/





























































































































































































































Author: Гордиенко В.Н.
Tags: базовое (стационарное) оборудование, установки техническая эксплуатация и ремонт транспортных средств автодорожный транспорт автомобили ремонт автомобилей
ISBN: 5-8245-0136-X
Year: 22005




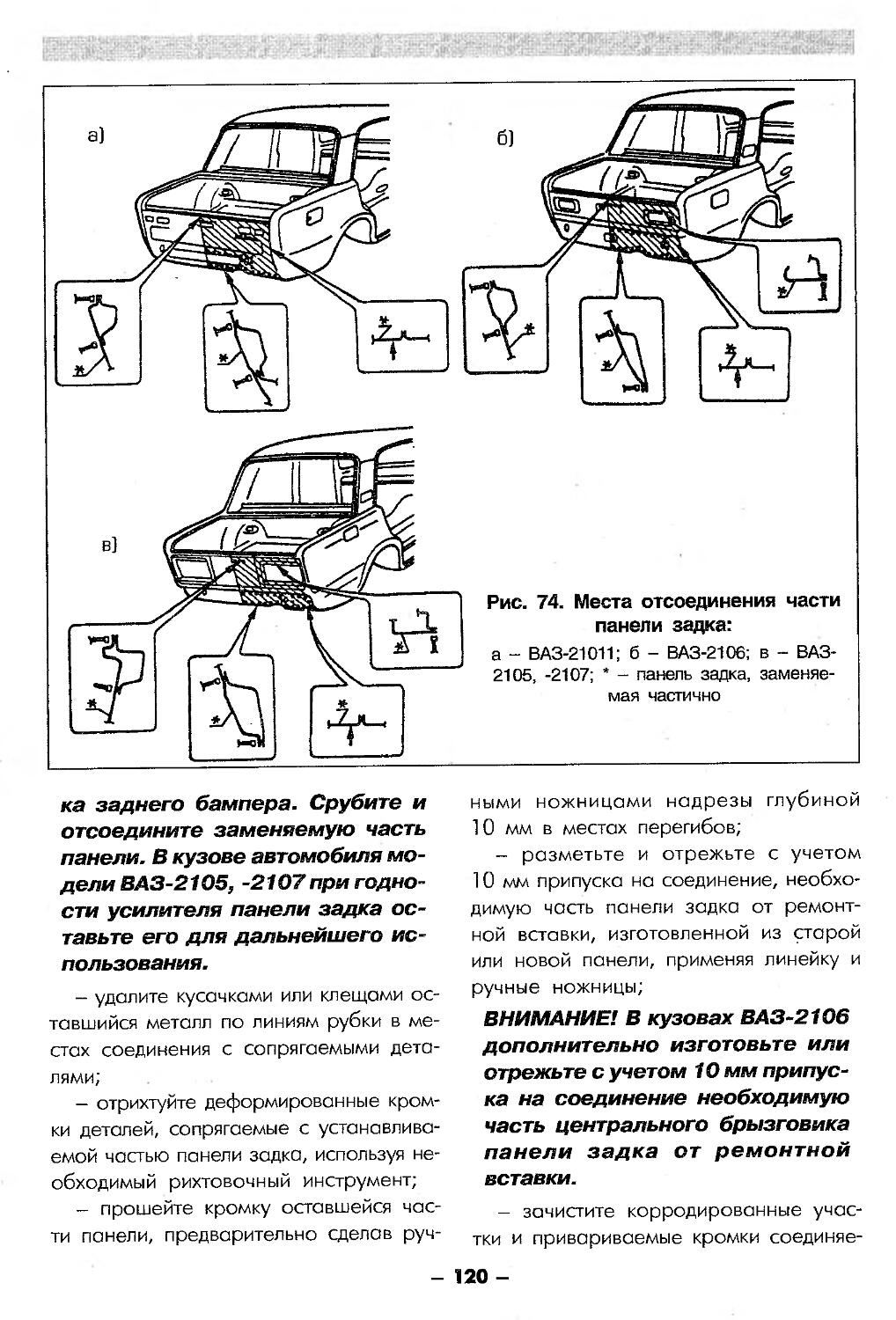
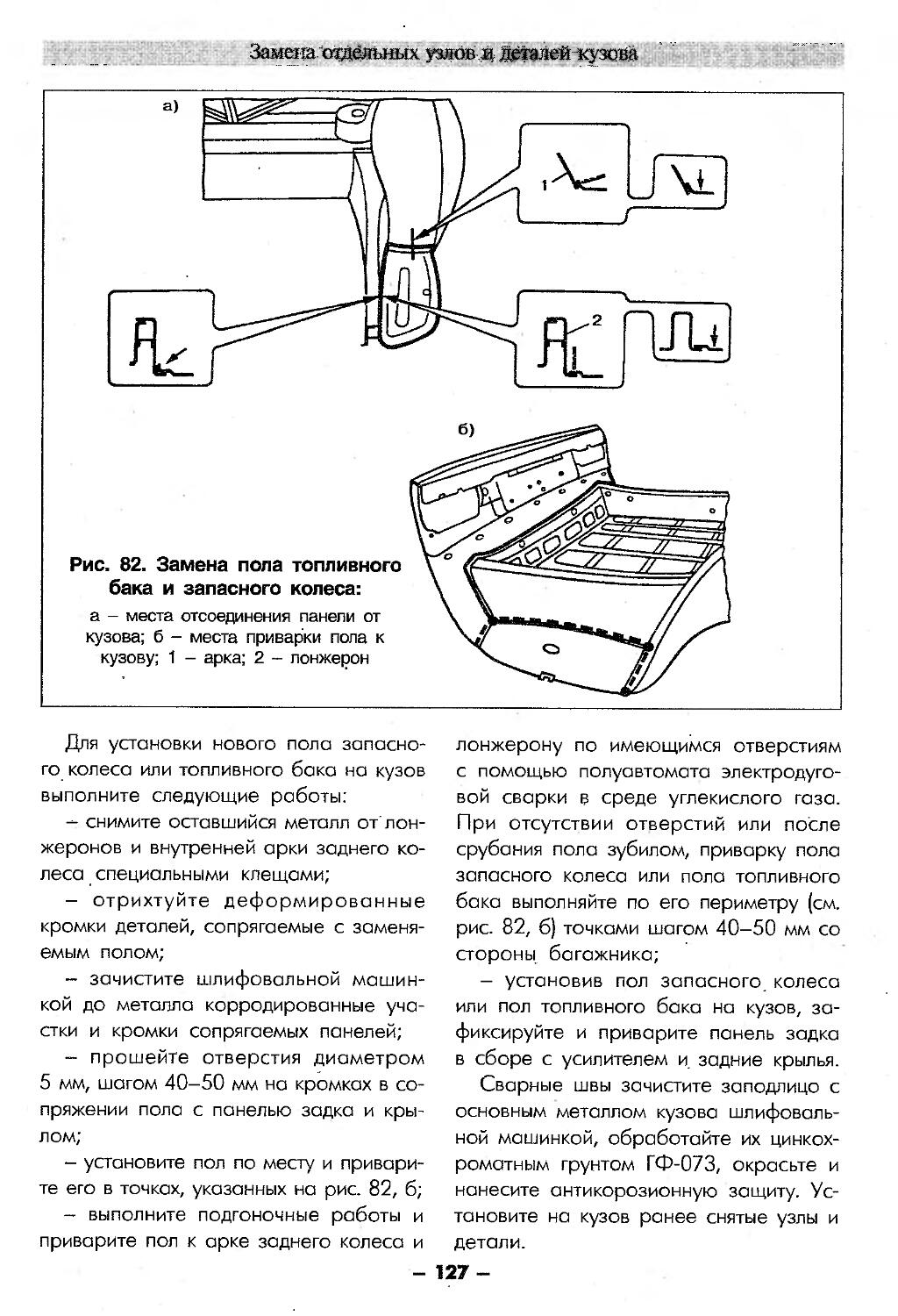
Text
Г орд й ён ко х В «К
Атласы Ai-«мобилей
^-Диагностика кузова
: Виды повреждений кузова при-т^повых аЬариях
1 ^Оборудование для ремонта
Восстановление деформированного кузовами замена erg отдельных эле *ен, св г Контроль качества г-емон а
Окраска и антикоррозионная защита кузова
УДК 629.08
ББК 39.33-04
Автор: Гордиенко В.Н.
Зав. редакцией Котляр В.В.
Редактор Ковтун Л.Г.
Компьютерная верстка Сергеев П.П.
Корректор Климова Л.Л.
Обработка иллюстраций Курбатов М.Ю.
Ремонт кузовов отечественных легковых автомобилей.
М.: АТЛАС-ПРЕСС, 2006 - 256 с: илл.
ISBN 5-8245-0136-Х
В книге рассматриваются общие вопросы ремонта кузовов отечественных автомобилей: диагностирование состояния кузова, повреждения кузова при типовых авариях (на базе автомобиля ВАЗ-2107), оборудование для ремонта, методика восстановления поврежденного кузова, выполнение ремонтных работ по замене отдельных элементов кузова, контроль качества ремонта кузова, окраска и антикоррозийная обработка наружных поверхностей и скрытых полостей кузова.
Книга предназначена для автовладельцев автомобилей и для персонала СТОА.
Подписано в печать 24.05.06. Формат 70х100/16.Печать офсетная. Бумага газетная. Объем 16 п.л. Тираж 5 000 экз. Заказ № 63873
ООО «ТрейдСервис»: 105066, Москва, ул. Ольховская, д. 45, стр.1.
ООО «АТЛАС-ПРЕСС»
119121, Москва, Ростовский 4-й пер., дом 1, стр.1.
Отпечатано с готовых монтажей в ОАО «Молодая гвардия»
127994, Москва, ул. Сущевская, д.21.
ISBN 5-8245-0136-Х
© Гордиенко В.Н., 2005 © АТЛАС-ПРЕСС, 2005
Вступление
Конец ушедшего веко и тысячелетия для России озноменоволся резким ростом автомобильного парка и прежде всего подержанных легковых автомобилей, что неизбежно привело к увеличению дорожно-транспортных происшествий (ДТП). При этом сильно возросло количество незначительных аварий, при которых автомобиль получает мелкие и средние повреждения, приходящиеся на его кузов.
Кузов автомобиля соединяет все его узлы и агрегаты в единую конструкцию и обеспечивает безопасность водителя, пассажиров и груза.
Он первым испытывает на себе последствия ДТП, поглощая и рассеивая энергию соударения. Степень его повреждения зависит от многих факторов, но два являются основополагающими -суммарная скорость соударения и место приложения воздействия.
Восстановление аварийного автомобиля .может оцениваться до 50% и более его первоначальной стоимости, где на долю кузова приходится до 70% объема всех ремонтных работ. Восстановление кузова автомобиля относится к самым дорогим видам услуг. Автор предлагает на основе анализа ос
новных видов столкновений и полученных при этом повреждениях ознакомиться с методикой и технологией их устранения на примере автомобиля ВАЗ-2107.
Одним из путей уменьшения затрат на ремонт автомобиля после ДТП является устранение аварийных повреждений своими силами с использованием лишь отдельных элементов кузова. В книге приведена технология восстановления крыльев, крыши, капота, панели основания и др. и их отдельных частей.
В книге дана последовательность восстановительных работ с использованием рихтовочного и сварочного оборудования. Описаны1 методы контроля за качеством выполненных работ по восстановлению каркаса кузова. Приведено технология восстановления лакокрасочного покрытия кузова, его подкраски и окраски, а также защиты его от преждевременной коррозии.
Данная книга не смогла вместить все богатство материалов по ремонту аварийного кузова. Опыт восстановительных работ приносит все новые и новые сведения о технологии и материалах, используемых в мировой практике.
- 3 -
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ КУЗОВА ЛЕГКОВОГО АВТОМОБИЛЯ
Компоновочные схемы легковых автомобилей
Компоновочная схема автомобиля определяется расположением силового агрегата, числом и расположением ведущих мостов, типом кузова, числом дверей, расположением багажника.
Все отечественные легковые автомобили можно разделить на три характерные компоновочные схемы:
1. Классическая схема (заднеприводная) ~ силовой агрегат переднего продольного расположения, ведущий мост задний, привод осуществляется карданными валами (валом) на главную передачу с дифференциалом, багажник в задней части кузова. Характерными представителями классической компоновки являются все легковые автомобили: ОАО ГАЗ серии «Волга», ОАО «АвтоВАЗ» первого поколения, ОАО «АЗЛК» модели Москвич-2140.
2. Переднеприводная схема - силовой агрегат переднего продольного или поперечного расположения, ведущий мост передний, привод осуществляется валами от главной передачи с дифференциалами, багажник в задней части кузова.
Характерными представителями' переднеприводной схемы компоновки являются легковые автомобили: ОАО «АвтоВАЗ» серий «Спутник», «Самара», «Ока», ОАО «АЗЛК» модель АЗЛК-2141, ОАО «ЗАЗ» модель Таврия.
3. Зоднемоторная схема - силовой агрегат заднего продольного или поперечного расположения, ведущий мост задний, привод осуществляется валами
от главной передачи с дифференциалом, багажник в передней части кузова.
Характерными представителями заднемоторной схемы компоновки являются легковые автомобили: ОАО «ЗАЗ» серии «Запорожец».
Тип кузова легкового автомобиля определяется числом объемов функциональных отсеков и конструктивным исполнением. По числу объемов кузова подразделяются:
- на трехобъемные (рис. 1, а) - моторный отсек; салон; багажник, что характерно для лимузинов, седанов, купе и кабриолетов;
- на двухобъемные (см. рис. 1, б, в) - моторный отсек; салон, когда объемы багажника и салона объединены,
что характерно для универсалов и хэтчбеков;
Рис. 1. Типы кузовов легковых автомобилей
- 4 -
Конструктивные особенности кузова; легкового автомобиля
- на однообъемные (см. рис. 1, г) -моторный отсек, солон и багажник объединены в одно целое, что характерно для мини-вэнов с центральным расположением силового агрегата.
По числу мест легковые автомобили подразделяются на двухместные -спортивного типа; четырех-, пяти-, семиместные - семейные и представительские и автомобили особо малого класса с числом мест по формуле «2+2», когда два передних сиденья - полноценные, а два задних места - для детей.
Анализ развития компоновочных схем модельного ряда легковых автомобилей 2001 года, включающего в себя 1387 моделей, показал, что лидирующее положение занимает переднеприводная компоновка (59,7%) и классическая компоновка (32,6%). Перспективным направлением можно считать распространение полноприводных легковых автомобилей. Заднемоторная компоновка практически не имеет перспектив дальнейшего развития.
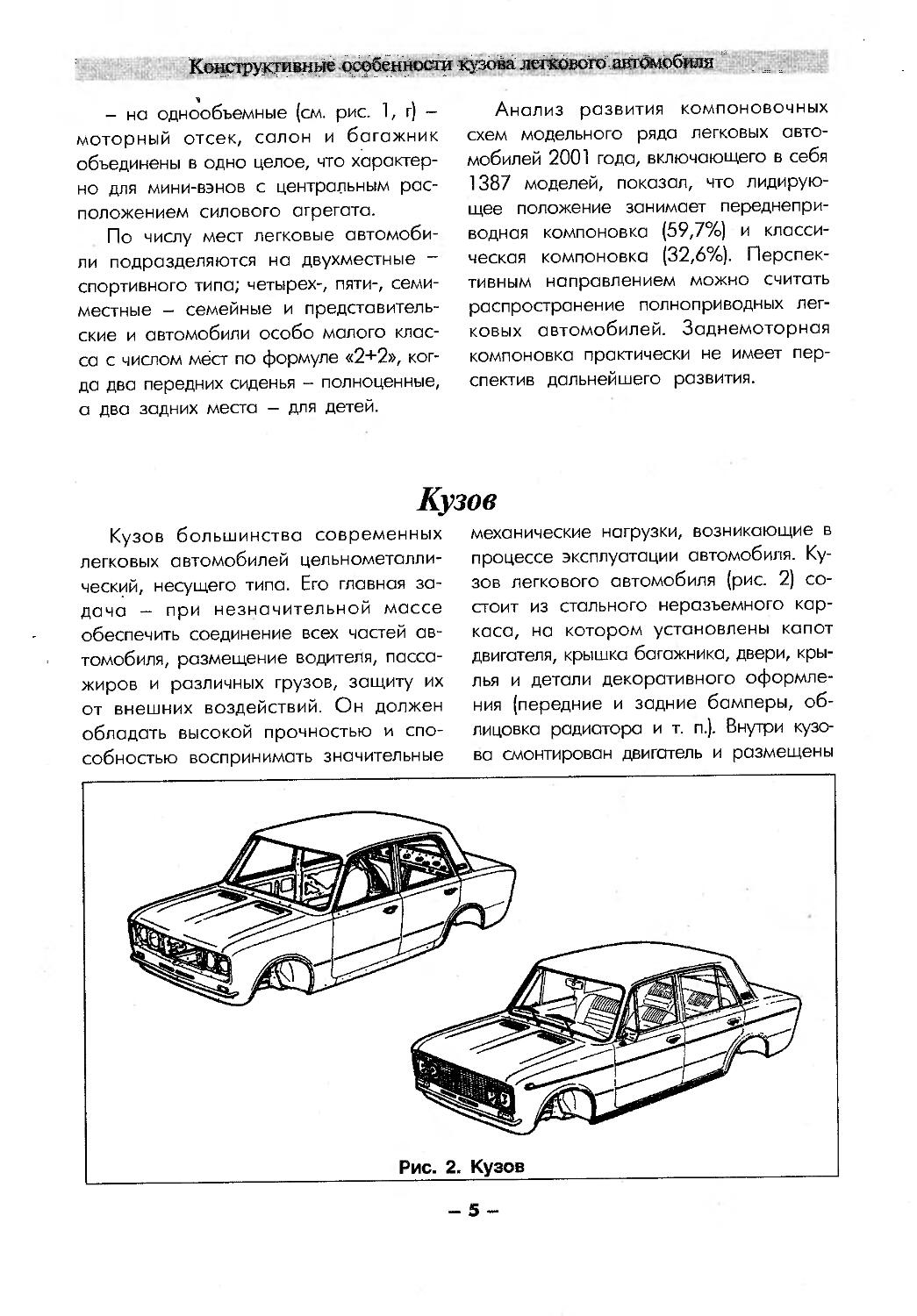
Кузов
Кузов большинства современных легковых автомобилей цельнометаллический, несущего типа. Его главная задача - при незначительной массе обеспечить соединение всех частей автомобиля, размещение водителя, пассажиров и различных грузов, защиту их от внешних воздействий. Он должен обладать высокой прочностью и способностью воспринимать значительные
механические нагрузки, возникающие в процессе эксплуатации автомобиля. Кузов легкового автомобиля (рис. 2) состоит из стального неразъемного каркаса, на котором установлены капот двигателя, крышка багажника, двери, крылья и детали декоративного оформления (передние и задние бамперы, облицовка радиатора и т. п.). Внутри кузова смонтирован двигатель и размещены
- 5 -
14
Рис. 3. Детали каркаса кузова ВАЗ-2106:
1 - центральный брызговик передка; 2 - стойка передка; 3 - нижняя панель передка; 4 -правый брызговик переднего бампера; 5 - кожух фары; 6 - верхняя поперечина передка; 7 - усилитель верхней поперечины; 8 - площадка аккумулятора; 9 - щиток передка; 10 -коробка воздухопритока; 11 - боковина; 12 - панель рамы ветрового окна; 13 - нижняя поперечина панели приборов; 14 - панель крыши; 15 - панель рамы заднего окна; 16 -боковая панель крыши; 17 - рамка задней перегородки с полкой; 18 - панель задка; 19 -нижняя поперечина задка; 20 - заднее крыло; 21 - лонжерон пола багажника; 22 - арка заднего колеса; 23 - пол багажника; 24 - поперечина пола багажника; 25 - задняя поперечина пола; 26 - передний пол; 27 - усилитель передней стойки; 28 - стойка брызговика; 29 - брызговик; 30 - переднее крыло
• сиденья для водителя и пассажиров.
Каркас (остов) кузова (рис. 3) представляет собой жесткую сварную конструкцию, включающую в себя отдельные предварительно подсобранные узлы: основание (пол) с передними и задними элементами каркаса, брызговики, правую и левую наружную панель с задними крыльями, передние крылья и крышу. Передняя часть каркаса кузова усилена подмоторной рамой лонжеронного типа, которая предназначена для установки силового агрегата (двигателя, сцепления, коробки передач) и передней подвески. Для увеличения жесткости кузова в его силовую схему
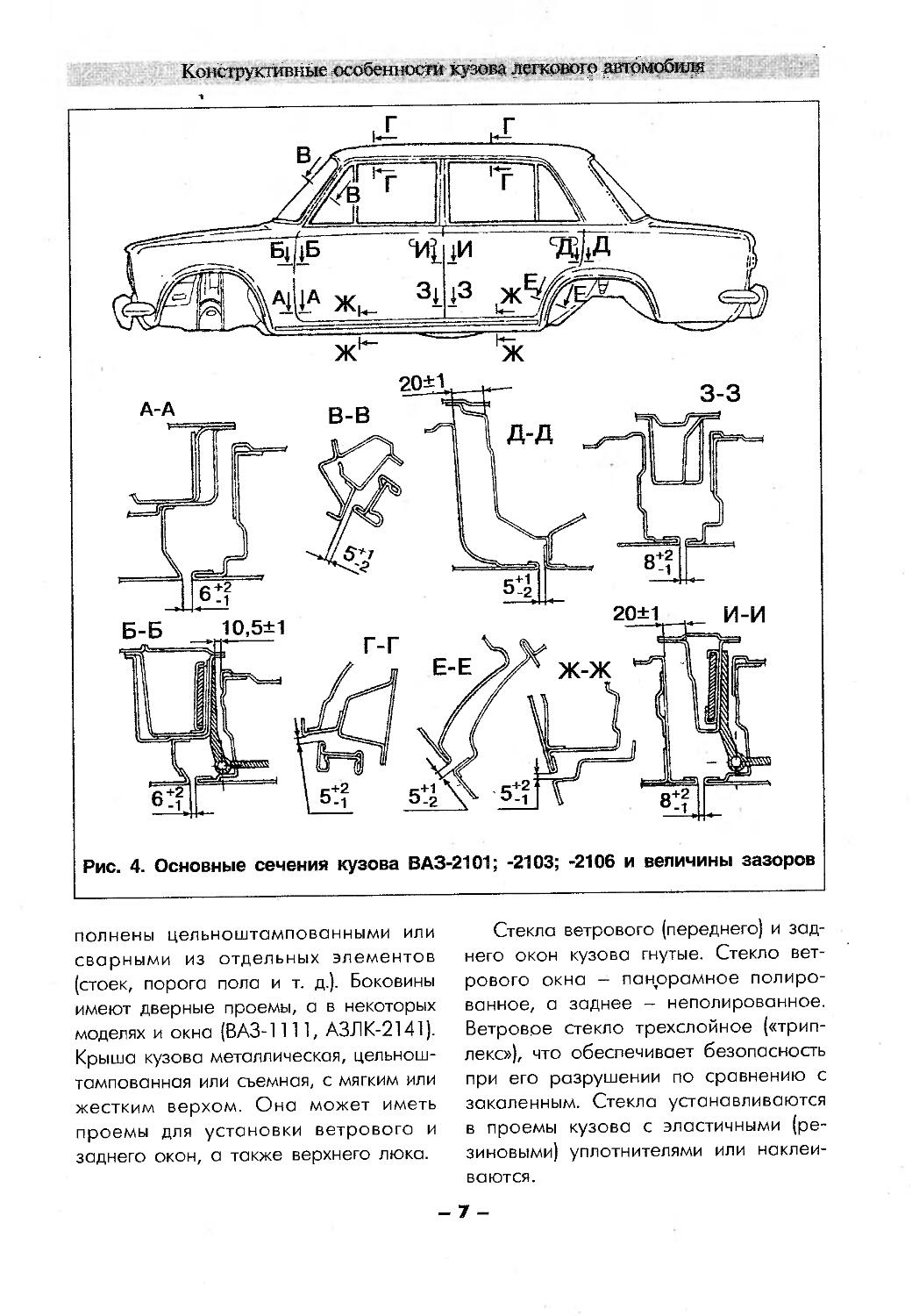
могут быть включены продольные и поперечные брусья, лонжероны и другие профильные элементы, имеющие коробчатое сечение для уменьшения его общей массы (рис. 4).
Основание кузова выполнено в виде стальной, цельноштампованной или составной (сварной) панели, усиленной по периметру с внутренней стороны салона профилем коробчатого сечения. С основанием соединены передняя и задняя части кузова. Передняя часть включает в себя щиток передка, рамку радиатора, брызговики, а задняя - панели и брызговики. Наружные элементы кузова (боковины) вы-
- 6 -
Конструктивные особенности кузова легкового автомобиля
полнены цельноштампованными или сварными из отдельных элементов (стоек, порога пола и т. д.). Боковины имеют дверные проемы, а в некоторых моделях и окна (ВАЗ-1111, АЗЛК-2141). Крыша кузова металлическая, цельноштампованная или съемная, с мягким или жестким верхом. Она может иметь проемы для установки ветрового и заднего окон, а также верхнего люка.
Стекла ветрового (переднего) и заднего окон кузова гнутые. Стекло ветрового окна - панорамное полированное, а заднее - неполированное. Ветровое стекло трехслойное («триплекс»), что обеспечивает безопасность при его разрушении по сравнению с закаленным. Стекла устанавливаются в проемы кузова с эластичными (резиновыми) уплотнителями или наклеиваются.
- 7 -
Двери кузова выполнены из наружных и внутренних штампованных панелей, соединенных между собой сваркой и зофлонцовкой. Они устанавливаются в проемах кузова на петлях. В закрытом положении двери фиксируются замками кулачкового или роторного типа, в открытом положении - фиксаторами, которые ограничивают угол их открывания. В нижней части двери имеют дренажные отверстия для стока воды, попавшей в нее.
Окно двери, кок правило, выполнено из двух частей. Большая часть окно -опускное стекло, меньшая - поворотное (передняя дверь) стекло* или неподвижное (задняя дверь). Опускное стекла снабжено стеклоподъемником с механическим или электрическим приводом, который осуществляет фиксацию стекла в любом положении.
Капот обеспечивает доступ к двигателю, находящемуся в передней части кузова автомобиля - моторном отсеке и закрывает его сверху. Он состоит из двух панелей, соединенных между собой: верхней (наружной) и нижней (внутренней). Капот соединен с каркасом петлями с пружинами для фиксации капота в крайних положениях, снабжен замком с приводом для открытия из салона.
При переднем расположении силового агрегата багажник находится в задней части кузова. Он предназначен для размещения запасного колеса, инструмента водителя и багажа. Крышка багажника состоит из двух панелей: верхней (наружной) и нижней (внутренней), соединенных между собой своркой. Крышка соединена с каркасом ку
* На многих современных автомобилях поворотное стекло передних дверей отсутствует.
зова двумя петлями с торсионным фиксатором, обеспечивающим фиксацию ее положения. На внутренней панели крышки багажника смонтирован замок, удерживающий ее в закрытом положении.
Сиденья установлены в кузове в два или три ряда. Передние сиденья раздельные и для удобства выполнены с возможностью регулировки в продольном направлении и по углу наклона спинки (а также ряда других) и имеют подголовники. Заднее сиденье - трехместное диванного типа. В средней части его спинки у ряда моделей вмонтирован убирающийся подлокотник, при выдвижении которого сиденье превращается в двухместное. Передние и задние сиденья обычно выполнены из пружинных металлических каркасов подушек и спинок, покрытых формованным полиуретаном и специальной тканевой или кожаной обивкой.
Ремни безопасности применяются на легковых автомобилях для предохранения водителя и пассажиров от гибели и тяжелых травм в случае наездов и столкновений на- больших скоростях. Для каждого человека предусмотрен диагональный ремень, охватывающий грудь, и поясной ремень. Передний ремень зафиксирован болтами в трех точках кузова: на стойке (точка «1» рис. 5), на пороге (точка «2») и на кронштейне для замка ремня (точка «3» крепления кронштейнов на обеих сторонах туннеля).
Основными причинами выхода кузова из строя являются естественное старение материалов конструкции за время эксплуатации и повреждение в авариях. Несмотря на внедрение передовых технологий в производственный процесс и новейших материалов в конструкцию кузова, использование
- 8 -
Конструктивные Особенности кузова легкового автомобиля
Рис. 5. Расположение точек крепления ремней безопасности:
1 - верхней части переднего ремня на центральной стойке кузова; 2 - нижней части переднего ремня на пороге пола; 3 - нижней части переднего ремня на туннеле пола; 4 -верхней части заднего диагонального ремня крайних пассажиров на полке задней части кузова; 5, 6 - нижней части диагонального ремня крайних пассажиров в задней части пола; 7 - нижней части поясного ремня среднего пассажира в задней части пола
различных методов для повышения долговечности, таких как химическая обработка поверхностей металлов и их защита лакокрасочными покрытиями, при длительной эксплуатации происходит разрушение как покрытий, так и самого материала. Вылетающие из-под колес автомобиля осколки щебня и камней разрушают защитные покрытия. По стыкам и фланцевым соединениям накапливается дорожная грязь и влага, что ведет к появлению в этих местах очагов коррозии элементов кузова и его интенсивному старению.
Процесс коррозии резко ускоряется при повышении температуры и влажности воздуха из-за содержащихся в воздухе сернистых соединений, хлоридов, двуокиси углерода и других веществ, выбрасываемых в атмосферу с
продуктами сгорания. Солевые растворы на дорогах крупных городов в зимний период представляют собой сильнодействующие электролиты. Грязь вместе с отходами промышленного и сельскохозяйственного производств (химикаты в почве) также вызывают интенсивную коррозию кузова. Этот процесс можно предотвратить только одним способом - исключить доступ к металлической поверхности кузова воды, кислорода и электролитов.
В настоящее время существует несколько способов повышения долговечности кузова легкового автомобиля, которые могут быть разделены на две категории: конструктивно-технологическую и эксплуатационную.
Конструктивно-технологическая долговечность кузова заклады
- 9 -
вается производителями автомобиля и включает в себя следующие процессы:
- изготовление деталей кузова из антикоррозийных материалов;.
- изготовление деталей кузова из материалов с антикоррозийным покрытием;
- защиту сварных швов и зофлонцо-вок кузова клеями и мастиками;
- окраску кузова и различных деталей;
- защиту скрытых полостей антикоррозийными составами;
- защиту открытых поверхностей (днища и арок колес) мастиками;
- изоляцию металлических и пластмассовых элементов от кузова резинотехническими изделиями.
В процессе изготовления кузова легкового автомобиля применяются различные мастики и герметики, которые наряду с разрешением конструкционных задач, существенно увеличивают его коррозионную стойкость. При этом защита кузова от коррозии достигается за счет уплотнения щелей и зазоров, что препятствует проникновению влаги. Усиливается защищенность зон подверженных абразивно-механическому воздействию, в особенности арочных полостей кузова. Эти материалы наносятся на элементы кузова до поступления его на окраску или после грунтования.
Эксплуатационная долговечность кузова напрямую зависит от дорожных условий и интенсивности эксплуатации, подготовленности водителя, который со временем вынужден восстанавливать или применять способы дополнительной защиты кузова от коррозии.
Для автомобиля, находящегося в эксплуатации, существуют два основных способа защиты от коррозии как самого
кузова, так и его скрытых полостей и днища. Первый способ наиболее простой, но относительно трудоемок - содержать автомобиль в постоянной чистоте, своевременно и качественно выполнять операции по его техническому обслуживанию (ТО) и хранить его в отапливаемом и хорошо проветриваемом боксе. После езды в неблагоприятных климатических условиях (дождь, грязь, пыль и т. п.) необходимо сразу вымыть автомобиль. И хотя это самая простая операция по техническому обслуживанию автомобиля, но и она имеет свои тонкости.
Кузов автомобиля лучше всего мыть проточной водой (холодной или чуть теплой) сразу после поездки с помощью резинового шланга, вставляемого в щетку с длинным мягким ворсом или большой малярной кисти. Использование поролоновых и текстильных материалов крайне нежелательно, т. к. они удерживают в себе грязь, которая портит верхний слой покрытия кузова. Начинайте мытье кузова с крыши, переходя затем на багажник и только после этого на капот. Это позволит остыть двигателю и всему подкапотному пространству, и, кроме того, контакт холодной воды с нагретой поверхностью кузова не вызовет появления микротрещин в его покрытии. По той же причине автомобиль моют в тени, избегая прямых солнечных лучей, что может привести к появлению белесых пятен на кузове. Мытье сильно загрязненного автомобиля начинайте с его днища (желательно на эстакаде). Для удаления грязи снизу необходимо ее предварительно размягчить струей воды и выждать несколько минут. При этом давление струи воды не должно превышать 2 кгс/см2. Не скребите грязь твердыми предметами. В целях экономии воды допускается незначительное по
- 10 -
Конструктавньк' особенности кузова легкового автомобиля
вышение ее довления при мойке низа автомобиля. Окончательно обрабатывайте поверхность кузова водными растворами автомобильных шампуней в сочетании с обильным поливанием чистой водой из шланга. Мойку с применением автошсемпуней проводят 1-2 раза в месяц, не чаще.
ВНИМАНИЕ! С помощью замши, смоченной в чистой воде и сильно отжатой, удалите капли воды оставшиеся на поверхности кузова. Протрите кузов чистой сухой тряпкой, тем самым вы избежите появления трудноудалимых белесых пятен. Следите, чтобы дренажные отверстия дверей, порогов и передних крыльев были всегда открытыми.
Особое внимание уделите чистоте ветрового стекла, которое рекомендуется очищать сухим при помощи запасной щетки стеклоочистителя. Периодически для удаления со стекла пленки, образующейся при трении резины по стеклу и мешающей очистке стекла от воды, протрите ветровое стекло и щетки стеклоочистителя 10-15%-ным раствором соды.
После мойки кузова автомобиля оботрите его чистой ветошью, замшей, фланелью, периодически промывая их в проточной воде. Если есть возможность, то обдуйте поверхность автомобиля сжатым сухим воздухом.
Не реже, чем два раза в год, очищайте кузов (днище) от грязи с использованием пара под давлением но станции технического обслуживания автомобиля (СТОА), если автомобиль находится в постоянной и интенсивной эксплуатации.
ВНИМАНИЕ! При обработке паром возможно нарушение лакокрасочного и герметизирующего покрытий. Поэтому после такой обработки восстановите их обязательно.
- 11
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ КУЗОВА
Для повышения эксплуатационной надежности (долговечности) кузова проводятся мероприятия, которые выполняются с определенной периодичностью и составляют основу технического обслуживания (ТО). Четкое их выполнение позволяет также снизить затраты на обслуживание автомобиля в дальнейшем.
Техническому обслуживанию автомобиля предшествует его тщательная мойка, как сверху, так и снизу. Для проведения контрольно-осмотровых работ автомобиль устанавливается на подъемник или эстакаду. Объем ТО регламентируется инструкцией по эксплуатации, сервисной книжкой на данную модель автомобиля и выполняется при достижении автомобилем определенного пробега. Так для автомобилей ОАО «АвтоВАЗ» такая периодичность составляет 10000 км, не считая периода его обкатки (2000 - 3000 км).
Осмотр автомобиля начинается снизу, при этом особое внимание обращается на наличие вмятин, сколов, вспучивания краски, трещин и следов коррозии кузова, отслоения мастики от днища и арок колес. Небольшие участки с коррозией или отслоением мастики зачищают шлифовальной шкуркой, предварительно удалив отслоившуюся часть мастики, обезжиривают поврежденный участок бензином или другим растворителем (уайт-спиритом) и восстанавливают покрытие. В салоне кузова обращают внимание на дефекты
обивки и сидений, работу замков дверей и крышки багажника.
Объем работ по ТО кузова автомобиля заключается в проведении нижеописанных операций, а именно:
- смазке следующих узлов и деталей:
• петель дверей;
• тяги привода замка капота;
• трущихся поверхностей ограничителя открывания двери;
• шарнира и пружины крышки люка горловины топливного бака;
• упора капота;
• торсионов крышки багажника;
• салазок перемещения сидений;
• замочных скважин дверей;
• пружин и сухарей' фиксаторов замков дверей;
- прочистке дренажных отверстий порогов, дверей и полостей передних крыльев;
- проверке функционирования замков дверей и их регулировки. Если двери машины закрываются слишком туго или неплотно, то необходима их регулировка. Перед началом регулировки обязательно очертите первоначальный контур положения корпуса фиксатора на стойке кузова, это поможет процессу ее выполнения. Подробно процесс регулировки замков дверей багажника описан в руководствах по ремонту конкретной модели автомобиля.
J&od за лакокрасочным покрытием кузова
При уходе за лакокрасочным покрытием кузова (ЛПК) в первую очередь проверяется состояние различных его
хромированных деталей и окраски. Обнаруженные глубокие царапины могут являться очагами последующей корро
-12-
Тёхническоеобслуживание кузрж s
зии. При обнаружении ржавчины, с ней необходимо бороться немедленно. Ее удаляют с хромированной поверхности и защищенное место покрывают лаком, что препятствует ее дальнейшему распространению. Устраняют ржавчину специальным составом на основе химических реактивов, а также с использованием мела или зубного порошка, нанесенными на мягкую сухую ткань. В зависимости от места расположения коррозии, ее размеров и формы очага поражения движения тряпки могут быть круговыми или прямолинейными с легким нажимом.
Любое нарушение ЛКП кузова ведет к ослаблению ее защитных функций от коррозии, поэтому участок с вновь появившейся коррозией немедленно зачищают наждачной шкуркой и покрывают эмалью. Более значительные поверхности грунтуют и покрывают краской и эмалью. Технология восстановления ЛКП приведена ниже.
Раз в месяц проводят мероприятия по восстановлению блеска поверхности кузова и предохранению ЛКП от воздействия внешней среды путем нанесения защитного воскового слоя полировочной водой, а каждые 3-4 месяца -восковой пастой. Если же ЛКП потеряла первоначальный блеск и стала матовой, то блеск восстанавливают полировкой. Полировка заключается в сглаживании неровностей поверхности (заполнении микротрещин и пор, удалении выступов), в создании стойкого защитного слоя на ЛКП.
В процессе эксплуатации автомобиля в холодное время года и в условиях повышенной влажности (морской климат) хромированные детали смазывают техническим вазелином или маслом и
обновляют смазку каждые 2-3 месяца.
Немедленно удаляют с поверхности кузова вытекающее топливо, масло, консистентную смазку или тормозную жидкость, которые могут изменить цвет краски и повредить антикоррозионную защиту.
Чисто вымытые и сухие панели ЛКП регулярно обрабатывают специальными средствами, чтобы защитить поверхность от влияния метеорологических условий с помощью водоотталкивающего воска, который заполняет поры и трещины ЛКП.
Покрытие кузова автомобиля в зависимости от состояния ЛКП подразделяется на новое, обветренное и старое. С учетом этого промышленностью налажен выпуск различных полиролей. Каждый продукт имеет паспорт-этикетку с технологией его применения.
Полирование рекомендуется проводить на открытом воздухе, в тени, при 20 °C, при этом пыль не должна попадать но поверхность автомобиля. Полирующий состав быстро наносится ватным тампоном равномерным слоем на обрабатываемую поверхность. Полировать кузов лучше всего небольшими участками, старой (стираной) махровой тканью или полировочными салфетками, быстрыми круговыми движениями, пока растворитель не испарился, до получения блестящей поверхности.
Перед полировкой необходимо отмыть поверхность кузова, особенно тщательно моется новая поверхность (до года эксплуатации). После нанесения полироль растирается мягкой тканью, ее составляющие (воск, абразивный материал, растворитель) перемешиваются, и после обработки поверхности кузов становится обновленным и блестящим. Полировку рекомендуется начинать с по-
- 13 -
пирования более грубым материалом (войлок, фетр или сукно), постепенно переходя на более мягкие материалы. От качества растирания полироли зависит толщина и равномерность блестящей пленки ЛКП кузова. Сам процесс полирования очень трудоемок и поэтому рекомендуется использовать электродрель со сменными дисками.
Для оценки качества полирования проведите такой эксперимент: нанесите воду на отполированную панель и, если вода не скатывается с покрытия панели после полирования, а растекается на большой площади, то повторите процесс полирования.
При движении на поверхность кузова автомобиля попадают смолистые вещества, которые в течение короткого времени въедаются в краску, образуя трудновыводимые пятна, от которых не удается полностью избавиться. Свежие пятна удаляют мягкой ветошью, пропитанной очищенным бензином (марки «Б-70»). При отсутствии такового можно воспользоваться бензином кА-95», керосином или скипидаром. После
чего обработанную поверхность обильно промывают проточной водой. Очень эффективным против пятен смолы является средство для удаления битумных пятен. При его использовании можно отказаться от последующей Мойки обработанного участка.
При движении, особенно в весеннелетний период, о поверхность кузова разбивается большое число насекомых. Остатки мертвых насекомых содержат вещества, которые могут повредить окраску, если их не удалить в течение короткого времени. Если они налипли на поверхность кузова и их не удается смыть губкой с водой, то прибегают к помощи теплого мыльного раствора или моющего препарата. Имеются также специальные средства для очистки от насекомых.
Брызги любых строительных материалов, попавших на кузов, смывают теплым раствором нейтрального моющего средства. При этом нельзя очень сильно тереть поверхность, чтобы не повредить ЛКП. В заключение поверхность' обильно промывают чистой водой.
Уход за стеклами, резиновыми, пластмассовыми деталями и ремнями безопасности
Безопасность на трассе во многом зависит от состояния остекления кузова автомобиля. Стекла протирают снаружи и изнутри чистой мягкой ветошью. При сильном загрязнении помогают спирт, водка, нашатырный спирт и теплая вода или специальные препараты для чистки стекол. Перед чисткой ветрового стекла откидывают вперед рычаги стеклоочистителя. Одновременно
с протиркой ветрового стекла очищают щетки.
Для сохранения упругости резиновых уплотнительных элементов их время от времени посыпают тальком или покрывают аэрозольным силиконовым препаратом, нанося его на поверхности уплотнения и скольжения. Эти препараты позволяют также избавиться от скрипа и скрежета при закрывании дверей. Та
- 14 -
кой шум можно также ликвидировать, протерев поверхность мыльным раствором.
Пластмассовые детали кузова - сидения из искусственной кожи, обивка крыши кузова, стекла фонарей, а также элементы, окрашенные в матово-черный цвет, промывают водой (в нее можно добавить шампунь).
Ремни безопасности, не снимая, промывают слабым мыльным раствором. Ремни сушат при температуре ниже +80 °C и не допускают воздействия на них прямых солнечных лучей.
Легкосплавные диски колес чистят специальными средствами, не прибегая к кислотосодержащим, сильнощелочным или крупнозернистым препаратам.
При обработке днища кузова паром закройте колеса и, кроме того, помните, что температура пара не должна превышать +60 °C.
ПРЕДУПРЕЖДЕНИЕ! Категорически запрещено использовать растворители типа бензина или скипидара. Во избежание повреждения ткани запрещается подвергать ремни химической чистке.
- 15 -
ДИАГНОСТИКА КУЗОВА
Проверка состояния кузова легкового автомобиля осуществляется по двум критериям - оценка его общего состо
яния как силовой конструкции и проверка сохранения геометрии кузова по контрольным точкам.
Оценка общего состояния кузова
Кузов легкового автомобиля выполнен из листового металла толщиной 0,7—1,1 мм. Его оптимальная прочность при минимальной массе достигается усилением тех мест, нагрузка на которые значительна. В конструкции предусмотрено использование металлов различной толщины, штампованных профилей и коробчатых сечений (см. рис. 4). Оценка общего состояния кузова заключается в своевременном выявлении трещин и очагов коррозии металла. Это позволяет принять меры по пресечению их дальнейшего развития и восстановлению кузова.
Трещины в деталях кузова появляются по 'двум причинам, первая - плохое состояние дорог, вторая - небрежное отношение к эксплуатации автомобиля самого владельца. Основной причиной появления трещин можно считать превышение скорости автомобиля на плохой дороге. При этом в первую очередь страдают такие элементы кузова, как передние лонжероны в зоне крепления амортизаторов, происходит прогиб кузова в районе центральной стойки и появление деформаций у передних крыльев кузова (изгиб, вмятины, заломы). Все
эти повреждения легко выявляются в процессе визуального осмотра.
Несколько сложнее обстоит дело с выявлением коррозионного состояния кузова. Главное внимание при осмотре уделяют коробчатым сечениям и местам с повышенным содержанием влаги. Визуальный осмотр начинается с лицевых панелей кузова и наружных поверхностей скрытых сечений. Затем переходят к осмотру стыков и фланцевых соединений, сварных швов и внутренних поверхностей моторного отсека, салона и багажника. Рекомендуется иметь план кузова автомобиля, на который наносят выявленные места коррозионного воздействия. Диагностирование внутренних поверхностей скрытых сечений возможно только на СТОА с использованием осветительных приборов и специального оборудования. Для продления эксплуатационных характеристик кузова проводят его периодическую обработку консервантами, восстанавливают на полу противошумную мастику, проводят обработку различными преобразователями мест коррозии и восстановление (полное или частичное) лакокрасочного покрытия. При необходимости производят замену отдельных элементов кузова.
Диагностика геометрии кузова
В процессе движения автомобиля, осо- ва претерпевает изменения. Особенно бенно по плохим дорогам, геометрия кузо- сильно это проявляется в результате ДТП.
- 16 -
Контроль геометрии кузова происходит по базовым точкам, заложенным в его конструкции. Он осуществляется на подъемниках или стапелях с использованием специальных линеек-калибров по разработанным картам замеров. Базовые контрольные точки для различных моделей легковых автомобилей отечественного производства представлены в разделе «Контроль качества ремонта кузова».
Для нормальной эксплуатации автомобиля очень важно обеспечить правильное расположение точек крепления
штанг заднего моста, поперечины передней подвески и осей верхних рычагов. Именно эти точки обеспечивают правильное положение передних и задних колес относительно кузова, что влияет на управляемость автомобиля и его безопасность для окружающих.
Точную диагностику кузова позволяют проводить специальные стапели и стенды при снятой ходовой части. Проверку взаимного расположения переднего и заднего мостов можно осуществить на стенде для проверки геометрии положения передних колес.
- 17 -
ПОВРЕЖДЕНИЯ КУЗОВА ЛЕГКОВОГО АВТОМОБИЛЯ ПРИ АВАРИЯХ
Дорожно-транспортное происшествие (ДТП) на дорогах России - явление нередкое. Проведенный анализ аварий показал процентное соотношение числа и видов повреждений кузовов при различных типах столкновений по основным направлениям (секторам) полученных ударов (см. рис. 6). Наибольшее число соударений приходится на переднюю и заднюю части кузова автомобиля - до 76—78%, остальные 22-24% распределяются практически в равных пропорциях на удары справа и слева, как фронтальные, так и под углом. При авариях иногда происходит опрокидывание автомобиля и повреждение его крыши.
Повреждения кузова, полученные в результате ДТП, можно разделить на три категории:
- очень сильные повреждения, исключающие восстановление кузова;
Рис. 6. Распределение основных столкновений (в %) по основным направлениям соударений в ДТП (внутренний круг) и сектора повреждений (наружный круг)
- сильные повреждения, при которых большая часть деталей требует замены или сложного ремонта;
- менее значительные повреждения, такие как пробоины, разрывы на лицевых панелях, вмятины, царапины, которые были получены при ударе на низких скоростях движения. Такие повреждения не представляют опасности для движения, но внешний вид кузова не отвечает эстетическим требованиям.
'Очень сильные или сильные повреждения кузов автомобиля получает при фронтальном воздействии, когда усилие прикладывается в районе левого переднего крыла, лонжерона и левой фары (рис. 7). При этом можно визуально убедиться в разрушении: панели передка, крыльев, брызговиков, капота, передних лонжеронов, рамы ветрового окна и крыши. Скрытая деформация возникает в передних, центральных и задних стойках с обеих сторон, в левых передних и задних дверях, в левом заднем крыле и даже в задней панели багажника. Восстановление такого кузова (сектор 1 рис. 6) описано ниже.
Сильные повреждения кузов получает при силовом воздействии на него в районе крыла и передней стойки под углом порядка 40-45° (рис. 8) при повышенной скорости движения транспортных средств. При этом энергия автомобилей (массой порядка 1000 кг) суммируется и возникают высокие динамические нагрузки (до 80—100 кДж), энергия выделяется за очень короткий промежуток времени (0,1 с) и рассеивается по всему кузову во всех направлениях. Наибольшие разрушения получа-
18 -
Йотфежденияжузовалдаового автомобиле придавариях
Рис. 7. Фронтальный удар в переднюю левую часть кузова автомобиля (черная стрелка - удар слева, белая - справа)
ют передние крылья, капот, панель передка, брызговики, передние лонжероны. Восстановить положение базовых точек передней части кузова автомобиля без замены деформированных деталей практически невозможно. При ремонте будет необходимо восстановить геометрию проемов дверей, положение передних и центральных стоек, т.к. силовые нагрузки при этом создают сжимающие усилия на порогах и в верхней части боковины кузова. Восстановление такого кузова (сектора 2,12 рис. 6) описано ниже.
Сильные повреждения получают оба передних крыла, панель передка, брызговики, лонжероны и капот кузова при ударе сбоку в переднюю часть кузова (рис. 9) в районе сопряжения передней панели с передними частями лонжерона и левого крыла. Растягивающие воздействия при ударе слева нарушают
Рис. 8. Удар под углом 40-45°С в переднюю часть кузова автомобиля (черная стрелка - удар слева, белая - удар справа)
Рис. 9. Удар сбоку в переднюю часть кузова в районе передней панели и лонжерона и левого крыла (черная стрелка - удар слева, белая - удар справа)
19 -
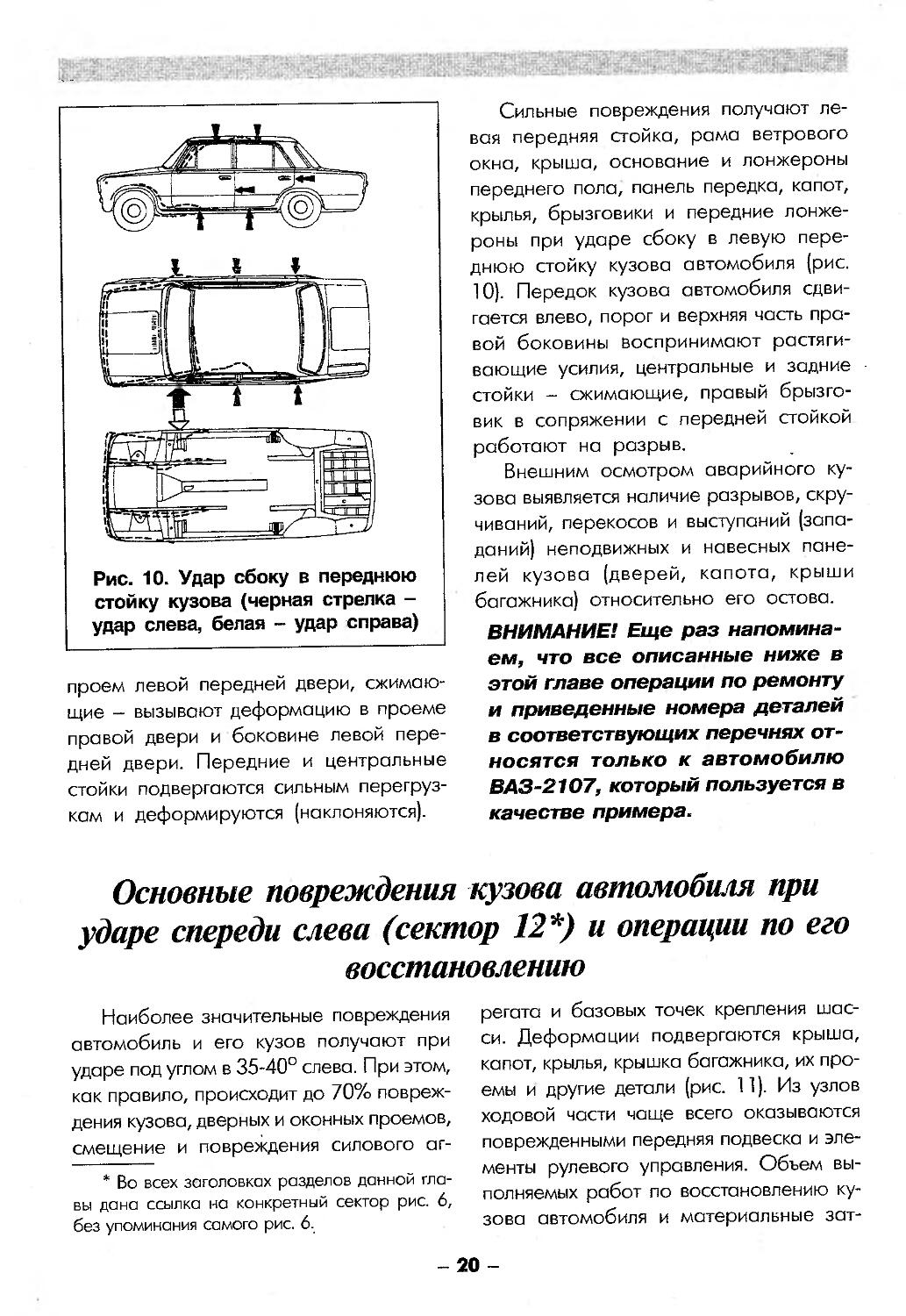
Рис. 10. Удар сбоку в переднюю стойку кузова (черная стрелка -удар слева, белая - удар справа)
проем левой передней двери, сжимающие - вызывают деформацию в проеме правой двери и боковине левой передней двери. Передние и центральные стойки подвергаются сильным перегрузкам и деформируются (наклоняются).
Сильные повреждения получают левая передняя стойка, рама ветрового окна, крыша, основание и лонжероны переднего пола, панель передка, капот, крылья, брызговики и передние лонжероны при ударе сбоку в левую переднюю стойку кузова автомобиля (рис. 10). Передок кузова автомобиля сдвигается влево, порог и верхняя часть правой боковины воспринимают растягивающие усилия, центральные и задние стойки - сжимающие, правый брызговик в сопряжении с передней стойкой работают на разрыв.
Внешним осмотром аварийного кузова выявляется наличие разрывов, скручиваний, перекосов и выступаний (западаний) неподвижных и навесных панелей кузова (дверей, капота, крыши багажника) относительно его остова.
ВНИМАНИЕ! Еще раз напоминаем, что все описанные ниже в этой главе операции по ремонту и приведенные номера деталей в соответствующих перечнях относятся только к автомобилю ВАЗ-2107, который пользуется в качестве примера.
Основные повреждения кузова автомобиля при ударе спереди слева (сектор 12*) и операции по его восстановлению
Наиболее значительные повреждения автомобиль и его кузов получают при ударе под углом в 35-40° слева. При этом, как правило, происходит до 70% повреждения кузова, дверных и оконных проемов, смещение и повреждения силового аг
* Во всех заголовках разделов данной главы дана ссылка на конкретный сектор рис. 6, без упоминания самого рис. 6.
регата и базовых точек крепления шасси. Деформации подвергаются крыша, капот, крылья, крышка багажника, их проемы и другие детали (рис. 11). Из узлов ходовой части чаще всего оказываются поврежденными передняя подвеска и элементы рулевого управления. Объем выполняемых работ по восстановлению кузова автомобиля и материальные зат-
- 20 -
Повреждения кузова лсгксЛго ашюмо&тля при' авариях:
Рис. 11. Зоны основных повреждений, соударение по сектору 12
роты при этом порой самые значительные и могут достигать до 47% розничной цены автомобиля.
При ремонте выполняют нижеуказанные разборочно-сборочные работы по снятию (установке) следующих узлов и деталей автомобиля для восстановления (правки и окраски) наружных поверхностей кузова:
- аккумуляторной батареи;
- двигателя в сборе с коробкой передач и карданным валом;
- передней подвески;
- брызговиков двигателя;
- рулевого управления;
- отопителя в сборе;
- всех узлов, установленных в моторном отсеке;
- фонарей передних и противоту-' манных фар;
- боковых указателей поворотов;
- стеклоочистителя в сборе;
- жиклеров омывателей и наружных зеркал;
- переднего и заднего бамперов;
- облицовочной решетки радиатора;
- панели приборов в сборе;
— обивки кузова в сборе;
- ковриков (комплекта);
- арматуры дверей;
- ремней безопасности;
- передних и задних сидений в сборе;
- фиксаторов дверей, капота и крышки багажника;
- ветрового и заднего стекол с уплотнителями в сборе;
- декоративных накладок стекла;
- боковых стекол, антенны и коврика багажника;
- задних фонарей и фонаря освещения номерного знака;
- топливного бака;
- вентиляционной накладки боковой панели крыши.
При сложном перекосе кузова дополнительно снимают (устанавливают) следующие детали и узлы:
- подающую трубку топливопровода;
- сливную трубку топливопровода;
- педаль акселератора;
- трос привода воздушной заслонки карбюратора;
- осно.вной глушитель;
- приемную трубу системы выпуска ОГ;
- 21
- задний мост с тормозами в сборе;
- буферы передней и задней подвесок (5 шт.);
- стабилизатор передней устойчивости;
- амортизатору! задней подвески (2 шт.);
— штанги задней подвески (5 шт.);
- трубку от главного цилиндра к регулятору давления задних тормозов;
- трубки с тройником в сборе;
- рычаг управления стояночным тормозом;
- передний трос привода стояночного тормоза;
- регулятор давления тормозов;
— рычаг привода регулятора давления;
- замок зажигания;
- передний жгут (пучок) проводов;
- задний жгут (пучок) проводов;
- жгут (пучок) проводов панели приборов;
- гибкий вал троса спидометра;
- разъем подключения переносной лампы;
— противошумную изоляцию пола салона;
- корпус вещевого ящика;
- уплотнители крышки багажника;
- замок крышки багажника с приводом;
- фиксатор замка крышки багажника;
- рычаги управления отопителем и вентиляцией в сборе с тросами;
- решетку капота;
- тягу привода замка капота;
- кронштейн педалей в сборе.
В результате аварии такого рода возникает необходимость в дополнительном, ремонте или замене:
- двигателя, с полной разборкой, дефектацией, сборкой и обкаткой на стенде;
- коробки передач;
- карданной передачи;
— заднего моста (с ремонтом редуктора);
- передней подвески;
- опор двигателя (передней и задней);
- крайних рулевых тяг с наконечниками (4 шт.);
- средней рулевой тяги;
- колеса (диска с ободом в сборе);
- колеса рулевого управления.
При ремонте непосредственно кузова автомобиля после ДТП при кософронтальном ударе возникает необходимость в устранении сложных перекосов кузова в проемах дверей по оси автомобиля с двух сторон и перекоса панели пола.
При этом ремонтируют следующие детали и узлы:
- пол кузова и туннель;
— передние правый и левый лонжероны пола;
- передние правый и левый усилители стойки;
- наружную панель задка;
— боковую правую панель передка;
- каркасы передних сидений;
- передний бампер (разберите, очистите, продефекгуйте и соберите), если возникла необходимость.
Заменяют на новые следующие детали и узлы:
- панель рамы ветрового окна;
- стойки ветрового окна (2 шт.);
- стойки рамы заднего окна (2 шт.);
- верхнюю поперечину рамки заднего окна;
- левый и правый брызговики с лонжеронами в сборе, с заменой передних крыльев и панели передка;
— левую панель боковины передка;
- поперечину крепления панели приборов;
- 22 -
- щиток приборов, при снятых брызговиках с лонжеронами в сборе и крыльях;
- коробку воздухопритока;
- левую боковину кузова;
- центральную левую стойку боковины;
- усилитель передней левой стойки;
- панель крыши;
- боковые панели крыши;
- внутреннюю левую накладку крыши;
- левые двери (2 шт.);
— обивки подушек и спинок передних сидений (4 шт.);
- салазки передних сидений (4 шт.);
- капот в сборе;
- петли капота;
- задние крылья (2 шт.);
- сточные желобки крыши;
- угловую внутреннюю левую панель боковины;
- усилители крыши (3 шт.).
При восстановлении автомобиля наносят диплозольную мастику на сварные швы. Готовят к окраске наружную поверхность кузова, окрашиваемые поверхности моторного отсека, багажника и салона. Проводят антикоррозионную обработку закрытых полостей кузова. Наносят противошумную мастику на днище кузова и арки колес.
Для окончательного восстановления
автомобиля выполняют- комплекс регулировочных, смазочных и контрольных работ:
- смазывают петли и ограничители открывания дверей;
- регулируют свободный ход педали сцепления;
- проверяют и регулируют углы установки передних колес;
- балансируют колеса в сборе с шиной;
- проверяют и регулируют свободный ход колеса рулевого управления;
- проверяют и регулируют направление пучков света фар;
- регулируют установку замков капота и крышки багажника;
- регулируют работу звуковых сигналов (2 шт.);
- регулируют работу замков дверей (4 шт.);
- регулируют работу стеклоподъемников (при снятых обивках дверей, 4 шт.);
- прокачивают гидравлическую систему передних и задних тормозов;
- прокачивают гидравлическую систему привода выключения сцепления;
- заряжают аккумуляторную батарею;
- подтягивают шарниры передней и задней подвесок (под нагрузкой).
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ ЗАМЕНЕ ПРИ ДАННОЙ АВАРИИ
2105-2802022 - брызговик 2107-2803050 - накладка
2105-2803015 2107-2803015-10 двигателя - бампер передний - буфер передний 2105-2803052 2101-5002033 — накладка бампера - обивка нижняя
2105-2803016-01 2107-2803016-01 2105-2803017-01 2107-2803017-01 — кронштейн бампера — кронштейн правый — кронштейн бампера - кронштейн левый 2101-5002035 2101-5002042 2101-5003013 левая - обивка верхняя левая - обивка кожуха пола передняя - накладка боковая левая
- 23 -
Продолжение
2105-5003016-10 - накладка нижняя 2101-5701110 - усилитель крыши
2101-5003020 - накладка правая передний
2101-5003021 - накладка левая 2101-5701116 - усилитель крыши
2105-5004071 - обивка левая задний
2105-5201012 - панель ветрового 2107-6100014 - дверь правая
" стекла 2107-6100015 - дверь левая
2101-5201029 - стойка левая 2107-6102013-20 - обивка двери левая
2101-5201388 - желобок нижний 2105-6103211-01 - стекло опускное
2101-5206010 - стекло ветровое левое
2101-5206050 - уплотнитель стекла 2101-6103241 - желобок левый
2101-5206060 - окантовка 2105-6103251 - желобок передний
уплотнителя левый
2101-5206066 - окантовка 2105-6103290 - уплотнитель правый
уплотнителя 2105-6103291 - уплотнитель левый
2106-5207010-10 - стекло заднего окна 2105-6104020 — стеклоподъемник
2101-5207060 - окантовка верхняя 2105-6105013-10 - замок левый
2101-5207061 — окантовка нижняя. 2105-6106082 - ограничитель
2105-5301040 - брызговик правый 2107-6107018 - уплотнитель
2105-5301041 - брызговик левый 2105-6200015 — дверь задняя левая
2105-5301045 - панель левая 2105-6203128 - стойка
2105-5301280 - щиток передка 2106-6203211 - стекло левое
2105-5301350 - коробка 2101-6203290 - уплотнитель правый
2107-5301364 - соединитель 2101-6203291 — уплотнитель левый
2101-5301375 - щиток 2101-6203292-02 - уплотнитель задний
направляющий 2101-6203293-02 - уплотнитель
2101-5301384 - щиток коробки верхний
верхний 2101-6203472 - окантовка нижняя
2107-5303014 — корпус ящика правая
2107-5325010 - панель приборов 2101-6203473 - окантовка нижняя
2107-5325080 - поперечина правая левая
2103-5325086 - поперечина левая 2101-6204020-01 - стеклоподъемник
2107-5401061 - боковина левая 2105-6814010 - салазки наружные
2101-5401089 - накладка верхняя правые
левая 2105-6814011 - салазки наружные
2105-5401129 - стойка центральная левые
левая 2105-6814020 — салазки наружные
2105-5401181 - усилитель левый правые
2101-5401200 - желобок сточный 2105-6814021 - салазки наружные
правый левые
2101-5401201 - желобок сточный 2101-6814103 - фиксатор левый
левый 2103-6816011-10 — подлокотник левый
2101-5401211 - накладка стойки 2103-6826013-10 - подлокотник левый
левая 2101-7903010 - антенна
2101-5701012 - панель крыши 2105-8101012 - отопитель
2103-5701013 - панель задняя 2107-8212016 - знак заводской
левая 2107-8401014-01 - облицовка
2103-5701014 - панель задняя радиатора
правая 2107-8402012 - капот
2105-5701098 - усилитель 2105-8403010 - крыло переднее
центральный правое
- 24 -
Повреждения кузова легкового автомобиля при: авариях
Окончание
2105-8403011 - крыло переднее лево 2101-8406010 2107-8407010 - замок капота — петля капота
2107-8404010 - крыло заднее правая
правое 2107-8407011 - петля капота левая
2107-8404011 - крыло заднее левое
Основные повреждения кузова автомобиля при фронтальном ударе (сектор 1) и операции по его восстановлению
- Значительные повреждения получает автомобиль и его силовой агрегат при фронтальном ударе в «лоб». При этом, как правило, происходит до 30% возможных повреждений кузова, дверных и оконных проемов; смещение и повреждения силового агрегата и базовых точек крепления шасси. Деформации подвергаются крыша, капот, крылья, крышка багажника их проемы и другие детали (рис. 12). Из узлов ходовой части чаще всего ока
зываются поврежденными передняя подвеска и элементы рулевого управления. Объем выполняемых работ по восстановлению кузова автомобиля и матери
альные затраты при этом порой очень значительные и могут достигать до 32% розничной цены автомобиля.
При ремонте выполняют нижеуказанные разборочно-сборочные работы по снятию (установке) следующих узлов и деталей автомобиля для восстановления (правки и окраски) наружных поверхностей кузова:
- аккумуляторной батареи;
- двигателя в сборе с коробкой пе
редач и карданным валом;
- передней подвески;
- брызговика двигателя;
- рулевого управления;
Рис. 12. Зоны основных повреждений, соударение по сектору 1
- 25 -
- всех узлов, установленных в моторном отсеке;
- передних фонарей и противотуманных фар;
- боковых указателей поворотов;
- стеклоочистителя в сборе;
- жиклеров омывателей и наружных зеркал;
- передних и задних бамперов;
- облицовочной решетки радиатора;
- панели приборов в сборе;
- обивки кузова в сборе;
- ковриков (комплект);
- арматуры дверей;
- ремней безопасности;
- передних и задних сидений в сборе;
- фиксаторов замков дверей, капота и крышки багажника;
- ветрового и заднего стекол с уплотнителями в сборе;
- декоративных накладок стекол;
- боковых стекол, антенны и коврика багажника;
- задних фонарей и фонаря освещения номерного знака;
- топливного бака;
- отопителя в сборе;
- зеркал заднего вида.
При сложном перекосе кузова дополнительно снимают (устанавливают) следующие детали и узлы:
- подающую трубку топливопровода;
- сливную трубку топливопровода;
- трос привода воздушной заслонки карбюратора;
- основной и дополнительный глушители;
- приемную трубу системы выпуска ОГ;
- задний мост с тормозами в сборе;
- буферы передней и задней подвесок (5 шт.);
- стабилизатор передней устойчивости;
- амортизаторы задней подвески (2 шт.);
- штанги задней подвески (5 шт.);
- трубку от главного цилиндра к регулятору давления задних тормозов;
- трубки с тройником в сборе;
- рычаг управления стояночным тормозом;
- передний трос привода стояночного тормоза;
- регулятор давления тормозов;
- рычаг привода регулятора давления;
- замок зажигания;
- передний жгут (пучок) проводов;
- задний жгут (пучок) проводов;
- жгут (пучок) проводов панели приборов;
- гибкий вал троса спидометра;
- разъем подключения переносной лампы;
- противошумную изоляцию пола салона;
- корпус вещевого ящика;
- уплотнители крышки багажника;
— замок крышки багажника с приводом;
- рычаги управления отопителем и вентиляцией в сборе с тросами;
- решетку капота;
- тягу привода замка капота;
- кронштейн педалей в сборе.
В результате аварий такого рода возникает необходимость в дополнительном ремонте или замене:
- двигателя, с полной разборкой, дефектацией, сборкой и обкаткой на стенде;
- коробки передач;
- карданной передачи;
- заднего моста (с ремонтом редуктора);
- передней подвески;
— опор двигателя (3 шт.);
- колеса (с заменой шины и диска с ободом);
- поворотных кулаков (2 шт.);
- механизма рулевого управления.
- 26 -
Повреждения кузова легковяо здтомобиля нр0 авариях
При ремонте непосредственно кузова автомобиля после ДТП при описываемом ударе возникает необходимость в устранении, при снятых дверях, перекосов кузова в проемах дверей по оси автомобиля с двух сторон и перекоса панели пола при снятых узлах и деталях.
При этом ремонтируют следующие детали и узлы:
— пол кузова и туннель;
- передний левый лонжерон пола;
- правую боковину кузова (с частичной заменой деталей);
- центральную стойку;
- панель крыши;
- правую переднюю дверь;
- левую заднюю дверь;
- правую заднюю дверь;
- заднее правое крыло;
- передний и задний бамперы (разберите, очистите, продефектуйте и соберите).
Заменяют на новые следующие детали и узлы:
— подушки опор двигателя (3 шт.);
- крайние рулевые тяги с наконечниками (4 шт.);
- среднюю рулевую тягу;
- капот в сборе;
- колесо рулевого управления;
- петли капота;
- панель рамы ветрового стекла;
- стойки ветрового окна (2 шт.);
— левый и правый брызговики с лонжеронами в сборе (с заменой передних крыльев и панели передка);
- правую панель боковины передка;
- щиток передка;
- коробку воздухопритока с соединителем, щетками, кронштейном в сборе;
- капот (с подгонкой по проему);
- петли капота (2 шт.);
— наружную панель задка;
- салазки переднего левого сиденья;
- каркасы передних сидений.
При восстановлении автомобиля наносят диплозольную мастику на сварные швы.
Готовят к окраске наружную поверхность кузова, окрашиваемые поверхности моторного отсека и салона. Проводят антикоррозионную обработку закрытых полостей кузова. Наносят противошумную мастику на днище кузова и арки колес.
Для окончательного восстановления автомобиля выполняют комплекс регулировочных, смазочных и контрольных работ:
- проверяют функционирование вакуумного усилителя;
- смазывают петли и ограничители открывания дверей;
- регулируют свободный ход педали сцепления;
— проверяют и регулируют углы установки передних колес;
- проверяют и регулируют свободный ход колеса рулевого управления;
- проверяют и регулируют направление пучков света фар;
- регулируют установку замков капота и крышки багажника;
- регулируют работу звуковых сигналов (2 шт.);
- регулируют работу замков дверей (4 шт.);
- регулируют работу стеклоподъемников (при снятых обивках дверей, 4 шт.);
- прокачивают гидравлическую систему передних и задних тормозов;
- прокачивают гидравлическую систему привода выключения сцепления;
- заряжают аккумуляторную батарею;
- подтягивают шарниры передней и задней подвесок (под нагрузкой);
— балансируют колесо в сборе с шиной.
- 27 -
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ ЗАМЕНЕ ПРИ
ДАННОЙ АВАРИИ
2105-2802022 - брызговик двигателя 2101-5301267 — поперечина рамки радиатора
2107-2803012 - буфер передний 2105-5301280 - щиток передка
в сборе 2105-5301350 - коробка
2105-2803015 - бампер передний 2107-5301364 - соединитель
2107-2803015-10 - буфер передний 2101-5301375 - щиток
2105-2803016-01 - кронштейн направляющий
бампера 2101-5301384 - щиток коробки
2107-2803016-01 - кронштейн правый верхний
2105-2803017-01 - кронштейн 2107-5325010 - панель приборов
бампера 2107-5401061 - боковина левая
2107-2803017-01 — кронштейн левый 2107-6102013-20 - обивка двери
2105-2803052 - накладка бампера левая
2107-2804012 - буфер задний 2103-6102030 - накладка правая
в сборе 2103-6102031 — накладка левая
2105-2804015 - бампер задний 2105-6103211-01 — стекло опускное
2107-2804015-10 - буфер задний левое
2105-2804034 - кронштейн правый 2105-6103290 — уплотнитель
2105-2804035 — кронштейн левый правый
2105-2804052 - накладка бампера 2105-6103291 — уплотнитель левый
2107-5002110 - прокладка 2105-6103294-02 - уплотнитель
изоляционная передний
2103-5002122 - кнопка 2101-6103472 — окантовка правая
2105-5003016-10 - накладка 2101-6103473 - окантовка левая
боковины нижняя 2105-8101012 - • отопитель
2101-5003020 - накладка правая 2107-8109020 - рычаги управления
сточного желоба 2107-8201008 - зеркало
2101-5003021 - накладка левая внутреннее
сточного желоба 2105-8201050 — зеркало наружное
2105-5201012 - панель ветрового левое
стекла 2107-8401014-01 - облицовка
2101-5201028 - стойка правая решетки
2101-5201029 - стойко левая радиатора
2101-5206010 - стекло ветровое 2107-8402012 — капот
2101-5206050 - уплотнитель 2105-8403010 - крыло переднее
стекла правое
2101-5206060 - окантовка 2105-8403011 — крыло переднее
уплотнителя левое
2101-5206066 - окантовка 2101-8406010 - замок капота
уплотнителя 2101-8407010 - петля капота
2105-5301040 - брызговик правый правая
2105-5301041 - брызговик левый 2101-8407011 — петля капота
2105-5301045 — панель левая левая
2101-5301230 - поперечина
передка нижняя
- 28 -
Повреждения кузова легкового авкэмобцля при авариях
Основные повреждения кузова автомобиля при ударе спереди справа (сектор 2) и операции по его восстановлению
Значительные повреждения автомобиль и его кузов получают при фронтальном ударе под углом в 35-40° справа. При этом, как правило, происходит до 60% повреждения поверхности кузова, дверных и оконных проемов. Сме
щение и повреждения силового агрегата, механизма рулевого управления и базовых точек крепления шасси происходят достаточно часто. Деформации подвергаются капот, крылья, панель крыши, крышка багажника, двери и их проемы со стороны удара и другие детали (рис. 13). Из узлов ходовой части чаще всего оказываются поврежденными передняя подвеска и элементы рулевого управления. Объем выполняемых работ по восстановлению кузова автомобиля и материальные затраты при этом очень значительные и могут достигать до 36% розничной цены автомобиля.
При ремонте выполняют нижеуказанные разборочно-сборочные работы по
снятию (установке) следующих узлов и деталей автомобиля для полного восстановления (правки и окраски) наружных поверхностей кузова:
- аккумуляторной батареи;
- двигателя в сборе с коробкой пе
редач и карданным валом;
- передней подвески;
- брызговика двигателя;
- рулевого управления в сборе;
- всех узлов и деталей, установленных в моторном отсеке;
- фонарей передних и противотуманных фар;
- боковых указателей поворотов;
- стеклоочистителя в сборе;
- жиклеров омывателей и наружных зеркал;
- передних и задних бамперов;
- облицовочной решетки радиатора;
- панели приборов в сборе;
— обивки кузова в сборе;
Рис. 13. Зоны основных повреждений, соударение по сектору 2
- 29 -
— ковриков (комплект);
- арматуры дверей;
- ремней безопасности;
- передних и задних сидений в сборе;
- фиксаторов замков дверей, капота и крышки багажника;
- ветрового и заднего стекла с уплотнителями в сборе;
- декоративных накладок стекла;
- боковых стекол, антенны и коврика багажника;
- обивки багажника;
- задних фонарей и фонаря освещения номерного знака;
— топливного бака;
- отопителя в сборе;
- наружных зеркал заднего вида;
- вентиляционной накладки боковой панели крыши.
При сложном перекосе кузова дополнительно снимают (устанавливают) следующие детали и узлы:
- подающую трубку топливопровода;
- сливную трубку топливопровода;
- педаль акселератора;
— трос привода воздушной заслонки карбюратора;
- основной и дополнительный глушители;
— приемную трубу системы выпуска ОГ;
- задний мост с тормозами в сборе;
- буферы передней и задней подвесок (5 шт.);
- стабилизатор передней устойчивости;
- амортизаторы задней подвески (2 шт.);
- штанги задней подвески (5 шт.);
— трубку от главного цилиндра к регулятору давления задних тормозов;
- трубку с тройником в сборе;
- рычаг управления стояночным тормозом;
- передний трос привода стояночного тормоза;
- регулятор давления тормозов;
- рычаг привода регулятора давления;
- замок зажигания;
— передний жгут (пучок) проводов;
- задний жгут (пучок) проводов;
- жгут (пучок) проводов панели приборов;
— гибкий вал троса спидометра;
- разъем подключения переносной лампы;
- противошумную изоляцию пола салона;
- корпус вещевого ящика;
- уплотнители крышки багажника;
- замок крышки багажника с приводом;
- рычаги управления отопителем и вентиляцией в сборе, с тросами;
- решетку капота;
- тягу привода замка капота;
- кронштейн педалей в сборе.
В результате аварии такого рода возникает необходимость в дополнительном ремонте или замене:
- двигателя, с полной разборкой, дефектацией, сборкой и обкаткой на стенде;
- карданной передачи;
- заднего моста;
- коробки передач;
- передней подвески;
- механизма' рулевого управления;
— крайних рулевых тяг с наконечниками (2 шт.);
- средней рулевой тяги;
- колеса рулевого управления.
При ремонте непосредственно кузова автомобиля после ДТП при описываемом ударе спереди справа возникает необходимость в снятии всех дверей с их подгонкой по проемам и устранении сложных перекосов кузова в проемах дверей по оси автомобиля с двух сторон и перекоса панели пола.
При этом ремонтируют следующие детали и узлы:
- 30 -
Повреждения кузова
- пол кузова и туннель;
- передний правый и левый лонжероны пола;
— боковую левую панель передка (при снятых крыле и щитке передка);
- центральные боковые стойки (2 шт.);
- передний правый и левый усилители стойки;
- сточный желобок крыши;
- боковую панель крыши;
- наружную панель задка;
- задний бампер (разберите, очистите, продефектуйте и соберите), если возникла необходимость.
Заменяют на новые следующие детали
и узлы:
- кран отопителя;
- эластичную муфту переднего карданного вала;
- балку заднего моста;
- колесо (диск с ободом в сборе);
- панель рамы ветрового окна;
- стойки ветрового окна (2 шт.);
- верхнюю поперечину рамки заднего окна;
- левый и правый брызговики с лонжеронами в сборе, с заменой передних крыльев и панели передка;
- правую панель боковины передка;
— поперечину крепления панели приборов;
- щиток передка, при снятых брызговиках с лонжеронами в сборе и крыльях;
- коробку воздухопритока, при снятом щитке передка;
- боковину кузова, при снятых передних и задних крыльях;
- правый усилитель передней стойки;
- панель крыши;
- двери (2 шт.);
- капот в сборе;
- петли капота;
- задние крылья (2 шт.);
- усилители крыши (3 шт.).
При восстановлении автомобиля наносят диплозольную мастику на сварные швы. Готовят к окраске наружную поверхность кузова, окрашиваемые поверхности моторного отсека, багажника и салона. Проводят антикоррозионную обработку закрытых полостей кузова. Наносят противошумную мастику на днище кузова и арки колес.
Для окончательного восстановления автомобиля выполняют комплекс регулировочных, смазочных и контрольных работ:
- проверяют на автомобиле функционирование вакуумного усилителя;
- смазывают петли и ограничители открывания дверей;
- регулируют свободный ход педали сцепления;
- проверяют и регулируют углы установки передних колес;
- регулируют установку замков капота и крышки багажника;
- регулируют положение капота по проему;
- балансируют колеса в сборе с шиной;
- проверяют и регулируют свободный ход колеса рулевого управления;
- проверяют и регулируют направление пучков света фар;
- регулируют работу звуковых сигналов (2 шт.);
- регулируют работу замков дверей (4 шт.);
- регулируют работу стеклоподъемников (при снятых обивках дверей, 4 шт.);
- прокачивают гидравлическую систему передних и задних тормозов;
— прокачивают гидравлическую систему привода выключения сцепления;
- заряжают аккумуляторную батарею;
- подтягивают шарниры передней и задней подвесок (под нагрузкой).
- 31
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ ЗАМЕНЕ ПРИ
ДАННОЙ АВАРИИ
2105-2802022 - брызговик двигателя 2101-5301375 - щиток направляющий
2105-2803015 - бампер 2101-5301384 - щиток коробки
передний верхний
2107-2803015-10 ’ - буфер передний 2107-5325010 - панель
2105-2803016-01 — кронштейн приборов
бампера 2107-5325080 — поперечина
2107-2803016-01 — кронштейн правая
правый 2103-5325086 - поперечина
2105-2803017-01 — кронштейн левая
бампера 2107-5325210 - панель
2107-2803017-01 — кронштейн левый радиоприемника
2105-2803052 — накладка 2107-5325214 - вкладыш верхний
бампера 2107-5325216 — вкладыш нижний
21012-5002032 - обивка передка 2105-5325222 - облицовка
правая панели
2105-5002038 - обивка пола 2107-5325228 - вставка
передняя правая 2107-5325234 - облицовка
2105-5002039 - обивка пола 2107-5325262 - вставка панели
передняя левая 2107-5401060 - боковина
2107-5002110 - прокладка правая кузова
изоляционная 2107-5401061 — боковина левая
2101-5003020 — накладка правая кузова
2101-5003021 - накладка левая 2105-5401180 - усилитель
2105-5004017 - обивка левая правый
2105-5004060 - обивка стойки 2101-5701012 - панель крыши
правая 2105-5701098 — усилитель
2105-5004061 - обивка стойки центральный
левая 2101-5701110 — усилитель крыши
2103-5004068 - обивка передний
центральной 2101-5701116 — усилитель крыши
стойки нижняя задний
2101-5101300 ~ лонжерон 2107-6100014 - дверь правая
правый 2107-6100015 — дверь левая
2105-5201012 - панель 2103-6102031 - накладка левая
ветрового стекла 2105-6103210-01 — стекло опускное
2101-5201028 - стойка правая правое
2101-5201029 - стойка левая 2105-6103211-01 — стекло опускное
2101-5206010 - стекло ветровое левое
2101-5206050 - уплотнитель 2105-6103290 - уплотнитель
стекла правый
2101-5206060 — окантовка 2105-6103291 - уплотнитель
уплотнителя левый
2105-5301040 - брызговик 2101-6103472 - окантовка
правый правая
2105-5301041 - брызговик левый 2101-6103473 — окантовка левая
2105-5301280 — щиток передка 2105-6104020 - стеклоподъемник
2105-5301350 - коробка 2105-6200014 - дверь задняя
2107-5301364 - соединитель 1 правая
- 32 -
Повреждения кузова легкового аетомобиляири авариях
Продолжение
2105-6200015 ” дверь задняя левая 2107-8402012 2105-8403010 - капот - крыло переднее
2101-6203290 2101-6203291 2101-6203472 ’ 2101-6203473 — уплотнитель правый — уплотнитель левый - окантовка нижняя правая - окантовка нижняя левая 2105-8403011 2107-8404010 2107-8404011 2101-8406010 правое - крыло переднее левое - крыло заднее правое — крыло заднее левое - замок капота
2105-8201050 “ зеркало наружное левое 2107-8407010 - петля капота правая
2105-8201051 — зеркало наружное правое 2107-8407011 - петля капота левая
2105-8204010 2105-8204011 2107-8401014-01 - козырек правый - козырек левый - облицовка решетки радиатора 2101-14187580 — держатель обивки дверей
Основные повреждения кузова автомобиля при ударе в правый бок (сектор 3) и операции по его восстановлению
Повреждения, получаемые автомобилем и его кузовом при соударении в правый бок (сектор 3), имеют менее тяжелые последствия для автомобиля, чем фронтальные, если они происходят на пониженных скоростях. При этом, как правило, происходит до 25% поверхностных повреждений кузова, дверных и оконных проемов. Смещение и повреждения силового агрегата, рулевого управления и базовых точек крепления шасси крайне редки. Чаще повреждаются карданная передача и задний мост. Деформации подвергаются крыша, капот, крылья, пол, бамперы, крышка багажника и другие детали (рис. 14). Кузов, как правило, имеет средние и несложные для ремонта перекосы. Объем вы
полняемых работ по восстановлению кузова автомобиля и материальные затраты при этом составляют всего 12-14% розничной цены автомобиля.
Если аналогичный удар происходит на большой скорости, то резко возрастает объем восстановительных работ (см. сектор 11, рис. 6).
При ремонте выполняют нижеуказанные разборочно-сборочные работы по снятию (установке) следующих узлов и деталей автомобиля для восстановления (правки и окраски) наружных поверхностей кузова:
- аккумуляторной батареи;
- двигателя в сборе с коробкой передач и карданным валом;
- передней подвески;
2 Зак. 63873
- 33 -
Рис. 14. Зоны основных повреждений, соударение по сектору 3
- брызговика двигателя;
- рулевого управления в сборе;
- всех узлов, установленных в моторном отсеке;
- передних фонарей и противотуманных фар;
— боковых указателей поворотов;
- стеклоочистителя и фароочистите-ля в сборе;
- жиклеров омывателей и наружных зеркал;
- передних и задних бамперов;
- облицовочной решетки радиатора;
- панели приборов в сборе;
- обивки кузова в сборе;
- ковриков (комплект);
- арматуры дверей;
— ремней безопасности;
- передних и задних сидений в сборе;
- фиксаторов замков дверей, капота и крышки багажника;
- ветрового и заднего стекол с уплотнителями в сборе;
- декоративных накладок стекол;
- боковых стекол, антенны и коврика багажника;
- задних фонарей и фонаря освещения номерного знака;
- топливного бака в сборе;
- отопителя в сборе.
При перекосе кузова дополнительно снимают (устанавливают) следующие детали и узлы:
- задний жгут (пучок) проводов;
- уплотнители проемов задней двери.
В результате аварии такого рода не возникает необходимость в дополнительном ремонте других узлов и агрегатов, кроме кузовных.
При ремонте непосредственно кузова автомобиля после ДТП при описываемом ударе в правый бок возникает необходимость в устранении, при снятых дверях, несложного перекоса кузова.
При этом ремонтируют следующие детали и узлы:
- пол кузова и туннель;
- лонжерон заднего пола;
- правую боковину кузова (с частичной заменой деталей).
Заменяют на новые следующие узлы и детали:
- центральную и правую стойки;
- 34 -
- наружную панель задка;
- правые двери (2 шт.);
- переднее правое крыло;
- заднее правое крыло;
- передний и задний бампер.
При восстановлении автомобиля наносят дипдозольную мастику на сварные швы. Готовят к окраске наружную поверхность кузова, окрашиваемые поверхности моторного отсека и салона. Проводят антикоррозионную обработку закрытых полостей кузова. Наносят противошумную мастику на днище кузова и арки колес.
Для окончательного восстановления автомобиля выполняют комплекс регулировочных, смазочных и контрольных работ:
- проверяют функционирование вакуумного усилителя;
— смазывают петли и ограничители открывания дверей;
— регулируют свободный ход педали сцепления;
- проверяют и регулируют углы установки передних колес;
- проверяют и регулируют свободный ход колеса рулевого управления;
- регулируют установку замков капота и крышки багажника;
- проверяют и регулируют направление пучков света фар;
— регулируют работу замков дверей (4 шт.);
— регулируют работу стеклоподъемников (при снятых обивках дверей, 4 шт.);
- прокачивают гидравлическую систему передних и задних тормозов;
- прокачивают гидравлическую систему привода выключения сцепления;
- заряжают аккумуляторную батарею;
- подтягивают шарниры передней и задней подвесок (под нагрузкой);
- балансируют колесо в сборе с шиной;
— проверяют на стенде работу тормозов.
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ ЗАМЕНЕ ПРИ ДАННОЙ АВАРИИ
2105-2803015 - бампер передний 2101-5101202 - кронштейн поперечной
2105-2803016-01 2107-2803016-01 2105-2803017-01 2107-2803017-01 - кронштейн бампера - кронштейн правый — кронштейн оампера — кронштейн левый 2107-5401060 2107-6100014 2105-6200014 штанги - боковина правая - дверь правая передняя - дверь задняя правая
2105-2803052 2105-2804052 2105-5003016-10 — накладка бампера - накладка бампера - накладка нижняя 2107-8401014-01 2105-8403010 - облицовка решетки радиатора - крыло переднее правое
2101-5003020 — накладка правая 2107-8404010 ~ крыло заднее правое
- 35 -
Основные повреждения кузова автомобиля при ударе в правый бок (сектор 4) и операции по его восстановлению
Незначительные повреждения автомобиль и его кузов получают при прямом ударе в правый бок в районе центральной стойки. При этом, как правило, происходит только до 20% повреждения поверхности кузова, дверных и оконных проемов. Смещение и повреждения силового агрегата и базовых точек крепления шасси обычно не наблюдается. Деформации подвергаются крыша, капот, крылья, крышка багажника и их проемы (рис. 15).
Объем выполняемых работ’по восстановлению кузова автомобиля и материальные затраты при этом порой самые незначительные и могут составлять порядка 7-9% розничной цены автомобиля.
При ремонте выполняют нижеуказанные разборочно-сборочные работы по снятию (установке) следующих узлов и деталей автомобиля для восстановления (правки и окраски) наружных повер
хностей кузова:
- двигателя в сборе с коробкой передач и карданным валом;
- передней подвески;
- брызговика двигателя;
- рулевого управления в сборе;
- отопителя;
- всех узлов и деталей, установленных в моторном отсеке;
- фонарей передних и противотуманных фар;
- боковых указателей поворотов;
- стеклоочистителей и фароочисти-телей в сборе;
- жиклеров омывателей ветрового стекла и наружных зеркал;
- переднего и заднего бамперов;
- облицовочной решетки радиатора;
- панели приборов в сборе;
- обивки кузова в сборе;
- ковриков (комплект);
- арматуры дверей;
Рис. 15. Зоны основных повреждений, соударение по сектору 4
- 36 -
Повреждения куЗава легкового автомобиля при авариях
- ремней безопасности;
- передних и задних сидений в сборе;
- фиксаторов дверей, капота и крышки багажника;
- ветрового и заднего стекла с уплотнителями в сборе;
- декоративной накладки стекла;
- боковых стекол, антенны и коврика багажника;
- задних фонарей и фонаря освещения номерного знака;
- топливного бака;
- капота;'
- вентиляционной накладки боковой панели крыши.
В результате аварий такого рода, как правило, не возникает необходимость в дополнительном ремонте и замене узлов и деталей автомобиля, кроме кузовных, если соударение произошло на пониженных скоростях.
При ремонте непосредственно кузова автомобиля после ДТП при описываемом ударе возникает необходимость в устранении сложных перекосов кузова в проемах дверей по оси автомобиля с двух сторон и перекоса панели пола.
При этом ремонтируют следующие детали и узлы:
- правую стойку ветрового окна;
- центральную правую стойку;
- крышку багажника;
- переднюю левую дверь;
— заднюю левую дверь;
- капот;
- переднее левое крыло;
- заднее левое и правое крылья.
Заменяют на новые следующие детали и узлы:
- передние двери (2 шт.);
- переднее правое крыло.
При восстановлении автомобиля наносят диплозольную мастику на свар
ные швы. Готовят к окраске наружную поверхность кузова, окрашиваемые поверхности моторного отсека, багажника и салона. Проводят антикоррозионную обработку закрытых полостей кузова. Наносят противошумную мастику на днище кузова и арки колес.
Для окончательного восстановления автомобиля выполняют комплекс регулировочных, смазочных и контрольных работ:
- смазывают петли и ограничители открывания дверей;
- регулируют свободный ход педали сцепления;
- поверяют и регулируют углы установки передних колес;
- проверяют и регулируют свободный ход колеса рулевого управления;
- регулируют установку замков дверей, капота и крышки багажника;
- регулируют положение крышки багажника по проему;
- проверяют и регулируют направление пучков света фар;
- регулируют работу звуковых сигналов (2 шт.);
- регулируют работу замков дверей (4 шт.);
- прокачивают гидравлическую систему передних и задних тормозов;
- прокачивают гидравлическую систему привода выключения сцепления;
- заряжают аккумуляторную батарею;
- подтягивают шарниры передней и задней подвесок (под нагрузкой);
- проверяют на стенде работу тормозов;
- проверяют на стенде работу передней и задней подвесок.
- 37 -
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ ЗАМЕНЕ ПРИ ДАННОЙ АВАРИИ
2101-5003020 - накладка правая сточного желоба 2107-6100014 2105-6200014 - дверь правая — дверь задняя
2105-5201012 — панель ветрово- правая
го стекла 2105-8403010 - крыло переднее
2101-5206010 — стекло ветровое правое
2101-5206050 — уплотнитель
стекла
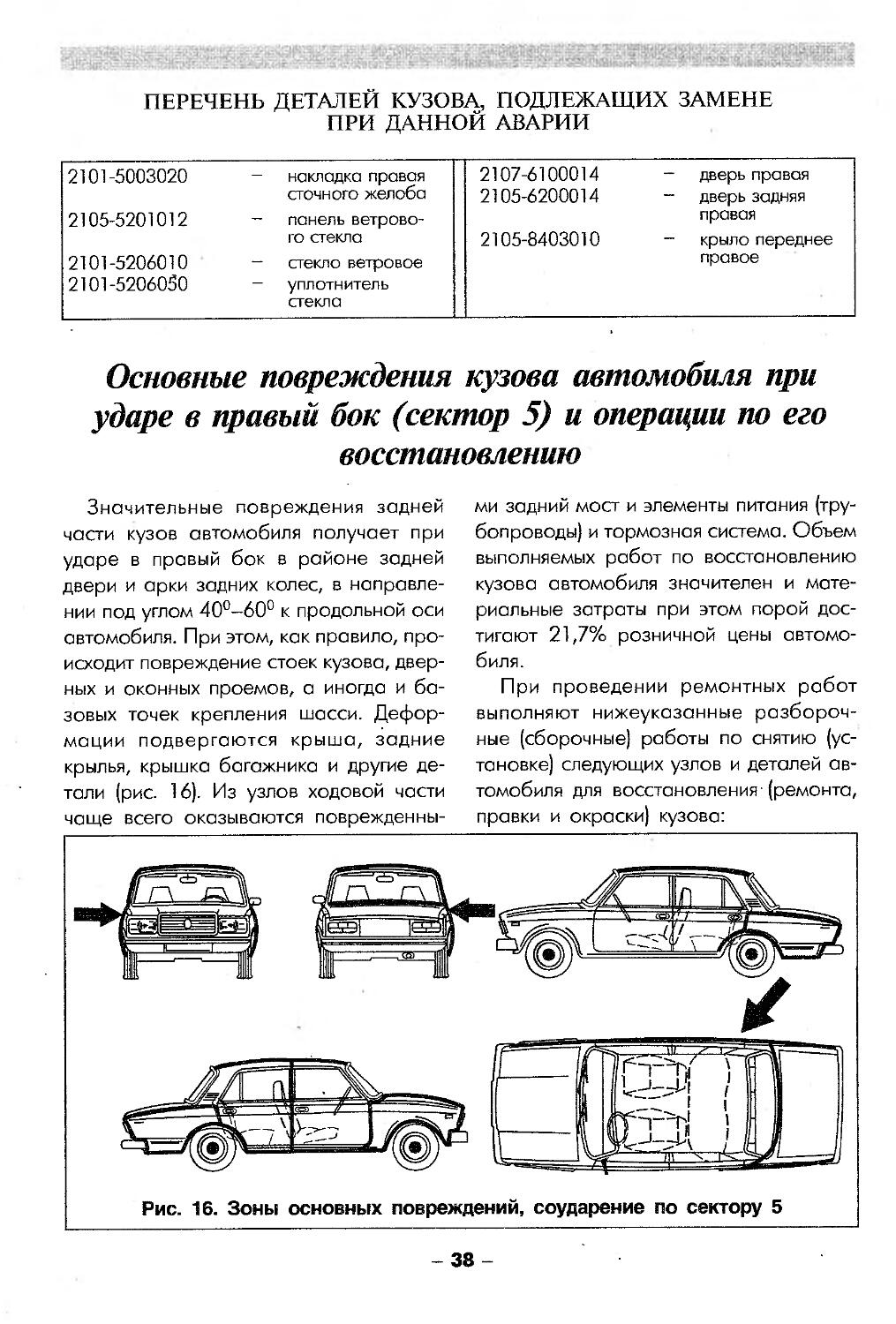
Основные повреждения кузова автомобиля при ударе в правый бок (сектор 5) и операции по его восстановлению
Значительные повреждения задней части кузов автомобиля получает при ударе в правый бок в районе задней двери и арки задних колес, в направлении под углом 40°-60° к продольной оси автомобиля. При этом, как правило, происходит повреждение стоек кузова, дверных и оконных проемов, а иногда и базовых точек крепления шасси. Деформации подвергаются крыша, задние крылья, крышка багажника и другие детали (рис. 16). Из узлов ходовой части чаще всего оказываются поврежденны
ми задний мост и элементы питания (трубопроводы) и тормозная система. Объем выполняемых работ по восстановлению кузова автомобиля значителен и материальные затраты при этом порой достигают 21,7% розничной цены автомобиля.
При проведении ремонтных работ выполняют нижеуказанные разборочные (сборочные) работы по снятию (установке) следующих узлов и деталей автомобиля для восстановления-(ремонта, правки и окраски) кузова:
Рис. 16. Зоны основных повреждений, соударение по сектору 5
- 38 -
Повреждения кузова легкового авЬом^шя при авддаях
- аккумуляторной батареи;
- облицовочной решетки радиатора;
- передних фонарей и противотуманных фар;
- боковых указателей поворота;
— задних фонарей и рычагов стеклоочистителя;
- жиклеров омывателей и наружных зеркал;
- орнамента декоративной накладки;
- заднего номерного знака;
- переднего и заднего бамперов в сборе;
- фонаря освещения заднего хода;
— вентиляционной накладки боковой панели крыши;
- фонаря освещения номерного знака,.
Дополнительно снимают (устанавливают) при устранении среднего перекоса кузова следующие детали и узлы:
- топливный бак в сборе;
- основной и дополнительный глушитель;
- задний мост с тормозами в сборе;
- задние амортизаторы (2 шт.);
- штанги задней подвески (5 шт.);
- регулятор давления тормозов (с последующей регулировкой);
- задний жгут (пучок) проводов;
- обивку кузова в сборе;
— ветровое и заднее стекла;
- обивку стоек ветровой рамы, центральных стоек, боковин передка, боковых панелей крыши;
- уплотнители дверей;
- противосолнечные козырьки, внутреннее зеркало и поручни;
- обивку крыши и поперечины пола;
— коврики пола и багажника;
- противошумную изоляцию пола;
- панель приборов в сборе;
— крышку багажника;
- замок крыши багажника с приводом;
- фиксатор крышки багажника;
- арматуру правых дверей (2 комплекта);
- обивку дверей (4 комплекта), со снятием и установкой ручек-подлокотников;
- комплекты уплотнителей опускных стекол передних и задних дверей;
- передние сиденья в сборе (2 шт.);
- уплотнитель капота;
- ремни безопасности (4 комплекта).
В результате аварии такого рода возникает необходимость в дополнительном ремонте или замене:
— заднего моста;
- рулевого вала.
При ремонте непосредственно кузова автомобиля после ДТП при описываемом ударе возникает необходимость в устранении перекосов кузова в проемах дверей по оси автомобиля с двух сторон и перекоса панели пола.
При этом ремонтируют следующие детали и узлы:
- пол кузова и туннеля;
- правую боковину кузова (с частичной или полной ее заменой).
Заменяют на новые следующие детали и узлы:
- кронштейны поперечных тяг;
- правый лонжерон заднего пола (с заменой панели задка);
- усилитель задней панели;
- правое крыло;
- пол для топливного бака;
- нижнюю поперечину рамы заднего окна;
- центральную правую стойку;
- внутреннюю и наружную арки правого заднего колеса;
- рамку передней перегородки задка с полкой в сборе;
- правые двери (2 шт.);
- 39 -
- переднее правое крыло;
- заднее левое крыло.
При восстановлении автомобиля наносят диплозольную мастику на сварные швы. Готовят к окраске наружную поверхность кузова, включая торцы дверей и дверные проемы. Окрашивают багажный отсек и внутреннюю поверхность крышки багажника.
Проводят антикоррозионную обработку закрытых полостей кузова. Наносят противошумную мастику на днище кузова и арки колес.
Для окончательного восстановления автомобиля выполняют комплекс регулировочных, смазочных и контрольных работ:
- смазывают петли и ограничители открывания дверей;
- проверяют и регулируют углы установки передних колес;
- проверяют и регулируют свобод
ный ход колеса рулевого управления;
- регулируют установку по проему крышки багажника;
- регулируют установку замка и фиксатора крышки багажника;
- проверяют и регулируют направление пучков света фар;
- регулируют работу замков дверей (4 шт.);
- регулируют работу стеклоподъемников (при снятых обивках дверей, 4 шт.);
- подтягивают крепления агрегатов, узлов и деталей шасси и двигателя;
- прокачивают гидравлическую систему передних и задних тормозов;
- заряжают аккумуляторную батарею;
- подтягивают шарниры передней и задней подвесок (под нагрузкой);
- проверяют функционирование (работоспособность) амортизаторов (4 шт.) передней и задней подвесок.
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ ЗАМЕНЕ ПРИ ДАННОЙ АВАРИИ
2105-5003016-10 — накладка нижняя 2101-5601260 - рамка задней
2105-5101184 2101-5101202 — усилитель панели задка — кронштейн 2107-5604010 перегородки - крышка багажника
2101-5101300 2105-5201425 — лонжерон правый - панель задняя . 2105-6103210-01 - стекло опускное правое
2105-5201430 — панель нижней поперечины 2105-6103290 - уплотнитель правый
2101-5206010 - стекло ветровое 2105-6103291 - уплотнитель левый
2101-5206050 - уплотнитель стекла 2101-6103472 2101-6103473 - окантовка правая - окантовка левая
2101-5206060 - окантовка уплотнителя 2105-6200014 ~ дверь задняя правая
2107-5325010 2107-5401060 - панель приборов - боковина правая 2107-6202012-20 - обивка двери правая
2105-5401128 — стойка центральная правая 2105-6203036 - стекло неподвижное
2103-5401170 2105-5601082 - арка наружная правая - панель задка 2106-6203210 2101-6203290 - стекло правое ~ уплотнитель правый
- 40 -
Повреждения кузова: легкового автомобиля при авариях
Продолжение
2101-6203291 — уплотнитель левый 2101-6204020-01 - стеклоподъемник
2101-6203292-02 - уплотнитель передний 2105-6205012 2107-6820110-10 - замок правый — подушка сиденья
2101-6203293-02 2101-6203472 2101-6203473 - уплотнитель верхний — окантовка нижняя правая — окантовка нижняя левая 2107-6820210-10 2105-8403010 2107-8404010 2107-8404011 — спинка сиденья — крыло переднее правое — крыло заднее правое - крыло заднее левое
Основные повреждения кузова автомобиля при ударе сзади справа (сектор 6) и операции по его восстановлению
Менее значительные повреждения получает автомобиль и его силовая установка при соударении в заднюю часть, чем при фронтальном столкновении. Такие столкновения занимают второе место в процентном отношении после фронтальных столкновений, но повреждения кузова автомобиля при этом могут быть значительны. Деформации под
вергаются крыша, капот, крылья, крышка багажника, их проемы и другие детали (рис. 17). Из узлов ходовой части чаще всего оказываются поврежденными бал
ка заднего моста, ведущие полуоси и система выпуска ОГ. Крайне редко требуют ремонта силовая установка и передняя подвеска. Как правило, требуется замена практически всей задней части: крыльев, крышки и пола багажника, пола под топливный бак и колесо. Объем выполняемых работ по восстановлению кузова автомобиля и мате
риальные затраты при этом могут достигать до 15-17% розничной цены автомобиля.
При ремонте выполняют нижеуказан
Рис. 17. Зоны основных повреждений, соударение по сектору 6
- 41 -
ные разборочно-сборочные роботы по снятию (установке) следующих узлов и деталей автомобиля для восстановления (правки и окраски) наружных поверхностей кузова:
- аккумуляторной батареи;
- двигателя в сборе с коробкой передач и карданным валом;’
- передней подвески;
- брызговика двигателя;
- рулевого управления;
- всех узлов, установленных в моторном отсеке;
- передних фонарей и противотуманных фар;
— боковых указателей поворотов;
- стеклоочистителя в сборе;
- жиклеров омывателей и наружных зеркал;
- переднего и заднего бамперов;
- облицовочной решетки радиатора;
- панели приборов в сборе;
— обивки кузова в сборе;
- ковриков (комплект);
- арматуры дверей;
- ремней безопасности;
- передних и задних сидений в сборе;
— фиксаторов замков дверей, капота и крышки багажника;
— ветрового и заднего стекол с уплотнителями в сборе;
- декоративных накладок стекол;
— боковых стекол, антенны и коврика багажника;
— задних фонарей и фонаря освещения номерного знака;
— топливного бака;
- отопителя в сборе;
- зеркал заднего вида.
При устранении перекоса кузова дополнительно снимают (устанавливают) следующие детали и узлы:
- подающую трубку топливопровода;
- сливную трубку топливопровода;
- педаль акселератора;
- трос привода воздушной заслонки карбюратора;
- основной и дополнительный глушители;
- приемную трубу системы выпуска ОГ;
- задний мост с тормозами в сборе;
- буферы передней и задней подвесок (5 шт.);
- стабилизатор передней устойчивости;
- амортизаторы задней подвески (2 шт.);
- штанги задней подвески (5 шт.);
- трубку от главного цилиндра к регулятору давления задних тормозов;
- трубки с тройником в сборе;
- рычаг управления стояночным тормозом;
— передний трос привода стояночного тормоза;
- регулятор давления тормозов;
- рычаг привода регулятора давления;
- замок зажигания;
- передний жгут (пучок) проводов;
- задний жгут (пучок) проводов;
- жгут (пучок) проводов панели приборов;
- гибкий вал троса спидометра;
- разъем подключения переносной лампы;
- противошумную изоляцию пола салона;
- корпус вещевого ящика;
— уплотнители крышки багажника;
. - замок крышки багажника;
— рычаги управления отопителем и вентиляцией в сборе с тросами;
— решетку капота;
- тягу привода замка капота;
- кронштейн педалей в сборе.
В результате аварии такого рода возникает необходимость в дополнитель
- 42 -
ном ремонте заднего моста (с ремонтом редуктора).
При ремонте непосредственно кузова автомобиля в результате ДТП при описываемом ударе возникает необходимость в устранении сложных перекосов кузова в проемах дверей по оси автомобиля с двух сторон и перекоса панели пола при снятых узлах и деталях.
При этом ремонтируют следующие детали и узлы:
- задний пол;
- переднюю поперечину заднего моста;
- лонжерон заднего пола;
— нижнюю поперечину рамы заднего окна;
— боковую левую панель передка;
— левую боковину кузова (с частичной заменой деталей);
- внутреннюю правую арку заднего колеса;
- панель крыши;
- боковую левую панель крыши.
Заменяют на новые следующие детали и узлы:
- рулевую левую тягу с наконечником;
— основной глушитель;
- кронштейн поперечной штанги;
— задние лонжероны (2 шт.);
- левый и правый брызговики с лонжеронами;
- внутреннюю и наружную арки правого заднего колеса;
- рамку передней перегородки задка с полкой в сборе;
- крышку багажника;
— капот;
- петли капота (2 шт.);
— крылья передние;
- усилители крыши (3 шт.);
- передний и задний бамперы по необходимости (разберите, очистите, про-дефектуйте, соберите).
При восстановлении автомобиля наносят диплозольную мастику на сварные швы. Готовят к покраске наружную поверхность кузова, окрашиваемые поверхности моторного отсека и салона. Проводят антикоррозионную обработку закрытых полостей кузова. Наносят противошумную мастику на днище кузова и арки колес.
Для окончательного восстановления автомобиля выполняют комплекс регулировочных, смазочных и контрольных работ:
- проверяют функционирование вакуумного усилителя;
- смазывают петли и ограничители открывания дверей;
регулируют свободный ход педали сцепления;
— проверяют и регулируют углы установки передних колес;
- проверяют и регулируют свободный ход колеса рулевого управления;
- проверяют и регулируют направление света фар;
- регулируют установку замков капота и багажника;
- регулируют работу звуковых сигналов (2 шт.);
— регулируют работу замков дверей (4 шт.);
- регулируют работу стеклоподъемников (при снятых обивках дверей, 4 шт.);
- прокачивают гидравлическую систему передних и задних тормозов;
- прокачивают гидравлическую систему привода выключения сцепления;
— заряжают аккумуляторную батарею;
- подтягивают шарниры передней и задней подвесок (под нагрузкой).
-43-
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ ЗАМЕНЕ ПРИ ДАННОЙ АВАРИИ
2105-2803017-01 - кронштейн бампера левый 2106-5207010-10 - стекло заднего окна
2107-2803017-01 - кронштейн бампера левый 2101-5207050 — уплотнитель заднего стекла
2107-5004210 ’ - обивка багажника правая 2101-5207060 2105-5301040 — окантовка верхняя “ брызговик правый
2103-5004231 - обивка багажника 2105-5301041 - брызговик левый
2107-5004233 - обивка багажника левая 2103-5401171 - арка наружная левая
2105-5100051 2101-5101132 — арка колеса левая - лонжерон правый 2107-5604010 - крышка багажника
2101-5101133 — лонжерон левый 2105-5604040 - уплотнитель
2103-5101176-10 “ пол топливного бака 2105-8403010 - крыло переднее правое
2105-5101184 - усилитель панели задка 2105-8403011 - крыло переднее левое
2101-5101192 2101-5101202 — поперечина - кронштейн 2107-8404010 - крыло заднее правое
2105-5101370 2105-5101371 - лонжерон правый - лонжерон левый 2107-8404011 - крыло заднее левое
Основные повреждения кузова автомобиля при ударе сзади (сектор 7) и операции по его восстановлению
Повреждения автомобиля, получаемые при ударе сзади менее значительны, чем при аналогичном фронтальном ударе. При этом, как правило, происходит до 7-9% повреждений внешней поверхности кузова, дверных и оконных проемов, смещение и повреждения силового агрегата и базовых точек крепления шасси. Деформации подвергаются крыша, капот, крылья, крышка багажника, их проемы, арки колес и другие детали (рис. 18). Из узлов ходовой части чаще всего оказываются поврежденными балка заднего моста, элементы задней тормозной системы и выпуска ОГ. Объем выполняемых работ по восстановлению кузова автомобиля и материальные затраты при этом могут
достигать до 17% розничной цены автомобиля.
При ремонте выполняют нижеуказанные разборочно-сборочные работы по снятию (установке) узлов и деталей автомобиля для восстановления (правки и окраски) наружных поверхностей кузова:
- аккумуляторной батареи;
- двигателя в сборе с коробкой передач, карданным валом и передней подвеской;
- брызговика двигателя;
- рулевого управления в сборе;
- всех узлов, установленных в моторном отсеке;
- передних фонарей и противотуманных фар;
- 44 -
Подоеж/Кйяя кузова легкового автомобиля при авариях
Рис. 18. Зоны основных повреждений, соударение по сектору 7
- боковых указателей поворотов;
— стеклоочистителя в сборе;
— жиклеров омывателей и наружных зеркал;
- переднего и заднего бамперов;
— облицовочной решетки радиатора;
— панели приборов в сборе;
- обивки кузова в сборе;
— ковриков (комплект);
- арматуры дверей;
- ремней безопасности;
- передних и задних сидений в сборе;
- фиксаторов замков дверей, капота и крышки багажника;
- ветрового и заднего стекол с уплотнителями в сборе;
- декоративных накладок стекол;
- боковых стекол, антенны и коврика багажника;
- задних фонарей и фонаря освещения номерного знака;
- отопителя в сборе.
При устранении среднего перекоса кузова дополнительно снимают (устанавливают) следующие детали и узлы:
— топливный бак в сборе;
- задний мост с тормозами в сборе;
- задние амортизаторы (2 шт.);
- штанги задней подвески (5 шт.);
— колесо рулевого .управления в сборе;
— регулятор давления тормозов (с регулировкой);
- задний жгут (пучок) проводов;
- обивку кузова в сборе;
- ветровое и заднее стекло;
- обивки стоек ветровой рамы, центральных стоек, боковин передка, боковых панелей крыши;
— уплотнители дверей;
- противосолнечные козырьки;
— внутреннее зеркало;
- поручни;
- обивку крыши;
- обивку поперечины пола;
- коврики пола и багажника;
- противошумную изоляцию пола салона;
- панель приборов в сборе;
- замок крышки багажника с приводом;
- обивку дверей (4 комплекта, со снятием и установкой ручек и подлокотников);
- комплекты уплотнителей опускных стекол, передних и задних дверей;
- 45 -
- передние сиденья в сборе (2 шт.); - подушку и спинку заднего сиденья; - ремни безопасности (4 комплекта).
В результате аварий такого рода часто возникает необходимость в дополнительном ремонте заднего моста и его редуктора. ,
При ремонте непосредственно кузова автомобиля после ДТП при описываемом ударе возникает необходимость в устранении среднего перекоса кузова в проемах дверей по оси автомобиля с двух сторон.
При этом ремонтируют следующие детали и узлы:
- задний пол;
- переднюю поперечину заднего моста;
- лонжероны заднего пола;
- нижнюю поперечину рамы заднего окна;
— левую боковину кузова (с частичной заменой деталей);
- внутреннюю правую- арку заднего колеса;
- панель крыши;
- боковую правую панель крыши;
— номерной знак (выравнивают);
- правую переднюю дверь;
- левую заднюю дверь;
- правую заднюю дверь;
- заднее правое крыло;
- передний и задний бамперы (разбирают, очищают, дефектуют и собирают).
Заменяют на новые следующие детали и узлы:
- основной и дополнительный глушители;
- оптику фонарей;
- кронштейн поперечной штанги;
- два задних лонжерона (с заменой задних крыльев, панели задка, усилителя панели, пола багажника, пола для запасного колеса и пола топливного бака);
- внутреннюю и наружную арки левого заднего колеса (при снятом крыле);
- рамку передней перегородки задка с полкой в сборе;
- крышку багажника.
При восстановлении автомобиля наносят диплозольную мастику на сварные швы. Готовят к окраске наружную поверхность кузова, окрашиваемые поверхности моторного отсека и салона. Проводят антикоррозионную обработку закрытых полостей кузова. Наносят противошумную мастику на днище кузова и арки колес. Восстанавливают номерной знак.
Для окончательного восстановления автомобиля выполняют комплекс регулировочных, смазочных и контрольных работ:
- проверяют функционирование вакуумного усилителя;
- смазывают петли и ограничители открывания дверей;
— регулируют свободный ход педали сцепления;
— проверяют и регулируют углы установки передних колес;
- проверяют и регулируют свободный ход колеса рулевого управления;
- регулируют установку замков капота и крышки багажника;
— проверяют и регулируют направление света фар;
- регулируют работу замков дверей (4 шт.);
- регулируют работу стеклоподъемников (при снятых обивках дверей, 4 шт.);
- прокачивают гидравлическую систему передних и задних тормозов;
- прокачивают гидравлическую систему привода выключения сцепления;
- заряжают аккумуляторную батарею;
— подтягивают шарниры передней и задней подвесок (под нагрузкой).
- 46 -
Поврсжтиигя кузовалегкового автошбиля йри; атйрйж
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ ЗАМЕНЕ ПРИ ДАННОЙ АВАРИИ
2107-2804012 - буфер задний в сборе 2105-2804015 - бампер задний 2107-2804015-10 — буфер задний 2105-2804034 - кронштейн правый 2105-2804035 - кронштейн левый 2105-2804052 - накладка бампера 2103-371 - фонарь задний левый 2103-372 - фонарь номер- ного знака 2107-5004210 - обивка багажника правая 2103-5004231 - обивка багажника левая передняя 2107-5004233 - обивка багажника левая нижняя 2103-5004235 — кожух запасного колеса 2105-5100051 - арка колеса левая 2101-5101030 - панель пола 2101-5101132 - лонжерон правый 2101-5101133 - лонжерон левый 2103-5101176-10 - пол топливного бака 2103-5101180-10 - пол запасного колеса 2105-5101184 - усилитель панели задка 2101-5101192 - поперечина 2101-5101202 - кронштейн поперечной штанги 2105-5101370 - лонжерон правый 2105-5101371 - лонжерон левый 2106-5207010-10 - стекло заднего окна 2101-5207050 - уплотнитель заднего стекла 2101-5207060 ~ окантовка верхняя 2105-5601082 - панель задка 2101-5601260 - рамка задней перегородки 2107-5604010 - крышка багажника 2105-5604040 - уплотнитель 2107-8212174-40 - орнамент крыла «1500» 2107-8212204-20 - орнамент «Лада-2107» 2105-8212204-30 - орнамент «Жигули» 2107-8212204-20 - орнамент задка 2107-8404010 - крыло заднее правое 2107-8404011 - крыло заднее левое
Основные повреждения кузова автомобиля при ударе сзади слева (сектор 8) и операции по его восстановлению
Незначительные повреждения автомобиль и его кузов получают при ударе под углом сзади слева. При этом, как правило, происходит до 70% повреждения внешних поверхностей багажника
кузова. Деформации подвергаются двери, крыша, крылья, крышка багажника, их проемы и другие детали (рис. 19). Из узлов ходовой части чаще всего оказываются поврежденными задний мост и
- 47 -
тормозная система. Объем выполняемых работ по восстановлению кузова автомобиля и материальные затраты при этом могут достигать до 17% розничной цены автомобиля.
При ремонте выполняют нижеуказанные разборочно-сборочные работы по снятию (установке) следующих узлов и деталей автомобиля для восстановления (правки и окраски) наружных поверхностей кузова:
- аккумуляторной батареи;
- двигателя в сборе с коробкой передач, карданным валом и передней подвеской;
- брызговика двигателя;
- рулевого управления в сборе;
- все узлы, установленные в моторном отсеке;
- передних фонарей и противотуманных фар;
- боковых указателей поворотов;
- стеклоочистителя в сборе;
- жиклеров омывателей и наружные зеркала;
- переднего и заднего бамперов;
- облицовочной решетки радиатора;
- панели приборов в сборе;
— обивки кузова в сборе;
- ковриков (комплект);
— арматуры дверей;
- ремней безопасности;
— передних и задних сидений в сборе;
- фиксаторов дверей, капота и крышки багажника;
- ветрового и заднего стекол с уплотнителями в сборе;
- декоративных накладок стекла;
- боковых стенок;
- антенны;
- коврика багажника;
- задних фонарей и фонаря освещения номерного знака;
- топливного бака;
- отопителя в сборе.
При несложном перекосе кузова дополнительно снимают (устанавливают) следующие детали и узлы:
- подающую трубку топливопровода;
- сливную трубку топливопровода;
- основной и дополнительный глушители;
- приемную трубу системы выпуска ОГ;
- 48 -
Повреждегпгя дтссйоШ ажШобидягдЖаварияк
— задний мост с тормозами в сборе;
- амортизаторы задней подвески (2 шт.);
- штанги задней подвески (5 шт.);
- трубку от главного цилиндра к регулятору давления задних тормозов;
- рычаг управления стояночным тормозом;
- передний трос привода стояночного тормоза;
- регулятор давления тормозов;
— задний жгут (пучок) проводов;
- гибкий вал троса спидометра;
- разъем подключения переносной пампы;
— противошумную изоляцию пола салона;
- корпус вещевого ящика;
- уплотнители крышки багажника;
- замок крышки багажника с приводом;
- рычаги управления отопителем и вентиляцией в сборе с тросами;
- тягу привода замка капота.
В результате аварий такого вида столкновений возникает необходимость в проверке и дополнительном ремонте заднего моста (с ремонтом редуктора), балки, полуосей, кронштейна крепления штанги, продольной нижней штанги с заменой втулок и полуосей. При этом может возникнуть необходимость в замене сальников полуосей и колеса (диска с ободом в сборе).
При ремонте непосредственно кузова автомобиля после ДТП при описываемом ударе возникает необходимость в устранении несложного перекоса кузова в проемах дверей по оси автомобиля. Для чего необходимо снять двери (4 шт.) и крышку багажника, устранить перекос кузова, подогнав их по проемам и снова установив на место.
При этом ремонтируют следующие детали и узлы:
- арки заднего колеса;
— панели рамы заднего окна;
- панели крыши;
- двери (4 шт.);
— правое и левое передние крылья;
- правое заднее крыло;
- кронштейн домкрата в багажном отсеке;
- кронштейны заднего бампера.
- задний бампер (разберите, очистите, продефектуйте и соберите).
Заменяют на новые следующие детали и узлы:
- левый лонжерон заднего пола;
— панель задка с усилителем;
— левое крыло в сборе;
- пол для запасного колеса;
- крышку багажника;
- левую заднюю панель крыши.
При восстановлении автомобиля наносят диплозольную мастику на сварные швы. Готовят к окраске наружную поверхность кузова, окрашиваемые поверхности моторного отсека, багажника и салона. Проводят антикоррозионную обработку закрытых полостей кузова. Наносят противошумную мастику на днище кузова и арки колес.
Для окончательного восстановления автомобиля выполняют комплекс регулировочных, смазочных и контрольных работ:
- смазывают петли и ограничители открывания дверей;
— регулируют свободный ход педали сцепления;
- проверяют и регулируют углы установки передних колес;
- г- проверяют и регулируют свободный ход колеса рулевого управления;
- проверяют и регулируют направление света фар;
- регулируют установку замков капота и крышки багажника;
- 49 -
- регулируют положение крышки багажника по проему;
- регулируют работу Звуковых сигналов (2 шт.);
- регулируют работу замков дверей (4 шт.);
- регулируют работу стеклоподъемников (при снятых обивках дверей, 4 шт.);
- прокачивают гидравлическую систему передних и задних тормозов;
- прокачивают гидравлическую систему привода выключения сцепления;
- заряжают аккумуляторную батарею;
- подтягивают шарниры передней и задней подвесок (под нагрузкой).
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ. ЗАМЕНЕ ПРИ ДАННОЙ АВАРИИ
2105-2804015 - бампер задний 2101-5206060 - окантовка
2107-3716011 2105-5003016-10 - фонарь задний левый в сборе - накладка нижняя 2106-5207010-10 уплотнителя - стекло заднего окна
2101-5101030 2103-5101180-10 2105-5101184 2105-5101370 - панель пола - пол запасного колеса — усилитель панели задка - лонжерон правый 2101-5207050 2101-5207060 2101-5207061 2105-5601082 - уплотнитель заднего стекла - окантовка верхняя — окантовка нижняя — панель задка
2107-5109055 — коврик багажника 2103-5701013 - панель задняя левая
2101-5206010 2101-5206050 - стекло ветровое - уплотнитель стекла 2107-8404011 — крыло заднее левое
Основные повреждения кузова автомобиля при ударе в левый бок (сектор 9) и операции по его восстановлению
Значительные повреждения получает автомобиль и его кузов при ударе в районе задней двери. При этом, как правило, происходит до 55% и более повреждения поверхности кузова дверных и оконных проемов, повреждения элементов тормозов и базовых точек крепления шасси. Деформации подвергаются крыша, капот, крылья, крышка багажника, их проемы и другие детали (рис. 20). Из узлов ходовой части чаще всего оказываются поврежденными балка заднего моста и колеса. Объем выполняемых работ по восстановлению автомо
- 50 -
биля и материальные затраты при этом порой значительны и могут достигать до 30% его розничной цены.
При ремонте выполняют нижеуказанные разборочно-сборочные работы по снятию (установке) узлов и деталей автомобиля для восстановления (правки и окраски) наружных поверхностей кузова:
- аккумуляторной батареи;
- двигателя в сборе с коробкой передач, карданного вала и передней подвеской;
- брызговика двигателя;
- рулевого управления в сборе;
Повреждения кузова легкового автомобиля при авариях
Рис. 20. Зоны основных повреждений, соударение по сектору 9
- всех узлов, установленных в моторном отсеке;
- передних фонарей и противотуманных фар;
- боковых указателей поворотов;
- стеклоочистителя в сборе;
- жиклеров омывателей и наружных зеркал;
- переднего и заднего бамперов;
- облицовочной решетки радиатора;
- панели приборов в сборе;
- обивки кузова в сборе;
- ковриков (комплект);
- арматуры дверей;
- ремней безопасности;
- передних и задних сидений в сборе;
- фиксаторов дверей, капота и крышки багажника;
- ветрового и заднего стекла с уплотнителями в сборе;
- декоративных накладок стекол;
- боковых стекол;
- антенну;
- ковриков багажника;
- задних фонарей и фонаря освещения номерного знака;
- топливного бака;
- отопителя в сборе;
- вентиляционной накладки боковой панели крыши.
При сложном перекосе кузова дополнительно снимают (устанавливают) следующие детали и узлы:
- подающую трубку топливопровода;
— сливную трубку топливопровода;
— педаль акселератора;
— трос привода воздушной заслонки карбюратора;
— основной и дополнительный глушители;
- приемную трубу системы выпуска ОГ;
— задний мост с тормозами в сборе;
- буферы передней и задней подвесок (5 шт.);
- стабилизатор передней устойчивости;
- амортизаторы задней подвески (2 шт.);
- штанги задней подвески (5 шт.);
- трубку от главного цилиндра к регулятору давления задних тормозов;
- трубки с тройником в сборе;
- рычаг управления стояночным тормозом;.
- 51 -
- передний трос привода стояночного тормоза;
- регулятор давления тормозов;
- рычаг привода регулятора давления;
- передний жгут (пучок) проводов;
- задний жгут (пучок) проводов;
- жгут (пучок) поводов панели приборов;
- гибкий вал троса спидометра;
- разъем подключения переносной лампы;
- противошумную изоляцию пола салона;
— корпус вещевого ящика;
- уплотнители крышки багажника;
— замок крышки багажника с приводом;
- рычаги управления отопителем и вентиляцией в сборе с тросами;
- тягу привода замка капота;
- кронштейн педалей в сборе.
В результате аварий такого рода возникает необходимость в дополнительном ремонте:
- крайней рулевой тяги передней подвески;
- средней рулевой тяги;
- рулевого механизма.
При ремонте непосредственно кузова автомобиля после ДТП (при описываемом ударе) возникает необходимость в устранении сложных перекосов кузова в проемах дверей по оси автомобиля с двух сторон и перекоса панели пола.
При этом ремонтируют следующие детали и узлы:
- передний пол и туннель;
- переднюю поперечину заднего пола;
- кронштейн поперечной тяги;
- панель рамы ветрового окна;
- поперечину нижней рамы заднего окна;
— брызговик переднего левого крыла;
- брызговик переднего правого крыла;
- левую боковину кузова;
- арку заднего внутреннего колеса (2 шт.);
- арку заднего наружного колеса (2 шт.);
— усилитель крыши;
- передний и задний бамперы (разберите, очистите, продефектуйте и соберите).
Заменяют на новые следующие детали и узлы:
- балку заднего моста;
- колеса (диск с ободом в сборе);
- рулевое колесо;
- задний фонарь.;
- задние лонжероны (2 шт.) с заменой задних крыльев;
- панель задка, полы багажника, пол запасного колеса, пол топливного бака;
- правую боковину кузова;
- верхнюю накладку боковины;
- нижнюю часть боковины (порога) с накладкой и соединителем;
- центральную стойку с устранением перекосов в проемах дверей (2 шт.);
- крышку багажника с подгонкой по проему;
- панель крыши;
- двери кузова с подгонкой по проемам (4 шт.).
При восстановлении автомобиля наносят диплозольную мастику на сварные швы. Готовят к окраске наружную поверхность кузова, окрашиваемые поверхности моторного отсека, багажника и салона. Наносят антикоррозионную противошумную мастику на днище кузова и арки колес.
Для окончательного восстановления автомобиля выполняют комплекс регулировочных, смазочных и контрольных работ:
- смазывают петли и ограничители открывания дверей;
- регулируют свободный ход педали сцепления;
- 52 -
- проверяют и регулируют углы установки передних колес;
- проверяют и регулируют свободный ход колеса рулевого управления;
- проверяют и регулируют направление света фар;
- регулируют установку замка крышки багажника;
- регулируют работу звуковых сигналов (2 шт.);
- регулируют работу замков дверей (4 шт.);
- регулируют работу стеклоподъемников (при снятых обивках дверей, 4 шт.);
- подтягивают крепления агрегатов, узлов и деталей шасси и силового агрегата;
- прокачивают гидравлическую систему передних и задних тормозов;
- прокачивают гидравлическую систему привода выключения сцепления;
- заряжают аккумуляторную батарею;
- подтягивают шарниры передней и задней подвесок (под нагрузкой);
- проверяют на автомобиле работоспособность вакуумного усилителя с замером усилия на педали тормоза;
- балансируют колесо в сборе с шиной.
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ ЗАМЕНЕ ПРИ ДАННОЙ АВАРИИ
2107-2803015-10 - буфер передний 2101-5207061 - окантовка
2105-5003016-10 “ накладка нижняя нижняя
2101-5003020 - накладка правая 2107-5325010 - панель приборов
2105-5004060 - обивка стойки правая 2107-5401060 2107-5401061 - боковина правая - боковина левая
2105-5004061 ~ обивка стойки левая 2101-5401088 “ накладка верхняя правая
2101-5003017 - пистон крепления накладка 2101-5401100 - накладка боковая правая
2101-5101068 ~ соединитель правый 2101-5401200 - желобок сточный правый
2103-5101176010 2105-5101184 " пол топливного бака - усилитель панели задка 2105-5601082 2107-5604010 2101-5701012 — панель задка - крышка багажника - панель крыши
2105-5101370 “ лонжерон правый 2107-6102012-20 - обивка двери правая
2105-5101371 2105-5201012 2101-5206010 - лонжерон левый - панель ветрового стекла - стекло ветровое 2105-6103210-01 2105-6103211-01 - стекло опускное правое - стекло опускное левое
2101-5206050 2101-5206060 2106-5207010-10 2101-5207050 - уплотнитель стекла — окантовка уплотнителя ~ стекло заднего окна - уплотнитель заднего стекла 2101-6103241 2105-6103290 2105-6103291 2101-6103472 2101-6103473 ~ желобок левый - уплотнитель правый — уплотнитель левый “ окантовка правая — окантовка левая
2101-5207060 - окантовка верхняя 2105-6104020 2105-6104064 - стеклоподъемник — ручка стеклоподъемника
- 53 -
Продолжение
2105-6105012-10 - замок правый 2105-6205012 - замок правый
2105-6105013 2105-6200014 2105-6200015 — замок левый — дверь задняя правая — дверь задняя левая' 2101-6205083 2107-6207020 - привод замка левый ~ уплотнитель задней двери правый
2107-6200015 2107-6202013-20 2106-6203211 — дверь задняя левая - обивка двери левая — стекло левое 2107-6207021 2101-6810024 - уплотнитель задней двери левый - кронштейн передний
2101-6203290 — уплотнитель правый 2101-6810025 - кронштейн задний
2101-6203291 — уплотнитель левый 2107-8404010 - крыло заднее правое
2101-6203472 - окантовка нижняя правая 2107-8404011 - крыло заднее левое
2101-6203473 - окантовка нижняя левая 14188580 - держатель обивки двери
Основные повреждения кузова автомобиля при ударе в левый бок (сектор 10) и операции по его восстановлению
Незначительные повреждения боковой части кузов автомобиля получает при ударе в левый бок в районе передней двери и центральной стойки, в направлении, перпендикулярном своей продольной оси. При этом, как правило, происходит повреждение стоек кузова, дверных проемов. Деформации подвергаются крыша, переднее крыло и другие детали (рис. 21). Из узлов крепления чаще всего оказывается поврежденной задняя опора двигателя. Объем выполняемых работ по восстановлению автомобиля и материальные затраты при этом достигают всего 7-8% розничной цены автомобиля.
При проведении ремонтных работ выполняют нижеуказанные разборочносборочные работы по снятию (установке) узлов и деталей автомобиля для вос
становления (ремонта, правки и окраски) кузова:
— аккумуляторной батареи;
- облицовочной решетки радиатора;
- передних фонарей и противотуманных фар;
- боковык указателей поворота;
- задних фонарей и рычагов стеклоочистителя;
- жиклеров омывателя ветрового стекла и фар;
- орнамента декоративных накладок;
- заднего номерного знака;
- переднего и заднего бампера в сборе;
- вентиляционной накладки боковой панели крыши;
- фонаря освещения номерного знака.
При среднем перекосе кузова дополнительно снимают (устанавливают) следующие узлы и детали:
Повреждениякузрм лесковогоавтомобиля дри авариях
Рис. 21. Зоны основных повреждений, соударение по сектору 10
- подающую трубку топливопровода;
- сливную трубку топливопровода;
- педаль акселератора;
- основной и дополнительный глушители;
- приемную трубу системы выпуска ОГ;
- задний мост с тормозами в сборе;
- буферы передних и задних подвесок (5 шт.);
- стабилизатор поперечной устойчивости;
— амортизатор задней подвески (2 шт.);
- штанги задней подвески (5 шт.);
- трубку от главного цилиндра к регулятору давления задних тормозов;
- трубки с тройником в сборе;
- рычаг управления стояночным тормозом;
- передний трос привода стояночного тормоза;
- регулятор давления тормозов;
- замок зажигания;
- передний жгут (пучок) проводов;
— задний жгут (пучок) проводов;
- гибкий вал троса спидометра;
- противошумную изоляцию пола салона;
- розетку подключения переносной лампы;
- корпус вещевого ящика;
- уплотнитель крышки багажника;
- замок крышки багажника;
- фиксатор замка крышки багажника, рычаги управления отопителем и .вентиляцией в сборе с тросами;
- тягу привода замка капота;
- кронштейн педалей в сборе.
В результате аварии такого рода возникает необходимость в проведении ремонта поперечины задней опоры двигателя и в замене задней опоры двигателя.
При ремонте непосредственно кузова автомобиля после ДТП при описываемом ударе возникает необходимость в устранении перекосов кузова средней сложности в проемах дверей по оси автомобиля с двух сторон.
При этом ремонтируют следующие детали и узлы:
- 55 -
- пол кузова;
- внутреннюю накладку порога;
- сточный желобок крыши.
Заменяют на новые следующие детали и узлы:
- левую боковину;
- панель крыши; '
- левую переднюю дверь;
- центральный усилитель крыши;
- левое переднее крыло.
При восстановлении автомобиля наносят диплозольную мастику на сварные швы. Готовят к окраске наружную поверхность кузова, включая торцы дверей и дверные проемы. Окрашивают багажный отсек и внутреннюю поверхность крыши багажника.
Проводят антикоррозионную обработку закрытых полостей кузова. Наносят противошумную мастику на днище кузова и арки колес.
Для окончательного восстановления автомобиля выполняют комплекс регулировочных, смазочных и контрольных работ:
- проверяют на автомобиле функционирование вакуумного регулятора;
- смазывают петли и ограничители открывания дверей;
- регулируют свободный ход педали сцепления;
- проверяют и регулируют углы установки передних колес;
- проверяют и регулируют свободный ход колеса рулевого управления;
- проверяют и регулируют направление света фар;
- регулируют работу звуковых сигналов (2 шт.);
- регулируют установку замка багажника;
- регулируют работу замков дверей (4 шт.);
- регулируют работу стеклоподъемников (при снятых обивках дверей, 4 шт.);
- подтягивают крепления агрегатов, узлов и деталей шасси и двигателя;
- прокачивают гидравлическую систему передних и задних тормозов;
- прокачивают гидравлическую систему привода выключения сцепления;
- заряжают аккумуляторную батарею;
- подтягивают шарниры передней и задней подвесок (под нагрузкой).
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ ЗАМЕНЕ ПРИ ДАННОЙ АВАРИИ
2101-14187580 - держатель обивки дверей 2107-5401061 - боковина левая
2105-5401129 - стойка центральная левая 2101-5701012 - панель крыши
2105-5701098 - усилитель центральный
2107-6100015 - дверь левая 2101-6103472 - окантовка правая 2101-6103473 - окантовка левая 2105-6106082 - ограничитель 2105-8403011 - крыло переднее левое
Основные повреждения кузова автомобиля при ударе в левый бок (сектор 11)
и операции по его
Данный вид ДТП хотя и очень похож на столкновение, описанное в секторе 3, но автомобиль и его кузов получают
восстановлению
более значительные повреждения при ударе под углом слева в районе левой передней стойки, если этот удар про-
- 56 -
Повреждения кузова легкового автомобиля при авариях
Рис. 22. Зоны основных повреждений, соударение по сектору 11
изошел но больших встречных скоростях. Именно последствия такого ДТП рассматриваются в данном разделе. При этом, как правило, происходит до 70% повреждения панелей кузова, дверных и оконных проемов, смещение и повреждения силового агрегата и базовых точек крепления шасси. Деформации подвергаются крыша, капот, крылья, их проемы и другие детали (рис. 22). Из узлов ходовой части чаще всего оказываются поврежденными передняя подвеска и элементы рулевого управления. Объем выполняемых работ по восстановлению кузова автомобиля и материальные затраты при этом порой самые значительные и могут достигать до 49% розничной цены автомобиля.
При ремонте выполняют нижеуказанные разборочно-сборочные работы по снятию (установке) следующих узлов и деталей автомобиля для полного восстановления (правки и окраски) наружных поверхностей кузова:
- аккумуляторной батареи;
- двигателя в сборе с коробкой передач, карданным валом и передней подвеской;
- брызговика двигателя;
— рулевого управления в сборе;
- отопителя в сборе;
- всех узлов и деталей установленных в моторном отсеке;
- передних и задних фонарей, противотуманных фар;
- боковых указателей поворотов;
- стеклоочистителя в сборе;
- жиклеров омывателей ветрового стекла и фар;
- наружных и внутреннего зеркал;
- передних и задних бамперов;
- облицовочной решетки радиатора;
- панели приборов в сборе;
- обивки кузова в сборе;
- ковриков (комплект);
- арматуры дверей;
- ремней безопасности;
- передних и задних сидений в сборе;
- фиксаторов дверей, капота и крышки багажника;
- ветрового и заднего стекол с уплотнителями в сборе;
- декоративных накладок, стекол;
- боковых стекол, антенны и коврика багажника;
- 57 -
- фонаря освещения номерного знака;
- топливного бака;
- вентиляционных накладок боковых панелей крыши.
Для устранения сложного перекоса кузова дополнительно снимают (устанавливают) следующие детали и узлы:
— подающую1 трубку топливопровода;
- сливную трубку топливопровода;
- педаль акселератора;
- трос привода воздушной заслонки карбюратора;
— основной и дополнительный глушители;
— приемную трубу системы выпуска ОГ;
- задний мост с тормозами в сборе;
- стабилизатор передней устойчивости;
- амортизаторы задней подвески (2 шт.);
— штанги задней подвески (5 шт.);
- трубку от главного цилиндра к регулятору давления задних тормозов;
- трубки с тройником в сборе;
- рычаг управления стояночным тормозом;
- передний трос привода стояночного тормоза;
- регулятор давления тормозов;
- рычаг привода регулятора давления;
- замок зажигания;
- передний жгут (пучок) проводов;
- задний жгут (пучок) проводов;
- жгут (пучок) проводов панели приборов;
- гибкий вал троса спидометра;
- разъем подключения переносной лампы;
- противошумную изоляцию пола салона;
- корпус вещевого ящика;
- уплотнители крышки багажника;
- замок крышки багажника с приводом;
- рычаги управления отопителем и вентиляцией в сборе с тросами;
- тягу привода замка капота;
- кронштейн педалей в сборе.
В результате аварий такого рода соударения возникает необходимость в дополнительном ремонте:
- двигателя с полной разборкой, дефектацией, сборкой и обкаткой на стенде;
- коробки передач;
- карданной передачи;
- передней подвески;
- заднего моста;
- опор двигателя - передних (2 шт.) и задней (1 шт.);
- крайних рулевых тяг с наконечниками (4 шт.);
- средней рулевой тяги;
- колеса (диска с ободом в сборе);
— колеса рулевого управления.
При ремонте непосредственно кузова автомобиля после ДТП при описываемом ударе возникает необходимость в устранении сложных перекосов кузова в проемах дверей по оси автомобиля с двух сторон и перекоса панели пола со снятием дверей кузова.
При этом ремонтируют следующие детали и узлы:
- пол кузова и туннель;
- передний левый лонжерон пола;
- правую боковину кузова с частичной заменой;
- правую заднюю дверь;
- задний бампер (разберите, очистите, продефектуйте, соберите).
Заменяют на новые следующие детали и узлы:
- приемную трубу основного глушителя и дополнительный глушитель;
- поворотные кулаки;
- левую рулевую тягу и наконечники (2 шт.);
— среднюю рулевую тягу;
- колесо (диск с ободом в сборе);
- передний бампер;
- панель рамы ветрового окна;
- стойки ветрового окна (2 шт.);
- стойки рамы заднего окна (2 шт.);
- левый и правый брызговики с лонжеронами в сборе (с заменой передних крыльев и панели передка);
- 58 -
- щиток передка;
- коробку воздухопритока с соединителем, щитками и кронштейном в сборе;
- поперечину крепления панели приборов;
- левую боковину кузова;
- центральную левую стойку боковины;
— усилитель передней левой стойки;
— панель крыши;
- внутреннюю левую накладку крыши;
- капот;
- петли капота (2 шт.);
— наружный левый кронштейн переднего сиденья;
- сточный желобок крыши;
- усилители крыши (2 шт.).
При восстановлении автомобиля наносят диплозольную мастику на сварные швы. Готовят к окраске наружную поверхность кузова, окрашиваемые поверхности моторного отсека, багажника и салона. Проводят антикоррозионную обработку закрытых полостей кузова. Наносят противошумную мастику на днище кузова и арки колес.
Для окончательного восстановления автомобиля выполняют комплекс регулировочных, смазочных и контрольных работ:
- смазывают петли и ограничители открывания дверей;
- регулируют свободный ход педали сцепления;
— проверяют и регулируют углы установки передних колес;
- проверяют и регулируют свободный ход колеса рулевого управления;
- регулируют положение капота по проему;
- регулируют установку замков капота и багажника;
— проверяют и регулируют направление пучка света фар;
- регулируют работу звуковых сигналов (2 шт.);
- регулируют работу замков дверей (4 шт.);
- регулируют работу стеклоподъемников (при снятых обивках дверей, 4 шт.);
- прокачивают гидравлическую систему передних и задних тормозов;
- прокачивают гидравлическую систему привода выключения сцепления;
— заряжают аккумуляторную батарею;
- подтягивают шарниры передней и задней подвесок под нагрузкой.
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ ЗАМЕНЕ ПРИ ДАННОЙ АВАРИИ
12105-2802022 - брызговик
[2107-2803012 .2105-2803015 двигателя - буфер передний в сборе - бампер
' 2107-2803015-10 2107-2803016-01 передний — буфер передний - кронштейн
: 2105-2803017-01 [ 2107-2803017-01 [2107-3801010 [2105-5003016-10 : 2101-5003020 правый - кронштейн бампера - кронштейн левый - комбинация приборов - накладка нижняя г накладка правая
2101-5003021 - накладка левая
2105-5004017 ~ обивка левая
2105-5004061 — обивка стойки левая
2101-5003017 ~ пистон крепления накладки
2105-5004100 - обивка крыши потолка
2105-5201012 - панель ветрового стекла
2101-5201028 - стойка правая
2101-5201029 - стойка левая
2103-5205010 - стеклоочиститель
2101-5206010 - стекло ветровое
2101-5206050 ~ уплотнитель
стекла
59-
Продолжение
2101-5206060 - окантовка уплотнителя 2105-6103290 — уплотнитель правый
2105-5301040 - брызговик 2105-6103291 — уплотнитель
правый левый
2105-531041 - брызговик левый 2101-6103472 - окантовка
2105-5301045 — панель левая правая
2105-5301280 , - щиток передка 2101-6103473 — окантовка левая
2105-5301350 - коробка 2105-6104020 - стеклоподъемник .
2107-5301364 — соединитель 2105-6105012-10 - замок правый
2101-5301384 - щиток коробки 2105-6105013 -10 — замок левый
верхний
2101-5301230 - поперечина 2105-6105151 - ручка наружная
передка нижняя левая
2101-5301267 — поперечина 2105-6105204 - фиксатор
рамки правый
радиатора 2105-6105205 - фиксатор левый
2107-5325010 — панель 2107-6107018 “ уплотнитель
приборов 2105-6200015 - дверь задняя
2103-5325086 — поперечина левая
левая 2105-6810030 — кронштейн
2107-5401060 - боковина 2107-6810010-10 - сиденье
правая переднее правое
2107-5401061 - боковина левая 2105-6814011 - салазки внутрен-
2101-5401089 - накладка ние левые
верхняя левая 2105-6814020 - салазки наруж-
2105-5401129 - стойка ные правые
центральная 2105-6814021 ~ салазки
левая наружные левые
2101-5401201 - желобок 2103-6816011-10 - подлокотник
сточный левый левый
2101-5401211 - накладка стойки 2107-8201008 - зеркало
левая внутреннее
2105-5606064 - фиксатор замка 2105-8201050 — зеркало
2101-5701012 — панель крыши наружное левое
2105-5701098 — усилитель 2105-8204011 - козырек левый
центральный 2107-8212204-20 - орнамент
2101-5701110 — усилитель крыши «Лада-2107»
передний 2107-8402012 - капот
2107-6100014 — дверь правая 2105-8403010 - крыло переднее
2107-6100015 — дверь левая правое
2107-6102012-20 - обивка двери 2105-8403011 — крыло переднее
правая левое
2107-6102013-20 - обивка двери 2107-8404010 - крыло заднее
левая правое
2103-6102030 — накладка правая 2107-8404011 - крыло заднее
2105-6103210-01 — стекло опускное левое
правое 2101-8406010 - замок капота
2105-6103211-01 — стекло опускное 2107-8407010 - петля капота
левое правая
2105-6103251 - желобок 2107-8407011 - петля капота
передний левый левая
- 60 -
Повреждения кузова легкового автомобиля при авариях
Основные повреждения кузова автомобиля при опрокидывании и операции по его восстановлению
Наиболее значительные поверхностные повреждения кузов автомобиля получает даже при однократном опрокидывании через крышу в направлении продольной оси. При этом, как правило, происходит перекос стоек кузова, дверных и оконных проемов, а иногда и базовых точек крепления шасси. Деформации подвергаются крыша, капот, крылья, крышка багажника и другие детали (рис. 23). Из узлов ходовой части чаще всего оказываются поврежденными задний мост, передняя подвеска и элементы рулевого управления. Объем выполняемых работ по восстановлению кузова автомобиля и материальные затраты при этом порой значительны и могут достигать 17-36% розничной цены автомобиля.
При ремонте выполняют нижеуказанные разборочно-сборочные работы по снятию (установке) следующих узлов и деталей автомобиля для восстановления (правки и окраски) наружных поверхностей кузова:
- аккумуляторной батареи;
- облицовочной решетки радиатора;
- передних фонарей и противотуманных фар;
- боковых указателей поворота;
- задних фонарей и рычагов стеклоочистителя;
- жиклеров омывателей, наружных зеркал;
— декоративных орнаментов накладок;
- заднего номерного знака;
- переднего и заднего бамперов в сборе;
- вентиляционных накладок боковых панелей крыши;
- фонаря освещения номерного знака.
При среднем перекосе кузова дополнительно снимают (устанавливают) следующие детали и узлы:
- топливный бак в сборе;
- основной и дополнительный глушители;
Рис. 23. Зоны основных повреждений при опрокидывании
- 61 -
- задний мост с тормозами в сборе;
- задние амортизаторы (2 шт.);
- штанги задней подвески (5 шт.);
- регулятор давления тормозов (с регулировкой);
- задний жгут (пучок) проводов;
- обивку кузрва в сборе;
- ветровое и заднее стекла;
- обивки стоек ветровой рамы, центральных стоек, боковин передка, боковых панелей крыши;
- уплотнители дверей;
— противосолнечные козырьки, внутреннее зеркало и поручни;
- обивку крыши и поперечины пола;
— коврики пола и багажника;
— противошумную изоляцию пола салона;
- панель приборов в сборе;
- крышку багажника;
- замок крыши багажника;
- фиксатор крышки багажника;
— арматуру правых дверей (2 комплекта);
- обивку дверей (4 комплекта), со снятием и установкой ручек-подлокотников;
— комплекты уплотнителей опускных стекол передних и задних дверей;
- передние сиденья в сборе (2 шт.);
- уплотнитель капота;
- ремни безопасности (4 комплекта).
При этом может возникнуть необходимость в ремонте заднего моста и замене рулевого вала.
При ремонте непосредственно кузова автомобиля после ДТП при опрокидывании возникает необходимость в устранении сложных перекосов кузова в проемах дверей по оси автомобиля с двух сторон и перекоса панели пола.
При этом ремонтируют следующие детали и узлы:
— продольный левый усилитель крыши;
- пол кузова;
- рамку ветрового окна;
- левую стойку ветрового окна;
- внутреннюю накладку порога;
- сточный желоб крыши;
- заднюю левую дверь;
— заднее левое крыло;
— кронштейны передних сидений (2 шт.).
Заменяют на новые следующие детали и узлы:
- колесо (диск с ободом в сборе);
- левую боковину кузова;
- левую центральную стойку;
- панель крыши;
- переднюю левую дверь;
- центральный усилитель крыши;
- левое переднее крыло.
При восстановлении автомобиля наносят диплозольную мастику на сварные швы. Готовят к покраске наружную поверхность кузова, окрашиваемые поверхности моторного отсека, багажника и салона. Проводят антикоррозионную обработку закрытых полостей кузова. Наносят противошумную мастику на днище кузова и арки колес.
Для окончательного восстановления автомобиля выполняют комплекс регулировочных, смазочных и контрольных работ:
- смазывают петли и ограничители открывания дверей;
- регулируют свободный ход педали сцепления;
- проверяют и регулируют углы установки передних колес;
- балансируют колеса в сборе с шиной;
- проверяют и регулируют свободный ход колеса рулевого управления;
- 62 -
- регулируют положение крышки багажника по проему;
— регулируют установку замков капота и крышки багажника;
- проверяют и регулируют направление пучков света фар;
- регулируют работу звуковых сигналов (2 шт.);
- регулируют работу замков дверей (4 шт.);
- регулируют работу стеклоподъемников (при снятых обивках дверей, 4 шт.);
- прокачивают гидравлическую сис-
тему передних и задних тормозов;
- прокачивают гидравлическую систему привода выключения сцепления;
- заряжают аккумуляторную батарею;
- подтягивают шарниры передней и задней подвесок под нагрузкой;
— проверяют функционирование (работоспособность) амортизаторов (4 шт.), передней и задней подвесок;
- проверяют функционирование (работоспособность) вакуумного усилителя тормозов.
ПЕРЕЧЕНЬ ДЕТАЛЕЙ КУЗОВА, ПОДЛЕЖАЩИХ ЗАМЕНЕ ПРИ ДАННОЙ АВАРИИ
2101-5003076 2107-5401060 2107-5401061 - пистон боковина правая боковина левая 2101-5701116 2107-6100015 2101-6103472 — усилитель крыши задний — дверь левая - окантовка
2101-5401101 — накладка боковая левая 2101-6103473 правая — окантовка левая
2105-5401129 — стойка центральная левая 2105-6105013-10 2105-6106082 - замок левый “ ограничитель
2101-5701012 2105-5701098 - панель крыши усилитель центральный 2105-8403011 - крыло переднее левое
- 63 -
ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА КУЗОВА
Самым трудоемким и дорогостоящим ремонтным процессом является восстановление аварийного кузова, что требует использования большого числа высококвалифицированных специалистов, специального оборудования и инструмента.
Ремонт кузова, даже со сложными повреждениями, позволяет экономить металл, по сравнению с выпуском нового кузова, на 75-80%. Использование метода проверки геометрии кузова по контрольным точкам без разборки автомобиля снижает трудоемкость ремонтных работ на 40—45%. Широкое применение сварочного оборудования (контактно-точечного и в среде защитных газов) с заменой поврежденных элементов и узлов готовыми панелями позволяет сократить время нахождения автомобиля в ремонте. При использовании метода наружного вытягивания, т. е. со
здания усилий, противоположных по направлению силе, вызвавшей эти повреждения, требуется большое количество стендового, гидравлического, пневматического и электрооборудования. Все это обеспечивает высокое качество восстановления кузова и значительно продли-вает время эксплуатации автомобиля.
Оборудование, применяемое при восстановительных работах на кузове, может быть условно разбито на групп:
- для правки кузова и элементов его оперения;
- для контроля геометрии основания кузова по контрольным точкам;
- для выполнения сварочных работ;
- специальный инструмент и приспособления для разборочно-сборочных операций (табл. 1);
- оборудование и инструмент для ремонта кузова (табл. 2).
Т аблица 1
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ ДЛЯ РАЗБОРОЧНОСБОРОЧНЫХ ОПЕРАЦИЙ
. . Наименование Обозначе»»*е
Съемник для снятия рулевых тяг и наконечников А.47035; А.47052
Съемник для снятия сошки рулевого управления А.47043
Ключ для завинчивания и отвинчивания крепежных деталей А.50088
Ключ для удержания штока амортизатора передней подвески от проворачивания А.57070
Хомут для стяжки эластичной муфты карданной передачи А.70025
Оправка для центрирования ведомого диска сцепления А.70081
Приспособление для установки регулятора давления тормозов автомобиля с колесными цилиндрами диаметром 19,05 мм А.72245
Оправка для запрессовки колпака ступиц передних колес А.74088
- 64 -
Оборудование дл« ремота кузова
Продолжение табл. 1
j Наименование .Обозначение.
Приспособление для снятия ручки стеклоподъемника А.78034
Отвертка ударная для демонтажных работ 02.7810-4018
Ключ динамометрический для регламентированной затяжки резьбовы>< соединений 02.7812-4006
Приспособление для контроля зазора в подшипниках ступиц передних колес 02.7834-9505
Рычаг для снятия и установки пружин передней подвески 51.7821-7039
Оправка для установки облицовочной накладки сточного желобка крыши 67.1989-9500
Съемник для снятия шаровых пальцев передней подвески 67.7801-9513
Съемник для снятия колпака ступиц передних колес 67.7804-9514
Ключ для стяжной муфты рулевых тяг 67.7813-9504
Приспособление для контроля свободного хода рулевого колеса 67.7820-9501
Приспособление для установки регулятора давления задних тормозов автомобилей с колесными цилиндрами диаметром 20,64 мм 67.7820-9518
Приспособление для фиксации гаек ступиц передних колес 67.7820-9520
Подставка под автомобиль для вывешивания колес 67.7822-9512
Приспособление для снятия пружины передней подвески 67.7828-9504
Захват для монтажа двигателя ТСО-3/376-00
Приспособление для монтажа деталей на заклепках 71.28.202
Ролик для прикатки нижней накладки ВАЗ-2105 7885-4022
Приспособление для ориентировки нижней накладки ВАЗ-2105 854-7845-4236
Тара пластмассовая для хранения запаса деталей и материалов 1М150; 1М320; 1М321
Линейка металлическая для контроля свободного хода педалей сцепления и тормоза
Молоток слесарный
Ключи гаечные 8; 10; 12; 13; 14; 17; 19; 22; 24
Ключи гаечные кольцевые 10; 12; 13; 14; 17; 19; 22
Метчики 5x0,8; 6x1,0; 8x1,25
Плоскогубцы комбинированные
Бородок слесарный
Плашки круглые 6x1,0; 0,8x1,25; 10x1,25; 12x1,25
Гайковерт пневматический
Кисти разные
Отвертка для винтов с крестообразным шлицем
Сосуды разные (для клеев, смазок, жидкостей)
Отвертка для винтов с плоским шлицем
Киянка с резиновыми бойками
Ножницы для раскроя материалов
Набор ключей № 4
3 Зак.63873
- 65 -
Таблица 2
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ РЕМОНТА
с Эскиз Наименование, характеристике .... .... . . .:<: ..?•.. . . ’. 5* " ’ ’ •;.*•• <с, . v
и /ж 6 Ш|| г— Молоток зубильный пневматический. Модель КМП-24
Зубило пневматическое ручное. Модель П-6. Энергия одного удара 2,24 Дж; число ударов в минуту 60; масса 2кг
Машина ручная пневматическая отрезная. Модель П-21- Армированный круг диаметром 180 мм; частота вращения шпинделя 8500 мин’1, массо 5 кг
Ножницы ручные для прямолинейной резки листового металла. Тип 2809-0004 - леворежущие
Ножницы ручные для прямолинейной резки листового металла. Тип 2809-0003 - праворежущие
Ножницы ручные электрические для прямолинейной и фасонной резки металла. Модель ИЭ-5403. Толщина резки стального листа 2,5 мм; ток переменный, однофазный 220 В; 50 Гц; масса 5 кг
Ножницы ручные электрические для прямолинейной и фасонной резки металла. Модель ИЭ-5501. Толщина резки стального листа до 1,6 мм; ток переменный однофазный 220 В; 50 Гц; масса 4,5 кг
- 66 -
Продолжение табл. 2
кузов;: ,
Эыйй '.'. ' ''.. £ -i '.. _ - - Тк- - S - ' 3
Ножницы пневматические вырубные для прямолинейной и фасонной резки металла. Модель ИП-5501. Толщина резки стального листа до 2,5 мм; масса 3,5 кг
Машина ручная пневматическая шлифовальная. Модель ИП-2009А. Максимальный диаметр шпинделя 63 мм; частота вращения шпинделя 12 700 мин"1; масса (без круга) 1,9 кг
Машина ручная пневматическая шлифовальная. Модель ИП-2015. Шлифовальный круг диаметром до 100 мм; частота вращения шпинделя 7600 мин-1; масса 3,5 кг
Рамка ножовочная ручная: тип 6920-002 тип 2800-003 - длина 250 мм тип 2800-004 - длина 300 мм
Зубила слесарные специальные
Обозначение Угол заточки, град Длина, мм Ширина рабочей части, мм
67.7851-9503 67.7851-9504 67.7851-9505 35 35 35 250 250 160 15 8 16
Сверла спиральные для сверления углеродистых и конструкционных сталей. Диаметр 5; 6; 7 мм
Фреза торцевая для высверливания точек контактной сварки в панелях кузова. Обозначение 67.2214-9501
-67 -
Продолжение табл. 2
Эскиз Наименсвание,харакГ0ристика
Плоскогубцы комбинированные. Тип 7814-0092 (длина 200 мм, без изолирующих рукояток)
Кусачки торцевые для удаления полосок металла, оставшихся от срубленных панелей. Тип 7814-0127 (длина 200 мм, без изолирующих рукояток)
Клещи для удаления полосок металла, оставшихся от срубленных панелей
Молоток слесарный стальной. Тип 7850-01113. Масса 1 кг
Кувалда. Тип 1212-0002. Масса 5 кг
v^L 1? '^, Mil. УЙИг Очки защитные. Тип ЗН8-72БЦ - бесцветные
Противошумы: тип 1 - наушники, закрывающие ушную раковину тип 2 - вкладыши, перекрывающие наружный слуховой канал
<^2^ь Перчатки пятипалые, шитые, трех размеров: 10; 12; 14
- 68 -
Оборудование для ремонта кузова
Использование универсальных стендов позволяет совместить на одном оборудовании такие технологические операции, как правка и контроль геометрии кузова. В состав стендов дополнительно включено оборудование для ручной и механизированной правки и рихтовки панелей кузова с универсальным набором приспособлений и инструмента. Все стенды оснащены устройствами для фиксации кузова и создания восстанавливающих усилий 4-20 тс с гидравлическим приводом. Оборудование подразделяется на стационарное - стенды и переносное -устройства. Первые - крупногабаритные и позволяют устранять самые сложные перекосы кузова методом наружного вытягивания, когда к закрепленному автомобилю или кузову прикладываются усилия, направленные в сторону, противоположную силе, вызвавшей повреждения. Одновременно осуществляется контроль за геометрическими параметрами ремонтируемого кузова. К такому оборудованию относятся отечественные стенды: Р-620 (рис. 24), БС-132 (рис. 25), НАМИ-0251 (рис. 26), Р-651 и др.
Вторые - малогабаритные устройства - требуют использования дополнительного подъемного оборудования и частичной разборки автомобиля перед
правкой кузова. К ним относятся устройства: БС-71, БС-123 (рис. 27), БС-124 (рис. 28) и др. Они требуют перемещения продольной (основной) балки и переналадки расчалочных цепей, что не позволяет эффективно устранять сложные повреждения кузова. Отдельно надо выделить раму БС-167 (рис. 29), которая предназначена для ремонта кузова и представляет собой пространственную рамную конструкцию, предназначенную для использования совместно с четырехстоечным подъемником.
Особенностью стационарных стендов является наличие фундамента в полу для размещения стационарной рамы, изготовленной из профилированной стали (стенд Р-620, см. рис. 24). Пазы рамы предназначаются для размещения кронштейнов, цепей и силовых цилиндров, а также фиксации кузова автомобиля на подставках. Иногда раму заменяют серией анкерных устройств, вмонтированных в пол на участке для ремонта кузова (стенд БС-132, см. рис. 25). Более совершенными являются стенды для проведения ремонтных работ и контроля базовых точек без предварительной разборки автомобиля с использованием одного силового органа для правки и комплекта приспособлений, измерительных самоцентрирующихся линеек и оснастки (стенд НАМИ-025, см. рис. 26).
Стенды и установки для правки и контроля
параметров кузова
Для выполнения особо сложного ремонта кузова автомобилей ВАЗ используется стенд модели БС-123 (см. рис. 27), который относится к ряду сложных рамных систем, имеющих устройства для фиксации автомобиля и позволяющий создавать одновременно несколько ра
стягивающих усилий в различных направлениях.
Установка представляет собой подвижную (на колесах) сварную рамную конструкцию габаритом 3655x1775x838 мм и массой 560 кг. На верхней поверхности рамы попарно смонтированы сьем-
- 69 -
Рис. 24. Установка кузова на стенде Р-620: а - общий вид; б - схема закреплений за пороги кузова; в - схема закрепления цепей
- 70 -
Оборудование д ля ремош:а куз<ава'
Рис. 26. Стенд НАМИ-0251:
1 - рабочий орган; 2 - гидроцилиндр; 3 - цепь; 4 - рама; 5 - поворотные кронштейны
регулировочный винт; 11 -
установка БС-124
- 71 -
Рис. 28. Установка БС-124:
а - вариант закрепления устройства на установке БС-124; б - общий вид установки БС-124; 1 - силовой рычаг;
2 - силовой гидроцилиндр;
3 - поворотная балка;
4 - зажимное приспособление; 5 - основная балка; 6 - клин;
7, 8 - зажимные шайбы;
9 - подвижное зажимное приспособление;
10 - неповоротное колесо;
11 - стопор;
12 - гидравлический насос;
13 - поворотные колеса;
14 - серьга
Рис. 29. Рама БС-167:
1 - вертикальная опора;
2 - гидравлические цилиндры;
3 - расчальные цепи;
4 - подъемная платформа;
5 - захватывающее приспособление; 6 - попзушка; 7 -колонна; 8 - продольная траверса;
9 - горизонтальная вязка;
10 - поперечная траверса
-71-
;<3борудоввиж даа рстюнта кугадва
ные кронштейны, которые копируют базовые точки геометрических параметров пола автомобилей ВАЗ, заданные заводом-изготовителем.
Совпадение отверстий опорных кронштейнов с соответствующими точками лонжеронов и пола кузова свидетельствует о правильном геометрическом расположении точек крепления узлов шасси автомобиля.
На боковых поверхностях рамы смонтированы регулируемые по высоте и наклону стойки с зажимными приспособлениями, которые фиксируются на по-эогах кузова. Угол наклона стоек регулируется с помощью эксцентрических валов, а высота стоек - регулировочными винтами. Стенд функционирует совместно с установкой для правки кузова БС-124 (см. рис. 28).
Установка БС-124 представляет собой трехшарнирный силовой рычаг, который позволяет создавать усилия, необходимые для устранения повреждений кузова и восстанавливать его геометрию. Рабочий ход силового рычага осуществляется гидроприводом. Угол наклона рычага в вертикальной плоскости задается его положением в серьге (±45°). Поворотная балка может перемещаться относительно основной балки в горизонтальной плоскости (вправо или влево) на угол ±45°. Серьга и балка имеют по семь отверстий, позволяющих ступенчато фиксировать рычаг и поворотную балку в наиболее удобных положениях при приложении усилий к выправляемому кузову.
В зависимости от необходимых направлений для приложения выправляющих усилий установку БС-124 можно зафиксировать в различных точках установки БС-123 с помощью зажимных приспособлений. Подвижность установ
ки БС-124 обеспечивается парой неповоротных и парой поворотных колес.
Для правки аварийный кузов автомобиля неповрежденной стороной устанавливается и фиксируется в опорных кронштейнах установки БС-123 и дополнительно закрепляется за ребра жесткости порогов. Определив зону проведения работы и направления прикладываемого усилия, под установку БС-123 подкатывается установка БС-124 и соединяется с ее рамой при помощи клиньев зажимных приспособлений. Силовой рычаг и поворотная балка устанавливаются и фиксируются стопорами в рабочем положении.
С помощью набора цепей, захватов и зажимов рычаг приспособления соединяется с деформированным участком кузова, к которому должно прикладываться выправляющее усилие. Само же усилие создается гидравлическим насосом и силовым гидроцилиндром, который осуществляет рабочий ход рычага. Максимальное усилие растяжения составляет 6,6 тс при максимальном ходе штока силового цилиндра 120 мм.
Совместное использование установок БС-123 и БС-124 позволяют:
- восстановить кузов со значительными разрушениями геометрических параметров по проемам и полу кузова, полученными кузовом в результате ДТП;
- быстро и точно определить степень перекоса кузова и устранить его до стандартной точности;
- иметь свободный доступ ко всем базовым точкам пола кузова в процессе ремонта и осуществлять правку деформированных частей кузова в любом из направлений вокруг всего кузова;
- выполнять ремонтно-восстановительные работы поврежденных деталей
- 73 -
с наименьшими усилиями и материальными затратами.
С успехом при ремонтно-восстановительных работах используется рама модели БС-167 (см. рис. 29). Сама рама представляет собой пространственную конструкцию, устанавливаемую на четырехстоечном подъемнике. Поврежденный кузов закрепляют на подъемнике, а раму используют для фиксации силовых гидроцилиндров, которые создают усилия выправления повреждений кузова. Габарит рамы составляет 6448x3748x1920 мм и требует значительных площадей на участке ремонта. Усилие растяжения, развиваемое гидравлическим устройством «И-305Г» состав
ляет порядка 9,8 тс.
Рама БС-167 в комплекте с четырехстоечным подъемником обеспечивает:
— возможность свободного перемещения вокруг автомобиля;
- свободное закрепление правочных устройств в любой точке кузова автомобиля;
- одновременное выполнение работ на разных уровнях, в различных точках и несколькими силовыми агрегатами (механическими или гидравлическими) одновременно;
- быструю переналадку силовых и зажимных устройств;
— выполнение полного цикла ремонтных работ на одном месте.
Подъемно-транспортное оборудование
Для выполнения ремонтных работ требуются устройства для подъема и транспортировки как автомобиля, так и отдельных его составляющих (кузова, агрегатов, узлов и др.). Каждый автомобиль оснащен домкратом, который позволяет приподнять автомобиль для проведения различных видов ремонтных работ в личном гараже или в пути.
Для проведения ремонтных работ на СТОА предусмотрены подъемники (рис. 30), которые позволяют установить автомобиль в нужное положение — полный или частичный подъем, наклоны в сторону. Особенно удобны подъемники для мойки и осмотра днища автомобиля.
Наиболее функциональны двух- и четырехстоечные подъемники с электромеханическим или гидроприводом (рис. 31). Такие подъемники обеспечивают подъем грузов до 4000 кг на высоту 1,8 м и занимают небольшую площадь, их
габарит не превышает 3500х х! 500x2700 мм, что при массе до одной тонны позволяет их свободное использование. Подъемники, при применении специальных приспособлений, могут быть использованы в качестве опрокидывателей, что очень удобно при кузовном ремонте.
Среди отечественных автомобильных изделий следует отметить двухстоечный подъемник 1018.00.РЭ Чебоксарского опытного завода, который имеет нижнее положение подхватов - 180-235 мм. Автомобиль поднимается за кронштейны кузова, предназначенные для установки домкратов или за ребра жесткости, что обеспечивает свободный доступ к днищу автомобиля.
Для снятия, установки и транспортировки кузова и отдельных агрегатов автомобиля используются специальные подъемные механизмы (краны), тележки и подкатные ролики (рис. 32).
- 74 -
Оборудованиешя ремонта кузова
Рис. 30. Подъемник для мойки днища автомобиля:
1 - рама; 2 - подвижная рама; 3 - механизм подъема; 4 - концевик; 5 - кожух; 6 - упор;
7 - мостки; 8 - гидропривод
1 - стойка; 2 -рама; 3 - каретка; 4 - подхваты; 5 -электродвигатель
Рис. 31. Двухстоечный электромеханический подъемник:
Рис. 32. Подкатный ролик:
1 - кронштейн; 2 - домкрат;
3 - захваты; 4 - колесо
- 75 -
ВОССТАНОВЛЕНИЕ ДЕФОРМИРОВАННОГО КУЗОВА АВТОМОБИЛЯ
Разборка аварийного автомобиля
Кузов современного легкового автомобиля выполнен из низкоуглеродистой тонколистовой стали «08 Ю» или «08 КП» толщиной 0,55-1,5 мм. Для придания прочности кузову панели выполняются сложной формы с изготовлением различных ребер жесткости, переходов и усилителей. В случае ДТП происходит деформация кузова и для его восстановления автомобиль частично или полностью разбирают, и только после этого приступают непосредственно к восстановлению кузова.
ВНИМАНИЕ! Первым элементом, снимаемым с поврежденного автомобиля является аккумуляторная батарея.
Кузов может быть правильно разобран только при условии, что операции по разборке выполняются в строгой технологической последовательности, которая различна для каждой модели автомобиля. Порядок снятия тех или иных агрегатов подробно описан в инструкциях по ремонту конкретной модели автомобиля, разработанной ее заводом-изготовителем.
Технологическая последовательность полной разборки в общем виде включает следующие работы:
- подготовку инструмента;
- наружную мойку кузова автомобиля;
- снятие аккумуляторной батареи;
- установку автомобиля на стенд (или смотровую яму);
- снятие запасного колеса;
- снятие колпаков колес и наружных зеркал заднего вида;
- снятие рычагов и щеток стеклоочистителей;
- снятие обивки салона кузова;
- снятие передних и задних сидений;
- снятие и разборка дверей кузова автомобиля;
- снятие коврового покрытия пола кузова;
- демонтаж рулевого управления;
- снятие остатков остекления кузова;
- снятие замка капота и его привода;
- снятие верхней панели и облицовки радиатора;
— снятие передних фонарей, указателей габаритов и поворотов;
- снятие топливного бака;
- снятие плафонов и внутренней облицовки салона;
- снятие замка и крышки багажника с петлями;
- снятие задних фонарей и фонаря освещения номерного знака;
- отсоединение троса привода стояночного тормоза;
- отсоединение троса управления карбюратором и жалюзями радиатора;
- расстыковку всех электрических соединений (штекеров, колодок и др.), жгутов проводов в моторном отсеке, салоне и багажнике;
- демонтаж приборной панели в сборе;
- снятие переднего и заднего бамперов;
— снятие агрегатов и узлов с автомобиля;
- снятие жгутов проводов и облицовочного материала в салоне кузова.
- 76 -
Восстановление деформированного кузова автомобиля
Детоли, узлы и агрегаты, установленные на кузове, обычно легко поддаются демонтажу при удалении их крепежных элементов (болтов, винтов, гаек, шурупов, хомутов и т. п.). Значительную трудность представляет демонтаж сварных соединений каркаса кузова, когда необходимо использование остро отточенного инструмента - тонкого зубила или отрезного диска. При разборке автомобиля, попавшего в ДТП, очень трудоемкой работой является отвертывание заржавленных болтов, гаек, шурупов, винтов. Для удаления таких креплений, не поддающихся демонтажу, используется один из методов приведенных ниже:
- смачивание резьбовой части соединения керосином или препаратом
типа «антиключ» в течение 7-10 минут наложением смоченной ткани;
- нагревание гайки (или головки винта) паяльной лампой или газовой горелкой;
- разрубание плоскости гайки зубилом до резьбовой части болта;
- срубание гайки или головки болта (при малых диаметрах крепежного элемента);
- сверление по накерненному центру в головке болта (или винта) отверстия, равного диаметру стержня болта (или винта);
- срезание головки болта (или гайки) абразивным диском («болгаркой») или газорезкой.
В итоге полной разборки кузова остается только его каркас из жестко соединенных неразборных элементов.
Правка деформированого кузова
Восстановление формы кузова после аварии - довольно сложная и трудоемкая работа, проводимая по холодному металлу методом силовой правки на стендах, технология которой в состоянии обеспечить первоначальные геометрические параметры кузова. Сама технология устранения деформации кузова зависит от вида ДТП и характера полученных повреждений. После силовой вытяжки на стендах всегда остаются места со складками, резкими переходами и остаточными деформациями. Доводка кузова в дальнейшем Осуществляется местной вытяжкой, выколоткой отдельных участков и их тонкой рихтовкой, которые требует наличия винтовых и гидравлических устройств и специального рихтовочного инструмента.
Незначительные повреждения на больших поверхностях, с максимальной глу
биной вмятин до 2 мм, могут быть устранены простым воздействием (ударом) по выпуклости (с внутренней стороны панели) ладонью или кулаком. Применение молотка даже с резиновым бойком допустимо только для мастера и при полной уверенности в успехе.
Если эксперимент с ударом рукой не привел к желаемому результату, то прибегают к использованию «скалки». Такую скалку изготавливают из древесины твердых пород дерева (дуб, граб, бук). Она представляет собой цилиндр общей длиной 600 мм и диаметром 40 мм, заканчивающийся конусной лопаткой длиной 100 мм, шириной 30 мм, толщиной 5 мм с закругленной рабочей кромкой.
Выпуклую поверхность повреждения зачищают до металла (с внутренней стороны) и слегка смазывают моторным маслом. Рабочую кромку скалки прикладывают к периферийному участку повреж
-77 -
дения и с легким нажатием (10-40 кгс) проводят вертикальную полосу от одного края повреждения до другого. Каждый последующий провод скалки должен отступать от предыдущего на 5-10 мм. Во время перемещения скалки старайтесь сохранить одноообразие ее хвата (двумя руками, как весло на каноэ) и прилагаемого усилия.
После полного прохода деформированной поверхности необходимо убедиться, что зона повреждения уменьшилась. Если это так, то последующий проход начинайте с нового края, если нет, то увеличьте силу прижатия скалки к восстанавливаемой поверхности. Не прикладывайте больших усилий из-за возможных появлений полос («грядок») на лицевой поверхности металла.
Для устранения более значимых повреждений при правке кузова необходимы силовые устройства. Различают два типа — механические и гидравлические.
К механическим силовым устройствам относятся конструкции винтового типа
двухстороннего действия «Ж-1» с комплектом приспособлений (рис. 33).
Получение усилия основывается на принципе винтовой пары, когда вращение одной втулки с правой и левой резьбой, внутри которой перемещаются винтовые стержни, создает стягивающее или растягивающее усилие. Втулки и стержни имеют устройства для монтажа различных захватов, упоров и струбцин. При наличии удлинителей зона действий винтового устройства может достигать 790 -1285 мм, что обеспечивает практические работы по проемам дверей, моторному отсеку и багажнику.
К гидравлическим силовым устройствам относятся конструкции типа «БС-142» (рис. 34), в которых усилие растяжки создается гидравлическим домкратом и передается по шлангу высокого давления к рабочему гидроцилиндру. Набор удлинителей, переходников, опор и упоров обеспечивают большой фронт выполняемых работ.
- 78 -
B<>ccfaiioivic}!iie .че<1юрмир<(ванного кхзода ашомобиля
Рихтовка
Процесс рихтовки предназначен для устранения мелких, но резких перегибов или вытяжек металла. Задача рихтовки - восстановить гладкость поверхности металла, а кривизну сделать плавной.
Окончательную доводку поврежденных мест кузова и восстановление его геометрии осуществляют с помощью набора рихтовочного инструмента, который включает в себя рычаги, прижимы, рихтовочные молотки, фасонные плиты, оправки и ручные наковальни.
Правочные рычаги и прижимы (рис. 35) необходимы для восстановления деформированных поверхностей в труднодоступных местах. Прежде чем
приступить к выполнению правки какой-либо поверхности, удалите все наладки, молдинги, обивку и другие навесные детали из района повреждения. При наличии люков, обеспечивающих доступ к поврежденному участку, откройте их. Если такого доступа нет, то выберите место во фланцевых соединениях деталей или соединениях, выполненных точечной своркой, и разъедините эти две детали. Через образовавшееся пространство выполните правку. При отсутствии такой возможности выполните технологическое отверстие (проем) вблизи поврежденного участка для последующей правки. По окончании рабо-
Рис. 35. Правочные рычаги и прижимы:
1 - рычаг исправления дефектов штамповки; 2 - рычаг рихтовки крыльев; 3 - рычаг-прижим; 4 - рычаг правки вмятин; 5 - пластинчатый рычаг; 6 - правочный рычаг; 7 -рычаг предварительной правки; 8 - рычаг правки больших дефектов
ты проделанное отверстие (проем) закрывается методом сварки или пайки с окончательной зашлифовкой заподлицо с основным металлом.
Рихтовочные молотки (рис. 36)
представляют собой набор инструментов, отличающихся значительным разнообразием по массе (0,2-3,0 кг), форме рабочей части и материалу изготовления (сталь, пластик, резина и
Рис. 36. Рихтовочные молотки:
1 - основной; 2 - облегченный; 3 - загиба фланцев; 4 - с выпуклой ударной частью; 5 - специальный с насечкой; 6 - молоток-гладилка
- 79 -
дерево), которые обеспечивают правку поверхностей деталей кузова и его оперения любой сложности.
Для правки деталей из тонкостенного металла, имеющих значительные деформации на обширных поверхностях, применяют деревянные молотки (киянки). Этот процесс носит название выколотки, когда детали или панели придают первоначальную форму. В качестве поддержки применяют фасонные плиты и ручные наковальни.
Вмятины, не имеющие резких перегибов и вытяжки металла, выколачивают с исключительной осторожностью, чтобы лишними или очень сильными ударами не растянуть металл. Выпучины выправляют в холодном или нагретом состоянии.
Форму панелей кузова и его оперения порой удается полностью восстановить вытяжкой по холодному металлу (рис. 37) и при этом даже сохранить лакокрасочное покрытие. Выколотку производят на весу или на деревянной подкладке при помощи неметаллической киянки. Удары наносят по концентрическим окружностям, начиная с середины, постепенно переходя к краю деформации и неповрежденному металлу. При правке образуется плавный переход от наиболее высокой части выпучины к ок-
Рис. 37. Устранение выпучин по холодному металлу:
а - участок панели с выпучиной; б -схема направления ударов молотком; 1 -выпучина; 2 - панель; 3 - ремонтный участок панели; 4 - кривизна восстанавливаемой панели
ружающей ее поверхности панели. По направлению от центра к периферии окружности сила ударов уменьшается. Чем больше будет число окружностей от ударов молотком, тем плавнее получится переход от выпучины к неповрежденной части панели.
После выколотки вмятин, имевших резкие перегибы, необходима дополнительная рихтовка поверхности. Если вмятина имеет резкие перегибы с острыми углами, то выколотку надо начинать с правки острого угла или складки.
При рихтовке под панель подставляют поддержку. Удары рихтовочным молотком наносят по выпуклости так, чтобы рабочие поверхности молотка и поддержки как бы сжимали деформированную поверхность. Удар наносят точно в направлении поддержки. При этом выпуклые места осаживаются, а вогнутые выгибаются (рис. 38). Рихтовальный молоток имеет одну, совершенно плоскую поверхность для рихтовки выпуклых поверхностей, о вторую, слегка выпуклую - для вогнутых.
Для устранения значительных поверхностных короблений металла при наличии выпучин (металл растянут) применяют специальный молоток, имеющий на рабочей части насечку. При наличии мелких вмятин и забоин применяют легкие молотки, которыми доводят лицевую поверхность панели под операции окраски. Для восстановления поврежденной поверхности с сохранением лакокрасочного покрытия применяют молотки-гладилки или молотки с вставной ударной частью из мягких металлов (медь, свинец) и синтетических материалов. Рабочая часть всех рихтовочных молотков выполняется по радиусу и не должна иметь деформаций (забоин, царапин, рисок).
- 80 -
Восстановление деформированного кудава автомобиля
В случаях больших остаточных выпуклостей металл осаждается нагревом газовой ацетиленовой горелкой до вишнево-красного цвета и быстрого его охлаждения (рис. 39). Сначала нагревается центр выпуклости, где пластичность металла резко возрастает. Расширению нагретого металла препятствуют менее нагретые слои окружающего металла, что приводит к увеличению его объема за счет самоутолщения. В нагретой части возникают напряжения сжатия, которые приводят к осадке металла благодаря различию температур между центром и периферией ремонтируемого участка. Как только металл нагревается докрасна, горелку отводят. В процессе остывания металл сжимается, его объем уменьшается, но удерживается расположенным вокруг холодным металлом, ни длина, ни ширина которого не изменялись. Ускорение процесса осаживания металла осуществляют: замедлением процесса распространения тепла к периферии; созданием влажного кольца вокруг восстанавливаемого участка; осаживанием центра выпуклости деревянной ручкой молотка; выстукиванием граничных точек металла нагретого докрасна, а затем и самой нагретой точки киянкой или рихтовочным молотком.
Вытянутые поверхности нагревают по
следующей схеме. Сначала нагревают точки «1», «2», «3» (см. рис. 39), удаленные от края выпуклости применено на 20-25 мм. Затем, попеременно прогревая противолежащие точки, постепенно перемещаются к центру. Шаг прогревания составляет 15—20 мм. Одновременно с нагревом поверхность «подбивают» молотком с поддержкой или без нее с проходом от центра к периферии по-
врежденного участка.
Рис. 39. Устранение выпуклостей методом нагрева и быстрого охлаждения:
а - нагрев металла пламенем газовой горелки; б - последовательность охлаждения нагретой поверхности кузова с выпуклостью
- 81 -
Резкое охлаждение нагретого участка кузова осуществляется влажным асбестовым тампоном, что приводит к нужной осадке.
Если после первого нагрева не удается полностью устранить выпуклость, то последовательно нагревают еще 4-6 участков вокруг первого места осадки. Для ускорения правки выпуклостей таким способом можно осаживать металл в нагретой части деревянной киянкой.
В случае устранения обширных выпуклостей (вмятин) и необходимости стягивания поверхности, требуемый участок нагревают от периферии к центру газовой (или бензиновой) горелкой, либо угольным электродом сварочного полуавтомата и осаживают ударами молотка или киянки с использованием плоских поддержек (рис. 40).
Фасонные плиты, оправки и наковальни имеют разнообразную форму, выпускаются набором из 6-9 шт. (рис. 41) и играют роль поддерживающего основания в процессе восстановления деформированных участков кузовной панели.
Форма большинства плит, оправок и наковален выполнена с учетом специфики формы кузовов легковых автомобилей, которая обеспечивает возможность доступа к внутренним частям панели. При совместном использовании молотка и наковальни, последняя служит
Рис. 40. Устранение обширных выпуклостей (вмятин) комплексным методом нагрева и ударным воздействием:
а - нагрев металла; б - осаждение выпуклости киянкой на плите; в -устранение вмятин молотком на фасонной плите; г - последовательность нагрева и осаждения металла при устранении дефектов
для поднятия металла на вдавленном
Рис. 41. Фасонные плиты, оправки и наковальни:
1 - чистовая плита; 2 - плита для исправления вмятин; 3, 4 - профильная наковальня; 5 -фланцевая оправка; 6 - плоскостная плита
- 82 -
Восстановление деформированною кузова автомобиля
участке, а молоток - для придания панели правильной формы.
Рабочая поверхность инструмента дополнительно хромируется и доводится до идеальной чистоты в целях возможного использования при рихтовке небольших вмятин или выпуклостей на окрашенных лицевых панелях кузова.
Небольшие вмятины исправляют рихтовочными молотками, подставляя с обратной стороны ручную наковальню (рис. 42). Удары не должны быть сильными, так как в противном случае листовой металл слишком сильно растягивается .и при этом трудно получить гладкую поверхность. Работу начинают от края и постепенно продвигаются к середине. В процессе работы исправленную поверхность надо постоянно проверять рукой, пока не будет получена желаемая форма.
Если в процессе рихтовки не удается получить достаточно гладкую поверхность, то ее выравнивают заделкой различными заполнителями - припоями или пласт-
Рис. 42. Рихтовка сложных поверхностей крыла кузова в легкодоступных местах
массами. Небольшие неровности в дальнейшем обрабатывают шпателем.
Сварочные работы при восстановлении кузова
При производстве кузовов на предприятиях используется три основных вида сварки: электроконтактная (до 80%); электродуговая точечная и шовная, в среде защитного газа (до 15%), и ручная газовая (до 5%). При ремонте кузова электроконтактная сварка не применяется из-за сложности повреждений и невозможности подхода к месту сварки.
Основным методом ремонта кузова остается ручная и полуавтоматическая газовая сварка в среде защитного газа.
Объем кузовных работ при восстановлении автомобиля после аварии до
стигает 80-87% от общей трудоемкости ремонта, при этом 25-30% этого объема приходятся на сварочные работы.
Ручная газовая сварка требует специального оборудования, состоящего из ацетиленового генератора (рис. 43), кислородного баллона, редукторов понижения давления, шлангов, сварочных горелок с набором сменных наконечников, защитных очков и специальной одежды. Рабочее место сварщика оснащается набором зажимов и приспособлений для сборки свариваемых деталей и надежной приточно-вытяжной вентиляцией.
- 83 -
Ацетилен, кислород и углекислый газ Техническая характеристика баллонов хранятся и поставляются в баллонах приведена в табл. 3.
Таблица 3
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ БАЛЛОНОВ ДЛЯ СЖАТЫХ ГАЗОВ*
Содержимое баллона Тип Масса, кг Цвет
баллона надписи
Кислород 150,150 Л 43,5 голубой черный
Ацетилен 100, БАС-158 43,5 белый красный
Углекислый газ 150 60,0 черный желтый
* Для всех трех типов баллонов: наружный диаметр 219 мм, длина корпуса 1390 мм, вместимость 40 дм3.
Понижающие редукторы обеспечивают получение на выходе из баллонов рабочих параметров используемых газов. При газопламенной сварке кузов-
ных элементов применяют редукторы:
- для кислорода - ДКП-1-65;
- для ацетилена - ДАП-1-65;
- для углекислого газа - ДЗД-1-59М.
- 84 -
Восстановление дес(юрмированного кузова автомобиля
Сварочные горелки являются основным рабочим инструментом при ручной сварке и имеют несколько типов (рис. 44). Каждый тип горелки благодаря сменным наконечникам позволяет получать свою тепловую мощность и сваривать металлы различной толщины.
Для сварки тонкостенных металлов (0,2-4 мм) применяются горелки малой мощности (Г2; ГС-2; «Звездочка»; «Малютка», ГСМ-53) с комплектом наконечников Ne 0; 1; 2; 3; с более широким диапазоном по толщине сваримаемых металлов - ГС-53 (см. табл. 4) и др.
Таблица 4
ГОРЕЛКИ И НАКОНЕЧНИКИ ДЛЯ РУЧНОЙ ГАЗОВОЙ СВАРКИ
Номер наконечника Толщина свариваемой стали, мм Расход, дм3/ч Предельное давление кислорода, кПа
ацетилена кислорода
Горелка ГС-53
1 0,5-1,5 50-125 50-135 100-400
2 1-2,5 125-250 130-260 150-400
3 2,5-4,0 250-400 260-420 200-400
4 4-7,0 400-700 430-730 200-400
5 7-11 700-1100 740-1200 200-400
6 10-18 1050-1750 1150-1950 200-400
7 17-30 1700-2800 1900-3150 200-400
Горелка ГСМ-53
0 0,2-0,7 20-65 22-70 50-400
1 0,5-1,5 50-125 50-135 100-400
2 1-2,5 150-240 130-260 150-400
3 2,5-4,0 240-400 260-420 200-400
Рис. 44. Схема сварочных горелок:
а - инжекторная; б - безинжекторная; 1 - ниппель подачи кислорода; 2 - ниппель подачи горючего; 3 - трубка; 4 - корпус горелки; 5 - наконечник; 6 - мундштук; 7 - смесительная камера; 8 - инжектор; 9 - кислородный вентиль
- 85 -
Применение газовой сварки на тонкостенных кузовных элементах приводит к их значительному короблению из-за возможного перегрева, что отрицательно сказывается на прочности и долговечности соединения из-за слабой коррозийной стойкости. Доводка лицевой поверхности кузова до приемлемого вида с таким швом очень трудоемка.
Применяемые для газовой сварки шланги (рукава) должны быть длиной не менее 8-10 м. Шланги изготавливаются трех типов из вулканизированной резины с тканевой оплеткой и наружным резиновым слоем различных цветов для различения области их применения:
- тип I, красный (для ацетилена), с давлением до 6 кгс/см2;
- тип II, желтый (для жидкого топлива), с давлением до 6 кгс/см2;
- тип III, синий (для кислорода), с давлением до 15 кгс/см2.
Для горелок малой мощности применяются облегченные шланги с внутренним диаметром 6,3 и 9,0 мм, для горелок большой мощности - 16 и 18 мм.
Полуавтоматическая сварка в среде защитного газа обеспечивает качественный ремонт кузова автомобиля с наименьшими затратами. Она является одним из основных технологических процессов, применяемых при восстановлении кузова.
Схема сварочного процесса показана на рис. 45.
Наличие защитного углекислого газа (СО2) в зоне дуги обеспечивает изоляцию сварочной ванночки (жидкого металла) от воздействия атмосферного воздуха, азотирования и окисления шва. Применение электродной проволоки с повышенным содержанием раскисляющих примесей (марганца, кремния) по-
Рис. 45. Схема сварочного процесса в защитном газе:
1 - струя защитного газа; 2 - сварочная горелка; 3 - токоведущий мундштук; 4 -электродная проволока; 5 - газовое сопло;
6 - сварочная дуга; 7 - ванна расплавленного металла; 8 - сварной шов
зволяет получить бёспористый шов с хорошими механическими свойствами. Сварка осуществляется при питании электрической дуги постоянным током от преобразователей «ПСГ-350», «ПСГ-500» или сварочных выпрямителей «ВС-300», «ВДГ-301» и др.
Конструктивно сварочный полуавтомат (рис. 46) состоит из следующих элементов:
— источника питания с пультом управления;
- баллона с углекислым газом;
- понижающего редуктора-расходомера;
- подогревателя углекислого газа;
- шланга подачи углекислого газа;
- сварочной горелки;
- электрических кабелей (рабочего и заземления);
- механизма подачи сварочной проволоки;
— соединительных электрокабелей с разъемами;
- шлангов подачи газа и направляющей проволоки.
Длина шлангов и кабелей позволяет организовать рабочее место в радиусе трех метров от пульта управления и в десяти метрах от источника питания. Управление полуавтоматом осуществ-
- 86 -
Восстажйзление; деформ^оШнного - кузова автомобиля
Рис. 46. Схема сварочного полуавтомата:
1 - пульт управления; 2 - источник питания; 3 - баллон с углекислым газом; 4 - подогреватель газа; 5 - редуктор-расходомер; 6 - трубка подачи углекислого газа; 7 - сварочная горелка; 8 - кабель заземления; 9 - механизм подачи сварочной проволоки; 10 - электрический кабель
ляется с пульта, встроенного в его лицевую панель. Контроль за работой осуществляется по показаниям приборов -вольт- и амперметров. Процесс подачи электроэнергии (сварочного тока), защитного газа и электродной проволоки в зону сварки полностью автоматизирован. Зажигание сварочной дуги обеспечивается замыканием электрода на изделие. Сварочную горелку перемещают вручную, и качество ремонтного шва полностью зависит от квалификации самого сварщика.
Алгоритм работы автоматики установки обеспечивает:
- включение-выключение полуавтомата выключателем, расположенным на сварочной головке;
- плавное регулирование скорости сварки с помощью потенциометра, расположенного на пульте управления;
- стабилизацию установленной скорости подачи электродной проволоки-
- автоматическую продувку газового тракта защитным газом до зажигания дуги в течение 1-2 с и после погасания дуги в. течение 2-3 с.
При выключении полуавтомата останавливается двигатель подачи электродной ' проволоки, происходит растяжка дуги и ее обрыв, защитный газ продувает сварочную горелку. Через 2-3 с отключаются источники питания, закрывается клапан подачи защитного газа и снимается питание со сварочной горелки. Схема приходит в исходное состояние.
Сварочная горелка 2 (рис. -47) предназначена для создания зоны высокой температуры (электрической дугой), плавления электродной проволоки (диаметром 0,8 мм) и образования сварочной ванны для соединяемых деталей. К ней подводится так от источника питания для образования дуги, зеи чый газ и электродное проводе . >. Источник питания сварочной дуги представляет собой статический преобразователь .рехфазного переменного тока в постоянный. Подогревание защитного газа необходимо, чтобы исключить замерзание каналов регулятора в местах перепада давлений после понижающего редуктора.
- 87 -
Рис. 47. Газовая сварочная горелка:
1, 9 - сменное сопло;
2 - газовая сварочная горелка; 3 - выключатель;
4 - муфта;
5, 7 - электродная проволока; 6 - электрический кабель;
8 - наконечник; 10 -спираль; 11 - держатель наконечника
Сварные швы соединяемых деталей, применяемые при выполнении ремонта кузова имеют различные виды соединений (рис. 48) -тавровое, нахлест-ное, угловое и стыковое. При этом шов может по-разному располагаться в пространстве: горизонтально, вертикально,
вверху или внизу. По своему исполнению сварочные швы подразделяются на три вида: сплошной, прерывистый и точечный.
Сплошной шов обеспечивает надежное соединение при стыковых, угловых и нахлестных соединениях деталей в
Рис. 48. Виды сварных соединений:
1 - тавровое; 2 - нахлестное; 3 - угловое; 4 - стыковое; 5 - горизонтальное; 6 -вертикальное; 7 - нижнее; 8 - потолочное
- 88 -
любом положении. В зависимости от толщины свариваемых деталей, точности их подгонки и положения шва сварку производят при скорости 0,2-0,3 м/мин и силе тока 40-80 А.
Прерывистый шов используется при сварке тонколистовых материалов при большом зазоре между соединяемыми деталями, т. к. вероятность прожига в этом случае резко возрастает. Время сварки составляет при этом от 0,3-3 с, причем временной промежуток между включениями сварочной горелки зависит обратно пропорционально от толщины соединяемых деталей. Чем толще соединяемые детали, тем меньше может быть временной промежуток. Сварка прерывистым швом в технологии ремонта кузова является самым распространенным видом и обеспечивает надежность соединения таких силовых элементов, как усилители, лонжероны, поперечины, пороги, пол кузова. Шов выполняется по формуле: Z 30/40, где числитель - длина шва, а знаменатель - длина интервала между швами, в мм.
Точечная сварка используется при любых положениях деталей. Она особенно эффективна в труднодоступных местах по предварительным прошивам свариваемых элементов. Такой вид сварки требует использования газового сопла с боковыми отверстиями на его конце. Газовое сопло по отношению к контактной трубке (мундштуку) выдвигают вперед на 10-15 мм, чтобы создать необходимое расстояние до поверхности свариваемых элементов. Время сварки составляет 0,3-3 с. Сила сварочного тока и время сварки напрямую зависят от толщины свариваемого металла. Для листов толщиной 0,3 мм при односторонней сварке без предварительного высверливания («прошивания») необходима сила ток до 150-200 А. Более толстые листы предварительно высверливают, и тогда силу тока уменьшают до 80-100 А.
Технические характеристики сварочных полуавтоматов приведены в табл. 5.
Таблица 5
ХАРАКТЕРИСТИКИ СВАРОЧНЫХ ПОЛУАВТОМАТОВ ДЛЯ РЕМОНТА КУЗОВА
Тип полуавтомата Напряжение сети,В Номинальный сварочный ток при ПВ-60%, А Диаметр электродной проволоки, мм Скорость подачи проволоки, м/мин Источник питания
А-537Р 380 150 0,8-1,2 1,8-5,5 ВС-200
А-547У 380 300 0,8-1,2 1,8-7,5 ВС-300
ПДГ-301 220/380 315 0,8-1,2 3-12 ВДГ-301
ПДГ-303 220/380 315 0,8-1,2 3-12 ВДГ-301
ПДГ-305 220 315 0,8-1,2 1,2-12 ВДГ-302
А-825М 220/380 300 0,8-1,2 1,2-10,3 ВС-300
А-1230М 380 315 0,8-1,2 2,4-12 ВДГ-302
СВАП 380 140 0,8 4-11 -
«Кемпомат»-163S 220/380 140 0,6-0,8 0-11 —
- 89 -
Технология сварки
Для обеспечения качество сварного шва необходимо точно выбрать режим сварки при ремонте. Это зависит от толщины свариваемых деталей и определяется диаметром электродной проволоки, силой сварочного тока и напряжением дуги, скоростью подачи проволоки и скоростью сварки, вылетом электродной проволоки и расходом углекислого газа. Все эти параметры объединяет график, представленный на рис. 49 и табл. 6 для проволоки Св-08ГС диаметром 0,8 мм. В практике автомобилестроения для облицовки кузовов при
меняется лист толщиной 0,6-1,2 мм.
Сварщик, работающий правой рукой, располагает горелку с наклоном вдоль оси сварного шва под углом 25-45° так, чтобы пламя было направлено влево. Конец пламени удерживают на расстоянии около 1 мм от поверхности расплавленного металла. Перемещая горелку справа налево, наконечник -наклоняют в сторону выполненного шва, а струей пламени прогревают линию сварки (рис. 50). Левша держит горелку в левой руке, перемещает ее слева направо и также наклоняет в сторону выполненного свар-
Таблица 6
РЕЖИМЫ СВАРКИ КУЗОВА В СРЕДЕ УГЛЕКИСЛОГО ГАЗА ЭЛЕКТРОДНОЙ ПРОВОЛОКОЙ СВ-08ГС ДИАМЕТРОМ 0,8 ММ
Толщина металла, мм Режим сварки
Сила тока сварки, А Напряжение дуги, В Скорость подачи проволоки, м/мин Вылет электрода, мм Расход СОг, дм3/мин
0,7-0,9 40-80 17-18 2,0-2,5 8-10 6-7
0,9-1,2 70-100 18-20 2,5-3,5 8-10 6-8
1,2-1,5 90-120 20-22 3,5-5,0 8-10 6-9
- 90 -
Рис. 50. Положение сопла горелки относительно сварного шва
ного шва. При сварке тонколистового металла кузова, независимо от направления перемещения горелки, ее всегда наклоняют в сторону выполняемого шва. Если сварку осуществляют с присадочным материалом, то его удерживают симметрично соплу, о конец присадочного металла погружают короткими быстрыми зигзагообразными движениями в расплавленный металл шва.
Для листов металла толщиной 0,6-0,8 мм - используйте проволоку диаметром 0,6 мм, при толщине свариваемых листов 0,8-1,0 мм - проволоку диаметром 0,8 мм, если толщина листов более 1,2 мм - проволоку диаметром 1,0-1,2 мм.
Для сварки выбирается такое напряжение электрического тока, чтобы обеспечить устойчивый процесс сварки при максимально короткой дуге (1,5-4,0 мм), так как при более значительной длине дуги процесс сварки неустойчив и дуга обрывается (гаснет). Рекомендуемое напряжение сварки находится в пределах 17-23 В.
Определение силы тока и скорости подачи электродной проволоки отражено на графике (см. рис. 49) и в табл. 6 свариваемых деталей. На практике скорость подачи выбирается так, чтобы процесс формирования шва протекал устойчиво, а разбрызгивание металла было незначительным. Наложение шва в горизонтальном, вертикальном и потолочном положениях требует уменьшения напря
жения и силы сварочного тока на 10-20% по сравнению с соответствующим значением для нижнего (горизонтального) шва.
Расстояние от торца мундштука горелки до сварного шва колеблется в пределах 7-12 мм. Соединение кузовных деталей в стык при толщине деталей до 2 мм (при угловом катете - 5 мм) выполняется вертикальным швом.
В начале сварки электродную проволоку выставляют вертикально к кромке изделия, а после образования сварочной ванны наклоняют но угол 15-40° (см. рис. 50). При этом жидкий металл удерживается давлением дуги. При сварке потолочных и наклонных швов расход газа следует-увеличить.
При соединении тонких листов сварку осуществляют углом вперед и движением горелки справа налево. Ванна получается широкой, но не глубокой. При соединении более толстых листов сварку осуществляют углом назад и движении горелки слева направо. Ванна получается узкой, но более глубокой. Минимальный расход материалов (сварочной проволоки и углекислого газа) достигается при соединении деталей методом точечной сварки.
В качестве сварочной проволоки при ремонте кузова автомобиля рекомендуется проволока марки Св-08ГС-О или Св-08Г2С-О - легированная (марганец и кремний), омедненная, диаметром 0,8 мм. Проволока марки Св-08ГС-О содержит 0,08% углерода и до 1% марганца и 1% кремния. Свариваемые поверхности кузова и само проволока должны быть чистыми.
Использование углекислого газа, как защитной среды, практикуется очень давно. Газ поставляется в сжиженном состоянии в баллоне типа «150» емкос-
- 91 -
Таблица 7
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ ПРИ СВАРКЕ ДЕТАЛЕЙ АВТОМОБИЛЯ МОСКВИЧ-412
Кузовная деталь Номер детали по каталогу Внахлест Встык
Без профилирования кромок С профилированием кромок Без ленты С подкладной лентой С отбортовкой кромок
Сплошной шов Прерывистый шов «Элек-тро-зак-леп-ка» Точечная сварка «Элек-тро-зак-пеп-ка» Точечная сварка Сплошной шов «Элек-тро-зак-леп-ка» Точечная сварка «Элек-тро-зак-леп-ка» Точечная сварка
Полка щитов радиатора со щитами в сборе 412-8401460-04 412-8401460-11 + + + 4- 4- 4- 4-
Брус облицовки радиатора в сборе Брызговик облицовки радиатора 408-8401120 4- 4- + 4- 4- 4- 4- 4- 4-
со стойками фары в сборе 412-8401460-10 412-8401402-11 + 4- 4- 4- 4- 4- + 4- + 4- 4-
Поперечина No 1 рамы в сборе 408-2801080 412-2801080-01 4-
Крыло переднее в сборе, правое/левое 408-8403012-12/13-12 412-8403012-01/13-01 4- 4- 4- 4-
Брызговик переднего крыла в сборе,
правый/левый Лонжерон рамы в сборе, 412-8403260/04/61-04 4- + 4- 4- 4- 4- 4- 4- 4- 4- 4-
правый/левый 412-2801014/15 4“ 4-
Проем переднего окна в сборе Панель боковины наружная нижняя, 408-5301011-01 + 4- 4- 4- 4- 4- 4-
правая/левая 408-5401186-01/87-01 4- 4- 4- 4- 4- 4- 4-
Панель крыши 408-5701016 4- 4- 4- 4- 4-
Проем окна задка в сборе 408-5600020 412-5600020 + 4- 4- 4- 4- 4- 4-
Крыло заднее, передняя часть в сборе Крыло заднее в сборе, 408-8404052-Б/53-Б 4- 4- 4- 4- 4- 4- 4-
правое/левое 412-8404014-11/15-11 4- 4- 4- 4- 4- 4- 4-
Панель задка нижняя в сборе Дверь передняя в сборе, 412-5601012-10 4- 4- 4- 4- 4- 4- 4-
правая/левая Дверь задняя в сборе. 412-6100018-01/19-01 4- 4- 4- 4- 4- 4-
правая/левая 412-6200018-01/19-01 4- 4- 4- 4- 4- 4-
тью 40 л, под давлением 75 кгс/см2, который вмещает до 25 кг жидкой углекислоты. При испарении.из 1 кг жидкой углекислоты образуется до 500 л углекислого газа.
Нормальный расход углекислого газа при полуавтоматической сварке тонколистового металла кузова составляет 7-9 л/мин. Одного баллона хватает на 22-24 ч беспрерывных сварочных работ.
Преимущества полуавтоматической сварки в защитном газе, по сравнению с ручной газовой сваркой, заключаются в следующем:
- повышается скорость сварки;
- снижается зона термического влияния в свариваемых деталях;
- исключается тепловая деформация свариваемых деталей;
- повышается качество сварного шва;
- обеспечивается ведение сварки в труднодоступных местах;
- отсутствует шлаковая корка на сварном шве;
- достигается высокая антикоррозийная стойкость шва;
- снижается стоимость сварных работ;
- создаются благоприятные условия работы.
Возможный вид и способ соединения деталей сваркой в каждом конкретном случае определяет исполнитель. В табл. 7 приведены в качестве примера рекомендации по выбору способа и вида соединения некоторых элементов кузова автомобиля Москвич-412 при его ремонте.
Сварка в дорожных условиях
При необходимости ремонта кузова автомобиля в дорожных условиях рекомендуется применение паяльно-сварочной пасты для соединения листов толщиной 0,3-1,5 мм или сварочного карандаша «СК» для деталей из более толстых металлов.
Паста выпускается в виде тюбика с калибровочными насадками. Свариваемые детали закрепляют горизонтально или под углом наклона 30-45° внахлест или в стык (без зазора). Не допус
кается наличие следов краски и смазок в зоне шва. Нахлест должен быть не более чем 3-4 толщины свариваемых листов.
По центру шва из тюбика через калибровочную насадку, установленную под крышкой, на стык выдавливают необходимое количество пасты. Диаметр насадки выбирают в зависимости от толщины валика, необходимой для свариваемого металла согласно табл. 8.
Таблица 8
КОЛИЧЕСТВО ПАСТЫ, НЕОБХОДИМОЕ ДЛЯ СВАРКИ МЕТАЛЛА СООТВЕТСТВУЮЩЕЙ ТОЛЩИНЫ
Толщина металла, мм Толщина валика, мм Масса* пасты, г
0,1-0,3 3-6 20
0,4-0,7 8-11 30
0,8-1,0 12-18 40
1,0-1,5 > 18 60
* Масса пасты указана из расчета шва длиной 120 мм.
- 93 -
В место, где начинается слой пасты, но глубину 3-4 мм вставляют фитиль и поджигают его спичкой. Берегите свои глаза, для этой цели подойдут солнцезащитные очки. Но месте сгорания пасты образуется сварной шов. После его ос
тывания удалите образовавшиеся шлаки, дайте шву остыть и промойте его водой. Храните тюбик герметически закрытым. Такой ремонт в дорожных условиях позволит доехать до СТОА для более качественного ремонта.
Устранение повреждений пайкой
В процессе восстановления поверхности кузова часто приходится устранять мелкие неровности нанесением на них припоя и последующей зачисткой восстановленного участка.
Процесс пайки включает в себя два этапа - подготовку поверхности и нанесение припоя. Подготовка поверхности заключается в очистке от загрязнения до металлического блеска и лужении.
Поверхность очищают с применением- флюсов из хлористого цинка. Флюс получают растворением металлического цинка в соляной кислоте путем травления. Для предотвращения появления на кузове коррозии остатки флюса после пайки тщательно удаляют большим количеством воды.
Большую коррозионную стойкость имеет паста, используемая при лужении, следующего состава (в %):
48%-ный раствор хлористого
цинка - 10;
вещество ОП-7 или ОП-10- 10;
хлористый аммоний - 0,3;
оловянистый мелко-
дисперсный порошок ~ 23,8;
свинцовый мелкодисперсный порошок - 55,9
Для приготовления пасты в раствор хлористого цинка добавляют состав ОП-7 (или ОП—10) и хлористый аммоний и затем тщательно перемешивают. В полученную вязкую жидкость при
перемешивании вводят порошок свинца или олова.
Для лучшего лужения поверхность кузова слегка прогревают паяльником, паяльной лампой или газовой горелкой. Затем с помощью кисти или ветоши наносят пасту и вторично подогревают.
После повторного прогрева поверхность протирают чистой хлопчатобумажной ветошью, в результате чего получают ровную полуду, на которую наносят расплавленный припой (ПОС-18) и разравнивают его деревянной лопаткой, смоченной в вазелине. Слои припоя наносят до тех пор, пока не образуется небольшой припуск припоя для последующей зачистки заподлицо поверхности панели. Каждый последующий слой припоя наносят на предварительно подогретый (паяльной лампой или паяльником) предыдущий слой и разглаживают.
Для пайки сквозных отверстий в панелях с внутренней стороны кузова устанавливают ремонтную пластину из листовой оцинкованной стали или цинкового листа. Ремонтную пластину прижимают к восстанавливаемой поверхности до полного отвердевания наносимого припоя.
Участок поверхности панели, заполненного припоем, зачищают напильником и наждачным полотном до полного выравнивания. После обработки повер-
- 94 —
хность тщательно промывают водой и проводят мероприятия по окраске и антикороозионной защите.
- 95 -
ВЫПОЛНЕНИЕ РЕМОНТНЫХ РАБОТ ПО ЗАМЕНЕ ОТДЕЛЬНЫХ УЗЛОВ И ДЕТАЛЕЙ КУЗОВА
Последовательность замены отдельных узлов и деталей кузова рассмотрена на примере отечественных легковых автомобилей. Конструктивная, подетальная компоновка каркаса кузова ВАЗ-2106 (в качестве типового автомобиля) представлена на рис. 3.
Основными силовыми элементами кузова являются каркас и оперение, которые включают в свой состав передок кузова, пол с усилителями и панелью задка, боковины, крышу с рамами ветрового и заднего окон, передние и задние крылья с усилителями. Все узлы и детали каркаса в основном соединены между собой контактной точечной сваркой. Сильно нагруженные детали дополнительно закреплены электродуговой сваркой. Газовой сваркой приваривают панель 14 крыши к боковым панелям 16.
Передок состоит из вертикального щитка 9 передка, коробки 10 воздухо-притока, брызговиков 29 передних крыльев со стойками 28, передних лонжеронов, верхней и нижней поперечин передка, стоек 2 передка, кожухов 5 фар, нижней панели 3 передка и брызговиков 1 и 4. К правому брызговику переднего крыла приварена площадка 8 для аккумуляторной батареи.
Пол кузова с усилителями и панелью задка включает панели переднего и заднего полов, пола 23 багажника, полов запасного колеса и топливного бака, панели 18 задка. С панелями полов сварены передние и задние лонжероны пола, лонжероны 21 пола багажника, соединители центральных стоек, поперечины
19, 24, 25, кронштейн поперечины штанги, внутренние арки 22 задних колес и другие детали.
Боковина 11 состоит из цельноштампованной панели, наружной арки заднего колеса, центральной стойки и усилителей, расположенных по контору боковины. Правая и левая боковины соединены между собой нижней поперечиной 13 панели приборов и полкой задка с раскосами.
Задние крылья 20 приварены к боковинам 11, панели 18 задка, к полам запасного колеса и топливного бака. К задним крыльям приварены усилители. Правое крыло имеет крышку ниши заливной горловины топливного бака.
Крыша состоит из панели 14, боковых панелей 16 крыши, сваренных между собой газовой сваркой, и усилителей крыши. К панели крыши приварены панель 12 рамы ветрового и заднего окон.
Передние крылья приварены к нижней панели 3 передка, к брызговикам 29, кожухам 5 фар и передним стойкам боковин 11.
Детали кузова изготовлены методом холодной штамповки из листовой малоуглеродистой стали: для наружных панелей оперения - толщиной 0,7 мм; для переднего пола и крыши - 0,9 мм; для брызговиков передних крыльев, арок задних колес, лонжеронов и поперечен пола - 1,0 мм; для сильно нагруженных деталей (поперечин лонжеронов, центральных стоек)- 1,5 мм. Мелкие различные детали.кузова (усилители, соединители, кронштейны, надставки) отштам-
- 96 -
Замена отдельных узлов и деталей даова.
повывают из стали толщиной 0,8-2,5 мм. Капот, крышку багажника и двери навешивают на остов при помощи пе
тель, что создает возможность регулировки их положения в проемах остова кузова.
Замена переднего крыла
В процессе эксплуатации и ДТП очень часто возникает необходимость в замене передних крыльев автомобиля (рис. 51). При эксплуатации автомобиля крылья подвергаются сквозной язвенной коррозии, а при ДТП - значительным деформациям и разрывам. Незначительные повреждения - небольшие вмятины, царапины устраняют правкой поврежденных участков непосредственно на автомобиле. После правки обязательно проверяют состояние внутреннего антикоррозионного покрытия и при необходимости его восстанавливают. При значительных повреждениях крылья заменяют.
Замена переднего крыла автомобилей ВАЗ 2101-2107
Для замены переднего крыла выполните следующие операции:
- снимите аккумуляторную батарею, капот, бамперы, антенны;
- снимите осветительные приборы и указатели поворотов;
- снимите переднюю дверь;
- снимите облицовку радиатора;
- срежьте (или срубите):
- соединение крыла (см. рис. 51) с панелью передка (III) и кожухом фары (II), отступив от линии соединения 2-3 мм;
- соединение крыла с передней стойкой боковины остова кузова (V), отступив на 2-3 мм от линии изгиба вертикального усилителя. Операцию осуществляют с помощью остро заточенного зубила, виброножниц или шлифовальной машинки («болгарки»);
- удалите металл из точек контактной сварки сверлом 6-7 мм в местах соединения сточного желоба с брызговиком (I). Отсоедините крыло вместе со сточным желобком от панели брызговика и рамы ветрового окна;
- отогните крыло, как показано на рис. 51 (поз. IV) и срубите его на горизонтальном участке в месте его соединения с нижней частью боковой панели передка кузова;
- удалите оставшиеся полоски металла с помощью торцевых кусачек или тонкого остро заточенного зубила (рис. 52);
- отрихтуйте деформированные кромки панелей передка, брызговика и передней стойки;
- зачистите шлифовальной машинкой посадочные места элементов кузова и нового крыла;
- удалите грязь и ржавчину из полостей, закрываемых новым крылом;
- тщательно промойте полость водой, обдуйте ее сжатым воздухом и обезжирьте;
- нанесите на зачищенные до металла участки поверхности цинкохроматный грунт ГФ-073;
- прошейте (сверлом или проколкой) в кромке нового крыла отверстия диаметром 5 мм с шагом 40-50 мм по усилителю передней стойки, сточному желобку, по кромкам соединения крыла с кожухом фары и боковой панелью. Прошейте аналогичные отверстия в панели передка по кромке вертикальной отбортовки ниже кожуха фары;
4 Зак.63873
- 97 -
Рис. 51. Удаление переднего крыла:
а - высверливание точек и срубание крыла с желобком в сборе (сверло - место высверливания);
б - места срубания крыла различных моделей автомобилей ВАЗ;
* - удаляемая часть элемента; стрелками обозначены места, по которым крыло отрубается
4Ц
- 98 -
Замена отдельных узлов- И деталей кузена
- установите на прежнее место дверь и капот;
- подгоните новое крыло по месту
Рис. 52. Удаление оставшейся части срубленного крыла (а) и зачистка точек контактной сварки (б)
посадки и зафиксируйте его быстросъемными зажимными клещами (струбцинами);
- проверьте равномерность зазоров по сопрягаемым деталям, а также допустимые размеры по выступающим и западающим частям лицевых поверхностей;
- прихватите латунным припоем Л63 или Л68 крыло в соединениях (рис. 53):
• с рамой ветрового окна и верхней поперечиной передка - в трех точках (1);
• с панелью передка - в трех точках (II);
• с порогом - в двух точках (III);
• с усилителем передней стойки - в двух точках (IV);
- приварите крыло к сопрягаемым деталям передка кузова (рис. 54):
• к брызговику переднего лонжерона по сточному желобку (I);
Рис. 53. Места прихватки кузовных деталей латунными припоями (места прихватки деталей обозначены точками)
- 99 -
Рис. 54. Сварка переднего крыла (места сварки обозначены точками)
• к кожуху фары (II);
• к панели передка - ниже кожуха фары, через отверстие в панели передка (III);
• к боковой панели остова кузова -по нижней горизонтальной части крыла (IV);
• к передней стойке - по вертикальному усилителю (V).
Проводимая сварка - точечная, элек-тродуговая в среде защитного газа по предварительно прошитым отверстиям с шагом 40-50 мм проволокой Св-08 ГС~О или Св-08 Г2С-О диаметром 0,8 мм. Допускается газовая сварка с
применением в качестве присадочного материала проволоки Св-08 диаметром 1,5-3 мм, проволоки ЛКМЦ или латунного припоя Л63 диаметром 2-3 мм.
После сварки зачистите швы шлифовальной машинкой заподлицо с основным металлом и загрунтуйте их под окраску. На отдельные участки нанесите шпаклевку и зашлифуйте поверхность. На внутреннюю полость нанесите антикоррозионное покрытие.
Замена переднего крыла автомобиля ВАЗ-2121 осуществляется так же, как и при ремонте остальных моделей «АвтоВАЗа» (рис. 55).
Рис. 55. Линии сварки панели крыши и переднего крыла ВАЗ-2121 (точками обозначены швы контактной сварки. Стрелками показаны места предварительной приварки газовой сваркой)
- 100 -
Замена отдельный узлов и деталей кузова
Технологическая последовательность замены переднего крыла приведена ниже.
Отсоедините (срубите) крыло, удалите оставшиеся полоски крыла, отрихтуй-те деформированные кромки и зачистите их электро- или пневмошлифоваль-ной машинкой. Установите переднюю дверь и новое крыло, закрепите крыло быстросъемными клещами. Приварите крыло газовой сваркой в местах, указанных на рис. 55 стрелками. В качестве присадочного материала используют прутки припоя Л-62 или Л-63 диаметром 2-3 мм.
Установите капот и проверьте положение крыла. Допускается выступание или западание крыла относительно двери и капота не более 2 мм. Зазоры у крыла с капотом и дверью по лицевой поверхности должны быть не более (5±2) мм.
Снимите капот и дверь. Приварите крыло электроконтактной сваркой с шагом 40-50 мм к стойке передка, брызговику и щитку передка.
Допускаются точечная, электродуго-вая сварка с помощью полуавтомата в среде углекислого газа проволокой Св-08 ГС~О или Св-08 Г2С-О диаметром 0,8 мм по предварительно прошитым от
верстиям; газовая сварка с применением в качестве присадочного материала проволоки Св-08 диаметром 1,5-3 мм, проволоки ЛКМц или латунного припоя Л63 диаметром 2-3 мм.
Приварите крыло к панели передка газовой сваркой оплавлением кромок прерывистым швом. После сварки зачистите швы шлифовальной машинкой заподлицо с основным металлом и загрунтуйте их под окраску.
Замена переднего крыла кузова автомобилей ВАЗ-2108, -21099, -2110, -2111, -2112, -2115. Процесс замены съемных крыльев этих автомобилей имеет свои особенности. Для снятия крыла (рис. 56) сделайте следующее:
- откройте и зафиксируйте капот;
- поверните рулевое колесо автомобиля до упора влево (для левого крыла) или до упора вправо (для правого крыла);
- выверните четыре самонарезаю-щих винта (точки 2, рис. 56) из фланцевых гаек крепления по верхнему фланцу, по одному винту (точки 1) спереди внизу и сзади внизу, по два винта (точки 3) крепления к передней стойке (под крылом). Осторожно снимите крыло и его изолирующие прокладки с мест контакта с брызговиком;
- 101 -
— снимите с крыла указатель поворота.
Для снятия крыла воспользуйтесь шарнирным ключом-трещеткой, удлинителем, головкой на 10 мм и рычагом.
При невозможности вывернуть передний нижний винт выверните предварительно два винта крепления бампера к боковому кронштейну. Для доступа к указанному винту крепления крыла отожмите в сторону накладку бампера.
Установка крыла проводится в обратной последовательности. Изолирующие прокладки замените новыми. Перед окончательным затягиванием винтов за счет увеличенных отверстий подгоните крыло по зазорам и выступанию с другими элементами кузова.
Замена переднего крыла автомобилей ГАЗ-24, -24-10. Передние крылья кузова этих автомобилей съемные и их замена также имеет свои особенности.
Для снятия крыла выполните следующие работы:
— откройте и зафиксируйте капот;
— снимите облицовку фары, передний бампер и молдинг боковины;
— поверните рулевое колесо автомобиля до упора влево (для левого крыла) или до упора вправо (для правого крыла);
- отверните два болта крепления крыла к верхней панели облицовки радиатора;
— отверните два болта крепления крыла к щиткам радиатора;
- отверните три болта крепления крыла к брызговику крыла;
- отверните два болта крепления крыла к боковине;
- отверните два болта крепления надставки крыла к брызговику облицовки радиатора;
— отверните один болт крепления буфера к крылу.
Монтаж нового или отремонтированного крыла осуществляйте в последовательности, обратной снятию.
Замена передних крыльев автомобилей ГАЗ-3102, -31029. Передние крылья у этих автомобилей съемные и их замена также имеет свои особенности.
Для снятия крыла выполните следующие работы:
- откройте и зафиксируйте капот;
- поверните рулевое колесо автомобиля до упора влево (для левого крыла) или до упора вправо (для правого крыла);
- отверните пять болтов крепления крыла по верхнему фланцу в подкапотном пространстве;
- снимите фонари и подфарник;
- отверните один болт в задней верхней части при открытой передней двери;
— отверните один болт в нижней передней части;
- отверните три болта спереди крыла.
Установку крыла проводите в последовательности, обратной замене. Изолирующие прокладки, устанавливаемые вместе с пятью болтами, замените новыми. Перед окончательным затягиванием этих пяти болтов за счет увеличенных отверстий в крыле подгоните крыло по зазорам и выступанию с другими элементами кузова. Установите болт в нижней передней части с дополнительной резиновой прокладкой - компенсатором колебаний, который снижает вибрацию, возникающую в процессе эксплуатации.
- 102 -
Замена отдельных узагов и деталей кузова
Замена передних крыльев автомобиля ГАЗ-3110 также имеет свои особенности (рис. 57).
Для снятия крыла выполните следующие работы:
- снимите передний бампер;
- откройте и зафиксируйте капот;
— поверните рулевое колесо автомобиля до упора влево (для левого крыла) или до упора вправо (для правого крыла);
- отверните пять болтов крепления крыла по верхнему фланцу (сечение flfl);
- отверните одну гайку в нижней части крыла сзади и снимите ее вместе с вибропоглощающей шайбой;
- при открытой двери отверните один болт в задней верхней части крыла и выньте его вместе с дистанционной прокладкой;
1,6- болт; 2, 5, 7, 8 - шайбы; 3 - вибропоглощающие шайбы; 4 - гайка; 9 - прокладка
- отверните и выньте три болта спереди, соединяющие фланцы крыльев и брызговик облицовки радиатора;
- снимите крыло.
Установку крыла проводите в последовательности, обратной снятию.
Замена передних крыльев автомобиля Москвич-2141 имеет свои особенности (рис. 58).
Переднее крыло съемное и крепится в десяти точках, две из которых одновременно являются точками крепления бокового буфера капота и наружной панели- передка. Передняя и задняя нижние части крыла крепятся в одной точке. Задняя вертикальная часть крыла
крепится в двух точках.
Единственной труднодоступной точкой является точка крепления передней нижней части крыла, которая полностью закрыта передним бампером.
Перед демонтажем переднего крыла снимите:
— передний и боковой указатели поворота, антенну;
— облицовку радиатора;
- передний бампер.
Крыло снимайте в следующем порядке:
- отверните болты крепления крыла. При этом одновременно будут отсоединены боковой буфер капота и нижняя панель передка;
- 103 -
- снимите крыло.
При установке отремонтированного или нового крыла на кузов автомобиля обратите внимание на обеспечение необходимых зазоров по стыкам крыла с капотом, дверью, наружной нижней панелью передка.
Передние крылья автомобиля на заводе устанавливают на специальную ленточную мастику, наносимую на поверхность корпуса кузова, к которой прилегают верхний и задний фланцы крыльев. Высокая адгезия мастики к поверхности заставляет прибегать к использованию вспомогательного инст
румента в виде широкого сапожного ножа или полотна механической ножов-
ки для отделения крыла от кузова.
Перед установкой нового крыла посадочные места отрихтуйте и зачистите от остатков старой мастики. В качестве ее заменителя рекомендуется использовать листовую мастику «Герлен».
ВНИМАНИЕ! Мастика «Герлен» плавится при температуре 80-90°С, что недостаточно при сушке кузова в промышленных окрасочных камерах, где температура сушки синтетических эмалей 110-120°С.
- 104 -
Замена отдельных узлов и деталей кузова'
Замена передка кузова и его элементов
Замена передка кузова заднеприводных автомобилей ВАЗ осуществляют только в тех случаях, когда основные его детали (в первую очередь передние лонжероны с брызговиками, панель передка с кожухом фар, передние крылья и силовые поперечины) восстановить методами вытяжки невозможно.
Технологическая последовательность замены передка кузова заключается в выполнении работ по снятию:
— аккумуляторной батареи; переднего бампера; осветительных приборов; силового агрегата в сборе; передней подвески в сборе; навесных элементов, приборов и жгутов электропроводки, размещенных в моторном отсеке.
Далее отсоедините поврежденные части панели передка (рис. 59) в следующем порядке:
- отметьте поврежденную часть панели передка, которая подлежит замене;
Рис. 59. места отсоединения панели передка кузова:
а - ВАЗ-21011; б - ВАЗ-2101; - 2102; в - ВАЗ-2103, -2106; г - ВАЗ-2104, -2105, -2107; д - ВАЗ-2121; * - панель передка (заменяемая ее часть заштрихована)
- 105 -
Рис. 60. Удаление брызговиков с лонжеронами от щитка передка и лонжеронов пола (штриховыми линиями обозначены места, по которым срубают брызговики и лонжероны)
- срубите передние крылья;
- срубите брызговики и передние лонжероны, отделив их от щитка передка и лонжеронов пола (рис. 60). Операцию проводите острозаточенным зубилом по панели брызговиков на расстоянии 10—15 мм от щитка передка;
- отделите передние лонжероны от лонжеронов пола в местах их соединения по точкам контактной сварки;
- удалите оставшиеся полоски металла кусачками или остро заточенным тонким зубилом;
- отрихтуйте деформированные кромки сопрягаемых деталей и зачистите их шлифовальной машинкой;
- подготовьте к работе установку БС-123 (см. рис. 27);
- выставьте кузов по базовым точкам на установке БС-123, зафиксируйте его специальными кронштейнами и закрепите с двух сторон выдвижными стойками за ребра жесткости порогов;
- прошейте отверстия специальными клещами шагом 30-40 мм и диаметром 5 мм, в кромках брызговиков по месту их сопряжения со щитком передка. При этом в местах перегибов выполните ножницами надрезы глубиной 10 мм;
Рис. 61. Установка новых брызговиков с лонжеронами на кузов (с использованием установки БС-123)
- подгоните новые лонжероны с брызговиками по местам, сопрягаемым со щитком передка и лонжеронами пола с учетом 10 мм припуска на соединение необходимой части панели и центрального брызговика переднего бампера;
- закрепите новые брызговики с лонжеронами в кронштейнах крепления поперечины передней подвески и стабилизатора поперечной устойчивости (рис. 61);
- прихватите газовой сваркой с латунным припоем Л63 брызговики с лонжеронами к щитку передка и лонжеронам пола;
- прошейте отверстия диаметром 5 мм шагом 30-40 мм в кромках нижней поперечины передка;
- выставьте нижнюю поперечину передка по передним концам лонжеронов. Поперечину приварите по сопрягаемым поверхностям. Сварку производите полуавтоматом в среде защитного газа;
- прошейте отверстия в отбортовке щитков радиатора (рис. 62), выставьте по месту и прихватите латунным припоем в местах, показанных точками на рис. 63;
- приварите к щиткам радиатора верхнюю поперечину рамки радиатора;
- прошейте отверстия диаметром 5 мм шагом 30-40 мм в кромках панели передка по местам сопряжения со щит-
- 106 -
Замена отдельных узлов и деталей кузова
Рис. 62. Подготовка оставшейся части панели передка и ремонтной детали;
а - формирование кромки на оставшейся части панели; б - подгонка ремонтной детали; в - прошивание отверстий на кромках ремонтной детали; 1 - центральный брызговик переднего бампера (ВАЗ-2106)
д)
Рис. 63. Места прихвата ремонтных деталей панели передка к кузову (обозначены точками):
а - ВАЗ-21011; б - ВАЗ-2102; в - ВАЗ-2106; г - ВАЗ-2104, -2105, -2107; д - ВАЗ-2121
- 107 -
ками радиатора и по отбортовке, в местах сопряжения с передними крыльями (ниже кожуха фары). Вставьте и прихватите панель передка латунным припоем (см. рис. 63);
- приварите по отверстиям к ремонтной детали кожух фары (ВАЗ-21011, 2121);
— приварите кронштейн крепления подфарника (ВАЗ-2106);
- приварите боковой усилитель панели облицовки радиатора (ВАЗ-2105, 2121);
- приварите нижний и верхний кронштейны крепления облицовки радиатора (ВАЗ-2121);
- навесьте крылья и капот;
- проведите предварительный контроль передка кузова по зазорам и плотности прилегания к сопрягаемым деталям. При соответствии конструкции этим требованиям снимите временно установленный капот и сварите окончательно детали передка кузова. Для кузова автомобиля ВАЗ-2106 дополнительно приварите часть центрального брызговика и боковой брызговик к сопрягаемым деталям точками по ранее выполненным отверстиям.
При этом брызговики к щитку передка приварите с учетом следующего:
- передние лонжероны по отбортовке приварите к щитку передка прерывистым швом длиной 30 мм шагом 40 мм;
- сварку в местах стыковки передних лонжеронов с лонжеронами пола выполните сплошным швом;
- щитки радиатора к нижней поперечине передка и к брызговикам приварите точками по прошитым отверстиям;
- панель передка с кожухами фар и верхней поперечиной приварите точками к щиткам радиатора по прошитым отверстиям;
- нижнюю поперечину передка приварите к панели передка точками по отверстиям, ранее прошитым в ее кромках;
- нижнюю поперечину в верхней ее части сварите по сопрягаемым местам с брызговиками передка.
При удалении части панели передка дополнительно отсоедините и оставьте для дальнейшего использования следующие элементы: кожух фары (ВАЗ-2101, 2121); кронштейн крепления подфарника (ВАЗ-2106); боковой усилитель панели облицовки радиатора (ВАЗ-2105, 2121); верхний и нижний кронштейны крепления облицовки радиатора (ВАЗ-2121).
По окончании работ зачистите сварные швы шлифовальной машинкой, восстановленный участок подготовьте к антикоррозионной обработке и покраске.
Щиток передка может заменяться частично в соответствии с вариантом повреждения (рис. 64). При снятом брызговике (правая сторона рисунка кузова) или при снятом крыле (левая сторона рисунка кузова).
Поврежденный участок удаляйте в следующем порядке:
- отметьте поврежденный участок, подлежащий замене;
- вырубите поврежденную часть по линии разметки;
- выполните правку и рихтовку оставшейся части щитка.
Из стали СТ.08КП толщиной 0,8-1,0 мм вырежьте вставку с припуском для сварки внахлест. По линии соединения со щитком прошейте во вставке отверстия диаметром 5 мм и шагом 30-40 мм. Подготовьте вставку к присоединению - зачистите корродированные участки и кромки свариваемых деталей.
- 108 -
Замена отдельных узлов- к деталей кузова
Вставку установите на щиток и закрепите быстросъемными клещами по месту установки. Приварите вставку, как было описано выше.
По окончании работ установите крыло и брызговик с лонжероном в сборе и подготовьте к антикоррозионной обработке и покраске.
Рис. 64. Частичная замена щитка передка:
1 - боковая панель передка; 2 - щиток передка; 3 - брызговик; 4 и 5 - соответственно правая и левая ремонтные детали щитка передка
Рис. 65. Места отсоединения боковой панели передка:
а - полная замена; б - частичная замена; 1 - коробка воздухопритока; 2 - боковая панель передка; 3 - соединитель; 4 - щиток передка; 5 - боковина; 6 - усилитель; 7 - боковина;
8 - поп; 9 - соединитель пола
- 109 -
Боковую панель передка заменяют полностью или частично.
При полной замене боковой панели 2 (рис. 65) передка ее при помощи твердосплавного 6 мм сверла и тонкого острого зубила отсоедините от коробки 1 воздухопритока, соединителя 3 боковины и передка, щитка 4 передка и брызговика переднего крыла, боковины 5 и усилителя передней стойки боковины 7, соединителя пола 9 и пола 8.
С сопрягаемых деталей удалите оставшиеся полосы металла кусачками или клещами. Деформированные кромки от-рихтуйте и зачистите шлифовальной машинкой.
При частичной замене боковой панели передка для удаления поврежденного участка панели проведите его раз-метку, высверлите и отрубите части панели по разметке. С сопрягаемых деталей удалите оставшиеся полосы металла кусачками или клещами. Деформированные кромки отрихтуйте и зачистите шлифовальной машинкой.
Новую боковую панель передка устанавливайте в следующем порядке:
- выставьте панель по месту и подгоните ее по сопрягаемым деталям;
- определите контур для выполнения отверстий на привариваемых кромках панели;
- снимите панель и прошейте ее кромку отверстиями диаметром 5 мм шагом 30-40 мм в соединении с коробкой воздухопритока;
- установите панель на место и зафиксируйте быстросъемными клещами с сопрягаемыми деталями;
- временно установите крылья и капот для подгонки зазоров в проемах между ними и боковой панелью в соответствии с заданными требованиями;
- снимите временно установленные
крылья и капот;
- приварите панель точками по ранее выполненным отверстиям на панели и соединяемых деталях полуавтоматической дуговой электросваркой в среде углекислого газа.
Установка ремонтной детали (рис. 65, б) боковой панели передка выполняют в следующем порядке:
- из стали Ст.08КП толщиной 0,8— 1,0 мм вырежьте вставку нужного размера с припуском для сварки внахлест;
— по линии соединения со щитком прошейте во вставке отверстия диаметром 5 мм и шагом 30-40 мм;
— подготовьте ремонтную вставку к присоединению (зачистите корродированные участки и кромки свариваемых деталей);
- установите ремонтную вставку на место и закрепите ее с сопрягаемыми деталями быстросъемными клещами;
- временно установите крылья и капот для контроля подгонки зазоров в проемах между ними и ремонтной деталью боковой панели;
- снимите временно установленные крылья и капот, приварите ремонтную вставку по точкам выполненных отверстий на вставке и сопрягаемых деталях, как было описано выше.
По окончании работ зачистите сварные швы шлифовальной машинкой, восстановленный участок подготовьте к антикоррозионной обработке и покраске.
Переднюю панель передка в сборе с кожухами фар (ВАЗ-21011), нижнюю панель передка в сборе (ВАЗ-2106) и панель облицовки радиатора в сборе (ВАЗ-2104, -2105, -2107) заменяйте после выполнения определенных разборочных работ, обеспечивающих свободный доступ к указанным панелям.
- 110 -
Замена отдельных, узлов и деталей-кузойй.
Рис. 66. Места отсоединения передней панели кузова:
а - ВАЗ-21011, -2102; б - ВАЗ-2106; в - ВАЗ-2104, -2105, -2107;
1 - панель; 2 - брызговик переднего крыла; 3 - рамка радиатора; 4 - нижняя поперечина передка; 5 - передняя панель передка
Для отсоединения панели 1 (рис. 66) высверлите точки сварки в ее соединении с нижней поперечиной 4 передка, рамки 3 радиатора, передней панелью 5 передка и брызговиком 2 переднего крыла, используя дрель со сверлом диаметром 6 мм, а затем отсоедините панель с помощью тонкого, острозаточен-ного зубила.
Перед установкой новых панелей:
- удалите оставшийся металл с сопрягаемых деталей;
- отрихтуйте и зачистите деформированные кромки соединяемых деталей;
- прошейте привариваемые кромки панелей (диаметр отверстий 5 мм, шаг - 40—50 мм).
- 111 -
Установка новой панели на кузов предусматривает проведение следующих работ:
- подгонки панели по месту установки;
- закрепления панели быстросьемны-ми клещами с соединяемыми деталями;
- временной установки передних крыльев и капота;
- проверки зазоров и проемов по капоту в соответствии с требованиями завода^изготовителя;
- прихватывания панели к сопрягаемым деталям в точках, указанных на рис. 66. Для этого используют горелку с наконечником № 1 или 2, припой Л-63, Л-68 или ЛНКМц диаметром 2-3 мм и техническую буру;
- снятия временно установленных передних крыльев и капота;
- приваривания панели точками по ранее выполненным отверстиям в панели и в нижней поперечине электро-дуговой сваркой в среде защитного газа проволокой Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм;
— зачистки швов, подготовки панели к покраске.
Рамку радиатора в сборе (ВАЗ-21011, -2105), переднюю панель в сборе (ВАЗ-2106) заменяйте при предварительно снятой панели передка.
Для отсоединения рамки 1 (рис. 67) или панели 4 высверлите точки сварки в ее соединении с нижней поперечиной 2 передка и брызговиком 3 передних крыльев 2, используя дрель со сверлом диаметром 6 мм, а затем отсоедините деталь с помощью* тонкого, острозато-ченного зубила.
Перед установкой новой рамки или панели:
- удалите оставшийся металл с сопрягаемых деталей;
- отрихтуйте и зачистите деформированные кромки соединяемых деталей;
- прошейте привариваемые кромки рамки в местах наложения на брызговик и нижнюю поперечину, диаметр отверстий 5 мм, шаг - 40-50 мм.
Рамку радиатора перед установкой на кузов предварительно соберите из правого и левого щитков радиатора и верхней поперечины.
Установка рамки радиатора или передней панели на кузов предусматривает проведение следующих работ:
- подгонку рамки радиатора или передней панели по месту установки;
— закрепление рамки или передней панели быстросъемными клещами с соединяемыми деталями;
- временную установку передних крыльев и капота;
- проверку зазоров и проемов по капоту в соответствии с заданными требованиями;
- прихватывание рамки или панели к сопрягаемым деталям по углам сваркой;
- снятие временно установленных передних крыльев и капота;
- окончательное соединение заменяемых деталей по выполненным ранее отверстиям электроду го вой сваркой в среде защитного газа.
Переднюю нижнюю поперечину передка в сборе заменяют при предварительно снятых панели передка и рамки радиатора.
Для отсоединения поперечины 2 (рис. 68) высверлите точки сварки в ее соединении с брызговиком. 1 передних крыльев, используя дрель со сверлом диаметром 6 мм, а затем отсоедините поперечину с помощью тонкого, острозаточенного зубила и молотка.
Перед установкой новой поперечины:
- 112 -
Замена<отдельнык узлов и деталей кузова
б)
Рис. 67. Места отсоединения рамки радиатора и передней панели кузова: а - ВАЗ-21011, -2102; б - ВАЗ-2106; в - ВАЗ-2104, -2105, -2107
1 - рамка; 2 - поперечина передка; 3 - брызговик; 4 - передняя панель
Рис. 68. Места отсоединения нижней поперечины:
1 - брызговик; 2 - поперечина
- удалите оставшийся металл с сопрягаемых деталей;
- отрихтуйте и зачистите деформированные кромки соединяемых деталей.
Установку новой поперечины на кузов выполняйте по месту, используя имеющиеся на соединяемых деталях выштамповки с последующим закреплением поперечины быстросъемными клещами.
- ИЗ -
Рис. 69. Места отсоединения брызговика с лонжероном в сборе от кузова:
1 - щиток передка: 2 - брызговик; 3 - лонжерон пола
Проверьте правильность установки поперечины с помощью контрольных линеек и стендов. Выполните окончательно соединение поперечины по имеющимся отверстиям электродуговой сваркой в среде защитного газа.
Присоединив поперечину, установите ранее снятую панель передка и рамку радиатора (см. выше).
Брызговик переднего крыла со стойкой и лонжероном в сборе (правый или левый) заменяйте при предварительно снятых панели передка, рамки радиатора и нижней поперечины передка.
Для отсоединения брызговика 2 (рис. 69) от щитка 1 передка и лонжерона 3 пола используют тонкое, острозаточен-ное зубило и молоток.
Перед установкой нового брызговика:
- удалите оставшийся металл с кромок сопрягаемых деталей;
- отрихтуйте и зачистите деформированные кромки соединяемых деталей;
- прошейте отверстия диаметром 5 мм шагом 40-50 мм по привариваемым кромкам брызговика.
Установку нового брызговика с лонжероном в сборе выполняйте по месту, с последующим закреплением его быс
тросъемными клещами. Проверьте правильность установки брызговика по контрольным точкам кузова с помощью линеек и контрольных стендов. При подтверждении правильности установки брызговика выполните его окончательное соединение по ранее изготовленным отверстиям электродуговой сваркой в среде защитного газа.
Закончив присоединение брызговика с лонжероном в сборе к кузову, установите ранее снятые нижнюю поперечину передка, рамку радиатора и панели передка (см. подраздел «Замена передней нижней поперечины передка в сборе»).
Замену переднего лонжерона осуществляйте без снятия брызговика, если он пригоден к эксплуатации или ремонту, при снятых панели передка, рамке радиатора и нижней поперечине передка (см. рис. 69).
Для отсоединения лонжерона 3 (см. рис. 69) от щитка 1 передка и брызговика 2 используют тонкое, острозаточен-ное зубило и молоток.
Перед установкой нового лонжерона: - удалите оставшийся металл с кромок сопрягаемых с ним деталей;
- 114 -
Замена отдельных узлов и деталей кузова
— отрихтуйте и зачистите деформированные кромки соединяемых деталей;
- прошейте отверстия диаметром 5 мм шагом 40-50 мм по привариваемым кромкам лонжерона.
Установку нового лонжерона в сборе выполняйте по месту с последующим закреплением его быстросъемными клещами. Проверьте правильность установки лонжерона по контрольным точкам кузова с помощью линеек и контрольных стендов. При подтверждении правильности установки лонжерона выполняйте его окончательное соединение по ранее изготовленным отверстиям элек-тродуговой сваркой в среде защитного газа.
Закончив присоединение лонжерона -к кузову, установите ранее снятые нижнюю поперечину передка, рамку радиатора и панель передка (см. выше стр. 112 «Замена передней нижней поперечины передка в сборе»).
Замену щитка передка в сборе автомобилей семейства ВАЗ производите при снятых брызговиках с лонжеронами в сборе.
Для отсоединения щитка 1 (рис. 70)
высверлите точки сварки его в соединении с панелью 6 пола, кожухом 2 пола, коробкой 3 воздухопритока, боковыми панелями 4 передка с использованием твердосплавного сверла диаметром 6 мм. Затем щиток отделите с помощью острозаточенного зубила и молотка.
Перед установкой нового щитка:
— удалите оставшийся металл с кромок деталей, сопрягаемых с ним;
- отрихтуйте и зачистите деформированные кромки соединяемых деталей;
- прошейте отверстия диаметром 5 мм шагом 40-50 мм по привариваемым кромкам щитка.
Установку нового щитка в сборе выполняйте по месту, по имеющимся выштамповкам с последующим закреплением его быстросъемными клещами. Далее выполняйте его окончательное соединение по ранее изготовленным отверстиям электродуговой сваркой в среде защитного газа.
Закончив присоединение щитка передка в сборе к кузову, установите ранее снятые брызговик в сборе с лонжероном (см. выше стр. 114 «Замена брызговика переднего крыла со стойкой и
Рис. 70. Места отсоединения щитка передка в сборе:
1 - щиток; 2 - кожух пола; 3 - коробка воздухопритока; 4 - боковая панель передка; 5 -лонжерон пола; 6 - панель пола
- 115 -
лонжероном в сборе»). Долее но кузов выполняют окраску и антикоррозион-устанавливают ранее снятые крылья и ную обработку кузова.
Замена заднего крыла
Незначительные повреждения - небольшие вмятины, царапины устраняют правкой и рихтовкой поврежденных участков непосредственно на автомобиле. Для выполнения рихтовочных работ в задней части кузова предварительно снимите:
- заднее колесо, бампер, аккумуляторную батарею, крышку багажника, запасное колесо, топливный бак, коврики багажника, осветительные приборы, жгуты электропроводки.
После правки обязательно проверьте состояние внутреннего антикоррозионного покрытия, при необходимости восстановите его.
Полная замена заднего крыла предусмотрена только в случае его сильного коррозионного разрушения или невозможности устранения повреждения методами правки и рихтовки.
Замена заднего крыла автомобилей ВАЗ. Технологическая последовательность замены заднего крыла зак-
лючоется в выполнении следующих операций:
- удалении заднего крыла (рис. 71) срезанием при этом следующих соединений:
• крыла с аркой заднего колеса по изгибу (III), отступив от кромки крыла на 12-15 мм;
• крыла с полом для запасного колеса и топливного бака, отступив от кромки крыла на 2—3 мм;
• крыла с панелью задка кузова (II), отступив от линии на 2-3 мм;
• крыла с боковиной кузова по проему задней двери (IV) отступив от кромки изгиба крыла на 2-3 мм;
• крыла с задней частью боковины крыши, отступив от кромки крыла на 15-20 мм (V), штриховая линия;
• угольника крыла с панелью задка в верхней части по горизонтальной линии, отступив от кромки угольника 15 мм. Операция проводится с помощью ост-розаточенного зубила, виброножниц или шлифовальной машинки (типа «болгарки»);
- удалении металла из точек контактной сварки твердосплавным сверлом
Рис. 71. Удаление заднего крыла (штриховыми линиями обозначены места срубания крыла)
- П6 -
Замена отжжи^’узгов и деталейкузова
или зенкером диаметром 6 мм в местах соединения крыла с поперечиной рамы заднего окна (I) и задней боковой панелью (V);
- отсоединении крыла от кузова, используя рихтовочный рычаг;
- удалении оставшихся полосок металла с помощью торцевых кусачек, клещей или тонкого, острозаточенного зубила и молотка;
- рихтовки деформированных кромок сопрягаемых деталей;
- зачистки шлифовальной машинкой посадочных кромок элементов кузова и нового крыла;
- удаления грязи, старого ЛКП и следов коррозии из' полости, закрываемой крылом над аркой заднего колеса;
- тщательной промывки полости водой, обдувания ее сжатым воздухом и обезжиривания;
- нанесения на зачищенные до металла участки поверхности цинкохроматного грунта ГФ-073 и восстановления антикоррозионной защиты панелей и сварных швов;
- подготовки нового крыла с прошивкой в его кромках отверстий -диаметром 5 мм в местах соединения с боковой панелью крыши, боковиной и аркой шагом 40-50 мм, а у конца сточного желобка крыла - шагом 30-40 мм;
- временной установки задней двери и крышки багажника (или двери задка);
— подгонки нового крыла по месту посадки и фиксирования его захватами или быстросъемными клещами;
- проверки равномерности зазоров по сопрягаемым деталям: крыло-дверь и крыло-крышка багажника, а также допустимых размеров по выступающим и западающим частям лицевых поверхностей кузова;
- прихватывании крыла ручной газовой сваркой латунным припоем Л63 или Л-68 к сопрягаемым деталям (рис. 72):
• к порогу кузова - в двух точках;
• к боковой панели - в двух точках;
• к поперечине рамы заднего окна и панели задка - в трех точках;
- снятия временно установленных элементов кузова;
- приваривания крыла газовой сваркой с латунным припоем Л62 или Л68 — точками, по ранее прошитым отверстиям, в соединениях:
• с поперечиной рамы заднего окна;
• с панелью задка;
• с наружной аркой;
• с боковиной по проему задней Двери;
• с боковой панелью;
• с полом для топливного бака (крыло приваривают прерывистым швом длиной 10-15 мм, шагом - 30 мм).
Сварку осуществляйте в полуавтоматическом режиме в защитной газовой среде. Допускается газовая ручная сварка с применением в качестве присадочного материала проволоки Св-08 диаметром 1,5-3 мм, проволоки ЛНКМц или латунного припоя Л68 диаметром 2-3 мм и технической буры, с оплавлением кромок прерывистым швом длиной 20 мм и шагом 30-40 мм. Допускается электросварка крыла в проеме двери в среде углекислого газа проволокой Св-08ГС-О или Св-08Г2С~О диаметром 0,8 мм.
После сварки зачистите швы шлифовальной машинкой заподлицо с основным материалом и загрунтуйте их под покраску. На отдельные участки нанесите шпатлевку и отшлифуйте поверхность.
Замена заднего крыла автомобиля Москвич-2141. Технические
- 117 -
Рис. 72. Места прихватки заднего крыла автомобилей ВАЗ: а - седан; б - универсал
операции по замене заднего крыла начните со снятия следующих деталей: двери задка, полки задка, кронштейна полки, панели обивки брызговиков боковины. Демонтируйте стекло окна боковины и выверните штырь защелки замка задней двери (для правого крыла демонтируйте лючок горловины бензобака, отвернув две гайки крепления петли из-
под брызговика боковины).
Затем высверлите сварочные точки, как показано на рис. 73 (для правого крыла дополнительно точки сварки в зоне отверстия лючка горловины бензобака).
Панель крыла отрубайте, ориентируясь на нижний фланец окна боковины (стрелка А). В нижней части крыла уда-
- 118 -
Замена отдельных узжда н деталей кузова
Рис. 73. Замена заднего крыла кузова Москвич-2141:
А - рубка панели по телу; Б - удаление паяного стыка; В - высверливание точек сварки
лите паянный стык с панелью боковины. Высверливать точки вокруг штыря защелки замка следует осторожно во избежание падения обоймы с планкой в полость боковины кузова. Удалите крыло, слегка отогнув освобожденную часть желоба.
Новое крыло (поступает в запасные части в сборе с внутренней частью, образующей водосливной канал проема двери задка) обрежьте по линии А-А с небольшим запасом на подгонку (8— 10 мм)‘, подгоните крыло уже на кузове.
добиваясь совпадения соединяемых поверхностей, ориентируясь на фланец окна и арку наружного брызговика боковины. Отрихтуйте и зачистите сопрягаемые поверхности, а затем зафиксируйте крыло и приварите его контактной точечной или иной сваркой. Швы А выполните твердым припоем. При пайке лицевой поверхности применяйте теплоотвод, например, в виде мокрого асбеста, ограничив зону прогрева во избежание коробления тонколистового металла.
Замена задка кузова и его элементов
Замену задка кузова осуществляют только в тех случаях, когда основные его детали (панель задка, пол багажника, пол для бензобака, пол для запасного колеса, задние лонжероны) восстановить методами вытяжки-правки, рихтовки невозможно.
Панель задка удаляется (заменяется) как частично, так и полностью в сборе.
При частичном удалении панели задка (рис. 74):
- разметьте линейкой поврежденную часть панели задка и отрежьте ее с ис
пользованием ножовки или пневмомолотка с набором зубил;
- высверлите точки контактной сварки в соединении удаляемой части панели задка с ее усилителем, лонжероном заднего пола, нижнем усилителе панели, полом для топливного бака (или запасного колеса) с применением твердосплавного сверла диаметром 6 мм;
ВНИМАНИЕ! В кузове автомобиля модели ВАЗ-2106 дополнительно высверлите точки контактной сварки бокового брызгови-
- 119 -
ка заднего бампера. Срубите и отсоедините заменяемую часть панели. В кузове автомобиля модели ВАЗ-2105, -2107при годности усилителя панели задка оставьте его для дальнейшего использования.
— удалите кусачками или клещами оставшийся металл по линиям рубки в местах соединения с сопрягаемыми деталями;
- отрихтуйте деформированные кромки деталей, сопрягаемые с устанавливаемой частью панели задка, используя необходимый рихтовочный инструмент;
- прошейте кромку оставшейся части панели, предварительно сделав руч
ными ножницами надрезы глубиной 10 мм в местах перегибов;
- разметьте и отрежьте с учетом Ю мм припуска на соединение, необходимую часть панели задка от ремонтной вставки, изготовленной из старой или новой панели, применяя линейку и ручные ножницы;
ВНИМАНИЕ! В кузовах ВАЗ-2106 дополнительно изготовьте или отрежьте с учетом 10 мм припуска на соединение необходимую часть центрального брызговика панели задка от ремонтной вставки.
- зачистите корродированные участки и привариваемые кромки соединяе-
- 120 -
Замена отдельных узлов и деталей кузова
мых деталей с двух сторон, используя щетку и шлифовальную машинку;
- прошейте отверстия диаметром 5 мм в привариваемых кромках новой части панели задка шагом 40-50 мм;
- прошейте отверстия диаметром 5 мм в остальных соединениях шагом 30-40 мм.
Рис. 75. Места прихвата ремонтной вставки панели задка:
а - ВАЗ-21011; б - ВАЗ-2105, -2107; в -ВАЗ-2106
ВНИМАНИЕ! В кузовах ВАЗ-2106 дополнительно прошейте отверстия шагом 50-60 мм в привариваемых кромках новой части центрального и бокового брызговиков.
Установку новой части панели задка осуществляйте в следующем порядке:
- новую часть панели задка устанавливайте по месту и закрепляйте быстросъемными клещами с соединяемыми деталями;
ВНИМАНИЕ! В кузовах ВАЗ-2105, -2107 предварительно установите по месту и прихватите точками по подготовленным отверстиям усилитель панели задка.
- прихватите точками к сопрягаемым деталям новую часть панели (рис. 75), новую часть центрального брызговика и боковой брызговик (ВАЗ-2106), используя газовую горелку с наконечником Ne 1 или № 2, припоем Л-63, Л-68 или ЛНКМц диаметром 2-3 мм и технической бурой;
- проверьте установку панели задка по параметрам сопрягаемых поверхностей;
- приварите ремонтную вставку панели задка к сопрягаемым деталям, используя полуавтомат для сварки в среде углекислого газа:
• к крылу - прерывистым швом длиной 10 мм и шагом 20 мм со стороны багажника;
• к усилителю панели задка, лонжерону заднего пола, пола топливного бака (запасного колеса) точками по ранее прошитым отверстиям со стороны багажника;
• к остальным деталям по ранее прошитым отверстиям.
ВНИМАНИЕ! В кузовах ВАЗ-2106 дополнительно приварите новую часть центрального брызговика и боковой брызговик к сопрягаемым деталям.
При сварке используют проволоку Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм, выбирая режим сварки в соответствии с инструкцией по эксплуатации сварочного агрегата.
После сварки зачистите швы шлифовальной машинкой заподлицо с основным материалом, загрунтуйте их под покраску и выполните антикоррозионную обработку.
121 -
Рис. 76. Удаление панели задка и пола топливного бака (штриховой линией указаны места, по которым срубают детали)
Полностью панель задка заменяют, если она не поддается восстановлению. Роботы проводятся при снятых задних крыльях (см. подраздел «Замена заднего крыла») и для их выполнения сделайте следующее:
— снимите аккумуляторную батарею и крышку багажника;
- освободите полностью отсек багажника (инструмент, запасное колесо, коврики);
- снимите задний бампер, осветительные приборы, задний жгут электропроводки и номерной знак;
Рис. 77. Удаление пола запасного колеса, пола багажника и задних лонжеронов (штриховой линией указаны места, по которым срубают детали задка)
- снимите топливный бак;
- срубите задние крылья;
- высверлите, используя твердосплавное сверло диаметром 6 мм, точки сварки панели с усилителем панели, лонжероном, панелью пола топливного бака и панелью пола запасного колеса. При отсутствии дрели панель задка отрубите от усилителя панели, лонжерона, пола I (рис. 76) топливного бака, пола запасного колеса;
- срубите пол топливного бака, отделив его от заднего лонжерона (II) и внутренней арки заднего колеса (III);
- срубите пол I (рис. 77) запасного
колеса, отделив его от внутренней арки заднего колеса и заднего лонжерона (II);
- срубите пол багажника, отделив его от соединителя (III) и задних лонжеронов (IV);
- срубите задние лонжероны, отделив их от внутренних арок заднего колеса (V) и соединителя (VI);
- удалите оставшиеся полоски металла кусачками и тонким, острозато-ченным зубилом;
- отрихтуйте деформированные кромки сопрягаемых деталей и зачистите их шлифовальной машинкой.
- 122 -
Замена отдельных узлов и деталей кузова;
Сборку новой панели задка осуществляйте в следующем порядке:
- временно навесьте крылья и крышку багажника;
- установите на место задние лонжероны 2 (рис. 78) и прихватите их газовой сваркой латунным припоем в точках, указанных на рис. 78;
- приварите точечной сваркой в защитном газе шагом 40-50 мм к низу
пола багажника: центральный усилитель, держатель с асбестовой прокладкой, кронштейн крепления глушителя;
- установите на место пол багажника 1 и прихватите латунным припоем в точках, показанных на рис. 78;
- подведите к задним лонжеронам 2 и аркам задних колес пол 3 топливного бака и пол запасного колеса и прихватите их латунным припоем (см. рис. 78, а);
Рис. 78. Сварка (прихватка) латунным припоем деталей задка кузова (точками обозначены места прихватки деталей):
а - пол багажника; б - панель задка; 1 - пол багажника; 2 - задние лонжероны; 3 - пол топливного бака; 4 - панель задка; 5 - усилитель
Рис. 79. Сварка деталей задка кузова (штриховыми линиями указаны места сварки сопрягаемых деталей):
а - задних лонжеронов, пола багажника, пола топливного бака; б - усилителя задней панели, пола запасного колеса, пола багажника, задней панели
- выставите панель 4 задка по окнам кронштейнов крепления заднего бампера, подведите к ней усилитель 5 и прихватите латунным припоем (см. рис. 78, б);
- проведите предварительный контроль положения сопрягаемых деталей по проему для крышки багажника и зазоров между крышкой и деталями проема;
- 123 -
— прихватите точками панель задка к панели пола топливного бака и запасного колеса (см. рис. 78, а) газовой сваркой, применяя наконечник Nq 1 или № 2;
- снимите временно установленные крылья и крышку багажника;
- приварите панель задка точками по отверстиям устанавливаемых деталей или прерывистым швом длиной 10 мм, шагом 40-50 мм по линиям, указанным штрихами на рис. 79;
- приварите усилитель панели задка к задней панели точечной сваркой, а к задним лонжеронам - сплошным швом по длине от бортовки.
При проведении сварочных работ выдерживайте следующий режим сварки: сила тока 50-90 А; напряжение 17-23 В; проволока стальная омедненная Св-08ГС-О или Св-08Г2С-О, диаметром 0,8 мм. Сварку проводите полуавтоматами А-54У, А-825М; А-123ОМ, ПДГ-302, ПДГ-305 и др.
Допускается применение ручной газовой сварки с горелкой Nq 1 или № 2, с использованием в качестве присадочного материала стальной или латунной проволоки диаметром 2-3 мм и технической буры.
Сварные швы задка, выполненные на лицевых поверхностях кузовных деталей, с сопрягаемыми деталями, независимо от вида сварочного шва, зачистите заподлицо с основным металлом шлифовальной машинкой и обработайте их цинкохроматным грунтом ГФ-073.
Усилитель панели задка кузова автомобиля. Усилитель панели задка кузова автомобиля заменяют при снятой панели задка (см. выше).
Используя твердосплавное сверло диаметром 6 мм, высверлите точки сварки усилителя с панелью пола багажника и задним лонжероном. С помощью мо
лотка и зубила удалите усилитель. С использованием рихтовочного инструмента восстановите деформированные кромки деталей, сопрягаемые с заменяемым усилителем. Затем зачистите до металла шлифовальной машинкой корродированные участки кузова. Кромки нового усилителя прошейте сверлом диаметром 5 мм шагом 40-50 мм в местах соединения с панелью задка. Закрепите усилитель по месту быстросъемными клещами, приварите его к панели пола багажника и лонжеронам по имеющимся отверстиям, используя электро-дуговую сварку в среде углекислого газа, как было описано выше.
После установки усилителя панели задка на кузов, зафиксируйте и приварите панель задка и задние крылья.
Сварные швы задка зачистите заподлицо с основным металлом шлифовальной машинкой, обработайте цинкохроматным грунтом ГФ-073, подготовьте кузов к покраске и восстановите антикоррозионную защиту.
Замена части панели пола багажника Панель пола багажника частично заменяют при невозможности ее восстановления вследствие коррозии.
Для удаления корродированной части панели пола произведите следующее (рис. 80):
- очертите, используя линейку, поврежденную часть панели пола и отрубите ее с использованием пневмомолотка с набором зубил или зубила и молотка;
- удалите кусачками или клещами оставшийся металл по линиям рубки в местах соединения с кромками сопрягаемых деталей;
- отрихтуйте деформированные кромки деталей, сопрягаемые с удаленной частью, и панель пола по линии от-
- 124 -
Замена огюльных уз.«>в и деталей кузова-
соединения, используя необходимый рихтовочный инструмент;
- разметьте и отрежьте с учетом 10 мм припуска на соединение необходимую часть панели пола багажника от ремонтной вставки, изготовленной из старой или части новой панели, применяя линейку и ручные ножницы. Для вставки используйте сталь 08КП толщиной 0,8-1,0 мм;
- прошейте по периметру кромки вставляемой части панели пола отверстия диаметром 5 мм шагом 50-60 мм;
- зачистите корродированные участки и привариваемые кромки соединяемых деталей с двух сторон, используя щетку и шлифовальную машинку;
- подгоните ремонтную вставку по месту и зафиксируйте быстросъемными клещами;
- приварите ремонтную вставку панели пола багажника к сопрягаемым деталям с помощью полуавтомата для сварки в среде углекислого газа.
Для сварки используйте проволоку Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм, выбирая режим сварки в соответствии с инструкцией по эксплуатации сварочного агрегата.
После сварки зачистите швы шлифо
вальной машинкой заподлицо с основным материалом, загрунтуйте их под покраску и выполните антикоррозионную обработку.
Полная замена панели пола багажника. Полную замену панели пола производите после снятия панели задка и усилителя панели. Процесс их снятия описан выше.
Для удаления панели пола багажника (рис. 81):
- высверлите, используя твердосплавное сверло диаметром 5 мм, точки сварки в сопряжении панели пола с надставкой 1 пола багажника;
- удалите оставшиеся полоски металла кусачками, клещами или тонким, острозаточенным зубилом;
- отрихтуйте деформированные кромки сопрягаемых деталей и зачистите их шлифовальной машинкой;
- прошейте отверстия диаметром 5 мм, шагом 50-60 мм на кромках панели пола в сопряжении с надставкой и усилителем панели задка, по периметру усилителя пола 3 держателя 4 теплоизоляционной прокладки 5, четыре отверстия на кронштейне 7 крепления глушителя;
- приварите по месту на нижнюю сторону панели пола по выполненным от-
- 125 -
Рис. 81. Замена панели пола багажника:
а - места отсоединения панели от кузова; б - места рихтовки и зачистки кромок сопрягаемых деталей; в - места прихватки панели в сборе к кузову; 1 -надставка; 2 - лонжерон; 3 -усилитель пола;. 4 - держатель теплоизоляционной накладки; 5 -прокладка; 6, 7 - кронштейны
верстиям усилитель 3 пола, держатель 4 прокладки 5 и кронштейны 6 и 7. При отсутствии отверстий выполните точечную сварку шагом 40-50 мм;
- установите панель пола багажника в сборе на кузов и прихватите в точках (см. рис. 81, в);
— проверьте подгонку панели и приварите ее по отверстиям к надставке 1 и лонжерону 2, используя электродуго-вую сварку в среде углекислого газа. При отсутствии отверстий выполните точечную сварку шагом 40-50 мм .панели пола к лонжерону со стороны багажника.
После установки панели заднего пола на кузов, зафиксируйте и приварите панель задка в сборе с усилителем и задние крылья.
При проведении сварочных работ выдерживайте следующий режим сварки: сила тока 50-90 А; напряжение 17-23 В, проволока стальная омедненная Св-08ГС-О или Св-08Г2С-О диаметром
0,8 мм. Сварку проводите полуавтоматами А-54У, А-825М; А-123ОМ, ПДГ-302, ПДГ-305 и др.
Сварные швы кузова зачистите заподлицо с основным металлом шлифовальной машинкой, обработайте их цинкохроматным грунтом ГФ-073, нанесите антикоррозионную защиту. Установите на кузов ранее снятые узлы и детали.
Замена пола запасного колеса или топливного бака- Пол запасного колеса или топливного бака заменяйте при снятой панели задка (см. выше описание полной замены панели задка).
Для снятия пола запасного колеса или топливного бака сделайте следующее:
— высверлите твердосплавным сверлом отверстия диаметром 6 мм в местах сварки пола с аркой 1 (рис. 82, а) заднего колеса и лонжероном 2. Пол можно отделить отрубив его с помощью зубила и молотка по местам, указанным стрелками (см. рис. 82, б).
- 126 -
Замена-отдельных узлов Д ЖШейкузова
Рис. 82. Замена пола топливного бака и запасного колеса:
а - места отсоединения панели от кузова; б - места приварки пола к кузову; 1 - арка; 2 - лонжерон
Для установки нового пола запасного колеса или топливного бака на кузов выполните следующие работы:
- снимите оставшийся металл от'лонжеронов и внутренней арки заднего колеса специальными клещами;
- отрихтуйте деформированные кромки деталей, сопрягаемые с заменяемым полом;
- зачистите шлифовальной машинкой до металла корродированные участки и кромки сопрягаемых панелей;
- прошейте отверстия диаметром 5 мм, шагом 40-50 мм на кромках в сопряжении пола с панелью задка и крылом;
- установите пол по месту и приварите его в точках, указанных на рис. 82, б;
- выполните подгоночные работы и приварите пол к арке заднего колеса и
лонжерону по имеющимся отверстиям с помощью полуавтомата электродуговой сварки в среде углекислого газа. При отсутствии отверстий или после срубания пола зубилом, приварку пола запасного колеса или пола топливного бака выполняйте по его периметру (см. рис. 82, б) точками шагом 40-50 мм со стороны багажника;
- установив пол запасного колеса или пол топливного бака на кузов, зафиксируйте и приварите панель задка в сборе с усилителем и задние крылья.
Сварные швы зачистите заподлицо с основным металлом кузова шлифовальной машинкой, обработайте их цинкохроматным грунтом ГФ-073, окрасьте и нанесите антикорозионную защиту. Установите на кузов ранее снятые узлы и детали.
127 -
Замена задних лонжеронов. Замену задних лонжеронов заднеприводных автомобилей осуществляйте после удаления пола багажника и пола топливного бака (или запасного колеса). Процесс их удаления описан выше.
Для снятия лонжеронов проведите следующие работы:
- высверлите твердосплавным сверлом отверстия диаметром 6 мм в местах сварки лонжерона с внутренней аркой 1 (рис. 83, а) заднего колеса и
Рис. 83. Замена задних лонжеронов в кузовах:
а - места отсоединения лонжеронов от кузова; б - места рихтовки и зачистки кромок сопрягаемых деталей; 1 - арка; 2 - надставка
надставкой 2 пола багажника. Лонжерон можно отделить, срубив его с помощью зубила и молотка в направлении от надставки;
- снимите оставшийся металл от надставки и внутренней арки заднего колеса специальными клещами;
- отрихтуйте деформированные кромки деталей, сопрягаемые с заменяемым лонжероном;
- зачистите шлифовальной машинкой до металла корродированные участки и кромки сопрягаемых деталей.
Установку лонжеронов проводите в следующем порядке:
- установите лонжерон по месту и закрепите быстросъемными клещами с сопрягаемыми деталями;
- временно установите и зафиксируйте клещами пол багажника, усилитель задней панели, пол запасного колеса и пол топливного бака, крылья и крышку багажника;
- проверьте размеры проема багажника и зазоры в сопрягаемых деталях в соответствии с требованиями ремонтной документации;
- прихватите лонжероны к аркам колес и надставке в точках, указанных на рис. 83, б при помощи газовой сварки и необходимых материалов;
- снимите временно установленные детали задка кузова;
- приварите лонжероны к арке 1 и надставке 2 по имеющимся отверстиям. В местах отделения лонжерона от надставки 2 зубилом, где отсутствуют отверстия, приварка ведется точками, шагом 40-50 мм, в среде углекислого газа.
Установив лонжероны на кузов, зафиксируйте и приварите: пол багажника, пол топливного бака и пол запасного колеса; панели задка в сборе с усилителем и задние крылья.
Сварные швы зачистите заподлицо с основным металлом кузова шлифоваль-
- 128 -
Замена отделив ых узлов и деталей кузова
ной машинкой, обработайте их цинкохроматным грунтом ГФ-073, окрасьте и нанесите противокоррозийную защиту.
Замена наружной арки заднего колеса. Наружные арки задних колес (правую или левую), в зависимости от повреждения заменяют полностью или частично.
Полную замену наружной арки осуществляйте при снятой наружной панели боковины или ее задней части.
Для отсоединения наружной арки снимите стойку рамы заднего окна 2 (рис. 84, а), для чего высверлите точки сварки стойки в соединении с аркой 4, усилителем 1 крыши, панелью 3 рамы заднего окна твердосплавным сверлом диаметром 6 мм.
При отсоединении арки в сборе вначале высверлите точки сварки:
- наружной арки 7 с внутренней аркой 8;
Рис. 84. Замена наружной арки задних колес:
а - полная, б - частичная; 1 - усилитель крыши; 2 - стойка рамы заднего окна; 3 - панель рамы заднего окна; 4 - арка; 5 - рамка задней перегородки; 6 - соединитель; 7 - наружная арка; 8 - внутренняя арка; 9 - полка задка
- с соединителем 6 арки;
- с полкой 9 задка;
- с рамкой 5 задней перегородки.
Затем удалите арку с применением зубила и молотка. Для автомобиля ВАЗ-2121 высверливайте только точки сварки наружной арки с внутренней аркой и внутренней панелью.
Перед установкой новой наружной арки в сборе:
- снимите оставшийся металл от ранее удаленной наружной арки заднего колеса и сопрягаемых с ней деталей специальными кусачками или клещами;
- выправьте, отрихтуйте деформированные кромки деталей, сопрягаемые с наружной аркой;
5 Зак.63873
- 129 -
- зачистите шлифовальной машинкой до металла корродированные участки и кромки сопрягаемых деталей.
Установив арку по месту и зафиксировав ее быстросьемными клещами, прихватите ее в местах, указанных стрелками (см. рис. 84, б), а затем приварите окончательно по отверстиям, оставшимся от соединения арки. Установите по месту и приварите по отверстиям стойку рамы заднего окна и зачистите металлической щеткой сварные швы.
Для прихватки и сварки арки используйте сварочный полуавтомат для электродуговой сварки в среде углекислого газа.
Последовательно установив боковину, крышу и крыло, подготовьте восстановленный кузов под окраску и антико-розионную обработку.
Частичную замену наружной арки . на ВАЗ-2121 выполняйте при снятом заднем крыле или боковине.
Для отсоединения поврежденной части наружной арки сделайте следующее:
- разметьте линейкой поврежденный участок арки, подлежащий замене;
- распилите арку по вертикальной линии разметки ручной ножовкой или шлифовальной машинкой с кругом типа 80x3,2x10, или пневмомблотком с набором зубил;
— высверлите твердосплавным сверлом диаметром 6 мм точки сварки в соединении наружной арки (см. рис. 84, б) с внутренней аркой 8;
- отрубите оставшуюся часть поврежденной арки по линии разметки;
— отсоедините поврежденный участок арки с помощью молотка и зубила.
Перед установкой ремонтной вставки наружной арки проведите следующие подготовительные работы:
- снимите оставшийся металл с деталей, сопрягаемых с заменяемой час
тью арки специальными кусачками или клещами;
- выправьте, отрихтуйте деформированные кромки деталей, которые сопрягаются с заменяемым участком арки;
- отрежьте ручной ножовкой или нож-ница’ми от ремонтной вставки необходимый участок арки с учетом его сварки в стык по вертикальной линии и припуска 10 мм на его соединение внахлестку по остальным линиям (см. рис. 84, б);
- зачистите шлифовальной машинкой до металла корродированные участки и кромки сопрягаемых деталей;
- прошейте отверстия диаметром 5 мм шагом 30—40 мм на кромках ремонтной вставки в сопряжении с внутренней аркой.
Подгоните ремонтную вставку по месту и равномерно прихватите ее в нескольких точках по линии соединения, а затем приварите окончательно по ранее выполненным отверстиям точечной сваркой и сплошным швом встык по вертикальной линии соединения.
Сварку проводите с помощью сварочного электродугового полуавтомата в среде углекислого газа проволокой Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм.
После установки ремонтной вставки сварные швы зачистите металлической щеткой. Установите на место крыло или боковину и подготовьте восстановленный кузов под окраску и антикоррозионную обработку.
130 -
Замена отдельных узлов и деталей кузова
Замена внутренней арки задних колес
Замену внутренней арки задних колес в зависимости от степени ее повреждений осуществляют полностью или частично.
Перед началом замены снимите задние крылья, панель задка, усилитель панели задка, пол багажника, пол топливного бака, пол запасного колеса, лонжероны заднего пола, наружные арки задних колес и задние части наружных боковин.
Полную замену внутренней арки задних колес (рис. 85) осуществляйте при ее отсоединении от панели
Рис. 85. Замена внутренней арки: а - замена арки до опоры; б - замена нижней части арки
пола багажника, опоры пружины задней подвески, надставки заднего пола, рамки задней перегородки. Для выполнения этой работы используйте дрель с твердосплавным сверлом диаметром 6 мм, пневмомолоток с комплектом зубил или слесарный молоток с тонкоза-точенным ручным зубилом.
Для подготовки кузова к установке новой арки сделайте следующее:
- удалите оставшийся металл с кромок сопрягаемых с аркой деталей с помощью специальных кусачек или клещей;
— выправьте, отрихтуйте и зачистите шлифовальной машинкой кромки арки и сопрягаемых деталей;
Рис. 86. Места отсоединения внутренней арки (отсоединения показаны штриховкой, точки прихвата арки при ее установке указаны стрелками)
— установите арку по месту, выставив ее согласно имеющимся выштамповкам, и закрепите с сопрягаемыми деталями быстросъемными клещами;
— проверьте правильность установки арки по линиям сопряжения с прилегающими деталями, при необходимости установите арку заново;
- прихватите арку точками к сопрягаемым деталям в местах, указанных стрелками на рис. 86, применяя элект-родуговой сварочный полуавтомат для сварки в среде углекислого газа. Для прихватки допускается использование ручной газовой сварки с наконечником № 1 или № 2 и необходимым обеспечением;
- установите и прихватите к сопрягаемым деталям последовательно: наружную арку (правую или левую), заднюю часть наружной боковины (правой или левой), лонжероны заднего пола (правый или левый), пол багажника, полы
131 -
запасного колеса или топливного .бака, усилитель панели задка, панель задка и крыло (правое или левое);
- проверьте правильность установки арки по требованиям технической документации;
- приварите арку точками по отверстиям, прошитым в накладных сопрягаемых деталях при отсоединении, используя электродуговой сварочный полуавтомат для сварки в среде углекислого газа, проволоку Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм;
- приварите последовательно: наружную арку (правую или левую), заднюю часть наружной боковины (правой или левой), лонжероны заднего пола (правый или левый), пол багажника, полы запасного колесо или топливного бака, усилитель панели задка, панель задка и крылья (правое или левое).
Заменив внутреннюю арку, подготовьте восстановленный участок кузова под окраску и антикоррозионную защиту.
Частичная замена внутренней арки (правой или левой) задних колес (см. рис. 85, б) в зависимости от места повреждения осуществляется при ее отсоединении от панели пола багажника, опоры пружины задней подвески, надставки поло багажника, рамки задней перегородки. Для выполнения этой работы используйте дрель с твердосплавным сверлом диаметром 6 мм, пневмомолоток с комплектом зубил или слесарный молоток с тонкозаточенным ручным зубилом.
Для подготовки кузова к установке части арки сделайте следующее:
- очертите, используя линейку, участок, подлежащий замене;
- удалите поврежденную часть арки по линии разметки ручным слесарным инструментом;
- подготовьте ремонтную вставку на кузов с использованием запасной части арки с учетом припуска для сварки внахлест;
- удалите оставшийся металл с кромок деталей, сопрягаемых с ремонтной вставкой арки, с помощью специальных кусачек или клещей;
- выправьте, отрихтуйте и зачистите шлифовальной машинкой кромки вставки арки и сопрягаемых с ней деталей;
- прошейте отверстия диаметром 5 мм шагом 30 мм на привариваемых кромках ремонтной вставки по местам соединения с оставшейся частью арки;
- .установите ремонтную вставку арки по месту, согласно имеющимся выштамповкам, и зафиксируйте ее с сопрягаемыми деталями быстросъемными клещами;
- проверьте правильность установки арки по линиям сопряжения с прилегающими деталями, при необходимости повторите установку арки;
- прихватите сваркой ремонтную вставку арки точками к сопрягаемым деталям, применяя электродуговой сварочный полуавтомат для сварки в Среде защитного газа;
- проверьте правильность установки вставки арки по требованиям технической документации;
- приварите вставку арки точками по отверстиям, прошитым в накладных сопрягаемых деталях при отсоединении, используя электродуговой сварочный полуавтомат для сварки в среде углекислого газа, проволоку Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм;
- приварите последовательно: наружную арку (правую или левую), заднюю часть наружной боковины (правой или левой), лонжероны заднего пола (правый или левый), пол багажника, полы запасного колеса или топливного бака,
- 132 -
усилитель панели задка, панель задка и крылья (правое или левое).
Заменив часть внутренней арки, подготовьте восстановленный участок кузова под окраску и антикоррозионную защиту.
По завершении всех работ по частичной или полной замене различных частей задка произведите окончательную сборку кузова с последующей окраской и антикоррозионной обработкой.
- 133 -
Замена порогов
Пороги кузова автомобиля заменяют на новые только в случае значительных разрушений усилителя порогов в процессе сквозной коррозии или их деформации в результате ДТП. Пороги заменяют как со снятыми крыльями, так и без их демонтажа с кузова.
Для замены порогов автомобилей ВАЗ (кроме ВАЗ-2121) выполните работы в нижеуказанной последовательности:
- снимите передние и задние крылья, двери;
- срубите порог 1 (рис. 87) по линиям, указанным штрихами;
Рис. 87. Замена порога автомобилей ВАЗ (кроме ВАЗ-2121):
а - срубание порога; б - удаление полоски кусачками; в - рихтовка; г - зачистка; 1 -порог; 2 - накладка; 3 - соединитель
- замените накладку 2 и соединитель 3 при наличии сквозной коррозии. В случае повреждения данных деталей в результате ДТП их необходимо выправить или заменить новыми;
- удалите полоски оставшегося металла кусачками или острозаточенным зубилом;
- отрихтуйте деформированные кромки накладки, соединителя, пола и за
чистите кромки шлифовальной машинкой;
- обработайте цинкохроматным грунтом ГФ-073 полости, закрываемые порогом, и внутреннюю поверхность порога;
- прошейте отверстия диаметром 5 мм шагом 40-50 мм по линиям сопряжения порога с накладкой (по всей длине верхней и нижней кромок);
- 134 -
Замена отдельных умов и деталей кузрва
- установите на место новый порог и зафиксируйте его быстрозажимными клещами или струбцинами, прихватите порог к кузову газовой сваркой (рис.
88, б). Для сварки используйте горелку с наконечником Ns 1 или № 2 и припой Л-63, Л-68 или ЛНКМц диаметром 2-3 мм и техническую буру;
Рис. 88. Фиксация ремонтной вставки:
а - места прихватки порога к кузову газовой сваркой; б - зазоры в сопряжениях деталей дверных проемов
- установите двери и проверьте правильность сборки порога по'зазорам сопрягаемых деталей, которые должны быть (5±2) мм. Допускается выступание дверей относительно лицевой неподвижной поверхности порога не более чем на 3 мм. После контроля зазоров снимите двери;
- приварите точками новый порог к сопрягаемым деталям по прошитым отверстиям, используя для этого сварочный полуавтомат для сварки в среде углекислого газа, проволоку Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм.
При сварке с порога с сопрягаемыми деталями используйте различные виды швов, а именно:
« по стыкам с боковиной кузова спереди и сзади - сплошной;
• по кромкам, прилегающим к наклад
ке, - электрозаклепки, которые необходимо выполнять через отверстия, прошитые в кромках порога;
« по месту сопряжения с центральной стойкой - сплошной.
Места сварки порога с сопрягаемыми деталями, независимо от вида сварного шва, зачистите заподлицо с основным металлом шлифовальной машинкой и загрунтуйте их.
Замена порогов автомобилей ВАЗ-2121 имеет свои особенности. Для замены порогов выполните работы в нижеуказанной последовательности:
- снимите переднее крыло;
— разметьте и отрежьте ножовкой по металлу порог от боковины;
- разметьте и срубите молотком и зубилом порог по линии, указанной штрихом и стрелками (рис. 89, а);
- 135 -
- удалите оставшийся металл клещами или специальными кусачками;
— отрихтуйте деформированные кромки, зачистите их шлифовальной машинкой;
- установите и зафиксируйте новый порог на кузове быстросьемными клещами;
- прихватите порог газовой сваркой в местах, указанных стрелками (рис. 89, в);
- навесьте дверь и проверьте установку порога по зазорам в сопряжении деталей проема (рис. 89, г). Величина выступания двери относительно порога не должна быть более 3 мм;
- снимите дверь, приварите сплошным швом порог по стыкам с боковиной спереди и сзади;
- оплавьте фланец по длине порога прерывистым швом длиной 10 мм шагом 50-60 мм;
- зачистите сварной шов стыков шлифовальной машинкой заподлицо;
- навесьте дверь и повторно проверьте величину выступания двери относительно порога. При необходимости произведите ее регулировку по проему.
Сварку выполняйте сварочным полуавтоматом в среде углекислого газа проволокой Св-08ГС-О или Св-08Г2С-О. Допускается использование газовой сварки с проволокой Св-08 диаметром 1,6-2,0 мм.
Подготовьте восстановленный кузов к окраске и антикоррозионной обработке.
Замена панели основания кузова
Панель основания кузова состоит из трех элементов; передней, средней и задней панелей. В пределах салона кузова находятся две первых панели основания кузова, от щитка передка до зад
ней поперечины кузова. Передняя и средняя соединены и составляют единое целое - панель основания кузова. Замена именно этой панели будет рассмотрена в этом разделе. Панель мож
- 136 -
Замена отдельных узлов и деталей-кузова
но заменять как целиком, так и по частям. '
Перед началом работ предварительно снимите, а по окончании - установите детали и узлы, препятствующие проведению работ. Ремонтные работы по
замене панели основания проводят на специальных стапелях или подставках с распорками, которые обеспечивают сохранение жесткости конструкции кузова при снятых боковинах и порогах (рис. 90).
Для удаления поврежденной коррозией или в результате ДТП панели основания выполните следующие работы (рис. 91):
-удалите твердосплавным сверлом диаметром 6 мм точки контактной сварки и отсоедините от панели основания для дальнейшего использования усилители крепления поперечины задней подвески двигателя и передний кронштейн крепления сиденья;
— высверлите точки контактной сварки соединителей центральных стоек в соединении с боковинами;
- срубите слесарным инструментом панель основания по штриховым линиям, указанным на рис. 91, а;
— высверлите точки контактной сварки (см. рис. 91,6), отсоедините от старого основания для дальнейшего использования: усилитель 16 крепления рычага, кронштейна 17 крепления ролика стояночного тормоза и четыре усилителя 18 нижнего крепления ремней безопасности.
Для установки новой панели основания проведите следующие подготовительные работы:
- удалите оставшийся металл с кромок деталей, сопрягаемых с панелью основания, клещами или специальными кусачками;
- отрихтуйте деформированные кромки и зачистите их шлифовальной машинкой с двух сторон до металлического блеска;
- обезжирьте уайт-спиритом зачищенные участки поверхности кузова;
- нанесите на подготовленную поверхность кистью (КФК-18 или КР-30) защитную грунтовку ГФ-073 и высушите ее;
- разметьте и отрежьте ручными ножницами с учетом 10 мм припуска на сварной шов необходимую часть панели порога от ремонтной вставки;
- изготовьте из металла толщиной 0,6-0,8 мм шесть скоб крепления трубопроводов тормозной и топливной систем;
- прошейте отверстия диаметром 5 мм, шагом 30-40 мм, в привариваемых кромках следующих деталей:
• щитка 7 (см. рис. 91) передка в соединении с кожухом 8 основания;
- 137 -
Рис. 91. Места отсоединения панели основа-
ния:
а - вид сверху; б - вид снизу; 1 - панель основания; 2 - боковая панель передка; 3 - накладка усилителя передней стойки; 4 - передний соединитель перегородки коробки порога основания; 5 -усилитель переднего лонжерона; 6 - кронштейн для домкрата; 7 - щиток передка; 8 - кожух основания над коробкой передач; 9 - передний лонжерон; 10 -передний лонжерон основания; 11 - соединитель центральной стойки; 12 - центральная стойка
боковины кузова; 13 - задний соединитель перегородки коробки порога основания; 14 -
нижняя накладка боковины; 15 - задняя поперечина основания; 16 - усилитель крепления рычага стояночного тормоза; 17 - кронштейн крепления ролика стояночного тормоза; 18 -
усилитель нижнего крепления ремня
• в соединителях 1 1 центральных стоек;
• в кожухе 8 основания в соединении с панелью 1 основания;
• в передней поперечине основания;
• в задних и боковых кронштейнах передних сидений;
• в передних лонжеронах 10 панели основания;
• в кронштейне 6 крепления домкрата;
• в скобах крепления пружины стояночного тормоза;
• в передних соединителях 4 перегородок коробок порогов;
— установите новую панель основания на место предварительной сборки (по выштамповкам) и зафиксируйте быстросъемными клещами на ее поверхности сопрягаемые с ней детали кузова;
- 138 -
Замена отдельных узлов и деталей кузова
- приварите к заменяемой панели основания нижеуказанные детали по ранее изготовленным в них отверстиям:
• передний лонжерон 10 панели основания;
• кронштейн 6 домкрата;
• усилитель 16 крепления рычага стояночного тормоза;
• кронштейн 17 крепления ролика стояночного тормоза;
• четыре усилителя 18 нижнего крепления ремней безопасности;
• скобу крепления оттяжной пружины стояночного тормоза;
• шесть скоб крепления трубопроводов системы питания и гидропривода тормозов;
• передние соединители 4 перегородок коробок порогов;
• нижние накладки 14 боковины.
Сварку осуществляйте с использованием электродугового сварочного полуавтомата в среде углекислого газа проволокой Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм. Режим Сварки определяют согласно рекомендациям инструкции по эксплуатации полуавтомата.
Устанавливайте новую панель основания в корпус кузова на стапели в следующем порядке:
- установите новую часть панели основания на место срубленной;
- закрепите ее быстросъемными клещами с сопрягаемыми деталями кузова;
- прихватите газовой точечной сваркой в местах, указанных на рис. 92 стрелками, новую панель основания к сопрягаемым деталям кузова, используя'горел-ку с наконечником Ne 1 или Ne 2, припой Л-63, Л-68 или ЛНКМц диаметром 2-3 мм и техническую буру;
Рис. 92. Места прихвата панели основания кузова (указаны стрелками)
— используя быстросъемные клещи, временно установите боковины, двери и крылья и проверьте подгонку деталей кузова на соответствие геометрическим размерам;
- выполните необходимые подгоночные операции с применением правки и рихтовки;
- снимите временно установленные крылья, двери, боковины;
- установите по месту и зафиксируйте быстросъемными клещами, а затем приварите точками с помощью сварочного полуавтомата и соответствующей сварочной проволоки по ранее выполненным отверстиям к панели основания следующие детали:
- 139 -
• кожух 8 (см. рис. 91) основания над коробкой передач;
• усилители крепления поперечины задней подвески двигателя;
• передние кронштейны крепления передних сидений;
• переднюю поперечину основания;
• задние и боковые кронштейны передних сидений;
• соединители 11 центральных стоек;
- приварите точками по ранее выполненным отверстиям щиток передка к кожуху панели основания.
Оставшиеся соединения приварите к панели пола сплошным швом с помощью сварочного полуавтомата.
После закрепления панели основания в кузове последовательно приварите боковины (пороги) и крылья, навесьте двери, капот и крышку багажника. Подготовьте кузов к окраске, антикоррозионной обработке и восстановлению шу-моизОляции участков панели его основания. Особое внимание уделите зачистке и герметизации швов.
Замена панели боковины кузова
Панели боковин кузова заменяйте при снятых передних и задних крыльях 10 (рис. 93), крыше 5 и боковой панели 9 крыши.
Замена панели боковины кузова автомобилей ВАЗ (кроме ВАЗ-2121). Для удаления панели боковины (левой или правой) твердосплавным сверлом диаметром 6 мм удалите следующие точки сварки в соединении боковины 4:
- с наружной панелью 2 и внутренней стойкой 1 рамы ветрового окна;
- с верхней 7 и нижней 13 накладками боковины;
- с передним центральным и задним усилителем 6 крыши;
- с угловой внутренней панелью 8 боковины;
- с соединителем боковины и наружной арки заднего колеса;
- с наружной аркой 11 заднего колеса;
- с полом и соединителем 12 пола;
- с соединителем 15 боковины и передка;
- с накладкой 16 усилителя передней стойки;
- с угловой панелью 14 передка;
- с усилителем центральной стойки боковины;
- с перегородкой передней стойки боковины;
- с усилителем отверстия для подъема, кузова.
Дальнейшее отсоединение боковины в сборе со сточным желобком 3 осуществляйте с использованием набора слесарного инструмента.
Для дальнейшего использования с отсоединенной боковины снимите усилитель боковины кузова (левый или правый), упор уплотнителя двери, усилитель передней стойки боковины (левой или правой) и сточный желобок.
Для замены панели боковины проведите подготовительные работы:
- удалите оставшийся металл с кромок деталей, сопрягаемых с панель(о боковины кузова, клещами или специальными кусачками;
- 140 -
Замена отдельных узлов и деталей кузова
Рис. 93. Замена панели боковины кузова автомобилей ВАЗ (кроме ВАЗ-2121): а - места отсоединения и прихватки точками наружной панели боковины указаны стрелками; б — прошивка отверстий в передней стойке и прихватка точками центральной стойки боковины; 1 - внутренняя стойка рамы ветрового окна; 2 - наружная панель; 3 - сточный желобок; 4 - боковина; 5 - крыша; 6 - усилитель крыши; 7 - верхняя накладка боковины;
8 - угловая внутренняя панель боковины; 9 - боковая панель крыши; 10 - передние и .задние крылья; 11 - наружная арка заднего колеса; 12 - соединитель пола; 13 - нижняя накладка боковины; 14 - угловая панель передка; 15 - соединитель боковины и передка;
16 - накладка усилителя передней стойки
- отрихтуйте деформированные кромки и зачистите их шлифовальной машинкой с двух сторон до металлического блеска;
- прошейте отверстия диаметром 5 мм шагом 40-50 мм на привариваемых кромках сточного желобка крыши, в нижней части центральной стойки, на боковине в месте соединения с угло
вой панелью передка 14 (см. рис. 93, б).
Предварительная сборка наружной поверхности панели боковины предусматривает монтаж на боковину и фиксацию быстросъемными клещами следующей деталей;
- усилителя передней стойки боковины (левого или правого) по месту, со
- 141 -
вмещая отверстия крепления петель двери;
- усилителя боковины кузова (левого или правого), сточного желобка крыши (левого или правого), а также опоры уплотнителя двери, выставляемые по выштамповкам.
Последующая сборка панели боковины предусматривает установку и точечную приварку к боковине усилителя передней стойки боковины шагом точек 40-50 мм, а к остальным деталям по ранее выполненным отверстиям. Сварка выполняется сварочным полуавтоматом в среде углекислого газа проволокой Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм.
Заканчивают сборку панели боковины прихваткой центральной стойки к боковине точками в местах, указанных стрелками на рис. 93, б, ручной газовой сваркой, используя горелку с наконечником № 1 или № 2, припой Л-63, Л-68 или ЛНКМц диаметром 2-3 мм и техническую буру.
Устанавливайте панель боковины (в сборе) на кузов в следующем порядке:
- подгоните панель боковины по месту и закрепите ее с сопрягаемыми деталями с помощью быстросъемных клещей и рихтовочного инструмента;
- используя быстросъемные клещи, временно установите передние и задние крылья, крышу и боковую панель крыши, капот и крышку багажника (дверь задка для универсала), переднюю и заднюю двери и проверьте подгонку деталей кузова на соответствие геометрическим размерам;
— выполните необходимые подгоночные операции с применением правки и рихтовки;
- прихватите панель боковины к сопрягаемым деталям точками в местах, ука
занных стрелками на рис. 93, а. Сварку выполняйте электродуговым сварочным полуавтоматом в среде углекислого газа;
- снимите временно установленные детали;
- приварите точками панель боковины и центральную стойку боковины к сопрягаемым деталям по ранее выполненным отверстиям. Сварку выполните электродуговым сварочным полуавтоматом в среде защитного газа.
Для полной сборки установите на кузов передние и задние крылья, крышу и боковую панель крыши. Затем подготовьте восстановленный кузов к окраске и антикоррозионной обработке.
Замена панели боковины кузова автомобиля ВАЗ-2121. Панели боковин кузова автомобиля ВАЗ-2121 заменяйте при снятых переднем' крыле и крыше 5 (рис. 94, а).
Для снятия панели боковины 1 (левой или правой) твердосплавным сверлом диаметром 6 мм удалите точки контактной сварки в ее соединении:
— с рамой 3 ветрового и заднего окон;
- с верхним усилителем 2 боковины и усилителем 4 боковины;
- с внутренней панелью 6 боковины;
- с угловой панелью 7 задка;
- с наружной аркой 9 заднего колеса;
- с центральной стойкой 10;
- с усилителем 11 центральной стойки;
— с нижнем накладкой 12 боковины;
- с панелью пола и соединителем 13 пола.
Дальнейшее отсоединение панели боковины в сборе со сточным желобком 3 осуществляйте с использованием набора слесарного инструмента.
142 -
Замена отдельных узлов и деталей кузова
а)
б)
Рис. 94. Замена панели боковины кузова автомобиля ВАЗ-2121:
а - места отсоединения и прихватки точками панели боковины указаны стрелками; б -прошивка отверстий в панели боковины в местах соединения со стойками; 1 - панель боковины; 2 - верхний усилитель боковины; 3 - рама ветрового и заднего окон; 4 - усилитель боковины; 5 - крыша; 6 - внутренняя панель боковины; 7 - угловая панель задка; 8 -панель задка; 9 - наружная арка заднего колеса; 10 - центральная стойка; 11 - усилитель центральной стойки; 12 - нижняя накладка боковины; 13 - соединитель пола; 14 - усилитель передней стойки; 15 - брызговик переднего крыла
С отсоединенной боковины для дальнейшего использования снимите усилитель боковины кузова (левый или правый), упор уплотнителя двери, усилитель передней стойки боковины (левой или правой) и сточный желобок.
Для замены панели боковины проведите следующие подготовительные роботы;
- удалите оставшийся металл с кромок деталей, сопрягаемых с панелью боковины кузова, клещами или специальными кусачками;
- 143 -
— отрихтуйте деформированные кромки и зачистите их шлифовальной машинкой с двух сторон до металлического блеска;
- прошейте отверстия диаметром 5 мм, шагом 40-50 мм на привариваемых кромках сточного желобка крыши, в нижней части центральной стойки, на панели боковины в месте соединения с угловой панелью 14 (см. рис. 93, б) передка.
Предварительная сборка наружной поверхности боковины предусматривает монтаж на боковину и фиксацию на ней быстросъемными клещами:
- усилителя передней стойки боковины (левого или правого) по месту, совмещая отверстия крепления петель двери;
- усилителя боковины кузова (левого или правого), сточного желобка крыши (левого или правого), а также опоры уплотнителя двери, выставляемые по выштамповкам.
Последующая сборка боковины предусматривает установку и точечную приварку к боковине усилителя передней стойки боковины точками с шагом 40-50 мм, а к остальным деталям — по ранее выполненным отверстиям. Сварку выполняйте сварочным полуавтоматом в среде углекислого газа проволокой Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм.
Заканчивают сборку боковой панели прихваткой центральной стойки к боковине точками в местах, указанных стрелками на рис. 93, б, ручной газовой сваркой, используя горелку с наконечником Ne 1 или № 2, припой Л-63, Л-68 или ЛНКМц диаметром 2-3 мм и техническую буру.
Панель боковины (в сборе) на кузов устанавливайте в следующем порядке:
- подгоните панель боковины по месту и закрепите ее с сопрягаемыми деталями в с помощью быстросъемных клещей и рихтовочного инструмента;
- используя быстросъемные клещи, временно установите передние и задние крылья, крышу и боковую панель крыши; капот и крышку багажника (дверь задка для универсала), переднюю и заднюю двери и проверьте подгонку деталей кузова на соответствие геометрическим параметрам;
- выполните необходимые подгоночные операции с применением правки и рихтовки;
- прихватите панель боковины к сопрягаемым деталям точками в местах, указанных стрелками на рис. 94, а. Сварку выполняйте электродуговым сварочным полуавтоматом в среде углекислого газа;
- снимите временно установленные детали;
- приварите точками панель боко- вины и центральную стойку боковины к сопрягаемым деталям по ранее выполненным отверстиям. Сварку выполняйте электродуговым сварочным полуавтоматом в среде углекислого газа.
Для полной сборки кузова установите передние и задние крылья, крышу и боковую панель крыши. Затем подготовьте восстановленный кузов к окраске и антикоррозионной обработке.
- 144 -
Замена отдельных узлов и: деталей кузова
Замена заднего крыла (части панели боковины) автомобиля В АЗ-2121
Заднее крыло кузова автомобиля ВАЗ-2121 является частью панели боковины кузова и при необходимости заменяется при снятой крыше 5 (см. рис. 94, а).
Замену заднего крыла выполняйте в следующем порядке:
- разметьте слесарным инструментом с использованием металлической линейки поврежденную часть крыла, подлежащую замене;
- отрежьте ножовкой по металлу отмеченную часть крыла по разметке, указанной стрелками (рис. 95, а);
— удалите твердосплавным сверлом диаметром 6 мм точки контактной сварки соединения размеченной части крыла с сопрягаемыми элементами конструкции кузова;
- срубите отмеченную часть крыла (по пунктирной линии разметки, рис. 95, а)
I
Рис. 95. Замена заднего крыла (части боковины) автомобиля ВАЗ-
2121:
а - места рубки зубилом; б - фиксация нового заднего крыла клещами и места прихватки его к кузову (указаны стрелками)
с использованием зубила и молотка;
- удалите оставшийся металл с кромок деталей, сопрягаемых с панелью боковины кузова, клещами или специальными кусачками;
- отрихтуйте деформированные кромки с использованием поддержек и зачистите их шлифовальной машинкой до металлического блеска;
- отформуйте специальными клещами кромку на оставшейся части панели боковины, предварительно выполнив ручными ножницами .надрезы в местах перегибов глубиной Ю мм;
- разметьте металлической линейкой и отрежьте ручными ножницами, с учетом- 10 мм припуска на соединение, от ремонтной вставки необходимую часть крыла;
- прошейте отверстия диаметром 5 мм, шагом 30-40 мм на кромке нового крыла в местах соединения с сопрягаемыми деталями кузова;
- разметьте (см. рис. 94, б) и просверлите отверстия диаметром 5 мм в кромке крыла в месте соединения его с центральной стойкой;
- установите крыло и зафиксируйте его быстросъемными клещами на кузове (см. рис. 95, б);
- прихватите крыло точками в местах, указанных стрелками на рис. 95, б, ручной газовой сваркой, используя горелку с наконечником Ne 1 или Ne 2, припой Л-63, Л-68 или ЛНКМц диаметром 2-3 мм и техническую буру;
- установите временно дверь и проверьте подгонку крыла но соответствие геометрическим размерам (см. рис. 89).
- 145 -
Величина выступания панели двери относительно крыло не должна превышать 3 мм;
- выполните необходимые подгоночные операции с применением правки и рихтовки;
— снимите временно установленную для контроля дверь;
- приварите крыло к сопрягаемым деталям кузова точками по ранее выполненным отверстиям. Сварку выполняйте сварочным полуавтоматом в среде углекислого газа проволокой Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм. При отсутствии отверстий присоединение крыла выполняйте газовой сваркой проволокой диаметром 1,6-2,0 мм по проему заднего окна, проему двери, арки крыла и панели задка прерывистым швом длиной 5—10 мм, шагом 50-60 мм;
- приварите крыло по ранее выпол
ненным отверстиям к центральной стойке и встык с порогом.
Сварку выполняйте сварочным полуавтоматом в среде углекислого газа проволокой Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм;
- приварите крыло к крыше ручной газовой сваркой, используя припой Л-63, Л-68 или ЛНКМц диаметром 2,0-3,0 мм и техническую буру;
— зачистите шлифовальной машинкой сварные швы на лицевой стороне заподлицо;
- установите дверь и проверьте подгонку панелей кузова на соответствие геометрическим размерам;
- выполните необходимые регулировочные операции с применением правки и рихтовки;
— подготовьте восстановленный кузов к окраске и антикоррозионной обработке.
Замена панели крыши кузова
Замена панели крыши обычно вызвана повреждениями, полученными при опрокидывании автомобиля. В случае сильной деформации крыши требуется замена ее панели, так как ремонт методами правки и рихтовки невозможен.
Для замены панели крыши кузова выполните следующие операции:
- снимите ветровое и заднее стекла, принадлежности, обивку крыши салона;
- снимите накладки сточных желобков;
- разметьте места рубки левой и правой боковых панелей и стоек выше линии сварного шва с боковыми панелями III (рис. 96), выдерживая размер
380 мм;
— срубите панель крыши по разметке в соединениях с панелью рамы ветрового окна, рамой заднего окна и боковинами кузова с помощью зубила и молотка;
- высверлите в снимаемой панели крыши твердосплавным сверлом диаметром 6 мм точки контактной сварки в соединениях с панелью рамы ветрового окна (I), с поперечиной рамы заднего окна (III), со сточными желобками (II);
- выполните рубку по изгибам крыши, отступив от кромки панели 8—10 мм;
— выполните рубку боковых панелей крыши, отступив от разметки вверх 10-15 мм (от заднего крыла — 380 мм);
- 146 -
Замена отдельных узлов и деталей кузова
- отсоедините панель крыши от кузова и удалите оставшиеся полоски металла от панели рамы ветрового окна, сточных желобков и поперечины рамы заднего окна;
- зачистите шлифовальной машинкой оставшиеся точки сварки на панели рамы ветрового окна, сточных желобков, поперечине проема заднего окна;
- прошейте по периметру привариваемых кромок новой панели крыши отверстия диаметром 5 мм, шагом 50-60 мм, кроме мест соединения с боковыми панелями крыши (рис. 97). В углах проемов ветрового и заднего окон (двери-задка), передних и задних дверей отверстия выполняются шагом 30-40 мм;
- выполните при замене усилителей крыши аналогичные отверстия в кромках усилителей, соединяемых с боковинами кузова, а затем установите усилители по месту и приварите;
- отрихтуйте посадочные места элементов кузова, усилителей крыши и новой панели, зачистите их шлифовальной машинкой;
- обезжирьте и установите на усилители крыши прокладки «Келлер» (размером 200x60x2 мм, 9 шт.) на клею 88НП135;
Рис. 97. Выполнение отверстий на панели крыши (а), установка противошумных битумных прокладок на усилители крыши (б) и фиксация панели крыши на кузове быстросъемными клещами (в)
— подгоните по месту новую панель крыши и прихватите ее ручной газовой сваркой, используя наконечник № 1 или № 2, латунный припой Л-63, Л-68 или ЛНКМц диаметром 2-3 мм (рис. 98), к панели рамы ветрового окна - по передним стойкам; к боковинам крыши -в двух точках с двух сторон;
- проверьте установку панели крыши по месту, контролируя размеры про-
- 147 -
Рис. 98. Установка крыши (стрелками указаны места прихватки крыши к передним и задним стойкам; в выносах указаны размеры оконных проемов для предварительного контроля)
емов переднего и заднего окон специальными линейками;
- приварите панель крыши сплошным швом к боковым панелям III (рис. 99) и
точечной сваркой по выполненным отверстиям к панели рамы ветрового окна (I), сточным желобкам (II) и к поперечине рамы заднего окна (в верхней части).
Сварку выполняйте сварочным полуавтоматом в среде углекислого газа по предварительно прошитым отверстиям проволокой Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм. По окончании сварки повторно проконтролируйте размеры проемов переднего и заднего окон специальными линейками.
При отсутствии сварочного полуавтомата допускается газовая сварка с
использованием в качестве присадочного материала латунной или стальной проволоки диаметром 2-3 мм.
После сварки в зазоры между панелью крыши и усилителями нанесите клей и заложите уплотнительные прокладки. Подготовьте восстановленный кузов к окраске и антикоррозионной обработке.
- 148 -
Замена отдельных узлов и Деталей кузова
Замена рамы ветрового окна автомобиля
Кузов автомобиля имеет отдельную раму ветрового окна. Ее заменяют при снятых передних крыльях, капоте и панели крыши.
Замену панели рамы ветрового окна производите в следующем порядке:
- высверлите твердосплавным сверлом диаметром 6 мм точки сварки в местах соединения старой панели 1 (рис. 100, а) со сточным желобком боковины 2; со стойкой 3 ветрового окна; с кронштейном 4 замка капота; с верхним усилителем 5 щитка передка;
Рис. 100. Замена панели рамы ветрового окна автомобиля ВАЗ-2121:
а - места отсоединения и прихвата панели рамы ветрового окна; б - фиксация панели рамы и крыши на кузове и контроль проема ветрового окна; 1 - панепь; 2 - сточный желобок боковины; 3 - стойка' ветрового окна; 4 - кронштейн замка капота; 5 - верхний усилитель щитка передка
- отделите поврежденную панель окна с использованием слесарного инструмента;
- удалите оставшийся металл с кромок деталей, сопрягаемых с заменяемой панелью кузова, клещами или специальными кусачками;
- выправьте, отрихтуйте деформированные кромки с использованием поддержек, и зачистите их шлифовальной машинкой до металлического блеска;
- прошейте отверстия диаметром 5 мм, шагом 30-40 мм по периметру новой панели рамы в местах соединения с кронштейном замка капота, желобком боковины, стойками ветрового окна и верхним усилителем щитка передка;
- зачистите кромки новой панели рамы и сопрягаемых с ней деталей шлифовальной машинкой до металлического блеска;
- установите новую панель рамы, совместив метку на боковине со стороны
- 149 -
крыши и панели рамы, и закрепите панель рамы быстросъемными клещами;
- установите и зафиксируйте крышу;
- проконтролируйте линейные размеры проема ветрового она и при необходимости выполните подгоночные и рихтовочные работы;
- прихватите панель рамы ручной газовой сваркой точками в местах, указанных стрелками на рис. 100, а, используя горелку с наконечником No 1 или № 2, припой Л-63, Л-68 или ЛНКМц диаметром 2-3 мм и техническую буру;
- установите временно крылья, капот и проверьте подгонку панели рамы ветрового окна на соответствие геометрическим размерам (рис. 100, б) между панелью рамы, капотом и крыльями. Величина выступаний и западаний панели рамы ветрового окна относительно капота должна быть не более 2 мм, а величина зазоров между кромками панели рамы и капота, а также капота и переднего крыла должна равняться (5±2) мм;
- выполните необходимые подгоночные операции с применением правки и рихтовки;
- снимите установленные для контроля крылья, капот и крышу;
- приварите точками панель рамы ветрового окна по ранее выполненным отверстиям к кронштейну замка капота, желобку боковин, стойкам ветрового окна и верхним усилителям щитка передка. Сварку выполняйте сварочным полуавтоматом А-547У в среде углекислого газа, проволокой Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм.
Допускается соединение панели рамки ветрового окна ручной газовой сваркой проволокой диаметром 1,6-2,0 мм в следующем порядке:
- приварите панель рамки к стойкам оплавлением кромок прерывистым швом длиной 10 мм шагом 40-50 мм;
- приварите панель рамки к боковине точками шагом 50-60 мм с применением припоев по ранее приведенной технологии.
Зачистите шлифовальной машинкой сварные швы на лицевой стороне заподлицо. Установите на место крылья, крышу и капот и проверьте выступание панелей кузова на соответствие геометрическим размерам. В случае необходимости выполните регулировочные операции с применением правки и рихтовки. Подготовьте восстановленный кузов к окраске и антикоррозионной обработке.
Ремонт трещин переднего лонжерона
В результате длительной эксплуатации на дорогах с некачественным покрытием на лонжероне в местах крепления рулевого механизма и кронштейна маятникового рычага появляются трещины.
Работы по ремонту переднего лонжерона автомобиля осуществляют при снятых двигателе, рулевом механизме и кронштейне маятникова рычага, с пос
ледующей приваркой усилительных накладок.
Ремонт проводите в следующем порядке:
- вырежьте усилительную накладку из листа стали марки Ст-08-КП или СтЗ толщиной 1,5 мм согласно рис. 101;
- просверлите сверлом диаметром 8 мм 26 отверстий в накладке (см. рис. 101);
- 150 -
Замена отдельных узлов и деталей, кузова
Рис. 101. Ремонтная накладка для ремонта переднего лонжерона
- установите прокладку по отверстиям крепления узлов в плоскости «А»;
- приварите накладку по плоскости «А» по прошитым отверстиям;
- нагрейте накладку и подгоните за
гибом плоскость «Б» по месту;
- приварите накладку по плоскости «Б» по прошитым отверстиям.
Сварку выполняйте в среде углекислого газа электродуговым сварочным полуавтоматом А-547У, проволокой Св-08ГС-О или Св-08Г2С-О диаметром 2,0 мм. Допускается использование ручной газовой сварки с применением наконечника Ne 1 или Ne 2, припоя Л-63, Л-68 или ЛНКМц диаметром 2-3 мм и технической буры.
Зачистите шлифовальной машинкой сварные швы на лицевой стороне заподлицо.
Подготовьте восстановленный кузов к окраске и антикоррозионной обработке. Установите на место снятые узлы и механизмы (после окраски).
Замена пола в сборе с подмоторной рамой кузова автомобиля Москвич-2140
Деформированный пол в сборе с подмоторной рамой кузова легкового автомобиля Москвич-2140 (рис. 102) заменяют при невозможности его восстановления способами правки и рихтовки.
Для замены пола с рамой в сборе предварительно снимите узлы и механизмы автомобиля, которые препятствуют проведению работ.
Работы по замене пола кузова в сборе с рамой производите на стенде, который позволяет кантовать кузов в положения, удобные для работы.
При отсоединении основания в сборе с рамой его вырезают ножовкой по металлу или пневмомолотком с комплектом зубил по периметру кузова, оставляя по две точки (по одной с каждой стороны) в местах соединения:
- щитков радиатора и гнезд фар 11
(рис. 102) с поперечиной 1 рамы;
- панели 15 задка с четвертой поперечиной 9 основания;
- передних стоек 12 с передними усилителями 3 основания;
- средних стоек 13 с первой поперечиной 5 основания;
- передней части арки колеса задней стойки 14 со второй поперечиной 7 основания.
Для сохранения габаритных размеров и жесткости кузова при выполнении работ по замене основания в сборе с рамой внутренние проемы зафиксируйте жесткими кондукторами и растяжками (по аналогии с рис. 90). Затем корпус кузова слегка приподнимите и срежьте оставшиеся точки сварки.
Каркас кузова выправьте и отрихтуйте кромки деталей, к которым должно быть присоединено новое основание в
- 151 -
a) 23 456 78 9
б) 12 13 14
Рис. 102. Основание с рамой в сборе (а) и каркас кузова (6) автомобиля «Москвич-2140»:
1 - поперечина рамы; 2 - лонжероны рамы; 3 - передние усилители основания; 4 - пороги основания; 5 - первая поперечина основания; 6 - усилитель основания; 7, 8, 9 - соответственно вторая, третья и четвертая поперечины .основания; 10 - лонжероны основания; 11 -щитки радиатора и гнезда фар; 12 - передние стойки кузова; 13 - средние стойки боковины;
14 - задние стойки кузова; 15 - панель задка
сборе с рамой. При необходимости восстановите корпус кузова, отрихтовав его поврежденные участки.
Установку нового основания в сборе с рамой на поворотном стенде осуществляйте по установочным и крепежным плоскостям и контрольным отверстиям, расположенным в передних и задних лонжеронах основания кузова и стенда. Совмещение точек обеспечивает в дальнейшем совпадение старого корпуса кузова и нового основания.
Выполните прихватку точками сначала в местах, указанных на рис. 102 стрелками, с двух сторон кузова ручной газовой сваркой, используя наконечник
Ne 1 или № 2, припой Л-63, Л-68 или ЛНКМц диаметром 2-3 мм и техническую буру.
Временно зафиксируйте быстросъемными клещами пороги и крылья, установите двери, капот, крышку багажника и проверьте соответствие величины зазоров в проемах сопрягаемых деталей. При необходимости проведите подгонку правкой и рихтовкой. При соответствии зазоров произведите окончательную приварку основания в сборе с рамой к каркасу кузова по всему периметру, применяя сварочный полуавтомат для сварки в среде углекислого газа и необходимую проволоку. Режим свар
- 152 -
Замена отдельных узлов и деталей кузова
ки выбирается согласно инструкции по эксплуатации на сварочный агрегат.
После приварки основания последовательно приварите пороги и задние брызговики, установите двери, капот и
крышу багажника. Подготовьте каркас кузова к окраске, тщательно произведите зачистку и герметизацию сварных швов, восстановите шумоизоляцию основания кузова.
Ремонт дверей и их элементов
Вследствие долгой эксплуатации или в результате ДТП появляются следующие наиболее часто встречающиеся дефекты дверей: значительное повреждение поверхностей панели коррозией; аварийная деформация, не устраняемая правкой и рихтовкой; обрыв петель боковых дверей и задка; выступание усилителя из-за наружной панели двери.
Полную замену наружной панели двери производят в том случае, если она непригодна к ремонту методами правки и рихтовки. Наружную панель заменяют полностью или частично при коррозионных разрушениях нижней части двери, а также меняют полностью при сильных деформациях в результате ДТП или при значительных площадях коррозионных разрушений основных элементов дверей.
Наружную панель двери заменяют только после ее снятия с кузова автомобиля.
Полную замену наружной панели двери осуществляйте в следующем порядке:
— срежьте шлифовальной машинкой или напильником загиб зафланцовки наружной панели двери по контуру, указанному стрелками (рис. 103, а). За-.вальцованную кромку наружной панели двери можно не срезать. После высверливания точек сварки панели, отогните ее слесарным инструментом (зубилом и молотком) в местах соединения
Рис. 103. Полная замена наружной панели двери:
а - удаление зафланцовки; б - удаление точек контактной сварки; в - прошивка отверстий; г - фиксация каркаса двери; д -зафланцовка и приварка наружной панели к каркасу двери
153 -
с внутренней панелью, усилителями и рамкой. Для дверей автомобилей ВАЗ-2121, -2108, -2109 предварительно отрежьте наружную панель двери в местах вывода ее за рамку двери;
— удалите твердосплавным сверлом диаметром 6 мм точки контактной сварки (рис. 103, б) в соединении наружной панели двери с усилителями, рамкой и внутренней панелью;
- произведите правку, рихтовку деформированных участков деталей двери с помощью рихтовочного инструмента (молотков, наковален и поддержек);
- зачистите места сопряжения деталей двери с ее наружной панелью с помощью шлифовальной машинки;
• - прошейте верхнюю отбортовку панели отверстиями диаметром 5 мм шагом 60-70 мм (рис. 103, в);
- установите на новую панель шумопоглощающую прокладку (для ВАЗ-2108 - две прокладки) и прогрейте ее рефлектором до температуры размягчения;
- нанесите кистью клей ГИПК-133 или УП-5-207 по периметру наружной панели в местах ее соединения с внутренней панелью;
- установите каркас двери в наружную панель и зафиксируйте их (молотком и поддержкой), подгибая четыре угла в местах, указанных стрелками (рис. 103, г);
- зафланцуйте наружную панель двери (рис. 103, д) по периметру, используя молоток и поддержку;
- приварите панель к каркасу в точках, указанных стрелками, и по прошитым отверстиям (рис. 103, д), используя сварочный полуавтомат для сварки в среде углекислого газа и проволоку Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм;
- зачистите шлифовальной машинкой сварочные швы заподлицо с пане
лью в местах установки уплотнителей стекла;
-подготовьте дверь к окраске и антикоррозионной обработке.
Частичную замену наружной панели двери осуществляйте в следующем порядке:
- разметьте металлической линейкой поврежденную часть панели с учетом 10 мм припуска на соединение;
- срежьте поврежденную часть панели по линии разметки шлифовальной машинкой. Загиб зафланцовки наружной панели двери можно не срезать. После высверливания точек сварки панели отогните ее слесарным инструментом (зубилом и молотком) в местах соединения с внутренней панелью, усилителями и рамкой;
- удалите твердосплавным сверлом диаметром 6 мм точки контактной сварки (рис. 103, б) в соединении наружной панели двери с усилителями, рамкой и внутренней панелью в пределах заменяемого участка;
- произведите правку, рихтовку деформированных участков панели двери с помощью рихтовочного инструмента (молотков, наковален и поддержек);
— зачистите места сопряжения деталей двери с ее наружной панелью с помощью шлифовальной машинки;
- отформуйте кромку оставшейся части наружной панели с помощью кромкогиба по линии сопряжения с ремонтной вставкой;
- изготовьте из листа стали марки 08кп толщиной 0,8-1,0 мм ремонтную вставку необходимых размеров. Подогните ее по месту, используя ножницы и рихтовочный инструмент;
- прошейте верхнюю отбортовку ремонтной вставки панели диаметром 5 мм отверстиями шагом 30-40 мм;
- 154 -
Замена отдельных ухюв й деталей яузеда
- установите на вставке панели шумопоглощающую прокладку (для ВАЗ-2108 - две прокладки) и прогрейте ее рефлектором до температуры размягчения;
- нанесите кистью КФ-25 клей ГИПК-133 по периметру ремонтной вставки наружной панели в местах ее соединения с внутренней панелью и каркасом;
- установите вставку наружной панели по месту и зафиксируйте быстросъемными клещами;
- приварите ремонтную вставку панели к каркасу в точках по прошитым отверстиям, используя сварочный полуавтомат для сварки в среде углекислого газа и проволоку Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм;
— завальцуйте ремонтную вставку по контуру с использованием слесарного инструмента (рис. 103, д);
- зачистите шлифовальной машинкой сварные швы заподлицо с панелью в местах установки ремонтной вставки и уплотнителей стекла;
- подготовьте отремонтированную дверь к окраске и антикоррозионной обработке.
Устранение обрыва петель боковых дверей. Устранение обрыва петель боковых дверей кузова автомобиля производят после их снятия с кузова и разборки.
Устранение обрыва петель на автомобиле ВАЗ-2121 (для других - аналогично) осуществляйте в следующем порядке:
- расположите дверь на верстаке, уложив ее наружной стороной на мягкую прокладку из войлока 4 (рис. 104);
- закрепите заземляющий провод сварочного полуавтомата за «массу» двери (например, за ограничитель открывания);
Рис. 104. Устранение обрыва петель дверей автомобиля ВАЗ-2121:
1 - кронштейн верхней петли; 2 - кронштейн нижний петли; 3 - мокрый асбест; 4 -войлочная прокладка
- вырубите П-образное окно по разметке на внутренней панели двери против кронштейна верхней 1 или нижней 2 петли;
- отогните по линии сгиба П-образное окно;
- зачистите плоскости прилегания верхней (или нижней) петли и кронштейна с помощью металлической щетки или шлифовальной машинки;
— подложите мокрый асбест 3 на лицевую панель под кронштейн верхней или нижней петли двери;
- установите по месту и приварите верхнюю (или нижнюю) петлю к кронштейну, используя сварочный полуавтомат для сварки в среде углекислого газа и проволоку Св-08ГС-О или Св-08Г2С-О диаметром 0,8 мм;
- зачистите шлифовальной машинкой сварные швы на отремонтированном участке петли;
- отогните вырубленную часть панели в прежнее положение, подогните по месту и заварите окно, используя необходимый слесарный и рихтовочный инструмент и сварочное оборудование;
- 155 -
- зачистите шлифовальной машинкой сварные швы на отремонтированном участке панели до металлического блеска;
- нанесите кистью грунт ГФ-073 на восстановленный участок и просушите покрытие в течение 30 мин при 20 °C;
- нанесите эмаль НЦ-11 соответствующего цвета на загрунтованный участок и просушите ее в естественных условиях в течение 24 ч.
После сборки двери и установки ее на кузов отрегулируйте зазоры по проему.
Ремонт звена петли двери задка автомобилей ВАЗ с кузовом универсал (ВАЗ-2102, -2104) выполняйте после снятия с кузова двери задка. При этом снимите облицовку задней поперечины крыши, торсионов и самой поврежденной петли.
При ремонте неисправного звена петли сверлом диаметром 10 мм удалите торцевую расклепку оси поводка и выбейте слесарным бородком саму ось. Подвижное звено петли соберите с новой осью и промежуточными шайбами, а затем расклепайте торцы оси для ее фиксации.
Устранение неприлегания усилителя к наружной панели двери автомобилей ВАЗ произведите после снятия ручек 2 (рис. 105) привода стеклоподъемника и замка 3, подлокотников 4 и обивки 5, ограничителя 1 открывания двери.
При ремонте удалите механическим способом:
- противошумную мастику БПМ-1 по периметру усилителя;
- установите под усилитель прокладку из материала «Келлер», шириной 55 мм и длиной 150-200 мм между панелью и перегородкой (см. рис. 105);
Рис. 105. Устранение неприлегания усилителя:
а - детали двери, которые необходимо снять: б - установка распорки; 1 -ограничитель; 2 - ручка привода стеклоподъемника; 3 - ручка замка; 4 - подлокотник; 5 - обивка; 6 - усилитель; 7 -распорка (длина - 70 мм); 8 - панель двери; 9 - прокладка «Келлер»
- установите источник тепла (инфракрасную лампу) мощностью 300-500 Вт на расстоянии 120 мм от панели и нагрейте с ее помощью участок, показанный на рис. 105, в течение 20-30 мин;
- охладите нагретые поверхности в естественных условиях в течение 30 мин;
- снимите распорку между панелью и перегородкой;
- подсоедините ограничитель двери и установите на дверь ранее снятые элементы.
- 156 -
Замена отдельных узлов й деталей кузова
Ремонт кронштейна поперечной штанги задней подвески автомобиля ВАЗ-2106
Для замены деформированного кронштейна проводите работы в следующем порядке:
- срубите деформированный кронштейн или остатки кронштейна зуби
лом или срежьте шлифовальной машинкой и зачистите посадочные места под кронштейн;
- установите приспособление БС-08-300 (рис. 106) на днище кузова и новый кронштейн;
Рис. 106. Замена кронштейна поперечной штанги задней подвески автомобиля ВАЗ-2106 (на фрагментах даны размеры усилительных накладок)
- приварите кронштейн по стыку к днищу кузова сварочным полуавтоматом в среде углекислого газа;
- изготовьте усилительные накладки, размеры которых показаны на рис. 106. Материалом для накладок может быть СтЗ толщиной 1,5-2 мм;
- зачистите от краски посадочные
места под усилительные накладки и приварите их с помощью сварочного полуавтомата в среде углекислого газа;
- зачистите места сварки, обезжирьте ветошью, смоченной в уайт-спирите, и нанесите цинкохроматный грунт ГФ-073. Через 7-10 мин на отремонтированный участок нанесите противошумную мастику БПМ-1.
Ремонт кронштейна буфера сжатия передней подвески и стойки брызговика
Деформацию кронштейна буфера сжатия проверьте так, как показано на рис. 107. Если размер А меньше 32 мм, то кронштейн заменяют.
Для этого сделайте следующее:
- снимите переднее колесо;
— очистите поверхность фланца от мастики;
- высверлите все точки сварки сверлом диаметром 6 мм на глубину толщи-
- 157-
Рис. 107. Замер деформации кронштейна буфера сжатия передней подвески ВАЗ-2103, -2106
ны металла кронштейна и отсоедините кронштейн от стойки;
- отрихтуйте кронштейн.
При небольших вмятинах в местах приварки кронштейна выправьте их выколоткой через среднее отверстие в брызговике со стороны моторного отсека;
- зачистите поверхность стойки, приварите новый кронштейн по периметру с помощью сварочного полуавтомата прерывистым швом. Центр отверстия под буфер в кронштейне должен быть на 97 мм выше оси верхнего рычага передней подвески, что соответствует расстоянию 9,5 мм от края кронштейна до криволинейной поверхности стойки;
- в случае деформации боковых поверхностей стойки удалите кронштейн и выправьте стойку;
- изготовьте по месту накладки из листовой стали толщиной 1,5 мм (для усиления стойки) и просверлите в ней отверстия диаметром 6-8 мм, выдерживая размеры, показанные на рис. 108;
- зачистите поверхность стойки, приварите накладку с помощью сварочного полуавтомата по периметру и отверстиям;
- приварите кронштейн буфера, выдерживая указанные выше размеры.
Ремонт стоек кузова
В процессе эксплуатации автомобиля на стойках кузова могут появиться трещины, значительно снижающие жесткость его силовых элементов. Наиболее вероятные места образования трещин:
- в верхнем усилителе центральной стойки;
- по стыку накладки стойки ветрового окна с верхней накладкой боковины;
- в верхнем переднем углу проема передней двери;
- в основании стойки ветрового окна в проеме передней двери с наружной и внутренней стороны.
- 158
Замена отдельных узлов и деталей кузова
Восстанавливайте места образования трещин приваркой внахлестку усилительных накладок (рис. 109) из листовой стали толщиной 0,9-1,0 мм, которые должны повторять контуры зоны
прилегания. При ремонте усилительные накладки приварите прерывистым швом по продольным сторонам и в отверстиях с помощью сварочного полуавтомата в среде углекислого газа. Сварные
Рис. 109. Усилительные накладки для стоек кузова ВАЗ-21 03, -2106:
1 - внутренние накладки верхней части проема передней двери и основания передней стойки; 2 - наружная накладка верхней части проема передней двери; 3 - накладка усилителя центральной стойки; 4 -накладка основания передней стойки
швы тщательно зачистите, загрунтуйте и окрасьте в цвет кузова.
ВНИМАНИЕ! В целях надежной герметизации и защиты кузова от преждевременной коррозии на стыки и сварные швы при рёмон-те всего кузова, а также при замене его отдельных элементов должны быть нанесены уплотняющие мастики.
- 159 -
РЕМОНТ КУЗОВНЫХ деталей из ПЛАСТМАССЫ
В последнее время все чаще стала применяться пластмасса в производстве кузовных деталей. Хотя это довольно хрупкий материал, но он имеет свои неоспоримые преимущества перед сталью - не подвержен коррозии, дешев и прост в ремонте. Правильней следует называть эти материалы стеклопластиками (или композитами), т. к. их основу составляют полистирольные смолы и силиконовое стекловолокно. В отечественной автомобильной промышленности наибольшее распространение для производства кузовных деталей получили поливинилхлоридные (ПВХ) полиамиды и поликарбонаты. Эти материалы отличаются высокой стойкостью к нефтепродуктам, антифризу, соляным растворам, имеют высокую механическую прочность и ударную вязкость в сочетании со стабильностью свойств. В настоящее время на Москвиче-2141 устанавливается бампер, выполненный из поликарбоната. Он выдерживает без деформации удар на скорости до 8 км/ч.
ВНИМАНИЕ! При работе со стеклопластиками необходимо использовать крем для рук или защитные резиновые перчатки. Ремонт деталей (зачистка, полировка, резка и т.п.) необходимо проводить в респираторе, в хорошо вентилируемом и пожаробезопасном помещении.
Полистирольная смола находится в жидком состоянии и только после добавления к ней отвердителя и ускорителя (акселератора) происходит химическая реакция с выделением большого ко
личества тепла, из-за чего смола необратимо изменяет свою структуру и отвердевает. По своим механическим свойствам получившееся соединение на основе смолы - твердое и хрупкое, но при одновременном соединении со стекловолокном оно превращается в вещество, которое гораздо прочнее, чем все его составляющие.
В настоящее время широко используются эпоксидные смолы ЭД-16 и ЭД-20, как одни из лучших видов связующих для большинства композитов. Отвердителем эпоксидной смолы является полиэтиленполиамин (ПЭПА). Полученное соединение в чистом виде обладает повышенной хрупкостью, плохо выдерживает ударные нагрузки и вибрации. Для повышения его эластичности в состав смолы вводится пластификатор. При ремонте в качестве пластификатора применяется дибутилфталат (ДБФ) или низкомолекулярные полиамидные смолы (Л-18, Л-19, Л-20), которые являются одновременно отвердителем и пластификатором.
Для приготовления основы композита сделайте следующее:
- подогрейте эпоксидную смолу ЭД-16 до температуры 60-80 °C в водяной ванне (смола ЭД-20 подогрева не требует);
- введите в смолу небольшими порциями пластификатор;
- перемешивайте смесь в течение 5-8 мин, в результате чего получите компаунд - смесь эпоксидной смолы и пластификатора;
- вводите в компаунд наполнитель;
- 160 -
Ремонт кузовных. Детей из пэтабшассы:
- перемешайте всю смесь в течение 8-10 мин.
Такая смесь может храниться длительное время. Окончательное приготовление композита осуществляется непосредственно на месте выполнения ремонтных работ введением в основу композита отвердителя и тщательным перемешиванием состава. Рекомендуется следующий состав эпоксидного композита для ремонта элементов кузова: на 100 частей смолы ЭП-16 добавляется 50 частей пластификатора ДБФ, 10-11 частей отвердителя НЭПА и 70-80 частей наполнителя (стекловолокно, молотая слюда).
При приготовлении композита тщательно выдерживайте пропорции смолы, отвердителя, пластификатора и наполнителя. Отклонение от оптимального соотношения отвердителя до 5%, пластификатора и наполнителя - до 10% не приводит к существенным изменениям свойств композита при хорошем перемешивании его компонентов. Большее отклонение приводит к резкому ухудшению свойств композита.
Отечественной промышленностью для автолюбителей основан выпуск композита «Десан» и универсального набора «Десан-Авто». В состав «Десан» входят смола и пластификатор, который имеет еще промышленное наименование - «К-293» или «основа». В наборе «Десан-Авто» три составляющих в банках: белая - основа, красная («Супер») и синяя («Термо») - отвердители: Использование различных отвердителей позволяет получить композит с различными механическими свойствами. При приготовлении композита содержимое банок переносят для каждой составляющей своим шпателем в мерный стакан, а затем в емкость, где все тщатель
но перемешивают до получения однородной массы.
ВНИМАНИЕ! Живучесть композита составляет порядка 15 мин при +25 °C. С увеличением температуры смеси ее живучесть уменьшается и композит затвердевает быстрее.
Среди зарубежных компаний для ремонтных работ со стеклопластиковыми деталями можно рекомендовать продукцию фирм - «Multi Metoll» (Германия), «Durmetall» (Швейцария) и «LOCTITE» (США).
Самым распространенным дефектом стеклопластиковых деталей являются трещины различной формы, вызванные механическим воздействием. Повреждения всех видов устраняйте с обратной (внутренней) стороны панели. Благодаря этому восстанавливаемая панель приобретает качественный внешний вид. Исключением являются мелкие сколы и трещины («звездочки») на лицевой поверхности. Для их устранения нанесите жидкую целлюлозную шпатлевку на панель с последующей ее обработкой под окраску.
При ремонте поверхность вокруг трещины тщательно зачистите с использованием электродрели с абразивным диском. Для предотвращения дальнейшего расползания трещины ее окончания рассверлите. Выбирайте сверло диаметром 2-5 мм в зависимости от параметров самой трещины. Далее произведите разделку самой трещины, т. е. придайте ей «У»-образную форму. После чего на поверхность ремонтируемой детали шпателем с усилием нанесите слой композита. Полностью застывший (отвердевший) слой композита подвергните механической обработке с после
6 Зак. 63873
- 161 -
дующей его окраской. Зачищайте и шлифуйте слой композита до тех пор, пока следы от трещины станут невидимыми.
В случае сильных повреждений необходима более глубокая разделка трещины с нанесением нескольких слоев композита на тыльную сторону панели. При этом рекомендуется последовательно нанести два слоя композита на тыльную сторону обрабатываемой панели.
Если толщина детали составляет 7— 10 мм, то рекомендуют «V»- или «Х»-об-разные формы подготовки трещины к нанесению композита.
Одним из самых распространенных способов ремонта стеклопластиковых деталей является накладывание заплат на поврежденную поверхность с внутренней стороны. Для этого:
— подготовьте участок панели (детали) для предстоящего ремонта. Удалите острые кромки, трещины и старое лакокрасочное покрытие, зачистите и обезжирьте место под наложение заплаты;
- вырежьте кусок ткани из стекловолокна необходимого размера;
- смешайте смолу с отвердителем и ускорителем (согласно пропорций, указанных в инструкции производителя смолы);
- нанесите толстый слой композита на ремонтируемую поверхность;
- на слой композита наложите заготовленную стеклоткань и плотно прижмите ее валиком к ремонтируемой поверхности;
- по верху ткани с помощью кисти нанесите толстый слой композита;
— выдержите время для пропитки стеклоткани композитом и повторно нанесите слой композита. Время между нанесением слоев - не более минуты и оно зависит от температуры и количе
ства отвердителя, входящего в состав коипозита;
- прокатывайте стеклоткань валиком с усилием и равномерно во всех направлениях;
- оставьте отремонтированную деталь до полного затвердевания композита;
- композит, выступивший на лицевую сторону панели, удалите шлифованием;
- подготовьте отремонтированную поверхность панели к окраске.
При появлении небольших отверстий технология ремонта аналогична описанной выше. На отверстие с лицевой стороны панели временно наклейте маскировочную полосу, которая послужит основанием для заплаты, наносимой с внутренней стороны панели. После полного высыхания композита маскировочную полосу удалите. Композит, выступивший на лицевой поверхности детали, удалите вручную или с применением шлифовальной машинки. Для этой операции удобно использовать большой однорядный напильник. Подготовьте поверхность к окраске по традиционной технологии с применением шпатлевки.
В случаях фронтальных столкновений, на небольших скоростях в первую очередь разрушается бампер, а его осколки сохраняют первоначальную форму. С помощью композита вы легко можете выполнить ремонт таких бамперов и даже собрать одну деталь из нескольких старых поврежденных.
Осколки ремонтируемой детали можно предварительно соединить между собой с помощью алюминиевых пластин или стальных скобок.
На составные части (осколки) ремонтируемой детали с обработанными кромками с ее внешней стороны установите подготовленные алюминиевые
- 162 -
пластины (с отверстиями) и закрепите их с помощью алюминиевых заклепок или винтами-саморезами по предварительно просверленным отверстиям.
Очистите внутреннюю сторону панели и подготовьте их к последующему ремонту.
Между пластинами и ремонтируемой поверхностью установите маскирующую ленту, чтобы излишки композита не просочились через щель. Очень важно, чтобы при этом плоскости скосов совпадали.
Подготовленные полоски стекловолокна (5-7 шт.) шириной около 120—150 мм, как было описано выше, прикладывают по всей длине соединения на композит слоями. Форма полосы должна соответствовать форме обрабатываемо
го соединения.
После полного затвердевания стек-ловлокна и композита (27-30 ч при 20°С) снимите стяжные алюминиевые пластины. Заклепки высверлите, а их отверстия заделайте по вышеизложенной методике как для малых отверстий.
Внешнюю поверхность детали зачистите и подготовьте к окраске. Более крепкое соединение стыков получают, если им придают «Y»- или «Vs-образную форму, а края отверстий зенкуют.
Восстанавливать детали при множественно-осколочном повреждении рекомендуется по частям. Сначала соединяют между собой 2 или 3 части детали, которые в свою очередь соединяются в единое целое.
163 -
КОНТРОЛЬ КАЧЕСТВА РЕМОНТА КУЗОВА
Качество проведения ремонта кузова автомобиля определяется тремя критериями соответствия:
- расположением базовых точек основания (пола) согласно «Карте конт
рольных точек основания кузова автомобиля»;
- линейными размерами проемов кузова, ветрового и заднего окон, капота, багажника и задка кузова;
- сопряжением лицевых панелей кузова по величине зазоров.
Контроль качества ремонта кузова по базовым
точкам его основания
Для проведения контроля расположения базовых точек пола необходимо иметь специальное оборудование, к которому относятся приспособления БС-08 (рис. 110), установки для правки и контроля кузова БС-123 (см. рис. 27), а также набор металлических измерительных линеек. Линейки могут быть самоцент-рирующиеся (НАМИ), эталон-кондукто-ры (БС-144) или линейки-штангенциркули (БС-143). При их отсутствии можно воспользоваться обычной металлической рулеткой или шаблоном.
Приспособление БС-08 представляет собой два кондуктора 1, 3, на которых расположены базовые точки мест крепления кузова к трансмиссии. Принцип работы на приспособлении основан на совмещении отверстий кондукторов и отверстий кузова. Деформация кузова не позволяет свободно установить штифт в контролируемое отверстие. Передний кондуктор (БС-08.100) предназначен для контроля базовых точек установки передней подвески и рулевого управле
ния. Задний кондуктор БС-08.300 - для контроля крепления задней подвески к полу автомобиля. Кондукторы могут быть соединены трубчатой рамой 2, что позволяет проконтролировать взаимное расположение базовых точек кузова всего автомобиля.
Принцип замеров на установке БС-123 (см. рис. 27) заключается в том, что одиннадцать опорных точек (для моделей ВАЗ) в нижней части автомобилей располагаются таким образом, чтобы передняя, и задняя подвески после ремонта кузова были зафиксированы по координатам базовых точек в трех измерениях с точностью, заданной заводом-изготовителем. Конструкция установки позволяет быстро и точно определить перекосы кузова для дальнейшего их устранения.
При проведении работ кузов закрепляют на установке с помощью пальцев в специальных кронштейнах установки по максимальному числу совпавших контрольных точек, причем все одиннадцать
- 164 -
Рис. 110. Контроль базовых точек приспособлением БС-08:
1 - передний кондуктор БС-08.100; 2 - рама; 3 - задний кондуктор БС-08.300
опорных точек установки свободны. Кузов, не имеющий отклонений по базовым точкам, фиксируется на раме по всем сопрягаемым точкам крепления: стабилизатора поперечной устойчивости, поперечины передней подвески, кронштейна коробки передач, нижних продольных штанг задней подвески, верхних продольных штанг задней подвески, а также по одной точке крепления поперечины штанги задней подвески.
Современные установки позволяют использовать достижения оптически лазерных прецизионных систем измерения в сочетании с компьютерной обработкой результатов. Такой системой является установка «Даталинер» фирмы «Блэкхок» (Швеция). Установка обеспечивает высокую точность измерений с ведением параллельно работ по восстановлению кузова методом силовой растяжки одновременно в трех направлениях. Компьютерная база установки хранит более 3500 кузовных карт мо
делей всего мира, включая и отечественные.
Контрольные точки крепления узлов и агрегатов и проверки основания кузова различных моделей автомобилей приведены на рис. 111 -’118.
- 165 -
6)
- 166 -
Коитредь качества ремонта
Рис. 111. Контрольные точки крепления узлов агрегатов и основания кузова ВАЗ-2101, -2107:
а) точки крепления узлов и агрегатов: А - базовая линия;
1 - верхнее крепление радиатора; 2 - крепление картера рулевого механизма и маятникового рычага; 3 - ось педалей тормоза и сцепления; 4 - центр рулевого механизма; 5 - центр заднего колеса; 6 - крепление амортизатора задней подвески; 7 - заднее крепление глушителя; 8 - переднее крепление глушителя; 9 - крепление поперечной штанги задней подвески;
10 - ось задних колес; 11 - крепление верхних продольных штанг задней подвески; 12 -крепление нижних продольных штанг задней подвески; 13 - центр переднего колеса; 14 -крепление поперечины передней подвески; 15 - крепление стабилизатора поперечной устойчивости; 16 - нижнее крепление радиатора; 17 - ось автомобиля; 18 - боковое крепление радиатора; 19 - заднее крепление силового агрегата; 20 - крепление ручного тормоза; 21 -крепление карданного вала; 22 - крепление амортизатора задней подвески
б) Контрольные точки проверки попа кузова:
О - линия отсчета; 1 - пересечение осей передних болтов крепления стабилизатора поперечной устойчивости с поверхностями лонжеронов; 2 — центр осей нижних болтов крепления картера рулевого механизма и кронштейна маятникового рычага; 3 - пересечение центров передних технологических отверстий лонжеронов переднего пола с поверхностями лонжеронов; 4 - пересечение задних технологических отверстий лонжеронов переднего пола с поверхностями лонжеронов; 5 - центр оси болтов крепления нижних продольных тяг; 6 - центр оси болтов крепления верхних продольных тяг; 7 - пересечение оси болта крепления поперечной штанги с кронштейном кузова; 8 - пересечение центра заднего технологического отверстия центрального усилителя заднего пола с поверхностью усилителя; 9 - центр оси передних болтов крепления стабилизатора поперечной устойчивости; 10 - пересечение центра осей нижних болтов крепления картера рулевого механизма и кронштейна маятникового рычага с поверхностями брызговиков лонжеронов; 11 - центр передних технологических отверстий лонжеронов переднего пола; 12 - центр задних технологических отверстий лонжеронов переднего пола; 13 - пересечение осей болтов крепления нижних продольных штанг с наружными поверхностями кронштейнов кузова; 14 - пересечение осей болтов крепления верхних продольных штанг с наружными поверхностями средних лонжеронов; 15 - пересечение оси болта крепления поперечной штанги с кронштейном кузова; 16 - центр заднего технологического отверстия усилителя заднего пола; 17 - продольная ось автомобиля
- 167 -
Рис. 112. Контрольные точки основания кузова ВАЗ-2108, -2109, -21099:
1 - пересечение осей переднего болта крепления растяжки передней подвески с поверхностью панели рамки радиатора; 2 - центр верхнего шарнира стойки; 3 - центр шарнира рычага передней подвески; 4 - пересечение оси болтов крепления рулевого механизма с поверхностью кронштейна; 5 - пересечение оси заднего болта крепления рычага задней подвески с поверхностью заднего лонжерона; 6 - центр верхней опоры амортизаторов задней подвески
- 168 -
Контроль качестйаремонта
Рис. 113. Контрольные точки крепления узлов и агрегатов автомобиля ВАЗ-2110, -2111, -2112:
X, Y, Z - базовые линии: 1 - крепление верхнего крепления радиатора; 2 - крепление поперечины передней подвески к раме радиатора; 3 - крепление рычага передней подвески; 4 - крепление правой опоры силового агрегата; 5 - крепление левой опоры силового агрегата; 6, 8, 14 - базовые точки; 7 - крепление верхней штанги подвески силового агрегата; 9 - крепление задней подвески силового агрегата; 10 - крепление рычага переключения передач; 11 - крепление регулятора давления тормозов; 12 - крепление рычагов задней подвески; 13 - крепление верхних точек стоек задней подвески
- 169 -
Рис. 114. Контрольные точки для проверки основания кузова ВАЗ-2115:
О - базовые линии; 1 - оси передних болтов крепления растяжек передней подвески; 2 -центр опоры передней подвески силового агрегата; 3 - центр опоры левой подвески силового агрегата; 4 - центр верхних шарниров передних телескопических стоек передней подвески;
5 - центр шарниров рычагов передней подвески; 6 - точки пересечения осей приварных болтов крепления рулевого механизма с поверхностями кронштейнов; 7 - крепление задней опоры подвески силового агрегата; 8 - точки пересечения осей задних приварных болтов крепления рычагов задней подвески с поверхностями задних лонжеронов; 9 - центр верхних опор амортизаторов задней подвески
- 170 -
Контроль качества ремонта
Рис. 115. Контрольные точки крепления узлов и агрегатов ВАЗ-1111:
X, Y, Z - базовые пинии, О - четыре базовых отверстия диаметром 15 мм; 1 - крепление нижних опор радиатора; 2 - крепление верхних опор радиатора; 3 - крепление подрамника силового агрегата; 4 - центр верхних шарнирных стоек агрегата; 5 - крепления кронштейна рулевого управления; 6 - крепления рычага переключения передач; 7 - крепления рычага стояночного тормоза; 8 - крепления кронштейна левого рычага задней подвески; 9 - крепление правого рычага задней подвески; 10 - центр верхних опор амортизаторов задней подвески; 11 - крепление буферов сжатия
- 171 -
- 172 -
Рис. 116. Контрольные точки крепления узлов и агрегатов и основания кузова ВАЗ-2121:
. а - контрольные точки крепления узлов и агрегатов;
О - базовые линии; 1 - центр рулевого механизма; 2 - ось педалей тормоза и сцепления;
3 - ось вала рулевого колеса; 4 - крепление амортизаторов задней подвески; 5 - ось задних колес; 6 - крепление передней трубы основного глушителя; 7 - заднее крепление основного глушителя; 8 - нижнее крепление радиатора; 9 - верхнее крепление радиатора;
10 - крепление поперечины передней подвески; 11 - центр дифференциала; 12 - центр колеса; 13 - крепление стабилизатора поперечной устойчивости; 14 - крепление задней подвески силового агрегата; 15 - крепление раздаточной коробки; 16 - крепление стояночного тормоза; 17 - переднее крепление продольных тяг задней подвески; 18 - заднее крепление продольных тяг; 19 - крепление амортизаторов задней подвески; 20 - крепление поперечной штанги задней подвески; 21 - переднее крепление основного глушителя; 22 - крепление выпускной трубы основного глушителя;
б - контрольные точки основания кузова;
1 - крепление поперечины передней подвески; 2 - крепление стабилизатора поперечной устойчивости; 3 - крепление задней подвески двигателя; 4 - крепление раздаточной коробки;
5 - крепление нижних продольных штанг; 6 - крепление верхних продольных штанг; 7 -крепление поперечной штанги задней подвески
- 173 -
174
Рис. 117. Контрольные точки крепления узлов и агрегатов на основании кузова АЗЛК-2141:
0-0 - базовая пиния (ось передних колес); A, D - крепление лонжеронов рамы; В, V - крепление лонжеронов пола; С - габарит надставок пола; Е, Н - геометрический центр нижнего кронштейна передней подвески; К, L, J - крепления задней опоры силового агрегата; М — крепление механизма переключения передач; N, R - геометрический центр кронштейна рычага задней подвески; , S -крепление пружины задней подвески; Q, Т - крепление амортизаторов задней подвески; U, W — геометрический центр кронштейна поперечины реактивной тяги; Q1, Т1 - крепление стоек передней подвески; С1 - расстояние между порогами пола
175
I
I
Контроль качества ремонта
Рис. 118. Контрольные точки крепления узлов и агрегатов и основания кузова ГАЗ-3102, -31029, -3110:
0 - нижняя нулевая; 1 - базовая линия; 2 - крепление радиатора; 3 - крепление стабилизатора поперечной устойчивости; 4 - крепление передней подвески; 5 - крепление оси передних колес; 6 - крепление картера рулевого механизма; 7 - крепление маятникового рычага; 8 -заднего крепления силового агрегата; 9 - крепление переднего конца рессоры; 10 - центрального крепления рессоры; 11 - крепление амортизаторов; 12 - крепление оси задних колес;
13 - крепление заднего конца рессоры; 14 - заднее крепление глушителя; 15 - крепление приводов тормоза и сцепления; 16, 17 - крепление бензобака
Контроль качества ремонта кузова по линейным размерам его проемов
Контроль линейных проемов кузовов осуществляют измерительными линейками, а места проведения замеров для различных моделей автомобилей указаны на рис. 119-128. Замеру подлежат проемы дверей, багажника, капота, ветро-
вого и заднего окон и дверей задка для кузовов типа хэтчбек и универсал.
Величины линейных размеров проемов кузовов представлены в табл. 9-15.
Рис. 119. Справочные линейные размеры проемов дверей кузовов ВАЗ-2101, -2107
- 176 -
- 177 -
Рис. 122. Справочные линейные размеры проемов дверей и задних боковых окон кузовов ВАЗ-2110, -2111, -2112 и проема задка ВАЗ-2111
Рис. 123. Справочные линейные размеры проемов дверей и задних боковых окон кузова ВАЗ-2121
- 178 -
in in ill hi
I II III IV
Рис. 124. Справочные линейные размеры проемов дверей кузова Москвич-2141
Рис. 125. Справочные линейные размеры проемов дверей и задних боковых окон кузовов ГАЗ
- 179 -
ГЕОМЕТРИЧЕСКИЕ РАЗМЕРЫ ПРОЕМОВ ПЕРЕДНИХ И ЗАДНИХ ДВЕРЕЙ КУЗОВОВ
Модель автомобиля Размеры проема дверей, мм Допуск измерений," мм
передних задних
Размеры, мм А Б В (или указанные на соответствующих рис.) г Д Е (или указанные на соответствующих рис.)
ВАЗ-2101 1273 893 960 1078 824 893 +2
ВАЗ-2102 1273 893 960 1078 824 893
ВАЗ-2103 1273 889 926 983 819 863
ВАЗ-2104 ВАЗ-2105 ВАЗ-2106 ВАЗ-2107 1273 889 926 983 819 863
ВАЗ-2108 1435x1236x1265 нет ’ ±5
ВАЗ-2109 ВАЗ-21099 ВАЗ-2115 1345x963x1000 1073x860x1112
ВАЗ-2110 ВАЗ-2111 ВАЗ-2112 1355x925x975 1155x835x1045
ВАЗ-1111 1410x1110x1085 нет
ВАЗ-2121 1112x1320 нет ±6
АЗЛК-2141 1272x939x834x933 1073x813x1006x977
ГАЗ-24 ГАЗ-24-10 ГАЗ-3102 ГАЗ-31029 ГАЗ-3110 1285x825x1039 1142x819x1078 ±2
- 180 -
Рис. 127. Справочные линейные размеры проемов ветрового стекла и капота кузовов ВАЗ-2103, -2106
Таблица 10
ГЕОМЕТРИЧЕСКИЕ РАЗМЕРЫ ПРОЕМА ВЕТРОВОГО СТЕКЛА КУЗОВОВ
Модель автомобиля Размеры проема ветрового стекла, мм Допуск измерений, мм
ВАЗ-2101 ВАЗ-2103 ВАЗ-2106 ВАЗ-2104 ВАЗ-2105 ВАЗ-2107 1375x537x1375 ±4
ВАЗ-2108 ВАЗ-2109 ВАЗ-21099 ВАЗ-2115 1378x680x1378 ±4
ВАЗ-2110 ВАЗ-2111 ВАЗ-2112 1375x680x1375 ±3
ВАЗ-1111 1260x620x1260
ВАЗ-2121 1420x575x1420 ±2
АЗЛК-2141 1409x651(±2)х1409 ±3 (размер 651 с допуском ±2)
ГАЗ-3102 ГАЗ-31029 ГАЗ-З ПО 1469x550x1469 ±2
- 181 -
Таблица 11
ГЕОМЕТРИЧЕСКИЕ РАЗМЕРЫ ПРОЕМА КАПОТА КУЗОВА
Модель автомобиля Размеры проема капота, мм (диагональ х длина) Допуск измерений, мм
ВАЗ-2101 ВАЗ-21011 ВАЗ-2102 1547x876 ±4
ВАЗ-2103 ВАЗ-2106 1594x924 ±3
ВАЗ-2104 ВАЗ-2105 ВАЗ-2107 1671x901 ±4
ВАЗ-2108 ВАЗ-2109 ВАЗ-21099 1610x712 ±5
ВАЗ-2110 ВАЗ-2111 ВАЗ-2112 1445x740x1445 ±3
ВАЗ-2115 1610x712x1610 ±5
ВАЗ-1111 1350x530x1350 Перед-1200 +5
ВАЗ-2121 1710x938 ±2
АЗЛК-2141 1520х 1318(спереди) х1335 (сзади) +3
ГАЗ-3102 ГАЗ-31029 ГАЗ-3110 1858x1358 ±2
- 182 -
Таблица 12
ГЕОМЕТРИЧЕСКИЕ РАЗМЕРЫ ПРОЕМА ЗАДНЕГО СТЕКЛА КУЗОВА
Модель автомобиля Размеры проема заднего стекла, мм Допуск измерений, мм
ВАЗ-2101 ВАЗ-2103 ВАЗ-2105 ВАЗ-2106 ВАЗ-2107 1322x509x1322 +4 -2 (размер 509 с допуском +3)
ВАЗ-2102 1050x415x1050 +4
ВАЗ-2104 1065х455х1065 ±4
ВАЗ-2108 ВАЗ-2109 1240x655x1240 ±5
ВАЗ-21099 ВАЗ-2115 1276x550x1276 ±5
ВАЗ-2110 1230x625x1230 ±3
ВАЗ-2111 1140x420x1140 ±3
ВАЗ-2112 1245x775x1245 +3
ВАЗ-1111 1040x445x1040 +3
ВАЗ-2121 1120x455x1120 - +2
АЗЛК-2141 1300x750x1300 ±3
ГАЗ-3102 ГАЗ-31029 ГАЗ-3110 1400x514x1420 ±2
Таблица 13
ГЕОМЕТРИЧЕСКИЕ РАЗМЕРЫ ПРОЕМА КРЫШКИ БАГАЖНИКА КУЗОВА
Модель автомобиля Размеры проема крышки багажника, мм Допуск измерений, мм
ВАЗ-2101 ВАЗ-21011 1446x601x1446 ±4
ВАЗ-2103 ВАЗ-2106 1446x631x1446 ±4
ВАЗ-2105 ВАЗ-2107 1496x610x1496 ±4
ВАЗ-21099 1300x490x1300 +4
ВАЗ-2110 ВАЗ-2115 1085x550x1085 ±3
ГАЗ-24 ГАЗ-24-10 ГАЗ-3102 ГАЗ-31029 ГАЗ-3110 1402x862x1402 ±2
- 183 -
Таблица 14
ГЕОМЕТРИЧЕСКИЕ РАЗМЕРЫ ПРОЕМА ДВЕРИ ЗАДКА КУЗОВА
Модель автомобиля Размеры проема двери задка, мм Допуск измерений, мм
ВАЗ-2102 1380x925x1157x1380 ±2
ВАЗ-2104 1340x925x1340 (±5) ±5
ВАЗ-2108 1416x889x1416 ±5
ВАЗ-2109 1398x882x1398 ±5
ВАЗ-2111 1260x920x1260 ±3
ВАЗ-1111 1140x800x1140 ±5
ВАЗ-2121 1420x780x1420 ±2
ВАЗ-21213 1360x900x1360 ±2
АЗЛК-2141 1359x992x1359 ±3
Таблица 15
ГЕОМЕТРИЧЕСКИЕ РАЗМЕРЫ ПРОЕМА ОКНА БОКОВИНЫ КУЗОВА
Модель автомобиля Размеры проема окна боковины, мм Допуск измерений, мм
ВАЗ-2102 ,870x550 ±5
ВАЗ-2104 890x550 ±5
ВАЗ-2108 1030x635 ±5
ВАЗ-2109 706x383 ±3
ВАЗ-21099 570x390 ±3
ВАЗ-1111 800x700 ±3
ВАЗ-2110 555x425 ±3
ВАЗ-2111 865x615 ±3
ВАЗ-2112 785x455 ±3
ВАЗ-2115 558x378 ±3
ВАЗ-2121 782x883 ±2
АЗЛК-2141 600x470 ±2
- 184 -
Контроль качества ремонта
Контроль качества ремонта кузова по величине зазоров сопрягаемых лицевых деталей кузова
Одним из критериев качества выполненного ремонта кузова является величина зазоров по лицевым панелям кузова, которая измеряется метрическими линейками или штангенциркулем.
При контроле за качеством ремонта необходимо следить за равномерностью зазоров по линиям сопряжения между подвижными и неподвижными лицевыми деталями кузова. Двери кузова, крышка багажника и капот должны на-
дежно закрываться, легко открываться и быть подогнаны по посадочным местам. Несовпадение линий штамповки дверей и крыльев на одной стороне допускается в пределах ± 2 мм. Выступание навесных подвижных лицевых панелей относительно неподвижных поверхностей должны быть минимальными и не превышать 3 мм.
Линейные размеры зазоров кузовов различных автомобилей даны на рис. 4, 129-133.
- 185 -
Рис. 131. Линейные размеры зазоров кузова ВАЗ-2115
Рис. 132. Линейные размеры зазоров кузова АЗЛК-2141
- 186 -
Рис. 133. Линейные размеры зазоров кузова ГАЗ-3102
На поверхности кузова не допускаются трещины, разрывы, следы коррозии и пробоины. Сварные швы на лицевых панелях кузова должны быть обработаны заподлицо с основным металлом.
На заключительном этапе качество отремонтированного кузова после сборки автомобиля определяют по геомет
рическим параметрам шасси, в том числе по взаимному расположению передней и задней осей автомобиля, по точности установки основных узлов и выдерживания углов установки передних колес. Значение углов установки передних колес приведены в табл. 16.
187 -
Таблица 16
ДАННЫЕ ДЛЯ РЕГУЛИРОВКИ И КОНТРОЛЯ УГЛОВ УСТАНОВКИ ПЕРЕДНИХ КОЛЕС АВТОМОБИЛЯ
Модель автомобиля Развал, град Схождение, мм Продольный угол наклона оси поворота (колеса под нагрузкой), град
ВАЗ-2101,-2107 0° 30'±20' 2-4 4° ±30'
ВАЗ-2108,-2109,-21099, -2115 0° ±30' 0±1 Г.ЗО' + ЗО'
ВАЗ-2110,-2111,-2112 0° ±30' 0±1 Г 30'+ 30'
ВАЗ-2121 30' ±20' 2-4 3° 30' + 30'
АЗЛК-2141 -0° 30' ±30' -2±0,5 Г 20' + 30'
ГАЗ-24, -24-10, -3110 0°±30' 1-2 5° - 6° 30'
ГАЗ-31029 0°±30' 1,5-3 0°- Г
Перед контролем углов установки передних колес для исключения ошибок проверьте:
- техническое состояние передней подвески, выявленные неисправности устраните;
- давление воздуха в шинах (см. инструкцию завода-изготовителя данной модели);
- радиальное и осевое биение диска колеса, которые должны быть не бо
лее 0,7 мм и 1,0 и соответственно;
- свободный ход рулевого колеса;
- свободный ход (люфт) в подшипниках ступиц передних колес.
При проверке (и регулировке) углов установки передних колес в первую очередь проверяйте (и регулируйте) продольный угол наклона оси поворота, затем угол развала колес и, в последнюю очередь, — схождение колес.
- 188 -
ОКРАСКА КУЗОВА АВТОМОБИЛЯ
Окраска кузова автомобиля является процессом многостадийным (табл. 17) и предполагает наличие большого опыта у ее исполнителя. Каждый из слоев лакокрасочного покрытия (ЛПК) (а их число может достигать 5-7) имеет определенное назначение и исключение любого из них приводит к ухудшению защитных или декоративных свойств нового покрытия.
Основной причиной повреждений ЛКП являются частые удары мелкими камешками, вылетающими из-под колес проезжающего транспорта. Имеет смысл регулярно подкрашивать самые мелкие повреждения эмали, т. к. это позволяет предотвратить появление коррозии и избежать более крупного ремонта.
Для подкрашивания кузова обязательно применяйте ту же марку эмали, которая была использована при окрашивании автомобиля заводом-изготовителем. Малейшие отклонения в оттенках краски сразу становятся заметны после ее высыхания. Номер соответствующего тона краски указывается изготовителем на табличке, которая находится в моторном отсеке с правой стороны рядом с заводской табличкой с обозначением модели автомобиля (или кузова) и иногда на листке бумаги, приклеенном изнутри крышки багажника. Но даже при использовании заводской эмали возможно проявление расхождений в цвете. Это объясняется изменением первоначальной окраски под воздействием старения, ультрафиолетового (солнечного) облучения, резких колебаний температуры и химического воздей
ствия окружающей среды (дождь, снег, загрязнение).
На этикетке лакокрасочного материала (ЛКМ) указано его назначение: «Эмаль», «Краска», «Грунтовка» или «Шпатлевка». Далее следует 5-6 буквенных индексов, которые определяют состав пленкообразующего вещества этого материала. Для отечественных материалов приняты следующие буквенные обозначения:
- ПФ - пентафталевые;
- ГФ - глифталевые;
- МЛ - меламиноалкидные;
- МЧ - мочевинные;
- ФЛ - фенольные;
- ЭП - эпоксидные;
- МС - алкидно- и масляно-стироль-ные;
- ПЭ - полиэфиры ненасыщенные;
- УР - полиуретановые;
- КО - кремнийорганические;
- АК - полиакриловые;
- АС - акриловые сополимеры;
- ВЛ - поливинилбутиральные;
- БТ - битумные;
- МА - масляные густотертые, готовые к применению;
- НЦ - нитроцеллюлозные.
Для обозначения грунтовок после буквенного индекса через тире наносится индекс «О», а для шпатлевок - «00». Цифры после индексов говорят об их номерах.
После индекса ЛКМ через тире проставлены цифры, определяющие назначение ЛПК:
- 1 - атмосферостойкие;
— 2 - ограниченно атмосферостойкие;
- 189 -
Таблица 17
ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ ПРИ ОКРАСКЕ КУЗОВОВ
No операции Операция Эмали
нитроцеллюлозные меламиноал-кидные глифталевые и пенгафталевые
1 Подготовка поверхности + 4- 4-
2 Нанесение первого слоя грунта 4- 4- 4-
3 Сушка 4- 4- 4-
4 Нанесение шпатлевки 4- 4- 4-
5 Сушка 4- 4- 4-
6 Шлифование 4- 4- 4-
7 Нанесение выявительногослоя краски 4- 4- 4-
8 Сушка 4- 4- 4-
9 Шпатлевание поверхности кузова 4- 4- 4-
10 Сушка 4- 4- 4-
11 Шлифование 4- 4- 4-
12 Нанесение первого слоя краски 4- 4- 4-
13 Сушка 4- 4- 4-
14 Нанесение второго слоя краски 4- + 4-
15 Сушка 4- - 4-
16 Нанесение третьего слоя 4- 4- 4-
17 Сушка 4- 4- 4-
18 Нанесение четвертого слоя краски 4- - 4-
19 Сушка 4- 4-
20 Нанесение пятого слоя краски 4- - —
21 Сушка 4- —
22 Шлифование 4- - -
23 Нанесение растворителя 4- - -
24 Сушка 4- ' - -
25 Полирование 4- - -
- 190 -
Окраска вдгз«вй;ав1.йМйЙ®1я
- 4 - водостойкие;
— 5 - специальные;
- 6 - маслобензиностойкие;
- 7 - химически стойкие;
- 8 - термостойкие;
- 9 - электроизоляционные.
При ремонте используйте материалы, высыхающие при комнатной температуре. Для полной окраски кузова автомобиля ВАЗ потребуется около 3 кг грунтовки, 6—7 кг эмали и 3—4 кг растворителей.
Металлизированное покрытие состоит из двух частей: металлической грунтовки и покровного бесцветного лака. При окраске прозрачный лак наносят на влажную грунтовку. Опасность возникновения различия в оттенках цвета при подкрашивании металлизированных покрытий особенна велика, т. к. в этом случае разница в вязкости ремонтного лака и первоначального может привести к изменению цвета.
На металлизированных покрытиях для удаления следов от поверхностных царапин и ударов камешками, когда происходит лишь отделение покровного лака и металлическая поверхность не обнажилась, используйте эмалевый карандаш. Если повреждение мелкое или нужно нанести грунтовку на маленький участок, воспользуйтесь самоклеющейся лаковой фольгой, которую можно приобрести в магазинах.
Более глубокие повреждения от ударов камнями, в которых уже образовались следы ржавчины, обрабатывают специальным механическим инструментом (проволочной щеткой, наждаком и т. п.) для удаления ржавчины и появления блестящего слоя металла. При этом очень важно полностью удалить ржавчину.
Для полной подготовки поверхности к нанесению ЛКП проводят следующие операции:
- механическое восстановление поверхности (правку, пайку, сварку, рихтовку);
- удаление старого ЛКП и продуктов коррозии;
- обезжиривание окрашиваемой поверхности;
- фосфатирование и грунтование;
- шпатлевание и шлифование.
При грунтовании на чистую металлическую поверхность нанесите тонкий слой грунтовки при помощи тонкой кисти. После высыхания на загрунтованную поверхность также кистью наносят лак. Дайте полностью высохнуть лаку. В отсутствии лака допускается окраска требуемой эмалью, причем нанося ее тонкими слоями, чтобы не было подтеков. Дайте эмали полностью высохнуть. Наносите эмаль до тех пор, пока выемка не будет заполнена, а обрабатываемый участок не будет отличаться от остальной поверхности. При более глубоких повреждениях необходимо восстановить поверхность методом правки и рихтовки и подготовить кузов к окраске.
Перед окраской кузов автомобиля тщательно моют шампунем, чтобы при последующей шлифовке пыль не повредила поверхность и не оказалась включенной в свежий слой эмали.
ВНИМАНИЕ. Окраску проводите только при температуре выше +15° С, избегая попадания прямых солнечных лучей на окрашиваемые поверхности.
- 191 -
Удаление старого лакокрасочного покрытия (ЛКП)
Подготовку кузова автомобиля под окраску следует начинать с удаления старого ЛКП и ржавчины. ЛКП удаляют в тех случаях, когда какую-либо значительную часть автомобиля (капот, крыло, дверь) необходимо перекрасить полностью или когда покрытие отслаивается от металла, либо под покрытием идет подпленочная коррозия (точечные пятна ржавчины проступают через ЛКП).
Старое ЛКП механически удаляют наждачными камнями, щетками, скребка
ми, шкуркой или химическим способом. Лучший результат дает совмещение этих методов, когда ЛКП перед механическим удалением обрабатывают различными смывающими составами (смывками). Наибольшее распространение получили смывки на основе органических растворителей; их марки и состав приведены в табл. 18.
- 192 -
©краскакузсйа авФомобйля
Таблица 18
СОСТАВ И НАЗНАЧЕНИЕ СМЫВОК ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Смывка Состав Типы удаляемых покрытий Смывающее действие, мин, не более
компонент МОССОВОЯ доля, %
СП-7 Метиленхпорид Этиловый спирт Метил целлюлоза Парафин Аммиак (25%) Диэтиленгликоль ОП-7 Жирные кислоты 75,8 8,4 4,0 0,6 6,2 2,5 1,5 1,0 Меламиноалкидные, эпоксидные,глифталевые, масляные,винилхлоридные,акрилатные, мела-ми неформал ьдегидные 10
СП-6 Метиленхпорид Смола ПСХ-С Диоксолан-1,3 Ксилол Уксусная кислота Парафин 70,6 11,3 9,2 5,6 2,2 1,1 Тоже 40
СПС Метиленхпорид Тиксотропная паста Этиловый спирт ОП-7, ОП-10 Парафин Жидкое мыло 69,6 13,2 7,7 5,0 3,7 0,8 Эпоксидные полиуретановые, виниловые, алкидные, масляные 15
СД(СП) Диоксолан-1,3 Бензол Этиловый спирт Ацетон 50,0 30,0 10,0 10,0 Масляные, фенол ьно-масляные, виниловые 3
АФТ-1 Диоксолан-1,3 Толуол Коллоксилин Парафин 47,5 28,0 5,0 20,0 Масляные, виниловые, фенол ьно-масля ные, поливинилацетальные 20
Авто-смывко старой краски Метиленхпорид Смола ПСХ-ЛС Ксилол нефтяной Парафины Муравьиная кислота Фосфорная кислота 68,2 12,0 9,0 1,8 6,0 3,0 Меламиноалкидные, эпоксидные, глифталевые, масляные, винилхлоридные,акрилатные, мел-аминоформал ьдегидные 60
7 Зак.63873
- 193 -
Самыми эффективными смывками являются составы, содержащие хлористый метилен (СП-6, СП-7, СПС-1). Для снятия нитроцеллюлозных покрытий можно использовать ацетон, растворители Ne 646 и № 647. Для удаления старого ЛКП смывку наносите кистью на обрабатываемую поверхность слоем 1-3 мм и оставляйте на 20-30 мин. Для ускорения процесса набухания и отслаивания покрытия острым предметом (напильником, ножом, шпателем) нанесите сетку на ЛКП. После полного размягчения и отслаивания снимите старое ЛКП с по
верхности металла шпателем и протрите очищенную поверхность ветошью насухо. Если необходимо, повторите процесс.
При обработке небольших по площади поверхностей используйте метод «примочек». На обрабатываемую поверхность наложите салфетку, предварительно смоченную смывкой (растворителем), и плотно прижмите. Салфетку периодически увлажняйте. Очищенные металические участки должны быть абсолютно сухими и обезжиренными.
Удаление продуктов коррозии и обезжиривание
Для удаления ржавчины используйте механический, химический метод или их комбинацию.
При механическом удалении ржавчины рекомендуется провести «мокрую» очистку в среде уайт-спирита или керосина. Удаление ржавчины с поверхности металла химическими методами достигается при ее травлении растворами кислот или кислых солей.
Процесс травления поверхности состоит из:
— обезжиривания;
— травления как такового;
- промывки водой;
- промывки нейтрализующим составом;
- повторной промывки водой и сушки.
Широкое распространение получили готовые препараты для удаления ржавчины, выпускаемые химической промышленностью, среди них - автоочиститель ржавчины «Омега-1» или «Состав № 1120» и др. Состав наносят на
кузов автомобиля кистью, выдерживают 5-7 мин при температуре 20-25 °C, после чего смывают теплой водой из шланга. Остатки кислоты удаляют нейтрализующим составом № 107, состоящим из 47,5% этилового спирта, 2,5% нашатырного спирта и 50% воды.
На практике широко используются травильные пасты на основе соляной кислоты (табл. 19).
Процесс приготовления травильной пасты следующий: растворите в воде производные целлюлозы и добавьте жидкое стекло и бумажную массу (измельченные газеты).- В образовавшийся раствор, постоянно помешивая, медленно вливайте кислоту и формалин. Состав наносите на обрабатываемую поверхность кистью или деревянным шпателем слоем 2-3 мм и выдерживайте 30-40 мин. Травильную пасту с поверхности удалите шпателем с последующей промывкой водой, обезжириванием уайт-спиритом или очищенным бензином («Б-70») и сушкой. При обез-
- 194 -
Таблица 19
СОСТАВ ТРАВИЛЬНЫХ ПАСТ ДЛЯ УДАЛЕНИЯ РЖАВЧИНЫ С ПОВЕРХНОСТИ ЧЕРНЫХ МЕТАЛЛОВ
Компоненты Разновидности паст
1 2 3
Соляная кислота (плотность 1,19 г/см3), мл 500 500 500
Формалин, мл 40 40 40
Жидкое стекло, мп 50 50 50
Оксиэтил целлюлоза, г — 20 —
Карбоксиметилцеллюлоза, г — 20
Бумажная масса, г 30 10 10
Вода, мл 500 500 500
жиривании следите за тем, чтобы на поверхности не оставались ворсинки от ткани.
Для удаления следов воздействия травильной пасты нанесите на нее пасту-ингибитор (табл. 20).
СОСТАВ ПАСТЫ-ИНГИБИТОРА
Таблица 20
Компоненты Состав, г
Калий хромовокислый 90
Сильфит-цеплюлозный щелок (50%-ный раствор) 10
Вода 950
Инфузорная земля 800
Технологии использования травильной пасты и пасты-ингибитора одинаковы. Время воздействия последней составляет 30 мин. Паста-ингибитор выполняет роль пассиватора. Ее приготавливают следующим образом: хромовокислый калий растворяют в воде; добавляют к раствору сульфит-целлюлозный щелок и инфузорную землю. Смесь перемешивают до получения однородной, вязкотекущей пасты.
Заменителями травильной и ингибиторной паст являются так называемые
преобразователи ржавчины, которые переводят ее в неактивное состояние. Промышленностью освоено несколько марок: «Автопреобразователь-1 ржавчины», «Автопреобразователь ржавчины лигинный» и др. Преобразователь наносят на поверхность и через 17-24 ч она считается готовой для нанесения грунтовки. Однако, защитные свойства ЛКП, нанесенных на поверхность, обработанную только преобразователем ржавчины, ниже, чем при применении паст.
- 195 -
Фосфатирование
Для увеличения долговечности ЛКП, работающего в жестких условиях больших городов, очищенную поверхность металла рекомендуют подвергнуть фосфатированию. Процесс фосфатирования заключается в химической обработке стальных деталей с целью получения на ее поверхности нерастворимой в воде пленки на основе фосфорно-кислых соединений, надежно защищающих
поверхность от воздействия внешней среды. При ремонтных работах можно применять только холодное фосфатирование, используя грунтовки «ВЛ-02», «ВЛ-023», пасты или растворы. При этом время между фосфатированием и последующим грунтованием поверхности не должно превышать 48 ч при 20 °C, а влажность окружающей среды должна быть менее 70%.
Грунтование
Целью грунтования является улучшение антикоррозионной защищенности металической поверхности и ее сцепления с ЛКП. Применяемые грунтовки отличаются от эмалей повышенным содержанием антикоррозионного пигментного наполнителя. Перед употреблением грунтовку тщательно перемешайте и процедите через два-три слоя капрона или марли. Наносите грунтовку на подготовленную (зачищенную, просушенную и обезжиренную) поверхность в несколько слоев (2-3), толщиной 10-20 мкм каждый. Свойства грунтовок, применяемых при восстановлении ЛКП легковых автомобилей, приведены в табл. 21.
Для повышения антикоррозионной защищенности разработаны также грунтовки-преобразователи ржавчины различных марок: «Э-ВА-01 ЗЖТ», «Э-ВА-0112», «Э-ВА-01 ГИСИ», «ФПР-2», «ГСК-1» и др., которые содержат в себе реакционно-способные компоненты (танин, фосфорную кислоту), нейтрализующие активность соединений ржавчины. Мак
симальная толщина слоя ржавчины не должна превышать 100 мкм. Эти грунтовки наносят кистью или распылением на подготовленную поверхность деталей при температуре ни ниже +15 °C в 1-2 слоя. По высохшему слою этих грунтовок-преобразователей обязательно нанесите обычную грунтовку, такую как ГФ-021 или ФЛ-ОЗк.
Автовладельцам рекомендуется при проведении ремонтных работ использовать грунтовку ГФ-021. Она выпускается красно-коричневого цвета, имеет хорошее сцепление с металической поверхностью, легко шлифуется шкуркой, стойка к перепаду температур (от - 40° до +50 °C). Очень важно основательно просушить загрунтованную поверхность при температуре 18-20 °C в течение не менее 48 ч, тогда наносимая пленка нитроэмали не будет морщится. Если есть возможность, то проводите горячую сушку грунтовки при температуре 100-110 °C.
- 196 -
Таблица 21
ГРУНТОВКИ, ИХ НАЗНАЧЕНИЕ И СПОСОБЫ НАНЕСЕНИЯ
Марка, цвет Тип грунтовки Назначение Способ нанесения Рабочая вязкость по ВЗ-4, с Рекомендуемые разбавители Режим сушки
В-КФ-093 серый, краснокоричневый, черный Пассивирующая Для грунтования кузовов и кабин автомобилей. Для окрашивания узлов и деталей автомобилей Эл ектроосаждение на аноде (анафорез) — Вода деминерализованная 180 °C, 30 мин
В-КЧ-0207 серый То же Для грунтования кузовов, кабин, узлов и деталей автомобилей То же — То же То же
В-МЛ-0143 черный » Для окрашивания узлов и деталей автомобилей Окунание, облив, пневмораспыление 25-30 » »
ЭП-0228 серый Для грунтования кузовов и кабин автомобилей по электрофорез ному грунту и по металлу Пневмо- и электростатическое распыление 20-23 Ксилол, Р-197 150 °C, 20 мин
ГФ-073 желтый Для грунтования отдельных участков кузовов автомобилей (прошлифованных, сопрягаемых деталей) Пневморасп ыл ение, кистью, тампоном 22-24 Ксилол 18-22 °C, 5 мин от пыли, 24 ч - полное высыхание
ГФ-089 черный » Для окраски карданных валов и других деталей автомобилей Пневмо- и электростатическое распыление 20-22 То же 100 °C, 10 мин или 18—20 °C, 24 ч
ГФ-018 желтый » Для грунтования кузовов и кабин автомобилей по электрофорезному грунту и по металлу То же 26-30 Сольвент, ксилол 140 °C, 30 мин
ГФ-031, ГФ-032 желтый Для грунтования деталей из стали, алюминиевых, оцинкованных и кадми-рованных Пневморасп ыл ение, кистью 12-30 Ксилол ГФ-031 100 °C, 2,5 ч; ГФ-032 18-20 °C, 6 ч
Продолжение табл. 21
198
Марка, цвет Тип грунтовки Назначение Способ нанесения Рабочая вязкость по ВЗ-4, с Рекомендуемые разбавители Режим сушки
ГФ-021 красно-корич невы й Изолирующая Для грунтования металлических и деревянных изделий То же 22-24 Сольвент, ксилол 100 °C, 30 мин
ФЛ-ОЗК красный Пассивирующая Для грунтования поверхностей из черных металлов » 18-20 То же 100 °C, 35 мин; 18-22 °C, 12ч
ФЛ-ОЗЖ желтый То же Для защиты деталей из цветных металлов » 18-20 » То же
ВЛ-02, ВЛ-08, ВЛ-023 желтозеленый Фосфатирующие Быстросохнущие грунтовки для грунтования поверхностей из черных и цветных металлов с одновременным фосфатированием 16-20 Растворитель Р-6 18-22°C, 15 мин
ПФ-033 черный Изолирующая Для грунтования кузовов и кабин Окунание, пневмораспыление 14-15 Деминерализованная вода 170 °C, 20 мин
ПФ-099 черный Пассивирующая Для окраски деталей автомобилей Струйный облив, окунание, пневмораспыление 23-26 Тоже 180 °C, 30 мин
ПФ-0142 краснокорич невый Тоже Для грунтования поверхностей черных металлов Тоже 18-20 Ксилол, сольвент 100 °C, 30 мин; 20 °C, 4 ч
НЦ-081 коричневый Для грунтования металлических и деревянных поверхностей, а также прошлифованных участков Пневмораспыление 18-20 Растворитель №646 65 °C, 30 мин
НЦ-097 серый » Для грунтования отдельных участков, прошлифованных мест Пневмораспыление, кистью 22-26 Растворитель №647 60 °C, 1 ч; 20 °C, 3 ч
МС-0141 краснокорич невый » Для грунтования поверхностей черных металлов То же 18-20 Уайт-спирит, ксилол 100 °C, 20 мин; 20 °C, 4 ч
Шпатлевание
Процесс шпатлевания необходим в том случае, когда нет возможности выровнять поверхность металла рихтованием, а глубина повреждения не превышает 2 мм для эпоксидных и эфирных шпатлевок и 0,3 мм — для остальных. Шпатлевка не улучшает защитных свойств ЛКП, но отрицательно сказывается на его механических свойствах.
Шпатлевку наносите только на заг-
рунтованную или окрашенную поверхность пластмассовым или методическим шпателем, или куском листовой резины толщиной' 5-7 мм (для криволинейных поверхностей). В зависимости от поверхности и объема работы ширина шпателя (длина рабочей кромки) колеблется от 30 до 150 мм. Для шпатлевания подойдут также тонкие упругие стальные пластины.
Таблица 22
ШПАТЛЕВКИ И СПОСОБЫ ИХ ПРИМЕНЕНИЯ
Марка, цвет Способ применения Рекомендуемый разбавитель Режим сушки
МС-006 розовый Наносится шпателем или пневмораспылителем по грунтованной поверхности, легко шлифуется всухую и с водой. Толщина одного слоя — не более 100 мкм, число слоев шпатлевки — не более 5 Ксилол 18-22 °C, 30 мин (на один слой)
НЦ-007 красно-коричневый; НЦ-008 защитный; НЦ-009 желтый То же Ксилол, № 645, №646 18-22°С, 1ч (на один слой)
ЭП-0010, ЭП-0020 красно-коричневый Поставляются в комплекте с отвердителем № 1 (ТУ 6-10-1263-72). Перед применением смешивают массу с отвердителем (100:8,5). Наносят шпателем неметаллу (для заделки раковин до 8мм) или пневмораспылителем. Трудно шлифуются №646, Р-4, Р-5, Р-40 18-22 °C, 24 ч; 60-70 °C, 7 ч
ПФ-002 красно-коричневый Наносится шпателем. Толщина одного слоя — не более 0,5 мм; число слоев — не более 4. Легко шлифуется всухую и с водой Уайт-спирит, скипидар 18-22 °C, 24 ч; 18°С, 1 ч
ПЭ-0044 светло-серый Применяется в смеси с ускорителем отверждения. Наносится шпателем на любую поверхность. Толщина слоя — не более 1,5 мм То же
ПЭ-0085 светло-серый То же — »
- 199 -
Рекомендуется использовать эпоксидные и полиэфирные шпатлевки в один слой. Шпатлевки на основе нитроцеллюлозы, алкидо-стирола и алкида наносят несколькими тонкими слоями с промежуточной сушкой каждого слоя. Растрескивание - один из наиболее частых дефектов при шпатлевании.
Свойства наиболее распространенных шпатлевок приведены в табл. 22.
Различают два вида шпатлевок: двухкомпонентную шпатлевку и шпатлевку для мелких работ. Двухкомпонентная шпатлевка предназначена для выравнивания значительных неровностей металла. Для ее получения смешивают отвердитель с наполнителем незадолго до использования, так как оно быстро затвердевает. Вторая шпатлевка для мелких работ предназначена для выравнивания незначительных дефектов поверхности. Ее наносят на многие участки одновременно.
На отрихтованную или выправленную накладками из стекловолокна поверхность двухкомпонентную шпатлевку наносите шпателем, разравнивайте и оставляйте до полного отвердевания. После сушки поверхность выравнивайте вручную или виброшлифовальной машинкой, а также шлифовальной бумагой № 180.
Можно использовать водостойкую шлифовальную бумагу с периодической промывкой обрабатываемой поверхности проточной водой. В заключение протрите обрабатываемый участок сухой ветошью и дайте ему высохнуть. На заключительном этапе работ нанесите на обрабатываемую поверхность широким пластиковым шпателем слой шпатлевки для мелкого ремонта и дайте высохнуть 2-3 ч.
Разновидностью шпатлевок являются грунт-шпатлевки, которые наносят непосредственно на подготовленную металлическую поверхность. Промышленностью выпускаются грунт-шпатлевки марок ЭП-0010 и ЭП-0020. Перед употреблением в них добавляют отвердитель Ne 1 (5%-ный раствор гексаметилендиамина в спирте в количестве 8,5% по массе). Эти шпатлевки разводят ацетоном, толуолом или растворителем «Р-40». Чем толще нанесенный слой шпатлевки, тем дольше должно быть время сушки.
При работе с нитрошпатлевками следите за тем, чтобы шпатель не двигался несколько раз по одному и тому же месту, так как это ведет к получению неровных краев, а шпатлевка будет скручиваться под шпателем.
Заключительным этапом подготовки поверхности к окраске является шлифовка. Для шлифовки зашпатлеванной поверхности рекомендуют сначала использовать бумагу Ne 180-240 (чем меньше число, тем грубее бумага). Наполнитель и старое ЛКП подвергают мокрой шлифовке бумагой № 360. Для последнего, мокрого шлифования ЛКП применяют бумагу Ne 600. По окончании шлифования на шпатлевочном слое не должно быть посторонних включений, трещин, грубых штрихов от абразивных материалов и незашлифованных мест.
Слои эпоксидной шпатлевки или грунт-шпатлевки перед нанесением на них нитроэмалей рекомендуют покрывать грунтовкой ГФ-021, что улучшает межслойную связь компонентов в ЛКП. Процесс получения верхнего слоя лакокрасочного покрытия описан ниже.
Если необходимо восстановить незначительный участок поверхности под ЛКП, то сделайте следующее:
- 200 -
Окраска кузова ажемобиля
- закройте границы окрашиваемого участка широкими полосами защитной бумаги, закрепив их липкой лентой, чтобы случайно не повредить прилегаемую поверхность кузова;
— трехгранным скребком, а затем щли-фовальной бумагой Ne 120 удалите всю видимую, а также скрываемую пузырями эмали ржавчину с обрабатываемой поверхности;
- зашлифуйте край вокруг поврежденного участка на ширину 1-2 см шлифовальной бумагой Ne 320 до поврежденной эмали.
Шлифуйте оцинкованные детали кузова только до грунтовки, не достигая поверхности цинка.
Далее наносите на обрабатываемую поверхность, зачищенную до металлического блеска, коррозионно-защитную грунтовку. Участок предварительно обезжирьте нитрорастворителем, просушите и вытрите чистой ветошью.
ВНИМАНИЕ. Грунтовка, лак и эмаль должны быть совместимы, желательно одного производителя. В противном случае лакокрасочное покрытие может деформироваться.
Грунтовку наносите на подготовленную поверхность краскораспылителем КР-10, КР-20, КРУ-1, КРВ, С-512, ЗИЛ и др. с расстояния примерно 25-30 см от обрабатываемой поверхности очень тонким и равномерным слоем. Дайте слою подсохнуть в течение 15-20 мин и нанесите повторный слой грунтовки.. Допускается для ускорения процесса сушки обдувка поверхности сжатым воздухом.
Если поверхность готовится под шпатлевку, то грунтовка должна быть совершенно сухой. Следующим этапом подготовки к окраске является шпатлевание, о котором сказано выше.
Окраска и сушка
Целью всей вышеописанной работы является подготовка основания под слой ЛКП, который обеспечивает защитно-декаративные функции. Для получения ЛКП используют два метода: пневмораспыление - для окраски больших поверхностей, к внешнему виду которых предъявляются высокие требования, и кистевую окраску - для всех остальных поверхностей. Суть способа распыления заключается в дроблении лакокрасочного материала струей сжатого воздуха до частиц размером 10-60 мкм. Частицы аэрозоля образуются в пневматическом краскораспылителе (рис. 134). Краску для пневмораспыления разводят до вязкости 17-30 с по ВЗ-4 и рас
пыляют сжатым воздухом при давлении 4-6 кгс/см^, получаемым от компрессора или баллона со сжатым воздухом через понижающий редуктор.
Вязкость лакокрасочного материала (ЛКМ) характеризуется условной величиной: временем в секундах, за которое ЛКМ (при температуре 20 °C) вытекает непрерывной струей через калибровочное отверстие (сопло) диаметром 4 мм вискозиметра ВЗ-4. Чем больше время вытекания, тем ниже консистенция (жиже) ЛКМ.
Для ремонтной окраски кузова автомобиля наиболее пригодны небольшие круглые или плоские кисти. Острые кромки и отдельные царапины подкра-
- 201 -
шивают филеночными кистями. Новые кисти готовят к работе следующим образом: у них обжигают выступающие из общего пучка ворсинки и очищают обожженные концы о наждачную шкурку. Вязкость ЛКМ для нанесения кистью должна быть 70-100 с по ВЗ-4. Кисть в краску погружайте примерно на треть длины щетины и отжимайте о край емкости с ЛКМ для удаления излишков краски.
Сначала ЛКМ наносите широкими параллельными полосами (мазками), а
затем растушевывайте кистью, одновременно втирая краску в поры основания. Растушевывание производите сначала продольными полосами, а затем перпендикулярно к этим полосам до тех пор, пока краска не распределится равномерно по окрашиваемой поверхности. Кисть при окраске держите постоянно под одним углом - 50-60°, тогда толщина покрытия получится равномерной. По окончании работы кисти тщательно промойте сначала в растворителе, а затем в теплой мыльной воде и просушите.
- 202 -
Некоторые Л КМ (НЦ-11, УРФ-0110 и др.) поступают в продажу не только в жидком виде, но и аэрозольной расфасовке в баллонах емкостью от 150 мл до 1-го литра. Окрашивание из таких баллонов производите в помещении при температуре не ниже 15 °C с расстояния 25-35 см до окрашиваемой поверхности. При этом диаметр отпечатка факела на поверхности равен 40-60 мм.
Количество слоев верхнего покрытия определяется свойствами используемых Л КМ, способами их получения и требованиями к покрытию. Обычно наносят несколько слоев одного и того же ЛКМ, однако возможно сочетание нескольких разнородных материалов. Каждый последующий слой наносите на хорошо просохнувший слой. Хотя и допускается заводской вариант технологии - «мокрый по мокрому», когда на неотверж-денный слой грунтовки или эмали наносят последующие слои, но для индивидуального ремонта он не рекомендуется.
Первый тонкий слой ЛКМ (эмали) позволяет выявить все огрехи зашпатле-ванной поверхности для их дальнейшего устранения. Затем нанесите еще несколько слоев эмали. Рекомендуют применять те эмали, которые использует завод-изготовитель автомобиля. Для автомобилей Волга, ВАЗ, Москвич и Запорожец — это меламиноалкидные эмали МЛ-12, МЛ-1110, МЛ-1121, МЛ-1198, МЛ-197, МЛ-152 (табл. 23). Автомобили Чайка и ЗИЛ окрашены нитроэмалями.
Окрашивание эмалями проводят в чистых, светлых, сухих, пожаро- и взрывобезопасных помещениях, оборудованных надежной естественной и принудительной вентиляцией, пол обильно увлажняют. Относительная влажность при этом не должна превышать 70%. Попадание
пыли на пленку эмали резко ухудшает внешний вид покрытия. Все эти условия особенно важны при использовании меламиноалкидных эмалей.
При длительном хранении эмали часть ее пигмента выпадает в осадок, а поверхность покрывается пленкой. Перед началом работ пленку удалите, а саму эмаль тщательно перемешайте и отфильтруйте (процедите) через несколько слоев марли (капрона). Загустевшие эмали и лаки доводите до необходимой консистенции тем растворителем, который указан на этикетке упаковки эмали или лака.
ВНИМАНИЕ! Никогда не смешивайте лаки и эмали неизвестных вам составов и сортов, так как это может привести к несовместимости компонентов ЛКМ и их порче.
Первый (выявительный) слой подвергните полному шлифованию. При использовании меламиноалкидных эмалей (МЛ-эмаль) учитывайте то обстоятельство, что каждый последующий слой следует наносить на предварительно высушенный (отвержденный) предыдущий слой. Число слоев определяется необходимой толщиной пленки эмали. Для МЛ-эма-лей она составляет 90—120 мкм. Допускается сдваивание слоев, когда последующий слой наносится с предварительной выдержкой (сушкой) предыдущего слоя в естественных условиях в течение 7-10 мин.
ВНИМАНИЕ! Не сокращайте это время и не подогревайте окрашиваемую поверхность искусственно, т.к. при этом понижается вязкость краски и она начинает течь на вертикальных поверхностях и пузыриться.
- 203 -
ЭМАЛИ, ИХ НАЗНАЧЕНИЕ И СПОСОБЫ НАНЕСЕНИЯ
204
Таблица 23
Марка Цвет Назначение Способ нанесения Рабочая вязкость по ВЗ-4, с Рекомендуемые разбавители Режим сушки
МЛ-1110 Различных цветов Для окончательной окраски кузовов Пневмораспыление 24-28 Р-198, сольвент 130 °C, 30 мин
МЛ-197 То же То же То же 20-22 Р-197, №2 100 °C, 30 мин
МЛ-152 » » » 23-25 Р-197 80 °C, 60 мин; 100 °C, 35 мин
МЛ-12 » » » 18-20 Р-198, сольвент 130 °C, 20 мин
МЛ-1195 (однопигментная) » Для составления эмалей требуемых цветов и ремонтной окраски » 20-22 Ксилол 80 °C, 30 мин
МЛ-1196 Черный Для окраски радиаторов, рам, колес и других деталей Распыление, окунание, облив, кистью 18-22 Ксилол, сольвент 100 °C, 30 мин
МЧ-123 То же То же То же 25-30 То же 100-120 °C, 30 мин; 140-150 °C, 12 мин
МС-17 Светло-серый, черный Для окраски двигателей, узлов шасси Распыление, кистью 20-25 » 18-25 °C, 30 мин
АС-127 Различных цветов Для окраски деталей автомобилей, мотоциклов и других изделий То же 18-22 Сольвент, бутилацетат 150 °C, 30 мин
КЧ-190 Черный Для окраски пружин подвесок, деталей шасси Распыление, окунание, кистью 23-29 Ксилол 18-25 °C, 40 мин
Продолжение табл. 23
Марка Цвет Назначение Способ нанесения Рабочая вязкость по ВЗ-4, с Рекомендуемые разбавители Режим сушки
НЦ-11, НЦ-11А Различных цветов Эмаль черного цвета для окончательной окраски кузовов легковых автомобилей, высшего класса (Чайка и др.) для отделочной подкраски Пневмораспыление, НЦ-11А - аэрозольное распыление 17-22 №646, No 647, №648 18-25° С, 1 ч
НЦ-184 Черный Для окраски литых деталей Пнемороспыление 30-38 №646 То же
НЦ-271М То же Для декоративной отделки деталей То же 23-29 То же 18-25° С, Зч
ЭП-191 Различных цветов Для окраски кабин, деталей грузовых автомобилей » 23-29 » 60° С, 3 ч
ЭП-1240 Черный Для декоративной окраски рамок дверей ♦ кузовов, других деталей » 25-30 » 18-25° С, 2 ч
В-ФЛ-149 То же Для окраски различных деталей и узлов автомобилей Электроосаждение — Деминерализованная вода 180° С, 30 мин
УР-1154 Серебристый Для окраски дисков колес То же То же То же
ФА-5104 Черный Для окраски радиаторов и бензобаков Распыление 20-22 РКБ-1 90° С, 10 мин
ГФ-571 Серый В качестве выравнивающего слоя по электрофо-резному грунту То же То же Сольвент, ксилол 140° С, 20 мин
Появившиеся в последнее время металлизированные эмали или, как их называют, «металлики» требуют высокой квалификации мастера-маляра и специальных навыков. Проводите восстанов
ление ЛКП таких поверхностей на СТОА.
Состав разбавителей, разжижителей, растворителей для эмалей приведен в табл. 24 .
Таблица 24
СОСТАВНЫЕ РАЗБАВИТЕЛИ, РАЗЖИЖИТЕЛИ, РАСТВОРИТЕЛИ И ИХ НАЗНАЧЕНИЕ
Состав Разбавляемые лакокрасочные материалы
Продукт компонент массовая доля, %
Разбавитель РКБ-1 Ксилол Бутиловый спирт 50 50 Меламино-, мочевино- и фенолофор-малвдегидные
Разбавитель Р-7 Этиловый спирт Циклогексанон 50 50 Поливинилацетатные
Разбавитель Р-40 Этилцеллозольв Толуол 50 50 Эпоксидные, эпоксиэфирные
Разбавитель Р-197 Растворитель АР Скипидар Ксилол 70 3 27 Меламиноалкидные
Разжижитель Р-60 Этиловый спирт Этилцеллозольв 70 30 Поливинил ацетатные
Разжижитель Р-5 Бутилацетат Ацетон Ксилол 30 30 40 Перхлорвиниловые, акриловые и полистирол ыные
Разжижитель Р-6 Бутил ацетат Этиловый спирт Бутиловый спирт Бензол 15 30 15 40 Меламиноформальдегидные и пол ивинилацетап иные
Растворитель Р-4 Бутил ацетат Ацетон Толуол 12 26 62. Перхлорвиниловые и на основе сополимеров винилхлорида
Растворитель Р-10 Ксилол Ацетон 85 15 Перхлорвинил овые
Растворитель РС-1 Бутилацетат Толуол Ксилол 30 60 10 Перхлорвиниловые с введением бутилметакрилатной и меламино-формалцдегидной смол
Растворитель РС-2 Уайт-спирит Ксилол 70 30 Масляные, битумные
Растворитель РЭ-11 Этилцеллозольв Бутиловый спирт Этиловый спирт 40 35 25 Эпоксидный грунт при нанесении в электрическом поле
Растворители Ne 645 Бутилацетат Этилацетат Ацетон Бутиловый спирт Этиловый спирт Толуол 18 9 3 10 10 50 Нитроцеллюлозные
- 206 -
Продолжение табл. 24
Продукт Состав Разбавляемые лакокрасочные материалы
компонент массовая доля, %
Растворители № 646 Бутилацетат Этилцеллозольв Ацетон Бутиловый спирт Этиловый спирт Толуол 10 8 7 15 10 50 Нитроцеллюлозные, нитроглифталевые, эпоксидные, нитроэпоксидные, мочевиномеламиноформалвдегидные
№ 647 Бутилацетат Этилацетат Бутиловый спирт Толуол 29,8 21,2 7,7 41,3 Нитроцеллюлозные
№ 648 Бутилацетат Этиловый спирт Бутиловый спирт Толуол 50 10 20 20 Нитроцеллюлозные, нитроэпоксидные
Растворитель No 649 Этилцеллозольв Бутиловый спирт Ксилол 30 20 50 Нитроглифталевые
Растворитель Ne 650 Этилцеллозольв Бутиловый спирт Ксилол 20 30 50 Нитроцеллюлозные
Растворитель РКЧ Ксилол Бутилацетат 90 10 Хлоркаучуковые
Растворитель РФГ-1 Бутиловый спирт Этиловый спирт 25 75 Фосфатирующие грунтовки
ПРИМЕЧАНИЕ. Токсичность составных растворителей, разжижителей и разбавителей определяется токсичностью входящих в их состав компонентов
Состав растворителей и разбавителей
Отечественной промышленностью налажен выпуск эмалей следующих цветов, указанных в табл. 25. „ ,
' Таблица 25
ЦВЕТА ЭМАЛЕЙ ДЛЯ ОКРАСКИ ОТЕЧЕСТВЕННЫХ ЛЕГКОВЫХ АВТОМОБИЛЕЙ
Цвет Марка эмали
МЛ-12 МЛ-197 МЛ-192 МЛ-1110 МЛ-1195 НЦ-11
Белый + + + + + +
«Белая ночь» . + - + - - +
- 207-
ЙУВ ffii
Продолжение та б л. 25
Цве, Марка эмали
МЛ-12 МЛ-197 МЛ-192 МЛ-1110 МЛ-1195 НЦ-11
Серый + + — + - +
Светло-серый - - - + - 4-
Серо-белый - 4- - - - -
Темно-серый - - + - - -
Зеленовато-серый - - - - - 4-
Голубовато-серый 4- - - - -
Темно-мол очный - 4- - - - 4-
Дымчатый - - 4- - - 4-
Светло-дымчатый + + 4- - 4-
Черный 4- - - 4- 4- 4-
Антрацит - - - 4- - -
Желтый - 4- + 4- + 4-
Золотисто-желтый + - - - - -
Охра золотистая - + + - -
Слоновая кость + + - 4- - +
Лимонный - - - 4- + 4-
Песочный 4- 4- - - 4-
Светло-песочный - 4- - 4- - 4-
Зеленовато-песочный - + - - - 4-
Кремовый 4- - - - - -
Светло-кремовый - - - - — 4-
Светло-бежевый + - 4- - —
Темно—бежевый 4- - - - - 4-
Оливковый - 4- - 4- - 4-
Светло-оливковый + - - - —
Палевый - 4- - 4- — +
Горчичный - - - - 4 -
Кофейный + - - — — 4-
Светло-коричневый - + - - - -
Желто-коричневый - - - - + -
Красно-коричневы й - - - - 4- -
Темно-красно-коричневый - + - - - —
Темно-коричневый - - - + - 4-
Зеленый - 4- - 4- + 4-
- 208 -
Продолжение та б л . 25
Цвет Марка эмали
МЛ-12 МЛ-197 МЛ-192 МЛ-1110 МЛ-1195 НЦ-11
Ярко-зеленый + - + - -
Темно-зеленый - - - + - -
Защитный + - - - - -
Зеленовато-синий - + - - - +
Сине-зеленый + - + - - -
«Морская волна» + + - - +
Фисташковый - - + - - +
Светло-фисташковый - - + - +
Светло-серо-голубой - - + - - -
Светло-голубой ' + + - - -
Голубой - — + + - +
Темно-голубой - - + - - __
Темно-серо-голубой - - + - - —
«Майский» + - - - -
«Электрик» + - - -
«Рица» + - - - —
Васильковый + - + - +
Светло-бирюзовый - - - +
Синий - + + + +
Темно-синий + - + - +
«Ривьера» __ - - - +
Лиловый - + - — -
Красный - - + - + +
Красный-2 + - - _ - - -
Желто-оранжевый - - - - — +
Оранжевый + - + + -
«Коррида» - - + - —
Рубиновый - + - + - +
Светло-вишневый - - - - - +
Вишневый - + - + + +
Темно-вишневый - __ - + - -
Эмаль МЛ-12 предназначена для окраски металлической поверхности, которая была предварительно загрунтована и зашпатлевана. Большие площа
ди обрабатывают краскораспылителем, малые - кистью.
Покрытия из эмали МЛ-12 стойки к атмосферным условиям холодного и уме-
- 209 -
3
ренного климата на протяжении 3-4 лет.
При первичной окраске нанесите два слоя эмали. Первый — по высушенному слою грунтовки, второй - по высушенному первому слою после легкой его шлифовки. С помощью эмали МЛ-12 устраняют также небольшие повреждения ЛКП автомобиля, когда эмаль наносят в один слой на старое покрытие.
Заменителем этой эмали может служить эмаль МЛ-1121, второй слой которой наносят методом «мокрый по мокрому».
Эмаль МЛ-197 предназначена для окраски металлической поверхности кузова и салона, которые были предварительно загрунтованы и зашпатлеваны. Большие площади обрабатывают краскораспылителем, малые - кистью.
Покрытия из эмали МЛ-197 стойки к атмосферным условиям холодного, умеренного и тропического климата на протяжении не менее 3 лет. Хорошо держат удар, противодействуют истиранию и обладают высокими декоративными и защитными свойствами.
Процесс первичной окраски такой же, как и при использовании эмали МЛ-12. С помощью этой эмали устраняют также небольшие повреждения ЛКП автомобиля, когда эмаль наносят в один слой на старое покрытие.
Эмаль МЛ-152 предназначена для окраски металлической поверхности кузова и солона, которые были предварительно загрунтованы и зашпатлеваны. Большие площади обрабатывают краскораспылителем, малые - кистью.
Покрытия из эмали МЛ-152 стойки к атмосферным условиям холодного и умеренного климата.
При первичной окраске нанесите два слоя эмали. Первый - по высушенному слою грунтовки, второй - по недосушен-
ному первому слою после 5-7 мин выдержки при 18-20 °C. С помощью этой эмали устраняют также небольшие повреждения ЛКП автомобиля, когда эмаль наносят в один слой на старое покрытие.
Эмаль МЛ-1110 предназначена для окраски металлической поверхности кузова и деталей салона, которые были предварительно загрунтованы и зашпатлеваны. Большие площади обрабатывают краскораспылителем, малые - кистью.
Покрытия из эмали МЛ-1110 стойки к атмосферным условиям холодного, умеренного и тропического климата, обладают высокой влаго- и водостойкостью. Отличаются повышенным блеском и по декоративным и защитным свойствам превосходят покрытия из эмали МЛ-12. Пленка эмали не теряет декоративный вид даже при пересушке.
Процесс первичной окраски такой же, как и при использовании эмали МЛ-152.
С помощью этой эмали устраняют также небольшие повреждения ЛКП автомобиля, когда эмаль наносится в один слой на старое покрытие кистью.
Заменителем этой эмали может служить эмаль МЛ-1121.
Эмаль МЛ-1195 предназначена для составления эмалей различных оттенков при выполнении ремонтных работ, а также рекомендуется для ремонта автомобилей, эксплуатируемых в умеренном и холодном климате. Эмаль наносите на поверхность, обработанную грунтовкой ГФ-021, а дефекты поверхности устраняйте шпатлевкой МС-006.
Нитроэмаль НЦ-11 предназначена для исправления небольших дефектов покрытий металлической поверхности кузова и деталей салона, которые были предварительно загрунтованы и
- 210 -
зашпатлеваны. Нитроэмали образуют красивые глянцевые покрытия после шлифования и полирования. Большие площади обрабатывают только краскораспылителем по загрунтованной поверхности. Кистью подкрашивают мелкие дефекты: царапины, сколы на кромках поверхностей.
Перед применением нитроэмалей с использованием краскораспылителя их консистенцию доводят до нормы растворителями № 646, 647, 648. При покраске кистью лучше применять растворители Ne 649 и 650. В случае необходимости нитроэмалевые покрытия легко снимаются растворителями № 646 и 647, ацетоном или смывками.
Покрытия из нитроэмали стойки к атмосферным условиям холодного и умеренного климата, хорошо противодействуют различным атмосферным явлениям и обладают высокой влаго- и водостойкостью. Они отличаются повышенным блеском, но процесс полирования нитроэмалей трудоемок. Пленка эмали меняет декоративный вид при пересушке и в эксплуатации - интенсивно растрескивается под лучами солнца, поэтому ее необходимо часто полировать.
Нитроэмаль наносят только при влажности в помещении менее 70%, на загрунтованную и хорошо просушенную поверхность. При комнатной температуре время сушки должно быть не менее 48 ч. При недостаточной просушке покрытие может сморщиться и отслоиться от подложки. Пленка нитроэмали, наложенная без грунтовки, легко пропускает влагу к металлической поверхности. Если используют в процессе ремонта шпатлевку ПФ-002, ее обязательно затем покрывают слоем грунтовки ГФ-021, иначе нитроэмалевое покрытие может потрескаться.
При многослойном нанесении нитроэмалевого покрытия каждый слой сушите в течении 20-30 мин. Окончательную сушку проводите в течение 24 ч при комнатной температуре. Первый слой нитроэмали, нанесенный на шпатлевку, сушите при 20-25 °C не менее 1 ч. Последний слой эмали перед полированием высушите при температуре 60 °C в течение 15-20 мин или, в крайнем случае, выдержите при комнатной температуре не менее 24 ч. Общая толщина всех слоев (5-6) нитроэмалевого покрытия не должна превышать 90—100 мкм, иначе покрытие быстро растрескается.
Для восстановления блеска нитроэмалевого покрытия поверхность прошлифуйте шкуркой зернистостью М63, М50 или М40 и отполируйте пастой №291 и полировочной водой № 1.
Приблизительный расход растворителя на 100 г нитроэмали составляет: для краскораспылителя - 100 г, для кисти - 70 г. Под нитроэмали рекомендуются грунтовки ГФ-021, ГФ-031 и ФЛ-ОЗК (один слой).
При нарушении технологии нанесения и сушки эмалей на их поверхностях образуются дефекты, устранение которых описано в табл. 26.
211 -
Таблица 26
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ ПРИ ОКРАСКЕ И СУШКЕ И СПОСОБЫ ИХ ИСПРАВЛЕНИЯ
Дефекты Причины дефектов Способы исправления
Эмаль или грунтовка свернулась Применен не тог растворитель Лакокрасочный материал не пригоден для дальнейшего использования
Струя распыла неравномерна по сечению или бьет в сторону Неплотно собраны детали краскораспылителя. Воздушное сопло распылителя забито старой краской Разобрать краскораспылитель, прочистить каналы деревянной шпилькой, промыть детали в растворителе с помощью щетки и мягкой тряпки. Собрать краскораспылитель, плотно подгоняя детали одну к другой
Краска из распылителя вылетает отдельными брызгами. В нерабочем положении из головки выходит воздух Засорено воздушное сопло краскораспылителя Разобрать головку краскораспылителя. Прочистить сопло иголкой и промыть в растворителе
Покрытие не высыхает, пленка остается мягкой и липкой Не введен отвердитель. Под покрытием остался слой парафина, входящий в состав смывки. Под покрытием остался спой вазелина, примененного для предохранения поверхностей, не подлежащих окраске Снять невысыхающий слой лакокрасочного покрытия. Промыть поверхность бензином или уайт-спиритом. Высушить поверхность и заново окрасить ее. Если это необходимо, то ввести в лакокрасочный материал отвердитель
Лакокрасочное покрытие отстает от подложки грунтовочного или шпатлеванного слоев Плохо обезжирена поверхность перед окраской. Эмаль нанесена на пересушенный слой грунта (шпатлевки). Шпатлевка недостаточно просушена после мокрого шлифования Снять отслоившееся покрытие. Обезжирить поверхность и заново окрасить Снять отслоившееся покрытие. Отшлифовать грунтовочный (шпатле-вочный) слой и вновь окрасить Снять отслоившееся покрытие. Высушить шпатлеванный слой. Отшлифовать шпатлеванный слой и заново окрасить
Сморщивание и растрескивание покрытия. Пузыри и раковины в покрытии Недосушены нижние слои покрытия. Эмаль перед горячей сушкой не выдержана при комнатной температуре. В эмаль попала вода или минеральное масло. Эмаль нанесена на недостаточною просохший предыдущий слой лакокрасочного материала. Эмаль нанесена на влажную поверхность. Слишком высокое давление воздуха при окраске Снять покрытие до металла. Заново провести окраску. Перед горячей сушкой слой нанесенной эмали выдержать при комнатной температуре. Сменить фильтры, масловодоотде-лителя. Эмаль, содержащая воду или минеральное масло, к употреблению непригодна. Удалить поврежденные слои покрытия. Зашлифовать поверхность поврежденного покрытия. Заново нанести эмаль, соблюдая режимы сушки. Высушить поверхность перед окраской. Снизить давление воздуха при окраске.
- 212 -
Продолжение та б л. 26
Дефекты Причины дефектов Способы исправления
Поры и мелкие отверстия в покрытиях Эмаль разведена слишком легколетучим растворителем. В эмаль попала вода Для разведения эмали использовать растворитель, рекомендованный для этой эмали. Сменить фильтры масловодоотде-лителя
Плохой розлив эмали, волнистость или шагрень на покрытии Слишком большое давление при окраске. Очень вязкая эмаль Шлифовать покрытие водостойкой шкуркой до полного выравнивания поверхности. Протереть поверхность ветошью, смоченной растворителем, до полного удаления остатков пыли от шлифования. Эмаль разбавить растворителем до рабочей вязкости. Уменьшить давление воздуха при распылении
Подтеки эмали на покрытии Эмаль нанесена слишком толстым слоем. Лакокрасочный материал слишком жидкий. Слой эмали после нанесения не выдержан при 18-190 °C, а слишком быстро помещен в печь Шлифовать покрытие водостойкой шкуркой до полного устранения дефектов. Удалить шлифовочную пыль ветошью, смоченной уайт-спиритом, и окрасить заново. Нанесенный слой эмали выдержать при 18-22 °C до удаления большей части растворителя и только после этогосушить при повышенной температуре
Сорность покрытия Эмаль плохо профильтрована. Окраску проводили в запыленном помещении Профильтровать эмаль через 3-4 слоя марли либо через капроновую сетку. Перед окраской провести влажную уборку помещения. Если отдельные соринки были обнаружены досушки эмали, их можно удалить иголкой. Если эмаль уже высушена, то для удаления сорности необходимо полировать покрытие полировочной пастой
Покрытие поцарапано или содрано Прикосновение к невысохшему слою эмали одежды, шланга и пр. Не давая эмали высохнуть, смыть растворителем поврежденный участок и окрасить заново
Разнотонность покрытия Плохо подобран колер эмали. Эмаль плохо перемешана При сушке с помощью рефлекторов отдельные участки нагревались до разной температуры Правильно подобрать колер. Хорошо перемешать эмаль. Обеспечить равномерный прогрев высушиваемой поверхности с помощью частого изменения положения рефлекторов. Контроль температуры проводить, измеряя ее с обратной стороны высушиваемой поверхности
- 213 -
Продолжение та б л. 26
Дефекты Причины дефектов Способы исправления
Потускнение глянца Лакокрасочный материал содержит воду Сменить фильтры маслоотделителя. Эмаль, содержащая воду, к употреблению непригодна
Побеление нитроэмалевых покрытий Слишком низкая температура сушки покрытия. Слишком высокая влажность воздуха или низкая температура при окраске. Неправильный состав комбинированного растворителя. В эмаль или в растворитель попала вода Высушить эмаль в соответствии с технологическим режимом. Влажность воздуха не должна превышать 70%, а температура воздуха должна быть не ниже +15 °C Добавить в эмаль 8-10% бутилаце-тата пли амилацетата. Эмаль, содержащая воду, к употреблению непригодна
Шлифование и полирование
Шлифование
Для придания кузову автомобиля эстетичного внешнего вида необходимы периодические полирование и шлифовка. Последней также подвергают промежуточные слои покрытия, если они име-ют явную волнистость, либо необходимо улучшить сцепление между слоями покрытия. От тщательности шлифования зависит качество окраски всего кузова. Для облегчения шлифования и повышения его качества начинайте шлифовку с использования шкурки крупной зернистости с постепенным переходом к шкуркам мелкой зернистости.
Шлифовальные шкурки изготавливают различной зернистости, и ее характеристику наносят на нерабочую поверхность в виде букв и цифр, например: Л 230x280 Л1 51С 8-ПСА, где:
— Л — шлифовальные листы;
- 230x280 - размеры листа шкурки, в мм;
- вторая группа цифр и букв - материал основы шкурки:
• Л1, Л 2, М - влагопрочная бумага;
• П1, П2...П11- невлагопрочная бумага;
• Cl, С1 Г, С2Г, У1, У2, У1 Г, У2Г - ткань -саржа;
• П — ткань-полудвунитка;
- третья группа цифр и букв обозначает состав зерен шлифматериала:
• 94 А; 93 А; 92 А; 91 А; 45 А; 44 А; 43 А; 38 А; 25 А; 24 А; 23 А; 15 А; 14 А; 13 А; Ф13 А - обозначающие марки электрокорунда;
• 64 С; 63 С; 55 С; 51 С - обозначающие марки карбида кремния;
• 81 Кр — кремень;
• 71 Ст - стекло.
- 8-П - четвертая группа цифр и букв - указывает зернистость, т. е. является условным обозначением размера абразивных зерен шлифматериала. Цифра зернистости, умноженная на 10, указывает размер основной фракции зерен, мкм. Цифра «8» соответствует 80 мкм в нашем примере. Буква «П» соответствует минимальному процентному содержанию основной фракции: «П» -55%; «Н» - 45%; «Д» - 41%.
- 214 -
При применении микрошлифпорош-ков их зернистость соответствует размеру абразивных зерен (мкм) и маркируется следующим образом: М63, М50, М40, М28, М20, Ml4, Ml О, М7, М5 и М3.
- «С» - пятая буква или группа букв и цифр - характеризуют связывающий материал для закрепления зерен на материале основы, где:
• К - комбинированная связка;
• М - мездровый клей;
• С — синтетическая смола;
• СФЖ - фенолоформальдегидная смола;
• ЯН-153 - янтарный лак.
- А - шестая буква - характеризует класс шкурки в зависимости от максимального процента повреждения ее поверхности (морщины, складки, поры кромок и др.), где:
• А - не более 0,5%;
• Б - не более 2,0%;
• В - не более 3,0%.
Маркировку завершает номер ГОСТа и заводской номер партии.
В зависимости от вида шлифуемого покрытия рекомендуют использовать шкурку следующей зернистости:
- заводская грунтовка на запасных частях - 8-6;
- ЛКП по периметру ремонтируемого участка - 8-6;
- шпатлевка марки ПФ-002 - 16-12;
- эпоксидные и полиэфирные шпатлевки — 16—12;
- промежуточные слои - 12-10;
- завершающий слой - 10-8;
— шпатлевка марки MC-Q06 - 8-6;
- нитрошпатлевки - 8-6;
- меламиноалкидные эмали, первый слой - 6-4, завершающий слой - М63, М50, М40;
- нитроэмали, первый слой - 8-6; завершающий слой - 6-4, М63, М50, М40.
Шлифовке подлежат только полностью высохшие слои покрытия. Шлифование осуществляйте вручную или с использованием шлифовальных машинок. Узкие и труднодоступные места шлифуют только вручную тампонами, изготовленными из бязи, ситца, сатина или любой другой мягкой чистой ткани, не оставляющей на обрабатываемой поверхности ворсинок и штрихов. Шлифовать нужно плавными, равномерными движениями, без сильного нажима. Шкурку по мере засаливания и истирания заменяйте новой.
Применяют «сухое» или «мокрое» шлифование. «Мокрое» шлифование подразумевает использование воды или любой инертной жидкости для смачивания обрабатываемой поверхности и шлифовальной шкурки. В этом случае повышается качество шлифования. При шлифовании нитроэмалевых поверхностей рекомендуют применять водостойкие шкурки и уайт-спирит. «Мокрому» шлифованию подвергают поверхности, покрытые водостойкими эмалями — ме-ламиноалкидными, масляно-лаковыми, нитроцеллюлозными, эпоксидными и др.
По окончании шлифования поверхность обильно промойте водой, насухо протрите мягкой тканью и высушите при температуре 18-22 °C. Затем проверьте качество шлифования. Хорошо отшлифованная поверхность равномерно смачивается водой и, кроме того, на ощупь не должны ощущаться переходы и границы участков между слоями покрытия. Осмотрите поверхность, освещая ее боковым светом. Обнаруженные дефекты отметьте мелом и эти участки снова подвергните шпатлеванию и шлифовке; Шлифовать последний (верхний) слой меламиноалкидных покрытий нежелательно, т. к. при этом снима-
- 215 -
ется глянцевый спой эмали, который не восстанавливается полировочными составами.
Перед нанесением следующего слоя эмали отшлифуйте меламиноалкидное покрытие шлифовальной шкуркой или пастой «ВАЗ-1». В результате место обработки приобретает ровную полуглян-цевую поверхность. Остатки пасты удаляют водой.
Для получения блеска поверхность обрабатывают полировочными пастами. Для шлифования меламиноалкидных покрытий рекомендует пасту «ВАЗ-2». Остатки паст легко смываются водой.
Для получения блестящих нитроэмалевых покрытий рекомендуют после шлифования на поверхность распылить растворитель № 648, который слегка растворит поверхностный слой эмали и устранит риски, оставшиеся после шлифования. Просушите нитроэмалевое покрытие при 60-70 °C и приступайте к его полированию пастой Ne 291. Остатки пасты удалите полировочной водой.
Полирование
Для поддержания эстетичного вида автомобиля в процессе эксплуатации периодически полируют его поверхности. Полируют небольшими участками, т. к.
составы и пасты быстро высыхают и их в дальнейшем трудно растирать.
Полирование проводите вручную или с помощью электродрели (скорость вращения 3000-4000 мин'1). На полировочный круг наложите слой ваты (5-7 см) и оденьте полировочную шапочку из натурального или искусственного меха, цигейки, сукна, фланели или фетра. Полируйте равномерными возвратно-поступательными движениями, при этом следите за тем, чтобы полируемая поверхность не нагревалась выше 40 °C. Не проводите полировку на солнце.
Отполированную поверхность протрите ватным или фланелевым тампоном, смоченным полировочной водой. Для нитроэмалевых покрытий, полировочную воду заменяют восковым полирующим составом Ne 3, который доводят до необходимой консистенции кипяченой водой. После пятиминутного подсыхания, когда появляется белый налет, поверхность тщательно протрите чистой байкой или фланелью до блеска.
Нанесенные на ЛКП восковые пасты «Автополироль-2», «Автовоск АВ-70» и др. образуют защитный слой, который предохраняет покрытие от атмосферных воздействий.
Подбор цвета
В связи с тем, что при ремонте очень трудно правильно подобрать нужный цвет для ремонтируемого участка поверхности, подбирают эмаль по цвету, т. е. проводят колеровку, причем только эмалями того же типа, что и основная.
Цвет эмали классифицируется по трем признакам: цветовому тону, яркости и насыщенности. Основными цветами яв
ляются синий, красный и желтый. Их нельзя получить смешиванием.
Если все цвета расположить так, чтобы наиболее близкие стояли рядом, то образуется цветовой круг (рис. 135). Смешивая краски основных цветов, расположенных в круге рядом, и прибавляя к ним при необходимости белый или черный цвет, можно получить краски всех
- 216 -
Рис. 135. Цветовой круг
1 - красный; 2 - красно-оранжевый; 3 -оранжевый; 4 - оранжево-желтый; 5 -желтый; 6 - желто-зеленый; 7 - зеленый;
8 - сине-зеленый; 9 - синий; 10 - синефиолетовый; 11 - фиолетовый; 12 - красно-фиолетовый
остальных цветов. Для получения ярких цветов при смешивании красок необходимо, чтобы в них не присутствовали оттенки третьего основного цветового тона, который приводит к появлению серого оттенка.
Для подколеровки серийных мелами-ноалкидных эмалей под цвет изменившихся при эксплуатации покрытий промышленность выпускает однопигментные эмали МЛ-1195 различных цветов (см. табл. 25). Смешивая их, либо добавляя к серийным эмалям, можно получить эмаль необходимого цвета и оттенка для подкраски автомобиля. Подбор необходимого цвета и тона является очень сложным процессом и его проводят на СТОА с привлечением современной техники.
217 -
АНТИКОРРОЗИОННАЯ ЗАЩИТА КУЗОВА
В особо жестких условиях эксплуатируются основание кузова автомобиля, его днище (пол), брызговики передних и задних крыльев, боковины, пороги. Они постоянно покрыты слоем грязи, пропитанной растворами солей, которыми посыпают дороги, удобрениями и др., поэтому даже небольшое повреждение покрытий на этих поверхностях вызывает интенсивное развитие коррозии.
Для восстановления защитных покрытий выпускают различные материалы -антикоры и мастики на основе переработки нефти, сланцев, эпоксидных смол, каучука. В их состав входят ингибиторы коррозии, связующие соединения (смолы, каучуки, церезины, парафины, синтетические добавки), поверхностноактивные вещества, наполнители (асбестовая крошка, тальк). Антикоры обладают высокой стойкостью к воздействиям влаги, минеральных солей, сернистого газа, имеют высокую проникающую способность и вибростойкость, противодействуют абразивному износу и ударным нагрузкам, резким перепадам температур.
Промышленностью освоен широкий выпуск подобных препаратов, ниже приводится описание некоторых из них.
НГ-216 — защитное пленочное покрытие - выпускается трех марок: НГ-216А, НГ-216Б и НГ-216В. Продукты НГ-216 изготовляют из битума, церезина, органических кислот, их солей, ингибиторов коррозии и растворителей. Растворителями для НГ-216 марок А и Б служат уайт-спирит и бензин «галоша», различающиеся содержанием растворителя. НГ-216 марки В содержит в качестве растворителя трихлорэтилен.
Этот препарат представляет собой сирообразную жидкость, темно-коричневого цвета (НГ-216А, НГ-216Б) и коричневого цвета (НГ-216В). После нанесения она образует полутвердую пленку (НГ-216А, НГ-216Б) и мазеобразную пленку (НГ-216В). Рекомендуемая толщина покрытия - 50-100 мкм. Время до появления коррозии при нанесении этого препарата на сталь 10 в термовлаго-камере - 4000 ч. Термостойкость пленки - 70 °C.
Антикор битумно-каучуковый «Битукас» представляет собой вязкую густую жидкость. После нанесения он образует полутвердую пленку. Рекомендуемая толщина покрытия - 0,7-0,8 мм. Расход - 0,7-0,8 кг/см2. Наносить следует двумя слоями, первый слой необходимо сушить 3 ч при 20 °C, второй слой - в течение 24 ч.
Автоантикор-2 битумный для днища содержит нефтяные битумы, фе-нолоформальдегидные смолы, асбест, толуол и др. Представляет собой черную пасту. Препарат обладает хорошей адгезией к поверхности. Этот препарат наносят в 2-4 слоя с межслойной сушкой в течение 3-6 ч при 15-25 °C и сушкой последнего слоя в течение 18-48 ч. Толщина покрытия 0,4 - 1 мм. Расход составляет 0,5 -1,5 кг/м2 в зависимости от толщины покрытия. Растворитель - бензин или уайт-спирит.
Для восстановления антикоррозионного покрытия днища кузова и для дополнительного нанесения на заводские покрытия применяются также мастики, например Автомастика резино-би
- 218 -
Ажййоррезиош^Й защишкузова,.
тумная антикоррозионная Элас-токор. Поверхность очищают от грязи, отставшего старого покрытия, ржавчины (механическим способом) и обезжиривают растворителем. Тщательно перемешивают мастику, наносят ее кистью или распылителем в три слоя (для дополнительной защиты нужно 1 -2 слоя) с межслойной сушкой около 3 ч и сушкой последнего слоя в течение 24 ч. Толщина одного слоя 0,35-0,40 мм, расход 0,4-0,5 кг/см2. При загустевании или нанесении распылителем мастику разводят до требуемой вязкости растворителем 651, РС-2 или бензином. При попадании мастики на лакокрасочное покрытие ее следует немедленно удалить «Автоочистителем битумных пятен».
Подготовка поверхности кузова к нанесению антикоррозионного состава схожа с технологическим процессом восстановления ЛКП внешних поверхностей кузова, только вместо эмали на
носят слой антикора с использованием пневмораспылителя или кисти. Широкую кисть используют для нанесения мастики на большие поверхности, узкую — на труднодоступные места (углы, углубления, пазы). Средняя толщина одного слоя мастики не должна превышать 1,0 мм. При этом важно, чтобы мастика не попала в механизмы, на тормозные барабаны, тросы, в отверстия для стока воды и вентиляции.
Антикоры на основе эпоксидно-каучуковых соединений обладают повышенной стойкостью к ударным нагрузкам и абразивному износу, не пачкаются после полного высыхания, и по ним легко наносят следующие покрытия.
Узкие щели между свариваемыми деталями за 5-7 ч до нанесения слоя мастики промазывают «Мовилем», который обладает хорошей проникающей способностью.
Восстановление антикоррозионной защиты кузова
Для восстановления антикоррозионной защиты кузова в процессе его эксплуатации кузов подвергают дополнительной обработке антикоррозионными составами (защитными покрытиями), наносимыми на днище, в скрытые (внутренние) полости элементов кузова при проведении профилактических и ремонтно-восстановительных работ. Рекомен
дуется подвергнуть дополнительной антикоррозийной защите только что купленный автомобиль.
Все материалы, используемые для восстановления защитных свойств кузова, создают прочную и эластичную пленку на его поверхности. Такая пленка не разрушается под действием вибрации и незначительных деформаций, влаги и
- 219 -
солевых смесей и растворов. Она водопроницаема и несмачиваема, при этом исходный защитный материал имеет хорошие проникающие способности в процессе его нанесения на поверхность кузова. Очень важным свойством исходного материала для восстановления антикоррозионного защитного слоя является его не агрессивность по отношению к лакокрасочному покрытию, грунту, резино-техническим изделиям и пластмассовым деталям автомобиля. Пленка, образуемая при высыхании антикоррозионного материала, сохраняет пластичность в широком диапазоне колебаний температур от -50 до +70 °C
При этом она долгое время сохраняет высокую механическую прочность, повышенную адгезию к поверхности ме
талла и обладает противошумными свойствами. Разработанные в последние годы покрытия отвечают всем вышеперечисленным требованиям.
Для защиты внутренних полостей лонжеронов и дверных порогов, скрытых поверхностей дверей и других труднодоступных мест кузова, а также для консервации используют различные покрытия, в том числе отечественные (табл. 27) и зарубежные - группы «МЛ» (Швеция).
Дополнительную антикоррозионную обработку кузовов автомобилей применяют более двадцати лет, и выполняют ее в специализированных автоцентрах и на СТОА. Нанесение защитного материала во внутренние полости (предварительно очищенные) осуществляют двумя основными способами. Первый -
Таблица 27
АНТИКОРРОЗИОННЫЕ СОСТАВЫ ДЛЯ ОБРАБОТКИ СКРЫТЫХ ПОЛОСТЕЙ И ДЛЯ КОНСЕРВАЦИИ
Защитный состав Назначение Рекомендуемая толщина покрытия, мкм
Ингибированный пленкообразующий нефтяной состав НГ-222А, НГ-222Б Консервация деталей 20-50
Защитный смазочный материал нгм-мл Защита от коррозии внутренних полостей кузовов автомобилей 50-80
Защитный смазочный материал «Оремин» То же То же
Защитный состав «Мольвин МЛ» » »
Автоконсервант порогов «Мовиль», «Мовиль-1», «Мовиль-2» » 20-40
Автоконсервант кузова Автоконсервант с полирующим эффектом «Поликон» Консервация окрашенного кузова и деталей моторного отсека на период транспортировки и безгаражного хранения автомобиля 10-20
Защитный восковой состав ПЭВ-74 Консервация окрашенного кузова на период транспортировки и хранения доЗ мес. 10-20
- 220 -
воздушный, заключается в воздушном распылении. Он наиболее доступный и требует использования обычного оборудования (краскораспылителя). Для нанесения (напыления) защитного материала на труднодоступные участки применяют специальные удлиненные и угловые насадки. Для этого метода необходим источник сжатого воздуха давлением 0,5-0,8 МПа, он прост, но не экономичен.
Второй способ - безвоздушный, наносимый материал распыляют методом выдавливания под большим давлением (8-20 МПа) через специальное сопло. Весь подаваемый защитный материал участвует в создании защитной пленки большой толщины (до 150 мкм) за один проход. Давление создается плунжерным насосом двойного действия от пневмопривода.
Технологическая последовательность восстановления защитных покрытий
Процессы восстановления защитных и нанесения дополнительных покрытий для скрытых полостей кузова автомобиля описаны на основе безвоздушного метода, который требует соответствующей подготовки автомобиля и оборудования.
Подготовка автомобиля рассмотрена на примере классического варианта его компоновки ОАО «АвтоВАЗ». Она состоит из двух независимых этапов: подготовки для нанесения защитного покрытия и подготовки самого автомобиля.
Сначала снимите все детали, препятствующие доступу распылительного сопла пистолета к закрытым полостям, а именно: подкрылки из арок колес, рези
новые уплотнители под передними крыльями, ободки фар, коврики, обивку боковин и багажника, запасное колесо и инструмент водителя, фонари сигнализации открывания передних дверей.
Подготовку автомобиля к антикоррозионной обработке выполняйте в следующем порядке:
- удалите заглушки (рис. 136), установленные в отверстиях закрытых полостей (ВАЗ-2106 дан в качестве примера);
- просверлите отверстия диаметром 9 мм во внутренних и внешних порогах согласно схеме их расположения, приведенной на рис 137;
- 221 -
Рис. 136. Схема установки заглушек на кузове ВАЗ-2103, -2106
- 222 -
Am икор1Х»иониая задйа»кузова
Рис. 137. Места сверления отверстий в кузовах автомобилей: а - ВАЗ-2101, -2102, -21013; б - ВАЗ-2121; в - ВАЗ-2105, -2107
- 223 -
— закройте овальные отверстия порогов у основания передних стоек специальными пробками;
- тщательно промойте места нанесения антикоррозийного материала под капотом и в багажнике теплой водой (40-50 °C) под давлением;
— установите автомобиль но эстакаду, смотровую яму или подъемник и поднимите его;
— удалите резиновые заглушки под передними крыльями (по 2 шт. с каждой стороны);
- удалите резиновые заглушки в арках задних колес (по 1 шт. с каждой стороны);
- удалите резиновые заглушки в поперечине между орками задних колес;
- удалите резиновые заглушки в углублении под запасным колесом;
- удалите резиновые заглушки в поперечине под передними сидениями (по 1 шт. с каждой стороны);
- прочистите дренажные отверстия в передних лонжеронах и порогах;
- промойте .теплой водой (40-50 °C) под давлением закрытые полости, низ кузова и арки колес до вытекания чистой воды через технологические и дренажные отверстия кузова;
- очистите дефектные участки днища от старого покрытия, которое начало отслаиваться. Удалите шпателем или металлической щеткой появившиеся следы ржавчины и затем обработайте эти места наждачной шкуркой и обезжирьте уайт-спиритом;
- обработайте зачищенные поверхности кузова преобразователем ржавчины;
- обдуйте низ кузова и арки колес автомобиля сжатым воздухом;
- опустите и перегоните автомобиль на сухое место;
- удалите чистой ветошью попавшую в салон и багажник воду;
- продуйте сжатым воздухом закрытые полости кузова, багажник и места нанесения антикоррозионного материала под капотом;
- просушите автомобиль до полного высыхания в естественных условиях (температура воздуха 20-25 °C);
- переставьте автомобиль в камеру но подъемник для нанесения защитного покрытия;
- снимите колеса;
- закройте кожухами тормозные диски и барабаны;
- заизолируйте плотной самоклеющейся бумагой не подлежащие обработке карданную передачу, задний мост, коробку передач, глушитель, выпускной трубопровод и тросы привода стояночного тормоза;
- проверьте готовность установки к нанесению антикоррозионного покрытия согласно документации, прилагаемой к ней;
- откройте двери, капот, крышку багажника автомобиля и приступайте к нанесению защитного покрытия.
Защитное покрытие наносите в скрытые полости кузова, согласно приведенным ниже таблицам и рисункам.
Для нанесения покрытия для ВАЗ-2101, -2103, -2106 используйте табл. 28 и рис. 138.
- 224 -
Рис. 138. Скрытые полости кузова автомобилей ВАЗ-2101, -2103, -2106:
а. Вид снизу. 1 - поперечины пола багажника; 2 - задних лонжеронов; 3 - кронштейнов домкрата; 4 - средней поперечины пола; 5 - передних лонжеронов пола; 6 - усилителей передних лонжеронов; 7 - кронштейнов буферов передней подвески; 8 - поперечины передней подвески.
6. Вид слева. 1 - нижней поперечины передка; 2 - кожухов фар; 3 - верхней поперечины передка; 4 - передних лонжеронов; 5 - стоек брызговиков; 6 - под передними крыльями; 7 -внутренних и наружных порогов дверей; 8 - центральных стоек; 9 - задней поперечины пола;
10 - задних стоек
в. Вед справа. 1 - нижней поперечины задка; 2 - лонжеронов пола багажника; 3 - между крыльями и арками задних колес; 4 - поперечины пола багажника; 5 - карманов дверей; 6 -передних стоек; 7 - соединителей боковины и щитка передка; 8 - карманов капота
8 Зак. 63873
- 225 -
Ч» 03
226 -
Таблица 28
СКРЫТЫЕ ПОЛОСТИ ВАЗ-2103, -2106, ОБРАБАТЫВАЕМЫЕ ПРОТИВОКОРРОЗИОННЫМИ СОСТАВАМИ
№ Наименование полости Через какие отверстия Направление впрыска состава Дополнительные указания
1. Верхняя поперечина передка Через два отверстия спереди снизу В сторону поперечины Снять облицовку радиатора
2. Нижняя поперечина передка Через отверстие для пусковой рукоятки Вправо и влево —
3. Кожухи фар Спереди По всей поверхности Снять фары
4. Передние лонжероны Через отверстия из моторного отсека Вперед и назад Открыть капот
5. Стойки брызговиков То же Вверх и вниз То же
6. Кронштейны буферов передней подвески В отверстие в кронштейне ‘ На внутреннюю поверхность Поднять автомобиль на подъемнике
7. Поперечина передней подвески Через отверстия снизу Вправо и влево То же
8. Под передними крыльями Через отверстие, закрываемое заглушкой Вовсе стороны Снять резиновые заглушки
9. Карманы капота Через передние отверстия То же Открыть капот
10. Внутренние и наружные пороги дверей Через овальные отверстия порогов у передних стоек,отверстия крепления молдингов и отверстия с торцов порогов под арками задних колес Снять облицовки порогов у передних дверей, молдинги и заглушки под арками
11. Передние стойки Через отверстия из салона Вниз Снять обивку
12. Центральные стойки Через отверстия выключателя плафонов То же Снять выключатели плафонов
13. Задние стойки В отверстие стоек из салона » Снять обивку
14. Соединитель боковин со щитком передка Через отверстия из салона Вовсе стороны Снять обивку боковин
15. Карманы дверей Через проемы во внутренних панелях дверей и через отверстия под габаритные фонари дверей По всей нижней внутренней поверхности Снять обивку дверей
- 227-
Продолжение табл. 28
No Наименование полости Через какие отверстия Направление впрыска состава Дополнител ьные указания
16. Передние лонжероны пола Через отверстия снизу Вперед и назад Поднять автомобиль на подъемнике
17, Усилители передних лонжеронов пола То же Вправо и влево То же
18. Средняя поперечина пола » То же »
19. Кронштейны домкратов Снизу кузова На внутреннюю поверхность »
20. Задние лонжероны Через отверстия снизу Вперед и назад »
21. Задняя поперечина пола Через отверстия из салона Вправо и влево Снять обивку
22. Поперечина пола багажника Через отверстия снизу и из багажника То же Поднять автомобиль, открыть багажник
23. Лонжероны пола багажника Через отверстия из багажника Вперед и назад Открыть крышку багажника
24. Нижняя поперечина задка » Впрсвои влево Снять коврик пола багажника
25. Между крыльями и арками задних колес В проемы полостей из багажника По всей поверхности Открыть крышку багажника
26. Углубления под за-паачое колесо и топливный бак Из багажника То же Освободить багажник, снять топливный бак
Для владельцев ВАЗ-2121 перед началом работ необходимо снять: решетку радиатора; щитки, закрывающие карманы передних крыльев; резиновые заглушки (2 шт.) в поперечине между
арками задних колес со стороны днища и заглушки (2 шт.) в нижней задней поперечине.
Защитный препарат наносите в скрытые полости ВАЗ-2121 в порядке, приведенном в табл. 29 и на рис. 139.
- 228 -
Антикоррозионная защита кузова
Рис. 139. Скрытые полости кузова автомобиля ВАЗ-2121:
А. Вид спереди. 1 - верхней поперечины передка; 2 - кожухов фар; 3 - нижней поперечины передка; 4 - под передним крылом; 5 - наружных порогов; 6 - внутреннего порога; 7 -карманов дверей задка.
Б. Вид сзади. 1 - задних лонжеронов; 2 - верхней поперечины задка; 3 - между арками задних колес и боковинами; 4 - задних лонжеронов; 5 - поперечины заднего пола; 6 - задних стоек двери: 7 - поперечных стоек двери; 8 - карманов дверей.
В. Вид снизу. 1 - передних лонжеронов; 2 - соединителей передних лонжеронов; 3 - средних лонжеронов; 4 - соединителей средних лонжеронов; 5 - поперечины заднего пола; 6 - задних лонжеронов; 7 - нижней поперечины задка
- 229 -
I
Таблица 29
СКРЫТЫЕ ПОЛОСТИ ВАЗ-2121, ОБРАБАТЫВАЕМЫЕ ПРОТИВОКОРРОЗИОННЫМИ СОСТАВАМИ
No Наименование полости Через какое отверстие вводить состав Направление впрыска состава Допол нител ьные указания
1. Верхняя поперечина передка Через два верхних отверстия Вправо и влево Откройте капот
2. Кожухи фар Спереди (с наружной стороны) По всей поверхности Снимите фары
3. Нижняя поперечине передка Через два отверстия для установки бампера Вправо и влево Снимите передний бампер
4. Под передними крыльями Через имеющийся проем, закрываемый щитком Вовсе стороны Снимите уплотнительный щиток
5. Наружные пороги дверей Через шесть боковых отверстий Вперед и назад Снимите молдинги и пистоны
6. Внутренние пороги дверей Через отверстие сзади в торце порога Вдоль порога -
7. Передние лонжероны Через отверстия для установки бампера Вдоль лонжерона Снимите передний бампер
8. Соединители передних лонжеронов Через отверстия снизу кузова Вправо и влево Поднимите автомобиль на подъемнике
9. Средние и задние лонжероны Через семь отверстий снизу кузова Вперед и назад То же
10. Соединители средних лонжеронов Через отверстия снизу кузова Вправо и влево »
11. Поперечине заднего пола Через отверстия в багажнике и снизу кузова То же Снимите обивку багажника
12. Нижняя поперечина зсщка Через два отверстия снизу кузова » Поднимите автомобиль
13. Верхняя поперечина зсщка Через проемы под задними фонарями Вверх и вправо, влево Снимите задние фонари
14. Между арками задних колес и боковин В проемы полостей в багажнике По всей поверхности Снимите обивку багажника
15. Задние стойки дверей В отверстие сзади стойки Вниз Снимите обивку
16. Передние стойки дверей Через два отверстия со стороны салона Вниз То же
17. Карманы передних дверей "и двери задка Через проемы во внутренней панели двери По всей нижней внутренней поверхности Снимите обивку двери
- 230 -
Владельцы ВАЗ-2105 и ВАЗ-2107 перед началом работ устанавливают заглушки в овальные отверстия порогов у основания передних стоек, чтобы при мойке полостей, подлежащих антикоррозионной обработке, вода не попала внутрь салона автомобиля.
Затем снимите резиновые заглушки (2 шт. - по одной с каждой стороны) в арках задних колес; в балке, соединяющей арки задних колес; в поперечине,
под передним сиденьем (по одной .с каждой стороны); в углублении под запасное колесо. Прочистите дренажные отверстия в лонжеронах, порогах и дверях. Все полости тщательно промойте струей воды под давлением и просушите сжатым воздухом.
Препарат наносите в скрытые полости ВАЗ-2105, -2107 в порядке, приведенном в табл. 30 и на рис. 140.
Рис. 140. Скрытые полости автомобилей ВАЗ-2105, -2107:
а. Вид снизу. 1 - поперечины пола багажника; 2 - задних лонжеронов; 3 - кронштейнов домкрата; 4 - средней поперечины пола; 5 - передних лонжеронов пола; 6 - усилителей передних лонжеронов; 7 - кронштейнов буферов передней подвески; 8 - поперечины передней подвески.
б. Вид слева. 1 - нижней поперечины передка; 2 - кожухов фар; 3 - верхней поперечины передка; 4 - передних лонжеронов; 5 - стоек брызговиков; 6 - под передними крыльями; 7 -внутренних и наружных порогов дверей; 8 - центральных стоек; 9 - задней поперечины пола; 10 - задних стоек.
в. Вид справа. 1 - нижней поперечины задка; 2 - лонжеронов пола багажника; 3 - между крыльями и арками задних колес; 4 - поперечины пола багажника; 5 - карманов дверей; 6 -передних стоек; 7 - соединителей боковины и щитка передка; 8 - карманов капота
- 231 -
- 232 -
Антикоррозионная защита кузова
Таблица 30
СКРЫТЫЕ ПОЛОСТИ ВАЗ-2105, -2107, ОБРАБАТЫВАЕМЫЕ ПРОТИВОКОРРОЗИОННЫМИ СОСТАВАМИ
Ne Наименование полости Места впрыска состава Направление впрыска Дополнительные указания
1. Нижняя поперечина передка Сверху в моторном отсеке Вправо и влево Откройте капот
2. Передние лонжероны Сбоку в моторном отсеке Вперед и назад То же
3. Верхняя поперечина передка Сверху Вправо и влево »
4. Кожухи фар Спереди (с наружной стороны) По всей поверхности Снимите блок-фары
5. Карманы капота В передние отверстия Но внутреннюю поверхность передней части Откройте капот
6. Стойки брызговиков Сбоку в моторном отсеке По внутренней поверхности То же
7. Передние стоики дверей Сбоку со стороны салона Вниз Снимите обивку
8. Соединители боковины и щитка передка Отверстие из салона Вперед и назад —
9. Внутренние и наружные пороги дверей Под молдинги и с торца порога сзади То же Снимите молдинги и заглушки
10. Полости под передними крыльями Используется проем щитка под крылом По всей внутренней поверхности Снимите щиток крыла
11. Передние лонжероны поло Снизу кузова Вперед и назад Вывесите автомобиль
12. лонжеронов пола То же Вправо и влево То же
13. Средняя поперечина поло » Вправо и влево »
14. Задние лонжероны пола » Вперед и назад »
15. Кронштейны домкратов » По внутренней поверхности »
16. Кронштейны буферов передней подвески За передними колесами По внутренней поверхности —
17. Поперечина передней подвески Снизу кузова Вправо и влево Вывесите автомобиль
18. Задняя поперечина пола Из салона под задним сиденьем То же Снимите заднее сиденье
19. Центральные стойки Из солоно Вниз Снимите обивку стойки
- 233 -
Продолжение табл. 30
№ Наименование полости Места впрыска состава Направление впрыска Дополнительные указания
20. Задние стойки дверей Сзади стойки Вниз Снимите обивку
21. Карманы дверей Используются проемы под обивкой двери По внутренней поверхности низа двери То же
22. Между задними крыльями и арками задних колес Используются проемы в багажном отделении По всей поверхности Откройте багажник
23. Лонжероны пола задка В багажнике Вперед и назад То же
24. Поперечина пола задка То же Вправо и влево Снимите обивку
25. Верхняя поперечина задка Под задними фонарями То же Снимите задние фонари
26. Нижняя поперечина задка В багажнике » Откройте багажник
27. Углубления под топливный бак и запасное колесо То же По всей поверхности пола топливного бака и запасного колеса Снимите топливный бак и запасное колесо
Владельцы легковых автомобилей переднеприводной компоновки ВАЗ-2108, -2109, 21099,-2115 обраба
тывают скрытые полости кузова согласно табл. 31 и рис. 141.
- 234 -
Рис. 141. Скрытые полости кузова автомобилей ВАЗ-2108, -2109, -21099,
-2115:
а. Вид спереди. 1 - средней поперечины попа; 2 - задней поперечины пола; 3 - задних лонжеронов пола; 4 - соединителей боковин и передка; 5 -карманов капота; 6 - верхних усилителей брызговиков; 7 -нижней поперечины рамки радиатора; 8 - передних усилителей брызговиков; 9 -передних лонжеронов; 10 -порогов пола.
б. Вид сзади. 1 - нижних поверхностей карманов дверей; 2 - порогов пола; 3 - передних соединителей порогов пола; 4 -полости между щитком передка и полом; 5 - полости передних лонжеронов пола; 6 - полости между брызговиками и усилителями передних стоек; 7 -полости между внутренними и наружными панелями боковин;
8 - задних лонжеронов.
в. Вид снизу. 1 - нижней поперечины рамки радиатора;
2 - полости между щитком передка и полом; 3 - передних лонжеронов пола; 4 - полость переднего соединителя порога пола; 5 - порогов пола; 6 -задней поперечины пола
- 235 -
Таблица 31
СКРЫТЫЕ ПОЛОСТИ, ВАЗ-2108, -2109, -21099, -2115
ОБРАБАТЫВАЕМЫЕ ПРОТИВОКОРРОЗИОННЫМИ СОСТАВАМИ
Nq Наименование полости Месторасположение отверстий и проемов, через которые наносится покрытие Направление впрыска состава в полость Дополнительные указания
1. Нижняя поперечина рамки радиатора Снизу и с боков Вправо и влево Поднимите автомобиль на подъемнике
2. Передние усилители брызговиков Под передними крыльями По всей поверхности Поверните передние колеса
3. Передние лонжероны То же Вперед и назад Поднимите автомобиль на подъемнике
4. Верхние усилители брызговиков В моторном отсеке По всей полости Откройте капот
5. Соединители боковин и передка Под передними крыльями Вперед и назад Поднимите автомобиль на подъемнике
6. Полости между брызговиками и усилителями передних стоек Из салона Вверх и вниз В салоне освободите отверстия от обивки
7. Полость между щитком передка и полом Снизу и из салона Вправо и влево То же
8. Передние лонжероны пола Снизу и из салона Вперед и назад »
9. Пороги пола Снизу из салона, сзади и спереди То же »
10. Передние соединители порогов пола Снизу из салона Вправо и влево Поднимите автомобиль на подъемнике, в салоне освободите отверстия от обивки
11. Средняя поперечина пола Снизу и из салона То же В салоне освободите отверстия от обивки
12 Задние лонжероны пола Снизу, сзади и из салона Вперед и назад Снимите кронштейны заднего бампера
13. Задняя поперечина пола Снизу и из салона Вправо и влево В салоне освободите отверстия от обивки
- 236 -
Продолжение табл. 31
No Наименование полости Местораспол ожение отверстий и проемов, через которые наносится покрытие Направление впрыска состава в полость Дополнител ьные указания
14. Полости боковин Снизу и из салона По всей поверхности Снимите обивку боковин
15. Карманы передних дверей Через проемы во внутренних панелях дверей По всей нижней внутренней поверхности Снимите обивку дверей
16. Карманы капота Во внутренней панели Во все стороны Откройте капот
17. Карманы двери задка То же То же Снимите обивку двери
Владельцы легковых автомобилей
ВАЗ-2110, -2111, -2112 обрабатыва-
ют скрытые полости кузова согласно табл. 31 и рис. 142.
Рис. 142. Скрытые полости кузова автомобилей ВАЗ-2110, -2111, -2112:
1 - карманы капота; 2 - карманы передних дверей; 3 - карманы задних дверей; 4 - полости между арками задних колес и задними крыльями; 5 - задние лонжероны пола; 6 - средняя поперечина пола; 7 - передняя поперечина пола; 8 - пороги двери; 9 - передние лонжероны пола; 10 - полости усилителей щитка передка; 11 - полости усилителей щитка передка (со стороны моторного отсека); 12 - полости соединителей порогов пола; 13 - пороги пола (с торцов); 14 - передние лонжероны; 15 - передние лонжероны пола; 16 - передняя поперечина пола (снизу кузова); 17 - средняя поперечина пола (снизу кузова); 18 - задние лонжероны пола (снизу кузова); 19 - нижняя поперечина задка
- 237 -
Таблица 32
СКРЫТЫЕ ПОЛОСТИ ВАЗ-2110, -2111, -2112, ОБРАБАТЫВАЕМЫЕ ПРОТИВОКОРРОЗИОННЫМИ СОСТАВАМИ
№ Наименование полости Место впрыска Направление впрыска Дополнител ьные указания
1. Карманы капота В проемы внутренней панели По всей внутренней поверхности Откройте капот
2. Карманы дверей В проемы панели под обивкой По внутренней поверхности низа Снимите обивку
3. Полости между арками колес и задними крыльями Из багажника По всей внутренней поверхности Откройте багажник
4. Задние лонжероны пола Снизу кузова, в багажнике и под задним сиденьем Вперед и назад Откройте багажник, поднимите подушку сиденья
5. Средняя поперечина пола Снизу кузова и под задним сиденьем Вправо и влево Поднимите подушку сиденья
6. Передняя поперечина пола Из салона и снизу кузова То же Снимите коврики
7. Пороги дверей Из салона, с передних и задних торцев порогов Вперед и назад То же
8. Передние лонжероны Из салона и снизу кузова То же Вывесите автомобиль
9. Полости усилителей щитка передка Из салона и моторного отсека Вправо и влево Откройте капот, снимите коврики
10. Полости соединителей порогов пола Снизу кузова По всей внутренней поверхности Вывесите автомобиль
11. Передние лонжероны Снизу и спереди Вдоль лонжерона То же
12. Нижняя поперечина задка Сзади автомобиля Вправо и влево Снимите задний бампер
Владельцы легковых автомобилей тывают скрытые полости кузова не реже Волга и ее модификаций обраба- одного раза в два года согласно рис. 143.
- 238 -
Рис. 143. Скрытые полости кузова автомобилей ГАЗ-3102, -31029, -3110:
1 - полость капота; 2 - полость под передними крыльями; 3 - полости рамки облицовки радиатора; 4 - полости усилителей брызговиков моторного отсека в зоне передней подвески; 5 - полости передних дверных стоек; 6 - полости усилителей; 7 - полости передних лонжеронов; 8 - полости порогов пола; 9 - полости передних дверей; 10 - полость средней поперечины; 11 - полость задних дверей; 12 - полость задних стоек; 13 - полости задних лонжеронов; 14 - полости арок задних колес; 15 - полость крышки багажника; 16 - полость задней поперечины
При тяжелых дорожных условиях эксплуатации защитное покрытие днища кузова может разрушаться уже после 7-10 тыс. км. Поврежденный слой антикоррозионного материала без нарушения грунтовочного слоя восстанавливают промазкой. Например, резино-
битумной мастикой «Эластокор» методом распыления или кистью. Мастику разводят до необходимой консистенции уайт-спиритом, ксилолом или сольвентом. Сушку мастики в естественных условиях проводите не менее 48 ч.
Герметизация кузова
Герметизацию кузова обеспечивают подгонкой сопрягаемых деталей, применением различных резиновых уплотнителей (рис. 144-149), уплотнительных мастик и резиновых заглушек-пробок герметизирующих технологические отверстия.
Снимая и устанавливая уплотнители с металлическими каркасами, не допускайте их повреждения (смятия), т.к. это ведет к появлению гофр и негерметичности стыков. По возможности устанавливайте новые уплотнители.
- 239 -
Рис. 144. Резиновые уплотнители кузовов ВАЗ-2101, -2103, -2106:
1 - нижний уплотнитель стекла двери; 2 - уплотнитель ветрового и заднего стекол; 3 -уплотнитель опускного стекла; 4 - каркас уплотнителя; 5 - кант уплотнителя; 6 -уплотнитель проема двери; 7 - уплотнитель крышки багажника; 8 - уплотнитель кронштейна бампера; 9 - уплотнитель неподвижного стекла двери; 10 - прокладка ограничителя открывания двери; 11 - уплотнитель поворотного стекла; 12 - уплотнитель капота
- 240 -
Рис. 145. Резиновые уплотнители кузовов ВАЗ-2105, -2107:
1 - уплотнитель капота; 2 - уплотнитель соединителя бампера; 3 - нижний уплотнитель стекла двери; 4 - уплотнитель ветрового и заднего стекол; 5 - уплотнитель опускного стекла; 6 - каркас уплотнителя; 7 - кант уплотнителя; 8 - уплотнитель проема двери; 9 -уплотнитель крышки багажника; 10 - уплотнитель неподвижного стекла двери; 11 - уплотнитель рамы ветрового стекла; 12 - уплотнитель передней стойки
- 241 -
Рис. 146. Резиновые уплотнители кузова ВАЗ-2108:
1 ,3 - уплотнители ветрового стекла; 2 - уплотнитель капота; 4 - уплотнитель желобка опускного стекла; 5 - уплотнитель проема передней двери; 6 - уплотнитель стекла двери задка; 7 - уплотнитель проема двери задка; 8 - уплотнитель стекла боковины; 9 -уплотнитель направляющего желоба опускного стекла; 10 - нижний уплотнитель опускного стекла
- 242 -
Ат икоррозиоинай . защйга кузова
Рис, 147. Резиновые уплотнители кузовов ВАЗ-2109, -21099, -2115:
1, 3 - уплотнители ветрового стекла; 2 - уплотнитель капота; 4 - уплотнитель желобка опускного стекла; 5 - уплотнитель проема передней двери; 6 - уплотнитель заднего стекла; 7 - уплотнитель багажника; 8 - уплотнитель заднего бокового стекла; 9 -уплотнитель направляющего желоба опускного стекла; 10 - нижний уплотнитель опускного стекла
- 243 -
Рис. 148. Резиновые уплотнители кузова ВАЗ-1111:
1 - уплотнитель ветрового стекла; 2 - уплотнитель коробки воздухопритока; 3 - уплотнитель желобков опускных стекол; 4 - уплотнители проема передних дверей; 5 - уплотнитель проема задней двери; 6 - уплотнитель стекла задней двери; 7 - уплотнитель стекла боковины; 8 - нижний уплотнитель опускного стекла; 9 - уплотнитель обоймы опускного стекла; 10 - каркас уплотнителя проема передней двери
- 244 -
Антикоррозионная Защита кузова.
Рис. 149. Резиновые уплотнители кузова ВАЗ-2121:
1 - уплотнитель поворотного стекла; 2 - каркас уплотнителя передней двери; 3 - кант уплотнителя; 4 - уплотнитель проема передней двери; 5 - уплотнитель опускного стекла;
6 - уплотнитель проема двери задка; 7 - уплотнитель стекла боковины; 8 - нижний уплотнитель опускного стекла; 9 - уплотнитель ветрового окна; 10 - сливная трубка; 11 - уплотнитель капота; 12 - коробка воздухопритока; 13 - уплотнитель соединителя переднего бампера
- 245 -
Сварные швы (точечные и прерывистые) не обеспечивают полную герметизацию соединений деталей кузова и при попадании влаги между свариваемыми поверхностями возникают очаги коррозии. Особенно интенсивна коррозия на изгибах листов с малыми радиусами скругления и в местах перенапряжения металла. Для предотвращения попадания влаги и грязи в сварные швы их герметизируют с обеих сторон пластизо
лем «Д-4А», а затем наносят невысыхающую мастику типа «51-Г-7» в угловые стыки и зазоры автомобилей различных моделей, показанные на рис. ISO-159. Пластизоль имеет высокую вязкость, наносите его на швы перед окраской. Время его сушки при температуре 130 “С составляет 30 мин.
Соблюдение выше приведенных рекомендаций позволит Вам продлить срок эксплуатации автомобиля.
- 246 -
' Антикоррозионная защита кузова
Рис. 150. Места нанесения невысыхающей уплотнительной мастики на сварные швы и стыки кузовов ВАЗ -2101, -2103, -2106:
1 - стыки задних крыльев с панелью задка (внутри кузова); 2 - углы стыков пола багажника с задним полом; 3 - стыки полов под запасное колесо (топливный бак) с панелью задка, лонжеронами и задними крыльями; 4 - стыки оснований наклонных передних стоек; 5 - стыки боковых панелей передка с верхними усилителями щитка передка; 6 - стыки щитка передка с боковыми панелями передка; 7 - стыки передних крыльев с соединителями крыльев; 8 - стыки соединителя крыла с брызговиками; 9 -стыки усилителей крыла с верхней поперечиной передка; 10 - стыки в углах нижней панели передка; 11 - углы и стыки панели рамы ветрового стекла с крыльями и сточными желобками; 12 - стыки усилителей с передними стойками боковин
- 247 -
Рис. 151. Места нанесения уплотнительной мастики в проемах дверей кузовов
ВАЗ-2105, -2107 (показано штриховкой крест-накрест)
Рис. 152. Места нанесения уплотнительной мастики на сварные швы и стыки кузовов ВАЗ-2105, -2107 (вид слева):
1 - переднего крыла с передней панелью передка; 2 - соединителя крыла с крылом и брызговиком; 3 - усилителя крыла с верхней поперечиной передка; 4 - сточных желобков капота с крыльями и рамой ветрового стекла; 5 - щитка передка и коробки воздухопритока с панелью передка и с боковыми панелями; 6 - крыши с рамой ветрового окна; 7 -желобка крыши с панелью и боковинами крыши; 8 - верхнего торца центральной стойки; 9 - пола с основанием чашки пружины задней подвески и арками задних колес; 10 -наружных угловых панелей с задним крылом; 11 - заднего крыла с боковиной; 12 - крыла с рамой ветрового окна; 13 - боковины с внутренними панелями передка; 14 - крыла с рамой ветрового стекла; 15 - углов соединителя крыла с крылом и брызговиком; • -мастика 51-Г-7; все остальное - пластизоль Д-4А
- 248 -
Рис. 153. Места нанесения уплотнительной мастики на сварные швы и стыки кузовов ВАЗ-2105, -2107 (вид кузова снизу):
1 - усилителя крыла с верхней поперечиной передка; 2 - переднего крыла с передней панелью передка; 3 - кожуха пола с полом; 4 - сточного желобка.капота с передним крылом (с внутренней стороны крыла); 5 - брызговика с щитком передка; 6 - переднего крыла с рамой ветрового окна; 7 - нижней панели задка с задним полом; 8 - внутренней и внешней арок колес; 9 - полов запасного колеса и топливного бака с задними крыльями;
• - мастика 51-Г-7; все остальное - пластизоль Д-4А
Рис. 154. Места нанесения уплотнительной мастики на сварные швы и стыки кузовов ВАЗ-2105, -2107 ( вид кузова с внутренней стороны):
1 - щитка передка с кожухом и с полом; 2 - угол рамки окна передних и задних дверей; 3 - внутренней панели рамы ветрового стекла с верхней панелью передка; 4 - сточного желобка крыши с боковиной (снизу); 5 - основания передней стойки; 6 - боковины с щитком передка и полом; 7 - боковой панели передка с верхним усилителем передка; • -мастика 51 Т-7; все остальное - пластизоль Д-4А
- 249 -
Рис. 155. Места нанесения уплотнительной мастики на сварные швы и стыки кузовов ВАЗ-2105, -2107 (вид кузова сзади):
1 - задних крыльев с верхней и нижней панелями задка; 2 - заднего пола с передними и задними лонжеронами; 3 - углов полов с панелью задка, задними лонжеронами, арками колес и задними крыльями; 4 - арки заднего колеса с задним крылом; 5 -сточных желобков багажника с задними крыльями и панелями задка; • - мастика
51-Г-7; все остальное - пластизоль Д-4А
Рис. 156. Места нанесения невысыхающей уплотнительной мастики на сварные швы и стыки кузова ВАЗ-2108:
1 - соединителя переднего лонжерона с лонжероном основания; 2 - соединителя переднего лонжерона со щитком передка; 3 - соединителя переднего лонжерона с соединителем пола;
4 - щитка передка со стойкой ветрового окна (со стороны моторного отсека); 5 - кожуха люка с наружной панелью боковины; 6 - надставки с внутренней панелью боковины; 7 -надставки боковины с кожухом люка боковины; 8 - кожуха люка с внутренней панелью боковины; 9 - панели задка с боковиной: 10 - заглушки боковины с кожухом люка боковины; 11 - задней панели задка с задним полом; 12 - угловой стык панели задка с задним полом и боковиной; 13 - угловой стык арки заднего колеса с задним полом; 14 - угловой стык арки заднего колеса со средним полом; 15 - угловой стык переднего пола с брызговиком и щитком передка; 16 - щитка передка с брызговиком; 17 - надставки щитка передка с брызговиком
- 250 -
Рис. 157. Места нанесения невысыхающей уплотнительной мастики на сварные швы и стыки кузовов ВАЗ-2109, -21099, -2115
Рис. 158. Места нанесения невысыхающей уплотнительной мастики на сварные швы и стыки кузова ВАЗ-1111:
1 - стыки средней поперечины с арками задних колес; 2 - угловые стыки брызговиков и стоек рамы ветрового стекла; 3 - угловые стыки соединителя порога пола и брызговика;
4 - стыки правой и левой перегородок с рамой ветрового стекла; 5 - угловые стыки защитных кожухов и заднего пола; 6 - угловые стыки надставки щитка передка с правой и левой перегородками; 7 - угловые стыки щитка передка и брызговиков
- 251 -
Рис. 159. Места нанесения невысыхающей уплотнительной мастики на сварные швы и стыки кузова ВАЗ-2121:
а. Вид спереди. 1 - соединение переднего лонжерона с рамкой радиатора; 2 - стыки переднего лонжерона со щитком передка; 3 - соединение поддона аккумуляторной батареи со щитком передка (со стороны салона); 4 - стыки соединения щитка передка с накладкой передка (из-под капотного пространства)
б. Вид сзади. 1 - стыки заднего пола с аркой заднего колеса; 2 - щели в угловых стыках надставок заднего пола с арками задних колес, с боковинами и панелью задка; 3 -угловые стыки щитка
- 252 -
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. РД.37. 009. 015-98. Методическое руководство по определению стоимости автотранспортных средств с учетом естественного износа и технического состояния на момент предъявления. -М.: Департамент транспорта РФ, 1999. - 160 с.
2. Технология ремонта кузовов и кузовных деталей. - Тольятти. Минавтопром СССР, ПО «АВТОВАЗ», 1983. - 309 с.
3. Вайсман А.М., Горенков В.И. Автомобили «Жигули». Советы автолюбителям по эксплуатации и обслуживанию. - М.: Транспорт, 1985. - 215 с.
4. Кислюк Р.Д., Прохоров А.А. и др. Автомобили ВАЗ: ремонт после аварий. Справочник. - Л.: Машиностроение, 1989. - 333 с.
5. Малкин А.Я. Химики автолюбителям. - Л.: Химия, 1990. - 320 с.
6. Пустовалов Б.И. Как сохранить автомобиль. - М.: Из-во ДОСААФ СССР, 1987. - 207 с.
7. Синельников А.Ф. Лосавио С.К., Синельников Р.А.. Ремонт аварийных кузовов легковых автомобилей отечественного и иностранного производства. - М.: Транспорт, 2001. - 333 с.
8. Шангин Ю.А. Восстановление лакокрасочного покрытия легкового автомобиля. Советы автолюбителям. - М.: Транспорт, 1987. - 205 с.
9. НИИинформавтопром. Архивные материалы Министерства автомобильной промышленности СССР. 1927-1993 гг.
10. Архивные материалы НТЦ ПО «АвтоВАЗ» (1970-2000 гг.) и информационных центров ОГК - ПО «АЗЛК» и ПО «ГАЗ».
- 253 -
СОДЕРЖАНИЕ
Вступление ................................................ 3
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ КУЗОВА ЛЕГКОВОГО АВТОМОБИЛЯ .................................................. 4
Компоновочные схемы легковых автомобилей ................. 4
Кузов ..................................................... 5
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ КУЗОВА......................... 12
Уход за лакокрасочным покрытием....................... 12
Уход за стеклами, резиновыми, пластмассовыми деталями и ремнями безопасности...................................... 14
ДИАГНОСТИКА КУЗОВА ......................................... 16
Оценка общего состояния кузово ........................... 16
Диагностика геометрии кузова ............................. 16
ПОВРЕЖДЕНИЕ КУЗОВА ЛЕГКОВОГО АВТОМОБИЛЯ ПРИ АВАРИЯХ ................................................ 18
Основные повреждения кузова автомобиля при ударе спереди слева (сектор 12) и операции по его восстановлению.20
Основные повреждения кузова автомобиля при фронтальном ударе (сектор 1) и операции по его восстановлению..........25
Основные повреждения кузова автомобиля при ударе спереди справа (сектор 2) и операции по его восстановлению.........29
Основные повреждения кузова автомобиля при ударе в правый бок (сектор 3) и операции по его восстановлению.....33
Основные повреждения кузова автомобиля при ударе в правый бок (сектор 4) и операции по его восстановлению.....36
Основные повреждения кузова автомобиля при ударе в правый бок (сектор 5) и операции по его восстановлению.....38
Основные повреждения кузова автомобиля при ударе сзади справа (сектор 6) и операции по его восстановлению.........41
Основные повреждения кузова автомобиля при ударе сзади (сектор 7) и операции по его восстановлению................44
Основные повреждения кузова автомобиля при ударе сзади слева (сектор 8) и операции по его восстановлению..........47
Основные повреждения кузова автомобиля при ударе в левый бок (сектор 9) и операции по его восстановлению......50
Основные повреждения кузова автомобиля при ударе в левый бок (сектор 10) и операции по его восстановлению.....54
Основные повреждения кузова автомобиля при ударе в левый бок (сектор 11) и операции по его восстановлению.....56
- 254 -
Основные повреждения кузова автомобиля при опрокидывании и операции по его восстановлению.........61
ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА КУЗОВА ........................ 64
Стенды и установки для правки и контроля параметров кузова ............................................... 69
Подъемно-транспортное оборудование.....................74
ВОССТАНОВЛЕНИЕ ДЕФОРМИРОВАННОГО КУЗОВА АВТОМОБИЛЯ ...................................... 76
Разборка аварийного автомобиля.........................76
Правка деформированного кузова.........................77
Рихтовка...............................................79
Сварочные работы при восстановлении кузова ............83
Устранение повреждений пайкой..........................94
ВЫПОЛНЕНИЕ РЕМОНТНЫХ РАБОТ ПО ЗАМЕНЕ ОТДЕЛЬНЫХ УЗЛОВ И ДЕТАЛЕЙ КУЗОВА ....................... 96
Замена переднего крыла ................................97
Замена передка кузова и его элементов.................. 105
Замена заднего крыла..................................116
Замена задка кузова и его элементов................... 119
Замена внутренней арки задних колес...................131
Замена порогов........................................134
Замена панели основания кузова........................136
Замена панели боковины кузова.........:.............. 140
Замена заднего крыла (части панели боковины) автомобиля ВАЗ-2121 .............................. 145
Замена панели крыши кузова........................... 146
Замена рамы ветрового окна автомобиля ................149
Ремонт трещин переднего лонжерона.................... 150
Замена пола в сборе с подмоторной рамой кузова автомобиля Москвич-2140........................151
Ремонт дверей и их элементов......................... 153
Ремонт кронштейна поперечной штанги задней подвески автомобиля ВАЗ-2106................................. 157
Ремонт кронштейна буфера сжатия передней подвески и стойки брызговика.....................................157
Ремонт стоек кузова...................................158
РЕМОНТ КУЗОВНЫХ ДЕТАЛЕЙ ИЗ ПЛАСТМАССЫ.................. 160
КОНТРОЛЬ КАЧЕСТВА РЕМОНТА КУЗОВА....................... 164
Контроль качества ремонта кузова по базовым точкам его основания........................................ 164
Контроль качества ремонта кузова по линейным размерам его проемов.......................................... 176
- 255 -
Контроль кочество ремонта кузова по величине зазоров сопрягаемых лицевых деталей кузова...................185
ОКРАСКА КУЗОВА АВТОМОБИЛЯ............................. 189
Удаление старого лакокрасочного покрытия (ЛКП).......192
Удаление продуктов коррозии и обезжиривание......... 194
Фосфатирование.......................................196
Грунтование..........................................196
Шпатлевание..........................................199
Окраска и сушка......................................201
Состав растворителей и разбавителей.....S............207
Шлифование и полирование.............................214
Подбор цвета........................................ 216
АНТИКОРРОЗИОННАЯ ЗАЩИТА КУЗОВА.........................218
Восстановление антикоррозионной защиты кузова........219
Технологическая последовательность восстановления защитных покрытий....................................221
Герметизация кузова..................................239
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ...................... 253
СОДЕРЖАНИЕ.............................................254
- 256 -