/









































































































































Author: Афонин С.
Tags: внутренние судоходные каналы автодорожный транспорт автомобили ремонт автомобилей
ISBN: 5-8069-0106-8
Year: 2003


Text
=р-емонтц1/ОПППП sokpackaHjOIIdIId АВТОМОБИЛЕЙ
•ПОДГОТОВКА К ПОКРАСКЕ
•СВАРКА
•РИХТОВКА И МНОГОЕ ДРУГОЕ
еское руководство
ББК 59.385. 5
УДК 626.114.6
А 94
Ремонт и окраска кузовов автомобилей. Поде отовка к покраске, сварка, рих совка и многое другое. Практическое руководство. Под редакцией С. Афонина. “ПОНЧиК”, 2003 г., 140 с.
Настоящее руководство посвящено описанию методов ремонта кузовов различных автомобилей а также их ремонтному окрашиванию.
В руководстве описаны материалы и оборудование для окраски; изложены последовательно и подробно различные разборочные операции на кузове автомобиля; ремонт вмятин; ремонт стеклопластиковых и алюминиевых деталей; сварка, в том числе и аргоновая; подбор краски; рихтовка кузовных деталей; специальная окраска; удаление пжавчины: ремонт участков панелей и мноюе другое. Описаны приемы работ в услопиях домашней мастерской. Также даны конкретные рекомендации по проведению ремонта в условиях специализированной мастерской с использованием специальных приспособлений.
Рук< гводство предназначено для технически грамо сных автовладельцев, а также для работников СТО и ремонтных мастерских.
Поскольку конструкции различных автомобилей значительно отличаются, приведенные в книге данные могут не соответс'1 вовать конкрет ной модификации автомобиля. Ил. пострации и техническая информация бы пи действительны на момент отправки книги в печать.
Мы не несём ответственности за какие-либо неточности или упущения в данном руководстве, но предприняли всё возможное, чтобы сделать его максимально понятным и точным.
ISBN 5-8069-0 J 06-8
Издательство “ПОНЧиК"
т.: (86354) 626 49, т/ф: 2-32-51 роп chik@bataysk. donpac. ru
Книг
U'/n гъл
Издательство “ ПОНЧиК”, 346880, Батайск, Ростовской оба ., ул . Ушинского, 14
Подписано в печать с готовых диапозитивов издательства “ПОНЧиК4 23.10.2003 г.
Формат 60 х 84\ 8 Бумага газетная. Печать офсетная. Гарнитура Таймс.
Усл. печ. листов 16,3. Усл. изд. листов 15,0. Дол тираж 1000 экз.
Заказ Че 72
( спечатано в соотнсгстаии с качеством предоставленных диапозитивов в типографии 1ЮО «Донгксй издательский дом»
344025. Россия, г Ростов-на-Дону, ул. Ереванская, 36 тел. (863) 251-23-83
ВВЕДЕНИЕ
Гордость мастера, почему вы обратились к этой книге. Вам хотелось бы, чтобы поврежденное крыло выглядело как новое без обращения к кузовщику. Однако, начав выбивать крыло с помощью рихтовочного молотка и подставки, у вас, вероятно, будет очень мало идей относительно тоги, как можно сдвинуть металл и вернуть оригинальную форму детали Конечно, нужно некоторое мастерство и опыт, но даже крупный ремонт может быть выполнен новичком Нужно всего лить двигаться постепенно, шаг за шагом, с пониманием того, что происходит с металлом и как пользоваться инструментами и приспособлегтиями
В данной книге мы продемонстрируем эти операции как пользоваться инструментами, как работать с металлом и как достичь безупречного заводского качества окрашенного покрытия. Хордость за свою работу будет законной, когда люди Поемо^рят на ее результаты и ничего не скажут, потому что они не знают, что делалось с кузовной деталью после ее повреждения
ТИПЫ КУЗОВОЗ
В настоящее время используются два основных типа автомобильных кузовов.
Несущий кузов
Несущий кузов состоит из отдельных металлических деталей, спаренных «руг с другом для создания кузова и общей структуры автомобиля, т.е. без отдельной рамы
Двигатель, трансмиссия и детали подвесок укреплены на дополнительных подрамни; ах, и/или усилительных элементах в нижней части кузова. Эти подрамники и уей пителъные элементы придают дополнительную 1 [рочность кузову, исключая необходимость отдельной рамы и облегчают штомобиль. Рчлпшя конструкция
Рамная конструкция соответствует своему названию - кузов укреплен болтами на отдельной раме. Такая конструкция была основой всех ав±оыобилей вплоть до конца 50-х начала 60-х годов, когда в моду вошли н< с^тдие кузова.
В наши дни обычный кузов легкового автомобиля состоит в основном из стали, алюминия, стеклопластика или из комбинации этих материалов. Из трех указанных материалов сталь является наиболее прочной и менее дорогой. Соотношение нроч-ность/вес для нее и ее относительная низкая цена де яают ста. ъ наиболее популярным материалом для автомобильных кузовов. Алюминий легкий и прочный. хотя и не такой, как сталь.
Третий материал, стеклопластик, используется меньше всеп». Его соо гног пение прочного / вес примерно такое же. как и у алюминия, но стек топ гастик не такой стабильный Он предпочтительнее для деталей отделки, декоративных элементов, накладок на кузов. Каждый материал имеет свое место, учитывающее его чес, прочность и цену Следовательно. все их можно найти в современных автомобилях.
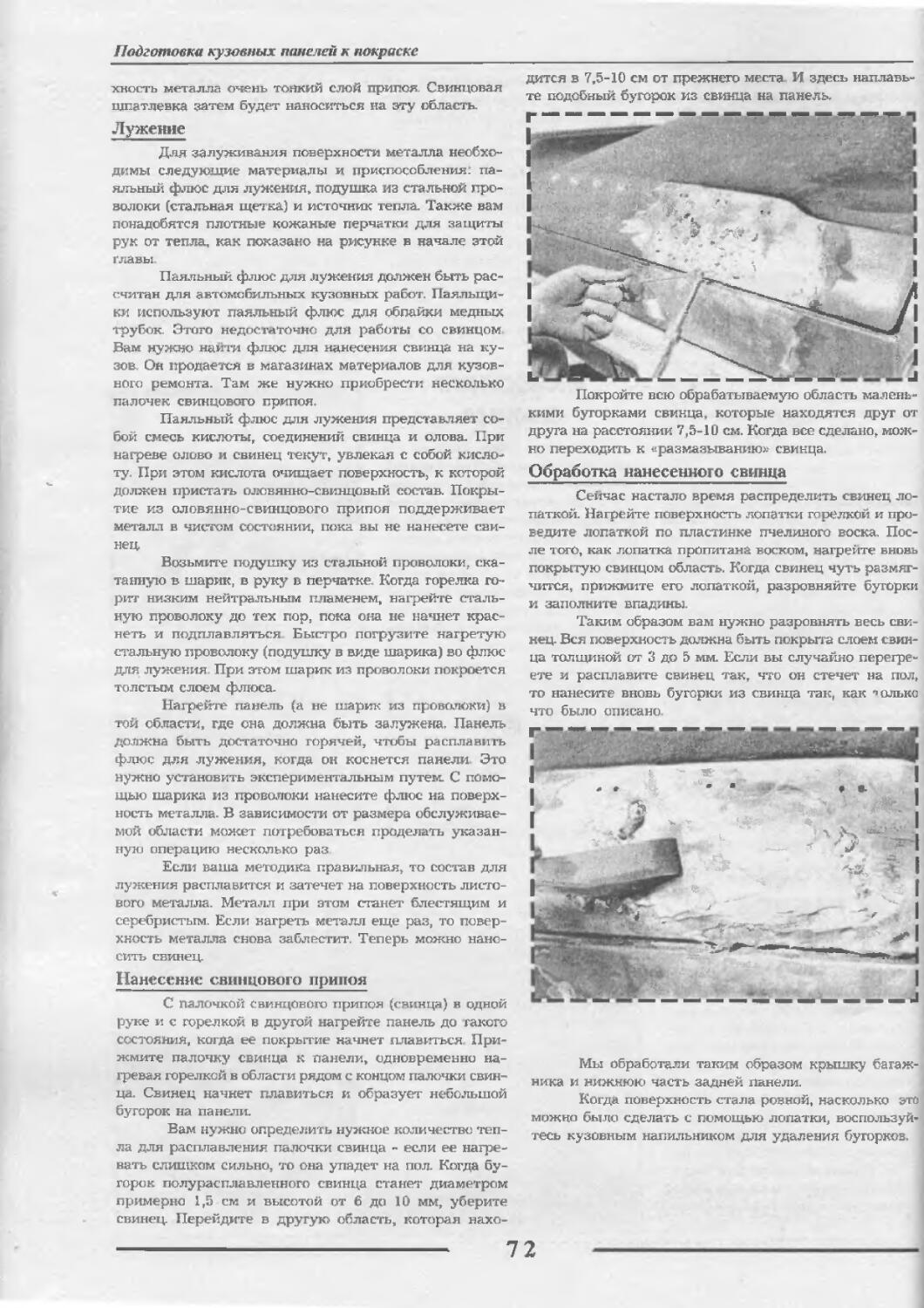
Повреждение левого переднего крыла данного
автомобиля затрагивает различные материалы передняя деталь из усиленного стеклопластика, крыло из листового металла и панель бампера из пластмассы.
В даяний книге показано, как ремонтировать каждый из этих материалов. Так как гталь является основным материалом, то ей уделяется самое большие внимание Вместе с тем обсуждаются особенности ремонта де галей из алюминия и стеклопластика.
ОЦЕНКА ПОВРЕЖДЕНИЙ
При определении типа ремонтных операций вы должны опред< лить конструкцию поврежденной панели, угол повреждения (удара), скорость при ударе, размер, жесткость и вес ударившего предмета Вы должны быть способны представить, как сложился металл при ударе
Угол удара может быть прямым или удар происходить пп касательной с воздействием на все другие область автом! би ля , Фактически, сильный лобовой удар может вызвать смещение деталг й в задней части кузова. Если удар был скользящим (уюл острый), то большая часть энергии удара будет поглощена панелью кузова. Если угол большой, то некоторая часть энергии удара будет отведена, что приведет к небольшим повреждениям. Острый предмет переместит некоторую часть металла вперед, прижав метачл впер( ди и растянув его сзади. Это часто происходил при типичных боковых скользящих ударах
Повреждения кузова можно разделить на 5 типов: простые вмятины, смещенные участки, скрученные изгибы, растяжения и сжатия
3
Введение
Простые вмятины
Простые вмятины характеризуются самим названием. Они представляют собой искривления металла от усилий или несильных ударов. При таких повреждениях в металле не появляется больших напряжений.
Вмятина на задней кузовной панели (стрелка) является простой вмятиной Ее можно отремонтировать с помощью методик, описанных в главе 10. Смещенные участки
Представляют собой участки металла, которые были сдвинуты, но по-другому не повреждены. Это лучше всего иллюстрируется с помощью так называемой вмятины на масленке Такое часто происходит, когда наносится удар по панели двери Хотя панель может быть и выгнута внутрь, нажатие на нее сзади может вернуть прежнюю форму. Часто повреждений не видно после этого вообще Если что-то и заметно, то только вокруг краев смещенной области
Смещенные участки часто сохраняют вмятину на панели. Когда смещенный участок определен и он выдавлен обратно, то панель можно восстановить до ее первоначальной формы. После этого ремонт потребуется на небольшой согнутой площади.
।------— — ---------------------П
«Позорная» вмятина может быть в большой степени выправлена путем выдавливания двери изнутри или вытягивания с помощью присоски (см. гл 4). Работа небольшим молотком и выколоткой (оправкой) по периметру вмятины восстановит прежнюю форму листового металла Скрученные изгибы
Или S-образные вмятины представляют собой четко выраженные смещенные участки со складками или изгибами самого металла. Такое иногда происходит при лобовых или задних столкновениях и некоторых типах ударов. Скрученные изгибы для устранения требуют большого объема работ по металлу, которые начинаются с выдавливания задней части
поврежденной панели, чтобы придать ей некое подобие прежней формы. Окончательное восстановление формы поврежденной поверхности производится затем с помощью ручных инструментов
Скрученные и сложенные участки в передней части крыла потребуют значительного объема работ по металлу для восстановления его прежней формы. Растяжения
Вызваны растягивающим, а не сжимающим усилием К примеру, выбоина происходит от растяжения. Это можно видеть, когда бампер упирается в боковую часть автомобиля и растягивает металл у конца складки. Для ремонта повреждений такого типа требуется сварка, усадка и шпаклевка. Сжатия
Происходят, когда противоположные силы воздействуют на участок кузова, приводя к его дефор' мации. Они вызваны сжатием, а не растяжением к иногда называются «гармошкой» Поверхность металла уменьшается, а его толщина увеличивается. Иногда сжатие можно обнаружить только на ощупь, проводя рукой по поверхности металла.
Вы должны диагностировать каждый тип повреждения подобно тому, как врач диагностирует нарушение здоровья. Только после тщательной диагностики можно правильно определить способ ремонта и восстановления.
В данной книге мы будем диагностировать проблемы и указывать методы их решения
СВОЙСТВА МЕТАЛЛОВ
Вам нужно быть знакомым с тремя свойствами листового металла для качественного проведения кузовных работ: пластичность, предел прочности и эластичность. Понимание этих свойств поможет вам работать с металлом, поддерживать или восстановить его прочность и получить ровную поверхность панели Пластичность
Является тем свойством, которое позволяет металлу восстановить свою форму при приложении к нему достаточного усилия. Это же самое свойство позволяет отштамповать листовой металл в форме крыла, капота или двери Когда плоский лист металла видоизменяется с помощью штампов пресса, то он подвергается пластической деформации. Какой величины деформация возможна без повреждения или разрыва, зависит от прочности металла
Очевидно, чем тверже металл, тем меньшая
4 -----------------------------------
Введение
деформация возможна, И наоборот, чем мягче мета чл, те1,.г больше деформация. Этим объясняется то, почему можно сделать довольно большие вмятины в алюминии без его повреждении.
Предел прочности
Проявляется тогда, когда металл изгибается, растягивается, деформируется или смещается. То, насколько кусок металла можно обрабатывать в холодном состоянии, имеет предел, после которого металл разрушается Когда при работе с металлом этот предел пргьышаь тся, он становится тверже и тверже. При таком увеличении прочности имеет место увеличение жесткости и хрупкости ъ результате превышения предела прочности.
Хорошим примером проявления предела прочности может быть изгибание куска проволоки туда-сюда, пока он не сломается
После первого изгиба и возврата в исю двое положение проволока не может быть выправлена в
точке изгиба. В конце концов проволока становится такой твердой (металл «устает»), что ломается.
Эластичность (упругость)
Является таким свойством металла, которое позволяет ему вернуть свою оригинальную форму после деформации. К примлоу, когда вы нажимаете на крыло или дверь, то почувствуе-fc, ч-о деталь подается и она вернетсл обратно при отпускании. Конечно, чем тверже металл, тем больше эластичность - эластичность увеличивается с твердостью Предел упругости достигается тогда, когда металл не пружинит обпатно и не возвращается к своей ори инальной форме - он достигает своего предела упругости.
Б последующих главах вы увидит2, как свойства металла могут быть использованы для проведения кузовного ремонта. Мы покажем как использовать различные инструменты при проведении ремонта. Пока же вам потребуется лишь понять, что такое пластичность, предел прочности И эластичность (упругость).
ОСНОВНЫЕ ЭТАПЫ КУЗОВНОГО РЕМОНТА
Кузовной ремонт является многоэтапным процессом. Мы используем простые этапы для проведения выравнивания и совмещения панелей кузова. Затем мы продемонстрируем, как сделать панель или участок кузова гладкой. Когда это сделано, мы уделим внимание подготовке поврежденного участка или всего кузова к покраске. В заключение мы покажем, как провести качественную окраску. Прочитай ге эту книгу полностью перед началом работ по ремонту и окраске кузова. Затем вернитесь обратно и читайте каждую нужную главу перед проведением работ. Держите книгу все время под руками и при необходимости обращайтесь к ней. Следуйте сказанному здесь плану и ваша работа будет успешной и вы будете испытывать законную гордость за ее результаты.
ГЛАВА 2_______________ РАЗБОРКА
, -г1 " 11 “—““ “““”“
На первый взгляд разборка кузова автомобиля мож°т показаться какой-то непреодолимой задачей Вначале автомобили выглядит как единое целое. Па самом деле он предстаг ляет а бой набор небольших деталей. Когда вы поймете н значение каждой детали и будете снимать по одной детали, то процесс будет выглядеть не таким пугающим
Рассмотрим разборку двигателя. Как единый узел он представляет собой неч го цельное. Однако разборка начинается со снятия карбюратора. Затем снимается каждая деталь по очереди до тех лор. пика не ,,станутся отдельные детали Такой и подход к разборке кузова - разделение каждой секции на составляющие ее детали
Примерно 95% автомобиля может быть разобрано с помощью обычных механических и: гструментьв. Ос гальные детали молено разобрать с помощью недорогих специальных приспособ, гений, которые имею гея в продаже Они включают в себя такие' приспособления, как зажимы для снятия внутренних ручек дверей ав томобилей неко герых фирм, например фирм FOEL) или GM (GENERAL MOTORS), съемники для хромированных деталей и приспособления для снятия переднего и заднего стекол. В нашем руководстве показаны рису нки приспособлений и способы их при ягнения. В дополнение к приспособлениям вам потребуются коробки. емкости и пакеты для хранения снимаемых деталей.
Довольно легко забыть о том, как детали соединяются друг с другом, поэтому можно даже сфотографировать детали для удобства последующей работы. Это нужно делать перед разборкой Помечайте каждую деталь и ее расположение, помечайте ярлыками провода, которые не имеют цветовой кодировки и все запись вайте Это облегчит работ у при последующей сборке
Маловероятно, что вы разберете автомобиль до такой степени, как показано нами. Однако, показанный процесс даст вам предс гавление о том как выглядят детали кузова и как они крепятся. Там, где какая-то операция при работе пропущена, она может быть описана в другой главе.
Перед погружение м в работу вам нужно знат ь некоторые определения. Автомобилями ранних моделей (старыми автомобилями) считаются автомобили выпуска с середины 50-х годов до конца 60-х - начала 70-х годов Автомобилями новых моделей (новыми автомобилями) считаются автомобили выпуска с начала 70-х гг до настоящего времени Очевидно, что здесь возможно перекрытие сроков, но такая классификация принята для простоты
УСТАНОВКА ДЕТАЛЕЙ
Начиная с того времени, когда автомобилю исполняется около 5 лет, вы, вероятно столкнетесь с необходимостью сня гия деталей. Однако, установка их обратно часто сопряжена с проблемами Эти справедливо для многих деталей ав гомобиля Снять детали довольно легко. Однако, сделать это, не повреждая их или правильно установить их обратно иногда довольно сложно
Мы рассказываем о том, как разбирать детали и узлы гак, чтобы они не были повреждены и чте-бы их можно было правильно собрать обратно. Во многих стучаях сложнее снять детапь (например, отделочную панель двери), чем заменить ее. Кроме этого, существуют детали и узлы, которые легче сня гь, чем заменить К ним относятся, например, потолок и ооивка R таких случаях лучик обратиться в г пениальную мастерскую, чтобы ‘.южную работу выло гнили профес-сииналы - это будет выгоднее со всех точек зрения. То же самое относится к винил эвой крыше.
Если вы сняли виниловую крышу, то вы никогда не поставите ес обратно качестгенно, если будете работать самостоятельно. Это должны делать профессионалы. Однако, если вы сможете сделать ремонт, подняв маленький участок виниловой крыши, то это можно делать самому. Проведите необходимый ремонт и приклейте виниловую крышу на место. Для этого вам необходимы качественные материалы, которые можно приобрести в магазине Смажьте винил и участок кузова клеем, затем oCTopo.imu поднимите винил вверх и выдавите все воздушные пузырьки.
При снятии детали, независимо от того, собираетесь ли вы устанавливать ее обратно или нет, держите деталь и ее крепления в определенном месте и так, чтобы вы не допустили ошибки при ее установке К примеру, вкручивайте винты и болты в те отверстия, из которых гни были сняты. Закрг пите эти детали крепления клейкой ле нтой То же самое относится к шайбам, которые используются дтя совмещения крыльев или дверей Прикрепите их на место. То, что при снятии кажется очевидным, через
6
некоторое время при сборке будет представлять собой сплошную загадку. Поэтому организуйте процесс разборки так, как если бы вы собирались все собирать обратно через 10 лет Лучше сделать так, чтобы не оказаться в тупике уже через несколько недель или даже дней.
РАЗБОРКА ДЕТАЛЕЙ САЛОНА
Снятие передних сидений
Большинство сидений автомобилей различных фирм-изготовителей крепятся болтами на днище кузова. Посмотрите под сиденье и найдите 1 бо. гта Два болта с каждой стороны крепят основание сиденья (салазки) к полу кузова От -крутите эти болты и выньте сиденье и салазки, по которым оно движется.
Намноп । легче снять са пазки (направляющие) с пола, гем снимать сиденье с этих салазок. Доступ к пространству между сиде нь-ем и салазками практически закрыт, когда сиденье находится в овтемсби..
Если вы оставляете спинку
I
Разборка
сиденья соединенную с его подушкой, то сиденье может упасть назад после снятия передних болтов (гаек) крепления салазок. Будьте ос горожны при снятии, лучше воспользоваться чглугами помощника
Гайки крепления салазок сидений некоторых автомобилей ,например FORD) снимаются из-под автомоби. и Поднимите автомобиль на домкрате и надежно подоприте его подстарками. Залезьте под автомобиль и поищите резиновые заглушки на кузове |и,чи пробки на днище). Эти заглушки закр: .1-вают отаерсл <я для ,*осту1 а к болтам креплены я сидений. Осторожно снимите заглушки не повредив их при этом.
На рисунке задние заглушки сняты После окончания работы установите их обратно, чтобы закрыть отверстия в днище, через которые в салон могут попасть влага, грязь и выхлопные газы.
С помощью глубокой головки । >ткру гите гайки крепления салазок сиденья к днищу с обеих сторон и снимите сиденья Снятие сидений с электро приводом
Для сидений с электроприводом вам нужно отсоединить провода, которые идут к электродвигателю или переключателю перед снятием сиденья. В автомобилях последних моделей это делается путем разъединения штекера Б ранних моделях .довода различных цветов подсоединяются по отдельности. Отсоедините провода, а затем выньте сиденье.
Снятие заднего сиденья
Большинство подушек задних сидений крепятся на месте с помощью натяжнь х кронштейнов.
Для их освобождения нажмите на нижний край сиденья - не нажимайте на верхний край сиденья. Нижний край рамы (каркаса) сиденья нужно прижать назад на 3-5 см для освобождения крючков крепления. Может быть необходимо прижать сиденье ногой, чтобы отодвинуть его назад и освободить от крючков крепления. Нажимайте до ^ех пор, пока не почувствуете, что подушка освободила! ь, а затем поднимите и выньте ее.
Когда подушка сиденья снята, взгляните под нижний край спинки заднего сидень., Там вы должны обнаружить 2 или 3 скобы, которые кре пятся винтами - саморезами или ме галлич< некими полосками. Открутите винты или отогните язычки вверх для освобождения нижнего квая спинки сиденья. Верхний краг сиденья крепит ся крючками, установленными под верхней попкой.
Поверните спинку вверх и освой щите из крючков1 крепления. Снимите спинку
Если спинка заднего сиденья вгелючает в себя центральный подлокотник, то ок может сняться вместе со спинкой. Если этого не происходит, то теперь открывается дос
туп к болтам его iq етп.ения. Открутите болты и снимите подл, кот ник Центральная консоль
Центральная консоль может включать в себя рычаг переключения передач, расположенный на полу. Если это так, то снимите как можно больше внешних деталей, пепельницу, держатель для бумаг лампы подсветки и т.д Затем открутите винты - саморезы вдоль нижнего края консоли Затем проверьте наличие саморезов или болтов для крепления консоли к передней панели или к отдельным кронштей нам и выкрутите их
Если после этого консоль не освободится, то проверьте за пепельницей и за лампами подсветки на личие других креплений Не прилагайте усилий к консоли до тех пор, пока вы не снимете все детали крепления Открутите все дополнительные винты. Выньте консоль, не повреждая провода внутри консоли. Если к консоли подходят провода, го пометьте их и отсоедините и только затем снимите консоль окончательно
Панели дверей
Лгчполюбшли ранних моделей
Начинайте снятие панелей дверей со снятия ручки стеклоподъемника, ручки двери и подлокотника Если есть, сними ге регулятор положения зеркала с электро- или механическим приводом
Для снятия подлокотника найдите отверстия под ним Внутри этих отверстий будут находиться винты или болты кре пления. Открутите их для снятия подлокотника
Если ручки открывания дверей и рукоятки стек топодъемников крепятся С ПОМОЩЬЮ ПОДКОВ! образных зажимов, то неоот; *димо приспособление для сна 1 зажимов. Это приспо< обление похоже на плоскогубцы с тонкими стальн >imji губками. Приспособление предназначено для вдвигания за ручку и снятия по, [коьообразного зажима, который крепит ручку двери или стешюпод ьемника Другое приспособление состоит из одной детали и также вдьигается за pj чку для снятия зажима.
Для снятия зажимов с помощью приспособления, похожего на плоскогубцы, прижмите панель двери, вставьте приспособь ние, закр! пите его конец вокруг края зажима и поверните его по или
Разборка
против часовой стрелки. Зажим должен выскочить из своей канавки, позволяя освободить ручку двери. Соблюдайте осторожность и не повредите облицовку двери Если за ручкой открывания двери или руч-кой стеклоподъемника имеются нейлоновые шайбы, то не потеряйте их. Храните шайбы вместе с зажимами
Некоторые ручки открывания дверей и ручки стеклоподъемников крепятся шестигранными болтами и винтами, с крестообразным шлицем или с внутренним шестигранником например, фирма FORD применяла их в конце 60-х годов и в 70-е годы, причем вит ы находились за приклеенными дисками. Снимите эти декоративные диски, чтобы открыть головки винтов. Воспользуйтесь отверткой с крестообразным жалом или шестигранным ключом для откручивания винтов Затем стяните ручки.
Приклеенная алюминиевая пластинка снимается для открывания винта крепления с крестообразным шлицем на ручке стеклоподъемника автомобиля FORD. Пластина тонкая и ее легко повредить, поэтому при ее снятии нужно быть осторожным. После откручивания винта ручку можно просто стянуть.
Старые автомобили GM для крепления ручек открывания дверей и ручек стеклоподъемника использовали штифты. С помощью бородка диаметром 2,4 мм выбейте штифт Это поможет освободить ручки.
Существуют и другие методы освобождения ручек на двери Если на вашем автомобиле используется особое приспособление для снятия, то нужно обратиться в специализированную мастерскую или магазин для его приобретения.
Для снятия подковообразного зажима крепления ручки откры-
вания двери или стеклоподъемника с помощью приспособления, вставьте приспособление между ручкой и панелью двери. Нажмите на Открытый конец зажима
локотника скрывают винты крепления. Винты-саморезы проходят через отделочную панель и вкручиваются во внутреннюю панель двери,
Здесь показан один из вариантов. Пока не снята декоративная полоска, винты крепления подлокотника обнаружить невозможно.
Теперь снимите кнопку блокировки двери в верхней части двери и детали отделки или молдинги, крепящие панель двери к двери. Обычно эти молдинги крепятся с помощью винтов - саморезов. Теперь можно снять отделочную панель двери.
Панель отделки двери крепится к двери с помощью нескольких проволочных или пластмассовых зажимов. Они вдавливаются
в отверстия на задней стороне двери.
С помощью плоской отвертки оттяните панель двери до тех пор, пока не увидите зажим. Для снятия пружинных зажимов вставьте отвертку прямо под зажим и осторожно подденьте его.
Не поддевайте облицовку между зажимами, чтобы не повредить материал облицовки.
На дверных отделочных панелях с тастмассовыми зажимами понадобится другое приспособление. Если использовать неправильное или несоответствующее приспособление при снятии отделочной панели двери, то можно поломать зажимы (клипсы)
Когда все зажимы сняты, то панель отделки должна освободиться При сопротивлении снятию не прикладывайте больших усилий, а внимательно осмотрите панель Вы, может быть, обнаружите винты -саморезы по ее углам. Открутите их, а затем стяните панель с двери
Отсоедините электрические провода для электропривода сидений или стеклоподъемников. Наклейте на каждый провод клейкую ленту и пометьте положение провода на переключателе. Можно также зарисовать расположение проводов разных цветов на переключателях. Это поможет избежать путаницы при последующей уста-
8
Разборка
норке дверной панели.
Р етимобили последних моделей
На автомобилях последних моделей конструкция выполнена по-другому Обычно ручка открывания двери укреплена на раме двери болтами и скрыта за подлокотником И и большинстве случаев автомобили оснащены электрическими стеклоподъемниками.
И в этом случае начинайте со снятия подлокотника, если только подлокотник не является встроенной частью панели двери. Затем снимите кнопку блокировки двери и декоративные молдинги вокруг стекла, koti ipbie крепят панель об-чицовки две ри. На многих автомобилях пос гецних моделей декоративных молдингов нет - эту роль выполняет сама панель двери. Отделочная панель двери доходит до верхней части двери и заходит за ее край, выполняя таким образом роль уплотнения для стекла двери.
Как и в случае с автомобилями ранних моделей, для обнаружения зажимов крешгения отделочных панелей воспользуйтесь отверткой с плоским жалом Освободите эти зажимы (клипсы) из внутренней панели двери. При некотором умении отделочная панель должна освободиться в верхней части, там, где она встречается со стеклом. Вновь отсоедините и пометьте все провода для электроприводов сидений, стеклоподъемников, поворотных форточек окон, громкоговорителей и других устройств, которые могут быть встроены в панель двери Также ложет быть необходимым частично разобрать панель двери для снятия дверной ручки, если она имеет поворотную конструкцию. Обычно это делается путем вынимания гптисЬта, который кропится зажимом сверху или снизу. После снятия зажима и штифта ручка двери снимается.
На некоторых моделях автомобилей доступ к ручкам стеклоподъемников и подлокотникам может отличаться Для получения доступа к креплениям ручек дверей и стеклоподъемников на подобных автомобилях вытащите пластмассовые детали, которые закрывают ручку двери Вы обнаружите винт - саморез или небольшой бо пт. После их выкручивания, ручка < укрывания двери или стеклоподъемни-1 ка снимается.
Если вы не можете найти винты или болты крепления в области подлокотников, проверьте пластиковые детали отделки, Оттяните их назад и вы обнаружите отверстия для доступа, С помощью отвертки с крестообразным жалом выкрутите винты крепления подлокотника к панели двери, и подлокотник снимется.
На многих европейских и японских ав гомобилях отделочные панели двери крепятся пружинными зажимами. Часто эти зажимы (клипсы) являются пластмассовыми, а не металлическими. И н этом случае вставьте плоскую отвертку под зажим и подденьте ее. Затем, в верхней части панели может находиться резиновое уплот некие, которое служит как в качестве во-доза цитного уплотнения, так и в качестве крепления отделочной панели Молдинг из резины позволяет закрепить дверную пинель к раме двери. Для его снятия подденьте один из концов и вытащите его из паза, освободив таким образом резину, паз и отделочную панель за один прием. Поверните дверную панель вверх и из внут-реннеи панели двери. Снимите провода с переключателей или громкоговорителей, пометив их соответствующим образом Когда панели дверей снят л, переходите к задним панелям.
Показанный справа зажим -в хорошем состоянии Зажим слева имеет типичные повреждения из-за неправильной установки. Попробуйте выпрями гь зажим ос трогуб-цами. Если зажим сломается, замените его.
Влагозащитная пленка
Если имеется влагозащитная пленка из специальной бумаги или из пластмассы на вну гр о-иней панели двери, то снимите ее Она может сойти вместе с отделочной панелью, а также может быть закреплена герметиком.
Эта пленка сделана из специальней бумаги, другие сделаны из пластика. Снимайте пленку ос-------- 9 -------
торожно, нр повреждая ее.
Задние отделочные панели
Нс которые японские автомобили, такие как DATSUN (NISSAN) Z. имеют специальные зажимы для крепления пластмассовых панелей к кузову Вы увидите головки этих зажимов, выступающие над поверхностью панели. Они приблизительно имеют размер ь диаметре 10-15 мм В центре такого зажима имеется пятно диаметром около 3 мм Это пластмассовая заклепка Для ее снятия воспользуйтесь тонким длинным пробойником или куском жесткой проволоки. Вам нужно выдавить плунжер из корпуса заклепки. Затем зажим (заклепку) можно снять из панели Зажим нельзя использовать повторно, поэтому нужно подготовить новые зажимы Обычно будет нужно снять подушку и спинку заднего сиденья перед снятием задних отделочных панелей Когда подушка и спинка заднего сиденья сняты, то снятие задних отделочных панелей проводится так же, как и снятие отделочных панелей дверей.
После снятия подлокотника, ручек ст еклонодъемника (если есть) и других деталей, таких как прикуриватель или лампа подсветки, открутите винты - саморезы, кропящие отделочную панель к внутренней панели кузова Если отделочная полоска используется на дверях, то подобная полоска, вероятно, используется и на задних отделочных панелях Снимите ее и водозащитный уплотнитель.
Если задняя панель не снимается г.осле ( пятил всех креплений, поищите скрытые винты вдоль стойки двери и опор сиденья. После их откручивания задняя панель должна легко сняться. Если задние или дверные отделочные панели будут использоваться далее, но через некоторое время, то их нужно при хранении завернуть в полиэтилен, плотную бумагу, положить в пакет или в картонную коробку.
Разборка
Когда дверные и задние отделочные панели сняты то можно заняться пане ими в пространстве для ног впереди.
Этот винт крепит о мелочную панель к верхней части задней стойки кузова
Этот винт на правой части рисунка находится в нижнем части панели
Другая загадка как снимается такая ручка стеклоподъемника?
Оттяните пластмассовую крышку и это все! Открывается болт крепления ручки стеклоподъемника. Для снятия ручки открутите болт.
Нижние боковые панели
Нижние боковые панели (иногда их называют коленными) часто подвергав itch толчкам. Они расположены между стоиками передних дверей (там где укреплены петли дверей) и перегородкой моторного отсека, непосредственно между панелью приборов и полом.
Обычно эти панели крепятся с помощью винтов - саморезов только сзади и вверху В некоторых случаях, например, на автомобилях FORD 60-х и 70-х годов панель служит уплотнением вдоль переднего края проёма для двери
Начинайте со снятия деталей, укрепленных на боковых панелях, таких как педаль или ручка аварийного тормоза, ручки для вентиляции и лампы подсветки. У многих моделей на нижних боковых панелях имеются сопла для вентиляции, которые нужно заранее снять. В большинстве случаев все эти детали укреплены винтами -саморезами с внутренней металлическом панели через декоративную панель Открутите винты и освободит! нижнюю боковую декоративную панель от кузова Снимите панель Если в нее встроены лампы подсветки, го отсоедините от них провода и заизолируйт! концы проводов
Снятие облицовки потолка
Следующая большая деталь отделки, которую нужно снять -это облицовка потолка (потолок) Снятие пот олка начинается со снятия .декоративных молдштов, которые закрывают края потолка Декоративный молдинг
Хотя мы раньше и упоминали это название, нужно сделать некотооые уточнения. Подобно украшению неко-орых блюд, на автомобилях также имеются детали для украшения его салона и кузова
В салоне автомобиля декоративные молдинги состоят из деталей, которые украшают (и скрывают) переходы между стеклами, потолком и кузовом, пространство вокруг заднего стекла и в некоторых других местах. Если детали отделки крепятся винтами - само
резами, то для снятия деталей открутите винты Однако, если используются пластмассовые детали, которые защелкиваются, то для их снятия neo6xi дима некоторая сноровка.
Оттяните декоративный молдинг от детали и определите метод его крепления Если используются пластмассовые пружинные зажимы, то прижмите их отверткой и снимите молдинг Если ок не выходит после снятия зажимов, то осмотрите концы молдинга для проверки способа их крепления. Часто на обоих концах пластмассовые колпачки закрывают винты - саморезы Снимите колпачки, открутите винты, а за юм снимите молдинг Водозащитные уплотнения
Во многих случаях декоративный молдинг включает в себя водозащитное уплотнение. Это уп-лотж ние представляет собой резиновое изделие, которое уплотняет край двери или стекла от неблагоприятную воздействий ветра, дождя и грязи Для снятия уплотнителя и связанных с ним деталей отделки, откроите дверь Осмотрите внимательно область уплотнения непосредственно над панелью приборов Найди -е один или два винта - самореза, крепящих конец водозащитного уплотнения.
Открутите эти винты и осторожно ciяните уплотнение из стального канала или из декоративного молдинга.
Стяните уплотнение, сняв его со сварного шва в проеме двери
Fели уплолн! ние не ri !хсдит
10
Разборка
легко из своего канала, оттяните внутренний край уплотнения и проверьте, нет ли дополнительных винтов - выкрутите их, чтобы продолжить процесс снятия.
Когда уплотнитель почти снят, выкрутите винты - саморезы с другого конца. Пометьте уплотнитель так, чтобы избежать ошибок при последующей установке. Отложите уплотнитель в сторону.
Теперь вы можете снять молдинг из нержавеющей стали или декоративный молдинг, в большинстве случаев молдинг крепится дополнительными винтами - саморезами. Обычно винты крепления уплотнителя также крепят и молдинг. Последняя деталь отделки, на которую нужно обратить внимание до снятия потолка, является защелкиваемым страховочным шнуром.
Такое название осталось с тех времен, когда двери карет закреплялись сбоку так, чтобы не открывались от ветра. В наше время, однако, место этого шнура заняли
резиновые и пластмассовые уплотнители В дополнение к уплотнению двери в ее отверстии этот шнур также закрывает сварной фланец в том месте, где внутренние и внешние панели кузова соединяются вместе.
Для снятия страховочного шнура снимите панель, закрывающую порог двери или пространство между днищем и верхней частью опорной панели. Эта стальная, пластмассовая или алюминиевая пластина обычно прикрывает край коврика Открутите винты крепления панели к полу и сдвиньте панель в сторону Теперь открывается доступ к краям шнура Осторожно оттяните шнур, продвигаясь вокруг проема двери к другому концу. Сделайте метки и уберите шнур в сторону
Канал крепится к кузову с помощью саморезов или заклепок Заклепки нужно высверлить.
После снятия винтов или
заклепок осторожно вытащите канал из кузова Канал уплотняется с помощью кузовной мастики, поэтому он выйдет легко. При приложении больших усилий канал можно согнуть
Ранние модели
Если ваш автомобиль выпущен до GO-x годов, то края потол
ка могут крепиться с помощью кнопок или скоб. Они забиваются в дерево или в фанеру, которые крепятся к кузову автомобиля винтами саморезами или гвоздями Осторожно снимите каждую кнопку или скобу - учитывайте возраст автомобиля. Если не соблюдать осторожность, то фанерные или деревянные детали могут треснуть и их нужно будет заменить Не повредите и саму облицовку потолка, если вы планируете использовать ее в дальнейшем.
Поздние модели
С середины 6п-х годов большинство фирм - изготовителей перестали крепить потолок с помощью кнопок и скоб и стали использовать клей что создало новые проблемы Для снятия приклеенного потолка вам может потребоваться снять переднее и заднее стекла и их уплотнения. Есть и другое решение Оттяните резиновое уплотнение вокруг переднего или заднего стекла
Нужно открутить винты крепления декоративного молдинга заднего стекла. В то же самое время с помощью лезвия или острого ножа разрежьте потолок как можно ближе к резине. Осторожно оттяните потолок от металла. Если вы делаете что-то большее, чем мелкий ремонт в области потолка, то снимите переднее и заднее стекла Этот процесс описан далее в этой главе
После того, как весь периметр потолка ослаблен, то потолок можно снять с крыши. Он крепится на 3-7 дугах, которые проходят через каналы из материи, пришитые к задней стороне потолка. Поднимите край потолка и пометьте положения дуг.
Вспомогательная стрелка, нанесенная фломастером, обеспечи-
Разборки
вает, что дуга облицовки потолка
будет установлена в то же самое место. Б большинстве автомобилей
имеется от одного до трех отверстий непосредственно друг за другом Это явл ются результатом того, что внутренняя панель крыши используется более чем в одном типе кузовов. Пометьте отверстия, в которые вставляется кажд ая дуга
Начиная спереди или сзади, осторожно потяните вниз за передний или задний край облицовки потолка, доберитесь до центра первой дуги и прижмите ее вниз.
Некоторые автомобили имеют металлический зажим, который крепит дугу к потолку в центре Это предотвращает провисание потолка. Если используются зажимы, вытащите дугу из ее зажима, а затем т рижмите ее вниз.
Теперь дугу можно повернуть вперед или назад, чтобы вытащить ее из отверстия. Работайте Осторожно, чтобы не разорвать материал.
Оставьте дугу в потолке. Подобным образом снимите остальные дуги. Если вы планируете использовать потолок далее, то соберите его, дуги и другие детали и храните все это в чистом сухом
месте Однако, если вы устанавли-
ваете новый потолок, то снимите дуги по одной, пометив их по порядку цифрами 1, 2, 3, 4 и тд. Также пометьте соо тветствующие отверстия цифрами 1, 2, 3, 4 и т.д. Это поможет избежать ошибок при будущей установке.
Так как американские, японские и европейские автопроизводители стремятся уменьшать при-изводс1’венные расходы, то потолок с дугами уходит в прошлое. Он заменяется потолком из оди й или двух частей. Вся предыдущая информация, касакл гаяся снятия дуг, применима и к снятию потолк; i другого 1 ипа
В большинстве случаев, если вы имеет дело с потолком из одной части, то декоративный молдинг вокруг стокол дверей, переднего стекла и боковых частей крыши поддерживает потолок Когда молдинг, фонари подсветки, зеркало заднего вида и крючки сняты, потолок просто упадет вниз Это в лучшем случае
Хороший пример молдинга, закрывающего канал для водостоки Снимите зажим, затем снимите отделку из нержавеющей стали с водосточного же тоба.
Полоска с зубцами удерживает нижний задний край потолка на задней стойке Отделочная панель задней стойки выступает из задней панел и и над полоской крепления,
При наличии потолков, состоящих из нескольких частей, возникают сложности. Потолок невозможно снять, не сняв сначала лобовое стекло. Это происходит потому, что пот* >лок будет поврежден, если вы сложите его, чтобы протянуть через дверь. Ес ни у вас такой потолок, то его надо вынимать через проем для стекла По атой причине вам нужно сначала снять лобовое (переднее) стекло -см. далее
В случае потолка из двух частей нужно найти центральный молдинг, проходящий вдоль или поперек автомобиля. В большинстве случаев он крепится винтами - саморезами Если винты не используются, то молдинг, вероятно, крепится пластмассовыми зажимами крепления Осторожно оттяните край молдинга, найдите первый зажим, вставьте отвертку и освободите его Когда молдинг будет полност >ю освобожден, то половинки пото. жа енимутйя В этом случае нужно пометить стороны потолка (правая - левая, передняя -задняя».
На данном этапе снята почти вся внутренняя облицовка автомобиля. Затем можно перейти к последней детали интерьера - коврикам.
Снятие ковриков
Ранние модели
На автомобилях ранних моделей коврики были последней деталью Установка ковриков производилась в последнюю очередь. При
12
Разборка
снятии коьрикив. изолирующих слиев и соответствующих панелей механик мог получить доступ ко многим рабочим частям автомобиля через пол Поэтому, если вы работаете с таким автомобилем, для снятия коврика требуется только снятие панелей порогов и возможна. нижних боковых панелей
Проверьте визуально не используются ли для крепления краев ковриков крючки и винты -саморезы, если они есть, снимите их Снимите переднюю часть коврика с перегородки моторного отсека Может быть, придется (>тсое-динить педаль «газа» от ее тяги. Полностью снимите коврик и изолирующим слой.
Поздние людеаи
Со временем в автомобилях были сделаны различные изменения Больше не было необходимости иметь доступ к деталям через пол, поэтому коврики устанавливались более основательно. Улучшен был и внешний вид Таким образом, произошел переход к коврикам специальной формы
В отличие от предшественников, новые коврики не имели Они изготавливались из одного куска материала, подобно тому как крыло штампуется из одного куска листового металла Бели вы ранее не сняли сидпнья из автомобиля, го это б^дет нужно сделать до наняла снятия ковриков. Кроме этого, нужно будет снять боковые панели и панели порогов
Бы можете обнаружить, нго коврик приклеен к изолирующему слою (войлоку или синтетическому материалу), а этот слой - к полу Вставьте больше й скребок или тупой нож под с ной для отделения его и коврика от пола Это нужно делать осторожно, так как изолирующий материал очень нежный Кот-да вся приклеенная область отделена. выньге коврик и изолирующий слей Из-за сложной конфигурации к шрика, лучше всего хранить его в таком месте, где его форма не нарушится Не мните и не складывайте коврик. Можно перевернуть коврик наизнанку Не ставьте на него другие вещь Снятие стекол
Стекла дверей
Со снятием стекол дверей связаны 4 основные вещи стеклоподъемник поднимает и опуска< т стекло; стопоры ограничивают стек-
ло при его ходе вверх и вниз, регулировки задают угол наклона стекла, передние и задние желоба (каналы) направляют стекло при его движс нии вверх и вниз.
На автомобилях ранних моделей и больших пикагшх могут иметься поворотньк форточки для BtHi клацни. У этих форточек имеется две детали: оперная рамка и механизм поворота ()порная рг мка крепит стекло форточки, пов □ротный механизм поворачивает форточку внутрь и наружу
Здесь показана внутренняя часть двери со снятой обшивкой - можно видеть механизм стеклоподъе дника повсро ьную форточку и механизмы замка и блокировки двери
Для снятия стекла снимите панель для доступа в центре внутрек ней панели двери (если она есть) Может иметься только отверстие для доступа Затем снимите верхний и нижний стопоры.
Болт крепит верхний стопор стекла к раме стекла Этот стопор нужно снять до того, как гтекло будет вынуто из верхней части двери.
По возможности ослабьте и снимите переднюю и заднюю направляющие (желоба).
Два болта крепят и регулируют положение переднего направля-
ющего желоба стекла Часто эти два желоба снять невозможно, пока не снято само стекло Ь таком случае ослабьте болты крепления каналов (желобов) и дайте им св< бедно висеть, пока стекло снимается.
Опустите стекло до тех пор, пока через < тверстие для доступа не станет виден < тек "□подъемник. Отсоедините стеклоподъемник от нижней
рамки стекла.
Разборка
Стрелки го обоим концам канала указывают на винты, которые н; жно откру гить, чтобы сня I ь детали стек чоподъемнию. Некоторые автомобили FOR] > имеют подковообразный зажим на шпильке. Снимите этот з-эаким и вытащите шпильку из рамки Может быть две икима и шпильки о йадией и передней стороны стекла
Полезно работать вместе с помощником. Один рабо ающий держит стекло, а другой снимает механизм стеклоподъемника.
Размер отверстия для доступа mi :нимален Стеклоподъемник для стекла в задней части кузова □ыходит через от верстие в нижней части задней внутренней панели.
На некоторых автомобилях име ются особенности Водозащитный уплотнитель крепит хромированную отделку к верхнему краю двери. Снимите уплотнитель и вы также снимете хромированную деталь
Перед снятием стекла в задней части кузова нужно снять уплотнитель и другие детали.
Когда все отсог динено, можно вытащить стекло вверх и наружу через верхнюю часть двери.
Может потребоваться наклонить стекла впе ред и сначала вынуть заднюю часть стекла, приведя его за рамой стекла в направлении заднего кр„я двери, если у вас автомобиль с кузовом «седан», а не «хардтоп?. Ес„л стекло заедает при попытках снять его, го ле прилагайте больших усилий. Прижмите его вниз обратно в дверь и начнь-те все сначала Будьте осторожны Стекло выдерживает очень hi большое усилие, если оно приложено к небольшой поверхности.
К примеру, если для поддевания стекла используется отвертка, то место, где она встречается со стеклом, может легко треенчть или отколоться. Не поддевайте стекло и не используйте боковое усилие. Стекло в любом случае выйдет, но потребуется некоторое терпение и изобретательность. Если нужно поддеть < текло, то пользуйтесь пластмассовыми или деревянными инструментами.
Для сня гия свекла двери на некоторых автомобилях сначала снимите все уплотнения вокруг проем? для стекла с обеих сторпн двери.
Снятие поворотной форточки
Обычно рамка поворотной форточки дублируется как передний желоб дчя стекла передней двери. Поэ тому после снятия стек-1 ла обычно проще снять болты переднего желоба и фор i очки. Поднимите форточку из двери как единое целое В других случаях сначала нужно снять механизм стеклоподъемника. Если это ваш случай! то он снимается так же, как описано ранее. Снимите все детали, которые препятствуют снятию поворотной форточки и ее рамки Снятие стекол с электрическим и стеклоподъемниками
Теперь у нас остались механизм замка двери и остатки стеклоподъемника внутри двери Давайте рассмотрим снятие электрических стеклоподъемников. Основные де тали электроетеклоподъем ликив такие же, как и у механических стеклоподъемников, но еще есть Электродвига гель.
Замечание: ранние модели некоторых автомобилей (нанри-иер GENERAL MOTORS) г«-нользовали гиоропрившк а не электродвигатели. Если на вашем автомобиле такой лк-хлнизм, то слейте гноросчс тему перед снятием каждого стекла. Это предотвратит и таоание гидравлической кид-| кости внутрь двери.।
Осторожно отсоедините гидравлический трубопровод и слейте жидкость в небольшую емкость
Снятие электрических стеклоподъемников в основном такое же, как и снятие механических стеклоподъемников, но есть и некоторые особенности В отличие от механических стеклоподъемников вы не сможете поднять и опустить стекло, когда электродвигатель от-соединс н. Вы должны опусти гь стекло до такого положения когда к нему еще есть доступ. Снимите верхний и нижний ограничители Затем снимите привод электродвигателя. Это позволит вам поднимать и опускать ст кло от руки. Однако, не пытайтесь снял ь стекло, когда к нему подсоединен ме-
Ралборкп
ханизм стеклоподъемника. Он не пвойде- через отверстие в верхней части двери.
Механизм: стеклоподъемника снимается через отверстие для доступа во внутренней части двери.
После снятия механизма стеклоподъемника с нижней стороны стекла, просто поверните стекле вперед и выньте тго ввепх.
Вентиляционные форточки с электроприводом снимаются так же, как и обычные форточки, за исключением того, что электродвигатель нужно св чть вначале.
Предунреждение: иекоторые злектросшеклоиооъемники используют пружины. Если такая система у вас, то в рычагах стеклоподъемника имеется отверстие для закрепления стеклоподъемника. Сставьте штырь через отверстия или зажмите рычаги специальными клещами, чтобы они не авига тисъ. Ошибка в креплении рычагов стеклоподъемников перед снятием электродвигателя может привести к травме руки или »у-убеждению рычагов. ।
Рычаги переднего стеклоочистителя
В основном существуют три варианта крепления рычагов стеклоочистителей: с помощью болт< из, что используется в основном на неамериканских автомобютях; шлицевая посадка на приводной вал двигателя стеклоочистителя и крепление с помощью зажимов.
На автомобиле МА7.] )А рычаги крепятся болтами.
Выберите правильный ключ для болтов и открутите их. Затем рычаги стеклоочистителей снимаются с приводных валов Для снятия рычагов при шлицевой посадке вставьте отвертку между рычагом и его приводом и осторожно подденьте вверх. Если рычаг крепится зажимом, то отведите рычаг от стекла как можно дальше1, а затем стяните рычаг с привода. Отгибание рычага назад освобождает зажим крепления и его можно снять с приводного вала.
Переднее (лобовое) стекло Автомобили ранних моделей
Стекла автомобилей ранних моделей крепятся резиновой прокладкой, которая была сначала установлена поверх краев стекла Ст екло и резиновая прокладка (уплотнитель) вставляются в проем, а наружная кромка резинового уп-лотнителя надевается на мета пли-ческ.пт фланец проема для стекла, чтобы уплотнить стекло и удерживать стекло на месте.
Для завершения установки хромированная отделка использовалась с наружной стороны уплотнителя, а декоративный молдинг -внутри Это закрепляет резину на месте, которая, в свою очередь, удерживает на месте стекло - это надежный и приемлемый метод крепления. Для снятия стекла нач
ните со снятия рычагов стеклоочистителя, а затем снимите наружные и внутренние детали отделки. В большинстве случаев внутренний молдинг крепится винтами, тогда как наружный молдинг крепится к резиновому уплотнителю с помощью металлических кргмок на хромированных деталях отделки. Иногда наружная отделка крепится зажимами. Посмотрите, как снимается этот тип отделки
Хромированная отделка на стойках лобового стекла mi окет крепиться винт ами - саморезами Открутите эти винты. Также снимите зажимы, которые соединяют детали отделки стекла. Не пытайтесь стянуть отделку с резинового уплотнителя - при этом будет повреждена отделка или кромка крепления
Для снятия стекла воспользуйтесь бритвенным лезвием, чтобы отрезать кромку с внутреннего края уплотнения лобового стекла. Отрежьте всю кромку ла уровне фланца проема для стекла Теперь помощник должен быть готов поймать стекло при его снятии, а вы осторожно примите стекло наружу в его верхней части. Хотя оно может и не выпасть вп°ред, рекомендуется воспользоваться услугами помощника, чтобы он успел подхватить стекло при его вынимании. Автпимобили последних моделей
Снятие переднего стекла на автомобилях старых моделей производится намного проще, чем на автомобилях последних моделей Причина этого проста. Стекла автомобилей последних моделей приклеиваются ьа место с помощью герметика на бутиловой основе или же с помощью ленточных уплотнений. Независимо от модели, нужно снять декоративные молдинги в салине автомобиля. Затем нужно снять детали наружной отделки
В этом случае снятие будет более сложным из-за способа крепления деталей наружной отделки. Небольшие металлические или пластмассовые зажимы крепления, расположенные по периметру стекла, крепятся к кузову автомобиля. Затем на эти зажимы прижимается деталь отделки из нержавеющей стали. Усилие зажима, прижимающего отделку к проему для свекла, удерживает отделку на месте.
Для сня гия отделки, закргп-
1 5
Разборка
ленной зажимами, необходимо поддеть ее отверткой или каким-нибудь другим приспособлением. Подобные приспособления можно легко приобрести в магазинах, проконсультировавшись с продавцом.
Часто бывает необходимо снять переднюю воздухозаборную решетку для получения доступа к нижнему молдингу переднего (ветрового) стекла.
Как указано выше, наружную отделку переднего стекла можно обычно снять с помощью отвертки, просто поддев отделку. Однако, это может привести к двум проблемам: очень часто вы можете поцарапать окрашенные части кузова и, что еще хуже, вы можете разбить стекло. Поэтому не пользуйтесь отверткой, если у вас нет опыта по снятию молдингов. Пользуйтесь приспособлением. Будьте очень осторожны, когда работаете с молдингом. Для уменьшения вероятности повреждения краски наклейте кусочек клейкой ленты на окрашенную поверхность рядом со снимаемой деталью отделки (молдингом)
Теперь осторожно пользуйтесь отверткой или приспособлением для поддевания хромированной полоски и наблюдайте за зажимом (клипсой). Перемещайте приспособление так, чтобы оно располагалось на одной линии с зажимом. Вставляйте его под металлический молдинг и отжимайте молдинг от зажима. Работайте указанным способом по периметру стекла, пока не освободится вся наружная отделка (молдинг).
Если вы используете специальное приспособление для снятия отделки, то вставляйте деталь в форме полумесяца между стеклом
и отделкой Отсоединяйте отделку, поворачивая ручку приспособления от отделки. Перед освобождением зажима свободной рукой поднимайте деталь отделки, чтобы она вновь не закрепилась на зажиме (клипсе). Таким способом продвигайтесь по периметру стекла, пока отделка не будет снята полностью.
Обратите внимание на нижний зажим.
Если вы повредили зажим (а □то очень даже вероятно), то вам придется приобрести новый. Для уверенности возьмите с собой в магазин неповрежденную деталь. Не беспокойтесь о зажимах - лучше думайте о том, чтобы не повредить стекло.
Уплотнение стекла открывается после снятия бокового декоративного молдинга. Герметик крепит и уплотняет стекло.
Когда вы сняли детали внутренней и наружной отделки, го можно переключиться на наиболее сложную часть работы - снятие переднего стекла. Одним из способов является разрушение герметика между стеклом и бутиловым уплотнением с помощью острого ножа. Прижмите нож между стеклом и уплотнением. Когда герметик полностью разрушен, покачайте нож, чтобы гарантировать разделение
деталей. Затем вытащите нож, вставьте его обратно на ширину лезвия между стеклом и уплотнением и покачайте нож. Повторите эту операцию по всему периметру стекла.
Если вы опасаетесь повредить ножом что-то между стеклом и уплотнением вдоль нижнего края стекла или само стекло из-за панели приборов, то воспользуйтесь специально для этой цели предназ-J наченным ножом шириной около 6 мм с двусторонней заточкой Он вставляется между панелью приборов и стеклом так, чтобы можно было разрезать уплотнение Учтите, что этот нож стоит намного меньше, чем новое стекло.
Подобный метод снятия вклеенного стекла медленный и утомительный, по является лучшим для замены стекла без необходимости снятия бутилового уплотнения
Если вы хотите снять бутиловое уплотнение вместе со стеклом, воспользуйтесь растворителем и тупоконечным ножом или специальным приспособлением для отделения стекла от уплотнения
Ра створи гели для отделения бутила ст стекла продаются в специальных магазинах. Там помогут вам подобрать подходящий растворитель.
При использовании раство- , рителя смочите область вокруг стекла в том месте, где оно соединяется с бутилом. Сделайте это внутри и снаружи стекла - при этом бутил размягчится Теперь с помощью тупоконечного ножа разрежьте уплотнение на с гекле. Нож должен идти вдоль стекла. Когда стекло и клей полностью разделены, прижмите стекло вперед из его проема и выдавите стекло изнутри. Как и у стекол автомобилей ранних моделей, рекомендуется воспользоваться услугами помощника, который будет принимать стекло снаружи.
16
Разборка
Во втором методе, который является более предпочтительным, используется специальный набор для снятия стекол. Этот набор содержит проволоку, две ручки и иглу. Тонкая проволока продевается через бутиловое уплотнение с помощью большой иглы. Затем к обоим концам проволоки подсоединяются ручки Один работающий держит одну ручку, помощник -другую и они протягивают проволоку через уплотнение по всему периметру стекла. Этот метод очень эффективен. Когда уп лотнение разрезано, выдавите стекло наружу, как описано выше,
Заднее стекло
Независимо от того, какой у вас автомобиль - новой или старой модели, переднее (ветровое) и заднее стекла, а также боковые неподвижные стекла снимаются одинаково. Соблюдайте осторожность, чтобы не повредить нагревательные элементы на обогреваемых стеклах Если элементы поцарапаны, то стекло обогреваться не будет. В этом случае элемент можно отремонтировать с помощью специальной проводящей пасты.
Теперь, когда стекла сняты, с ними нужно обращаться осторожно. чтобы не повредить их при хранении Никогда не кладите стекла лицевой поверхностью вниз, особенно переднее стекло. Совместное действие веса и кривизны может привести к растрескиванию стекла даже без дополнительного воздействия Храните стекла в вертикальном положении. Если стекло будет находиться вне автомобиля долгое время, то рекомендуется сделать специальный отсек для его хранения Такие отсеки можно найти и в магазинах, которые торгуют автостеклами.
Детали отделки кузова
Боковые молдинги
При снятии деталей боковой отделки или молдингов не забывайте также о надписях, украшени
ях и подобных деталях. Большинство деталей боковой отделки крепится одним или несколькими способами Отделка может крепиться с помощью металлических или пластмассовых зажимов, которые могут быть закреплены на кузове заклепками, пистонами или маленькими болтами.
Наклеенные детали отделки
Они в основном используются для устанавливаемых впоследствии деталей. Хорошим примером могут служить полоски из жесткой пластмассы, которые приклеены к кузову автомобиля для предохранения его от повреждений при парковке.
Приклеенные молдинги и детали отделки снимаются путем осторожного поддевания с кузова Иногда, если деталь отделки находилась на кузове долгое время, то при ее снятии может оторваться краска. Для предотвращения этото воспользуйтесь специальным средством, которое есть в настоящее время в продаже. Смочите область вокруг детали отделки, чтобы размягчить клей, а затем снимите деталь - при этом краска обычно не повреждается. Если указанного средства нет, то для размягчения клея воспользуйтесь промыш ленным феном мощностью 750 Вт. Будьте осторожны и не повредите краску. Детали отделки на зажимах
Большинство боковых деталей отделки из алюминия или нержавеющей стали крепится с помощью зажимов (клипс). Эти зажимы бывают пластмассовыми или металлическими в зависимости от конкретного автомобиля и обычно закреплены на автомобиле заклепками Одной из худших вещей, которую можно сделать при попытках снятия деталей отделки - это поддевать их на кузове с помощью отвертки. Это приведет к царапанию краски, изгибанию деталей отделки и других деталей.
Для снятия деталей отделки, которые крепятся зажимами, потребуется специальное приспособление. Его можно приобрести в магазине. Обычно это приспособление вдвигается между кузовом и отделкой для отсоединения детали от зажимов. Как и у зажимов, которые крепят наружные молдинги переднего стекла, эти зажимы легко заменяются при повреждении.
Проконсультируйтесь г. магазине, чтобы приобрести нужное приспособление и/или зажимы (крепления)
Детали отделки крыльев
Если на вашем автомобиле есть стальная, алюминиевая или хромированная отделка вокруг внутренних краев крыльев, то, скорее всего, она крепится на месте с помощью винтов-саморезов. Открутите эти винты для снятия отделки В некоторых случаях отделка крепится заклепками-пистонами. Для снятия пистона просто высверлите его головку. Обычно это можно сделать с помощью сверла диаметром около 3 мм. Если центральный стержень пистона намного больше указанного значения, то подберите сверло соответствующего диаметра. При этом деталь отделки снимется с крыла.
Ручки и замки дверей
Хотя наружные ручки дверей являются скорее необходимой, чем декоративной деталью, они также рассматриваются как детали наружной отделки. Если вы раньше этого не сделали, то нужно снять отделочную панель двери для доступа к наружной ручке двери.
Для снятия ручки двери и механизма замка начните с отсоединения тяги привода от внутренней ручки открывания двери, которая идет к механизму замка двери. Сохраните и пометьте освобожденные зажимы, чтобы исключить ошибки при сборке. Затем нужно добраться через отверстие для доступа во внутренней панели двери к болтам или винтам крепления наружной ручки двери.
Наружная ручка обычно крепится 2 или 3 болтами/винтами. Если замок двери является частью ручки двери, то отсоедините кулачок от замка. Если замок двери не является частью ручки двери, то он крепится пружинным зажимом. Доберитесь через внутреннюю панель двери и захватите изогнутый конец зажима плоскогубцами. Вытащите зажим из канавки для освобождения замка.
Отсоедините тягу привода от рычага или отсоедините рычаг от замка Зажим (стрелка) вытаскивается из замка, позволяя снять его. Тяга слева идет от наружной ручки двери вниз к замку двери Отсоедините тягу от ручки и открути-
Разборка
те крепления для снятия ручки двери.
В заключение отсоедините тягу привода замка. И в эт ом случае пометьте и сохраните снятые зажимы. Теперь остался только дверной замок Для его снятия воспользуйтесь большой отверткой с крестообразным шлицем и открутите 3 или 4 винта крепления механизма замка к торцу двери. Теперь дверь вашего автомобиля полностью пуста, за исключением механизма, который поднимает и опускает стекло
Если у вас электрические стеклоподъемники, то в нижней части двери остается электродвигатель Он вынимается вместе с подъемным механизмом Открутите болты крепления, отсоедините провода и выньте двигатель через панель для доступа. Теперь дверь полностью опустошена. Пометьте детали правой и левой дверей, верхней и нижней частей, чтобы избежать путаницы при установке.
Теперь перейдем к большим деталям отделки кузова, таким как решетка радиатора и бамперы
ОСНОВНЫЕ ДЕТАЛИ ОТДЕЛКИ КУЗОВА
Решетка радиатора
Автомобили ранних моделей
Решетки радиаторов у автомобилей ранних моделей были укреплены на кузове болтами Затем эта деталь крепилась винтами-са-морезами или встроенными болтами и гайками Для снятия решетки подобной конструкции снимите ее отделку Если винты-саморезы видны, то это хорошо Если это НС так, го откроите капот и взгляните вниз Открутите винты или гайки. затем снимите отделку с краев После этого должны показаться детали крепления решетки радиатора к кузову.
Автомобили поздних моделей
Снятие решетки радиатора на автомобилях поздних моделей в основном такое же, как и на ранних моделях, но часто оно усложнено В этом случае решетки часто включают в себя фары и фонари габаритного освещения с ободками, которые обычно крепятся к кузову винтами-саморезами
Найдите винты, открутите их и снимите ободки вокруг фар После снятия ободков вы обнаружите винты крепления решетки к крыльям Открутите их Найдите винты крепления нижней часта решетки за бампером и открутите их Теперь вы можете вытащить всю решетку радиатора
Бамперы
Автомобили ранних моделей
Бамперы на большинстве автомобилем ранних моделей крепятся на отдельных кронш гейнах, закрепленных болтами на раме Легче всего снять такой бампер - это открутить болты крепления крон-
штейнов бампера от рамы. Затем снимите бампер с кронштейнами как единое целое
Часто на автомобиле, который побывал в аварии, бампер и его кронштейны бывают повреждены Это может сделать невозможным снятие бампера или кронштейнов с помощью обычных ключей Также могут быть сильно корродированы болты. В любом из этих случаев для срезания болтов придется пользоваться сваркой или газовой горелкой
Болты крепления бампера недорогие и их легко найти, поэтому есть смысл воспользоваться газовой горелкой, что сэкономит время.
На некоторых автомобилях, особенно 5и-х - 60-х гг выпуска, вы можете обнаружить, что тяжелый бампер может весить более 50 кг. В связи с этим нужно принять меры предосторожности Подопри
------- 18 -------
те бампер напольным домкратом перед снятием болтов крепления. Лучше воспользоваться услугами помощника Это уменьшит верея--ность несчастного случая, ладони бампера и/или повреждения е . хромированного покрытия Автомобили поздних моделей
Начиная с середины 70-х годов, бамперы легковых автомобилей используют эноргопоглощакм щие элементы (амортизаторы), чтобы удовлетворять ужесточившимся стандартам безопасности У бамперов такого типа возникают тру -ности при разборке.
Амортизаторы увеличивают вес бамперов и делают снятие бамперов более сложным. Следователи но, отъедините их от бампера Затем, при необходимости, отсоеди ните амортизаторы от рамы Бампер станет легче и с ним будет про ще обращаться
Разборка
Современные автомобили
Стилистические изменения коснулись и бамперов на современных автомобилях Остались лишь птиурстановые панели Они снимаются из-под аЕТимобиля, из-под капо I а и из колесных ниш. Легче всего узнать способ снятия можно, рбратившщрь в сервисную службу Там могут иметься подробные схе
мы со всеми деталями крепления.
Будьте очень осторожны при работе с газовой горелкой рядом с полиуретановыми панелями - можно не только обжечь краску, но И расплавить всю деталь!
Когда сняты бампер и решетка радиатора, то передняя часть автомобиля «обнажае гея».
Фары
Е большинстве случаев фара состоит из трея деталей: декоративного ободка, кронштейна крепления с регуляторами (винтами) и из корпуса.
Для снятия фары сначала снимите ее ободок Обычно ободок крепится к крылу одним винтом-саморезом в нижней части. При снятии ободок можно повернуть вверх, отсоединив его верхнюю часть от крю«ка в корпусе фары. Если, как отмечено ранее, ободок фары является частью решетки радиатора, то его крепят несколько винтов-еаморезов. Открутите эти винты и ечм ободок
Нижний, ьинт крепит нижнее кольцо крепления фары. Верхний винт я вля< тся одним из двух регулировочных винтов фары. Нс о гкру чивайте его.
Фара крепится к корпусу комбинацией винтов и пружин Itpo-м< двух, трех или четырех винтов крепления крепежного кольца к корпусу фары, имеются два дополнительных винта Открутите только винты крепления к корпусу. Другие вин гы предназначены для регулировки фары в вертикальном и горизонтальном направлениях
После снятия винтов крепления кольца отцепите натяжные пружины с помощью плоскогубцев. Оставьте пружины висеть свободно. При Ртом будьте ос горожны, гак как кольцо крепления и фара могут упасть. Снимите кольцо крепления, вытащите фару вперед и отсоедините трохконт ак гный штекер с задней части ла лпы
Открутите винты крепления корпуса фары к кузову Вытащите корпус вместе с приводами.
Замечание: если вам автолю-Ьилъ оснащен четырьмя фа-рама, то внутренние и вне-ишае фар» различаются. Вне шние фары и неют лампу дальнего и ближнего света, внутреииие фары имеют только ламп ' дальнего света.
Перед снятием фар пометьте фары - внутренняя, наружная, правая или левая. Это ] :редзтвра тит последующую путаницу, которая мож( т стать причиной непра-зичъной работы фар.
СНЯТИЕ ОСНОВНЫХ ДЕТАЛЕЙ КУЗОВА И ПАНЕЛЕЙ
Капот
Все капоты снимаются одинаковым образом, капп г снимается с петель Это гораздо легче, чем снимать Йетли с внутренней стороны крыльев или с перегородки моторного отсека.
Если капот снимается и заменяется без каких-либо изменений в конфигурации передней части автомобиля, то с помощью фломастера обведите петли по контуру на внутренней стороне капота перед его снятием Это позволит вам установить капо , в го же самое положение, из которого он был снят.
Другим способом обеспечения установки капота в то же самое положение являг тся просверливание отверстия диаметром около 3 мм в каждой петле и во внутренней панели капота. Просверлите два отверстия через каждую петлю- по одному с каяадой стороны При установке капота на петли отверстия совмещаются и вставляются винты-саморезы диаме гром около 3 мм. Таким образом, капот будет удерживаться в нужном положении при установке и затягивании болтов кропления капота к петлям. После этого снимите винты-саморезы и закройте капот, который должен правильно сесть на место.
Если на капоте, внутренней части крыла, перегородке моторного отсека или в области решетки радиатора должны быть проведены большие кузовные работы, то использование установочных меток или просверливание установочных
19
Разборка
отверстий становится проблематичным. Капот нужно подрегулировать в соответствии с новыми контурами. Следовательно, если на капоте или на внутренней части крыльев будут проводиться кузовные работы, то не связывайтесь с установочными метками
Большинство капотов являются объемными и тяжелыми. В связи с этим его снятие лучше проводить вдвоем. Если делать это в одиночку, то все может закончится повреждением капота, крыльев и воздухозаборной решетки. Каждый работник может поддерживать капот плечом и рукой.
Если используется подпорка, то снимите ее и подоприте капот деревянной подпоркой, например, ручкой от лопаты
Капот с подпоркой: в центре рисунка показана правая петля капота. Слева показана подпорка капота в виде защелки. Перед откручиванием болтов обведите петли фломастером
Сначала нужно открутить передние болты петель капота. Затем ослабьте задние болты. Если вы сначала открутите задние болты, то капот повернется на передних болтах и упадет вперед, согнув обе
петли и получит повреждения сам. Когда сняты все 4 болта, поднимите капот Как и стекла, капот следует хранить вертикально, оперев его о стенку, привязав его проволокой, чтобы капот не упал. В тех местах, где проволока касается капота, следует подложить картон или тряпки
Крышка багажника
Крышка багажника снимается так же, как и капот Если она заменяется без проведения серьезных работ на ней или на окружающих деталях, то обведите петли фломастером или просверлите установочные отверстия, как описано выше. Если эго не так, снимайте крышку без нанесения меток. При снятии и хранении крышки багажника руководствуйтесь приведенными выше рекомендациями для капота.
Снятие дверей
По сравнению со снятием внутренних деталей дверей снятие двери является относительно простой операцией.
Откройте дверь и определите, как она подвешена В большинстве случаев легче всего будет снять дверь с петель, а не петли со стоек кузова. Если петли приварены к кузову, то у вас нет выбора - открутите болты петель от дверей.
Не тратьте время на нанесение установочных меток на петли. Когда дверь снимается, то при установке ее нужно отрегулировать. В отличие от капота или багажника необходимо произвести несколько регулировок для подгонки положения двери в ее проеме.
Если петли укреплены болтами на кузове и на дверях, то открутите болты на петле со стороны двери. При этой операции дверь
должна быть подперта Если петлг приварены к кузову и к двери, тс необходимо вынуть палец (ось) из петли При этом может потребоваться вначале срезать конец пальца.
Снимите дверь и храните ее в безопасном месте.
Снятие крыла
Передние крылья
Снятие крыла может оказаться длительной операцией, нс работа сильно упрощается, если она выполняется постепенно. Прежде всего нужно быть уверенным что крыло будет снято.
У большинства крыльев есть три основные точки крепления, сзади сверху, сзади снизу и впереди. Кроме этого, многие автомобили с несущими кузовами имеют ряд болтов на фланцах крыльев под капотом, которые крепят верхнюю часть крыла к элементам кузова. Большинство автомобилей с рамной конструкцией в этой области имеют винты для крепления передней части фартука крыла к крылу.
Перед снятием каких-либо болтов крепления крыла снимите с крыла все провода. Также проверьте наличие каких-либо скоб крыла и снимите их. Часто скобы используются для поддержки нижней части крыла в передней или задней частях колесной ниши.
Начните снятие переднего крыла с откручивания болтов в нижней его части.
Продвигаясь вдоль внутреннего края колесной ниши, открутите все болты крепления крыла к арке колеса.
Открутите все болты крепления крыла, кроме двух При этом крыло будет удерживаться на месте и не упадет. На этих болтах могут использоваться резиновые втулки и большие шайбы. Затем открутите винты-саморезы вдоль
20
нижнего края крыла и на фланце колесной ниши Если имеется панель кузова, которая проходит между передними крыльями под передним бампером, то отсоедините ее от крыльев.
Теперь можно снимать крыло Так же как и капот, крыло является громоздкой и тяжелой деталью, поэтому лучше работать вдвоем Поднимите крыло вверх, чтобы освободить его и отведите крыло в сторону. Для окончания разборки в передней части автомобиля снимите другое крыло таким же образом. Кузовные панели, которые остаются на раме перед перегородкой моторного отсека и поддерживающие радиатор, называются передними панелями. Если вы работаете с автомобилем с несущим кузовом, то эти панели являются частью конструкции кузова и не снимаются. Б этом случае следующий раздел можно пропустить. Передние панели
Если вы раньше не сделали этого, то нужно снять переднюю панель между крыльями перед снятием основной передней панели. В большинстве случаев панель между крыльями крепится к передней панели с помощью болтов и гаек. Открутите эти болты, а затем панель между крыльями.
Кроме этого, может иметься брызговик - панель, которая устанавливается между передним бампером и радиатором и передними крыльями Открутите болты крепления и саму панель.
Начните снятие передней панели со снятия радиатора. Когда радиатор снят, открывается доступ к болтам крепления панели, которые расположены впереди. Вообще говоря, кронштейн крепления радиатора является составной частью передней панели. Он укреплен болтами на раме в основании кронш-
тейнов крепления. После снятия радиатора снимите с рамы болты крепления кронштейнов. Открутите остальные болты крепления передней панели сзади.
С обеих сторон воздухозаборной решетки на показанном здесь автомобиле расположены два болта с резиновыми колпачками Это буферы для капота. Резиновые колпачки предохраняют капот от повреждений головками болтов. Каждый болт используется для регулировки совмещения капота с верхней частью воздухозаборной решетки. Если на вашем автомобиле есть такие буферы, то снимите резиновые колпачки, болты и зажимные гайки. Такой болт также крепит переднюю панель к воздухозаборной решетке Когда все болты крепления передней панели сняты, снимите ее как единое целое.
Снятие передней панели требует участия трех человек - по одному с каждой стороны у внутренних частей крыльев и одного впереди. Все вместе и не поворачивая панель, поднимите весь узел над колесами и отнесите его вперед. Передняя панель весит 70-100 кг и довольно непрочная, поэтому работайте осторожно
Разборка
Теперь с передней части кузова сняты все кузовные детали. Остались двигатель, детали подвески и связанные с ними детали. Теперь можно перейти к задней части кузова.
Открутите болты вдоль верхнего фланца крыла для освобождения верхней части крыла. Два болта на крыле вкручены через арку колеса во встроенные гайки на фланце крыла, два вкручены в приваренные гайки на опоре радиатора.
Внимательно посмотрите на крепления крыла. Для снятия крыла болт и винт нужно снять.
21
Разборка
Когда правое переднее крыло снято, открывается вид на детали крепления передней панели.
Крепление кузова на кузо-ве/раме поддерживает переднюю панель на опоре радиатора. Открутите болты на каждом креплении для освобождения передней части передней панели. После снятия панели замените болты на раме резиновыми креплениями, но они не должны быть утеряны.
Петля капота снимается вместе с крылом. Обратите внимание на три отверстия для болтов крепления крыла к перегородке моторного отсека.
Задние крылья и задняя панель
Большинство легковых автомобилей выпуска 50-х годов и позднее имеют приваренные задние крылья, швы заделаны и затем кузов окрашен. Эго создает впечатление бесшовного кузова в задней части. Более старые задние крылья крепились болтами и имелись швы между крыльями и кузовом. Они снимаются путем откручивания болтов.
Приваренное крыло может быть укреплено комбинацией точечной сварки и газовой или электрической шовной сварки. Сварка выглядит как небольшие круглые
вмятины в местах соединения двух деталей кузова Точечной сваркой крылья соединены со стойками дверей, арками Есолес, полом багажника и нижней частью задней панели, которая заполняет пространство между багажником и его полом сзади. Кроме этого, точечная сварка соединяет задние крылья с верхней частью задней панели и со стойками крыши. К сожалению, места (точки) сварки не видны, так как они загрунтованы и равномерно покрашены на заводе.
Снятие приваренного крыла производится намного сложнее, чем снятие крыла, укрепленного болтами. Сначала нужно высверлить точки сварки.
Начинайте с тех мест, которые хорошо заметны. Надерните каждую точку, а затем просверлите первый слой металла сверлом диаметром около 9,5 мм. Нет необходимости сверлить через два слоя металла. Просверливание одного слоя выполняет свою задачу - разрушает место сварки.
Когда сверло проникает через один слой металла, т.е, место сварки удаляется, то продолжите эту операцию вдоль всего фланца, пока не будут высверлены все точки сварки. Для проверки качества работы вставьте отвертку между двумя панелями кузова и попробуйте отжать их друг от друга. Приваренный фланец должен быть достаточно гибким, чтобы двигаться. Если это удается сделать, то сварка удалена, а если нет - проверьте, не пропущены ли какие-то точки.
Для отделения крыльев от других панелей кузова, которые соединены шовной сваркой или внахлест, необходимо использовать различные методы.
Одним из способов является использование угловой отрезной машинки с отрезными кругами раз-
личных типов. Можно также использовать ацетиленовую (газовую) горелку. По соображениям пожарной
безопасности нельзя использовать газовую горелку, если в крыле имеется горловина для топливного бака. Также газовая горелка может деформировать края металла, что делает затруднительным установку нового крыла и отделку сварного соединения. Поэтому по возможности используйте отрезную машинку.
Качественный разрез получается при использовании правильных приспособлений.
Из-за того, что при работе отрезной машинкой могут образовываться искры, то необходимо снять топливный бак с автомобиля перед началом работы в задней части автомобиля. Это уменьшит вероятность пожара или взрыва в юп-ливном баке. Между задним стеклом и боковым стеклом могут иметься внутренние панели, которые также нужно разрезать. Из-за того, что расстояние между внутренними и наружными панелями составляет всего лишь 1,5-2 см, отрезная машинка может повредить другие детали. По этой причине лучше здесь воспользоваться другим инструментом, например, электролобзиком.
22
Разборка
Независимо от того, какой отрезной инструмент используется, необходимо сделать два разреза Один разрез идет от верхнего края стойки для замка двери до низа задней кромки Второй разрез про-ходит от конца первого разреза через сточный желоб багажника Когда сделаны эти разрезы и высверлены точки сварки, снимите заднее крыло
Внимание. Планируйте разрезы. Не делайте прост ран-сигввнные разрезы при снятии панелей кузова. Заранее планируйте будущие разрезы и четко помечайте их чертилкой или ярким фломастером. Если иы заменяете крыло новым или снимаете заменяв мую деталь с аварийного автомобиля, определяйте мес- то разреза но отделке заме- , | няемон напели. I
Если вы отрезаете заменяемую панель с другого кузова, то производи ге этот разрез до того как будет отрезана деталь, подлежащая замене Затем нужно будет сделать более аккуратный разрез Другая особенность проведите измерения размеров относительно неповрежденных деталей кузова При разрезании учитывайте толщину отрезного круга или тезвия Она может изменяться от 5 до 10 мм. Если у вас нет уверенности относительно места разреза, то оставьте запас материала, чтобы подстраховаться Легче отрезать лишний материал, чем добавлять его.
Внимание. Повторим еще раз: тщательно проводите измерения и планируйте разрез для । получения правильных резуль- . [ manioc, '|
Крыша
В отличие от задних крыльев, высверливание точек сварки не может быть использовано для снятия панели крыши Она снимается только отрезанием.
Внимание: При работе с отрезной машинкой необходимо пользоваться защитными очками.
топ», то крышу можно снять после разрезания задних и передних стоек.
Нет, здесь не показано, как должен выглядеть разрез на задней с гонке. Здесь отрезана наружная панель, чтобы показать, как лезвие лобзика разрезает также внутреннюю панель крыши.
При отрезании панели крыши делайте разрез на стойках как можно выше. Как можно видеть из приведенных рисунков, мы снимали крышу путем отрезания верхней части впереди и в середине (или на передней и средней стойках) и ближайшей части между задним боковым стеклом и проемом для заднего стекла (или задней стойки! Если ваш автомобиль имеет кузов типа ‘'хардтоп”, то средней стойки у него нет
После определения линии разреза отрегулируйте отрезной круг или лезвие так, чтобы он прошел через наружную панель на задней стойке
Вид сверху на разрез задней стоики Можно видеть три основные панели задней стойки; наружную, внутреннюю и ребро жесткости.
На передней стойке отрегулируйте лезвие так, чтобы оно прошло через внутренние и наружные панели
Разрез передней стойки, произведенный отрезным кругом, показывает внутренние и наружные панели, соединенные вместе точечной сваркой на фланцах для переднего стекла и для двери. Если у вас автомобиль с кузовом «хард-
После того как сделаны первые разрезы, остается только внутренняя панель задней стоики Множество отверстий в больших внутренних панелях делают затруднительным использование отрезной машинки или электролобзика.
В связи с этим мы использовали газовую горелку Это создае г небольшую разницу на внутренней панели, так как разрез будет не таким точным Сделайте эти финальные разрезы на обеих сторонах и затем можно уже снимать крышу. Лучше это делать вместе с помощником Оставьте около 3 мм для перекрытия при установке новой панели
В основном мы описали снятие всех внутренних отделочных и наружных кузовных панелей Так как большинство кузовных работ может потребовать час гичнои разборки внутренних и наружных деталей, пользуйтесь информацией, необходимой для облегчения этой работы.
Замена наружных панелей
Теперь рассмотрим один метод, связанный с заменой наружных панелей кузова
23
Разборка
Большинство кузовных деталей состоит из двух основных частей: внутренней панели и наружной панели. К ним относятся капот, крышка багажника, двери и крыша. Эти детали можно купить в магазинах целиком Стоимость новых деталей довольно высока и может доходить до половины стоимости автомобиля (если деталь вообще есть). Это все плохая новость. Хорошая же новость состоит в том, что некоторые заводы выпускают для различных моделей автомобилей нг ружные пане пи кузовных деталей, которые состоят из двух частей - наружные части дверей, крышки ба.ажника, капота и т. д.
Поврежд енная наружная панель которая в большинс гве случаев соединяется с внутренней панелью для образования кузовной детали, может быть снята. Затем новая наружная панель может быть вновь соединена с внутренней панелью.
Наружная панель выступает за фланец внутренней панели так, чтобы ее края перехлестывали внутреннюю панель для соединения двух деталей.
Для отделения наружной панели о г внутренней нужно сточить край с перехлестом фланцев. В качестве примера возьмем наружную панель двери.
Замена наружной панели двери начинается со снятия поврежденной пане №. По периметру двери высверливаются точки сварного соединения наружной и внутренней панели. Это делать легче, если снять две pi
Мастер использует отрезную машинку для стачивания краев фланцев в ме< те соединения панелей. Стачивается только одни слой металла с обоих концов и с нижней части двер t
Стачивание нижнего края дв**ри будет легче, если дверь находится на автомобиле.
После стачи рання переднего, заднего и нижнего краев разделяются наружные и внутренние панели
После снятия наружной панели с двери удалит^ кромку от фланца с внутренней панел,. с помощью плоскогубцев.
Теперь примерно за четверть цены новой детали (двери) можно приобрести новую наружную панель и соединить ее с внутренней панелью То же самое мож но сделать с капотом или с крышкой багажника
Теперь дверь готова к установке новой наружной пан* ли Что
бы сделать это, новая панель устанавливается на дверь и ее края аккуратно подгибаются поверх фланца внутренней панели с помощью молотка и зубила.
Заключение
Если вы следовали нашим рекомендациям- то теперь ваш автомобиль разобран почти до основания. Все, что могло быт» снято, было снято для иллюстрации процесса разборки кузова.
Мы продемонстрировали небольшую часть операций, включенных в общий процесс снятия внутренних и наружных деталей кузо-в; На тысячах моделей автомобилей, произведенных в 50-е - 90-е годы, невозможно коснуться всея деталей Следовательно, вам нужно работать внимательно и последовательно при разборке кузова автомобиля
Каждая деталь связана логической последовательностью. Для ее снятия нам необходимо обдумать логическую последовательность при работе до ее начала. Если вы взялись за что-то, не описанное зд^сь или за то, что вы не понимаете, остановитесь. Не впадайте в отчаяние. Подумайте о том, что вы делаете. Рассмотрите возможные альтернативы, выберите метод, который представ тяется вам наиболее успешным, а затем осторожно продолжите работу.
Если вы по-прежнему не может? ничего придумать, не стесняйте сь обратиться за помощью. В большинстве куьовных мастера :их не пол,а геют нескольких минут на обсуждение ваших проблем и могут уделить вам гораздо больше внимания, чем вам кажется.
СВАРКА
Сварка является определенного рода искусством. Также она является способом быстрого соединения двух кусков металла. Кроме этого, она является чистой и аффективной технологией. И если вы все делаете самостоятельно, то газовая сварка является относительно недорогой. Для автолюби геля лучшими методами сварки в домашних условиях являются газовая и электрическая (дуговая) сварка. Если вы должны сделать выбор между двумя этими методами, то мы рекомендуем газовую сварку. Она является более универсальной. Конечно, если вы можете позволить себе дуговую сварку, то пользуйтесь ей. Если вы решили серьезно заняться кузовными работами и планируете производить дорогостоящий ремонт, то электросварка вам потребуется для приваривания таких деталей как опоры двигателя, детали рамы и элементы из толстой стали, используемые для шасси и ходовой части. Хотя это можно сделать и с помощью газовой сварки, она все же лучше подходит для сварки кузовных деталей из тонколистового металла.
С газовой сваркой обычно ассоциируются два типа газов: кислород и ацетилен. Ацетилен является горючим веществом, "топливом”, которое на самом деле сгорает. Кислород требуется для поддержания процесса горения ацетилена в процессе сварки или резки металла. Оборудование для газовой сварки включает в себя следующие детали: баллоны с кислородом и ацетиленом. В верхней части каждого баллона имеется регулятор давления или редуктор. К редуктору для кислорода подсоединяется шланг зеленого или черного цвета; к редуктору Для ацетилена подсоединяется шланг красного цвета. Противоположные концы этих шлангов подсоединяются к горелке с наконечником для сварки или резки Теперь рассмотрим указанные детали подробнее.
Безопасность при газовой
сварке
Неправильное использование аппаратуры для газовой сварки или резки металла может быть очень опасным. Необходимо понимать и соблюдать методы безопасной работы. Понимание сути операций уменьшает опасность и улучшает результаты работы. Приводимый далее перечень содержит информацию по технике безопасности при проведении сварочных работ.
Рабочее место
- Рабочее место должно иметь пол из огнеупорного материала. Рекомендуется бетонный пол, но подходит и деревянный пол, если он посыпан песком или смо-
ГАЗОВАЯ СВАРКА
чен водой перед сваркой
- Используйте теплозащитные асбестовые щиты или щиты из подобного огнеупорного материала для защиты находящихся рядом стенок или незащищенного пола от попадания искр или капель металла.
- Для предотвращения концентрации кислорода и токсичных газов необходима качественная вентиляция Хотя сам кислород и не горит, наличие чистого кислорода ускоряет горение и становится причиной ускоренного горения материалов
Внимание: Масло и смазка при наличии кислорода могут воспламеняться и активно го-
I 1
- Верстаки и рабочие столы, используемые для сварки, должны иметь огнезащитное покрытие, например, из асбоцемента
- Цепи и другие приспособления для крепления баллонов к стене, верстаку, стойкам или к другим опорам, должны надежно удерживать баллоны от падения и/или скатывания.
Средства защиты
- Защищайтесь от попадания искр, окалины и ярких вспышек при работе. Подберите соответствующие защитные очки с затемнением.
- Пользуйтесь защитными плотными перчатками и защитной одеждой для предохранения кожи от попадания искр и брызг металла. Не допускайте попадания на защитную одежду масел и смазок.
Меры противопожарной безопасности
Соблюдайте меры противопожарной безопасности при сварке. Несколько простых правил могут предотвратить большинство пожаров и уменьшить вероятность их возникновения. Всегда руководствуйтесь следующими правилами и предостережениями.
- Никогда не пользуйтесь маслом и смазками на оборудовании для газовой сварки и рядом с ним Помните, что даже небольшое количество масла или смазки может вспыхнуть и активно гореть в присутствии кислорода.
- Держите источники пламени и искр подальше от баллонов и шлангов.
- Располагайте горючие предметы на безопасном расстоянии от места проведения газовой сварки
- Используйте п ламе защитные щиты для защиты расположенных рядом стенок, пола и потолка.
- Имейте под рукой огнетушитель и регутярно проверяйте его готовность к работе.
- Используйте оборудование для газовой сварки только с теми газами, на которое оно рассчитано.
- Полностью открывайте клапан на ацетиленовом баллоне. Если для клапана необходим гаечный ключ, то держите его рядом с балловом, чтобы в случае опасности можно было быстро закрыть клапан-
- Никогда не проверяйте наличие утечки газов с помощью пламени Используйте только специ-
Сварка
альное оборудование; хорошо помогает также и мыльная вода
- При работе часто проверяйте место работы на наличие искр и пи расплавленных матерка тон.
Никогда не испо^ыуйтпе кислогюд:
- В пневматических инструментах.
- В устройствах подогрева масла.
- Для запуска двигателя.
- Для продувания груб и шлангов
- Для обдувания и очистки одежды и рабочего места.
- Для СиЗДиния давления
- Для вентиляции
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ
Баллоны
Кислородные баллоны больше ацетиленовых. так как при сверке и резке металла, особенно при резке, используется больше кислорода, чем ацетилена. В верхней части каждого баллона имеется клапан отсечки К нижней части каждого клапана подсоединяется регулятор давления (редуктор) Редуктор (регулятор) давления требуется для уменьшения давления из баллона или регулировки давления на определенном уровне в процессе резки или сварки.
Внимание: Никогда не используйте кислород и ацетилен под высоким давлением.
Детали кислородного редуктора,
]-входной штуцер редуктора, 2-винт регулировки давления; 3-манометр высокого давления; 4-манолетр низкого давления, 5-выходной штуцер редуктора; 6-манометр низкого давления; 7-манометр высокого давления; 8-винт регулировки давления; 9-ВХОДНое соединение; 10-выхОднСе соединение
Внимательно изучите эти детали “живьем” и определите, как ими полъзоча сься для целей безопасности. Соединения на ацетиленовом редукторе и на шлангах имеют левую резьбу, кислиродньк соединения имеют правую резьбу. Галки на соединениях для ацетилена также имеют V-образную канавку вокруг центра плоского участка для идентификации К каждому редуктору подсоединены два манометра. Они являются тг чными приборами и с ними нужно обращаться осторожно. Манометр с более высокими значениями является маномг тром высокого давления он калибруется в килограмм-силах на и над ратный сантиметр (кге/см-) Манометр с небольшими значениями является манометром низкого дарения и калибруется в тех же единицах Хотя давление в балле ге снижается с уменьшением объема газа, редуктор поддерживает линейное давление в определенных пределах. Когда давление в баллоне снижается сильно, линейное дав. гение также спадает. Затем его нужно от-регулир )вьть заново
Винт регулировки давления
Регулировочные винты редуктора управляют линейным ц?е гением в шлангах для кислород г и ацетилена и в г зрелке. При повороте по часог ой стрелке редуктор увеличивает давление и, соответ ственно потоки кист рода и ацетилена через шланги к горелке Конечно, это предполагает, чго клапан на баллоне открыт и газ поступает к редуктор;
Выходные соединения
Сварочные шланги подсоединяются к выходным штуцерам редуктора. Мы рекомендуем использовать пламегаситель между редуктором и шлангами для предотвращения возможности проникновения пламени обратно по шлангу в ба 1лон. что может привести к взрыву Поь горим, чтп на соединениях для ацетилена используется левая резьба, а в соединениях для кислорода - правая резьба.
Никогда не смазывайте выходные соединения редуктора или любые детали сварочного оборудования! Эти соединения должны пос гояннг поддерживаться чистыми.
Шланги
Шланги подводят газы под низким давлением от редукторов к горелке. Они связываются вместе для удобства поль 'эваяия.
Как указано выше, сваро»1ные шланги кодируются разными цветами красным для ацетилена и зеленым или черным для кислорода. Сварочные шланги изготовлены из чередующихся слоев резины и отметок Центр шланга сделан из резины, окруженной прорезиненной тканью, которая затем покрывается про-вулканизи романным резиновым защитным слоем Большинство сварочных шлангов являются огнеупорными Они все же могут гореть, но самостоятельно гаснут, ес ли ис гочниг, тепла удален
26
Сварка
Просила обращения со шлангами
Если со шлангами правильно обращаться, то они будут долго и надежно служить. Руководствуйтесь нижепе речисленнымм прзаилами обращениям?! со шланга ми
• Выдуйте защитный тальк из нового шланга перед его использованием для сварки или резки металла
• Держите сварочные ш ланги подальше от открыто го пламени, падающих искр или капель металла
• Ие наступайте и ничего не кладите на шланги.
• Заменяйте разрезанные, потрескавшиеся и перетертые участки шлангов с помощью муфт правильного р< .шера.
• Никогда не путайте ацетиленовые и кислородные шланги.
• Заменяйте сварочные шланги, если на них много соединительных муфт или если они сильно растрес-каны или изношены
Корпус сдарочной юрелки
Сварочная горелка
f—головка горелки, 2—цилиндр; 3—корпус горелки; 4—клапаны управления.
Сварочная горелка представляет собой пару трубок с управляющими клапанами Один клапан с трубкой управляет подачей ацетилена, другой - подачей кислорода Корпус сварочной горелки не предназначен для смешивания газов. Это , [остигается с помощью сварочного или отрезного наконечника, который подсоединяется к к< рпусу горелки 1 корпус служит в качестве ручки и для управления подачей газов к никоя ечнику.
1— конус; 2—гайка для подсоединения сварочного наконечника; 3-сварочные наконечники; 4 винтовой смеситель; 5—уплотнительные кольца.
Два уплотнительных кольца упп<л няют сварочный наконечник на корпусе горелки. Маленькое уплотнительное кольцо уплотняет канал подачи ацетилена; бо. !ьшое кольцо - канал подачи кислорода. Клапаны управления
В корпусе горелки есть дви управляющих клапана у выходных концов шлангов, один - д ля ацетилена, другой - для кислорода Кроме этого, веециаль-ные гайки могут потребовать небольшого подтягивания, но никогда не смазывайте их. Убирайте грязь и пыль чистой тряпкой.
Цилин гр
Цилиндр (ручка) горелки является просто коллектором, который по отдельности подает кислород и ацетилен к св, ip гчному наконечнику Кислород подается через трубку в центре цилиндра; ацетилен подается через несколько отверстий, расположенных концеитричнм вокруг центральной трубы
Наконечник
Сварочный или отрезной наконечник или головка накручивается на цилиндр горелки. Кислород из цилиндра направляется через центральный канал для кислорода в наконечнике; ацетилен поступает в отверстия вокруг канола Тля кислорода. Конусная поверхность внутри головки уплотнена ко. !ьцом для создании плотного соединения Наружная резьба и внутренний конус могут быть восстановлены при повреждениях. Пыль и грязь убираются чистой тряпкой Запуск (зажигание) горелки
Предположим, что вам необходимо сварить листовой металл толщиной 0,8 мм. Руководство, прилагаемое к вашему сварочному аппарату рекомендует использование наконечника № 0 при линейном давлении кислорода и ацетилена 0,2 кго/смг.
Начните с открывания клапанов баллонов, но с закрытыми клапанами горелки. Отрегулируйте давление редуктора до ве, шчины примерно 9,35 кгс/см2. Если вы решите заменись размер наконечника в процессе работы, то вы должны будете также отрегулировать линейные давления.
2 7
Сварка
Теперь можно зажигать горелку. Всегда начинайте с надевания защитных очков Откройте клапан для ацетилена на горелке примерно на 1/2 оборота, клапан для киспчрода - примерно на 1/4 оборота С помощью специальной зажигалки зажгите горелку. Не пользуйтесь Спичками, прикуривателем или другим источником открытого пламени. Направляйте горелку в гторону от людей, животных и от баллонез с тазами Открывайте клапан для кислорода до тх пор, пока не исчезнет черный дым или сажа. Теперь отрегулируйте редукторы до рекомендуемого давления (в нашем случае 0,2 кгс/см2).
Когда изменяется линейное давление, подрегулируйте горелку так, чтобы пламя было нейтральным. Различные типы пламени показаны на рисунке.
f—пламя из чцелого ацетилена; 2—нейтральное пламя; 3— бел ый внутренний конус; 4—почти бесцветное; 5—нет аоперения» из ацетилена; 5- голубовато-оранжевое; 1— окисленное пламя; в—внутоенний конус короче; 9— почти бесцветное; 10— науглеооженное пламя; 11 — внутренний конус; 1? белое; 13— «оперение» из ацетилена интенсивно—белое с рваными краями; 14—светло—оранжевое.
Каждый из четырех типов сварочного пламени имеет специ-сЬи'-ескую цель Нейт ральное пламя исиользуе гея чаще всего - оно предназначено для сварки Отрегулируйте клапаны горелки так, чтобы в пламени был яркий, светло-голубой конус Когда "перистые” края пламени исчезают, виден острый внутренний
конус и нет шипящего звука, то горелка отрегулирована правильно.
Отрегулируйте пламя, пока вы не будете уверены в том, что ваше пламя нейтральное. Если подается слишком много кислорода, то получится окисленное племя Этот тип пламени сопровождается грчмким щипящим звуком. Зх.РС Г” расплавления м* талла окисленное пламя будет сжигать его.
Пламя, обогащенное ацетиленом. будет науглероженным пламенем, которое определяется по длинному, оранжевому, грубо "оперенному” концу Науглерожен-ное пламя вводит в металл избыточный углерод. Вместо этого пламя должно быть светло-голубым с четко определенным ярко-голубым внутр< нним конусом. При получении хорошего нейтрального пламени можно начинать сварку.
МЕТОДЫ СВАРКИ
При кислородно-ацетиле» >-вой соарке используются два способа: на себя и от сябя
Метод “на себя” используется для сьарки стали толщиной менее 3 мм Это метод, который используемся для кузовных работ. Смыст использования такого метода состоит в прогреве металла перед сваркой, но не в перегреве расплавляемого мета-.ла, что приведет к образованию отверстия Сварка “на себя”
Производится, когда горелка направляется под углом 46” к металлу и в направлении, в котором вы хотите создать шов; сварочный электрод движется перед местом сварки вместе с рас\члав..енньш пятном Наконечник горелки движется, гов( ршая круговые и полу-круговые движе ния, вдоль сварочного шва или соединения.
Электрод движется внутрь/ наружу в расплавленной точке. Ирг: этом тепло распределяется для формирования равномерного и прочного шва
Стрелка указывает направ-
------- 2 8 ------
ление сварки.
Сварка “от себя” *
В ссноьном производится так же, как и в методе “на себя”, за исключением направления сварки (стрелка).
Горелка движется перед расплавленным пятном и перед элекя родом, образуя шов. Пламя идет за расплавленным пят ном, поддерживая горя чим его и базовый металл, т.е. материал свариваемы с частей. Это необходимо для качестве иного проникновения сварки при старке толстой стали. Тако< проникновение представляет собой полное совместное расплавят ние свариваемого металла и электрода или ‘за-полняемоп)” металла при сварке Б противном случае качество шва будет плохим.
1—электрод; 2—горелка; 3—щель для шва; 4—июв; 5—основной металл; 6- -выпуклый шов; 7-корощее проникновение.
При газовой сварке располагайте горелку и электрид под углом 45° к поверхности металла. Между элексродим и гарелкой будет у гол 90-Двигайте горелку внутрь и наружу для контроля прогрева. сСмазываи-те» электрод в расплавленном пятне для заполнения шва.
Хорошее проникновение или пенетрация является одним из многих факторов, которые обеспечивают качество сварки. Сварка, которая имеет плохое проникновени может выглядеть хорлшо, но она будет слабой. С другой стороны.
Сварка
неаккуратная сварка с хорошей пенетрацией будет крепкой. Хорошая сварка начинается с хорошего соединения Следовательно, будьте особенно внимательны при установке свариваемых деталей. В них не должно быть зазоров.
Для того, чтобы быть уверенным в том, что при сварке не будет щелей, “прихватите” предварительно детали. “Прихватывание” представляет собой несколько коротких сварных швов или точек. Такое "прихватывание" не только удерживает детали вместе, но и предварительно прогревает металл для получения равномерного и аккуратного окончательного шва.
Как и любое другое дело, сварка требует большого опыта и практики. Иллюстрации в этой главе показывают примеры качественной и некачественной сварки При работе старайтесь добиться того, чтобы ваши сварные швы были похожи на те, которые показаны как примеры хорошей работы. Чтобы достичь этого требуется практика, практика и еще раз практика. Практика даст возможность вам делать швы различного типа - как внутренние, так и наружные. Когда вы будете считать, что ваша работа уже является как красивой, так и качественной, можете начинать сварные работы на кузове автомобиля.
Здесь показаны несколько видов стыковых швов; один из них правильный, а остальные неправильные. Правильный шов - вверху.
1—правильный вид шва; 2— избыточное усиление; 3—недостаточное проникновение; 4—ослабленный шов или а прогалина я; 5—выступание свариваемого металла.
»-------------------------------------------— — "П
Здесь показаны электроды для различных типов сварки. При приобретении электрода проконсультируйтесь со специалистом - он порекомендует нужный электрод.
Сварка наружного утла была сделана без электрода. Шов сделан из «основного» металла.
Сварка стыка двух деталей была сделана без электрода, что видно по шву меньшего размера. Без использования обеспечивается меньший нагрев и минимальная деформация. Сварка без электрода требует беззазорного соединения между свариваемыми деталями.
Сварка стыка двух деталей, сделанная с электродом.
Шов при сварке внахлест.
Сварка с флюсом (пайка)
Теперь, когда вы уже думаете, что стали квалифицированным сварщиком, т.е. можете варить сверху вниз, изнутри снаружу и сзади вперед, то вы можете перейти к более легкому виду сварки. Это сварка с использованием флюса, которую можно также считать пайкой твердым припоем.
При такой сварке (пайке) используется электрод не такой, который применяется при сварке е расплавлением - сделан из другого металла. Б этих случаях используется латунный или бронзовый электрод.
При такой сварке электрод заполняет стык, подобный V-образ-ной канавке для образования шва, соединяющего две детали. Как и при “чистой” пайке, расплавленный электрод затекает в шов благодаря капиллярным эффектам. Тонкая пленка материала электрода соединяет две детали из-за диффузии, что обеспечивает очень прочное соединение.
29
Сварка
Флюс очищает свариваемый металл, позво. [яя материалу электрода затекать в шов и соединять детали. V-оОразная канадка заполняется материалом электрода.
Диффузия для пайки явтя-е гея тем же, чем является проникновение (пенетрация! для сварки Металлы электрода и свариваемого металла диффундируют, т.е проникают дру* в друга в поверхностных слоях, соединяя их друг с другом. Образуемый сплав, т.е. смесь металлов иногда бывает даж<. прочнее, чем исходные металлы, особенно при использовании прочных лЛектродо!..
Указанный метод может йене льзоваться вместо обычной газовой снарки К примеру, он испиль-зуется для соединения друг с другом двух различных металлов, таких как сталь и медь или двух различных типов стали. Кроме этого,
такая сварка про: [Зьодитгя npi более низких температурах, чем сварка с плавлением металла, соответственно, при температурах порядка 450|1С и 1300°С, чтп обес печивает меньшую деформацию. Это достаточно важно при проведении кузовных работ Пониженные температуры являются преимуществом при работе с термочувствительными сталями
Теперь, когда вы знаете о преимуществах пайки твердым припоем, вам нужно знать о том, в каких областях нельзя использовать сварку с флюепм (пайку). В частное си. не используйте эту тех-нол! 1гию для соединения тех деталей, которые сильно нагружены, такие как детали подвески, элементы рамы, несущие детали кузова и детали ходовой части. Для сварки
этих деталей используйте электросварку (см. далее).
При подобной сварке критичной является одна вещь соединяемые поверхности должны быть абсолютно чистыми и не иметь загрязнений В противном случае припой (электрод) и свариваемые металлы не будут дифс] ундир овагь. Тщательно очищайте детали механическим способом.
Легче всего очистить металл для пайки - использовать специальный состав - флюс или очищающее средство на основе бора. Однако, это может создать дополнительные проблемы. После использования флюса могут образоваться трудно удаляемые остатки. Для уменьшения вероятности их образования используйте комбинацию двух методов: механическая эчистка соединения и нанесение флюс«. не оставляющего следов.
Флюс может существовать в трех основных формах, порошок, паста или как покрытие на электродах (припое). При использовании порошкового или пастоооразного ф носа вам нужно нагреть электрод на 5-7 см от конца, а затем окунуть его во флюс. При этом элект
род покроется флюсом По мере расходования электрода эту процедуру нужно псвт1 рять на следующих 5-7 см. Б продаже имеются электроды, уже покрытые флюсом. но они намного дороже.
Хорошо пропаянное соединение должно быть ровным и блестящим. с краями, входящими в основной мета лл. Поверхность с раковинами или с пузырями или с краями, которые заходят на основной металл, свидетельствует о некачественной работе Обычной ошибкой при такой сварке является перегрев металла. Его следы проявляются как мелкий белый рыхлый порошок до обоим краям Соединения
Снарка внахлест с использованием покрытого флюсом сварочного электрода | припоя). Подобная i сварка, как и обычная пайка, работает благодаря каш и [лярным эффектам. Она действует подобно клею и не зависит от пр гникновс-ния (new трации; в месте соединения.
ГАЗОВАЯ СВАРКА МЕТАЛЛИЧЕСКИХ
СПЛАВОВ
Да, вы сможете выполнить] качественную газовую сварку сплавов из цветных м( таллов или “белых” металлов. Это сплавы на основе цинка, которые используются для крыльев или некоторых дру-1 гих кузовных деталей. Для .азовои сварки сплавов вам потребуется электрод (припои, без флюса. Сто-, лмоста одного элект рода - приме р-но 1 доллар.
Например поврежденный ободок фары можно отремонтировать с помощью сварки с использованием твердого припоя.
Температура плавления сплава составляет примерно 390“С,
30
Сварка
как и для электрода. Ни электрод, ни сам свариваемый металл не сразу п< реходят гри нагревании из твердого в жидкое состояние Вместо этого оба материала имеют пастообразную переходную фазу в близкой температурной области. Припой для автомобильных кузенов реагирует подобным образом, ко диапазон температур для “белых” металлов намного уже. Правильный диапазон температур для сварки находился в этой женообразной фазе. т.е. между точкой (температурой), в которой металл начинает размягчат ься и точкой жидкой фазы Этот разброс невелик и контроль температуры является
определяюпдп.: параметром.
Очистка детали
Как практикуется для любого вида сварки, и в
злом случае нужно механически зачистить детали из белого металла. Если деталь имеет трещину, то сделайте напильником или отрезной машинкой V-образ-ную канавку в нижней части трещины Если деталь тавре ж. юна, то сделайте косую фаску на поврежденных крюхХ. Убедитесь, что свариваемые края чистые до блеска. Даже электрод нужно зачистить
Кроме этого, удалите механически весь хром с области, в которой будет производиться сварка, с по-мосцыа приспособления для зачистки После сварки деталь придется хромировать повторно.
Из-за пор в металле проверьте наличие влаги воблас ги трещины Для сушки детали поместите ее в дум вку плиты примерно на час. Начните с температур порядка 1ОСРС и постепенно повышайте температуру примерно до 20CFC. Не нагревайте деталь слиш-
ком быстро, иначе на поверхности могут появиться
трещины.
мя контролировать намного сложнее.
Вы должны нагревать электрод (припой) и основной металл одновременно Прижмите конец электрода непосредственно к той области, где производится сварка Направляйте пламя и на свариваемую область, и на э пек.’род. При прогреве прикладывайте электрод к поверхности основного металла так, чтобы ьы знали, когда эл! «'род начнет размягчаться и это будет соответы в* ®ать правы, гьяий рабочей темпера
На поверхности основного метал га будут появляться маленькие блестки или нгболыпж провалы при приближении к нужной температуре сварки Как только гы увидите их вы должны быть готовы вставить размягченный конец электрода (припоя) в ремонтируемую область, соединяя детали вместе. Держите горелку близко к рабочей области Когда электрод и основной металл начнут плавиться, вы должны отвести горелку назад - ос тавьте пламя, чтобы оно было на-прав гено нет средственно на место работ ы
Если горелка находится слишк )м близко, то металл будет перегреват ься и все закончится вспучиванием металла Не направляйте пламя от места работы, а затем не возвращайте его назад Это станет при чиной того, что ремонтируемая область будет переходить из слишком горячего в слишком холодное состояние* 1 С помощью отведения пламени вертикально на
зад и оставив его направленным на место сварки вы сможете контролер иать нагрев более то"но Когда оба металла перейдут в пастообразное состояние, добавляйте электрод до тех пор, пока не образуется не-
болъшой излишек заполнения шва.
Используйте низкое давление газов для свар-
ки сплава. Избыточное давление может просто сдуть
• Крепление детали
Деталь нужно подпереть или надежно закре-1 пить в том месте, где будет производиться сварка Б 1 противном случае при нагреве до температуры сварки рабочая область может провиснуть или сместиться.
1 Чтобы этого не случилось, воспользуйтесь опорой. В качестве опоры можно воспользоваться любым материалом, который не плавится, не загорается и не
агается при нагревании до температуры передка
жтро.ть температуры
Отрегулируйте горелку на минимально возмеж-пламя Отрегулируйте пламя так, чтобы примерно 10 сек, на расстоянии примерно 5 см под его доймем металл начал | азмя^аться. Более т орячее пла-
сварной шов
3 1
Сварка
Хотя место сварки выглядит и не очень красиво, проникновение составляет 100%.
После окончания сварки деталей обработайте отремонтированное место мехаг ически так, чтобы оно не выступало за уровень окружающих деталей Окончательная f бработка производится с ш мощью мелкой наждачной нкурки.
Сварной шов зачищо Шпак-
левка, грунтовка и окраска восстановят вид ободка фары до уровня практически нивой детали.
После этого деталь можно
хромировать или покрасить и в конце концов она будет выглядеть не хуже новой.
ГАЗОВАЯ СВАРКА АЛЮМИНИЯ
Газовая сварка алюминия является более трудной, чем сварка стали или даже сплавив, так как требует более деликатного обращения И в это.л случае единственным путем улучшения уповня мастерства является практическая работа.
Выберите куски алюминия. Тщательно зачистите свариваемые области с помощью наждачной шкурки или проволочной щетки. Затем подберите специальный флюс для сварки алюминия Alcoa-22. Aladdin 73, Union Carbide или аналогичный
Смешайте флюс с водой в соотношении 3 части флюса к одной части воды. Теперь нанесите раствор на свари ,аемую область. Лучше наносить его на < бе стор< ,
ны поверхности основного металла
Когда флюс высохнет, вырежьте полоски из того же металла, который будет свариваться, шириной 6мм и длиной 20-25 см Он будет использоваться в качестве электроде (припоя. Конечно, можно купить электрод отдельно, но вы должны быть уверены в том, что оба материала плавятся при одинаковой температуре.
Теперь переходите к регулировке горелки. И в этом случае пользуйтесь нейтральным пламенем. Это очень важно, так как алюминий пегкг окисляется Установите линейное давление низким -примерно от 0,15 кге/см2 до 0,30 кгс/см2. Для более тонкого материала линейное давление должно быть ниже для предотвращения прожигания отверстий в основном материале.
Подобно с п. гавам, алюминий имеет узкий диапазон температур сварки Этот диапазон немного шире, чем у сплавов, но небо ль-шая практика легко покажет, что из этого диапазона довольно легко выйти.
Начните с предварительного «прихватывания- Это уменьшит деформа ции, которые приводят к появлению щелей, а прогревание металла сделает окончательную сварку легче.
Соблюдая осторожность и при отсутствии зазоров, гюб при сварке алюминия можно сделать без исполь ювания электрода (припоя).
Сварной шов после удаления лишнего с помощью проволочной щетки. Если у вас есть какие-то сомнения относительно того, можно или нет варить алюминии с помощью газовой "варки, посмел ри-те сюда.
Использование свстофиль-
тров при сварке алюминия
В отличие от расплавленной стали, которая имеет вишнево-краенг гй цвет, расп. гавленный алюминий в сочетании с флюсом дают интенсивное желтое свечение Из-за этого сложно видеть сварной шов. Поэтому при сварке алюминия нужно использовать специальные светофильтры.
Мы настояте. :ьно рекомендуем использовать светофильтры кобальт эво- голубого цвета для зашиты глаз и для лучшей видимости. Такие светофильтры продаются в магазинах сварочных принадлежностей. Когда у вас есть нужные светофильтры, изготовленный самостоятельно сварочный электрод. гор* лка с установленным да=-лением газов 0,15-О.ЗС к,с/см2 и флюс на алюминии высох, можно начинать сварку
Пользуйтесь таким же методом сварки, который был они* ан
32
Сварка
для “белого” металла. Однако, перед началом сварки предварит ель-нс г согрейте < гневной металл. Э га хорошая практика для сварки любого металла, но рекомендуется особенно для алюминия из-за его тепло пповодности
Нагрейте металл в том месте, где вы хотите начать сварку Ik, д-ржпвайт е металл в пастообразном сек тоянии путем перемещения плимени рядом с участком металла. Одновременно нагревайте и сзариваемый металл и элект род, нг имейте в виду, что нагревание первым основного металла может привести к тому, что он будет вытекать еще до того, как электрод перейдет в расплавленное состояние.
РЕЗКА ПЛАМЕНЕМ
Резка пламенем газовой горелки, вероятно, является самым быстрым способом резки металлов. Мета. 1л нагревается до расплавленного состояния газовой горелкой, а затем он выдувается, т. е отрезается ПОТОКОМ кислорода
Резка пламенем производится тем же самым оборудованием, которое используется для газовой сварки, за исключением того ,что сварочный наконечник заменяется отрезным Снимите сварочный наконечник с газовой горелки и на его место закрутите наконечник для резка Некоторые газовые горелки для отрезания имеют встроенные корпуса. В этом случае шланги отсоединяются от корпуса сварочной горелки и подсоединяются к отрезной горелке.
Детали отрезной газовой горелки.
1— рычаг подачи кислорода под высоким давлением для отрезания; 2 -клалап управления кислородом для предварительного подогрега; 3—отрезная головка- 4-смесительная камера; 5—соединительная гайка; б—конусный конец.
Понимание принципов работы отрезного оборудования и процесса резки позволит вам лучше работать. Обратите внимание на рисунок где изображена схема отрезной горелки. Далее перечислены дета nt горелки и их работа.
Горелка накручивается на основной корпус на место сварочной горелки
Конусный конец и соеди-ни.пелъная гайка обеспечивают гкое соединение с корпусом га-, 3' вой горелки, если отрезное оборудование не встроено. Конусный конец обработан для сопряжения с ••jpnycoM горелки вместо наконеч-( вика для сварки
4
Клапан управм ния кислородом для предва-аитглъного нагрева управляет подачей кислорода от редуктора Для правильной рябо гьI кислородный клапан на корпусе горелки должен быть Открыт п хпностыо, ес, ш отрезной наконечник и корпус горелки явля] этен от-де льными узлами. Подача подогретого кислорода увеличивается или уменьшается путем открывания или закрывания клапана управления кислородом на отрезном оборудовании Поток ацетилена управляется с помощью ацетиленовою клапана на корпусе горелпи
Смесительная камера, расположенная в передней части нижней трубки отрезной гл] »елки, смешивает ки( лород и ащтилен для
33
получе нил нужного пламени для грогрева. Смешанные газы проходят через отверстия для прогрева в горелке и поступают в отверстия в отрезной горелке Эти отверстия (обычно их 4 или 6} расположены равномерно вокруг цен гральнг го отверстия для кислорода.
Рычаг для кислорода управляет потоков кислорода из центрального отверстия для кислорода. Когда ..теталл прогревается до стадии расплавления, то рычаг кислорода нажимается, обеспечивая свободный по гак чист! плз кислорода для расплавления рабочей области. При этом расплавленный металл выживается и выдувается прочь под действием кислорода под высоким давлением
< bdpKd
Практическая резка пламенем
Прежде всего нужно нанести линию отрезания на металл. Это можно сд< лать с помощью мс.ча. Когда линия разреза пров< дена, то переключите свое внимание на подготовку оборудования После сборки отрезной горелки полностью откройте клапан кислорода на горелке, если отрезная насадка отделена от корпуса горелки. За гем откройте клапан управления кислородом для предайрит< льного нагрева на горелк< и отрегулируйте редактор для кислорода на давление около 1,75 кгс/см’. Посл< этого закройте клапан.
Таким же образо „ откройте ацетиленовый клапан на корпусе горелки и отрегулируйте дав тс чие ацетилена до значения порядка 0,07 кгс/смг. Затем закройте клапан.
И в этот раз начинайте работу с надевания защитных очков. Даже если пламя при резке не кажется таким ярким, как при сварке, все равно есть опасность повреждения глаз. Н? короткое время нажмите рычаг подачи кислорода для очистки от аерстия для кислорода. Слегка открс йте клапан управления подачей кислорода -примернс на 1 /8 оборота. Затем откройте клапан подачи ацетилена на ручке горелки примерно на 1 /2 оборота и подожгите ацетилен Увеличьте подачу ацетилена на ручке горелки, пока основание пламени не отойдет от конца наконечника примерно на 3 мм. Уменьшите подачу ацетилена для гозврага пламени на наконечник Теперь отрегулируйте нейтральное пламя.
Делайте это, медленно открывая клапан подачи кислорода для предварительного нагрева, пока внутренний конус пламени не станет острым Эти обеспечит желаемое нейтральное пламя. Прижгите рычаг кислорода. Обратите внимание на то, что пламя предварительного нагрева слегка изменится в сторону науглероженного пламени. Продолжайте Нажимать рычаг и открывайте клапан кислорода для предварительного нагрева до тех пор, пока пламя для предварительного нагрева не станет нейтральным Теперь вы готовы к процессу резки.
Удобно возьмите отрезную горелку в одну руку для стабилизации отррдногз наконечника. Оставьте другую руку свободной для ра-
боты с рычагом подачи кислорода.
кислорода, и когда разрез начнется, слегка поверните наконечник назад
Теперь сконцентрируйте п ламя для предварительного нагрева в том месте, где должен начинаться разрез. Доведите разрезаемый металл до яркого аишнево-красного цвет?
Теперь поверните наконечник в вертикальное положение, не перемещая его вперед
Поверните наконечник в вер-чикальное положение.
Поверните наконечник силь-нее для небольшого наклона в направлении разреза.
Если разрез идет по краю металла, то начинайте там. Когда появится красное пятно, слегка нажмите клапан (рычаг) подачи
1
34
Продвигайтесь вперед с такой скоростью, чтобы обеспечить кач( ственное ре зап не
При слишком медленном перемещении края разреза могут сплавиты я обратно Слишком быстрое перемещение препятствует достаточному прогреву и пазреэа не будет При этом вы также получите сноп искр в лицо и на колени. Держит е рычаг подачи кислорода npi.жатым до дачща линии разреза
Не дергайте ;у резко, додерживайте небольшой угол в направлении разреза
Замедлите ход, позволяя линии разре >а еде, тат! острый край вниз)
Продолжайте движение вперед, пока наконечник не окажется в пустом пространстве.
Повтори ге описанные операции несколько раз до получения удовлетворительного результата. Как и хтри сварке, ключом к качествен» и“ работе является практика, Нервы* разрезы будут выглядеть очень непривлекательно, но со временем вы сможете уверенно получать чистый и ровный разрез. Для удаления небольших следов оплавленного металла понадобится небольшая механическая обработка места разреза.
ДУГОВАЯ СНАРКА
Может „сказа i ьея, что газовая и дуговая (электрическая) Сварка никак не езязаны друг с другом, но основная разница между ними состоит в 1хт<<чникал нагрева для них При электросварке для создания и поддержания пятна расплав ленного метал на используется электрическая дуга, а не сгорающие газы. В связи с этим, если вы освоили газовую сва рку, то в течение короткого времени сможете работать с злектросиаркой. Оснлиное отличие состоит в оборудовании.
Существует много типов электрических свар ыных аппаратов, но мы рекомендуем использовать аппараты на сварочный ток 225-230 А. Вы можете приобрести аппарат на ток в 180 или даже ЮО А, однако аппарат, рассчитанный на ток 225-230 А, будет лучше, тем более что разница в цене не очень большая.
Хотя сварочный аппарат и рассчитан на ток до 235 А, но ма-
< варка
лоаероят’нл, что при работе будет использоваться такой большой гок. Сталь та тщиной до 13 мм можно варить током 180 А, сталь толщиной 6 мм - током 130-145 А, а для сварки стали тс.кциной ги рядка 3 мм достаточно тока в 75 А. В связь с этим возникает вопрос “Зачем нужен аппарат с током в 225-230 А?” Ответ будет таким же, как и при приобретении автомобиля с двигателем мощностью 300 л.с - для дополнительного резерва. Даже < ели такая мощное гь никогда и не понадобится, то сварочный аппарат не будет перегружаться.
Проконсультируйтесь относительно ваших требований к сварочному аппарату при его приобретении с учетом своих материальных возможностей. Продавец или консультант даст вам н< обхл; имые советы по приобретению. Помните, что вье покупаете аппарат для себя, а не для продавца.
Сварочный аппарат должен быть полностью готов к включению в бытовую электросеть спряжением 220 В, защищенную предохранителем на тпк 50-СО А или автоматическим предохранителем. Не пользуйтесь розеткой для электрической кухонной плиты.
Мы рекомендуем приобретать ангара! отдельно, а нс в комплекте с маской, электрсдодержа-телем и с зажимами, а также с набором электродов для сварки. Скорее всего, дам придется выбросить прилагаемые к аппарату дополнительные аксессуары и купить другие, специального назначения. Но может случиться и так, что прилагаемые аксессуары могут по-дойтк вам - попробуйте. Имейте в виду, что в магазинех имеется широкий выбор аксессуаров различного качества и назначения.
Пре вод писания оставляется в отверстие, сск/тветствующее наименьшему значению необходимого уварочного тока для достаточного проникновения в шве Слишком бочыпой сварочный гок дает слиш-
35
Сварка
ком большой перегрев и прожжет • металл насквозь.
Электроды
Электрод поддерживает электрическую дугу. Он также подает металл электрода для сварочного соединения и флюс для защиты места сварки от загрязнения. Электроды для электросварки покрыты флюсом. Это расплавленное покрытие защищает свежую сварку, замедляя скорость охлаждения.
Для сварки различных типов стали имеются различные электроды. Не покупайте больше электродов, чем вам нужно. Покрытие электрода разрушается под действием влаги, поэтому нужно держать электроды в сухом месте. При покупке электродов имеет смысл проконсультироваться со специалистом.
Предварительные замечания
Практически всего в электросварке можно достичь практикой, в том числе подбор правильного электрода и установки правильного значения сварочного тока для конкретного металла, который вы собираетесь сваривать. Обратитесь к инструкциям, которые прилагаются к сварочному аппара гу. На вопросы относительно скорости движения электрода, под каким углом его держать и т.д. можно дать надежный ответ только в результате практической работы.
Перед тем как включить вилку своего сварочного аппарата в сеть напряжением 220 В, отключите основной рубильник. Проверьте, что заземление подсоединено к заземляющему проводу сварочного аппарата. Убедитесь также, что плавкий или автоматический предохранитель способен выдержать ток 50-60 А при работе сварочного аппарата Если предохранитель не рассчитан на такой ток, то он перегорит или отключится и аппарат не < может работать некоторое время. И наоборот, если предохранитель рассчитан на слишком большой ток, то изоляция проводов может загореться
В предположении, что указанные условия выполнены, включите сварочный аппарат в сеть и подсоедините заземляющий зажим к стальному рабочему столу или к свариваемой детали. Проверьте качество соединения.
Вообще говоря, большой и
толстый кусок металла требует электрода большего диаметра и большего значения сварочного тока для большего тепловыделения. В инструкции к сварочному аппарату должны приводиться данные по диаметрам электродов и значениям сварочного тока. Но из-за тоги, что технические условия изменяются от аппарата к аппарату и для различных фирм-изготовителей, нет определенных универсальных правил для установки значений тока. Практика и эксперимент подскажут вам, правильно ли вы устанавливаете значение тока.
При избыточном тепле в тонком или легкоплавком материале ыотут образовываться отверстия и шов будет плоским и пористым Также шов будет проплавлять края металла. Такое проплавление имеет место, когда основной металл по бокам шва выплавляется и становится ниже по сравнению с “нормальной" поверхностью базового материала.
При недостаточном тепле шов выглядит так, что он просто наложен поверх места сварки - проникновение шва недостаточное. Шов будет нерегулярным и вам будет трудно поддерживать дугу. В заключение, если ток будет установлен слишком низким, то у вас возникнут сложности с дугой. Электрод будет стремиться “залипать" или же вам будет сложно поддерживать горение дуги.
При правильной установке величины тока дуга загорается относительно легко, образуя ровный шов без рваных краев. Вы получите хорошее проникновение и без подплавления или прожигания отверстий Со временем вы по звукам при сварке сможете определить, правильно ли вы варите. Звук при электросварке должен чем-то напоминать звук в процессе жарки мяса на сковороде.
Скорость, с которой вы ведете шов, также будет влиять на процесс проникновения. При слишком быстром движении проникновение будет плохим. Дуга должна двигаться медленно, используя волнообразное движение или движение, описанное далее для обеспечения хорошего проникновения и качества шва
Сверху вниз, различные сварные швы - дуга слишком горячая, правильная температура и
дуга слишком холодная. Слишком большое количество тепла может привести к прожиганию металла и подплавлению Слишком малое количество тепла даст плохое проникновение и слабый шов.
Внимание: Вы должны надевать маску перед зажиганием дуги. Защитная сварочная маска не только защитит ваши глаза от интенсивного свечения, но и защитит вас от радиации (излучения), ле-। тящих искр, капель расплав-| ленного металла и дымов. |
Защитная одежда
Перчатки защищают руки от ожогов. Плотная длинная куртка защищает верхнюю часть тела Сварка с оголенными руками за пару часов равносильна нахождению на открытом солнце в течение полудня. Для работы необходимы длинные прочные брюки, лучше всего из материла типа брезента с пропиткой. Для защиты от кусков расплавленного металла нужны плотно закрывающиеся ботинки, внутрь которых не должны попадать искры и другие посторонние предметы.
Зажигание дуги и создание шва
Теперь, когда вы знакомы с принципами работы дуговой сварки, обсудим, как нужно действовать на практике.
Начало сварки
Когда вы надели маску, защитную одежду и перчатки, возьмите электрододержатель в ту руку, которой вы обычно работаете.
Расположите конец электрода примерно в 2,5 см от того места, где вы хотите начать сварку. Откиньте вниз защитную маску. Качающим движением поднесите электрод к металлу для зажигания дуги. Сразу же после этого подни-
36
Сварка
ните электрод на расстояние примерно в 3 мм от рабочей поверхности. Если этого не сделать, то электрод "залипнет".
Если это все же произошло, то качните электрододержа-тель. из стороны в сторону, чтобы оторвать электрод. Если электрод не отрывается после нескольких качаний, то освободите его из держателя Дайте электроду остыть перед повторной попыткой освобождения, так как он может быть раскален докрасна Ни в коем случае не беритесь за электрод голыми руками!
Зажигание дуги на практике с различными металлами и с разным сварочным током требует определенной практики. Повторяйте попытки до тех пор, пока не сможете успешно зажигать дугу и поддерживать ее. Затем можно приступать к созданию шва.
После зажигания дуги подержите ее примерно секунду перед движением электрода, чтобы образовалось расплавленное пятно. Имейте в виду, что сварочный электрод расходуется при работе -ок расплавляется, как только вы коснетесь им места сварки. Для поддержания дуги и создания шва вы должны двигать электрод в направлении пятна расплавленного металла и одновременно из стороны в сторону перекрестными движениями. Концентрируйте взгляд в той точке, где электрод касается металла, заполняйте ее и одновременно перемещайтесь.
Ровный шов
Легче всего создается ровный шов. Он делается одним непрерывным движением электрода без качающих и колебательных движений. Сварщик-правша двигает электрод слева направо, сварщик-левша - справа налево. В обоих случаях необходимо наклонять электрод под углом около 15й. Средний шов от электрода диаметром 3 мм будет примерно 3 мм в высоту и примерно 6 мм в ширину. Попрактикуйтесь в изготовлении ровных швов, пока не сможете делать равномерные швы постоянной ширины и высоты с равномерно расположенными '’волнами".
Качающийся шов
Другим обычно используемым швом является “качающийся” шов. Этот тип швов используется для заполнения зазора между дву-
да в форме цифры “8” или буквы “Z” из стороны в сторону при одновременном движении вдоль шва
Моментальные колебания с каждой стороны обеспечивают одинаковое количество тепла по краям и в середине шва. Эти швы являются наиболее распространенными, но какие есть еще? Далее приведены еще несколько распространенных швов:
Стыковой шов
Когда два куска металла соединяются краем к краю и свариваются, то это будет стыковой шов. Если металл толще 5 мм, то каждый край нужно скосить для обеспечения правильного проникновения. Углы скосов должны составлять примерно 45“. Если материал толстый, для заполнения V-образной Канавки, образованной от скошенных краев может пси ребоваться сделать более одного прохода.
Имеет место хорошее проникновение, нет подплавления и шов имеет небольшой размер.
Угловой шов
Шов в углу, который выполняется для соединения двух дета-
Шлак от флюса, ухудшающий качество шва, показан справа. Шов не только выглядит уродливо, но его вполне может не быть вообще в том месте, где шлак заменил сварной шов
Пример углового шва здесь сделан с внешнего края двух стальных листов толщиной 10 мм, расположенных под прямым углом
Свирка
друг к другу Обратите внимание на "нашлепку” в левой части шва
Внутренний ;тловпй шов сделан изнутри дет али, показанной на -рецыдущем рисунке.
Внимание: Наши рассужоения относительно Hpayetca сварки являются вводными. На эту тему написаны сотни книг. Спейна, tucmoe по сварке готовят в различных учебных заведениях, во многих странах существуют различные науч-но-исг эеооызтелыжце учреждения, занимающиеся вопросами сварки. Ясно, что мы не сможем научить вас сварке. Мы можем только вкратце описать суть процесса. Для настоящего обучения сварке вам нужна большая практика, нужно читать книги и ещ° раз к'ъактиковаться Конечно, нет нужды посвяшать изучению тонкостей процесса свайки Много в ре чени, но вы должны понимать что сварка есть нечто большее, next просто расплавление электрошт. Информация. npueeOi иная в дайной главе, поможет вам начать изучение вварки и обеспечить основы знаний, необхо 10НМЫХ для того, чтобы сжать .
хорошим свирщиком.
РЕМОНТ ПАНЕЛЕЙ
ИЗ
ВЫСОКОПРОЧНОЙ СТАЛИ
В лонце 70-х - начале 80-х годов производители автомобилей начали исз гользовать новый гип материалов, которые были названы в: лсикопрочной сталью Такая сталь благодаря своему повышенному соотношению прочности и веса может быть прокатана до более тонкого состояния, чем использованные ранее низкоуглеродист ые мягкие стали, т.е. толщина составляет примерно от 0,6 до 2,5 мм. Высокопроч
ная сталь может использоваться более тонкой и сохраняет такую ясе абсолюта; ю прочность, как и более тстстая мягкая сталь Результатом были более легкие авттмо били с такой же прочностью. Теперь рассмотрим более подробно этот вид стали.
В соответствии с прогнозами мировых автопроизводителей мы можем предсказать белое широкое использование высокопрочных сталей. В конце 70-х - начале ЯО-х голов фирмы “Форд" и "Крайслер" ограничивали: использование этих материалов в структурах кузова, усилительных элементах, косынках, кронштейнах и опорах Большинство наружных панелей из листового металла продолжали выпускаться из мягкой стали Однако, некоторые японские производители, особенно “Тойота”, начали использовать высокопрочную стать в кузовных деталях и для наружных панелей
В чем состоит здесь проблема? Она в следующем из-за высокого содержания углерода высею >-в рочная сталь не может свариваться с использованием обычных методов, особенно с использованием газовой сварки. Некоторые стали могут нагреваться всего лишь до 37(ГС - 380“С. У других для предот вращения деформаций необходимо принимать специальные меры. А мартенситная сталь вообще не может сва риваться ил», нагреваться. Кристаллическая структура зерен стали окисляется и разрушается под действием высокой гем [ерату-ры. Если она используется, то панель из такой стали гложет стать причиной опасного повреждения
Воз л< жно, вы когда-нибудь видели старые кости, которые долго лежали. Эти кости, которые обычно очень плотные и т вердые, со временем становятся пористыми и хрупкими. Наступите ногой на такую кость и она сразу же треснет. Это является результатом окисления, воздействия уг.ьтрафи-оле говых лучей и других проблем Этот пример ил иострирует процессы. которые происходят в высоко-поочне й стали после вьздейс гвия температуры. Что же можно сделать для решения данной проблемы''’
Снятие панелей
Для снятия панелей из высокопрочной стали или отсоедине
------- 38 -------
ния других панелей от панелей из этого материала высверлите места точечной сварки или отрежьте сварные ивы с помощью отрезной машинки. Не производите резку с помощью газовой щрг-лки. Для подсоединения панелей прижмите но-' вые панели на то место, где они должны быть и подсоедините деталь с помощью сварки в атмосфе-1 ре инертного газа с использованием сварочной проволоки, если этс ВОЗ..ЮЖНО В противном случае вос-| пользуй1! есь ду1 овой сваркой.
Сварка высокопрочной стали 1
Перв ям пешением яв чается использование сварки металлов в' атмосфере инертного газа Сварка с инертным газом также известна как | дуговая сварка металлов в атмосфере газа или аргон! »яая гварка.
Снарка в атмосфере инерт| ного газа концентрирует тепло в очень малой области. Путем использования ряда точечных стыков [подобных обычной точечной сварке) вы сможете заменить деталь из высокопрочной стали без нарушения ее структурной целостности. Если сварка в атмосфере газа не подходит, то можно использовать обычную дуговую сварку с уче .ом приводи мых далее указаний. П. вторим, что газовая сварка не подходит для сварки вьк зк< прочной стали ( нарка в атмосфере хаза -предпочтительный метод
Сварка в атмосфере газа, называемая также сваркой с примет нием сварочной проволоки, подобна дуговой сварке. Отличительной особенностью является использование "щпта“ из ин* ртаого газа, Который защищает расплавленный металл от атмосферных загрязнений. Зажигается дуга и образуется пятно из расплавленного металле. Одновременно поток газа окутывает место сваоки. В качт стве газа обычно используется двуокись ут юрода. Часто используются такие инертные газы, как ар ran или гелий. Газ не только защищает место сварки, но и помигает стабилизировать дугу.
Вместо использования note ры того флюсом алектрода в аргоновой сварке используется специальная проволока, которая автоматически подается к сварочному шву С Определенной скоростью. Хот:, в этим методе сварки исполь (уелся проволока различных размеров,
1
Сварка
для сварки высокопрочной стали используется проволока диаметра 0,7-0,9 мм
Основными преимуществами аргоновой сварки является следующее
• Сварка происходит быстро.
* Повреждение тонких листов металла минимизируется благодаря использованию небольшого тока; для сварки листа толщиной около 6 мм требуется напряжение менее 20 В.
• Аргоновой сварке довольно легко научиться.
• Зазоры легко заполняются с помощью нескольких швов, кото-
рые накладываются один поверх другого.
• Сварка с перехлестом или вертикальная сварка производятся от-
носительно легко.
• Металл различной толщины можно варить проволокой одинакового диаметра.
’ Металлы всех типов можно ва-
рить одним общим типом проволоки.
Таким образом, если вы имеете доступ к аргоновой сварке, то используйте ее для сварки высо-I копрочных сталей.
Дуговая сварка высокопрочной стали
Успешное использование
I дуговой сварки для высокопрочной ' стали возможно при выполнении следующих правил: Пользуйтесь только электродами диаметром 2,4 мм, которые специально предназ-
вачены для сварки высокопрочной ста,чи. При покупке электродов про-|l консультируйтесь в магазине. Вме
сто непрерывных швов для соединения панелей воспользуйтесь сваркой в нескольких местах. Это некое подобие точечной сварки. В тех местах, где две панели перекры
ваются для соединения, сверлятся
отверстия диаметром 6 мм через
одну панель при перекрытии через каждые 2,5-5 см. Затем эти отверстия “заполняются” материалом
сварочного электрода при сварке Это предотвращает нагрев от выполнения непрерывного шва, что становится причиной ослабления соединения в панели из высокопрочной стали
Горячая обработка высокопрочной стали
Вам может потребоваться —
выпрямить панель из высокопрочной стали. Для облегчения выпрямления панели из мягкой стали вполне нормально нагреть ее. Однако, если для выпрямления панели из высокопрочной стали нужно нагреть ее, то замените эту панель. А если этой деталью является элемент жесткости двери или кронштейн бампера, то она не подлежит ремонту, а ее можно только заменить.
Если деталь из высокопрочной стали нужно нагреть для ее выправления, то руководствуйтесь нижеуказанными процедурами главным образом как примером, так как на большинстве деталей из высокопрочной стали такая процедура невозможна.
• Температура нагрева не должна превышать 770”С. Воздействие температуры, близкой к данному значению, не должно превышать по времени 3 мин.
Для определения диапазона температур воспользуйтесь мелками для индикации температуры. Эти мелки имеются для разных диапазонов температур. Выберите мелок, который предназначен для индикации температур в диапазоне 765‘С - 740"С. Сделайте метку мелом в том месте, где предполагается нагрев. Когда достигается заданная температура, метка мелком расплавляется и исчезает. По этому признаку вы определите, что металл дошел до заданной температуры и вам нужно прекратить нагрев.
• При отрезании кузовных панелей горелкой отрезайте металл не менее чем в 5 см от требуемой линии отреза.
Это предотврати!’ повреждение области, где вы хотите сделать конечный разрез. Когда участок отрезается с помощью горелки, то окончательный разрез вдоль требуемой линии сделайте отрезной машинкой, пневматическим зубилом или ножовкой по металлу Восстановление анти
коррозийного покрытия
Высокопрочная сталь очень чувствительна к коррозии. Из-за этого ее часто гальванизируют или покрывают грунтовкой на основе цинка. После работы с высокопрочной сталью очень важно быстро нанести ингибитор ржавчины, который был удален. Лучше всего сделать это с помощью грунтовки
на основе цинка. Такая грунтовка выпускается многими фирмами и ее нетрудно найти. Наносите грунтовку в два слоя.
Предупреждение; Цинк очень ядовит. При распылении цин-новой грунтовки пользуйтесь । респиратором. ।
Так как мы коснулись темы техники безопасности то, есть смысл коснуться этого подробнее. Техника безопасности
При использовании сварочного аппарата для аргоновой сварки, надевайте маску с темным стеклом № 12. Напомним еще раз, что нужно надевать защитную одежду - куртку, брюки, перчатки и ботинки. При работе с аргоновой сваркой образуется ультрафиолетовое излучение и оно воздействует на сварщика.
Из-за того, что цинк ядовит, то при сварке нужно удалять все дымы от цинка Чтобы не вдыхать эти дымы, нужно работать в хорошо вентилируемом помещении. Можно даже установить небольшой вентилятор, чтобы выдувать вредные дымы.
Резюмируя все вышесказанное, соблюдайте нижеперечисленные рекомендации при работе с высокопрочной сталью; по возможности заменяйте панели из нее, а не ремонтируйте их. Если необходима сварка, то воспользуйтесь аргоновой сваркой. Другой альтернативой является использование дуговой сварки, используйте сварочный электрод диаметром 2,4 мм, специально для данного вида сварки. Лучше делать сварку в отдельных точках, а не сплошной шов. И, наконец, никогда не варите высокопрочную сталь кислородно-ацети-леновой сваркой.
Для определения того, сделана ли панель вашего автомобиля из высокопрочной стали, проконсультируйтесь в кузовной мастерской. Эти данные имеются в различных руководствах по ремонту. Если вы точно назовете марку и время изготовления вашего автомобиля, тс сможете легко определить, сделаны ли его кузовные панели из высокопрочной стали.
39
глава* РИХТОВКА ЛИСТОВОГО МЕТАЛЛА
F' 1 1 ” «
Теперь мы дошли до основ кузовного ремонта - рихтовки листового металла- В этой главе мы обсудим, как работать с металлом - как его выдавливать, вытягивать, выправлять молотком, нагревать и с помощью комбинации этих методов вернуть металлу прежнюю форму. Вашей целью должно быть обучение этим методикам так, чтобы вы смогли работать с листовым металлом и испытывали законную гордость за свою работу.
Кроме устройств для выправления рамы, все кузовные инструменты можно использовать в домашних условиях Кузовные работы, которые требуют использования устройств для выправления рамы, находятся за пределами возможностей автолюбителя. Нельзя сказать, что это невозможно, но это очень сложная работа. В связи с этим мы уделим основное внимание тем работам, которые можно выполнить в домашних условиях Мы также обсудим, как можно сделать тяжелую работу с помощью механических и гидравлических домкратов (распорок) для кузова. Затем мы опишем приспособления и методики для облегчения работы. В заключение мы продемонстрируем вам некоторые приемы, такие как усадка листового металла и выправление вмятин топливного бака без просверливания отверстий в нем Не пропускайте ни одного раздела!
РИХТОВКА ПОВРЕЖДЕННОГО МЕТАЛЛА
Кузовной ремонт может быть разделен на три основных этапа, предварительное восстановление формы металла; работа молотком и оправками для восстановления плавных обводов; зачистка и шпаклевка для подготовки кузовной панели к покраске, Если эти этапы производятся последовательно и правильно, то при кузовном ремонте не будет неприятных сюрпризов.
Хотя есть искушение заменить поврежденную деталь новой, хороший кузовщик сможет отремонтировать такое поврежденное крыло примерно за 3 часа. Мы используем это крыло для демонстрации некоторых деталей кузовного ремонта.
В этап предварительного восстановления формы входит выравнивание панелей. Повреждение в правой передней части кузова может повлиять на закрывание передней двери и капота. Когда восстанавливается форма крыла, то нужно проверить совмещение панелей Сделайте это путем открывания и закрывания двери, поднимания и опускания капота, уменьшения напряжений в этих местах, подгонки формы и перемещения деталей. Все это входит в этап предварительного восстановления формы В этот этап входит и восстановление общей формы конкретной детали из листового металла,
в том числе опорных деталей и усилительных элементов. Для полного исправления детали необходимы выдавливание и вытягивание, нагрев и рихтовка
Для устранения повреждения переднего края крыла требуется большой объем работы.
Начинающий кузовщик всегда волнуется за то, как будет выглядеть конечный продукт его труда. Поэтому он стремится побыстрее пройти начальные этапы. Не поддавайтесь этому искушению. Этап предварительного восстановления формы является очень и очень важным подобно постройке фундамента при строительстве дома.
Если этот этап выполнен успешно, то шансы на то, что следующие два этапа также будут успешными, сильно возрастают. Если этапу предварительного восста
новления формы не уделяется должное внимание или он выполнен неправильно, то вся рихтовка молотком, шлифовка и шпаклевка не смогут исправить плохо сделанную предварительную работу.
Когда достигнута предварительная форма и панель больше похожа на деталь автомобиля, чем на смятый кусок железа, вы сможете начинать более тонкую работу на деталях кузова.
Кузовные домкраты (распорки)
Кузовной домкрат имеет гидравлический привод. Он состоит из самого механического домкрата (распорки), гидравлического насоса с ручным приводом и шланга, соединяющего эти детали. Так как это устройство довольно дорого, то нет смысла покупать его для единовременной работы. Его можно взять напрокат в кузовной мастерской.
Кузовной домкрат имеет ряд приспособлений, которые позволят вам выполнить разнообразные работы на кузовных деталях Под ДЭЙ-ствием гидравлического насоса (показан справа) развивается постоян-
40
Рихтовка шетоввео металла
Hot усилие порядка нескольких сотен килограмм для выдавливания или вытягивания неподатливых вмя. ин для придания пре жней формы поврежденной панели.
Сам по себе кузовной, домкрат бесполезен. Он вытягивает или выдл вливает в противоположных направлениях одновременно Один конец домкрата упирается в мощный элемент рг,мы или в соседнюю деталь кузова. Другой конец упирается в поврежденную область, что позволяет придать поврежденном) листовому металлу нужную форму. Э1 о звучит просто, но очень легко выдавить опорный элемент внес тс поврежденного участка Поэтому планируйте заранее, как вы будете использовать кузовной мкрат
___—__________ — J
Для выдавливания передне-
I го края крыла вперед используют-I ел домкрат, удлинения и плоские подклрдкч
Ког^а вмятина выбивается с помощью молотка, го существует тенденция повреждения металла -сжатие молекул, а не их растяже-. ние При этой работе металл зат-вердева< т. Подобная ситуация может иметь место при приложении большое усилия для выдавливания вмятины с помощью гидравлическое домкрата. Даже если выдавливание крыла для придания ему ючягп'рого подобия оригинальной фермы может быть и легким, проведение окончательного ремонта Меже, быть затруднительным или вопоще невозможным. Одним из способов обойти эту трудность является вытягивание вместо выдав-ливанйя
Вытягивание всегда является лучшим методом при перемеще-гаи металла. Это особенно справедливо для больших панелей кузова I шу-ренней с труктурой, таких как хрыша или панели в задней части яузгва При ударах молотком или > вдавливании усилие концентрируется в малой области Вытягива->ме металла уменьшает эту тенден-цто, что приводит к меньшей де-•'рмации и к меньшим затрудне
ниям во время работы.
Определение правильных мест для упирания домкрата при вытяг пвании вмятины на листовом металле включает в себя некоторые уточнения: правильный угол Viiopa, реакция при подъеме, изменения в характере поверхности и возможные затруднения в работе. Устанавливайте домкраты так, чтобы наибольшее усилие прикладывалось к поврежденной области. Как указывалось выше, имейте в виду, что домкрат развг^ает такое же усилие в прот. топ сложном направлении, поэтому выбирайте крепкое MeciO для опоры.
Складка на металле будет иметь мест а, трудные для обработки из-за перемещения металла. Когда металл вытягивается для возвращения ему прежней формы, то поврежденную область нужно обработать ручными инструментами перед тем как ослабить усилие домкрата. В связи с этим удерживайте металл под натяжением при его обрабо тке рихтовочным милшком и наковальней Когда усилие д< мкра-та снимается, то правильная форма металла «олжна сохраниться.
Возможности кузовных домкратов активно рекламируются в магазинах принадлежностей для кузовного ремонта Но помните, что нужно работать медленно. Не пытайтесь спешить. Перемещав те металл понемногу за один раз, затем делайте паузу и смотрите на результат. Визуально проверяйте место крепления домкрата. Проверьте. не повреждены ли другие чаши кузова? Не переместились ли пни? Есть ли разорванные области9 Это легко происходит.
В некст"рых случаях мета лл затвердевает так, что невозможно выдавить или выт януть вмятину, не порвав металл. Когда такой случай имеет место, то в дело вступает газовая горелка При приложении уси. гая к металлу нагрейте его до темно-красного цвета. Небо. 1ь-шое дополнительное усилие или просто удар рихтовочным гдолот-ком перрмгстит металл, не разрывая его. Поэтому постоянно имейте в виду наше предупреждение: работайте медленно!
Ч'
Передний край крыла выдавливается в области складки Обра-т ите внимание на расположение конца домкрата.
Для предотвращения разрыва металла из-за его затвердевания выправляемая область нагревается при приложении усилия от домкрат а
41
Рихтовка листового металла
Нагрев используется для помощи при выправлении скрученного фланца в передней части крыла.
При кузовном ремонте используется все. Мастер использует брусок твердого дерева размером 2,5x10 см, чтобы добраться до складки внутри крыта Обратите внимание, что кузовной домкрат по-прежнему на месте Ои останется на мег-е. пока не будет закончена работа
Металл иногда разрывается даже при ост рожном обращении
Мастер заваривает разрыв и делает дополните яьный ремонт перед тем как продолжить. Обратите внимание на зажимы, которые удерживают фланцы натянутыми, преодолевая усилие от усилительного элемента крыла.
Крыло начиняет приобретать прежнюю форму Области, которые непосредственно не обрабатывались, пр] юбрели прежние контуры,
в том числе и складка в верхней части над проемом для колеса Рихтовка молотком и наковальней и шпаклевка (обсуждаются далее в этой главе) сделают крыло готовым к грунтовке и ппкраеке.
I
Теперь крыле выглядит гак
повое
Замечание; Если вам нужно оставить крыло неокрашенным на время более 24 -часов, то его нужно загрунтовать Оля предотвращения появления ржавчины. Грунтовка предотвратим появление ржавчины всего лишь в течение нескольких онеи из-за того, что она поглощает влагу. Поэтому установите крыло и покрасьте | его как можно быстрее.
Ударный съемник
Он вытягивает, а не выдавливает большие вмятины. Он не может двигать металл так, как кузовной домкрат, но его можно использовать змее го кузовного домкрата. Лучше всего пользоваться им в тех местах, где кузовные домкраты использовать затруднительно или невозможно
Обратите внимание на вал с мощной стальной ручкой. Груз весом 5-8 кг скользит нперед-на зад по валу для обеспечения вытягивающего действия. На конце, противо
положном ручке, находится резьбовой участок длиной ОКОЛО 5 ГМ Этот резьбовой участок предназначен для различных приспособлений: крючков, стержней или других приспособлений, необходимых для подсоединения к вытягиваемому участку.
Подсоединив одно из приспособлений к концу ударного съемника, прицепив его затем к металлу и перемещая груз по валу так, чтобы он дошел до за, гней ручки, вы сможете развить заметное вытягивающее усилие. Скорость перемещения груза определил величину усилия.
Выше мы перечислили проблемы, которые возникают при использовании кузовного домкра га. То же самое относится и к ударному r—.емнику. Однако, в отличие от домкрата вы не можете поддерживать усилие в течение некоторого времени при использовании съемника Нужно быть более аккуратны»: при использовании нагрева Нагрейте ту область, которую вы хотите вытянуть, а затем произведит< нисколько пробных ударов ст емником. Это подскажет вам, как нагревать металл и какое усилие необходимо для его вытягивания. Затем отрегулируйте эти два параметра соответствующим образом.
Небольшая вмятина на задней части автомобиля м »кет быть легко отремонтирована с помощью ударною съемника. Крышка багажника и нижняя задняя панель был 1 вмята на 2.5-4 см.
Кузовнсй ’домкрат или ударный съемник могут сэкономь m время при работе. Они -югу г пр< врастать очень сложную рабо-у в довольно простую задачу Когда по врожденной панели или участку возвращена его приблизительная форма, совмещены все основные детали, а двери, крышка багажника и капот открываются и закры-
Рихтовка листового металла
потея правильно, то вы можете ачать более тонкую часть ремыг -г работу рихтовочным молотком наковальней
Шесть ударов ударным съемником Возвратит краю его прежнюю форму. Усадка с помощью газовой горелки потребовалась для восстановления оригинальной формы панели. Крышка багажника также была выправлена с помощью ударного съемника, как показано на правой части рисунка.
Несколько ударов ударным пенником вытягивают нижний ср Л крышки багажника до его прежней формы.
РАБОТА МОЛОТКОМ И НАКОВАЛЬНЕЙ
Финальная стадия ремонта детали из листового металла, выравнивание выступающих мест с помощью рихтовочного молотка
Как следует из названия, для рихтовочных работ используются молотки, которые в принципе ничем не отличаются от обыкновенных молотков, за исключением формы. Наковальня (подставка) представляет собой небольшую чугунную наковальню особой формы, которую можно держать в руках. Рихтовочные молотки
По сравнению с обычными молотками рихтовочные молотки являются относительно легкими и с ними нужно обращаться осторожно Существует много типов и форм рихтовочных молотков. Некоторые имеют одну рабочую головку, но большинство имеют две головки одну с большой поверхностью, а другую - с большой поверхностью различной формы или небольшую и длинную. Тип используемого молотка определяется окончательной формой, которую должен иметь обрабатываемый вами участок
Здесь показаны основные рихтовочные молотки; слева направо: с длинным бойком, с коротким бойком и усадочный молоток. При использовании совместно с правильной наковальней 90% имеющихся вмятин можно выправить одним молотком или комбинацией молотков.
Наковальни
Наковальни являются ничем иным, как подставкой, которую нужно держать в руках. Подобно молоткам, наковальни могут иметь различную форму. Наиболее широко применяются наковальни в форме пятки, большого пальца и куриного яйца Выбор формы наковальни определяется конечной формой обрабатываемого участке металла.
При использовании наковальни совместно с рихтовочным молотком она позволяет придать металлу нужную форму. Вопрос состоит только в том, как совместно использовать молоток и наковальню
Во-первых, наковальня рас-
43
Рихтовка листового металла
полагается с обратной стороны листа. Затем металл выбивается молотком с лицевой стороны в нужном месте. Для начинающего кузовщика аккуратность при ударе по металлу, находящемуся над наковальней, имеет определяющее значение. Мастерство приходит с практикой.
В большинстве случаев наковальня скрыта от взгляда. Следовательно, очень важно представлять, где она находится по отношению к головке молотка. Как и вс многих других методиках, лучше сначала попрактиковаться на ненужных кусках листового металла. Когда вы научитесь точно попадать молотком в то место, где за металлом находится наковальня, то удар будет результативным.
Наиболее типичными наковальнями являются наковальни в форме пятки, большого пальца и куриного яйца.
Практика
При тренировке форма наковальни и молотка не имеет особого значения, просто нужно иметь эти инструменты. Расположите наковальню за листом металла и попытайтесь попасть по ее центру молотком. Попробуйте двигать наковальню, попадая по ней молотком в движении. Подвигайте наковальню по кругу, зигзагом или по-другому и старайтесь попадать молотком по металлу в том месте, где находится центр наковальни.
Когда вы будете способны попадать в центр наковальни молотком "вслепую” при каждом ударе, то можно переходить к освоению методики удара по металлу над наковальней.
Методика удара молотком по металлу над наковальней
Держите наковальню плотно с задней стороны листового металла Не очень сильно (с силой не более веса молотка) ударьте по металлу в центре наковальни и дайте молотку отскочить обратно. Наковальня тоже немного отскочит,
но не позволяйте ей отойти от металла далеко.
Хотя вы и будете наносить легкие удары, избегайте того, чтобы молоток отскакивал обратно и снова бил по металлу. Бейте по металлу резко и позволяйте молотку отскакивать обратно, так же как и наковальне. Затем ударьте по металлу еще раз.
Это методика удара по металлу над наковальней Вы стучите фактически по наковальне. Подобная методика эффективна для поднимания небольшого вмятого места на листовом металле. Противоположная реакция наковальни начинает поднимать металл, несмотря на то, что молоток стремится примять металл вниз. Если наковальня прижимается к металлу с большим усилием, то имеет место возрастающая тенденция к подниманию места вмятины.
Пользуйтесь этой методикой аккуратно, так как при этом можно расплющить, т.е. растянуть металл. Работайте осторожно. Увлечение описанной методикой станет причиной появления “лишнего” металла там, где он нужен меньше всего.
Методика удара молотком по металлу вне наковальни
После освоения методики удара по металлу над наковальней попробуйте освоить методику удара по металлу вне наковальни. Вместо удара молотком по металлу, ' который находится над центром наковальни бейте по тому месту, которое находится рядом с наковальней. При этом будет тенденция
продавливания металла под молотком. Усилие молотка, однако, передается к наковальне. В результате этого наковальня стремится выдавить металл в направлении, противоположном направлению удара молотком. Если металл был плоским, то в результате описанного воздействия он будет иметь S-образную форму.
При использовании описанной методики стучите по выступающему участку металла рядом с небольшой впадиной. И наоборот, используйте наковальню для выправления впадины В противном случае не используйте описанную методику - вы просто деформируете металл.
Для поиска бугорков и вмятин проведите ладонью руки по поверхности металла. Лучше это делать с закрытыми глазами Еще лучше использовать тонкую матерчатую перчатку или салфетку. Вскоре вы обнаружите у себя способность “чувствовать металл”. Рука может быть такой чувствительной к неоднородностям поверхности металла, что вы сможете обнаруживать даже мельчайшие неоднородности Пользуйтесь методикой удара по металлу, находящемуся рядом с наковальней, когда вы обнаружили бугорок рядом с впадинкой
Вы должны определить, насколько далеко наковальня должна находиться от молотка. Обычно это расстояние должно составлять от 6 до 13 мм. Однако, для выправления больших неровностей требуются решительные меры, которые
44
Рихтовка листового металла
могут потребовать, чтобы наковальня находилась на расстоянии 2,5-4 см от молотка. Однако, практика дает ответы на все вопросы.
Методика удара по металлу вне наковальни быстро перемещает металл. Обычно молоток должен находиться примерно в 1,5 см от наковальни, но для наглядности мы расположили его подальше.
ИНСТРУМЕНТЫ ДЛЯ РИХТОВКИ
Молоток с острым бойком
Давайте попробуем рихтовочный молоток с острым бойком. Вообще говоря, рихтовочный молоток с острым бойком используется без наковальни Основной его задачей является удаление небольших вмятин на листовом металле и им работают с задней стороны кузовной панели.
Молоток с острым бойком имеет с одной стороны стандартный плоский боек и с другой стороны -длинный тонкий боек, который может составлять в длину от 5 до 15 см. Если длина бойка составляет около 15 см, то у него удобная форма, которая делает пользование молотком легче Острый боек обычно имеет довольно острый конец. Более короткие бойки, однако, имеют более тупой конец. Для работы подобным молотком вначале проведите ладонью по поверхности панели для отыскания нижней точки. Затем с помощью заостренного конца молотка осторожно обрабатывайте эту нижнюю область, чтобы она выровнялась с остальной поверхностью панели.
Вы можете также работать с лицевой стороны панели для уменьшения высоты бугорков. Однако, обычно бугорки просто снимаются с помощью шлифовки, здесь мы говорим о бугорках, высота которых составляет несколько десятых миллиметра. Молоток с острым бойком является инструментом для окончательной обработки наряду с шлифовальными приспособлениями и напильниками, но мы относим его к молоткам, потому что это прежде всего молоток. Блок для насечки
Блок для насечки используется для поддержки листового металла, который обрабатывается рихтовочным молотком, чтобы точ
но показать, где наносились удары по металлу. Как это возможно? Рисунок от зубцов напильника блока для насечки передается прямо на противоположную сторону листового металла в том месте, где по нему наносились удары молотком. После устранения мелких вмятин и бугорков следы от насечки убираются напильником или шлифовкой.
К сожалению, вы не сможете купить блок для насечки. Его нужно сделать самому. Воспользуйтесь грубым (драчевым) напильником шириной около 5 см. Разломайте его на два куска длиной по 10 см. Сложите два куска вместе или сложите из них Т-образную конструкцию и спаяйте куски вместе. Закруглите острые концы шлифовальной машинкой так, чтобы блок было удобнее держать в руке Ложки
Третьим членом в "команде” молотка и наковальни является ложка. Ложки используются в основном для выправления небольших бугорков и для распределения удара молотка на большую площадь.
Ложки, как молотки и наковальни, имеются различных форм и размеров. То, какую ложку вы используете - с небольшим выступом, плоскую или со средним выступом, зависит от того, какой контур у обрабатываемой вами поверхности.
Здесь показаны две из множества различных ложек: слева находится ложка с небольшим выступом, справа - ложка со средним выступом. Ложка распределяет усилие от удара молотка на большую поверхность.
Для использования ложки расположите ее непосредственно по центру поверх (не сзади!) обрабатываемой вами поверхности. Работайте от центра наружу. Избегайте ошибочного использования ложки на слишком заостренных складках. Если вы неожиданно сталкиваетесь с такой складкой, то отло
жите ложку и выровняйте поврежденную область до того, как использовать ложку Пользуйтесь обычным, а не специальным рихтовочным молотком. Молоток с закругленным или с заостренным бойком обычной формы хорошо подходят для этой работы. Это поможет сохранить рихтовочные молотки в хорошем состоянии, так как ими вы будете обрабатывать листовой металл непосредственно Помците, что нарушения формы рихтовочных молотков, наковален или ложек передадутся непосредственно на поверхность листового металла.
Возьмите ложку, держите ее, прижав к поверхности панели, но не очень слабо, чтобы при ударе молотка край ложки не впечатался в металл. После каждого удара молотком передвигайте ложку на другую неровность, пока они не будут выправлены.
Фигурные стержни
Фигурный стержень является последним из основных инструментов для кузовного ремонта. Он относится к специализированным инструментам. Он предназначен для того, чтобы добраться до узких областей для выдавливания или выбивания неровностей, например, в нижней части дверей, между задней панелью и крылом и в задней части крыльев. Фигурные стержни могут иметь длину от 0,3 до 1 метра и различную форму наконечников. Эти наконечники могут иметь форму пробойников, заостренных конусов, конца зубила, лапки или отвертки с плоским жалом. Наиболее часто используются стержни, которые представляют собой комбинацию зубила и пробойника на разных концах.
Хотя эти приспособления и выглядят подобно ложкам, их основной целью является работа в недоступных областях. По ним стучат молотком, как по пробойнику или по зубилу. Фигурный стер
45
Рихтовка листового металла
жень, показанный справа, может использоваться в качестве наковальни при выправлении мелких неровностей.
Как и при работе с другими инструментами, пользуйтесь фигурным стержнем осторожно и работайте медленно! Очень легко создать выступ в том месте, в котором вы хотите всего лишь приподнять вмятину. При слишком большом усилии вы можете даже прорвать металл. Поэтому будьте очень осторожны. Разумная методика работы стержнем состоит из серии небольших усилий, а не из одного мощного. Осторожно поддевайте поверхность вмятины, работая снаружи к центру, постепенно выдавливая неровность.
Пользуйтесь фигурным стержнем лишь в качестве последнего средства. Есть и другие приемы работы, которые мы обсудим позже. Они могут дать лучший результат.
Мы рассмотрели первые две фазы кузовного ремонта' грубое восстановление формы и работу молотком и наковальней. Осталось рассмотреть один раздел, чистовая обработка или доводка. Когда мы примерно восстановили форму кузовной панели и обработали ее молотком для более точного соответствия оригинальной форме, то наступает время проведения чистовой обработки.
ИНСТРУМЕНТЫ для чистовой
ОБРАБОТКИ (ДОВОДКИ)
Повторим еще раз: работайте медленно. Будьте абсолютно уверены в том, что вы полностью реализовали возможности каждого этапа до того, как переходить к следующему этапу. Это очень важно, потому что вы уже находитесь на том этапе, когда вы будете убирать металл Если кузовная панель на этот момент не очень гладкая, то шлифовка и шпаклевка могут ‘'протереть" панель в месте бугорка.
Будьте абсолютно уверены в том, что вы вернули панели ее прежнюю форму с помощью рихтовочного молотка и удалили мелкие выемки и что полностью готовы к окончательной доводке. Имей
те в виду, что большинство опытных мастеров-кузовщиков могут обработать панель так, что для окончательной доводки практически нет необходимое-™ в использовании свинцовой или полимерной шпатлевки для окончания работы. Они могут выровня гь металл за несколько минут работы напильником или шлифовальной машинкой.
Некоторые великие кузовщики могут довести обе стороны кузовной панели вообще без использования шпатлевки. Естественно, что эти люди очень опытные и совершенствовали свое мастере, во в течение 20-30 лет. Не рассчитывайте, что вы достигнете такого уровня при выполнении своего первого кузовного ремонта, Независимо от этого вы должны стремиться к тому, что нужно довести кузовную панель с помощью минимального количества шпатлевки.
Когда вы считаете, что панель находится в максимально гладком состоянии, то сможете начать работу кузовным напильником.
Напильники
Хотя существует много различных видов напильников, мы уделим внимание специальным кузовным напильникам (см. рис ). Главная задача такого напильника -выравнивание и доводка листового металла и шпаклеванных поверхностей.
Кривой или искривленный держатель кузовного напильника регулируется путем вращения поворотной ручки. Используйте искривленный напильник для внутренних и вогнутых поверхностей.
При правильном использовании многочисленные режущие зубцы на поверхности кузовного напильника удаляют небольшие поверхностные неровности, которые выступают над нормальной поверхностью металлической панели. Когда напильник протягивается по только что выровненной поверхности, то зубец напильника срезает
выступающие участки и оставляет впадины нетронутыми.
Напильник должен двигаться вдоль самой плоской области головки и удерживается примерно в 30и к направлению движения. Это обеспечивает величину среза примерно 7.5 см, а не равной самому узкому месту напильника. Также, нужно правильно располагать зубцы напильника относительно поверхности металла. Ваши руки будут чувствовать “работу” зубца при движении напильника по панели. Руки будут чувствовать также, когда напильник не срезает материал-
Когда вы двигаете напильником взад-вперед по металлу, то, возможно, будут появляться выемки. Воспользуйтесь рихтовочным молотком для поднимания этих выемок, Делайте это до тех пор, пока их уровень не выровняется до уровня нормальной поверхности Затем сделайте 2-3 прохода напильником для убирания бугорков, которые образовались от работы молотком. Проверьте остальные вмятины и устраните их.
Кузовной напильник будет хорошо служить вам при таком типе работы, так как он снимает немного металла. Однако, далее мы будем говорить о следующем приспособлении для удаления металла - о шлифовальной машинке, которая удаляет много металла. При ее использовании соблюдайте осторожность, чтобы не сделать панель слишком тонкой.
После выделения бугорков напильником рихтовочный молоток используется для выравнивания их уровня с уровнем окружающего металла.
t
Рихтовочным МОЛОТКОМ можно обрабатывать обе стороны металла. Здесь поднимаются бугорки.
Не ограничивайтесь исполь-
зованием инструментов только для кузовного ремонта. Для выделения прямого угла используются зубиле и молоток с шаровой головкой. Шлифовальные машинки
Имеется два типа дисковых шлифовальных машинок, один из которых мы рассмотрим более детально Второй тип мы обсудим в одной из следующих глав Первый тип называется шлифовальной машинкой для кузова. Второй тип называется дисковой шлифовальной машинкой двойного действия Машинка двойного действия используется главным образом на окрашенных поверхностях для удаления краски или для выглаживания поверхности Кузовная шлифовальная машинка снимает металл. Это устройство мы сейчас и обсудим Подобна напильнику, шлифовальная машинка для кузова может быть использована для выявления небольших выемок в металле Соблюдайте осторожность, чтобы не убрать слишком много металла. Также будьте осторожны и избегайте попадания края рабочего диска на соседние детали Если это произошло, то довольно большой участок
может быть снят в той области, где этого быть не должно.
При вращении рабочего абразивного диска с частотой несколько сотен оборотов в минуту машинка сможет сама "гулять” по панели без помощи со стороны работающего Если вы никогда не работали с такой машинкой, то потренируйтесь на ненужной панели и лишь потом переходите к ремонтируемой кузовной панели.
Помните, что кузовная шлифовальная машинка быстро удаляет металл. Пользуйтесь ей очень осторожно и соблюдайте все правила техники безопасности.
Размер рабочего диска
Размером диска считается его диаметр Диаметр диска может изменяться от 18 до 23 см, но диск не должен быть больше задней подложки более чем на 2,5 см. Это предотвратит нагрузку на машинку и возможность разрушения или сле-тания диска.
Зернистость
Абразивный диск обозначается номером зерна, который может изменяться от очень мелкого (от № 180 до № 200) до очень грубого (№ 16). Как можно видеть, чем меньше номер, тем грубее зерно. Большинство кузовщиков предпочитают зернистость № 34-36 для всех работ, кроме доводки. Эти диски могут быть сплошного заполнения или несплошного заполнения
Диски сплошного заполнения имеют абразивные зерна, которые полностью покрывают заднюю поверхность диска. Диски сплошного заполнения лучше всего использовать для удаления металла.
Диски несплошного заполнения имеют пространство между абразивными частицами, оставляя заднюю часть частично незаполнен-
Рихтовка листового металла ной. Это позволяет диску несплошного заполнения быть более гибким с меньшей тенденцией к перегрузке. Обычно такие диски используются для удаления краски.
Правила техники безопасности
Кузовная шлифовальная машинка является очень опасным инструментом, если пользоваться ей неправильно. Соблюдайте все правила техники безопасности, пользуйтесь защитными очками или маской. Даже если частицы диска отлетают в сторону, то они могут отскочить от поверхности и попасть в лицо Бывали случаи, когда диски разваливались при работе, нанося травмы работающему или находящимся рядом с ним людям. Попросите зрителей держаться подальше, когда вы работаете со шлифовальной машинкой
Думайте о шлифовальной машинке так, как будто это циркулярная пила, а вращающийся диск - это круглое лезвие. Если они упадут или коснутся вашего тела, то это может стать причиной серьезной травмы. Такие случаи уже были. Поэтому постоянно помните о соблюдении правил техники безопасности при работе.
Практика
Лучше всего практиковаться на верхней кромке крыла. Там вы можете стоять, работать на плоской поверхности из стороны в сторону, а на искривленной поверхности - вперед и назад.
Держите машинку обеими руками, включите ее и поднесите к металлу. Удерживая машинку так, чтобы абразивный диск был под небольшим углом к поверхности металла и придавите его к крылу, используя только вес машинки
Как только диск коснется крыла, то машинка будет двигаться в направлении, противоположном направлению движения диска в точке контакта. Когда вы прошли примерно 60 см влево или вправо (в зависимости от того, вы правша или левша), наклоните машинку в противоположном направлении Она начнет автоматически двигаться в другом направлении. Наклоняя машинку вверх или вниз или вправо-влево, вы сможете контролировать направление ее движения.
Упражняйтесь со шлифовальной машинкой до тех пор, пока вы не станете хорошо чувствовать ее движение. Хотя с помощью ку-
Рихтовки листивиго металла
зевной шлифовальной машинки вы Сможете снять много металла, можно снять и небольшое количество металла, если вы будете правильно использовать инструмент и С Правильным ДИСКОМ.
Профессиональные кузовщики часто используют дисковую шлифовальную машинку вместо кузовного напильнлкк из-за скорости работы Не пытайтесь делать это, если вы неу веренно работ ае-те с машинкой Далее описаны приемы работы с машинкой.
Сделайте машинкой один и*ги два прохода по обработанной MOJtOTKOM поверхности вправо или влево Так же как наш*. гьник, абразивный круг выявит бугорки и оставит мелкие вмятины нетронутыми С помощью рихтовочного молотка поднимш < вмятины, за! ем пройдите машинкой еще раз по обрабатываемой поверхности Не снимайте слишком много мета ала дтя выявления впадин. При этом металл станет тонким и панель может деформирона гься из-за тепла, выделяемого при работе машинки Постарайтесь обесп< чито как можно более легкое касание металла ма* "инкой,
После рихтовки, обработки напильником и машинкой пройдите по ремонтируемой поверхности еще раз на! пальником для выявления оставшихся неровное гей На поверхности металла будет много следов от работы машинки, поэтому мелки! неровное ги будет трудно гвидс гь и даже ощутить рукой. Финальные один или два прохода напильником выявят э ги неровние-ти.
При использовании шлифовальной машинки на вогнутой поверхности час го бывает невозможным проходи гь машинкой слева направо поперек вогнутости. В этом случае машинкой нужно работать вдоль из самой удаленной от вас области к области, которая находится ближе всего к вам Включите машинку у самого дальнего края ме галла и тяните .лашинку к себе Повторяйте эту операцию до тех пор, пока не обработаете весь нужный участ эк.
Некоторые кузовщики обрезают диск машинки в форме звездочки для предотвращения того, чтобы диск врезался в металл Такая форма диска позволит краю диска скользи*, ь, а не резать. Очевидно, что чем более жесткий
диск, тем больше лучей звездочки нужно будет вырезать на диске
УСАДКА МЕТАЛЛА
Одним из наиболее успешных приемов при работе с металлом яв, кяе гея его усадка. При работе с металлом - рихтовке, выдавливании, скручивании и другом воздействии металл становится тонким и растягивается. Результатом ci анивитси наличие “большего” количества металла в ремонтируемой области, чем было изначально.
Если ремонтируемая обяас ть изначально была плоской, то теперь она будет иметь выпуклост i Если она имела выпуклость, то выпуклость станет больше. Нет смысла рихтовать такую область обычными молотком и наковальней - ( итуадия только ухудшится. Для лр< одоления этой трудности ремонтируемая область должна быть усажена или стянута.
Имеются два способа усадки горячая и холодная. Рассмотрим сначала холодную усадку Холодная усадка
Выполняв гея специальными молотком и наковальней. Усадочные мп лотки и наю )валъчи имеют на своей пэверхнос ги клетчатую (или “ва-ф. льную”) структуру (см.рис). 1 каждая из этих д< талей имеет на рабо чей поверхности структуру из выступающих квадратиков
Каждый выступ при воздействии на металл создает маленький выступ и вмятину, уменьшая таким образом эффективную площадь обрабатываемой поверхности
Не используйте усадочный молоток и наковальню совместно Нужно ис1 юльтовать одно или другое совмести с обь. чными наковальней или мило псом Сиит ветственно
Для холодной усадки вначале определите размер и форму растянутой области Подоприте эту область наковальней такой же фор
мы и ударьте но металлу усадочным моло гком с использованием методики удара гю металлу над центром наковальни. Можно воспользоваться также усадочной наковальней и ударить по металлу обычным рихтовочным молотком Бейте по Металлу немного сильнее, чем при рихтовке.
После первого удара взгляните на металл. Проверьте, перешел ли клетчатый рисунок с головки молотка или с наковальни на метал ч. Маленькие области металла опускаются, а другие области -поднимают! я. Этот линиа-’Юрный эффект опускания и подъема усаживает металл и это м>окно проиллюстрировать простым примером. Сомните стандартный лист бумаги и мните, скру швайте, сжимайте и разглаживайте его. На бумаге образуются тонкие линии по всей поверхности После этого разгладьте этот лист и положите его поверх нового и неемитого листа такого же размера Вы увидите, что смятый и разглаженный лист j Mt ньшился в размерах по сравнению с н >вым листом. Эти происходит из-за того, чго первый лист покрыт мелкими ьыступами и вмятинами. Точно так же усадочный молоток фчрмует металл, стягивая его вместе
Холодная усадка имеет и свои недостатки. При ее проведении требуется провести больший объем работы перед окраской И в области, которая превышает по размеру кофейную чашку, усадка с помощью усадочного молэтка или наковальни легко сводится на нет из-за работы шлифовальной машинкой или рихтовк” в соседней области. К счастью, есть другой метод усадки.
Горячая усадка
Выполняется быст рее и легче по сравнению с холодной. Может быть обработана большая тоща дь и на нои доститется большая усадна. Усадка, сделанная один раз, сохраняется.
Участки, подвергнутые горячей усадке вьп нгивают металл до плоского состояния Горячая усадка с помощью сварочной горелки и молотка г. накозальней лучше, чем холодная усадка с помощью молотка и наковальни.
Для проведения горячей усадки используйте обычный молоток и наковальню совместно с газо
48
вой горелкой Мы установили, что горячую усадку лу'тше всего делать вдвоем - один человек работает горелкой, а второй работает молотком и наковальне.'"'.
При горячей усадке центр обрабатываемой области нагревается газовой гопелкой с нейтральным пламенем. Производите нагрев до тех пор, пока область размером с кружок диаметром 1,5-2 см нс станет вишнево-красной. Она не только становится виигнен''-красней, но и заметно поднимается в форме конуса, так как тепло приводит к расширению ме талла.
Настоящая усадка начинается только сейчас Быстро поместите наковальню за раскаленное докрасна пятно и стукните 3-4 раза рихтовочным молотком вокруг пятна. Финальный удар направьте в цектр пятна
Когда вы бьете молотком по металлу, то вы заметите, как он усаживается. Однако, вы не увидите, как металл в той же самой области утолщается.
При проведении горячей усадки необходимо соблюдать некоторые правила. Руководствуйтесь старым правилом: “если все части работы выполняются хорошо, то и
общий результат будет хорошим”. Не пытайтесь нагревать докрасна большие участки и произвести усадку всего участка за один раз. Это ухудшит все дело, так как панель будет деформироваться и скручиваться. Удерживайте раскаленной докрасна только область, размер которой не превышает размера небольшой минеты. При усадке большого участка обрабатывайте несколько отдельных НебоУЫПИХ участкод (3-4 шт.). В заключение повторим’ не пытайтесь ускорить работу. Результатом такого подхода будет качественно проведенная усадка
Одна доте шнительная операция в j [роцессе горячей усадки vea-дит металл еще сильнее. Эта операции называется закалкой
Закалка
Закалка представляв т гобой процесс быстрого охлаждения нагретой области для “замораживания" ее в усаженном состоянии. С помощью зака лки материала зы сможете достичь большей на 100% усадки, чем при обычном нагреве и рихтовки молотком и наковальней
После усадки материала молотком и наковальней быстро полс,-
Рихтовха листового металла
жите мокрую тряпку на обработанную область. Чем больше будет размер тряпки по сравнению с обработанной областью, тем больше будет усадка. Кроме этого, чем дольше будет удерживаться прядка, тем более твердым станет мс галл из-за физических превращений, происходящих в металле. Вместе с тем избегайте чрезмерной закалки металла у слишком закаленного металла есть опасность растрескивания. Следовательно, если вы планирует е большой объем работы молотком и наковальней, то и< пользуйп закалку очень умер< нно
Повторим еще раз, что вашим лучшим учителем будет прак-тико. Мы описали только методику, но для ее освоения вам придется очень много практиковаться. Нам приходилось видеть отверстия, прожженные в металле неопытными мастерами. Это создало очень бельшие проблемы при попытках ремонта вмятины. В связи с этим вначале попробуйте проводить горячую усадку на небольшом участке Тренируйтесь до тех пор, пока вы не будете чувствовать себя уверенно при работе. Только после этого можно использовать полученные навыки.
БЫСТРАЯ И ЧЕРНОВАЯ ОБРАБОТКА МЕТАЛЛА
Название “быстрая и черновая" хорошо характеризует некоторые методики обработки метал-ча, широко используемые при кузовном ремонте. Они позволяют кузовщику выполнять работу быстрее и легче. Проблема состоит в том, чти скорость и простота являются некоим компромиссом по отношению к возможному непрофессионализму.
Вы до. ежны решить для себя, хотите ли вы использовать эти методики Мы представим их вашему внимания
Вытягивание металла
Ударный съемник
Он предназначен для быстрого вытягивания вмя-гин на кузов-вш панелях, таких как двери и задние панели, до задней стороны которых невозможно добраться с пометы- > молотка и наковальни.
Ударный съемник уже был огисан нами ранее в этой главе. Эти D4HC- популярный инструмент и его довдльн' просто купить. Далее опишем процесс работ ы.
Ем> тина ет неудачной парковки является хорошим кандидатом для ремонта с помощью ударного съемника. Обратите внимание на следы шпатлевки от лредыду-щего ремонта
В пет рожденной части пане
ли (вмят] [не) просверливаю гея отверстия Ударный съег.гник, оснащенный винтом-саморезом на -юнце, вкручивается в одно из отих отверстии Затем с помощью ударов скользящего груза по ручке металл вытыт [ваета
49
Рихтовка листового металла
Этот процесс продолжается до тех пор, пока вмятина не вытянется до восстановления некоего подобия оригинальной формы кузовной панели. Затем используется шлифовальная машинка для выравнивания бугорков, оставшихся от воздействия ударного съемника. Затем вся поверхность покрывается полимерной шпатлевкой, доводится и окрашивается. Вы можете видеть, как быстро проводится весь процесс. Следует иметь в виду, что металл ослабевает из-за наличия отверстий. Поэтому, если панель будет повреждена в будущем еще раз, то есть вероятность того, что ее повторный ремонт будет невозможен
Вмятины большого размера и небольшой глубины можно вытянуть с помощью присоски, специально сделанной для этой цели. Такая присоска, в частности, работает очень хорошо на больших кузовных панелях с большими вмятинами.
Далее рассмотрим использование ударного съемника более детально.
Молдинг снимается с помощью высверливания заклепок. Декоративные буквы выдавливаются изнутри багажника. Удлинение крыла также должно быть снято. Краска и шпатлевка от предыдущего ремонта должны быть удалены для лучшего воспроизведения формы вмятины.
Во-первых, изучите форму вмятины. Вам следует найти точку приложения усилия. Нужно провести линии, которые ограничивают неповрежденную часть панели. Для обозначения поврежденного места проведите эти линии фломастером В зависимости от типа металла и протяженности повреждения выберите размер винта-самореза для подсоединения его к съемнику. Выберите соответствующий размер сверла. Чем тверже металл, тем ближе друг к другу должны быть размеры сверла и винта-самореза. И наоборот, чем легче металл, тем меньше может быть диаметр сверла. После такого выбора вы сможете вкрутить винт-саморез в металл 3 или 4 раза без вытягивания его с помощью ударного съемника.
На нарисованных вами линиях просверлите ряд отверстий, расположенных друг от друга на расстоянии от 1,5 до 5 см. По мере приближения к точке наибольшей глубины вмятины отверстия могут располагаться дальше друг от друга.
Теперь вкрутите винт в наружное отверс тие так, как если бы ударный съемник был большой отверткой Возьмитесь за ручку съемника. Вам нужно отрегулировать величину удара, необходимого для перемещения металла. Если первый удар был безуспешным, то при втором ударе сила удара должна быть увеличена Увеличивайте силу удара до тех пор, пока не увидите, что металл начал двигаться. Не
пытайтесь решить проблему с одного удара.
Вытягивание одной области и рихтовка другой подобна методике удара молотком по металлу, находящемуся не над наковальней. Обратите внимание на отверстия для вытягивания на линиях, ограничивающих вмятину.
После первого перемещения выкрутите съемник и переходите к следующему отверстию на линии воздействия. После работы на двух или трех отверстиях переходите к следующей линии Вновь начинайте с самого удаленного отверстия. Следуйте этому принципу до тех пор, пока вы не вернетесь до исходной точки. Поработайте еще на двух или грех отверстиях, поднимая каждую точку понемногу каждый раз. Двигайтесь подобным образом до тех пор, пока вы не достигнете центра области удара (вмятины). При необходимости вернитесь обратно и повторяйте процесс до тех пор, пока поврежденная область не вернется к своей оригинальной форме.
Продвигаясь спереди назад, вмятина постепенно вытягивается. Перемещайте груз осторожно, что позволит регулировать силу удара
50
Рихтовки листового металла
Плотницкий угплыжк помо-
ает определить степень чродвиже-йяработы Для прове рки качества )аботы на гд а имейте под рукой гакой угольник.
После завершения работы ударным съемником слегка обраби-гайте поьрежденную область шлифовальной машинкой. При этом проявятся вогнутые области. Для под-шмания этих областей прогверли-се в их центрах отверстия. Вкру-гите в них ьинт, закреплю :нный на ударном съемнике и поработайте съемником. После вытягивания вогнутых областей проверьте форму риели еще раз. Пройдитесь шлифовальной машинкой по панели еще раз Если вы удовлетворены результатами проверок, т е. панель ровная и гладкая и остается “замазать” просверленные отверстия. Мы обсудим шпаклевку отверстий с помощью полимерной шпатлевки и припоя в следующей главе
Заполнение (шпаклевка) отверстии припоем предпочтительнее иелгльз! ®ания полимерной шпатлевки. При пайке выделяется иного тепла, что приводит к деформации. Завершение работы описа-но в главе, посвященной подготовке кузовных панелей к покраске
Стержни для вытпя-^вани я металла
Такие стержни или крючки работают подобно ударным съемникам но с легким листовым металлом и/ или на небольшой вмятине Примерами могут служить панели дверей, злдние кузовные панели и капот.
Отметим, что существуют два типа стержней для вытягива ния. Один ив них представляет собой плоский крючок для вытягивания Другой тип крючка работает подобно рихтовочному молОтку с острым бойким На приводимых ри-сунках ложно видеть, как можно вьи ягиват ь металл с помои ъю одного или нескольких стержней. Это, конечно, зависит от типа повреждения и прочности вытягиваемого металла.
Стержни используются в основном так же, как и ударный съемник. И в этом случае нужно определить точку приложен ж усилия, провести линии и просверлить отв« рстия Все стержни для вытягивания предназначены для использования совместно со сверлом диаметром 3,5 мм Часто такое сверло входит в комплект стержней Работать нужно с вн< шнего края по направлению к месту удара, вегаыяя стержни и пытаясь начать вытяг ивание. В каждом комплект” стержней для вытягивания имеется инструкция, которая показывает гпослб использования стержней На показанном здесь демонгтраци-оннем автомобиле “Хонда” стержни сработали так хорошо, что вмятина была вытянута почти до исходного состояния панели за три этапа.
Перед просверливанием отверстий и испо л1 зованием стержней для вытягав *ния нужно ибозна-
чи гь фломастером контуры вмятины и обозначить линии, в которых будут просверлены отверстия.
Просверлите отверстия сверлом диаметром 3,5 мм вдоль линий вокруг в лятины. Вставьте стерло нь и вытяните вмя гину Как показано на рисунках, одновременно можно использовать несколько стержней
Допускается любая комбинация, которая эффг ктивно работает
После вытаивания поврежденной области нужно провести обработку с помощью кузовного напильника для выявления небольших ямок
Обратите внимание, что стержень для вытягивания с загибам похож на рыболовный крючок Этот стержень иеппльяуегся для выполнения той же работы, что и ударный съемник, т.е. вытягивания небольших нМЯТЛН
Теперь просверлите отверстие во вмятин! сверлом диаметром 3,5 мм Вставьте стержень и несколько раз резко потяните им. При этом вмятина вытянется, не деформируя окружающий металл.
5 1
Рихтовка листового металла
Другая версия методики удара по г.:еталлу вне наковальни, за исключением того, что вместе । наковальни используются стержни для вытягивания.
Проверяйте качество работы по мере ее выполнения. В данном случае для этого используется стальная линейка длиной 30 см.
После вытягивания таким образом веек мелких вмятин пройдитесь ио всей поверхности кузовным напильником для проверки того, не осталось ли еще вмятин Вытяните их так, как ('писано.
В заключение пройдитесь по ппв( рхнпсти шлифовальной машинкой, зашпаклюйте участок припо-
ем или полимерной шпатлевкой и работу можно считать законченной. Эти небольшие хитрости помогаю? при выполнение работы и их немало в багаже каждого опытного кузовщика
С учетом шпаклевки и грунтовки вся работа заняла менее 45
минут.
Теперь мы перейдем к описанию одного из приемов, связанным с использованием монет при кузовн! и ремонте
Метод с использованием
монеток
И зооретатель этого метода посвятил много лет своей жизни на изображение легких, эффективных и недорогих методов проведения кузовного ремонта. Он делился своими разработками с другими, в том числе и с нами.
Описываемый метод пизво-ляет вам вытягивать вмятины так же, как и с помощью стержня для вытягивания или ударного съемника, но без просверливания от=ер-стий в металле. Этот метод удобно применять в тех местах, металл в которых тонки! i или там. где н< льзя просверливать отверстия. Далее описано, как применять этот метод
Основная идея состою! в припаивании к куску сварочноги электрода круглого медного или бронзового кружка размером с монету. Можно, конечно, воспользоваться и вышедшими из обращения монетами Затем эта "монетка" припаивается к зачищенной металлической поверхности в об.тасти вмятины. С помощью мощных п поског'уб-цев нужно зажать электрод и затем вытянуть ьмятину. После этого монета удаляется путем локального нагрева металла. Затем производится обычная шпаклевка и шлифовка. В этом случае не нужно заделывать никаких отверстий Изящное решение, не правда ли"
Давайте рассмотрим метод "монетки” более детально.
Поврежденные баки можно выправить с помощью метода “монетки". Не используйте данный метод для ремонта топливных баков или баков, где хранились горючие Ж11ДК0СТИ.
Разрежьте сварочный электрод диаметром 3 мм на куски, длина которых соответствует глубине вмятины. Затем припаяйте их к кружкам (монеткам) и дайте им остыть. Для лучшего контакта зачистите противоположную сторону монеты ДО ровною состояния Это увеличит гпющадь контактной поверхности в точке пайки.
Для выполнения работ ы шести тонких стержней (сварочных электродов) с припаянными мош -та ми будет более чем достаточно для успешного выполнения работы.
С помощью шлифовальной машинки удалите всю краску, грязь, коррозию или смазку из области вмятины J [олностью залудите учас гок с помощь* > пропане вой горелки и щетки из стальной проволоки. Залудите также каждую монету. Процесс лужения описан в главе 6.
Процедура лужения Бака является подготовительной перед припайкой к вмятине электродов с монетками. Для нанесения припоя
52
Рихтовка листового металла
на поврежденную поверхность используется небольшая сварочная горелка. Очистка поверхности производится с помощью щетки из стальной проволоки.
Когда листовой металл и монеты залужены, прижми-, е монету к поверхности панели. С помощью пропановой горелки и припоя припаяйте монету к наняли.
Стержни припаиваются к самым глубоким местам вмятины.
Можно воспользоваться ацетиленовой сварочной горелкой, но ее наконечник должен быть малень
ким и работать нужно очень осторожно После пайки быстро уберите горелку и дайте припою застыть. Когда все монеты припаяны вдоль периметра вмятины, вытяните вмятину с помощь j о клещей. Захватите по очереди каждый из электродов и тяните за него. Если чмятина не поддается, то положите брусок дерева вдоль области вмятины. Затем загните электрод поверх клещей и воспользуйтесь клещами как рычагом, а бруском - как опорой Это увеличит прикладываемое усилие. Когда вмятина вытянута до нужной формы, нагрейте монетки и удалите их с металла. Обработайте ремонтируемую область напильником и шлифовальной машинкой
Вытягивание вмятины с помощью деревянного брз ска в качестве опоры и клещей в качестве рычага. Бак был восстановлен до прежней формы без просверливания отверстий.
Внимание: Единственным способом обучиты я методика. и, описанш iv е данной главе, являез t-ся практическая работа. В процессе работы вы откроете новые приемы и методики. Мы дали вал, основы теоретических знаний. Помиитл, что нужно работать медленно, соблюдать правила техника безопасности и стараться добиваться качества выполняемой работы прежде всего. Скорость работы придет с опытом
53
ЗАМЕНА УЧАСТКОВ ПАНЕЛЕЙ КУЗОВА
ЯД
И УДАЛЕНИЕ РЖАВЧИНЫ
ЗАМЕНА УЧАСТКОВ КУЗОВНЫХ ПАНЕЛЕЙ
Эта операция заключается в замене поврежденных участков кузовных панелей неповрежденными участками таких же панелей. Эта операция применяется для крыльев, задних панелей кузова, капота, крышки багажника и других деталей кузова автомобиля
Замена участков обычно производится в тех случаях, когда панель повреждена так сильно, что очень сложно вернуть ей первоначальную форму или она ремонтировалась несколько раз до этого. В результате предыдущих ремонтов металл может стать очень тонким и с ним невозможно будет работать. Когда имеет место такая ситуация, то поврежденный участок вырезается и заменяется соответствующим участком с аналогичной детали. Это помогает сэкономить деньги, но не время.
Почему же вы жертвуете временем ради денег, когда время само по себе является ценностью? В некоторых случаях время оказывается дешевле, чем стоимость замены панели.
Сильно поврежденное правое переднее крыло автомобиля служит хорошим примером. Иногда новое крыло приобрести довольно сложно, так как некоторые автомобили уже давно не выпускаются. Вместе с тем можно найти человека, у которого есть такое неновое крыло. Стоимость решения данной проблемы вполне может достигать нескольких сотен долларов и
вам нет необходимости приобретать целое и полное тью выправленное крыло можно - просто крыло.
После диагностики повреждения крыла кузов щик делает выбор, заменять участок крыла или вся переднюю половину. В показанном здесь случае мае тер имел возможность приобрести переднюю полови ну крыла автомобиля за меньшую цену, чем он запла тил бы за целое крыло Владелец этого «пол-крыла может продать остаток или выбросить негодную по врожденную заднюю часть.
Мастер - кузовщик может, следовательно, сэ кономить время при работе с этим крылом и част: денег, которые были бы потрачены на ненужную част: крыла. Как видно из приводимых в этой главе рисун ков, работа может быть такой же качественной, как ; при замене всего крыла.
Поврежденный участок листового металла, по добный показанному здесь, может быть выпрямле опытным кузовщиком. Однако, предыдущие повреж денля и ржавчина делают эту возможность очень ма ловероятной. Обратите внимание на ржавчину прям над выемкой для колеса и следы шпатлевки, т.е. эт крыло является несомненным кандидатом на замен своего участка.
Хотя операции по удалению ржавчины описа ны далее в этой главе, можно сказать, что небо ль шой ржавый участок можно заменить. Следует повто рить, что это будет менее дорого, чем замена целог крыла, задней панели или двери. Следовательно, за мена участков кузовных панелей имеет большое зна чение.
Правое переднее крыло автомобиля FORD THUNDERBIRD 1956
г. выпуска имеет повреждение с
Замена участков панелей кузова и удаление рзкаечичы
оценка
Перед переходом к подробно-изложению особенностей замены астков панелей давайте рассмот-м задачу в целом Прежде всего ените полную протяженность по-еждения. Тщательная проверка ределит, насколько повреждена зевная панель. Панель будет от-аана точно позади места повреж-ния. Если, однако, повреждение канчивается близко к соедини-льному шву, то разрез нужно елать вдоль лини шва. Когда побежденный участок удален, то та-й же участок вырезается из смен-й детали. Обычно вырезаемая де
таль вырезается с небольшим запасом, чтобы затем можно было точно подогнать ее форму.
Затем новый участок тщательно устанавливается и совмещается с обрезанной областью. Затем он предварительно приваривается на новом месте в нескольких местах и его посадка проверяется еще раз. Затем новый участок полностью приваривается так, чтобы он стал составной частью кузовной панели. К сожалению, при сварке имеется тенденция к деформации и смещению металла. Однако, эти изменения могут быть скорректированы с помощью рихтовки.
Рихтовка представляет собой процесс нагрева небольших участков сварного шва с помощью сварочной горелки. Затем для обработки нагрето!! докрасна области используется молоток и наковальня, чтобы эта область была на одном уровне с соседними участками кузовной панели. Нагрев и рихтовка молотком и наковальней повторяются до тех пор, пока сварной шов, деформации и смещения не будут сглажены и форма не будет восстановлена до совпадения с контурами кузовной панели. Процесс такой обработки рассмотрен далее в этой главе.
ПОЭТАПНОЕ РАССМОТРЕНИЕ ПРОЦЕССА ЗАМЕНЫ УЧАСТКОВ
Оценка повреждения
Перед заменой участка кузовной панели нужно оценить повреждение. Внимательно определите размер поврежденного участка так, чтобы заменяемый участок был по возможности меньшим. Если это возможно, делайте разрез вдоль заводского шва. Чтобы найти его, осмотрите обе стороны кузовной панели на наличие соединений и следов точечной сварки. Такие места будут зашпаклеваны припоем с внешней стороны панели
Воспользуйтесь газовой горелкой для удаления припоя и обнажите места точечной сварки. Высверлите эти места для освобождения извели по заводскому соединению (шву) Если это невозможно, то линия разреза определяется поврежденной областью. Вначале убедитесь, что вы не пересечете опорные детали или панели с двойными стенками.
Разметка линий разреза
Четко разметьте линии разреза. Лучше всего сделать это с помощью клейкой ленты. Если вы не хотите, чтобы линия осталась, проведите линию разреза пунктиром.
Теперь, после разметки, сделайте паузу и оцените планируемые места разреза. Проверьте еще раз на наличие в местах разреза опорных деталей, участков раны, двойных стенок и уберите все электрические провода Будьте особенно внимательны, чтобы не разрезать электрические провода, шланги и другие детали, которые не связаны с той панелью, участок которой будет заменяться. Если вы
уверены, что все в порядке, можно начинать разрез.
Резка металла
Никогда не пользуйтесь отрезной горелкой для вырезания участков кузовных панелей. При работе горелкой возникает ряд проблем. Во-первых, нагревание деформирует и смещает панель. Во-вторых, полученная линия разреза будет неровной и покрыта шлаком. Помните, что вам для работы понадобится ровная линия разреза. А если вы работаете с автомобилем выпуска середины 80-х годов или более новым, кузовные панели которого изготовлены из высокопрочной стали, то воздействие тепла станет причиной затвердевания металла и его возможного растрескивания.
Если вам нужно сделать ремонт панелей из высокопрочной ста
ли, то лучше поручите эту работу опытному кузовщику. Он должен иметь опыт и соответствующее оборудование для правильного проведения ремонта. Особенности работы с высокопрочными сталями описаны в конце гл. 3.
Как было сказано ранее, избегайте использования отрезной горелки для замены участков панелей. Вместо этого воспользуйтесь одним из нижеперечисленных приспособлений; ножницы по металлу, ножовка по металлу, электролобзик ручной или электрический пробойник. Любое из этих приспособлений поможет вам нормально вырезать участок панели с наименьшей деформацией и с ровной линией разреза. Используя одно из этих приспособлений или их комбинацию, вырежьте поврежденный участок в соответствии со сделанной ранее разметкой.
55
Замена участков ганелей кузова и удаление ржавчины
Сильно говреж.тнгые уча-। тки чужно разметить и отрезать. Обратите внимание, что крыло и усилительная панель по-прежнему сварен ы jpyr с другим в месте перехлеста Шов затем будет разделен с помощью высверливания точек сьарки. Это обеспечивает дополнительную отру для усилительной внутренней панели
После удаления поврежденного участка зачистите заусенцы и неровные края, которые могут помешать установке заменяемого участка или могут стать причиной т] 1авмы. Затем с помощью молотка и наковальни выровняйте металл вдоль линии разрс за. Будьте осторожны, чтобы не растяну ть металл. Работайте постепенно и осторожно Тепер] м( жно установить новый участок панели.
Установка нового > чистка панели
Если это не сделано раньше, вырежьте новый участок - точно такой же, как и старый, поврежденный. но оставьте примерно 5 см запаса по всей линии разреза Повторим - не пользуйтесь отрезной горелкой; используйте ге же инструменты, что использовали для вырезания поврежденного участка.
После вырезания (с запасом) из ненового, но егце хорошего крыла, заменяемый участок стаьится на место для предварит ельной установки. Обратите внимание, что новая решетка и брызговик временно установлены для обеспечения правильной посадки.
Спланируйте линию разреза дтя нового участка. Это позво
лит иметь некого >рый запас между двумя линиями разреза. Гораздо легче удалить лишний листовой металл, чем добавит ь недостающ: 1Й. Обратите внимание на приведенные выше рисунки - вновь устанавливаемый участок нрмною больше вырезанного поврежденного.
Приложите новый учас гок на кузов и закрепите его зажимами на листе Можно воспользоваться струбцинами, фиксируемыми клещами или какими-нибудь дру -гимн ижимными приспособлениями при выравнивании устанавливаемой детали Отрегулируйте новый участок так, ч гобы он сидел правильно Сверяйтесь по панели на другой стороне автомобиля. Примите соответствующие меры для точек крепления, а затем при необходимости вновь Отрегулируйте деталь.
Проверьте совмещение, центровку у правильность расположения Эти парамеч ры являются важными. Если новый участок будет приварен в неправильном положении, го это создаст в будущем серьезные проблемы. Если вам придется начинать все заново после вырезания и сварки, то ваша работа по замене поврежденного участка превратится в очень сложную и трудоемкую задачу. Поэтому будьте абсолютно уверены в том. что все совмещено перед продолжением работы. Теперь разм« тьте новый участок для корректировки его формы.
Контуры уиллслы совпадать, а сворные швы не должны иметь зазоров.
Обрезка участка панели
С помощью острой чертилки обведите по вашему новому участку по контуру вырезанного участка. Проведите чертилкой несколько раз вперед - назад, пока не получится четкая и легко различимая линия Обведите все участки, которые вы планируете обрезать. I Затем нанесите метки для совмещения на обоих панелях. Сделайте эти метки на выступающих краях участков. Затем, когда новый участок снимается и обрезается, его можно будет вновь установить бы • | стро и точно путем совмещения установочных меток друг с другом
После проведения линий отреза и установочных меток снимите участок. Отре?кьте металл в соответствии с нанесенной разметкой. Позднее с помощью молотка и наковальни можно будет окончате льно подогнать форму. Установите на место обрезанный участок. Закрепите его на месте зажимами и убедитесь, что края совмещены друг с другом как можно ближе, ^ез зазоров и перехлеста. Внимательно проверьте зазор Он нигде по линии стыка не должен превышать величины 2,5 мм. Если зазор стишком велик, то проверьте совмещение или наличие заусенцев и подрежьте или подточите края напильником для обеспечения лучшей установки. Когда вы достигли хорошего совмещения, то можно переходить к сварке в нескольких местах
56
Замена участков панелей кузова и удаление ржавчины
Зажимы и сварка «прихватыванием» удерживают участок на месте для аккуратной установки и обрезания лишнего металла. Время, татра ченнс« на этим этапе, поможет избежать проблем в будущем.
Рихтовка молотком и наковальней выровняет края. Обратите внимание, как точно наковальня соответствует контуру крыла. Сравните контур крыла до обработки (слева) и после рихтовки (справа).
Обрезка и подгонка делаются чнзвь и вновь, пока заменяемый участок не будет сидеть идеально.
Выпуклое гь и правая cti >ро-на крыла сидят хорошо. Зазор величиной в I см в левой части вы пуклости можно устранить с помощью холотка и наковальни.
Клейкая лента указывает на место обреек.т. Окончательная обрезка выполняется с помощью ножниц по мета. глу. Ни в коем случае не пользуйтесь отрезной горелкой.
Окончательная проверка шва перед сваркой обработка напильником выступающих мест уменьши г
При обрезке металл смещается, поэтому перед сваркой выровняйте края.
5 7
Замена участков панелей кузова и удаление ржавчипы
зазор. Краска и шпатлевка должны Емть убраны с верхней стирины, а защитное покрытие и дорожная грязь - с обратной стороны крыла примепно на 5 см от шва перед выполнением сварки Приваривание нового участка
Е<\ЛИ ВЫ добились отсу! СТВИЯ зазоров в соединении, то вам не понадобится сварочный электрод для первоначальной сварки.
Предварительную гварку лучше начинать 'с одного или другого конца, но не с середины стыка. Затем перейдите к друюму концу стыка и сделайте другие «прихватывание». Разде-ите расстояние между ятими местами примерно на 4 части и «прихватите» ь этих местах. Затем области разделите еще пополам и проведите сварку еще раз. Это предотвратит перегрев панели и ограничит деформации сварного шва.
Небольшой нагрев и работа металлической щеткой удалят большинство припоя в этом месте. Однако, повторная сварка части крыла была затруднительной из-за загрязнения свинцом.
В процессе сварки вы смо
жете обнаружить смеще’Еие металла iio сторонам мест а сварки. Если это произошло, то вам придется поработать молотком и наковальней для выр« впивания краев стыка. Когда стык «прихва аен» через каждьв 5-10 см, проверьте контуры восстановленного участка в месте стыка. Это нужно сделать путем сравнения контура поверхности с симметричной ей областью на другой стороне автомобиля. Если контуры различают я, то выясните причину. При необходимости разрежьте одно или несколько мест сварки и обработайте ме галл. В этот момент лучше всего исправлять ошибки. Проверь ге несколько раз, что все правильно Koi да вы будете удовлетворены результатами работы, то можно начинать окончательную сварку стыка
Место предварительной сварки готово для проведения окончательной сварки Вначале выровняйте место стыка молотком и наковальней.
Газовая сварка стыка
Хотя лучше всего для стыка использовать сварку в атмосфере инертного газа (аргоновую сварку) или же дуговую сварку в атмосфере гелия, но можно все хорошо сделать и обычной газовой сваркой.
Газовая сварка делает металл в месте сварки боле₽ мягким и обеспечивает меньшую деформацию и смещение. Это означает меньший г>аъем рьбот по обработке металла.
Перед тем. как вы перейдете к окончательной сварке, убедитесь, что молоток и наковальня
находятся у вас под руками. При сварке металл может смещаться. Вы можете использовать молоток и наковальни - для коррекции сварного шва при проведении сварки. И пользуйтесь самым маленьким сварочным наконечнико.л на горелку для предотвращения перегрева и последующей деформации.
Приступайте к снарке стыка так же, как вы делали ото на :тренирлрочном» участке Избегайте прожигания отверстий, окисления металла или чрезмерного пе-регоева одной области. После завершения сварки сделайте паузу и осмотрите свою работу. Нагрев деформирует металл в области сварки, но рихтовк 1 этой области вернет ей нужную форму. Теперь перейдем к описанию процесса рихтовки сварного шва
Окончательная сварка обоих соединений закончена; участок крыла стал тепепь составной час-
58
Замена участков панелей кузова и удаление ржавчины
л>ю кузова автомобиля Рихтовка сделает сварной шов плоским и выпрямит стык, который деформировался от сварки.
Рихтовка сварного шва
Из-за большого тепловыделения при газовой сварке металл в„оль сварного .шва деформируется. и смещав !ся. Для исправления э.ого положения и используется методика рихтовки сварного шва. При чтении следующего материала поете янно обращайте внимание на сопроводительные рисунки
Когда стык заварен и его контур как можно ближе к качественному, можно приступать к рихтовке шва. Зга операция может выполняться одним человеком, но все же лучше воспользоваться услугами помощника.
Попрактикуйтесь в рихтовке сварного шва на кусках листового метал та. Соедините два листа вместо и закрепите их зажимом.
После предварительной сварки выровняйте стык молотком и наковальней. Затем производите окончательную сварку.
Обра гите внимание, как закрутился передний край металла, а сварной шов выступает над поверхностью металла. Его нужно выпрямить и сделать плоским с помощью рихтовки.
С использованием сварочной горелки для газовой сварки нагрейте участок сварного шва длиной 5-7 см (не более 2,5 см в диаметре) до яркого вишнево-красного цвета, Участок размером 7 см Является максимальны и, на котором можно работать без избыточного охлаждения металла.
«Прихватите» сваркой листы «скольких местах.
Найдите помощника, который будет держа гь горелку, чтобы вы были свободны для рихтовки шьа молот «ом и наковальней.
Затем быстро с помощью рихтивичноги Мологка и наковальни обработайте шов так, чтобы он стал плоским. Старайтесь, чтобы форма наковальни с жпадаяа с контуром участка панели как можно лучше. Избегайте наковален с острыми углами, так как металл н нагретом докрасна состоянии может быть прорублен острым краем наковальни.
Повторяйте операцию до тех
59
Замена участкое панелей кузова и удаление ржавчины
пор, пока весь шов не будет плоским и стык не будет на одном уровне с окружающ* й поверхностью. Учтите: некоторые кузоьщики предпочитают сочетать сварку и рихтовку сварного шва. Проварите 2,5 см шва, затем отрихтуйте его. Продолжайте процесс до тех пор, пока весь стык не будет заварен и отрихтован.
Нагрейте другие 5-7 см шва, которые находятся рядом С только что обработанным участком и повторите операцию Работайте непосредственно в области шва и не пытайтесь производить горячую усадку в процессе рихтовки шва. Ото можно будет сделать позднее при необходимости.
Теперь вы сможете оцгнить удобство работы вдвоем с помощником при рихт< вке сварного шва: один ч< ловек нагревает металл, а другой производит рихтовку молотком и наковальней
Молоток является основным инструментом кузовщика при рихтовке сварного шва. Помощник с ’орелкой здесь не виден Он нагревает небольшой участок, а затем участок делается плоским с помощью молотка и наковальни. Процесс повторяется до тех пор, пока не будет отрихтовон весь шов
Если у вас нет помощника, то вам придется подумать, как подвеет' гь каким-то образом горелку при работе молотком и наковальней.
Вы должны обрабатывать металл, когда он нагрет докрасна. Потребуется быстро перемещать горелку, подставлять наковальню и производить рихтгвку. Поместите горелку в гаком месте или подвесьте ее так, чтобы она не упала и не перекручивалась и ее можно было л( гко зажигать и гасить. Сделайте несколько «холостых» проходов горелкой перед началом рабе гы с металлом Это поможет вам опреде
лить, стабильна ли ваша конструкция и правильно ли расположена горелка.
После того, как весь сварной шов будет итрихтовчн, проверьте контур нане<1И еще раз.
Отрихтованный шов теперь плоский и без деформаций. Обратите внимание на след от горячей усадки в правей нижней части сварного шва.
Рихтовка сварного шва должна ш сровнять уровень поверхности, на которой находится сварной шов с уровнем стальной панели, хотя это и не последний этап в процессе создания безупречной панели, Оста* тся еще немного работы до обработке металла. Не все области шва будут плоскими и ровными. Потребуется некоторая дополнительная рихтовка молот ком и наковальней в области сварки и рядом с ней. Может потребоваться проведение 1 зрячей усадки для возвращения на место растянутого металла Эти операции и рихтовка должны приблизить форму обрабатываемой зам и панели к идеальной
и [рихтованный сварной шов:
Обратите внимание на пятна от горячей усадки на левой части рисунка.
трудно отличить место сварки от окружающего металла
Последние этапы в процессе рихтовки сварного шва такие же, как и в других кузовных операциях. Обработайте панель напильником, шлифовальной машинкой и отделочным молотком. Для достижения нужного контура панели обработайте всю ее поверхность
Время от времени делайте паузу и осмотрите вашу работ у. Вы должны быть неспособны определить то место, где был шов. Панель с замененным участком должна выглядеть как единая деталь Совмещение и контуры должны быть идеальными и вы должны быть готовы к окончательным фазам: шпаклевке, доводке и окраске.
60
Замена участков панелей кузова и удаление ржавчины
Работа закончена: панель зашпаклевана, загрунтована, покрашена, все детали установлены и автомобиль можно выкатывать из мастерской.
К го узнает, чго крыло было повр< ж депо? Осталось всего лишь нанести защит-юе покрытие для предотвращения ржазчины с обратной стороны
УДАЛЕНИЕ РЖАВЧИНЫ
Вырезание проржавевших уча'щов
Удаление участков с ржавчиной производится в основном так же, как и замена участка панели Разница состоит в том, что в этом процессе участвуют участки мень-рей плошади. Будем надеяться, что проржавевшая часть, которую вам нужио заменить, будет меньше чем участок панели крыла, операция по замене которого была описана выше.
Вы можете захотеть использовать участок для замены от другой панели или же изготовить заменяемый участок самостоятельно. Дале? в этом разделе мы покажем, Как сделать такой участок. Независимо от выбранного вами способа вам нужно зачистить ржавый участок
С помощью шлифовальной маиг'пки для кузова или приспособления для удаления краски зачистит? металл, окружающий участок с ржавчиной Лучше пользоваться шлифовальной машинкой, так как она выявляет ржавчину, коп рая еще не вышла наружу и не прешла насквозь. Эти более тонкие области станут вначале красными, а затем голубыми при обработке их шлифовальной машинкой. При этой операции вы сможете точно увиде гь, насколько ржавчина проникла в металл.
Будьте очень осторожны при
использовании шлифовальной машинки вокруг неровных краев. Не позволяйте абразивному диску захватывать край участка. Это может разрушить диск или мапшнка может вырваться у вас из рук.
Места точечной сварки должны быть высверлены так, чтобы
Для демонстрации процесса замены ржавого участка мы выб ради левое переднее крыло автомобиля. Нижняя часть крыла, находящаяся за колесом и перед передней дведью, имеет проржавевший участок у большинства авто мобилей
При внимательном рассмотрении можно увидеть наличие повреждений от ржавчины. Для обнаружения точек сьарки | сгрелки)обработайте подозрительную область очень грубой наждачной бумагой. Из-за того, что при точечной сварке образуются углубления, обычная поверхность стирается до голого металла, а краска в углублениях от сварочного аппарата остается нетронутой
усилительный элемент крыла (стрелка) мог быть оттянут от ржавой области.
61
Замена участков панелей кузова и удаление ржавчины
2—
При высверливание точек сварки помните, что нужно сверлить только череп один слой металла. а не через два. Детали ыожн э будет разделить, когда все точки сварки высверлены
(—отверстие, просверленное в верхнем листе; 2—сварка через отверстие; 3- отверстие с выполненной сваркой.
Отверстия от сверления можно использовать для повторного соединения деталей (см рисунок далее)
риала электрода через отверстия, просверленные в мечтах перехлеста деталей Пользуйтесь отверстиями, которые уже были просверлены. Сварка через отверстия заменяет точечную сварку по прочности и по удобству
С помощью фломастера иди клейкой ленты обозначьте линию разреза примерно в 1,5-2,5 см за кра^м ржавого участка. Проверьте обратную сторону металла, чтобы Быть уверенным в том, что ржавчина не прошла дальше
Усилительный элемент оттягивается для получения доступа к ржавой области.
Сварка через отверстия производится путем помещения мате-
После удаления ржавого участка воспользуйтесь напильником для удаления заусенец и выравнивания крас в. Затем выровняйте края молотком и наковальней.
Когда линия отреза сделана на чистой и некоррелированной по-верхнос и металла, удалите проржавевший участок с помощью ножниц по металлу, пилки по металлу или другого режущего инструмента, за исключении м отрезной горелки.
Не выбрасывайте вырезанный участок далеко Он будет ис-
62
Замена участков панелей кузова и удаление ржавчины
пользован для вырезания участка, который будет установлен на место ржавого Можно воспользоваться проржавевшим участком как шаблоном для изготовления нового участка. Оставьте запас примерно е 2,5-4 см по контуру заготовки. Окончательная обрезка будет производиться уже после изготовления детали.
Изготовление нового участка
Есть также кузовщики, которые могут взять кусок плоского листового металла, а затем с помощью молотка, наковальни и различных оправок изготовить новое крыле. К счастью, такая работа нам не предстоит. Мы говорим об этом только для того, чтобы указать на то, что обработка плоского куска листового металла с помощью «ручных» инструментов невозможна.
В давние времена, когда листовой металл обрабатывался вручную, каждый мастер-кузовщик имел кожаный мешок, набитый песком или свинцовыми опилками. Положив кусок листового металла на мешок и с помощью молотка с шаровым бойком, деревянной киянки или фигурного рихтовочного молотка, он мог обработать кусок листового металла так, что он принимал практически любую нужную форму В наши дни трудно найти такие мешки и редко какой мастер пользуется ими. Если вы не знаете такого мастера, то маловероятно, что вы сможете найти такое приспособление легко. Впрочем, есть другой способ достичь подобных результатов.
Добудьте брусок дерева размерами не менее 10x10x20 см. Оптимальный размер бруска составляет 15x15x25 см. Вырежьте 3 или 4 куска картона из картонного ящика. Положите эти куски поверх деревянного бруска.
Теперь, когда листовой металл находится над картоном, вы сможете обработать его молотком до любой желаемой формы.
Выберите кусок листового металла, который немного толще, чем листовой металл кузова. К примеру, если кузовная панель сделана из стали толщиной, 1,5 мм, то для изготовления нового участка возьмите металл толщиной 1,7 мм. Вырежьте новый участок с запасом в 5-7 см по сравнению с вырезанным поврежденным участком.
Начните изготовление участка с тренировки. С помощью плоской стороны бойка молотка с закругленным бойком или с помощью слегка искривленного рихтовочного молотка. Работайте молотком кругами, двигаясь из центра наружу Если вы будете повторять этот процесс снова и снова, то вы получите большой кусок металла в форме чаши. Пока вы не сделаете из металла корпус фары, у вас не очень много шансов получить ту форму, которую вы хотите.
Мы считаем, что вам нужна панель искривленной формы. Чем больше вы будете работать молотком в центре куска металла, тем глубже контур будет получаться Чем сильнее вы будете удаляться от центра, тем мельче будет выемка. Обработайте несколько кусков металла и только тогда вы начнете немного разбираться в этой методике. Однако в ходе работы вы довольно скоро уже будете ощущать процесс изменения формы металла.
Когда вы освоитесь е обработкой листового металла молотком, то можно переходить к изготовлению нового участка панели. Обрабатывайте металл молотком на картоне и деревянном бруске пока вы не почувствуете, что форма металла, близка к оригинальной.
На краю стального верстака с помощью деревянного блока и
молотка сделайте загнутую на 90" кромку, которая будет соответствовать кромке крыла у ближнего к двери края. Большая кромка размером 32 мм у нижнего края будет сделана позднее.
Обработка участка с помощью молотка с круглым бойком на деревянном блоке и на картоне. Попрактикуйтесь в методике перед «чистовой» работой.
После зажимания металла в тисках между двумя деревянными брусками загните нижнюю кромку7 так, чтобы она соответствовала остальному крылу. Устанавливаемый участок зажимается на месте так, чтобы можно было нацарапать линию, по которой будет обрезаться металл.
Попробуйте установить предварительно изготовленный вами участок на вырезанное из крыла место. Проверьте форму участка по другой стороне автомобиля, обработайте ее дальше при необходимости и повторяйте проверки до тех пор, пока вы не будете удовлетворены формой участка
63
Замена участков панелей кузова и удаление ржавчины
Когда достигнута правильная установка, прижмите заменяемый участок на месте для предвари гель-ной сварки. Перед предварительной сваркой ремонтного участка потребуется обрезать внутренний край нижнего фланца
Окончательная сварка выполнена; следующий этап - рихтовка сварного шва
«Прихв ггите» сваркой новый участок крыла на про* иг опслсжных концах, а затем приварите еще и в промежутке. Перед проведением окончательной сварки вь ровняйте края стыка с помощью молотка и н 1ковальии
Работа по рихтовке сварного шва закончена. ()бра5отка шк. молотком и накова, (ьней и шлифовка завершают работу по замене проржавевшего участка крыла Усилительный элемент подсоединяется к крылу с помощью сварки через отверстия, которые были просверлены рань ше для удаления точек сварки ТПпаклс вка, грунтовка и покраска завершаю'1 работу по замене поврежденного ржавчиной участка
Здесь нами описан правильный способ замены участка, поврежденного ржавчиной Наверное, вы видели и другие виды ремонт г от от носительно качественного ремонта с помощью стеклопластика до такого ремонта, когда «мастера забивает ржавое место смятой тряпкой, наносит поверх нее полимерную шпатлевку, выравнивает поверхность, грунтует, красит и считает сделанное хорошей работой Очевидно что мы никоим образом на рекомендуем такую м« тодику
Если вы все же выбрали метод с использованием тряпки и шпат левки, то не ожидайте, что этот «ремонт» будет служить долго Если вы планируете долго эксплуатировать свой автомобиль и хотите гордиться своей работой, то используйте метод, списанный нами ранее. Ремонт бу-
дет таким же крепким, как и оригинальная деталь После такого ремонта будет намного меньше вероятность того, что краска треснет. И деталь будет намного дольше сопротивляться ржавчине, если вы нанесете анти коррозийное покрытие на обратную сторону кузовной панели
64
ПОДГОТОВКАКУЗОВНЫХПАНЕЛЕЙ
ПОКРАСКЕ
Теперь, когда панель выпрямлена и освобождена от ржавчины, можно ли красить ее без дополнительных кузовных работ? Проблема состоит в том, что будет проявляться каждая неровность - щель, трещина, следы от ударов молотка и другие неоднородности на поверхности. Независимо от того, какой толщины будет нанесен слой краски, он не скроет некачественную или незаконченную работу. В связи со сказанным уместно сказать, что мы сейчас находимся на стадии, когда все готово к окончательной доводке кузовной панели.
Более чем какая-либо стадия кузовного ремонта, эта стадия выявит талант ы кузовщика на окончательном этапе Будет ли кузовная панель обработана настолько качественно, что ее можно будет красить в темный цвет? Темные цвета выявляют недостатки наиболее явно, а черный цвет является в этом смысле самым плохим. Если на панель можно наносить черный цвет, то она готова и для окрашивания в любой цвет.
МЕТОДЫ ДЛЯ ДОСТИЖЕНИЯ ВЫСШЕГО КАЧЕСТВА ОТДЕЛКИ
ПАНЕЛИ
Для достижения высшего уровня отделки кузовной панели, т.е. панель после этого полностью готова к окраске, используются два метода. Первый метод связан с доводкой с пом» щью обработки металла Здесь для обработки металла до уровня, когда на его поверхности нет изъянов (трещин и т.п.), с помощью рихтовочного и лотка и кузовного напил1ника. каждая ямка поднимается, а каждый бугорок О11ускается. Затем панель обрабатывается кузогным напильником Процесс продолжа т» я до тех пор, 1 юка панель не будет ровной и на вид, и вд ощупь. Второй метод связан с использованием кузовных шпатлевок
При обработке металла первым методом возникает проблема, связанная с удалением лишнего металла и при этом возможны сквозные повреждения металла. Из-за того, что окон тательная доводка требует больших затрат времени, для хорошего качества работ вам нужно запастись терпением.
Кузовные шпатлевки позволяют вам изготовить поверхность и обработать ее без удаления большого котажства металла Вам не нужно будет поднимать каждую одиночную мелкую ямку Для окончательной доводки можно использовать шпатлевку на основе свинцового припоя или полимерную. Однзко, если у вас есть вреля и терпение, то, конечно попробуйте первый метод, где производится только обработка металла. Если вы «можете сделать это, то сможете испытать законное чувство гордости и удовлетворения от своей работы.
65
Подготовка кузовных панелей к покраске
Пгч леднме этапы f пидготов к< панели к окраске' выравнивание полимерной шпатлевки после доводки поверхности металла и нанесения полимерной шпатлевки Недостатки в работе на этом этапе проявятся в недостатках окраски
В этой главе мы обсудим шпатлевки, с помощью которых производятся кузовные работы. Мы обсудим различные инструменты для работы с шпатлевками и продемонстрируем, как они используются в процессе подготовки кузовной панели к покраске.
КУЗОВНЫЕ
ШПАТЛЕВКИ (ИМПОРТНЫЕ МАТЕРИАЛЫ)
Существуют кузовные шпатлевки двух типов на основе свинца (припоя) и полимерные (пластмассовые). Хотя у полимерных шпатлевок не очень хорошая репутация, они используются намного шире, чем свинцовые Вместе с тем любители старых, классических или редких автомобилей ни под каким предлогом не допустят использования пластиковой шпат-левки на кузовах своих автомобилей. Они допускают только использование шпатлевок на основе свинца с их последующей обработкой По пгчерные
(пластиковые) шпатлевки
Плохая репутация таких шпатлевок идет от чрезмерного увлечения ими с момента появления в начале эО-х годов Под торговой маркой BLACK MAGIC пластиковые шпатлевки попали в руки новичков - любителей и недобросовестных кузовщик л Зачем трат ить время и силы на вытравление вмятины? Смешайте наполнитель шпатлевки с отв с рдителем (катализатором ), заполните полученной смесью вмя тину дайте ей затвердеть, отшлифуйте, загрунтуйте, покрасьте и считайте это хорошей работой1 Что с того, что несколько килограмм шпатлевки отвалятся через пару месяцев? Автомобиль ведь выехал из мастерской и деньгу 1 юлучены1
Материал BLACK MAGIC дал основу другой полимерной шпатлевке, названной именем BONDO. В наши дни марка HONDO
стала неким синонимом полимерном шпатлевки. К сожалению, плохая репутация не обошла стороной и этот материал
Имейте в виду, что полимерная шпатлевка является отличным материа лом ДЛЯ кузовного ремонта при правильном использовании. Она имеет хорошую адгезию, с ней быстро и легко раба га"ъ, она экономична и при нанесении слоем менее 3 мм служит не хуже и даже лучше шпатлевки на основе свинца Это была сильной стороной по-лим< рных шпатлевок с момента их появления, а не адгезия к кузовной панели.
Чаще всего они использовались для замены металла в таких местах, как например, ржавые отверстия, а не в их основном качестве - в качестве материала для заполнения вмятин
Здесь показана знаменитая полимерная г шатлевка под названием BONDC1 Выпускам гея очень много различных шпатлевок под различными торговыми марками, но все 6н11 могут продаваться под маркой BONDO. В комплекте с большим количеством пластиковой I о.химерной массы бывают отвердитель (катализатор), пластмассовые шпатели и кузовной напильник для обработал шпатлевки 'часто выпускаемый под маркой BONDO) Шпатлевка на основе свинца
Подобно полимерной шпатлевке. свинцовая шпатлевка также имеет не всегда хорошую репутацию. Подобно полимерной шпатлевке, свинец часто использовался вместо металла на кузовных панелях При неправильн ю использовании он тоже может отваливаться. Причина тоге, что в наше время вы редко слышите об отваливании свинца состоит в том, что свинец довольно редко испольсуется сейчас. Когда используется свинец, то это делается осмотрительно из-за его стоимости.
Свинец имеет одно большое преимущество перед пластмассой при экономном использовании свинец можно дополнительно обрабатывать молоткгм с наковальней. Он не треснет, не отс лоится и не отломится. При использовании свинца есть и несколько недое гаткоь. он медленно обрабатывается, дорого с—оит и неэкономично используе г| ся, если то тько вы не собираете отходы, переплавляете их и используете свинец заново Однако, реальным отличительным свойством свинца являетя то, что с ним интересно работать. II несмотря на его недоел атки, таинственность свинца хорошо ему с-тужи- Вы почувствуете себя н^ким творцом после окончания вашей первой работы со свинцом
Залуженная область покрывается свинцом с помощью сварочной горелки, проволочной щетки (сетки из стальной проволоки) и флюса Подробности работы со свинцом описаны далее в этой главе
Мары безопасности от отравления свинцом
Скорее всего, вы знаете оо опасности отравления свинцом. К сожалению это правда И при работе с припоем на основе свинц« ь процессе устранения неровностей
66
Подготовка кузовных панелей к покраске
kj зовч существует опасность отравления. Далее описано, как ложно избежать этого
Не курите, не ешьте и не рейте при работе со свинцом. После работы сразу же мойте руки и лицо мылом. Не вдыхайте пары нагр=того припоя.
Свинец, разогретый до температуры около 54№С, выделяет ядовитые дымы. Поддерживайте рабочую температуру в диапазоне от 120*С до 49СРС и опасности прак-[ически не будет. Но как же вы узнает^ действительную темпера-Typv свинца? Это невозможно. Но есть таки? правило* дымы будут :мнимальлыми, если вы нагреете евгнец до пастообразного состояния, достаточно, чтобы свинец стал тегучим, но не более того.
Вредное воздействие от по-.дотени 1ги человеческим организмом свинца накапливается со вре-гам. Если человек подвергся воз-ействию в течение долгого времени (несколько лет), то свинец накал швастс я в организме и стано-вютяпричиной различных нервных расстройств и анемии (малокровия). В экстремальных случаях может наступить паралич и смерть Если вы при работе со свинцом почувствуете колики, мышечные слазим, судороги, немедленно прекратите работу и проконсультируйтесь в врачом
Полимерная шпатлевка и свинец
Если вы хотите добавить свинец в то место, в которое свинец был нанесен недавно, то можете попр'.щаться с тем свинцом, который находится от этого места в радиусе 20 см. Из-за того, что для нанесенья свинца необходимо тепло, то при повторном нанесении свинца и при нагреве «старый» свинец расплавится. Пластиковая шпатлевка не подвержена такой [опасности, поэтому вы сможете добавить свежую пластиковую шпат пенку, которая легко ляжет на статую На самом деле при работе с полимерной шпатлевкой вы сможете наносить несколько слоев шпатлевки и обрабатывать ее CKOJibKJ угодно, вплоть до дости-Яй ния нужного результата.
Полимерная шпатлевка эластична. Она выдерживает большую натруску без разломов и трещин. Однако, она не способна противостоять резким ударам Другими недостатками яьляются ее склонность
к образованию ямок, невысокая адгезия и прещины при неправильном использовании. Эти недостатки компенсируются относительно не-выс"кой ценой, легкостью исполь-31 (вания и широкой доступностью. Поэтому используйте ее правильно и в соответствии с указаниями по применению и полимерная шпатлевка будет вам хорошо служить.
«Легкие» кузовные шпатлевки
«Легкими» кузовными шпат -ленками являются такие материалы, котовые распыляются или намазываются нд поверхность кузова для заполнения метких неоднородностей. Обычно эги шпатлевки состоят из наполнителя в жидкой среде. Соотношение жидкого и твердого компонентов определяется особенностями использования Среди этих материалов самым низким соотношением твердой и жидкой составляющих обладает грунтовка.
t рунтовча
Если краска наносится на «голый» металл, то проявляются не только небольшие неровное! и, но краска еще и может трескаться от усадки и даже отваливаться. Краске нужно что-то, за что она может зацепиться.
Объектом нашего основного интереса будет грунтовка i )на используется в качестве связующего средства между металлом и краской При соотношении твердой и жидстой составляющих кап 20, 80 грунтовка имеет небольшую способность к заполнению пробегов на поверхности. Плотные грунтовки имеют соотношение твердое/жидкое как 60/10 Рекомендуется использование такой плотной грунтовки, так как она выполняв'. две задачи - служит грунтовкой и заполняет неровности.
Плотная грунтовка может < ci гавляться на паковой, эмалевом или водяной основе При разведении < тогветствующим растворителем, ее можно наносит, на меч алл, свинец или пласт taccy Нлестящал шпатлевка
Она пре дназначена для заполнения больших пустот и некоторых впадин и содержит до 80% твердых компонентов. Coo i веч ствен-но, ее нельзя распыла гь Вместо si ого блестящая шпатлевка наносится с стомощью шпателя. «Род-ственницат блестящей шпатлевки,
шпатлевка для мелких вмятин, имеет само* большое содержание твердых компонентов Шпатлевка для мелких
вмятин
Она по вязкости подобна полимерной шпа-лгвке и имеет 9CKV ое содержание твердых веществ. Ее мижни использовать для заполнения пустот глубиной до 1,5 мм Подобно блестящей шпатлевке, шпатлевка дтя мелких вмятин наносится шпателем.
Полиэстерная шпатлевка
Относительно новый продукт, полиэстерная шпатлевка является комбинацией грунтовки и пластиковой шпатлевки Наиболее известная торговая марка, FEATHERFILL, открывает для кузовщиков новые перспективы. Для понимания преимуществ полиэстер-ной шпатлевки рассмотрим самый большой недостаток обычны^ «легких» шпатлевок усадку
Тенденция шпатлевок к усадке вызвана испарением жидкой основы и растворителя Вот чти обычно происходит: кузовщик наносит «легкую» шпатлевку, позволяет ей высохну—, в течение 30 мин. и в”равниаагт поверхность. На сле-д'лощий день он обнаруживает, что поверхность, покрытая шпатлевкой, растрескалась
Продолжающееся испарение и вызванная им усадка стали причиной этого явления (Обычно проблема может быть решена дополнительной шлифовкой. Реальная проблема наступает, когда нужно покрасить участок панели в течение нескольких часов после нанесения «легкой» шпатлевки Жидкая основа и растворитель испаряются под краской, что становится причиной усадка шпатлевки в царапины и в другие поверхность ые неоднородности При этой усадке захватывается и краска. Полиэстерная шпатлевка помогает обойти эту проблему.
Подобно пластмассовым шпатлевкам, полиэстерная шпатлевка так же смешива! тся с катализатором (отвердите лем). Сразу же после смешивания шпатлевку следует нанести путем раскы. (ения непосредственно из емкости в соответствии е инструкциями кроиз-водителг Вместо высыхания путем испарения ина сохнет благодаря химическим реакциям Хотя фирмы -производители и считают, что
6 7
[Тооголювка кузовных папе ,е" к покраске
усадка будет не более чем 5%, некоторые мэстера-кузовщики уверяют. что полиэстеряая шпатлевка расширяется. Производители не подтверждают эти наблюден
Отсутствие ус. щки, легкость работы и величина пустот, которые могут заполнить полиэстерные шпатлевки делает их одними из лучших материалов для кузовного ремонта.
Химические компании выпускают собственный ассортимент грунтовок и шпатлевок. Мы рекомендуем при работе использовать материалы выпуска одной фирмы и по вози чкности выбрать для себя одну фирму-производителя. Не пользуйтесь самыми дешевыми или наиболее доступными в данный момент материалами.
Фирмы, производящие материалы для кузовного ремонта, ра срабатывают материалы так, что они совместимы друг с другим Зто называется системным подходом Более ни дробно об этом смотри в гл. 8. Б связи с этим используйте при ремонте материалы одной фирмы-производителя. При этом можете рассчитывать на гарантию. Если же вы используете материалы выпуска различных фирм, то они могут не сочетаться друг с другом и получится порочный круг Избегайте потенциальных проблем.
НАЖДАЧНАЯ
БУМАГА И
АБРАЗИВНЫЕ
МАТЕРИАЛЫ
Хотя в наше время на рынке имеется много абразивных материалов, мы уделим внимание материалам с абразивным покрытием, которые часто называутя наждачной бумагой или шкуркой. У них । Зразивный порошок приклеивается к гибкой основе из бумаги, материи или комби нации из этих материа. юв
Обычные абразивные материалы содержат на суральный кремний, кварц, гранат и корунд. Все эти материалы измельчены и разделяются по размеру частиц материала, т.е. по зернистости. В дополнение к натуральным абразивам ес гь и искуси венные абразивы, к которым относятся карбид кремния и окись алюминия, В кузовных работах наиболее широко использу-
ются эти искусственные абразивные материалы.
Существует несколько огне иных пар емгтров для всех наждачных бумаг. Во-первых, пни различаются по величине зерна. Чем меньше номер, тем грубее зерно и, соответственно, чем больше номер, тем мельче зерни, (по стандарту США).
Самыми грубыми шкурками являются шкурки с зернистостью от 16 до 40. Они обычно используются для удаления краски, ржавчины, коррозии или м» талла. Грубые шкурки имеют зернистость от 40 до 86. Они исиользуютсн для обработки припоя и твердых кузовных шпатлевок, для удаления старой краски с пластика или с полимерной шпатлевки.
Средние шкурки с зернистостью от 80 до 120 используются для создания ровной поверхности шпач -левки Такие средни^, шкурки хорошо работа: с*1 для сглаживания переходов в местах, где не должно быть видимых ступеней после нанесения грунтовки или краски
Если нужна шкурка средней мелкости, то выбирайте зернистость от 120 до 220. При обработке такой шкуркой удаляются царапины от обработки более грубыми материалами. Шкурками, находящимися а нижней об части указанного диапазона ,южно обработать старую краску при подготовке для нанесения грунтовки или новой краски.
Мелкие наждачные шкурки с зернистостью от 220 до 400 используются для подготовки поверхности непосредственно перед окраской. Влажная обрабо гка шкуркой между нанесением слоев краски производит си с помощью шкурки с зернистостью 400.
Ультрамелкие шкурки име-
------- 68 ------
ют зернистость от 400 до 1000. Шкурка с зернистостью 600 или 1000 используется для обработки краски перед поли] Эикой (см гл. 9). Шкурки с такой зернистостью являются такими мелкими, что они практически полируют краску.
Для каж, [ого этапа кузовных работ имеется несколько типов наждачной шкурки. Шкурка довольно дорога, поэтому пользуйтесь ей разумно, но имейте в виду, что время еще дороже. Попытки при рабе те доводить наждачную шкурку до полного износа являются ложной экономией. Когда шкурка стирается, не тратьте время. Возьмите новый лист
Типы абразивных материалов
Как отмечено выше, карбид кремния и окись алюминия являются абразивными материалами, которые наибиле ° часто исг ).чьз; -ются в kj зонных работах. Вы сможете определить эти искусственные абразивы по цвету: окись алюминия имеет красновато-коричневый цвет; карбид кремния черный
Другим характерным свойством наждачных шкурок является плотность зерен. У шкурок с зернистостью от 16 до 120, зерна нанесены довольно свободно Они покрывают примерна от 50% ДО 70% поверхности основы. Такие материалы предназначены для удаления краски и обработки припоя и других материалов, которые пристают к абразивным зернам, когда они расположи ны неплотно, т.е. шкурка не забиваегся.
Абразивные материалы с высокой плотностью покрываются зернами на основе С плотностью 85%. Они предназначены для работы в тех случаях, когда удаляемые частицы материала очень мелкие и
Подготовка кузовных панезсй к покраске
них небольшая тенденция к призванию к шкурке, т.е. к ее заби-
Кроме этого, абразивные икурки выпуска» гатя в двух испол-гениях: для влажной или сухой вб оты или для < у хой раб, ггы Как «»кно донять из названия, шкур-си первого исполнения могут ис-юльзоваться с водой или без нее 1ри работе с водой сдираемые частицы смываются. Это помогает обежать забивания шкурки, т.е. ада будет е [ужить дольше.
Хотя шкурки для влажной или сухой работы обычно имеют зернистость от 320 до 1000, подобные шкурки фирмы ЗМ имеют зер-.пгстость и 150.
Шкурка для сухой работы обычно имеет грубое зерно. Она используется для быстрого удаления большого количества материала Из-за большой области исполь-
зовашл, такая шкурка выпускается различных размеров Наиболее широко pacni устранены листы разменом 229x280 мм. Другие виды могут представлять собой полосы □итиний 75 мм и длиной от 450 до 610 мм и круги диаметром 75, 175 и 228 мз для шлифовальных машинок различного типа, ь ','акже листы размерами 114x280 мм для ьиб-psu доиньгх шлифовальных машинок и для других специа льных применений.
В дополнение к материалам с абразивным покрытием более мелкие абразивы включают в себя Лразивные пасты, пемзу, срецегва Для уда, гения завихрений краски, зубки из стальной проволоки и абразивные бруски. Очи подробнее описаны и показаны в гл. 9 и 10. Подушки SCOTCH BRITE
Относительно новыми приспособлениями для кузовного ремонта являются подушки SCOTCH BRITE и подобные изделия, которые выпускаются под другими торговыми марками. Указанные изделия бывают трех типов: грубые, средние и мелкие. Они состоят из связанных Друг с другом пластиковых волокон, которые покрыты кремние зым абразивом. Их большая гиикость позволяет работающему проникать в те об. гасти, где наж-пачная шкурка будет осыпаться, вапргсмер, в дверях, стойках две-ре* и в других тесных областях, до которых трудно добраться.
При использовании с нуж
ным растворителем подушки SCOTCH BRITE являются отлич ным средством для удаления дорожной смолы и других минерала вых продуктов с окрашиваемых облаете й
ИНСТРУМЕНТЫ
Имеется много инструментов, которые позволяют осуществлять кузовные работы быстрее и легче. Большинство описанных здесь инструментов пред стар ляют собей ручньп TiHCTf уме»! ы с элек-трическизс или пневматическим приводом. Такие инструменты недороги и доступны. Гл.евма: ическме инструменты довольно дорогие -более 200 дол паров. Разни! д состоит в том, что инструменты с электроприводом более быстрые и при их использовании работа идет скорее.
Шлифовальные машинки
Среди инструменте в, которые используются для обработки поверхности, шлифовальные ма-шинк'1 с длинной рабочей плоскостью являются наиболее распространенными. Они являются наиболее важными и универсальными.
Хотя размеры стандартной рабочей плоскости у машинки с длинной рабочей плоскостью составляют 75x400 мм, имеются и машинки с другими размерами рабочей 1 ыоскостг. как короче, так и длиннее Рабочая плоскость отлива
Различные инструменты Иля шлифовки и обработок кузовных панелей
Слева направо: пневматическая шлифовальная машинка с возвратно-поступательным движением рабочей поверхности, машинка с длинной рабочей плоскостью и шлифовальная машинка двойного действия.
ется из алюминия с подушкой из вспененного материала толщиной около 6 мм, на которую накладывает ся наждачная шкуркг Две рун ки в верхней части машинки позволят вам -дносителыы легко мани пулгр, ®ать рабочей плоскостью Для установки на подобную машин -ку имеются листы наждачной шкурки необходимого размера с зернист ость» > от 36 до 320.
Пневматическим аналогом машинки с длинной рабочей плоскостью является машинка, совершающая зозвратно* поступательные движ.,_ия Хотя этот инструмент используется так же, как и электрическая машинка с длинной рабочей плоскостью, основание пневматического инструмента движется вперед-назад с амплитудой около 6 мм. Другие пневматические инп рументы вклюиают в себя машинку с круговым движением, машинку двойного действия и другие гсшифовалзныг машинки. В основном такие машинки исполдзу-клсь для работы на поверхности со старой краской, где выравнивание не трс буетея. При такой обработке удаляется слой окиси и на поверхности краски образуется необходимая шершавости, чтобы новая краска легче 1 рилииала.
Отличные: ручным инструментом является резиновый шлифовальный блок (Jh ХОГЮ! по сидит в руке и вып элняет несколько задач. Ширина б пока составляет 75
69
Подготовка кузовных панелей к покраске
мм г длина может составлять 100, 200 и 400 мм Резиновая конст рук-ция блока позволяет ему повторять контуры поверхности Так как блок сделан из твердой резины, а ие из вспененного материала, резиновые шлифовальные блоки можно использовать при работе с водой
Для некотор! lx контуров кузова шлифона. еьных блоков нет. Обычно на кузове имеются вогнутые контуры е малым радиусом и поэтому вам нужно сделат] саме-. тоятельно некот орые шлифовальные блоки. Из полиэтиле hoi ой трубы диалетром 2,5 см и 15 см в длину можно сделать отличный блок для тесных искривленных мест. Для контуров большего размера можно .спользова^ь куски шлангов для радиаторов длиной от 15 до 30 см Когда вы обнаружите, что этот блок повторяет форму той панели, ко го-рую вам нужно обработать, то обмотайте вокруг блока кун« наждачной шкурки и начинайте работу.
Так как эти инструменты делают работу быстрее, их можно найти в профессиональных кузовных мастерских, а не у домашнего мастера - автолюбителя Причиной является высокая цена.
Покривленные кузовнью напильники часто использовались оаныве, когда панели из листового металла чаще ремонтировались, чем заменялись В наши дни их выпускает очень немного компаний
СПЕЦИАЛЬНЫЕ ИНСТРУМЕНТЫ И
ПРИСПОСОБЛЕНИЯ
При работе с кузовными шпатлевками вам понадобятся некоторые специальные инструменты и приспособления. Наиболее специализированными из них являются приспособлен] ш для работы со I ВИНЦОВЫМЬрИПО“М Приспособления для работы со свинцом
Горелки
Вг-перьыу. вам понадобится что-то для расплавления свин
ца и для нагрева листового металла. Наиболее распространенным приспособ пением для этого является кислор<1дно-ацети-1енован горелка, которая довольно распространена и широко используется для газовой сварки Дополнительными источниками тепла являются пропановые горелки Очень давно для кузовного ремонта использовалась бензиновая горелка, которую сейчас найти невозможно Лопатки
Когда металл нагревается, а свинец расплавляется, то со свинцом (припоем) нужно чем-го работать. Выбрать есть из чего - имеется много различных лопагок из твердого дерева В некоторых наборах инструментов можно найти не менее шести лопаток разной фирмы Кузовщики со стажем могут сказать вам, ч го им требуетс я всего лишь одна лопатка - обычно плоская короткая лопатка которая служит только для выравнивания и перемещения размягченного свинца.
Для работы с лопаткой разогревается пчелиный воск, а затем через воск протягивается лопатка. Воск тонким слоем покрывает лицевую сторону лопатки При работе с горячиь, ьвинц| >м воск оказывает смазывающее действие между свинцом и лопаткой. Кроме этого, при работе выгорает воск, а не дерево.
Хотя пчелиный воск является лучшим выбором в качестве материала, но для обработки рабочей лопатки можно исгользоват ь и другие вещества: моторное масло, жидкость для автоматических трансмиссий (ATF), парафин и даже смазку дося деталей (подшипников) трансмиссии. Пре имущество пч( линого веска состоит в том. что он мс ныне склонен к выгоранию Напилъники
Кузовной напильник явлжт-ся лучшим инструментом для удаления и выравнивания нап. [явленного свинца. Он даже бо лее лффс к-тивен для свинца, чем для листового металла. Если напи. ьник острый и на нем нет зазубрин, то он будет резать свинец даже при небольшом усилии.
Hj тем подбора соответствующих напильников вы сможете работать на вогнутых п шерхноггях так же легко, как и на плоских и выпуклых поверхностях. Мы считаем, что обработка свинце ньпиль--------- 70 -------
Йипом является самой приятной частью работы, которая приносит наибольшее удовлетворение Приспособления для работы
с полилерлыми шпатлевками
Шпатели - аналогом лопатки, предназначь иной дчя работы СО г чинном являютс hi шпатели для работы с полимерными шпатлевками. С их помощью можно наносить шпатлевку очень тонкими и равномерными слоями Шпатели для работы с по лт шорными шпатлевками бывают цнух типов, из пружинной стали и из винила.
Шпатели из пружинной стали являются наиболее эффективными и наиболее д< рогими. Высокая гибкость стального шпателя поможет акку ратно наносить шпатлевку. Эти шпатели обычно продаются наборами по 4 штуки и ширина шпателей изменяется от 2.5 дс 10 см. Это позволяет р .ботать с различными поверхностями.
Виниловые шпатели предпочитают многие кузовщики. Как и шпатели из пружинной стали, виниловые шпатели бывают разной ширины У винилового шпателя есть одно большое преимущество по сравнению с его стальным аналогом его можно вырезать в любой форме Это позволяет обрабатывать .любые [рормы поверхностей
Многие кузовщики не используют продаваемые шпатели. Они просто используют тупой нож (столовый), подобно шпателям Ножи имеют разную ширину Так как шпатели не очень дорогие, то можно попробовать использовать как их, так и нижи и выбрать наиболее удобные инструм< нты.
Специальные напильники
Хотя стандартные кузовные напильники хорошо работают три обработке свинца или полимерной шпатлевки, но инструментом, который лучше работает на полимерной шла глевкс, является специальный напильник - теркг Иногда его называют еще и теркой для сыра, так как он похож на нее. Лицевая сторона такого наш! тьникэ имеет похожие отверстии, которые расположены так. что 1 бразуют режущие края
Подобные напильники существуют в различных размерах и формах и используются для обра-бы ки полимерной шпаклевки путем притягивания напильника по ибра-
Подготовка кузовных паме/гй к покраске
батываемлй пов.‘р::нпсти В отличие от кузовного налилг ника, этот спе -циальный напильник работает лучше
При протягивании напильника по поверхности шпатлевки его зубцы срезают тонкие полоски, кыорые проходят через его отверстия Эти является преимугцг ством так как в отличие от обычного напильника специальный напильник менее склонеь к забиванию.
Специальный режущий напильник используется благодаря своим преимуществом сразу же после «схватывания» шпатлевки. Если напильник использовать вскоре после нанесения шпатлевки, то ся только ухудшит все дело. Если ждать затвердения шпатлевки С лггком долго, то она может затвердеть слишком си. [ьно и ее будет трудно разреза-ъ.
Существует короткий промежуток времени в 10-15 мин, когда Специальный режущий напильник наибо лее эффективен. В зависимости от температуры, вязкости и количества отвердителя, использованного при составлении шпатлевки, зы можете начать обрезать штат "ев ку после 4-6 минут, прошедших после ее нанесения. Процарапаете шпатлевку ногтем, чтобы проверить, затвердела ли она. Ко-да это произошло, срежьте излишки.
Набор специальных режущих напильников должен иметься а вашем комплекте инструментов. Таки* напильники будут служить м в течение многих лет. С их помощью легко и качественно обработать полимерную шпатлевку.
МЕТОДИКИ РАБОТЫ
Теперь рассмотрим, как пользе; аться материалами и инструментами, которые мы только, что описали Вы должны быть способа! I обработать кузовную панель так, чтобы она выглядела так же, как и до повреждения. При этом секретом успеха является терпение и ещ< раз терпение. Даже новичок может отделать панель так же качественно, как и профессионал, если у него есть терпение к необходимые инструменты для работы.
Самым трудным для честолюбивого кузовщика является обучиться повторной обработке панели если первая попытка была не
удачной. Ему придется сделать еще
несколько попыток перед тем, как панель на самом деле будет готова к покраскг
Когда вы прочитаете клавшуюся часть этой главы, то вы увидит в. как можно де л ат а работу вновь и вновь без удозлетворитель ных результатов. При этом есть искушение брос ит ь работу считая, что все сд< лани , [остаточно хорошо. Но, к сожалению, достаточно хорошо* - это не отлично. Вашей целью должно стать получение отличной. а не - достаточно хорошей панели.
НАНЕСЕНИЕ СВИНЦА
Качественная работа со свинцом на пчнается с качественной под1 лтовки. Поверхность, на которую будет нанесен свинец, должна быть абсолютно чистая и на ней не должно быть посторонние материалов. Выберите диск диаметром 7,5 см с наждачной шкуркой зернистостью Ви дня шлифовки Вставьте диск в дрель и удалите все вплоть до голого металла в той области, где будет нанесен свинец.
Здесь показано то, чего
можно достичь с помощью кузовного напильника. Мы смогли обработать вмятилы (темные места), чтобы они немного поднялись, с помощью рихтовочного молот ка. < >днако, для окончательной доводки панели мы вьспользуемг я шпат-ж вкой с помпгцью свинца.
Удалите всю краску, старую шпатлевку, грун гонку и все другие материалы Нужно также удалить следы изменения цвета метал ла, вызванные его нагревом Не прекращайте работу до тех пор, пока вся область не будет чистой до блеска.
Для этой работы очень хорошо подходит диск со шкуркой и диаметров 7,5 см, зажатый в патроне электрической дрели. Затем будет производиться залуживант
Смысл такой тщательной очистки прост. Свинцоьыи припой пристанет только к чистому метал лу. Вы, конечно, может, покрыть Свинцом И Загрязненную область, но свинец не г ристанеч к ней По этому очистка должна быть полной и тщательной.
Затем залудите область, которую нужно покрыть свинцом. На самом деле вы наносите на повер-
Подготовка кузовных nancieii к покраске
хноеть металла очень тонкий слой припоя. Свинцовая шпатлевка затем будет наноситься на эту область.
Лужение
Д.ш залуживанля поверхности металла необходимы следующие материалы и приспособления: па-я^тъный флюс для лужения, подушка из стальной проволоки (стальноя щечка) и источник тепла. Также вам понадобятся плотные кожаные перчатки для загци гы рук от тепла, как показано на рисунке в начале этой главы
Паяльный флюг для лужения должен быть рассчитан для автомобильных кузовных работ. ПаялыцИ-КИ используют паяльный флюс для пбпайкк медных трубок. Этого недостаточно для работы со свинцом Вам нужно наиги флюс для нанесения свинца на кузов Он продается в магазинах материалов для кузовного ремонта. Там же нужно приобрести несколько палочек свинцопого припоя-
Паяльный флюс для лужения представляет собой смесь кисл< ты, соединений свинца и олова. При нафезе олово и свинец текут, увлекая с собой кислоту. При этом кислота очищает поверхность, к которой должен пристать оловянно-езпнцовый состав. Покрытие из оловянно-свинцового припоя поддерживает металл в чистом состоянии, пока вы не нанесете свинец.
Возьмите подушку из стальной проволоки, скатанную в шарик, в руку в перчатке. Когда горелка горит низким нейтральным пламенем, нагрейте стальную проволоку до тех пор, пока она не начнет краснеть и подплавляться Бысч рп погрузите нагретую стальную проволоку (подушку в виде шарика) вп флюс для лужения При этом шарик из приволоки покроется толстым слоем флюса.
Нагрейте панель (а не шарик из проволоки) В той области, где ина должна быть залужена. Панель должна быть достаточно горячей, чтобы расплавить флюс для лужения, когда он коснется панели Это нужно установить экспериментальным путем. С помощью шарика из проволоки нанесите флюс на поверхность металла. В зависимости от размера обслуживаемой области может потребоваться проделать указанную операцию несколько раз
Если ваша методика правильная, то состав для лужения расплавится и затечет на поверхность листового металла Металл при этом станет блестящим и серебристым. Если нагреть металл еще раз, то поверхности металла снова заблестит. Теперь можно наносить свинец.
Нанесение свинцового припоя
С палочкой Свинцового припоя (свинца) в одной руке и с горелхой в другой нагрейте панель до такого состояния, когда ее покрытие начнет плавиться Прижмите палочку свинца к панели, одновременно нагревая горелкой в области рядом с концом палочки свинца. Свинец начнет плавиться и образует небольшой бугорок на панели.
Вам нужно определить нужное количество тепла для расплавления палочки свинца - если ее нагревать слишком сильно, то она упадет на пол Когда бугорок пэлурасплавленного свинца станет диаметром примерно 1,5 см и высотой от 6 до 10 мм, уберите свинец. Перейдите в другую область, которая нахо-
дится в 7,5-10 см от прежнего места И ’десь наплавьте подобный бугорок из свит ia на панель.
Покройте всю обраба гываемую область ма ленькими бугорками свинца, которые находя гея друг от друга на раыугоянии 7,5-10 см. Когда все сделано, можно переходить к «размазыванию., свинца.
Обработка нансссннсм о сьинца
Сейчас настало вре.ия распределить свинец лопаткой. Нагрейте поверхность лопатки горелкой и проведите лопаткой по пластинке пчелиного воска. После того, как лопатка пропит ана воском, нагрейте вновь покрытую свинцом область. Когда свинец чуть размягчится, поижмите его лопаткой, разровняйте бугорки и заполните впадины
Таким образом вам нужно разровнять весь свинец. Вся поверхность должна быть покрыта слоем гвин-ца толщиной ст 3 до 5 мм. Если вы случайно перегре-ете и расплавите свинец так, что он стечет на пол, то нанесите вновь бугорки из свинца гак, как только что было описано
Мы обработали таким образом крышку багажника и нижнюю часть задней панели.
Когда поверхность стала розной, насколько зто можно было сделать с помощью лопатки, воспользуйтесь к; зевным напильником для удаления бугорке..
72
Подготовка кузовных пат лей к покраске
Проводите напильником по поверхности спияца до тех пор, поки не будут убраны все бугорки, и вгн покрытая свинцом область не Буде! ровной. Работая по краям покрытой свинцом области, выровняйте их так, чтобы они были на одном уровне с окружающей поверхностью. Когда вы это делаете, проводите рукой по обрабатываемой поверхносч и после нескольких проходов напильником Проверяйте наличие бугорков на ощупь точно так же, так это вы делали при работе молотком и накова льней-
Когда поверхность стала ровной, остановитесь, при этой работе есть опасность удаления слишком большого количества свинца. Если эго все же произошло, то вы Совершили ошибку и вам придется все начать сначала, но уже осторожнее
Основным преимуществом свинца по сравнению с по плмерной шпатлевкой является то, чти свинец допускает небольшую рихд сшк; с помощью рихтовочного молотка
Когда освинцованная поверхность стала ровной, обработайте ее наждачной шкуркой с зернистостью 80. Обмотайте деревянный
Если вы проводите обработ-
ров свинцового припоя. Даже если
ку поверхности свинца го, есть искушение расплавить свинец и использовать его повторно. Не делайте этого! Прочитайте предупреждение об опасности отравления свинцом в начале главы Существуют реальные шансы вдыхания па-
брусок наждачной шкуркой и шлифуйте поверхность до тех пор, пока следы от обработки не ''тануч равномерными, а царапины от напильника не исчезнут
Очистите обрабатываемую область очистителем / травителем для металла Перед продолжением работы нужно удалить всю оставшуюся кислоту и свинец. В прот: геном случае кислота в будущем разъест краску. Когда поверхность полностью сухая, нанесите друг за другом три слоя фунТОВКИ.
Если все было сделано правильно, то обработайте загрунтованную Йласгь и покрасьте панель. Обработка панели, чтобы на ней были полоски под углом, образующие сетку, описана в следующем разделе этой главы Дополнение: повторное
расплавление свинца
°сть вентиляция, то при нагреве расплавляется олово, которое является частью припоя. Можно добавить олово, но подбор правильного количества является сложной задачей Соблюдайте правила техники безопасности!
РАБОТА С ПОЛИМЕРНОЙ ШПАТЛЕВКОЙ
Полимерная шпатлевка, как указано ранее, практически полнее гыо замени да свинец в кузовных работах. Она расходуется экономно и работает практически так же, как и свинец Как и при работе со свинцом, зачистите до голого металла ту поверхность, на которую Будет нанесена шпет девка. Повер-хносда должна быть абс мготно чистой.
Нанесение шпатлевки
Закончим р< монг кры. га, который мы описывали в гл. 4. Во-первых, нужно очистить крыло до металла от старой шпатлевки, краски и грунтовки.
Подготовьте шпатлевку, смешав ее на куске металла, стекле или на специальной доске. Вам потребуется столько шпатлевки, ------- 73 ------
Подготовка кузовных панелей к покраске
чтобы пгкрыть шпаклюемую поверхность слоем толщиной не более 3 мм Соотношение между наполнителем шпатлевки и отвердителем ' бычно указывается в инструкции по применению.
При перемешивании наполнителя и отвердителя держите лопатку вертикально, в противном случае моту г образоваться воздушные пузырьке, что чпиведе г затем к образованию пустот.
На соотношение между наполнителем и отвердителем в шпатлевке влияют погодные условия, температура и возраст материалов. Если шпатлевка «схватывается» слишком быстро, го выбросьте неиспользованную шпатлевку. При подготовке следующей порции уменьшите количество затвердит1 -ля. Если шпатлевка не затвердевает в течение 20 мин, то выбросите ее и начните -все заново, в этот раз добавьте больше отвердителя. Со |ременем вы сможете легко определять, сколько нужно от ьердип е-ля для подготовки заданного количества шпатлевки.
Правильно выбранное времь затвердевания даст вам 3-4 мин для нанесения материала. Затем шпатлевка становится слишком твердой для работы. За время от 5 до 10 минут полимерная шпатлевка должна затвердеть настолько, что можно будет начать ее обработку с помощью специального режущего напильника, описанного в предыдущем разделе
С помощью плас тмассового или стального шпателя распределите шпатлевку по ремонтируемой области. Используйте длинные мазки только в одном направлении Не изменяйте направление движения шпателя при добавлении и перекрытии шпатлевки - при этом шпатлевка поднимется под шпателем Заполняйте поверхность слоями толщиной не более чем 6 мм Большое количество шпатлевки стане1
причиной выделения большого количества тепла, что, в свою очередь. становится причиной образования пузырьков, как это происходит при кипении воды. При этом в шпатлевке после нанесения останутся пустоты. Из-за этого вам придется наносить шпатлевку заново, сводя на нет тем самым первоначальную работу по нанесению первого слоя Движения шпателем прекращаются на линии кузова. Это поможет сохранить правильные контуры кузова.
Оорабо^ка шпатлевки
напильником
Большинство профессиональных иузпвщи сов предпочитают искривленный режущий напи. ъник с отв< рстия «и размером от 20 до 2э см, который был описан выше, а не другие его разновидности. При работе этим напильником можно лучше контролировать каждый проход. Такой напильник хорошо работает как на вогнутых, так и па выпуклых поверхностях.
Когда пластиковая шпатлевка готова к обработке напильником, то можно претя] ивать напильник по ее поверхности, срезая тонкие стружяил Если завитки стружек сминаются или забивают режушие отверстия напильника, то это значит, что Ш1 [атчевка еще не полно стью затвердела Подождите несколько минут и попробуйте еще раз, но не ждитг- слишком долго. Материал станет очень твердым для обработки менее чем за 10-15 мин
Вместо нажимания на напильник пользуйтесь им, потягивая его по шпатлевке для лучшего контроля. Осторожно выроь.гяйте
всю область, которая была заполнена шпатлевкой. Определяйте рукой на ощупь бугорки на шпатлевке и срезайте их. Как и при работе со свинцом, не переусердствуйте и не удалите слишком много шпатлевки Когда поверхность станет ровной, прекращайте рабо ту.
Когда обработка режущим напильником - «теркой» закончена, то с помощью приспособления с длинной рабочей поверхностью, на которое установлена наждачная шкурка зернистостью 36, ьыров-
няйте поверхность шпатлевки
Выравнивание поверхности
с помощью шкурки
Эта операция обеспечивает то, что поверхность шпатлевки будет такой же ровной, как и окружающая ловерхнос гь.
П( рек], етная обраЕитса производится путем протягивания плоскости с наждачной шкуркой по
7 4
Подготовка кузовных панелей к покраске
поверхности шпатлевки под углом 45’ к горизонтали или к вертикали, а затем повторите процесс в противоположном направлении также сод углом 45й, т.е. под углом 90° к линиям первых проходов. Это может быть не совсем понятно и довольно сложно описать, но внимательное прочтение последующих абзацев раздела поможет вам прояснить картину.
Предположим, что обрабатываемая поверхность находится на боковой стороне автомобиля, т.е поверхность вертикальная. Держите приспособление (блок) для обработки в правом верхнем углу обрабатываемой поверхности, а затем протяните блок по диагонали в направлении левого нижнего угла. Протягивайте блок со шкуркой параллельно по всей обрабатываемой поверхности, пока она вся не будет покрыта линиями (царапина-ни), идущими от правого верхнего клевому нижнему утлу.
Затем повторите ту же са-иую операцию от левого верхнего угла к правому нижнему углу. Обработайте всю область и в этом направлении. Панель должна быть покрыта линиями, которые будут пересекаться друг с другом, образуя квадраты- Обработку можно будет прекратить, когда будут убраны все бугорки.
Такая перекрестная обработка шкуркой производится потому,
что если вы будете просто двигать блоком вверх-вниз и вперед-назад, то в местах панели, до которых доходят края наждачной шкурки,
образуются канавки. Перекрестная обработка препятствует или как минимум уменьшает этот эффект. При этом легче поддерживать кон-
Не можете добраться до узкой области? Обмотайте наждачную шкурку вокруг деревянного блока шириной 2,5 см или вокруг пластиковой трубы и приступайте к работе.
Постоянно ощупывайте руками обрабатываемую поверхность на предмет обнаружения бугорков или неровностей.
Требуется практика, но уже скоро вы будете способны ощущать любые бугорки или впадины. Лучше закрывать глава - вы лучше
сконцентрируетесь
Обрабатывайте эти места вместе с окружающей поверхностью. Не обрабатывайте до нижне
го уровня - может придется исправлять ситуацию. Нужно будет подготовить свежую порцию шпатлевки и заполнить ямки.
Будьте осторожны и поддерживайте контуры кузовной панели при обработке. При обработке вогнутой области обмотайте наждачную шкурку вокруг выпуклого предмета, например, трубы.
Когда панель ровная, ее форма правильная и вы довольны своей работой, то переходите к шкурке с зернистостью 80. Обработайте предварительную грубую «сетку» таким же образом, т.е. двигая блок под углом 45". После этого наносятся два или три слоя грунтовки
ИСПОЛЬЗОВАНИЕ ГРУНТОВКИ
Смешайте грунтовку в соответствии с инструкцией по ее применению. Это важно, чтобы добиться правильного распыления и высыхания. В инструкции есть рекомендации по давлению, при котором распыляется грунтовка. Детали распыления описаны в гл. 9.
Распылите грунтовку по всей площади, перекрывая каждую обработанную область примерно на 12-13 см.
Сильные царапины от шкурки заполняются грунтовкой.
Нанесите два или три промежуточных слоя и выдержите время для сушки между нанесением каждого слоя За это время высыхает растворитель, оставляя поверхность такой, что к ней ничего не прилипает.
Если вы наносите толстые слои грунтовки, то
75
Подготовка кузовных панелей к noxpat ке
ее поверхность Быстро высохнет. Однако при этом растворитель останется под верхним слог и, что оставляет поверхность твердой в верхней части и мягкой под ней.
Вместо этого наносите тонкие слои, выдерживая паузы нужной дли гетьности между нанесением
Когда грунтовка достаточно высохла, т.е. нажатие ногтем большого пальца не сминает ее, то обработайте поверхность шкуркой с зернисто< тью от 180 до 220, обмотанной вокруг длинного блока.
Идеальная поверхность панели достигается только путем нескольких шпаклевок и шлифовок После последчигцих слоев грунтовки обработка поверхности производится шкуркой с зернистое" ью 220.
Используйте перекрестные движения для предотвращения образования выемок краями наждачной шкурки Обратите внимание на бугорок в верхнем левом углу (стрелка)
Продолжите выравнивание бугорков и впадин. Воспользуйтесь блестящей шпатлевкой для заполнения впадин (см ранее в этой главе). Во многих случаях процесс ограничивается нанесением грунтовки и обработкой наждачной шкуркой, которые повторяются до тех пор, пока панель не будет идеально ровной и гладкой. Если у вас достаточно времени, то давайте грунтовке высохнуть как можно дольше до окончательной шлифовки перед окраской Газы выходят из грунтовки в течение недель Это увеличивает усадку, которая в свою очередь позволяет выявлять трещины. Многие специалисты из кузовных мастерских дтя специальных работ лают грунтовке сохнуть несколько недель Убедитесь, что у вас все высохло, чтобы избежать появления ржавчины под грунтовкой.
ИСПОЛЬЗОВАНИЕ ПОЛИЭСТЕРНЫХ
ШПАТЛЕВОК
Мы описывали полиэстер-нью шпатлевки ранее и начале этой главы. Теперь мы расскажем, как пользоваться ими. Перед появлением полиэстерных шпатлевок нужно было нанести и обработать полимерную шпатлевку или грунтовку. Теперь вы можете использовать один из видов полиэстерных шпатлевок для заделки выемок и будете уверены в том, что усадки не будет. Это уменьшит необходимость бесконечных повторяющихся нанесений и обработок шпатлевки
шпатлевки.
Использование блестящей шпатлевки (замашки) и шпатлевки
для мелких впадин
Нет ник жих сомнений в том, что как бы осторожны вы ни были или как бы ни хороша была шпатлевка, раковины и мелкие вмятины будут появлн гься на зашпаклеванной поверхности. Намного легче заполнить эти места блестящей шпатлевкой или шпатлевкой для мелких вмя-
Полиэстерная шпа глевка является практически кузовной шпатлевкой из жидкого пластика. Один литр неразбавленном) наполнителя активизируется с помощью тюбика отвердителя Затем полученная смесь распыляется на обрабатываемую область. Обработка шкуркой на блоке выполняется так же, как и с любой другой шпатлевкой Обычно вполне достаточно одного слоя. Хотя это и не обязательно, нанесите слой грунтовки на обработанную поверхность полиэстерной
7 6
Подготовка кузовных панелей к покраске
нанесения грунтовки. Эта шпатлевка усаживается примерно на 50%, поэтому может потребоваться нанести ее два или три раза Осторожно обрабатывайте поверхность между отдельными этапами по нанесению. чтобы не повредить окружающие поверхности. Производите обработку шкуркой только после полного высыхания шпатлевки. Мы предпочитаем пользоваться наждачной шкуркой для сухой обработки с зернистостью 220. Все заканчивается нанесением грунтовки
УКАЗАТЕЛЬНОЕ
ПОКРЫТИЕ
Из всех приемов, используемых профессионалами для достижения высшего качества панели, указательное покрытие является i одним из лучших. Оно требует тер
Дания и желания достичь
реального качества панели.
После нанесения последнего
слоя грунтовки дайте ей высохнуть. С помощью подходящей краски или эмали в аэрозольном баллончике или в окрасочном распылителе (пистолете) нанесите тонкий слой контрастной краски поверх грунтовки - светлую краску на темную грунтовку и наоборот. Покрытие должно быть очень тонким и грунтовка должна просвечивать через указательное покрытие. На соответствующих рисунках можно видеть плотность указательного слоя.
Когда указательное покрытие сухое, осторожно обработайте панель длинным бруском с куском наждачной шкурки с зернистостью 220. Это быстро выявит бугорки, так как краска указательного слоя отшлифовывается, оставляя только грунтовку. И наоборот, в ямках краска останется
Продолжайте обработку шкуркой до тех пор, пока не будет удалена вся краска так, чтобы осталась только грунтовка. Если
остались какие-то неровности, то обработайте их дополнительным слоем грунтовки, шпатлевки для мелких неровностей или если ямка глубокая, то шпатлевкой Повто-
ряйте описанный в этом разделе процесс до тех пор, пока не останется никаких выступов или ямок. Когда вы добьетесь такой поверхности, то можете считать, что достигли идеальной панели. Окончательная шлифовка панели всухую наждачной шкуркой зернистостью 320 подготавливает поверхность к покраске.
Описанная здесь процедура нанесения указательного покрытия используется при создании образцово-показательных покрытий. Однако, если вы хотите всего лишь достичь качества заводской окраски, то можно остановиться после второй обработки с помощью длинного блока. То, что осталось, будет соответствовать ровной поверхности.
РЕМОНТ АЛЮМИНИЕВЫХ И глаза г СТЕКЛ0ПЛАСТИК0ВЫХКУ30ВНЫХ
ПАНЕЛЕЙ
Кузовному мастеру следует быть знакомым с двумя материалами, используемыми для изготовления деталей автомобильных кузовов алюминия и стеклопластика (фибергласса или стекловолокна!
Алюминий и стеклопластик используются все больше и больше для изготовления деталей отделки и кузовных панелей Многие изделия, такие как воздухозаборники на капот, надставки на кры лья, спой леры и обтекатели изготавливаются из стеклопластике Алюминии из-за своей легкости используется производителями автомобилей рее больик и больше Некоторые детали кузова уже давно делаются из алюминия
Вы должны быть знакомы с этими материалами, даже если никогда не будете работать с такими автомобилями, как II 1е вроле - Корвет и Феррари. Вы можете и не знать, какой материал используется для кузовной детали до тех пор, пока не уда ште краску В данной главе мы опишем прис мы и способы ремонта кузовных панелей из а, иоминия и из стеклопластика. Уделяйте внимание всем правилам техники безопасности, особенна о гносящимся к стек, ion ластику
АЛЮМИНИЙ
Типы и сплавы
Чистый алюминий для деталей кузова используется мало. Он очень мягкий и подвержен коррозии. Для улучшения свойсз в с чистым алюминием смешиваются другие металлы и элементы в раолич^ых пропорциях и получаются алюминиевые сплавы В эти сплавы входят такие элементы, как медь, хром же те-зо, марганец, титан, и цинк. В зависимости от требуемых свойств эти элементы обеспечивают жесткость, прочность, гдердость, упругость, обрабатываемость и коррозионную устойчивое! о К 1ждый алюминиевый едпав по американскому стандарту обозначается буквенно-цифровым кодом, который представляет собой комбинацию букв и цифр, Наиболее часто испо; ъзу-ется алюминиевый сплав с кодом ЗПОЗ-Н1ч Основной номер 3003, указывает, ч^о главным ле гирующим элементом в сплаве является марганец, а обозначена Н14 указывает, что сплав был упрочнен холодной обработкой Тачая хо. годная .обработка делает алюминий жестче. I [одробне е об алюминиевых сплавах можно прочитать в специальной литературе.
При заказе алюминия спрашивайте листы из гплава 3003-Н14 толщиной от 1,3 до 1,6 мм. Его легко обрабатывать и сварива гь и он имеет достап >чную ус-тойчивость к воздействию коррозии. Теперь рассмотрим, как работать с алюминием.
Резка
Для резки алюминия не пользуйте ь зубилом или режущей газовой горелкой Они повредят или деформируют металл в месте разреза Удары зубилом растягивают металл рядим с линией разреза, сжимают его в передней части и приводят к скручиванию Для восстановления металла потребуется усадка которая является сложным и трудоемки л npcueccoi i
Резка
с помошью газовой горелки оставляет рвьный оплав. юнный край и деформирует металл в области разреза Однако, если вы должны восполь
зоваться гир< лкой, то режьте примерно в 5 см от нужной линии разреза Хотя это и приведет к расходу материала, вы можете затем очистить разрез с помощью ножниц по металлу или пне вматичс скоро роэак= Ножницы хорошо работают при необходимости ровного разреза.
Нож-
ницы с разными направлениями удаления металла удаляют металл вправо или влево, те можно выре зать различные кривые детали, не деформируя
78
Р(Ш)нт алюмшшевы г и стеклогыа(Шиковь1.( куювпых панелей
«чистовой» край
Ножницы для резки алюминия, оставляющие металл справа и слева имеют пютветственно зеленые и красные ручки. У ножниц для прямого резания ручки жел тые. Пневматические резаки или ножницы par* тают ка. пневматические ножницы - они выстригают металл. Не путайте их г лневматлчес-к-пии зубилами
Пневматическое зубило (вверху) хорошо расютае г для разрезания металлических панелей ку мэва, но разрез получается неровный. Резак или отрезная головка надеваются на дрель с осью диаметрам около 1П мм Он проходит через листовой алюь.иний, оставляя ровн^ ю . синию разреза
Приведенные здесь рисунки показывают работу пневматических ном:ниц. Обратите внимание, как ровно и равномерно идет разрез -без растоескиваник и скручивания.
Будьте < клорожны при резке алюминия. Чем он мягче, тем легче его резать Соответственно, его легче и деформировать.
Хотя потребуется дольше времени, вы можете добиться подобных результатов с помощью ножниц по металлу различного
типа.
Мастер начинает работу с "деталью кузова автомобиля - дрис-,ера, сделанной из алюминия
Резак оставил ровный след Закругления в углах соответствуют областям, которые будут подняты первыми. И этих областях происходит наибольшее растяжение.
РАБОТА МОЛОТКОМ И НАКОВАЛЬНЕЙ
В принць ie. обработка алюминия молотком и наковальней производится так же, как и при обработке мягкой стали, включая упрочнение металла. В некоторых случаях такое затвердение является преимуществом Это дает алюминию необходимую прочность. Однако, алюминий должен быть отпущен, т.е размягчен для обработки. Мы об' леним суть отпуска вкратце
Вы можете обрабатывать а. [юминий быстрее и легче, чем для мягкой стали Однако, слоссбностъ алюминия к отжиму и его размягчение могут стать причиной проблем. Формовка уменьшает толщину мак риала - чр₽змерная обработка может сделать толщину алюминия сравнимой с толщиной фольги Рассмотрим это когда вы работаете с пане; гью. Она может быть усажена, но не ди такой степени, как она может быть растянута При ра-
боте с ьмя гичой не перестарайтесь. Поднимите вмятину, отрихтуйте ее рихтовочным молотком и остановитесь. Недоработка алюминия
лучше, чем его переработка
Мастер начинает обработку металла, сгибая вверх боковые стороны руками.
79
Ремонт алюминиевых и стеклопластиков.ых кузовных панелей
Способом предотвращения «переработки» алюминиевых деталей является наличие у работающего наковален различной формы Чем ближе форма наковальни к желаемой форме панели, тем меньше вам нужно будет обрабатывать ме галл для получения нужной формы.
Начинается серьезная работа молотком и наковальней Обратите внимание на то, что форма наковальни совпадает с тем контуром, который нужно получить мастеру.
Так как алюминий обрабатывается легко, по возможности используйте рихтовочный молоток Это нужно делать потому, что рихтовочный молоток имеет меньшу ю тенденцию к утоныыению металла. Фактически он стрем] !тся усадить мет а чл подобно тому, как это делается с помощью усадочного молотка.
Пол1 зуйтась рихтовочным молотком так же, как описано е гл 4. Ощути шай^е металл руками для поиска вмятин. Осторожно поднимайте эти вмятины с помощью молотка. Бугорки нужно обрабатывать с помощью молотка и наковальни
При создании сложных радиусов требуется работа в два раза больше, чем при простых изгибах.
Для получения нужной фермы используются различные методики р"хтовки и ударов молотком. Когда вы уже не ощущаете рукой выступы и ямки, то обработай ге поверхность кузовным копильником. Это поможет быстро выявить оставшиеся вмятины и удалить бугорки. Пользуйтесь кузовным напильником осторожно При обработке алюминия можно быстро убрать много материала.
Рих гонка молотком и наковальней заканчивается путем обработки кузовным напильником Выров-няйте обрабатываемую область с помощью наждачной шкурки зернистостью 80.
Отпуск
Отпуск является процессом, который размяг чает затвердевший металл. Для алюминия он выполняется, достаточно просто. Но как узнать о том, что алюминий нужно отжигать?
Когда вы работаете с участком кузовной панели, то можно почувствовать, что алюминий становится тверже с каждым ударом молотка. Становита труднее обрабатывать металл и звук от ударов меняется. Металл начинает звучать так, как твердый Если вы продолжаете обрабатывать затвердевший металл, то он треснет. Для предотвращения этого явления остановите работу и произведите отпуск затвердевш'® участка.
Для отпуска (отжига) необходима газовая п рыка. Зажгите горелку и отрегулируйте ее на богатч ацетиленом пламя, которое использует мало кист рода. Вам нужно холодное оранжевое пламя с ойраз< ванием большого количества сажи. Направьте это ша мч на отпускаемую область так, чтобы черная гая равномерно покрыла ее. Не нагревайте металл; ги кройте его сажей
80
Pejitcam а шжггниевых и стеклопласгншюбых кузовных riaiieieii
Когда вся поверхность покрыта сажей, отриуулчруйгс горелку так, чтобы из нее выходило длинное гол; бое плачи Без сажи,
Это «холодное* пламя, кот< -рого недостаточно для снарки. Проведите горе "кой вперед - назад по поверхности, чтобы равномерно и постепенно нагреть ее. Когда панель начнет достигать температуры отпуска, то сажа начнет выгореть.
Когда большинство сажи выгорит, быстро накройте поверхность очень влажной и большой тряпкой или губкой Такой нагрев и закалка bi рнет алюминию способность к обработке и вы правильно проведете отпуск.
Повторяйте этот проц< сс по мере необходимости. Однако, работайте осторожно, чтобы не перестараться.
После отпуска работа молотком и наковальней может быть продолжена.Мастер ощупывает рукой поверхность на предмет наличия бугорков и ямок
Напильник срезает верхушки бугорков. При обработке алюминия напильником работайте осторожно - он снимается намного быстрее. чем сталь.
Приспособления, необходимые н процессе обработки алюминия напильником - щетка для напильников и шиле- Зубцы напильника забиваются алюминием, уменьшая его режущую способность. С помощью ще гки част! [цы алюминия удаляются из напильника. Остальные частички можне удалить шилом
После обработки напильником бугорки становятся блестящими. Рихто! очный молоток поднима-
ет вмятины
Усадка
Если в результа ге обработки молотком и наковальней и отпуска у вас получится «больше» металла, чем было раньше, то нужно сделать его усадку. К сожалению, алюминий подвергнуть горячей усадке невозможно. Все кончится проплавлением отверстия в алюминии Вместо этого велпольгуйгесь усадочным молотком или наковальней, как описано в гл. 5. Эта методика хорошо работает.
Вернитесь к обрабатываемому месту и подложите наковальню, которая соответствует по форме контуру панели. Стукнит< по металлу усадочным молоткам с усилием, достаточном для переноса клетчатой текстуры поверхности молотка на металл. Большое усилие деформирует металл. Слишком слабое усилие будет напрасной попыткой После несколлкгьХ хороших ударив по поверхнпп и проведите
81
Ремонт алюминиевых и стеклопластиковых кузовных панелей
по ней рукой, чтобы определить место, по которому нужно стукнуть еще раа
Не убирайте напильником следы от усадки. После этой обработки металл станет слишком тонким. Вместо этого слегка поработайте напильником, чтобы поддержать правильную форму панели. Затем нанесите полимерную шпатлевку или несколько слоев грунтовки, чтобы заполнить раковины, образованные ударами усадочного молотка. Подробные указания по использованию шпатлевки и грунтовки содержатся в ГЛ 6-
Окончательная обработка в вогнутой области производится с помощью дрели, в патрон которой зажат абразивный диск диаметром 7,5 см
Широкие плоские участки быстрее шлифуются с помощью плоской шлифовальной машинки
Для подготовки алюминиевой панели к покраске нужно произвести ее доводку и шпаклевку.
Сварка алюминия
Сварка алюминия не сильно отличается от сварки стали Просто при этом требуется некоторая практика и некоторые специальные материалы в зависимости от того, какую сварку вы используете, газовую или электрическую. Если вы пользуетесь газовой сваркой, то вам потребуется флюс для сварки алюминия и специальный электрод. Флюс удаляет окислы и загрязнения, которые образуются на поверхности алюминиевого сплава. Для дуговой сварки в среде инертного газа вам потребуется специальный электрод. Подробнее о сварке алюминия можно прочитать в специальной литературе.
СТЕКЛОВОЛОКНО (СТЕКЛОПЛАСТИК)
Алюминий использовался для изготовления автомобильных кузовов с начала 30-х годов. Стекловолокно впервые было использовано для кузова автомобиля CHEVROLET CORVETTE в W53 г. В наше время имеются уже тысячи таких автомобилей. К сожалению, автомобили с кузовами из стекловолокна иногда требуют кузовного ремонта. Далее мы продемонстрируем, как вы сможете произвести ремонт, начиная от ремонта простой трещины до замены целого крыла. Эти методики используются для построения автомобилей со специальными кузовами, установки навесных деталей или выполнения заказов по изготовлению тюнинговых автомобилей. Стекловолоконная панель состоит из стеклоткани, которая дает панели необходимую жесткость и, смолы, которая связывает друг с другом слои стеклоткани и обеспечивает гладкую поверхность панели. Подробнее о стеклоткани сказано в следующем разделе, а смола подробнее обсуждается далее.
Стеклоткань
Стеклоткань, которую также называют и стекловолокном, представляет собой расплавленное стекло, которому придана форма длинных и тонких волокон или нитей. Эти длинные нити намотаны на катушки, а затем скручены в многонитевые жгуты. Эти жгуты затем сотканы в материал, называемый стеклотканью. Стеклоткань может иметь разную плотность. Для ремонта деталей из стекловолокна лучше всего использовать ткань с плотностью от 200 до 350 г/мг.
Другой тип стеклоткани называется тканой ровницей. Ровница представляет собой несколько нитей из стекла, связанных друг с другом, а не скрученных в жгуты. Такие ровницы затем ткутся в ткань. Эти ровницы слабее и объемнее по сравнению со жгутами. Они содержат больше смолы на единицу площади, чем стеклоткани. Тканая ровница обычно имеет плотность около 800 г/м4.
Третьей разновидностью стекловолокна является стекловолоконный мат Мат является рубленым стекловолокном, в котором стеклянные нити разрублены на короткие кусочки, которые соединены друг с другом связующим веществом для создания толстого мата Такой мат имеет низкое процентное соотношение стекла по отношению к смоле по сравнению с тканью или ровницей. В состав мата обычно входит от 25% до 35% стекла и от 6% до 75% смолы. Это создает толстое.
82
Ремонт алюминиевых и стеклопластиковых кузовных панелей
водозащитное и крепкое покрытие. Заполняемгя поверхность будет толстой Обычно стеклотканевый мат используется для ремонта поврежденных панелей
Для специальных применений используются стеклянные нити другой формы и конфигурации. Поверхностный мат используется для верхнего слоя покрытия. Он тонкий и ровный и обеспечивает качественную поверхность без морщин Рубленые нити, которые имеют длину ит ( мм до 5 см, смешиваются со сметой и используются для увели-чьния жесткости Вы смож« те сде-тать качественную пасту, которая судет оставаться на месте и не сместиться, с помощью добавления нжсотропическиго соединения, те увеличивающего объем поршня к смоле Такие соединения часто называются микрофибрами. Одш м из лучших материалов является материал WEST SYSTEM 403 tflCROFIBERS
Другие виды стекловолокна используются для изготовления деталей из стекловолокна, а не для ремонта Смола
Стс ктоткань пр питывается жидкой смолой в процессе наслоения - один слой стеклоткани накладывается поверх одного или нескольких слоев стеклоткани, при-huTanHCrft смолой. Стекл< ткань укладывается в форму (шаблон) или на р монтируемую область и смазывается жидкой смолой Этот процесс продолжается до тех пор, пока не будет сформирована деталь или участок панели нужной формы Затем смола затвердевает и становится жесткой, обеспечивая детали или ремонтируемому участку необходимую прочность.
Обычно при работе со стеклотканью испгльзуются полиэфирные смолы. Хотя могут использоваться и эпоксидные смолы. Мы ограничиваем наше обсуждение более популярными полиэфирными смолами Полиэфирные смолы являются пластмассами, которые полимеризуются, т.е. затвердевают под деис гнием т( пла. Тепло может выделяться изнутри или подводиться снаружи. Мы рассмотрим химически генерируемое т< ппо внутри смолы благодаря добавлю ник катализатора. Реакция м< жду катализатором и добавкой уже в смоле является экзотермической, те. она
идет с выделением тепла Тепло изменяет смолу от жидкого до твердого состояния Этот процесс называется полимеризацией
Все эти вещи запоминать не обязательно для выполнения успешного ремонта стекловллскенных кузовных панелей. Но это помогает понимать происходящие процессы. Вы сможете понять, почему ваша смола затвердевает, т.е. полимеризуется слишком быстро или же почему она не полимеризуется вообще
Полиэфирные смолы для работы со стекловолокном рассчитаны на полимеризацию при комнатной температуре. Небольшие внутренние изменения температуры при добавлении катализатора увеличивают скорость полимеризации. Смола затвердеет в банке если она не будет использована достаточно быстро. В связи с этим при покупке будьте уверены, что покупаете свежую смолу. Если банка со смолой остае: ся неиспользуемой слишком долго, то смола может бьттг слишком густой для использования.
Смолы для покрытая и
отделки
Двумя типами смол являются следующие: смола, которая не полностью полимеризуется в присутствии воздуха и смола, которая будет полимеризоваться на воздухе. Смола для покрыт ин не будет полностью полимеризоваться до тех пор, пока не будет удален весь воздух. Это позволяет накладывать один слой поверх другого, чтобы, между слоями была хорошая связь. Когда один слой накрывается другим, то удаляется весь воздух. Затем нижний слой полностью полимеризуется.
Смола для окончательной отделки полимеризуется в присутствии воздуха. При производстве смолы в нее добавляемся воск пли похожие соединения. При использовании воск поднимается к поверхности для создания барьера между смолой и воздухом. Это дозволяет обраба гывать смолу для завершения процесса ее полимеризации. Перед нанесением грунтовки или краски на обработанную смолу воск нужно смыть ацетоном.
Другая смола, которая полимеризуется на воздухе, должна использоваться для ремонтных ра
бот Такая смола довольно дорогая и прочна я и используется для поделок, имит-фующих янтарь Катализа тор для смолы
Не пользуйтесь катализатором^ предназначенным для эпоксидных смол. Такие смелы являют ся разными. Они не будут работать в полиэфирных смолах Пользуйтесь катализатором, специально предназначенным для использования с полиэфирной смолой Эт от прозрачный и жидкий катализатор называемся пероксидом (перекисью) метила - этила - кетона (МЕК).
Инструкция по его использованию обычно имеется на упаковке катализатора и сколы Обычно катализатор смешивается со смолой в ci отношении 7 капель на 30 г. смоль*. Немного большее количество может быть добавлено для ускорения полимеризации при низкой температуре воздуха. Меньшее количество катализа!тора используется при высокой температуре воздуха.
Гелевая смола для внешнего покрытая
Это смола;, которая полимеризуется не полностью на воздухе, используется для формирования нарз жного цветного покр лтия на стекловолоконных деталях При покрытии деталей автомобильного кузова гелевое покрытие вначале распыляется в форму Обычно оно окрашивается с помощью пигмента для смолы Добавляется мат, ткань или резаные нити со смолой для покрытия. При полимеризации деталь вынимается из формы. Гелевое покрытие теперь является цветной поверхностью детали Так как в это покрытие не было добавлено стекло, то ено будет такое же гладкое, как и форма, в которую оно было нанесено
Мы рассмотрели две основные компоненты для ремонта стекловолокна смолу и стеклоткань. В сочетании эти компоненты образуют очень прочную, водостойкую, немного гибкую компизицию. которая может служить в качестве ремонтного материала или самостоятельной кузовной детали. Следующим шаг, iM являете я использование этого материала для настоящего р< гонта.
Во-первых, мы рассмотрим общую методику ремонта стекловолокна. Затем мы обсудим специфи-
8 Л
Ремонт алюминиевых и стеклопластиковых кузовных панелей
ку ремонта трещин, вмятин, царапин и других поз-можных повреждений.
Безопасность
Будьте осторожны при работе со стекловолокном, так как смолы легковоспламеняемы как в жидком, так и в твердом состоянии. В жидком состоянии дымы вост, вменяются от небольшого на1р?ва. Поэтому не курите при работе со смолами. Если же вы работаете в закрытом помещении, то откройте двери Уберите все приборы и устрлйст1 а, использующие открытое пламя.
При сварке или резке металла рядом со стек-лово юкном. держит е пода, iwiie источник тепла. Асбестовые панели или несколько слоев алюминиевой фольги обеспечивают защиту, когда они располагаются между пламенем и с гекловолоконний панелью. Лучшей защитой будет ваша кваяификация.
Жидкая смола может стать причиной кожной сыпи, когда она контактирует с кожей человека. Однократное воздействие для большинства людей опасности не представляет. Однако, частое воздействие может ста гь j чричиной коло ого заболевания Для прс-дотврг щения потенциальных проблем при работе со смолой пользуйтесь защитными резиновыми перчатками Для проке де ния большого объема работ со стек -ловолоквом in ьТьзуйтесь неопреновыми перчатками. Они . [учше противостоят воздействию смолы и растворителей на основе ацетона.
Если на вашей коже появилась сыпь, то прекратите работу со смолой и проконсультируйтесь с врачом - дерматологом. Пе смазывайте сыпь лекарствами, а вымойте ее волрй с туалетным мылом Врач при необходимое™!! назначит лечение.
РЕМОНТ ДЕТАЛЕЙ ИЗ
СТЕКЛОВОЛОКНА
Хотя стекловолокно имеет высокое соотношение прочности и веса, оно не такое прочное, как металл Следовательно, не пользуйтесь им подобно клею, пытаясь имитировать сварку.
Жесткость стекловолокна определяется количеством волокон, покрытых смолой При ремонте должен использоваться широкий толстый кусок стеклоткани, полностью пропи ганный смолой По возможности поместите заплатку с задней стороны ремонтируемой поверхности. Если ремонт нужно делать с передней стороны, то материал нужно сошлифовать, чтобы обеспечить пространство для заплатки.
Другим условием ремонта является чистота Стекловолокно не пристанет к грязи, смазке, силикону или к другому чужеродному материалу Оно пристает к металлу, дереву, композиционным материалам и к другой стекло» шоконной панели Поэтому очень важно тщательно очистить поверхность Начните с мойки водой с мылом для удаления непрочной грязи и битума. После этого очистите поврежденное место ацет(>ном5 толуолом или MER Не пользуйтесь растворите чями на минеральной осно: че, так как после них остается пленка Ацетон и продукт ы на его основе удаляют как смазку, так и краску, поэтому пользуйтесь ими осторожно на окрашенных частях После очистки поверхности отшлифуйте ее напильником или шкуркой в том месте, где будет наложена зайлятка.
При шлифовке стекловолокна пользуйтесь защитной маской, так как пыль от него очень опасна и ее вдыхзние может привести к болезням Легких Выбоины, вмятины и трегцг.ны
Выбоины, ьмятины и трещины в верхнем слог которые не влияют на структурную целостность стекловолокна, легко отремонтировать с помощью полимерной шпатлевки Это^ ремонт похож на ремонт поверхностных повреждений на металлических панелях кузова Сошлифуйте или зачистите поверхность до тех пор, пока повреждение не будет на виду Нанесите тонкий слой полимерной шпатлевки Обработка и доводка описаны в гл 6.
Структурные трещины ремонтировать труднее, так как пни ослабляют структурную целостность стек-лозолокоиний панели.
Демонстрационный автомобиль COBRA получил удар в переднюю часть кузова. Обратите внимание на повреждениях стекловолокно в левой части чуть выше нижнего воздухозаборника Это типичное повреждение детали из стекловолокна.
Начните с разрез* вдоль линии разлома с помощью ножизки. Уберите торчащие кусочки стекловолокна. Очистите лицевую и обратную сторо: гы с помощью растворителя че на минеральной основе. Уберите звукоизоля щю и ли аащиткый слой с панели в области не менее 1Г см от поврежденного участка.
Снимите фаску с краев примерно под 3(Р с помощь» > напил! ника или шлифовальной машинки Затем совместите края с помощью струбцины, если эго возможно.
Если вы не сможете совместить края с помо-
84
Ре.чонт алюминиевых и стсклоп-пиитикеки.\ кузовных панелей
щью струбцины, то изготовьте пока стали 1 ОлщинОЙ 6 мм С
9TBI рстия.ли, которые просверлены в местах поверх трещины. Закрепите болтами обе стороны панели. С гягивающее усилие совместит оба края Когда заплатка затвердеет, уберите метал тическую скобу и зашпаклюйте отверстия.
Когда края совмещены, вырежьте 2-3 куска стчклоткани для задней заплатки Убедитесь, что эта заплатка перекрывает не менее 7,5 см в кажду ю сторону от поврежденной области Г ропт а л -те заплатку смолой с катализатором и приложит е ее к обратной стороне панели. Кот, [а задняя заплатка затвердеет, то пергходите к косметическому ремонту лицевой с гороны 1 рг едины.
Разрежьте немного стеклоткани на кусочки длиной от 6 до 13 мм. Смешайте эти кусочки1 небольшим количеством смолы с катализатором. Чри этом образуется паста, которая не будет сползать с вертикальной поверхности. Заполните трещину этой настой. После затвердевания сошлифуйге бугорок и заполните следы царапин полимерной шпатлевкой несколько раз. После этого ремонтируемая область должна быть такой же прочной, гак и раньше.
Отверстия в панелях из стекловолокна редко бынают следствием удара. Это обычно бывает следствием серии трещин. Вы должны удалить поврежденный материал из трещин иля проведения качественного ремонта. Результатом этого будет отверстие, которое затем нужно зашпаклевать.
Следуйте указаниям, описанным для ремонта трещин относительно очистки и подготовки от-st рстия для ремой га. Снимите фаски со всех поврежденных краев. Вырежьте два куска стеклоткани, которые закрывают поврежденную область и перекрывают примерно 7-Й см на неповрежденном кузове Пропитайте стеклоткань смолой и поместите ее с задней стороны от-верегдя. Дайге смоле затвердеть
Когда заплата сзади затвердела. то срежьт! кусочки стекло ткани, чтобы заполнить остатки отверстия с передней стороны. Пропитайте яти кусочки смелой и заполните оставшуюся часть отверстия, обеспечив небольшое перекрытие Когда все заполимеризует-ся, сточи ге выг гупающи< бу] орки.
затем выровняйте их и намесите полимерную шпатлевку. Такая методика хорошо работает, когда вы сможем добраться до задней части панели. Однако, чтс можно сделать, если обратная с трона панели недоступна?
Сначала снимите фаски с краев отверстия вокруг примерно на 7,5 см со всех сторон. Поверх этого места наложите двойной слой стеклоткани, пропитанной смолой
Пропитанный смолой мат накладьгаадтся на трещину.
8 5 -------------------------------
и дайте ей затвердеть Когда заплатка затвердеет, то поработайте ее, как описано в предыдущем подразделе Для устранения мелкг.х следов от обработки и шлифовь.» воспо гьауйтгеь шпаклевкой
Для пемонт а используется мат из стеклоткани.
Мат кладется на картонку и пропитывается смолой с катализатором.
Ремонт алюминиевых « стеклонласпшкавых кузовных панелей
Место ремонта готово к нанесению полимерной шпатлевки.
С помощью ролика, предназначенного специально для удаления пузырьков из смолы, мастер удаляет пузырьки.
Процесс полимеризации ускоряется с помощью промышленного фена. Место ремонта должно нагреваться, но не перегреваться.
Полимерная шпатлевка должна затвердеть перед ее шлифовкой.
Затвердевшая заплатка из стеклоткани готова к шпаклевке и отделке.
Мастер использует специальный напильник -терку с отверстиями {SURFORM) и шлифовальную машинку для выравнивания шпатлевки. Доводка производится наждачной шкуркой зернистостью 36.
86
Ремонт avo. инниевых и t текло) ластиковых куменых панелей
После обработки второю слоя шпатлевки наноси гея грунтовка
Нанесен второй слой шпатлевки после выра1 нивания и шлифовки поверхность будет готова к
яанс ci нию i рунтовки
Несколько мазков шпатлевки для мелких вмятин необходимы для устранения раковин. После выравнивания этих мест наносится второй слой грунтовки, на который уже будет наноситься краска.
ЗАМЕНА ПАНЕЛЕЙ ИЗ СТЕКЛОВОЛОКНА
Соедините. ц>нач полоса
ТЛежду каждой формованной кузовной панелью есть обратная часть, называемая соединительной полосой. Путем закрепления соединительной полосы в Стыке Между двумя кузовными панелями образуется жест.та соединение Связующа м сое гавом является смола с катализатором. Найдите шов, где стыкуются две панели
Для отделения ловре:кденной панели от основной структуры кузова сделайте разрез по стыку с п* мощью ножовки. Вам нужно сделать разрез через старую сое; еинл-т( льную полосу. С помощью зубила удалите остатки полосы Можно использовать как обычное зубило, так и пневматическое Какую бы мето
дику вы не выбрали, работайте осторожно, чтобы ничего не повредить.
Сишлифуйте оставшиеся куски соединительной полосы и снимите фаску с краев. Проверьте, чтобы заменяемая панель имела фаску на краю Если ее нет, то нужно сд< латы Установи ге заменяемую панель на место и закрепите ее полосками из стали толщиной 6 мм и болтами, как описано Тщательно смажьте обе панели в области шва и соединительную полосу смолой. Соедините все вместе. Для лучшею соединения стяните детали вместе винтами-саморезами Когда смола затвердеет, выкрутите винты и зашпаклюйте отверстия.
Когда смоли полностью поли
меризуется, то с помощью смолы и стеклоткани или наиезанных волокон заполните выемки на внешней стороне, которые образовались От фаепк по краем И в этот раз зачистите, нанесите шпатлевку и обработайте ее.
Заключение
Залогом качественного ремонта панелей из стекловолокна является чистота, так как надежного соединения не происходит, если соединяемые поверхности грязные. Таких вы должны использ» вать достаточно материала для изгототле-ния заплатки нужной толщины. Не забывайте снимать фас ку с поврежденных краев, чтобы дать заплачке достаточно места для соединения с поврежденной областью.
87
ГЛАВА В
ОКРАСКА И МАТЕРИАЛЫ ДЛЯ ОКРАСКИ
Окраска автомобилей в 20-е годы 20 века началась с маляров, которые делали краску. Некоторое количество смолы или чего-то подобного разводилось бензолом, туда добавляли немного сажи или другого пигмента Затем краска наносилась на кузов автомобиля по возможности равномерно с помощью кисти. В наши дни положение изменилось. Для изготовления краски вам нужно понимать химические свойства этилового и бутилового ацетатов, толуола и лигроина и таких добавок, как, например, этиленгликольмоноэтил.
Для окраски своего автомобиля вам не нужно вникать в такие тонкости. Тем не менее вам нужно ясно представлять себе современные краски: что они делают, назначение красок, совместимость с другими материалами и особенности их использования. К примеру, несоответствующий растворитель, использованный с банкой с краской, которая стоит более 100 долларов, будет ощутимой потерей.
В этой главе мы обсудим современные краски и дадим некоторые сведения об окрасочных системах. Мы расскажем о том, как выбрать правильную краску для работы, которую вы планируете сделать, как разбавить эту краску и при каких условиях изменяется характер разбавления. Мы расскажем также о нижних покрытиях - грунтовках и герметиках, которые наносятся на металл перед покраской. В заключение мы коснемся некоторых добавок и других материалов, связанных с получением качественного покрытия, таких как абразивные составы для лака или специальные очистители, которые удаляют воск и силикон
Независимо от типа используемой краски пользуйтесь системным подходом, т.е. все материалы для окраски должны сочетаться друг С другое При ремонте участков кузова материалы для окраски должны быть также совместимы с прежней краской.
СИСТЕМЫ ОКРАСКИ
Каждый производитель краски пытается сделать формулу своей краски лучше, а краску - дешевле по сравнению с конкурентами. Он привлекает ученых для разработки новых материалов. Каждый ученый, в свою очередь, разрабатывает новые химические добавки для улучшения конечного продукта. Такие улучшения решают такие задачи, как увеличение блеска, улучшение характеристик растекания, увеличение сопротивляемости к ультрафиолетовому излучению, а также к химикатам, которые содержатся в смоле. Эта проблема в большой степени обусловлена в наши дни большим количество автомобилей и промышленных выбросов.
Затем производитель должен учесть, будет ли использована краска поверх голого металла или поверх оригинальной краски от завода-производителя на автомобиле Производитель должен разрабатывать краску и для разных климатических условий. К примеру, окраска летом в южном климате существенно отличается от окраски зимой в северных широтах. Температура и влажность воздуха имеют сильное влияние на особенности процесса окраски.
Окрасочная система включает в себя краски различного назначения, растворитель или разбавитель (восстановитель) для разведения краски, чтобы она могла использоваться в разных погодных условиях; различные грунтовки и защитные покрытия, которые совместимы как с новой, гак и со старой краской или с «голым» металлом.
Совместно все эти составляющие: краска, растворитель, грунтовка и некоторые дополнительные добавки составляют систему окраски. Вы должны определить тип окраски, которого вы хотите достичь. Солидный производитель имеет все необходимое для достижения вашей цели. После прочтения этой главы вы сможете квалифицированно обсудить свои потреб
ности с консультантом в магазине или в мастерской. При этом действует важное правило: выбирайте материалы одной марки или от одного производителя и не заменяйте материалы другими в процессе работы.
Каждая фирма - производитель изготавливает свои краски и другие материалы разными способами Следовательно, если вы смешаете продукты разных марок, то достаточно высока вероятность ошибки. Естественно, что никакая фирма - производитель не даст гарантию на свои материалы, если они используются совместно с материалами других фирм - производителей. Выберите марку или фирму, которая лучше всего удовлетворяет вашим потребностям и придерживайтесь ее продукции. Затем при возникновении проблем можно будет предъявить обоснованные претензии. Имеется 5-6 основных производителей автомобильных красок, которые хорошо зарекомендовали себя и имеют надежную репутацию.
Меры предосторожности
Наведенный блеск краски вашего автомобиля может выглядеть очень эффектно, но нельзя забывать о мерах безопасности. Нужно соблюдать меры предос горожности при работе и следует помнить о том, что предупредить повреждение проще, чем затем лечиться и лучше не доводить дело до обращения за медицинской помощью.
Вы должны обращать внимание на пары от красок или растворителей и частицы, образующиеся при шлифовке. Эти вещества очень горючи и токсичны. Они вредно воздействуют на легкие и могут привести к пожару в гараже.
Вы должны обеспечить достаточную вентиляцию для скорейшего удаления паров от жидкостей или частиц краски по мере их образования. Чем выше концентрация паров, тем выше вероятность неожиданно-
88
Окраска и материалы для окраски
го взрыва. Никогда не распыляйте краску рядом с открытым пламенем или с запалом для работы газовых приборов Перед распылением краски, гасите все запальные устройства, так как они в рабочем состоянии могут стать причиной взрыва паров.
Вывод следующий: если гараж или другое рабочее помещение наполняется парами или горючими частицами и рядом работает газовый прибор с запалом, то такое помещение превращается в большую камеру сгорания. Такая же проблема возникает с зажженной сигаретой. Никогда не курите при окраске или же при смешивании красок или очистке окрасочного оборудования.
Когда вы приняли все меры противопожарной безопасности, подумайте о своих легких. Пары от акриловых и полиуретановых материалов очень токсичны. При распылении красок на их основе надевайте респиратор. Он должен сидеть очень плотно и не иметь утечек. Если есть какие-то сомнения относительно возраста или состояния фильтрующих элементов, то замените их. Элементы оказывают как фильтрующее, так и нейтрализующее действие для защиты работающего.
Хотя хорошо сидящая защитная маска и обеспечивает некоторую защиту от взвешенных в воздухе частиц (пыль, абразивные частицы и частицы краски), она не защитит вас от газов, от краски, таких как изоцианаты, которые могут быть очень вредными и даже смертельно опасными. Это очень важно, если у вас есть проблемы с органами дыхания или вы будете производить распыление краски в течение долгого времени В таких Случаях нужно пользоваться противогазом с фильтром.
Современные краски на основе полиуретана обязаны своим блеском и износостойкостью соединениям, которые называются полиизоцианатами. Эти соединения напрямую связаны с цианидами, которые являются одними из наиболее сильнодействующих ядов. Хотя полиизоцианат не такой опасный, как газообразный изоцианат, но от него тоже нужно защищаться. Всегда надевайте респиратор при распылении краски, содержащей изоцианат, такой как католизованные эмали. Чтобы быть максимально защищенным, нужно надевать рес
пиратор при распылении любой краски. Респираторы используют волокнистый материал для фильтрации частиц и химически обработанный элемент для удаления газов. Эти элементы начинают терять свою эффективность при соприкосновении с воздухом в течение более минуты. Кроме этого, они теряют эффективность в процессе использования. Мы рекомендует хранить респиратор в закрытом пластиковом пакете или в другом
герметичном контейнере, когда им не пользуетесь и заменяйте фильтры и элементы каждую неделю при интенсивном использовании и раз в две недели при не очень интенсивной эксплуатации.
[Внимание: Не забывайте в сво~ . ем здоровье! |
Съемная защитная маска была разработана в основном для использования при механической обработке материалов (шлифовке и тд.). Поэтому пользуйтесь маской при проведении этих операций. Эта маска имеет определенную толщину и препятствует вдыханию бо льших абразивных и пылевых частиц Это очень важно при работе со
стекловолокном.
Вдыхание частиц стекловолокна может привести к силикозу легких. В легких есть толстые слизистые участки, которые улавливают частицы стекол. В отличие от многих других частиц, стекло не удаляется при кашле, а остается в легких.
Некоторые полимерные шпатлевки содержат стекловолокно. Такие материалы, как TIGER HAIR (длинные волокна) и KITTY
HAIR (короткие волокна), являются качественными шпатлевками. При обработке напильником или шлифовке частицы таких шпатлевок или стекловолокно попадают в защитную маску
Теперь, когда вы защищены от газов и взвешенных в воздухе частиц, уделим внимание защите от вредных жидкостей и растворов
Наверное, вы не будете пить растворители, но, видимо вы видели маляров, которые погружают в них руки каждый день и даже не отмывают руки до конца. Вы и они можете и не знать, что кожа поглощает вещества, которые входят с ней в контакт. Организм поглощает многие вещества через кожу. Все
89
Окраска и материалы для окраски
мы слышали о том, что есть такие яды, капля которых при попадании на кожу приводит к смерти человека за несколько секунд. Иногда это и бывает преувеличением, но базируется на научных фактах: кожа поглощает контактирующие с ней вещества. Б связи с этим мы настоятельно, рекомендуем надевать резиновые перчатки при ра
боте с растворителями или красками. Иногда, конечно, это и перестраховка, но к чему напрасно рисковать?
Другое правило техники безопасности состоит в том, что чистое место является и безопасным местом. Как бы банально это не звучало, это справедливо. Загрязненное рабочее место не только
опасно, но в нем и неудобно работать. Там где все разбросано и лежит где попало, трудно найти нужные инструменты и материалы, можно пролить краску и/или растворитель и т.д. Поэтому содержите рабочее место в чистоте. Держите инструменты чистыми Ваша работа будет безопаснее и результативнее.
ОБОРУДОВАНИЕ И ВОЗМОЖНОСТИ
Следующим условием, которое мы должны учитывать при выборе системы окраски является наличие оборудования и возможности, которые у вас есть. Мы видели очень хорошее качество окрасочных работ, которые были сделаны с помощью насадки к пылесосу. Однако, если вашей целью является создание качественного демонстрационного автомобиля, то вам потребуется профессиональное оборудование для создания более совершенных окрасочных систем. Многое из этого оборудования можно взять напрокат.
Вам понадобятся воздушный компрессор, распылитель (краскопульт) и пневматические или электрические ручные инструменты.
Большие профессиональные компрессоры, которые являются двухэтапными и охлаждаемыми, могут работать практически с любыми распылителями. Стоимость этих приспособлений будет зависеть от системы окраски, которая выбрана вами. Наименее дорогостоящие окрасочные работы выполняются с помощью синтетических или алкидных эмалей Однако, такие эмали сохнут достаточно медленно. Поэтому вы сможете арендовать оборудование на более длительный сопк, но затраты на аренду будут выше. Если вы планируете окраску двухкомпоненгной краской или окраску в несколько слоев, то придется пользоваться оборудованием еще дольше. На другом конце временной шкалы находятся акриловые лаки. Лак сохнет быстрее всего по сравнению со всеми другими красками. Он может быть готов к нанесению второго слоя краски или лака уже через час после нанесения на кузов. Следовательно, затраты на аренду будут ниже.
Относительно возможностей: если вы имеете доступ к окрасочной камере, то вы сможете работать с любой окрасочной системой Однако, вы должны быть готовы к тому, что нам не удастся пользоваться камерой долгое время.
Окрасочные камеры делают больше, чем просто защищают новое покрытие от загрязнений. Они обеспечивают качественное освещение и отфильтровывают взвешенные в воздухе частицы.
По возможности окрашивайте автомобиль в окрасочной камере. При этом будет минимальное загрязнение краски, что позволяет вам пользоваться недорогими синтетическими эмалями.
Собираетесь ли вы содрать всю старую краску и окрасить автомобиль полностью или вам просто нужно отремонтировать одну кузовную панель? В первом случае вам потребуется помещение, в котором вы будете производить удаление краски Во втором случае этого не требуется, но необходимы материалы, которые совместимы с уже имеющейся краской.
Учитывайте ваше оборудование и возможности. Ваши цели и требования должны соответствовать им. Естественно, что вы не сможете произвести качественную окраску, используя аэрозольные баллончики с краской.
90
Окраска и. материалы для окреп ки
Цены на краску сильно раз-тичаются Сит । ич₽ска>, ома д» яв-ляется самой дешевой, наиболее дорогостоящей является кягаливеваи-ная уре 1 аноьам краски В большинстве случаев система окраски является чем-то промежуточным между этими крайностями Однако, недостаточно просто учитывать с тоимость. К примеру некоторые дорогостоящие системы окраски работают так быстро, что существенно экономят время Ес пи вы взяли в аренду окрасочную камеру, то экономия времени означает экономию времени и денег. Здесь мы
ВРЕМЯ И СТОИМОСТЬ
даем советы по экономии денег при окраске. Продавцы имеют некоторые проблемы. Когда они смешивают порцию краски для специальной цели, они иногда с -шибаю гея и краска не подходит. Соответственно, клиент может и c-тказаться от сво-
его заказа
I [одобные краски практически невозможно продать, так как они были приготовлены для соответствия конкретному цве ту. Если у вас есть ощущение, чти эта краска вам подойдет, то вы сможете купить такую краску за половину или даже за тре гь обычной цены
Поэтому если краска обычно стоит около 150 долларов за галлон (3,8 л), то покупка га ллона не подошедшей другому краски за 60 или 75 долларов будет удачной сделкой.
Указание; Для очистки и мойки инструментов морено использовать недорогой монтий растворитель. £го можно купить в магазине. В месте< тем нужно избегать использования такого растворителя оля разбавления крась и. Такой растворитель может исиоЯьзовать-
I ся то чъко для очистки.
НАНЕСЕНИЕ ПРОМЕЖУТОЧНЫХ СЛОЕВ
Вы должны также учитывать, подходит или нет краска к поверхности, на которую вь- собираетесь ее нанести. Обычным примером является случай, когда вы не .можете распылить лак негюс-редсты нно на эмаль Большинство из нас научились работать без ошибок опытным путем. Растворители лака растворяют и вспучивают эмаль, т.е. она отделяется от поверхности. на которую она наносится, Эти приь 1дит к полной негодности всего окрашенного покрытия. Эмаль однако, не влияет на лак, если только она не сделана на основе каталинованного уретана и наносится на свежий лак.
Вы должны также учитывать то, будете ли вы крас ить голый мета пл и являв гс я ли он желе
зистым или не железистым или же является гальванизированной статью Нужно учитывать особенности, которые появляю гея при окрашивании стекловслокн». н< йлона и других кузпъных материалов. К счастью, это становится проблемой в том случае, если вы позволяете этому произойти Существуют грунтовки для каждою из таких применений
Если в этой книге вы не нашли ответов на возникшие у вас вопросы, то вам нужно иосгоннно консультироваться у продавца в магазине материалов для кузовного ремонта. Если и он не смог помочь вам, то обратитесь в представительство чпрмь • ттр^ изводчтечя
Теперь вкратце осветим главные задачи, которые вам нуж
но решить при определении систем окраски. Первой из них явлж тся безопасность С. [сдующими являются оборудование и ваши возможности при его приобро гении. Подумайте также о цене и времени Даже если вы автолюбитель, то ваше время все равно пре,лставля ет собой ценность В заключение нужно рассмотреть поверхность, которая будет окрашена. Грунтовки и герметики должны быть совместимы С промежуточным слоем и с окончательно наносимой краской. Когда вы ответили всем этим требованиям, то считайте, что у вас есть система окраски Теперь давай те рассмотрим автомобильные краски и то, как пни изменялись с г щами
ОСНОВНЫЕ СВЕДЕНИЯ ОБ ОКРАСКЕ
Ранние кр< с ю i
Самые ранние краски не были красками в полном смысле этого слова, а красящими пигмента:™. Начиная с ранних европейцев и вплоть до жителей Индии, первобытные люди раскрашивали свое тело и другие предметы пигмент-ны ли красками, которые были сделаны из ягод, корней растений и самих растений. В качестве связующего вещества, т е. вещества, которое связывает друг с другом частицы краски, люди "спользова-ли грязь. Для разбавления краски испо тьзова пись вола или кровь Это не позволяло создавать долговременные красочные покрытия. Со временем, когда огонь начал использоваться для»-богрэва и приго
товления пищи, люди обнаружили, что пигменты становились частью материала при нагреве.
Первобытные люди, возможно, знали о термоотвердевае-мых красках, если говорить современным языком Японцы и китайцы разработали «настоящие» краски Они испол^зоврли выделения жуков для создания твердого лака-ше^шакэ При добавлении раз личных природных красок-пигментов получалась устойчивая полнпцвгт ная краска Шеллак использовался в изобразительном искусстве. Б не которых музеях экспонируются японские к китайские шеллачные картинки, которые датированы 1000 г до н. э Б наше время мы не называем такие краски шеллаками; ------- 91 -------
мы называв м их лаками. Теперь мы уже давнп не делаем лаки и краски из выделений насекомых Вмес то этого мы выпускаем нитроцеллюлозные лаки, которые являются продук гом переработки клеток волокон деревьев Большинство современных лаков являются акриловыми, т.е. продуктами перерабо. ки нефти Однако, продолжим наш краткий истерический экскурс.
До 20-х годов XX века производители окрашивали автомобили лаками и глазурями, состоящими из различных смесей битума смол, растворителей и цветных пигментов. При нанес* нии кистью и сушке путем испарения, на окраску автомобиля уходило около месяца. Конечный продукт был кра-
Окраска и материи лы для окраски
сивым, но краска служила неделю Нитроцеллюлозные почоы-тия появились между 1922 и 1924 гг. В их состав входи пи смолы, пластификаторы и нитроцеллюлоза Они сохли намного быстрее, но были ограничены в основном темной 1 аммой цветов. а светлых цветов было мало Однако, отслоения и потускнения появлялись уже вскоре. Между 1926 и 192В годами был разработан белый пигмент, ко торый уменьшил отслоение. В 30-е годы появились большие улучшения в качестве краски. Были созданы синтетические эмали, также был разработан процесс термообработки для алкидных ме иминовых эмалей. Эмаль исполытоьа тась на производственной линии, на которой в то время использовались или меламин так, что пленка могла затвердевать путем выдержки при температуре 12DC в течение 30 минут. От 1930 до 1960 г. фирмы FORD, CHRYSLER и AMERICAN MOTORS использовали этот тип эмали В последнюю часть этого периода имели место постоянные улучшения, что привело к появлению так называемых супер - эмалей.
Между 1957 и 1959 годами фирма GENERAL MOTORS начала использовать новый тип лаков в форме термопластичных акрило-ьых лакеи Позднее они изменились от формулы с трением и полировкой к формуле с обратным потоком. Краска сначала нагревалась (спека пась), а затем подвергалась воздействию при более высоких температурах пос. ie того, как неоднородно стирал ась с покрытия.
В начале бО-х годов термо-отвердеваемые акриловые эмали были введены в действие фирмами FORD, CHRYS1 ,ЕН и AMERICAN MOTORS. В 1970 г. был использован новый тип термоотвердеваемой акриловой эмали
Другой тип красочных покрытий был введен в 1971 г. и использовался фирмами GENERAL MOTORS, FORD, CHRYSLER и AMERICAN MOTORS. Это покрытие было названо безводной дисперсией (N. A D ) В принципе это значит, что смола и пигмент диспергируются (рассеиваются) в нерастворяющей среде, подобной бензину Затем эта дисперсия наносится на автомобиль, а затем путем нагрева частицы сплавляются.
В течение всего описанного
нами времени провери лись научны; исследоиания Целью многих исследований было уменьшение вредных выбросов и опасности виггламене-ния. Фирма GENERAL MOTORS использует водосодержащие покрыт ият которые исключают органические растворители Вода используется в качестве носит! ля и вытесняется путем высокого мпера-турного спекания.
Современные краски
Хотя мы уже прошли долгий пуп в развитии лакокрасочных покрытий, впереди еще не менее долгий путь. Тонны и тонны различных рас гворителей и разбавителей ежедневно испаряются в атмосферу Продолжающиеся научные исследования имеют своим резу.лта-том новые краски на водянок основе. Делаются попытки производства удовлетворительных и экономичных порошковых ПОКР'1 [ТПЙ. Порошок будет нанесен на голый металл и сплавлен путем нагрева или с помощью электричества для получения блестящею твердого покрытия, подобного керамике
В наши дни мы имеем 4 основных типа красок: акриловые лаки, акриловые эмали, синтети-чг ские эмали и два ч ипа катализованных эмалей: акриловые уретановые и полиуретановые, которые имеют высокую сонро гивляемость к воздействию кислот, топлива и химикатов. Все эти материалы имеются в прозрачном или цветном виде.
Акриловые лаки
В прошлом акриловые лаки использовав мнопд прпфессиона лы для окраски демонстрационных автомобилей. В 50-е годы многие хотели иметь до 15 слоев обработанного вручную лака на основе нитроцеллю Ю31 ь Однако из-за недавно принятых в США экологических законов счастливьк дни .таков mi тут быстро закончиться Более 85% разведенных лаковых красот испаряются в атмосферу. Однако, это по-прежнему самая легкая в распылении краска, которой могут работать начинающие мастера и любители. Лаки быстро сохнут и их можно наносить тонкими слоями для избежания потеков и неровностей
При использовании современных лаков для создания «глубокого» цвета нет необходимости наносит^ 15 слоев. Обычно вполне
------- 9 2 ------
достаточно четырех в зависимости от цвета Жел гый и белый цвета из-за слабой пигм ентации нужно наносить в большее число слоев. В ранние годы на автомобиль наносились один или два слоя. Затем поверхность шлифовала; ь (обычно шкуркой с зернистость'о 400) яока не удалялись все «апельсиновые корки» «Апельсиновая корка» - это дефект окраски, когда вместо растекания краска стремится высохнуть неровной и напоминает по виду поверхность апельсина
Когда удалена «апельсиновая корка», то наносятся другие один или два слоя. Подобная операция шлифовки повторяется. Такой цикл повторялся до тех пор, пока мастер не добивался достаточной глубины для следующего заполнить неровности в промежуп чной поверхности, убрать все следы «апельсиновой корки» и оставить достеточ-но краею i поел" обраби пси абр »зив-ным составом для окончательной ст-детки
Эти операции были заметно сокращены в объеме г.ри использовании акриловых лаков и раст ворителей, которые имеют различные скорости испарения. Путем растворения лака растворителем со средней или высокой скоростью испарения для первых двух или трех слоев, краска может быть нанесена одним слоем поверх другого, не дожидаясь высыхания промежу гоче пых слоев. Конечный слой растворяется растворителем с малой скоростью испарения. Это позволяет лаку растекаться, заметно ослабляя эффект «апельсиновой корки».
«Апельсиновая корка» обычно появляется из-за использования растворителя или разбавителя, которые испаряются слишком быстро и препятствуют растеканию краски. Связующие вещества и пигменты высшего качества дают до-
Окраска и материалы для окраски
таточную глубину по сравнению со старыми лаками, поэтому этих трех или четырех слоев достаточно для последующей шлифовки и полировки краски.
Акриловый лак также широко используется для ремонта участков кузова благодаря своей способности к быстрому высыханию. Царапины, выбоины и другие неоднородности поверхности могут быть быстро отремонтированы с помощью водной мойки и последующей мойки растворителем. Поврежденная область выравнивается и грунтуется несколькими слоями грунтовки. После высыхания поверхности верхние слои выравниваются, растапливаются и смешиваются с оригинальной окраской, окружающей ремонтируемую область. Ремонт завершается после шлифовки и полировки.
Некоторые недостатки акрилового лака уже объяснялись. Для достижения окончательной отделки окрашенного покрытия нужно долго проводить операции шлифовки и полировки. Во-вторых, лак обычно более дорогостоящий, чем акриловая эмаль и всегда дороже синтетической эмали. Обычно растворители для лака намного дороже разбавителя для эмалей. И они намного более летучие, чем разбавители для эмали
Пользуйтесь лаком, если вам нужно красить свой автомобиль в гараже или в дорожных условиях. Его способность к быстрому высыханию уменьшает осаждение пыли и другие загрязнения. Если что-то оседает на свежеокрашенную поверхность, то вы сможете легко отремонтировать это место. Дайте краски высохнуть в течение 5 мину. Уголком кусочка наждачной шкурки с зернистостью 400 удалите посторонний предмет или пылинку и отшлифуйте участок. Нанесите на отшлифованную область небольшое пятно краски и все снова в порядке. Если у вас нет шлифовального устройства, не беспокойтесь. Каждая фирма-производитель краски выпускает абразивные составы При этом требуется затратить много времени и сил, но нет смысла недооценивать свои силы для выполнения профессиональной работы, если вы собираетесь затратить время и материалы.
Синтетическая эмалъ
Синтетическая эмаль или однокомпонентная эмаль является
самой недорого из пяти типов красок. Однако, это не значит, что она дешевая. Просто синтетическая эмаль не такая дорогая, как остальные. Она требует нанесения меньшего количества слоев по сравнению с акриловым лаком. Она очень медленно сохнет (до 24 часов), но после высыхания хорошо блестит. Шлифовки и полировки не требуется. Такой процесс медленного высыхания позволяет синтетической эмали растекаться, уменьшая эффект «апельсиновой корки». Эти причины объясняют то, что во многих профессиональных окрасочных мастерских (которые оснащены высококачественными окрасочными камерами или набором инфракрасных нагревательных ламп) предпочитают синтетические эмали прочим другим краскам.
Нагревательные лампы обеспечивают поверхность спеченной эмали, которая стала синонимом долговечности и блеска. Температуры спекания («отжига») составляют от 60°С до 95°С. Такие температуры достигаются путем использования инфракрасных нагревательных ламп в больших плафонах или в рефлекторах, которые проходят по всей длине автомобиля Это является преимуществом, потому что быстрая сушка поверхности путем испарения растворителя препятствует проникновению пыли в краску и уменьшает вероятность появления «апельсиновой корки».
Хотя кузовщики-любители могут использовать синтетическую
эмаль, ее нужно наносить и сушить в камере. Если условий для спекания (сушки) нет, то окрасьте автомобиль в покрасочной камере утром и оставьте автомобиль в камере на сутки перед тем, как выводить его наружу.
Добавки или присадки
Разбавители с большой скоростью высыхания ускоряют время сушки, но по стоимости они могут сравниться с некоторыми системами. Дополнительная стоимость таких добавок может «съесть» всю экономию от использования синтетической эмали.
Другой проблемой при использовании синтетической эмали является «перекраска». Из-за медленной скорости высыхания на окрашенной поверхности осаждаются круги из краски или что-то подобное, которое трудно удалить. В отличие от «перекраски» лаком, которая высыхает перед его стабилизацией и ее можно стереть подобно пыли, такая неоднородность эмали стабилизируется во влажном состоянии. Т.е. она остается липкой Это приводит к загрязнениям.
Если вам приходится пользоваться синтетической эмалью вне окрасочной камеры, то нужно производить распыление в безветренную погоду или в защищенном от ветра месте Также постарайтесь работать на ярком солнце, чтобы ускорить сушку. Рабочее место не должно находиться вблизи дороги, оживленных улиц, полей и т.п., чтобы не было пыли.
93
Окраска и материалы для окраски
Внимание: Не допускайте попадания воды на автомобиль и не работайте под деревьями, навесом или другой крышей. Там могут оказаться । частицы, которые упадут иа 1 краску. |
Лучше всего использовать синтетическую эмаль, соблюдая все указания по кузовным работам и по подготовке автомобиля к окраске, описанные нами выше Сделайте маски и снимите хромированные детали самостоятельно. Купите краску сами и отнесите ее для подготовки (подбора) в мастерскую по подбору краски. Затем ее распылят в своей камере и высушат. Цена в этом случае будет невысокой. Затраты средств и времени будут небольшими, если вы будете использовать акриловый лак.
Для «спекания* эмали вам потребуются нагревательные лампы или газовая печь, подобные показанной здесь.
Акриловая эмаль
Хотя она и дороже, акриловая эмаль имеет большую надежность и лучший блеск, чем синтетическая. Акриловая эмаль имеет много других преимуществ. При высыхании она образует более твердое покрытие, чем синтетическая эмаль. Акриловая эмаль сохнет быстрее и н₽т необходимости сушки («обжига»), хотя сушка ускоряет высыхание. Она противостоит отслаиванию и выгоранию лучше, чем синтетическая эмаль или лак. Акриловая эмаль также имеет отличные характеристики растекания и лучшую эластичность по сравнению с лаком.
Лак, если он нанесен слишком жестко, трескается и очень сильно подвержен повреждениям от ударов камней. Эти проблемы уменьшаются в сильной степени путем использования акриловой эмали
Акриловая эмаль является одной из лучших для красок типа «металлик». Алюминиевые частицы в синтетической эмали становятся причиной быстрого выцветания и помутнения. При использовании акриловых эмалей ч.тих проблем нет. Акриловые эмали существуют в широком диапазоне цветов по сравнению с синтетическими эмалями
Такое цветовое разнообразие делает акриловые эмали более популярными для ремонта и подкраски целых участков кузова, та
ких как двери, капот, крышка багажника, крылья и тд. Большинство красок имеют кодирование цвета. Зная код краски, в мастерской могут точно подобрать цвет для ремонтного окрашивания Если оригинальная краска выцвела, то опытный подборщик цвета краски может изменить формулу краски для ее полного соответствия выцветшей краске Затем хороший маляр может нанести краску так, что она будет соответствовать остальной части автомобиля так, что разница будет незаметна Более подробно подбор краски описан в гл. 10.
Акриловая эмаль должна распыляться в окрасочной камере. Однако, если у вас нет такой возможности, то добавьте отвердитель и используйте разбавитель со средней скоростью испарения (это зависит и от погоды) для ускорения сушки. Если на улице жарко и сухо, то разбавитель с высокой скоростью испарения не нужен. Вместо него используйте разбавитель со средней или низкой скоростью испарения. Акриловая эмаль может быть двух цветов или повторный слой наносится в течение первых шести часов высыхания. После 6 часов нужно использовать упроч-нитель слоя (прозрачный).
Акриловая эмаль легко обрабатывается, быстро сохнет до качественного глянца, т.е. полировка не требуется. Ее поверхность, блестящая как фарфор, очень долговечна. Ее цена немного выше чем у синтетической эмали, но меньше, чем у акрилового лака.
Катализовакная акриловая эмаль
Кагализованная акриловая эмаль использует уретановый катализатор. Она является одной из наиболее современных и качественных окрасочных систем.
В дополнение ко всем преимуществам акриловой эмали уретановый отвердитель (катализатор) делает ее высокоустойчивой к воздействию многих химических веществ, к ударам камней, появлению царапин и трещин. Катализованная эмаль обеспечивает плотное зеркальное покрытие, которое сохраняет свой блеск дольше, чем из синтетической эмали или обычной акриловой эмали. Окраска в несколько цветов и нанесение одного слоя поверх другого могут де-
------- 94 -------
латъся в любое время.
Мы считаем, что пятилетний автомобиль может быть хорошо окрашен с помощью такой комбинации Используя систему из трех покрытий (слоев), состоящую из тусклого («туманного») покрытия, цветного покрытия и глянцевого покрытия, вы не должны беспокоиться относительно сползания или лбвисания краски. Более подробно система из трех покрытий описана в гл. 9.
Смысл катализатора для акриловой эмали такой же, как и у катализатора для кузовной шпатлевки или катализатора для смолы, входящей в состав стекловолокна. Химическая реакция между двумя веществами - акриловой эмалью и катализатором создает конечный продукт, который тверже, чем каждые из веществ по отдельности.
Так как катализованная акриловая эмаль становится очень твердой, ее можно отшлифовать и отполировать так же, как и лак. Окончательный продукт выглядит подобно очень качественно выполненной работе по нанесению лака. Это позволяет вам решить две задачи; вы можете распылить краску и оставить ее в таком виде. Или же, если вы обнаружите какую-то грязь и другие посторонние частицы на поверхности краски (или ее смещение, хотя это и маловероятно), тс проблемную область или всю поверхность можно отшлифовать или отполировать. Результатом этого является одна из лучших и красивых поверхностей, какую можно достичь.
Методика шлифовки и полировки катализованной акриловой эмали быстро становится наилучшим выбором при окраске выставочных образцов автомобилей, даже поверх акриловой эмали. Напомним еще раз, что диапазон красок и цветов богаче, а краска более долговечна. Специальные краски для нестандартных работ, такие как перламутровая и радужная, с.гужат дольше.
Здесь приведен пример того, какой прочной является катализованная эмаль' если изготовитель заказного автомобиля или автосалон не имеет доступа к порошковым покрытиям для окраски рамы, то используется катализованная акриловая эмаль, даже если для кузова используется лак,
К сожалению, катализован
Окраска и материалы для окраски
ная акриловая эмаль дорогая и обычно стоит примерно на 30% больше по сравнению с акриловым лаком. В 1 многих случаях стоимость может играть главную роль.
Базовое покргстпие (прозрачное покрытие)
Для завершения отделки автомобиля система базового покры-тия/прозрачного покрытия даст жечаемьй вл> жпы “ вид. Одни или два тонких слоя краски нанося гея на автомобиль для придания автомобилю его цвета. Затем для блеска и глубины цвета поверх цветного слоя распыляется прозрачный слой Цветному покрытию не нужно блестеть, так как прозрачный слой создает блеск сам.
На рынке имеются три системы прозрачного покрытия: прозрачное покрытие акрилового лака (используется многим!: автопроизводителями из Японии), прозрачное покрытие акриловой эмали (используется noBt рх акриловой эмали) и про |рачное покрытие уретановой эмали (используется поверх лака).
Прозрачное покрытие является дополнительным этапом, который нужно рассмотреть. Это является дополнительной причиной того, что очень важно придергки-ваться одной системы, т.е использовать продукцию одного производителя, которые сочетаю ген друг с другом.
дели вы х )тите отрсмонт и-ровать окраску с базовым покры-тием/прозрачн! im покрытием, то проконсультируйтесь с вашим поставщиком краски Он должен знать какам система будет совмест:ша с краской, которой окрашен автомобиль Однако, если вы начинаете с ремонта царапины, то любой из трех вариантов акриловый лак, эмаль или уретан даст вам хороший результат на долгие годы
Рекомендация: хорошим применением для проз ранного урчнаня является наведение глянца на тусклую окраску, > когда полировка являет к не-\ практичной
На нашем автомобиле мы исполвзовали комбинацию базового покрытия/прозрачногс покрытия
Для ремонта лот еков, смещений или неровностей начните с со-шлифевки их всухую шкуркой с зернистостью 80-100
Закончите обработку влажной обработкой с помощью наждачной шкурки с зернистостью 400, а затем 600.
Системы с пазовым покрыти ем/призрачным покрытием хорошо работают К сожалению, у нас образовалась серия потеков (смещений) на прозра ihom покрытии.
95
Окраска и материалы для окраски
После окончания шлифовки не должно быть следов потеков и неровностей.
Отполируйте отшлифованную поверхность шлифовальной машинной или полировальн! ш составом ( пас гой j от руки для восстановления глянца.
При реставрации старинного или специального автомобиля стандартной практикой было нанесение на поверхность автомобиля лака Однако, дверные проемы, моторный отсек, нижняя часть (дно) кузова и другие области красились акриловой эмалью, обычно там не было соответствия краски Эма. 1ь
давала блеск, когда полировка была непракти твой или очень затруднительной. 1 >ыло необходимо сначала распылять эмаль, затем накрывать ее для предотвращу ния вспучивания от лака. Некоторые этапы исключаются и лучший результат обеспечивается с использованием последнего подхода.
Теперь гнешняя, внутренняя и нижняя области покрываю"ся паком. Для областей, ранее окрашенных акриловой эмалью, нужна окраска только для придания цвета поверхности. Для придания блеска этим областям на них наносится прозрачное покрытие из канализованного уретана. Закрытие не требуется, так как лак будет отшлифован и отполирован. Также прозрачный уретан не поднимет щепу-чит) и не повредит лак Результат будет самым лучшим, а затраты труда будут намного меньшими.
Преимуществом является то, что прозрачное уретановое покрытие противостоит действию топ-липа, кислот и др; тих химических соединений Где еще использовать его, как не в моторном отсеке и не на днище кузова?
Теперь у вас есть представление о различных красках Обсудите ваши планы со своим поставщиком краски. Он поможет вам принять правильное решение относительно выбора материалов для ок
раски
У каждой серьезной фирмы имеется руководство по использованью материалов, продаваемых ею, по смешиванию и подбору материалов Руководствуясь указани ями из этой брошюры и информацией, котор ш имеется на упаковке с продуктом, вы получите все необходимые сведения для проведения профессиональной работы по окраске с воего ав гомобиля.
Внимание: Читайте наклейки! Из-за того. что существует очень много фирм-производителей к pat ок для автомобилей и много серий красок мы не сможем оать подробную информацию на нескольких страницах. Следовательно, очень важно внимате юно читать наклейки на упаковках ваших материалов Оля окраски. Пронзводнте.зъ укажет вам, как точно разводить краску, как распылять ее, какое должно быть давление распы лепил, какой растворитель нужно использовать в завися-мости от температуры и влажна ти. Каждый производитель дает пемносо отличные указания поэтому твердо следуйте этим рекомендациям. Даже если очи не совпадают с приведенной в этой книге дагшы ии, Это обеенечйт качественный результат.
РАСТВОРИТЕЛИ И РАЗЬАВИТЕЛИ
Большинство материалов, используемых для разведения красок до распыляемого состояния, называются раствори гелями или разбавителями. На самом деле, оба этих материала являются растворителями, гак как они изменяют плотность краски и делают ее жиже. Однако растворителями обычно называют вещества, которые разбавляют акриловые и нит-роцеллн лозные лаки Вещества, используемые для акриловых, синтетических и уретановых эмалей, называют оазбавителямь.
Замедлители
Другое растворяющее вещество, подпадающее в вышеназванную категорию, называется замел лите тем. Имеются два тш а замедлителей универсальные замедлители предназначены для лаков и эмалей. Уретановьк краски требуют своего собственного замедлителя.
Как следует из названия, замедлитель что-то замедляет. В нашем случае это время высыханья краски. Более подробно использование замедлителей описано в таблти [ах в гл. 9.
Частью выбора системы окраски является выбор растворителя или разбавите дя, который улучшает характеристики растекания краски Это растекание определяет блеск окончательного слоя краски. Оно также определяет величину эффекта «апельсиновой корки» на лаке и на эмали
Растворители и разбавители являются всего дишь двугтя из различных факторов, которые влияют на растекание краски. Другими факторами являются давление воздуха в распылителе, качество и конструкция распылите ля (пистолета), размер шланга и другие детали можно найти в следующей главе.
Растворители лаков акриловые и нитроцеллюлозные включили сюда нитроцеллюлозные лаки, так как они используются во многих случаях, в частности, для старинных автомобилей. Они используются 8 основном на тех автомобилях, которые изначально были окрашены нитроцеллюлозным лаком для поддерживания их оригинз чьности.
1! редун рождение: Не пользуйтесь растворителями предназначенными для акриловых лаков, для нитроцеллюлозных лаков и наоборот. Это может разрушить краску, т.к. растворители не
взаимозаменяемы- У вас получится что-то подобное
I свернувшемуся молоку.
96
Окраска и материалы длл окраска
Скорость высыхании
рас гворителя
Растворители! лаков поставляются с более чем 5 скоростями высыхания или испарения в зависимости от фирмы - производителя. Тремя обычными скоростями высыхания являются быстрая, средняя или медленная
Двумя ус. ювиями при подборе скорости высыхания растворителей являются погода и то, какой слой краски вы собираетесь наносить Рассмотрим погоду первой Основное правило состоит в том, что скорость высыхания должна быть обратно г р шоргЕиона тьна температуре. медлс иные скорости высыхания для высоких температур и высокая скорость высыхания для низких т< мператур.
Скорость испарения расгво-рителя помогает определить растекание краски. Если погода сухая и жаркая, а вы используете растворитель с высокой скоростью испарения, то вы будете распылять порошок Краска испарится до того, как достигнет поверхности автомобиля. Если вы используете растворитель со средней скоростью испарения, то краска достигнет поверхности, но растворителя останется так мало, чти краска хорошо не пристанет Растворитель с медленной скоростью высыхания позволяет краске выйти из распылителя, «вплавигьея» в ранее нанесенный слой и равномерно растечься.
В холодный и влажный день тит же самый растворитель с малой скцристью испарения нс будет испаряться достаточно быстро Это станет причиной гтекания (смещения) краски и поглощения ею влаги из гоздуха. Влага приведет к появлению молочно-белого налета на поверхности краски, когда она пытается а 1хнуть. Растворитель с высокой скоростью испарения при етой температуре и влажности воздуха поможет избежать этих проблем.
Другим условием при выб э ре растворителя являв гея конкретный слой краски, который вы собираетесь нанести Н( сколько первых слоев должны высохнуть как можно быстрее без образования эффекта «перекраски». Это препят-тевует появлению пыли и посторонних чистиц на свежснанесенной краске Затем краска для окончательного слоя должна быть разве
дена растворителем с очень медленной скоростью высыхания. Это позволит последнему слою надежно хвплавиться» и равномерно растечься. Некоторые профессиональные маляры распыляют пос тедний слой, который состоит почти из чистого растворителя, точнее в нем 909с растворителя и 10% лака Это (ложный процесс Мы подозреваем, что вы не будете пытаться делать эго. Использование такого количества риСтвиои геля может привес5» к образованию потеков и неровностей, для устранения которых придется з ггратить некоторое время
Руководство по использованию окрасочных материалов подскажет вам какой растворит е ты испоит зевать при какой темпе ратуре В некоторых со. ждных магазинах краски имеются установи! иные на с гене термометры. которые указывают непосредственно из. поверхности термометра, каю >й, оаствори-течь/ разбавите ль него тъзовгтл при конкретной темпера гуре.
Не разбавляйте кваску растворителем, которым пользьна лись более ЗП дней тому назад Пользуйтесь свежим растворителем
Сколько растворителя
испо иьзова.ъ?
Кроме всего прочего, руководство производителя (а также указания на банке с краской! подскажет вам сколько растворителя добавлять Очень важно добавить правильное количество растворителя, чтобы получить правильные
Соотношение объемных частей
Процентное отношение Краска Растворитель (разбавитель) Объемные значения
Краска Растворитель к разбавитель)
12,50% В 1 6л 1л
25% 4 1 8л 2п
33,30% 3 1 8л 2,67л
40% 5 2 8л 3,2л
50% 2 1 8л 4л
75% 4 3 8л 6л
100% 1 1 8л 8л
125% 4 5 8л Юл
150% 2 3 8л 12л
200% 1 2 8л 16л
характеристики испарении, так как это определяет характеристики растекания краски
Б основном, процентное соотношение используемого растворителя определяет, как краска выходит из распылителя При неправильном разведении краска будет выходить в виде комков, нитей или I Ь Ш‘
Содержание растворителя обычно дается в процентах. К примеру, в указаниях может быть сказани: развести на 150%. Это означает, что на полто] и части растворителя & рется одна часть краски. Другими словами, если 1 л краски разбавляв т<я 1 л растворителя, то это значит, что вы развели краску на 100%. Если вы использовали 1.5 л растворителя на 1 л краски, то вы развели краску на 150%. Дтя облегчения расчетов все пользуйтесь приводимой далее таблицей
Замечание. Значение 8л для О&ъема приведено чисто условно. Для расчета нужного каличе* тяа умножьте (или раз делите) обияяыг значения для кратки и оля растворителя на одно н то же число. К примеру, для 25% разбавления 500 мл возьмите 125 мл [ растворителя (разбавителя 1| Разбавите тц эмали:
синтетическая и акриловая
Большинство информации, относящейся к растворителям, относится и к разбавителям. Влияние температуры на скорое гь испарения разбавит! ля такое же, как и для
97
Окраска и материалы для окраски
растворителя Однако, общее время высыхания отличается потому что эмалг сохнет путем испарения и окисления Хотя мы не будем переходить к обсуждению окисления или полимеризации, вам нужно понимать, что эмаль должна затвердеть или полимеризоваться после -ого как разбавитель испарился.
Внимательно выбирайте разбавитель Указания на табличке рекомендуют разные подходящие разбавители и способы их ис-пользоъания Всегда следуйте указаниям фирмы - производите. я Так же как раств< ритель для акрилового лака отличается от растворителя для нитроцеллюлозного лака, так и разбавитель для акриловой эмали и для синт< тической эмали тоже различаются. Если испо тьзу-етсч неправильный разбавитель, то вы, вероятно, испортите вгсь окрашенный участок и все придется начать заново. Нам преходилось видеть использование несоответ ствующего разбавителя, когда он даже не смешался с краской Он просто всплывал над поверхностью краски как масло на воде Разбавители для уретано вой
эмали
Нею ггорые уретановые эмали до тоны иметь свой о бс.венный разбавитель. Они не могут быть раздав тзны обычными [ >сзб; вителя-ми для акриловых или син'ютичес -кик эмалей. Уретановые разбавители могут иметь медленную, среднюю или высокую скорость испарения. Такое разделение скорости испарения является достаточным, так как уретановые эмали являются более «терпимыми», чем лаки Если вы правильно используете уретановую эмаль, то вероятность ошибки очень мала.
Моющий растворитель
Мы раньше упоминали о моющем растворителе, как об экономичном и дешевом Теперь посмотрим, что делает моющий растворитель. Моющий растворитель растворяет почти любую краску Его нужно использ< ватъ для мойки оГорудования л приспособлений. Никогда не используйте моющий растворите ль на поверхности, которую вы собираетесь окрасить. Компоненты моющего растворителя разрушат любую ] год поверхность. Следоват ельно, используйте моющий растворитель только для
очистки распылителей (краскоьузл-тов), приспособлений для нанесения полимерной шпатлевки, пятен от краски на оборудовании
Мы рекомендуем, чтобы после мойки распылителя моющим растворителем, распылить немного, быст ро сохнущего, растворителя через распылитель для удаления моющего растворителя. Это предотвратит попадание моющего растворителя в следующую порцию краски,
Теперь давайте посмотрим, что до. окно находиться под дорогоетоящеи краской с растворите. гем
ГРУНТОВКИ
В наше время насчитывается не мгнее 16 различных типов грунтовок, которые находятся под краской, которые включают в себя грунтовки различного назначения С реди них имеются разные варианты для лаков, эмалей и уретановых эмалей Рассмотрим некоторы > из них
Грунтовки
У грунтовок одна задача: подготовка поверхности металла для нанесения грунтопки для мелких пустот или разделительного покрытия Они прости создают тонкий слой и не загто тняют пустоты, так как у них минимальный объем и толщина. Существуют грунт, вки, пр ^назначенные для нанесения на металл, пластмассу или на стекловолокно. Грунтовки для металла имеются для большинства металлических поверхностей, таких как алюминий, чистая сталь или сталь с гальваническим покрыли м Обычно грун говки основаны ни лаках Существуют также отличные грунтовки на основе эмали Полипропиленовые грунтовки для нанесения на полипропиленовую пластмассу являются специальными, так как это ни лак, ни эмаль.
Грунтовки для мелких пустот
Эти грунтовки подготавливают поверхность металла для нанесения краски и для заполнения небольших пустот. Обычно такие грушовки для лакив и эмалей бывают светло-серыми, темно-серыми и красными Грунтовки для акриловой уретановой эмали бывают бежевыми и серыми. Многие из них, могут быть скрашены в тот чсе цвет, что и окончательный слой краски На цветных покрытиях,
98
которы. (тремятс я быть час гичне прозрачными, таких как гемчо-бор-дового цвета, эти является реальным пре имутцист вом
Барьерное (разделительное)
покрытие
Разделительное покрытие отделяет или отгораживает старое покрытие от нового. Это предотвращает смешивание старой краски с новой. Старые покрытия бордового или темно-красного цвета очень подвержены этому. В этом случае разделительное покрытие на старой краске предотвращает ее о- вспучивания под действием новой краски Это особенно важно там, где лак наносится поверх эмали. Без иен 1 [ьчования разделительною покрытия старая эмаль наверняка лодниме гея
Барьерн’ ге грунтовки обычно прозрачные или имеют серый цвет. Окрашенные составы помогут вам увидеть, полностью ли покрыта поверхности, которая должна быть отделена от новой В дополнение к прозрачным и окрашенный составам большинстве производителей имеют в своем ассортименте шлифуемые или пошли фуеуиые составы Нешлифуемые разделительные покрытия полезны в тех местах, где шлифовка затруднительна, таких как внутренние проемы дверей. Разделительные покрытия бывают для лаков и эмалей.
Грунтовки/разделительные
покрытия
В отличие от грунтовок для мелких пустот грунтовкд ? разделительные покрытия не предназначены для заполнения пустот и неровностей Они наносятся на >п1лыеч поверхности и отделяют старые покрытия.
I ру нтовечная способность этих составов может сделать их очень удобными Hpej [положим, что вы выравниваете царапину в процессе pt монта. При шлифовке можно стереть краску и грунтовку до металла. Если вы планируете нанести акриловый лак на эту область, го закройте ее с помощью грунтовки 'разделит сильного покрытия для гр;*нточки участка ме гала и изолируйте обработанные края.
Мы упоминали ранее покр! з-тия на видной основе. Подобная грунтовка 'разделительное покры-
тие на водяной основе выпускается фирмой RINSHED - MASON (R-М) PAINTS Это выдающийся продукт. Когда мы впервые увидели его демонстрацию, то мы подумали, что мастер на фирме сошел с ума. Он отшлифовал поверхность шкуркой с зернистостью 80! Затем он нанес этот водный состав непосредственно на обработанную поверхность для заполнения и выравнивания царапин и для грунтовки поверхности. После высыхания мы провели «влажную» обработку поверхности с помощью наждачной шкурки зернистостью 400 и покры-
Окраска и материалы для окраски 1- старой краски Имейте в виду, что ю у акрилового лака есть тенденция / к вспучиванию другой краски.
го Вывод
Для вашего выбора имеется много различных типов грунтовок Некоторые из них являются настолько специализированными, что даже профессионалы - кузов-ft, щики редко их используют, напри-ы мер, такие, как прозрачная поли-пропиленовая грунтовка Очень те важно быть осведомленным обо 1Я всех материалах, чтобы вы могли >и решить конкретные проблемы по >х мере их возникновения.
ли ее акриловым лаком И это сработало1 Теперь мы настоятельно рекомендуем водную грунтовку/ разделительное покрытие из-за его выравнивающих характеристик и способностей к грунтовке и разделению. Кроме того, это экологически чистый продукт!
Адгезионные грунтовки
Кроме некоторых отличий, адгезионные грунтовки подобны другим грунтовкам Они поставляются готовыми к распылению и не требуют разбавления. Адгезионная грунтовка хорошо работает при нанесении акрилового лака поверх
МАТЕРИАЛЫ, ПОМОГАЮЩИЕ ПРИ ОКРАСКЕ
Имеется множество продуктов для решения конкретных проблем при проведении окраски Мы опишем здесь некоторые из них. Вместе с тем постоянно появляются новые продукты. Даже если вы не слышали о каком-либо продукте, то это не значит, что его не существует.
Присадки для эластичности
Гибкий винил или полиуретан часто используется на переднем и заднем бамперах и для панелей, которые устанавливаются между бамперами и кузовными панелями. Краска на этом эластичном материале должна соответствовать окраске кузова и быть эластичной, чтобы она противостояла изгибам и вмятинам без растрескивания или отслаивания.
Присадка для эластичности позволяет краске затвердеть и стать блестящей, оставаясь эластичной Такая присадка сочетается со всеми красками. Вы не должны выбирать из множества присадок для эластичности для солтветствин конкретной краске.
Присадка для эластичности также может быть добавлена в акриловый лак для окраски внутренних деталей интерьера, таких как виниловые детали отделок и интерьера, где нужна эластичность. Присадка для эластичности хорошо работает при восстановлении интерьера на старом автомобиле, когда винил пострадал от солнечных лучей.
Присадка для матовой
поверхности
Если вы хотите убрать блеск краски и получить поверхность с
половинным блеском или матовую поверхность, сохранив ровную поверхность, нужно воспользоваться присадкой для матовой поверхности. Подобно присадке для эластичности, присадка для матовой поверхности совместима со всеми красками. Указания на емкости подскажут способ ее использования для достижения желаемого эффекта -чем больше присадки, тем менее блестящий вид Типичной областью применения для этой присадки является окраска моторного отсека или восстановление капота спортивного автомобиля до его оригинального наполовину блестящего черного цвета.
Присадка для изменения
плотности
Присадка для изменения плотности (текстуры) в сочетании с краской приводит к тому, что краска в некоторых местах становится толще, а в других - тоньше Ее действие подобно воде, которая собирается в шарики а маслянистой поверхности. Это создает неровную структуру, которую можно контролировать с помощью количества используемой присадки. Кроме ремонта виниловой крыши, создается хорошая структура на деталях внутренней отделки у автомобилей старых моделей.
Ворсистая основа
Такая добавка была разработана для достижения плоского неотражающего покрытия, похожего на замшу, которое используется на панели приборов и на других деталях внутренней отделки Эта присадка сочетается и с эмалью, и с лаком. Для использования добавь-------- 99 ------
те эту основу (добавку) в краску в соотношении около 25%, Следуйте этому правилу и пользуйтесь рекомендованным растворителем или разбавителем.
Присадка для устранения эффекта «рыбьего глаза»
«Рыбий глаз» - это небольшие круглые неоднородности, по» являющиеся в краске после того, как была нанесена краска и вы думаете, что ваша поверхность идеально чистая. Это пятно не было очищено. Пятно силикона, остающееся от обработки кузова воском на несколько месяцев или даже лет, может стать причиной такого «рыбьего глаза». На эти маленькие круглые пятна краска не ляжет и не будет растекаться по ним.
Эти «рыбьи глаза» могут быть устранены без обработки поверхности. Добавьте присадки для устранения «рыбьего глаза» в краску, используемую для следующего слоя. Нужно следовать указаниям на емкости с этой присадкой.
Такие присадки включают в себя универсальные продукты и продукты только для эмалей. Пользуйтесь универсальным типом, если вы будете наносить акриловый лак.
Очистители
Если вы шлифуете поверхность до ее очистки, то вы втираете воск и силикон в расположенную ниже поверхность Сначала очистите поверхность очистителем воска и силикона. Имеются экологически чистые очистители на водяной основе. Ими пользуются так же, как любыми другими, в частности, на основе летучих органичен-
Окраска и материалы для окраски
ких соединений. На «-голых» металлических поверхностях убедитесь, что все высохло.
Никогда не пользуйтесь растворителями для лаков в качестве моющих средств и очистителей Он только распространяется вокруг загрязнений, не удаляя их в отличие от очистителей для воска и силикона
Вначале очистите поверхность, которая будет окрашена, тюмью ее мягким моющим средством с водой для удаления грязи. После этого вое тользуйтесь очистителем для воска и силикона. Затем можно начинать шлифовку. Соблюдая такую последовательность, вы не будете иметь проблем с появлением эффекта «рыбьего глаза».
Полирующие составы
Как и наждачная шкурка, абразивньи составы для машинной и ручной обработки выр=внивают окрашенную поверхность и удаляют «апельсиновую корку» и другие неоднородное ги Составы для машинной обработки предназначены для использования с электрическими шлифовальными машинкамч. Они поставляются с мелкой, средней и грубой зернистостью. Составы для ручной полировки предназначены для тех людей, которые признают результаты только ручного труда. Такие составы обычно бывают мелко- и крупнозернистыми. Они дают отличные результаты.
Особенности использования полирующих или абразивных материалов описаны в гл. 9.
Внимание; Способ ремонта виниловой прыти.
Здесь представлено быстрое решение проб кем с виниловой крышей. Добавьте примерно 60г присадки для эластичности на 950г. акрилового лака и от 120г. до 170г. присадки для изменения плотности. Разведите краску до распыляемого состояния. Распылите эту п^мбинацию поверх потрескавшейся, обгоревшей и отслоившейся виниловой крыши. В результате такого ремонта крыша будет выглядеть как илвая, если смотреть с расстояния около Зм.
Дополнение: окраска п пастмассивых деталей кузова
С пластмассов! :ми деталями кузова используемыми на автомобилях последних миделей, нужно обращаться по-другому, чем со сталью, стекловолокном или алюминием. Воч.ервых, вы должны определить из какого типа пластмассы изготовлена конкретная деталь. Затем вы можете определить какой метод окраски и какую присадку использовать. Далее приведен список деталей, тип их пластмассы и коды и способы их окраски
Деталь Тип пластмассы (код) Процедура окраски
Наполнители бамперов и о ганичители Полужесткий винил (PVC) С использованием присадки для эластичности
Декоративные полосы Полиуретан (PUR) С использованием присадки для 3J частичности
Мягкие наконечники Термопластичный полиуретан (TPUR) С использованием присадки для эластичности
Конусные жесткие наконечники, удлинители, спойлеры Полиесте| ч, усиленный стекловолокном (UP) Такая же, как и для стали
Пепельницы Фенолы (PF) Такая же, как и для стали
Жалюзи, удлинители Нейлон (РА) Такая же, как и для стали
Жалюзи, отделка панели приборов, декоративные панели (ABS) Без присадки для эластичности
Декоративные молдинги, наружные декоративные панели (рещетки) Полипропилен (РР) Без присадки для эт .астич. юсти
Крышка люка Г ибкий ABS Без присадки для эластичности
Наполнители бамперов Мономер этилена и пропилена (ЁРМ) С использованием присадки для эластичность
Начиная с 8б-х годов фирмы-производап ели автомобилей начали кодировать пластмассовые детали, как показано иыше. Однако, чтооы определить, какой пластик используется на автомобилях ранних моделей, отрежьте курочек пластмассы в скрытом области С помощью остршубцов или пинцета внесите 1 ластмассу в пламя спички Посмел -рите, как она горит и сравнив е со следующим описанием
• АВС горит с густым черным дымом.
Полипропилен горит с малым дымом или вообще без дыма
• Винил трит голубовато-зеленым пламенем.
Замечание: Если вы не можете отрезать кусочек от пластмассы. которую вы считаете виза: wm, то нагрейте докрасна медную Прово нзку. Сра-
------- 100 -------
зу же приложите проволоку к какой-нибудь скрытой области пластмассы. К проволоке прилипнет маленький кусок пластмассы. Подожгите спич- кои этот кусок для определе- . [ ния типа пластма> сы.
Жесткий ABS не нуждается в грунтовке. Краска наносится непосредственно на эту пластмассу • Обработайте окрашивас мую деталь очистителем вое ка и силикона
• Нанесите краску на деталь.
• Дайте краске высохнуть и установите деталь
Некоторые наружные детали из пластмассы гибкие. Следовательно, в краску нужно добавить присадку для эластичности
• Обработайте окрашиваемую деталь очистителем воска и силикона
• Отшлифуйте деталь наждачной
Окраска и материалы для окраски
шкуркой с зернистостью 400 или еще более мелкой.
• Воспользуйтесь присадкой для эластичности следующим образом:
- Одна часть акрилового лака, одна часть присадки для эластичности и полторы части подходящего растворителя образуют нужный мат ериал.
- Смешайте лак и присадку для эластичности. Затем добавьте растворитель.
- Нанесите от 8 до 10 двойных влажных слоев при давлении от 2 до 2,5 кгс/см2. Между нанесением слоев нужно ждать очень недолго.
- Перед установкой деталь высыхает на воздухе в течение 4 часов при температурах 21-30“ С.
- Перед шлифовкой и полировкой должно пройти не менее 2 недель.
Различные материалы
Для кузовных работ имеется множество различных материалов.
Если вы приступаете к очень ответственной работе, то начните с подготовки металла. Это означает удаление всей старой краски путем сошлифовки или с использованием химического средства для удаления краски. Из имеющихся средств для удаления выберите самое мощное.
После удаления краски вы должны нейтрализовать средство для удаления на металле и защитить металл от коррозии. Для разных металлов имеются различные продукты, например, для обычной стали, стали с гальваническим покрытием и для алюминии. Убедитесь, что выбранное вами средство и нейтрализует и защищает от коррозии, так как есть средства, ко
торые делают го или другое, но не решают обе задачи. Прочитайте инструкцию по использованию.
Хотя в гл. 7 мы уже обсуждали полимерные кузовные шпатлевки, мы мало сказали о различных типах шпатлевок Для упрочнения полимерных шпатлевок некоторые фирмы-производители добавляют короткие или длинные нити из стеклоткани. Такие шпатлевки хорошо работают с деталями из стекловолокна и они прочные. Однако, их трудно обрабатывать Для них требуется качественная грунтовка для заполнения пустот от нитей.
Порошковый алюминий является другой присадкой для полимерной шпатлевки Он используется, когда необходимо удаление ржавчины, а сварка затруднена. Примером может служить ржавчина, которая образуется под виниловой крышей вокруг молдинга у заднего Стека. Конечно, такой ремонт является временной мерой Мы не рекомендуем его делать, просто констатировать необходимость
Сейчас имеются хорошие краски для винила. Несколько лет тому назад можно было говорить о более-менее соответствующих виниловых красках С использованием правильной процедуры очистки окрашиваемого материала виниловые краски позволяют достичь хороших результатов. Легко делаются изменения внутренней окраски салона.
Отличным новым продуктом является материал «БЫМЕ». Он является зеленым, густым и липким Его можно распылить или нанести кистью на те поверхности, которые должны быть защищены от попада
ния краски, например, шины, стекла или кузовные панели при ремонте небольших участков кузова Нанесите этот материал и дайте ему высохнуть, затем производите окрасочные работы. Затем материал можно смыть струей из шланга после окончания работы и останется чистая поверхность, на которую не попала краска.
Мы здесь описали всего несколько продуктов из большого ассортимента, которые облегчают жизнь мастеру-кузовщику. Если у вас возникают какие-то проблемы, то обратитесь для подбора нужного материала в магазин материалов для кузовного ремонта.
Краски для пластмассы и винила позволят вам изменить цвет пластмассовых и виниловых деталей и отделки салона. Это хороший материал для восстановления цвета поцарапанных виниловых деталей.
101
ГЛА5А9
ОБОРУДОВАНИЕ ДЛЯ ОКРАСКИ И МЕТОДИКИ ОКРАСКИ
Финальной стадией кузовных работ является нанесение слоя краски. Предыдущие восемь глав посвящены подготовке к окраске, а одна нанесению окончательного слоя. Такое соотношение (8 к 1) также соответствует количеству подготовительной работы. Если вы посвятите в 8 раз больше времени подготовке поверхности к окраске по сравнению со временем окраски, то у вас есть шансы сделать хорошую работу.
На протяжении предыдущих глав мы повторяли, что даже хорошая краска не заменит хорошую подготовку к окраске. Если вы правильно подготовили поверхность, то краска отразит затраты времени, усилий и денег Плохая подготовка поверхности отразится даже более явно.
В этой главе мы обсудим минимальный набор оборудования, который у вас должен быть и как им пользоваться и обслуживать. Мы также покажем и обсудим особенности нанесения краски.
Мы включили сюда раздел, посвященный проблемам при окраске, их причинам и способам устранения Перед началом последней стадии мы повторим еще раз. Если подготовка поверхности к покраске была тщательной и правильной, то вы исключите большинство потенциальных проблем.
ОБОРУДОВАНИЕ МАСТЕРСКОЙ
Компрессоры
Компрессор должен быть способен развивать и поддерживать нужное давление воздуха и производительность Давление обычно измеряется в кгс/см2, а производительность — в м-/мин. Давление необходимо для распыления краски, а производительность - для ее равномерного распределения. Хотя существуют разные типы компрессоров, таких как поршневые, диафрагменные и вентиляторные, мы рассмотрим только поршневые компрессоры. Они бывают одно - и двухступенчатыми.
Одноступенчатые компрессоры используют для сжатия воздуха, приводимый в движение электродвигателем коленчатый вал, и один шатун с одним поршнем. Электродвигатель имеет мощность обычно от 0,3 до 2 л.с. при напряжении 220 В Это обычно напряжение в бытовой сети, которое есть в гараже или в мастерских.
Когда двигатель вращает компрессор, то он перемещает поршень вверх- вниз. При ходе поршня вниз воздух втягивается в цилиндр компрессора. При ходе поршня вверх этот воздух сжимается и подается в ресивер.
В большинстве случаев головка (цилиндр) компрессора и электродвигатель крепятся в верхней части бака-ресивера. Объем ресивера обычно составляет от 0,23 до 0,35 м< Одноступенчатый компрессор мощностью 1,5 л с ис ресивером объемом 0,35 м3, который
развивает давление 7 кгс/см1, является самым маленьким компрессором, который вам потребуется для проведения простого процесса окраски. Это даст вам достаточную производительность и давление для распыления грунтовок различного типа и лаков на небольшие панели или поверхности. В холодный день он может дать достаточно воздуха для окраски лаком целого автомобиля. Однако, он стремится перегреться из-за того, что работает постоянно.
Двухступенчатые компрессоры имеют два или четыре поршня. Первый или большой поршень сжимает воздух так же, как и одноступенчатый компрессор. Этот сжатый воздух затем проходит через интеркулер (промежуточный охладитель) во второй или меньший цилиндр. Воздух сжимается сильнее на второй стадии и подается в ресивер.
Самый маленький двухступенчатый компрессор имеет мощность 1,5 л.с., питающее напряжение 220 В и ресивер объемом 0,35 mj. Имеется очень много различных типов компрессоров, которые невозможно описать в этой книге. Самый маленький двухступенчатый компрессор будет лучше удовлетворять вашим потребностям при окраске, чем самый большой одноступенчатый компрессор. Обычно двухступенчатый компрессор будет способен обеспечивать потребности маляра Он также будет обеспечи
------- 102 -------
вать достаточное количество воздуха для работы пневматических инструментов „ которые мы описали ранее. Для подбора правильного компрессора вам нужно определить значения давления и производительности, которые вы хотите получить от компрессора.
Давление
В описании одноступенчатого компрессора мы указали, что минимальная потребность в давлении была 7 кгс/смг. Это случайное значение базируется на общих данных. Большинство одноступенчатых компрессоров имеет-минимальное давление в 7 кгс/см2. Компрессор имеет автоматический выключатель отсечки, который выключает электродвигатель при достижении давления в 7кгс/см2. Аналогично, электродвигатель включается при падении давления до 5,5 кгс/ сма. Лаки обычно распыляются в диапазоне давлений от 2,1 доЗД кгс/см3. Когда давление в ресивере падает до 5,5кгс/см2, то нужное давление распыления будет еле — еле достигаться на распылителе из-за падения давления в шлангах и в соединительных муфтах.
Производительность
Самый малый компрессор, обсуждаемый нами, имел производительность около 0,3 ма/мин при давлении 7 кгс/м2. Хороший профессиональный распылитель (пистолет) требует производительности около 0,25 м3/мин. Ключевыми значениями здесь являются произво-
Оборудование для окраски и методики окраски
дительность 0,3 м/мин при 7 кгс/ см2. Когда давление падает, то нужен резерв воздуха При разнице всего лишь в 0,06 м3/мин ресивер объемом 0,3-0,35 м:! будет быстро пустеть.
Если вы собираетесь приобрести компрессор, покупайте самый большой, который вы можете себе позволить. Здесь нужно базироваться на потребности в воздухе тех инструментов, которые вы собираетесь использовать и на продолжительности времени их непрерывной работы. Сильно расстраивает планы ситуация нехватки воздуха, когда вы намереваетесь нанести большое количество краски или если размыкатель цепи отключает двигатель компрессора из-за перегрева. Помните, что избыток воздуха лучше, чем его недостаток. Вы можете испортить всю работу, если воздуха будет слишком мало
Шланга и соединения
Стандартными внутренними диаметрами (1Д) воздушных шлангов являются 1/4, 5/16 и 3/8 дюйма, т.е. 6, 4, 8 и 9,5 мм. Чем больше шланг, тем меньше падение давления воздуха между ресивером и распылителем. В большинстве кузовных и окрасочных мастерских используется шланг внутренним диаметром 8 мм; шланг с диаметром 9,5 мм тяжелый и его трудно переносить; шланг с диаметром 6,4 мм не может обеспечить нужную производительность Если нужно использовать шланг диаметром 6,4 мм, то его длина не должна превышать 3,5 м. Приводимая далее таблица дает значения падения давления воздуха для шлангов различной длины с внутренними диаметрами 6,4 и 8 мм при разных значениях давления.
Быстросъемные соединения и другие соединения должны иметь минимальный внутренний диаметр 8мм. Соединители с меньшим диаметром сильно ограничивают воздушный поток. Одно ограничение вызывает потерю давления, которое равно падению в меньшем отверстии.
Пользуйтесь этой таблицей для определения падения давления на распылителе при данном давлении компрессора, внутреннем диаметре и длине шланга.
Внутренний диаметр воздушного шланга Пэдение давления воздуха на распылителе (кге/см2)
Длина Зм Длина 4,5м Длина 6,0м Длина 7,5 м Длина 15 м
Диаметр 6.4 мм (1/4"")
Давление 2,8кгс/см2 0.56 0.67 0,77 0.89 1 68
Давление 3,5кгс/см2 0,7 0,64 0,98 1,12 1,96
Давление 4,2кгс/см2 0,88 1,02 1.17 1,33 2,17
Давление 4,9кгс/см2 1,02 1,19 1,37 1,58 2,38
Давление 5.6 кгс/см2 1.16 1.37 1.58 1,79 2,59
Давление 6,3кгс/смг 1,3 1.54 1,77 2,03 2.77
Диаметр 8мм (5/1 б")
Давление 2,8кгс/смг 0,15 0,23 0,25 0,26 0.6
Давление 3,5кгс/см2 0,25 0,28 0,32 0,35 0,7
Давление 4,2кгс/см2 0,32 0,35 0,39 0.42 0,81
Давление 4,9кгс/см2 0.37 0,42 0,47 0,51 0,91
Давление 5,6кгс/см2 0,44 0,49 0,56 0,61 1,02
Давление 6,3кгс/см2 0.53 0,6 0,67 0,74 1.12
Фильтры и ловушки
Постоянной проблемой является влага Она попадает в краску и становится причиной пузырей, следов воды и вспучивания краски. Из-за того, что влага содержится в сжимаемом воздухе, даже когда влажность снижается до 3 или 4%, то это значит, что в каждом кубическом метре сжатого воздуха содержится воды в 8 или 9 раз больше, чем в атмосфере. Эта вода постоянно конденсируется в ресивере и поступает в шланг
Для предотвращения попадания воды из ресивера в распыли-------- 103 ------
тель вам нужно пользоваться ловушкой для сборов воды в стеклянную или металлическую емкость, чтобы затем воду можно было слить оттуда И вновь выберите лучшую ловушку для влаги, которую вы сможете найти Эта ловушка должна быть совместима с компрессором и чем больше компрессор, тем больше должна быть ловушка
Воздух, поступающий в компрессор, должен быть отфильтрован Это предотвращает попадание пыли и грязи, которые изнашивают стенки цилиндра. Обычно этот фильтр сделан из пропитанного
Оборудование для окраски и методики окраски
маслом винила или из фетра и рассоложен внутри входного канала компрессора Убедит eCi, чти этот фильтр чистый, промаслен и находится на месте. От вибрации компрессора фильтр иногда смещаем ся со своего места, поэтому периодически проверяйте фильтр.
Комбинация редухтораГрсгу-гятора д твл( ния) и двух< yvn< нчагой ловушки для воды; вода удаляется в первой ловушке, давление регулируется клапаном в цен гре, а остальная влага задерживается второй ловушкой
Обслуживание
Магистрали и компрессоры должны обслуживаты я ежедневно, Езчните со слива жидкости из ресивера перед каждым использованием компрессора, от крыв маленький кран в яйла юй части ресивера Дайте сжатому воздуху выдугь скопившуюся иоду. Слеже содержимое водяной ловушки после каждой операции окраски Если влажность воздуха высокая, то с ливайте году несколько раз в процессе работы.
Проверяйте компрессор перед началом распыления Проверьте наличие масла в компрессоре. Заменяйте его каждые 60 или 90 дней Проверьте сетчатые и другие фильтры, чтобы убедиться в том, что они на месте и чистые. Проверьте наличие утечек в магистралях, соединениях и в клапанах При давлении 4,2 кгс/см2 через отверстие диаметром 0,8 мм утечет 0,03 м’/мич или 1,7 м1 за час. Это количество достаточно д.лч удержания распылителя широко открытым в течение 3 часов. Результатом будет увеличение износа и нагрузки на компрессор
Покупка правильного компрессора может быть наиболее дорогостоящей частью побительской работы по окраске. Для уменьшения расходов попробуйте взять компрессор напрокат
Можно рассмотреть вариант с покупкой под ‘ржанного компрессора Если в компрессоре имеются утечки, то можно их устранить, купив ремонтный набор, в котором есть прокладки и уплотнения. Иногда даже можно заменить электродвигатель, но это недешево и может быть так, что дешевле будет купить восстановленный в условиях мастерской компрессор.
РАСПЫЛИТЕЛИ ДЛЯ
КРАСКА
Очень важно иметь хорошую подачу воздуха, но не менее важно иметь хороший распылитель для краски. Распылитель (окрасочный пистоле-1 должен быть спс циально предназначен для профессией шь-ной покраски. В магазинах имеется много различных распылителей, но даже лучшие из них не подходят Покупайте профессиональный распылитель, такой как от фирм SHARPE или DE VILBISS в магазине принадлежностей для кузовного ремой га. Вы должны быть уверены в качестве приспособлений, {пенна тьно разрабо1 энных д тя распыления краски.
1 ипы распылителей
Один из основных типов т профессиональных распылителей краски включает в себя емкость д ля краски объе иом око. ю 1 л как (оставит ю часть распы. ютеля. Другие используют отдельную i мкзеть ибт емом от 3 до 40 см3 и соединяются с ней шлагом. Указанные два типа могут разделяться еще на распы. 1ИТСЛИ С ПОСТОЯННЫМ воздушным потоком и с управляемым воздушным потоком, с внутренним и внешним смешиванием и распылители с подачей краски под давлением, под действием силы тяжести и под действием разрежения.
Стандартным является распылитель емкостью около 1 л, с управляемым воздушным потоком, с внешним смешиванием и подачей краски под действием разрежения Он сделан из латуни, стали или алюминия Другие распылители исп 'чъзуются для специальных видок окраски.
Распылители с постоянным потоком используются обычно с небольшим компрессором диафрагменного типа Через распылитель проходит постоянный поток воздуха. Это предотвращает рост ------ 104 ------
давления и нагрузку на диаЛрзгму компрессора Рукоятка управления распылителя контро лирует только поток краски, а не воздушный поток.
Распылители с управляемым воздушным потоком управляют воздушным потоком с помощью отсечного клапана на ручке управления. Это позволяет работающему управлять с помощью одной ручки и воздухом, и подачей краски
Распылители с внутренним и внешним смет иванаем подразделяются по тому признаку, где краска смешивается с воздухе и. Распылители с внутренним смешиванием имеют наконечники, внутри которых смешиваются краска и воздух. Затем смесь выходи г из распылителя в распыленной фор не. Это не подходит для автомобильных работ, но хорошо для домашних окрасочных работ.
Оборудование для окраски и методики окраски
Через ноздухопровод в основании (стрелки) ра< пылите ль постоянно перемешивает краску внутри емкости (резервуара). Это предотвращает оседание на дно металлических частиц, которые содержатся в красках типа “металлик”
Расш иштели с внешним смешиванием являются нормой при покраске автомобилей Краска подается по наконечнику из емкости (баллона) под действием разреже сшя или давления. Бо щуу под давлением из боковых сопел распыляет краску и образует поток.
Распылители с подачей краски под давлением используются в основном с большими емкостями для краски Краска (трун-гсвка) расположена в отдельной емкости или баке. В них создается давление и краска подается по шлангу к распылителю.
Распылите ли с подачей краски под действием силы тяжести имеют емкость с краской (обычно об ьемом около 1л) в своей верхней части Сила тяжести тянет краску вниз к распылителю, где краска смешивается с юздухом.
Распылители с подачей краски под действием силы тяжести быстро становятся популярными при окраске антомоби чей.
Распылители с подачей краски под действием разрежения являются наиболее распространенными и узнаваемыми. У них емкость для краски установлена под распылителем. По металлической трубке краска вт лгивается из емкости в ра< пылитель
Все три системы подачи
краски используются при окраске автомобилей. Модели с подачей краски под давлением хорошо ра ботают при необходимости проведения больт’топ объема окрасочных работ с одним типом краски Основным преимуществом распылителей с подачей краски под давлением является то, чти лип можно работать снизу вверх
Распылители г подачей краски под действием силы тяжести и под действием разрежения не будут работать в перевернутом положении.
Разрез типичного распылителя с подачей краски под действием разрежения
1- воздух; 2 жидкость
Распылители низкого давления с высокой производительностью были созданы для выполнении требований экологических законов, не допускавших высокого уровня летучих органических соединений (VOC) Вместо использования давления воздуха от 3 до 4,2 кге/ см-для распыления краски они использовали давление от 0,07 до 0,7 кгс/смг. Однако, это ни кое давление должно поддержи » »ть производительностью по воздуху от 0,35 до 0,5 ms/mmh! По эмпирическому правилу мощность н 1 л. с, обеспечивает производительность около 0,11 м3/мин, поэтому вам потребуется компрессор мощностью не менее 5 л. с.
Для соединения компрессора с установленным на стенке регулятором давления необходима труба с ------- 105 -------
внутренним диаметром не менее 19 мм и шланг с диаметром не менее 8 мм, длина которого должна быть от 7,5 до15 м Не ис-цольэуйте обычный клапан регулировки давления воздуха на данном распылите. ie.
Клапан и манометр, показанные на рисунке, являются частями регулятора давления жидкости. Он подает давление в емкость с краской и является составной частью сисч емы Обычные распылите -ли расходуют 70-75% распыляемого материала. Система данного распылители уменьшает потери па 30-50%. Описанные распылители могут быть четырех основных типов: с бычные с подачей краски под действием разрежения и с помощью давления, устройства с конверсией воэдужа, турбинные устройства и с подачей краски под действием силы тяжести
Распылители нужного давления с низкой производит! льнос-гыо разрабатываются для домашнего мастера с целью удовлетворения тем же самым экологическим требованиям Они предназначены скорее для случайного пользователя, чем для профессионала, так как подают краску довольно медленно. Длительность окраски увеличивается на 45 мин.
Теперь, когда вы уже знаете о конструкциях распылителей для окраски, мы ограничим дальнейшее обсуждение стандартным раепг тлителем с подачей краски под действием разряжения с внешним см( шив^нием и с управляемым во а-} ушным потоком.
Работа и об< г„ ччваиие
Для работы распылителя слейте в его емкость (баллон) краску, разведенную растворите, л м в
Оборудование для окраски и методики окраски
связи с указаниями фирмы-производителя. Установите давление воздуха на значение, рекомендованное производителем краски. Некоторые распылители имеют встроенный манометр или внешний манометр. Манометр на распылителе работает лучше В противном случае вы должны будете определять давление на распылителе путем учета потерь в шланге и установить дав-
А —регулировка подачи воздуха; В~ регулировка подачи жидкости, Н—игла для жидкости, J—колпачок для выхода воздуха; К —наконечник для жидкости; L—ручка управления; М—шток воздушного tcianaiia.
Ручка А управляет формой распыления от плотной круглой картины до широкой вертикальной картины в форме цифры а
1 Ручка В
управляет ко-' личествомма-I териала, вы-| ходящего из | распылителя. । Его можно закрыть (т.е. I прекратить | подачу) или полностью от-: крыть Рехули-I руйте подачу
J материала в соответствии с
типом окрашиваемой поверхности
ление на компрессоре до соответствующего значения Если утечек воздуха нет, то вы сможете сделать две стандартные регулировки, вращая ручки с накаткой А и В. Ручка А регулирует форму распыляемой струи, а ручка В регулирует поток материала (краски, грунтовки) из наконечника распылителя
желаемой шириной потока. Когда ширина струи (потока) увеличивается, то нужно, чтобы больше материала (краски) проходило через распылитель для компенсации и охвата большой площади.
Профессиональные маляры устанавливают характер распыления и количество краски каждый раз путем распыления небольшого количества материала на бумагу, закрывающую стекло или другую большую поверхность. Проведите эксперимент таким же образом. Наклейте около 3 метров бумаги на стенку или на внутреннюю сторону двери гаража и сделайте несколько пробных окрашиваний Вы быстро научитесь регулировать характер распыления.
Корректировка картины (характера) распыления
Иногда картина бывает правильной, но распылитель будет “плеваться” и брызгаться Для устранения этого недостатка убедитесь, что все чистое Краска на распылителе может засохнуть вокруг игольчатого клапана для жидкости, что позволит воздуху поступать в каналы для жидкости (С) Открутите гайку и нанесите две капли ------- 106 ------
моторного масла на засохшую краску (материал). Установите и закрутите гайку пальцами.
Другой проблемой может быть грязь между наконечником для жидкости и корпусом распылителя. Ослабленный наконечник для жидкости будет делать то же самое, снимите наконечник, а за
тем очистите его и корпус распылителя Замените наконечник Может быть ослаблена или повреждена шарнирная гайка (Е).
Если проблемой является некачественная картина распыления, то одно из следующих средств, скорректирует ее и даст нужную картину, показанную на рисунке
Если ваша картина выглядит
так, как показано на рисунке ниже, утолщение в середине или есть брызги, то давление распыления недостаточно высокое Увеличьте давление в ресивере или на распылителе
Картина с разделением, подобная показанной ниже, толстая у концов и с утонь-шением в середине, является результатом слишком высокого давления распыления.
Это прямо проти-воположно
Оборудование для окраски и методики окраски
изображению на предыдущем рисунке, Для корректировки такой картины уменьшайте давление до тех пор, пока картина не примет правильную форму. Если вам не удается
этого сделать и давление воздуха нормальное, то такое разделение может быть вызвано слишком широким распылением. Для корректировки поверните ручку В, управляющую подачей материала, против часовой стрелки Одновременно поверните ручку А по часовой стрелке для уменьшения высоты
пятна
Пятно в форме полумесяца
с выпуклостью вправо образуется из-за забивания канала G. Если выпуклость направлена влево, то забит другой ка нал Очистите их, сняв колпачок для воздуха J. Промойте его в растворителе
и очистите детали. Не используй-
те инструменты из металла или проволоку.
Если картина распыления подобна показанной ниже, то препятствие вокруг наконечника для жидкости в месте F.
Если препятствие было внизу, то картина будет с утолщением вверху. Снимите колпачок для
воздуха и наконечник для жидкости. Промойте их в растворителе и установите на место
Для регулировки картины распыления начните с закручивания ручек для регулировки подачи воздуха и жидкости по часовой стрелке. Крутите ручку для регулировки подачи воздуха против часовой стрелки, пока не появится маленькое пятно, когда ручка управления полностью прижмется назад. Вы можете открыть ручку подачи жидкости (краски) щелчком.
Начните открывание ручки регулировки подачи жидкости (краски) пока пятно не увеличится в размере и в объеме.
----- 107 -----
Увеличивайте размер картины (пятна) распыления с помощью ручки управления подачей воздуха. Продолжайте увеличение подачи краски и воздуха до тех пор, пока не будут достигнуты, желаемый размер и объем пятна распыления.
Регулировка распылителя нужного давления с высокой производительностью
Начните с установки регулятора на давление 3,8-5,2 кгс/см2. Давление определяется по рекомендациям производителя краски. Затем, когда регулятор давления жидкости находится в полностью закрытом положении (т.е. закручен против часовой стрелки до упора) нажмите ручку управления полностью
(При нажатии наполовину начинается подача воздуха, при полном нажатии добавляется подача материала). Ничего не произойдет, но воздух будет проходить через наконечник до тех пор, пока вы не начнете проворачивать регулятор давления жидкости по часовой стрелке. При давлении примерно 0,15-0,20 кгс/см2 распылитель начнет распылять краску. Медленно продолжайте поворачивать ручку по часовой стрелке для увеличения давления, пока не будут достигнуты нужный объем подачи и уровень распыления. Не увеличивайте давление выше 1 кгс/см2, иначе будет поврежден наконечник. Теперь проведите пробное распыление-окраску. Пятно распыления можно отрегулировать так же, как и на стандар-
Оборудование для окраски и методики окраски
тнрм распылителе (см выше' Обслуживание
Лучший способ вывести из стр^я распылитель- это не очистить его сразу же после использо-!аичя Некоторые катализов анные эмали и уретановые материалы полимеризуются в течение 6 часов. Если это произошло, то можно только попроп’аться со с воим распылителем. Затвердевшая краска где-то в отверстии или рядом с ним существенно ухудшает работу распылителя.
Залейте в емкость для крас ки прям* рно на четверть моющий растворитель и вымойте лишнюю краску Слейте загрязненный растворите, чь и залейте свежий моющий растворитель еще раз на четверть । мкости Зажмите колпачок на распылителе. По трясите и покрутите pai творитель в распылителе, а затем распылите растворитель через сопло. Затем закрутите пальцем сопло и нажмите ручку направления. При этом распылитель будет громывагьгя в обратном направлении. Однако, никогда не проводите такую процедуру на распылителе низкого давления с высокой производите пъностью. Это сместит и повредит прокладки и уплотнения. Слейте оставшийся растворитель, залейте чистящий растворитель и повторите процедуру. Когда растворитель удален, промойте все поверхности чистым растворителем Затем снимите воздушный колпачок J. Очистите его жесткой волосяной щеткой и растворителем. Никогда не пользуй
тесь проволокой ножом или Другими твердыми инструментами для очистки воздушных каналов G и F. В заключение положите воздушный колпачок в емкость для краски. залейте раствор! гге ть на 1,2 см и зажмите емкость на распылителе Это предотвратит затвердевание кусков краски в колпачке или в каналах для краски (жидксст.ц. Всегда подвешивайте распылитель при замене колпачка или крышки. Никогда не оставляйте распылитель, лежыш.м на боку. Материал затечет в каналы для воздуха и будет мешать воздуху при последующей работе. Для смазки распылителя нанесите каплю масла на шток воз) ушного клпиана М и на участок в местах С, А, В и Н. В заключ< ние убеди гесь, что канал для вентиляции в крышке емкости для краски открыт В некоторых мастерских есть специальные помещения и приспособления для очистки распылителей При очистке распылителя в помещении не забудьте снять вначале регулятор давления жидкости
Озрасочная камера
для своей работы вы можете арендовать окрасочную камеру. Существуют два типа камер: сухая и с очисткой воздуха. Сухие камеры имеются в большинстве окрасочных мастерских. Сухая камера является полностью закпытой камерой, достаточно большой для того, чтобы в ней поместился автомобиль и маляр, который должен иметь возможность перемещаться более-менее свободна. Большой вен
тиля ~ор втягивает свежий воздух в камеру через большие заме няе-мые фильтры, примерно такие же. какие имеются в бытовых кондиционерах Загрязненный воздух удаля тся непосредственно в атмосферу Камера с очисткой воздух t используется на производстве и похожа на сухую. Однако, загрязненный в! >здух проходит через водяные экраны и перегородки перед тем как попасть в атмосферу. При этом из него удаляются твердью загрязнения
Последним достижением является камера с вытяжкой снизу. (^фильтрованный воздух втягивается в камеру в верхней ее части, а удаляется через отверстия в полу. Это предотвращает попадание избыточной краски и напыление, которые обычно имеют место в окрасочных камерах В наиболее дорогих и совершенных камерах у поступающего воздуха контролируются температура и влажность!
При использовании окрасочной камеры первым этапом является очистка. Все внутренние поверхности должны быть свободны от пыли, грязи и сиедов краски Пол подметается и моется, чтобы удалить как можно больше пыли и гряст Для удаления остаточной атмосферной пыли при з=кры гых дверях включаются венти гаторы. Ав-тсмоб) [ль обдувается и очищается. Затем он закатывается в камеру, когда автомобиль в камере, его моют еще раз очистителем воска и силию 1нь. и производится оконча-те. гьная очистка.
ПОДГОТОВКА ОКРАШИВАЕМОМ ПОВЕРХНОСТИ
Если вашему автомобилю необходим кузовной ремонт, то какой-то участок Кузова должен быть подготовлен к окраске Если вы собираетесь окрасить весь автомобиль , то он должен быть гот< в к нанесению окончательного слоя краски С другой стороны, ₽сли кузовной ремонт был не нужен, то вы должны решить, насколько интенсивно должна быть проведена подготовка поверхности. Это может быть как полное удаление краски, так и небольшая шлифовка старой краски.
Удаление краски
Большинство людей, которые начинают с удаления всей краски, не хотят этого делась, да это
и не всегда нужно. Поэтому не удаляйте краску, если на это нет серьезной причины Двумя причинами являются следующие: наложено слишком много слоев краски или под старой краской есть ржаьчина Ес ти вы решили удалять краску, будьте готовы ко все иу. Могут быть неожиданные сюрпризы
Под краской может скрываться слой полимерной шпатлевки. Если вы удаляете краску, то вы вме< те с ней удДлите и большую часть шпа глевги. Следовательно. вам пр* дстоит повторная работа со шпатлевкой. Удаление краски обдиранием (грубой шлифовкой) или с помощью пескоструйного аппарата делает металл грубым и снимает слой металла, те. затем ме
—— 108 -------
талл нужно обработать и выровнять. Сошлифовка нанесенного на кузов свинца является печальным событием. Легко восстановить слой наложенного свинца (припоя) не удается. Мы рекомендуем рассмотретл полное удаление краски то 1ько как начало серьезного кузовного ремонта, а не как подготовку поверхности к окраске. Если вы все жг решили удалить всю краску, то следуйте рекомендациям. приведенным в гл. 6.
Если вы пользуетесь химическим средством для удаления краски, то используйте после его применения качест венный нейтрализатор для очистки металла Для предотвращения появления ржавчины сразу же после удаления
Оборудование Зля окрас ки и методики окраски
краски нанесите на металл грунтов ку Механическое? удаление краски и обработка пескоструйным аппаратом, также требуют немедленной грунтовки металла.
Удаление защитного воска, масла и полирующего состава
Если вы не планируете кузовной ремонт и хотите только подготовить поверхность своего автомобиля к покраске, то начните с полного удаления виска и мае ла
Краска не ляжет на силикон или масло Тщательно вымойте автомобиль ьидой с автогдампунем для удаления поверхностной грязи Помните, что очень важно использовать средство для удаления воска и силикона перед нача-юм шлифовки Если не сделать этого, то вы вотрете воск и силикон в краску. Когда аь гомобиль полностью чистый, то вы можете начать шлифовку
Молдинг нужно снято, чтобы шероховатая и сколотая краска могла быть удалена до чистого ме-тхтла
Хотя на кузове и нет больших повреждений, краска повреждена. Покрытие шелушится над отверстием для колеса; к; >ылс повреждено около фары; имеются разнообразные царапины и потер
тости С помощью шлифовки наждачной шкуркой и небольшой шпатлевки можно ус транпть эти повреждения.
ШЛИФОВКА
Нужно отшлифовать всю окрашиваемую поверхность При этом будет удалена окисленная краска и, оставшаяся пленка из дорожных птло.кений, и образуются зацепы (зубцы) для новой краски и будет выровнена поверхности Легче всего провести шлифовку с помощью шлифовальной машинки фирмы Д.А., которая была описана ранее в гл. 6
Установит? шлифовальный круг зернистостью 320 на машинку и обработайте всю пов« рхнос^ъ. под.отавлив; емую к окраске Держи ге машинку ровно, чтобы избежать большого удаления материала. Закончите ручной шлифовкой в тех местах, где не достает машинка, с помощью шкурки зернистостью 400.
Ес пи у вас нет машинки то рукамг1 можно сделать все не хуже Намотайте на кусок пористой резины п шовину куска шкурки. Подушка из резины равномерно рас-пред< лит усилие р;ч'и и на краске не будут образованы борозды. В процессе шлифовки смывайте водой абразивные чагтицы и частицы краски Наждачная шкурка будет работать лучше и служить дольше.
ДВЕРНЫЕ ПРОЕМЫ, КРЫШКА БАГАЖНИКА И КАПОТ
Если вы планируете перекрасить автомобиль в пругой цвет или привести тонкую работу, то вам будет нужно покрасить двойные приемы (косяки дверей), места под крышкой багажника и под капотом. Эти места трудно очистить и отшлифовать. Вам будет трудно добраться до некоторых участков, поэтому воспользуйтесь подушками SCOTCH BRITE, которые были списаны в главе 6 Они гибкие и вы
сможете зачистить участок почти любой формы.
Как и на нару жных поверхностях, нагшите с гдочывания средствам для удаления воска и силикона. Пользуйтесь одной из грубых или си средней зернистостью подушек SCOTCH ERITE Обрабатываемые поверхности, обычно бывай т в плохом состоянии к на них тратится много времени и сил. Другим изделием, которое хорошо и быстро
работает в труднодоступных областях. является жидкая наждачная шкурка. Она очищает подобно средству для удаления воска и силикона и удаляет краску. Удаление краски производится абразивными частицами примерно также, каг и с помощью наждачной шкурки Воспользуйтесь жидкой наждачной бумагой как средсч вом для удаления воска и силикона Промойте очищаемую область и высушите ее.
109
Оборудование для окраски и методики окраски
ПОДДЕРЖАНИЕ ПОВЕРХНОСТИ В ЧИСТОМ состоянии
После полной очистки и шлифовки автомобиля нужно сделать так, чтобы он не был загрязнен еновь. Вымойте автомобиль еще раз чистой водой. С отиго момента не дотрагивайтесь до автомобиля ни Одной частью тепа Жир с кожи действует подобно силикону и препятствует хорошел адгезии краски.
Когда поверхность высохла после мойки, обработайте ее еше раз среде гвом для удаления ei ска и < иликоли. При Э1 ом используйте только новые, чистые, хлопчатобумажные тряпки Грязная тряпка приведет к загрязнению поверхности. Пользуйтесь хлопчатобумажными иди фланелевыми тряпками без добавления синтетических материалов, гак как синте тика может сс дать царапины на поверхности. Обтирочная очищающая
тряпка
Когда испарились следы сред( гва для здаления си тикера и
ЗАКРЫВАНИЕ ДЕТАЛЕЙ АВТОМОБИЛЯ
Начните зав давание путем отметки области, которая будет закрыта, с помощью клейкой ленты. Бумага временно помещена поверх оконного проема.
Эта процедура очень вг жна, так как если она будет проведена неправильно, то может быть иепчр-чена даже правильно проя! денная работа по окраске. Нужно добиваться аккуратного края. Когда удаляется клейкая лента, то све жей краски не долж ю был на хромированных или резиновых деталях.
воска, то обдуйте автомобиль сжатым воздухом, чтобы сдуть оставшиеся гылиш и из тр ещин и мелких раковин. Тепеоь можно протереть автомобиль специальной очищающей тряпкой.
Очищающие тряпки со специальной пропиткой можно приобрести в магазине товаров для кузовного ремонта. Скомкайте тряпку в Гл. тьшой мягкий ком
Тщательно протрите авто-моблл0 тряпкой. Пропитка в дранке притянет к себе мелкие частицы пыли и грязи
Внимание: Никогда ие оставимте очищающую mpanw на автомобиле - пропитка тряпки быстро прилипнет к краске. Если тряпку оставите надолго, то пропитка может даже разъесть краску. После полной очистки окрашиваемой поверхности закройте повер-। хпости, которые не будут окрашиваться. |
Не должна также проглядывать старая краска в тех местах, где край клейкой ленты закрыл полер-хноегь, которая должна быть окрашена.
Клейкая лента и маскировочная бумага бывают разной ширины. Чем уже лента, тем больше nt кры-тие. Бумага бывает тоже разной ширины. Подберите ширину бумаги так, чтобы ею было удобно работать, но без лишнего расхода. Не пользуйтесь газетами для закрывания участков автомобиля Они по
рш тые и влажная краска может проникнуть насквозь Также черная гилографсКйЯ краска может осест ь на поверхность и загрязнит^ ее масляной пленкой.
Если эго возможно, лучше снять деталь отделки, чем закрывать ее. Это позволит вам обнаружить скрытые участки ржавчины, защитить участки за отделкой и обеспечит более г.рофи псиональный подход. Если у вас немного времени или чго-то еще препятствуем снятию детали отделки, то закройте ее.
Начните с закрывания всех наружной деталей отделки, таких как дверные ручки, антенны, молдинги и надписи. На внутренних искривлениях Часто лучше использовать короткие кусочки ленты, наклеивая, их друг на друга, пока вы не зак] юете весь участок На & живых деталях отделки откройте дверь и обмотайте маскировочную ленту вокруг концов детали. Затем переходите к стеклам дверей.
Не начинайте закрывать с помощью бумаги. Наложите кусочек ленты вокруг отделки самого стекла в с. |учае автомобиля с кузовом "хардтоп” или автомобиля последней модели. Теперь можно воспользоваться бумагой. Если у вас есть доступ к машинке, которая наносит клейкую ленту на край бумаги по мере раскручивания рулона бумаги, то ваша работа существенно облегчится. Если машинки не™, то ничего страшною, хотя все будет и не так быстро, вы сможете сделать работу нисколько не хуже.
Положите кусок бумаги на край, который отмечен маскирующей клейкой лентой. Приклейте бумагу, если на ней уже есть клейкая лента. Если на бумаге клейкий ленты нет, то "прихватите" ее на месте короткими кусками ленты
110
Оборудование для окраски и методики окраски
Загните концы бумаги пол ленту, чтобы обозначить закрываемый участок. Это обеспечит качественную чистую работу, без мест, где могут собираться грязь и краска. Когда бумага нанесена по контуру стекла, наклейте другой кусок ленты поверх бумаги и заклейте края. Это уплотнит поверхность, предотвращая попадание ненужной краски из-под низа. Если вы пользуетесь двумя кусками бумаги, то плотно склейте их вместе, чтобы между ними не было щели.
Заднее и переднее стекла закрываются в основном таким же способом. Убедитесь, что все края и щели в бумаге закрыты.
Нижняя бумага “прихвачена” на месте и ее уже можно заклеивать клейкой лентой.
После окончания закрывания все должно быть гладко и без складок, где может накапливаться пыль.
Если вы собираетесь окрашивать торцы дверей, крышку багажника или капот, то вам нужно закрыть внутренние детали. Не нужно закрывать все отверстия Просто наклейте широкие полосы бумаги вдоль закрываемых краев. Путем управления струей краски из распылителя вы можете работать на торцах дверей, водостоках или на фланцах крыльев без окрашивания лишних участков.
В подкапотном пространстве положите кусок ткани на двигатель для предотвращения попадания краски и капель краски. Наклейте куски бумаги вдоль внутренних краев крыла и воздухозаборной рещетки, чтобы краска не попала в моторный отсек и на его перегородку.
На автомобилях, где моторный отсек не окрашен в цвет кузова, болты крыльев не окрашиваются.
Если вы красите один из таких автомобилей, то найдите болты крыльев и закройте их, болты выкручивать не нужно. После окончания окраски снимите клейкую ленту, и головки болтов будут такими же неокрашенными, как и ранее.
Закройте внутренние края багажника и положите кусок ткани внутрь, чтобы краска не попала на дно багажника, на запасное колесо, коврик и т.д. Закройте резиновые уплотнения по краям багажника. Окрашенные резиновые уплотнители выглядят некрасиво, и будут прилипать к крышке багажника при ее закрывании. То же самое относится и к уплотнителям дверей.
Закройте фары так же, как и стекла. На автомобилях старых моделей, таких как наш обмотайте бампера бумагой. На автомобилях последних моделей для закрывания бамперов нужно много поработать бумагой и клейкой лентой. Если бампера окрашены в цвет кузова, то скрасьте их позже, добавив в краску присадку для эластичности.
Обработанный автомобиль с закрытыми участками кузова готов к нанесению грунтовки Обратите внимание на пластиковые мешки поверх колес; они используются профессиональными кузовщиками для защиты шин. В случае реставрации автомобиля лучше снять все хромированные детали, а не закрывать их
Повторим, что нужно делать закрывание так же тщательно, как и другие этапы кузовных работ. Не касайтесь руками или другими частями тела поверхностей, которые будут окрашены. Не опасайтесь возвращаться назад и переделывайте ту работу, которая вас не удовлетворяет. Теперь все готово к нане-
сению последнего слоя краски.
Мастер накладывает бумагу и отрезает лишнее с помощью лезвия бритвы
Оборудование для окраски и методики окраски
Процесс закрывания закончен и для окончания подготовки к окраске нужно накрыть двигатель куском ткани и закрыть колеса и шины
Профессиональная машинка для нанесения клейкой ленты на бумагу помогает ускорить процесс закрывания.
Резиновая полоса на окрашенном в цвет кузова бампере закрывается бумагой.
Лента по краю должна быть наклеена аккуратно.
Чтобы избежать попадания краски на детали подвески, трансмиссии и на нижнюю часть кузова закройте нижнюю часть кузова “юбкой” из клейкой ленты и бумаги.
МЕТОДИКИ ОКРАСКИ
Общие указания
Ручки дверей требуют аккуратности и большого количества клейкой ленты.
Внимание: Следуйте указаниям фирмы производителя краски! Они имеются на банке с краской. Почти все. что [нужно нам знатъ о краске, можно найти на наклейке. |
Хотя мы даем общие указания и методики, производитель дает инструкции об особенностях использования конкретного сорта краски.
Измерения
Одним из самых дешевых приспособлений, но очень необходимым является простая мерная емкость или кружка. Если производитель рекомендует развести краску на 150%, то смешайте одну часть краски и полторы части растворителя (см. таблицу в гл. 8).
Для достижения лучших результатов измерения должны быть точными.
Не пользуйтесь приблизительными измерениями при приготовлении и нанесении красок и других материалов Если вы не будете следовать указаниям, то в лучшем случае у вас образуются потеки, неокрашенные места или «апельсиновая корка* В худшем случае будет испорчена вся работа и все нужно будет начинать сначала. Открывание банки
После снятия крышки банки с краской есть один способ сделать смешивание и очистку удобнее и чище. С помощью молотка и небольшого гвоздя пробейте в нескольких местах на выемке банки. Выемка находится непосредственно внутри уплотняющего края для крышки. Эти отверстия позволяют краске собираться в выемке, чтобы стекать обратно в банку, сохраняя кромку чистой. После закрывания крышки отверстия плотно закрываются.
Перемешивание и разведение /разбавление краски
Чтобы быть уверенным в том, что краска и ее пигменты
112
Оборудование для окраски и методики окраски
тщательно перемешаны, краску нужно взбол гать на специальной машине в мастерской Если краска не перемешивалась более 48 часов, то нужно обратиться в мастерскую, чтобы перемешать ее заново. Тщательное и полное переме’чива -ние всех компонентов краски обязательно для обеспечения равномерности в процессе окраски Убедитесь, что краска хорошо перемешана непосредственно перед тем, как наливать ее в гмкость распылителя
Для экономии вр< мсни большинство профессиональных маля-рлв разводят всю краску за один раз. Чт< бы еде чать ото, вам потребуется пустая чистая емкость. После тщательного перемешивании запейте нужное количество краски в чистую емкость, чтобы развести ее до нужной консистенции Добавьте растворитель (разбавитель) и тщательно все перемешайте.
К примеру, если нужно разводить краску на 200%, то на одну часть краски нужно взять две части растворителя. Нужно точно отмерять необходимые количества Помните, что качество и степень разбавления краски определяют по тому, как она будет растекаться при нанесении. Расточение равносильно блеску - если краска не растекается, то блеска не будет С другой стороны, избыточное рас-токание приводит к появл< нию потеков. поэтому следуйте указаниям прилове, 1ителя
Когда краска перг мешана, залейте ее в ( мкость распылителя и сделайте несколько пробных по-кр 1COK
РАСПЫЛЕНИЕ
КРАСКИ
Регулировка распылителя
Для регул ировки распылителя руководствуй гесь указаниями, данными ранее в этой главе Нанесите г ял но краски на кусок бумаги. Отрегулируйте характч р распыления, подачу материала и установите давление распн 1епин в соответствии । указан] ями производителя кратки
Если раньше вы никогда не красили, то купите литр не дорогой краски и по гренируйтпсь Это лучший способ члучшить с оол > технику. Используй! е куски бумаги или ненужные кузовные детали От
сделанных при тренировке ошибок не будет никаких последствии. Потренируйтесь до тех пор, пока не почувствуе то уверенность, но вначале прочитайте нижеприведенну ю инф -рмащпо
Методика
Окрасочные распылители сконс груир< ваны так, что обеспечивают лучшую работу, когда находятся на расстоянии 2С-30 см от окрашиваемой поверхности Если держать распыли гель ближе, то давление воздуха будет раздувать свежую краску. Если держать распылитель далеко, то краска будет садиться слишком сухой, что приведет кобра зованию ^апельсиновой корки» или сухой пленки. Это также повлияет на цвет. Растворитель С малой скоростью испарения даст большую свободу действий при работе распылителем Однако, он станет причиной потеков, если распылитель находится слишком близко и причиной наложения толстого слоя краски, если распылитель с □тиком далеко. Старайтесь выдерживать расстояние от 20 до 30 см.
Начните пе рвый проход вдалеке от границы окрашиваемой поверхности. Нажмите рччку распылителя и начнет идти поток зозду-ха Перед тем как вы дойдете до края опрашиваемой поверхности, нажмите ручку распылителя до конца, чтобы пошла краска.
Проходите по поверхности за один полный и длинны! j ход. Держите распылитель перпендикулярно поверхности на притяжении всего хода и на одинаковом расстоянии от нес Зафиксируйте локоть и руку так, чтобы распылитель был перпендикулярно поверхности. Эта поможет вам удерживать расстояние и угол одинаковыми от начала хода до его конца. Двигайте распылитель с такой скоростью, что -бы получался равномерный слой со вредней влажностью. Если вы будете вести распылителе слишком медленно, то краска будет с гекать, а если слишком быстро, то слой краски буде г сухим и г жким На приведенных далее рисунках показаны правильные и н« правильные примеры работы.
Дак же, как при скашивании травы, следующий проход начинается там, где закончился предыдущий проход Снова вначале пуска if-те воздух а лотом краску до того как дойделе до края окра1 пинаемой
поверхности. При втором проходе перекрывайте 50% к ер в ого прохода и направляй г° центр струи распыления в нижя ей или ближаиг гий край предыдущего прохода.
Этот процесс повторяется снова и снова при окрашивании двигайтесь слева направо, затем справа налево, покрывая 50% предыдущего прохода (слоя) и пере ыещайтесь сверху вниз или от дальнего края к ближнему
Тонкий неровный или сухой слой может быть вызван слишком малым количеством краски, слишком далеким расположи нм»м распы-лителя, слишком жидкой краской, большим количеством воздуха, большей скоростью перемещения распылителя или недостаточным перекрытием слоев
Толстый слой крыжи с потеками, волнами или с «апельсиновой коркой- может бьг.ъ вызван загрязнением сопла для воздуха, слишком близким расположением pact дали -г тя. слишком жидком или густой краской, малым давлением воздуха, малой скорое гью wept ме-щения распылителя и слишком бе ъшим перекры гие и слоев.
113
Оборудование Аля окраски и методики окраски
Правильное использование распылителя
Неправильное использование
распылителя
2 — от 20 до 30 см; 3 — слишком далеко
Дгржите распылитель в 20-30 см от поверхности и двигайте его вперед и назад перпендикулярно поверхности. Как показано здесь, при наклоне распылителя наружный край струи будет слишком далеко от окрашив юмой поверхности. Процедуры нанесения
Когда вы считаете, что вы освоили методику, то можнг начина гь окраску. Снова прочитайте рекомендации фз [рмы-произчодите -ля краски, чтобы определить, сколько слоев краски нужно наносить и время ожидании между нанесением отдельных слоев Есть некоторое время, требуемое для достаточного испарения растворителя. Оз содание в течение этого времени предотвращает появление потоков при нанесении следуюше го слоя краски. Если инструкции по количеству слоев и времез м ожидания пропущены, то существуют общие правила:
• Обычно при использовании эмалей наносятся три промежуточных слоя: адгезионный слой, цветной слой и глянцевый слей.
• .Паки обычно наносятся в два промежуточных слоя за один раз, пока не будет достигнуто нужное покрытие.
• Время подсыхания определяется путем прикосновения к свежей краске на закрытом от покраски участке. При и 'большом давлении палец отлепляет* я чист ым, значит из зверхность готова к нанесению следующего елз 'И.
Окраска автомобиля
Вначале окрасьте ::осяки и торцы дверей. Уменьшите давление воздуха до 1,5 кгс/см2 и отрегулируйте распылитель для получения круглого пятна распыления Эте должно уменьшить попадание краски на детали салона. Длл предел вращения прилипания резиновых уплотнений закройте двери до первого щелчка замка Затем верните давление распыления к рекч-мендояаннгму производителем значению и нанесите краску с обратной стороны крышки багажника, капота, вдоль внутренних фланцеч крыльев и других подобных областей.
Затем переходите к внешней стороне автомобиля. Приводимые ниже рисунки показывают два популярных способа окраски автомобиля Выберите способ, кг л орый лучше всего вам подходит. Существуют основные методы окраски. Если все выполнять правильно^ то
Переменная | Цвет светлее Цвет темнее
Условия работы
Температура Увеличение Уменьшение
Влажность Уменьшение Увеличение
Вентиляция Уве;имение Уменьшение
Методика распыления
Расстояние от поверхности Увеличение Уменьшение
Скорость перемещения распылителя Увеличение Уменьшение
Время распыления Увеличение Уменьшение
"Туманный" слой (не будет осветлять цвет) Используйте влажный "туманный" слой
Использование oacieopimi я
Тип растворителя Пользуйтесь растворителем с высокой скоростью испарения Пользуйтесь растворителем с низкой скоростью испарения
Разбавление краски Увеличьте количество растворителя Уменьшите количество растворителя
Использование замедлителя Не пользуйтесь замедлите! ;ем Добавьте замедлитель в растворитель
114
t Оборудование для < лрлсл и и четодики окраски
буду* по пучены пр )фессиональные результаты Теперь рассмотрим особенности методик нанесе ния отдельных видов автомобильный красок
Для окраски аве мобиля может быть исполню вана одна из многих мс-тодик Здесь пригелэиы схемы двух методик начинайте с крыши и заканчивайте на стороне, близкой к водителю или же начинайте на правом переднем крыле и заканчивайте на водительской стороне. Независимо от используемой методики строго придерживайтесь ьыбраьт й последогателвнести и запомните ее перед началом окраски, иначе можно провести шлангом по свежей краске.
Е<ши шлифовка выполняется до окончания испарения, то дополнительная усадка станет причиной тою, что преступят 'леды шлифовки.
углом зрения. С п^мощые этого способа проверьте каждую кузовную панель.
Автомобиль загрунтован и плов к шлифовке
Первый слой краски «голубой металлик» выглядит хорошо
Грунте вка для мелких раковин, нанесенн ч поверх обработанного металл^ повторит ф( рму металла и усадка будет больше поверх глубоких ракоьин
Если используется грунтовка для мелких раковин, то не обрабатывайте ее. Обработайте только пятна, если они появляются.
Посмотрим на нижнюю сторону аьтомоби 1я и 1 осмотрите на чп ражение света. Убедитесь, что кузов ВЫГЛЯ. (ИТ ровным под этим
Вспомните автомобиль, на котором демонстрир "вались вытягивание задней панели и шпаклевка с помощью свинца (гл. 4 и 6). Здесь ви цны результаты работы -ровная крышка багажника и нижняя часть задней панели.
Здесь показан автомобиль PORSCHE после окончания окраски. После обжига в < красочной : камере краска не нуждается в полировке для обеспечения блеска. У нашего автомобиля дело обстоит по-другому, так как он был окрашен прозрачной акриловой уретановой краской (лакпм).
115
Оборудование для окраски и ли тодики окраски
МЕТОДИКИ ИСПОЛЬЗОВАНИЯ КОНКРЕТНЫХ ТИПОВ КРАСОК
Напомним еще рад, ч-”о отличных результатов можно достигнуть. если вы будете точно следовать указаниям фирмы-прои жпди-теля краски и еще:
? Правильно разводите краску
• Используйте правильное давление воздуха.
• Используйте нужное количество материал-
* Выберите правильный растворитель, основываясь на температуре и влажности воздуха
• Правильно отрегулируй-е распылитель.
• Выдерживайте нужное время между нанесением отдельных слоев краски.
Теперь рассмотрим некоторые oerv 'нпос ги при V.гг т.зошнии каждого типа краски' Акриловые лаки
Лаки остаются более-менее растворимыми По этой причине при наг есении нового доя материала этот новый слой соединится со старым.
Разведение
Вги!ьшин"тво акри ловых лаков разводятся от 125% до 150%. Более сильное разведение приведет к отнесению лишней краски. Лак для пос теднего слоя может быть разбавлен на 200% растворителем с низкой скоростью испарения. Давление воздухе
Акриловые лаки лучше всего ра- чы тяготея при давлении от 2,5 до 3,2 кгс/смг Как и у эмалей, избыточное давление вызовет «перекраску », т.е. нанесение лишней краски и ' апельсиновую корку». Число слоев
Для достижения достаточной толщины слоя, который можно шлифовать и полировать нужно нанести не менее 4-5 двойных слоев Для некоторых красок требуется даже 6 или 7 двойных слоев.
Сшггет ические эмали
Испаряется одна сослав. 1яю-щал краски Это летучая часть -растворитель или разбавитель Два компонента - связующи:. состав и пигмент остаются в пленке краски после высыхания растворителя. Разведение
Для синтетических эмалей
требуется небольшое разв< дение Некоторые и-3 них разводятся на 15-20%, а другие синтс тические эмали могут потребовать разведения дс 33%, т е 1л растворителя на Зл краски. В любом случае разводите эмаль в соответствии с уггазания^ги ее 'рирмы-производи геля.
Давление воздуха
Дат ление в распылите. ie для правильного распыления краски должно поддерживат ься на уровне 3,8 - 4,2 кге/см2. Если вы использует е распылитель с подачей краски под давлением или оасьылитель с отдельной емкостью для краски, то используйте меньшое давление. Число слоев
Ня наносите слишком много эмали в попыт ках добиться хороших характеристик растекания В этом нет необходимости и увеличивается расход краски. Есть также опасность возникновения потеков. Обычно два промежуточных с ноя достаточны для большинства цветов. Если старый цвел проступает насквозь, нанесите третий слой. Выдерживайте |ремя ожидания, которое может изменяться от 18 до 30 мин в зависимости от температуры и влажности воздуха. Держите распылитель перпендикулярно поверхности на расст оя-нии около 25 см.
Разбавители
Имеемся много разбавителей для син "етичяских эмалей Выбирайте разбавитель в соответствии с температурой и в, гажцостью воздуха
Отвердители
К большинству синтетических эмалей могул быть добаг лены отвердители. Проконсультируйтесь со своим поставщиком красок, если вы считаете, что вам необходим отвердитель Обычно на 8 частей краски добавляется 1 часть отвердителя Кроме того, что отвердитель уменьшает время высыхания, он еще и увеличивает стоимость. Акриловые эмали
Акриловые эмали подобны синтетическим эмалям. Для лучшего сохранения перед нанесением акриловой эмали нужно использовать грунтовку для мелких неровностей.
Алкидные и акриловые эмали сохнут в два этапа: сначала путем испарения, затем путем окисления Нагрев ускоряет высыхание, однако более длительное высыхание приведет к сильно жесткой краске Краску никогда нельзя сушить с помощью фена или тепловентилятора, так как это можег привести к обраговачию морщин и изменению цвета Искусственная сушка должна выполняться только с помощью инфракрасных ламп или в камере. Методика рост тенил
Наносите один толстый влажный слой (в зависимости от раствори гея я/разбавите ля с низкой ск< >ростью испарения) или два средних влажных слоя. Перед нанесением второго или третьего слоя подождите около 28 мин.
Краски типа «металлик» можно контролировать путем нанесения третьего слоя распылителем, который находится на расстоянии 30-10 сы Более подробно о нанесе* ним красок типа «металлик» написано в гл. 10
Отвердители
Акриловые эмали хорошо работают при использовании отвердителей. Эти добавки улучшают блеск, уменьшают и даже исключают период ожидания перед нанесением следующего слоя, делают краску тве рже и обеспечивают лучшие характеристики растекания Добавьте одну часть отвердителя на И частей акриловой эмали. Затем разведите полученную смесь на 50%.
Растворитель в лаке или акриловой эмали вспучивает грунтовку.
Полиуретаны
Разведение
Полиуретаны обычно смешиваются с равными количествами катализатора и разбавителя Если следовать указаниям фирмы-производителя, то вероятность ошибки мала.
Число слоев
Наносится подобно другим эмалям. Хороший результат дает нанесение двух полных влажных
116
Оборудование для окраски и методики окраски
слоев с временем ожидания 15 мин между слоями.
Давление воздуха
Распыление производится при давлении в распылителе от 3,8 до 4,2 кгс/см2.
Акриловые уретаны (цветные) Разведение
Большинство акриловых уретановых материалов смешивается с таким же количеством катализатора. Затем краски разводятся в соотношении 4 части катализованной краски к одной части растворителя. Краски типа «металлик» разводятся в соотношении 2 части катализованной краски к одной части растворителя.
Число слоев
Для хорошего покрытия наносите акриловые уретановые краски в два или три двойных слоя с небольшим временем выжидания между нанесением двойных слоев при комнатных температурах. Акриловые уретаны
(прозрачные)
Разведение
За исключением добавления катализатора, прозрачные акриловые уретановые материалы поставляются готовыми к распылению непосредственно из банки. Добавьте 1-2 части катализатора на 16 частей материала в зависимости от используемого сорта.
Число слоев
Обычно два влажных слоя дают достаточную глубину и блеск. Если вы планируете шлифовать и полировать прозрачный слой, мы рекомендуем нанести три слоя.
Другие типы красок
Существует много особенностей при использовании краски конкретного типа. Помните: вы должны следовать указаниям производителя краски и используйте материалы одной фирмы-производителя при выполнении всего кузовного ремонта; проверяйте данные по разведению, давлению воздуха, числу слоев и времени ожидания при нанесении следующего слоя.
Когда вы заканчиваете окраску и краска затвердела в соответствии с рекомендациями, то можно начинать шлифовку и полировку краски. Хотя некоторые мастера и предпочитают удалять закрывающую ленту и бумагу для обработки краски, мы рекомендуем
оставлять их. Это предохраняет детали отделки от случайного повреждения. Если вы не собираетесь шлифовать краску, снимите ленту. Если вы собираетесь использовать указательное покрытие, чтобы облегчить шлифовку краски (см. конец гл. 6), не снимайте покровную ленту и бумагу.
Предупреждение: При окраске полиуретановыми материалами надевайте респиратор. Полиуретановые материалы содержат полиизоцианаты, тл. соединения, подобные циа-| нидам.
ШЛИФОВКА И ПОЛИРОВКА КРАСКИ
Нитроцеллюлозные и акриловые лаки подразумевают последующую шлифовку и полировку. Без этой обработки слой остается ровным, но слабо или вообще не блестящим и может иметься «апельсиновая корка» Все другие краски могут быть отшлифованы и отполированы, если они в соответствии с указаниями производителя используют отверждающий катализатор. Остальные материалы, такие как синтетические и акриловые эмали, могут обрабатываться, если в них добавлялся отвердитель. Полировка эмали, которая не была отверждена с помощью отвердителя, может повредить ее.
Шлифовка краски
Шлифовка краски похожа на любую операцию шлифовки, но с несколькими отличиями. Смысл в шлифовке перед полировкой состоит в удалении всей «апельсиновой корки» Убираются все выступы и остается только плоская поверхность.
Шлифовка краски требует
П7 ——.
использования очень мелкой наждачной шкурки с зернистостью от 1000 до 1200, которая используется с водой. Вся шлифовка производится от руки без использования пневматических или электрических шлифовальных машинок. При шлифовке используйте резиновую шлифовальную подушку между рукой и шкуркой. Вокруг подушки обматывается половина листа шкурки.
Процесс
Шлифуйте только в одном направлении. Это поможет скрыть царапины, Если вы будете двигаться в разных направлениях, то даже после полировки царапины от шлифовки будут видны.
Если вы хотите добиться по-казательного качества, то пользуйтесь указательным покрытием. Пользуйтесь совместимой по составу краской контрастного цвета, распылив ее очень тонким пылеобразным слоем на всю обрабатываемую .поверхность. Контрастирующий цвет останется в низких местах при шлифовке краски. Когда весь указательный слой будет сошлифован, то вы увидите, что поверхность краски очень ровная и на ней не будет «апельсиновой корки»-
Когда вы закончили шлифовку краски, то вы сможете убрать всю оставшуюся закрывающую ленту и бумагу.
Полировка
После шлифовки краски для ее полировки нужно пользоваться полировальной машинкой, лучше с пневматическим приводом Пользуйтесь высококачественном полирующей подушкой, если вы собираетесь полировать лак. Если вы собираетесь полировать уретан,
Оборудование для окраска и методики окраски
используич е полирующую подушку. Вам .понадобится около 1л полирующего состава и кисть для его нанесения В заключение, вам потребуется бутылка с пульверизатором, наполненная чистой водой
С помощью кисти наберите 50-70 мл г олирующ°го состава. Не Ектиочая иг (шровальную машинку, юг.юльзуйтесь подушкой для нанесения г ос гава по полируемой по-перляости За один раз полируйте площадь примерно 0,3-0,4 м- Обычно характер полировки должен быть примг рно таким же, как и при окраске.
Начните с медленного движения полирующей подушки. Нанесите состав в зиде тонкой равномерной пленки Никогда не нажимайте на полировальную машину. Это может привес гл к большему тепловыделению и краска может тодплавиться Пусть машинка ра-5отает под своим ci бс твенньгм весом. Вы можете даже немно! о при-поднимать шлифов? "ь ну ю машинку при наведении окончательного глянца.
Немного увеличьте скорость перемещения машинки и двигайте ее вперед-назад и BKpv-овую внутри той области, которую вы обрабатываете. Когда состав начинает испаряться, разбрызгайте немного воды на поверхность, чтобы смочить состав. Продолжайте эту операцию дп тех пор, пока вы не усидите, что начинает появляться
блеск. Когда это случится (после 2-3 увлажнений,' увеличьте скорость полировальной машинки и отполируйте поверхность до сильного блеска
Будьте 1 сторожны при обработке острых краев сузова Краска в этих местах тонкая и ее легко протереть насквозь. ] Солируйте острые края, такие как у двери так, чтоб-.! полире: альная машинка вращалась в направлении от края Если подушка вращается к краю, то она может соскочить и стереть кроску с края
Если слой краски полируется до лспа] гения растворителя из грунтовки и слоя краски, тс появятся царапины, когда продолжатся испарение и угадка
Когда вы отполироваги весь автс мобиль, то закончите использованием среде гва, предназначенного д..я удаления следов полировки. Удаление следов полировки
Из-за того, что полирующие составы имеют масляную основу, после полировки остается пленка. Внутри этой пленки остаются круги от полировальной подушки. Хорошее среде .во для уда
ления следов полировки обеспечи1 красивый глянец поел* полировки. Уберите полировальную подушку с машидки и установите губчатую подушку для наведения глянца Использование полировальной подушки приведет только к появлению допелчг тельных следов от по-лировки.
Нанесите средство для удаления следов .юлировкл непосредственно из бутылки С помощью чистой увлажненной салфетки нанесите средство на площадь 0,3-0,4 I*2. Когда средство высохнет, сотрите его чистой тряпкой.
Теперь у вас краска с красивым глубоким блеском. Ничего не делайте с окраин иным автомобилем в течение минимум 30 дней Если автомобиль окрашен эмалью, по-цо ждите 60 дней Это даст возможность растворителям полностью испариться из краски. Если вы .покрыли краску защитным воском до испарения растворителя, то оставшийся растворитель скопится между краской и защитным воском. Это размягчит поверхность краски и уничтожит блеск.
В заключение гледует сказать: не мойте окрашенные поверхности г одой под высоким давлением и в автомойках. Если краска не успела полностью затвердеть, то ее можно просто стереть. Мойте автомобиль мягкой губкой, мягким пююгцим средством, чистой водой из шланга.
118
Оборудование для окраски и методики окраски
ОСНОВНЫЕ НЕДОСТАТКИ ПРИ ПОКРАСКЕ
X - основная причина и номер способа устранения О - дополнительные причины С -Л " ’ ' ' ~ Загрязнение: воздушно магистрали, компрессор, инструменты или прежняя краска Отпечаток старой краски или следы ремонта Избыточная толщина пленки краски Воздействие вредных химикатов Время ожидания между слоями слишком малое или слишком большое Неправильная сушка с помощью фена или тепловентилятора _ Неправильная очистка или подготовка поверхности Неправильное использование добавок (тип или количество) Материал неправильно перемешан Краска собирается в толстые, влажне слои Несоответствующая температура при окраске: слишком большая или малая Автомобиль вымыт слишком быстро или с помощью Неправильных средств Неправильная регулировка.распылителя или методика работы с ним Неправильное разведение' количество или тип : растворителя
1. Потеря адгезии и отслоение краски 1/х 0 0
2. Выцветание краски 2/х 0
3. Пузыри на краске 0 0 3/х 0 0
4. Изменение цвета 0 0 0 4/х
5. Растрескивание 0 0 5/х 0 0
6. Глубокие трещины 0 6/х 0 0 0
7. Ямки на краске 0 7/х
8. Покрытие в виде осколков стекла 0 8/х 0
9. Острые края, растрескивание или раскалывание 0 0 9/х 0 0
10. "Рыбий глаз" 10/х 0 0
11. Подъем (вспучивание)краски 0 0 11/х 0 0
12. Обесцвечивание 0 12/х 0 0 0
13 "Апельсиновая корка" 0 13/х 0
14. Потеки или смещения на краске 0 14/х 0 0
15. Пятна, как от воды 0 15/х 0
16. Сморщивание 0 16/х 0
Способы устранения
1, Удалите краску вокруг поврежденной области, обеспечив большой запас и покрасьте заново
2. Нанесите два промежуточных слоя грунтовки, предназначенной для устранения конкретной проблемы 3. Шлифовка поверхности влияет на качество поверхности краски. В экстремальных случаях удалите краску, грунтовку и тд. вплоть до чистого металла, обработайте металл и нанесите покрытие еще раз.
4. Уменьшите влажность. Добавьте замедлитель на слой
с измененным цветом и нанесите два влажных слоя.
5. Отшлифуйте и отполируйте краску. В крайнем случае счистите краску и произведите повторную окраску-
6. Отшлифуйте поверхность и произведите повторную окраску. В некоторых случаях может потребоваться очистка до голого металла и повторная окраска.
7 Отшлифуйте и произведите повторную покраску.
8. Разведите краску на 200%. Смешайте ее с замедлителем. Нанесите два влажных слоя, чтобы поврежде-
119 --------------------------
Оборудование для окраски и методики окраски
ние исчезло.
9. Отшлифуйте и произведите повторную покраску
10. Когда все высохнет, нанесите двойной слой краски, содержащей добавку для устранения эффекта «рыбьего глаза»
11. Сошлифуйте всю старую краску и произведите повторную покраску.
12. Когда слой краски усядется, нанесите дополнительный двойной слой с растворителем, имеющим боль-
шую скорость испарения при давлении воздуха, превышающем нормальное.
13. Отшлифуйте и отполируйте краску
14 Когда краска высохнет и затвердеет, сошлифуйте неровности до выравнивания с окружающей поверхностью.
15. Отшлифуйте и отполируйте краску. При сильном повреждении может потребоваться повторная окраска.
16. Отшлифуйте и произведите повторную окраску
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
Для получения лучших результатов при работе с материалами для окраски вам нужно знать о них и быть знакомым с правилами безопасного обращения с ними.
Предупредительные таблички
Все материалы для окраски должны иметь на своей упаковке предупредительную информацию, которую нужно читать и учитывать при работе. Подобная информация имеется у поставщиков и в магазинах.
Правильное использование
Некоторые материалы для окраски могут содержать тяже. :ые металлы, такие как свинец или хром. Следовательно, они не должны использоваться для окраски домашней утвари.
Средства защиты здоровья
Хорошей практикой является ограничение воздействия паров, пыли и дымов с помощью качественной вентиляции и индивидуальных средств защиты, таких как эти.
• Защита органов дыхания с помощью респиратора
• Защитные очки для предотвращения механических или химических повреждений.
• Защитная одежда для предотвращения контакта кожи с вредными веществами, которые могут привести к кожным заболеваниям.
Правила техники безопасности:
• Рабочее место должно быть чистым и рассчитанным для использования и хранения огнеопасных жидкостей.
• Краски и растворители должны храниться подальше от источников открытого огня, искр и статического электричества,
Распылительное оборудование, особенно рассчитанное на высокое давление воздуха может стать опасным при неправильном использовании Высокое давление может привести к попаданию распыляемого материала в кожу, что может стать причиной серьезных заболеваний.
• При работе с огнеопасными жидкостями нужно держать наготове огнетушители и другие противопожарные устройства
120
РЕМОНТ ПЯТЕН, ПОДБОР КРАСКИ И СПЕЦИАЛЬНЫЕ ВИДЫ ОКРАСКИ
Теперь вы должны ужг донимать как производится кузовной ремонт и окраска. Однако, если вы всего лишь хотите отремонтировать царапину или мелкую щель (выемку), то это не требует зыт.'пивания вмятины и не требуется окрашивать весь автомобиль.
При мелком ремонте отдельных мест (пятен) на кузове вы производите подкраску небольших участков на крыле двери или на другой кузовной панели Ремонт пятен производится относительно легко, если краска новая А что делать, если краске уже 6 лет или сна выгорела’
Чтобы помочь вам подобрать краску мы включили в эту пиву специальным раздел. Вы меже ге подобрать краску путем подмешивания различных дзетов к основе или путем управления струи из распылителя Можно использовать оба этих метода.
Если вы собираетесь производить нестандартную окраску, тс в последнем разделе этой главы обсуждаются спе цыальные виды окраски и специальные краски Здесь мы будем иметь дело с такими романтическими-» крае ками, как «засахаренное яблоко», ^чешуйчатый металлик» и перламутровые.
Начнем с описания того, как профессионалы выполняют ремонт пятен, чтобы не оставалось следок
РЕМОНТ ПЯТЕН (УЧАСТКОВ ЛАКОКРАСОЧНОГО ПОКРЫТИЯ)
Автомобиль FORD с отремон-тировдннзгм участком панели между капотом и решеткой радиатора. Краска была вспучена непосредственно слева от центра
Места (пятна), где краска вспучилась, нужно отремонтировать, чтобы вернуть автомобилю идеа пьный вид. Посмотрим вес ь процесс ремонта пятна.
I 'с монт пятен начинается с зачистки краски непосредственно вокруг поврежденной области При этом краска постепенно удаляется от «голого» металла в месте ловреж-дс ния и расходится кругам примерно на 26-25 см в старую, не поврежденную краску. Последовательность ремонта пятна показана далее на рисунках
121
Ремонт пятен, подбор краски и специальные виды окраски
После очистки краски вок-
руг поврежденного места наждачной шкуркой зернистостью 80 с помощью шлифовальной машинки (например, от фирмы Д.А), обработайте поверхность еще раз шкуркой зернистостью 120 для удаления грубых царапин. Примерно в 60 см вокруг зачищенного места обработайте поверхность шкуркой с зернистостью 400-600 для влажной или сухой обработки. Это уберет окисленный слой и добавит шероховатости для улучшения адгезии.
Результат зачистки краски в поврежденном месте.
Теперь нанесите на обработанную область качественную грунтовку для последующего нанесения лака в два полноценных влажных
слоя.
Когда грунтовка высохнет, нанесите на поверхность блестящую шпатлевку для заделки оставшихся царапин.
После ее высыхания обработайте поверхность «сухой» шкуркой с зернистостью 220. Два последующих влажных слоя i рунтовки для мелких неровностей должны заполнить оставшиеся царапины от обработки. Окончательная шлифовка поверхности шкуркой зернистостью 360 подготовит поверхность к окраске.
Дальнейшая обработка с помощью шлифовальной машинки и шкурки с зернистостью 320 подготавливает поверхность к нанесению грунтовки.
После закрывания прилегающих участков кузова нанесите грунтовку в непосредственной близости от места ремонта - не более.
Обработка шлифовальной машинкой подготавливает ремонтируемое место к нанесению краски. Смешивание краски
Теперь начинаются различные хитрости. Человеческий глаз очень острый, но и он'может ошибаться. Если вы сможете заметить определенное различие между старой и новой краской, то следы ремонта будут заметны. Если, однако, имеется переход или смешивание старой и новой краски, то глаз «проскочит» через него, не заметив
изменения цветов или оттенков.
Замечали ли вы когда-нибудь при сравнении цветов, что два цвета должны находиться близко друг к другу, независима от того где они расположены' на автомобиле, на доме или еще на каком-нибудь предмете? Разд< лите цвета и вы не сможете заметить разницу Следовательно, вы должны сделать то же самое, когда смешиваете краску. Вы увеличиваете расстояние между новой и старой краской так, чтобы цвета было невозможно непосредственно сравнить друг с другом.
Если вы собираетесь использовать эмаль, то зачистите ремонтируемую область наждачной шкуркой для влажной или сухой обработки зернистостью 400. Зачистите примерно на 30 см в старую краску. При использовании лака для предотвращения «проявления» следов от царапин воспользуйтесь очень мелкой шкуркой с зернистостью от 1000 до 1200. Или же для достижения того же эффекта воспользуйтесь качественной необрабатываемой грунтовкой.
Хотя это и дороже, лучший результат получается при использовании качественной нешлифуе-мой грунтовки перед нанесением краски. Таким способом вы можете исключить этап обработки мелкой шкуркой. Грунтовка заполнит следы от шлифовки шкуркой с зернистостью 400. Когда поверхность обработана и загрунтована нешлифу-емой грунтовкой, то можно наносить краску.
Если оригинальная краска автомобиля имеет возраст 1-2 года, то в мастерской или магазине нужно подобрать лак или акриловую эмаль. Если краска старше или выцвела, то для подбора краски вам нужно будет взять с собой какую-нибудь деталь автомобиля (обычно это люк от горловины для заправки топливом).
Хороший специалист по подбору краски может приблизиться к идеальному соответствию путем подмешивания различных цветов к базовому цвету. К сожалению, идеального соответствия не бывает. Процесс смешивания краски включает в себя распыление слоя краски на загрунтованную область для создания полноцветного слоя. Затем продвигайтесь в сторону поверхности со старой краской, постепенно уменьшая толщину слоя краски
122
Ремонт пятен, подбор краски и специальные виды окраски
вплоть до пылеобразного. Это обеспечит постепенный переход от новой краски к старой. Далее описано, как это делается.
Разведите краску в соответствии с указаниями фирмы-производителя. Если вы не используете лак, добавьте в краску отвердитель Это позволит вам отшлифовать и отполировать новую краску, что будет необходимо для восстановления блеска старой краски.
Распылите один полноценный влажный слой при рекомендованном давлении на загрунтованную область. Выдержите нужный промежуток времени. Затем распылите второй слой. Нанесите этот слой и в переходную смешиваемую область, постепенно отпуская ручку управления распылителя и отводя распылитель от окрашиваемой поверхности. Это должно закончиться нанесением «туманного» слоя, т.е. слоя с ослабленной интенсивностью. Нанесите такой слой по окрестностям ремонтируемого участка с помощью указанной методики. Если вы распыляете толстый слой, то он должен распространяться как можно дальше. При нанесении краски типа «металлик» в заключение наносится слой прозрачного лака. Подробнее об этих красках см. далее в этой главе.
Прозрачные слои используются многими мастерами независимо от того, какая используется основная краска - акриловый лак, эмаль, уретановая или полиуретановая краска. Во многих случаях ремонт заканчивается нанесением прозрачного слоя. В таком случае нужно производить обработку этого слоя.
Распылите прозрачный слой поверх цветного слоя в течение времени, предусмотренного изготовителем. Это время должно быть указано в инструкциях. Смешайте прозрачный слой со старой краской с помощью той же методики, которая использовалась для смешивания слоя краски. Не работайте на всей кузовной панели. Это уничтожает смысл смешивания. Затем вам придется перейти на соседнюю панель, чтобы добиться правильного смешивания цвета.
Шлифовка краски производится очень мелкой наждачной шкуркой после выдержки в 24 часа для затвердения краски. Это можно делать с помощью машинки или вручную. Будьте осторожны, чтобы не повредить при шлифовке прозрачный слой Если это произойдет, то в месте соединения слоев образуются круговые следы.
Смешивание краски типа «металлик» может превратиться в реальную проблему. Край краски будет стремиться покрыться пятнами. Цвет может изменяться от светлого до темного, могут появиться «повороты» (см. далее) и могут происходить другие вещи. Прозрачный слой скорректирует большинство этих проблем Поэтому, нанеся прозрачный слой, вы сможете сэкономить время и деньги.
Для смешивания краски используется система из трех слоев. Первый слой только закрьгвает грунтовку; второй слой распространяется немного дальше, третий слой смешивается со старой краской с помощью методик, описываемых в этом разделе.
Обработка окрашенной поврежденной области с помощью очень мелкозернистой наждачной шкурки
Полировка завершает работу по ремонту пятна.
Невозможно найти различия между окраской отремонтированного места и прежней окраской.
Использование закрывающей ленты
Может быть затруднительным смешивание цвета от поврежденной области, которая находится у края большой панели, такой как край капота или крышки багажника. Из-за того, что повреждение находится на краю панели, переходной участок (область смешивания) должна включать в себя соседнюю панель (панели). В этом случае лучше работать с краю вдоль кромки соседней панели, такой как верхняя часть крыла, как в случае с поврежденным краем капота.
Ианесите маскирующий (закрывающий) слой
123
Ремонт пятен, подбор краски и специальные виды окраски
вдоль кромки крыла и вы получите слой краски на краю соседней панели Вы сможете увидеть и почувствовать это, так как смешивания цвета не будет. Для устранения этого затруднения многие профессионалы используют закрывающую клейкую ленту, которая предотвращает образование кромки краски и Даже если переходная область мала, она сможет создать иллюзию смешивания краски.
Для получения такого эффекта нанесите кусок клейкой закрывающей ленты по краю, но дайте возможность половине ширины ленты подняться - той половине, которая направлена к ремонтируемой области. Другими словами, только половина ленты будет приклеена, те. та половина, которая находится дальше от окрашиваемой области. Другая половина образует небольшую стенку, которая стоит
вдоль края. Если вы распыляете краску на эту «стенку» из ленты, краска будет отскакивать от кромки. Из-за того, что краска не будет оседать на крае ленты, образуется неокрашенный край, который будет отвлекать глаз, когда лента будет снята. И даже если в этом случае получается малая переходная область, ее будет достаточно, чтобы обмануть глаз, если краска подобрана точно.
ДРУГИЕ СООБРАЖЕНИЯ ОТНОСИТЕЛЬНО СМЕШИВАНИЯ ЦВЕТА (КРАСКИ)
Трудно смешать краску с поблекшей и тусклой поверхностью. Она не будет отражать так же, как блестящая свежая краска. В этой ситуации отполируйте машинкой всю область, на которой производится смешивание цвета. Это нужно сделать перед окраской.
После полировки очистите поверхность средством для удаления воска и силикона, чтобы убрать остатки полирующего состава. Если этого не сделать, то краска не будет прилипать. Когда поверхность отполирована и очищена, смешайте цвет в месте ремонта, как описано выше.
Краски типа «металлик»
Ранее мы указывали, какие неприятности могут быть от красок «металлик». Рассмотрим некоторые из этих проблем и способы их преодоления.
Краски «металлик» стремятся быть темнее при нанесении полноценными влажными слоями и светлее, когда наносятся «сухими» слоями, которые получаются при использовании растворителя/разба-вителя с высокой скоростью испарения. Когда краска наносится влажной, используя растворитель с малой скоростью испарения, то металлические частицы оседают в нижнюю часть пленки краски. При «сухом» нанесении металлические частицы распределяются равномерно и ближе к наружной поверхности в пленке краски.
Когда металлические частицы покрыты пленкой непрозрачной краски, то они отражают мало света. Это приводит к тому, что краска кажется темнее. Когда частицы находятся рядом с поверхностью, как при «сухом» нанесении, они отражают много цвета. Краска кажет
ся светлее. Следуя приведенным ниже указаниям, вы сможете контролировать изменения цвета независимо от того, какая используется краска - «металлик» или нет.
Для осветления краски.
• Увеличьте давление воздуха;
• Используйте растворитель с более высокой скоростью испарения;
• Увеличьте расстояние от распылителя до окрашиваемой поверхности;
• Увеличьте степень растворения;
Для потемнения краски;
• Уменьшите давление воздуха;
• Используйте растворитель с более низкой скоростью испарения;
• Уменьшите расстояние от распылителя до окрашиваемой поверхности;
• Уменьшите степень растворения.
Если вы работаете осторожно и следуете этим указаниям, то вы сможете успешно ремонтировать отдельные участки (пятна) на кузове.
ПОДБОР КРАСКИ
Можно написать отдельную книгу о процессе подбора краски. Когда требуется подобрать краску, необходимы длительная практика и эксперименты по способам изменения цвета. Мы здесь можем дать общее описание того, как делается подбор краски. Если вы хотите основательно научиться окраске автомобилей, то попрактикуйтесь в смешивании и подборе красок. Перед смешиванием больших количеств краски для получения нужного цвета обратитесь к своему поставщику краски и проконсультируйтесь со специалистами
Независимо от того, кто производит подбор краски, снача
ла нужно выяснить код краски, который обычна имеется на идентификационной табличке автомобиля. Эта табличка может находиться в различных местах автомобиля (это указывается в руководстве по эксплуатации автомобиля).
Обычно код краски бывает в виде букв, цифр или комбинации букв и цифр При визите в магазин по продаже краски нужно взять с собой код краски, а также знать точно год выпуска и модель вашего автомобиля, чтобы точно подобрать краску.
По номеру и коду краски опьп ный специалист сможет определить, как была составлена (смешана) краска. Затем он смешает те же пигменты и основу в нужных пропорциях по весу. Полученная смесь должна быть идентична оригинальной заводской смеси и идеально подходить к оригинальной краске. Многие специалисты в США, которые не один десяток лет занимаются этим бизнесом, могут смешать и подобрать краску для автомобилей выпуска 30-40-х годов.
Если краска выцвела, то ваш поставщик должен быть способен подобрать краску по образцу, если у него хороший глаз и он знает, какие компоненты надо смешивать друг с другим. Это как раз то, что мы будем рассматривать: как смешивать нужные цвета, чтобы добиться точного соответствия конкретной краске.
Восприятие цвета
Для усиленного подбора краски нужно обладать правильным зрением. Известно, что женщины лучше воспринимают цвета, чем большинство мужчин. Известно, что в среднем 1 человек из 12 не различает цвета. Если вы счита-
124
Ремонт пятен, подбор краски и специальные виды окраски
ете, то вы непоавмльно воспринимаете цвет а, то лучше не пытайтесь подбирать краску Пусть это сделает за вас кто-нибудь другой. Если же у вас хорошее цветовое зрение, то обучение подбору красок является просто результатом внимательности, терпения и запо-„гинания того, что происходит, когда какой-то цвет добавляется к другому
Сочетаемость красок
Как мы указывали в гл 8, компоненты, которые входят в краску, должны сочетаться с этой краской. Лаки должны смешиваться с лаками, эмали - с жалями и т.д. Имеется околи 40 оттенков для каж цой категории краеок. однако, для хорошего базовая о подбора i ре-буется всего 9 основных оттенков Это такие
Белый Черный (сильный) Окись-желтый
Черный (слабый) Богатый Окись-красный
Голубой Коричневозеленый Красновато-коричневый
Мы обнаружили другой полезный пттонок: фиолетовый Он может изменить оттенок, когда другим кажется, что ничего не делается Такио! образом, добаги t фио-ле' овый к пере по > основных оттенков.
Цвет
Перед началом под бора краски вам нужно пони мать термины Далее перечислены термины, ис-пользуе лые для описания изменения цвета краски
А Светлее или томнее (глубина цвета)
В. Разница в восприятии цвета
1 . Красне*
2 Синее
3 . Зеленее
4 Желтее
С. Чистота
1. Серее (грязнее или тусклее)
2. Ярче (чище)
Начните проверку оттенка, распылив приготовленную краску на небольшой участок Когда краска высохнет, отойдите и посмотрите на краску Сравните ее с краской, на которую вы ориентируетесь при подборе цвета Если нужно 'вменение оттенка, то ьоспильзуй-тесь одним из указ петых выше тер
минов для описания желаемого измене ния. Это даст вам точку отсчета для добавления какого-то цве га или регулировок глубины
При покраске некоторых автомобилей, единственным способом подобрать краску является смешивание и сравнение, а не подбор краски по коду. То же самое относится к нестандартно смешанным краскам Зозы.вт* в мает* г» яу ю не-оольшуто деталь автомоблтя (обычно это люк для крышки 1 оп. [ИВНО-го бака), ч гобы там могли точно подобрать краску. Это единственный способ добит! ся точного соответствия краски Регулировка цвета
Первым шагом при регулировке цвета ЯВЛЯ4 тся корректировка глубины При этом вы опреде гнете, темнее или светлее новая краска по сравнению с орщиналъ -ной краской. Для корректкшвки руководствуй гесь таблицей в гл 9 в разделе «Методики окраски».
Существуют параметры, которые осветляют или зат< гоняют общий вид краски. Друг им способом получения более темной или более светлой краски является выдержка разведенной смеси примерно 10 мин, После этого слейте ьерхнюю половину из емкости с краской в чистую емкость. Размешайте ту часть, которая осталась и проверьте ее, сделав пробную окраску. Ui e1 должен бы ь .-BE. 't е Ес ет вам нужен более темный цвет, проверьте слитую часть - она должна быть темнее
Когда вы считаете, что вы дибилигъ нухгной глубины цвета, т е цвет ни слишком светлый, ни слиш ком темный, то можно регулировать сам цвет.
Даже если вам нужен 1 л краски, то яачнлге с небольшого количества (около 200-250 мл), иначе вы закончите тем, что у вас будет несколько лигров ненужной краски. Начав с небольшого коли-че ства и тщательно отмеряя и записывая используемые добавки, затем вы сможете просто перенести эти пропорции на остальную краску, когда вы собьетесь нужного цвета.
Разница в цвете
Каждый цвет может отличаться всего в двух направлениях: цвет может быть зеленее или краснее; желтее или синее; желтее или краснее и синее или зеленее. Цве
тами. которые бывают зеленее или краснее являются следующие;
Синий (голубой) Фиолетовый (пурпурный)
Желтый Бежевый
Золотой Коричневый
Таблица смешивания цветов
Цвет Добавить Для уничтожения о -ано.
Синий Зеленый Красного
Синий Красный Зеленого
Зеленый Желтый Синего
Зеленый Синий Желтого
Красный Желтый Синего
Красный Синий Желтого
Золотой Зеленый Красного
Золотой Красный Зеленого
Бордовый Желтый Синего
Бордовый Синий Желтого
Бронзовый Желтый Красного
Бронзовый Красный Желтого
Оранжевый Желтый Красного
Оранжевый Красный Желтого
Желтый Зеленый Красного
Желтый Красный Зеленого
Белый Желтый Синего
Белый Синий Желтого
Бежевый Зеленый Красного
Бежевый Красный Зеленого
Фиолетовый Синий Красного
Фиолетовый Красный Синего
Цвет морской волны Синий Зеленого
Цвет морской волны Зеленый Синего
Серый Синий Желтого
Серый Желтый Синего
Для изменений следующ! tx цветов добавляйте ли ди или сини/
Зеленый
Темг’п-красный (борд* вый)
Бе-ляй
Черный
Серый или серебряный
Для изменений следующих цветов добавляйте желтый или красный.
Бронзовый
I оранжевый
Красный
Для изменений следующих цветов добавляйте синий или селений:
125
Ремонт пятен, подбор краски и специальные виды окраски
Цвет «морской волны» Бирюзовый
Определите, какой общий оттенок у распыленной краски. Затем воспользуйтесь следующей “таблицей уничтожения» для коррекции оттенка. Добавляйте по половине чайной ложки (ч.л.) «подавляющего цвета» за один раз.
Когда вы добились нужной глубины (светлее или темнее) и оттенка цвета, то вы готовы отрегулировать чистоту или яркость краски. К сожалению, вы не можете сделать краску ярче, не изменяя глубину или оттенок. Единственным путем для изменения чистоты может быть переход в более серую сторону. Для того, чтобы сделать цвет более серым, добавьте около 1/4 чайной ложки белой краски и всего лишь каплю черного цвета на 1л разведенной краски. Для таких цветов как коричневый, золотой и желтый используйте золотой цвет для потускнения краски. Оттенки красок тина «металлик»
Значения в последующей таблице основаны на количестве 1л разведенной краски. Понятия светлого, среднего и темного цвета «металлик» относятся к базовому цвету, а не к количеству или размеру металлических частиц.
Светлее - Добавьте бесцвет
ного
Светлый металлик -8 чл.
Средний металлик -4 ч.л.
Темный металлик -2 чл.
Краснее - Добавьте фиолетового
Светлый металлик -1/4 ч.л.
Средний металлик -1 /2 чл.
Темный металлик -2 ч.л
Зеленее - Добавьте зелено-го/желтото
Светлый металлик -1/4 чл.
Средний металлик -1 /2 чл.
Темный металлик -2 ч.л.
Желтее - Добавьте темно
желтого
Светлый металлик -1 чл.
Средний металлик -€ чл.
Темный металлик -15 чл
Синее - Добавьте зеленого/
синего
Светлый металлик -1/4 чл.
Средний металлик -1/2 чл.
Темный металлик -2 чл.
Серее - Добавьте угольночерного
Светлый металлик -1/4 чл.
Средний металлик -1 /2 чл.
Темный металлик -2чл.
Коричневев («грязнее») -Добавьте золотого
Светлый металлик -1/2 чл.
Средний металлик -1 чл.
Темный металлик -4 чл
Чл - чайная ложка
«Повороты»
Другой проблемой, связанной с красками типа «металлик», являются так называемые «повороты». Этот эффект имеет место на покрытиях с краской «металлик», когда угол зрения или света, падающего на окрашенную поверхность, изменяют глубину цвета от светлого до темного и обратно до светлого, когда один из этих углов изменяется. Эффект действует так: если смотреть на окрашенную панель в передней части автомобиля, то она кажется темнее, если смотреть с задней части. Если вернуться в прежнее положение, то поверхность светлеет. Этот эффект имеет место в основном на прозрачных красках, таких как золотая, серебряная и светлых цветах.
Причина и устранение
Указанные «повороты» происходят из-за количества металлических частиц, ориентированных в конкретном направлении и глубины их залегания в пленке краски. Когда направление падения света или угол зрения изменяются, то изменяется количество и качество отраженного света. Помните, что свет ослабевает по мере того, как он проходит через пленку краски -внутрь и наружу. Результатом будет кажущееся потемнение краски. И чем короче расстояние, тем светлее кажется краска. Эга ситуация может контролироваться с помощью распылителя.
Нанесение на поверхность немного более влажной краски приведет к потемнению краски «металлик», если смотреть на нее перпендикулярно окрашиваемой поверхности. Если смотреть под углом, то краска будет более светлой. Это будет результатом того, что металлические частицы залегают глубже и ровнее внутри пленки. Чтобы добиться обратного эффекта, наносите более «сухой» слой краски.
Обе методики являются компромиссными и приводят к небольшим изменениям Если необходимы большие изменения, то нужно предпринять более серьезные меры, такие как добавление белой краски.
Коррекция с помощью белой краски
Для устранения эффекта «поворотов» нужно добавить немного белой краски. Это убирает резкий контраст, если смотреть на окрашенную поверхность под углом. Белый цвет уменьшает прозрачность пленки краски, сокращая прохождение света через пленку краски.
Будьте осторожны при добавлении белой краски. Небольшое количество белой краски добавляется понемногу Если белой краски добавляется слишком много, то можно испортить всю краску. Для 1 л разведенной краски используйте следующие количества белой краски: одну чайную ложку в светлый «металлик», 1/2 чайной ложки в средний «металлик» и 1/4 чайной ложки для темного «металлика»,
Существуют различные методы, используемые профессионалами для подбора краски Для достижения успеха вам нужно быть терпеливым, смешивать краску в небольших количествах перед тем как перейти к большим количествам и работайте постепенно, шаг за шагом Сначала корректируйте глубину, затем цвет и, наконец, яркость и чистоту.
СПЕЦИАЛЬНЫЕ
КРАСКИ И СПЕЦИАЛЬНЫЕ ВИДЫ ОКРАСКИ
Довольно трудно охарактеризовать специальные краски и виды окраски. Причиной этого является то, что они попадают в ту же самую категорию, что и краски, описываемые нами в нескольких главах этой книги. Это лаки, акриловые краски, эмали, уретановые и полиуретановые краски. Разница состоит в том, как используются специальные краски и виды окраски и части от этого зависит их стоимость.
Краски типа «металлик» используются практически в каждой окрасочной мастерской. Добавьте немного «металлика» в эмаль и распылите краску. Существуют, однако, краски «металлик» со специальной формулой. У них большая концентрация металлических частиц и полупрозрачная основная краска
126
Ремонт пятен, подбор краски и специальные виды окраски
(основа). В акриловых красках обычно используется каталитический отвердитель. Такие краски <ме гал-лик» со специальной формулой называют < роман-лг:е€кими красками» и они обычно используются для ci яциальных видов окраски.
Здесь приведен пример того, как особенности использования краски переводят ее в категорию специальных. Представьте себе 2 литра белой алкидной эмали, которые разделены на три части и в каждую из частей добавляются различные количества синей краски для изменения от генка. затем коаска исчолыус тся для наш сения трех голос по бокам автомобиля Хотя алюадная эмаль известна с 50-х годов такие использование заносит ее в пазряд специальных красок
Обычно то, как используется краска, определяет ее как обычную или Kai: < пениальную окраску Тем не менее, существуют некоторые узнаваемые специальные краски
«Засахаренное яблоки», перламутр и «металлик > с чешуйками являются синонимами специальных xpacoi Однако, это просею акри-л звые лаки, распыляемые в три этапа. Тако,' упрощенный подход не имеет своей целью очернить или приуменьшить красоту специальных красок. Наша цель - убиать некоторую таинственность Стандартные краски «металлик» добавляются непосредственно в краску. Не так обстоит дело с системой, которая была названа «засахаренное яблоко».
«Засахаренное яблоко*
Краски тина «засахаренное яблоко» являются, скорее всего, наиболее узнаваемыми и используемыми красками из специальной группы. Необычное сверкание, глубина и оиъемный налет похожий на сахарную пыль или пудру, делают эту краску популярной, особенно для небольших работ, проводимых на мотоциклах, автомобилях «хот-рад- и на гоночных автомобилях.
Краски типа «засахаренное яблоко» от базовых в 50-е годы красного, зеленого и синею цяетев развились до большого количества цветов и от "енков Для до( тижания "веркания система из ~рех этапов использует основной, или Вазовый слой, цветной слой и несколько призрачных слоев.
Состав
Краски типа «засахаренное яблоко» обычно изготавливаю- сяна основе акриловых чакон Из-зр ч ого, что каждый производитель имеет свою формул;’ составов, используйте продукты одной фирмы. Такая практика предотвращает ошибки, вызванные несовместимостью материалов.
Основные (базовые) слои, используемые для подобных красок, обычно являются серебряными или золотие го-бронзоьыми. Частицы алюминия или бронзы в этих базовых слоях являются очень мелкими. Могут использоваться друг ие базовые слои Они будут, конечно, изменять окончательный вид. Мы видели белые, черные и синие основные слои.
Цветные слои являются npi 13рачньп.ш Эю позволяет свету проходить через них и отражаться от базового слоя. Грозрачная акриловая краска образуемся только одним цветным при ментом В нее не добавь яе .ся белая или черпая краска, чтобы не нарушать призрачность. Если вы распыляете цветной слой на несоответствующее основание, то могут проявляться неоднородности.
Прозрачные слои акрилового лака или уретана создают окончательную глубину и блеск Мы рекомендуем использовать уретановые май риалы из-за их надежности и защиты от ультрафиолетового излучения Прозрачный слой шлифуется и лплируел ся. Доведенная поверхность выглядит очень эффектно.
Использование
Для нанесения краски типа «загахаренн >е яблоко» подготовьте поверхность так же, как и для любой другой краски. Отшлифуйте окончательный слой грунтовки шкуркой с зернистостью 36L всух;ло или нанесите нешлифуемую грунтовку. Разведите краску для золотого или серебряного основного слоя в соответствии с указаниями производителя. Используйте растворитель, который соответствует погодным условиям. Нанесите два полноценных влажных слоя. Проверьте окрашенную тюверхжчиь и убедитесь, что вы полное гью и равномерно закрыли краской окрашиваемы! участок Это очень важно, так как с юй краски (цветной слои] не сможет ничего скрыть
------- 127 ------
Давайте отступим от '.ипич-ных рекомендаций фирм-прелзво-дителй и рассмотрим некоторые хитрости. Напылите опии или два дополнительных базовых слоя. В этот раз растворите краску для этих слоев примерно на 150$ растворителем с большой скорость? испарения. Увеличьте давление распыления до значений 3,5-3,8 кгс/см2 При распылении краски держите распылитель на расстоянии 45-6С см от окрашиваемой по-верхност и и нанесите тонкий слой. Причг ны эти такие
Если вы наносите базовый серебряный или з< лотой с гой влажным. металлические частицы будут оседать в нижней части пленки Краски и пыравнивьться В некоторых случаях очень мелкие частицы будут собираться вместе, создавая пятнистый и темный вад Благодаря использованию быстро испаряющегося тонкою слоя металлические частицы сами расположатся случайны: образом и не погрузятся глубоко в пленку краски. Благодаря наличию большей повер-хное и дчя отражения света вы получите более искрящийся и равномерно окрашенный слой и меньше будет шансов для эффектов «поворо гоп»
Никогда не прикасайтесь руками или другими частями тела к основному (базовому1 слою. Кожный жир приведет к потускнению металлических частиц, останутся отпечатки пальцев, которые затем будут видны через цветной слой
Наносите цветной слой как можно быстрее Если оставить базовый слой Открытым долгое время, то это может привести к плохим последствиям.
Распыление цветного слоя сопряжено с небольшими проблеме ми Старайтесь добит, .ся равномерного покрытия Не бескокойтьс □ о блеске Влеск будет получен при нг.несении прозрачного слоя. Разводите краску растворителем со средней или высокой скоростью испарения в Соответствии с указаниями производителя Распыляйте одиночные, равномерные слои с небольшим перекрытием или без него. Наносите такое количество слоев, которое нужно для достижения желаемой глубины цвета. Чем больше кратки вы нанесете, тем т емнее будет г юкрытш. Избегайте появлений потеков Их невозможно будет удалить без измен'--
Ремонт пятен, пиббор краски и специальные виды окраски
ния иида обработанной поверхнпст и Пр₽кратит₽ распыление тогда, когда вы посчитаете, что все почти нормально. Краска немного потемнеет, когда зысох-нет
Дайте цветному слою затвердеть в течение минимум 24 часов, если вы будете наносить прозрачный слой из катализованного уретана. При использовании прозрачного слон из лака наносите его сразу же после выдержки времени, необходимого для «схватывания» цветного слои.
Нанесите 3 или 4 полных влажных прозрачных слоев. Выдерживайте нужное вр< мя между нанесением слоев. Через 24 часа отшлифуйте и отполируйте поверхность.
При таком использовании краски типа «засахаренное яблоко» получится хорошее сверкание, глубокий цвет и качественный блеск. Не опасайтесь экспериментов с различными покрытиями, смешиванием верхних слоев и практики по созданию нужных нам цветов.
Мастер начинает создание рисунка с языками пламени на старом кузове типа «родстер».
Внимательное и тщательное расположение клейкой ленты шириной 6 мм как бы «рисует» языки пламени. Узкую ленту легче ииба гь в узкие кривые
Для нанесения серебряной краски поверх голубого кузова с мас-киоивкой нужна осторожная работа распылителем.
После нанесения рисунка ленгои мастер продолжает маскировку с помощью бумаги и более широкой клейкой ленты. Языки пламени начинают приобретать форму.
После окончания первого наш сенчя серебря-
128
Релюцрп пятен, подбор краски и специальные виды окраски
ной краски снимаются маскир «очная бумага и клейкая ленты
При снятии клейкой ленты важно не под 1ятъ краску.
Второй ряд языков пламс-ни создается после 24-часового перерыва на высыхание Это предотвращает поднимание сьежгй краски от клейкой ленты
краски. Снимается одна маскировка и наносится следующая.
Работа закончена: теперь все, что остается - это установить окрашенный кузов на автомобиль.
ПЕРЛАМГТРОВЫЕ КРАСКИ
Кузов теперь готов к нанесению краски «фиолетовый металлик»
Те же самые операции повтор; потея при каждом нанесении
Пер ламут ровыс краски появились в начале 50-х годов, вскоре после появления красок типа «засахаренное яблоко» Перламутр, доведенный до кондиции мелкого порошка, смешивался с базовым слоем Затем поверх базового слоя распылялся призрачный нитроцеллюлозный лак К сожалению, прозрачное покрытие желтело в течение 6 месяцев и разрушало весь эффект от краски. Но сразу Же после нанесения покрытие выглядело очень эффектно!
Современные перламутровые краски служат так же долго, как и краски <металлик Имеется множество разных цветов и оттенков Как и краски типа «засахаренное яблоко», перламутровые краски наносятся в 3 этапа
Нанесение краски
Базовый слой имеет большое влияние на конечный вид окрашиваемой поверхности, намного больше, чем остальные составляющие вс₽й системы Это является результатом очень прозрачного цветного слоя. Обычно перламутровые базовые слои яв чяются белыми В попытках достижения уникальности многие люди используют другие базовые слои светлых цветов. Для н« обычного эффекта инохда используется черный базовый слой В яркий солнечный день эффект ошеломляющий.
Для определения того, какой
------- 129 ------
базовый слой использовать, обратитесь к поставщику красок, у которого есть образцы перламутровых красок и других специальных красок.
Когда вы выбрали нужный базовый слой, подготовьте поверхность, разведите краску для базовою глоя и нанесите три слоя краски. Так как базовый слой обычно бывает непрозрачный воспользуетесь методиками окраски, описанными в гл 9, Когда балочый стой BbtcoxHt -т в t с» гветствии с рекомендациями производитель при нане-< ьнию следующего слоя, перейдите к иерламут рьвому слою
Перламутровый слой являет -ся прозрачным слоем с добавлением :иерламутроього" порошка Производители более не используют для этот природный перламутр Вместо э того используется вещество майлар. Хотя название звучит не гак эффектно, майлар служат дольше, дает более широкий диапазон цветов и более дешевый. В наши дни на выбор имеется много различных оттенков, в частности, красный, зеленый, синий, "олотой и платиновый.
Некоторые фирмы поставляют перламутровые краски уже смешанными. Другие продают емкость прозрачной основы (лака) и бутылку перламутровых чешуек, чтобы вы мигли все смешать сами. И тот и другой вариант являются НирМЬЛ иными.
Ремонт пятен, подбор краски и специальные виды окраски
Как и при работе с краской типа «засахаренное яблоко», наносите перламутровый слой при давлении 3,5-3,8 кгс/смг и держите распылитель от окрашиваемой поверхности на расстоянии 45-60 см. Из-за того, что перламутр действует так же, как и «металлик», используйте тонкий «туманный» слой. Это распределит перламутровые частицы случайно, но равномерно.
Для третьего слоя мы рекомендуем катализованнсй уретан. Нанесите три влажных слоя, выдержите необходимое время для отвердения, а затем отшлифуйте и отполируйте краску.
МЕТАЛЛИЧЕСКИЕ ЧЕШУЙКИ
Краски с металлическими чешуйками используют чешуйки, которые больше, чем чешуйки в красках «металлик», но с одним существенным отличием - это чешуйки не металлические. Вместо металлических используются чешуйки из пластмассы майлар. Чешуйки из майлара бывают трех размеров - малого, среднего и большого, и обычно трех цветов - серебряного, золотого и бронзового.
Использование краски с металлическими чешуйками подобно использованию перламутровой краски Сначала наносится базовый слой, затем «металлические» чешуйки смешиваются с прозрачным материалом и заключительный прозрачный слой создает блеск.
Нанесение краски
Второй слой наносится поверх светлого или темного базового слоя, который обычно бывает черным для создания контраста основы и ярких чешуек.
После того, как вы определились с базовым цветом, вы должны выбрать размер «металлических» чешуек. Чешуйки малого и среднего размера могут использоваться со стандартными распылителями и наконечниками Для распыления чешуек большого размера вам потребуется специальные распылитель и наконечник Воздушный наконечник имеет отверстие, диаметр которого составляет почти 3 мм. Наконечник и игла для жидкости (краски) предназначены для компенсации увеличенного потока материала.
Второй слой -прозрачный с «металлическими» чешуйками, обеспечивает четкую структуру, особенно с чешуйками среднего и большого размера. Это происходит из-за больших чешуек, находящихся у поверхности прозрачной пленки. Это и создает основную разницу между металлическими чешуйками и перламутровой краской, требуется другая методика нанесения прозрачного слоя.
Начните со смешивания катализованного уретана в соответствии с рекомендациями производителя. Нанесите два влажных слоя И выдержите время, необходимое для затвердевания слоя - 6 иди 24 часа в зависимости от сорта. Когда краска полностью затвердеет, отшлифуйте всю поверхность с помощью наждачной тнкурки зернистостью 400 для влажной или сухой обработки. Будьте осторожны, чтобы не задеть поверхность слоя с чешуйками Если будут повреждены чешуйки, то появятся черные пятна в этих местах. При появлении эффекта «апельсиновой корки» или бугорков краски их нужно со-шлифовать, протереть поверхность чистыми салфетками, очистить ее и распылить еще два полноценных влажных слоя Затем отшлифуйте поверхность очень мелкой шкуркой и отполируйте ее.
КРАСКИ DAY-GLO
Откликом из далеких 40-х годов в 90-е годы был всплеск интереса к краскам DAY-GLO. В 40-е годы они назывались флуоресцентными (светящимися в темноте) красками Изначально была разработана краска темно-розового цвета. Она предназначалась изначально для окраски самолетов, чтобы сделать их более различимыми. Они вышли из моды в середине 50-х годов, но флуоресцентные краски оранжевого цвета использовались в США на дорожных указателях. В наши дни краски DAY-GLO (т. е. «дневное свечение») являются наиболее современными для отделки мотоциклов, велосипедов и лодок. Иногда ими окрашивают отдельные детали автомобиля, например бамперы и обтекатели.
Применение
Для получения лучших результатов начните с белого базового слоя. Затем нанесите краску ------- 130 ------
DAY-GLO по своему выбору. В заключение наносится прозрачный слой. Бы можете выбрать из двух видов прозрачного слоя: с высоким блеском или матовый. Выбор зависит от вашего вкуса. Помните, что вы можете добавить присадку для получения матовой поверхности нужного уровня. Если вы используете блестящее покрытие, то для достижения максимального блеска нужно будет отполировать поверхность. Матовое покрытие полировать не надо.
ПРОИЗВОДНЫЕ ОТ
КРАСОК
«МЕТАЛЛИК»/ «ЗАСАХАРЕННОЕ
ЯБЛОКО»
Последней специальной краской является промежуточная между «металликом» и «засахаренным яблоком». Хотя такие краски считаются красками «металлик», для их нанесения необходимо три слоя. Краски RAD/ANCE и SUNGLEAM фирмы DITZLER используют базовый серебряный слой. Размер чешуек в них больше, чем в красках «засахаренное яблоко» и «металлик», но меньше, чем у самых малых чешуек, используемых для аналогичных красок.
Применение
Эти специальные краски наносятся точно так же, как и «засахаренное яблоко». «Металлический» серебряный базовый слой наносится при высоком давлении воздуха и он должен быть тонким. Затем наносится цветной слой, а последним -прозрачный слой.
КРАТКИЙ ОБЗОР СПЕЦИАЛЬНЫХ
КРАСОК (РЕЗЮМЕ)
Подобно обычным краскам, специальные краски основаны на тех же лаковых, акриловых, уретановых и полиуретановых системах, поэтому с ними нужно обращаться соответственно. Перед определением того, какую краску использовать, просмотрите ассортимент красок у различных производителей. Существует множестве различных цветов, оттенков, тонов,
пятен, подбор краски и гпецитьные виды окраски
комбинаций, из которых можно что-то выбрать. Кроме готовых краток, существует много различный комбинаций, которые можно поприбивать составить Нам известен случай, когда автомобиль окрашен в черный цвет краской типа «засахаренное яблоко». Это делалось так черный базовый (основной) слой, .металлические* чешуйки среднего ра #мера в прозрачном слое, затем цветной голубой слой из краски « засахаренное яблоко» и в заключение блестящий прозрачный слой Интересно, не правда ли?
СПЕЦИАЛЬНЫЕ ПРИЕМЫ ОТДЕЛКИ
Существует много различных специальных приемов для отделки, такие как картинки и надписи, пластмассовые прикрепляемые полосы и нанесенные от руки линии
Картинки м нддписи
Это прск той и недорогой способ для создания интересного и ярк< го автомобиля после завершения его окраски. Одним из способов является использование наклеек, которые нужно размочить в воде для удаления бумажной основы Затем вы томещаете прозрачную наклейку в нужнее место и выдавливаете из-под нее пузырьки воздуха и воду Подобные наклейки обычно представляют собой различные орнаменты и фигуры одною или трёх цветов. Они подходят для украшения мест под задними фонарями, в центре крышки багажника, вокруг окон, в центре капота и т.д
Наклеики другого типа сделаны из прозрачного винила или майлара. У них есть свой клеящий слой, который защищен бумажной подложкой. Такие наклейки могут иметь большой диапазон цветов, форм и сюжетов, Они легко у< та-навливаются, устойчивы к износу и их обычно рлОжШ Снять, не по-I реждая праску Они популярны на авт( мобилях с кузовом «универсал».
Для ус* анпвки наклеен такого типа вы должны начать с очистки поверхности. Вымойте поверхность мыльной водой, г{ омойте чистой воной, а затем обработайте средством для удаления воска и силикона Смысл такой подготовки состоит в том, чтобы удалить все посторонние вешества с окрашен
ной поверхности. Дана мельчайший посторонний предмет будет виден, если попадет под наклейку. Б отличие от наклейки, которую нужно размачивать в воде, виниловая наклейка ле может быть смащена после того, как она коснется поверхности Если нактмика большая то вам одному не Справиться и нужен будет п< мощник.
Опишем один метод: если чы рабо гаете с простым изображением то снимите защитнук > бумагу, приложите один конец и убедитесь, что он выровнен относительна двери, крыла, пане пи или другой линии. Можно нанести самому млтки с помощью воскового карандаша или мела. Не стирайте метки, пока они не окажу гея под наклейкой или наклейка не будет на ме< те Осторожно приглаживайте наклейку от ближнего к дальнему концу. При этом лучше работать вместе с по-мощниксм. Он может держать один конец, когда вы тянете наклейку вниз, следя за тем, чтобы под нее не нападали пузырьки воздуха.
Другой более подходящий метод связан с использованием воды и мыла После очистки поверхност t обрызгайте то место, на которое должна б’.гть нанесена наклейка, pan впром из 1 части жидкого моющего средства для посуды и 20 частей воды. Стяните защитную бумагу и осторожно положите наклейку на смоченное раствором место. Мыльная вода будет пре.сятс'1 вова гь при. мпанию наклейки сразу же после нанесения. Поэтому можно будет передвинуть наклейку
Когда наклейка будет там, где она должна быть, воспользуйтесь резиновым валиком длиной 10-15 см для удаления всего воздуха из под наклейки. Работайте от центра на::лейки к ее краям. Подождите примерно 24 часа, чтобы вода испарилась. Ес ли лы будете передвигать наклейку, когда ее нлжчяя сторона влажная, то наклейка мэ жет < лететь! Если после высыхания мыльного раствора остаются пузырьки воздуха, то проколите места с пузырьками иголкой и выдадите воздух концом пальца. Снятие наклеек
Когда майларовая или виниловая наклейка прилеплена к окрашенной поверхности, ее невозможно будет снять прос гым отдирание и. Это можно сделать, однако, с помощью нагр< ва. Деве льни -------- 131 -------
сложно, правда, нагреть наклейку до разрушения соединения без вспучивания или обгорания краски Для снятия наклейки воспользуйтесь одним из трех устройств промышленный. феном мощностью 750 Вт, бытовым феном для сушки волос или нагревательной лампой мощное гы» 1000 В. Каждое из этих устройств выдает достаточно тепла для размягчения наклс ики, чтобы ее можно было удалить с окрашенной поверхности. Как только можно будет поднять один конец наклейки, нагрейте слсдуюн ий ее участок и продолжите отклеивание
Наклейку можно снять, предварительно нагрев ее фенон. Если промышленного фена нет, то можно воспользоваться бытовым феном.
Осторожно нагрейте наклейку и снимите ее, пока она не отделится ПОЛНОСТЬЮ
Декоративные полоски
Одним из удобных приспособлений для ма. 1яра~.любителя являются виниловые декоративные полоски. Эта тонкая пвтн.я пленка достаточно эластична, чтобы наносить ее в форме различи: .ix кривых Эти полоски являются яркими, декоративными и с крашива-ются в сотни цветов, могут иметь различную ширину и можно получать ра жгобразн ле комбинации.
Для нанесения. [екоративнпй полоски снимите неск >лько сант <-метров ее бумажной подложки и аккуратно приложите один ее конец к кузову. Продвигаясь ПО KOh-
Ремонт пятен, подбор краски и специальные виды окраски
туру кучовь, слегка прижимайте полоску по мере пр щвижения. Вы можете поднять уже ^грижатую полоску и переместить ее при необходимости. Когда полоска полносты, > установлена, внимательно проверьте ее положение Если все в порядке, вернитесь к началу полоски и плотно прижмите ее по всей длине. После этого просто снять полоску будет уже невозможно.
Дадим пару советов: когда вы пересекаете область капога. двери, багажника или другое отверстие, наносите полоску вокруг края, а затем обрежьте полоску Это будет лучше, чем обрезать полоску вровень с краем. Важно, что полоска будет иметь мечыпук • тенденцию к отделению от края.
На конце полоски проявите некоторую смекалку. Если полоска двойная, разрежьте прозрачны й центр и сделайте круглый конец. Если полоска одинарная, отрежьте ее конец с запасом примерно 7-8 см и сделайте конец в виде стрелки. Это даст ощущение законченности
Для создания двойной польски двух разных цветов воспользуйтесь клейкой маскировочной литой ппгриной от 1,5 до 2,5 мм в качестве разделителя. Расположит? первую полоску в соответствии с контуром кузова. Затем расположите маскировочную ленту непосредственно вдоль края полоски. В заключение снимите разделительную (маскировочную) ленту и у вас будет две расположенные на одинаковом расстоянии друг от друга декоративные полоски.
На обтекатель приклеены декора пивные полоски
Работа заканчивается нанесением призрачного слоя и последующей шлифовкой краски
Мотоцикл с установленным обтекателем, топливным баком, дорожными сумками и панелями.
Нарисованные от руки декоративные полоски представляют собой совершенно другую про блему по сравнению с виниловыми полосками. Маляры, которые рисовали декоративные полоски, пол .зоналис > большим спросом до пля iлен ия пластма. сов ях полосок. Как и в любом виде искусства, рисование декоративных полосок вручную невозможно без таланта, терта ния и опыта
Если вы хотите попробовать нарисовать декоративные полоски вручную, приобретите самую лучшую тонкую кисточку из МЛ! кого волоса Также приобретите штырь длиной 90 см тг лщихюй около 1,5 см. Заострите один конец и воткните его в н< большой резиновый мячик. Это будет ваша опора (подлокотник). Держите штырь в одной руке, чтобы мячик опирался на поверхность, на которой будут по-------- 132 -------
лоск.1. Обоприте руку с кистью о штырь и попытайтесь наносить кистью ровные и равномерные линии
Единственным способом стато мастером рисования полосок вручную является практика. Если вы знаете кого-то, кто знает, как рисовать декоративные полоски вручную, то понаблюдайте за его работой, чтобы улучшить свое маете рство.
Ремонт пятен, подбор краски и специальные виды окраски
Хотя новые кисточки для рисования являются пушистыми они предполагают острую форму кисти, когда она обмакивается в краску После работы очистите кисть в растворителе и «смажьте» волоски моторным маслом или техническим вазелином, чтобы они бы пи мягкими. Перед повторным использованием кисти удалите масло или вазелин растворителем. Попрактикуйтесь в рисовании полосок на картоне или на ненужных кузовных панелях перед тем как перейти к автомобилю
Маляр-художник использует узкую клейкую тенту как ориентир для рисования Он использует в
качестве направляющей и опоры для кисти свой палец, а не деревянный штырь воткнутый в релиновый мячик. Для рисования эмаль разводится немного слабее, <’ем -1 ребуетсл для распыления
Признак настоящего профессионала: проводимые декоративные полоски идут параллельно друг другу. Две дополнительные цветные полоски завершают работу по оформлению капота Некоторые мастера заканчивают работу нанесением своей подписи на панель, чго можно также считать проявлением профессионализма.
133
ДИАГНОСТИКА ПЕНСПРАВНОПЪЙ НА ОКРАШЕННЫХ ШШЕРХНОПГЯХ
Пятна от кислоты и щелочи
Проявление
Местное изменение цвета на
поверхности (Различные пигменты по-разному реагируют при контакте с кислотой или щелочью).
Причины
Химическое изменение пигментов из-за загрязнения атмосферы промышленными и/или автомобильными выбросами.
Устранение
• Промойте водой с моющим средством и затем раствором уксуса.
Отшлифовать и перекрасить.
• Если повреждение (загрязнение) достигли материала кузова (металла, стекловолокна или пластмассы) или слоя грунтовки, то поврежденное место нужно зачистить до материла кузова перед покраской.
Предупреждение
• Держите окрашенное место подальше от загрязненной атмосферы.
• Сразу же после попадания разъедающего вещества поверхность нужно тщательно промыть холодной водой с моющим средством
Выцветание краски
Проявление
Изменение цвета окрашенной поверхности
Причина
Проникновение растворителя от свежей краски растворяет старое покрытие, которое обычно бывает красным или бордовым и краска проходит к поверхности Устранение
• Удалите все слои краски и грунтовки.
• Или: дайте поверхности затвер
деть, затем нанесите грунтовку для неровностей и нанесите повторно слой краски
Предотвращение
Наносите грунтовку поверх подозрительных выцветших мест перед распылением новой краски Пузырьки на краске Проявление
• Маленькие распухшие области, похожие на капли воды на коже человека.
• Потеря блеска, если пузырьки мелкие.
• Поврежденные края кратеров, если пузырьки разорвались
Причина
• Ржавчина под поверхностью краски.
• Краска нанесена поверх масла или смазки.
• Влага в шлангах, идущих к распылителю.
• Растворитель остался в краске.
• Длительное или повторное нанесение слоя краски при высокой влажности.
Устранение
Отшлифуйте и перекрасьте поврежденные области.
Предотвращение
• Тщательно очищайте и готовьте материал кузова.
• Чаще удаляйте воду из воздушных шлангов.
• Избегайте использования слишком быстро испаряющихся растворителей при высокой температуре.
• Выдерживайте нужное время для высыхания между нанесением слоев краски
Изменение цвета
(акриловые краски и лаки)
Проявление
Краска становится белесой.
Причина
• Растворители с высокой скоростью испарения использовались при высокой влажности воздуха.
• Несбалансированные растворители
* Конденсация влаги на старой поверхности.
Устранение
• Добавьте замедлителя в растворитель и повторите окраску.
* Зачистите и перекрасьте.
Предотвращение
• Держите краску и окрашиваемую поверхность при комнатной температуре.
• Подберите более качественный растворитель.
• Используйте замедлитель или средство для улучшения растекания при проведении окраски при высокой влажности и высокой температуре
Помутнение краски
Проявление
• Потеря блеска.
• Поверхность напоминает порошок.
Причина
• Воздействие природных условий на слой краски.
• Потеря однородности краски
• Использование неправильно сбалансированных растворителей приводит к преждевременным повреждениям.
Устранение
Зачистите поверхность, чтобы убрать размягченный материал с поверхности, очистите ее тщательно и перекрасьте.
Предотвращение
• Тщательно перемешивайте краску.
134
Диагноз тика ггяиснравностеи на ок^ашенниг поверхностях
• Для лирошего баланса используйте выьоклкачест №нный растворитель.
Трещины на „фаске и по.<ры-
тие в виде осколков стекла
Ровные и фигурные трещины на краске
Покрытие в виде осколков стекла на краске
Ровные трещины и трещины в виде звездочек
Проявление
* Трещины на краске, в том числе в форме звездочек.
• Наличие налета в виде осколков стекла.
• Неоднороднее растрескивание.
Причина
• Недостаточное высыхание краски перед нанесением повторного слоя
• Резкие изменения температуры.
• Слишком толстые слои краски (холодное растрескивание].
• К мппненты краски плохо переметаны
• Смешиваемые материалы не сочетаются друг с другом (несовместимость).
• Нанесение повторного слоя краски на уже растрескавшуюся ранее поверхнос-г
• Mt панические напряжения в поверхности затвердевшего акрилового лака под действием растворителя (растрескивание).
Устранение
Удалите пленку краски с трещинами и повторите покраску. Предотвращение
• Выдерживайте правильное время для высыхания м« жду нанесением слоев краски.
• Избегайте сильных перепадов темпера гуры
• Наносите равномерные слои, избегая излишков, особенно при ис гальзивании лаков.
• Тщательно перемешивайте все компоненты краски.
• Используйте только рекомендованные материалы и растворители.
• Перед нанесением повторного слоя краски удалите растр 'снявшиеся ранее участки покрытия.
• Используйте растворитель DTL-15Z DURACRUL или аналогичный для предотврати* ния растрескивания акрилового лака.
• Используйте грунт >вку нужного состава и типа.
Грязь в краске
Проявление
Посторонние частицы в пленке краски.
Причина
* Некачест венная очистка закрашиваемой поверхности.
• Неисправен о отдающий фильтр в магистрали подачи воздуха.
• Загрязненное рабочее место.
• Неисправны или загрязнены фильтры для поступающего в камеру воздуха.
• Грязь в распылителе
У странение
• Очистите поверхность абразив -ным составом (Для эмалей это не исп о льзугтся).
• Если грязь глубоко внедрилась в краску, отшлифуйте ее и отполируйте для восстановления блеска. Покрытия из краски типа «метал, тик*- при такой обработка мотут изменить цвет и требуется нанесенш д толките пьных слоев краски.
Л редотвращенир
• Выдуйте сжатым воздухом грязь из всех тр* щи.1 и уголков кузова.
• Тщательно очистьте и протрите
------- 135 -------
поверхность, которая будет окрашена.
• Убедитесь, что все оборудование чистое.
• Работайте в чистом месте.
• Замените филирующие элементы в воздушных фильтрах если они загрязнены или поврежден.
• Процедите краску, чтобы удалить посторпш ж частицы.
• Зав рывайт* все емкости, с которыми вы в данный момент не работаете, чтобы предотвратить загрязнения
Потускнение краски
Проявление
По мере высыхания краски блеск ослабевает.
Причина
• Полимеризация до испарения растворителя.
• Использование неправильно сбалансированного растворителя или разбавителя.
• Плохо очищен? поверхность
• Верхни* слои наносятся на вл г ж ныс подслои.
• Мойка щелочными растворите, ими
• Недостаточная полировка.
Устранение
Дайте краске высохнуть до затвердения и обработайте ее абразивным и полирующим госта вами.
Предотвращение
• Тщательно очищайте поверхность.
• Пользуйтесь рекомендованными материалами.
• Давайте всем покрытиям высохнуть достаточное время.
«Рыбьи глаза» и
недостаточное смачивали4
Диагностика неисправностей на окрашенных поверхностях
Проявление
• Отделение влажной пленки.
• Можно видеть предыдущую покраску в некоторых местах.
Причина
• Некачественная очистка старой поверхности.
• Нанесение краски на поверхность, на которой есть силикон.
Устранение
Смойте краску, пока ина влажная
Предотвращение
• Очистите поверхность средством для удаления воска и силикона (смазки).
• Используйте средство для предотвращения эффекта «рыбий глаз» при нанесении слоев поверх старых покрытий, содержащих
силикон.
Поднятие (вспучивание)
краски
Проявление
Поднятие и выпуклости на плен-
ке краски
• Отслоение краски после высыхания.
Причина
• Недостаточное высыхание предыдущего покрытия
• Попадание эмали между слоями лака или акриловой краски.
• Нанесение повторного слоя на недостаточно затвердевшую эмаль.
• Нанесение краски на неочищенную поверхность.
Устранение
Удалите вспученную краску и перекрасьте поврежденный участок.
Предотвращение
• Тщательно очищайте поверхности.
• Давайте всем предыдущим слоям полностью высохнуть.
• Загрунтуйте прежние поверхности.
Мелкие обесцвеченные пятнышки на краске
Проявление
Точечное обесцвечивание цвета. Обычно это связано с покрытиями типа «металлик».
Причина
• Избыточное смачивание (влажность) некоторых областей.
• В некоторых местах пленка краски слишком толстая.
Устранение
« Если краска была нанесена только что, то увеличьте расстояние от распылителя до окрашиваемой поверхности при нанесении последнего слоя. Избегайте нанесения большого количества краски.
• На затвердевшем покрытии со-шлифуйте краску и нанесите дополнительный слой краски
Предотвращение
• Избегайте чрезмерного увлажнения или образования слишком толстого слоя краски в отдельных местах.
* Будьте осторожны, чтобы не слишком изменить цвет краски при ее разведении.
«Апельсиновая корка»
Проявление
* Мелкие круглые вмятинки на
краске.
• По внешнему виду напоминает кожу апельсина.
Причина
• Неправильное разведение краски.
• Использование несоответствующего растворителя.
Неправильное растекание краски.
• Поверхность краски сохнет слишком быстро.
• Неправильное давление воздуха при распылении.
Устранение
• Эмаль - обработайте поверхность «мягким» полирующим составом. Лак - отшлифуйте или обработайте абразивным составом.
• Зачистите и перекрасьте.
Предотвращение
• Правильно регулируйте давление воздуха и распылитель.
• Используйте правильные растворители.
Отслоение краски
Проявление
Отделение пленки краски от расположенной под ней поверхности.
Причина
• Неправильная подготовка поверхности.
• Несовместимость одного слоя краски с другим.
Устранение
Удалите полностью отставшую краску, правильно подготовьте материал кузова и перекрасьте совместимыми материалами.
Предотвращение
• Тщательно очищайте и подготавливайте поверхность
• Используйте рекомендованные грунтовки для конкретных металлов и других материалов.
• Используйте рекомендованные методики с использованием совместимых материалов.
Раковины или пузыри поверх полимерной шпатлевки
136
Диагностика неисправностей на окрашенных поверхностях
Прояял ение
• Точечные ямки и раковины на зкр; шейной поверхности.
• Воздушные пузырьки, поднимающие пленку краски, что приводит к образованию кратеров при разрыве.
Причина
• ] [збыточное количест зо отвердителя.
• Избыточные усилия при перемешивании или пузырение отвердителя.
У empauewue
Тщательно очистите и покройте блестящей шпатлевкой или полимерной шпатлевкой.
Предот&ра щение
• Добавляйте нужные количества отве рдителя
• Перемешивайте краску осторожно; отвердитель быстро растворяется.
• По возможности удаляйте воздушные пузырьки при нанесении шпатлевки.
Раковины или кратеры
Проявление
• Ht большие кратеры.
• Похоже на «сухое» распыление или брызги краски
П ричина
Те же самые, что и для пузырей <кроме разрывов пузырей) Уст ранение
Такое же, как и в предыдущем с чучае
П ъедотвращение
Такое же, как и в предыдущем случае.
«Просвечивание»
полимерной шпатлевки
Проявление
Изменение цвета (обычно пожелтение) верхнего слоя краски Причина
• Слишком мною отвердителя.
• Верхний слой краски нанесен, когда шпатлевка еще не отвердела.
Устранение
• Удали re j ;сфектное место или,,.
• Дайте верхнему слою затвердеть, отшлифуйте его и перекрасьте.
Полимерная шпатлевка
не высыхает
Проявление
Пиве рхность мягкая после нанесения.
Причина
• Недостаточное количество отвердителя.
• Отвердитель подвергся воздействию солнечного света.
Устранение
Соскребите шпатлевку и нанесите ее еще раз.
П ре^отвращение
• Добавляйте рекомендуемое количество отвердителя в шпатлевку.
• Убедитесь, что отвердитель свежий и избегайте попадания на него солнечных лучей.
Ржавчина под краской
Проявление
Отслоение или пузырение краски.
• Вспученные участки поверхнлет..
Причина
• Неправильная подготовка металла
я Поврежденная пленка краски позволила влаге попасть под окружающую пленку.
• Вида в воздушных магистралях.
Устранение
• Устраните возможность ^опадания влаги из внутренних частей кузовных панелей.
• Зачистите ржавое место вплоть до материала кузова, под1 лтовь-те чис гую поверхность и обработайте ее преобразователем ржавчины перед повторной покраскпй.
Предотера-щение
• Найдите источник влаги и уп лот-ните его
• При замен11 декора гивных надписей или молдингов будьте осторожны, чтобы не повредить пленку краски и не допускайте соприкосновения разноро, щых металлов. Такой контакт может привести к процессу электролиза, который станет трпчиной коррозии или потери адгезии пленки краски с металлом
Смещения краски
Проявление
• Смещение пленки влажной краски в виде, ручейков и полос.
• Массовое слипание всей пленки краски.
Причина
• Сильное разбавление краски и низкое давление воздуха при распылении.
• Очень малая скорость испарения растворителя.
• Окраска очень холодной поверхности.
• Неттоавильная очистка поверхности.
Устранение
Смойте краску и перекрасьте повр| жденные места.
Преастври-щение
• При разведении краски используйте рекоменде данный растворитель, а при ее распылении -правильное давление воздуха.
• Н₽ наносите краску на хоччднуи! поверхность
• Тщательно очищайте окра’чива-емую поверхность.
Истеки
Проявление
Частичное смещеггие правки в форме капель, которые образуются из-за тего, что пленка краски слишком тяжелая, чтобы держаться самостоятельно.
Причина
• Неправильное разведение краски (Слишком ЖИДКТя).
• Нанесение слоев краски не дожидаясь нужной степени ьысы-хания между наеесением слоев.
• Низкое давление воздуха при окрашивании (отсутствие качественного распыления краски).
• Распылитель слишком близко К окрашиваемой поверхности.
• Неправильная регулировка распылителя.
Устранение
Зачистите или емгйте краску и перекрасьте участок.
П реаствращение
• Используйте правильный растворитель и правильно разводите краску.
• Отрегулируйте давление воздуха и распылитель цлл привального распыления краски.
• Держите распылитель на правильном оасстиянии от поверхности при окрасю
137
Диагностика неисправностей на окрашенных поверхностях
Следы от ударов каменей
Проявление
Небольшие сколы краски, образованные на ее твердой пленке. Причина.
• Удары камней из-под колес или от других автомобилей.
• Следы от ударов о двери других автомобилей при парковке или на стоянке.
Устранение
• Тщательно зачистите оставшуюся краску в нескольких сантиметрах вокруг поврежденных мест.
• Правильно подготовьте поверхность металла и покрасьте ее.
«Просвечивание» слоя
груитоикн через краску
Проявление
Изменения цвета на поверхности краски.
Причина
• Недостаточная толщина слоев краски.
• Преждевременная полимеризация.
Устранение
Счистите краску и перекрасьте.
Предотвращение
• Наносите слои краски достаточной ТОЛЩИНЫ.
♦ Избегайте слишком быстрой полимеризации.
Пятна от воды на краске
Проявление
• Исчезновение блеска на пятнах.
Большое количество пятен, ко-
торые выглядят как большое повреждение пленки краски.
Причина
• Пятна воды высохли на поверхности, которая полностью еще не высохла.
• Мойка окрашенной поверхности в яркий солнечный день.
Устранение
Зачистите поврежденные места и перекрасьте их. Предотвращение
• Не допускайте попадания воды на свежую краску.
• Не допускайте высыхания воды на свежем покрытии.
Влажные пятна краски Проявление
Пятна отличающегося цвета или медленно сохнущие пятна краски различных размеров.
Причина
• Неправильная очистка поверхности.
• Слишком толстые нижние слои краски неправильно высохли.
• Шлифовка с применением бензина или другого загрязняющего химического соединения.
Устранение
Счистите или смойте влаж
ные участки и перекрасьте их.
Предотвращение
• Очистите поверхность с помощью средства для очистки воска и смазки.
• Давайте нижним слоям краски полностью высохнуть.
• При шлифовке и обработке поверхности пользуйтесь только водой в качестве смазки и моющего вещества.
«Морщины» на краске
Проявление
• Складки и морщины на эмали.
• Эффект «старой кожи»,
• Потеря блеска по мере высыхания краски (мелкие складки, незаметные невооруженным глазом).
Причина
• При слишком сильном снижении давления воздуха образовалась пленка краски избыточной толщины
• Слишком толстые слои краски.
• Растворители с высокой скоростью испарения привели к образованию слишком толстого слоя.
• После высыхания краски в ней остались растворители.
• Свежая пленка краски подверглась нагреву слишком быстро после образования.
Устранение
Удалите верхний слой с поверхности путем шлифовки (зачистки) и дайте оставшемуся слою тщательно высохнуть.
Предотвращение
• Разводите эмаль в соответствии с указаниями производителя.
• Наносите краску в соответствии с рекомендациями производителя.
• Не ускоряйте процесс сушки, пока растворители полностью не испарятся.
138
СОДЕРЖАНИЕ
глава! ВВЕДЕПИР____________________________________________3
ТИПЫ КУЗОВОВ............................................ 3
ОЦЕНКА ПОВРЕЖДЕНИИ...................................... 3
СВОЙСТВА МЕТАЛЛОВ........................................4
ОСНОВНЫЕ ЭТАПЫ КУЗОВНОГО РЕМОНТА........................ 5
/73И ВАЗ РАЗБОРКА _______________________._____________......... 6
УСТАНОВКА ДЕТАЛЕЙ........................................6
РАЗБОРКА ДЕТАЛЕЙ САЛОНА................ .................6
ОСНОВНЫЕ ДЕТАЛИ ОТДЕЛКИ КУЗОВА...........................18
СНЯТИЕ ОСНОВНЫХ ДЕТАЛЕЙ КУЗОВА И ПАНЕЛЕЙ.™... .........19
глава з СВАРКА__________________________________________ 25
ГАЗОВАЯ СВАРКА................. ..._____________________25
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ...................... 26
МЕТОДЫ СВАРКИ...........................................28
ГАЗОВАЯ СВАРКА МЕТАЛЛИЧЕСКИХ СПЛАВОВ____________________30
ГАЗОВАЯ СВАРКА АЛЮМИНИЯ.................................32
РЕЗКА ПЛАМЕНЕМ........................................ 33
ДУГ( )ВАЯ СВАРКА.................................... 35
РЕМОНТ ПАНЕЛЕЙ ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ.................. 38
глава В РИХТОВКА ЛИСТОВОГО МЕТАЛЛА________________________4U
РИХТОВКА ПОВРЕЖДЕННОГО МЕТАЛЛА_________________________ 40
РАБОТА МОЛОТКОМ И НАКОВАЛЬНЕЙ...........................43
ИНСТРУМЕНТЫ ДЛЯ РИХТОВКИ.............................. 45
ИНСТРУМЕНТЫ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ (ДОВОДКИ)............46
УСАДКА МЕТАЛЛА..........................................48
БЫСТРАЯ И ЧЕРНОВАЯ ОБРАБОТКА МЕТАЛЛА....................49
глава в ЗАМЕНА УЧАСТКОВ ПАНЕЛЕЙ КУЗОВА И УДАЛЕНИЕ РЖАВЧИНЫ_54
ЗАМЕНА УЧАСТКОВ КУЗОВНЫХ ПАНЕЛЕЙ______________________,,_54
ПОЭТАПНОЕ РАССМОТРЕНИЕ ПРОЦЕССА ЗАМЕНЫ УЧАСТКОВ_________55
УДАЛЕНИЕ РЖАВЧИНЫ...................................... 61
глава* ПОДГОТОВКА КУЗОВНЫХ ПАНЕЛЕЙ К ПОКРАСКЕ_____________65
МЕТОДЫ ДЛЯ ДОСТИЖЕНИЯ ВЫСШЕГО КАЧЕСТВА ОТДЕЛКИ ПАНЕЛИ....65
КУЗОВНЫЕ ШПАТЛЕВКИ (ИМПОРТНЫЕ МАТЕРИАЛЫ)................66
НАЖДАЧНАЯ БУМАГА И АБРАЗИВНЫЕ МАТЕРИАЛЫ.................68
ИНС ГРУМЕНТЫ........................................ 69
СПЕЦИАЛЬНЫЕ ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ................70
НАНЕСЕНИЕ СВИНЦА.........................................71
МЕТОДИКИ РАБОТЫ...................................... 71
РАБОТА С ПОЛИМЕРНОЙ ШПАТЛЕВКОЙ_________________________ 73
ИСПОЛЬЗОВАНИЕ ГРУНТОВКИ............................ 75
ИСПОЛЬЗОВАНИЕ ПОЛИЭСТЕРНЫХ ШПАТЛЕВОК____________________76
УКАЗАТЕЛЬНОЕ ПОКРЫТИЕ...................................77
139
Содержание
глава г РЕМОНТ АЛЮМИНИЕВЫХ И СТЕКЛОПЛАСТИКОВЫХ
КУЗОВНЫХ ПАНЕЛЕЙ________________________________________78
АЛЮМИНИЙ................... ...................... 78
РАБОТА МОЛОТКОМ И НАКОВАЛЬНЕЙ........................ 79
СТЕКЛОВОЛОКНО (СТЕКЛОПЛАСТИК).........................82
РЕМОНТ ДЕТАЛЕЙ ИЗ СТЕКЛОВОЛОКНА— .......... 84
ЗАМЕНА ПАНЕЛЕЙ ИЗ СТЕКЛОВОЛОКНА.......................87
глава а ОКРАСКА И МАТЕРИАЛЫ ДЛЯ ОКРАСКИ_________________88
СИСТЕМЫ ОКРАСКИ.......................................88
ОБОРУДОВАНИЕ И ВОЗМОЖНОСТИ........................ 90
ВРЕМЯ И СТОИМОСТЬ.....................................91
НАНЕСЕНИЕ ПРОМЕЖУТОЧНЫХ СЛОЕВ...................... 91
ОСНОВНЫЕ СВЕДЕНИЯ ОБ ОКРАСКЕ..........................91
РАСТВОРИТЕЛИ И РАЗБАВИТЕЛИ......................... 96
ГРУНТОВКИ....................................... 98
МАТЕРИАЛЫ, ПОМОГАЮЩИЕ ПРИ ОКРАСКЕ.....................99
глава 9 ОБОРУДОВАНИЕ ДЛЯ ОКРАСКИ И МЕТОДИКИ ОКРАСКИ_______102
ОБОРУДОВАНИЕ МАСТЕРСКОЙ.............................. 102
РАСПЫЛИТЕЛИ ДЛЯ КРАСКИ............................. 104
ПОДГОТОВКА ОКРАШИВАЕМОЙ ПОВЕРХНОСТИ................. 108
ШЛИФОВКА.............................................. 109
ДВЕРНЫЕ ПРОЕМЫ, КРЫШКА БАГАЖНИКА И КАПОТ.............109
ПОДДЕРЖАНИЕ ПОВЕРХНОСТИ В ЧИСТОМ СОСТОЯНИИ............ПО
ЗАКРЫВАНИЕ ДЕТАЛЕЙ АВТОМОБИЛЯ—....................... ПО
МЕТОДИКИ ОКРАСКИ.....................................112
РАСПЫЛЕНИЕ КРАСКИ.................................... 113
МЕТОДИКИ ИСПОЛЬЗОВАНИЯ КОНКРЕТНЫХ ТИПОВ КРАСОК........116
ШЛИФОВКА И ПОЛИРОВКА КРАСКИ........................... 117
ОСНОВНЫЕ НЕДОСТАТКИ ПРИ ПОКРАСКЕ.....................119
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ......................... 120
глава 70 РЕМОНТ ПЯТЕН, ПОДБОР КРАСКИ И СПЕЦИАЛЬНЫЕ
ВИДЫ ОКРАСКИ______________________________________._____121
РЕМОНТ ПЯТЕН (УЧАСТКОВ ЛАКОКРАСОЧНОГО ПОКРЫТИЯ)......121
ДРУГИЕ СООБРАЖЕНИЯ ОТНОСИТЕЛЬНО СМЕШИВАНИЯ ЦВЕТА (КРАСКИ)... 124
ПОДБОР КРАСКИ...................................... 124
СПЕЦИАЛЬНЫЕ КРАСКИ И СПЕЦИАЛЬНЫЕ ВИДЫ ОКРАСКИ....... 126
ПЕРЛАМУТРОВЫЕ КРАСКИ.............................. 129
МЕТАЛЛИЧЕСКИЕ ЧЕШУЙКИ............................. 130
КРАСКИ DAY-GLO ..................................... 130
ПРОИЗВОДНЫЕ ОТ КРАСОК «МЕТАЛЛИК»/ «ЗАСАХАРЕННОЕ ЯБЛОКО».130
КРАТКИЙ ОБЗОР СПЕЦИАЛЬНЫХ КРАСОК (РЕЗЮМЕ)............130
СПЕЦИАЛЬНЫЕ ПРИЕМЫ ОТДЕЛКИ ...................... 131
ДИАГНОСТИКА НЕИСПРАВНОСТЕЙ НА ОКРАШЕННЫХ ПОВЕРХНОСТЯХ__134
140
РЕМОНТ О8СРАСКА ioisim
Издательство "ПОНЧиК
•Продажа книг
• Широкий ассортимент^
•Значительные скидки для развития Вашего бизнеса.
тел, (86354) 5-30-55 С □ ; тел./факс (86354) 2-32-51 e-mail: ponchik@bqtaysk.donpac.ru