивание
Обжаривание
Воздух, дым, коптильный препарат Растительное масло
Воздух
Растительное масло, СВЧ-энергия,
ИК-излучение
То же
Растительное масло,
томатный соус
Известны способы комбинированной тепловой обработки
(копчение — бланширование) или выполняющей несколько фун-
кций (бланширование и посол; варка, посол и обработка органи-
ческой кислотой).
В технологии консервов из гидробионтов тепловая обработка
предусмотрена как до, так и после фасования сырого полуфабри-
279
ката в банки. В отдельных случаях тепловой обработке подверга-
ют частично или полностью неразделанное сырье. Обработка уп-
рощает процесс отделения съедобных частей (варка конечностей
краба, креветок, двустворчатых моллюсков перед разделкой; сня-
тие кожи у кальмара, удаление темного мяса у тунцов) или удале-
ние нежелательных составляющих (варка морской капусты для
уменьшения в ней количества йода, разрушение известково-
кремниевых включений в мясе кукумарии), а также придание
полуфабрикату необходимых вкуса и аромата (копчение, обжа-
ривание). Выбор способа и режимных параметров предваритель-
ной тепловой обработки гидробионтов проводят в зависимости
от многих факторов: вида рыбы, содержания в ней воды и жира,
способа разделки, толщины и формы порционированного полу-
фабриката, ассортимента консервов, а также конструкции тепло-
вого аппарата.
Воздействие теплоты вызывает в мышечной ткани гидробион-
тов денатурационно-коагуляционные изменения, ведущие к поте-
ре массы, уменьшению объема и размера полуфабриката, относи-
тельному повышению его энергетической и пищевой ценности,
несмотря на некоторую потерю вместе с водой питательных и
биологически ценных веществ, а также к снижению микрообсеме-
ненности и частичной инактивации ферментов. Полуфабрикат
после предварительной тепловой обработки должен иметь воз-
можно низкие потери массы, уровень денатурации белков, опти-
мальную по плотности консистенцию. Кулинарной готовности
полуфабриката после бланширования или обжаривания не требу-
ется, так как она обеспечивается последующей стерилизацией.
Правильность выбора режима предварительной тепловой обра-
ботки проверяется величиной потери массы, а также показателя-
ми готовых консервов: соотношением твердой и жидкой частей,
количеством воды в масляной заливке, содержанием сухих ве-
ществ в продукте, его консистенцией.
В связи с изменчивостью факторов, влияющих на свойства по-
луфабриката, режимы его тепловой обработки уточняются для
конкретных ситуаций.
Несмотря на сходство технологий предварительной тепловой
обработки гидробионтов различными теплоносителями, их осо-
бенности весьма значительны.
Бланширование как наиболее простой способ тепловой обработ-
ки гидробионтов широко распространен. Консервы из бланширо-
ванного полуфабриката составляют более 40 % их общего выпус-
ка, причем эта величина увеличивается благодаря разработке диф-
ференцированных режимов, высокому качеству полуфабриката.
В качестве теплоносителя при обработке гидробионтов широко
используют водяной насыщенный пар температурой 95—105 °C,
контакт которого с поверхностью продукта обеспечивает быстрое
достижение необходимой температуры. Продолжительность блан-
ширования составляет 15—45 мин, потери массы сырого полуфаб-
риката — 10—29 %, из них 6—22 % и 4—7 % приходится на воду и
сухие вещества, примерно треть которых белковые соединения.
Доля потерь липидов составляет 2—8 % их содержания в сырье и в
меньшей степени зависит от уровня липидов, чем от состояния
мышечной ткани сырого полуфабриката, причем биологическая
ценность липидов снижается (табл. 6.2).
Потери массы полуфабриката при бланшировании зависят так-
же от положения банки в аппарате — «вниз или вверх донышком».
Положение «вниз донышком» предусматривает накопление бу-
льона в банке по мере бланширования и слив его по окончании
процесса, причем только часть рыбы не погружается в бульон и
соприкасается с паром.
6.2. Жирнокислотаый состав лнпвдов в зависимости от продолжительности
бланширования, % суммы (ставрида, липиды — 9,6 %)
Жирные кислоты Сырой полуфабрикат Продолжительность процесса, мин
15 40
Низкомолекулярные 0,5 0,1 0,4
Насыщенные 70,6 64,0 61,6
Полиненасышенные 40,1 26,3 25,4
Пента- и гексаеновые 27,0 16,4 13,0
Моно- и диеновые 37,7 38,9 40,8
При расположении банки «вверх донышком» образующийся
бульон стекает постоянно, рыба по всей поверхности омывается
острым паром и потери массы в единицу времени увеличиваются
(табл. 6.3)
6.3. Сравиигельные потерн массы рыбы в единицу времени при различном положении
банки в процессе бланширования, % (ставрида, липиды — 1,5—3%)
Продолжительность, мин Положение донышка банки
вниз вверх
5 5,2 8,6
10 7,2 15,1
15 8,4 17,3
20 — 19,4
35 10,6 19,4
40 13,4 22,2
Выбирая способ расположения банки, следует учитывать, что
при одинаковой продолжительности процесса снижение массы
рыбы меньше при нормальном положении банки, в то время как
равные потери в опрокинутой банке достигаются за более корот-
кий срок.
Для динамики потерь массы рыбы при бланшировании харак-
терен ряд закономерностей.
На первой стадии процесса, когда температура и выделение
280
281
Рис. 6.4. Кривые прогрева рыбы при
бланшировании:
Л —температура в центре полуфабриката; Б —
средпемассовая температура; кусочки диамет-
ром 10 мм — кривые 1 и 5, 20 мм — кривые 2 и
6, 40 мм — кривые 3 и 7-, банка с рыбой в це-
лом — кривые 4 и 8
бульона возрастают, уменьше-
ние массы рыбы зависит прежде
всего от скорости изменения
среднемассовой температуры,
рассчитанной для отдельных ку-
сочков рыбы и банки в целом, форма которых приравнена к ци-
линдру.
Вторая стадия протекает в условиях, близких к изотермичес-
ким, с замедленным изменением массы.
Колебание среднемассовой температуры согласно расчетным
кривым по времени бланширования носит экспоненциальный ха-
рактер как для кусочков разного диаметра, так и для банки с плот-
но уложенной рыбой (рис. 6.4).
Потеря массы рыбы по времени бланширования зависит также
от содержания в ней липидов, а также условий теплообмена, оп-
ределяемых плотностью укладки сырого полуфабриката в банку.
Кривые, рассчитанные для предельных отклонений содержания
липидов (1—20 %) и продолжительности прогрева, выраженной
через постоянную времени Тп = 1/т, где т — темп нагревания
рыбы (1,1—22 мин), представлены на рисунке 6.5.
При бланшировании в течение, например, 24 мин расчетная
масса потерь рыбы изменяется от 15 до 21 % в зависимости от ус-
ловий теплообмена и в меньшей мере (12—15 %) от содержания
липидов.
Различный характер ди-
намики потерь массы гидро-
бионтов в зависимости от
способа предварительной
тепловой обработки (блан-
ширование-обжаривание)
(рис. 6.6) обосновывает раз-
работку ресурсосберегаю-
щих технологий путем раци-
онального снижения потерь
Рис. 6.5. Динамика потерь массы
рыбы при бланшировании в зависи-
мости от содержания липидов (Д %)
и условий теплообмена (1J,, мин):
1-Л-\, Т„~ 1,1; 2-Л-20, Тн=22;
3 — Л = I, Гн = 22
Рис. 6.6. Динамика потерь массы гид-
робионтов в процессе предварительной
обработки:
1,5—ставрида; 2—сардина; 3 — тунец при
бланшировании острым паром; 4— скумб-
рия; 6— сельдь при обжаривании в расти-
тельном масле
массы сырья с 10—29 до 10—
16 % в зависимости от его вида йраЬтки 'мин
в основном на второй стадии
процесса бланширования.
Рыбу бланшируют паром в периодически и непрерывно дей-
ствующих аппаратах, обеспеченных средствами для передвижения
банок, подачи пара, отвода конденсата и бульона или их смеси.
При бланшировании возможно прилипание рыбы к банке, для
устранения которого внутреннюю поверхность тары смазывают
перед фасованием сырой рыбы растительным маслом или раство-
ром агара.
Бланширование в воде (кратковременная варка) или в водных
слабых растворах солей, органических кислот и других веществ в
зависимости от технологических задач осуществляют при близкой
к кипению температуре и продолжительности 2—30 мин.
Необходимо обосновать выбор теплоносителя (пар или вода)
для предварительной тепловой обработки. Полуфабрикат одного
и того же вида гидробионтов можно обрабатывать паром либо во-
дой в зависимости от рецептуры консервов.
Например, для натуральных консервов тепловую обработку ку-
кумарии для размягчения ее тканей оценивают не только по кон-
систенции, но и по сохранности биологически активного голоту-
рина. При сравнительно одинаковой потере голотурина консис-
тенция предпочтительнее у кукумарии, бланшированной паром,
чем водой (табл. 6.4).
6.4. Оиввигельная характеристика кукумарии после тепловой обработки
паром и водой
Полуфабрикат Скорость нагрева, 'С/мин Потери массы, % Массовая доля ВОДЫ, % Консистенция
Сырой — — 87,6 3077,0 Упругая
Вареный 2,7 40,7 75,3 1598,5 Плотная
Бланшированный 2,0 29,3 82,3 1977,1 Сочная
При изготовлении консервов из того же сырья — кукумарии в
кислых заливках —к первым двум задачам предварительной теп-
ловой обработки добавляется необходимость разрушения до сте-
рилизации минеральных включений в мясе, служащих после реак-
ции с органическими кислотами заливки источником образования
углекислого газа, который ведет к техническому браку консервов
282
283
из-за повышенного давления в банке при нормальной температу-
ре хранения. Введение уксусной кислоты в воду для варки кукума-
рии уменьшает на 90—95 % содержание карбонатов и устраняет
причину брака консервов, не оставляя в данном случае альтерна-
тивы для бланширования паром. Избыток уксусной кислоты в
консервах удаляют, выбирая рецептуру соуса (табл. 6.5).
6.5. Характеристика полуфабрикатов и консервов <Кукумария с овощами
и томатным соусом» в зависимости от состава воды для варки
Режим варки Полуфабрикат Содержимое консервов
кукумария томатный соус
состав воды продолжи- тельность, мин pH титруемая кислот- ность, % pH титруемая кислот- ность, % pH титруемая кислот- ность, % вакуум, мм, Hg
Поваренная соль (2 %) 30 7,2 0,01 3,8 4,8 5,2 0,3 0
Поваренная соль (2 %) и уксусная кис- лота (1 %) 30 4,4 0,03 6,2 0,7 4,8 0,3 140
Сохранения оптимально плотной консистенции морской капу-
сты в консервах при необходимости предварительной варки ее в
воде для регулирования минерального состава добиваются путем
внесения в теплоноситель хлорида кальция. Устанавливают допу-
стимое содержание хлорида кальция по укреплению структуры
тканей водоросли и устранению горечи, вызванной его присут-
ствием (табл. 6.6).
При одинаковом уплотнении ткани горечь устраняется при со-
держании хлорида кальция в воде 0,05 %.
6.6. Консистенция морской капусты (полуфабрикат и консервы), обработанной
в воде с различным количеством хлорида кальция
Состав воды Измене- НИС массы, % Плотность, г* Консистенция
вареная стерили- । зованная вареная стерилизованная
Без добавок Хлорид каль- ция, % +42 225 100 Мягкая Очень мягкая, бесструктурная
0,05 -8,0 700 275 Плотная Достаточно плот- ная
0,5 -12,0 1320 373 Плотная Плотная
1,0 -24,4 1725 595 Очень плотная Очень плотная
•Плотность в г — условная величина, которая показывает нагрузку, разрушаю-
щую ткань.
Предварительную тепловую обработку водой проводят для эк-
страгирования из сырого полуфабриката реакционноспособных
соединений, в том числе гексозаминов, предотвращая покоричне-
вение ткани во время стерилизации (рис. 6.7).
284
Рис. 6.7. Содержание гексозаминов в мясе
ходильных ног краба по времени их варки
(7) и цвет мяса после стерилизации (2)
Полуфабрикат, бланширо-
ванный в растительном масле
при температуре 90—120‘С в
течение 2—5 мин, обладает
высоким качеством; его ис-
пользуют для приготовления
особо ценных консервов.
Для предупреждения раз-
брызгивания масла и уплотне-
ния кожи полуфабрикат перед
обработкой в горячем масле и
после бланширования паром
подсушивают горячим возду-
хом.
Эффект СВЧ-энергии при
обработке гидробионтов бла-
годаря нагреванию сырого полуфабриката по всему объему прояв-
ляется в высокой скорости нагрева (30 "С/мин), и в то же время в
продуктах наблюдают некоторое смещение характера запаха. Ап-
параты, работающие на СВЧ-энергии (промышленные и быто-
вые), широко распространены.
Обработка ИК-излучением обеспечивает высокий температур-
ный градиент, превышающий в начале процесса градиент влаго-
содержания, что направляет движение воды и растворенных в ней
веществ от периферии к центру материала, образует уплотненный
поверхностный слой, обеспечивает продукту хорошие органолеп-
тические свойства, снижает потери питательных веществ. Темпе-
ратура ИК-излучателей, располагаемых по обе стороны банок,
450—500 "С; расстояние от них до поверхности рыбы не менее
4 см; продолжительность процесса 6—15 мин. Конструкции блан-
ширователей с ИК-излучением превосходят паровые по диапазо-
ну регулируемых режимных параметров, санитарно-гигиеничес-
ким условиям, металлоемкости, возможности сбора незагрязнен-
ного бульона.
Подсушивание и копчение как предварительную обработку полу-
фабриката перед стерилизацией осуществляют по технологии,
описанной выше для сушеной, вяленой и копченой продукции из
гидробионтов, но по более мягким режимам. Полуфабрикат для
консервов в масле после копчения (как горячего, так и холодного)
приобретает приятный аромат и привкус копчености.
В технологии консервов из копченой рыбы в масле широко
используют современные, безопасные для здоровья коптильные
жидкости, которые вносят с полуфабрикатом или маслом, обрабо-
танным коптильным препаратом.
Одним из способов предварительной тепловой обработки явля-
ется холодное копчение с последующим бланшированием полу-
фабриката; он позволяет расширить сырьевую базу консервов это-
285
го типа за счет использования трудноразделываемых и легкопо-
вреждаемых рыб, создать продукцию с оригинальными органо-
лептическими свойствами (рис. 6.8). Подсушивание проводят при
температуре воздуха 30—55 °C до удаления с поверхности рыбы
свободной воды, копчение — дымом при температуре 30—40 “С в
течение 1—3 ч, бланширование разделанной и фасованной в бан-
ки рыбы — острым паром в течение 8—15 мин.
Копченый полуфабрикат получают в коптильных печах раз-
личных конструкций.
Обжаривание гидробионтов перед консервированием проводят
в растительном масле при его температуре 140—160 'С в течение
1—10 мин. Полуфабрикат приобретает приятный запах и вкус жа-
реного продукта, уплотненную консистенцию и прочную корочку
золотисто-желтоватого цвета; в нем повышается содержание сухих
веществ за счет испарения воды и впитывания растительного мас-
ла. Одновременно происходит вытапливание собственного жира
рыбы, количество которого меньше, чем впитавшегося раститель-
ного масла (за исключением особо жирных рыб).
Обжаривают полуфабрикат для консервов в томатном соусе,
реже — для консервов в масле. Перед обжариванием тушки или
порционированные куски рыбы панируют. Панированием назы-
вают процесс покрытия полуфабриката тонким слоем пшеничной
муки, которая, впитывая с поверхности рыбы воду, образует проч-
но удерживающийся равномерный слой теста. Оптимальное ко-
личество свободной воды на сыром полуфабрикате составляет
около 1,5 % массы рыбы, что обеспечивает качественное его по-
крытие тестом. Избыток воды способствует увеличению количе-
ства теста, его частичному отслаиванию и отрыву от поверхности
рыбы, склеиванию кусков между собой. Избыток теста повышает
вязкость заливки, что снижает прогреваемость консервов. Рыба с
недостаточным количеством воды на поверхности удерживает
мало муки, в результате чего обжаренный полуфабрикат по орга-
нолептическим свойствам уступает нормально панированному.
Сырой полуфабрикат
(разделанный или неразведанный)
+
Подсушивание
I
Копчение
Фасование ч--------Порционирование Разделка
V I V
Бланширование 1-----------------Мойка
V
На последующие
операции
Рис. 6.8. Схема предварительной тепловой обработки рыбы холодным копчением
с последующим бланшированием
Время, необходимое для набухания клейковины муки и образо-
вания теста, составляет около 5 мин.
Некачественное панирование приводит к увеличению потерь
сырья в 1,2—1,5 раза, дополнительному расходу масла, возникно-
вению в консервах привкуса горечи, потемнению мяса и томатно-
го соуса, снижению прочности кусков рыбы.
В аппаратах для обжаривания растительное масло по количе-
ству во много раз превосходит количество рыбы, что обеспечивает
быстрый нагрев и обезвоживание панировочного слоя. Поэтому
основные химические превращения происходят с компонентами
теста: декстринизация крахмала при нагревании до 105—120 °C,
карамелизация сахаров при дальнейшем повышении температуры
поверхности слоя, термический распад клейковины, меланоиди-
нообразование. Температура рыбы во время обжаривания не под-
нимается выше 100 ’С из-за защитного действия влажного поверх-
ностного слоя. Денатурационно-коагуляционные изменения бел-
ков приводят к снижению доли воды в тканях за счет ее выпрессо-
вывания из рыбы в виде бульона и частичного испарения с
поверхности, ослаблению связи мышц с костями и между миосеп-
тами, проникновению растительного масла внутрь куска рыбы
(3—9 % в зависимости от содержания липидов).
Готовность полуфабриката для консервов определяют по орга-
нолептическим признакам и видимому проценту ужарки (X), ко-
торый определяется как
А - Я
Х = Д_£|00, (6.1)
где А — масса сырья до обжаривания; Л —то же, после обжаривания.
Процесс зависит от вида рыбы, способа ее хранения до обра-
ботки, размеров порционированных кусков, температуры обжари-
вания и его продолжительности, конструкции аппарата, требова-
ний к готовому полуфабрикату.
Согласно требованиям к полуфабрикату для консервов обжа-
ренный продукт должен быть быстро охлажден до 30—40 °C. В ка-
честве теплооотводящего агента используют воздух, по возможно-
сти фильтрованный и охлажденный, реже — охлажденное расти-
тельное масло; для ускорения охлаждения используют вакуумные
камеры. Продолжительность процесса охлаждения в зависимости
от способа составляет 10—30 мин, не превышая 60 мин. Охлажде-
ние обеспечивает повышение прочности кусков или тушек рыбы
за счет застудневания глютина в миосептах, между кожей и мыш-
цами; улучшаются условия фасования.
Растительное масло, в котором обжаривают сырье, подвергает-
ся длительному воздействию высокой температуры, водяного
пара, соприкосновению с металлом греющей поверхности и меха-
низмов обжарочной печи, а также поверхности (зеркала) масла с
286
287
воздухом, контакту с жиром, азотистыми веществами, углеводами
и другими органическими веществами рыбы и панировочного те-
ста. Под влиянием указанных факторов создаются условия для
одновременного протекания в масле процессов гидролиза, окис-
ления и полимеризации.
Наибольшее изменение масла происходит под действием водя-
ных паров. В этом случае образуются свободные жирные кислоты
и глицерин. Наличие свободных жирных кислот ведет к повыше-
нию кислотного числа, что свидетельствует о порче масла. Пре-
дельное значение кислотного числа — 4,5 мг КОН на 100 г масла,
выше которого масло на пищевые цели не используют. Глицерин
при высокой температуре разлагается, отщепляя воду, и превра-
щается в альдегид акролеин, который обладает резким острым за-
пахом и, испаряясь, вызывает раздражение слизистой оболочки
глаз и дыхательных путей.
Суммарное содержание продуктов окисления и полимеризации
в масле во время обжаривания рыбы не должно превышать 1 %
(рис. 6.9).
Рыбу обжаривают в электрических или паромасляных печах. В
зависимости от типа обжарочных печей и непрерывности их рабо-
ты изменяется количество отработавшего масла. Предпочтение
отдают печам с минимальным объемом единовременно находяще-
гося в них масла и непрерывным доливом, постоянно компенси-
рующим расход масла на обжаривание. В таких условиях за счет
быстрого уноса масла с обжаренным полуфабрикатом период пре-
бывания его в печи сокращается, а сменяемость масла возрастает.
Сменяемость масла в печи выражают через коэффициент сменяе-
мости, который представляет собой отношение количества масла,
затраченного на обжаривание продукта за единицу времени (час,
смену, сутки), к минимально необходимому количеству масла в
печи, которое обеспечивает нормальное проведение обжаривания.
Сопоставление коэффициентов сменяемости масла в печах при
идентичности единиц времени, взятых для расчета, является пока-
зательным критерием расхода масла и конструкции печи.
К перспективным обжарочным аппаратам относят печи, соче-
тающие в себе обработку продукта маслом с ИК-излучением и
СВЧ-энергией в различной последовательности.
В технологию новых видов
Продолжительность, мин
консервов из гидробионтов
процесс обжаривания практи-
чески не включают, поскольку
Рис. 6.9. Динамика изменения качества
растительного масла в процессе обжа-
ривания гидробионтов:
/—кислотное число (к.ч); 2—суммарные
продукты окисления (с. л. о); 3—йодное
число (й. ч)
обжаренный в промышленных условиях продукт не соответствует
концепции здорового питания.
Приготовление заливок. К заливкам для консервов из гидроби-
онтов предъявляют ряд требований: сочетаемость с основным сы-
рьем по вкусу и запаху, гармоничность консервов в целом по орга-
нолептическим и эстетическим требованиям, определенная энер-
гетическая ценность, соответствие требованиям к здоровой пище,
технологичность, приемлемая стоимость.
В связи с разнообразием свойств сырья из гидробионтов, рас-
ширением ассортимента консервов, особенно за счет создания ле-
чебных, профилактических и детских продуктов, заливки различа-
ют по консистенции, составу, органолептическим показателям,
энергетической ценности (рис. 6.10).
Технология приготовления заливок включает от одного до не-
скольких процессов в зависимости от их состава.
Бульоны. При производстве консервов типа «Уха», «Суп рыб-
ный», «Рыба в желе», «Рыба в бульонах и различных соусах» ис-
пользуют бульоны. Для приготовления бульона пищевые отходы,
полученные при разделке рыбы, и мелкую потрошеную рыбу про-
мывают, помещают в котел, заливают водой (с учетом 20 % потерь
при выпаривании) и варят в течение 1 ч. Бульон процеживают,
добавляют компоненты, предусмотренные рецептурой, доводят до
кипения, варят в течение 5—10 мин и горячим (температурой 75—
85 “С) заливают в банки. Перешедшие в бульон белки, липиды,
минеральные и азотистые экстрактивные вещества придают ему
приятные вкус и запах. Концентрированный бульон после охлаж-
дения желирует благодаря достаточному количеству глютина и ос-
сеина. Бульоны используют в качестве самостоятельных заливок,
а также для приготовления соусов.
Желирующие бульоны готовят и путем введения студнеобразо-
вателей. В профильтрованный бульон добавляют подготовленные
студнеобразователи, соль и специи в соответствии с рецептурой.
Бульон доводят до кипения и после фильтрования подают на за-
ливку в банки. Для приготовления желирующей заливки агар, ага-
роид или желатин замачивают в воде и оставляют для набухания
на 1—3 ч. Соотношение агара или желатина и воды составляет
1 : 5. Набухшие желирующие компоненты нагревают до 80 “С при
постоянном помешивании до полного их растворения, после чего
фильтруют, вносят в фильтрованный бульон вместе с солью и спе-
циями и доводят до кипения.
Растительное масло как заливку используют при производстве
консервов типа «Рыба бланшированная в масле», «Рыба копче-
ная в масле», «Рыба обжаренная в масле», «Рыба натуральная с
добавлением масла». Чаще всего используют оливковое, подсол-
нечное, кукурузное, хлопковое масла, а также их смеси. Расти-
тельное масло перед внесением в банки нагревают до 75—85 "С
для снижения его вязкости в период внесения в банку и обеспече-
288
289
ния высокой среднемассовой температуры содержимого перед
стерилизацией.
Растительное масло, предназначенное для заливки консервов,
прокаливать нецелесообразно. Режимы стерилизации консервов
гарантируют инактивацию термостойкого токсина стафилококка
в случае его присутствия в масле.
С целью улучшения вкуса и аромата консервированного про-
дукта растительные масла перед заливкой ароматизируют томат-
ной пастой, красным перцем, коптильными препаратами, экст-
рактами, пряностями.
Ароматизацию красным перцем проводят следующим спосо-
бом: масло, смешанное с измельченным перцем, нагревают, филь-
труют для удаления взвесей и используют по назначению.
Масло, ароматизированное коптильной жидкостью, повышает
стойкость консервов при хранении, так как содержит компонен-
ты, частично ингибирующие гидролитические и окислительные
изменения липидов и деструкцию белков.
Томатный соус. При производстве консервов типа «Рыба в то-
матном соусе» применяют более 30 рецептур томатных соусов.
В начале приготовления соусов в кипящую воду загружают
подготовленные сахар, соль, измельченные обжаренные лук, мор-
ковь, а затем томатные пасту или пюре, смесь перемешивают и
варят 5—15 мин. За 5 мин до окончания варки в соус добавляют
пряности в сухом виде или в виде отвара; растительное масло до-
бавляют в самом конец варки (после взятия пробы на содержание
сухих веществ), уксусную кислоту — непосредственно перед пода-
чей готового соуса на заливку.
Температура соуса при заливке в банки должна быть 75—85 °C.
Томатный соус готовят и без кипячения, при этом компоненты
соуса гомогенизируют и подогревают до 80 °C.
Важным показателем качества томатного соуса является его
цвет в готовых консервах. На цвет томатного соуса влияют каче-
ство используемых концентрированных томатопродуктов, биохи-
мические особенности обрабатываемого сырья, способ приготов-
ления и состав компонентов, величина pH соуса и консервов.
Красящие вещества томатов — каротиноиды обесцвечиваются при
длительном воздействии кислорода воздуха. Потемнение томатно-
го соуса вызывают меланоидины (продукты реакции Майяра). В
прямой зависимости от содержания в рыбе аминосахаров меняет-
ся интенсивность покоричневения соуса в консервах (рис. 6.11).
Покоричневение интенсифицируется с повышением температуры
и увеличением длительности ее воздействия на соус, а также ката-
лизируется металлами (медь, железо).
В связи с этим варку соуса осуществляют в котлах из некорро-
дирующих материалов продолжительностью не более 15 мин.
При производстве консервов из тощих рыб (минтай, мерлуза)
используют масляно-томатные заливки, отличающиеся от томат-
291
35
Продо/тительност/- обработки, мин
Рис. 6.11. Динамика потерь гексозами*
нов (ГА) при бланшировании океаничес-
кой ставрцды:
/ — в кипящей воде; 2—перегретым паром;
3— водяным насыщенным паром; опенка
цвета томатного соуса соответствующих об-
разцов консервов (усл. ед.); 1 — 0,45 (оранже-
во-красный); 2—0,5 (оранжево-красный);
3— 0,8 (коричневый)
ного соуса повышенным содер-
жанием масла.
В состав томатных заливок
вводят яблочное, яблочно-сли-
вовое пюре, тыквенный напи-
ток и другие растительные ком-
поненты, которые обогащают
готовый продукт и улучшают его органолептические свойства.
Эмульсионные и желирующие заливки готовят в соответствии с
изложенными принципами создания искусственных структур. До-
зируют заливки наполнителями, работающими по объемному или
уровневому принципу. Заливку в банки вносят полностью до или
после фасования и так же по частям в два приема — до и после фа-
сования рыбы, выбирая тот или иной способ в зависимости от
плотности укладки рыбы в банки, соотношения высоты и диамет-
ра тары, вязкости заливки, количественного соотношения рыбы и
Рис. 6.12. Схема предварительной тепловой обработки растительных компонентов
с высокой естественной влажностью
заливки.
Перспективными направлениями в производстве заливок явля-
ются смягчение режимов их тепловой обработки (замена процесса
варки на подогрев), снижение энергетической ценности (верхний
допустимый уровень содержания масла — 12—15 %), предупреж-
дение расслаивания (замена перемешивания гомогенизацией в
обычном и кавитационном режимах, использование стабилизато-
ров), снижение микрообсемененности (высокотемпературный
прогрев специй, повышение санитарно-гигиенических условий
производства), расширение ассортимента (использование молока
и молочных продуктов, плодовых и овощных соков и пюре, дози-
рованное введение вкусомодуляторов).
Подготовка растительных компонентов. Тепловую обработку ра-
стительных компонентов осуществляют путем замачивания в теп-
лой или горячей воде, бланширования водой, реже — паром, вар-
кой в воде с добавлением солей, кислот или без них, обжаривани-
ем в растительном масле, тушением с небольшим количеством
растительного масла, прокаливанием горячим воздухом.
В связи с различием между видами компонентов, особенно по
содержанию в них воды, способности поглощать или отдавать
воду, прочности тканей тепловая обработка может последователь-
но сочетать в себе несколько видов (рис. 6.12 и 6.13). Бобовые как
медленно набухающие замачивают, а затем варят; гречневую кру-
Рис. 6.13. Схема предварительной тепловой обработки сухих растительных
компонентов
292
пу для придания ей вкуса прокаливают, а затем замачивают; не-
жные и сочные овощи только бланшируют; корнеплоды в основ-
ном обжаривают.
Температура греющей среды зависит от вида тепловой обработ-
ки, а продолжительность выбирают таким образом, чтобы постав-
ленные технологические цели были достигнуты с учетом измене-
ний полуфабриката при последующей стерилизации.
Во избежание переваривания горячие компоненты сразу после
тепловой обработки активно охлаждают погружением в холодную
воду, совмещая с промывкой (макаронные изделия, бобовые, не-
которые крупы) или на воздухе, создавая условия для быстрого
теплоотвода (большая поверхность продукта при тонком слое его,
принудительная циркуляция охлажденного воздуха).
§ 3. ФАСОВАНИЕ И УКУПОРИВАНИЕ
Компоненты консервов из гидробионтов в период фасования и
укупоривания не подвергаются тепловому воздействию. Начавши-
еся при тепловой подготовке изменения продукта, хотя и в замед-
ленном темпе, не прекращаются. При этом создаются благоприят-
ные условия для развития микроорганизмов, тем более что про-
дукт в отдельных точках банки находится при температуре, близ-
кой к оптимальной для их размножения. Соблюдение правил и
регламентов проведения операций этого периода в значительной
мере обеспечивает качество и безопасность консервов.
Фасование. Фасованием называют операцию наполнения по-
требительской тары содержимым консервов.
Подготовка тары. Особое внимание при фасовании уделяют
подготовке потребительской тары для предупреждения негерме-
тичности, попадания посторонних включений, снижения уровня
микробного обсеменения.
При поступлении на консервный завод проверяют качество
каждой партии тары на соответствие требованиям нормативной
документации и осуществляют ее санитарную обработку.
Жестяную тару осматривают для отбраковки банок с вмятина-
ми, нарушенной отбортовкой, ржавчиной и другими дефектами;
обмеряют и проверяют на герметичность. Для снижения микроб-
ного обсеменения и удаления загрязнений банки моют горячей
водой температурой не ниже 60 °C, ошпаривают острым паром и
направляют на фасование в перевернутом виде на внутрицеховых
транспортных конвейерах или самотеком.
Условия транспортирования и хранения новой, не бывшей в
употреблении стеклянной тары не исключают ее запыления, ин-
фицирования и даже механического боя, щербления венчика гор-
ла и попадания мелких осколков стекла внутрь банки. При по-
вторном использовании стеклянной тары наиболее трудноудаляе-
мыми и опасными в микробиологическом отношении являются
засохшие частицы пищи, где могут содержаться споры микроорга-
низмов.
Стеклянную тару перед подачей на фасование тщательно ос-
матривают (оборотную тару замачивают) и моют в машинах с при-
менением моющих средств, а затем ошпаривают острым паром.
Полимерные банки и крышки моют 0,5%-ным раствором каль-
цинированной соды температурой 50—60 °C в течение 2 мин, а за-
тем промывают проточной водой и сушат в струе теплого воздуха.
При изготовлении консервов из ракообразных, агрессивно воз-
действующих на внутреннюю поверхность жестяных банок, в тару
вкладывают пергаментный пакет, полностью изолирующий про-
дукт от соприкосновения с банкой, или кружки для донышка и
крышки. При изготовлении, например, консервов «Фарш рыб-
ный», «Пудинг рыбный» на дно и под крышку банки также укла-
дывают пергаментные кружки, смоченные в воде для предупреж-
дения прилипания содержимого.
При транспортировании и санитарной обработке тары допус-
каются потери банок и крышек до 0,01 % жестяной, 0,1 % алюми-
ниевой, 1 % полимерной и 6 % стеклянной тары.
Укладка компонентов. При фасовании соблюдают правильность
укладки компонентов, соотношение их в банке, массу содержимо-
го, а также принимают меры, предупреждающие попадание по-
сторонних предметов.
В зависимости от вида полуфабриката, размера и формы банок
применяют разные способы фасования рыбы. От качества фасова-
ния консервов из гидробионтов, особенно традиционно делика-
тесных (шпроты и сардины в масле, консервы из крабов), зависит
их товарный вид.
Куски рыбы укладывают вертикально в цилиндрические бан-
ки, тушки мелкой рыбы — плашмя в фигурные банки. Для банки
каждого размера и вида консервов установлены нормы массы ук-
ладываемой рыбы и беспозвоночных, соуса, гарнира. Несоблюде-
ние соотношений между твердой фазой и заливкой при дальней-
шей обработке вызывает негативные последствия.
Уменьшение доли основного продукта приводит к избытку
жидкой части, ускорению прогреваемости и возможности излиш-
него разваривания мяса гидробионтов. В противоположном слу-
чае, когда основной продукт передозирован, а количество жидкой
части уменьшено против предусмотренного рецептурой, у консер-
вов ухудшаются вкус и консистенция, содержимое медленнее про-
гревается, что может повлечь за собой понижение эффективности
процесса стерилизации. Однако в производственных условиях вы-
пуска консервов возможно образование банок с отклонением от
нормируемой массы — легковесных и тяжеловесных.
Переполнение тары при фасовании приводит к возникнове-
нию в ней более высокого избыточного давления во время стери-
294
295
лизации, которое может вызвать деформацию банок. Допустимые
отклонения массы нетто в банке вместимостью до 350 г составля-
ют от 4 до 18,5 %.
Для предупреждения негерметичности банок на их бортах пос-
ле фасования не должно оставаться частиц тканей гидробионтов
или других компонентов.
Вследствие неоднородности свойств полуфабрикатов, их лег-
кой механической повреждаемости, требований нормативных до-
кументов к определенному расположению содержимого в банке
процесс укладки основной части консервов недостаточно механи-
зирован.
После предварительной тепловой обработки рыбу фасуют в
банки в основном вручную. Укладывают рыбу в банки на столах,
расположенных вдоль фасовочного конвейера. В порядке исклю-
чения фасование жареной кильки в банки по заданному объему
осуществляют наполнителем.
При фасовании сырой рыбы для производства натуральных
консервов, а также тех видов консервов, рыба для которых блан-
шируется после фасования, применяют набивочные автоматы, ра-
ботающие по принципу формирования из тушек жгута и отреза-
ния от него порции рыбы для одной банки. На работу набивочных
машин влияет консистенция мышечной ткани рыбы. Так, плот-
ные мышцы препятствуют образованию однородного жгута, а
сильное расслабление при резании приводит к потерям их массы
и смятию боковой поверхности жгута.
Заливки, кристаллическая соль и кислоты, сыпучие крупы,
фарши дозируют машинами по объему при помощи мерных на-
полнительных цилиндров.
Наполненные банки подают на контроль массы (ручной или
автоматический), где отсортировывают легковесные и тяжловес-
ные для исправления дефекта или иного использования продукта
(для паштетов, паст, фаршей).
Эксгаустйрование и герметизация банок. Наполненные банки
подают на операцию присоединения крышки к корпусу тары. В
зависимости от вида тары процесс присоединения имеет несколь-
ко решений, а соответственно и наименований. Но из многих зак-
репился термин «закатывание», или «закатка», банок, часто ис-
пользуемый и в тех случаях, если это даже другой тип присоедине-
ния (обжим, навинчивание).
Цель герметизации состоит в изоляции содержимого консерв-
ной тары от внешней среды для создания условий стерилизации и
предупреждения последующего попадания в продукт микроорга-
низмов. Непроницаемость банок после герметизации двусторон-
няя, обеспечивающая изоляцию окружающей среды от содержи-
мого консервов.
Эксгаустйрование. Условия последующей стерилизации созда-
ют в герметичных банках высокое внутреннее давление, угрожаю-
296
шее их целостности и ведущее к порче консервов. Для устранения
или частичного снижения давления удаляют воздух из банок экс-
гаустированием перед их герметизацией. Воздух удаляют из сво-
бодного, не заполненного продуктом пространства банки и не-
плотностей между частями твердого содержимого, а также из жид-
кой части, в которой он может быть растворен. В присутствии
кислорода воздуха при стерилизации разрушаются биологически
ценные вещества продукта, происходит коррозия внутренней по-
верхности металлической тары.
Эксгаустйрование осуществляют двумя методами — тепловым
и механическим.
Эксгаустйрование тепловым методом заключается в нагрева-
нии банок с продуктом паром, который вытесняет воздух из бан-
ки. В паровых эксгаустерах банки передвигаются с помощью транс-
портирующего устройства, подвергаясь воздействию острого пара
в течение 10—15 мин. Содержимое за это время нагревается до
80 °C. Внесение в банку горячей заливки температурой не ниже
75 °C представляет разновидность теплового эксгаустирования.
Эксгаустйрование механическим методом заключается в отса-
сывании воздуха из банки вакуум-насосом закаточных машин.
Для более эффективного удаления воздуха из банок использу-
ют сочетание теплового и механического эксгаустирования. После
эксгаустирования банки немедленно герметизируют.
Закатывание. Перед закатыванием на крышках жестяных ба-
нок наносят маркировку выштамповыванием или надписью тер-
мостойкой краской в соответствии с установленными требования-
ми. Для закатывания используют машины различного типа. В ав-
томатических вакуум-закаточных машинах операция закатывания
проходит в вакуумной камере при 5,3-104 Па (Сборник технологи-
ческих инструкций. Т. I, с. 110).
Во время герметизации возможно образование дефектов, свя-
занных с качеством регулирования закаточных машин (вмятины
на поверхности банок, морщинистость фальцев, «птички»), рабо-
ту которых контролируют не менее 3 раз в смену.
Во избежание повышения микробного обсеменения содержи-
мого банок время между операциями фасования и началом стери-
лизации ограничивают 30 мин.
Мойка. Наполненные и закатанные банки моют горячей водой
для удаления с внешней поверхности следов жира, соуса и других
загрязнений. На непромытых жестяных банках при стерилизации
жир разлагается, выделяющиеся при этом свободные жирные кис-
лоты, соединяясь с солями железа, образуют прочно удерживаю-
щиеся нерастворимые мыла. Свободные жирные кислоты реаги-
руют с солями кальция и магния, которые находятся в воде или
влажном паре, также образуя нерастворимые мыла. Металличес-
кие банки моют водой или 2—3%-ным раствором моющих средств
с последующим ополаскиванием пресной водой, температура ко-
297
торой поддерживается не ниже 70 "С. Стеклянные банки перед
подачей на стерилизацию ополаскивают водой температурой 50—
60 °C.
После проверки на герметичность и мойки банки укладывают в
автоклавные емкости (корзины, тележки) и направляют на стери-
лизацию.
§ 4. СТЕРИЛИЗАЦИЯ КОНСЕРВОВ
Под стерилизацией понимают тепловую обработку консервов в
широком диапазоне температур (80... 130 °C).
В зависимости от температуры различают два вида стерилиза-
ции консервов: пастеризацию, проводимую при температуре
100 °C и ниже, и стерилизацию, осуществляемую при температуре
выше 100 °C. Оба процесса — стерилизация и пастеризация —
обеспечивают микробиологическую безвредность и безопасность
консервов для потребителя и способность их храниться при соот-
ветствующих условиях в течение длительного времени.
Микробиологическая безопасность употребления консервов в
пищу обеспечивается полным уничтожением всех жизнеспособ-
ных микроорганизмов, их спор и отсутствием микробиальных
токсинов. Для достижения этой цели продукт необходимо стери-
лизовать при температуре выше 150 °C и в течение длительного вре-
мени, т. е. подвергать его очень жесткому тепловому воздействию.
После такой обработки может быть достигнута полная стериль-
ность консервов, однако их состав и свойства будут претерпевать
необратимые изменения, снижающие пищевую ценность продукта.
Таким образом, создается ситуация, когда процесс стерилиза-
ции должен одновременно удовлетворять двум взаимоисключаю-
щим требованиям: с одной стороны, гарантировать микробиоло-
гическую безопасность консервов, с другой — не вызывать суще-
ственного снижения их качества.
Некоторое сближение несовместимых требований возможно
при стерилизации консервов до полной гибели только нетермо-
стойкой неспорообразующей микрофлоры и уменьшения числа
спорообразующих микроорганизмов до определенного уровня.
При таких условиях жесткость стерилизации может быть значи-
тельно снижена, однако с учетом обеспечения абиоза в отноше-
нии патогенных клостридий С. botulinum, С. perfringens, а также
МАФАнМ группы В. cereus и (или) В. polymyxa.
Полное уничтожение возбудителей тяжелого заболевания боту-
лизмом во всем мире является обязательным требованием к эф-
фективности процесса стерилизации консервов; режимы стерили-
зации должны обеспечить полную гибель клеток и спор С.
botulinum, а режимы пастеризации — гибель только их вегетатив-
ных клеток, так как ограниченная для данных консервов темпера-
тура хранения (0—5 °C) гарантирует отсутствие развития и роста
их спор, наличие которых контролируется и не допускается в сы-
рье и материалах.
Выпускаемые рыбной промышленностью консервы из гидроби-
онтов не являются абсолютно стерильными. Их относят к промыш-
ленно-стерильным продуктам, в которых отсутствуют микроорга-
низмы и их токсины, опасные для здоровья человека (табл. 6.7).
Для них допускается возможность образования регламентируе-
мого количества микробиологического брака в виде бомбажа кон-
сервов, обусловленного развитием термостойкой, непатогенной
остаточной микрофлоры. Такой брак выявляется при складском
хранении консервов на предприятии и в торговую сеть не попада-
ет. Немаловажным является и то обстоятельство, что остаточное
количество выживающих в рыбных консервах термостойких анаэ-
робных гнилостных клостридий будет в процессе их хранения раз-
виваться и вызывать очередную порчу продукта с образованием
дурнопахнущих газов, разложением пищевых веществ и вздутием
крышек консервных банок (бомбажем). Это служит предостереже-
нием от употребления таких консервов в пищу, что исключает ве-
роятность пищевых отравлений. Допустимое остаточное количе-
ство термостойких бактерий МАФАнМ неспособно развиваться
при отсутствии кислорода в герметичной банке и вызывать порчу
ее содержимого.
Безвредность и безопасность промышленно-стерильных кон-
сервов дополнительно гарантируется соблюдением температурно-
временных режимов их хранения. В основном консервы предназ-
начены для хранения в условиях умеренного климата: рыбные —
при температуре 0—20 °C; из нерыбных объектов промысла — при
5-15 °C.
Чем ниже температура хранения консервов, тем лучше сохра-
няется их качество.
Для некоторых консервов режимы хранения устанавливают
при более низких или при более высоких температурах, например
минус 2—5 °C или выше 30 °C, в зависимости от принятых допу-
щений относительно остаточной микрофлоры. Продолжитель-
ность хранения консервов ограничивается от нескольких месяцев
до двух и более лет.
Стерильные и промышленно-стерильные консервы составляют
группу так называемых полных консервов.
Стерильные консервы изготовляют в особых случаях и при
особых условиях, причем в небольших количествах.
В отличие от полных выпускают и неполные консервы, кото-
рые обрабатывают при более мягких режимах, чаще всего путем
пастеризации, позволяющей получать продукт более высокого ка-
чества, но продолжительность и температура хранения их суще-
ственно ограничены. По степени приближения неполных консер-
вов к полным различают три четверти консервы и полуконсервы.
Таким образом, стерилизация консервов — это тепловая обра-
298
299
Продолжение
ботка, обеспечивающая полную гибель нетермостойкой неспоро-
образующей микрофлоры и уменьшающая число спорообразую-
щих микроорганизмов до определенного, заданного уровня, дос-
таточного для предотвращения порчи продукта при соответствую-
щих температурах хранения и гарантирующего по микробиологи-
ческим показателям безопасность употребления консервов в
пищу.
Режимные параметры стерилизации научно обосновывают с
учетом законов биологии, химии и физики и разрабатывают в со-
ответствии с методическими документами.
Главными факторами, определяющими режимные параметры
стерилизации, являются: 1) количество, видовой состав и свойства
микроорганизмов, способных влиять на микробиологическую ста-
бильность продукции; 2) теплофизические свойства консервируе-
мого продукта и тары, в которую он расфасован; 3) характер и глу-
бина термического повреждения пищевых веществ консервов.
Факторы, определяющие термостойкость микроорганизмов. Сте-
пень влияния процесса стерилизации на популяцию микроорга-
низмов зависит в основном от двух параметров — уровня темпера-
туры и продолжительности ее воздействия.
Температура стерилизации. Критерием выбора температуры
стерилизации служит величина активной кислотности продукта,
поскольку к ней микроорганизмы проявляют высокую чувстви-
тельность. Несмотря на видовое разнообразие микрофлоры про-
дукта перед стерилизацией, тестом для установления реакции
микроорганизмов на величину активной кислотности консерви-
руемого продукта принята интенсивность отмирания С.
botulinum, наиболее опасного для здоровья и жизни человека мик-
роорганизма, продуцирующего нервно-паралитический токсин
сильного действия (табл. 6.7).
Согласно гигиеническим требованиям к обеспечению микро-
биологической безопасности консервов режимы их стерилизации
достаточно рассчитать в отношении полной гибели клеток и спор
С. borulinum.
С позиции экономики производства при необходимости
уменьшить количество возможного микробиологического бомба-
жа режимы стерилизации оценивают по более термостойким спо-
рообразующим непатогенным бактериям С, sporogenes, вызываю-
щим порчу большинства рыбных консервов.
6.7. Характеристика консервов по микробиологическим показателям
Консервы
Показатели полные неполные
I промышленно- стгршькые | ^ергаьные 3/4
Микробиологичес- Отсутствуют
кие токсины
Показатели Консервы
полные неполные
I промышленное стерильные г стерильные 3/4
Нетермостойкие неспорооб- Полностью погибают
разующие микроорганизмы
Спорообразуюшие термо- То же
стойкие патогенные
микроорганизмы, опасные
для здоровья (МАФАнМ
группы В. cercus и (или) В.
polymyxa, а также С.
botulinum и С. perfringens)
Спорообразующие непато-
генные мезофильные
клостридии, вызывающие
порчу содержимого консер-
вов при хранении, С.
sporogenes, С. putrificum
Спорообразующие непато-
генные МАФАнМ группы
В. subtilis, не вызывающие
Полностью
погибают
Допускается остаточное количество
после стерилизации (не более 1 кл в
1 г/см3 продукта)
Допускается остаточное количество после стерили-
зации (не более 11 кл в 1 г/см3 продукта)
порчу содержимого консер-
вов при хранении
Температура стерилизации Выше 100 ’С 100 ’С и ниже
Температура хранения, По микробио- 0—20*С 0—15 ’С
гарантирующая микробио- логическим
логическую стабильность показателям- 5—15*С 0—5*С
не ограничи-
вается
Допустимая продолжитель- То же Более I года До 1 года
ность хранения
Ранее не было замечено развития возбудителя ботулизма в пи-
щевых средах с активной кислотностью pH 4,5 и менее. По после-
дним данным, С. botulinum развивается и в более кислых средах,
поэтому границей между кислотными и малокислотными пище-
выми продуктами является pH 4,2. В связи с этим кислотные про-
дукты, pH которых 4,2 и менее, стерилизуют при температуре
100 ’С и ниже, а малокислотные с pH более 4,2 — в основном при
112-120 °C (табл. 6.8).
6.8. Оценка промышленной стерильное™ рыбных пастеризованных консервов
группы Д (полуконсервов)
Микроорганизмы, выявляемые в консервах I пР0ДУкта (0. в которой
______ • “ | микроорганизмы не допускаются
Мезофильные аэробные и факультативно- В 1 г не более 2-102 спор МАФАнМ
анаэробные спорообразующие микроорга-
низмы группы В. subtilis
Сульфитредуцирующие клостридии 0,1
В. cereus 1,0
БГКП (колиформы) 1,0
Стафилококки (S. aureus) 1,0
300
301
Продолжение
Микроорганизмы, выявлясмыеТкоисёрва^ | ,зд'Е‘" нс доругаются
Патогенные микроорганизмы:
сальмонеллы 25,0
С. botulinum Не допускаются
С. perfringens То же
Продолжительность стерилизации. Микроорганизмы обладают
определенной термостойкостью, под которой понимают способ-
ность клеток, нагретых выше максимальной температурной гра-
ницы развития, сохранять репродуктивные свойства (прорастание
и деление). Термостойкость является функцией наследственнос-
ти, физиологического состояния клеток и факторов внешней сре-
ды. Поэтому в результате нагревания популяции клеток могут по-
лучить различное термоповреждение — летальное или сублеталь-
пое; они также могут частично либо полностью выжить.
Летальным считается термоповреждение, когда клетки или
споры полностью теряют способность к метаболизму и воспроиз-
водству и не восстанавливаются даже в специально созданных,
благоприятных для них условиях.
К сублетальному относят термоповреждение, в результате ко-
торого клетки или споры при одних, подходящих для развития
условиях длительное время остаются в состоянии покоя или вос-
станавливаются, а при других, также благоприятных условиях по-
гибают, в то время как те же микроорганизмы, но неподвергшиеся
термовоздействию, одинаково хорошо развиваются в обоих усло-
виях.
В пищевых продуктах при наличии соответствующих условий
может происходить восстановление поврежденных нагреванием
микроорганизмов, которое протекает исключительно медленны-
ми темпами.
Механизм внутриклеточных реакций, ведущих к термической
гибели микроорганизмов, полностью не раскрыт, но по наиболее
распространенной точке зрения сводится к денатурации их белко-
вых и нуклеиновых соединений. В результате этого гибель клетки
или споры наступает от разрушения ее репродуктивного аппарата,
нарушения метаболической системы или поражения других струк-
тур.
Между количеством выживших микроорганизмов и продолжи-
тельностью нагревания, проведенного при постоянной температу-
ре, существует зависимость, графическое изображение которой
называют кривой выживаемости.
В случае, когда все клетки, составляющие популяцию, облада-
ют одинаковой термостойкостью, зависимость количества выжив-
ших микроорганизмов от продолжительности нагревания носит
экспоненциальный характер. Кривая выживаемости экспоненци-
ального характера, построенная в полулогарифмической системе
координат, приобретает вид прямой (рис. 6.14).
Экспериментально обнаружено, что для одних и тех же видов
микроорганизмов кривая выживаемости строго экспоненциально-
го характера (рис. 6.15, У) не единственная форма отражения зави-
симости между количеством выживших клеток или спор и про-
должительностью нагревания.
В случае, когда кривая выживаемости составлена из двух пря-
мых с разным уклоном (рис. 6.15, 6), предположительно наличие в
прогреваемой популяции двух или нескольких форм спор, разли-
чающихся по устойчивости к нагреванию.
Кривые выживаемости 1 и 2 (см. рис. 6.15) характерны для слу-
чаев, когда имеется увеличение или постоянство количества мик-
роорганизмов в первые моменты нагревания по сравнению с их
количеством до прогревания. Такое явление связано с возможной
термоактивацией спор, находящихся в состоянии покоя до нагре-
ва и выведенных из него тепловой обработкой.
Вогнутая и сигмоидальная кривые выживаемости (см. рис. 6.15,
5 и 3) характерны для случаев, когда в стерилизуемом материале
клетки или споры обладают первоначально неодинаковой чув-
ствительностью к нагреванию или термочувствительные их струк-
туры имеют разную термостойкость.
Рис. 6.14. Кривые выживаемости С.
Bporogenes в полулогарифмических коор-
динатах при температурах:
1- 118’С; 2 — 121,1 ‘С; 3- 124 °C
/V1
Продолжительность, мин
Рис. 6.15. Формы кривых выживаемости
микроорганизмов:
1— с явно выраженной термоактивацией;
2— с плечом; 3~ сигмоидальная; 4~ экспо-
ненциальная; 5—вогнутая; 6—двухфазная
302
303
Отклонение кривой выжи-
ваемости от экспоненциаль-
ного характера отличается
еще одной особенностью: в
ней присутствует часть кри-
вой, отражающей замедлен-
ное выживание последних
клеток, — «хвост» кривой
(рис. 6.16). К особенностям
«хвостовых» клеток относится
их неспособность давать по-
добное себе термостойкое по-
коление.
Термостойкость микроор-
ганизмов является основным
Продолжительность t, мин
Рис. 6.16. Кривая выживаемости микроор-
ганизмов, имеющая «хвост*
критерием, который позволяет количественно оценить влияние
тепловой обработки на популяцию клеток микроорганизмов и их
спор. Она характеризуется двумя параметрами.
К одному из них относится кинетическая константа выживае-
мости микроорганизма DT (мин), характеризующая длительность
нагревания суспензии спор при постоянной температуре, в тече-
ние которой число жизнеспособных клеток или спор снижается в
10 раз (см. рис. 6.16).
Константу термостойкости D, используют для получения рас-
четного времени, необходимого для термической гибели опреде-
ленного количества и вида микроорганизмов при эталонной (ба-
зисной) температуре Т, которое выражается в условных минутах
этой температуры (Л, усл. мин).
Базисной температурой для малокислотных продуктов, к кото-
рым относятся все виды консервов из гидробионтов, принята тем-
пература 121,1 °C, для кислотных пастеризованных консервов
80 °C.
Расчетное время термической гибели микроорганизмов для эк-
споненциальных кривых их выживаемости находят по формуле
(6-2)
где No — количество спор (клеток) микроорганизмов в 1 г (см3) продукта, единице
упаковки или партии консервов до стерилизации; Л',— то же, после стерилизации.
Выражая графически зависимость между расчетным временем
термической гибели определенного числа клеток (спор) микроор-
ганизмов и температурой их прогрева в системе координат 1g/,,
(DT), Т, получают кривую термостойкости, которая в пределах
температур стерилизации консервов аппроксимируется прямой
(рис. 6.17).
Из кривой термостойкости находят
другую кинетическую константу тер-
мостойкости, отражающую число гра-
дусов, необходимых для изменения
величины К или D, в 10 раз —Z °C
(см. рис. 6.17).
Температурный параметр термо-
стойкости микроорганизмов может
быть получен из уравнения, выражаю-
щего зависимость между Л и Z:
Л? WtftiO П&МТ'С
Рис. 6.17. Кривая термостойко-
сти микроорганизмов
Гтг=£ог.1О Z , (63)
где Гт' — расчетное время термической гибели (усл. мин) при исследуемой темпе-
ратуре Г; Tq—базисная температура, °C; — время термической гибели (усл.
мин) при базисной температуре; Z— константа термостойкости микроорганизма, ’С.
Выбор шест-культуры. Совокупность констант термостойкости
D и Z необходима для обоснования режимов стерилизации кон-
сервов. Эти параметры определяют не для всех видов термостой-
кой микрофлоры, способной выжить в консервах и вызвать их
порчу, а для одного из них, в основном наиболее термостойкого
(рис. 6.18, а).
вид микроорганизма называется
тест-культурой (тест-микроорга-
низмом), а используемый ее
штамм — тест-штаммом.
Выбор тест-культуры состав-
ляет самостоятельную задачу,
при решении которой учитыва-
ют ее термостойкость в буфер-
ном растворе и конкретной пи-
щевой среде, состав остаточной
микрофлоры консервируемого
продукта и требования к темпе-
ратурным и временным услови-
ям его хранения.
Рис. 6.18. Кривые термостойкости спор С.
sporogenes-25 в консервах «Сардины ат-
лантические в масле» в зависимости от
времени (а) и температуры (б); В — время
нагревания продукта при постоянной тем-
пературе, требующееся для уменьшения
количества микроорганизмов в 10 раз, или
на 90%; Z— число градусов, необходи-
мых для уменьшения величины D в 10 раз
304
305
Для консервов из гидробионтов в качестве тест-культуры ис-
пользуют анаэробный микроорганизм С. sporogenes штамм 25, ко-
торый по термостойкости превосходит С. botulinum и способен
вызывать порчу малокислотных продуктов. Выбор С. sporogenes в
качестве тест-микроорганизма для консервов из гидробионтов ос-
нован на его высокой терморезистентности и способности утили-
зировать белковые вещества консервируемых рыб, беспозвоноч-
ных и водорослей. Однако учет индивидуальных особенностей
микробного инфицирования гидробионтов, своеобразия химичес-
кого состава сырья и изменений его при тепловом воздействии
обосновывает необходимость дифференцированного подхода к
выбору тест-культуры.
Например, известно, что в консервах из ламинарии, трепанга, ку-
кумарии С. sporogenes не способен вызывать микробиологическую
порчу в связи с тем, что водоросли и иглокожие содержат бактери-
цидный фактор и высокий уровень соединительнотканных белков,
которые не усваиваются этими микроорганизмами в связи с отсут-
ствием у них выраженной коллагеназной и эластазной активности.
В то же время в искусственно зараженных С. botulinum консер-
вах из морской капусты и кукумарии происходят медленное раз-
витие этого микроорганизма и постоянное накопление ботулини-
ческого токсина, количество которого уже через год хранения
консервированного продукта превышает минимально допустимую
летальную дозу.
Сравнительная характеристика показателей термоустойчивости
двух тест-культур, определяемых в консервах из различных видов
гидробионтов, свидетельствует о том, что споры С. botulinum по
термостойкости ниже спор С. sporogenes в 2—3 раза (табл. 6.9).
Таким образом, при разработке режимов стерилизации консер-
вов из некоторых гидробионтов целесообразно использовать в ка-
честве тест-микроорганизма С. botulinum, и в частности его
штамм В-255, обладающий наивысшей термостойкостью среди
возбудителей ботулизма.
6.9. Сравнительные значения константы термостойкости D121.1 двух тест-культур
в консервах из беспозвоночных и водорослей, мин
Консервы Тест-штамм
С. sporo- fienes-25 1 С. botu- 1 linum В-255
Крабы в собственном соку 0,57 0,21
Креветки натуральные антарктические (криль) 0,60 0,20
Салат дальневосточный из морской капусты 0,43 0,18
Морская капуста с овощами в томатном соусе 0,39 0,18
Кукумария с овощами в томатном соусе 1,01 0,46
Салат из кукумарии с морской капустой 0,87 0,36
Свойства консервируемых продуктов. Термостойкость микроор-
ганизмов зависит не только от их свойств, но и от внешних факто-
ров: pH среды, активности воды, влажности стерилизуемой про-
дукции, ионной силы растворов в ней, количества и природы
органических кислот, присутствия белков, жиров, фитонцидов,
осмотически деятельных веществ и других свойств, специфичес-
ких для каждого вида продукции.
Между термостойкостью и количественным влиянием любого
внешнего фактора существует сложная зависимость, характерная
для каждого вида или даже штамма микроорганизма.
Органические кислоты снижают термостойкость микроорга-
низмов. Эффективность их воздействия при прочих равных усло-
виях зависит от природы кислоты, которая располагается в убыва-
ющем ряду: молочная -> уксусная -»яблочная -»лимонная.
Осмотически деятельные вещества, представленные в консер-
вах в основном поваренной солью и сахарами, оказывают на тер-
мостойкость микроорганизмов либо защитное, либо угнетающее
действие. Направленность действия этих веществ зависит от мо-
лярной концентрации их в консервируемом продукте, которая
определяет величину осмотического давления, а следовательно, и
уровень обезвоживания микробных клеток в продукте.
Незначительное содержание поваренной соли в консервах из
гидробионтов (1,5—2,0 %) влияет на термостойкость микроорга-
низмов защитным образом, а 6%-ное содержание поваренной
соли способствует снижению микробной термостойкости.
Содержащиеся в консервах из гидробионтов жиры способству-
ют повышению термостойкости микроорганизмов за счет созда-
ния ими условий стерилизации без доступа воды к микробным
клеткам. Окруженные липидной оболочкой, или так называемым
гидрофобным «чехлом», микроорганизмы легче переносят «сухой»
нагрев, чем в присутствии воды («влажный» нагрев).
Антибиотические вещества растительного происхождения —
фитонциды, добавленные в виде чистого активного начала или
содержащиеся в стерилизуемом продукте, способствуют сниже-
нию термоустойчивости микроорганизмов. В то же время сложив-
шиеся представления об угнетающей роли отдельных фитонцид-
ных соединений не всегда согласуются с практикой стерилизации
консервов.
Факторы, влияющие на прогрев консервов. Передача теплоты от
теплоносителя к продукту происходит от периферии банки к гео-
метрическому центру, где продукт начинает стерилизоваться го-
раздо позже, чем внешние слои.
В процессе стерилизации консервов всех видов (натуральные, в
масле, томатном соусе, на фаршевой основе), являющихся слож-
ной, многокомпонентной системой, происходит изменение их хи-
мических и физических свойств под действием как внутренних,
так и внешних факторов (рис. 6.19).
При этом внутренние факторы — химический состав, вид и
размер сырья, способ его предварительной тепловой обработки,
307
306
Рис. 6.19. Схема факторного анализа процесса формирования качества
консервированных гидробионтов
соотношение твердой и жидкой фаз — и другие незначительно
влияют на этот показатель (10 %). Определяющее значение имеют
внешние факторы.
На прогреваемость консервов влияет начальная температура
продукта. В рыбных консервах она колеблется от 8—10 в натураль-
ных до 45—60 °C в консервах из предварительно обработанного
теплотой полуфабриката с добавлением горячих заливок.
Так как теплота передается продукту через поверхность тары,
то материал и толщина стенок являются факторами прогреваемо-
сти. Однако для металлической тары, в которую фасуют большин-
ство консервов из гидробионтов, их роль, как и начальной темпе-
ратуры, незначительна.
Физические свойства консервируемого материала определяют
способ передачи теплоты, а значит, скорость прогревания и ох-
лаждения продукта в банке при стерилизации.
Между продолжительностью процесса стерилизации и скорос-
тью прогревания консервируемого продукта существует экспо-
ненциальная зависимость, аналогичная зависимости между тем-
пературой нагревания и скоростью тепловой гибели микроорга-
низмов в их суспензиях.
Интенсивность прогревания консервов количественно характе-
ризуется константой термической инерции продукта fh, которая
представляет собой время (в мин), необходимое для прохождения
прямой прогревания одного логарифмического цикла в координа-
тах lgTa—Т„, т, где Т, и Т„ - температура в период прогревания
автоклава и продукта соответственно (рис. 6.20А). Для консервов
из гидробионтов она равна 14,5-48,0 мин (для тары вместимостью
100-353 см5) (рис. 6.20Б).
К фактору, существенно влияющему на продолжительность
прогрева продукта, относится состояние покоя или вращения ба-
нок во время стерилизации. Вращение вокруг своей вертикальной
оси или переворачивание банок с «донышка» на «крышку» создает
условия для вынужденной конвекции их содержимого (рис. 6.21).
Наиболее эффективное уменьшение продолжительности прогрева
наблюдают у густых пюреобразных продуктов в крупной стеклян-
ной таре. Наименьший эффект получен для жидких продуктов
типа фруктовых соков, в которых действуют естественные конвек-
тивные токи.
Ротация банок не оказывает перемешивающего воздействия и в
таких труднопрогреваемых продуктах, как паштеты, колбасные
фарши, стерилизуемые без заливок. Использование роторной сте-
рилизации для продуктов с нежной консистенцией (например,
рыба в заливках) может привести к нарушению ее целостности,
Рис. 6.20Л. Теоретическая кривая
термической инерции продукта в про-
цессе стерилизации консервов fa
Т, — температура автоклава; Т„ — темпе-
ратура продукта
Рис. 6.20Б. Кривые термической
инерции консервов из гидробионтов:
1— Фарш антарктической креветки (криля)
бутербродный, 100 г; 2 —Тунец в масле, 160 г;
3— Сардины атлантические в масле, 220 г;
4— Скумбрия в томатном соусе, 350 г; 5—
Сельдь атлантическая натуральная, 350 г, 6—
Тунец натуральный, 350 г; 7— Уха «Балтика»,
3 кг
308
309
Рис. 6.21. Перемешивание продукта при враще-
нии банок:
а — вокруг собственной вертикальной оси; б—
с «донышка» на «крышку*
упорядоченности ук-
ладки, помутнению за-
ливки. В то же время
избирательное приме-
нение роторной стери-
лизации существенно
интенсифицирует про-
цесс стерилизации.
На скорость прогрева-
емости содержимого ба-
нок значительно влияет
неравномерность про-
грева продукта в различ-
ных точках банки
(рис. 6.22), а также не-
однородность темпера-
турного поля в стерилизационном аппарате. Кинетическую констан-
ту инерции продукта к нагреванию используют для точных расчетов
требуемой летальности процесса стерилизации пищевых продуктов.
Из рассмотренных факторов наибольшее влияние на прогрева-
емость оказывают степень кулинарной готовности консервов,
оцениваемая по достаточности размягчения хребтовой кости
рыбы, неоднородность температурного поля в стерилизаторе,
форма и размер тары, вид теплоносителя.
Изменение содержимого консервов при стерилизации. В процессе
стерилизации содержимое консервов претерпевает сложные изме-
нения, неоднозначно отражающиеся на качестве готового продук-
та (рис. 6.23).
Белки. Наиболее значительное влияние на продукт оказывают
превращения белков — основной составляющей тканей гидроби-
онтов.
Изменения белков гидробионтов носят разнонаправленный ха-
рактер и зависят от температуры стерилизации, ее продолжитель-
ности, видовых особенностей протеинов рыб и беспозвоночных,
содержания липидных и уг-
леводных компонентов,
предварительной тепловой
обработки полуфабриката.
В начале процесса стери-
лизации, когда содержимое
банок прогревается до 37—
40 ’С, происходят денатура-
ционные изменения белков.
При температурах 65—68 "С
этот процесс значительно
интенсифицируется, причем
белки теряют свои специ-
Рис. 6.22. Изменение температуры продукта,
расположенного в различных точках банки, в
период стерилизации
310
фические биологические свойства, в том числе ферментативную и
гормональную активность.
Последующий процесс гидролиза белков проходит с образова-
нием полипептидов, низкомолекулярных пептидов, свободных
аминокислот и азотистых оснований.
В результате стерилизации количество общего азота гидроби-
онтов остается практически неизменным, однако снижается до
30 % количество белкового азота и на 4—15 % общее содержание
незаменимых аминокислот. В то же время количество азота небел-
ковых веществ возрастает на 10—70 %.
В белках наименьшей термостойкостью отличается их водора-
створимая фракция: ее количество после стерилизации уменьша-
ется на 30—40 % относительно первоначального содержания. Об-
щий аминокислотный состав гидробионтов после стерилизации
остается практически без изменений, однако содержание индиви-
дуальных аминокислот колеблется; несколько уменьшается содер-
жание связанных и возрастает доля свободных аминокислот.
Индивидуальные свободные аминокислоты во время стерили-
зации в зависимости от их вида претерпевают неодинаковые изме-
нения. В консервируемой морской капусте, например, содержа-
ние индивидуальных свободных аминокислот снижается или воз-
растает в зависимости не только от их вида, но и от состава кон-
сервов (табл. 6.10).
Во время стерилизации гидробионтов развиваются процессы
дезаминирования аминокислот, декарбоксилирования и десуль-
фитации белковых веществ с образованием конечных продуктов
распада — аммиака, углекислого газа, сероводорода. Сероводород
образуется главным образом из легкодоступных групп структур-
ных белковых мышц.
6.10. Сравнительное содержание (мг/100 г) свободных аминокислот
в морской капусте на разных стадиях обработки
Аминокислота Сырье мороженое Полу<Ьабрикат Консервы
промытый в воде вареный в воде в тече- ние 10 мин Морская капуста закусочная Салат дальне- восточный из морской капусты
Глутаминовая 117 143 41 22 9,5
Глицин 4 16 0,3 0,3 0,3
Аланин 9 4 3 3 3
Валин 2 3 1 1 1
Аспарагин 52 36 10 7 4
Метионин 1 1 0,4 0,4 —
Серин — — — 2 3
Тирозин 1 1 0,6 0,6 1
Изолейцин 1 1 0,7 0,7 2,2
Лейцин 2 2 0,4 0,4 0,6
Фенилаланин 2 2 0,5 0,5 1
Лизин 0,6 0,5 0,1 0,1 0,3
Аргинин 3 10 0,1 6 5
Гистидин — —- — 0,3 0,3
Белки и продукты их гидролиза обладают способностью к пе-
рекрестной сшивке с участием дисульфидных мостиков и образо-
ванию устойчивых агрегатов, о чем свидетельствует обнаружение
высокомолекулярной фракции протеинов в консервах, отсутству-
ющей в гидробионтах до стерилизации.
Часть аминокислот в условиях стерилизации способна к раце-
мизации с образованием D-аминокислот, как известно, не облада-
ющих пищевой ценностью.
Денатурационно-коагуляционные и гидролитические превра-
щения белков гидробионтов сказываются на технологических ре-
зультатах стерилизации.
Термическая нагрузка отражается на уровне переваримости
(усвояемости) белков, которая наиболее полно характеризует пи-
щевую ценность и хорошо коррелирует с органолептическими
свойствами консервированных гидробионтов. Определенная «in
vitro» в условиях, близких к пищеварению, переваримость на пер-
вых этапах стерилизации возрастает до момента, когда продукт
обретает кулинарную готовность. В связи с углублением гидроли-
тических изменений в белках (рис. 6.24) дальнейшее тепловое воз-
действие приводит к снижению их переваримости, что обусловле-
но разрушением вторичных структур денатурированных белков и
появлением беспорядочных (агрегатированных) образований, ме-
нее доступных для воздействия протеолитических ферментов же-
лудочно-кишечного тракта. В ре-
зультате биологическая ценность
стерилизованных консервов сни-
жается. Однако уровень перевари-
мости стерилизованных белков
может быть выше, чем сырья; на-
пример, переваримость белков
сыромороженой кукумарии со-
ставляет 52,4, а стерилизован-
ной — 80,5 %.
Денатурация белков при тем-
пературе 37—40 "С ведет к сокра-
щению мышечных волокон и
уменьшению их объема на 15—
20 %, что приводит к уплотнению
структуры. В дальнейшем (при
75—80 'С) наблюдается размягче-
ние тканей за счет постепенной
глютинизации коллагена.
Консистенция мышечной тка-
ни рыбы, как и переваримость,
Достигает своих оптимальных ха-
рактеристик гораздо раньше, чем
консервы становятся стерильны-
Рис. 6.24. Влияние температуры (’С) и
продолжительности нагревания на
степень гидролиза (СГ) белка
(СГ% = __я^елковый_азот
белковый азот
312
313
ми. В то же время требуемая степень размягчения позвоночных ко-
стей в рыбных консервах наступает позже термогибели заданного
количества микроорганизмов. Ужесточения термического воздей-
ствия на продукт ради разваривания костей можно избежать, при-
меняя более глубокую разделку рыбы, например на филе.
Рост pH происходит за счет разрыва полипептидных цепей и
образования новых водородных связей, а также раскрытия имида-
золовых групп гистидина.
Гидролиз фосфорсодержащих белков приводит к уменьшению
доли органических фосфорных соединений и образованию около
80 % свободного неорганического фосфора. Рост активной кис-
лотности и снижение водоудерживающей способности мышечной
ткани, вызванные гидролизом белков рыб, ведут к выделению тка-
невого сока, за счет чего в банке уменьшаются объем и масса
рыбы и образуется бульон. Между рыбой и бульоном происходит
перераспределение азотистых веществ: в жидкую часть переносит-
ся около 13 % общего азота, из них на белковый азот приходится
1,2-1,4 %.
Термическое изменение белков затрагивает помимо консис-
тенции и другие органолептические свойства стерилизованных
гидробионтов: вкус, запах и внешний вид. Например, различия в
уровне свободных аминокислот (глутаминовой и аспарагиновой)
определяют вкус консервов: более высокие их концентрации спо-
собствуют сохранению специфических вкусоароматических
свойств гидробионтов (см. табл. 6.10).
Образующиеся при жесткой стерилизации консервов сероводо-
род, метилсульфид, углекислый газ, аммиак и другие азотистые
соединения накапливаются в незаполненном пространстве банки
и в совокупности определяют неприятный запах газовой среды и
частично продукта.
Денатурация хромопротеидов рыб приводит к изменению ок-
раски мышечной ткани и бульона после стерилизации: они стано-
вятся более светлыми.
На внешней поверхности кусков рыбы и внутренней стороне
банки натуральных консервов возможно образование хлопьевид-
ных сгустков коагулированного белка, отрицательно сказываю-
щихся на внешнем виде содержимого при использовании сырья
пониженного качества и отсутствии предварительной тепловой
обработки.
Липиды. При стерилизации гидробионтов их липиды претерпе-
вают менее значительные изменения, чем белки. Уровень гидро-
лиза липидов с образованием свободных жирных кислот в герме-
тичной консервной таре не превышает 20 %, о чем свидетельству-
ют близкие значения кислотного числа до и после стерилизации.
Это характерно для рыб с широким диапазоном содержания ли-
пидов, кислотное число которых в исходном сырье имеет разные
значения (табл. 6.11).
6.11. Сравнительная характеристика лишщов в сырье и натуральных консервах
(на скумбрии)
Содержанке липидов, %
Показатели 27 | 17 7
сырье | консервы | сырте | консервы сырье | консервы
Кислотное число, мг
КОН на 1 г
Перекисное число,
г J/100r
Альдегидное число, мг
коричного альдегида
на 100 г
Жирные кислоты, %:
насыщенные
мононенасыщенные
полиненасыщенные
Протеолипицы, %
Липопротеиды, усл. ед.
3,7 2,8 4,0
0,030 0,019 0,051
1,5 1.3 1,2
27,07 28,34 31,96
42,22 42,04 32,45
30,71 29,53 35,59
4,3 8,5 1,3
35 60 12
5,2 13,9 14,4
0,055 0,026 0,026
0,5 4,9 3,9
31,58 30,07 30,84
32,78 29,84 28,94
35,74 40,09 40,22
2,1 1,2 5,3
8 60 60
Количество продуктов окисления липидов, оцениваемое по пе-
рекисному и альдегидному числам, имеет некоторую тенденцию к
снижению.
Состав и соотношение жирных кислот различной степени на-
сыщенности в липидах сырья и консервированной рыбы остаются
практически постоянными.
Во время стерилизации липиды и продукты их окисления взаи-
модействуют с белками, образуя комплексы — протеолипиды и
липопротеиды, количество которых в консервах превышает в 2—
4 раза их содержание в сырье.
Во время стерилизации часть липидов вытапливается из рыбы
и переходит в бульон.
Отмеченные изменения липидов гидробионтов практически не
отражаются на органолептических свойствах консервов.
Витамины, содержащиеся в гидробионтах, имея неодинаковую
химическую природу, во время стерилизации подвергаются разру-
шению в разной степени:
Степень раэру-
Витамины шения, % пер-
воначального
количества
Витамины
Степень разру-
шения, % пер-
воначального
количества
А 40 Фолиевая кислота 100
Каротин 30 в2 10
Bi 80 С 100
в2 75 Е 55
Пантотеновая кислота 50 К 5
Никотиновая кислота 75 Холин 5
Вз 40
314
315
Наиболее устойчивы витамины А, каротин, К и холин. Значи-
тельному разрушению подвергаются витамины С, Вь В2, фолие-
вая кислота.
На степень разрушения витаминов влияют режимные парамет-
ры процесса стерилизации, pH среды, количество кислорода в не-
заполненном пространстве банки. Динамика изменения одного из
важнейших витаминов животных тканей — В, —представлена в
таблице 6.12.
6.12. Потери витамина В, в различных видах рыб при тепловой обработке
Продолжитель- ность собствен- но стерилиза- ции при 112’С, мин Ставрида Скумбрия Тунец
содержание Вр мкг/г потери,% исходного содержание Вр мкг/г потери, % исходного содержание Вр мкг/г потери, % исходного
0 0,9 0 0,8 0 1,0 0
45 0,2 79,2 0,3 66,4 — —
50 — . 0,2 80
70 0,07 92,2 0,07 91,2 — —
80 — — 0,17 83
85 0 100 —. — — • —
90 — — 0,05 93,8 — —
Для рассмотренного примера характерны потери 83—92 % ви-
тамина В[ после 70—80 мин собственно стерилизации при 112 °C.
Следовательно, чтобы сохранить хотя бы 20—30 % витамина В),
необходимо обеспечить продолжительность собственно стерили-
зации не более 50 мин.
Полисахариды гидробионтов представлены в основном гликоге-
ном. Под воздействием продолжительного нагревания при темпе-
ратуре стерилизации около 25 % гликогена гидролизуется с обра-
зованием глюкозофосфатов, глюкозы и других промежуточных
продуктов.
Гликопротеины и гликозаминогликаны, как и гликоген, коли-
чественно гидролизуются не полностью. К одному из продуктов
их гидролиза относят аминосахара, представленные в гидробион-
тах тремя разновидностями: глюкозамином, галактозамином и
маннозамином, а также их сульфатированными или ацетилиро-
ванными производными.
Распад адениловой кислоты в тканях гидробионтов, проходя
стадию образования инозиновой кислоты, приводит к высвобож-
дению моносахарида рибозы.
Под воздействием теплоты до 35 % оранжево-красного пигмен-
та мышечной ткани лососевых — астаксантина — разрушается,
снижая интенсивность типичной окраски.
Таким образом, индивидуальные химические соединения как
продукты превращения белков, липидов, полисахаридов и других
биополимеров оказывают влияние на пищевые достоинства кон-
сервированных гидробионтов.
Реакции взаимодействия компонентов. Соединения высокой ре-
акционной активности взаимодействуют как между собой, так и с
веществами содержимого консервов. Продукты реакции, в свою
очередь, привносят дополнительные видоизменения в состав и
качество стерилизованных гидробионтов.
В реакции вступают главным образом вещества, обладающие
свободными аминогруппами (белки, пептиды, аминокислоты,
азотистые основания до аммиака) и карбонильными группами
(продукты окисления липидов, в том числе альдегиды, сахара, ри-
боза, глюкоза и аминосахара).
Взаимодействие аминогрупп с карбонильными группами отно-
сят к неферментативной сахароаминной реакции, известной так-
же как реакция меланоидинообразования, или реакция Майяра,
получившая название по имени французского ученого, впервые
описавшего ее.
Гидробионты в избытке содержат соединения с аминогруппой,
а к ограничивающему фактору реакции Майяра относятся карбо-
нилсодержащие вещества.
Реакция Майяра протекает при производстве большинства пи-
щевых продуктов, но в отличие от растительного сырья в гидроби-
онтах мелановдинообразование протекает с участием и аминоса-
харов.
Редкой особенностью аминосахаров является их способность об-
разовывать меланоидины в отсутствие других веществ, так как они
сами содержат как карбонильную, так и аминогруппу. Простран-
ственная близость двух реагирующих групп в аминосахарах обеспе-
чивает повышенную интенсивность меланоидинообразования по
сравнению с взаимодействием по схеме сахар—аминокислота.
Поглощение света растворами меланоидинов, полученными в
идентичных условиях из разных веществ, кроме превосходства ме-
ланоидинов из глюкозамина по светопоглощению показывает, что
в его смеси с глюкозой и глицином характер продуктов реакции
зависит от аминосахара, а не сахара и аминокислоты (рис. 6.25).
При стерилизации создаются благоприятные условия для мела-
ноидинообразования, которое у гидробионтов протекает по обоб-
щенной схеме, но с отличием состава исходных веществ (рис.
6.26).
Интенсивность образования
меланоидинов и их промежуточ-
ных продуктов зависит от основ-
Рис. 6.25. УФ-спектры поглощения мела-
ноидинов, выделенных из систем:
1— глюкоза + глицин; 2— глюкозамин; 3 —
глюкоза + глицин + глюкозамин; 4— стерили-
зованное мясо кальмара
316
317
1-амино-1-дезокси-2-кетоза
V
Деградация
С потребительской, технологической и медико-биологической
точек зрения влияние меланоидинов на пищевые продукты оце-
нивается неоднозначно. Они могут быть нежелательны или их
синтезируют.
В консервах из рыбы, и особенно из ракообразных и головоно-
гих моллюсков, меланоидинообразование отрицательно сказыва-
ется на органолептических свойствах, в первую очередь на цвете,
придавая белому мясу или оранжево-красному соусу оттенки ко-
ричневого (табл. 6.13 и 6.14).
Распад
Пироальдегады,
диацетил,
ароматические
вещества
Сильная
I
Фурфурол,
дегидрофур-
фурол,
ароматичес-
кие вещества
Умеренная
I
Редуктоны,
дегидроре-
дуктоны
Распад Штреккера
I
Основания Шиффа
I
Альдегиды, амино-
соединекия
6.13. Цвет сгернлизовашюго мяса крабов с разнюным содержанием амявосахаров
в исходном сырье
Членики ног Камчатский краб Синий краб
содержание аминосахаров, мг/100г интенсивность покоричневения, балл содержание амнносахаров, мг/100 г 1 интенсивность 1 покоричневения, 1 балл
Розочка 40 3 37 4
Безымянный 304 15 270 16
Бедро 47 4 46 5
Коленце 104 6 82 7
Голень 84 5 72 6
Коготь 251 18 276 18
Клешня 15 2 55 3
Конденсация, циклизация,
полимеризация
Выпадение осадка
i
Меланоидины
Рис. 6.26. Схема образования мелаиондинов
ных факторов: температуры и продолжительности воздействия
теплоты, величины pH и содержания реагентов (рис. 6.27).
Промежуточные и конечные продукты меланоидинообразова-
ния обладают характерным для них цветом (от соломенного до
темно-коричневого), вкусом (слегка сладковатый, карамельный,
грибной, терпкий, солодовый и др.) и запахом. Их химическое
воздействие на продукт определяется главным образом наличием
свободных радикалов.
Между степенью покорич-
невения растворов аминосаха-
ров, выраженной через опти-
ческую плотность (Т>), и вели-
чиной фактической летально-
сти (7) режима стерилизации
имеется математическая зави-
симость, отраженная формула-
ми (6.4) и (6.5) соответ-
ственно для видимой и УФ-
области:
£>=0,47Т,1^2; (6.4)
7>=0,93Z,1/2; (6-5)
Рис. 6.27. Изменение окраски меланои-
дннов в зависимости от концентрации
глюкозамина в исходном растворе (л),
pH раствора (б), температуры протека-
ния (в) н продолжительности нагревания
раствора (г) концентрацией:
1 — 4 мг/мл; 2— I мг/мл; 5—0,3 мг/мл
Температура
нагребав
Продолжительность
нагрева, пин
8
318
319
6.14. Цвет томатного соуса в модельных консервах ю кожи н мышц рыбы
Вид рыбы Мышцы Кожа
содержание аминосахаров, мг/100 г сырца интенсивность покоричневения томатного соуса, сд. цветовой шкалы содержание аминосахаров, мг/100 г сырца интенсивность покоричневения томатного соуса, ед. цветовой шкалы
Окунь-терпуг 30 7 195 23
Камбала 28 6 174/180* 20/19*
Сазан 28 6 86 12
Окунь красный 25 5 126 15
* Перед косой чертой — для темной кожи, за ней — для светлой.
Основными способами угнетения реакции Майяра в консер-
вах из гидробионтов, дающими заметный эффект, являются:
снижение содержания реагентов в сырье, сокращение величины
фактической летальности, сдвиг pH в кислую зону, связывание
или разрушение промежуточных продуктов реакции на ранних
ее стадиях.
Суммарный урон, наносимый качеству консервированных
продуктов в процессе стерилизации, может быть снижен или све-
ден на нет с развитием исследований по микробиологии, составу
и свойствам сырья, методам обоснования режимов стерилизации,
совершенствованию конструкций стерилизаторов и др.
Обоснование и разработка режимов стерилизации. Для каждого
вида консервов существует оптимальное соотношение между тем-
пературой и временем нагревания, при котором продолжитель-
ность стерилизации предельно сокращена и изменения качества
продукта минимальны. Исходя из этого, первоначально определя-
ют предельно допустимую температуру нагрева, при которой из-
менения свойств продукта минимальны. Затем применительно к
особенностям продукта определяют продолжительность процесса
стерилизации, необходимую для достижения заданной степени
стерильности консервов.
Анализ условий термогибели микроорганизмов показывает,
что они отличаются многофакторностью и вариабельностью. Ре-
гулированием режимных параметров термовоздействия можно до-
стигать различной степени инактивации микробных клеток.
С точки зрения сохранения качества продукции и экономично-
сти производства степень термоинактивации микроорганизмов
должна быть минимально необходимой для гарантии безвреднос-
ти и безопасности консервов для потребителя.
Требуемая летальность. Если стерилизация продукта проводится
при постоянной базисной температуре (121,1 ’С), то величину про-
должительности процесса, обеспечивающую термогибель заданно-
го количества тест-микроорганизма, называют нормативной и вы-
ражают ее через требуемую летальность процесса F/, усл. мин.
В реальных режимах, когда продукт нагревается при перемен-
ных значениях температуры, под Л/ понимают так называемое
«совокупное» или «суммарное» время, необходимое для гибели за-
данного количества тест-микроорганизма, скорость отмирания
которого в границе переменных температур пропорциональна ве-
личине Z.
Численное значение Етг определяют экспериментально или
получают расчетным путем, пользуясь разработанными для этой
цели методами.
При расчете принимают во внимание форму кривых выжи-
ваемости тест-культуры. Если она отмирает в соответствии с экс-
поненциальной зависимостью от температуры нагревания, то
F^ig^/Ay, (6.6)
где No и NK — количество клеток микроорганизма, аналогичного по термоустой-
чивости тест-штамму, в консервируемом продукте соответственно до и после сте-
рилизации.
При отклонении кривых выживаемости от экспоненты в расче-
тах Д? используют поправочные коэффициенты.
Для кривых, характеризующих термоактивацию («плечо» кри-
вой) или замедленное отмирание последних микроорганизмов
(«хвост» кривой), вводится поправочный коэффициент х, и фор-
мула определения принимает выражение
F/=Z)T[lg(^/^)+x],
где х— поправка на «плечо» или «хвост» кривой выживаемости, соответственно
равная 1 или 2.
Для вогнутых и сигмоидальных кривых выживаемости Б? рас-
считывается по параметрам термоустойчивости, полученным для
рассматриваемого случая.
Тогда для вогнутых кривых
для сигмоидальных кривых
гт -
(AV?VK )*-'-!
--------------+ Zn,
С (Л-1)
(6.9)
где й —формальный порядок реакции термоинактивации клеток; КТ —кон-
станта скорости термоинактивации клеток; /0 —время, в течение ’которого
#0 = const.
320
321
Наиболее полно охватывает взаимозависимые параметры при
расчете F/ формула, нашедшая широкое распространение:
^4^44^4 (6.Ю)
где Со - начальная концентрация спор (клеток) микроорганизма в 1 см3, в отно-
шении которого рассчитывается режим стерилизации; И—объем продукта в од-
ной единице упаковки (банке), см3; Б — число упаковок, составляющих партию
консервов; х — поправочный коэффициент для аппроксимирования кривой вы-
живаемости экспоненциальной прямой; 6 — число упаковок в партии консервов,
не отвечающих требованиям промышленной стерильности; 5 —допустимый бак-
териологический брак, %.
Поправочный коэффициент х при расчетах режима стерилиза-
ции по мезофильным бактериям принимают равным 1, а по тер-
мофильным бактериями — 2. Величина х подлежит уточнению
при лабораторной и производственной проверках расчетных ре-
жимов теплового консервирования.
Исходя из незначительной численности спор анаэробов в кон-
сервируемых гидробионтах (от одной споры в 10 г до одной споры
в 1 г продукта), нормативную летальность процесса стерилизации
рассчитывают из предполагаемого содержания одной споры в 1 г
стерилизуемого продукта при допустимости выживания одной
споры и развития ее в вегетативную клетку в одной банке из при-
нятой величины партии консервов. Для тест-культуры
С. sporogenes она равна 10000 банок; при этих условиях
S= 0,01 %. Для спор С. botulinum в расчетах допускается возмож-
ность выживания одной споры в тысяче миллиардов (1012) банок
единовременно выработанной партии консервов; это надежно га-
рантирует 100%-ную их гибель в реальных условиях производства.
Для расчета Ту в этом случае введено понятие фактора инак-
тивации.
Фактор инактивации п находят как десятичный логарифм от-
ношения числа спор, подлежащих уничтожению, к числу выжив-
ших спор: п = 1g (Na/NJ, тогда
= DTn.
(6-11)
Значение л установлено для С. botulinum равным 12, для
С. sporogenes 8 > и > 6.
Термостойкость спор С. botulinum в продуктах с pH > 4,2 и вы-
соким содержанием белка и жира находится в пределах
°i2i,i -с = 0,21 — 0,25 мин,
эталонная величина константы Z- 10 °C. Минимальная требуемая
летальность режима стерилизации консервов, гарантирующего ги-
бель спор С. botulinum, должна быть эквивалентна величине 12Д
независимо от исходной обсемененности продукта и вместимости
консервной тары:
fi2U‘C =12-О=12-°>25=3’0 Усл- “ии-
Установленные нормативы требуемой летальности для консервов из гидробионтов
различных ассортиментных групп при использовании в качестве тест-культуры
С.sporogenes
Консервы Рыбные: pH продукта Лп.гс. Усл-м
в томатном соусе 4,2-5,8 4,1-5,4
натуральные 5,8-6,8 5,1-6,0
в масле 5,4-7,0 5,6-6,4
фаршевые 4,9-5,5 4,7-5,8
Рыборастительные 4,4-6,6 4,5-5,7
Из морепродуктов 4,2-6,6 L = 3,7-5,7
Фактическая летальность. Норматив требуемой летальности
F/ служит мерой оценки фактической летальности Ц реальных
режимов стерилизации; при этом должно соблюдаться соотноше-
ние: Ц>р£.
Фактическая летальность представляет собой летальность всего
реального режима стерилизации,
протекающего в течение опреде-
ленного времени при перемен-
ном фиксируемом значении тем-
ператур в наиболее трудно про-
греваемом участке банки. Факти-
ческое термическое воздействие
на тест-микроорганизмы реаль-
ного режима стерилизации мож-
но выразить равноценным дей-
ствием условного процесса сте-
рилизации, который должен про-
ходить при постоянной базисной
температуре, когда нагрев про-
дукта до нее и охлаждение до
температур, не оказывающих ле-
тального действия на микроорга-
низмы, происходит мгновенно
(рис. 6.28).
Длительность условного про-
цесса стерилизации, подчеркива-
ем еще раз, равного по летально-
сти термическому воздействию
Продолжительность, мин
Рис. 6.28. Фактическая летальность ре-
ального режима стерилизации (fi) и его
условный эквивалент (Л) (F( =
усл. мин)
322
323
реального режима, будет представлять собой фактическую леталь-
ность, выраженную, как и требуемая летальность, в условных ми-
нутах, при базисной температуре, что позволяет сравнивать их
между собой.
Фактическую летальность процесса стерилизации вычисляют
по формуле
ZS=KT41+X*T2 +*тЧ3+... + Хтг„с„, (6.12)
где К* К* —коэффициенты пересчета летального действия реальных
температур Tit Т2,Т„ на эквивалентное значение летального действия базисной
температуры; tb т?,— продолжительность действия температур 7\, Т2,.... Тп.
Значения коэффициентов, зависящие от величины L выбран-
ной тест-культуры, определяют как
р
JrTnp=l/10 г , (6.13)
где То —базисная температура; Т^р — температура продукта, для которой вычис-
ляют Хт,ф.
Коэффициенты пересчета летальности могут быть рассчитаны
или найдены по справочным таблицам, составленным с учетом
базисных температур и различных значений Z-
Коэффициенты пересчета (коэффициенты летальности) К при
расчете учитывают тепловое воздействие температур начиная
с 96 "С.
Давление, создаваемое в банке. Консервы перед стерилизацией
представляют собой герметично замкнутую систему, состоящую
из консервной тары, продукта и газообразной фазы, занимающей
в банке незаполненное пространство над продуктом.
Давление в такой системе будет меняться в зависимости от тем-
пературы с учетом различия коэффициентов термического расши-
рения отдельных компонентов системы.
С повышением температуры во время стерилизации давление в
консервной банке возрастает; его величина не оказывает влияния
на гибель микроорганизмов, но может привести к нарушению
герметичности тары.
В банках, изготовленных из жести толщиной более 0,22 мм, ве-
личина давления связана со способностью тары обратимо изме-
нять свой объем (рис. 6.29).
В первый момент стерилизации все компоненты замкнутой сис-
темы начинают прогреваться
одновременно. В этот период
увеличение объема продукта
значительно выше, чем банки,
что приводит к сжатию пара и
газов в незаполненном про-
странстве и повышению давле-
ния в системе. Процесс нараста-
ния давления (кривая АВ) про-
должается до наступления пер-
вого критического момента
(точка В), когда упругодеформа-
ционные изменения донышка и
крышки (прогиб наружу) ведут к
увеличению объема банки и сво-
бодного пространства над про-
Рис. 6.29. Изменение объема банки при
стерилизации в зависимости от внутрен-
него давления
дуктом и, следовательно, к не-
которому снижению давления в
банке (точка Р).
В дальнейшем при продол-
хающемся росте температуры давление в системе возрастает пря-
молинейно (кривая PQ) до возникновения второго критического
момента (точка Q).
Если в этот период не прекратить рост температуры и не начать
охлаждение системы, то в точке Q у жестяной банки образуется
необратимая деформация, а в стеклянной банке происходит раз-
герметизация за счет срыва крышки. Для предупреждения такого
вида брака охлаждение консервов, а значит, и снижение давления
В банке следует начинать не позднее возникновения второго кри-
тического момента (точки Q).
По мере снижения давления крышка и донышко банки возвра-
щаются в исходное положение и объем банки уменьшается (кри-
вая QA). Участок кривой QC образует гистерезисную петлю, сви-
детельствующую о том, что процесс уменьшения объема банки
идет при более низком внутреннем давлении, чем процесс его уве-
личения.
Давление в банке наиболее просто может быть определено экс-
периментальным путем. Для этого банки с продуктом герметизи-
руют с помощью крышек, на которых установлены датчики давле-
ния, и стерилизуют, снимая барограмму.
Величина давления в консервной банке при стерилизации за-
висит от более чем 30 взаимосвязанных факторов, выраженных в
виде формулы, громоздкость которой затрудняет ее применение в
расчетах.
Обеспечение герметичности консервов во время стерилизации
достигается при соблюдении соотношения:
324
325
(Лб ^к.н) > Д > (Л> — Лк.в),
где Ря и Р5 —давления соответственно в стерилизационном аппарате и банке; Ркн
н P,s- критические величины соответственно наружного и внутреннего давле-
ний,' вызывающих нарушения герметичности банок.
Регулирование давления в банке Р6, достигаемое эксгаустиро-
ванием, было рассмотрено выше.
Для регулирования величины Ра в большинстве случаев при
стерилизации консервов создают дополнительное давление (про-
тиводавление) в автоклаве или непрерывно действующем стери-
лизаторе. В автоклаве противодавление достигается чаще всего
подачей сжатого воздуха, в стерилизаторах непрерывного дей-
ствия — за счет гидростатического давления столба воды или ком-
бинированием гидростатического и воздушного давлений.
Перепад между внешним и внутренним давлением в банке дол-
жен поддерживаться на невысоком уровне, особенно когда Ркя и
имеют низкие значения, что характерно для консервов в стек-
лянной таре, алюминиевых тубах и банках, а также банках, изго-
товленных из тонкой белой жести.
Разработка режима стерилизации. Безвредность и безопасность
консервов для потребителя, их высокое качество обеспечиваются
процессом стерилизации, проведенным по научно обоснованному
режиму.
При разработке и научном обосновании режимов стерилиза-
ции используют расчетные и экспериментальные данные, а также
данные, полученные из справочной литературы. Процедура разра-
ботки режима стерилизации проводится в соответствии с установ-
ленными методами микробиологических, теплофизических и ор-
ганолептических исследований с применением специального обо-
рудования и приборов, при строгом соблюдении требуемой точ-
ности измерений.
В производственных ситуациях возникает необходимость ре-
шения более или менее сложных задач, связанных с разработкой и
обоснованием режимов стерилизации. Степень сложности задач,
в свою очередь, влияет на характер необходимых исходных пара-
метров (табл. 6.15).
6.15. Задачи и исходные данные при разработке режимов стерилизации,
соответствующие производственным ситуациям
Производственная ситуация | Задача Исходные данные
Создание новых видов Разработка нового Осемененность продукта
консервов режима спорами анаэробов; парамет-
ры термоустойчивости тест-
микроорганизма в консерви-
руемом продукте; термо-
грамма и барограмма
процесса стерилизации
Продолжение
Производственная ситуация | Задача ) Исходные данные
Совершенствование техноло- Пересмотр Температура продукта и
гии вырабатываемых консер- действующего греющей среды для каждого
вов режима периода нагревания и охлаждения консервов
Замена вида стерилизатора То же Величина конечного вакуума и максимального давления в консервной банке во время
Внедрение новых видов тары » Органолептические свойства и пищевая ценность готовых консервов
Переход на новые темпера- турные уровни стерилизации » То же
Использование новой тест- культуры » Параметры термоустойчиво- сти тест-микроорганизма в консервируемом продукте
Определение значений Анализ действую- Осемененность спорами
требуемой и фактической летальности „ 1 щего режима анаэробных микроорганиз- мов; кривые прогрева и охлаждения греющей среды и продукта
Приведение фактической Корректировка Норматив требуемой
летальности в соответствие с требуе\1.иц действующего режима летальности
К наиболее сложной и трудоемкой задаче относится разработка
новых режимов стерилизации, которая включает в себя несколько
последовательно выполняемых этапов (рис. 6.30).
Результатом аналитического расчета является установленная
величина требуемой и фактической летальности процесса стери-
лизации консервов.
Предварительно подобранный режим стерилизации содержит
сведения о трех физических параметрах в автоклаве: продолжи-
тельности этапов стерилизации (мин), максимальных величинах
температуры (’С) и давления (кПа).
Режим традиционно записывается в виде так называемой «фор-
мулы» стерилизации, не отражающей, однако, математической за-
висимости между приведенными в ней величинами.
Формула имеет следующий вид для способов стерилизации со-
ответственно в паровой среде и воде:
а-Л-В-С „ Л-В-С р
----Т—"
где а, А, В и С—продолжительность процесса (в мин) соответственно продувки
автоклава паром для удаления воздуха с целью улучшения теплообмена; подъема
температуры греющей среды от начального до максимального значений темпера-
туры Т, *С; собственно стерилизации при постоянном максимальном значении
температуры; охлаждения консервов; Р—максимальное избыточное давление
(противодавление) в автоклаве, кПа.
326
327
Лабораторные испытания предвари-
тельно подобранного режима стерилиза-
ции заключаются в производстве консер-
вов в соответствии с технологической ин-
струкцией (или ее проектом) и стерилиза-
ции предварительно контаминированных
тест-культурой консервов в лабораторных
Разработка нового
режима стерилизации
Аналитический расчет
♦
Подбор предварительного
режима
Лабораторные испытания
Производственная
проверка
t
Обоснование
+
Утверждение
______Ll_________
Новый режим
стерилизации
условиях.
Лабораторные испытания допускается
совмещать с производственной провер-
кой, если конструкция производственного
стерилизатора не позволяет моделировать
лабораторный процесс.
В результате лабораторных испытаний
устанавливают обеспеченность гибели
тест-культуры предварительно подобран-
ным режимом в соответствии с требова-
ниями промышленной стерильности кон-
сервов и соответствие их качества норма-
тивной документации. При положитель-
ных результатах режим стерилизации
Рис. 6.30. Последователь- рекомендуется к производственной про-
ность выполнения отдель- верке.
ных этапов разработки и Как правило, опытную проверку осу-
обосновання режима стери- щеСТВЛЯЮТ В Производственных УСЛОВИЯХ;
лизации консервы вырабатывают по действующей
технологической инструкции (или ее про-
екту) с учетом санитарно-гигиенического состояния производства
и тары. Опытные партии проверяют на соответствие микробиоло-
гическим, органолептическим и физико-химическим показате-
лям.
Результаты производственной проверки оформляют актом,
который наряду с результатами описанных выше операций по
разработке режима стерилизации используют для его обоснова-
ния. Разработанный режим стерилизации направляют на утверж-
дение.
Анализ и корректировку действующего режима стерилизации
проводят для его уточнения или подбора. Корректировка режима
может осуществляться в сторону уменьшения или увеличения
фактической летальности с целью приближения ее к нормативу
требуемой стерильности с соблюдением условия LpzF~. Этапы
корректировки режима стерилизации включают графическое из-
менение величины L. до требуемого значения и соответственно
изменение продолжительности стерилизации; при этом соблюда-
ют формы экспериментальных кривых (рис. 6.31).
Откорректированный таким образом режим, отличающийся от
прежнего лишь продолжительностью периода собственно стери-
лизации, как и новые режимы, подвергают лабораторной и произ-
водственной проверкам и утверждению.
Технику поэтапного проведения обоснования режимов стери-
лизации осуществляют в строгом соответствии с разработанными
для этих целей инструкциями.
Техника стерилизации. Процесс стерилизации консервов прово-
дят в специально предназначенных для этой цели аппаратах раз-
нообразных конструкций. В настоящее время в промышленности
наиболее распространены стерилизационные аппараты периоди-
ческого действия — автоклавы, представляющие собой оборудо-
ванные подводами энергоносителей стальные цилиндрические
сосуды, работающие под избыточным давлением, в которые загру-
жают банки с консервируемым продуктом, предварительно уло-
женные в емкости (корзины, тележки, решета, клети).
В зависимости от ориентации аппарата относительно поверх-
ности пола различают автоклавы вертикальные и горизонтальные,
которые загружают соответственно сверху или с торца. Несмотря
на более трудоемкую загрузку и выгрузку и несколько большую
требуемую площадь для размещения горизонтальные автоклавы
по сравнению с вертикальными обладают более высокими техни-
ко-технологическими показателями.
В частности, они отличаются однородностью температурного
поля и возможностью после снабжения их ротором осуществлять
вращение банок, что позволяет сократить длительность стерилиза-
ции, например, для труднопрогреваемых консервов в 1,5—2 раза.
С целью совершенствования автоклавов в направлении равно-
мерности температурного поля в последние годы в развитых стра-
нах их заменяют гидроклавами. Особенность гидроклавов состоит
в том, что консервные банки, помещенные попарно в специаль-
ные держатели, проходят длин-
ный зигзагообразный горизон-
тальный путь при постоянном
омывании со всех сторон струя-
ми горячей воды. Метод высо-
коэффективный в отношении
идентичности скорости прогре-
ва каждой банки, что надежно
обеспечивает заданный уровень
стерильности, исключает воз-
можный микробиологический
брак, способствует повышению
качества стерилизованной про-
дукции.
Отечественными учеными
(Воронежская государственная
академия) разработан новый
способ автоматического управ-
Продалжи/пелъноспть стерилизации пин
Рис. 6.31. Корректировка режима стери-
лизации в сторону увеличения £гт: 1 —
температура в автоклаве; 2 — кривая
прогрева продукта (а —до корректиров-
ки; о — после корректировки)
328
329
ления процессом стерилизации консервов. Он заключается в том,
что заданное значение температуры поддерживается путем регу-
лирования в аппарате непосредственно давления, а не температу-
ры, учитывая взаимную жесткую эмпирическую зависимость этих
параметров. Процесс регулирования температуры в автоклаве рас-
ходом пара достаточно инерционен, а изменение давления проис-
ходит практически мгновенно, не вызывая значительных колеба-
ний температуры. Это обеспечивает более высокую точность регу-
лирования и поддержания основного параметра процесса стери-
лизации консервов.
В зависимости от формы, размера, вида материала и толщины
стенки тары, в которую расфасован продукт (мелкая или крупная,
изготовлена из жести, алюминия, стекла, многослойных полимер-
ных или бумажных материалов), выбирают тип энергоносителя и
способ создания противодавления в автоклаве (табл. 6.16).
6.16, Способы стерилизации консервов в зависимости от виза тары
Характеристика Факторы, Способ стерилизации
тары определяющие выбор способа энерго- 1 среда, создающая 1 л^мула носитель | противодавление |
Банки неболь- Способность банки Пар Без противодав-
шой вместимо- сти (< 500 г) из жести толщи- ной более 0,22 мм противостоять избы- точному внутренне- му давлению за счет прочности швов и возможности обра- тимо изменять объем и форму ления или воз- дух в период охлаждения
Алюминиевые и стеклянные банки всех размеров, тубы Образование оста- точной деформации в алюминиевой таре при незначительном избыточном внут- реннем и внешнем давлениях. Термическая не- стойкость стеклян- ных банок и непроч- ное удержание крышек на их горле Вода Воздух или вода в течение на- грева, собствен- но стерилиза- ции и охлажде- ния
Банки неболь- Образование в Паровоз- Воздух в
шой вместимо- банках остаточной душная течение соб-
сти из жести любой толщи- ны и банки деформации смесь ственно стери- лизации и охлаждения
малых объемов
(до 250 см3) из
жести толщи-
ной менее
0,22 мм
В качестве энергоносителя в автоклавы подают воду, водяной
насыщенный пар или паровоздушную смесь. Охлаждающей сре-
дой служит вода и в редких случаях воздух. Процесс охлаждения
консервов проводят в автоклаве; в некоторых случаях, например
для увеличения производительности аппарата, и вне его.
Цикл работы автоклава состоит из последовательно протекаю-
щих процессов загрузки аппарата консервами и его герметизации;
далее в соответствии с формулой стерилизации осуществляют его
продувку, подачу энергоносителя до достижения заданной темпе-
ратуры стерилизации, поддержание этой температуры в течение
необходимого времени и ее снижение до конечного значения; за-
вершают цикл процессы открытия крышки автоклава и выгрузки
стерилизованных консервов.
Режим стерилизации консервов строго соблюдают, а его пара-
метры регистрируют.
При ручном управлении процессом запись параметров прово-
дят в специальном журнале, к которому прилагают термо- и ба-
рограммы.
Автоматическим управлением предусматривают регистрацию и
регулирование всех параметров режима стерилизации с помощью
программного устройства при фиксации данных на термограмме.
Допустимая погрешность по температуре составляет ± 1,0 ’С,
по продолжительности нагрева, собственно стерилизации и ох-
лаждения — ± 1,0 мин для каждого этапа, по давлению —
0,02 МПа.
Журналы с записями режимов стерилизации как ручного, так и
автоматического управления относят к документам строгой отчет-
ности и длительного хранения.
Организации и ответственные лица, нарушающие правила
выпуска доброкачественной и безопасной для здоровья человека
продукции, привлекаются к административной и уголовной от-
ветственности в соответствии с действующим законодатель-
ством.
Совершенствование процесса стерилизации. Благодаря развитию
исследований, конструкторских разработок и промышленного
производства консервов имеются резервы для совершенствования
процесса стерилизации.
В задачи совершенствования процесса стерилизации входят
улучшение качества продукции; повышение безопасности и без-
вредности консервов для потребителя; обеспечение экономичес-
кой целесообразности производства. Для их решения на совре-
менном этапе предложен ряд взаимосвязанных средств и способов
(рис. 6.32).
Оптимизация режимов стерилизации. Совершенствование тех-
ники для стерилизации консервов и интенсификация процесса в
основном за счет повышения температуры до 125—130 "С постави-
ли перед специалистами вопросы, связанные с оптимизацией ре-
жимов стерилизации и методов расчета фактической летальности
процесса с соблюдением условий обеспечения доброкачественно-
331
330
Рис. 6.32. Задачи и пути совершенствования процесса стерилизации
собой фактическую летальность реального режима, который обес-
печит стерильность продукта, если площадь под кривой летально-
сти равна 1 или 100 %. Метод является классическим, однако об-
ладает определенными недостатками. Он предусматривает дости-
жение абсолютной стерильности консервов, не позволяет сравни-
вать и оценивать стерилизующие эффекты разных режимов при
разных температурах — 107, 112, 120 "С и т. д. (как нельзя судить о
сравнительной величине простых дробей, не приведя их к общему
знаменателю), кроме того, он трудоемкий.
Предложенная Боллом модификация этого метода, предус-
матривающая использование на ординате графика вместо
v микроб/мин коэффициента летальности А/, устраняет часть ука-
занных недостатков путем «приведения» (пересчета) Fk постоян-
ной температуре.
Академик Б. Л. Флауменбаум внес в методику математического
анализа режимов стерилизации консервов понятие о необходимой
степени стерильности партии консервов, представляющей собой
логарифм доли выживших микроорганизмов, взятый с обратным
знаком, и предложил простой, но достаточно точный метод мате-
матического анализа данных микробиологических и теплофизи-
ческих измерений процесса стерилизации, основанный на упро-
щенном интегрировании площади, ограниченной кривой коэф-
фициентов летальности режима:
сти готового продукта при максимальном сохранении его пище-
вой ценности.
Графические и аналитические методы оценки фактической эф-
фективности (летальности) процесса стерилизации опираются на
математическую модель гибели микроорганизмов, основанную на
экспоненциальной (линейной) зависимости кинетических пара-
метров их термоустойчивости от температуры и продолжительно-
сти тепловой обработки.
Основной «общий» метод определения необходимого времени
стерилизации и оценки стерилизующего эффекта режимов разра-
ботан в 1920 г. американскими учеными В. Бигелоу, Ч. Боллом и
другими и заключается в интегрировании летального действия на-
грева на микроорганизмы переменных температур продукта на
всех этапах процесса: прогрева, собственно стерилизации и ох-
лаждения.
Графический метод Бигелоу—Болла предусматривает построе-
ние кривой прогрева продукта и соответствующей ей кривой ле-
тальности (смертности) тест-микроорганизма в функции от ско-
рости его отмирания (v микроб/мин) или коэффициента его ле-
тальности (Кр) (рис. 6.33).
Величина площади, ограниченная кривой летальности и рас-
Т|
считанная как определенный интеграл типа jvrfr, характеризует
г2
т!
Ц(Е.эффскт)= jA'frfT=Tp(2Tp1+A'F2+ ...+ А'рп)усл.мин. (6.14)
Летальное действие режима
стерилизации выражают через
расчетное время термической
гибели тест-микроорганизма в
условных минутах базисной
(121,1 °C) температуры.
Метод позволяет получить
количественную оценку Ll, не
прибегая к построению кривых
прогрева продукта и летальнос-
ти тест-микроорганизма. Рас-
считанная таким образом фак-
Рис. 6.33. Определение летального дей-
ствия режима стерилизации методом Би-
гелоу—Болла:
I— изменение температуры греющей среды в
автоклаве; 2—термограмма центра банки; 3—
кривая летальности продукта в центре банки;
.г —микробиологическая эффективность ре-
жима стерилизации
Продолжительность, пин
332
333
тическая летальность (1%) называется приведенным стерилизую-
щим эффектом (F-эффектом) и измеряется в условных 121,1-гра-
дусных минутах.
Он пригоден для изыскания новых режимов стерилизации в
различных ситуациях: при переходе на новые температурные
уровни, разработке новых видов консервов, фасовании консервов
в новые виды тары, экспертизе действующих режимов и др.
Классический метод Бигелоу—Болла в модификации Флаумен-
баума принят у нас в стране при разработке режимов стерилиза-
ции консервов из рыбы и морепродуктов. В рыбной промышлен-
ности он используется в течение длительного времени (с 1970 г.).
К обязательным условиям всех рассмотренных методов опреде-
ления режимов стерилизации консервов относят замер темпе-
ратуры в геометрическом центре банки как наименее прогревае-
мой точке (для цилиндрических металлических банок, заполнен-
ных медленно нагреваемым продуктом) и размещение опытных
банок в наименее прогреваемых местах автоклава. Такой подход к
обоснованию режимов стерилизации консервов надежно гаранти-
рует их микробиологическую стабильность. Однако он не обеспе-
чивает возможность прогнозирования и оптимизации режимов
стерилизации консервов в отношении сохраняемости питатель-
ных веществ продукта, которая должна быть оценена для всей его
массы в объеме банки.
Аналитический метод оценки фактической летальности усо-
вершенствовал Ч. Стамбо. Он установил, что в банке консервов
есть точки или участки, различные по выживаемости микроорга-
низмов по сравнению с ее геометрическим центром, и рассчиты-
вал Ц как интегральную сумму летальности, получаемой каждым
отдельным слоем стерилизуемого продукта, а не только в центре
банки.
(l^=f Jtfti/v).
оо
Проблему снижения теплового воздействия на консервируе-
мый продукт в данном случае решают путем применения более
точного метода измерения и оценки фактической летальности ре-
жима, учитывающего термическую инерцию продукта и «факторы
отставания» температуры продукта в банке от логарифмического
порядка в начальные периоды нагрева и охлаждения (рис. 6.34).
Суммарную фактическую летальность режима рассчитывают
по формуле
Zf=Fc+25^1,084+lg^^-^, (6.15)
где Fc — стерилизующий эффект продукта в центральной зоне; F^ — то же, в каж-
дом «изо-Б-слое».
Рис. 6.34. К определению фактической
летальности режима стерилизации мето-
дом Стамбо:
1 — кривая термической инерции продукта в
период нагрева; 2 —то же, в период охлажде-
ния; 3 — «факторы отставания»
Примером иллюстрации за-
мера £*• для отдельных слоев
продукта в банке могут служить
данные табл. 6.17. Интегральная
величина Ц рассчитана в дан-
ном случае как среднее значе-
ние сумм 24 каждого слоя, доля
которых от общего объема бан-
ки учитывается в процентах.
6.17. Расчетная величина полученная отдельными слоями продукта, уел. мин
Консервы Формула стерилизации Номер слоя
1 | 2 3 1 4 1 5 6 1 7
Бычки в томатном соусе 5-15 -75-20 112 4,5 3,7 3,6 3.6 3,9 4,6 5,2
Сардины в масле 20-20-20 130 5-15-95-20 34,6 5,4 8,8 7,6 3,6 6,8 3,9 6,8 4,8 7,0 13,8 8,1 38,5 8,4
112
Примечание 20-20-20 130 Обозначение 52,2 8,0 номера слоя 7,4 7,6 см. рис. 6.22. 9,3 18,9 61,6
Величина Ц, определенная по методу Стамбо, примерно на
20 % более точна, чем величина, рассчитанная по классическому
методу, что позволяет разработать и обосновать менее жесткие
режимы стерилизации.
Обоснование выбора критериев качества консервов. Научной ба-
зой для решения поставленной задачи является установленное
различие в температурной зависимости кинетики отмирания мик-
роорганизмов и деструкции питательных веществ консервов. Оба
процесса с точки зрения формальной химической кинетики явля-
ются реакциями первого порядка. Для микроорганизмов значение
параметра Z находится в интервале 8—15 "С, а для питательных
веществ — в интервале 20—50 "С (рис. 6.35). В связи с этим при
прогреве продукта изменение скорости отмирания микроорганиз-
мов на два-три порядка больше изменения скорости деструкции
макронутриентов. Преимущества кратковременной высокотемпе-
334
335
Рис. 6.35. Кинетика гидротермической
деструкции белков и тиамина гидробион-
тов и тепловой гибели спор микроорга-
низмов:
7 —С. botulinum; 2— С. sporogenes; 3 — потери
тиамина (25 %); 4 —гидролиз белков (20%)
ратурной стерилизации под-
тверждены как теоретически,
так и экспериментально.
Оптимизация процесса сте-
рилизации консервов из гидро-
бионтов затруднена тем, что
критерии качества и методы их
определения до настоящего вре-
мени не унифицированы, что
снижает достоверность резуль-
татов.
При установлении режима
стерилизации качество продук-
ции оценивают по его соответ-
ствию требованиям нормативной документации, где большую
часть показателей определяют субъективным органолептическим
методом. В то же время вероятна возможность объективизации
органолептических методов. Этому способствует введение квали-
метрии, математической статистики, отбора и обучения дегустато-
ров, а также создание необходимых условий для проведения сен-
сорного анализа. Однако документальное утверждение его отстает
от потребности в методе. В научных исследованиях инструмен-
тальную оценку влияния стерилизации разные авторы проводят
по одному или по совокупности нескольких показателей, различа-
ющихся номенклатурой.
Введение в нормативную документацию обоснованных показа-
телей и методов инструментального и квалиметрического опреде-
лений факторов качества позволило бы повысить достоверность
результатов оценки продукции и получить основание для их сопо-
ставления. Из-за отсутствия установленных объективных показа-
телей и идентичных методов их определения до сих пор нет еди-
ного мнения о влиянии температуры и продолжительности стери-
лизации консервов из гидробионтов на изменение показателей
качества пищевой и биологической ценностей стерилизованного
продукта, в том числе за счет меланоидинообразования, необхо-
димости введения коэффициентов значимости отдельных состав-
ляющих качества, выбора способа инструментальной оценки цве-
та содержимого и других факторов.
Факторами, определяющими сохранность отдельных питатель-
ных веществ в стерилизованных продуктах, являются степень их
термостойкости, растворимость, концентрация кислорода в гер-
метичной таре, pH или кислотность продукта, взаимодействие
между различными нутриентами или между ними и материалом
тары. Большое значение имеют температура и продолжительность
нагрева, способ проникновения тепла в продукт и кинетика рас-
пада питательного вещества.
Для количественной оценки степени термического поврежде-
ния пищевого компонента в процессе тепловой стерилизации ис-
пользуют следующие параметры: константу скорости реакции (К)
при температуре Ти энергию активации Аррениуса (£0). Для ин-
женерных расчетов при стерилизации пищевых продуктов эти па-
раметры аналогично с описанием инактивации микроорганизмов
могут быть выражены через D-время (мин), необходимое для
уменьшения концентрации компонента на 90 % при стандартной
(базисной) температуре TlJ: и Z—число градусов ("С), на которое
необходимо изменить температуру нагревания, чтобы вызвать 10-
кратное изменение величины D.
Учитывая, что разрушение пищевых компонентов при тепло-
вой стерилизации консервов в большинстве случаев подчиняется
реакции первого порядка, для него характерна линейная зависи-
мость логарифма концентрации от времени:
CJC0 = exp (-Кт), (6.16)
где Со — первоначальное содержание пищевого компонента; Cz — содержание пи-
щевого компонента через время нагрева т; К — константа скорости реакции, с-1
или мин-1.
Зависимость константы скорости реакции повреждения пище-
вого вещества от температуры для условий стерилизации консер-
вов удовлетворительно описывается уравнением Аррениуса:
К=Лехр(-|-±), (6.17)
где А — предэкспонснниальный множитель; £а —энергия активации; R — газовая
постоянная; Т—абсолютная температура.
Изменение концентрации пищевого компонента в зависимос-
ти от температуры и времени нагрева может быть определено из
равенства
Ct/C0=exp[-Jexp(—(6.18)
Объективный аналитический метод оценки эффективности
тепловой стерилизации консервов в отношении сохранности их
пищевой ценности основан на использовании установленных об-
336
337
щих закономерностей процесса уничтожения микробных клеток,
а также соответствующей математической модели, учитывающей
экспоненциальную зависимость кинетических констант термо-
стойкости (D и Z) пищевого вещества, характеризующих степень
ухудшения качества консервированного продукта.
Применение в стерилизаторах автоматизации и компьютериза-
ции, благодаря чему создается возможность точного измерения и
регулирования параметров режима, приводит к приближению Li
к Е? и предотвращает излишнее или недостаточное термическое
воздействие на продукт. Реализована непрерывная компьютерная
оценка и в случае отклонения от заданной величины одновре-
менная корректировка ее за счет варьирования температурно-вре-
менных параметров в процессе стерилизации. Применение подоб-
ных компьютеров ограничено высокими требованиями к равно-
мерности температурного поля в стерилизаторе, которым боль-
шинство автоклавов, например типа АВ, не удовлетворяют.
Смягчение режимов стерилизации заключается главным обра-
зом в сокращении продолжительности периода прогрева содержи-
мого консервов, особенно в зоне температур 30—80 °C, наиболее
отрицательно сказывающихся на качестве продукта. Чтобы кон-
сервы оставались безопасными, необходимо обеспечить установ-
ленное значение F/; при этом снижение продолжительности ре-
жима должно адекватно с микробиологических позиций компен-
сироваться повышением его температуры. Разработано несколько
способов решения этой задачи, которые способствуют улучшению
качества продукции.
При ступенчатой стерилизации ускорение прогрева содержи-
мого достигается за счет увеличения разницы температур в авто-
клаве и продукте. Для этого в период прогрева температура в авто-
клаве увеличивается против указанной в режиме стерилизации
примерно на 10 "С, затем, когда достигнут максимальный задан-
ный уровень, температура в аппарате снижается до значений, со-
ответствующих температуре собственно стерилизации.
Формула ступенчатой стерилизации имеет следующий вид:
Г1-Г2
где продолжительность, мин: Л, — подъема температуры до Т]; Bt — поддержания
постоянной температуры Т\; С, — снижения температуры до 7Д — поддержа-
ния постоянной температуры Т2, С2 — охлаждения аппарата (продукта); Г, — мак-
симальная температура первой ступени подогрева, "С; Т2 — температура собствен-
но стерилизации, “С.
Ступенчатый режим стерилизации позволяет существенно со-
кратить продолжительность собственно стерилизации за счет ус-
коренного прогревания, однако он мало используется в промыш-
ленности из-за повышенных требований к точности измеритель-
ной аппаратуры.
Высокотемпературные режимы стерилизации осуществляют в
автоклавах при температуре 123—130 °C. В отличие от ступенчато-
го режима температура в аппарате значительно выше максималь-
ной температуры продукта и поддерживается постоянной в тече-
ние всего периода собственно стерилизации. Высокотемператур-
ные режимы кратковременны (на 30—40 %), однако обеспечивают
L\ на уровне традиционных по температуре процессов стерили-
зации (рис. 6.36).
В то же время для режимов стерилизации рыбных консервов
значения L\ , как правило, завышены по отношению к FJ, по-
скольку кулинарная готовность их, если судить о ней по размягче-
нию позвоночной кости, наступает позже, чем обеспечение мик-
робиологической безопасности. Внедрение высокотемпературных
режимов, как и ступенчатых, ограничено требованием к точности
измерения параметров, а также тем обстоятельством, что его вли-
яние на качество продукции окончательно не выяснено.
В настоящее время итоги исследований влияния высоких тем-
ператур на качество продукции разноречивы. В перспективе воз-
можно устранение мешающих факторов, поэтому высокотемпера-
турная кратковременная стерилизация остается в резерве средств
смягчения режимов.
Асептическим консервированием продолжительность стерили-
зации сокращается до нескольких секунд. Сущность этого метода
состоит в том, что продукт стерилизуют до фасования в тару, ко-
Рис. 6.36. График высокотемпературной н традиционной стерилизации:
а —температура в автоклаве (/, Г) и банке (2, 3); 6— кривые фактической летальности
338
Рис. 6.37. Кривые изменения температу-
ры стерилизуемого продукта:
1— в автоклаве: 2— горячим разливом (горя-
чий продукт фасуют, герметизируют и охлаж-
дают в обычных условиях); 3 — асептически
(продукт стерилизуют, охлаждают, фасуют и
герметизируют)
торую также обрабатывают при
температуре стерилизации, а за-
тем в условиях, исключающих
попадание микроорганизмов
извне (асептических), стериль-
ный, предварительно охлажденный продукт подают в стерильные
банки, укупоривают стерильными крышками. Температура про-
дукта при асептическом консервировании благодаря быстрому на-
греву и охлаждению составляет 120—140‘С (рис. 6.37).
На выбор способа консервирования влияют главным образом
вид продукта (жидкие, твердые, смесь различных фракций), раз-
мер кусков и соотношение основного продукта и заливки, хими-
ческий состав, структурно-механические свойства и другие факто-
ры.
Давно известный эффективный способ асептической стерили-
зации получил повсеместное применение для термической обра-
ботки молока, плодовых и овощных соков, напитков, концентри-
рованных томатопродуктов. Консервы из гидробионтов трудно-
прогреваемы; они содержат незначительное количество жидкости
и крупно порционированную твердую часть, поэтому технология
их асептической стерилизации окончательно не разработана. Од-
нако создание аппаратов для продуктов, включающих крупные
куски и заливку, и расширение ассортимента консервируемых
жидких продуктов из гидробионтов (концентрированные бульо-
ны, лечебные отвары, гидролизаты, вытяжки биологически актив-
ных веществ и др.) предполагают перспективность использования
асептической стерилизации в рыбной промышленности.
Асептическое консервирование смесей, состоящих из твердых
крупных частей и жидкости, осуществляют путем применения
омического нагрева, пропуская электрический ток через продукт.
Омический нагрев пригоден как для гомогенных продуктов с ши-
роким диапазоном вязкости, так и для гетерогенных независимо
от характеристики фаз.
Ускорения прогрева содержимого консервов достигают также
способами, при которых тару из жести (но не содержимое) нагре-
вают до температуры выше, чем установленная температура сте-
рилизации продукта. Способы стерилизации путем нагрева банок
до высоких температур осуществляют при атмосферном давлении
и обязательном их вращении для предупреждения перегрева пери-
ферийных слоев продукта. Избыточное давление в банках ком-
пенсируется либо механическими держателями, либо выбором ти-
поразмеров тары, способных выдержать его без образования оста-
точной деформации и нарушения герметичности, а также обеспе-
чением глубокого вакуумирования.
Примерами могут служить пламенная и электроконтактная
стерилизации. При пламенной стерилизации теплоносителем слу-
жит горящий газ, при электроконтактной — ток промышленной
частоты низкого напряжения, подведенный к торцам банок и ра-
зогревающий тару. Эти способы сокращают период прогрева в 4—
5 раз по сравнению со стерилизацией в автоклавах и обеспечивают
качество рыбных консервов в соответствии с требованиями нор-
мативной документации.
Распространение пламенной стерилизации сдерживается высо-
кой агрессивностью продуктов сгорания газа по отношению к
внешней поверхности банок и трудностью контроля, а значит, и
регулирования температуры пламени. Электроконтактный способ
отличается от традиционных более высокой стоимостью.
Оба рассматриваемых способа могут быть применены к узко
ограниченному виду тары, что также сужает возможность их ис-
пользования.
Наиболее эффективен по скорости прогрева способ тепловой
стерилизации с помощью СВЧ-энергии, при воздействии которой
температура содержимого банок повышается по всему объему
практически с одинаковой скоростью. Режимные параметры
СВЧ-стерилизации устанавливают в зависимости от диэлектри-
ческих свойств продукта, которые, в свою очередь, подвержены
влиянию химического состава содержимого и его температуры,
частоты колебания поля СВЧ. СВЧ-поле обладает ограниченной
глубиной проникновения в материал, что уменьшает предельно
допустимую толщину слоя стерилизуемого продукта.
Соизмеримые по фактической летальности режимы СВЧ-сте-
рилизации рыбных консервов кратковременны более чем в бОраз
по сравнению с нагревом паром или водой.
Характер и глубина изменения основных свойств консервиру-
емой СВЧ-нагревом рыбы находятся в пределах, присущих тра-
диционной стерилизации. Несмотря на проигрыш в стоимости
обработки, СВЧ-стерилизацию относят к перспективным на-
правлениям.
Щадящие способы стерилизации. Требование снижения темпе-
ратуры и жесткости режимов стерилизации, направленное на
улучшение качества готовой продукции, объединяет с некоторой
степенью условности три частных способа стерилизации: пастери-
зацию, тиндализацию и термостабилизацию. Пастеризацию и
Тиндализацию широко используют для производства кислотных
консервов главным образом из растительного сырья.
Пастеризация консервов из гидробионтов группы Д (полукон-
сервов) — это длительная тепловая обработка при температуре
340
341
80—100 °C, обеспечивающая гибель нетермостойкой неспорообра-
зующей микрофлоры (дрожжей, плесневых грибов, вегетативных
форм бактерий), уменьшающая количество спорообразуюших
микроорганизмов и гарантирующая микробиологическую надеж-
ность и безопасность продуктов в течение ограниченного срока
хранения при температуре минус2—плюс 5 "С. Она предназначе-
на для использования при производстве консервов из морских
беспозвоночных или рыбы, разделанных на филе или фарш, с до-
бавлением консервантов, стабилизаторов и других веществ, пре-
пятствующих развитию споровой микрофлоры, при ужесточении
санитарно-микробиологических требований к технологическому
процессу.
Оптимальные режимы пастеризации обосновывают наряду с
технологическими требованиями к качеству продукта микробио-
логическими предпосылками:
температурный интервал 25—40 “С является оптимальным для
развития микрофлоры, поэтому время выдерживания продукта
при этих температурах должно быть минимальным;
при температуре среды 80 °C происходит интенсивное отмира-
ние вегетативных форм микроорганизмов; при этом отсутствуют
глубокие постденатурационные и гидролитические изменения
мышечных белков продукта.
Нормативную и фактическую летальность режимов пастериза-
ции определяют аналитическим методом по аналогии с процессом
стерилизации консервов, основываясь на показателях термостой-
кости вегетативных клеток микроорганизмов, а не их спор.
В качестве тест-культуры при разработке режимов пастериза-
ции малокислотных консервов из гидробионтов с pH > 4,2 исполь-
зуют относительно безопасные в применении штаммы кокковых
микроорганизмов Streptococcus faekalis-775.
Показатели термостойкости тест-культуры Streptococcus
faekalis-775 в фосфатном буферном растворе (pH 7,0) составляют:
D = 3,8 мин, Z= 15 °C при базисной температуре 80 °C.
С точки зрения безопасности консервов минимальную требуе-
мую летальность режима пастеризации (?„), гарантирующего ги-
бель клеток С. botulinum, рассчитывают независимо от исходной
обсемененности продукта и вместимости консервной тары по
формуле
Р„ = Ди = Dr(lg No - 1g A'J = DT(lg 1012 - 1g 1,0); 1g 1,0 = 0; (6.19)
P„ = 7)Tlg 1012 = 12DT,
где Ng— исходная обсемененность клетками тест-культуры партии консервов
объемом 10« перед пастеризацией из расчета 1 клетка на каждую банку; до-
пустимое количество выживших клеток тест-культуры из расчета 1 клетка на
партию.
Термостойкость вегетативных клеток С. botulinum в продуктах
с высоким содержанием белка и жира составляет 4,5 мин при
80 °C, тогда
Р15. =12.4,5=54 усл. мин. (6.20)
oU С
С позиции сохранности пастеризованных консервов от порчи в
процессе хранения требуемую летальность рассчитывают в отно-
шении термостойкости клеток непатогенного тест-микроорганиз-
ма Streptococcus faekalis-775 согласно формуле
( Cnk-100 Л
-lgl(FSJ. (6.21)
где D и Z— параметры термостойкости тест-микроорганизма при температуре
Сф — допустимое количество микроорганизмов МАФАнМ в консервах перед
пастеризацией, кл/см3(г); И—объем банки, см3; 5 — процент допустимого брака в
партии консервов, равный 0,01 %; 10'5 —допустимая вероятность выживания 1
клетки данной тест-культуры при максимальной обсемененности водного сырья и
полуфабриката 1 • 103 кл/см3(г).
Фактическую летальность режима пастеризации определяют
путем суммирования летального действия на вегетативные клетки
бактерий всех конкретных температур в продукте в процессе его
тепловой обработки, эквивалентно переведенного в летальное
действие эталонной температуры.
Процесс пастеризации проводят в аппаратах открытого типа,
что расширяет возможность использования полимерных материа-
лов для консервной тары — полиэтилена высокой плотности низ-
кого давления, полиэтиленполиамида, полипропилена и др.; теп-
лоносителем служит вода, температура которой может в период
прогрева составлять 100 °C, а затем постепенно снижаться до тем-
пературы не ниже 80 °C.
Пастеризованные консервы должны быть охлаждены до 20 °C
непосредственно в пастеризаторе, затем до 5 °C в холодильной ка-
мере с температурой не ниже 0 °C.
Допустимая продолжительность хранения пастеризованных
консервов при температуре минус 2—плюс 5 °C составляет 2—
12 мес.
Пастеризованные консервы из гидробионтов по сравнению со
стерилизованными обладают более высоким качеством, особенно
по органолептическим свойствам и биологической ценности. В
1,5—2 раза уменьшаются потери незаменимых аминокислот, не-
насыщенных жирных кислот, водорастворимых витаминов. Энер-
гозатраты на их производство уменьшаются на 30—40 %. Про-
мышленное производство пастеризованных консервов очень пер-
спективно.
342
343
Тиндализация представляет собой дробную тепловую обработ-
ку, когда процессы прогрева, собственно стерилизации и охлажде-
ния осуществляются в два этапа, разграниченные между собой
интервалом времени от нескольких часов до одних суток.
Режимы каждого этапа и выдержки консервов при тиндализа-
ции устанавливают таким образом, чтобы в первом периоде были
уничтожены все вегетативные клетки; при последующей выдерж-
ке имеющиеся в содержимом споры должны прорасти и, став ме-
нее термостойкими, должны быть уничтожены при режимных па-
раметрах второго этапа.
Тиндализацию с точки зрения органолептических достоинств
продукции предпочтительно проводить, как и пастеризацию, при
температуре 100 °C и ниже, а выдержку при 20 °C, получая непол-
ные консервы. В то же время достижение высокого качества кон-
сервов из гидробионтов тиндализацией возможно при температу-
рах, свойственных стерилизации (115—120 °C). Используя
С. sporogenes как тест-культуру, получают промышленно-стериль-
ные консервы. Снижение термоустойчивости тест-культуры, на-
пример, при тиндализации натуральных консервов из филе скум-
брии составляет 40 %, в результате чего требуемый норматив сте-
рильности изменяется с 5,1 до 3,2 усл. мин. Равнозначное сниже-
ние термостойкости тест-культуры достигается при повышении
температуры межварочной выдержки с 20 до 37 °C, как оптималь-
ной для прорастания спор, что позволяет сократить продолжи-
тельность выдержки между этапами вместо 24 ч до 1,5 ч и менее.
Существенное уменьшение интервала времени между двумя
этапами улучшает условия выполнения всего процесса тиндализа-
ции, так как, проводя выдержку консервов в автоклаве, как и оба
этапа тепловой обработки, сокращают погрузочно-разгрузочные
работы.
Термостабилизация консервов, как наиболее эффективный
способ повышения качества стерилизованной продукции, пред-
ставляет собой систему мер, направленных на весь технологичес-
кий процесс теплового консервирования, включая стерилизацию.
В ней реализуется и объединяется эффект одновременного совме-
стного воздействия отдельных частных решений проблемы. Тре-
бование к безопасности и безвредности консервов, выраженное
неравенством L>F, при термостабилизации приближают к равен-
ству L = F путем одновременного уменьшения значений норма-
тивной и фактической летальности.
Уменьшение F, получают путем научного обоснования выбора
тест-культуры менее термостойкой, чем общепринятая, а также
снижением микробной обсемененности содержимого консервов и
тары перед стерилизацией путем более высоких требований к са-
нитарно-гигиеническому состоянию производства. Величину Д
регулируют выбором метода расчета, наиболее полно учитываю-
щего стерилизующее действие тепловой обработки. Непременным
условием выполнения термостабилизации является использова-
ние для фасования консервов мелкой потребительской тары с це-
лью повышения скорости их прогрева и соответствие стерилиза-
ционных аппаратов и их измерительных и регулирующих систем
современным технологическим требованиям.
Термостабилизацию осуществляют в аппаратах с равномерным
температурным полем, колебания которого не превышают
+ 0,5 °C, обеспечивающих достижение заданного значения тем-
пературы за 1,5—3,0 мин.
Разработке режимов термостабилизации предшествует уста-
новление требований к степени стерильности (полные или непол-
ные консервы) и температурно-временным условиям хранения
готовой продукции.
Термостабилизация консервов из гидробионтов предусматри-
вает реализацию следующих конкретных мер:
замену тест-микроорганизма С. sporogenes на менее термостой-
кую С. botulinum, что в 2—3 раза снижает жесткость режима;
нагрев содержимого перед стерилизацией до температуры в
центре банки 80 °C, что в 3—4 раза снижает микробную обсеме-
ненность;
предварительную тепловую обработку вспомогательных мате-
риалов при температуре 80—160 °C, снижающую обсемененность
этих компонентов консервов в 4—6 раз;
обработку тары горячей водой, паром либо ИК- и УФ-излуче-
ниями;
установление более строгих санитарно-гигиенических требова-
ний как к стерилизации, так и к другим основным технологичес-
ким процессам;
использование метода Стамбо для расчета величины
применение дифференцированного подхода к разделке сырья и
предварительной тепловой обработке его с целью создания усло-
вий для одновременного достижения кулинарной готовности и
микробиологической безопасности консервов при стерилизации
(удаление хребтовой кости);
создание искусственной газовой атмосферы в банке перед гер-
метизацией (N2 - 100 %; СО2 - 20-80 %; О2 - 20-80 % и др.).
Термостабилизированные консервы из гидробионтов обладают
повышенными органолептическими свойствами, приближающи-
мися к кулинарно приготовленным в домашних условиях продук-
там.
Биологическая ценность их возрастает за счет снижения степе-
ни разрушения витаминов группы В, незаменимых аминокислот и
эссенциальных жирных кислот, а также скорости меланоидинооб-
разования.
Щадящие режимы термостабилизации, как и режимы пастери-
зации, рекомендуют применять для консервов из промысловых
беспозвоночных (креветок, криля, крабов, моллюсков, иглоко-
344
345
жих), характеризующихся повышенной термолабильностью неза-
менимых нутриентов, а также для консервов из рыбного сырья,
разделанного на филе или фарш (рис. 6.38) даже при отсутствии
условий для хранения неполных консервов при пониженной тем-
пературе.
Способ термостабилизации консервов практически не имеет
недостатков, и его применяют в промышленном производстве
многих стран.
Стерилизацию консервов без повышения температуры, отне-
сенную с большей долей условности к способам смягчения режи-
мов тепловой стерилизации, осуществляют несколькими физичес-
кими способами: УФ- и у-облучением, обеспложивающей фильт-
рацией и высоким давлением.
Бактерицидная способность каждого вида воздействия извест-
на давно и достаточно изучена, чтобы быть воплощенной в лабо-
раторные или промышленные технологии так называемой «холод-
ной» стерилизации. Воздействие на свойства консервируемого
продукта находится в зависимости от способа обработки, интен-
сивности режимов, вида обрабатываемого материала (табл. 6.18).
Всем способам «холодной» стерилизации присуще их общее
достоинство — возможность избежать нежелательных изменений
продукта, а также сочетаемость с другими способами стерилиза-
ции. Что касается факторов, ограничивающих применение физи-
ческих методов стерилизации, то они индивидуальны.
«Холодная» стерилизация консервов составляет незначитель-
ную часть по сравнению с ее применением в технологии других
продуктов питания.
Е
а
Q
ТО
S
S
I
с
се
Рис. 6.38. Характеристика дополнительного технологического периода (вне круга) в
суммарном стерилизующем эффекте (Д) томатной (а) н масляной (б) групп консер*
вов из гидробионтов
s
2
п
О
ID
х
346
347
Совершенствование конструкций стерилизаторов. Технологи-
ческие требования к стерилизаторам сводятся к обеспечению рав-
номерности температурного поля, быстрому подъему температуры
в аппарате, надежности способов поддержания давления в нем, а
также автоматическому или компьютерному контролю и регули-
рованию режимных параметров процесса.
Непрерывность процесса, повышение производительности сте-
рилизаторов, механизация погрузочно-разгрузочных работ, сни-
жение энергозатрат, материалоемкости и занимаемой аппаратами
производственной площади составляют требования технического
прогресса и экономичности.
Обновление материалов, особенно полимерных, для изготовле-
ния тары, изменение формы и размеров емкостей для консервов
(банки; бутылки; тубы; пакеты мягкие, принимающие форму про-
дукта, и жесткие) диктует свои требования к конструкции стери-
лизаторов: обеспечение возможности стерилизации консервов в
нескольких видах тары или полная универсальность аппарата по
отношению к таре.
Рассмотренные пути совершенствования процесса стерилиза-
ции не все в одинаковой степени значимы, эффективны и имеют
разные перспективы промышленного применения, но их возмож-
ности полностью не исчерпаны и могут служить резервом опти-
мизации технологии консервов.
§ 5. ЗАВЕРШАЮЩИЙ ЭТАП ТЕХНОЛОГИИ КОНСЕРВОВ
Технологический процесс после стерилизации консервов
вплоть до укладки их в транспортную тару не оказывает влияния
на содержимое банок. Однако последующее хранение и транспор-
тирование, особенно при нарушении условий проведения этих
операций, могут вызвать ухудшение качества и даже брак консер-
вов, в связи с чем режимы хранения и правила транспортирования
выполняют и контролируют так же, как и другие технологические
процессы.
Обработка и хранение консервов после стерилизации. Основные
операции на завершающей стадии технологической схемы вклю-
чают сортирование, мойку и сушку внешней поверхности банок,
нанесение этикетки, упаковывание в транспортную тару, склади-
рование и хранение.
Количество и последовательность выполнения операций зави-
сят от вида тары и продукта, способа стерилизации и особеннос-
тей отдельных производственных предприятий.
Консервы из гидробионтов в основном фасуют в цилиндричес-
кие банки из литографированной жести, завершающая обработка
которых приведена далее.
Для обеспечения сохранения качества консервов их охлажде-
ние после стерилизации должно осуществляться быстро, как пра-
вило, непосредственно в автоклаве. Так называемую горячую сор-
тировку по признаку герметичности банок проводят на отдельных
предприятиях, не имеющих условий для осуществления режима
охлаждения в автоклаве. Банки выгружают из автоклава горячими;
они имеют выгнутые донышко и крышку (см. рис. 6.29, точки Рм
0, что свидетельствует об их герметичности. Плоские торцы го-
рячих банок указывают на отсутствие избыточного давления в
них, а следовательно, на нарушение герметичности и необходи-
мость отбраковки таких банок.
Внешний вид банок, выгруженных из автоклава охлажденными
(см. рис. 6.29, точка D), при сортировании оценивают до мойки,
определяя дефекты визуальным осмотром. Отбраковке подлежат
банки с подтеками, а также механическими повреждениями, по-
лученными при возможном нарушении режима стерилизации и
выгрузке их из автоклава. Кроме того, отсортировывают банки с
дефектами, упущенными на предыдущих операциях (контроль ка-
чества тары, фасования, герметизации, загрузки банок в авто-
клав).
Подтек внешне представляет собой подсохшие сгустки жидкой
части продукта, вытекшего из негерметично закатанных или раз-
герметизированных впоследствии банок, которые идентифициру-
ют и по уменьшению массы содержимого. Подтек может быть об-
наружен и на герметичных банках за счет попадания содержимого
из расположенной рядом негерметичной тары, что не считается
браком.
Мойка банок после стерилизации предназначена для удаления
белковых, жировых и других загрязнений. Моют банки в слабом
растворе моющих средств температурой 35—45 ‘С в течение 10—
20 с. Затем в потоке теплого воздуха банки сушат.
Нелитографированные банки этикетируют, используя бумаж-
ные этикетки и клей, специально предназначенный для этих це-
лей. Клей должен быстро высыхать, прочно удерживать этикетку
на банке и не изменять ее окраску.
На художественно оформленной этикетке, как и на литографи-
рованной банке, указывают данные в соответствии с требования-
ми нормативной документации. Подготовленные банки укладыва-
ют в ящики (деревянные или из гофрированного картона), кото-
рые должны надежно защищать консервы от механических по-
вреждений при транспортировании. Между радами банок
помещают прокладку. На торцовую сторону ящика наносят мар-
кировку с указанием реквизитов, предусмотренных нормативной
документацией.
Деревянные ящики накрывают крышкой, забивают и обтягива-
ют проволокой или металлической лентой, картонные — оклеива-
ют гуммированной лентой или обвязывают.
Операции по приведению консервов в товарный вид на совре-
349
348
менных предприятиях осуществляют на поточно-механизирован-
ных линиях.
Ящики с консервами одного ассортимента и одной даты выра-
ботки укладывают штабелями ограниченной высоты на стеллажи,
обеспечивая проходы и циркуляцию воздуха.
Складские помещения для хранения консервов должны быть
сухими, отапливаемыми, хорошо вентилируемыми. Температура
хранения консервов должна соответствовать требуемому уровню
для данного типа продукции, относительную влажность воздуха
поддерживают не более 75 %.
При любом способе транспортирования консервы предохраня-
ют от механических повреждений, коррозии, а также от перегре-
вания или замораживания. При перевозке в трюмах грузовых су-
дов штабеля укладывают с учетом возможной качки, попадания
морской воды, тумана, близости паровых магистралей или тепло-
вых переборок.
По железной дороге консервы перевозят в грузовых крытых
вагонах, отапливаемых в зимнее время.
Качество консервов. Готовые консервы должны удовлетворять
требованиям нормативной документации и быть оценены указан-
ными в ней методами.
В связи с тем что консервы как продукт, предназначенный для
длительного хранения, обладают изменяющимися во времени ха-
рактеристиками, в нормативных документах для многих показате-
лей словесная (описательная) или количественная характеристика
указана как ограничение верхнего или нижнего предела («не бо-
лее», «не менее») или как диапазон («от» и «до»).
В оценку качества консервов помимо данных о содержимом
включена характеристика тары: герметичность, маркировка, со-
стояние закаточного и продольного швов, лака или эмали, нали-
чие деформации, четкость и читаемость текста.
Качество консервов устанавливают по истечении определенно-
го времени, необходимого для завершения интенсивного массопе-
реноса воды, жира, соли, кислот, вкусоароматических веществ
между мясом гидробионтов и заливкой.
Изменения в процессе хранения консервов. В этот период в кон-
сервах происходят изменения, характер которых близок к превра-
щениям содержимого при стерилизации, однако в замедленном
темпе. Совокупность этих изменений по времени по-разному от-
ражается на качестве консервов. В начале хранения происходит
улучшение органолептических свойств (период «созревания»):
мясо гидробионтов приобретает сочную, нежную консистенцию,
более приятные и гармоничные аромат и вкус.
Продолжительность созревания различных видов консервов
неодинакова и колеблется от 0,5 до 6 мес. На продолжительность
созревания влияет температура хранения: понижение ее замедляет
созревание, повышение — ускоряет его.
Во второй период хранения происходят постепенное увеличе-
ние содержания в продукте небелковых азотистых веществ и азота
летучих оснований, изменение структуры мяса (оно становится
более мягким, дряблым), нарушение целостности кусков (тушек)
рыбы, изменение свойств масла и рыбного жира, потемнение мяса
и заливок.
Снижение качества содержимого консервов в этот период на-
зывают «старением». На качестве содержимого консервов при хра-
нении отражаются результаты взаимодействий, происходящих
между тарой и продуктом.
В результате воздействия сероводорода и аммиака на внутрен-
ней поверхности жестяных банок образуются сульфиды олова и
железа в виде темных пятен. Скорость растворения олова нахо-
дится в прямой зависимости от качества жести, температуры и
продолжительности хранения, степени агрессивности содержимо-
го консервов. Протекающая внутри банок с кислыми заливками
электрохимическая коррозия вызывает увеличение содержания
олова в продукте. Избыток солей олова придает содержимому ба-
нок металлический привкус и темный цвет, вредно отражается на
здоровье человека, поэтому по санитарным нормам допускается
не более 200 мг олова на 1 кг содержимого.
В содержимое консервов могут переходить соли свинца из при-
поя продольного шва банки, что наиболее вероятно в консервах с
кислой заливкой, наименее — в натуральных. Соли свинца —
сильный минеральный яд, обладающий способностью накапли-
ваться в организме человека и вызывать свинцовое отравление,
поэтому присутствие солей свинца в консервах не допускается.
В консервах могут присутствовать токсичные соли меди, вно-
симые с томатопродуктами. Содержание их в консервах с томат-
ным соусом не должно превышать 8 мг на 1 кг продукта.
Для предохранения от попадания солей тяжелых металлов в
консервы внутреннюю поверхность банок покрывают эмалью, ла-
ком, устойчивыми к действию белковых веществ, жира, слабых
растворов органических кислот и агрессивных материалов. Про-
должительность хранения, установленная для гарантии микроби-
ологической безвредности и безопасности консервов, может ока-
заться больше, чем время накопления тяжелых металлов и старе-
ния.
Виды брака. Допущенные нарушения в технологии и изменения
при хранении продукции проявляются в виде отдельных дефектов
или брака. Брак консервов вызван в основном нарушением трех
условий: 1) использование сырья, материалов и тары, соответству-
ющих требованиям нормативной документации; 2) обеспечение
режимных параметров технологических процессов; 3) выполнение
санитарно-гигиенических требований к производству.
Перечень конкретных нарушений исключительно разнообра-
зен. Например, к ним относят: задержание сырья до обработки,
350
351
использование некачественных специй, уменьшение расхода воды
на мойку сырья, нестандартное соотношение основного продукта
и заливки при фасовании, резкое кратковременное снижение дав-
ления в автоклаве, отключение электроэнергии, поступление пи-
тьевой воды из нового малоосвоенного источника, замораживание
консервов и др.
Дефекты фасованных в жестяную тару консервов из гидроби-
онтов подразделяют на внешние, обнаруженные при визуальном
осмотре банок до вскрытия, и внутренние, наблюдаемые после
вскрытия (рис. 6.39).
Большинство дефектов распространяются на все виды консер-
вов. Некоторые из них характерны только для консервов из опре-
деленных видов сырья. Термины, используемые для названия де-
фектов, несколько несвойственны современному техническому
языку, так как они образовались еще во время освоения производ-
ства консервов и остались неизменными. Внешние признаки,
причины образования и меры предупреждения дефектов консер-
вов индивидуальны.
Подтеки подразделяют на активные и пассивные.
Для активного подтека характерно наличие следов бульона или
заливки, вытекающих из негерметичной банки чаще всего в месте
Дефекты консервов
Внешние (тара) Внутренние
Т У
v-----—v „ 1--------—
С сохранением формы банки 1 С нарушением формы банки 1 Содержимое Тара
-►Подтеки —► Хлопуша -► Белковый налет Нарушение -►защитного
-► Ржавчина —► Бомбаж -►Толокняность покрытия
-► Деформация -► Припекание Потемнение внутренней
-► "Птичка” -► "'Зубцы" Повреждение кожного покрова Повышенный водный отстой Потемнение томатного соуса Покоричневение содержимого -► Скисание поверхности
Струвит
Рис. 6.39. Вицы дефектов консервов
пересечения фальца и продольного шва. Банки с активными под-
теками подлежат уничтожению.
Пассивный подтек — загрязнение поверхности банки содержи-
мым, вытекающим из соседних разгерметизированных банок.
Консервы с пассивным подтеком являются доброкачественными,
их подвергают мойке.
Ржавчина образуется на банках из некачественной жести,
при недостаточной сушке их после стерилизации и хранении кон-
сервов в сыром помещении. Для снятия ржавчины внешнюю по-
верхность банок протирают, при отсутствии заметных следов по-
вторно лакируют и реализуют. Консервы в банках с неудаляемыми
следами ржавчины используют по разрешению органов санитар-
ного надзора.
Деформация банок происходит в результате небрежно-
го обращения с ними и представляет собой вмятины на корпусе.
Банки с незначительными вмятинами на корпусе без образования
острых граней считаются стандартными. Банки с сильной дефор-
мацией, особенно по продольному шву и фальцам, хранению не
подлежат; их можно использовать после проверки на герметич-
ность и специального разрешения.
«Птички» -вспучивание крышки банки в отдельных участ-
ках у фальца. Этот дефект образуется в результате неправильно
проведенной стерилизации или неправильного использования
крышек, изготовленных из нестандартной жести. Если «птичка»
образуется на стыке продольного и поперечного швов, то банка
часто бывает негерметичной.
Зубцы (заусенцы) — выступы жести в одном или нескольких
местах закаточного шва банки. Банки с таким дефектом, как пра-
вило, негерметичны.
X л о п у ш а — вздутие одного из концов банки, который при
надавливании принимает нормальное положение, а противопо-
ложный конец вздувается; при этом возникает характерный хло-
пающий звук. Дефект образуется в результате изготовления кры-
шек с нестандартными бомбажными кольцами или из очень тон-
кой жести, переполнения банок или фасования холодного содер-
I жимого без вакуумирования. Хлопуша может представлять собой
первую стадию физического бомбажа. Вопрос об использовании
таких консервов решается органами санитарного надзора после
проведения микробиологического исследования.
Бомбаж — вздутия концов банки, которые при надавливании
не оседают. Этот дефект возникает в результате образования или
расширения газов внутри банки. Бомбаж подразделяют в зависи-
мости от причины, создающей избыточное давление, на бактери-
альный, физический и химический.
Бактериальный (биологический, действительный) бом-
баж— результат деятельности газообразующих бактерий, кото-
рые при стерилизации сохранили жизнеспособность и получили
352
353
возможность развиваться. Консервы с бактериальным бомбажем
подлежат уничтожению. Бактериальный бомбаж предупреждают
соблюдением режимов стерилизации, поддержанием санитарно-
гигиенического состояния предприятия и другими мерами, на-
правленными на снижение уровня микробной обсемененности
содержимого консервов перед стерилизацией.
Физический бомбаж образуется в результате увеличе-
ния объема воздуха в банке, которое происходит при их недоста-
точном эксгаустировании и переполнении продуктом, когда тем-
пература хранения консервов выше температуры их содержимого,
а также после размораживания консервов. Если консервы добро-
качественны, их реализуют при разрешении санитарных органов.
Химический (водородный) бомбаж является результа-
том накопления водорода при взаимодействии компонентов жид-
кой части консервов с железом жестяной тары. Водород накапли-
вается после длительного хранения консервов и приводит к повы-
шению внутреннего давления в банке. Его образование зависит от
пористости внутреннего защитного лакового (эмалевого) покры-
тия банки и не зависит от содержания в продукте солей олова.
Пригодность в пищу консервов с химическим бомбажем зависит
от уровня содержания в них олова и железа. Использование кон-
сервной тары из алюминия полностью исключает возможность
образования химического бомбажа.
Белковый налет в виде творожистого осадка наблюдают
чаще всего в натуральных консервах. Дефект появляется при ис-
пользовании задержанного или неправильно замороженного сы-
рья. Он ухудшает товарный вид, хотя в пищевом отношении кон-
сервы доброкачественны. Образование белкового налета можно
предупредить плотной укладкой кусков рыбы в банку, посолом
рыбы в растворе поваренной соли с добавлением 0,2—0,3 % уксус-
ной кислоты.
Толокняность — специфический неприятный вкус и жес-
ткая рассыпчатая консистенция рыбы, образующаяся вследствие
денатурации белков при длительном хранении консервов.
Припекание (привар, адгезия) — характерно для нату-
ральных консервов из лососевых и других видов рыб. При стери-
лизации коллаген кожи гидролизуется с образованием глютина,
который, соприкасаясь с внутренней стороной горячей банки,
подсыхает и приклеивает мясо. Этот дефект предотвращается об-
работкой поверхности рыбы или банки водой, растительным мас-
лом, раствором агара.
Повреждение кожного покрова рыбы происхо-
дит при использовании задержанного до обработки сырья, нару-
шении режимов предварительной тепловой обработки, медлен-
ном охлаждении консервов после стерилизации. Дефект особенно
характерен для консервов типа шпрот. Чрезмерная подсушка и
проварка тушек рыбы ведут к пересушиванию кожи, а низкая от-
носительная влажность дымовоздушной смеси образует на коже
рыб крупные складки, разрывы, трещины; при стерилизации кожа
с таким дефектом сползает. Дефект устраняется увлажнением
кожи рыбы острым паром в процессе горячего копчения.
Повышенный водный отстой характерен для кон-
сервов в масле и наблюдается при нарушении режимов предвари-
тельной тепловой обработки (подсушивании, копчении, бланши-
ровании), использовании задержанного сырья или рыбы с повы-
шенной обводненностью тканей.
Потемнение томатного соуса обусловлено образо-
ванием темноокрашенных продуктов реакции Майяра и одновре-
менным разрушением красного пигмента томатов ликопина.
Покоричневение — дефект, возникающий при произ-
водстве и хранении консервов из беспозвоночных, причем осо-
бенно заметен на их белом мясе. Причина дефекта, как и в преды-
дущем случае, — меланоидинообразование.
Скисание (плоское скисание) — результат жизнедеятель-
ности термофильных бактерий. Скисанию способствуют большая
микробная обсемененность полуфабриката, недостаточно быстрое
охлаждение консервов и складирование их в горячем виде.
Струвит — это комплексная фосфорнокислая соль магния и
аммония Mg(NH4)PO4 6Н2О, образующаяся в виде прозрачных
бесцветных или белесых кристаллов в консервах из крабов, креве-
ток, кальмаров и некоторых рыб. Кристаллы струвита безвредны
для организма человека, но при употреблении продукта с ними
ощущается хруст, вызывающий неприятное ощущение. В консер-
вах из лососевых рыб кристаллы струвита скапливаются в толще
или на поверхности мяса, из крабов — чаще всего на пергаменте
или поверхности брикета. Возникновение кристаллов струвита
связано с достаточным количеством фосфорнокислых солей маг-
ния (из морской воды) и аммиака, который накапливается в за-
держанном сырье или образуется из белковых веществ при жест-
кой стерилизации. Кристаллы струвита формируются в консервах
с pH более 6,2. Обнаруживают кристаллы струвита через 2—3 мес
после изготовления консервов. Для предупреждения образования
Кристаллов струвита используют безупречно свежее сырье и обра-
батывают его перед укладкой в банки раствором кислот: лимон-
ной, молочной, этилендиаминтетрауксусной или виннокаменной.
При использовании для мойки разделанного полуфабриката
морской воды предусматривают его ополаскивание пресной во-
дой.
Нарушение защитного покрытия — наиболее ча-
сто встречающийся дефект внутренней поверхности банок — воз-
никает вследствие взаимодействия содержимого консервов с оло-
вом полуды, которое переходит в продукт, что приводит к обнаже-
нию железа жести и его взаимодействию с продуктом, в результате
которого образуется водород. Высокая пористость лакового или
354
355
эмалевого покрытия способствует образованию в жестяной банке
гальванической пары и возникновению соответствующих элект-
рохимических процессов также с образованием газообразных про-
дуктов, главным образом водорода.
Потемнение внутренней поверхности банки
(сульфидная коррозия) — фиолетовые и черные пятна, напомина-
ющие «мраморность», — появляется в результате взаимодействия
летучих сернистых соединений с оловом и железом тары. Консер-
вы пригодны в пищу.
Консервы, признанные непригодными в пищу, уничтожают
или используют при производстве кормовой муки. До уничтоже-
ния или сдачи в утилизацию забракованные консервы хранят в
отдельном помещении на особом учете и вскрывают вне произ-
водства. На предприятии ведут специальный учет приема, хране-
ния и утилизации консервов, указывая в журнале наименование и
количество забракованных консервов и вид брака. На каждую вы-
явленную в процессе производства или хранения партию забрако-
ванных консервов составляют акт, в котором указывают наимено-
вание консервов и их маркировку, причины брака и количество
забракованных банок.
Контрольные вопросы и задания
1. Дайте характеристику рыбных консервов основных ассортиментных групп:
натуральных, в масле и в томатном соусе. 2. Приведите обобщенную технологи-
ческую схему производства консервов из гидробионтов. 3. Объясните цели и оха-
рактеризуйте способы предварительной тепловой обработки гидробионтов. 4. На-
зовите типы соусов для консервов из гидробионтов, различия в их рецептурах и
способах приготовления. 5. От каких факторов зависит выбор температуры стери-
лизации? 6. Какие формы кривых выживаемости микроорганизмов известны?
Каковы их причины? 7. Каким образом состав и свойства продукта влияют на тер-
моустойчивость микроорганизмов при стерилизации? 8. Охарактеризуйте основ-
ные процессы, происходящие в продукте при стерилизации. 9. Назовите этапы
разработки новых режимов стерилизации. 10. Охарактеризуйте основные методы
расчета и оценки эффективности режима стерилизации. II. Какими путями дос-
тигается снижение фактической летальности процесса стерилизации? 12. Дайте
определение процессов пастеризации, тиндализации, термостабилизации.
13. Обоснуйте необходимость дифференцированного выбора тест-микроорганиз-
ма при стерилизации консервов из гидробионтов. 14. Назовите необходимые ус-
ловия хранения полных (промышленно-стерильных) и неполных (половина и три
четверти) консервов.
Глава 7
ПРОДУКТЫ ЗАДАННЫХ
СОСТАВА И СТРУКТУРЫ
Дополняющим традиционные методы технологии продуктов
питания является получение разнообразных продуктов с опреде-
ленными органолептическими, физико-химическими и питатель-
ными свойствами. Производство таких продуктов обусловлено
развитием фундаментальной науки и техники, изменениями сы-
рьевой базы, необходимостью обновления ассортимента, создания
диетических и профилактических продуктов питания, комплекс-
ного использования сырья.
Создание продуктов питания нового поколения происходит в
основном по двум направлениям: разработка аналогов продукции,
критерием качества которых являются свойства известных населе-
нию продуктов, и производство продуктов с новыми свойствами и
составом; эти продукты часто имеют целевое назначение в профи-
лактическом, диетическом, лечебном питании. Технология так
называемых искусственных пищевых форм кроме гидробионтов
предусматривает, как правило, использование множества других
компонентов. Пищевые композиции включают в себя в различ-
ных соотношениях натуральные, незначительно измененные в
процессе обработки пищевые продукты и изолированные объекты
селективного действия, например аминокислотные препараты,
наборы минеральных веществ, витаминов, физиологически полез-
ных балластных веществ, ароматизаторов, красителей, полинена-
сыщенных жирных кислот и др.
Продукты заданных состава и структуры имеют ряд преиму-
ществ по сравнению с традиционными.
В их производстве используют новые источники сырья, напри-
мер мелкие виды рыб, рыб пониженной товарной ценности; они,
как правило, более стабильны в хранении, удобны для розничной
торговли и употребления.
По качественным показателям новые формы не уступают, а ча-
сто превосходят натуральные продукты. Их производство решает в
определенной степени задачу обеспечения населения дефицитны-
ми дорогими натуральными продуктами (икра, мясо лососевых,
краба, гребешка, омара и др.); производство таких продуктов яв-
ляется экономически целесообразным.
357
§ 1. СПОСОБЫ РЕГУЛИРОВАНИЯ
СОСТАВА И СТРУКТУРЫ ПРОДУКТОВ
Чтобы новые пищевые продукты были положительно воспри-
няты потребителем, они должны обладать физиологически обо-
снованным составом и соответствовать требованиям по органо-
лептическим критериям. Получают такие продукты регулирова-
нием их состава и структуры.
Регулирование состава. Новые продукты создают в соответствии
с дифференциальными требованиями рационального питания,
включая диетическое, лечебное и детское.
Современный подход к разработке рецептур пищевых продук-
тов основан на выборе определенных видов сырья и вспомога-
тельных материалов в соотношениях, которые бы обеспечивали
достижение прогнозируемой пищевой ценности готовой продук-
ции, включая в первую очередь количественное содержание и ка-
чественный состав белков, липидов, углеводов. Решение задачи
получения продукта базируется на знании общехимического, ами-
нокислотного, жирнокислотного, микро- и макроэлементного со-
става сырья, а также содержания в нем витаминов и других биоло-
гически активных веществ.
Пищевая ценность продукта отражает всю полноту его полез-
ных свойств: степень обеспечения физиологических потребностей
человека в основных нутриентах, энергию и органолептические
достоинства. Она характеризуется химическим составом пищевого
продукта с учетом его потребления в общепринятых количествах.
Наиболее полное представление о пищевой ценности основ-
ных продуктов питания дает метод интегрального скора, разрабо-
танный А. А. Покровским. В основу расчета этого показателя по-
ложено определение соответствия каждого из наиболее важных
компонентов пищевых продуктов формуле сбалансированного
питания, представляющей собой нормы физиологических потреб-
ностей в пищевых веществах и энергии для различных групп насе-
ления.
Биологическая ценность — показатель качества пищевого
белка, отражающий степень соответствия его аминокислотного
состава потребностям организма в аминокислотах для синтеза
белка.
Эксперты ФАО считают, что в 1 г пищевого белка должно со-
держаться (в идеальном варианте) следующее количество незаме-
нимых аминокислот (в мг): изолейцин — 40; лейцин —70; ли-
зин — 55; метионин + цистин — 35; фениланин + тирозин — 60;
триптофан — 10; треонин — 40; валин — 50. Аминокислотный со-
став пищевых продуктов сравнивают с аминокислотным составом
идеального белка путем определения аминокислотного химичес-
кого скора. Для этого, как правило, определяют отношение коли-
чества каждой незаменимой аминокислоты в исследуемом белке к
количеству этой же аминокислоты в гипотетическом белке с иде-
альным содержанием аминокислоты.
В идеальном белке аминокислотный скор каждой незаменимой
кислоты равен 100 %. Лимитирующей биологическую ценность
аминокислотой считается та, скор которой имеет наименьшее
значение. Не все продукты питания полноценны по аминокислот-
ному составу. Наиболее близки по своему скору к идеальному бел-
ку животные белки молока, яиц, рыбы, мяса. Дефицитны по от-
дельным аминокислотам растительные белки: белок пшеницы со-
держит около 50 % лизина, картофель и большинство бобовых —
около 60 % метионина и цистина в сравнении с идеальным
белком.
При разработке рецептур продуктов питания сведения о биоло-
гической ценности белков принимают с учетом взаимного до-
полнения лимитирующих аминокислот путем комбинирования
компонентов животного и растительного сырья. При этом учиты-
вают, что растительные и животные белки не в одинаковой степе-
ни усваиваются организмом: белки молока и яиц — в среднем на
96 %, рыбы и мяса — на 95, хлеба и муки — на 85, овощей — на 80,
бобовых — на 70 %.
Пищевые продукты характеризуются биологической эффек-
тивностью, являющейся показателем качества жировых компо-
нентов продукта, отражающим содержание в нем полиненасы-
щенных (незаменимых) жирных кислот. Сведения о биологичес-
кой роли потребляемого с пищей жира свидетельствуют о том, что
наибольший эффект для организма достигается в том случае, ког-
да наблюдается физиологически необходимое потребителю соот-
ношение между насыщенными, мононенасыщенными и полине-
насыщенными жирными кислотами, которое для среднестатисти-
ческого потребителя равно 0,3:0,6:0,1. Основными полиненасы-
щенными жирными кислотами, поступающими в организм с
пищевыми продуктами, являются линолевая, линоленовая и ара-
хидоновая. Важнейшая биологическая роль этих веществ — учас-
тие в качестве обязательного структурного компонента клеточных
мембран.
При характеристике пищевой ценности многокомпонентных
(комбинированных) продуктов особое внимание уделяется нали-
чию в них балластных веществ, к которым относятся неусвояемые
углеводы. Особо выделяют группы «грубых» пищевых волокон:
целлюлозу, гемицеллюлозу, лигнин, и «мягких» пищевых воло-
кон: пектиновые вещества, камеди, декстраны, хитозан и др. Бла-
годаря специфическим функциональным свойствам пищевые во-
локна активно участвуют в регуляции биохимических процессов в
органах пищеварения и выведении из организма токсических ве-
ществ, поступающих с водой, пищей и воздухом.
Витамины, микро- и макроэлементы, а также вещества, стиму-
лирующие секреторно-моторную деятельность пищеварительного
358
359
аппарата (экстрактивные вещества, ферменты), являются необхо-
димыми компонентами пищевых продуктов, и поступление их в
организм — необходимое условие его нормального развития и
функционирования.
Энергетическая ценность пищевого продукта предопределена
содержащимися в нем белками, жирами и углеводами.
Путем внесения соответствующих компонентов (красителей,
ароматизаторов, интенсификаторов и модуляторов вкуса) достига-
ют заданных цвета, вкуса и запаха продукта. Названные органо-
лептические признаки качества окончательно формируются в
процессе технологической обработки продукта, главным образом
под тепловым воздействием.
На современном этапе развития пищевых технологий разрабо-
таны системы компьютерного обоснования композиционных со-
ставов разнообразных продуктов питания. Они основаны на ис-
пользовании баз данных, содержащих полную информацию о со-
ставе сырья, полуфабрикатов, готовых продуктов, их физико-хи-
мических изменениях в процессе переработки, хранения и т. д.
Решают эти задачи расчетным путем чаще методом моделиро-
вания на ЭВМ.
Регулирование структуры. Структура или внутреннее устройство
пищевых продуктов в наиболее кратком изложении есть взаимо-
расположение ее составных частей и связь между ними.
Тип структуры и механические свойства пищевых продуктов
определяют их консистенцию — одну из наиболее сложных и важ-
ных сенсорных характеристик пищевых продуктов. По классифи-
кации П. А. Ребиндера структура пищевых продуктов может быть
представлена двумя типами.
Первый, наиболее распространенный, тип структур — коагуля-
ционные структуры, образующиеся в результате сцепления частиц
вандерваальсовыми силами. Эти структуры обладают малой проч-
ностью вследствие наличия тонких устойчивых прослоек жидкой
среды в участках сцепления элементов коагуляционной сетки,
препятствующей сближению частиц. Характерной особенностью
этих структур является тиксотропия.
Второй тип — конденсационно-кристаллизационные структу-
ры, образующиеся вследствие непосредственного фазового кон-
такта; в них отсутствуют жидкие прослойки в узлах сцепления
пространственной сетки. Такие структуры обладают большей
прочностью, чем коагуляционные, и представляют собой необра-
тимо разрушающиеся нетиксотропные пространственные сетча-
тые образования.
Классической систематизации структур пищевых продуктов
Ребиндера сопутствуют и многочисленные другие, основанные на
разных принципах классификации. Например, группы продуктов
по структуре рассматривают в следующей классификации: жидко-
сти (напитки, молоко и др.), плотные жидкости (масла, плодовые
концентраты, бульоны), пластичные пищевые продукты (сливоч-
ное масло, маргарин, творог, колбасные фарши), пластичные про-
дукты гелевой структуры (мармелад, желе, пудинг, сыры), плот-
ные продукты клеточной структуры (овощи, плоды), плотные
продукты фибриллярной структуры (мясо, рыба). Эта классифи-
кация объединяет продукты как с нативной, природной структу-
рой (плоды, овощи, молоко, мясо, рыба и др.), так и со структури-
рованной в результате обработки (фарши, желе, пудинги и др.).
В технологии пищевых продуктов важная роль отводится дис-
персным и коллоидным системам и их свойствам.
Коллоидные системы получают, как правило, двумя способа-
ми: диспергированием — дроблением крупных частиц грубодис-
персных систем до коллоидной дисперсности; конденсацией, со-
единением атомов, ионов или молекул в более крупные частицы
коллоидных размеров. Необходимыми условиями образования
коллоидных систем являются: нерастворимость вещества дисперс-
ной фазы в дисперсионной среде; достижение частицами диспер-
сной фазы коллоидной дисперсности; наличие стабилизатора,
обеспечивающее коллоидной системе агрегативную устойчивость.
В роли стабилизаторов часто выступают вещества, являющиеся
природными полимерами — белками и полисахаридами. Их ра-
створы по своим свойствам аналогичны коллоидным системам, но
в отличие от золей они образуются самопроизвольно вследствие
медленного набухания и растворения.
Структурообразователи вносят в состав создаваемых продуктов
с различными технологическими целями: для загущения, эмульги-
рования, водоудержания, пенообразования, флокуляции, седи-
ментации, предотвращения синерезиса, ингибирования кристал-
лизации и черствления, дегазации, коалесценции и т. д. Поэтому
каждый структурообразователь должен обладать определенными
функциональными свойствами, которые обусловливают направ-
ления его использования: студнеобразователь, загуститель, эмуль-
гатор, пенообразователь, связующее вещество и пленкообразова-
тель.
Студнеобразователи— это вещества, способные формировать
при определенных условиях (концентрация, температура и др.)
трехмерные структуры геля, относящиеся к конденсационно-кри-
сталлизационным нетиксотропным структурам. К студнеобразо-
вателям относят агар, желатин, соли альгиновых кислот, карраги-
наны, белок в составе рыбного фарша сурими и др.
Загустители — вещества, образующие в воде высоковязкие ра-
створы. С повышением концентрации вязкость растворов возрас-
тает, и при определенных значениях структура системы может пе-
рейти из коагуляционной в конденсационно-кристаллизацион-
ную. Это значит, что все студнеобразователи могут быть загусти-
телями. Например, каррагинаны, используемые для изменения
реологических свойств продуктов питания, в зависимости от дози-
360
361
ровки и условий могут образовывать все промежуточные стадии
полученной структуры — от слабых тиксотропных до структуры
геля. Типичными представителями загустителей являются микро-
кристаллическая целлюлоза и простые эфиры целлюлозы.
Эмульгаторы — вещества, уменьшающие поверхностное натя-
жение и способные образовывать адсорбционные слои на границе
раздела фаз. Эмульгаторы можно условно разделить на две группы.
Первая группа — вещества, которые способствуют эмульгиро-
ванию, образуют адсорбционные слои, но не формируют струк-
турную сетку геля или хотя бы ее элементы, т. е. не обладают эф-
фектом сгущения (лецитин, жирные кислоты и их соли и др.).
При использовании таких веществ в технологии пищевых продук-
тов часто возникает потребность введения в состав продукта спе-
циальных загустителей.
Вторая группа эмульгаторов — это высокомолекулярные повер-
хностно-активные вещества (ВПАВ), способные на внешней по-
верхности капель жира образовывать коллоидные адсорбционные
слои, а в непрерывной фазе формировать структурную сетку геля.
Поэтому эмульгаторы ВПАВ одновременно являются и загустите-
лями (желатин, альгинат, яичный белок и др.). Однако следует от-
метить, что высокомолекулярные соединения, которые образуют
гели, но не являются поверхностно-активными веществами, не
могут стабилизировать эмульсии.
При получении эмульсий используют ионогенные и неионо-
генные эмульгаторы. Высокомолекулярные соединения относят к
неионогенным эмульгаторам, дифильные молекулы которых со-
стоят из углеводородного радикала и углеводородной цепи с рас-
положенными по всей ее длине полярными, но неспособными к
ионизации группами, чаще всего гидроксильными. Молекулы
ионогенных эмульгаторов (мыла) содержат ионогенные полярные
группы. В зависимости от электрического заряда ионогенной гид-
рофильной группы различают анионо- и катионоактивные эмуль-
гаторы. В технологии пищевых продуктов важно применение
прежде всего неионогенных эмульгаторов как естественных ком-
понентов продуктов питания.
Пенообразователи — это вещества, способные образовывать за-
щитные адсорбционные слои на поверхности раздела жидкой и
газообразной фаз. Они выполняют две функции: способствуют
при диспергировании газа в жидкости образованию пены и обес-
печивают устойчивость ее структуры. Как правило, эмульгаторы
являются и пенообразователями, причем лучшие из них — белки.
Связующие вещества, или пищевые клеи, — это вещества, об-
ладающие высокой адгезионной способностью по отношению к
поверхности частиц пищевых продуктов и связывающие за счет
этого их в единое целое. Наиболее типичными представителями
связующих веществ являются хитозан, карбоксиметилцеллюлоза,
тонко измельченная мышечная ткань рыбы.
Пленкообразователи — высокомолекулярные вещества, раство-
ры которых, обладая соответствующей вязкостью и адгезией, при
формовании через фильеры заданного профиля фиксируются в
виде пленок. При формовании пленок используют два метода: су-
хой, основанный на испарении растворителя, и мокрый, при ко-
тором пленку фиксируют в осадительной ванне. В технологии пи-
щевых продуктов в качестве пленкообразователей широко приме-
няют желатин и альгинат натрия.
Из приведенных выше данных следует, что одни структурооб-
разователи вследствие своей уникальной природы (химической,
физической) проявляют многофункциональность свойств, приме-
нение других возможно только в одном или двух направлениях.
Одно из важнейших свойств дисперсных систем и растворов
высокомолекулярных веществ — способность их к структурообра-
зованию. Переход коллоидного раствора из свободнодисперсного
состояния в связнодисперсное называется гелеобразованием, а об-
разующаяся при этом структурированная коллоидная система —
гелем.
Благодаря характерной мягкой, нежной, эластичной консис-
тенции гели издавна используют в пищевых продуктах. Напри-
мер, джем является древнеримским изобретением, а в средневеко-
вой Англии одним из праздничных блюд было «бланманже» —
ароматный гель, приготовленный из куриных ножек, сваренных с
рисом и миндальным молоком. Гели могут содержать до 99 %
воды и в то же время проявлять свойства, характерные для твердо-
го состояния, в частности обладать эластичностью и жесткостью,
сохранять определенное пространственное положение (форму).
Их свойства являются следствием трехмерного переплетения мак-
ромолекул белков или полисахаридов, заполняющих объем, заня-
тый гелем.
Изучению механизма формирования структуры гелей посвя-
щен ряд работ П. А. Ребиндера, В. Н. Измайловой, В. Б. Толстогу-
зова, В. С. Баранова. В растворах белков при определенных усло-
виях происходит конформационный переход макромолекул, в ре-
зультате чего образуются их агрегаты, являющиеся частицами дис-
персной лиофильной фазы. При увеличении числа таких частиц
возникают контакты между ними и образуется объемная структура
геля, обеспечивающая системе соответствующие механические
свойства (вязкость, прочность, упругость, эластичность).
При формировании структуры гелей образуются различные
типы связей: водородные с участием пептидных групп цепей; гид-
рофобные между полярными группами; дисульфидные при нали-
чии серосодержащих аминокислот. Поэтому индивидуальные осо-
бенности каждого вида белка (состав и последовательность в по-
липептидной цепи аминокислот, спирализация и пространствен-
ная укладка), а также внешние условия (pH, температура,
присутствие ионов, концентрация) определяют тип взаимодей-
362
363
ствия и соответственно влияют на процесс структурообразования
и свойства структур.
Особенности строения полисахаридов обусловливают отличие
процессов их структурообразования от белковых систем. Полиса-
хариды в отличие от белков имеют менее выраженную третичную
структуру и меньшую подвижность макромолекул, встречаются в
природе в виде плотно упакованных, строго упорядоченных цепей
(например, амилаза и амилопектин в зернах крахмала). При геле-
образовании полисахаридов формируются структуры трех типов:
спирали, рифленые ленты и плотно уложенные ленточные струк-
туры, например целлюлозы.
Многократное повторение моносахарида создает закручивание
полимерной цепи в виде двойной спирали. Один виток спирали
образуется примерно шестью моносахаридными элементами. Та-
кая двойная спираль получается вследствие образования водород-
ных связей. Подобный вид структуры характерен для гелей крах-
мала, каррагинана. Гели агара имеют свободную сетчатую струк-
туру, состоящую из длинных цепей макромолекул, удерживаю-
щихся вместе в ряде зон двуспиральных соединений.
Структуры рифленых лент характерны для альгинатов и пекти-
нов. Цепи макромолекул, упакованные в такой конфигурации,
имеют поры или полости, соответствующие размеру полного ра-
диуса Са+< Гелеобразование в этих структурах происходит интен-
сивно при заполнении пор ионами кальция. В альгинатных гелях
участки рифленых лент образованы из D-мануроновой и L-глюку-
роновой кислот, соединенных гликозидными связями.
Пектин, взаимодействуя с кальцием, образует гель при тех же
условиях, что и альгинат. Взаимодействие происходит между сег-
ментами двух цепей галактуроновой кислоты, и соединительные
зоны содержат 30—5000 мономерных единиц в зависимости от
степени этерификации пектина.
При производстве продуктов заданной формы и структуры ис-
пользуют в основном три метода гелеобразования: термотропное,
ионотропное и лиотропное.
Термотропное гелеобразование наблюдают при нагревании или
охлаждении жидкой (тиксотропной) системы, содержащей один
или несколько струкгурообразователей.
Ионотропное гелеобразование происходит при изменении
ионного состава системы, например концентрации ионов водоро-
да, кальция, натрия и др.
Оно характерно для таких струкгурообразователей, как альги-
наты, пектины, кислые или щелочные растворы белков.
Лиотропное гелеобразование осуществляется при концентри-
ровании дисперсных систем, содержащих один или несколько
струкгурообразователей. Примером может служить технология
сырокопченых колбас, крупки из фарша минтая, сухих гранулиро-
ванных рыбных кормов.
Изменяя технологические параметры, регулируя тем самым ко-
личество зон соединений, можно формировать структуру полиса-
харидных гелей с заданными реологическими свойствами. Этого
можно достичь путем изменения концентрации ионов, повыше-
ния или понижения температуры. Например, ионы Са+2 способ-
ствуют гелеобразованию альгината, а ионы К+ усиливают гелеоб-
разование каррагинана. Добавление сахара способствует гелеобра-
зованию за счет увеличения зон соединения вследствие незначи-
тельного дегидратирования полимера.
При экструдировании смесей, содержащих крахмал, лучшими
условиями гелеобразования являются температура 100 "С, влаж-
ность смеси 23 %. При таких условиях образуется тестоподобная
масса, которая в экструдере принимает ламинарное течение; при
этом макромолекулы крахмала ориентируются в направлении по-
тока, что способствует образованию поперечных связей, форми-
рующих структуру геля.
Часто процесс формирования элементов структурной сетки
геля имеет место и при получении пищевых эмульсий. В техноло-
гии эмульсионных продуктов основной задачей является прида-
ние устойчивости дисперсной системе в отношении седимента-
ции, коагуляции (флокуляции), коалесценции. Исследованиям
физико-химических и реологических свойств эмульсий, стабили-
зированных различными эмульгаторами, посвящены монографии
В. Н. Измайловой, А. А. Абрамзона, Ф. Шермана и др.
Согласно современной теории устойчивости эмульсий стаби-
лизация структуры дисперсных систем происходит за счет образо-
вания защитных оболочек эмульгаторов на поверхности раздела
фаз. Имеются также данные, что стабильность эмульсиям придает
наличие глобул двойного электрического поля, образующегося на
границе раздела адсорбционных оболочек, свойства и строение
которых различны1.
Механизм образования адсорбционных межфазных слоев вы-
сокомолекулярными поверхностно-активными веществами
(ВПАВ) связан с адсорбцией макромолекул на поверхности разде-
ла фаз их конформационными изменениями, выраженными в раз-
вертывании и ориентации гидрофильной части в воду, а гидро-
фобной — в углеводород. Взаимодействие белков с углеводорода-
ми заключается в распределении углеводородов между неполяр-
ными областями макромолекул белка и водой, происходящем
самопроизвольно и обратимо. Солюбилизация углеводородов
макромолекулами белка способствует их большей развертываемо-
сти на границе раздела фаз, а следовательно, и упорядочению ад-
сорбционного слоя. Денатурация белка на границе с углеводоро-
дом приводит к возрастанию прочности межфазных слоев. Это
связано с тем, что при добавлении денатурирующих агентов или
1 Теория имеет мало сторонников.
364
365
повышении температуры разрушается нативная структура глобул,
молекулы развертываются, положительно изменяется их гидро-
фильно-гидрофобный баланс, что и ускоряет процесс образова-
ния прочного межфазного слоя. Процесс формирования межфаз-
ного адсорбционного слоя развивается во времени и идет за счет
образования связей, скрепляющих двумерную пространственную
структуру. Причем для одних ВПАВ основными типами связей
являются водородные (желатин, поливиниловый спирт), для дру-
гих — гидрофобное взаимодействие (глобулярные белки).
Таким образом, поверхностно-активные вещества (ПАВ), уча-
ствуя в формировании структуры эмульсий, выполняют две функ-
ции.
Во-первых, они придают устойчивость эмульсиям за счет обра-
зования мономолекулярных адсорбционных слоев, препятствую-
щих коалесценции.
Во-вторых, они образуют в непрерывной фазе вокруг жировых
шариков высоковязкие растворы, препятствующие их сближению
за счет фиксации в высоковязкой среде.
Первая функция (придает устойчивость эмульсиям) характерна
для низкомолекулярных ПАВ, которые не способны образовывать
в непрерывной фазе студнеобразные структуры (трехмерные сетки
геля). Причем отмечается, что эмульгирующие свойства высоко-
молекулярных ПАВ не связаны с их студнеобразующими свой-
ствами. Например, ацетилированные поливиниловые спирты —
превосходные стабилизаторы эмульсий, хотя не образуют студ-
ней, а агар, являясь хорошим студнеобразователем, в качестве ста-
билизатора эмульсий малоэффективен. Некоторые
гидроколлоиды, в частности камедь акации, стабилизируют
эмульсии при отсутствии эмульгатора.
Наличие гидроколлоидов (даже в небольшом количестве) в
эмульсиях повышает их устойчивость вследствие замедления ско-
рости движения капель масла. Полисахариды способствуют сгу-
щению (увеличению вязкости) эмульсии вследствие невысокой
гибкости и способности образования зон соединений между обла-
стями упорядоченной конформации их макромолекул. Гидрокол-
лоиды увеличивают вязкость непрерывной среды пропорциональ-
но концентрации. И если на первой стадии сгущения эмульсия
обладает тиксотропией, то с повышением концентрации высоко-
молекулярных ПАВ может наступить такой момент, когда в не-
прерывной фазе образуется прочная структура геля, не обладаю-
щая тиксотропией, а консистенция эмульсии становится пастооб-
разной.
Считается, что повышенную вязкость системы с высоким со-
держанием эмульгатора не следует связывать (кроме белков) с уве-
личением его адсорбции вокруг капель масла. Для многих эмуль-
гаторов маловероятно, чтобы адсорбционный слой был больше
толщины одной молекулы.
Для придания продукту требуемой структуры применяют не
только загустители и эмульгаторы, но и связующие вещества. В
пищевых продуктах связующее клеящее вещество, как правило,
полимер — белок или полисахарид — находится между твердыми
частицами, поверхности которых образованы также белками, по-
лисахаридами, жирами. Это значит, что в пищевых продуктах
имеет место совпадение химической природы клея и склеиваемых
материалов. При образовании структуры такой системы развива-
ются рассмотренные выше процессы адсорбции вещества на гра-
нице раздела двух фаз и гелеобразования. В дополнение к ним
следует учитывать электростатические силы и диффузионное вза-
имодействие. Электрические силы взаимодействия возникают
вследствие образования двойного электрического слоя при кон-
такте двух поверхностей и их адгезии. Причина его возникнове-
ния связана с выравниванием энергетических уровней соприкаса-
ющихся тел, с обменом электронами вследствие донорно-акцеп-
торного взаимодействия. Характерно, что двойной электрический
слой образуется прежде всего при адгезии пленок.
При контакте двух высокомолекулярных веществ происходит
их самослипание вследствие диффузии, обусловленной тепловым
движением цепных макромолекул с образованием слоя смешива-
ния. Диффузия происходит легче, если оба полимера неполярны и
без боковых цепей или оба полярны. В последнем случае взаимо-
действуют также и полярные группы. Процесс связывания во
многом определяется технологическими параметрами, прежде
всего давлением, температурой и временем контакта.
В технологии пищевых продуктов применяют два способа воз-
действия на структуру пищевого продукта.
Первый способ, традиционный, связан с использованием од-
ного изолированного структурообразователя. Под изолированным
структурообразователем подразумевается индивидуальное веще-
ство, извлеченное из сырья в результате технологической обработ-
ки и представляющее собой коммерческий препарат, соответству-
ющий конкретным требованиям.
Второй способ, получивший развитие в последние 10—15 лет,
предполагает введение в пищевые системы двух или более изоли-
рованных структурообразователей, т. е. использование их компо-
зиций. Например, в производстве мороженого используют карра-
гинан1 и карбоксиметилцеллюлозу. Каррагинан, обладая способ-
ностью взаимодействовать с белками молока, предотвращает отде-
ление сыворотки, в то время как карбоксиметилцеллюлоза
обеспечивает вязкость, густоту, ингибирует рост кристаллов льда,
обеспечивая мороженому хорошее качество. В дальнейшем со-
став, включающий два и более структурообразователей, будем на-
зывать композиционным структурообразователем.
Сульфатированный полисахарид красных морских водорослей.
366
367
Наиболее полно изучены гели, полученные в результате взаи-
модействия (комплексообразования) между белками и анионны-
ми полисахаридами. В результате такого взаимодействия образу-
ются белково-полисахаридные комплексы, обладающие функцио-
нальными свойствами (растворимость, поверхностная активность,
реологические характеристики), значительно отличающимися от
исходных биополимеров. Так, комплексообразование с анионны-
ми полисахаридами предотвращает тепловую коагуляцию белка.
Комплексы белка с анионными полисахаридами обеспечивают
более высокую стабильность эмульсий типа масло/вода, что ис-
пользуют при производстве колбасных изделий.
Как видно, применение композиционных структурообразова-
телей позволяет расширить возможности технологий получения
продуктов регулируемой формы и структуры. В связи с этим акту-
альными являются вопросы совместного использования катион-
ных и анионных полисахаридов (хитозан—агар), различных бел-
ков (рыбный желатин и желатин, полученный из теплокровных
животных), а также полисахаридов и белков (хитозан—рыбный
желатин, агар — рыбный желатин и др.).
Сложность этих вопросов связана с тем, что биополимеры
(белки и полисахариды) могут иметь градиенты плотности заряда
вдоль цепи молекул. Одна их часть может быть высокоионной, а
другая — высокогидрофобной. В таких системах, как правило, ге-
леобразование либо подавляется, либо усиливается, а консистен-
ция концентрированного геля может сильно отличаться от конси-
стенции геля, образуемого каждым компонентом в отдельности.
Например, известно, что миоглобин и бычий сывороточный аль-
бумин подавляют образование альгинатных гелей. Камедь плодов
рожкового дерева, смешанная с каррагинаном, дает более элас-
тичные гели, чем сам каррагинан, причем наибольший эффект
достигается при их соотношении 1 : 1, а гель, полученный из рыб-
ного и соевого белка, синергирует.
Влияние структурообразователей на организм человека изуче-
но меньше, чем многих химически активных веществ. Такое поло-
жение вызвано тем, что многие из этих веществ являются нату-
ральными компонентами пищевых продуктов. Большинство из
них представляют собой индифферентные соединения, не взаи-
модействующие с другими компонентами продукта, и в меньшей
мере, чем химически активные вещества, включаются в обменные
процессы в организме человека. Эти вещества требуют к себе осо-
бого внимания лишь в тех случаях, когда их доза в пищевом про-
дукте значительно превосходит обычные дозы добавок или когда
они способны оседать на стенках сосудов и могут изменить про-
цессы переваривания и всасывания пищи. Особое значение при-
обретает наличие в них примесей, появляющихся в процессе их
производства: диоксида серы, консервантов, растворителей, отбе-
ливателей, тяжелых металлов, количество которых лимитируется.
Структурообразователи должны быть химически инертны по
отношению к компонентам пищевых продуктов, т. е. не окисляют
липиды, не разрушают витамины, проявляют устойчивость к дей-
ствию ферментов и т.д. Желательно, чтобы они растворялись в
воде при определенных значениях pH, концентрации и темпера-
туры, а получаемые растворы были бесцветны и не имели вкуса и
запаха.
Технологическая обработка (высокие или низкие отрицатель-
ные температуры, механическое воздействие и др.) не должна су-
щественно изменять функциональные свойства структурообразо-
вателей.
§ 2. ХАРАКТЕРИСТИКА КОМПОНЕНТОВ,
ВКЛЮЧАЕМЫХ В СОСТАВ ПРОДУКТОВ
В зависимости от массовой доли компонентов в продукте их
делят на основные и дополнительные.
Основные компоненты. Роль основного пищевого компонента в
продуктах заданной структуры из гидробионтов играют белки, ко-
торые одновременно выполняют и функции структурообразовате-
ля.
Мышечная ткань гидробионтов как составная часть структури-
рованного или формованного продукта подвергается предвари-
тельной обработке и используется в виде белковых концентратов,
изолятов, гидролизатов, фаршей, паст.
Рыбные белковые концентраты (РБК) и изоляты (РБИ). Миро-
вое производство этих белковых препаратов постоянно возрастает.
Это связано не только с высокой пищевой ценностью и структу-
рообразующей способностью РБК и РБИ, но и с возможностью
переработки на эти продукты объектов промысла с пониженными
технологическими свойствами.
Для производства РБК применяют экстракционный, фермен-
тативный или комбинированный способ.
При экстракционном способе рыбное измельченное сырье в
сыром или вареном виде многократно обрабатывают растворите-
I лями (этанолом, изопропанолом, этилендихлоридом и др.) при
температуре их кипения (71—90 °C) до остаточного содержания
липидов в сухом продукте 0,30—0,50 %. РБК, полученные этим
способом, плохо набухают в воде, не проявляют эмульгирующей и
пенообразующей способности, поэтому применение их в качестве
структурообразователей затруднительно.
При ферментативном способе производства РБК применяют
ферменты, которые, гидролизуя белки тканей рыбы, повышают их
растворимость, а также способствуют более легкому и полному
отделению липидов. При этом способе используются собственные
ферментные системы рыб, а также ферменты, вырабатываемые
368
369
животными или микроорганизмами: протосубтилин (0,05 % массы
сырья), фицин (0,02 %), пепсин (0,2 %), бромелин, папаин, ще-
лочная протеаза Bacillus subtilis (0,1 %), дрожжевые культуры
Geotrichum candidum, Candida lipolitica (для сельдевых), Aspergillus
orulae flavus и др. Для устранения рыбного запаха в некоторых слу-
чаях помимо протеолитических ферментов используют молочно-
кислую микрофлору, добавляя в ферментируемую смесь 2—3 %
сахара (глюкозу, фруктозу, декстрозу).
РБК, полученные биотехнологическими методами, как прави-
ло, водорастворимы. Их широко используют из-за более низкой
себестоимости, чем при экстракционном методе приготовления. В
комбинированном способе получения РБК сочетаются элементы
ферментативного и экстракционного способов.
Выход РБК в зависимости от вида сырья и способа получения
составляет 15—18 %, содержание белка в готовом продукте — 60—
88, липидов — 0,2—0,5 %.
Рыбные белковые изоляты превосходят концентраты как по
пищевой ценности, так и по функциональным свойствам. При
производстве РБИ обычно выделяют миофибриллярные белки,
так как они в большей степени проявляют структурообразующие
свойства, не имеют вкуса, запаха и лучше хранятся по сравнению
с фракцией саркоплазматических белков. Технология РБИ вклю-
чает четыре основных процесса: растворение белка в среде с опре-
деленным значением pH, отделение от раствора нерастворившего-
ся белка, осаждение белка из раствора в виде творожистого осадка
посредством изменения pH, температуры или другим способом,
очистку и высушивание белка. При хранении РБИ вследствие
гидролизных и денатурационных процессов изменяются такие
структурные характеристики, как растворимость, набухаемость,
эмульгирующая способность. Так, набухаемость после 2 мес хра-
нения уменьшается на 25 %, после 6 мес — на 30—38 %. Эмульги-
рующая способность РБИ в процессе хранения уменьшается на
20 % после 2 мес и на 60 % после 6 мес хранения. Для улучшения
функциональных свойств миофибриллярных белков, стабилиза-
ции в хранении их модифицируют путем ферментативной или
химической обработки.
Содержание белка в РБИ достигает 88—93 % и зависит от спо-
соба его получения, а также вида рыбы. Изоляты имеют более
высокое отношение количества незаменимых аминокислот к их
общему содержанию, чем РБК. Рыбные белковые изоляты хоро-
шо растворяются в воде, обладают эмульгирующей способнос-
тью. При этом эмульгирующая способность РБИ в 3,3 раза боль-
ше, чем казеината натрия, и в 2 раза больше, чем изолята соевого
белка.
Гидролизаты коллагеновых тканей. Применяемая в рыбной про-
мышленности глубокая разделка рыбы (филе, фарш) приводит к
образованию большого количества коллагенсодержащих отходов
(кожа, головы, плавники, хребтовые кости), которые используют
в основном в кормовых целях.
В то же время отходы, образующиеся при производстве рыбно-
го филе или фарша, можно рассматривать как коллагенсодержа-
щее сырье.
При тепловой обработке таких отходов вследствие гидролиза
образуются водорастворимые вещества, которые переходят в буль-
он. Полученные таким образом бульоны можно использовать в
качестве технологических сред, влияющих на структуру продук-
тов, в состав которых они включаются.
Бульоны проявляют эмульгирующую, пенообразующую, загу-
щающую и студнеобразующую способность. В связи с этим перс-
пективным направлением их использования является производ-
ство на их основе эмульсионных продуктов. Структурообразую-
щие свойства рыбных бульонов зависят от содержания в них сухих
веществ, представленных в основном белковыми веществами. Чем
выше концентрация сухих веществ, тем в большей степени они
проявляют структурообразующие свойства.
Высококонцентрированные рыбные бульоны с содержанием
сухих веществ не менее 10 % обладают высокими эмульгирующи-
ми свойствами. В качестве сырья для их получения используют
кожу и кости минтая в соотношении от 45 : 55 до 100:0 в зависи-
мости от желаемой консистенции эмульсии. Термическую обра-
ботку ведут при температуре 100 "С, pH 6—7, в течение 50 мин и
более; соотношение воды и рыбных отходов от 0,75 :1 до 1 : 1.
Гидролиз коллагена можно проводить с помощью не только
теплоты, но и протеолитических ферментов (коллагеназ, прото-
субтилина, щелочных протеаз, мацеробациллина и др.).
Функциональные свойства белков коллагеновых тканей (ра-
створимость, гелеобразующая, эмульгирующая способность и др.)
значительно ослабляются при сушке, обработке их органическими
растворителями. Кроме того, данные технологические процессы
энергоемки и экологически не безвредны. Эти недостатки устра-
няются при использовании рыбного белкового сырья для приго-
товления фаршей.
Рыбные фарши. Оценку рыбных фаршей при производстве новых
форм пищевых продуктов проводят по их функционально-техноло-
гическим свойствам: растворимости белков, их гелеобразующей,
эмульгирующей, водоудерживающей, адгезионной способности.
Наиболее полно изучена уникальная способность сурими обра-
зовывать упругие эластичные гели. Например, гели фарша сурими
из минтая обладают большей прочностью и упругостью, чем гели
из тканей свинины, говядины, индейки, имеющие приблизитель-
но равные концентрации белка (15—16 %). Выдерживание сурими
в термостате при температуре 40 'С значительно увеличивает его
Прочность, в то время как у белковых гелей млекопитающих тако-
го эффекта не наблюдают.
370
371
Гелеобразующая способность сурими зависит от вида рыбы,
концентрации белка, количества поваренной соли, pH среды и
температуры. Сурими, получаемый из тканей рыб, обладающих
способностью активно образовывать формальдегид (путассу, тре-
сочка Эсмарка, мерланг, сайра и др.), быстро теряет технологичес-
кие свойства и способность формировать структуру геля. Это
объясняется сильным денатурирующим действием остаточного
количества формальдегида на белковые структуры сурими.
Сурими из минтая отличается высокой скоростью гелеобразо-
вания; при этом гель обладает средней эластичностью. Чем боль-
ше содержание в сурими миофибриллярных белков, тем выше его
гелеобразующая и эмульгирующая способность. В сурими из мин-
тая гладкий и прочный гель образуется при концентрации мио-
фибриллярного белка более 10 %. Сурими в количестве 20 % и бо-
лее может успешно выступать в роли эмульгатора и загустителя
при получении эмульсионных систем как с высоким (50 %), так и
с низким (15 %) содержанием жировой фазы.
Классическая технология рыбных фаршей, в том числе сурими,
рассмотрена выше. Эта технология позволяет получать сурими с
высокими функционально-технологическими свойствами из ма-
ложирных рыб с белым мясом и размером тушки, как правило,
более 20 см. В то же время доминирующими видами промысловых
рыб являются анчоус, мойва, песчанка, мелкий минтай, мавроли-
кус и другие, объем вылова которых значительно отстает от воз-
можного. Размер и масса этих рыб равны соответственно 4—25 см
и 2—210 г, а мышечная ткань составляет 22—49 % массы целой
рыбы. Эти виды рыб существенно различаются по морфологичес-
кому строению, химическому составу. Содержание белка в них
равно 11—23, липидов — 0,7—32,6 %; протеолитические ферменты
обладают высокой активностью. При получении фарша из мелких
видов рыб разработано несколько технологий, в которых приме-
няют кратковременный нагрев сырья паром или горячей водой,
обработку его химическими реагентами (уксусной кислотой, пи-
щевой содой, перекисью водорода, щелочью и т. д.), ферментами,
а также воздействие ультразвуковых колебаний. Несмотря на ряд
достоинств, присущих этим технологиям, получаемые рыбные
фарши уступают по функционально-технологическим свойствам
сурими из минтая. Наиболее приемлемым является способ полу-
чения фарша из маломерной рыбы воздействием на ее ткани удар-
ной деформации. Рыба подвергается гидромеханической раздел-
ке, разрезанию по длине и мойке струями воды. В моечном бара-
бане внутренности частично вымываются и удаляются. После это-
го в трехкаскадном дезинтеграторе рыба, двигаясь в потоке
пресной воды, постоянно ударяется о неподвижную ребристую
поверхность. В результате воздействия на рыбу ударных нагрузок
получают измельченную массу, состоящую из разбитой до воло-
кон мышечной ткани, кусочков кожи, голов, связанных с пищево-
372
дом и желудком, плавников, хребтовых костей. Величина скорос-
ти потока рыбы с водой в дезинтеграторе рассчитывается так, что-
бы были возможны разрыв и расслоение только мышечной ткани
до размера волокон без существенного разрушения других тканей:
пучок внутренностей остается связанным через пищевое отвер-
стие с головой, хребтовая кость не распадается на составляющие
части. Для отделения мышечной ткани от непищевых фрагментов
пульпа подается на ротационное сито с душирующим устрой-
ством, на котором мышечная ткань в виде суспензии проходит
через отверстия (3,0 х 3,0 мм), а внутренности, голова, кожа, кости
остаются на сетчатом полотне; их отжимают от воды на шнековом
прессе и направляют на производство кормовой муки. Суспензия
мышечной ткани рыбы для отделения воды подается на вибраци-
онное сито, где мышечная ткань в виде пастообразной массы ос-
тается на поверхности сетчатого полотна, диаметр отверстий ко-
торого 0,22—0,25 мм. Окончательное отделение воды и получение
готового фарша осуществляют на центрифуге. Продолжитель-
ность технологического процесса 3—5 мин. Расход пресной воды
равен 10—13 л на 1 кг фарша. Фарш отличается высокими функ-
ционально-технологическими свойствами, так как в процессе
производства мышечная ткань рыбы подвергается в основном ме-
ханическому воздействию.
В отечественной и зарубежной практике производства продук-
тов с регулируемыми составом и структурными свойствами интен-
сивно развиваются технологии, предусматривающие оптимальное
сочетание в готовых изделиях животных и растительных белков. В
роли последних чаще всего выступают соевые белковые изоляты
(СБИ). Массовая доля протеина в них составляет 92—95 %, при-
чем по аминокислотному составу белок является полноценным.
Соевые изоляты представлены в основном глобулярными белка-
ми, имеющими способность к гидратации, высокую раствори-
мость, вязкость; термо- и солеустойчивость. СБИ характеризуют-
ся высокими функциональными свойствами: водосвязывающей,
жиропоглощающей, эмульгирующей и гелеобразующей способно-
стью. СБИ (супро 500Е, супро 590, 595, супро 710) отличаются
строго контролируемым качеством и стабильностью.
Дополнительные компоненты. Это вещества, придающие новым
продуктам вкус, запах, цвет, консистенцию, которые вносят в не-
больших количествах.
Красители. Из природных красителей, выделяемых в химичес-
ки чистом виде, перспективными в производстве комбинирован-
ных продуктов являются: астацин, содержащийся в панцире рако-
образных; эхинохром, входящий в состав икры морского ежа; фи-
толакканин, содержащийся в вишне; бетанин — пурпурный пиг-
мент красной свеклы; каротин — красный пигмент моркови,
томатов.
Выделение красителей из природного сырья требует многоста-
373
дийной очистки от сопутствующих веществ и примесей с приме-
нением разнообразных реагентов. Например, при выделении
фитолакканина из вишни при получении красного экстракта,
свободного от токсичных примесей, применяют 20-стадийную
очистку с использованием серной кислоты, бутанола, эфиров и
других веществ. Несколько проще извлекать из природных ис-
точников красители липидной природы, так как они растворя-
ются в жирах. Для получения «красного» масла, используемого в
производстве белковой икры —аналога икры лососевых, куку-
рузное масло перемешивают с измельченным варено-мороже-
ным крилем при соотношении масла и криля 1:3. После непро-
должительного настаивания (до 1 ч) окрашенное масло отделяют
центрифугированием.
При производстве белковой икры — аналога икры осетровых —
для окрашивания гранул используют реакцию комплексообразо-
вания между танинами (чая) и трехвалентным железом.
При производстве формованных изделий в рецептуры вводят
нитраты, которые взаимодействуют с миоглобином (МВ) и образу-
ют нитрозомиоглобин (NO—МВ), окрашивая продукты в розово-
красный цвет.
Н2О
NaNO3 -> NaNO2 -> HNO2 -» NO + NO2 -> NO + MB NO — MB
Нитрат натрия
Восстановление
Нитрит натрия
Кислая среда
Азотистая кислота
Восстановление
Оксид азота
Нитрозомиоглобин
Интенсивность окраски изделий зависит прежде всего от со-
держания миоглобина в сырье. Миоглобин у большинства рыб
входит в состав темной мускулатуры, содержание которой в
мышцах рыбы (% мышечной ткани) составляет: у сельдевых —
19,8, тресковых — 11,1, камбаловых — 8,8. При получении сури-
ми миоглобин большей частью вымывается водой. Поэтому для
окрашивания формованных изделий на основе рыбного фарша в
смесь помимо нитратов или нитритов вносят стабилизирован-
ную кровь теплокровных животных в количестве 0,75—3,5 %.
Окраска формованных изделий зависит также от количества нит-
рита натрия. При его дефиците образующегося оксида азота не
хватает для вступления в реакцию со всеми имеющимися в фар-
ше молекулами МВ. Применение нитрита натрия в избытке (бо-
лее 5—7,5 мг/100 г) может привести к ряду негативных послед-
ствий: повлиять на уровень безвредности продукта, так как нитрит
натрия токсичен, и, кроме того, он способствует образованию
канцерогенных N-нитрозаминных соединений. Для уменьшения
опасности возникновения N-нитрозаминов рекомендуют в про-
дукты добавлять аскорбиновую кислоту или ее соли, а также ли-
монную кислоту.
Нагрев ускоряет процесс распада нитрита до оксида азота и его
взаимодействие с миоглобином, вследствие чего количество оста-
точного нитрита снижается в 40—50 раз. Кроме того, нагрев ста-
билизирует окраску продукта. Оптимальные значения pH для об-
разования NO—МВ равны 5,6—6,0. Слишком кислая среда (менее
5,5) чрезмерно интенсифицирует процесс распада нитрита и мо-
жет привести к потере NO.
Синтетические (не имеющие натуральных дубликатов) краси-
тели могут проявлять токсическое действие на организм человека,
поэтому их применение более строго регламентируется по сравне-
нию с натуральными пищевыми красителями. В России в основ-
ном применяют два синтетических красителя: тартразин (желтый
краситель) и индигокармин (синий краситель). Эти красители до-
пускается вносить в продукты питания в количестве 30—50 мг/кг.
Недавно разрешено применение для окрашивания колбас в розо-
вый цвет синтетического красителя кармазина в количестве 10—
22,5 мг/кг.
В связи с развитием биотехнологии за рубежом широко приме-
няют красители, полученные путем микробиологического синте-
за, обладающие высокой окрашивающей способностью и стабиль-
ностью. К такому типу относится краситель с торговой маркой
«Red М», применяемый в производстве крабовых палочек.
Вкусоароматические добавки. Ароматические и душистые веще-
ства применяются в производстве продуктов заданного химичес-
кого состава и структуры для придания готовым продуктам специ-
фических, свойственных им аромата и вкуса. С этой целью можно
использовать натуральные экстракты и пасты, плодово-ягодные
соки, в том числе и консервированные, сиропы и пряности, а так-
же ароматические пищевые эссенции и др. Пищевые ароматичес-
кие вещества (одоранты) условно можно распределить на 3 кате-
гории: экстракты из растений и тканей животных (препараты);
эфирные масла растительного происхождения; отдельные хими-
ческие соединения, выделенные из простых природных соедине-
ний или полученные синтетическим путем.
Способы получения ароматизаторов, применяемых в производ-
стве аналогов продуктов из гидробионтов, основаны на выделении
и концентрировании веществ вкуса и запаха из различных видов
гидробионтов или отходов, образующихся при их переработке,
либо на моделировании процессов, происходящих при тепловой
обработке гидробионтов, с использованием компонентов нату-
ральных продуктов и различных интенсификаторов как натураль-
ного, так и искусственного происхождения. Возможен и набор
374
375
сложных композиций синтетических веществ — аналогов соеди-
нений натуральных одорантов.
К первой группе способов относится технология производства
вкусоароматической крабовой добавки (ВАКД), применяемой в
производстве крабовых палочек. В качестве сырья используют от-
ходы производства крабовых консервов или варено-мороженых
конечностей краба (камчатского, стригуна, волосатого). Каро-
пакс, панцирь конечностей, нестандартное мясо, поврежденные
конечности, некондиционный краб по транспортеру подают на
загрузочный транспортер-распределитель, где их сортируют и за-
чищают от внутренностей. Более качественная ВАКД получается
при использовании отходов, состоящих только из фрагментов
крабовых конечностей.
Для экстракции вкусоароматических веществ применяют теп-
ловую обработку, отходы предварительно измельчают с целью
лучших условий экстрагирования до кусочков размером не более
40x40 мм. Измельченные отходы обрабатывают в пресной воде
при температуре 90—100 "С, гидромодуле 2, в течение 10—20 мин
при постоянном перемешивании. Используют двукратную варку с
целью концентрирования бульона. Содержание сухих веществ в
крабовом экстракте составляет не менее 2 %. Помимо варки отхо-
дов в воде также их обрабатывают острым паром в течение 10 мин.
Образующийся конденсат и является крабовым экстрактом, так
как содержит вкусоароматические вещества.
Отделение крабового экстракта производят на сетчатом транс-
портере, причем для более полного его отделения применяют под-
прессовку отходов или центрифугирование. Очистка крабового
экстракта от взвешенных частиц и липидов осуществляется на су-
пердекантаторах и сепараторах. Очищенный экстракт (прозрач-
ный) направляют на концентрирование, которое осуществляется
упариванием под вакуумом при температуре 45—60 °C до содержа-
ния сухих веществ в нем не менее 40 %. В процессе концентриро-
вания крабового экстракта изменяются его органолептические по-
казатели. Происходит потемнение экстракта от светло-желтого до
коричневого цвета; крабовый запах становится интенсивнее. С
ростом содержания в экстракте сухих веществ происходит суще-
ственное увеличение содержания в нем белка, хлорида натрия,
минеральных веществ и незначительное — липидов. Полученный
концентрированный крабовый экстракт можно успешно исполь-
зовать в качестве ВАКД, но с целью усиления вкусоароматических
свойств к нему рекомендуют добавлять сахар, глутаминат натрия,
декстрин, меланоидины, сорбиновую кислоту. Последняя высту-
пает также в роли консерванта. После тщательного перемешива-
ния ВАКД направляют на кратковременную стерилизацию (тем-
пература 120 °C, продолжительность 20 с) и асептическое фасова-
ние. Хранят ВАКД при комнатной температуре в течение 1 года.
Значение химических процессов, ведущих к возникновению
специфических вкуса и запаха пищевых продуктов, позволяет раз-
рабатывать способы получения ароматизаторов методом модели-
рования. В основе этих способов лежат реакция Майяра и род-
ственные ей взаимодействия между углеводами, аминокислотами,
белками. Так, в результате реакции между рибофлавином, фос-
фатрибофлавином и метионином, проводимой при нагревании в
присутствии воды, получают пищевую ароматическую добавку с
сильным запахом моллюсков.
К большой группе ароматизаторов можно условно отнести
группу так называемых «оживителей вкуса», в которую входят глу-
таминовая кислота, рибонуклеиновые кислоты и их двунатриевые
соли.
§ 3. ТЕХНОЛОГИЯ ФОРМОВАННЫХ ПРОДУКТОВ
Формованные продукты — это изделия, полученные путем
придания смеси на основе рыбного фарша определенной формы и
структуры. К формованным продуктам относятся различные кол-
басы, сосиски, фаршевые кулинарные изделия (котлеты, биточки,
шницели), сухие смеси (соломка, чипсы) и др.
Типовая технологическая схема. Она включает в себя следую-
щие операции: размораживание фарша, набор рецептуры, переме-
шивание, формование, формирование структуры, упаковку и хра-
нение.
Фарш размораживают до температуры минус 5—минус 1 °C.
Нижний предел является более предпочтительным для предотвра-
щения повышения температуры фаршевой смеси при последую-
щем ее перемешивании. Размороженный фарш сурими, являю-
щийся термотропным гелем, имеет прочную конденсационно-
кристаллизационную структуру. Ее необходимо разрушить, чтобы
получить тиксотропную коагуляционную систему, способную
формоваться. Это осуществляют механическим путем в куттерах
или мешалках. Добавление к фаршу поваренной соли (2—4%)
способствует растворению части миофибриллярных белков, полу-
чению белкового золя, который проявляет хорошую формируе-
мость и самопроизвольно переходит в гелеобразное состояние.
К фаршу помимо соли добавляют жир, специи, ароматизаторы,
вкусовые добавки, воду, а также вещества, улучшающие структуру
готовых изделий и повышающие их выход (крахмал, морскую ка-
пусту, яичный белок, соевый изолят). Массу тщательно переме-
шивают и направляют на формование.
Ассортимент, внешний вид, структура формованных изделий
во многом определяются помимо рецептурного состава способом
формования и его аппаратурным оформлением. Для формования
пищевых смесей используют шприцы, прессы, экструдеры, грану-
ляторы, таблетирующие машины и другое оборудование. Началь-
376
377
ная структура продукта образуется уже при формовании, а затем
она закрепляется или формируется вследствие применения спе-
циальных технологических приемов. Обычно для придания опре-
деленной формы и структуры продукту применяют порциониро-
вание смеси на основе фарша типа сурими в формы или оболочки
с последующей тепловой обработкой при пониженной или повы-
шенной температуре, а также выдерживание полуфабриката в те-
чение определенного времени при заданной температуре с подсу-
шиванием или без него. Термическая обработка полуфабриката,
имевшего тиксотропную структуру, способствует формированию
термотропного геля (вареные колбасы, крабовые палочки). При
выдерживании и подсушивании полуфабриката вследствие кон-
центрирования белковых веществ происходит лиотропное гелеоб-
разование. Такая структура формованного продукта характерна
для сыровяленых и сырокопченых колбас. Если применяют глубо-
кую сушку, то образуются ксерогели, например структура крупки.
Для получения формованных продуктов с пористой структурой
часто применяют процесс экструдирования смеси при температу-
ре выше 100 “С под давлением в среду с более низкими значения-
ми температуры и давления. Пористость структуры обеспечивает-
ся явлением бурного вскипания воды в экструдате и ее испарения.
Для формирования заданной структуры формованного полу-
фабриката используют также явление коагуляции белка при изме-
нении pH среды, для чего подготовленную смесь экструдируют в
кислотную или спиртовую среду. Применяют также введение в
фаршевую смесь альгината натрия и экструдирование этой смеси
в раствор хлорида кальция, где происходит переход альгината на-
трия в гелеобразное состояние (альгинат кальция), в результате
чего формованное изделие приобретает необходимые структурные
свойства.
Структура формованных изделий на основе сурими определя-
ется прежде всего таким свойством самого фарша, как способ-
ность к гелеобразованию. Процесс гелеобразования сурими разви-
вается во времени и носит название «осаживание». Различают
низкотемпературное гелеобразование (< 15 °C) и высокотемпера-
турное (> 30 °C).
С физико-химической точки зрения высокотемпературное ге-
леобразование — это конформационные изменения макромолекул
белков и образование межмолекулярных связей (рис. 7.1). В ходе
осадки сурими из минтая вследствие конформационных измене-
ний образуются мостиковые связи между цепочками миозина,
способствующие формированию сетчатой структуры.
Степень и скорость увеличения эластичности при гелеобразо-
вании сурими максимальные в нейтральной среде, а в кислой и
щелочной средах уменьшаются. Процесс формирования геля и его
реологические характеристики во многом зависят от температуры.
Осаживание геля при температуре 10—30 °C перед термической
Рис. 7.1. Образование различных типов связей при высокотемпературном гелеобра-
зовании:
а — электростатическое взаимодействие; б — водородные связи; в и г — гидрофобное взаимо-
действие; д — дисульфидные мостики
обработкой предотвращает снижение прочности геля при высоко-
температурном нагреве (выше 90 °C). С повышением температуры
осаживания скорость увеличения эластичности геля возрастает,
достигая максимума при 25 °C. При низких температурах скорость
увеличения эластичности значительно замедляется, и даже через
72 ч эластичность не достигает максимальных (по сравнению с
температурой 25 °C) значений. Использование низкотемператур-
ного или высокотемпературного гелеобразования позволяет полу-
чить формованные продукты необходимой степени эластичности.
При этом в каждом конкретном случае определяется длительность
процесса гелеобразования. Так, сходной эластичностью обладают
образцы, осаживание которых проводилось в течение 8—16 ч при
температуре 5—10 °C или в течение 1—2 ч при 25—35 °C. Сурими
же из волнистого горбыля и тиляпии при 5—10 °C вообще не оса-
живается. Следует отметить, что для этих видов рыб осаживание
лучше проводить при температуре 25—35 °C в течение 2—6 ч.
Добавление соли уменьшает стойкость рыбных белков по отно-
шению к тепловому эффекту, но способствует гелеобразованию
при низких температурах. Денатурирование белков ухудшает фун-
кциональные свойства сурими, прежде всего увеличивается жест-
кость геля. Протеолитическая деградация рыбных белков также
ослабляет их способность к гелеобразованию.
При прогревании формованных изделий в температурном ин-
тервале 50—70 °C отмечают разрушение гелевой структуры (явле-
ние модори), что отрицательно сказывается на консистенции го-
тового продукта.
378
379
Явление модори объясняется неоднородностью состава белко-
вых молекул, вследствие чего при определенных условиях некото-
рые из них способны к переходам в межмолекулярное простран-
ство без образования поперечных связей. Также при объяснении
этого явления определенная роль отводится протеолитическим
ферментам, часть которых не удаляется при изготовлении сурими
и активируется при температуре 50—65 °C, например трипсинопо-
добные термостабильные протеазы минтая.
Структуру геля сурими можно регулировать путем смешивания
с другими гелеобразующими и негелеобразующими компонента-
ми. Добавление жира, воды, крахмала, гидроколлоидов, расти-
тельных белков оказывает влияние на консистенцию и реологи-
ческие свойства пищевого продукта. Если добавка способна обра-
зовывать первичную структурную сетку геля в продукте, то она в
определенной степени обусловливает в целом структуру продукта.
Многое зависит от концентрации компонентов, образующих сет-
ку геля. Жесткость геля из сурими при добавлении крахмала по-
вышается, особенно при использовании картофельного крахмала,
гранулы которого поглощают воду, разбухают и заполняют проме-
жуточные пространства сетчатой структуры геля сурими, повышая
тем самым ее жесткость.
Для изменения структурообразующих свойств сурими в фарше-
вую смесь одновременно вводят крахмал и белок яйца. Причем
каждое из этих веществ, являясь природным полимером, по-своему
влияет на структурные свойства сурими. Крахмал до 10 % к массе
сурими повышает упругость геля, снижая при этом его эластич-
ность и прочность. Увеличение дозировки крахмала более чем до
10 % приводит к получению гранулированной структуры формо-
ванного изделия. Что касается сырого яичного белка, то он препят-
ствует формированию структуры геля, так как содержит водора-
створимые белки, которые в определенной степени препятствуют
образованию межмолекулярных связей. Однако при низкотемпера-
турной термообработке свойства яичного белка меняются, в резуль-
тате чего эластичность геля сурими возрастает в большей степени
по сравнению с сурими, содержащим крахмал. Но при высокотем-
пературной обработке формованные изделия из сурими с яичным
белком становятся хрупкими, их эластичность снижается.
Что касается чрезмерной упругости геля, то крахмал усиливает
ее, а яичный белок ослабляет. Поэтому, изменяя дозировку этих
двух веществ, можно получать гель сурими заданной консистен-
ции. Кроме того, для уменьшения неприятной резиноподобной
консистенции геля высококачественного сурими можно исполь-
зовать менее функциональные гелеобразующие компоненты в
строго определенных количествах. Например, для уменьшения
резинистости продуктов для детского питания можно сочетать су-
рими и фарш, подвергнутый температурной обработке с частично
денатурированными белками.
Гелеобразующие свойства сурими из минтая улучшаются при
смешивании его с фаршем из беспозвоночных, в частности из
кальмара. Последний рекомендуется добавлять в количестве не
более 50 % массы сурими из минтая, а смесь перед термообработ-
кой выдерживать в течение 24 ч при температуре 4 °C для осадки.
Сурими можно использовать в качестве связующего вещества, ра-
створив в соленой воде до образования густой пасты, затем пере-
мешать с кусочками мяса рыбы или беспозвоночных и выдержать
в холодильнике или нагреть. В результате «застывания» белка об-
разуется гель, устойчивый при любой температуре.
Из вышеперечисленных данных следует, что фаршевую смесь
на формование необходимо направлять без задержки, не допуская
ее самопроизвольного гелеобразования. Рекомендуют осаживать
формованные изделия при температуре 0—5 °C в течение 12—24 ч
или при температуре 30—40 "С в течение 0,5—2 ч. Для уменьше-
ния развития явления модори температурный интервал 55—70 °C
необходимо проходить как можно быстрее.
Формованные продукты фасуют в пакеты из полимерных пле-
нок, коробки из картона и комбинированных материалов, а также
используют оборотную тару (ящики, лотки, противни, контейне-
ры). Хранят формованные продукты до реализации как кулинар-
ные изделия при температуре, предусмотренной нормативными
документами (минус 2—минус 8 °C).
Технология камабоко. Ассортимент кулинарных формованных
продуктов весьма разнообразен по рецептурам, форме, структуре,
видам тепловой обработки и т.д. История приготовления кули-
нарных изделий из промытого рыбного фарша берет начало с
XVI в. Уже в то время в Японии выпускали формованные изделия
из сурими, или камабоко. В настоящее время ассортимент кама-
боко насчитывает более 500 наименований; некоторые из них
производит отечественная промышленность.
На производство камабоко направляют сурими высшего каче-
ства, который после размораживания помещают в куттер и в пер-
вый раз перемешивают в течение 4—5 мин. Затем в куттер вносят
поваренную соль и проводят второе куттерование в течение
10 мин. После второго куттерования фаршевая смесь имеет коагу-
ляционную структуру, которая обладает способностью течь и фор-
моваться.
Признаком восстановления функциональных свойств белков
является высокая степень адгезии фарша. Затем в куттер вносят
воду, как правило, в виде льда, глутаминат натрия, набор прянос-
тей, структурообразователи и другие компоненты. Смесь переме-
шивают в куттере еще в течение 10 мин с целью создания благо-
приятных условий для взаимодействия белков фарша с водой,
диспергирования жира (если он входит в состав смеси), равномер-
ного распределения всех компонентов. Воду лучше добавлять пор-
циями, так как введение сразу слишком большого количества
380
381
воды приводит к уменьшению концентрации поваренной соли,
вызывает разжижение фарша. Наличие поваренной соли повыша-
ет растворимость актина и миозина, препятствует их комплексо-
ванию и, следовательно, увеличивает величину водосвязывания.
Способность фарша поглощать и удерживать воду определяет-
ся гидрофильными свойствами белков мышечного волокна, в час-
тности миозином, актином и в некоторой степени тропомиози-
ном, на поверхности молекул которых имеются полярные группы,
способные взаимодействовать с диполями воды.
Направленное повышение величины водосвязывающей спо-
собности фаршевой смеси можно осуществлять путем примене-
ния пищевых добавок и компонентов следующих 3 видов:
1) веществ, повышающих гидратацию мышечных белков за
счет сдвига pH и разблокирования гидрофильных центров, к кото-
рым относятся натриевые соли фосфорных кислот;
2) веществ, не влияющих на степень гидратации мышечных
белков, но хорошо связывающих воду (как правило, после термо-
обработки), к которым относятся крахмал, пшеничная мука, же-
латин, измельченная морская капуста и др.;
3) веществ белкового происхождения (яичный белок, СБИ, су-
хое молоко, кровь и ее фракции), обеспечивающих повышение
как концентрации растворимых белков в системе, так и пищевой
ценности готовых формованных изделий.
СБИ вносят в фаршевую смесь в сухом виде или после предва-
рительной гидратации в виде дисперсий или гель-формы. Реко-
мендуемый уровень введения СБИ в фаршевые смеси 2—4 %.
При перемешивании важно контролировать температуру в
фаршевой смеси, так как миозин и актомиозин термолабильны, и
в случае локального нагрева фарша при куттеровании белки могут
денатурировать, что отрицательно влияет на процесс гелеобразо-
вания. Во избежание повышения температуры смеси воду реко-
мендуется добавлять в виде льда.
Некоторые виды камабоко включают в себя крупные фрагмен-
ты овощей (морковь, свекла, петрушка и др.), мяса лососевых или
моллюсков. Во избежание измельчения этих компонентов их сме-
шивают с фаршевой смесью после окончания процесса куттерова-
ния.
При производстве камабоко используют несколько способов
формования фаршевой смеси.
По традиционному японскому способу фаршевую смесь нано-
сят в виде горки правильной формы с гладкой поверхностью на
тонкую деревянную прямоугольную дощечку. Формуют камабоко
также в виде трубки, батона диаметром 20—60 мм, стержня с на-
ружными шлицами, набивая смесь в оболочку. При производстве
обжаренной продукции изделия формуют в виде плоских дисков,
палочек, шариков. Важно перед формованием или в его процессе
из фаршевой смеси удалить воздух, так как он отрицательно влия-
ет на качество формованных изделий в процессе термообработки
и хранения готовых изделий: происходят образование пор, ухуд-
шение цвета, катализ окислительных процессов и т. д.
После формования камабоко направляют на термическую об-
работку, которая, как правило, проводится в два этапа. На первом
этапе имеет место кратковременное воздействие невысокой тем-
пературы (около 40 °C), на втором — закрепление структуры кама-
боко вследствие образования термотропного геля и доведения
продукта до полной кулинарной готовности. Применяют следую-
щие виды тепловой обработки камабоко: выдерживание в кипя-
щей воде, обработка острым паром, инфракрасным излучением,
обжаривание в масле. Камабоко на дощечке сначала выдерживают
в горячей воде (температура 60—70 °C) в течение около 5 мин, а
затем обрабатывают острым паром в течение 30—40 мин. При
производстве камабоко на дощечке вследствие использования
фарша с высокими функционально-технологическими свойства-
ми в рецептуру изделий вводят минимальное количество крахма-
ла, поэтому данный продукт относится к продуктам экстракласса.
При выпуске камабоко в виде трубки фаршевую смесь наносят
ровным слоем вокруг деревянного или полимерного стержня, вы-
держивают в горячей воде 3—4 мин и обжаривают в газовой или
электрической печи при температуре около 200 °C в течение 7—
10 мин при вращательном движении. По окончании термообра-
ботки стержень вынимают, поверхность трубочек приобретает ап-
петитную неравномерную светло-коричневую окраску.
При производстве камабоко, обжаренного в масле, формован-
ные изделия без панировки обжаривают в растительном масле в
два этапа.
На первом этапе температура масла 120—130 °C, продолжи-
тельность обжаривания 4—6 мин, на втором этапе 180—200 °C,
продолжительность обжаривания 5—8 мин, в зависимости от раз-
мера продукта. При производстве такого продукта необязательно
использовать сурими высшего качества. В его рецептуру, как пра-
вило, входят большое количество крахмала (около 10 %), а также
овощи.
При изготовлении камабоко в оболочке фаршевую смесь наби-
вают в оболочку из полимерной пленки. Формованные изделия
подвергают тепловой обработке в воде сначала при 30—40 °C в те-
чение 10—15 мин, после чего при 90—95 °C в течение 40—50 мин.
Сроки хранения камабоко при температуре не выше 10 °C со-
ставляют не более 72 ч. Если при термической обработке камабо-
ко в оболочке была достигнута температура 121 °C в течение 4 мин
(обработка в автоклавах), то такие изделия хранят при температу-
ре 20 °C в течение 1 мес. В качестве антисептиков в продукты из
сурими добавляют водорастворимую соль сорбиновой кислоты
(сорбиновокислый калий — сорбинат калия) в количестве не бо-
лее 2 г/кг продукта.
382
383
Технология продуктов, имитирующих мясо ракообразных. Это та-
кие продукты, как крабовые палочки, аналоги мяса омара, лангу-
ста, шейки креветки и др. Подготовка фаршевой смеси осуществ-
ляется так же, как при производстве камабоко. Рецептуры фарше-
вых смесей для производства крабовых палочек приведены в таб-
лице.
Peuemypa смеси для производства крабовых палочек, кг
Ингредиент | Фаршевая смесь |Красное тесто
Рыбный фарш 100,0 100,0
Поваренная соль 2,8 —
Картофельный крахмал 8,0 —
Яичный белок 16,0 —
Крабовый экстракт 5,0 —
Крабовый ароматизатор 1,5 —
Глутаминат натрия 1,6 —
Вода 50,0 50,0
Краситель — 6,2
Всего 184,9 156,2
Примечание. Соотношение окрашенной и неокрашенной пасты 1 :40.
Предварительно из небольшого количества фаршевой массы
готовят так называемое красное тесто (окрашенную пасту), кото-
рое наносят на поверхность крабовых палочек, придавая ей харак-
терный красный цвет. В состав красного теста помимо фаршевой
массы входят порошкообразный краситель «Red М» и вода со
льдом. Приготовленное красное тесто помещают в экструдер, обо-
рудованный системой охлаждения. Фаршевая масса из экструдера
по фаршепроводу поступает в фаршефорсунку, из которой выдав-
ливается в виде тонкого (толщина около 1,6 мм) и широкого по-
лотна на транспортерную ленту из нержавеющей стали. Находясь
на транспортере, полотно из фаршевой массы подвергается тер-
мообработке при температуре 40—70 °C в течение 1,5 мин. Вслед-
ствие такой обработки лента из фаршевой массы приобретает
прочность и эластичность за счет формования сетчатой трехмер-
ной структуры геля. После охлаждения до температуры окружаю-
щего воздуха лента из фаршевой массы проходит между двумя ва-
ликами с рифленой поверхностью. Рифли валиков прорезают по-
лотно фаршевой массы с двух сторон на такую глубину, при кото-
рой внутренние слои обеспечивают прочную связь между
образовавшимися волокнами фаршевой массы. Затем с помощью
вращающихся роликов лента фаршевой массы с насеченными во-
локнами формуется в жгут (пучок) овальной формы, имеющий
сходство с мясом крабовых конечностей. Затем жгут окрашивают.
Для этого на полимерную пленку шириной 90 мм наносят узкую
полоску (10—15 мм) предварительно подготовленного красного
теста, поступающего из охлаждаемого экструдера. Сформованный
жгут ложится на пленку сверху слоя красного теста. Так как крас-
ное тесто хорошо прилипает к фаршевой смеси, то последняя
приобретает окраску, характерную для крабового мяса.
С помощью специального механизма пленка плотно оборачи-
вается вокруг жгута и термосваривается. Окрашенный и упакован-
ный жгут из фаршевой массы порционируется на палочки длиной
100—105 мм, которые направляют на варку и охлаждение. Варят
палочки при температуре 92 "С в течение 15 мин, охлаждают до
температуры 20—25 "С в течение 10 мин. Палочки по нескольку
штук фасуют в пакеты из полимерной пленки и герметично упа-
ковывают под вакуумом. Срок хранения крабовых палочек при
температуре минус 1—минус 5 °C до 72 ч, при температуре минус
18 °C —не более 30 сут. Готовые крабовые палочки по внешнему
виду, вкусу и аромату напоминают натуральное мясо краба.
При изготовлении продукта, имитирующего мясо омара, в
рыбную пасту вносят вкусоароматические вещества, крахмал, рас-
тительное масло, смесь подвергают термообработке, нарезают в
виде волокон или полосок и смешивают со связующим веще-
ством. В качестве связующего вещества применяют рыбную пасту
и другие белковые добавки. Соотношение волокон и связующего
вещества 6 :4—8 :2. Смесь волокон и связующего вещества фор-
муют в виде кусочков неправильной формы, выдерживают для
осадки 10 мин при температуре 90 °C, термически обрабатывают
(паром) в течение 10 мин. Полученный продукт по внешнему
виду, консистенции, вкусоароматическим свойствам близок к на-
туральному мясу омара.
Для получения продукта, имитирующего мясо лангуста, рыб-
ную пасту, содержащую вкусовые добавки, подвергают термообра-
ботке, режут на ломтики, полоски, небольшие кусочки, которые
затем смешивают со связующей добавкой. В качестве добавки
используют сурими или смесь яичного белка, пшеничного белка или
казеината натрия, взятых в соотношении 100 : 1. Оптимальное со-
отношение фрагментов коагулированной рыбной пасты и связую-
щей добавки 7:3. Полученную смесь перемешивают в куттере или
тестомесильной машине в течение 5—20 мин в сильно разрежен-
ной атмосфере. Смесь, не содержащую пузырьков воздуха, при
пониженном или атмосферном давлении фасуют в специальные
гнезда, имеющие форму очищенных шеек лангустов, и подверга-
ют термообработке острым паром при 90 °C в течение 15 мин. Пе-
ред термообработкой формованный продукт целесообразно под-
вергнуть осадке. Готовый продукт хранят в мороженом или охлаж-
денном виде, причем перед употреблением его желательно обжа-
рить. Для фиксирования формы продукта и придания ему
соответствующей консистенции применяют термическую обра-
ботку не только при высоких, но и при низких температурах. Так,
при приготовлении из сурими минтая аналога мяса морского ушка
подготовленную описанными выше способами смесь фасуют в
формы (высота 50 мм, ширина 60 мм, длина 0,25 мм), выдержива-
384
385
ют для осадки в течение 1 ч при температуре 40 "С и замораживают
до температуры минус 15 °C. Затем формованные изделия варят
при температуре 90 °C в течение 1,5 ч, режут на ломтики толщи-
ной 3 мм, упаковывают под вакуумом в пакеты и стерилизуют
30 мин при температуре 120 “С.
Технология колбас и сосисок. Колбасы на основе рыбного фар-
ша могут быть представлены двумя видами: гомогенные (тонкоиз-
мельченные, однородные по структуре и виду на разрезе) изделия
типа сосисок и сарделек, вареных колбас, колбасок-гриль; грубо-
измельченные типа полукопченых, варено-копченых, копченых и
сыровяленых колбас. Сырьем для производства колбас может слу-
жить промытый и непромытый рыбный фарш. При составлении
фаршевой смеси часто используют фарш двух видов рыб (напри-
мер, трески и кеты), а также фарш из кальмара. В качестве вспо-
могательных материалов в фаршевую смесь добавляют поварен-
ную соль, лук, чеснок, растительное масло или свиной шпик, глу-
таминат натрия. При производстве копченых колбас в смесь до-
бавляют нитрит натрия и стабилизированную кровь для придания
готовым изделиям соответствующей окраски.
Составление и перемешивание фаршевой смеси для производ-
ства вареных колбас и сосисок, как правило, осуществляют в кут-
тере, позволяющем получать тонкодисперсную систему. Подго-
товку фаршевой смеси для производства копченых и вяленых кол-
бас осуществляют в фаршемешалке, так как необходимо сохра-
нить целыми фрагменты сала и в некоторых случаях рыбной
мышечной ткани. В колбасном производстве используют различ-
ные типы оболочек, которые являются технологической емкос-
тью, придающей изделию форму и защищающей его от внешних
воздействий. Оболочки подразделяют на четыре основные груп-
пы: натуральные (черева), белковые (коллагеновые) искусствен-
ные, целлюлозные и полимерные.
Для приготовления колбас и сосисок используют тонкие говя-
жьи, бараньи и свиные кишки. Соленые кишки замачивают в хо-
лодной воде: говяжьи — 12—16 ч, свиные и бараньи — 2—3 ч. Су-
хие кишки замачивают в холодной воде до полного размягчения
(до 1 сут). Цель замачивания — придание стенкам кишок элас-
тичности. Для очистки кишок от загрязнений их после замачива-
ния промывают водой, а затем продувают воздухом. Цель про-
дувки — проверка наличия отверстий и прочих дефектов. В мес-
тах, где есть отверстия, кишки перерезают. Натуральные оболоч-
ки имеют высокую проницаемость, усадку и прочность на
разрыв.
Белковые искусственные оболочки изготовляют из обрезков
шкур крупного рогатого скота. После специальной обработки
коллаген шкуры превращают в однородную вязкопластическую
массу, из которой экструдируют оболочку соответствующего диа-
метра (28—90 мм). Белковые искусственные оболочки (типа кути-
зин, белкозин, натурин, фибрин и др.) по прочности, эластичнос-
ти и бактериальной чистоте превосходят черева, устойчивы к дей-
ствию высоких температур (до ПО °C), газо- и паропроницаемы.
Перед использованием белковые оболочки замачивают в теплой
воде в течение 5—10 мин.
Целлюлозные оболочки изготовляют двуслойными из целлю-
лозной пленки (целлофана). Целлофан имеет высокую механичес-
кую прочность, прозрачность, устойчивость к жирам, газопрони-
цаемость, хорошо окрашивается и воспринимает печать. Кроме
целлофановых целлюлозные оболочки могут быть фиброзными,
имеющими целлюлозную волокнистую основу. Фиброзные обо-
лочки отличаются высокой прочностью и хорошей паро- и ды-
мопроницаемостью.
К полимерным оболочкам относятся полиэтиленовые, поли-
этиленцеллофановые, повиденовые, сарановые (усаживающиеся)
и др. Они характеризуются низкой водо- и газопроницаемостью,
высокой прочностью. Применяют их при производстве колбас, не
подвергаемых копчению.
Оболочки наполняют фаршевой смесью с помощью шприцев
различной конструкции. Физическая сущность процесса шприце-
вания заключается в пластической деформации фаршевой смеси
под воздействием определенного давления и ее истечении через
насадку шприца — цевку. Оптимальная величина давления шпри-
цевания составляет: для сосисок (4—6)105Па, копченых колбас
(6—8)105Па, сыровяленых колбас до 13- 105 Па. При шприцева-
нии необходимо проводить вакуумирование смеси, так как нали-
чие воздуха вызывает изменение цвета колбас, ухудшает консис-
тенцию и структуру батонов.
Сформованные батоны колбас перевязывают в несколько пе-
тель шпагатом, а сосиски по мере наполнения оболочек фаршем
перекручивают через каждые 10—15 см. Воздух, попавший вместе
с фаршем, удаляют прокалыванием оболочки шпилькой.
Затем проводят осадку формованных изделий. Колбасы и со-
сиски навешивают на рамы (рейки) и выдерживают при темпера-
туре окружающей среды в течение 20—60 мин. При использова-
нии в производстве вареных колбас и сосисок современного обо-
рудования, обеспечивающего высокую степень гомогенизации
компонентов фаршевой смеси, вакуумирование и осадка батонов
могут быть исключены.
Подвешенные на рейки колбасы и сосиски загружают в запол-
ненный горячей водой котел для варки при температуре 90—95 °C
в течение 40 мин. Сосиски варят при температуре 80—95 °C в тече-
ние 30—50 мин. По окончании варки температура внутри колбас
должна быть не менее 80 °C, сосисок — не менее 75 °C.
Вареные колбасы и сосиски охлаждают в подвешенном состоя-
нии в течение 3—3,5 ч при температуре не выше 15 °C. Готовые
вареные колбасы и сосиски имеют плотную, сочную консистен-
386
387
цию, приятные вкус и запах, свойственные данному виду продук-
та с легким ароматом чеснока и пряностей; содержание поварен-
ной соли в них составляет 1,5—2,5 %.
Готовые колбасы и сосиски фасуют в противни, лотки, контей-
неры с крышками и хранят при температуре 4—8 “С не более 48 ч.
При производстве копченой и сыровяленой колбасы фаршевую
смесь шприцуют в натуральные или искусственные оболочки диа-
метром не более 45 мм.
Батоны скрепляют с обеих сторон металлическими клипсами
или обвязывают шпагатом с петлей на конце батона. Подготов-
ленные батоны колбас подвешивают на клети и оставляют для
осадки в течение 16—24 ч при температуре от 0 до 4 "С и относи-
тельной влажности воздуха 85—90 %. После осадки колбасные ба-
тоны коптят дымом от древесных опилок в течение 6—24 ч при
температуре 14—22 °C до появления характерного колера и на-
правляют на сушку. Сушку производят при температуре 10—12 °C
и относительной влажности воздуха 75—78 % в течение 10—20 сут
(в зависимости от диаметра оболочки) до содержания воды в гото-
вых колбасах не более 35 %. Готовый продукт имеет плотную кон-
систенцию, вкус и запах приятные, слегка острые, с выраженным
ароматом пряностей, копченостей; содержание поваренной соли
4,0—6,0 %. Срок хранения колбас при температуре не выше 10 "С
и относительной влажности воздуха не более 75 % составляет до
60 сут.
Технология обжаренных хрустящих рыбных палочек. Эту продук-
цию изготовляют из промытого или непромытого мороженого
рыбного фарша как путем его реструктурирования, так и спосо-
бом распиловки блоков в замороженном состоянии на палочки
определенных размеров. Последним способом получают палочки
не только из фарша, но и из филе. Способ получения хрустящих
палочек (биточков, фишбургеров и др.) через реструктуризацию
блоков и составление фаршевой смеси позволяет получать изде-
лия разнообразных органолептических характеристик за счет вку-
совых, структурообразующих добавок, а также увеличить выход
готовых продуктов. Хрустящие палочки выпускают как в виде из-
делий, доведенных до полной кулинарной готовности, так и в
виде мороженых полуфабрикатов, которые перед употреблением
необходимо обжарить.
Технологическая схема производства хрустящих палочек вклю-
чает в себя размораживание фарша, приготовление фаршевой сме-
си, ее созревание, формование изделий, последовательное паниро-
вание сухой и жидкой панировкой, обжаривание, охлаждение, быс-
трое замораживание, фасование, хранение или реализацию.
Фаршевую смесь можно готовить как в куттере, так и в фарше-
мешалке. К фаршу добавляют поваренную соль, пшеничную муку,
сухое молоко, масло растительное дезодорированное, сахар, глута-
минат натрия, специи, крахмал, измельченную морскую капусту,
СБИ, воду или рыбный бульон. Порядок приготовления фарше-
вой смеси аналогичен вышеописанному.
Если рыбный фарш, составляющий основу смеси, имеет высо-
кие функционально-технологические свойства, то массу после пе-
ремешивания направляют на формование. При использовании
непромытого фарша с высоким содержанием воды фаршевая
смесь плохо формуется, изделие из нее разрушается при последу-
ющей обработке. Такую фаршевую смесь направляют на созрева-
ние при температуре около минус 5 “С в течение 12 ч. Из фаршевой
смеси формуют палочки в виде прямоугольных брусочков длиной
около 10 см, массой не более 70 г, а также биточки круглой, оваль-
ной формы диаметром около 10 см, массой не более 85 г.
Палочки, получаемые путем распиловки блоков или формо-
ванные из фаршевой смеси, обсыпают крахмалом так, чтобы он
покрывал их поверхность равномерным тонким слоем. Впослед-
ствии крахмал, гидролизуясь при тепловой обработке, образует
гель, заполняющий пространство между поверхностью изделия и
обжарочной корочкой. Благодаря этому гелю корочка хорошо
удерживается на поверхности изделия и устраняется дефект «пус-
того пространства», который может возникнуть при охлаждении
изделий после обжарки вследствие уменьшения их линейных раз-
меров. На панированные крахмалом палочки наносят ровным
тонким слоем жидкое тесто. При панировании палочек, получен-
ных распиловкой мороженых блоков фарша или филе, в состав
жидкого теста входят помимо пшеничной муки поваренная соль,
растительное масло, яичный порошок, глутаминат натрия, сахар,
специи. Таким образом, при необходимости осуществляется обла-
гораживание вкуса, запаха и консистенции изделий, получаемых
из непромытого рыбного фарша. На формованные изделия, по-
крытые жидким тестом, наносят слой панировочных сухарей так,
чтобы он равномерно покрывал их поверхность. Излишняя крош-
ка снимается с поверхности изделий путем обдувания их воздухом
или с помощью ленточной щетки.
Сформованные и панированные изделия обжаривают в расти-
тельном масле при температуре 170—180 °C до образования на их
поверхности равномерной корочки от золотисто-желтого до свет-
ло-коричневого цвета. Продолжительность обжарки 7—10 мин
при температуре в центре изделий не менее 72 °C.
Рыбные палочки (полуфабрикат), предназначенные для быс-
трого замораживания, обжаривают в течение 40 с до образова-
ния обжаренной корочки, но сами они остаются полусырыми.
Обжаренные палочки охлаждают до температуры 8 °C. Изделия,
прошедшие краткосрочную обжарку, направляют поштучно в
воздушные морозильные аппараты при температуре минус 40-
минус 35 °C, продолжительностью 30—40 мин. Температура в тол-
ще продукта при выгрузке из морозильных аппаратов должна
быть не выше минус 18 °C.
388
389
Рыбные палочки (биточки) фасуют в пакеты из пленочных ма-
териалов, в пачки из картона и комбинированного материала мас-
сой продукта 2—4 кг.
Рыбные палочки, обжаренные до готовности, хранят при тем-
пературе 2—6 "С не более 36 ч с момента изготовления, а быстро-
замороженные изделия —при температуре не выше минус 18 °C
не более 6 мес.
Технология белковых коагулятов типа творогов. Технология рыб-
ных белковых коагулятов типа творогов предусматривает сначала
получение водно-жировой эмульсии, в которой заданные струк-
турные свойства обеспечиваются применением сурими в количе-
стве 30 % массы эмульсии. При разрушении таких эмульсий обра-
зуются белые агломераты коагулированного белка, внешне напо-
минающие натуральный творог. Так как жировая фаза находится в
эмульсии в тонкодиспергированном виде, то при разрушении
эмульсии жир остается в белковом коагуляте.
Технологическая схема производства белковых творогов вклю-
чает в себя: размораживание сурими, набор рецептуры смеси,
эмульгирование, осаждение творожного сгустка, его отделение,
термическую обработку, фасование, упаковку, хранение.
Фарш сурими размораживают на воздухе до температуры ми-
нус 2—0 °C и направляют в специальную емкость с мешалкой, где
осуществляется набор рецептуры смеси, предназначенной для
эмульгирования. В состав смеси кроме фарша входят растительное
масло, вода, поваренная соль, сахар, измельченная морковь, яб-
лочное пюре и др. Набор рецептуры можно осуществлять в кутте-
ре, если он быстроходный и его можно использовать для осуще-
ствления процесса эмульгирования. Подготовленную смесь пере-
мешивают в емкости и эмульгируют в гомогенизаторе, эмульсоре
или коллоидной мельнице, получая густую нерасслаивающуюся
сметанообразную эмульсию. При перемешивании и эмульгирова-
нии не допускается повышение температуры смеси выше 12 °C,
так как это отрицательно сказывается на эмульгирующей способ-
ности белков сурими.
Для разрушения эмульсии используют ионотропное гелеобра-
зование, в частности кислотную коагуляцию, так как миофибрил-
лярные белки рыб чувствительны к изменению pH среды.
Внесение незначительного количества кислоты, например ук-
сусной (0,1 %), нарушает агрегативную устойчивость системы, что
выражается в отделении водной фазы эмульсии без образования
требуемой творожной структуры. Внесение в систему 0,5—0,6 %
кислоты приводит к ухудшению органолептических показателей
получаемых образцов, так как они имеют сильно выраженный
вкус и запах уксусной кислоты и сухую консистенцию. Эти изме-
нения связаны с потерей белками функциональных свойств вслед-
ствие глубокой денатурации под действием кислоты. Оптималь-
ным количеством уксусной кислоты является 0,3—0,4 %, при ко-
тором происходит образование у коагулята желаемой структуры
творога.
Для отделения творожного сгустка от жидкой части (сыворот-
ки) полученную после коагуляции смесь помещают сначала на
сито, а затем выдерживают в перфорированных емкостях 20—
30 мин при температуре 8—10 °C.
Полученный полуфабрикат белкового творога необходимо тер-
мически обработать, так как кислотной денатурацией достигается
лишь образование требуемой структуры, но она не приводит к
полной кулинарной готовности получаемого продукта. Тепловая
денатурация вызывает сокращение мышечного волокна и уплот-
нение его структуры. В то же время вследствие гидролитических
изменений коллагена и образования глютина термически обрабо-
танный продукт приобретает мягкую консистенцию. В зависимос-
ти от рецептуры творог варят в сладкой или соленой воде при тем-
пературе 95—97 °C в течение 5—7 мин или обжаривают на расти-
тельном масле с добавлением предварительно подготовленных
лука, моркови, риса в течение 7—10 мин. Термически обработан-
ный продукт охлаждают и фасуют в пакеты или банки из поли-
мерных материалов массой не более 0,5 кг, которые герметизиру-
ют, укладывают в ящики из гофрированного картона и направля-
ют на хранение или реализацию. Срок хранения готовой продук-
ции при температуре 0—5 °C не более 72 ч с момента
изготовления.
§ 4. ТЕХНОЛОГИЯ ЭМУЛЬСИОННЫХ ПРОДУКТОВ
Эмульсионные продукты представляют собой тонкодисперс-
ные, вязкие, устойчивые системы, включающие в себя водную и
жировую фазы, а также другие компоненты: белки, углеводы, ми-
неральные вещества, красители, витамины. Как правило, эти сис-
темы имеют коагуляционную структуру и обладают тиксотропией.
Видами эмульсионных продуктов являются соусы, майонезы, за-
менители цельного молока, забеливатели кофе, коктейли и др.
Такие продукты можно использовать как самостоятельно, так и
для производства широкого ассортимента кулинарных изделий,
пресервов и консервов.
Типовая технологическая схема. Она включает в себя следующие
операции: подготовку компонентов, набор рецептуры, подготовку
смеси к эмульгированию, эмульгирование, фасование, хранение.
При подготовке компонентов проводят контроль их качества,
тонкое измельчение, просеивание. Компоненты дозируют и на-
правляют в емкость, где, как правило, нагревают смесь, что спо-
собствует диспергированию жира в воде. Смесь перемешивают,
получая «грубую» эмульсию, в которой все компоненты равномер-
но распределены по объему, но степень дисперсности жира в воде
невысокая. Затем смесь направляют на эмульгирование в специ-
390
391
альных аппаратах — гомогенизаторах, коллоидных мельницах,
эмульсорах, мешалках интенсивного действия. В результате
эмульгирования образуется однородная система, в которой одна
из несмешиваюшихся жидкостей (вода или масло) находится в
виде мельчайших капелек в другой, называемой непрерывной фа-
зой. Если диспергированная фаза — масло, то эмульсия относится
к прямому типу масло—вода, если наоборот, то тип эмульсии об-
ратный — вода—масло. Пищевые эмульсии, как правило, относят-
ся к прямому типу.
Консистенция, реологические свойства эмульсионных продук-
тов, их усвояемость поддаются регулированию путем подбора того
или иного эмульгатора, а также применения соответствующих
технологических режимов их приготовления, в частности соотно-
шения водной И жировой фаз, концентрации эмульгатора, pH
среды, температуры и способа эмульгирования. Известен полуэм-
пирический метод подбора эмульгатора, основанный на его гид-
рофильно-липофильном балансе (HLB), выражающий соотноше-
ние гидрофильных и гидрофобных групп. Эмульгаторы с высоким
HLB (9—13) являются гидрофильными и стабилизируют эмуль-
сию типа масло—вода. Эмульгаторы с низким HLB (1—4) отно-
сятся к липофильным, они стабилизируют эмульсии вода—масло.
Однако эмульгирующая способность эмульгатора зависит не толь-
ко от его природы. Наибольшее количество масла, которое можно
ввести в эмульсию, зависит от концентрации эмульгатора и степе-
ни дисперсности системы. Чем выше концентрация эмульгатора,
при равенстве всех прочих условий, тем большее количество мас-
ла может быть введено в эмульсию. При возрастании степени дис-
персности эмульсии, которая зависит от способа эмульгирования,
давления, скорости вращения мешалки, увеличиваются вязкость и
стабильность системы в отношении коалесценции.
Полученную после гомогенизации однородную сметаноподоб-
ную массу фасуют в стеклянную, полимерную или металлическую
тару и направляют на хранение при температуре минус 2—минус
5 °C в течение 0,5—4 мес в зависимости от вида продукта и особен-
ностей технологии.
Соусы типа майонеза. Они представляют собой многокомпо-
нентные эмульсии, структура которых характеризуется высокой
стабильностью (не менее 97 %) в отношении коалесценции, гус-
той, вязкой консистенцией, липкостью к поверхности продуктов,
соприкасающихся с ними (овощи, гарниры, мясные и рыбные из-
делия).
Применение двух структурообразователей, один из которых
белковой, а другой полисахаридной природы, позволяет получать
эмульсионные продукты заданных структурных характеристик. В
качестве белкового компонента целесообразно использовать же-
латиноподобные вещества, содержащиеся в рыбных бульонах, а в
качестве полисахаридов — хитозан или альгиновую кислоту и ее
соли, входящие в состав морской капусты. На совместном исполь-
зовании этих структурообразователей основана технология пище-
вых эмульсий типа майонеза.
Для изготовления соусов используют пищевые отходы (головы,
кожу, плавники), получаемые при разделке рыбы всех семейств и
видов, морскую капусту (свежую, мороженую или сушеную), а
также хитозан, растительное масло, сахар, поваренную соль, спе-
ции. Схема технологического процесса получения соусов из рыб-
ных отходов включает в себя следующие операции: мойку, терми-
ческую обработку, отделение бульона от плотной части, набор
смеси ингредиентов, подготовку смеси к эмульгированию, эмуль-
гирование, фасование, герметизацию, упаковку, хранение.
Отходы моют и варят в пресной воде в течение 1 ч (соотноше-
ние рыбных отходов и воды 1:1). Полученную в процессе варки
массу фильтруют для отделения бульона от твердой части и взве-
шенных частиц. В зависимости от вида используемого сырья ко-
личество сухих веществ в бульоне составляет 3,4—7,0 %.
Возможно использование бланшировочных бульонов, образу-
ющихся в консервном производстве. Их собирают в накопитель-
ные емкости из нержавеющего или эмалированного металла. Бу-
льон, образующийся при бланшировании жирной рыбы, необхо-
димо обезжиривать отстаиванием, центрифугированием или дру-
гими методами. При бланшировании нежирных видов рыб бульон
из накопительной емкости перекачивают непосредственно для
дальнейшего использования в производстве соусов.
При использовании рыбных бульонов в пищевом производстве
немаловажной является их микробиологическая характеристика,
так как среда, содержащая бульон, благоприятна для развития
микроорганизмов.
Рекомендуют ограничить время хранения бульонов до обработ-
ки при температуре окружающей среды производственного цеха
двумя часами. Полученный бульон направляют на смешивание с
компонентами. Параллельно готовят полисахаридный структуро-
образователь. Промытую морскую капусту в кусках и слоевищах
измельчают на волчке до получения частиц размером не более
Змм и варят в течение 1,0—1,5 ч при гидромодуле 0,5. При ис-
пользовании сушеной капусты ее перед измельчением замачивают
в пресной воде в течение 4—6 ч в соотношении 1:4. Количество
вносимой измельченной морской капусты составляет 18—20 %
массы смеси.
Для приготовления раствора хитозана в рыбный бульон вносят
предварительно измельченный до порошкообразного состояния
хитозан (0,4—0,6 %), добавляют уксусную кислоту и смесь переме-
шивают до полного растворения хитозана.
Помимо бульона, растительного масла и полисахаридных загу-
стителей в состав майонезных соусов входят: поваренная соль, са-
хар, томат-паста, сушеный лук, специи.
392
393
При изготовлении соуса в смеситель подают нагретое до темпе-
ратуры 110 °C растительное масло, приготовленный раствор хито-
зана в бульоне, морскую капусту и другие необходимые компо-
ненты. Подготовленную смесь нагревают до температуры 95—
97 °C при постоянном перемешивании для получения грубой
эмульсии. С целью получения тонкодисперсной системы смесь
эмульгируют в гомогенизаторе или механическом смесителе в те-
чение 2—5 мин. Горячий соус температурой 60—70 °C разливают в
банки вместимостью не более 353 см. Банки герметизируют,
моют, сушат, этикетируют, укладывают в ящики и направляют на
хранение при температуре минус 2—плюс 2 °C в течение не более
4 мес.
Полученный соус имеет однородную, густую консистенцию.
Цвет зависит от добавляемых дополнительно ингредиентов; вкус,
запах приятные, свойственные данному виду соуса. Массовая доля
сухих веществ не менее 40 %, поваренной соли — 2,5—3,5 %, кис-
лотность (в пересчете на яблочную кислоту) 0,2—0,6 %.
Соус содержит (% массы): белка —6,4—6,5, жира —31,5—51,5,
углеводов — 0,8—6,2, минеральных веществ —0,52—0,65, воды —
35,5—55,3. По санитарным требованиям, предъявляемым к соусам
МАФАнМ, не более 5,0 104 КОЕ в 1 см3, не допускается присут-
ствие в 1 см3 соуса бактерий группы кишечной палочки, спор
сульфитредуцирующих клостридий в 0,1 г, патогенных микроор-
ганизмов.
Используя рыбный бульон в сочетании со студнеобразовате-
лем, можно на основе первого готовить эмульсионную систему, а
с помощью второго переводить ее в термотропный гель, получая в
результате продукт типа крем-желе. Получение стабильных
эмульсий, имеющих структуру студней, обеспечивают следующие
комбинации структурообразователей: агар — рыбный бульон; же-
латин — рыбный бульон; агар — желатин — рыбный бульон. В ре-
цептуры крем-желе входят сиропы фруктовые или натуральные
соки, растительное масло (10 %), сахар. Важную роль при термо-
тропном гелеобразовании играет скорость охлаждения системы,
содержащей желатин, после эмульгирования. Рекомендуется этот
процесс осуществлять в два этапа: на первом этапе применять бы-
строе охлаждение при температуре воздуха минус 10 °C до темпе-
ратуры продукта 2 "С; на втором — охлажденную студнеобразную
эмульсию хранить при температуре 2—5 °C. При таком режиме
охлаждения эмульсия не расслаивается, так как вследствие высо-
кой способности к формированию сетки геля происходит фикса-
ция диспергированных капелек жира, и это предотвращает их ко-
алесценцию. Различные виды крем-желе обладают высокими ор-
ганолептическими показателями и могут быть отнесены к продук-
там детского и диетического питания.
Пищевые продукты из гидробионтов с соусами типа майонеза и в
крем-соусах. Одним из вариантов использования соусов является
приготовление консервов, пресервов, кулинарных изделий повы-
шенных потребительских свойств и пищевой ценности. Трудно
решаемым вопросом в консервном производстве является получе-
ние нерасслаивающихся при температурах стерилизации соусов и
заливок. Структурные свойства эмульсий, полученных с исполь-
зованием композиционного струкгурообразователя (белков рыб-
ного бульона и альгинатов, входящих в состав морской капусты),
зависят от режимов термической обработки.
Эмульсионные системы обладают высокой термоустойчивос-
тью, так как показатели их стабильности и реологических свойств
остаются приблизительно на одном уровне при нагревании в ин-
тервале температур от 20 до 120 °C. Это также подтверждают ре-
зультаты микроскопических исследований структуры эмульсий
(рис. 7.2).
Как следует из данных рис. 7.2 эмульсия имела до термической
обработки высокую степень дисперсности, средний диаметр ша-
риков жира составлял 2,8 мкм. В процессе нагревания степень
дисперсности эмульсии изменилась незначительно. Так, после
нагревания до 120 °C средний диаметр капелек жира увеличился
только до 3,2 мкм. Таким образом, данные по исследованию
структуры эмульсий при нагревании свидетельствуют о целесооб-
разности их использования в технологии стерилизованных кон-
сервов. Разработан новый ассортимент рыбных консервов в тер-
мостойких соусах. Технологической особенностью получения та-
ких соусов является увеличение до 25—30 % количества измель-
ченной морской капусты, вводимой в качестве загустителя в смесь
перед эмульгированием.
Потребительская оценка новых видов консервов свидетель-
ствует об их высоком качестве.
Куски рыбы целые, равномер-
но покрыты майонезом. Кон-
систенция кусков рыбы плот-
ная, сочная. Майонез однород-
ной, густой консистенции. Ко-
личество плотной части в
консервах не менее 60 %, майо-
неза — не более 40 % массы
нетто консервов. Содержание
поваренной соли — 1,4—2,1 %,
кислотность — 0,26—0,41 % по
яблочной кислоте. Срок хране-
ния рыбных консервов в майо-
незных соусах составляет 1 год.
При производстве пресервов
нового ассортимента получают
соусы, обладающие высокой
стабильностью в отношении
Температура, °C
Рис. 7.2. Изменение диаметра жировых
шариков эмульсий при различных режи-
мах их термической обработки (продол-
жительность 60 мин)
расслаивания и имеющие меньшую вязкость, чем обычные майо-
незы. Последнее преимущество очень важно, так как заливки для
пресервов лучше воспринимаются потребителем, когда они менее
густые. Установлено, что для придания требуемой консистенции
соусу используют рыбный бульон, содержащий сухих веществ не
менее 3,4 %, и 10—13 % морской капусты. В данной технологии
количество вносимой в качестве загустителя морской капусты
значительно меньше, чем в майонезах и соусах для консервов
(18—25 %). Обоснованность уменьшения дозировки определяется
отсутствием высокотемпературной обработки эмульсий, уменьше-
нием вязкости соуса, в результате чего он лучше смачивает повер-
хность кусочков гидробионтов, достижением абсолютной (100%)
стабильности соусов, снижением расхода морской капусты, что
положительно отражается на себестоимости готовой продукции.
Технология слабосоленых пресервов из гидробионтов включает
в себя следующие операции: размораживание, разделку, терми-
ческую обработку, порционирование, измельчение, выдержива-
ние полуфабриката в уксусно-солевой среде, фасование, заливку
майонезными соусами, герметизацию, упаковку, хранение.
Для изготовления пресервов используют трубача, кукумарию,
кальмара, морского гребешка, осьминога. Морепродукты варят в
2%-ном солевом растворе при гидромодуле 3 в течение: кальмара
и гребешка 2—5 мин, осьминога 2—8 мин, трубача — 30 мин, куку-
марию до приобретения слабоупругой консистенции. Филе каль-
мара, морского гребешка, осьминога нарезают соломкой длиной
5—7 см, шириной не более 0,5 см. Кукумарию и трубача измельча-
ют на волчке с диаметром отверстий решетки 10—15 мм. Измель-
ченные морепродукты загружают в ванну или другую емкость, за-
ливают уксусно-солевым раствором в соотношении 1 : 1 и выдер-
живают при медленном перемешивании в течение 4—6 мин до со-
держания соли 3,0—4,5 %, кислоты 0,4—0,8 % в пересчете на
яблочную кислоту.
После стекания воды морепродукты укладывают в стеклянные,
полимерные или металлические банки, заливают предварительно
приготовленным соусом. В процессе хранения готовых пресервов
наиболее заметные положительные изменения в их качестве име-
ют место в течение первых семи дней. В течение этого периода
происходит их созревание, выражающееся в улучшении консис-
тенции, внешнего вида, вкуса и запаха продукта. Срок хранения
пресервов из морепродуктов в майонезных соусах составляет 2 мес
при температуре 0—5 °C.
На основе совместного структурообразующего действия белков
рыбных бульонов и анионного полисахарида агара разработана
технология производства таких кулинарных продуктов, как «Каль-
мар в белом крем-соусе», «Кальмар в красном крем-соусе», «Куку-
мария в красном крем-соусе». Технология этих продуктов включа-
ет в себя следующие операции: размораживание морепродуктов
(кальмара, кукумарии), разделку, варку, измельчение, изготовле-
ние крем-соуса, подготовку тары, укладку в тару и заливку мореп-
родуктов крем-соусом, герметизацию, выдерживание, товарное
оформление, упаковку, хранение.
Для приготовления крем-соусов используют бульон, образую-
щийся при варке доброкачественных (без признаков окисления)
пищевых рыбных отходов (голов, плавников). Также возможно
использование бульона, образующегося при варке кальмара. В за-
висимости от вида используемого сырья количество сухих веществ
в бульоне должно быть в от 3,4 до 7,0 %.
Для приготовления раствора агара в бульон температурой 20—
50 °C вносят предварительно измельченный до порошкообразного
состояния агар, добавляют уксусную кислоту; смесь перемешива-
ют до полного растворения агара, при необходимости нагревая до
температуры не более 80 °C. Концентрация агара в бульоне состав-
ляет 0,5—0,6 %.
После смешивания ингредиентов в бак-смеситель подают на-
гретое до 110 °C растительное масло, раствор агара и другие ком-
поненты: поваренную соль, сахар, томат-пасту, специи.
Для получения грубой эмульсии смесь подготовленных компо-
нентов нагревают до температуры 95 °C при постоянном переме-
шивании. Для получения тонкодисперсной эмульсионной систе-
мы грубую эмульсию немедленно эмульгируют в гомогенизаторе
или механическом смесителе.
Полученной эмульсией, имеющей коагуляционную структуру,
заливают термически обработанные и уложенные в тару морепро-
дукты (соотношение твердой и жидкой частей 1: 1). После герме-
тизации баночки и формочки немедленно направляют на выдер-
живание в охлаждаемую камеру с температурой минус 1 —0 'С для
перевода эмульсии в гелеобразное состояние.. При охлаждении
вследствие образования термотропного агарового геля осуществ-
ляется переход структуры эмульсии из коагуляционной в конден-
сационно-кристаллизационную. Длительность этого перехода со-
ставляет 3—6 ч.
По внешнему виду готовые изделия представляют собой равно-
мерно распределенные кусочки морепродуктов размером 10—
12 мм в однородном, студнеобразном крем-соусе, имеют прият-
ные, свойственные данному виду продукта вкус и запах. Срок хра-
нения при температуре 0—5 °C не более 72 ч.
Кормовые эмульсии. Рыбная промышленность располагает зна-
чительными ресурсами, которые можно использовать для получе-
ния кормовых эмульсий: это бульоны, образующиеся при блан-
шировании рыбы, а также при производстве муки прессово-су-
шильным способом.
Технологическая схема производства кормовых эмульсий
включает в себя следующие операции: сбор подпрессовых бульо-
нов, нормализацию по содержанию жира, эмульгирование, фасо-
396
397
вание, стабилизацию консервантами, хранение. Состав подпрес-
совых бульонов, полученных из различного сырья, исключитель-
но неоднороден по своему составу.
Особенности химического состава учитывают при изготовле-
нии эмульсий следующим образом: к бульонам из тощих видов
рыб добавляют жир (до 2—4 %), а бульоны из отходов жирных рыб
обезжиривают центрифугированием.
Важно не допускать длительного хранения бульонов, так как
они являются благоприятной средой для развития микроорганиз-
мов. Возможный срок хранения бульонов не более 2 ч. Эмульги-
рование смеси осуществляют в гомогенизаторах, коллоидных
мельницах, эмульсорах. После эмульгирования получают одно-
родную эмульсию светло-серого цвета, имеющую консистенцию
сливок средней жирности. Эмульсии из бульонов минтая содер-
жат в среднем соответственно липидов и сухих веществ 2,16 и
6,45%.
Кормовую эмульсию фасуют в металлические 200-литровые
бочки, в которые добавляют в качестве консервантов поваренную
соль (10 %) и уксусную кислоту (1 %). Хранение и транспортиро-
вание кормовых эмульсий осуществляют в течение 30 сут при тем-
пературе 0—минус 5 °C, 60 сут при температуре минус 10 °C.
§ 5. ТЕХНОЛОГИЯ СТРУКТУРИРОВАННЫХ ПРОДУКТОВ
Структурированные продукты — это аналоги или новые формы
продукта, при приготовлении которых используются белковые во-
локна, полученные по специальной технологии. В производстве
подобного рода продуктов можно выделить две стадии: первая —
получение из раствора белковых волокон методом мокрого пря-
дения; вторая — склеивание волокон пищевым связующим веще-
ством, содержащим различные вкусоароматические и красящие
компоненты. К продуктам на основе белковых волокон относятся
аналоги мяса говядины и ценных видов рыб. Из белковых раство-
ров возможно не только прядение волокон, но и получение гранул
различной формы, например сферической. Такие гранулы после
специальной обработки трудно отличить от натуральной икры
осетровых или лососевых рыб.
Типовая технологическая схема. Она включает в себя следую-
щие операции: приготовление растворов белка, продавливание
растворов белка через фильеры, фиксацию волокон, ориентаци-
онную вытяжку, промывание волокон, обработку волокон в
эмульсии, порционирование, термическую обработку, хранение.
Для получения белковых волокон готовят прядильные раство-
ры, которые представляют собой 10—30%-ные растворы расти-
тельных или животных белков в 5—10%-ном растворе гидроксида
натрия. Величина pH прядильных растворов находится в пределах
9—13,5. Полученные растворы фильтруют для удаления воздуха и
398
очистки от примесей. Растворы белка направляют на прядение с
помощью фильер с диаметром отверстий 0,05—1,0 мм. Жидкая
струя прядильного раствора, выходящая из отверстий фильер, на-
правляется в коагуляционную ванну, в которой находятся 0,5—
12%-ный раствор поваренной соли и 0,5—10%-ный раствор кис-
лоты (это может быть уксусная, соляная, молочная, лимонная или
фосфорная кислота). Величина pH среды в коагуляционной ванне
1,0—4,0. В коагуляционной ванне вследствие изменения pH среды
струи белкового раствора фиксируются, переходя из жидкого в
гелеобразное состояние, т. е. образуют ионотропный гель. Затем
волокна растягивают с помощью последовательно расположенных
роликов, вращающихся с различной скоростью; степень их ориен-
тационной вытяжки составляет 50—400 % их первоначальной дли-
ны. Повышение температуры способствует ориентации элементов
геля вследствие увеличения их подвижности. Структура волокон
зависит от температуры, при которой ведется процесс прядения,
диаметра фильер, скорости течения раствора белка в канале филь-
еры, состава коагуляционной ванны, растягивающего усилия. По-
лученные волокна тщательно промывают пресной водой, после
чего они имеют pH 5,5—6,4. Затем волокна направляют в ванну со
связующим веществом, представляющим собой растворы или
эмульсии белков, способных образовывать термотропные гели,
жиров, красителей, вкусоароматических веществ. Чаще всего в
качестве связующих белков используют яичный альбумин, клей-
ковину пшеницы, изолят соевого белка. Готовые продукты порци-
онируют, сушат, замораживают или консервируют.
Икра белковая — аналог икры осетровых. Сырьем для производ-
ства белковой икры является белок молока — казеин. Процесс
производства включает: приготовление белкового раствора, фор-
мование гранул икры, дубление гранул, окрашивание, обработку
раствором пектина, обработку раствором хлорида кальция, посол,
кулинарную обработку, фасование, упаковку, хранение.
Для приготовления белкового раствора берут 0,1—0,15 н. ра-
створ натриевой щелочи; при постоянном перемешивании в него
вводят 10—15 % измельченного казеина. Смесь нагревают до 60 °C
и выдерживают при этой температуре до полного растворения ка-
зеина. В полученный раствор белка вносят 8—12 % измельченного
желатина, выполняющего роль структурообразователя при фор-
мовании гранул икры. Массу перемешивают до получения одно-
родного вязкого раствора, фильтруют и нагревают до температуры
70—75 °C. Формование гранул осуществляют на непрерывнодей-
ствующей установке А1-ИУ. Раствор белков под давлением про-
давливается в виде капель определенного размера в фиксирую-
щую ванну, состоящую из охлажденного до температуры 1—6 °C
растительного масла. Капля раствора, попадая в холодное масло,
фиксируется в виде сферы (диаметр 2—4 мм) вследствие образова-
ния термотропного желатинового геля. Полученные гранулы в
399
специальных барабанах отмывают от масла, сортируют на специ-
альном устройстве, затем они поступают в последовательно рас-
положенные ванны с различными реагентами.
В первой ванне гранулы загружают в перфорированные стака-
ны. Во второй ванне гранулы, перемещающиеся в перфорирован-
ных стаканах против тока экстракта чайного листа, дубятся в тече-
ние 10—12 мин при температуре 1—6 °C. Гранулы после дубления
перемещают в третью ванну, где их обрабатывают охлажденным
до температуры 1—6 "С раствором хлорного железа в течение
5 мин. Ионы трехвалентного железа образуют с танином чая нера-
створимый комплекс темного цвета, тем самым окрашивая грану-
лы. В четвертой ванне их моют холодной пресной водой в течение
5 мин, затем в пятой ванне обрабатывают охлажденным до 1—6 °C
0,2—0,4%-ным раствором пектина в течение 10 мин. В результате
обработки на поверхности гранул сорбируется пленка раствора
пектина. В шестой ванне, обрабатывая гранулы 1%-ным раство-
ром хлорида кальция, переводят пектиновый раствор в ионотроп-
ный гель. Таким образом осуществляют формирование термо-
стойкой оболочки на поверхности икринок. В седьмой ванне гра-
нулы отмывают холодной водой, затем солят насыщенным холод-
ным раствором поваренной соли в течение 2,5—3 мин в восьмой
ванне. Подсоленные гранулы выносят на ленточный транспортер,
на котором с их поверхности удаляют остатки солевого раствора,
и направляют на кулинарную обработку. Цель кулинарной обра-
ботки заключается в придании гранулам вкусовых и ароматичес-
ких свойств, пищевой ценности, характерных для натуральной
икры осетровых рыб.
К икре сначала добавляют белково-масляную эмульсию, в со-
став которой входят: вода, экстракт чая, казеин, пектин, хлорное
железо, кукурузное масло, рыбный жир, измельченные молоки
лососевых и сельдевых рыб. Эмульсия стабильна, что позволяет
равномерно распределить компоненты вкуса и запаха по поверх-
ности [ранул. После внесения эмульсии массу тщательно переме-
шивают в течение 5—7 мин. Затем полуфабрикат икры обрабаты-
вают жировитаминной смесью (аскорбиновая кислота, глутаминат
натрия, кукурузное масло, рыбный жир). Икру выдерживают в
этой смеси при температуре минус 2—минус 8 °C не более 36 ч для
впитывания пищевых вкусовых и ароматических веществ. К про-
дукту добавляют жировой раствор, состоящий из смеси кукуруз-
ного масла и рыбного жира, тщательно перемешивают и направ-
ляют на фасование в банки (металлические, стеклянные, поли-
мерные) вместимостью до 250 см3, которые немедленно гермети-
зируют. Хранят икру при температуре минус 2—плюс 2'С в
течение не более 10 сут. Икра по внешнему виду трудно отличима
от натуральной икры осетровых. Она содержит (в %): воды — не
более 80, белка — не менее 10, поваренной соли — 3,5—5.
Аналог икры лососевых. Для получения зерен икры используют
способ экструзионного микрокапсулирования. При получении
икры белковой красной на установке, работающей по принципу
«труба в трубе», студнеобразователь поступает по внешней трубе,
содержимое гранул — по внутренней. Содержимое гранул на вы-
ходе из трубы обволакивается раствором студнеобразователя и по-
падает в охлажденную до температуры 1—6 °C среду (кукурузное,
подсолнечное или вазелиновое масло). Выходное отверстие на-
ружной трубы заканчивается устройством, которое за счет кольце-
вого гидравлического удара периодически с заданной частотой
разделяет струю компонентов на капли. Толщина оболочки гра-
нул легко регулируется путем изменения зазора между трубами.
Полученные гранулы перемещаются по колонке с маслом (фикси-
рующей средой) до полного структурирования оболочки и затем
отделяются от него.
Оптимальным студнеобразователем для получения термостой-
кой оболочки икры белковой красной является агар, используе-
мый в виде 4%-ного раствора.
Содержимое гранул представляет собой эмульсию «обратного»
типа, в состав которой входят: витаминизированное окрашенное в
красный цвет кукурузное масло, тонко измельченные молоки ло-
сосевых, поваренная соль, раствор желатина.
Технологическая схема производства икры — аналога икры ло-
сосевых — включает в себя следующие операции: промывание и
измельчение молок, фильтрование гомогената, набор рецептуры
смеси содержимого гранул, гомогенизацию смеси, приготовление
раствора агара, капсулирование гранул, промывание и калиброва-
ние гранул, обработку гранул эмульсией, подсушивание, смеши-
вание с раствором метилцеллюлозы, фасование, хранение.
Гомогенизированные лососевые молоки имеют высокую вяз-
кость. Вещество, обладающее такой вязкостью, капсулировать в
агаровые оболочки очень трудно. Поэтому в смесь добавляют
воду, причем оптимальной для капсулирования является вязкость
гомогената лососевых молок с добавлением 150 % воды по массе.
При получении икры белковой красной вместо молок можно
использовать растворы изолированных белков минтая и криля,
концентрированный рыбный бульон. Однако использование мо-
дифицированного белка минтая концентрацией более 6—6,5 % и
криля 8—8,5 % затруднено из-за их повышенной вязкости.
Присутствие желатина в дисперсной фазе капсулируемой
эмульсии в количестве 5,5—6,0 % исключает смешивание ее с ра-
створом агара.
Полученные гранулы отмывают от масла водой температурой
не более 10 °C в течение 15—20 мин.
Отмытые от масла гранулы (полуфабрикат икры) обладают сла-
бовыраженными вкусом и запахом. Поэтому их обрабатывают
специально подготовленной эмульсией на основе молок сельде-
вых и лососевых рыб. В состав эмульсии также входят вода, глице-
400
401
рин, поваренная соль. Количество эмульсии составляет 60 % мас-
сы гранул, продолжительность обработки — 15—20 ч при темпера-
туре минус 2—плюс 4 "С.
Добавление 4—5 % глицерина в эмульсию предотвращает появ-
ление на поверхности гранул пленок в виде белых хлопьев, что
улучшает товарный вид готового продукта.
Для повышения адгезии, свойственной натуральной икре, гра-
нулы обрабатывают раствором метилцеллюлозы. Добавление к
икре 15%-ного раствора метилцеллюлозы в количестве 15—20%
массы икры приводит к легкому склеиванию гранул и уменьше-
нию рассыпчатости икорной массы.
Для получения мягкой и эластичной оболочки нужной толщи-
ны гранулы подсушивают в течение 6—10 мин в потоке воздуха,
скорость движения которого 3—5 м/с, температура 15—18 °C. В
результате подсушивания увеличивается концентрация агара в
оболочке.
Готовая икра содержит не менее 12 % белковых веществ, около
39 % липидов, 3,5—4,5 % поваренной соли. Срок хранения икры
при температуре минус 2—минус 4 °C составляет 15 сут.
Контрольные вопросы и задания
1. Какова роль технологии продуктов заданных состава и структуры при обра-
ботке водного сырья? 2. Как регулируется состав пищевых продуктов? 3. Дайте ха-
рактеристику способов регулирования структуры пищевых продуктов. 4. Назовите
структурообразователи, укажите принципы их подбора. 5. Приведите способы по-
лучения РБК и РБИ, дайте их сравнительную оценку, б. Приведите способы полу-
чения сурими с различными функционально-технологическими свойствами.
7. Дайте характеристику пищевых красителей и способов их получения. 8. Дайте
характеристику вкусоароматических добавок и способов их получения. 9. Приве-
дите типовую технологическую схему производства формованных продуктов из
рыбного фарша. 10. Каковы особенности технологии камабоко? 11. Как формиру-
ется структура продуктов, имитирующих мясо ракообразных? 12. Чем технология
вареных рыбных колбас отличается от технологии сырокопченых колбас? 13. Ка-
ковы особенности производства рыбных хрустящих палочек? 14. Как получают
белковые коагуляты типа творогов? 15. Приведите типовую технологическую схе-
му производства эмульсионных продуктов. 16. В чем заключаются особенности
технологии соусов типа майонеза? 17. Дайте характеристику пищевых продуктов
из гидробионтов с соусами типа майонеза и в крем-соусах. 18. Приведите типовую
технологическую схему производства структурированных продуктов. 19. Как по-
лучают белковую икру — аналог осетровой икры? 20. Каковы особенности техно-
логии икры — аналога икры лососевых?
Глава 8
Кормовые продукты
Около трети мирового вылова гидробионтов (мелкие пелаги-
ческие рыбы, мелкие ракообразные, отходы от переработки рыб-
ного сырья и др.) поступает на производство кормовых продуктов.
Это объясняется тем, что не для всех объектов промысла создана
безотходная технология. При производстве пищевых продуктов
накапливаются отходы от разделки рыбного сырья и нерыбных
объектов. Кроме того, часть сырья отсортировывают в процессе
производства по качеству. Все это, а также большой спрос на кор-
мовые продукты способствуют развитию их производства, особен-
но рыбной муки.
§ 1. РЫБНАЯ МУКА
Рыбная мука является высокоценным кормовым продуктом и
широко используется в виде добавки в рационы сельскохозяй-
ственных животных, птиц, а также в пушном звероводстве. Высо-
кая биологическая ценность рыбной муки способствует увеличе-
нию объемов ее мирового производства.
В конце XX в. ежегодные объемы выпуска рыбной муки основ-
ными странами-производителями составили (в тыс. т): Чили и
Перу —по 800—1300, Дания и США —по 240—300, Норвегия и
Исландия — по 150—200, Россия — 210—400, ЮАР — 40—120.
По данным ФАО, мировая потребность в рыбной муке состав-
ляет 8,5 млн т в год.
Важными резервами увеличения объемов выпуска рыбной
муки являются глубокая переработка сырья, совершенствование
технологии производства, увеличение коэффициента использова-
ния мощности рыбомучного производства.
Характеристика сырья. На производство рыбной муки направ-
ляют в основном отходы от разделки рыбы, химический состав
которых дан в таблицах 8.1 и 8.2.
403
8.1. Содержание отдельных вещести в разливных частях тела рыбы* %
Части тела рыбы | Вода 1 Азотистые 1 | вещества | Липиды 1 Минеральные 1 вещества
Мясо 80,8 17,7 0,3 1,2
Кожа 69,2 27,4 0,4 3,0
Голова 79,0 14,6 0,4 6,0
Кости 74,0 15,0 0,5 10,5
Плавники 73,0 15,7 1,2 8,8
Молоки 84,5 12,4 1,5 1,6
Икра 75,8 20,0 1,8 1,3
Печень 27,5 5,3 65,8 0.4
8.2. Характеристика отходов от разделки рыбы на филе
Вид рыб Массовая доля веществ, %
азотистых | липидов I минерал ь-1 | ных | воды
Камбалы:
желтополосая 10,9 9,2 3,7 76,2
желтоперая 14,6 8,9 2,5 74,0
остроголовая 19,1 7,3 1,6 72,0
темная 14,9 7,8 з.з 74,0
малоротая 14,5 7,9 4,0 73,6
Минтай 19,8 4,4 4,8 71,0
Терпуг восьмилинейный 18,6 5,2 1,2 75,1
Ерш желтополосый 18,8 8,8 1,4 71,0
Акула катран 18,9 7,4 0,7 73,0
Агономал Бражникова 20,0 4,2 7,8 68,0
Стихей Григорьева 18,9 4,2 1.7 75,2
Бычки:
двурогий 18,2 7,4 3,4 71,0
красный 17,2 6,4 2,2 74,2
Степлера 15,5 7,8 3,3 73,4
морской ворон 14,0 7,4 2,4 76,2
Сельдь иваси (тихоокеанская сардина) 16,0 16,1 6,5 51,7
Содержание белковых веществ в рыбе и отходах ее переработки
колеблется в пределах 16—20 % и зависит от ряда факторов, среди
которых наиболее важными являются вид рыбы и период ее вылова.
Липиды рыб имеют ряд особенностей, которые обусловливают
их существенное значение в технологии кормовых продуктов.
Особое значение имеют ненасыщенные и полиненасыщенные
жирные кислоты, выполняющие различные функции, в связи с
чем их относят к необходимым компонентам пищи для животного
организма. Их отсутствие или недостаточное содержание вызыва-
ет нарушения в функционировании организма.
В зависимости от количества липидов сырье, предназначенное
для производства рыбной муки, делят на три группы: тощее (ме-
нее 5 % липидов), средней жирности (до 10 % липидов) и жирное
(более 10 % липидов).
От содержания липидов в сырье зависит выбор технологии его
переработки, параметров технологического процесса. Так, тощее
сырье может быть переработано способом прямой сушки без отде-
ления жира; сырье средней и высокой жирности — прессово-су-
шильным способом с применением различных добавок (внесение
поверхностно-активных веществ — ПАВ, антиокислителей).
Углеводы представлены в основном гликогеном (до 1 %). Его
содержание в сырье зависит от упитанности и физиологического
состояния гидробионта. С целью сохранения углеводов целесооб-
разно рыбу и отходы ее переработки направлять на производство
кормовой муки сразу после вылова.
Ферменты обусловливают характер и интенсивность протека-
ния посмертных изменений в сырье. Например, в мышечной тка-
ни рыб обнаружено более 50 ферментов, ответственных за измене-
ние органических веществ рыбы после вылова.
Активность ферментных систем рыб неодинакова и зависит от
вида рыбы и сезона ее вылова. Наибольшей активностью фермен-
тных систем отличаются, например, представители сельдевых, ло-
сосевых, скумбриевых и др., меньшей — минтай и треска.
Повышение температуры способствует активизации фермент-
ных систем и, следовательно, снижению качества сырья и готовой
продукции. Для получения кормовой муки высокого качества не-
обходимо использовать свежее сырье, так как некоторые виды
рыб уже после 24—48 ч под действием ферментов переходят в
жидкое состояние. В связи с тем что охлаждение — довольно до-
рогостоящий процесс, для сохранения качества сырья в производ-
стве рыбной муки используют консерванты (например, нитрит
натрия и формальдегид).
Добавление 25 г нитрита натрия на 100 кг свежей рыбы увели-
чивает продолжительность ее хранения до 22 сут.
Внесение 0,1 %-ного раствора формалина предохраняет рыбу от
порчи, уплотняет ее ткани. Дозировку формалина выбирают та-
ким образом, чтобы содержание консерванта в кормовой муке не
превышало 0,02%. Формалин, внесенный в количестве 0,15 %
рыбного сырья перед варкой, способствует стабилизации жира в
кормовой муке и увеличивает выход на 2 %.
Совместное использование NaNO2 и формальдегида позволяет
хранить сырье без заметного ухудшения качества в течение 44—
66 сут.
Ценность рыбного сырья во многом определяется и наличием в
нем витаминов, играющих важную роль в регулировании процесса
обмена веществ в организме.
В тканях и органах рыбы обнаружены водорастворимые (Вц В,,
В6, Вс, В 12, РР и пантотеновая кислота) и жирорастворимые (A, D
и Е) витамины. Наибольшее содержание витаминов отмечают во
внутренних органах, что во многом определяет кормовую цен-
ность рыбной муки.
Витамины группы В достаточно устойчивы к термическому
воздействию и в процессе приготовления кормовой муки сохраня-
ются.
404
405
К высокоценным соединениям относится витамин F, который
представлен группой незаменимых ненасыщенных алифатических
жирных кислот с 18—20 атомами углерода в молекуле, имеющих 2,
3 и 4 двойные связи (линолевая, линоленовая и арахидоновая кис-
лоты, обладающие биокаталитическими функциями).
Особое место в составе рыбного сырья занимает вода, находя-
щаяся как в связанном, так и в свободном состоянии.
На долю свободной воды приходится около 80 % общего содер-
жания ее в рыбе (плазма крови, лимфа и др.).
Минеральные вещества в сырье представлены макро- и микро-
элементами, характерными для среды обитания (Са, Р, Mg, J, Al,
Си, Fe, Со и др.).
Способы производства рыбной муки. Производство рыбной муки
включает в себя ряд операций, среди которых особое место зани-
мают варка и сушка рыбного сырья.
Кормовая ценность рыбной муки зависит от химического со-
става исходного сырья, технологического процесса и конструкции
рыбомучной установки.
Для производства кормовой муки используют различные спо-
собы: прямой сушки, прессово-сушильный, экстракционный,
центрифужно-сушильный, комбинированный.
Первые три способа являются основными, остальные — их мо-
дификациями. В основе этих способов лежит принцип наиболее
полного использования содержащихся в рыбном сырье белков,
липидов, минеральных веществ.
Способ прямой сушки. Способ прямой сушки основан на одно-
временном разваривании и сушке без промежуточного уменьше-
ния содержания воды в сырьевой массе путем прессования. Этим
способом рекомендуется обрабатывать рыбное сырье с содержа-
нием липидов до 5 % (например, отходы от филетирования мин-
тая и т.д.).
Сырье после измельчения поступает в барабаны установки,
предназначенные для сушки сырья. В качестве теплоносителя ис-
пользуют пар. Внутри барабанов расположен вращающийся вал с
лопастями-мешалками. Перед загрузкой сырья барабаны прогре-
вают до температуры 85—90"С. Варку сырья осуществляют в тече-
ние 20—27 мин. Продолжительность процесса зависит от хими-
ческого состава сырья (содержания липидов). После завершения
проваривания в барабане с помощью вакуум-насоса создается раз-
режение в 65 кПа. Давление греющего пара в рубашке в началь-
ный период сушки составляет около 0,1 МПа и постепенно повы-
шается к концу сушки до 0,35 МПа. Продолжительность процесса
составляет 4—5 ч до достижения содержания воды 10—12 %.
После высушивания массу выгружают из барабанов с помощью
мешалки и подают шнеком на пресс для частичного удаления
жира. Брикеты муки измельчают на мельнице, пропускают через
магнитный сепаратор для удаления металлопримесей. Затем с по-
мощью упаковочного устройства их фасуют в бумажные или тка-
невые мешки и направляют на хранение.
Выход муки составляет 24 %, потери практически отсутствуют.
К недостаткам способа следует отнести невозможность обра-
ботки сырья жирностью более 5 %. При обработке более жирного
сырья не удается получить кормовую муку, соответствующую ГО-
СТу по содержанию жира, стойкую при хранении (под воздей-
ствием высоких температур происходят значительные изменения
липидов с накоплением продуктов распада, что обусловливает ус-
коренное протекание окислительных процессов при хранении).
Кроме того, этим способом невозможна обработка сырья с боль-
шим содержанием коллагена. Так, например, нельзя обработать
отходы, образующиеся при производстве обесшкуренного филе,
так как при длительной тепловой обработке коллаген переходит в
глютин, образуя при высушивании монолитную массу, которую
невозможно выгрузить из аппарата. Нагревание в течение 6 ч при
температуре 95 ’С приводит к желатинизации 74 % коллагена.
Преимущества способа:
простота конструкции установок, их обслуживания и регулиро-
вания параметров технологического процесса;
небольшие размеры установок, незначительные энергоемкость
и потребление пара;
наибольший выход кормовой муки по сравнению с другими
способами;
возможность получения цельной кормовой муки.
Прессово-сушильный способ. Этот способ наиболее распростра-
нен при производстве кормовой муки.
Сырье после измельчения на дробилке с помощью шнекового
транспортера поступает в загрузочный бункер, откуда шнеком-до-
затором подается в варилытик с помощью пара. Режим варки
(температура, давление и количество пара) регулируют в зависи-
мости от вида сырья. Разваренная масса поступает в винтовой
пресс, где происходит частичное удаление жидкой части (под-
прессового бульона). Твердый остаток (жом), содержащий 50—
55 % воды, поступает в сушилки для доведения содержания воды в
продукте до 8—10 %.
После магнитного сепарирования сушенку измельчают, охлаж-
дают до температуры не ниже 30 °C в охладителе. Далее охлажден-
ная мука проходит через вибросито с электромагнитом для окон-
чательного просеивания и отделения металлопримесей и поступа-
ет на упаковку.
В оставшейся после прессования разваренной массы жидкой
части (подпрессовом бульоне) отделяют крупные взвешенные
плотные частицы, которые смешивают с жомом и направляют в
сушилку. Жир отделяют в сепараторе и направляют в танки для
хранения, а обезжиренный бульон нагревают и подают в выпар-
ной аппарат.
406
407
Обезжиренный бульон насосом подают в теплообменник и го-
рячим направляют в нижнюю часть нагревательного корпуса, за-
тем по трубам поднимают в верхнюю его часть и испаритель. Его
запаривают до содержания сухих веществ 40—50 %. Концентриро-
ванный бульон подают в нижнюю часть нагревательного корпуса
и смешивают с жомом.
Химический состав муки, жома и бульона зависит от ряда фак-
торов (химического состава сырья, технологического процесса,
конструкции машин и аппаратов, входящих в состав установки, и
т. д.) (табл. 8.3).
8.3, Химический состав рыбного сырья (рыбной муки, жома н бульона), %
Продукт Тощее Среднежирное Жирное
вода бе- лок ли- пи- ды мине- раль- ные ве- щест- ва вода белок ли- пи- ды мине- раль- ные ве- щест- ва вода бе- лок ли- пиды мине- раль- ные ве- щест- ва
Сырье Мука: 68,5 16,0 13,1 2,4 74,3 16,3 6,3 з,з 79,0 16,2 1,8 3,0
без исполь- зования под- прессовых бульонов 7,7 75,2 7,8 9,3 8,5 68,6 7,4 15,5 10,0 65,8 5,9 18,3
с использо- ванием под- прессовых бульонов 8,2 71,0 7,4 13,4 10,7 73,6 5,8 9,9 9,6 66,6 5,8 18,0
Жом Бульон: 47,4 41,9 3,7 7,0 53,2 38,0 3,0 5,8 67,6 23,6 1,7 7,1
подпрес- совый 76,9 7,1 14,2 1,8 86,0 7,7 5,0 1,3 89,5 6,7 2,4 1,3
обезжирен- 91,1 6,5 0,4 U9 92,6 5,7 0,4 1,3 92,9 5,6 1,0 0,5
ный
Преимущества способа: достаточно простое оборудование, бо-
лее высокая степень уменьшения содержания воды в массе перед
сушкой, возможность переработки сырья различного химического
состава.
К недостаткам можно отнести: сложность режимов обработки
сырья, трудности при переработке особо жирного сырья, более
высокие энергетические затраты из-за необходимости примене-
ния выпарных установок, невозможность обработки всего объема
подпрессовых бульонов (около 45 % их объема сливается за борт,
что в пересчете на муку составляет 1,6 %).
Экстракционный способ. В промышленности экстракционный
способ, основанный на азеотропной отгонке, широкого распрост-
ранения не получил. При нем сушка и обезжиривание происходят
одновременно.
Азеотропную отгонку применяют при необходимости получе-
408
ния кормовой (или пищевой) рыбной муки с низким содержани-
ем липидов.
Липиды извлекают из готовой рыбной кормовой муки с помо-
щью различных органических растворителей (табл. 8.4).
8.4. Характеристика органических растворителей
Показатель | Дихлорэтан | Трихлорэтан 1 Изопропи- 1 |ловый спирт I н-Гексан
Плотность, г/см3 1,28 1,47 0,789 0,65
Температура кипения, ’С Теплота испарения, кДж/кг 83,48 73,9 82,4 68,7
324 241 736 365
Допускаемая токсичная концен- трация в воздухе, % 0,05 0,05 0,04 0,07
Растворимость в воде, % 0,81 0,01 — 0,014
Экстракционные установки позволяют вести процесс непре-
рывно при минимальном расходе растворителя. В состав устано-
вок входит оборудование для регенерирования растворителя.
Этот способ наиболее эффективен при обработке гранулиро-
ванной рыбной муки.
Достоинством способа является возможность получения кор-
мовой рыбной муки с низким (до 1 %) содержанием липидов
(мука из сельди с содержанием воды 8 % и липидов 10 % после
экстрагирования содержит 0,6 % липидов и 12 % воды).
Центрифужно-сушильный способ. Этот способ является моди-
фикацией известной прессово-сушильной схемы производства
кормовой рыбной муки.
Сырье из бункера в измельченном виде подают в варильник и
затем перекачивают насосом в центрифугу. На ней осуществляют
разделение жома и бульона после проваривания массы. На трех-
фазных центрифугах разваренную массу разделяют на плотную
часть, клеевой бульон и жир. Выходящая из центрифуги плотная
часть содержит 60—63 % воды, т. е. больше, чем после прессова-
ния массы, что требует дополнительного расхода тепла при сушке.
После центрифугирования плотную часть высушивают, а буль-
он обрабатывают по схеме, используемой при прессово-сушиль-
ном способе.
Применение центрифуги позволяет обрабатывать сырье высо-
кой жирности со значительными качественными изменениями, а
также сырье с большим содержанием воды.
После центрифугирования и отделения жидкой части плотная
часть поступает в сушилку. Выход муки составляет около 19 %.
Содержание жира по сравнению с прессово-сушильным способом
уменьшается на 25—30 %.
Преимущества способа: большой выбор режима обработки сы-
рья, возможность автоматизации процесса, обработка сырья лю-
бой жирности.
К недостаткам способа следует отнести: сложность оборудова-
409
ния, большие площади, занимаемые установкой, необходимость
установки выпарных аппаратов, перерасход энергии.
Производство рыбной муки с использованием добавок. Согласно
стандарту содержание липидов в кормовой муке не должно пре-
вышать 10 %. Достичь такого показателя при использовании тра-
диционных способов получения кормовой муки не удается без
использования дополнительных приемов, в частности использо-
вания добавок, например поверхностно-активных веществ (ПАВ),
которые вносят на стадии разваривания сырья.
В основе способа уменьшения содержания липидов лежит про-
цесс создания условий образования эмульсии типа жир : вода в
системе плотные вещества — липиды — вода (рыбное сырье). При
этом часть липидов отделяется от плотной части и переходит в
жидкую часть, что увеличивает выход жира и улучшает условия
высушивания плотной части.
Наиболее приемлемыми являются поверхностно-активные ве-
щества (ПАВ) с гидрофильно-липофильным балансом (ГЛБ), рав-
ным 11—14.
При изменении pH среды от 6,5 до 7,5 такими свойствами об-
ладают неионогенные поверхностно-активные вещества (НПАВ).
Из нетоксичных НПАВ возможно использование препарата ОС-
20, оксанола 0-18, синтанола ДС-10, лаурокса-9 и пальмитата-25,
представляющих собой оксиэтилированные фракции синтетичес-
ких спиртов и жирных кислот. Использование НПАВ позволяет
регулировать степень выделения липидов из сырья при его разва-
ривании независимо от его жирности (табл. 8.5).
8.5. Содержание липвдов в рыбвой муке с НПАВ, %
Содержа- ние ли- пидов в сырье, % НПАВ Массовая доля НПАВ, %
0 0,05 1 0.4 | 0,8 1 1'°
[0-18 11,9 8,9 8,1 3,5 4,5 3,7
5,0 . ОС-20 11,9 8,3 6,9 6,1 6,9 7,7
Дс-ю П,9 7,5 6,2 6,9 9,5 8,5
Л-9 11,9 8,1 7,9 7,0 7,7 10,1
Пальмитат-25 9,7 8,0 7,3 5,5 14,9
0-18 17,1 16,8 19,0 17,8 12,1 12,0
15,0 ' ОС-20 17,5 16.7 8,8 10,3 6,3 7,8
ДС-10 17,7 15,8 12,6 14,0 8,4 7,6
<0-18 15,4 17,7 20,7 16,3 13,5 15,7
ОС-20 15,4 12.9 10,4 15,2 11,5 14,2
20,0 ДС-10 15,4 14,6 13,7 6,7
| Л-9 16,4 18,0 15,1 14,8 12,9 7,5
1 Пальмитат-25 14,0 11,8 12,7 7,1 7,7 4,5
Для улучшения условий выделения липидов при обработке то-
щего сырья оптимальным является эмульгатор 0-18, сырья сред-
ней жирности — препарат ОС-20, сырья с высоким содержанием
липидов — пальмитат-25.
Преимущества способа:
возможность регулирования степени выделения жира из сырья
независимо от количества липидов;
улучшение состава жирных кислот рыбной муки;
получение продукта, стойкого при хранении.
К недостаткам этого способа следует отнести увеличение сто-
имости за счет необходимости использования НПАВ (неионоген-
ных поверхностно-активных веществ).
При обработке рыбного сырья со слабой структурой мяса во
время прессования разваренной массы значительная часть ее про-
ходит через зеерную решетку пресса и теряется. Выход муки не
превышает 10 %. Для устранения этого недостатка добавление
НПАВ позволило увеличить выход муки до 17,5 %, уменьшить
жирность, однако в бульонах содержалась значительная часть
плотных веществ.
Добавление загустителей с целью уплотнения консистенции
разваренной массы, например натриевой соли карбоксиметилцел-
люлозы (КМЦ) в виде 2,5%-ного раствора в количестве 0,5 %, по-
зволяет увеличить выход муки до 20 %, а совместное использова-
ние НПАВ (ОС-20) и загустителя (КМЦ) — до 21 %.
§ 2. КОРМОВАЯ ЦЕННОСТЬ И ИЗМЕНЕНИЯ
КАЧЕСТВА РЫБНОЙ МУКИ В ПРОЦЕССЕ ХРАНЕНИЯ
Свойства кормовой муки и характер изменения основных ее
компонентов зависят от многих факторов: состава сырья, способа
производства, применения добавок, вида упаковки, условий хра-
нения.
Кормовая ценность. Кормовая ценность рыбной муки определя-
ется ее составом. Рыбная мука промышленного производства со-
держит: протеина не менее 50 %, воды не более 12 % и жира не
более 10 %. По содержанию переваримого протеина она занимает
основное место среди животных и растительных кормов, являясь
источником животных белков.
Наличие в составе кормовой рыбной муки значительного коли-
чества легкопереваримого белка, липидов, макро- и микроэле-
ментов, витаминов объясняет высокую эффективность ее исполь-
зования.
Рыбная мука, являясь ценным кормовым концентратом, широ-
ко используется в рационах домашних животных и птиц. Пра-
вильное применение рыбной муки в качестве добавки и корма
животных и птиц значительно повышает продуктивность при
снижении расхода растительных кормов.
Биологические испытания, проведенные со свиньями и кура-
ми, подтверждают высокую биологическую ценность рыбной
муки. Добавление ее в комбикорма в количестве 5—6 % их общей
410
411
массы позволяет увеличить прирост свиней на 20—24 % при одно-
временном снижении расхода растительного корма на 18—20 %.
Яйценоскость кур увеличивается до 50 % в год.
Изменения основных компонентов (белков, липидов, витами-
нов, воды), происходящие в процессе производства и хранения
кормовой муки, влияют на их качественный и количественный
состав.
Наиболее важные изменения белков связаны с изменением их
аминокислотного состава при воздействии высоких температур в
процессе получения кормовой муки. Особенно нестойки к темпе-
ратурному воздействию такие аминокислоты, как цистеин, гисти-
дин и триптофан (упаривание бульона при температуре более
100 "С).
При высушивании уменьшается содержание лизина, лейцина,
изолейцина, треонина.
Кроме того, в белках при нагревании муки и в процессе хране-
ния между аминокислотами или между аминокислотами и сахара-
ми могут образовываться дополнительные связи, что делает ами-
нокислоты недоступными для синтеза, происходящего в живот-
ном организме.
Наиболее важное значение имеют изменения лизина, связан-
ные с затруднениями его отщепления под воздействием пищева-
рительных ферментов.
Липиды, содержащиеся в сырье, также оказывают влияние на
изменение содержания лизина (особенно на стадии сушки жома).
Эти изменения касаются в основном свободного лизина.
Уменьшение содержания липидов, внесение антиокислителя
на ранних стадиях технологического процесса оказывают суще-
ственное влияние на качественный и количественный состав ами-
нокислот. Так, содержание лизина в стабилизированной анти-
окислителем муке почти в 2 раза выше, чем в нестабилизирован-
ной. Внесение стабилизаторов позволяет в значительной степени
уменьшить потери других аминокислот вследствие окислительных
процессов в липидах, сопровождающихся образованием белково-
липидных полимеров. Образование последних снижает кормовую
ценность муки из-за их недоступности воздействию ферментов.
Наибольшей сохраняемости аминокислот удается достичь при
стабилизации муки смесью антиокислителей, солюбилизирован-
ной НПАВ; при этом достигается стабильность липидов при хра-
нении, замедляется взаимодействие окисленных липидов с ами-
нокислотами.
Содержание сырого протеина в процессе хранения колеблется
незначительно, а состав азотистых веществ претерпевает суще-
ственные изменения: уменьшается количество водорастворимого
белка, накапливаются низкомолекулярные азотистые соединения
(аммиак, летучие соединения и др.). Интенсивность изменений
возрастает по мере повышения температуры и влажности муки.
Показателем биологической ценности кормовой муки является
и ее переваримость in vitro пепсином (92—95 % общего содержа-
ния белка).
При изменении технологического процесса (длительном нагре-
ве), высоком содержании хлорида натрия может происходить
уменьшение этого показателя до 80 % и менее.
Изменения содержания липидов. Основные изменения липидов
связаны с колебанием состава жирных кислот под воздействием
кислорода воздуха. Продукты окисления липидов образуют с бел-
ками комплексы, уменьшающие кормовую ценность рыбной
муки. При длительном воздействии повышенной температуры
связь между продуктами окисления липидов и реакционными
группами протеинов усиливается, что приводит к уменьшению
растворимости белков, ферментативной расщепляемости и пита-
тельной ценности, изменению консистенции и цвета продукта
(побурению).
Одним из основных способов повышения сохранения кормо-
вой ценности муки является использование стабилизаторов окис-
ления липидов—антиокислителей. Действие антиокислителей ос-
новано на взаимодействии со свободными радикалами жирных
кислот, гидроперекисных и других продуктов распада с образова-
нием новых радикалов, не принимающих участие в процессе
окисления. Антиокислители при этом окисляются. Схематически
реакция между молекулой антиокислителя InH и свободным ра-
дикалом может быть представлена следующим образом:
InH+RO2->RO2H+In.
Радикал In' малоактивен и не способен участвовать в процессе
окисления липидов.
Антиокислители можно добавлять на различных стадиях про-
изводства кормовой муки, но наибольшего эффекта достигают
при добавлении его во время загрузки сырья в сушилку.
Стабилизация рыбной муки ионолом (0,5 кг на 1 т сырья) при-
водит к полной задержке окисления липидов. В муке с ионолом
наблюдается замедление скорости накопления свободных жирных
кислот в жире, снижение йодного числа и распада витаминов (РР
и др.), улучшаются органолептические показатели муки.
Наиболее эффективным стабилизатором липидов является
смесь антиокислителей (дилудин + сантохин, дилудин + ионол) в
количестве 0,3 % массы сырья.
В процессе производства и хранения содержание антиокисли-
теля уменьшается. При внесении его перед развариванием поло-
вина его количества переходит в подпрессовый бульон, разруша-
ется 4 % ионола и сантохина, 6 % дилудина, а при высушивании —
24 % ионола, 28 % сантохина и 32 % дилудина (от общей массы,
внесенной в сырье).
413
412
В процессе хранения отмечают уменьшение содержания ионо-
ла, внесенного в муку, до 40 % и до 12 % — при внесении в массу
перед варкой.
Смеси антиокислителей более стойки к количественным изме-
нениям в процессе варки и высушивания.
Применение антиокислителей обосновано необходимостью
подавить окислительные процессы, приводящие к самосогрева-
нию и самовозгоранию кормовой муки в результате взаимодей-
ствия с кислородом воздуха.
Процессы окисления липидов протекают с выделением тепла:
чем выше содержание липидов, тем интенсивнее процесс само-
согревания.
В первоначальный период хранения муки интенсивность по-
вышения температуры составляет 2—2,5 °C в час, затем падает и
на 40-е сутки не превышает 0,2—0,3 °C в час.
Интенсивное самосогревание в толще штабеля, куда доступ
кислорода воздуха затруднен, происходит в результате самоокис-
ления липидов под действием химически активного кислорода
перекисей (чем больше в липидах муки перекисей, тем активнее
процесс самосогревания).
В значительной степени скорость самосогревания зависит от
состава липидов. Например, она значительно выше в муке из от-
ходов от переработки сайры (до 40 % полиненасыщенных кислот,
в том числе до 22 % гексаеновых и до 23 % реакционно-активных
фосфолипидов), чем в муке из отходов от переработки минтая.
Фосфолипиды в процессе высушивания жома активно окисляют-
ся с образованием перекисей.
Самосогревание муки сопровождается увеличением числа ак-
тивных молекул липидов, обладающих повышенным запасом
энергии, благодаря чему обеспечивается возникновение цепной
реакции окисления за счет кислорода, адсорбированного мукой,
или кислорода воздуха.
С увеличением продолжительности хранения отмечают разру-
шение перекисей. Так, в липидах муки, хранившейся 40 сут и ра-
зогревшейся до 50 'С, оперекисное число уменьшилось на 86 %.
Это свидетельствует о том, что самосогревание происходит под
воздействием экзотермической реакции разрушения двойных свя-
зей.
Процесс самосогревания кормовой муки сопровождается актив-
ным поглощением кислорода, а при хранении в трюмах морских
судов — созданием разрежения и подсоса воздуха из атмосферы.
Уменьшение содержания кислорода сопровождается увеличе-
нием концентрации диоксида и оксида углерода, что создает опас-
ность здоровью и жизни работающих; кроме того, возможно само-
возгорание муки.
Стабилизации температурного режима достигают путем актив-
ной вентиляции трюмов.
414
Наилучшие результаты были получены при хранении муки,
стабилизированной антиокислителем и хранившейся в парогазо-
непроницаемой таре или в среде инертных газов.
Упаковка стабилизированной антиокислителем муки в мешки
с полиэтиленовыми вкладышами обеспечивает наилучшую со-
хранность, так как антиокислители тормозят образование первич-
ных продуктов окисления и предотвращают самоокисление за
счет взаимодействия липидов с активным кислородом перекисей,
а упаковка затрудняет доступ кислорода воздуха.
Изменения содержания витаминов. Содержание витаминов (A, D
и др.) в процессе производства и хранения муки значительно
уменьшается. Существенные потери витаминов группы В могут
происходить при невозможности использования подпрессовых
бульонов, однако и при использовании последних происходит
разрушение части витаминов этой группы (нагревание до 100 "С
при упаривании бульонов). Применение ультрафильтрации может
значительно увеличить содержание в кормовой муке витаминов и
особенно чувствительной к нагреванию пантотеновой кислоты.
От способа производства муки также зависит содержание в ней
витаминов. Так, например, мука прямой сушки богаче витамина-
ми по сравнению с мукой, полученной прессово-сушильным спо-
собом.
В процессе хранения муки содержание витаминов в ней также
изменяется. Через 5 мес хранения муки из кильки витамина В в
ней сохраняется 45 %, РР — 65 % первоначального содержания.
Наилучшие результаты получаются при использовании свежего
сырья.
Изменения содержания воды. Содержание воды в кормовой
муке весьма изменчиво. При хранении в условиях с высокой отно-
сительной влажностью мука поглощает воду, с низкой — мука вы-
сыхает.
Максимальная скорость изменения содержания воды характер-
на для первых суток хранения. В последующий период она умень-
шается и при достижении равновесия стремится к нулю.
Равновесная влажность гранулированной муки несколько
ниже, чем негранулированной.
Высокая относительная влажность отрицательно влияет на ка-
чество муки. Происходит потемнение гранул, ухудшается запах,
мука плесневеет.
Микрофлора рыбной муки. Благодаря химическому составу кор-
мовая рыбная мука является благоприятной средой для развития
микроорганизмов. Сразу после производства она содержит 650 000
микробиальных клеток на 1 г. Бактериальная обесемененность в
муке с низким содержанием жира меньше (25 0000 бактерий и
24 000 грибов). Преобладают кокковые формы (М. citreus, М.
flavus и др.). В значительном количестве присутствуют бесспоро-
вые палочковидные бактерии типа Pseudomonas liquefaciens. Из
415
спорообразующих в муке в незначительных количествах встреча-
ются бактерии типа В. subtilus, В. mycoides и др.
Из грибов характерно наличие Aspergillus, Penicillium, Mucor,
Phisopus, Altemaria.
Повторное обсеменение муки происходит в процессе хране-
ния. Наиболее активно микрофлора развивается при содержании
воды в муке 14—16 % и более.
Наибольшее накопление микрофлоры соответствует макси-
мальной концентрации продуктов деградации белков и липидов
(30-е сутки хранения). В дальнейшем процесс идет значительно
медленнее из-за недостаточного количества воды и воздуха. Про-
дукты распада белков и липидов угнетают развитие микрофлоры и
после 90 сут число бактериальных клеток и грибов уменьшается,
почти исчезают плесневые грибы.
Стабилизация муки антиокислителями (сантохин) подавляет
развитие ряда жирорасщепляющих микроорганизмов (Pseudo-
monas).
Возможно заражение кормовой муки сальмонеллами, что мо-
жет стать причиной заражения домашних животных и продуктов
животноводства. Для уничтожения сальмонелл кормовую рыбную
муку необходимо прогревать при температуре 88 °C в течение
10 мин.
Эффективность инактивации сальмонелл в рыбной муке зави-
сит от содержания в ней жира и воды, размера частиц воды, со-
держания серобактерий, численности сальмонелл, времени зара-
жения продукта сальмонеллами. С учетом этих факторов выбира-
ют оптимальную комбинацию температуры и продолжительности
обработки.
Наиболее простым и дешевым способом уничтожения сальмо-
нелл является нагревание кормовой муки в дисковых теплообмен-
никах. Нагрев кормовой муки в течение 2,5—3 мин при темпера-
туре 100 "С способствует полному уничтожению сальмонелл без
снижения кормовой ценности продукта. Содержание воды в кор-
мовой муке при термической обработке должно быть не менее
10%.
Завершающие операции рыбомучного производства. К завершаю-
щим операциям рыбомучного производства относят гранулирова-
ние, упаковку, хранение и транспортирование готовой продук-
ции. Необходимым является и процесс дезодорации производства.
Гранулирование рыбной муки заключается в превращении сы-
пучей массы в мелкоштучные изделия — гранулы, которые полу-
чают прессованием. |
Качество гранулированной муки зависит от таких факторов,
как температура процесса, содержание воды и жира, размер гра- I
нул и др.
Оптимальными параметрами гранулирования кормовой рыб-
ной муки являются температура 40—50 °C, содержание воды в
416
муке 10—11 %, диаметр гранул 0,008 м. Содержание липидов до
10 % не оказывает влияния на прочность гранул. При содержании
липидов до 10—15 % прочность гранул уменьшается в 2,5—3 раза,
при 15 % мука не поддается гранулированию.
Прочность гранул зависит от относительной влажности возду-
ха. При высокой относительной влажности на поверхности гранул
образуются трещины (при влажности 98 % — на 4-е сутки хране-
ния, 90 % — на 6-е сутки).
Гранулирование придает муке компактность, уменьшает ее по-
тери за счет распыления, уменьшает поверхность соприкоснове-
ния с кислородом воздуха, увеличивает насыпную массу муки,
предотвращает комкование.
Рыбную муку фасуют в бумажные или льноджутокенафные
мешки вместимостью 30—60 кг с полиэтиленовыми вкладышами
или без них и зашивают.
При производстве рыбной кормовой муки газообразные отхо-
ды производства содержат до 50 различных компонентов (ТМА,
сульфиды, меркаптаны и др.), обусловливающих их неприятный
запах. ТМА и скатол являются одними из наиболее дурнопахну-
щих компонентов.
С целью сохранения окружающей среды, уменьшения концен-
трации выбросов используют доброкачественное сырье, тщатель-
но и эффективно моют оборудование и производственные поме-
щения, улавливают и дообрабатывают выброс.
Для ликвидации запаха сырье хранят в герметически укупорен-
ных контейнерах из некорродирующего и легкоочищаемого мате-
риала при охлаждении. Технология производства кормовой муки
должна предусматривать полное использование выбросов при
варке и сушке сырья. Отсутствие этого условия не только загряз-
няет атмосферу, но и ухудшает условия работы персонала.
На рыбообрабатывающих предприятиях с целью ослабления
неприятного запаха используют его маскировку (за счет добавле-
ния специальных веществ), промывают водой или растворами
окислителей, сжигают. Маскировка запахов не очень надежна, так
как смесь газов способна быстро расслаиваться из-за различных
плотностей ее компонентов.
Наиболее надежна очистка газов в скрубберах морской водой.
В такой установке газы и морская вода движутся противото-
ком; при этом происходит растворение водорастворимых компо-
нентов. В основном удаляются амины.
Такой способ очистки часто используют совместно с химичес-
кой очисткой. Последняя сводится к окислению органических
компонентов газообразных выбросов до конечных продуктов, ли-
шенных запаха.
Обработку проводят также в скрубберах, где газы обрабатывают
водными растворами гипохлорита натрия, перманганата калия
или озоном, растворенным в воде.
417
Выбросы сжигают в установках (теплообменниках) с последую-
щим каталитическим дожиганием при температуре 400 "С до ко-
нечных продуктов, лишенных запаха.
§3. КОРМОВЫЕ ПРОДУКТЫ ИЗ НЕРЫБНОГО СЫРЬЯ
Количество отходов, образующихся при обработке нерыбного
сырья, может достигать более 50 % массы объекта, поступившего
на обработку. К ним в первую очередь относят особую группу от-
ходов от переработки ракообразных и двустворчатых моллюсков с
высоким содержанием минеральных веществ, переработка кото-
рых затруднена.
Технологическая характеристика отходов. Большую ценность
представляют малоиспользуемые, но массовые виды отходов от пе-
реработки ракообразных, двустворчатых, брюхоногих моллюсков и
иглокожих, а также отходы от переработки водорослей. Объемы их
добычи, количество отходов представлены в таблице 8.6.
8.6. Видовой и количественный состав отходов1
Объект промысла Возможные объемы изъятия, тыс. т Количество отходов от переработки объекта, тыс. т
Крабы:
камчатский 32,9 16,45
синий 4,1 2,05
стригун 19,8 9,90
итого 56,8 28,40
Креветки:
иглохвостка 1,5 0,75
медвежонок 0,5 0,25
гребенчатая 5,3 2,65
итого 7,3 3,65
Антарктический криль 300,0 270,0
Трубач 12,8 8,96
Морские гребешки 10,3 8,0
Морские ежи 5,8 5,28
Мидии 0,30 0,20
Леда 300,0 300,0
Анфельция 5,0 4,5
Итого 661,04
!По данным ТИНРО за 1995 г. (Дальневосточный бассейн России).
Отходы от переработки крабов, креветок, криля, двустворча-
тых, брюхоногих моллюсков и иглокожих составляют 660 тыс. т,
причем около половины (300 тыс. т) приходится на моллюск леду.
Из промысловых ракообразных наиболее ценны крабы и кре-
ветки, химический состав отходов от переработки которых дан в
таблице 8.7.
8.7. Химический состав отходов от переработки ракообразных, % воздушно-сухого
вещества
Объект Вода Липиды Азот Мине- ральные вещества Хитин
хитина 1 белковых | веществ
Камчатский краб 14,3 0,99 4,50 1,18 34,50 31,00
Краб-стригун 6,5 1,60 3,34 1,16 31,80 23,00
Гребенчатая креветка 5,5 3,90 4,21 3,25 19,30 29,01
Травяной шримс 13,3 14,75 1,36 4,91 26,35 9,37
Антарктический криль 14,0 10,80 1,28 6,57 19,50 8,82
Содержание воды в сухих отходах ракообразных колеблется от
5,5 % (гребенчатая креветка) до 14,3 % (камчатский краб), содер-
жание липидов — от 0,99 (камчатский краб) до 14,75 % (травяной
шримс). Наименьшее содержание минеральных веществ характер-
но для гребенчатой креветки (19,3 %), наибольшее —для отходов
переработки камчатского краба (34,5 %).
Содержание хитина в панцирях колеблется в зависимости от
вида сырья весьма существенно: от 8,82 % (антарктический криль)
до 31 % (камчатский краб).
Отходы от переработки антарктического криля характеризуют-
ся значительным содержанием азотистых веществ. 80 % их пред-
ставлены полноценными белками, содержащими весь набор ами-
нокислот и близкими по этому показателю к белкам животных.
Незаменимые аминокислоты белков отходов включают ли-
зин — 0,040, треонин — 0,010, фенилаланин — 1,030, метионин —
0,005, валин — 0,020, изолейцин — 0,005 и лейцин — 0,008 мг на
100 мг сырого вещества.
В состав минеральной части отходов от переработки ракооб-
разных входят Са, Mg, Fe, Zn и другие вещества, относящиеся к
важным биологически активным элементам, участвующим в жиз-
ни биосферы.
Помимо макроэлементов содержатся микроэлементы, которые,
несмотря на малые количества, осуществляют в организме важные
функции. Так, содержание железа (гемоглобин, миоглобин, ци-
тохромы, каталазы, сукцинатдегидрогеназа, ксантиноксидаза) в
зависимости от вида объекта колеблется от 0,7486 (криль) до
2,6350 (креветки) мкг% сухого вещества. Количество меди, входя-
щей в состав цитохромоксидазы, церуплазминов, тирозиназы и
других соединений, колеблется от 0,0413 (в крабах) до 0,3200 мкг%
(в креветках), цинка — от 0,2364 до 3,19 мкг% (в криле и креветках
соответственно). Недостаток цинка проявляется у животных в
виде повреждений кожи, искривлений скелета и т. д., а также со-
провождается потерей аппетита, уменьшением потребления пищи
и скорости роста. Цинк входит в состав ферментов, таких, как
карбоксипептидаза А и В, карбоангидраза и др.
У жвачных животных кобальт (0,0099—0,0173 мкг% на сухое
вещество соответственно в криле и крабах) используется микро-
418
419
организмами рубца для биосинтеза витамина В[2. При недостаточ-
ном количестве кобальта в организме развивается авитаминоз.
Содержание структурной основы панцирей — полисахарида
хитина — в отходах значительно колеблется и зависит от вида
сырья. Наличие хитина в панцире ракообразных сопровождается
значительным количеством белков, липидов, минеральных эле-
ментов. Состав и ценность отходов раковинных моллюсков зави-
сят не только от вида животного, но и от способа переработки
его.
Химический состав отходов от разделки раковинных моллюс-
ков дан в таблицах 8.8—8.9.
8.8. Химический состав отходов от разделки трубача, %
Компоненты | Первое дробление j Второе дробление
Вода 40,0 76,4
Минеральные вещества 49,7 1,6
Белок 4,5 15,6
Липиды 0,5 2,6
Углеводы 2,8 з,з
8.9. Химический состав отходов от переработки товарных мидий и гребешка
при производстве консервов, %
Вид отходов Вода Мине- ральныс вещества Азот Липиды
общий 1 небелко- вый белковый
Мидии: раковины 3,3 53,7 0,16 0,02 0,14 Нет
отходы, образующиеся 59,9 23,9 1,54 0,35 1,19 0,26
при очистке коллекто- ров, тросов несъедобная мясная 60,0 8,3 1,82 0,56 1,26 0,67
часть раковины и мясная 41,8 36,0 2,12 1,37 0,75 0,29
часть Гребешок: раковины 3,1 50,3 0,93 0,68 0,25 Нет
несъедобная мясная 80,1 2,7 1,50 1,08 0,42 данных 3,70
часть
Например, технология продуктов из трубачей предусматривает
ступенчатую обработку сырья, первое и второе дробления рако-
вин. Последовательность проведения этих операций приводит к
образованию отходов двух фракций (см. табл. 8.9). Так, количе-
ство отходов, образующихся после первого дробления, составляет
около 70 %.
Содержание белка в отходах после второго дробления (15,6 %)
значительно превышает аналогичные показатели для отходов пос-
ле первого дробления (4,5 %), что объясняется более высоким со-
держанием мягких тканей в них. В то же время отходы после пер-
вого дробления содержат больше минеральных веществ (49,7 %
вместо 1,6). Существенно различаются отходы и по содержанию
воды (соответственно 40,0 и 76,4 %). Количество липидов сравни-
тельно невелико — 0,5—2,6 %, углеводов — 2,8—3,3 %.
Химический состав отходов от переработки товарных мидий и
гребешка также дифференцирован (см. табл. 8.9).
Для отходов, в состав которых входят мясные части, характерно
значительное содержание (в %): азота 1,50—2,12, хлорида натрия
2,3—3,4, а также наличие липидов 0,26—3,70. В отходах, основную
массу которых составляют раковины, преобладают минеральные
вещества (36,0—53,7 %). Кроме того, на побережье вблизи перера-
батывающих предприятий накапливаются отходы переработки
мидий и гребешка в виде сухих раковин. Количество их можно
оценить величиной 5—8 тыс. т в год. Они могут представлять ин-
терес как дополнительный источник минеральных компонентов
для рациона животных. Их переработка помимо всего улучшит
экологическое состояние окружающей среды.
Несмотря на незначительный объем переработки морских
ежей, отходы их разделки еще более дифференцированы по соста-
ву (табл. 8.10). Наибольшее содержание минеральных веществ от-
мечают в скорлупе — 59,5 %. Этот же показатель для внутреннос-
тей равен 12,0 %, что объясняется наличием в них минерализован-
ных остатков пищи, мелких фрагментов скорлупы и игл, попада-
ющих при разделке морских ежей. Наименьшее количество
минеральных веществ (до 3,0 %) определено в межполостной жид-
кости и икре. Они в основном представлены оксидом кальция, на
долю которого приходится до 50 %.
8.10. Химический состав отходов от разделки морских ежей, %
Компоненты | Межполостная 1 | жидкость | Внутренности | Скорлупа | Остатки ЯСТЫКОВ
Минеральные вещества 2,4 12,0 59,5 3,0
В том числе СаСОз Нет данных 9,0 49,5 Нет данных
Вода 93,9 82,6 33,2 70,6
Общий азот Нет данных 0,7 0,5 1,7
Липиды 0,2 0,9 0,3 1,4
Углеводы 1,0 2,4 Нет данных 5,6
В том числе гликоген 0,4 0,5 То же 0,7
Содержание общего азота существенно изменяется (от 0,5 % в
скорлупе до 1,7 % в остатках ястыков) в зависимости от характера
исследуемых тканей. Содержание углеводов колеблется от 1,0 (в
межполостной жидкости) до 5,6 % (в остатках ястыков), липидов
не превышает 0,9 % (во внутренностях).
Моллюск леда в настоящее время из-за трудности разделки не
используется как пищевое сырье, но богатый химический состав
(табл. 8.11) позволяет отнести ее к ценному кормовому сырью.
420
421
8.11. Хюшческмй состав леды, %
Компоненты | Целый моллюск | Мягкие ткани | Створки
Минеральные вещества 58,25 3,26 55,03
Вода 30,11 70,20 11,20
Липиды 2,02 4,03 Нет данных
Общий азот 8,30 10,10 5,20
Углеводы 1,00 1,84 Нет данных
В том числе гликоген 0,98 1,21 То же
Мягкие ткани леды содержат (в %): белковых веществ — 10,10,
липидов — 4,03, минеральных веществ — 3,26, углеводов — 1,84, в
том числе гликогена — 1,21. Наибольшее содержание минераль-
ных веществ отмечается в целой ракушке (58,25 %) и в створках
(55,03 %), наименьшее — в мягких тканях (3,26 %).
Наиболее богаты незаменимыми аминокислотами из приве-
денных выше объектов отходы от разделки морских ежей и леда. В
отходах от разделки трубача, мидий, гребешка большинство ами-
нокислот присутствуют в недостаточном количестве.
Минеральный состав отходов переработки беспозвоночных
весьма разнообразен: в них превалируют кальций, фосфор и на-
трий (табл. 8.12). В составе минеральных веществ обнаружены
Mg, Zn, S, Ni, Pb, Co, Bi, Cu, Al и другие минеральные элементы,
имеющие существенное значение в эффективном использовании
кормов. В соответствии с нормами в животноводстве рекоменду-
ется балансировать рационы по семи микроэлементам (Na, Cl, Са,
Р, Mg, К, S) и шести микроэлементам (Fe, Си, Zn, Со, Mo, J2),
т. е. по тем минеральным компонентам, которые входят в состав
раковин моллюсков, обусловливая их высокую кормовую цен-
ность.
8.12. Качественный состав некоторых минеральшх веществ в отходах
от беспозвоночных, % на сухое вещество
Элементы Объекты исследования
трубачи (первое дробление) мидии (створки) гребешки (створки) морские ежи (скорлупа) лсда (целиком)
Са 18,70 16,75 24,30 13,14 21,70
Р 1,03 1,43 1,94 0,87 1,39
Mg 4,81 0,49 0,11 0,05 0,05
К (в пересчете на К2О) 0,74 0,95 0,14 0,02 0,06
Na (в пересчете на 1Ча2О) 4,97 3,05 0,64 0,09 0,33
Fe 0,57 0,93 0,01 0,74 0,07
Водоросли. Наибольшее значение имеют отходы от переработки
анфельции. Технология агара предусматривает замачивание ан-
фельции в водной взвеси гидроксида кальция с целью облегчения
извлечения агара при варке. Остающийся после обработки водо-
рослевый остаток представляет собой деформированные веточки
анфельции и нерастворимые в воде вещества и в дальнейшем про-
цессе не участвует. Его количество составляет более 40 % массы
воздушно-сухого сырья, направленного на переработку.
В большинстве случаев отходы производства не используются,
хотя по химическому составу (табл. 8.13) относятся к весьма цен-
ному сырью, например для производства кормовых продуктов.
8.13. Хпический состав отходов агарового производства, % сухого вещества
Компоненты | Сырье | Отходы после варки
Минеральные вещества 11,8 24-40
Органические вещества 88,2 76,0
Общий азот 5,0 2,3
Растворимый азот 1,2-24 0,4-17,4
Белковый азот 0,9-18 0,2-8,3
Небелковый азот 0,3-6 0,2-8,9
Нерастворимый азот 3,8-7,6 1,9-82,6
Клетчатка 18,1 40,3
Химический состав (содержание сырого протеина — 20 %, ми-
неральных веществ — 20 %, полный набор аминокислот и био-
генных элементов) отходов делает их ценным сырьем для произ-
водства кормов. Отходы могут быть использованы также после
несложной обработки и как комбинированные азотно-минераль-
ные удобрения. Особый эффект можно ожидать от их примене-
ния на кислых почвах, так как при pH 8,6 отходы могут заменить
известь, обычно используемую для раскисления почв. Использо-
вание водорослевых отходов без предварительной обработки ма-
лоэффективно из-за присутствия механических примесей (песка,
остатков оксида кальция — до 10 %), ранящих слизистую желуд-
ка и кишечника животных. Содержащиеся в отходах гликопроте-
иды снижают усвояемость водорослевых кормов моногастричны-
ми животными.
Как сырье для кормовых продуктов отходы от переработки бес-
позвоночных и водорослей можно отнести к высокоминерализо-
ванным, которые, в свою очередь, подразделяются в зависимости
от наличия в их органической части полисахарида хитина.
К отходам с полисахаридом относят отходы от переработки ра-
кообразных и головоногих моллюсков (хитиновые покровы рако-
образных, гладиус кальмара, сепион каракатицы и т. п.).
В группу отходов с белковой органической частью включают
отходы, образующиеся в процессе производства продукции из
двустворчатых и брюхоногих моллюсков, а также иглокожих (ра-
ковины или их фрагменты с белковой частью).
В зависимости от состава сырье направляют в обработку, в
каждом отдельном случае устанавливая целевой продукт и соблю-
дая принцип комплексной переработки объекта (рис. 8.1).
Технология кормовых продуктов из нерыбного сырья. Рациональ-
ное использование высокоминерализованных отходов предусмат-
ривает получение двух типов кормовых продуктов: концентратов
422
423
Высокоминерализованные отходы
f
С полисахаридной
основой
С белковой
основой
Солянокислые •<-Деминерализация —►Солянокислые
гидролизаты '
i
Осаждение
i
Преципитат
гидролизаты
I I—► Высушивание
—Депротеинизация
Сырье
+
Мойка
Стекание
i
Дробление
Деминерализация
Рис. 8.2.Технологическая схема кормовых
концентратов и преципитатов
Хитин
Белковые
гидролизаты
Осаждение
Белковая
кормовая паста
Измельчение
I
Кормовые концентраты
(белковый, белково-ми-
неральный, минеральный)
Рис. 8.1. Схема направления высокоминерализованных отходов
на комплексное использование
и преципитатов, различающихся по количеству белков и мине-
ральных веществ.
Принципиальная технологическая схема концентратов и преципи-
татов (рис. 8.2). Она включает операции подготовки сырья (мой-
ку, стекание, дробление), основной процесс — деминерализацию
и раздельную обработку плотной части и солянокислого гидроли-
зата.
Сырье моют морской водой, выдерживают в течение 15—
20 мин для стекания ее, а затем измельчают. Дальнейшую обра-
ботку проводят раствором соляной кислоты концентрацией 2—
10%.
Состав кормовых продуктов регулируют в зависимости от про-
должительности гидролиза и количества внесенной соляной кис-
лоты (концентрация и соотношение с сырьем). Потери массы сы-
рья во время гидролиза происходят в основном за счет уменьше-
ния содержания кальция в нем. Кислотные гидролизаты содержат
в основном минеральные соли, количество которых достигает
90 % их общего содержания в сырье. Они важны для получения
минерального кормового продукта — преципитата. Минеральные
вещества выделяют путем добавления известкового молока; при
обработке солянокислых гидролизатов после получения хитина их
нейтрализацию можно проводить щелочными гидролизатами, со-
держащими белки (рис. 8.3).
Плотная часть
i
Мойка
i
Стекание
i
Сушка
i
Концентрат
I
Измельчение
Сепарирование
Фасование
у +
Хранение
Гидролизат
Прецилитирование
i
Отделение
преципитата
i
Сушка
Преципитат
Фасование
I
Хранение
-► Сточные воды
I
Очистка
+
Сброс
Солянокислые гидролизаты
После переработки отходов
с белковой составляющей
V
Осаждение Са(ОН)2
После перера и отходов,
содержащих полисахариды
Осаждение
щелочными
гидролизатами
Осаждение
Са(ОН)2
Преципитат
Рис. 8.3. Технологическая схема получения преципитата
Характеристика готовых продуктов. Концентраты подразделя-
ют на три вида в зависимости от содержания в них белка и мине-
ральных веществ (% сухого вещества).
Концентраты
Белковые
Белково-минеральные
Минеральные
Белок, %, Минеральные вещества,
не менее %, не более
45 45
35 60
15 80
424
425
В концентратах присутствуют незаменимые аминокислоты,
сумма которых может достигать 35—40 % общего количества ами-
нокислот. Липиды в концентратах составляют 5 %. Из микроэле-
ментов в них содержатся натрий, калий, магний и др.
Преципитаты в отличие от концентратов содержат белка не
менее 5 %, минеральных веществ не более 95 %. При этом массо-
вая доля фосфора (в пересчете на Р2О5) должна быть в них не ме-
нее 40 %, кальция — не менее 25 %. Преципитаты как минераль-
ная добавка к кормам ценны содержанием жизненно важных мак-
ро- и микроэлементов.
Комбинирование с рыбным сырьем. Использование отходов пере-
работки беспозвоночных и водорослей совместно с рыбным сырь-
ем способствует созданию кормовых продуктов с высоким содер-
жанием белка и одновременно богатых минеральными вещества-
ми (табл. 8.14).
Отходы перера-
ботки беспозво-
ночных
+
Дробление
t_____________
Рыбное сырье
Водорослевое сырье
Измельчение
Изменение
(регулироватше)рН
________i
Дозирование
Перемешивание
Выдергивание
8.14. Химический состав комбинированных кормовых концентратов
(отходы переработай морских ежей и минтая), %
Концентрат Вода Общий азот Минеральные вещества I в том числе вссго | NaCl Липи- ды
Минеральный Белково-минеральный с добавлением 1,22 1,56 50,64 2,56 0,44
рыбного сырья, % массы отходов: 10 1,47 2,19 48,41 2,52 1,00
30 1,88 2,93 35,95 2,31 1,51
40 1,98 3,49 33,82 1,87 2,12
50 2,04 3,74 32,78 1,63 3,15
60 3,81 5,29 31,67 1,48 3,69
70 4,48 5,38 29,52 1,39 4,25
Технология продуктов, полученных комбинированием не-
скольких видов сырья, включает в себя раздельную первичную об-
работку рыбного сырья, отходов беспозвоночных и водорослевого
сырья, их смешивание и совместную обработку, затем раздельное
доведение до готовой продукции нескольких типов (рис. 8.4).
При разработке технологии комбинированных кормовых про-
дуктов достигается выполнение ряда условий: безотходная перера-
ботка сырья, создание кормовых продуктов с широко варьируе-
мым содержанием химических соединений (белка, липидов, ми-
неральных веществ); разработка легкомодифицируемой техноло-
гии с корректировкой рецептур и параметров процессов;
повышение биологической ценности кормовых продуктов.
Варка
Прессование
Жом
t
Сушка
f
Измельчение
♦
Рассев
Фракции различного
гранулометрического
состава
Подпрессовый бульон
♦
Центрифугирование
f
Жир
БулХон
Отходы
растительного масла
ение
роизводство
кормового жира
Замора-
живание
Кормовая мука
или концентраты из
комбинированного сырья
Кормовой жир
Введение
консерванта
Фасование
Кормовое молоко и сливки
Рис. 8.4. Технологическая схема получения комбинированных кормовых продуктов
§ 4. КОРМОВЫЕ РЫБНЫЕ ГИДРОЛИЗАТЫ
Рыбная мука, являясь концентратом животного белка и биоло-
гически активных веществ, недостаточно полно усваивается орга-
низмом животных и птиц из-за отсутствия ряда важных функцио-
нальных свойств: растворимости и диспергируемое™ в воде, вла-
гоудерживающей и эмульгирующей способности. Такими свой-
ствами обладают рыбные гидролизаты, белковые концентраты,
упаренная и гомогенизированная рыба, рыбный силос и др.
Заменители молока. Наиболее характерным примером этих
продуктов являются заменители молока для молодняка сельскохо-
зяйственных животных.
Технологическая схема производства заменителей молока
(рис. 8.5) имеет следующие особенности: измельчение рыбных от-
ходов с последующим гидролизом, инактивация ферментов и вы-
сушивание.
Для приготовления заменителей молока используют рыбное
сырье с низким содержанием липидов.
П
427
426
Прием
f
Измельчение
I
Гидролиз
i
Процеживание
i 1
Жидкая фаза Твердая фаза
+
Пастеризация
ч|г
Сушка
Фасование
Рис. 8.5. Технологическая схема
производства заменителей молока
с использованием* ферментных
препаратов
Рыбные отходы измельчают до не-
больших кусочков и направляют на
гидролиз. Процесс проводят с добав-
лением воды и препарата протеоли-
тического фермента (фицин, папаин,
трипсин, панкреатин, бромелин).
Дозировка фермента зависит от
его протеолитической активности, а
также от содержания белка в рыбном
сырье. Обычно используют одну
часть фермента на 20Q частей белка.
Процесс гидролиза длится 15 мин
при температуре 25—70 °C и регули-
руемом pH. Температура гидролиза
более 45 °C, и экстремальные значе-
ния pH способствуют подавлению
роста нежелательной микрофлоры.
После гидролиза белковую суспен-
зию разделяют на твердую (кости,
кожа и др.) и жидкую фазы, напри-
мер, фильтрацией. Жидкую фазу пастеризуют при температуре
80 °C в течение 15 мин для инактивации ферментов и в горячем
виде подают на сушку.
Модификациями данного способа являются: обработка рыбно-
го сырья перед гидролизом на мясо-костном сепараторе с целью
удаления костей и кожи; добавление перед гидролизом к рыбному
сырью водно-масляной эмульсии при соотношении масла и белка
1:2,5, что способствует образованию липидно-белкового комп-
лекса. Продукт после этого негигроскопичен, а наличие в нем
жира облегчает равномерное распределение жирорастворимых ан-
тиоксидантов.
Наряду с ферментными препаратами используют протеолити-
ческие культуры дрожжей (Hansenula montovideo).
Рыбное сырье тонко измельчают, добавляют 7—10 % массы сы-
рья ферментирующего сахара, интенсивно перемешивают и под-
вергают обработке протеолитической культурой дрожжей. Про-
цесс ведут при температуре 32—35 °C при перемешивании. Про-
должительность процесса 34—40 ч.
Затем массу фильтруют, обезжиривают центрифугированием,
упаривают под вакуумом и сушат распылением.
Пенным продуктом является кормовой заменитель цельного
молока (ЗЦМ).
Основной операцией является экстракция (обработка мышеч-
ной ткани рыбы водой) в течение 15—20 мин, в результате чего
90—95 % массы переходит в экстракт, содержащий (в %): белка —
3—4, небелковых азотистых веществ — 0,08—0,09, липидов — 1—7
и минеральных веществ — 0,5—0,7. К экстракту добавляют кон-
сервант (пиросульфит натрия — 2 % или хлорид натрия — 4 %),
перемешивают и фасуют (рис. 8.6).
Химический состав этой группы кормовых продуктов зависит
от способа производства и вида сырья. Характерен большой раз-
рыв в показателях, о чем свидетельствуют приведенные ниже по-
казатели (в %):
Вода
Сырой протеин
Белок, растворимый в воде
Сырой жир
Минеральные вещества
Фосфор
Кальций
Хлориды
Железо
Аминокислота % массы белка
Лизин 6,9-8,9
Метионин 2,5—3,0
Цистеин 0,7—1,0
Триптофан 0,6—1,2
Аргинин 6,4—7,1
Треонин 3,5—3,9
Изолейцин 3,7—4,3
Лейцин 6,0—7,1
Валин 4,3—4,5
2-9
0,4-0,8
0,1-0,8
2-3
4—5 мкг/100 г
Аминокислота % массы белка
Гистидин
Фенилаланин
Тирозин
Глицин
Глютаминовая кислота
Аспаргиновая кислота
Пролин
Серин
Аланин
12,5-14,0
8,5-8,8
4,3-6,5
4,0-4,9
6,2-7,3
Гидролизаты из рыбного сырья имеют легкий запах кормовой
муки и горький привкус. Эти недостатки зависят от вида фермен-
та, степени его очистки, продолжительности процесса; их интен-
сивность возможно регулировать.
Рыбный силос. Для получения рыбного силоса сырье обрабаты-
вают согласно технологической схеме (рис. 8.7).
В качестве сырья для производства силоса используют разные
виды рыб в определенных комбинациях (к хрящевым рыбам пред-
почтительно добавлять более легкогидролизуемые виды). Наилуч-
Прием
В ода---------► Экстракция
Фильтрация
Консервант —►Перемешивание
Фасование
Прием
Измельчение
Органическая f
или минеральная —►Перемешивание
кислота 'if
Автопротеолиз
if
Обезжиривание
Тасование
Рис. 8.6. Технологическая схема
производства кормового замени*
теля цельного молока
Рис. 8.7. Технологическая схема
получения рыбного силоса
429
428
шие результаты получают при использовании рыбного сырья, со-
держащего не более 2 % липидов.
Измельчают сырье до частиц размером не более 10 мм и поме-
щают в кислотостойкие емкости, добавляют кислоту или смесь
кислот, тщательно перемешивают и выдерживают при повышен-
ной температуре до полного растворения.
Наиболее часто применяют серную кислоту. Иногда применя-
ют смесь серной и уксусной кислот. Готовый продукт имеет pH
около 2 и перед скармливанием животным требует обязательной
нейтрализации гидроксидом кальция.
Использование муравьиной кислоты или ее смеси с пропионо-
вой имеет преимущество, так как в этом случае перед скармлива-
нием не требуется нейтрализация продукта (pH около 4—4,5). На
1 т рыбной массы добавляют 30 л 85%-ной муравьиной кислоты,
придающей рыбному силосу стойкость при хранении.
Продолжительность хранения рыбного силоса, приготовленно-
го с использованием смеси муравьиной и пропионовой кислот,
достигает нескольких месяцев при температуре окружающей сре-
ды, что объясняется сильным ингибирующим действием, оказы-
ваемым пропионовой кислотой на плесени и спорообразующие
бактерии. Общая обсемененность силоса не превышает 40—480
клеток на 1 мл.
Скорость автопротеолиза зависит от вида сырья, содержания в
нем липидов и температуры процесса. В жирном сырье автопроте-
олиз идет быстрее, чем в тощем, а в свежем — быстрее, чем в за-
держанном.
Максимальную скорость автопротеолиза отмечают при темпе-
ратуре 50 "С. Массу разделяют на три фракции: жировую, водора-
створимую и осадок. Также происходят частичная коагуляция и
осаждение белка.
Водорастворимая фракция содержит значительное количество
белка и мало липидов. Ее используют для скармливания живот-
ным без дополнительной обработки.
Жировая фракция содержит до 10 % холестерола. Осадок пред-
ставляет собой значительное количество ароматических амино-
кислот и цистеина.
В процессе хранения силоса происходит распад белка (после
220 сут хранения при 27 °C дезаминированию подвергается до
8 % азота белка); отмечается распад ряда незаменимых амино-
кислот: триптофана и др., увеличивается содержание свободных
жирных кислот. В результате кормовая ценность рыбного силоса
снижается.
С целью снижения интенсивности происходящих нежелатель-
ных изменений уменьшают содержание липидов в готовом про-
дукте. Обезжиренный силос содержит 14,5—17 % белка и 0,5—2 %
липидов. Рыбный силос имеет сметанообразную консистенцию и
приятный аромат.
430
Витаминная белково-кормовая паста. При получении препарата
«Витамин А в жире» способом мягкого щелочного гидролиза в ка-
честве отходов производства остается нижний водно-белковый
слой гидролизата, являющийся смесью щелочного раствора бел-
ков, которые могут быть использованы в кормовом рационе сель-
скохозяйственных животных и птиц. Технологическая схема про-
изводства белково-кормовой пасты приведена на рисунке 8.8.
Гидролизат направляют на обработку в жироуловителе для до-
полнительного отделения остатка жира. После обработки массо-
вая доля жира не должна превышать 10 %, содержание витамина А
в 1 г пасты — не более 10 ME. Белково-кормовую пасту изготовля-
ют несколькими способами: осаждением белковых веществ, нейт-
рализацией и подкислением гидролизата.
При осаждении белковых веществ в гидролизат при перемеши-
вании добавляют концентрированную соляную кислоту до выпа-
дения хлопьевидного осадка белковых веществ.
После добавления соляной кислоты величина pH гидролизата
должна быть 4,0—4,5. Для наиболее полного осаждения белковых
веществ процесс проводят при перемешивании. После осаждения
белковых веществ содержимое оставляют на 2—3 ч для отстаива-
ния и уплотнения выпавшего белкового осадка. Затем жидкость
над осадком сливают, а осадок обрабатывают в центрифуге. Для
получения однородной массы содержимое тщательно перемеши-
вают.
Нейтрализацию и подкисление гидролизата проводят в емкос-
ти с мешалкой путем внесения концентрированной соляной или
молочной кислоты.
Кислоту добавляют к гидролизату через специальное душевое
устройство, величина pH гидролизата должна быть 6,0—6,5. Рас-
Водно-белковая часть
гидролизата
_ *
Отделение жира----
t
Обезжиренный гидролизат
—кЖир
* _
на переработку
Осаждени^Зелковых
веществ
Отстаивание белкового
осадка
♦
Отделение жидкой части
Нейтрализация и подкисление
гидролизата
Упаривание гидролизата
Подготовка тары---►Фасование
Хранение
Рис. 8.8. Технологическая схема производства витаминной белково-кормовой пасты
431
ход соляной кислоты составляет около 2 %, молочной — 3 % мас-
сы гидролизата.
Полученный продукт (по первому или второму способу) упари-
вают при температуре 55—60 °C в течение 2 ч до массовой доли
воды в пасте не более 65 %. Массовая доля протеина в белково-
кормовой пасте должна быть не менее 20 %.
Белково-кормовую пасту фасуют в бочки, укупоривают, марки-
руют и хранят в чистых сухих помещениях при температуре не
выше 10 °C.
Использование щелочного гидролизата не только позволяет
рационально использовать рыбное сырье, но и предотвращает заг-
рязнение окружающей среды токсичными для живых организмов
отходами.
Контрольные вопросы и задания
1. Как подразделяют сырье в зависимости от его химического состава? 2. Ка-
ковы способы получения рыбной кормовой муки? 3. В чем причины самовозгора-
ния и саморазогревания рыбной кормовой муки? 4. Как, когда и с какой целью
добавляют антиокислители и НПАВ? 5. Как обрабатывают подпрессовые бульо-
ны? 6. Какие изменения происходят в рыбной кормовой муке при хранении?
7. Каковы особенности приготовления кормовых продуктов из отходов от перера-
ботки крабов, двустворчатых, брюхоногих моллюсков, иглокожих и водорослей?
8. Чем определяется кормовая ценность рыбной муки и кормовых продуктов из
нерыбного сырья? 9. В чем сущность технологии получения кормовых рыбных
гидролизатов и концентратов? 10. Какова технология получения рыбного силоса?
11. Что собой представляют комбинированные кормовые продукты?
Глава 9
РЫБНЫЕ ЖИРЫ,
ВИТАМИННЫЕ ПРЕПАРАТЫ
И КОНЦЕНТРАТЫ
Жиры извлекают из рыб, беспозвоночных, водных млекопита-
ющих. Наиболее распространено производство рыбных жиров,
мировой объем которого к концу XX в. достиг 1,5 млнт в год. Из
морских млекопитающих и других нерыбных объектов вырабаты-
вают около 0,004 млн т жира в год.
Наиболее значительные объемы производства рыбного жира
характерны для таких стран, как Япония, на долю которой прихо-
дится около трети мирового производства рыбного жира, Перу,
Чили, Россия, США.
Наибольшее количество рыбного жира получают на судах не-
посредственно в районах промысла. В основном это жир-сырец,
являющийся исходным сырьем для получения жировой продук-
ции (медицинской, ветеринарной и т. д.).
Ценность рыбных жиров в значительной степени определяется
составом жирных кислот. Полиненасыщенные жирные кислоты
(линоленовая и арахидоновая) составляют витамин F, входят в
состав многих структур и тканей, участвуют в образовании клеточ-
ных мембран, миелиновой оболочки нервных волокон, нитей ми-
тохондрий, соединительных тканей. Эта группа жирных кислот
относится к жизненно важным (эссенциальным), обеспечиваю-
щим ряд важных функций животного организма, таких, как нор-
мальный рост, развитие и образование клеток кожи и ее питание,
благоприятное протекание беременности и лактации, перенос хо-
лестерина, нормальное давление в подкожных кровеносных сосу-
дах, участие в защите организма от радиации, а также устойчи-
вость и нормальную эластичность сосудов.
Недостаток жизненно важных (эссенциальных) жирных кислот
вызывает ряд нарушений в развитии организма (синдром эссенци-
альных кислот), приводящих к замедлению и прекращению роста
животных с последующей их гибелью. Процесс сопровождается
возникновением дерматозов с чешуйчатостью и сухостью, потерей
шерсти, а также некрозами. Кровеносные сосуды становятся хруп-
кими, повышается их проницаемость, наблюдаются кровоизлия-
ния и кровотечения.
Отсутствие или недостаток в питании животного организма
433
липидов вызывает нарушение деятельности почек; при этом за-
медляется половое созревание, нарушаются спермогенез и овуля-
ция, что делает почти невозможным размножение. У животных
возникает усиленная потребность в воде и кислороде, повышается
проницаемость кожи.
При недостаточном количестве эссенциальных кислот наруша-
ется липидный обмен в печени и крови, происходит перераспре-
деление липидов в организме. С ним также связывают образова-
ние у животных камней в желчном пузыре, язвы двенадцатиперст-
ной кишки, возникновение язвенного колита, артритов, кариеса
зубов и др.
Биологическая активность эссенциальных кислот определяется
методом расположения двойных связей и пространственной кон-
фигурацией молекулы относительно этих двойных связей. Наи-
большей активностью обладают цис-изомеры, у которых первая
двойная связь находится между шестым и седьмым атомами угле-
рода от конечной метильной группы, а вторая — между девятым и
десятым атомами углерода. Такое расположение двойных связей
характерно для линолевой кислоты. Биологическая активность
10 мг линолевой кислоты, проявляющаяся при биологических ис-
пытаниях в строго определенных условиях, принята за единицу
биологической активности полиненасыщенных эссенциальных
кислот.
Липиды рыб подвержены изменениям в процессе переработки
и хранения, поэтому при получении жиров и их хранении необхо-
димо соблюдать условия, обеспечивающие максимальную сохран-
ность биологически активных жирных кислот.
§ 1.ТЕХНОЛОГИЯ ЖИРОВ
Морские гидробионты являются основным источником полу-
чения медицинских и ветеринарных жиров. В качестве сырья для
их получения используют отходы от разделки (например, внут-
ренности), а также целые объекты промысла. Жиры морских гид-
робионтов широко применяют в пищевой промышленности,
сельском хозяйстве, медицине.
Производство жира-сырца. Жир-сырец получают различными
способами (тепловым, гидромеханическим, извлечением жира за-
мораживанием и др.), в основе которых лежит принцип разруше-
ния структуры жировой ткани и отделения жира от нее.
Тепловой способ. В основе его лежит процесс термической обра-
ботки жирового сырья, обеспечивающий расплавление жира и
разрушение жировой ткани. Жир в сырье, поступающем на обра-
ботку, заключен в жировых клетках, которые органически связаны
межклеточным веществом, состоящим из коллагеновых и эласти-
новых волокон. Внутри клеток жир и другие компоненты образу-
ют сложные коллоидные системы, которые для выделения жира
необходимо разрушить. При термической обработке этого дости-
гают при помощи механического воздействия, частично под влия-
нием воды и температуры. Выход жира зависит от температуры
процесса и количества добавляемой воды. Механические способы
не обеспечивают полного разрушения структуры жировой ткани.
Практически полное разрушение жировых клеток достигают пу-
тем нагревания более Ю0‘С.
Массовая доля жира, остающегося в разрушенной жировой
ткани, зависит от количества добавляемой воды, которая, будучи
полярным растворителем, связывается с гидрофильным субстра-
том (шкварой) и вытесняет неполярный жир. При вытапливании
в шкваре остается 20—25 % жира.
Добавление воды вызывает переход коллагена в глютин (вод-
ный раствор), который, обладая эмульгирующим свойством, свя-
зывает жир. Количество эмульгированного жира зависит от кон-
центрации водного раствора глютина, а также от его количества.
Поэтому количество добавляемой к сырью воды не должно пре-
вышать оптимального предела.
При тепловом воздействии на жировое сырье при 60-65 “С
происходит денатурация белков (альбуминов и глобулинов), кото-
рая приводит к разрушению жировой эмульсии в клетках, а также
коллагеновых связей. При повышении температуры вязкость
жира и поверхностное натяжение уменьшаются и он легко отделя-
ется от жировой ткани. Мелкие капли жира, сливаясь, образуют
однородную жировую фазу.
При термической обработке жирового сырья образуются про-
дукты пирогенного распада белков с характерным темным цветом.
Растворяясь в жире, они придают ему более темный цвет и непри-
ятный запах.
Гидромеханический способ (импульсный). В основе его лежит ис-
пользование кавитационных явлений и механических импульсов,
возникающих при быстром движении рабочего органа машины и
обрабатываемого сырья в водной среде.
Кавитационные явления возникают при достижении критичес-
кой величины гидродинамического и гидростатического давле-
ний. При этом пузырьки газа (пара) начинают расти и образуют
вблизи поверхности обтекаемого тела зону кавитации.
Перемещаясь с потоком и попадая в область давления, пре-
восходящего критическое, пузырьки уменьшаются в объеме и
исчезают. Процесс протекает с большой скоростью и сопровож-
дается гидравлическим ударом на малом участке поверхности.
Импульсы, возникающие в результате кавитации, вызывают раз-
рушение жировой ткани и обусловливают извлечение жира в
водную среду.
Эффективность способа зависит от величины и числа импуль-
сов. Импульсы возникают в результате вращательного движения
434
435
измельчителя (например, молотковой дробилки), в которую не-
прерывно поступают жировое сырье и вода.
Импульсным методом извлекают более 80 % жира.
Извлечение жира замораживанием. Способ основан на разруше-
нии структуры жировых клеток при замораживании. Для получе-
ния жира высокого качества жировое сырье замораживают при
температуре минус 30—минус 35 "С в течение 3,5-4 ч до конечной
температуры не выше минус 20 'С. При более высокой температу-
ре (минус 15 “С) полного разрушения жиросодержащих клеток не
происходит, что уменьшает выход жира и ухудшает его качество.
Выход жира составляет 95 % его содержания в жировом сырье.
Жир характеризуется светло-желтым цветом и низким содержани-
ем свободных жирных кислот. Продукты окисления в нем отсут-
ствуют. Использование этого способа в рыбной промышленности
очень перспективно.
Рафинация жиров. Рафинация — это процесс очистки жиров от
примесей, которые в зависимости от природы жиров, условий по-
лучения и хранения содержатся в них, обеспечивая тот или иной
цвет, специфический вкус и запах, образуют осадок, делают их не-
прозрачными. В жире-сырце также содержатся свободные жирные
кислоты. Отдельные примеси являются вредными и нежелатель-
ными.
Рафинированные жиры можно использовать в пищу. В зависи-
мости от состава и качества жира-сырца и его применения извес-
тны различные методы рафинации. Условно их делят на три груп-
пы: физические, химические и физико-химические.
Физические методы рафинации (отстаивание, центрифугиро-
вание и фильтрация) применяют для удаления механических взве-
сей и части коллоидно-растворимых веществ, выпадающих в жи-
рах в осадок при хранении.
Химические методы рафинации основаны на обработке жиров
химическими агентами (сернокислотная рафинация, гидратация,
щелочная рафинация).
Сернокислотную рафинацию используют для удаления фосфа-
тидов, белков, красящих веществ, солей жирных кислот.
Гидратацию широко применяют для отделения гидрофильных
примесей (фосфатидов, белков, углеводов), щелочную рафина-
цию — для удаления свободных жирных кислот и ряда других при-
месей.
Физико-химические методы включают в себя адсорбционную
рафинацию, дезодорацию, дистилляцию, рафинацию при помо-
щи селективных растворителей. Их широко используют в рыбной
промышленности.
Адсорбционную рафинацию применяют для отбеливания жи-
ров.
Дезодорацию используют для удаления летучих веществ, опре-
деляющих специфический вкус и запах жиров.
Отгонку свободных жирных кислот применяют для снижения
кислотности жира, рафинацию с применением селективных ра-
створителей — для удаления ряда нежелательных компонентов
жира (например, триглицеридов).
При выборе способа рафинации учитывают и экологические
аспекты, выбирая такой способ обработки, при котором потери
жира минимальны. Нередко способы рафинации комбинируют.
Так, при гидрогенизации жиров их подвергают гидратации, ще-
лочной рафинации и отбеливанию.
Производство технического жира. Сырьем для технического
жира являются бульоны, получаемые в рыбомучном производстве
при прессовании проваренной рыбной массы и в процессе блан-
ширования рыбы при выпуске консервов, а также жир, получае-
мый при прессовании сушенки.
В соответствии с технологической схемой (рис. 9.1) бульон или
подпрессовый жир собирают в приемную емкость или отстойник.
Отделение белковых веществ из бульона осуществляют на супер-
декантаторах (центрифугах и грязевых сепараторах). Перед цент-
рифугированием в бульон добавляют горячую воду (10—25 % объе-
ма бульона) для более полного отделения плотных веществ и обес-
печения стабильной работы центрифуги. Процесс ведут при тем-
пературе бульона не ниже 80 °C.
Для обезжиривания бульон (или жир, получаемый при прессо-
вании сушенки) дважды обрабатывают на грязевом сепараторе.
Перед обработкой оценивают степень загрязнения жира и подби-
рают режим работы сепаратора.
Для нормальной работы сепаратора масса должна содержать не
более 15 % жира и 6 % белковых включений. Если эти показатели
выше, то добавляют горячую воду и затем сепарируют при темпе-
ратуре сепарируемой массы 90-95 "С. При отсутствии центрифуги
и грязевого сепаратора для очистки жира используют метод мно-
гократного отстаивания.
Сбор бульона или подпрсссового жира
t
Горячая вода---►Отделение белковых веществ--►Белковые вещества
Обезжиривание Производство
кормовой муки
Сепарирование
t
Внесение антиокислителей
Сбор жира
♦
Фасование, маркирование
V
Хранение, транспортирование
Рис. 9.1. Технологическая схема производства технического жира
436
437
Полученный жир отправляют на очистку от белковых веществ.
Сепарирование проводят при температуре 90-95 °C. Перед обра-
боткой добавляют пресную или морскую воду. Соотношение жира
и воды при сепарировании поддерживают (в %): 90—92...10—8,
добиваясь наиболее высокой степени очистки жира. Содержание
жира в сточных водах не должно превышать 0,3 %.
С целью придания стабильности жиру при хранении в него до-
бавляют антиокислители (ионол): 12 % для технического жира и
0,15—0,2 % для жира-полуфабриката.
Для дополнительной очистки жира (уменьшения содержания
белковых примесей) его подвергают фильтрации. Очищенный
жир сливают в чистые сухие емкости (бочки, танки и т. д.).
Фасуют рыбные жиры в соответствии с требованиями норма-
тивной документации на каждый вид жира, а затем маркируют.
Рыбные жиры хранят при температуре окружающей среды, ис-
ключая попадание прямых солнечных лучей, не более одного года
с даты изготовления. Рыбные жиры транспортируют всеми вида-
ми транспорта согласно правилам перевозок скоропортящихся
грузов.
В зависимости от качественных показателей жир, полученный
при производстве кормовой муки и консервов, может соответ-
ствовать требованиям к техническому жиру для промышленной
переработки требованиям на жир-полуфабрикат для производства
ветеринарного, технического или пищевого жира.
Производство медицинского жира. Сырьем для производства ме-
дицинского жира является свежая, охлажденная, пастеризованная
или мороженая печень тресковых рыб.
Процесс вытапливания жира (рис. 9.2) осуществляют в специ-
альных жиротопных котлах, снабженных мешалкой, перфориро-
Охлажаенная
Витамины А и D
Печень тресковых рыб
м ♦
Мороженая
-------------------------~
Вытапливание жира
t
Очистка жира-полуфабриката
от примесей
Охлаждение
„ f
Отделение твердых
глицеридов (стеаринов)
—> Витаминизация жира
Фасование, маркирование
t
Хранение
Пастеризованная
Рис. 9.2. Технологическая схема производства медицинского жира
438
ванным змеевиком для подачи острого пара внутрь котла. После
загрузки печень прогревают острым паром до температуры 60—
70 "С при непрерывном перемешивании и поднимают давление
пара до 0,15—0,25 МПа. Продолжительность нагрева составляет
40—70 мин и зависит от содержания липидов в сырье. Вытоплен-
ный жир должен быть светло-желтого цвета.
Закончив вытапливание жира, прекращают подачу пара в котел
и отстаивают содержимое в течение 1—2 ч для отделения жира от
воды и остатка печени. После отстаивания жир сливают, а остав-
шуюся массу подвергают повторному вытапливанию.
Жир после первого вытапливания используют в качестве полу-
фабриката для получения медицинского жира, после второго —
для получения ветеринарного жира. Остаток печени направляют
на производство кормов.
Очистка жира-полуфабриката заключается в отделении приме-
сей (воды, белковых веществ) путем сепарирования. Применяют
двух- или трехкратное сепарирование для качественной очистки
жира. Жир от стеарина отделяют, охлаждая его до О °C с последу-
ющим фильтрованием для отделения выпавшего осадка твердых
глицеридов. Стеарин собирают, разогревают до температуры 25—
30 °C и сепарируют, охлаждают до О °C и отфильтровывают от
примесей.
Жир после фильтрации направляют в сборники и затем вита-
минизируют, если он содержит витамины А и D в количестве
меньшем, чем предусмотрено стандартом или фармакопейными
статьями на медицинский рыбный жир. Для витаминизации ис-
пользуют концентрированные препараты витаминов А и D. Массу
препарата витамина А или D, необходимую для витаминизации
жира, определяют по формуле (9.1):
у=.5(о-(>), (91)
где Б — масса витаминизируемого жира, кг; а — массовая доля витамина А или D
в витаминизированном жире, международных единиц (ME) на I г; б— массовая
доля витамина А или D в подвергаемом витаминизации жире, ME на 1 г; в — мас-
совая доля витамина А или D в используемом витаминном препарате, ME на 1 г.
Препараты витаминов вносят одновременно с жиром и переме-
шивают. Готовый жир фасуют в стеклянные флаконы вместимос-
тью 0,2 дм3, стеклянные бутылки и банки (до 10 дм3) или бочки
(не более 275 дм3), маркируют и направляют на хранение при тем-
пературе не выше 10 °C. Срок хранения 1 год.
Медицинский жир должен быть прозрачным при температуре
0 °C в течение 3 ч, иметь кислотное число (в мг КОН) не более 2,2,
содержание неомыляемых веществ не более 2 %.
Производство ветеринарного жира. Ветеринарный жир нату-
ральный и с добавлением витаминов жира рыб предназначен для
439
ветеринарных целей, а также для подкормки сельскохозяйствен-
ных животных и птиц.
Для изготовления ветеринарного рыбного жира используют пе-
чень и внутренности рыб, печень морских млекопитающих с мас-
совой долей жира не менее 10 % (жирное сырье); ветеринарный
жир-полуфабрикат; технические жиры рыб и морских млекопита-
ющих, а также жир, полученный способом мягкого щелочного
гидролиза, и др.
Технологическая схема производства ветеринарного жира дана
на рисунке 9.3.
Подготовка жиросодержащего сырья зависит от способа его
консервирования (мороженое сырье размораживают до распада-
ния блоков; свежее, охлажденное и соленое — промывают и т. д.).
Процесс вытапливания и отстаивания жира осуществляют ана-
логично технологии производства медицинского жира и сепари-
руют для отделения воды и взвешенных белковых частиц. Сепари-
рованный прозрачный жир сливают в емкости, охлаждают до 20—
25 °C и витаминизируют.
При использовании жира-полуфабриката в зависимости от его
качественных показателей перед витаминизацией отделяют при-
меси путем сепарирования или рафинируют.
К жиру добавляют витамины А и D (жир для подкормки сельс-
кохозяйственных животных) или витамин А или D (жир для под-
кормки птиц). Количество добавляемого препарата определяют
расчетным путем, исходя из содержания витаминов в витамини-
зируемом жире. Процесс проводят аналогично ранее описанному
для медицинского жира.
Для стабилизации ветеринарного жира вносят антиокислители
Печень, внутренности рыб
и другое жиросодержащее сырье
+
Подготовка
Вытапливание жира----->-----------► Жир-сырец
+ I Z- 1 X
Отстаивание
Рафинация Рафинация Сепарирование
Сепарирование I длительно хра- жира-полуфаб-
X нящсгосяжира риката
Витаминизация 1 I
+
Внесение антиокислителя «<------------------------1
+
Подготовка тары-----►Фасование
Маркирование, хранение
Рис. 9.3. Технологическая схема производства ветеринарного жира
(ионол) в количестве 0,15—0,20 % массы обрабатываемого жира и
фасуют в стеклянные бутылки, банки, бочки или фляги, тщатель-
но укупоривают, маркируют и хранят при температуре не выше
30 °C не более 1 года с даты изготовления.
Ветеринарные рыбные жиры должны быть прозрачными при
температуре 20—25 °C, могут иметь кислотные числа (в мг КОН)
до 3,0 и высокое содержание витаминов (А —до 3000 ME в 1г,
D — до 1000 ME в 1 г).
§ 2. ПРОИЗВОДСТВО ВИТАМИННЫХ
ПРЕПАРАТОВ И КОНЦЕНТРАТОВ
Рыбная промышленность выпускает витаминизированный
(обогащенный витаминами А и D) рыбный жир, предназначен-
ный для медицинских целей; ветеринарный жир, предназначен-
ный для ветеринарных целей и подкормки сельскохозяйствен-
ных животных и птиц; препарат витамина А в жире, предназна-
ченный для витаминизации медицинского жира, ветеринарного
жира и кормов, получения высококачественных концентратов
витамина А.
В качестве сырья для производства витаминных препаратов ис-
пользуют различные виды рыбных отходов. По содержанию липи-
дов витаминное сырье подразделяют на жирное (более 10 %) и то-
щее (менее 10 %).
К жирному сырью относят печень трески, путассу, акул, мой-
вы, макруруса, минтая, осетровых, скумбрии, скатов, к тощему —
печень лососевых, камбаловых и горбылевых рыб.
Печень рыб является природным депо, в котором сконцентри-
ровано большое количество витаминов. Запасы витамина А в пе-
чени рыб достигают от нескольких тысяч до сотен тысяч междуна-
родных единиц на грамм жира. Содержание витамина А в сырье
зависит от района промысла, вида, возраста и пола рыб.
Содержание липидов в печени различных видов рыб в течение
года меняется, в то время как содержание витамина А остается
постоянным. Поэтому жир, выделяемый из печени в разное время
года, имеет различную концентрацию витамина А. Помимо пече-
ни значительное количество витамина А может быть получено из
внутренностей рыб (например, окуня).
Витамин А в жире получают и из жира рыбного полуфабриката
с содержанием витамина А в 1 г не менее 2000 ME.
Производство препарата «Витамин А в жире». Известны различ-
ные способы производства препарата «Витамин А в жире»: гидро-
литический, ферментативный, импульсный, замораживанием, эк-
стракционный и др. Однако наиболее широко распространен гид-
ролитический способ. Технологическая схема производства пре-
парата «Витамин А в жире» приведена на рисунке 9.4.
440
441
соленое'
свежее и "
охлажденное
Размягчение соленой
печени
Внесение жира
Приготовление
раствора щелочи
Подготовка тары
Сырье
мороженое
Размораживание
----->Мо^ка
—► Измельчение и —
перемешивание
-----► Гидролиз
Очистка жира
Вакуум-сушка
+
Фильтрование
Нормализация
-----► Фасование
♦
Маркирование, хранение
пастеризованное
Рис. 9.4. Технологическая схема производства препарата «Витамин А в жире»
гидролитическим способом
На производство препарата «Витамин А в жире» направляют
свежие, охлажденные, мороженые, соленые и пастеризованные
печень и внутренности рыб, а также печень морских млекопитаю-
щих.
Витаминное сырье измельчают до частиц размером не более 6 мм
иперемешиваютвтечение 10—20 мин. Далее технологический про-
цесс ведут в зависимости от химического состава сырья (содержа-
ния липидов, поваренной соли, витамина А и кислотного числа).
Сырье с содержанием липидов более 30 % направляют на гидролиз,
с массовой долей 30 % и менее — на смешивание с жиром.
Жир добавляют для экстракции витамина А. Общая массовая
доля добавляемого жира составляет 30—50 % и зависит от содер-
жания витамина А в сырье.
Гидролиз является основной операцией в технологическом
процессе получения препарата «Витамин А в жире». Режим гидро-
лиза определяют в основном количеством добавляемой воды, тем-
пературой процесса, количеством добавляемой щелочи и регули-
рованием перемешивания массы.
Количество воды, добавляемой к печени, имеет существенное
значение для процесса гидролиза. При недостатке воды гидролиз
белковой части печени замедляется, но происходит гидролиз
жира. При избытке воды гидролиз белковой части протекает лег-
че, но увеличивается расход щелочи для гидролиза, снижается эф-
фективность использования гидролизатов.
Масса воды, добавляемой к жирному сырью, должна быть в 3—
4 раза больше количества содержащихся в сырье белковых ве-
ществ, к тощему сырью — в 5—7 раз. Массовую долю белковых
веществ определяют по формуле
Х= 100 — (вода, % + NaCl, % + липиды, %). (9.2)
Необходимое количество щелочи для гидролиза зависит от
плотности ткани печени, ее состояния и других факторов (см. таб-
лицу).
Необходимое кододеспю щелочи для пщролнза в зиисимости от вода сырья и
способа его заготовки
Вид сырья и способ его заготовки Оптимальное значение pH гидролизуемой массы Количество кристалличес- кой щелочи, % массы, загруженной в гидролизатор
сырья сырья и воды
Свежая и мороженая печень рыб различ- 8,5-10,0 1,8—2,0 0,5-1,2
ной жирности Свежие и мороженые печень и внутрен- 8,5-10,0 1,8-2,8 0,5-1,3
ности рыб различной жирности Пастеризованные печень и внутренности 8,5-10,0 1,5-2,0 0,3—1,3
рыб различной жирности Соленые печень и внутренности рыб раз- 9,0-12,0 2,2-3,0 1,2-2,5
личной жирности Свежая, мороженая и соленая печень 12,0-14,0 2,0-5,0 1,2-2,5
морских млекопитающих
При недостатке щелочи гидролиз протекает медленно и непол-
но. Избыток щелочи (5—6 %) ускоряет гидролиз, но заметно
уменьшает выход витамина А вследствие интенсификации про-
цесса омыления жира, адсорбции витамина А образовавшимся
мылом и повышения потерь при рафинации жировой фракции
гидролизата.
Необходимое количество щелочи для гидролиза определяют
потенциометрическим титрованием витаминного сырья. Установ-
лены оптимальные значения pH для гидролиза различного сырья
(см. таблицу).
Для гидролиза к сырью, загруженному в гидролизатор, добав-
ляют необходимое количество воды и начинают перемешивание и
нагрев до 50—55 °C. При достижении заданной температуры до-
бавляют половину необходимого количества щелочи в виде 20—
30%-ного раствора и температуру повышают до 90—95 'С, внося
остальное количество щелочи. Гидролиз ведут до полного раство-
рения кусочков сырья. Продолжительность процесса составляет
1—4 ч и зависит от вида и способа консервирования сырья.
После окончания гидролиза нагревание и перемешивание пре-
кращают и смесь отстаивают в течение 3—4 ч. Чем длительнее
процесс отстаивания, тем меньше жира с витамином А остается в
нижнем слое гидролизата.
442
443
Для лучшего отделения жира, содержащего витамин А, от от-
стоя перед началом гидролиза или за 30 мин до его окончания
вводят в массу сухую поваренную соль или ее раствор плотностью
не менее 1200 кг/м3.
Двухступенчатый режим гидролиза создает наиболее благопри-
ятные условия гидролиза. Нагревание до 50—55 "С не вызывает
коагуляции белка и способствует выделению жира, который соби-
рается в ассоциаты, что замедляет процесс его омыления. Подъем
температуры до 90—95 °C ускоряет процесс гидролиза; при этом
изменяется в основном белковая часть.
После отстаивания сливают нижний слой гидролизата до появ-
ления жировой эмульсии, а жир направляют на последующую
очистку с целью удаления мыла, щелочи, воды и белковых приме-
сей сепарированием. Очищенный жир не должен иметь следов
щелочи и мыла, должен быть прозрачным. Очищенный прозрач-
ный жир фасуют или при необходимости направляют на нормали-
зацию. При получении непрозрачного сепарированного жира его
направляют на вакуум-сушку.
В процессе сушки наряду с удалением воды происходит тепло-
вая денатурация растворенных в жире белковых веществ, выделя-
ющихся в нерастворимом виде и отделяющихся фильтрацией.
Кроме того, обработка при 135 ‘С позволяет достичь определен-
ной стерильности продукта. После фильтрации жир направляют
на нормализацию или фасование.
Нормализация заключается в смешивании мелких партий жира
с различным содержанием витамина А с целью получения продук-
та со стандартным содержанием витамина А от 2000 до 5000 ME в
1 г.
После нормализации препарат «Витамин А в жире» охлаждают
до температуры 40 °C и фасуют в стеклянные бутылки или банки,
маркируют и хранят в темном месте при температуре не выше
10 °C не более одного года с даты изготовления.
«Витамин А в жире» используют для витаминизации жиров и в
качестве исходного сырья для получения концентрата витамина А.
Для способа мягкого щелочного гидролиза характерен ряд дос-
тоинств (возможность перерабатывать тощее сырье, увеличение
выхода витамина А, сохранение натуральных антиокислителей) и
недостатков (зависимость выхода витамина А от качества сырья,
недостаточно полное—до 70—80 % — извлечение аксерофтола,
разрушение витаминов группы В, обеднение белка такими важны-
ми аминокислотами, как аргинин, цистин и др.). Поэтому разра-
ботаны другие методы производства витамина А из рыб и морских
млекопитающих.
Производство концентрата витамина А. Для получения концент-
рата витамина А используют препарат «Витамин А в жире» с со-
держанием витамина А 2000—5000 ME в 1 г. Для витаминизации
пищевых продуктов, медицинского и ветеринарного жиров необ-
ходимы препараты с содержанием витамина А более 100 000 ME в
1 г. Повышение концентрации витамина А проводят различными
способами, однако промышленное значение имеют способы, ос-
нованные на щелочном омылении жира, содержащего витамин А,
и молекулярной дистилляции витамина А.
Способ щелочного омыления. Технологическая схема получения
концентрата витамина А этим способом дана на рисунке 9.5.
Процесс омыления осуществляют спиртовым раствором щело-
чи в реакторе из нержавеющей стали, снабженном мешалкой и
паровой рубашкой. Образующийся в результате омыления мыль-
ный клей растворяют в горячей воде, а неомыляемую фракцию, в
состав которой входят витамины, обрабатывают по нескольку раз
(3—4) органическими растворителями (эфиром, дихлорэтаном
или бензином).
Полученный экстракт витамина А (мисцелла) содержит значи-
тельное количество мыла, для удаления которого необходимо
промывание мисцеллы водой.
Перед сушкой мисцеллу фильтруют через слой сульфата натрия
и стабилизируют путем добавления натуральных масел, содержа-
щих антиокислители витамина А (кукурузное, подсолнечное и
др.) и придающих продукту стойкость при хранении.
После стабилизации смесь направляют на дистилляцию. Кон-
центрация витамина А, полученного омылением, зависит от со-
держания неомыляемых веществ в исходном сырье. Выход вита-
мина А составляет 80—90 % его содержания в исходном сырье.
При использовании метода не требуется сложное оборудова-
ние. К недостаткам следует отнести большой расход реактивов,
Витамин А в жире
„ ♦
Омыление низкоактивного жира
t
Растворение мыла в горячей воде
Органический-------►Экстракция неомыляемой фракции
растворитель
Отделение раствора неомыляемых веществ
(мисцеллы)
♦
Промывка мисцеллы
t
Сушка мисцеллы
Стабилизация
V
Дистилляция мисцеллы
Фасование
Рис. 9.5. Технологическая схема производства концентрата А
способом щелочного омыления
444
445
значительные потери витамина А, потери пищевого жира, перехо-
дящего в мыло, и др., что не позволило широко использовать этот
метод в производстве.
Способ молекулярной дистилляции. Он основан на способности
витамина А перегоняться без разложения при 110—250 ’С и глубо-
ком вакууме. Процесс проводят при температурах не ниже темпе-
ратуры кипения жидкости и без ее перемешивания, а также при
отсутствии равновесия между жидкостью и паром.
При обычной дистилляции отмечают реконденсацию значи-
тельной части молекул на испаряющей поверхности, а при моле-
кулярной дистилляции этот процесс незначителен. Чем выше ва-
куум, тем меньше концентрация молекул в паровой фазе, тем
реже они сталкиваются и тем легче протекает дистилляция.
Средний свободный пробег молекул газа без столкновения с
другими молекулами определяют по уравнению
Концентрация витамина А при молекулярной дистилляции не
зависит от содержания в исходном сырье неомыляемых веществ, и
при циклической дистилляции могут быть получены препараты,
содержащие до 1 000 000 ME в 1 г.
Контрольные вопросы а задания
1. Какими факторами определяется пищевая ценность рыбных жиров? 2. Ка-
ковы способы получения жира-сырца? 3. Дайте характеристику теплового способа
получения рыбного жира, гидромеханического способа получения его. 4. Как по-
лучить рыбный жир с помощью низких температур? 5. Что такое рафинация жи-
ров? Каковы способы рафинации рыбных жиров? 6. Какова технология получе-
ния технического рыбного жира для промышленной переработки? 7. Что собой
представляет технология получения ветеринарного рыбного жира? 8. Охарактери-
зуйте технологию получения медицинского рыбного жира, технологию получения
препарата «Витамин А в жире» гидролитическим методом. 9. Каковы способы
производства концентрата витамина А? 10. Опишите технологию получения кон-
центрата витамина А способом щелочного омыления, а также способом молеку-
лярной дистилляции.
(9.3)
где л —число молекул в единице объема газа; d—диаметр молекулы.
Свободный пробег молекул обратно пропорционален числу
молекул, т. е. плотности газа или его давлению. Уменьшив давле-
ние воздуха или газа в перегонном аппарате, достигают такого
свободного пробега молекул, который равен расстоянию между
испаряющей и конденсирующей поверхностями или превышает
его. При этом условии молекулы пара, отрываясь от поверхности
испарения, свободно достигают конденсатора и под влиянием ох-
лаждения конденсируются.
На этом основаны технология, работа и конструкция аппаратов
для молекулярной дистилляции.
Количество испаряющегося вещества с 1 см2 поверхности уста-
новки для молекулярной дистилляции составит:
W = 5,83-10’2
(9.4)
где Р— упругость паров вещества, КПа; М— молекулярная масса дистиллируемо-
го вещества; Г—абсолютная температура дистилляции.
Фактическая скорость дистилляции составляет 70—90 % теоре-
тической.
Основным достоинством метода является возможность прове-
дения процесса выделения витамина А при отсутствии кислорода
воздуха, без применения химических реактивов, с сохранением
пищевых качеств жира.
446
Глава 10
БИОЛОГИЧЕСКИ АКТИВНЫЕ
ВЕЩЕСТВА
Интерес к морским гидробионтам как источнику биологически
активных веществ (БАВ) особенно возрос в конце 60-х годов, пос-
ле открытия простагландинов в мягких морских кораллах. С тех
пор учеными выделены и изучены многие БАВ, нашедшие приме-
нение в биологии (тетродотоксин), медицине (домоевая кислота,
цефалоспорины и др.) и в сельском хозяйстве (падан, полиеновые
соединения и др.). Активно ведут исследования гидробионтов и в
настоящее время многие страны мира, особенно прибрежные и
островные. Признанными лидерами являются США, Япония и
Россия.
Производство и широкое применение БАВ сдерживаются их
высокой себестоимостью. Одним из путей снижения себестоимос-
ти БАВ является комплексное и рациональное использование всех
органов и тканей морских гидробионтов.
Классификация БАВ, основанная на их химическом строении,
включает в себя пять больших групп (рис. 10.1).
§ 1. ТЕХНОЛОГИЯ БИОЛОГИЧЕСКИ АКТИВНЫХ ВЕЩЕСТВ
МОРСКИХ РАСТЕНИЙ
Состав аминокислот, азотистых веществ водорослей и высокое
содержание в них углеводов, витаминов, макро- и микроэлемен-
тов позволяют рассматривать их как ценное сырье для получения
многих видов продуктов, и в первую очередь биологически актив-
ных веществ, среди которых наибольший интерес представляют
полисахариды (агар, агароцды, каррагинан, альгинат и др.).
Полисахариды красных водорослей. Полисахариды водорослей,
проявляющие вирусоцидную, противомикробную и антикоагу-
лянтную активность, являются их энергетическим материалом.
Агар (сульфатированные галактогликаны) представляет собой
смесь полисахаридов агарозы и агропектина. Агар содержится в
красных водорослях. Важнейшим источником его является ан-
фельция (Almfeltia plicata).
448
(БАВ) морских гвдро-
Рис 10 1. Классификация биологически активных веществ
бнонтов
Существует значительное количество разнообразных техноло-
гий получения агара и их модификаций.
Качество агара, его состав и свойства зависят от вида водо
рослей, режима экстракции, способов очистки, сушки и ДР'
ход агара определяется временем сбора водорослей. Из агароно-
сов можно получить агара до 30 % их сухой массы, хотя его'со-
держание в сырье достигает 55—60 %. Лучшим временем сбора
водорослей считают середину лета (период максимальной эф-
фективности фотосинтеза). Заготовляют анфельцию путем ак-
тивного лова или сбора штор-
мовых выбросов с последующей
сушкой в естественных услови-
ях (рис. 10.2).
Сбор, добычу и первичную
обработку анфельции активного
лова и штормовых выбросов
проводят отдельно. Штормовые
выбросы должны быть собраны
не позднее 10 дней нахождения
их на берегу. Сбор штормовых
выбросов осуществляют вруч-
ную или с помощью техники.
Активную добычу водоросли
ведут с судов, используя рыбо-
насосы или грейферные устрой-
Анфел ьция-сырец
Активного лова Штормовых выбросов
------------?---------
Промывание и сортирование
Транспортирование
Сушка
♦
Уборка и прессование в тюки
Хранение и транспортирование
Рнс. 10.2. Техиолошческая схема
первичной обработки анфельцни
449
ства, тщательно промывают морской водой. В анфельции после
промывки не должно быть посторонних примесей (ила, песка,
обрастаний и др.). Одновременно анфельцию сортируют (удаляют
другие водоросли, травы, ракушки, моллюски, иглокожие, камни
и т. д.).
После сортирования анфельцию сушат, раскладывая рядами
шириной не более I м и высотой не более 0,2 м. В процессе сушки
водоросли периодически переворачивают. Заканчивают сушку
при содержании воды в анфельции не более 20 %.
Высушенную анфельцию упаковывают в тюки, маркируют и
хранят в закрытых, чистых, сухих, вентилируемых складах при
температуре окружающего воздуха.
Пищевой и микробиологический агар. Технологическая схема
производства пищевого и микробиологического порошкообразно-
го агара приведена на рисунке 10.3.
Подготавливая анфельцию к варке, предварительно замачива-
ют ее в течение 20—24 ч в щелочном (известковом) растворе с со-
держанием оксида кальция 1—2 % и при соотношении водоросль:
раствор от 1 :12 до 1 : 15. При этом происходят расщепление кор-
кового слоя водоросли, ее набухание, повышающие выход про-
дукта. Затем известковый раствор сливают, а анфельцию промы-
Водоросли
Подготовка к варке
f
Известковый----► Варка-------------► Отходы
раствор ц t w / 7^-----*
Навары Удобрения Комбинированные
л ♦ корма
Отстаивание и сепарирование
навара
f
Охлаждение и хелирование
навара
t
Измельчение
Промывка студня,
обезвоживание
t
Плавлетше студня,
сепарирование
Упаривание под вакуумом
f
Сушка
Фасование, маркирование и
хранение
Рис. 10.3. Технологическая схема производства пищевого
и микробиологического агара
вают водой. Процесс проводят в моечных чанах в периодически
сменяемой воде или в машинах непрерывного действия. Промы-
тую анфельцию варят в известковом растворе в закрытых аппара-
тах (автоклавах, пресс-бойлерах) или открытых аппаратах (диффу-
зорах). Путем варки при pH не менее 8 извлекают агар из анфель-
ции. Полноту извлечения агара обеспечивают созданием опти-
мальных условий процесса (продолжительность и кратность
варок, соотношение между массой водоросли и раствора, темпера-
тура раствора и др.).
Агар из анфельции извлекают в батарее из трех автоклавов се-
микратной варкой, осуществляемой по принципу противотока.
Готовым к сливу считают навар первой варки с прочностью студ-
ня не менее 500 г по прибору Валента. Остальные навары перека-
чивают по батарее. На первую варку направляют навар от второй
варки без добавления известкового раствора. При второй, третьей
и четвертой варках к наварам добавляют известковый раствор.
При пятой, шестой и седьмой варках добавляют горячую воду.
Общий расход извести на варку (в пересчете на активный оксид
кальция) составляет 8—9 % массы анфельции. Процесс ведут при
избыточном давлении 14,4-102Па и температуре 120—126 °C.
Полный цикл работы автоклава составляет 29 ч. Слив навара из
батареи проводят каждые 9—10 ч. Объем сливаемого навара из од-
ного автоклава 10 м3.
Водорослевый остаток после седьмой варки выгружают, авто-
клав зачищают. В водорослевом остатке оценивают содержание
агара и обрабатывают его отдельно.
Навары направляют в навароотстойники. Продолжительность
отстаивания составляет 4 ч при температуре поступающего навара
не ниже 90 °C. Отстоянный навар направляют на сепарирование.
В зависимости от условий варки и качества анфельции очищен-
ные водорослевые навары содержат 3,1—4,7% сухих веществ, в
том числе 2,5—2,9% органических и 0,6—1,8% минеральных. В
органических веществах собственно агар составляет 0,7—1,2 %. В
составе неагаровых органических веществ преобладают окрашен-
ные продукты щелочного гидролиза полисахаридов и белковых
веществ. Охлаждение наваров до 60 "С проводят с принудитель-
ным бесконтактным охлаждением проточной водой с целью пре-
вращения их в студень. Охлажденный навар подают в желировоч-
ный аппарат на желирование, которое осуществляют при непре-
рывной подаче рассола, циркулирующего в зарубашечном про-
странстве и имеющего температуру на входе в аппарат
0—минус 8 °C. Продолжительность желирования навара не менее
2 ч. После завершения процесса студень измельчают и подают на
промывку с целью удаления неагаровых примесей, используя воду
температурой 18—20 "С. Соотношение студня и воды при промы-
вании составляет 1:2,0—2,5 при кратности промываний 15—19.
Процесс, длящийся 30—36 ч, заканчивается при достижении пол-
451
450
ного обесцвечивания студня. Студень направляют в баки-отцежи-
ватели, где происходит стекание воды в течение 2—4 ч. Концент-
рация агара в студне достигает 0,6—0,8 %. Промытый и освобож-
денный от избытков воды студень подают в реакторы плавления
для получения раствора агара температурой 85—90 ’С, сепариру-
ют, обрабатывают на двухступенчатой вакуум-выпарной установке
с целью концентрирования (до 2—2,5 % агара) и подают на сушку.
Сушку агара проводят на распылительных сушилках, предвари-
тельно пропуская через спаренную установку пластинчатых филь-
тров для удаления нерасплавившихся кусочков студня и механи-
ческих включений. Температура сушки 160—170’С. Готовый агар
подают на вибросито для просеивания, фасуют, маркируют и на-
правляют на хранение.
Агар особой очистки. Для проведения исследований в области
вирусологии, иммунологии для электрофореза требуется агар,
свободный от минеральных и органических примесей. Технологи-
ческая схема производства агара особой очистки включает допол-
нительные операции, которые приведены на рисунке 10.4.
В основе технологии получения агара особой очистки лежат
процессы дополнительной очистки агарового раствора от посто-
ронних примесей, остающихся в студне после его диффузионной
очистки промывкой в воде.
Варку анфельции, отстаивание и сепарирование наваров, ох-
лаждение и желирование, промывку студня, обезвоживание и
плавление студня проводят аналогично схеме получения пищево-
го порошкообразного и микробиологического агара.
Далее промытый расплавленный студень с концентрацией ага-
ра не менее 0,7% охлаждают до температуры 55—60 °C и вводят в
Промытый студень
♦
Плавление
f
Охлаждение
Осаждение неагаровыхпримесеи
Желирование
t
Обезвоживание
V
Измельчение
„ *
Сушка
.. ♦
Фасование, маркирование и хранение
Рис. 10.4. Дополнительная часть тех-
нологической схемы производства
агара особой очистки
него сгущенную суспензию свеже-
осажденного карбоната кальция в
количестве 250—300 % (в пересче-
те на оксид кальция) массы сухих
веществ, содержащихся в агаровом
растворе. Суспензию готовят из
известкового молока и диоксида
углерода, доводя pH до 7, отстаи-
вают в течение 10—12 ч и подают в
реактор для смешивания с агаро-
вым раствором.
Агаровый раствор, перемешан-
ный с суспензией, отстаивают в
реакторе при температуре 50—
85 “С в течение 12 ч. Отделение не-
агаровых примесей из смеси агаро-
вого раствора и суспензии произ-
водят двукратным сепарированием
при температурах 50—55 и 80 °C и
направляют на желирование в желировочные ванны. Полученный
студень измельчают, заворачивают в бязевые салфетки и обраба-
тывают на гидравлическом прессе при давлении 29,4 102 Па в те-
чение 8 ч. В этих условиях вместе с водой удаляют неагаровые
примеси. Содержание агара в отпрессованном студне (коагеле)
составляет 10—12 %.
Далее студень измельчают, укладывают в лотки из нержавею-
щей стали и размешают на полках сублимационной сушилки.
Сушку осуществляют при остаточном давлении 133 Па. После за-
мораживания до температуры ниже минус 25 °C и удаления основ-
ной части воды агар подсушивают при температуре 50—55 °C.
Агар особой очистки имеет вид пористых чешуек или пласти-
нок от белого до светло-кремового цвета. Прочность студня, со-
держащего 0,85 % сухого агара, более 400 г. В слое высотой 50 мм
студень прозрачен и бесцветен; осадок в питательной среде, со-
держащей 0,85 % сухого агара, отсутствует. Содержание минераль-
ных веществ не превышает 1 %. Выход агара составляет 8 % массы
сырья, поступившего на обработку.
Агар издавна и широко применяют в пищевой промышленнос-
ти при производстве различных продуктов (кондитерские изде-
лия, мороженое, соки, пиво, соусы, желе, супы и т. д). Его ис-
пользуют в качестве стабилизатора при производстве майонеза,
шербетов, помадок и других кондитерских изделий. В микробио-
логии агар используют для приготовления питательных сред (на-
пример, мясопептонный агар).
В медицине и фармакологии агар используют в качестве стаби-
лизатора эмульсий и суспензий лекарственных веществ, разрых-
ляющего (в сухом виде) и склеивающего (в виде раствора) веще-
ства при производстве таблеток. Агар входит в виде основы в со-
став мазей, является компонентом пластырей, суппозиториев и
таблеток.
Способность агара стабилизировать дисперсные системы ис-
пользуют при изготовлении косметических товаров (кремы, тени,
пудры, помады и др.).
Агар ингибирует рост и развитие многих вирусов. Его исполь-
зуют в медицине в качестве антикоагуляционных средств. При
приеме внутрь агар оказывает слабительный эффект, особенно
при хронических запорах. Студни агара уменьшают болевые ощу-
щения и ускоряют образование эпителия на ранах и ожогах. Студ-
ни агара используют в офтальмологии для создания прозрачных
глазных пленок, применяющихся при введении разнообразных
лекарственных средств в конъюнктиву глаза.
Агароид. Это полисахарид, получаемый из филлофоры, близ-
кий по строению к агару. Он накапливается в водоросли в период
максимального фотосинтеза: летом его содержание в водоросли
филлофоре достигает 61—64 % ее сухой массы, к весне оно умень-
шается до 54 %. Основным отличием агароида от агара является
453
452
более высокое содержание минеральных веществ, а также наличие
сульфоксильных (а не эфирных) серосодержащих групп.
Технологическая схема производства агароида из филлофоры
приведена на рис. 10.5.
Подготовка филлофоры к обработке заключается в замачива-
нии сухих водорослей в воде в течение 1—1,5 ч при температуре
20—25 ’С, в мойке в проточной воде (температура не выше 25 "С) в
течение 20—30 мин с целью удаления из сырья водорастворимых и
вымываемых веществ.
Для наиболее полного извлечения целевого вещества и удале-
ния части азотистых веществ водоросли перед варкой обрабатыва-
ют 0,05%-ным охлажденным раствором гидроокиси калия. Про-
должительность обработки около 60 мин, после чего раствор гид-
роокиси калия сливают, а оставшуюся массу направляют на экст-
ракцию агароида, используя метод противотока. Число обработок
достигает восьми. Варку проводят при температуре, близкой к
100 °C. Продолжительность каждой варки составляет от 1 до 2 ч.
Получаемый навар содержит 4,0—4,5 % сухих веществ; он загряз-
нен белковыми веществами и имеет темную окраску.
Очистку наваров от примесей, сопутствующих целевому веще-
ству, проводят, используя активированный уголь. Процесс осуще-
ствляют, перемешивая навар, имеющий температуру 85—90 °C, с
активированным углем в течение 10—40 мин с последующим
фильтрованием. Расход активированного угля для получения
100 кг бесцветного агароида составляет от 80 до 85 кг. Обесцвечен-
ный раствор высушивают на вальцовых сушилках. Высушенный
агароид измельчают, фасуют, маркируют и хранят в соответствии
с требованиями нормативной документации.
Выход агароида при таком способе производства составляет от
20 до 25 % массы воздушно-сухой филлофоры. Наиболее широкое
использование агароид нашел в пищевой промышленности при
Филлофора
Раствор гидроксида —► Подготовка к варке
кальция
Раствор гидроксида----► Варка
натрия ______________________________
Навар----► Слив навара Тверная масса
♦ ♦
Акгивиро—► Обесцвечивание и удаление белковых Кормовые
ванный уголь веществ из навара продукты
Сушка
t
Измельчение, фасование,
маркирование и хранение
Рис. 10.5. Технологическая схема производства агароида
производстве кондитерских изделий, мо-
роженого, соков, пива и др. Агароид быс-
трее и легче, чем агар, растворяется в
воде, образуя быстро загустевающие ра-
Водоросли
I
Промывание
♦
Варка
створы.
Каррагинан. Это водорослевый полиса-
харид, содержащийся в водорослях
Chondrus crispus, С. ocellatus, Eucheuma
spinosum и др. От агара и агароида отлича-
ется тем, что его молекула содержит толь-
ко D-галактозу. Содержание каррагинана
в сухих водорослях достигает 55—80 %.
Процесс получения каррагинана начина-
ют с промывания водорослей проточной
водой (рис. 10.6).
Очистка
V
Концентрирование раствора
V
Сушка
V
Измельчение, фасование,
маркирование и хранение
Рис. 10.6. Технологическая
схема производства карра-
гинана
Варку водорослей проводят с целью
удаления солей. Процесс протекает при кипении массы; соотно-
шение водоросли и воды составляет 1 : 100. Затем массу центрифу-
гируют, отделяя жидкую фазу. Очистку раствора каррагинана про-
водят многократной обработкой его активированным углем. При
этом удаляют посторонние включения. Концентрирование ра-
створа каррагинана до 0,8—2,0 % сухих веществ осуществляют под
вакуумом и направляют концентрированный раствор на сушку в
барабанные сушилки.
Высушенный каррагинан измельчают, упаковывают и хранят
так же, как и агар. Полученный продукт имеет вид порошка бело-
го цвета, хорошо растворимого в горячей воде. Гели каррагинана
менее прочные, чем гели агара и агароида.
Как и другие полисахариды, каррагинан широко применяют в
промышленности, особенно в медицине, благодаря его противо-
вирусному и антикоагуляционному действию. Особенно ярко вы-
ражены антиульцерогенные (противоязвенные) свойства карраги-
нана. Можно использовать его в пищевой промышленности для
изготовления желе, мороженого, майонеза и др. Каррагинан при-
меняют в производстве красителей в качестве стабилизатора пиг-
ментов, в текстильной промышленности для шлихтования тканей.
Полисахариды бурых водорослей. Как и полисахариды красных
водорослей, полисахариды бурых водорослей обладают биологи-
ческой активностью. Полисахариды бурых водорослей заготовля-
ют в значительных количествах. В первую очередь это альгинаты,
обладающие способностью образовывать прочные студни и погло-
щать значительное количество воды. Их широко применяют в
промышленности и сельском хозяйстве.
Альгинат натрия. В основе технологии получения альгината
натрия (рис. 10.7) лежат следующие общие операции: подготовка
водорослей, щелочная обработка их и очистка щелочных экстрак-
тов, извлечение из них альгиновой кислоты и получение альгина-
454
455
Бурые водоросли
Сушеные Сырец
I
Вода —--------►Замачивание
I
Морская вода—-------►Промывание, разделывание —►Промывные воды----
.. ♦
Измельчение
Раствор формалина----► Обработка формалином----►Раствор —►
формалина
Пода-----------------,---► Промывание водой----►Промывные воды —►
V
Раствор _________________. Обработка __________^Раствор ___
соляной кислоты ^соляной кислотой * ^соляной кислоты *
t
----► Промывание _____
пресной водой
t
-► Щелочная экстракция -
Отделение
механических примесей
V
Осаждение альгиновой
*“ кислоты
♦
----► Промывание
горячей водой----
t
Подпрессов ывание
п *
---► Получение
Вода
Вода+углекислый
натрий (карбонат
натрия)
Раствор
соляной кислоты
Горячая вода----
Карбонат натрия
Этиловый спирт
ДТромывные
‘воды
►Разварившиеся
водоросли
V
На производство
кормовых продук-
тов
►Раствор
соляной кислоты —>
-Промывные воды
альгината натрия
t
-►Обезвоживание спиртом-----► Спирт
Очистка
Измельчение и f
удаление металлопримесей Повторное
использование
Фасование,
маркирование и хранение Очистка и сброс ч--
Рис. 10.7. Технологическая схема производства высокомолекулярного альгината
натрия
та натрия. Наиболее высокими функциональными свойствами об-
ладает высокомолекулярный альгинат.
Сырьем для получения высокомолекулярного альгината натрия
служат бурые водоросли (ламинария японская и др.) в свежем и
сушеном видах. Допускается использование водорослей штормо-
вых выбросов и культивируемых.
Для получения высокомолекулярного альгината натрия водо-
росли-сырец тщательно промывают в морской воде для удаления
слизи, песка и других загрязнений и направляют на разделывание
и измельчение. Сушеные водоросли замачивают в пресной воде в
течение 8—10 ч при гидромодуле 10 для набухания, промывают и
направляют на разделывание и измельчение.
Массу добавляемой воды И (кг или дм3) к 100 кг воздушно-су-
хих водорослей рассчитывают по формуле
К=(100- W)K,
где 100 — масса загружаемых сухих водорослей, кг; Щ — массовая доля воды в воз-
душно-сухой водоросли, %; К~ коэффициент для расчета объема добавляемой
воды.
При разделке водорослей ризоиды и черешки обрезают вруч-
ную или с помощью дисковых ножей.
Слоевища моют щетками вручную или в моечной машине ба-
рабанного типа, затем измельчают на полоски шириной 3—5 мм и
направляют в реакторы, заливая 1%-ным раствором формалина
(1 : 15) и выдерживая не менее 24 ч. При обработке формалином
блокируются функциональные группы белков, что повышает ус-
тойчивость последних к щелочной мацерации. Одновременно
происходит связывание пигментов с белково-целлюлозным комп-
лексом, что позволяет получать слабоокрашенные водорослевые
навары после щелочной обработки водорослей. Для извлечения
альгиновой кислоты водоросли после промывания водой замачи-
вают в растворе соляной кислоты (соотношение 1:15) и выдержи-
вают в течение 60 мин при температуре 30 'С. Затем водоросли
промывают пресной водой до нейтральной реакции промывных
вод. При обработке водорослей соляной кислотой разрушаются
природные комплексные альгинаты, освобождается альгиновая
кислота.
Отмытые от соляной кислоты водоросли помещают в экстрак-
тор, добавляют воду (1: 30), углекислый натрий (карбонат натрия)
из расчета не менее 10 % к массе воздушно-сухой водоросли и до-
водят pH до 8—10. Экстракцию производят глухим паром при
температуре 80—85 "С в течение двух часов. После этого к разва-
ренной массе добавляют горячую воду до соотношения массы и
воды 1:60 и оставляют настаиваться в течение 6—8 ч при перио-
дическом перемешивании. В процессе варки клетчатка водорос-
лей частично разрушается, освободившаяся альгиновая кислота
вступает в реакцию с натрием, образуя альгинат натрия.
После экстракции водорослево-щелочную смесь (галерту) пе-
рекачивают в бак-сборник, откуда направляют на очистку, кото-
рую осуществляют в два этапа. Основную массу разварившихся
водорослей освобождают от экстракта на роторном сите.
456
457
Окончательную очистку экстракта производят на фильтрах-
прессах или центрифугах. Из очищенного альгинатного раствора
при перемешивании осаждают альгиновую кислоту путем добав-
ления 10%-ной соляной кислоты до pH 1,0—1,5 при периодичес-
ком перемешивании. Взвесь хлопьев альгиновой кислоты пропус-
кают через каскад вибросит, где происходят отделение кислого
раствора и промывка альгиновой кислоты горячей водой до pH
3—4. Использование горячей воды способствует уплотнению
осадка альгиновой кислоты и ускоряет ее промывку.
Промытую альгиновую кислоту укладывают в тканевые салфет-
ки и прессуют для удаления избытков воды при давлении на про-
дукт 300 Па/с.
Для получения альгината натрия альгиновую кислоту влажнос-
тью 93—95 % разрыхляют и перемешивают с карбонатом натрия из
расчета 1,8 % к массе альгиновой кислоты (pH смеси должен быть
7,0—7,5), получая светлую мазеобразную массу (альгинат натрия).
С целью предварительного обезвоживания массу перемешива-
ют с 96%-ным этиловым спиртом (1:2). Образовавшийся плот-
ный осадок альгината натрия отделяют от обводненного спирта
прессованием. Обезвоживание может быть одно- или двукратным
в зависимости от содержания воды в альгинате натрия.
Отжатый от спирта альгинат натрия в виде волокон или хлопь-
ев измельчают и направляют на сушку. Процесс осуществляют
при температуре не выше 60 ‘С до содержания воды в продукте не
более 18 %.
Для получения однородного по структуре альгината натрия его
измельчают до порошкообразного состояния и пропускают через
магнитный сепаратор, удаляя металлопримеси. Альгинат натрия
фасуют в тару массой от 5 до 25 кг из газо- и паронепроницаемого
материала и хранят при температуре от 5 до 25 "С. Относительная
влажность воздуха должна быть не более 80 %.
Выход альгината натрия из двухлетней ламинарии японской
составляет 20—25 % массы сухой водоросли, молекулярная масса
альгината натрия —130—200 тыс. ед. и вязкость 0,2%-ного водного
раствора при температуре 20 "С — от 8 до 2 • 10’3 Па с.
Выход альгината натрия в зависимости от вида водорослей из-
меняется от 7,5 до 26 % (табл. 10.1).
10.1. Влияние ища водорослей на выход альпшата натрия н его харахтериоики
Вид водорослей Место произрастания Выход альгината натрия,% массы сухих водорослей Молекуляр- ная масса, тыс. ед. Вязкость 0,2%-ного водно- го раствора при температуре 20 ’С, п -КНПа • с
1 2 3 4 5
Laminaria Залив Петра Великого 10 330 24,5
japonica
L. appressirhiza Шантарские острова 14 338,5 24,0
Продолжение
ВИП водорослей Место произрастания Выход альгината натрия,% массы сухих водорослей Молекуляр- ная масса, тыс. ед. Вязкость 0,2%-ного водно- го раствора при температуре 20 *С, п '10 3Па - с
1 2 3 4 5
L.gurnovae Залив Петра Великого 13-15 334—338 24,7-25,0
Lessonia Шантарские острова 16,8-17,5 350-376 25-28
laminarioides Северо-западное побережье Охотского 15,5-20,8 260-267 22,0-21,8
Залив Петра Великого 18,2-24 330 24
К первой группе относят водоросли, выход альгината натрия из
которых составляет от 10 до 24% с молекулярной массой 260—
376 тыс. ед. и вязкостью 0,2%-ного водного раствора 22—28 • 10-3 Па • с.
Эти водоросли являются наиболее ценным сырьем для производ-
ства альгината натрия. Во вторую и третью группы объединены
водоросли с более низкими выходом и показателями молекуляр-
ной массы и вязкости, но, несмотря на это, они также являются
ценным сырьем для производства этого полисахарида.
Альгинаты широко применяют в различных отраслях промыш-
ленности. Так, в пищевой промышленности их используют при
приготовлении заливных продуктов, в качестве средств, тормозя-
щих черствение хлебобулочных и кондитерских изделий, и т. д. В
фармацевтической промышленности альгинаты используют в ка-
честве склеивающих и разрыхляющих веществ при производстве
таблеток, пилюль, драже и других лекарственных форм, в качестве
компонентов основ мазей и паст.
В медицине используют альгинаты в качестве гемостатических
средств при местном применении. Альгинат кальция при пропи-
тывании каким-либо бактерицидным раствором способен дли-
тельное время сохранять противомикробную активность в сочета-
нии с выраженным кровоостанавливающим действием. Альгинат
натрия используют в качестве носителя в процессе иммунизации
против некоторых видов вирусов.
Важнейшим свойством альгинатов является их способность за-
держивать всасывание радиоактивного стронция в кишечнике че-
ловека, предотвращая накопление этого радионуклида в организме.
Ламинарии. Ламинарии, являясь депозитным углеводом, играет
в водорослях роль энергетического резерва клеток, как крахмал в
наземных растениях.
Ламинарии существует в двух формах, близких по химическому
составу, но отличающихся по способности растворяться в холод-
ной воде (нерастворимый — самопроизвольно осаждающийся в
холодной воде, и растворимый — растворяющийся в холодной
воде и осаждающийся при добавлении спирта). Обе формы лами-
нарина содержат 2,4—3,7 % маннита.
458
459
Ламинарии состоит из двух компонентов: ламинарозы и лами-
нарата, различающихся по содержанию шестиатомных спиртов.
В зависимости от того, какую форму полисахарида получают,
технологический процесс имеет свои особенности.
Сырьем для производства ламинарина являются ламинарии,
заготавливаемые в свежем или сушеном виде.
Для получения растворимого в воде ламинарина (рис. 10.8) вы-
сушенные водоросли измельчают и обрабатывают холодным
0,09 н. раствором хлористоводородной кислоты в течение 2 ч, за-
тем жидкую часть отделяют центрифугированием и водорослевый
остаток повторно обрабатывают 0,05 н. раствором хлористоводо-
родной кислоты. Жидкую часть вновь отделяют и смешивают с
жидкой частью, полученной ранее, затем их фильтруют и смеши-
вают с этиловым спиртом до получения 85%-ной концентрации
(осаждение ламинарина). Осадок отделяют фильтрованием, про-
мывают спиртом и эфиром и высушивают на воздухе. Выход ла-
минарина-сырца составляет 70 % массы осадка.
Ламинарии очищают от примесей, растворяя осадок в воде с
последующей хроматографией на колонке. Элюированный лами-
нарии осаждают хлоридом натрия, получая высокоочищенный
продукт, который отделяют центрифугированием и высушивают в
вакууме.
Свежесобранная (сухая) ламинария
+
Экстракция
Фильтрование
Жидкая часть Плотный осадок
Промывание
Сбор промывных вод
----► Перемешивание ।
Отстаивание
.. .+
Центрифугирование
Этиловый спирт. гт f
эфир --------------► Промывание
Сушка
Нерастворимой ламинарии
Фасование и хранение
Рис. 10.9. Получение нерастворимого в воле ламинарина
Сухая ламинария
Экстракция
Центрифугирование
f 1 i
Жидкая часть Плотный осадок
I +
Экстракция
Этиловый спирт-----► Осаждение ламинарина
Фильтрование
Промывание
Сушка
тт *
Ламинарин-сътрец
t
Очистка
+
Ламинария
Фасование и хранение
Рис. 10.8. Получение растворимого в воде ламинарина
При получении нерастворимого в воде ламинарина (рис. 10.9)
свежезаготовленные водоросли обрабатывают 0,09 н. раствором
хлористоводородной кислоты при температуре 70 °C в течение
30 мин. Водорослевый остаток отделяют фильтрованием и промы-
вают горячей водой. Затем объединяют кислую фракцию и про-
мывные воды, перемешивают в течение 3 ч и отстаивают в течение
3 сут. Выпавший осадок отделяют центрифугированием, промы-
вают спиртом и эфиром.
При обработке сухих водорослей экстракцию ламинарина про-
водят при температуре окружающей среды с добавлением 0,15%
формальдегида. Затем отделяют ламинарии, нейтрализуют его,
промывают холодной водой и очищают перекристаллизацией из
10%-ного водного раствора. Ламинарии представляет собой поро-
шок белого или кремового цвета без запаха и вкуса.
Ламинарии оказывает ингибирующее действие на рост и разви-
тие вирусов. Этерифицированный ламинарии обладает свойства-
ми антикоагулянта, удлиняет время свертывания крови. Ламина-
рии уменьшает содержание липидов, в том числе холестерина, в
сыворотке крови.
Полисахариды морских трав. Морские травы (зостера, филлос-
падикс), запасы которых представляют промышленный интерес,
могут быть использованы для получения ряда продуктов, находя-
щих самое широкое применение в различных отраслях производ-
460
461
ства. В состав органических веществ входят клетчатка, азотистые
вещества, растворимые в спирте соединения (хлорофилл) и ра-
створимые в эфире вещества (табл. 10.2).
10.2. Состав органических веществ морских трав, % сухого вещества
Вещества | Филлоспадикс | Зостера
Органические В том числе: 78,6-85,6 77,4-81,3
клетчатка 17,4-23,6 12,3-17,8
углеводы после гидролиза (в пересчете на глюкозу) 16,8-24,3 12,5-32,6
пентозаны 6,7-12,4 4,7-6,7
зостерин 5,4-9,3 17,6-20,1
белковые (условно Nx6,25) 8,7-11,4 6,8-10,4
растворимые в эфире 0,7-2,! 0,6-2,4
Минеральные 12,6-21,8 18,7-20,6
Зостера представляет большой интерес как сырье для получе-
ния зостерина (пектина), имеющего формулу C6HgO6 и на 90—
95 % представленного смесью полигалактуроновых и полиглкжу-
роновых кислот.
Имея в составе молекулы свободные карбоксильные группы,
зостерин образует соли—зостераты. Технологическая схема про-
изводства зостерина приведена на рис. 10.10.
Зостера-сырец-----►Хранение
t I
Измельчение ------------1
— Пресная вода-----► Промывание
♦
Соляная кислота —► Гидролиз---------► Жидкая часть
t ♦
-------------------► Промывание Сброс в канализацию
Раствор шавелево- -► Экстракция
кислого аммония
(оксалата аммония) Фильтрование
+
Охлаждение
t
Этанол-------“►Осаждение пектина
Фильтрование
♦
Прессование
♦
Измельчение
♦
Высушивание
♦
Фасование и хранение
Рис. 10.10. Технологическая схема производства зостерина
Для производства зостерина используют свежезаготовленную
морскую траву зостеру (Zostera marina, Z. папа и Z. pacifica). Траву
; скашивают в зарослях с последующим транспортированием к мес-
ту переработки. Допускается хранение зостеры в течение 10 дней в
проточной морской или пресной воде.
| Для производства зостерина сырье измельчают до частиц раз-
8 мерами не более 10 см и промывают в пресной воде для удаления
| механических примесей.
1 Измельченную траву загружают на 2/з объема в емкость из не-
1 ржавеющего материала, снабженную паровой рубашкой для обо-
| грева и нижним сливом, и заливают пресной водой до 0,8 объема
емкости. Гидролиз ведут Зч при 50+ 2 "С при перемешивании,
* поддерживая pH равным 3—4 добавлением соляной кислоты. В
водный раствор переходят монозы (12—13 %) и дисахара (8—
j 9 %). Сбраживанием из них получают 6—7 % этилового спирта.
I После гидролиза массу промывают водой до нейтральной реак-
§ ции промывных вод. Остаток заливают равным по объему коли-
Ь чеством 1%-ного раствора щавелевокислого аммония и проводят
i: экстракцию в течение 3 ч при температуре 70 “С при периодичес-
; ком перемешивании. Готовый экстракт сливают, фильтруют че-
J рез 2 слоя бязи и охлаждают до комнатной температуры, после
! чего добавляют двойной объем этанола. Осадок зостерина отде-
’( ляют от водно-спиртового раствора фильтрованием, подпрессо-
вывают с целью отделения излишков воды, измельчают в поро-
,г шок на шнековом волчке и сушат любым способом при темпера-
/’ туре не выше 60 °C до содержания воды не более 12 %, фасуют в
• пакеты из полимерных пленочных материалов. Хранят зостерин
при температуре не выше 30 “С и относительной влажности воз-
: духа не более 85 %.
Готовый продукт представляет собой порошок от желтовато-
коричневого до светло-коричневого цвета; массовая доля зостери-
на в пересчете на полигалактуроновую кислоту должна составлять
не менее 60 %, кинематическая вязкость 1%-ного раствора —не
менее 6,0 мм2/с.
Коллоидные свойства зостерина и его солей (зостератов аммо-
ния, калия и натрия) позволяют использовать их в качестве стаби-
лизаторов, загустителей и желирующих добавок при приготовле-
нии пищевых продуктов. На основе зостерата натрия получают
прозрачные пленки.
Липиды водорослей. Водоросли (Fucus gardneri, Fucus
evanescens, Sargassum muticum, Pelvetia wrightii и др.) являются
источником биологически активных веществ стероидной приро-
ды (фукостерин, саргастерин, p-ситостерин и др.). Фармакологи-
ческое действие основано на их способности снижать содержа-
ние холестерина в крови, повышать концентрацию в плазме фос-
фолипидов и предотвращать жировую инфильтрацию сердечных
сосудов и жировую дистрофию печени. Добавление в кормовой
462
463
рацион цыплят 1 % фукостерина практически полностью пре-
пятствует накоплению в их крови вводимого холестерина
(табл. 10.3).
10.3. Влияние водорослевых стеринов ив содержание холестерина в одазме
крови цыплят
Группа I пигтя I Концентрация
животных!" | холестерина, мкг%
1 Обычная пища 219
2 Обычная пища с добавлением 1 % холестерина 692
3 Обычная пища с добавлением холестерина (1 %) 299
и фукостерина (1 %)
4 Обычная пища 273
5 Обычная пища с добавлением 1 % холестерина 712
Вмсущенные водоросли
♦
Измельчение
t
I орячий----► Экстракция
ацетон у
Отделение взвеси
У
Упаривание
♦
Омыление
*
Экстракция
t
Смешивание
эфирных экстрактов
t
Упаривание
Метанол —► Перекристаллизация
Фукостерин
. ♦
Фасование и хранение
Наиболее ценным свойством стеринов водорослей является их
почти полная нетоксичность для теплокровных животных.
Применению в медицинской практике водорослевых стери-
нов способствуют их значительное распространение среди мета-
болитов различных водорослей и их присутствие в достаточно
высоких концентрациях. Фукостерин содержится в бурых водо-
рослях (Fucus vesiculosus, Costaria coditata, Pelvetia wrightii,
Dictopteris divaricata) в количестве 0,08—0,25 % массы сухих во-
дорослей.
Фукостерин. Согласно технологической схеме (рис. 10.11) вы-
сушенные водоросли измельчают
до порошкообразного состояния и
обрабатывают их горячим ацетоном
с целью экстракции целевого веще-
ства. После завершения обработки
ацетоновую вытяжку очищают от
взвесей центрифугированием или
фильтрованием и фасуют.
Маслообразную массу обрабаты-
вают 10%-ным спиртовым раство-
ром едкого кали. После омыления в
реактор подают воду и водную фазу
многократно экстрагируют эфиром.
Объединенные эфирные вытяжки
упаривают и сухой остаток фукос-
терина очищают перекристаллиза-
цией из кипящего метанола.
Саргастерин является С20-эпи-
мером фукостерина. Его получают
из Sargassum ringgoidianum и других
водорослей. Р-ситостерин совер-
шенно нетоксичный и эффектив-
Вода
Эфир
Рис. 10.11. Технологическая схема
производства фукостерина
ный препарат гипохолестеринемического действия, нормализую-
щий липидный обмен больных атеросклерозом. Эти свойства во-
дорослевых стеринов представляют значительный интерес вслед-
ствие их нетоксичности и высокой продуктивности макрофитов.
При комплексном использовании водорослей получение из них
стеринов представляется экономически целесообразным.
Полиеновые кислоты. Полиеновые высшие жирные кислоты от-
носят к классу алифатических соединений с неразветвленной уг-
леводородной цепью с числом атомов углерода 10 и более, вклю-
чающей двойные и тройные связи.
Липиды морских водорослей содержат значительное количе-
ство полиеновых кислот. Водоросли являются продуцентами по-
линенасыщенных жирных кислот, которые по пищевым цепям
передаются рыбам и другим гидробионтам. Жирнокислотный со-
став липидов некоторых морских водорослей приведен в
табл. 10.4.
10.4. Жнрнокислотаый состав липодов некоторых водорослей (%)
Кислоты Красные водоросли Бурые водоросли
Rhody- mcnia palmate Laurcnsia pinna- tifida Asco- phyllum nodosum Fucus vcsicu- losum Fucus serratus Pelvetia canali- culate Lami- naria saccha- rina Lami- naria digitara
Насыщенные: С9 0,1 0,1 0,2 0,1 0,2 0,1 0,2 0,1
с10 0,1 0,2 0,1 0,1 0,2 0,1 0,1 0,2
сп — — — —— — —— —
С14 11,5 4,6 8,9 15.3 14.5 7,9 10,9 8,1
Си 22,0 27,5 9,5 13,3 15.8 8,6 21,3 24,5
С(8 2,2 5,2 — — 1,0 2,3 2,4 2,3
— 3,7 — — — — — —
Ненасыщенные: 2,2 2,0 0,9 1,5 0,3 1,1 10,7 1.0
С]6., 5,7 19.6 3,9 2,4 7,1 2,4 11,8
c18:i 30,3 28,2 44,1 48,8 36,3 46,6 30,6 29,6
С20 ; 2 — — 3,4 — — — — —
4,3 6,2 — — 1.2 — —
6,7 4,4 7,2 4,0 6,0 11,2 7,0 6,1
Cj0:5 — 2,6 1,8 — — 1,0 2,1 3.9
Технологическая схема производства полиеновых кислот из во-
дорослей приведена на рис. 10.12.
Для извлечения липидов используют свежие водоросли, кото-
рые для очистки от загрязнений промывают водой и сушат в тече-
ние 48 ч до равновесной влажности. Высушенные водоросли из-
мельчают и для экстракции целевого продукта обрабатывают ра-
створителем. Экстракт водорослевых липидов концентрируют,
выпаривая до полного удаления экстрагента, обезвоживают ли-
пидный слой, фильтруют и подвергают омылению.
464
465
Водоросли-сырец
Вода —- .....► Промывание
Высушивание
♦
Измельчение
t
Эфир----------►Экстракция
t
Упаривание
t
Обезвоживание
липидного слоя
Фильтрование
О.мыление
V
Серная-------►Нейтрализация
кислота У
Обработка эфиром
t
Вода —————► Промывание
♦
Сульфат------► Высушивание
натрия У
Метилирование
V
Полиеновые кислоты
Фасование и хранение
Рис. 10.12. Технологическая схема производ-
ства полиеновых кислот из водорослей
Нейтрализацию проводят сер-
ной кислотой, жирные кислоты эк-
страгируют эфиром. Эфирный ра-
створ жирных кислот промывают
водой, высушивают безводным
сульфатом натрия и метилируют
жирные кислоты.
В бурых водорослях Ectocarpus
siliculosus, Laminaria sp. и
Streblonema oligosporum, содержа-
щих 5—8 % липидов (на сухое ве-
щество), на жирные кислоты при-
ходится до 25 %.
Полиеновые жирные кислоты
обусловливают в значительной сте-
пени проницаемость клеточной
мембраны, транспорт липидов, иг-
рают роль биокатализаторов в ряде
жизненных процессов в клетках,
являются прокурсорами биологи-
чески активных соединений, при-
нимают участие в биоэнергетичес-
ких процессах в клетке, обладают
антибактериальной и противоопухолевой активностью. Полиено-
вые кислоты, проявляя гипохолестеринемические свойства, нор-
мируют содержание холестерина в крови.
§ 2. ТЕХНОЛОГИЯ БИОЛОГИЧЕСКИ АКТИВНЫХ
ВЕЩЕСТВ РЫБ
При обработке рыбных объектов отходы составляют до 60 %.
На пищевые отходы приходится 40—45 % сырья, поступившего
на обработку. Основные направления использования отходов —
производство рыбной кормовой муки и жира, хотя отходы могут
служить источником ряда ценных продуктов, обладающих био-
логической активностью (нуклеотидов, стеринов, ферментов и
др.).
К непищевым отходам относят кости рыб, кровь, органы пи-
щеварительного тракта, гонады, слизь, чешую, кожу. Слизь у не-
которых видов рыб составляет более 20 % массы тела и теряется
при мойке. Она состоит из воды (80—90 %) и сухих веществ (10—
12 %). В состав сухих веществ в основном входят липиды и мине-
ральные вещества. При утилизации слизи возможно получение
ряда аминокислот, в том числе незаменимых, а также фосфатидов
и холестерина.
Чешуя, в настоящее время используемая в лучшем случае для
получения гуанина и рыбного клея, может быть источником спе-
цифического альбуминоида и проколлагена. Чешуя рыбы дости-
гает 10 % массы тела. Кожа рыб (до 13 % массы тела) может быть
использована для получения клея, рыбных кож, желатина. Более
рациональное использование заключается в получении белков
(альбуминоидов, мукополисахаридов, муцинов, коллагена, про-
коллагена), каротиноидов, липидов, меланиновых пигментов,
ядов и др. Головы (до 40 % массы тела) и плавники рыб могут
стать источником белков, липидов, микроэлементов. Пищевари-
тельные органы — это источник незаменимых аминокислот и
ферментов (катепсина, пепсина и трипсина). Печень морских
рыб в значительных количествах накапливает жирорастворимые
(A, D, Е и К) и водорастворимые (В), В2, Вс, РР, пантотеновая
кислота) витамины и является сырьем для получения рыбного
жира и витаминных препаратов. Однако почти четверть общего
содержания витаминов не извлекается из рыбного сырья при его
обработке. Печень рыб при ее рациональном использовании мо-
жет быть источником высокомолекулярных полиеновых жирных
кислот (источник получения простагландинов), гепарина (анти-
коагулянт прямого действия), сквалена (бактерицидное веще-
ство) и препарата, обладающего способностью активировать
функцию ретикулоэндотелия. Белковые гормоны (инсулин и
глюкогон) можно получить из поджелудочных желез. Почки мо-
гут стать источником минеральных веществ, липолитических и
протеолитических ферментов. Из надпочечников можно полу-
чать кортикостероидные гормоны, адреналин и норадреналин,
из гонад рыб — незаменимые аминокислоты, половые гормоны и
липидные вещества (жирорастворимые витамины, каротиноиды
и фосфолипиды). Молоки рыб используют для производства
ДНК, эффективных противовоспалительных и противосклероти-
ческих веществ.
Ферменты. Пилорические придатки различных видов рыб дав-
но известны как источники протеолитических ферментов, полу-
чаемых в виде общих протеолитических комплексов. Одним из
примеров служит ферментный препарат «Океан», технология про-
изводства которого разработана АтлантНИРО и успешно реализо-
вана в производственных условиях для приготовления деликатес-
ных рыбных продуктов из плохо созревающих видов рыб (напри-
мер, пресервов из ставриды), а также препарат протеолитических
ферментов, технология которого разработана в ТИНРО. Сырьем
для его производства служат внутренности рыб, обладающих дос-
таточно высокой протеолитической активностью (скумбрия, став-
рида, сельдь иваси тихоокеанские, лососи, тихоокеанская сельдь,
сайра и др.). Технологическая схема получения препарата протео-
466
467
литических ферментов из внутренностей рыб приведена на рисун-
ке 10.13.
Для производства ферментного препарата используют мороже-
ное или соленое сырье, которое размораживают на воздухе до тем-
пературы минус 10— минус 15 °C. Размороженные или соленые
внутренности измельчают до частиц размерами 8—12 мм и на-
правляют в подогреватель (аппарат, оснащенный водяной рубаш-
кой и мешалкой). При использовании мороженого сырья добавля-
ют поваренную соль (10—12% массы сырья) и нагревают. Про-
цесс ведут при перемешивании до достижения температуры в мас-
се 35—38 °C и подают на горизонтальную центрифугу для
отделения жидкой фракции (ферментного препарата) из гомоге-
ната внутренностей. Дальнейшую обработку ферментного препа-
рата проводят на сепараторе. При этом отделяют жир и мелкие
белковые частицы. В очищенном ферментном препарате опреде-
ляют протеолитическую активность (при pH 5,5 + 0,2 не менее
0,6; при pH 7,2 ± 0,2 не менее 2 ед/г). При получении большей
активности препарата добавляют поваренную соль (стандартиза-
ция). Готовый препарат фасуют, маркируют и хранят в течение
3 мес при температуре 0 — минус 8 °C или 6 мес при температуре
минус 12 — минус 18 °C. Препарат протеолитических ферментов
используют для ускорения ферментного гидролиза белковых ве-
ществ при получении рыбных гидролизатов, белковых паст, а так-
же для ускорения процесса созревания соленой продукции и пре-
сервов.
Липиды. Важнейшими из полиненасыщенных высших жирных
кислот липидов рыб являются арахидоновая, ейкозапентаеновая и
Сырье
I 1
Мороженое Соленое
Размораживание I
У
Измельчение ’<—1
У
Поваренная соль —► Нагревание
У
Отделение
жидкой фракции
У
Отделение жира------►
У
Стандартизация
*
Фасование, маркирование,
транспортирование и хранение
Жир и мелкие белковые
фракции
Рис. 10.13. Технологическая схема получения препарата протеолитических
ферментов из внутренностей рыб
Рыбный жир
Раствор КОН в метаноле
Перемешивание
Инертный
Дистиллированная вода
Удаление метанола
rs *
—> Экстракция
Эфир, инертный газ
Эфир, инертный газ
Сульфат натрия
—► Подкисление
„ *
—► Экстракция
_ У
|>»Промывание водой
У
—>• Обезвоживание
У
Отгонка
Мочевина+метанол----------► Нагревание
„ *
Охлаждение
*
Фильтрование
У
Упаривание
У
Кристаллизация и
хроматографирование
У
Концентрат
полиненасыщенных
высших жирных кислот
У
Стабилизация
Рис. 10.14. Технологическая схема у
получения арахидоновой кислоты Фасование и хранение
докозагексаеновая. Технологическая схема получения арахидоно-
вой кислоты приведена на рисунке 10.14.
К рыбному жиру, полученному любыми известными способа-
ми, добавляют 40%-ный раствор едкого кали в метаноле (продол-
жительность 2—3 ч). Обработку ведут в токе инертного газа при
температуре окружающей среды и постоянном перемешивании
массы. После завершения процесса метанол удаляют до ]/3 перво-
начального объема. К оставшейся массе добавляют двойное коли-
чество дистиллированной воды и экстрагируют неомыляемые ве-
щества эфиром, насыщенным дистиллированной водой и инерт-
ным газом.
Подкисление проводят 5 н. серной кислотой под слоем эфира в
токе инертного газа при охлаждении до pH 3,0 и трижды экстра-
гируют равными объемами эфира, насыщенного инертным газом.
Затем эфирные вытяжки объединяют и промывают водой, насы-
щенной эфиром и инертным газом, до нейтральной реакции и
468
469
Уксусная-------► Экстракция
кислота
Раствор
хлорида
натрия
обезвоживают сульфатом натрия. Полученный продукт освобож-
дают от эфира (отгонка) и получают концентрат ненасыщенных
высших жирных кислот, содержащий 2—4 % арахидоновой кисло-
ты. Дальнейшая обработка заключается в добавлении мочевины и
метанола, нагревании смеси при температуре 45 ’С до растворения
мочевины, охлаждении до 4 ”С и выдерживании при этой темпе-
ратуре в течение 6 ч, а также в фильтрации и упаривании фильтра-
та, содержащего ненасыщенные полиеновые кислоты и освобож-
денного от комплекса насыщенных и моноеновых кислот с моче-
виной, низкотемпературной кристаллизации и хроматографиро-
вании.
Полученный концентрат содержит около 10% арахидоновой
кислоты. Все операции проводят в среде инертного газа. Арахидо-
новую кислоту хранят в стеклянных емкостях из темного стекла,
герметически укупоренных в среде инертного газа, при темпера-
туре минус 20 "С в течение 6 мес.
Полученные полиненасыщенные высшие жирные кислоты ис-
пользуют в медицине, ветеринарии, животноводстве, птицевод-
стве и звероводстве.
Белки и пептиды. Технологическая схема получения иммуно-
стимулятора из молок лососевых приведена на рисунке 10.15.
Для получения иммуностимулятора молоки лососевых размо-
раживают, измельчают, заливают дистиллированной водой (1: 6) с
добавлением хлорида цинка и
перемешивают. Затем добавляют
уксусную кислоту и экстрагиру-
ют в течение 24—48 ч при ком-
натной температуре и периоди-
ческом перемешивании. Очист-
ку проводят следующим обра-
зом.
Экстракт центрифугируют в
течение 40 мин. Осадок не ис-
пользуют, а центрифугат фильт-
руют через мембранные фильт-
ры с размерами пор 0,8; 0,45;
0,22 мкм последовательно. К
фильтрату добавляют 0,9%-ный
раствор хлорида натрия (1 :4) и
проводят диа- и ультрафильтра-
цию экстракта на полых волок-
нах с пределом разделения
5000 Д. Очищенный экстракт
концентрируют до содержания
0,5 мг белка в 1 мл, подвергают
стерилизующей фильтрации на
мембранных фильтрах, разлива-
Сырье
t
Размораживание
.. ♦
Измельчение
V
Центрифугирование
f
Фильтрование
у
------► Фильтрат
V
Диализ и ультрафильтрация
Концентрирование
Стерилизующая фильтрация
Фасование
Высушивание
f
Иммуностимулятор
Рнс. 10.15. Технологическая схема полу-
чения иммуностимулятора из молок
лососевых
ют во флаконы или ампулы и
подвергают лиофильному высу-
шиванию. В результате получают
нетоксичный, стерильный, апи-
рогенный препарат для инъек-
ций. Выход целевого продукта
составляет 0,12% массы сырья,
поступившего на обработку.
Препарат, полученный из мо-
лок лососевых, представляет со-
бой порошок белого цвета, со-
держащий комплекс полипепти-
дов и белков с молекулярной
массой 5000—20 000. Его исполь-
зуют в медицине. При иммуно-
модулирующей активности в дозе
0,01—0,1 мг на 1 кг массы его
можно использовать как иммуно-
стимулятор.
Гормоны. Основным источни-
Сырье
„ ♦
Разделка
V
Извлечение телец
Станиуса
V
Пикриновая----► Консервирование
кислота у
Фильтрование
V
Ацетон------------►Экстракция
V
Хлористо-------► Растворение осадка
водородная у
кислота Отстаивание
Инсулин
. *
Фасование и хранение
Рис. 10.16. Технология производства
инсулина из рыбного сырья
ком получения инсулина является поджелудочная железа круп-
ного рогатого скота. Потребность в инсулине вследствие расши-
рения сферы его применения (лечение сахарной болезни, ши-
зофрении, истощения, пневмонии и др.) возрастает, что влечет
за собой необходимость изыскания новых источников сырья для
его производства. Источником инсулина может служить рыбное
сырье. Первые сведения о получении инсулина из рыб появи-
лись в литературе в 1924 г. Наиболее богатым источником инсу-
лина являются голубые тунцы, инсулярный аппарат которых со-
держит инсулина в 40 раз больше, чем ткани крупного рогатого
скота. В поджелудочной железе акул содержание инсулина со-
ставляет 2—3 ед/г. Выделение инсулина из рыбного сырья значи-
тельно проще, чем из тканей наземных животных. Технология
производства инсулина из рыбного сырья приведена на рисун-
ке 10.16.
Для получения инсулина рыбу разделывают, собирают тельца
Станиуса, которые погружают в насыщенный раствор пикрино-
вой кислоты и оставляют на несколько дней для фиксации инсу-
линсодержащих компонентов. Затем раствор пикриновой кисло-
ты отфильтровывают, а плотный остаток тщательно растирают и
обрабатывают 70%-ным ацетоном для экстрагирования пикрата
инсулина. При этом пикраты других белков остаются. Затем до-
бавляют в избытке ацетон. Образовавшийся осадок растворяют в
разбавленной хлористоводородной кислоте и доводят pH раствора
до 5,5 (изоэлектрическая точка инсулина рыб). При отстаивании в
осадок выпадает инсулин с активностью 14 ед/мг.
470
471
§ 3. ТЕХНОЛОГИЯ БИОЛОГИЧЕСКИ АКТИВНЫХ ВЕЩЕСТВ
БЕСПОЗВОНОЧНЫХ
Моллюски составляют более половины всего объема промысла
нерыбных объектов. Промысловое значение имеют более 100 видов
морских моллюсков. Среднегодовой объем мирового промысла
этих объектов составляет 4 млн т, прогнозируемый — до 12 млн т.
Моллюски — важный источник пищевого белка, витаминов,
аминокислот и других биологически активных веществ. По содер-
жанию незаменимых аминокислот (аргинина, лизина, триптофа-
на) они превосходят рыбу. Моллюски содержат вещества, облада-
ющие противовирусным, противомикробным и противораковым
действием. Среди идентифицированных БАВ моллюсков наибо-
лее известны терпены, гетероциклические, ароматические и али-
фатические соединения.
Большой интерес представляют иглокожие (голотурии, морс-
кие ежи и др.). Известно более 600 видов иглокожих. В промыш-
ленных масштабах добывают морских ежей (серый, черный), ку-
кумарию. Как источники БАВ иглокожие недостаточно хорошо
изучены. Среди идентифицированных БАВ иглокожих наиболее
известны карнитин, норадреналин, гистамин, стерины, пептиды,
жирные кислоты, ароматические соединения и сапонины.
Отходы переработки ракообразных (крабов, креветок, лангус-
тов, омаров и др.) используют для получения природного полиме-
ра хитина и его производных (хитозана). Пищеварительные орга-
ны ракообразных служат сырьем для производства ферментов
(коллагеназы).
Ферменты. Технологическая схема получения коллагеназы
приведена на рис. 10.17.
Сырьем для производства коллагеназы служит свежий или мо-
роженый гепатопанкреас (печень) крабов (камчатского, стригуна
и др.). Для получения фермента сырье гомогенизируют с 8—12-
кратным объемом ацетона. Гомогенизат гепатопанкреаса охлажда-
ют до минус 15 — минус 20 °C, разводят двойным количеством
ацетона, осаждают, осадок декантируют, промывают охлажден-
ным до минус 20 °C ацетоном, ресуспендируют в 10 объемах аце-
тона и центрифугируют в течение 20 мин. Процесс проводят при
температуре минус 20 °C. Осадок ресуспендируют в 10 объемах п-
бутанола для удаления липидов и центрифугируют. Для очистки
целевого вещества от и-бутанола осадок промывают охлажденным
ацетоном и центрифугируют. Полученный осадок (коллагеназу)
высушивают под вакуумом при минус 20 °C в течение 10—12 ч.
Хранят препарат при температуре минус 20 "С.
Препарат коллагеназы представляет собой желтоватое веще-
ство с удельной активностью 93—106 ед. на 1 мг препарата. Его
применяют при обработке коллагенсодержащего сырья (напри-
мер, при снятии кожицы кальмара, обработке ястыков и др.).
Ацетон
Вакуум
Гепатопанкреас крабов--► Размораживание
—►Гомогенизация <-
t
---► Разведение
„ *
Осаждение
л f
--► Промывание
-►Ресуспендированис
f
Центрифугирование
t
л-бутанол —►-Ресуспендирование
t
Центрифугирование
t
—► Высушивание
Коллагеназа
*
Фасование и хранение
Рис. 10.17. Технологическая
схема получения коллагеназы
Пептиды. Пептиды беспозвоночных усиливают деятельность
иммунной системы, повышают сопротивляемость организма к
действию болезнетворных микроорганизмов и ядовитых продук-
тов, предупреждают развитие тя-
желых болезней и злокачествен-
ных образований. Технологичес-
кая схема получения ганглиина,
разработанная в ТИНРО-цент-
ре, приведена на рис. 10.18.
Замороженные ганглии каль-
мара размораживают на воздухе
до температуры в центре блока
минус 4 °C, измельчают до час-
тиц размерами не более 4 мм и
направляют на экстракцию це-
левого вещества раствором ук-
сусной кислоты. Процесс ведут
при температуре помещения при
перемешивании массы. Продол-
жительность процесса составля-
ет до 2 сут. После завершения
обработки сырья уксусной кис-
лотой разделяют фракции цент-
рифугированием, фильтровани-
ем или иным известным спосо-
бом и жидкую часть обрабатыва-
ют ацетоном для осаждения
целевого вещества. Процесс ве-
Мороженые
ганглии кальмара
Размораживание
Измельчение
V
Уксусная—► Экстрагирование
кислота
Разделение
t
[-► Осаждение
л л
Ацетон---- Фильтрование
t
'-►Промывание
Высушивание
и ♦
Измельчение
Вода-------► Растворение
f
Центрифугирование
Сублимирование
Фасование, упаковывание, хранение
Рис. 10.18. Технологическая схема
получения ганглиина
472
473
дут при перемешивании. Полученный осадок отделяют и промы-
вают ацетоном, выдерживают в течение нескольких часов для уда-
ления излишков ацетона и высушивают до содержания воды не
более 15 %. Высушенный полуфабрикат растворяют в дистиллиро-
ванной воде, взвешенные частицы отделяют, оставшийся раствор
замораживают и сублимируют до содержания воды в готовом про-
дукте (ганглиине) не более 10 %. Готовый продукт фасуют и хра-
нят при температуре 6 °C в течение 3 лет.
Липиды. Сырьем для получения ейкозапентаеновой и докоза-
пентаеновой кислот могут служить мелкие ракообразные (напри-
мер, антарктический криль). Технологическая схема получения
препарата кислот приведена на рис. 10.19. Сырье измельчают и
обрабатывают охлажденным до 0 "С хлороформом. Экстракт высу-
Сырье
*
Измельчение
Хлороформ------------—► Экстракция
Высушивание
t
Удаление растворителя
f
Этиловый спирт-----►Щелочной гидролиз
Отгонка спирта и
охлаждение
Серная кислота--।---►Нейтрализация
V
1---► Подкисление
Этиловый спирт------►Этерификация
Отгонка спирта
Петролейный эфир----►Экстракция
Гидрокарбонат--------►Промывание
натрия
Отгонка растворителя
t
Ацетон---------------►Растворение
V
Кристаллизация и фильтрование
t
Разгонка
Концентрат ейкозапентаеновой и
докозагексаеновой кислот
. ♦
Фасование и хранение
Рис. 10.19. Технологическая схема получения ейкозапентаеновой
и докозагексаеновой кислот
шивают, добавляя безводный сульфат натрия, растворитель удаля-
ют в вакууме, получая липиды, содержащие 11,5—13,0% кислот
С2О:5 и С22:«, загружают в реактор с обратным холодильником и
подвергают щелочному гидролизу раствором едкого кали (гидро-
ксида калия) в этиловом спирте при перемешивании.
Продолжительность обработки при температуре 80 °C состав-
ляет 1 ч. Затем избыток спирта отгоняют, охлаждают до 30 "С,
нейтрализуют раствором серной кислоты и доводят pH до 1,0.
При дальнейшей обработке температуру массы понижают до 70—
75 °C, образовавшийся прозрачный слой жирных кислот отделяют
от водного слоя и добавляют двойной объем этилового спирта, а
также смесь равных количеств концентрированной серной кисло-
ты и этанола. Процесс (этерификацию) проводят при температуре
80 °C в течение 2,5 ч при перемешивании. Далее проводят отгонку
спирта, экстрагируют этиловые эфиры жирных кислот петролей-
ным эфиром, промывают насыщенным раствором гидрокарбоната
натрия до нейтральной реакции промывных вод, высушивают без-
водным сульфатом натрия и отгоняют растворитель. Полученные
этиловые эфиры жирных кислот растворяют в ацетоне и дважды
подвергают кристаллизации при температуре минус 30 °C, отделя-
ют фильтрат и излишки растворителя. Полученный продукт под-
вергают разгонке в глубоком вакууме, выделяя фракцию, перего-
няющуюся при температуре 191—210 °C, — концентрат ейкоза-
пентаеновой и докозагексаеновой кислот. Содержание этих кис-
лот в продукте достигает 86—92 %.
Холестерин. Это белое кристаллическое вещество, плохо ра-
створимое в воде, играет важную роль в жизнедеятельности орга-
низма, являясь предшественником стероидных гормонов, желч-
ных кислот, витамина D3. Значительна роль холестерина в биоло-
гических мембранах, так как образование новых мембранных
структур требует увеличения уровня фосфолипидов и холестери-
на. Важная биологическая роль липидов состоит в адаптации кле-
точных структур и многих биологически активных веществ к ре-
альным условиям существования. Сложная молекулярная органи-
зация липидов позволяет изменять отдельные компоненты моле-
кулы, сохраняя общую химическую структуру липида. И в первую
очередь это свойство присуще жирным кислотам. Предлагаемая
технология позволяет одновременно получить холестерин и обес-
печивает практически безотходное производство других ценных
липидов — жирных кислот. В качестве сырья используют внутрен-
ности и отходы от промышленной переработки головоногих мол-
люсков. Их измельчают, а полученный фарш помещают в реактор
с мешалкой и приливают пятикратное по массе количество хлоро-
форм-метанольного раствора при соотношении хлороформ : мета-
нол 2:1. Длительность перемешивания при комнатной темпера-
туре составляет 45 мин. После фильтрования хлороформ-мета-
нольный слой переносят в отстойник, а остаток тканей трижды
474
475
экстрагируют 5-кратным количеством хлороформ-метанола (2:1)
при интенсивном перемешивании по 45 мин. Объединенные экст-
ракты промывают 0,1%-ным раствором хлорида натрия (0,2 %
объема). Хлороформ-метанольный слой упаривают в вакууме при
40 °C, получая при этом концентрат липидов в количестве 10 %
первоначальной массы сырья. Полученные липиды подвергают
щелочному гидролизу 40%-ным раствором едкого кали в 90%-ном
метиловом спирте при перемешивании в течение 2 ч при темпера-
туре 80 °C в атмосфере азота. Далее полученный экстракт разбав-
ляют 90%-ным метанолом (2 :1,5) и экстрагируют петролейным
эфиром (температура кипения 40—60 °C) не менее 5 раз неомыля-
емую фракцию, содержащую холестерин. Водно-метанольную
фракцию подкисляют 20%-ным раствором соляной кислоты до
pH 3,0 и экстрагируют жирные кислоты петролейным эфиром не
менее 5 раз. Экстракты холестерина и жирных кислот в петролей-
ном эфире промывают водой до нейтральной реакции. Затем су-
шат безводным Na2SO4 и выпаривают в вакууме, получая в одном
случае фракцию стеринов, содержащую 77 % холестерина, а в дру-
гом — фракцию жирных кислот с содержанием насыщенных жир-
ных кислот до 65 %. Первую фракцию растворяют в 10-кратном
количестве этилового спирта, нерастворимую часть отфильтровы-
вают и промывают осадок спиртом. На фильтре остаются стери-
ны, а фильтрат упаривают под вакуумом. Полученный остаток ра-
створяют в 10-кратном объеме этилового спирта при температуре
40 "С, а холестерин кристаллизуют при минус 15 °C в течение 2 ч.
После повторной кристаллизации в этаноле получают кристалли-
ческий холестерин в количестве 2—2,2 % первоначальной массы
сырья. Препарат упаковывают и маркируют в соответствии с
ГОСТ 3885—73. Срок хранения холестерина при температуре 0—
4 °C 5 лет.
Фракцию жирных кислот растворяют в ацетоне и дважды под-
вергают кристаллизации при температуре минус 30 °C. Ацетон
удаляют в вакууме и получают концентрат насыщенных жирных
кислот, содержащий пальмитиновую, линолевую, линоленовую,
арахидоновую и другие жирные кислоты. Выход нежирных кислот
составляет 4,2—5,5 %. Для стабилизации НЖК их необходимо со-
хранять в герметически запаянных ампулах из черного стекла в
среде инертного газа при температуре минус 20 °C, добавляя 0,1 —
0,5 % антиоксиданта а-токоферола. Срок хранения 1 год при тем-
пературе 0—4 °C.
Препарат L-a-лецитин из гонад кальмара представляет собой
желтоватый или коричневатый раствор с массовой долей лецити-
на 50 %, легко смешиваемый с этанолом, эфиром, хлороформом,
бензолом. Препарат неустойчив к свету и атмосферному воздуху,
огневзрывоопасен с этиловым спиртом, токсичен по этиловому
спирту —ПДК 1000 мг/м3. Формула эмпирическая СюН18О8—Р—
R—Ri, где R, R[— радикалы насыщенных и ненасыщенных жир-
ных кислот. Готовый продукт содержит 70 % фосфатидилхолина
(лецитина), 20,6 % фосфатидилэтаноламина, 9 % сфингомиелина.
Продукт хранят в герметически закрытой, светонепроницае-
мой таре при температуре 0—4 °C. Допускается выпадение осадка.
Лецитин производят из растительного, животного и гидробионт-
ного сырья. Его широко применяют в косметической промыш-
ленности в качестве эмульгатора и смягчающего средства. Препа-
рат вводят в состав очищающих лосьонов, кремов для рук, шампу-
ней, лаков для волос. В медицине лецитин используют как гидро-
фильный эмульгатор, способствующий образованию устойчивых
жирорастворимых эмульсий для внутреннего применения. В пи-
щевой промышленности лецитин применяют в производстве мар-
гарина, хлебобулочных и кондитерских изделий.
Лецитин производят из гонад кальмара.
Технологическая схема получения лицетина приведена на
рис. 10.20. Гонады кальмара в замороженном виде доставляют в
Гонады кальмара мороженые
Измельчение
f
Экстракция этиловым спиртом.
t
Отделение экстракта
t
Направление спиртового
экстракта в сборник
t
Вакуум-упаривание спиртового —►Этиловый спирт
экстракта до определенной на регенерацию
концентрации
Растворение концентрированного
этанольно-липидного экстракта в
гексане
i
Отстаивание спирто-гексано-
леиитиновой смеси
Отдел ение осадка-----► Осадок
t
Экстракт фосфолипидов в гексане
Вакуум-упаривание гексанового—►Гексан в
раствора фосфолипидов спепсборник
о ♦
Растворение лецитина в
этиловом спирте
t
Добавление антиокислителя ионола
*
Фасование
t
Хранение
Рис. 10.20. Технологическая схема производства лецитина из гонад кальмара
476
477
блоках и измельчают. В реактор в присутствии азота перекачивают
из сборника этиловый спирт, включают мешалку и загружают из-
мельченные мороженые гонады в соотношении гонады: спирт —
1:10. Экстракцию ведут при температуре 18—22 °C в течение Зч.
Содержимое из реактора порциями через нижний спуск направ-
ляют на центрифугу для отделения осадка. Экстракт липидов го-
над кальмара собирают в вакуум-выпарном аппарате, а осадок на-
правляют на сушку под вакуумом.
Упаривание этилового спирта ведут при температуре 38—42 °C
до получения объема концентрированного остатка липидов в ко-
личестве 0,1 начального объема. Упаренный спирт собирают в
сборнике, из выпарного аппарата удаляют коллоидные белковые
частицы и нейтральные липиды. Концентрированный раствор ли-
пидов охлаждают до температуры 20 °C.
Для отделения коллоидальных белковых частиц и нейтральных
липидов к концентрированному раствору липидов в сборнике
приливают гексан в соотношении 1 :4 (кубовой спиртовой оста-
ток : гексан). Экстракт охлаждают в сборнике до температуры 0—
4 °C, выдерживают в течение 3 ч с отключением вакуума до появ-
ления четкой границы раздела осадка белков, липидных примесей
и окрашенного раствора гексана (верхний слой — прозрачный
гексановый желтый раствор фосфолипидов; нижний — мутный
спиртово-водный раствор белковых и липидных примесей). Ниж-
ний слой сливают через нижний спуск аппарата до появления
прозрачного гексанового раствора лецитина и пропускают через
фильтр с направлением осадка в сушилку, а оставшийся гексано-
вый раствор фосфолипидов смешивают с основным прозрачным
гексановым раствором в вакуумном аппарате и упаривают при
температуре 38—40 °C.
Гексан упаривают до 1/30 первоначального объема раствора,
добавляют спирт и продолжают упаривание досуха. Остаток отго-
на гексана собирают в спецловушках и направляют в соответству-
ющий сборник для ректификации.
К сухому остатку лецитина добавляют этиловый спирт до полу-
чения 50%-ного раствора лецитина, доводя раствор до плотности
0,89—0,90 кг/м3. В полученный раствор вносят ионол (антиокси-
дант) в количестве 0,02 % с целью гарантийного хранения продук-
та в течение года согласно существующим требованиям техноло-
гического регламента по производству лецитина.
Препарат фасуют в банки вместимостью 25—10 000 см3, бутыли
из темного стекла с навинчивающейся крышкой из полимерного
материала вместимостью 100 см3 и более, а также во фляжные би-
доны вместимостью 50—80 л. Банки и бутыли с препаратом упако-
вывают в ящики дощатые или фанерные.
Хранить препарат необходимо в герметичной таре на складах
при температуре 0—4 °C не более года, при температуре не выше
20 "С — не более 6 мес.
Нуклеиновые кислоты существуют 2 типов: рибонуклеиновая
(РНК) и дезоксирибонуклеиновая (ДНК), являющиеся полимера-
ми нуклеотидов. Нуклеотид состоит из 3 элементов: а) пуринового
и пирамидонового основания, связанного с азотом N-глюкозид-
ной связью; б) пятиуглеродного циклического сахара (основание,
связанное с сахаром, называется нуклеозидом); в) фосфата, свя-
занного эфирной связью с 5-м углеродом сахара. В каждой из нук-
леиновых кислот 2 основных классов встречаются нуклеотиды 4
типов. Они различаются основаниями: аденин (А), гуанин (Г),
урацил (У), цитозин (Ц) в РНК и аденин, гуанин, тимин (Т) и ци-
тозин в ДНК. Кроме того, ДНК и РНК различаются структурой
сахарофосфатных остовов: РНК содержит рибозу, а ДНК — дезок-
сирибозу.
Для вторичной структуры нуклеиновых кислот решающими
являются 2 особенности строения азотистых оснований нуклеоти-
дов.
Одна заключается в присутствии кето- или аминогруппы, что
дает возможность образовываться
водородным связям. Другой важ-
ной особенностью оснований яв-
ляется то, что по размеру они
распадаются на 2 группы: мень-
шие пирамидины Т, У и Ц и
большие» пурины А и Г. Однако
пары оснований А—Т и Г—Ц
оказываются одинаковыми по
размеру, тогда как пара пирами-
донов была бы значительно мень-
ше пары пуринов. Более того,
пары оснований А—Т и Г—Ц
одинаковы не только по размеру,
но и по форме. Благодаря спо-
собности нуклеотидов к спарива-
нию образуется местная, хорошо
стабилизированная двухцепочная
структура. Если 2 цепи спарива-
ются подобным образом, они
принимают конформацию двой-
ной спирали.
Технологическая схема полу-
чения ДНК приведена на
рис. 10.21.
Для приготовления ДНК 1 кг
семенников кальмара гомогени-
зируют в ножевом гомогенизато-
ре с 5 л солевого раствора 0,15 М
NaCl, 0,015 М цитрата натрия,
Гонады кальмара мороженые
V
Измельчение
♦
Экстракция солевыми растворами
хлорида натрия, нитрата натрия, ЭДТА
t
Раствор додеиилсулъфата натрия
Термостатирование
V
Добавление сухого хлорида натрия
V
Встряхивание с растворителями
(хлороформ, изоамиловый спирт)
Центрифугирование
Очистка ДНЬ^ от примесей
Обработка ДН^ хлороформом,
изоамиловым спиртом
Осаждение ДНК этиловым спиртом
t
Промывание спиртоэфирной смесью,
эфиром
t
Сушка ДНК
f
Выход ДНК
Определение качественных
характеристик ДНК
Рис. 10.21. Технологическая схема
производства ДНК из гонад кальмара
478
479
0,01 М ЭДТА (навеску ЭДТА растворяют в воде, доводят pH до 8,0
и затем добавляют остальные компоненты). К гомогенату добав-
ляют 20%-ный раствор додецилсульфата натрия (ДСН) до конеч-
ной концентрации 2 % и выдерживают 30 мин в термостате при
37 "С. К образовавшемуся вязкому раствору добавляют сухой хло-
рид натрия до концентрации 1 М. Гомогенат переносят в колбу с
притертой пробкой и тщательно встряхивают в течение 10—
15 мин с 15 л смеси хлороформ : изоамиловый спирт в соотноше-
нии 24:1. Смесь переносят в центрифужные стаканы и центрифу-
гируют 30 мин. Надосадочная жидкость расслаивается на 3 фрак-
ции: в верхней содержатся нуклеиновые кислоты. Верхнюю фрак-
цию осторожно удаляют с помощью шприца в колбу (или
декантируют) и повторяют обработку хлороформ : изоамиловый
спирт 2—3 раза, пока раствор нуклеиновых кислот не станет про-
зрачным. Полученный раствор отделяют и выливают в стакан с
двойным объемом охлажденного 96%-ного этилового спирта при
помешивании круговыми движениями. В осадок выпадет ДНК.
Спиралевидные нити переносят в стакан с небольшим количе-
ством 70%-ного этилового спирта, промывают спиртоэфирной
смесью (1: 1), затем эфиром и сушат при комнатной температуре.
Выход ДНК колеблется от времени хранения семенников при
отрицательной температуре и способа фиксации — от 1 до 2 г из
1 кг семенников (0,1—0,2 %). При получении ДНК из отходов от
переработки гонад при производстве лецитина выход ее составля-
ет до 0,04%.
Аминополисахарцды и их мономеры. Выделение хитина из хи-
тинсодержащего сырья сводится к удалению сопутствующих ему
белковых веществ и минеральных солей путем обработки сырья
разбавленными растворами кислот и щелочей. В качестве кислот-
ного реагента чаще всего используют соляную кислоту, щелочно-
го — едкий натр (гидроксид натрия).
Очередность обработки сырья кислотой и щелочью может быть
различной. Существуют способы выделения хитина, при которых
сырье вначале обрабатывают раствором щелочи для удаления бел-
ковых веществ, затем раствором кислоты для удаления минераль-
ных солей. Другие методы предусматривают обратный порядок
обработки сырья.
Известна модификация этих методов выделения хитина, пре-
дусматривающая многократную, чередующуюся обработку хитин-
содержащего сырья кислыми и щелочными агентами.
Хитин также возможно выделить и другими способами, напри-
мер с использованием протеолитических ферментов, действую-
щих в кислой среде, при этом одновременно удаляют белки и ми-
неральные вещества.
Выбор очередности определяют видом сырья. Обработку силь-
но минерализованного сырья, например панциря крабов, целесо-
образно начинать с воздействия кислоты. При этом предваритель-
ная деминерализация сырья создает-условия для более свободного
доступа раствора щелочи к белкам, что способствует наиболее
полному их удалению.
Обработку сырья, в котором значительную часть составляют
белковые вещества, рекомендуют начинать с щелочного гидро-
лиза.
Деминерализацию обычно проводят при температуре окружа-
ющей среды во избежание возможной деструкции полимерной
цепи хитина. Концентрацию реагента варьируют в широких пре-
делах (2—10%). Продолжительность операции зависит от вида
обрабатываемого хитинсодержащего сырья и условий проведения
процесса (0,5—24 ч). Удаление белковой части проводят при тем-
пературе, близкой к 100 "С, растворами щелочей различных кон-
центраций (2—10%). Продолжительность процесса определяется
видом сырья, условиями и составляет около 2 ч. Увеличения ско-
рости деминерализации и депротеинизации достигают за счет пе-
ремешивания обрабатываемого
материала. Хитиносодержащее сырье
В настоящее время для полу-
чения хитина используют в ос-
новном способ, разработанный
Институтом высокомолекуляр-
ных соединений (ИВС), и спо-
соб, предложенный Дальрыбвту-
зом. Они различаются очереднос-
тью обработки сырья кислотны-
ми и щелочными агентами,
кратностью обработок и режима-
ми деминерализации и депротеи-
низации.
По технологии ИВС (рис.
10.22) процесс получения хитина
проводят следующим образом. В
чугунно-эмалированную чашу,
снабженную пароводяной рубаш-
кой, термометром и местной вы-
тяжной вентиляцией, загружают
крабовые панцири, предвари-
тельно взвешенные, и заливают
водопроводной водой. Реакцион-
ную массу кипятят в течение 2 ч.
Процесс осуществляют при пери-
одическом перемешивании. За-
тем охлаждают содержимое чаши
до 80 "С, излишки воды удаляют
фильтрацией. Затем к панцирю
осторожно, во избежание сильно-
Вода------► Кипячение
♦
Фильтрование
♦
Охлаждение
♦
Первая обработка соляной кислотой
♦
Промывание водой
♦
Первая обработка гидроксидом натрия
t
Промывание водой
♦
Вторая обработка соляной кислотой
t
Промывание водой
I
Вторая обработка гидроксидом натрия
♦ •
Промывание водой
t
Третья обработка соляной кислотой
Промывание водой
Третья обработка гидроксидом натрия
Промывание водой
t
Сушка
t
Упаковывание и хранение
Рис. 10.22. Технологическая схема
получения хитина
480
481
го вспенивания массы от выделяющегося углекислого газа (диок-
сида углерода), приливают соляную кислоту (соотношение массы
сырья и раствора реагента 1 :4, концентрация раствора соляной
кислоты 4 %). Реакционную массу выдерживают при периодичес-
ком перемешивании и комнатной температуре в течение 2 ч и за-
тем оставляют на 8 ч. После этого солянокислый гидролизат сли-
вают, содержимое чаши промывают водой до нейтральной реак-
ции. К промытому полуфабрикату добавляют небольшими порци-
ями едкий натр (гидроксид натрия) концентрацией 2,5 % в
количестве 4 объемных единиц на единицу массы панциря.
После этого подают пар в рубашку чаши, нагревают ее содержи-
мое до кипения и выдерживают при периодическом перемешива-
нии и при кипении в течение 2 ч. Окрашенный в темный цвет ще-
лочной гидролизат охлаждают до 89 "С, отфильтровывают и слива-
ют, а оставшиеся панцири промывают водопроводной водой до
нейтральной реакции. К промытым панцирям добавляют 4%-ный
раствор соляной кислоты. Содержимое при периодическом пере-
мешивании выдерживают в течение 1 ч при комнатной температу-
ре. Затем кислотный гидролизат сливают, а крабовые панцири от-
мывают водой до нейтральной реакции и далее повторяют обра-
ботку раствором едкого натра. Затем таким же образом проводят
третью обработку панцирей соляной кислотой и щелочью. После
Сырье (панцирь краба дробленый)
i
Первая обработка щелочью
Промывание водой
V
Первая обработка кислотой
V
Промывание водой
У
Вторая обработка щелочью
t
Промывание водой
У
Вторая обработка кислотой
♦
Промывание водой ------
У Очистка
Сушкам---------хитина
♦
Измельчение
Фасование
У
Храпение
Рис. 10.23. Технологическая схема по-
лучения хитина из отходов переработки
крабов
482
третьей обработки щелочной ра-
створ имеет светлую окраску, что
свидетельствует о достаточности
щелочной обработки. Получен-
ный хитин промывают водой до
нейтральной реакции по универ-
сальному индикатору и сушат
при температуре до 100 °C в тече-
ние 8 ч. Затем его выкладывают
на деревянные стеллажи и досу-
шивают на воздухе в течение 38 —
48 ч. Выход хитина составляет
около 30 % от обрабатываемых
сухих крабовых панцирей. По
окончании сушки продукт фасу-
ют в полиэтиленовые или бумаж-
ные мешки.
Технологическая схема полу-
чения хитина из отходов перера-
ботки крабов приведена на рис.
10.23.
Первая обработка щелочью
предназначена для удаления ос-
новной массы белка из панциря.
Процесс ведут в специальных
емкостях из материалов, способных противостоять химической
коррозии и имеющих зарубашечное пространство для подачи
пара. Аппараты оснащены мешалками и фильтрующими приспо-
соблениями для отделения растворов реагентов и промывных вод.
Сырье загружают через люк в верхней части аппарата. Одновре-
менно в емкость подают 4%-ный раствор щелочи и массу переме-
шивают. Соотношение массы сухих отходов и щелочи составляет
1 : 5. Процесс ведут в течение 60 мин при температуре 95 — 100 °C,
постоянно перемешивая массу. Затем щелочной гидролизат от-
фильтровывают и отстоявшуюся массу панциря пятикратно про-
мывают пресной водой до нейтральной реакции промывных вод
(соотношение массы панциря и промывных вод 1:20, продолжи-
тельность одной промывки 5 мин). Промытую массу обрабатыва-
ют 4%-ным раствором соляной кислоты в течение 30 мин при тем-
пературе окружающей среды, периодически перемешивая с целью
удаления основного количества минеральных веществ (соотноше-
ние массы панциря и раствора 1:15). Затем удаляют солянокис-
лый гидролизат фильтрованием через сетчатый фильтр аппарата в
течение 15 —20 мин. После этого массу промывают пресной во-
дой до нейтральной реакции промывных вод (соотношение массы
панциря и промывных вод 1:20, кратность промывок 5, продол-
жительность одной промывки 5 мин). Излишки воды отделяют
фильтрованием через фильтр аппарата в течение 16 — 20 мин. По-
вторные обработки щелочью и кислотой проводят аналогично
первым с целью более полного удаления белков и минеральных
веществ. Воду отделяют центрифугированием массы в течение 5 —
10 мин, после чего готовый продукт сушат при температуре не
более 100 °C в ленточных или камерных сушилках различных ти-
пов, оборудованных калориферами для нагрева воздуха и систе-
мой принудительной его циркуляции. Продукт распределяют по
ленте сушилки или противням слоем толщиной не более 20 мм.
Содержание воды в хитине после сушки не должно превышать
10%. Высушенный хитин измельчают до частиц размером 2 —
3 мм. При необходимости в зависимости от направления исполь-
зования хитин дополнительно очищают от красящих веществ. Для
этого его после второй обработки соляной кислотой последова-
тельно обрабатывают 1%-ным раствором перманганата калия (со-
отношение массы хитина и раствора 1 : 5, продолжительность об-
работки 30 мин, процесс ведут при перемешивании и температуре
окружающей среды). После удаления излишков раствора перман-
ганата калия фильтрацией массу обрабатывают 2%-ным раствором
щавелевой кислоты в течение 30 мин (при обработке соотношение
массы хитина и раствора кислоты составляет 1 :5). Затем массу
промывают 2%-ным раствором соляной кислоты и отмывают во-
дой до нейтральной реакции. Готовый хитин имеет белый цвет.
Хитозан. Хитозан получают дезацетилированием хитина кон-
центрированным раствором едкого натра (гидроксида натрия) при
483
повышенной температуре (рис.
10.24).
Хитин обрабатывают 50%-
ным раствором едкого натра при
температуре 100 °C в течение
30 мин, периодически перемеши-
вая.
После окончания процесса
Хитин
+
50%-ный ----►Дезацетилирование
раствор щелочи
Вода ---------►Промывание
Сушка
♦
Фасование и хранение
массу отмывают от щелочи пре-
Рис. 10.24. Технологическая схема сной водой до нейтральной реак-
производспа хитозана ции прОМЫВНЫХ ВОД и сушат при
температуре 60 — 80 °C до содер-
жания воды в готовом продукте не более 10 %. Затем хитозан из-
мельчают и фасуют.
Глюкозамин, Глюкозамин — мономерное звено хитозана, в
структурной формуле которого одна, реже две гидроксильные
группы замещены аминогруппой. Глюкозамин обладает характер-
ными свойствами аминов. Он является сильным основанием и
легко образует устойчивые соли. В виде оснований глюкозамин
неустойчив, поэтому обычно используют его хлоргидраты. Глюко-
замин проявляет также свойства сахаридов, характерные для гид-
роксильной и альдегидной групп. Из свойств глюкозамина следу-
ют обратить внимание на его способность образовывать оксиме-
тилфурфурол — вещество, являющееся промежуточным соедине-
нием реакции покоричневения пищевых продуктов. Чистые
препараты гексозаминов и биополимеры, в состав которых они
входят, обладают биологической активностью и могут использо-
ваться в медицине с целью пролонгирования действия лекарств,
диагностирования и контроля за процессами лечения ряда болез-
ней. В качестве сырья для получения глюкозамина могут быть ис-
пользованы панцирьсодержащие отходы, образующиеся при пе-
реработке криля, а также панцири различных ракообразных и гла-
диус кальмара.
Производство глюкозамина можно разделить на два этапа —
получение хитина и его гидролиз (рис. 10.25). Гидролитическое
расщепление хитина до глюкозамина осуществляют концентриро-
ванной соляной кислотой при соотношении воздушно-сухого хи-
тина и кислоты 1:5 и температуре 100 “С. Гидролиз хитина осу-
ществляют 2,5 ч при непрерывном перемешивании. Гидролизат
черного цвета очищают активированным углем, добавляя к ра-
створу воду в объеме, равном объему кислоты, и активированный
уголь в количестве 10 % массы хитина. Обработку проводят в тече-
ние 1 ч при 60 °C, тщательно перемешивая.
После обесцвечивания раствор фильтруют через стеклянную
вату или воронку Бюхнера. Затем фильтрат концентрируют упари-
ванием под вакуумом при температуре 50 °C до минимального
объема. Выпавшие кристаллы солянокислого глюкозамина про-
Хитин
Гидродизхитина°<--------------Очистка хитина от
——- - ы красящих веществ
Гидролизат
Очистка глюкозамина
- f
Фильтрование
f
Упаривание
f
Кристаллы глюкозамина
ПромываниеГйюкозамина
Перекристаллизация
Фильтрование
Осаждение глюкозамина
Сушка глюкозамина
Глюкозамин
Рис. 10.25. Технологическая схема получения глюкозамина
мывают 95%-ным спиртом и при соотношении 1:1,5 сушат на
воздухе. Выход глюкозамина составляет 60 — 70 % от массы хити-
на, взятого для обработки. Для получения более чистого препара-
та его подвергают перекристаллизации.
Идентификацию полученного вещества осуществляют, опреде-
ляя температуру плавления (210 °C), величину удельного враще-
ния раствора солянокислого глюкозамина (65,4) и хроматографи-
чески.
Митилан. Препарат митилан, выделенный из экстракта мидии,
оказывает влияние на компоненты иммунной системы животных,
усиливает фагоцитарную активность и гуморальные факторы им-
мунитета. Его используют в косметической промышленности.
Технологическая схема получения митилана приведена на рисун-
ке 10.26.
Для производства митилана (углевод-белкового комплекса из
мидий) живых мидий выдерживают в чистой проточной воде в те-
Мидии
Вода-----► Подготовка сырья
Пар---------► Экстракция
Уксусная —► Очистка Экстракта —►Хлороформ+
кислота if бутиловый спирт
Высушивание
Пакеты —► Фасование и хранение
Рис. 10.26. Технологическая схема получения митилана
484
485
чение 24 ч для очистки от загрязнений. Затем заливают водой при
температуре 50 — 60 °C и выдерживают 5 — 15 мин (в зависимости
от вида сырья), после чего воду сливают. После этого проводят
экстракцию паром в автоклаве в течение 2—3 мин, жидкую часть
(сок) сливают и направляют на дальнейшую обработку для полу-
чения митилана; мидии поступают на производство пищевых про-
дуктов.
Сок, охлажденный до 4 — 6 °C, фильтруют на нутч-фильтре для
отделения взвешенных частиц белка. Очищают его путем добавле-
ния 50%-ной уксусной кислоты до pH 7,8—5,5. Образовавшийся
осадок отделяют от раствора фильтрованием или центрифугиро-
ванием, а жидкую часть очищают от низкомолекулярных приме-
сей, пропуская через ультрафильтрационную установку или осу-
ществляя диализ. Для этого экстракт разливают в пакеты из гемо-
диализной пленки и помещают их в емкость с дистиллированной
водой. Процесс диализа ведут при температуре 4 — 6 °C в течение
72 ч.
Очищенный раствор митилана фильтруют, разливают в кюветы
из нержавеющей стали и высушивают в установке для лиофиль-
ной сушки. Готовый продукт (митилан) расфасовывают в пакеты
из полимерных материалов, герметично укупоривают и хранят
при температуре не выше 25 °C и относительной влажности возду-
ха не более 85 %.
Контрольные вопросы м задания
1. Что понимают под выражением «биологически активные вещества» (БАВ)?
2. Перечислите БАВ водорослей. 3. Каковы основные свойства БАВ водорослей,
позволяющие отнести их к этой группе? 4, Как понимать выражение «комплекс-
ное и рациональное использование сырья»? 5. Какие БАВ получают из рыбного
сырья и отходов его переработки? 6. В чем сущность технологии производства
ферментных препаратов из отходов переработки рыб и беспозвоночных? 7. Источ-
ником каких БАВ могут служить беспозвоночные и отходы их переработки?
СПИСОК РЕКОМЕНДУЕМОЙ
ЛИТЕРАТУРЫ
Богданов В. Д., Сафронова Т.М. Струкгурообразователи и рыбные компози-
ции.-М.: ВНИРО,- 1993.- 172с.
БойцоваТ.М. Технология пищевых рыбных фаршей. — Владивосток: Даль-
рыбвтуз (ТУ), 1997. — 70 с.
Борнсочкина Л. И., Дубровская Т. А. Технология продуктов из океанических
рыб. — М.: Агропромиздат, 1988.—210 с.
Быков В. П. Изменение мяса рыбы при холодильной обработке рыбы. — М.:
Агропромиздат, 1986.— 208 с.
Быкова В. М., Белова 3. И. Справочник по холодильной обработке рыбы. —
М.: Агропромиздат, 1986.— 208 с.
Воскресенский Н. А. Замораживание и сушка рыбы методом сублимации. —М.:
Агропромиздат, 1987.— 200 с.
Гинзбург А. С. Сушка пищевых продуктов. — М.: Пищепромиздат, I960.—
683 с.
Головин А. Н. Контроль производства и качества продуктов из гидробион-
тов. — М.; Колос, 1997.—256 с.
ЛеванидовИ. П., ИонасГ. П., Слуцкая Т.Н. Технология соленых, копченых и
вяленых рыбных продуктов. — М.: Агропромиздат, 1987.— 160 с.
Михайлова Н. Ф., Родин Е. М. Совершенствование способов холодильной об-
работки и хранения рыбы. — М.: Агропромиздат, 1987. — 208 с.
Морская аквакультура /П. А Моисеев, А. Ф. Карпевич, О. Л. Романычева,
Е. И. Блинова, Н. Б. Сальников. — М.: Агропромиздат, 1985. —252 с.
Никитин Б. Н. Основы теории копчения рыбы. — М.: Легкая и пищевая про-
мышленность, 1982. — 284 с.
Панфилов В. А. Технологические линии пищевых производств. Теория техно-
логического потока. — М.: Колос, 1993.—287 с.
Перебейнос А. В. Новые кормовые продукты из отходов переработки морских
гидробионтов. — Владивосток: Изд-во Дальневосточного университета, 1995.—
140с.
РжавскаяФ. М. Жиры рыб и морских млекопитающих. — М.: Пищевая про-
мышленность, 1976.— 272 с.
Рогов И. А., Горбатов А. В., СвишювВ. Я. Дисперсные системы мясных и мо-
лочных продуктов. — М.: Агропромиздат, 1990.— 320 с.
Родин Е. М. Холодильная технология рыбных продуктов. — 2-е изд. — М.:
Агропромиздат, 1989.— 303 с.
Сафронова Т. М. Аминосахара промысловых рыб и беспозвоночных и их роль
в формировании качества продукции. — М.: Пищевая промышленность, 1980. —
110 с.
Сафронова Т. М. Сырье и материалы рыбной промышленности. — М.: Агро-
промиздат, 1991. —191с.
Сафронова Т. М. Органолептические свойства продуктов рыболовства и совре-
менные методы их оценки. — М.: ВНИРО, 1998. — 240 с.
Слуцкая Т.Н. Биохимические аспекты регулирования протеаолиза. — Влади-
восток. ТИНРО-центр, 1997.— 148 с.
487
Справочник по стерилизации консервов /В. П. Бабарин, Н. Н. Мазохина-Порш-
някова, В. И. Рогачев. — М.: Агропромиздат, 1987. — 271 с.
Стефан овский В. М. Размораживание рыбы.— М.: Агропромиздат, 1987.—
190 с.
Таникава Ичи. Продукты морского промысла Японии. — М.: Пищевая про-
мышленность, 1975.— 352 с.
Технология обработки водного сырья. — М.: Пищевая промышленность,
1976.-696 с.
Толстогузов В. Б. Новые формы белковой пищи. — М.: Агропромиздат,
1987.-303 с.
Флауменбаум Б. Л., ТанчевС. С., Гришин М. А. Основы консервирования пи-
щевых продуктов. — М.: Агропромиздат, 1986. — 494 с.
Хван Е. А., ГудовичА-В. Копченая, вяленая и сушеная рыба. — М.: Пищевая
промышленность, 1978.— 207 с.
Чижов Г. Б. Теплофизические процессы в холодильной технологии пищевых
продуктов. — М.: Пищевая промышленность, 1971. —302 с.
Шаробайко В. И. Биохимия продуктов холодильного консервирования. — М.:
Агропромиздат, 1991. —255 с.
Швидкая 3. П., Блинов Ю. Г. Технология и химия консервов из нерыбных
объектов промысла Дальневосточного бассейна. — Владивосток: ТИНРО-центр,
1998.- 118 с.
Шендерюк В. И. Производство слабосоленой рыбы. — М.: Пищевая промыш-
ленность, 1976.— 172 с.
ОГЛАВЛЕНИЕ
Предисловие............................................................................ 3
Глава I. Технохимические свойства гидробионтов и их технологические
особенности (Л. Б. Одинцов)..................................................... 7
§ 1. Физико-химическая характеристика гидробионтов.................................. 7
§ 2. Технохимическая характеристика и технологические особенности
некоторых основных промысловых океанических видов рыб............................ 19
Контрольные вопросы и задания.................................................................. 26
Глава 2. Транспортирование, хранение и предварительная подготовка сырья
(Г. М. Сафронова) ...................................................................................................... 27
§ I. Живая рыба.................................................................... 27
§ 2. Снулая рыба-сырец............................................................. 36
§3 . Беспозвоночные и водоросли.................................................... 39
§4 . Требования к современным процессам переработки сырья.......................... 42
Контрольные вопросы и задания................................................. 46
Глава 3. Холодильное консервирование (В. Д. Богданов, В. П. Терещенко)................ 47
§ 1. Охлаждение и подмораживание................................................... 50
§2 . Замораживание................................................................. 68
§3 . Холодильное хранение и транспортирование мороженой
продукции..........................................................................117
§4 . Размораживание................................................................125
Контрольные вопросы и задания................................................ 131
Глава 4. Посол рыбы и икры (Г. Н. Слуцкая, В. И. Шендерюк, С. А. Мижуева).. 132
§ I. Теоретические основы посола...........................................132
§ 2. Производство соленых рыбных продуктов.................................156
§ 3. Технология производства пресервов.....................................170
§4. Сущность процесса созревания соленой рыбы.............................178
§ 5. Технология производства икорных продуктов.............................187
Контрольные вопросы и задания .................................................................. 202
Глава 5. Сушка, вяление и копчение (Т. И. Слуцкая, О. Я. Мезенова,
Э. Н. Ким).....................................................................203
§ 1. Сушка и вяление.......................................................203
§2. Копчение............................................................. 232
Контрольные вопросы и задания..........................................271
Глава 6. Технология консервов (Т. М. Сафронова, С. А. Артюхова) ...............272
§ 1. Ассортимент консервов и технологическая схема их производства.........272
§ 2. Предварительная тепловая обработка....................................279
§ 3. Фасование и укупоривание..............................................294
§4. Стерилизация консервов................................................298
§ 5. Завершающий этап технологии консервов............................... 348
Контрольные вопросы и задания..........................................356
489
Глава 7. Продукты заданных состава и структуры (В. Д. Богданов)...................
§ 1. Способы регулирования состава и структуры продуктов......................
§ 2. Характеристика компонентов, включаемых в состав продуктов.................
§ 3. Технология формованных продуктов.........................................
§ 4. Технология эмульсионных продуктов........................................
§5. Технология структурированных продуктов...................................
Контрольные вопросы и задания.............................................
Глава 8. Кормовые продукты (В. М. Дацун)..........................................
§ 1. Рыбная мука..............................................................
§ 2. Кормовая ценность и изменения качества рыбной муки в процессе
хранения.......................................................................
§3 . Кормовые продукты из нерыбного сырья.....................................
§4 . Кормовые рыбные гидролизаты..............................................
Контрольные вопросы и задания..................................................................
Глава 9. Рыбные жиры, витаминные препараты и концентраты (В. М. Дацун) ...
§ 1. Технология жиров.........................................................
§ 2. Производство витаминных препаратов и концентратов........................
Контрольные вопросы и задания.............................................
Глава 10. Биологически активные вещества (В. М. Дацун, Б. Н. Семенов) ........
§ 1. Технология биологически активных веществ морских растений.................
§ 2. Технология биологически активных веществ рыб.............................
§ 3. Технология биологически активных веществ беспозвоночных..................
Контрольные вопросы и задания.............................................
Список рекомендуемой литературы.........................................................................
357
358
369
377
391
398
402
403
403
411
418
427
432
433
434
441
447
448
448
466
472
486
487
Учебное издание
Артюхова Светлана Алексеевна
Богданов Валерий Дмитриевич
Дацун Владимир Михайлович
Ким Эдуард Николаевич
Мезенова Ольга Яковлевна
Мнжуева Светлана Александровна
Одинцов Александр Борисович
Сафронова Тамара Михайловна
Семенов Борис Николаевич
Слуцкая Татьяна Ноевна
Терещенко Владимир Петрович
Шендерюк Владимир Ильич
ТЕХНОЛОГИЯ ПРОДУКТОВ
ИЗ ГИДРОБИОНТОВ
Учебник для вузов
Художественный редактор Т. И. Мельникова
Технические редакторы В. А. Маланичева, Н. Н. Зиновьева
Корректор М. Ф. Казакова
Лицензия №010159 от 06.03.97 г.
Сданов в набор 28.01.2000. Подписано в печать 29.11.2000.
Формат 60x88716. Бумага офсетная № 1.
Гарнитура Ньютон. Печать офсетная. Усл. печ. л. 30,38.
Усл. кр.-отт. 30,38. Уч.-изд. л 34,28. Изд. № 236.
Тираж 3000 экз. Заказ V 2212 «С» № 091.
Федеральное государственное ордена Трудового
Красного Знамени унитарное предприятие
«Издательство «Колос», 107807, ГСП-6, Москва,
Б-78, ул. Садовая-Спасская, 18.
Типография ОАО «Внешторгиздат»,
127807, Москва, Илимская, 7.