/














































































































































































































Author: Франц В.Я. Исаев В.В.
Tags: швейная промышленность производство одежды индустрия красоты швейные машины
Year: 1966




Text
учебники
ДЛЯ ——
ПОДГОТОВКИ
РАБОЧИХ /КАССОВЫХ ПРОФЕССИЙ
В. В. ИСАЕВ, В. Я. ФРАНЦ
Устройство, работа, наладка и ремонт шве г ных машин
ОдоЬрып Ученым советом Государственного яомютети
Совета Министров СССР по професиизнанъно-тегничесному образованию в начес тио учооного пособи» для прзфессиональнс-т гничосниг училищ
ИэАат* аьств* „Логкал мимуct рвя" Москва 1Овв
УДК 687.053(075)
Книга состоит из двух частей. В первой части книги «Устройство, работа и наладка швейных машин» рассматриваются вопросы, связанные с процессами изготовления стежков, свойства стежков, характеристики швейных машин, их устройство, работа, регулировка и методы устранения неполадок, возникающих в процессе эксплуатации.
Во второй части книги даны система планово-предупредительного ремонта швейного оборудования, порядок разборки, сборки и наладки швейных машин, техника безопасности при ремонтных работах, причины износа деталей машин, способы его замедления и устранения, методы восстановления деталей швейных машин.
Книга предназначена в качестве учебного пособия для подготовки механиков-наладчиков швейных машин в профессионально-технических училищах и может быть полезна для учащихся механического и технологического отделений техникумов швейной промышленности.
Рецензенты И. К. Горохов, Я. Я. Григуть
3—16—3
60—66
Вениамин Владимирович Исаев, Владимир Яковлевич Франц УСТРОЙСТВО, РАБОТА, НАЛАДКА И РЕМОНТ ШВЕЙНЫХ МАШИН
Редактор О. И. Рычкова Корректор М. Краснова
Техн, редактор Г. Г. Батырева Переплет художника М. В. Селезневой
Т-11438. Сдано в набор 26/Ш 1966 г. Подписано к печати 12/VIII 1966 г. Формат 60X9078. Объем 25,5 п. л.4-цветные вклейки 1 п. л. = 26,5 п, л. Уч.-изд. л. 28,48. Тираж 50 000 (1-й завод 1—25 000) экз. Цена 95 коп. Изд. № 565. Заказ № 1217. Бумага типографская № 2.
Тем. план 1966 г. № 60
Отпечатано с матриц Ленинградской типографии № 4 Главполиграфпрома Комитета по печати при Совете Министров СССР, Социалистическая, 14 в Ленинградской типографии № 6 Главполиграфпрома Комитета по печати при Совете Министров СССР, Ленинград, ул. Моисеенко, 10
введение
Изобретение швейной машины относится к концу XVIII и первой половине XIX века. Так, в 1755 г. в Англии был выдан патент на швейную машину Вейзенталю, в 1790 г. — Томасу Сенту, в 1830 г.— Тимонье. Эти первые машины не имели большого распространения, так как стачивали ткани легко распускающимся цепным стежком.
Изобретателем швейной машины челночного стежка считают американца Элиаса Гоу. Созданная им машина имела целый ряд недостатков, но все же была более пригодной для шитья, чем машины предыдущих изобретателей. Устройство, наиболее близкое к современному, имела машина изобретателей Гиббса, Зингера, Вильсона.
Рассматривая историю развития швейной машины, можно сделать вывод, что изобретение машины не может быть приписано одному лицу.
В царской России своего производства швейных машин не было, их ввозили из Америки и Германии. В городе Подольске американской фирмой Зингер была организована сборочная мастерская, которая производила сборку машин из деталей, привозимых из-за границы.
После Октябрьской революции в СССР была создана швейная промышленность. Одновременно наша страна приступила к созданию заводов швейного машиностроения. В настоящее время швейная промышленность оснащена высокопроизводительным и качественным оборудованием отечественного швейного машиностроения.
Швейные машины весьма разнообразны по своему внешнему виду, конструкции и кинематике, поэтому их подразделяют на группы в соответствии с общими, присущими данной группе машин конструктивными, эксплуатационными или техническими признаками.
На машиностроительных заводах швейные машины подразделяют также на классы, присваивая соответствующие обозначения. Подольский механический завод имени М. И. Калинина (ПМЗ) подразделяет машины на классы, присваивая каждой вновь спроектированной конструкции порядковый номер: 1, 2, ..., 26, 27, 28, ..., 95, 96, 97, ..., 202, 203 и т. д. Если машину какого-либо класса допол
няют, изменяют ее механизмы в соответствии с технологическим назначением или машину конструктивно усовершенствуют, то кроме класса машине присваивается вариант, обозначаемый большой буквой русского алфавита, например 22-А, 22-Б, 22-В и т. д.
Другие машиностроительные заводы классифицируют машины, вводя буквенные и цифровые обозначения. Например, Ростовский литейно-механический завод (РЛМЗ) № 11 петельную машину обозначает ПМ-1, стегальную машину — СМ-2; Киевский экспериментально - механический завод (КЭМЗ) выпускает машину ВМ-50 — для вышивальных работ; Новосибирский механический завод (НМЗ) для выполнения выметочных работ выпускает машину РВМ-2. Оршанский завод швейного машиностроения (ОЗШМ) и Полтавский завод швейного оборудования (ПЗШО), используя конструкцию и классификацию Подольского механического завода, выпускают машины 97 класса ОЗШМ — быстроходная стачивающая машина, 220 класса ОЗШМ — машина-полуавтомат для изготовления закрепок и 10-Б класса ПЗШО — машина для сшивания меховых шкурок.
Наряду с заводской классификацией существует технологическая классификация, по которой швейные машины подразделяются по назначению и технологическим признакам (стачивающие машины челночного или цепного стежка; машины для пришивки пуговиц, изготовления петель и др.).
Швейные машины являются основным видом технологического оборудования, которое служит для выполнения большинства операций при изготовлении одежды, головных уборов, обуви, и, следовательно, применяются в различных отраслях легкой промышленности.
Первая часть книги написана инженером В. В. Исаевым, вторая — инженером В. Я. Францем.
Авторы книги выражают признательность инженерам И. К. Горохову и Я. Я. Григуть за ряд существенных и ценных замечаний по рукописи.
О всех замеченных ошибках и неточностях ав-> торы просят сообщить по адресу: Москва-31, Кузнецкий мост, 22, издательство «Легкая индустрия».-
Устройство, работа и наладка швейных машин
Глава I
ОБЩИЕ СВЕДЕНИЯ О ШВЕЙНЫХ МАШИНАХ
1. СВОЙСТВА ЧЕЛНОЧНОГО СТЕЖКА
Двухниточная челночная строчка (рис. 1) образуется из двух ниток — верхней А и нижней Б, которые должны переплетаться в середине сшиваемых материалов. Верхняя нитка А называется игольной, так как проводится через ушко иглы. Нижняя нитка
Нитка 6 [челночная)
Рис. 1. Двухниточная челночная строчка
Б называется челночной, так как поступает со шпульки, находящейся внутри челночного устройства.
Челночная строчка является труднораспускае-мой и достаточно прочной на разрыв как вдоль, так и поперек. Расстояние между двумя смежными
проколами иглы составляет длину стежка. Челночный стежок малорастяжим. Например, строчка, выполненная хлопчатобумажными нитками, растягивается на 10—15%. Растягивающие усилия в основных швах верхней одежды не превышают 1,6кГна полоску ткани шириной 1 см и вызывают ее удлинение только на 2—3%. Следовательно, челночное переплетение приемлемо для изготовления одежды.
При определении расхода .ниток на образование челночной строчки учитывают коэффициент ура-ботки, который в среднем равен 1,2—1,7. Так, на шов длиной 10 см расходуется 15 см верхней и 15 см нижней ниток, если коэффициент уработки равен 1,5. Величина коэффициента уработки зависит от степени натяжения ниток, толщины стачиваемых тканей,, величины стежка и других факторов.
К недостаткам челночного стежка следует отнести то, что для его образования требуются машины более сложной конструкции, чем для образования других типов стежков. Наличие шпульки в челночном устройстве снижает коэффициент использования машины. Смена шпульки может быть до 70—80 раз в смену. Челночный комплект требует постоянного ухода (чистка и смазка) и более сложен по устройству, чем петлители машин цепного стежка.
2. ОСНОВНЫЕ РАБОЧИЕ ОРГАНЫ ШВЕЙНОЙ МАШИНЫ И ПРИНЦИП ОБРАЗОВАНИЯ ЧЕЛНОЧНОГО СТЕЖКА
Для выполнения челночного стежка в каждой швейной машине имеются следующие рабочие органы (рис. 2):
игла 1 служит для прокола материалов, проведения через них верхней нитки и образования петли (напуск);
нитепритягиватель 2 подает нитку игле, челноку, затягивает стежок и сдергивает нитку с катушки;
челнок 3 захватывает петлю иглы, расширяет ее, обводит вокруг шпульки 4 и таким образом осуществляет переплетение верхней и нижней ниток;
двигатель ткани (рейка) 5 служит для перемещения ткани на величину стежка;
лапка прижимает ткань к игольной пластинке и рейке.
Переплетение ниток при образовании челночного стежка производится при помощи качающегося, колеблющегося или вращающегося челнока. Наибольшее распространение получили машины с вращающимся челноком, поэтому ниже рассмотрим принцип образования стежка на машинах с вращающимся челноком.
Игла 1 прокалывает ткани (см. рис. 2,а), про
водит верхнюю нитку через ткани и опускается в нижнее крайнее положение. При подъеме игла образует из нитки петлю, которую захватывает носик челнока 3.
Игла 1 перемещается вверх (см. рис. 2,6), челнок, захватив петлю верхней нитки, расширяет ее. Нитепритягиватель 2, перемещаясь вниз, подает нитку челноку. Петля верхней нитки (см. рис. 2, в) обводится челноком 3 вокруг шпульки 4.
Когда петля верхней нитки обведена вокруг шпульки 4 (см. рис. 2, г) более чем на 180°, то нитепритягиватель 2, поднимаясь вверх, затягивает сте-1 жок. Рейка 5 перемещает ткани на величину стежка.
Челнок 3 совершает холостой ход (см. рис. 2, д)* другие рабочие органы машины за это время успевают закончить свою работу.
По такому же принципу работают все машины с колеблющимся челноком. Эти машины имеют меньшее распространение, чем машины с вращающимся челноком, так как качательные и колебательные движения связаны с наличием неравномерного движения. При изменении направления движения возникают значительные силы инерции, вызывающие удары, вибрацию, неспокойный ход машины и износ механизма. Следовательно, такие машины не могут быть быстроходными.
Рис. 2. Образование челночного стежка
3. КЛАССИФИКАЦИЯ МАШИННЫХ ИГЛ ПО ГОСТ 7322
Все машинные иглы по ГОСТ 7322—55 делятся на типы, группы и номера.
Тип определяет форму лезвия иглы и форму заточки ее острия. Насчитывается 29 типов, из них нечетные номера (например, 1, 3, 5 и т. д.) указы-
55
вают на то, что игла имеет круглое лезвие и конусную заточку острия. Иглы с четными номерами типов имеют специальную заточку острия (овальную, лопаточкой и др.) и применяются для шитья кожи, картона, резины и других материалов.
Группа определяет основные размеры иглы: общую длину, длину колбы, длину до ушка и др. (рис. 3). Группы обозначаются большими буквами русского алфавита: А, Б, В, Г, Д, Е и т. д.
Таблица 1
Подбор ниток в зависимости от номера иглы
Номера игл по ГОСТ 7322—55 Номера ниток
хлопчатобумажных шелковых льняных
75—85 80—60 75 - _
85—90 60—50 75 —-
90—100 50—40 — —
100—120 40—30 25 —
120—130 30—10 18 —•
150 3—1 4
170 1—0 •—‘ 5
190 0 -—. 6
210—230 00 7
5
Номер иглы численно равен диаметру лезвия, выраженному в сотых долях миллиметра. В швейной промышленности обычно применяются номера от 60 до 210.
Например, игла швейной машины 22-А класса ПМЗ относится к 3-му типу, группе Е. Условное обозначение такой иглы с диаметром лезвия 0,9 мм следующее: З-Е-90.
Игла бытовой машины отличается тем, что на ее колбе делается плоская лыска, облегчающая правильную установку иглы в машине.
При стачивании тканей нужно выбирать нитки по номеру иглы или иглу по номеру ниток. Это необходимо для предохранения игольной нитки от трения и потери прочности. Для подбора игл и ниток можно пользоваться табл. 1.
4. ДЕТАЛИ ШВЕЙНЫХ МАШИН И ИХ СТРУКТУРНОЕ
В швейных машинах применяются детали для соединения машинных частей, для передачи вращения и для преобразования движений (табл. 2).
Детали для соединения машинных частей. Соединения деталей машин могут быть разъемные и неразъемные. При неразъемном (жестком) соединении одна деталь относительно другой не может иметь никаких перемещений. К неразъемным соединениям относятся заклепочные соединения.
Значительно большее распространение получили разъемные соединения, которые осуществляются винтами, болтами, шпильками, шпонками, штифтами, шплинтами разводными и другими деталями.
Все винты в зависимости от их назначения будем подразделять условно на упорные, прижимные, стягивающие и установочные. Наличие такого условного деления дает представление о возможности выполнения той или иной регулировки.
Упорный винт служит для крепления одной детали на другой. При этом торец резьбового стержня винта упирается в поверхность одной из деталей. После ослабления винта одну деталь можно повернуть относительно другой или переместить относительно их оси. Например, крепление челнока 36 (см. рис. 4) тремя упорными винтами 37 на челночном валу 32 в машине 22-А класса ПМЗ.
Прижимной винт служит для прикрепления одной детали к другой. После ослабления винта одну деталь можно переместить относительно другой или осуществить поворот. Например, прикрепление рейки 45 (см. рис. 67) винтом 44 к рычагу 38 двигателя ткани в машине 28 класса ПМЗ осуществляется прижимом головки винта.
Стягивающий винт (клеммовое соединение) служит для прикрепления одной разъемной детали к другой путем стягивания первой. После ослабления винта возможно перемещение или поворот одной детали относительно другой. Например, крепление коромысла 82 (см. рис. 4) винтом 81 на валу 78 в машине 22-А класса ПМЗ.
Установочный винт служит для прикрепления одной детали к другой в строго определенном положении. Прикрепление может осуществляться винтом с коническим концом, выполненным на конце резьбового стержня, или с плоским концом, упирающимся в лыску детали. Соединение дает возможность после ослабления установочного винта осуществить перемещение одной детали относительно другой. Например, крепление шестерни 43 (см. рис. 35) упорным и установочным винтами 42 на среднем валу 30 в машине 252 класса ПМЗ.
Широкое применение в швейных машинах находят винты с цапфами для шарнирных соединений, обеспечивающие перемещения одной детали
ИЗОБРАЖЕНИЕ
относительно другой. Применяются также шарнирные винты с цилиндрическим, конусным или шаровым шарниром.
Шарнирные винты с цилиндрическим и конусным шарнирами в соединении с деталями позволяют осуществлять движения в одной плоскости, а с шаровым — пространственные. К шарнирным винтам можно отнести центровой винт, который имеет отшлифованный конусный конец и предназначен в паре с другим винтом для удержания валов.
Детали для передачи вращательного движения. Для поддержания вращающихся валов или осей в швейных машинах применяют подшипники скольжения (втулки) и подшипники качения (шарикоподшипники и игольчатые подшипники). Для передачи вращения между параллельными валами, которые находятся друг от друга на большом расстоянии, применяют круглоременную, клиноременную или зубчатую передачи.
Для передачи крутящего момента между валами в швейных машинах применяются разнообразные зубчатые передачи: цилиндрические прямозубые с внешним и внутренним зацеплением, цилиндрические косозубые, конические прямозубые и косозубые, червячные передачи.
Детали для преобразования движений. Для преобразования вращательного движения в поступательное и поступательного во вращательное служит кривошипно-шатунный механизм. Механизм состоит из кривошипа, который закреплен на конце , вала и совершает вместе с ним вращательное движение.
Чаще всего в швейных машинах применяют кривошипы с противовесом для уравновешивания движущихся масс механизма. В кривошипе различают палец, радиус кривошипа и ступицу (место крепления кривошипа на валу). На палец кривошипа надевается шатун (стержень с двумя головками), нижняя головка его надевается на палец ползуна, который перемещается в направляющих. Величина хода ползуна от верхней крайней точки до нижней равна двум радиусам кривошипной окружности, если линия движения ползуна перпендикулярна оси главного вала. Кривошипная окружность — это окружность, которую описывает палец кривошипа.
Эксцентриковая передача служит в основном для преобразования вращательных движений в колебательные. Механизм состоит из эксцентрика (деталь цилиндрической формы), центр которого смещен относительно центра вала, шатуна и коромысла (деталь, которая служит для передачи колебательных движений ведомому валу). Величина смещения центров эксцентрика и вала называется эксцентрицитетом эксцентрика и обычно обозна-
6
Таблица 2
Детали швейных машин
Наименование деталей, узлов Эскизы Структурное изображение
в пространстве в плоскости
Упорный винт * > 1, 4 ’Х
Прижимной винт ^71 —-
Стягивающий винт
Установочный винт
Шарнирные винты:
с цилиндрическим шарниром
с конусным шарниром
с шаровым шарниром
7
Продолжение табл. 2
Структурное изображение
Наименование деталей, узлов
Эскизы
в пространстве
в плоскости
Шарнирная шпилька
777’77
Шарнирный центровой винт
77777
Центровая шпилька
Вал в подшипниках скольжения (втулках)
W7777M
VMfTSM
7/7777
Вал в подшипниках качения (шарикоподшипниках)
Шатун
Коромысла
8
Продолжение табл. 2
Структурное изображение
Лапка
Рейка
Наименование деталей, узлов
Эскизы
7777
в пространстве
77777"
в плоскости
Цилиндрическая прямозубая передача с внешним зацеплением
Цилиндрическая прямозубая передача с внутренним зацеплением
///////
777777
Цилиндрическая косозубая передача
Коническая косозубая передача
9
Продолжение табл. 2
Наименование деталей, узлов
( Структурное изображение
Эскизы V в пространстве в плоскости
Червячная передача
Плоскозубчатая передача
Кривошипно-шатунный механизм
чается буквой е. Под действием эксцентрика шатун сообщает колебательные движения коромыслу и его валу.
Составление кинематической схемы. Для вычерчивания кинематической схемы швейных машин удобно пользоваться диметрической проекцией, так как она дает наиболее наглядное представление о структуре и взаимодействии механизмов.
Перед составлением структурной схемы машины или механизма следует ознакомиться с их устрой
ством и работой, т. е. определить конфигурацию деталей, способы их соединения, местоположение опор и характер движения отдельных точек. Начинать вычерчивание схемы следует с ведущего звенас Рекомендуется пользоваться табл. 2. Например, при вычерчивании структурной схемы механизма иглы машины 22-А класса ПМЗ (см. рис. 5) вначале под углом 7° к горизонтали вычерчивают главный вал /, затем условно изображают его втулки 2, 3. На правом конце вала в виде двух эллипсов изображают
маховое колесо 4, на левом конце вала под углом 41° к горизонтали проводят кривошип 5. Параллельно главному валу 1 и кривошипу 5 изображают палец 6, причем на его внешнем плече параллельно главному валу вычерчивают верхнюю головку шатуна S, располагая шатун вертикально. Нижняя головка шатуна S, надетая на палец поводка 10, располагается параллельно оси главного вала. Вычерчивают поводок 10 и игловодитель 12
параллельно шатуну. Условно изображают втулки 13, 14, а на нижнем конце игловодителя — иглу 15 и иглодержатель 17. Условно вычерчивают крепление игловодителя в поводке винтом 11 и иглы 15 в иглодержателе 17 винтом 16. Такая кинематическая схема механизма дает наглядное представление не только о его устройстве, но и о принципе работы.
Глава II
УНИВЕРСАЛЬНЫЕ ШВЕЙНЫЕ МАШИНЫ ЧЕЛНОЧНОГО СТЕЖКА
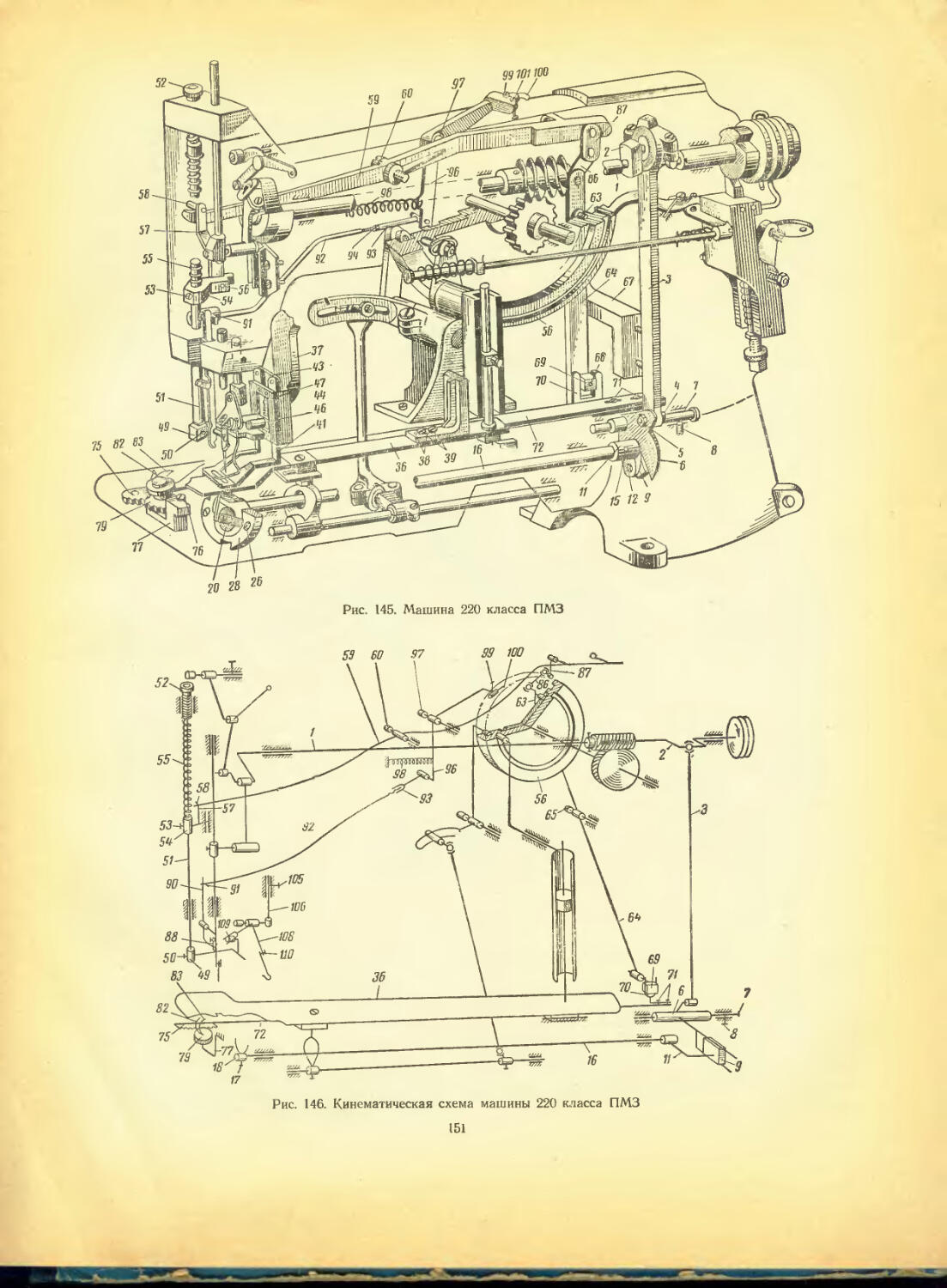
1. МАШИНА 22-А КЛАССА ПМЗ
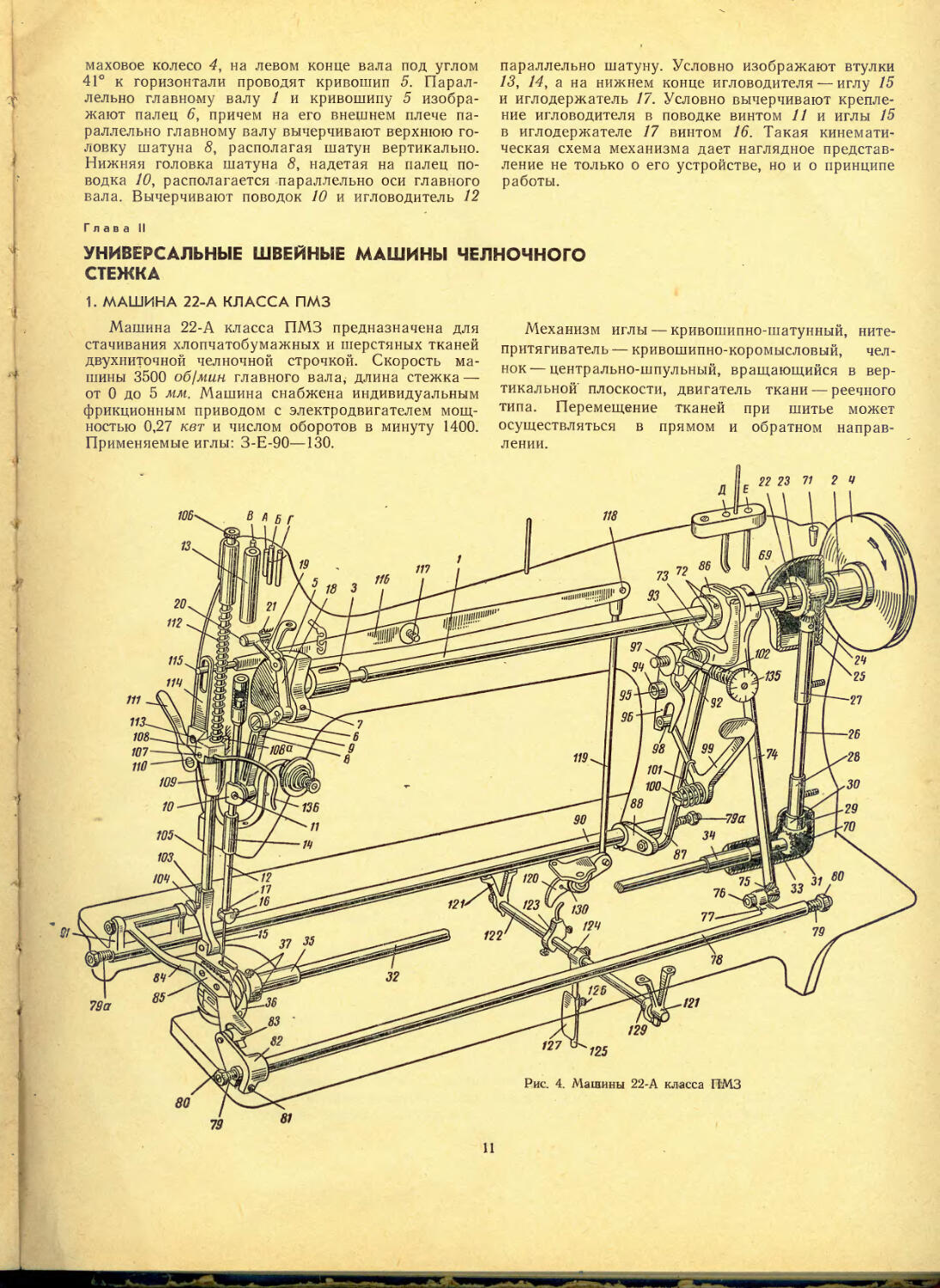
Машина 22-А класса ПМЗ предназначена для стачивания хлопчатобумажных и шерстяных тканей двухниточной челночной строчкой. Скорость машины 3500 об!мин главного вала, длина стежка — от 0 до 5 мм. Машина снабжена индивидуальным фрикционным приводом с электродвигателем мощностью 0,27 кет и числом оборотов в минуту 1400. Применяемые иглы: З-Е-90—130.
Механизм иглы — кривошипно-шатунный, ните-притягиватель — кривошипно-коромысловый, челнок— центрально-шпульный, вращающийся в вертикальной' плоскости, двигатель ткани — реечного типа. Перемещение тканей при шитье может осуществляться в прямом и обратном направлении.
11
Механизм иглы
Главный вал 1 (рис. 4, 5) машины удерживается в правой 2 и левой 3 втулках, каждая из которых крепится в рукаве машины упорным винтом. На правом конце главного вала 1 двумя установочными и одним прижимным винтами крепится маховое колесо 4; на левом конце установочным винтом крепится кривошип 5 с противовесом. В кривошип 5 вставляется палец 6 и закрепляется установоч-
кается; при движении пальца 6 по левой части кривошипной окружности игла поднимается.
Втулки 2, 3, 13 смазываются через смазочные отверстия непосредственным впрыскиванием двух-трех капель масла. Сопряжения шатуна 8 с пальцем 6 кривошипа и пальцем поводка 10 смазывают при верхнем крайнем положении иглы через трубку А с фитилем. Втул-ка 14 смазывается благодаря перемещению игловодителя 12 и перенесению частичек масла из втулки 13. Сопряжение нижней
ным и упорным винтами 7. На внешнее плечо пальца 6 надевается верхняя головка шатуна 8. Чтобы опа не имела смещений вдоль оси пальца, в него завинчивается прижимной винт 9 с левой резьбой. Нижняя головка шатуна 8 надевается на палец поводка 10, в котором стягивающим винтом И крепится пустотелый игловодитель /2; он перемещается в двух втулках 13 и 14, каждая из которых в головке машины крепится упорным винтом. В паз игловодителя 12 снизу вставляется коротким желобком по направлению к носику челнока игла 15 и закрепляется упорным винтом 16 в иглодержателе 17.
При повороте махового колеса 4 по часовой стрелке (если смотреть со стороны фронта машины) вращательное движение кривошипа 5, пальца 6 с помощью шатуна 8 преобразовывается в возвратно-поступательное движение игловодителя 12 и иглы 15. Когда палец 6 поворачивается по правой части кривошипной окружности, игла 15 опус-
головки шатуна 8 с пальцем поводка 10 смазывают через отверстия и канал шатуна 8.
Регулировка положения иглы 15 относительно носика челнока осуществляется после ослабления винта 11 перемещением игловодителя 12 по вертикали. Рекомендуется предварительную установку иглы производить по двум рискам на игловодителе, учитывая, что верхняя риска на игловодителе при нижнем крайнем положении иглы должна совпадать со срезом втулки 13, а при подъеме иглы на 2 мм с этим срезом должна совпадать нижняя риска.
Механизм нитепритягивателя
На внутреннее плечо пальца 6 (см. рис. 4, 5) надевается рычаг 18 нитепритягивателя, который шарнирно соединен с соединительным звеном 19. Вторая головка звена 19 надевается па шарнирную шпильку 20, которая в рукаве машины крепится
12
установочным винтом 21. Ушко нитепоитягивателя выводится в прорезь головки машины* служит для заправки верхней нитки.
Чтобы рассмотреть работу механизма нитепри-тягивателя, следует мысленно разбить кривошип-
ную окружность, по которой движется внутреннее плечо пальца 6, на двенадцать частей (рис. 6) и,
Рис 6. Схема работы механизма нитепритягивателя
поворачивая маховое колесо, рассмотреть движение ушка нитепритягивателя. Если поставить ушко нитепригягивателя в верхнее крайнее положение, что соответствует на рисунке делению 1, то оно до деления 5 медленно опускается вниз благодаря повороту звена 19 (см. также рис. 4, 5); между делениями5— 9 продолжается опускание ушка при повороте рычага 18 на относи
тельно неподвижном звене 19; между делениями 9—1 ушко быстро поднимается вверх, так как про-
исходит сложение двух поворотных движений рычага 18 и звена 19. Следовательно, ушко рычага 18 медленно опускается вниз, подавая нитку игле и челноку за 2/3 оборота главного вала, и за 7з оборота главного вала ушко рычага 18, быстро двигаясь вверх, затягивает стежок и сдергивает нитку с катушки.
При верхнем положении иглы через трубку Б (см. рис. 4, 5) смазывается соединение пальца 6 с рычагом 18, через отверстие В — соединение шпильки 20 со звеном 19. При верхнем положении ушка нитепритягивателя через отверстие Г смазывается соединение звена 19 с рычагом 18.
Механизм челнока
На главном валу 1 (см. рис. 4, 5) установочным и упорным винтами 22 крепится коническая косозубая шестерня 23, которая входит в зацепление с шестерней 24, закрепленной установочным и упорным винтами 25 на вертикальном валу 26. Шестерня 23 в два раза больше по диаметру шестерни 24 (/= = 1:2). Следовательно, вертикальный вал 26 будет вращаться в два раза быстрее главного вала. Вертикальный вал удерживается в двух втулках 27 и 28, которые в стойке рукава крепятся упорными винтами. На нижнем конце вертикального вала 26 двумя упорными винтами 29 крепится коническая шестерня 30, которая входит в зацепление с шестерней 31, закрепленной на челночном валу 32 двумя упорными винтами 33. Диаметры этих шестерен одинаковы (Z=l: 1), скорость челночного вала 32 равна скорости вертикального вала 26.
Челночный вал 32 удерживается в двух втулках 34 и 35, каждая из которых крепится снизу в платформе машины упорными винтами На левом конце
челночного вала 32 крепится челнок 36 тремя упорными винтами 37.
Челночный комплект состоит из челнока 36 (рис. 7), шпуледержателя 38, шпульки 39 и шпульного колпачка 40. Челнок 36 имеет носик 41, кото-
рый служит для захвата петли нитки иглы. В паз 42 пояском 43 вкладывается шпуледержатель 38. Чтобы паз был закрыт, к челноку тремя прижимными винтами 44 прикрепляется боковое полукольцо 45. Четырьмя прижимными винтами 46 к челноку прикрепляется верхняя пластина 47, которая предназначена для улучшения процесса петлеобразования. Наклонные канавки на пояске 43 шпуледержателя 38 и в пазу 42 челнока служж для удержания смазки.
На центровую шпильку 48 шпуледержателя 38 надевается шпульный колпачок 40 со шпулькой 39. В процессе работы машины шпуледержатель 38 должен быть относительно подвижен, для чего в его паз 49 вставляется палец 50 установочной пластины 51, которая снизу к платформе машины крепится прижимным винтом 52.
К цилиндрической поверхности шпульного колпачка 40 прижимными винтами 53, 54 прикрепляется пластинчатая пружина 55, которая служит для
регулирования натяжения нижней нитки с помощью винта 54. В торцовый паз шпульного колпачка 40 вставляется защелка, состоящая из рычага 56 и
Рис. 7. Челночный комплект машины 22-А класса ПМЗ
пластины 57, которые шарнирно соединяются с помощью оси 58.
В канал 59 вставляется пружина 60, которая, упираясь в выступ 61 пластины 57, стремится защелку сместить вправо. Движение защелки влево ограничивается винтом 62, который завинчивается в пластину 57 с внутренней стороны шпульного колпачка через окно 63. Движение защелки вправо ограничивается выступом 64 рычага 56, который упирается в стенку окна 65. Шпулька 39 внутри
13
шпульного колпачка 40 удерживается приоткрытом рычаге 56 пальцем 66, который при закрытой защелке входит в паз 67 шпуледержателя 38. Поворот шпульного колпачка внутри шпуледержателя предотвращается выступами 68.
Втулки 27, 28, 34 (см. рис. 4, 5) смазываются через отверстия в головке машины, втулка 35 — через шариковую масленку. Чтобы смазать челнок, следует поднять иглу и лапку, вынуть шпульный колпачок 40, ввести 2—3 капли масла в челнок и дать проработать машине несколько секунд вхолостую для удаления избытка масла. Шестерни 23, 24, 30, 31 помещены в картерах 69 и 70, которые состоят из двух частей, стянутых винтами. Картеры при среднем ремонте набиваются смазкой УС-1 (солидол); при ее отсутствии вводится жидкая смазка через масленку 71 над картером 69 и через отверстие в картере 70 после вывинчивания пробки.
Регулировка:
1) время подхода носика 41 (см. рис. 7) челнока 36 к игле регулируется поворотом челнока в плоскости его вращения при неподвижных других механизмах после ослабления трех винтов 37. При этой регулировке следует достигнуть того, чтобы при подъеме иглы из нижнего крайнего положения на 2 мм носик челнока был бы выше ушка иглы на 1—1,5 мм;
2) местоположение носика челнока относительно иглы регулируется его перемещением вдоль оси челночного вала 32 (см. рис. 4, 5) после ослабления винтов 37. При выполнении этой регулировки нужно добиться того, чтобы между иглой и носиком челнока был зазор, равный 0,1 мм; одновременно изменяют положение втулки 35 после ослабления упорного винта, перемещая ее вдоль оси челночного вала 32 до соприкосновения с торцом ступицы челнока 36. Если носик челнока отгибает иглу, то следует снять челночный комплект и втулку 35 сместить вправо.
Процесс образования стежка
Игла прокалывает ткань (рис. 8, а, см. также рис. 7) и опускается в крайнее нижнее положение, проводя верхнюю нитку в окно 38 а шпуледержателя 38. Носик 41 челнока находится в это время справа от иглы на расстоянии 13—15 мм, измеренном по хорде.
Игла поднимается из нижнего положения на 2 мм, и со стороны короткого желобка образуется из нитки петля. Передняя стенка окна шпуледержателя 38а способствует образованию петли из нитки со стороны короткого желобка, а задняя наклонная стенка предохраняет иглу от прогиба в сторону носика челнока. Рядом с образующейся петлей проходит носик 45а (рис. 8, б, см. также рис. 7) бокового полукольца 45 на расстоянии 2 мм от иглы, причем он не должен мешать образованию петли. Затем в петлю входит носик 41 челнока, при этом он должен быть выше ушка иглы на 1,0— 1,5 мм.
Носик челнока расширяет эту петлю, и она попадает в направляющий паз 41а (рис. 8, в, см. также рис. 7) челнока, который закрыт сверху верхней пластиной 47. В момент входа носика челнока
в петлю ее короткая ветвь находится сзади носнкаъ а длинная-—спереди. Важным этапом процесса петлеобразования является полное надевание петли на направляющий паз 41a челнока, так как в момент подхода этого паза к направляющему пояску 43 шпуледержателя петля должна быть надета на его зуб 43a.
Крылышко 47a (рис. 8, г см. также рис. 7) верхней пластины 47 короткую ветвь петли переводит
Рис. 8. Процесс образования стежка в машине 22-А класса ПМЗ
из вертикального положения в горизонтальное для лучшего набегания ее на поверхность шпульного колпачка. Короткая ветвь петли поворачивается относительно длинной ветви вперед, происходит их перекрещивание. В этот момент игла выходит из челночного устройства. Направляющий зуб 43a (рис. 8, в) шпуледержателя своим основанием направляет длинную ветвь петли под донышко шпуледержателя.
Носик челнока (рис. 8,0, см. также рис. 7) подводит петлю верхней нитки к вертикали. Короткая ветвь петли в это время перемещается сверху шпуледержателя по шпульному колпачку, а длинная ветвь скользит по донышку шпуледержателя 38. Ушко нитепритягивателя медленно поднимается и
14
выбирает резервную длину нитки. Причем нижняя нитка уже находится внутри петли из верхней нитки. При дальнейшем движении носик челнока заводит нитку за вертикаль. Ушко нитепритягивателя быстро поднимается и снимает петлю с носика челнока.
Петля переходит на фланец шпуледержателя 38 и носик 45а (рис. 8, е) бокового полукольца 45. Затем конец направляющего паза челнока подходит к освобождающему зубу 436 (см. рис. 8, д, см. также рис. 7) пояска шпуледержателя, а ушко нитепритягивателя, продолжая двигаться вверх, выводит петлю из-под зуба 436. Петля после этого продолжает удерживаться установочным пальцем 50 (см. рис. 7) пластины 51. Ушко нитепритягивателя, продолжая движение вверх, вызывает добавочное натяжение петли, последняя поворачивает шпуледержатель по часовой стрелке и в образованный зазор между правой стенкой паза шпуледержателя и установочным пальцем выходит из челночного устройства. Затем нитепритягиватель затягивает стежок, рейка перемещает ткань на величину стежка (затяжка стежка кончается в тот момент, когда рейка переместит ткань на половину стежка). Челнок за это время делает второй оборот (холостой), после чего процесс образования стежка повторяется.
Механизм двигателя ткани
Механизм состоит из четырех узлов: 1) вертикальных перемещений рейки, 2) горизонтальных перемещений рейки, 3) регулятора стежка и 4) лапки. Рейка движется' по траектории, близкой к эллипсу, поэтому в ее движении можно рассматривать как горизонтальные, так и вертикальные перемещения, которые она получает от соответствующих узлов.
Узел вертикальных перемещений рейки. На главном валу 1 (см. рис. 4, 5) двумя упорными винтами 72 крепится сдвоенный эксцентрик 73, на его правую часть надевается верхняя разъемная головка шатуна 74. Нижняя головка шатуна 74 с помощью конусного шарнирного винта 75 и контргайки 76 соединяется с задним коромыслом 77 вала подъема 78, который удерживается в двух центровых винтах 79, завинченных снизу в приливы платформы машины. Вывинчивание этих винтов в процессе работы узла предотвращается с помощью контргаек 80. На переднем конце вала 78 стягивающим винтом 81 крепится переднее коромысло 82; на его оси удерживается ролик 83, который вставлен в вилку рычага 84 двигателя ткани. К этому рычагу двумя прижимными винтами прикрепляется рейка 85.
Если под действием эксцентрика 73 шатун 74 поднимается, то коромысла 77, 82 и вал 78 повертываются по часовой стрелке и рейка 85 поднимается.
Узел горизонтальных перемещений рейки. На левую часть эксцентрика 73 надевается манжетка 86, а в ее пазы вставляются рожки шатуна 87. Такое соединение дает возможность равномерно распределять удельные давления эксцентрика на поверхность рожков шатуна 87 и, следовательно, значительно уменьшать износ сопрягаемых деталей.
Нижняя головка шатуна 87 е помощью шарнирного конусного винта и контргайки соединяется с коромыслом 88, которое стягивается винтом 89 (см. рис. 5) на валу продвижения 90 (см. рис. 4, 5). Этот вал удерживается в двух центровых винтах 79а. Рычаг 84 двигателя ткани удерживается в центровых винтах рамки 91.
Под действием эксцентрика 73 шатун 87 получает вертикальные перемещения благодаря колебательным движениям соединительного звена 92 (это звено относится к узлу регулятора стежка, который рассматривается позднее). Если звено 92 поднимается, то коромысло 88, вал 90 и рамка 91 повертываются против часовой стрелки и рейка 85 перемещает ткань от работающего.
Регулировка:
1) высота подъема рейки 85 над игольной пластинкой регулируется поворотом коромысла 82 после ослабления винта 81; необходимо поворотом махового колеса 4 рейку поднять в верхнее положение; регулировка выполняется при переходе с одной толщины ткани на другую (при переходе на толстую ткань рейку поднимают);
2) своевременность продвижения ткани регулируется ослаблением винтов 72 эксцентрика 73, затем один из винтов придерживают лезвием отвертки, а рукой поворачивают маховое колесо; следует добиться наиболее позднего продвижения ткани, чтобы рейка 85 опускалась в момент соприкосновения иглы с тканью;
3) местоположение рейки в прорези игольной пластинки регулируется поворотом вала 90 после ослабления винта 89, если нужно переместить рейку поперек платформы машины; если рейку нужно пе-' реместить вдоль платформы, то кроме винта 89 ослабляют контргайки 80 центровых винтов 79а, которыми вал 90 вместе с рейкой 85 перемещают вдоль платформы машины.
Узел регулятора длины стежка. Регулировка длины стежка основана на принципе изменения местоположения соединительного звена 92 (см. рис. 4, 5).
Чтобы уяснить принцип работы регулятора длины стежка, рассмотрим отдельно движения шатуна и соединительного звена 92 под действием эксцентрика 73. Звено 92 шарнирно присоединяется к шатуну 87 в точке а (рис. 9, см. также рис. 4, 5), его вторая точка б относительно неподвижна. При повороте эксцентрика 73 на 180° по часовой стрелке он оказывает давление на левый рожок шатуна 87, и последний смещается влево, при этом соединительное звено 92 повертывается против часовой стрелки вверх, и шатун 87 поднимается на величину hi, coo гветственно рейка перемещает ткань на величину стежка. Если точку б звена 92 приблизить к линии движения шатуна, то точка а будет колебаться по дуге, близкой к горизонтали, и перемещать шатун 87 на величину h2, которая меньше величины hi; соответственно и величина стежка уменьшается. Если точку б переместить вправо, то шатун опускается на величину h3, а рейка 85 продвигает ткань к работающему. Следовательно, изменяя положение точки б соединительного звена 92, можно изменить величину стежка и направление продвижения ткани.
15
Уяснив принцип действия регулятора стежка, рассмотрим его устройство и работу С помощью конусного шарнирного винта 93 (см. рис. 4) и контргайки к шатуну 87 прикрепляется верхняя головка соединительного звена 92, его нижняя головка надевается на шарнирную конусную шпильку 94, которая крепится упорным винтом 95 в рычаге 96 регулятора стежка. Рычаг 96 надевается на шарнирный цилиндрический винт 97, который завинчивается в стойку рукава машины (в новых выпусках машин рычаг 96 надевается на шарнирную шпильку, которая крепится упорным винтом).
В вилочку рычага 96 вставляется ролик 98 рычага 99 переключения подачи. В этот рычаг завинчивается шарнирный цилиндрический винт 100, который проходит через бабышку стойки рукава машины. На винте 100 рычаг 99 стягивается винтом. На бабышке закрепляется конец пружины 101, второй конец пружины заводится на плечо рычага 99. Переднее плечо рычага 99 выводится в прорезь стойки рукава машины.
Под дейстием пружины 101 рычаг 99 стремится повернуться против часовой стрелки и роликом 98 повертывает рычаг 96 по часовой стрелке. Его верхнее плечо упирается в регулировочный винт 102, что создает неподвижность рычага 96 и, следовательно, постоянную длину стежка. Чтобы увели
чить длину стежка, нажимают на переднее плечо рычага 99 и винт 102 вывертывают, тогда рычаг 96 под действием пружины 101 отводит нижнюю головку звена 92 от линии движения шатуна, что приводит к увеличению длины стежка.
Чтобы создать обратное продвижение ткани в процессе работы машины (закрепление строчки), нажимают на переднее плечо рычага 99, благодаря чему нижняя головка соединительного звена 92 смещается к работающему, т. е. переходит на другую сторону от линии движения шатуна 87. Когда прекращается давление на плечо рычага 99, то пружина 101 возвращает рычаги 96 и 99 в исходное положение.
Смазку узлов выполняют следующим образом. Через отверстия Д и Е смазывается эксцентрик 73. Все-шесть центровых винтов смазываются через отверстия, расположенные на платформе машины. Ролик 83, нижние головки шатунов 74 и 87 смазываются маслом из масленки при откинутой головке машины. Головки соединительного звена 92, шпилька 94 и ролик 98 смазывают через смотровое
на
119
133
131
132
Рис. 10. Дополнительное устройство для ножного подъема лапки в машине 22-А класса ПМЗ
окно на стойке рукава машины с помощью трубчатой масленки. Винт 100 смазывают через отверстие над ним.
Узел лапки. Для подъема и опускания лапки имеются два устройства: ручное и ножное.
Шарнирная лапка 103 с помощью прижимного винта 104 прикрепляется к стержню 105, который проходит через отверстие головки машины и пустотелый регулировочный винт 106. Стержень 105 упорным винтом 107 крепится в пружинодержателе 108. Чтобы в процессе работы машины лапка ЮЗ не смогла повернуться вместе со стержнем 105 вокруг его оси, пружинодержатель 108 имеет брусок 108а, который вставляется в паз головки машины, стержень 105 надевается кронштейн 109. Под его пальцем на шарнирном винте 110 удерживается рычаг 111 подъема лапки. На стержень 105 надета пружина 112, которая, упираясь в пружинодержатель 108, осуществляет давление лапки 103 на ткань.
Чтобы поднять лапку 103, рычаг 111 поворачивают по часовой стрелке, кронштейн 109 надавливает на пружинодержатель 108 и поднимает стержень 105 вместе с лапкой 103. Опускание лапки происходит при обратном повороте рычага 111 под действием пружины 112.
К пальцу кронштейна 109 с помощью шарнирного цилиндрического винта 113 присоединяется серы га 114, в прорезь которой вставлен палец 115, закрепленный упорным винтом в рычаге 116 подъема лапки. Рычаг 116 надевается на шарнирный цилиндрический винт 117, кото
рый завинчивается в рукав машины. Заднее плечо рычага 116 с помощью шарнирного цилиндрического винта 118 соединяется с тягой 119, ее нижний конец вставляется в отверстие углового рычага 120. Этот рычаг надевается на ось, котор 1Я удерживается в кронштейне, прикрепленном снизу к платформе машины.
К столу снизу шурупами прикрепляются две втулки 121, в них удерживается вал 122, на котором последовательно упорными болтами крепятся коромысла 123 и 124.
В коромысло 124 завинчивается стержень 125, на нем болтом 126 крепится коленоподъемник 127. На переднем конце вала 122 болтом 128 крепится ограничитель 129, который ограничивает движение вала против часовой стрелки, упираясь своим зубом в выступ передней втулки 121. Это ограничение не дает возможности при сильном нажиме на коленоподъемник 127 перейти стержню коромысла 123 влево от левого плеча рычага 120.
При поднятии лапки при помощи ножного устройства работающий нажимает на коленоподъемник 127\ коромысла 124, 123 и вал 122 поворачиваются против часовой стрелки. Стержень коромысла 123 поворачивает угловой рычаг 120 по часовой стрелке, тяга 119, опускаясь, оворачивает
16
рычаг 116 по часовой стрелке, и серьга 114 поднимает лапку 103. При прекращении давления на ко-леноподъемник 127 лапка опускается под действием пружины 112, рычаг 120 под действием пружины 130 возвращает тягу 119 и рычаг 116 в исходное положение.
В последнее время на Подольском механическом заводе в конструкцию ножного подъема лапки внесены изменения: нижний конец тяги 119 (рис.
Регулировка:
1) высота подъема лапки над уровнем игольной пластинки регулируется перемещением стержня 105 по вертикали после ослабления винта 107 пружино-держателя 108\ регулировку удобно выполнять при поднятой лапке;
2) местоположение рожков лапки относительно иглы регулируется поворотом стержня 105 вокруг его оси после ослабления винта 107-,
в
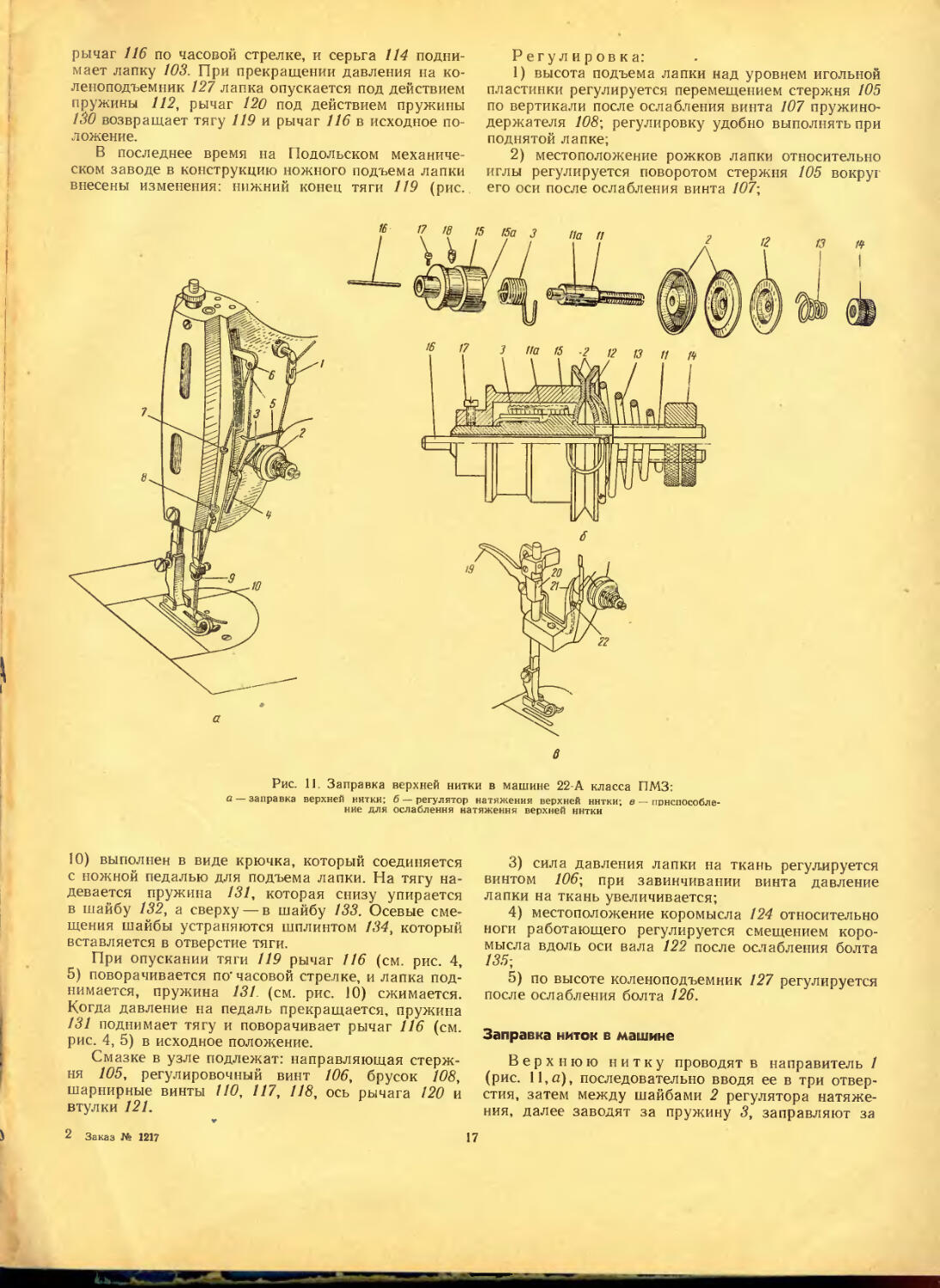
Рис. 11 Заправка верхней нитки в машине 22-А класса ПМЗ:
а — заправка верхней нитки; б — регулятор натяжения верхней ннтки; в — приспособление для ослабления натяжения верхней ннтки
10) выполнен в виде крючка, который соединяется с ножной педалью для подъема лапки. На тягу надевается пружина 131, которая снизу упирается в шайбу 132, а сверху — в шайбу 133. Осевые смещения шайбы устраняются шплинтом 134, который вставляется в отверстие тяги.
При опускании тяги 119 рычаг 116 (см. рис. 4, 5) поворачивается по' часовой стрелке, и лапка поднимается, пружина 131 (см. рис. 10) сжимается. Когда давление на педаль прекращается, пружина 131 поднимает тягу и поворачивает рычаг 116 (см. рис. 4, 5) в исходное положение.
Смазке в узле подлежат: направляющая стержня 105, регулировочный винт 106, брусок 108, шарнирные винты НО, 117, 118, ось рычага 120 и втулки 121.
2 Заказ № 1217
3) сила давления лапки на ткань регулируется винтом 106-, при завинчивании винта давление лапки на ткань увеличивается;
4) местоположение коромысла 124 относительно ноги работающего регулируется смещением коромысла вдоль оси вала 122 после ослабления болта /35;
5) по высоте коленоподъемник 127 регулируется после ослабления болта 126.
Заправка ниток в машине
Верхнюю нитку проводят в направитель / (рис. 11, а), последовательно вводя ее в три отверстия, затем между шайбами 2 регулятора натяжения, далее заводят за пружину 3, заправляют за
17
нитенаправительный угольник 4, нитенаправитель 5 и вводят справа налево в ушко нитепритягивателя 6, после этого нитку вводят в два нитенаправителя 7 и 8, закрепленных на фронтовой доске, и в направитель 9 под иглодержателем.
В ушко иглы 10 нитку вводят со стороны длинного желобка, т. е. со стороны фронта машины. Конец нитки придерживают левой рукой, правой рукой поворачивают маховое колесо на 360°; выводят конец нижней нитки вверх и оба эти конца ниток (длиной до 10 см) заводят под лапку.
Регулятор натяжения верхней нитки состоит из винтовой шпильки // (рис. 11,6), двух шайб натяжения 2, шайбы 12 освобождения натяжения, пружины 13, гайки 14, пружины 3, корпуса 15 регуля
Рис. 12. Моталка для намотки нитки на шпульку
тора натяжения и стержня 16. На винтовую шпильку // надевается пружина 3, причем ее горизонтальный конец вводится в паз На. Эта пружина служит для оттягивания излишка нитки, поданной нитепритягивателем игле и челноку. Шпилька 11 вставляется в корпус 15 и закрепляется в нем упорным винтом 17. На левую часть шпильки 11 последовательно надеваются шайбы 2 натяжения выпуклостями друг к другу, шайба 12 выпуклостью наружу и пружина 13. Причем передний конец пружины 13 вводится в осевую прорезь шпильки 11, затем навинчивается гайка 14. В осевой канал шпильки 11 вставляется стержень 16, который соприкасается с перемычкой шайбы 12. Корпус 15 в собранном виде закрепляется упорным винтом 18
в головке машины.
При подъеме лапки должно происходить ослабление натяжения верхней нитки, что дает возможность облегчить извлечение ткани из-под лапки. Для этого применяется специальное приспособление. Когда рычаг 19 (рис. 11, в) поворачивают по часовой стрелке, то кронштейн 20, поднимаясь, своим вырезом поворачивает рычаг 21 по часовой стрелке, который вторым своим плечом надавливает на стержень 16 (см. рис. 11, б). Этот стержень через шайбу 12 сжимает пружину 13, и ее давление на верхнюю нитку прекращается. При опускании лапки рычаг 21 (см. рис. 11, в) под действием пружины 22 поворачивается в исходное положение, и вновь создается прежнее натяжение верхней нитки.
Регулировка:
1) натяжение верхней нитки регулируется гай кой 14-, если гайку завинчивать, натяжение нитки увеличивается.
При заправке нижней нитки шпульку 39 (см. рис. 7) вкладывают в шпульный колпачок 40, проводят конец нитки в прорезь 136, заводят под пружину натяжения 55 и вытягивают наружу, оставляя конец длиной 7—8 см. Нитка оказывается зажатой между стенкой шпульного колпачка 40 и пружиной 55. При установке шпульного колпачка в шпуледержатель 38 открывают рычаг 56 защелки и надевают его на шпильку 48.
Намотка ниток на шпульку производится с помощью моталки (рис. 12), которая двумя шурупами через отверстия 1 крепится справа к столу швейной машины. В стойках пластины 2
на оси 3 удерживается рычаг 4. Верхнее его плечо выполнено в виде втулки, в которой удерживается шпиндель 5. На его левом конце упорным винтом 6 крепится маховичок 7 с желобчатым пазом. Снизу в отверстие рычага 4 вставляется пружина 8, которая через упор 9 стремится повернуть рычаг 4 против часовой стрелки, т. е. отрести от ремня швейной машины. Рычаг 4 через соединительное звено 10 шарнирно соединяется с пусковым рычагом 11. На втором конце пластины прижимным винтом 12 крепится стойка 13 с регулятором 14 натяжения нитки. К соединительному звену 10 прижимным винтом 15 прикрепляется пластинчатая пружина 16.
На шпиндель 5 надевают шпульку. Нитку с бобины или катушки проводят между шайбами регулятора 14 натяжения через нитенаправительное отверстие стойки 13 и делают несколько витков нитки на шпульку. Нажимают на пусковой рычаг 11, который, спрямляясь со звеном 10, поворачивает рычаг 4 по часовой стрелке, и маховичок 7 приводится во вращение от ремня швейной машины. Одновременно конец защелки 17 оказывается между стенками шпульки и ограничивает количество ниток, наматываемых на шпульку. Спрямленное положение рычага 11 и звена 10 фиксируется плоскостью пружины 16. Когда наматывается достаточно ниток на шпульку, они оказывают давление на конец защелки 17, которая заставляет рычаг //и
звено 10 расположиться под углом друг к другу. Маховичок 7 под действием пружины 8 отходит от ремня швейной машины, а его торможение осуществляется выступом 18 пластины 2.
Регулировка:
1) если при включении моталки маховичок 7 не вращается (он находится далеко от ремня швейной машины), то ослабляют шурупы и пластину 2 перемещают в пределах овальных прорезей /;
2) количество ниток, наматываемых на шпульку, регулируется винтом /5; при завинчивании винта 15 конец защелки 17 опускается, и объем ниток на шпульке увеличивается;
3) равномерность намотки ниток на шпульку регулируется смещением стойки 13 поперек пластины 2 после ослабления винта 12.
18
2. МАШИНА 22-Б КЛАССА ПМЗ
Машина 22-Б класса ПМЗ предназначена для стачивания тонких хлопчатобумажных и шелковых тканей двухниточной челночной строчкой и отличается от машины 22-А класса ПМЗ наличием механизма отводки шпуледержателя и мелкозубчатой рейки. Применяемые иглы — З-Е-70—80.
В машине 22-А класса ПМЗ при затяжке стежка силы трения между вращающимся челноком и неподвижным шпуледержателем поворачивают шпу-ледержатель против часовой стрелки. При этом правая боковая стенка паза шпуледержателя / (рис. 13) прижимается к пальцу 2 установочной пластины, а в этом месте должна пройти петля верхней нитки. Верхняя нитка благодаря быстрому движению нитепритягивателя вверх получает добавочное натяжение, которое создает в ней тангенциальную силу. Эта сила образует зазор между правой боковой стенкой шпуледержателя и пальцем установочной пластины. В этот зазор и проходит петля верхней нитки.
В машине 22-Б класса ПМЗ при затяжке стежка отводка 3 получает колебательное движение против часовой стрелки и надавливает на выступ ta шпуледержателя /, который поворачивается по часовой стрелке, создавая зазор между пальцем установочной пластины и правой боковой стенкой паза шпуледержателя для свободного выхода петли. Такой механизм препятствует снижению прочности тонкой нитки и дает возможность получить строчку с переплетением ниток посередине стачиваемых тканей.
Механизм отводки шпуледержателя имеет следующее устройство. Отводка 3 с натягом надевается на вал 4 и закрепляется на нем шпилькой. Вал 4 проходит через втулку 5, которая крепится упорным винтом 6 в приливе платформы машины. На втором конце вала 4 стягивающим винтом 7 крепится коромысло 8, которое соединяется с нижней головкой соединительного звена 9 с помощью шарнирного цилиндрического винта 10 и контргайки 11. Верхняя головка звена 9 с помощью шарнирного цилиндрического винта и контргайки соединяется с коромыслом 12. Это коромысло стягивающим винтом 13 крепится на валу 14 подъема.
При повороте вала 14 коромысло 12 поворачивается по часовой стрелке (рейка поднимается), соединительное звено 9, перемещаясь вверх, поворачивает коромысло 8, вал 4 и отводку 3 против часовой стрелки. Отводка 3 надавливает на выступ 1а шпуледержателя / и поворачивает его по часовой стрелке.
С помощью масленки смазываются соединения звена 9 с коромыслами 8 и 12, сопряжение вала 4 со втулкой 5.
Регулировка:
1) местоположение отводки относительно выступа 1а шпуледержателя в плоскости ее колебаний может быть отрегулировано поворотом вала 4 вместе с отводкой 3 после ослабления винта 7;
Рис. 13. Механизм отводки машины 22-Б класса ПМЗ
если эту регулировку осуществлять путем ослабления винта 13 и поворота коромысла 12, то одновременно регулируются местоположение отводки и величина ее хода; при выполнении регулировки нужно учитывать, что в момент действия отводки зазор между пальцем 2 и стенками паза шпуледержателя должен быть равномерным, так как слева от пальца 2 проходит нижняя нитка, а справа — верхняя;
2) местоположение отводки 3 относительно шпуледержателя 1 по направлению оси челночного вала может быть отрегулировано перемещением вала 4 вместе с втулкой 5 вдоль их оси после ослабления винтов 6 и 7.
3. МАШИНА 22-В КЛАССА ПМЗ
Машина 22-В класса ПМЗ предназначена для стачивания костюмных и пальтовых тканей с одновременной обрезкой краев деталей параллельно линии строчки. Скорость машины 3000 об/мин главного вала. Расстояние между линией строчки и срезом ткани можно установить равным 3 и 5 мм, применяемые иглы: З-Е-100—110.
Основным отличием этой машины от машины 22-А класса ПМВ является применение механизма ножей.
На главном валу 1 (рис. 14) крепится установочным винтом кривошип с эксцентриком 2. На него надевается манжета 3, которая вкладывается между рожками вильчатого коромысла 4. Это ко
ромысло напрессовано на вал 5, который удерживается в приливе 6, прикрепленном к головке машины двумя прижимными винтами.
На переднем конце вала 5 с помощью шпильки 7 и упорного винта 8 крепится переднее коромысло 9. Коромысло имеет втулку, в нее вставляется шпилька включения 10, которая под действием пружины // стремится переместиться вправо и входит в паз 12 штанги 13 ножа. Штанга проходит в двух направляющих головки машины. К штанге 13 двумя прижимными винтами 14 прикрепляется державка 15, а к ней прижимными винтами 15 — верхний нож 17. Неподвижным нижним ножом 18 является пластина, которая двумя
19
прижимными винтами прикрепляется к игольной пластине 19. Для прижима лезвия верхнего ножа к нижнему служит пластина 20, которая прижимным винтом 21 прикрепляется к игольной пластине 19.
Под действием эксцентрика 2 коромысло 4 совершает колебательные движения; если коромысло 4, вал 5, коромысло 9 повертываются против часовой стрелки, то шпилька 10 поднимает штангу 13 и нож 17.
Чтобы отключить механизм ножа, нужно оттянуть за гайку 22 шпильку включения 10 влево из
пится к державке /5; тогда шпилька 10 входит в паз 12.
Регулировка:
1) высота ножа 17 относительно нижнего ножа 18 регулируется перемещением ножа 17 по вертикали после ослабления винтов 16; при регулировке нужно установить нож 17 так, чтобы в крайнем нижнем положении его лезвие находилось ниже лезвия ножа 18 на 1—2 мм;
2) при изменении расстояния между линией разреза и линией строчки ослабляют винты 14, 21, пластинку 20 смещают вправо, отвинчивают винты
Рис. 14. Механизм ножа машины 22-В класса ПМЗ
паза 12. К штанге 13 ножа прижимным винтом прикрепляется пластина 23, которая с помощью оси соединяется со стержнем 24. Стержень под действием пружины 25 стремится подняться. Следовательно, когда шпилька 10 оттянута влево, пружина 25 поднимает стержень 24 и нож 17. Чтобы включить нож в работу, необходимо нажать на рукоятку 26, которая прижимным винтом 27 кре-
4. МАШИНА 97 КЛАССА ОЗШМ
Машина 97 класса выпускается Оршанским заводом швейных машин и предназначена для стачивания бельевых и костюмных тканей двухниточной челночной строчкой. Скорость машины до 5000 об!мин главного вала, длина стежка — от 0 до 4 мм; машина снабжена индивидуальным фрикционным приводом с электродвигателем мощностью 0,4 кет, число оборотов в минуту 2800, применяемые иглы- З-В-75—120.
нижнего ножа 18, заменяют его запасным, затем с помощью державки 15 устанавливают верхний нож по нижнему.
При смазке масло вводится между направляющими и штангой 13 ножа, между шпилькой включения и пазом 12, в соединение между валом 5 и приливом 6, эксцентриком 2 и вильчатым коромыслом 4.
Механизм иглы—кривошипно-шатунный, ните-притягиватель — вращающийся, челнок — центрально-шпульный, вращающийся в вертикальной плоскости, двигатель ткани — реечного типа. Перемещение ткани при шитье может осуществляться в прямом и обратном направлении.
Машина 97 класса имеет преимущества по сравнению с машиной 22-А класса не только по производительности труда, но по конструктивному ре-
20
Рис. 15. Машина 97 класса ОЗШМ
шению: применен наиболее совершенный нитепри-тягиватель, в ряде соединений подшипники скольжения заменены подшипниками качения, осуществлена автоматическая смазка челночного устройства, весь механизм двигателя ткани перенесен под платформу машины, что дало возможность значительно уменьшить силы инерции.
Механизм иглы
Главный вал 1 (рис. 15, 16) удерживается в двух шарикоподшипниках 2, на его правом конце установочным и упорным винтами крепится махо-
с помощью масленки. Игловодитель в сопряжении с втулками, палец поводка 7 и ползун 8 смазываются с помощью фетровой подушечки, на которую надавливает поводок 7 при нижнем положении иглы.
Механизм нитепритягивателя
Кулачок 15 (рис. 17, см. также рис. 15, 16) нитепритягивателя тремя прижимными винтами 16 через прокладку 17 прикрепляется к диску 18, который через прокладку 19 двумя прижимными винтами 20 крепится на пальпе 4 кривошипа 5. К ди-
Рис. 16. Кинематическая схема машины 97 класса ОЗШМ
вое колесо 3. На палец 4 кривошипа 5 надевается игольчатый подшипник, а на него — верхняя головка шатуна 6. Нижняя головка шатуна 6 надевается на удлиненный палец поводка 7, на правом конце которого находится ползун 8, вставленный в паз 9. Такое сопряжение уменьшает изгибающие усилия, передаваемые шатуном на игловодитель 10. Игловодитель 10 перемещается в двух втулках 11 и 12, причем нижняя втулка удлиненная, что обеспечивает устойчивость иглы при работе машины. Игла 13 крепится упорным винтом 14 в игловодителе 10.
Работа и регулировка механизма иглы машины 97 класса аналогичны механизму иглы машины 22-А класса.
Смазывают механизм следующим образом. Подшипники 2 смазываются через отверстия над ними
ску 18 тремя прижимными винтами 21 крепится сектор 22, который служит для уравновешивания вращающихся масс нитепритягивателя.
Когда кулачок 15 нитепритягивателя вращается по верхней и левой боковой частям кривошипной окружности, происходит подача и освобождение верхней нитки для проведения ее через сшиваемый материал. При движении кулачка по нижней части кривошипной окружности происходит подача нитки челноку. При движении кулачка по правой боковой части кривошипной окружности происходит затяжка стежка и сдергивание нитки с катушки.
Над нитепритягивателем к фронтовой доске крепится прижимным винтом 23 нож 24, который при обрыве верхней нитки обрезает ее, предотвращая наматывание на кулачок 15.
22
Регулировка:
время подачи нитки и затяжки стежка регулируется поворотом диска 18 вместе с кулачком 15 относительно неподвижного пальца кривошипа после ослабления винтов 20. Если диск 18 повернуть против часовой стрелки, затяжка стежка произойдет раньше.
Механизм челнока
На главном валу 1 (см. рис. 15, 16) стопорным винтом крепится верхний барабан 25, на нижнем валу 26 двумя упорными винтами крепится ниж-
ний барабан 27. На барабаны надевается прорезиненный армированный ремень 28. Передача вращения происходит благодаря зацеплению трапециевидных выступов внутренней части ремня с впадинами барабанов. Чтобы избежать соскальзывания ремня с барабанов, в их кольцевые расточки встав ляются пружинные кольца 29 (верхний барабан имеет два кольца, нижний — одно), нижний вал 26 проходит через радиальный шарикоподшипник 30 и втулку 31, закрепленную в приливе платформы машины упорным винтом.
На переднем конце нижнего вала 26 двумя установочными винтами крепится цилиндрическая шестерня 32 внутреннего зацепления. С ней в зацепление входит шестерня 33 (1 = 1:2) челночного вала 34. Этот вал удерживается в двух втулках <35 и <35 (рис. 18), запрессованных внутри втулки 37, закрепленной установочным винтом 38 в платформе машины На переднем конце челночного вала 34 двумя упорными винтами 39 крепится челнок 40. Челнок машины 97 класса отличается от челнока машины 22-А класса тем, что имеет удлиненную ступицу и его масса хорошо уравновешена за счет среза ступицы.
При вращении главного вала 1 и махового колеса <3 против часовой стрелки барабан 27 (см. также рис. 15, 16) вместе с нижним валом 26 и шестерней 33 вращаются в том же направлении. Шестерня 33, челночный вал 34 и челнок 40 посредством внутреннего зацепления вращаются против часовой стрелки.
Механизм челнока имеет автоматичес
кую смазку.
Челночный вал 34 в процессе работы не должен иметь осевых смещений, поэтому шестерня 33 размещается между сегментным упором 41, который крепится двумя прижимными винтами к втулке <37, и шайбой 42, упирающейся в торец втулки. Шестерни 32 и 33 размещены в картере платформы машины. Снизу картер закрыт крышкой 43, которая привинчивается шестью прижимными винтами 44; для обеспечения герметичности под крышкой имеется прокладка 45. В процессе работы машины масло разбрызгивается шестернями и его капли попадают на наклонный срез А втулки <37. Через от
верстие Б масло попадает в спиральную канавку В челночного вала 34 и, перемещаясь влево вдоль канавки, смазывает внутреннюю поверхность задней втулки 36. При этом часть масла попадает в отверстие Г, проникает внутрь вала 34, другая часть попадает в пространство между втулками 35 и 36, пропитывает фитиль передней втулки <35,
который служит для смазки внутренней поверхности втулки Масло по спиральной канавке Д, а затем через канал Е вытекает назад в картер.
Через отверстие Г масло попадает в осевой канал Ж и растекается в двух направлениях. Дви-
Рис. 17. Нитепритягиватель машины 97 класса ОЗШМ
гаясь влево по фитилю через отверстие винта 46, через каналы 3 и И, масло попадает в паз челнока 40 и поясок шпуледержателя. Двигаясь по каналу Ж вправо, масло попадает из валика через радиальный канал К в кольцевую выточку втулки <35, далее через канал Л выходит на наклонный срез А.
Следует учесть, что фитиль, который проходит внутри канала Ж и соединяется с винтом 46, должен заменяться новым после засорения его грязью. Количество масла в картере определяется с помощью щупа 47.
23
Регулировка:
I) время подхода носика челнока 40 к игле регулируется поворотом челнока в плоскости его вращения после ослабления винтов 39 при неподвижных других механизмах;
2) местоположение носика челнока относительно иглы регулируется перемещением втулки 37, вала 34 и челнока 40 вдоль их оси после ослабления винта 38;
3) количество масла, подаваемого к челноку 40, регулируется винтом 48. Если винт 48 завинчивать, то сечение канала Л уменьшается и количество масла, которое подается к челноку, увеличивается. Регулировка подачи масла к челноку осу-
центровых шпильках 56, которые крепятся в платформе машины упорными винтами 57. На палец переднего коромысла 58 вала 55 надевается ползун 59. Ползун 59 вставляется в вилочку рычага 60 двигателя ткани. К рычагу 60 двумя прижимными винтами крепится рейка 61.
Под действием эксцентрика 49 шатун 50 перемещается поперек платформы машины. Если шатун движется к работающему, то коромысла 53, 58 и вал 55 повертываются против часовой стрелки, и рейка 61 опускается.
Узел горизонтальных перемещений рейки. На нижнем валу 26 двумя установочными винтами крепится корпус 62 эксцентрика, в диаметральный
Рис. 18. Схема смазки челнока машины 97 класса ОЗШМ
ществляется завинчиванием винта 48 до конца и последовательным его вывинчиванием на 2,5 оборота. Меньше чем на 2,5 оборота винт требуется вывинчивать в том случае, если машина работает непрерывно или если сшиваемый материал имеет значительную толщину. Чтобы проверить состояние системы, подающей масло, снимают челнок и подносят к концу челночного вала кусок белой бумаги. При работе машины с нормальной скоростью в течение 15 сек должна получиться на бумаге ма сляная полоска шириной около 1,6 мм.
Механизм двигателя ткани
Механизм двигателя ткани состоит из четырех узлов: вертикальных и горизонтальных перемещений рейки, изменения направления движения ткани и лапки.
Узел вертикальных перемещений рейки. На валу 26 (см. рис. 15, 16) установочным и упорным винтами крепится эксцентрик подъема 49. На него надевается игольчатый подшипник, который помещается в заднюю головку шатуна 50. Передняя головка шатуна 50 с помощью шарнирного винта 51 и контргайки 52 соединяется с задним коромыслом 53, которое стягивающим винтом 54 крепится на валу подъема 55. Этот вал удерживается в двух
паз корпуса 62 вставляется ползун 63, изготовленный заодно с эксцентриком продвижения 64. Зазор между ползуном 63 и пазом корпуса 62 эксцентрика устраняется пластиной 65, в которую упираются два винта. На ступицу корпуса 62 последовательно надеваются кольцо 66, диск 67 с кулачковым пазом, пружина 68 и установочное кольцо 69, которое двумя упорными винтами 70 крепится на ступице корпуса 62. Через радиальный паз корпуса 62 и отверстие в кольце 66 проходит палец 71 ползуна 63, который вставляется в кулачковый паз диска 67. Диск 67 под действием пружины 68 плотно прижимается к торцу корпуса 62, и все эти детали вращаются на распределительном валу 26, как одно целое.
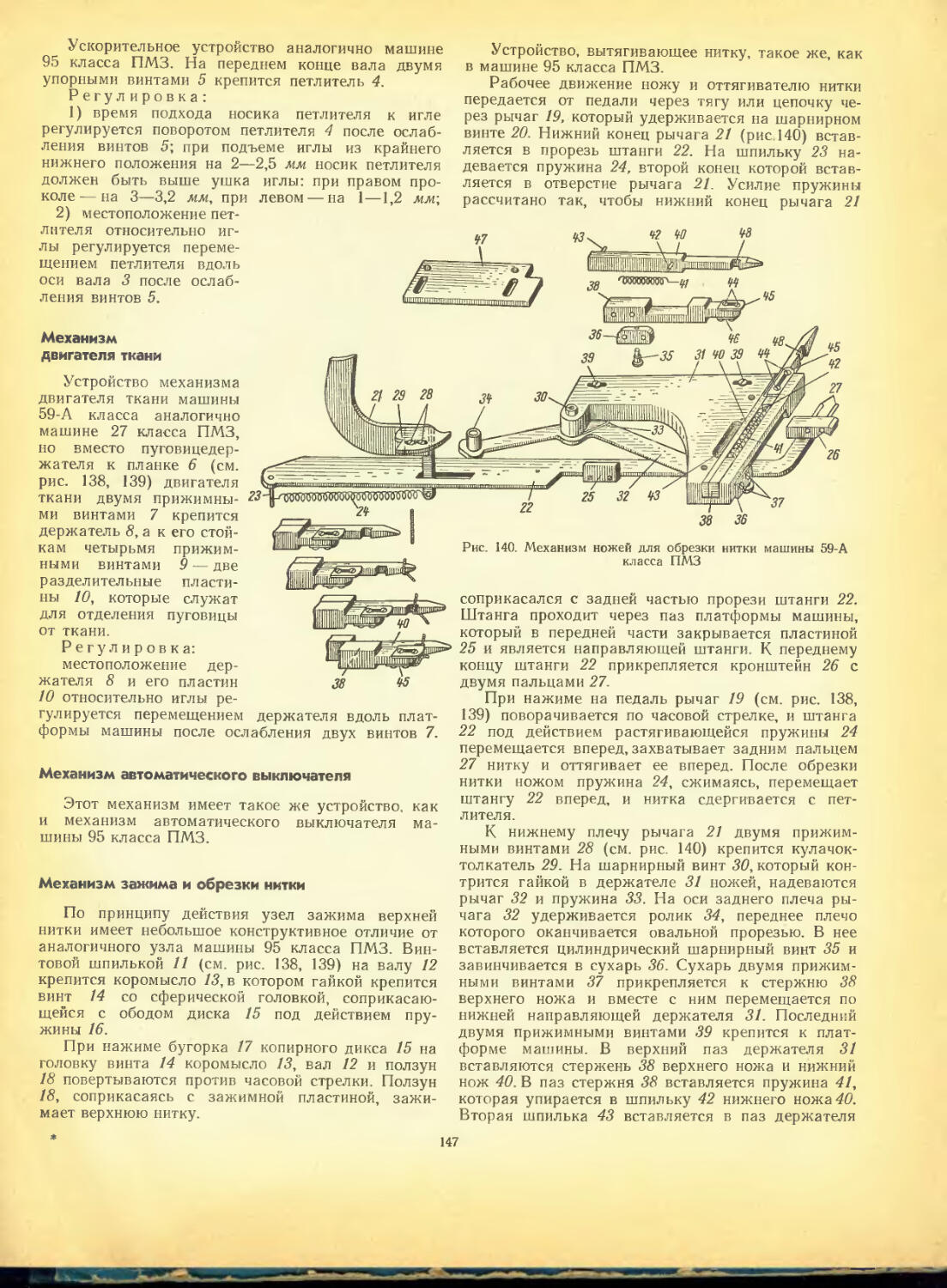
На эксцентрик продвижения 64 надевается игольчатый подшипник 72, а сверху—передняя головка шатуна 73; его задняя головка в форме вилочки надевается на ось 74 (см. рис. 16), которая упорным винтом 75 (см. рис. 15, 16) крепится в соединительном звене 76. Нижняя головка звена 76 свободно надевается на ось 77. На ось 74 надевается и передняя вильчатая головка шатуна 78, задняя головка шатуна 78 надевается на игольчатый подшипник шарнирного винта 79, который завинчивается в коромысло 80 и контрится гайкой 81. Коромысло 80 стягивающим винтом 82 крепится на
24
валу продвижения 83, который удерживается в двух центровых шпильках 56а, закрепленных упорными винтами 57а в платформе машины. На переднем конце вала продвижения 83 в рамке 84 в двух центровых шпильках, закрепленных двумя упорными винтами 85, удерживается рычаг двигателя ткани 60.
Под действием эксцентрика 64 шатуны 73 и 78 перемещаются поперек платформы машины. Если шатун 73 перемещается от работающего, то точка А (рис. 19) соединительного звена 76 (см. также рис. 15, 16), поворачиваясь против часовой стрелки по дуге, близкой к горизонтали, смещает шатун 78 в том же направлении. Коромысло 80, вал 83 и рамка 84 (см. рис. 15, 16) повертываются против часовой стрелки, а рейка 61 перемещает ткань от работающего.
Узел изменения направления движения ткани. На ось 77 надевается соединительное звено 86, его верхняя головка надевается на шарнирный винт 87. Ось 77 упорным винтом закрепляется в коромысле 88, которое стягивающим винтом 89 крепится на промежуточном валу 90. Этот вал помещается в двух втулках, закрепленных в платформе машины упорными винтами.
На вал 90 надевается пружина кручения 91, один конец которой вставляется в отверстие установочного кольца 92, а второй упирается снизу в платформу машины. Пружина 91 стремится повернуть вал 90 по часовой стрелке. На вал 90 напрессовывается коромысло 93, которое с помощью шатуна 94 соединяется с рычагом 95 обратной подачи ткани. К переднему плечу рычага 95 при жимным винтом прикрепляется рукоятка, которая выводится в прорезь рукава машины.
При нажиме на рукоятку рычага 95 шатун 94, опускаясь, поворачивает коромысла 93, 88 и вал 90 против часовой стрелки, а нижняя головка С (рис. 20) соединительного звена 76 перемещается к работающему. Если шатун 73 (см. также рис. 15, 16) под действием эксцентрика 64 движется от работающего (как при прямом ходе), то соединительное звено 76, поворачиваясь против часовой стрелки по дуге, близкой к вертикали, перемещает шатун 78 к работающему. При этом коромысло 80, вал 83 и рамка 84 поворачиваются по часовой стрелке и рейка передвигает ткань к работающему. Когда прекращается давление на рукоятку рычага 95, все звенья под действием пружины 91 возвращаются в исходное положение и ткань начинает перемещаться от работающего.
Регулировка:
1) высота подъема рейки над уровнем игольной пластинки регулируется после ослабления винта 54 и поворота вала подъема 55;
2) длина стежка регулируется по принципу изменения эксцентрицитета эксцентрика 64. Нажимают левой рукой на кнопку 96, которая при повороте махового колеса <3 останавливает диск 67, попадая в паз 67а. При дальнейшем повороте махового колеса 3 палец 71 перемещается по неподвижному кулачковому пазу диска 67, ползун 63 перемещается вдоль диаметрального паза корпуса 62, и изменяется эксцентрицитет эксцентрика 64 относительно вала 26.
Величину изменения стежка можно определить, ориентируясь на деления махового Колеса 3. Когда отпускают кнопку 96, под действием пружины 68 вновь плотно соединяются корпус 62, кольцо 66 и диск 67 благодаря силам трения между их торцовыми поверхностями, что обеспечивает постоянную длину стежков в процессе работы машины;
3) время продвижения ткани регулируется поворотом главного вала 1 после ослабления винтов барабана 27;
Рис. 19. Схема работы узла горизонтальных перемещений рейки
4) местоположение рейки 61 в пазах игольной пластинки регулируется поворотом вала 83 после ослабления винта 82 коромысла 80, если рейку нужно переместить поперек платформы машины; если рейку перемещают вдоль платформы машины, то кроме винта 82 ослабляют винты 57 и центро-
Рис. 20. Схема работы узла направления движения ткани
выми шпильками 56а вал продвижения 83 вместе с рейкой 61 перемещают вдоль его оси.
Узел лапки. К стержню 97 прижимным винтом 98 прикрепляется шарнирная лапка 99. Стержень 97 удерживается в удлиненной втулке 100, запрессованной в отверстие головки машины. Нажим лапки на ткань осуществляется пластинчатой пружиной 101, которая надавливает на шарик 102, вложенный в отверстие стержня 97. Правый конец пластинчатой пружины 101 надевается на шарнирный винт 103. На стержне 97 стягивающим винтом 104 крепится направитель 105 лапки 99, его палец входит в паз головки машины и предотвращает произвольный поворот стержня и лапки вокруг их оси. Снизу на втулку 100 свободно надевается хомутик 106, состоящий из двух изогнутых пластин, соединенных прижимным винтом.
25
Передняя пластина имеет палец, который при подъеме лапки нажимает на шпильку регулятора натяжения верхней нитки и ослабляет ее натяжение. На шарнирном цилиндрическом винте удерживается рычаг 107 подъема лапки 99.
При повороте рычага 107 по часовой стрелке он надавливает на хомутик 106 и направитель 105, которые вместе со стержнем 97 и лапкой 99 поднимаются.
Рис. 21. Заправка верхней нитки в машине 97 класса ОЗШМ
Палец хомутика 106 шарнирно соединяется со звеном 108, верхняя головка звена 108 (см. рис. 16) надевается на палец рычага 109 (см. рис. 15, 16). Этот рычаг удерживается внутри рукава машины в двух цилиндрических шарнирных винтах. Его
заднее плечо имеет прорезь, куда вставляется верхний конец тяги НО. Нижний конец тяги ПО проходит через отверстие в платформе машины и на него надевается пружина 111, которая упирается в установочное кольцо 112.
Для подъема лапки работающий нажимает на рычаг коленоподъемника, тяга 110 поднимается, пружина 111 сжимается. Тяга поворачивает рычаг 109 против часовой стрелки, звено 108 поднимает лапку 99. Опускание лапки осуществляется пружинами 101 и 111.
Регулировка:
1) сила давления лапки 99 на ткань регулируется винтом 113. Если винт 113 завинчивать, давление лапки увеличивается;
2) высота подъема лапки над игольной пластинкой регулируется перемещением стержня 97 по вертикали после ослабления винта 104 направителя 105\ одновременно изменяется сила давления лапки на ткань;
3) местоположение рожков лапки относительно иглы регулируется поворотом стержня 97 вокруг его оси после ослабления винта 104.
Заправка ниток в машине
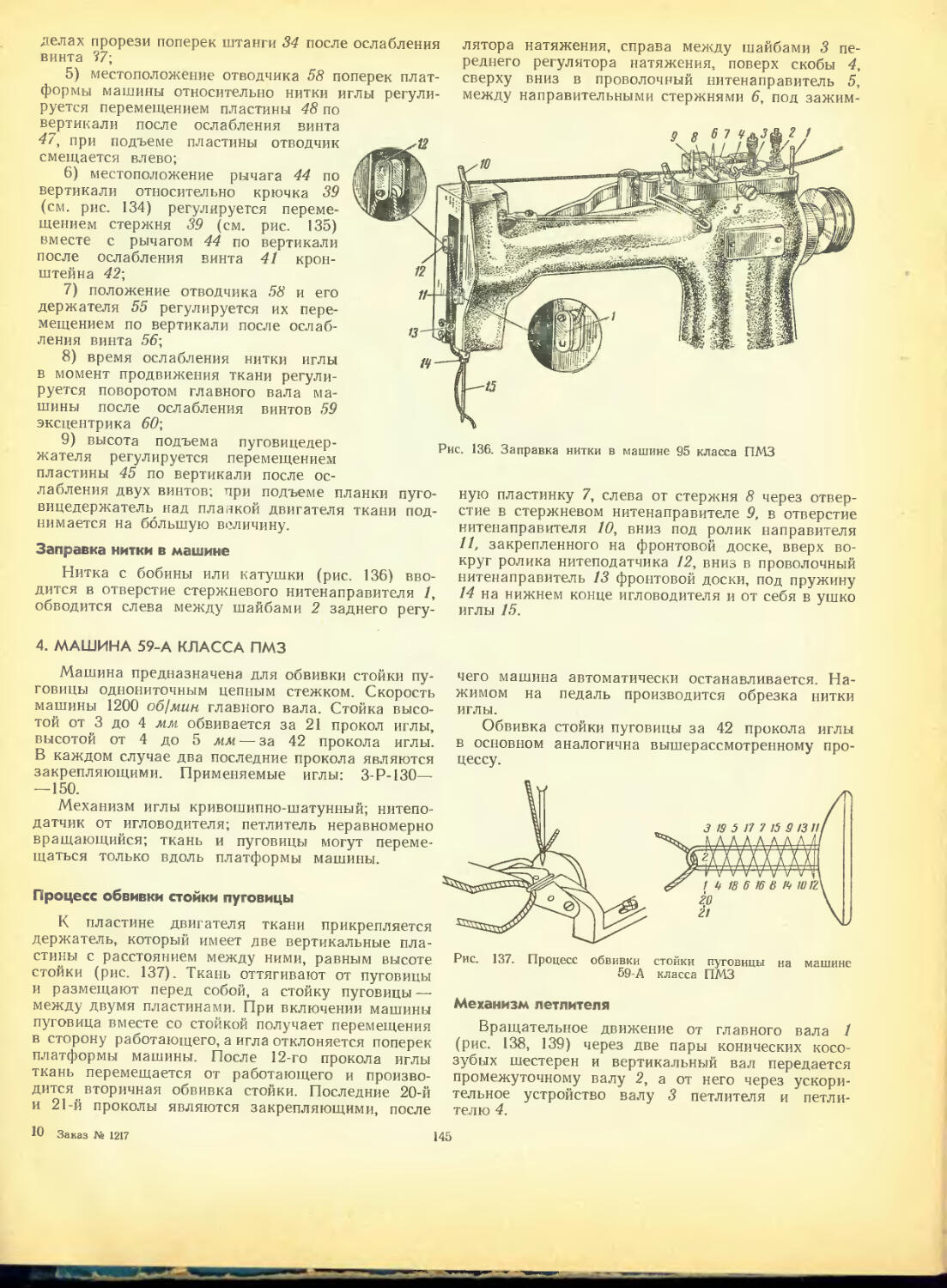
Верхняя нитка с бобины или катушки заправляется в отверстия нитенаправителя 1 (рис. 21), затем через отверстия нитенаправителя 2 нитка заводится в щель фронтовой доски, обводится между шайбами регулятора натяжения <3, сверху вниз заправляется за пружину 4, заводится за нитенаправительный стержень 5, вводится между фронтовой доской и кольцом и накидывается на кулачок нитепритягивателя 6. Далее нитка проводится вниз между кольцом и фронтовой доской, заводится за нитенаправители 7 и 8, слева направо вводится в ушко иглы 9. Конец нитки оставляют длиной 7—10 см.
Нижняя нитка заправляется так же, как в машине 22-А класса ПМЗ.
5. МАШИНА 214 КЛАССА ПМЗ
Машина 214 класса предназначена для стачивания грубосуконных тканей (сукно, бобрик и др.) двухниточной челночной строчкой. Скорость машины 1500 об/мин главного вала, длина стежка — от 2 до 8 мм, вылет машины 250 мм. Применяемые иглы: 1-К-120—150 и З-С-170—190.
Механизм иглы кривошипно-шатунный; ните-притягиватель кулисно-стержневой; челнок центрально-шпульный, вращающийся в горизонтальной плоскости, снабжен отводкой; двигатель ткани реечный. Перемещение ткани при шитье может осуществляться в прямом и обратном направлении. Верхняя и нижняя нитки в машине заправляются, как в машине 202 класса ПМЗ.
Механизм челнока и отводки
На главном валу 1 (рис. 22, 23) крепится коническая косозубая шестерня 2, которая входит в зацепление с шестерней 3 (i=l:l) вертикального вала 4. Вал 4 удерживается в двух втулках 5 и 6,
закрепленных в стойке рукава машины установочными винтами. Ни нижнем конце вертикального вала 4 крепится шестерня 7, с которой в зацепление входит шестерня 8 (t=l : 1), закрепленная на нижнем валу 9.
Вал 9 удерживается в трех втулках 10, 11 и 12, закрепленных в платформе машины упорными винтами. Осевые смещения вала 9 устраняются установочными кольцами 13. На левом конце вала 9 крепится шестерня 14, которая входит в зацепление с шестерней 15 (i=l :2). Шестерня 15 крепится на челночном валу 16 двумя упорными винтами. Каждая из пяти шестерен крепится на соответствующих валах упорным и установочным винтами, и каждая пара шестерен заключена в масляный картер, состоящий из двух частей, стянутых винтами.
Челночный вал 16 входит в отверстие корпуса 17 челночного комплекта, прикрепленного снизу к платформе машины двумя болтами 18. На верхнем конце челночного вала с помощью прижимного
26
Рис. 22. Машина 214 класса ПМЗ
винта и шпильки 19 крепится челнок 20, вставляющийся хвостовиком в отверстие вала. Челночный комплект аналогичен комплекту машины 202 класса, но имеет большие габариты.
Челночный вал 16 сверху имеет эксцентричный фланец, являющийся ведущим звеном отводки 21. В ее прорезь вставляется камень 22, который служит точкой опоры отводки. Ось камня 22 вставляется в отверстие установочной пластины 23, надетой на цилиндрический выступ корпуса 17 и закрепленной прижимным винтом 24.
Механизм двигателя ткани
Механизм двигателя ткани состоит из трех узлов: вертикальных, горизонтальных перемещений рейки и узла лапки.
Узел вертикальных перемещений рейки. На нижнем валу 9 двумя упорными винтами 25 крепится кулачок 26, его охватывают рожки коромысла 27. Коромысло 27 двумя стягивающими винтами 28 крепится на валу подъема 29. Этот вал удерживается в двух центровых винтах 30, которые
Рис. 23. Кинематическая схема машины 214 класса ПМЗ
Под действием фланца челночного вала 16 отводка 21 совершает колебательные движения относительно неподвижного камня 22 и периодически надавливает на выступ шпуледержателя.
Регулировка:
1) время подхода носика челнока к игле регулируется поворотом челночного вала 16 после ослабления винта, стягивающего части картера шестерен 14, 15, винтов шестерни /5; одновременно изменяется и время движения отводки;
2) местоположение челнока относительно иглы регулируется перемещением корпуса 17 вдоль платформы после снятия картера шестерен 14, 15, ослабления винтов шестерни 14, болтов 18;
3) положение отводки 21 относительно выступа шпуледержателя регулируется поворотом пластины 23 в пределах овальной прорези после ослабления винта 24.
контрятся гайками. На переднем конце вала 29 двумя стягивающими винтами 31 крепится коромысло 32. На его шарнирном цилиндрическом винте 33 удерживается ползун 34, вставленный в вилку рычага 35 двигателя ткани. Винт 33 в коромысле 32 контрится гайкой 36. К рычагу 35 двумя прижимными винтами 37 крепится трехрожковая рейка 38.
Под действием кулачка 26 коромысло 27 совершает колебательные движения. Если коромысло 27 поднимается, вал 29 и коромысло 32 поворачиваются против часовой стрелки, а ползун 34 поднимает рейку 38.
Узел горизонтальных перемещений рейки. На главном валу / двумя упорными винтами 39 крепится эксцентрик продвижения 40, на него надевается манжетка 41, которая вставляется в вертикальный паз вильчатого шатуна 42, а его цилинд
28
рическая расточка вставляется в отверстие муфточки '43. Муфточка 43 охватывает ползун 44, кольцевой прилив которого вставляется во втулку. На ползун 44 действует пружина 45, надетая на его шпильку 46 (см. рис. 23), а снизу — на крючок 47 (см. рис. 22). Эта пружина стремится повернуть ползун против часовой стрелки. Положение ползуна фиксируется с помощью рукоятки 48, которая навинчивается на шпильку 49, закрепленную упорным винтом 50 в ползуне, и удерживается гайкой 51. Подробное устройство рукоятки дано при рассмот рении машины 252 класса ПМЗ. Нижняя головка шатуна 42 с помощью шарнирного цилиндрического винта 52 и контргайки 53 соединяется с коромыслом 54, которое двумя стягивающими винтами 55 крепится на валу продвижения 56. Этот вал удерживается двумя центровыми винтами 30а, которые контрятся гайками в платформе машины. На переднем конце вала 56 двумя стягивающими винтами 57 крепится рамка 58, в ее стойку вставляется шпилька 59, на которой упорным винтом 60 крепится рычаг 35 двигателя ткани.
Когда ползун 44 повернут от горизонтали на некоторый угол против часовой стрелки и его положение зафиксировано гайкой 51 рукоятки 48, тогда под действием эксцентрика 40 шатун 42 перемещается по вертикали. Если шатун опускается, то коромысло 54, вал 56 и рамка 58 повертываются против часовой стрелки и рычаг 35 вместе с рейкой 38 перемещает ткань от работающего.
Чтобы создать обратное продвижение ткани, работающий нажимает на рукоятку 48, поворачивая ползун 44 по часовой стрелке. Муфточка 43 перемещается вниз вдоль наклоненного ползуна,и шатун 42 при том же положении эксцентрика 40 поднимается, соответственно рейка перемещает ткань к работающему. Когда работающий отпускает рукоятку 48, пружина 45 возвращает ползун 44 в первоначальное положение.
Регулировка:
1) длина стежка регулируется поворотом рукоятки 48 в пределах прорези стойки рукава после ослабления гайки 5/; при повертывании рукоятки 48 вверх длина стежка увеличивается;
2) высота подъема рейки над игольной пластинкой регулируется соответствующим поворотом коромысла 32 после ослабления винтов 31;
3) время продвижения ткани регулируется поворотом главного вала 1 после ослабления винтов 39 эксцентрика 40;
4) время подъема ткани регулируется поворотом главного вала 1 после ослабления винтов 25 кулачка 26;
5) местоположение рейки в прорези игольной пластинки регулируется поворотом рамки 58 вокруг оси вала 56 после ослабления винтов 57, если рейку нужно переместить поперек платформы машины; если необходимо рейку переместить вдоль платформы, то, кроме того, ослабляют винты 31, а рамку 58 вместе с коромыслом 32 перемещают вдоль осей валов 29 и 56.
Узел лапки. Шарнирная лапка 61 с помощью прижимного винта 62 крепится на стержне 63, ко торый удерживается во втулке 64 и регулировочном винте 65. Стержень 63 лапки 61 двумя упор
ными винтами 66 закрепляется в пружинодержа-теле 67. Между пружинодержателем и регулировочным винтом 65 на стержень 63 надевается пружина 68, которая создает давление лапки на ткань.
Чтобы в процессе работы машины лапка 61 и ее стержень 63 не могли повернуться вокруг оси, брусок пружинодержателя 67 вставляется в паз, образованный пластиной 69 и корпусом машины. Под пальцем пружинодержателя 67 на шарнирном цилиндрическом винте 70 удерживается рычаг 71 подъема лапки 61.
Для подъема лапки коленоподъемником к бруску пружинодержателя 67 двумя прижимными винтами прикрепляется серьга 72, которая вверху имеет ролик 73. Под роликом 73 находится левое плечо рычага 74, удерживаемого на шарнирном цилиндрическом винте 75. Рычаг 74 находится под действием пружины 76, стремящейся повернуть рычаг 74 против часовой стрелки. Второе плечо рычага 74 соединяется с тягой ножной педали.
При нажиме на ножную педаль рычаг 74 повертывается по часовой стрелке и его левое плечо надавливает на ролик 73, который через серьгу 72 поднимает лапку 61.
Регулировка:
1) высота подъема лапки над игольной пластинкой регулируется перемещением стержня 63 по вертикали после ослабления винтов 66; при этом регулируется также положение рожков лапки относительно иглы поворотом стержня 63 вокруг его оси;
2) сила давления лапки на ткань регулируется винтом 65; если винт завинчивать, давление увеличивается.
Механизм нитепритягивателя
В отверстие верхней головки шатуна 77 (см. рис. 22, 23) вставляется камень 78, через отверстие которого проходит кулиса 79 (рычаг нитепритяги-
Рис 24. Схема работы механизма нитепритягивателя
вателя). Ушко кулисы 79 выводится в прорезь машины. Кулиса 79 надевается на шарнирную шпильку 80, которая в головке машины крепится упорным винтом 81 (см. рис. 23).
29
При вращении кривошипа главного вала и его пальца камень 78 кулисы двигается по кривой, напоминающей эллипс (рис. 24). Когда палец кривошипа движется от деления 9 к делению 1 по кривошипной окружности, то плечо между камнем 78 (см. также рис. 22, 23) и шпилькой 80 резко сокращается, поэтому кулиса 79 быстро поворачивается против часовой стрелки и производится затяжка стежка с последующим сдергиванием нитки с катушки. При движении пальца кривошипа от 1 до 9 части кривошипной окружности плечо между шпилькой 80 и камнем 78 уменьшается, происходит
скольжение камня по кулисе, и ушко кулисы 79 медленно опускается вниз, подавая нитку игле, затем челноку.
Если сравнить работу кулисного и кривошипнокоромыслового нитепритягивателей, можно заметить, что ушко Е в кулисном механизме быстрее опускается и имеет большую длину пути. Это дает возможность сшивать материал большей толщины. Однако в кулисном нитепритягивателе наличие мертвых положений в крайних точках создает большую инерционную нагрузку в звеньях механизма.
6. МАШИНА 63 КЛАССА ПМЗ
Машина 63 класса ПМЗ предназначена для наметывания полочки верха швейных изделий на бортовую прокладку двухниточной челночной строчкой. Скорость машины 130 или 300 об]мин главного вала, вылет рукава 350 мм, высота колонки 75 мм, применяемые иглы: З-И-100—130.
Механизм иглы кривошипно-шатунный; ните-притягиватель кулисно-стержневой; челнок центрально-шпульный, вращающийся в горизонтальной плоскости, снабжен отводкой; автоматический выключатель— фрикционная муфта.
Рис. 25. Машина 63 класса ПМЗ
Продвижение ткани осуществляется вручную после каждого прокола иглы. После снятия ноги с пусковой педали машина автоматически останавливается при верхнем положении иглы и лапки. Для удобства продвижения ткани колонка машины закрыта сферическим колпаком из двух частей. Нитки в машине заправляются так же, как в машине 202 класса ПМЗ.
Механизм челнока и отводки
Вращательное движение от главного вала 1 (рис. 25, 26), вращающегося в двух втулках 2 и 3, через первую пару конических косозубых шестерен
4 и 5 (г= 1 : 1), вертикальный вал 6, вторую пару шестерен 7, 8 (/=1:2), нижний вал 9 и третью пару шестерен 10 и 11 (i=l : 1) передается челночному валу 12. Валы 6, 9, 12 проходят каждый через две втулки, которые крепятся в головке и платформе машины упорными винтами.
Челночный вал 12 (рис. 27, см. также рис. 25) проходит через втулки, закрепленные в колонке 13 машины, которая снизу к платформе машины прикрепляется двумя прижимными винтами 14, а ее положение фиксируется двумя шпильками 15. На верхнем конце челночного вала 12 прижимным винтом и шпилькой 16 крепится челнок 17. Челночный комплект подобен челночному комплекту машины 202 класса. Неподвижность шпуледержателя достигается тем, что его палец вставляется в паз 18 игольной пластинки 19, которая двумя прижимными винтами 20 крепится к колонке 13. Челночный комплект сверху закрывается крышкой, которая удерживается на оси 21.
Челночный вал 12 имеет эксцентричный буртик 22, на который надевается отводка 23. Отводка опирается на пластину 24, которая прикрепляется к колонке машины прижимным винтом 25. Точкой опоры отводки 23 является шпилька 26, запрессованная в пластину 24.
При вращении эксцентричного буртика 22 отводка 23 совершает колебательные движения относительно шпильки 26, и зуб 27 отводки 23 периодически нажимает на выступ шпуледержателя.
Регулировка:
1) время подхода носика челнока к игле регулируется поворотом челночного вала 12 после ослабления винтов 28 шестерни 11;
2) местоположение зуба 27 относительно выступа шпуледержателя регулируется соответствующим поворотом пластины 24 вместе с отводкой 23 после ослабления винта 25.
Узел лапки. Лапка 29 (см. рис. 25, 26) прижимным винтом 30 крепится к стержню 31, который
30
проходит через втулку 32 и регулировочный винтЗЗ. Стержень 31 упорным винтом 34 крепится в кронштейне 35, брусок которого вставлен в паз, привер-
нутый двумя прижимными винтами к корпусу машины, что предотвращает поворот стержня 31 вместе с лапкой 29 вокруг оси. Выше стержня 31 стя-
Рис. 2/. Механизм челнока и отводки
гивающим винтом 36 крепится на стержне 31 пружинодержатель 37. Вторая головка пружинодержа-теля надевается на игловодитель 38. Между регулировочным винтом 33 и пружинодержателем 37 находится пружина 39.
Лапка 39 при подъеме иглы под действием поводка 40, который надавливает на пружинодержа
тель 37, поднимается. При опускании иглы лапка также опускается под действием пружины 39.
Регулировка:
1) высота лапки над игольной пластинкой 19 регулируется соответствующим перемещением стержня 31 и лапки 29 по вертикали после ослабления винтов 36, 34;
2) положение отверстия лапки относительно иглы регулируется поворотом стержня 31 лапки вокруг оси после ослабления винтов 34, 36;
3) сила давления лапки на ткань регулируется винтом 33.
Механизм автоматического выключателя
Механизм автоматического выключателя служит для выключения машины при верхнем положении иглы и лапки. На заднюю втулку 2 (рис. 28)
59
Рис. 28. Механизм автоматического выключателя
главного вала 1 надеты неподвижный тормозной рычаг 41, который к рукаву машины прикрепляется болтом 42 через шайбу 43 и на своей торцовой поверхности имеет клинообразные зубья и подвижный тормозной рычаг 44, зубья которого входят во впадины рычага 41.
31
Рычаг 44 с помощью шарнирного цилиндрического винта соединяется с рычагом останова 45, ролик 46 которого вставлен в кулачковый паз пускового рычага 47 (см. также рис. 25, 26). Рычаг 47 надевается на винтовую шпильку. Второе плечо этого рычага с помощью тяги соединяется с педалью машины и под действием пружины 48 стремится повернуться по часовой стрелке. На втором конце рычага останова 45 на шарнирном цилиндрическом винте 49 удерживается сухарь останова 50.
На главном валу 1 двумя стопорными винтами 51 крепится рабочий диск 52, осевые смещения которого вдоль вала / устраняются прижимным винтом 53. На ступицу диска 52 надевается маховик 54, к нему четырьмя прижимными винтами 55 через кольцо 56 крепится фрикционная прокладка 57. К диску 52 тремя прижимными винтами 58, в головки которых упираются пружины 59, крепится нажимной диск 60. При выключенной машине головки винтов 58 упираются в шайбу 61, которая размещается в проточке рычага 44. В радиусный паз рабочего диска 52 вкладывается фрикционная прокладка 62, которая соприкасается с торцом подвижного тормозного рычага 44 и предотвращает случайный поворот диска 52 при вращении маховика 54.
Чтобы включить машину, нажимают на педаль, через тягу рычаг 47 поворачивается против часовой стрелки, и ролик 46 рычага останова 45 перемещается в кулачковом пазу, приближаясь к середине паза. Рычаг 45 благодаря криволинейному пазу поворачивается против часовой стрелки, тормозной
7. МАШИНА 8332 КЛАССА ФИРМЫ ТЕКСТИМА
Машина предназначена для стачивания бельевых, костюмных и пальтовых тканей однолинейной строчкой двухниточного челночного стежка. Скорость машины до 5000 об/мин главного вала, длина стежка от 0 до 4,5 мм, электродвигатель мощностью 0,25 кет, с числом оборотов в минуту 2850. Применяемые иглы З-Д-70—120.
Механизм иглы кривошипно-шатунный; ните-притягиватель кривошипно-коромысловый; челнок центрально-шпульный, равномерно вращающийся в вертикальной плоскости, снабжен отводкой; двигатель ткани реечного типа. Перемещение ткани при шитье может происходить в прямом и обратном направлении.
Фирма Текстима выпускает машины нескольких вариантов: 8332/200 — с дифференциальным двигателем ткани для растяжения и образования сборок на тканях вышеуказанных групп; 8332/300 — с механизмом ножа, с изменяющимся расстоянием между линией строчки и линией обрезки (2,5; 3,2; 4,5; 6,3 мм); 8332/400 — с отклоняющейся иглой; 8332/500 — с отклоняющейся иглой и дифференциальным двигателем ткани; 8332/600 — с отклоняющейся иглой и обрезкой края тканей параллельно линии строчки.
Механизм иглы
Главный вал машины 1 (рис. 29, 30) удерживается в подшипниках 2. На правом конце главного вала 1 крепится маховое колесо 3, которое
сухарь 50 отходит от кулачковой поверхности диска 52, пружины 59 нажимают на головки винтов 58, которые перемещают рычаг 44 вместе с шайбой 61 к работающему. Следовательно, винты 58 также перемещаются к работающему и нажимной диск 60 прижимает фрикционную прокладку 57 к рабочему диску 52, который вместе с главным валом 1 получает вращательное движение.
Когда снимают ногу с педали, рычаг 47 под действием пружины 48 поворачивается по часовой стрелке и в этом же направлении повертывается под действием кулачкового паза рычага останова 45. При этом рычаг 44, поворачиваясь относительно рычага 41, перемещает последний от работающего. Смещение рычага 44 происходит благодаря тому, что зубья подвижного рычага 44 скользят относительно зубьев неподвижного рычага 41. Одновременно тормозной сухарь 50 соприкасается с выступом кулачковой поверхности диска 52 и останавливает его. Фрикционная прокладка 62 поглощает кинетическую энергию рабочего диска 52, а винты 58 отводят нажимной диск 60 от фрикционной прокладки 57, и машина выключается при верхнем положении иглы и лапки.
Регулировка:
усилие сцепления диска 60 с прокладкой 57 регулируется поворотом рычага 41 после ослабления болта 42. Если рычаг 41 повернуть против часовой стрелки, то рычаг 44 смещается от работающего и усилие нажима пружин 59 увеличивается. Положение рычага 41 фиксируется с помощью винта 63 и его контргайки.
состоит из цилиндрической части с канавкой для клинового ремня и маховика. Соединение частей осуществляется следующим образом: на главном валу 1 двумя упорными винтами 4 крепится барабан 5, затем надевается цилиндрическая часть с канавкой и закрепляется прижимным винтом, который завинчивается в торец главного вала, после чего тремя винтами к барабану 5 прикрепляется маховик 3.
На левом конце главного вала 1 с помощью клина 6 (см. рис. 29) прижимного винта 7 крепится кривошип 8, в него вставляется палец 9 и закрепляется стягивающим винтом 10. На внутреннее плечо пальца 9 кривошипа 8 надевается игольчатый подшипник, а на него — верхняя головка шатуна И. Нижняя головка шатуна 11 надевается на ось 12, вставленную в проушины поршня 13 игло-водителя 14, который проходит внутри направляющей 15. Направляющая 15 прикрепляется к головке машины болтом 16 и упорным винтом 17.
Игловодитель 14 пустотелый, и снизу в него вставляется иглодержатель 18. В нем упорным винтом 19 крепится игла 20, которая устанавливается коротким желобком вправо. Иглодержатель 18 внутри нижней разрезной части игловоди-теля 14 закрепляется с помощью хомутика 21, стянутого винтом 22. Плотность поршня внутри направляющей 15 обеспечивается сальником 23 (см. рис 30), который удерживается снизу пружинной шайбой 24.
32
Заказ № 1217
?5
Рис. 29. Машина 8332 класса фирмы Текстима
Вращательное движение главного вала 1 (см. рис. 29, 30), кривошипа 8 с помощью шатуна 11 преобразуется в поступательное движение поршня 13 и игловодителя 14.
Регулировка:
1) высота иглы относительно носика челнока регулируется перемещением по вертикали иглодержателя 18 после ослабления винта 22 хомутика 21;
2) положение иглы относительно отверстия
Механизм челнока
На главном валу 1 (см. рис. 29, 30) двумя упорными винтами 4 крепится барабан 5, на челночном валу 30 на шпильке 31 крепится барабан 32. На барабаны надевается армированный ремень 33 (1=1 : 2). Челночный вал 30 вращается в двух шарикоподшипниках 34 и игольчатом подшипнике 35. На левом конце челночного вала 30 крепится
Рис. 30. Кинематическая схема машины 8332 класса фирмы Текстима
в игольной пластинке регулируется отклонением направляющей 15 вдоль платформы машины после ослабления болта 16 и винта 17.
Механизм нитепритягивателя
На внешнее плечо пальца 9 (см. рис. 29, 30) кривошипа 8 надевается игольчатый подшипник, а на него — рычаг 25 нитепритягивателя. Его осевые смещения устраняются винтом 26 с левой резьбой. Посередине рычаг 25 шарнирно соединяется с соединительным звеном 27, передняя головка которого надевается на шарнирную шпильку 28, закрепленную в рукаве машины упорным винтом 29.
Регулировка:
время и величина подачи нитки могут быть отрегулированы поворотом пальца 9 кривошипа 8 после ослабления винта 10.
двумя упорными винтами 36 челнок 37 (его устройство аналогично челноку машины 97 класса ОЗМШ).
Смазка челнока осуществляется из картера 38, который крепится под платформой упорным винтом 39. Из картера 38 масло по трубке 40, в которую заложен фитиль, поступает на торцовую поверхность ступицы челнока 37 и по отверстиям смазывает его паз и поясок шпуледер жателя.
Регулировка:
1) время подхода носика челнока к игле регулируется поворотом челнока 37 в плоскости его вращения после ослабления винтов 36; при регулировке необходимо достигнуть того, чтобы при подъеме иглы из нижнего крайнего положения на 1,8—2 мм носик челнока был выше ушка иглы на 1 —1,1 мм;
2) местоположение носика челнока относительно
34
иглы регулируется перемещением челнока 37 вдоль оси вала 30 после ослабления винтов 36\ расстояние между носиком челнока и иглой должно быть равно 0,1 мм. При выполнении этой регулировки необходимо сместить и картер 38 после ослабления винта 39.
Механизм отводки
На челночном валу 30 (см. рис. 29, 30) двумя упорными винтами 41 крепится эксцентрик 42 отводки, на него надевается верхняя головка шатуна 43, нижняя головка шатуна 43 надевается на ось 44 коромысла 45, которое двумя стягивающими винтами 46 крепится на валу отводки 47. Вал 47 проходит через втулку 48, закрепленную снизу в платформе машины упорным винтом 49. На левом конце вала 47 стягивающим винтом 50 крепится отводка 51. Осевые смещения вала 47 устраняются установочным кольцом 52, которое крепится упорным винтом.
Под действием эксцентрика 42 шатун 43 получает поступательное движение; если шатун 43 опускается, коромысло 45, вал 47 и отводка 51 повертываются против часовой стрелки, отводка 51 надавливает на выступ шпуледержателя, освобождая проход для верхней нитки между установочным пальцем и правой поверхностью паза шпуледержателя.
Регулировка:
1) положение отводки 51 относительно выступа шпуледержателя регулируется поворотом отводки вокруг оси вала 47 после ослабления винта 50 либо поворотом вала 47 вместе с отводкой 51 после ослабления винтов 46\
2) если необходимо отрегулировать положение отводки 51 вдоль платформы машины, то после ослабления винта 50 отводку 51 перемещают вдоль оси вала 47\ регулировку можно осуществить после ослабления винтов 46, винта 49, перемещением вала 47 и втулки 48 вдоль их оси;
3) время движения отводки 51 регулируется путем ослабления двух упорных винтов 41 эксцентрика 42 и поворотом главного вала 1.
Механизм двигателя ткани
Механизм двигателя ткани состоит из узлов вертикальных и горизонтальных перемещений рейки и узла лапки.
Узел вертикальных перемещений рейки. На главном валу 1 (см. рис. 29, 30) двумя упорными винтами 53 крепится эксцентрик 54 подъема, на него надевается верхняя головка шатуна 55. Нижняя головка шатуна надевается на ось 56, которая двумя стягивающими винтами крепится в коромысле 57. Коромысло 57 стягивающим винтом 58 крепится на валу подъема 59, который удерживается в двух центровых шпильках 60. Шпильки крепятся под платформой машины с помощью клиновых втулок 61 и прижимных винтов 62, которые создают натяжение между втулкой и шпилькой.
На левом конце вала 59 стягивающим винтом 63 крепится переднее коромысло 64, которое с по-*
мощью шарнирной оси 65 соединяется с серьгой 66. Во вторую головку серьги вставляется шарнирная ось 67, которая стягивающим винтом крепится в рычаге 68 двигателя ткани. К рычагу 68 двумя прижимными винтами 69 крепится трехрожковая рейка 70.
Если под действием эксцентрика 54 шатун 55 поднимается, то коромысла 57, 64 и вал 59 повертываются по часовой стрелке и серьга 66 поднимает рычаг 68 и рейку 70.
Узел горизонтальных перемещений рейки. На эксцентрик продвижения 71 главного вала 1 надевается верхняя головка шатуна 72. Нижняя головка шатуна надевается на ось 73, которая крепится упорным винтом в направляющей рамке 74. Рамка 74 удерживается в двух втулках 75 и совершает в них поворотные движения. Через направляющие рамки 74 проходит кулиса 76, которая шарнирно соединяется с вилкой 77. Ее задняя головка надевается на ось 78 коромысла 79 и крепится упорным винтом 80. Коромысло 79 стягивающим винтом 81 крепится на валу продвижения 82, который удерживается в двух центровых шпильках 60, крепление которых аналогично креплению вала подъема.
На левом конце вала 82 стягивающим винтом 83 крепится рама 84, на ее осн 85 стягивающим винтом 86 крепится рычаг 68 двигателя ткани. На ось вилки 77 надевается нижняя головка соединительного звена 87 и крепится упорным винтом 88. Верхняя головка звена 87 упорным винтом 89 крепится на оси 90, которая вставляется в заднее плечо рычага 91 регулятора стежка. Рычаг 91 надевается на ось 92, которая в стойке рукава машины крепится двумя упорными винтами. Осевые смещения рычага 91 устраняются установочным кольцом 93. В переднее плечо рычага 91 завинчивается шпилька 94, на нее надевается пружина 95, фигурная шайба 96, завинчивается контргайка 97 и регулировочная гайка 98. Положение рычага 91 и шпильки 94 фиксируется гайками 97 и 98, которые упираются в прорезь 99 крышки.
Под действием эксцентрика 71 (рис. 31) шатун 72 совершает движения по вертикали. Если он опускается вниз, то рамка 74 повертывается против часовой стрелки, вилка 77 смещается к работающему и повертывает соединительное звено 87 на неподвижном рычаге 91 против часовой стрелки. Коромысло 79, вал 82 и рамка 84 поворачиваются против часовой стрелки, и рычаг 68 вместе с рейкой 70 подвигает ткань от работающего (прямой ход машины).
Чтобы получить обратное перемещение ткани, нажимают на гайку 98, рычаг 91 поворачивается по часовой стрелке, звено 87 перемещает вилку 77 и кулису 76 вверх, поднимая их выше втулок 75. В этом случае при опускании шатуна 72 рамка 74 поворачивается против часовой стрелки, вилка 77 смещается от работающего и поворачивает соединительное звено 87, коромысло 79, вал 82 и рамку 84 по часовой стрелке, а рычаг 68 перемещает рейку к работающему. При ослаблении гаек 97, 98 под действием пружины 100 рычаг 91 повертывает все звенья механизма в исходное положение.
35
Регулировка:
1) длина стежка регулируется соответствующим поворотом шпильки 94 (см. рис. 29, 30) вместе с рычагом 91 после ослабления гаек 97, 98; при этом точка соединения кулисы 76 с вилкой 77 приближается к точке опоры рамки 74 (к втулкам 75);
Рис. 31. Схема работы узла горизонтальных перемещений рейки
с уменьшением хода вилки соответственно уменьшается и длина стежка;
2) высота подъема рейки над игольной пластинкой регулируется поворотом коромысла 64 после ослабления винта 63;
3) время подъема рейки регулируется поворотом главного вала 1 после ослабления винтов 53;
4) местоположение рейки в прорези игольной пластинки регулируется поворотом рамки 84 после ослабления винта 83, если рейку нужно переместить поперек платформы машины; при перемещении рейки вдоль платформы машины, кроме того,
ослабляют винт 63 и коромысло 64, рычаг 68, рамку 84 перемещают вдоль платформы машины
Узел лапки. Шарнирная лапка 101 снабжена предохранителем от прокола пальцев иглой и крепится прижимным винтом 102 на стержне 103 лапки, который проходит через втулку 104. Стержень 103 стягивающим винтом 105 закрепляется в хомутике 106. Свободно на стержень надевается ограничительное кольцо 107. Палец 108 хомутика 106 вставляется в прорезь машины и служит для предотвращения поворота лапки вокруг ее оси. К пальцу 108 прижимным винтом 109 крепится рычаг ПО, который служит для ослабления натяжения компенсационной пружины регулятора натяжения верхней нитки при подъеме лапки.
Давление лапки на ткань осуществляется с помощью пластинчатой пружины 111, которая надевается правым концом на шарнирный винт 112. Упорным винтом 113 создается давление пружины 111 и лапки 101 на ткань. Левое плечо пластинчатой пружины соединяется со стержнем 103 через шпильку 114, которая опирается на вкладыш 115, вставленный в отверстие стержня. Верхний конец шпильки 114 вставляется в отверстие пластинчатой пружины ///.Палец 108 лежит на рычаге 116 подъема лапки, который надевается на ось 117, закрепленную в корпусе машины упорным винтом.
При повороте рычага 116 по часовой стрелке он надавливает на палец 108 держателя, и стержень 103 вместе с лапкой 101 поднимается. Опускание лапки осуществляется при обратном повороте рычага 116 под действием пружины 111.
Лапка 101 может быть поднята путем нажима на коленоподъемник 118. Отросток пальца 108 входит в овальную прорезь соединительного звена 119 с фрезеровкой 120, которая служит для ослабления натяжения верхней нитки при подъеме лапки. Верхнее плечо соединительного звена 119 своей прорезью надевается на палец 121, который крепится упорным винтом 122 в коромысле 123. Коромысло крепится на валу 124 с помощью шпильки. Смещения звена вдоль пальца 121 устраняются с помощью штифта. На вал 124 надевается пружина кручения 125 между коромыслом 123 и пружинной шайбой 126. Один конец пружины вставляется в отверстие рукава машины, второй надавливает сверху на соединительное звено 119. На заднем конце вала 124 стягивающим винтом 127 крепится коромысло 128. Между коромыслом 128 и пружинной шайбой 129 надета пружина кручения 130. Эта пружина надавливает левым концом на коромысло 128 и стремится повернуть вал 124 против часовой стрелки.
С коромыслом 128 шарнирно соединяется тяга 131, нижний конец которой — с угловым рычагом 132. Рычаг 132 стягивающим винтом 133 крепится на валу 134.
Осевые смещения вала 134 устраняются установочным кольцом 135. В переднюю часть вала 134 вставляется кулачок 136 и его шпилька 137. Кулачок 136 крепится на угловом стержне 138 упорным болтом На вертикальной части стержня 138 упорным болтом крепится коленоподъемник 118 с резиновой оболочкой.
При нажиме на коленоподъемник 118 вал 134, стержень 138 и угловой рычаг 132 поворачиваются
36
против часовой стрелки. Тяга 131, поднимаясь, поворачивает коромысла 123. 128 и вал 124 по часовой стрелке. Звено 119 поднимает хомутик 106, стержень 103 и лапку 101. Одновременно звено 119, поднимаясь вверх, выступом фрезеровки 120 надавливает на стержень регулятора натяжения верхней нитки, и происходит ослабление натяжения нитки.
Регулировка:
1) высота подъема лапки над игольной пластинкой регулируется перемещением стержня 103 по вертикали путем ослабления винта 105 хомутика 106\
2) сила давления лапки на ткань регулируется винтом 113. Если винт 113 завинчивать, давление лапки на ткань увеличится;
3) изменение силы натяжения компенсационной пружины регулятора натяжения верхней нитки регулируется перемещением рычага ПО по вертикали после ослабления винта 109\
4) положение фрезеровки 120 соединительного звена 119 относительно стержня регулятора натяжения верхней нитки регулируется после ослабления контргайки 139 и болта 140. При завинчивании болта фрезеровка 120 поднимается;
5) коленоподъемник 118 регулируют по высоте перемещением вдоль стержня 138 после ослабления болта коленоподъемника.
Заправка ниток в машине и смазка машины
Нижнюю нитку заправляют так же, как и в машине 22-А класса ПМЗ.
Верхнюю нитку от катушки или бобины проводят через отверстия нитенаправителей 1 и 2 (рис. 32), закрепленных на рукаве машины, вводят в нитенаправительную трубку 3, между шайбами регулятора натяжения 4, заводят за компенсационную пружину 5, нитенаправитель 6, в ушко нитена-правителя 7 при его верхнем крайнем положении, затем нитку заводят в нитенаправитель 8, 9 и ните-
s. НЕПОЛАДКИ В РАБОТЕ ШВЕЙНЫХ МАШИН
Неполадки в швейных машинах могут происходить по многим причинам, их возникновение связано с нарушением взаимодействия механизмов, износом деталей, изменением чистоты обработки поверхностей и т. д. К основным неполадкам швейных машин относится: неправильная строчка, пропуски стежков, поломка иглы, обрыв верхней или нижней нитки.
Неправильная строчка. К неправильным строчкам относятся слабая, тугая или грязная строчка, строчки, когда машина «петляет сверху» или «петляет снизу». При слабой строчке переплетение ниток происходит посередине стачиваемых тканей, но ткани в шве отходят друг от друга. Чтобы устранить этот недостаток, следует увеличить натяжение нижней и верхней ниток.
Тугая строчка образуется при сильном натяжении ниток. Такая строчка легко разрывается при растяжении сшитых материалов вдоль линии строчки. Такую строчку можно определить по внешнему виду. Устранить этот недостаток можно ослаблением натяжения нижней и верхней ниток.
направитель на игловодителе 10, затем слева направо в отверстие иглы 11.
Машину смазывают с помощью масленки, пуская масло в места, отмеченные красной и желтой красками, причем большинство соединений смазывается с помощью фитилей. При смазке деталей
Рис. 32. Заправка верхней нитки в машине 8332 класса фирмы Текстима
под платформой машины необходимо стержень 138 (см. рис. 29, 30) повернуть по часовой стрелке и вынуть по направлению к работающему, после чего головку машины откинуть от работающего.
Если верхняя нитка перетягивает нижнюю и их переплетение происходит сверху на тканях, машина «петляет сверху». Чтобы устранить недостаток, следует изменить натяжение ниток, начиная регулировку с изменения натяжения верхней нитки.
Если нижняя нитка перетягивает верхнюю и их переплетение происходит снизу на тканях, машина «петляет снизу». В этом случае следует изменить натяжение ниток, начиная с изменения натяжения нижней нитки.
В некоторых случаях не удается изменением натяжения ниток достигнуть нормальной строчки, в процессе стачивания снизу появляются отдельные петельки. Нужно проверить своевременность продвижения тканей.
Грязная строчка возникает при плохо вычищенной машине и особенно заметна при стачивании светлых тканей.
Пропуски стежков. Пропуски стежков могут происходить при неправильном взаимодействии иглы и челнока. Причиной неправильной работы иглы могут быть: дефекты иглы (тупая, изогнутая);
37
неправильный подбор иглы по типу, группе или номеру; неправильная установка иглы по высоте (высоко или низко); дефекты деталей механизма иглы, вызывающие продольную или поперечную качку игловодителя (сработались соединения пальца поводка с нижней головкой шатуна или соединения верхней головки с пальцем кривошипа, сопряжения втулок с игловодителем, разработалось отверстие в игольной пластинке, в результате чего игла затаскивает в него ткань); неправильная установка лапки или игольной пластинки, что приводит к отклонению конца иглы влево; неправильная установка желобков иглы по отношению к носику челнока.
Причинами неправильной работы челнока являются: дефекты челнока (тупой носик); неправильная регулировка времени подхода или местоположения носика челнока относительно иглы; износ или ослабление соединений механизма челнока.
Выявление причин пропуска стежков следует начинать с механизма иглы.
Плохое продвижение ткани. Недостатками в работе механизма двигателя ткани являются: дефекты рейки (выкрошенные зубцы, затупленные зубцы, неправильно подобрана рейка); неправильная установка рейки по высоте; ослабление или износ соединений механизма двигателя ткани.
Недостатками в работе лапки являются: неправильная установка лапки относительно рейки по высоте; регулировка давления лапки на ткань; дефекты лапки (шероховатость поверхности подошвы лапки, неправильный подбор относительно рейки); ослабление или износ соединений в узле лапки.
К дефектам продвижения ткани следует отнести и строчку с косыми стежками, которая может быть вызвана неправильным положением лапки относи-
9. ИНДИВИДУАЛЬНЫЙ ПРИВОД
Индивидуальный привод состоит из электродвигателя и фрикционной муфты (фрикциона) и служит для включения и выключения машины, изменения числа оборотов главного вала. Наиболее широко в настоящее время в швейной промышленности распространены фрикционы Подольского механического завода имени Калинина и Куйбышевского литейно-механического завода № 10.
Индивидуальный привод ПМЗ. Снизу к крышке рабочего стола при помощи трех болтов с потайными скругленными головками крепится плита 1 (рис. 33), через ее две направляющие проходит ось 2, на которую надевается прилив корпуса 3 фрикциона и закрепляется упорным винтом 4. Корпус 3 с помощью четырех прижимных винтов и четырех шпилек прикрепляется к электродвигателю 5. В прилив плиты 1 вставляется шарнирная шпилька 6 и закрепляется упорным винтом 7. На эту шпильку надевается верхняя головка тяги 8, нижняя головка тяги 8 имеет овальную прорезь и надевается на болт 9, который контрится в корпусе 3 гайкой 10. Такое соединение электродвигателя 5 с крышкой дает возможность изменять его положение по высоте и регулировать натяжение ремня, что особенно важно при применении клиноременной передачи.
тельно рейки, в результате поперечной качки иглы, при ослаблении или износе деталей механизма двигателя ткани и лапки.
Поломка иглы. Поломка иглы может быть, если игла при своем движении задевает за какую-нибудь неправильно расположенную деталь; при неправильной установке иглы по высоте (низко установлена); при качке или неправильной установке лапки, игольной пластинки, челнока; при продвижении ткани в момент нахождения иглы внизу; при неаккуратном прострачивании утолщений и швов; при неаккуратном извлечении тканей из-под лапки после окончания стачивания.
Поломка иглы может вызывать и другие неполадки в работе машины (поломку деталей, с которыми соприкасается игла, или нанесение на них царапин и заусениц), поэтому рекомендуется перед началом работы повернуть маховое колесо и проверить, не задевает ли игла -на своем пути за какую-либо деталь. После этого можно приступить к выполнению операций.
Обрыв верхней нитки. Обрыв верхней нитки происходит по многим причинам. Основными из них являются: плохое качество нитки; чрезмерно сильное натяжение нитки; плохое состояние направителей нитки (царапины, заусеницы) или отсутствие некоторых из них; неправильная заправка ниток; неправильный подбор номера нитки по номеру иглы.
Обрыв нижней нитки. Обрыв нижней нитки случается значительно реже, так как нижняя нитка соприкасается с меньшим количеством деталей. Причинами обрыва являются: поломанные или помятые стенки шпульки; слабая или неравномерная намотка нитки на шпульку; неправильная заправка нитки; наличие царапин или заусениц в местах соприкосновения нижней нитки с деталями.
С помощью шпонки на валу электродвигателя 5 крепится холостая чугунная полумуфта 11, осевые смещения которой вдоль оси вала устраняются с помощью прижимного болта 12 и шайбы. К корпусу 3 тремя болтами 13 прикрепляется крышка 14, у которой ступица выполнена в виде втулки с наклонной овальной прорезью. В ступицу вставляется втулка 15, во внутреннее отверстие втулки 15 запрессовываются два шарикоподшипника 16. Через шарикоподшипники 16 проходит вал 17. На его правом конце на шпонке 18 крепится рабочая полумуфта 19, осевые смещения которой устраняются с помощью шайбы и гайки 20. К полумуфте 19 прикрепляются заклепками 21 фрикционные прокладки 22 (прорезиненная ткань, ферадо, кожа), которые служат для передачи крутящего момента от полумуфты 11, а также для ее торможения.
На левом конце вала 17 на шпонке крепится шкив 23, осевые смещения которого устраняются с помощью гаек 24. Шкив 23 с помощью круглой или клиноременной передачи соединяется с маховым колесом швейной машины. В прорезь ступицы крышки 14 вставляется ролик 25, а в отверстие втулки 15 завинчивается винтовая шпилька 26. На второй конец шпильки 26 надевается муфточка 27,
38
'осевые смещения которой устраняются гайкой 28. В отверстие муфточки 27 заводится конец пружины 29, второй конец пружины 29 надевается на крючок винта 30, который завинчивается в крышку 14 и контрится гайкой. Пружина 29 стремится повернуть шпильку 26 и втулку 15 против часовой стрелки, но наклонная овальная прорезь ступицы крышки 14 перемещает шпильку 26 и втулку 15 еще вправо, т. е. рабочая полумуфта 19 отводится от полумуфты 11.
На торце крышки 14 в двух направляющих приливах удерживается тормозное устройство, которое
Когда уменьшают давление на педаль, пружина поворачивает шпильку 26 против часовой стрелки и втулка 15 вместе с валом 17 смещается немного вправо от работающего. Между фрикционными прокладками 22 и полумуфтой 11 происходит проскальзывание, что приводит к уменьшению скорости вращения главного вала швейной машины. После снятия ноги с педали пружина 29 еще раз поворачивает шпильку 26 против часовой стрелки, .полумуфта 19 смещается вправо от работающего, соприкасаясь с тормозным кольцом 37, которое поглощает оставшуюся кинетическую энергию и по-
состоит из опорного фланца 31, закрепленного упорным винтом 32 на оси 33. В крышку 14 завинчивается винт 34, на который надевается фланец 31. Положение фланца 31 фиксируется гайками 35. К приливам фланца 31 с помощью двух шарнирных цилиндрических винтов 36 прикрепляется тормозное кольцо 37, которое является самоустанавли-вающимся относительно полумуфты 19. Шпилька 26 с помощью тяги или цепочки соединяется с педалью включения машины.
При включении электродвигателя вращение получает холостая полумуфта 11. При нажиме на педаль тяга поворачивает шпильку 26 и втулку 15 по часовой стрелке. Ролик 25, двигаясь по наклонной овальной прорези крышки 14, перемещает втулку 15 вместе с валом 17 влево от работающего. Фрикционные прокладки 22 сцепляются с торцовой поверхностью холостой полумуфты 11, и вращение передается от шкива 23 маховому колесу швейной машины.
дача крутящего момента главному валу машины прекращается.
Шкив 23 в целях техники безопасности закрывается крышкой, которая надевается на две шпильки 38 и закрепляется гайками 39.
Регулировка:
1) сила натяжения ремня швейной машины регулируется перемещением корпуса 3 вместе с электродвигателем 5 по прорези тяги 8 после ослабления контргайки 10 и болта 9; при перемещении электродвигателя 5 вниз натяжение ремня увеличивается;
2) усилие торможения регулируется винтом 34. При завинчивании винта сила торможения увеличивается, так как тормозное кольцо 37 приближается к рабочей полумуфте 19.
Индивидуальный привод Куйбышевского завода. На вал 1 (рис. 34) электродвигателя свободно надевается втулка 2, которая проходит внутри
39
крышки 3 корпуса электродвигателя. В крышке имеется наклонная овальная прорезь, выполненная в виде винтовой линии. В прорезь вкладывается ро-
Рис. 34. Индивидуальный привод Куйбышевского завода
лик 4, который надевается на цилиндрическую поверхность шпильки 5. Шпилька 5 одним концом завинчивается во втулку 2, вторым концом соеди
няется с тягой 6 включения фрикциона и пружиной 7.
На вал 1 надевается рабочая полумуфта 8, которая имеет две канавки для передачи вращения главному валу машины. Перемещением ремня на канавку меньшего диаметра можно уменьшить скорость вращения главного вала машины.
В ступицу полумуфты 8 запрессовано внешнее кольцо шарикоподшипника 9, а внутреннее кольцо надевается на буртик втулки 2.
На левом конце вала 1 шпонкой крепится холостая полумуфта 10; ее осевые смещения устраняются с помощью гайки 11. На левой торцовой поверхности полумуфты 8 имеются три кольцевые канавки, в которые вставляются с натягом фрикционные прокладки 12. На правой поверхности в паз над шарикоподшипником 9 укладывается фрикционная прокладка 13.
При нажиме на педаль включения машины, после включения электродвигателя, тяга 6, опускаясь, поворачивает шпильку 5, втулку 2 против часовой стрелки. Благодаря наклонной овальной прорези на крышке <3 шпилька 5 и втулка 2 перемещаются вместе с полумуфтой 8 влево, прокладки 12 сцепляются с торцом холостой полумуфты 10 и получают вращение. При ослаблении давления на педаль происходит проскальзывание между рабочими поверхностями полумуфт и скорость вращения главного вала уменьшается. При снятии ноги с пе дали шпилька 5 под действием пружины 7 повора чивается по часовой стрелке, полумуфта 8 отходит вправо от полумуфты 10, фрикционная прокладка 13 нажимает на кольцевой торец крышки 3, вращение полумуфты 8 затормаживается.
Глава III
ШВЕЙНЫЕ МАШИНЫ С ОТКЛОНЯЮЩИМИСЯ ИГЛАМИ
При стачивании тканей на машинах 22-А класса ПМЗ или 97 класса ОЗШМ продвижение тканей происходит под действием рейки и лапки. Рейка при подъеме продвигает нижнюю ткань, к которой лапкой прижата верхняя ткань. Между тканями возникает трение, которое способствует перемещению верхней ткани. Между подошвой лапки и верхней тканью возникают также силы трения, они препятствуют продвижению верхней ткани. Большое сопротивление оказывает наиболее выпуклая поверхность подошвы лапки. В результате нижняя
1. МАШИНА 252 КЛАССА ПМЗ
Машина 252 класса предназначена для стачивания костюмных, хлопчатобумажных, шелковых, прорезиненных плащевых и брезентовых тканей двумя параллельными строчками беспосадочного шва. Скорость машины 4000 об/мин главного вала, длина стежка — от 0 до 4 мм, расстояние между параллельными строчками может быть 3,6; 5; 8 и 10 мм (по особому заказу 12, 19, 30, 32, 34, 38 мм). Применяется индивидуальный фрикционный привод К115-А с электродвигателем типа АОЛ-21-2 ФЗ
ткань продвигается больше, чем верхняя, происходит посадка нижней ткани. Уменьшение величины посадки осуществляется благодаря задержке продвижения нижней ткани и зависит от навыков работающего.
На машинах с отклоняющимися иглами посадка нижней ткани уменьшается благодаря перемещению тканей одновременно рейкой и иглой; игла в момент продвижения тканей отклоняется поперек платформы машины и выходит из тканей при опускании рейки
мощностью 0,4 кет с числом оборотов в минуту 2800; вылет машины 265 мм, применяемые иглы: З-И-90—150.
Механизм игл кривошипно-шатунный; нитепри-тягиватель — кулисно-стержневой; челноки центрально-шпульные, вращающиеся в горизонтальной плоскости, снабжены отводками шпуледержателей; двигатель ткани реечного типа. Ткань при стачивании может продвигаться в прямом и обратном направлении.
40
I'
00
Рис. 35. Машина 252
класса ПМЗ
Механизм игл
Главный вал 1 (рис. 35 и 36) удерживается во втулке 2 и радиальном шарикоподшипнике 3. На заднем конце вала 1 двумя стопорными винтами крепится маховое колесо. На переднем конце вала 1 установочным винтом и упорным винтом 4 крепится кривошип 5, в котором двумя упорными винтами крепится палец. На палец надевается верхняя сдвоенная головка шатуна 6. Нижняя головка шатуна 6 надевается на палец поводка 7, в котором стягивающим винтом 8 крепится игловодитель 9.
вал и коромысло 24 повертываются против часовой стрелки, звено 23 смещается от работающего и повертывает коромысло 22, вал 15 и рамку 13 по часовой стрелке. Иглы 12 и рейка двигаются от работающего и перемещают ткань.
Масло для смазки механизма игл поступает из верхнего резервуара 26 по фитилям А и Б. При нажиме на стержень 27 пластинчатая пружина 28 опускает фитили в масло, которое затем поступает по фитилям к соответствующим местам сопряжений деталей. В правую втулку 20 масло из резервуара поступает по фитилю В. В рамке 13 уложена спе-
Рис. 36. Кинематическая схема машины 252 класса ПМЗ
В игловодитель 9 снизу завинчивается иглодержатель 10, в котором упорными винтами 11 длинными желобками друг к другу крепятся иглы 12.
Игловодитель 9 перемещается в двух направляющих рамки 13, которая с помощью шпильки 14 крепится на верхнем валу 15. К рамке 13 прижимными винтами 16 крепятся две направляющие пластинки 17. которые образуют паз, в него вставляется ползун 18, надетый на нижнюю головку шатуна 6. Такое соединение уменьшает изгибающие усилия, передаваемые от шатуна на игловодитель.
Верхний вал 15 удерживается в двух втулках 19 и 20. На заднем конце вала 15 стягивающим винтом 21 крепится коромысло 22 (см. рис. 36), которое с помощью соединительного звена 23 (см. рис, 35, 36) соединяется с коромыслом 24, закрепленным на валу продвижения стягивающим винтом 25,
Вал продвижения совершает колебательные движения. Если рейка движется от работающего, то
циальная прокладка, собирающая масло, которое по фитилю Г поступает в нижний картер механизма двигателя ткани. Втулка 2 смазывается периодически с помощью масленки.
Регулировка:
1) высота игл относительно носиков челноков регулируется при ослабленном винте 8 перемещением игловодителя 9 по вертикали;
2) местоположение игл в прорезях рейки регулируется поворотом коромысла 24 после ослабления винта 25.
Механизм челноков и отводок
На главном валу 1 (см. рис. 35, 36) установочными винтами крепится барабан 29, на среднем валу 30 двумя упорными винтами крепится барабан 31. На эти барабаны надевается профилированный ремень 32 (i=l : 1). Соскальзывание ремня с барабанов предотвращается тремя установочными кольцами (аналогично машине 97 класса ОЗШМ). Средний вал 30 удерживается в двух
42
втулках 33, 34, шарикоподшипнике 35 и в сдвоенном подшипнике, состоящем из игольчатого подшипника 36 и шарикоподшипника 37, надетых на втулку 38, которая закреплена на валу 30 устано-
вочным винтом 39. Шарикоподшипник 35 наде-
В зацепление с шестерней 44 (рис. 39, см. также рис. 35, 36) входит шестерня 69 (1=2 : 1), которая двумя упорными винтами 70 крепится на валу 71 отводки. Этот вал вращается в двух вкладышах 72,
вается на втулку 40, закрепленную на валу 30
73, закрепленных в картере 50 упорными винтами.
упорным винтом 41.
На переднем конце вала 30 двумя установоч-
На палец кривошипа 74 надевается соединительное
ными винтами 42 (см. рис. 39) крепятся две цилиндрические косозубые шестерни 43 (см. рис. 35, 36), в зацепление с которыми входит шестерня 44 с пе-
звено 75, причем винт 76 устраняет осевые смещения головки звена 75 вдоль пальца кривошипа. Вто-
редаточным отношением 1 :2. Шестерни 44 двумя упорными винтами 45 (рис. 37) крепятся на челночных валах 46. Каждый челночный вал 46 вращается в двух шарикоподшипниках 47, 48 и вкладыше 49, который запрессован в отверстие картера 50. На верхнем конце вала 46 двумя упорными
рая головка соединительного звена 75 с помощью шарнирной шпильки соединяется с рычагом 77 отводки, который удерживается на шарнирной оси
Рис. 37 Схема смазки челнока машины 252 класса ПМЗ
Рис. 38. Челночный комплект машины 252 класса ПМЗ
винтами 51 крепится челночный комплект 52 (см. рис. 35).
Челночный комплект 52 состоит из челнока 53 (рис. 38), шпуледержателя 54 и шпульки 55, шпулька 55 с нитками надевается на шпильку 56 и удерживается от осевых смещений подпружиненной защелкой 57. Шпуледержатель 54 своим пояском 58 вкладывается внутрь паза 59 челнока 53. Чтобы паз был закрыт, к челноку тремя прижимными винтами 60 прикрепляется накладное кольцо 61. Снизу к челноку двумя прижимными винтами 62 прикрепляется предохранитель 63, который своим выступом 64 удерживает петлю после ее сброса с челнока. Натяжение нитки осуществляется изменением давления пружины 65 с помощью прижимного винта 66, а винтом 67 пружина прикрепляется к шпуледержателю 54. Выступ 68 шпуледержателя 54 вставляется в паз игольной пластинки для предотвращения его поворота.
бабышки 78. Осевые смещения рычага 77 устраняются головкой прижимного винта 79. Ось бабышки 78 крепится упорным винтом в картере.
К рычагу 77 прижимным винтом 80 прикрепляется отводка 82. Картеры 50 прикрепляются к платформе машины прижимными винтами 82 снизу и прижимными винтами с помощью сухариков 83, которые стягиваются на втулках 33 и 34 (см. рис. 35, 36).
Вращение главного вала 1 через барабаны 29, 31, средний вал 30, шестерни 43, 44 передается челноку 53 (он вращается по часовой стрелке), а через шестерню 69, вал 71 и кривошип 74 вращение главного вала 1 с помощью соединительного звена 75 (см. рис. 39) преобразовывается в колебательные движения рычага 77 и отводки 81. При движении соединительного звена 75 от работающего рычаг 77 и отводка 81 повертываются по часовой стрелке. При этом отводка давит на выступ 84 (см. рис. 38)
43
шпуледержателя 54, который повертывается против часовой стрелки Этим обеспечивается свободный ввод верхней нитки в челночное устройство между правой стенкой выступа 68 и пазом игольной пластинки.
Картеры 50 (см. рис. 39) являются не только опорами для валов челноков и отводок, но и служат резервуарами масла для смазки челноков, сопряжений валов челноков и отводок. Масло в картеры заливается через трубки 85. Чтобы масло не протекало между картерами 50 и крышками 86,
75 76 85
73
отверстием И; через него масло поступает внутрь осевого канала, по которому поступает в радиальный канал Л' и смазывает внутреннюю поверхность вкладыша 72. Избыток масла по каналам Л, М и каналу Н вкладышей 72 и 73 поступает в картер.
Регулировка:
1) время подхода носика челнока к игле регулируется поворотом челночного вала 46 (см. рис. 37) после ослабления винтов 45 шестерни 46;
2) чтобы изменить расстояние между параллельными строчками, заменяют иглодержатель 10
(см. рис. 35), лапку, игольную пластинку, . рейку, и соответственно картеры 50 (см. рис. 39) перемещают вдоль платформы машины; для этого ослабляют винты 42 (см. рис. 39) шестерен 43 (см. рис. 35, 36, в картерах для удобства выполнения регулировок имеются специальные окна), винты сухариков 83, винты 82. После этого перемещают картеры 50; картеры перемещают также и при регулировании местоположения носиков челноков относительно игл;
3) время движения отводок регулируется поворотом вала 71 после ослабления винтов 70 шестерен 69;
4) местоположение отводок 81 относительно выступов шпуледержателей регулируется после ослабления винтов 80 перемещением отводок в пределах их овальных прорезей;
5) количество масла, подаваемого челноку, регулируется винтом 89 после ослабления винта 90. Если винт 89 завинчивать, то ввиду уменьшения сечения канала Ж (см. рис. 37) в картер масла поступает меньше, а к челноку — больше;
6)количество масла, подаваемого для смазки вкладыша 72 (см. рис. 39) регулируется винтом 91 после ослабления винта 92. Если винт 91 завинчивается, то сечение канала М уменьшается и масла к вкладышу 72 поступает больше.
Механизм двигателя ткани
Рис. 39. Картеры
между ними прокладываются прокладки 87. Челночные валы 46 (см. рис. 37) в нижней своей части имеют восходящую спиральную канавку 3, которая при вращении челночного вала захватывает масло из картера и подает его вверх до радиального отверстия Д, смазывая внутреннюю поверхность вкладыша 49. Из отверстия Д масло поступает в осевой канал челночного вала 46, поднимается по мере его наполнения и через канавку 88 (см. рис. 38) смазывает паз челнока и поясок шпуледержателя. Избыток масла через каналы Ж (см. рис. 37) и Е стекает в картер.
Смазка вала 71 (см. рис. 39) отводки происходит .благодаря нисходящей спиральной канавке вала, которая при его вращении захватывает масло из картера и смазывает внутреннюю поверхность вкладыша 73. Канавка оканчивается радиальным
Механизм двигателя ткани состоит из узлов вертикальных и горизонтальных перемещений рейки и узла лапки.
Узел вертикальных перемещений рейки. На среднем валу 30 (см. рис. 35, 36) двумя упорными винтами 93 крепится эксцентрик подъема 94. На эксцентрик надевается игольчатый подшипник 95, который вставляется в переднюю головку шатуна 96. Задняя головка шатуна с помощью шарнирного винта 97 и контргайки соединяется с коромыслом 98, которое стягивающим винтом 99 крепится на валу подъема 100. На его переднем конце стягивающим винтом 101 крепится коромысло 102, которое с помощью серьги 103 соединяется с рычагом 104 двигателя ткани. К рычагу 104 прижимными винтами 105, 106 и упорным винтом 107 крепится рейка 108.
Под действием эксцентрика 94 шатун 96 перемещается поперек платформы машины. Если он смещается к работающему, то коромысла 98,
44
102 и ‘ вал 100 повертываются против часовой стрелки и серьга 103 поднимает рычаг 104 и рейку 108.
Узел горизонтальных перемещений рейки. На среднем валу 30 установочным и упорным винтами 109 крепится эксцентрик продвижения 110, на него надевается манжета 111, которая вставляется в горизонтальный паз вильчатого шатуна 112. Цилиндрическое кольцо шатуна 112 вставляется в расточку муфточки 113, которая охватывает ползун 114. Цилиндрический буртик ползуна 114 вставлен в разрезную втулку 115, которая крепится установочным винтом 116 во втулке 117.
Передняя головка вильчатого шатуна 112 надевается на ось, которая вставляется в отверстия сдвоенного коромысла 118, и закрепляется стяги вающим винтом в головке шатун,а.
Коромысло 118 двумя стягивающими винтами 119 (см. рис. 36) крепится на валу продвижения 120 (см. рис. 35, 36). Вал 120 проходит в трех втулках, а его осевые смещения устраняются с помощью установочных колец 121, закрепленных на валу упорными винтами. На переднем конце вала 120 двумя стягивающими винтами 122 крепится рамка 123. В рамку вставляется ось, на которой стяги вающим винтом 124 крепится рычаг 104 двигателя ткани.
Если ползун 114 расположен вертикально, то под действием эксцентрика 110 задняя головка шатуна 112 и муфточка ИЗ перемещаются по вертикали относительно неподвижного ползуна. Передняя головка шатуна 112 поворачивается относительно оси коромысла 118, но колебательных движений ему не сообщает, и, следовательно, длина стежка будет равна нулю.
Чтобы вильчатый шатун 112 получил движения по горизонтали, нужно отклонить ползун 114 на некоторый угол от вертикали. В механизме имеется специальное устройство по изменению длины стежка. Рычаг 125 надевается на шарнирный цилиндрический винт. Передний конец рычага выводится в прорезь машины и на его резьбовую часть надевается рукоятка 126, навинчивается гайка 127, расположенная в прорези рукоятки. Чтобы рукоятка 126 не поворачивалась относительно рычага 125, в его отверстие вставляется стержень 128 и крепится упорным винтом 129.
На переднем конце гайки 127 сделана насечка, в которую упирается шарик 130 под действием пружины 131. Шарик 130 предотвращает поворот гайки в процессе работы машины. Рычаг 125 шарнирно соединяется с тягой 132, а ее нижняя головка — с коромыслом 133, которое напрессовано на промежуточном валу 134. На переднем конце вала 134 стягивающим винтом крепится переднее коромысло 135, которое шарнирно соединяется с ползуном 114 с помощью соединительного звена 136.
При изменении длины стежка ослабляют гайку 127 и поворачивают рычаг 125. Подъему рычага 125 вверх способствует пружина 137. Тяга 132 поворачивает коромысла 133, 135 и вал 134 против часовой стрелки, а звено 136 поворачивает ползун 114 также против часовой стрелки. Фиксация определенной длины стежка и положения рычага 125 осу
ществляется зубом рукоятки 126, который при завинчивании гайки 127 входит в соответствующее углубление шкалы 138 и стопорит рычаг 125. Теперь ползун 114 отклоняется на некоторый угол от вертикали, и в этом случае под действием эксцентрика 110 шатун 112 перемещается по горизонтали. Если шатун 112 перемещается к работающему, то коромысло 118, вал 120 и рамка 123 повертываются по часовой стрелке и рычаг 104 двигателя ткани перемещает рейку 108 от работающего. Чем выше поднята рукоятка 126 по прорези шкалы 138, тем на больший угол ползун отклоняется от вертикали к работающему, и, следовательно, длина стежка увеличивается. При перемещении рукоятки 126 вниз ниже нулевой отметки на шкале 138 ткань перемещается к работающему, так как ползун отклоняется от вертикали в другую сторону и изменяет направление движения шатуна 112.
Смазка узла осуществляется следующим образом. Подшипники 35 и 36, а также узел продвижения рейки размещены в картере, отлитом вместе с платформой машины. Картер снизу закрыт крышкой через прокладку. При вращении вала 30 винт 139 разбрызгивает масло внутри картера и смазывает все трущиеся поверхности. Уровень масла в картере контролируется маслоуказателем, который вставляется в картер со стороны платформы машины.
Регулировка:
1) высота подъема рейки над игольной пластинкой регулируется поворотом вала 100 после ослабления винта 99 коромысла 98-,
2) положение зубчиков рейки относительно поверхности игольной пластинки регулируется перемещением рейки 108 с помощью винта 107 после ослабления винтов 106, 105\
3) время продвижения ткани и отклонения игл регулируется поворотом главного вала 1 после ослабления винтов барабана 31\
4) время подъема рейки регулируется поворотом главного вала 1 после ослабления винтов 93 эксцентрика 94\
5) местоположение* рейки в прорези игольной пластинки регулируется после ослабления винтов 122 соответствующим поворотом рамки 123 при перемещении рейки поперек платформы машины; при перемещении рейки вдоль платформы машины, кроме винтов 122, ослабляют винт 101 коромысла 102 и рейку перемещают вдоль оси вала 30.
Узел лапки. Шарнирная лапка 140 стягивающим винтом 141 крепится к стержню 142, который проходит через втулку 143, закрепленную упорным винтом. На стержне 142 винтом 144 крепится кронштейн 145. Брусок 145а входит в направляющий паз, что предотвращает произвольный поворот лапки в процессе работы машины. Паз образован колодочкой 146 и поверхностью фронтовой части машины. В верхней части стержня 142 имеется лунка, в которую вкладывается шарик 147. Сверху шарик прижат пластинчатой пружиной 148, которая свободно лежит на винте 149. Прижим пластинчатой пружины и, следовательно, лапки к тканям осуществляется винтом 150, который завинчивается сверху в рукав машины.
45
Подъем лапки осуществляется вручную или при помощи коленоподъемника. Вручную лапку поднимают поворотом рычага 151, надетого на шарнирную шпильку 152 (см. рис. 36), закрепленную в головке машины упорным винтом 153. При повороте рычага 151 (см. рис. 35, 36) по часовой стрелке он надавливает на палец рычага 154, переднее плечо которого поднимает стержень 142 вместе с лапкой 140.
Рычаг 154 подъема лапки коленоподъемником удерживается на винтовой шпильке, которая завинчивается в рукав машины. Переднее плечо рычага 154 изготовлено в виде крючка, который подходит под нижнюю поверхность кронштейна 145. К переднему плечу рычага 154 двумя прижимными винтами прикрепляется пластина (на рисунке не показана), которая при подъеме лапки нажимает на шпильку регулятора натяжения верхних ниток, происходит ослабление их натяжения. Второе плечо рычага 154 имеет отверстие, в которое вставляется верхний конец тяги 155. Нижний конец тяги 155 оканчивается крючком, который соединяется с коленоподъемником или ножной педалью подъема лапки. На тягу 155 надевается пружина 156, снизу она упирается в платформу машины, а сверху — в шпильку тяги.
Если тяга 155 опускается вниз, рычаг 154 повертывается по часовой стрелке и его переднее плечо надавливает на кронштейн 145, лапка 140 поднимается. Опускание лапки происходит под действием пружины 148, а подъем тяги 155 — под действием пружины 156.
Регулировка:
1) высота подъема лапки 140 регулируется перемещением стержня 142 по вертикали после ослабления винта 144. Одновременно можно регулировать положение рожков лапки относительно игл, поворачивая стержень 142 вокруг его оси;
2) сила давления лапки на ткань регулируется винтом 150.
Заправка ниток в машине
Нитка правой иглы (рис. 40) вводится в отверстие трубчатого нитенаправителя 1, затем вниз через три отверстия на горизонтальной части пластинчатого нитенаправителя 2, между шайбами регулятора натяжения <3, вниз между шайбами направителя 4, вводится в компенсационную пружину 5, проводится вверх через правую скобу нитенаправителя 6, вверх через нижнее отверстие рычага нитепритягивателя 7, вниз через левую скобу нитенаправителя 8, через нитенаправитель 9, в правое отверстие 10 иглодержателя и слева направо в ушко правой иглы И.
Нитка левой иглы проводится в отверстие трубчатого нитенаправителя 12, затем вниз через три
отверстия вертикальной части пластинчатого направителя 2, между шайбами натяжения 13, по желобку шайбы направителя 4, заводится за пружину 5, после чего — вверх за скобу правого нитенаправителя 6 и вводится в верхнее ушко нитепритягивателя 7. После этого нитка проводится вниз за скобу левого нитенаправителя 8, между пластинами нитенаправителя 9, в отверстие 14 иглодержателя и справа налево в левую иглу.
Рис. 40. Заправка ниток в машине 252 класса ПМЗ
Для начала работы оставляют свободные концы ниток длиной 50-—60 мм, которые после вывода нижних ниток подкладывают под лапку.
Нижняя нитка наматывается на шпульку 15. Шпулька 15 при поднятой защелке 16 вкладывается в шпуледержатель. Конец нитки вводится в прорезь шпуледержателя и подводится под пластинчатую пружину 17, после чего защелка опускается вниз.
2. МАШИНА 262 КЛАССА ПМЗ
Машина 262 класса с отклоняющейся иглой предназначена для стачивания костюмных и пальтовых тканей однолинейной строчкой. Эта машина отличается от машины 252 класса ПМЗ только тем,
что имеет одну иглу и один челнок. Основные технологические и конструктивные данные те же, что и у машины 252 класса ПМЗ.
46
3. МАШИНА 203-А КЛАССА ПМЗ
Машина 203-А класса с двумя отклоняющимися иглами предназначена для стачивания суконных, гребенных, хлопчатобумажных и шелковых тканей двумя параллельными строчками. При прокладывании строчек по сложным контурам одна из игл может отключаться. Скорость машины 3000 об/мин главного вала, длина стежка — от 0 до 4,5 мм, расстояние между параллельными строчками может
в пазы пластины 13, что предотвращает поворот игловодителей вокруг осей.
Ниже головок 12 игловодители имеют пазы 14, куда входит запорная пластина 15. Такое соединение игловодителей с поводком при помощи пластины 15 при вращении главного вала 1 обеспечивает возвратно-поступательные движения игл 16. С помощью винтов 17 осуществляется крепление
Рис. 41. Механизм игл машины 203-А класса ПМЗ
быть установлено 3,6; 5; 8; 10 мм (по особому заказу 12 и 19 мм). Иглы: З-И-90—130. Мощность электродвигателя 0,27 кет, число оборотов в минуту 1400.
Машина 203-А класса создана на базе машины 252 класса и отличается от нее узлом отключения игл.
На главном валу 1 (рис. 41, 42) установочным и упорным винтами 2 крепится кривошип 3. В кривошип вставляется палец 4, который крепится двумя упорными винтами 5. На палец 4 надевается верхняя головка шатуна 6; нижняя головка шатуна надевается на пальцы 7, которые крепятся упорными винтами 8 в поводке 9 игловодителей. Соеди некие нижней головки шатуна 6 с пальцами 7 осуществляется через втулки 10.
Игловодители 11 на своих верхних концах имеют фигурные головки 12, передние части которых вставляются в прорези поводка 9, а задние —
иглодержателей 18 в игловодителях 11. Винты проходят через пустотелые игловодители и завинчиваются в иглодержатели 18. Между иглодержателями 18 и торцами игловодителей устанавливаются шайбы 19. Иглы устанавливаются длинными желобками друг к другу и закрепляются упорными винтами 20 внутри иглодержателей. Игловодители 11 проходят через направляющие рамки 21, которая с помощью шпильки 22 крепится на валу 23.
Вал 23 получает колебательные движения от вала продвижения. Механизм двигателя ткани конструктивно ничем не отличается от соответствующего механизма машины 252 класса ПМЗ. Следовательно, иглы 16 отклоняются вместе с рамкой 21 поперек платформы машины.
Запорная пластина 15 имеет палец 24, вставляемый в паз переключателя 25, который стягивающим винтом 26 крепится на оси 27. Ось проходит через отверстия кронштейна 28. На левый и правый
47
концы оси 27 надеваются пружины 29, которые упираются в шайбы 30, а они — в штифты, вставленные в отверстия оси. Пружины 29 фиксируют среднее положение переключателя 25, т. е. обеспечивают совместное включение двух игл. Нижней направляющей для переключателя 25 является ось 31, которая завинчивается в левую стенку кронштейна 28. Снизу паз переключателя 25 охватывает верхнее плечо рычага 32, который удерживается на
линдрического винта 47 соединяется с тягой 48. Тяга проходит через муфточку 49, которая с помощью шарнирного цилиндрического винта 50 удерживается на коромысле 51 вала 52.
На тягу 48 надеваются пружины 53 и 54, которые одним концом упираются в муфточку 49, а другими — в гайки 55 и 56, фиксируя среднее положение муфточки. В вал 52 вставляется вал 57, в торцовый конец которого завинчивается направляющий
Рис. 42. Кинематическая схема механизма игл машины 203-А класса ПМЗ
шарнирном цилиндрическом винте 33, завинченном в кронштейн 28. Нижнее плечо рычага 32 через овальную прорезь кронштейна 28 вставляется в паз пластинчатой пружины 34. Пружина проходит через паз рамки 21, а изогнутые концы ее находятся напротив торцов отключающих шпилек 35, которые удерживаются в держателях 36, прикрепленных прижимными винтами 37 к рамке 21. К рамке 21 двумя прижимными винтами 38 крепятся пластина 13 и кронштейн 28.
Палец 39 переключателя 25 вставляется в овальную прорезь соединительного звена 40, которое шарнирно соединяется с передним коромыслом 41. Оно стягивающим винтом 42 крепится на валу 43, удерживаемом в двух втулках фронтовой части машины. Осевые смещения вала 43 устраняются с помощью установочного кольца 44. На другом конце вала 43 крепится стягивающим винтом 45 заднее коромысло 46, которое с помощью шарнирного ци-
винт 58, своей головкой ограничивающий осевые смещения вала 57 внутри вала 52.
На переднем конце вала 52 крепится стягивающим винтом 59 рычаг 60 переключения игл, а на переднем конце вала 57 — диск 61. В паз диска вставляется шпилька 62, запрессованная в рукав машины. Шпилька 62 не дает диску 61 поворачиваться вокруг своей оси. В рычаге 60 имеются два отверстия 63, в которые вставляются шпильки 64. В отверстия рукава машины вставляются шпильки 65, которые расположены напротив отверстий 63 и входят в них при повороте рычага 60.
Чтобы осуществить отключение одной из двух игл, поворачивают рычаг 60, например, по часовой стрелке. Затем рычаг 60 в повернутом положении фиксируется шпилькой 65 (правой), которая входит в отверстие 63 под действием пружины 66. Шпилька 64, нажимая на диск 61, смещается к работающему вместе с валом 57 и диском 61. Вели
48
чина смещения вала 57 ограничивается упором головки винта 58 во внутренний буртик вала 52. При повороте рычага 60 в этом же направлении поворачиваются вал 52, коромысло 51; муфточка 49 сжимает пружину 53, а тяга 48 смещается влево от работающего. Коромысла 41, 46 и вал 43 поворачиваются по часовой стрелке, звено 40 перемещает переключатель 25 влево от работающего вместе с запорной пластиной 15, которая своим вырезом встает напротив паза 14 левого игловодителя 11 и больше его не удерживает, при этом правая пружина 29 сжимается. Одновременно рычаг 32 поворачивается против часовой стрелки и пластинчатая пружина 34 смещается вправо от работающего, нажимает на левую отключающую шпильку 35, которая прижимается к игловодителю и при его верхнем крайнем положении входит в отверстие 67, отключая левый игловодитель.
Чтобы включить снова две иглы, нажимают на диск 61, шпильки 64, 65 входят в пазы, а рычаг 60, вал 52 и коромысло 51 поворачиваются против часовой стрелки под действием ранее сжатой пружины 53, занимая среднее положение. Пружина 29 перемещает ось 27, переключатель 25 и звено 40 вправо от работающего вместе с запорной пласти-
4. МАШИНА 362 КЛАССА ПМЗ
Машина 362 класса предназначена для стачивания костюмных и пальтовых тканей однолинейной строчкой с одновременной разутюжкой шва. Скорость машины 2000—2600 об/мин главного вала. В зависимости от времени, необходимого для разу-тюжки шва, скорость машины можно изменять, заменяя шкивы привода. Длина стежка от 0 до 4 мм, применяемые иглы: З-И-100—120.
Машина 362 класса состоит из головки машины 262 класса и утюжильного приспособления из двух утюжков: правого, нагреваемого паром, и левого, охлаждаемого водой. Для получения пара используется дистиллированная или отфильтрованная дождевая или конденсационная вода. В бачок заливается 6 л воды. Давление пара 3 атм, мощность электронагревательного элемента 400 вт при напряжении 220 в. Температура нагрева правого утюжка 120—140° С, время нагрева 4—6 мин. Высота подъема утюжков над игольной пластинкой до 7 мм. Максимальное удельное давление на разутюживаемый шов 2,8—4 кг/см2. Максимальный расход воды за смену 1,5—2,5 л.
В машине 362 класса рассмотрим устройство паровой системы для нагрева правого утюжка, водяной системы для охлаждения левого утюжка и реечного двигателя ткани, вмонтированного в правый утюжок.
Паровая система
Паровая система состоит из бачка 1 (рис. 43, 44), мембранного насоса 2, парового котелка 3, правого утюжка 4 и конденсатора пар-а 5.
Водосборный бачок 1 имеет горловину 6, которая с фильтром 7 крепится четырьмя прижимными винтами. Сверху горловина закрывается
ной 15, которая снова входит в паз 14 левого игловодителя. Коромысла 41, 46 и вал 43 поворачиваются против часовой стрелки, возвращая тягу 48 в исходное среднее положение. Рычаг 32, поворачиваясь против часовой стрелки, перемещает пружину 34 в среднее положение, давление на шпильку 35 прекращается, шпилька выходит из отверстия 67, включая левый игловодитель.
Правую иглу отключают поворотом рычага 60 против часовой стрелки.
Регулировка:
1) высота игл относительно носиков челноков регулируется подкладыванием шайб между торцами игловодителей и иглодержателей после ослабления винтов 17;
2) сила давления пружин 53 и 54 регулируется гайками 55 и 56;
3) местоположение отключающих шпилек 35 относительно отверстий 67 регулируется перемещением держателей 36 по вертикали после ослабления винтов 37;
4) местоположение отверстий 63 рычага 60 относительно шпилек 65 регулируется поворотом рычага 60 вокруг оси вала 52 после ослабления винта 59.
крышкой, которая прижимается к ней пластинчатой пружиной. Через горловину 6 в бачок 1 вливается вода, ее уровень контролируется указателем 8, который крепится на стержне 9 поплавка 10. Указатель 8 перемещается в продольном пазу направляющей трубки 11. Выходной шланг 12, 13, разделенный водомерным стеклом 14, соединяется со штуцером 15. Водомерное стекло дает возможность наблюдать за циркуляцией воды и, следовательно, работой насоса.
Шланг 13 надевается на штуцер 15, а штуцер — на отросток насоса 2 и крепится на нем упорным винтом 16.
Мембранный насос 2 имеет резиновую мембрану 17 и нижнюю направляющую крышку 18, которые к корпусу прикрепляются с помощью шести прижимных винтов 19. Мембрана 17 с\ помощью прижимного винта (на рисунке не показан) прикрепляется к штоку 20. Пружина 21, надетая на шток, стремится опустить его и прижать к торцу толкателя 22.
Корпус насоса 2 имеет четыре осевых резьбовых канала. В первый канал завинчивается корпус 23 фильтра 24, закрытого сверху резьбовой пробкой 25. Во второй канал завинчивается корпус 26 всасывающего клапана со вставленным снизу поршнем 27, на цилиндрическую часть которого надевается пружина 28. Пружина 28 упирается снизу в буртик корпуса 26 клапана всасывания, а сверху — в гайку 29, которая навинчивается на резьбовую часть поршня 27. Сверху клапан 26 закрывается резьбовой пробкой. В третий канал завинчивается корпус 30 нагнетательного клапана, в него сверху вставляется поршень 31, на цилиндрическую часть которого надевается пружина 32. Она упирается снизу в буртик поршня 31, а сверху — в гайку 33, которая завинчивается в корпус 30
4 Заказ № 1217
49
поршня. Снизу под поршнем на корпусе 30 клапана крепится фильтр 34 для окончательной очистки воды. Пружина 32 опускает поршень 31 вниз. Сверху корпус 30 клапана закрывается резьбовой пробкой 35. В четвертый канал, который является контрольным для определения работоспособности насоса, последовательно вкладываются резиновая шайба, пружина и сверху завинчивается винт 36, ослабив который можно проследить за прокачкой
чаг 47, горизонтальное плечо которого входит в прорезь толкателя 22, расположенного под торцом штока 20.
На второй палец корпуса насоса 2 надевается штуцер 48 и крепится на нем упорным винтом 49. В штуцере 48 закреплен шланг 50, который соединяется с котелком 3. Котелок 3 — это змеевик, который надевается на трубчатый электронагревательный элемент 51. Внутрь элемента 51 встав-
Рис. 43. Гладильное устройство машины 362 класса ПМЗ
воды внутри насоса и установить, в каком из двух клапанов возникают неполадки, а также выпустить воздух из насоса.
Поступательные движения толкатель 22 получает от электродвигателя 37. На его валу крепится шкив 38, а на эксцентричном валу 39 — шкив 40 (i—2: 1). На шкивы надевается клиновой ремень^/. На валу 39 двумя упорными винтами крепится червяк 42. Червяк 42 входит в зацепление с червячной шестерней 43 (1=17 : 1), которая крепится на валу 44. К шестерне 43 с помощью шпильки прикреп ляется кулачок 45. Валы 39, 44 и толкатель 22 удерживаются в подшипниках скольжения картера червячного редуктора.
Прокачивать воду в насосе можно и вручную, для чего на шарнирном винте 46 удерживается ры-
ляется сухопарник 52, который соединяется с утюжком 4 с помощью трубопровода 53. К патрубку утюжка 4 прикрепляется шланг 54, второй его конец соединяется с предохранительным клапаном 55, который предназначен для регулирования давления пара внутри утюжка.
В корпус клапана 55 вкладывается поршень 56 со сферическим наконечником; на его цилиндрическую часть надевается пружина 57, сверху завинчивается винт 58, внутри которого имеется осевое отверстие для верхнего конца поршня 56. Клапан 55 соединяется со шлангом 59, а шланг 59 — с конденсатором 5 воздушного охлаждения, который представляет латунный змеевик, установленный на деревянных брусках. Конденсатор с помощью шланга 60 соединяется с бачком 1.
50
3
Рис. 44. Кинематическая схема паровой и водяной системы машины 362 класса ПМЗ
От электродвигателя 37 через клиновой ремень 41, червяк 42, шестерню 43 вращательное движение получает кулачок 45. Он сообщает поступательное движение толкателю 22, опускание которого осуществляется с помощью пружины 21. Когда происходит опускание толкателя 22 и штока 20, мембрана 17 создает разряжение в камере насоса 2 и вода из бачка 1 по шлангам 12, 13, пройдя фильтр 24 (стрелка а), поступает вверх (стрелка б) в канал корпуса 23, затем сверху — в клапан всасывания 26. Благодаря разряжению в камере над мембраной 17
В утюжок 4 (рис. 45) вмонтирована планка 61 с форсункой 62 и игольчатым клапаном 63, с помощью которого производится пропаривание шва в процессе разутюживания, для чего к платформе машины двумя прижимными винтами 64 крепится кронштейн 65, в него завинчивается шарнирный цилиндрический винт 66, на котором удерживается угловой рычаг 67. Горизонтальное плечо этого рычага имеет отверстие, куда вставляется крючок цепочки, связанной с педалью включения машины; кроме того, в это плечо завинчивается упорный винт 68.
Рис. 45.
Утюжильное приспособление машины 362 класса ПМЗ
поршень 27 опускается и вода (стрелка в) через отверстие в корпусе 2 попадает в канал над мембраной 17. При движении мембраны вверх поршень 27 клапана 26 закрывается, поступление воды прекращается, поршень 31 нагнетательного клапана поднимается и пропускает воду в радиальные каналы (стрелка г). Через отверстия в корпусе клапана 30 и насосе вода нагнетается по шлангу 50 в котелок 3. Под действием нагрева вода в котелке превращается во влажный пар, который входит во внешний цилиндр сухопарника 52, подсушивается там и в виде сухого пара через внутренний цилиндр сухопарника поступает во внутреннюю полость правого утюжка 4. Когда давление пара превышает заданное (3 атм), то поднимается поршень 56 предохранительного клапана 55 и пар из шланга 54 проходит по шлангу 59 в конденсатор 5, где, охладившись, по шлангу 60 в виде воды поступает снова в бачок 1.
На винт 68 надевается пружина 69, которая снизу упирается в шайбу 70, а сверху — в горизонтальное плечо рычага 67. Пружина стремится повернуть рычаг 67 по часовой стрелке. Вертикальное плечо рычага 67 имеет палец 71, который входит в паз ползуна 72. Этот ползун может перемещаться в направляющих кронштейна 65. В ползун 72 вставляется втулка 73 и закрепляется в нем упорным винтом 74. Через втулку 73 проходит игольчатый клапан 63, на который надеваются уплотнительная шайба 75 и пружина 76. Эта пружина стремится переместить клапан 63 влево от работающего.
Пропаривание шва происходит при нажиме на педаль включения машины, рычаг 67 поворачивается против часовой стрелки, палец 71 перемещает ползун и клапан 63 вправо, открывается форсунка 62 и пар из полости правого утюжка 4 поступает на изделие. Когда снимают ногу с педали.
52
пружины 76 и 69 возвращают звенья клапана в исходное положение.
Правый утюжок 4 вставляется в паз делителя 77 и спереди закрывается гладильной плитой 78. Плита 78 и утюжок 4 прикрепляются к делителю 77 с помощью двух прижимных винтов. К платформе машины тремя прижимными винтами 79 (рис. 46) прикрепляется опорная плита 80, в ее втулку вставляется вал 81, на котором двумя стягивающими винтами 82 крепится кронштейн 83. К кронштейну четырьмя прижимными винтами прикрепляется де-
Левый утюжок 86 для циркуляции воды имеет внутреннюю полость, которая закрывается внутренней пластиной (на рисунке не показана), пластиной 87 с двумя латунными трубками 88 и 89 для подвода и отвода воды, внешней пластиной 90. Пластина 90 к утюжку 86 крепится двумя прижимными винтами 91. К пластине 90 двумя винтами 92, на которые надеты пружины 93, кренится стойка 94, а к ней с помощью четырех прижимных винтов 95 через прямоугольные шайбы крепится направляющая пластина 96. Второй конец этой пластины при-
Рис. 46. Двигатель ткани правого утюжка машины 362 класса ПМЗ
литель 77. Кронштейн 83 двумя прижимными винтами прикрепляется к рычагу 84 подъема утюжка. Следовательно, кронштейн 83 вместе с утюжком 4 может поворачиваться относительно плиты 80 на валу 81, и происходит подъем правого утюжка 4. На шпильки 85 (см. рис. 43, 45) надеваются вильчатые отростки сухопарника 52, который крепится на шпильках с помощью гаек через шайбы, разделенные пружинами.
Водяная система
Левый утюжок 86 (см. рис. 45) при включении электродвигателя машины охлаждается водой, чтобы устранить возникновение лас на лицевой стороне стачиваемых материалов в момент разу-тюжки шва. Левый утюжок можно отодвигать влево от правого утюжка 4 при заправке швейных деталей, а также поднимать вместе с правым.
крепляется к держателю 97, который двумя прижимными винтами 98 прикрепляется к рычагу 99 левого утюжка.
Крепление стойки 94 с помощью подпружиненных винтов 92 к левому утюжку 86 дает возможность осуществить равномерное давление на шов при различных утолщениях материала. Рычаг 99 оканчивается осью, на которую надевается рычаг подъема левого утюжка 86. Снизу шпилькой 100 и упорным винтом 101 крепится коромысло 102 устройства, обеспечивающего прижим левого утюжка 86 к правому утюжку 4. В рычаг 99 впаиваются два латунных водопровода 103 и 104, которые с помощью резиновых трубок 105, 106 соединяются с латунными трубками 88 и 89. Водопровод 103 с помощью шланга 107 (см. рис. 43, 44) соединяется с водяным радиатором 108. Водопровод 104 через шланг 109 соединяется с входным штуцером мембранного насоса НО. Выходной штуцер
53
с помощью шланга 111 соединяется с радиатором 108.
Мембранный насос ПО приводится в движение от эксцентричного вала 39, на правый конец которого надевается задняя головка штока 112. На его передней части крепится с помощью гайки и контргайки резиновая мембрана 113, которая натягивается на внешнюю поверхность рабочей камеры 114 насоса. Внутри корпуса насоса имеются два шариковых клапана — всасывающий и нагнетательный, которые состоят из шариков 115 и 116, плотно пригнанные к седлам. Для чистки насоса предусмотрена резьбовая пробка 117.
Под действием эксцентричного вала 39 и штока 112 объем камеры 114 меняется. При увеличении объема шарик 115 всасывающего клапана смещается к центру корпуса ПО и вода поступает в рабочую камеру 114. Когда объем камеры 114 уменьшается, шарик 115 попадает в свое гнездо и перекрывает вход воде, а шарик 116 нагнетательного клапана выходит из своего гнезда, и вода по шлангу 109 и трубопроводу 104 поступает в левый утюжок 86, а из него по трубопроводу 103 и шлангу 107 в радиатор 108.
Рассмотрим устройство для прижима левого утюжка 86 к правому утюжку 4 и отвода утюжка при заправке деталей. Коромысло 102 (см. рис. 45) имеет сферическую торцовую поверхность, которая прижимается к сферической поверхности гайки 118. Гайка навинчивается на левый натяжной винт 119, >их поверхности прижимаются одна к другой под действием пружины 120. В гайку 18 завинчивается упорная шпилька 121 и контрится в ней гайкой 122. Винт 119 и планка 123 на концах имеет круглую резьбу, на которую надевается пружина 124. Таким образом пружина 120 осуществляет прижим коромысла 102 к гайке 118, а пружина 124, сжимаясь, поворачивает коромысло 102, рычаг 99 и утюжок 86 по часовой стрелке, создавая давление левого утюжка на правый.
Отвод левого утюжка от правого осуществляется с помощью коромысла 125, которое шаровым шарнирным винтом соединяется с планкой 123. Коромысло 125 стягивающим винтом 126 крепится на оси 127. На верхнем конце оси шпилькой прикрепляется рукоятка 128, в которую вставляется подпружиненный фиксатор 129. В отверстие платформы машины вставляется пружина 130 и упор 131, а ближе к работающему завинчивается ограничительный винт 132.
Если повернуть рукоятку 123 против часовой стрелки до упора 131, то планка 123 и винт 119 сместятся влево от работающего, коромысло 102, рычаг 99 и утюжок 86 повернутся против часовой стрелки, правый утюжок отойдет от ткани на 3— 4 мм, что необходимо для проверки положения шва относительно форсунки 62. При заправке тканей левый утюжок нужно отвести от правого на 25— 30 мм. Для этого нажимают на фиксатор 129, тогда упор 131 опускается вниз и создается возможность еще раз повернуть рукоятку 128 против часовой стрелки до ограничительного винта 132. Положение отхода утюжка фиксируется винтом 133, который в крайнем положении коромысла 125 упирается в планку 123.
Двигатель ткани правого утюжка
Механизм реечного двигателя ткани правого утюжка состоит из двух узлов: движений рейки поперек и вдоль платформы машины.
Узел перемещения рейки поперек платформы. К рычагу 134 (см. рис. 46) двигателя ткани двумя прижимными винтами 135 крепится трехрожковая рейка 136 (см. рис. 45), которая входит в прорези гладильной плиты 78 и делителя 77 правого утюжка. Рычаг 134 (см. рис. 46) надевается на ось 137 своими двумя проушинами, между которыми размещается переднее плечо коромысла 138-, заднее плечо коромысла 138 стягивающим винтом крепится на верхнем валу 139. Вал 139 помещается в двух направляющих кронштейна 83 и составляет одно целое с ведомой полумуфтой, которая с помощью крестовины 140 соединяется с ведущей полумуфтой нижнего вала 141. Крестовина к полумуфтам прикрепляется с помощью прижимных винтов. Применение гибкой муфты обусловлено тем, что правый утюжок 4 при заправке тканей приподнимается над столом, а вал 141 проходит в направляющей опорной неподвижной плиты 80.
На нижнем конце вала 141 стягивающим винтом крепится коромысло 142, которое с помощью шарнирного цилиндрического винта 143 и контргайки соединяется с задней головкой тяги 144. Головка тяги 144 с помощью пластинки 145 крепится прижимным винтом к муфточке 146, в которую завинчивается и контрится гайкой тяга 147. Передняя головка тяги 147 аналогично соединяется с другой муфточкой Эта муфточка надевается на шарнирную эксцентричную шпильку 148, закрепленную стягивающим винтом 149 в коромысле 150. Коромысло 150 стягивающим винтом 151 крепится на валу продвижения 152.
Если вал 152 в момент продвижения тканей рейкой поворачивается против часовой стрелки, тяга 147 под действием коромысла 150 смещается от работающего, а коромысло 142, гибкая муфта и валы 141, 139 поворачиваются по часовой стрелке, то рычаг 134 и рейка 136 перемещают ткани от работающего.
Узел перемещения рейки вдоль платформы. На среднем валу 153 двумя упорными винтами крепится шестерня 154; она входит в зацепление с шестерней 155, закрепленной двумя упорными винтами на валу подъема 156. На верхнем конце вала двумя упорными винтами крепится эксцентрик подъема 157, на который надевается левая головка тяги 158. Головка тяги 158 составная и соединяется со стержнем тяги аналогично тяге 147. Правая головка тяги завинчивается в рычаг 134 двигателя ткани.
Под действием эксцентрика 157 тяга 158 перемещается вдоль платформы машины вместе с рычагом 134 и его рейкой 136. Необходимо отметить, что при выходе рейки из правого утюжка 4 левый утюжок 86 (см. рис. 45) вместе с пластиной 90 и коромыслом 102 поворачивается против часовой стрелки, а пружина 124 растягивается, амортизируя ударное действие рейки.
При заправке тканей под утюжки их можно немного приподнимать над столом, для чего к рычагу
54
84 прижимным винтом прикрепляется опорный стержень 159, второй конец которого лежит на стержне прижимного винта 160. Этот винт прикрепляет муфточку 161 к тяге коленоподъемника.
При подъеме лапки тяга 162, перемещаясь вверх и действуя на стержень 159, поворачивает кронштейн 83 против часовой стрелки на валу 81. При этом поднимается правый утюжок 4. Второе плечо рычага 84 поднимает левый утюжок 86. Движению помогает также пружина 163. Утюжки опускаются вниз под действием собственного веса, когда прекращается давление на тягу 162. Тяга 164 служит для придания устойчивости рычагу подъема 84. Люфт между тягой и рычагом ликвидируется винтом 165 после ослабления контргайки 166.
Регулировка:
1) количество воды, подаваемое насосом 2 в котелок 3, регулируется винтом 167 (см. рис. 43) после ослабления контргайки. Если винт 167 завинчивать, то шток 20 поднимается и его ход под действием толкателя 22 уменьшается; следовательно, насос 2 уменьшает подачу воды;
2) изменение силы давления поршня 27 всасывающего клапана регулируется гайкой 29; при завинчивании гайки давление пружины 28 увеличивается;
3) изменение давления поршня 31 нагнетательного клапана регулируется гайкой 33; при вывинчивании гайки давление пружины 32 уменьшается;
4) давление пара в утюжке 4 регулируется в клапане 55; при вывинчивании винта 58 давление пружины 57 на поршень 56 уменьшается, соответственно уменьшается давление пара в утюжке 4;
5) количество пара, проходящее через форсунку 62 и необходимое для пропаривания шва, регулируется винтом 68 (см. рис. 45); при завинчивании винта угол поворота рычага 67, ход игольчатого клапана 63 и выход пара уменьшаются;
6) давление левого утюжка 86 на правый утюжок 4 регулируется за счет изменения силы давления пружины 124; для этого ослабляют контргайку 122, вывинчивают упорную шпильу 121, ослабляют гайку 118, после чего натяжной винт 119 завинчивают, пружина 124 получает дополнительное натяжение, увеличивается давление левого утюжка; после этой регулировки шпильку 121 завинчивают
до упора в торец натяжного винта планки 123 и контрят гайкой 122;
7) высота подъема утюжков регулируется перемещением муфточки 161 вдоль стержня после ослабления винта 160', при перемещении муфточки вниз утюжки поднимаются на меньшую величину;
8) давление пружины 124 при закрывании утюжков регулируется винтом 133; при завинчивании винта давление пружины уменьшается;
9) местоположение рейки 136 (см. рис. 45) в прорезях плиты 78 регулируется после ослабления винта 149 поворотом эксцентричной шпильки 148 (см. рис. 46) или изменением длины тяги 147, при увеличении длины тяги рейка смещается от работающего;
10) величина выхода рейки из правого утюжка регулируется изменением длины тяги 158; при уменьшении длины тяги рейка выходит на меньшую величину;
11) время прижима тканей (подъем рейки) регулируется поворотом эксцентрика 157 на валу 156 после ослабления винтов эксцентрика 157 или поворотом вала 156 после ослабления винтов шестерни 154 или 155.
Эксплуатация машины
В бачок 1 (см. рис. 43, 44) заливается 6 л дистиллированной воды, рычагом 47 прокачивают воду. Вода в котелке 3 должна быть без воздуха. Шланг 50 отсоединяют от котелка и проверяют отсутствие в воде пузырьков. Затем шланг 50 присоединяют. Включают электродвигатель 37 и через 4— 6 мин машина готова к эксплуатации. Предварительно проверяют сухость пара, поступающего из форсунки 62 (см. рис. 45). Выходящий пар должен быть без капель воды.
С помощью коленоподъемника поднимают лапку и оба утюжка; укладывают нижнюю деталь под утюжки и их делители, затем уменьшают давление на коленоподъемник, утюжки опускаются, верхнюю деталь подкладывают под лапку, а ее край накладывают на делитель левого и правого утюжков. Затем опускают лапку и стачивают, как на обычной универсальной машине.
Глава IV
МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ ШВА С ПОСАДКОЙ
1. МАШИНА 202 КЛАССА ПМЗ
Машина 202 класса (рис. 47, см. приложение 1) предназначена для втачивания рукавов в пройму костюмов и пальто с посадкой верхней ткани. Скорость машины 2000 об!мин главного вала, длина стежка от 0 до 4,5 мм, величина посадки при длине стежка 2,5 мм может достигать 25% (при величине стежка 4,5 мм посадка равна нулю). Мощность электродвигателя 0,27 кет, число его оборотов в минуту 1400, применяемые иглы: З-Ш-100—130.
Механизм иглы кривошипно-шатунный; ните-притягиватель кулисно-стержневой; челнок центрально-шпульный, вращающийся в горизонтальной плоскости, снабжен отводкой шпуледержателя; двигатели ткани реечного типа.
Процесс образования шва с посадкой ткани
Операция втачивания рукава в пройму требует посадки верхней ткани. Посадка образуется за счет разности величин перемещения верхней и
55
нижней тканей, так как верхняя рейка продвигает верхнюю ткань на большую величину, чем нижняя. Пройму укладывают на игольную пластинку машины, до упора надвигают разделительную пластинку, и поверх ее укладывают ткань рукава.
и полочки изделия посадка для различных изделий неодинакова. Посадку выполняют нажимом на коленоподъемник Величина посадки контролируется перемещением стрелки относительно неподвижной шкалы.
Рис. 48. Механизмы иглы, нитепритягивателя, челнока
и нижнего двигателя ткани машины 202 класса ПМЗ
Опускают верхнюю рейку вместе с лапкой. Посадка верхней ткани по периметру проймы распределяется неравномерно; наибольшая посадка должна быть в области передней части полочки, вниз от плечевого шва; по нижней части спинки
Механизм иглы
Главный вал машины 1 (рис. 48) удерживается в трех втулках 2, 3, 4. На его левом конце установочным винтом 5 крепится кривошип 6. В от
56
верстие кривошипа вставляется палец 7 и закрепляется установочным винтом 8. На палец 7 надевается верхняя головка шатуна 9, в нижнюю головку шатуна 9 вставляется палец поводка 10. В нем упорным винтом 11 крепится пустотелый игловодитель 12, на нижнем конце которого закреплен иглодержатель 13. Крепление иглодержателя осуществляется винтом 14, который проходит через осевое отверстие игловодителя 12 и завинчивается в иглодержатель 13. Между торцовой частью игловодителя 12, которая имеет зубчатую насечку, и иглодержателем 13 размещается латунная шайба 15. Шайба при завинчивании винта 14 сминается зубчатой насечкой, создается жесткое соединение, исключающее поворот иглодержателя.
Игла 16 крепится упорным винтом 17 в иглодержателе 13 коротким желобком вправо. Ось иглы 16 эксцентрична оси игловодителя 12. Игловодитель 12 проходит через две направляющие рамки 18, которая надевается на шарнирную шпильку 19, закрепленную в головке машины упорным винтом 20. Неподвижность рамки 18 при работе машины обеспечивается креплением ее к головке машины с помощью угольника 21 тремя винтами 22. Применение рамки создает удобство доступа к другим механизмам, расположенным во фронтовой части машины, и дает возможность использовать машину 202 класса для выполнения беспосадочного шва, сообщая рамке отклонения поперек платформы машины.
Регул и р о в к а:
высота иглы относительно носика челнока регулируется перемещением игловодителя 12 по вертикали после ослабления винта 11 поводка 10.
Механизм челнока и отводки
Челночный комплект состоит из челнока 23 (рис. 49), шпуледержателя 24, шпульки 25 и шпульного колпачка 26. Шпуледержатель 24 пояском 27 вкладывается в паз челнока 23. Паз сверху закрывается накладным полукольцом 28, которое прикрепляется к челноку тремя прижимными винтами 29. Внутрь шпульного колпачка вставляется шпулька 25, нитка заправляется в прорезь 30 под пластинчатую пружину 31 и выводится наружу. Шпулька 25 и шпульный колпачок 26 надеваются на центровую шпильку 32 шпуледержателя 24 и запираются защелкой 33, которая должна войти в паз 34. Пластинчатая пружина 31 крепится к шпульному колпачку с помощью прижимного винта 35, а винтом 36 регулируется натяжение нижней нитки. На шпильку 37 челночного вала 38 надевается предохранитель 39. Челнок 23 хвостовиком вставляется в осевое отверстие челночного вала 38 и прикрепляется с помощью прижимного винта 40. При установке шпуледержателя 24 его палец 41 должен входить в паз 42 игольной пластинки 43.
Вращательное движение челнок 23 получает от главного вала 1 (см. рис. 48), на котором установочным винтом крепится барабан 44, а на распределительном валу 45 двумя упорными винтами
крепится барабан 46. На барабаны надевается ремень 47, изготовленный из шпагата и имеющий проволочные скобы, которые входят в пазы барабанов. Барабаны 44, 46 имеют проточки на цилиндрических поверхностях, куда вставляются пружинные установочные кольца 48 (на верхнем— два, на нижнем — одно), они устраняют смещение ремня вдоль оси валов 1 и 45.
Распределительный вал 45 проходит в трех втулках, закрепленных в приливах платформы машины упорными винтами. Осевые смещения вала
Рис. 49. Челночный комплект и колонка
класса ПМЗ
машины 202
45 устраняются с помощью установочного кольца 49. На переднем кольце вала 45 двумя упорными винтами крепится косозубая шестерня 50, с ней в зацепление входит шестерня 51 (i=l :2), закрепленная на челночном валу 38 двумя упорными винтами 52 (см. рис. 49) и натяжным винтом 53 через шайбу 54. Челночный вал 38 проходит через втулку 55, закрепленную упорным винтом 56 в колонке 57, сверху вал 38 проходит через отверстие колонки. Колонка 57 снизу к платформе машины прикрепляется двумя прижимными винтами 58 через шайбы 59.
Челночный вал 38 имеет колено 60. Его охватывает вилочка 61, стянутая на валу 62 двумя стягивающими винтами 63. Вал 62 проходит через отверстие в колонке 57, на его верхнем конце с помощью шпильки 64 крепится отводка 65. В процессе работы машины отводка 65 под действием колена 60 совершает колебательные движения и периодически надавливает на выступ 66 шпуледержателя.
57
Регулировка:
1) время подхода носика челнока к игле регулируется поворотом вала 38 после ослабления винтов 52 натяжного винта 53;
2) местоположение челнока относительно иглы можно отрегулировать поворотом игловодителя 12 (см. рис. 48) после ослабления винта 11, тогда игла эксцентричная оси игловодителя изменяет свое положение относительно носика челнока; эту же регулировку можно произвести смещением колонки 57 (см. рис. 49) вдоль платформы машины при ослабленных винтах 58 и винтах шестерни 50 (см. рис 48);
3) местоположение отводки относительно выступа шпуледержателя регулируется поворотом отводки 65 (см. рис. 49) вместе с валом 62 после ослабления винтов 63 через отверстие в колонке 57 со стороны стойки рукава машины.
Механизм нижнего двигателя ткани
Механизм состоит из двух узлов: горизонтальных и вертикальных перемещений рейки.
Узел горизонтальных перемещений рейки. На распределительном валу 45 (см. рис. 48) двумя упорными винтами 67 (рис. 50) крепится барабан 68, в его паз вставляется ползун 69 сферического эксцентрика 70. Ползун крепится в барабане 68 с помощью головки ходового винта 71 и прижимного винта 72 через шайбу 73. На эксцентрик 70 надевается задняя разъемная головка шатуна 74 (см. рис. 48). Передняя головка шатуна с по-
Рис. 50. Регулятор стежка
мощью шарнирного цилиндрического винта 75 соединяется с коромыслом 76, которое стягивающим винтом 77 крепится на валу продвижения 78. Вал 78 проходит через две втулки, а его осевые смещения устраняются с помощью двух установочных колец 79.
В проушины рамки 80 вставляется винтовая шпилька 81, на которую надевается рычаг 82. Шпилька 81 контрится гайкой 83. Рычаг 82 с помощью шарнирного винта 84 соединяется с рычагом 85 двигателя ткани, к которому двумя прижимными винтами 86 крепится нижняя рейка 87. Точкой опоры рычага 85 является ползун 88, который вставляется в паз, привинченный двумя прижимными винтами к колонке машины Ползун
88 надевается на шарнирный винт 89, который контрится на рычаге 85 гайкой 90 через шайбу. Горизонтальные смещения ползуна 88 устраняются планкой 91, прикрепленной двумя винтами к колонке 57.
Под действием эксцентрика 70 шатун 74 перемещается поперек платформы машины. Если шатун перемещается от работающего, то коромысло 76, вал 78 и рамка 80 повертываются по часовой стрелке, рычаг 82 смещается к работающему и повертывает рычаг 85 двигателя ткани против часовой стрелки, рейка 87 продвигает ткань от работающего
Узел вертикальных перемещений рейки. На переднем конце распределительного вала 45 двумя упорными винтами крепится эксцентрик подъема 92 на него надевается вилочка 93, которая прижимным винтом 94 прикрепляется к рычагу 82. Положение рычага 82 относительно вилочки фиксируется упорным винтом 95.
Под действием эксцентрика 92 рычаг 85 и рейка 87 перемещаются по вертикали.
Регулировка:
1) величина стежка регулируется изменением эксцентриситета эксцентрика 70 относительно вала 45, для чего ослабляют винт 72 и поворачивают винт 71, который своей головкой перемещает ползун 69 вдоль паза барабана 68 и соответственно изменяет величину стежка;
2) высота подъема рейки 87 над игольной пластинкой 43 (см. рис. 49) регулируется перемещением рычага 82 (см. рис. 48) по вертикали после ослабления винта 94; положение рычага 82 фиксируется винтом 95;
3) время продвижения ткани регулируется поворотом главного вала 1 после ослабления винтов 67 барабана 68 (см. рис. 50);
4) время подъема ткани может быть отрегулировано поворотом главного вала 1 (см. рис. 47) после ослабления винтов эксцентрика 92;
5) местоположение рейки в прорези игольной пластинки может быть отрегулировано поворотом вала 78 после ослабления винта 77 коромысла 76.
Механизм верхнего двигателя ткани и лапки
Механизм состоит из двух узлов: вертикальных перемещений рейки и лапки и горизонтальных перемещений рейки.
Узел вертикальных перемещений рейки и лапки. На переднем конце главного вала 1 (рис. 51) двумя упорными винтами 2 крепится эксцентрик 3 подъема рейки и лапки, на него надевается передняя головка шатуна 4. Задняя головка шатуна надевается на втулку 5, которая надета на шарнирную шпильку 6, закрепленную в прорези коромысла 7 гайкой 8. Коромысло 7 стягивающим винтом 9 крепится на валу 10. который проходит в двух втулках. На переднем конце вала 10 с помощью шпильки 11 крепится коромысло 12, на палец которого надевается верхняя головка серьги 13. В нижнюю головку серьги вставляется палец вертикального плеча углового рычага 14.
Точкой опоры рычага 14 является палец кронштейна 15. Чтобы рычаг 14 не имел осевых сме-
58
щений вдоль пальца, в него завинчивается винт 16. Кронштейн 15 крепится на стержне 17 стягивающим винтом 18. Второе плечо рычага 14 имеет палец, который вставляется в отверстие верхней головки соединительного звена 19, нижняя
перемещения кинематически связаны с
головка звена надевается на палец стержня 20. Стержень 20 проходит в направляющей рамки 21, которая надевается на шарнирную шпильку 22. На нижнем конце стержня 20 стягивающим винтом 23 крепится верхняя рейка 24.
Вертикальные лапки
узлом подъема верхней рейки. Лапка 25 прижимает ткань к игольной пластинке, а когда происходит продвижение ткани, лапка поднимается. Прижимная лапка 25 стягивающим винтом 26 крепится на стержне 17, между рожками лапки расположена рейка 24. Стержень 17 проходит в двух втулках 27, 28, закрепленных во фронтовой части машины упорными винтами. Прижим лапки к ткани осуществляется с помощью пластинчатой пружины 29, правый конец которой надевается на шарнирный винт 30, завинченный в рукав машины, а левый опирается на палец хомутика 31, закрепленного на стержне 17 стягивающим винтом 32. Подъем лапки и рейки осуществляется с помощью рычага 33, который надевается на ось 34, закрепленную во фронтовой части машины. С рычагом 33 соприкасается пластина 35 под действием спиральной пружины 36.
Стержень 37 проходит через отверстие в кронштейне 15 и является направляющей опорой при подъеме пластины 35. Второй конец пластины 35 выполнен в виде клина и при подъеме рычага 33 пластина 35 сжимает пружину 36, другим концом надавливает на стержень 38, который, смещаясь
вправо, через пластинчатую пружину 39 нажимает на шпильку 40 регулятора натяжения верхней нитки, происходит ослабление натяжения нитки. При дальнейшем повороте рычага 33 он надавливает на отросток кронштейна 15, который поднимает лапку 25 и рейку 24 над игольной пластинкой. При опускании рычага 33 под действием пружины 36 опускается пластина 35, а пластинчатая пружина 39 перемещает стержень 38 влево, натяжение верхней нитки становится первоначальным. Пружина 29 опускает лапку и рейку. Чтобы в процессе работы машины лапка 25 не могла повернуться вокруг своей оси, на верхнем конце стержня 17 стягивающим винтом 41 крепится муфточка 42, палец которой вставляется в прорезь направляющей 43, закрепленной во фронтовой части машины упорным винтом 44.
Под действием эксцентрика 3 шатун 4 перемещается поперек платформы машины. Если шатун 4 смещается к работающему, то коромысла 7, 12 и вал 10 повертываются против часовой стрелки, серьга 13 двигается к работающему. Угловой
рычаг 14 повертывается по часовой стрелке (рис. 52), его средняя точка поднимает стержень 17 и лапку 25, а второе плечо рычага 14 через соединительное звено 19 опускает стержень 20 и верхнюю
звено 19 опускает стержень 20 и рейку 24. При обратном движении дета-
46 Ф
60
16
33
12
13
11
75
76
22
2
S
68
20
77
62
Рис.
51
Механизм верхнего двигателя ткани
и лапки
31
32
67
63
66
64
65
23
24
17-
26-----
25
Е-17
15
37
36
49
60
75
-61
лей узла лапка опускается, а рейка поднимается.
Узел горизонтальных перемещений рейки. На главном валу 1 (см. рис. 51) установочным и упорным винтами 45 крепится эксцентрик 46, на эксцентрик надевается манжетка 47, которая вкладывается в вертикальный паз вильчатого шатуна 48. Торцовое кольцо шатуна вставляется в муфточку 49, охватывающую ползун 50. Цилиндрический отросток ползуна 50 вставлен в разрезную втулку 51, стянутую винтом на средней втулке главного вала / (устройство аналогично регулятору стежка машины 252 класса).
Нижняя головка шатуна 48 с помощью шарнирного цилиндрического винта и контргайки соединяется с коромыслом 52. которое стягивающим винтом 53 крепится на промежуточном валу 54.
59
Вал проходит через втулки 55 и 56, закрепленные в рукаве машины упорными винтами. На левом конце вала 54 шпилькой 57 крепится коромысло 58, на палец которого надевается ползун 59, вставленный в паз рамки 21.
Ползун 50 с помощью шарнирного винта соединяется со штангой 60, через отверстие которой проходит тяга 61. Снизу тяга проходит через отверстия скобы 62, на ней закрепляется упорным
Рис. 52. Схема работы узла подъема лапки и рейки
винтом верхний сухарь 63 и упорным винтом 64 нижний сухарь 65. В сухарь 65 запрессован стержень 66. который проходит через отверстия скобы 62 и сухаря 63. Такое соединение предотвращает поворот тяги 61 вокруг ее оси. Под дейст-
Рис. 53. Схема работы регулятора длины стежка
вием пружины 67, которая упирается вверху в скобу 62, а внизу — в сухарь 63, тяга 61 занимает нижнее крайнее положение.
На тяге 61 упорным винтом 68 крепится хомутик 69, который с помощью соединительного звена 70 соединяется со стрелкой 71 — указателем величины посадки. Звено 70 с хомутиком 69 и стрелкой 71 соединяется с помощью шарнирных шаровых винтов 72.
Если ползун 50 наклонен на угол а к горизонтали (рис. 53), то эксцентрик 46 через манжетку отклоняет вильчатый шатун 48 и муфточку 49 поперек платформы машины. Движение муфточки от работающего вдоль оси наклоненного ползуна 50, обозначенное S, можно разложить на две составляющие: вдоль горизонтали—Sr и вдоль вертикали— SE. Горизонтальная составляющая пово
рачивает шатун 48 относительно пальца коромысла 52, а вертикальная составляющая поднимает шатун 48, который повертывает коромысла 52, 58 и вал 54 по часовой стрелке, ползун 59 повертывает рамку 21 в том же направлении, а рейка 24 перемещает ткань от работающего. Следовательно, чтобы увеличить длину стежка, следует ползун 50 повернуть на больший угол от горизонтали и увеличить составляющую SE. Если нужно увеличить длину стежка верхней рейки, т: е. создать посадку на верхней ткани, нажимают на коленную тарелочку. Тяга 61 (см. рис. 51), поднимаясь, поворачивает ползун 50 на больший угол. Одновременно соединительное звено 70 повертывает стрелку 71 относительно неподвижной шкалы, регистрируя величину посадки. Высота подъема тяги 61 ограничивается нижним сухарем 65, который упирается в скобу 62.
На стержень 96 (см. рис. 48) надевают планку 97 и пластину 98, которые прижаты друг к другу через шайбы 99 пружиной 100. На резьбовой конец стержня 96 навинчиваются гайки 101, которые служат для регулировки усилия пружины 100. К нижней планке 97 с помощью прижимного винта 102 и винтовой шпильки 103 крепится ограничитель поворота 104. К пластине 98 двумя прижимными винтами 105 прикрепляется разделительная пластина 106. которая размещается между верхней и нижней тканями и уменьшает трение между ними.
Регулировка:
1) время подъема рейки 24 (см. рис. 51) и лапки 25 регулируется поворотом главного вала 1 после ослабления винтов 2 эксцентрика 3;
2) высота подъема рейки и лапки регулируется после ослабления гайки 8 перемещением винтовой шпильки 6 по прорези коромысла 7. Если винтовую шпильку 6 поднять ближе к оси вала 10, то высота подъема рейки и лапки увеличивается;
3) высота рейки и лапки относительно друг друга может быть отрегулирована поворотом вала 10 после ослабления винта 9 коромысла 7;
4) высота лапки относительно игольной пластинки может быть отрегулирована перемещением стержня 17 по вертикали после ослабления винтов 32, 18;
5) местоположение рожков лапки относительно рейки 24 регулируется поворотом стержня 17 вместе с лапкой 25 вокруг его оси после ослабления винтов 18, 32, 41,
6) сила давления лапки на ткань регулируется винтом 73; если винт завинчивают, давление пружины 29 увеличивается;
7) величина продвижения тканей верхней рейкой может быть изменена после ослабления гайки 74 поворотом гайки 75; если гайку 75 завинчивают, то штанга 60 поднимается относительно тяги 61 и повертывает ползун 50 на больший угол; следовательно, величина рабочего хода верхней рейки увеличивается: фиксация положения гайки 75 осуществляется шариком 76 под действием пружины 77, которая прижимает шарик к насечке гайки 75;
8) местоположение рейки 24 относительно лапки 25 регулируется поворотом рамки 21 после ос
60
лабления винта 53 коромысла 52; эта регулировка производится в том случае, если в конце продвижения рейки возникает трение между рейкой и лапкой;
9) величина хода штанги 60 и тяги 61 регулируется перемещением нижнего сухаря 65 по вертикали после ослабления винта 64; если сухарь 65 опустить, то ход штанги увеличивается;
10) положение стрелки 71 относительно начальной нулевой отметки на неподвижной шкале регулируется перемещением хомутика 69 по вертикали после ослабления винта 68; при опускании муфточки вниз стрелка повертывается вниз против часовой стрелки;
11) положение ограничителя поворота 104 (см. рис. 49) относительно лапки регулируется перемещением его по прорези относительно планки 97 после ослабления винта 102,
12) положение разделитель-ной пластины относительно рейки, лапки и иглы регулируется перемещением ее в пределах овальных прорезей пластины 98 после ослабления винтов 105.
Заправка ниток в машине
Верхняя нитка с катушки или бобины проходит через нитенаправитель 1 (рис. 54), между шайбами регулятора натяжения 2, между шайбами основного регулятора натяжения 3, вниз вокруг шайб 4, затем снизу вверх под нитепритягиватель-ную пружину 5, в верхнюю направляющую скобу 6, справа налево в ушко нитепритягивателя 7, вниз в скобу 8 и скобу 9, в нитенаправительное отверстие 10 и слева направо в ушко иглы 11.
Нижняя нитка заправляется так же, как в машине 252 класса
2. МАШИНА 206 КЛАССА ПМЗ
Машина 206 класса предназначена для стачивания костюмных и пальтовых тканей с одновременной посадкой нижней ткани и обрезкой края параллельно линии строчки. Машина может быть использована на операциях обтачивания бортов, лацканов, воротников, стачивания передних и локтевых срезов рукава. Скорость машины 2000 об)мин главного вала, длина стежка может быть от 1 до 3 мм, расстояние от линии обрезки до линии строчки 4 мм. Величина посадки при длине стежка 2,5 мм может быть 25%- Применяемые иглы: З-Щ-100—130. Мощность электродвигателя 0,27 кет, число его оборотов в минуту 1400.
Механизм иглы кривошипно-шатунный; ните-притягиватель вращающийся; челнок центральношпульный, вращающийся (как в машине 97 класса ОЗШМ); двигатель ткани реечного типа.
Посадка нижней ткани осуществляется нижней рейкой за счет изменения ее величины продвижения. Величина посадки фиксируется на световом указателе. Нож в процессе работы можно отключать или включать.
Механизм игпы
Главный вал 1 (рис 55, 56) удерживается в двух шарикоподшипниках 2 и 3 На правом
конце вала 1 двумя упорными винтами крепится маховое колесо 4, а на левом конце крепится кривошип 5 с помощью установочного винта и упорного винта 6. В отверстие кривошипа вставляется
Рис. 54. Заправка верхней нитки в машине 202 класса ПМЗ
коленчатый палец, который крепится двумя упорными винтами. На внутреннее плечо пальца кривошипа 5 надевается верхняя головка шатуна 7. Нижняя головка шатуна надевается на палец поводка 8, в котором стягивающим винтом 9 крепится пустотелый игловодитель 10. Он проходит через две направляющие рамки 11, которая крепится во фронтовой части машины двумя прижимными винтами 12 и 13. Иглодержатель 14 крепится так же, как в машине 202 класса ПМЗ, но вместо винта применяется винтовая шпилька, на верхний конец которой навинчивается гайка.
Игла 15 в иглодержателе 14 крепится упорным винтом 16 и устанавливается коротким желобком вправо от работающего. Игла 15 эксцентрична относительно игловодителя 10. Чтобы уменьшить изгибающие усилия на игловодитель и предотвратить его поворот вокруг оси, на палец поводка 8 надевается ролик 17, который вставляется в паз 18, прикрепленный двумя прижимными винтами к головке машины.
Регулировка:
1) высота иглы относительно носика челнока регулируется перемещением игловодителя 10 по вертикали после ослабления винта 9 поводка 8;
2) положение иглы относительно носика челнока регулируется поворотом игловодителя вокруг
61
его оси после ослабления винта 9 поводка 8; если
Механизм челнока
этой регулировкой не удается достигнуть правильного положения иглы относительно носика челнока, то ослабляют винты 12, 13, рамку И смещают поперек платформы машины.
Механизм нитепритягивателя
Механизм нитепритягивателя машины 206 класса отличается от машины 97 класса ОЗШМ только тем, что диск 19 (см. рис. 55, 56) крепится к коленчатому пальцу кривошипа прижимным винтом 20, а сектор для уравновешивания вращающихся масс нитепритягивателя 21 отсутствует.
Регулировка:
время подачи нитки и затяжка стежка регулируется поворотом диска 19 вместе с нитепритяги-вателем 21 после ослабления винта 20.
Механизм челнока машины 206 класса аналогичен соответствующему механизму машины 97 класса ОЗШМ.
Регулировка:
при регулировании времени подхода носика челнока к игле следует учесть, что при подъеме иглы из нижнего крайнего положения на 2— 2,5 мм носик челнока должен быть выше ушка на 2—3 мм, т. е. чем тоньше ткань, тем выше должен быть установлен носик челнока.
Механизм верхнего двигателя ткани и лапки
Механизм состоит из двух узлов: вертикальных перемещений рейки и лапки и горизонтальных перемещений рейки.
62
Узел вертикальных перемещений рейки и лапки. На главном валу 1 (рис. 57, см. также рис. 55, 56) двумя упорными винтами 22 крепится барабан 23, в его паз вставляется ползун эксцентрика подъема 24. Этот ползун в барабане крепится с помощью ходового винта 25 и прижимного винта 26 через шайбу (устройство аналогично эксцентрику продвижения нижней рейки в машине 202 класса). На эксцентрик 24 надевается передняя головка шатуна 27, задняя головка шатуна надевается на шарнирную шпильку 28, которая крепится в головке шатуна упорным винтом.
дения верхней нитки. К пальцу рычага 48 прижимным винтом 49 прикрепляется нажимная пластина 50, которая при подъеме лапки нажимает на стержень регулятора натяжения верхней нитки и уменьшает ее натяжение.
Выше рычага 48 упорным винтом 51 крепится муфточка 52, палец которой вставляется в цилиндрическую направляющую 53, закрепленную в головке машины упорным винтом. Такое соединение предотвращает возможность поворота лапки 45 вокруг своей оси. Палец рычага 48 лежит на кулачке 54 подъема лапки и рейки, который
Рис. 56. Кинематическая схема машины 206 класса ПМЗ
Коромысло 29 двумя стягивающими винтами 30 крепится на валу 31, который проходит через втулку 32, закрепленную в рукаве машины упорным винтом. На переднем конце вала 31 с помощью шпильки крепится вилка 33, в нее вставляется сухарь 34, который надевается на палец углового рычага 35. Средняя точка этого рычага надевается на палец коонштейна 36, второе плечо рычага с помощью серьги 37 шарнирно соединяется со стержнем 38 рейки, который проходит через направляющую рамки 39. Рамка надевается на шарнирный винт 40. На нижнем конце стержня 38 стягивающим винтом 41 крепится верхняя рейка 42.
Стягивающим винтом 43 на стержне 44 крепится зубчатая лапка 45, между рожками которой размещается верхняя рейка 42. Стержень 44 проходит через две втулки 46 и 47, которые в головке машины крепятся упорными винтами. На стержень 44 свободно надевается рычаг 48 освобож-
удерживается на шарнирном цилиндрическом винте 55.
Кронштейн 36 крепится на стержне 44 стягивающим винтом 56. На кронштейн действует пластинчатая пружина 57, которая удерживается на винтовой шпильке 58. Давление пружины 57 создается винтом 59, который упирается в ее поверхность.
Если под действием эксцентрика 24 шатун 27 перемещается от работающего, то коромысло 29, вал 31 и вилка 33 повертываются против часовой стрелки, угловой рычаг 35 под действием сухаря 34 повертывается в этом же направлении. Средняя точка рычага 35 опускается вместе с лапкой 45, а горизонтальное плечо рычага 35 через серьгу 37 поднимает рейку 42.
Лапку и рейку при заправке тканей можно поднимать вручную или с помощью ножной педали. Ножная педаль соединяется тягой или цепочкой с крючком тяги 60 (см. рис. 55, 56), вы-
63
веденным под платформу машины. На тягу 60 надеваются две шайбы 61 и 62, причем шайба 61 стопорится шплинтом. На тягу между шайбами надевается пружина 63, которая толкает тягу вверх. Верхняя головка тяги шарнирно соединяется с рычагом 64, который удерживается на винтовой шпильке 65. Передняя головка рычага 64 с помощью шарнирного винта соединяется с крюч-
Муфточка 71 охватывает ползун 72 (регулятор стежка устроен и работает аналогично регулятору стежка машины 202 класса). На заднем плече ползуна 72 завинчивается шпилька, на нее надевается пружина 73, которая стремится повернуть ползун против часовой стрелки; на переднем плече ползуна 72 завинчивается и контрится гайкой тяга 74. Нижнее плечо тяги 74 выводится в про-
ком 66, нижнее плечо которого находится под пальцем рычага 48. При нажиме на педаль тяга 60 опускается, пружина 63 сжимается, рычаг 64 поворачивается по часовой стрелке, а крючок 66 через рычаг 48 поднимает рейку и лапку.
Узел горизонтальных перемещений верхней рейки. На главном валу 1 (см- рис. 57) двумя винтами 67 крепится эксцентрик продвижения 68, на него надевается манжетка 69, которая вставляется в паз вильчатого шатуна 70 Другая поверхность головки шатуна 70 имеет кольцевую расточку, которая вставляется в муфточку 71.
резь машины и пластины со шкалой 75. На резьбовую часть плеча надевается рукоятка 76 и закрепляется гайкой 77.
Нижняя головка вильчатого шатуна 70 с помощью шарнирного цилиндрического винта и контргайки соединяется с задним коромыслом 78, которое двумя стягивающими винтами 79 крепится на валу продвижения 80. Вал удерживается во втулках 81 и 82, закрепленных в рукаве машины упорными винтами. На переднем конце вала 80 с помощью шпильки 83 крепится переднее коромысло 84, на палец которого надевается пол
64
зун 85. Ползун охватывает плоскую поверхность рамки 39.
Если под действием эксцентрика 68 шатун 70 поднимается, то коромысла 78, 84 и вал 80 повертываются по часовой стрелке, ползун 85 повертывает рамку 39 в том же направлении; следовательно, рейка 42 перемещается от работающего.
Если нажать на рукоятку 76, ткани продвигаются к работающему. После освобождения рукоятки 76 пружина 73 возвращает ползун 72 в исходное положение.
Регулировка:
1) время подъема лапки и верхней рейки регулируется поворотом главного вала 1 после ослабления винтов 22 барабана 23;
2) величина подъема лапки и верхней рейки регулируется изменением эксцентриситета эксцентрика 24 после ослабления винта 26; винтом 25 перемещают ползун эксцентрика 24;
3) местоположение рейки и лапки по вертикали относительно друг друга регулируется поворотом вала 31 после ослабления винтов 30;
4) высоту лапки относительно рейки 42 можно отрегулировать перемещением стержня 44 по вертикали после ослабления винтов 56, 51;
5) сила давления лапки на ткань регулируется винтом 59;
6) местоположение пластины 50 относительно шпильки регулятора натяжения верхней нитки регулируется перемещением пластины по вертикали после ослабления винта 49;
7) величина продвижения верхней и нижней реек регулируется одновременно и зависит от положения ползуна 72 относительно горизонтали: чем на больший угол он повернут, тем больше длина стежка. Длина стежка ограничивается двумя упорами 86, 87, расположенными под шкалой 75. Тяга 74 под действием пружины 73 стремится занять верхнее положение, ограниченное правым упором 87; чтобы изменить величину стежка, ослабляют правый прижимной винт 88, рукоятку 76 ставят так, чтобы ее риска совпадала с соответствующей риской на шкале 75, затем винт 88 закрепляют, фиксируя положение упора 87, при изменении величины обратного перемещения ткани перемещают левый упор 86 после ослабления винта 88;
8) местоположение рейки относительно лапки в направлении поперек платформы регулируется поворотом вала 80 после ослабления винтов 79 коромысла 78;
9) время продвижения ткани верхней рейкой регулируется поворотом главного вала 1 после ослабления винтов 67 эксцентрика 68.
/
Механизм нижней рейки
Механизм нижней рейки состоит из двух узлов: вертикальных и горизонтальных перемещений нижней рейки.
Узел вертикальных перемещений нижней рейки. Этот узел имеет устройство, аналогичное устройству в машине 97 класса ОЗШМ.
Узел горизонтальных перемещений нижней рейки. В коромысло 78 (см. рис. 56, 57) встав
ляется ось 89 и крепится упорным винтом 90. На ось надевается верхняя головка шатуна 91, нижняя надевается на ось 92 заднего коромысла 93, которое с помощью шпильки 94 крепится на валу продвижения 95. Этот вал проходит через две втулки 96, 97, закрепленные под платформой машины упорными винтами. На переднем конце вала 95 двумя стягивающими винтами 98 крепится рамка 99, а в ней двумя упорными винтами 100 крепятся две центровые шпильки 101, в которых удерживается рычаг 102 двигателя ткани. К рычагу двумя прижимными винтами 103 крепится рейка 104. Осевые смещения вала 95 устраняются установочными кольцами 105.
Если под действием шатуна 70 коромысло 78 поворачивается по часовой стрелке, то шатун 91, поднимаясь вверх, повертывает коромысло 93, вал
Рис. 58. Схема регулировки величины посадки ткани машины 206 класса ПМЗ
95, рамку 99 против часовой стрелки и рычаг 102 вместе с рейкой 104 перемещает ткань от работающего.
Для изменения величины посадки нижней ткани применяют специальное устройство, действие которого основано на изменении плеча коромысла 93 в процессе работы машины. Поэтому средняя часть шатуна 91 с помощью шпильки 106, закреп ленной упорным винтом, соединяется с задней головкой тяги 107. Передняя головка тяги с помощью шпильки 108 соединяется с рычагом 109, который надевается на ось НО и крепится на ней упорным винтом. Ось НО проходит в двух отверстиях стойки рукава машины, и ее осевые смещения ограничиваются установочным кольцом. Верхнее плечо рычага 109 с помощью шарнирной шпильки 111, закрепленной упорным винтом в рычаге, соединяется с верхней головкой 112, которая навинчивается на резьбовой конец штанги и стопорится гайкой 113.
Штанга 114 проходит через отверстия кронштейна 115, который с помощью прижимного винта 116 прикрепляется снизу к платформе машины. На штанге 114 крепится установочное кольцо 117 и надевается пружина 118, которая толкает штангу вниз. На нижнем конце штанги крепится установочное кольцо 119, которое ограничивает вертикальные движения штанги 114. К нижнему торцу штанги 114 подходит толкатель 120, который закрепляется в рычаге 121. Рычаг удерживается на оси 122 под платформой машины.
5 Заказ № 1217
65
При нажиме на коленоподъемник (на рисунке не показан) рычаг 121 поворачивается на оси 122 против часовой стрелки, толкатель 120 нажимает на штангу 114, которая, поднимаясь, поворачивает рычаг 109 и его ось ПО по часовой стрелке. тяга 107 смещается от работающего и перемещает шатун 91 вдоль оси 92 ближе к точке опоры коромысла 93; это продвижения нижней большей посадке нижней
приводит рейки и, ткани.
32
к увеличению следовательно,
?? 2
34
33
35
23
24
12
/7
20
13
31
IS
21
22
Рис. 59. Механизм ножа машины 206 класса ПМЗ
14,В № 15 12
осуществляется (рис. 58) и кон-
Фиксация величины посадки путем перемещения стержня 123 тактной колодочки 124 относительно латунных контактов, закрепленных на уголке 125. В цепь из проводников, отходящих от контактов, включены лампочки определенного цвета с напряжением 12 в. Все лампочки укреплены в специальной коробке, прикрепленной снизу к рукаву машины. Замыкается цепь одной или двух смежных лампочек, что соответствует определенной величине посадки. Например, при замыкании нижнего контакта величина посадки равна 4%, верхнего — 8%, двух сразу — 6% и т. д.
Сверху в платформу машины завинчивается шарнирный винт 126 (см. рис. 55), на него наде
вается составная разделительная пластина 127. После размещения на платформе нижней ткани пластина поворачивается по часовой стрелке до упора 128, закрепленного на платформе машины прижимным винтом 129. На разделительную пластину 127 укладывается верхняя ткань и опускается лапка вместе с верхней рейкой.
Регулировка:
1) местоположение зубчиков рейки в прорезях игольной пластинки регулируется поворотом рамки 99 относительно оси вала 95 после ослабления винтов 98, если рейку нужно сместить поперек платформы машины; при смещении рейки вдоль платформы машины после ослабления винтов 98 рамку 99 перемещают вдоль оси вала 95;
2) угол поворота разделительной пластины 127 регулируется перемещением упора 128 после ослабления винта 129.
Механизм ножей
а сверху —
На главном валу / (рис. 59) двумя упорными винтами 2 крепится эксцентрик 3, на него надевается манжетка 4, которую охватывают рожки вилочки 5. Вилочка стягивающим винтом 6 крепится на валу 7 ножа, кото-
рый проходит через втулку 8, закрепленную в рукаве машины упорным винтом.
На передней части вала 7 с помощью шпильки 9 крепится коромысло 10, палец 11 коромысла вставляется в паз штанги 12 ножа. Штанга проходит в двух направляющих фронтовой части машины, причем смещения ножа вдоль платформы машины устраняются пластиной 13, двумя пластинами 14 и 15.
На шпильки 16 и 17 надевается пружина 18, которая стремится поднять штангу 12. Шпилька 16 запрессована в корпус машины, а шпилька 17—в штангу 12. На нижнем конце стержня двумя прижимными винтами 19 крепится кронштейн 20, к нему двумя прижимными винтами 21 крепится держатель 22, к которому прижимными винтами 23 прикрепляются верхний нож 24. Неподвижным ножом является пластина 25, которая крепится двумя прижимными винтами к игольной пластинке. Устройство нижнего ножа аналогично машине 22-В класса ПМЗ.
Под действием эксцентрика 3 вилочка 5 совершает колебательные движения. Если она поворачивается вместе с валом 7 и коромыслом 10 по часовой стрелке, то штанга ножа 12 поднимает нож 24.
Для выключения ножа применяется следующее устройство: к угольнику 26, который прикрепляется прижимным винтом к рукаву машины и вставляется в специальный скругленный паз с помощью шарнирного винта 27, присоединяется рычаг 28 выключения ножа. Посередине рычаг имеет вилочку, которая охватывает проточку вала 7. Рукоятка рычага 28 выводится в прорезь машины.
66
Рычаг 28 находится под действием пружины 29, правый конец которой надевается на шпильку 30, запрессованную в рукав машины.
Чтобы отключить нож, нажимают на рукоятку рычага 28, поворачивают его по часовой стрелке, вал 7 перемещается влево, и палец 11 коромысла 10 выходит из прорези 12 ножа. Штанга под действием пружины 18 поднимается вверх. Высота подъема штанги и ножа 24 ограничивается шпилькой 31, которая упирается в нижюю поверхность фронтовой части машины.
Для включения ножа над фронтовой частью машины расположена кнопка включения 32, в которую запрессованы две шпильки 33. Эти шпильки вставляются в отверстия головки машины и находятся под действием пружин 34. Величина перемещения кнопки 32 и шпилек 33 ограничивается шайбой 35, которая штифтуется на левой шпильке 33.
3. МАШИНА 65 КЛАССА ПМЗ
Машина 65 класса предназначена для разметывания проймы изделий из костюмных и пальтовых тканей двухниточной челночной строчкой. Скорость машины 300 об!мин главного вала, длина стежка — 9 или 12 мм. Применяемые иглы: З-Т-120—210.
Механизмы иглы кривошипно-шатунный; ните-। притягиватель кривошипно-коромысловый; челнок центрально-шпульный, равномерно вращающийся в горизонтальной плоскости; двигатель ткани со-. стоит из двух рифленых роликов.
Заправка ниток в машине аналогична заправке в машинах челночного стежка.
Механизм иглы
На переднем конце главного вала 1 (рис. 60, 61) двумя упорными винтами крепится кривошип 2, в него вставляется коленчатый палец 3 и закрепляется упорным винтом 4. На внутреннее плечо коленчатого пальца 3 надевается передняя головка шатуна 5, задняя головка шатуна надевается на палец поводка 6, в котором двумя стягивающими винтами 7 крепится вал 8 игловодителя. Чтобы исключить поворот вала 8 вокруг его оси, на палец поводка 6 надевается ролик 9, который вставляется в направляющий паз 10, закрепленный двумя прижимными винтами к корпусу машины.
На переднем конце вала 8 двумя стягивающими винтами 11 крепится игловодитель 12, а в нем стягивающим винтом 13 крепится иглодержатель 14. Игла 15 устанавливается коротким желобком вниз и закрепляется прижимной пластиной 16 с помощью винта 17 в иглодержателе 14.
Если под действием кривошипа 2 шатун 5 двигается от работающего, то в этом же направлении смещается вал 8; игловодитель 12 и игла 15 входят в отверстие игольной пластинки.
Регулировка:
1) местоположение иглы по вертикали относительно носика челнока может быть отрегулнрова-
5*
Чтобы включить нож, нажимают на кнопку 32, которая, надавливая на штангу 12 и палец 11, входит в прорезь штанги ножа.
Регулировка:
1) высота ножа регулируется перемещением держателя 22 после ослабления винтов 21;
2) установка ножа 24 относительно ножа 25 до соприкосновения их режущих плоскостей регулируется перемещением кронштейна 20 вдоль платформы машины после ослабления винтов 19;
3) время движения ножа регулируется поворотом главного вала 1 после ослабления винтов 2 эксцентрика 3;
4) положение вилочки рычага 28 относительно проточки вала 7 регулируется перемещением рычага 28 поперек платформы машины после ослабления винта 27.
Верхняя и нижняя нитки в машине заправляются так же, как в машине 97 класса ОЗШМ.
но смещением иглодержателя 14 по вертикали после ослабления винта 13;
2) местоположение иглы относительно челнока (глубина ее входа) регулируется смещением игловодителя 12 вдоль оси 8 или осевым перемещением вала 8 после ослабления винтов 7 поводка 6.
Механизм нитепритягивателя
Во внешнее плечо пальца 3 (см. рис. 60, 61) кривошипа 2 завинчивается шарнирный винт 18, на который надевается рычаг 19 нитепритягивателя. Этот рычаг посередине с помощью заклепки соединяется со звеном 20, задняя головка которого надевается на шарнирную шпильку 21 (см. рис. 61), закрепленную в корпусе машины упорным винтом 22.
Работа механизма аналогична работе нитепритягивателя машины 22-А класса.
Регулировка:
величина подачи нитки и изменение времени затяжки стежка регулируется после ослабления винта 4 (см. рис. 60) пальца 3 и его соответствующего поворота.
Механизм челнока
Челночный комплект состоит из челнока 23 (рис 62, см. также рис. 60), шпуледержателя 24 и шпульки 25. Челнок 23 тремя упорными винтами 26 крепится на челночном валу 27. Челнок 23 представляет чашу, к которой двумя винтами прикреплено кольцо 28, оканчивающееся носиком 29. Вырез кольца 28 закрывается накладной пластиной 30, прикрепленной к нему двумя винтами 31. Пластина удерживает петлю нитки на носике челнока во время обводки нитки вокруг шпуледержателя и предотвращает возможность ее наматывания на челночный вал 27.
67
32
Рис. 60. Машина 65 класса ПМЗ
К шпуледержателю 24 тремя прижимными винтами 32 крепится ободок 33, который имеет угловой срез 34 для удержания петли иглы в процессе ее обводки вокруг шпуледержателя. Шпуле-держатель 24 ободком 33 вставляется в паз челнока, образованный кольцом 28 и чашей 23. Неподвижность шпуледержателя 24 обеспечивается тем, что рожки 35, 36 вставляются в паз 37 иголь-
бая шестерня 46, которая входит в зацепление с шестерней 47, закрепленной двумя упорными винтами на вертикальном валу 48. Вал 48 проходит через две втулки 49, 50, закрепленные в корпусе машины упорными винтами. На нижнем конце вала 48 двумя упорными винтами крепится шестерня 51, которая входит в зацепление с шестерней 52 (см. рис. 61), закрепленной двумя упор-
Рис. 61. Кинематическая схема
машины 65 класса ПМЗ
ной пластинки 38, которая двумя прижимными винтами крепится к корпусу машины. К цилиндрической поверхности шпуледержателя 24 двумя прижимными винтами 39, 40 крепится пластинчатая пружина 41 для создания натяжения нитки челнока На ось 42 шпуледержателя надевается шпулька 25 и снизу удерживается головкой прижимного винта 43, завинченного в шпуледержа-тель. После того как шпуледержатель 24 вложен в паз челнока, поворачивают фиксатор 44, который предотвращает вертикальные перемещения шпуледержателя. Сверху челнок 23 закрывается крышкой 45.
На главном валу 1 (см. рис 60, 61) двумя упорными винтами крепится коническая косозу-
ными винтами на горизонтальном валу 53. Этот вал проходит через Две втулки, закрепленные в корпусе машины упорными винтами. Общее передаточное отношение двух пар шестерен равно 1 : 1.
На левом конце вала 53 двумя упорными винтами крепится шестерня 54, которая входит в зацепление с шестерней 55 (i=l:2), закрепленной двумя упорными винтами 56 на челночном валу 27. Вал 27 проходит в двух втулках 57, 58, закрепленных упорными винтами в корпусе машины. Осевые смещения вала 27 (см. рис. 60, 61) устраняются с помощью установочного кольца 59, закрепленного двумя упорными винтами 60 на нижнем конце вала 27
69
Регулировка:
1) натяжение нижней нитки регулируется винтом 39\
2) время подхода носика челнока к игле регулируется поворотом челночного вала 27 после ослабления винтов 56 шестерни 55.
44 № 24 43 25 38
Рис. 62. Узел переднего ролика машины 65 класса ПМЗ
Механизм двигателя ткани
Продвижение ткани осуществляется двумя рифлеными роликами, каждый из которых имеет свой индивидуальный привод от главного вала,поэтому в механизме можно рассматривать два узла: заднего и переднего роликов.
Узел заднего ролика. На главном валу 1 (см. рис. 60, 61) двумя упорными винтами 61 крепится червяк 62, нарезка которого выполнена с переменным углом подъема винтовой линии, благодаря чему шестерня 63, закрепленная двумя упорными винтами на вертикальном валу 64, вращается с периодическими выстоями. Вал 64 вращается в двух втулках, и от него с помощью шестерен 65, 66, 67 передается вращение заднему ролику 68. Шестерня 66 надевается на ось, которая с помощью гайки крепится в корпусе машины.
Шестерня 67 двумя упорными винтами 69 крепится на поворотной втулке 58 (см. рис. 62); на верхний конец втулки надевается задний ролик 68 и крепится двумя упорными винтами 70.
Регулировка:
1) угол поворота заднего ролика можно изменить заменой шестерни 65 (см. рис. 60, 61) при соответствующем смещении шестерни 66 после ослабления гайки 71 на оси 72;
2) время движения заднего ролика 68 регулируется поворотом вала 1 после ослабления винтов 61 червяка 62.
Узел переднего ролика. Передний ролик 73 служит для продвижения ткани и осуществления ее посадки. Этот ролик при заправке тканей можно передвинуть к работающему.
На главном валу 1 упорными винтами 74 крепится эксцентрик 75, на который надевается верхняя разъемная головка шатуна 76. Нижняя головка шатуна надевается на винтовую шпильку 77. шарнир которой имеет сферическую поверхность. Шпилька 77 с помощью гайки 78 крепится в прорези коромысла 79, а последнее стягивающим винтом 80 (см. рис. 61) крепится на валу 81, который вращается в двух втулках. Осевые смещения вала устраняются с помощью установочного кольца 82. На заднем конце вала 81 стягивающим винтом 83 крепится коромысло 84. В прорезь коромысла вставляется шарнирная винтовая шпилька 85, которая соединяется с тягой 86 (см. рис. 60), левый ее конец с помощью шарнирного цилиндрического винта 87 и контргайки соединяется с поводком 88 (см. рис. 61) роликовой муфты обгона. Муфта служит для преобразования колебательных движений вала 81 в поворотные движения переднего ролика 73.
Муфта состоит из поводка 88 (рис. 63), который тремя прижимными винтами 89 крепится к рабочей обойме 90. Обойма вкладывается в корпус 91, который двумя упорными винтами 92 крепится на шлицевом валике 93. В фасонные выемки обоймы 90 вкладываются три ролика 94, которые с помощью пружин 95 через штифты 96 перемещаются в узкую часть выемки между обоймой 90 и корпусом 91
С другой стороны в корпус 91 вкладывается тормозная обойма 97, имеющая устройство, аналогичное рабочей обойме 90. Обойма 97 прижимными винтами 98 крепится к кольцу 99. Палец 100 кольца 99 вставляется во втулку 101, которая жестко крепится в корпусе машины.
Внутрь шлицевого валика 93 вставляется вал 102, пластина 103 которого помещается в паз 93 а. Вал 102 проходит через пустотелую трубу 104\ на трубе стягивающим винтом 105 крепится хомутик 106, на палец которого надет ролик 107, вставленный в паз 108. Этот паз крепится к корпусу машины двумя прижимными винтами. Такое соединение предотвращает поворот трубы 104 вокруг ее оси. Между хомутиком 106 и втулкой 109 помещается пружина ПО, которая обеспечивает давление переднего ролика 73 на ткань. На переднем конце трубы 104 стягивающим винтом 111 крепится кронштейн 112, второй конец которого надевается на вал 102. Труба 104 соприкасается своим торцом с конической шестерней 113, которая двумя упорными винтами 114 крепится на валу 102. Шестерня 113 входит в зацепление с шестерней 115 (i=l:l), закрепленной двумя упорными винтами
70
1/6 на вертикальном валу 117 (см. рис. 61), который помещается в двух втулках кронштейна 112.
На нижнем конце вертикального вала 117 двумя упорными винтами крепится прямозубая цилиндрическая шестерня 118. которая входит в зацепление с шестерней 119, надетой на вал 120 переднего ролика (i=l : 1). Этот вал проходит через втулку 121 (см. рис. 63), закрепленную в кронштейне 112 упорным винтом 122. Осевые смещения вала 120 устраняются прижимным винтом 123. Передний ролик 73 тремя прижимными винтами 124 крепится к шестерне 119 и надевается на шарикоподшипник
обоймы 90 ролики 94 не повернули корпус 91 муфты, применяется тормозная обойма 97. Принцип ее действия основан на заклинивании роликов между корпусом 91 и обоймой 97. Когда происходит поворот валика 93, ролики обоймы 97 отходят от корпуса и вал свободно поворачивается. В момент выстоя корпуса ролики заклиниваются, но так как кольцо 99 через палец 100 связано с неподвижной втулкой 101, вал не может повернуться.
Отведение ролика 73 (см. рис. 60, 61) к работающему для заправки и съема обработанного изделия осуществляется нажимом на ножную педаль, которая связана с тягой 127. Верхний конец
Рис. 63. Привод к заднему ролику машины 65 класса ПМЗ
125. Осевые смещения кронштейна 112 по направлению от работающего ограничиваются установочным кольцом 126.
Если под действием эксцентрика 75 (см. рис. 60, 61) шатун 76 поднимается, то коромысла 79, 84 и вал 81 повертываются по часовой стрелке, тяга 86 смещается влево от работающего. Поводок 88 (см. рис 63), обойма 90 повертываются против часовой стрелки, ролики 94 заклиниваются между корпусом 91 и обоймой 90, шлицевой валик 93 поворачивает вал 102 и шестерню 113 по часовой стрелке (если смотреть со стороны работающего). Шестерни 115, П8 повертываются против часовой стрелки, а шестерня 119 и ролик 73 —по часовой стрелке, происходит продвижение материала. Когда тяга 86 (см. рис. 60) смещается вправо от работающего, поводок 88 (см. рис. 63) и обойма 90 поворачиваются против часовой стрелки, ролики 94 перемещаются в широкую часть выемок, и заклинивания между корпусом и обоймой не происходит. Следовательно, в этот момент движения обоймы валы 93 и 102 не поворачиваются — момент прокола тканей иглой. Чтобы при обратном повороте
тяги вставляется в отверстие углового рычага 128, который удерживается на шарнирной шпильке 129. Вертикальное плечо рычага 128 с помощью соединительного звена 130 соединяется с вильчатым рычагом 131, который надевается на шарнирную шпильку 132.
При нажиме на педаль тяга 127 опускается, рычаг 128 поворачивается против часовой стрелки, звено 130 смещается от работающего. Рычаг 131 поворачивается по часовой стрелке, нажимает на хомутик 106, пружина НО сжимается, труба 104, нажимая на ступицу шестерен 113 (см. рис. 63), смешает ее и вал 102 к работающему вместе с кронштейном 112 и передним роликом 73 (см. рис. 60, 61). Возврат в исходное положение осуществляется с помощью пружины ПО.
Для осуществления посадки материала в процессе работы машины предусмотрено специальное устройство: тяга 133 вставляется в отверстие рычага 134, нижний конец тяги связан с педалью. Рычаг 134 шарнирно через соединительное звено 135 соединяется с шарнирной винтовой шпилькой 85.
71
При нажиме на педаль тяга 133 повертывает рычаг 134 по часовой стрелке, звено 135, под ни маясь, перемещает шпильку 85 дальше от точки опоры коромысла 84 и тяга 86 поворачивает обойму 90 (см. рис. 63) на больший угол. Это явление приводит к увеличению угла поворота переднего транспортирующего ролика и, следовательно, к посадке материала. При снятии ноги с педали пружина 136 (см рис. 60, 61) возвращает шпильку 85 в свое нижнее крайнее положение, углы поворота заднего и переднего роликов становятся равными.
Регулировка:
1) время поворота переднего ролика 73 регулируется поворотом главного вала 1 после ослабления винтов 74 эксцентрика 75;
2) угол поворота ролика 73 регулируется перемещением шпильки 77 по прорези коромысла 79 после ослабления гайки 78; если шпильку приблизить к точке опоры коромысла 79, то угол поворота ролика увеличивается;
3) сила прижатия ролика к ткани может быть изменена перемещением хомутика 106 вдоль оси трубы 104 после ослабления винта 105;
4) зазор между роликами 68 и 73 может быть отрегулирован перемещением кронштейна 112 (см. рис. 63) вдоль оси вала 102; для этого ослабляют винт 111, винты установочного кольца 126, винты 114 шестерни 113 и перемещают кронштейн 112 вместе с кольцом 126 и шестерней 113 к работающему или от него.
Глава V
МАШИНЫ ОДНОНИТОЧНОГО ЦЕПНОГО СТЕЖКА
1. СВОЙСТВА СТЕЖКА И ПРОЦЕСС ЕГО ОБРАЗОВАНИЯ
Обычно в швейной промышленности строчка из однониточных цепных стежков применяется для временного соединения деталей, так как является
Рис. 64. Однониточный цепной стежок
раза больше удлиняется и прочнее при разрыве по сравнению с челночной. Расход ниток при этом больше, чем для челночной строчки, на 60%.
В промышленности применяются машины с вращающимися и колеблющимися петлителями, последние имеют очень небольшое распространение.
В процессе образования стежка участвуют петлитель 1 (рис. 65), игла 2, нитеподатчик, лапка 3, рейка 4. Нитеподатчиком может являться игловоди-
Рис. 65. Процесс изготовления однониточного цепного стежка на машинах с вращающимся петлителем
легко распускаемой. Такая строчка сверху имеет вид пунктирной линии, снизу — цепочки (рис. 64). Строчка из однониточных цепных стежков в два
тель, в отверстие которого заправляется нитка, или рычажок, приводимый в движение деталями механизма иглы.
72
Процесс образования стежка можно разделить на следующие характерные моменты:
I. Игла 2, проколов ткань и поднявшись из нижнего крайнего положения на 2—2,5 мм, образует из нитки петлю, которую захватывает носик 5 петлителя /.
II. Петлитель вытягивает и удлиняет петлю, которая соскальзывает с носика на стебель 6 петлителя /. Игла 2 выходит из ткани, поднимается рейка 4 и перемещает ткань на длину стежка.
III. В конце перемещения ткани петля наклоняется, занимая положение, удобное для входа в нее иглы, одновременно наклоняя плоскость петли
теля 7, короткую ветвь петли (левую) выводит вперед, предотвращая ее наматывание на стержень петлителя.
IV. Игла вновь прокалывает ткань, образует из нитки при подъеме ее на 2—2,5 мм вторую петлю, которую захватывает носик 5.
V. Петлитель 1 вводит вторую петлю внутрь первой, которая начинает соскальзывать с пяточки 8 петлителя /.
VI. При дальнейшем вращении петлителя 1 первая петля затягивается, поднимается рейка и перемещает ткань на длину стежка, после чего процесс повторяется.
2. МАШИНА РВМ-2 НМЗ
Машина РВМ-2 предназначена для выметочных и наметочных работ однониточной цепной строчкой. Машина выпускается Новосибирским механическим заводом. Скорость ее 3500 об/мин главного вала,
нитеподатчиком 3, который стягивающим винтом 4 крепится на игловодителе 5; г) применена жесткая или двойная шарнирная лапка 6; д) применена крупнозубчатая рейка 7; е) соответственно рейке
Рис. 66. Машина РВМ-2
длина стежка достигает 7 мм. Применяемые иглы: 3-Е-130—170.
Машина является реконструированной машиной 22-А класса ПМЗ и отличается от нее следующим: а) челнок заменен петлителем 1 (рис. 66); б) изменено передаточное отношение от главного вала на вал петлителя (i = 1:1), для чего на валу петлителя крепится шестерня 2, по размерам равная шестерне главного вала; в) нитепритягиватель заменен
применена игольная пластинка 8 с удлиненным отверстием 9 для прохода иглы, что дает возможность после продвижения рейки расширить предыдущую петлю для входа в нее иглы.
Особенностью наладки машины является своевременность продвижения ткани. Продвижение ткани должно начинаться сразу же после выхода иглы из ткани. Своевременность подхода носика петлителя к игле регулируется поворотом петлителя 1
в плоскости его вращения после ослабления винтов шестерни 2. Кольцо 11 служит для более жесткого крепления стержня петлителя / внутри тонкостенного вала 10. Местоположение петлителя 1 относи
тельно иглы регулируется перемещением его вдоль оси вала 10 после ослабления винта 12 или* перемещением вала 10 вдоль его оси после ослабления винтов шестерни 2.
3. МАШИНА 28 КЛАССА ПМЗ
Машина 28 класса предназначена для выполнения различных операций однониточным цепным стежком при изготовлении головных уборов, а также для выметочных и наметочных операций при изготовлении других швейных изделий. Скорость машины 3000 об/мин главного вала, длина стежка — от 0 до 8 мм, вылет машины 155 мм. Применяются иглы: З-Б-120—130.
Механизм иглы кривошипно-шатунный; нитепо-датчик от игловодителя; петлитель равномерно вращающийся; двигатель ткани реечного типа.
Механизм иглы
Главный вал машины 1 (рис. 67, 68) удерживается под платформой машины в трех втулках 2, 3, 4. На правом конце вала 1 с помощью упорного
терня 7, которая входит в зацепление с шестерней 8 (i= 1 : 1). Шестерня 8 крепится двумя упорными винтами на вертикальном валу 9, который вращается в двух втулках 10 и 11.
На верхнем конце вала 9 крепится шестерня 12. Она входит в зацепление с шестерней 13 (i=l : 1), которая крепится на игольном валу 14 двумя упорными винтами. Шестерни 7, 8, 12, 13 заключены в масляные картеры. Вал 14 удерживается в двух втулках 15, 16. Осевые смещения вала 14 устраняются с помощью установочного кольца 17
На переднем конце вала 14 упорным винтом и установочным винтом 18 крепится кривошип 19, а в нем двумя упорными винтами 20 крепится палец 21. На палец 21 надевается верхняя головка шатуна 22. Нижняя головка шатуна надевается на палец поводка 23, в котором двумя стягивающими
Рис. 67. Машина 28 класса ПМЗ
и установочного винтов крепится маховое колесо 5. Чтобы устранить осевые смещения главного вала 1, на нем двумя упорными винтами 6 крепится установочное кольцо. На главном валу 1 двумя упорными винтами крепится коническая косозубая шес-
винтами 24 крепится пустотелый игловодитель 25. На правый конец пальца поводка 23 надевается ролик 26, который вставляется в паз направляющей 27. Направляющая 27 крепится на корпусе машины двумя прижимными винтами.
74
Игловодитель 25 перемещается в двух втулках 28, 29. Снизу игловодитель 25 имеет коническую резьбу, разрезанную по оси. До упора в торец игловодителя вставляется игла 30, затем навинчивается гайка 31, которая стягивает нижнюю часть игловодителя, создавая жесткое крепление иглы. Игла коротким желобком устанавливается вправо от работающего.
Вращательное движение от главного вала 1 через нижнюю пару шестерен 7, 8, вертикальный
Регулировка:
1) своевременность подхода петлителя 33 к игле регулируется поворотом главного вала 1 после ослабления винтов шестерни 7; при этой регулировке нужно добиться того, чтобы носик петлителя был выше ушка иглы на 2—2,5 мм при ее подъеме из нижнего крайнего положения на 2—2,5 мм;
2) местоположение петлителя относительно иглы регулируется перемещением петлителя 33 вдоль оси главного вала 1 после ослабления винта 34.
Рис. 68. Кинематическая схема машины 28 класса ПМЗ
вал 9, верхнюю пару шестерен 12, 13 передается игольному валу 14 и кривошипу 19, а от него с помощью шатуна 22 преобразовывается в поступательное движение игловодителя 25 и иглы 30.
Нитеподатчиком является отверстие 32 в верхней части игловодителя 25, куда заправляется верхняя нитка.
Регулировка:
1) высота иглы относительно носика петлителя регулируется перемещением игловодителя 25 по вертикали после ослабления винтов 24;
2) время движения иглы регулируется поворотом игольного вала 14 после ослабления винтов шестерни 13.
Механизм петлителя
В торцовое отверстие главного вала 1 хвостовиком вставляется петлитель 33 и закрепляется в нем установочным винтом 34.
Механизм двигателя ткани
Механизм состоит из узлов вертикальных и горизонтальных перемещений рейки и узла лапки.
Узел вертикальных перемещений рейки. На главном валу 1 двумя упорными винтами 35 крепится эксцентрик подъема 36. На него надевается манжетка 37, которая вставляется в паз рычага 38 двигателя ткани. Сверху паз закрывается направляющей пластиной 39, которая крепится к рычагу 38 четырьмя прижимными винтами 40. Рычаг 38 надевается на ось 41, которая в рамке 42 крепится двумя упорными винтами 43. К рычагу 38 прижимным винтом 44 прикрепляется двухрожковая рейка 45.
Под действием эксцентрика 36 рычаг 38 совершает движения по вертикали.
Узел горизонтальных перемещений рейки. На главном валу 1 двумя упорными винтами 46 крепится барабан 47. В его призматический паз
75
вставляется ползун 48 эксцентрика продвижения 49. На боковой поверхности ползуна 48 имеется резьба, которая заканчивается в барабане 47. Ползун вставляется в паз барабана, затем завинчивается ходовой винт 50 и стопорится пластиной 51, которая привинчивается к барабану 47 прижимным винтом 52. Пластина 51 входит в проточку ходового винта 50, позволяя ему совершать вращательные движения вокруг своей оси, но препятствует осевым перемещениям. Чтобы в процессе работы ходовой винт 50 не смог переместить ползун 48, ползун добавочно крепится упорным винтом 53.
На эксцентрик 49 надевается передняя разъемная головка шатуна 54; задняя головка шатуна надевается на ось 41 рамки 42, которая удерживается на оси 55. Ось 55 упорными винтами 56 крепится в приливах платформы машины.
Под действием эксцентрика 49 шатун 54 перемещается поперек платформы. Если он смещается от работающего, рамка 42 на оси 55 повертывается против часовой стрелки и рейка 45 продвигает ткань от работающего.
Регулировка:
1) длина стежка регулируется по принципу изменения эксцентриситета эксцентрика 49', при увеличении стежка ослабляют винт 53, а регулировочный винт 50 завинчивают;
2) высота подъема рейки над игольной пластинкой регулируется перемещением рейки 45 в пределах овальной прорези по вертикали после ослабления винта 44;
3) своевременность подъема рейки регулируется поворотом главного вала / после ослабления винтов 35;
4) время продвижения рейки регулируется поворотом главного вала / после ослабления винтов 46.
Узел лапки. Лапка 57 прижимным винтом 58 прикрепляется к стержню 59, который проходит че
рез втулку 60 и отверстие регулировочного винта 61 Стержень 59 двумя упорными винтами крепится в пружинодержателе 62. Под бруском 63 на шарнирном цилиндрическом винте 64 удерживается ры чаг 65 подъема лапки. Брусок 63 и рычаг 65 вставляются в паз, который образуется фронтовой частью машины и направляющей пластиной, прикрепленной к ней двумя прижимными винтами. Давление лапки на ткань создается пружиной 66.
Пружинодержатель 62 имеет палец 63 а, под который подходит левое плечо рычага 67. Этот рычаг надевается на шарнирный цилиндрический винт 68, который завинчивается в рукав машины Правый конец рычага 67 с помощью тяги связан с педалью или коленоподъемником.
Регулировка:
1) сила давления лапки на ткань регулируется винтом 61;
2) высота подъема лапки над игольной пластинкой может быть отрегулирована перемещением стержня 59 по вертикали после ослабления винтов пружинодержателя 62; одновременно можно регулировать положение лапки относительно иглы, для чего стержень 59 поворачивают вокруг его оси.
Заправка нитки в машине
Нитка с бобины вводится в отверстие пластины регулятора натяжения, проходит между шайбами, вводится в переднее отверстие пластины, в отверстие нитенаправительного стержня 69 (см. рис. 67), в отверстие 32 игловодителя 25, затем вниз через крючок пластинки устройства для зажима нитки на фронтовой доске под головку штифта, на которую нажимает пластинчатая пружина, через нижний проволочный нитенаправитель и слева направо в ушко иглы 30.
Глава VI
МАШИНЫ ДВУХНИТОЧНОГО ЦЕПНОГО СТЕЖКА
1. СВОЙСТВА СТЕЖКА И ПРОЦЕСС ЕГО ОБРАЗОВАНИЯ
Двухниточная цепная строчка сверху имеет вид пунктирной линии, а снизу — цепочки. Строчка внизу получается выпуклой, из-за чего создается некоторое утолщение в шве. Чтобы избежать утолщения
Рис. 69. Двухниточный цепной стежок
шва, нужно нижнюю нитку брать тоньше, чем верхнюю, или вместо нитки применять пряжу. Строчка двухниточного цепного стежка распускаемая (рис. 69). Чтобы ее распустить, следует из последней петельки иглы извлечь нитку петлителя и потянуть ее, затем распустить верхнюю нитку. При обрыве верхней нитки в середине строчки распускае-мость от места обрыва затрудняется. Расход ниток на строчку в два-три раза больше, чем на челноч
ную. Строчка может растягиваться на 30—35%. Двухниточная цепная строчка в два раза эластичнее челночной.
Процесс образования стежка можно разделить на несколько этапов (рис. 70).
I. Игла 1 прокалывает ткани и, поднимаясь из нижнего положения на 2—2,5 мм, образует петлю а\, в которую, двигаясь поперек линии строчки, входит петлитель 2 и вводит нитку б.
II. Игла / поднимается и выходит из тканей, ни-теподатчик сматывает с бобины израсходованную нитку на стежок. Рейка перемещает ткани на длину стежка. Петлитель движется поперек линии строчки (к работающему), производится окончательная затяжка предыдущего стежка. Величина перемещения петлителя вдоль строчки равна сумме диаметра лезвия иглы, толщине петлителя и двум зазорам между иглой и петлителем (до 4,5 мм).
III. Игла 1 прокалывает ткани и входит в петлю б петлителя, который в этот момент движется
76
поперек линии строчки (вправо от работающего), причем петля О] в наклонном положении удерживается на петлителе.
IV. Игла продолжает опускаться вниз, нитепо-датчик освобождает нитку меньшей длины, и происходит сокращение петли at, игла перетягивает нит-
ку предыдущей петли, предварительно затягивая ряется. стежок. Нижняя нитка освобождается нижним ни-теподатчиком и подтягивается к ткани петлей аь которая соскальзывает с петлителя. Петлитель за-
Рис. 70. Процесс изготовления
2. МАШИНА 237 КЛАССА ПМЗ
Машина предназначена для стачивания рукавов мужских сорочек и других деталей, имеющих цилиндрическую форму и изготовляемых из бельевых и плащевых тканей, двумя параллельными строчками двухниточного цепного переплетения. Скорость машины 4000 об/мин главного вала, длина стежка — от 1,7 до 3,2 мм, расстояние между параллельными строчками 3,6 мм и 5 мм. Электродвигатель мощностью 0,4 кет, с числом оборотов вала 2800 об/мин. Применяемые иглы: 5-В 90—ПО.
Машина имеет П-образную платформу, конфигурация и размеры которой допускают сшивание цилиндрических деталей с минимальным периметром 220 мм.
Механизм иглы кривошипно-шатунный; петлители колеблющиеся, совершают сложное пространственное движение; двигатель ткани реечного типа.
Для осуществления смазки машины механизм двигателя ткани и петлители расположены в масляной ванне, механизм иглы и узел лапки имеют индивидуальную фитильную смазку.
Механизм иглы
Главный вал машины / (рис. 71, 72) вращается в двух шарикоподшипниках 2. На правом конце вала / двумя установочными винтами крепится маховое колесо 3. На левом конце вала 1 установочным винтом 4 крепится кривошип 5. В отверстие кривошипа вставляется палец 6, который крепится двумя упорными винтами 7. На палец кривошипа 5 надевается игольчатый подшипник, а на него — верхняя головка шатуна 8. Нижняя головка шатуна 8 надевается на палец поводка 9, в котором стягивающим винтом 10 крепится игловодитель 11. На правый конец поводка 9 надевается ползун 12, который вставляется в паз направляющей. Направляющая привинчена двумя прижимными винтами к корпусу машины.
тем движется вдоль линии строчки (от работающего) .
V. Петлитель снова движется поперек линии строчки (влево от работающего) и входит в петлю а2 иглы, которая поднимается из нижнего крайнего положения на 2—2,5 мм. После чего процесс повто-
двухниточного цепного стежка
Игловодитель 11 перемещается в двух втулках, а на его нижнем конце упорным винтом крепится иглодержатель 13, в котором двумя упорными винтами 14 крепятся иглы 15. Иглы устанавливаются длинными желобками к работающему. К игловоди-телю 11 стягивающим винтом 16 прикрепляется ни-теподатчик 17.
Вращательное движение главного вала 1, кривошипа 5 с помощью шатуна 8 преобразуется в поступательное движение игловодителя 11 и игл 15.
Регулировка:
1) высота игл относительно петлителей регулируется перемещением игловодителя 11 по вертикали после ослабления винта 10 поводка 9;
2) величина подачи ниток игле регулируется перемещением нитенаправителя 18 (рис. 73) по вертикали после ослабления винта 19;
3) изменение расстояния между иглами регулируется заменой иглодержателя, лапки, рейки, игольной пластинки и одного петлителя.
Механизм петлителей
Механизм состоит из двух узлов: движения петлителей поперек и вдоль линии строчки.
Узел движения петлителей поперек строчки. На главном валу 1 (см. рис. 71, 72) установочными винтами крепится барабан 20, на распределительном валу 21 тремя упорными винтами крепится барабан 22 (i = 1: 1). На барабаны надевается резиновый профилированный ремень 23, с помощью которого передается вращательное движение распределительному валу 21. На колено распределительного вала 21 надевается передняя разъемная головка шатуна 24. Задняя головка шатуна с помощью шарового шарнира 25 соединяется с верхней головкой шатуна 26. Нижняя головка шатуна 26 надевается на шаровой палец 27 коромысла 28, которое стягивающим винтом 29 крепится на валу
77
30 петлителей. Вал 30 вращается в двух втулках 31, 32, которые в рукаве платформы крепятся упорными винтами. Палец 27 контрится в коромысле 28 гайкой 33. На переднем конце вала 30 стягивающим болтом 34 крепится держатель <35, в котором двумя стягивающими винтами 36 крепятся петлители <37.
Шатун 24 посередине имеет отверстие, которым он надевается на игольчатый подшипник пальца серьги 38. Верхняя головка серьги 38 надевается на ось 39, которая закрепляется упорным винтом 40.
проходит вал 30 петлителей и между стенками рамки размещаются шайба 46 и установочное кольцо 47, закрепленное стягивающим винтом 48 на валу 30. Чтобы рамка 44 не имела поворотных движений вокруг вала 30, к рукаву платформы двумя прижимными винтами крепится направляющая 49, которая входит в паз рамки 44 и направляет перемещения шатуна 42.
Под действием эксцентрика 41 шатун 42 перемещается вдоль рукава платформы: если шатун двигается от работающего, то в этом же направле-
Рис. 72. Кинема гическая схема машины 237 класса ПМЗ
Под действием колена вала 21 шатун 24 совершает колебательные движения по вертикали относительно оси 39. Если передняя головка шатуна 24 опускается, то задняя головка поднимает шатун 26. Коромысло 28, вал 30 и держатель <35 повертываются против часовой стрелки, петлители <37 смещаются справа налево.
Узел движения петлителей вдоль строчки. На распределительном валу 21 крепится двумя упорными винтами эксцентрик 41 (см. рис. 72) со сферической поверхностью, на эксцентрик надевается передняя разъемная головка шатуна 42. Задняя головка шатуна 42 надевается на ось 43 рамки 44, которая крепится винтом 45 Через отверстия рамки
нии смещаются петлители <37 при нажиме рамки 44 на установочное кольцо 47. При обратном движении рамка нажимает на шайбу 46 и петлители <37 смещаются к работающему.
Регулировка:
1) местоположение петлителей относительно игл регулируется перемещением держателя <35 вдоль оси вала 30 после ослабления болта 34;
2) время подхода петлителей к иглам регулируется поворотом держателя <35 вокруг оси вала 30 после ослабления болта 34;
3) время движения петлителей вдоль линии строчки регулируется поворотом главного вала 1 после ослабления винтов эксцентрика 41;
79
4) ход петлителей регулируется изменением длины пальца 27 после ослабления контргайки 33, при завинчивании пальца ход петлителей увеличивается.
Механизм двигателя ткани
Механизм двигателя ткани состоит из узлов вертикальных и горизонтальных перемещений рейки и узла лапки.
Узел вертикальных перемещений рейки. Распределительный вал 21 составляет одно целое с эксцентриком подъема 50. На эксцентрик 50 наде-
ходовым винтом 62 и прижимным винтом 63 крепится ползун 64 эксцентрика продвижения. На эксцентрик надевается манжетка 65, которую охватывает вилочка рычага 54 двигателя ткани.
Под действием эксцентрика рычаг 54 смещается вдоль рукава платформы. Если рычаг двигается от работающего, рейка 56 перемещает ткань на длину стежка.
Регулировка:
1) величина стежка регулируется поворотом винта 62 после ослабления винта 63 (изменяется эксцентриситет эксцентрика продвижения);
Рис. 73. Заправка ииток в
машине 237 класса ПМЗ
вается манжетка 51, которую охватывает вилка 52. Вилка двумя прижимными винтами 53 крепится к рычагу 54 двигателя ткани.
На переднем конце рычага 54 прижимным винтом 55 крепится рейка 56. Рычаг 54 посередине имеет продольный паз, куда вставляется сухарь 57, надетый на эксцентричную шпильку 58, которая крепится упорным винтом 59 к платформе.
Под действием эксцентрика 59 вилка 52 совер шает колебательные движения только по вертикали. Когда вилка опускается вниз, рычаг 54 на сухаре 57 поворачивается по часовой стрелке и рейка 56 поднимается.
Узел горизонтальных перемещений ткани. На распределительном валу 21 двумя упорными винтами 60 крепится барабан 61. В пазу барабана 61
2) время продвижения ткани регулируется поворотом главного вала 1 после ослабления винтов 60;
3) высота подъема рейки над игольной пластинкой регулируется поворотом шпильки 58 после ослабления винта 59.
Узел лапки. Шарнирная лапка 66 стягивающим винтом 67 крепится на стержне 68, который проходит через нижнюю втулку и регулировочный винт 69. Стержень 68 стягивающим винтом 70 закрепляется в пружинодержателе 71. Между пружи-нодержателем 71 и регулировочным винтом 69 надета пружина 72, создающая давление лапки на ткань. Брусок пружинодержателя 71 вставляется в паз фронтовой части машины, что предотвращает поворот лапки 66 вокруг ее оси.
80
С пальцем муфточки соприкасается левое плечо рычага 73 подъема лапки. Рычаг 73 надевается на шарнирный винт 74, который завинчивается в рукав машины. В правое плечо рычага 73 запрессована шпилька 75, которая входит в прорезь коромысла 76. Коромысло 76 стягивающим винтом 77 крепится на промежуточном валу 78, на переднем конце которого прижимным винтом 79 крепится ослабитель 80 верхних ниток.
При нажиме на педаль подъема лапки рычаг 73 под действием тяги поворачивается по часовой стрелке и его левое плечо, действуя на брусок пружинодержателя 71, поднимает лапку 66. Одновременно шпилька 75 поворачивает коромысло 76, вал 78 и ослабитель 80 против часовой стрелки. При этом зуб ослабителя 80 входит между шайбами регуляторов натяжения верхних ниток, происходит ослабление их натяжения.
Регулировка:
1) сила давления лапки 66 на ткань регулируется винтом 69.
2) положение рожков лапки относительно игл регулируется поворотом стержня 68 после ослаб ления винта 70.
Нитеподатчик петлителей
На распределительном валу 21 (рис. 73) двумя упорными винтами 81 крепится кулачок 82, который при вращении вала сдергивает нитки с бобин и подает их петлителям.
Регулировка:
время подачи ниток петлителям регулируется поворотом кулачка 82 после ослабления винтов 81.
Заправка ниток в машине
Заправка верхних ниток. Нитка левой иглы заправляется в следующей последовательности: с бобины или катушки нитка проходит через нитенаправительные отверстия 83, 84 (см. рис. 73), между шайбами 85 регулятора натяжения, через отверстие 86, нитенаправитель 18 в отверстие 87 нитепо-датчика 17, в проволочный нитенаправитель 88, в левое отверстие иглодержателя 13 и от работающего в ушко иглы 15.
Нитка правой иглы заправляется аналогично нитке левой иглы.
Заправка нижних ниток. Нитки с помощью проволочной петельки проводятся через трубки 89, между направляющими пластинами 90, под крючки 91, между пластинами 92 регулятора натяжения, в нитенаправительный крючок 93, под петлю нитенаправителя 94, над кулачком 82 под вторую ветвь петли нитенаправителя 94, в нитенаправительный крючок 95, в трубочку 96, в отверстие нитенаправительной пластины 97 и в отверстия петлителей. После заправки нижних ниток крышка 98 закрывается.
Глава VII
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ ЗИГЗАГООБРАЗНОЙ СТРОЧКИ
1. ПРОЦЕСС ОБРАЗОВАНИЯ СТРОЧКИ
Отличительной особенностью машин для выполнения зигзагообразных строчек является то, что игла, кроме поступательных движений, имеет отклонения вдоль платформы машины на величину а (рис. 74), которую будем называть величиной зигзага. В этих машинах челнок вращается в плоскости, параллельной оси главного вала; челнок увеличен для обеспечения захвата петли верхней нитки при левом и правом проколах.
Процесс образования зигзагообразной строчки происходит следующим образом: игла делает первый прокол и при подъеме из крайнего нижнего положения образует из нитки петлю, которую носик челнока захватывает и обводит вокруг шпульки. Игла выходит из ткани, отклоняется вправо от работающего на величину а, рейка продвигает ткань
2. МАШИНА 26 КЛАССА ПМЗ
Машина предназначена для стачивания хлопчатобумажных и шерстяных тканей зигзагообразной строчкой двухниточного челночного стежка. Скорость машины 2500 об/мин главного вала, длина стежка — от 0 до 4,5 мм, величина зигзага до 9 мм, вылет машины 200 мм. применяемые иглы: З-И-100—130.
Механизм иглы кривошипно-шатунный; нитепри-тягиватель кривошипно-коромысловый; челнок
на длину стежка б, затем игла
делает второй про-
кол, после выхода
из ткани отклоняется влево,
ха
Рис. 74. Схема
зигзагообразной строчки
а ткань вновь перемещается на длину стежка, после чего процесс повторяется.
центрально-шпульный, равномерно вращающийся в вертикальной плоскости; двигатель ткани реечного типа. Устройства для закрепления строчки нет.
Механизм иглы
Механизм иглы состоит из двух узлов: вертикальных и горизонтальных движений иглы.
Узел вертикальных движений иглы. Главный вал 1 (рис. 75, 76) удерживается в двух втулках
6 Заказ № 12:7
81
2, 3, которые в рукаве машины крепятся упорными винтами. На правом конце главного вала 1 крепится маховое колесо 4. На левом конце упорным и установочным винтами крепится кривошип 5. В него вставляется палец 6 и закрепляется двумя упорными винтами 7. Верхняя головка шатуна 8 надевается на внутреннее плечо пальца 6 кривошипа, нижняя — на палец поводка 9. Нижняя головка изготовлена удлиненной, и ее правая часть вставляется в паз направляющей 10.
В боковое отверстие поводка 9 кубической формы вставляется, цилиндрический палец 11, в кото-
Узел горизонтальных движений иглы. На главном валу 1 крепится цилиндрическая косозубая шестерня 19 двумя упорными винтами 20. Шестерня 19 входит в зацепление с шестерней 21 (i = 2:l) трехцентрового кулачка 22. Шестерня и кулачок надеваются на шарнирный цилиндрический винт 23. Кулачок 22 охватывает вилочка шатуна 24, вторая головка которого надевается на шарнирную эксцентричную шпильку 25, закрепленную упорным винтом 26 в рамке 14.
В шатун 24 завинчивается шпилька 27, с обратной стороны закрепленная контргайкой. На шпиль-
Рис. 76. Кинематическая схема машины 26 класса ПМЗ
ром упорным винтом 12 крепится пустотелый игло-водитель 13. Поводок имеет осевое отверстие, диаметр которого больше диаметра игловодителя, что дает ему возможность поворачиваться внутри неподвижного поводка при отклонении иглы. Иглово-дитель 13 помещается в двух направляющих рамки 14 маятникового типа. Верхним концом рамка надевается на шпильку 15, которая в отверстии головки машины крепится' упорным винтом 16. Для устранения смещений рамки поперек платформы в ее нижнюю овальную прорезь вставляется шарнирная шпилька 17, которая крепится упорным винтом. В игловодитель 13 вставляется игла 18 и крепится в нем упорным винтом. Игла 18 устанавливается длинным желобком к работающему.
ку 27 надевается ползун 28, который вставляется в паз рычага 29 регулятора величины зигзага. Рычаг 29 отростком 29а вставляется в отверстие крышки 30, а винтовая шпилька 31 — в овальную прорезь. Крышка 30 четырьмя прижимными винтами 32 прикрепляется к рукаву машины. На шпильку 31 надеваются шайба 33, пружина 34 и завертывается гайка 35.
При вращении кулачка 22 вильчатая головка шатуна 24 совершает колебательные движения. Если шатун 24 под действием кулачка 22 опускается, то ползун 28 перемещает шатун 24 вправо от работающего, рамка 14 повертывается против часовой стрелки, и игла 18 делает правый прокол.
6'
83
Регулировка: „
1) высота иглы относительно носика челнока регулируется перемещением игловодителя 13 по вертикали после ослабления винта 12\
2) величина зигзага регулируется поворотом рычага 29 после ослабления гайки <35; если рычаг повернуть против часовой стрелки, величина зигзага увеличивается;
3) время отклонения иглы регулируется поворотом главного вала 1 после ослабления винтов 20 шестерни /9;
4) местоположение иглы в прорези игольной пластинки регулируется поворотом шпильки 25 после ослабления винта 26; если линию эксцентриситета шпильки повертывают вправо, то в этом же направлении отклоняется игла.
Механизм нитепритягивателя
Работа и устройство механизма нитепритягивателя аналогичны механизму машины 22-А класса ПМЗ.
Регулировка:
время затяжки стежка и одновременно величина хода ушка нитепритягивателя регулируется поворотом пальца 6 кривошипа после ослабления винтов 7.
Механизм челнока
На главном валу 1 (см. рис. 75, 76) двумя упорными винтами крепится коническая косозубая шестерня <35, входящая в зацепление с шестерней <37, закрепленной двумя упорными винтами на вертикальном валу 38. Вал 38 вращается в двух втулках 39 и 40, закрепленных в стойке рукава машины двумя упорными винтами. На нижнем конце вала 38 двумя упорными винтами крепится шестерня 41, которая входит в зацепление с шестерней 42, закрепленной на промежуточном валу 43. Вал 43 проходит внутри пустотелого вала подъема 44. На переднем конце вала 43 двумя упорными винтами крепится шестерня 45, которая входит в зацепление с шестерней 46, закрепленной двумя упорными винтами 47 на челночном валу 48. Общее передаточное число трех пар шестерен равно 1 :2.
Челночный комплект состоит из челнока 49, шпуледержателя 50, шпульного колпачка 51 и шпульки 52. Снизу к челноку 49 двумя винтами прикрепляется предохранитель 53. Челнок 49 хвостовиком вставляется в пустотелый челночный вал 48. В передний конец вала завинчивается винт 54, через отверстие которого проходит шпилька 55. Резьбовая часть шпильки 55 завинчивается в хвостовик челнока, втягивая его в челночный вал и создавая жесткое соединение. Вал 48 находится во втулке 56, которая под платформой машины закрепляется упорным винтом 57. От осевых смещений вал 48 удерживается буртиком, который упирается в задний торец втулки 56, и головкой винта 54.
Вращательное движение главного вала 1 с помощью трех пар шестерен передается челноку 49, который вращается по часовой стрелке, если смотреть со стороны шпульного колпачка.
Регулировка:
1) время подхода носика челнока к игле регулируется поворотом челночного вала 48 после ослабления винтов 47 шестерни 46\ при выполнении этой регулировки устанавливают максимальную величину зигзага; при левом проколе иглы, когда игла поднимается на 1,5 мм из крайнего нижнего положения, носик челнока должен проходить выше ушка иглы на 2 мм, а при правом уколе, когда игла поднимается на 3,8—4 мм, носик челнока должен быть выше ушка на 1,5 мм\
2) местоположение носика челнока относительно иглы регулируется перемещением вала 48 вместе с втулкой 56 вдоль их оси после ослабления винтов 47, шестерни 46 и винта 57.
Механизм двигателя ткани
Механизм двигателя ткани состоит из узлов вертикальных и горизонтальных перемещений рейки и узла лапки.
Узел вертикальных перемещений рейки. На главном валу 1 двумя упорными винтами 58 крепится эксцентрик подъема 59, на который надевается верхняя стягивающая головка шатуна 60. Нижняя головка шатуна надевается на шарнирный цилиндрический винт 61, который завинчивается в коромысло 62 и крепится в нем гайкой 63. Коромысло 62 стягивающим винтом 64 крепится на пустотелом валу подъема 44, на переднем конце которого'стягивающим винтом 65 крепится коромысло 66. На шарнирном винте 57 удерживается ползун 68, который вставляется в вилочку рычага 69 двигателя ткани. Винт 67 контрится в коромысле 55 гайкой 70. К рычагу 69 двумя прижимными винтами 71 крепится трехрожковая рейка 72.
Если под действием эксцентрика 59 шатун 60 поднимается, то коромысла 62, 66 и вал 44 повертываются по часовой стрелке, ползун 68 поднимает рейку 72.
Узел горизонтальных перемещений рейки. На главном валу 1 двумя упорными винтами 73 крепится эксцентрик продвижения 74, на него надевается манжетка 75, которую охватывает вилочка шатуна 75. Чтобы манжетка не имела осевых смещений, к эксцентрику 74 прижимным винтом 77 прикрепляется шайба 78. Нижняя головка шатуна 75 шарнирно соединяется с коромыслом 79 (соединение такое же, как шатуна 60 с коромыслом 52). Коромысло 79 стягивающим винтом 80 крепится на валу продвижения 81.
В рамку 82 вала 81 вставляется винтовая шпилька 83, на которую надевается рычаг 69 двигателя ткани. С правой стороны шпилька 83 контрится гайкой. Осевые смещения валов 81 и 44 устраняются установочными кольцами 84. В шатун 76 завинчивается шпилька 85 и контрится гайкой 86. На шпильку 85 надевается ползун 87, который вставляется в паз рычага 88 регулятора величины стежка. Рычаг 88 в рукаве машины удерживается прижимным винтом 89. В рычаг 88 завинчивается винтовая шпилька 90, на которую надевается шайба 91 и пружина, затем навинчивается гайка 92, удерживающая рычаг 88 в определенном положении.
84
Шатун 76 совершает сложные движения под действием эксцентрика 74 и рычага 88. Если шатун смещается к работающему, то ползун 87, двигаясь вдоль паза рычага 88, опускает шатун 76. Коромысло 79, вал 81, рамка 82 повертываются по часовой стрелке, а рейка 72 смещается к работающему (холостой ход).
Регулировка:
1) величина стежка регулируется поворотом рычага 88 после ослабления гайки 92\ если рычаг 88 повертывать по часовой стрелке, то движения ползуна 87 близки к вертикальным, и шатун 24 под действием ползуна 87 перемещается на большую величину; в результате чего стежок увеличивается;
2) высота подъема рейки 72 над игольной пластинкой регулируется поворотом коромысла 66 на валу 44 после ослабления винта 65\
3) время подъема рейки 72 регулируется поворотом главного вала 1 после ослабления винтов 58 эксцентрика 59\
4) время продвижения ткани регулируется поворотом главного вала 1 после ослабления винтов 73 эксцентрика 74\
5) местоположение рейки в прорези игольной пластинки регулируется поворотом вала 81 после ослабления винта 80 коромысла 79, если рейку нужно переместить поперек платформы машины; при перемещении рейки вдоль платформы машины, кроме того, ослабляют винты установочных колец 84 на валу продвижения 81 и вал перемещают вдоль оси.
Узел лапки. Шарнирная лапка 93 с помощью стягивающего винта 94 крепится на стержне 95, который проходит через втулку 96, запрессованную во фронтовую часть машины, и через регулировочный винт 97. На стержне 95 упорным винтом 98 крепится упорное кольцо 99, на которое оказывает давление пружина 100, упирающаяся сверху в винт 97 и создающая давление лапки на ткань.
Свободно на стержень 95 надевается кронштейн 101, между направляющими которого стягивающим винтом 102 (см. рис. 76) крепится муфточка 103. Палец муфточки вставляется в паз фронтовой части
3. МАШИНА 55 КЛАССА ПМЗ
Машина предназначена для пришивания кружев к бельевым изделиям зигзагообразной двухниточной строчкой челночного переплетения с одновременной обрезкой края тканей под кружевами. Скорость машины 2000 об/мин главного вала, длина стежка—от 0 до 4,5 мм, величина зигзага—от 0 до 4 мм. Применяемые иглы: З-И-75—100.
Машина создана на базе машины 26 класса ПМЗ и отличается от нее наличием механизма ножей, работающих по принципу ножниц.
На главном валу 1 (рис. 77, 78) двумя упорными винтами 2 крепится эксцентрик 3 ножа, на который надевается верхняя разъемная головка шатуна 4\ нижняя головка шатуна надевается на шарнирный цилиндрический винт 5, завернутый в кулису 6. Точкой опоры кулисы 6 является шарнирный винт 7, который проходит через отверстие пластины 8, закрепленной винтами на стойке рукава машины. В паз кулисы 6 вставляется ползун 9, в который завинчивается палец 10 с шаровым
машины и предотвращает произвольный поворот стержня 95 лапки вокруг своей оси.
Палец кронштейна 101 опирается на рычаг 104 подъема лапки, который удерживается на цилиндрическом шарнирном винте 105. Со вторым пальцем кронштейна 101 соприкасается левое плечо рычага 106. Третий палец кронштейна 101 выполнен в виде клина и служит для ослабления натяжения верхней нитки при подъеме лапки, оказывая давление на стержень 107 регулятора натяжения верхней нитки. Рычаги 106 и 108 удерживаются на шарнирных цилиндрических винтах 109 и НО. В отверстие правого плеча рычага 108 вставляется верхний конец тяги 111.
При подъеме лапки коленоподъемником тяга 111, поднимаясь, поворачивает рычаг 108 против часовой стрелки, рычаг 106 поворачивается по часовой стрелке и, нажимая на второй палец кронштейна 101, поднимает лапку.
Регулировка:
1) сила давления лапки на ткань регулируется винтом 97\
2) высота подъема лапки над игольной пластинкой регулируется перемещением лапки вместе со стержнем 95 по вертикали после ослабления винтов 98, 102\
3) положение лапки относительно иглы регулируется поворотом стержня 95 вокруг его оси после ослабления винта 102 муфточки 103,
Заправка ниток в машине
Заправка верхней нитки аналогична заправке в обычных стачивающих машинах челночного стежка.
Заправка нижней нитки имеет некоторые особенности: когда шпульку вкладывают в шпульный колпачок 51 (см. рис. 75), то нитка со шпульки вводится в прорезь А, подводится под пластинчатую пружину и проводится в прорезь Б, затем нитка заправляется внутрь шпульного колпачка и выводится через отверстие В наружу.
шарниром. На палец 10 надевается верхняя головка шатуна И и переднее плечо соединительного звена 12. Заднее плечо звена 12 надевается на шарнирный винт 13 коромысла 14, которое двумя упорными винтами 15 крепится на оси 16. На переднем конце оси 16 упорными винтами 17 закрепляется рычаг 18 регулятора величины хода ножа, который фиксируется в прорези пластины 8 винтовой шпилькой 19.
Нижняя головка шатуна 11 надевается на шаровой палец 20, который завинчивается в рычаг 21 ножа и контрится гайкой 22. Рычаг 21 удерживается на эксцентричной шарнирной шпильке 23, которая вставляется в кронштейн 24 и крепится/ в его отверстии упорным винтом 25. На передне/ конце рычага 21 прижимным винтом 26 крепну я подвижный нож 27 В игольную пластинку 28 . ав' ляется лезвие неподвижного ножа 29.
Под действием эксцентрика 3 шатун 4/еРеме-щается по вертикали. Если шатун 4 (г?скается вниз, то кулиса 6 повертывается по часе >И стРелке
85
Рис. 77. Механизм ножей машины 55 класса ПМЗ
Рис. 78. Кинематическая схема механизма ножей машины 55 класса ПМЗ
86
и опускает шатун И, который повертывает рычаг 21 по часовой стрелке, нож 27 поднимается.
Регулировка:
1) время движения ножа 27 регулируется поворотом главного вала 1 после ослабления винтов 2\
2) величина хода ножа 27 регулируется поворотом рычага 18 после ослабления шпильки 19\ если рычаг повертывать по часовой стрелке, коромысло 14 перемещает соединительное звено 12 и ползун 9 от точки опоры кулисы 6, что приводит к увеличе
нию хода ножа 27 (нож поднимается на большую величину над игольной пластинкой 28);
3) величину подъема ножа 27 над уровнем игольной пластинки можно отрегулировать подъемом или опусканием ножа после ослабления винта 26 или изменением длины шатуна И после ослабления его контргаек, при увеличении длины шатуна 11 нож 27 поднимается;
4) сила прижима ножа 27 к ножу 29 может быть отрегулирована поворотом эскцентричной шпильки 23 после ослабления винта 25.
4. МАШИНА 75 КЛАССА ПМЗ
Машина предназначена для отделки швейных изделий зигзагообразными строчками двухниточного челночного переплетения. Скорость машины 1500 об!мин главного вала, длина стежка — от 2 до 6 мм, применяемые иглы: З-И-75—120.
Машина создана на базе машины 26 класса ПМЗ и отличается от нее устройством узлов отклонения иглы и продвижения ткани.
Строчки различного рисунка (рис. 79) образуются благодаря отклонениям иглы и перемещению
ткани. Например, строчка I образуется следующим образом: после прокола 1 игла, выйдя из ткани, отклоняется вправо и делает прокол 2, ткань не продвигается, после прокола 2 игла не отклоняется, а ткань продвигается на величину стежка и игла делает прокол 3, после этого игла отклоняется вправо,
Рис. 79. Виды строчек
ткань не продвигается, игла делает прокол 4, затем процесс повторяется.
Цикл выполнения самого сложного рисунка IV равен 12 оборотам главного вала.
Узел отклонения иглы. На главном валу 1 (рис. 80, 81) двумя упорными винтами 2 крепится червяк <3, с ним в зацепление входит червячная шестерня 4 (i = 12: 1), которая двумя упорными винтами кре
пится на поперечном валу 5. Вал 5 удерживается в двух втулках 6, которые крепятся упорными винтами в рукаве машины.
На переднем конце вала 5 упорным болтом 7 закрепляется диск 8 с кулачковым пазом. В паз вставляется ролик 9 кулисы 10, которая удерживается в рукаве машины на оси 11. В паз кулисы вставляется винтовая шпилька 12 и закрепляется в нем барашковой гайкой 13. Правая головка тяги 14 надевается на винтовую шпильку 12, левая — на
Рис 80. Узлы отклонения иглы и продвижения ткани машины 75 класса ПМЗ
шарнирный винт 15, который завертывается в коромысло 16, закрепленное на промежуточном валу 17 упорным винтом 18. Вал 17 вращается в двух втулках и на его средней части стягивающим винтом 19 крепится коромысло 20. На шарнирный винт 21 надевается правая головка тяги 22, левая головка тяги надевается на шарнирную эксцентричную шпильку 23, которая упорным винтом 24 крепится в рамке 25. Осевые смещения вала 17 и оси 11 устраняются с помощью установочных колец 26, 27.
87
В кулису 10 завинчиваются винты 28 и 29, которые ограничивают смещение винтовой шпильки 12 при регулировании ширины строчки.
Под действием кулачкового паза диска 8 ролик 9 вместе с кулисой 10 совершает колебательные движения вдоль рукава машины. Если ролик поворачивает кулису 10 по часовой стрелке, то тяга 14, двигаясь вправо от работающего, поворачивает коромысла 16, 20 и вал 17 против часовой стрелки.
ткани машины 75
Тяга 22 смещается вправо и поворачивает рамку 25 против часовой стрелки, игла делает правый прокол.
Регулировка:
1) ширина строчки регулируется перемещением винтовой шпильки 12 по прорези кулисы 10 после ослабления гайки /<3;
2) местоположение иглы в прорези игольной пластинки регулируется поворотом коромысла 20 после ослабления винта 19,
3) время отклонения иглы регулируется поворотом диска 8 после ослабления болта 7.
Узел горизонтальных перемещений ткани. На заднем конце поперечного вала 5 упорным болтом крепится диск 30 с кулачковым пазом. В его паз вставляется ролик 31 рычага 32. Ось 33 рычага 32 проходит через втулку, а на ней стягивающим винтом 34 крепится коромысло 35, в прорези которого закрепляется винтовая шпилька <36. На шаровой шарнир шпильки <36 надевается верхняя разъемная головка шатуна <37; нижняя головка шатуна <37 надевается на шаровой шарнир коромысла 38, которое стягивающим винтом 39 крепится на валу продвижения 40.
Под действием кулачкового паза диска 30 ролик <3/ перемещается по вертикали; если ролик опускается вниз, рычаг 32, коромысло <35 повертываются против часовой стрелки, шатун <37 поднимаясь повертывает коромысло 38 и вал продвижения 40 против часовой стрелки, а рейка продвигает ткань от работающего.
Регулировка:
1) величина стежка регулируется перемещением шпильки <36 по прорези коромысла 35 после ее ослаб-шпильки <36 к оси 33 длина
2) время продвижения ткани регулируется поворотом диска 30 после ослабления его болта;
3) местоположение рейки в прорези игольной пластинки регулируется изменением длины шатуна <37, для чего ослабляют две контргайки и шатун поворачивают; при удлинении шатуна <37 рейка смещается к работающему.
ления; при смещении стежка уменьшается;
Глава VIII
ВЫШИВАЛЬНЫЕ МАШИНЫ
1. МАШИНА ВМ-50 КЭМЗ
Машина ВМ-50 (рис. 82, см. приложение 2) выпускается Киевским экспериментально-механическим заводом и предназначена для отделки легкого платья, белья, ковриков, портьер, знамен и других изделий тамбурной строчкой. Скорость ма шины до 1200 об!мин главного вала, вылет рукава 234 мм, длина стежка — от 0 до 3 мм. Применяемые иглы: 21-А-75-130.
После переналадки и дополнительных регулировок на машине выполняются и другие виды строчек: цепная двухлинейная (рис. 83,а); однолинейная цепная с редкой или частой обкруткой (рис. 83,6); двухлинейная цепная с частой или редкой
обкруткой (рис. 83, в); строчка «тонкий шнур» (рис. 83, г); «толстый шнур» (рис. 83, д); «барашек» (рис. 83, е); «отхлестка» (рис. 83, ж); вышивка сутажом (рис. 83,з/
Процесс образования вышивальных строчек
Основной особенностью образования однониточной тамбурной строчки цепного переплетения является то, что цепочка (узор) образуется сверху, а пунктирная линия снизу. Основными рабочими органами, которые участвуют в процессе образования стежка, являются: игла 1 (рис. 84) с крючком, об
88
водчик 2, капсюль 5 и транспортирующая лапка. Процесс образования строчки можно разделить на несколько этапов.
1. Игла 1 прокалывает ткань и доходит до нижнего положения.
II. При медленном подъеме иглы обводчик 2 поворачивается по дуге вокруг иглы и набрасывает на ее крючок нитку.
Рис. 83. Виды строчек, выполняемых на вышивальной машине ВМ-50
III. Игла 1, захватив эту петлю, выводит ее вверх через предыдущую петлю, которую прижимает к ткани капсюль 3.
IV. Игла 1 поднимается вверх, за ней поднимается капсюль 3, а транспортирующая лапка опускается и продвигает ткань на величину стежка.
V. Игла входит в ткань и оставляет петлю на поверхности ткани, которую прижимает опустившийся вниз капсюль 3. Процесс повторяется.
В процессе работы на машине работающий правой рукой оттягивает рукоятку под платформой машины вниз и, поворачивая ее, изменяет направление движения ткани в любую сторону. Причем при повороте рукоятки на себя Рис-
ткань двигается от работающего. Это дает возможность вышивать любой рисунок на ткани без ее поворота.
- Цепная двухлинейная строчка (см. рис. 83, а) образуется аналогично однолинейной, но в работе участвуют две иглы, двойной капсюль и обводчик с двумя трубками.
Однолинейные строчки с частой или редкой об-круткой (см. рис. 83, б) образуются при применении крутильного механизма, который вращается вокруг пустотелого стержня игловодителя. Питка, пропущенная через глазок нитеводителя, обводится вокруг петли иглы. Скорость крутильного механизма равна скорости главного вала машины (частая обкрутка) или в два-три раза меньше (редкая об-крутка).
Двухлинейная строчка с частой или редкой об-круткой (см. рис. 83, в) образуется из двух игольных ниток и одной верхней, заправленной в глазок нитеводителя крутильного механизма.
Строчка «тонкий шнур» (см. рис. 83,г) образуется из грех ниток: обводчика, обкрутчика и каркаса. Каркас пропускается через полый игловодитель и может состоять из одной или нескольких разноцветных ниток.
Строчка «толстый шнур» (см. рис. 83, д) образуется так же, как и «тонкий шнур», но в этом случае каркас из ниток оплетается двухлинейной строчкой с обкруткой.
Строчка «барашек» (см. рис. 83, е) образуется из одной нитки обводчика. Игла своим крючком поворачивается в направлении продвижения ткани и соответственно устанавливается обводчик. В этом случае петли иглы, проведенные через капсюль, соскальзывают с крючка иглы и остаются незатянутыми на поверхности ткани.
Фигурная строчка «отхлестка» (см. рис. 83, ж) — это строчка с обкруткой, но при ее образовании натяжение верхней нитки, поступающей с крутильного механизма, больше, чем при однолинейной строчке, и выполняется строчка в виде кривой линии.
Строчка с сутажом (см. рис. 83, з) получается путем пришивки сутажа, поступающего через полый игловодитель с сутажного механизма, однониточной цепной строчкой.
Механизм иглы
Главный вал 1 (рис. 85) удерживается во втулке 2, закрепленной упорным винтом в рукаве машины. Правый конец вала 1 вставляется в ступицу махового колеса, которая проходит через втулку рукава машины
Осевые смещения главного вала 1 устраняются
84. Процесс изготовления вышивальной строчки
с помощью установочного кольца 3, закрепленного двумя упорными винтами. На левом конце вала / напрессован двойной кулачок 4 и 5. Палец 6 кулачка 4 вставляется в кулисный паз рамки 7. Рамка сверху заканчивается вилочкой, которая охватывает расточку игловодительной трубки 8. Трубка 8 полая, в нее вставляется иглодержатель 9, стянутый в верхней части трубки 8 с помощью муфточки 10, которая крепится упорным винтом 11. Снизу в иглодержатель 9 помещается игла 12.
При вращении главного вала 1 палец 6 кулачка 4 надавливает на паз рамки 7 и сообщает поступательные движения трубке 8, иглодержателю 9 и игле 12.
Поворотные движения игла 12 получает от промежуточного вала 13, на котором двумя упорными винтами крепится шестерня 14, входящая в зацепление с шестерней 15 (i = 1:1), закрепленной на
89
Рис. 85. Механизм иглы машины ВМ-50
90
трубке 16. Поворот иглы передается трубке 8 с помощью скользящей шпонки 17.
Регулировка:
высота иглы 12 относительно трубки обводчика регулируется перемещением иглодержателя 9 по вертикали после ослабления винта 11. Одновременно можно регулировать положение крючка иглы относительно трубки обводчика поворотом иглодержателя 9 вокруг оси. Игла 12 установлена правильно в том случае, если она выступает из капсюля, находящегося в верхнем положении, на 1—1,5 мм, а крючок иглы направлен от работающего при противоположном направлении рукоятки управления.
Механизм капсюля
Основное назначение механизма — прижимать ткань к игольной пластинке при выходе иглы из ткани, предохранять петлю от самопроизвольного сброса и предотвращать возможность попадания обкруточной нитки на крючок иглы. Капсюль совершает поступательные и поворотные движения вместе с другими рабочими органами машины.
К кулачку 4 (см. рис. 85) под действием передней пружины 18 прижимается вертикальное плечо рычага 19; горизонтальное плечо рычага подходит снизу к пальцу 20 рамки 21. Рычаг 19 удерживается на шарнирном винте. Рамка 21 проходит в двух направляющих фронтовой части машины и внизу оканчивается вилочкой, которая охдатывает расточку капсюльной трубки 22, проходящей внутри нижней направляющей втулки 23. Капсюль 24 завертывается в корпус 25, который вставляется в трубку 22 и крепится в ней упорным винтом 26. Чтобы обеспечить поворотные движения капсюля 24 на лыске трубки 16 имеется скользящая шпонка 27.
Если рычаг 19 при вращении кулачка 4 поворачивается против часовой стрелки, то рамка 21 поднимает капсюльную трубку 22 и капсюль 24. Движение вниз капсюлю 12 сообщает передняя пружина 18. Поворот капсюля 12 осуществляется при вращении шестерен 14 и 15.
Регулировка:
1) высота капсюля 12 относительно иглы регулируется перемещением корпуса 25 относительно трубки 22 вдоль ее оси после ослабления винта 26;
2) местоположение капсюльной трубки 22 относительно окна направляющей нижней втулки 23 регулируется поворотом шестерни 14 после ослабления ее винтов. Окна втулки 23 и трубки 22 должны совпадать при верхнем положении капсюля 12 и поворота рукоятки управления к работающему.
Механизм транспортирующей лапки
Механизм служит для перемещения ткани на величину стежка в требуемом направлении. Механизм состоит из двух узлов: вертикального и горизонтального перемещения лапки.
Узел вертикального перемещения лапки. К кулачку 4 (см. рис. 85) под действием задней пружины 18 прижимается вертикальное плечо рыча
га 28, который надевается на шарнирный цилиндрический винт 29. Горизонтальное плечо рычага 28 снизу прижимается к пальцу 30 штанги 31. Штанга 31 проходит в направляющей фронтовой части машины. Во втулку штанги вставляется палец муфточки 32. К муфточке 32 с помощью двух шарнирных цилиндрических винтов 33 присоединяется рычаг 34 лапки. Снизу на рычаг надевается кольцевая лапка 35 и закрепляется упорным винтом 36. В расточку лапки снизу вставляется резиновое кольцо, которое служит для продвижения материала, и лишь при выполнении строчки «барашек» применяют зубчатую лапку, чтобы предотвратить сминание строчки.
При повороте кулачка 4 рычаг 28 получает колебательные движения; если он поворачивается по часовой стрелке, то штанга 31 поднимает муфточку 32 и рычаг 34 относительно трубки 16.
Узел горизонтального перемещения лапки. Под действием передней пружины 18 к кулачку 5 прижимается вертикальное плечо углового рычага 37, который надевается на шарнирный цилиндрический винт 38. К горизонтальному плечу рычага 37 прижимается палец 39 штанги 40, которая проходит в двух направляющих, и ее вилочка охватывает расточку клиновой втулки 41. Втулка может свободно перемещаться вдоль оси трубки 16. К наклонной поверхности втулки 41 прижимается верхнее плечо рычага 42, который удерживается на оси 43 муфточки 44. Нижний конец рычага 42 вставлен в прорезь кольца 45.
Муфточка 44 упорными винтами 46 крепится на трубке 16 и оканчивается квадратным профилем, на который надевается кольцо 45. Кольцо охватывается головкой рычага 34 двигателя ткани. Чтобы создать закрытый паз на кольце 45, к нему снизу двумя прижимными винтами прикрепляется опорное кольцо, диаметр которого больше, чем диаметр головки рычага 34. Опорное кольцо опирается на плоскость фронтовой части машины и предотвращает осевые смещения кольца 45 вдоль трубки 16. Кольцо 45 под действием двух пружин кручения 47, надетых на винты, стремится переместиться влево от работающего.
Если под действием кулачка 5 рычаг <37 поворачивается по часовой стрелке, то его горизонтальное плечо нажимает на палец 39. При этом штанга 40 опускает втулку 41, которая своим клиновым срезом повертывает рычаг 42 против часовой стрелки, а кольцо 45 смещается вместе с рычагом 34 и лапкой <35 вправо от работающего.
Регулировка:
1) величина продвижения ткани регулируется винтом 48; если винт завинчивают, предварительно ослабив контргайку, то палец 39 опускается вниз и при одинаковых колебаниях рычага 37 лапка 35 передвигает ткань на меньшую величину;
2) положение лапки <35 по высоте регулируют в зависимости от толщины ткани, для чего ослабляют барашковый винт 36 и лапку перемещают по вертикали;
3) положение верхнего плеча рычага 42 относительно наклонной поверхности втулки 41 регулируется поворотом муфточки 44 вокруг ее оси после ослабления винтов 46; при этом для обеспечения
91
правильного продвижения ткани следует проверить, соответствует ли направление перемещения ткани положению рукоятки, которое регулируется также поворотом муфточки 44.
На главном валу 1 (рис. 86) с помощью шпильки 2 крепится эксцентрик 3, на который надевается верхняя головка шатуна 4. Нижняя головка шатуна, выполненная в виде вилочки, с помощью двой-
Рис. 86. Механизм обводчика
и управления машиной ВМ-50
Механизм обводчика
Обводчик предназначен для набрасывания нижней нитки на крючок иглы, вокруг которого он совершает возвратно-поворотные движения.
ного шарнира 5 соединяется с горизонтальным плечом рычага 6. Шарнир 5 представляет собой ползун, который с помощью шпилек соединяется с шатуном 4 и рычагом 6. Рычаг 6 удерживается на шарнирном цилиндрическом винте 7 с контргай
92
кой 8. В вертикальном плече рычага 6, выполненном в виде вилочки, с помощью двух шарнирных цилиндрических винтов 9 удерживаются два сухарика 10. Они охватывают расточку муфточки 11, которая крепится с помощью шпильки 12 на червячном валу 13. Вал 13 проходит внутри трубы 14, а на ее переднем конце упорным винтом 15 крепится червяк 16, который входит в зацепление с вертикальным червяком 17. Червяк 17 вставляется в отверстие кронштейна, который четырьмя прижимными винтами прикрепляется снизу к платформе машины (кронштейн на рисунке не показан).
Осевые смещения червяка 17 устраняются установочным кольцом, которое крепится упорным винтом на его нижнем конце. В торцовое отверстие червяка 17 вставляется обводчик 18. Пластина 19 обводчика роликом 20 помещается в овальную прорезь шестерни 21. Сверху в паз 22 шестерни 21 вставляется игольная пластинка 23. в ее паз 24 входит ограничитель 25. Сверху выступ игольной пластинки 23 вставляется в окно пластины 26, которая удерживается на платформе машины задвижками 27 и 28. Задвижки вставляются в соответствующие пазы платформы машины.
Под действием эксцентрика 3 шатун 4 перемещается по вертикали. Если шатун поднимается вверх, рычаг 6 повертывается против часовой стрелки, вал 13 и червяк 16 смещаются влево от работающего, а червяк 17 вместе с обводчиком 18 повертывается против часовой стрелки. Вал 13 перемещается вдоль оси вала 14. Чтобы вал 13 не вращался вокруг своей оси, в продольную прорезь вала 14 вставляется ползун 29 и закрепляется двумя упорными винтами на валу 13.
При повороте рабочих органов машины на определенный угол обводчик должен повернуться на такой же угол. Это движение обводчику передается от шестерни 30 через шестерню 21. Овальная прорезь шестерни 21 поворачивает ролик 20, а пластина 19 вместе с обводчиком 18 поворачивается на соответствующий угол относительно червяка 17.
Регулировка:
местоположение обводчика 18 относительно крючка иглы регулируется перемещением червяка 16 вдоль его оси после ослабления винта 15.
Крутильный механизм
Крутильный механизм предназначен для обведения верхней нитки вокруг петли нижней нитки в момент, когда игла выводит петлю над тканью. Ните-водитель совершает возвратно-поворотные движения и, кроме того, поворачивается на соответствующий угол при изменении направления строчки.
На главном валу 1 (см. рис. 86) двумя упорными винтами крепится цилиндрическая прямозубая шестерня 31, она входит в зацепление с паразитной шестерней 32, которая надета на шарнирную шпильку 33, закрепленную в рукаве машины упорным винтом. Шестерня 32 входит в зацепление с шестерней 34, которая крепится двумя упорными винтами на трубе 35, надетой на вал 36. Осевые смещения трубы.35 устраняются с помощью установочного кольца 37. Для передачи вращения от трубы 35 к трубе 38 применяется дифференциал, состоящий из трех конических шестерен; шестерня 39
двумя упорными винтами крепится на трубе 35; на валу 36 с помощью шпильки 40 крепится водило 41, на него надевается шестерня 42, осевые смещения которой устраняются с помощью установочного кольца 43, закрепленного на водиле двумя упорными винтами 44.
Шестерня 42 входит в зацепление с шестерней 45, закрепленной на трубе 38. На переднем конце трубы 38, проходящей через втулку, крепится двумя упорными винтами 46 коническая шестерня 49 (см. рис. 85), которая входит в зацепление с шестерней 50, закрепленной шпилькой на вертикальном валу 51. Вал проходит через втулку, а на его нижнем конце двумя упорными винтами крепится прямозубая цилиндрическая шестерня 52, вращение от которой передается через паразитную шестерню 53, надетую на шарнирный цилиндрический винт 54, шестерне 55.
К шестерне 55 винтами прикрепляется верхняя неподвижная пластина 56; нижняя пластина 57 со шпулей 58 под действием пружины 59 прижимается к верхней, создавая натяжение нитки обкрутчика. К ступице шестерни 55 барашковым винтом 60 через овальную прорезь прикрепляется нитеводи-тель 61.
Вращательное движение от главного вала 1 (см. рис. 86) через шестерни 31, 32, 34, трубу 35, шестерни 39, 42, 45, трубу 38, которые вращаются на неподвижном валу 36, пару конических шестерен 49 (см. рис. 85), 50, вертикальный вал 51, шестерни 52, 53, 55 передаются шпуле 58 и нитеводи-телю 61, который обводит верхнюю нитку вокруг петли нижней нитки.
Поворотные движения обкрутчика при вращении других рабочих органов машины рассмотрим в механизме управления машиной.
Регулировка:
1) при переходе от выполнения строчки с частой обкруткой к строчке с редкой обкруткой нужно заменить шестерни 52 (см. рис. 85), 53, установив шестерни с передаточным числом, равным 2 : 1 или 3: 1;
2) местоположение нитеводителя 61 относительно других рабочих органов может быть отрегулировано поворотом шестерни 52 после ослабления ее винтов;
3) положение нитеводителя 61 по высоте регулируется после ослабления барашкового винта 60; при этой регулировке необходимо учесть, что глазок нитеводителя должен быть на 1,5—2 мм ниже уровня капсюля при его верхнем положении;
4) натяжение верхней нитки регулируется гайкой 62; при завинчивании гайки пластина 57 сжимает шпулю 58 и натяжение нитки возрастает;
5) чтобы отключить крутильный механизм, после ослабления винтов шестерни 34 (см. рис. 86) перемещают ее влево вдоль трубы 35, выводя из зацепления с шестерней 32.
Нижний поворотный шпуледержатель
Нижний поворотный шпуледержатель служит для удержания катушки или шпули, с которых подается нижняя нитка, и для поворота катушки в момент поворота рабочих органов машины при изменении направления линии строчки.
93
Шестерня 21 (см. рис. 86) выполнена в виде блока с шестерней 47, которая входит в зацепление с шестерней 48, закрепленной на вертикальном валу. На его нижнем конце крепится шестерня 49, которая входит в зацепление с шестерней 50, последняя свободно удерживается на втулке, прикрепленной снизу к кронштейну. К шестерне 50 прикрепляется пропеллер 51, на котором с помощью прижимных винтов и шпилек закреплены две стойки 52. В них завинчиваются две шпильки 53, на которые надеваются катушки 54, и их осевые смещения устраняются с помощ! ю хомутиков 55. Натяжение ниток осуществляется с помощью двух пластинчатых язычков 56, на которые действуют пружины 57. Регулировка осуществляется с помощью кулачков 58, которые надеваются на шарнирные винты 59, завернутые в стойки 52. Под головки винтов подкладываются тарельчатые пружины, которые препятствуют произвольному повороту кулачков. На концы винтов 59 надеваются пружины 57, один конец которых вставляется в отверстие кулачков, а другой заводится за язычки 56.
Регулировка:
натяжение нижней нитки регулируется кулачком 58, если кулачок 58 повертывать против часовой стрелки, то давление пружины 57 уменьшается, соответственно уменьшается и натяжение нитки.
Механизм управления машиной
Механизм служит для изменения направления строчки путем поворота основных рабочих органов машины, а также для включения и выключения машины.
На главный вал 1 (см. рис. 86) свободно надевается кулачок 60, в паз которого вставляется винт 61 рычага 62. Под действием пружины 63, которая упирается в шпильку 64 и торец кулачка 60, последний стремится передвинуться вправо и соединить главный вал 1 со ступицей шкива 65. Для этого палец 66 кулачка 60 должен через отверстие эксцентрика 3 войти в отверстие кольца 67, закрепленного на ступице шкива 65 упорным винтом 68. Рычаг 62 надевается на шарнирный цилиндрический винт 69. Нижнее плечо рычага 62 упирается в штангу 70, которая поднимается под действием пружины 71. На нижнем конце штанги запрессована шпилька 72, на которой лежит плечо рычагй~73. Рычаг 73 надевается на ось 74, его левое плечо расположено над стержнем 75. Стержень проходит внутри втулки 76, на которой двумя упорными винтами крепится шестерня 77.
Нижний конец втулки 76 упорным винтом 78 закрепляется в поворотном рычаге 79. На шарнирном винте 80 удерживается рычаг 81 включения машины, левый конец которого с помощью сухаря соединяется с рукояткой 82.
Чтобы включить машину, оттягивают рукоятку 82 вниз, рычаг 81 поворачивается против часовой стрелки, стержень 75 поднимается и поворачивает рычаг 73 по часовой стрелке, штанга 70 опускается, рычаг 62 под действием пружины 63 поворачивается по часовой стрелке, кулачок 60 вместе с пальцем 66 смещается вправо и входит в отверстие кольца 67, машина включается. Когда отпускают
рукоятку 82, пружина 71 поднимает штангу 70, которая поворачивает рычаг 62 против часовой стрелки, а главный вал отключается от шкива 65. Фиксатор 83 под действием своей пружины входит в паз 84, останавливая главный вал / при верхнем положении рабочих органов, расположенных во фронтовой части машины.
Чтобы изменить направление строчки, соответственно поворачивают рукоятку 82, зная о том, что ткань при этом продвигается в сторону, противоположную направлению поворота рукоятки. При повороте рукоятки шестерня 77 поворачивает шестерню 85, закрепленную двумя упорными винтами на валу 86. На заднем конце вала упорными винтами крепится шестерня 87, от которой вращение передается шестерне 88, закрепленной упорными винтами на трубе 14, являющейся распределительным валом. При передаче вращения влево через пару конических шестерен 89 и 90, поворачиваются нижний обводчик и пропеллер вместе с катушкой 54. Вращательное движение вправо передается по двум кинематическим цепям. От трубы 14 вращение через пару конических шестерен 91, 92 передается валу 93, от него через пару цилиндрических шестерен 94, 95 валу 96\ от вала 93 через пару конических шестерен 97 и 98 валу 36, который поворачивает водило 41 вместе с шестерней 42. Шестерня 42 обкатывается по неподвижной шестерне 39, сообщая поворотное движение шестерне 45, при этом нитеводитель поворачивается на соответствующий угол. Вращение от вала 96 через пару конических шестерен 99, 100 передается валу 13 (см. рис. 84), а от него через шестерни 14, 15 трубе 16, происходит поворот иглодержателя 9 вместе с иглой, капсюлем, прижимной лапкой и обкрутчиком.
Заправка ниток обводчика и обкрутчика
При заправке нитки обводчика надевают шпулю 54 (см. рис. 86) на стержень 53, поворачивают рукоятку 82 так, чтобы боковая прорезь игольной пластинки 23 оказалась против трубки обводчика 18. Через прорезь игольной пластинки, трубку обводчика и полый червяк 17 и отверстие в шестерне 50 пропускают специальный крючок или проволочку, нитку проводят через виток пружины 101 и крючком вынимают ее из обводчика. Иглой нитку выводят из игольной пластинки и конец заправляют под транспортерную лапку.
При заправке нитки обкрутчика оттягивают нижнюю планку 57 (см. рис. 85) вниз, отводят ее в сторону и на стержень надевают шпулю 58. Планку вместе со шпулей ставят на прежнее место. Нитку от шпули последовательно проводят через нитенаправители А (пластина 56), Б и В (нитеводитель 61). Конец нитки подкладывают под транспортерную лапку.
Сутажный механизм
Сутажный механизм служит для поворота катушки с сутажом при изменении направления линии строчки.
На трубке 16 (см. рис. 85) двумя упорными винтами крепится шестерня 63, она входит в за
94
цепление с шестерней 1 (рис. 87), закрепленной одним упорным винтом на валу 2, который проходит в двух направляющих корпуса 3 сутажного механизма, прикрепленного к головке машины прижимным винтом с фиксацией на двух шпильках. На верхнем конце вала 2 крепится шестерня 4, входящая в зацепление с шестерней 5, на которой с помощью двух прижимных винтов крепятся скоба 6 и чашка 7. На шпильку 8 надевается катушка 9 с сутажом, затем для устранения осевых смещений катушки на шпильку навинчивается гайка 10.
Регулировка:
изменение натяжения сутажа производится винтом 11; если винт завинчивают, пластинчатая
Рис 87. Сутажный механизм машины ВМ-50
»пружина 12 сильнее нажимает на торец катушки, , натяжение сутажа увеличивается.
При заправке сутажа, сутаж с катушки 9 пропускают через отверстие в верхнем торце чашки 7, скобу 6 и шестерню 5, затем сутаж пропускают через пустотелый иглодержатель и вводят в отверстие капсюля. Конец сугажа подкладывают под транспортерную лапку.
Каркасную нитку используют при образовании строчек «тонкий шнур» или «толстый шнур», применяя одну или несколько ниток. Для заправки машины через иглодержатель пропускают заправочный пруток и продергивают нитки. Нитки проводят через капсюль и заправляют под лапку.
Наладка машины для выполнения различных видов строчек
Однолинейная строчка. Перед наладкой машины необходимо отключить крутильный механизм, для чего ослабляют два упорных винта ше
стерни 34 (см. рис. 86) и пере мещают ее влево на 20—25 мм. Кроме того, снимают нитеводитель 61 (см. рис. 85). Устанавливают одинарный иглодержатель 9, капсюль 24 с одним отверстием и обводчик 18 (см. рис. 86) с одной трубкой.
Двухлинейная строчка. При образовании этой строчки применяют двойной иглодержатель 13 (см. рис. 87), капсюль 14 с направляющими для двух игл, обводчик 15 с двумя трубками, игольную пластинку 16 с двумя игольными отверстиями. Установка и наладка этих деталей производятся по такому же методу, что и для однолинейной строчки. Заправка ниток также аналогична заправке при однолинейной строчке.
Однолинейная строчка с частой или редкой обкруткой. Устанавливают игольную пластинку 23 (см. рис. 86) с одним отверстием, обводчик 18 и капсюль 17 (см. рис. 87) с конусной заточкой для облегчения соскальзывания нитки обкрутчика. Подключают механизм обкрутчика и прикрепляют нитеводитель 61 (см. рис. 85) винтом. При переходе на редкую обкрутку шестерни 53, 52 заменяют.
Двухлинейная строчка с частой или редкой обкруткой. Устанавливают те же детали, что и для получения двухлинейной строчки, дополнительно подключают крутильный механизм.
Строчка «тонкий шнур». Устанавливают те же детали, что и при изготовлении однолинейной строчки, но, кроме того, применяют капсюль 18 (см. рис. 87), имеющий две направляющие для иглы и каркасной нитки. Крутильный механизм включают. Заправка ниток отличается от заправки при строчке с обкруткой применением каркасной нитки.
Строчка «толстый шнур». Применяют Те же детали, что и при изготовлении двухлинейной строчки с обкруткой, но дополнительно заправляют каркасную нитку.
Строчка «барашек». Используют те же детали, что и при однолинейной строчке. Крутильный механизм выключается. Крючок иглы должен быть повернут в сторону продвижения ткани и острие иглы при своем крайнем нижнем положении должно быть ниже трубки обводчика на 4—4,5 мм. Обводчик поворачивают на 180° после ослабления винта 15 (см. рис. 86) и перемещения червяка 16 вдоль вала 13. Вместо лапки с резиновым кольцом устанавливают зубчатую лапку 19 (см. рис. 87). Для улучшения сброса петли с иглы, ее крючок следует немного разогнуть или подпилить. Нитку заправляют так же, как и при однолинейной строчке.
Строчка «отхлестка». Эта строчка образуется из строчки однолинейной с обкруткой, только увеличивают натяжение крутильной нитки с помощью гайки 62 (см. рис. 85) и уменьшают натяжение нижней нитки кулачком 58 (см. рис. 86).
Строчка для вышивки сутажом. Применяют следующие детали: полый иглодержатель 9 (см. рис. 85), пружинный капсюль 20 (см. рис. 87), обводчик 18 (см. рис. 86) с одной трубкой, подключают сутажный механизм. Наладка такая же, как при изготовлении однолинейной строчки.
95
2. ПОЛУАВТОМАТ 8630 КЛАССА ФИРМЫ ТЕКСТИМА (ГДР)
Вышивальный четырехголовочный полуавтомат (рис. 88, см. приложение 3) предназначен для отделки женского, детского белья, мужских сорочек, постельного и столового белья двухниточными челночными строчками, выполненными по определенному рисунку из ниток различного цвета. Скорость полуавтомата 300 об!мин главного вала, длина стежка в прямом направлении от 0,1 до 4 мм, максимальная длина стежка по диагонали до 5,64 мм, поле вышивки 300X200 мм, а по особому заказу 300X300 мм. Мощность электродвигателя 0,25 кет, число оборотов в минуту— 1400. Применяемые иглы: З-Е-75—90. Нитки используются' верхние — шелковые, нижние— хлопчатобумажные
пликациями, вышивку монограмм, вышивку сутажом, ришелье и другие виды вышивок.
Конструкция всех четырех головок полуавтомата одинакова: механизм иглы кривошипно шатунного типа, нитепритягиватель зигзагопазовый, челнок центрально-шпульный, неравномерно вращающийся в вертикальной плоскости, лапка подвижная.
Механизм иглы головки полуавтомата
Главный вал / (рис. 89) удерживается в двух втулках 2, которые крепятся в рукаве машины упорными винтами. Чтобы устранить осевые смещения вала 1, на заднем конце его двумя упорными
Рис. 89. Механизм головки полуавтомата
8630 класса фирмы Текстима
Вышивальный полуавтомат имеет четыре одинаковые головки, которые работают синхронно и одновременно выполняют четыре одинаковых вышивальных рисунка. Ткани, на которых выполняются вышивальные работы, закрепляются в пяльцах, а последние — в специальной раме. Рама является транспортером ткани и перемещает пяльцы вдоль, поперек стола и по двум диагоналям. Узор, вышиваемый полуавтоматом, создается аппаратом рисунка, который расположен за ведущей первой головкой. Программирующим элементом аппарата рисунка является перфорированная карта, которая определяет величину и направление перемещения рамы, а также последовательность перемещений.
При изменении вида вышивки заменяют перфорированную карту. На полуавтомате можно выполнить гладь с мережкой, прорезную гладь, вышивку крестом, теневую вышивку, вышивку с ап-
винтами крепится установочное кольцо 3. На переднем конце вала 1 двумя упорными винтами 4 крепится дисковый кривошип 5. В его торцовую поверхность завинчивается шарнирный цилиндрический винт 6, на который надевается верхняя головка шатуна 7. Нижняя головка шатуна надевается на палец поводка 8, в котором упорным винтом 9 крепится игловодитель 10. Игловодитель помещается в двух втулках 11, закрепленных на фронтовой части машины упорными винтами. Снизу в торцовое отверстие игловодителя 10 вставляется игла 12 и закрепляется в нем упорным винтом 13. Игла устанавливается коротким желобком по направлению к стойке рукава машины.
Вращательное движение главного вала 1 и кривошипа 5 с помощью шатуна 7 преобразовываются в поступательное движение игловодителя 10 и иглы 12.
96
Регулировка:
высота иглы 12 относительно носика челнока регулируется перемещением игловодителя 10 по вертикали после ослабления винта 9 (через окно в корпусе машины); при этой регулировке необходимо, чтобы ушко иглы было ниже носика челнока на 1,5—2 мм.
Механизм нитепритягивателя
Рычаг 14 (см. рис. 89) нитепритягивателя надевается на шарнирный цилиндрический винт 15, который завинчивается в рукав машины. Ролик 16 рычага 14 вставляется в кулачковый паз дискового кривошипа 5.
При вращении кривошипа 5 кулачковый паз перемещает ролик 16 вдоль платформы машины и ушко рычага 14 совершает колебательные движения по заданному закону. При медленном опускании вниз ушко подает нитку игле, челноку, а при быстром движении вверх — затягивает стежок и сдергивает нитку с катушки.
Механизм лапки
Кольцевая лапка 17 (см. рис. 89) является продолжением рычага 18, надетого двумя отверстиями на игловодитель 10. На крючок 19 и винт 20 надевается пружина 21, которая служит для опускания лапки 17. На игловодитель 10 надевается пружина 22, которая сверху упирается в рычаг 18, а снизу — в поводок 8. Пружина 22 служит для подъема лапки при выходе иглы из ткани.
Когда игла 12 входит в ткань, расстояние между хомутиком и верхним плечом рычага 18 увеличивается, а давление пружины 22 уменьшается. В этом случае пружина 21 опускает лапку 17. При подъеме иглы поводок 8 сжимает пружину 22, которая преодолевает силу давления пружины 21, и лапка 17 поднимается.
Механизм челнока
Главный вал 1 (см. рис. 89) имеет колено, на которое надевается верхняя разъемная головка шатуна 23, проходящего через поворотную втулку 24. Нижняя головка шатуна с помощью шпильки 25 соединяется с левой головкой соединительного звена 26. Шпилька 25 в головке шатуна крепится упорным винтом. Правая головка звена 26 надевается на палец 27 коромысла 28, которое упорным винтом 29 крепится на челночном валу 30. Этот вал удерживается во втулках 31, 32, закрепленных в приливах платформы машины упорными винтами. Осевые смещения вала 30 устраняются установочным кольцом 33. На передний конец вала 30 напрессовывается челнок 34.
Челнок 34 вращается по часовой стрелке с переменной угловой скоростью, причем рабочий ход челнока совершается быстрее, чем холостой. Следовательно, за один оборот главного вала челнок поворачивается один раз (i=l : 1), однако неравномерность хода челнока создает нормальные условия для подачи нитки и обеспечивает хорошую затяжку стежка.
Челночный комплект состоит из челнока 34, шпульного колпачка 35, шпульки 36 и шпуледержателя 37. Внутренняя поверхность челнока 34 имеет сферическую вогнутую форму, куда вкладывается шпулька 36 своей задней стенкой. Внешние стенки шпульки имеют выпуклую поверхность. Предварительно шпульку 36 вкладывают в шпульный колпачок 35. Шпуледержатель 37 поворачивают в вертикальное положение и следят за тем, чтобы в его паз вошел палец 38 шпульного колпачка. Шпуледержатель 37 фиксируется в вертикальном положении пластинчатой пружиной 39, за отросток которой заходит конец пластины 40. Шпуледержатель 37 удерживается на оси 41, которая проходит через направляющее отверстие корпуса 42, и может поворачиваться на ней. Корпус 42 крепится к приливу платформы прижимным винтом 43 и его положение фиксируется винтом 44.
Слева к корпусу 42 двумя прижимными винтами прикрепляется пластинчатая пружина 39. К шпульному колпачку 35 прижимными винтами 45 и 46 прикрепляется пластинчатая пружина 47, которая служит для изменения натяжения нижней нитки. Следовательно, чтобы вынуть шпульку и шпульный колпачок, нужно оттянуть влево пластинчатую пружину 39, которая отпирает шпуледержатель 37.
Регулировка:
1) время подхода носика челнока к игле регулируется поворотом вала 30 вместе с челноком 34 после ослабления винта 29-
2) изменение расстояния между челноком и шпуледержателем регулируется перемещением корпуса 42 винтом 44 после ослабления винта 43.
Механизм привода головок полуавтомата
Вращение от электродвигателя передается ведущей головке полуавтомата с помощью ременной передачи через маховое колесо 48 (см. рис. 89), которое установочным винтом 49 крепится на главном валу 1.
Вращательное движение от ведущей головки ведомым головкам передается через пару косозубых шестерен (i=l : 1) валу 50. Вал 50 перпендикулярен главному валу 1 каждой из четырех головок и удерживается в шарикоподшипниках 5/ и отверстиях стоек рукавов головок, на которые опираются ступицы полумуфт 52. Шестерня 53 с помощью двух упорных винтов крепится на полумуфте 52, а шестерня 54 на главном валу 1 с помощью двух упорных винтов 55. Полумуфта 56 с помощью винтов 57 жестко крепится на передаточном валу 50. Соединение полумуфт 56 и 52 осуществляется с помощью запорных пальцев 58, которые под действием пружин 59 входят в отверстия полумуфт 52.
Чтобы устранить осевые смещения шестерни 53, на передаточном валу крепятся установочные кольца 60. Чтобы устранить осевые смешения вала 50, на нем двумя упорными винтами перед четвертой ведомой головкой крепится установочное кольцо 61.
При вращении вала 50 шестерни 53, 54 передают вращательное движение главным валам 1
7
Заказ № 616
97
головок полуавтомата в том случае, если запорные пальцы 58 связывают полумуфты 56 и 52.
Регулировка:
1) синхронность работы головок полуавтомата регулируется поворотом главных валов 1 головок после ослабления двух винтов 55 шестерни 54 каждой головки;
2) ведомые головки полуавтомата можно отключить; для этого головку 62 запорного пальца 58 оттягивают влево, пальцы 63 выходят из отверстий полумуфты 56, затем палец 58 поворачивают, полу-
муфты разъединяются.
Рис. 90. Механизм подачи карты полуавтомата 8630 класса фирмы Текстама
Аппарат рисунка
Аппарат рисунка состоит из механизма подачи карты, механизма транспортирования карты, механизма каретки, планетарного механизма, механизма дуги-замыкателя, тормозного устройства планетарного механизма, механизма пяльцев, механизма останова полуавтомата.
Механизм подачи карты
Механизм подачи карты служит для сматывания карты с рулона, подачи ее механизму транспортирования и намотки карты в рулон. Карта рисунка представляет ленту из плотной бумаги шириной 68 мм с отверстиями, расположенными в определенной последовательности. По краям карты пробиты транспортные отверстия с шагом, равным 7 мм.
На ступицу махового колеса 48 (см. рис. 89) ведущей головки надеваются кулачки 64 и 65, кото
рые между собой соединяются винтами. Кулачок 64 соединяется с маховым колесом 48 с помощью запорного пальца 66, который входит в отверстие кулачка 64 под действием пружины 67. Чтобы устранить осевые смещения кулачков 64, 65 вдоль ступицы махового колеса 48, в нее завинчивается винт 68, который стопорится винтом 69.
На ободе кулачка 64 имеется червячная резьба. Кулачок 64 входит в зацепление с шестерней / (рис. 90) при передаточном числе t = 5: 1. Шестерня 1 крепится на валу 2. На заднем конце
вала 2, проходящего через втулку, крепится кони:
ческая шестерня 3, которая входит в зацепление с шестерней 4 (i=l:l), закрепленной двумя упорными винтами на ступице барабана 5. Барабан 5 имеет два ряда транспортирующих штифтов, которые входят в отверстия транспортируемой карты. Барабан 5 надевается на ось 6, которая удерживается во втулке гайкой 7.
Осевые смещения барабана устраняются винтом 8, который завинчивается в правый торец оси 6 и одновременно закрепляет стойку 9. Через отверстия второй стойки (на рисунке не показана) проходят шпильки 10, на которые надеваются проушинами прижимные пластины 11. На шпильку 10 надевается пружина кручения 12, один конец которой заведен под пластину 11. Пружина 12 стремится повернуть пластину 11 относительно шпильки 10 против часовой стрелки. Другая пружина 12 надета на нижнюю шпильку и служит для открывания нижней пластины 11. Пласти-
на 11 на стойке 9 запирается с помощью шпильки 13, которая
входит в отверстие пластины.
Прижимным винтом 14 к внутренней поверхности стойки 9 прикрепляется пластинчатая пружина 15. Эта пружина имеет две шпильки 16 и 13, первая входит в вырез пластины 11, а вторая — в ее отверстие. К корпусу аппарата рисунка прикрепляется кронштейн 17, который имеет две радиусные скобы. Каждая из них вверху оканчивается вилочкой, куда вставляется ось 18 ведущей катушки 19. На левой стенке катушки 19 и на барабане 5 имеются шкивы 20. На шкивы надевается
кольцевая пружина 21, которая служит для передачи вращения от барабана 5 катушке 19. В скобах кронштейна 17 на осях удерживаются два деревянных ролика 22, 23, которые служат для направления движения карты. На оси 24 удерживается ведомая катушка 25, на стенке которой крепится шестерня 26. Шестерня 26 через паразитную шестерню 27 входит в зацепление с шестерней 28.
Шестерни служат для перемотки карты с катушки 19. На вал 29 шестерни 28 надевается рукоятка 30
98
с двумя вырезами для захвата шпильки 31. Под действием пружины 32 рукоятка 30 смещается вправо от шпильки 31.
При включении полуавтомата вращение от ма-
хового колеса через червячную пару, вал 2, коническую пару шестерен 3 и 4 передается 'барабану 5, а от него через шкивы 20 и пружину 21 катушке 19, которая осуществляет намотку карты. К стойке 9 прикрепляются четыре направляющие шпильки 33 для заправки карты.
Для перемотки карты с катушки 19 на катушку 25 нажимают на рукоятку 30, сжимая пружину 32. В вырезы рукоятки 30 входит шпилька 31 и, вращая рукоятку, через шестерни 28, 27, 26 перематывает карту.
Механизм транспортирования карты
Механизм предназначен для последовательного перемещения карты на величину, равную шагу транспортных отверстий.
Ролик 1. (рис. 91) укреплен на оси 2, которая упорным винтом 3 закрепляется в рычаге 4, надетом на ось 5. Ползун 6 вставляется в паз кулисы рычага 7, который надевается на шпильку 8. Осевые смещения рычага 7 устраняются с помощью шайбы 9, в которую упирается головка винта 10.
Переднее плечо рычага 7 с помощью соединительного звена 11 соединяется с рамкой 12, которая надевается на ось 13. В передние плечи рамки 12 вставляются шарнирные шпильки 14 и закрепляются упорными винтами 15. На шпильки надевается проушинами транспортирующая рамка 16. В овальных прорезях рамки с помощью гаек 17 крепятся транспортирующие штифты 18.
К нижней части рамки 16 приклепывается отросток 19, который входит в паз пальца 20. Палец 20 проходит через втулку 21 и находится под действием пружины, которая
перемещает его вправо.
Под действием паза кулачка ролик 1 перемещается вертикально. Если ролик 1 опускается вниз, то рычаги 4, 7 повертываются по часовой стрелке, звено 11, поднимаясь вверх, повертывает рамку 12 против часовой стрелки: рамка 16, захватывая штифтами 18 отверстия карты, перемещает ее вниз на один шаг. Когда рамка 16 поднимается, пластины 22, 23 отводят карту от штифтов 18, совершается холостое движение рамки 16. Повороту рамки 12 по часовой стрелке при холостом движении рамки 16 помогает пружина 24. Пружина 25 служит для отвода рамки 16 вперед. Для заправки карты палец 20 оттягивают влево, при этом рам-
ка 16 под действием пружины 25 поворачивается по часовой стрелке.
Регулировка:
1) местоположение штифтов 18 по вертикали
относительно прорези в пластине 23 регулируется перемещением штифтов по вертикали в пределах овальных прорезей в рамке 16 после ослабления гайки /7;
Рис. 91 Механизм транспортирования карты полуавтомата 8630 класса фирмы Текстима
2) местоположение штифтов 18 в прорези пластины 22 регулируется после ослабления винтов 15
шпилек 14 их осевым перемещением вместе с рамкой 16 относительно рамки 12\
3) величина хода штифтов 18 регулируется поворотом эксцентричной шпильки 26 после ослабления гайки 27 и винта 28. При повороте шпильки направляющая рычага 29 наклоняется в сторону от вертикали, и чем наклон больше, тем на большую величину штифты 18 перемещают карту (аналогично изменению длины стежка в машине 26 класса ПМЗ).
Механизм каретки
Механизм служит для поступательных перемещений карты рисунка. В паз кулачка вставляется
99
ролик 1 (рис. 92), который надевается на ось 2, закрепленную упорным винтом 3 в рычаге 4. Рычаг 4 надевается на шпильку 5.
На нижнем плече рычага 4 упорным винтом 6 крепится шпилька 7, на которую надеваются задние
головки соединительных звеньев 8. Передние головки звеньев надеваются на ось 9 каретки 10. Осевые смещения этой оси устраняются установочными кольцами И, которые крепятся на ней упорными винтами 12. Каретка 10 проходит в пазах корпуса аппарата рисунка; внутри каретки 10 размещено шестнадцать пластин 13 со щупами 14. На передней поверхности каретки с помощью двух винтовых шпилек 15 крепятся две зажимные пластины 16, 17, между которыми проходит карта рисунка.
Пластины соединяются с каретками следующим образом: в отверстия каретки вставляются шпильки 15 и сзади навинчиваются гайки 18, затем между шайбами помещаются пружины 19 и надеваются пластины 16, 17. С передней стороны пластины сжимаются гайками 20 через шайбы. Овальные отверстия на пластине 16 служат для перемещения карты рисунка штифтами 18 (см. рис. 91). Кроме того, поступательное движение пла
13
и ю
12 и
20 15 IS
Рис. 92. Механизм каретки полуавтомата 8630 класса фирмы Текстима
стины 16 (см. рис. 92) относительно пластины 17 ограничивается шпильками с головками, которые закрепляются в пластине 17.
Пластины 16 и 17 имеют семнадцать отверстий: восемь в верхнем ряду и девять — в нижнем. Центральное отверстие в нижнем ряду служит для щупа, останавливающего полуавтомат при смене ниток, перемещении ткани. Остальные шестнадцать отверстий в зажимных пластинах 16, 17 разделяются на две половины: левую и правую половины по восемь отверстий в каждой. В них вставлены шестнадцать щупов 14 пластин 13.
Против отверстий левой половины установлены щупы, обеспечивающие поперечное перемещение пяльцев и их рамы Щупы левой половины верхнего ряда обеспечивают перемещение ткани соответственно на величину 0,3; 4,7; 0,9; 0,1 мм вправо от работающего, а щупы нижнего ряда — на 0,1; 0,9; 2,7; 0,3 мм влево от работающего.
Щупы правой половины верхнего ряда перемещают пяльцы от работающего, а щупы нижнего ряда — к работающему на такое же расстояние и в такой же последовательности, как и щупы левой
половины. Следовательно, при одновременном воздействии четырех щупов какого-либо ряда пяльцы перемещаются на 0,1+0,94-2,7 + 0,3=4 мм в нужном направлении.
Под действием паза кулачка ролик 1 переме-
ты ми
щается по горизонтали. Если ролик / двигается вправо, рычаг 4 повертывается по часовой стрелке, звенья 8 перемещают каретку 10 влево, т. е. пластины 16, 17 снимают карту рисунка со щупов 14 и отводят ее влево для транспортировки на шаг. При движении каретки вправо карта своими непроби-участками нажимает на щупы 14, которые перемещают пластины 13 внутри каретки 10 и через рычажно-планетарную му перемещают пяльцы на длину ка в нужном направлении.
Возврат пластин 13 в исходное жение осуществляется задней
каретки 10 при ее движении влево. Если отверстие на карте рисунка совпадает с каким-либо щупом, то пластина остается неподвижной и механического импульса от нее не передается рычажнопланетарной системе. Следовательно, если на карте рисунка пробиты все 17 отверстий, то пяльцы никаких перемещений не получают. При действии нескольких непробитых участков карты верхнего или нижнего ряда можно получить различные стежки длиной от 0,1 до 4 мм в прямом направлении и от 0,14 до 5,64 мм — по диагонали.
систе-
стеж-
поло-стенкой
Планетарный механизм
Механизм служит для передачи перемещений от пластин со щупами механизму пялец. Планетарный механизм разделяется на правую и левую части,
конструкция которых совершенно одинакова. Левая часть планетарного механизма служит для переме
щения пялец в поперечном направлении, а правая в продольном направлении. Рассмотрим конструкцию и работу левой части планетарного механизма.
На вал 1 (рис. 93) планетарного механизма свободно надеваются рычаги 2, 3, 4, 5. Рычаги имеют ролики 6, 7, 8, 9, которые вставляются в пазы восьми пластин. Необходимо иметь в виду, что каждый ролик управляет двумя пластинами 13 (см. рис. 92), из которых одна поворачивает рычаг своим пазом в одном направлении, а другая — в противоположном. Следовательно, на карте не должно быть двух непробитых участков в верхнем и нижнем ряду, соответствующих равным по величине, но разным по знаку перемещениям пялец.
Рычаг 5 (см. рис 93) соединяется с пластиной 10, которая надевается на вал /. Рычаг 5 и пластина 10 имеют направляющие пазы, образуемые выступами 11 и 12, для запорных собачек. На вал 1 надеваются прямозубые цилиндрические шестерни 13, 14 и 15, которая составляет одно целое с шестерней 16 (блок шестерен), блок шестерен 17, 18. На ступицу шестерен 15, 16 надевается шестерня 19.
100
На оси 20 рычага 2 удерживается блок шестерен 21, 22, которые входят в зацепление с шестернями 14, 19. На рычаге 3 имеется ось 23, на которую надевается блок шестерен 24, 25. Эти шестерни входят в зацепление с шестернями 15, 13. Осевые смещения шестерен 22, 21, 25, 24 вдоль осей устраняются с помощью шплинтов, которые вставляются в отверстия осей. К шестерне 19 с помощью двух винтов 26 и двух шпилек 27 прикрепляется кронштейн 28, через втулку которого проходит блок шестерен 17, 18.
В отверстии шестерни 19 крепится эксцентричная ось 29, на которую надевается блок шестерен 30, 31. Второй конец оси проходит через отверстие в кронштейне 28 и пластине 32, причем левый конец выполнен в виде четырехгранника. Пластина 32 прикрепляется к кронштейну 28 прижимным винтом 33. Шестерни 30 и 31 входят в зацепление с шестернями 16 и 17. Такая конструкция планетарного механизма необходима для получения различных передаточных отношений, чтобы перемещать пяльцы в поперечном и продольном направлении на длину стёжков, равную 0,1; 0,2; 0,3; от 0,4 до 4 мм, т. е. может быть получено до 40 различных перемещений в одном направлении и столько же в противоположном.
При действии паза пластины на ролик 6 рычага 2 последний поворачивается на угол 30° при остальных неподвижных рычагах. Передаточное отношение механизма в этом случае соответствует перемещению пялец на 0,1 мм влево или вправо в зависимости от того, в какую сторону поворачивается рычаг 2. Поворот рычага 3 при остальных неподвижных рычагах соответствует перемещению пяльцев на 0,9 мм, рычага 4 — на 2,7 мм, рычага 5 — на 0,3 мм. При одновременном повороте нескольких рычагов в одном направлении перемещение пялец равно сумме перемещений, создаваемых этими рычагами, и разности при повороте рычагов в разном направлении.
Рассмотрим работу планетарного механизма для образования стежка длиной в 2,7 мм. Карта рисунка надавливает на щуп 14 (см. рис. 92), и пластина 13 перемещается вправо, при этом паз пластины нажимает на ролик 8 (см. рис. 93), рычаг 4 поворачивается на валу 1, запорная собачка, которая находится в пазу между выступами 11, при помощи дуги-замыкателя входит в зацепление с шестерней 13. Эта шестерня вместе с рычагом 4 получает поворотное движение, одновременно вра-
щение получает блок шестерен 25, 24. От блока шестерен вращение получают шестерни 15, 16. В этот момент шестерни 14, 19 неподвижны, так как запорная собачка паза 12 рычага 5 не получает движения. Шестерня 16 через блок шестерен 30, 31 передает вращение блоку шестерен 17, 18 и рейка перемещает пяльцы на длину стежка, равную 2,7 мм. Если повернуть рычаги 2, 3, 4 и 5 одновременно в одном направлении, то можно получить стежок длиной 4 мм
Регулировка:
радиальный зазор между зубьями шестерен 31, 30, 16 и 17 регулируется поворотом пластины 32 в пределах ее овальной прорези после ослабления винта 33. При этой регулировке поворачивается эксцентрическая ось 29 и перемещает блок шестерен 30, 31 к оси вала 1 или от нее.
Механизм дуги-замыкателя
Механизм служит для своевременного соединения и разъединения шестерен 13, 14 (см. рис. 93) планетарного механизма с запорными собачками 1 (рис. 94). Этим обеспечивается получение различных передаточных отношений в планетарном механизме и, следовательно, стежков различной длины.
В рычаге 2 крепится ограничительная шпилька 3, которая соприкасается с задним плечом коромысла 4. Коромысло упорным винтом 5 крепится на оси 6, на правом конце которой упорным винтом 7
101
крепится второе коромысло 8. К двум коромыслам с помощью двух прижимных винтов 9 и шпилек 10 прикрепляются дуги-замыкатели 11, на направляющие выступы которых надеваются четыре собачки 1, расположенные в направляющих пазах.
Ролик 12 под действием паза кулачка 13 перемещается по вертикали. Если ролик опускается вниз, рычаг 2 повертывается по часовой стрелке, шпилька 3 в этом же направлении повертывает коромысла 4, 8 и ось 6. При этом дуги-замыкатели 11 выводят за-
Рис. 94. Механизм дуг-замыкателей и тормозное устройство полуавтомата 8630 класса фирмы Текстима
порные собачки 1 из зацепления с шестернями 14,15 планетарного механизма. При обратном движении рычага 2 коромысла 4, 8 под действием пружины 16 поворачиваются против часовой стрелки, вводя запорные собачки в зацепление с шестернями планетарного механизма.
Регулировка:
местоположение запорных собачек 1 относительно зубчатых колес регулируется поворотом коромысла 4 или 8 на оси 6 после ослабления винтов 5 или 7. 1
Тормозное устройство планетарного механизма
Механизм состоит из двух узлов: первый узел служит для торможения шестерен 14, 13 (см. рис. 93) правой и левой половины планетарного механизма и для устранения их произвольного поворота; второй узел—для торможения шестерен 15, 19 правой и левой половины планетарного ме
ханизма во время холостых ходов рычагов 2, 3, 4, 5 (каретка движется вправо, а иглы находятся в ткани).
Узел торможения шестерен 14, 15 (см. рис. 94). К ободу кулачка 13 прижимается ролик 17 рычага 18. Ось ролика 17 крепится упорным винтом 19 в рычаге 18, который надевается на ось 20. Рычаг 18 является трехплечим, и к его нижним плечам с помощью прижимных винтов 21 и шпилек 22 крепятся тормозные колодочки 23. Пружина 24 повертывает рычаг 18 по часовой стрелке.
Под действием кулачка 13 ролик 17 перемещается по горизонтали. Если ролик двигается вперед, то рычаг 18 повертывается против часовой стрелки и тормозные колодочки 23 выходят из зацепления с шестернями 14, 15. Наружный профиль кулачка 13 выполнен так, что эти зубчатые шестерни тормозятся дважды за один оборот главного вала ведущей головки.
Узел торможения шестерен 25, 26. В вырез рычага 2 вставляются ролики 27, 28, которые надеваются на оси шпилек 29, 30. На шпильках упорными винтами 31 и 32 крепятся рычаги 33 и 34, которые надеваются на ось 20. К нижним плечам рычагов 33, 34 с помощью прижимных винтов и шпилек прикрепляются тормозные колодочки 35. Горизонтальные плечи рычагов 33 и 34 оканчиваются рукоятками 36 и 37, которые выведены к работающему. Рукоятки служат для разъединения тормозных колодочек с зубчатыми шестернями в момент перевода пялец в исходное положение. Для надежного замыкания тормозных колодочек с шестернями ролики 27, 28 прижимаются к вырезу рычага 2 с помощью пружин 38.
Ролик 12 под действием паза кулачка 13 перемещается по вертикали. Если ролик опускается вниз, то рычаг 2 повертывается по часовой стрелке, пружины 38 повертывают шпильки 29, 30 по часовой стрелке и тормозные колодочки 35 входят в зацепление с шестернями 25, 26 левой и правой половины планетарного редуктора.
Регулировка:
местоположение тормозных колодочек 23 и 35 относительно впадин шестерен регулируется их перемещением по вертикали после ослабления винтов 21.
Механизм пялец
Механизм служит для перемещения пялец с закрепленным материалом в продольном и поперечном направлениях при выполнении вышивальных работ. Он состоит из двух узлов: поперечных и продольных перемещений пялец.
Узел поперечных перемещений пялец. Шестерня 1 (рис. 95) входит в зацепление с рейкой 2, которая надевается на цилиндрическую направляющую 3. Направляющая 3 проходит через втулки корпуса аппарата рисунка. В отверстие рейки 2 вставляется ось 4 ползуна 5, который охватывает планку 6 рамы 7 пялец. Ось 4 закрепляется в рейке упорным винтом 8.
При движении рейки 2 вправо под действием шестерни 1 рама 7 и пяльцы двигаются в том же направлении, т. е. влево от работающего.
102
Узел продольных перемещений пялец. Шестерня 9 входит в зацепление с рейкой 10, которая надевается на цилиндрическую направляющую 11, проходящую через втулки корпуса аппарата рисунка. Рейка 10 с помощью двух соединительных звеньев 12 соединяется с планкой 13 рычага 14. Углевые рычаги 14, 15 шарнирно соединяются друг с другом с помощью соединительного звена 16. На поперечной штанге 17 установлены две направляющие 18. которые вставляются в ползуны 19. шарнирно соединенные с рычагами 14. 15.
сается с коромыслом 24. которое двумя упорными винтами крепится на промежуточном валу 25. Вал помещается в двух втулках 26, а на его средней части закреплен щуп 27.
На левом конце вала 25 крепится вильчатый рычаг 28, который горизонтальным концом соприкасается с отростком 29 рычага 30, надетого на направляющую 3. Вертикальное плечо рычага 28 выполнено коромысла ч а тел я 32.
в виде вилочки. В нее вставляется палец 31. которое крепится на валу переклю-
Под действием шестерни 9 рейка 10 перемещается в поперечном направлении. Если рейка двигается вправо, то рычаги 14. 15 повертываются против часовой стрелки, а рама 7 вместе с пяльцами перемещается к работающему.
При продольных перемещениях пялец штанга 17 перемещается вместе с ползуном 5. При поперечных перемещениях рамы 7 направляющими для нее служат ползуны 19. <
Механизм останова полуавтомата
Механизм предназначен для автоматического останова полуавтомата при выходе вышиваемого рисунка за пределы поля вышивки, замены ниток и некоторых других технологических операций.
На цилиндрическую направляющую 11 надевается рычаг 20. вырез которого, ограниченный поверхностями 21 и 22. соответствует размерам поля вышивки. Отросток 23 рычага 20 соприка-
Рассмотрим выключение полуавтомата при выходе вышиваемого рисунка за пределы поля вышивки в продольном направлении. В этот момент отросток 23 рейки 10 нажимает на поверхность 22 или 21. при этом рычаг 20 повертывается по часовой стрелке. Отросток 23 нажимает на коромысло 24. которое вместе с валом 25 и рычагом 28 повертывается тоже по часовой стрелке. Вилочка рычага 28 повертывает коромысло 31 и переключатель 32 по часовой стрелке, плечо переключателя 32 нажимает на колодочку выключателя, разъединяет электрическую цепь полуавтомата, и полуавтомат останавливается. После установки рисунка в пределах поля вышивки полуавтомат пускают нажимом на кнопку включения.
Для выключения полуавтомата при выходе вышивки за пределы поля в поперечном направлении служит отросток 29 рычага 30. который поворачивается против часовой стрелки под действием отростка 34. При этом рычаг 28, коромысло 31 и
103
переключатель 32 поворачивается по часовой стрелке, происходит выключение полуавтомата.
Останов полуавтомата при окончании рисунка или для выполнения различных технологических операций происходит благодаря воздействию карты узора на щуп 27. Такие остановы полуавтомата намечают при изготовлении карты узора. Там, где требуется останов полуавтомата, отверстие на карте не пробивается. Карта под действием пла-
Рис. 96. Заправка ниток и устройство для останова полуавтомата 8630 класса фирмы Текстима при обрыве ниток
стин 16, 17 (см. рис. 92), передвигаясь вправо, воздействует на щуп 27 (см. рис. 95), который повертывает вал 25 и переключатель 32 по часовой стрелке. Если останов полуавтомата не требуется, то напротив щупа 27 на карте пробиваются отверстия.
Полуавтомат при необходимости можно остановить нажимом на кнопку останова, а включить — нажимом на пусковую кнопку. Поворот коромысла 24 и рычага 30 в исходное положение осуществляется пружинами 35.
Заправка ниток в головку полуавтомата
Верхнюю нитку от катушки проводят между направляющими шайбами 1 (рис. 96), обводят между шайбами регулятора натяжения 2, вводят в прорезь колодочки 3, заводят под пружину на
тяжения 4. Далее нитку проводят в ушко нитепри-тягивателя 5, в нитенаправитель 6 фронтовой доски, в нитенаправитель 7 иглодержателя и справа налево в ушко иглы 8. От иглы нитку проводят между шайбами регулятора малого натяжения, которые расположены на левой части головки машины (на рисунке не показаны).
Заправка нитки в последний регулятор необходима, чтобы конец нитки не путался и не портил вид вышивки. Контакт 9 служит для автоматического останова полуавтомата при обрыве верхней нитки, при этом загорается лампочка на фронтовой доске головки. Остальные три головки полуавтомата заправляются аналогично.
Нижняя нитка, намотанная на шпульку 36 (см. рис. 89), проводится в прорезь шпульного колпачка 35, под пластинчатую пружину 47 и выводится наружу. Необходимо, чтобы нитка при сматывании со шпульки вращала ее по часовой стрелке, если смотреть со стороны шпульного колпачка. Для захвата нижней нитки в начале работы ее вытягивают из челнока примерно на 12 см. Затем шпульный колпачок устанавливают в челнок и запирают его в шпуледержателе 37.
Регулировка:
натяжение нижней нитки регулируется винтом 46, при завинчивании которого натяжение увеличивается.
Заправка карты рисунка в аппарат рисунка
Карта узора наматывается на катушку 25 (см. рис. 90) и надевается на ось 24, которая может выдвигаться вправо. Затем карту заправляют снизу под деревянный ролик 23 и нажимают на нижнюю шпильку 16, при этом шпилька 13 выходит из отверстия нижней пластины И, которая под действием пружины 12 опускается вниз. Карту заправляют снизу вверх под нижнюю правую шпильку 33, после чего надевают ее на транспортирующие зубчики барабана 5, снизу и сверху вниз заправляют за левую нижнюю шпильку 33. Пластину 11 поднимают вверх до ее запора шпилькой 13.
От барабана 5 карта проводится между нажимными пластинами 22, 23 (см. рис. 91) механизма каретки. В этот момент рамка 16 должна находиться в верхнем крайнем положении, чтобы ее транспортирующие штифты 18 не находились между зажимными пластинами. Для этого оттягивают палец 20 влево, и рамка под действием пружины 25 отходит влево. Если при этом карта не может пройти между зажимными пластинами и упирается в щупы, значит аппарат еще не поставлен в исходное положение. Вращают маховое колесо ведущей головки против часовой стрелки до совмещения его риски с риской на предохранительном щитке машины.
После заправки карты, между зажимными пластинами делают ее небольшой напуск и нажимают на верхнюю шпильку 16 (см. рис. 90). При этом пластина 11 поднимается под действием пружины 12, карту заправляют сверху вниз под левую верхнюю шпильку 33, надевают на транспортирующие зубчики барабана 5, снизу вверх проводят вокруг
104
правой верхней шпильки 33. После чего верхнюю пластину 11 опускают до входа в ее отверстие запорной шпильки 13. Затем карту подводят под деревянный ролик 22 и наматывают на катушку 19. При заправке карты отдельные ее участки не должны быть натянутыми, в противном случае возможно повреждение карты или поломка отдельных деталей аппарата рисунка.
После окончания вышивания карту рисунка необходимо перемотать. Для этого сначала ставят аппарат рисунка в исходное положение, а затем выводят оставшийся конец карты из направляющего барабана 5 и зажимных пластин. Свободный конец карты закрепляют в продольном вырезе деревянного ролика катушки 25 и перематывают вручную.
Автоматический останов при обрыве ниток
Полуавтомат снабжен специальным устройством для выключения электродвигателя при обрыве-верхней нитки.
Пружины натяжения 4 (см. рис. 96) и контакты 9 установлены на всех четырех головках, причем они при помощи электропроводов соединяются с одним из концов обмотки трансформатора, который является частью обмотки электродвигателя 10. На передаточном валу 11 первой ведущей головки к шестерне 12 прикреплен контакт 13. На изоляционной пластинке внутри корпуса ведущей головки крепится контакт 14. Этот контакт соединяется через обмотку электродвигателя 10 с электромагнитом 15.
Во время работы вышивального полуавтомата один раз в течение каждого оборота главного вала машины и вала 11 контакт 13 соединяется с контактом 14. Это соединение происходит в тот момент, когда нитепритягиватель и игла находятся вверху и удерживают компенсационную пружину 4 в верхнем положении,* не давая ей касаться контакта 9. При опускании нитепритягивателя и иглы происходит замыкание пружины 4 и контакта Р, но контакты 13 и 14 в этот момент оказываются разомкнутыми.
При обрыве одной из верхних ниток пружина 4 одной из головок касается контакта 9. Тогда в момент замыкания контакта 13 и контакта 14 электрическая цепь электромагнита 15 замыкается. Сердечник надавливает на колодочку выключения электродвигателя, полуавтомат выключается, одновременно на фронтовой доске соответствующей головки полуавтомата зажигается лампочка.
При обрыве нижней нитки пружина 16 поворачивает рамку 17 по часовой стрелке и контакты 18 замыкаются, при этом замыкается цепь электромагнита и полуавтомат останавливается. В момент обрыва нижней нитки на фронтовой доске соответствующей головки швейной машины зажигается лампочка.
Зажигание лампочек на фронтовой доске какой-либо головки полуавтомата сигнализирует об обрыве верхней или1 нижней нитки, что удобно при обслуживании полуавтомата, так как уже не требуется искать причину его останова.
Управление полуавтоматом и работа на нем
Заправка полуавтомата производится в следующем порядке:
1) аппарат рисунка устанавливают в исходное положение так, чтобы риска на маховом колесе ведущей головки швейной машины совпадала с риской на предохранительном щитке (исходное положение аппарата рисунка удобнее для заправки ниток и карты узора);
2) заправляют карту рисунка в аппарат рисунка;
3) заправляют нижнюю нитку;
4) заправляют верхнюю нитку;
5) устанавливают пяльцы в держатели рамы 7 (см. рис. 95);
6) заправляют ткань в пяльцы и наносят начальную точку вышивки по рисунку, прилагаемому к карте рисунка;
7) начальную точку вышивки подводят под острие иглы; для этого нажимают вниз на рукоятки 36 и 37 (см. рис. 94) и переводят раму с пяльцами в нужное положение;
8) поворачивая вручную маховое колесо ведущей головки, вытягивают нижние нитки и их концы вместе с концами верхних ниток зажимают между тарелочками регулятора малого натяжения;
9) ставят аппарат рисунка снова в исходное положение;
10) пускают полуавтомат, нажимая на пусковую кнопку;
11) после выполнения пяти-семи стежков останавливают полуавтомат, нажимая на кнопку останова;
12) концы верхней и нижней ниток вытаскивают из тарелочек регуляторов малого натяжения и обрезают;
13) заправленный в указанном порядке полуавтомат включают снова и вышивают рисунок.
Г л а в а IX
КРАЕОБМЕТОЧНЫЕ МАШИНЫ
1. ПРОЦЕСС ОБРАЗОВАНИЯ ДВУХНИТОЧНОГО ЦЕПНОГО
ОБМЕТОЧНОГО СТЕЖКА
В процессе образования стежка участвуют игла, левый петлитель, ширитель, рейка и лапка. Образование стежка можно разделить на несколько этапов (рис. 97).
I. Игла 1 опускается в нижнее крайнее положение, левый петлитель 2 находится слева, а ширитель 3 справа.
II. Игла 1 поднимается из нижнего крайнего положения на 2,5—3 мм и образует из нитки петлю, в которую, двигаясь слева направо, входит левый петлитель. Ушко иглы в этот момент должно быть ниже носика петлителя на 1,5—2 мм.
III. Ширитель 3, двигаясь справа налево, встречается с левым петлителем и захватывает его
105
нитку. Игла в это время выходит из ткани, а петля ее удерживается на левом петлителе.
IV. Ширитель 3 поднимается над игольной пластинкой и ставит петлю левого петлителя 2 на линию его движения. Поднимается рейка и перемещает ткань на величину стежка. Игла, двигаясь вниз, входит в петлю левого петлителя, подстав
ленную ширителем, и прокалывает ткань. Ширитель, двигаясь вправо, освобождает петлю, а игла и левый петлитель затягивают петли. После чего процесс образования стежка повторяется. Нитки переплетаются на пальце лапки, при продвижении ткани петли соскальзывают с пальца лапки и охватывают срезы ткани.
Рис. 97. Схема образования двухниточного обметочного стежка
2. ПРОЦЕСС ОБРАЗОВАНИЯ ТРЕХНИТОЧНОГО ЦЕПНОГО ОБМЕТОЧНОГО СТЕЖКА
Для образования обметочного трехниточного стежка ширитель заменяют правым петлителем, в который заправляют третью нитку. Процесс можно разделить на несколько этапов (рис. 98).
I. Игла 1 опускается в нижнее крайнее положение, левый петлитель находится слева, а правый — справа.
II. При подъеме иглы из нижнего крайнего положения на 2,5—3 мм со стороны заднего желобка образуется петля. В нее, двигаясь слева направо, входит носик левого петлителя 2. В этот момент ушко иглы находится ниже носика левого петлителя на 1,5—2 мм.
III. Игла 1 продолжает подниматься и выходит из ткани, навстречу левому петлителю справа
106
Рис. 98. Схема образования трехниточного обметочного стежка
107
налево движется правый петлитель 3 и входит в петлю левого петлителя 2.
IV. Правый петлитель 3, двигаясь влево, поднимается над игольной пластинкой и ставит свою петлю на линию движения иглы. Рейка переме
щает ткань на величину стежка. Игла входит в петлю правого петлителя и вновь прокалывает ткань. Затем правый петлитель перемещается вправо, а левый — влево, происходит затягивание стежка.
3. МАШИНА 51 КЛАССА ПМЗ
Машина предназначена для стачивания деталей трикотажных изделий, обработки краев швейных изделий. Скорость машины 3500 об!мин главного вала, длина стежка—от 0 до 4 мм, ширина обметанного края от 3 до 6 мм, применяемые иглы: 9-А-60—100.
Механизм иглы кривошипно-коромыслового типа, петлители колеблющиеся, двигатель ткани дифференциальный реечного типа. Применяется фитильная централизованная смазка.
Механизм иглы
Главный вал 1 машины (рис. 99, 100) удерживается в двух втулках 2 и 3, которые закреплены упорными винтами в корпусе машины. На правом конце главного вала крепится маховое колесо 4. На цилиндрическую шейку колена 5 главного вала 1 надевается разъемный шаровой шарнир 6, шпонка 7 которого входит в прорезь шатуна 8. Нижняя головка шатуна разъемная и стягивается двумя винтами на шаровом шарнире 6. Верхняя разъемная головка шатуна 8 надевается на шаровой палец 9, который крепится в коромысле 10 двумя упорными винтами И.
Коромысло 10 составляет одно целое с валом 12, который проходит через две втулки, закрепленные в рукаве машины упорными винтами. Посередине вала двумя упорными болтами 13 крепится коромысло 14, которое шарнирно с помощью соединительного звена 15 соединяется с поводком 16. В нем стягивающим винтом 17 крепится игловодитель 18, помещающийся в двух втулках, закрепленных на фронтовой части машины упорными винтами. В торце игловодителя имеется отверстие, в которое до упора вставляется игла 19. На игловодитель 18 надевается иглодержатель 20, в нем упорным винтом 21 крепится игла 19. Игла 19 имеет два длинных желобка, один из которых с бугорком. Игла устанавливается длинным желобком без бугорка к работающему.
Если под действием колена главного вала 1 шатун 8 поднимается, то коромысла 10, 14 и вал 12 повертываются против часовой стрелки, соединительное звено 15 опускает игловодитель 18 и иглу 19.
Регулировка:
1) высота иглы относительно левого петлителя регулируется перемещением игловодителя 18 по вертикали после ослабления винта /7;
2) величина хода иглы регулируется перемещением пальца 9 внутри коромысла 10 после ослабления винтов 11. При выдвижении пальца 9 ход иглы уменьшается.
Механизм петлителей
На левом конце главного вала 1 (см. рис. 99, 100) установочным 22 и упорным 23 винтами крепится кривошип 24. На палец 25 кривошипа надевается втулка 26, а на нее — съемный шаровой шарнир 27. Осевые смещения втулки 26 устраняются гайкой 28, которая навинчивается на резьбовую часть пальца 25. В прорезь шарового шарнира 27 вставляется скользящая шпонка 29, а вторая часть шпонки 29 вставляется в прорезь шатуна 30. Верхняя головка шатуна 30 разъемная и двумя стягивающими винтами стягивается на шаровом шарнире, нижняя головка надевается на шаровой палец 31, который крепится упорным винтом 32 в рычаге 33 правого петлителя. Рычаг 33 надевается на ось 34, задний конец которой помещается во втулке, закрепленной упорным винтом в корпусе машины. Передняя часть оси 34 вставляется в отверстие корпуса машины и крепится упорным винтом 35.
Ко второму концу рычага 33 прижимным винтом 36 крепится правый петлитель или ширитель 37. Третье плечо рычага 33 с помощью двух соединительных звеньев 38 соединяется с рычагом 39 левого петлителя. Соединение осуществляется с помощью двух втулок 40, через которые проходят винтовые шпильки 41. Сзади шпильки контрятся гайками 42. Рычаг 39 надевается на шарнирную шпильку 43, которая крепится в корпусе машины упорным винтом 44. В рычаге 39 стягивающим винтом 45 крепится левый петлитель 46.
Под действием кривошипа 24 шатун 30 совершает движения по вертикали. При подъеме шатуна рычаг 33 правого петлителя поворачивается по часовой стрелке и правый петлитель (ширитель) 37 движется вправо. Соединительные звенья 38, опускаясь вниз, поворачивают рычаг 39 против часовой стрелки, и левый петлитель 46 двигается влево. Таким образом, в связи с применением разнородных рычагов 38 и 39 получаются согласованные колебательные движения петлителей.
Регулировка:
1) местоположение левого петлителя 46 относительно иглы регулируется перемещением петлителя вдоль платформы машины после ослабления винта 45; при выполнении этой регулировки необходимо, чтобы в крайнем левом положении носик петлителя отстоял от иглы на расстоянии 2—3,5 мм;
2) для регулировки зазора между левым петлителем 46 и иглой ослабляют винт 45 и петлитель 46 поворачивают поперек платформы машины; зазор должен быть равен 0,05 мм;
3) местоположение носика правого петлителя (ширитель) 37 относительно иглы регулируется перемещением петлителя вдоль платформы машины
108
Рис, 99, Машина 51 класса ПМЗ
в пределах его овальной прорези после ослабления винта 36; при этой регулировке необходимо, чтобы носик правого петлителя при своем левом крайнем положении заходил за линию движения иглы на 8—9,5 мм;
4) величина хода петлителей регулируется перемещением оси шарового пальца 31 внутри рычага 33 после ослабления винта 32; при выдвижении оси величина хода уменьшается в связи с уменьшением угла поворота рычага 33 при равных вертикальных перемещениях шатуна 30.
логично регулятору стежка механизма нижнего двигателя ткани машины 202 класса ПМЗ).
На эксцентрик продвижения надевается передняя разъемная головка шатуна 51. Задняя головка шатуна надевается на шарнирную винтовую шпильку 52, которая контрится гайкой 53 в коромысле 54.
На шпильке 52 задняя головка шатуна 51 стягивается винтом 55. Коромысло 54 на валу про движения 56 крепится стягивающим винтом 57. Вал 56 пустотелый и надевается на ось 58, которая помещается в двух разрезных втулках 59, закреп-
Рис. 100. Кинематическая схема машины 51 класса ПМЗ
Механизм двигателя ткани
В машине применяется дифференциальный двигатель ткани, который состоит из двух реек. Передняя рейка перемещает ткань на установленную длину стежка, а задняя — перемещает ткань на меньшую величину. Разность перемещений устра няет растяжение трикотажа в процессе его обметывания. Механизм двигателя ткани состоит из четырех узлов: горизонтальных перемещений передней и задней реек, вертикальных перемещений реек и лапки.
Узел горизонтальных перемещений передней рейки. На главном валу 1 (см. рис. 99, 100) установочным и упорным винтами 47 крепится барабан 48. В паз барабана вставляется ползун 49 сферического эксцентрика продвижения. Ползун 49 в барабане 48 крепится с помощью ходового винта 50 и прижимного винта (на рисунке не показан), который упирается своей головкой в стенку ползуна и предотвращает его продольные смещения (ана-
ленных упорными винтами в корпусе машины. В рамку 60 вставляется ось 61, которая упорным винтом 62 крепится в рычаге 63 двигателя ткани. К передней части рычага 63 прижимным винтом 64 (см. рис. 100) прикрепляется передняя рейка 65 (см. рис. 99, 100) (крепление, как в машине 28 класса ПМЗ).
Под действием эксцентрика продвижения ползуна 49 шатун 51 перемещается поперек платформы. Если шатун двигается к работающему, то коромысло 54, вал 56 и рамка 60 повертываются против часовой стрелки и рычаг 63 перемещает рейку 65 от работающего.
Узел горизонтальных перемещений задней рейки. Рамка 60 имеет две перпендикулярные фрезерованные площадки, в которые вставляется неподвижный зубчатый сектор 66. В сектор и рамку завинчивается шарнирный цилиндрический винт 67, на котором удерживается трехплечий рычаг 68. В рычаг 68 завинчивается шарнирный винт 69, на котором удерживается подвижный сектор 70, стре
110
мящийся под действием пружины 71 повернуться против часовой стрелки и войти в зацепление с неподвижным сектором 66.
Переднее плечо рычага 68 с помощью шарнирного цилиндрического винта соединяется с соединительным звеном 72. Передняя головка звена 72 с помощью шпильки 73 соединяется с рычагом 74 двигателя ткани задней рейки. К переднему плечу рычага 74 прижимным винтом 75 (см. рис. 100) прикрепляется задняя рейка 76 (см. рис. 76). В рычаге 63 упорным винтом крепится направляющая шпилька 77, которая входит в паз рычага 74. Такое соединение позволяет рычагу 74 перемещаться относительно рычага 63 и вместе с ним двигаться по вертикали.
Под действием рамки 60 рычаг 68 совершает колебательные движения. Если рычаг 68 вместе с рамкой поворачивается против часовой стрелки, то звено 72 и рычаг 74 вместе с рейкой 76 смещаются от работающего. Так как точка соединения рычага 68 со звеном 72 ниже оси 61 рамки 60, то звено 72, рычаг 74 и рейка 76 перемещаются на меньшую величину по сравнению с рейкой 65.
Узел вертикальных перемещений реек. На главном валу 1 установочным и упорным винтами крепится сдвоенный эксцентрик 78, на него надевается шатун 79, который вверху заканчивается пальцем 80, вставленным в отверстие рычага 63.
Регулировка:
1) длина стежка регулируется вращением винта 50 после ослабления винта ползуна продвижения 49; при вывертывании винта 50 длина стежка увеличивается;
2) высота подъема реек 65 и 76 регулируется ослаблением винтов 64, 75 и перемещением по вертикали относительно рычагов 63 и 74;
3) величина продвижения задней рейки регулируется нажимом на плечо сектора 70 и поворотом его по часовой стрелке, при этом зубчики сектора 70 выводятся из зацепления с зубчиками неподвижного сектора 66; затем рычаг 68 поворачивают на винте 67; при повороте сектора 70 по часовой стрелке величина продвижения рейки 76 уменьшается;
4) местоположение реек в прорезях игольной пластинки регулируется поворотом вала 56 после ослабления винта 57 коромысла 54, если рейки нужно сместить поперек платформы; при смещении реек вдоль платформы, кроме того, ослабляют упорные винты втулок 59 и вал 56 вместе с осью 58 и втулками перемещают вдоль платформы.
Узел лапки. Лапка 81 прижимным винтом 82 через шайбу 83 прикрепляется к переднему плечу рычага лапки 81. Заднее плечо рычага 84 надевается на шарнирную шпильку 85, которая упорным винтом 86 (см. рис. 100) крепится в корпусе машины. К лапке 81 (см. рис. 99, 100) прижимным винтом 87 прикрепляется петлеобразующий палец 88. В паз лапки вставляется направитель 89 цепочки, стержень которого упорным винтом 90 крепится в хомутике 91. В вилочку хомутика вставляется ось 92 направителя 89, которая упорным винтом 93 крепится в лапке.
Снизу в направитель упирается пружина 94, которая создает давление направителя 89 цепочки на ткань. В переднюю часть рукава машины вставляется пружина 95, которая одним концом упирается в регулировочный винт 96, а вторым — в упор 97 и создает давление рычага 84 и лапки 81 на игольную пластинку.
Подъем лапки над игольной пластинкой может быть осуществлен вручную или нажимом на педаль. Для подъема лапки рукой на цилиндрический шарнирный винт 98 надевается рычаг подъема 99. В рычаг 84 завинчивается эксцентричная шпилька 100 и контрится в ней гайкой 101. Конец шпильки расположен над рычагом 99. Для подъема лапки нажимом на педаль в корпус машины завинчивается шарнирный цилиндрический винт 102, на который надеваются рычаг 103 и пружина 104. Пружина стремится повернуть рычаг 103 по часовой стрелке. Винты 105 и 106 служат ограничителями поворота рычага 103.
При подъеме лапки нажимают на педаль, рычаг 103 поворачивается против часовой стрелки и надавливает на отросток рычага 84, лапка 81 поднимается. При таком повороте рычага 103 пружина 104 закручивается.
Регулировка:
1) давление лапки на ткань регулируется винтом 96;
2) местоположение лапки 81 относительно рейки регулируется перемещением лапки вдоль платформы машины после ослабления винта 82;
3) местоположение пальца 88 относительно иглы регулируется перемещением пальца в пазу лапки в пределах его овальной прорези после ослабления винта 87;
4) высота подъема лапки рукой над игольной пластинкой регулируется поворотом шпильки 100 после ослабления гайки 101; при повороте шпильки эксцентричной поверхностью вниз высота подъема лапки увеличивается;
5) высота подъема лапки нажимом на педали регулируется поворотом винта 105 после ослабления контргайки винта; при завертывании винта подъем лапки уменьшается;
6) сила давления направителя 89 цепочки регулируется перемещением оси 92 направителя по вертикали после ослабления винта 93.
Механизм ножей
На правую сферическую часть эксцентрика 78 надевается нижняя разъемная головка шатуна 107; верхняя головка шатуна заканчивается вилочкой и соединяется с рычагом 108 ножа с помощью шпильки 109, закрепленной в нем упорным винтом 110. Заднее плечо рычага 108 надевается на шарнирную шпильку' 111, которая крепится в корпусе машины упорным винтом.
Переднее плечо рычага 108 заканчивается вилочкой, в направляющие которой вставляется державка 112. В ее переднюю часть вставляются клинышек ИЗ и нож37/4. В осевой канал державки 112 вставляется шпилька 115 и. завинчивается
111
' я I
упорный винт 116. Шпилька 115 нажимает на клинышек 113, который создает плотное крепление верхнего ножа'114 в державке. В процессе работы машины верхний нож должен быть прижат к нижнему, для чего державка 112 упорным вйнтом 117 закрепляется в хомутик '"ИЗ. Между хомутиком 118 и правым рожком вилочки надевается пружина 119, которая и создает давление верхнего ножа на нижний. Чтобы в процессе работы машины хомутик 118 и верхний нож не могли повернуться вокруг своей оси, хомутик имеет вильчатый паз, который охватывает направляющую планку 120, закрепленную двумя прижимными винтами к рычагу 108.
Нижний нож 121 снизу вставляется в паз колодочки 122 и крепится в прорези держателя 123. Зажим ножа в держателе осуществляется благодаря навинчиванию гайки 124. Колодочка 122 в корпусе машины крепится прижимным винтом 125, а ее устойчивость достигается двумя упорными винтами 126 с контргайками. Прижим лезвия верхнего ножа 114 к нижнему ножу 121 осуществляется пластинкой 127, которая прикрепляется прижимным винтом 128 к корпусу машины.
Под действием эксцентрика 78 шатун 107 перемещается по вертикали. Если шатун поднимается вверх, рычаг 108 повертывается против часовой стрелки и верхний нож 114 поднимается.
Регулировка:
1) ширина шва регулируется перемещением ножей вдоль платформы; для этого ослабляют винт 128 пластины 127 и пластину передвигают вправо; если ширину шва нужно увеличить, то левый винт 126 вывертывают, ослабляют винт 125 и колодочку 122 винтом 129 смещают вправо;
2) высота верхнего ножа 114 относительно нижнего ножа 121 регулируется перемещением ножа 114 по вертикали после ослабления винта 116; при этой регулировке необходимо, чтобы режущая кромка верхнего ножа при нижнем крайнем положении были ниже кромки нижнего ножа не менее чем на 1 мм;
3) местоположение нижнего ножа 121 по высоте регулируется ослаблением гайки 124 и перемещением ножа 121 в пазу колодочки 122, причем его режущая кромка должна совпадать с поверхностью игольной пластинки;
4) местоположение верхнего ножа 114 относительно нижнего ножа 121 может быть отрегулировано поворотом державки 112 вокруг ее оси после ослабления винта 117; режущая кромка верхнего ножа с режущей кромкой нижнего ножа должна составить угол 15—20°.
Заправка ниток машине
Нитку иглы с катушки или бобины сверху вниз вводят в отверстие 1 (рис. 101) пластины 2, затем снизу вверх в отверстие 3, между шайбами 4 ре-
4. МАШИНА 51-А КЛАССА ПМЗ
Машина предназначена для обметывания деталей различных швейных изделий двухниточным обметочным цепным стежком. Она отличается от
гулятора натяжения верхней нитки, далее нитку* проводят через глазок 5 и глазок 6 слева от ните-притягивателя 7 в отверстие 8 нитенаправителя, закрепленного на поводке игловодителя, за верхний проволочный нитенаправитель 9, между шайбами регулятора 10, под нитенаправитель И и в ушко иглы 12 от работающего.
При заправке нитки левого петлителя крышку 13 откидывают влево. Нитку с катушки или бобины снизу вверх проводят через отверстие 14 и сверху вниз через отверстие 15 в ушко нитенаправителя 16, закрепленного на верхней головке ша-
туна механизма иглы. Затем нитку вводят в отверстия 17, 18, 19 в скобе и нитенаправителе, сверху вниз в отверстие 20 на крышке корпуса, в отверстие 21 на крышке 13, в разрезной нитенаправитель 22, между шайбами регулятора натяжения 23, между пластинчатыми пружинами 24, в нитенаправительную трубку 25, за нитенаправительный крючок 26 в отверстия левого петлителя 27.
Нитку правого петлителя с бобины или катушки проводят снизу вверх в отверстие 28,- затем сверху вниз в отверстия 29 и 30, отверстие 31 пластины регулятора натяжения, между шайбами 32, в отверстие 33, через длинную прорезь в нитеоттягива-теле 34, который крепится винтом на рычаге левого петлителя, вниз под скобу проволочного нитенаправителя 35, затем вверх и через отверстия правого петлителя 36.
машины 51 класса ПМЗ только тем, что продвижение тканей осуществляется одной рейкой. Применяемые иглы: 9-А-75—НО.
П2
5. МАШИНА 208 КЛАССА ПМЗ
Машина (рис. 102, см. приложение 4) предназначена для стачивания и обметывания с одновременной обрезкой кромки бельевых и трикотажных изделий краевой трехниточной цепной строчкой. Скорость машины до 5000 об/мин главного вала, длина стежка—от 1,5 до 3,2 мм, ширина шва — от 2,5 до 3,5 мм. Электродвигатель мощностью 0,4 кет с числом оборотов в минуту 2800. Применяемые иглы:.9-А-65—85.
Механизм иглы кривошипно-коромысловый, петлители колеблющиеся, дифференциальный двига-
ном 17, которое надевается на шарнирную шпильку 18, закрепленную в корпусе машины упорным винтом 19. Переднее плечо рычага 13 оканчивается вилочкой, и на ее шарнирной шпильке 20 упорным винтом 21 крепится игловодитель 22, который надевается на направляющий стержень 23, закрепленный гайкой 24 во втулке 25.
К игловодителю стягивающим болтом 26 прикрепляются иглодержатель 27 и игла 28. В игловодитель 22 запрессована нитенаправительная шпилька 29. В верхнюю часть игловодителя 22
Рис. 103. Механизм иглы машины 208 класса ПМЗ
тель ткани реечного типа, механизм ножа работает по принципу ножниц. Автоматическая смазка машины осуществляется с помощью шестеренчатого насоса.
Механизм иглы
Главный вал 1 (рис. 103) машины удерживается под платформой в трех шарикоподшипниках и во втулке, на его шаровое колено 2 надевается нижняя разъемная головка шатуна 3, верхняя надевается на ось 4, которая в ней крепится упорным винтом 5. Ось 4 соединяется со сдвоенным коромыслом 6, которое двумя стягивающими бортами 7 крепится на игольном валу 8. Вал 8 враТцается в шарикоподшипнике 9 и во втулке 10. Его осевые смещения устраняются установочными кольцами 11. На палец кривошипа 12, доставляющего одно целое с валом 8, надевается фхыч'аг 13 игловодителя. Осевые смешения рычага 13 вдоль пальца устраняются с помощью шайбы 14 и прижимного винта 15.
Заднее плечо рычага 13 с помощью шарнирной шпильки 16 соединяется с соединительным зве-
вставляются нитенаправительный зажим 30, пружина 31 и завинчивается болт 32.
Под действием главного вала 1 и его колена 2 шатун 3 перемещается по вертикали. Если шатун поднимается вверх, то коромысло 6, вал 8 и кривошип 12 повертываются по часовой стрелке, рычаг 13 относительно звена 17 поворачивается против часовой стрелки и игловодитель 22 вместе с иглодержателем 27 поднимается относительно неподвижного стержня 23.
Регулировка:
время движения иглы относительно петлителей регулируется поворотом игольного вала 8 после ослабления болтов 7.
Механизм петлителей
Механизм состоит из двух самостоятельных узлов: левого и правого петлителей.
Узел левого петлителя. На шаровое колено 1 (рис. 104) главного вала 2 надевается верхняя разъемная головка шатуна 3. Нижняя головка шатуна надевается на шаровой палец рычага 4, который двумя стягивающими болтами 5 крепится на
8 Заказ № 1217
113
пустотелом валу 6 левого петлителя. Вал 6 помещается в двух втулках 7 и 8, на его переднем конце стягивающим болтом 9 крепится рычаг 10 левого петлителя. К рычагу 10 винтом И и болтом 12 прикрепляются нитенаправители 13, 14. В осевое отверстие рычага 10 вставляется левый петлитель 15 и закрепляется в нем упорным болтом 16.
При вращении главного вала 2 шатун 3 перемещается по вертикали. При подъеме шатуна рычаг 4, вал 6 и рычаг 10 повертываются против часовой стрелки и левый петлитель 15 смещается влево от работающего.
Узел правого петлителя. На колено 17 с шаровым шарниром главного вала 2 надевается верх-
Рис. 104. Механизм петлителей машины 208 класса ПМЗ
няя разъемная головка шатуна 18. Нижняя разъемная головка шатуна надевается на шаровой палец рычага 19, который двумя стягивающими болтами 20 крепится на валу 21 правого петлителя. Вал 21 помещается в двух втулках 22 и 23. На переднем конце вала стягивающим болтом 24 крепится рычаг 25, а на торце вала болтом 26 — нитеподатчик 27. Рычаг 25 с помощью шарнирной шпильки соединяется с рычагом 28 правого петлителя, прижимной винт 29 устраняет осевые смещения шпильки. В рычаг 28 вставляется правый петлитель 30 и крепится в нем упорным болтом 31. Цилиндрическая поверхность рычага 28 вставляется в поводок 32, ось которого проходит через втулку 33, а ее осевые смещения устраняются с помощью винта 34. Головка винта, упираясь в шайбу 35, не дает поводку 32 смещаться вдоль оси.
Под действием колена 17 шатун 18 перемещается по вертикали. При его опускании рычаги 19, 25 и вал 21 повертываются по часовой стрелке, а рычаг 28, поворачиваясь вместе с поводком 32 против часовой стрелки, перемещает петлитель 30 влево от работающего.
Чтобы нижние головки шатунов 18 и 3 не имели произвольных смещений и двигались строго вертикально, винтами 36 крепятся упоры 37, кото
рые вставляются в прорези шаровых пальцев рычагов 19 и 4.
Регулировка:
1) местоположение левого петлителя 15 относительно иглы регулируется поворотом вала 6 вместе с рычагом 10 после ослабления болтов 5; при крайнем левом положении петлителя расстояние между ним и иглой должно быть равно 4 мм;
2) местоположение левого петлителя 15 по вертикали и горизонтали можно регулировать перемещением петлителя по вертикали или его поворотом после ослабления болта 16;
3) местоположение левого петлителя 15 относительно правого петлителя 30 регулируется смещением рычага 10 вдоль вала 6 после ослабления болта 9; в момент подхода к игле петлителя его пяточка и носик должны быть расположены горизонтально; в момент перекрещивания левого петлителя с правым между ними должен быть зазор, равный 0,2—0,3 мм;
4) местоположение правого петлителя 30 относительно иглы регулируется поворотом рычага 25 вместе с валом 21 вокруг оси после ослабления болтов 20; при верхнем положении иглы носик правого петлителя 30 в своем крайнем левом положении должен отстоять от линии движения иглы на расстоянии 4 мм;
5) регулировка местоположения правого петлителя 30 вместе с рычагом 28 и поводком 32 относительно главного вала может быть осуществлена перемещением рычага 25 и втулки 33 поперек оси главного вала 2 после ослабления болта 24 и винта 34;
6) местоположение правого петлителя 30 по вертикали и вокруг его оси регулируется его перемещением после ослабления болта 31.
Механизм двигателя ткани
В машине применяется дифференциальный двигатель ткани, состоящий из передней и задней реек. Передняя рейка сообщает ткани движения большей величины по сравнению с задней, что приводит к устранению вытягивания трикотажного полотна. Дифференциальный двигатель ткани состоит из четырех узлов: горизонтальных и вертикальных перемещений реек и узла лапки.
Узел горизонтальных перемещений передней рейки. На переднем конце главного вала 1 (рис. 105) установочным винтом 2 и упорным винтом крепится диск 3. В паз диска 3 вставляется ползун 4 эксцентрика продвижения. На эксцентрик надевается передняя головка шатуна 5. В торцовое отверстие эксцентрика продвижения вставляется эксцентрик 6 регулятора стежка и прижимается установочным кольцом 7, которое двумя упорными винтами крепится на главном валу /. Плотность прилегания ползуна 4 в пазу диска 3 создается пластинчатой пружиной 8. Задняя головка шатуна 5 надевается на ось 9, которая вставляется в отверстие коромысла 10. Ось 9 упорным винтом И крепится в задней головке шатуна 5. Коромысло 10 стягивающим болтом 12 крепится на валу продвижения 13, который помещается в двух втулках 14 и 15.
114
На средней части вала 13 стягивающим винтом 16 крепится коромысло 17 регулятора посадки, радиусную кулису которого охватывает камень 18. Осевые смещения камня 18 устраняются пластинкой 19, прикрепленной к нему двумя прижимными винтами. Задняя головка шатуна 20 надевается на цилиндрическую поверхность камня 18, передняя — на цилиндрический прилив вилки 21 передней рейки. Осевые смещения передней головки шатуна 20 устраняются с помощью шайбы 22 и прижимного болта 23. Вилка 21 задним концом надевается на направляющий камень 24, который удерживается на оси 25, причем осевые смещения камня устраняются справа шайбой 26, а слева — головкой прижимного винта 27. К передней части вилки 21 прижимным винтом 28 крепится передняя рейка 29.
Под действием эксцентрика ползуна 4 шатун 5 перемещается поперек платформы машины. При его движении от работающего коромысла 10,17 и вал 13 повертываются против часовой стрелки и вилка 21 вместе с рейкой 29 под действием шатуна 20 перемещает ткань от работающего.
Изменение величины посадки в процессе работы машины или при ее останове осуществляется с помощью специального устройства. Внутрь цилиндрической поверхности камня 18 вставляется палец соединительного звена 30. Нижняя головка звена 30 также имеет палец, вставленный в отверстие коромысла 31, осевые смещения которого устраняются шайбой 32 и прижимным винтом 33. Коромысло 31 стягивающим винтом 34 крепится на валу 35 регулятора посадки. На левом конце вала 35 заштифтован рычаг 36 регулятора посадки, в котором закрепляется винтовая шпилька 37.
На винтовую шпильку 37, выведенную в прорезь шкалы 38, навинчивается гайка 39. Заднее плечо рычага <36 может быть соединено с педалью для изменения величины посадки в процессе работы машины.
Чтобы изменить величину посадки, нужно ослабить гайку <39 и повернуть рычаг <36. Если рычаг <36, вал <35 и коромысло <3/ повернуть по часовой стрелке, то звено 30 поднимает камень 18 вверх вдоль кулисы коромысла 17. Дуга, по которой колеблется камень, увеличивается, соответственно возрастает величина продвижения передней рейки 29.
Узел горизонтальных перемещений задней рейки. На валу продвижения 13 стягивающим винтом 40 крепится коромысло 41, которое с помощью соединительного звена 42 соединяется с вилкой 43 задней рейки. Задняя часть вилки 43 надевается на направляющий камень 24. К передней части вилки 43 прижимным винтом крепятся задние рейки 44 и 45, причем последняя входит в паз рейки 44.
Если вал 13 поворачивается против часовой стрелки с коромыслом 41, то соединительное звено 42 перемещает вилку 43 и рейки 44, 45 от работающего; наблюдаются синхронные движения этих реек с передней рейкой 29.
Узел вертикальных перемещений реек. Главный вал 1 имеет эксцентричный буртик, на который надевается манжетка 46, вставленная в вилки 21 и 43.
Следовательно, под действием эксцентричного буртика главного вала вилки 21 и 43 перемещаются по вертикали, а камень 24 поворачивается на оси 25.
Рис. 105. Механизм двигателя ткани
машины 208 класса ПМЗ
Регулировка:
1) длина стежка, зависящая от величины перемещения реек 29, 44 и 45, может быть изменена нажимом на кнопку 47, навинченную на стержень 48, и поворотом махового колеса так, чтобы острие стержня вошло в паз 49; не отпуская кнопки 47, поворачивают маховое колесо таким образом, чтобы соответствующее деление шкалы на маховике совпало с меткой на корпусе машины; возврат кнопки 47 в исходное положение осуществляется с помощью пружины 50;
2) высота подъема рейки 29 над игольной пластинкой регулируется перемещением рейки по вертикали после ослабления винта 28;
3) высота подъема реек 44, 45 над игольной пластинкой регулируется перемещением реек по вертикали после ослабления винта прикрепления их к вилке 43;
4) местоположение рейки 29 в прорезях игольной пластинки в направлении поперек платформы регулируется поворотом коромысла 17 на валу 13 после ослабления винта 16;
5) перемещение реек 44, 45 поперек платформы осуществляют поворотом коромысла 41 на валу 13
115
после ослабления винта 40-, для перемещения реек вдоль платформы ослабляют винт оси 25, винты 16, 40, 34 и вилки 21, 43 вместе с коромыслами 17, 41 и 31 смещают вдоль валов 13 и 35.
Узел лапки. К лапке 1 (рис. 106) прижимным
винтом 2 крепится пластина 3, а прижимным винтом 4 — предохранитель 5. Лапка 1 крепится на рычаге 6 с помощью упора 7, который вставляется в паз рычага и фиксируется планкой 8. Планка имеет прорезь, в которую входит П-образный конец рычага 6, надетого на шарнирную шпильку 9
15
11
?9
37
25
2
16
19
20
21
Рис. 106. Узел лапки машины 208 класса ПЛАЗ
зо
и удерживаемую пружинной шайбой 10. Шпилька 9 проходит через проушины втулки 11. Через осевое отверстие втулки 11 и втулку 12 проходит стержень 13 коромысла подъема 14. На правом конце стержня 13 стягивающим болтом 15 крепятся рычаг 16 подъема лапки с помощью ножной педали и хомутик 17. На конце болта 15 имеется палец, который упирается в торец головки стержня 18, проходящего через отверстие резьбовой втулки 19 и находящегося под действием пружины 20. Резьбовая втулка контрится гайкой 21. Винт 22 ограничивает величину хода стержня 18 и соответственно высоту подъема лапки 1.
Через отверстие в головке машины проходит стержень 23, который оканчивается вилочкой. В вилочке на оси 24 удерживается ролик нажима 25. Стержень 23 находится под действием пружины 26, которая сверху упирается в регулировочный винт 27 и создает давление лапки на ткань. Во второе отверстие головки машины вставляется стержень 28 подъема лапки рукой, проходящий через втулку 29. На шпильке 30 удерживается рычаг 31 подъема лапки рукой. На стержень 28 наде
вается пружина 32, которая, упираясь во втулку 29 и буртик стержня, стремится его опустить. Стержень 28 внизу оканчивается дисковым толкателем, который соприкасается с буртиком стержня 23.
Чтобы лапку установить в рабочее положение, рычаг 6 поворачивают против часовой стрелки. Перед этим движением рычаг 31 поворачивают против часовой стрелки, стержень 28 поднимает своим дисковым толкателем стержень 23. В паз 33 должно войти коромысло подъема 14, а в паз 34 —
ролик 25 стержня 23, что осуществляется поворотом рычага 31 по часовой стрелке. Стержни 28 и 23 под действием пружин опускаются вниз и создается давление лапки на ткань. При подъеме лапки нажимом на педаль рычаг 16 повертывается против часовой стрелки вместе с коромыслом 14, которое, оказывая давление на верхнюю стенку паза 33, поднимает лапку /. Одновременно пружина 20 сжимается, а при снятии ноги с педали опускает лапку.
Регулировка:
1) давление лапки на ткань регулируется винтом 27 путем изменения давления пружины 26\
2) местоположение и сила давления пружины 20 на болт 15 регулируются поворотом втулки 19 после ослабления гайки 21\ при вывертывании втулки торец головки стержня приближается к пальцу болта 15 и требуется большое усилие, чтобы поднять лапку рукой;
3) местоположение предохранителя 5 относительно иглы регулируется перемещением его поперек лапки после ослабления винта 4.
Механизм ножей
На колено с цилиндрическим шарниром 1 (рис. 107) главного вала 2 надевается нижняя разъемная головка шатуна 3, верхняя надевается на шпильку 4 коромысла 5 и крепится в ней упорным винтом 6. Коромысло 5 стягивающим болтом 7 крепится на валу 8 ножа, который помещается в двух втулках. На левом конце вала напрессован держатель 9 ножа. К держателю двумя прижимными винтами 10 крепится нитеподатчик 11.
Верхний нож 12 вставляется в паз колодочки 13 и в прорезь упора 14. Снизу нож 12 соприкасается с горизонтальной поверхностью щитка 15. Нож 12 крепится болтом 16, который проходит через отверстие щитка 15, упора 14, колодочки 13, овальную прорезь держателя 9 и завинчивается в цилиндрик 17. Колодочка 13 коротким винтом, расположенным за ножом 12, прикрепляется через овальную прорезь держателя, который завинчивается в цилиндрик 17.
В паз колодочки 18 снизу вставляется нижний неподвижный нож 19, который проходит через прорезь головки державки 20. Державка вставлена во втулку 21 и натягивается прижимным винтом 22, который упирается головкой в шайбу 23. Втулка
116
21 крепится в корпусе машины упорным винтом 24. Шарнирный винт 25 головкой упирается в колодочку 18, завинчивается в корпус машины, проходя во втулке 26. Нажим нижнего ножа на верхний осуществляется с помощью пружины 27 через упор 28. К верхней поверхности колодочки 18 крепится предохранитель 29 иглы.
Рис. 107 Механизм ножей машины 208 класса ПМЗ
Под действием колена главного вала 2 шатун 3 перемещается по вертикали. При подъеме шатуна 3 коромысло 5, вал 8 и держатель 9 повертываются по часовой стрелке, нож 12 опускается.
нее положение; тогда под действием пружины 27 колодочка 18 занимает свое новое крайнее положение, что обеспечивает необходимое давление между лезвиями ножей; после этого закрепляют винт 24;
2) высота верхнего ножа 12 относительно нижнего ножа регулируется ослаблением болта 16 и
перемещением его по вертикали; верхний нож при своем крайнем верхнем положении не должен подниматься выше лезвия нижнего ножа на 1—2 мм;
3) высота нижнего ножа регулируется перемещением ножа 19 в пазу колодочки 18 после ослабления винта 22.
Шестеренчатый масляный насос
Машина оснащена автоматической смазкой. Масло из нижнего картера засасывается шестеренчатым насосом и по вертикальной трубе направляется сильной струей под прозрачный отражательный колпачок в верхней крышке. Распыленное масло поглощается системой фитилей и подается ко всем трущимся поверхностям. Для смазки применяют вазелиновое или веретенное масло высшей степени очистки.
В корпус нижнего картера машины вставляется
корпус 1 (рис 108) насоса. Чтобы корпус насоса не имел осевых смещений, к его торцам четырьмя винтовыми шпильками 2 крепятся два кольца 3 и 4. Внутри корпуса 1 проходит вал 5 ведущей шестерни 6.
На другом конце вала 5 стопорным винтом крепится маховичок 7. Во второе отверстие корпуса 1 вставляется короткий вал ведомой шестерни 8. Шестерни 6 и 8 размещены в фигурном вырезе флянца 9 и закрыты крышкой 10. Флянец 9 надевается на две шпильки 11 и вместе с крышкой 10 и сектором 12 крепится четырьмя прижимными
20
6
11
10
12
14
Рис. 108. Шестеренчатый масляный насос машины 208 класса ПМЗ
Регулировка:
1) ширина шва регулируется перемещением цилиндрика 17 вместе с ножом 12 вправо или влево после ослабления винта 24 втулки 21, болта 16, винта прикрепления колодочки 13 к цилиндрику 17; затем закрепляют болт 16 и винт, поднимают поворотом махового колеса нож 12 в верхнее край-
винтами 13 к корпусу 1. В отверстие сектора 12 вставляется патрубок 14 фильтра 15 чистой очистки масла, который крепится ко дну картера двумя прижимными винтами 16.
При работе машины шестерни 6 и 8 вращаются от клинового ремня швейной машины и своими зубьями нагнетают масло в канал 17. Масло
117
нагнетается не в место зацепления шестерен, а между зубьями и боковой поверхностью прорези флянца 9.
В случае засорения маслопроводящей системы предусмотрен перепускной клапан, состоящий из шарика 18, пружины 19 и винта 20 с осевым отверстием. При повышении давления масла выше заданного шарик 18 поднимается и масло через винт 20 проходит в картер.
Заправка ниток в машине
Нитка иглы с бобины или катушки вводится в нитенаправительную трубку 1 (рис. 109), между шайбами 2 регулятора натяжения, заправляется
на иглодержателе и вводится со стороны работающего в отверстие иглы 6.
Нитка левого петлителя с бобины вводится в трубку 7, между шайбами 8 регулятора натяжения, вниз в трубку 9, затем в трубку 10, в нитенаправительное отверстие 11, в два отверстия нитеподатчика 12 на коромысле правого петлителя, в два отверстия нитеподатчика 13 на рычаге левого петлителя, в нитенаправительное отверстие 14 и спереди назад в два отверстия левого петлителя 15.
Нитка правого петлителя с бобины вводится сверху вниз, в нитенаправительную трубку 16, между шайбами 17 регулятора натяжения, сверху вниз в нитенаправительные трубки 18, 19, в два
Рис. 109. Заправка ниток в машине 208 класса ПМЗ
в прорезь нитеподатчика 3, закрепленного на державке верхнего ножа, вводится в нитенаправительную трубку 4, в нитенаправительный зажим 5
отверстия нитеподатчика 20 на рычаге левого петлителя, вводится в отверстие нитенаправителя 21 и спереди назад в отверстие правого петлителя 22.
6. МАШИНА 10-Б КЛАССА ПЗШО
Машина предназначена для стачивания тонких и средней толщины меховых шкурок однониточной цепной обметочной строчкой. Скорость машины 2500 об/мин главного вала, длина стежка — от 0 до 3 мм, наибольшая ширина шва — 2,5 мм. Применяемые иглы: З-Е-75—ПО.
Механизм иглы кулачкового типа, петлитель совершает сложные пространственные движения, двигатель ткани состоит из двух дисков с насечками.
Процесс образования стежка
При нажиме на педаль передний ведомый диск отходит к работающему. Между дисками размещают шкурки, укладывая их мехом друг к другу. Отпустив педаль, зажимают шкурки между дисками. При включении машины игла, двигаясь по горизонтали в сторону работающего, прокалывает шкурки и проводит сквозь них нитку, петлитель перемещается по дуге также в сторону работаю
118
щего. Игла при обратном движении на расстоянии 1,5—2 мм образует петлю, которую, двигаясь справа налево, захватывает левый крючок петлителя. Затем игла выходит из шкурок, диски про-
двигают их на длину стежка вправо, а петлитель, двигаясь по дуге от работающего, переносит петлю иглы над шкурками. После чего петлитель сме-
щается вправо поперек линии движения иглы, подставляя петлю на линию ее движения. Игла входит
в эту петлю, а петлитель совершает движение влево,
затем по дуге вправо и к мент второго прокола ткани и проведения второй петли внутрь первой происходит затяжка предыдущего стежка.
Механизм иглы
Главный вал машины 1 (рис. 110, 111) вращается в двух втулках 2 и 3, закрепленных в корпусе машины упорными винтами. На правом конце главного вала установочным винтом крепится маховое колесо 4, а на левом — маховичок 5 ручного поворота главного вала, закрепленный упорным винтом. На главном валу 1 двумя упорными винтами 6 крепится кулачок 7, его охватывает рамка 8, в которая двумя стягивающими винтами 9 крепится игловодитель 10. Игловодитель 10 помещается в двух втулках, которые крепятся упорными винтами в корпусе машины. Снизу проушина рамки в форме вилочки охватывает муфточку 11,
работающему. В мо-
Рис. ПО. Машина 10-Б класса ПЗШО
которая надевается на направляющий стержень 12.
Такое соединение предот-
вращает поворот игловодителя вокруг его оси. Передний конец игловодителя составляет одно целое
с иглодержателем, в котором длинным желобком
вниз вставлена игла 13 Игла зажимается в иглодержателе прижимным винтом через пластинку 14. В иглодержателе просверлено осевое отверстие, куда вставляется пружинный компенсатор 15, служащий для изъятия резерва подаваемой нитки при движении иглы вперед.
При вращении главного вала 1 и кулачка 7 рамка 8 вместе с игловодителем 10 и иглой 13 перемещаются по горизонтали. Игла после прокола шкурок входит в паз игольной пластинки 16, которая прижимным винтом 17 крепится на резьбовом валу 18.
Регулировка:
1) глубина входа иглы в игольную пластинку 16 и ее положение относительно носика петлителя
регулируются перемещением игловодителя 10 по горизонтали после ослабления винтов 9 рамки 8\
2) время движения иглы регулируется поворотом главного вала 1 после ослабления винтов 6 кулачка 7;
3) местоположение игольной пластинки 16 от
носительно линии движения иглы регулируется по воротом пластинки после ослабления винта 17.
Механизм петлителя
Механизм состоит из двух узлов: перемещения
петлителя поперек и вдоль строчки.
Узел перемещения петлителя поперек строчки.
На главном валу 1 двумя упорными винтами кре
пится эксцентрик 19. На него надевается задняя
головка шатуна 20, передняя надевается на шарнирную шпильку 21, которая упорным винтом крепится в опорном рычаге 22. Рычаг средней частью надевается на ось 23 и стягивается винтом 24. Верхнее плечо рычага надевается на шпильку 25. На шпильку 26 (см. рис. 111) надевается рычаг 27. Его нижнее плечо стягивающим винтом 28 крепится на оси 23. Осевые смещения оси 23 устраняются двумя установочными кольцами 29. На шпильки 25, 26 надевается многоплечий рычаг 30 (см. рис. ПО, 111) петлителя и крепится на них упорными винтами 31. Заднее плечо этого рычага с помощью шарнирной шпильки 32 соединяется со звеном 33, причем шпилька 32 крепится в нем упорным винтом 34. Верхняя головка звена 33
надевается на поворотную ось 35 и закрепляется на ней упорным винтом 36. Ось 35 проходит
119
в направляющей рычага 37. Смещения оси 35 устраняются установочным кольцом 38. На хвосто-
вике рычага 37 стягивающим винтом 39 крепится хомутик 40, вилочка которого вставляется между головкой и буртиком винта 41. Стержень хомутика 40 вставляется в отверстие корпуса машины и крепится с помощью пальца 42, который натягивается прижимным винтом. В осевое отверстие рычага 30 вставляется держатель 43 петлителя, а в нем упорным винтом 44 крепится петлитель 45.
Под действием эксцентрика 19 шатун 20 перемещается поперек оси главного вала 1. При дви-
Н ЗУ
37 ЗБ
ф!
46
5
2 19
2
27 29
20
73
24
75
74
84
34
72
60
58
68
ПЗШО
машины 10-Б
Рис. 111 Кинематическая схема
класса
62 66
44
45
22
23
13
?В 53
80
55
УЧ
тптгт
55
по-
30
жении шатуна к работающему рычаги 22, 27 вертываются против часовой стрелки и рычаг перемещает петлитель 45 по дуге от работающего, при этом соединительное звено 33 повертывается вместе с осью 35 по часовой стрелке.
Узел перемещения петлителя вдоль линии строчки. На стержне держателя 43 стягивающим винтом 46 крепится муфточка 47, в нее вставляется шаровой палец 48 и закрепляется упорным винтом. Другой конец пальца вставляется в кулачковый паз диска 49, который на главном валу 1 крепится двумя упорными винтами.
Под действием кулачкового паза шаровой палец 48 перемещается по вертикали. При его подъеме муфточка 47, держатель 43 и петлитель 45 повертываются против часовой стрелки. В этом случае петлитель смещается вправо от работающего.
Регулировка:
1) местоположение петлителя 45 относительно
иглы регулируется перемещением вдоль оси стержня держателя 43 или его поворотом после ослабления винта 44;
2) чтобы петлитель 45 переместить вместе с рычагом 30 по вертикали, винтом 41 изменяют местоположение рычага 37 после ослабления винта пальца 42; при завинчивании винта петлитель 45 поднимается;
3) время движения петлителя 45 по вертикали регулируется поворотом главного вала 1 после
ослабления винтов эксцентрика 19;
4) время движения петлителя по горизонтали регулируется поворотом главного вала 1 после ослабления винтов диска 49.
Механизм двигателя ткани
Двигателем ткани являются два диска с насечкой. Задний диск имеет периодические прерывистые движения с выстоями, передний — под действием сил трения поворачивается в противоположном направлении. Передний диск является ведомым и прижат к ведущему, но при заправке шкурок нажимом на педаль он отводится от заднего.
Механизм двигателя ткани состоит из двух узлов: передачи прерывистых движений ведущему диску и горизонтальных перемещений нажимного диска при заправке шкурок.
Узел ведущего диска. На главном валу 1 упорным винтом 50 крепится эксцентрик продвижения 51, на который надевается верхняя головка штанги 52. Стержень штанги проходит через цилиндрик 53 коромысла 54 регулятора стежка и через толкателя 56. Такое соединение
воз-
цилиндрик
штанги с коромыслом и толкателем дает ей можность перемещаться не только по вертикали, но и по горизонтали и одновременно преобразовывать поворотные движения толкателя 56 в по-
ступательные.
На передней части толкателя 56 стягивающим винтом 57 крепится камень 58. На палец 59 камня 58 надевается ползун 60, который вставляется в вилочку рычага 61 двигателя диска. Рычаг 61 надевается на ступицу диска 62, который установочным 63 и упорным винтами крепится на валу 64 ведущего диска. В пазы рычага 61 вставляются колодочки 65, которые охватывают обод диска 62; одновременно колодочки находятся под действием пружин 66. Вторым концом пружины надеваются на винты 67 и стремятся повернуть колодочки по часовой стрелке. На обод диска надевается еще
120
тормозная колодочка 68, которая под действием пружины 69 стремится повернуться против часовой стрелки. Колодочка 68 имеет срезы, охватывающие
диск, которые пропускают его против часовой стрелки, но затормаживают при повороте по часовой стрелке. Вал 64 вращается в двух втулках, и на нем упорным винтом 70 крепится обойма 71, которая предотвращает осевые смещения вала. Fla верхнем конце вала 64 напрессован ведущий диск 72. Для регулировки длины стежка головка 73 двумя упорными винтами крепится на коромысле 54. Коромысло стягивающим винтом 74 закреплено на стержне 75 рейки. Неподвижность
этих деталей обеспечивается зажимом 76, который радиусной выточкой охватывает стержень 75. Зажим осуществляется с помощью гайки 77.
Под действием эксцентрика 51 штанга 52 перемещается поперек оси главного вала 1. Если верхняя головка штанги двигается к работающему, то нижняя головка, смещаясь от работающего, тянет за собой толкатель 56; камень 58 через ползун 60 повертывает рычаг 61 против часовой стрелки. На колодочки 65 действуют короткие плечи рычага 61 (от центра вала 64 до места соприкосновения с колодочками) . Колодочки заклиниваются на ободе диска 62, и последний вместе с ведущим диском 72 повертывается против часовой стрелки. Под действием сил трения ведомый диск 78 повертывается по часовой стрелке и шкурки перемещаются на длину стежка.
Когда рычаг 61 под действием толкателя 56 поворачивается по часовой стрелке, то колодочки подтягиваются пружинами 66 и их срезы скользят по ободу диска и движений ему не передают.
Узел нажимного диска. Нажимной диск 78 надевается на резьбовой вал 18 и снизу опирается на конусную поверхность верхней гайки 79, которая контрится нижней гайкой. Резьбовой вал 18 завинчивается в кронштейн 80 и снизу контрится гайкой 81. Кронштейн 80 крепится шпилькой на валу продвижения 82, который проходит в двух втулках, закрепленных снизу в корпусе машины упорными винтами. На вал 82 надевается пружина 83, которая упирается спереди во втулку, а сзади в установочное кольцо 84. Это кольцо надевается на вал, и в него завинчивается шпилька 85, которая входит в овальную прорезь вала 82. В шпильку упирается стержень под действием винта 86, благодаря чему создается натяжение пружины 83. Стягивающим болтом 87 на валу 82 крепится коромысло 88, вилочка которого охватывает прямоугольный стержень 89 и предотвращает поворот вала вокруг его оси. С торцом коромысла
соприкасается вилочка рычага 90, который крепится упорным винтом 91 на валу 92. Второе плечо рычага 90 с помощью цепочки связано с педалью
отвода переднего диска.
При нажиме на педаль рычаг 90 и вал 92 поворачиваются по часовой стрелке, коромысло 88 перемещает вал 82, кронштейн 80 и диск 78 к работающему, а кольцо 84 сжимает пружину 83. При освобождении педали пружина 83 прижимает диск 78 к диску 72.
Регулировка:
1) длина стежка регулируется поворотом головки 93 шестерни 94 после ослабления гайки 77
Рис. 112. Заправка нитки в машине 10-Б класса ПЗШО
зажима 76; если головку 93 поворачивать против часовой стрелки, то стержень 75 опускается вниз вместе с коромыслом 54, головкой 73 и цилиндриком 53 вдоль штанги 52; угол ее поворота уменьшается, и уменьшается длина стежка;
2) время продвижения ткани регулируется поворотом главного вала 1 после ослабления винта 50;
3) положение нажимного диска 78 по высоте относительно заднего ведущего диска регулируется поворотом вала 18 после ослабления контргайки 81;
4) давление нажимного диска на шкурки регулируется изменением давления пружины 83 после ослабления контргайки 95; при завинчивании винта 86 кольцо 84 смещается к работающему и давление пружины увеличивается.
Заправка нитки в машине
Нитка с катушки, надетой на стержень 1 (рис. 112), снизу вверх заводится за нитенапра-витель 2, обводится сверху между шайбами 3
121
регулятора натяжения, вводится в нитенаправитель 4, проводится под нитенаправительной шпилькой 5, заводится под головку пружинного компенсатора 6, вниз под иглодержатель через прорезь 7,
вводится в нитенаправитель 8 и снизу в отверстие иглы 9. Для введения нитки в иглу ее ставят в переднее крайнее положение и нажимом на педаль передний диск отводят вперед.
Глава X
МАШИНЫ ПОТАЙНОГО СТЕЖКА
1. ПРОЦЕСС ОБРАЗОВАНИЯ ПОТАЙНОГО ОДНОНИТОЧНОГО ЦЕПНОГО СТЕЖКА
В процессе образования стежка (рис. 113) участвуют игла, петлитель, рейка и выдавливатель. Процесс изготовления стежка можно разделить на следующие характерные моменты.
VI. Игла 2 приходит в крайнее правое положение, а петлитель движется к работающему. Окончательное затягивание стежка происходит в тот момент, когда игла выходит из ткани. Затем процесс повторяется.
Рис. 113. Потайной однониточный цепной стежок
I. Под игольную пластинку 1 (рис. 114) на лапки укладывают ткань; лапки вместе с мостиком прижимают ткань к игольной пластинке 1. Изогнутая игла 2, двигаясь слева направо, прокалывает верхнюю ткань насквозь, а нижнюю захватывает частично. Причем в этот момент выдавливатель выдавливает ткань в прорези игольной пластинки.
II. При движении иглы влево на 2—3 мм над ней из нитки образуется со стороны короткого желобка петля, в которую входят рожки петлителя 3. Петлитель движется к работающему.
III . Игла 2 выходит из ткани, а петлитель 3, двигаясь по дуге справа налево, расширяет петлю иглы и ставит ее на линию движения иглы. В этот момент опускается рейка 4 и перемещает ткани на длину стежка. В результате движения петлителя по дуге и ткани от работающего расширенная петля располагается поперек строчки.
IV . Игла 2 вновь движется вправо, проходит между рожками петлителя и входит в свою первую петлю. Петлитель 3 движется от работающего.
V. Игла 2 прокалывает ткани, происходит предварительное затягивание предыдущего стежка, а также сматывание нитки с катушки. Петлитель 3 движется по дуге слева направо.
Рис. 114. Процесс образования однониточного цепного потайного стежка
2. МАШИНА СМ-2 РЛМЗ
Машина предназначена для выполнения стегальных и подшивочных работ однониточной цепной строчкой при изготовлении верхней одежды. Скорость машины 2500 об/мин главного вала, длина стежка — от 0 до 10 мм. Применяемые иглы: 25-Г-90—120.
Механизм иглы кривошипно-коромысловый, петлитель совершает сложные пространственные движения, двигатель ткани реечного типа, выдавливатель ткани колеблющийся.
Механизм иглы
Главный вал машины 1 (рис. 115, 116) удерживается в двух шарикоподшипниках. На правом конце вала с помощью прижимной гайки и шпонки крепится маховое колесо 2, на левом конце двумя установочными винтами — сдвоенный эксцентрик 3 (см. рис. 116) с кривошипом 4. На сферическую поверхность эксцентрика надевается нижняя головка шатуна 5 (см. рис. 115, 116), верхняя
122
123
Рис. 116. Кинематическая схема машины СМ-2 РЛМЗ
головка надевается на шаровой палец 6, который стягивающим винтом 7 крепится в коромысле 8. Коромысло 8 составляет одно целое с игольным валом 9, который проходит в двух втулках, запрессованных в корпусе машины. На переднем конце вала 9 стягивающим винтом 10 крепится установочное кольцо 11 (оно устраняет осевые смещения вала 9) и стягивающим винтом 12 игловодитель 13.
Снизу в паз игловодителя 13 вставляется игла 14 коротким желобком вверх и с помощью прижимного винта 15 зажимается в пазу пластинки 16, которая надевается на шпильку 17, запрессованную в игловодитель. Игла проходит в пазу 18 игольной пластинки 19, которая тремя прижимными винтами 20 и 21 прикрепляется к корпусу машины.
Под действием эксцентрика 3 (см. рис. 116) шатун 5 (см. рис. 115, 116) перемещается по вертикали. При подъеме шатуна 5 вверх коромысло 8, вал 9 и игловодитель 13 повертываются против часовой стрелки, а игла 14 перемещается слева направо.
Регулировка:
1) местоположение иглы относительно паза 18 игольной пластинки 19 регулируется перемещением игловодителя 13 вдоль оси вала 9 после ослабления винта 12; одновременно регулируется местоположение иглы 14 относительно рожков петлителя поворотом игловодителя 13 вокруг оси вала 9;
2) местоположение игольной пластинки 19 по высоте регулируется перемещением ее по вертикали после ослабления винтов 20 и 21;
3) величина хода иглы регулируется поворотом пальца 6 после ослабления винта 7; при приближении эксцентриситета пальца к оси вала 9 ход иглы увеличивается.
Механизм петлителя
В кривошип 4 завинчивается шпилька 22, расположенная под углом 45° к плоскости кривошипа. На шпильку надевается муфточка 23, а для устранения ее осевых смещений на конец шпильки навинчивается разрезная гайка 24, стянутая винтом 25. В отверстие муфточки 23 вставляется шпилька 26, которая крепится упорным винтом 27. На шпильку 26 надевается вилочка 28, в которую завинчивается задний конец стержня 29 петлителя и стягивается винтами 30. На переднем конце стержня 29 стягивающим винтом 31 крепится петлитель 32. На стержне 29 установочным винтом крепится шаровой шарнир 33, который вставляется в шаровое гнездо подвесного подшипника 34.
Подшипник состоит из двух половинок, стянутых четырьмя винтами. Сверху подшипник надевается на ось 35, а она вставляется в эксцентричное отверстие вкладыша 36. Продольные смещения оси 35 устраняются с помощью установочного кольца 37, закрепленного стягивающим винтом 38, дополнительно в торец оси завинчивается прижимной винт, который упирается своей головкой в кольцо 37. С левой стороны смещения подшипников вдоль оси 35 устраняются щитком 39 и винтом 40. Вкладыш 36 крепится в корпусе машины упорным винтом 41.
Петлитель 32 совершает сложные пространственные движения. При движении муфточки 23 по нижней или верхней части кривошипной окружности петлитель перемещается вдоль мостика 42, т. е. к работающему или от него; при движении муфточки 23 по боковым частям кривошипной окружности петлитель совершает движения поперек мостика, т. е. слева направо и справа налево по дуге.
Регулировка:
1) местоположение петлителя 32 относительно иглы регулируется перемещением петлителя вдоль его оси после ослабления винта 31, если петлитель нужно переместить на значительную величину, то ослабляют винт 27, вынимают шпильку 26, ослабляют винты 30 и вилочку 28 поворачивают на целое число раз относительно стержня 29; необходимо, чтобы после образования петли иглы рожок петлителя проходил на расстоянии 1,5—2 мм от ушка иглы;
2) петлитель 32 можно перемещать по вертикали относительно иглы, для чего вкладыш 36 поворачивают вокруг оси после ослабления винта 41; при этой регулировке петлитель, кроме движений по вертикали, совершает движения вдоль мостика 42;
3) для перемещения петлителя вдоль оси главного вала ослабляют винт 41 и перемещают вдоль оси вкладыш 36 вместе с подвесным подшипником 34.
Механизм двигателя ткани
На прямоугольную часть главного вала 1 надевается эксцентрик 43, в его отверстие вставляется регулировочный винт 44. На один конец винта навинчивается и шплинтуется корончатая гайка 45, а на другой конец—гайка 46. Так как гайка 46 упирается в эксцентрик, то последний в процессе работы машины не имеет радиальных смещений относительно главного вала. На эксцентрик 43 надевается рычаг 47 двигателя ткани, к переднему плечу которого двумя прижимными винтами 48 прикрепляется рейка 49. Рычаг 47 средней частью с овальной фигурной прорезью надевается на ролик 50 винтового пальца 51. Палец проходит внутри эксцентричной втулки 52. Осевые смещения ролика 50 устраняются двумя шайбами 53, причем передняя шайба 53 (левая) прижимается к пальцу 51 прижимным винтом 54. Палец внутри втулки 52 закрепляется с помощью гайки 55.
При движении эксцентриситета эксцентрика 43 по кривошипной окружности с передней боковой части вверх заднее плечо рычага 47 поднимается вверх, а переднее вместе с рейкой 49 опускается вниз; при движении эксцентриситета сверху на заднюю боковую часть окружности рычаг 47 перемещает рейку от работающего (рабочий ход); при движении эксцентриситета по задней боковой части окружности вниз заднее плечо рычага 47 опускается, а переднее вместе с рейкой 49 поднимается; при движении эксцентриситета снизу на переднюю боковую часть окружности рычаг 47 вместе с рейкой 59 движется к работающему.
125
Регулировка:
1) длина стежка регулируется поворотом винта 44 после ослабления гайки 46-, при завертывании винта 44 центр эксцентрика 43 смещается дальше от центра главного вала 1 и стежок увеличивается;
2) величина опускания рейки 49 в прорези 56 игольной пластинки 19 регулируется перемещением рейки в прорези после ослабления винтов 48.
Механизм выдавливателя ткани
Выдавливатель совершает периодические колебательные движения, при заправке тканей он вместе с мостиком 42 опускается.
На главном валу 1 (см. рис. 115, 116} установочным винтом крепится эксцентрик 57, на него надевается верхняя стягивающая головка шатуна 58. Нижняя головка шатуна надевается на шарнирную шпильку коромысла 59, которое надевается на промежуточный вал 60 и крепится на нем стягивающим болтом 61. С другой стороны в коромысле 59 стягивающим болтом крепится шарнирная шпилька для соединения с нижней головкой шатуна 58. Вал 60 проходит через трубу 62, а на его переднем конце стягивающим болтом 63 крепится переднее коромысло 64. В коромысле также стягивающим болтом крепится шарнирная шпилька 65, на которую надевается задняя головка тяги 66. Передняя головка тяги надевается на шарнирную шпильку 67 коромысла 68. Коромысло 68 и шпилька 67 крепятся на валу 69 двумя стягивающими винтами 70.
Вал 69 помещается в двух бронзовых втулках 71 и 72. На левом конце вала напоессован выдавливатель 73, на правом конце стягивающим винтом 74 крепится установочное кольцо 75. В левый торец вала 69 завинчивается винт 76. При переходе на широкие строчки на квадратный торец вала надевается пластина и закрепляется винтом 76.
Под действием эксцентрика 57 шатун 58 перемещается по вертикали. Если шатун 58 поднимается, то коромысла 59, 64 и вал 60 повертываются по часовой стрелке, тяга 66 смещается к работающему и поворачивает коромысло 68, вал 69 и выдавливатель 73 против часовой стрелки.
На трубе 62, которая удерживается в двух втулках, стягивающим винтом 77 и снизу упорным винтом крепится угловой рычаг 78. На горизонтальное плечо рычага через шайбу 79 действует пружина 80, заключенная в стакан 8'1, который завинчивается во вкладыш корпуса машины. Под действием этой пружины рычаг 78, труба 62 и мостик 42 стремятся повернуться против часовой стрелки, мостик поднимается.
На вертикальное плечо рычага 78 надевается рамка 82, которая с помощью шпильки 83 соединяется с винтовой шпилькой 84. На переднюю резьбовую часть шпильки навинчивается гайка 85, которая с внутренней стороны имеет насечку, фиксирующую ее положение с помощью подпружиненного шарика (на рисунке не показан). На шпильку 84 надевается пружина 86, которая упирается в корпус машины и в головку шпильки. К стойке рукава машины двумя прижимными винтами крепится зуб 87, а в рычаге 78 на оси 88 удерживается
защелка 89, которая под действием пружины 90 стремится повернуться по часовой стрелке. Чтобы опустить мостик 42, нажимают на педаль, а защелку 89 заводят за зуб 87 и мостик остается в нижнем положении, что создает удобство для чистки и смазки трущихся соединений. В стойку рукава завинчивается упорный винт 91, который ограничивает угол поворота рычага 78, и, следовательно, устраняет изгиб игольной пластинки под действием лапок 92.
Регулировка:
1) высота выдавливания ткани в прорези 56 игольной пластинки регулируется гайкой 85\ при завертывании гайки шпилька 84 движется к работающему, рамка поворачивает рычаг 78 по часовой стрелке и мостик 42 вместе с выдавливателем 73 опускаются, а ткань выдавливается на меньшую величину, при вывертывании гайки 85 поворот рычага 78 против часовой стрелки осуществляется под действием пружины 86, которая надавливает на головку шпильки 84\
2) давление мостика на ткань регулируется стаканом 81, при завинчивании стакана давление пружины 80 увеличивается, соответственно увеличивается и давление мостика 42 на ткань;
3) перемещение выдавливателя вдоль прорези 56 игольной пластинки регулируется поворотом вала 69 после ослабления винта 70\ при перемещении выдавливателя поперек прорези, кроме того, ослабляют винт 74 кольца 75 и вал 69 перемещают вдоль его оси.
Узел лапок. Лапки 92, расположенные в мостике 42, служат для прижима тканей к игольной пластинке и предотвращают их смещение в момент движения выдавливателя к работающему.
Лапки 92 с помощью шарнирных конусных винтов 93 и контргаек присоединяются к рычагам 94, которые надеваются на шарнирную шпильку 95, закрепленную в мостике упорным винтом 96. Вертикальные плечи рычагов 94 соединяются пружинами 97 с гайками 98, в которые завинчиваются винты 99. Под действием этих пружин рычаги 94 поворачиваются по часовой стрелке и прижимают ткань лапками к игольной пластинке. В рычаги 94 завинчиваются винты 100, которые ограничивают подъем лапок при опущенном мостике, что дает возможность свободно подкладывать ткань под игольную пластинку.
Регулировка:
1) давление лапок на ткань регулируется винтами 99; при завинчивании гайки 98 растягивают пружины 97 и давление лапок увеличивается;
2) высота подъема лапок регулируется винтами 100-, при завинчивании винтов высота подъема лапок уменьшается.
Заправка нитки в машине
С бобины нитка вводится в нитенаправительное отверстие Л (см. рис. 115), проводится снизу между шайбами регулятора натяжения Б, заводится сверху за нитенаправительный стержень В, вводится в проволочный нитенаправитель Г, затем сверху вниз в отверстие Д на пластине 16. Снизу нитка вводится в ушко иглы 14 при ее крайнем левом положении.
126
3. МАШИНА 85 КЛАССА ПМЗ
Машина предназначена для подшивки низа платьев однониточными потайными стежками, а также используется для стегальных работ при изготовлении верхней одежды из костюмных тканей. Скорость машины 2600 об/мин главного вала, длина стежка — от 0 до 7 мм, применяемые иглы: 25-В-65—75.
На машине 85 класса можно подшивать низ платья, прикрепляя его при каждом проколе иглы,
а также через один прокол. Основные отличия машины 85 класса от машины СМ-2 — уменьшенные габаритные размеры; регулятор стежка, как в машине 51 класса ПМЗ.
Механизм выдавлива-теля ткани состоит из узлов поворота и подъема выдав-ливателя. Первый узел осуществляет поворот выдав-ливателя при каждом проколе иглы, второй узел участвует в работе при подшивочных работах через один прокол иглы.
Узел поворота выдавли-вателя. На правом конце главного вала 1 (рис. 117, 118) двумя упорными винтами 2 крепится маховое колесо 3 эксцентрика поворота 4. На эксцентрик надевается задняя головка шатуна 5. Передняя головка шатуна 5 надевается на шарнирный цилиндрический винт 6, который завинчивается в коромысло 7. Коромысло стягивающим винтом 8 крепится на валу 9 вы-давливателя, который про
ходит через эксцентричную втулку 10. Осевые смещения вала 9 устраняются
с помощью установочного кольца
И. На левом
конце вала 9 напрессован выдавливатель 12.
Под действием эксцентрика 4 шатун 5 перемещается к работающему и от него. Если шатун движется к работающему, то коромысло 7, вал 9 и выдавливатель 12 повертываются против часовой стрелки — момент выдавливания ткани в прорезь игольной пластинки.
Узел подъема выдавливателя. На главном валу 1 двумя упорными винтами 13 крепится косозубая шестерня 14, которая входит в зацепление с шестерней 15 1). К шестерне 15 тремя прижим-
ными винтами 16 крепится эксцентрик подъема 17. Шестерня 15 вместе с эксцентриком 17 свободно надевается на ось 18, закрепленную двумя упорными винтами в рукаве машины. На эксцентрик 17 надевается задняя головка шатуна 19. Передняя головка шатуна надевается на шарнирный цилин
дрический винт 20, который завинчивается в коромысло 21 и контрится гайкой 22. Коромысло 21 стягивающим винтом 23 крепится на эксцентричной втулке 10. Осевые смещения втулки 10 устраняются установочным кольцом 24.
Под действием эксцентрика 17 при вращении шестерен 14 и 15 шатун 19 перемещается к работающему и от него. Если шатун движется к работающему, то коромысло 21, втулка 10 и вал 9 вместе
с выдавливателем 12 повертываются против часовой стрелки. Вы-давливатель 12 опускается в том случае, если линия эксцентриситета вала 9 и втулки 10 находятся слева (если смотреть с торца выдавлива-теля).
Устройство мостика. Мостик 25 своими двумя проушинами надевается на ось 26, которая проходит в корпусе машины и крепится
Рис. 117. Механизм выдавливателя машины 85 класса ПМЗ
двумя упорными винтами 27. Мостик 25 вместе
с выдавливателем и лапками должен быть прижат
к игольной пластинке. Для этого в корпус завинчивается шарнирный винт 28, на котором удерживается угловой рычаг 29. На плечо рычага и вертикальный отросток мостика 25 надевается пружина 30, которая стремится повернуть мостик по часовой стрелке и осуществляет прижим ткани к игольной пластинке. Высота подъема мостика ограничивается винтом 31, а опускание—винтом 32. В корпус машины завинчивается регулировочный винт 33, произвольный поворот которого ограничивается подпружиненным упором 34. Винт 33 упирается в сектор 35, который удерживается на шарнирном винте 36.
Регулировка:
1) величина выдавливания ткани над игольной пластинкой регулируется винтом 33; если винт
127
завинчивать, то он поворачивает сектор 35 против часовой стрелки, сектор упирается в отросток мостика и опускает его, ткань выдавливается на меньшую величину;
2) давление мостика на ткань регулируется винтом 37; если винт завинчивать, то рычаг 29 поворачивается по часовой стрелке и пружина 30, растягиваясь, увеличивает давление мостика;
3) высота подъема мостикд регулируется винтом 31, а величина его опускания — винтом 32;
6) местоположение выдавливателя в прорези игольной пластинки регулируется поворотом вала 9 после ослабления винта 8 коромысла 7; если выдавливатель нужно сместить влево или вправо от работающего, то добавочно ослабляют винты кольца 11 и вал 9 перемещают вдоль его оси;
7) положение выдавливателя по высоте регулируется поворотом эксцентричной втулки 10 после ослабления винта 23;
Рис. 118. Механизм выдавливателя машины 85 класса ПМЗ
4) время поворота выдавливателя 12 регулируется поворотом махового колеса 3 после ослабления винтов 2;
5) время подъема выдавливателя регулируется поворотом шестерни 14 после ослабления винтов 13;
8) для отключения узла подъема выдавливателя ослабляют винты 13 шестерни 14 и перемещают ее вдоль оси главного вала 1; чтобы эксцентричная втулка при работе машины не смогла повернуться вокруг своей оси, необходимо завернуть винт 38.
128
4. МАШИНА 44 КЛАССА ПМЗ
Машина (рис. 119, см. приложение 5) предназначена для выполнения подшивочных работ двухниточной челночной зигзагообразной потайной строчкой (рис. 120). Скорость машины 1000 об/мин главного вала, длина стежка — от 0 до 5 мм, ширина шва — 3, 4, 5, 6 мм. Применяемые иглы: 25-В-75—100.
Механизм иглы кривошипно-шатунный, ните-притягиватель кулисно-стержневой; челнок центрально-шпульный, вращающийся в вертикальной плоскости, снабжен отводкой; двигатель ткани реечного типа, выдавливатель стержневого типа.
Процесс образования стежка
В процессе образования стежка участвуют следующие рабочие органы машины: игла 1 (рис. 121), челнок 2, выдавливатель 3, рейка 4 и лапка. Процесс образования стежка можно разделить на несколько этапов.
I. Нажимом на педаль опускают лапку и рейку и под игольную пластинку 5 укладывают изделие (деталь); при включении машины игла 1 движется от работающего, а выдавливатель 3 выдавливает ткань в прорезь игольной пластинки.
II. Игла 1 при первом проколе прокалывает один слой ткани насквозь, а другой (нижний) захватывает частично; при обратном движении иглы на 2—2,5 мм со стороны короткого желобка образуется петля, которую захватывает носик челнока 2 и обводит вокруг шпульки.
III. Игла выходит из тканей, выдавливатель опускается, рейка 4 перемещает ткани на длину стежка.
IV. Игла отклоняется вправо и делает второй прокол; при втором проколе выдавливатель 3 выдавливает ткани на большую величину, так как при правом проколе игла должна захватить два слоя ткани; после чего процесс образования стежка повторяется.
Механизм иглы
Механизм иглы состоит из узлов движения иглы вдоль строчки и поперек строчки.
Узел движения иглы вдоль строчки. Главный вал 1 (рис. 122) машины вращается в двух втул
ках, которые крепятся в рукаве машины упорными винтами. На правом конце вала упорным и установочным винтами крепится маховое колесо, причем в торец главного вала завинчивается прижимной винт. Левый конец вала 1 составляет одно целое с дисковым кривошипом 2, в радиальный паз которого вставляется палец 3 кривошипа 4. Передаточный вал 5, составляющий одно целое с кривошипом 4, помещается в двух втулках. На палец 3 надевается верхняя головка шатуна 6, нижняя головка шатуна с помощью шарнирного цилиндрического винта и контргайки соединяется с угловым рычагом 7, который надевается на ось 8, закрепленную упорным винтом в головке машины. Во второе плечо рычага 7 завинчивается шаровой палец 9 и контрится гайкой 10. Верхняя разъемная головка шатуна 11 надевается на шаровой палец, а нижняя головка — на шаровой шарнир игловодителя 12, который стягивающим винтом 13 крепится на муфточке 14. Муфточка надевается на ось 15, закрепленную в головке машины упорным винтом 16, и может смещаться вдоль нее при отклонениях иглы.
Рис. 121. Процесс образования двухниточного челночного потайного стежка
Игловодитель 12 оканчивается отверстием, куда вставляется иглодержатель 17 и крепится упорным винтом 18. В паз иглодержателя вставляется упорная скоба 19, а в ее отверстие игла 20 коротким желобком вверх и крепится прижимным винтом 21.
Под действием кривошипа 2 шатун 6 перемещается по вертикали. Если шатун поднимается, то угловой рычаг 7 повертывается против часовой стрелки и поднимает шатун 11, который поворачивает игловодитель 12 вместе с муфточкой 14 по часовой стрелке, а игла 20 смещается от работающего.
9 Заказ № 1217
129
Узел отклонения иглы поперек строчки. На передаточном валу 5 двумя упорными винтами крепится косозубая шестерня 22, которая входит в зацепление с шестерней 23 (i=l: 2). Шестерня 23 двумя упорными винтами крепится на вертикальном валу 24, который помещается в двух втулках; осевые смещения шестерни устраняются установочным кольцом 25. На вертикальном валу 24 двумя упорными винтами крепится червяк 26, который входит в зацепление с червячной шестерней 27 (1 =
I
4243 4 6 3 2
26
49
25
24
50
40
58
*
fB
19
53
20
21
17
3138
33
32
9
11 13
48
5155 5652
Рис. 122. Механизмы иглы, челнока и нитепритягивателя машины 44 класса ПМЗ
45
46
= 4:1). Шестерня 27 крепится двумя упорными винтами на промежуточном валу 28, который помещается во втулке. На переднем конце вала 28 прижимным винтом крепится кулачок 29. К кулачку под действием пружины 30 прижимается ролик 31, который надевается на шарнирный цилиндрический винт 32 рычага 33 отклонения иглы. Этот рычаг надевается на шарнирный винт 34 и снизу оканчивается вилочкой, в которую завинчиваются шарнирные цилиндрические винты 35. На винты 35 надеваются и вставляются в паз муфточки 14 ролики 36.
При вращении шестерен 22 и 23, вертикального вала 24, червячной пары 26, 27, промежуточного вала 28 и кулачка 29 последний надавливает на ролик 31 рычага 33 и колеблет их вдоль плат-.формы. При движении ролика вправо от работающего рычаг 33 повертывается против часовой
челнока
стрелки, муфточка 14 и игловодитель 12 вместе с иглой 20 смещаются вправо от работающего.
Игла при движениях поперек платформы машины проходит в пазах 37 и 38 игольной пластинки 39, которая прикрепляется снизу к головке машины одним прижимным винтом 40 и фиксируется четырьмя упорными винтами 41.
Регулировка:
1) местоположение иглы относительно носика регулируется изменением длины шатуна 11, для чего ослабляют две контргайки винтовой части шатуна и поворачивают его; благодаря наличию разнонаправленных резьб длина шатуна изменяется; при увеличении длины шатуна игла 20 приближается к работающему;
2) чтобы игла при движении не касалась стенок пазов 37, 38 игольной пластинки 39, иглодержатель 17 поворачивают вокруг его оси после ослабления винта /8;
3) местоположение иглы относительно пазов 37 или 38 игольной пластинки 39 регулируется перемеще
нием игловодителя 12 вдоль муфточки 14 после ослабления винта 13;
4) время отклонения иглы может быть отрегулировано поворотом кулачка 29 на конусе вала 28 после ослабления винта, либо поворотом червяка 26 на вертикальном валу 24 после ослабления винтов;
5) изменение величины отклонения иглы поперек строчки производится заменой кулачка 29 и игольной пластинки 39;
6) местоположение игольной пластинки по высоте можно регулировать поворотом винтов 41 после изменения положения винта 40.
Механизм нитепритягивателя
Во вторую верхнюю сдвоенную головку шатуна 6 (см. рис. 122) вставляется палец камня 42 кулисы. Смещения пальца вдоль отверстия головки
130
шатуна устраняются прижимным винтом 43, который завертывается в палец камня. Через отверстие камня 42 проходит- кулиса рычага 44 нитепритяги-вателя. Рычаг 44 надевается на ось 45, закрепленную упорным винтом в головке машины. Чтобы рычаг 44 не имел смещений вдоль оси, на ней крепится упорными винтами установочное кольцо 46. Нитепритягиватель 47 приклепан к кулисе 42.
Механизм челнока и отводки
На вертикальном валу 24 (см. рис. 122) двумя упорными винтами крепится коническая шестерня 48, входящая в зацепление с шестерней 49 (i=l : 1). Шестерня 49 двумя упорными винтами крепится на челночном валу 50, который проходит через отверстие головки машины. В торец челночного вала 50 вставляется хвостовик челнока 51 и крепится прижимным винтом, кроме того, в отверстие челнока входит шпилька, которая предохраняет челнок от произвольного поворота относительно вала 50. Челночный комплект состоит из челнока 51, шпулецер-ж-ателя 52, палец которого вставляется в паз установочной пластины 53; последняя крепится двумя прижимными винтами к игольной пластинке 39, шпульного колпачка 54 и шпульки.
В выточке головки машины прижимным винтом 55 крепится установочная пластина 56. В отверстие этой пластины вкладывается сухарь 57, который вставляется в прорезь отводки 58. Отводка надевается на эксцентричный фланец челночного вала 50.
При вращении челночного вала 50 отводка 58 под действием эксцентричного фланца совершает колебательные движения относительно сухаря 57, являющегося точкой опоры отводки.
Регулировка:
1) время подхода носика челнока к игле регулируется поворотом шестерни 48 на вертикальном валу 24 после ослабления ее винтов и предварительного снятия картера шестерен 48, 49;
2) местоположение отводки относительно выступа на шпуледержателе регулируется поворотом пластины 56 после ослабления винта 55.
Механизм двигателя ткани
Д\еханизм состоит из трех узлов: вертикальных, горизонтальных перемещений рейки и узла лапки.
Узел вертикальных перемещений рейки. На главном валу 1 (рис. 123) двумя упорными винтами 2 крепится эксцентрик подъема 3. Верхняя разъемная головка шатуна 4 надевается на эксцентрик 3, нижняя — на шарнирный винт 5, который завертывается в коромысло 6 и контрится гайкой. Коромысло 6 на валу подъема 7 крепится стягивающим винтом 8. Вал 7 проходит через два отверстия головки машины. На левом конце вала 7 на шпильке 9 крепится переднее коромысло 10. Коромысло соединяется с помощью шарнирного винта с соединительным звеном И, а передняя головка звена И с помощью шарнирного цилиндрического винта соединяется с угловым рычагом 12. Точкой опоры этого рычага является шарнирный цилиндрический винт, который завертывается в клин 13.
Горизонтальное плечо рычага 12 с помощью шарнирного цилиндрического винта соединяется с шатуном 14, а его верхняя головка с трехрожковой рейкой 15. Горизонтальное положение рейки 15 в процессе ее работы обеспечивается пружиной 16.
Под действием эксцентрика 3 шатун 4 перемещается по вертикали. При подъеме шатуна коромысла 6, 10 и вал 7 повертываются по часовой стрелке, звено И смещается к работающему и повертывает рычаг 12 по часовой стрелке, шатун 14 поднимает рейку 15.
Узел горизонтальных перемещений рейки. На главном валу 1 двумя упорными винтами 17 крепится барабан 18, в его паз вставляется ползун 19, изготовленный вместе с эксцентриком продвижения. Через отверстие ползуна 19 в барабан 18 завинчивается регулировочный винт 20. Под действием пружин 21 ползун прижимается к головке винта 20. Второй направляющей ползуна 19 является шарнирный винт 22, который вставляется в паз ползуна и завинчивается в барабан 18. На эксцентрик ползуна 19 надевается верхняя головка шатуна 23. Нижняя головка шатуна надевается на шарнирный цилиндрический болт 24, который завертывается в коромысло 25 и контрится гайкой. Коромысло 25 стягивающим винтом 26 крепится на валу продвижения 27, который проходит через отверстия головки машины. На переднем конце вала 27, на шпильке 28 жестко крепится коромысло 29, которое с помощью шарнирного цилиндрического винта соединяется с соединительным звеном 30. Передняя головка звена 30 с помощью шарнирной шпильки 31 соединяется с рейкой 15.
Под действием эксцентрика продвижения шатун 23 перемещается по вертикали. При его опускании коромысла 25, 29 и вал 27 повертываются по часовой стрелке и соединительное звено 30 перемещает рейку 15 к работающему. ,
Регулировка:
1) регулировка длины стежка осуществляется по принципу изменения эксцентриситета эксцентрика ползуна 19 и главного вала; если винт 20 вывертывать, пружины 21 поднимают ползун и увеличивают эксцентриситет, а, следовательно и длину стежка;
2) высота подъема рейки над игольной пластинкой регулируется поворотом вала 7 после ослабления винта 8 коромысла 6;
3) перемещение рейки в прорези игольной пластинки поперек платформы машины осуществляется поворотом вала 27 после ослабления винта 26.
Узел лапки. Пластинчатая лапка 32 с помощью двух шарнирных винтов 33 соединяется с держателем 34 лапки, который с помощью прижимного винта 35 крепится на стержне 36. Этот стержень жестко крепится на клине 13 и проходит через отверстие вкладыша машины. Снизу на клин 13 действует пластинчатая пружина 37, которая вставляется в прорезь гайки 38, натянутой винтом 39 относительно выступа 40. Сверху на клин 13 опирается палец рычага 41 под действием пружины 42. Рычаг 41 своими проушинами надевается на вал 43 выдавливателя, а его осевые смещения устраняются установочным кольцом 44. С горизонтальным
9*
131
132
плечом рычага 41 соприкасается толкатель 45, который находится под действием пружины 46-Пружина 46 сверху упирается в стол машины, а снизу — в упорное кольцо 47. Нижний торец толкателя соприкасается с рычагом 48, который надевается на ось 49. Второе плечо толкателя с помощью тяги или цепочки соединяется с педалью опускания лапки.
При нажиме на педаль рычаг 48 поворачивается против часовой стрелки, толкатель 45, поднимаясь, поворачивает рычаг 41 по часовой стрелке, палец рычага 41 нажимает на клин 13, который вместе со стержнем 36 и лапкой опускается. Одновременно рычаг 12 вместе с шатуном 14 и рейкой 15 опускается, что создает возможность свободно подложить ткань под игольную пластинку. При прекращении давления на педаль пружины 37 и 46 возвращают звенья узлов в исходное положение.
Регулировка:
1) давление лапки на ткань регулируется винтом 39\ при завинчивании винта гайка 38 выгибает пружину 37 относительно выступа 40 и давление лапки на ткань увеличивается;
2) давление пружины 46 регулируется перемещением кольца 47 вдоль толкателя 45 после ослабления винтов 50.
Механизм выдавливателя
На эксцентрик 51 выдавливателя, составляющего одно целое с корпусом барабана 18, надевается верхняя разъемная головка шатуна 52. Шатун имеет прямоугольное сечение, и его стержень охватывает кулиса 53, которая надевается на палец шестерни 54. Шестерня составляет одно целое с валом 55, который проходит через втулку 56. Осевые смещения вала 55 устраняются с помощью установочного кольца 57. Шестерня 54 входит в зацепление с шестерней 58 (i = 2:l), которая двумя упорными винтами крепится на главном валу. Нижняя головка шатуна 52 с помощью шарнирного болта 59 и контргайки соединяется с шатуном 60. Нижняя головка шатуна 60 соединяется с рычагом 61, палец 62 которого вставляется во втулку 63 и является точкой опоры рычага.
С рычагом 61 соединяется соединительное звено 64, нижняя головка которого соединяется с коромыслом 65. Коромысло двумя упорными болтами 66 крепится на валу 43 выдавливателя. Соединение шатуна с рычагом 61, рычага 61 с соединительным звеном 64 и звена 64 с коромыслом 65 осуществляется с помощью шарнирных болтов, которые контрятся гайками. Вал 43 выдавливателя помещается в двух втулках, а на его переднем конце установочным болтом 67 крепится регулятор выдавливания ткани над игольной пластинкой, который состоит из муфточки 68 и винта 69 с регулировочной гайкой 70. На винт 69 сначала надевается пружина 71, затем корпус 72 регулятора выдавливания ткани. Чтобы гайка 70 не имела произвольного поворота во время работы машины, к ней прижимается пластинчатая пружина 73, которая двумя прижимными винтами прикрепляется к корпусу 72. Корпус 72 имеет овальную прорезь,
через которую проходит вал 43 выдавливателя. Верхняя часть корпуса с помощью шарнирного винта соединяется с соединительным звеном 74. Верхняя головка звена 74 с помощью шарнирного винта соединяется с корпусом 75 выдавливателя. В корпус запрессовывается трубчатая направляющая 76. В направляющую 76 вставляется втулка 77, которая упирается во внутренний буртик этой направляющей. На стержень 78 выдавливателя надевается пружина 79. Выдавливатель вместе с пружиной вставляется в направляющую 76 и во втулку 77, а снизу на резьбовую часть выдавливателя завертывается гайка 80, создающая натяжение пружины 79. Чтобы стержень 78 не имел по-
Рис. 124. Заправка нитки в машине 44 класса ПМЗ
воротных движений вокруг своей оси, в его продольный паз вставляется шпонка 81, которая запрессовывается в стенку направляющей 76.
Под действием эксцентрика 51 шатуны 52 и 60 совершают движение по вертикали. При их опускании рычаг 61 повертывается по часовой стрелке и опускает соединительное звено 64, которое повертывает коромысло 65, вал 43 и регулятор высоты выдавливания ткани по часовой стрелке. Соединительное звено 74 опускает корпус 75 вместе со стержнем 78.
Для установки большей высоты подъема стержня 78 при правом проколе иглы применяются два шарнирно соединенных шатуна 52 и 60, причем шатун 52 получает дополнительное движение вверх благодаря кулисе 53, которая оказывается справа от вала 55 и эксцентрична ему. Увеличенные движения шатун получает через один оборот главного вала, так как шестерня 54 делает один оборот за два оборота шестерни 58.
Регулировка:
1) высота выдавливания тканей над игольной пластинкой регулируется гайкой 70-, если ее завинчивать, то корпус 72, звено 74 и стержень 78
133
поднимаются, ткань выдавливается на большую величину;
2) время продвижения и время выдавливания ткани регулируется поворотом главного вала 1 после ослабления винтов 17 барабана 18.
Заправка ниток в машине
Челночная нитка заправляется, как в обычных машинах челночного стежка.
Игольная нитка с бобины или катушки вводится в отверстие нитенаправительного крючка, закрепленного на рукаве машины, проводится между шайбами регулятора натяжения 1 (рис. 124), сверху вниз вводится в нитенаправительное отверстие пластины 2, заводится за нитеоттягиватель-ную пружину 3, вводится справа налево в отверстие рычага нитепритягивателя 4, в нитенаправи-тель иглодержателя 5 и снизу вверх в ушко иглы 6.
Глава XI
МАШИНЫ-ПОЛУАВТОМАТЫ ДЛЯ ПРИШИВКИ ПУГОВИЦ, ОБВИВКИ СТОИКИ ПУГОВИЦЫ И ИЗГОТОВЛЕНИЯ ЗАКРЕПОК
Машина-полуавтомат выполняет операцию от начала до конца без участия работающего, но укладывание и съем изделия осуществляется вручную.
Все пуговичные и закрепочные машины по характеру движения рабочих органов могут быть разделены на две группы:
1 — игла движется по вертикали, а ткань перемещается вдоль и поперек платформы машины;
2 — игла, кроме вертикальных перемещений, отклоняется поперек платформы машины, а ткань перемещается только вдоль платформы.
Работающий при выполнении операции сидит перед фронтовой частью машины; подъем зажима или пуговицедержателя осуществляется одной педалью, а включение машины — другой.
1. МАШИНА 27 КЛАССА ПМЗ
Машина предназначена для пришивки плоских пуговиц вплотную к тканям двухниточным челночным стежком. Скорость машины 1500 об)чин главного вала. Пуговицы с четырьмя отверстиями пришиваются за 21 прокол иглы, а пуговицы с двумя отверстиями—за 14 проколов. Диаметр пришиваемых пуговиц 15—35 мм, расстояние между отверстиями пуговицы 3—5 мм. Применяемые иглы: 11-А-100—120.
Механизм иглы кривошипно-шатунный; ните-притягиватель кривошипно-коромысловый; челнок центрально шпульный, вращающийся, типа челнока машины 22-А класса ПМЗ; двигатель ткани —
планка с пуговицедержателем.
Процесс пришивки пуговицы
Нажимом на педаль поднимают пуговицедер-жатель, под него подкладывают ткань, до упора между рычагами пуговицедержателя вставляют
Рис. 125. Пришивка пуговиц
пуговицу и прекращают нажим на педаль, после чего пуговицедержатель опускается и прижимает ткань к пластине двигателя ткани. Нажимом на
вторую педаль включают машину. Пуговица с четырьмя отверстиями пришивается сначала в первые два отверстия (рис. 125). Игла при неподвижных ткани и пуговице отклоняется поперек платформы машины. После 10-го прокола (на рисунке обозначены цифрами) игла отклоняется вправо, а ткань вместе с пуговицей смещается в сторону работающего. Игла попадает в третье отверстие, делая 11-й прокол. После этого игла, отклоняясь поперек платформы, пришивает пуговицу в последние два отверстия. Последние два прокола являются закрепляющими и выполняются только при поступательных движениях иглы, затем машина
автоматически выключается.
При пришивке пуговицы с двумя отверстиями размещение ткани и установка пуговицы производится так же, как и в первом случае. При включении машины игла получает отклонения поперек платформы машины при неподвижных пуговице и ткани. Последние два прокола являются закрепляющими, после чего машина автоматически останавливается.
Механизм иглы
\ Механизм иглы состоит из узла поступа-W тельных движений иглы и узла отклонений II иглы поперек платформы машины.
U Узел поступательных движений иглы.
' Главный вал 1 (рис. 126, 127) машины удерживается в трех втулках 2, 3, 4, а на его левом конце двумя установочными винтами 5 крепится кривошип 6. В кривошипе двумя упорными винтами 7 крепится палец 8, на который надевается верхняя головка шатуна 9. Нижняя головка шатуна надевается на палец поводка 10. В нем упорным винтом И, который за
134
винчивается через отверстие машины, расположенное со стороны стойки рукава, крепится игловодитель 12. На нижнем конце игловодителя длинным желобком к работающему упорным винтом 13 крепится игла 14. Игловодитель 12 проходит в направляющих рамки 15, которая удерживается сверху в центровом винте 16, а снизу — в центровой шпильке 17, закрепленной упорным винтом 18 в корпусе машины.
лец 30. Одновременно он надевается на шпильку 31, которая крепится упорным винтом в левом плече рычага 32.
Палец 30 служит для преобразования колебательных движений рычага 29 в вертикальной плоскости в колебательные движения рычага 32 в горизонтальной плоскости. Правое плечо рычага 32 имеет прорезь, в ней закрепляется винтовая шпилька 33, на которую надевается задняя головка
Рис. 126. Машина 27 класса ПМЗ
Узел отклонения иглы поперек платформы. На главном валу 1 двумя упорными винтами 19 крепится червяк 20. Червяк 20 входит в зацепление с червячной шестерней 21 (t = 42 : 1), которая установочным и упорным винтами крепится на валу 22 копирного диска. На левом конце вала 22 двумя упорными болтами 23 и гайкой 24 крепится копир-ный диск 25. Во внешний паз диска вставляется ролик 26, который надевается на винтовую шпильку 27, закрепленную гайкой 28 в прорези рычага 29. Верхнее плечо рычага 29 оканчивается трубкой, в которую вставляется плавающий па-
тяги 34. Винтовая шпилька 33 закрепляется гайкой 35. Передняя головка тяги надевается на винтовую шпильку 36, которая гайкой 37 крепится в прорези рамки 15.
При вращении червячной пары 20, 21, вала 22 и копирного диска 25 ролик 26 получает движения вдоль платформы машины. При перемещении ролика к работающему рычаги 29, 32 повертываются по часовой стрелке, тяга 34 смещается к работающему, рамка 15 повертывается по часовой стрелке и игла смещается влево от работающего. Этому движению способствует пружина 38.
135
Регулировка:
1) высота иглы 14 относительно носика челнока регулируется перемещением игловодителя 12 по вертикали после ослабления винта 11 поводка 10 при нижнем положении иглы через отверстие, обращенное к стойке рукава машины;
2) величина поперечных смещений иглы регулируется перемещением шпильки 33 по прорези рычага 32 после ослабления гайки 35; при перемещении шпильки к точке опоры рычага величина отклонений иглы уменьшается;
3) время отклонения иглы по горизонтали регулируется перемещением шпильки 27 вдоль прорези
винтом 48 Такое соединение дает возможность преобразовывать колебательные движения рычага 43 в вертикальной плоскости в горизонтальные движения стойки 45 и планки 49 двигателя ткани. Поступательные движения вдоль платформы планке 49 обеспечивают задний ползун 50, который вставлен в паз платформы машины и удерживается на шарнирном винте 51, и передний ползун 52. Ползун 52 надевается на винт 53, который снизу через шайбу контрится гайкой 54.
Под действием паза копирного диска 25 ролик 40 смещается вдоль платформы машины. При движении ролика к работающему рычаг 43 повер-
Рис. 127. Кинематическая схема машины 27 класса ПМЗ
рычага 29 после ослабления гайки 28; если шпильку поднять, то начало отклонения иглы будет происходить раньше;
4) местоположение иглы относительно отверстий пуговицы регулируется изменением длины тяги 34 после ослабления винта 39; при уменьшении длины тяги игла смещается вправо от работающего.
Механизм двигателя ткани
Во внутренний паз диска 25 вставляется ролик 40, который надевается на винтовую шпильку 41 и крепится гайкой 42 в рычаге 43 продольных смещений. Ось этого рычага проходит через отверстие кронштейна 44, который крепится на платформе машины двумя прижимными винтами и фиксируется двумя шпильками. Второе плечо рычага 43 оканчивается кулисным пазом. Внутри паза проходит стойка 45, которая вставляется в камень 46, а камень — в муфточку 47 и крепится упорным
тывается против часовой стрелки и планка 49 смещает ткань от работающего.
Регулировка:
1) величина продольных смещений планки 49 регулируется перемещением муфточки 47 вдоль стойки 45 после ослабления винта 48; если муфточку опускать вниз, то величина продольных смещений планки 49 возрастает;
2) местоположение окна для прохода иглы 14 и отверстий пуговицы вдоль платформы относительно линии движения иглы регулируется поворотом рычага 43 в пределах овальной прорези относительно шпильки 41 после ослабления гайки 42; при повертывании верхнего плеча рычага 43 от работающего планка 49 смещается к работающему;
3) местоположение отверстий пуговицы и окна для прохода иглы 14 поперек платформы регулируется перемещением планки 49 в пределах овальной прорези ползуна после ослабления гайки 54.
Пуговицедержатель имеет следующее устройство. К планке 1 (рис. 128) двигателя ткани при
136
жимным винтом 2 крепится стойка 3. В стойку вставляется опорная пластина 4 и крепится прижимным болтом 5. Пластина 4 имеет закругленную поперечную прорезь. В нее вставляется вертикальное плечо пластины 6 пуговицедержателя, которое снизу имеет выпуклую поверхность. Такое соединение дает возможность при подъеме пуговпцедер-жателя поворачивать пластину 6 относительно поперечной прорези пластины 4, не нарушая их соединения.
К пластине 6 прижимным болтом 7 крепится сухарь 8, который вставляется в паз пластинчатой пружины 9. Второй конец пружины прижимным болтом 10 через шайбу прикрепляется к стойке 3,
Рис. 128. Устройство пуговицедержателя машины 27 класса ПМЗ
что создает давление пуговицедержателя на ткань. К пластине 6 снизу прикрепляются два боковых зажима 11 с помощью шарнирных винтов 12. Между этими зажимами расположен упор 13, к которому снизу крепится пластина 14 с наклонными и овальными прорезями. Крепление осуществляется прижимными винтами 15, головки которых упираются в стенки овальной прорези пластины 6. В зажимы 11 завинчиваются винты 16, вставленные в овальные прорези пластины 14. Снизу к пластине 6 прикрепляется пружина 17, концы которой упираются в зажимы И, нажимая на них и стремясь упор 13 вместе с пластиной 14 переместить к работающему. Снизу для поддержания пуговицы при поднятом пуговицедержателе к зажимам 11 прикрепляются две пластинчатые пружины 18. Положение зажимов 11 и упора 13 фиксируется пластиной 19, которая прижимными винтами 20, 21 крепится к пластине 6. В палец 22 этой пластины упирается правый винт 21, что препятствует сближению зажимов 11, но дает возможность при установке пуговицы сместить их поперек платформы машины
Для подъема пуговицедержателя к стойке 3 прижимным винтом 23 прикрепляется составная тяга 55, 56 (см. рис. 126), верхний конец которой.
соединяется с рычагом 57 подъема пуговицедержателя.
При нажиме на педаль рычаг 57 поворачивается по часовой стрелке, тяга 55, 56 поднимает пластину 6 (см. рис. 128) над пластиной 24, которая крепится к планке 1 двигателя ткани четырьмя прижимными винтами и имеет окно для прохода иглы.
Регулировка:
1) давление пуговицедержателя на ткань регулируется болтом 10, головка которого нажимает на пружину 9; при завертывании болта давление пуговицедержателя на ткань увеличивается;
2) местоположение пуговицедержателя относительно окна в пластине 24 регулируется перемещением пластины 4 вместе с пуговицедержателем после ослабления болта 5;
3) расстояние между лапками пуговицедержателя при изменении диаметра пуговицы регулируют перемещением пластины 19 вдоль пластины 6 после ослабления винтов 20, 21\ при увеличении диаметра пуговицы пластину 19 смещают от работающего; палец 22 пластины 19 нажимает на правый винт 15 и перемещает упор 13 вместе с пластиной 14 в этом же направлении, наклонные овальные прорези пластины 14 надавливают на винты 16, отводя зажимы И друг от друга; затем положение этих зажимов и упора фиксируется винтами 20, 21.
Механизм автоматического выключателя
Механизм автоматического выключателя служит для включения и выключения машины. Работа по выключению машины складывается из следующих этапов: а) прекращения передачи вращения главному валу; б) торможения главного вала; в) амортизации удара в момент останова машины; г) останова главного вала в исходной позиции, т. е. при верхнем положении иглы.
На главном валу 1 (рис. 129) с помощью шпильки 2 крепится рабочий шкив 3. На двух шарикоподшипниках 4 удерживается холостой шкив 5; сзади он закрывается крышкой 6, которая крепится на шкиве тремя прижимными винтами 7. В паз шкива вставляется противовес 8, который крепится на двух шпильках в кольце 9. Кольцо 9 имеет две шпильки 10, которыми оно вставляется в отверстие шкива 3 и закрепляется двумя прижимными винтами 11 Противовес 8 служит для уравновешивания вращающихся масс рабочего шкива машины. Рабочий шкив <3 с внутренней стороны имеет кольцевой паз, куда вставляются две амортизационные пружины 12, 13, разделенные сферической шпилькой 14, которая удерживается на шарнирном винте 15.
На ступицу шкива 3 надевается кулачок 16 останова, и его палец 17 вставляется в овальную прорезь шкива 3. На палец 17 надевается сферический ролик 18, который расположен между концами пружин 12 и 13. К стойке рукава машины прижимным винтом и с помощью двух шпилек крепится кронштейн 19 В нем на шарнирном винте удерживается рычаг 20 включения машины, и в двух центровых винтах 21 удерживается рамка 22 останова. Через регулировочный винт 23
137
и отверстие в рамке 22 проходит стопорный стержень 24, который установочным болтом 25 крепится в муфточке 26. Под действием пружины 27 муфточка и стержень находятся в верхнем крайнем положении. К рамке 22 упорными винтами 28 крепится отводка 29, которая служит для перевода ремня с одного шкива на другой. Рамка 22 находится под действием сильной пружины 30, которая стремится ее повернуть по часовой стрелке.
При включении машины нажимают на педаль и через цепочку поворачивают рычаг 20 по часовой
водка 29 перебрасывает ремень с рабочего шкива 3 на холостой шкив 5, прекращается подача вращения главному валу машины. Одновременно стержень 24 попадает под кулачок 16, который его опускает; пружина 27 сжимается, происходит тормо-' жение главного вала. Затем стержень 24 попадает во впадину кулачка 16 и запирает его на ступице шкива 3. Шкив 3 под действием оставшейся кинетической энергии продолжает поворачиваться. Короткая пружина 12 сжимается, упираясь в ролик 18. Возврат шкива 3 в исходное положение осуществляется амортизационной пружиной 12,
Рис. 129. Механизм автоматического
выключателя машины 27 класса ПМЗ
стрелке, его вертикальное плечо нажимает на рамку 22 и поворачивает ее против часовой стрелки. Отводка 29 переводит ремень с холостого шкива 5 на рабочий шкив 3, машина включается. Фиксация рамки 22 осуществляется защелкой 31, которая удерживается на шарнирном винте 32 и под действием пружины 33 поворачивается по часовой стрелке и захватывает пластину 34 рамки. Второй конец защелки обращен к внутренней поверхности копирного диска 35, на котором крепится кулачок 36 двумя прижимными болтами 37. В зависимости от длительности выполнения операций за один оборот диска 35 может быть выполнено две или три операции.
При выключении машины кулачок 36 нажимает на переднее плечо защелки 31 и поворачивает ее против часовой стрелки, второе плечо защелки опускает рамку 22, которая поворачивается под действием пружины 30 по часовой стрелке, от
а удар при останове машины смягчается пружиной 13.
Регулировка:
1) давление пружины 27 регулируется поворотом винта 23 после ослабления контргайки 33;
2) положение стержня 24 перпендикулярно оси главного вала 1 и регулируется винтами 21;
3) местоположение ремня относительно желобов шкивов регулируется перемещением отводки 29 вдоль оси главного вала после ослабления винтов 28;
4) угол поворота рамки 22 регулируется винтом 39, при завинчивании винта поворот рамки уменьшается;
5) время выключения машины регулируется поворотом кулачка 36 после ослабления винтов 37; при повороте кулачка против часовой стрелки машина будет выключаться раньше.
138
Механизмы нитепритягивателя и челнока устроены аналогично стачивающим машинам двухниточного челночного стежка, они рассмотрены ранее.
При пришивке пуговиц с двумя отверстиями заменяют копирный диск 25 (см. рис. 126) и выклю
чают двигатель ткани подъемом муфточки 47 в верхнее положение до совмещения ее центра с центром оси рычага 43.
Заправка ниток в машине производится так же, как в машинах челночного стежка.
2. МАШИНА 27-Б КЛАССА ПМЗ
Машина предназначена для пришивки форменных пуговиц с ушком двухниточным челночным стежком. Скорость машины 1500 об/мин главного вала. Пуговица диаметром 22 мм (при сменных деталях—14 и 18 мм) пришивается за 21 прокол иглы. Применяемые иглы: 58-1 А-120, 130.
Машина 27-Б класса построена на базе машины 27 класса ПМЗ и отличается от нее только формой паза копирного диска и устройством лапки пуговицедержателя.
Пуговица (рис. 130, проколы иглы обозначены цифрами) устанавливается в специальной лапке вертикально так, чтобы ее ушко было расположено в горизонтальной плоскости. При включении машины игла совершает отклонения поперек плат
формы и 18 стежками пришивает пуговицу к ткани, последние два прокола являются закрепляющими, после чего машина автоматически выключается.
Рис. 130. Пришивка пуговицы на машине 27-Б класса ПМЗ
3. МАШИНА 95 КЛАССА ПМЗ
Машина предназначена для пришивки плоских пуговиц с двумя и четырьмя отверстиями однониточным цепным стежком. Пуговицы можно пришивать вплотную к ткани, вплотную к ткани и с подпуговицей, на стойке и с подпуговицей, вплотную к ткани потайным швом, на стойке потайным швом. Скорость машины 1200 об/мин главного вала. Пуговицы с четырьмя отверстиями диаметром 13—32 мм, толщиной до 5,5 мм и расстоянием между отверстиями 3—5,5 мм пришиваются за 20 проколов. Пуговицы с двумя отверстиями диаметром 13—17 мм и толщиной до 3 мм пришиваются за 10 проколов. Высота стойки при пришивке пуговиц с подпуговицей 3—4 мм, без подпуговицы 3—6 мм. Применяемые иглы: З-Ц-90—150 или 3-Р-130.
Механизм иглы кривошипно-шатунный; нитепо-датчик от игловодителя; петлитель неравномерно вращающийся, снабжен колеблющимся отводчиком; ткань и пуговица перемещаются вдоль и поперек платформы машины.
Процесс пришивки пуговицы
Пришивка пуговицы с четырьмя отверстиями. Пуговица и ткань устанавливаются так же, как и в машине 27 класса ПМЗ. При включении машины пуговица вместе с тканью получает движения вдоль платформы машины. Игла совершает только поступательные движения (рис. 131, а) и пришивает пуговицу в два левые отверстия за 9 проколов, 10-й прокол является закрепляющим, и ткань вместе с пуговицей не движутся. После этого пуговица и ткань перемещаются влево от работающего и машина выключается. Нажимают на левое плечо рычага А (см. рис. 132) и поворачивают его по часовой стрелке, выводя правое плечо рычага из-под крючка пуговицедержателя. Ногой нажимают на педаль подъема пуговицедержателя,
и нож обрезает нитку иглы, надетую на петлитель. Обрезка нитки после 10-го прокола иглы дает возможность пришить пуговицу без переходного стежка между первой и второй парами отверстий пуговицы. Если нет необходимости обрезать переходную нитку, то сразу снова включают машину.
Рис. 131. Пришивка пуговицы на машине 95 класса ПМЗ
При пришивке пуговицы во вторую пару отверстий ткань и пуговица получают движения вдоль платформы машины, причем последний 20-й прокол является закрепляющим, после чего машина автоматически останавливается. Нажимают на педаль подъема пуговицедержателя, который поднимается, одновременно происходит обрезка нитки иглы.
Пришивка пуговицы на стойке (рис. 131, б), производится аналогично сказанному выше, но пуговица отделяется от ткани с помощью специальной лапки, благодаря чему и создается стойка.
При пришивке пуговицы с подпуговицей (рис. 131, в) подпуговица устанавливается в нижнем зажиме, закрепленном на планке двигателя ткани. Затем укладывается ткань, в пу-говицедержатель вставляется пуговица, пуговице-держатель опускается. При пришивке пуговицы
139
с подпуговицей на стойке к верхнему пуговицедер-жателю прикрепляют специальные лапки, которые отделяют пуговицу от ткани.
При пришивке пуговицы потайным швом (рис. 131, г) к планке двигателя ткани прикрепляют упор. При поднятом пуговицедержа-теле ткань укладывают, до упора вставляют пуговицу и опускают пуговицедержатель. При включении машины одни проколы иглы пришивают пуго-
устройство и вал 2 петлителя. Ускоренное движение петлитель получает в момент подхода к петле иглы.
Ускоряющее устройство представляет собой два дисковых кривошипа 3 и 4. Кривошип 3 крепится на валу 5 двумя упорными винтами ^ кривошип 4 — двумя упорными винтами 7 на валу 2. В кривошипы запрессованы пальцы 8 и 9, на которые надевается соединительное звено 10. На перед-
Рис. 132. Машина 95 класса ПМЗ
вицу к ткани, а другие дают воздушное переплетение вне ткани.
Пришивка пуговицы с двумя отверстиями. Ко-пирный диск не заменяют, но отключают узел поперечных движений планки двигателя ткани. Для этого ролик рычага поперечных смещений вынимают из паза распределительного диска. Пришивка пуговицы выполняется аналогично пришивке пуговицы с четырьмя отверстиями, только отсутствуют поперечные перемещения планки двигателя ткани
Механизм петлителя и отводчика
Вращательное движение петлитель 1 (рис. 132, 133) получает через две пары конических косозубых шестерен, вертикальный вал, ускоряющее
нем конце вала 2 двумя упорными винтами 11 крепится петлитель 1.
Отводчик 12 предназначен для нормального расширения петли и отведения ее влево от работающего. Это движение необходимо для нормального процесса образования стежка, при котором игла проходит через петли, петлитель захватывает новую петлю, а отводчик перемещается вправо и освобождает предыдущую петлю.
Для передачи колебательных движений отводчику 12 на валу 2 петлителя двумя упорными винтами 13 крепится кулачок 14. К нему под действием пружины 15 прижимается копомысло 16, которое стягивающим винтом 17 (см. рис. 133) крепится на валу 18 (см. рис. 132, 133) отводчика 12. Отводчик на валу 18 крепится с помощью шпильки.
140
К отводчику для расширения петли петлителя приклепывается направляющая пластина.
При вращении вала 2 кулачок 14 нажимает на коромысло 16, а вал 18 вместе с отводчиком 12 получает колебательные движения.
Регулировка:
1) время движения петлителя к игле регулируется поворотом петлителя 1 после ослабления винтов 11;
2) местоположение петлителя 1 относительно иглы регулируется перемещением петлителя вдоль оси вала 2 после ослабления винтов 11;
Механизм двигателя ткани
Механизм состоит из двух узлов: продольных и поперечных движений ткани. Узел продольных движений устроен так же, как и в машине 27 класса ПМЗ, поэтому он не рассматривается.
Узел поперечных движений гкани. Во внешний паз копирного диска 19 вставляется ролик 20, который надевается на винтовую шпильку 21, закрепленную гайкой 22 в вертикальной овальной прорези рычага 23 поперечных смещений. Рычаг 23 надевается на шарнирную шпильку, которая встав-
Рис. 133. Кинематическая схема машины 95 класса ПМЗ
3) время движения отводчика 12 регулируется поворотом главного^ вала после ослабления винтов 13 кулачка 14;
4) местоположение отводчика 12 относительно петлителя регулируется поворотом вала 18 вместе с отводчиком 12 после ослабления винта 17 (см. рис. 133); при перемещении отводчика 12 вдоль платформы машины, кроме вийта 17, ослабляют винт втулки вала 18 (см. рис. 132, 133) и отводчик вместе с втулкой перемещают вдоль оси;
5) время ускоренного движения петлителя регулируется поворотом кривошипа 3 на валу 5 после ослабления винтов 6; метка диска должна совпадать с меткой корпуса ускорителя, в этот момент игла должна быть в верхнем крайнем положении.
ляется в отверстие кронштейна 4, закрепляется в нем упорным болтом 24. Горизонтальное плечо этого рычага имеет прорезь, в которой гайкой 25 через шайбу 26 крепится шаровая винтовая шпилька 27. На шпильку надевается верхняя разъемная головка шатуна 28. Нижняя разъемная головка шатуна надевается на шаровой палец 29 (см. рис. 133), который крепится упорным винтом 30 в коромысле 31. Коромысло 31 крепится стягивающим винтом 32 на валу 33 (см. рис. 132, 133) поперечных движений. Чтобы вал 33 не имел осевых смещений, на нем упорными винтами крепится установочное кольцо 34. На переднем конце вала 33 стягивающим винтом <35 крепится коромысло 36. На палец <37 надевается цилиндрик 38, который вставляется в паз ползуна 39. Ползун 39 через пластину 40 прижимным винтом 41 крепится
141
к планке 42 двигателя ткани. Такое соединение коромысла 36 с планкой 42 двигателя ткани не препятствует продольным смещениям, так как ползун 39 перемещается относительно неподвижного цилиндрика 38.
Ролик 20 получает от паза копирного диска движения вдоль платформы машины. Если ролик движется к работающему, то рычаг 23 повертывается против часовой стрелки, шатун 28 опускается и повертывает коромысла 31, 36 и вал 33 против часовой стрелки, планка 42 двигателя ткани смещается влево от работающего.
К планкам 1 (рис. 134) прижимными винтами 2 прикрепляются лапки 3 держателей пуговицы, что дает возможность их быстро заменять. Пластина 4 с овальными наклонными прорезями имеет два отогнутых края, которые выходят за габариты пластины 5 пуговицедержателя, что облегчает установку пуговицы. К пластине 4 прижимными винтами 6, 7 крепится упор 8, причем головки этих винтов выведены в прорезь пластины 5.
В рассматриваемом пуговицедержателе предусмотрена более точная регулировка расстояния между лапками при изменении диаметра пуговицы,
Рис. 134. Устройство пуговицедержателя машины 95 класса ПМЗ
Регулировка:
1) величина поперечных смещений планки 42 регулируется перемещением шпильки 27 по прорези рычага 23 после ослабления гайки 25; если шпильку приблизить к точке опоры рычага 23, величина смещений планки 42 уменьшается;
2) время продвижения ткани поперек платформы регулируется перемещением винтовой шпильки 21 вместе с роликом 20 вдоль прорези рычага 23 после ослабления гайки 22;
3) местоположение отверстия планки двигателя ткани относительно линии движения иглы в поперечном направлении регулируется поворотом вала 33 после ослабления винта 32, либо поворотом коромысла 36 после ослабления винта 35;
4) время продвижения ткани регулируется поворотом главного вала после ослабления винтов червяка, либо поворотом копирного диска 19 после ослабления болтов и гайки.
Пуговицедержатель машины 95 класса ПМЗ конструктивно аналогичен машине 27 класса ПМЗ, но отличается несколько иным соединением деталей, что облегчает его эксплуатацию.
чем в машине 27 класса, для чего пластина 9 имеет стойку 10, в которую запрессовывается шпилька 11, ограничивающая движение винта 7, а следовательно, и упора 8 вместе с лапками 3. К стойке 10 шарнирным винтом 12 присоединяется головка ходового винта 13; на резьбовую часть, проходящую через отверстия угольника 14, навинчивается гайка 15. Угольник 14 прикрепляется снизу к пластине 5 двумя прижимными винтами. Пружина 16 предотвращает произвольный поворот гайки 15.
Для пришивки пуговицы на стойке высотой 4 мм к пластине 5 через отверстия 17 двумя прижимными винтами прикрепляют держатель 18. Овальные прорези в держателе дают возможность регулировать положение лапок 20 относительно лапок 3 пуговицедержателя. К держателю 18 прижимным винтом 19 прикрепляется лапка 20, которая, отделяя ткань от пуговицы, служит для образования стойки. Для пришивки пуговицы на стойке высотой 3 мм к держателю 18 прикрепляют лапку 21. Делитель 22 служит для отделения центра пуговицы от ткани и прикрепляется к лапке двумя прижимными винтами.
142
Для пришивки пуговицы с подпуговицей винтами 23 к планке 24 прикрепляется зажим для подпуговицы, который представляет собой пластину 25. В пластине на шарнирных винтах 26 удерживаются лапки зажима 27. Эти лапки имеют овальные наклонные прорези, в которые вставляются шпильки 28 упора 29. Сближение лапок 27 осуществляется пружиной 30. Таким образом, подпуговицу устанавливают между лапками 27, прижимая к упору 29.
Для пришивки пуговицы потайным швом через овальную прорезь 31 планки 24 снизу вставляется винт 32, на него надевается втулка 33, а на нее упор 34. Затем сверху завинчивается гайка 35, с?кимая пластинчатую пружину 36. К упору 34 прижимными винтами крепится фиксатор 37, который сжимает пружину 38. Ткань устанавливают вплотную к пружине 38, а сверху между лапками 3 помещают пуговицу.
Регулировка:
1) при изменении диаметра пуговицы вращают гайку 15; если гайку завинчивать, ходовой винт 13 смещается от работающего и шпилька 11 надавливает на винт 7, а пластина 4, смещаясь от работающего, разводит лапки 3;
2) местоположение упора 34 относительно отверстий пуговицы регулируется перемещением винта 32 в пределах овальной прорези 31 после ослабления гайки 35.
Механизм автоматического выключателя
По устройству, работе и эксплуатации механизм ничем не отличается от аналогичного механизма машины 27 класса ПМЗ. Только дополнительно применяется устройство, предотвращающее подъем пуговицедержателя в момент пришивки пуговицы. Для этого упорным винтом 43 (см. рис. 132, 133) к рычагу 44 включения машины крепится упор 45, который расположен под винтовой шпилькой 46 рычага 47 подъема пуговицедержателя.
При нажиме на педаль подъема пуговицедержателя в момент выполнения операции рычаг 47 должен был бы повернуться по часовой стрелке, но его правое плечо упирается в упор 45, а рычаг 44, поворачиваясь по часовой стрелке, нажимает на рамку автоматического выключателя, которая удерживается защелкой, поэтому рычаг 47 не повертывается.
Регулировка:
местоположение упора 45 относительно шпильки 46 регулируется перемещением его относительно рычага 44 после ослабления винта 43.
Механизм прижима и обрезки ниток
Ослабление нитки перед ее обрезкой осуществляется от копирного диска 1 с бугорками 2 (рис. 135). К ободу диска под действием пружины 3 прижимается нижнее плечо рычага 4, который надевается на шарнирный винт 5. К этому плечу винтом 6 и контргайкой прикрепляется пластина 7, которая скользит по ободу диска. В отверстие верхнего плеча рычага 4 вставляется стержень 8, и на него надевается пружина 9.
На левом конце стержня 8 упорным винтом крепится установочное кольцо 10, которое определяет усилие нажима пружины 9. Правый конец стержня вставляется в отверстие серьги //и крепится в ней упорным винтом 12. Серьга 11 надевается на шарнирный винт 13, завернутый в коромысло 14, которое стягивающей шпилькой 15 крепится на валу 16. Этот вал проходит в двух направляющих крышки 17, которая двумя прижимными винтами 18 крепится к рукаву машины. В вал 16 вставляется шпилька 19, на которую надевается ползун 20.
При нажиме бугорка 2 в конце цикла пришивки пуговицы пластина 7 поворачивает рычаг 4 по часовой стрелке, пружина 9 сжимается и через серьгу 11 поворачивает коромысло 14, вал 16 и шпильку 19 против часовой стрелки; ползун 20, поднимаясь, прижимает нитку к пластине 21, которая крепится шарнирным винтом 22 к крышке 17.
При подъеме пуговицедержателя должен быть создан запас нитки для образования первого стежка нового цикла, поэтому необходимо сдернуть нитку с катушки после ее зажима. Для этого на валу 23 с помощью шпильки 24 крепится коромысло 25, в котором упорным винтом крепится нитенаправительная скоба 26. На вал 23 надевается пружина 27, один конец которой вставляется в отверстие установочного кольца 28, а второй заводится сверху за крышку 17. Пружина 27 стремится повернуть коромысло 25 против часовой стрелки, но этого не происходит в процессе работы машины, так как шпилька 24 опирается на заднее плечо рычага 29 подъема пуговицедержателя. Снизу к крышке 17 прижимным винтом прикрепляется пластина 30, которая имеет проволочный нитенаправитель, выведенный в отверстие крышки. Нитка сверху вводится в этот нитенаправитель и лежит сверху на скобе 26.
При подъеме пуговицедержателя рычаг 29 поворачивается по часовой стрелке и его заднее плечо опускается, при этом коромысло 25 и скоба 26 поворачиваются под действием пружины 27 против часовой стрелки. Скоба 26 при движении вверх сдергивает нитку с катушки, создавая ее запас для следующего цикла.
К рычагу 29 подъема пуговицедержателя, который удерживается на шарнирном винте 31 в кронштейне, крепится рычаг ножа <32. Рычаг <32 прикрепляется с помощью винта <3/ и болта 33. Нижнее плечо этого рычага вставляется в прорезь штанги 34, которая под действием пружины <35 стремится переместиться от работающего. Штанга проходит через паз платформы машины, который слева закрывается пластиной 36 К переднему концу штанги 34 прижимным винтом <37 прикрепляется нож 38.
При подъеме пуговицедержателя рычаги 29, 32 поворачиваются по часовой стрелке. Штанга 34 вместе с ножом 38 движется к работающему и происходит обрезка нитки иглы, надетой на петлитель.
Подъем пуговицедержателя осуществляется с помощью стержня 39, верхний конец которого охватывает вилочка рычага 29. Над вилочкой двумя упорными винтами крепится опорное кольцо 40.
143
Стержень 39 упорным винтом 41 крепится в кронштейне 42, палец которого входит в паз машины и предотвращает поворот стержня вокруг его оси. На нижнем конце стержня 39 прижимным винтом крепится держатель 43 рычага 44. Правое плечо этого рычага под действием пружины кручения (на рисунке не показана) подходит под крючок 39 (см. рис. 134) пуговицедержателя.
При подъеме стержня 39 (см. рис. 135) пугови-цедержатель поднимается над планкой двигателя
часовой стрелке, а отводчик 58 захватывает нитку и отводит ее влево от работающего.
В момент продвижения ткани натяжение верхней нитки должно быть ослаблено. Для этого на главном валу двумя упорными винтами 59 крепится эксцентрик 60, а к нему под действием пружины прижимается толкатель 61. Кулачок оказывает давление на толкатель 61. заставляя его периодически поднимать шпильку регулятора 62 натяжения и соответственно ослаблять нитку иглы.
Рис. 135. Механизм прижима и обрезки нитки машины 95 класса ПМЗ
ткани. Высота подъема пуговицедержателя ограничивается упорной пластиной 45, которая двумя прижимными винтами крепится к рычагу 29 и упирается в направляющую 46 крышки 17.
В момент подъема пуговицедержателя конец нитки должен быть отведен влево от иглы, для чего к кронштейну 42 прижимным винтом 47 прикрепляется упорная пластина 48, в которую под действием пружины 49 упирается гайка 50 стержня 51. К головке стержня 51 под действием пружины 52 прижимается левое плечо рычага 53 отводчика, который удерживается на шарнирном винте 54. Винт 54 завертывается в держатель 55, закрепленный в рукаве машины упорным винтом 56. К рычагу 53 прижимным винтом 57 прикрепляется проволочный отводчик 58.
При подъеме стержня 39 гайка 50 и стержень 51 под действием пружины 49 поднимаются, рычаг 53 под действием пружины 52 поворачивается по
Регулировка:
1) усилие зажима нитки регулируется поворотом вала 16 после ослабления шпильки /5; при повертывании вала против часовой стрелки усилие зажима увеличивается;
2) время включения зажима нитки регулируется перемещением пластины 7 в овальной прорези рычага 4 после ослабления гайки винта 6; если пластину поднять выше, зажим нитки будет происходить раньше;
3) длина вытягиваемой нитки зависит от угла поворота коромысла 25 и его скобы 26 и регулируется поворотом винта 63 после ослабления контргайки 64\ при завертывании винта 63 угол поворота коромысла 25 уменьшается, соответственно уменьшается и длина вытягиваемой нитки;
4) местоположение ножа 38 относительно нитки петлителя регулируется перемещением ножа в пре
144
делах прорези поперек штанги 34 после ослабления винта ?7;
5) местоположение отводчика 58 поперек плат-
формы машины относительно нитки иглы регулируется перемещением пластины 48 по
вертикали после ослабления винта 47, при подъеме пластины отводчик смещается влево;
6) местоположение рычага 44 по вертикали относительно крючка 39 (см. рис. 134) регулируется перемещением стержня 39 (см. рис. 135) вместе с рычагом 44 по вертикали после ослабления винта 41 кронштейна 42;
7) положение отводчика 58 и его держателя 55 регулируется их перемещением по вертикали после ослабления винта 56;
8) время ослабления нитки иглы в момент продвижения ткани регулируется поворотом главного вала машины после ослабления винтов 59 эксцентрика 60;
9) высота подъема пуговицедержателя регулируется перемещением пластины 45 по вертикали после ос-
лабления двух винтов; при подъеме планки пуго-
вицедержатель над планкой двигателя ткани поднимается на большую величину.
Заправка нитки в машине
Нитка с бобины или катушки (рис. 136) вводится в отверстие стержневого нитенаправителя /, обводится слева между шайбами 2 заднего регу
лятора натяжения, справа между шайбами 3 переднего регулятора натяжения, поверх скобы 4, сверху вниз в проволочный нитенаправитель 5,
между направительными стержнями 6, под зажим-
Рис. 136. Заправка нитки в машине 95 класса ПМЗ
ную пластинку 7, слева от стержня 8 через отвер-
стие в стержневом нитенаправителе 9, в отверстие нитенаправителя 10, вниз под ролик направителя 11, закрепленного на фронтовой доске, вверх вокруг ролика нитеподатчика 12, вниз в проволочный нитенаправитель 13 фронтовой доски, под пружину 14 на нижнем конце игловодителя и от себя в ушко иглы 15.
4. МАШИНА 59-А КЛАССА ПМЗ
Машина предназначена для обвивки стойки пуговицы однониточным цепным стежком. Скорость машины 1200 об)мин главного вала. Стойка высотой от 3 до 4 мм обвивается за 21 прокол иглы, высотой от 4 до 5 мм — за 42 прокола иглы. В каждом случае два последние прокола являются закрепляющими. Применяемые иглы; 3-Р-130— —150.
Механизм иглы кривошипно-шатунный; нитепо-датчик от игловодителя; петлитель неравномерно вращающийся; ткань и пуговицы могут перемещаться только вдоль платформы машины.
Процесс обвивки стойки пуговицы
К пластине двигателя ткани прикрепляется держатель, который имеет две вертикальные пластины с расстоянием между ними, равным высоте стойки (рис. 137). Ткань оттягивают от пуговицы и размещают перед собой, а стойку пуговицы— между двумя пластинами. При включении машины пуговица вместе со стойкой получает перемещения в сторону работающего, а игла отклоняется поперек платформы машины. После 12-го прокола иглы ткань перемещается от работающего и производится вторичная обвивка стойки. Последние 20-й и 21-й проколы являются закрепляющими, после
чего машина автоматически останавливается. Нажимом на педаль производится обрезка нитки иглы.
Обвивка стойки пуговицы за 42 прокола иглы в основном аналогична вышерассмотренному процессу.
Механизм петлителя
Вращательное движение от главного вала / (рис. 138, 139) через две пары конических косозубых шестерен и вертикальный вал передается промежуточному валу 2, а от него через ускорительное устройство валу 3 петлителя и петлителю 4.
Ю Заказ № 1217
145
Рис. 139. Кинематическая схема машины 59-А класса ПМЗ
146
Ускорительное устройство аналогично машине 95 класса ПМЗ. На переднем конце вала двумя упорными винтами 5 крепится петлитель 4.
Регулировка:
I) время подхода носика петлителя к игле регулируется поворотом петлителя 4 после ослабления винтов 5; при подъеме иглы из крайнего нижнего положения на 2—2,5 мм носик петлителя должен быть выше ушка иглы: при правом проколе— на 3—3,2 мм, при левом — на 1—1,2 мм;
2) местоположение пет
лителя относительно иглы регулируется перемещением петлителя вдоль оси вала 3 после ослабления винтов 5.
Механизм двигателя ткани
Устройство механизма двигателя ткани машины 59-А класса аналогично машине 27 класса ПМЗ, но вместо пуговицедержателя к планке 6 (см. рис. 138, 139) двигателя ткани двумя прижимными винтами 7 крепится держатель 8, а к его стойкам четырьмя прижимными винтами 9 — две разделительные пластины 10, которые служат для отделения пуговицы от ткани.
Регулировка:
местоположение держателя 8 и его пластин 10 относительно иглы ре
гулируется перемещением держателя вдоль платформы машины после ослабления двух винтов 7.
Механизм автоматического выключателя
Этот механизм имеет такое же устройство, как и механизм автоматического выключателя машины 95 класса ПМЗ.
Механизм зажима и обрезки нитки
По принципу действия узел зажима верхней нитки имеет небольшое конструктивное отличие от аналогичного узла машины 95 класса ПМЗ. Винтовой шпилькой 11 (см. рис. 138, 139) на валу 12 крепится коромысло 13, в котором гайкой крепится винт 14 со сферической головкой, соприкасающейся с ободом диска 15 под действием пружины 16.
При нажиме бугорка 17 копирного дикса 15 на головку винта 14 коромысло 13, вал 12 и ползун 18 повертываются против часовой стрелки. Ползун 18, соприкасаясь с зажимной пластиной, зажимает верхнюю нитку.
Устройство, вытягивающее нитку, такое же, как в машине 95 класса ПМЗ.
Рабочее движение ножу и оттягивателю нитки передается от педали через тягу или цепочку через рычаг 19, который удерживается на шарнирном винте 20. Нижний конец рычага 21 (рис 140) вставляется в прорезь штанги 22. На шпильку 23 надевается пружина 24, второй конец которой вставляется в отверстие рычага 21. Усилие пружины рассчитано так, чтобы нижний конец рычага 21
класса ПМЗ
соприкасался с задней частью прорези штанги 22. Штанга проходит через паз платформы машины, который в передней части закрывается пластиной 25 и является направляющей штанги. К переднему концу штанги 22 прикрепляется кронштейн 26 с двумя пальцами 27.
При нажиме на педаль рычаг 19 (см. рис. 138,
139) поворачивается по часовой стрелке, и штанга
22 под действием растягивающейся пружины 24
перемещается вперед, захватывает задним пальцем 27 нитку и оттягивает ее вперед. После обрезки нитки ножом пружина 24, сжимаясь, перемещает штангу 22 вперед, и нитка сдергивается с петлителя.
К нижнему плечу рычага 21 двумя прижимными винтами 28 (см. рис. 140) крепится кулачок-толкатель 29. На шарнирный винт 30, который контрится гайкой в держателе 31 ножей, надеваются рычаг 32 и пружина 33. На оси заднего плеча рычага 32 удерживается ролик 34, переднее плечо которого оканчивается овальной прорезью. В нее вставляется цилиндрический шарнирный винт 35 и завинчивается в сухарь 36. Сухарь двумя прижимными винтами 37 прикрепляется к стержню 38 верхнего ножа и вместе с ним перемещается по нижней направляющей держателя 31. Последний двумя прижимными винтами 39 крепится к платформе машины. В верхний паз держателя 31 вставляются стержень 38 верхнего ножа и нижний нож 40. В паз стержня 38 вставляется пружина 41, которая упирается в шпильку 42 нижнего ножа 40. Вторая шпилька 43 вставляется в паз держателя
147
31, который ограничивает движение верхнего ножа. К правой части стержня 38 крепится двумя прижимными винтами 44 верхний нож 45, а снизу пластина 46. Нож 45 и пластина 46 являются направляющими для нижнего ножа 40. Сверху ножи закрываются пластиной 47, которая двумя прижимными винтами прикрепляется к держателю 31.
После оттягивания нитки пальцем 27 кулачок 29 нажимает на ролик 34 и рычаг 32 поворачивается против часовой стрелки, сухарь 36 перемещает стержень 38 и нижний нож 40. Нож 40 проходит мимо натянутой нитки иглы, отводя ее ближе к работающему. При дальнейшем движении нитка попадает в паз 48 ножа 40. Шпилька 43 упирается в правую стенку паза держателя 31 и останавливается. Верхний нож 45 продолжает перемещаться дальше вправо и обрезает нитку. Возврат в исходное положение ножей происходит под действием пружины 33.
Регулировка:
1) время начала зажима нитки регулируется ослаблением гайки винта 14 (см. рис. 138, 139) и
5. МАШИНА 53 КЛАССА ПМЗ
Машина предназначена для пришивки проволочных крючков и петель двухниточным челночным стежком. Скорость машины 1500 об/мин главного вала. Крючки и петли № 2, 3 (ГОСТ 547—41) пришивают за 42 прокола иглы, причем последние два прокола являются закрепляющими. Применяемые иглы: 3-Е-170, 190.
Механизм иглы кривошипно-шатунный; ните-притягиватель кривошипно-коромысловый; челнок центрально-шпульный, вращающийся, как в машине 27 класса ПМЗ; ткань перемещается вдоль и поперек платформы машины.
Машина 53 класса отличается от машины 27 класса только устройством механизма двигателя ткани, т. е. узлом поперечных отклонений ткани и устройством зажимного аппарата.
Процесс пришивки крючка или петли
При подъеме зажимного аппарата петля или крючок после укладывания изделия вставляется, как показано на рис. 141. В ушки крючка проде-
Рис. 141. Пришивка крючка или петли на машине 53 класса ПМЗ
вают тесьму. Затем зажимной аппарат опускают и включают машину. Пришивка начинается с поперечных отклонений иглы при неподвижной ткани и петле, после 13-го прокола ткань и петля пере-
перемещением его по прорези коромысла 13; при удалении винта 14 от оси вала 12 зажим нитки происходит позже;
2) положение ползуна 18 по вертикали относительно зажимной пластинки регулируется поворотом вала 12 после ослабления шпильки 11;
3) время движения ножей регулируется перемещением кулачка 29 вдоль платформы машины после ослабления винтов 28 (см. рис. 140); при перемещении кулачка 29 к работающему обрезка нитки происходит раньше;
4) местоположение ножей относительно линии движения иглы регулируется перемещением держателя 31 вдоль платформы после ослабления винтов 39;
5) местоположение верхнего ножа 45 относительно режущей кромки нижнего ножа 40 регулируется перемещением ножа 45 вдоль стержня 38 после ослабления винтов 44.
Нитка в машине заправляется так же, как в машине 95 класса ПМЗ.
мешаются в сторону работающего и одновременно вправо от него так, что центр качания иглы оказывается посередине левой части ушка петли. После 26-го прокола ткань и петля перемещаются влево от работающего, а игла, отклоняясь поперек платформы машины, пришивает правую часть ушка петли последними 13 проколами. Последние два прокола являются закрепляющими, после чего машина автоматически останавливается. Аналогично пришивают крючок, но последними 26 проколами прикрепляют тесьму.
Механизм двигателя ткани
Узел поперечных отклонений. Обод копирного диска 1 (рис. 142, 143) имеет кулачковый паз, в который вставляется ролик 2. Ролик удерживается на винтовой шпильке 3 рычага 4, который надевается на шарнирную шпильку 5, закрепленную в кронштейне 6. Нижнее плечо рычага 4 имеет шаровой палец, на который надевается задняя головка шатуна 7. Передняя головка шатуна надевается на шаровую винтовую шпильку 8, закрепленную в прорези рычага 9 поперечных смещений, который удерживается в платформе машины на шарнирном винте 10. На палец переднего плеча рычага 9 надевается ползун 11. Ползун вставляется в продольную прорезь планки 12 двигателя ткани и сверху закрывается пластиной 13, которая прижимным винтом 14 прикрепляется к пальцу рычага 9.
Если под действием паза диска 1 ролик 2 отклоняется вправо от работающего, то рычаг 4 поворачивается по часовой стрелке, шатун 7 смещается влево от работающего и поворачивает рычаг 9 против часовой стрелки, ползун И перемещает планку 12 вправо от работающего.
Регулировка:
1) величину поперечных смещений планки 12 двигателя ткани регулируют перемещением шпиль
148
ки 8 в прорези рычага 9; при перемещении шпильки 8 к точке опоры рычага величина смещения планки увеличивается;
2) положение зажимного аппарата и планки 12 двигателя ткани относительно иглы регули
руется изменением длины шатуна 7, для чего ослабляют контргайки стержня шатуна 7 и шатун поворачивают; при удлинении шатуна планка 12 смещается влево от работающего.
Зажимной аппарат
Держатели 15 (см. рис. 142, 143) имеют специальные прорези для удержания крючка или петли. Так как упор отсутствует, то пластина с овальными прорезями крепится винтами 16, 17, головки которых выводятся в овальную прорезь пластины 18. На винт 16 и крючок 19 надевается пружина 20, которая стремится сблизить держатели 15. Ограничителем является пластина 21, которая прикрепляется к пластине 18 прижимными винтами 22, 23. Кроме того, в палец пластины упирается головка винта 16.
Подъем зажимного аппарата осуществляется от толкателя 24, расположенного под крючком 19
и прикрепленного прижимным винтом к стержню
25. Стержень 25 упорным винтом 26 прикрепляется к муфточке 27, причем ее палец вставляется в прорезь рукава машины, что предотвращает поворот толкателя 24 и стержня 25. Стержень 25 проходит через отверстие в машине и регулировочный
Рис. 142. Машина 53 класса ПМЗ
винт 28. На стержень 25 надевается пружина 29, которая стремится стержень и толкатель 24 опу-
стить вниз. Под палец муфточки 27 подходит
Рис. 143. Кинематическая схема машины 53 класса ПМЗ
149
рычаг 30 (см. рис. 143) подъема зажимного аппарата.
При нажиме на педаль рычаг 30 поворачивается по часовой стрелке и стержень 25 (см. рис 142, 143) толкателем 24 поднимает пластину 18.
Регулировка:
1) при изменении размеров крючка или петли ослабляют винты 22,23 и пластину 21 перемещают вдоль пластины 18; при перемещении пластины
к работающему держатели 15 приближаются друг к другу;
2) высота толкателя 24 относительно крючка 19 регулируется перемещением стержня 25 по вертикали после ослабления винта 26;
3) давление пружины 29 регулируется винтом 28.
Заправка верхней и нижней ниток в машине производится так же, как в машине 27 класса ПМЗ.
6. МАШИНА 220 КЛАССА ПМЗ
Машина предназначена для изготовления закрепок двухниточным челночным стежком. Скорость машины 1200 об!мин главного вала, длина закрепки может быть от 3 до 16 мм, ширина — от 2 до 3 мм. Закрепка длиной от 3 до 7 мм изготовляется за 21 прокол иглы, длиной от 7 до 16 мм за 42 прокола. Применяемые иглы: 3-Е-100—150.
Механизм иглы кривошипно-шатунный, ните-притягиватель кривошипно-коромысловый, челнок центрально-шпульный колеблющийся, ткань движется вдоль и поперек платформы машины. Машина снабжена механизмом для обрезки ниток.
Процесс изготовления закрепки
Нажимом на педаль поднимают лапки тка-недержателя, подкладывают под них ткань (рис. 144,а), опускают лапки, включают машину.
Рис. 144. Процессы изготовления закрепок на машине 220 класса ПМЗ
В
При выполнении закрепки длиной 3—7 мм игла перемещается только по вертикали, ткань движется поперек платформы машины и за шесть проколов иглы прокладывается пять каркасных стежков. При обвивке каркаса ткань получает перемещения поперек платформы машины и, кроме того, после каждого прокола иглы смешается вправо на */12 часть длины закрепки (стежки ложатся вплотную друг к другу и полностью закрывают каркас). Последние три прокола (рис. 144,б) являются закрепляющими, ткань при их выполне
нии неподвижна. Затем машина автоматически выключается, а при подъеме тканедержателя производится обрезка верхней и нижней ниток.
При выполнении закрепки длиной 7—16 мм заменяют лапки тканедержателя и копирный диск. После укладывания ткани включают машину и за 13 проколов (рис. 144, в) прокладывают 12 каркасных стежков при поперечных движениях ткани. При обвивке каркаса ткань получает перемещения вдоль платформы машины и одновременно вправо от работающего на J/26 часть длины закрепки. Последние три прокола являются закрепляющими, и ткань в момент их выполнения неподвижна. Затем машина автоматически выключается и при подъеме зажима происходит обрезка ниток.
Механизм челнока
Главный вал / (рис. 145, 146) машины удерживается в трех втулках, закрепленных в рукаве машины упорными винтами. На сферический шарнир 2 колена главного вала надевается верхняя разъемная головка шатуна <3. Нижняя головка шатуна с помощью конусного шарнирного винта 4 и контргайки 5 соединяется с качающимся валиком 6’. Этот валик надевается на ось 7, которая под платформой машины крепится упорным винтом 8. В паз валика 6 вставляется ползун 9, надетый на винтовую эксцентричную шпильку 10 (см. рис. 147). Шпилька завертывается в коромысло 11 и контрится гайкой 12. Осевые смещения ползуна 9 вдоль шпильки 10 устраняются шайбой 13 и прижимным винтом 14, который завертывается в шпильку 10. Коромысло 11 крепится шпилькой 15 на челночном валу 16, который помещается в двух втулках. На переднем конце вала 16 двумя упорными винтами 17 крепится двигатель 18 челнока.
Под действием колена главного вала шатун 3 перемещается по вертикали; при подъеме шатуна валик 6 и коромысло 11 повертываются против часовой стрелки. В этом же направлении повертываются вал 16, двигатель 18 челнока и челнок 19 (холостой ход).
Челночный комплект машины 220 класса ПМЗ состоит из челнока 19 (рис. 147), шпульного колпачка 20, шпульки и хода 21. К ходу 21 тремя прижимными винтами 22 крепится заднее кольцо 23, создающее своими стенками паз, в который вставляется челнок 19 пояском 24. Ход 21 и заднее кольцо 23 двумя прижимными винтами 25 крепятся через прокладки (фольга) к платформе машины. Чтобы паз был закрыт и подпружинен,
150
Рис. 145. Машина 220 класса ПМЗ
Рис. 146. Кинематическая схема машины 220 класса ПМЗ
151
к ходу 21 прижимными винтами 26 через пружины 27 крепится переднее кольцо 28. На центровую шпильку 29 надевается шпульный колпачок со шпулькой и закрывается в ней замочком 30. Палец 31 шпульного колпачка 20 вставляется в паз 32 кольца 28 Такое соединение обеспечивает отно
сительную неподвижность шпульного колпачка 20 при колеблющемся челноке 19. К шпульному колпачку 20 прижимным винтом 33 крепится пластинчатая пружина 34, которая служит для регулирования натяжения нижней нитки. Конец пружины вставляется в паз шпульного колпачка, что обеспечивает ее неподвижность. К ходу 21 сверху с помощью прижимного винта и шпильки крепится пластина 35, которая предохраняет попадание нитки внутрь хода 21.
Регулировка:
1) время подхода носика челнока к игле регулируется поворотом двигателя 18 челнока после ослабления винтов 17;
2) величина хода челнока регулируется поворотом шпильки 10 после ослабления гайки 12; при
приближении эксцентрисистета шпильки 10 к осн 7 ход челнока уменьшается, одновременно меняется и его положение относительно иглы в зависимости от направления поворота шпильки 10;
3) местоположение челнока относительно иглы можно изменить добавлением или удалением прокладок из фольги между кольцом 23 и платформой машины; при этой регулировке устанавливается зазор между иглой и челноком, равный 0,1—0,2 мм, при подъеме иглы из нижнего крайнего положения на 2—2,5 мм;
4) натяжение нитки регулируется винтом 33; при завертывании винта натяжение нитки увеличивается.
Процесс образования стежка
Процесс образования стежка можно разделить на несколько стадий.
I. Игла / прокалывает ткани и опускается в нижнее крайнее положение (рис. 148). При подъеме иглы 1 на 2—2,5 мм со стороны короткого желобка образуется из нитки петля, которую захватывает носик челнока 2, поворачиваясь по часовой стрелке.
II. Носик челнока 2 расширяет петлю иглы и начинает обводить ее вокруг шпульки и шпульного колпачка 3.
III. После обведения петли иглы вокруг шпульного колпачка 3 более чем на 180° нитепритягиватель начинает затягивать стежок.
IV. Происходит окончательная затяжка стежка и вывод петли из челночного устройства.
V. Ткань продвигается, а челнок 2 совершает холостой ход, двигаясь против часовой стрелки.
Механизм двигателя ткани
Механизм двигателя ткани аналогичен механизму машины 95 класса ПМЗ. Рассмотрим один из узлов данного механизма — тканедержатель.
К планке 36 двигателя ткани (рис. 149) крепится кронштейн 37, его положение относительно планки 36 фиксируется двумя шпильками 38 и винтами 39. Передняя часть кронштейна 37 имеет вертикальные пазы 40, куда вкладываются лапки 41 ткапедержателя. Эти лапки в верхней части шарнирными винтами 42 соединяются с планкой 43, которая под действием пружины 44 прижимает лапки к ткани. Второй конец пружины 44 крепится винтом 45. В лапки 41 запрессованы шпильки 46,
152
которые выводятся в окно пластины 47. Пластина прикрепляется к кронштейну 37 четырьмя прижимными винтами 48.
Под шпильки 46 подходит палец кронштейна 49 (см. рис. 145, 146), который прижимным винтом 50 крепится на стержне 51. Этот стержень проходит через отверстие фронтовой части машины, вверху через регулировочный винт 52 Стержень 51 упорным винтом 53 крепится в пружинодержателе 54, на который действует пружина 55, и стремится его опустить. Брусок пружинодержателя 54 вставлен в паз машины, и к нему прижимным винтом 56 крепится кронштейн 57. Шпилька 58 соприкасается с передним плечом рычага 59 подъема тканедер-жателя, который удерживается на шарнирном винте 60.
При повороте рычага 59 по часовой стрелке пружинодержатель 54, стержень 51 и кронштейн 49 поднимаются Кронштейн 49 надавливает на шпильки 46 (см. рис. 149), и лапки 41, растягивая пружину 44, поднимаются. Стержень 51 (см. рис. 145, 146) опускается под действием пружин 55, а лапки под действием пружины 44.
Регулировка:
давление пружины 55 регулируется винтом 52.
которая стягивающим винтом 66 прикрепляется к кронштейну 67, а он двумя прижимными винтами — к стойке рукава машины. На нижнюю
37
Рис. 149. Механизм двигателя ткани
шпильку 68 рычага 64 надевается ползун 69, который вставляется в вилочку 70. Вилочка двумя прижимными винтами 71 крепится на штанге 72
Механизм ножей и устройство для отвода и зажима верхней нитки
К внешней поверхности копирного диска тремя прижимными винтами 61 (рис. 150) крепится диск 62. В паз диска 62 вставляется ролик 63, который надевается на шпильку рычага 64. Вторая шпилька 65 этого рычага вставляется во втулку,
рейки. Штанга проходит в пазу платформы машины, и ее направляющими являются две пластины 73 и 74. К переднему концу штанги тремя прижимными винтами крепится рейка 75. Снизу винтом 76 к пластине платформы машины крепится кронштейн 77 и контрится гайкой 78. На его ось надевается шестерня 79, в которую запрессован держатель 80. К нему прижимным винтом 81
153
прикрепляются нижний нож 82 и верхний нож 83 с режущими кромками 84 и 85. Рычаг 64 своим верхним концом через звенья 86, 87 соединяется с помощью шарнирных шаровых винтов с рычагом 59.
За один оборот главного вала 1 до выключения машины ролик 63 под действием паза I диска 62 смещается к вается против щает штангу
работающему, рычаг 64 поворачи-часовой стрелки, ползун 69 переме-72 вместе с рейкой 75 от работаю-
Вид Д
Рис. 151. Процесс обрезки нитки
и ножи поворачиваются по часовой
щего, шестерня стрелке и занимают положение (рис. 151, I), при котором верхний нож 83 (см. рис. 150) отводит нижнюю нитку вперед, чтобы она не мешала нижнему ножу 82 захватить петлю верхней нитки. При выключении машины ролик 63 под действием паза II еще раз смещается к работающему (рис. 151, II).
Нижний нож 82 входит в петлю верхней нитки. При нажиме на педаль подъема тканедержателя рычаг 59 (см. рис. 150) поворачивается по часовой стрелке, через звенья 86, 87 рычаг 64 третий раз поворачивается против часовой стрелки в пределах кривизны паза III. Ножи оттягивают нитки к работающему (рис. 151, III, IV) Затем лезвие 85 отрезает нижнюю нитку, а лезвие 84 — верхнюю. При включении машины в период первого оборота вала 1 (см. рис. 150) ролик 63 и ножи под действием паза IV поворачиваются против часовой стрелки, так как ролик 63 движется от работающего. В период пятого оборота главного вала на
ролик действует кривизна V и он второй раз смещается к работающему, переводя ножи в исходное положение.
Во избежание выдергивания нитки из иглы во время первого и второго проколов в машине предусмотрено устройство для зажима нитки. К нижней части игловодителя прижимным винтом крепится пластинчатая пружина 88 (см. рис. 150), которая является телю
шарнирным
прорезь между
91, за-виптом
нитенаправителем. К игловоди-винтом 89 присоединяется рычаг 90 зажима, верхнее плечо которого проходит через машины и находится пальцами толкателя крепленного упорным на тяге 92. Задний конец тяги 92 завертывается в головку 93 и контрится гайкой 94. Головка 93 с помощью шарнирного винта 95 соединяется с вертикальным плечом рычага 96. Этот рычаг удерживается на шарнирном винте 97, который завертывается в рукав машины и находится под действием пружины 98. К. горизонтальному плечу рычага 96 упорным винтом 99 крепится щуп 100. Поворотные движения рычага 96 ограничиваются винтом 101, который упирается в пластину 102 при опускании щупа 100.
Верхняя нитка из ушка ни-тепритягивателя вводится в проволочный нитенаправитель на фронтовой доске, затем заводится на крючковой нитенаправитель 103 и вводится в прорезь пружины 88, после чего вводится в ушко иглы.
При включении машины, когда игла опускается вниз, щуп 100 попадает во впадину копирного диска, рычаг 96 под действием пружины 98 поворачивается по часовой стрелке до упора винта 101 в пластину 102. Тяга 92 смещается вместе с толкателем 91 к работающему и поворачивает рычаг 90 зажима против часовой стрелки. Нижнее плечо рычага 90 нажимает на пружину 88, зажимая нитку. При подъеме иглы на щуп 100 действует кулачок 104 и зажим нитки прекращается, так как челнок обводит ее вокруг шпульного колпачка. При втором проколе иглы опять щуп попадает во впадину копирного диска, снова происходит зажим нитки, а когда щуп вновь соприкасается с ободом диска, зажим нитки прекращается.
В момент обрезки ниток верхняя нитка должна быть выведена из челночного устройства отводчиком, который имеет несколько иное конструктивное устройство по сравнению с машинами 59-А и 95 классов ПМЗ. Во фронтовой части машины упорным винтом 105 крепится держатель 106.
154
К нему при помощи шарнирного винта 107 прикрепляется рычаг 108 отводчика.
Его левое плечо выполнено в виде вилочки, в которую входит шпилька 109. Стойка шпильки с помощью заклепки крепится на кронштейне 49 (см. рис. 145, 146). Ко второму плечу рычага 108 прижимным винтом прикрепляется отводчик НО.
При подъеме тканедержателя шпилька 109 поворачивает рычаг 108 вместе с отводчиком ПО по часовой стрелке и последний вытягивает нитку из челночного устройства.
Регулировка:
1) местоположение ножей относительно линии движения иглы регулируется перемещением штанги 72 вдоль платформы машины после ослабления винтов 71 рейки 75; при перемещении штанги 72 от работающего ножи повертываются по часовой стрелке и подходят ближе к линии движения иглы;
2) время движения ножей регулируется поворотом пазового диска 62 (см. рис. 150) после ослабления винтов 61;
Глава XII
МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕТЕЛЬ
1. МАШИНА 25-А КЛАССА ПМЗ
Машина (рис. 152, см. приложение 6) предназначена для изготовления прямых петель с двумя закрепками по концам двухниточным челночным стежком на бельевых и трикотажных изделиях. Скорость машины 2000 об1мин главного вала, но за 10—12 проколов до конца изготовления петли машина переключается на 1000 об)мин. Длина петли может быть от 9 до 24 мм (по особому заказу до 40 мм). Ширина кромки петли 1—2 мм, шаг обметки 0,5—1 мм, ширина петли (длина закрепки) до 4,5 лсм, число проколов в закрепке 11 —15. Применяемые иглы З-И-90—120.
Механизм иглы кривошипно-шатунного типа, нитепритягиватель кривошипно-коромысловый, челнок центрально-шпульный, вращающийся в вертикальной плоскости, снабжен отводкой; ткань смещается только вдоль платформы машины; имеется механизм для обрезки ниток.
Процесс изготовления петли
Изделие укладывают под нажимную лапку (зажим) и включают машину. Изготовление петли (рис. 153) начинается с левой кромки. Игла отклоняется поперек платформы машины на ширину кромки, а ткань толчкообразно после каждых двух проколов перемещается к работающему.
При изготовлении первой закрепки центр качания иглы перемещается вправо, к середине петли. Игла получает увеличенные отклонения. Ткань получает перемещения на меньшую величину и в другом направлении (от работающего). В конце обметки закрепки величина отклонения иглы уменьшается и становится равной ширине правой кромки. Ткань перемещается от работающего — изготавливается правая кромка
3) время начала первого зажима нитки регулируется перемещением стержня щупа 100 вдоль платформы машины после ослабления винта 99;
4) время начала первого ослабления нитки регулируется перемещением кулачка 104 после ослабления винтов 111;
5) усилие нажима толкателя 91 на рычаг 90, т. е. усилие зажима нитки, регулируется поворотом головки 93 тяги 92 на целое число оборотов после ослабления гайки 94 этой тяги и винта 95 или перемещением толкателя 91 вдоль тяги 92 после ослабления винта толкателя;
6) местоположение отводчика НО относительно линии движения иглы может быть отрегулировано перемещением стержня держателя 106 по вертикали после ослабления винта 105.
Заправка ниток в машине
Нитки в машине заправляют так же, как в стачивающих машинах челночного стежка. Следует помнить, что нижняя нитка после заправки под пружину 34 (см рис. 147) вводится в отверстие пальца 31.
После изготовления правой кромки центр качания иглы смещается влево, к середине петли. Ко-
лебания иглы увеличиваются до ткань получает перемещения на чину в сторону от работающего, изготавливается вторая закрепка. В процессе ее изготовления опускается нож и прорубает вход в петлю между кромками. При последних 10—12 проколах для уменьшения удара в момент останова машина переключается на 1000 об!мин.
После изготовления второй закрепки игла делает 3—4 закрепляющих прокола и машина автоматически выключается. При подъеме зажимной лапки производится обрезка верхней и нижней ниток.
Механизм иглы
Механизм иглы состоит из четырех узлов: возвратно-поступательных движений; поперечных смещений; изготовления закрепок и бокового смещения иглы.
Узел возвратно-поступательных движений. Узел аналогичен
ширины петли, меньшую вели-
Рис. 153. Схема образования петли на машине 25-А класса ПМЗ
стачивающим машинам челночного стежка. Главный вал / (рис. 154) помещается в двух втулках. Через отверстие рукава машины на переднем конце вала 1 установочным и упорным винтами 2 крепится кривошип 3. В нем двумя упорными винтами 4 крепится палец 5, на внутреннее плечо которого
155
надевается верхняя головка шатуна 6. Нижняя головка шатуна надевается на палец поводка 7, и в нем упорным винтом 8 крепится игловодитель 9.
Игла 10 устанавливается длинным желобком к работающему и крепится в игловодителе Игловодитель проходит
ным винтом
11.
9 упор-в двух
ки 12 по высоте; для этого ослабляют центровой винт 13, упорный винт /5 и с помощью шпильки 14 и винта 13 изменяют положение рамки 12 по
высоте; между нижнеи его кой
35 36
головкой шатуна 6 при пол-должен быть зазор 0,3—0,4 мм, в этом случае нитепритягива-тель не будет касаться верхней полки рамки.
Узел поперечных перемещений иглы. На главном валу 1 двумя упорными винтами крепится косозубая шестерня 16, с ней в зацепление входит шестерня 17 (1 = 2:1) кулачка механизма двигателя ткани, которая крепится на промежуточном валу 18 установочным и упорным винтами 19. На валу 18 упорными винтами 20 крепится кулачок 21, в паз кулачка вставляется ролик 22 углового рычага 23, который в рукаве машины удерживается на шарнирном винте 24. Переднее плечо рычага 23 соединяется с первым соединительным звеном 25, а звено 25 со звеном 26 и тягой 27. Вторая головка звена 26 соединяется с рычагом 28 регулятора ширины кромки петли. Рычаг 28 надевается на шарнирный винт рычага 29 боковых смещений иглы. Рычаг 28 в процессе изготовления кромок петли неподвижен, так как под действием пружины 30, надетой на крючокЗ/, прижимается передним плечом к пластинчатой пружине 32 рычага 33 перевода иглы на изготовление закрепок. Пластинчатая пружина 32 находится под действием упорного винта 34, который завертывается в рычаг 33. Рычаги и звенья соединяются друг с другом с помощью шарнирных цилиндрических винтов. Передняя головка тяги 27 с помощью вин-соединяется с рамкой 12. Осе-головки тяги 27 вдоль
крайнем нижнем положении и нижней рамки 12
16
24
гз
— 34
15
14
10
Рис. 154. Механизм иглы машины 25-А класса
ПМЗ
34
33
в и
39
29
47 42
направляющих рамки 12, которая удерживается в центровом винте 13 и центровой шпильке 14, закрепленной в корпусе машины упорным винтом 15.
Регулировка:
1) высота иглы относительно носика челнока регулируется перемещением игловодителя 9 по вертикали после ослабления упорного винта 8 поводка 7; необходимо, чтобы при правом положении иглы носик челнока при подъеме иглы 10 из него крайнего положения на 2 мм был выше иглы на 1—1,5 мм;
2) для обеспечения правильной работы нитепритягивателя необходима регулировка
н иж-ушка
ушка рам-
шпильки 35
товой вые смещения передней шпильки 35 устраняются гайкой 36, снизу в шпильку завертывается винт 37, который устраняет осевые смещения шпильки 35.
Под действием кулачка 21 ролик 22 перемещается вдоль платформы машины; при движении его к работающему угловой рычаг 23 повертывается против часовой стрелки, звено 25 смещается вправо от работающего, звено 26 повертывается по часовой стрелке на рычаге 28, тяга 27 смещается к работающему, и рамка 12 повертывается по часовой стрелке, игла смещается влево от работающего.
156
Регулировка:
1) ширина кромки петли регулируется винтом 34; при завертывании винта рычаг 28 повертывается по часовой стрелке и дуга (рис. 155, а), по которой колеблется головка соединительного звена 26, изменяет свое положение, расстояние между крайними точками головки звена 26 изменяется, т. е. h2 становится больше hi, а это приводит к увеличению колебаний рамки и ширины кромки петли;
2) местоположение петли относительно ножа регулируется изменением длины тяги 27 (см. рис. 154); при прорубании ножом левой кромки нужно всю петлю сместить влево, для этого длину тяги увеличивают после ослабления винта 3S;
3) усилие прижима рычага 28 к пружине 32 регулируется поворотом крючка 31 после ослабления контргайки;
4) время отклонения иглы регулируется поворотом на валу 18 кулачка 21 после ослабления винтов 20.
Узел изготовления закрепок. На вертикальном валу 39 двумя упорными винтами крепится дисковый кулачок 40, к которому прижимными винтами крепятся выступы 41. К ободу кулачка 40 под действием пружины 30 прижимается ролик 42 рычага 33 перевода иглы на изготовление закрепок. Поворот рычага 33 ограничивается упорным винтом 43, который завертывается в корпус машины.
При повороте вала 39 и кулачка 40 выступ 41 нажимает на ролик 42 и рычаг 33 поворачивается по часовой стрелке. Винтом 34 этот рычаг нажимает на рычаг 28 и перемещает последний влево от работающего, а это ведет к увеличению отклонений иглы (изготовление закрепки).
Регулировка:
1) длина закрепки регулируется винтом 43 (см. рис. 155, б); если ослабив контргайку, винт завертывать, ролик 42 отходит от обода кулачка 40 и выступ 41 повертывает рычаги 28, 33 по часовой стрелке на меньший угол (длина закрепки уменьшается). При завертывании винта 43 винт 34 перемещает рычаг 28 влево от работающего, т. е. ширина кромок увеличивается. Ширина кромок должна быть равна длине закрепки;
2) количество проколов в закрепке можно изменить заменой выступов 41 (см. рис. 154); при увеличении поверхности соприкосновения выступа с роликом число проколов в закрепке возрастает.
Узел боковых смещений иглы. К дисковому кулачку 40 прижимными винтами 44 крепится кулачок 45, который имеет резкое изменение профиля. К этому кулачку под действием пружины 46 прижимается ролик 47 рычага боковых смещений иглы. Этот рычаг удерживается на шарнирном цилиндрическом винте 48, который сверху контрится гайкой. Поворот рычага 29 ограничивается кулачком 49.
Когда цилиндрическая поверхность кулачка 45 обрывается, то рычаг 29 под действием пружины 46 поворачивается против часовой стрелки до упора в кулачок 49. При этом повороте рычаг 28 и звено 26 перемещаются от работающего, а звено 25 на рычаге 23 поворачивается против часовой стрелки и тянет за собой тягу 27; рамка 12 пово
рачивается против часовой стрелки, игла перемещается вправо.
Регулировка:
1) расстояние между кромками петли регулируется поворотом кулачка 49; если после ослабления винта 50 линию эксцентриситета кулачка 49 повернуть к работающему и закрепить кулачок в этом положении, то рычаг 29 будет поворачиваться на меньший угол и расстояние между кромками уменьшится;
2) время боковых перемещений иглы и время перехода на закрепку регулируется поворотом на вертикальном валу 39 кулачков 40 и 45 после ослабления винтов кулачка 40.
Рис. 155. Схема движений деталей машины при изготовлении закрепки: а — регулировка ширины кромки закрепки; б — регулировка длины закрепки
Механизм нитепритягивателя
Механизм нитепритягивателя устроен так же, как в машине 22-А класса ПМЗ. Особенностью является то, что рычаг нитепритягивателя надевается на внешнее плечо пальца 5 кривошипа.
Регулировка:
величина хода ушка нитепритягивателя регулируется поворотом пальца 5 после ослабления винтов 4 кривошипа. Величина хода ушка должна быть примерно равна 65—70 мм.
Механизм отводки
На челночном валу 1 (рис. 156) двумя упорными винтами 2 крепится эксцентрик 3, на эксцентрик надевается верхняя головка шатуна 4. Нижняя головка шатуна шарнирно соединяется с коромыслом 5, которое стягивающим винтом 6 крепится на валу 7 отводки. Этот вал помещается во втулке 8, которая упорным винтом 9 крепится под платформой машины. На переднем конце вала 7 с помощью шпильки 10 крепится отводка 11.
Если под действием эксцентрика 3 шатун 4 смещается влево от работающего, то коромысло 5, вал 7 и отводка 11 поворачиваются против часовой стрелки. При этом движении отводка нажимает на выемку шпуледержателя и поворачивает последний по часовой стрелке.
Регулировка:
1) время движения отводки регулируется поворотом главного вала 1 после ослабления винтов 2 эксцентрика 3;
157
2) местоположение отводки относительно выемки на шпуледержателе регулируется поворотом отводки 11 вместе с валом 7 после ослабления винта 6; для смещения отводки вдоль оси челночного вала кроме винта 6 ослабляют винт 9, затем вал 7 вместе с втулкой 8 перемещают вдоль оси вала.
Рис. 156. Механизм отводки
Механизм двигателя ткани
Шестерня 1 (рис. 157) составляет одно целое с дисковым кулачком 2, в паз которого вставляется ролик 3 углового рычага 4. Рычаг 4 надевается на винтовую шпильку 5, которая контрится гайкой. Заднее горизонтальное плечо рычага 4 соединяется с соединительным звеном 6.
Нижняя головка звена 6 шарнирно соединяется с рычагом 7 регулятора густоты кромок петли. Рычаг 7 удерживается на шарнирном винте 8, который завертывается в рычаг 9 замедленных движений ткани. В прорези рычага 7 крепится винтовая шпилька 10, на которую между шайбами 11 надевается шаровой шарнир 12. На шаровой шарнир надевается задняя головка шатуна 13 и стягивается винтом. Шпилька 10 в пазу рычага 7 закрепляется гайкой 14.
Передняя стягивающаяся головка шатуна 13 надевается на винт с шаровым шарниром 15, который завертывается в рычаг 16 двигателя диска. Рычаг 16 надевается на ступицу распределительного диска 17, который на вертикальном валу 18 крепится с помощью шпильки. В пазы рычага 16 вкладываются поводки 19, охватывающие обод распределительного диска 17. К поводкам прижимными винтами крепятся пластинчатые пружины 20, в которые упираются винты 21 рычага 16. Вертикальный вал 18 проходит через отверстия корпуса машины и служит для ручного перемещения пластины двигателя ткани. Эти перемещения осуществляются поворотом рукоятки 22 по часовой
стрелке; рукоятка крепится на валу 18 шпилькой 23. Осевые перемещения вала 18 устраняются с помощью установочного кольца 24.
Под действием паза дискового кулачка 2 ролик 3 перемещается вдоль платформы машины. При отклонении ролика 3 к работающему рычаг 4 повертывается по часовой стрелке, соединительное звено 6, поднимаясь, повертывает рычаг 7 по часовой стрелке, шатун 13 смещается от работающего и повертывает рычаг 16 по часовой стрелке. На поводки 19 действуют короткие плечи рычага 16 (расстояние от оси вала 18 до точки соприкосновения рычага с поводками), которые, заклиниваясь на ободе диска, повертывают его по часовой стрелке. При повороте рычага 16 против часовой стрелки на поводки 19 действуют длинные плечи (расстояние от оси вала 18 до винтов 21 через пластинчатые пружины 20). При этом движении поводки скользят по ободу диска и поворотных движений ему не сообщают.
Снизу обод диска вставляется в паз тормозного крючка 25. Срезы крючка 25 пропускают диск, когда он поворачивается по часовой стрелке, а при обратном движении диска крючок 25 под действием пластинчатой пружины 26, которая упирается в шпильку 27, заклинивается на ободе и предотвращает поворот диска против часовой стрелки. Кроме того, обод диска охвачен тормозным крючком 28, один конец которого крепится под платформой машины, второй пружиной 29 соединен с первым. Такое устройство не дает возможности диску повертываться под действием сил инерции на угол, больший заданного.
На верхней поверхности диска 17 имеется кулачковый паз, в который вставляется ролик 30 рычага 31 регулятора длины петли. Рычаг 31 под платформой машины удерживается на шарнирном цилиндрическом винте. В паз рычага вставляется винтовая шпилька 32, на нее последовательно надеваются муфточка 33, задняя головка шатуна 34, шайба 35, и шпилька 32 затягивается гайкой 36. Передняя головка шатуна 34 надевается на шарнирный винт 37, который завертывается в пластину 38 двигателя ткани. Пластина 38 перемещается в пазу платформы машины, причем левой стенкой паза служит пластина 39 с клиновой поверхностью, в которую упираются две шпильки 40. Такое соединение позволяет изменять зазор между стенками паза и обеспечивает свободное перемещение пластины 38. К пластине 38 винтами 41 прикрепляется пластина 42, на которой удерживается нажимная лапка 43 и ее рычаг 44.
Рычаг 44 надевается на шарнирную шпильку 45, закрепленную упорным винтом. В отверстие заднего плеча рычага 44 снизу вставляется винт 46, на направляющий стержень 47 надевается пружина 48, которая проходит внутри винта' и упирается в гайку 49, создавая давление лапки 43 на ткань.
На переднем плече рычага 44 на шарнирном винте 50 удерживается лапка 43, верхний конец которой подпружинен. Снизу в пластину 42 завинчивается винт 51, который контрится гайкой 52, причем головка винта вставляется в паз платформы машины и является правой направляющей пла
158
стин 42 и 38. К пластинам 42 и 38 шестью прижимными винтами крепите* пластина (на рисунке не показана), на которую укладывается ткань.
Под действием кулачкового паза диска 17 ролик 30 отклоняется вдоль платформы машины. При перемещении ролика 30 к работающему рычаг 31 повертывается по часовой стрелке, шатун 34, пластины 38, 42, рычаг 44 смешаются вместе с прижимной лапкой 43 к работающему.
жину 56. Защелка 55 поворачивается по часовой стрелке под действием пружины 54 и входит в паз 53; таким образом рычаг 7 получает вторую точку опоры. Теперь рычаг 7 может двигаться только вместе с рычагом 9, причем угол колебаний рычага 9 (рис. 158) из-за более длинного плеча меньше, чем угол колебаний рычага 7 (а>р), соответственно уменьшаются перемещения шатуна 13 (Л1>Л2) и угол поворота диска 17 (см. рис. 157),
Рис. 157. Механизм двигателя
ткани машины 25-А класса ПМЗ
В момент изготовления закрепок ткань движется медленно, для этого рычаг 7 имеет паз 53, в который под действием пружины 54 стремится войти зуб защелки 55. Защелка удерживается на шарнирном винте, который завертывается в рычаг 9. На горизонтальное плечо защелки 55 надавливает под действием пружины 56 рычаг 57 включения замедленных движений, и защелка не может повернуться по часовой стрелке. Рычаг 9 в момент изготовления кромок петли находится в состоянии покоя, так как он под действием пружины 58 прижимается к упорному винту 59, а рычаг 7 совершает колебательные движения. Ролик 60 рычага 57 обкатывается по ободу диска 17, на котором крепятся два кулачка 61.
Кулачок 61 поднимает ролик 60 и рычаг 57 поворачивается по часовой стрелке, сжимая пру-
ткань перемещается на меньшую величину. Когда ролик 60 сходит с кулачка 61, пружина 56, нажимая на рычаг 57, выводит защелку из паза 53, тогда рычаг 7 будет колебаться на одной точке опоры — винте 8.
Регулировка:
1) длина петли регулируется перемещением шпильки 32 по прорези рычага 31; если шпильку 32 приблизить к точке опоры рычага 31, то длина петли уменьшится;
2) густота кромок петли регулируется перемещением шпильки 10 по прорези рычага 7 после ее ослабления; при передвижении шпильки дальше от винта 8 кромка становится реже;
3) давление лапки 43 на ткань регулируется гайкой 49; при завинчивании гайки пружина 48 сжимается и давление лапки 43 увеличивается;
159
4) местоположение защелки 55 относительно паза рычага 7 регулируется винтом 59; при вывертывании винта на один-два оборота зуб защелки не входит в паз и уменьшение подачи ткани не происходит; следует помнить, что завертывание винта 59 больше чем требуется может вызвать заклинивание механизма;
Рис. 158. Схема движений рычагов механизма двигателя ткани
5) сила нажима пластины 39 на пластину 38 двигателя ткани регулируется шпильками 40 после ослабления контргаек. Необходимо, чтобы пластина 38 в своем пазу перемещалась легко и без ощутимой качки.
Механизм ножа
Нож прорубает вход в петлю между кромками в период изготовления второй закрепки. Он приводится в действие от механизма двигателя ткани.
На вертикальном валу 1 (рис. 159) двумя упорными винтами 2 крепится кулачок 3. К ободу кулачка 3 под действием пружины 4 прижимается нижнее плечо рычага 5 включения ножа. Верхнее плечо рычага 5 имеет площадку 6, на которой лежит выступ 7 тяги 8. На ось рычага 5 свободно надевается пластина 9, которая имеет площадку 10. Площадка 10 оканчивается наклонной поверхностью и выше площадки 6 на 0,8 мм.
Пластина 9 прижимается к верхнему плечу рычага 5 пружиной 11. Тяга 8 передним плечом шарнирно соединяется с угловым рычагом 12, который надевается на винтовую шпильку. Переднее плечо рычага с помощью соединительного звена 13 соединяется с хомутиком 14, в котором стягивающим шарнирным винтом 15 крепится стержень 16 ножа. Стержень 16 проходит через отверстие машины и втулку 17. Пружина 18 стремится поднять стержень 16 вверх. На нижнем конце стержня 16 прижимным винтом 19 крепится держатель 20 ножа, отросток держателя надевается на центровую
шпильку 21 рамки игловодителя. Такое соединение деталей препятствует повороту ножа и его стержня вокруг оси. К держателю 20 двумя или одним в зависимости от длины ножа прижимными винтами 22 крепится нож 23.
Благодаря профилю кулачка 3 и действию пружины 4 рычаг 5 поворачивается против часовой стрелки, между площадками 6 к 10 образуется зазор, в который попадает выступ 7 тяги 8 под действием пружины 24. Во впадину 25 входит палец 26, который прижимным винтом 27 крепится к угловому рычагу 28 двигателя ткани. Рычаг 28 поворачивается против часовой стрелки, тяга 8 смещается от работающего, рычаг 12 поворачивается по часовой стрелке, а звено 13 опускает стержень 16, и нож 23 прорубает вход в петлю.
Когда выступ 7 отходит от работающего, пластина 9 под действием пружины И прижимается к верхнему плечу рычага 5 и площадка 10 встает на пути движения выступа 7. Рычаг 28 поворачивается по часовой стрелке, и выступ 7 поднимается по клину на площадку 10. Одновременно тяга 8 и нож 23 поднимаются, происходит отключение механизма. Подъему тяги способствует рычаг 29, который при выключении машины под действием рычага отводки 30 поворачивается против часовой стрелки до упора в шпильку 31, закрепленную над рычагом. Выступ 7 приподнимается над площадкой 10 на 0,8 мм. Следовательно, при отключении механизма ножа выступ 7 находится над площадкой 6. При включении машины вал 1 поворачивает кулачок 3, под действием которого рычаг 5 поворачивается по часовой стрелке. Под выступ 7 подходит площадка 6, т. е. механизм ножа занимает исходное положение, при котором происходит включение ножа на прорубку входа в петлю.
Чтобы отключить нож и не производить прорубку петли, необходимо рычаг 32 поднять вверх, тогда при повороте кулачка 3 рычаг 5 не сможет повернуться против часовой стрелки.
При обрыве ниток или поломке иглы в процессе изготовления петли нужно нажать на нижнее левое плечо рычага 5 и держать его до выключения машины. В этом случае прорубки ткани не происходит. После заправки ниток или установки иглы поворотом вала 1 машину возвращают в положение, которое она занимала в момент поломки иглы или обрыва ниток, и включением машины продолжают изготовление петли.
При отсутствии зазора между выступом 7 и площадкой 10 в момент включения машины нож может опуститься и сломать обрезатели ниток.
Регулировка:
1) высота ножа над игольной пластинкой регулируется перемещением ножа относительно держателя 20 по вертикали после ослабления винтов 22 или перемещением стержня 16 вдоль его оси после ослабления винта 15; необходимо, чтобы нож опускался в игольную пластинку на 1 —1,5 мм;
2) время включения механизма ножа регулируется поворотом кулачка 3 после ослабления винтов 2, включение ножа должно происходить за 3— 4 оборота главного вала 1 до выключения машины, при раннем включении ножа вход в петлю у передней закрепки не прорубается;
160
3) местоположение впадины 25 относительно пальца 26 регулируется винтом 33 после ослабления его контргайки; при завертывании винта впадина 25 перемещается от работающего
цикла изготовления петли отводка рычага 19 перебрасывает ремень 18 на широкий холостой ш^ив 7, а ремень 17 — на рабочий шкив 5, тогда скорость машины переключается на 1000 об/мин (положе-
Рис; 159. Механизм ножа машины 25-А класса ПМЗ
Механизм автоматического выключателя
Механизм служит для включения, перевода на пониженную скорость и выключения машины.
На главном валу 1 (рис. 160) шпилькой 2 крепится рабочий шкив 3 (2000 об/мин)-, на шпильке4 крепится рабочий шкив 5 (1000 об/мин)-, на сту пицу шкива 5 надевается шарикоподшипник 6, на внешнее кольцо которого напрессовывается широкий холостой шкив 7. Справа надевается холостой шкив 8. Внутри рабочего шкива 3 имеется кольцевая расточка, в которую запрессован палец 9, а на него надет ползун 10. В паз шкива 3 вставляются две фибровые прокладки 11 и две резиновые —12, которые служат для поглощения удара в момент останова машины. Между резиновыми прокладками 12 вставляется ползун 13, который надет на палец кулачка останова 14. Кулачок 14 вставляется в паз шкива и закрывает прокладки, его крепление осуществляется с помощью кольца 15, прикрепленного четырьмя прижимными винтами 16 к торцовой части шкива 3.
Когда машина выключена, ремни 17 и 18 лежат на холостых шкивах 7 и 8 (положение 1). При включении машины отводка рычага 19, через прорези которой проходят ремни, перебрасывает ремень 18 на рабочий шкив 3, а ремень 17 — на широкий холостой шкив 7 (положение 11), тогда скорость машины достигает 2000 об/мин. В конце
нпе 111). При выключении машины ремни перемещаются отводкой вновь на холостые шкивы.
К стойке рукава машины сзади двумя прижимными винтами и двумя шпильками крепится кронштейн (на рис 160 не показан). В отверстиях кронштейна на шпильке 20 удерживается рычаг 21 автоматического выключателя. Шпилька в рычаге 21 закрепляется упорным винтом. Рычаг 21 через соединительное звено 22 соединяется с рычагом 19, который удерживается на шарнирном цилиндрическом винте 23, завернутом в резьбовое отверстие кронштейна.
Под платформой машины на винтовой шпильке 24 удерживается рычаг-защелка 25, который стремится повернуться по часовой стрелке под действием пружины 26. В подставке машины на оси 27 удерживается рычаг 28 включения машины, который с помощью тяги или цепочки 29 связан с педалью включения. Нижний конец рычага 21 расположен между двумя стенками коромысла 30 вала 31 подъема зажимной лапки.
При нажиме на педаль включения машины цепочка 29 повертывает рычаг 28 по часовой стрелке, вертикальное плечо рычага нажимает на нижний конец рычага 21, и он вместе с рычагом 19 через соединительное звено 22 поворачивается против часовой стрелки.
Нижние плечи рычагов 21, 19 захватываются кулачками 32 и 33 защелки 25. Защелка 25 под
11 Заказ № 1217
161
действием пружины 26 поворачивается по часовой стрелке. Машина включается на 2000 об/мин. Нижнее плечо рычага 21 при включении машины входит между стенками коромысла 30 и не дает ему повернуться при случайном нажиме на педаль подъема лапки.
К ободу диска 34 прикрепляется кулачок 35, а к рычагу 25 двумя прижимными винтами 36 кулачок 37. При последних 10—12 оборотах главного вала 1 кулачок 35 нажимает на поверхность 38 кулачка 37 и рычаг 25 поворачивается против ча-
снизу рамка надевается на ось рычага 21. На шток 45 надевается пружина 47, которая снизу упирается в ползун 48, навернутый на резьбовую часть штока.
В момент выключения машины стопорный рычаг 43 попадает во впадину кулачка 14. Оставшаяся у главного вала кинетическая энергия заставляет рычаг 43 повернуться вместе со шкивом 3, пружина 47 сжимается ползуном 48, который поднимается вверх, а рамка 46 поворачивается на оси рычага 21. Пружина 47 после поглощения энергии
совой стрелки. Выступ кулачка 32 освобождает рычаг 19, который под действием пружины 39 поворачивается по часовой стрелке в пределах овальной прорези 40 соединительного звена 22, и машина переключается на 1000 об/мин.
В конце цикла изготовления петли кулачок 35 нажимает на поверхность 41, и рычаг 25 вновь поворачивается против часовой стрелки, кулачок 33 освобождает нижнее плечо рычага 21, и он под действием пружины 42 поворачивается по часовой стрелке; через соединительное звено 22 в этом же направлении поворачивается рычаг 19, который перебрасывает ремни на холостые шкивы.
Для поглощения оставшейся кинетической энергии применяется следующее устройство в рычаге 21. Ось стопорного рычага 43 вставляется в отверстие рычага 21, его осевые смещения устраняются прижимным винтом 44, который завертывается в ось. Нижнее плечо рычага с помощью шарнирного винта соединяется со штоком 45. Шток проходит через верхнее отверстие рамки 46,
возвращает шкив 3 и главный вал 1 в положение, соответствующее выключению машины при верхнем положении иглы.
Для выключения машины при поломке иглы или обрыве нитки служит следующее устройство На оси рычага 25 крепится жестко храповик 49. На шарнирном винте, который завертывается в платформу машины, удерживается угловой рычаг 50. К этому рычагу прикрепляется собачка 51, которая под действием пружины 52, надетой на винт 53, стремится повернуться против часовой стрелки и приблизиться к зубьям храповика.
Рукоятку рычага 50 поворачивают по часовой стрелке до упора в шпильку 54, собачка 51 входит между зубьями храповика 49 и поворачивается вместе с рычагом 25 против часовой стрелки. При первом повороте происходит переключение машины на 1000 об/мин, при втором — ее выключение. Возврат рычага 50 в исходное положение осуществляется пружиной 55.
162
Per ул ир о в к a:
1) местоположение рычага 19 отводки относительно холостых шкивов при выключении машины регулируется его поворотом после ослабления контргайки винта 56; при вывертывании винта ремни смещаются от работающего.
2) местоположение отводки в момент включения машины и ее переключения на 1000 об/мин регулируется перемещением кулачков 57 и 58 на рычагах 19 и 21; перемещением кулачка 57 после ослабления винта 59 регулируется положение отводки в момент включения машины; при опускании кулачка 57 рычаг 19 повертывается по часовой стрелке и отводка смещается к работающему; положение отводки в момент переключения машины на пониженное число оборотов регулируется перемещением кулачка 58 после ослабления винта 60 (аналогично кулачку 57);
3) время выключения машины регулируется перемещением кулачка 37 вдоль рычага 25 после ослабления винтов 36; при перемещении кулачка ближе к опоре рычага машина выключается раньше.
Механизм обрезки ниток
Узел обрезки верхней нитки. Узел выполняет следующее: а) обрезает верхнюю нитку; б) зажимает и удерживает конец верхней нитки; в) после обрезки нитки отводит ножи от работающего, чтобы они не задели за иглу при подъеме нажимной лапки; г) при включении машины отводит ножи от работающего на 6—7 мм так, чтобы конец нитки расположился посередине левой кромки петли; д) раскрывает ножи после нескольких проколов иглы и освобождает конец верхней нитки, который помещается внутри левой кромки петли.
К рычагу 1 (рис. 161) прижимным винтом 2 прикрепляется нижний неподвижный нож <3. На шпильку 4 овальной прорезью надевается верхний подвижный нож 5, в его отверстие вставляется шайба 6, а сверху на шпильку 4 надевается зажимная пластина 7. Нож 5 и пластина 7 удерживаются винтом 8 в неподвижном ноже 3. Палец 9 подвижного ножа вставляется в паз 10, который прикрепляется к рычагу 11 подъема лапки. Сверху к пазу 10 прижимным винтом 12 прикрепляется пластина 13 с изогнутым концом. В рычаге 1 на оси удерживается защелка 14, которая под действием пружины 15 стремится повернуться по часовой стрелке и захватить конец пластины 13.
Для обрезки верхней нитки необходимо ножи сместить вправо от работающего и верхний нож 5 повернуть против часовой стрелки. Эти движения ножи получают при нажиме на педаль подъема зажимной лапки. Поэтому в коромысло вала 16 подъема лапки упирается гайка /7, которая навертывается на стержень 18. Стержень под действием пружины 19 стремится опуститься, так как она сверху упирается в направляющую пластину 20, а снизу в гайку 17.
Верхний конец стержня 18 вставлен в отверстие заднего плеча рычага 21, который удерживается на винтовой шпильке. Переднее плечо рычага 21 соприкасается с рычагом 22, который удерживается на шарнирном цилиндрическом винте 23 и
стремится повернуться против часовой стрелки под действием пружины 24. К вертикальной левой поверхности рычага 22 прижимается заднее плечо рычага 1. Рычаг 1, удерживаемый посередине на шарнирном болте 25, располагается между двумя проушинами подвески 26. Подвеска 26 удерживается на оси 27 кронштейна 28, который с помощью двух шпилек и трех прижимных винтов прикрепляется снизу к рукаву машины. Под действием пружины 29 рычаг 1 стремится повернуться по часовой стрелке и отвести нож от иглы; под действием пружины 30 подвеска 26 вместе с рычагом / стремится переместиться к работающему. Такое соединение рычага с подвеской позволяет ножам совершать три движения: поступательные вдоль платформы, поворотные поперек платформы и благодаря повороту подвески на оси 27 по вертикали.
При выключении машины нажимом на педаль подъема зажимной лапки коромысло 31 и вал 16 поворачиваются против часовой стрелки, стержень 18 поднимается, сжимая пружину 19. Рычаг 21 под действием стержня 18 поворачивается против часовой стрелки, переднее плечо рычага 21 нажимает на рычаг 22, который поворачивается по часовой стрелке, т. е. рычаг 22 смещается влево от работающего и нажимает на заднее плечо рычага 1. Рычаг 1 на болте 25 поворачивается против часовой стрелки, и ножи перемещаются вправо от работающего относительно неподвижной зажимной лапки и паза 10. Палец 9 соприкасается с неподвижной правой стенкой паза 10, в результате чего верхний нож 5 поворачивается против часовой стрелки и, соприкасаясь с неподвижным ножом <3, обрезает верхнюю нитку, причем ее верхний конец зажимается между верхней поверхностью ножа 5 и зажимной пластиной 7. При этом движении ножей защелка 14 под действием пружины 15 захватывает пластину 13, происходит зажим верхней нитки.
К угловому рычагу 32 двумя прижимными винтами прикрепляется тяга 33 с наклонной поверхностью. Левое плечо рычага <32 соединяется с задней головкой тяги <3<3; передняя головка тяги соединяется с подвеской 26.
Рычаг 21 через рычаги 22, 1 при повороте против часовой стрелки передает движение ножам, которые обрезают нитку, а дальнейшим движением нажимает на клиновую часть рычага <32. Рычаг 32 поворачивается против часовой стрелки, тяга <35 смещается от работающего, поворачивает подвеску на оси 27 против часовой стрелки, и рычаг 1 вместе с ножами и прижатым концом верхней нитки отходит от работающего. При дальнейшем повороте рычага 21 против часовой стрелки его переднее плечо нажимает на заднее плечо рычага 11 подъема лапки, и лапка поднимается.
При выключении машины для изготовления новой петли рычаг 34 автоматического выключателя отводит соединительное звено 35 от работающего, а оно своим выступом поворачивает вторично рычаг 52 против часовой стрелки, тяга 55 смещается от работающего, подвеска 26 поворачивается против часовой стрелки и отводит рычаг / с ножами от работающего на 6—7 мм.
163
Зажатая верхняя нитка продолжает удерживаться ножами посередине левой кромки под действием защелки 14. Рычаг 11 вместе с лапкой двигается к работающему и пластина 13 выходит из-под зуба защелки 14. Рычаг / под действием пружины 29 и кулачка 36 поворачивается по часовой стрелке. Ножи перемещаются влево от работающего, палец 9 нажимает на левую стенку паза 10, и верхний нож 5 поворачивается по часовой стрел-
На шарнирный винт 23 надевается рычаг 38, который под действием пружины 39 стремится повернуться против часовой стрелки и его нижнее плечо прижимается к рычагу 21. С рычагом 38 с помощью шарнирного винта соединяется тяга 40. Нижняя головка тяги 40 соединяется с коромыслом вала 41.
Вал 41 удерживается под платформой машины в двух центровых шпильках, закрепленных упор-
Рис. 161. Механизм обрезки ниток машины 25-А класса ПМЗ
ке, отпускает конец верхней нитки, предварительно зашитый посередине левой кромки петли.
Регулировка:
1) высота ножей относительно зажимной лапки регулируется перемещением ножа 3 вместе с ножом 5 по вертикали в пределах овальной прорези после ослабления винта 2;
2) местоположение ножей вдоль платформы машины регулируется изменением длины тяги 33 после ослабления винтов 37; если длину тяги увеличить, ножи перемещаются к работающему;
3) положение отрезанной нитки относительно середины левой кромки петли регулируется перемещением пластины 13 после ослабления винта 12; при смещении пластины вправо в этом же направлении перемещаются ножи.
Узел обрезки нижней нитки. Обрезка нижней нитки происходит при подъеме нажимной лапки.
ными винтами. На переднем конце вала 41 находятся коромысла 42 и 43, составляющие одно целое с валом. Коромысло 42 с помощью звена 44 соединяется с коромыслом 45, которое стягивающим винтом 46 крепится на валу 47. К верхнему концу рычага 48 двумя прижимными винтами 49 крепится оттягиватель 50. Коромысло 43 с помощью соединительного звена 51 соединяется с коромыслом 52, которое стягивающим винтом 53 крепится на пустотелом валу 54 с рычагом 55. К рычагу 55 двумя прижимными винтами 56 крепится подвижный нож 57. К платформе машины прижимным винтом 58 крепится неподвижный нож 59.
Когда рычаг 21 поворачивается против часовой стрелки, то его переднее плечо нажимает на вертикальное плечо рычага 38 и последний поворачивается по часовой стрелке. Горизонтальное плечо
164
против ча-от работа-ножом 59
механизма
этого рычага опускает тягу 40, и она поворачивает коромысла 42, 43 и вал 41 по часовой стрелке, звено 44 смещается вправо от работающего, коромысло 45 и вал 47 вместе с рычагом 48 поворачиваются по часовой стрелке, и оттягиватель 50 смещается вправо от работающего, вытягивая из шпульного колпачка нижнюю нитку. Звено 51 смещается влево от работающего, поворачивает коромысло 52 и вал 54 вместе с рычагом 55 совой стрелки; нож 57, двигаясь влево ющего, соприкасается с неподвижным и обрезает нижнюю нитку. Возврат в исходное положение осуществляется под действием пружины 39.
Регулировка:
1) длина вытягиваемой нитки из шпульного колпачка регулируется поворотом рычага 48 вместе с валом 47 после ослабления винта 46, либо перемещением оттягивателя 50 после ослабления винтов 49 по наклонной поверхности рычага 48;
2) местоположение лезвия ножа 57 относительно неподвижного ножа 59 регулируется поворотом вала 54 вместе с рычагом 55 после ослабления винта 53 или перемещением ножа 57 в пределах его овальных прорезей после ослабления винтов 56; необходимо, чтобы в момент обрезки нитки лезвие подвижного ножа 57 перекрывало лезвие неподвижного ножа 59 на 1—2 мм.
Устройство для ослабления и оттяжки верхней нитки. Для обеспече-
ния нормальной работы механизма обрезки верхней нитки необходимо, чтобы было отрегулировано предварительное натяжение верхней нитки. Если натяжение слишком велико, то нитка выдергивается из ножей; при останове машины необходимо ослабить натяжение верхней нитки в основном регуляторе натяжения.
Для уменьшения натяжения верхней нитки в момент выключения машины служит следующее устройство. К кулачку 1 (рис. 162) для перевода иглы на закрепку прижимным винтом 2 крепится пластина с роликом 3. На шарнирном винте 4 удерживается рычаг 5 ослабления верхней нитки, переднее плечо которого расположено напротив
шпильки 6 регулятора натяжения верхней нитки.
Под действием ролика 3 рычаг 5 поворачивается против часовой стрелки и его переднее плечо нажимает на шпильку 6 регулятора натяжения, ослабляя верхнюю нитку в момент ее обрезки.
Для сматывания нитки с катушки под нижнее плечо рычага 7 подъема лапки подходит рычаг 8, который удерживается на шарнирном цилиндрическом винте 9. Верхнее плечо рычага 8 соединяется с тягой 10. Передняя головка тяги соединяется с рычагом оттягивателя И, который удерживается на шарнирном винте 12. К переднему плечу
Рис 162. Устройство для ослабления и оттяжки верхней нитки машины 25-А класса ПМЗ
оттягивателя 11 двумя прижимными винтами прикрепляется пластина 13
При подъеме лапки рычаг 7 поворачивается против часовой стрелки; его переднее плечо заставляет повернуться рычаг 8 против часовой стрелки, тяга 10 перемещается к работающему и поворачивает рычаг 11 против часовой стрелки. Пластина 13 нажимает на нитку, расположенную между нитенаправителями, и сдергивает ее с катушки. Возврат звеньев приспособления в исходное положение осуществляется с помощью пружины 14.
Заправка ниток в машине производится аналогично заправке в обычных стачивающих машинах.
2. МАШИНА ПМ-1 РЛМЗ
Машина (рис. 163, см. приложение 7) предназначена для изготовления петель на верхней одежде двухниточным цепным стежком с третьей каркасной ниткой (рис. 164). На машине можно изготовлять петли с глазком грушевидной формы без закрепки или с сужающейся закрепкой, прямые петли с закруглением на конце, без закрепки. Скорость машины 700 об/мин главного вала (1400 проколов иглы в минуту). Длина петли — от 16 до 38 мм, ширина петли — до 8 мм, ширина кромок петли — от 2,5 до 3,5 мм, шаг обметки — от 0,4 до 1 мм. Применяемые иглы: 1-А-90—100, З-Е-90—100.
Машина приводится в движение от специального привода, который крепится к крышке стола. Привод снабжен фрикционом и получает вращение от индивидуального электродвигателя мощностью 0,27 кет.
Процесс изготовления петли
Изделие укладывают на пластины двигателя ткани лицом вниз. Намеченная петля должна находиться под прорубающим ножом. Левой рукой поворачивают рычаг опускания лапок на себя, лапки опускаются и прижимают ткань к пластинам
*/г 12 заказ № 1217
165
двигателя ткани. Нажимом на кнопку пускового рычага включают машину. Опускается нож и прорубает петлю на резцовой колодочке. После подъема ножа шитьевой аппарат (петлители и игла) поворачивается на 180°.
Включается первый холостой ход, ткань перемещается к работающему. Во время первого холостого хода пластины двигателя ткани перемещаются поперек платформы машины и расширяют прорез петли. Включается рабочий ход, игла отклоняется поперек платформы машины на ширину кромки петли, а ткань толчкообразно после каж-
Рис. 164. Схема петли и стежка с каркасной ниткой
дых двух проколов иглы перемещается к работающему.
Изготовление петли начинается с правой кромки. При изготовлении глазка петли шитьевой аппарат поворачивается на 180°, а ткань перемещается по кривой, соответствующей форме глазка петли. В этот момент шаг обметки петли увеличивается. При изготовлении левой кромки петли ткань перемещается от работающего. После изготовления петли включается второй холостой ход и ткань продолжает перемещаться от работающего. В конце холостого хода лапки автоматически поднимаются вверх, а пластины двигателя ткани сближаются.
Процесс образования стежка
В процессе образования стежка участвуют игла, левый петлитель с ширителем, правый петлитель с ширителем. Нитки заправляют в левый петлитель и иглу. Процесс образования стежка можно разделить на несколько этапов.
I. Игла 1 (рис. 165) делает первый прокол в прорез петли в начале изготовления правой кромки. При подъеме иглы на 2,5—3 мм образуется петля а, в которую, двигаясь слева направо, вхо-дяя летшм яеышт'е.'гь. 2 с шнуяталем А
II. Игла 1 выходит из ткани и отклоняется вправо. Петлитель 2 и его ширитель 3 продолжают двигаться вправо. Ширитель 3 получает добавочное движение вдоль платформы машины от работающего и расширяет петлю петлителя 2.
III. Игла 1 делает второй прокол и входит в петлю левого петлителя 2, находящуюся на линии движения иглы. На этом работа левого петлителя 2 и его ширителя 3 кончается, они перемещаются справа налево и занимают исходное положение.
IV. Игла поднимается из нижнего крайнего положения на 2,5—3 мм и образует петлю б.
V. В петлю б, двигаясь справа налево, входят правый петлитель 4 с ширителем 5. Игла выходит из материала и отклоняется влево, ткань продвигается на шаг обметки к работающему. Ширитель 5 получает добавочное движение вдоль платформы машины от работающего и расширяет петлю иглы.
VI. Игла делает третий прокол в прорез петли, входит в свою петлю, находящуюся на линии ее движения и удерживаемую правым петлителем 4 и ширителем 5.
VII. Игла опускается в нижнее крайнее положение, затем, поднимаясь на 2,5—3 мм, образует петлю в, в которую входят левый петлитель -2 и ширитель 3, двигаясь вправо, после чего процесс повторяется.
Механизм иглы
Механизм иглы можно расчленить на три узла: возвратно-поступательных движений, поперечных и поворотных перемещений.
Узел возвратно-поступательных движений иглы. На главном валу 1 (рис. 166) двумя упорными винтами 2, которые упираются в выступ вала 1 и стопорятся винтами 3 и сухариками 4, 5, стянутыми винтом 6, крепится косозубая шестерня 7. В зацепление с шестерней 7 входит шестерня 8 (i=l:2), которая составляет одно целое с эксцентриком 9. Шестерня 8 и эксцентрик 9 надевается на эксцентричную винтовую шпильку 10, которая контрится гайкой И. Нижняя разъемная головка шатуна 12 надевается на эксцентрик 9, верхняя — с помощью шарнирного цилиндрического винта 13 соединяется с задним плечом рычага 14 игловодителя. Рычаг 14 надевается на ось 15.
Переднее плечо рычага 14 оканчивается вилочкой, которая охватывает пальцы муфточки 16. Последняя надевается на игловодитель 17, который стягивается двумя установочными кольцами 18. Игловодитель 17 проходит сверху через шарикоподшипник 19, а снизу через втулку 20. Снизу в игловодитель 17 вставляется игла 21 длинным желобком к работающему и крепится упорным винтом 22.
При вращении шестерен 7, 8 и эксцентрика 9 шатун 12 перемещается по вертикали. Если он поднимается вверх, то рычаг 14 повертывается по часовой стрелке и игловодитель 17 опускает иглу 21.
Узел поперечных перемещений иглы. На главном валу 1 с помощью клиновой шпонки 23, которая через шайбу и гайку получает натяжение во вгу-ие 24, креиигся куявшювый ляск 22. В взз
166
167
диска вставляется ролик 26 рычага 27, который удерживается на шарнирном винте 28. Рычаг 27 шарнирно соединяется с шатуном 29, передняя головка которого стягивается винтом 30 на эксцентричной втулке 31. В регулятор 32 ширины кромки петли вставляется винтовая шпилька 33. На шпильку 33 надеваются шайба 34, втулка 35, на втулку 35 — эксцентричная втулка 31, которую охватывает передняя головка шатуна 29, затем шайба 36 и после этого навертывается барашковая гайка 37. Регулятор 32 крепится в барабане 38 с помощью планки 39 на винтовых шпильках 40. Планка 39 к барабану прикрепляется с помощью винта 41. Барабан 38 вставляется в гнездо рукава машины. В паз планки 39 вставляется хвостовик ограничителя 42.
В середине барабана 38 имеется отверстие, куда вставляется вилка 43, проушины вилки 43 охватывают пальцы муфточки 44. Муфточка 44 надевается на расточку втулки 20 и ее осевые смещения устраняются установочным кольцом 45. Втулка 20 находится внутри шестерни 46, ступица 47 которой удерживается в отверстии рукава машины. Шестерня 46 имеет две стойки 48, в нижние отверстия которых вставляются сухарики 49 с наконечниками 50.
Сухарики 49 находятся под действием пружин 51, которые упираются в ограничительные пластины 52. Пластины в стойках 48 крепятся упорными винтами 53. Наконечники 50 вставляются в наклонные пазы 54 нижней втулки 20.
Чтобы игловодитель не повертывался вокруг своей оси, имеются две продольные лыски 55, которые соприкасаются с круглыми шпонками 56. Шпонки 56 вставляются в отверстия куба втулки 20 и закрываются пластинами 57, которые привертываются четырьмя прижимными винтами 58.
Под действием кулачкового паза диска 25 ролик 26 перемещается вдоль платформы машины. Если ролик перемещается к работающему, то рычаг 27 поворачивается по часовой стрелке, шатун 29 перемещается к работающему и поворачивает регулятор 32, барабан 38 и вилку 43 по часовой стрелке. Вилка 43 опускает втулку 20 относительно неподвижных наконечников 50 Поэтому втулка вместе с игловодителем 17 отклоняется влево от работающего (см. рис. 166 — пунктирная линия).
Узел поворотных движений иглы. На вертикальном валу 59 двумя стягивающими болтами 60 крепится зубчатый сектор 61, который входит в зацепление с шестерней 46.
При повороте вала 59 и сектора 61 по часовой стрелке шестерня 46 повертывается против часовой стрелки и своими стойками 48 повертывает в этом же направлении куб втулки 20, а через шпонки 56 повертывается игловодитель 17. Привод вала 59 рассмотрен ниже в механизме петлителей.
Регулировка.
1) высота иглы относительно носиков петлителей регулируется перемещением игловодителя 17 по вертикали после ослабления винтов колец 18; необходимо, чтобы при подъеме иглы из нижнего крайнего положения на 2,5—3 мм носики петлителей были выше ушка иглы на 2,4—3,2 мм;
2) время движения иглы регулируется поворотом шестерни 7 после ослабления винтов 3, 6 и поворота винтов 2; например, если правый винт 2 вывертывать, а левый завертывать, то шестерня 7 на неподвижном главном валу 1 повертывается против часовой стрелки, соответственно изменяется и время движения иглы;
3) изменение осевого зазора между зубьями шестерен 7 и 8, а также устранение люфта игловодителя /7 выполняется поворотом эксцентричной винтовой шпильки 10 после ослабления контргайки 11;
4) ширина кромок петли регулируется перемещением шпильки 33 по прорези регулятора 32 после ослабления гайки 37; при перемещении шпильки ближе к оси барабана 38 ширина кромки увеличивается;
5) смещение иглы к центру петли или от ее центра производится поворотом эксцентричной втулки 31 после ослабления винта 30 передней головки шатуна 29 и гайки 37; движение втулки ограничивается шпилькой 62; при повертывании втулки против часовой стрелки игла смещается от центра петли;
6) местоположение иглы относительно носиков петлителей регулируется поворЛом сектора 61 на неподвижном валу 59 после ослабления болтов 60; так как игла эксцентрична оси игловодителя, то при повороте сектора 61 ее местоположение изменяется, желательно, чтобы расстояние между иглой и носиками петлителей при подъеме иглы из нижнего крайнего положения на 2,5—3 мм было равно 0,1 мм.
Механизм петлителей
Механизм петлителей состоит из узлов петлителей и ширителей и узла поворота петлителей и ши-рителей.
Узел петлителей. На главном валу 1 (рис. 167) шпонкой 2 крепится диск 3, в паз которого вставляется ролик 4 рычага 5 петлителей. Рычаг 5 удерживается на винтовой шпильке 6, которая контрится гайкой в головке машины. Верхняя головка тяги 7 шарнирно соединяется с рычагом 5, нижняя — с помощью винтовой шпильки 8 с нижним рычагом 9, который удерживается на оси 10.
Переднее плечо рычага 9 оканчивается вилочкой, в которой винтами 11 стягиваются пальцы муфточки 12. Муфточка 12 надевается на стержень 13 петлителей. Сверху муфточка упирается в буртик 14 стержня, а снизу в разрезную гайку, которая навинчивается на резьбу стержня 13 и стягивается винтом. Стержень 13 проходит через отверстие в шестерне 15 и отверстие в петлительной каретке 16. На стержне 13 стягивающим шарнирным винтом 17 крепится хомутик 18, который соединяется с шатуном 19. Верхняя головка шатуна с помощью шарнирного цилиндрического винта соединяется с рычагом 20 петлителей.
Рычаг 20 надевается на втулку 21, которая надевается на шарнирный винт 22, завернутый в стойку петлительной каретки 16. На втулку 21 за рычагом 20 надевается рычаг 23 с наклонными плоскостями. К рычагу 20 упорными винтами 24
168
крепятся петлители: левый 25 и правый 26 \ свободно в отверстия рычага 2G вкладываются ширители 27 и 28, которые находятся под действием пружин 29, надетых на пальцы пластины 30 предохранителя иглы. Вторые концы пружин 29 заводятся за головки винтов 31. Пружины стремятся повернуть ширители к работающему. Угол их поворота определяется ограничителями 32, закрепленными упор-
Узел ширителей. По эксцентрику 34, составляющему одно целое с диском 3, обкатывается ролик 35 рычага 36 ширителей. Рычаг 36 надевается на винтовую шпильку 37. Второе плечо рычага 36 имеет отверстие, куда вставляется верхняя сферическая головка тяги 38. Нижняя головка тяги 38 проходит через отверстие нижнего рычага 39 и имеет резьбу, на которую завертываются гайка 40
Рис. 167. Механизм петлителей и
ширителей машины ПМ-1 РЛМЗ
ними винтами 33 в рычаге 20. Ограничители 32 закрепляют таким образом, что ширители 27, 28 находятся над соответствующими петлителями 25 и 26.
Под действием кулачкового паза диска 3 ролик 4 перемещается по вертикали; при опускании ро-ЛИКИ 4 рычаг 5 поворачивается против часовой стрелки, тяга 7, опускаясь, повертывает нижний рычаг 9 против часовой стрелки, муфточка 12 поднимает стержень 13 петлителя, хомутик 18 и шатун 19. Рычаг 20 поворачивается против часовой стрелки и к игле перемещаются правый петлитель 26 и его ширитель 28.
и контргайка Рычаг 39 удерживается на оси 41 вилочка 42 соприкасается с буртиком 43 стержня 44 ширителей.
Стержень 44 ширителей проходит внутри стержня 13 петлителей. На верхнем конце стержня 44 стягивающим винтом 45 крепится хомутик 46, с которым шарнирно соединяется нижняя головка шатуна 47. Верхняя головка шатуна 47 соединяется с рычагом 23.
Под действием эксцентрика 34 диска 3 ролик 35 перемещается по вертикали; если ролик 35 под нимается, то тяга 38 при повороте рычага 36 против часовой стрелки поднимается, рычаг 39
Н Заказ № 1217
169
повертывается по часовой стрелке, стержень 44 ши-рителей и шатун 47 опускаются, рычаг 23 повертывается против часовой стрелки и его левая наклонная плоскость нажимает на левое плечо ширителя 27. Ширитель повертывается против часовой стрелки и расширяет петлю левого петлителя. Подъем стержня 44 осуществляется под действием пружин 48, которые нажимают на хомутик 46, что приводит к возвращению звеньев узла в исходное положение и прижиму ролика 35 к эксцентрику 34.
К стойке петлительной каретки 16 сзади прижимным винтом 49 прикрепляется игловая пластинка 50.
Узел поворота петлителей и ширителем. Рычаг 51 поворота шитьевого аппарата удерживается на шарнирном болте 52, который завинчивается снизу в корпус машины. В его овальной прорези крепится винтовая шпилька 53, на которую надевается ролик 54. Ролик вставляется во внутренний паз распределительного диска 55. Рычаг 51 шарнирно соединяется с правой головкой соединительного звена 56, левая головка этого звена надевается на винтовую шпильку 57, которая крепится в прорези коромысла 58.
Коромысло 58 стягивающим болтом 59 крепится на вертикальном валу 60 Ниже на шпильке крепится сектор 61 поворота петлителей и ширите-лей. Он входит в зацепление с шестерней 15, которая с помощью шпильки соединяется с петлительной кареткой 16. Осевые смещения вала 60 устраняются установочным кольцом 62.
Ролик 54 под действием паза распределительного диска 55 перемещается поперек платформы машины. При перемещении ролика 54 влево от работающего рычаг 51 повертывается по часовой стрелке, соединительное звено 56 перемещается влево от работающего и повертывает коромысло 58, вал 60 и сектор 61 против часовой стрелки, шестерня 15 и петлительная каретка 16 повертываются по часовой стрелке.
Регулировка:
1) местоположение петлителей 25 и 26 относительно иглы регулируется поворотом каждого петлителя относительно его оси после ослабления соответствующего винта 24; расстояние между иглой и носиком петлителя должно быть равно 0,1 мм;
2) местоположение ширителей 27, 28 относительно петлителей регулируется поворотом ограничителя 32 после ослабления винтов 33; ограничители должны быть установлены так, чтобы носики ширителей не касались иглы, а вилочка левого ширителя 27 не закрывала отверстие и нитку левого петлителя 25;
3) положение петлителей относительно иглы регулируется перемещением хомутика 18 вдоль оси стержня 13 петлителя после ослабления винта 17; при подъеме иглы из нижнего крайнего положения на 2,5—3 мм необходимо установить петлители выше ушка иглы на 2,4—3,2 мм;
4) время движения ширителей вдоль платформы машины регулируется перемещением хомутика 46 вдоль оси стержня 44 ширителей после ослабления винта 45; если хомутик поднять вверх, то рычаг 23 повернется по часовой стрелке и его правая
наклонная плоскость раньше нажмет на правое плечо правого ширителя 28 (при условии, что стержень 44 поднимается);
5) величина хода петлителей регулируется перемещением шпильки 8 по прорези рычага 9 после ее ослабления; если шпильку перемещать к точке опоры рычага, то величина хода петлителей увеличивается;
6) время начала поворота шитьевого механизма регулируется перемещением шпильки 53 по прорези рычага 51 после ослабления ее гайки; при перемещении шпильки от работающего поворот шитьевого механизма происходит раньше;
7) угол поворота шитьевого аппарата регулируется перемещением шпильки 57 по прорези коромысла 58 после ее ослабления; при приближении шпильки 57 к оси вала 60 угол поворота шитьевого аппарата увеличивается;
8) игольная пластинка 50 должна быть установлена по высоте на уровне пластин двигателя ткани, для чего пластинку 50 перемещают по вертикали после ослабления винта 49.
Механизм ножа
При изготовлении петель прорубка ткани производится ножом 1 (рис. 168) на бронзовой резцовой колодочке 2. Рычаг 3 ножа удерживается в двух центровых винтах 4, которые завинчиваются в корпус машины и контрятся гайками На переднем плече рычага 3 крепится нож /. Его крепление осуществляется прижимной пластиной 5, которая удерживается на шарнирном винте в рычаге 3, а ее нижний конец входит в паз ножа 1. Зажим ножа осуществляется упорным винтом 6. Его продольные смещения ограничиваются упорной пластиной 7, которая прикрепляется прижимным винтом 8 к рычагу 3.
К переднему плечу рычага 3 двумя прижимными винтами прикрепляется трубка 9, предназначенная для отвода вырубленной ткани из глазков петли. Заднее плечо рычага 3 имеет продольную прямоугольную прорезь. В нее вставляется ползун 10, составляющий одно целое с резьбовым стержнем 11, на который надевается пружина 12. Пружина 12 стремится переместить ползун 10 от работающего.
В клиновой срез ползуна 10 входит верхний конец пальца 13, проходящего через вертикальный паз рычага 3. Нижний конец пальца 13 под действием пружины 14 прижимается к распределительному диску 15. Пружина 14 нижним концом надевается на винт прижимной пластины 16, которая предотвращает произвольный поворот гайки 17. К корпусу машины тремя прижимными винтами 18 прикрепляется корпус 19 колодочки. В отверстие корпуса вставляется цилиндрический хвостовик 20 колодочки 2, а передняя часть колодочки располагается между двумя шпильками 21.
В пазах корпуса 19 удерживается плавающий ползун 22, который служит для расширения прорези петли. Ползун 22 может перемещаться поперек платформы машины в пределах разрыва выступа 23, куда входит винт, который завертывается в корпус 19 и расположен под колодочкой 2.
170
После включения машины кулачок 24 распределительного диска 15 нажимает на палец 13 и рычаг 3 поворачивается по часовой стрелке; нож 1 прорубает ткань на резцовой колодочке 2. Подъем ножа 1 осуществляется с помощью пружины 14.
3) давление ножа 1 на колодочку 2 регулируется гайкой 17; при завинчивании гайки ползун 10 перемещается к работающему, заднее плечо рычага 3 поднимается, а переднее опускается — давление ножа увеличивается.
Рис 168. Механизм ножа машины ПМ-1 РЛМЗ
Рис. 169. Механизм лапок машины ПМ-1 РЛМЗ
Регулировка:
1) местоположение ножа 1 вдоль платформы машины относительно колодочки 2 регулируется перемещением ножа 1 к работающему или от него после ослабления винта 6 и 8;
2) местоположение ножа / поперек платформы машины относительно резцовой колодочки 2 регулируется перемещением рычага 3 поперек платформы с помощью винтов 4 после ослабления контргаек;
Механизм лапок
Зажим ткани осуществляется автоматически или вручную. Лапки 1 (рис. 169), имеющие снизу рифленую поверхность, на шарнирных винтах 2 удерживаются в рычагах 3. Рычаги 3 надеваются на шарнирные шпильки 4, закрепленные упорными винтами 5 и гайками в стойках 6, которые с помощью прижимных винтов 7 прикрепляются к пластинам 8 двигателя ткани. Снизу к платформе
171
машины прижимными винтами 9 крепятся два кронштейна 10, в которых удерживается ось 11 рамки 12. Снизу к рамке 12 с помощью прижимного винта и шпильки крепится стойка 13, в овальную прорезь которой вставляется винтовая шпилька 14 и крепится в ней с помощью гайки 15 через шайбу 16. На цилиндрическую часть шпильки 14 надевается угловой рычаг 17, вертикальное плечо которого
шарнирно соединяется с рычагом 18 ручного опускания лапки. Рычаг 18 надевается на шарнирную шпильку 19, закрепленную в йем упорным винтом. К рамке 12 прикрепляются две захватки 20, которые входят в пазы рычагов 3.
При опускании лапки вручную поворачивают рычаг 18 по часовой стрелке (на себя), рычаг 17 поворачивается против часовой стрелки, стойка и рамка 12 опускаются вниз. При этом захватки 20 поворачивают рычаги 3 по часовой стрелке и лапки опускаются, прижимают ткань к рифленой поверх
Рис. 170. Схема расположения рычагов подъема лапок: а — при опускании лапки; б—при подъеме лапки
ности пластины 21. Рычаги 18 и 17, хотя и растягивают пружину 22, но располагаются на одной прямой линии (рис. 170,а), из этого положения их можно вывести либо поворотом рукоятки рычага 18 против часовой стрелки, либо ударом в площадку 23 (см. рис. 169).
Автоматическое опускание лапок осуществляется от распределительного диска 24, для чего снизу к корпусу машины присоединяется рычаг 25 автоматического опускания и подъема лапок, который удерживается на винтовой шпильке 26. К рычагу 25 снизу прикрепляется с помощью болта наконечник 27, а на шарнирном винте удерживается ролик 28. Рычаг 25 под действием пружины 29 стремится повернуться против часовой стрелки, ролик 28 прижимается к нижнему пазу распределительного диска 24.
Когда кулачок 30 нажимает на ролик 28, рычаг 25 повертывается по часовой стрелке, а его наконечник 27 надавливает на площадку 23 рычага 17 и рычаги 17, 18 располагаются на одной прямой линии, т. е. лапки автоматически опускаются.
Подъем лапок осуществляется в конце второго холостого хода, когда платформа машины перемещается от работающего и площадка 23 рычага 17 ударяется о переднее плечо рычага 25. При этом рычаги 17 и 18 располагаются под углом друг к другу (рис. 170, б), чему способствует пружина 22.
При обрыве нитки или поломке иглы нет необходимости поднимать лапки / в конце цикла, по
этому нужно нажать на кнопку стержня 32 (см. рис. 169), который повертывает рычаг 25 по часовой стрелке, и лапки при останове машины не поднимаются. Подъем стержня 32 осуществляется с помощью пружины, заключенной в корпусе 33.
Чтобы исключить автоматическое опускание лапок, необходимо вывинтить винт и снять наконечник 27.
Регулировка:
1) высота подъема лапок 1 над пластинами 8 двигателя ткани регулируется винтом 34; при завинчивании винта 34 рамка 12 и лапки поднимаются на большую величину;
2) давление лапок на ткань регулируется винтом 35; при завинчивании винта угол поворота рамки 12 с помощью рычагов 18 и /7 увеличивается и давление лапок на ткань усиливается;
3) местоположение лапки относительно прорези в пластине 21 регулируется перемещением стойки 6
поперек платформы после ослабления винта 7; внутренние края лапки / и пластины 21 должны быть совмещены;
4) местоположение наконечника 27 относительно площадки 23 регулируется перемещением наконечника относительно рычага 25 после ослабления болта снизу.
Механизм расширения прорези петли
Расширение прорези петли происходит в период первого холостого хода машины с помощью равноплечих рычагов, которые обеспечивают расширение прорези петли на одинаковую величину по всей ее длине. Пластины 8 (рис. 171) двигателя ткани соприкасаются с винтовыми шпильками 36, которые крепятся в прорезях рычагов 37. Рычаги 37 с помощью прорезей соединяются со шпильками рычагов 38. Рычаги 37, 38 удерживаются под платформой машины на шарнирных винтах. Передние плечи рычагов 38 оканчиваются вилочками, в которые вставляются шпильки соединительных звеньев 39 (см. рис 159). В рычаги 38 завертываются винтовые шпильки 40, на которые надеваются пластины 8 двигателя ткани. Снизу на шпильках 41 удерживаются ролики 42.
На шпильки звеньев 39 надевается пружина 43, которая сближает звенья 39 и пластины 8, а рычаги 38, 37 удерживаются в наклонном положении по отношению друг к другу.
В момент первого холостого хода платформа и ролики 42 пластин 8 двигаются к работающему. Плавающий ползун 44 (см. позицию 22 на рис. 168) нажимает на ролики 42 (см. рис. 169), и задние концы пластин 8 расходятся. При этом рычаги 38, 37 располагаются по одной прямой линии, звенья 39 через шпильки 40 разводят передние части пластин 8, и пластины остаются в таком положении под действием нажима лапок. При подъеме лапок пружина 43 двигает звенья 39, рычаги 38, 37 располагаются под углом один к другому, а задние части пластин 8 приближаются одна к другой.
На пластинах 8 прижимными винтами 45 крепятся ограничительные линейки 46 для определения положения петли относительно края изделия.
172
Регулировка:
1) величина расширения прореза петли регулируется перемещением упоров 47 (см. рис. 171), 48 после ослабления винтов 49, 50; при отодвигании упоров одного от другого петля расширяется на меньшую величину, т. к. величина перемещения
36
пластин 8 (см. рис. 169) под действием роликов 42 уменьшается;
2) время начала расширения петли можно регулировать перемещением роликов 42 вдоль пластин 8 после ослабления гаек шпилек 41, если ролики приблизить к лапкам, то расширение петли начнется раньше.
Механизм движения платформы машины
Платформа 1 (рис. 172) в период изготовления петли перемещается вдоль корпуса машины, а при обметке глазка петли, кроме того, поперек корпуса.
Платформа передней частью скользит по направляющим двух кронштейнов 2, которые к кор
пусу машины прикрепляются прижимными винтами 3 и фиксируются шпильками. Задней частью платформа / опирается на верхнюю поверхность рычага 4 поперечных движений и скользит по камню 5. Средняя часть платформы опирается на сухарики 6, которые снизу поджимаются винтами 7. Кроме того, средняя часть платформы 1 вставлена в паз корпуса 8, это соединение устраняет ее вертикальные смещения.
Продольные перемещения платформа 1 получает от червячной пары 9, 10 (i=ll : 1). Червяк 9 своими прорезями в ступице охватывает штифт И червячного вала 12, к которому прижимается с помощью гайки 13 через шайбу 14. Распределительный диск 10 на ободе имеет зубчатую нарезку. Диск 10 надевается на втулку 51 (см. рис. 169), составляющую одно целое с пластиной 52, закрепленной на корпусе машины двумя прижимными винтами. В паз распределительного диска 10 (см. рис. 172) вставляется ролик 15, который надет на шпильку 16, закрепленную в отростке платформы 1. На верхний конец шпильки 16 надевается сухарь 17, который вставляется в паз корпуса машины.
Поперечные перемещения платформа 1 получает от другой червячной пары. На червячном валу 12 установочным винтом 18 крепится червяк 19, который входит в зацепление с шестерней 20 (i=ll:l). Эта шестерня двумя упорными винтами 21 крепится на валу 22, который оканчивается вилочкой. На вилочку надевается сменный диск 23, причем его положение на валу 22 фиксируется шпилькой. Осевые смещения вала 22 устраняются установочным кольцом 24. В паз копира вставляется ролик 25 винтовой шпильки 26, которая закрепляется на рычаге 4.
При вращении червячной пары 9, 10 ролик 15, находящийся в криволинейном пазу диска 10, перемещает платформу к работающему или от него. От червячной пары 19, 20 диск 23 сообщает ролику 25 движения вдоль платформы. При движении ролика от работающего рычаг 4 повертывается пс часовой стрелке и платформа относительно сухаря 17 повертывается против часовой стрелки, следовательно, ее передняя часть перемещается вправо от работающего.
В зависимости от формы глазка петли и формы самой петли копирный диск 23 заменяют. При изготовлении прямой петли диск 23 заменяют пластиной с двумя отверстиями, которую одним отверстием надевают на вал 22, вторым — на ролик 25, тогда не будет поперечных перемещений платформы.
Регулировка: создание зазора, необходимого для свободного, но без люфта, скольжения платформы по направляющим, осуществляется сухариками 6; при завинчивании винтов 7 зазор уменьшается.
Механизм пуска машины
Слева от работающего в платформе машины на рычаге 1 (рис. 173) находится кнопка пуска, которая под действием пружины и пальца 2 стремится повернуться против часовой стрелки. В нижнее
173
плечо рычага 1 упирается наконечник 3, который прижимным винтом прикрепляется к рычагу 4 пуска. Рычаг 4 удерживается на шарнирном винте 5, который завертывается в платформу машины и под действием пружины 6 стремится повернуться по часовой стрелке.
Левый конец пружины 6 упирается в упорный винт 7, который завертывается в платформу машины. В прорезе заднего плеча рычага 4 крепится винтовая шпилька 8, в которую под действием
Рис. 172. Механизм Движения платформы машины ПМ-1 РЛМЗ
пружины 9 упирается заднее плечо рычага 10 включения машины. Рычаг 10 удерживается на винте 11, который завертывается в корпус машины. Пружина 9 стремится повернуть рычаг 10 против часовой стрелки, но так как рычаг 4 неподвижен, этого поворота не происходит. К левому плечу рычага 10 шарнирным винтом 12, который контрится гайкой, прикрепляется ползун 13. Ползун 13 вставляется в паз муфточки 14, закрепленной на ступице шкива 15 стягивающим винтом 16.
Шкив 15 своей удлиненной ступицей надевается на червячный вал 17. На ступицу шкива 15 надевается втулка 18, которая прижимается к диску шкива двумя гайками 19. Зуб 20 втулки 18 выведен в окно шкива и в момент включения машины входит в зацепление с зубом 21, ось которого крепится гайкой 22 в корпусе рукоятки 23. Рукоятка 23 навертывается на левый конец червячного вала 17. Втулка 18 находится под действием пружины 24, которая является амортизатором при ударе, возникающем при сцеплении зубьев 20 и 21.
Для включения машины нажимают на пусковую кнопку рычага 1, который поворачивается по часовой стрелке и отпускает наконечник 3. Рычаги 4, 10 под действием пружины 9 поворачиваются против часовой стрелки, ползун 13 перемещает муфточку 14 и шкив 15 влево от работающего. Зуб 20 зацепляется с зубом 21 рукоятки 23, вал 17 получает вращательное движение и машина включается. Нижнее плечо рычага / после включения машины опирается на левую поверхность наконечника 3.
Механизм включения и выключения рабочего хода машины
На оси 25 (см. рис. 173) стягивающим болтом 26 крепится трехплечий рычаг 27. На правом конце оси 25 с помощью шпильки крепится корпус 28 амортизатора. Переднее плечо рычага 27 соединяется с собачкой 29 и соединительным звеном 30. На шпильке 31 удерживается ролик 32, который перемещается по пластине 33, закрепленной в платформе машины упорным болтом 34. Собачка 29 с помощью пружины 35 соединяется со звеном 30. Паз собачки 29 охватывает шпильку 31 соединительного звена 30 и удерживает его в вертикальном положении Фиксация рычага 27 в положении включения рабочего хода осуществляется с помощью защелки 36, которая удерживается на шарнирном винте 37. Этот винт завинчивается в стойку 38, а последняя крепится к стойке рукава машины.
Защелка 36 находится под действием пружины кручения 39, которая стремится повернуть защелку
174
против часовой стрелки и своим вырезом захватить палец 40 рычага 27. Рычаг 27 под действием пружины 41 стремится повернуться по часовой стрелке. В осевое отверстие корпуса амортизатора 28
вставляется стержень с зубом 42, который производит выключение рабочего хода машины. На стержень надевается пружина 43 и навертываются две гайки 44. Пружина 43 амортизирует удар защелки 45 по зубу 42 в момент выключения хода машины. На главный вал 46 машины надевается холостой шкив 47. В паз шкива вставляется амортизационная пружина 48 и закрывается крышкой 49, которая крепится тремя прижимными винтами.
С правой стороны на ступицу шкива 47 надевается кулачок 50, причем его шпилька 51 вставляется в овальную прорезь шкива и соприкасается с торцом пружины 48. Рабочий шкив 52 крепится с помощью клиновой шпонки, которая создает натяжение шкива на главном валу 46 гайкой. Гайка (на рисунке не показана) упирается в торец главного вала и перемещает шпонку вправо, уменьшая зазор между шпоночными пазами шкива 52 и вала 46. В отверстие шкива 52 вставляется хвостовик защелки 45, на шпильку 53 и зуб пластины 54 надевается пружина 55, которая стремится повернуть защелку 45 по часовой стрелке и ввести ее зуб 56 в вырез 57 кулачка 50, т. е. соединить рабочий шкир 52 с холостым шкивом 47. Это соединение может произойти в том случае, если зуб 42 будет отведен от заднего плеча защелки 45. На эксцентричной винтовой шпильке удерживается собачка 58, которая предотвращает случайный поворот шкива 52 против часовой стрелки. В этом случае впадина 59 кулачка ударится в торец собачки и он не сможет повернуться против часовой стрелки. Собачка к ободу кулачка шкива 52 прижимается под действием пружины 60.
В конце первого холостого хода, когда платформа и. пластины дви
рабочего
гателя ткани перемещаются к работающему, ролик 32 и собачка 29 поднимаются на выступ 61, 62\ поднимаясь на выступ 62, звено 30 повертывает рычаг 27 против часовой стрелки и палец 40 захватывается вырезом защелки 36, т. е. рычаг 27 фиксируется в определенном положении. Собачка 29 повертывается против часовой стрелки и шпилька 31 выходит из профилированного паза собачки. Звено повертывается против часовой стрелки под действием пружины 35 до соприкосновения с ограничительной шпилькой 63.
Вместе с рычагом 27 повертывается ось 25 и корпус 28 амортизатора, зуб 42 отходит от защелки 45 и она под действием пружины 55 повертывается по часовой стрелке, происходит сцепление
рабочего шкива с холостым, следовательно, главный вал 46 получает вращательное движение.
Выключение холостого хода происходит в момент поворота рычага 27, его вертикальное плечо нажимает на переднюю
стенку прореза рычага 10, 55-^ 59
52
54
55
26
83
50
67
60
72 44
37
33
15
93 94
22
23
№ 65
36
41
39
2
13
34
27
6
15
Рис. 173. Механизм пуска,
холостого и рабочего хода машины ПМ-1 РЛМЗ
17
33
51
47
30
35
63
762729 33
79 ул
18
и он поворачивается по часовой стрелке. Ползун 13 смещает муфточку 14 и шкив 15 вправо от работающего, зуб 20 выходит из зацепления с зубом 21 рукоятки 23. Прекращается подача вращательного движения от шкива 15.
Механизм рабочего хода машины
Платформа машины при обметке кромок петли перемещается толчкообразно в момент подъема * игловодителя после каждых двух проколов иглы.
175
На главном валу 46 (см. рис. 173) установочным винтом 64 крепится кулачок 65, который охватывает вилочка 66. Нижняя головка вилочки надевается на ось 25. Передняя головка шатуна 67 соединяется шарнирно с вилочкой 66, а задняя — с помощью шарнирной шпильки 68 с рычагом 69. Шпилька упорным винтом 70 с контргайкой крепится в головке шатуна 67. Точкой опоры (поворота) рычага 69 является ролик 71 рычага 72 густоты кромок петли. В переднее плечо рычага 72 вставляется ползун 73 с роликом 74, который перемещается по пластине 75, закрепленной прижимным винтом 76 к платформе машины.
В паз ползуна 73 вставляется шпилька 77 кулачка 78. Ползун и кулачок в шпильке 77 крепятся болтом 79. Прижим ролика 74 к поверхности пластины 75 осуществляется пружиной 80. Рычаг 72 свободно надевается на ось 25. Нижнее плечо рычага 69 надевается на втулочку 81, а она на винтовую шпильку 82, которая в прорези обоймы 83 крепится гайкой 84. На червячном валу 17 на шпонке 85 крепится корпус 86 муфты обгона, на него надевается вторая половина обоймы 87. В пазы между обоймой 87 и корпусом 86 вкладываются девять роликов 88, которые под действием пластинчатых пружин 89 могут переместиться в узкие части паза и заклинить обоймы на корпусе. Обоймы 83 и 87 соединяются тремя прижимными винтами 90, которые контрятся гайками 91, кроме того, обойма 83 надевается на втулку 92. Положение мчфты обгона на валу 17 фиксируется гайками 93 и 94.
Под действием кулачка 65 вилочка 66 и шатун 67 перемещаются вдоль платформы машины. Если шатун 67 перемещается к работающему, то рычаг 69 повертывается по часовой стрелке и повертывает обоймы 83, 87 против часовой стрелки. По часовой стрелке (если смотреть справа от работающего) поворачиваются ролики. Они откатываются в узкие части пазов, заклиниваются между обоймой 87 и корпусом 86, при этом вал 17 поворачивается против часовой стрелки. Когда обоймы поворачиваются против часовой стрелки (смотреть справа от работающего), то ролики закатываются в широкие части пазов и корпус не поворачивается, следовательно, вал 17 делает выстой.
Когда обметывается кромка глазка петли, то ролик 74 опускается по наклонному срезу пластины 75, рычаг 72 под действием пружины 80 поворачивается по часовой стрелке и ролик 71 поднимается по прорезу рычага 69, угол поворота муфты и вала 17 увеличивается, соответственно увеличивается шаг обметки.
В конце изготовления левой кромки петли платформа, двигаясь от работающего, пластиной 33 нажимает на сферическую головку винта 95 и защелка 36 поворачивается по часовой стрелке, опускает палец 40, а рычаг 27 под действием сильной пружины 41 поворачивается по часовой стрелке вместе с корпусом 28 амортизатора. Зуб 42 становится на пути поворота плеча защелки 56, которая ударяется о него и поворачивается против часовой стрелки. Зуб защелки 56 выходит из выреза 57 кулачка 50, и рабочий шкив 52 выходит из зацепления с холостым шкивом 47. Пружина 48 служит для
поглощения удара в момент зацепления зуба защелки 56 с вырезом 57 при включении главного вала 46.
Узел выключения машины имеет следующее устройство. Когда рычаг 27 поворачивается по часовой стрелке, его вертикальное плечо перестает надавливать на переднюю стенку прорези рычага 10; рычаг 10 под действием пружины 9 поворачивается против часовой стрелки. Ползун 13 через муфточку 14 перемещает шкив 15 влево от работающего, происходит включение второго холостого хода машины.
При обметке правой кромки петли рычаг 10 удерживается рычагом 27 в правом положении. Платформа машины перемещается на работающего, шпилька 8 отходит от радиусной части рычага 10, и рычаг 4 под действием пружины 6 поворачивается по часовой стрелке. Его наконечник 3 упирается в левую поверхность нижнего плеча рычага 1.
При втором холостом ходе машины рычаг 4 вместе с платформой перемещаются от работающего и шпилька 8 нажимает на криволинейную поверхность рычага 10. Последний поворачивается по часовой стрелке и ползун 13 отводит через муфточку 14 шкив 15 вправо от работающего, машина выключается.
В момент выключения машины шгилька 31 ролика 32 соприкасается с упором 96, который прижимным винтом 97 крепится на платформе машины. Звено 30 поворачивается по часовой стрелке, и шпилька 31 входит в профилированный паз собачки 29, переводя ее в исходное положение, т. е. соединительное звено 30 занимает вертикальное положение.
Регулировка:
1) длина петли регулируется перемещением пластины 33 вдоль платформы машины после ослабления болта 34; при смещении пластины к работающему длина петли за счет уменьшения холостого хода увеличивается;
2) густота кромок петли регулируется поворотом кулачка 78 после ослабления болта 79; если кулачок 78 повернуть по часовой стрелке, то ползун 73 поднимается и рычаг 72 повертывается по часовой стрелке под действием пружины 80, плечо рычага 69 увеличивается, и соответственно увеличивается шаг обметки;
3) машину при обрыве нитки или поломке иглы выключают поворотом защелки 36 по часовой стрелке;
4) регулировка длины левой кромки осуществляется поворотом винта 95 после ослабления контргайки; при завинчивании винта длина левой кромки уменьшается;
5) местоположение выреза защелки 36 относительно пальца 40 регулируется перемещением защелки по прорези относительно стойки 38 после ослабления винта 37; необходимо, чтобы вырез защелки при холостом ходе машины был ниже пальца 40 на 0,8 мм;
6) положение зуба 42 относительно зуба защелки 45 регулируется поворотом оси 25 вместе с корпусом 28 амортизатора после ослабления болта 26; необходимо, чтобы ролик 98 отстоял от по
176
верхности кулачка шкива 52 при останове машины и верхнем положении иглы на расстоянии 0,9 мм;
7) время начала изменения густоты стежков при изготовлении глазка петли регулируется перемещением пластины 75 вдоль платформы после ослабления винта 76; если пластину сместить к работающему, то изменение плотности стежков произойдет раньше;
8) зацепление зуба 20 шкива 15 с зубом 21 рукоятки 23 регулируется перемещением шкива 15 вдоль оси вала 17 после ослабления винта 16;
9) время перевода соединительного звена 30 в вертикальное положение при окончании цикла изготовления петли регулируется перемещением упора 96 вдоль платформы машины после ослабления винта 97; при перемещении упора от работающего перевод звена в вертикальное положение происходит раньше;
10) положение наконечника 3 относительно вертикального плеча рычага 1 регулируют перемещением его вдоль рычага 4 после ослабления винта;
11) местоположение собачки 58 относительно кулачка рабочего шкива 52 по вертикали регулируется поворотом винтовой эксцентричной шпильки, прикрепляющей собачку к корпусу 28 амортизатора;
12) усилие нажима пружины 6 на рычаг 4 регулируется винтом 7; при слабом усилии пружины машина не выключается;
13) время начала поворота платформы при изготовлении глазка петли регулируется поворотом вала 22 (см. рис. 172) после ослабления винтов 21 червячной шестерни 20;
14) местоположение игольной пластинки посередине платформы машины регулируется поворотом рычага 4 в пределах овальной прорези после ослабления гайки шпильки 26;
15) плотность прилегания кулачка 65 (см. рис. 173) к рожкам вилочки 66 регулируется подкладыванием плотной бумаги под стальную пластину 99 после ослабления ее винтов.
Заправка ниток ° машине
Нитка для левого петлителя должна быть обычно на 10 номеров тоньше, чем нитка для иглы. Наиболее красивая петля получается при применении для петлителя крученой шелковой нитки № 65, 75. Для иглы применяют хлопчатобумажные нитки № 30, 40, 50, 60. Для рельефности петли прокладывают каркасную нитку (хлопчатобумажные нитки № 00, 0,10).
При заправке нитки левого петлителя снимают пластины двигателя ткани, повертывают петлительную каретку с помощью рукоятки 23 (см. рис. 135) так, чтобы петлители были обращены к работающему, и ставят машину на упор. От бобины нитку проводят через нитенаправительный крючок 1 (рис. 174, см. приложение 8) в отверстие 2 рычага 3 нитепритягивателя, в отверстие нитенаправительного стержня 4 вниз, в отверстие нитенаправительной пластинки 5, в отверстие 6 корпуса машины, в нитенаправительное
отверстие рычага 7, в нитенаправительное отверстие нижнего рычага 8, затем нитепродергивателем нитку протаскивают через полый стержень 9 ширителей, проводят позади пружины 10, через верхний стержень 11, нижний стержень 12, под пластинчатую пружину 13, слева направо между шайбами регулятора натяжения 14, налево за стержень 12, вверх за стержень 11, в петлю пружины 10, в нитенаправительное отверстие 15 петлительной каретки, в отверстие ограничителя 16, снизу вверх через отверстие левого петлителя 17 (при помощи нитепродергивателя), в отверстие игольной пластинки 18, под зажим 19 и обрезатель 20. Затем следует проверить, свободно ли нитка проходит через детали заправки, потянув ее из игольной пластинки 18.
Верхняя нитка иглы от бобины проводится вверх через нитенаправительный крючок 21, затем в отверстие 22 рычага нитепритягивателя 3, между шайбами дополнительного регулятора натяжения 23, снизу вверх между шайбами регулятора натяжения 24, снизу вверх в отверстие 25 рычага нитепритягивателя 3, с помощью нитепродергивателя через пустотелый игловодитель 26, между шайбами дополнительного регулятора натяжения 27 и вводится в ушко иглы 28 со стороны ее длинного желобка. После проверки, свободно ли проходит нитка между деталями, нитку заводят под зажим 19 и обрезатель 20.
При заправке каркасной нитки необходимо снять пластины двигателя ткани, поставить машину так, чтобы петлительная каретка повернулась на 180°. Каркасная нитка от катушки, расположенной на катушкодержателе 29 с левой стороны машины, проводится вверх, через нитенаправительную трубку 30, через отверстие в нитенаправительной пластине 31, через отверстие в игольной пластинке 18. После проверки, свободно ли проходит нитка между деталями, ее заправляют под зажим 19 и обрезатель 20.
Наладка машины на выполнение различных видов петель
При переходе с изготовления одного вида петель на другой вид петель необходимо заменить диск 23 (см. рис. 172), нож 1 (см. рис. 168) и заменить или подогнать резцовую колодочку 2. При установке или замене диска 23 (см. рис. 172) отводят прижимную пружину и устанавливают диск так, чтобы выступ вала 22 вошел в паз диска, причем его шпилька должна войти в отверстие этого вала. Чтобы прижимная пластина обеспечивала нормальное вращение диска, необходимо отрегулировать ее давление с помощью винта после ослабления гайки (на рисунке не показаны).
Поперечные движения платформы должны быть строго согласованы с проколами иглы при обметке глазка петли. Проверяют правильность проколов иглы на плотной бумаге и при несогласованных движениях регулируют время начала поворота платформы.
ЧАСТЬ II
Ремонт швейных машин
Глава I
СИСТЕМА ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНОГО РЕМОНТА ОБОРУДОВАНИЯ
Ремонт оборудования на швейных фабриках, как и на других промышленных предприятиях, является важной и сложной частью производства. От правильного решения вопросов организации ремонта зависят бесперебойная работа современного высокомеханизированного предприятия, нормальный ход и ритмичность производства. На ремонт машин затрачиваются значительные денежные средства и материальные ресурсы.
Созданная еще в тридцатых годах на плановой основе система планово-предупредительного ремонта (ППР), вытеснившая применявшуюся в то время систему послеосмотровых ремонтов, обеспечила улучшение планирования ремонтных работ. Создались условия, при которых выполнение плана ремонта, вытекающего из системы ППР, стало достаточно надежно гарантировать бесперебойную работу оборудования.
Система ППР исключает субъективность в установлении сроков сдачи оборудования в ремонт, производившегося в условиях системы послеосмотровых ремонтов на основе осмотров оборудования.
Чем сложнее кинематика машины, тем сложнее на основе осмотра определить ее техническое состояние и правильно назначить срок останова для ремонта. В этом отношении более надежным является планирование выполнения ремонтных работ через определенные сроки, в которые гарантируется, что машина не выйдет из строя из-за износа при ее нормальной эксплуатации.
Система планово-предупредительного ремонта (ППР) позволяет ввести ремонтные работы, трудно поддающиеся регулированию во времени, в плановое русло, сочетать их с общим ходом производства. В условиях сложного высокоорганизованного, современного производства это имеет огромное значение.
Система планово-предупредительного ремонта представляет собой комплекс организационно-технических мероприятий по уходу, надзору, обслуживанию и ремонту оборудования, проводимых пе
риодически по заранее составленному плану в целях содержания оборудования в исправности.
Система ППР, обеспечивающая поддержание оборудования в исправном состоянии, его полную работоспособность и максимальную производительность, предусматривает следующие работы: межремонтное обслуживание; текущие, средние и капитальные ремонты; технические осмотры оборудования.
В системе ППР оборудования приняты следующие понятия и определения:
ремонтный цикл — время работы оборудования между двумя капитальными ремонтами (для оборудования, находящегося в эксплуатации) и период работы оборудования от начала ввода его в эксплуатацию до первого капитального ремонта (для вновь установленного оборудования);
межремонтный период — время работы оборудования между двумя очередными плановыми ремонтами;
структура ремонтного цикла — порядок чередования всех видов ремонта в период между двумя капитальными ремонтами (в ремонтном цикле).
При внедрении системы ППР осуществляются следующие организационно-технические мероприятия:
инвентаризация (учет) оборудования, подлежащего ППР;
паспортизация оборудования с определением технического состояния машины;
определение вида ремонта и его описание;
определение продолжительности ремонтного цикла для разного вида оборудования, категории сложности ремонта;
организация систематического учета работы оборудования, расхода запасных частей и материалов на эксплуатацию и ремонт;
создание резерва запасных частей и узлов машин; организация их пополнения, хранения и учета;
178
обеспечение рабочими чертежами, техническими условиями, нормативами и технологической документацией на производство ремонтных работ;
применение прогрессивной технологии ремонта с использованием процессов для упрочнения и восстановления деталей;
ознакомление обслуживающего персонала (механики-наладчики, слесари, электрики) с основными правилами эксплуатации оборудования;
организация систематического повышения квалификации и проверка знаний персонала, об
служивающего и ремонтирующего оборудование;
организация контроля качества проведения ремонта и правильности эксплуатации оборудования;
организация ремонтного хозяйства (ремонтные цехи, базы, бригады).
В системы ППР необходимо также включать мероприятия по совершенствованию ремонтных работ, изучению и использованию опыта новаторов по ремонту и обслуживанию оборудования.
1. МЕЖРЕМОНТНОЕ ОБСЛУЖИВАНИЕ
Межремонтное обслуживание оборудования является профилактической операцией, осуществляемой периодически с целью предотвращения преждевременного износа или поломки деталей и узлов оборудования. Правильная организация межремонтного обслуживания сокращает продолжительность плановых ремонтов и удешевляет их.
Межремонтное обслуживание швейных машин осуществляется мотористками и дежурными механиками-наладчиками.
Межремонтное обслуживание предусматривает: чистку и смазку машины в конце смены; быстроходные машины необходимо смазывать два-три раза в течение смены, вводя одну каплю масла в соответствующее отверстие;
полную чистку и смазку машин не реже одного раза в неделю при пошиве белья, два раза в неделю при пошиве изделий из хлопчатобумажных тканей в дни, устанавливаемые администрацией цеха, и ежедневно при пошиве ватных изделий и изделий из осыпающихся и грубошерстных тканей;
организацию изучения инструкций мотористками, проведение мастером производственного участка и механиками-наладчиками систематического устного инструктажа по наладке, регулировке машины, устранению мелких неисправностей, уходу за машиной, а также постоянный контроль работы мотористок, осуществляемый мастером производственного участка и механиком-наладчиком.
2. ТЕКУЩИЙ РЕМОНТ И НАДЗОР ЗА ОБОРУДОВАНИЕМ
Текущий ремонт — наименьший по объему вид планового ремонта, при котором заменой или восстановлением небольшого количества изношенных деталей и регулированием отдельных узлов обеспечивается нормальная работа машины до очередного планового ремонта.
Текущий ремонт оборудования и надзор за ним осуществляется механиками-наладчиками, электромонтерами и слесарями, за которыми закрепляются определенные участки работы с определенным числом установленного оборудования.
Механики-наладчики и электромонтеры обычно включаются в штат цеха, а слесари — в штат ремонтно-механической мастерской или ремонтно-механического цеха фабрики.
На слесарей возлагается текущий ремонт механических конвейеров, гладильных прессов, ленточных закройных машин и другого крупногабаритного оборудования; на электромонтеров возлагается текущий ремонт электроутюгов, электроприводов, электрозакройных машин, электрооборудования гладильных прессов и т. п. На механиков-наладчиков возлагается текущий ремонт универсальных и специальных швейных машин, индивидуальных и групповых приводов, различных механизмов и приспособлений малой механизации.
Текущий ремонт швейного оборудования и надзор за ним сводится в основном к наладке и регулировке машин, замене мелких деталей, вышедших из строя из-за износа и поломки, замене инструмента (когда для работающего это затруднительно), а также к незначительному ремонту (зачистка шероховатостей и заусениц, подтягивание ремня,
устранение излишних зазоров и люфта в соединениях). Одновременно с этим проверяется правильность режимов работы машины, заправка, приемы управления и работы, установка инструментов.
Хорошо организованный надзор за оборудованием позволяет свести до минимума поломки и аварии машин и преждевременный их износ.
На основании опыта эксплуатации оборудования в швейной промышленности за каждым механиком-наладчиком закрепляется парк технологического оборудования (зона) в объеме 70 условных единиц. В числе машин, составляющих зону, обслуживаемую механиком, входят машины различных типов.
В обслуживаемое оборудование включается все оборудование, устанавливаемое на процессах. Запасное оборудование, не находящееся на процессах, в обслуживаемое оборудование не включается.
Для расчета загрузки механиков вводится условная единица сложности, характеризующая машины различных конструкций и разной сложности (см. табл. 3).
За условную единицу сложности принята машина 22-А класса ПМЗ. Машины других классов сопоставляются с машиной 22-А класса.
Нормирование работы механиков-ремонтировщиков способствует четкости организации обслуживания оборудования.
Для предупреждения неполадок в работе оборудования цеховой механик-наладчик обязан:
не менее двух раз в смену производить осмотр оборудования обслуживаемой зоны, делая обход в установленные часы по определенному маршруту;
179
Таблица 3
Коэффициенты перевода швейного оборудования в условные единицы, применяемые на швейных предприятиях г. Москвы и Московской области
Виды оборудования Классы и типы оборудования Коэффициенты Виды оборудования Классы и типы оборудования Коэффициенты
Универсальные машины с приспособлениями малой механизации Выметочные машины однониточного цепного стежка Разметочные машины Машины зигзаг Стегальные машины Подшивочные машины Обметочные машины Пуговичные » Закрепочные » Петельные машины для изготовления прямых петель Петельные машины для изготовления петель с глазком Многоигольные машины Вышивальные машины Ажурные машины Закройные; осноро-вочные машины и п р ис пособлен и я 22-А, 22-Б, 1, 1-А, 100 кл. ПМЗ и др. Быстроходные 97 к л. ОЗШМ, 434 кл. фирмы Пфафф, 451 кл. фирмы Зингер и др. Беспосадочного шва 262 кл. ПМЗ, 111 и 245 к л. фирмы Зингер и др. Двухигольные беспосадочного шва 252 кл. ПМЗ, 112 и 249 кл. фирмы Зингер и др. 23 кл. ПМЗ и 45 кл. фирмы Зингер РВМ-2 (Новосибирский механический завод), 245 кл. ПМЗ и др. РМЧ (Московский экспериментально-механический завод), 65 и 202 кл. ПМЗ и др. 26 и 55 кл. ПМЗ 75 кл. ПМЗ и др. Типа СМ-2 Ростовского литейно-механического завода № 11, 85 кл. ПМЗ, 45-26 кл. фирмы Штробель и др. 44 и 86 кл, ПМЗ, 24-2 кл. фирмы Штробель и др. 51 и 51-А кл. ПМЗ; типа ЭМЗ-2 Московского экспериментально-механического завода, 10 кл. ПМЗ и др. 27, 60 и 95 к л. ПМЗ, 569 кл. фирмы Дюркопп и др. 73-А и 27-А кл. ПМЗ 25, 25-А, 204 кл. ПМЗ, 551-1 кл. фирмы Дюркопп 29 кл. ПМЗ, 99 кл. фирмы Зингер Типа ПМ-1 Ростовского литейно-механического завода № И, 557-11 кл. фирмы Дюркопп и др. М-12кл. Киевского экспериментального завода и др. МВ-50 кл. Киевского экспериментального завода и др. Четырехголовочные автоматы фирмы Текстима Насекательные автоматы фирмы Текстима 43 кл. ПМЗ и др. Ленточные машины типа РЛ и ЗЛ-Шв-1 С вертикальным ножом типа ЭЗМ-2 С дисковым ножом типа ЭЗДМ-1 Осноровочные типа ОМ-1, ОМ-3 Концевые отрезные линейки типа РУТС и ОПН 1,0 1,2 1,5 2,0 2,0 1,5 3,0 2,0 2,5 2,5 3,5 3,0 3,0 3,0 5,0 10,0 8,0 7,0 4,0 5,0 5,0 5,0 5,0 3,0 2,0 1,0 4,0 Оборудование подготовительных цехов Оборудование для влажно-тепловой обработки Приспособления Конвейеры Концевые лннейки немеха-ннзированные Прижимные линейки типа ЛЗС и др. Лентоулавливатели Дырокол Приспособления для подъема ткани Троллейные линии (на один стол) Приспособления для надсечки кроя Печатные станки для навесных ярлыков типографского типа Печатные станки механизированные Браковочные станки: с промером длины без промера » Стол механизированный для промера длины и ширины ткани Машины для намотки ткани в рулон Прессы тяжелые с пневматическим приводом типа ТПП Прессы средние с пневматическим приводом типа ПСП Прессы легкие с пневматическим приводом . типа ПЛП Пресс УПЧ для формования плечевых накладок Пресс типа МФП-2 для оттяжки стойки подворотника Пресс типа ПОР-2 для утюжки окатов рукавов Фальц-прессы Пароотпариватели типа ОАГ-2 Пульверизаторы Для обрезки низков брюк Наколочные Для вывертывания швейных деталей Индивидуальный привод (фрикцион) к машине Однорядный ленточный Двухрядный ленточный с одной приводной станцией Двухрядный ленточный с двумя приводными станциями Люлечный однорядный » двухрядный с од ной приводной станцией Люлечный двухрядный с двумя приводными станциями Конвейер типа Варной » » Орнель 0,3 0,1 2,0 0.5 1.0 0,5 0,1 3,0 2,0 4,0 2,5 1,5 0,5 3,0 0,8 0,7 1,5 1,5 0,75 0,6 0,2 0,2 0,5 0,1 0,25 0,12 1,25 1,75 2,5 1,75 2,5 3,5 3,5 4,0
Примечание. При работе аппарата для обрезки ниток на петельных машинах для изготовления прямых петель и закрепочных машинах к коэффициенту прибавляется 1,0.
Запасное оборудование, установленное на процессах, учитывается со снижением их переводного коэффициента на 25,о.
При установке на одном рабочем месте двух и более машин переводные коэффициенты по всем машинам снижаются на 25%.
На процессах по изготовлению изделий из прорезиненных тканей, брезента, капрона, тканей из натурального и искусственного шелка переводные коэффициенты увеличиваются на 20%.
180
при осмотре оборудования проверить его работу, качество ухода за ним, произвести смазку отдельных узлов и устранить мелкие неполадки, предупреждая возможный останов оборудования;
при этом на рабочем месте рабочего проводить только мелкий ремонт и регулировку машин, продолжительность которых не более 5 мин; при необходимости более крупного ремонта машину заменить резервной, а ее ремонт производить на рабочем месте механика; отремонтированная машина должна быть установлена на прежнее рабочее место в ближайший производственный перерыв;
для сокращения времени наладки машин производить предварительную подгонку быстроизнаши-вающихся запасных частей по отдельным узлам;
ежедневно производить по журналу приемку оборудования (рабочего и резервного) от сменного механика с указанием состояния принимаемого оборудования и недостатков, замеченных в отдельных машинах;
систематически инструктировать рабочих о правилах ухода за машинами, обучать приемам чистки и смазки, регулировки и наладки машин и устранения мелких неполадок.
Одним из важнейших условий, обеспечивающих высокую производительность механика-наладчика, является рациональная организация его рабочего места.
Рабочее место механика-наладчика—это часть производственной площади цеха или участка со всем необходимым оборудованием, инструментами, приспособлениями, материалами и принадлежностями, необходимыми для выполнения производственного задания.
Основным оборудованием и постоянным рабочим местом механика-наладчика является верстак.
Верстак должен иметь следующие размеры: длина — 2 м, ширина — 0,9 м, высота 0,8—0,9 м. Крышка верстака покрывается листовым железом. Каждый верстак оборудуется ящиками для хранения резервных машин, деталей и инструментов.
Кроме того, на рабочем месте механика-наладчика имеются паста ГОИ (Государственный оптический институт) в количестве 100 г и обтирочный материал в количестве 1 кг.
Под правильной организацией рабочего места механика-наладчика понимается правильная расстановка оборудования, наивыгоднейшее расположение инструмента и деталей на рабочем месте, планомерное снабжение деталями и вспомогательными материалами.
Высокая производительность труда обеспечивается культурой организации рабочего места, отвечающей следующим требованиям:
на рабочем месте должны находиться только те предметы, которые необходимы для выполнения данного задания;
инструменты, детали и документацию располагают на расстоянии вытянутой руки, при этом предметы, используемые более часто, располагают ближе, а предметы, используемые реже,— дальше;
все, что берут левой рукой, располагают слева; что берут правой — справа; все, что берут обеими руками, должно находиться впереди;
Оборудование и инструменты для рабочего места цехового механика-наладчика
Оборудование и инструменты
Верстак с отделениями для хранения деталей, инструментов и запасных универсальных швейных машин..............................
Табурет к верстаку ........................
Промышленный стол с электроприводом для испытания и наладки машин..................
Стул к рабочему месту......................
Параллельные тиски.........................
Электроточило с наждачным и полировочным кругами....................................
Настольно-сверлильный станок...............
Лампа местного освещения...................
Напильники разные........................
Надфилы разные.......... . ...........
Шабер......................................
Штангенциркуль ... .............
Нутромер...................................
Линейка металлическая длиной 0,5 м
Отвертки разные ..................... . .
Пассатижи....................... . .
Круглогубцы . . ....
Тиски ручные ...............
Ключ гаечный разводной № 1 . . .
Ключи гаечные разные (комплект)............
Ножовочный станок с набором полотен . . . . Сверла диаметром 1,5—3,5 мм (набор)........
Развертки разные диаметром 3—10 мм (набор) Бруски абразивные разные . ...........
Бумага наждачная на полотне (набор листов) Наждак в порошке (коробка)...........
Стекло в порошке (коробка).................
Молотки слесарные разные........ . .
Выколотки медные диаметром 6—12 лгл; .... Бородки................... . ...........
Зубило.....................................
Крейцмессель.......................
Масленки (комплект)........................
Ванночка для промывки деталей..............
Щетки для чистки ... ...........
Кисточки для чистки ... ...........
Количество в шт.
1
1
1 1
1
1 1
1
5
10
1
1 1
1
3
1
1
1
1
1
1 1
1
4
1
1
1
2
4
4
1
1 1
1
2
3
инструмент и детали располагают в строгой последовательности их применения, а не разбрасывают и не накладывают друг на друга;
в ящиках верстака должны находиться наиболее часто применяемые инструменты, приспособления и материалы; точные измерительные инструменты необходимо хранить в футлярах;
напильник, сверла, метчики и другие режущие инструменты следует укладывать на деревянные подставки так, чтобы предохранить их от повреждений;
чертежи, инструкции, наряды и другие документы нужно помещать для удобства пользования на видном месте;
до начала работы каждый механик-наладчик должен подготовить необходимые инструменты, приспособления, материалы и детали, проверив предварительно их исправность и годность;
во время работы механик-наладчик обязан пользоваться инструментами только по назначению и предохранять их от повреждений и загрязнений; строго соблюдать правила техники безопасности;
181
по окончании работы механик-наладчик должен убрать свое рабочее место, тщательно очистив его от стружки, мусора, отходов; инструменты и приспособления, применявшиеся при работе, очистить от грязи и масла; мерительные инструменты
Рис. 175. Зависимость производительности слесаря-наладчика от высоты
расположения тисков
тщательно вычистить, вытереть и покрыть тонким слоем вазелина или бескислотного масла; готовые узлы и детали разложить или расставить по отведенным для них местам; губки тисков раздвинуть, оставив зазор между ними 5—10 мм.
На производительность труда механика-ремонтировщика влияет правильное расположение тисков. Исследования показали, что наивыгоднейшая
высота тисков над полом для рабочего ростом 168 см равна 102 см (рис. 175).
Для контроля использования оборудования и работы цеховых механиков-наладчиков на швейных фабриках введен обязательный учет про-
стоев по техническим причинам. Начало простоя отмечается в карте движения простоев по техническим причинам с момента вызова механика-наладчика к рабочему месту. Конец простоя отмечается по сообщению механика после ликвидации неисправности машины.
Учет простоев оборудования при ремонте на рабочем месте ведется мастерами агрегата, а при наличии диспетчерской связи — сменным оператором.
Карта технического простоя заполняется в одном экземпляре, который
направляется в отдел главного меха-
ника для анализа и принятия оперативных мер, после чего она поступает в бухгалтерию.
При работе машин в одну смену лимит простоев по техническим причинам в промышленности устанавливается равным 15 мин в месяц на одну условную единицу оборудования; при двухсменной работе оборудования лимит простоя соответственно увеличивают.
3. СРЕДНИЙ РЕМОНТ
Средний ремонт — это такой вид планового ремонта, при котором швейная машина или другой вид оборудования разбирается частично. При среднем ремонте оборудованию возвращают установленную ГОСТ или техническими условиями точность работы, а также первоначальную производительность на период до ближайшего среднего или капитального ремонта.
При среднем ремонте заменяют или восстанавливают изношенные детали, регулируют механизмы, выверяют точность взаимного расположения различных частей машин. Этим ремонтом охватываются детали, срок службы которых равен или меньше периода между средними ремонтами.
Средний ремонт выполняют независимо от состояния оборудования и проводимого текущего ремонта. Периодичность ремонтов зависит от нескольких факторов, оказывающих влияние на величину объема работ по ремонту.
Основные факторы, влияющие на величину объема ремонтных работ, могут быть объединены в следующие четыре группы:
условия работы оборудования;
ремонтные особенности оборудования;
качество проводимых ремонтов и межремонтного обслуживания;
число часов, проработанных каждой единицей оборудования без ремонта.
В швейной промышленности при работе оборудования в две смены принята периодичность средних ремонтов, приведенная ниже.
Периодичность средних ремонтов
Оборудование Периодичность
. ремонта в месяцах
Универсальные (стачивающие) ма-
шины с колеблющимся челноком 3
Универсальные (стачивающие) ма-
шины с ротационным челноком . 3—4 в зависимости от условий работы
Специальные швейные машины . . 3
Электрозакройные передвижные машины .......................... 2
Электрозакройные ленточные ста-
ционарные машины.............. 6
Гладильные прессы............... 3
Конвейеры....................... 4
Электродвигатели................ 3
Проведение среднего ремонта швейных машин возлагается на сменного механика-наладчика, выполняющего его на своем рабочем месте. Количество средних ремонтов в месяц на одного механика-наладчика планируется из расчета установленной для него нормы обслуживания.
Количество средних ремонтов п в месяц, приходящееся на одного механика-наладчика при работе цеха или участка в две смены, равно:
Кт и =-----,
2-12
где К — количество обслуживаемого оборудования в условных единицах;
т — число средних ремонтов в год.
182
При введении на предприятии среднего ремонта впервые специальной комиссией в составе старшего механика, начальника цеха, техника отдела главного механика по планово-предупредительному ремонту, мастера участка и сменного механика-наладчика проводится технический осмотр (см. стр. 186) оборудования с целью определения очередности его ремонта.
Осмотр ведется в определенной для каждого вида оборудования последовательности и сопровождается частичной разборкой механизмов. Результаты осмотра фиксируют в ведомости, в которой указывают: цех, наименование оборудования, номер агрегата (конвейера) в цехе, инвентарный но
мер оборудования, дату осмотра, состояние оборудования, очередность ремонта.
На основании ведомости осмотра и инструкции по определению группы очередности ремонта оборудования, а в дальнейшем таблицы очередности ремонтов составляется сменно-цеховой график ремонта.
Основное назначение графика — обеспечение нормальных условий для выполнения среднего ремонта.
Сменно-цеховой график составляется на год. На основании годовых сменно-цеховых графиков среднего ремонта составляются квартальные и месячные графики.
Цех . .
Сменно-цеховой график ремонта
. . . Смена...............Механик..................
Общее количество машин..............
Заводской номер оборудования Тип и класс оборудования Дата первого ремонта по плану Фактическое выполнение первого ремонта Дата второго ремонта по плану Фактическое выполнение второго ремонта Дата третьего ремонта по плану Фактическое выполнение третьего ремонта Дата четвертого ремонта по плану Фактическое выполнение четвертого ремонта Примечание
Годовой график среднего ремонта
Тип и класс оборудования Количество работающего оборудования на фабрике Внд изделия Количество ремонтов Примечание
в год в том числе по кварталам
I II III IV
Квартальный график среднего ремонта
Тип и класс оборудования Количество работающего оборудования на фабрике Внд изделия Колич в квартал ество ре в т МОНТОВ ЭМ ЧИСЛ( месяцам по Примечание
Месячный график среднего ремонта
Тнп н класс оборудования Заводской номер оборудования Сроки ремонта
1—3 3-6 6—9 9—12 12—15 15—18 18—21 21—24 24—27 27—30—31
183
Общефабричный график подписывается главным механиком фабрики и утверждается главным инженером.
Сменно-цеховой график находится у начальника цеха, а общефабричный — у главного инженера. Вторые экземпляры хранятся в делах техника по ППР в отделе главного механика.
На основании графика среднего ремонта техник по ППР за три дня до начала ремонта выписывает наряд на ремонт.
Наряд на ремонт (средний и капитальный)
Наименование оборудования ----------------------
Инвентарный №------------Наименование ремонта--------
Дата отправки в ремонт----------------------------------
Цех--------------------Агрегат---------------------------
Подпись отправителя ------------------------------------
Ремонт произведен (фамилия, имя, отчество) -------------
Начало ремонта -----------------------------------------
Окончание ремонта --------------------------------------
При ремонте в машине поставлены детали:
№ пп. Номер детали Наименование детали Количество
Акт приемки машины из ремонта----------------------
Оценка качества ремонта ---------------------------
Подписи лнц. принявших машину из ремонта-----------
Старший механик фабрики—---------------------------
Инженер РММ или РМЦ —----------------------------—
Начальник цеха ------------------------------------
На основании полученного наряда механик-наладчик снимает с агрегата машину, заменяет ее резервной и на своем рабочем месте проводит средний ремонт машины.
При проведении среднего ремонта выполняются следующие работы: осмотр машины; разборка машины; чистка и промывка деталей; осмотр деталей; определение дефектных деталей и объема работы; выписка и получение со склада деталей по требованию; комплектовка и пригонка деталей по узлам; сборка машины; регулировка машины; испытание машины на стенде; заполнение наряда на ремонт.
Наряд является основным документом учета выполнения среднего ремонта в установленные сроки и расхода деталей при выполнении средних ремонтов. После окончания ремонта механик-наладчик предъявляет машину к сдаче.
Принимают машины техник по ППР и старший механик фабрики. Они проверяют машину и при удовлетворительных результатах дают разрешение на установку машины на агрегат, на рабочее место, с которого она была снята.
Для выявления качества ремонта универсальная машина должна проработать одну смену, а специальная — две смены. После этого машина сдается в эксплуатацию. Сдает машину в эксплуатацию механик-наладчик, а принимает — начальник цеха и мастер участка, после чего машина считается прошедшей средний ремонт и сданной в эксплуатацию. Наряд с отметкой о приемке машины сдается технику по ППР.
Учет выполнения средних ремонтов проводится техником по ППР, который при выдаче наряда на ремонт отмечает дату выдачи наряда, а затем, на основании возвращенного наряда с отметкой о приемке, регистрирует в особом журнале произведенный ремонт.
На основании записей в журнале подсчитывается выполнение плана среднего ремонта, даются сведения в бухгалтерию для подсчета премиальной заработной платы.
В швейной промышленности средний ремонт оборудования является основным ремонтом. На ряде предприятий швейной промышленности средний ремонт технологического оборудования проводится централизованно, специально созданной группой механиков-наладчиков по проведению среднего ремонта. Механики-наладчики цеха или участка освобождаются при этом от проведения среднего ремонта, а занимаются только текущим ремонтом и надзором за оборудованием.
Такая организация проведения среднего ремонта ведет к сокращению количества резервного оборудования, лучшему использованию материальных ресурсов (запасные части и детали), повышению качества ремонта, сокращению срока нахождения оборудования в ремонте.
4. КАПИТАЛЬНЫЙ РЕМОНТ
Капитальный ремонт — это наибольший по объему вид планового ремонта, при котором проводится полная разборка оборудования, замена всех изношенных деталей и узлов, ремонт всех базовых деталей.
При капитальном ремонте восстанавливают предусмотренные ГОСТ или техническими усло
виями точность, мощность и производительность оборудования.
Капитальный ремонт оборудования производится в ремонтно-механических цехах или ремонтных мастерских согласно графику капитального ремонта по предприятию и типовой дефектной ведомости.
184
Объем капитального ремонта устанавливается техником по ППР отдела главного механика и старшим механиком фабрики на основании дан
ных последнего среднего ремонта, а также данных ведомости дефектов, составленной на основании
Узловой метод ремонта требует значительно меньше времени, так как благодаря наличию запасных узлов и детален на складе сборка обору
дования не задерживается из-за ремонта изношенных деталей.
текущих осмотров, и уточняется в процессе разборки машины.
При капитальном ремонте оборудования выполняются следующие работы:
полная разборка машины и всех ее узлов;
промывка и протирка всех деталей;
осмотр всех деталей;
уточнение предварительно составленной дефектной ведомости;
замена всех изношенных узлов и деталей или их восстановление с доведением до размеров, установленных техническими условиями;
реставрация корпуса машины (заварка трещин, нарезка резьбы и т. д.);
Рис. 176. Схема технологического процесса капитального ремонта машин индивидуальным методом
ремонт системы смазки;
шлифовка и шабрение всех направляющих поверхностей;
ремонт и замена оградительных устройств;
сборка всех узлов и машины в целом; регулировка и проверка правильности взаимодействия механизмов машины;
шпаклевка и окраска всех внутренних и наружных необработанных поверхностей (шпаклевка и окраска предусмотрены техническими условиями при отделке нового оборудования) ;
обкатка машины на холостом ходу при разных скоростях;
проверка машины на шум и нагрев;
наладка машины на выполняемую на ней операцию;
установка машины на рабочее место;
сдача машины в эксплуатацию.
Проведение капитального ремонта оборудования может осуществляться двумя методами — индивидуальным (рис. 176) и узловым (рис. 177).
Для индивидуального метода ремонта характерна большая продолжительность, так как все операции, входящие в технологический процесс ремонта, проводятся последовательно.
Рис. 177. Схема технологического процесса капитального ремонта машин узловым методом
При узловом методе изношенные детали, снятые с оборудования, ремонтируют и сдают на склад запасных деталей.
Узловой метод является прогрессивным методом ремонта, позволяющим значительно ускорить ремонт, улучшить его качество и уменьшить стоимость.
185
5. ТЕХНИЧЕСКИЙ ОСМОТР ОБОРУДОВАНИЯ
Технические осмотры оборудования проводятся между плановыми ремонтами по графику, разработанному в отделе главного механика и утвержденному главным инженером предприятия.
Осмотры проводятся с целью проверки качества ухода за оборудованием и качества его ремонта, а также выявления состояния каждой отдельной единицы оборудования для определения очередности ремонта, составления графиков среднего и капитального ремонта и определения объема подготовительных работ к среднему и капитальному ремонту.
Технические осмотры оборудования проводятся комиссией в составе старшего механика фабрики, техника по ППР и сменного механика-наладчика.
При проведении осмотров необходимо проверить комплектность машин, состояние деталей, заправку ниток, легкость хода машины вручную, качество строчки при выполнении операции на полной скорости, качество ухода за машиной и состояние маслопроводов; после частичной разборки машины проверить состояние каждой отдельной детали и сопряжений совместно работающих деталей (наличие и величина износа, надежность крепления, состояние крепежных деталей); проверить качество предыдущего ремонта.
Результаты осмотра заносятся в ведомость дефектов.
Если при техническом осмотре машины обнаруживают серьезные дефекты, исключающие возможность ее нормальной эксплуатации до очередного планового ремонта, то машину останавливают для выявления причин появления дефектов и выполнения необходимого ремонта.
Для определения сроков и очередности ремонта машин, необходимых при составлении годовых графиков среднего и капитального ремонтов, машины разделяют на три группы по очередности ремонтов.
К первой группе относятся машины с большой
6. ВНЕПЛАНОВЫЙ РЕМОНТ
Внеплановый ремонт—это ремонт, вызванный аварией. К аварийному ремонту вынуждает внезапный выход машины из строя вследствие поломок или по другим причинам. По своему содержанию этот вид ремонта может быть приравнен к текущему, среднему или капитальному в зависимо-
Ведомость дефектов
Цех----------------------------------------------------
Наименование оборудования -----------------------------
Инвентарный номер -------------------------------------
Цеховой номер агрегата---------------------------------
Дата осмотра
Качество ухода за машиной
Детали, требующие ремонта
Детали, требующие замены
Общее состояние машины
Заключение комиссии
изношенностью всех главнейших узлов и деталей. Эти машины ремонтируют в течение первой трети ремонтного периода, при этом машины, установленные на ведущих операциях, ремонтируют в первую очередь.
Ко второй группе относятся машины, имеющие незначительный износ некоторых деталей или имеющие износ деталей, легко заменяемых в процессе текущего ремонта (челнок, игольная пластинка, шпульный колпачок, рейка и т. д.). Эти машины поступают в ремонт после машин первой группы, а до этого поддерживаются в работоспособном состоянии текущим ремонтом и надзором за оборудованием.
К третьей группе относятся машины, находящиеся в момент осмотра в хорошем состоянии, т. е. машины, не имеющие существенного износа деталей и требующие только регулировки механизмов для поддержания их в работоспособном состоянии.
После технического осмотра машин составляются годовые графики среднего и капитального ремонтов.
сти от последствий аварии. Следует отметить, что при хорошей организации планово-предупредительного ремонта, применении действенных мер предупреждения аварий, надобность во внеплановых ремонтах не возникает.
Глава II
РАЗБОРКА, СБОРКА И НАЛАДКА МАШИН
1. РАЗБОРКА МАШИН
Приступая к разборке машины, следует удалить все дополнительные приспособления, укрепленные на корпусе машины и на рабочем столе, снять ограждения или щитки, т. е. все, что затрудняет доступ к деталям и узлам машины или мешает работающему в процессе разборки. Нельзя снимать лишь детали, конструктивно связанные
с основными узлами машины, так как это может привести к бессистемному распадению узлов. Необходимо удалить все детали или рабочие органы машины, угрожающие травмированием при ее разборке, а. также съемные или другие детали, которые после снятия ограждений, щитков и задвижек могут выпасть в процессе разборки машины.
186
После этого машину расчленяют на основные конструктивные узлы, представляющие собой группу деталей, укрепленных на одном основании. Однако при этом не следует снимать детали, положение которых зафиксировано контрольными шпильками,— эти детали снимают лишь при необходимости их ремонта или замены.
При узловой разборке необходимо соблюдать систему, при которой машину разбирают не путем произвольного расчленения на наиболее легко отделяющиеся узлы, а по механизмам.
После разборки машины на узлы приступают к детальной разборке этих узлов, а также к снятию деталей, расположенных в корпусе машины.
При снятии парных деталей или деталей, имеющих определенное положение по отношению к другой базовой детали, необходимо делать соответствующие отметки. Например, при снятии парных шестерен нужно отмечать сопряженные зубья, учитывая их приработанность и необходимость создания таких же условий работы шестерен после сборки. Наносить отметочные риски надо на кулачки или эксцентрики, укрепленные на валах или осях установочными винтами без засверловок.
В процессе разборки все вывернутые винты рекомендуется снова завернуть в отверстия, из которых они были вывернуты.
Парные детали (головки шатунов, гайки ит. п.) следует связать шпагатом или тонкой проволокой, что в дальнейшем облегчает сборку машины.
После разборки все детали, а также отверстия и углубления в корпусе машины необходимо тщательно промыть керосином. Особое внимание нужно обратить на смазочные отверстия, которые должны быть тщательно очищены от грязи и засохшей смазки.
При разборке следует помнить, что большинство снятых деталей будет вновь установлено на машине, поэтому разборку необходимо выполнять аккуратно без повреждения деталей, пользуясь только специальными инструментами (хорошо подогнанными ключами и отвертками, соответствующими прорезям на головках винтов и др.). Не следует применять молотки и особенно выколотки, изготовленные из твердого металла. При удалении запрессованных деталей необходимо использовать специальные выпрессовыватели или съемники.
Необходимо следить за тем, чтобы тонкие и длинные детали были не погнуты, а хрупкие — не поломаны.
Машина 22-А класса ПМЗ
Разборка машины ведется в следующем порядке.
1. Отвернуть винт 16 (см. рис. 4, 5) иглодержателя и вынуть иглу.
2. Ослабить и вывернуть винты, а затем снять фронтовую доску, боковые щитки и козырек для масла.
3. Разобрать механизм лапки: вывернуть винт 104, снять шарнирную лапку 103, ослабить винт 107 прикрепления пружинодержателя 108 на стержне 105 и, придерживая пружинодержа-тель 108 и кронштейн 109, пружину 112 с шайбой,
вынуть стержень 105, удалить из головки машины освободившиеся детали 108, 112, 109, вывернуть винтовую втулку, шарнирный винт серьги 114, отделить тягу от серьги 114, а затем вынуть ее.
4. Разобрать механизм челнока: вывернуть винты картеров 69 и 70, вынуть картеры из корпуса машины, ослабить винты 22, 29, 33 крепления шестерен, вывернуть винты и снять установочную пластину 51 (см. рис. 7); повернув вручную маховик, поднять рейку 85 (см. рис. 4) в верхнее поло? жение и вынуть челночный комплект вместе с валом 32, вынуть из корпуса вертикальный вал 26 с шестерней 30, удалить освободившиеся шестерни 24, 31.
5. Разобрать механизм иглы и нитепритягивателя: ослабив винт шарнирной шпильки соединительного звена 19, выбить шпильку из головки машины, затем вывернуть винт, удерживающий нижний нитенаправитель, снять нитенаправитель вместе с иглодержателем 17 с игловодителя 12; ослабив винт 11 поводка 10, вынуть игловодитель 12, передвигая его вверх; вывернуть установочный винт кривошипа 5 и, ослабив винты шестерни 23 и эксцентрика 73, выбить главный вал 1 в сторону шкива машины, придерживая при этом шестерню 23 и эксцентрик 73; удалить освободившиеся детали из головки машины.
6. Разобрать механизм двигателя ткани и регулятора длины стежка: ослабив контргайки, вывернуть центровые винты 79 вала подъема 78; перемещая шатун 74 с валом 78 в сторону шкива машины, вынуть эксцентрик 73 из манжетки 86 и удалить их из рукава машины; ослабив гайки, вывернуть центровые винты вала 90; через заднее окно вывернуть винт 97 и удалить из корпуса машины шатун 87 вместе с регулятором и валом 90; вывернув шарнирный винт, удалить из рукава машины рычаг 99 вместе с пружиной.
7. Ослабив стопорные винты, выбить втулки 13 и 14 игловодителя, втулки 2 и 3 главного вала, втулки 27 и 28 вертикального вала, втулки 34 и 35 вала челнока.
8. Ослабив гайку и вывернув шарнирный винт, снять рычаг 111 подъема лапки.
9. Ослабить винт и снять регулятор 2 (см. рис. 11, о) натяжения верхней нитки.
10. Вывернуть установочный винт 135 (см. рис. 4).
11. Разобрать снятый ранее узел лапки: вывернув шарнирный винт, отделить серьгу 114 от пружинодержателя 108; ослабив винт, вынуть из кронштейна нитенаправитель 136.
12. Разобрать снятый ранее узел челнока: удалить шпульный колпачок 40 (см. рис. 7) и разобрать его по мере необходимости; ослабив упорные винты 37, снять с вала челночный комплект и разобрать его, для этого вывернуть три винта, снять полукольцо 45, вынуть шпуледержатель 38 из челнока 36; вывернув винты, снять верхнюю пластину 47.
13. Разобрать снятый ранее узел иглы и нитепритягивателя: ослабив винты и вынув палец из кривошипа 5 (см. рис. 4), снять с пальца 6 рычаг нитепритягивателя, затем выбить заклепку и отделить звено 19 от рычага 18.
187
14. Разобрать снятый ранее узел механизма двигателя ткани, вывернув винты крышки головки шатуна 74, отделить от шатуна эксцентрик 73, ослабив контргайку, вывернуть шарнирный винт 75, отделить шатун 74 от вала 75; ослабив винт 81, снять с вала 78 коромысло 82 и выбить ось ролика 53; ослабив стопорный винт и сняв шпильку 94, вынуть палец и отделить рычаг 96 от звена, ослабив контргайку и вывернув шарнирный винт, отделить звено с шатуном 57 от коромысла 55; ослабив винт, снять коромысло 55 с вала 90; ослабив контргайки и вывернув центровые винты, снять с вала 90 рычаг 84; вывернув винты, отделить рейку 55 от рычага 84.
Машина 22-Б класса ПМЗ
Разборка машины 22-Б класса аналогична разборке машины 22-А класса.
Механизм отводчика, которым машина 22-Б класса отличается от машины 22-А класса, разбирают одновременно с механизмом двигателя ткани.
Чтобы снять механйзм отводчика, нужно вывернуть центровой винт 79 (см. рис. 4) вала 75 и винт 6 (см. рис. 13).
После этого из корпуса машины следует удалить механизм отводчика вместе с коромыслом 82 и валом 75 (см. рис. 4).
2. СБОРКА МАШИН
Сборка машины обычно производится в последовательности, обратной разборке, т. е. то, что разбирают в конце, необходимо ставить на машину в первую очередь, за исключением деталей, которые при сборке требуют крепления штифтами с установкой их соответственно другим деталям, например установка рабочих шкивов машин-полуавтоматов.
При сборке необходимо стремиться к установке не отдельных деталей, а их комплектов. После установки отдельных механизмов необходима об-
3. НАЛАДКА МАШИН
Наладка машины заключается в установке ее звеньев и рабочих органов в положение, обеспечивающее правильность их взаимодействия в процессе выполнения операции.
Звенья механизмов машины, взаимное расположение которых строго определено какими-либо установочными деталями, обеспечивающими определенное положение одного звена относительно другого на базовых звеньях (шпонками, штифтами или винтами, концы которых входят в засверлов-ки), в процессе сборки устанавливают сразу точно и при наладке машины не переставляют.
Большую часть звеньев машины при сборке устанавливают ориентировочно, в связи с чем только что собранная машина в большинстве случаев является неработоспособной.
Механизм отводчика необходимо разбирать в следующем порядке: ослабив винт, снять с вала 75 (см. рис. 4) коромысло 82; ослабив винт 13 (см. рис. 13), снять коромысло 12 вместе со всем механизмом; вывернув шарнирные винты 15 и 10, отделить коромысло 5 от серьги 9 и коромысла 12; выбив шпильку отводчика 3 и ослабив винт 7, снять с валика 4 отводчик 3 и коромысло 5; вынуть валик 4; ослабив винт 6, выбить втулку 5.
Машина 22-В класса ПМЗ
Разборку машины 22-В класса следует начинать с механизма ножа и вести ее в следующем порядке: вывернув два винта, снять с головки машины прилив 6 (см. рис. 14) вместе с коромыслом 4 и 9, вынуть из пазов головки машины штангу 13 и пружину 25; вывернув винты, снять игольную пластинку и нижний нож; вывернув винты, снять верхний нож 17, рукоятку 27, державку 15, пластину 23 со стержнем 24; вывернув винт, вынуть шпильку 10 с пружиной // из коромысла 9; вывернув шпильку 7, снять коромысло 9 с вала 5; вынуть из прилива 6 вал 5 вместе с коромыслом 4.
Дальнейшая разборка машины проводится в том же порядке, что и машины 22-А класса. Оставшуюся на главном валу манжету снимают одновременно с кривошипом 2.
катка машины для притирки деталей и появления легкости хода. Обкатку машины начинают при малых оборотах, постепенно увеличивая скорость до указанной в паспорте. В начале обкатки машину обильно смазывают. Заканчивают обкатку при нормальной смазке, проверяя нагрев сочлененных деталей и наличие выработок в сочленениях. В случае нагрева машины выше 60° С следует произвести дополнительную притирку нагревающихся узлов.
Поэтому перед наладкой машины необходимо проверить правильность сборки ее узлов и механизмов, обращая особое внимание на следующее:
наличие стопорных винтов, штифтов, плотность их затяжки;
наличие крышек, подшипников и сальников, надежность их крепления и затяжки;
совпадение рисок на сочлененных шестернях, а также на совпадение номеров (или числа кернов) на деталях, входящих в один узел;
легкость хода машины.
К наладке машины можно приступить только после устранения замеченных при проверке неполадок.
188
ПРИЛОЖЕНИЕ 1
Рис. 47. Кинематическая схема машины 202 класса ПМЗ:
ПРИЛОЖЕНИЕ 2
ПРИЛОЖЕНИЕ 3
подачн карты;
— механизм
транспортирования карты;
— механизм
каретки;
— планетарный механизм:
— механизм дугн-замыкателя н торможения шестерен;
<с. 88. Кинематическая схема головки вышивального полуавтомата 8630 класса фирмы Текстима:
— механизм
Рис. 102. Кинематическая схема машины 208 класса ПМЗ: ✓
Г I — механизм иглы;
EZZ3 —механизм петлителей;
I ] — механизм двигателя ткани;
— механизм иожа
ПРИЛОЖЕНИЕ 4
Рис. 119. Кинематическая схема машины 44 класса ПМЗ:
— механизм челнока:
ПРИЛОЖЕНИЕ 5
I
ПРИЛОЖЕНИЕ 6
I®, |0|
ПРИЛОЖЕНИЕ 7
Рис. 163. Кинематическая схема машины ПМ-1 РЛМЗ:
| П| — механизм иглы;
| ] — механизм петлителей и ширителей;
1 1 — механизм включения машины,
рабочего и холостого хода машины;
— механизм лопаток;
f [ — механизм ножа
ПРИЛОЖЕНИЕ
— нитка петлителя
Глава III
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ И ОБСЛУЖИВАНИИ ОБОРУДОВАНИЯ
Техника безопасности на производстве ставит своей задачей осуществление мероприятий, направленных на предупреждение несчастных случаев и создание условий, обеспечивающих безопасность труда работающих, а также обучение рабочих безопасным приемам работы.
Причинами несчастных случаев на производстве чаще всего являются недостаточное усвоение работающими необходимых производственных навыков, отсутствие опыта в обращении с инструментами и оборудованием и невнимательное отношение работающих к выполнению инструкций по технике безопасности и правил внутреннего распорядка на производстве. Несчастные случаи проис
ходят также и из-за несоблюдения порядка на рабочем месте.
При поступлении на предприятие или при переходе внутри предприятия на другую работу каждый рабочий обязан хорошо изучить и усвоить инструкцию по технике безопасности.
Перед началом работы необходимо осмотреть свою одежду. На рабочем костюме не должно быть болтающихся концов тесемок, манжеты рукавов следует завязывать или застегивать на пуговицы, длинные волосы убирать под головной убор. Только приведя в порядок себя и свое рабочее место, можно приступить к работе.
1. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПОДГОТОВКЕ МАШИН К РЕМОНТУ
Перед ремонтом машину (механизм) следует надежно выключить из рабочего положения, все приводные ремни снять с рабочих шкивов.
Для безопасной работы необходимо отключить машину от сети электропитания.
При транспортировке машины необходимо отделить от нее сменные детали, которые могут упасть при перевозке.
Разборка машины производится последовательно по узлам. Все снимаемые при ремонте части должны быть размещены на заранее выбранных местах, устойчиво уложены.
При опускании громоздких и тяжелых деталей (верхний шкив закройно-ленточной машины, подушки прессов и т. п.) запрещаются различные операции руками под опускаемыми узлами. При опускании громоздких и тяжелых деталей подкладки (стеллажи) для их укладки должны быть установлены предварительно.
При подъеме вручную тяжелых деталей или узлов необходимо соблюдать установленные нормы поднятия тяжестей.
2. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ СЛЕСАРНЫХ РАБОТ
При выполнении слесарных работ необходимо содержать рабочее место в чистоте и порядке, не допуская его загроможденности и захламленности.
Слесарные работы следует выполнять только исправными инструментами. Ручка молотка должна быть целой, сделана из твердого и вязкого дерева и расклинена металлическим клином с насечками; молотки, зубила и кернеры должны быть правильно закалены и не иметь сбитых мест, расклепок (шляпок) и трещин. Гаечные ключи должны быть с правильным несработанным зевом, а размеры зева соответствовать гайкам и головкам болтов; все напильники должны быть снабжены деревянными ручками с металлическими кольцами.
При резке ручной ножовкой следует обратить внимание на исправность ножовочного станка, который должен прочно удерживать ножовочное полотно. В конце резки нужно уменьшать нажим на ножовку и поддерживать отрезаемую часть так, чтобы она не упала на ноги.
При рубке зубилом следует надевать предохранительные очки. Место рубки должно быть ограждено экранами для предохранения от разлетающихся стружек.
При работе шабером следует закрывать второй
его конец специальным футляром для предохранения рук от пореза.
Не разрешается работать электродрелью или другой машиной с электроприводом без заземления ее корпуса.
Опилки или стружки с верстака, станка или обрабатываемой детали следует удалять только щеткой, а не рукой; нельзя сдувать их, так как онй могут попасть в глаза.
При работе на заточных станках, наждачных и обдирочных точилах необходимо обращать внимание на состояние предохранительных устройств станка — кожухов, экранов, подручников и т. п. Кожух должен закрывать всю нерабочую часть шлифовального круга, конец шпинделя и фланца. При отсутствии предохранительных экранов на заточных станках, наждачных и обдирочных точилах необходимо работать в защитных очках.
Подручники или заменяющие их приспособления должны быть обязательно установлены так, чтобы зазор между краем подручника и рабочей поверхностью шлифовального круга был не более 3 мм. Если зазор больше, то обрабатываемая деталь или затачиваемый инструмент могут заклиниться в этом зазоре, в результате чего рука работающего может попасть на абразивный круг, а шлифовальный круг — разорваться.
13 Заказ № 1217
189
3. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ИСПЫТАНИИ МАШИН
При испытании машин прежде всего нужно поставить на место и закрепить все предусмотренные ограждения и защитные устройства. Проверить перед пуском машины, правильно ли выполнена сборка, прочно ли крепление узлов и частей машины. Перед пуском провернуть вал машины вручную. Обкатку машины производить на холостом ходу. Проверить надежность действия приводных механизмов и тормозных устройств.
Тщательно проверить исправность электрооборудования, электроостанова, электроблокировоч-ных устройств, электропроводов и заземления.
Для обкатки машину можно включить только после проверки ее исправности (при. отсутствии вибрации, шума, толчков, заедания) и проверки плавности и быстроты включения и останова машины.
Регулировку и смазку машины нельзя выполнять на ходу машины. Регулировка и смазка машины выполняются до пуска машины или после ее остановки.
Выполнение всех перечисленных мероприятий гарантирует работающему полную безопасность при ремонте оборудования.
Глава IV
ИЗНОС ДЕТАЛЕЙ МАШИН, СПОСОБЫ ЕГО ЗАМЕДЛЕНИЯ И УСТРАНЕНИЯ
1. СУЩНОСТЬ ЯВЛЕНИЯ ИЗНОСА
Современные швейные машины отличаются высокой точностью изготовления основных наиболее ответственных сопряжений, высокими скоростями движения рабочих органов, значительными усилиями, развивающимися в процессе работы.
В машинах во время работы возникают разного рода неисправности и неполадки, снижающие качество продукции, обрабатываемой машинами, и производительность машин. Неисправности машины большей частью возникают из-за износа и поломок деталей.
Поломки деталей возникают в основном при нарушении правил технической эксплуатации оборудования.
У правильно эксплуатируемого оборудования основной, естественной неисправностью, возникающей по прошествии определенного времени, является износ.
Износ деталей машин возникает под действием сил трения и повышенных нагрузок вследствие усталости металла и высокой температуры окружающей среды, вследствие коррозии (ржавление) металла. (
Износ деталей вызывает затраты на ремонт, следовательно, удорожается эксплуатация машин, а из-за простоя машин в ремонте снижается производительность предприятия.
Износом называется изменение по размерам деталей машины при работе, вызванное трением сопряженных поверхностей. Износ деталей происходит неравномерно. В зависимости от условий работы одни детали изнашиваются быстрее, другие медленнее. В большинстве механизмов износ выражается в увеличении зазора в сочленениях парно работающих деталей.
Для каждой детали устанавливается предельно допустимый износ между сопряженными деталями, при котором еще сохраняется необходимая точность сборки данного сочленения. При дальнейшем износе наступает момент, когда для нормальной эксплуатации машины необходимо сменить изношенную деталь, иначе может произойти поломка детали, машина выйдет из строя на длительное
время или потеряет точность, что приведет к выпуску недоброкачественной продукции.
Быстрота изнашивания деталей машин в основном зависит от условий и режима их работы.
Износ деталей происходит в результате постепенного разрушения поверхности под влиянием механических воздействий, сопровождающихся отделением частиц металла. Иногда механическое воздействие происходит в сочетании с химическим или каким-либо другим воздействием.
Большое влияние на изнашивание сопряженных поверхностей оказывает смазка, применение которой во много раз уменьшает износ.
Различают следующие виды износа: механический, тепловой и коррозийный.
Механический износ является результатом сил трения при скольжении одной детали по другой.
При этом виде износа происходит истирание (срезание) поверхностного слоя металла соприкасающихся при работе деталей, которые в результате этого уменьшаются по весу и изменяются по размерам.
Механический износ ускоряется, когда между трущимися поверхностями попадают твердые частицы металла. На поверхностях образуются царапины и бороздки, зазоры между деталями становятся недопустимо большими и нормальная эксплуатация машины нарушается.
Одной из разновидностей механического износа является осповидный износ, возникающий при наступлении усталости металла.
Усталость металла — явление, появляющееся при ударных и переменных по направлению нагрузках на детали. Вследствие усталости металла в нем образуются мельчайшие трещины, затем начинается выкрашивание металла, что может привести к аварийной поломке деталей. Осповидный износ наиболее часто встречается в зубчатых передачах и подшипниках качения.
Механический износ может быть вызван и плохим уходом за оборудованием. Наступление износа ускоряется нарушениями подачи смазки,
190
опозданиями сроков ремонта, большой перегрузкой машин.
Тепловому износу подвержены детали, испытывающие длительное воздействие высоких температур Под влиянием высокой температуры поверхности металлических деталей обгорают и выкрашиваются или в деталях образуются трещины. Тепловой износ наблюдается также при высоких скоростях перемещения сопряженных поверхностей деталей, например шеек валов в подшипниках скольжения, как следствие сильного их нагрева.
Тепловой износ, как правило, понижает механическую прочность деталей.
Коррозийный износ обычно появляется в деталях машин и установок, испытывающих непосредственное действие воды, воздуха и химических веществ. Под влиянием коррозии материал приобретает губчатую поверхность, теряет механическую прочность.
Основное условие защиты деталей машин от износа — это регулярная и правильная смазка трущихся поверхностей.
Смазочное вещество, введенное между трущимися поверхностями, значительно уменьшает трение. В зависимости от толщины смазочного слоя и его состояния различают: жидкостное трение, полужидкостное, граничное, сухое.
Жидкостное трение (рис. 178, а) возникает тогда, когда трущиеся поверхности разделены устойчивым слоем смазки. В этом случае основной характеристикой смазочной жидкости является вязкость.
Полужидкостное трение (рис. 178, б) возникает, если масляный слой не предохраняет отдельные неровности поверхности от взаимного соприкосновения.
Граничное трение (рис. 178, в) появляется тогда, когда трущиеся поверхности разде-
2. МЕТОДЫ ИЗУЧЕНИЯ ИЗНОСА
Известно несколько методов изучения износа, дополняющих один другой и частично служащих для взаимной проверки полученных результатов. К наиболее распространенным методам изучения износа относятся:
массовый обмер изношенных и бракованных деталей;
систематическое наблюдение за износом сопряженных деталей работающих машин с выполнением периодических замеров;
проверка пригодности к дальнейшей работе партии изношенных и бракованных деталей, установленных для испытания на работающую машину;
массовые обмеры новых запасных частей, изготовленных на машиностроительных заводах;
лены тончайшим слоем смазки (0,1 мм и менее). В этом случае основной характеристикой смазки является не вязкость; а маслянистость, т. е. способность создавать на трущихся поверхностях прочную масляную пленку, предохраняющую детали от трения.
Сухое трение (рис. 178, г) возникает при полном отсутствии смазки и загрязнений между трущимися поверхностями деталей.
Из изложенного следует, что при жидкостном трении наблюдается наименьший износ, при сухом — наибольший.
Жидкостное трение возможно только при повышенной скорости движения трущихся поверхно-
Рис. 178. Виды трения:
а — жидкостное; б — полужидкостное; в — граничное; г — сухое
стей, повышенной вязкости масел, высоком качестве, точной подгонке и малой удельной нагрузке трущихся поверхностей и т. д.
Эти условия не всегда возможно создать, поэтому в швейных машинах чаще всего встречаются граничное и полужидкостное трения, а в ряде случаев — сухое трение.
наблюдение за износом ранее бракованных и затем восстановленных деталей, установленных на работающие машины.
Основными объектами изучения всегда являются наиболее ценные быстроизнашивающиеся детали челночных комплектов швейных машин (машина 22-А класса — детали № 783 и 789).
Указанные детали составляют основную массу деталей, используемых швейной промышленностью.
Результаты замеров деталей дают полное представление о том, на какую величину изнашиваются детали, что позволяет точно и безошибочно выбрать наиболее подходящий метод их восстановления, а также метод увеличения долговечности и износостойкости новых деталей в процессе эксплуатации.
3. СПОСОБЫ И СРЕДСТВА ЗАМЕДЛЕНИЯ ИЗНОСА ДЕТАЛЕЙ МАШИН
Так как износ деталей машин возникает под действием сил трения, то для его уменьшения, а следовательно, увеличения срока службы деталей необходимо:
добиваться требуемой чистоты обработки рабочих поверхностей при восстановлении изношенных деталей, а также при изготовлении новых деталей;
191
наносить износостойкие покрытия на поверхности деталей как восстановленных, так и новых;
повышать твердость рабочих поверхностей деталей упрочением их различными способами;
практиковать компенсацию износа деталей;
обеспечивать хорошую, полную смазку трущихся поверхностей;
защищать рабочие поверхности сопряженных деталей от попадания на них металлической пыли и стружки.
Основным показателем качества трущихся поверхностей является чистота их обработки, характеризующаяся величиной неровностей, т. е. высотой чередующихся гребешков и впадин.
Чем чище обработана поверхность (выше класс чистоты), тем меньше эти неровности. Для уменьшения интенсивности износа поверхностей их подвергают чистовой шлифовке, полировке. Однако эти способы обработки поверхностей деталей обходятся дорого.
Качество механически обработанных поверхностей улучшают приработкой деталей по окончании ремонта машин. Приработка поверхностей трения особенно важна для втулок, подшипников, зубчатых колес и других подобных деталей. Сначала приработку деталей ведут на холостом ходу оборудования, а затем с приложением постепенно увеличивающейся нагрузки.
Детали в процессе приработки соприкасаются вершинами гребешков, которые при увеличении приработки сминаются и выкрашиваются, в результате чего скорость изнашивания деталей резко уменьшается. Для ускорения процесса приработки пользуются так называемыми индустриальными маслами, графитной смазкой, притирочной пастой.
Поверхностной закалкой сообщают трущимся поверхностям высокую твердость, оставляя вязкой и мягкой сердцевину деталей. Очень хоро
ший результат дает поверхностная закалка с нагревом токами высокой частоты. При этом способе нагрева деталь помещают внутри трубчатой спирали (индуктор), состоящей из красномедных перфорированных трубок, охлаждаемых проточной водой. В индукторе генератором высокой частоты возбуждается ток, который создает магнитное поле. В детали, помещенной внутри индуктора, под действием магнитного поля возникает электродвижущая сила, вызывающая ток. Выделяемое при этом тепло в течение 5—10 сек нагревает участок детали до температуры 900—1000° С; после нагрева обрабатываемый участок тут же закаливают.
Закалка деталей с нагревом токами высокой частоты имеет много преимуществ по сравнению с другими методами:
толщина закаливаемого слоя может быть от 0,5 до 2,5 мм;
благодаря быстроте нагрева коробление деталей незначительно;
почти нет окалины;
нагреваются и закаливаются только те участки поверхности, которые требуют термической обработки;
термообработка протекает ускоренно, благодаря чему сокращается общая длительность изготовления, и дает высокое качество закалки при малой стоимости операции.
Правильный выбор смазочных материалов, своевременная и качественная смазка оборудования являются одними из основных условий, позволяющих увеличить и сохранить на длительный период технологическую точность машин. Образцовая организация смазочного хозяйства и рациональная смазка уменьшают износ деталей оборудования, удешевляют их ремонт, сокращают простои оборудования и способствуют повышению качества выпускаемой продукции.
4. ОСНОВНЫЕ СВЕДЕНИЯ О СМАЗОЧНЫХ МАТЕРИАЛАХ
Смазочные материалы могут быть жидкие и консистентные. Минеральные масла при нормальной температуре 20° С представляют собой жидкости с различной степенью текучести и относятся к жидким смазочным материалам. Консистентные, или густые, смазочные материалы при той же температуре имеют полутвердую пластическую консистенцию. Известно также использование и твердых смазочных материалов, например графита.
Для смазки оборудования промышленных предприятий большое применение имеют минеральные масла, вырабатываемые из нефти различных месторождений. Сорта и марки масел отличаются одно от другого физико-химическими свойствами, определяющими их выбор и применение.
Масло, как и всякая жидкость, состоит из молекул, связанных между собой внутренними силами, оказывающими сопротивление внешним силам, стремящимся переместить их относительно друг друга. Вязкость как раз и отражает способность масел сопротивляться сдвигу. Вязкость масел изменяется в зависимости от температуры: при повышении температуры она уменьшается,
при понижении — увеличивается. Это свойство масел имеет высокое практическое значение.
Консистентные смазочные материалы представляют собой минеральные масла, загущенные мылами. Мыла изготавливаются из растительных и животных жиров, а также из заменяющих их синтетических жиров.
Выбор смазочного материала для смазки машин и механизмов зависит от многих условий, главными из которых являются: рабочий режим (нагрузка, скорость, температура), особенности технологического процесса, конструкция подшипников и трущихся поверхностей. Имеют значение при выборе смазочного материала и место установки (внутри помещения или на открытом воздухе), а также влажность, наличие паров, агрессивных газов и другие условия.
Правильно выбранный смазочный материал создает между трущимися поверхностями прочный масляный слой необходимой толщины, который разделяет эти поверхности, уменьшает трение и предотвращает износ, заменяя трение рабочих поверхностей трением слоев смазочного материала.
192
Основными факторами, влияющими на работоспособность смазочных материалов, являются: нагрузка (удельное давление), скорость, температура, состояние трущихся поверхностей, расположение трущихся пар, характер их движения и нагрузки, способ и место смазки.
Чем больше удельная нагрузка трущихся поверхностей, тем более вязким и маслянистым должно быть применяемое маапо. При большой скорости относительного перемещения трущихся частей вязкость металла должна быть небольшой.
Чем выше температура трущихся поверхностей, тем выше должна быть вязкость масла, так как при повышении температуры вязкость масла уменьшается.
Ести трущиеся поверхности имеют грубую обработку или сильно изношены, смазочные масла должны быть большой вязкости.
При выборе смазочных материалов необходимо прежде всего решить, какие смазочные материалы целесообразно применять (минеральные масла или консистентные смазочные материалы). Обе группы смазочных материалов имеют свои особенности, поэтому следует рассмотреть их преимущества и недостатки.
Преимущества смазочных масел по сравнению с консистентными смазочными материалами следующие: большая стабильность и чистота; низкий коэффициент внутреннего трения; лучшая работоспособность при большой скорости вращения и большом числе ходов при возвратно-поступательном движении; хорошая работоспособность при высоких температурах; лучшая работа подшипников при низких температурах, так как температура застывания масел обычно ниже, чем у мазей; охлаждающее действие масел; возможность применения фильтров, регулирующих и контрольных устройств для наблюдения за подачей и уровнем масла; простота смены и добавки масла без разборки механизма путем выливания и вливания
через соответствующие отверстия; возможность сбора отработанного масла, его регенерации и повторного использования.
Недостатками смазочных масел являются повышенная утечка через зазоры в разъемах корпусов и неплотности соединений маслопроводов; необходимость применения более сложных уплотнений; более частое добавление масла; повышенная пожароопасность.
Преимуществами консистентных смазок являются: хорошая работоспособность смазок при малых скоростях и высоких нагрузках, а также яри высоких температурах, ударных и переменных нагрузках, при частых остановах и включениях машин; смазки экономичны, имеют длительный срок службы, хорошо сохраняют смазочный слой, хорошо удерживаются в корпусе подшипника; заполняя свободное пространство корпуса подшипника, смазки препятствуют проникновению пыли в подшипники.
Недостатками консистентных смазок являются: меньшая стабильность по сравнению с маслами; возможность расслоения, расплавления и вытекания при длительной работе при высокой температуре; худшая работа при высоких температурах, необходимость разборки и промывки механизма при смене смазки; возможные затруднения при подводе смазочного материала к смазываемым поверхностям вследствие меньшего разнообразия конструктивных решений смазочных устройств.
Для смазки швейного оборудования применяются следующие масла: для высокоскоростных машин — велосит (масло Л) и вазелиновое (масло Т); для других машин — веретенное № 2 (индустриальное 12); веретенное № 3 (индустриальное 20); машинное С (индустриальное 45).
Независимо от скоростных данных оборудования при изготовлении изделий из тканей светлых тонов применяется вазелиновое масло (масло Т).
Глава V
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ШВЕЙНЫХ МАШИН
Детали машин и узлы в процессе работы из-за износа теряют свои первоначальные качества (размеры, форму, твердость и т. п.). Эти детали и узлы в дальнейшей работе можно использовать только после восстановления.
Восстановить можно все детали, но ремонтируют только те, восстановление которых экономично: чем дороже деталь, тем целесообразней ее восстановление.
При ремонте деталей восстанавливают их первоначальные качества. При ремонте различных деталей эту задачу решают по-разному: в одном случае восстанавливают все конструктивные параметры, в другом — достаточно восстановить конструктивный зазор.
В соответствии с этим способы восстановления изношенных деталей разделены на две группы: 1) способы наращивания дефектных поверхностей
до приобретения деталями конструктивных параметров; 2) способы восстановления только одного конструктивного параметра — зазора.
К первой группе способов восстановления деталей относятся сварка (газовая и электродуго-вая), электролитические покрытия (хромирование, железнение), металлизация (газовая и электрическая), пайка и склеивание, установка промежуточных тел (ремонтные втулки, муфты); ко второй группе относятся применение компенсаторов износа и восстановление деталей механической и слесарно-механической обработкой. Перечисленные способы восстановления изношенных деталей применяются самостоятельно или комбинированно.
Детали швейных машин восстанавливают в основном механической и слесарно-механической обработкой, пайкой, сваркой, склеиванием, хромированием.
193
1. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
Получение ремонтных размеров
Размеры, которые детали имеют при изготовлении и установке в новую машину, называют нормальными; размеры, полученные путем увеличения или уменьшения при ремонте, называют ремонтными.
Способ восстановления деталей до получения ремонтных размеров заключается в том, что изношенные детали механически обрабатывают до получения ремонтных размеров.
Если изношены обе сопряженные детали, то сопряжение может быть восстановлено механической обработкой одной детали до получения нового ремонтного размера и замены или наращи-
Рис. 179. Ремонтные размеры вала и охватывающей детали
вания второй детали до получения размера обработанной первой детали.
Обычно восстанавливается более дорогая деталь, дешевая заменяется. Восстановление детали сводится к снятию некоторого слоя металла обточкой и шлифовкой для получения геометрически правильной поверхности детали и удаления следов износа.
Во многих случаях можно производить восстановление изношенных деталей несколько раз по мере их износа. Количество возможных ремонтов зависит от наименьшего (наибольшего) допустимого размера деталей, который определяется с учетом прочности детали, глубины цементированного или закаленного слоя и г. п.
Для определения ремонтных размеров (рис. 179) деталей можно пользоваться следующими формулами:
для первого ремонтного размера диаметр ремонтируемого вала равен d₽i = dH — х,
для первого ремонтного размера диаметр ремонтируемого отверстия равен Dp = Дн+ х,
для n-го ремонтного размера диаметр ремонтируемого вала равен dp = dH — пх,
для n-го ремонтного размера диаметр ремонтируемого отверстия будет равенО = D -|- пх,
рл в
количество ремонтных размеров для ремонтируемого вала
„ ___ dmin
количество ремонтных размеров для ремонта-D ИГЛ Г DII руемого отверстия Пр ==-------,
X
где dH — диаметр вала до износа в мм;
х — износ плюс припуск на обработку в мм; DB — диаметр отверстия до износа в мм;
п — порядковый номеп ремонтного размера; пр — количество ремонтных размеров;
dmin — допустимый минимальный диаметр для ремонтируемого вала;
dmax — допустимый максимальный диаметр для ремонтируемого отверстия.
х = 2(8-|-81),
где б — величина износа вала или отверстая на одну сторону;
61 — припуск на одну сторону, необходимый для ремонта.
Восстановление деталей получением ремонтных размеров широко применяется при ремонте главных валов машин, челночных валов и других деталей швейных машин. Детали перетачиваются или перешлифовываются до получения ближайшего ремонтного размера, после чего подбираются или изготавливаются втулки соответствующего размера.
Использование дополнительных ремонтных деталей
В некоторых случаях восстановление посадки в сопряжениях деталей достигается при помощи дополнительных деталей (втулки, промежуточные
Рис. 180. Ремонт цапфы вала
кольца, прокладки), компенсирующих нарушение размеров основных деталей.
При износе цапфы вала (рис. 180) ее обтачивают до меньшего размера, если позволяет прочность детали, и напрессовывают на нее ремонтную втулку из того же материала, что и вал. Затем напрессованную втулку обтачивают на станке до нормального размера. Чтобы втулка на валу не провертывалась, ее в трех, а иногда и более местах по торцу раскернивают или, засверлив, приваривают (точечная электросварка).
Гладкое отверстие со значительным износом (рис. 181) растачивают на болыций размер, если позволяет конструкция детали. Затем изготовляют втулку и запрессовывают ее в обработанное от
194
верстие с натягом. Отверстие втулки обрабатывают до номинального размера.
Этот метод применим и для восстановления изношенных резьбовых отверстий (рис. 182). Резьбовое отверстие при этом рассверливают до определенного размера, нарезают резьбу и завертывают ввертыш, имеющий отверстие с основной резьбой.
Способом дополнительных ремонтных деталей в швейных машинах восстанавливаются шейки ва
Рис. 181. Восстановление гладкого отверстия
Рис. 182. Восстановление резьбо-
вого отверстия
лов, отверстия для нитки в рычаге нитепритяги-вателя, резьбовые отверстия и т. п.
Замена части детали
Детали машин имеют иногда несколько рабочих поверхностей, из которых одни изнашиваются незначительно, а другие — сильно. Такие детали ремонтируют, заменяя их части.
Примером замены части детали при ремонте швейных машин может быть восстановление паза
для ролика игловодителя в передней части головки швейной машины (рис. 183).
Этим же способом восстанавливают выступы платформы головки швейной машины, в которых крепятся на резьбе центровые винты.
б-б
Рис. 183. Восстановление направляющего паза способом замены части детали
Замена части детали широко применяется при восстановлении зубчатых колес, когда заменяют один или несколько изношенных смежных зубьев.
2. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СЛЕСАРНОЙ ОБРАБОТКОЙ
В связи с тем, что основным видом ремонта швейного оборудования является средний ремонт, проводимый механиками-наладчиками на своих рабочих местах в пошивочных цехах швейных фабрик, большое значение имеет слесарная обработка. При слесарной обработке проводятся следующие работы.
Припиловка—обработка драчевыми, личными, бархатными напильниками и надфилями применяется в процессе ремонта при подгонке запасных частей, изготовленных со специальным припуском, при обработке изношенных деталей и т. д.
Шабровка (обработка шаберами) применяется при ремонте для получения ровной и гладкой поверхности и для точной подгонки деталей одной к другой.
Притирка с помощью твердых шлифующих порошков и смазывающе-охлаждающих жидкостей применяется для подгонки сопряженных деталей.
В качестве притирочных порошков используют естественный и искусственный корунд, мелкий наждак, толченое стекло и другие абразивные материалы с зернистостью 80—200; в качестве смазывающе-охлаждающих жидкостей — керосин, машинное масло, свиное сало, стеарин, бензин, скипидар, содовую воду и др.
Смазывающе-охлаждающие жидкости выбирают в зависимости от материалов, притираемых
деталей. Для притирки стальных, медных деталей рекомендуется машинное масло, свиное сало; для чугунных — керосин.
В ремонтной практике часто применяется способ притирки деталей с помощью паст.
К числу наиболее широко применяемых притирочных паст относятся пасты ГОИ, разработанные Государственным оптическим институтом. Пасты ГОИ изготовляются трех сортов: грубая, средняя и тонкая (табл. 4). Грубая паста оставляет штрих и матовость, средняя сглаживает поверхность, а тонкая может дать зеркальную поверхность.
Таблица 4
Состав пасты ГОИ
Наименование составляющих ( пасты Содержание в %
Грубая Сред-няя Тонкая
Окись хрома 81 76 74
Силикагель (кремнезем) 2 2 1,8
Стеарин 10 10 10
Расщепленный жир . 5 10 10
Олеиновая кислота — 2
Сода двууглекислая — — 0,2
Керосин 2 2 2
Пасту наносят на притираемую поверхность одним из следующих способов: а) поверхность металла слегка смачивают керосином, а затем
195
наносят пасту; б) пасту растворяют в керосине до сметанообразного состояния и затем кисточкой наносят на поверхность. После того, как смыт отработанный слой пасты, наносят новый слой и операцию притирки повторяют.
В ряде случаев притирку деталей производят с помощью специально изготовленных материалов из чугуна, меди, латуни, свинца, дерева или непосредственно притирая детали одну к другой.
Притирку деталей швейных машин чаще всего выполняют, притирая их одну к другой.
После притирки необходимо очень тщательно
промыть и протереть детали, так как в противном
Рис. 184. Холодная правка вала с помощью скобы
с нанесенными
случае они будут очень быстро изнашиваться при работе шины.
Ручная шлифовка поверхностей деталей применяется после чистовой опиловки для получения гладкой блестящей поверхности, а также для зачистки поверхностей, имеющих небольшие царапины и заусенцы. Шлифующим материалом являются шкурки из полотна или бумаги, на них абразивными материалами,
или шлифовальные бруски.
В зависимости от степени точности и чистоты
применяются шкурки и бруски разной зернистости, а в зависимости от твердости обрабатываемого металла — абразивные материалы разной твердости.
Ручная шлифовка для удаления заусенцев и царапин имеет особое значение в тех случаях, когда деталь в процессе работы соприкасается с движущейся ниткой и может вызвать потерю прочности и обрыв ее. В зависимости от глубины царапин применяется бумага различных номеров: крупные царапины удаляются бумагой № 1, 2; мелкие (носик крючка детали 789)—шкуркой № 00.
Шлифование труднодоступных мест (ушко ни-тепритягивателя, ушко иглы и т. д.) производится узкой полоской шкурки или ниткой, смоченной маслом и обсыпанной абразивным порошком.
Полировка служит для придания детали блестящей поверхности. При изготовлении новых деталей их полируют во вращающихся барабанах (мелкие детали) или на полировальных кругах.
При ремонте детали полируют обычно на полировальных кругах, на поверхность которых наносят полирующие порошки из пемзы, окиси железа, венской извести или глинозема, приготовленных в виде пасты или мази.
Правка и выравнивание (рихтовка) чаще всего применяются при ремонте изогнутых валов, игольных стержней и т. п. Холодная правка валов производится большей частью с помощью скобы (рис. 184) или под прессом.
Игольные стержни, имеющие изгиб, правят на гладкой металлической плите легкими ударами деревянного или медного молотка.
3. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ
Пайка — процесс соединения металлических частей, находящихся в твердом состоянии, посредством расплавленного припоя, температура плавления которого меньше, чем основного металла.
Пайкой можно соединять различные металлы в любом сочетании (сталь, чугун, алюминий, медь и др.). Процесс осуществляется с меньшим нагревом деталей, чем при сварке, вследствие чего снижается опасность коробления. При пайке практически мало или совсем не изменяются свойства металла.
Простота процесса и несложность оборудования позволяют широко применять пайку в ремонтных работах.
Процесс пайки включает прогрев металла до температуры, близкой к температуре плавления припоя; расплавление припоя; нанесение жидкого припоя; растекание его по поверхности твердого металла и заполнение паяемого шва; охлаждение и кристаллизация припоя в паяном шве.
Подготовка деталей к пайке сводится к тщательной очистке спаиваемых мест от грязи, продуктов коррозии, окисных и жировых пленок механическим способом или травлением.
Механическую очистку производят напильником, наждачной шкуркой, металлической щеткой или шлифовальным кругом.
При очистке стальных деталей травлением их погружают в раствор серной или соляной кислоты при температуре раствбров кислот: серной 60, соляной — 40° С.
Поверхности, покрытые слоем жира или масла, очищают (обезжиривают) органическими растворителями, химической или электрохимической обработкой.
При ремонте деталей швейных машин применяется обезжиривание органическими растворителями. Этот процесс осуществляется последовательно в двух ваннах, наполненных бензином или керосином; отверстия и различные углубления деталей обрабатывают вручную щетиной, смоченной в бензине и керосине.
Припои должны хорошо смачивать материал изделия, обладать способностью образовывать с ним растворы, легко растекаться по поверхности.
В зависимости от механических свойств и температуры плавления припои разделяются на две группы: мягкие (легкоплавкие) и твердые (тугоплавкие). К группе мягких припоев относятся сплавы на основе олова, свинца, кадмия, висмута, сурьмы.
Твердые припои могут быть медно-цинковые, медно-никелевые и серебряные.
Выбор припоя зависит от назначения спаиваемых изделий. Высокое качество пайки дают серебряные припои, однако из-за дороговизны ими пользуются ограниченно.
Из легкоплавких припоев наиболее распространены свинцово-оловянные, выпускаемые семи марок (табл. 5). Свинцово-оловянные припои выпускают в виде прутков.
196
Таблица 5
Химический состав и основные свойства свинцово-оловяниых припоев (ГОСТ 1499—54)
Марки припоя Химический состав в % Физико-механические свойства Применение припоев
Олово Сурьма Свинец Температура расплавления в °C Предел прочности при растяжении в кГ!ммл Коэффициент линейного расширения, умноженный на 10°
ПОС-90 89—90 0,15 10,85—9,85 222 4,3 26,0 Для пайки пищевых сосудов
ПОС-61 59—61 0,8 40,2—38,2 230 3,9 25,4 Для пайки ответственных соеди-
ПОС-50 49—50 0,8 50,2—49,2 232 3,6 25,2 нений, которые в работе не должны окисляться
ПОС-40 39—40 1,5—2,0 59,5—58,0 235 3,2 25,0 Для пайки всех других ответст-
ПОС-30 29—30 1,5—2,0 69,5—68,0 256 3,3 26,5 венных соединений, которые должны обладать высокой прочностью и герметичностью
ПОС-18 17—18 2,0—2,5 81—79,5 277 2,8 26,0 Для пайки соединений обычного назначения
ПОСС-4-6 3—4 5—6 92—90 265 5,8 — Для пайки неответственных соединений
Из тугоплавких припоев при ремонте чаще всего применяют медно-цинковые и алюминиевые припои (табл. 6).
Из алюминиевых припоев наиболее распространены алюминиево-кремниевые, алюминиево-медные и алюминиево-медно-кремниевые, обеспечи-
оловянистыми, выполненными в виде тянутых прутков и проволоки. Паяльники изготовляют из чистой меди (марка Ml), отличающейся высокой теплоемкостью и теплопроводностью, способностью хорошо облуживаться припоем и заметно не окисляться при нагреве. Ручные паяльники де-
Химический состав и основные свойства медно-цинковых припоев (ГОСТ 1534—42)
Таблица 6
Марки припоя Химический состав в % Физико-механические свойства Применение припоев
Медь Циик температура плавления в °C предел прочности при растяжении в кПмл^ коэффициент линейного расширения, умноженный на 10”
ПМЦ-54 52—56 48—44 880 26 21 Для пайки медных, бронзовых и стальных деталей, не испытывающих ударных и изгибающих нагрузок
ПМЦ-48 46—50 54—50 865 21 21 Для пайки деталей из медных сплавов с температурой плавления выше 900—920' С, не подвергающихся ударным, вибрационным и изгибающим нагрузкам
ПМЦ-36 34—38 66—62 825 22 Для пайки деталей, когда необходим недорогой-твердый припой с возможно низкой температурой плавления(например, для пайки латунных деталей)
вающие получение прочных и устойчивых к действию коррозии соединений деталей из алюминия и его сплавов.
Для растворения окислов и удаления их с паяемой поверхности детали и припоя, защиты паяемой поверхности и расплавленного припоя от окисления при нагреве в процессе пайки, улучшения смачиваемости и растекания расплавленного припоя используются паяльные флюсы. Флюсы бывают жидкие и твердые. Жидкие флюсы применяют при пайке легкоплавкими припоями; твердые — при пайке тугоплавкими припоями.
Из всех многочисленных методов пайки в ремонтной технологии используется главным образом пайка при помощи ручных металлических паяльников, газовых горелок и пайка с нагревом токами высокой частоты.
Ручные паяльники применяют для пайки легкоплавкими припоями преимущественно свинцово-
лятся на периодически и непрерывно нагреваемые. Периодический нагрев производят в горне при помощи паяльной лампы или примуса, а непрерывный — газом или электричеством.
Пайка деталей ручным паяльником осуществляется следующим образом. Очищенное и зафлю-сованное место пайки разогревают паяльником, нагретым до 250—300° С, после чего наносят припой залуженным его концом или же путем расплавления припоя паяльником непосредственно на поверхности паяемого соединения. Затем припой тщательно растирают паяльником по месту пайки до полного залужения. По окончании пайки соединение хорошо промывают водой для удаления остатков хлористого цинка, а затем просушивают.
При пайке алюминия необходимо окисные пленки разрушать непосредственно в момент пайки. Для этой цели применяют шабер или остроза-точенный паяльник.
197
4. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ И НАПЛАВКОЙ
Ручные способы сварки и наплавки применяют для заварки трещин и пробоин и восстановления поломанных деталей. В ряде случаев к сварке прибегают как к средству восстановления деталей до получения первоначальных размеров. При этом на изношенную деталь наплавляют слой металла и затем детали подвергают механической обработке.
Детали, подлежащие восстановлению, подвергают соответствующей подготовке. Замасленные детали вываривают в горячем растворе каустической соды и промывают теплой водой. Если детали имеют трещины, то концы трещин зачищают в сторону непораженного металла на 10—25 мм, ширина полосы зачистки с каждой боковой стороны должна быть равна толщине детали по месту сварки. У деталей, имеющих разветвленные трещины, зачищают всю сеть трещин.
Подготовка деталей с трещинами, идущими на каком-то расстоянии от краев детали, заключается в следующем:
концы несквозных трещин засверливают, а если это сделать невозможно, то вырубают металл вокруг трещины так, чтобы получить плавный переход от нее к здоровому металлу;
при сквозных трещинах вырубают стенки трещины так, чтобы ее кромки образовали Х-образ-ную или V-образную разделку с углом 90° и зазором между стенками трещины 4—8 мм.
При решении вопроса о ремонте тех или иных деталей сваркой (наплавкой) необходимо учитывать свариваемость металла, из которого детали изготовлены.
Сварка и наплавка стальных деталей. Свариваемость стали зависит от ее химического состава, главным образом от содержания углерода. Большое влияние на свариваемость оказывают и легирующие элементы — хром, никель, марганец и др. С увеличением количества углерода и легирующих элементов в стали ее свариваемость ухудшается.
Хорошо сваривающиеся стали можно сваривать или наплавлять в обычных производственных условиях без предварительного нагрева и последующей термической обработки. Это же относится и к удовлетворительно сваривающимся сталям. Однако детали из этих сталей при их большой толщине и большом диаметре необходимо перед сваркой нагреть, чтобы предотвратить образование трещин. Стали с ограниченной и плохой свариваемостью могут давать трещины при сварке (в зоне теплого влияния, в наплавленном металле), поэтому рекомендуется детали из них перед сваркой отжигать. До сварки (наплавки) необходимо детали нагреть, а по окончании сварки подвергнуть закалке и отпуску. Данные о свариваемости сталей приводятся в специальной литературе.
5. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕТАЛЛИЗАЦИЕЙ
Сущность процесса металлизации состоит в том, что металл, расплавленный электрической дугой (электрометаллизация) или ацетилено-кислородным пламенем (газовая металлизация) и распыленный струей сжатого воздуха давлением до
При ремонте деталей применяется главным образом электродуговая сварка металическими электродами. Сталь сваривают специальной стальной электродной проволокой диаметром 1—3 мм с обмазкой.
Для получения прочного шва при электроду-говой сварке металлическими электродами необходимо добиться полного сплавления основного и наплавленного металлов. Важнейшее условие качественной сварки — это правильный выбор режима сварки соответственно толщине свариваемой детали, характеру шва, диаметру электрода и применяемой обмазке.
Наплавкой восстанавливают многие детали, в том числе и вращающиеся в подшипниках скольжения цапфы валов и осей, если их диаметр после обточки уменьшается более чем на 5% по сравнению с диаметром, указанным в чертеже. Прежде чем приступить к наплавке, поверхность очищают до металлического блеска. Наплавку ведут слоями, идущими параллельно оси цапфы, причем слои один за другим наплавляют поочередно на диаметрально противоположных участках цапф, чтобы предупредить деформацию детали. Ширина наплавленного слоя не должна превышать двойной толщины электрода. Наплавив слой, зачищают его стальной щеткой; следующий слой должен покрывать предыдущий на одну треть ширины.
Сварка и наплавка деталей из чугуна. Для чугуна, а также для углеродистых сталей толщиной 3 мм применяется главным образом газовая сварка. Сварочный слой при газовой сварке получают посредством присадочного материала в виде прутков или проволоки. Сварка чугуна ведется слабым восстановительным пламенем с небольшим избытком ацетилена. Чтобы предохранить расплавленный металл шва от окисления, применяют флюсы.
Сварка деталей из серого чугуна может производиться с предварительным общим нагревом от постоянного источника тепла (горячая сварка), с местным подогревом (полугорячая сварка) или без подогрева (холодная сварка). Лучшие результаты дает горячая сварка. При горячей и полуго-рячей сварке детали нагревают до 400—700° С в печах или на специальных горнах с применением в качестве топлива древесного угля.
Ковкий чугун плохо поддается сварке. И электросварка, и газовая сварка деталей из ковкого чугуна стальными и чугунными электродами не дают прочного шва.
Охлаждение чугунных деталей, сваренных электрической дугой, должно быть медленным. Крупные детали охлаждают вместе с печью, в которой они были нагреты, мелкие помещают в сухой песок и золу.
6 ат, покрывает поверхность деталей мельчайшими частицами. Эти частицы, ударяясь на большой скорости (100—150 м/сек) о металлизируемую поверхность, сначала сцепляются с ней, а затем и между собой, образуя сплошное покрытие.
198
Для прочного соединения металлизационного слоя с поверхностью детали последняя должна быть шероховатой, так как гладкие поверхности не металлизируются. Подготовку поверхности осуществляют несколькими способами: пескоструйной обработкой, нарезанием рваной резьбы глубиной 0,5—0,75 мм с шагом 0,75—1,25 мм.
Наращивание металла ведется непрерывно по всей длине поверхности до получения требуемого размера с припуском на обработку 1,5—2,5 мм на диаметр.
Чтобы предупредить окисление частиц металла в процессе распыления, время между подготовкой поверхности и металлизацией следует сокращать до минимума (1—2 ч).
Для металлизации наружных поверхностей чаще всего применяют металлизационные аппараты (рис. 185). После металлизации изделия подвергают механической обработке для получения требуемого размера и чистоты поверхности.
При металлизации не изменяется химический состав основного металла, его структура и меха
нические свойства. Металлизационный слой обладает большой пористостью, что придает ему хорошие антифрикционные качества; в то же время он
/ 2 3 S
Ь 6 7
Рис. 185. Схема устройства электрического металлизационного аппарата типа ЛК: /—проволока; 2 — провода; 3—механизм подачи проволоки; 4 — наконечник; 5 — воздушное сопло;
6 — очаг плавления; 7 — поверхность детали
отличается значительной хрупкостью, поэтому детали, подвергающиеся действию динамических нагрузок, металлизировать не рекомендуется.
6. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОЛИТИЧЕСКИМ СПОСОБОМ
При ремонте деталей большое распространение имеет электролитический способ нанесения металла на изношенную поверхность. Преимущества этого способа восстановления деталей следующие:
отсутствие высокого нагрева, который может привести к возникновению местных напряжений, короблению и значительному ухудшению качества основного металла изделия;
возможность нанесения покрытий любой малой толщины, начиная с тысячных долей миллиметра;
значительно более высокая износостойкость нанесенного слоя, особенно при хромировании.
Сущность процесса сводится к тому, что под действием тока положительно заряженные частицы раствора электролита, называемые катионами (металлы, водород), направляются к отрицательному полюсу (катоду), а отрицательно заряженные ионы, называемые анионами (кислотный остаток, например SO4, водный остаток ОН) перемещаются к положительному полюсу (аноду). Катодами служат покрываемые изделия, а анодами в большинстве случаев металлы, которыми изделия покрывают (медь, никель и др.), электролитом—водный раствор соли этого металла. Роль этих так называемых растворимых анодов состоит в том, что они, растворяясь в процессе электролиза, пополняют убываемые запасы металла в электролите.
Анодом может служить и любой другой проводник электричества, не растворяющийся в электролите, но в этом случае раствор в процессе работы постепенно обедняется.
Хромирование. Для повышения поверхностной твердости и сопротивления механическому износу, а также для восстановления деталей применяют хромовые покрытия, обладающие высокой твердостью.
Технологический процесс, состоящий из подготовительных работ, хромирования и заключительных операций, схематично может быть представлен в следующем виде:
шлифование изношенной поверхности до выведения следов рисок и конусности;
полировка поверхности для удаления следов наждачного камня;
промывание в бензине для удаления остатков полировочной пасты и жиров; сушка сжатым воздухом;
изоляция поверхностей, не подлежащих хромированию целлулоидом, растворенным в ацетоне, или резиновым клеем;
монтаж деталей на подвесках и установка защитных экранов;
обезжиривание;
промывание в холодной проточной воде;
декапирование;
промывание в холодной проточной воде;
хромирование;
промывание в дистиллированной холодной и горячей воде;
сушка деталей.
Перед хромированием рекомендуется применять электролитическое обезжиривание в щелочных электролитах следующего состава:
1) едкий натр 100 г, жидкое стекло 3 г, вода 1 л; при режиме процесса — плотность тока 10 а! дм2. электрическое напряжение 6 в;
2) едкий натр 50 г, вода 1 л; при режиме процесса— плотность тока 5 а!дм2, температура 15— 20° С, время 1—2 мин.
Декапирование применяют для удаления пленки окислов, препятствующей прочному сцеплению хрома с поверхностью детали.
При декапировании деталь служит анодом. Состав электролита рекомендуется следующий: хромовый ангидрид 100 г, серная кислота 2—3 г, вода 1 л. Режим работы: плотность тока 5 а]дм2, температура 15—20° С.
Хромирование осуществляется в ванне (рис. 186), размеры и емкость которой зависят от формы и размера деталей. С внутренней стороны ванна
199
покрыта кислотоупорным лаком, облицована листами свинца и винипластом.
При ремонте крупногабаритных деталей можно использовать переносные ванны.
Толщина слоя хрома при восстановлении деталей должна быть не выше 0,25—0,3 мм, так как в противном случае покрытие получается непроч-
Рис. 186. Ванна для хромирования: 1 — ванна; 2 — винипластовая облицовка; 3 — деталь (катод); 4— свинцовая пластина (анод); 5 — электролит; 6 — горячая , вода
ным. В зависимости от профиля детали припуск на шлифование составляет 0,08—0,12 мм.
Различают твердое хромовое покрытие и пористое.
Пористое хромирование применяют для улучшения условий смазки, так как пористые поверхности обладают большой маслоемкостью и хорошей прирабатываемостью. От обычного хромирования оно отличается тем, что в покрытии анодной обработкой (анодным травлением) искусственно создаются поры глубиной до 0,06 мм. Для этого в конце процесса хромирования меняют направление тока, в результате чего деталь становится анодом.
Износостойкость деталей, покрытых пористым хромом, возрастает в три-пять раз, а срок службы сопряженных деталей увеличивается примерно в два раза.
Железнение. Восстановление изношенных деталей железнением применяют в тех случаях, когда износ превышает 0,5 мм на одну сторону. При восстановлении деталей с относительно большим износом можно применять железнение с последующим хромированием.
Скорость отложения электролитического железа в 10—20 раз выше скорости отложения хрома, при этом толщина слоя покрытия может доходить до 3—5 мм.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СКЛЕИВАНИЕМ
Склеивание находит все большее распространение при ремонте деталей. Этим способом заделывают трещины в литье и в различных деталях, соединяют части расколовшихся и сломанных деталей, насаживают на валы маховички, рычаги, втулки, выполняют много других работ. Клеевой шов у склеенных деталей непроницаем для воды, масла и керосина. Кроме того, он сохраняет прочность при температурах до 100° С. Склеенные детали можно обрабатывать на металлорежущих станках с применением эмульсии или всухую, подвергать хромированию, ожелезнению, металлизации.
Склеивание деталей карбинольным клеем и клеями БФ. Для склеивания деталей применяют следующие клеи. Карбинольный клей может быть жидким и пастоообразным. Жидким клеем склеивают детали из металла, пластмассы; пастообразным — заделывают в металлических деталях трещины, задиры, небольшие раковины. Основная составная часть того и другого клея — карбинольный сироп; все остальные составные части клея берутся в процентах к весу сиропа: перекись бензоила 2,5—3% и наполнитель 50—80%, которым можег быть цемент, мел, железный порошок, графит.
Клей приготовляют в фарфоровой, стеклянной или металлической чашке. Сначала хорошо растирают фарфоровым пестиком просушенную перекись бензоила вместе с наполнителем. Затем в смесь вводят немного сиропа, снова ее перемешивают, после чего вливают всю порцию сиропа. Перемешивание продолжают, пока смесь не станет прозрачной.
Готовый клей наносят на подготовленные поверхности деталей стеклянной палочкой, поверхности соединяют слегка притирая, чтобы клей равномерно распределился на них и был вытеснен воздух. Затем плотно прижимают поверхности одна к другой и в таком виде оставляют на определенное время для затвердения клея: на 2—3 суток при температуре 10—15° С, на 10—12 ч при температуре 40—50° С и на 4—6 ч при температуре 55—60° С.
Пробоины в деталях заклеивают пластырем из металла. Поверхность детали вокруг пробоины и пластырь хорошо зачищают, после чего намазывают пластырь клеем и прижимают его к детали. Поверх металлического пластыря наклеивают тканевый пластырь.
Карбинольный клей сохраняет годность в течение 5—8 ч, в связи с чем его готовят в количестве, необходимом для текущей работы, из расчета 0,05—0,1 г на 1 см2 склеиваемой поверхности.
Клеи БФ-2, БФ-4, БФ-6 представляют спиртовые растворы феноло-формальдегидных смол БФ. Клеи разных марок имеют разное назначение и свойства. Клеем БФ-2 лучше склеивать детали, работающие при температуре 60—80° С, а также детали, работающие в кислой среде; клей БФ-4 устойчив к щелочной среде, а БФ-6, наиболее эластичный из клеев этой группы, применяется для приклеивания к металлу тканей и резины.
Клей БФ наносят на обе склеиваемые поверхности в два слоя. Первый слой должен сохнуть на воздухе 1 ч, затем 15 мин при температуре 55—60° С; после этого наносят второй слой, который выдерживают сначала на воздухе в течение
200
1 ч, а потом при температуре 55—60° С в течение 15 мин и температуре 85—90° С в течение 50—60 мин. Далее соединяют склеенные детали, плотно прижимают одну к другой под давлением 1—15 к.Г[см2 (в зависимости от материала деталей и их конструкции). Соединенные детали выдерживают под давлением при определенной температуре и в течение определенного времени согласно следующим данным.
Клей БФ-2 Клей БФ-4 Клей БФ-6
Температура в °C Длительность вы- . 120—200 60—90 150—200
держки в ч . . 1—3 3—4 15—60
При разборке деталей, склеенных клеями БФ, их нагревают до температуры 200° С и выше.
Клеи БФ и карбинольный клей дают клеевую пленку, обладающую эластичностью и стойкую к действию смазочных масел, воды, керосина, бензина и слабых растворов кислот и щелочей.
Склеивание деталей эпоксидным клеем. При ремонте оборудования применяют эпоксидный клей, основой которого является синтетическая эпоксидная смола.
Механическая прочность склеивания деталей машин этим клеем повышается при введении в его состав какого-нибудь наполнителя — фарфоровой муки, цемента, окиси алюминия и др.
По эластичности клеевой пленки и стойкости ее к действию смазочных масел, керосина, бензина, слабых растворов кислот и щелочей эпоксидный клей аналогичен карбинольному клею и клеям БФ. Наряду с этим усадка эпоксидного клея при отвердевании невелика, что делает особенно целесообразным его применение, когда точная пригонка соединяемых поверхностей деталей невозможна или экономически невыгодна.
Механическая прочность металлических деталей, склеенных эпоксидным клеем, не снижается при повышении их температуры до 100° С (80° — клей БФ, 70° — карбинольный клей).
Технологический процесс склеивания эпоксидным клеем состоит примерно из 9 операций, выполняемых в следующем порядке:
1) подготовка склеиваемых поверхностей, т. е. обработка их на металлорежущем станке, зачистка, обезжиривание;
2) подготовка клея;
3) нанесение клея на склеиваемые поверхности;
4) подсушивание нанесенного слоя клея;
5) выдержка соединенных деталей в соответствии с выбранным режимом (температура, длительность выдержки и т. д.);
6) совмещение склеиваемых поверхностей под давлением;
7) удаление излишнего клея с деталей;
8) контроль качества клеевого шва;
9) обработка деталей после склеивания.
Гладкие поверхности деталей перед склеиванием подвергают зачистке наждачной бумагой, после чего их протирают тряпкой, смоченной в растворителе (авиационный бензин Б-30, ацетон или спирт). Особенно тщательно необходимо зачищать поверхности чугунных деталей. Детали, работающие в масле, при подготовке к склеиванию погружают на 15—20 мин в ацетон, спирт или другой растворитель и после этого хорошо высушивают.
Подготовка поверхностей к склеиванию должна заканчиваться не раньше чем за 30 мин до склеивания — это время необходимо для того, чтобы с поверхности испарились растворители.
После подготовки склеиваемых поверхностей на них наносят слой клея толщиной около 0,1 мм. При этом поверхности должны находиться в горизонтальном положении для того, чтобы с них не стекал клей. Части поверхностей, не подлежащих склеиванию, покрывают разделительным слоем из резинового клея или воска.
Совмещение поверхностей деталей при склеивании должно обеспечивать:
вытеснение пузырьков воздуха из пространства между склеиваемыми поверхностями;
равномерное распределение клея по шву;
полную невозможность самопроизвольного смещения одной детали относительно другой во время затвердевания клея.
Сила давления на склеиваемые поверхности при работе с эпоксидным клеем может быть от 0 до 10 кГ)см2.
8. ПРИМЕРЫ ВОССТАНОВЛЕНИЯ НЕКОТОРЫХ ДЕТАЛЕЙ ШВЕЙНЫХ МАШИН
Восстановление платформы и рукава головки машины. Дефектами платформы и рукава в зависимости от класса машины могут быть; трещины в платформе или рукаве машины; износ направляющих игольного стержня; износ отверстий (втулок) для челночного вала в приливах платформы машины; износ боковых стенок направляющего паза для ролика шпильки игловодителя.
Восстановление платформы и рукава головки машины при наличии трещин и поломок. При наличии трещин и поломок в платформе и рукаве применяются два метода ремонта: механический и электродуговая или ацетилено-кислородная сварка.
Трещины небольшой длины, а также раковины и свищи» заделывают штифтами. Ремонт проводят в следующем порядке.
Для выявления концов трещин поверхность детали в зоне расположения трещины натирают тряпкой, смоченной в керосине, затем насухо протирают и посыпают мелом. Через некоторое время керосин, проникший в трещину, смачивает мел, четко обозначая трещину;
поверхность в зоне трещины зачищают, концы трещины засверливают сверлом под резьбу 6 мм с целью предупреждения развития трещины.
Размечают и накернивают центр отверстия 1 (рис. 187, 188) с таким расчетом, чтобы следующее
201
отверстие 2 перекрывало отверстие 4 и 1 на ’/з диаметра отверстия; затем сверлят отверстие 1 сверлом под резьбу 6 мм.
В отверстиях / и 3 нарезают резьбу и ввертывают медные штифты, после ввертывания штифты отрезают от прутка (рис. 188). Накернивают, сверлят и нарезают резьбу в отверстии 2, ввертывают штифт и отрезают его от прутка.
Указанным способом продолжают ставить штифты до заполнения всей трещины. Торцы штифтов зачеканивают, запи-ливают и пропаивают мягким припоем.
J Трещины и пробоины мож-
f но также заделывать заплата-
ми- Заплаты крепят винтами (рис. 189). Последователь-ность операций постановки за-1платы на винтах следующая.
2 Поверхность детали в зо-
jfTv не трещины или пробоины
«Гу/ / тщательно зачищают, засвер-
(ЦЖ ливают трещины, чтобы пре-
дотвратить дальнейшее ее рас-
Рис 187 Заделка пространение трещин 'штифтами Из листа латУни ИЛИ МЯГКОЙ листовой стали толщиной 2—4 мм, или из красной меди или алюминия толщиной 8—10 мм вырезают заплату такого размера, чтобы она перекрывала края трещины или пробоины на 20—25 мм. Легкими ударами молотка лист пригоняют по месту; размечают на заплате центры отверстий на расстоянии 10—15 мм одно от
Рис. 188. Порядок сверления отверстий при заделке трещины штифтами
Рис. 189. Установка заплаты с помощью винтов
другого и 8—10 мм от краев заплаты; сверлят отверстия диаметром 4—5 мм и раззенковывают их под потайные головки винтов.
Пользуясь заплатой как кондуктором, сверлят отверстия того же размера в теле платформы или рукава машины и нарезают в них резьбу; промазывают заплату с внутренней стороны суриком и привертывают к детали винтами с потайной головкой.
После того, как высохнет сурик (15—20 ч), винты подтягивают.
Заварку трещин в платформе и рукаве машины эффективнее производить ацетилено-кислородной сваркой (газовая сварка) горячим способом, т. е. с предварительным подогревом свариваемых деталей. При этом пламя должно иметь некоторый избыток ацетилена. Присадочный материал — чугунный пруток. Остывание медленное во избежание
возникновения внутренних напряжений и трещин в сварочном шве.
При отсутствии возможности подогрева проводят холодную газовую сварку. При этом в качестве присадочного материала можно применить красную медь или латунь, что приближает сварку к пайке, и поэтому почти исключаются значительные внутренние напряжения в сварочном шве.
Заварка трещин как горячая, так и холодная может быть произведена также и электродуговым способом с применением при горячей сварке чугунных электродов, а при холодной сварке пучка электродов из стальной и медной проволоки.
Восстановление направляющего паза в головке машины. В головке ряда швейных машин имеется прямолинейный направляющий паз для ролика шпильки игловодителя. В процессе эксплуатации боковые стенки этого паза изнашиваются.
При незначительном износе паза используют ролик шпильки большего диаметра, а плоскости стенок паза подравнивают шабровкой. При большем износе расширяют и углубляют паз и устанавливают в него специальную вставку, внутренний паз которой имеет первоначальный размер паза в головке машины. Эта вставка крепится в теле головки винтами (см. рис. 183).
Этот способ ремонта позволяет производить многократную замену вставки при износе паза.
Восстановление направляющих игольного стержня. В швейных машинах, где направляющими игольного стержня служат отверстия в головке машины, в процессе эксплуатации появляется значительный износ этих направляющих. При незначительном износе подбирают игловодп-тели большего диаметра. При значительном износе отверстия рассверливаются, развертываются на больший размер, после чего в них запрессовываются или завертываются втулки (как в швейных машинах 22 класса).
Аналогичным способом производится восстановление отверстий в приливах платформы для установки челночного вала.
Восстановление рычага нитепритягивателя. У рычага нитепритягивателя быстро изнашивается отверстие (ушко) для нитки, а также шарнирные отверстия для пальца кривошипа и пальца соединительного звена.
Отверстие для нитки в нитепритягивателе восстанавливается механическим способом в следующем порядке: разработанное отверстие рассверливают после отжига на больший размер; вытачивают маленькую втулку (пистон) с отверстием, диаметр которого равен 2 мм\ втулку запрессовывают в отверстие рычага, затем развальцовывают, цементируют или калят; отверстие и конец рычага зачищают шкуркой и полируют.
Отверстие в рычаге нитепритягивателя может быть также восстановлено газовой сваркой. При этом отверстие заваривают, а затем высверливают новое отверстие.
При отсутствии сварки отверстие для нитки может быть восстановлено установкой заклепки с пропайкой медью и последующим высверливанием нового отверстия. Этот способ состоит из следующих операций: отжигают рычаг; тщательно
202
выправляют круглым надфилем отверстие в рычаге, чтобы придать ему форму круга; замеряют диаметр отверстия и изготавливают заклепку такого диаметра, тщательно заклепывают отверстие рычага приготовленной заклепкой и пропаивают ее медью; опиливают плоскости рычага и по чертежу намечают центр отверстия; сверлом диаметром 2 мм просверливают в заклепке новое отверстие и раззенковывают его с обеих сторон под 60° специально заточенным сверлом диаметром 4 мм; полученное отверстие (ушко) тщательно шлифуют и цементируют, после цементации снова шлифуют.
Восстановление игольной пластинки. В игольных пластинках изнашивается только отверстие для иглы, причем размеры отверстия увеличиваются, а края его становятся острыми от ударов иглы.
Наиболее простым способом восстановления является заварка отверстия газовой сваркой с последующим сверлением нового отверстия. Этот процесс состоит из следующих операций: заваривают игольное отверстие с применением малоуглеродистой сварочной проволоки; запиливают наплавы сварки напильником; по разметке или с помощью кондуктора сверлят отверстие сверлом диаметром, равным 2 мм; раззенковывают отверстие с двух сторон сверлом диаметром 4 мм; цементируют отверстие; калят; зачищают окалину наждачным полотном и полируют лицевую сторону на фетровом или тканевом круге; располиро-вывают отверстие полоской наждачного полотна.
При отсутствии сварки после отжига края отверстия тщательно подравнивают, заклепывают стальной заклепкой и пропаивают медью. Затем намечают и сверлят новое отверстие.
ЛИТЕРАТУРА
1. Вальщиков Н. М., Шара пин А. И.. Вышивальный трехголовочный автомат, Гизлегпром, 1956.
2. Г е л ь б е р г Б. Т., Г е к е л и с Г. Д. Ремонт промышленного оборудования, Профтехиздат, 1962.
3. К о з л о в Е. С. и др. Производство и реставрация запасных частей швейных машин 31/4 класса, Гизлегпром. 1947.
4. Козлов В. П., Облезов А. И., Кокетки н П. П. Стачивающие машины 252 и 262 классов ПМЗ с отклоняющимися иглами, Гизлегпром, 1963.
5. К о з л о в В. П., О б л е з о в А. И., Горохов И. К. Полуавтоматы 95 класса ПМЗ для пришивки пуговиц и 59-А класса ПМЗ для обвивки стойки пуговицы, Гизлегпром, 1963.
6. Козлов В. П., Облезов А. И., Кокетки н П. П. Закрепочный полуавтомат 220 класса ПМЗ, Гизлегпром, 1963.
7. Косяченко А. П.. Молчан И. А. Слесарное дело, издательство «Машиностроение», 1964.
8. К р ы с и н А. М., Н а д м о в И. 3. Слесарь механосборочных работ, Профтехиздат, 1963.
9. Махлевич Л. Я. Ремонтно-механические мастерские швейных предприятий, КОИЗ, 1959.
10 Махлевич Л. Я Ремонт оборудования швейных и обувных предприятий, КОИЗ 1956.
11. Маракушев Е. А., Облезов А. И., Сафронова И. В. Стегальная машина СМ-2, Гизлегпром, 1953.
12. Маракушев Е. А., Долин Е. А., Облезов А. И. Швейная машина 85 класса ПМЗ для подшивки тонких тканей, Ростехиздат, 1961.
13. Маракушев Е. А., Облезов А. И., Сафронова И. В. Швейные машины 22-А, 22-Б, 22-В и 22-Е классов, Гизлегпром, 1955.
14. М а р а к у ш е в Е. А., Облезов А. И., Сафронова И. В. Скоростная стачивающая швейная машина 97 класса ПМЗ, Гизлегпром 1959.
15 Маракушев Е. А., Облезов А. И., Сафронова И. В. Машина 202 класса ПМЗ для втачивания рукава в пройму, Гизлегпром, 1959.
16. Маракушев Е. А., Облезов А. И., Долин Е. А. Швейная машина 206 класса ПМЗ для стачива-
ния тканей с посадкой, Ростехиздат, 1960.
17. Маракушев Е. А., Облезов А. И., Сафронова И В. Швейная машина 65 класса ПМЗ/РМЧ-4, Гизлегпром, 1957.
18. Маракушев Е. А., Облезов А. И., Сафронова И. В. Многоигольная швейная машина М-12, Гизлегпром, 1954.
19 Маракушев Е. А., Облезов А. И., Сафронова И. В. Швейные машины 26, 55 и 75-го классов, Гизлегпром. 1956.
20 Маракушев Е. А., Облезов А. И., Сафронова И. В. Вышивальная машина ВМ-50, Гизлегпром, 1954.
21. Пономарев А. Ф., Ге дык П. К. Смазка оборудования, Машгиз, 1962.
22. Приходько И. Д. Петельная машина ПМ-1 (руководство и каталог деталей), ЦБТИ (Ростов-на-Дону), 1959.
23. Р у с а к о в а С. М. Оборудование швейных предприятий, Гизлегпром, 1956.
24. Русаков С. И., Сергевнин И. В., Эппел ь С. С. Оборудование швейных фабрик, Гизлегпром, 1955.
25. Русаков С. И., Шнейдерович Л. Г. Реставрация деталей швейной машины 4-го класса ПМЗ, Гизлегпром, 1944.
26. Седова Е. Бесперебойная работа конвейера, Проф-издат, 1950.
27. Стельбойм П. С. Ремонт и монтаж круглых трикотажно-вязальных машин, Ростехиздат, 1960.
28. Худых М. И. Ремонт текстильных машин, Ростехиздат, 1963.
29. Червяков Ф. И. Швейно-обметочные машины 51 и 51-А классов, Гизлегпром, 1955.
30. Червяков Ф. И. Петельные машины 25-го и 25-А классов, Гизлегпром, 1954.
31 Червяков Ф. И., Сумароков Н. В. Швейные машины, Машгиз, 1957, 1962
32. Я к о в л е в В. Н. Ремонт оборудования машиностроительных заводов, Машгиз, 1962.
33. Некоторые вопросы системы планово-предупредительного ремонта оборудования. Доклады на секции ремонта и модернизации оборудования научно-технического общества машиностроительной промышленности, 1964.
34. Единая система планово-предупредительиого ремонта и рациональной эксплуатации технологического оборудования машиностроительных предприятий, Машгиз, 1964.
ОГЛАВЛЕНИЕ
Введение......................................... а
Часть I. Устройство, работа и наладка швейных машин........................................ 4
Г лава I. Общие сведения о швейных машинах ... —
2. Основные рабочие органы швейной машины и принцип образования челночного стежка —
3. Классификация машинных игл по ГОСТ 7322—55 5
4. Детали швейных машин и их структурное изображение .................................... 6
Глава II. Универсальные швейные машины челночного стежка ... ............... 11
1. Машина 22-А класса ПМЗ ....... —
2. Машина 22 Б класса ПМЗ .... . . 19
3. Машина 22-В класса ПМЗ —
4. Машина 97 класса ОЗШМ . 20
5. Машина 214 класса ПМЗ 26
6. Машина 63 класса ПМЗ . . ... 39
7. Машина 8332 класса фирмы Текстима .... 32
8. Неполадки в работе швейных машин......... 37
9. Индивидуальный привод ................... 38
Г лава III. Швейные машины с отклоняющимися иглами 40
1. Машина 252 класса ПМЗ...................... —
2. Машина 262 класса ПМЗ..................... 46
3. Машина 203-А класса ПМЗ . .47
4. Машина 362 класса ПМЗ..................... 49
Глава IV. Машины для изготовления шва с посадкой 55
1. Машина 202 класса ПМЗ .... . . —
2. Машина 206 класса ПМЗ..................... 61
3. Машина 65 класса ПМЗ..................... 67
Г лава V. Машины однониточного цепного стежка . . 72
1. Свойства стежка и процесс его образования . . —
2. Машина РВМ-2 НМЗ.......................... 73
3. Машина 28 класса ПМЗ...................... 74
Глава VI. Машины двухниточного цепного стежка . 76
1. Свойства стежка и процесс его образования . . —
2. Машина 237 класса ПМЗ ................... 77
Глава VII. Машины для выполнения зигзагообразной строчки . . ......................... 81
2. Машина 26 класса ПМЗ....................... —
3. Машина 55 класса ПМЗ...................... 85
• 4. Машина 75 класса ПМЗ....................... 87
Г лава VIII. Вышивальные машины................. 88
1. Машина ВМ-50 КЭМЗ...................... ......
2. Полуавтомат 8630 класса фирмы Текстима (ГДР) 96
Г лава IX. Краеобметочные машины 105
1. Процесс образования двухииточного цепного обметочного стежка....................... ......
2. Процесс образования трехниточного цепного обметочного стежка.......................... 106
3. Машина 51 класса ПМЗ................ ’ 108
4. Машина 51-А класса ПМЗ ...".............. 112
5. Машина 208 класса ПМЗ . ... ' 113
6. Машина 10-Б класса ПЗШ0 . ............... 118
Глава X. Машины потайного стежка..................122
1. Процесс образования потайного однониточного цепного стежка ... ..............
2. Машина СМ-2 РЛМЗ ... ....
3. Машина 85 класса ПМЗ ..................... 127
4. Машина 44 класса ПМЗ ... .........129
Глава XI. Машины-полуавтоматы для пришивки пуговиц, обвивки стойки пуговицы и изготовление Закрепок .......................................... 134
1. Машины 27 класса ПМЗ ... . .
2. Машина 27-Б класса ПМЗ ................... 139
3. Машина 95 класса ПМЗ ........ —
4. Машина 59-А класса ПМЗ . ... 145
5. Машина 53 класса ПМЗ ... 148
6. Машина 220 класса ПМЗ..................... 130
Глава XII. Машины для изготовления петель . . 155
1. Машина 25-А класса ПМЗ . . .... —
2. Машина ПМ-1 РЛМЗ . 165
Часть II. Ремонт швейных машин....................178
Глава I. Система планово-предупредительного ремонта оборудования . . ................. —
1. Межремонтное обслуживание ... ... 179
2. Текущий ремонт и надзор за оборудованием . . —
3. Средний ремонт ... . .... 182
4. Капитальный ремонт........................ 184
5. Технический осмотр оборудования . . . . 186
6. Внеплановый ремонт . . .............. —
Г лава II. Разборка, сборка и наладка машин .... —
1. Разборка машин............................ —
2. Сборка машин . . . . . . . 188
3. Наладка машин............................... —
Глава III. Техника безопасности при ремонте и обслуживании оборудования .... ... 189
1. Техника безопасности при подготовке машин к ремонту ..................................... —
2. Техника безопасности при выполнении слесарных работ.......................................... —
3. Техника безопасности при испытании машин . 190
Глава IV. Износ деталей машин, способы его замедления и устранения . . ......... —
I. Сущность явления износа.................... —
2. Методы изучения износа . . ........... 191
3. Способы и средства замедления износа деталей машин ... .................. —
4. Основные сведения о смазочных материалах . 192
Г лава V. Восстановление деталей швейных машин . 193
1. Восстановление деталей механической обработкой 194
2. Восстановление деталей слесарной обработкой 195
3. Восстановление деталей пайкой............ 196
4. Восстановление деталей сваркой и наплавкой . . 198
5. Восстановление деталей металлизацией .... —
6. Восстановление деталей электролитическим способом ....................................... 199
7. Восстановление деталей склеиванием .... 200
8. Примеры восстановления некоторых деталей швейных машин.................................... 201
Литература....................................... 203