/


































































































































Text
chipmaker.ru
AM ЗЮЗИН
Chiomaker.ru
РЕМОНТ БЫТОВЫХ
ШВЕЙНЫХ
МАШИН
ИЗДАТЕЛЬСТВО (САМАРСКИЙ ДОМ ПЕЧАТИ» 1993
chipmaker.ru
ББК 37.24—5
3-98
УДК 646.21:687.053.004.67
Рецензент Е. Р. Рухович (ЦНИИЭИСУ)
Зюзин А. И.
Ремонт бытовых швейных машин М.: изд. «Самарский Дом печати», 1993.— 256 с.: ил.— 84.
Приведены наиболее часто встречающиеся неисправности бытовых швейных машин. Описаны способы их устранения Показаны особенности ремонта 29 машин различных марок.
Для конструкторов швейного оборудования, мастеров ремонтных предприятий, а также для широкого круга читателей, имеющих швейные машины.
3
3402010000—019
-МП0(03)—93“
без объявл.
ББК 37.24—5
Лицензия ЛР № 010192
i.c Зюзин А. И., 1993
С; Художник Дудичев Г. А. 1993
Chimaker.ru
ПРЕДИСЛОВИЕ
Во все времена человек неустанно стремится к творческому совершенству с единственной целью—обеспечить и улучшить свою жизнь и жизнь своих потомков. Такова природа человека. Заменить ручной тяжелый и малопроизводительный труд машинным —такую задачу стремилась осуществить творческая мысль человека В конце XV в. Леонардо да Винчи пытался изобрести швейную машину. Гениальная идея выдающегося мыслителя, воплощенная в расчетах и чертежах, хотя и не была осуществлена, дала мощный толчок изобретателям следующих поколений.
В начале XVI в. англичанин Уильям Ли смастерил вязальную машину, на которой можно было выполнять однониточные цепные стежки. На заре развития капитализма в Европе немцы, англичане, а затем .и францу-зьТ^приступили к изобретению швейной машины.
Так, в 1755 г. немец-Карл Вейзенталь получил патент на изобретение швейной машины. У этой машины игла имела ушко посередине и работала по принципу ручного шитья. Это изобретение оказалось неудачным.
В 1790 г. англичанин Томас Сент сделал машину для швейного дела и также получил патент. Эта машина имела иглу с ушком также посередине, регулятор стежка, горизонтальную игольную пластину и вертикально движущийся игловодитель. Машина предназначалась для изделий из кожи. В работе игле помогало шило, установленное впереди и прокалывающее отверстия. Движение машине и материалу задавалось вручную.
В 1829 г. французский портной Тимонье сконструировал деревянную машину, которая выполняла однониточный цепной стежок. По его модели изготовили несколько десятков деревянных машин, которые работали в мастерских. Каждая машина заменяла нескольких портных. Мастеровые люди увидели в машине Тимонье угрозу
3
r.ru
своего существования Прошли массовые выступления, имеющие целью уничтожение машины и изгнание ее изобретателя.
В 1834 г. американец Уолтер Хант изобрел машину, в которой было челночное устройство, а ушко иглы располагалось внизу, возле острия. Это уже был как бы прообраз современной машины.
В 1845 г. американец Элиос Хоу усовершенствовал изобретение Уолтера Ханта и в 1848 г. получил патент на свою швейную машину. Машина имела челночное устройство, напоминающее челнок ткацкого станка Изогнутая игла с ушком двигалась горизонтально, а ткань, прикрепленная к рейке, продвигалась вертикально. Игольная нитка захватывалась челноком, как в ткацком станке, и переплеталась с челночной. Машина делала 300 стежков в минуту и заменяла пять портных. Элиос Хоу считается истинным создателем швейной машины, поскольку в ней были сконструированы необходимые приспособления для продвижения ткани, регулировки натяжения нитки, делающие работу стабильной и надежной. Однако портные США подняли бунт и начали громить швейные заведения, в которых работали машины Элиоса Хоу. Опасаясь за свою жизнь, изобретатель уехал из США в Англию.-
Какой бы беспощадной ни была конкуренция, но желание облегчить труда, увеличить производительность, т. е. фактически заменить ручной труд машинным, овладевало обществом многих стран. Так, за время второй половины XVIII в. и первой половины XIX в. в Англии, Франции, США было выдано более тридцати патентов на изобретение швейных машин.
В 1851 г в США крупный промышленник и механик Исаак Зингер совместно с изобретателем Аленом Вильсоном усовершенствовал швейную машину Элиоса Хоу, придав игле вертикальное движение. Ткань же начала продвигаться в горизонтальной плоскости при помощи зубчатой рейки и прижиматься сверху лапкой. Фирма «Зингер» развернула крупное промышленное производство швейных машин, создав в Японии, Европе, а затем в России свои дочерние фирмы.
В 1900 г. И. Зингер организовал в г Подольске под Москвой мастерские по сборке швейных машин. Сначала машины собирали (до 600 тыс. в год) из деталей, привезенных из США, но со временем в Подольске стали
4
делать и детали. Мастерские быстрыми темпами превращались в настоящий машиностроительный завод.
Перед Октябрьской революцией на Подольском механическом заводе (ПМЗ) уже работало более 5 тыс. рабочих
В годы, первых пятилеток ПМЗ превратился в центр отечественного швейного машиностроения.
До начала Великой Отечественной войны на ПМЗ было изготовлено более 6 млн бытовых швейных машин и более 170 тыс. ед. промышленного швейного оборудования. С первых дней войны завод перестраивается на' выпуск военной продукции. Трудовой подвиг трудящихся был отмечен орденом Трудового Красного Знамени.
В 1946 г. в торговую сеть поступило 16 тыс. бытовых швейных машин, а в 1953 г. I млн. С начала 1960-х гг. к ежегодному миллионному выпуску бытовых машин прибавляются выпуск и совершенствование промышленных швейных машин В это же время осваивается выпуск машин с зигзагообразной строчкой. За успешную творческую работу коллектив ПМЗ в 1971 г. награжден орденом Ленина. В настоящее время ПМЗ—головное предприятие промышленного объединения «Подольскшвеймашина». ПМЗ ежегодно участву ет в ярмарках и выставках*.
Сегодня почти в каждой семье имеется прямострочная швейная машина, которая стала предметом первой необходимости наряду со стиральной машиной, телевизором, холодильником и другими предметами бытовой техники. Каждый хотел бы видеть свои бытовые приборы всегда работающими. Но к великому сожалению, многие из них находятся в неисправном состоянии. А уж швейные машины порой стоят по 10—12 лет, и некому их починить. Тут нужен специалист, ^мастер — золотые руки». А где его найти? Вот эта книга и поможет многим стать таким мастером. Внимательно изучите ее!
Сейчас очень многие учатся на швейных курсах, проходят швейное дело и в школах А вот обращаться технически грамотно со швейной машиной могут далеко не все. Эта причина сильно увеличивает количество неисправных машин.
Данная книга излагает определенную технологическую методику не только устранения отдельных неисправностей в машине, но и общего ремонта, включая реконструкцию отдельных ее узлов. Дело в том, что швейная машина—аппарат высокой точности и обязательной согласованности всех ее узлов и деталей при работе. Отремонтировав один узел, необходимо его работу
* См. в кн.: Рейбарх Л. Б. Рассказы о швейных машинах. М.. 1966.
5
chipmaker.ru
согласовать со всеми остальными, в противном случае хорошей работы от машины не будет.
Задача данной книги — помочь всем желающим освоить ремонт машины. Сущность же ремонта сводится к двум факторам:
замене негодной детали на вполне годную;
приведению всех сопряженных деталей в ctporo определенное взаиморасположение, обеспечивающее нормальную и надежную работу машины (обеспечение определенных зазоров в сопряженных деталях и необходимость реконструкции отдельных узлов или сопряжений).
Но хочется подчеркнуть, что для освоения ремонта требуется строжайшее и точное соблюдение методики, которая изложена в книге, а также желание и терпение.
А теперь о том, как работать с книгой. Читать ее, не видя перед собой швейной машины,— дело бесперспективное. К примеру, вы имеете машину «Орша-ЗМ» (как правило, она в ножном исполнении). Сначала приведите в порядок ее внешний вид. Может быть, отвернулся или-вовсе потерялся болт крепления боковой стойки с рамой, полуразвалился стол машины или оборвался приводной ремень.
Предлагаемую книгу не надо читать сразу, как говорится, от корки до корки. Книга деловая, и каждую прочитанную строчку надо осмыслить, посмотрев механизм машины. Швейная машина не терпит частичной наладки, частичного ремонта. Она только тогда стабильно бу дет работать, когда все ее части работают исправно.
Осваивать материал следует в определенном порядке;
3-я глава — общее знакомство с состоянием всех механизмов машины. Выявление признаков неисправности;
1-я глава — уточнение признаков неисправности и выяснение способов их устранения. Уточнение узлов, в которых имеются неисправности;
2-я глава — привязка конкретных неисправностей к конкретным уЗлам. Процесс ремонта;
3-я глава — регулировка зазоров в механизмах, которых прямо или косвенно коснулся ремонт.
При проработке 1-й и 2-й глав надо соблюдать правило: рассматривать первую графу «Причина» только вместе со второй графой «Метод устранения».
Автор рассчитывает на отзывы читателей и заранее благодарит их.
6-
ИНСТРУМЕНТЫ, МАТЕРИАЛЫ, ЗАПЧАСТИ (МИНИМАЛЬНЫЙ НАБОР]
Молоток массой 150 г и длиной ручки 180 мм
Кусачки с захватом вала 0 10 мм
Малые пассатижи длиной 130 мм с острыми губками
Разводный ключ 160X21
Рожковый ключ 17X19
» » 12X14
» » 8ХЮ
> » 7X9
» » 6X5 (2 шт.)
Отвертка длиной 310 мм с шириной лезвия 9 мм
> » 240 мм » » » 7 мм
» » 240 мм » » » 5 мм (2 шт ).
» » 130 мм » » » 3 мм »
» » 80 мм » » » 2 мм »
Надфили простой плоский, трехгранный, круглый, плоско-выпуклый
Надфили алмазный плоский, трехгранный, круглый, четырехгранный, двояковыпуклый
Трехгранный напильник длиной 200 мм
Пинцет с загнутыми концами
Гвозди 0 1 мм, длина 20 мм
» 0 1,5 мм, длина 30 мм
» 0 2 мм, длина 15 мм
Ножницы длиной 95 мм
Лупа четырехкратного увеличения, используемая часовым мастером, без ручки
Ножовочное полотно новое (половинки)
Пластмассовая масленка
Машинное масло И8А
Наждачная бумага крупнозернистая
» » шлифовальная
Растворитель Кг 647
Лента ободная (бандажная) от выбракованного
кинескопа (толщина 0.2 мм)
Сухое горючее
Стальная проволока 0 0,2 мм
» » 0 1 мм
Мягкая проволока 0 I мм _
Натуральная кожа (отходы кожевенного производства) толщиной 2—3 мм
2—3 кусочка длиной по 20 см приводного ремня от швейной машины иа ножном приводе
Челнок
Шпульный колпачок
Компенсационная пружина
Фрикционный винт
Резиновый ролик
Метчики М2; М2,5; М3; М4; М5; Мб
Крепежные и другие мелкие детали
7
Глава 1
ВИДЫ НЕИСПРАВНОСТЕЙ И МЕТОДЫ ИХ УСТРАНЕНИЯ
ОБРЫВ ВЕРХНЕЙ НИТКИ
Причина
1. Сильно зажата нитка между шайбами в регуляторе
2. Защемление верхней нитки на ходу, например, когда игла входит в отверстие игольной пластины вплотную к правой или левой стенке .
Нитка может защемляться в разных местах, например прн выходе с пальца шпульного колпачка
3. Коническая пружина на регуляторе натяжения верхней нитки поставлена неправильно (нитка обрывается при вытаскивании ткаии, когда поднята лапка).
При отжиме коническая пружина отжимается только определенным краем, а не всей плоскостью
4 Заедание конической пружины на оси регулятора натяження верхней нитки
5. Заклнинвание в регуляторе сильно перекрученной ннтки. Верхняя нитка с катушки подается им-пульсно, т. е. рывками. После.рыв-
Метод устранения
Отпустить гайку регулятора натяжения верхней нитки
Если игла сместилась вплотную к правой (левой) стенке в отверстии игольной пластины, сиять игловодитель и профре-зеровать куском нового ножовочного полотна глубину канавки, в которую вставляется игла. Игла должна проходить по центру отверстия (см. гл. 2 <Механнзм иглы»)
Осторожно, медленно вручную проворачивая маховик, обнаружить, где проскакивает нитка со щелчком (защемляется) — нитки на всем своем пути. от катушки до строчки должны проходить свободно, легко, без малейших заеданий — и устранить дефект
Снять нажимную гайку регулятора н повернуть коническую пружину по часовой стрелке на 180е. Поставить гайку на место. При поднятии рычага подъема лапки толкатель нажимает на отжимную шайбу регулятора, коническая пружина сжимается, освобождая нитку
Снять нажимную гайку и коническую пружину с осн регулятора, немного развести концы оси и выправить верхний малый виток конической пружины. Собрать узел в обратном порядке
Заменить верхнюю нитку
8
Причина
ка следует резкое ослабление. В этот момент у сильно перекру ценной нитки образуются завитки разной длины
6. Слишком слабое натяжение верхней нитки. В результате в строчке снизу образуются петли, которые челнок увлекает в челночный лаз
7. Неправильно собран регулятор натяжения верхней нитки, что бывает часто
Продолжение
Метод устранения
Поджать гайку регулятора натяжения верхней ниткн — повернуть ее по часовой стрелке
8 Отсутствует толкатель на регуляторе натяжения верхней нитки (нитка обрывается при вытаскивании ткани, когда поднята лапка)
9. Нет отжима нитки Толкатель регулятора поставлен расплющенным концом в сторону рычага, т. е. снаружи
Правильно собрать регулятор натяжения верхней нитки. Важна последовательность сборки: в компенсационную пружину вставить ось регулятора, ось с пружиной вставить в основание регулятора и зажать стопорным винтом. На ось надеть большую шайбу, затем малую выпуклостью наружу, вторую малую выпуклостью внутрь, вставить толкатель в ось со стороны шайб, поставить отжимную шайбу с перемычкой в отверстие, коническую пружину широким концом к шайбам, поставить нажимную гайку. Проверить наличие зазора между толкателем и отжимной шайбой. Ои должен быть равным 0,5 мм. Такой же зазор должен быть между толкателем и рычагом подъема лапки (см. гл. 2 «Регулятор натяжения Й^рхней иитки»)
Сделать и поставить толкатель в регулятор. Его лучше сделать нз гвоздика диаметром 1,5—2 мм и длиной 30—35 мм. Шляпку гвоздика расплющить, затем довести его до размеров: высота расплющенной части 1,5 мм, длина 4 мм, толщина 2 мм Длииу толкателя определить по месту. Ориенти ровочно для машины 2М она равна 28 мм
Разобрать регулятор и поставить толкатель плоским концом внутрь со стороны гайки
9
Продолэкение
Причина
10. Нет отжимной шайбы на регуляторе натяжения верхней нитки (оборвалась перемычка в отверстии отжимной шайбы, шайбу забыли поставить при сборке). Нитка обрывается, так как зажата в регуляторе (рис. I)
11. На нитке узелки, задергивающие ее в регуляторе и игле
12. Тонкая игла прокалывает очень тонкое отверстие, и нитка при движении испытывает очень сильное тренне (материал очень плотный или толстый)
13. Слишком острые кромки ушка иглы (нитка разрезается)
14. Корпус хода челнока смещен вправо настолько, что при левом уколе зигзага нгла заходит за его левый острый выступ на 3—4 мм. Нитка при выходе из челнока задевает за выступ и обрывается (рис. 2)
15. Неправильно поставлена игла. Такая ситуация встречается часто. У машин разных марок нгла ставится по-разному. Не надо пу тать лыску на колбе с длинным желобком вдоль всей иглы Длинный желобок иглы всегда направ лен в сторону игольного ннтена-правителя — это правило для машин всех марок
16. На регуляторе натяжения верхней нитки отсутствует компенсационная пружина. Она необ ходима для сброса верхней нитки с челнока и подачи ее с катушки
Метод устранения
Поставить отжимную шайбу. Если ее нет, накрутить на последний виток конической пружины медную проволоку диаметром I —1,2 мм. Концы загнуть иа виток, а середину выгнуть вверх по всему профи дю наружной шайбы Заменить верхнюю нитку
Поставить иглу согласно таблице подбора толщины игл и
ниток по ткани (см. гл. 4)
Заменить нглу
См. п. 46
Иглу вставить до упора желобком вправо, лыска на колбочке обращена влево (для ма шины 2М кл.). Игла с круглой колбой не годится (будет сбиваться прн шитье), игла с самодельной лыской на колбе совсем непригодна (см. гл. 2 «Механизм иглы»)
Поставить на регулятор компенсационную пружину
Рис. 1. Положение толкателя внутри регулятора натяжения верхней нитки (машина 2М кл. ПМЗ): / — отжимная шайба: 2 — толка
тель; 4 — рычаг подъема лапки. / - ось вращения рычага
10
Продолжение
Причина
17 Слишком сильное натяжение компенсационной пружины. Прч жина создает на интке, обегаю шей шпульный колпачок, критическое натяжение. На машинах разных марок компенсационная пружина ставится на различное натяжение: «Чайка-2»— сильное, 2М кл. ПМЗ—умеренное, «Чайка» 142М кл.— слабое. Но даже в машинах одной марки натяже пне может быть различным
18. Острые зазубрины на лапке, которые образовались в результате частых ударов иглой (нитка разрезается)
19. Острые зазубрины в отверстии игольной пластины от частых ударов иглой (игла не зажата отверт кой, нгла кривая, тупая, ржавая с круглой колбой, с самодельно <аточенной лыской)
Метод устранения
Ослабить натяжение компен сацнонной пружины. Вообще, сила натяжения этой пружины устанавливается по месту и условиям оптимального режима образования нормальной строчки (см. гл. 4)
Заточить место зазубрнн над фнлем плоско-выпуклого сечения. -Цглу отрегулировать посередине прорези в лапке, а в иглодержателе завернуть отверткой. Не шить кривыми иглами
Куском ножовочного полотна профрезеровать фаску в игольном отверстии пластины, затем круглым надфилем сделать отверстие гладким. Можно сделать фаску сверлом соответствующего диаметра, ио это трудоемко
Ряс. 2. Положение иглы при левом уколе зигзага в машинах «Чайка» I42M кл, «Чайка» 132М кл, «Подольск» 142 кл. и др.:
'а неправильное (заводская установка); 6 — правильное (после ремонта);
/ — корпус хода челнока; 2 - игла —
Рис. 3. Устройство защелки шпульного колпачка (машина 2М кл. ПМЗ):
/ — ручка; 2—защелка; 3— кромка отверстия, запирающая шпульный колпачок на оси челнока; 4 зубец блокировки шпулькиА — место укорачивания ручки 6 — место запиливания скругления. В- сторона "отверстия, обращенная к шар ниру (спиливается)-
11
Причина
20. Зазубрины в отверстии в иите притягивателе. Нитка обладает гигроскопичностью. В воздухе много пыли. Внедряясь вместе с влагой воздуха в нить, она де лает ее как бы наждачной, а через отверстие нитепрнтягнвателя за годы работы проходят сотни километров нитки
21. Нитка зацепляется за высту пающнй зубец защелки шпульного колпачка. Зубец от долгой работы протерся. Прн отводе ручки он упирается в край шпульки и легко отгибается. Вторая причина зубец выступает над поверхностью колпачка — это явный брак
22 Нитка зацепляется за регули ровочный вннт шпульного колпач ка. Винт завернут с перекосом или не соответствует данному кол пачку
23. Нитка зацепляется за винт крепления пружинной пластины толкателя челнока. Винты поставлены наперекос, отвернулись или не соответствуют данной конструкции
24. Нитка задевает за ручку за шелки шпульного колпачка. Стопорный винт защелки слишком длинный. Он ставится изнутри колпачка. Его конец может высовываться из защелки и отодвигать наружу ее ручку. Создаются условия для задевания или намот ки верхней нитки за ручку зашел ки
25. Между защелкой н осью челнока нет зазора. Ручка защелки имеет свободный ход, который вызывает не только зацепление, но и намотку нитки на шпульный колпачок н обрыв ее. Ручка не соответствует защелке (см. гл. 2 «Челночное устройство»)
Продолжение
Метод устранения
Отверстие обработать куском ножовочного полотна (углом) и отшлифовать круглым алмазным надфилем
Лучше заменить защелку. Если это невозможно, снять ее и откусить кусачками зубец
Заменить вннт на шпульном колпачке. Если это невозмож но, спилить надфилем высту лающую часть винта
Если завернуть винт глубже не удается, спилить его выступающую часть надфилем
Плоским надфилем спилить высунувшуюся часть стопорного винта защелки
Снять защелку, край ее отверстия подпилить круглым нал филем в сторону шарнира Вы полнить работу осторожно и с неоднократной примеркой. Можно снять и разъединить защелку, заменить ручку (рис 3)
12
Продолжение
Причина
26. Слишком большая бобина Нитка, сматываись с бобины, тут же наматывается на катушко держатель. Чем больше бобина, тем больше ее инерция вращения и тем больше будет наматываться нитка на катушкодержатель
27. Слишком тонкая или непроч ная нитка, а ткань плотная нли толстая
28. Нитка обернулась два раза вокруг проволоки нитенаправите ля или компенсацнониой пружи ны (обрыв на быстром ходу). Такая ситуация создается при перекрученной нитке или неправильной ее заправке
29. Велика бобина (нитка не выдерживает силу инерции покоя большой бобины)
30. Рассогласованность движений иглы и челнока. Ослабли винты крепления большого кулачка с фи гурным пазом на левом конце главного коленчатого вала. Он проворачивается (швейные машины «Паннония», «Тула», «Чепель-30»)
31. Ослабла цилиндрическая пружина шпульного колпачка, в результате чего ручка защелки имеет свободный люфт и мешает работать верхней нитке. Пружина в колпачке очень тонкая, и ржавчи на очень быстро разрушает ее. особенно когда машина стоит у окна, в сыром углу или иа полу
32 Высокие выступы, ограничивающие шарнир защелки шпульного колпачка. Верхняя нитка задевает за иих и соскакивает с заметным подергиваинем. От этого происходит еще и петляние нитки снизу. Чаще это бывает тогда, когда шпульный колпачок плохо подобран
33. На шпульном колпачке хвое товнк пружины не введен в прорезь колпачка. Нитка при обводе вокруг шпульного колпачка за-
Метод устранения Перемотать нитку с бобны на катушку
Заменить тонкую ннтку на нитку. соответствующую толщине ткани
Заменить ннтку. Проверить все пункты заправки верхней нитки
Не применять больших бобин. Перемотать нитку на катушку
Кулачок поставить в правиль ное положение по моменту встречи иглы, когда она начн нает движение из крайнего нижнего положения. Ушко иглы выше ноенка челнока на 2 мм (см. гл. 3 «Швейная ма шнна 2М кл. ПМЗ»)
Заменить цилиндрическую пружину в шпульном колпачке. Ее легко сделать самому нз сталнстой проволоки диаметром 0,3—04 мм (см. гл. 2 «Челночное устройство», п. 31)
Заменить шпульный колпачок. Выступы можно немного спилить (до уровня шарннра защелки) н тщательно прошли фовать
Отвернуть регулировочный винт пружины (он же винт крепления), заправить ее хвостовик в прорезь шпульного
13
« Причина
цепляет за хвостовик пружины и обрывается
34. Конец нижней ниткн сошел со шпульки и захлестывает верхнюю, отчего она обрывается
35. В месте крепления пластинчатой пружины толкателя челнока или направительной пластины корпуса хода челнока есть облом в отверстии. Пружины сбиваются в сторону
36. Отсутствие зазора между челноком н толкателем как на входе, так н на выходе нитки может быть в том случае, если толкатель погнут по той или иной причине в сторону челнока
37. Входной конец толкателя прижат к носнку челнока. Нитка не может свободно обойти конец толкателя и затягивается в паз, по которому скользит челнок. При регулировке зазоров. подгибая выходной конец, не обратили вни
Продолжение
Метод устранения колпачка н поставить винт на место. Отрегулировать натяжение нижней ннтки
Заново намотать нитку на шпульку
Снять корпус хода челнока и толкатель с валом. На месте облома просверлить отверстие % сверлом, диаметр которого ра вен 2,2 мм, и нарезать резьбу М2.5 заново. На корпусе хода челнока очень трудно высверлить облом: разной твердости металлы — корпус из чугуна, а винт стальной
Отгибанием толкателя сделать зазор: на выходе нитки — 1 мм, на входе — 0,3 мм (2М кл. ПМЗ)
Входной конец толкателя не должен касаться ни верхней (рис. 4 а), ни ннжней (рис. 4, б) площадок челнока. Его отогнуть отверткой на середи ну вертикальной плоскости (рис. 4, в)
Рис. 4. Положение входного конца толкателя в челноке при работе (правоходный челнок):
а — неправильное — конец толкателя прижат к носику; б неправильное -конец толкателя прижйт к полке; в — правильное
14
Продолжение
Причина мания на новое положение входного конца
38. Отломан конец пластинчатой пружины толкателя челнока. Чаще отламывается выходной конец. так как им приходится регу лировать величину выходного зазора (рис. 5)
39. На рабочей поверхности ио-сика челнока появилась зазубрина от удара кривой иглой. Носик челнока — главная часть детали. Он всегда должен быть острым. Вся поверхность носика должна быть обязательно отполирована до зеркального блеска
Метод устранения
Заменить пластинчатую пружину на толкателе
Алмазным надфилем сточить зазубрину. Отшлифовать носик челнока на шлифовальном круге
40. Носик челнока слишком. далеко от иглы (более 2 мм), когда она находится в крайнем нижнем положении. Соединение вал челнока — кривошип кулисы не соответствует положению челнока относительно иглы
41. Носик челнока кем-то подпилен. Геометрия острого угла нару шена
Реконструировать соединение вал челнока — кривошип кули сы. Штнфт удалить, вместо него поставить два вннта М4, М5 (для машины «Паннония»), У машин 2М кл. ПМЗ поставить два винта М4 (см. гл. 3 «Швейная машина 2М кл. ПМЗ»)
Заменить челнок
Рис. 5. Толкатель челнока (машина 2М кл. ПМЗ): / — входной конец (вход нитки в челнок); 2—пластинчатая буферная пружина; 3 — винты крепления пружины: 4 — выходной конец (выход нитки)
Рнс. 6. Ннтенаправительная пластина на запорном кольце (машина «Чайка» 142М кл ): а до ремонта; б — после ремонта (острый угол на правой кромке срезан)
15
chipmaker.ru
Причина
42. Рабочая поверхность носика челнока шероховатая, нарушена полировка. Нитка затягивается в паз и обрывается
43. Рабочая поверхность шпульного колпачка заржавела. Происходит такая порча деталей там, где машины стоят у окна, в сыром углу, на полу, веранде, чердаке и т. д.. z
44. У челнока образовались острые кромки от контактирующего металла и ниток, наколнеииых абразивной пылью
45. Обратное вращение маховика. Это случается у начинающих швей при работе на машине с ножным приводом
46. Корпус хода челнока смешен вправо настолько, что игла при правом уколе зигзага отстоит от ннтенаправительной пластины на 3—4 мм. При этом нитка с трудом сходит с челнока, обрывается или петляет снизу
Продолжение
Метод устранения
Сначала отшлифовать носик челнока мелкой шлифовальной шкуркой, затем на войлочном круге, пропитанном пастой ГОИ — поверхность челнока должна быть зеркальной Свежую ржавчину, окисление, удалить легко, застарелую не-во iMOmHO. Сделать то же, что в п. 42
Алмазным надфилем плоского сечения притупить острые кромки на челноке, затем отшлифовать его шлифовальной шкуркой
Маховик должен вращаться только против часовой стрелки Учиться работать с ножным приводом следует без шпульно го колпачка и верхней нитки. Вместо ткани подложить под лапку чистую бумагу
Неооходимо сместить корпус хода челнока влево так, чтобы зазор между иглой и нитена-правнтельной пластиной был 1 мм при пряном уколе зигзага. Для такой регулировки выполнить следующие операции: откинуть машину; нз челночного устройства вынуть шпульный колпачок, запорное кольцо и челнок; на нитенаправнтельной пластине сделать правый срез под углом 90° (рис. 6); поставить запорное кольцо на корпус хода челнока. Опустить иглу в крайнее ннжнее правое положение;
ослабить болты крепления цапфы корпуса хода челнока. Ослабить винты обеих втулок горизонтального вала секторной шестерни 8 (рис. 7);
правую втулку вала сместить влево на 5 мм. Ослабить оба винта крепления кулачка // подъема эубчатой рейкн; смес гить корпус 3 хода челнока и
16
Причина
Продолжение
Метод устранения вал секторной шестерни влево н 1,5—2 мм. При этом сделать упор борддком в кулачок 11 подъема зубчатой рейки. Смещение корпуса и вала делать, не торопясь, чтобы не нарушить зубчатую передачу (рис 8). Операцию выполнять до тех
Рис. 7. Механизм корпуса хода челнока, вала и кривошипа (машина «Подольск» 142 кл.):
/ — ввл толкателя челнока; 2—ограничительное кольцо вала толкателя; 3 -корпус хода челнока; 4— болты крепления крышки цапфы. 5 — крышка цапфы корпуса; 6 — цапфа корпуса; 7 — запорная зашелка кольца; 8 — секторная шестерня; 9—левая втулка вала челнока; 10— прилив платформы; II— кулачок подъема зубчатой рейки; 12— аал челнока; 13—правая втулка вала челнока; 14 — стопорный винт правой втулки; 15 — контргайка конуса; 16 — кривошип аала; 17— конус шатуна; /в —стяжной болт кривошипа; 19 — стопорный винт левой атулки, 20 — коническая ведомая шестерня; 21 верхний винт крепления шестерен ’ Л
Рис. 8. Зацепление конических шестерен (машина «Подольск» 142 кл.):
/ — верхний вннт; 2 — первый зубец; 3 — второй зубец; 4 — крайний зубец секторной шестерни; 5 — нижиий винт; 6 — вал толкателя челнока
Рнс. 9. Нитеиаправительная пластина корпуса хода челнока (машина 2М кл. ПМЗ):
I — зона отжига; 2 — рабочая зона
17
Продолжение
Причина
47. Зазор между иглой и пластиной равен I мм, а игла при левом уколе зигзага заходит за острый выступ на 2—3 мм
48. Рабочая кромка нитенаправительной пластины корпуса хода челнока с зазубринами, так как со временем нитка протерла на кромке глубокие канавки, образовалась ржавчина и т. д.
Метод устранения пор, пока зазор между иглой н нитенаправительной пластиной (на запорном кольце) ие станет равным 1 мм (при зажатых болтах цапфы);
смещая вал, обеспечить на толкателе челнока в зубчатом соединении еле ощутимый зазор. Если зазор при разных положениях толкателя неодинаковый, дефект неисправим, так как причиной может быть отсутствие на шестернях симмет рии зубьев, перекос осей шестерен, эксцентриситет и др.
Корпус сместить влево так, чтобы игла или совместилась с левым острием корпуса, или заходила за острие не более чем иа I мм (см. рис. 2). Для создания зазора между иглой и нитенаправительной пластиной подпилить правый край пластины или сделать новую пластину (см. гл. 3 «Швейная машина «Подольск» 142 кл.») Снять корпус хода челнока и нитенаправительную пластину. Отшлифовать ее рабочую кромку алмазным надфилем, шлифовальной бумагой и на шли фовальном круге (рис. 9)
ПРОПУСК СТЕЖКОВ В СТРОЧКЕ
Причина
1. Зазор между иглой, когда она начинает движение из крайнего нижнего положения, и челноком в плоскости его вращения более 0,3 мм. Иногда зазор доходит до 3 мм. Это может быть по следу ющим причинам (машина 2М кл.): корпус хода челнока завышенной толщины;
игла занимает в отверстии игольной пластины крайнее правое положение. Недостаточная глубина игольного паза в игловодителе
Метод устранения
Подложить фольгу в 2—5 слоев под корпус ниже винтов крепления. Отфрезеровать паз для иглы в игловодителе или подогнуть игловодитель в пре телах центра отверстия игольной пластины (см. гл. 2 «Ме ханизм иглы»)
18
Продолжение
Причина
2 Установлена игла другого типа Диаметр колб игл разного типа различен. Кроме того, иглы могут быть с глубокой лыской (индий ские) и с неглубокой лыской (отечественные). Неподогнанные иглы образуют большой или недопусти мо малый зазор с челноком в плоскости его вращения, что и созда ет условия для пропуска стежков в строчке
3. Погнутая игла. Между ней и челноком образуется большой зазор. который и приводит к пропуску стежков
4. Момент встречи иглы с носи ком челнока рассогласован. Ветре ча должна происходить на уров не 2—2,2 мм выше ушка иглы. Иг-ловодитель не отрегулирован на нужный уровень. В игловодителе нет упора для иглы, и потому она ставится на произвольный уровень
5. Несоответствие — тонкая игла и толстая верхняя нитка. В дан ном случае петля-на пуск образу ется легче с противоположной сто роны иглы
6. Петля-напуск не перпендикулярна траектории движения челнока. Чем больше угол отклонения, тем больше вероятность пропуска стежков с строчке. При уменьшении угла встречи уменьшается ширина петли относительно челнока. Вероятность захвата нитки уменьшается
Метод устранения
Иглу устанавливать такого типа, на который отрегулирована машина
Заменить иглу
С помошью маховика поставить иглу в крайнее нижнее положение. Ввести отвертку справа (снаружи) и, ослабив винт крепления игловодителя. сместить его на нужный уровень Закрепить винт, поставить игольный ограничитель в иг-ловодитель
Сменить нитку — она должна соответствовать номеру иглы согласно таблице в инструкции за вода -изготовителя
Если невозможно повернуть игловодитель на нужный угол, снять его и запилить (алмазным надфилем) новую лыску под нужным углом. В некоторых машинах целесообразно угол встречи петли-напуска делать ие 90, а 80°
7. Петля-напуск образуется с про тивоположной стороны иглы, это бывает'.на некоторых машинах при применении лощеных ниток
8. Обрабатываемый материал нейлон. На остальных тканях пропуска стежков не бывает. Трение между нейлоном и иглой мини мальное При подъеме иглы с нит
Заменить нитки
Выполнить следующее: вставить самую тонкую иглу и заправить тонкие нитки, уменьшить зазор между иглой и челноком;
19
Причина
кой трение вокруг иглы настолько мало, что нитка, поднимаясь с иглой, не образует петлю-напуск. К тому же эластичность нейлона позволяет ему при подъеме иглы деформироваться, т. е. тянуться за иглой
9. Тупая игла. Попадая в нитку ткани, игла затягивает ее вниз, образуя петлю, которая мешает образованию петли-ндпуска верхней нитки
10. Сильно разработано отверстие игольной пластины. При нарушении правил шитья на машине за много лет иглами разбито игольное отверстие. При подъеме иглы ткань тянется вверх за иглой и нитка не успевает сделать петлю-напуск
И. Сильно перекручена нитка Петля-напуск сразу скручивается в сторону. Если петля и образовалась, то • требуемое положение ее должно быть под углом 90' (как правило) к траектории дви ження челнока. При увеличении или уменьшении угла уменьшает ся вероятность захвата нитки челноком
Продолжение
Метод устранения
зазор в • плоскости вращения челнока установить равным 0.05 мм;
расстояние между иглой и носиком челнока при опущенной игле довести до максимально возможного. Это расстояние устанавливается опытным путем и может быть от 2 до 4 мм
Поставить острую иглу. Можно заточить ее алмазным надфилем (см. гл. 2 «Механизм иглы»). Швея время от времени должна проверять ее на затупление и изгиб
Заменить игольную пластину новой или отремонтировать старую (см. гл. 2 «Механизм иглы»)
Заменить нитку
Рис. 10. Зазоры между левоходным челноком и толкателем (машина 2М кл. ПМЗ):
а на входе нитки, 6 — на выходе нитки
20
Причина
12. Зазор между толкателем и челноком увеличен против нормы в несколько раз. От этого челнок может опаздывать захватывать петлю-напуск. Зазор увеличивается с каждым ударом толкателя о челнок. За 1 ч непрерывной работы, при средней частоте вращения 300 об/мин толкатель наносит 36000 ударов по челноку (300 X 2X 60 для машин с качающимся челноком) Происходит деформация деталей и. как следствие, увеличение зазоров
13. Входной конец толкателя погнулся и, касаясь иглы, отодвигает ее от носика челнока. При этом в вертикальной плоскости увели чнвается между ними зазор
14. В нгловодителе нет упора для иглы. Он потерян или сломан Параметры встречи челнока с иглой постоянны. Поэтому игла в игло-водителе должна ставиться строго на одном уровне — это условие нормальной работы машины
Продолжение
Метод устранения
Зазор для швейной машины 2М кл. должен быть приведен к норме: на входе нитки — 0,3 мм, на выходе — 1 мм (рис 10)
Либо сточить сторону входного конца толкателя, обращенную к игле, которая не должна касаться толкателя, либо отогнуть кусачками конец толкателя от иглы на 1 мм. В ремонтной практике оба варианта применяются очень часто
Поставить винт-ограничитель иглы. Если в отверстии облом от винта, его высверлить, нарезать новую резьбу М2,5 или М3 и поставить соответствующий винт
15. При левом уколе зигзага расстояние по горизонтали между иглой и носиком челнока меньше требуемого. При этом петля-напуск не успевает образоваться
Это расстояние (по горизонтали) колеблется от 4 до 2 мм (у «Чайки» 2 кл., «Чайки» 115-1 кл., «Подольск* 125-1 кл. расстояние равно 2 мм, у «Чайки» 3 кл. оно 4 мм). Повернуть вал секторной шестерни при застопоренном маховике и отрегулировать указанное расстояние
16. При правом уколе зигзага расстояние между носиком челнока и верхним краем ушка иглы менее 1 мм в момент встречи челнока с иглой (рис. 11, а. 6). При этом челнок не успевает брать минимальную петлю-напуск
Отрегулировать смещение иг ловодителя по вертикали (рис. 11, б)
Chipmaker.ru
21
chipmaker.ru
Причина
17. Игла сместилась в отверстии игольной пластины вперед до предела, т. е. отошла от челнока, увеличив зазор в несколько раз (машина «Чайка»). Кронштейн рам ки игловодителя, закрепленный двумя винтами, часто сбивается по причине несовершенства кон струкцни (особенно у машин «Чайка» с электроприводом)
18. Входной конец толкателя по дошел близко к игле. В начале подъема иглы он увлекает обра зовавшуюся петлю-напуск в сто рону своего движения (у машин 2М кл.— влево, у «Чайки» — вправо)
19. Велико расстояние между иглой и корпусом хода челнока. При этом петля-напуск может образоваться с обеих сторон иглы
9 К
Продолжение
Метод устранения Кронштейн рамки игловодителя отодвинуть назад большой отверткой; игла-должна находиться посередине отверстия игольной пластины относительно задней и передней стенок, т. е. А = Б
Снять толкатель челнока и запилить сторону входного конца, обращенную к игле. Можно отогнуть толкатель от иглы. Поверхность его конца со сто роны иглы обязательно отшлифовать
Сделать минимальной петлю-напуск со стороны длинного желобка иглы. Для этого снять корпус хода челнока и сделать наплавку (оловом или универсальным клеем) против хода иглы такой высоты, чтобы расстояние между наплавкой и иглой было равно 0,5 мм. Во избежание термического коробления газосварку не применять
Рис. 11. Положение иглы при зигзаге:
а в игольной пластине (/ правильное; II— неправильное); относительно носика челнока (/ — на левом зигзаге; // на правом зигзаге)
ПОЛОМКА ИГЛЫ
Причина
I Слишком большое натяжение верхней нитки После момента захвата иитки челноком игла изгибается в сторону его движения. Этот изгиб вызван тремя силами сопротивления, зажимом нитки в регуляторе; трением иитки о ткань; трением нитки в ушке иглы
2. Отсутствует винт крепления корпуса хода челнока. В резуль тате образовался перекос плоско сти движения челнока—ситуация - аварийная
3. Запорное кольцо челнока не наделось на один из штифтов корпуса Образуется большой люфт челнока —ситуация аварийная, может поломаться не только игла, но и челнок и шпульный колпачок
4 Игла на пути движения челнока. Причин несколько. Главная из них — нарушен зазор между иглой и челноком в вертикальной плоскости. Он должен быть равным 0,1 мм, а в машинах с большой выработкой деталей — 0,2 — 0,3 мм Корпус хода челнока заниженной толщины
5. Игла ие поставлена до упора, поэтому длиннее нужного. Она ударяется о челнок и ломается
6. Тонка игла для данной ткани (толстой и грубой)
7 Игла плохо закреплена. При этом она может отклоняться и менять свое положение по вертикали, кроме того, она может выпасть, попасть в челнок и сломать шпульный колпачок
Метод устранения
Строго выполнять правило подбора толщины иглы и нитки в зависимости от ткани согласно таблице в инструкции завода-изготовителя. Зажать верхнюю нитку в регуляторе так, чтобы верхняя нитка ие была видна в строчке снизу, а нижняя — сверху. Впит подкручивать по чуть-чуть. При растягивании шва руками нитка в строчке не должна рваться. В противном случае ослабить ее натяжение
Поставить винт крепления корпуса хода челнока
Надеть запорное кольцо и впредь быть внимательнее
Заменить иглу, если она кривая; проверить правильность установки запорного кольца челнока, изменить число прокладок внизу корпуса хода челнока, т. е. отрегулировать зазор игла — челнок в вертикальной плоскости; поставить прокладки в верхней части корпуса для обеспечения зазора, равного 0,1 мм
Отвернуть винт иглодержателя и поднять иглу до упора. Если его нет, поставить
Поставить иглу нужной толщины
Затянуть отверткой винт иглодержателя.
23
Причина
8 Нет достаточного продвижения материала, поэтому швея тянет его о себя рукой. Эта «услуга» приводит к поломке или погнутости иглы, порче отверстия игольной пластины, челнока и лапки
9. Лапка имеет большой люфт в горизонтальной плоскости и при прошивании участков ткани неодинаковой толщины сможет попасть под иглу
10. Игла установлена длинным желобком в противоположную сторону и ударяется о горизонтальную площадку челнока. От неправильно установленной иглы меняется зазор игла — челнок
11. Установлена игла другого типа. Иглы разных типов отличаются толщиной колбы и длиной острия, поэтому если игла другого типа, зазор между челноком и иглой может отсутствовать и даже быть отрицательным и тогда игла становится на пути челнока
12. Погнулась игла. В данной ситуации может не только измениться зазор, но и произойти прямой удар иглы о челнок, игольную пластину, лапку и т. д.
13 Паз корпуса хода челнока имеет большую выработку по глубине. Если при этом отрегулировать очень малый зазор между челноком и иглой, например 0,1 мм, челнок может заскакивать за противоположную сторону иглы и ломать ее. Челнок в своем пазу ограничен запорным кольцом. Зазор между ними должен быть равным 0,05 мм. Увеличение зазора ведет к затуплению носика челнока, поломке иглы, стуку в маши не, пропускам стежков в строчке и т д.
Продолжение
Метод устранения Снять игольную пластину и очистить перемычки в зубьях от грязи, ниток и пр., отрегулировать высоту зубьев; отремонтировать двигатель ткани и регулятор подъема зубьев (см. гл. 2 «Механизм перемещения материала»)
Заменить лапку
Иглу ставить длинным желобком в сторону игольного ните-направителя. Это правило для всех машин. Не надо путать понятие «длинный желобок» и «лыска» (см. гл. 2 «Механизм иглы»)
Иглу ставить только такого типа, на который отрегулирована машина
Перед постановкой иглы проверить ее четыре параметра: кривизну, затупление, брак и тип
Снять корпус хода челнока, снять с него штифты. Плоскость, на которую ложится запорное кольцо, сточить (про-фрезеровать) по размеру, высоты пояска челнока. В крайнем случае (временная мера) увеличить зазор между иглой и челноком в вертикальной плоскости до 0,3—0,4 мм
24
Причина
14 Вал толкателя челнока провернулся в кривошипе. Это бывает в тех случаях, когда крепление вала с кривошипом осуществлено одним или двумя слабо закрепленными винтами (штифт отсутствует). Игла в таком случае, натыкаясь на челнок, ломается. При чиной проворачивания вала также может быть удар толстой иглы о твердый предмет, например пуговицу, или сильная вибрация, создаваемая электроприводом
15. Ослабло крепление игловоди-теля. Крепление надо периодически проверять. Динамическая нагрузка на иглу (за 1 ч непрерывной работы при средней частоте вращения главного вала 300 об/мин игла делает 18000 ударов) передается на узел крепления иглово-дителя
16. Маховик провернулся в обратную сторону. От маховика до иглы и челнока много соединений. Каждое из нит-имеет свой зазор. Чем больше суммарный зазор, тем с большей вероятностью игла ударится о челнок и поломается. К тому же обе нитки, запутываясь, изогнут иглу так, что она ударится, о препятствие
17 Смещение иглы в отверстии игольной пластины назад до предела (строчка зигзаг машины «Чайка»). Зазор между иглой и иосиком челнока стал отрицательным—игла ударяется о челнок. Почти у всех машин типа зигзаг игла должна быть расположена посередине отверстия игольной пластины, те на ее продольной оси симметрии
18 В машинах с зигзагообразной строчкой это следствие нарушений или изменений в'зазорах между иглой и челноком, а также фаз вращения маховика. Поломке иглы чаще предшествуют призна-
Продолжение
Мет о д устранения
Отпустить два стопорных винта на кривошипе вала толкателя, отрегулировать расстояние между 'челноком и иглой, когда она находится в крайнем нижнем положении. Оно равно 2 мм у машин 2М кл. ПМЗ. Надежно завернуть оба винта отверткой (малой, чтобы не сорвать резьбу)
Отрегулировать расстояние между носиком челнока и ушком иглы в момент их встречи при подъеме иглы из крайнего иижиего положения. Это расстояние должно быть равным 2—2,2 мм (от верхнего края ушка до челнока). Надежно закрепить винт крепления игло-во ди теля
Маховик в любом случае должен вращаться только против часовой стрелки, если смотреть с правой стороны, т. е. маховик вращается на швею (у машины «Анкер» наоборот)
Кронштейн рамки игловодите-ля машины «Подольск» 142 кл., закрепленный двумя винтами, необходимо сместить вперед. Для этого с задней стороны сделать упор надфилем в основание кронштейна и ударить 2—3 раза (ие сильно) молоточком. Надо вывести иглу (прямую и исправную) на середину .отверстия игольной пластины
При появлении признаков ненормальной работы машины необходимо прекратить работу и осмотреть в челночном устройстве все зазоры между иглой и челноком в такой после-
25
Причина
кн уже имеющихся недостатков искривление, затупление иглы и др.
Продолжение
Метод устранения
довательности: снять иглу и
проверить ее (см. гл. 2 «Механизм иглы»). Поставить исправную иглу; медленно вращая маховик, убедиться в правильности положения иглы в отверстии игольной пластины (она должна быть посередине отверстия относительно передней и задней стенок), а также в вертикальности входа и выхода при уколах зигзагом, т. е. в отсутствии явного смещения иглы по горизонтали на уровне игольной пластины (см. рис. Н. б);
откинуть машину на петлях, вынуть шпульный колпачок, снять запорную скобу (машина «Подольск» 142 -кл.) и проверить зазор между челноком и толкателем. Он должен быть равным 0,3 мм как на входе, так и на выходе нитки (рис. 12, а, б);
проверить зазор игла — челнок в плоскости вращения челнока. Зазор должен быть в пределах 0.1—0.05 мм;
проверить расстояние по горизонтали между носиком челнока и иглой в ее нижнем положении при левом уколе зигзага. Это расстояние в среднем
Рис. 12. Зазоры в чел ночном устройстве (ма шина «Подольск» 142 кл.): а — на входе нитки; б — на выходе ннткн; / — челнок; 2 — входной конец толкателя; 3 — выходной конец толкателя;
4 - пластинчатая пружина
26
П родолжение
Метод устранения
Причина
равно 4 мм для машины «Чай-ка-П1» 3 кл., 3 мм — для машины «Чайка» I42M кл.;
проверить расстояние между носиком челнока и верхней кромкой, ушка иглы в момент их встречи, при правом уколе зигзага Оно должно быть рав но I мм;
проверить зазоры между входным концом толкателя, Носиком и площадкой челнока. Эти зазоры определяются свободным пропуском нитки как на входе, так и на ее выходе, причем загнутый конец пластинчатой пружины с обеих сторон должен быть плотно прижат к концам толкателя
ОБРЫВ НИЖНЕЙ НИТКИ
Причина
I. Слишком сильно затянута нитка в шпульном колпачке. Возможно, чрезмерно закручен регулировочный винт. Его нельзя отворачивать более чем на пол-оборота, иначе от вибрации (особенно на машинах с электроприводом) он самоот-вернется и потеряется, а шпульный колпачок выйдет из строя. Иногда нитка зажимается по той причине, что шпулька уве личенной высоты или большего диаметра. Нитка из шпульного колпачка должна выходить с различным натяжением в зависимости от толщины ткани
Метод устранения
Заправить нитку № 40, на колпачке регулировочный винт зажать до отказа, а затем отвернуть на пол-оборота. Если при этом нитка вытягивается из шпульного колпачка без усилий, снять пружину и подогнуть ее внутрь. Если после этого нитка выходит с трудом, пассатижами с острыми губками подогнуть внутрь (именно внутрь) тот усик прижимной пружины, который ближе к выходу нитки. Если ничего не изменилось, подогнуть внутрь второй усик Если после этого нитка вытягивается слишком , свободно, легонько ударить по месту подгиба пружины. В результате она немного распрямится и нитка пойдет с большим натяжением. Таким спо собой — подгибом усиков пружи ны — добиться нормального натя жения нижней нитки. Оставленные в резерве пол-оборота регулировочного Винта пойдут на прижим очень тонких ниток. Увеличенную по высоте и диаметру шпульку спилить по торцам и окружности
27
chipmaker.ru
Причина
2 Выходной конец толкателя отогнут на 2—3 мм внутрь от плоскости вращения челнока нижняя нитка заскакивает за отогнутый конец и обрывается 3. Нитка на шпульке перекру чена. На выходе из шпульного колпачка (под пружиной) ели шком острая кромка отверстия. Нитка перед кромкой засучивается в маленькие барашки и с усилием -проскакивает под пружину. В результате нет плавного хода нитки — она выходит рывками и обрывается 4. Острая кромка челнока (кромка, извлекающая нитку из шпульного колпачка)
5. Шпулька слишком больших размеров как по торцу (высоте), так и по диаметру. Из-за этого происходит заедание и торможение шпульки. Нет плавного выхода нитки. В результате получается неровный шов. нитка обрывается. Такие шпуль ки брак
6. Неправильно заправлена нитка в шпульном колпачке или выскочила из-под пружины, соскочил с крючка колпачка
П родолжение
Метод устранения
Снять челнок и большой отверткой подогнуть выходной конец толкателя на уровень челнока, они оба должны работать в одной плоскости
Снять со шпульного колпачка пружинную пластину и притупить острую кромку отверстия там, где выходит нитка. Твердость стенок шпульного колпачка допускает обработку только алмазными инструментами, например алмазным надфилем. Применять нитки только качественные, не перекрученные
Кромку челнока притупить. Лучше это сделать куском наждачного камня или бруска. После обработки челнок промыть керосином тля удаления абразивной пыли и тщательно протереть (рис. 13) Шпульку больших размеров (нестандартную) можно обточить трехгранным напильником и по торцу (высоте) с обеих сторон, и по окружности. При этом шпулька может быть даже пластмассовой
Заправить нитку в шпульный колпачок— дело несложное. Однако в машинах разных марок есть свои нюансы. Как видно из рис. 14, нитка у всех колпачков заводится со стороны крючка, т. е. со стороны острого угла. Если шпульный
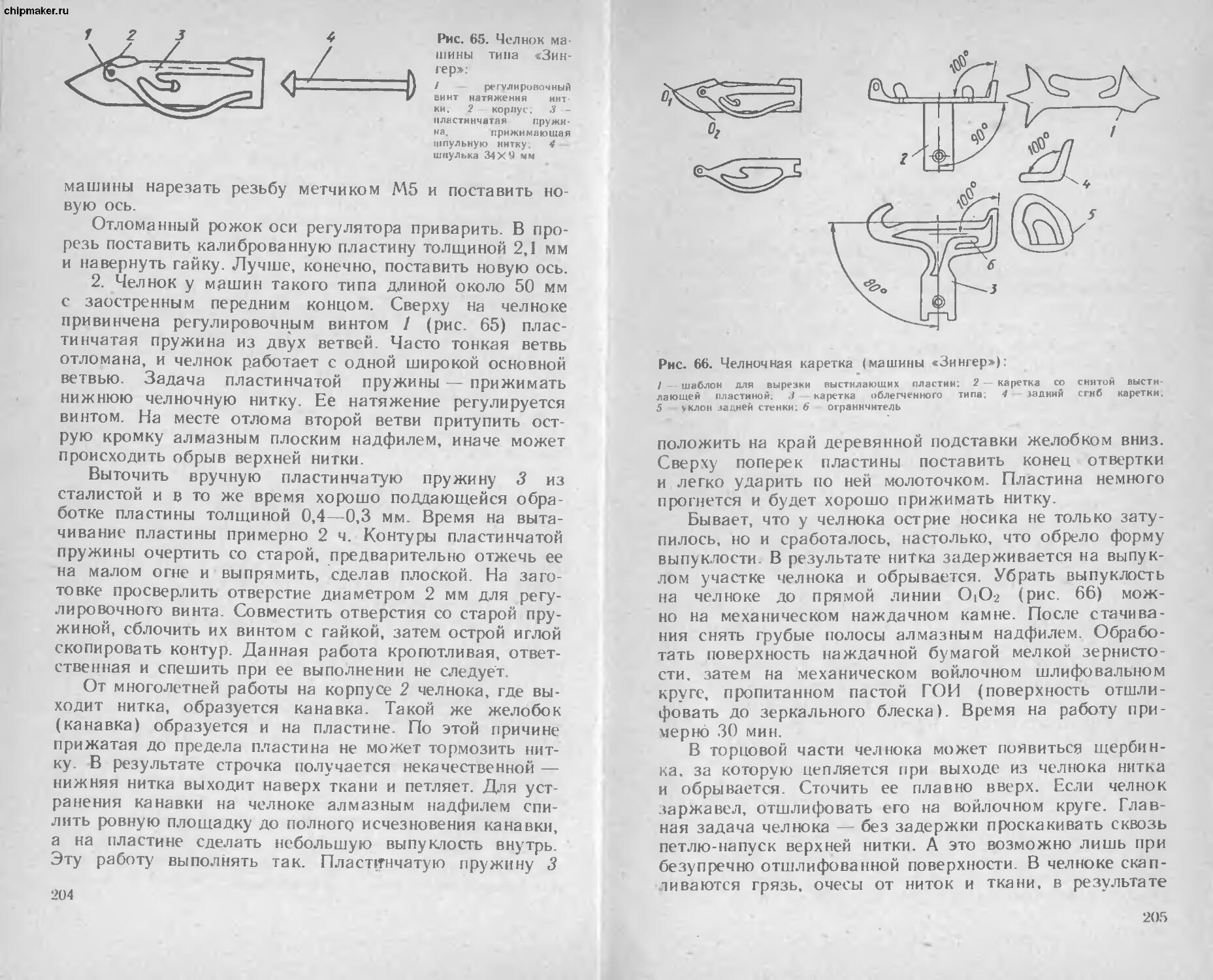
Рис. 13. Устройство челнока (машина 2М кл. ПМЗ):
/— вертикальная плоскость зева; 2— носик; 3— поясок; 4— пятка (хвостовик). 5— ось для шпульного колпачка; 6— кромка, извлекающая нитку со шпульки, 7— полка; 8— нижняя внутренняя кромка носика: 9— верхняя наружная кромка; 10— ннжняя наружная кромка. //—кольцевой паз оси; /2—ост рый угол пятки; 13— внутренняя кромка полки
28
Продолжение
Рис. 14. Заправка нитки в шпульные колпачки разных типов
а в машине зигзаг с вращающимся челноком «Веритас» B0I4-35 Лл.. б в машине 2М кл. ПМЗ с качающимся челноком в вертикальной плоскости; в — в машине зигзаг «Чайка» 142М кл.; г—в машине зигзаг «Тула» с вращающимся челноком
Причина
Метод устранения колпачок держать в левой руке прорезью к себе, нитку заводить снизу (рис. 14, а, в, г) или сверху (рис. 14, б). Если смотреть на шпульный колпачок со стороны шпульки, ее вращение при протягивании нитки будет по часовой стрелке (см. рис. 14, а. в, г) или против часовой стрелки (см. рис. 14, б)
7. Наружный угол выходного конца челнока (пятки) острый, и в момент выхода верхней нитки нижняя, натягиваясь, об рывается. Это типичный случай 8. Укорочена широкая площадка челнока
Острый угол челнока (на выходе нитки) притупить алмазным надфилем плоского сечения Нитка не должна встречать на своем пути острых, угловатых кромок Заменить челнок
ПЕТЛЯНИЕ ВЕРХНЕЙ НИТКИ СНИЗУ
Причина
I. Нитка рывками проскакивает в зазорах между челноком и толкателем, на мгновение задерживаясь Мал зазор между выходным кон цом толкателя и челноком. Нор
Метод устранения
Увеличить зазор на выходе нитки из челночного устройства
29
Продолжение
Метод устранения
Причина
мальный зазор для машины 2М кл. равен 1 мм. машины «Чайка» 142М кл.— 0,3 мм и т. д
2. Сильно натянута компенсационная пружина (явление парадоксальное)
3. Челнок далеко (более 2 мм) заходит за иглу, когда она находится в крайнем нижнем положении. При этом зазор между ните-направиУельной пластиной на корпусе хода челнока и иглой более 1 мм. Нитка надежно захватывается челноком, но сбрасывается с него с опозданием
4. Крепление вала челнока с кри вошипом посредством штифта. Это неприемлемо. Надежная работа машины не обеспечивается Отверстие для штифта должно быть просверлено при оптимальном угле поворота вала. В действительности оптимальный угол выдерживается в редких случаях. Лучше, конечно, вместо штифта поставить два регулировочных винта (как у машины «Орша» по следних выпусков)
5. Верхняя нитка с трудом проскакивает через конец фиксаторного пальца шпульного колпачка. Такие случаи бывают, когда ставят шпульный колпачок с машин других марок
6. Заедание конической пружины на регуляторе натяжения верхней нитки. Нитка не зажимается шайбами и петляет. Резьбовые концы оси регулятора сжаты в продольном разрезе. Верхний виток пружины деформирован
7 При подъеме лапки толкатель отжал шайбы, а при ее опускании не возвратился в исходное положение. Шайбы остались в отжа том состоянии, и нитка проходит свободно, петляя снизу. Толкатель регулятора заедает по разным
Уменьшить натяжение компен сационной пружины (при не равномерном петлянии)
Нитенаправительную пластину (для машины 2М кл.) снять, отжечь на огне участки с отверстиями (рабочий участок нельзя отжигать). Пропилить оба отверстия на 2 мм круг лым надфилем в сторону от рабочего участка и поставить на место так, чтобы обеспечить »азор, равный 1 мм, между пластиной и иглой (см рис. 9) Переделать ^крепление вала толкателя челнока с кривоши пом кулисы со штифта на регулировочные винты. Установить расстояние между носиком челнока и иглой, когда она находится в крайнем нижнем положении, равное 2 мм (см гл. 3 «Машина 2М кл. ПМЗ»)
Конец фиксаторного пальца шпульного колпачка сточить с обеих сторон на 0,25 мм. Шлифовать лучше на войлочном круге, пропитанном пастой ГОИ
Устранить заедание комической пружины на оси регулятора. Пружина должна свободно перемещаться в пазу оси
Устранить заедание толкателя: если он заржавел, очистить от ржавчины наждачной шкуркой; если его расплющенный конец заскакивает за перемычку в отжимной шайбе, подпилить торец расплющенного конца;
Причина
причинам: ржавчина, грязь, погнутость и др
8. Слабо зажаты шайбы на регу ляторе натяжения верхней нитки
9 Ручка защелки длинная, а нижняя ее часть имеет угловатую конфигурацию. Нитка при обегании шпульного колпачка зацепляет за угловатый выступ иижней кромки ручки защелки
10. Нитка на шпульке толще верхней Верхняя нитка является ведущей, она поднимает нижнюю и ею затягивает строчку. Поскольку нижияя нитка является ведомой, она должна быть более эластичной, податливой
II. На регуляторе натяжения верх ней нитки отсутствует компенсационная пружина, помогающая челноку в критический момент сбросить верхнюю нитку, затянуть лучше шов в строчке и скрутить с катушки нитку для следующего стежка
12. Натяжение иижией иитки слишком сильное. Верхняя нитка не может поднять нижнюю и видна снизу. У хорошей строчки переплетение ниток происходит по середине сшиваемых материалов Рисунок строчки сверху и снизу одинаковый
13. Верхняя, нитка при заправке не вошла внутрь шайб регулятора и оказалась не зажатой шайбами. Это равносильно выключению регулятора из работы. Строчка не образуется
14 Нет свободного хода (люфта) у толкателя регулятора натяжения верхней нитки. Толкатель упирается в перемычку отжимной шайбы и не позволяет шайбам сжать нитку. Толкатель или заржавел или длиннее нужного.
Продолжение
Метод устранения если он погнулся, выпрямить; если исправить старый тол катель невозможно, поставить новый (см. рис 1)
Нажимной гайкой поджать коническую пружину. Делать это постепенно, ступенчато, каж дый раз проверяя качество строчки снизу и сверху
Ручку защелки шпульного колпачка укоротить, а нижний участок закруглить (см. рис. 3)
Заменить нитку. Нижняя нитка должна быть или с одной катушки, что и верхняя, или номером больше. Например, вверху нитка № 40, а на шпульке № 50
Поставить компенсационную пружину. Она необходима
Ослабить натяжение нижней нитки (см. гл. 1 «Обрыв нижней нитки», п. 1)
Верхнюю нитку заправлять строго по инструкции
Снять фронтальную крышку и проверить наличие люфта толкателя в регуляторе. Если его нет, разобрать регулятор, вынуть толкатель и спилить расплющенный конец на 0,5 мм
31
chipmaker.ru
Причина
При отсутствии зазора между толкателем и отжимной шайбой строчки не будет (см рнс. 1)
15. Входной коиец толкателя касается носика челнока. Нитка с большой задержкой проскакивает этот участок Такая причина может вызвать петляние верхней нитки или затягивание ее в челночный паз корпуса и обрыв Возможно, что в этом случае ма шина и вовсе не будет шить
16. Входной конец толкателя касается ни жнеи площадки челнока. Такая ситуация - вызывает петляние верхней нитки или ее обрыв
17. В строчке снизу неравномерные маленькие петли-завитушки верхней нитки Причины бывают разные, нитка перекрученная, слабо или очень сильно натянута компенсационная пружина, на выходном конце пластинчатая пружина не прижата плотно к толкателю, а отодвинулась от него. Последняя причина играет решающую роль
НАМАТЫВАНИЕ ВЕРХНЕЙ НИТКИ НА
Причина
1. Ручка не прижимается плотно к защелке. Она отодвинута наружу стопорным винтом, который ставится изнутри колпачка Такая причина встречается часто
2. Ручка защелки имеет люфт — свободный ход. В данном случае защелка уперлась в ось челнока (в кольцевом пазу), а зубец ручки защелки не дошел до колпачка и между ними образовался зазор
Продолжение
Метод устранения
После сборки убедиться в наличии люфта. Поставить фронтальную крышку и убедиться, что между толкателем и рычагом подъема лапки есть зазор. Если его нет, пассатижами чуть отогнуть фронтальную крышку влево (в сторону от рычага подъема лапки) Отверткой отогнуть входной коиец толкателя вниз от носика челнока на 1 мм (см. рис. 4, в и рис. 12)
Отверткой отогнуть входной конец толкателя вверх на 1,5 мм. Он должен находиться или посередине зева челнока или чуть ближе к носику (см. рис. 4 и 12). Нитка указанный участок должна проходить беспрепятственно
Поставить нитки хорошего качества. Компенсационная пружина должна быть умеренно упругой. На выходном конце пластинчатую пружину плотно прижать к толкателю
ЗАЩЕЛКУ
Метод устранения
Вынуть шпульный колпачок, поднять ручку защелки и другой рукой при помощи плоского надфиля спилить выступающую часть стопорного винта Спилить круглым надфилем сторону В (см. рис 3) отверстия, обращенную к шарниру защелки так, чтобы ручка и защелка были плотно прижаты друг к другу. Еще лучше заменить защелку
32
I
Продолжение
Метод устранения
Причина
Верхняя нитка, обегая шпульный колпачок, зацепляется за ручку зашелки. Зубец же ручки должен раньше дойти до колпачка и прижать ручку к зашелке, а сама защелка, войдя в кольцевой паз, не должна упираться в ось челнока - между ними должен быть зазор
3. Ручка защелки в нижней части имеет угловатую конфигурацию
4. Шпульный колпачок вставлен в челнок не до упора. Это происходит из-за невнимательности швеи н может привести к поломке шпульного колпачка
ОСЛАБЛЕНИЕ В СТРОЧКЕ НИЖНЕЙ
Причина
1 Челнок неисправен, он извлекает слишком много нитки из шпульного колпачка. Такой дефект чаше всего встречается у машины «Чайка»
2 Слабо зажата нитка в шпульном колпачке
3 Слабое натяжение верхней нитки и толста нижняя нитка
4. Нижняя нитка не втягивается в ткань
Обточить ручку, сделав ее закругленной
Если не пользоваться ручкой защелки, шпульный колпачок должен быть надет на ось челнока со щелчком. Но, если сначала плотно вставить шпульку, iaправить нитку, а затем отвести ручку защелки и вставить колпачок в челнок, щелчка не последует Высота шпульки должна . быть меньше высоты стенок шпульного колпачка
НИТКИ
Метод устранения
Лучше всего заменить челнок. Можно заменить лишь шпульный колпачок на импортный, например от машины «Лучник» (Польша). Кроме того, на шпульку наматывать нитку тоньше, чем на катушке, усилить натяжение компенсационной пружины и сильнее зажать верхнюю нитку в регуляторе натяжения
Регулировочным винтом, расположенным на шпульном колпачке, поджать пружину натяжения нижней нитки. Если такая мера не поможет, снять пружину и подогнуть ее внутрь (см. гл. 1 «Обрыв нижней ннтки», п. 1)
Проверить правильность заправки верхней нитки. Поджать ее на регуляторе. В. крайнем случае на шпульку намотать нитки номером больше (более тонкую)
Выполнить следующее: ослабить натяжение нижней нитки; усилить натяжение компенсационной пружины; поджать верхнюю нитку на регуляторе
2 —R96
33
r.ru
Причина
5. Регулировочный винт не прижимает пружину нижней нитки — на винте сорвана резьба
6 Нитка выходит из шпульного колпачка рывками, так как она сильно перекручена на выходе из шпульного колпачка и острая кромка отверстия
НЕРАВНОМЕРНОСТЬ СТРОЧКИ
Причина
1. Слишком тонка нгла, она не соответствует нитке и ткани
2.. Нижняя нитка толстая, верхняя тонкая, что является грубым нарушением техничес ких требований нормальной работы швейной машины
3. Неправильно вставлена игла
4 И верхняя, и нижняя нитки низкого качества (неравномерны по тол ши не)
5. Неисправности в регуляторе натяжения верхней нитки
6. Игла с дефектами (тупая, кривая, со смещенным ушком, с самодельной лыской, ржа2 вая) или другого типа
7. Заедание шпульки в шпульном колпачке, отчего нитка вытягивается неравномерно
8. Ослабли винты крепления рейки механизма двигателя ткани. Ткань продвигается плохо и неравномерно подается под лапку
Продолжение
Метод устранения
Заменить винт. Заменить шпульный колпачок. Попытка нарезать резьбу в шпульном колпачке, не увенчается успехом
Заменить нитку. Снять пластинчатую пружину и на шпульном колпачке притупить острые кромки отверстия, из которого выходит нитка. Сделать запил алмазным круглым надфилем
Метод.устранения Поставить более толстую иглу
Подбор ниток и игл вести в соответствии с таблицей в инструкции. При этом помнить обшее правя ю—в шпульном колпачке нитка должна быть или с одной катушки, что на катушкодержателе. нли номером больше
Иглу ставить вверх до упора так. чтобы она не касалась стенок в отверстии игольной пластины. Ушко иглы должно быть расположено строго вдоль оси платформы (для прямострочных машин), т. е. так. как указано в инструкции за во да -изготовителя
Использовать нитки только высокого качества
Проверить регулятор натяження верхней нитки и устранить дефекты
Поставить исправную иглу (см. гл. 2 «Механизм иглы»)
Опилить напильником шпульку по торцу (высоте) с обеих сторон и по всей окружности. Таким образом обеспечить плавный .выход нитки
Несмотря на неудобства, крепления, закрепить рейку, крепко зажав винты. Передняя сторона рейки должна быть выше задней на 0,5—0,6 мм
34
2 2
Причина
9. Заедание верхней нитки на катушкодержателе, в регуляторе, или в нитенаправителе
10. Неравномерная по толщине ткань. На утолщенных участках стежки короче
11. Заедание стержня прижимной лапки из-за ржавчины, окисления от сырости, грязного масла, пыли и других причин При прошивании толстых швов стержень поднимается на высоту до 4 мм
12. Очень перекручена верхняя нитка — образуются барашки. При входе в шайбы регулятора происходит заклинивание нитки, в результате стежки в строчке получаются короткими и сильно затянутыми
13. Компенсационная пружина натянута слабо или работает с заеданием
14 Слабое давление на ткань прижимной лапки
15 Принудительное протягива ние ткани швеей, что изменяет скорость движения ткани, но делает его неравномерным. Отсюда разного размера стежки, а значит, и разная степень их затягивания
16. Ржавчина на поверхностях деталей, по которым движется ткань
Продолжение
Метод устранения
Устранить причины заедания верхней нитки. Например, не применять больших бобин и бобин со смятым сердечником
Ткань перед шитьем расправить, прогладить горячим утюгом, чтобы по возможности толщина ее везде была одинаковой
Смазать узел и вручную проработать стержень на максимально возможную высоту. В крайнем случае разобрать узел и почистить стержень до блеска. Узел собрать, с’мазать и проверить в работе
Заменить нитку
В пружине 11 . витков (машина 2М кл ). Удалив три витка, укоротить пружину. Выводной конец пружины сделать в виде крючка и завести за последний виток. Увеличить натяжение компенсационной пружины можно и так: снять нажимную гайку и коническую пружину. Отверткой за прорезь повернуть ось регулятора -по часовой стрелке на 10—15°. Поставить коническую пружину и гайку Поджать гайку нажима лапки. Если ослаблена цилиндрическая пружина, растянуть ее, если слабая пластинчатая пружина, путем рихтовки увеличить ее жесткость (машины «Тула» и «Харьков») Не тянуть ткань рукой! Если плохо работает механизм продвижения материала, очистить зубчатую рейку и отрегулировать ее высоту (рис 15, а—н)
Не сильно заржавевшие детали очистить. Для этого приготовить такую смесь: 0,5 л соляной кислоты (НС1), 50 г крепкого отвара
2'
35
r.ru
Продолжение
Рис. 15. Регулировка высоты зубьев рейки над игольной пластиной (машина 2М кл. ПМЗ):
а — оптимальная работа механизма двигателя ткани (наклон зубьев назад А>Б); б — удовлетворительная работа механизма двигателя ткани (горизонтальное положение зубьев Л=б); в — неудовлетворительная работа механизма двигателя ткани (наклон зубьев вперед. Лсб); / передняя сторона. 2—задняя сторона; 3 поверхность игольной пластины
Причина
17. Не отрегулированы натя жение обеих ниток, высота зубьев рейки, давление лапки на ткань
Метод устранения зверобоя. В эту смесь опустить заржавевшие детали на 15—20 мин. Затем их вынуть и тут же промыть чистой проточной водой, протереть насухо и отшлифовать сначала шлифовальной шкуркой, затем на войлочном круге, пропитанном пастой ГОИ Отрегулировать указанные пара метры
ПЕРЕПЛЕТЕНИЕ НИТОК СВЕРХУ
Причина
1. Сильно зажата верхняя нитка на регуляторе
2. Ослабло натяжение нитки в шпульном колпачке
3. Слишком сильное натяжение компенсационной пружины на регуляторе натяжения верхней нитки
Метод устранения
Ослабить натяжение верхней нит ки. Нажимную гайку (в обе стороны) вращать ступенчато, малы ми дозами, каждый раз проверяя качество строчки
Усилить натяжение нижней нитки регулировочным винтом, расположенным на шпульном колпачке. Поворачивать винт каждый раз постепенно, на 2—3° (см. гл. 1 «Обрыв нижней нитки», п. 1) Ослабить натяжение компенсационной пружины на регуляторе натяжения верхней нитки. Для этого выполнить следующее: отвернуть прижимную гайку; снять коническую пружину; навернуть гайку на конец оси регулятора; отвертку ввести в прорезь оси регулятора и повернуть ее на 10° против часовой стрелки; собрать узел
2—4
36
Окончание
Причина
4. Очень толстая верхняя нит-
ка и очень тонкая нижняя
Метод устранения в обратном порядке. Если не будет отжима нитки при подъеме лапки, коническую пружину повернуть по часовой стрелке на 180°
Нитки и иглы подбирать по таблице в инструкции завода изготовителя. Помнить общее правило — лучше ставить нитки с одной катушки или на шпульку номером больше. Чтобы получить хорошую строчку, ослабить верхнюю нитку и подтянуть нижнюю.
ПЕРЕПЛЕТЕНИЕ НИТОК СНИЗУ
Причина
I. Очень толстая нижняя нитка и тонкая верхняя
2. Сильно затянута нитка в шпульном колпачке. Может быть ряд причин:
зажат регулировочный
винт;
зажат регулировочный
винт так, что ослабить его не представляется возможным, туго вращается шпулька (нестандартная) в шпульном колпачке;
шпулька хорошо вращается в иевставленном в челнок колпачке, но туго во вставленном
3. Слишком большое расстояние между носиком челнока и иглой, когда она находится в крайнем нижнем положении. Верхняя нитка видна снизу, так как она не может втянуть нижнюю в ткань
4. Слишком слабо зажата верхняя нитка в регуляторе
Метод устранения
Верхняя нитка является ведущей, и потому она должна быть такой же толщины, рак нижняя, илн чуть толще
См. гл. *Обрыв нижней нитки», п. 1.
Отпустить регулировочный винт.
Поджать внутрь усики прижимной пружины на колпачке
Опилить напильником шпульку по окружности
Опилить напильником шпульку по торЦам (высоте)
См. гл. 2 «Челночное устройство», п. 1
Подкрутить нажимную" гайку на регуляторе натяжения верхней нитки. Подкручивать по чуть-чуть, каждый раз проверяя качество строчки
37
chipmaker.ru
СТЯГИВАНИЕ ТКАНИ В СТРОЧКЕ
Причина
1. Слишком зажата верхняя нитка в регуляторе натяжения
2. Сильно затянута компенсационная пружина
3. Сильно зажата нитка в шпульном колпачке
4. Нижняя нитка толще верхней. Она не втягивается в ткань
5. Сильное давление лапки иа ткань. Очень тонкая ткань не может сопротивляться высокому давлению снизу и сверху и сминается
6. Высоко подняты зубья рейки двигателя ткани. Некоторые полагают, что чем выше подняты зубья, тем лучше будет продвигаться ткань. Это мнение ошибочно
Метод устранения
Ослабить натяжение верхней нитки в регуляторе. Гайку регулятора вращать против часовой стрелки
Ослабить натяжение компенсационной пружины
Регулировочный винт на шпульном колпачке зажать до отказа, а затем отпустить не более чем на пол-оборота. Если при этом нитка зажата слишком туго, ослабить ее путем подгибания усиков пружины внутрь (см. гл. I «Обрыв нижней нитки», п. 1)
Нижняя нитка должна быть такой же, как верхняя, или тоньше ее. Правильно подобрать нитки
Отвернуть гайку регулировки нажима лапки. Если это не поможет, укоротить нажимную пружину на четыре витка. Там. где есть регулятор подъема рейки, обязательно поставить его на отметку «Ш» (шелк)
Откинуть машину на петлях. Под платформой, слева вверху, расположен регулятор высоты зубчатой рейки. Ослабить винт и уста но вить нужную высоту рейки. Нормальная высота равна I —1,2 мм. Передняя сторона должна быть выше задней на 0.5 мм (см. гл. 2 «Механизм перемещения материала»)
ЗАТЯГИВАНИЕ ТКАНИ В ОТВЕРСТИЕ ИГОЛЬНОЙ ПЛАСТИНЫ
Причина
1. Тупая игла, попадая в нитку ткани, тянет ее за собой.' Игла может затупиться от удара о твердый предмет (металл) или от долгой работы, так как в ткани много пыли, а она состоит из аб разивных частиц
2. Слишком большой износ отверстия игольной пластины. Оно разбивается ударами иглы
Метод устранения
Заменить иглу на острую или снять и наточить (см. гл. 2 «Механизм иглы»)
Игольную пластину лучше заменить новой и только в крайнем случае отремонтировать (см. гл. 2 «Механизм иглы»)
38
Причина
3 Края ткани не обрезаны (махровые). Натяжение нижней нитки создает сопротивление продвижению ткани. Махровые края легко увлекаются внцз иглой и обеими нитками
4. Сильно зажата нитка в шпульном колпачке
5 Ржавая игла. Ее шероховатая поверхность создает большое трение при прохождении через ткань
6. Толстая игла и тонкая ткань. Например, игла № 120, а ткань шифон Нечто подобное встречается весьма часто
7. Измятая ткань. Отдельные участки такой ткаии имеют разную толщину и, не испытывая на тяжения, затягиваются в отверстие игольной пластины: Особе'нно часто -это происходит на машинах с зигзагообразной строчкой
ПЛОХОЕ ПРОДВИЖЕНИЕ ТКАНИ
Ойончадие
Метод устранения Перед шитьем на машине края ткани подрезать
Отрегулировать натяжение Верхней иитки, ослабить натяжение нижней нитки (см. гл. 1 <Обрыв нижней нитки», п 1) Прежде чем начать шить какую-то вещь, добиться нормальной строчки на данной ткани. Подобрать нитку и иглу по таблице в инструкции. Однако данные в таблице ориентировочны, подбор лучше проводить опытным путем
Поменять иглу. В крайнем случае ее можно почистить наждачной бумагой средней зернистости и шлифовальной бумагой, но должного результата все-таки не будет
Тонкие ткани типа шифона шить иглой № 65. Иглы и нитки подбирать по таблице в инструкции завода-нзготовителя Ткань, если она мятая, прогладить перед шитьем горячим утюгом
Причина
). Тупые, зубья рейки. В боль шинстве случаев это результат небрежной работы швеи. Например, она не остановила вовремя машину, которая продолжает работать, когда ткань уже сошла с рейки При этом на лапке снизу обдирается никелевое покрытие, -а зубья притупляются
Метод устранения
Зубья наточить алмазным надфилем трехгранного сечения. Регулятором подъема зубьев поднять их до отказа и наточить зубья с одной стороны (со стороны наклона). Время заточки 3—4 мин. Затем отрегулировать высоту зубьев (см. рис. 15)
39
chipmaker.ru
Причина
2. Зубья недостаточно подняты над игольной пластиной. Высота зуба не отрегулирована или в перемычке скопилась и спрессовалась грязь с очесами
-
3. Рычаг лапки опущен вниз не до конца
Заржавевший, погнутый рычаг. Стержень лапки заедает при опускании
4. Слабый нажим лапки Ослаблена нажимная пружина. Это обычное явление в старых машинах. Усталость металла от постоянных нагрузок и времени — процесс естественный
5. Кулачок подачи материала на коленчатом валу провернулся или имеет большой люфт. Причина — ослабление стопорного винта. В том и другом случае возможно следующее:
ткань не продвигается;
ткань продвигается в обратную сторону — на швею; ткань продвигается малыми шажками:
регулятор шага стежка бездействует
Продолжение
ГЛетощ устранения
Откинуть машину на петлях, - Слева сверху на верхнем валу размещен регулятор подъема зубьев. Ослабить винт и, установив высо ту зубьев, зажать его. Нормальная высота зубьев будет тогда, когда над пластиной в средней ее части будут возвышаться только сами зубья. Передняя часть зубьев выше относительно задней на 0,5 мм (см. рис. 15). Если отрегу лировать высоту зубьев не удается, снять игольную пластину и очистить зубья. Поставить пластину на место
Рычаг подъема лапки опускать постепенно до нижнего предела Нельзя выпускать из рук рычаг при его движении. В противном случае он может сильно ударить по зубьям. При этом зубья будут портиться — тупиться и осаживаться вниз, постепенно ухудшая тягу
Почистить или выправить рычаг и стержень лапки
Пружину вынуть и растянуть на половину ее длины. Например, пружину длиной 80 мм растянуть на 40 мм. После этого ее длина будет 80-4-40=120 мм. Пружину поставить на место и поджать-
Установить кулачок на место и зажать стопорный винт. Следует иметь в виду, что кулачок может сместиться не только по окружности вала, но и по его длине
Необходимо хотя бы один раз в год проверять состояние крепежных деталей на всей машине. Такое мероприятие входит в перечень обязательного технического ухода за любой машиной
Сильно затянуто крепежное Ослабить
крепежное соединение.
40
Причина
соединение вилки с валом подачи материала (иа машинах с винтом без эксцентрика). В каждом же соединении должен быть люфт, еле ощутимый рукой
7. Винт крепления кулисы ша га стежка ослаб и поэтому рычаг регулятора шага во время работы стремится к нулю. При чина в том, что рычаг поднимают вверх до отказа для обратного хода ткани. У машины 2М кл. такой прием быстро приводит к нежелательным последствиям, происходит поломка тарельчатой пружины регулятора
8. Винт кронштейна подъема лапки задевает за фронталь ную крышку, иногда даже оттесняет ее. Видимо, он был за менен и оказался слишком длинным
9. Рычаг регулировки шага стежка стремится к нулю — сломалась тарельчатая пружина, находящаяся под винтом крепления кулисы шага. Это бывает по следующим причинам: оттого, что для обратного хода ткани рычаг поднимают вверх до отказа; от времени, ржавчины, излишней влаги в воздухе
10. Ослабли винты крепления рейки механизма перемещения материала (см. п 5)
Продолжение
Метод устраиения *
В этом соединении вилка поворачивается относительно вала' пода чи на малый угол (на’ глаз незаметно) . По окончании работы для , проверки над соединением провернуть винт-эксцентрик (для машины 2М кл.)
Если машина с ручным приводом, снять его. Снять фрикционный винт и маховик. Большой отверткой завернуть винт крепления кулисы шага стежка. Рычаг регулятора шага стежка держать на нуле. Собрать все в обратном порядке. При сборке смотреть, чтобы фрикционная шайба была поставлена внутренними усиками наружу. (см. гл. 2 <Фрикционное устройство»)
Сточить выступающую часть винта алмазным надфилем и немного отогнуть край фронтальной крышки с задней стороны
Разобрать узел со стороны махо вика (см. п. 7). Машину снять с петель и поставить на фронталь-. иую крышку. ' Большой отверткой сверху внутри рукава ' отвернуть винт кулисы длины стежка. Пинцетом достать винт и тарельчатую пружину. Поставить новую .тарельчатую пружину. Если ее нет, сделать из сталистого материала шайбу по размеру тарельчатой пружины. Толщина шайбы не дол жна превышать 0,3 мм Сделанную шайбу положить на сломанную тарельчатую пружину - и собрать узел. ЕСли тарельчатая пружина разломалась на несколько ’• частей, а новой нет, можно поставить регулировочную шайбу, пред- . назначенную Для регулятора натяжений — верхней литки
Снять игольную пластину и завернуть винты крепления рейки. При этом будет две. трудности-слегка завернуть один винт и, положив на место игольную пластину, убедиться, провернув маховик.
41
Причина
11. Зубья рейки слишком пол няты над игольной пластиной При данной неисправности ткань продвигается вперед и назад, т. е. как бы «жуется» 12. Рычаг регулятора шага опущен вниз до предела, а стежок равен 2 мм. Рычаг подогнут вниз и не может наклонить кулису еще ниже, чтобы увеличить шаг стежка
13. Слабый нажим лапки на ткань. Причина — слабо завинчена регулировочная резьбовая втулка
14. Зависание лапки из-за загрязнения стержня, в особенности на участке цилиндрической пружины (см. п. 5)
15. ’Сильно зажаты нитки — верхняя и нижняя. Тонкая ткань продвигается с трудом или вообще не продвигается
16. Зубья опущены вниз для вышивания. Такое положение зубьев вызывает у некоторых швей недоумение
17 Рычаг регулятора шага стежка на нулевой отметке выключен
18. Зубья спереди ниже на 0,5—0,7 мм—заводская установка на некоторых машинах
Продолжение
Метод устранения не цепляет ли рейка за пластину. Если цепляет, снять пластину и изменить положение рейки Обычно за один прием установить ее окончательно не удается; закру тйть винты. Здесь нужна спецн альная отвертка с одним коленом под углом 90° Опрокинув машину на петлях, ос лабить регулировочный винт (еле ва вверху) и, опустив зубья на нужный уровень, зажать его (см рис. 15) Рычаг регулятора шага стежка выпрямить. Для этого сверху ры чага в прорезь вставить большую отвертку до отказа и крепко дер жать ее. Рычаг поднимать вверх к отверстию со значительным усилием. При этом он будет разгибаться
Поджать регулировочную резьбовую втулку, расположенную сверху стержня нажимной лапки. Сильно зажимать втулку нельзя: будет коробление ткани под лап кой. Для толстой ткани ее надо завернуть на 8—10 мм, для тон кой — отпустить
Узел разобрать. Стержень с наело ением грязи и ржавчины вычистить до- блеска, затем смазать маслом И8А и собрать в обратном порядке. Уровень лапки установить при поднятом рычаге На тонких тканях натяжение обеих ниток должно быть слабым
Поднять зубья до отметки «нормально». Там, где нет указателя подъема высоты зубьев, она ограничивается высотой зуба над игольной пластиной
11оставить рычаг регулятора шага в нужное положение
Снять игольную пластину. Отвер путь передний винт рейки совсем, а задний — ослабить. Подложить под ’ рейку спереди шайбу толщи ной 0,6—0,8 мм. Поставить винты
42
Окончание
Уклон
5
Рис. 16. Положение зубчатой рейки:
а — правильное, б — неправильное (без уклона): 1—подкладка в виде стержня 10X0.5 мм. 2 — передняя сторона, обращенная к швее; 3— задняя сторона; 4— игольная пластина
Причина
19 Зубья' очень мало выступа ют над игольной пластиной. Регулятор подъема не действует. В зубьях скопилась и за прессовалась грязь с очесами
20. Нет подачи материала. Поломан регулятор подъема зубьев
Метод устранения
и зажать. Можно подложить стержень 10X0,6 мм (рис. 16)
Снять игольную пластину и вычистить запрессовавшуюся грязь с очесами в перемычке рейки. Поставить пластину на место
Снять регулятор с вала. Выставить поломанную деталь так, чтобы в отверстие можно было ввести металлический цилиндр такого же диаметра, что и рабочий вал. Сжать сломанные части струбциной и заварить двухмиллиметровым электродом из нержавеющей стали. Собрать узел и отрегулировать высоту зубьев
ПОДАЧА ТКАНИ В ОБРАТНУЮ СТОРОНУ (НА ШВЕЮ)
Причина
1. Рычаг регулятора шага за пределами рабочей шкалы (выше нуля) Швея могла поста вить его на обратный ход и оставить так. Кроме того, при чиной может быть поломка тарельчатой пружины
2. Кулачок подачи материала провернулся на коленчатом валу. Ослаб стопорный винт
Метод устранения
Рычаг регулятора шага стежка поставить на рабочую шкалу. Если он произвольно уходит с рабочей шкалы за нулевую отметку, весь узел разобрать и отремонтировать (см. гл. 2 «Регулятор длины стежка»).
Снять крышку с круглого отверстия с задней стороны машины. Поставить кулачок коленчатого вала на место и завернуть стопорный винт, который должен войти в продольную канавку на валу. Там, где нет канавки, установку кулачка необходимо согла совать с движением зубьев в окнах игольной пластины. Продоль-
43
chipmaker.ru
Окончание
Причина
Метод устранения
ный люфт вилки кулачка должен быть не более 0,5 .им. Поставить крышку отверстия на место
3 Вертикальная вилка подачи ткани своим нижним концом шарнирно связана с валом подачи, расположенным под платформой. Шарнир зажат до предела или недвижим, так как заржавел
Установить нужный зазор на нижнем шарнире вилки. Он должен быть еле ощутим рукой
ПРОБУКСОВЫВАНИЕ МАШИНЫ, ОТСУТСТВИЕ РАБОЧЕГО ХОДА
Причина
1. Маховик пробуксовывает, фрикционная шайба, находящаяся под фрикционным винтом, поставлена отогнутыми усиками в левую сторону, т. е. внутрь. Иногда ее так ставят, потому что она плохо держится
2 Машина не включается на холостой ход. Фрикционная шайба поставлена отогнутыми усиками наружу, в правую сторону (правильно), но угол поворота неправильный
Метод устранения
Снять ручной привод, вывернуть остановочный виит из фрикционного. Вывернуть фрикционный винт и поставить фрикционнчю шайбу отогнутыми усиками наружу. Завернуть фрикционный и остановочный винты Проверить ра боту фрикционного устройства. Здесь могут быть три случая: машина включается на рабочий ход, но не выключается на холостой: машина хорошо включается на холостой ход, но плохо включается на рабочий — пробуксовывает; машина включается на рабочий ход и выключается на холостой — это нормальный режим.
В первых двух случаях необходимо отвернуть остановочный и фрикционный винты, фрикционную шайбу повернуть по часовой стрелке на 180° и поставить фрикционный, а затем остановочный винт (рис. 17) .
Шайбу повернуть по часовой стрелке на 180°
3. Фрикционная шайба меньшей
Заменить фрикционную шайбу.
44
Продолжение
Причина толщины или с малоотьгнуты-ми усиками. Фрикционный винт при включении упирается во втулку коленчатого вала. Фрикционный винт, войдя в резьбу втулки, должен упереться в отогнутые усики шайбы. Крутящий момент с маховика передается ' на фрикционную шайбу и через отогнутые усики на фрикционный винт, а с него на ко... нчатый вал
4. Фрикционный винт упирается пластмассовым телом в усики фрикционной шайбы. Сталь по пластмассе в силу малого коэффициента трс ния не обеспечивает передачу крутящего момента
5. Поводок ручного привода выскакивает из махового колеса. На поводке, в той его части, которая включает маховое колесо, ослабло крепление пластинчатой пружины или она вовсе сломалась
6. Пробуксовывает приводной ремень из-за того, что он слабо натянут Однако надо иметь в виду, что чем слабее натянут ремень, тем легче работает машина
Метод устранения
Если это невозможно, сделать следующее:
снять маховик, поставить на втулку шайбу толщиной 0,3 мм; побольше отогнуть усики (примерно на 0,3—0,4 мм).
Собрать все в обратном порядке
Заменить фрикционный винт, на такой, где бы усики фрикционной шайбы контактировали с металлом, а не с пластмассой
В первом случае крепко завернуть винт крепления узла. Во втором случае разобрать узел и заменить пластинчатую пружину. Ее можно сделать из выбракованной пластинчатой пружины толкателя челнока
На электроприводе ослабить винт крепления электромотора и, опуская его ниже, натянуть ремень. При давлении на верхнюю ветвь силой 5 Н стрела прогиба должна быть равна 10 мм. На ножном
Рис. 17. Фрикционная шайба
а — правильно поставленная: /—холостой ход (намотка нитки); 2—рабочий ход. б—внд спереди (со стороны швеи): /—сторона, обращенная к маховику; 2— наружная сторона, к которой привинчивается фрикционный винт; 3. 4— отогнутые усики шайбы; в — повернутая по часовой стрелке на 180°: /, 2. 3—ограничительные выступы
45
chipmaker.ru
Причина
Продолжение
Метод устранения приводе снять оставленный ремень, освобо шть один конец от скобочки и, укоротив его на 10 мм, скрепить концы
ЗАКЛИНИВАНИЕ ХОДА МАШИНЫ
Причина
1. Машину смазали (по ошибке) растительным маслом, олифой или каким-либо клеем. Названные жидкости вскоре засыхают, и всякое движение в машине становится невозможным
2. Стяжной винт поводка иглово-дителя (машина 2М кл. ПМЗ) вывернулся настолько, что провернуть маховик на 360° не удается. Этот винт ничем не зафиксирован, поэтому надо как можно чаще проверять его положение
3. В паз корпуса хода челнока попали нитки, грязь, очесы ткани
4 Во фронтальную полость рукава попали посторонние предметы Это бывает, когда с машиной играют маленькие дети
5. Не вошедший на место колпачок провернулся. Если шпулька не села на место, шпульный колпачок не войдет в челнок
6. Сломалась игла Ее обломок попал в челночное устройство
Метод устранения
Все движущиеся и вращающиеся сочленения машины смочить составом, состоящим из ' растворителя № 647 . и масла И8А в соотношении 1 I Через 5 мин начать раскачивать маховое колесо. Только без усилий! Это может привести к поломке деталей. Следить, • чтобы смесь не попала на окрашенную поверхность, иначе она будет испорчена
Завинтить стяжной винт поводка игловодителя
Очистить паз корпуса хода челнока от ниток, рязи, очесов.. Постоянно соблюдать чистоту паза, в котором вращается чел-* нок
Снять фронтальную крышку и вынуть из полости посторонние предметы
Разобрать челночное устройст во. Отвернуть винт, снять прижимную пружину и вынуть, челнок вместе со шпульным колпачком. Придерживая челнок, повернуть шпульный, -колпачок протгв часовой, стрелки Собрать челночное устройство
Разобрать челночное устройство, извлечь отломанную часть иглы и собрать все в обратном порядке
46
Продолжение
Метод устранения
Причина
7, Под педаль ножного привода попали посторонние предметы (катушка, игрушка и т. д.). При этом вращение машины стало невозможным, а педаль имеет значительную инерцию движения н мгновенно остановиться не может
ВЫСКАКИВАНИЕ ШПУЛЬНОГО КОЛПАЧКА ИЗ ЧЕЛНОКА
Причина
1. Нарушены правила сборки челночного устройства
2. Дефектная защелка на шпульном колпачке. При посадке его на ось челнока защелка заходит в паз оси без зазора. Зазор же в 2—3 мм образовался между опорной площадкой и опорным зубом ручки защелки В результа те на ручку наматывается верхняя нитка. При этом нитка выдергивает шпульный колпачок из челнока
3. У защелки шпульного колпачка сильно сработалась рабочая сторона запорного, отверстия
4. Цилиндрическая пружина шпульного колпачка износилась, проржавела и настолько ослабла, что надежно не запирает защелку на оси челнока
Метод устранения
По всем правилам собрать челночное устройство Левой рукой взять колпачок за цилиндрическую часть защелкой вниз, правой вложить- шпульку и заправить нитку. Правой же рукой держать колпачок со вставленной шпулькой защелкой вниз, левой взять ручку защелки и отвести ее от колпачка
Ю предела. Левой рукой, не отпуская ручку, надеть до отказа колпачок на ось челнока. Отпустить ручку, защелки. При гаком методе щелчка не будет, он будет тогда, когда, вставляя колпачок, не пользуются ручкой защелки (см. рис. 3 и гл. 1 «Петляние верхней нитки снизу», п. 7)
Лучше заменить защелку. Можно проточить полукруг на стороне отверстия в защелке, обращенной к шарниру. При этом использовать круглый и плоско-выпуклый алмазный надфиль. Работа требует внимания и терпения. Много раз проверить готовность. - П₽ре точка недопустима защелка придет в негодность
Заменить защелку
Снять защелку со шпульного колпачка и сверлом диаметром 2 мм прочистить отверстие гнездо 1ля цилиндрической пружины. Поставить новую пружину, которую можно сделать самому (см..
гл. 2 «Челночное устройство»)
47
chipmaker.ru
Причина
5 Защелка шпульного колпачка.- полностью не входит в кольцевой паз оси челнока, так как высока шпулька
ТЯЖЕЛЫЙ ХОД МАШИНЫ
Причина
1. Тяжело вращается вал толкателе челнока, так как кривошип -напрессован без осевого зазора^ ржавчина в подшипниках, -смазка растительным маслом и т. п.
2. Сильно натянут ремень привода
3. Тяжело вращается . малый вал 'с - кулисои. Причины: нет осевого зазора, вал смазан, растительный маслом, заржавел, затянут в конусах и не имеет'осевого зазора
4. Сильно зажаты другие валы под платформой. Все валы в маши-не -должны иметь осевой продольный зазор от 0,05 до 0,1 мм .
5. Тяжело вращается главным коленчатый вал (причины см в п. 3)
Продолжение
Метод устранения
Заменить шпульку. В крайнем случае шпульку с обеих торцов можно опилить, напильником
Метод устранения
На валу толкателя челнока должен быть осевой продольный люфт, равный 0,05 мм. Он малоощутим рукой. Если он ощущается, и в то же время вал туго вращается, смазать его составом: растворитель № 647 и- машинное масло И8А в соотношении 1:1. Если нет осевого зазора, поставив трехгранный напильник, легонько ударить молоточком по торцу вала со стороны напрессованного кривошипа Ослабить ремень привода машины (см. гл..2 -«.Ножной привод»)
По необходимости проделать работы, указанные в п. 1, или ослабить вал в конусах. Люфт, вала не -должен ощущаться рукой, но вращение должно быть легким
Отрегулировать зазор в конусах валов. 14-миллиметровым накидным ключом отпустить контргайку конуса, затем отверткой ослабить его на требуемый размер осевого зазора (еле ощутимого рукой).. Придерживая отверткой конус от проворачивания, зажать контргайку ключом. Смазать шарниры. маслом И8А
В первую очередь смазать подшипник коленчатого вала составом, указанным в п. 1. Если после смазки составом вал легко не вращается-, сделать осевой зазор. Для этого снять ручной привод (если он есть) и фрикционный винт- и. приставив к торцу вала тонкий конец трехгранного на-. пйльника, ударить по нему 2—Э раза молоточком. Теперь вал должен вращаться легко. Иногда то
48
Причина
6 На кольцевом пазу корпуса хода челнока спрессовались оч^-сы ткани, ниток и т. д.
7. Машина смазана густым вязким маслом
8 Тяжелый ход педали или других движущихся деталей ножного привода (причины см. в п. 3)
9. Сильное давление лапки на гкаиь
10. Рейка двигателя ткани перекосилась и тяжело движет ся в прорези игольной пластины
11. Отсутствует смазка в шарнирах и других трущихся сопряженных деталях машины. Машина работает с сильным характерным шумом. Недопустимо, чтобы машина стояла на веранде или в квартире воз ле окна, сыром углу, возле входной двери или балкона
П родолжение
Метод устранения же приходится делать со стороны левого торца
Очистить загрязненные места Для этого откинуть на петлях машину, разобрать челночное устройство — снять шпульный колпачок, пластинчатую пружину, запорное кольцо, челнок. Вьмистить паз корпуса хода челнока Такне работы выполнять ежедневно в конце рабочего дня
Смазать составом, указанным в и. 1. В дальнейшем смазывать только маслом И8А или И20А. Вид масла определяет конструктор машины. При этом учитывается скорость вращения детали, крутящий момент, температура внутри подшипника и окружающей среды и другие факторы. Замена вида масла является грубейшим нарушением условий нормальной работы машины
Отрегулировать, как указано в и 1 и 4 (а также см. гл. 2 «Ножной привод»)
Ослабить нажимную втулку (сверху слева) Если это не помогло, вынуть нажимную цилиндрическую пружину со стержня лапки и кусачками укоротить ее на четыре витка. Поставить пружину укороченным концом вниз. Отрегулировать нажим лапки на ткань
Снять игольную пластину, ослабить оба винта крепления зубчатой рейки и добиться правильного ее положения
Машину смазывать периодически. Период смазки зависит от длительности ее работы. На частоту смазки влияют также и другие причины: качество масла, условия хранения, температура, влажность воздуха, запыленность, место расположения и, наконец, все ли трущиеся поверхности были смазаны в предыдущий раз. Конкретная рекомендация. Если
49
chipmaker.ru
Причина
Окончание
Melo I \ с 1 р а н е н и я
12. Перекос шатуна на коленчатом валу в нижнем креплении. Для определения перекоса отъединить шатун от малого вала
13. Заедание в зацеплении шестерен ручного привода. Чаще всего причиной могут быть нитки, намотанные на ступицу малой ведомой шестерни. Иногда оси обеих шестерен, особенно ведущей большой, само-развинчиваются, ослабляются, расшатываются в местах крепления ’ (резьбовом отверстии)
14 Заедание в зацеплении Ионических шестерен у машин типа зигзаг Причина — зазор между зубьями недопустимо мал
шьют на машине от случая к случаю, смазывать ее один раз в два месяца При ежедневной работе — один раз в неделю. Если на машине шьют очень редко,— перед работой
Перекос устранить, передвинув малый вал вправо или влево (при менительно к шатуну)
Выяснить причину заедания и устранить ее Намотанные нитки удалить. Если имеется перекос осей шестерен, легонько ударить молоточком по оси малой шестерни со стороны заедания. Следить за креплением обеих шестерен и периодически крепко зажимать винты-оси
Отрегулировать зазор между зубьями. Для этого ослабить два винта крепления втулок (см. рис 7—9 и 13) и сместить вал 12 (см. рис. 7) с 'секторной шестерни 8 вправо на величину зазора, равную 0,1 мм. Вращением маховика проверить, нет ли заедания в том или ином положении секторной шестерни
СТУК В МАШИНЕ
Причина
1. Затупилась игла от длитель ной работы или от удара иг -лой по лапке, игольной пласти не, челноку. Это вызывает во много раз большее сопротивление при прокалывании ткани, отчего увеличивается стук почти во всех шарнирных соединениях, изнашиваются дета Ли, сокращая срок службы машины
2. Загнулось острие иглы
Метод устранения
Такую иглу заменить или заточить (см гл 2 «Механизм иглы»)
Заменить иглу
50
Причина
3. В узком канале зубчатой • рейки двигателя ткани спрессо
вались очесы с грязью. При каждом подъеме рейки проис ходит удар об игольную пла стину
4. В челночное устройство попали нитки
5 Ролик нитепритягивателя стучит об угол паза, образовавшегося от сильного износа в кулачке коленчатого вала. Второй причиной стука может быть поломка очень тонкой стенки паза на одном из участ ков кулачка (кривошипа)
6. Затянут малый вал ' с кули сой (ход машины очень чувствителен к затяжке именно этого вала)
7. Затянут вал толкателя челнока
8. Образовался люфт в под шипниках шатуна коленчатого вала в результате выработки или ослабления винтов креп ления
9. Одна из деталей при движе нии задевает соседнюю, напри
(мер, ползун кулисы, при боль ших оборотах маховика задевает проушину вала подачи
10. Рожок вилки вала подъема зубчатой рейки ударяет о платформу (наличие на вилке и платформе блестящих точек разного размера). Этот вал бу-
Продолжение
Метод устранения
Снять игольную пластину и вычистить узкий канал рейки
Опрокинуть машину на петлях, вынуть шпульный колпачок. Отвернуть винт крепления пластинчатой пружины на корпусе хода челнока, снять запорную скобу, вынуть челнок и вычистить паз. Собрать узел в обратном порядке. Не забудьте, что опорное кольцо ставится скосами (на концах) наружу (для машины 2М кл. ПМЗ)
Заменить кулачок
Отпустить конус малого вала настолько, чтобы ход стал легким, а продольный люфт не ощущался рукой
Установить продольный зазор вала, чтобы он лишь чуть ощущался рукой. Большой зазор вызывает стук в машине (см гл. 1 «Тяжелый ход машины»)
Снять крышку подшипника и подпилить ее «тплоскость (см. гл. 2. «Механизм ’коленчатого вала», п. 2 и 4)
Такую неисправность обнаружить трудно: следует поочередно снимать летали и узлы с машины и опробовать вращение маховика на большой частоте. В данном примере спилить проушину на I мм
Снять верхний вал подъема зубчатой рейки. Тщательно протереть ветошью вилку и место касания ее о платформу. Запилить места контакта на глубину 0,5 мм
51
I
chipmaker.ru
Причина
дет верхним тогда, когда ма шина откинута на заднюю сторону
11. Велик зазор между челно ком и толкателем
Продолжение
Метод устранения
12. Сломалась пластинчатая пружина на- толкателе челнока
13. Зубчатая рейка поставлена криво. При движении вниз она зацепляет за игольную пластину
14. Затянуты верхний и нижний валы механизма двигателя ткани
15 Игла находится в крайнем нижнем положении, а кулиса повернута’ внутрь. В результате происходит стук ползуна в кулисе о малый вал
16. Вывернулся винт на повод ке игловодителя и задевает за корпус рукава
17. Продольный люфт главного коленчатого вала — . частый случай, особенно у машины <Чайка>
18. Вильчатый рычаг механизма двигателя ткаии стучит о платформу
52
Подогнуть толкатель в сторону челнока. Зазоры должны быть такими (для машины 2М кл ПМЗ) на входе нитки 0,3 мм; на выходе нитки 1 мм
Поставить новую пластинчатую пружину. Ее можно сделать самому из сталистой ленты толщиной 0,4 мм. При монтаже самодельной пластины важно не допустить возвышения головок винтов крепления над пластиной, иначе верхняя нитка будет задевать за них и обрываться
Снять игольную пластину, ослабить винты крепления рейки и установить ее без перекоса
Ослабить валы в конусах. Зазоры должны быть еле ощутимы рукой
Снять малый вал и спилить надфилем на 0.5 мм то место на ва лу, где виден ударный контакт
При установке малого вала учитывать следующее:
в конусах вала зазор не ощутим рукой, но вращение легкое;
в нижнем подшипнике шатуна зазор еле ощутим рукой;
при проворачивании маховика на несколько оборотов не должно быть заеданий
Снять фронтальную крышку, за вернуть стяжкой винт поводка до отказа, затем отвернуть его на 1 /з оборота
Снять фронтальную крышку, по ставить машину на маховик и попытаться сместить кулачок коленчатого вала в сторону маховика. Если люфт не исчез, подложить шайбу из фольги под втулку маховика. Чтобы ее снять, выпрес-совать круглый штифт (конический)
Снять корпус хода челнока, валы толкателя челнока и нижний подачи материала. Обнаружить места
Причина
19. Выходной конец толкателя . задевает за корпус хода челнока
20. Поводок ручного привода при намотке ниток задевает за моталку
21. На шестерне ручного привода сломан один или более зубьев
22 Ослаб винт крепления игло-водителя
23. Ослаб винт крепления ни тепритягивателя. Такая неисправность встречается редко
24. Слишком высоко установлена прижимная лапка. Иглодержатель стучит по ней при выполнении толстых швов
25. Неисправность в соединении ножного привода
ПОЛОМКА ДЕТАЛЕЙ
Деталь
1 Наружная часть компенса • ционной пружины регулятора натяжения верхней нитки
П родолжение
Метод устранения контакта вилки с платформой и подпилить их на 0.5 мм. Собать все в обратном порядке. При сборке ' отрегулировать расстояние (оно равно 2 мм) между носиком челнока и иглой, когда она находится в крайнем нижнем положений При помощи отвертки подогнуть на 0,5 мм выходной конец толкателя. Зазор между челноком и толкателем подрегулировать. На входе нитки он должен быть равен 0,3 мм, а на выходе— 1 мм (для машины 2М кл. ПМЗ)
Снять ручной привод и спилить угол поводка на 1,5—2 мм
Заменить ручной привод. Если убрать одну шестерню, подобрать к оставшейся другую очень трудно Отрегулировать момент встречи иглы с челноком (см. гд. 3) и надежно завернуть винт крепления игловодителя
Винт надежно завернуть большой отверткой
Снять фронтальную крышку, отвернуть винт крепления стержня лапки в кронштейне и опустить лапку пониже так, чтобы иглодер ' жатель не касался ее при прокручивании маховика При регулиров ке уровня лапки рычаг подъема должен быть поднят
Ножной привод’ должен работать’ бесшумно (см. гл 2 <Ножной привод»)
Метод починки
Разобрать регулятор натяжения верхней нитки. На компенсационной пружине оставить 8 витков, из последнего витка сделать крючок. Собрать все в обратном порядке (см. гл. 2 «Регулятор натяжения верхней нитки»)
53
chipmaker.ru
Деталь
2. Рожок кулисы малого вала
3. Проушина крепления шату на на малом валу
4. Нижняя часть шатуна (место крепления к малому валу)
5. Рожок вертикальной виэгки подачи материала
6. Стяжная проушина поводка иг то во ди теля
7. Иглодержатель (сорвана резьба)
8. Игольный нитенаправитель
9. Фронтальный нитенаправитель (ломается часто)
10. Полуось с резьбой регулятора натяжения верхней нитки
11. Ручка ручного привода. Ее стержень разболтался в отверстии крепления
12. Ручка защелки шпульного колпачка
Продолжение
Метод починки
Снять малый вал, выставить сломанный рожок с кулисой так, чтобы соблюсти размер ползуна и параллельность рожков. Сжать струбциной и сварить электросваркой 2-миллиметровыми электродами из нержавеющей стали
Сломанную проушину поставить на место и сжать струбциной с параллельными губками. Приварить электросваркой
Нижнюю часть шатуна можно сварить, если поставить в отверстие конусный винт. Новый шатун может не подойти к шейке коленчатого вала. Главное в этой операции — правильно выставить деталь для сварки, хорошо закрепить ее, чтобы не было деформаций
Рожок приварить (см. п. 2)
Лучше заменить поводок, но можно сварить споманные части Для этого поставить в отверстие болт, соответствующий 'диаметру ролика, и сжать их струбциной (см. п. 2)
Нарезать резьбу М4 и поставить вит с большой головкой
Заменить нитенаправитель или иглодержатель с отверстием для нитки
Нитенаправитель расположен спереди на фронтальной крышке (машина 2М кл. ПМЗ). Крышку снять и, спилив изнутри заклепку, выбить ее.. Заготовленный из ободной фольги клин размером 6Х15 приклепать заклепкой и загнуть колечком
Поставить новую ось регулятора
Расклепав конец, укрепить ручку деревянную часть склеить эпоксидным клеем
Заменить ручку
54
Продолжение
Деталь
13 Сорвана резьба винта-оси большой шестерни в корпусе ручного привода
14. Регулятор шага стежка
15. Игольная пластина (часть, образующая игольное отверстие, разрушена)
16. .Малый рожок прижимной лапки
17. Пластмассовая головка винта крепления лапки
18 Резиновый ролик моталки
19. Челнок (отломана узкая полка на правоходном челноке)
20. Срезан один или более зубьев на ведомой пластмассовой шестерне блока зигзага
21. Платформа крепления цапфы (сорвана резьба) корпуса хода челнока (машина «Чайка»). Частое явление Происходит из-за короткого болта
Метод починки
Выточить новый винт. Его размеры лучше измерить по месту В отверстии корпуса нарезать резьбу MI0. Поставить винт диаметр 10 мм, длина ненарезной части 22,5 мм, нарезной части 12 мм, высота головки под отвертку 3 мм. На конец поставить контргайку высотой 4 мм. Сточить проход для поводка
Если поломана тарельчатая пружина, заменить ее, если она лопнула в одном месте, можно наложить протектор из шайбы размером 16X8,5X0,3 мм и зажать винтом. Если сорвана резьба^ нарезать увеличенную резьбу М8 и выточить винт по образцу • старого, но с учетом новой резьбы
См. гл. 2 «Механизм иглы»
Приварить поло< ку из нержавеющей стали размером 10X3X2 мм и обточить ее по месту
Заменить винт
Заменить ролик
Заменить челнок
Поставить новую шестерню. Иногда удается исправить пластмассовую. Снять ее с блока, внимательно осмотреть. Зубья (один или несколько) нижней частью сминаются в одну сторону, а верх няя часть срезается. Попытаться смятую в сторону нижнюю ча!сть зуба поставить на место при помощи горячего паяльника. Если так сделать не удается, подпилить зуб плоско-выпуклым или трехгранным простым надфилем
Поскольку запас резьбы есть, достаточно поставить болт длиннее на 5—6 мм. Все болты и винты затягивать с умеренной силой
55
chipmaker.ru
Деталь
22. Пластмассовые фигурные втулки (сорваны шпонки) бло ка копирных рычагов. Шпонки могут быть срезаны на одной или всех фигурных пластмассовых втулках (см. рис. 35)
23 Ручка управления декоративными строчками (срезаны пластмассовые фиксаторные выступы)
24. Пластмассовый копирнын диск (проделана канавка копи рным рычагом, что сократи ло ширину зигзага до 2—3 мм). Например, ширина проделанной канавки на копирном диске равна 1,7—1,8 мм, а ширина копирного зигзагного диска 5 мм
Продолжение
Метод починки
Поставить новые пластмассовые втулки или заменить весь блок копириых рычагов новым Но можно и отремонтировать вышедший из строя блок. Для этого сделать стальные, бронзовые, пластмассовые или другие шпонки и поставить их на втулки. Размер шпонки 4x2x5 мм (машины «Подольск» 142 кл. и «Чайка» 142М кл.)
Снять ручку управления декоративными строчками и при помощи простых надфилей плосковыпуклого и двояковыпуклого сечения попытаться исправить пластмассовые выступы. Можно использовать горячий паяльник (несильно нагретый). Извлечь из ручки уп. равления цилиндрическую пружину, проверить, не деформирована ли она, и обеспечить ее свободный ход в рабочем канале
Переставить копирный рычаг на цельную полоску диска. Это можно сделать двумя способами, а) снять весь блок, снять с него узел копирных дисков, отвернуть болты, снять зигзагный диск, завернуть обе гайки на болты (сильно гайки не зажимать!). Повернуть диск зигзага другой стороной, поставит^ его на болты. Гайки не помешают его установить плотно. Куском ножовочного полотна счистить выпуклые цифры на диске, чтобы пластмассовая шестерня плотно села на диск. Поставить шестерню на место в блок дисков-копиров, накрепко завернуть оба винта. Поставить узел с копирными дисками на место в общий блок. Если теперь рычаг зигзага не устанавливается на середину несработанной полосы копирного Диска, подвинуть его в нужную сторону, сместив распорную втулку, в которой вращается ось копирных рычагов;
56
Окончание
Деталь
Метод починки
б) там, где блок копирных дисков не скрепляется двумя болтами с гайками, например у машины жЧайка» 142М кл., рычаг переместить на цельную дорожку, переместив копирный рычаг и подобрав регулировочные шайбы. Ослабив малой отверткой винт, крепящий распорную втулку, можно сместить весь блок копирных рычагов назад или вперед
ГЛАВА 2
УЗЛЫ МАШИНЫ И МЕТОДЫ УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ В НИХ (ПРИМЕНИТЕЛЬНО К ПРЯМОСТРОЧНОЙ МАШИНЕ 2М кл. ПМЗ)
Невозможно устранять неисправности в машине, не имея достаточных знаний о ее узлах.
Весь механизм швейной машины (прямострочной) разделен на 12 условных узлов. Детали же объединены в группу того или иного узла. Дело в том, что в устранении неисправностей определенных видов участвуют одни и те же детали. Так и образовалась определенная группа деталей каждого узла.
ЧЕЛНОЧНОЕ УСТРОЙСТВО
Сюда относятся корпус хода челнока в сборе, челнок, шпульный колпачок, толкатель челнока с валом, кривошип с ползуном.
Неисправность, причина
1. Расстояние между челноком и иглой, когда она находится в крайнем нижнем положении, более 2—3 мм. Челнок не успевая сбросить нитку, „возвращается обратно. При этом- верхняя нитка петляет снизу и может оборваться. Вал челнока соединен с кривошипом на правом конце не под тем углом. Это распространенный дефект
Метод устранения
Неподвижное штифтовое соединение вала с кривошипом заменить на регулируемое с двумя винтами. Для этого снять машину с петель, снять ручной привод. В соединении вала .толкателя челнока с кривошипом ослабить установочный винт и выбить штифт (рис. 18) при поднятой вверх игле. Для удобства машину положить себе на колени Снять кор-
57
chipmaker.ru
Неисправность, причина
многих прямострочных швейных машин (2М кл. ПМЗ «Паннония», «Орша:. 2М кл. и др.). Дело в том, что все машины, сошедшие с одного конвейера, имеют разные параметры, отклонения и допуски. Поэтому для каждой машины требуется регулировка зазоров и расстояний сопряженных деталей
Продолжение
Метод устранения
пус хода челнока, выбить вал толкателя и забить штифт в отверстие на валу. Выступающий конец штифта срезать, затем опилить заподлицо с валом так, чтобы кривошип можно было напрессовать на вал легкопрессовой посадкой На кривошипе в том отвер--стии, которое расположено около установочного винта, нарезать резьбу М4. Поставить винт без головки длиной 4 мм. Проверить пластинчатую пружину на толкателе. Ее концы должны плотно прилегать к толкателю! Поставить вал и кривошип на место, запрессовать ват в кривошип. Здесь нужна особая осторожность, чтобы не сломать детали. Поставить корпус хода челнока на место, поставить челнок. Придерживая маховик, повернуть вал толкателя так, чтобы челнок находился за иглой когда она в крайнем нижнем положении, на расстоянии не более 2 мм. Завернуть оба винта на кривошипе (см. гл. 3 «Швейная машина 2М кл. ПМЗ:')
2 Челнок находится за иглой. См. n. 1 когда она в крайнем нижнем положении, на расстоянии менее 2 мм. Игла не успевает образовать петлю-напуск, и челнок не захватывает нитку, образуется пропуск стежков в строчке
Рис. 18. Узел кривошипа вала челнока (машина 2М кл. ПМЗ):
/— вал челнока, 2— прилив корпуса платформы. 3— конической штифт (со стороны выпрессовки); 4 - кривошип; 5— рожки кулисы малого вала; 6 — ползун кривошипа в кулисе; 7— малый вал с кулисой
58
Неисправность, причина
3. Игла проходит, от плоскости вращения челнока на расстоянии более чем 0,1 мм (иногда это расстояние равно 2 мм) При этом происходит пропуск стежков в строчке. Возможно, завышена толщина стенок корпуса хода челнока. Могут быть и другие причины, например, при посадке рукава на платформу нарушена центровка — увод иглы на 1—2 мм (будут пропуски стежков в строчке, особенно на толстых тканях и при прохождении швов, а также на нейлоне и тонком трикотаже)
4. Игла проходит слишком близко от плоскости вращения челнока (расстояние менее 0,1 мм, иногда минус 0,5 мм). Создается аварийная ситуация и может произойти пропуск стежков в строчке, затупление кончика челнока, стук в машйне, поломка иглы, стопорение вала. Причина — толщина стенок корпуса хода челнока занижен по сравнению с расчетной. Есть и другие причины технологического порядка
5. Кривая игла. При этом возможны трение о стенку иголь ного отверстия, перетирание нитки и ее обрыв, удар о лапку, игольную пластину, челнок, шпульный колпачок, поломка иглы, стук в машине
6. Ржавая игла. При этом возможны втягивание ткани в отверстие игольной пластины, пропуск стежков в строчке, стук в машине, неравномерная строчка
7. Тупая игла. В результате — стук в машине, стягивание материала справа налево и слева направо, попадание иглы в
Продолжение
Метод устране’ния
Приблизить челнок к игле. Под корпус хода челнока на обе опоры b нижних точках подложить фольгу в -2—5 слоев, толщина фольги 0,2 мм. Носик челнока, проходя 'мимо иглы, должен находиться от нее на расстоянии от 0,1 до 0,05 мм в зависимости от зазора между челноком и запорным кольцом. Челнок_ ограничен слева кольцом, справа иглой (машина 2М кл. ПМЗ). Чем больше указанный зазор, тем больше должен быть зазор между иглой и челноком, иначе челнок будет ударяться об иглу.» Подкладки из фольги позволяют гак наклонить корпус хода челнока и сам челнок к .игле, чтобы во время работы челнок не касался иглы Подложить фольгу (обычно Г—2 слоя) под верхнюю часть корпуса хода-челнока (выше винтов крепления). Челнок отойдет от иглы на нужное расстояние. Зазор определяется опытным путем. Оптимальный зазор примерно 0,1 мм
Заменить иглу. Применение кри вых игл недопустимо. В процессе работы’ иглу проверять на кривизну и затупление (см гл. 2 «Механизм иглыж)
Заменить иглу. Применение ржавых игл недопустимо
Иглу заменить или заточить
59
chipmaker.ru
Неисправность, причина
нитку ткани и вытягивание ее в виде петли вниз, пропуск стежков в строчке. Затупилась игла из за легкого удара по игольной пластине, челноку, лапке, пуговице и т. п. Причина одна—нарушение правил обращения с машиной Нельзя тянуть ткань при шитье, вынимать ее из-под лапки на себя или на левую сторону (см. гл. 4 «Работа на швейной машине и ее техническое обслуживание»). Тупую иглу можно определить по ударному звуку при вхождении ее в ткань. Тупые иглы кроме всего прочего способствуют износу всех узлов швейной машины, так как в несколько раз увеличивают динамическую нагрузку на все подвижные соединения машины
8. Игла поставлена не того типа, на который отре|у жривана машина. Возможны пропуск стежков в строчке, поломка иглы, стук в машине Например, машина отрегулирована на иглу отечественного производства. Зазор между челноком и иглой установлен 0,1 мм. После поломки иглы поставили индийскую иглу, у которой колба тоньше — больше срезана лыска. Зазор меж iy иглой и челноком становится меньше 0,1 мм. В результате — стук в машине, поломка иглы, порча носика челнока. Или, наоборот, машину отрегулировали на индийскую иглу, установили зазор между челноком и иглой, равный 0,1 мм. После ее поломки поставили иглу отечественного производства, у которой ко зба толще. В результате — пропуски стежков в строчке
9. Игла поставлена ниже упора. Возможны удар иглы о челнок, пропуск стежков в строчке, поломка иглы
Продолжение
Me то д устранения
Иглу ставить такого типа, на который отрегулирована машина. Можно применить другой тип иглы, если толщина ее колбы равна толщине колбы той иглы, на которую отрегулирована машина. Толщину колбы можно измерить микрометром МКО — 25 мм
Иглу всегда во всех машинах ставить до упора. Если винт упора или шпилька потеряны, подобрать им замену
60
Неисправность, причина
10. Игла поставлена выше необходимого (упор отсутствует). Возможны пропуск стежков в строчке, отсутствие строчки
11. Игла поставлена длинным желобком в обратную сторо ну. Будет интенсивный обрыв верхней нитки. В желобок входит нитка, когда игла проходит через ткань. Если со стороны заправки нитки не будет желобка, она оборвется от сильного трения
12. Поставлена бракованная игла (ушко под углом к лыске и т. д ) Возможны пропуск стежков в строчке, обрыв верхней нитки. Игла поставлена без предварительной проверки. Челнок тогда хорошо захватывает петлю-на пуск, когда плоскость петли находится под углом 90° к плоскости движения челнока. У некоторых машин этот угол целесообразнее уменьшить до 80° навстречу движению челнока, чтобы избежать пропуска стежков в строчке. У бракованной иглы ушко скошено в ту или другую сторону. При любом скосе ушка петля-напуск уходит от челнока, уменьшая возыож ность ее захвата, но зато уве личивается возможность столкновения нитки с челноком, отчего и могут быть пропуски в строчке и обрывы верхней нитки
13. Челнок покрылся ржавчи ной (см. п. 6). Возможны обрывы верхней нитки
П родолжение
Метод устранения
Чтобы избежать пропуска стежков в строчке, необходимо обязательно установить упор (шпильку или винт)
Поставить иглу согласно инструкции завода-изготовителя В машинах разных марок игла длинным желобком ставится в раз ные стороны
Все иглы, в том числе и новые, прежде чем поставить в иглово-дитель, проверить. Ушко иглы должно быть перпендикулярно плоскости лыски (см. гл. 2 «Механизм иглы»)
14. Отломан кончик носика челнока длиной примерно 1 мм. Это произошло от удара толстой иглы или из-за неправильно надетого запорного кольца.
Если ржавчина свежая и неглубокая, смыть ее растворителем № 647, затем протереть два раза индустриальным маслом И8А. Если челнок покрыт давнишней ржавчиной и на нем образовались раковины, заменить его новым Челнок заменить новым. Носик челнока — неприкасаемая часть!
61
chipmaker.ru
Неисправность, причина
когда челнок ударяется о выступы направляющего паза корпуса хода
15. Край площадки челнока- не позволяет игле приблизиться к носику челнока меньше чем на 0,1 мм (рис. 19). Зазор в вертикальной плоскости недопустимо велик — широкая полка шире нужного на 1 - 1.5 мм
16. Челнок имеет слишком острую наклонную кромку, кото рая обеспечивает постоянный контакт с нижней ниткой (см рис. 13). Острая кромка будет прорезать нижнюю нитку. Эта кромка снимает нитку ' со шпульки — при изготовлении челнока, кромку не ' притупили 17. Хвостовая часть челнока за канчивается острыми углами При изготовлении челнока не Притупили острые углы
18. От длительной работы челнока на его носике образовались острые кромки. Наружная сторона носика есть' продолже ние рабочего пойска челнока При работе она прилегает к. пазу корпуса хода, и от трения ребро затачивается, кромка за остряется до остроты' бритвы-19- На носике челнока образовалась зазубрина от удара иглой. Причина в том, что поставлена игла не того типа, на которую отрегулирована машина. или игла погнута. В резуль-
Продолжение
•Метод устранения
Край площадки спилить на величину, позволяющую приблизить носик челнока к игле на расстояние не менее 0,1 мм. Спиливать можно трехгранным напильником или алмазным надфилем четырехгранного сечения
Притупить острую кромку наждачным камнем или алмазным надфилем
Острые углы скруглить алмазным надфилем, иначе будет обрыв верхней или нижней нитки
Острые кромки носика челнока притупить плоским алмазным надфилем, затем шлифовальной бумагой *
Зазубрину сгладить сработанным алмазным надфилем и прошлифовать шлифовальной наждачной бумагой или, что еще лучше, на шлифовальном круге
Рис. 19. Положение иглы в челноке машины «Лада» Т 238 кл., «Чайка» 2 кл. и др.:
а — неправильное, б — правильное. / — носик челнока; 2 широкая полка; 3 - игла
Продолжение
Метод устранения
Неисправность, причина
тате зазор мнжду иглой и чст-ноком стал отрицательным
20. Нитенаправительная пла стина на корпусе хода челнока установлена далеко от иглы (на расстоянии до 3 мм) — серьезная неисправность. Оба отверстия крепления этой пластины должны быть продолговатыми
21. Пластмассовое запорное кольцо не обеспечивает без-люфтовый ход челнока в вертикальной плоскости. При этом возможны пропуски стежков в строчке, стук в машине, поломка иглы Такое может происходить при стальном запорном кольце, если машина много проработала. Естественный износ будет давать большой люфт. Направляющий паз для челнока глубоко выбран против расчетного или произошла есте ственная выработка от длительной работы. Возможен и такой вариант: пластмассовое кольцо или стальное полукол цо надели на один штифт
22. Шпульный колпачок по крылся ржавчиной или окис лился — потемнел (см. п. 6)
23. Широк фиксаторный палец шпульного колпачка. Верхняя нитка с трудом и щелканьем
Снять корпус хода челнока и нитенаправительную пластину. Отжечь зону отверстий пластины на огне, время отжига 2 мин.
Рабочую зону не отжигать!
Круглым надфилем удлинить от верстия на 2 мм в сторону тупого hi рабочего конца. Правую сторону зева корпуса хода челнока спилить на 2 мм, т. е на величину смещения пластины. Поставить нитенаправительную пластину и подвинуть ее к игле так, чтобы расстояние между ними было равно 0,8—1 мм (см. рис. 9)
Сменить пластмассовое кольцо, если машина работала мало. Если оольшая выработка, главным образом в корпусе хода челнока, снять его, вынуть оба штифта, снять нитенаправительную пластину и прошабрить острым шабером или куском ножовочного полотна ту раоочую поверхность, на которую ложится запорное кольцо. Можно обработать пластину . на ровном наждачном камне из мелкого зерна. Корпус хода челнока сделан из чугуна, и такую обработку надо вести осторожно, дабы не переусердствовать. Время на обработку 3- -5 мин. Шабрение — снятие металла — выполнять равномерно по всему кольцевому пазу. Все собрать в обратном порядке Если это произошло недавно, шпульный колпачок промыть растворителем № 647 с последующим протиранием и смазыванием индустриальным маслом И8А. Если же ржавчина застаревшая с образованием раковин, шпульный колпачок заменить новым. Неглубокую ржавчину можно отшлифовать шлифовальной бумагой, затем на войлочном круге, пропитанном пастой ГОИ
Вынуть шпульный колпачок и алмазным надфилем спилить слой металла конца фиксаторного паль-
ьз
chipmaker.ru
Неисправность, причина проскакивает через него. При этом в разной степени будет петляние верхней нитки снизу. Причины могут быть разные: завышен размер при изготов лении или поставили шпульный колпачок от машины другой марки (аналогичного устрой ства)
24. Из защелкн шпульного колпачка выходит стопорный винт, примерно на 0.3 мм отодвигая ее ручку Возможны обрыв верхней нитки, наматывание верхней нитки на шпульный колпачок
25. Ручка защелки шпульного колпачка имеет угловатую конфигурацию. При этом возможны обрыв верхней нитки, петляние верхней нитки в строчке, неравномерная строчка. Нижняя сторона ручки защелки должна быть скругленной, плавной, чтобы нитка при обводе вокруг шпульного колпачка не зацеплялась
26: Пружина шпульного колпачка. прижимающая нитку, привинчена так, что ее хвостовик не заправлен в отверстие колпачка. Будет обрыв верхней нитки
27. Защелка шпульного колпачка без остановочного винта Выскакивает защелка и цилиндрическая пружина
28. Защелка шпульного колпачка выскакивает, как только ее ручка отводится в сторону. Остановочный винт имеет тонкую головку, которая при отводе ручки защелки не упирается в колпачок
П родолжение
Метод устранения
ца с обеих сторон на 0,2 мм. Затем шпульный колпачок тщательно прошлифовать наждачной бумагой, а лучше на шлифовальном круге
Устранить дефект просто — вынуть шпульный колпачок, поднять ручку защелки и простым плоским надфилем спилить лишнюю часть стопорного винта
Вынуть шпульный колпачок, отвернуть изнутри остановочный винт зйщелки и вынуть ее. Нижнюю сторону конца ручки скруглить напильником и отшлифовать. Собрать узел в обратном порядке (см. рис. 3)
Отвинтить винт, заправить конец пружины в прорезь и зажать виц том. Отрегулировать натяжение нижней нитки. При регулировке иметь в виду, что винт нельзя от винчивать более чем на пол-оборота. Дальше ослабление вести методом подгиба конца (усиков) пружины внутрь, а не наружу!
Поставить остановочный винт защелки внутри шпульного колпачка или заменить защелку
После выскакивания защелки цилиндрическая маленькая пружина выталкивается так стремительно, что порой ее трудно найтн. Без пружины шпульный колпачок работать не может, но ее легко сделать самому из тонкой балалаечной струны диаметром 0,2 мм (см. и. 31). Обязательно поставить годный остановочный винт в защелку (изнутри)
64
2'
Нейсnра в кость, причина
29. Зубец защелки выдвинут так далеко из прорези шпульного колпачка, что за него за цепляется верхняя нитка и об рывается. Это явный брак защелки (см. рис. 3)
30. Шпульный колпачок по ставлен в челнок. Ручка защелки болтается. Возможны обрыв верхней нитки, наматывание верхней нитки на шпульный колпачок, выскакивание шпульного колпачка из челнока. проворачивание шпульного колпачка. Здесь явный брак или защелки, или ее ручки
31. Цилиндрическая пружина шпульного колпачка ослабла настолько, что ручка защелки плотно к нему не прижимается. Возможны обрывы верхней нитки, проворачивание шпульного колпачка Старение, окисление' пружины со временем разр> шают ее
П родолжение
Метод устранения
Если зубец выдвинут весь, его не обходимо срезать кусачками, пред варительно сняв защелку. Если же зубец выдвинут немного, сняв защелку, его чуть-чуть подогнуть или подпилить сверху со стороны захода верхней нитки. После подгибания обязательно подпилить зубец изнутри алмазным надфилем плоского сечения. Если и то- и ipyroe невозможно, заменить защелку
При правильном рабочем положении защелки зубец ее ручки упирается в тело колпачка, а защелка, правая сторона которой обращена к шарниру, входит в кольцевой паз оси челнока, но не вплотную к нему (с небольшим зазором). Если будет наоборот, защелка вплотную подойдет к оси, а ручка будет иметь люфт (между телом колпачка и зубцом ручки есть зазор) В Таком случае Вы нуть защелку и правую контактирующую с осью челнока сторону отверстия пропилить круглым, а .затем плоско-выпуклым алмазным надфилем. Пропиливать осторожно, прерывая работу и примеряя шпульный колпачок с защелкой в челноке (см. рис 3, поз. В)
Вынуть шпульный колпачок, отвернуть изнутри остановочный винт защелки и вынуть ее. Острием иглы вынуть цилиндрическую пружину из шпульного колпачка. Если она крошится от ржавления, сверлом диаметром 2 мм очистить-отверстие от остатков пружины. Затем зажать дрель в тиски, заложить в патрон дрели средних размеров ручную иглу диаметром 1 мм и на ней плотно навить виток к витку пружину из тонкой балалаечной струны. ’ диаметр которой 0.2 мм. Диаметр готовой цилиндрической пружины равен 1.8 мм, длина 11 —12 мм, расстояние между витками 0.6 мм. количество витков равно 15. Навивка в любую сторону
3 В9Б
65
chipmaker.ru
Неисправность, причина
32. Нитка выскакивает из-под пружины шпульного колпачка Поломан один или оба усика пружины шпульного колпачка 33.. Поломался фиксаторный палец шпульного колпачка. Шпульный колпачок поставлен в челнок не до- конца — про вернулся и заклинил. Создались условия поломки
34 Поломалась ручка защелки шпульного колпачка, не прила гайте больших усилий в обращении с машиной
35 Сорвана резьба на регули ровочном винте шпульного кол пачка. Этот винт следует подкручивать лишь в крайнем случае
36. Винт крепления пластинчатой пружины шпульного колпачка выступает над его поверхностью. Верхняя нитка при обводе шпульного колпачка цепляется за винт и обрывается. Причина в том. что винт завернут с перекосом или во обще не подходит
37. Выступает винт крепления пластинчатой пружины толкателя челнока
38. Сломался винт крепления пластинчатой пружины толкателя челнока была приложе иа слишком большая сила при завинчивании винта
39. Отломан конец толкателя челнока. Причиной может быть неоднократный подгиб 'конца в противоположную сторону
40. Толкатель челнока входным концом прижат к внутренней
П родолжение
Метод устранения
Заменить пластинчатую пружину
Лучше приварить пруток из нержавеющей стали. Он хорошо обрабатывается и подгоняется по месту
Вынуть шпульный колпачок при отжатой вправо (острым предметом) защелке. Вывернуть остановочный винт защелки и вынуть ее. I шкой иглой вытолкнуть ось за-nie.iKH и поставить новую ручку Винг заменить новым, если это невозможно, заменить шпульный колпачок
Завернуть винт без перекоса или заменить годным. Если это невозможно, спилить выступающую часть заподлицо с пружиной
См. п. 36
Снять вал с толкателем челнока. Выбить сломанный винт, поправить резьбу метчиком и завернуть новый винт
Отломанный конец приварить газосваркой. Обработать шов на наждачном точиле. А лучше при варить полоску нержавеющей стали сечением 2X4 мм; она хорошо приваривается, обрабатывается и подгоняется (подгибом) по месту. При подгонке выдержать параметры: зазор между челноком и толкателем на входе нитки 0,3 Мм, на выходе 1 мм (см. рис. 4)
Отжать отверткой входной конец толкателя так, чтобы он занял
66
3-= 2
Неисправность, причина поверхности носика челнока. Дело в том, что при подгибе выходного конца толкателя он сместился в сторону носика челнока. В результате нитка не может свободно проскочить через зазор на широкую площадку челнока и обрывается
41. Толкатель челнока входным концом прижат к вертикальной площадке челнока (отсутствие зазора), когда игла находится в крайнем нижнем положении или в начале подъема
42. Толкатель входным концом прижат к широкой полке челнока (см. п. 40 и рис. 4). Возможен обрыв верхней нитки
43. Между челноком и толкателем слишком большой зазор (до 3 мм). От длительной работы концы толкателя расходятся, увеличивая зазор. Это естественный процесс. Возмож ны пропуски стежков в строчке, стук в машине
44. Выходной конец толкателя и челнока вращаются в разных плоскостях, разность уровней до 3 мм. Это следствие небреж ного регулирования зазоров путем подгибания концов толкателя. Возможен обрыв нижней нитки
45. Выходной конец толкателя трется о корпус хода челнока. Это следствие небрежного и не доведенного до конца регули рования зазоров между челноком и толкателем, подкладывания фольги (в 4 -5 слоев) под нижнюю часть корпуса хода челнока
46. Движение, челнока в пазу затруднено Челночный паз в корпусе имеет глубину, равную высоте пояска челнока. При прижиме запорного кольца челнок прижимается и заеда ет — частый случай у машин «Чайка»
Продолжение
Метод устранения среднее положение на вертикальной площадке челнока (см рис 4, а)
Необходимо отжать входной конец толкателя от челнока на расстояние 0,3 мм
Отжать толкатель и сделать зазор, равный 1 —1,5 мм. Конец толкателя расположить посередине вертикальной площадки челнока Установить зазор.на входе нитки, равный 0,3 мм, на выходе 1 мм путем подгибания толкателя и его концов
Вынуть челнок и поднять отверткой выходной конец толкателя на один уровень с челноком. Сделать зазор на входе нитки, равный 0,3 мм, на выходе 1 мм
Отверткой отжать выходной конец так, чтобы не было трения как при малой, так и при большой частоте вращения
Очистить паз Если причина другая, снять запирающее устройство челнока, вынуть челнок и концом отломанного ножовочного полотна снять лишний слой металла с той ллоскости, 1\ которой челнок прижимается запорным кольцом. На такую работу уходит I мин
з*
67
chipmaker.ru
Неисправность, причина
47. Толкатель челнока неплотно запрессован на валу. В штифтовом соединении ощущается люфт
48. Запорное кольцо не надевается на штифты корпуса хода челнока — несоответствие межцентрового расстояния штифтов с отверстиями
49. Поломана пластинчатая пружина толкателя челнока из-за усталости металла и ржавчины или небрежного обращения с машиной и т. д.
50. Когда снято запорное кольцо, заедание при вращении челнока в пазу корпуса. Причина — поясок челнока не вписывается в окружность паза корпуса хода
Продолжение
Метод устранения
Снять вал с толкателем челнока. Выбить старый штифт и поставить новый с большим диаметром. Можно в отверстие вложить две пенточки шириной 2 мм из фольги толщиной 0,2 мм и забить старый штифт
Штифты подпилить так, чтобы кольцо свободно надевалось и снималось. Допускается подогнуть штифты
Подпилить выступающую часть винта заподлицо с выпуклой частью пластины. Любой отломанный конец спилить заподлицо с толкателем и плотно прижать к нему. Поставить новую пружину, которую можно сделать и самому Алмазным плоским надфилем опилить поверхность челнока со -стороны пояска на обоих концах. Работать осторожно, часто примеряя челнок
РЕГУЛЯТОР ДЛИНЫ СТЕЖКА
К этом механизму относятся рычаг регулятора, тарельчатая пружина, винт крепления кулисы к корпусу машины, кулиса, ползун (ролик), винт крепления ползуна (ролика) к вилке подачи
Неисправность, причина
1. Сломался рычаг регулятора длины стежка. Причины: сломался рычаг в месте выхода из резьбового отверстия кулисы, а в кулисе осталась резьбовая часть рычага; в кулисе отломался край резьбового отверстия. Кулиса изготовлена из хрупкого металла — чугуна. Такая поломка может быть следствием того, что машину смазали растительным маслом или по ошибке каким то клеем; стояла она в сыром помещении, у окна, из которого дует, и т. д В результате образовалась
Метод устранения
Разобрать узел и вычистить дета-1и так, чтобы на них не было еле дов ржавчины, клея, пленок от смазки и т. п. Для устранения попомни снясь вилку подачи материала с коленчатого вала. Снять ручной привод, маховик, и отвернуть винт крепления кулисы длины стежка. Снять крышку переднего круглого отверстия, вынуть кулису, высверлить сверлом диаметром 3 мм облом и нарезать резьбу метчиком М4. Поставить рычаг с резьбой М4 и, обязательно, с контргайкой. В случае отло-ма резьбового края кулисы лучше
68
3- 4
Неисправность, причина ржавчина, особенно в местах, не защищенных краской
2. Рычаг регулятора шага стежка погнут вниз, поэтому максимальная длина стежка 2 мм (см. п. 1)
3. Рычаг не закреплен и свободно вращается вокруг своей оси
4. Рычаг свободно передвигается в прорези, а во время шиться стремится к нулю на шкале—сломана тарельчатая пружина. Она ломается из-за перемещения рычага рукой вверх до огка ia для получения обратного хода ткани во время шитья (машина 2М кл не приспособлена к такой операции)
Продолжение
Метод странения
рычаг приварить электросваркой (2-миллиметровыми электродами из нержавеющей стали). Собрать узел в обратном порядке. Обратить внимание на то. что между нижним шарниром вилки механизма двигателя материала и валом подачи должен быть зазор 0,05 мм
Вставить большую отвертку в верхнюю часть прорези рычага длины стежка и, нажимая на рычаг снизу вверх, выпрямить его
Снять крышку с отверстия спереди машины. Завернуть рычаг и контргайку на нем. Поставить на место крышку
Снять ручной привод, снять машину с петель, поставить ее на фронта тьную крышку махоиком вверх. Снять фрикционный винт и маховик. Большой отверткой через окно под маховиком отвернуть винт крепления кулисы длины стежка внутри машины Вынуть винт пинцетом, вынуть тарельчатую пружину Она лопнула и потому не фиксирует рычаг регулятора длины стежка. Здесь возможны два решения: поставить новую тарельчатую пружину, если ее нет, на лопнувшую пружину наложить шайбу из стали, наружный диаметр которой равен 15 мм, внутренний 8 мм, толщина не более 0,3 мм. Эта шайба будет выполнять роль протектора. Пинцетом положить в отверстие сначала старую тарельчатую пружину, на нее шайбу указанных разме-. ров, затем винт зажать до отказа Рычаг регулятора в это время должен находиться на шкале против цифры 2. Рычаг при завинчивании винта крепления кулисы придерживать. Вместо тарельчатой пружины можно поставить рабочую шайбу с регулятора натяжения верхней нитки. Но ж всякая шайба подойдет по высоте. Собрать узел в обратном порядке 69
chipmaker.ru
ФРИКЦИОННОЕ устройство
Сюда относятся фрикционный винт, фрикционная шайба, остановочный винт, маховик, втулка коленчатого вала, штифт, соединяющий втулку с коленчатым валом.
Неисправность, причина
1. Не включается рабочий ход машины — неверно поставлена фрикционная шайба относительно прорези втулки коленчатого вала. Стопор фрикционного винта упирается в ограничительный выступ фрикционной шайбы до включения рабочего хода (см рис. 17)
2. Рабочий ход включается, но маховик при проходе толстых швов пробуксовывает. Причины: остановочный винт упирается в ограничительный выступ до момента сильного сцепления фрикционной шайбы с фрикционным винтом;
фрикционная шайба поставлена отогнутыми усикаги внутрь;
фрикционная шайба отогнутыми внутри кольца усиками упирается в пластмассу фрикционного винта или же один из усиков упирается в металл ступицы фрикционного винта, второй — в пластмассу;
широкие усики фрикционной шайбы не обеспечивают передачи крутящегося момента при включении, так как удельное давление на усиках низкое
Метод устранения
Снять привод, отвернуть остановочный и фрикционный винты. Фрикционную шайбу повернуть по часовой стрелке на 180° Следить, чтобы отогнутые вну гри шайбы два усика смотрели наружу. Собрать все в обратном по рядке
Снять привод, снять остановочный и фрикционный винты. Повернуть фрикционную шайбу на 180° Поставить все на место
Снять привод, остановочный и фрикционный винты. Шайбу перевернуть отогнутыми внутри кольца ’усиками наружу. Завернуть фрикционный винт и попробовать включить рабочий и холостой ход. При включении рабочего хода остановочный винт не должен до-ходить до ограничительного выступа на фрикционной шайбе. Если же маховик пробуксовывает, снять фрикционный винт и шайбу повернуть на 180° Поставить все на место
Заменить или фрикционную шайбу, или фрикционный винт. Усики должны упираться в металл
Подпилить усики по бокам, уменьшив площади их контакта со сту пицей фрикционного винта. Увеличенное таким образом удельное давление обеспечит передачу крутящего момента. Если это не помогает, спилить заподлицо с окружностью тот ограничительный выступ на наружной окружности
70
Окончание
Неисправность, причина
толщина фрикционной шай.бы до 1,5. мм или ее усики мало отогнуты, или металл шайбы очень мягкий. При завинчивании усики описаются и фрикционный винт упирается во втулку коленчатого вала
3 Маховик не отключается на ходостои ход
4 . Потеряй остановочный- винт фрикциона. Без него • нельзя эксплуатировать швейную машину
5 .- Туго вращается- маховик на .втулке, мешает конец штифта
6 . Втулка коленчатого вала имеет люфт в штифтовом со-ёдинении
Чего! х i т р а и е н и я
фрикционной шайбы, к которому подходит остановочный винт при рабочем ходе
Заменить фрикционную шайбу или спилить напильником торец втулки коленчатого вата на 1 мм Собрать все в обратном порядке
Снять привод, остановочный и фрикционный винта. Повернуть фрикционную шайбу на 180° по часовой стрелке
Во фрикционном винте нарезать стандартную резьбу ,М4 и -подобрать винт М4 длиной 10- 11 мм, опилить его конец-Длиной 3 мм до диаметра 2 мм и поставить на место
Снять_маховик и спилить лишний конец штифта заподлицо со .втулкой
Снять маховик и выпрессовать штифт. Выточить новый штифт из стального прута диаметром-5 мм,-Сделать на нем конус -острием. 5°. и поставить на место по плотной посадке. Наметить на втулке и коленчатом валу вход штифта
МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ МАТЕРИАЛА
В него’ всходят кулачок подачи на коленчатом валу, ьил-
ка подачи, валы подачи и подъема, рычаг зубчатой рейки, зубчатая рейка, винты и гайки крепления.
Н е.и. сп равность, п р и ч и- н J
1 Зубчатая рейка плохо продвигает ткань. -Зубья лишь наполовину . выступают над игольной плас.'иной. Ослабли оба винта крепления рейки к рычагу
2. Передняя часть зубчатой рейки возвышается над прорезью на 0,5 -0,6 мм меньше.
Метод устранения
Снять игольную пластину и, Муть поджав винты, закрепить зубча тую рейку Поставить игольную пластину на винты. Провернуть маховик, если зубья будут цеп лять за пластину, отрегулировать их так, чтобы они расположились параллельно прорези, в. пластине. После этого винты-’зубчатой рейки завернуть
Снять игольную пластину, снять передний винт зубчатой рейки и ослабить задний винт. Под рейку
71
chipmaker.ru
Неисправность причина
чем задняя. Ткань плохо продвигается или рейк^ как бы жует ее. В данном случае не все зубья участвуют в работе
3 Сломалась зубчатая рейк< 4. Зубчатая рейка перекосилась и зацепляется за игольную пластину — затупились зубья рейки. Это происходит потому, что машину надо остановить сразу после выхода ткани с зубчатой рейки, а ее останавливают и поднимают лапку с большим опозданием
5. Зубчатая рейка крепко привинчена винтами к рычагу, но люфтует в горизонтальной плоскости Причин самоотвинчи-ванйя конуса и его контргайки несколько:
слабо затянута контргайка еще на заводе;
контргайка ослабла от вибраций машины во время работы и особенно при работе машины с электроприводом;
значительные термические колебания при хранении и эксплуатации машины и т. д.
Продолжение
Метод устранения
переднего винта подложить шайбу из ободной фольги (можно из любого металла) в один или два слоя. Придать рейке такое поло'-жение, чтобы ее передняя сторона была выше задней на 0,5 мм над плоскостью игольной пластины, т. е. зубья должны иметь небольшой наклон спереди назад. Только при таком положении зубчатая рейка будет хорошо продвигать любую ткань (см. рис. 15, 16) ’ Заменить зубчатую рейку
Снять игольную пластину, осла--бить винты крепления зубчатой рейки, выправить ее. примерить и, если она не зацепляется за и голь? ную пластину, зажать винты до отказа. Поставить пластину на место. Наточить зубья алмазным трехгранным надфилем, подняв их до отказа регулятором подъема. Отрегулировать нормальную высоту зубьев: передняя сторона 1,5 мм, задняя 1 мм (см. рис. 15, 16)
Снять машину с петель, положить ее на заднюю сторону. Снять корпус хода челнока На кривошипе вала толкатетя челнока отпустить винт М4 (без головки). Поставить игловодитель в верхнее крайнее положение Машину перевернуть вверх нижней частью и положить себе на колени. . Выбить кругпый штифт, соединяющий вал толкателя челнока с кривошипом кулисы малого вала. Выбить ва^ толкателя челнока влево. Ослабить винт регулятора подъема рейки. Сдвинуть его по валу вправо так, чтобы его ролик вышел из зацепления вилки рычага. Отъединить вилку двигателя ткани от вала. Ключом 12Х 14 отпустить контргайку левого конуса нижнего вала двигателя ткани. Отвернуть конус.
Правый конус вала трогать нельзя!
Вынуть вал вместе с рычагом и зубчатой рейкой. Посмотреть, ка-
72
Неисправность, причина
6 Зубчатая рейка качается в горизонтальной плоскости, хотя она хорошо привинчена к рычагу, а рычаг в конусах без люфта. Это может быть в том случае, когда вал подачи материала внизу под платформой имеет люфт в конусах (осевой). К этому валу с правой стороны крепится вилка подачи материала, а с левой — рычаг механизма двигателя ткани
7 Рыча! зубчатой рейки на быстром ходу стучит о платформу
Продолжение
Метод устранения
кой конус с контргайкой ослаблен на рычаге. Поджать конус и контргайку, чтобы рг’чаг 'с зубьями свободно вращался в кбНусах, а люфта не было. -Собрать все в обратном порядке При этом сцедить за тем, чтобы не быта нарушена регулировка сопряженных дета пей Вал подачи в конусах затянуть так, чтобы продольный люфт исчез или был еле ощутим рукой
Уточнить, с какой стороны ослаблена ' контргайка Подтянуть конус ослабленной контргайки, но так, чтобы продольный люфт на валу был еле ощутим рукой. Для этого надо разъединить вертикальную вилку с валом Подачи материала. Регулировку вести при поднятой вверх игле
8. Появился небольшой люфт зубчатой’ рейки в прорези игольной пластины на ходу движения ткани Это может быть по причине ослабления
Проделать все работы, указанные в п. 6. После того как будет снят вал механизма двигателя ткани вместе с зубчатой рейкой, протереть вилку рычага — тот ее участок, который обращен к платформе и который стучит об нее в момент продвижения ткани Кро ме того, тщательно протереть место на платформе, которого мо жет касаться вилка. Затем, вооружившись лупой 4-кратного уве личения, тщательно обследовать верхнюю сторону рожка вилки и место предполагаемого касания на платформе — на нем хорошо бу дут видны блестящие уча< гки Найдя места касания, трехгранным напильником опилить рожок на высоту 1 мм. Собрать все в обратном порядке, соблюдая правила ре|улировки сопряженных деталей
Устранить люфт, подтянув соответствующие винты (см. п. 5)
73
chipmaker.ru
Неисправность, причина
крепления вертикальной вилки на валу и конусов вала подачи
9. Появился большой люфт зубьев Ь прорези игольной пластины' по ходу движения ткани
10. Рейка плохо продвигает ткань, но рычаг регулятора длины стежка работает нормально провернулся кулачок на коленчатом валу
П родолжение
Метод устранения
11 Зубчатая рейка как бы жу ет ткань. Высоко подняты зубья или они имеют большой наклон вперед
12. Рейка при любом положе нии рычага регулировки длины стежка двигает ткань в обратном направлении (на швею) — провернулся кулачок коленча того вала
13 Нет продвижения ткани обломана нижняя проушина ви i ки двигателя ткани
74
Нарушлось крепление кулисы регулятора длины стежков (см. гл. 2 «Регулятор длины стежка>, п. 4)
Подтянуть конусы вала подачи. Кулачок коленчатого вала поставить в правильное положение и затянуть стопорный винт, который должен войти в продольную прорезь на коленчатом валу (большое отверстие с крышкой на его задней стороне)
Опустить зубья ниже настолько, чтобы над игольной пластиной они были видны на всю свою высоту. Наиболее эффективной работа (убьев будет только в том случае, если их передняя сторона приподнята выше задней на 0.5— 0.6 мм (см. рис. 15, о). Однако у швейных машин разных марок разная толщина игольной пластины и высота зубьев. Для наилучшей работы зубчатой рейки снять игольную пластину, передний винт крепления рейки, ослабить задний винт и подложить прокладку из фольги в один или два слоя под передний винт, можно кусочек проволоки размером 10X0,6 мм (см. рис. 16). Завернув слабо оба винта, примерить игольную пластину и посмотреть, не задевают ли ее зубья Закрепить рейку: сначала зажать передний, затем задний винты
Открыть крышку большого отверстия с задней стороны машины и установить кулачок так, чтобы винт его крепления приходился на \глубленную прорезь коленчатого вала. Подвинуть кулачок влево к вилке так, чтобы вилка имела свободный ход, т. е. обеспечить люфт в 0.5 мм. Проверить люфт при вращении маховика
Сварить проушину электросваркой, выставив сломанные части гак, чтобы в отверстии был зало-
Окончание
Неисправность, причина
14. Зубчатая рейка не работа ет — отломан рожок вилки. Такие поломки происходят в ситуации, когда в челночном устройстве произошло заклинивание и для его устранения применили слишком большую силу
15. Потеряна гайка винта-экс-цеитрнка на соединении с валом двигателя ткани
16. Зубчатая рейка одной стороной зацепляется за игольную пластину
17..Сломан регулятор подъема рейки
18 Отломан рожок рычага зубчатой рейки
Метод устранения жен винт, диаметр которого равен винт-эксцентрику (2М кл. ПМЗ). В противном случае при сборке винт-эксцентрик не войдет или создастся слишком большой люфт
Рожок можно приварить электросваркой. Главное то, что вилку надо выставить так, чтобы между рожками был вставлен металлический предмет с параллельными сторонами и с точным размером кулачка. Рожки стянуть струбци ной. При снятии вилку отсоединить от вала подачи. А вот при установке вилки отодвинуть кулачок на коленчатом валу в сторону игловодителя. Оба монтажных отверстия на рукаве должны быть открытыми
Поставить гайку пр резьбе эксцентрика
Зубчатую рейку поставить параллельно прорези игольной пластины или вал двигателя ткани подвинуть в сторону, свободную для зубьев. Для этого опрокинуть на петлях машину, ослабить контргайки на Конусах и конусами поставить вал в нужное положение. Эту работу выполнять при отсоединенной вертикальной вилке подачи. Законтргаить конусы
Его можно сварить электросваркой. обязательно в отверстие поместив стержень, диаметр которого равен диаметру того вала, на котором он работает Можно наложить хомутик из нержавеющей стали — полоску шириной 12 мм и толщиной I мм
Сварить рожок электросваркой (электроды из нержавеющей стали диаметром 2 мм) так, чтобы в зев вилки был вложен калиброванный металлический предмет, размеры которого были бы равны ролику, работающему в нем. Затем рожок сжать струбциной
75
chipmaker.ru
МЕХАНИЗМ ИГЛЫ
К этому механизму относятся игловодитель, нитепритя-гиватель, кулачок коленчатого вала, иглодержатель, ни-тенаправители, игла и игольная пластина, поводок иг-ловодителя.
Неисправность, причина
1 При регулировке уровня иглы игловодитель не смещается по вертикали—лыска иглово-дителя для крепления его в поводке недостаточной длины (укорочена сверху или снизу)
2. Поломан нитенаправитель возле иглодержателя
3 Игла не зажимается в иглодержателе— сорвана резьба в иглодержателе или на винте
4. Погнут нитепритягиватель частый случай
5 Сломан нитепритягиватель
6. Сломана верхняя проушина поводка игловодителя Это про исходит тогда, когда игловодитель в своих втулках недвижим, так как его смазали растительным маслом или клеем, а маховик все-таки стараются провернуть
Метод устранения
Если игла не опускается ниже, удлинить сверху лыску на 2 мм. Спиливать можно алмазным надфилем, наждачным бруском или твердым напильником. Если игла не поднимается вверх, лыску на игловодителе удлинить вниз на 2 мм
Поставить новый нитенаправитель Если это невозможно, поставить новый иглодержатель другой машины, например «Чайка» 2 кл. В этом иглодержателе есть два отверстия для ниток Можно поставить нитенаправитель петлевого типа (см. рис 27). Для этого выпрессовать опорный штифт (для иглы), нарезать резьбу М2.5 или М3 и вставить винт достаточной * длины для упора шлы
Если сорвана резьба в иглодержателе, нарезать резьбу М3 или М3,5. Если это невозможно, по ставить новый иглодержатель (можно и от машины другой марки) . Иглодержатель нетрудно сделать самому. Если сорвана резьба на винте, поставить новый винт Снять нитепритягиватель и выпрямить на деревянной оправе.
Не выпрямлять на машине!
Снять основу нитепритягивателя. Соединить сломанные части и сварить их газовой сварной При сварке строго следить за сохранением размероь и формы
Весь узел или все соединения машины раскислить смесью: растворитель № 647 и масло И8А в соотношении 1:1. Через 10 мин приступить к расшатыванию соединений. Работу выполнять очень осте рожно!
Сломанную проушину можно сварить электросваркой. Главное пе-
76
Окончание
Неисправность, причина
7 Люфт игловодителя по вертикали. Люфт образовался из-за ослабления крепления рычага, на котором посажена проушина поводка. У машин типа 2М кл. ослабляется винт крепления игловодителя, у машин типа «Чайка» ослабляется крепление коленчатого рычага, его правого конца в большом кулачке, левый же конец является приводок. нитепритягивателя 8. Игла расположена в иглово-дителе ушком не вдоль платформы, а под углом (скошена). Причина в игловодителе. Его лыска под неверным -углом к плоскости крепления иглы
Метод устранения
ред сваркой поместить в проушину металлический цилиндр соответствующего диаметра. Сваривас мые детали должны быть сжаты струбциной
Закрепить винт крепления игловодителя
Разобрать узел, снятА игловодитель и алмазным надфилем или другим инструментом изменить угол плоскости лыски на игловодителе. Делать эту операцию надо осторожно, дабы не переусердствовать
Подробнее об игле
Игла в швейной машине — самая главная деталь. Регулировка почти всех параметров в челночном устройстве ведется применительно к ее работе. Несмотря на свою хрупкость, игла испытывает наибольшие динамические нагрузки. Гип иглы, ее состояние и положение сказываются на качестве строчки. Поэтому о ней каждой швее надо знать больше, чем о машине в целом.
Игла обязательно должна соответствовать типу и толщине ткани, точно так же толщина ниток должна соответствовать как игле, так и ткани, их примерное соответствие указывается в таблице подбора иглы и ниток по ткани, помещенной в инструкции завода-изготовителя для каждой машины. Таблицы примерно все одинаковые, и, если вы не имеете инструкции к своей машине, можно взять ее к любой другой (см. гл. 4). Однако в таблице приведены лишь ориентировочные данные, уточнить их вы должны сами путем проб. Кроме того, имейте в виду, что нитки и иглы одного номера могут быть разного качества.
77
chipmaker.ru
Прежде чем поставить иглу в машину, определите ее тип и проверьте, не искривлена ли она, не затуплена ли, нет ли на ней какого-либо другого брака.
Тип иглы. На какую иглу настроена машина, такой и надо работать!
Для того чтобы перейти на иглу другого типа, необходимо переналадить машину. Например, машину отре гулировали на иглу отечественного производства. Толщина ее колбы 1,75+0,03= 1,78 мм. Зазор между челнокрм и иглой в вертикальной плоскости установлен в 0,05 мм. Игла сломалась, и тогда поставили иглу индийского производства. У нее толщина колбы 1,7 мм. При этом зазор между челноком и иглой стал равным минус 0,03 мм, так как игла приблизилась к челноку на 0,08 мм. Носик челнока стал ударяться об иглу. При этом поломка иглы и носика челнока неминуема.
Игла должна быть с лыской на колбе. Ни в коем случае нельзя ставить иглу с круглой колбой на ту машину, которая отрегулирована на иглу с плоской колбой. Утолщенная часть колбы имеет срезанную сторону, этот срез называется лыской. При постановке в игловоди тель иглу ставить лыской влево, а длинным желобком вправо со стороны игольного нитенаправителя (это правило для прямострочной машины 2М кл. ПМЗ). Если машина отрегулирована на индийские иглы, при постановке отечественной иглы возможны пропуски стежков в строчке.
Однако необходимо признать, что индийские иглы дают более качественную строчку.
Запомните! Во всех швейных машинах иглу устанавливать так, чтобы длинный желобок на игле был обращен в сторону игольного нитенаправителя (рис. 20).
Иногда берут круглую иглу и сами затачивают на колбе лыску. Такая игла шить не будет! Почему? Да потому, что самодельная лыска не может отвечать следующим требованиям: должна быть строго определенная толщина срезанной части колбы; плоскость лыски должна быть строго параллельна продольной оси иглы и находиться на противоположной стороне от продольной длинной канавки.
Кривая игла. Взять иглу за колбу и на темном фоне быстро прокрутить, если острие иглы остается в одной точке, значит, она не кривая. Кривую иглу выправить трудно, лучше взять другую.
78
Рнс. 21. Положение иглы в круглом отверстии игольной пластины
А — передняя сторона, обращенная к швее; Б задняя сторона; /— нгда прижата к передней стороже. 2— нгда прижата к задней стороне; 3— нгда прй жата к правой стороне; 4— игда прижата к девой стороне; 5— нормальное положение
*— Рнс. 20. Устройство иглы:
/—короткий желобок; 2 — выемки над ушком; 3 — лыс ка на колбе; 4 — колба; 5 — длинный желобок; 6 бугорбк. 7 — ушко; 8 — острие
Тупая игла. Ногтем большого пальца правой руки провести вдоль иглы от колбы до конца. Если на конце загнуто острие иглы, ноготь ее обнаружит. Тупую иглу можно наточить. Для этого, вращая иглу в.левой рукё, правой заточить кончик иглы под углом примерно L56 к игле. Точить следует плоским алмазным надфилем. Время на эту операцию 15—20 с. Затем отшлифовать место заточки наждачной шлифовальной бумагой. Тупая игла вызывает стук в машине, втягивание ткани в отверстие игольной пластины, петляние ниток снизу, вытягивание ниток из ткани, неравномерную строчку и т. д.
Игла с другими видами брака. Возможно, что ушко иглы пробито наискось относительно лыски или длинной канавки. Ушко исправной иглы, поставленной в машину 2М кл., будет расположено строго вдоль оси платфор мы. При проверке иглу расположить так, чтобы плоскость лыски заняла горизонтальное положение, тогда ушко должно быть пробито строго по вертикали, т. е. под углом в 90°. Всякое отклонение — брак. При установке в игловодитель любая игла в любой машине имеет свободный ход, качание в плоскости, перпендикулярной к продольной оси платформы. Это дает возможность поставить ее по центру отверстия игольной пластины. Но бывает, что в отверстии игла прижимается к передней 1 (рис. 21), задней 2, правой 3 или левой 4 стороне.
В первом случае вынуть игловодитель и при помощи простого плоского надфиля и куска ножовочного полотна профрезеровать и пропилить заднюю сторону внутрен
79
chipmaker.ru
него паза игловодителя, куда вставляется игла Точить понемногу, всякий раз примеряя иглу.
..Во втором случае выполнить те же операции, что в первом случае, только точить, следует переднюю сторону йгольного паза в игловОдителе.
В третьем случае точить вглубь левую сторону паза.
В четвертом случае подогнуть нижний конец иглово-дителя .вправо
Надо хорошо усвоить, что игла в отверстии игольной пластины не должна касаться ее сторон. Бывает иглово-дитель. каленый и не поддается обработке. В таком случае его конец надо отпустить на пламени, т. е. нагреть до малинового цвета и медленно охладить, а потом обработать. Можно .пропилить отверстие, игольной пластины 'круглым алмазным надфилем, но это трудоемкий вариант.
Часто края отверстия игольной пластины изрезаны многочисленными ударами иглы. В таком случае углом ножовочного полотна сделать фаску, -срезав все острые выступы..Затем отверстие отшлифовать круглым надфилем. При этом диаметр отверстия хотя и увеличится, но будет иметь гладкие края, и нитка во время шитья не оборвется.
• Бывает так, что стенка' отверстия игольной пластины разрывается с правой стороны. Исправить дефект можно тремя способами-
заменить игольную пластину новой;
заварить место разрыва газовой сваркой с обеих сторон, затем обточить и покрыть оловом верхнюю сторону. Поставить пластину на место и привернуть винтами. В игловбдитель поставить ровную и острую иглу. Осто рожно провернуть маховик так, ттобы игла сделала видимый’след на пластине. Снять пластину, накренить место укола иглы и просверлить отверстие сверлом диаметром 2 мм. С обеих сторон сделать фаски; - спилить остатки.разорванного кольца (временная мера). Сделать края гладкими.
Ржавые иглы применять нельзя' Они портят ткань, особенно тонкую и плотную, строчка получается некрасивой.’
Иглы бывают длинные и короткие. Разница в длине составляет 1 —1,5 мм Такие иглы не влияют на качество строчки, так как во всех случаях расстояние от верха ’иглы до ушка одинаковое. Однако длинные иглы чаще
80
Рис. 22. Регулярен ка ускорения подъе ма иглы из крайне го нижнего положе ния (машины «Тула», «Паннония», «Чепель* 30 кл.): /— вертикаль игловодн теля; 2— углы поворот<i большого кулачка, Д(| исходная точка крепло низ поводка игловоднте ля до регулировки; — Лг — дуга поворота кулачка до регулировки; Л6 — As — проекция дуги Чш вертикаль (равна 5 мм); Л| -исходная точка поводка игловодк-теля после регулировки; Л1—А3 — дуга поворота кулачка после регулировки; Л \ Аз — проекция’ дуги на вертикаль {равна 7 мм)
ударяются о челнок, поэтому работать ими труднее и опаснее.
Поверхность игольной пластины всегда должна быть гладко отполирована. Пластину, подернутую ржавчиной, но вычищенную наждачной шкуркой, применять нельзя, так как рытвины от ржавчины будут задерживать продвижение ткани. Бывает, что от систематических ударов иглой игольная пластина прогибается посередине. ।
Деформированную пластину необходимо выправить, иначе 6j дет коробление тонких тканей при шитье.
У некоторых швейных машин («Чепель»,30 кл., «Паннония», «Тула» и др.) бывает, что движение иглы вверх из крайнего нижнего положения замедлено относительно вращения, челнока (из крайнего положения). К мо менту встречи челнока с иглой петля-напуск недостаточного размера и челнок ее не захватывает, образуя пропуск стежков в строчке.
В данной ситуации единственно правильное решение— ускорить подъем иглы путем поворота кулачка, помещенного на левом конце коленчатого вала, на,3—6° по часовой стрелке.
На кулачке закреплен привод игловодителя и ните-притягивателя.
Рассмотрим два положения кулачка (рис. 22)
81
chipmaker.ru
Первое — до регулировки. Ап — исходная точка крепления поводка игловодителя на кулачке при крайнем нижнем положении иглы..Повернем маховик на 20° центрального угла. Тогда на кулачке получим дугу Ао—А2 траектории точки Ло, но Ао— А2— ее проекция на вертикаль игловидителя. Это расстояние, на которое поднимается игла. В данном примере оно равно 5 мм.
Второе—после регулировки. Ослабим оба винта крепления кулачка на коленчатом валу. При заторможенном маховике повернем кулачок на 10° по часовой стрелке. Закрепим винты Теперь точка Ао переместилась в точку Ai Ai —исходная точка крепления поводка игловодителя на кулачке. Опустим игловодитель в крайнее нижнее положение относительно иглы, топа игла займет прежнее крайнее положение. Повернем маховик на 20°, точка At переместится в точку Аз, т. е. Ai— А3 — дуга перемещения точки At, но А—Аз— ее проекция на вертикаль игловодителя — расстояние, на которое поднялась игла из крайнего нижнего положения. В данном примере оно равно 7 мм. Практически же поводок игловодителя находится в точке Б, когда игла на ходится в крайнем нижнем положении. И если принять радиус ОБ= 14 мм (что близко к реальному в машинах) и все данные переложить на вышеизложенный теоретический расчет, результаты будут разительными: скорость подъема иглы увеличивается в два раза!
В этой операции надо’обратить внимание (для понимания и исполнения) на два фактора:
-1) после поворота кулачка по часовой стрелке на требуемый угол при неподвижном маховике обязатель но надо вернуть игловодитель в крайнее нижнее положение- (не трогая маховика);
2) при повороте кулачка и опускании игловодителя, челнок остается неподвижным, т. е. он не меняет положения.
На практике поворачивать кулачок приходится на 3—6°. При повороте на больший угол происходит рассогласование движений челнока с нитепритягивателем, что вызывает обрыв верхней нитки.
Такой метод регулировки ускорения подъема иглы из крайнего нижнего положения особенно подходит для тех машин, у которых винты крепления кулачка не входят в углубления на коленчатом валу.
82
РУЧНОЙ ПРИВОД
Неисправность, причина
1. Сломалась пластмассовая или деревянная ручка. Они обычно ломаются в тот момент, когда неопытный исполнитель пытается ось ручки расклепать в поводке
2. Ось ручки шатается в поводке (частый случай)
3. Ось поводка высунулась из проушины ведущей шестерни
4. Потеряно фиксаторное устройство ручного привода
5. Ручной поводок слабо удерживается фиксатором. В фиксаторном устройстве скопились грязь и густое масло
6 Винт-ось большой шестерни разбил резьбу в корпусе при-
Метод устранения
Осторожно выбить ось вращения поводка. В тисках при помощи пробойника выбить ось ручки из поводка. Надеть деревянную ручку на ось, вставить ее в отверстие поводка и расклепать на наковальне. Деревянную ручку легко сделать самому из круглой Заготовки, диаметр которой 22 мм, длина 47 мм. Наилучший материал бук и береза. В заготовке про сверлить отверстие диаметром 6 мм и придать форму ручке на механическом наждаке
Расклепать конец оси на наковальне. придерживая ручку, иначе она разрушится от вибрации (особенно пластмассовая)
На наковальне расклепать ось с обеих сторон. Эта операция требует особой осторожности, так как проушины шестерни из хруц кого чугуна
Поставить новый фиксатор, состоящий из трех деталей: ступенчатого штока, цилиндрической пружины и ручки отвода штока (рис. 23). При желании его можно еде лать самому. Тонкий конец штока вместе с пружиной вставить в проушину ведущей шестерни, затем напрессовать на него ручку отвода
Промыть фиксаторное устройство несколькими каплями смеси, . состоящий из масла И8А и растворителя № 647 в соотношении 1 : 1. В случае неполного входа' конца штока в изгиб поводка подпилить глубину изгиба. При необходимости заменить пружину штока
На токарном, станке выточить винт-ось размером ЗХ 22.5Х 12. мм.
2
3
Рис. 23. Фиксаторное устройство ручного при-
вода:
/— кнопка отвода фиксаторного пальца; 2— цилиндрическая пружина; 3— фиксаторный палеи ступенчатого сечения
83
chipmaker.ru
Неисправность, причина
вода (частый случай). Вннт склонен к самоотвинчиванню. поэтому его надо -периодически крепко завинчивать
7. При нагрузке поводок ведомой шестерни самооткидыва-ется и разъединяет ручной привод и маховик — ослабла пластинчатая пружина поводка
8. Кронштейн ручного привода шатается
9. Сломался кронштейн привода машину уронили, это случилось при транспортировке и т. д.
10- Проскальзывание шестерни. Поломаны зубья на шестерне
11. Возник осевой люфт ведомой шестерни
12 Ручной поводок задевает за конец винта малой ведомой шестерни
Окончание
Метод устранения
где 3 — высота головки винта, 22,5— длина ненарезной части, 12 длина нарезной части (резьба М10). В корпусе также нарезать резьбу М10. На выходе винта поставить контргайку высотой 4 мм. По месту сточнть проход для вращения поводка Пластинчатую пружину подрихто-вать на небольшую кривизну, а если она поломалась, поставить любую подобную из сталистой пластины. Винт крепко зажать Подтянуть оба винта крепления кронштейна
Сварить поломанный кронштейн электросваркой. Свариваемые части лучше выставить на эпоксидном клее. Дать ему сутки засохнуть, а потом обварить место склеивания. Такой метод самый надежный
Если не удастся подобрать подходящую шестерню, поставить новый привод в сборе
Зажать крепко винт ось малой шестерни
При помощи рожкового ключа 12Х14 и большой отвертки отогнуть ручной поводок от места касания
НОЖНОЙ ПРИВОД
К нему относятся педаль, ее конусы, поводок с шарико вым подшипником, ведущее колесо, приводной ремень, тумбочка или рама, боковые стойки и стол.
Неисправность, причина
1. Сломалась педаль от ударов различного происхождения Обычно ломается место крепления поводка с шаровой опорой
Метод устранения
Где бы нн был полом, его можно легко заварить электросваркой. Хоть педаль и изготовлена из чугуна, варить ее можно стальными обыкновенными электродами. Зону сварки расширить на 5 мм в обе стороны от шва. Шов обработать на механическом наждаке.
84
Неисправно с.ть , причина
2. Продольный люфт педали Износ конусов педали или ослабление конуса из-за самоот винчивания контргайки
3. Конусы педали не отворачиваются, заржавела резьба в соединении (частый случай)
Продолжение
Метод устранения
Поставить педаль на место и отрегулировать конусами. Ее поднятая сторона должна свободно падать без продольного люфта Поджать крнус и законтргаить его
4 Конус педали вывернулся, а его контргайка не отворачива ется - заржавела резьба в соединении
5 Стук в шаровой опоре по водка—износ вкладыша из-ко жи в углублении подпятника
6. Стук в подшипнике поводка: а) контргайка отвернулась и поводок стучит в резьбе, раз бивая ее;
б) гайка-подшипник, накрыва ющая шарики, ослабла;
Снять контргайку. Конус сдвинуть с места газовым ключом малого размера. Смазывая контактные места смесью, состоящей из 50% растворителя № 647 и 50% масла И8А, постёпейно можно вывернуть отверткой конусы Педали. Е.сли не удается отвернуть нх механическими средствами, соединение нагреть на’ открытом пламени (например, зажечь кубик сухого горючего)
Конус взять левой рукой и положить на наковальню, молоточком средних размеров ударять по гайке. Поворачивая конус с гайкой, ослабить все грани гайки На эту операцию уходит 2- 3 мин
Снять педаль, поставить ее на. торец проушиной вверх. Отвернуть контргайку (снизу), отвернуть подпятник, снять -педаль. В углубление подпятника положить кусочек натуральной толстой кожи, 'залить маслом И8А, ввернуть его в гайку шаровой -опоры поводка, надеть педаль, наживить контр гайку и, придерживая рожковым ключом 17Х19 гайку- шаровой опоры, зажать большой отверткой подпятник; закрепить контргайку до отказа. Поднять педаль и вручную разработать в течение 10 с шарнир шаровой опоры . Поставить педаль в конусы и отрегули ровать (регулировку см. в п. I) 10-миллиметровым рожковым ключом завернуть контргайку до отказа
При появлении стука ослабить контргайку поводка, вывернув его на пол-оборота. В углубление гайки подшипника упереться острым
85
Неисправность.
причина
в) болт или кривошип, иа ко тором крепится шариковый под шипник, предельно ослаб. При работе будет стук
7. При износе шариков, дорожек и сепаратора в подшипнике появится стук
8. Стук в креплении подножки к кронштейну. К деревянной педали тремя винта мн крепится кронштейн с проушиной, в которую входит шаровая опора поводка. Вот эти винты часто развинчиваются
9. Стук на кривошипном колене ведущего колеса. Колесо посажено на колене оси и кре пнтся винтом который прохо днт через ступицу колеса и упирается в углубление оси. Винт имеет квадратную головку под ключ и шлиц под отвертку
10. Стук в конусах кривошипного колена ведущего колеса износ конусов н гнезд под ними
11. Приводной ремень проскаль зывает под нагрузкой, так как в процессе эксплуатации он вытянулся
12. Короток приводной ремень— тяжело крутить ма-
шину
Продолжение
Метод устранения
концом трехгранного напильника и молоточком подбить гайку на закручивание. Но закрутить ее надо так, чтобы легко вращался подшипник. Завернуть поводок до отказа и зажать контргайку Закрепить болт или кривошип
В подшипнике заменить сепаратор и шарики. Все' разобрать, промыть, смазать чистым маслом И8А, Собрать подшипники (см. п. 6, 6)
Завернуть три винта крепления
Зажать винт до отказа
Ослабить контргайку, придерживая ее, поджать отверткой конус до исчезновения люфта Правильно отрегулированное колесо, выведенное из равновесия, должно само возвратиться в равновесие Ремень укоротить Для этого снять его с колеса, разогнуть скобочку и укоротить его на 15 мм, на конце ремня проделать отверстие и зажать скобочку, соединяя концы ремня
Удлинить ремень. Для этого снять его и - разъединить. На свободный конец поставить другую скобочку и соединить ее со скобочкой на другом конце ремня. Если положение не исправится, сделать вставку нужной длины из такого же ремня
86
Окончание
Неисправность, причина
13. Тяжелый ход ножного при вода—сильно зажаты или ко нусы педали, или шариковый подшипник, или большое колесо
14. Стук в конусах педали — поперечный люфт в конусах, а продольного нет. В таком случае острие КЬнуса упирается в дно гнезда. Образующая поверхность конуса сильно изношена и ее диаметр меньше, чем диаметр гнезда на 0,5—1 мм 15. Стук колеса, вращающегося на консольно закрепленной оси,— ослабление крепления осн
16. Педаль стучит о поперечину тумбочки. Поводок педали или сильно удлинен или сильно укорочен за счет резьбового соединения на верхнем конце
ЭЛЕКТРИЧЕСКИЙ ПРИВОД
Метод устранения
Проверить все места возможного нарушения регулировки
Вывернуть конус и его острый конец сточить на 2 мм наждачным камнем. В случае невозможности вывернуть конус или контргайку выполнить работы по п. 3
Слегка зажать стопорный винт (болт), ударить молоточком в торец оси, ослабить стопорный болт, повернуть колесо, зажать болт до отказа
Отвернуть контргайку на поводке и, завинчивая его в корпус подшипника, отрегулировать требуемую длину. Завернуть контргайку
Сюда относятся электродвигатель, педаль-реостат, приводной ремень, защитный кожух, электропровода, патрон, электролампочка и выключатель
Неисправность, причина
1. Перекос ремня на шкивах — шкивы расположены в разных плоскостях. Например, шкив двигателя ТУР-2 польского производства не передвинут' в плоскость вращения маховика, отечественный же двигатель сдвинут на кронштейне предельно вправо. При этом быстро выходит из строя ре мень (расслаивается и рвется); портятся электродвигатель и педаль, так как возникающее дополнительное сопротивление увеличивает мощность тока. В результате возможны перегрев двигателя и педали, подгорание всех контактов, коллектора, пробой конденсатора и т. п
Метод устранения
Шкив электродвигателя ТУР-2 подвинуть влево, предварительно отпустив на нем стопор ный винт. После перемещения шкива зажать стопорный винт Отечественный двигатель сместить на кронштейне влево до отказа
Chipmaker.ru
87
r.ru
Неисправность, причина
2. Перекос осей шкивов. Такое наблюдается тогда, когда кронштейн двигателя короче нормального. Например, когда на швейной машине типа «Чайка» смонтирован отечественный двигатель МШ-2 с его кронштейном. При перекосе осей происходит то же, что прн перекосе ремня (см. п. I)
3. Гудение двигателя в начале включения педали. Перегрев педали и двигателя вызовет подгорание всех контактов, а произойдет по следующим причинам:
а) слишком туго натянут ремень;
б) заедание в. швейной машине и тяжелый ход;
в) подгоревшие контакты в электрической цепи сеть — двигатель. Неисправная педаль включения двигателя. Якорь включения графитных столбиков упирается в пластмассовые препятствия, вызывая на фазном контакте его интенсивное обгорание (до сквозно го);
г) обрыв в проводах цепи и др 4. Неравномерное вращение ма ховика ремень со временем вытягивается и ослабляется, шкив неправильной конфигурации также не будет работать нормально. Ремень на шкиве должен лежать на конусных бортах, а между ним и дном ручья должен быть зазор не менее 2 мм (рис. 24). В первом случае будет проскальзывание ремня на шкиве электродвигателя. Ремень будет сильно нагреваться, расслаиваться и скоро выйдет из строя
Продолжение
Метод устранения Кронштейн сделать по той машине, на которой будет работать двигатель
Отрегулировать натяжение ремня. Ослабить болт крепления кронштейна двигателя и подать его вверх. Контроль правильности натяжении рем ня: при нажнме на верхнюю ветвь ремня силой 5Н стрела прогиба должна быть равна 10 мм
Снять ремень с электродвигателя и проверить ход машины При тяжелом ходе устранить неисправность (см. гл 1 «Тяжелый ход машины»)
Разобрать педаль и устранить препятствие в ходе якоря включения графитных столбиков. Зачистить все контакты, в том числе в сетевой вилке. Вскрыть электродвигатель, зачистить коллектор н смазать подшипники
Проверить всю проводку Натянуть ремень опусканием кронштейна вниз (контроль натяжения ремня см. в п. 3, а). Ремень применять стандартный трапецеидального сечения
88
Продолжение
Неисправность, причина 5. Электродвигатель или останавливается, или работает с перебоями — зависание щетки электродвигателя, пружину щетки заклинило Дело в том, что при нагреве произошло окисление контактного поиска щеткодержателя с материа лом щетки. Работа электродвигателя с перебоями скоро приведет к перегоранию контактов или проводки
6. Электродвигатель сильно перегревается. Последствия будут те же. что в п. 5. ПрнчнЙы: а) зависание щеток;
б) внутривитковое замыкание в обмотках двигателя от систематической перегрузки
7. Электродвигатель не работает, но он исправен. Причины:
а) перегрузка, когда швея во вре мя работы придерживает маховик рукой;
б) в сети недопустимо высокое или низкое напряжение;
в) неисправности в монтаже дви гателя;
г) неисправности в механической части машины, заедание и J. п.; д) длительная непрерывная рабо та двигателя. Повышенная нагрузка (тяговая) на двигатель
8. Электродвигатель работает с перебоями Нарушена работа ре-
Метод устранения
Щетку вынуть, очистить наплывы на ее поверхности так. чтобы она свободно скользила в щеткодержателях
Обеспечить лёгкое скольжение старых щеток или поставить новые
При искрении коллектора, звуковых и тяговых изменениях остановить двигатель, разобрать и установить причину. Прн необходимости заменить двигатель
Поставить стабилизатор
Проверить всю проводку и все контакты внутри двигателя (см. п. 1)
Устранить тяжелый ход машины
Работа двигателя обязательно должна чередоваться с отды хом в соотношении I 1
Если реостатные угольные шайбочки не спеклись, можно
Рис. 24. Конфигурация ручья иа шкиве электромотора швейной машины: а — правильная, б — неправильная
о
89
r.ru
Неисправность, причина сводятся к одному: • обрыв в цепи остатного устройства педали. При чин может быть много, но все они (плохой контакт в разъемных соединениях)
9. Включая вилку в электросеть при выключенной педали, в электродвигателе появляется протяжное гудение — нажимная крышка педали не имеет свободного хода
10. Швейная машина при нажиме на педаль начинает работать с большой частотой вращения — в педали ток идет через короткозамкнутый диск, реостат выключен, и через угольные столбики ток не идет Таким образом, рабо . тает обходное включение по принципу короткого замыкания
11. В электродвигатель не поступает ток. Разорвана цепь от розетки до двигателя в частности из-за окисления медных крайних шайбочек в угольных столбиках реостата
12. При включении вилки в розетку двигатель начинает вращать ся — у педали нет свободного хода при включении
Продолжение
Метод устранения педаль отремонтировать и вернуть ей нормальную работу. Проверить одновременность включения в реостате угольных столбиков
Разобрать педаль и отвести контактные пластины якоря чуть дальше от реостата. Оптимальный размер свободного хода крышки устанавливается опытным путем. На свободном конце нажимной крышки он равен примерно 10 мм
Разобрать педаль и устранить причину выключения реостата. Диск отвести дальше от контактов. Проверить, не упирается ли якорь включения реостата в пластмассовое основание педали. Если упирается, спилить пластмассовое препятствие. У якоря уменьшить расстояние между контактными пластинами на 1,5—2 мм. Проверить состояние и исправность реостата (угольных столбиков) Найти место разрыва в цепи и устранить его
Разобрать педаль. Для этого снизу ослабить стопорный винт, который стопорит ось нажимной крышки. Иногда там (в отверстии) мастика пломба. Винт отвернуть на три оборота (не более), вынуть ось и снять крышку. У якоря включения педали немного отогнуть контактные пластинки в сторону цилиндрической пружины. Собрать педаль. При сборке необходимо якорь включения пе-1али зацепить ниткой н вывести ее влево вдоль педали. Придерживая ниткой якорь во включенном состоянии, надеть цилиндрическую пружину на якорь, правой рукой поставить
90
Неисправность, причина
13. Быстро перегорает лампочка — провода в патроне слабо привинчены
14. Лампочка не зажигается или мигает — сильно ослабло крепление проводов, оборвался провод, провод отошел от зажима внутри патрона (вилки)
15. Двигатель работает только при большой частоте вращения. Это значит, что через реостат ток не идет. Конкретная причина устанавливается только при полной разборке педали. Одной из главных причин является окисление медных пластинок внутри графит ного столбика
Продолжение
Метод устранения крышку на пружину и педаль, х. Вставить запорную ось н, включив педаль в сеть, проверить, есть ли у нее свободный ход (он равен 10 мМ у переднего края). Если есть, завернуть стопорный винт, но не очень сильно (польская педаль)
Разобрать патрон и хорошо зажать провода
Проверить состояние лампочки я подвод тока к ней
Отвернуть четыре винта внутри резиновых опор. Снять крышку педали. Отсоединить два провода от реостата, отвернуть винты крепления реостата к пластмассовому основанию педали. Отвернуть контактный диск со стержня включения реостата. Снять с него установочные гайки, вынуть стержень вместе с перемычками включения. Отвернуть винт крепления нажимной угольной кнопки. Высыпать на разостланный на столе чистый лист бумаги все содержимое реостатного столбика. Проверка состояния всех деталей контактного столбика покажет, что крайние медные шайбы окислились и не пропускают ток. Зачистить шайбы с обеих сторон надфилем с бархатной насечкой или отшлифовать наждачной шлифовальной бумагой. После этого собрать узел в такой последовательности: опустить контактный вннт так. чтобы стержень его вышел из корпуса реостата; отпустить медную шайбу; поочередно , опустить все графитные шайбы (один столбик состоит из 85 шайб). При этом все
91
r.fu
Неисправность, причина
16. Шум в работающем двигателе. Мощность на маховике машины понижена — наибольшая частота вращения 300 об/мин — подшипники двигателя сухие, не смазаны и мощность затрачивает ся на преодоление резко возрос шего сопротивления внутри двн гателя
РЕГУЛЯТОР НАТЯЖЕНИЯ ВЕРХНЕЙ
Неисправность, п р и <| и н а
I. Компенсационная пружина соскочила с опоры или разогнч лась. И то и другое происходит в результате небрежности. Очень многие считают, что эта пружина вовсе не нужна. Однако компенсационная пружи на выполняет очень тонкую и ответственную работу. Она помогает челноку и ннтепритяги вателю сбросить нитку с челнока, снять новую порцию нитки с катушки для образования следующего стежка (в помощь ннтепритя ги вателю); способст вует натяжению верхней ниткн, делает движение верх иен нитки плавнее, когда pet кое изменение частоты врашс ния маховика создает условие дли обрыва нитки
Окончание
Метод устранения время надо вибрировать корпусом реостата, чтобы шайбы расположились горизонтально. Опустить второй медный диск, угольную кнопку. Наложить замочную планку отверстием на угольную кнопку и привернуть ее винтом снизу, причем винт из планки должен выходить не более чем на 0,2 мм. В противном случае винт отвернуть, спилить, затем поставить на место и завернуть Подшипники смазать, коллектор прочистить шлифовальной шкуркой. Шариковые подшипники смазать солидолом, а подшипники трения — маслом И8А. Прн малой нагрузке смазывать подшипники один раз в шесть месяцев, при средней — одни раз в месяц
НИТКИ
Метод устранения
Чтобы пружина не соскакивала со своей опоры, ее отходящую ветвь с зацепным крючком завести за последний виток. Число витков в пружине надо ограничить восемью. Чем больше витков, тем вероятнее соскальзывание ее с опоры при отжиме. А такая ситуация ведет к нарушению работы регулятора. Регулируя степень натяжения компенсационной пружины, можно получить хорошую строчку на любой машине Зацепной крючок пружины должен находиться на уровне оси регулятора. Амплитуда колебания крючка при работе в пределах 5—6 мм. Степень натяжения разная, например, у машины «Чайка» 142М кл. слабое, 2М кл. — умеренное, «Чайка» 2 кл, «Лада» — сильное, и зави сит от особенностей самой машины. Окончательная степень натя женни устанавливается опытным путем в зависимости от качества строчки
92
Продолжение
Неисправность, причина
2. Компенсационная пружина слабо натянута (частый случай). Это, как правило, бывает у новых машин. При слабо натянутой пружине нижняя
строчка некрасивая (видна верхняя нитка). Если увеличить натяжение верхней нитки, она будет обрываться Единственно правильное решение — увеличить натяжение компенсационной пружины
3 Компенсационная пружина отсутствует
4. Нитеприжимная шайба погнута. Если сложить две шай бы выпуклыми сторонами дру> к другу и посмотреть на свет, при погнутой шайбе будет видна полоска света
5. Ржавчина на рабочих шай бах. Машину надо хранить в сухом (отапливаемом зимой) помещении. Если же она хранится в подвале, на веранде, чердаке, в сыром углу на полу, ржавление неизбежно
6. Отломан рожок с резьбой у оси регулятора
7. Ось регулятора погнута (частый случай)
8 Нажимная гайка потеряна
Метод устранения
Снять гайку с регулятора, снять Коническую пружину. На конец оси регулятора навернуть нажимную гайку. В прорезь оси вставить отвертку и повернуть ее по часовой стрелке на 15—20°. Собрать регулятор. По качеству строчки определить меру увеличения натяжения компенсационной пружины. Хорошая строчка одинаковая с обеих сторон
Поставить компенсационную пружину и отрегулировать ее натя-женце (см. п 1 и 2). Пружину можно навить самому: диаметр стали-стой проволоки 0,5 мм, диаметр витков 11 мм, количество витков 8. Витки должны плотно прилегать друг к другу, навивка против часовой стрелки (2М кл. ПМЗ) Погнутую шайбу выправлять на войлочной или резиновой подкладке до тех пор, пока между шайбами не исчезнет просвет (работа довольно трудная)
Не сильно поржавевшие детали опустить на 20 мин в соляную -кислоту с добавлением крепкого отвара зверобоя или * чистотела из расчета 100 г отвара на 1 л кислоты. Затем детали вымыть чистой водой, протереть и отшлифовать рабочую поверхность сначала наждачной мелкозернистой шкуркой, потом на войлочном круге, пропитанном пастой ГОИ. Шайбы, на которых ржавчина образовала раковины, заменить
Поставить новую ось Можно приспособить ось от машины другого типа
Прн сильно погнутой оси необходимо нагреть ее на пламени до малинового цвета и тут же выправить (требуется осторожное обращение)
По оси регулятора токарь может
93
Неисправность, причина
9. Толкатель отжимной шайбы отсутствует. При этом . вынимать ткань по окончании шитья, очень трудно — обрывается верхняя нитка в иголке, портится игла
10. Слишком длинный толка тель
11. Толкатель короче нормаль него — нет отжима на регуляторе
12. Отсутствует зазор между толкателем и отжимной шайбой, есть зазор между рыча том подъема лапки и толкателем — верхняя нитка будет или видна снизу, илн петлять 13. Сильно ослаблена коцичес кая пружина
14. Деформировалась коническая пружина. Деформация может быть разной: увеличен диаметр витка, смещены витки относительно продольной оси, нарушена параллельность вит ков и т. д. При деформированной пружине возможны заедание и обрыв нитки
15. Сорвана резьба в подвижном цилиндре. Подвижной цилиндр служит опорой компенсационной пружине и. регулятором ее натяжения (в прорези)
Продолжение
Метод устранения выточить нажимную гайку. У некоторых машин гайка на регуляторе пластмассовая и резьба у нее пластмассовая, например, у машины «Лучник». Такую гайку заменить металлической Толкатель можно сделать самому из гвоздика размером 32X2 мм. Длина толкателя лимитируется с обеих сторон зазором в 0,5 мм, когда он находится в регуляторе (см. рис. 1). В собранном регуляторе обеспечить зазор внутри спиливанием расплющенного конца толкателя, а снаружи или за счет спиливания второго конца толкателя, или за счет отгибання фронтальной крышки в сторону от рычага. П|>и отсутствии зазоров верхняя нитка будет петлять снизу См. п. 9
Сделать новый толкатель. Отрегулировать зазоры (см. п. 9)
Разобрать регулятор, подпилить расплющенный конец толкателя на 0,3 мм. Перемычку отжимной шайбы со стороны толкателя прогнуть на 0,2 мм. В собранном регуляторе проверить наличие зазора Ослабленную пружину полностью растянуть и на мгновение сжать. Это вернет ей необходимую длину и жесткость
Витки пружины тщательно выправить или заменить пружину
Нарезать новую резьбу М4 и подобрать новый винт М4. Длина его 3,5—4 мм (в чистоте). Он не должен вступать внутри подвижного цилиндра, иначе будет создана помеха в работе компенсационной пружины
94
Неисправность, причина
16. Ступица регулятора имеем люфт. Оиа входит малым ци линдром в отверстие фронтальной крышки и развальцовывается по всему периметру цили-дра — грубое обращение с регулятором
17. Неподвижный наружный цилиндр имеет люфт (цилиндр крепится на фронтальной крыш ке тремя ножками)
18. Отсутствует отжимная шайба (частый случай). При вынимании ткани из-под лапки, будут рваться верхняя нитка и гнуться иглы
19. Разорвана внутренняя перемычка ' отжимной шайбы. Это перемычка, в которую упирается толкатель при отжиме
20. Отломан нитенаправитель ный крючок большой неподвижной шайбы
21. Отломан фиксаторный выступ большой неподвижной шайбы
22. Отломан нитенаправитель на фронтальной крышке (частый случай)
Продолжение
Метод устранения
Полностью разобрать регулятор (со снятием подвижного цилиндра) HociauiiTb фрошальпую крыш ку на опору и расклепать развальцовку по всему периметру. Ось регулятора должна быть укреплена в крышке «намертво, поэтому, если расклепывание не помогло, запаять ее оловом или заварить газосваркой
Расклепать в крышке все три ножки крепления цилиндра
Поставить отжимную шайбу на регулятор (см. рис. 1). Отжимная шайба имеет вид тарелочки, Она ставится выпуклой стороной к конической пружине. Ее нетрудно сделать самому
Соединить концы разорванной перемычки и спаять их оловом или-другим'припоем
Место отлома на неподвижной шайбе запилить заподлицо с ее окружностью. Нитку впредь заправлять так: сверху в шайбы, затем под компенсационную пружину и в нитепритягиватель. а далее как обычно
Разобрать регулятор. Срезать нитенаправительный крючок большой шайбы и спилить его заподлицо с окружностью. Собрать регулятор, нитку заправить, как указано в п. 20 Выбрасывать из регулятора большую шайбу нельзя1
Сделать нитенаправитель просто. Из ободной фольги вырезать заготовку в виде клина размером 15Х Х5 мм. На месте отломанного нитенаправителн выбить заклепку и с наружной стороны прикле иать заготовленный клин. Предварительно притупить на за готов ке острую кромку верхней сторо цы, чтобы не обрезалась нитка. Затем прикрепленный клин загнуть в виде кольца к краю крышки
*.).>
Неисправность, причина
23. Нижний край фронтальной крышки не прижимается к корпусу. Деформация крышки от времени
24. При подъеме лапки на регуляторе нет отжима нитки.
Причин может быть несколько: а) нет толкателя;
б) очень большой зазор между рычагом и толкателем;
в) очень большой зазор между толкателем и отжимной шайбой;
г) нет отжимной шайбы;
д) сильно выгнута перемычка в отжимной шайбе;
е) в отжимной шайбе разорвана перемычка
25. На регуляторе нет зажима нитки. Верхняя нитка видна снизу в строчке или петляет. Причин несколько:
а) нет зазора между рычагом подъема лапки и толкателем.
б) нет зазора между толкателем и отжимной шайбой;
в) заедание конической пружины,
г) сорвана резьба в нажимной гайке или на оси регулятора; д) между шайбами посторонний предмет (ннтка, грязь, ржавчина н т. д.);
е) деформации шайбы;
ж) заедание толкателя. — он не возвращается в исходное положение, хак как заржавел или загрязнился
26. Нет постоянства в работе регулятора (верхняя нитка ме-
П родолжение
Метод устранения
Фронтальная крышка крепится одним верхним краем, на крышке есть отверстие, переходящее вверх в прорезь. Нижнюю часть прорези отогнуть наружу на 1 —1,5 мм
Поставить толкатель и отрегулировать оба зазора (см. п. 9) Пассатижами с тонкими губками подогнуть к рычагу край фрон тальной крышки (около регулятора)
Перемычку в отжимной шайбе вы гнуть в сторону толкателя
Поставить отжимную шайбу Выпрямить перемычку
См п. 19
Пассатижами с острыми губками взяться за край фронтальной крышки чуть выше регулятора ;и отогнуть крышку в сторону от ры чага подъема лапки на величину зазора между толкателем и рычагом (на 0,5 мм)
Спилить расплющенный конец толкателя на 0,3 мм
Устранить деформацию конической пружины. Снять заусенцы на оси регулятора
Поменять ось регулятора, гайку или то и другое
Разобрать шайбы и на наждачной бумаге зачистить их рабочую поверхность
Погнутую шайбу расправить или заменить новой
Толкатель извлечь, разобрав регулятор. Очистить его до блеска. Канал в оси регулятора прочистить с обеих сторон круглым напильником (надфилем)
Регулятор разобрать, его внутренний торец сделать максимально
96
3'
Окончание
Неисправность, причина
стами петляет снизу) — толка тель заедает в регуляторе. Иногда его внутренний конец острый и заскакивает между перемычкой и осью, что ведет к заеданию
27. Компенсационная пружина сильно натянута Возможны: стук в машине (стучат челнок и шпульный колпачок): верхняя нитка может давать апериодические петли снизч (парадокс);
нижняя нитка может выходить на верхнюю строчку
Метод устранения
плоским. Очистить от ржавчины и грязи. Если он толстый, заменить более тонким
Снять нажимную гайку, снять конусную пружину, навернуть на конец оси нажимную гайку. Отвертку ввести в прорезь оси и повернуть ее против часовой стрелки на 10 15°. Собрать регулятор в обратном порядке
МЕХАНИЗМ КОЛЕНЧАТОГО ВАЛА
К этому механизму относятся коленчатый вал. шатун, малый вал с кулисой, винты крепления.
Неисправность, причина
1. Погнут коленчатый вал на правом конце — падение машины, что бывает не так уж редко
2. Стук на шейке коленчатого вала — износилась шейка вала или ослабли винты шатуна
Метод устранения
Не снимая махови.найти нижнюю точку изгиба. На маховике сделать отметку мелом Вывести точку изгиба в крайнее верхнее положение. Наложить на маховик в точке, намеченной мелом, деревянную оправку и ударить по ней два-три раза средней силой молоточком массой 0,5 кг. Обычно этого достаточно для полного выпрямления вала
При износе:
открыть крышку круглого заднего отверстия, отвернуть винты крепления крышки шатуна (отвертку пропускать сверху сквозь отверстие в корпусе). Пинцетом вынуть крышку с винтами, предварительно заметив, как она стоит на шатуне. Напильником спилить плоскость разъема. Эту операцию делать осторожно, так как, спилив лишнее, придется ставить под крышку прокладки из фольги. При сборке крышка должна лечь на шатун так. чтобы совпали вы-
4-896
97
Неисправность.
причина
3. Продольный люфт коленча того вала —заводская установка или неправильная регулировка Следствие - тяжелый ход машины и стук
I. Стук на нижней проушиис шатуна
5. Поломка шатуна
Продолжение
Метод устранения
иуклости на одной стороне шатуна и крышки. При сборке соблюдать чистоту и смазать сопряженные детали. Винты затянуть накрепко При этом вращение шатуна на коленчатом вату должно быть свободным. а радиальный люфт не ощутим рукой
Машину поставить вертикально на маховик. Далее выполнить один из двух вариантов: а) снять фронтальную крышку, сделать упор в торец кулачка с левой стороны оправкой и два-три раза ударить по’ ней молоточком; б) снять маховик, выбить штифт, соединяющий втулку с коленчатым валом, снять втулку и поставить на вал прокладку в виде кольца из фольги. Собрать все в обратном порядке На машине типа «Чайка» продольный люфт легко устранить смещением левой втулки коленчатого вала влево, предварительно ослабив ее стопорный винт
Отвернуть контргайку соединения, поджать конусный винт шатуна и (аконтргаить На руке должен ощущаться еле у ловимый люфт шатуна при всех положениях маховика. Здесь требуется особое внимание!
Надо учесть, где произошла поломка. Если на нижней проушине, то она исправима, остальные места исправить невозможно. Перед сваркой нижней проушины сделать соответствующую подготовку. В отверстие вставить конус того же размера. Части проушины скре пить струбциной. Можно предва рительно части проушины склеить эпоксидным клеем с обязательным помещением в отверстие конусного винта, и тоже сжать струбциной. а через сутки осторожно, но быстро, сварить электросваркой (электроды диаметром 2 мм из нержавеющей стали)
Неисправность, причина
6 Поломка крышки шатуна
7. Поломка на малом валу а) рожка кулисы;
б) проушины для шатуна (неумелое и грубое обращение с машиной)
8 Продольный люфт малого вала - перекосы шатуна при работе создают силы, смещающие вал по оси
9. Сильно затянут малый вал. а) в конусах;
б) в проушине
Причина - неквалифицирован ная регулировка
10. Перекос шатуна — тяже лый ход машины
II. Нет передачи вращения с главного вала на вал челнока — разрушен приводной ре мень, помещенный внутри вертикальной части рукава и применяемый в тех машинах, в которых отсутствует шатун. Ремни бывают пластмассовые с армированием из тонкой проволоки внутри и текстильные.
Продолжение
Метод устранения
Шатун и крышка неразлучны. Ес ж невозможно сварить крышку, ее заменить вместе с шатуном
Выставить рожок кулисы так, что бы между ними на всю длину рожков был заложен металлический калибр, размеры которого точно соответствовали бы размерам ползуна, скрепить кулису струбциной, лучше поместив ее в металлическую раму. При этом следует учесть термическую деформацию при электросварке, которая может изменить параллельность рожков кулисы, что приведет ее в негодность
Проушину легче приклеить строго на свое место эпоксидным клеем, а затем обварить шов. Перед обваркой шов прихватить с четырех сторон Сделать это очень быстрыми приемами, пока не сгорел клей внутри шва
Отсоединить шатун. Держа его в левой руке, а правой, проворачивая маховик, установить зону бес-перекосной его работы. Подвести проушину малого вала и конусами закрепить его. Продольный люфт может быть ощутим рукой, а может быть и неощутим, но, безусловно, вращение вала долж ио быть легким
См. п. 8
См п. 4
См. п. 8
Если ослабли отдельные зубья на текстильном ремне, их можно поджать. Трудность ремонта (восстановления) таких ремней заключается в расположении зубьев строго на одинаковом расстоянии друг от друга. При нарушении этого условия зубья ремня совпадают с зубьями шестерни, создавая ава рийную ситуацию Пластмассовый
4
99
Неисправность, причина
Зубья пластмассовых ремней отлиты вместе с ремнем, а тек стильных представляют собой проволоку диаметром 2 мм, сжатую с обеих сторон ремня. На правых конусах главного и челночного валов насажены зубчатые шестерни диаметром от 22 до 25 мм, соединяющие приводной ремень. Ширина его бывает от II до 15 мм (в зависимости от марки машины). Причины разрушения ремня: естественный износ;
внезапное стопорение машины в челночном устройстве или в другом месте механизма под платформой;
попадание на ремень каких-либо активных жидкостей; • резкие переходы с одной частоты вращения на другую, вызывающие ударные нагрузки на ремень и на его зубья, механические повреждения при ремонте машины
Окончание
Метод устранения
ремень не подлежит ремонту. При его разрушении сделать деревянную оправку по его внутреннему диаметру. На нее плотно виток к витку намотать крученую капроновую нитку диаметром 1 мм. При этом нитку смочить клеем, который склеивает пластмассу, например МЦ 1 Через 2—3 дня на полученную бесконечную ленту нацепить зубчики из стальной проволоки диаметром 1,5—2 мм (ориентироваться на толщину зубьев старого ремня). Для того чтобы узнать точное расстояние между зубчиками, необходимо снять любую шестерню. Из эпоксидного универсального клея (с наполнителем, например, из зубного порошка) сделать тестообразную массу. Вытянуть ее прямолинейной дорожкой высотой 5 мм и длиной 500 мм. Затем по этой массе осторожно прокатить шестерню, надетую на металлический стержень — ось (это предотвратит ее сдвиг при прокатке). Через 1,5—2 ч, в момент схватывания пластмасс прокатить шестерню повторно по пластмассовой рейке с целью исправления возможных пластических деформаций. Через сутки полученная «рейка> затвердеет, по ней и надо армировать ремень. Для того чтобы зубья рем.ня не совпадали с зубьями шестерни (а это бывает в 99 случаях из 100), проделать следующее. Каждый 4-й зуб убрать — суммарные ошибки компенсируются отсутствием четвертого зуба и ремень будет работать безупречно
МЕХАНИЗМ ПРИЖИМНОМ ЛАПКИ
Сюда относятся лапка, стержень, цилиндрическая пружина, кронштейн подъема и его рычаг, резьбовая втулка, нож для обрезки ниток и винты крепления
юо
4- 4
Неисправность, причина
I Лапка iimcci большой люфт н ।оризон Iальнои плоскости (игла касается обеих сторон прорези)
2. Отломан малый рожок лапки из-за ударов по ней толстои иглы
3 Лапка заржавела
4. Лапка шероховатая снизу — машина часто работает с опущенной лапкой без ткани (в конце выполнения шва). Если лапка никелированная, никель обдирается, что рызывает задержку продвижения ткани и ее подачу. Со временем при таком шитье на подошве лап ки образуются параллельные углубления. Одновременно ту пятся и зубья рейки
5 Стержень лапки погнут (частый случай)
6. Нажимная пружина сильно ослабла
Метод устранения
Лучше лапку заменить
Приварить газосваркой полоску размером 2X3X12 мм из нержавеющей стали и обработать ее на механическом наждаке. По верхность зачистить наждачной бумагой и отшлифовать на войлочном круге, пропитанном пастой ГОИ. С особой тщательностью обрабатывать нижнюю сторону лапки
*.
Свежую неглубокую ржавчину легко удалить, ржавчину с глубокими раковинами удалить невозможно (такую лапку заменить). Опустить лапку в смесь соляной кислоты 0,5 л и 50 г крепкого отвара зверобоя или чистотела на 20 мии. Затем промыть в холод ной воде, протереть и обработать поверхность лапки на войлочном круге (см п. 2)
Лапку в зависимости от степени порчи подошвы привести в нормальное состояние, спиливая неровности напильником, или, что лучше, на ровном наждачном камне мелкой зернистости. Затем лапку обработать, как указано в п. 2
Стержень, хотя и трудно, но мож но выбить и выпрямить на деревянной оправе. Наждачной мелкозернистой бумагой стержень прошлифовать, протереть и смазать маслом И8А. Поставить его на место
Вынуть пружину, растянуть ее и поставить на место. У некоторых машин («Тула», «Харьков») на жимиая пружина в виде пластины. Ее снимают н, чуть изгибая, рихтуют с нижней стороны
101
Окончание
Неисправность, причина
7. Кронштейн подъема лапки поломан
8 Поломан рычаг подъема тапки
!). Ось рычага смешена влево, в сторону фронтальной крышки ослаб стопорный винт оси 10. Винт кронштейна поло ман - обычно отламывается шлицевая половина
II. Сорвана резьба на кронштейне подъема лапки
Метод устранения
Сварить кронштейн электросваркой, предварительно выставив ело манные части на эпоксидный клей. При внимательном соединении сломанных частей операция ремонта проходит успешно
Сварить поломанные части электросваркой. Обработать шов на рычаге
При помощи молоточка поставить ось на место, зажать стопорный винт с задней стороны
Винт вывернуть и поставить новый
Нарезать увеличенную резьбу и поставить винт увеличенного диаметра Но можно сделать и так: в отверстие вставить две полоски ободной фольги и с усилием завернуть винт. В большинстве случаев этот вариант надежный
МЕХАНИЗМ НАМАТЫВАНИЯ ШПУЛЬКИ
К этой группе относятся фиксатор шпульки в сборе, тормоз нитки в сборе, катушкодержатель, моталка в сборе и ее кронштейн.
Неисправность. Метод устранения
причина
I Резиновый ролик пришел в негодность:
а) из круглого превратился и граненый. От плохого ухода шпиндель стал вращаться с трудом — машина работала с включенным механизмом наматывания шпульки.
б) систематическое попадание масла на резиновый ролик делает механизм неработоспособным, а резину разбухшей и рыхлой
2. Нет резинового ролика или вместо него поставлен самодельный заменитель. Он всегда не вполне круглый, твердый и не амортизирует, что ведет к порче механизма и неудобству к работе
Шпинтель моталки необходимо ре гулярно смазывать маслом И8\ (И20А) не более I капли. Вовремя отключать механизм от маховика вручную, если он не отключался автоматически
Ролик должен быть чистым и сухим. Не допускать попадания масла как на -ролик, так и на рабочую дорожку маховика. При необходимости заменить ролик Резиновый ролик будет работать, если он совершенно круглый. су хой. при включении в работу' ле! -ко амортизирует н шпиндель ле! ко вращается
Продолжение
Неисправность причина
3 Шпиндель не вращается или вращается с тредом — заржавел, загрязнился, попали нитки
I. Потерян винт регулировки
прижима ролика к маховику
5. На шпинделе износился или срезался ведущий выступ-шпонка. При намотке фиксатор шпульки не прижимает плотно шпульку к ведущему выступу. Шпулька при намотке автоматически выходит из зацепления и останавливается
6 Сорвана резьба для регули-ровочного винта (прижимного) 7 Поломана цилиндрическая пружина отключения ролика от маховика
8. Отсутствует цилиндрическая пружина выключения механи г ма
9. Не работает пружина-фиксатор шпульки. Пружина своими концами зацеплена за корпус и за фиксаторный рычаг. При ослаблении винта крепления рычага конец пружины выскакивает из рычага и работа мс ханизма нарушается
Метод устранения
В отверстие для смазки и по концам втулки ввести смесь, состоящую из масла И8А и растворителя .Vs 647 (соотношение 1:1). и вращать шпиндель вручную. Следить, чтобы смесь не попадала на окрашенные части машины и моталки, гак как она способна разъедать змаль и другие краски
Поставить винт М3.5. Если такой вариант неприемлем. нарезать резьбу М4, расточить отверстие в пластине и поставить винт М4 Снять маховик с машины. Отвер путь верхний винт рассматривае мого механизма. Запилить надфилем место шпоночного выступа на шпинделе На этом месте вплотную к борту острым тонким кер ном накериить место сверления отверстия Сквозное отверстие просверлить сверлом диаметром 1 мм. Направление сверла наклонное (примерно под углом 80° в сторонх шпульки). Из иглы X» 130 сделать шпонку, соразмерив ее конец со шлицем в шпульке. Затем запрессовать шпонку. Ее высоту подогнать по высоте шлица шпульки путем стачивания на механи ческом наж/ыке. Стачивать осто рож но!
См. п. 4
В этой пружине 3.5 витка Разобрать механизм. Можно сделать новую пружину, но можно и оставить прежнюю, сохранив 2.5 рабочих витка См. п. 7
В этой пружине 2.5 витка. Диаметр ста.тистой проволоки 0,7 мм. наружный диаметр витка 10.5 мм. Навивка по часовой стрелке. Фиксаторные концы, длиной 4 мм под углом 90 к виткам. Сиять шпиндель и фиксаторный рычаг, поправить концы пружины, поставив их строго под углом 90° к виткам. Собрать все в обратном порядке
103
chipmaker.ru
Неи справность, причина
10. Шпулька при намотке ниток выходит из зацепления со | шпинделем и останавливается.
। хотя шпиндель продолжает ' вращаться:
а) в шпульке стесался шлиц -ее вращение невозможно при I наматывании ниток;
। б) на шпинделе сработался
ведущий выступ-шпонка и не
I чем вращать шпульку;
I в) фиксаторный рычаг не при-
жимает шпульку к шпоночному | выступу на шпинделе, т. е. он
отогнут влево
I
I 1. Механизм выключается
| преждевременно
I
I
I
12. Фиксаторный рычаг не вхо-. лит внутрь шпульки:
। а) перекос рычага;
I
I
I
I
б) узкая шпулька;
1 в) ослабли винты крепления
I
13. Механизм выключается сра зу же после -включения
I
14. Механизм исправен, но не работает Причины:
а) на рабочую поверхность дорожки маховика попало масло;
Продолжение
Метод устранения
Данная шпулька непригодна к намотке. В крайнем случае сточить ее торец на 1 мм
Сделать на шпинделе шпоночный выступ (см. п. 5)
Пассатижами подогнуть фиксаторный рычаг шпульки вправо — в сторону прижима шпульки к шпоночному выступу на шпинделе. Постоянно следить за тем, чтобы оба винта крепления моталки были всегда крепко завинчены Фиксаторный рычаг шпульки немного отогнут вверх. При этом следить за тем/ чтобы он постоянно касался правого борта шпульки, в противном случае шпулька выйдет из зацепления со шпоноч ным выступом на шпинделе и не будет вращаться
Фиксаторный рычаг подпилить с левой стороны. Левый борт шпульки всегда должен иметь зазор в 0.3—0,5 мм с рычагом-фиксатором, а правый борт—касаться этого рычага, чтобы шпулька не могла выйти из зацепления со шпонкой Заменить шпульку
Подтянуть винты крепления. Для этого снять маховик
С левой стороны шпинделя есть винт регулировки нажима ролика механизма на маховик. Отпустить винт, несильно нажать на шпиндель и завернуть регулировочный винт. Если при намотке ннток тяжело крутится .маховик, ослабить нажим ролика на маховик при помощи регулировочного винта
Протереть рабочую поверхность маховика и ролик
104
Окончание
Неисправность причина
б) недостаточная шероховатость рабочей дорожки маховика, очень мал коэффициент сцепления ролика с дорожкой маховика
•
15. Отсутствует устройство натяжения нитки
16. Отсутствует цилиндрическая пружина устройства натяжения нитки
17 Деформированы одна или обе шайбы устройства
18. Погнут или вовсе отсутст-
вует катушкодержатель
19. Нитка наматывается на од-ну сторону шпульки. Не отрг гулировано натяжение нитки
Метод устранения
Куском ножовочного полотна соскрести с рабочей поверхности маховика грязь, окислительные на леты Увеличивает сцепление маховика с роликом мел, нанесен ный на рабочую дорожку
Поставить устройство натяжения нитки на платформу под механизмом. Устройство обеспечивает плотное 'укладывание витков нит ки на шпульку в строго определенном порядке
Пружину легко сделать самому из сталистой тонкой проволоки диаметром 0.3—04 мм. Всего витков три. наружный диаметр определить по месту, расстояние между витками 2—1,5 мм (рис. 25)
Шайбы легко выпрямить на проре зиненной или Де рвя у ной подкладке с применением медных оправок
Конусный коиец катушкодержате-1Я вставить в отверстие на платформе и запрессовать ударами молоточка. Затем выправить, если он погнут. Если катушкодержате-ля нет, сделать его: длина 45, диаметр 5, конусный конец 4, длина 9 мм
Ослабить винт 2 (см. рис. 25) и основание 3 устройства по'двинуть в сторону меньшей намотки ниток Зажать винт крепления основания
Рис. 25. Устройство натяжения нитки (машина «Подольск» 142 кл.):
/— платформа; 2— винт крепления основания; 3—основание; 4—ннтезажнм-ная шайба; 5 цилиндрическая пружина; 6—-таре 1ьчатая шайба; 7 стяжной вит
105
chipmaker.ru
Глава 3
. НЕИСПРАВНОСТИ ШВЕЙНЫХ МАШИН РАЗЛИЧНЫХ МАРОК И МЕТОДЫ ИХ УСТРАНЕНИЯ
В зависимости от конструкции и технологических возможностей бытовые швейные машины можно разделить на несколько типов.
Прямострочные машины. Эти машины выполняют прямую' двухниточную челночную строчку. Их широкое распространение обусловлено тем, что они просты в устройстве, надежны в работе и не требуют высокой квалификации от швеи. К машинам этого типа относятся 2М кл. ПМЗ, «Орша», «Харьков», «Паннония», «Чепель» 30 кл (Венгрия), «Лучник» 90 кл. и др.
Машины простого зигзага. Машины этого типа могут выполнять прямую и'зигзагообразную двухниточную челночную строчки. Они устроены сравнительно несложно, надежны в работе, легко поддаются наладке и ремонту. К машинам этого типа относятся «Чайка» 132 кл., «Чайка» 134 кл. и др.
Машины полного зигзага. В этих машинах имеется возможность смешения иглы влево или вправо относительно ее центрального положения. Это расширяет технологические возможности машины. К машинам этого типа относятся машины «Тула» и др.
Машины полного зигзага, выполняющие декоративные и специальные строчки. Эти машины сложного устройства и требуют от швей определенных знаний и навыка в работе.
ШВЕЙНАЯ МАШИНА 2М кл. ПМЗ
Машина прямострочная. Неисправности: пропуск стежков, верхняя нитка обрывается и петляет снизу. .
1 Осмотреть машину на комплектность и целостность деталей. Особое внимание уделить челноку и шпульному колпачку.
2. Откинуть машину на петлях и провернуть маховик— вращение должно быть свободным. Снять машину с петель и поставить на рабочий стол.
3. Вынуть шпульный колпачок, снять фронтальную крышку, ручной привод, прижимную лапку и задвижку. Тщательно осмотреть их и проверить крепления.
106
4. Вынуть иглу и поставить новую № 90 или № 100. Зажать винт крепления иглы отверткой. Иглу ставить вверх до упора длинным желобком вправо, в сторону игольного нитенаправителя.
5. Медленно проворачивать маховик, наблюдая, как входит игла в отверстие игольной пластины. Если она располагается не по центру отверстия, выполнить работу, указанную в гл. 2 «Механизм иглы», и вывести иглу по центру отверстия.
6. Снять Игольную пластину, прочистить пазы рейки от пыли и очесов. Медленно вращая маховик, проверить зазоры между иглой и челноком. В данном случае зазоры чаще могут быть такими:
между направительной пластиной и иглой 2—3 мм — сделать 1 мм;
между носиком челнока и иглой в плоскости вращения челнока 1,5—2 мм — сделать 0,1 мм;
между иглой и носиком челнока, когда игла находится в крайнем нижнем положении (при этом челнок следует обязательно отодвинуть дальше от иглы на величину люфта), 5—6 мм — сделать 2 мм.
7. Снять корпус для челнока. Снять с него направительную пластину и сторону с отверстиями отжечь на пламени (см. рис. 9) до малинового цвета (время отжига I мин). Рабочую закругленную часть пластины отжигать нельзя. Зажать пластину в тиски и круглым надфилем удлинить отверстия на 2 мм в сторону тупого отожженного конца. Теперь появилась возможность подвинуть пластину ближе к игле до требуемого зазора, равного 1 мм. На корпусе хода челнока снять левый винт, который прикрепляет поперечную планку 6 (рис. 26) Опустить левый край планки вниз. Правый край зева 5 на корпусе спилить на 2 мм. После этого нитенаправляющую пластину 3 поставить на корпус и подвинуть ее в сторону зева до предела. Поставить винты 2 крепления пластины: левый до отказа, правый (ближе к игле) зажать и отпустить на пол-оборота. Прикрепить планку на корпус, оба винта которой затянуть до отказа.
8. Реконструировать соединение двух деталей — вала челнока с кривошипом. Конструкция предусматривает конусный круглый штифт — соединение разъемное и надежное, но нерегулируемое. Именно поэтому просходит обрыв верхней нитки или петляние ее снизу.
107
Рнс. 26. Корпус хода челнока с поперечной и пайкой (машина 2М кл. ПМЗ):
I — корпус хода; 2 — виш крепления нигенаправ тяющей пластины. 3 ннте направляюща я пла Стина (затемненная часть
отожжена); 4 рабочая зона пластины; 5 — правый край зева на 2 мм); 6 поперечная планка — фиксатор шпульного колпачка
(спиливается
Поставить машину себе на колени так. чтобы валы под платформой оказались сверху. Повернув маховик, поставить иглу в крайнее нижнее положение. На кривошипе вала ослабить установочный винт М4 (без головки). Теперь поставить иглу в крайнее верхнее положение Тонким концом трехгранного напильника выбить штифт 3 (см. рис. 18) из кривошипа 4 вала челнока. Тонкий конец напильника пропустить справа, сквозь рожки 5 кулисы и, сделав упор в торец вала челнока, выбить его. Осторожно, чтобы не поломать рожок кулисы. Выбитый штифт запрессовать в отверстие вала.
Один конец штифта должен быть заподлицо с валом. Другой конец срезать ножовкой и зачистить напильником так, чтобы кривошип наделся на вал с легкой запрессовкой. Это условие очень важно соблюдать!
На кривошипе в отверстии, что возле установочного заводского винта, нарезать резьбу М4 и поставить, винт М4 без головки. Длина винта 3—4 мм.
Проверить на валу челнока, как прилегает пластинчатая пружина к толкателю. Она должна прилегать плотно по всей длине и особенно ее входной и выходной концы. Еслй нет плотного прилегания на концах, отвернуть один винт, повернуть пластину, подогнуть концы и поставить все на место.
Вал челнока поставить на место, хорошо смазать ползун на кривошипе. Кривошип вала поставить ползуном в кулису. Правой рукой направляя и поддерживая кривошип, молоточком запрессовать вал до половины, кривошип сместить от кулисы влево, опустить иглу в крайнее нижнее положение. Сжатыми кусачками сделать упор в левый торец вала толкателя, а правой молоточком напрессовать кривошип на вал. Ударять молоточком осторожно, дабы не поломать кулису.
Соединение вала с кривошипом теперь стало подвижным и регулируемым. Его неподвижность обеспечивается
108
легкой запрессовкой (после регулировки) в отверстие кривошипа и двумя винтами. Этот метод пригоден и для машин других марок.
9. Положить машину на стол. Проверить, не задевает ли игла за входной конец толкателя. Если задевает отогнуть его кусачками на 1 мм. Маховиком поставить иглу в крайнее верхнее положение. Поставить корпус хода челнока на место и завернуть винты наполовину. Из ободной фольги отрезать две узкие полоски размером 2X60 мм и сложить их в четыре слоя. Количество слоев зависит от величины зазора между иглой и носиком челнока в плоскости его вращения. На зазор смотреть сверху, когда машина находится в горизонтальном положении, а игольная пластина и лапка сняты. Сложенные в четыре слоя прокладки подложить под корпус хода челнока — ниже винтов на концы обеих опор. Зажать винты. При этом легонько стукнуть молоточком по корпусу хода челнока снизу и с торца, чтобы избежать перекоса при его посадке на место. Поставить машину на стол и, постепенно проворачивая маховик, подвести иглу к нитенаправляющей пластине (к той, которую отжигали). Если игла подошла к пластине вплотную, при помощи надфиля и молоточка отодвинуть ее от иглы не более чем на 1 мм. Отодвинуть осторожно и постепенно. При этом она может отклониться вправо. Тогда сместить ее на свое место. Если изменился зазор между иглой и пластиной, сделать его равным 1 мм. Маленькой отверткой зажать сверху второй винт пластины.
10. Поставить машину на маховик, провернуть его, если при этом выходной конец толкателя задевает за корпус хода челнока (это бывает часто), отверткой отодвинуть его от корпуса. Если входной конец толкателя задевает за иглу, отогнуть его. При вращении толкатель челнока не должен касаться ни корпуса, ни иглы. Между ним и иглой должен быть зазор не менее I мм (в плоскости вращения челнока).
1 1. Притупить острые кромки на челноке и поставить его на место. Установить зазоры между челноком и концами толкателя. При опущенной игле зазор на входе нитки в челночное устройство равен 0,3 мм (см. рис. 10). При поднятой игле зазор при выходе нитки из челночного устройства равен 1 мм. Чем меньше зазор, тем тише ход машины. Зазоры регулируются подгибанием толкателя и его конца.
НИ)
r.ru
12. Иглу поставить в крайнее нижнее положение. Кусачками обхватить вал толкателя и повернуть его так, чтобы носик челнока заходил за иглу не более чем на 2 мм. Если при шитье толстых материалов будут пропуски стежков, носик челнока отодвинуть еще на 0,5 мм, но не более — это крайняя мера
Если ось вращения вала толкателя челнока не совпадает с осью вращения челнока, невозможно установить требуемые зазоры — 0,3 мм на входе нитки и 1 мм на выходе. Предположим, на выходе нитки установили зазор 1 мм, поставили иглу в крайнее нижнее положение — на входе нитки зазора нет. Как быть? При таком положении верхняя нитка будет обрываться и петлять снизу. Поэтому зазор 0,3 мм на входе нитки надо установить обязательно Но тогда на выходе зазор окажется более 1 мм. В данной ситуации надолго легонько два-три раза ударить молоточком по корпусу хода челнока с задней стороны. Этими ударами можно сместить корпус и изменить зазоры за счет люфта в отверстиях крепления. Если корпус не поддается смещению, что бывает очень редко, сделать зазор, отогнув толкатель. На практике все перечисленные операции делаются в считанные минуты.
13. Взять запорное стальное кольцо и спилить на 2 мм правый длинный острый конец. Поставить кольцо на корпус хода челнока, хорошо посадив его на два штифта. Если запорное кольцо пластмассовое, нет и поперечной планки. Его надеть на два штифта, в первом и втором случаях поставить пластинчатую пружину и закрепить ее винтом (на корпусе хода челнока).
14. Поставить машину вертикально и посмотреть сверху на место встречи носика челнока с иглой. Определить зазор между иглой и носиком челнока в вертикальной плоскости его вращения. Если зазор меньше 0,1 мм или челнок задевает за иглу, уменьшить число прокладок под корпусом хода челнока. Причем уменьшать по одной прокладке после каждой проверки. Использованные прокладки выбросить и их пакет набрать заново.
15. Момент встречи носика челнока с иглой, когда она начала свое движение вверх, определить расстоянием от ушка (отверстия) иглы до носика. Измерения проводить вдоль иглы. Это расстояние должно быть равно 2 — 2,5 мм; оно регулируется подъемом или опусканием иг-110
по водителя. Снаружи справа есть отверстие для ввода отвертки. Ввести ее, нащупав шлиц на винте, и, ослабив винт, установить игловодитель на нужный уровень. Винг завернуть. Бывает, что игловодитель не опускается или не поднимается до нужного уровня. В таком случае ею разобрать и, спиливая, удлинить лыску для винта крепления. Собрать все в обратном порядке.
16. Поставить игольную пластину и закрепить ее винтами Поставить лапку. Если она слабо прижимает, разобрать прижимное устройство и полностью растянуть пружину. Собрать узел и поставить на место (подробнее см. гл. 2 «Механизм прижимной лапки»)
17. На регуляторе натяжения верхней нитки компенсационную пружину переделать. Разобрав регулятор натяжения верхней нитки, укоротить эту пружину, удалив три витка. Для зацепления верхней нитки сделать крю чок и собрать регулятор. Винт крепления поворотной втулки поставить в нижнее положение и зажать. Если резьба сорвана, нарезать резьбу М4, поставить винт М4 длиной 3,5 мм. Компенсационная пружина должна иметь такое положение, чтобы нитезацепной крючок был на уровне оси регулятора. Сила натяжения умеренная. Толкатель отжима нитки в регуляторе должен иметь люфт — свободный ход — порядка 0,5 мм и при рабочем движении не должен стопориться, иначе в строчке снизу будут петли. Если на крышке справа сломан нитенапра-витель. его необходимо сделать (см. рис. 1 и гл. 2 «Ре гулятор натяжения верхней нитки»),
18. Проверить работу механизма наматывания шпульки. Если он не включается, снять фрикционный винт, фрикционную шайбу и маховик. Отверткой завернуть оба винта. При этом и шпиндель, и фиксатор шпульки должны включаться в работу после нажима. Если этого не происходит, надо снять винт и исправить пружину фиксаторного рычага. После исправления пружины собрать все в обратном порядке. При установке фрикционной шайбы ее отогнутые внутренние усики должны смотреть наружу, в сторону фрикционного винта. Если после завинчивания фрикционного винта включения или выключения маховика не будет, повернуть шайбу на 180° по часовой стрелке. Включение механизма отрегулировать регулировочным винтом, расположенным с левой стороны. Для этого ослабить регулировочный винт на механизме наматывания шпульки, и, слегка прижав
и:
chipmaker.ru
его к маховику, закрепить регулировочный винт. Ось смазать индустриальным маслом И8А.
19. На шпульном колпачке проверить, не выходит ли зубец защелки выше поверхности колпачка. Если выходит, защелку заменить, а если ее нет—откусить кусачками выступающую часть, иначе будет обрыв верхней нитки. Если зубец выступает над поверхностью мало, снять защелку, предварительно отвернув внутри колпачка остановочный винт, и подпилить выступающую часть зубца со стороны захода нитки. Если нитка из шпульного колпачка идет свободно, а регулировочный винт прижал пружину до отказа, снять винт и подогнуть пружину, поставить ее на место и закрепить винтом до отказа, затем отпустить винт на пол-оборота. Если нитка из колпачка идет туго, пассатижами с острыми губками, подогнуть внутрь усики пружины. Регулировочный винт на шпульном колпачке отпускать более чем на пол-оборота не рекомендуется, так как он может потеряться и тогда колпачок выйдет из строя (см. гл. 2 «Челночное устройство») .
20. Если есть неисправности в ручном приводе, отремонтировать его (см. гл. 2 «Ручной привод»). На задвижке зажать винты крепления пластинчатой пружины. Смазать все трущиеся части машины машинным маслом И8А (И20А). Поставить фронтальную крышку на место. Проверить, есть ли отжим на регуляторе, когда рычаг лапки поднят, и есть ли зазор между толкателем регулятора и рычагом, когда он опущен (см. рис. 1). Если нет отжима, пассатижами подогнуть край фронтальной (возле регулятора) крышки в сторону рычага для того, чтобы толкатель приблизить к рычагу, и последний отждмал его. Если нет зазора, отогнуть от рычага пассатижами край фронтальной крышки возле регулятора, сделав зазор между толкателем и рычагом 0,5 мм.
21. Поставить шпульный колпачок со шпулькой на место. Заправить верхнюю нитку, поворотом маховика вытянуть нижнюю нитку и начать шить. Сразу хорошей строчки может и не быть. Это вполне возможно. Строчку необходимо отрегулировать. Во-первых, подобрать иглы и нитки в соответствии с данными, приведенными в таблице инструкции (см. гл. 4, табл. 1). Во-вторых, отрегулировать натяжение верхней нитки. Хорошей строчка считается тогда, когда рисунок ее как снизу,
112
так и сверху одинаковый. Отрегулировать строчку мож-но также с помощью следующих мер:
вращением нажимной гайки регулятора натяжения верхней нитки;
изменением натяжения компенсационной пружины на регупяторе;
изменением шага строчки;
изменением натяжения нижней нитки (в шпульном колпачке);
заменой иглы;
заменой верхней нитки;
заменой нижней нитки.
Лучшая строчка получается тогда, когда на шпульке и катушкодержателе нитки с одной и той же катушки или на шпульке нитка номером больше.
Работа магшины характеризуется качеством строчки. Пи звуку работающей машины можно определить ее исправность. У нормальной работающей машины нет отдельных цепляющих, прерывистых, стучащих, подергивающих звуков Равномерный гул — вот чем отличается исправная машина. Исправная машина с иглой № 90 свободно прошивает пакет ткани в 10 слоев (сатин, фланель) Если возникнут единичные пропуски, повернуть вал толкателя челнока так, чтобы увеличилось расстояние между челноком и иглой до 3 мм (не более!). Игла должна находиться в крайнем нижнем положении. Если при этом сброс нитки с челнока происходит без должного натяжения и рисунок строчки снизу не ухудшился, можно все так и оставить. Только после этого машину положить на заднюю сторону и зажать оба винта на кривошипе, т. е. закрепить посадку кривошипа на валу толкателя челнока. Поставить машину на петли и закрепить винтами.
Сильный стук в конусах педали, в пятке поводка педали, в шариковое подшипнике, на коленчатом валу колеса или на его оси (второй вариант исполнения).
1. Осмотреть ножной привод.
2. Отвернуть контргайку и правый конус, снять педаль.
3. Рожковым ключом на 19 мм отвернуть контргайку на пятке поводка педали и освободить ее.
4. Если в шариковом подшипнике потеряны шарики— колесо снять, разобрать подшипник. Все детали промыть керосином или, если его нет, растворителем.
из
aker.ru
разбавленным маслом И8А, затем протереть ветошью, В шариковый подшипник ввернут поводок с контргайкой под 10-миллиметровый ключ. Поводок ослабить на два оборота. Можно использовать шарикоподшипник от велосипеда. Их в обойме по семь штук, диаметр шарика равен 5 мм. В подшипник ножного привода обязательно вложить сепаратор для шести шариков. Внимательно собрать подшипник. Его гайку завернуть так, чтобы наружная обойма свободно вращалась, но не было люфта Поводок ввернуть в шариковый подшипник до отказа и законтрить гайкой. Поставить колесо на место и отрегулировать его вращение в конусах или на оси (второй вариант исполнения).
5. Вывернуть отверткой пяточный винт. В его внутреннюю воронку вложить кусочек натуральной кожи и залить маслом И8А. Поставить пяточный винт на место, надеть на его ушко педали и наживить контргайку При держивая 19-милли метровым ключом гайку поводка, отверткой сильно завернуть пяточный винт, в который вкладывали кожу. 1
6. Завернуть контргайку на пяточнбм винте, она же зажмет ушко педали от отказа.
7. Для разработки вложенной кожи несколько раз повернуть руками педаль в пятке.
8. Поставить педаль в конусы и зажать правый конус так, чтобы не было продольного люфта, а вращение оставалось свободным. Оба конуса должны быть за-контргаены. В том случае если продольного люфта в педали не будет, а поперечный будет на том или другом конусе, конус, имеющий люфт, вынуть и сточить его острую часть на 2—3 мм.
9 Все пять (при втором варианте исполнения шесть) точек ножного привода смазать маслом И8А.
После выполнения всех вышеперечисленных работ ножной привод будет работать бесшумно.
Вею машину привести в нормальное движение можно в течение 1 ч. Если сделать это не удастся, повернув маховик, опустить игловодитель вниз до отказа. Затем справа отвернуть отверткой винт его крепления, и, сняв с него нижнее крепление, попытаться его выбить вверх плоским надфилем или трехгранным напильником. Глав ное торможение образуется на игловодителе и на валу толкателя челнока, поэтому и надо стремиться в первую очередь снять с машины эти детали После того как все
114
детали начнут нормально свободно двигаться, все тщательно протереть ветошью.
Другие неисправности в машине в данном разделе не рассматриваются, так как они достаточно подробно рассмотрены в гл. I и 2.
ШВЕЙНАЯ МАШИНА 122 мл. пмз
Эта машина прямострочная с ножным или электрическим приводом Челнок круглый, вращающийся. Вращение его против часовой стрелки, если смотреть слева, со стороны шпульного колпачка. Машина проста по устройству и надежна в эксплуатации, но после некоторых реконструктивных работ.
1. На регуляторе натяжения верхней нитки удалить нитенаправляющую скобу, укрепленную на кронштейне подъема нажимной лапки. Компенсационную пружину можно оставить ту же, но сделать ее работающей на разжим снизу вверх. Натяжение пружины сделать средним. Крючок расположить с левой стороны регулятора. Толкатель внутри регулятора заменить другим, на 2 мм длиннее.
Коническую пружину заменить более жесткой. Увеличить натяжение компенсационной пружины или ослабить его так. Ослабить стопорный винт на цилиндре регулятора и повернуть его ось в нужную сторону, затем винт закрепить. Регулятор, собранный на съемном цилиндре и помещенный на место, закрепить стопорным винтом справа снаружи. t
2. Игольный нитенаправитель не выполняет своих функций. Нитка в момент прохода иглы через ткань от клоняется вперед вправо, не укладывается в ее желобок и обрывается (рис. 27). Сделать и установить обычный нитенаправитель петлевого типа. Нитезацепную петлю расположить с левой стороны игловодителя против иглы
Рис. 27. Узел игольного ните направителя (машины «Че пель» 30 кл и 122 кл ПМЗ)
/ винт крепления нитенаправи г» 1Я. 2 нитенаправитель, i иг н.
видите I.. 7 игла
115
chipmaker.ru
3. Заправлять нигку так: катушка — верхний нитена-правитель—справа в шайбы регулятора — под компенсационную пружину—под скобу (ее свободный конец подогнуть к машине) — вверх в нитепритягиватель — вниз на оба нитенаправителя крышки — в игольный ни-тенаправитель и в иглу с левой стороны.
4. Игла должна быть только с круглой колбой. Ставить ее желобком в левую сторону. Гнездо под иглу, сделано не плоским (как, например, у машины 2М кл), а круглым, цилиндрическим, под иглу с такой же колбой. Иглу зажать отверткой (см. гл. 2 «Механизм иглы»)
5. Установить нужные зазоры.
Игла в отверстии игольной пластины располагается по центру Ее положение отрегулировать подгибом кон ца игловодителя в требуемую сторону.
Зазор между иглой и носиком челнока в вертикальной плоскости его вращения должен быть равен 0,05 мм. Отрегулировать зазор продольным смещением челнока на оси вправо или влево, но смещается челнок вместе со втулкой. Чтобы этого не было, ослабить винт крепления левой втулки вала, снять рычаг с фиксаторным пальцем, фиксирующим шпуледержатель челночного устройства, ослабить винты крепления челнока на валу так, чтобы челнок не проворачивался на валу произвотьно. При помощи надфиля и молоточка легкими и осторожными ударами сместить эту пару вправо или влево, неоднократно проверяя зазор между иглой и носиком челнока. Эта операция ответственная, и выполнять ее надо внимательно. После установки зазора в 0,05 мм зажать винт крепления левой втулки (она находится около челнока).
Расстояние между носиком челнока и иглой, когда она находится в крайнем нижнем положении (если смотреть сол стороны шпульного колпачка), определяется центральным углом между ними в 45°) (см. рис. 53,6). Установить такой угол поворотом челнока на валу при ослабленных винтах его крепления. После установки требуемого расстояния (угла) винты закрепить. Делать это постепенно, поочередно подворачивая каждый винт, чтобы избежать перекоса челнока на валу и изменения установленного расстояния.
Момент встречи иглы с носиком челнока должен произойти на высоте 2 мм от верхнего края ушка иглы
116
(см. рис. 60—аналогично) Отрегулировать это расстояние смещением игловодителя по вертикали (винт его крепления находится слева, под фронтальной крышкой).
Поставить на место рычаг с фиксаторным пальцем, фиксирующим шпуледержатель челнока. Установить зазор между пальцем и пазом шпуледержателя в пределах 0,5—0,6 мм (см. рис. 70 — аналогично). Если этот зазор больше или меньше нормы, подогнуть рычаг в соответствующую сторону на нужную величину. При этом иметь в виду, что рычаг каленый и поэтому хрупкий. В крайнем случае утолщенный конец рычага отпустить на пламени при условии, что рабочая зона пальца не подвергнется термическому воздействию.
6. Необходимо знать! При повороте ручки на увеличение длины стежка рычаг обратного хода поднимается вверх сам. При повороте ручки на уменьшение длины стежка следует нажать на рычаг (вниз) —без этого ручка не поверйется.
7. Смазать все трущиеся части машины маслом И8А, а верхнюю и нижнюю зубчатую передачи обязательно набить солидолом. Они закрыты кожухом, половинки которого скреплены винтом
ШВЕЙНАЯ МАШИНА «ПОДОЛЬСК» 142 кл. ПМЗ
Эта машина сложного зигзага, выполняющая специальные и декоративные строчки Вариант исполнения с электрическим приводом.
1. Осмотреть машину на комплектность и поломки. Отключить электродвигатель от сети, снять оградительный щеток ременной передачи электромотора, снять эле к тродви га тел ь
2 Вывернуть сверху два винта и снять крышку.
3. В крышке снять электроузел: патрон и выключатель. Вывернуть лампочку, нижнюю часть патрона и снять щиток лампочки.
4 Вынуть часть патрона, к которой крепятся электропровода.
5. Зажать винты крепления проводов на патроне и на выключателе. На заградительном щитке лампочки снизу, со стороны механизма, часто можно видеть два пятна — следы ударов винтов рамки игловодителя при выполнении зигзага. Чтобы не было ударов, место сгиба заградительного щитка подогнуть до угла 80°. При этом
117
chipmaker.ru
щиток без деформации вплотную приблизится к лампочке, а удары винтов прекратятся. Собрать узел в обратном порядке.
6. Проверить и подтянуть все винты крепления на крышке. Ослабить винт крепления фиксатора шпульки. Подвинуть его вправо до отказа и зажать винт.
7. Снять иглу, посмотреть, какого она типа, нет ли кривизны, затупления или другого брака (см. гл. 2 «Механизм иглы»). Лучше поставить новую иглу № 100, в крайнем случае № 90. Она должна иметь на колбочке лыску (плоскость). Иглу ставить вверх до упора лыской назад, а длинным желобком к швее. Закрепить иглу в иглодержателе винтом при помощи отвертки.
8. Снять машину с деревянной подставки. Разобрать челночное устройство: вынуть шпульный колпачок, запорное кольцо, челнок.
9. Реконструировать регулятор натяжения верхней нитки. Для этого ослабить стопорный винт слева, извлечь регулятор, буферную коническую пружину толкателя и толкатель (пинцетом).
Кусачками извлечь нитенаправительную скобу регулятора.
Отгибая толкатель, который находится внутри фронтальной плоскости, установить угол между диском и стержневой частью 100°. Если стержневая часть деформирована, выпрямить ее. Пинцетом поставить толкатель на место. Пинцент должен быть с согнутыми концами.
Виток буферной конической пружины толкателя на узком конце подогнуть так чтобы витки на широком и узком концах были параллельны. Поставить пружину на место широким концом к регулятору, т. е. вперед.
Разобрать регулятор, компенсационную пружину сделать с левой стороны регулятора работающей снизу вверх на разжим, для чего распрямить крючок, отогнув конец длиной 35 мм под углом 90° к пружине, и сделать из Него новый нитезацепной крючок.
На нижнем опорном выступе основания регулятора трехгранным напильником запилить углубление в 2 мм для устойчивой посадки нитезацепного крючка компенсационной пружины.
Собрать регулятор. Проверить, имеет ли малый толкатель внутри регулятора свободный ход. Величина его 0,5 мм Если в собранном виде свободного хода толкателя нет и регулятор еще не установлен, необходимо pa-
ns
Рис. 28. Схема отжимного устройства регулятора (машина «Подольск» 142 кл.):
/ — рычаг подъема лапки; 2 - бочьшон толкатечь вн\ г рн фронтальной полости, 3 б\ ферна я пр\жниа. 4
малый точкатечь внутри реп чятири. 5 отжимная шан ба
зобрать его, снять отжимную (с перемычкой) шайбу и подпилить толкатель со стороны плоского конца на 0,5 мм. Регулятор собрать снова (подробнее см. гл. 2 «Регулятор натяжения верхней нитки»).
У собранного регулятора подпилить на 1 мм выступающий конец малого толкателя Это позволит улучшить посадку регулятора в отверстии корпуса, сделает его более устойчивым и надежно закрепленным.
Вставить в регулятор нитку и проверить его работу на зажим и отжим нитки при подъеме лапки рычагом. При полностью опущенном рычаге нитка должна зажиматься по мере вращения нажимной гайки регулятора. Подъем рычага снизу на '/з его высоты не должен влиять на зажим нитки. Если начало подъема рычага отжимает шайбы регулятора, надо отпустить стопорный
винт, весь регулятор потянуть чуть-чуть на себя и снова зажать Винт. Еще раз проверить работу регулятора и так до тех пор. пока он не будет установлен правильно, т. е. с зазором между рычагом подъема лапки и отжимной шайбой регулятора через большой и малый толкатель (рис. 28).
До реконструкции:
направление нитки меняется два раза: первый поворот примерно на 120°, второй — на 90°. Оба поворота при работе оказывают нитке динамическое сопротивление, что способствует ее обрыву (рис. 29);
многолетняя практика ремонта бытовых швейных машин показала, что нитенаправительная скоба не используется по назначению, а значит, и компенсационная пружина выключается из работы;
нитенаправительная скоба на первом же году эксплуатации машины настолько ослабляется в месте крепления, что становится подвижной и мешает швее
После реконструкции:
119
chipmaker.ru
Рис. 29. Нитка в регуляторе и толкатель (машина «Подольск» 142 кл.):
а — до реконструкции, б после реконструкции
нитка по выходе из регулятора не меняет направления, а компенсационная пружина, находясь на ее пути, обеспечивает ей мягкость и надежность в работе машины;
упрощена заправка нитки и облегчена работа швеи; из-за переноса пружины на левую сторону регулятора невозможно выключение ее из работы.
10. Снять лапку. Установить иглу посередине отверстия игольной пластины относительно ее задней и передней стенок т е. В=Г (рис. 30). Положение иглы 12 (рис. 31) определяет и регулирует кронштейн 9 рамки 2 игловодителя, расположенной в нижней части внутри фронтальной стороны 6. Кронштейн 9 в виде стального стержня диаметром 5 мм и длиной 28 мм приварен к основанию 7 (пластине), толшина которого 6 мм. Основание 7 крепится двумя винтами 3 к фронтальной стороне 6. Прежде чем поставить иглу 12 в нужное положе-
Рис. 30. Положение иглы в игольной пластине (машины «Подольск» 142 кл., «Чайка» 132М кл., «Чайка» 142М кл. и др ):
при А=В — прямая строчка; при К=М — зигзагообразная строчка; при В=Г — нормальная работа, при В>Г — поломка иглы; при В<Г — пропуск стежков
120
Рис. 31. Узел креп ления рамки игловодителя (машина «Подольск» 142 кл.):
/ — игловодитель; 2 рамка и гл о води те тя;
3 — винты крепления ограничительной пла стнны; 4 — стопорный винт регуляторе; 5 — ограничительная пластина. б кромка фронтальной сторо ны, 7 — основание кронштейна крепле ния рамки; Я винты крепления кронштей на; 9 — кронштейн (цилиндрический стержень); 10 — иглодержатель; II нитенаправитель 12 игла
ние, пластину 5, прижимающую рамку 2 игловодителя к кронштейну 9 и закрепленную двумя винтами 3, проверить на люфт. Его быть не должно. При этом необходимо обеспечить легкое, без заеданий скольжение рамки 2 игловодителя 1 по кронштейну 9, иначе не будет правого укола зигзага. Положение иглы 12 обеспечивается перемещением кронштейна 9 назад или вперед. После крепкого затягивания двух винтов 8 кронштейна 9 игла 12 может уйти назад. В таком случае надо отпустить оба винта 8 и под заднюю сторону основания 7 кронштейна 9 положить (вертикально) фольгу размером 20X3X0,2 мм. Следует помнить, что этот узел имеет свойство самопроизвольно сбиваться, особенно при работе машины с электроприводом. Если это случилось, игла подошла вплотную к задней стенке в отверстии игольной пластины, а винты 8 кронштейна 9 сильно зажаты, с задней стороны в основание 7 кронштейна 9 подставить надфиль и два-три раза ударить по нему молоточком. При выполнении этой работы игла должна находиться в верхнем положении. По окончании регулировки иглы обязательно проверить, нет ли люфта у рамки 2 игловодитетя 1 сверху на оси качания и внизу возле стержня 9 кронштейна. Вверху ось, на которой качается рамка, выполняя зизгаг, должна прижать рамку 2 вперед до отказа и застопориться винтом сверху. Следует хорошо знать, что, если после установки поперечного положения иглы в отверстии игольной пластины она сби-
121
r.ru
Рис. 32. Узел богьшого рычага-коромысла (ма шина «Подольск»
142 кл.): / рама игловодителя. 2 винты крепления рычага 3 , большом рычаг м>ро
мысю. 7 ось качания ры чага. 5 — корпус машииы б — ннтепритягнватель
лась назад, появится стук, сломается или погнется игла. Если игла сбилась вперед вплотную к стенке игольной щели, будет пропуск стежков. Руководствуясь вышеизложенным, можно легко своими силами поставить иглу на середину или ближе к переднему краю поперечного размера в игольной пластине.
11. Поставить иглу посередине игольной щели в пластине относительно продольной оси платформы, т. е. А = = Б (см. рис. 30).. Это положение иглы регулируется двумя винтами 2 (рис. 32), расположенными вертикально на раме I игловодителя. Эти же винты 2 прикрепляют к раме / длинный рычаг-коромысло 3. Ослабить винты 2, установить длинную отвертку под правую сторону большого рычага-коромысла 3 так, чтобы конец его был постоянно приподнят, левой рукой установить иглу посередине щели в игольной пластине, а правой завернуть оба винта 2 при помощи отвертки. Снять длинную отвертку из-под рычага и накрепко завернуть оба винта 2. Провернуть маховик несколько раз и проверить, не сбивается ли игла — выполняется ли условие А —Б (см. рис. 30).
12. Установить иглу в отверстии игольной пластины для зигзага. При зигзаге игла должна входить в отвер.-'стие на одинаковом расстоянии как от правого, так-и^от •левого конца. Если шла' смещена влево или вправо» отпустить винт 6 (рис. 33) на блоке зигзага сверху, он соединяет два рычага-толкателя 8 и 9, находящиеся на оси ручки 19 (левая) управления декоративными строч ками. Сделать приспособление из проволоки или спицы от зонта .для поджатия вверх рычага-толкателя 9 кулисы зигзага. Поставить правую ручку 16 на зигзаг, левую 19—на единицу. Провернуть маховик на правый укол зигзага. Приспособлением зацепить верхний рычаг-толкатель 9 кулисы и, поднимая или опуская его. Смотреть на иглу. Установить иглу в правое положение от
122
Рис. 33. Блок зигзага (машина «Подольск» 142 кл.):
/ - винт крепления блока на консольном оси, 2 ограничитель большого ры чага-коромысла: 3— опорный палец малого рычага-коромысла, 4 — малый рычаг-коромысло; 5—кронштейн крепления блока к корпусу машины. 6 винт крепления двух рычагов качания при зигзаге; 7 хвостовая часть кч> пирных рычагов; 8 рычаг толкатель блока копирных рычагов; 9 рычаг-голкатель кулисы зигзага; 10 — блок копирных Дисков; 11— винт крепления блока к корпусу машины (с задней стороны); 12— ведомая шестерня зигзага (пластмассовая). 13—регулировочный винт тормоза ручки включения зигзага. 14 стопорный винт оси ручки. 15 — ручка управления смещением строчки. 16 — ручка включения зигзага; 17 — винт крепления оси ведомой шестерни; 18—винт крепления дистанционной втулки блока копирных рычагов: 19 — ручка управления декоративными строчками; 20 — фиксаторное устройство
ручки декоративных строчек
правого конца щели на 1 мм. Держать так, не меняя положения. Левой рукой при помощи тонкой отвертки подать нижний рычаг-толкатель 8 блока копирных рычагов влево до отказа. Затем этой же рукой завернуть верхний винт 6, соединяющий два зигзагных рычага. Провернуть маховик и проверить, на одинаковом ли расстоянии от концов игольной щели опускается игла на зигзаге — К=М (см. рис. 30) Если не на одинаковом, операцию повторить. Иногда приходится выполнять эту работ)' по нескольку раз.
13. Проверить вход и выход иглы из игольной пластины — всякое отклонение от вертикали при входе и выходе иглы нарушит работу машины. При этом возможны: погнутость и поломка иглы, стук, шум, слишком большие отверстия в ткани при ее проколе, пропуски стежков в строчке (см. рис. 11).
Для обеспечения нормальной работы машины при выполнении зигзагообразной строчки необходимо вн-
из
chipmaker.ru
Рис. 34. Ведущая шестерня блока зигзага на коленча том валу (машина «По дольск» 142 кл.)
/ - коленчатый вал; 2 червячная ведущая шестерня; 3 винты крепления шестерни; 4 крышка шатуна; 5 — винты крепления крышки, 6 — войлочный сальник; 7 — ведомая пластмассовая шестерня: 8 — ось симметрии нарезной части
полнить следующие работы. Снять иглу, отвернуть сверху винт крепления зигзагного блока, отвернуть винт сзади и вынуть блок. На коленчатом валу останется свободной червячная шестерня 2 (рис. 34). Она застопорена двумя винтами 3. Ослабить их и принудительно сдвинуть ее влево за перемычку. Место посадки шестерни (оно бывает накернено на валу) легонько запилить вкруговую. Затем вручную придвинуть шестерню и провернуть ее. Если она заедает, снова запилить и снова придвинуть шестерню и провернуть ее. Операцию повторять до тех пор, пока шестерня не начнет легко проворачиваться на валу /. Такая операция необходима, иначе невозможно провернуть червячную шестерню для регулировки вертикального входа и выхода иглы из пластины на зигзаге. Шестерню расположить на расстоянии 6 мм от правого предела коленчатого вала, т. е. продольная ось симметрии ведомой шестерни должна проходить по поперечной оси 8 симметрии нарезной части червячной шестерни. Продольная ось верхней шестерни совпадает с поперечной осью нарезной части червячной шестерни, а поперечная ось верхней шестерни совпадает с продольной осью червячной. В этом случае в зацеплении с червячной шестерней 2 участвуют три зуба верхней пластмассовой шестерни. Такое зацепление обеспечивает долговечность верхней пластмассовой шестерни. Когда червячная шестерня посажена вплотную к правому пределу коленчатого вала, в зацеплении с ней участвует один зуб верхней пластмассовой шестерни, и при сильном застопорении челнока этот зуб срезается, т. е пластмассовая шестерня выходит из строя, а значит, и надолго выходит из строя машина. Поэтому придвинуть червячную шестерню 2 так, чтобы ее правый край был на расстоянии 6 мм от начала коленчатого вала, и закрепить одним винтом 3. Поставить на место блок зигзага
124
и накрепко прикрепить его верхним большим винтом Задний винт должен быть ввернут, но ослаблен. Поставить иглу на место, правую ручку 16 (см. рис. 33) поставить на полный зигзаг, а левую 19 на цифру /. Проворачивая маховик, смотреть, как игла входит и выходит из игольной пластины при левом и правом уколе зигзага (см. рис. II). Если любая из четырех траекторий отклоняется от строгой вертикали (вверху игла переходит слева направо и наоборот — по дуге), выполнить регулировку. Для этого левой рукой ослабить винт 3 (см. рис. 34) на червячной шестерне и, придерживая его отверткой от проворачивания, правой с помощью махо-ника провернуть коленчатый вал на 10—15°. Зажать винт 3 шестерни и, проворачивая коленчатый вал, смотреть, улучшился или ухудшился вход и выход иглы. Если ухудшился, снова ослабить винт 3 шестерни и, придерживая ее отверткой, провернуть коленчатый вал в обратную сторону. Закрепить винт 3 на шестерне и снова посмотреть, как опускается и поднимается игла. Эту операцию повторять до тех пор, пока игла не начнет опускаться и подниматься по вертикали, т. е. без горизонтального смещения на уровне ткани как при левом, так и при правом уколе. После окончания регулировки накрепко зажать оба винта 3 на червячной шестерне.
Чтобы отрегулировать зазор между зубьями обейх шестерен в блоке зигзага.—выполнить следующие one рации.
Отпустить винт 1 (см. рис. 33) крепления всего блока на консольном кронштейне 5, задний винт 11 должен быть ослаблен. Слегка нажать на пластмассовую шестерню и закрепить накрепко винт 11 крепления блока. Зажать накрепко винт / крепления блока на консольной оси. Отпустить задний винт // крепления блока, провернуть маховик на несколько оборотов. Накрепко зажать задний винт 11 крепления блока. Провернуть маховик несколько раз. Вращение должно быть легким, и в момент схода копирного рычага с выступа пластмассового диска стука быть не должно. Если зазор в зубьях шестерен зигзага еле ощутим, а стук явно слышен, значит, есть продольный люфт коленчатого вала Люфт хорошо ощущается рукой. Для устранения продольного люфта отпустить винт крепления втулки левого подшипника коленчатого вала и со стороны блока зигзага на втулке, сделав упор трехгранным напильником, один-два
125
chipmaker.ru
раза ударить молоточком. Втулка должна переместиться влево. Стук при зигзаге исчезнет. Если вращение коленчатого вала стало тяжелым, в торец коленчатого вала с левой стороны подставить плоский надфиль и легонько ударить по нему молоточком. Добившись легкости вращения коленчатого вала и ликвидировав стук при зигзаге, накрепко закрепить винт левой втулки.
14. Неисправности на блоке зигзага. Если большой рычаг-коромысло правым концом заскакивает на выступ опорного пальца 3 (см. рис. 33), нарушается работа блока. В данном случае вопрос решается просто. Отвернуть два вертикально расположенных винта 2 (см. рис. 32) крепления большого рычага коромысла 3, снять его и легкими ударами по металлическому основанию немного изогнуть в сторону к передней стенке. Затем поставить на место и отрегулировать положение иглы в игольной пластине (см. п. 19).
Если правая ручка управления зигзагом вращается настолько легко, что во время работы самопроизвольно возвращается на нулевую отметку., т. е. начинает вы-~ Тюлнять прямую строчку, сделать следующее. Ручку 16 (см. рис 33) поставить на отметку 0, ослабить стопорный винт В торце оси есть винт 13 с широкой головкой. Придерживая левой рукой ручку зигзага, правой завер нуть этот винт на один-два оборота. Зажать сверху стопорный винт 14. Выполнив такую работу, вы подтянете тормозное устройство ручки 16 зигзага.
Если от предельно сильного натяжения возвратной пружины рамки игловодителя копир’ный рычаг прочертил или углубил дорожку на пластмассовом копирном диске, уменьшится размер зигзага. Натяжение пружины уменьшить до минимума. Сверху, слева от блока зигзага, на дне рукава есть винт крепления той пластины, которая натягивает пружину. Этот винт ослабить и одновременно освободившийся конец пластины (слева от винта) при помощи отвертки левой рукой подать вперед так, чтобы пружина не зацепляла рычаг во фронтальной полости, а правой — при помощи другой отвертки зажать винт. Снять весь блок. С него снять пластмассовый блок копирных дисков вместе с пластмассовой шестерней 12, ослабив винт 17. Затем, вынув ось, снять пластмассовую шестерню 12. В блоке пластмассовых копиров отвинтить две гайки М3 и снять диск зигзага. Перевернуть его другой стороной. С диска удалить многозначные
126
1
2 3
8
Рис. 35. Блок копирных рычагов (машины «Поюльск» 142 кл., «Чайка» 142 кл.):
/ — «апорная шайба. 2 размерная шайба (16x5x1 мм). .* копирный ры наг декоративные строчек: 4 копирный рычаг зигзага 5 пластмассовые фа . онные втклкн: 6 ограничительно» кольцо 7 — ось блока, 8 отремон тированная пластмассовая фасонная втслка (вариант) 9 шпонка размером IX 2 5X2 мм; 10 — сечение шпонки
цифры с тем, чтобы дать возможность пластмассовой шестерне 12 вплотную расположиться на диске На винты навернуть гайки, на концы винтов с гайками надеть перевернутый диск зигзага. Отверткой зажать оба винта, они соединяют четыре диска, а пятый (зигзагный) будет присоединен общей осью этого узла, т. е. винтом 17. Вставить в диск зигзага шестерню 12, вставить ось. Наконец можно весь узел ставить на место. Зажать ось стопорным винтом 17. Теперь копирный рычаг будет касаться новой (нетронутой) поверхности диска зигзага и ширина зигзага будет наибольшей (нормальной). Поставить блок на место и произвести все регулировки.
В общем блоке зигзага с левой стороны на оси левой ручки с цифрами 1, 2, 3, 4, 5 есть блок рычагов. Это ко-пирные рычаги. Поворачивая ручку, можно поперемен но включать в работу тот или иной рычаг и получать соответствующую строчку. Вее копирные рычаги одинакового размера и посажены на пластмассовые втулки № 1, 2, 3. Втулки имеют отверстия диаметром 5 мм с малыми шпонками (тоньше спички). Стальной валик своим пазом с острыми кромками легко срезает эти пластмассовые мини-шпонки и блок выходит из строя.
Для его ремонта снять с машины блок зигзага. Снять ручку 19 (см. рис. 33) управления блоком копирных рычагов С валика снять запорную шайбу 1 (рис. 35),
ослабить два винта ограничительного кольца 6. Разобрать блок рычагов. Лучше всего заменить пластмассовые втулки 5. Если их нет, в пластмассовой втулке на месте срезанной шпонки пропилить двояковыпуклым или трехгранным простым надфилем углообразный паз глубиной 1,5 мм (фасонная втулка 8), затем сделать шпонку 9 из стали, алюминия или меди трехгранного сечения.
Собрать блок копирных рычагов, соблюдая порядок нумерации пластмассовых втулок. Сначала ставить втулку № 1 —зигзагиую, затем —№ 2 и последней — № 3. После первого копирного рычага 3 поставить две размерные шайбы 2, дальше ставить по одной шайбе. Такие металлические шпонки работают дольше и надежнее пластмассовых (см. «Швейная машина «Чайка» 142М кл.»).
15. Поставить иглу в крайнее верхнее положение. Посмотреть на зубья рейки двигателя ткани. Если высота зубьев спереди равна высоте сзади, под передней винт подложить один слой фольги, если высота спереди меньше высоты сзади, подложить два слоя фольги размером 0.2Х 2.
Для нормальной работы механизма двигателя ткани передний край зубьев должен быть выше заднего на 0,5—0,6 мм При закреплении зубьев необходимо тщательно примерять игольную пластину, иначе задевание зубьев за пластину неизбежно (см. рис. 15).
Цэ. Снять игольную пластину. Откинуть машину на петлях. Надеть запорное кольцо челнока. Поставить машину в исходное положение. Поставить рычаг зигзага на цифру 5. Маховиком опустить иглу и поставить ее на правый укол зигзага. Посмотреть, на каком расстоянии находится игла от правого края нитенаправителыюй пластины (см. рис. 6). Если это расстояние 2—4 мм, при левом уколе зигзага плохо скидывается нитка с челнока, верхняя нитка петляет снизу или обрывается, задевая за острый левый край зева корпуса хода челнока (см. рис. 2).
Чтобы устранить такой недостаток, необходимо: включить зигзаг, опустить иглу в нижнее правое положение, откинуть машину на петлях (см. рис. 7). Затем отпустить болты 4 крепления корпуса 3 хода челнока, ослабить винты 14 и 19 крепления обеих втулок вала челнока. Задача этой операции заключается в том, чтобы сместить влево корпус хода челнока 3 и вместе с ним вал 12 секторной конической шестерни 8. Смещение вести до
128
4!
тех пор, пока расстояние между иглой и правым краем нитенаправительной пластины не станет равным 1 мм (см. рис. 6).
На валу 12 (см. рис. 7) секторной конической Шестерни 8 с левой стороны помещен кулачок 11 подъема зубчатой рейки. Ослабив оба винта крепления кулачка, сместить правую втулку 13 вала влево на 4 мм. Сместить корпус хода челнока 3 влево настолько, чтобы правый край нитенаправительной пластины (см. рис. 6), привинченной двумя винтами к запорному кольцу, подошел к игле на расстояние, чуть больше 1 мм. При закреплении корпуса хода челнока 3 (см. рис. 7) болтами 4 расстояние уменьшится. Нам же надо расстояние не меньше 1 мм. С помощью трехгранного напильника и молоточка сместить кулачок 11 подъема зубьев на валу 12 влево, в результате кулачок 11 подойдет вплотную к левой втулке 9 вала 12 и втулка подвинет секторную шестерню 8. При этом следить за тем, чтобы зубья шестерен 8 и 20 не выходили из своего зацепления. Поэтому смещать корпус хода челнока 3 постепенно, каждый раз смещая вал 12. Итак, расстояние между иглой и пластиной чуть больше 1 мм установлено. Теперь необходимо установить корпус хода челнока 3 относительно иглы. Зажать оба болта 4 крепления корпуса. Пальцем руки проверить наличие на толкателе челнока зазора в зубьях шестерен. Если его нет, острым концом трехгранного напильника сделать упор на ступице секторной шестерни 8 со стороны толкателя челнока и легонько ударить молоточком. Если зазор окажется большим, подвинуть вал влево. На толкателе челнока такими приемами можно установить зазор, хорошо ощутимый рукой. Проворачивая маховик, проверить, чтобы зазор был во всех положениях толкателя, иначе в машине появятся стук, тяжелый ход и заедание. После установки нужного зазора в зубьях шестерен 8 и 20 зажать накрепко винты 14 и 19 крепления левой и правой втулок 9 и 13 вала 12.
Отодвинув кулачок 11 подъема зубчатой рейки от левой втулки 9 вправо на 2 мм при опущенной игле, поставить его так, чтобы верхний винт был предельно доступен для отвертки (сверху ей будет мешать прилив 10 платформы), и жестко закрепить его. Провернув маховик, можно увидеть винт кулачка и закрепить его. Здесь обратить внимание на то, что при подъеме кулачка / / игла должна находиться в крайнем верхнем положении в момент продвижения ткани. Ни в косм случае
5—896
12‘
chipmaker.ru
Рис. 36. Челнок (машины «Подольск» 142 кл., «Чайка»):
А — правая сторона: Б левая сторона; I — правая кромка широкой полки. 2—правая внутренняя кромка носика; 3 — правая наружная кромка. 4 левая внутренняя кромка; 5 — внутренняя кромка широкой полки, б — левый внутренний угол хвостовика. 7 — широкая полка; 8— узкая полка
не должна быть нарушена синхронность движений иглы и зубчатой рейки.
Поставить иглу в крайнее верхнее положение. Рожковым ключом 10X8 ослабить болт 18 крепления кривошипа шатуна на правом конце вала 12. Осторожно молоточком сместить вправо кривошип 16 на 2—4 мм, т. е. ровно на столько, на сколько был подвинут влево корпус хода челнока 3. Проделав это, исправить положение шатуна на коленчатом валу, т. е. поставить шатун без перекоса, который образовался в результате перемещения корпуса хода челнока влево к игле. Закрепить болт 18. Теперь вращение маховика должно быть легким. Тяжелый ход возможен по следующим причинам: нет достаточного зазора в зубьях конических шестерен 8 и 20 или велик наклон в ту или другую сторону корпуса хода челнока;
кулачок 11 подъема зубьев на валу 12 челнока прижат к левой втулке;
шатун получил перекос на коленчатом валу из-за смещения вала 12 челнока влево.
17. Проверить челнок (рис. 36) — нет ли на его кромках заусенцев и заострений. При наличии острых кромок на носике челнока, широкой полке, по которой сбегает нитка, а также, острого угла там, где выходит нитка петлей из челнока, кромки 1—4 притупить плоским алмазным надфилем с последующей шлифовкой шлифовальной бумагой. Кромку 5 широкой полки в раз-
130
5 2
резе челнока, куда входит игла, тоже хорошо притупить, чтобы образовалась маленькая площадка-фаска, имею щая угол наклона 45°. Дело в том, что зачастую в это место ударяет игла и портится При этом надо иметь в виду и такой фактор. В наборе игл редко бывает абсолютно ровная игла. Почти все они в разной степени име ют кривизну, а устройство челнока предполагает применение абсолютной прямой иглы. Такое противоречие и вынуждает мастера делать на правой кромке 5 челнока такую фаску. Обработанный челнок вложить в корпус хода челнока и отрегулировать следующие параметры
а) зазор между челноком и его толкателем (см. рис. 12). В начале подъема иглы из крайнего ниж него положения образуется петля-напуск. Носик челнока при движении захватывает эту петлю— момент входа нитки в челночное устройство. При проворачивании челнока более чем на 180° петля верхней нитки выходит из челночного устройства. Таким образом, имеется входная зона, куда входит верхняя нитка, и выходная зона, откуда нитка выходит. Соответственно на толкателе есть входной конец, куда входит нитка, и выходной, откуда она выходит. Это необходимо знать. У машин разных марок зазоры на входном и выходном концах различны, и их необходимо придерживаться. В данном случае на до установить зазор на выходном конце. Прижать конец пружины к толкателю вплотную. Для этого отвинтить один винт крепления пластины к толкателю, подложить под пластину конец отвертки и пальцем руки прижать ее к толкателю. Затем завернуть винт. Можно это сделать и так. Не отвинчивая винт, подложить поперек под пластину проволоку толщиной 0,2—0,3 мм (обычно проволока от компенсационной пружины) ближе к винту крепления. Пассатижами прижать пластину к концу толкателя. Затем убрать проволоку. Поприжатая к вы ходному концу пластина увеличивает шум машины, так как во время работы инерция челнока увеличивается, увеличиваются и динамические нагрузки на оба конца толкателя челнока, а зазор при этом увеличивается в несколько раз. При большой скорости появляется стук. Иногда неприжатый конец пластины на выходе нитки вызывает апериодические петли снизу (верхней нитки). Кроме этого выходной конец пластины будет со временем отгибаться все больше и больше и примерно через 5—6 мес начнутся пропуски- сначала на правом уколе зигзага, затем и при прямой строчке. При усилении» сгу
5*
131
chipmaker.ru
ка в машине на входном конце толкателя сжать кусачками загнутый конец пластины, лежащий на тонком уступе.
Проворачиая маховик, поставить игл} в крайнее верхнее положение. Посмотреть, есть ли и какой величины зазор между челноком и выходным концом толкателя. Зазор должен быть равен 0,3 мм (см. рис. 12). Если он больше, чуть-чуть подогнуть толкатель в центральной его части. Если зазор равен 0,5 мм (примерно), можно отогнуть конец пластинчатой пружины 4 на толкателе (не всю ветвь пружины, а загнутый конец длиной 5 6 мм, на этом участке пружина немного разогнется и зазор уменьшится). Если после этого зазор исчез совсем, тонкой отверткой сделать требуемый зазор (0,3 мм).
Установить зазор на входном конце толкателя Идеально он должен быть таким же, как на выходе нитки (0,3 мм). Но при наличии разной величины эксцентриситету между осью вращения челнока и осью вала толкателя зазоры на выходе и входе нитки будут различными. В первую очередь установить зазор 0,3 мм на стороне с наименьшим зазором. На другой стороне зазор будет чуть больше;
б) положение входного конца толкателя в челноке при поднятой вверх игле. Толкатель должен находиться или посередине вертикальной плоскости, или ближе к носику челнока, иначе задержка проскакивания нитки вызовет петление в строчке снизу (см. рис. 12,6);
в) зазор между иглой и носиком челнока в плоскости его вращения. Этот зазор устанавливается при левом положении иглы на зигзаге и равен 0,1 мм. Если при шитье нейлона на левой стороне зигзага будут пропуски, зазор уменьшить до 0,05 мм следующим образом. Ослабить верхний болт 4 (см. рис. 7) крепления корпуса 3 хода челнока и, вращая корпус на цапфе 6, установить требуемый зазор. Носик челнока подвести к игле вплотную, так как при закреплении болтом 4 от нажима корпус всегда отходит от иглы и образует зазор. Если зазор будет больше указанного, обязательно возникнут пропуски как в прямой строчке, так и при зигзаге (на левоц уколе), особенно при шитье нейлона;
г) расстояние от челнока до иглы. Поставить иглу в крайнее нижнёё положение. Носик челнока должен от
132
3 4
стоять от иглы на 4 мм. Этот параметр у машин разных марок далеко не одинаковый, например, у машины 2М кл.— 2 мм, «Чайка» 2 кл.— 1,5—2 мм, «Орша» первых выпусков— 1 —1.5 мм и т. д. Необходимое расстояние достигается за счет поворота вала 12 челнока на тот или иной угол. Обхватить кусачками вал 12, рожковым ключом 10X8 ослабить болт 18 на кривошипе (с правой стороны) и. придерживая правой рукой маховик от проворачивания, кусачками повернуть вал 12 на требуемый угол. Зажать болт 18 и проверить расстояние. Если оно не соответствует требуемой норме, операцию повторить. По окончании регулировки окончательно зажать болт 18. Однако это может и не получиться или получиться с возникновением стука в машине. Дело в том, что препятствием служит сектор конической шестерни 8, расположенный на левом конце вала. При установке нужного расстояния в челночном устройстве верхний конец шестерни 8 либо упирается в корпус хода челнока и препятствует установлению расстояния в 4 мм, либо при вращении ударяет о корпус хода челнока. Чтобы этого не было, трехгранным напильником спилить верхний торец шестерни 8 на 1 мм. Другого решения здесь нет.
18. Отрегулировать встречу иглы с челноком при правом уколе з~йгзага (см. рис. 11). Э<а Жтреча дол ж н а произойти выше ушка иглы на 1 мм (и не более!). Регулировка производится подъемом или опусканием игловодителя. Разобрать узел стержня прижимной лапки и открутить винт (с задней стороны) крепления игловодителя. Иногда игловодитель не опускается ниже Это значит, что на нем низко сделана лыска — площадка для стопорного винтаи В таком случае снять рамку с иглово-дителем, вынуть игловодитель и удлинить лыску. Удлинять следует ее верхнюю часть, сточив круглый участок вала на высоту 2 мм и глубину заподлицо с площадкой. Работу выполнять надфилями разного сечения. Собрать узел стержня прижимной лапки и игловодителя в обратном порядке.
19. Итак, все параметры в челночном устройстве установлены, прочищены все пазы. Теперь вставить челнок, поставить на место запорное кольцо челнока и зажать его (кольцо) поворотной скобой. Попытаться вращать маховик. Часто бывает, что при этом коленчатый вал не вращается. Если же вынуть челнок, все вращается легко. Что делать? Снять запорное кольцо и вынуть челнок.
133
Рис. 37. Регулятор длины стежка (машины «Подольск» 142 кл., «Чайка» I42M кл, «Чайка» 132М кл.):
J рамка. 2 резьбовые отверстия. 3 — диск, вращающийся с секторным вырезом; 4- рычаг, вращающийся на оси и связанный с кулисой диска 3; ? отверстие рычага обратного хода. 6 - внит крепления рычага 4: 7 — винт щ.еп.тения рычага обратного хода, 8 секторный аырез в диске 3
Куском ножовочного полотна снять часть металла с той плоскости паза, на которой лежит челнок, когда машина откинута на петлях. Запорное кольцо прижимает к плоскости паза челнок. Снять слой металла с тех участков плоскости паза, на которых он задерживается. Эта операция занимает не более 2 мин. Не снимите металла больше чем надо! За время операции два-три раза проверить, какое положение занимает челнок.
20. Теперь отрегулируем длину стежка Рычаг регулировки длины стежка находится спереди справа, в нижней части рукава. Он представляет собой круглую ручку со шкалой шага от 0 до 4 мм, здесь же размещен и рычаг обратного хода ткани.
Сначала ослабить винт крепления ручки и снять ее, снять машину с петель и перевернуть ее низом платформы вверх. Снизу ослабить винт крепления рычага обратного хода и вынуть его. Вывернуть четыре винта крепления замысловатого контура двойной крышки спереди и снять ее. Отвернуть два винта регулятора длины стежка и вынуть его снизу, игла при этом должна быть в нижнем положении. Повернуть вращающийся диск 3 (рис. 37) по часовой стрелке до отказа — секторного выреза 8. Регулятор лицевой стороной обращен к нам, его секторный вырез 8 находится снизу справа. Ослабить
134
винт 6 крепления рычага 4 на оси, легонько ударить молоточком по винту 6 и рычаг 4 можно повернуть на оси Больших усилий не прилагать! Установить рычаг 4 так, чтобы зазор между концом рычага 4 и плоскостью диска 3 был равен 1 мм. Рычаг 4 поворачивать на оси только после того, как будет осажена втулка под винтом 6.
Зазор в 1 мм образуется между плоскостью по правой окружности диска и концом рычага. Если зазор между рычагом 4 и плоскостью диска 3 уменьшать, длина стежка будет уменьшаться, и наоборот.
Зазор между воображаемой задней плоскостью диска и концом рычага на уровне центра диска можно регулировать поворотом рычага 4. Зажать винт крепления рычага и поставить регулятор на место (при установке кулису шага, в которую будет упираться снизу рычаг 4 регулятора, поднять отверткой и повернуть вверх). Рычаг регулятора заводится за вилку подачи с правой стороны. После установки регулятора и закрепления его двумя винтами надеть ручку, подложить под лапку лист чистой бумаги и, проворачивая маховик, проверить длину стежка. Если окажется, что максимальная длина 3 мм, а подача материала приостанавливается раньше нулевой отметки, снять регулятор и отодвинуть рычаг чуть вправо (на 0,5 мм), тогда зазор между диском и рычагом будет равен 1,5 мм. Собрать все в обратном порядке. Операцию подстановке зазора иногда приходится повторять по нескольку раз. Зазор может доходить до 0 и даже до — 1 мм, т. к. конец рычага 4 может заходить за плоскость диска 3 на 1 мм. Практически каждая машина имеет свои особенности. Поэтому указанный на рисунке зазор (1 мм) между плоскостью диска 3 и рычагом ориентировочный, наиболее часто встречающийся. Отклонения могут быть и в сторону увеличения, и в сторону уменьшения. Окончательно зазор устанавливать опытным путем.
В регуляторе длины стежка могут быть различные неисправности. Например, нет шага стежка и он не регулируется. Чтобы установить причину, посмотреть устройство крепления рычага регулятора длины стежка.
При завинчивании винта 7 (рис. 38) в верхнюю резьбовую втулку обе втулки, сближаясь, зажимают накрепко ось 5 рычага 3. Когда же скосы втулок 4 и 6 велики, они могут сблизиться настолько, что будут упираться
135
Рис. 38. Крепление рычага регулятора длины стежка (машина «Подольск»
142 кл.):
/ — стопорный винт: 2 — отвер стие; 3 -- рычаг; 4 — резьбовая нтчлка; 5 — ось крепления ры чага. 6 нажимная втулка; 7 -стяжной винт
друг в друга, а ось 5 не будет зажата накрепко. В этом случае регулировки длины стежка не будет. Что же делать? Полностью вывернуть винт 7, вынуть втулки 4 и 6 и подпилить их внутренние торцы на наждачном точиле. Они закалены и имеют большую твердость. Их начальная длина 7 мм, сточить по 1 мм с каждой стороны. Собрать все в обратном порядке. Отрегулировать длину стежка.
21. Иногда на машине установлена прижимная лапка специального назначения. Если на ее -нижней стороне имеется широкий глубокий паз — это петлевая лапка. Работая такой лапкой, на тонких тканях будет получаться плохая строчка с пропусками стежков. Эту лапку заменить на универсальную, которая имеет снизу ровную поверхность. Новая лапка покрыта защитным слоем из металла (хром, никель). Некоторые швеи при шитье допускают оплошность — ткань вышла из-под лапки. а машина продолжает работать. При этом лапка ударяется о зубья рейки. Такая ситуация особенно часто наблюдается при работе на машине с электроприводом. В результате на лапке снизу повреждается защитная металлическая пленка, тупятся зубья рейки, ухудшается продвижение ткани. Если это случилось, лапку, покрытую слоем металла, следует обработать так, чтобы снизу не было остатков пленки и поверхность была гладкой. После такой обработки следить за тем, чтобы на лапке не появилась ржавчина. В нерабочие дни нельзя подкладывать под лапку гигроскопичные материалы. При всех ремонтных работах необходимо разобрать узел прижимной лапки и наждачной бумагой очистить
136
стержень от различного рода наслоений. При сборке следить за силой нажима пружины. Иногда приходится несколько витков нажимной пружины удалять. Ставить пружину отрезанным концом вниз. Кроме гого, после окончания сборки узла прижимной лапки сжать два-три раза пружину до предела концом большой отвертки.
22. При ремонте следует различать характер смещения иглы относительно игольного отверстия Если смещение произошло в пределах игольной щели, в пластине неисправность легко устранить, подложив один слой фольги под нижний кронштейн рамки игловодителя. Но если смещение иглы выходит за пределы игольной щели пластины на 2—3 мм, тут уж и прокладка не поможет. Это значит, что три винта (два слева, один справа) крепления рукава к платформе ослабли и рукав сдвинулся в ту или другую сторону. Тогда ослабить три винта крепления рукава к платформе, маховиком установить иглу посередине (относительно передней и задней стенки) игольной щели в пластине и зажать большой отверткой все три винта, проверяя, не сбилась ли игла в отверстии игольной пластины.
23. Обрыв верхней нитки бывает по следующим причинам!
а) нитка цепляется за левый острый выступ зева корпуса хода челнока. При левом уколе зигзага левый острый выступ зева должен выходить за иглу не более чем на 1 мм. Для этого сместить корпус хода челнока влево на 3-4 мм (см. п. 16 и рис. 2);
б) нитка захватывается челноком в паз. Здесь две причины: зазор между челноком и входным концом толкателя челнока или отсутствует, или очень мал (меньше 0,3 мм); шероховатость скошенной части носика челнока (вынуть челнок и тщательно отполировать поверхность носика);
в) входной конец имеет зазор менее 0,3 мм с большой площадкой челнока. Должен же он быть не мене? 1,5 мм;
г) нитка на правом уколе зигзага не успевает соити с челнока и обрывается (уменьшить расстояние между иглой и носиком челнока на левом уколе зигзага, т. е. уменьшить заход челнока за иглу, когда она находится в крайнем нижнем положении).
24. Если игла сломалась, возможно, что она сбилась назад. Нижний кронштейн 9 (см. рис. 31) рамки 2 иг-
137
chipmaker.ru
ловодителя 1 подать вперед, не трогая винты 8, при этом игла выйдет на середину щели игольной пластины.
25. Игла становится тупой и гнется, если упирается в край то большой, то малой площадки в прорези челнока. Необходимо трехгранным или четырехгранным алмазным надфилем спилить края площадок, причем их верхние кромки спилить так, чтобы образовались площадки-фаски под углом 45° к верхней плоскости обеих площадок. В этом случае игла коснется фаски, соскользнет в прорезь челнока и останется неповрежденной. Главное — применять иглы только того типа, на который отрегулирована машина, и не работать кривыми иглами. Крепление игловодителя должно быть без люфта.
ШВЕЙНАЯ МАШИНА «ЧАЙКА» 142М кл. ПМЗ
Машина сложного зигзага, выполняющая специальные и декоративные строчки. Вариант исполнения с электрическим приводом. Эта машина аналогична машине «Подольск» 142 кл., которая уже подробно рассмотрена. Поэтому в данном случае машина описана лишь с учетом ее конструктивных особенностей.
1. На регуляторе натяжения верхней нитки несущая деталь выполнена из пластмассы. При зажиме регулятора стопорным винтом он упирается в пластмассу и легко делает в ней глубокую вмятину, точнее, даже глухое отверстие. В результате регулятор расшатывается и выходит из строя. Изготовление в регуляторе несущей детали из пластмассы — решение неудачное. Швейная машина из-за этого может очень быстро выйти из строя.
Вывернуть стопорный винт, вынуть регулятор и полностью разобрать его. Из ободной ленты толщиной 0,2 мм отрезать кусок длиной 50 мм. На одной стороне куска 2 (рис. 39) по всей длине сделать короткие надрезы и изогнуть заготовку в цилиндр 3. Надрезы загнуть внутрь цилиндра. Вставить заготовку-цилиндр в отверстие для регулятора. В образовавшуюся сбоку цилиндра щель4 шириной 3,5 мм вставить пинцент и захватить конец толкателя. Установив его на центре отверстия, левой рукой вставить пластмассовое основание 1 регулятора в цилиндр так, чтобы конец толкателя, придерживаемый пинцетом, вошел в основание / регулятора. Большой первой шайбой с крючком для нитки повернуть основа-
138
Рис. 39- Части регулятора натяжения верхней нитки (машины «Чайка» 142М кл.. «Чайка» 132М кл.):
/ пластмассовое основание;
2 заготовка из ободной ленты размером 0.2X20X50 мм; 3— заготовка, свернутая в цилиндр; 4 щель шириной 3.5 — 4 мм. 5 - установка основания в* кор nvce машины но большой iu.hi бе
ние регулятора в правильное положение. Угол между вертикалью и крючком (вмятиной к стопорному винту) 30°. Положить машину на заднюю сторону, на основание регулятора наложить рожковый ключ 12x14 (концом на 12) и молоточком запрессовать основание регулятора в отверстие машины. Оно зайдет вместе с цилиндром, так как борт из надрезов соединил его с основанием. Надеть на ось нитезажимные шайбы, отжимную, коническую пружину и гайку. Вложить нитку в регулятор и попробовать нитку на отжим, т. е. проверить, есть ли люфт на толкателе. Если его нет, в регулятор с задней стороны ввести плоский надфиль, и, легонько ударив, подать основание регулятора на 0,5 мм вперед. Снова попробовать нитку. И так до тех пор, пока регулятор не начнет работать правильно. А правильно работать он будет тогда, когда будут соблюдены следующие условия:
люфт — свободный ход толкателя в пределах 0,5— 0,6 мм;
зажим нитки от 0 до предела за один оборот нажимной гайки;
при полном подъеме рычага лапки толкатель полностью отжимает коническую пружину и нитка в шайбах проходит свободно.
После этого отверткой сильно зажать стопорный винт регулятора.
Многолетняя практика показала, что такой метод закрепления регулятора, имеющего пластмассовое основание, надежный.
Снять все с оси регулятора. Поставить компенсационную пружину в паз. Ее свободный конец должен находиться у нижнего края пластмассового выреза для фиксатора первой шайбы. Поставить первую большую шайбу. На ее фиксатор сверху положить свободный конец компенсационной пружины, поставить зажимную
139
шайбу выпуклой стороной наружу, вторую зажимную шайбу поставить выпуклой стороной внутрь, затем поставить отжимную шайбу (с перемычкой внутри отверстия). коническую пружину и гайку. Гайку оставить в таком положении, когда зажимные шайбы на краю. На деть тонкую шайбочку на конец оси и большую пластмассовую гайку. Сверху в углубление гайки положить четырехгранную выпуклую шайбу (выпуклостью наверх). Вставить винт и завинтить его накрепко. Амплитуда регулировки—один оборот, не более. Применять усилия при работе с регулятором, как и со всеми механизмами машины, нельзя!
2. Для ремонта блока копирных рычагов вынуть иглу из иглодержателя. Отвернуть два винта крепления блока зигзага — сверху большой и сзади малый. Снять блок. На ступице ручки управления блоком копирных рычагов (левая с цифрами от 1 до 5) отвинтить винт и снять ручку 19 (см. рис. 33), вынуть блок копирных рычагов. На конце блока вынуть запорную шайбу 1 (см. рис. 35) из паза вала. Снять с вала все рычаги 3, втулки 5 и шайбы 2. Трехгранным алмазным надфилем снять все заусенцы на обеих сторонах паза. Проверить три пластмассовые фасонные втулки 5.
Допустим, что при проверке обнаружено следующее: втулка № 1 (втулки обозначены цифрами 1, 2, 3) — внутри отверстия срезана шпонка;
втулка № 2 —срезана шпонка;
втулка № 3 — шпонка сохранилась.
Втулка № I обеспечивает работу зигзага На месте срезанной шпонки трехгранным простым надфилем запилить клинообразное углубление. Из круглого диаметром 3 мм кусочка металла (алюминий, медь, латунь, сталь) сделать шпонку (см. рис. 35, 9, 10) Поперечное сечение шпонки — треугольник.
То же самое проделать с фасонной втулкой № 2 Собрать блок. (Все рычаги одинакового размера взаимозаменяемые). Порядок установки рычагов 3 и втулок 5 строго определенный, и нарушать его нельзя. На вал с ограничительным (опорным) кольцом 6, закрепленным двумя винтами, поставить такие детали:
пластмассовую втулку № 1, причем цифра 1 должна попасть на кольцо 6 оси 7. Проделанное углубление во втулке должно находиться над шпоночным пазом вала. Загнать сделанную шпонку;
140
рычаг положить на пластмассовую втулку № 1;
две шайбы 2 (они одинаковые):
рычаг 3;
пластмассовую втулку № 2 цифрой 2 к рычагу, т. е внутрь. Углубление во втулке должно быть против паза. Загнать шпонку;
рычаг 3;
шайбу 2;
рычаг 3:
пластмассовую втулку № 3 надеть так, чтобы цифра 3 была направлена внутрь к рычагу, а ее шпонка вошла в шпоночный паз вала Втулка должна войти в рычаг;
рычаг 3 с другой стороны втулки № 3;
шайбу 2;
пружинную запорную шайбу 1 (ввести в поперечный паз на конце вала).
Поставить блок на место. Поставить ручку управления блоком так, чтобы лыска на валу была напротив отверстия крепления стопорным винтом. Прижать левой рукой блок рычагов и ручку управления, а правой—завернуть винт крепления. Вал блока не должен иметь продольного люфта, иначе рычаги будут забегать со своих копиров на соседние и блок работать не будет. Бывают случаи, когда декоративные строчки работают с перебоями. В основном это происходит на машинах с электроприводом. В результате вибрации винты ослабевают и самораскручиваются. Блок копирных рычагов устанавливается при помощи распорной втулки, которая стопорится сверху винтом 18 (см. рис. 33). Если он ослабнет, распорная втулка самопроизвольно сместится в сторону ручки управления и копирные рычаги собьются. Рычаг зигзага может и не сместиться, так как работает на широком копире.
Для того чтобы исправить положение, необходимо снять блок зигзага, левую ручку 19 управления декоративными строчками, вынуть блок копирных рычагов (см. рис. 35). Со стороны ручки протолкнуть назад распорную втулку, слегка зажать ее сверху стопорным винтом 18 (см. рис. 33). Поставить блок копирных рычагов в распорную втулку и внимательно пЬсмотреть, как ложатся копирные рычаги на свои места. Их положение необходимо регулировать продвижением всего блока влево, в сторону ручки управления. Легонько постуки-
141
Рис. 40. Установка кулачка подъема зубчатой рейки:
и в машине «Подольск» 142 кл. (шла внизу), б в машине «Чайка* (иг м вверху); I нижний винт, 2—кулачок. Л верхний винт; 4 стрелка на правления отвертки. 5 прилив на платформе. 6 - вал челнока. 7 плат форма
вая молоточком о торец блока копирных рычагов с правой стороны, продвинуть весь блок и распорную втулку. Такая работа требует осторожности и внимания! Необходимо добиться, чтобы каждый рычаг касался только своего копира. Пластмассовые копиры надо проворачивать, вкруговую. Если они при этом будут колебаться вправо — влево, работу выполнить труднее. После установки рычагов зажать стопорный винт 18 втулки самой малой отверткой. После этого надеть ручку управления 19 на вал, совместив лыску на валу с отверстием стопорного винта. Левой рукой прижать блок рычагов и ручку управления, а правой завернуть стопорный винт ручки. Ручка управления прижата стопорной защелкой, и поэтому, поворачивая ее по ходу часовой стрелки при переключении с одной позиции на другую, не надо нажимать так, как это делается на машине «Подольск» 142 кл. При установке зазоров в челночном устройстве приходится смещать влево корпус 3 (см. рис. 7) хода челнока и вал 12 челнока с секторной конической шестерней 8. Малая ведомая коническая шестерня размещена на валу 6 толкателя челнока и закреплена двумя винтами: верхним 1 (см. рис. 8) и нижним 5 (когда машина откинута на заднюю сторону).
Если эти шестерни вышли из зацепления, исправить положение. При этом необходимо знать, что первый верхний зуб секторной шестерни должен войти во впадину ведомой шестерни за вторым'зубом 3, считая зуб перед верхним винтом первым 2.
Чтобы установить правильно кулачок? (рис. 40) подъ
142
ема зубьев, опустить иглу в крайнее нижнее положение, повернуть кулачок так, чтобы верхний винт 3 был расположен против края прилива 5 на платформе и его удобно было завернуть отверткой 4. Перед зажимом кулачок сместить вправо по валу от втулки на 1 мм.
3. Игловодитель закреплен винтом, выведенным с левой стороны фронтальной плоскости рукава. Чтобы до него добраться, надо отвернуть два винта на верхней крышке и снять ее.
4 Все остальные неисправности устраняются точно так же, как у машины «Подольск» 142 кл. (см. также гл. I и 2).
5. В челночном устройстве установить расстояние между носиком челнока и иглой, когда она находится в крайнем нижнем положении (на левом уколе зигзага), равное 3 мм (остальные зазоры такие же, как у швейной машины «Подольск» 142 кл.).
Сильное ослабление нижней нитки в строчке — серьезная неисправность. Это происходит из-за того, что у челнока недостаточно наклонена лицевая кромка. Однако замена Челнока, а иногда и прижим нижней нитки в шпульном колпачке не помогают или после таких мер прямая строчка получается хорошей, а зигзагообразная нет (стягивание в поперечном направлении).
Дополнительные меры могут быть разнообразные. Иногда надо на шпульку ставить нитку номером больше. А иногда надо заменить шпульный колпачок импортным, например, от машины «Веритас», «Лучник», «Зингер». Не последнюю роль играет подбор иглы.
ШВАИНАЯ МАШИНА «МАЛЬВА» 120 кл. ПМЗ
Машина простого зигзага с ножным приводом проста по устройству, легкодоступна для ремонта узлов, обслуживания и достаточно надежна в работе. Машина выполняет две строчки — прямую и зигзагообразную. На их основе машина может выполнять несколько производных операций
1. Сделать реконструкцию регулятора натяжения верхней нитки (см. гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ», п. 3 и 9).
2. Игла должна быть с лыской на колбе. Установить ее вверх до упора дпинным желобком к швее, лыской назад. Винт иглодержателя обязательно зажать отверт-
143
Рис. 41. Большой и малый рычаги-коромысла (машина «Мальва» J20 кл.):
/ большой рычаг. 2 малый рычаг; 3 точка опоры большого рычага при прямой строчке; 4 — ползун включения зигзага; 5 — кромка контакта с пол-»уном. когда он в крайнем правом положении при прямой строчке (контакта не должно быть при нормальной работе узла); 6 — зона зигзага. 7- винты крепления (н регулировки) большого рычага
кой Иглу тупую, кривую или с другим браком использовать нельзя (см. гл. 2 «Механизм иглы»). Установить иглу посередине щели относительно ее передней и задней стенок (см. рис. 30 — аналогично). Игла не должна касаться ни задней, ни передней стенок, т. е. В=Г — это норма, ели В>Г, игла ломается, если В>Г, происходит пропуск стежков в строчке.
3. Игла должна быть на середине отверстия игольной пластины относительно ее правого и левого краев. Это положение иглы для прямой строчки, т. е. А=Б (см. рис. 30). Игла должна быть равно удалена от краев щели при уколах зигзага, т. е. )(=Л4.
Положение иглы регулировать большим рычагом-коромыслом, закрепленным двумя вертикально расположенными винтами 7 (рис. 41) на верхней части рамки игловодителя. Ослабив два винта, установить иглу посередине щели, затем зажать винты. Ручка, поставленная на деление 0, обеспечивает прямую строчку. Правильность установки проверять поворотом маховика. Затем ручку перевести на полный зигзаг. Поворачивая маховик, проверить, как проходит игла в щели справа и слева. Допустим, что с левой стороны игла вплотную касается пластины, в таком случае необходимо отпустить винты и чуть-чуть подвинуть ее вправо от стенки, сделав зазор 0,5 мм. После этого винты зажать накрепко. В данном случае возможно неточное положение иглы или на зигзаге, или на прямой строчке (и с этим приходится мириться), так как регулировку двух параметров одним
144
рычагом — дело несовершенное. В последующих моди фзкациях машины эта регулировка разделена.
4. Проверить вертикальность входа и выхода иглы при зигзаге через игольную щель в пластине (см. рис. 11). В случае необходимости выполнить регулировку.
С правой стороны зигзага на коленчатом валу находится червячная шестерня 2 (см. рис. 34), вращающая верхнюю пластмассовую шестерню 7. Червячная шестерня 2 обычно легко не вращается, поэтому повернуть ее принудительно на малый угол, ослабив два винта 3 на коленчатом валу /. Если ход иглы ухудшился, повернуть шестерню в обратную сторону, но теперь уже на больший угол. Такими приемами добиться вертикального входа и выхода иглы на правом и левом уколах зигзага. По окончании работ накрепко затянуть оба винта 3 червячной шестерни (подробно см. гл. 3. «Швейная машина «Подольск» 142 кл. ПМЗ»),
5. Вынуть из челночного устройства шпульный колпачок со шпулькой. Снять игольную пластину, завернуть винт крепления пластинчатой пружины на запорном кольце. Снять со штифтов запорное кольцо челнока и вынуть челнок. Обработать его, притупив острые кромки и углы, на внутренней стороне широкой полки челнока сделать фаску под углом 45° (подробнее см. гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ»).
6. Проверить зазор игла — правая сторона нитенаправительной. пластины (см. рис 6, б) — аналогично. Надеть кольцо на корпус хода челнока. Поставить ручку управления на полный зигзаг. Поворачивая маховик, поставить иглу в нижнее положение на правый зигзаг. Если расстояние между иглой и правым краем нитенаправительной пластины больше I мм, корпус хода челнока сместить влево и сделать зазор не более I мм (подробно см. гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ», п. 16).
7. Зазор между челноком и его толкателем на входном и выходном концах должен быть равным 0,3 мм (см. гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ», п. 17, а).
8. Зазор между челноком и иглой в плоскости вра щения челнока должен быть 0,1 мм. При шитье ткани типа нейлона зазор уменьшить до 0,05 мм.
9. Проверить расстояние между челноком и иглой на левом уколе зигзага, когда игла находится в нижнем по-
145
r.ru
ложении. Это расстояние должно быть равно 4 мм, а на правом уколе — в момент встречи иглы с носиком челнока на высоте выше ее ушка 1 мм (см. гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ», п. 17—19).
10. После установки всех параметров и сборки челночного устройства попробовать вращать маховик. Если коленчатый вал не вращается, заедает челнок (см. гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ», п. 19).
11. Проверить состояние шпульного колпачка. На шпульном колпачке винт нажима пластинчатой пружины должен быть отвернут на пол-оборота. Если нитка № 40 идет туго, необходимо пассажитами с острыми губками подогнуть внутрь усики пластины. При этом пружина поднимется и нитка пойдет слабее. Если же она пошла слишком слабо, по месту, где подогнуты усики, слегка ударить (постучать) отверткой, пассатижами или молоточком—зажим нитки увеличится. Таким способом можно отрегулировать натяжение нижней нитки на шпульном колпачке. Оставленный резерв винта в полоборота необходим для шитья тонкими нитками (о шпульном колпачке и других его неисправностях см. гл. 2 «Челночное устройство», п. 22—36).
12. Если ручка управления зигзагом во время работы самопроизвольно поворачивается на нуль, подтянуть тормозное устройство, находящееся внутри ручки. Ослабить винт крепления оси ручки, расположенный здесь же наверху. Затем левой рукой сильно прижать ручку к рамке блока зигзага и зажать винт. Теперь он будет вращаться туже. Если принятая мера не помогла, ослабить винт, вынуть ручку с осью. Около ручки на оси расположены две конусные шайбы-пружины. Они установлены выпуклостями в одну сторону. Поставить их выпуклыми сторонами друг к другу. От этого тормозной эффект шайб при отпущенном винте увеличится. Опять сильно прижать ручку к рамке и затянуть винт.
13. Чтобы устранить люфт в зацеплении червячной шестерни с пластмассовой блока зигзага, нужно чуть-чуть поджать винт, который находится сверху, рядом с пластмассовой шестерней.
14. Иногда прямая строчка не получается, хотя ручка управления строчками стоит на нуле. Под левой стороной малого коромысла находится зона 5 (см. рис. 41) включения зигзага. Ползун 4, перемещаясь в своей зоне, передает на иглу зигзаг разной ширины; чем дальше от 146
точки опоры (оси) 3 находится ползун, тем шире зигзаг, и наоборот, чем ближе к центру вращения рычага, тем меньше зигзаг. Зигзага не будет только в том случае, когда ось вращения рычага и ось ползуна 4 совпадают. Но они в данном случае отстоят на 0,5 мм —этому помешала кромка 5 на рычаге. При совпадении осей малый рычаг не будет опираться на ползун, но ползун будет опираться выпуклым концом на большой рычаг. С этого момента малый рычаг выключится из работы, и игла будет выполнять прямую строчку. Поэтому спилить кром ку 5 на малом рычаге примерно на 1 мм.
ШВЕЙНАЯ МАШИНА «ЧАЙКА» 132М кл. ПМЗ
Эта машина простого зигзага с электрическим приводом* с каждым годом поручает все большее распространение. Поэтому остановимся на ней подробнее.
I. Проверить регулятор натяжения верхней нитки. Его несущая цилиндрическая часть (основание) выполнена из пластмассы, что является конструктивным дефектом. Эту часть регулятора необходимо обложить ободной лентой (толщиной 0,2 мм) и запрессовать в отверстие под небольшим усилием. Перед зап^ссовкой основание регулятора поставить в правильное положение. Для этого поставить на основание большую шайбу с ни те на правителем и повернуть основание так, чтобы вертикаль и крючок слева от нее образовывали центральный угол 30—25° (подробнее см. гл. 3 «Швейная машина «Чайка» 142М кл. ПМЗ»).
2. Малое коромысло зигзага смещено относительно кулачка зигзага вперед или назад. Явление частое. Исправить по месту без какой-либо разборки. Рожковым ключом 12x14 и большой отверткой немного изогнуть большой рычаг / (рис. 42) зигзага так, чтобы его конец точно пришелся по дорожке пластмассового кулачка.
3. Если игольный нитенаправитель открыт, нитка выскакивает из него при шитье и обрывается. Левый свободный конец нитенаправителя надо подогнуть под иглодержатель так, чтобы нитка не выскакивала и ее легко было бы зацепить при заправке.
4. Снять нажимную пружину лапки и кусачками от-
* В конце 70-х гг. выпускалась аналогичная машина «Мальва» 120 кл , описанная выше.
147
Рис. 42. Узел регулировки иглы в отверстии игольной пластины (машина «Чайка> I32M кл.) •
I большой рычаг; 2 — регулировочный винт положения иглы на прямую в строчку; 3 — рычаг регулировки прямой строчки; 4 стяжной винт узла; 5 — коромысло зигзага; 6 — гайка стяжного винта. 7—ось вращения рычага 3, 8— ось вращения большого рычага; 9 — винты крепления рычага
куеить четыре витка. Надеть пружину на стержень укороченным концом вниз, зажать ее нажимной гайкой, большой отверткой сжать пружину на стержне до предела и отпустить.
5. Установить иглу посередине щели относительно ее продольной оси, т. е. так, чтобы А—Б (см. рис. 30). Регулировку выполнить, смещая кронштейн рамки игловодителя. Кронштейн 9 (см. рис. 31) прикреплен к корпусу машины двумя винтами 8. Можно, не ослабляя винтов, подать основание 7 кронштейна влево в сторону прижимной лапки, тогда игла сместится назад (к челноку), если же ее сместить вправо от лапки, игла сместится вперед (от челнока). По окончании регулировки крепко зажать винты 8. Если игла уйдет назад, отпустить винты 8 и под левый край основания 7 кронштейна подложить полоску ободной ленты размером 20X3 мм и снова провести регулировку и зажим винтов 8.
6. Правильно установить иглу относительно краев щели игольной пластины (см. рис. 30). Поставить ручку управления копирами на нуль. Снять верхнюю крышку рукава машины. Малым рожковым ключом ослабить гайку 6 (см. рис. 42) на оси узла большого и малого рычагов. Регулировочный винт 2 вращать по часовой стрелке, тогда игла сместится вправо. Вывертывая винт 2 и поворачивая вручную рычаг 3, можно иглу сместить
148
влево. После тою как игла установится посередине, т. е. когда А=Б (см. рис. 30), крепко зажать гайку 6 (см. рис. 42).
7. Установить иглу в щели на зигзаг, когда К=М (см. рис. 30). Регулировка ведется смещением рамки игловодителя относительно большого рычага зигзага. Поставить ручку управления на полный зигзаг. Ослабить оба винта 9 (см. рис. 42) крепления большого рычага на рамке игловодителя. Установить иглу в щели, как показано на рис. 30, когда К=М, и зажать винты 9 (см. рис. 42) Проверить положение иглы по п. 6. Если есть нарушения, перерегулировать согласно п. 6. Затем продолжать работу по п. 7.
8. На запорном кольце зажать оба винта крепления нитенаправительной пластины. На ее правой стороне спилить зубец под углом в 90° (см. рис. 6,6, пунктиром обозначена граница спиливания зубца). Поставить кольцо на корпус хода челнока, поставить ручку на правый угол зигзага и посмотреть, каков зазор между иглой и пластиной (ее спиленной стороной). Зазор должен быть равен 1 мм. Если он окажется большим, сместить корпус хода челнока вместе с валом секторной шестерни влево до требуемого зазора (подробно см. гл. 3 «Швей-ная машина «Подольск» 142 кл. ПМЗ»),
9. Установить зазор в зубьях конических шестерен 8 и 20 (см. рис. 7). Зазор устанавливать по люфту толкателя челнока во всех его положениях. Люфт будет разным в разных положениях толкателя, что является явным браком. Поскольку одинаковый люфт установить невозможно, наименьший делать в том положении, где он исчезает и зубья заедают.
Регулируется зазор смещением вала секторной шестерни вместе с левой втулкой 9 вправо или влево. Затем закрепить винты крепления обеих втулок (подробно см. гл. 3 «Швейная машина «Подольск» 142 кл ПМЗ»>
10. Проверить и, если надо, исправить все устройства на крышке.
11. Проверить исправность шпульного колпачка и, если есть недостатки, устранить их (см гл. 2 «Челночное устройство») Установить нормальный нажим, пластинчатой пружины шпульного колпачка на нитку № 40 при отпущенном регулировочном винте на пол оборота.
12. Проверить работу регулятора длины стежка.
149
r.ru
13. Разобрать электродвигатель, прочистить коллектор, смазать подшипники и др. (см. гл. 2 «Электрический привод»).
14. Проверить все зазоры согласно табл. 1.
1. Сводная таблица зазоров
Место зазора Величина зазора Регулировка
Игла — игольная пластина Л=В Сместить кронштейн 9
в плоскости поперечной оси( см. рис. 30) (см. рис. 31) рамки иг-
ловоднтеля 1
Игла — игольная пластина А—Б Сместить рычаг 3 (см
в плоскости продольной оси( симметрии щели игольной см. рис. 30) рис. 42) в оси 7
пластины Игла — игольная пластина Сместить раму 1 (см.
относительно краев щели( см. рис. 30) рис. 32) игловодителя
на зигзаге Челнок — нитенаправитель- относительно большого рычага-коромысла 3
1 мм Сместить корпус хода
ная пластина челнока к игле
В зубьях конических шесте- 0,05 мм Сместить вал конической
рен секторной шестерни
Челнок — толкатель челно-
ка:
на входе нитки (опта- 0,3 мм Подогнуть концы толка-
мально) на выходе нитки (оптимально) 0,3 мм теля или-выходной конец пластинчатой пружины
Игла — носик челнока в0,05—0.1 мм Вращать корпус хода
вертикальном плоскости его челнока в цапфе (в мес-
вращения те его крепления)
Носик челнока — игла, ког- 3 мм Провернуть вал сектор-
да она находится в край- ной шестерни в кривоши-
нем иижнем положении при левом уколе зигзага пе на правом конце вала
Носик челнока — игла в'мо- На 1 мм Сместить игловодитель
по вертикали
выше ушка иглы 0,05 мм
мент встречи на правом уколе зигзага
Челнок — запорное кольцо в плоскости вращения челнока
Углубить посредством фрезерования паз в корпусе хода челнока .
ШВЕЙНАЯ МАШИНА «ЧАЙКА» 2 кл. ПМЗ
Эта машина в ножном исполнении выполняет прямую, зигзагообразную строчку, смещение строчки, обратный ход, а также ряд декоративных строчек.
1. Снять с машины шпульный колпачок, запорное кольцо и челнок.
150
2. Зигзагообразная и декоративные строчки получаются после установки на задней стенке в специальное устройство сменных пластмассовых дисков. Все они двусторонние, т. е. на окружности диска с обеих сторон есть по одной самостоятельной дорожке, а сбоку их рисунки. Таким образом, каждый диск соответствует двум видам декоративных строчек. Лишь один диск имеет на обеих сторонах один и тот же рисунок — зигзаг. Сносилась дорожка на одной стороне — в запасе другая. Для того чтобы заменить диск с декоративной или зигзагообразной строчкой, надо выполнить определенные операции. Лучше для этого снять верхнюю крышку, тогда будет удобнее выполнять работы и избежать поломки диска. Отвернуть рукой справа сверху один винт с пластмассовой головкой, подать крышку влево и снять ее. Ручку выбора строчек поставить на нуль. На задней стенке отвернуть пластмассовую гайку и снять ее вместе с диском. Придерживая левой рукой диск, правой повернуть гайку так, чтобы ее фиксаторный язычок совместился с прорезью в диске. Теперь диск отделится от гайки. Взять другой или этот же диск- обратной стороной и совместить выемку в диске с фиксаторным язычком гайки, вставить ее в диск и повернуть на пол-оборота. Копирный рычаг, копирующий профиль дорожки с диска, отвести пальцем вправо к маховику. Теперь можно свободно ставить диск с гайкой на место. Но при этом необходимо знать, что на ведущей оси есть острый палец, а в пластмассовом диске три окна, в одно из которых должен войти этот палец. Только после этого можно завинчивать гайку до отказа. Таким образом, при установке диска есть два опасных момента: если не отодвинуть вправо копирный рычаг, при завинчивании гайки может поломаться диск;
если острый конец не введен в окно, при завинчивании гайки также может поломаться диск.
В комплект новой машины вхоздт 14 сменных дисков Чем их больше, тем больше машина может выполнять декоративных строчек Однако зачастую через несколько лет у владельца машины остается лишь диск для зигзагообразной строчки, установленный на машине. Остальные диски девались невесть куда. Поэтому, конечно, лучше, когда набор дисков с декоративными строчками находится непосредственно на машине, как, например, у машины «Чайка» 142М кл. Но машина
151
Рис. 43. Форма для изготовления пластмассового копира зигзаг (машина «Чайка» 2 кл.):
/—стяжной болт MIO; 2 матрица; 3—пуансон; 4 шайба; 5 ганка. 6 резьбовые (М5) отверстия ; 7 — секторы на винтах
«Чайка» 2 кл. с приложенными к ней дисками может выполнить 26 декоративных строчек, а машина «Чайка» 142М кл.— всего четыре.
Нередки случаи поломки пластмассового копира зиг зага. Это происходит в тот момент, когда надетый на гайку копир пытаются поставить на место, не поставив ручку управления зигзагом в положение 0, не отодвинув вправо рычаг копира.
Купить копир в торговой сети или в мастерской невозможно, так как Подольский завод запасных деталей к машине «Чайка» 2 кл. не выпускает, и стоит машина без дела из-за отсутствия копеечной детали. А выход есть, и очень простой. Этот злосчастный копир можно -сделать самому. Взять из имеющихся копиров декоративных строчек более похожий на зигзагообразный и снять с него чертеж, внося поправки полный зигзаг. По этому чертежу разработать чертежи деталей, необходимых для изготовления копира. Копир делать из универсального эпоксидного клея, армируя его марлей.
Автор представляет сделанные им детали для изготовления копира зигзагообразной строчки к машине
152
«Чайка» 2 кл. (рис. 43). Матрица слагается из собственно матрицы-корпуса и шести привинченных винтами М3 сухарей, которые образуют внутренние выступы в ней. Сухари сделать из кольца, выточенного на токарном станке и разрезанного на заготовки для шести сегментов.
Опишем последовательность изготовления копира:
удалить с пресс-формы матрицы заусенцы и различные частицы — она должна быть абсолютно чистой;
смазать машиным маслом (автолом) внутреннюю полость матрицы и ту торцовую часть, которая контактирует с пуансоном;
смазать таким же маслом рабочую поверхность пуансона и стяжного болта. Отверстия в матрице и пуансоне, куда входит стяжной болт, тоже смазать маслом;
ввернуть в матрицу заглушки-винты М5. Их концы внутри матрицы должны быть заподлицо с внутренней плоскостью. Вставить в матрицу стяжной болт;
в пластмассовую баночку налить 1 столовую ложку эпоксидной смолы. В смолу добавить */ю столовой ложки отвердителя. Компоненты тщательно перемешать, добавить V2 столовой ложки сухого мела в порошке (лучше зубного порошка), все тщательно перемешать;
е матрицу налить состав на половину объема полости. Нарезать марлю — 4 кусочка размером 60X20 мм;
осторожно положить в матрицу кусочек марли и двумя малыми отвертками утопить его в смеси. Затем положить второй кусочек и тоже утопить его, так утопить все четыре кусочка,
затем добавить смесь так, чтобы она была примерно на 0,5 мм ниже края матрицы;
надеть на бол-т пуансон, смазанный маслом, шайбу и зажать гайку несильно во избежание деформации матрицы, но так, чтобы пуансон контактировал с матрицей;
положить блок в теплое место на сутки. Температура воздействия на блок не должна превышать 30°, иначе в копире образуются раковины. Через сутки снять гайку, .нагреть матрицу до температуры 80° поставить на подставку и постепенно, поочередно вывгнчивать винты-заглушки, извлечь копир из формы. Можно вывернуть винты, ввести в матрицу извлекатель, и, постукивая по кругу молоточком, извлечь копир Если образовались раковины, заделать их эпоксидным клеем прежнего со-
153
r.ru z става. Затем копир без изъянов обработать с помощью оправки при большой частоте вращения. Обрабатывать только цилиндрическую поверхность выступов, выдержав размер копира в пределах 44,6—44,7 мм. Затем вручную обработать все неровности и острые кромки. Копир должен быть гладким и иметь правильную симметричную форму. Сверлом диаметром 4 мм просверлить под выступами на линии симметрии два-три отверстия. В осевом отверстии сделать одну замочную выемку
3. Реконструировать регулятор натяжения верхней нитки. Нигенаправительную скобу убрать, компенсационную пружину переместить на левую сторону (см. рис. 28). Вертикальную полку большого толкателя поставить к его горизонтальной части под углом 100° (подробно об этом см. гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ», п. 9).
4. Проверить иглу (см. гл. 2 «Механизм иглы»). Для данной машины игла должна быть с лыской на колбе. Поставить иглу лыской колбы назад, продольным длинным желобком к швее. Игольный нитенаправитель должен быть замкнутым в виде кольца. Вход нитки закрыт иглодержателем
5. Проверить положение иглы в отверстии игольной пластины. Игла должна быть посередине или чуть ближе к переднему краю щели относительно передней и задней стенок (см. рис. 11).
Если игла смещена к задней стенке, т. е. А>Б, попытаться переместить ее к середине. Для этого ослабить два винта 8 (см. рис. 31) крепления кронштейна 9 рамки игловодителя 1. Кронштейн 9 чуть-чуть подбить при помощи плоского надфиля и молоточка (Л = Б).
При А>Б произойдет поломка иглы, при А<Б будут пропуски стежков в строчке.
Зажать винты. Если при этом пропадет зигзаг, то установить кронштейн 9 (см. рис. 31) в новое положение, попеременно меняя ось смещения то на верхнем винте, то на нижнем 8. Траектория перемещения стержня кронштейна может проходить по дуге с большим радиусом, когда зажат верхний винт, и по малой дуге, когда зажат нижний. Найти нужную точку на дугах, при которой рамка двигалась бы по стержню кронштейна без заедания на зигзаге,— дело большого количества проб и испытаний. Эта регулировка наитруднейшая из всех остальных для данной машины.
154
Рис. 44. Положение иглы в игольной пластине (машины «Подольск-125> I кл. ПМЗ. «Чайка» 2 кл ПМЗ):
I при правом уколе. 2 — при левом vnojie; 3 при прямой строчке
6. Установить иглу в прорези игольной пластины для зигзага. Регулировку вести при помощи копирного рычага (который касается пластмассового диска) на блоке зигзага. При работе рычаг копирует профиль диска и передает его на иглу через другие рычаги. Поставить иглу на правый укол зигзага. На середине оси рычага (сверху в блоке) расположен винт с большой головкой, отпустить его, левой рукой задержать иглу в крайнем правом положении 1 (pTic. 44). Правой рукой отверткой зажать винт. Проверить маховик на левый укол зигзага (положение 2). Если при неоднократном прокручивании правый укол зигзага отойдет от правого конца щели более чем на 0,1 мм, повторить регулировку на правом уколе зигзага, добиваясь, чтобы зазор между иглой и правым краем щели был не более 0,1 мм. Это условие обязательное для успешной работы машины. На левом уколе зигзага игла должна отстоять от края на 1,5 — 2 мм.
7. Установить иглу для прямой строчки посередине прорези пластины относительно правого и левого конца, когда М=В. Регулировку производить винтом крепления рычага зигзага на штанге рамки игловодителя.
Штанга круглого сечения проходит во втулке на дне рукава. (Смотреть сверху). Если игла расположена не посередине, большой отверткой отпустить указанный винт на хомутике штанги и установить иглу посередине прорези. Затем завернуть винт. Если после этого не будет получаться зигзагообразной строчки, снова отвернуть винт (иглу не трогать!) и поправить рычаг зигзага. Добиться нормальной работы зигзага, зажать винт большой отверткой не очень сильно, чтобы не было перекоса рычага.
8. Установить иглу так. чтобы при зигзаге ее вход и
155 '
;er.ru
выход были вертикальны. Регулировку вести поворотом на некоторый угол червячной шестерни на коленчатом валу (см. рис. 34). Шестерня крепится двумя винтами 3, и. если их ослабить, может получиться, что. шестерня не сдвинется с места. В таком случае снять блок зигзага, ослабить винты и сдвинуть шестерню в сторону, зачистить напильником место ее посадки на валу, поставить шестерню и проверить, свободно ли она проворачивается на коленчатом валу.
Чтобы снять блок зигзага, проделать следующие операции:
отвернуть слева винт крепления блока;
ослабить на заднем конце оси блока два малых винта без головки;
на переднем конце оси блока есть лыска. С задней стороны отверткой повернуть ось блока лыской вверх;
отверткой сделать упор в конце лыски оси и, постукивая по отвертке молоточком, сместить ось назад;
отвернуть винт крепления ручки управления смещением строчки вправо и влево (винт расположен на кольце около блока);
вынуть ручку смещения строчки;
кусачками сзади вытянуть ось блока назад. Конец оси останется в теле задней стенки рукава. С правой стороны блока должен выскочить рычаг, который держится на двух точках оси. Между передней стенкой рукава и блоком, где проходит ось ручки, помещена пластинчатая пружина. Она фиксирует положение ручки зигзага и ручки смещения строчки. При поломке пружины обе ручки во время работы самопроизвольно поворачиваются. В таком случае надо сделать пружину (готовой наверняка не окажется) из сталистой пластины толщиной 0,3—0,4 мм. Лучше ставить две такие пружины выпуклой стороной назад. После достижения легкой подвижности червячной шестерни на коленчатом валу и закрепления ее одним винтом поставить блок зигзага на место. При этом сделать следующее:
поставить рычаг справа длинным концом к передней стенке. Через него проходит ось блока в двух проушинах. Ввести ось блока лишь на ширину рычага;
поставить между передней стенкой и блоком две пластинчатые пружины (рис. 45);
установить ручк-у управления смещением строчки. Ее ось пройдет через отверстие в пластинчатой пружине;
156
Рис. 45. Детали к машине «Майка» 2 кл. ПМЗ:
а — старая пружина; б — нонан пружина; в — иглодержатель * двумя ните направительными отверстиями
О
продолжить продвигать ось блока до упора через выемку в пластинчатой пружине. Отверткой повернуть ось блока с задней стороны так, чтобы его лыска на переднем конце находилась слева. Зажать два малых винта сверху на оси блока. При зажиме верхнего левого большого винта крепления блока к машине проследить за сохранностью зазора между зубьями в шестернях. Зазор должен быть еле ощутим рукой на ведомой шестерне. Легкость вращения коленчатого вала не должна нарушаться. Для регулировки зазора в зацеплении под левым большим винтом крепления блока к машине есть несколько прокладок. Если их количество не обеспечивает нужного зазора, одну или две прокладки можно заменить фольгой.
Итак, блок зигзага поставлен. Теперь провернуть маховик и проверить вращение вала. Оно должно быть легким. При переключении прямой строчки на зигзагообразную и обратно ручка управления не должна увлекать малую ручку смещения строчки. Если это происходит, ослабить винт крепления оси ручки смещения строчки и немного вытянуть ее вперед, т. е,. между большой и малой ручками сделать зазор, примерно равный 0,1 мм.
Установить вертикальный вход и выход иглы из щели, поворачивая червячную шестерню на некоторый угол (см. рис. 34). В какую сторону и на какой угол, укажет игла. После каждого сдвига шестерни, проворачивая маховик, смотреть, как входит и выходит игла на правом и левом уколах зигзага'. Добиться сторого вертикального входа и выхода иглы из прорези пластины. После этого зажать оба винта червячной шестерни.
9. Установить нужный зазор между иглой и носиком челнока в плоскости его вращения. Иногда этот зазор не удается установить по той причине, что игла, находясь в крайнем нижнем положении, касается внутреннего края широкой полки челнока и между иглой и носи-
157
r.ru
ком челнока образуется зазор в 1 — 1.2 мм. В таком случае неизбежны пропуски стежков в строчке, особенно при шитье тонких материалов, таких, как трикотин, нейлон, трикотаж. Спилить алмазным надфилем трех- или четырехгранного сечения внутренний край широкой полки челнока fP) 1 мм (см. рис. 19). Эта операция трудоемкая и ответственная в том смысле, что носик челнока с внутренней стороны широкой полки трогать нельзя, иначе челнок выйдет из строя.
Чтобы установить зазор, необходимо снять игольную пластину, откинуть машину на петлях, ослабить контргайку и немного винт крепления корпуса хода челнока. Поставить иглу на левый укол зигзага и совместить носик челнока с иглой. Установить зазор между иглой и носиком челнока в вертикальной плоскости в пределах 0,05 0,1 мм. Однако зазор в 0,05 мм устанавливать в крайнем случае, если, при пробном шитье нейлона будут пропуски на левом уколе зигзага. Регулировка зазора обеспечивается перемещением корпуса хода челнока вверх или вниз. Если перемещению будет мешать ведомая коническая шестерня на валу толкателя челнока, ослабить винты и опустить ее. После установки зазора между иглой и-носиком челнока отрегулировать зазор в зубьях конических шестерен, затем винты крепления шестерни завернуть накрепко. Челнок снять.
10. Установить зазор между иглой и правым краем нитенаправительной пластины, закрепленной двумя винтами, расположенными на запорном кольце челнока с левой стороны. Оба винта зажать накрепко. Зазор должен быть равен 0,8—1 мм. Регулировать его поворотом корпуса хода челнока в ту или другую сторону После установки зазора проверить, не нарушился ли зазор между иглой и носиком челнока в плоскости его вращения. Если это произошло, установить по п. 9. Закрепить винт крепления корпуса хода челнока и зажать контргайку. Снять запорное кольцо челнока.
11. Установить зазор.между иглой и носиком челнока, когда игла находится в крайнем нижнем положении, а челнок зашел за нее и находится в левом крайнем положении. Это расстояние должно быть в пределах 1,5— 2 мм. Чаще всего обрыв и петляние верхней нитки происходят в результате увеличения этого расстояния.
Поставить иглу в крайнее верхнее положение. Ку сачками обхватить вал сектора конической шестерни и 158
держать его неподвижно.Правой рукой при помощи отвертки ослабить винт крепления кривошипа на правом конце вала секторной шестерни. Затем правой рукой придержать маховик от проворачивания, а левой при помощи кусачек провернуть вал в любую сторону. От поворота челнок переместится. Добиться указанною р;и стояния. После установки крепко зажать винт крепления кривошипа. Лучше всего окончательно зажать его, обхватив головку винта кусачками.
12. Установить расстояние между иглой и носиком челнока в момент их встречи на правом уколе зигзага. Это расстояние должно быть равно 1 мм (выше ушка иглы). Регулировка осуществляется перемещением игловодителя. Ослабить винт крепления игловодителя (с левой стороны рукава), переместить его на нужный уровень и накрепко завернуть.
13. Проверить состояние шпульного колпачка. В случае необходимости отрегулировать или отремонтировать по методу, изложенному в гл. 2 «Челночное устройство».
Натяжение нитки в шпульном колпачке должно быть слабым. Это особенность машины «Чайка» 2 кл. Регулировку выполнить так. Зажать регулировочный винт шпульного колпачка и отпустить его на пол-оборота. Если после этого нитка будет идти слабо, снять пластинчатую пружину и подогнуть внутрь. Если нитка пойдет туго, внутренний усик пластины, который ближе ко входу шпульки, подогнуть внутрь. Работу выполнять маленькими пассатижами с очень тонкими заостренными губками. Если после подгиба нитка пойдет легко, легонько ударить по пластине в месте сгиба — натяжение изменится. При регулировке на шпульке должна быть нитка № 40.
Больше чем на пол-оборота винт отворачивать нельзя, так как он может потеряться. Резерв в пол-оборота оставляется для очень тонких ниток.
14. Проверить состояние челнока и выполнить все необходимые операции (см. гл. 3 «Швейная машина «Подольск» 142 кл. ПМЗ» и гл. 2 «Челночное устройство»),
15. Одной из серьезных неисправностей является натяжение приводного ремня. Сечение ремня должно быть круглым, концы стачивать так, чтобы они не выходили за пределы поперечного сечения ремня, т. е. чтобы не цеплялись за края отверстий. Соединить концы ремня металлической скобочкой, сделанной из булавки сред
159
r.ru
них размеров. Отверстия на концах ремня проделать острым плоским предметом, например небольшими ножницами. Если же отверстие прокалывать шилом, ремень не разрезается, а разрывается, расслаивается и рвется. Очень важно знать, с какой стороны начать прорезать отверстие для скобочки. На ремне всегда можно определить верхнюю лицевую (она темная и гладкая), нижнюю и две боковые стороны. Прорезать отверстие надо с лицевой стороны, хуже — с нижней, и совсем плохо — с боковых сторон Натяжение ремня должно быть слабым, но не настолько, чтобы он проскальзывал при резком изменении скорости вращения колеса в процессе работы. Тугое натяжение ремня станет причиной тяжелого хода машины (см. гл. 2 «Ножной привод»).
16. Если регулятор не фиксирует длину стежка, выполнить следующие работы. Поставить машину вертикально маховиком вверх. Вывернуть стопор фрикционного винта (справа возле маховика). Осторожно отвернув фрикционный винт, заметить, в каком положении находилась фрикционная шайба, чтобы потом при сборке поставить ее правильно. Снять фрикционную шайбу и маховик. Под ним снизу находится винт, скрепляющий тормозное устройство регулятора длины стежка.
Тарельчатая пружина может быть лопнувшей или потерявшей свою упругость и форму в силу старения и усталости металла. В таком случае заменить ее новой. Если есть только подержанная пружина, можно поставить ее в качестве усилителя так, чтобы общий размер по высоте был минимальным, т. е. обе тарельчатые пружины должны стоять выпуклостью вниз. Трудности при сборке узла возникнут, если при попытке завернуть винт большая специальная шайба собьется. Поэтому сборку следует вести очень внимательно и аккуратно в обратном порядке:
поднять кулису шага вверх и зафиксировать ее верхнее положение;
на ее ось сверху положить тарельчатую пружину выпуклостью вниз;
положить на пружину шайбу с сегментным приливом в отверстии. Сегменты в шайбе и на оси должны совпадать и. не сбиваться во время завинчивания винта;
поставить круглую шайбу;
аккуратно зажать винтом все тормозное устройство.
160 „
ШВЕЙНАЯ МАШИНА «ПОДОЛЬСК-125» 1 кл. ПМЗ
Эта машина сложного зигзага выполняет специальные и декоративные строчки. Исполнение ножное. Верхняя крышка съемная, крепится двумя защелками и одним винтом. На фронтальной крышке установлен регулятор Натяжения верхней нитки. Под верхней крышкой внутри рукава установлен блок из шести пластмассовых копирных дисков. Передний диск для зигзагообразных строчек, остальные — для декоративных. Блок управляется средней ручкой, которая имеет цифры 1, 2, 3, 4, 5 и 6. При повороте ручки блок пластмассовых копиров смещается назад или вперед по горизонтальной оси, и каждое положение соответствует цифре на ручке и фиксируется защелкой. Крайней правой ручкой включаются прямая и зигзагообразная строчки. Ручка включает и выключает рычаг, копирующий контуры с пластмассовых дисков. Копирный рычаг имеет только вертикальное движение. Нетрудно понять, что при включенном копир-ном рычаге правая ручка поверчута на зигзаг и вращать среднюю ручку нельзя. Ее можно вращать только тогда, когда правая ручка стоит на нуле. Например, при включении декоративной строчки 2 положение ручек будет таким:
левая — средняя черточка на нуле;
средняя — цифра 2 на нуле;
правая — цифра 5 на нуле.
Если необходимо перейти на декоративную строчку 4, правую крайнюю ручку поставить на нуль, т. е. выключить копирный рычаг, затем повернуть среднюю ручку на цифру 4 и только тогда -поставить правую ручку на цифру 5, т. е. включить копирный рычаг Чтобы лучше понять работу ручек управления, надо снять верхнюю крышку и посмотреть, как они устроены и как работают при переключении.
А теперь перейдем к ремонту.
1. Проверитьрегулятор натяжения верхней нитки. Винт крепления основания регулятора (металлического цилиндра) должен находиться в нижнем положении. Нитенаправитель (рис. 46,а) на большой шайбе срезать заподлицо с окружностью диска.
Крючок компенсационной пружины вывести справа на уровень оси регулятора. Срезание нитенаправителя (крючка) с большой шайбы в данном регуляторе вызва-
6-896
161
Рис. 46. Заправка нитки в регуляторе (машина «Подольск-125» 1 кл. ПМЗ):
а — большая шайба с яитенаправителем, который надо срезать, б положение нитки в момент ее максимального натяжения, в — ‘положение нитки в момент ее полного ослабления
но необходимостью устранения обрыва верхней нитки. При этом (рис. 46,6, в):
заправлять нитку с левой стороны регулятора под компенсационную пружину и далее в нитепритягива-тельный рычаг;
во время работы нитка' заходит в зажимные шайбы на полный угол зажима;
в период ослабления рычага и пружины нитка не меняет угол зажима в шайбах.
2. Проверить положение кулачка подъема зубчатой рейки. При поднятой вверх игле верхний винт кулачка должен находиться возле прилива платформы (см. рис. 40,6). Под передний винт зубчатой рейки подложить прокладку в два слоя фольги (см. рис. 16) или стержень диаметром 0,5 мм. Передний край зубчатой рейки должен возвышаться над игольной пластиной не менее чем на 0,5 мм.
3. Установить;
положение иглы в прорези игольной пластины относительно передней и задней стенок. Условие нормальной работы машины при А —Б (см. рис. 44). Если А^=Б, требуется ремонт. При A<zE необходимо углубить (рас-фрезеровать) паз для иглы в игловодителе (см. гл. 3 «Швейная машина 2М кл. ПМЗ»), При Б<А снять игловодитель, конец, где крепится игла, отпустить на пламени и тут же немного подогнуть в сторону переднего края. Как подгиб, так и фрезерование проводить в пределах 0,1—0,2 мм, иначе можно испортить игловодитель;
иглу на зигзаг. При этом надо иметь в виду особенности данной машины; положение иглы при правом уколе зигзага (расстояние до края прорези) 0,1 мм, при
162
6—2
левом уколе зигзага—около 2 мм Регулировка этих зазоров производится смещением большого рычага-коромысла, который крепится двумя винтами 2 (см. рис. 32) слева спереди на раме 1 игловодителя. Ослабить один из винтов 2, установить зазор и закрепить оба винта;
зазор между иглой и нитенаправительной пластиной (см. рис. 6 — аналогично) установить равным 1 мм. На корпусе 3 (см. рис. 7) хода челнока поставить запорное кольцо. Ослабить винты 4, 14 и 19 крепления корпуса и распорной втулки вала секторной шестерни. Сместить корпус хода челнока с валом секторной шестерни влево до требуемого зазора между иглой и правым краем нитенаправительной пластины (см. рис. 6,6):
зазор между зубьями шестерен — так же, как в машине «Подольск» 142 кл.; секторная шестерня (белая пластмассовая) является ведущей На валу толкателя челнока расположена малая коническая ведомая шестерня 20 (см. рис. 7), закрепленная двумя винтами 21. Винты крепления шестерен проверить и закрепить. Зазор определить люфтом на толкателе челнока. Он должен быть еле ощутим во всех положениях. Может быть и так, что в одном положении толкателя большой зазор, а в другом его почти нет. В таком случае зазор установить по его минимальной величине. Нельзя допустить отсутствия зазора в любом положении толкателя. Зазор регулировать смещением левой втулки 9, которая находится возле секторной шестерни <8;
иглу относительно челнока (см. рис. 19 — аналогично). Внутренний край широкой полки 2 спилить на 1 — 1,3 мм алмазным надфилем. Причем потребуются трехгранный, четырехгранный и плоский надфили. Без такой операции установить зазор, равный 0,1 м.м, между иглой и носиком челнока в вертикальной плоскости его вращения невозможйо. Остальные острые кромки и углы притупить;
зазоры между челноком и толкателем (см. рис. 12 аналогично): входной конец — 0,3 мм; выходной конец — 0,5 -0,6 мм (для данной машины). Последний зазор может изменяться в зависимости от особенностей машины. Регулировка зазоров ведется за счет подгиба как самого толкателя, так и его концов. Особо тонкую регулировку можно выполнить, подгибая в ту или другую сторону выходнрй конец пластинчатой пружины толка
ь*
163
tr.ru
теля, но в любом случае ее концы должны быть плотно прижаты к толкателю;
зазор между иглой и носиком челнока в плоскости его вращения (плоскость вертикальная, когда машина стоит на ножках); он должен быть равен 0,1 мм и устанавливаться только на левом уколе зигзага (см. рис. 7— аналогично). Регулировать зазор поворотом корпуса 3 хода челнока на цапфе 6. Для этого ослабить верхний болт 4 крепления цапфы 6, установить зазор и зажать винт Проверить зазор, так как при зажиме винта 4 он увеличивается:
расстояние между носиком челнока и иглой, когда она находится в крайнем нижнем положении, при левом уколе зигзага должно быть в пределах 2—2,5 мм. Отклонение приведет к пропуску стежков в строчке, петлянию снизу и обрыву нитки. Регулировать зазор поворотом вала 12 секторный шестерни в ту или другую сторону. Ослабить болт 18 крепления кривошипа шатуна на правом конце вала, отрегулировать зазор и закрепить болт 18;
зазор в момент встречи иглы с челноком на правом уколе зигзага; он должен быть равен 1 мм (выше ушка иглы). Регулировать его смещением игловодителя по вертикали. Бывает, что смещению мешает лыска на иг-ловодителе. Например, надо поднять игловодитель, а лыска коротка. В таком случае снять игловодитель и спилить алмазным надфилем цилиндрическую часть игловодителя, удлинив лыску;
зазор между челноком и запорным кольцом челнока. Поставить челнок в корпус, надеть запорное кольцо. Заедание челнока в каком-либо месте (положении) недопустимо. Куском ножовочного полотна профрезеро-вать паз в корпусе хода челнока. При этом челнок углубится и будет свободно вращаться.
Методы устранения других неисправностей можно найти в материале, изложенном в разделе «Швейная машина «Подольск» 142 кл. ПМЗ», а также в гл. 1
ШВЕЙНАЯ МАШИНА «ТУЛА»
Это машина полного зигзага. Она может быть с электрическим и ручным приводом. Машина практичная и надежная. Одним из существенных недостатков является тру дно доступность к сборочным единицам механизма, что затрудняет ремонт и уход за ней.
164
6-4
Рис. 47. Реконструированный игольный нитенаправитель (машина «Тула»):
Г игловодитель; 2—винт крепления ните на правителя; 3 - нитенаправитель; 4 винт крепления иглы; 5 — игла
Рис. 48. «Устройство для регулировки иглы в игольной пластине (машина «Тула»):
/ — главный вал 2 — втулка вала; 3—рыча г-коромысло привода зигзага; 4 -корпус машины, 5 — тяга рамки игловодителя; 6 регулировочные винты тяги
I. Реконструировать регулятор натяжения верхней нитки. Скобу с левой стороны, выполняющую роль нитена правителя, убрать. Компенсационную пружину сделать так, чтобы она работала на разжим, и поместить ее с левой стороны регулятора. Направление работы пружины снизу вверх. Коническую пружину растянуть в два раза и сжать. После этого она будет жестче. Можно заменить пружину.
2. Игольный нитенаправитель заменить петлевым, так как заводской обрывает верхнюю нитку (рис. 47). Заправлять нитку с правой стороны зажимного винта иглодержателя. Такая конструкция игольного нитена-правителя обеспечивает положение нитки строго перед желобком иглы, что исключает обрыв нитки.
3. Рассогласование работы иглы и механизма двигателя ткани происходит из-за неумелого вмешательства в ременную передачу с верхнего вала на нижний. Наладить работу можно так. Поставить иглу в крайнее верхнее положение. Внизу под платформой снять ремень с шестерни, и, не поворачивая его, повернуть шестерню так, чтобы зубчатая рейка заняла крайнее'верхнее положение (среднее по движению), надеть ремень на шестерню. Проверить согласованность работы иглы и зубчатой рейки. Если требуется дополнительная регулировка, снять ремень с шестерни и повернуть ее на один
165
Рис. 49. Малая кони ческая шестерня на главном валу (машина «Тула»);
/ — корпус машины. 2 малая коническая ведущая шестерня: 3 — ведомая шестерня, 4 главный вал; 5 винты крепления шестерни на валу (они же регулировочные при зигзаге)
зубец вперед или назад в зависимости от положения зубьев.
4. Установить иглу посередине прорези с игольной пластине. Регулировать смещением тяги рамки игловодителя сверху в рукаве с левой стороны. Винты 6 (рис. 48) регулируют положение иглы при прямой строчке, когда А=В, при зигзаге, когда К—М (см. рис. 30).
5. При выполнении правого и левого уколов зигзага игла должна находиться .в строго вертикальном положении (см. рис. 11). В случае, отключения необходимо положение иглы отрегулировать поворотом малой конической шестерни 2 (рис. 49) на главном приводном валу 4. Эта шестерня находится в зацеплении с большой, горизонтально расположенной ведомой и тоже конической шестерней 3.
Это делается так. Поставить ручку управления зигзагом на полный зигзаг, ослабить оба винта 5 крепления малой шестерни 2 на главном валу 4 и, придерживая шестерню 2 от проворачивания, маховик сместить на малый угол. Затем зажать один винт 5 шестерни Вращая маховик, наблюдать за движением иглы. Если отклонение от вертикали увеличилось, ослабить винт 5 и, придерживая шестерню 2 на валу 4Г провернуть маховик в обратную сторону. Методом пробных смещений маховика на малый угол при заторможенной шестерне 2 можно установить вертикальный вход и выход иглы из пластины. .
Переход иглы с левого укола зигзага на правый и обратно должен осуществляться по дуге.
6. Установить правильное положение иглы в прорези игольной пластины относительно задней и передней стенок. При (см. рис II) происходит поломка иглы,
166
при А<Б — пропуски стежков в строчке,’ при А = Б — нормальная работа. Последнее положение иглы обеспечивается заводом-изготовителем, и регулировка его не предусмотрена. Тем не менее, хотя и в редких случаях, встречаются машины со смещенной иглой к задней или передней стенке. В таком случае необходимо снять игловодитель и, если игла смещена к передней стенке, профрезеровать (углубить) паз для иглы. Если же игла смещена к задней стенке — нагреть на пламени конец игловодителя до малинового цвета и очень немного подогнуть его в сторону игольного паза, вперед; Ту и другую операции делать весьма осторожно, так как в обоих случаях речь идет об очень не более 0,15 мм.
Рис. 50. Фиксаторная пружинная пластина зашелки (машина «Тула»):
/ отверстия крепления
пластины; 2 фиксатор
ное отверстие для за щелки; 3 — лнння сгиба.
/ — ручка пружины, 5 ограничительная полка для защелки
малой величине —
7. Отрегулировать зазоры в челночном устройстве: зазор между фиксаторным зубом откидной защелки и пластинчатой пружиной шпульного колпачка должен быть в пределах 0,03 мм. Зазор в 1 мм должен быть между выступами пружинной пластины откидной защелки и шпульным колпачком. Эти зазоры можно увидеть снизу при откинутой на петлях машине1 Как верхний, так и нижний зазоры этой группы регулируются наклоном откидной защелки относительно пластины крепления. Наклон можно изменить, изменяя положение фиксаторной пластинчатой пружины. Крепится она к основанию пластины двумя винтами. Фиксаторная пластинчатая пружина часто ломается по линии фиксаторного отверстия. Ее можно сделать самому из (пластины) нержавеющей стали толщиной 0,6 мм (рис. 50).
Регулировать зазор смещением откидной защелки вперед или назад в пределах 0,1 мм. При этом, если верхняя нитка проскакивает внизу и вверху без задержки и характерных ощутимых дерганий, а строчка легко поддается регулировке, значит зазоры установлены правильно.'
зазор между иглой и носиком челнока в вертикальной плоскости равен 0,1 мм. Устанавливать его при пра-
167
Рис. 51. Положение иглы в челноке и тормоз ное устройство ручки управления длиной стежка (машина «Тула»):
./ расстояние между иглой и челноком при подъеме иглы: tt — има в челноке / игла; 2 челнок в тормозное устройство: / — вилка подачи материала;
кулиса длины гтежка 3 — ось кулисы в пошипим ке, 4 *»е кт род ли га те л», 5 винт крепления тя-
ги; 6 регулировочный винт тормоза
вом уколе зигзага смешением челнока вправо или влево при откинутой на петлях машине. При зажиме винтов крепления челнока помнить, что винты зажимать постепенно, поочередно;
зазор между носиком челнока и иглой (выше верхнего края ушка) при левом уколе зигзага должен быть 1 мм;
подъем иглы на правом уколе зигзага должен начаться при повороте челнока на угол 320° (рис. 51, а). При меньшем угле будут пропуски стежков в строчке, при большем — петляние верхней нитки снизу и ее обрыв. Регулировать поворотом челнока при ослабленных винтах крепления;
зазор между остроугольным краем пластины на челноке и иглой при входе ее в челнок. Этот зазор очень важен. При его установке учитывать люфты в соединениях от челнока до маховика. При уменьшении зазора возможен удар иглы о челнок (рис. 51,6). Этот зазор должен быть более 5 мм. Его величина зависит от степени износа машины и точности регулировки сопряженных деталей по двум направлениям; маховик— игла, маховик — челнок.
8. При ослаблении ручки управления длиной стежка
168
Рис. 52. Электросхема машины «Тула>:
/ электрическая лампочка. 2 электродвигатель; 3 — выключатель: 4 шесть винтов крепления контактных проводов. 5 два винта крепления соедини тельной колодки; 6 — соединительная
колодка, 7 педаль (реостат): 8 вил
ка
опрокинуть машину, нажать кнопку и открыть донную крышку. Над приводной цепью (на приливе) находится винт 6 (рис. 51, в), стягивающий подшипник, в котором вращается ось 3 кулисы длины стежка. Затягивая
винт, можно установить тре-
буемую легкость вращения ручки управления шагом.
9. При откинутой донной крышке можно увидеть в нижней части картера шестеренчатой передачи винт (с большей головкой, чем винт крепления картера). Он
является пробкой картера. Один раз в год через это отверстие надо заливать 20—30 г масла И8А. Винт-пробку завернуть с усилием, чтобы масло не подтекало.
10. В случае большого люфта на носике челнока снять картер шестеренчатой передачи и завернуть винты крепления шестерни. Вал, на котором напрессован челнок, должен работать без осевого люфта. Находящуюся на валу шестерню совместить в одной плоскости с той, с которой она находится в зацеплении, и зажать ее обоими винтами. Поставить картер на место. Постарайтесь не повредить прокладку и соблюдать зазор между иглой и челноком в плоскости его вращения. Он равен 0,1 мм. Зазор устанавливается за счет смещения картера в люфтах крепящих его винтов.
При надевании приводного ремня на шестерню картера не забыть согласовать сначала работу иглы с зубчатой рейкой двигателя ткани (см. п. 3), а потом работу
иглы с челноком.
11. Для ремонта электродвигателя вынуть его из машины. Для этого снять крышку сверху. Положить машину на заднюю сторону и откинуть днище. Ослабить три винта крепления челнока и снять его. Снять вал подачи материала (передний крайний). Отвернуть винт крепле
169
<er.ru
ния оси кулисы длины стежка (см. рис. 51, в), ослабить винт тормоза 6 оси кулисы и снять ее. Вынуть электродвигатель. Собрать механизм в обратном порядке. Подключить электродвигатель по. схеме (рис. 52).
ШВЕЙНАЯ МАШИНА «БЕЛКА»
Машина прямострочная, предназначена для шитья тонких материалов и материалов средней толщины. Привод ручной.
1. Разобрать машину. Снять съемный столик, закрепленный защелками по обеим сторонам внизу справа. Перевернуть машину низом вверх и, вывернув четыре винта крепления нижней платформы, снять ее — получен доступ к валу вращения челнока и зубчатой шестерни на правом конце. Маховиком поставить иглу в крайнее верхнее положение, откинув фронтальную пластину челнока, вынуть шпульный колпачок, снять иглу, отвернуть два винта фронтальной крышки и снять ее. На ней смонтированы регулятор натяжения верхней нитки, игловодитель и узел нажимной лапки.
2. Реконструировать регулятор натяжения верхней нитки. Отвернуть снизу стопорный вицт и вынуть регулятор Разобрать его. Конусная гайка регулятора очень часто портится. Сделать новую гайку можно только на токарном станке с последующей слесарной обработкой отверстия, имеющего вид усеченной с противоположных сторон окружности (ограниченной с двух сторон хордами). Можно поставить совершенно другой регулятор, диаметр основания которого равен 15,5 мм. Можно поставить и регулятор с основанием 15 мм, но тогда обернуть основание фольгой толщиной 0,2 мм. При замене регулятора следует заменить и толкатель. Его можно сделать из сталистой проволоки диаметром 1,2 мм. Длина его (примерно 60 мм) подгоняется по месту. В случае восстановления прежнего регулятора реконструировать его. Убрать нитенаправительную скобу. Из сталистой проволоки диаметром 0,5—0,6 мм навить новую цилиндрическую пружину с внутренним диаметром витка 14,5 мм. Навивку делать против часовой стрелки, тогда свободный конец с крючком будет находиться с правой стороны регулятора и пружина будет работать на
170
сжатие снизу вверх. Пружина будет имёть три витка, длина заготовки 180 мм. Первый свободный конец ее ляжет в паз основания регулятора, второй же пройдет под первым и образует крючок (см. рис. 53, а — аналогично) .
3. Отрегулировать зазоры между иглой и носиком челнока:
зазор между иглой и носиком челнока в вертикальной плоскости его вращения равен 0,1 мм, если смотреть сверху по вертикали. Регулировать зазор смещением челночного вала, на левом конце которого помещено челночное устройство, а на правом — зубчатая шестерня, на которую надет приводной ремень верхнего главного вала. Опорой вала служат два шариковых под-, шипника. Смещая вал вместе с подшипниками вправо или влево, обеспечить требуемый зазор;
расстояние между верхним краем ушка и острием носика челнока в момент встречи его с иглой должно быть 2 мм. Его установка требует особого внимания, так как в регулировке участвуют два объекта: вал челнока и игловодитель. Высота игловодителя лимитируется безопасностью иглы при вращении челнока. Челнок при вращении не должен задевать за иглу, игла же при опускании не должна ударять о челнок, а при подъеме не должна задевать за него.
С правой стороны фронтальной части рукава есть отверстие. Через него отверткой средних размеров мож но нащупать шлиц винта крепления игловодителя. Ослабив- винт, -можно поднять или опустить игловодитель. В то же время возникнет необходимость повернуть челнок ближе или дальше от иглы. Эту работу .следует выполнить так. Перевернуть машину низом вверх. В отверстие вала челнока вдеть стальной стержень, на пра вом конце вала отвернуть гайку, которая имеет левую резьбу на один оборот. Между зубчатой шестерней и подшипником заложить сверху отвертку и лёгонько ударить по ней молоточком, так как шестерня расположена на конусной поверхности, она легко отодвинется от конуса вала. Удерживая правой рукой маховик от проворачивания, левой провернуть вал челнока в ту или другую сторону. Затем, придерживая вал за стержень, завернуть гайку.
Заход челнока за иглу измеряется центральным углом в пределах 40—45° (см. рис. 53,6 — аналогично).
171
chipmaker.ru
При необходимости операцию повторить. При малом центральном угле будут пропуски стежков в строчке, а при большом — обрыв верхней нитки или ее петляние снизу.
4. Зубчатая рейка имеет три положения высоты относительно игольной пластины. Нужную высоту зубьев можно получить путем поворота, трехгранного кулачка под задним концом рычага зубчатой рейки. Разная высота зубьев над игольной пластиной обусловливается разной толщиной ткани. Высоту зубьев можно увеличить подкладыванием фольги на кулачок.
5. На машине крутящий момент с маховика передается через цилиндрическую пружину на скользящую муфту с храповым устройством, на храповое устройство коленчатого вала и коленчатый вал. При обрыве пружины на коленчатом валу или в случае нарушения ее фиксации снять ручной привод, отвернуть два болта кронштейна оси ручного привода и снять его с обеих установочных шпилек. Затем, сняв запорную шайбу с конца коленчатого вала, легко снять ведомую шестерню ручного привода. Снять маховик и ведущую цилиндрическую пружину. В случае установки новой пружины иметь в виду следующее:
параметры ее не должны значительно отличаться от параметров старой пружины;
при включении моталки автоматически сжимается ведущая пружина и выключается весь механизм машины;
в случае установки более жесткой ведущей пружины очень скоро может выйти из строя механизм наматывания шпульки. В случае установки более мягкой пружины машина во время работы может самовыключаться, особенно при больших нагрузках.
После выполнения всех работ, связанных с установкой новой или старой цилиндрической пружины, собрать узел привода коленчатого вала, установить пружину, маховик, ведомую шестерню, запорную шайбу, поставить на две шпильки кронштейн ручного привода и привернуть его двумя винтами. Поставить ручной привод.
Перевернуть машину низом вверх, поставить на место опорную платформу и прикрепить ее четырьмя винтами. Поставить машину на платформу. Завести слева столик и поставить его на защелки.
172
ШВЕЙНАЯ МАШИНА «ХАРЬКОВ»
Это машина прямострочная с комбинированным приводом (электрическим и ручным).
1. Проверить регулятор натяжения верхней нитки. Как правило, компенсационная пружина всегда оборвана. Чтобы ее восстановить, снять крышку и отвернуть стопорный винт, находящийся сверху в передней стенке. Если он заржавел и не отворачивается, залить в отверстие 5—7 капель растворителя № 647. Через 5 мин винт свободно отвернется. Разобрать регулятор, отвернув запорную шайбу на заднем конце оси. Компенсационную пружину можно сделать самому из сталистой проволоки диаметром 0,5 мм (рис. 53, а). Витки навивать против часовой стрелки. Внутренний диаметр витка 14 мм, количество витков три. Диаметр оправки для навивки проволоки зависит от ее показателей. Ориентировочно он равен 9—12 мм. Опорой пружины будет служить ее второй конец, загнутый под углом 90° и уложенный поверх всех витков в продольную прорезь цилиндра-основания регулятора. Цилиндр плотно входит в отверстие рукава и сверху стопорится винтом. Таким образом сво-
Рис. 53. Некоторые детали и схемы дли машины «Харьков»
и компенсационная пружина; б — положение носика челнока относи тельно иглы; в вход 1нлы в челнок; г - схема подключения к сети
173
chipmaker.ru
бодный конец пружины выходит из-под зажатого второ го концами надежно опирается на него, не требуя никаких дополнительных опор и скоб. Крючок пружины поместить с левой стороны.
При установке собранного регулятора не забыть установить зазор между толкателем и рычагом подъема лапки. Зазор регулировать смещением регулятора вдоль его оси. Смещение внутрь уменьшает зазор, наружу — увеличивает.
2. Правильно установить иглу (лыска на колбе должна быть справа).
3. При выполнении ремонта и регулировки может произойти рассогласование работы иглы и механизма двигателя ткани. Согласованность работы верхнего главного вала с нижним обеспечивает ременная передача, проходящая по вертикальной части рукава. Восстановление согласованной работы иглы и двигателя ткани обеспечивается поворотом нижней зубчатой шестерни при снятом ремне на некоторый угол (несколько зубьев). При этом надо смотреть на направление движения иглы и зубчатой рейки. При крайнем нижнем положении иглы зубья, продвигающие ткань, тоже должны находиться в крайнем нижнем положении. За время, пока игла находится вверху над лапкой, зубья рейки успевают выйти из игольной пластины, продвинуть ткань и уйти вниз под игольную пластину раньше чем опустится игла. После достижения такого согласования работы перейти к регулировке зазоров в челночном устройстве (рис. 53, б, в).
4. Регулятор длины стежка произвольно меняет установленный размер. Например, ручка длины стежка установлена на цифру 3. В процессе работы ручка произвольно перешла на нулевую отметку. Положить машину на заднюю сторону,* откинуть дно и повернуть ручку длины стежка вправо—влево. При этом можно увидеть, что в приливе выше ремня вращается ось, на которой слева расположена кулиса с ползуном, а справа — рычаги, соединенные с ручкой длины стежка. Ось можно сжать винтом-тормозом. Он находится тут же на приливе (см. рис. 51, в).
5. Иногда для удобства в работе приходится демонтировать все электроприборы на машине. При установке их вновь нужна схема монтажа (рис. 53. г). При монтаже проводов сначала вывернуть два винта крепления
174
контактной колодки и по схеме соединить хорошо зачищенные, облуженные, оголенные не более чем на 4 мм концы проводов. Проверить работу схемы путем включения прибора в сеть. При нажиме на педаль должен заработать двигатель. Выключить электросхему из сети и привернуть двумя винтами контактную колодку. Проверить, нет ли оголенных участков на проводах машины.
6. В плоскости вращения челнока большой люфт, что приводит к пропуску стежков в строчке, обрыву верхней нитки и поломке игл. Причина люфта—ослабление крепления шестерни на картере или ослабление нижней шестерни на приводном ремне. Последнюю причину можно слегка обнаружить и устранить. А вот первая не такая простая. Здесь проделать следующие работы:
снять дно, ослабив два винта с задней стороны;
снять защелку шпульного колпачка, отвернув два винта на картере;
снять шпульный колпачок, закрепленный специальной защелкой;
снять приводной ремень с зубчатой шестерни; поставить ручку длины стежка на нуль;
отвернуть шесть винтов картера шестеренной передачи. Осторожно, чтобы не порвать прокладку картера, снять его; ».
обследовать внутри картера крепление шестерен. При необходимости шестерни поставить на место, винты затянуть;
смазать внутри картера все трущиеся части маслом И8А. А когда картер будет поставлен на место и прикреплен, отвернуть пробку и залить внутрь примерно 30 г масла;
перед зажимом всех винтов опустить иглу и проверить зазор между ней и челноком. Если он больше 0,1 мм, подвинуть картер влево к игле. Если он отгибает иглу, отодвинуть его от иглы. За счет люфта в винтах крепления картера можно отрегулировать требуемый зазор;
согласовать работу иглы и зубчатой рейки (см. п. 3); поставить иглу в крайнее нижнее положение, когда зубчатая рейка тоже находится в крайнем нижнем положении, ослабить два винта крепления челнока и довернуть его на угол 30° или на 10 мм от иглы (см. рис. 53, б);
надеть приводной ремень на нижнюю зубчатую шестерню.
175
chipmaker.ru
7. Рычаг зубчатой рейки должен быть постоянно прижат к эксцентриковому кулачку. Эту миссию выполняет слабая пружина, один конец которой накладывается на конец рычага зубчатой рейки, а другой — на кронштейн-подставку, высота которой 20 мм.
8. Натяжение ремня электродвигателя осуществляется большим пластмассовым винтом. Натяжение ремня должно быть таким, чтобы машина не буксовала. Слишком большое тугое натяжение недопустимо (см. гл. 2 «Электрический привод»).
9. При неудовлетворительной подаче материала под зубчатую рейку подложить прокладку •толщиной 0,5— 0,6 мм
10 На машине установлен челнок с левым (против часовой стрелки) вращением. Шпульный колпачок удерживается в челноке специальной защелкой, прикрепленной к картеру двумя винтами. Ее можно перемещать вдоль платформы и менять угол наклона относительно плоскости вращения челнока. Кроме того, отрегулировать следующие параметры.
зазор между иглой и носиком челнока в плоскости его вращения; он должен быть равен 0,1 мм. Регулировать продольным смещением челнока, напрессованного на конец оси с кольцевой выточкой и закрепленного двумя винтами;
расстояние между носиком челнока и иглой, когда она находится в крайнем нижнем положении. Оно опре1 деляется центральным углом поворота челнока, равным 30—40° (см. рис. 53, б) Расстояние по горизонтали 3— 3,5 мм. При уменьшении угла будут пропуски стежков в строчке, при увеличении — верхняя нитка будет петлять снизу или обрываться;
степень нажима защелки на шпульный колпачок. На шпульный колпачок защелка нажимает в одной или трех точках: вверху—пластинчатой пружиной, внизу — двумя неподвижными выступами, особенность которых заключается в том, что между ними и шпульным колпачком должен быть минимальный зазор в 0,01 мм только для прохождения нитки впритирку, но без задержки, дерганий и характерного шума. Положение защелки определяет и зазор между шпульным колпачком и фикси рующим зубцом в верхней ее части Этот зазор должен быть равен 0,6 мм. Итак, зазоры между защелкой и шпульным колпачком следующие: в нижних выступах
176
b2 — 1 мм; на средней пружине Ь-2 — нет; на верхнем зубце Ьз — 0,6 мм.
Все три параметра регулируются; Ь\ — перемещением защелки в горизонтальном направлении, благодаря которому она смещается параллельно плоскости шпульного колпачка; bi — изменением угла наклона защелки относительно вертикальной плоскости челнока; Ьз— подгибанием верхнего зубца-фиксатора на защелке. На защелке пластина-фиксатор крепится двумя винтами. Если ослабить левый винт, из-
Рис. 54. Пластинчатая пружина защелки (маши на «Харьков»):
I ребро, 2 — место сгиба 3 опорная полка защелки
менится положение пластины, а вместе с ней и наклон защелки. Однако изменять угол наклона защелки следует в крайних случаях (как и подгибание верхнего зубца-фиксатора);
встреча носика челнока с иглой происходит выше ушка иглы на 2 мм (в крайнем случае не менее 1,5 мм, если сильный износ деталей машины и значительный суммарный люфт на челноке). В случае значительного суммарного люфта на челноке необходимо сделать трехмиллиметровое углубление (остроугольную выемку) на челночной пластине. Игла при входе в челнок должна находиться на расстоянии не менее 5 мм от острого угла пластины (см. рис. 53, в). Регулировать вертикальным смещением игловодителя. На задней стороне фронтальной части рукава есть два круглых отверстия: верх-
нее для регулировки игловодителя и нижнее — для высоты подъема прижимной лапки. Регулировочный винт игловодителя доступен при поднятой игле и полностью опущенный лапке. Регулировочный винт высоты прижимной лапки доступен при поднятой лапке. •
11. Фиксаторная пластинчатая пружина на защелке челночного устройства часто ломается. Сделать ее можно из нержавеющей стали толщиной 0,6—1 мм (рис. 54).
12. При окончательной настройке челночного устройства следует добиться проскакивания верхней нитки с легким щелчком пружины защелки на шпульном колпачке.
177
| chipmaker.ru
ШВЕЙНАЯ МАШИНА «ОРША» 2М кл.
Эта машина прямострочная в ножном исполнении вьп пуска 50-х гг.
1. Реконструировать регулятор натяжения верхней нитки. На стержне прижимной лапки отвинтить винт 2 (рис. 55) крепления нитенаправительной скобы. Отрезать правую часть 9 снятого рычага. Установить оставшуюся часть на место. Вывернуть винт крепления жестяной сепаратной пластины 3. Подрезать нитенаправительную скобу 8 до длины 15 мм, свободный конец подогнуть к корпусу.
Компенсационную пружину преобразовать для работы на разжим снизу вверх. С левой стороны, чуть выше отверстия оси регулятора есть прилив 5 с резьбовым отверстием. Левая сторона прилива имеет острый угол, его надо спилить, чтобы он не задевал пружину и нитку. Вокруг отверстия имеется поясок, левая сторона которого имеет разрыв шириной 10 мм. Нижний его край запилить на конус внутрь — он будет служить опорой 6 компенсационной пружине. Крючок компенсационной пружины отогнуть вплотную к корпусу машины, чтобы он не касался зажимной шайбы. Поставить на место ось регулятора с закрепленной на ней компенсационной пружиной и вставленным с тыльной стороны толкателем. Закрепить его стопорным винтом 7 (слева во фронтальной полости). Перед закреплением ось повернуть
Рис. 55. Реконструкция регулятора натяжения верхней нитки (машина <Орша» 2М кл.):
/ — нитенаправнтельный рычаг; 2 — винт крепления скобы; 3 жестяной ограничитель (удалить); 4 - нитенаправительная скоба , после реконструкция. 5 — прилив, 6 — опора для компенсационной пружины; 7 — стопорный вннт. 8 ннтенаправнтельная скоба до реконструкции; 9 удаленная часть рычага
178
против часовой стрелки так, чтобы компенсационная пружина была значительно натянута. На ось надеть шайбу размером 17Х7Х (0,2... 0,3) мм (не толще), затем две нитезажимные шайбы и отжимную с перемычкой внутри отверстия. Коническую пружину поставить более жесткую, можно растянуть имеющуюся в два раза и сжать. Навернуть нажимную гайку. Проверить работу регулятора, если при поднятой лапке отжима рабочих шайб не будет, все разобрать и поставить новый толкатель, который на I мм длиннее прежнего.
Заправлять нитку так: катушка — верхний нитенаправитель — справа в шайбы регулятора — слева под компенсационную пружину — вверх, в реконструированную скобу — в нитепритягиватель — вниз в нитенаправитель — в игольный нитенаправитель н слева в иглу. Такой регулятор работает безотказно.
2. Убрать заводской игольный нитенаправитель. Сделать и поставить петлевой нитенаправитель 2 (см. рис. 27), крючок завести сзади на левую сторону игловодителя. Петлю крючка установить так, чтобы нитка расположилась напротив длинного желобка иглы.
3. На челноке от долгой работы могут образоваться острые кромки. Их притупить алмазным надфилем (см. гл. 2 «Челночное устройство»). Челнок и шпульный колпачок могут быть такими же, как на машине «Чайка».
4. Проверить механизм перемещения материала. Нижний рожок рычага подъема зубчатой рейки спилить снизу так, как показано на рис. 56. Для того чтобы выполнить эту работу, разобрать челночное устройство и механизм перемещения материала. Вынуть шпульный колпачок и челнок. Снять игольную пластину и лапку. Вывести из зацепления вильчатый рычаг с роликом подъема зубчатой| рейки. Снять машину с петель, перевернуть ее низом платформы вверх и выпрессовать круглый конический штифт, соединяющий на правом конце вал челнока с кривошипом. Иглу поставить в крайнее верхнее положение. Выпрессовка штифта — дело весьма трудное. Здесь главный инструмент—оправка-пробойник, диаметр которого должетГ быть не менее 10 мм, а диаметр рабочего конца — должен быть равным диаметру узкого конца штифта (примерно 3,5 мм). Пробойник с другим диаметром будет расклепывать штифт и края отверстия в кривошипе.
Вывернуть винт крепления цапфы корпуса хода чел-
179
chipmaker.ru
Рис. 56. Рычаг подъема зубчатой рейки
Chipmaker.ru
(машина «Орша» 2М кл.):
/ — вилка рычага; 2 линия среза (высота спиливания в средней части 2 мм)
Рис. 57. Нитенаправительная пластина на корпусе хода челнока (машнна «Чепель» 30 кл., «Госшвеймашина», «Гуния» н др ):
/ — пропиленные отверстия на 2 мм в сторону закругленной кромки зева (иа швею); 2 — игла, 3 закругленная кромка зева
нока и залить в отверстие несколько капель растворите-ля № 647. Сместить влево вал челнока на 30 мм, затем выпрессовать корпус хода челнока и вынуть все вместе. Отвернуть контргайки конусов вала подачи, вывернуть конусы и снять вал с вильчатым рычагом. Напильником спилить снизу нижний рожок и собрать все в обратном порядке. На корпусе хода челнока отвернуть два малых винта крепления нитенаправительной пластины, снять ее и сделать пропилы в обоих отверстиях на 2 мм. Оба отверстия пропиливать вправо, если смотреть со стороны фронтальной плоскости (рис. 57 — аналогично).
5. Вывести иглу на центр отверстия игольной пластины подгибом нижнего конца игловодителя и установить зазоры:
расстояние между нитенаправительной пластиной и иглой 1 мм. Регулируется оно, во-первых, поворотом корпуса хода челнока до нужного размера (чтобы нижний рожок вилки не мешал защелке, спилить его снизу на 2 мм, см. п. 4), во-вторых, смещением нитенаправительной пластины на корпусе хода челнока. Снять пластину и удлинить отверстия, как показано на рис. 57;
зазор между иглой и носиком челнока в вертикальной плоскости его вращения, равный 0,1—0,05 мм. Регулируется горизонтальным смещением корпуса хода челнока при ослабленном винте крепления цапфы;
заход челнока за иглу, когда она находится в крайнем нижнем положении. Это расстояние равно 1 мм. В случае его увеличения или уменьшения соединение вала толкателя челнока с кривошипом на правом конце
180
перевести со штифта на винты, т. е. сделать челнок регулируемым по отношению к игле (подробно см. гл. 3 «Швейная машина 2М кл. ПМЗ»);
зазор между челноком и толкателем на обоих концах должен быть равен 0,4 мм. Регулировать подгибом толкателя и его концов.
Встреча челнока с иглой происходит на расстоянии 2,5 мм выше ушка. Этот параметр не регулируется.
6. Случается, верхняя нитка петляет снизу. При этом происходит рассогласование игловодителя с нитепритя-гивателем, с одной стороны, с челноком — с другой. Синхронная работа обеспечивается строго определенным положением коленчатого рычага в кулачке главного вала машины. Кулачок закреплен двумя винтами на левом конце главного вала. На одном конце коленчатого рычага есть лыска. При сборке лыска рычага обращена к стопорному винту, который при зажиме фиксирует рычаг в строго определенном положении. Но бывают случаи, когда лыска на коленчатом рычаге сделана не под нужным углом. Хорошей строчки в таком случае не будет.
В данной ситуации лыску на рычаге заварить, опилить место заварки до диаметра рычага, собрать узел и отрегулировать положение коленчатого ры.чага, зафиксировав при этом правильное положение будущей лыски. Разобрать узел. На коленчатом рычаге запилить лыску заново. Гарантией хорошей работы будут внимание и аккуратность.
ШВЕЙНАЯ МАШИНА «ОРША» ЗМ кл.
Это прямострочная машина в ножном исполнении.
1. Реконструировать регулятор натяжения верхней нитки (рис. 58). Для этого разобрать узел нажимной лапки. Снять лапку, отпустить винт крепления кронштейна на стержне лапки. Вывинтить регулировочную резьбовую втулку, вынуть цилиндрическую нажимную пружину. Попытка вынуть нажимной стержень безуспешна — он погнут. Снять машину с петель, положить ее задней стороной на стол. Вынуть шпульный колпачок и челнок. Трехгранным напильником (без ручки) и молоточком выбить стержень лапки снизу вверх. Затем на деревянной подкладке легким молоточком выпрямить стержень. Если образовались легкие забоины, заточить
181
Рис. 58. Детали регулятора натяжения верхней нитки (машина «Орша» ЗМ кл. последних выпусков):
/ нитенаправительная скоба; 2 цилиндр-основание регулятора,
Ч - компенсационная пружина
их надфилем и наждачной бумагой. С кронштейна подъема лапки отвернуть винт и снять нитенаправительную скобу 1. С левой стороны ослабить стопорный винт крепления регулятора натяжения верхней нитки, вынуть его и разобрать.
Компенсационную пружину сделать на разжим. Для этого нижнюю опору на цилиндре-основании 2 регулятора запилить скосом внутрь трехгранным напильником или трехгранным надфилем. На скошенную внутрь опору будет постоянно опираться компенсационная пружина, работающая теперь с левой стороны регулятора снизу вверх. Распрямить нитезацепной конец компенсационной пружины, и около витков конец проволоки длиной 36 мм загнуть под углом 90°, затем на длине чуть больше радиуса шайбы регулятора сделать еще один поворот на угол 90° вверх и сделать нитезацепной крючок высотой 10—II мм на уровне оси регулятора.
Регулятор собрать и поставить на место. При постановке следить за тем, чтобы был зазор между толкателем регулятора и рычагом. Рычаг только тогда должен касаться стержня внутри регулятора, когда будет поднята лапка. Для проверки собрать узел йажимной лапки. При сборке обратить внимание, нет ли перекоса
182
Рис. 59. Регулятор подъема зубчатой рейки (машина «Орша» ЗМ кл.)
а до ремонта. /. 2 - места разлома, б после ремонта, / поверхность платформы, 2 регулятор, 3 — стяжной хомутик; 4 — стяжной винт с гайкой М4. 5 двойной слой стяжной ленты
стержня кронштейна в пазу. Если он есть, кронштейн без стержня будет ходить в пазу свободно, а со стержнем заедать. В таком случае на кронштейне запилить направляющий выступ, скользящий в пазу корпуса машины. После реконструкции регулятора нитка не будет делать двух резких поворотов и обрываться. Ход машины тоже станет мягче, а работа надежнее.
2. Регулятор подъема рейки механизма перемещения материала (рис. 59, а) сделан из цинкового сплава. Он очень хрупкий и часто ломается. Добрая половина машин выходит из строя именно по этой причине. Как решить вопрос в домашних условиях? Надо сделать хомутик, который бы хорошо облегал все неровности регулятора. Материалом послужит тонкий лист нержавеющей стали толщиной 0,5 мм или два слоя ободной фольги. Причем концы ободной ленты сделать двойными, что обеспечит прочность и надежность при зажиме винтов (рис. 59,6). Общая длина определяется по месту. Концы подогнуть внутрь хомутика.
Место разлома детали спилить примерно на 1,5 мм. Сам хомутик будет обхватывать весь регулятор. Спереди через отверстие хомутика вставить винт М4, который входит в регулятор и закрепляется гайкой М4. Гайка должна плотно прижать конец хомутика к регулятору, а винт не должен выходить из гайки. При таких условиях оба прочно зажмут вал регулятора. Вал должен быть зажат накрепко поворотом винта на два-три оборота, но не более, иначе винт выйдет из гайки и упрется в
183
er.ru
„ платформу и регулятор работать не будет. При постановке на место вала и при полном зажиме вала регулятора винт из гайки может выходить не более чем на 1,5 мм. Условия здесь жесткие, но при максимуме вни мания успех обеспечен.
3. Игловодитель имеет люфт 6 мм. Причина: на коленчатом рычаге ослабло крепление, и он проворачивается на некоторый угол. Коленчатый рычаг, входящий в кулачок, имеет на конце лыску. При ослаблении винта крепления рычага последний получает возможность смещаться в одну и другую сторону на некоторый угол, но никогда не проворачивается вкруговую. Необходимо провернуть коленчатый вал маховиком так, чтобы винт крепления коленчатого рычага был против отверстия в рукаве с задней стороны. Отверткой средних размеров зажать винт. Коленчатый рычаг при этом сам встанет на место. Если этот винт ослаб, наверняка ослаб и винт крепления втулки коленчатого вала на противоположном конце, на котором надет маховик. В таком случае отвернуть остановочный винт фрикционного большого винта и снять его. Запомнить, как была поставлена фрикционная шайба (усиками наружу, и при полном зажиме большого фрикционного винта остановочный винт не должен доходить до ограничителя шайбы — это рабочее положение). Снять шайбу, маховик и крепко завернуть винт крепления втулки на конце коленчатого вала. Собрать все в обратном порядке. Снять иглу и проверить все ее четыре параметра. При необходимости заменить ее новой, которую тоже предварительно проверить.
Вывернуть винт крепления игольного нитенаправите-ля. Снять нитенаправитель или его остатки. Сделать игольный нитенаправитель из высокосталистой проволоки диаметром I мм. Для этой цели хорошо подходят струны от рояля или пианино (см. рис. 27 — аналогично). Поставить нитенаправитель так, чтобы его крючок был на уровне конца игловодителя, а петля, где проходит нитка, строго против желобка иглы слева. Если игла входит в отверстие игольной пластины не по центру, установить ее, подгибая нижний конец игловодителя, когда он находится в верхнем положении. Плоскую иглу вставить до упора длинной канавкой с левой стороны. Лыска на колбе будет обращена вправо внутрь. Иглодержатель зажать отверткой.
184
4. Если зубья рейки двигателя ткани при поднятой игле поднимаются над игольной пластиной так, что их передняя часть ниже задней, необходимо поднять переднюю часть относительно задней не менее чем на 0,5 мм. Снять игольную пластину, ослабить задний винт зубчатой рейки, вывернуть передний винт, вырезать из ободной ленты шайбу и подложить ее под переднее отверстие (см. рис. 15 и 16). Завернуть винты. Можно вставить стержень — кусочек проволоки длиной 10 мм и диаметром 0,6 мм (смотреть по месту). В таком случае не вывертывать полностью передний винт, достаточно ослабить оба винта. Перед окончательным закреплением винтов проверить, не цепляется ли рейка о пазы игольной пластины. Для проверки привинтить пластину и повернуть маховик несколько раз. При окончательном закреплении сначала завинчивать передний винт, затем задний.
5. С передней правой стороны есть рычаг регулятора длины стежка. Если он слабо зажат, то необходимо с задней стороны, напротив этого рычага поджать винт-тормоз (чуть-чуть на 2—3°).
6. Положить машину на заднюю сторону ослабить винты крепления вала толкателя челнока на кривошипе с правой стороны. Поставить челнок на место и отрегулировать следующие параметры:
зазор между челноком и толкателем (на входном конце 0,3 мм, на выходном конце 0,3—0.5 мм). Регулировать путем подгибания толкателя или его концов. Кстати, от чего зависит разница зазора на входном и выходном концах? От совпадения или несовпадения центров окружности, в которой вращается челнок, и отверстия, в котором вращается вал толкателя челнока. При совпадении центров зазоры на вхотном и выходном концах будут одинаковыми. В практике такой случай — редкость. Регулировать можно смещением корпуса хода челнока в одну или другую сторону. Величина зазора зависит и от люфта самого корпуса в посадочном месте;
зазор между иглой и носиком челнока в вертикальной плоскости его вращения, равный 0,1 мм. Каким бы малым зазор ни был, челнок не должен ударяться об иглу. Это очень важно! Поэтому необходимо обратить внимание на состояние носика челнока. Он должен быть острым. Если со стороны скока у носика нарушена пря
185
r.ru
мая линия, челнок заменить. Регулировать зазор так. Рожковым ключом 10X12 мм отвернуть гайку корпуса хода челнока, трехгранным напильником и молоточком осторожно сместить корпус влево (на кривошипе вала челнока винты ослабить). Смещение корпуса прекратить тогда, когда зазор между носиком челнока и иглой будет равен 0,1 мм, слабо зажать винт крепления корпуса;
зазор между иглой и передним краем нитенаправительной пластины (см. рис. 57). Он равен 1 мм. Повернуть корпус хода челнока на нужную величину, проверить, не нарушился ли предыдущий зазор. Такое бывает часто при повороте корпуса;
расстояние между концом носика челнока и иглой, когда она находится в крайнем нижнем положении; оно должно быть в пределах 2,5—3 мм. Регулировать его поворотом вала челнока при отпущенных винтах на кривошипе справа. После установки расстояния зажать оба винта на кривошипе вала челнока;
встречу иглы с носиком челнока; она должна прои зойти на расстоянии 2 мм выше ушка иглы. Регулировать параметр, спуская или поднимая игловодитель. Взять отвертку и пропустить ее снаружи с правой стороны через окно в корпусе рукава. Опустив игловодитель в крайнюю точку, отверткой попасть в шлиц винта. Его ослабление даст возможность переместить игловодитель. Затем хорошо завернуть винт, чтобы при стачивании толстых тканей или кожи игловодитель не смог сместиться вверх. Если это произойдет, челнок нитку захватывать не будет. Поставить челнок и запорное кольцо на место. Зажать корпус хода челнока. Если в пластине игольное отверстие повреждено из-за ударов иглы, куском ножовочного полотна срезать все неровности и круглым надфилем поправить отверстие, чтобы оно было гладким, и не разрезало нитку.
7. Проверить челнок (см. рис. 36 гл. 2 «Челночное устройство», «Швейная машина «Подольск 142 кл. ПМЗ»).
8. Осмотреть шпульный колпачок (см гл. 2 «Челночное устройство»).
9. Проверить работу механизма наматывания шпульки. Чаще всего металлический шкив пробуксовывает на оси из-за радиальной трещины. Он выполнен из цинкового сплава и очень часто выходит из строя. Для ремон та механизм снять, отвинтив сверху винт крепления.
186
Винт снять с фиксатора. Выточить новый шкив из стали, латуни или бронзы. Затем надеть резиновый ролик от машины 2М кл. ПМЗ или «Чайка».
Отрегулировать степень нажима резинового ролика на маховик. Включить механизм наматывания шпульки нажатием пальца на спецплошадку. Отверткой ослабить винт крепления оси ролика (он находится слева). Отверткой слева отжать вперед ту пластину, которой включали механизм. Продолжая держать правой рукой отжатую пластину, левой завернуть винт крепления оси ролика.
10. Теперь о ножном приводе. Опоры стола, предназначенные для откидной передней доски, на которую опирается машина, закрепить болтами. Для этого сверху просверлить дрелью отверстия диаметром 4 мм и поставить сверху болты М4. Снизу они пройдут сквозь металлические опоры, их привернуть гайками М4. По мере завинчивания гаек головки болтов будут вдавливаться в дерево стола. Так можно вдавить их заподлицо с поверхностью стола и обеспечить постоянную прочность и нормальную установку машины на столе. После проделанной работы отрегулировать натяжение ремня (оно должно быть не слишком сильным, иначе ход машины будет тяжелым). Подтянуть все болты на станке.
Стук в приводе может быть в соединении педали с тягой. Здесь надо знать определенную особенность. Вывернуть болт, кусачками откусить от гвоздика диаметром 0,4 мм часть длиною в 2,5 мм и подложить ее в отверстие под болт. Легко его зажать, ударить молоточком по пальцу тяги вправо с целью выборки люфта, затем накрепко подтянуть болт, отрегулировать .левый конус педали, если есть осевой люфт. Регулировка колеса делается легко. Отвернуть слева контргайку (слева тогда, когда все регулировочные работы ведутся сзади машины и большое колесо будет находиться с левой стороны). Придерживая контргайку, отверткой поджать конус и законтрить. При всех перечисленных работах надо обеспечить легкость хода во всех звеньях привода.
11. Смазать машину. В машинах типа «Орша» есть два места, которые необходимо смазывать по-особому наверху с левой и правой стороны. В этих местах смазывается коренной подшипник коленчатого вала. Место смазки устроено так. Внутри канала есть пружина, а сверху нее — шарик от шарикового подшипника. Пружи
187
chipmaker.ru
на постоянно давит снизу на шарик и он держит отверстие — вход в масляный канал — закрытым. Это сделано для того, чтобы в канал главного подшипника не попадала грязь и чтобы не лишить его смазки. Поэтому, чтобы попало масло к. трущимся поверхностям двух главных подшипников, попеременно вращать коленчатый вал и нажимать на шарик, вводя масло сверху. Длительность смазки 1 2 мин для одного подшипника. Устранение других неисправностей см. в гл. 1 и 2.
ШВЕЙНАЯ МАШИНА «ЛУЧНИК» 90 кл. (ПОЛЬША)
Эта машина прямострочная, в ножном исполнении. Во многом она аналогична прямострочной машине 2М кл. ПМЗ, хотя шпульный колпачок и челнок взаимозаменяемы с машиной «Чайка». Чтобы сделать машину безупречной в эксплуатации, необходимо проделать некоторые работы.
I. Реконструировать регулятор натяжения верхней нитки. Нитенаправительную скобу с левой стороны убрать Компенсационную пружину переделать на разжим и установить ее слева так, чтобы крючок находился на уровне оси регулятора. Теперь она будет работать снизу вверх. Коническую пружину растянуть в два раза, затем сжать. После этого она станет более упругой. В крайнем случае пружину можно заменить. Пластмассовую нажимную гайку регулятора заменить на металлическую, так как пластмассовая резьба быстро срабатывается и гайка перестает выполнять свои функции.
2. Пружинный игольчатый нитенаправитель заменить на петлевой (см. рис. 27 — аналогично). Материалом может быть очень жесткая проволока диаметром 1 мм. Завести нитенаправитель с задней стороны слева. Петлю нитенаправителя поместить с левой стороны иглодержателя так. чтобы нитка располагалась строго против продольного желобка иглы.
3. На фронтальной откидной крышке часто отсутствует нитенаправитель. Обязательно установить его.
4. С задней стороны машины есть отверстие, которое закрывается вертикально расположенной задвижкой. Если открыть его, на переднем плане можно увидеть винт. Он является тормозом рычага регулятора длины стежка. Если рычаг легко движется вверх-вниз, винт тормоза немного завернуть.
5. Резиновый ролик механизма наматывания шпуль
188
ки часто выходит из строя из-за попадания на него масла. Чтобы заменить ролик, снять фрикционный винт, фрикционную шайбу, маховик. Отвинтить два вертикально расположенных винта крепления механизма, выбить штифт, скрепляющий втулку с коленчатым валом, спрессовать втулку с коленчатого вала и снять моталку. Перед снятием втулки нанести риску на ней и на торце коленчатого вала, чтобы при сборке поставить все как было. Ослабить стопорный винт шкива, находящегося внутри выемки для резинового ролика, вынуть ось. На освободившийся шкив надеть новый резиновый ролик размером 23X11X6 мм, вставить ось в шкив, закрепить стопорным винтом, отодвинув ролик. Поставить механизм на место и прикрепить его двумя винтами. Напрессовать втулку на коленчатый вал по нанесенной перед разборкой риске, так как штифт конический и нарушать взаиморасположение деталей нельзя. Расположенный с левой стороны винт ослабить, прижать ролик к маховику и зажать винт.
6. Внутренний край широкой полки 2 (см. рис. 19) челнока спилить на 1—1,3 мм, иначе невозможно будет установить зазор в 0,1 мм между иглой и носиком челнока в момент зацепления им петли-напуска верхней нитки. Все острые ребра и углы притупить алмазным надфилем и прошлифовать шлифовальной бумагой.
7. Установить зазоры согласно табл. 2.
8. Ножной привод имеет следующие особенности. На тяге, связывающей кривошип махового колеса с педалью, на верхнем конце правая резьба с контргайкой, на нижнем—левая резьба без контргайки. Такая конструкция при динамических нагрузках расшатывает нижний конец. В конце концов съедается резьба в нижнем подшипнике скольжения. По этой причине ножной привод стучит при работе. Пока резьба в нижнем подшипнике не срезалась, вынуть палец из нижнего соединения, отвернуть контргайку на верхнем конце и вывернуть тягу из подшипника. Зажать нижний подшипник в руках и, захватив тягу кусачками, сильно завернуть ее на левой резьбе. В подшипниках махового колеса завернуть до отказа верхний конец тяги. Подогнать нижний подшипник к педали поборотом тяги в верхнем резьбовом соединении. Не допуская ослабления резьбового соединения в нижнем конце, соединить нижний подшипник с педалью и закрепить палец. Завернуть контргайку на верхнем конце тяги.
189
chipmaker.ru
2. Сводная таблица зазоров
Место зазора
Величина зазора, мм
Регулировка
Игла — нитенаправнтельная 1 Повернуть корпус хода чел-
пластина на корпусе хода челнока Носик челнока — игла в вер 0,1 нока, предварительно .ослабив винт крепления Сместить корпус хода чел-
тикальной плоскости вращения Челнок — толкатель челнока 0,3 нока по горизонтали. Если будет мешать толкатель чел нока. ослабить снизу вннт крепления кривошипа на правом конце челночного вала Подогнуть концы толкателя
(входной конец, выходной конец) Челнок — игла, когда она нахо- и выходной конец пластин чатой пружины Повернуть вал толкателя
дится в крайнем ннжнем поло жени и Носнк челнока игла (момент 2 челнока Соединение криво шипа на валу стянуть внн том на правом конце Сместить игловодитель по
встречи) (выше вертикали (винт его креп-
6. В случае срезания ушка иглы) резьбы ления находится снаружи слева) в нижнем подшипнике
или на нижнем конце тяги отверстие со срезанной резь-бой рассверлить под резьбу М8 и нарезать правую резь-' бу. Отрезать часть нижнего конца тяги длиной 50 мм. На место отрезанной части диаметром 6 мм приварить пруток такой же длины, но диаметром 8 мм и нарезать на конце правую резьбу М8. Поставить контргайку. Сборку производить так. Сначала завернуть тягу в верхний подшипник до отказа и законтргаить Затем на нижний ее конец навернуть контргайку и подшипник. Поставить ниж ний подшипник на место на соединение с педалью и законтргаить его.
ШВЕЙНАЯ МАШИНА «РАДОМ» 432 кл. (ПОЛЬША)
Эта машина полного зигзага с электрическим приводом. Она имеет-оригинальную конструкцию и весьма привлекательный внешний вид. Особенность устройства машины в том, что игла и синхронно с ней челночное устройство совершают при зигзаге прямолинейное возвратно-поступательное движение вдоль продольной оси машины. Вверху в рукаве справа смонтирован механизм
190
зигзага, который посредством тяги приводит в движение рамку игловодителя, и одновременно вертикальный вал через систему рычагов перемещает корпус хода челнока. При таком устройстве игла не меняет своего постоянного положения относительно челнока.
Челнок и шпульный колпачок взаимозаменяемы с деталями машины «Чайка». Челнок правоходный, качающийся в вертикальной плоскости. Привод движения челнока, как у машины 2М кл. ПМЗ: коленчатый вал — шатун — малый вал с кулисой — кривошип — вал толкателя челнока. На толкателе челнока пластинчатая пружина. Подача ткани осуществляется, как у машины 2М кл. ПМЗ. Механизм наматывания шпульки включается и выключается фиксатором.
Одним из главных недостатков машины является ограниченная частота вращения главного вала. Даже при средней частоте вращения (300 об/мин) при зигзаге в машине образуется ничем неуравновешенная возмущающая сила, направленная вдоль оси машины, что приводит к сильной вибрации, отрицательно влияющей не только на регулировку, но и на соединения деталей.
1. Натяжение верхней нитки в компенсационной пружине регулировать поворотом оси в цилиндре-основании регулятора и стопорить винтом М4. Регулятор в сборе, находясь в отверстии рукава машины, может поворачиваться на любой угол. Глубина посадки ограничивается ободом на цилиндре-основании.
Компенсационная пружина с левой стороны опирается на выступ в ободе цилиндра. Исходное положение крючка пружины строго вертикальное на уровне оси регулятора
2. Отрегулировать положение иглы в прорези игольной пластины для прямой строчки. Подогнуть нижний конец игловодителя и вывести иглу на середину так, чтобы В^Г (рис. 60). Незначительные отклонения особой роли не играют.
Кроме того, иглу установить, чтобы А=Б (для прямой строчки). Вверху в рукаве рамку игловодителя с блоком зигзага связывает пластинчатая тяга. На ее правом конце есть регулировочный винт, ослабив который можно удлинить или укоротить тягу.
3. Отрегулировать положение иглы в прорези игольной пластины при зигзаге, чтобы М=К. Отклонения недопустимы, так как при них нарушается величина зазо-
191
chipmaker.ru
Рис. 60. Положение иглы в игольной пластине (машина «Радом» 432 кл.):
/ задняя сторона; .' передняя сторона; 3 — игла
ра между иглой и челноком в вертикальной плоскости его движения, что приводит или к поломке иглы (М>К), или к пропуск} стежков в строчке (M<Z,K) Регулировать, изменяя длину тяги.
4. Зазор между иглой и челноком в плоскости его движения должен быть 0,05—0,1 мм. Все устройство, обеспечивающее строгую синхронность движения иглы и челночного устройства, направлено именно на обеспечение стабильности этого очень малого зазора. При -длительной работе или при большой частоте вращения главного вала (более 400 об/мин) этот зазор нарушается и происходит рассогласование работы механизмов — машина выходит из строя
Регулировать машину и восстанавливать синхронность следующим образом. Опрокинуть машину на заднюю сторону. Под рукав машины подставить опору высотой 160 мм. Корпус хода челнока справа имеет удлиненную полую цапфу, которая проходит во втулке? запрессованной в теле платформы. На правом конце цапфы находится хомутик-кронштейн, связанный тягой с вертикальным валом, совершающим при зигзаге колебательные движения. Амплитуда колебания вала равна ширине зигзага. Ослабив винт крепления хомутика на конце цапфы, можно повернуть корпус хода челнока на некоторый угол и сместить его вправо или влево. При смещении влево зазор уменьшится, вправо — увеличится.
5. Расстояние между иглой и направительной пластиной, привинченной двумя винтами к корпусу хода челнока, 0,8—1 мм. Его регулируют поворотом корпуса хода челнока. При повороте по часовой стрелке рас-
192
6*
стояние увеличивается Против часовой стрелки — уменьшается. Этот параметр регулировать одновременно с параметром, описанным в п. 4.
6. Заход носика челнока за иглу, когда она находится в крайнем нижнем положении, равна 3,5 мм (см рис. 60). Регулировать так. На правом конце вала толкателя челнока хомутиком закреплен кронштейн кулисы малого вала Ослабив снизу винт крепления хомутика и придерживая маховик от проворачивания, провернуть вал толкателя, а значит, и челнок в одну или другую сторону. Установив нужное расстояние, завернуть крепко стяжной винт хомутика (делать это очень неудобно).
7. Отрегулировать момент встречи носика челнока с иглой. За время от начала движения иглы и челнока до момента их встречи игла должна пройти путь не менее 2 мм Ушко иглы при крайнем нижнем положении не должно быть загорожено входным концом толкателя челнока. В противном случае петля-напуск будет отгибаться в сторону и произойдет пропуск стежков в строчке (это положение для всех машин с подобным устройством челнока). Встреча должна произойти на 2 мм выше ушка иглы.
Все регулировки челнока с иглой выполнять при установлении ручки управления видами строчек на пря мую строчку.
ШВЕЙНАЯ МАШИНА «ЛАДА- Т-238 кл. (ЧЕХО-СЛОВАКИЯ)
Эта машина полного зигзага с ножным приводом. Челнок и шпульный колпачок взаимозаменяемы с деталями машины «Чайка». Челнок качающийся; рабочая фаза — по часовой стрелке. Верхняя крышка рукава на двух винтах, фронтальная — на двух винтах-зацепах. Рамка игловодителя при зигзаге качается по прямой линии.
1. Реконструировать регулятор натяжения верхней нитки. Нитенаправительную скобу убрать. Компенсационную пружину переделать на левую сторону и сдела'ть работающей на разжим снизу вверх. Коническую пру жину растянуть в два раза, затем сжйзь до предела и отпустить — она станет более упругой. Натяжение компенсационной пружины должно быть значительным.
2. Игольный нитенаправитель обязательно должен быть закрытым. Его левый свободный конец завести за иглодержатель так, чтобы нутку можно было заправ
7- Н96
193
chipmaker.ru
лять без затруднений, но ее выход во время работы был бы невозможным.
3. Проверить положение иглы в прорези игольной пластины. Оно должно быть отрегулировано на заводе, причем В= Г (см. рис. 30). В крайнем случае при Г>В, расфрезеровать паз для иглы в игловоднтеле, при Г<zB подогнуть конец игловодителя вперед. Для этого нагреть его до температуры 800—900 °C (до малинового цвета).
Положение иглы при зигзаге регулировать винтом-эксцентриком, соединяющим рамку игловодителя с тягой блока зигзага. Винт-эксцентрик закреплен гайкой с задней стороны. Резьба на нем правая, поэтому вращать его при регулировке по часовой стрелке.
4. Если в иглодержателе сломался винт, выполнить такие операции:
отвернуть гайку крепления винта-эксцентрика рамки игловодителя и снять винт;
при помощи винта М3 вынуть ось рамки (винт находится в иглодержателе);
снять рамку, предварительно отвернув винт крепления шарнирной связи с рычагом нитепритягивателя (винт имеет левую резьбу!);
вынуть игловодитель из рамки и снять нитенаправитель;
опустить игловодитель в отверстие диаметром 8 мм металлической плиты и выбить его из иглодержателя;
в обломе иглодержателя просверлить отверстие сверлом диаметром 2,5—2,6 мм;
осторожно, постепенно нарезать резьбу метчиком М3, использовать масло И8А
Все собрать в обратном порядке.
5. Отрегулировать зазоры в челночном устройстве: зазор между иглой и нитенаправительной пластиной в пределах 0,8—1 мм. Снять пластину с корпуса хода челнока и проточить в ней оба отверстия вправо (если смотреть со стороны фронтальной крышки) на 2 мм (см. рис. 57 — аналогично). Поставленную на место пластину сместить влево до получения требуемого зазора;
зазор между челноком и толкателем на входе и выходе нитки 0,3 мм. Регулировать его подгибанием концов толкателя, а также выходного конца пружинной пластины;
зазор между иглой и носиком челнока в вертикальной плоскости его вращения в пределах 0,05—0,1 мм (на
194
7 2
левом уколе зигзага). Снять челнок, проворачивая маховик, убедиться, не касается ли игла входного конца толкателя. Если касается, конец его или подогнуть внутрь, или спилить (сторону, прикасающуюся к игле). Поставить челнок и опустить иглу в крайнее нижнее положение. Посмотреть, касается ли игла широкой площадки челнока (см. рис. 19 — аналогично). Игла может касаться и широкой площадки, и носика челнока одновременно. Если она касается только широкой площадки, а до носика челнока расстояние до 1 мм, край площадки спилить алмазным надфилем до вертикальной плоскости носика. Только после этого установить требуемый зазор. Для этого ослабить винт крепления цапфы корпуса хода челнока. Слева на приливе корпуса расположен винт, ввинченный в платформу и закрепленный контргайкой (ключ 9 мм). Этим винтом установить нужный зазор между челноком и иглой. Затем контргайкой закрепить винт. Проверить, не сбился ли зазор. При надежном закреплении регулировочного винта и соблюдении нужного зазора сильно зажать винт крепления цапфы корпуса;
расстояние между носиком челнока и иглой при левом уколе зигзага, когда она находится в крайнем нижнем положении, 3—3,5 мм. На правом конце вала челнока находится кривошип, связанный с шатуном. Кривошип обхватывает вал хомутиком — клеммным соединением, скрепленным винтом (головка стяжного винта находится снизу). Ослабив винт, провернуть вал, а значит, и челнок на нужный угол. Так отрегулировать расстояние. Винт зажать накрепко;
момент встречи иглы с носиком челнока при правом уколе зигзага должен произойти на 1,2 мм выше ушка иглы. Регулировать смещением игловодителя по вертикали.
ШВЕЙНАЯ МАШИНА «ПАННОНИЯ» (ВЕНГРИЯ)
Эта машина прямострочная с ножным приводом.
1. Реконструировать регулятор натяжения верхней нитки. Верхнюю кромку основания регулятора спилить на скос (рис. 61, а). Компенсационную пружину сделать работающей на разжим с левой стороны снизу вверх. Нижний край выреза основания будет служйть опорой, а верхний, теперь уже скошенный, не будет мешать ей работать
7*
195
chipmaker.ru
Рис. 61. Реконструированный регулятор натяжения верхней нитки (с) и параметры при движении иглы и челнока (6) для машины «Паннония»
Собрать регулятор в таком порядке. В основание вставить ось, зажать стопорный винт, поставить компенсационную пружину, зажимную шайбу выпуклостью наружу, вторую шайбу выпуклостью внутрь, отжимной толкатель, отжимную шайбу выпуклостью наружу, цилиндр внутренним кольцом к отжимной шайбе, коническую пружину, гайку цифрами наружу. Тарельчатую шайбу перед гайкой лучше не ставить; она часто заедает на резьбе, что является причиной неисправной работы регулятора.
Нитенаправительную скобу, расположенную с левой стороны, удалить. Собранный регулятор поставить так, чтобы компенсационная пружина находилась с левой стороны регулятора и занимала в нерабочем состоянии строго вертикальное положение. Закрепить регулятор стопорным винтом сверху внутри рукава.
После этого заправлять нитку так: сверху справа в регулятор, с левой стороны под компенсационную пружину — в нитепритягиватель — в нитенаправитель на корпусе — в игольный нитенаправитель — в иглу с левой стороны.
Иглу ставить с лыской на колбе длинным желобком влево. Работу регулятора проверить при опущенной лапке. Нитка должна зажиматься по мере завинчивания нажимной гайки Если при завинчивании гайки на три-четыре оборота нитка надежно не зажимается, она будет петлять снизу. Тогда необходимо снять регулятор, вынуть из него толкатель и укоротить его на 0,5 мм. При полностью опущенной лапке, толкатель в регуляторе должен иметь люфт (свободный ход) в 0,5 мм. Сверху (при снятой крышке) этот параметр можно проверить пинцетом.
2. Игольчатый нитенаправитель заводского изготовле
196
7 4
ния в виде спирали непрактичен и часто является причиной обрыва верхней нитки. Заменить его другим более простой конструкции и более надежным в работе. Материалом послужит сталистая проволока диаметром 1 мм. Петля нитенаправителя должна находиться на уровне конца игловодителя с левой стороны и обеспечивать положение нитки против желобка иглы (см. рис. 27 — аналогично) .
3. Снять лапку и проверить состояние иглы Лучше поставить новую, например № 90. Перед установкой убедиться в отсутствии какого-либо брака (см. гл. 2 «Механизм иглы») Если игла смешена от центра игольной прорези в одну или другую сторону, ее сместить осторожно, подгибая нижний конец игловодителя.
4. Установить зазор в паре челнок — толкатель челнока. При полностью опущенной игле на входе нитки зазор должен быть равен 0,3 мм (см. рис. 12, а). При поднятой игле на выходе нитки из челнока зазор равен 0,4—0,5 мм (см. рис. 12, б)..Отрегулировать зазоры можно, подгибая входной и выходной концы толкателя челнока или смещая корпус хода челнока при сле1ка ослабленных винтах его крепления. При регулировке зазоров следить за положением входного конца толкателя в челноке. Он должен находиться посередине вертикальной площадки челнока (см. рис. 4, в — аналогично).
5. Отрегулировать зазор между иглой и направительной пластиной, находящейся на корпусе хода челнока. Он должен быть равен 1 мм. Если зазор больше, снять корпус хода челнока, отвернуть два маленьких винта и снять направительную пластину. В ней пропилить два отверстия так, чтобы можно было подвинуть пластину к игле (см рис. 57 — аналогично). После установки зазора пластину закрепить винтами.
6. Установить расстояние между иглой в нижнем положении и носиком челнока (см. рис. 61). Это расстояние должно быть не более 4 мм. При заводской установке зазор не регулируется — на правом конце вал толкателя челнока соединен с кривошипом сквозным круглым штифтом. Поэтому, чтобы установить требуемое расстояние, данный узел реконструировать. Для этого круглый штифт удалить, а в рядом расположенных отверстиях кривошипа нарезать резьбу (в одном М5, в другом М4) и поставить соединение вала с кривошипом на двух винтах (см. гл. 3 <Швейная машина 2М кл. ПМЗ»).
197
chipmaker.ru
Рис. 62. Регулировка скорости подъема иглы большим кулачком (машины «Че-пель» 30 кл., «Паннония»): / - большой кулачок коленчатого вала. 2 - большой винт креп-ie ния кулачка; 3 — малый винт.
4 коленчатый вал
7. Установить зазор между иглой и носиком челнока в вертикальной плоскости его вращения. Зазор должен быть равен 0,1 мм. Регулировать за счет подкладок из ободной ленты. Если зазор больше 0,1 мм, подкладку подложить под верхние концы корпуса хода челнока. Если зазор меньше 0,1 мм, т. е. игла задевает за челнок,
прокладку подложить под ниж
ние части корпуса хода челно-ка (верхние и нижние относительно винтов крепления корпуса хода челнока).
8. Если при установке всех указанных параметров все-та-ки образуются пропуски стежков в строчке, повернуть по
часовой стрелке кулачок на левом конце коленчатого вала на 5—3° (рис. 62). Слегка ослабить два винта на
кулачке и, придерживая маховик на месте, повернуть кулачок по часовой стрелке.
Работу выполнять осторожно и постепенно, постоянно проверяя скорость подъема иглы из крайнего нижнего положения. Критерием нормы скорости подъема иглы будет следующее: до момента встречи иглы с челноком она должна пройти вверх расстояние 2—2,5 мм Сама же встреча носика челнока с иглой должна произойти на 2 мм выше верхней кромки ушка иглы (см.* рис. 61, б).
9. Фрикционный винт часто выходит из строя из-за срезания резьбы в пластмассовом диске. Лучше его за
менить металлическим.
10. Чтобы заменить резиновый ролик на механизме наматывания шпульки, необходимо сделать следующее: снять фрикционный винт, фрикционную шайбу и маховик;
ослабить винт крепления пластинчатой пружины, придерживая его гайку изнутри корпуса, ослабить винт можно не более чем на два оборота, иначе отвернется гайка изнутри и ее трудно будет навернуть снова;
снять резиновый ролик со шкива;
поднять кверху весь механизм и вынуть его;
198
Рис. 63. Детали регулятора натяжения верхней нитки (машина «Чепель» 30 кл ):
1 ннтёТГаправительиая скоба; 2—ограничительная пластина (удаляется), 3 — опора компенсационной пружины, 4 крепление
заменить резиновый ролик новым, но надевать его на шкив не следует;
поставить механизм на место, зажать винт пластинчатой пружины, придерживая гайку изнутри. Надеть на шкив резиновый ролик, надеть маховик, фрикционную шайбу, фрикционный, а затем остановочный винты
ШВЕЙНАЯ МАШИНА «ЧЕПЕЛЬя 30 кл. (ВЕНГРИЯ)
Это прямострочная машина ножного исполнения. Она может быть вполне надежной после ряда ремонтных и реконструкционных работ.
1. Реконструировать регулятор натяжения верхней нитки. Разобрать регулятор. Нитенаправительную скобу видоизменить, приспособив ее как опору компенсационной пружины. От скобы 1 (рис. 63) отсечь длинную ее часть и нижние выступы — получится опора 3. Поставить ее на один нижний винт крепления 4. Компенсационную пружину сделать работающей на разжим, как у машины «Чайка» 3 кл. Теперь она расположится с левой стороны и будет работать снизу вверх. Ограничительную пластину 2, закрепленную одним винтом, убрать (она обычно вводит швею в недоумение). Коническую пружину сначала растянуть в три раза, затем сжать до отказа —она станет более упругой. Тарельчатую шайбу, прикрывающую коническую пружину, убрать, так как при вращении нажимной гайки она часто заедает на резьбе и нарушает нормальную работу регулятора. Нит
199
;r.ru
ку заправлять в иглу с левой стороны. Длинный желобок иглы будет обращен в левую сторону.
2 Игольный нитенаправитель поменять на петлевой (см. рис. 27). Нитенаправитель сделать из стальной жесткой проволоки диаметром 1 мм, а его крючок вывести на уровень конца игловодителя. Нитка, заправленная в нитенаправитель, должна опускаться вниз строго над продольным желобком иглы.
3. Соединение вала толкателя челнока с кривошипом (на правом конце) переделать. Штифт убрать совсем, а на кривошипе нарезать резьбу М5. Штифтом заделать отверстие на валу. Теперь соединение вал — кривошип будет на двух винтах — М5 и М4. Такое соединение позволяет регулировать нужное расстояние между носиком челнока и иглой, когда она находится в крайнем нижнем положении (подробнее см. гл. 3 «Швейная машина 2М кл. ПМЗ»).
4 Иногда требуется ускорить подъем иглы, когда она начинает выходить из крайнего нижнего положения Для этЬго с задней стороны во фронтальной плоскости есть отверстие. Через него отверткой можно ослабить два винта крепления большого кулачка, насаженного на конец коленчатого вала. Винт один большой, другой— маленький (см. рис. 62). На коленчатом валу 4 нет отверстий для стопорных винтов 2 и 3, поэтому кулачок можно смещать вправо или влево. Поворот кулачка против часовой стрелки замедлит подъем иглы, а по часовой — ускорит. Для выполнения этой операции ослабить оба винта, затем, придерживая маховик, повернуть кулачок по часовой стрелке на угол 3—4° и закрепить винт. Опустить игловодитель в крайнее нижнее положение. Проверить поворотом маховика, как быстро поднимается игла из крайнего нижнего положения. При повороте кулачка на больший угол будет обрываться верхняя нитка. Здесь оптимальными будут вледуюшие данные:
расстояние носика челнока от иглы, когда она находится в крайнем нижнем положении, 3 мм;
в момент встречи челнока с иглой носик челнока должен находиться выше ушка иглы на 2,5—3 мм. _
Перечисленные параметры установить так:
поворотом вала челнока в кривошипе (на правом конце, где штифт заменен винтами М5 и М4);
вертикальным смещением игловодителя;
200
поворотом большого кулачка на левом конце коленчатого вала
От большого кулачка имеют привод и игловодитель, и нитепритягивательный рычаг, приводящий в движение верхнюю нитку. Их движение должно быть синхронным. Малейшее рассогласование даст пропуски стежков в строчке или обрыв верхней нитки. Синхронность обеспечивается установкой большого кулачка на коленчатом валу. Корректировать угол поворота кулачка на коленчатом валу надо очень внимательно.
5. Нитенаправительную пластину на корпусе хода челнока сместить назад на 2 мм (см. рис. 57). Если такое смещение не обеспечивает зазора в 1 мм между иглой 2 и пластиной, отвернуть два винта крепления пластины и пропилить отверстия 1 в направлении закругленной стороны зева. т. е. вперед на 2 мм. Пропиливать отверстия осторожно, чтобы не поломать концы пластины.
6. Чтобы приблизить носик челнока к игле в плоскости его движения, надо подложить прокладку (одну или более) под корпус хода челнока выше винтов крепле-
3. Сводная таблица зазоров
Место зазора Величина за зо ра. мм Регулировка
Игла — нитенаправительная пластина на корпусе хода челнока Челнок -* толкатель челнока 1 Сместить пластину в сторону иглы
входной конец 0,3 Подогнуть толкатель челнока
выходной » 0,5 и его концы
Челнок — игла (в вертикальной плоскости движения челнока) 0,1 Подложить прокладки нз фольги вверху или внизу корпуса хода челнока
ЧеЛнок — игла, когда она находится в крайнем нижнем положении 3.5 Повернуть вал толкателя челнока в кривошипе
Челнок — игла (в момент 3—2,5 Сместить игловодитель по вер-
встречи челнока с иглой) (выше ушка иглы) тикали
Челнок — запорное кольцо 0,05 Не регулируется. Должно быть свободное вращение, но без люфта (см. гл. 2 «Челночное устройство» и гл. 3 «Швейная машина 2М кл. ПМЗ»)
201
r.ru
ния. В случае необходимости удаления челнока от иглы прокладки поставить ниже винтов крепления корпуса.
7. Установить зазоры по табл. 3.
ШВЕЙНАЯ МАШИНА «ЗИНГЕР» (ГЕРМАНИЯ)
Это прямострочная машина с качающимся в горизонтальной плоскости челноком. Рассмотрим старую машину с ручным приводом. Встречается она еще довольно часто и даже в хорошем состоянии. Существует и отечественная аналогичная машина «Госшвеймашина». Вообще, разновидностей машин этого типа много. Рассмотрим наиболее типичные для них неисправности.
1. Проверить регулятор натяжения верхней нитки.
Допустим, что шайбы 4 (рис. 64) регулятора или ржавые, или самодельные, или их нет вообще. Отшлифовать рабочую выпуклую поверхность шайб, где проходит и зажимается нитка. Шлифовать наждачной бумагой сначала средней, затем мелкой зернистости. Если поставлены самодельные шайбы, заменить их шайбами от машины «Чайка» или «Подольская». Между исправными шайбами, сложенными вместе рыпуклыми сторо-
Рис. 64. Детали регулятора натяжения верхней нитки (машина «Зингер»):
/ малый - толкатель. 2— компенсационная пружина; 3— ось регулятора; 4 нитезажнмиые шайбы; 5 — отжимная шайба; 6 - нажимная пружина; 7— нажимная гайка; 8 — опорно-регулнровочное кольцо (удаляется); 9—корпус машины; 10 -опора компенсационной пружины (скос в приливе); И отжимной рычаг на регуляторе (у некоторых разновидностей машин «Зингер»)
202
нами, не должно быть просвета. Покоробленные шайбы ставить нельзя.
Возможно, что компенсационная пружина поломана или ее вовсе нет. Разобрать регулятор, вывернув его ось 3. Если часть пружины 2 сохранилась внутри регулятора, ее выбросить. Металл стал хрупким, и при попытке сделать нитезацепной крючок он ломается. Пружину 2 заменить. Можно взять пружину от тех машин, от которых и шайбы. С регулятора снять опорное кольцо 8, прикрепленное внизу одним винтом. Теперь для опоры компенсационной пружины приспособить нижний уступ в приливном полукольце корпуса машины. Уступ сверху надпилить трехгранным напильником так, чтобы конец пружины лег в канал и не мог свободно соскакивать с onopti 10. Компенсационную пружину 2 можно сделать работающей на разжим. Помещается она с левой стороны регулятора и работает снизу вверх. Натяжение должно быть слабым. Последний виток пружины 2 сделать в виде малого кольца для того, чтобы в него вошла узкая часть оси регулятора с резьбой. Этим кольцеобразным витком закрепляется пружина. На некоторых машинах установлена отжимная шайба 5, отжимной толкатель внутри оси регулятора, а внутри фронтальной полости — отжимной рычаг, действующий от механизма подъема лапки. При плохой работе отжимного рычага смочить его раствором масла И8А в растворителе № 647 (соотношение 1:1). После проработки отжимного рычага вручную в течение 5 мин он будет работать хорошо. То же самое можно проделать со стержнем прижимной лапки. Он часто зависает во втулках из-5а малого хода при работе, скоплении на нем грязи и засохшего масла, особенно под цилиндрической пружиной. На некоторых машинах описанный отжим шайб не предусмотрен. Отжим осуществляется специально установленным на регуляторе отжимным рычагом 11. который приводится в действие пальцем руки. Ставится рычаг перед конической пружиной.
Особую трудность вызывает отсутствие нажимдой гайки на регуляторе. Ось регулятора вывернуть и выточить гайку по резьбе на оси (делает токарь). Перерезать резьбу на Мб опасно, можно сломать рожок.
Если сорвана резьоа на оси регулятора, взять ось регулятора от машины «Чайка» 3 кл. или «Чайка» 2,2М кл. и нарезать на несущем конце резьбу М5. В отверстии
203
Рис. 65. Челнок машины типа «Зингер»: / регулировочный винт натяжения нит ки, 2 — корпус, «У -пластинчатая пружина. прижимающая шпульную нитку; 4 шпулька 34X9 мм
машины нарезать резьбу метчиком М5 и поставить новую ось.
Отломанный рожок оси регулятора приварить. В прорезь поставить калиброванную пластину толщиной 2,1 мм и навернуть гайку. Лучше, конечно, поставить новую ось.
2. Челнок у машин такого типа длиной около 50 мм с заостренным передним концом. Сверху на челноке привинчена регулировочным винтом 1 (рис. 65) пластинчатая пружина из двух ветвей. Часто тонкая ветвь отломана, и челнок работает с одной широкой основной ветвью. Задача пластинчатой пружины — прижимать нижнюю челночную нитку. Ее натяжение регулируется винтом. На месте отлома второй ветви притупить острую кромку алмазным плоским надфилем, иначе может происходить обрыв верхней нитки.
Выточить вручную пластинчатую пружину 3 из сталистой и в то же время хорошо поддающейся обработке пластины толщиной 0,4—0,3 мм. Время на вытачивание пластины примерно 2 ч. Контуры пластинчатой пружины очертить со старой, предварительно отжечь ее на малом огне и выпрямить, сделав плоской. На заготовке просверлить отверстие диаметром 2 мм для регулировочного винта Совместить отверстия со старой пружиной, сблочить их винтом с гайкой, затем острой иглой скопировать контур. Данная работа кропотливая, ответственная и спешить при ее выполнении не следует.
От многолетней работы на корпусе 2 челнока, где выходит нитка, образуется канавка. Такой же желобок (канавка) образуется и на пластине. По этой причине прижатая до предела пластина не может тормозить нитку. В результате строчка получается некачественной — нижняя нитка выходит наверх ткани и петляет. Для устранения канавки на челноке алмазным надфилем спилить ровную площадку до полного исчезновения канавки, а на пластине сделать небольшую выпуклость внутрь. Эту работу выполнять так. Пластинчатую пружину 3
204
Рис. 66. Челночная каретка (машины «Зингер»)
/ — шаблон для вырезки выстилающих пластин; 2 — каретка со снятой выстилающей пластиной. 3 каретка облегченного типа; 4 задний сгиб каретки. 5 уклон задней стенки; 6 ограничитель
положить на край деревянной подставки желобком вниз. Сверху поперек пластины поставить конец отвертки и легко ударить по ней молоточком. Пластина немного прогнется и будет хорошо прижимать нитку.
Бывает, что у челнока острие носика не только затупилось, но и сработалось, настолько, что обрело форму выпуклости В результате нитка задерживается на выпуклом участке челнока и обрывается. Убрать выпуклость на челноке до прямой линии О|Ог (рис. 66) можно на механическом наждачном камне. После стачивания снять грубые полосы алмазным надфилем. Обработать поверхность наждачной бумагой мелкой зернистости, затем на механическом войлочном шлифовальном круге, пропитанном пастой ГОИ (поверхность отшлифовать до зеркального блеска). Время на работу примерно 30 мин.
В торцовой части челнока может появиться щербинка, за которую цепляется при выходе из челнока нитка и обрывается. Сточить ее плавно вверх. Если челнок заржавел, отшлифовать его на войлочном круге. Главная задача челнока - без задержки проскакивать сквозь петлю-напуск верхней нитки. А это возможно лишь при безупречно отшлифованной поверхности В челноке скап-тиваются грязь, очесы от ниток и ткани, в результате
205
chipmaker.ru
чего плохо вращается шпулька и может обрываться нижняя нитка. Поэтому необходимо периодически чистить челнок внутри.
3. Деталь, в которой лежит челнок, называется кареткой. Основание каретки вложено в паз и привинчено одним витком. Вид крепления, скажем прямо, не совсем надежный. По этой причине, нельзя задавать большую частоту вращения главному валу. А ведь машины типа «Зингер» работают и на ножном приводе — с большей частотой вращения.
Часть задней пластины, которая выстилает каретку, отломана. Ремонт начать с заготовки отломанной части. Для этого выбить заклепку, расположенную на задней части каретки, поставить на каретку часть заготовленной пластины соответствующей конфигурации и закрепить ее гвоздиком диаметром 1,5 мм с круглой головкой (лишнюю часть гвоздика откусить кусачками и сделать в виде заклепки). Заднюю часть каретки отклонить назад на 100°, а сверху обязательно сделать уклон в сторону сбегания нитки. Эта операция касается кареток всех машин такого типа. Если перечисленные уклоны отсутствуют, будет обрыв верхней нитки.
Если нет выстилающей пластины в каретке, сделать ее из стальной фольги, толщина которой 0,2—0,25 мм.
Если сорвана резьба в каретке, нарезать новую увеличенную резьбу, под нее сделать винт с широкой головкой и короткой нарезной частью, равной 4 мм. Резьба винта от М4 до М5 (по месту).
Если в конструктивно облегченной каретке 3 отломан боковой ограничитель 6 челнока, его можно припаять проволочкой в виде петли, длина которой 7 мм, а толщина 0,5 мм. Можно использовать кусочек проволоки от компенсационной пружины. Работает такое устройство отлично. Пайку выполнять чистым оловом.
4. Проверить иглу и игловодитель (рис. 67). Снять игольную пластину, вынуть и разобрать игловодитель. Конец игловодителя, где крепится игла, отжечь на пламени и поставить игловодитель на место. Поставить иглу и закрепить ее. Поднять игловодитель в высшее положение. С левой стороны положить на игловодитель трехгранный напильник ребром и молоточком легонько ударить два-три раза. Конец игловодителя должен немного изогнуться вправо и вывести иглу вровень с внутренней поверхностью дуги, по которой скользит челнок
206
Рис. 67. Расположение иглы в игольном вертикальном пазу платформы (машина «Зингер»): а до ре монте; б после ре мотЛа
во время работы. Такой изгиб конца игловодителя необходим. Без подвода иглы к челноку на расстояние 0,2—0,1 мм пропуск стежков в строчке неизбежен. Отжиг конца игловодителя в течение 5 мин необходим. Без него случаются поломки этой весьма тонкой части стержня. Закаленный стальной игловодитель без отжига изгиба не выносит.
5. Если теперь в строчке будет пропуск стежков, немного подогнуть отверткой каретку вверх.
Переднюю часть каретки при пропусках стежков в строчке загнуть вверх, при задевании челнока или каретки о задвижку — подогнуть внизу, при задевании за рычаг подъема зубчатой рейки — подогнуть вверх.
Задний конец каретки подогнуть так: при задевании о задвижку—вниз, при обрыве верхней нитки—вниз или вверх (необходимо опытным путем найти оптимальное положение этой части каретки); при обрыве нижней нитки — вниз.
При обрывах верхней или нижней ниток кроме всех мер, перечисленных выше, всю зону прохождения челнока (каретки) проверить на наличие заусенцев и острых, выступов. На корпусе машины, на зубчатой рейке, задвижках, каретке и челноке сгладить, притупить и отшлифовать все неровности, за которые может цепляться нитка.
Встреча носика челнока с иглой при ее движении из крайнего нижнего положения должна произойти выше ушка иглы на 1,5—2 мм. Если при этом челнок с кареткой будут стучать по задвижке, подогнуть каретку ниже (вынужденная мера). Вывернуть винт, фиксирующий
207
chipmaker.ru
уровень игловодителя, ослабить винт справа и опустить игловодитель на такую высоту, при которой челнок встречается с иглой выше ее ушка на 1,5—2 мм. Крепко зажать второй винт справа на детали крепления игловодителя Теперь оставшийся винт будет обеспечивать стабильность уровня игловодителя, поскольку левый винт, жестко блокировавший игловодитель с деталью, удален. Если при шитье, например, кожи игловодитель сбивается, ослабить его винт крепления на детали и подложить под стержень фольгу в один слой толщиной 0,2 мм. Ширина полоски фольги равна 5 мм. Зажать винт накрепко отверткой, длина которой 125 мм. Более длинная отвертка может поломать детали.
6. Поставить игольную пластину на место и прикрепить ее винтом Может случиться так, что игла при опускании вниз будет задевать за правую сторону отверстия игольной пластины. В результате зазор между иглой и челноком увеличится и в строчке будет пропуск стежков. Сндть пластину и спилить на 0,5 мм правую сторону игольного отверстия там, где его края касается игла. Спиливать алмазным надфилем круглого сечения.
7. Зубья рейки двигателя ткани затуплены. Рейку снять и наточить зубья алмазным надфилем трехгранного сечения. Зубья имеют наклон назад, поэтому точить переднюю сторону зуба. Время на заточку не более 2 мин.
Пружину нажима лапки надо опустить. Для этого верхнюю нажимную резьбовую втулку вывернуть настолько, чтобы нажим лапки был весьма умеренным. Сильный нажим лапки на ткань собирает ее, вызывая износ деталей и создавая тяжелый ход машины. Стержень лапки разобрать и очистить наждачной бумагой
8. Люфт в соединениях должен быть минимальным. Если он велик, привести его в норму. Челнок в каретке должен иметь люфт порядка 0,5 мм. Если он больше, подвинуть каретку влево к челноку. Если меньше (нитка с трудом проскакивает в начале или конце челнока), отодвинуть каретку Если сместить каретку невозмож но, люфт в 0,5 мм можно обеспечить за счет отгиба (подгиба) передней или задней (лучше) стенки каретки в горизонтальной плоскости
Люфт в рычагах под платформой устранять зажим ными винтами. Люфт челнока на коленчатом валу устранять винтом, расположенным на вертикальном рычаге
208
с задней стороны машины. Чтобы увидеть нужный винт, открыть круглое отверстие с задней стороны справа. Он будет виден на переднем плане. Повернуть винт на 2—3°, так-как он очень сильно влияет на люфт деталей. При такой регулировке следует контролировать легкость вращения всего механизма на приводе.
9. От многолетней работы резиновый ролик механизма наматывания шпульки не обеспечивает надежного сцепления с маховиком. Заменить резиновый ролик. В месте шарнирного крепления
Рис. 68. Наматывание нитки на шпульку (машина «Зингер»):
/ — шпулька с намотанной ниткой; 2—во дило ннтки
механизма к проушине машины
заменить тарельчатую пружину, если она есть и износи-лась, если же ее нет, подпилить проушину на 0,5 мм и поставить тарельчатую пружину. Ее можно поставить от регулятора длины стежка машины 2М кл. ПМЗ или «Чайка» 3 кл.
Бывает, что водило 2 (рис. 68) нитки поставлено так, что нитка наматывается неправильно. Она должна наматываться с уклоном справа налево и сбегать сверху вниз. Шпулька в челноке всегда обращена острым концом в левую сторону. Если нитка наматывается неправильно, подогнуть верхнюю часть водила 2 в месте узкого перешейка. Подгибать только в порядке исключения и на очень малый угол (2°).
10. Обрыв верхней нитки может происходить по следующим причинам:
задерживание нитки на кончике челнока. Выполнить работы с челноком, перечисленные выше. Решающими являются два фактора: заострение челнока и тщательная полировка его поверхности;
204
sr.ru
недостаточный наклон в двух плоскостях каретки (ее задней стенки), о чем сказано выше;
острый выступ шпульки на задней части каретки. Шпульку можно сделать самому (см. рис. 65, 68);
отломана выстилающая пластина задней части каретки;
угол наклона задней вертикальной стенки каретки менее 100°;
острые углы и кромки на поверхности той части платформы, где скользит челнок, отломы и наплывы от наклепа на задней части челнока, сильное натяжение на регуляторе.
11. Обрыв нижней нитки может происходить по следующим причинам:
туго затянут винт регулировки натяжения нижней нитки на челноке;
высоко поднята задняя часть каретки—отогнуть ее вниз на 1 мм, нитка перестанет защемляться, и ее обрыв ликвидируется;
острые углы и кромки на поверхности той части платформы, где скользит челнок.
12. Причины пропуска стежков в строчке:
расстояние между носиком челнока и ушком иглы в момент их встречи менее 1 мм. Опустить игловодитель до 2—2,5 мм или подогнуть вверх переднюю стенку каретки;
зазор игла — носик челнока в вертикальной плоскости больше 0,1 мм (см. выше);
расстояние между челноком и иглой, когда она находится в крайнем нижнем положении, менее 2 мм Повернуть правый винт-эксцентрик на штанге (под платформой). Если такого эксцентрика нет, снять штангу и подогнуть ее так, чтобы концы остались строго на одной прямой линии без перекосов отверстий.
13. Стягивание ткани (особенно тонкой) в строчке происходит из-за сильного натяжения нижней нитки и сильного нажима лапки на ткань. Необходимо отпустить винт на челноке и ослабить винт нажима лапки, ослабить натяжение верхней нитки на регуляторе. Зубчатая рейка должна быть оптимально поднята и выходить из пластины не выше чем на высоту зуба.
Натяжение компенсационной пружины должно быть очень слабым.
210
ШВЕЙНАЯ МАШИНА «ЗИНГЕР» Ц-ШП (ГЕРМАНИЯ)
Эта машина центрально-шпулечная, прямострочная, с ножным или ручным приводом, выпуск 25—30-х гг. Внешний вид незавидный, но списывать ее еще рановато — после соответствующего ремонта машина будет работать отлично. Надежность в работе — это одно из главных ее качеств, о которьц могут только мечтать владельцы современных машин, да и их конструк-
торы.
1. На фронтальной крышке слева смонтирован регулятор натяжения верхней нитки, а посередине — нитенаправитель. Регулятор натяжения верхней нитки реконструировать. Нитенаправительную скобу убрать. Компенсационную пружину заменить (-как правило, она сломалась или заржавела). Из первого витка с левой стороны сделать кольцо диаметром 5 мм, за него пружина прикрепляется к оси в основании регулятора. Внутренний конец оси на резьбе. Из двух витков правой стороны сделать крючок и установить его справа от регулятора на уровне оси. Натяжение компенсационной пружины должно быть средним. Восстановить нитенаправитель на середине крышки. Материалом может служить нержавеющая сталь толщиной 0,3—0,5 мм.
Сделать клин. Пробить гвоздиком отверстие диаметром 1,2 мм. Этот же гвоздик будет служить заклепкой 4 (рис. 69). Расклепывать за- клепку и загибать заготовку с наружной стороны.
При установке крышки на машину обеспечить зазор между отжимной шайбой на регуляторе и рычагом подъема лапки. Между ними находится толкатель в виде стержня размером 25X2 мм. При отсутствии зазорА бу-
Рис. 69. Нитенаправитель фронтальной крышки (машина «Зингер» Ц-ШП):
/ — заготовка; 2 — наружная сторона крышки; 3 — внутренняя сторона крышки: 4 — головка заклепки; 5 — расклепанный коней
I
дет происходить петляние верхней •нитки’' снизу. Наличие нитенаправителя на фронтальной крышке обязательно.
2. Края в отверстии
211
er.ru
игольной пластины выровнять, сделать гладкими (рм. гл. 2 «Механизм иглы») и установить зазоры:
иглу поставить до упора длинным желобком влево. Положение иглы в прорези угольной пластины должно быть по центру. Регулировать подгибанием конца игловодителя (очень ответственная операция!). Игловодитель при подгибе поднять в верхнее крайнее положение. Возле иглы, с левой стороны, на игловодителе должен быть установлен игольный нитенаправитель (с.м. рис. 27 — аналогично). Его винт крепления находится с правой стороны и является ограничителем установки иглы'
зазор между нитенаправительной пластиной и иглой 0,8—1 мм. Снять пластину с корпуса хода челнока и правую рабочую кромку. Если она с зазубриной от трения нитки, сделать ее ровной и гладкой (см. рис. 57 — аналогично). Оба отверстия крепления пропилить на 2 мм в правую сторону, т. е. в сторону движения челнока, и подвинуть пластину в сторону иглы до получения нужного зазора;
расстояние между челноком и иглой, когда она находится в крайнем нижнем положении (заход челнока за иглу), 1 —1,5 мм. Если оно больше или меньше, соединение вала толкателя челнока с кривошипом кулисы перевести со штифта на два регулируемых винта. Для этого выбить штифт и вал. Штифтом заделать отверстие на валу заподлицо. На кривошипе нарезать резьбу М4 в верхнем отверстии и поставить винт (подробнее см. гл. 3 «Швейная машина 2М кл. ПМЗ»). Теперь челнок стал регулируемым относительно иглы, что дает возможность установить требуемое расстояние;
зазор между толкателем и челноком на входном конце 0,3 мм, на выходном конце 1 мм. Указанные зазоры можно сделать, если отсутствует эксцентриситет, т. е. несовпадение центров вращения вала толкателя и челнока. Практически эти два центра совпадают очень редко. В таком случае из двух оптимальных размеров (0,3 и 1 мм) выбрать один. Второй зазор будет таким, какой получится. Например, на входном конце гсделать зазор 0,3 мм, тогда на выходном может получиться зазор 1,5 мм. Если уменьшить зазор на выходном конце, уменьшится зазор на входном конце. А этого нельзя допустить. Второй пример: на входном конце зазор 1 мм, а на выходном — 0,5 мм. В таком случае умень
212
шить зазор на входном конце нельзя, так как соответственно уменьшится зазор на' выходном конце, поэтому зазоры оставить без изменения.
Как видно из двух примеров, оптимальные зазоры не всегда можно сделать. Регулировать их смешением корпуса хода челнока за счет зазоров в двух винтах его крепления или подгибанием толкателя и его концов в одну или другую сторону;
зазор между иглой и челноком в вертикальной плоскости его вращения сделать равным 0,3 мм. Однако оптимальный зазор 0,05—0,1 мм. Почему же в данном случае зазор велик? Во-первых, до момента встречи челнока с иглой петля-напуск успевает достичь таких размеров, что носик челнока берет ее без пропусков. Во-вторых, износ паза в корпусе хода челнока всегда такой, что челнок имеет поперечный люфт 0.4—0,5 мм. Он и не позволяет сделать меньший зазор. В противном случае челнок начнет ломать иглы. Но для того чтобы все-таки сделать зазор в 0,1 мм, на корпусе хода челнока отфрезеровать рабочую плоскость, на которую ложится запорное кольцо, уменьшить высоту паза до размеров высоты рабочей кромки челнока плюс 0,05—0,1 мм на зазор Эта работа весьма ответственная (подробно см. гл. 2 «Челночное устройство»).
Регулировать зазор следует подкладыванием одного или более слоев ободной ленты под корпус хода челнока выше винтов его крепления;
встреча носика челнока с иглой происходит на 1,5— 2 Мм выше верхнего края ушка иглы. Регулировать расстояние смещением игловодителя по вертикали.
3. Иногда прижимная лапка плохо опускается и не прижимает должным образом ткань. Причиной тому является винт крепления стержня, который задевает за фронтальную крышку. В таком случае надо или заменить винт кронштейна, или подпилить его. Винт не должен выступать над его поверхностью более чем на 0,5 мм. лучше, если он будет заподлицо с ним.
ШВЕЙНАЯ МАШИНА «ФЕНИКС» 29 кл. (ГЕРМАНИЯ)
Эта машина простого зигзага в ножом исполнении выпущена в 1910-х гг.
1. Реконструировать регулятор натяжения верхней нитки. Нитенаправительную скобу убрать (рис. 70, а). Компенсационную пружину' сделать работающей с лег
213
r.ru
Рис. 70. Некоторые детали и параметры машины «Феникс» 29 кл.. а ннтенаправительмая скоба; б шпулька и фиксаторный палец до ремонта; в то же после ремонта, а — встреча челнока с иглой, д- заход челнока т иглу
вой стороны регулятора снизу вверх. Опорой для нее будет служить уступ на цилиндре-основании регулятора. Игла ставится вверх до упора желобком к швее.
2. Зазор между фиксаторным пальцем и неподвижным шпуледержателем в силу износа рабочей поверхности названных деталей увеличился до 2 мм (рис. 70,6). Создалась угроза провертывания шпуле-держателя челнока, приводящего к выходу из строя машины. Опустить фиксаторный палец нельзя, так как вверху на его тыльной стороне есть штифт, фиксирующий палец строго в определенном положении. Но отверстие для крепления пальца продолговатое и явно предназначено для регулировки зазора. Для обеспечения требуемого зазора срезать штифт на верхнем конце пальца и опустить его вниз до зазора, равного 0,5—0,6 мм (рис. 70, в).
3. Зазор между носиком челнока и иглой в вертикальной плоскости равен 0,05 мм. Регулировать смещением челнока вдоль вала. Для этого ослабить оба винта крепления челнока на валу, сместить челнок на требуемый зазор и завернуть винт (слабо).
4. Встреча иглы и носика челнока при левом уколе зигзага происходит на 2 мм выше ушка иглы (рис. 70, а).
214
Измерение вести от верхнего края ушка до нижней кромки носика челнока (этот параметр не регулируется!).
5. Зазор между носиком челнока и иглой, когда она находится в крайнем нижнем положении при правом уколе зигзага, определяется центральным углом (45°) между вертикалью и носиком челнока (рис. 70,6) Регулировать поворотом челнока на оси Два винта крепления челнока надежно закрепить.
ШВЕЙНАЯ МАШИНА HAID NEU (ГЕРМАНИЯ)
Это прямострочная машина с ручным или ножным приводом. В народе этот тип машин называют кольцовкой, очевидно, по форме челнока, имеющего вид незамкнутого кольца, хотя есть подобные машины, у которых челнок выполнен в виде почти замкнутого кольца, вращающегося в горизонтальной плоскости. В данной машине челнок качающийся в вертикальной плоскости (как у машины 2М кл. ПМЗ). Челнок одновременно выполняет функции шпульного колпачка (как у машины <3ин-гер» с качающимся челноком в горизонтальной плоскости)
Устройство машины во многом схоже с устройством машины 2М кл. ПМЗ, но есть и принципиальная разница. Внизу под платформой расположены три больших вала, а справа — малый вал с кулисой. С левой стороны челночное устройство выполнено так. Корпус хода челнока имеет полую цапфу, входящую в отверстие прилива платформы. Через цапфу проходит вал толкателя челнока. Цапфа стопорится винтом, ослабляя который можно сместить ее вдоль вала. На правом конце челночного вала кривошип получает колебательное движение от кулисы малого вала.
1. Проверить чечночное устройство. На входном конце толкателя челнока прикреплена двумя заклепками буферная пластина. Ставится она изнутри конца в место контакта с челноком, загибается на внешнюю сторону свободным концом. Свободный конец должен быть плотно прижат к концу толкателя, иначе верхняя нитка будет зацепляться и обрываться. От многолетней работы эта пластина износилась на сгибе и стала рвать нитку. Обязательно заменить пластину. На сгибе пластина имеет зазор около 1,5 мм, что обеспечивает мягкость работы. Пластина должна быть сталистая толщиной
215
chipmaker.ru
0,5—0,4 мм, шириной 4 мм, длина определяется по jwec-ту. Пластину ставить на заклепки заподлицо.
Челнок закреплять открытым съемным кольцом, которое ставить скосами на концах наружу (как у машины 2М кл. ПМЗ) на двух центрирующих штифтах и зажимать двумя вертушками на винтах.
2. Восстановить с правой стороны регулятора компенсационную пружину, натяжение которой сделать умеренным, нитенаправительную скобу убрать.
3. Прорезь игольной пластины изрезана многочисленными ударами иглы, такой же недостаток и в прорези прижимной лапки. При помощи куска ножовочного полотна и круглого алмазного надфиля сделать изрезанные края гладкими.
4. Зубья рейки проточить алмазным надфилем.
5. Отрегулировать следующие параметры:
зазор между челноком и толкателем на входе и выходе верхней нитки должен быть равным 0,3—0,2 мм и регулируется подгибом конца пластины на входном конце толкателя;
игла в прорези лапки и игольной пластины должна располагаться по центру. Регулировать так. В лапке— поворотом стержня, в игольной пластине — смещением иглы за счет ее люфта в игловодителе, который образуется при установке;
между иглой и носиком челнока в вертикальной плоскости зазор 0,3 мм. Он увеличен из-за износа как челнока, так и паза в корпусе хода челнока. Если сделать фрезеровку наружной плоскости корпуса хода челнока (а это сделать нетрудно), необходимо поставить и новый челнок. Только тогда можно уменьшить зазор до 0,05 мм. Но оптимальный зазор можно установить опытным путем (при шитье). Для установки зазора ослабить винт крепления цапфы корпуса хода челнока, ослабить винты крепления кривошипа на валу привода челнока, сместить корпус влево или вправо на требуемый зазор, получив его, зажать все три винта накрепко;
заход челнока за иглу, т. е. расстояние между носиком челнока и иглой, когда она находится в крайнем нижнем положении, 1 —1,5 мм. Ослабить два винта на кривошипе вала челнока и, придерживая маховик, провернуть вал до достижения требуемого зазора. Завернуть оба винта;
21С
встреча челнока с иглой должна произойти на 2 мм выше ушка иглы. Регулировать смешением игловодителя по вертикали. Винт крепления игловодителя расположен с правой стороны. Вход для отверстия находится в корпусе рукава справа снаружи.
ШВЕЙНАЯ МАШИНА «ДЮРКОПП» 301 кл. (ГЕРМАНИЯ)
Машина выполняет две прямые строчки. Каждая строчка делается своим автономно устроенным механизмом от катушкодержателя до вращающегося челнока. Это как бы две машины, соединенные в одну. При необходимости одно челночное устройство можно отключить, снять его иглу, и тогда машина будет делать одну строчку. Конструкция ее сложнее, чем у обычной швейной машины. Рабочий цикл складывается из двух уколов иглой и продвижения ткани на один стежок.
Эта машина была завезена немцами во время Отечественной войны в один из городов Донбасса. Надо было переделать ее на обычную бытовую машину. Прежде всего реконструкции подвергся механизм двигателя ткани. Предстояла задача сделать его работу такой, чтобы за один укол иглой получался один стежок.
Внизу под платформой на коротком валу слева находится кулачок 1 (рис. 71) подъема зубчатой рейки. Его рабочий контур представляет собой усеченный с одной стороны цилиндр. Справа на этом валу расположена шестерня 3, паз которой имеет профиль усеченной окружности. Это шестерня-задатчик горизонтального движения
Рис. 71. .Детали механизма двигателя ткани (машина «Дюркопп» 301 кл ):
/ — кулачок подъема зубчатой рейки до реконструкции; 2 — то же после реконструкции; 3—шестерня с ведущим пазом подачи гкани до реконстрч каин;
4 — то же после реконструкции
217
chipmaker.ru
Рис. 72. Траектория движения нитепритягивателя (машина «Дюр-копп» 301 кл.)
зубчатой рейки. За два оборота маховика игла делает два укола, а кулачок 1 и шестерня 3 (оба задатчика) — один оборот. Ткань подается тогда, когда ролики перемещаются по плоскостям на кулачке /ив пазу шестерни. 3. Вполне очевидно, что и кулачку, и профильному пазу шестерни надо придать форму равностороннего треугольника. Каждая грань в двух названных деталях должна иметь центральный угол 120° (360°:3). Итак, машина стала делать один стежок после каждого укола иглой. Но при всех возможных вариантах наладки верхняя нитка петляла снизу. Нитепритягиватель упорно не хотел ее вытягивать и затягивать. Более того, не вытянутая полностью верхняя нитка снизу при следующем холостом обороте челнока захватывалась и обрывалась. Надо было дотягивать верхнюю нитку.
При первой реконструкции нитепритягивателя был увеличен его угол подъема. На рис. 72, Л и Б — крайние точки колебания нитепритягивателя до реконструкции, В и Д —то же после первой реконструкции. Если до реконструкции верхняя нитка обрывалась тогда, когда нитепритягиватель находился в верхнем положении в точке Б, после реконструкции стала обрываться в точке В.
Очевидно, надо было сделать амплитуду колебания нитепритягивателя от точки А до точки Д, но существующий рычаг этого сделать не мог. Возникла необходимость поставить другой рычаг с другим центром вращения, но с приводом существующего нитепритягивателя
218
Рис. 73. Иглодержатель машины <Дюркопп* 301 кл.:
а —усилительная пластина: /—отверстия для крепления к раме узла, 2 — отверстие для направления ниток; 3 — отверстие крепления рамки игл; б — иглодержатель в сборе: / — вертикальный стяжной болт крепления усилительной пластины; 2 усилительнвя пластина 3 — заклепочное крепление усилительной пластины к раме узла; 4 игловодитель; 5 винт крепления рамки узла к игловодитслю; 6 рамка (входит снизу в глубокий паз игловодителя). 7 рамка игл; 8 — винты крепления рамки игл к раме узла, 9—подвижной сухарь крепления иглы; 10 — винт крепления иглы. // — правая игла; /2 — левая игла
(см. рис. 72): О,—центр вращения старого рычага; О-г — центр вращения нового нитепритягивателя; А — нижняя крайняя точка обоих рычагов—нового и старого; Б — верхняя крайняя точка прежнего рычага; Д— верхняя крайняя точка нового нитепритягивателя, К.— точка пересечения обоих рычагов. В этой точке в новом нитепритягивателе сделан палец-ось с вращающимся роликом. И в этой же точке иа старом рычаге сделана вил- -ка-кулиса, в которой перемешается ролик нового рычага. Отрезок чуть меньше БК отрезан от прежнего нитепритягивателя.
После такой реконструкции машина стала шить отлично. В процессе шитья обнаружилось, что слаб .узел крепления игл. Его также пришлось реконструировать. Вверху узла была поставлена пластина из нержавеющей стали толщиной 1 мм (рис. 73, а, б).
После такой реконструкции увеличилась жесткость узла и прочность крепления игл. Но расстояние между иглами стало стабильным (5 мм), менять его. к сожалению, уже нельзя.
Следующим, четвертым объектом реконструкции стала прижимная лапка. Заводом-изготовителем установлена сдвоенная лапка. На одном вертикальном стержне
219
Рис. 74. Схема главной пе-
редачи машины «Дюркопп»
301 кл.:
/ - монтажное отверстие, 2 — корпус машины, 3 — смазочное . отверстие; 4 — маховик; 5 — винты крепления маховика; 6 главный вал; 7 — вертикальный вал; 8 ведомая коническая шестерня; 9 ведущая коническая шестерня; Ю -винт крепления ведущей шее терни
установлена лапка, состоящая из двух, автономно действующих. При шитье выяснилось, что лучше их сблокировать в одну. Снятые со стержня лапки были соединены при помощи электросварки (сверху) с последующей обработкой. При дальнейшей работе на машине стало наблюдаться нарушение синхронности игл с челноком. Оказалось, пробуксовывает нижний вал в том месте, где крутящий момент с верхнего вала передается на вертикальной приводной нижнего механизма. Схема такой передачи в машине представлена на рис. 74. Пробуксовка происходила по причине срыва резьбы в ступице ведущей конической шестерни на главном валу. Жак -в создавшейся ситуации закрепить шестерню на валу?
Сделать полную разборку машины и на снятой шестерне просверлить новое отверстие, нарезав резьбу, или в старом отверстии нарезать увеличенную резьбу. И то и другое ие представлялось возможным, так как ремонт происходил в домашних условиях. Были попытки через монтажное отверстие в корпусе и через отверстие в ступице шестерни просверлить сквозное отверстие на главном валу. Они не увенчались успехом, так как вал оказался настолько твердым, что ни одно сверло его не брало. Оставался один выход — прибегнуть к помощи эпоксидного клея. Хорошо обезжирив растворителем № 647 участки поверхности главного вала с левой и правой стороны, участки около ведущей шестерни, торцовые плоскости шестерни и всю поверхность ступицы, на них был нанесен эпоксидный клей слоем толщиной до 3—5 мм.
220
Таким образом вал был связан с ведущей шестерней «намертво».
Итак, благодаря реконструкции четырех узлов и специфическому ремонту главной передачи, двухстрочечная машина «Дюркопп» 301 кл. была поставлена в строй действующих весьма полезных швейных машин.
При установке зазоров между носиком челнока и иглой пользуются двумя регулирующими устройствами: под платформой расположен винт крепления конической шестерни, которая приводит в движение челнок. Винт можно ослаблять, и тогда при вращении маховика он будет остановлен. При достижении нужного зазора винт зажимают и челнок начинает вращаться:
игловодитель смещается по вертикали по обычной схеме. Но при этом надо иметь в виду, что смещение игловодителя обусловливает смещение одновременно двух игл для обоих челноков. Регулируют сначала правую иглу по правому челноку, затем левую иглу по левому челноку.
На машине установлены два регулятора натяжения верхних ниток. Две верхние нитки со своих катушек до игл нигде не пересекаются и не соединяются. Единственное отверстие — игольный нитенаправитель, где обе нитки идут рядом в одном отверстии, но и там.они занимают одна правую, другая левую сторону. Параметры встречи иглы и носика челнока определяются опытным путем.
ШВЕЙНАЯ МАШИНА «КЕЛЛЕР» 53-2 кл. (ГЕРМАНИЯ)
Данная машина простого зигзага с ножным приводом надежна в работе. Ее исполнение особо точное. При шитье различных видов тканей строчка устойчива, ход легкий. Однако и эта машина не лишена некоторых конструктивных недостатков.
1 Обратить внимание на винт регулировки положения иглы в прорези игольной пластины относительно правой и левой стороны. Он в процессе работы может произвольно затянуться «намертво», и тогда зигзага не будет. Этот винт не должен быть в стопорном состоянии во время работы, за ним требуется систематическое наблюдение.
2. Реконструировать регулятор натяжения верхней нитки. Убрать нитенаправленную скобу. Свободный конец консольной планки, прикрепленной к кронштейну
221
chipmaker.ru
Рис. 75. Съемная панель (машина «Келлер» 53-2 кл ). / левый штифт; 2 — левый виит; 3 — верхний правый винт; 4 — правый штифт; 5 - нижний правый винт; 6 панель
узла подъема лапки, осадить вниз на 10 мм. Он будет опорой компенсационной пружины регулятора. Пружина будет работать с левой стороны регулятора на разжим.
3. Проверить зазор между иглой и нитенаправительной пластиной, установленной на корпусе хода челнока. Он должен быть равен 1 мм. Для его установки необходимо снять игольную пластину, сверху малой отверткой ослабить два винта, расположенных на задней стороне пластины (как у машины «Чайка» 2 кл.). Пластину сместить назад до установления требуемого зазора. Закрепить оба винта.
4. Бывает так, что зубья рейки высоко подняты над игольной пластиной и ткань плохо продвигается. Чтобы опустить рейку‘до высоты зуба, надо ослабить винт на переднем конце рычага двигателя ткани, на котором установлена зубчатая рейка, и сместить вверх палец, опирающийся на коромысло на столько, чтобы зубья по всей своей высоте возвышались над игольной пластиной. Зажать винт крепления опорного пальца.
5. Как и во всех машинах, возможен пропуск стежков в строчке на нейлоне, капроне и т. п. Причина в отсутствии устройства для регулировки зазора между иглой и челноком в вертикальной плоскости его вращения. Такой зазор у некоторых машин достигает 1,5 мм, норма же 0,05 1 мм. Тут без реконструкции не обойтись. Внизу под платформой смонтирована панель, на которой располагаются все механизмы. Крепится она тремя винтами 2, 3 и 5 (рис. 75), а центрируется двумя штифтами / и 4. Чтобы приблизить челнок к игле, необходимо левую сторону панели повернуть к игле (на рисунке пока
222
зано стрелкой). Для этого выполнить следующие работы:
с правой стороны отсоединить шатун.от приводного вала челнока; отсоединить вилку подачи материала;
отвинтить и снять три больших винта 2, 3 и 5 крепления панели к платформе;
двумя отвертками с обеих сторон поднять панель и снять ее с центрирующих штифтов;
штифт / на левом конце снять и убрать совсем;
поставить панель на место на один правый штифт 4, поставить три больших винта 2, 3 и 5, но до конца-их не заворачивать;
соединить валы с шатуном и с вилкой подачи. При этом не перепутать скрепляющие винты. Шатунный винт длиннее — он скрепляет шату н с приводным валом челнока (средним валом). Вал подачи становится нижним, когда машина положена на заднюю сторону;
поставить челнок (а не шпульный колпачок), опустить иглу в крайнее нижнее положение;
левую сторону панели подвинуть к игле так, чтобы зазор между иглой и челноком был в пределах 0,05—0,1 мм (это еле видимый просвет). Вся панель.будет поворачиваться на оси — правом штифте 4. Поворот происходит за счет зазоров в трех больших винтах, которые еще не затянуты;
закрепить три больших винта. Проверить зазор между иглой и челноком Если он нарушился, ослабить немного три винта и смещением левого конца панели отрегулировать зазор. Накрепко закрутить три винта их ослабление во время работы машины недопустимо.
Винт крепления рамки игловодителя к тяге блока зигзага —эксцентрический. Он выполняет двойную функ цию. соединяет тягу с блоком зигзага и регулирует положение иглы в щели игольной пластины относительно правой и левой стороны.
6. Отрегулировать следующие параметры.
положение иглы посередине прорези игольной пластины относитепьно переднего и заднего края (см. рис. 30 — аналогично). Условие В= Г обязательное Если игла смещена к передней стенке, возможны два решения. Во-первых, заменить иглу на индийскую. Этт игла имеет лыску, срезанную на большую глубину, и потому при установке в игловодитель как раз выходит на середину прорези в пластине. Во-вторых, можно снять игловоди-
223
iipmaker.ru
тель и профрсзеровать куском ножовочного полотна и алмазным плоским надфилем паз под иглу на 0,2 мм. Фрезеровать постепенно, проверяя положение иглы,.
Если игла смещена вплотную к задней стенке, снять игловодитель, отжечь его нижнюю часть на длину 25 мм и чуть подогнуть конец вперед. Собрать, примерить, если смещение осталось, опять снять игловодитель и еще. чуть-чуть подогнуть конец, затем -собрать, снова проверить и т. д. Таким путем вывести иглу на середину отверстия в игольной пластине;
положение иглы посередине прорези игольной пластины, относительно правой и левой стороны (см. рис. 30). Для прямой строчки А=Б. Регулировать винтом-эксцентриком, соединяющим рамку игловодителя с тягой;
положение иглы относительно правого и левого края при зигзаге М—К (см. рис. 30) регулировать, как в предыдущем случае;
зазор между челноком и иглой в вертикальной плоскости должен быть равен 0,05—0,1 мм (регулировку см. выше);
зазор между толкателем и челноком на обоих концах 0,3 мм. Регулировать подгибанием толкателя и его концов;
расстояние от челнока до иглы при левом уколе зигзага 3 мм (см. рис. 75). Регулировать, ослабив винт на кривошипе и повернув приводной вал челнока в нужную сторону на требуемый угол. Установив зазор, винты крепко завернуть, так как это соединение подвергается интенсивным нагрузкам;
встреча носика челнока с иглой при правом уколе зигзага должна произойти выше ушка иглы на 1 мм.
V.
ШВЕЙНАЯ МАШИНА «ВЕРИТАС» 8010 кл. (ГЕРМАНИЯ)
Это прямострочная машина с ножным приводом. Корпус хода челнока имеет форму конуса, вершина которого в виде полой трубки-цапфы. Цапфа входит в отверстие прилива платформы и крепится стопорным винтом. Толкатель челнока расположен на левом конце вала привода, на правом — кривошип, связанный ползуном с кулисой малого вала. Челнок, качающийся в вертикальной плоскости, правоходный и взаимозаменяемый с челноком машины «Чайка», как и шпульный колпачок.
Нитенаправительная пластина на корпусе хода чел-
224
т
Риг. 76. Регулятор натяжения вег .ней нитки (машина «Верм та<" 8010 кл.):
а ю реконструкции, б — после рекой стр\ сими 1 — нитепритягиватель.
2 прорезь в корпусе; 3 компенсационная пружина; 4 регулятор, 5 нит направительная скоба; б отвер сти. под скоб»; 7 — углубление в корт се 1шины тля направления нитки
и< <а прикреплена винтами. На толкателе челнока нет буферной пружинной пластины.
Рукав машины закрытый, верхней крышки нет. Фронта шная крышка крепится двумя горизонтально распо-л< кенными винтами. Чтобы снять крышку, необходимо ос <абить оба винта.
1. Реконструировать регулятор натяжения верхней ни"ки (рис. 76. а). Расположение регулятора натяжения ве >хней нитки, когда восходящая нить на одной линии с I исходящей, создает такую ситуацию во время работы, ко да нитки мешают друг другу и часто схлестываются, а • результате обрываются. Чтобы этого не было, ните-на <равительную скобу 5 снять, компенсационную пружину 3 сделать работающей с левой стороны регулятора сн 'зу вверх на разжим (рис. 76,6). Натяжение ее должно быть слабым. Благодаря такой реконструкции обра-зо алось расстояние около 10 мм между восходящей и hi. ходящей нитками. Для лучшей работы компонсацион-hoi* пружины за рабочими шайбами в регуляторе поста-ви . дистанционную шайбу размером 16X8X0,5 мм.
1. Реконструировать привод отжимного толкателя в pei ляторе. На стержне лапки ниже кронштейна подъема помешена цилиндрическая пружина 2 (рис. 77), со-сто |щая из девяти витков, и пластина-рычаг /. С их по-MOi 1ью приводится в движение толкатель-коромысло 3. В I роцессе работы пружина 2 может выйти из строя и от>| им не работает
8 -6
225
r.ru
Рис. 77. Привод отжима нитки на регуляторе (машина «Веритас» 8010 кл.}:
/ лластина-рычаг. 2 — цилиндрическая пръжииа, 3 то1кате1Ь-коромысю. 4- тол катель в регуляторе
Суть реконструкции в следующем. Детали 1 и 2 убрать совсем. На толкателе-коромысле 3 срезать верхний конец под углом 45° так, чтобы слева с наружной стороны этого рычага была рабочая поверхность на длине 4 мм. Срезанную вертикальную часть коромысла подогнуть влево так, чтобы его конец пришелся на середину цилиндрической части рычага подъема лапки. Теперь при ее подъеме рычаг отодвинет вперед толкатель-коромысло 3, а оно в свою очередь сместит отжимной толкатель 4 вперед в регуляторе.
3. Игольный нитенаправитель не обеспечивает нормальной работы машины по той причине, что нитка подходит к игле под углом примерно 30°, тогда как у любой швейной машины нитка должна находиться строго напротив желобка иглы. Нитенаправитель удалить и сделать новый нитенаправитель из сталистой проволоки диаметром 1 мм. Расположить его ниже на 8 мм так. чтобы он проходил сзади иа левую сторону, тогда начало петли будет строго напротив желобка иглы (см. рис. 27 — аналогично).
4. Соединение вал толкателя челнока — кривошип на правой стороне со штифта перевести на два регулировочных винта. Конический сквозной штифт убрать (подробнее см. гл. 3 «Швейная машина 2М кл. ПМЗ»). Теперь челнок становится регулируемым относительно иглы.
5. Установить следующие параметры.
положение иглы в прорези игольной пластины (регулировку см. гл. 2 «Механизм иглы»);
зазоры между толкателем и челноком на входе и выходе нитки—0,4 мм. Регулировать подгибанием толкателя челнока и его концов;
расстояние между челноком и иглой, когда она находится в крайнем нижнем положении, 3 мм. Регулировать вращением вала привода челнока в одну или другую
226
8—2
сторону при ослабленных винтах на кривошипе (на правой стороне вала). После установки требуемого*расстояния винты на кривошипе затянуть;
встреча иглы с носиком челнока должна произойти выше верхнего края ушка иглы на 2 мм. Регулировать смешение игловодителя по вертикали (см. рис. 61 —аналогично);
зазор между носиком челнока и иглой в вертикальной плоскости 0,05 мм. Регулировать смещением корпуса хода челнока по горизонтали вправо или влево. Перед смешением корпуса отпустить его стопорный винт, два винта на ограничительном кольце, что на валу сразу за цапфой корпуса, -и два винта на кривошипе, иначе корпус влево может не пойти;
зазор между нитенаправительной пластиной (что на корпусе хода челнока) и иглой 1 —1,2 мм. Регулировать поворотом корпуса хода челнока при ослабленном стопорном винте. После регулировки проверить на затяжку все винты, участвовавшие в регулировке и разборке.
6. Обработать все острые кромки на челноке алмазным надфилем с последующей шлифовкой (лучше на машинном круге).
7. Проверить механизм наматывания шпульки. Заменить изношенный резиновый ролик новым. Чтобы отрегулировать силу нажима резинового ролика на маховик при включенном механизме, ослабить регулировочный винт, который находится на наружной левой стороне кронштейна. Отрегулировав силу давления ролика, зажать регулировочный винт.
ШВЕЙНАЯ МАШИНА «ВЕРИТАС» 8018-2 кл. (ГЕРМАНИЯ)
Эта машина полного зигзага для выполнения и декора тивных строчек.
1 Проверить регулятор натяжения верхней нитки. Допустим, поломана компенсационная пружина. Регулятор крепится стопорным винтом, расположенным снаружи с правой стороны снизу. Снять и разобрать регулятор. Компенсационную пружину восстановить из оставшихся витков. Для этого распрямить два витка и сделать широкий (на два ручья) нитезацепной крючок. Длина крючка должна быть не более 6 мм (см. рис. 8).
Иногда работа регулятора нарушается из-за поломки чеки на заднем конце регулятора. Чека связывает нажимную цилиндрическую пружину, пластмассовую резь
8'
227
chipmaker.ru
бовую втулку и ось регулятора. Угол поворота ручки регулятора’ около 300°. Цля ремонта этого узла необходимо понять его работу и связать чекой три названные выше детали. Чека одним концом должна выходить из зубцов пластмассовой втулки и на пределе вращения упираться в ограничитель поворота. Второй же ее конец должен быть заподлицо с зубьями пластмассовой втулки и при повороте свободно проходить ограничитель поворота. Только при соблюдении этих условий регулятор будет работать нормально. Вполне возможно, что и на эту машину можно установить регулятор с другой машины бо лее простого устройства. Необходимо знать и о трудностях установки на месте собранного регулятора. Трудности заключаются в том, что регулятор надо установить так, чтобы компенсационная пружина как можно дальше отстояла от нитенаправительной скобы. В то же время глубина посадки регулятора должна обеспечить нормальный отжим шайб при поднятой лапке. При соблюдении этих условий необходимо помнить, что компенсационная пружина не должна стопориться в крайнем правом положении.
2. Регулятор длины стежка ослаблен так, что не работает. Двумя иглами с двух сторон поддеть и снять пластмассовую заглушку. На оси регулятора напрессована запорная шайба, снять ее. Ось ровная, без кольцевой проточки, и запорную шайбу надо снимать спецсъем-ником*(который вряд ли окажется под рукой) или двумя отвертками путем одновременного стаскивания с двух сторон. Эта операция очень ответственная. После снятия запорной шайбы медленно и осторожно снять ручку.
В отверстии ручки помещен фиксатор с пружиной. Они малых размеров и легко теряются. Машину поставить наклонно от себя для удобства работы.
Разберитесь в рис. 78 и только потом приступайте к регулировке этого узла.
Нажать на рычаг 6 обратного хода до отказа так, чтобы фиксаторная прорезь 8 в подвижном диске 4 полностью открылась. Отверткой ослабить регулировочный винт 9 установки диапазона длины стежка. Придерживая рычаг 6 обратного хода в нижнем положении, поставить подвижный диск 4 за установочную прорезь 3 так, чтобы регулировочный винт 9 был посередине фиксаторной прорези 8. Зажать регулировочный винт 9, надеть
228
8—4
Рис. 78. Регулятор длины стежка при снятой ручке (машина «Веритас* 8018-2 кл.): / — корпус регулятора. 2 — ось; 3 -установочная прорезь в подвижном диске. 4 по дви ж ной ре гул и ровоч -иый диск; 5 опорный выступ поворота ручки на длину стежка; 6 — рычаг обратного хода; 7 - прорезь для прохода отвертки в подвижном диске; 8 фиксаторная прорезь в под внжном лиске- 9 — регулировочный винт установки диапазона длины стежка; 10 — риски Для фиксатора длины стежка; II — подвижной рабочий диск
ручку длины стежка на ось 2 без фиксатора. Ручку надевать широкой стороной паза на выступ 5 поворота ручки, фиксирующего длину стежка. Маховиком повернуть коленчатый вал и проверить соответствие фактической длины стежка с показаниями шкалы на ручке управлении. Если фактическая длина стежка больше указанной на шкале ручки, регулировочный винт 9 ослабить и переместить ближе к правому краю.- Снова проверить соответствие размера длины стежка с показаниями на шкале. При смещении винта 9 влево длина стежка увеличится, вправо — уменьшится.
После регулировки накрепко завернуть регулировочный винт (он имеет склонность к самоотвинчиванию).
Поставить пружину и фиксатор в ручку и осторожно надеть ее на ось широким пазом на выступ. Цифра 4 на шкале должна быть вверху. Прижимая ручку к машине, проверить работу регулятора Положить машину на заднюю сторону. Стопорную шайбу надеть на ось. На шайбу положить гайку М8 и, легонько ударяя по ней молоточ ком, напрессовать до отказа стопорную шайбу. Поставить на ручку заглушку.
3. Если сломан катушкодержатель, снять его основание, просверлить в нем отверстие диаметром 3,5 мм. Нарезать резьбу М4 и поставить металлическую шпильку, на конце которой нарезана резьба М4.
4. При зигзаге игла должна прокалывать ткань и выходить из нее под утлом 90°. Регулировать поворотом шестерни 2 (см. рис. 34) на коленчатом валу.
229
chipmaker.ru
4. Сводная таблица зазоров
Место зазора
Величина зазора, мм
Регулировка
Игла нитенаправитель-иая пластина на корпусе хода челнока прн правом уколе зигзага
Челнок толкатель челнока входной конец выходной »
Игла — челнок в вертикальной плоскости вращения
0.4
0.4
0,1
Заводская установка. При необходимости снять пластину, пропилить отверстие и подвинуть ее к игле на требуемый зазор
Подогнуть толкатель и его концы в одну или другую стороны
Челнок — игла, когда она находится в крайнем нижнем положении на левом зигзаге
4
Проделать следующие работы Положить машину на заднюю сторону, ослабить три винта 2, 5 и 8 (рис. 79) крепления нижней платы, на которой смонтирован нижний механизм иашины. и винтом-эксцентриком 1 (слева внизу) приблизить челночное, устройство 3 к игле. Если этих мер недостаточно, сиять плату, предварительно рассоеди иив оба соединения (вилку подачи и шатун) на правой верхней стороне, пропилить отверстие для левого винта 2 крепления платы по вертикали вниз на 1 мм. Эксцентрик окажется в бездействии. -Если он ие-шает, удалить его Поджать левый конец платы в сторону иглы. Установить зазор, равный 0.1 мм. Крепко завинтить три винта 2, 5 и 8. Подсоединить справа шатун и вилку. Проверить зазор - при вращении маховика нигде че должно быть заеданий
Повернуть вал челнока
Игла — челнок и ветре- На 1 выше Сменить игловодитель по ча при правом уколе зиг- ушка иглы тикали за га ,
вер-
230
5. Установить зазоры по табл. 4. При этом следует знать, что шпульный колпачок и челнок можно поставить с машины «Чайка».
ШВЕЙНАЯ МАШИНА «ВЕРИТАС» 8014-35 кл. (ГЕРМАНИЯ]
Эта машина сложного зигзага с электрическим приводом. Челнок вращающийся. Общее устройство машины довольно сложное, и при ремонте, наладке, проверке требуются осторожность, внимание и неторопливость. Прежде чем решиться что-то сделать, необходимо уяснить назначение тех или иных рычагов, их работу и взаимозависимость.
I. Проверить регулятор натяжения верхней нитки и выполнить такие же работы, как с регулятором машины «Веритас» 8018-2 кл.
2. Челнок круглый и вращается в вертикальной плоскости. Передача с коленчатого вала на нижний ременная. Челнок посажен на круглую ось и закреплен винтами. Если их ослабить, челнок можно снять. Иногда в челнок попадает оборванная нитка, и тогда ои застопоривается. В таком случае единственно правильное решение — снять челнок с оси. Для этого запрокинуть машину и с правой стороны ослабить два винта крепления приводной шестерни, на которую надет ремень, снять фиксаторную планку-шпуледержатель челночного устройства. Теперь можно повернуть челнок и ослабить винты его крепления. После снятия челнока отвернуть на нем три винта крепления замочной пластины, носик которой обращен к нитезацепному крючку. После этого смочить соединение растворителем № 647 и попытаться вынуть или повернуть шпуледержатель челнока. На его пояске
Рис. 79. Съемная панель платформы (машина «Веритас» 8018-2 кл.):
I — регулировочный эксцентрик. 2 — левый винт крепления; 3 — челночное устрой етво 4 — картер шестеренчл той передачи; 5 — верхннп вннт крепления панели; 6 — ме ci > крепления^ шатуна на вал\ челнока, 7 — место крепления вилки на ва.п подачн мате рната; F — нижний вннт крен лення панели
231
chipmaker.ru
Рис. 80. Детали узла крепления рамки игловодителя и возвратной пружины (машина тВеритас» 8014-35 кл.): / корпус машины; 2 - накладная планка; 3 - винт крепления узла; 4 - пластинчатая прчжина возврата рамки; 5—пластинчатая пружина крепления рамки; 6 рамка н г то водителя, М - передняя сторона; В задняя сторона
есть шесть прорезей, которые надо прочистить. Собрать челнок в обратном порядке.
3. Шпульный колпачок не имеет фиксаторного паль ца (как у машины «Чайка»). Роль фиксатора выполняет выступающий зубец защелки и выступ на колпачке, он имеет сверху открытый зев для работы иголки.
4. Регулятор длины стежка такой же, как на машине «Веритас» 8018-2 кл.
5. Для регулировки иглы в прорези игольной пластины снять фронтальную крышку, снять верхний и ослабить нижний винт крепления патрона с лампочкой. Узел освещения завернуть за заднюю стенку и зафиксировать, чтобы не мешал работать.
Поставить иглу на середину прорези относительно задней и передней стенок. Если игла прижата к передней стенке, ослабить винт 3 (рис. 80) крепления рамки 6 и подать к передней стороне М настолько, насколько позволяет игла. Если же игла ушла к задней стенке, рамку 6 подать к задней стороне В и закрепить винт 3. Случается так, что зазор между пластинчатой пружиной 5 и корпусом / мал (смещение недостаточно) или отверстие имеет малый зазор с винтом 3. Тогда разобрать узел и на сталистой пластинчатой пружине 5 проточить отверстие по горизонтали на 1 мм вбок, чтобы рамку 6 можно было вместе с пружиной 5 сместить назад или вперед, обеспечив нужное положение иглы в игольной пластине. Собрать узел в обратном порядке
Чтобы отрегулировать положение иглы в прорези
232
Рис. 81. Узел привода и регулировки иглы (машина «Веритао 8014-35 кл.):
/ регулировочный винт; 2 — пластннча гая возвратная пружина; 3 — регулиро вечная гайка возвратной пружины. 4 контргайка регулировочного винта; 5 — рам ка игловодителя; 6- толкатель блока-зиг-
зага
игольной пластины относительно боковых краев, ослабить контргайку 4 (рис. 81) на регулировочном винте /, что проходит через отверстие пластинчатой пружины 2 и, вращая регулировочный винт / в одну или другую сторону, установить иглу так, чтоб К=М (см. рис. 30) для зигзага и А=Б для прямой строчки. Здесь оба параметра регулируются одним винтом. Затем, придерживая винт /, надежно зажать контргайку.
Опорная гайка 3 регулирует силу возврата игловодителя при правом зигзаге. Иногда толкатель зигзага слишком длинный. Тогда снять рамку игловодителя в сборе и подпилить палец толкателя зигзага на 1,5— 2 мм. Затем регулировочным винтом добиться, чтобы К=М для зигзага и А = Б для прямой строчки.
Вход и выход иглы из нее в прорезь игольной пластины должны происходить под углом 90°. На коленчатом валу вверху под блоком зигзага между пластмассовым и копирным барабанами расположена червячная шестерня, винты которой обращены в левую сторону. Винты отпустить и подвинуть (не вращать) шестерню влево или вправо на расстояние до 1 мм
Установить зазор между челноком и иглой в плоскости его вращения; на правом зигзаге — в пределах 0,1 — 0,05 мм. Регулировать смещением челнока вдоль оси. Крепится челнок двумя винтами.
Расстояние между челноком и иглой, когда она находится в крайнем нижнем положении, определяется центральным углом поворота челнока (см. рис. 51,6 — аналогично). Начало движения иглы вверх должно начинаться не позже того момента, когда центральный угол между носиком челнока и углом будет 45°. При меньшем угле произойдут пропуски на правом уколе зигзага, при большем — петляние верхней нитки и ее обрыв. Регулировать зазор поворотом челнока на своей оси при ослабленных винтах крепления. Если при правом уколе зигзага будут пропуски стежков на нейлоне, можно
233
chipmaker.ru
увеличить центральный угол поворота до 50° Но при этом проследить, не ухудшилась ли строчка снизу.
Встреча иглы и носика челнока на левом уколе зигзага должна произойти выше ушка иглы на 1 мм. Регулировать смещением игловодителя по вертикали.
Петля-напуск должна быть повернута навстречу движению носика челнока под углом до 80°. Этот угол зависит от иглы, качества ниток. Регулировать угол поворотом игловодителя (при условии отсутствия на нем лыски крепления).
6. Если не работает механизм двигателя ткани, возможно заржавел ползун в кулисе длины стежка. Это не такой уж редкий случай Разобрать механизм подачи: снять вилку с коленчатого вала, снять кулиску, все почистить и поставить на место. Иногда причиной может быть чрезмерный зажим соединения вилка — вал подачи (внизу под платформой). Соединение разобрать, прочистить, смазать маслом И8А, П20А и отрегулировать зажим на легкое вращение. Люфт должен быть еле уловим рукой.
ШВЕЙНАЯ МАШИНА «ВЕРИТАС-РУБИНАя 1290 кл. (ГЕРМАНИЯ)
Эта машина полного зигзага, упрощенный вариант машины «Веритас» 8014-43 кл. Регулятор длины стежка в ней отсутствует. Машина выполняет четыре вида строчек. Отсутствует также выключатель света. Он включается при подключении машины к сети. Есть и другие малозначительные упрощения.
Приведем лишь особенности регулировки:
расстояние между иглой и челноком, когда игла находится в крайнем нижнем положении при правом уколе зигзага, измеряется центральным углом в 45° (определение визуальное). Регулировать поворотом челнока на валу;
встреча носика челнока с иглой при левом уколе зигзага происходит выше ушка иглы на 1 мм. Регулировать смещением игловодителя по вертикали;
на четырех дорожках можно изменять длину стежка Сверху в рукаве, возле задней стенки на оси ручки управления программой, расположено устройство, состоящее из двух фигурных шайб, связанных с регулировочным винтом и рычагом длины стежка. Но пользоваться им можно в исключительных случаях и очень осторожно, дабы не сбить настройку.
Устранение возможных неисправностей можно найти в разделе гл 3 «Швейная машина «Веритас» 8014 35 кл.».
ШВЕЙНАЯ МАШИНА «ЛЕТАЮЩИЙ ЧЕЛОВЕК» 15-566 кл (КИТАЙ)
Эта машина прямострочная с ножным приводом. В основном она аналогична машине 2М кл. ПМЗ. Поэтому остановимся на различиях в устройстве и регулировках в челночном устройстве.
Ось и гайка регулятора натяжения верхней нитки имеют многозаходную резьбу и потому за один оборот гайка проходит полный путь нажима на пружину. Регулятор имеет Ю диапазонов регулировки натяжения верхней нитки. Графически работа регулятора представлена на рис. 82. На регуляторе под нажимной лапкой помешена арельчатая шайба с Ю отверстиями по окружности. В нажимной гайке с внутренней стороны расположен штифт. Для того, чтобы перевести регулятор с одного диапазона на другой, нажать верхнюю шайбу с отверстиями- и повернуть гайку на нужное деление. Шайбу отпустить. При этом штифт на гайке войдет в отверстие вновь поставленного диапазона, и регулятор будет иметь новые параметры.
В чем преимущество такого многодиапазонного регулятора от обычного, показывает график работы регулятора.
Рис. 82. График работы регулятора натяжения верхней нитки (машина «Летающий человек») :
I угол поворота ручки регулятора; Qi уси те нажимной пружины, Н; Qs — диапазон p«i боты^регу тятора
О 25 50 75100125150175200225250 Oj.H
I П Ш Г Т пшт В I Ог
235
ru
Усилия нажимной пружины ограничены самим диапазоном. Например, если взять второй диапазон, то нажимное усилие гайки колеблется от 5 до 25 кН (участок ZJ/C), третий диапазон — от 75 до 25 кН (участок ВК) и т. д. При каждом переключении диапазона от ампли,-туды нажима отсекается его слабая часть, и каждый последующий диапазон жестче предыдущего на 2,5 кН. Такое устройство регулятора облегчает настройку машины на конкретную ткань, и швее приходится реже его 5. Сводная таблица зазоров
Место зазора Величина зазора. Регулировка
мм
Игла — нитенаправитель 1 ная пластина на корпусе хода челнока
Снять пластину (см. рис. 57), пропилить в ней отверстие вправо на 2 мм для того, чтобы подвинуть ее влево навстречу движению челнока
Челнок — толкатель челнока
на входном конце 0,3
» выходном > 0,5
Игла — носик челнока в 0,1
плоскости его вращения
Подогнуть толкатель и его концы
Подложить прокладку из ободной ленты под корпус хода челнока. Чтобы уменьшить зазор, надо прокладку подложить выше винтов крепления корпуса. При необходимости увеличить зазор прокладку подложить ниже винтов крепления
Челнок — игла, когда она 2 находится в крайнем нижнем положении
Не регулируется. Если расстояние более 2 мм, а снизу петляет верхняя нитка, перевести соединение вала толкателя челнока с кривошипом со штифта на регулировочные винты (см. гл. 3 «Швейная машина 2М кл. ПМЗ»)
Челнок — ушко иглы по >2 высоте после подъема иглы из нижнего положения (момент встречи)
Игла — прорезь в иголь- Центр ной пластине прорези
Сместить игловодитель по вер-
тикали
Углубить паз в игловодителе, подогнуть конец игловодителя (см. гл. 3 «Швейная машина 2М кл. ПМЗ» или гл. 2 «Механизм иглы»)
236
перенастраивать. В регуляторе диаметр толкателя отжима шайб 2 мм. Отверстие, где смещается толкатель, мало, и он часто застопоривается. Необходимо или рассверлить отверстие в регуляторе сверлом диаметром 3 мм, или заменить толкатель на более тонкий — диаметром 1 мм. Конец, обращенный к отжимной шайбе, сделать тупым (расплющенным).
Компенсационная пружина находится с левой стороны регулятора, но для ее более устойчивой работы проделать следующее. Вынуть регулятор из посадочного места и углубить надфилем нишу, где качается ответвленная часть пружины. Пружину поставить в рабочее положение с очень малым натяжением, иначе будут стягиваться тонкие ткани.
Корпус хода челнока крепится двумя винтами. На каждом винте есть свободно вращающееся колечко с острым выступом-фиксатором. При разборке челночного устройства колечко повернуть так, чтобы острый выступ совместился с прорезью на запорном кольце.
Шпульный колпачок и челнок взаимозаменяемы с деталями машины «Чайка» 142М кл. Челнок правоза-ходный.
Зазоры установить по табл 5.
Глава 4
РАБОТА НА ШВЕЙНОЙ МАШИНЕ И ЕЕ
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Подготовка к работе. Прежде чем начать шить на машине, приведите в порядок ее внешний вид. Помните, чистота — одно из главных условий нормальной и надежной работы всех машин вообще и швейных в частности. После работы (или до ее начала) обязательно проверьте чистоту челночного устройства, кольцевую канавку в пазу, где вращается челнок и внутреннюю полость шпульного колпачка. В корпусе хода челнока тех машин, где челнок совершает колебательные движения (машины «Чайка», 2М кл. ПМЗ, «Лучник» и др.) в углу кольцевого паза есть кольцевая канавка (думается, что 99% швей не знают об этом), в которой скапливаются концы оборванных ниток, очесы от обрабатываемой ткани и другие посторонние наслоения. Они тормозят дви
237
,ru
жение челнока, создавая тяжелый ход машины При электрическом приводе это одна из причин сильного перегрева и порчи реостата в педали и двигателя.
Внутри шпульного колпачка, на остановочном винте, также скапливаются очесы от ткани и ниток. Они тормозят вращение шпульки, отчего натяжение нижней нитки увеличивается. Это в свою очередь вынуждает швею увеличить натяжение верхней нитки. В результате верхняя нитка начинает обрываться. Вот почему чистоте указанных деталей при каждом шитье надо уделять особое внимание.
Если есть какие-либо видимые неисправности, их надо устранить, пользуясь материалом предыдущих глав. При наличии тех или иных неисправностей швейная машина удовлетворительно работать не будет. Эту ,аксио-му должны знать все.
Итак, для получения красивой строчки необходимо: обеспечить исправность машины;
подобрать иглы и нитки;
уметь регулировать строчку.
Для выполнения перечисленных условий надо обладать определенными знаниями. Конечно, на каждую машину есть инструкции завода-изготовителя. Они толковые, подробные, но все равно ие дают нужного количества информации для успешной работы на машине. Да, кроме того, они обычно бывают потеряны.
Часто можно слышать: «Вот раньше были машины: одной иглой и ниткой все шили! А сейчас?..» Что тут скажешь? Раньше машины были только прямострочные. Они просто устроены и в обслуживании не требовали высокого профессионализма.
Современные же машины сложнее, так как выполняют множество операций. Соответственно от швеи требуется больше знаний не только об устройстве машины, но и о ее обслуживании.
Если машина длительное время не работала, прежде всего проверьте состояние ее механизмов. Если машина стояла в сарае или на чердаке, конечно, она могла заржаветь. В таком случае ее разберите, вычистите до блеска каждую деталь, смажьте маслом И8А, соберите и отрегулируйте все сопряженные узлы Это большая ответственная работа, требующая определенных знаний и опыта. Другое дело, если машина простояла несколько лет в нормальных квартирных условиях. Тогда машину
238
6. Соответствие тканей, игл и ниток
Ткаиь Номер ИГЛЫ Номер ниток
хлопчатобумажных шел- ковых
Тонкий шелк, батист 70 80 65
Коленкор, ситец, сатин, шелк, бельевые тканн 80 80 65
Тяжелая хлопчатобумажная ткань, бя зь, фл а нел ь, то н кая ше рстя ная тка нь, тя желый толсты й шел к, простынное полотно 90 50—60
Шерстяная костюмная ткань, тнк 100 40 —
Толстая шерстяная ткань, драп для 110—120 30 —
пальто, сукно
просто протрите чистой ветошью, смажьте маслом И8А или И20А Поставьте иглу и заправьте нитки в соответствии с табл. 6.
Кроме того, важно знать, что верхняя и нижняя нитки долж.ны быть либо с одной катушки, либо с разных, но так, чтобы нижняя была тоньше (номером выше). Не получится хорошая строчка, если внизу и вверху будут нитки одного номера, но с разных катушек. Это положение имеет приципиальное значение.
Установите зубчатую рейку на требуемую высоту. Это сделать легко: толстые ткани и ткани средней толщины шейте при установке регулятора на отметку «Нормально», тонкие ткани на отметку «Шелк».
Силу нажима лапки на ткань отрегулируйте резьбовой втулкой, расположенной вверху на стержне лапки. На толстые ткани лапка должна нажимать сильнее, на тонкие— слабее, а на такие, как крепдешин,— совсем слабо (при сильном давлении лапки тонкие ткани будут стягиваться ).
Установите рейку стежка. Для толстых тканей она должна быть 3—4 мм, для тонких 1—2 мм. Затем возьмите лоскут ткани, из которой собираетесь шить, и отрегулируйте строчку винтом на шпульном колпачке и регулятором натяжения верхней нитки. Лучше сделайте так. Заправьте шпульку ниткой № 40, вставьте шпульку в шпульный колпачок, зажмите регулировочный винт на колпачке до отказа, затем отпустите его на пол-оборота. Если нитка будет выходить очень туго, пассатижами
239
r.ru
с острыми губками подогните наружный усик пластинчатой пружины внутрь на 0,2 мм. От подгиба пластина поднимется, и нитка будет выходить слабее. Если это не поможет, подогните внутрь и второй усик на 0,2 мм. Если нитка выходит слишком свободно, легонько ударьте по месту сгиба усика молоточком или отверткой. Так можно отрегулировать силу натяжения нижней нитки. В дальнейшем регулировочный винт на шпульном колпачке подтягивайте только в том случае, если на шпульке будет нитка № 80 или шелковая. Во всех других случаях его трогать не рекомендуется. Далее регулируйте строчку только регулятором натяжения верхней нитки
Принцип регулировки такой. Для тонкого материала гайку регулятора отпустите, для толстого — подожмите. Ну, а на сколько отпустить или поджать, укажет сама строчка. Если верхняя нитка видна снизу, гайку подожмите, если нижняя нитка видна сверху,—- отпустите. А если нижняя нитка видна сверху, а верхняя снизу одновременно, регуляторы как нижней, так и верхней строчки не помогут, как бы их ни крутили. Более того, можно сбить всю регулировку строчки. Единственно правильное решение — перейти на более тонкие нитки и тонкую иглу. Нажимную гайку регулятора вращайте потихоньку, малыми дозами.
Сделайте пробную строчку, выньте из-под лапки ткань и потяните ее, если оборвется верхняя нитка, опустите гайку регулятора, если нижняя, отпустите винт на шпульном колпачке, если требуется большое ослабление нитки, подогните усик пластинчатой пружины на колпачке.
В дальнейшем регулируйте строчку только регулятором натяжения верхней нитки (например, при изменении толщины ткани, номера иглы, верхней нитки, длины стежка, вида строчки).
Помните! Только верхняя нитка (часто этого не знают) снизу петляет. При шитье никогда е тяните ткань рукой. Маховик вращайте только на себя. Не опускайте иглу с заправленной ниткой без подложенной под лапку ткани и не начинайте шить с поднятой лапкой — первый стежок будет образовываться только при условии нажима лапк^ на свободный конец верхней нитки. При работе на машине с электроприводом или без него первый оборот маховика делайте рукой. При обработке утолщенного шва помогите ему войти под лапку. Делайте это
240
спереди осторожно в такт движению зубчатой рейки. При этом увеличьте частоту вращения маховика до максимально возможного — так игла легче преодолевает препятствие. Ткань из-под лапки вынимайте только от себя.
По окончании работы опрокиньте машину на петлях, разберите челночное устройство: выньте шпульный колпачок (при поднятой вверх игле), снимите запорное кольцо, выньте челнок и ветошью или другими неметаллическими острыми предметами вычистите паз, в котором вращается челнок.
Посмотрите в шпульный колпачок, на его дне часто скапливаются очесы с ткани, ниток и грязь, которые задерживают вращение шпульки. Вычистите все остальные детали и поставьте все на место.
Под лапку подложите ткань и опустите иглу в крайнее нижнее положение. Если опустить лапку на подложенный материал, а иглу оставить в верхнем положении, на зубья будет постоянно давить лапка, и они могут деформироваться.
Хранение швейной машины. Нельзя оставлять маши ну в неотапливаемых помещениях, на верандах, чердаках, во флигелях и подобных местах. В жилой квартире неьзя ставить машину у окна'или иа пол. В перечисленных местах всегда повышена влажность, резко меняется температура. В таких условиях машина ржавеет. Лучше всего хранить машину герметически закрытой в сухом месте с постоянной температурой.
Смазка машины. Смазывайте все трущиеся части машины маслом марки И20А или И8А, где И — индустриальное, 20 и 8 — числа вязкости, А —улучшенное. Масло должно быть всегда свежим — после покупки используйте его в течение шести месяцев. Долго хранящееся масло темнее, становится густым, осмоляется, теряет наиболее ценные качества и к применению непригодно. Хотя в инструкциях и есть рисунок с указанными точками смазки, следует добавить, что смазывать надо все места, где есть движение металла по металлу. Задача смазки заключается в том, чтобы уменьшить трение, а значит, облегчить движение деталей, уменьшить их износ и шум машины. Ни в коем случае нельзя смазывать машину любыми другими маслами. Это может привести к нежелательным последствиям вплоть до полного вывода ее из строя. Например, если смазать машину растительным
241
r.ru
маслом, через два-три дня оно засохнет и машина «За-мрет». Такую машину возвращайте к «жизни» смесью растворителя № 647 и масла И8А в соотношении 1:1. Но для этого нужно терпение. И помните, что растворитель № 647 растворяет все краски, в том числе нитрокраски и нитроэмали.
Часто задают вопрос, как часто надо смазывать машину. Дать четкий ответ трудно, так как все машины содержатся в разных условиях. На состояние машины влияет ряд факторов: температура, влажность воздуха, запыленность, степень конвекции воздуха, теплообмен, степень ее эксплуатации и т. д.
Наблюдения и практика показывают, что при ежедневной работе машины смазывать ее надо один раз в неделю, при работе от случая к случаю—смазывать один раз в шесть месяцев.
Некоторые замечания, связанные с работой на швейной машине. Электропривод на швейных машинах заметно вытесняет не только ручной, но и ножной. Однако хорош он для машин с вращающимся челноком, как, например, «Тула», «Веритас-Колумб» 4502 и др., т. е. для таких машин, у которых частота вращения маховика достигает 600 об/мин без возникновения разрушительной вибрации. На машинах с качающимся челноком, таких, как «Чайка», «Лучник» 2М кл. и др., применение электропривода усложнено. На графике (рис. 83) видно, что за один оборот маховика челнок этих машин останавливается дважды, дважды изменяет направление своего движения и четыре раза характер этого движения: ускорение О|А—замедление — АО?— останов (это первый полупериод—рабочий хоД); ускорение О?Б— замедление БО3 — останов (это второй полупериод—возврат
Рис. 83. График работы челнока:
До — вращающегося (машина «Тула>); Бо — качаю щегося (машина «Чайка»
I42M кл.)
242
в исходное положение). При таком характере движения видно, что у челнока нет постоянной скорости, к тому же полупериодная нагрузка усиливает динамический дисбаланс и вибрацию. Это тяжелые условия для работы челнока, а следовательно, и для всего механизма машины. Поэтому рабочую частоту вращения маховика 400 об/мин иа этих машинах можно считать предельной.
Чаще всего эти машины с электроприводом выходят из строя из-за повышенной частоты вращения.
Существует довольно много литературы по технологии швейных изделий. Но при этом о средстве 'труда (швейной машине) — ни слова. О каком же мастерстве швеи может идти речь, если она даже не знает устройства иглы, не знает, почему машине с качающимся челноком нельзя задавать большую частоту вращения маховика, не ведает о значении компенсационной пружины регулятора в формировании строчки и потому очень часто ие заправляет нитку на эту важную деталь.
В то же время в мире есть даже такие страны, где мастерских рембыттехники не существует, а если они и есть, то сугубо специализированные. Например, в Австралии всю (или почти всю) бытовую технику ремонтирует сам владелец.
Почему же наши соотечественники тратят безмерно много, времени, сил, средств и нервов на ремонт своей бытовой техники в мастерских? Почему же до сих пор наши соотечественники не имеют того объема знаний по бытовой технике, чтобы самим ее ремонтировать?
Конечно, книги о бытовой технике вообще и о швейных машинах в частности должны быть д избытке во всех книжных магазинах. Но, увы...'
Большим тормозом работы на швейной машине является неисправность того или иного узла, обслуживающего центральный узел (челночное устройство), например, ножной привод. По идее конструктора он должен работать бесшумно. Но он, как правило, гремит и стучит! Однако устранить всякие шумы в ножном приводе очень просто (см. гл. 2 «Ножной привод»). Так сделайте это и не портите нервы себе, своим домашним и соседям.
Добросовестность и культура ремонта швейной машины играют не последнюю роль в ее дальнейшей работе. Культуру ремонта любой бытовой техники вообще
243
r.ru
и швейной машины в частности в первую очередь долж-ны нести в народ работники бытовых услуг. Часто можно слышать, что приходил мастер ремонтировать машину, сказал, чтобы ему не мешали, покопался 15 мин, да так ничего и не исправил. А ведь за это время он и не мог ничего исправить. Практика многолетней работы показала в точности, сколько времени затрачивается на ремонт (если нет поломки деталей!) швейной машины. Например. на ремонт машины «Веритас» 8014-35 кл.— 2 ч, «Келлер» — 3 ч, «Лада» — 3,5 ч, «Чайка» I32M кл.— 2,5 ч, «Подольск» 142 кл.— 4 и 2М кл. ПМЗ —2 ч и т. д. И это для опытного мастера.
* * ♦
Итак, если вам попала в руки книга о ремонте швейных машин, проявите максимум упорства и любознательности. В данной книге освещены все основные неисправности, можно сказать, всех типов машин. Допустим, у вас фйнская швейная машина «Тикка» (кстати сказать, по легкости хода равной ей нет). В данной книге о ней нет речи, но машина 2М кл. ПМЗ имеет аналогичную конструкцию, изучите соответствующий раздел гл. 3 и вы отремонтируете машину «Тикка».
Вся методика ремонта обусловливается неукоснительным выполнением правил эксплуатации швейных машин в послеремонтный период. Почти все зазоры указаны предельно допустимыми, в них нет допусков на незнание, халатность, небрежность и т. п. нежелательных качеств швеи. *
В заключение хочется остановиться на особенностях получения отличной строчки при шитье трикотина, нейлона, тонкого трикотажа и других подобных материалов.
Прямострочную машину наладить легче. Труднее с машинами зигзаг, причем в машинах с качающимся челноком зигзаг на правом уколе наладить проще, в машинах с вращающимся челноком картина обратная. Предлагаю выполнить следующие работы.
1. Установить предельно допустимые зазоры (в меньшую сторону).
зазор между иглой и носиком челнока в вертикальной плоскости вращения — не более 0,05 мм;
расстояние между челноком и иглой, когда она находится в крайнем нижнем положении (заход челнока за
244
иглу), сделать максимально возможным. Каждая машина имеет свои индивидуальные особенности, поэтому и пределы у каждой машины свои;
зазор между иглой и нитенаправительиой пластиной — 1—0,5 мм;
зазор между иглой и челноком в момент встречи увеличить до 2,5 мм (это предельная величина). Носик челнока сделать острым.
2. Подобрать соответствующие по толщине нитки и иглы. Чем тоньше игла, тем больше вероятности отсутствия пропусков в строчке. Нитки должны быть также тонкими и хорошего качества (это главное). Например, из нескольких катушек ниток № 60 будут такие, которые дают пропуски стежков, и такие, которыми шить прекрасно.
.ru
ПРИЛОЖЕНИЕ 1
ОБЩИЙ ВИД ШВЕЙНОЙ МАШИНЫ «ПОДОЛЬСК» 142 кл. ПМЗ
1— зубчатая рейка; 2— платформа; 3— игольная пластина; 4 прижимная лапка; 5 — вннт крепления лапки; 6—иглодержатель;
7 — компенсационная пружина; 8—крышки; 9 — нитепрнтягиватель; 10 — нитенаправитель; 11— ручки установки строчек; 12 — катушко-держатель; 13 — шпиндель; 14 — маховик; 15 — рычаг обратного хода;
16 — регулятор длины стежка
246.
ПРИЛОЖЕНИЕ 2
ЗАПРАВКА ВЕРХНЕЙ НИТКИ В ШВЕЙНЫХ МАШИНАХ
Машина
Порядок заправки
«Тула»
«Чайка-2»
«Чайка- 132М», «Чайка-142М»
«Чайка-III». «Подольск-142». у которых изъята скоба, а пружина перенесена с верха на левую сторонч
«Зингер» с качающимся челноком
Катуш коде ржатель - в нитенаправитель с гремя отверстиями—с правой стороны в регулятор натяжения верхней нитки — с левой стороны регулятора под компенсационную пружину — в нитепритягнватель с правой стороны — в нитенаправитель на фронтальной стороне — в игольный нитенаправитель с правой стороны -в иглу от швеи
Катуш коде ржатель — в нитенаправитель на крышке — с правой стороны в регулятор натяжения верхней ниткн — с левой стороны регулятора под компенсационную пружину — в ни-тепрнтягиватель с правой стороны нитенаправитель на крышке — в игольный нитенаправитель — в нглу от швеи
Катуш коде ржатель — в нитенаправитель на крышке — в регулятор натяжения верхней нитки с правой стороны — на крючок большой шайбы регулятора с левой стороны — под компенсационную пружину с левой стороны регулятора — вверх в нитепритягнватель с правой стороны — вниз в нитенаправитель на фронтальной стороне крышки — в нитенаправитель возле иглы — в иглу от швеи
Катуш кодер жа тел ь — в нитенаправитель на крышке — с правой стороны в регулятор натяжения верхней нитки — с левой стороны регулятора под компенсационную пружину—в нитепритягнватель с правой стороны — в ните-направитель на фронтальной части крышки — в игольный нитенаправитель — в нглу от швеи Кату шкодержатель — в нитенаправитель на фронтальной крышке — с правой" стороны в регулятор натяжения верхней ниткн — с левой стороны регулятора в компенсационную пружину — в нитепритягнватель от швеи вниз в нитенаправигель на фронтальной крышке — в игольный нитенаправитель в иглу с левой стороны
247
r.ru
Окончание
Машина Порядок заправки
2М Катушкодержатель — в верхний нитенаправитель на фронтальной крышке — с задней стороны в регулятор натяжения верхней ннт-кн — с передней стороны на крючок большой неподвижной шайбы регулятора натяжения верхней нитки — вниз в компенсационную пружину — в нитепритягиватель — в нижний нитенаправитель на фронтальной крышке — в игольный нитенаправитель — в иглу с правой стороны
Примечание. Заправка верхней нитки у остальных швейных машин принципиальных различий не имеет.
ПРИЛОЖЕНИЕ 3
- —
Chiomaker.ru
НЕКОТОРЫЕ ОСОБЕННОСТИ РЕГУЛИРОВКИ
'МАШИНЫ НА ВЫШИВКУ
Вышивание на швейной машине—это искусство. Некоторые швеи полагают и надеются, что раз они могут шить на швейной машине, т. е. выполнять прямые, зигзагообразные и декоративные строчки, они могут и вышивать. Но это далеко не так. Автору много раз приходилось сталкиваться с такой ситуацией, когда высококвалифицированная швея не может освоить вышивание на швейной машине. И объясняется это не только отсутствием навыков. Дело в том, что машину надо уметь отрегулировать (настроить) на вышивку. Для этого необходимо выполнить следующие операции:
снять лапку;
опустить или загородить зубчатую рейку, чтобы она не зацепляла ткань, на которой будут вышивать;
поставить тонкую иглу № 65, 70, 75 (не более!);
как на шпульку, так и на катушкодержа гель подобрать тонкие нитки № 100, 90, 80. 70 (не менее!). Не забывайте, что нижняя нитка должна быть на номер тоньше верхней (как и при выполнении строчек);
рычаг подъема лапки опустить;
обычным образом отрегулировать натяжение верхней и иижней ниток,
зазор между челноком и иглой в вертикальной плоскости увеличить до 1 мм. Эту операцию выполнять крайне осторожно;
обязательно подобрать пяльцы, лучше с регулируемым наружным обручем;
рычаг регулятора стежков установить на «0», т. е. зубчатая рейка должна быть неподвижной.
Хочется также отметить два правила, которые надо хорошо усвоить.
. 1. Пяльцы передвигать только тогда, когда игла находится в верхнем положении. При попытке передвинуть их в момент, когда игла еще не вышла из ткани, она может погнуться и даже сломаться.
249
chipmaker.ru
Поэтому начинающим вышивальщицам советуем учиться лишь при очень медленном вращении главного вала машинк. Легче вышивать на ручной или ножной (неэлектрической) швейной машине. Конечно, подойдет машина и с электроприводом, но тогда реостат педали должен обеспечивать самое медленное вращение маховика. Начинать работу после остановки машины следует без проворачивания маховика рукой. Такие условия могут быть обеспечены лишь при безупречном исправном электроприводе и легком ходе машины.
2. Заложенная в пяльцы ткань должна постоянно быть прижата к игольной пластине. Если при движении иглы вверх ткань поднимается за иглой вверх хотя бы на I мм, будут пропуски, а вышивальная строчка получится никуда не годной.
Чтобы этого не происходило, советуем применять пружину специальной конструкции. Она двухступенчатая. Нижняя ступень коническая, виток основания, который касается ткани, имеет диаметр 10 мм, диаметр верхнего витка 12 мм, высота конической ступени примерно 14 мм, количество витков 5. Верхняя ступень имеет 6—7 витков диаметром 6 мм. Витки плотно прижаты друг к другу. Высота этой ступени примерно 5 мм. В верхнюю ступень с большим усилием вводят губчатую резину для фиксации иглы. Верхняя ступень расположена по центру нижней конической ступени. Введенная по центру, в губчатую резину,, игла располагается по центру, и в нижней ступени. Конец иглы с ушком всегда находится ниже нижнего витка конической ступени и заправка нитки не затрудняет швею.
Делают вышивальную пружину из сталистой проволоки диаметром 0,7—0,8 мм из одного куска длиной примерно 200 мм.
Пружину с иглой вставляют, как обычно, в игловодитель и зажимают вцнтом иглодержателя. Нитку заправляют, как обычно.
При движении иглы вниз нижний виток прижимает ткань и одновременно обе нитки. Иными словами, пружина, будучи сжатой, при опущенной игле заменяет лапку. При подъеме иглы на высоту до 9 мм ткань и нитки остаются прижатыми к игольной пластине. А это значит, что верхняя нитка возле ушка иглы обязательно образует петлю-напуск, которую захватит носик челнока. И пропусков не будет!
250
Применяя такую пружину, швеи не надо прижимать ткань с пяльцами к игольной пластине — это сделает вышивальная пружина. Словом, применение вышивальной пружины обеспечивает высококачественную вышивку (отсутствие пропусков стежков) и намного облегчает труд вышивальщицы.
Автор сконструировал и собрал машину для изготовления вышивальных пружин. Она состоит из электропривода польского производства (электродвигатель ТУР-2), редуктора из четырех понижающих ступеней, равных числу 12, патрона иа двух шариковых подшипниках, устройства для натяжения и изменения направления подачи проволоки и специальной двухступенчатой оправки с диаметром ступеней 4 и 8 мм.
♦ * *
Всегда помните, что опыт приобретается в упорном, целеустремленном труде. И действуйте по принципу «от простого к сложному».
Итак, машина налажена, но как выполнить задуманную вышивку? Прежде всего следует нанести рисунок на ткань. Есть несколько способов.
Самый точный такой. На рисунок (оригинал) накладывают кальку и прикалывают ее булавками в дух-трех местах. По контуру рисунка на кальке делают проколы иглой. Затем кальку откалывают от рисунка и прикалывают к ткани. Тампоном из ваты или марли, смоченным раствором синьки, легонько проводят по контуру рисунка. Синька, проходя через отверстия в кальке, образует на ткани все необходимые линии.
Перевести рисунок на ткань очень просто можно с помощью копировальной бумаги, которую применяют для печатания на печатных машинах.
Есть, конечно, и другие способы. А вообще, чтобы научиться .хорошо вышивать, нужно изучить и другую специальную литературу.
И последнее. Швеи иногда говорят: «Машина хорошо шьет, но плохо вышивает...» Этого быть ие может. Истина заключается в том, что только та машина будет хорошо вышивать, которая хорошо шьет. Но, если она плохо вышивает, значит и плохо шьет, а следовательно, ее надо ремонтировать.
251
chipmaker.ru
ОГЛАВЛЕНИЕ
Предисловие 3
Инструменты, материалы, запчасти (минимальный набор) 7
Глава 1. Виды неисправностей и методы их устранения . 8
Обрыв верхней нитки 8
Пропуск стежков в строчке 18
Поломка иглы 23
Обрыв нижней нитки ... 27
Петляние верхней нитки снизу . . 29
Наматывание верхней нитки на защелку 32
Ослабление в строчке нижней нитки 33
Неравномерность строчки 34
1 [ереплетение ниток сверху 36
Переплетение ниток снизу 37
Стягивание ткани в строчке 38
Затягивание ткани в отверстие игольной пластины 38
Плохое продвижение ткани ..... 39
Подача ткани в обратную сторону (на швею) 43
Пробуксовывание машины, отсутствие рабочего хода 44
Заклинивание хода машины . .. 46
Выскакивание шпульного колпачка из челнока 47
Тяжелый ход машины 48
Стук в машине 50
Поломка деталей 53
Глава 2. Узлы машины и методы устранения леисправностен в них (применительно к прямострочной машине 2М кл. ПМЗ) 57
Челночное устройство 57
Регулятор длины стежка 68
Фрикционное устройство ... 70
Механизм перемещения материала 71
Механизм иглы 76
Ручной привод 83
Ножной привод 84
Электрический привод .... 87
Регулятор натяжения верхней нитки 92
Механизм коленчатого вала 97
Механизм прижимной лапки 100
Механизм наматывания шпульки........................ 102
Глава 3. Неисправности швейных машин различных марок и методы их устранения 106
Швейная машина 2М кл. ПМЗ 106
Швейная машина 122 кл. ПМЗ 115
Швейная машина «Подольск» 142 кл. ПМЗ ... 117
ГЦвейная машина «Чайка» 142М кл. ПМЗ 138
"Швейная машина «Мальва» 120 кл. ПМЗ 143
Швейная машина «Чайка» 132М кл ПМЗ 147
Швейная машина «Чайка» 2 кл. ПМЗ 150
Швейная машина «Подольск 125» 1 кл ПМЗ 161
Швейная машина «Тула» 164
Швейная машина «Белка» 170
Швейная машина «Харьков» 173
Швейная машина «Орша» 2М кл. 178
Швейная машина «Орша» ЗМ кл. 181
Швейная машина «Лучник» 90 кл. (Польша) 188
Швейная машина «Радом» 432 кл. (Польша) 190
Швейная машина «Лада» 1 238 кл. (Чехословакия) 193
Швейная машина «Паннония» (Венгрия) . 195
Швейная машина «Чепель» 30 кл. (Венгрия) 199
Швейная машина «Зингер» (Германия) 202
Швейная машина «Зингер» Ц-ШП (Германия) 211
Швейная машина «Феникс» 29 кл. (Германия) 213
Швейная машина HAID NEU (Германия) 215
Швейная машина «Дюркопп» 301 кл. (Германия) 217
Швейная машина «Келлер» 53-2 кл. (Германия) 221
Швейная машина «Веритас» 8010 кл. (Германия) . 224
Швейная машина «Вернтас» 8018-2 кл. (Германия) 227
Швейная машнна «Веритас» 8014-35 кл. (Германия) 231
Швейная машина «Веритас-Рубина» 1290 кл. (Германия) 234
Швейная машина «Летающий человек» 15-566 кл. (Китай) 235
Глава 4. Работа на швейной машине и ее техническое обслуживание 237
Приложение 1 Общий вид швейной машины «Подольск» 142 кл.
ПМЗ .... .... 246
Приложение 2. Заправка верхней ниткн в швейных машинах . 247
Приложение 3. Некоторые особенности регулировки .машины на вышивку 249
Chipmaker.ru
chipmaker.ru
Chlpmaker.ru
П рои зводственно-ма ссовое изда ние
ЗЮЗИН АЛЕКСАНДР ИВАНОВИЧ
Ремонт бытовых швейных машин
Сдано в набор 15.03 93 Подписано в печать 04.06.93. Формат 84Х 1081 /зг-Бумага кн.-журн. Литературная гарнитура. Офсетная печать. Печ. л. 8,0 Усл. л. л. 13,44 Усл. кр.-отт. 13,65 Уч.-изд. л. 15,49. Тираж 100 000 экз. Заказ № 896 Цена" договорная.
Типография издательства «Самарский Дом печатиэ. 443086, г Самара, проспект Карла Маркса, 201
8*