/








































Tags: пневмоэнергетика машины и инструменты холодильная техника холодильное оборудование формы организации и сотрудничества в экономике журнал холодильная техника
ISBN: 0023-124X
Year: 1991


Text
ильная
ехника
ЕЖЕМЕСЯЧНЫЙ
ТЕОРЕТИЧЕСКИЙ
И НАУЧНО-ПРАКТИЧЕСКИЙ
ЖУРНАЛ
ИЗДАЕТСЯ С ЯНВАРЯ 1923 ГОДА
МОСКВА ВО «АГРОПРОМИЗДАТ»
)foAO
ильная
ехника
ГЛАВНЫЙ РЕДАКТОР
Л. Д. Акимова
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:
Е. М. Агарёв, Ю. П. Алёшин,
д-р техн. наук, проф.
В. М. Бродянский,
д-р техн. наук, проф. А. В. Быков,
В. В. Васютович, И. М. Гиндлин,
д-р техн. наук, проф. А. А. Гоголин,
A. П. Еркин,
д-р техн. наук И. М. Калнинь,
Н. П. Коновалов,
д-р техн. наук, проф.
B. В. Оносовский,
д-р техн. наук, проф. И. И. Орехов,
О. В. Петров, Ю. Я. Сенягин,
д-р техн. наук, проф. И. Г. Чумак,
В. М. Шавра
РЕДАКЦИЯ: Т. Ф. Алёшина
Л. А. Володина,
3. Д. Мишина, Н. В. Чабан
Художественное и техническое
редактирование
М. Г. Печковской
Художник-график
О. М. Иванова
Корректоры
Г. А. Кузнецова, Т. А. Гусарова
Рукописи не возвращаются
Сдано в набор 14.10.91. Подписано в печать
11.11.91. Формат 60Х88'/8- Бумага кн.-
журн. Офсетная печать. Усл.-печ. л. 4,9.
Усл. кр.-отт. 5,88. Уч.-изд. л. 6,85. Тираж
7 980 экз. Заказ 6559. Цена 1 р. 20 к.
Адрес редакции: 125422, Москва, ул.
Костикова, 12
Телефон 976-77-00
Набрана на ордена Трудового Красного
Знамени Чеховском полиграфическом
комбинате Государственной ассоциации
предприятий, объединений и организаций
полиграфической промышленности «АСПОЛ»
142300, г. Чехов Московской области
Отпечатано в Подольском филиале ПО
«Периодика»
142100, г. Подольск Московской области
© ВО «Агропромиздат»,
«Холодильная техника», 1991
В НОМЕРЕ:
Экономика и организация
производства
Бизнес-клуб
Филончук В. К. «Совиталпродмаш»
набирает темпы (наши интервью) 2
Продукция под маркой «Polair» 3
АБСОРБЦИОННЫЕ БЫТОВЫЕ
ХОЛОДИЛЬНИКИ (АБХ)
Палъти А. М., Векслер Е. М.
Метод оценки эффективности
воздушного конденсатора АБХ 6
Зирка Л. П., Пальти А. М.,
Шмелёва В. Н. Внешний теплообмен
генератора АБХ 7
Киселёв Ю. Ф., Мельничук Г. А.,
Тихонова В. Н. Инженерный метод
расчета генераторов АБХ 9
Чернышёв В. Ф., Хоменко Н. Ф.,
Титлов А. С, Вольневич С. В.
Новые конструкции АБХ 12
За рубежом
Шелашова С. Л., Барыкина Г. П.
Производство АБХ 13
НАУКА, ТЕХНИКА, ТЕХНОЛОГИЯ
Минкус Б. А. Абсорбционная
холодильная машина с обращенным
ректификатором 17
Налобин Л. В., Козорез А. И., Рад-
ковский О. В., Муратов Ю. И.
Автоматизированная турбокомпрессор-
ная холодильно-осушительная
установка на R22 19
Новые идеи и разработки
Васильев А. П., Бондаренко В. А.,
Тараков Д. А., Прокопенко А. Д.
Жидкометаллический МГД-ком-
прессор 22
ИЗУЧАЮЩИМ ОСНОВЫ
ХОЛОДИЛЬНОЙ ТЕХНИКИ
Чумак И. Г., Ларьяновский С. Ю.
Тема 10. Холодильные установки
с парокомпрессионными
холодильными машинами 25
ОБМЕН ОПЫТОМ
Вихров Р. И. Генератор озона
«ЭРГО-1» 29
Изобретения 6, 16, 21, 34
В ПОМОЩЬ ПРАКТИКУ
Кутман Б. Л. Защита от
образования накипи в теплообменных
аппаратах 30
В МЕЖДУНАРОДНОМ
ИНСТИТУТЕ ХОЛОДА
Международная конференция
комиссий В2, С2, Е2 31
Рекомендации по замораживанию
и хранению пищевых продуктов 32
Из Бюллетеня МИХ 34
СПРАВОЧНЫЙ ОТДЕЛ
Буряк В. С. Новое холодильное
оборудование 35
Содержание журнала
«Холодильная техника» за 1991 год 37
РЕФЕРАТЫ 40
IN ISSUE:
ECONOMY AND ORGANIZATION
OF PRODUCTION
Business-Club
Filonchuck V. K. "Sovitalprodmash" •
Gathers Speed (Our Interview) 2
Produce under Brand "Polair" 3
ABSORPTION DOMESTIC
REFRIGERATORS (ADR)
Palti A. M., Veksler E. M. Method
of Efficiency Estimation of ADR Air
Condenser 6
Zirka L. P., Palti A. M., Shme-
lyova V. N. Outside Heat Eschange
of ADR Generator 7
Kiselev Yu. F., Melnichuck G. A.,
Tikhonova V. N. Engineer Method
of Calculation of ADR Generators 9
Chernyshov V. F., Khomenko N. F.,
Titlov A. S., Volnevich S. V. New
Designs of ADR 12
Abroad
Shelashova S. L., Barykina G. P.
Production of ADR 13
SCIENCE, ENGINEERING,
TECHNOLOGY
Minkus B. A. Absorption
Refrigerating Machine with Saturating
Rectifier 17
Nalobin L. V., Kozorez A. I., Rad-
kovsky O. V., Muratov Yu. I.
Automated Turbocompressor Refrigerat-
ing-Drying Installation on R22 19
New Ideas and Developments
Vasilyev A. P., Bondarenko V. A.,
Tarakov D. A., Prokopenko A. D.
Liquid-Metallic MHD-Compressor 22
FOR THOSE STUDYING BASICS
OF REFRIGERATING
ENGINEERING
Choumack I. G., Laryanovsky S. Yu.
Theme 10. Refrigerating Installations
with Vapor-Compression
Refrigerating Machines 25
PRACTICE EXCHANGE
Vikhrov R. I. Ozone Generator of
Type "ERGO-Г 29
Inventions 6, 16, 21, 34
ASSISTANCE TO PRACTICAL
WORKER
Koutman B. L. Protection from
Scale Formation in Heat Exchange
Apparatuses 30
AT INTERNATIONAL INSTITUTE
OF REFRIGERATION
International Conference of
Commissions B2, C2, E2 31
Recommendations on Freezing and
Storage of Foodstuffs 32
From Bulletin of IIR 34
REFERENCE DATA
Bouryak V. S. New Refrigerating
Equipment 35
Contents of Magazine
"Refrigerating Engineering" for 1991 37
SUMMARIES 40
at
о
ШШ^Ш1Ш1ШШШШЛ
Ililllj
llllli
ЭКОНОМИКА И ОРГАНИЗАЦИЯ
ПРОИЗВОДСТВА
т бизнес-клуб
11I111I11
^ШШШШШшшшШШЯ
J" ' jf/ ;:i --f< . "'- V ? i ^ ,# ^
«Совиталпродмаш» набирает темпы
(Наши интервью)
13 апреля 1988 г. был подписан контракт на строительство в г. Волжске
совместного предприятия по производству торгового холодильного
оборудования — самого крупного в данном секторе. А уже в марте 1991 г.
с конвейера нового завода сошли первые холодильные шкафы и камеры.
О новом предприятии, его проблемах и перспективах рассказал в беседе с
сотрудницей редакции 3. Д. МИШИНОЙ заместитель генерального директора
СП «Совиталпродмаш» В. К. ФИЛОНЧУК.
— Василий Карпович, кто
является учредителем СП
«Совиталпродмаш»?
— Учредителями совместного
предприятия стали с советской
стороны ПО «Волжскпродмаш»,
с итальянской — фирма «Фата».
— Но фирма «Фата» вроде бы
не специализируется на выпуске
торгового холодильного
оборудования. Почему именно с ней
был подписан контракт?
— Прежде всего потому, что в
те годы, когда рассматривался
вопрос о создании завода, трудно
было пннтп солидных
предпринимателей, которые изъявили бы
желание стать партнерами в
реализации этого проекта, ибо слишком
велик был (да и остается) риск
для бизнесменов, решивших
вложить свой капитал в наше
народное хозяйство в тот период.
!Ь мнению некоторых западных
экспертов, риск потерять
вложенные деньги составляет 45—50 %.
А фирма «Фата», которая
около 30 лет сотрудничает с СССР
в области автомобилестроения,
нефтехимической промышленности,
цветной металлургии и других
отраслях и знает нашу специфику,
пискнула.
Кроме того, эта фирма имеет
большой опыт в организации
современного производства
оборудовании для пищевой индустрии, в
том числе холодильного. Поэтому
она оказалась для нас
подходящим партнером.
И нес к завода в довольно
короткие сроки подтвердил
жизненность заключенного контракта.
— Как были распределены
роли партнеров по соглашению?
— Итальянская сторона взяла
на себя разработку проекта и его
реализацию, включая маркетинг,
финансирование, инжиниринг,
установку и наладку оборудования,
освоение продукции, советская —
строительство корпусов,
финансирование, обеспечение деятельности
предприятия. Управление
предприятием осуществляет смешанная
группа советских и итальянских
специалистов, причем многие наши
работники прошли обучение на
курсах повышения квалификации
менеджеров в Италии.
— Каков уставный фонд СП?
¦ 8 млн долл., или 4,8 млн
инвалютных рублей, вложила
«Фата», 14,2 млн р.— советская
сторона. Пропорционально этим
вкладам будет распределяться и
получаемая прибыль.
Причем хотелось бы отметить.
что все финансовые
взаимоотношения сторон будут осуществляться
на основе курса валют на момент
з а кл ю че н и я ко н т р а кт а.
Общая же стоимость контракта
составит 176 млн долл.
— Какова программа СП?
— «Совиталпродмаш»
производит торговые холодильные шкафы
и камеры -— средне- и
низкотемпературные, моноблочные
-холодильные машины и
теплоизоляционные конструкции для
стационарных х ол од ильи ы х к а м е р.
В 1993 г., когда СП выйдет на
проектную мощность, программа
его выпуска составит 153 тыс.
холодильных шкафов емкостью 700
и 1400 л, 70 тыс. холодильных
камер объемом от 4 до 18 м3,
105 тыс. моноблочных холодильных
машин.
— Василий Карпович, когда
проходишь по просторным
корпусам завода (по которым
впору передвигаться на
автомашинах, а не только на
велосипедах, как это делают рабочие),
невольно приходишь к выводу
о больших резервах
производственных площадей. Думаете ли
вы их как-то использовать?
— Да, вы правы. Резервы
производственных площадей у
завода имеются. Ведь по проекту его
общая площадь должна была
составить 70 тыс. м2, а
фактически мы имеем 120 тыс. м2. Со
временем — в 1993 г.— планируем
на свободных площадях
организовать производство
рефрижераторных контейнеров, которые
пользуются большим спросом на
мировом рынке.
— Насколько я поняла по
весьма оживленной обстановке в
коммерческом отделе СП, спрос
велик и на уже освоенную
заводом продукцию —
холодильные шкафы и камеры. Мне
даже показалось, что он
превышает предложения. Так ли
это?
— К сожалению, мы пока не
можем удовлетворить все заказы
на нашу продукцию. И причина
здесь не только в том, что
завод еще не вышел на проектную
мощность. Положение
осложняется дефицитом комплектующих
узлов и материалечк
Дело в том, что
постановлением Совета Министров СССР о
создании СП было предусмотрено,
что все комплектующие узлы и
детали (за исключением
компрессоров) будут изготовляться на
отечественных предприятиях и из
отечественных материалов. Ко времени
пуска завода указанные в
постановлении министерства должны
были наладить их производство.
Однако завод уже пещей, а
необходимых материалов и деталей
нужного качества практически нет
Нет поливинилхлорида,
компонентов пенополиуретана, красок,
полиэтиленовой пленки с липким слоем,
выпуск которых должен был
наладить Минхимпром СССР, нет
необходимых электротехнических
изделий и т. д. Это заставляет нас
рассчитывать пока в основном на
импортные поставки, однако они
не могут обеспечить полностью
наши потребности из-за дефицита
валюты.
— И как же вы выходите из
положения?
— Мы были вынуждены взять
большие кредиты во
Внешэкономбанке и у итальянских фирм для
покупки необходимых материалов.
Кроме того, в настоящее
время мы налаживаем прямые
связи с предприятиями-поставщика
ми (ранее, как вы понимаете,
таких связей не было и не могло
быть). И надеемся, что в 1992 г.
получим от них определенную часть
необходимых материалов: из
Владимира — поливинилхлорид,
Казани — синтетический каучук, поли-
уретановые краски, Чебоксар —
полиол, Днепродзержинска — изо-
цианат и т. д. Минрадиопром СССР
налаживает производство нужных
нам электротехнических изделий.
Однако, как мне кажется,
нереально рассчитывать только на
все свое. Может быть,
правильнее закупать некоторые
комплектующие узлы и материалы
нужного качества за рубежом (это
касается прежде всего
компрессоров, которые мы приобретаем у
итальянской фирмы «Аспер»). Ибо
высокое качество узлов и
деталей обеспечит, в конечном
счете, отличное качество
выпускаемой нами продукции, ее
конкурентоспособность на мировом рынке,
что крайне необходимо. Ведь для
того чтобы покрыть валютные
издержки и долги, предприятию
нужно экспортировать 7—10 % (а в
ближайшие 2—3 года и до 20 %)
производимой продукции.
— Реальны ли, на ваш взгляд,
такие объемы экспорта
продукции СП в условиях жесткой
конкуренции на рынке торговой
холодильной техники?
— Мне кажется, мы имеем
основания рассчитывать на успех,
ибо по техническим параметрам и
дизайну наша продукция
соответствует мировым стандартам.
Особое внимание при
разработке изделий было уделено их
надежности, герметичности, эколо-
гичности, снижению
энергопотребления. Строгий, эргономичный
дизайн, а также гибкость
принятых эстетических решений
удовлетворят требования самых различных
покупателей.
Внедрение наиболее передовых
(на основе «ноу-хау»)
технологических процессов с высокой
степенью автоматизации позволило
обеспечить стабильность качества
продукции. Все изделия испыты-
ваются на линии сборки с
использованием системы компьютерного
контроля, а также выборочно —
в оснащенных надлежащим
образом лабораториях.
В настоящее время наши
изделия проходят сертификационные
испытания в Чехо-Словакии и
Италии. Их успешное завершение
поможет нашей продукции под
маркой «Polair» выйти на мировой
рынок.
— А каковы перспективы на
внутреннем рынке?
— Здесь мы чувствуем себя
гораздо увереннее, так как наша
1
продукция по своим
характеристикам превосходит выпускаемую
другими отечественными
предприятиями. Заказов на 1992 г.
достаточно много. Несмотря на это, мы
стремимся заслужить репутацию
надежного поставщика отличной
техники. С этой целью создаем
сеть фирменных
сервисно-технических центров, которые будут
заниматься установкой,
обслуживанием и ремонтом изделий ПО
«Совиталпродмаш» в
закрепленных за ними регионах. Такие
центры уже действуют в Барнауле,
Волжске, Йошкар-Оле, Киеве,
Краснодаре, Санкт-Петербурге,
Москве, Нижнем Новгороде,
Перми, Самарканде и в Турине
(Италия). Рассматриваются
предложения об открытии подобных
центров в других городах.
Анализ информации сервисных
центров о причинах отказов
нашего оборудования поможет выявить
и устранить их первоистоки, внести
соответствующие коррективы в
производство, что закономерно и
необходимо в период становления
такого крупного и сложного
предприятия, как «Совиталпродмаш».
В общем, несмотря на все
трудности, мы с оптимизмом смотрим
в будущее.
— Желаю, чтобы ваш оптимизм
оправдался.
УДК 621.565.9:334.75
Продукция под маркой «Polair»
СП «Совиталпродмаш» выпускает
средне- и низкотемпературные
шкафы и камеры, моноблочные
холодильные машины, панельные
конструкции для сборки холодильных
камер.
Торговые холодильные шкафы
предназначены для
кратковременного хранения предварительно
охлажденных или замороженных
продуктов в торговых залах
магазинов, буфетах, детских
учреждениях, на предприятиях
общественного питания и т. п.
Холодильный шкаф состоит из
собственно шкафа и холодильного
агрегата. Корпус шкафа
представляет собой неразборную
теплоизоляционную конструкцию.
Внутренняя и наружная облицовки корпуса,
между которыми залит
пенополиуретан, изготовлены из
предварительно окрашенного стального
оцинкованного листа.
С опорой шкафа корпус
соединяется винтами, которые
регулируются по высоте.
Внутри шкафа установлены
регулируемые по высоте
полки-решетки для размещения продуктов.
В шкафах емкостью 1,4 м3 вместо
полок можно использовать
специальные передвижные стеллажи
(контейнеры). Эти шкафы
комплектуются тележками и подставками.
Конструкция дверной панели и
элементов навески беспечивает
регулировку положи •• двери по
длине и глубине и ера. Замок
двери может запир.. ,ся на ключ.
Чтобы предупредить
образование инея в низкотемпературных
шкафах ШН-1,4, в дверном пооеме
в специальном пазу полимерного
профиля корпуса установлен
проволочный обогреватель, закрытый
декоративной вставкой. Для
поддержания атмосферного давления
воздуха внутри шкафа на задней
стенке имеется регулирующий
клапан.
Внутренний объем шкафа
охлаждается размещенной в его
верхней части и закрытой спереди и
с боков панелями компрессионной
холодильной машиной с
герметичным компрессором.
Воздухоохладитель
холодильной машины, включающий в себя
батареи испарителя (в шкафу
ШН-1,4 две батареи соединены
последовательно), заключен в
корпус, который крепится к верхней
внутренней стенке камеры.
Испаритель оттаивается
автоматически.
Заданный температурный
режим контролируется по «#*©|*етри-
ческому термометру и регулируется
терморегулятором.
Шкафы надежно работают при
температуре окружающего воздуха
/ов=12...40 °С и влажности 80...
40 %. Полный установленный срок
службы 12 лет. *~*Шш &
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ХОЛОДИЛЬНЫХ ШКАФОВ
ШН-1,4 ШХ-0,7 ШХ-1,4
Внутренний объел/
1,4
3,0
Площадь выклад
ки товара, м2
Температура внут
ри полезного объ
ема, °С
Суточное
потребление
электроэнергии при t0 в=
= 22 °С, кВт-ч, не
более 8
Установленная
мощность, кВт, не
более
Корректированный;
уровень звуковой
мощности, дБа, йе
более 59
Габаритные разме-
0,7
1,4
1,4
3,0
18 0...6 0...6
3,5 4,5
59
59
ры (без выступа
ручки), мм, не более
длина 1474 697 1402
ширина 884 846 846
высота 2064 2028 2028
Масса, кг, не более 260 140 232
Модульные холодильные
камеры среднетемпературные типа
КХС-1 (температура внутри
полезного объема 0...6 °С) и
низкотемпературные типа КХН-1 ( —18 °С) с
внутренним объемом 4; 8; 11,2; 14 и
18 м3 предназначены для
кратковременного хранения охлажденных
(замороженных) продуктов на
предприятиях торговли и
общественного питания.
Холодильная камера собирается
из комплекта боковых, потолочных
и напольных панелей, двери и
угловых элементов Наружная и
внутренняя обшивки панелей камеры
изготовлены из оцинкованной
окрашенной стали, пространство между
ними заполнено заливочной
теплоизоляцией из вспененного
пенополиуретана. Толщина панелей для
среднетемпературных камер 80 мм,
для низкотемпературных — 100 мм.
По периметру панели окантованы
профилем типа «шип — паз» из
жесткого поливинилхлорида,
защищающим их от поломки при
ударах. Стыки панелей
уплотняются при помощи ленты из
полиуретана с липким слоем.
Дверь камеры, которая
подвешивается на петлях с торсионным
устройством, обеспечивающим ее
самопроизвольное закрывание, с
внутренней стороны имеет мягкий
уплотнитель с магнитной вставкой.
Встроенный в ручку двери замок
запирается (открывается) снаружи
ключом и открывается без ключа
изнутри.
Низкотемпературные камеры
оборудованы обогревателем двери
(проволочный электронагреватель)
и регулирующим клапаном для
поддержания атмосферного давления
во внутреннем объеме.
Охлаждаемый объем
освещается светильником, который
расположен на холодильной машине и
включается выносным
выключателем с подсветкой, находящимся
снаружи на панели у проема двери.
Внутри камеры оснащаются
полками-стеллажами для
раскладки продуктов и каркасами с
передвижными крюками для
подвешивания туш/ (полутуш). В камерах
емкостью 18 м3 продукты хранятся
в стандартных контейнерах
размером не более 840Х620Х 1700 мм.
Эти камеры комплектуются
въездным пандусом и внутренними
бамперами, предохраняющими стены
от ударов. Кроме того,
предусмотрено дополнительное укрепление
дверного проема в виде П-образной
конструкции из трубчатых стоек и
перекладины прямоугольного
Течения.
Холодильная машина
(компрессионная, герметичная) для камер
подбирается по холодопроизводи-
тельности в зависимости от
температуры в полезном объеме и (если
известен потребитель)
температуры окружающей среды в месте
эксплуатации с учетом наибольшей
экономичности. В случае, если
потребитель неизвестен, камера
комплектуется по ее назначению
(средне- или низкотемпературная)
исходя из более жестких условий
эксплуатации.
Камеры рассчитаны на
надежную работу при температуре
окружающего воздуха от 12 до 40 °С и
его влажности от 80 до 40 %
(оптимальные параметры соответственно
18...32°С и 70...55%).
Основные технические
характеристики холодильных камер
приведены в табл. 1.
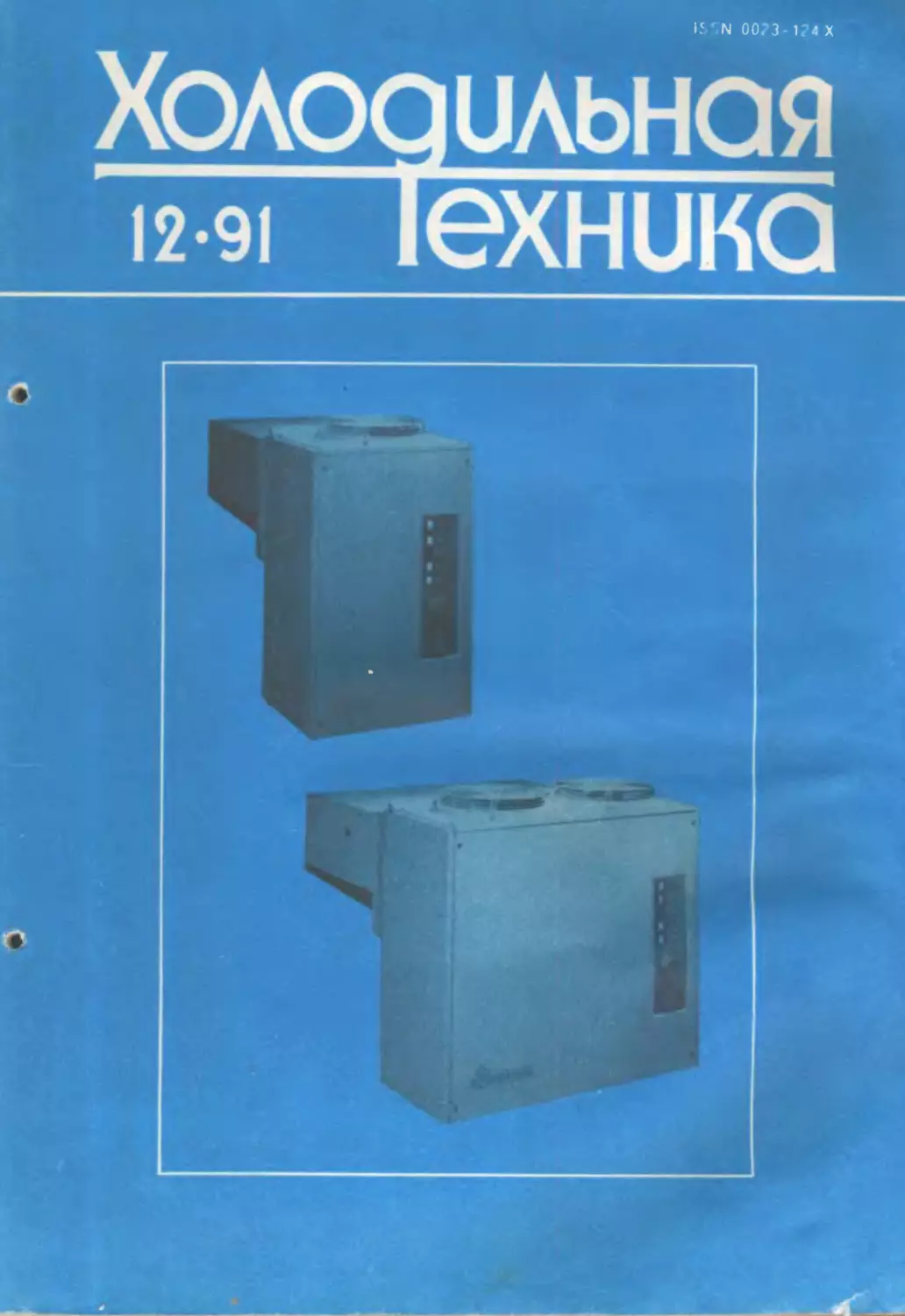
Моноблочные холодильные
машины среднетемпературные типа
ММ и низкотемпературные типа
MB (см. рис. на первой полосе
обложки) предназначены для
охлаждения и поддержания
температуры от 0 до 6 °С в
среднетемпературных и не выше —18 °С в
низкотемпературных стационарных
холодильных камерах (табл. 2)
Машины средне- и
низкотемпературные выполнены в виде
единого блока полной заводской
готовности из унифицированных узлов
РИС. 1. Моноблочная холодильная машина:
/ — компрессор; 2 — конденсатор; 3 —
датчик давления; 4 — фильтр-осушитель; 5 —
вентилятор; 6—испаритель; 7 —
отделитель жидкости; 8 — регенеративный
теплообменник; 9 — змеевик для выпаривания
конденсата; 10— щиток приборов
и деталей холодильной системы,
электрооборудования, корпусных
деталей и имеют одинаковую
компоновку. Среднетемпературные ХМ
работают на R12,
низкотемпературные—на R502.
Холодильная машина (рис. 1)
включает в себя герметичный
компрессор с пуско-защитной
аппаратурой, воздушный конденсатор,
ТАБЛИЦА
Показатели
Внутренний объем, м3,
не более
Суточное потребление
электроэнергии при t0 в=
= 22 °С, кВт-ч, не более
Холодопроизводитель-
ность холодильной
машины, Вт, не менее
Потребляемая мощность,
кВт, не более
Корректированный
уровень звуковой мощности,
дБа, не более
Габаритные размеры
1 (без учета выступающих
частей), мм, не более
длина
ширина
высота
Масса камер, кг, не более
КХС-1-4
4,0
16
1000
0,85
59
1960
1360
2200
310
сред
КХС-1-8
8,0
18
1150
0,95
63
2560
1960
2200
427
Холодильные i
нетемпературные
КХС-1-11,2
11,2
30
2050
1,6
67
2560
2560
2200
525
KXC-1-14
14,0
33
2050
1,6
67
2560
2560
2720
628
KXC-1-18
18,0
33
2450
1,8
67
3160
2560
2720
718
<амеры
КХН-1-4
4,0
20
910
1,1
65
2000
1400
2240
326
низкотемператур
KXH-1-8
8,0
30
1450
1,6
66
2600
2000
2240
457
КХН-1-1 1,2
11,2
35
1950
1,9
67
2600
2600
2240
546
ные
КХН-1-14
14,0
58
2X1450
3,2
66
2600
2600
2760
727
КХН-1-18
18,0
65
2X1950
3,6
67
3200
2600
2760
817 1
фильтр-осушитель, испаритель,
отделитель жидкости,
регенеративный теплообменник, змеевик для
выпаривания конденсата. В средне-
и низкотемпературных машинах хо-
лодопроизводительностью
соответственно 2450 и 1950 Вт, кроме того,
установлен датчик давления для
отключения двигателя компрессора
при повышении давления. Все
элементы гидросистемы соединены
герметично методом пайки.
Герметичные фреоновые
компрессоры — поршневые, со
встроенным одно- или трехфазным (в
моделях ММ-24В и МВ-19В)
электродвигателем, который обеспечивает
пуск и нормальную работу
компрессора при отклонении от
номинального значения напряжения +10...
—15 % и частоты тока ±5 %. От
перегрузки электродвигатели
защищены тепловыми реле,
установленными на компрессорах, от
токов короткого замыкания —
автоматическим выключателем,
размещенным на стене помещения.
Воздушный конденсатор
представляет собой набор медных
трубок, расположенных в шахматном
порядке, с ребрами из алюминиевой
фольги. Обдув конденсатора в
зависимости от типа машины
осуществляется одним или двумя
вентиляторами.
Фильтр-осушитель изготовлен
из медной трубки и фильтрующих
сеток, объем между которыми
заполнен цеолитом.
Испаритель имеет конструкцию
аналогичную с конденсатором.
К выходному патрубку испарителя
припаивается докипатель, который
служит для отделения жидкости от
пара и обеспечивает сухой ход
компрессора.
Оттаивание испарителя
автоматическое — с помощью трубчатых
электронагревателей, а также
газовое — с помощью соленоидного
вентиля. Начало оттаивания
контролируется реле времени,
конец — температурным датчиком
типа «кликсон», установленным на
торцах ребер батареи. Талая вода
собирается в специальную
ванночку, которая крепится на корпусе
холодильной машины над
конденсатором, и выпаривается теплотой
от нагнетательной трубки
компрессора. При чрезмерном заполнении
ванночки талая вода удаляется из
нее через переливную трубку.
Регенеративный теплообменник
выполнен по типу «труба в трубе» и
представляет собой трубу
всасывания, внутри которой проходит
капиллярная трубка, выполняющая
роль дросселирующего устройства.
На щитке приборов находятся
общий клавишный выключатель с
подсветкой, индикатор работы
компрессора, кнопка ручного
включения режима оттаивания с
индикатором, аварийный выключатель с
индикатором, терморегулятор,
манометрический термометр.
Температура в охлаждаемом
объеме контролируется с помощью
температурного датчика, который
подает сигнал при превышении
заданного значения на 2 °С на
индикатор аварийного режима. Для
отключения аварийной
сигнализации предназначен специальный
выключатель. Предусмотрена
возможность подключения
дистанционной звуковой сигнализации
о выходе холодильной машины из
строя.
Для дистанционного
управления пуском и остановкой
холодильной машины имеется магнитный
пускатель.
Панельные конструкции
предназначены для сборки модульных
камер. Каждая панель — боковые,
дверного проема, потолочная,
половая — представляет собой
неразборную трехслойную
теплоизолированную конструкцию,
выполненную на основе самовспениваемого
пенополиуретана, заливаемого в
пространство между внутренними и
наружными облицовками, которые
окантованы по периметру
профилем из полимерного материала.
Облицовки изготовлены из
предварительно окрашенного стального
оцинкованного листа и покрыты
полимерной пленкой с адгезионным
слоем, которая обеспечивает
надежную защиту лакокрасочного
покрытия панелей при
изготовлении, транспортировке и хранении и
легко удаляется после монтажа
камеры.
Внутренняя облицовка половых
панелей имеет отделку,
выполненную из листовой оцинкованной
стали, плакированной полимерной
РИС. 2. Пример сборки модульной камеры
из панельных конструкций
пленкой с тиснением, или из
нержавеющей стали со специальными
пуклевками. Такая отделка
обеспечивает безопасность
передвижения обслуживающего персонала
внутри камеры.
Панели имеют уплотнитель,
который легко крепится к ним
посредством соединения по типу
«ласточкин хвост». В качестве
уплотнителя применяется поливинилхло-
ридный профиль с магнитной
вставкой.
Панели соединяются между
собой по типу «шип — паз» (рис. 2).
При соединении паз полимерного
профиля служит для направления
шипов присоединяемой панели, что
ТАБЛИЦА 2
Показатели
Холодопроизводительность, Вт, не менее
Рекомендуемый объем холодильной камеры, м3,
не более
Потребляемая мощность, Вт, не более
Удельное потребление электроэнергии, Вт -ч/Вт, не
более
Масса хладагента, кг
Корректированный уровень звуковой мощности,
дБа, не более
Габаритные размеры (без выносных элементов
электрооборудования), мм, не более
длина
ширина
высота
Масса, кг, не более
ММ-10А
1000
8
850
0,85
1,10
59
807
490
738
55
Холодильные машины
среднетемпературные
ММ-11А
1150
9
950
0,83
1,10
63
807
490
738
57
ММ-20А
2050
19
1600
0,78
1,40
67
807
790
738
75
ММ-24В
2450
23
1800
0,73
1,50
67
807
790
738
83
низкотемпературные
МВ-09А 1
910
4
1050
1,2
0,71
65
827
490
738
61
МВ-14А
1450
11
1600
1,1
0,98
66
827
790
738
77
МВ-19В П
1950
14
1900
0,97
,15
67
¦ • 827"
^•790 |
738
86
2 Холод, т-ка № 12
*
6ч
1
упрощает ее позиционирование и
обеспечивает быструю и
многократную сборку — разборку камеры.
Теплоизоляция зазоров соединения
осуществляется посредством
прокладок из эластичного пенопласта с
липким слоем, которые
устанавливаются в специальные пазы
полимерного профиля. Конструкция
панелей обеспечивает, герметичность
стыков в течение всего срока
эксплуатации.
В низкотемпературных камерах
для предупреждения образования
инея по периметру дверного проема
в специальном пазу полимерного
профиля установлен проволочный
электронагреватель, который
защищен декоративной вставкой.
Панель дверного проема камер,
оснащаемых полками, имеет П-об-
разную форму с шириной проема
800 мм. Дверной проем камер,
рассчитанных на контейнерное
хранение продуктов, формируется из
разных по высоте боковых панелей и
имеет ширину 1200 мм, а также
защитный бампер.
Вертикальные стойки
изготовляют из полимерного профиля с
замкнутым контуром, внутрь
которого заливается пенополиуретан.
К торцам стоек крепятся
защитные прокладки.
Все панельные конструкции
выполняют из высокостойких
материалов, допущенных Минздравом
СССР на контакт с пищевыми
продуктами и средой. Коэффициент
теплопроводности не выше
0,02 Вт/(м-К) в начальных
условиях и 0,03 Вт/(м-К) после
стабилизации. Толщина панелей 80 и
100 мм (по специальному заказу —
от 60 до 120 мм).
Модуль имеет размеры 600 и
1200 мм.
Область применения панельных
конструкций — помимо торгового
холодильного оборудования,
различные области народного
хозяйства (например, строительство
и т. д.).
АБСОРБЦИОННЫЕ БЫТОВЫЕ ХОЛОДИЛЬНИКИ
1АБХ)
A1) 1585631 E1) 5 F 24 F 13/02 B1)
4443058/23-29 B2) 21.06.88 G5)
А. В. Киселев E3) 697.92
E4) E7) БЕСФЛАНЦЕВОЕ
СОЕДИНЕНИЕ УЧАСТКОВ
ТРУБОПРОВОДОВ, с отбортовкой, содержащее
бандаж и уплотнитель, расположенный
между бандажем и отбортовками,
отличающееся тем, что, с целью
повышения герметичности, уплотнитель
выполнен из электретного материала в виде
двух прокладок, одним концом
закрепленных на наружных стенках отборто-
вок, при этом свободные концы
перекрывают место стыка отбортовок, а
контактирующие поверхности прокладок
имеют разноименную полярность.
; •' -*'¦ ' ¦'*¦)
УДК 621.5^.536.24
Метод оценки эффективности
воздушного конденсатора АБХ
Канд. техн. наук А. М. ПАЛЬТИ
Киевское НПО «Веста»
Е. М. ВЕКСЛЕР
Институт проблем материаловедения АН Украины
В воздушных конденсаторах,
используемых в.бытовой холодильной
технике, термическое
сопротивление теплопередаче со стороны
воздуха достигает 80 % [5]. Поэтому
интенсификация наружного
теплообмена в таких аппаратах
приобретает актуальное значение.
Известны многочисленные
методы оценки эффективности развитой
поверхности теплообменников: на
основе модели среднелогарифмиче-
ской разности температур или
температурного напора, по величине
теплового потока, характеристикам
теплообменников (по фактору Кол-
бэрна, числу Фаннинга),
коэффициентам щ термической
эффективности, эффективности ребра и др.
[2, 4]. Все эти методы так или
иначе сводятся к определению
характеристик теплопередачи в
аппаратах, что связано с
условиями внешнего теплообмена.
При исследовании теплообмен-
ных аппаратов больших
размеров и сложной геометрии (когда
для оценки достаточно знать
характеристики, усредненные по
тракту теплопереноса) такой
подход целесообразен. Применительно
же к абсорбционным бытовым
холодильникам, в которых габариты
аппаратов настолько малы, что
весь процесс теплообмена
происходит на начальном
неустановившемся участке, указанные методы не
обеспечивают надежности и
высокой точности результатов и к
тому же трудоемки. Кроме того,
поскольку скорости теплоносителя
малы, существенное значение для
теплообмена имеют переходные
участки тракта между
отдельными аппаратами холодильного
агрегата (например, между
ректификатором и конденсатором). В
таких случаях известные
критериальные соотношения для
коэффициентов теплоотдачи не применимы, и
каждый аппарат с конкретной
геометрией требует индивидуального
исследования.
Авторами предлагается простой
и достаточно надежный метод
оценки эффективности оребрения
воздушного конденсатора
абсорбционного бытового холодильника.
Сущность метода состоит в
организации постоянного теплового
потока на геометрически однородном
участке конденсатора (или, в
более общем случае, другого тепло-
обменного аппарата). Поэтому
данный метод лишен недостатков,
связанных с необходимостью
поддержания и контроля
динамических характеристик потока
теплоносителя через конденсатор.
Эффективность развитой внешней
теплообменной поверхности
оценивается по коэффициенту аэф:
аЭф =
И- *о.с
а;
где q — плотность теплового
потока, отнесенная к
внутренней поверхности трубки
конденсатора, на
определенном его участке;
tr — установившаяся
температура наружной
поверхности трубки;
toc — температура окружающей
среды.
Чем эффективнее с точки
зрения теплоотдачи к воздуху оребре-
ние трубки конденсатора, тем
ниже температура ее наружной
поверхности при заданных плотности
теплового потока и температуре
окружающей среды.
Коэффициент аэф может с
достаточным основанием считаться
локальной характеристикой, если
выбранный участок конденсатора
12 11
РИС. 1. Схема экспериментальной
установки:
1, 3— термопары (типа ТХК); 2 —
спираль нагревателя; 4, 7 — многоточечные
регистрирующие приборы (типа КСП-4);
5 — регулируемый источник питания; 6 —
ваттметр; 8—керамическая трубка; 9—
теплоизолированный участок; 10 —
теплоизолирующая шайба; 11 — ребро
конденсатора; 12 — несущая трубка
значительно больше расстояния
между ребрами.
Предлагаемый метод можно
применять, если плотность
теплового потока и структура оребре-
ния удовлетворяют условию
Хт grand tT <*^к grand /
B)
где А,т, к? — коэффициенты
удельной теплопроводности
трубы и ребра;
/р — поле температур вдоль
ребра.
На рис. 1 приведена схема
экспериментальной установки для
сравнительной оценки
эффективности теплообменных поверхностей
конденсатора стандартного
абсорбционного холодильника АШ-150.
Постоянный тепловой поток
обеспечивается с помощью нагревателя,
в качестве которого была
использована нихромовая спираль
диаметром 0,3 мм, намотанная (с
шагом 2 мм, на расстоянии 10 см)
на полую керамическую трубку
диаметром 7Х1 мм,
установленную на центральном участке
D0 см) конденсатора. Концы на-
Щ
70
ВО
50
ОТх
Л=+^к
40
-10-5 О 5 1,см
РИС. 2. Распределение температур на
экспериментальном (а) и Стандартном (б)
конденсаторах при ^«5,9 кВт/м2, toc &
^20 °С (начало отсчета в центре
исследуемого участка):
/ — трубка, 2 — свободный торец ребра
гревателя теплоизолированы
шайбами. Для уменьшения теплопо-
терь от исследуемого оребрен-
ного участка конденсатора
остальная его часть теплоизолирована
стеклотканью.
Температуру измеряли на
поверхности трубки конденсатора и
на свободном торце ребер. При
этом в опытах обеспечивалось
выполнение условия B).
На рис. 2 показано
распределение температур на стандартном
(с прямоугольными ребрами
размером 7X4 см) и
экспериментальном (из тонкостенных
алюминиевых трубок диаметром 4 мм,
тремя рядами охватывающих
основную^ трубку [3]) конденсаторах
при ^плотности теплового потока
2...7,5 кВт/м2.
Из рис. 2 видно, что на
участке конденсатора длиной 8...9 см
перепад температур вдоль ребер
не изменялся, что позволило
применить предлагаемую методику.
Как показывают расчеты,
основанные на экспериментальных
данных, отток теплоты от
выбранного участка трубки не
превышает 4 % подаваемой на
нагреватель мощности. Это учтено при
расчете плотности однородного
теплового потока. В целом
погрешность метода, рассчитанная по
методике [I], не превышает 15... 17 %.
Приведенные на рис. 3
графики зависимости ^(аэф)
иллюстрируют эффективность
исследованных оребренных поверхностей.
Предложенный простой метод,
обеспечивающий достаточную до-
УДК 621.575:536.24
ад/тт/м*
ZOOoc^Bmfa2-*)
РИС. 3. Зависимость плотности теплового
потока q от эффективности теплоотдачи
(коэффициента аЭф):
1,2 — соответственно экспериментальный и
стандартный конденсаторы
стоверность результатов, может
быть применен в инженерной
практике для сравнительной оценки
теплообменных аппаратов с
конвективным теплообменом.
Список литературы
1. Сергеев О. А. Метрологические
основы теплофизических измерений.
М.: Изд-во стандартов, 1972.
2. Справочник по теплообменникам
т. 1 / Под ред. Б. С. Петухова
и др. М.: Энергоатомиздат, 1987.
3. Тучинский Л. И. Кому нужны
дырки? // Изобретатель и
рационализатор. 1985, № 2.
4. У он г X. Основные формулы и
данные по теплообмену для
инженеров: Справочник. М.: Атомиздат,
1979.
5. Шавра В. М., Гопин С. Р.,
Клюев В. И. Интенсификация
наружного теплообмена в воздушных
конденсаторах малых холодильных
машин. // Холодильная техника.
1984, № 6.
Внешний теплообмен генератора АБХ
Л. П. ЗИРКА,
канд. техн. наук А. М. ПАЛЬТИ,
В. Н. ШМЕЛЁВА
Киевское НПО «Веста»
Генератор — самый
энергонапряженный теплообменный аппарат
абсорбционного холодильника. От
его тепловых свойств в
существенной мере зависит
энергетическая эффективность работы
холодильника.
Одной из важнейших
характеристик генератора являются теп-
лопотери с его наружной
поверхности. Рядом авторов
исследованы теплопотери от генератора
холодильника АШ-120 [1], однако
ими рассмотрена только
конвективная составляющая теплоотдачи.
Вместе с тем предварительные
оценки показывают, что
пренебрежение лучистым теплообменом
необоснованно, так как он
составляет существенную величину.
Поэтому целесообразно более точно
определить размер теплопотерь
излучением и сопоставить их с теп-
лопотерями конвекцией.
Авторами предложена методика
расчета теплопотерь
применительно к условиям работы бытового
АБХ.
Как правило, бытовой
холодильник устанавливают в
непосредственной близости от стены
помещения (на расстоянии 5...10 см)г—-
вплотную к плинтусу. При этом
теплота от кожуха генератора
передается окружающей среде как
путем естественной конвекции
(у боковых стенок кожуха, *J0~:
зоре между его задней .стошШЩ^ и
стеной помещения, у «йртйей и
нижней поверхности кожуха), так
и тепловым излучением (см.
рисунок).
*
н
at
2
О
§
2
at
о
Схема для расчета теплопотерь с
наружной поверхности генератора АБХ:
1,3 — верхняя и задняя стенки
холодильника; 2,4 — проекции боковой и задней
стенок холодильника на стену помещения;
5 — генератор; QK и фл — конвективный
и лучистый тепловые потоки
В расчете приняты следующие
допущения: у боковых стенок и
верхней поверхности кожуха имеет
место теплообмен свободной
конвекцией, у задней стенки и нижней
поверхности — теплообмен в щели,
причем верхняя плоскость более
горячая.
Теплоотдачу при естественной
конвекции определяли, используя
критериальное соотношение [4]:
Nu^c(Gr.Pr)^ A)
где Nu, Gr, Pr — критерии Нус-
сельта, Прандтля
и Грасгофа;
с, п — постоянные;
К — безразмерная
корректирующая
функция.
Значения постоянных и функции
К зависят от геометрии тепло-
обменной поверхности, критерия
Рг, режима течения воздушного
потока. Предварительные оценки
показывают, что в
рассматриваемом случае турбулентный режим
течения наблюдается только у
задней стенки кожуха генератора.
По критерию Nu находили
коэффициент теплоотдачи
ак~ — Nu,
к х
где к
- теплопроводность
воздуха, Вт/(м-К);
х — характерный размер
системы, м.
Тогда теплопотери в результате
конвекции
QK^dKF(Tc~TB), B)
где F — площадь поверхности
теплообмена, м2;
Тс, Тв — температуры стенки
кожуха и воздуха, К-
Для расчета лучистой
составляющей теплообмена рассмотрим
взаимодействие излучением между:
задней стенкой кожуха и
проекцией холодильника на стену
помещения (как показывает расчет,
остальная часть стены дает
пренебрежимо малую поправку);
одной боковой стенкой и
боковой проекцией холодильника на
стену;
другой боковой и задней
стенок холодильника и
перпендикулярной этой боковой стенке
проекцией холодильника на стену;
нижней поверхностью кожуха
и ее проекцией на пол;
верхней поверхностью кожуха
и поверхностью холодильника и
стеной помещения, видимыми
сверху.
Лучистые теплопотери QJl
поверхности площадью F\
рассчитывали по выражению [2]:
<Эл=ал(Г,-Г2)Л =
= 608ф,
Считаем
взаимодействующие поверхности диффузно
отражающими. Тогда
8=8i82,
где 8, 82 — степени черноты
взаимодействующих
излучением поверхностей с
температурами Т\ и Т2.
Коэффициент взаимной
облученности ф! 2 определяли по
известным формулам для системы
из двух параллельных или
перпендикулярных площадок [2, 3].
Тепловой поток от г'-й стенки
кожуха генератора Qi^QKi+QJli=
Полные теплопотери генератора
составят
dan*
?,«¦
D)
100' J * " C)
где ал — коэффициент
теплообмена излучением,
Вт/(м2-К);
6о — постоянная Стефана —
Больцмана, Вт/(м2-К4);
8 — эффективная степень
черноты системы
поверхностей;
(pj_2 — коэффициент взаимной
облученности (угловой
коэффициент
излучения).
Описанную схему расчета
теплопотерь генератора применяли к
холодильнику АШ-160. Исходные
данные: размеры кожуха 32Х13Х
Х14 см, ширина зазора между
генератором и стеной помещения
5 и 10 см, температура
окружающего воздуха 20 °С,
максимальная температура поверхности
генератора 70 °С.
Результаты расчета теплопотерь
приведены в таблице.
Показатели
Qk
<?Л
Q
Qk
К
Q
Зазор между
генератором
холодильника
и стеной
помещения, см
5
10
задней
стенки
6,8
0,1
6,9
6,3
0,1
6,4
Теплопотери, Вт, с
боковых
стенок
3,5
6,4
9,9
3,5
6,3
9,8
нижней
поверхности
3,7
0,9
4,6
3,7
0,9
4,6
верхней
поверхности
0,4
0,1
0,5
0,4
1,8
2,2
Баланс
1
14,4
7,5
21,9
13,9
9,1
23,0
Как видно из таблицы, при
ширине зазора 5 см доля
конвективных теплопотерь равна 66 и
лучистых — 34%, при ширине
10 см — соответственно 60 и 40 %.
Полные теплопотери достигают
21,9 Вт в первом случае и
23 Вт — во втором.
Таким образом, при
потребляемой АБХ мощности 110 Вт
суммарные теплопотери от генератора
составляют около 20 %, что
свидетельствует о наличии
потенциального резерва снижения
энергопотребления холодильника.
Один из путей повышения
энергетической эффективности
холодильника — снижение
теплопотерь излучением (которые равны
35 % полных теплопотерь
генератора) путем применения систем
экранов, использования покрытии
с низкой степенью черноты.
Поскольку конвективные
составляющие потерь у разных
стенок кожуха различны, в целях
минимизации теплопотерь можно
усовершенствовать конструкцию
теплоизолирующего кожуха.
Список литературы
1. Аб с ор б ц и о н н о - д и ф ф у з и он-
ные холодильные машины и их
генераторы. Киев, ВНИЭКИЭМП,
1985.
2. Блох А. Г. Основы теплообмена
излучением. М., Л.: Госэнергоиздат,
1962.
3. Зигель Р., Хауэлл Д.
Теплообмен излучением. М.: Мир, 1975.
4. У он г X. Основные формулы и
данные по теплообмену для
инженеров; Справочник. М.: Атомиздат,
1979.
УДК 643.353.97
Инженерный метод расчета
генераторов АБХ
Канд. техн. наук Ю. Ф. КИСЕЛЕВ,
канд. техн. наук Г. А. МЕЛЬНИЧУК,
В. Н. ТИХОНОВА
Киевское НПО «Веста»
В настоящее время в
абсорбционных бытовых холодильниках
широко используют два типа
генераторов.
В малогабаритных
абсорбционных холодильниках емкостью 30...
80 дм3, таких как «Морозко-ЗМ»,
SRA30 AT фирмы «Санио»
(Япония), 50 GAC фирмы «Валентини»
(Италия), применяют генератор
первого типа (рис. 1). Он включает
в себя жидкостный теплообменник,
в котором крепкий водоаммиачный
раствор в межтрубном
пространстве подогревается за счет теплоты
уходящего из варочного аппарата
слабого водоаммиачного раствора.
Под воздействием подведенной от
электронагревателя к термосифону
теплоты начинается интенсивное
кипение крепкого раствора.
Образуется водоаммиачный пар,
пузырьки которого в термосифонном
насосе толкают столбики жидкости
наверх насосной трубы, в
результате чего частично обедненный
водоаммиачный раствор
направляется через сточную часть
генератора вниз в варочный аппарат, в
РИС. 1. Схема генератора первого типа
(а) и движения потоков в нем (б):
/ — жидкостный теплообменник; 2 —
термосифон; 3 — электронагреватель; 4 —
варочный аппарат; 5 — сточная часть
генератора; 6—ректификатор; 7
—дефлегматор; 8—конденсатор; условные
обозначения: G — количество раствора; ? —
концентрация раствора; t — температура; i —
энтальпия; Q — количество теплоты;
индексы: а — слабый раствор; г — крепкий
раствор; g — пар; / — флегма; 1, 2, ..., 8 —
номер сечения; ' — жидкое состояние;
" — пар; Т — термосифон; В — варочный
аппарат; D — дефлегматор; К —
конденсатор
Q ; ?' ; t V к | G ; ? ; t ; i*
a' va' ax &г A 11 r* vr' r±f r±
G ; ? ; t ; Г
r**r' г • r2
котором выпаривается до
определенной концентрации. После этого
слабый раствор попадает в
жидкостный теплообменник.
Отделившийся в термосифоне
пар поднимается вверх,
последовало vn А^к
Г-Ц lH; ?L = 1,0 Г-Н 1*
I I кг 7 * I I к
7 -z Н 8
VIII
°g6;*VVJ6
гри
S2-3 3
Ga ; *' ; Ч; 1~
Ч аз
а »*3» » *3
53-4
*3,ь3,ж3
VI
о
фвв-v
Va
ш
G?3: ^3; V *3
a* sa* 5* а
тельно проходя через
ректификатор, дефлегматор и конденсатор.
Пар, образующийся в варочном
аппарате, через сточную честь
генератора (где он активно участвует
в тепломассообмене с частично
обедненным раствором),
ректификатор и дефлегматор также
поступает в конденсатор, в котором
охлаждается при значительной
отдаче теплоты в окружающую среду.
Существенными недостатками
данной конструкции генератора
согласно теоретическим
исследованиям [1] являются:
значительные потери теплоты в
окружающую среду при еще
рабочем уровне температур;
расход теплоты слабого
раствора с высокой температурой на
подогрев крепкого раствора очень
низкой температуры, т. е. наличие
больших перепадов температуры.
Более совершенным и
экономичным с точки зрения тепловых
потерь [2] является второй тип
генератора (рис. 2), который
применяют в бытовых абсорбционных
холодильниках объемом 200...
300 дм3, таких как «Кристалл-9М»,
«Кристалл-12», SG-230 и SG-270
фирмы «Сибир» (Швейцария).
Схема движения потоков в нем
следующая.
Крепкий водоаммиачный
раствор нагревается в жидкостном
теплообменнике и теплообменнике-
дефлегматоре до температуры
кипения за счет повторного
использования теплоты слабого,
водоаммиачного раствора и пара. Далее
в теплообменнике-ректификаторе
происходит тепломассообмен
между крепким раствором, паром и
слабым раствором, после чего
частично обедненный раствор
попадает в термосифон* где кипит за
счет теплоты, подведенной от
электронагревателя.
В результате интенсивного
кипения раствора и благодаря малому
внутреннему диаметру
термосифона по всей его высоте формируется
парожидкостный столб* который
разделяется на слабый
водоаммиачный раствор и пар. Затем
слабый водоаммиачный раствор,
проходя последовательно
теплообменник-ректификатор, теплообменник-
дефлегматор и жидкостный
теплообменник, отдает теплоту вновь
поступающему крепкому раствору,
а водоаммиачный пар, участвуя в
тепломассообмене с насыщенным
раствором в
теплообменнике-ректификаторе и
теплообменнике-дефлегматоре, очищается от паров воды
и уже с высоким содержанием
аммиака направляется по трубке
ректификатора 3 в конденсата.
Конструкция гемеразкшнрЩро-
го типа позволяет . Ц|ДгИиально
сократить потери тезою***
ректификации пара, а также исключить
перепад температур при теплообме-
*
ъ
§
»
*
8
ь
«
в
%
«
1
I
IV
VI
1 кг/кг; ?" = 1,0; t„; i" I |1кг/кг;?' = 1,0; Ь; i'
' М '441.1 6 '66
±Щ
G5:?5;t5;15
G;«,'1
G ; ?' ; t • i
r *r 1' r
^2» *2' 2' 2
G ; t J t0; i'
a' *a' 2' a
(G + G, ); 6' ; t0; i1
r f '* ъг' 2' r2
РИС. 2. Схема генератора второго типа
(а) и движения потоков в нем (б):
/ — жидкостный теплообменник; 2 —
теплообменник-дефлегматор; 3 —
ректификатор; 4 — конденсатор; 5 — термосифон;
6 — электронагреватель; 7 —
теплообменник-ректификатор (условные обозначения
см. рис. 1)
Параметры
Заданные
Давление в
агрегате, МПа
Температура, °С
абсорбции
конденсации
| Концентрация рас
твора, кг/кг
| слабого
крепкого
Температура смеси
на выходе из
термосифона, °С
Рассчитанные
Количество
раствора, кг
слабого
крепкого
Тепловая
нагрузка, кДж/кг
(ккал/кг)
на варочный
аппарат
на термосифон
на
дефлегматор
на конденсатор
Генер
первого
типа
2,5
45
57
0,1
0,4
140
2,0
3,0
1591,0
C80)
795,5
A90)
711,8
A70)
1029,9
B46)
атор
второго 1
типа
2,5
45
57
0,1
0,4
192
2,0
3,0
—
2026,4
D84)
334,9
(80)
1029,9
B46)
не между слабым и крепким
растворами.
Для количественного анализа
потоков и теплоты в обоих типах
генераторов разработан
инженерный метод расчета, который дает
возможность выбрать оптимальный
режим работы каждого генератора.
В основу метода положен
последовательный расчет тепломассооб-
менных аппаратов, из которых
состоит каждый генератор, на базе
системы уравнений материальных
затрат и теплового баланса с
использованием i, ^-диаграммы водо-
аммиачного раствора Меркеля—
Бошняковича для определения
термодинамических параметров
состояния раствора.
Исходные данные для расчета
генератора первого типа
следующие:
общее давление в холодильном
агрегате,
температура абсорбции,
концентрация слабого и
крепкого водоаммиачных растворов,
температура и концентрация
пара и частично обедненного водо-
аммиачного раствора на выходе из
термосифона в диапазоне от
температуры кипения крепкого до
температуры кипения слабого растворов.
На схеме, представленной на
рис. 1, б, дефлегматор и
ректификатор условно разделены для того,
чтобы можно было определить
теплоту дефлегмации (?б=1,0; W=
= 1,0; h=t7).
Исходные данные для расчета
генератора второго типа:
g ; ?' ; te; i'
a' va' 5 а
Gff ; 6'f ; tf ; i'f
5 5 5 5
Из
(Начало)
( Ввод исходной информации J
7
Г Печать исходной информации J
I 3
1-?Р 1-е.
G - гг-т?; G
^г ^а ъг ^а
Печать G ; G
а г
*
1 ?' ; С ; t - ->!' ; i
^а ^г абс. а г
| *а' а5« g5- ^
5
g is + а i' *
a a5 r r±
¦ G l + G i' -^i' (t
Печать t ; i'
2 2
Ц;Р-*-*;' ;S";i';i'
3' ч3' л3' x3
Г G - G + О ;
r a3 S2-3
G ?' =
а3 3 g2-3 3 a3 g2-3
10
Печать G : G_
3 &2-3
11
42^-Gg„^*<»T
I
12
Печать Q-,
X
13
1 + Gf =G^
i3 J
1 + ??3^3=G3^^G3; Gf3
14
G-*=Ge +Grt
3 go о g
2-3 s3-4 s3-4
общее давление в агрегате,
температура абсорбции,
концентрация слабого и
крепкого водоаммиачных растворов.
Принимаем концентрацию пара
аммиака на входе в конденсатор
?J'=1,0 кг/кг, жидкого аммиака на
выходе |6=1,0 кг/кг.
На блок-схемах алгоритмов
расчета генераторов первого и
второго типов (рис. 3 и 4)
представлен их поэтапный расчет с
определением массовых потоков,
термодинамических параметров
состояния раствора в каждом сечении
генератора, а также определением
тепловых нагрузок на отдельные
аппараты генераторов.
^Начало J
*
/ Печать G0; G. ; G
[ ¦ 3 ?3 g3-4
*
| % = *з-*шаГ
1$
D
16
[ Ввод исходной информации
¦
( Печать исходной информации
*
1 G ^ G 1_1'а
>r "«a чг ча
*
/ Печать G ; G
\ а г
i
| ^^W^1^
*
G,2=Gf +1,
¦
/ Печать G" ; Gf
\ 2
1
2
)
3
4
)
5
6
7
/
f
| WO^-1.0*^^
*
16
и
17
1 Q =G (i' -i' ) + G (I" -i' )+ 1
¦ gV'-g^ J
*
*
1 ? -?;-д5шаг
5i
18
19
20
f5i
21
rGr+Gf2+G,5=Gf5+G,2^
(Gp+Gf2)«r+Q«-
?5 *51 ^ ^ ° f5
22
17
*4i
1 8
k1 =?>?—
3i
9
*3i,xf * 3i*l3i
3i
C(Gr+G?2)i;2+Gai^+Gy»
10
18
G« + G* +G^ eG« +G^ J
a3 f3 g4 a4 %-4
(Ga +Q )f +G Г =
a3 X3 J S4 S5
SG ?' +G ?V^G ;Grt
a4 a4i %-4 3 a4 g4
f G" = G +1;
3
G3*3f Qf *f + 1~**GU G3
3 3i 3
23
D=Q i' +G,r9i" + G'f i'f
aa2 22 f5f5i
11
19
A=Gri,r1+Gai,a2+G2i2+Gf3i3i
^*g'0^*qbAt^
20
I
12
B=G
^(с,;0г)';2^з'м
G i' +G„ i" = B
a4a4i %-43
22
a4 i+l) a4i Г"
V 23
Печать & ; i' ;G ;Gw
*V a4 a4 «4
1
-—f—-—
( ne4aTb^vVVV
¦*
| v^v^^
*
I «K-^'S-'e);
*
[ ПетатьС>пот:С>Т!С*К
D
^27
Г28
29
_)
T
(^ Конец)
1 G i' +
1 4 4
Чзя
t
G i' +
a a_
о
24
Gg ll *Qb 1
РИС. 4. Блок-схема алгоритма расчета генератора второго типа
*
| *W$-«"t-1'°**,W
25
26
'V^V^D^D
27
Gg "Gf +1;
Gg/e-V6+1«7^D-Gf6'Gg6
±
28
VW)
T
29
Печать QB; QD; G ; G ; QK
6 6
РИС. З. Блок-схема алгоритма расчета
генератора первого типа
Результаты расчета
генераторов приведены в таблице, из
данных которой видно, что генератор
второго типа значительно
экономичнее генератора первого типа.
Однако при расчете генератора
первого типа нужно учитывать, что
на практике жидкостный
теплообменник не всегда изолируют,
используя теплоту слабого раствора
на испарение талой воды. Тогда
мощность, подводимая к
термосифону, будет больше рассчитанного
значения на величину тепловых
потерь в жидкостном теплообменнике.
Таким образом, изложенная
методика расчета позволяет
детально проанализировать работу
генератора бытовых абсорбционных
холодильников и его отдельных тепло-
массообменных аппаратов.
Предлагаемые блок-схемы расчета дают
возможность определить
требуемый режим работы каждого
генератора, а именно: концентрации
слабого и крепкого растворов;
минимальные потери теплоты
ректификации; мощность, которую
необходимо подвести к генератору.
Список литературы
1. Funktionsweise einer Rektif ika-
tionskolonne («Sibir»), vertrag 73/
76508.
2. Shtirlin G. // Klima. Kalte-Her-
zung, 1980, *fe 9, 363—368.
©>
©>
«
<3
I
УДК 643.353.97
Новые конструкции АБХ
B. Ф. ЧЕРНЫШЁВ
НПО прикладной механики
Н. Ф. ХОМЕНКО
Васильковский завод холодильников
Канд. техн. наук А. С. ТИТЛ О В,
C. В. ВОЛЬНЕВИЧ
Одесский технологический институт
пищевой промышленности им. М. В. Ломоносова
Специалистами Васильковского
завода холодильников, НПО
прикладной механики (г. Красноярск)
и Одесского технологического ин-
данных из нержавеющей стали
изготовлен термосифон внешним
диаметром 0,012 м, длиной 1,53 м, в
качестве теплоносителя в котором
ститута пищевой промышленности использован этиловый спирт. Для
разработаны конструкции комбини- снижения потерь тепла транспорт-
рованных абсорбционных холо- ная зона термосифона изолирована
дильников (КАХ) с дополнительной
тепловой камерой,
предназначенной для подогрева воды на бытовые
нужды (рис. а) или для
технологической обработки пищевых
продуктов (рис. б).
Опытная серия КАХ
изготовлена на базе холодильника типа
«Кристалл-404-1», серийно
выпускаемого Васильковским
заводом. Объем тепловой камеры —
40 дм3, габаритные размеры 0,56Х
X0,49X0,40 м. Температурно-энер-
гетический режим тепловой
камеры обеспечивается за счет
утилизации тепла, выделяющегося при
минеральной ватой.
Термосифон испарительным
участком крепится к
ректификатору АДХА, а конденсатор — к
внутренней поверхности тепловой
камеры.
Проведенные на Васильковском
заводе холодильников
теплотехнические испытания КАХ с
незагруженной тепловой камерой
показали, что для ее выхода на
стационарный режим при температуре
окружающего воздуха 32 °С и
номинальной тепловой нагрузке на
генератор АДХА 119 Вт требод
валось 4 ч. При этом темпера-
работе абсорбционно-диффузион- тура в низкотемпературном отде-
ного холодильного агрегата лении (НТО) холодильника состав-
(АДХА). Тепло от элементов АДХА ляла —16...—17 °С, в холодиль-
(рефтификатора, конденсатора,
абсорбера) передается с помощью
двухфазных термосифонов.
Предварительные расчеты пока-
ной камере — около 0 °С (режим
работы АДХА
«продолжительный»).
При заполнении тепловой каме-
зали, что при толщине изоляции ры 30 л воды ее подогрев от 16
(из пенополиуретана) тепловой ка- до 50 °С осуществлялся за 5 ч.
меры 0,08 м теплопотери в зави- АДХА работал в «продолжитель-
симости от уровня температур со- ном» режиме с тепловой мощ-
ставляют 9...14 Вт. С учетом этих ностью генератора 110 Вт.
v.
Е
V
Общий вид бытового комбинированного
абсорбционного холодильника с тепловой
камерой для подогрева воды (а) и
тепловой камерой для технологической
обработки пищевых продуктов (б):
/ — крышка (дверка) тепловой камеры;
2 — тепловая камера; 3 — холодильный
шкаф; 4 — дверь холодильного шкафа
Для сокращения периода
выхода на режим в тепловой камере
был установлен дополнительный
нагреватель мощностью 190 Вт.
Температура в НТО при этом
составила —17...—18 °С, в
холодильной камере — 0...—1,5 °С.
В дальнейшем тепловая
мощность на генераторе АДХА была
уменьшена до 75 Вт,
дополнительный нагреватель отключен, а
температура окружающего воздуха в
испытательной камере была
снижена с 32 до 25 °С. При этом
интенсивный рост температуры воды в
тепловой камере прекратился,
однако падения температур в течение
4,5 ч зафиксировано не было. Это
указывает на то, что компенсация
потерь тепла из тепловой камеры
достигалась работой термосифона,
закрепленного на ректификаторе
АДХА.
Таким образом, испытания
подтвердили работоспособность
абсорбционных холодильников с
водяной тепловой камерой, которые
особенно перспективны для
эксплуатации в сельской местности,
где практически отсутствует
горячее водоснабжение.
Исследована также
возможность использования тепловых
камер КАХ для различных видов
технологической обработки продуктов
(сушка, вяление, брожение и т. д.).
Разработаны технологии
кратковременной (при температуре 72...
75 °С с выдержкой 20...30 с) и
длительной F3...65 °С, 30 мин)
пастеризации молока в тепловой камере
КАХ, а также технология
получения простокваши при температуре
сквашивания 30...45 °С, которая
считается оптимальной для
жизнедеятельности микроорганизмов.
Тепловые камеры могут быть
использованы также для
приготовления теста и расстойки
сформированных полуфабрикатов при
температуре 30...32 °С в течение 25...
120 мин в зависимости от их
величины.
В тепловой камере КАХ можно
освежить зачерствевший хлеб,
кратковременно подогрев его до
60 °С.
Не исключено также
использование тепловой камеры для
размягчения масла и маргарина C3...
35 °С), сушки дрожжей,
подсушивания круп с целью удаления
крупяного жучка, запаривания настоев
трав и т. д.
Перспективная область
применения тепловых камер КАХ —
сушка лекарственных трав
(содержащих эфирные масла — при
температуре 25...30 °С, алкалоиды и гли-
козиды — при 50...60°С), плодов,
овощей, ягод, грибов (при 40...
70 °С), вяление рыбы и мяса (при
60...80°С).
Кроме того, можно приготовить
специфические кулинарные
изделия из мяса. Например, запечь при
УДК 643.353.97
Производство АБХ
Абсорбционные холодильники
составляют незначительную долю в
ассортименте бытовой холодильной
техники. Объем их выпуска в
различных странах составляет от 5
до 10 % общего объема
производства.
Лидирующее положение в
производстве абсорбционных
холодильников занимают
западноевропейские фирмы и прежде всего
«Электролюкс» (Швеция), «Си-
бир» (Швейцария) и «Электро-
сюисс Валентини» (Италия).
В небольших количествах их
изготовляют также фирмы «Филипс»
(Голландия), «Кампинг Гас
Интернационал» (Франция), «Блом-
берг», «Бош», «Сименс» (ФРГ),
«Смег» (Италия), «Каравелл»
(Дания), «Лехел» (Венгрия), «По-
лар» (Польша) и др.
В Европе, включая Венгрию,
Польшу и Чехо-Словакию, в
настоящее время ежегодно
выпускается свыше 1,3 млн
абсорбционных холодильников.
Фирмы-изготовители
абсорбционных холодильников и
морозильников ориентируют
потребителя на следующие их
преимущества перед компрессионными:
бесшумность работы, что делает
их незаменимыми для
использования в гостиницах, больницах,
кабинетах, жилых комнатах и т. п.;
возможность работы на
различных энергоносителях (газ, жидкое
топливо и др.)> что позволяет
применять их в автомобильном и
водном транспорте, а также в районах,
температуре 70...72 °С уложенный в
формы мясной фарш с солью и
специями. Полученные таким
образом изделия имеют нежную,
эластичную консистенцию.
Оригинальным решением
представляется использование тепловой
камеры в качестве инкубатора для
выведения цыплят.
Как видно из перечисленного,
диапазон использования тепловой
камеры КАХ достаточно велик и
комбинированные абсорбционные
холодильники, очевидно, найдут
широкий спрос у потребителя.
где электроэнергия отсутствует или
качество ее неудовлетворительное;
более низкая по сравнению с
компрессионными моделями (на
15...20%) цена.
За рубежом выпускают бытовые
абсорбционные холодильники
следующих типоразмеров:
однокамерные типа ларь
емкостью 23...36 дм3, типа шкаф в
напольном и встроенном
исполнении емкостью 23...80 и 100...
220 дм3;
холодильники-бары в
стационарном, встроенном и
передвижном (на колесиках) исполнении
емкостью 31...80 дм3;
двухкамерные типа шкаф
емкостью 170...325 дм3.
Морозильники типа ларь
изготовляют емкостью 39, 200, 240,
300 дм3. В моделях емкостью от
80 до 150 дм3 в морозильной
камере температура —18 °С, от 150
до 270 дм3 температура —24 °С.
Около 70 % общего числа
моделей составляют абсорбционные
холодильники емкостью до 100 дм3.
Фирмы производят в основном'
малогабаритные (емкостью 30...
80 дм3) и однокамерные E0...
160 дм3) модели, что обусловлено
более высокой по сравнению с
компрессионными энергоемкостью
абсорбционных холодильников. Это
обстоятельство фактически
ограничивает типоразмер абсорбционных
холодильников емкостью 180...
200 дм3. Холодильники
относительно большей емкости в
двухдверном исполнении (с морозильной
камерой) выпускают лишь фирмы
«Сибир» (G-230), «Электролюкс»
(RM2600), а фирма «Электро-
сюисс» изготовляет морозильник-
ларь СР240 емкостью 240 дм3.
Как правило, каждая модель
абсорбционного холодильника
имеет два варианта исполнения
холодильного агрегата: для работы от
электрической сети напряжением
220/110 В и комбинированный —
для работы на жидком или
газообразном топливе, от сети
переменного B20/110 В) или
постоянного A2/24 В) тока.
Каждая фирма стремится
повысить КПД холодильного агрегата,
надежность, безопасность и
ремонтопригодность холодильных
приборов, снизить расход
электроэнергии, т. е. улучшить показатели,
по которым абсорбционные
холодильники уступают
компрессионным.
Ведущий в мире в технологии
производства абсорбционных
холодильников является швейцарская
фирма «Сибир», которая с момента
своего основания в 1944 г.
специализируется исключительно в
этой области. Объем выпуска
фирмы составляет примерно 100 тыс.
абсорбционных холодильников в
год. Из них примерно 40 %
продается в Швейцарии, 30 % — в
других странах Европы и 30 % —
в США.
С 1969 г. фирма выпускает
холодильники с неразъемной
конструкцией холодильного агрегата.
После сборки внутренней камеры,
наружного корпуса и холодильного
агрегата конструкцию заливают
пенополиуретановой (ППУ)
теплоизоляцией. После чего для
обеспечения герметичности шкафа
применяют ленты с одно- и
двухсторонним липким слоем A4 типов)
и герметизирующие компаунды и
клеи F типов).
В 1980 г. фирма начала
серийное производство
холодильников S-225, S-230 и S-270 с
усовершенствованным холодильным
агрегатом, работающим от сети.
Применение его позволило
сократить расход электроэнергии
холодильниками емкостью 200...270 дм3
на 30% (до 1,9...2,1 кВт-ч/сут
при температуре окружающего
воздуха 25 °С). Снижение
энергопотребления достигнуто за счет
применения в
усовершенствованных агрегатах нового генератора, в
котором термосифон в отличие от
предыдущей конструкции
выполняет роль и кипятильника.
Для предотвращения
проникновения влаги через теплоизоляцию
изменена конструкция задней
стенки холодильника, в месте ее
соединения с боковыми стенками
шкафа нанесен слой герметика.
В холодильниках S-150 и
других, работающих на газе и
керосине, применена старая
конструкция генератора (как в
АШД-200).
В 1988 г. фирма
разработала два съемных холодильных
агрегата Easy Cool SEC42 —
для минибаров емкостью 35...
45 дм3 и Multi Cool SMC230 —
для двухкамерных холодильников
емкостью 240...280 дм3 (с
морозильной камерой емкостью до 55 дм').
Агрегат SMC230 предназначен для
работы от электросети B20/110 В),
а также на газе либо на керосине.
В зависимости от назначения его
комплектуют соответствующими
устройствами.
Устойчивая работа агрегата
обеспечивается при потреблении
3 Холод т-ка № 12
электрической мощности 250 Вт
или расходе газа (пропана) 16 л/ч,
керосина 0,8 л/день. При этом
КПД составляет 0,26.
Фирма выпускает две модели
абсорбционных двухкамерных
холодильников: Т240КЕ емкостью
240 дм3 и T280GE емкостью
280 дм3. Агрегаты в
холодильниках заряжены инертным газом.
Энергопитание — ток B20 В), газ и
керосин.
В нижней части холодильников
имеется бак для керосина
емкостью 15 дм3. Этого количества
достаточно для работы в течение
Е1 мес.
Газовая горелка фирмы «Си-
бир» бесшумна, безопасна, надеж-
** на в работе и имеет высокую
§5 производительность. Керосиновую
^ горелку, мощность которой регу-
JJ ., лируется в пределах 120...300 Вт,
?, изготовляет фирма «Аладдин»
^ (Англия).
| Холодильники оснащены элект-
а рическими и газовыми термостата-
5 ми, пьезозажиганием, дистанцион-
? ным индикатором пламени и уст-
« ройством для автоматического от-
з» таивания инея на испарителе,
g В холодильниках для тропиков
<ъ толщина ППУ теплоизоляции уве-
| личена на 20 мм (соответственно
^ возросли ширина холодильников —
* с 550 до 590 мм — и высота).
Две модели двухкамерных
холодильников — V240E и V240GE —
предназначены для хранения
вакцин при температуре не выше 8 °С.
Термометр, размещенный на двери
холодильника, позволяет
контролировать внутреннюю температуру.
В холодильниках, работающих на
керосине, применен специальный
температурный стабилизатор.
Нормальная холодопроизводитель-
ность поддерживается даже при
температуре окружающей среды
50 °С.
Одна из старейших фирм —
производителей холодильников —
шведская фирма «Электролюкс»,
которая начала свою деятельность
в 1925 г. В настоящее время
она выпускает в год около
1800 тыс. шт. холодильников,
изготовляет 14 моделей
абсорбционных холодильников с
универсальным питанием B20 В, 12 В, газ).
Из них одна модель РМ 2600 —
двухкамерный холодильник
емкостью 170 дм3, остальные —
однокамерные малогабаритные
холодильники емкостью от 25 до
103 дм3.
Три переносных абсорбционных
холодильника емкостью 25, 50
и 36 дм3 и один морозильник
емкостью 40 дм3 выполнены в
виде ларя. Они имеют
комбинированные термостаты и пьезозажи-
гание. На их работу не влияют
перевозки по неровной дороге.
Наружный корпус выполнен из
цветных пластиков, внутренний —
из алюминия, а между ними
высококачественная теплоизоляция.
Переносной холодильник-ларь
RC 1180 имеет два отделения:
холодильное емкостью 26 дм3 и
морозильное-^17 дм3.
Холодильники типа шкаф
емкостью от 41 до 170 дм3
устанавливают на полу, подставке либо
встраивают в мебельный или
кухонный гарнитур. В них
предусмотрено автоматическое
оттаивание испарителя на задней
стенке. У двух моделей холодильников
пульт управления расположен
внизу. Три модели — RM 400 D,
RM 2210 и RM 275 — имеют
электронное зажигание газовой горелки
и двухступенчатое регулирование.
Широким спросом пользуются
абсорбционные холодильники
фирмы, работающие на керосине или
газе, которые дают возможность
хранить пищевые продукты там,
где нет электричества. Особенно
популярны газовые холодильники
для прицепов-дач. В этой области
фирма «Электролюкс» является
мировым лидером. За последние
годы эти холодильники имеют
широкий рынок сбыта, особенно в
США и Канаде. В США, где они
продаются под маркой «Доменик»,
им принадлежит почти 50 % рынка.
Выпускают холодильники и
зарубежные филиалы фирмы в
Великобритании, Дании, Франции, ФРГ,
Швейцарии, Люксембурге и
Италии. Например, в Великобритании
под торговой маркой фирмы
производятся модели емкостью 28,
56, 60, 140, 145 и 160 дм3,
в Люксембурге — небольшие
холодильники для кабинетов и
гостиниц емкостью 30 и 45 дм3,
в ФРГ — холодильники модели
RA 125 емкостью 35 дм3,
выполненные в деревянном корпусе типа
«бар с замком».
Крупным производителем
абсорбционных холодильников
является итальянская фирма
«Электросюисс Валентини» (группа «Вален-
тини»).
Годовой объем ее производства
составляет 70—80 тыс.
абсорбционных холодильников емкостью от
30. до 350 дм3 и 10 тыс.
морозильников емкостью 200 и 300 дм3.
Основная модель — холодильник
емкостью 50 дм3 (его доля в общем
объеме до 70 %), остальные
модели выпускаются небольшими
партиями.
Холодильные агрегаты для
холодильников изготовляет фирма
«Электромеханика Валентини»,
сборку холодильников
осуществляет фирма «Электросюисс», на
предприятия которой узлы и
комплектующие поступают от
субпоставщиков.
каждый типоразмер
холодильника имеет несколько
модификаций: I —- для работы от сети
переменного тока B20 В), II —
от баллона со сжиженным газом
пропан-бутан, III —от сети пере- ;
менного тока B20 В), батареи
напряжением 12 В и баллона со
сжиженным газом.
Холодильник объемом 160 дм3
и морозильники рассчитаны также
для работы на керосине.
Холодильники объемом 50, 100 и
160 дм3 имеют съемный абсорб-
ционно- диффузионный
холодильный агрегат, заполненный водоам-
миачным раствором и водородом.
Его изготовляют из стальных труб
разного диаметра, соединенных
сваркой. Агрегат включает в себя
следующие основные узлы:
генератор, конденсатор, испаритель,
абсорбер, ресивер, дефлегматор и
газовый теплообменник. Генератор
состоит из термосифона,
ректификационной колонны, жаровой
трубы с нагревателем и газовой
колонны.
Теплоизоляция
холодильников — пенополиуретановая.
Холодильники оснащены
терморегулятором манометрического
типа, электродвигателем (односпи-
ральным в холодильнике емкостью
50 дм3 и двухспиральным в
холодильнике емкостью 100 и
160 дм3), электронным устройством
для автоматического оттаивания
испарителя (в основном емкостью
100 и 160 дм3).
Автоматическое оттаивание
осуществляется с помощью
электронного реле времени, отключающего
холодильник от сети на 1 ч в
сутки. Талая вода выводится за
пределы холодильной камеры и
испаряется за счет тепла слабого
раствора, выходящего из
генератора.
Автоматическое оттаивание
предусматривается также в
некоторых холодильниках емкостью 30
и 50 дм3, предназначенных для
гостиниц и т. п. Для этого в
конструкцию холодильного
агрегата включен ресивер для
накопления флегмы, препятствующей
испарению аммиака. Цикл длится
примерно 24 ч, из них в течение
23 ч флегма накапливается, а
затем в течение 1 ч испарение
аммиака прекращается и происходит
оттаивание испарителя.
В настоящее время фирма
проводит работы по снижению
энергопотребления холодильников за
счет усиления теплоизоляции и
совершенствования холодильного
агрегата.
В 1989 г. фирма выпускала
12 моделей однокамерных
холодильников и две модели
морозильников-ларей, которые различались
по оформлению (в деревянном или
металлическом корпусе,
холодильники-бары и др.) и видам
потребляемой энергии (электрические на
220 В и 12 В; комбинированные
с дополнительными системами —
газовой или на жидком топливе).
Из 14 моделей холодильников
и морозильников 9 имеют
универсальное питание..
Гарантия на холодильный
агрегат — 2 года, на
электрические элементы — 1 год.
До 80 % производимых
холодильников фирма экспортирует в
страны Европы, Азии, Африки,
Америки.
Фирма «Бош» (ФРГ) выпускает
две модели абсорбционных
холодильников емкостью 34 и 41,5 дм3
и холодильник-бар емкостью 30 дм3.
Они имеют установленный сверху
генератор холода, бесступенчато
переключаемые регуляторы
температуры, две емкости для льда.
Холодильники широко применяют в
учреждениях, гостиничных
номерах, жилых комнатах, а также в
автомобильном транспорте.
Фирма «Санио» (Япония)
производит 20 моделей абсорбционных
холодильников, из них 6 моделей
двухкамерных холодильников
емкостью от 192 до 327 дм3.
Двухкамерные холодильники
выпускаются двух модификаций,
работающих на жидком газе или
на переменном токе и жидком
газе или керосине.
Шесть моделей малогабаритных
холодильников, выполненных в
деревянном корпусе, предназначены
для встраивания в жилую комнату
и холодильники-бары.
Эффективный тепловой
коэффициент абсорбционных
холодильников фирмы «Санио» EK=Qo/QH
(где Q0 — холодопроизводитель-
ность, QH — мощность нагрева)
составляет 0,45...0,5 при
температуре кипения —22 °С и
конденсации 55 °С, что соответствует при
теоретическом тепловом
коэффициенте Ekt=0,6 (в отличие от
коэффициента мощности
компрессора при одноступенчатой системе
<1) внутреннему относительному
КПД (Ek/Ekt) как минимум 0,75.
Такой результат был достигнут
в первую очередь благодаря
введению трехкратного жидкостного
теплообменника, за счет которого
подается практически все
ректификационное тепло, поступающее
к газовому насосу/генератору
богатого раствора, которое при
обычном методе терялось в
окружающую среду. За счет этого расход
электроэнергии снижен на 1/3,
что при равной теплоизоляции
позволяет дополнительный по
отношению к компрессионным
холодильникам современного производства
расход электроэнергии приравнять
к 25—30 %. А с учетом
коэффициента преобразования
первичной энергии (газ, керосин),
равного 33—35 %, расход ее
абсорбционным холодильником
значительно ниже, чем компрессионным.
Обзор подготовили
С. Л. ШЕЛАШОВА, Г. П. БАРЫКИНА
Киевское НПО «Веста»
СОВМЕСТНОЕ
СОВЕТСКО-ШВЕДСКО-ФИНСКОЕ
ПРЕДПРИЯТИЕ
«ИНТЕРХОЛОД»
ежеквартально организует
8-дневные бизнес-семинары в Гамбурге (ФРГ)
ПО ПЕРЕРАБОТКЕ
и
ХОЛОДИЛЬНОМУ ХРАНЕНИЮ ПИЩЕВОЙ ПРОДУКЦИИ
И КОРМОВ,
а также
ОСНОВАМ СОВРЕМЕННОГО МЕНЕДЖМЕНТА И МАРКЕТИНГА
для руководителей и специалистов рыболовецких, пушных и
животноводческих хозяйств.
Программа семинара позволит вам ознакомиться с новейшими
технологиями переработки и холодильного хранения
продукции. Вы посетите современные холодильники, перерабатывающие
предприятия, примите участие в консультациях с германскими
коллегами, побываете на бирже и прослушаете курс лекций по
рыночному хозяйству, маркетингу, договорному праву.
Для вас будут организованы экскурсии в другие города ФРГ.
Слушателям семинара выплачивается стипендия в размере
500 марок ФРГ.
По вашему желанию обучение может быть проведено по
индивидуальной программе с увеличением размера стипендии в
зависимости от суммы взноса.
По окончании курса обучения слушатели рдоучают
дипломы менеджеров западного образца.
В случае заключения контрактов СП «Интерхолод» берет на
себя их оформление и командирование специалистов на приемку
оборудования.
Стоимость участия в бизнес-семинаре (включая оформление
загранпаспорта, виз и приобретение билетов) — 2500—2700
долларов США и 5000 советских рублей.
Подтверждением вашего желания принять участие в
мероприятии является гарантийное письмо, в котором необходимо указать
фамилию, имя, отчество слушателя семинара, занимаемую им
должность, тему семинара, номер телефона, телетайпа или
телекса, счет вашего предприятия во Внешэкономбанке.
ЗАЯВКИ НАПРАВЛЯТЬ ПО АДРЕСУ:
125422, МОСКВА, УЛ. КОСТЯКОВА, Д. 12,
СП «ИНТЕРХОЛОД».
ДОПОЛНИТЕЛЬНУЮ ИНФОРМАЦИЮ МОЖНО ПОЛУЧИЛ
ПО ТЕЛЕФОНУ 976-30-87.
ТЕЛЕКС 411581 МОРОЗ СУ, ТЕЛЕТАЙП 113958 МОРОЗ.
Обучение в нашей бизнес-
ваш будущий успех на
3
8!
<N
*
I
*8
I
A1) 1601478 E1) 5 F 25 D 11/00 B1)
4304913/40-13 B2) 26.06.87 G5)
В. В. Мальцев E3) 621.565
E4) E7) 1. БЫТОВОЙ
ХОЛОДИЛЬНИК, содержащий
теплоизолированный шкаф с дверью на боковой
поверхности, включающий внутренний
и внешний корпуса с размещенной
между ними теплоизоляцией, разделенный
горизонтальной перегородкой на
морозильное и холодильное отделения,
установленные в последнем полки для
продуктов и холодильный агрегат с низко-
и высокотемпературными
испарителями, отличающийся тем, что, с целью
снижения энергозатрат, шкаф выполнен
цилиндрическим, морозильное
отделение расположено под холодильным,
а полки имеют форму диска, разделены
на секции, установлены эксцентрично
относительно вертикальной оси со
смещением в сторону двери и закреплены
на поворотном валу, при этом вал шар-
нирно укреплен в перегородке и
жестко — в крышке шкафа, последняя
установлена с возможностью поворота для
обеспечения вращения относительно
вертикальной оси, а внутренний шкаф в
зоне холодильной камеры имеет форму
усеченного конуса, обращенного
меньшим основанием вниз.
2. Холодильник по п. 1,
отличающийся тем, что низко- и
высокотемпературный испарители образуют стенки
внутреннего корпуса холодильной и
морозильной камер.
A1) 1576810 E1M F 25 D 13/06 B1)
4381118/40-13 B2) 18.12.87 G1)
Кемеровский технологический институт
пищевой промышленности G2)
О. Н. Буянов, Л. А. Фукс, Е. И. Хар-
лампенков, В. С. Лифенцев E3) 621.565
E4) E7) АППАРАТ ДЛЯ
ЗАМОРАЖИВАНИЯ ПИЩЕВЫХ
ПРОДУКТОВ В БЛОКАХ, содержащий
теплоизолированную камеру, конвейер,
включающий ведущий и ведомый
барабаны, и транспортирующий орган,
размещенный над ним коллектор с
форсунками для орошения криогенной
жидкостью, установленный под конвейером
поддон для сбора хладагента,
отличающийся тем, что, с целью снижения
материалоемкости и повышения удобства
обслуживания, барабаны конвейера
имеют гладкую цилиндрическую
поверхность, а транспортирующий орган
выполнен в виде ленты из эластичного
материала с ячейками, имеющими в
поперечном сечении форму трапеции,
меньшее основание которой образует
дно ячейки, при этом боковые стороны
образуют с основанием угол 20—35 °, а
отношение диаметров барабанов к
длине меньшего основания трапеции
составляет 2,2—2,6.
АУКЦИОН НАУЧНО-ТЕХНИЧЕСКИХ ИДЕЙ И РАЗРАБОТОК
В НПО «Агрохолодпром»
разработаны скороморозильные аппараты
Я10-ОАТ и Я10-ФАУ.
Аппараты предназначены
для холодильной обработки
упакованных пищевых продуктов —
творога, мяса, рыбы, овощей и т. д.
Производительность скороморозильных аппаратов
в зависимости от вида продукта
и способа холодильной обработки
(замораживание, охлаждение) составляет от 350 до
700 кг/ч.
Аппарат для холодильной обработки упа- ство; 6 — транспортер выдачи готового
прокованных пищевых продуктов: дукта; 7 — подающий транспортер; 8 —
/ — цепной конвейер; 2 — люльки; 3,4— привод; 9 — теплоизолированная камера;
окно соответственно для загрузки и вы- /0 — патрубки подачи жидкого аммиака и
грузки продуктов; 5 — загрузочное устрой- отвода паров аммиака
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА АППАРАТОВ
Я10-ОАТ Я10-ФАУ
Температура воздуха в
аппаратах, °С •_ 30±2 —30±2
Расход холода, кВт (ккал/ч) 46,52 D0 000) 58,15E0 000)
Аммиак
До 1200
50—90
30—40
40±5
4...—18
40—90
Аммиак
До 1200
90—150
50—70
30±5
4...—18
90—150
Хладагент
Габаритные размеры
брикетов или пачек продукта, мм
длина
ширина
высота
Температура продукта, °С
на входе в аппарат
на выходе из аппарата
Продолжительность
процесса холодильной обработки,
мин
Габаритные размеры
аппаратов, мм
длина
ширина
высота
Масса, кг
С 1992 г. скороморозильные аппараты Я10-ОАТ и
Я10-ФАУ будут серийно выпускаться ПО «Удмурт-
ремагропром» (холодильная установка в комплект
поставляемого оборудования не входит).
Заявки на указанные аппараты направлять по адресу:
125422, г. Москва, ул. Костикова, 12,
отдел организации и внедрения НТР НПО «Агрохолодпром».
7 000
4 500
4 200
10 000
9 000
4 500
4 200
10 000
ilfplllill
НАУКА, ТЕХНИКА, ТЕХНОЛОГИЯ
Памяти Б. М. БЛИЕРА посвящается
УДК 621.565-932.001.13
Абсорбционная холодильная машина
с обращенным ректификатором
Д-р техн. наук, проф. Б. А. МИНКУС
Одесский институт низкотемпературной техники и энергетики
Абсорбционную холодильную
машину с дополнительным
насыщением части крепкого раствора
предложил Б. М. Блиер в 1947 г. [1].
Процесс донасыщения раствора он
назвал обращенной
ректификацией, а аппарат, в котором
протекает этот процесс,— колонной
обращенной ректификации [3].
Однако указанная холодильная
машина в дальнейшем не
разрабатывалась и промышленного
применения не получила.
В наше время, когда на смену
водяному охлаждению аппаратов
приходит воздушное и сорбционные
системы начинают применять не
только в холодильной, но и в
энергетических отраслях
промышленности, предложенная машина
заслуживает внимания.
Схема машины, составленная
Б. М. Блиером, показана на рис. 1.
В генераторе Г кипит крепкий
раствор, обогреваемый
теплоносителем. Выделившийся пар посту-
/ кг/кг
В конденсатор
Вода
/-/ кг/кг
Охлаждаю-
щая среда
Теплоно
ситель
S^^jfSfo
парового переохла-
ди те ля
кг/кг fO' T ZH
-—ip-1
пает в исчерпывающую колонну
ректификатора Р и далее — в
растворный РД и водяной
(дополнительный) ВД дефлегматоры. В
ректификаторе пар, контактируя со
сливающимся раствором высшей
концентрации, укрепляется.
Очищенный пар из дефлегматоров
направляется в конденсатор.
Образовавшийся в генераторе
слабый раствор охлаждается в
теплообменнике Т крепким
раствором и через дроссельный вентиль
ДВ направляется в абсорбер А.
В нем раствор, поглощая пары
хладагента, повышает свою
концентрацию, выделяемая при этом
теплота отводится охлаждающей
средой, например, воздухом.
Крепкий раствор сливается на
распределительную тарелку РТ. Основная
его часть насосом 1Н подается
в теплообменник Т, а из него —
в генератор.
Остальная часть крепкого
раствора с распределительной тарелки
РТ сливается в обращенный
ректификатор ОР. Здесь, перемещаясь
в противоток пару, поступающему
из испарителя через паровой
переохладитель, раствор дополнительно
насыщается, затем насосом 2Н
направляется в змеевик растворного
дефлегматора РД, отводит теплоту
от пара и нагретым до состояния,
близкого к насыщению, вместе с
флегмой сливается в
исчерпывающую колонну ректификатора Р.
Предусмотрена также возможность
непосредственной подачи раствора
высшей концентрации в
ректификатор (см. штриховую линию).
Процессы, протекающие в
машине, изображены в ?, /-диаграмме
на рис. 1, б [3]. При построении
линий процессов в адсорбере 3—4
и в обращенном ректификаторе
4—9 учтено недонасыщение
крепкого раствора, равное, например,
в точке 4
РИС. 1. Схема (а) и процессы в ?, i-диаг-
рамме (б) абсорбционной холодильной
машины с обращенным ректификатором:
ро, рк, рр, рд—давление соответственно
кипения, конденсации, в генераторе и
абсорбере
17;
©>
©>
0)
о
§
X
С*
%
а
X
!
¦5
м< —ie;—Бг,
где g*, ?г — концентрация
насыщенного раствора при
температуре ?4 и
крепкого раствора.
Недоиспарением раствора в
генераторе ввиду его малого
значения пренебрегаем.
Процесс в обращенном
ректификаторе 4—9 представлен в виде
чередующихся в области
насыщенного пара изотерм и линий сечений.
Первые характеризуют состояние
фаз на теоретических тарелках,
вторые — в пространстве между
ними.
В исчерпывающей колонне
ректификатора, в которой происходит
тепломассообмен между
восходящим паром и стекающим
раствором более низкой температуры,
искомую изотерму находят путем
подбора — линия, являющаяся
продолжением изотермы, должна
проходить через точку,
определяющую состояние переохлажденной
жидкости на тарелке РТ. В
обращенном же ректификаторе, в
котором происходит теплообмен между
восходящим холодным паром и
сливающимся раствором более
высокой температуры, искомую
условную изотерму следует изображать
в виде прямой, соединяющей точку,
отвечающую состоянию жидкости
на тарелке (например точку jV),
с точкой, характеризующей
состояние насыщенного пара той же
температуры (точка N").
Теоретический полюс очистки
я* находится на пересечении линии,
являющейся продолжением
изотермы, проходящей через точку //,
с ординатой \d.
Теплота дефлегмации
минимальная (теоретическая)
/ =
Ь-ta
•Ф
*\0 — $г
ЯДГ=%— *5.
A)
где **, 1ъ — энтальпия
теоретического полюса очистки и
пара на выходе из
дефлегматора ВД,
действительная
<7д = ?д/Ч?, B)
где r\R — коэффициент
ректификации.
Кратность циркуляции раствора
высшей концентрации, отводимого
из обращенного ректификатора ОР
в дефлегматор РД:
Ф==Лд<7д/Л'д> C)
где т]д — коэффициент,
учитывающий потери теплоты в
дефлегматоре РД;
Л/д — приращение энтальпии
раствора наивысшей
концентрации в змеевике
дефлегматора РД,
Д(д = 1п —iio-
Кратность циркуляции крепкого
раствора в машине:
lr-la Т lr-la
При ф= 1
Id — ho
D)
D')
Процесс в обращенном
ректификаторе Б. М. Блиер считал
адиабатным, т. е. происходящим без отвода
теплоты, и полагал, что для
получения нужной степени насыщения
раствора достаточно выбрать
необходимое число тарелок. Однако это
не так. Только то, что изотермы
проходят круче пересекаемых ими
линий сечений, свидетельствует
о том, что процесс не
удовлетворяет второму закону
термодинамики. Другими словами, чтобы
обеспечить протекание процесса в
обращенном ректификаторе,
необходимо, как минимум, отводить от него
теплоту [4].
Изготовить обращенньш
ректификатор в виде тарельчатой
колонны с охлаждающим устройством
очень трудно. Недостаток
тарельчатой колонны заключается также в
смешении на нижней тарелке
восходящего холодного пара и
стекающего раствора, что упраздняет зону
адиабатной стабилизации
аппарата, в которой устанавливается
равновесие фаз в результате
повышения температуры пара. Эти
недостатки отсутствуют в аппарате
насадочного типа, подобном,
например,
дефлегматору-ректификатору, разработанному Гипрохоло-
дом [2}
При рассмотрении
материальных и тепловых потоков в
обращенном ректификаторе
насадочного типа будем считать, что на
любом уровне за пределами зоны
адиабатной стабилизации
соблюдается равновесие фаз,
свойственное теоретическим тарелкам.
В колонну обращенного
ректификатора (рис. 2) из испарителя
поступает столько же пара, сколько
из дефлегматора БД, и с той же
концентрацией, т. е. в
относительных величинах 1 кг/кг пара с
концентрацией Id, и сливается ф кг/кг
раствора с концентрацией |ю.
В части аппарата, находящейся
ниже сечения /—/, образуется зона
адиабатной стабилизации, о
которой упоминалось выше.
В любом расположенном выше
сечении (N—N) проходит 1 —
. — хп кг/кг пара с концентрацией
Ш (хп — масса пара, поглощенного
раствором в части аппарата,
расположенной ниже сечения N—N.
Из материального баланса этой
части следует, что доля
поступающего в нее раствора равна ф — jc«,
концентрация |п.
Из материального баланса по
рабочему веществу
^ ?l0— In Id —In /c\
*» = Фр—| W Е • W
ъп fen fen fen
*,_ ^_
in W /Г
/V]_ in 1^
r-f» '?*w«
5/7 $П Л
_tr
4т iz
(p кг/кг 1 кг/кг
Ью Id
f^xJtfytAoJ
h~cto~Qop\ Qop
(f-x^ij- (flj)
L9~LW
Зона
адиабатной
стабилизации
РИС. 2. Материальные и тепловые потоки
в обращенном ректификаторе
Из теплового баланса теплота,
отводимая охлаждающей средой из
этой части аппарата
цп = фп — /ю) + xn(i'n — Q — (К— i%).
F)
Для всего аппарата
«ор=ф
iT-ir
1%-Ь
Яор = Ф* —' i о) + x0P(i"— й) —
-(#-;9).
При ф=1
*ор — 1
-Бю
Й'-Ь
<70Р —.'« — '10 — 0 — хОР ) ('"— '¦*)•
G)
(8)
G')
(8')
С повышением концентрации
раствора, выходящего из
обращенного ректификатора ?ю, теплота
дефлегмации qR уменьшается
значительно, а располагаемый перепад
энтальпии Л/д — незначительно.
В результате кратность
циркуляции ф раствора высшей
концентрации, как видно из уравнения C),
снижается. При этом тепловой
коэффициент машины, так же как
и степень обратимости процесса
в теплообменнике Г, возрастает, и,
следовательно, эффективность
машины повышается. Оптимум
достигается при предельном значении
Ф=1 кг/кг. Однако достижение
такого режима возможно далеко
не всегда, поскольку с
возрастанием концентрации ?ю понижается
температура раствора ^ю, а низшее
ее значение ограничивается
температурой среды tw, охлаждающей
обращенный ректификатор.
Для определения значения ф
для водоаммиачной холодильной
машины на рис. 3 показана
зависимость температуры раствора t\o
от температуры кипения в
испарителе to.
Как следует из рис. 3,
температура раствора tw в значительном
интервале температур кипения to не
зависит от давления конденсации
рк и лишь в интервале, в котором
tm
JU\
W\
2(A
И
°\
-10
f°C
\\
_^€:
Wp$
-60-517 -40-JO -20 -W 0 /0 20t0°C
РИС. З. Зависимость температуры
раствора, поступающего из обращенного
ректификатора, 1ю от температуры кипения в
испарителе t0 при различных значениях
кратности циркуляции этого раствора ф
и давления рг
температура раствора t\\
приближается к температуре пара t$,
наблюдается отклонение от этой
закономерности. Если требуется
большая точность определения /ю, то
полученные из графика значения t\o
следует увеличить на 1 °С при
рк= 1,5 МПа, на 2 °С при рк = 1,0
и на 3 °С при рк = 0,5 МПа.
Зная температуру раствора на
выходе из обращенного
ректификатора /ю, можно определить его
температуру на выходе из
охлаждаемой части tx по приближенной
зависимости:
ф(/1-/1о)=1,4 + ОД8(/,о-/9). (9)
При составлении графика
(рис. 3) для давлений конденсации
до 2,0 МПа использованы данные
?, /-диаграммы Ф. Бошняковича,
для давлений до 4 МПа — данные
Б. Циглера и X. Треппа [5].
Давление в абсорбере рк принимали
равным давлению аммиака при его
температуре, меньшей на 2 °С
температуры /о, давление в генераторе
рг — равным давлению аммиака
при его температуре,
превышающей на 1...2 °С температуру
конденсации tK. Концентрацию
очищенного пара принимали '¦?</==
= 0,998 кг/кг, недонасыщение
раствора в обращенном
ректификаторе А?ОР = 0,015 кг/кг,
коэффициент ректификации 1)^ = 0,92,
коэффициент, учитывающий потери
теплоты т]д = 0,97.
Пример. Рассчитать цикл и тепловые
потоки водоаммиачной холодильной
машины с обращенным ректификатором.
Даны температуры: кипения в
испарителе /о= — 15 °С, воздуха,
охлаждающего абсорбер и конденсатор, /„ =
= 32 °С, воды, охлаждающей
обращенный ректификатор, tw = 27 °С, греющего
теплоносителя th= 140 °С.
Принимаем *К==48°С, /2=135°С,
/4=40°С, /9 = 25 °С; ^ = 0,998, Д?4 =
= 0,025, А|,о = 0,015 кг/кг.
Находим: р0 = 0,226 МПа, рА =
= 0,217 МПа, /?к=1,93 МПа, рт =
= 1,96 МПа, затем |а = 0,286 кг/кг,
?г = 0,350 — 0,025 = 0,325 кг/кг, %{=
= 0,982 кг/кг и ?i=471,9 кДж/кг,
h = 512,9 кДж/кг, /4 = 64,9 кДж/кг,
#=1733,3 кДж/кг, /5=1676,8 кДж/кг,
/9=1689,0 кДж/кг.
Задаемся ф=1, из графика (рис. 3)
находим /ю = 29°С и соответственно
6,0 = 0,409 — 0,15 = 0,394 кг/кг, , /10 =
= 17,6 кДж/кг, in =412,4 кДж/кг,
? = 2047 кДж/кг.
Из зависимости (9)
/,=29+1,4 + 0,18B9 —25) = 31,1 °С,
откуда температурный напор между
раствором и охлаждающей водой на
выходе ее из обращенного
ректификатора
01 = 31,1—27 = 4,1 °С,
что вполне приемлемо.
Кратность циркуляции по D')
f=l + @,998 -0,394)/@,325 -
-0,286) = 16,5 кг/кг,
доля пара, поглощенная раствором,
по G')
*ОР = 1—@,998 - 0,394)/@,982 -
-0,325)=0,081 кг/кг,
отведенная теплота по (8')
?0р= 1689,0— 17,6— A —0,081) X
X A733,3-64,9) =138,5 кДж/кг,
минимальная теплота дефлегмации
;¦ по (о
<7д = 2047,0- 1676,8 = 370v2r
действительная теплота
дефлегмации по B)
<7Д = 370,2/0,92 = 402,7 кВт/кг.
Дальнейший расчет показывает:
теплота, отводимая в теплообменнике
<7Т = 6400, в генераторе ^г = 2306, в
абсорбере </А = 2072 кДж/кг.
Для определения
эффективности применения обращенного
ректификатора сравним
полученные данные с данными расчета
холодильной машины, в которой
крепкий раствор из абсорбера без
дополнительного повышения
концентрации отводится в
дефлегматор. Для создания равных условий
работы воду, охлаждающую
обращенный ректификатор, в сопо-
УДК 628.84.004.11
ставляемой машине используем для
охлаждения водяного
дефлегматора. В этом случае кратность
циркуляции крепкого раствора,
отводимого в дефлегматор ф=1,23 кг/кг.
Сравнение показывает, что
применение обращенного
ректификатора позволяет сократить расход
теплоты генератора на 8 %,
теплоты абсорбера на 8,3 %, а
следовательно и энергии на привод
вентиляторов на 8,3 %, на привод
насосов для раствора на 9,5 %,
снизить металлоемкость всей машины,
включая конденсатор и испаритель
на 6,9 %.
В машине без дополнительного
водяного дефлегматора кратность
циркуляции раствора высшей
концентрации ф=1,57 кг/кг,
перерасход теплоты генератора (по
сравнению с тем же протопипом)
составляет 2,7 %, теплоты
абсорбции — 2,9 %, увеличение
металлоемкости машины — 1,5 %.
Таким образом, можно
утверждать, что при наличии двух
источников охлаждения разной
температуры применение обращенного
ректификатора в холодильной
машине способно обеспечить
существенный экономический эффект.
Список литературы
1. А. с. 86796 СССР.
2. А . с. 440536 СССР.
3. Б л и е р Б. М., Вургафт А. В.
Теоретические основы
проектирования абсорбционных
термотрансформаторов. М.: Пищевая
промышленность, 1961.
4. Бошнякович Ф. Техническая
термодинамика. Часть вторая.
М.—Л., Госэнергоиздат, 1956.
5. Ziegler B.,Trepp Ch. // Intern.
J. of Refrig. 1984. March. V. 7, № 2.
pp. 101—106.
Автоматизированная турбокомпрессорная
холодильно-осушительная установка
на R22
Канд. техн. наук Л. В. НАЛОВИН
ЦИАМ им. П. И. Баранова
Канд. техн. наук А. И. КОЗОРЕЗ,
канд. техн. наук О. В. РАДКОВСКИЙ,
Ю. И. МУРАТОВ
Одесский институт низкотемпературной техники и энергетики
В филиале Центрального
института авиационного моторостроения
им. П. И. Баранова введена в
эксплуатацию фреоновая (R22)
турбокомпрессорная холодильно-
осушительная установка холодо-
производительностью 11,8 М,Вт,
предназначенная для охлаждения
и осушки 100 кг/с воздуха до
температуры —10...—15 °С и влато-
содержания 0,06 г/кг.
Установка двухступенчатая
(*0==0...—10 °С и /о=—15...
—45 °С), разделена по фреоновым
контурам на две секции — А и Б
(рис. 1). В качестве хладоносите-
ля в высокотемпературной
ступени (ВТС) используется водный
раствор этиленгликоля, а в
низкотемпературной ступени (НТС) —
водный раствор хлористого
кальция.
В установку входят:
двухсекционный центробежный ш^стисту-
пенчатый турбокомпрессор с
регулируемыми лопатками
диффузора, мультипликатор,
электродвигатель турбокомпрессора марки
ЕВ
§
•8
I
©>
©>
н
8ч
О
РИС. 1. Схема турбокомпрессорной хо-
лодильио-осушительной установки:
/ — электродвигатель; 2 —
мультипликатор; 3— высокотемпературная секция
компрессора; 4 — низкотемпературная секция
компрессора; 5 — антипомпажный клапан;
6 — конденсатор; 7 — переохладитель; 8 —
ресивер; 9 — насос для раствора
хлористого кальция; 10—воздухоохладитель
низкотемпературной ступени; // —
промежуточный сосуд; 12 — испаритель
низкотемпературной ступени; 13 —
регулирующий вентиль; 14 — испаритель
высокотемпературной ступени; 15 —
воздухоохладитель высокотемпературной ступени; 16 —
насос для раствора этиленгликоля;
фреон; — хладоноситель;
— • — воздух
ЗВ252—04Н мощностью 3500 кВт,
кожухотрубный конденсатор и
переохладитель секции Б (все ЧКД-
Прага, Чехословакия),
конденсатор КТР-3000 и переохладитель
жидкого R22 с теплообменной
поверхностью 390 м2 секции Л
(Уральский завод химического
машиностроения), испарители
ИРК-2000 (Коростеньский завод
им. 50-летия Великой
Октябрьской социалистической
революции), воздухоохладители.
Теплообменная поверхность
аппаратов (кроме
воздухоохладителей) отечественного производства
скомпонована из накатных медных
труб со стандартным оребрением
(внутренний диаметр труб 13,2 мм,
диаметр ребер 21, их высота
2,25 мм, коэффициент оребрения
3,5), аппаратов производства ЧКД-
Прага — из гладких латунных
труб диаметром 20X2 мм. Пучки
шахматные. В межтрубное
пространство аппаратов подается R22,
в трубы — хладоноситель.
Воздухоохладители ВТС (завод
химического машиностроения,
г. Дзержинск) изготовлены по
типу вертикальных кожухотрубных
теплообменников с жестким
креплением трубных решеток, с
шахматным пучком труб диаметром 38Х
Х2,5 мм из нержавеющей стали,
площадь теплообменной
поверхности около 1000 м2.
Воздухоохладители НТС (ЧКД-Прага) —
вертикальные кожухотрубные
теплообменники с подвижными
решетками закрытого типа, с
шахматным пучком труб.
Конструктивно теплообменная поверхность
этого воздухоохладителя состоит из
пяти пучков. Три первых пучка
выполнены из гладких
нержавеющих труб диаметром 32x2 мм,
два последних — из оребренных
труб с коэффициентом оребрения
4,85. Ребра двух последних
пучков изготовлены путем накатки
алюминия на нержавеющую
трубу с внутренним диаметром 28 мм,
РИС. 2. Структурная схема
автоматизированной системы регулирования
турбокомпрессорной холодильно осушительной
установки
Г
Сен ц и я А
10
fci^fWSTr^i
u^
~чо_у
диаметром ребер 61, их высотой осушается воздух, а по трубам
12,5 мм. циркулирует хладоноситель. Влага
В межтрубном пространстве из воздуха в воздухоохладите-
воздухоохладителей охлаждается и лях ВТС оседает на теплообмен-
Мнемосхема
техно логичес ких
устройств
Автономный
пульт
оператора
AAA
Центральная
управляющая и
информационная
система
Параллельные
каналы связи
Автономная
информационная
система
Печатающее
устройство
Дисплей
с клавиатурой
Память на
гибких дисках
Последовательный
канал связи
К следующим
системам
Система
автоматического
регулирования
Регулирующие
органы
Система
автоматического
управления
Датчики
Регулирующие
органы
Информационная
система
I Датчики
I Датчики
ной поверхности в виде
конденсата, а в воздухоохладителях НТС —
в виде снега и инея.
Компоновка аппаратов
двухъярусная: в секции А они
расположены на нулевой отметке, а в
секции Б — над ними, на
отметке 4,8 м. Турбокомпрессоры
установлены на отметке 6 м,
воздухоохладители — на нулевой.
Общие габаритные размеры двух
секций установки 54X18X10 м.
Кроме оборудования,
показанного на рис. 1, в установке
имеются устройства деаэрации R22
в конденсаторах, дегазации масла
системы уплотнения
турбокомпрессора, вспомогательный компрес-
сорно-конденсаторный агрегат с
поршневым компрессором типа
UB411W (ЧКД-Прага) холодо-
производительностью 75 кВт при
температуре кипения 0 °С и
конденсации 40 °С.
Для предотвращения утечек R22
из системы предусмотрены два
уплотнения: для работы
турбокомпрессора — графитовое (на его
валу), для стоянки — резиновое
уплотнение, расположенное на валу
подшипника со стороны проточной
части турбокомпрессора
(последнее начинает функционировать при
падении давления масла в
системе).
Масло в количестве 5 кг/ч,
прошедшее через фрикционную
пару графитового уплотнения,
смешивается с R22 и направляется
в систему отделения, где очищается
в специальном дегазаторе и
сепараторе, и затем возвращается в
систему смазки, a R22 подается
в линию всасывания
турбокомпрессора.
Холодильно-осушительная
установка оснащена
автоматизированной системой управления
технологическим процессом, которая
выполнена на базе цифрового
микропроцессора типа MIDIAS-80.
Система решает задачи управления и
контроля, регулирования и выдачи
информации (рис. 2).
Управление установкой
(подготовка к пуску, пуск, работа,
остановка, в том числе аварийная)
осуществляется автоматически по
специальным алгоритмам
управления, записанным на гибких
магнитных дисках.
Автоматизированная система
управления и контроля ZEPALOG
обеспечивает: реализацию
алгоритмов управления, связь с системами
управления электрической части,
оценку выполнения блокирующих
условий, контроль правильного
положения запорной арматуры на
каждом этапе управления.
С помощью системы
автоматического регулирования
поддерживаются 22 заданных
технологических параметра.
Информационная система
предназначена для измерения и
регистрации 53 параметров работы
турбокомпрессора и 116 параметров
работы секции установки, а также
для предупредительной и
аварийной сигнализации технологических
параметров. Она принимает
сигналы от всех датчиков и после их
обработки обеспечивает связь с
показывающими приборами,
дисплеями, печатающим устройством
и устройством памяти на гибких
магнитных дисках.
Для управления
автоматизированной системой предусмотрен
автономный пульт оператора с
набором команд. В местном пульте
управления находятся мнемосхемы
с изображением контуров
фреонового, масляного, хладоносителя,
два автономных пульта оператора
(одинаковые для каждой секции)
с цифровыми трехразрядными
показывающими приборами,стрелоч-
ИЗОБРЕТЕНИЯ |
(И) 1580128 E1) 5 F 25 В 49/00 B1)
4402393/23-06 B2) 04.04.88 G2)
A. И. Козорез, О. В. Радковский,
Ю. И. Муратов, В. Ф. Ломакин,
B. Н. Замковец, Л. В. Налобин,
В. И. Долгий E3) 621.57
E4) E7) СПОСОБ
ОПТИМАЛЬНОГО УПРАВЛЕНИЯ
ДВУХСТУПЕНЧАТОЙ ХОЛОДИЛЬНОЙ ТУРБО-
КОМПРЕССОРНОЙ УСТАНОВКОЙ
для охлаждения сжатого воздуха с
двухсекционным центробежным
компрессором с поворотными лопатками
диффузоров, воздухоохладителями,
испарителями, промсосудом,
конденсатором и автоматическими регуляторами
путем измерения давлений на
всасывании в низкотемпературной и
высокотемпературной секциях компрессора и их
регулирования изменением положения
поворотных лопаток диффузоров,
измерения давления в конденсаторе и его
регулирования изменением расхода
охлаждающей воды, отличающийся тем,
что, с целью повышения энергетической
эффективности при расширении
диапазона работы установки по расходам и
температурам охлаждаемого воздуха,
дополнительно измеряют температуру,
расход, давление и влагосодержание
охлаждаемого воздуха на входе в
воздухоохладитель
высокотемпературной секции, температуру и расход
охлаждающей воды на входе в
конденсатор, расходы теплоносителей в теплооб-
менных аппаратах, температуру
воздуха на выходе из воздухоохладителя
низкотемпературной секции, по
которым определяют требуемые параметры
с учетом изменения значений
измеренных, для настройки задатчиков
автоматических регуляторов давлений на
всасывании в низкотемпературной и
ными приборами положений
исполнительных органов автоматической
системы регулирования, задатчи-
ками ручного и автоматического
регулирования. В местном пульте
управления, кроме того, имеются
два цветных дисплея
информационной системы, черно-белый
дисплей с клавиатурой,
печатающим устройством и устройством
памяти на гибких магнитных
дисках.
Автоматизированная
холодильно-осушительная установка в
настоящее время находится в
промышленной эксплуатации. Её
внедрение позволило на старых
производственных площадях
увеличить пропускную способность по
расходу охлажденного и
осушенного воздуха в 2 раза, а холо-
допроизводительность — в 4 раза.
высокотемпературной секциях
компрессора и давления конденсации в
конденсаторе, обеспечивающих получение
заданной потребителем конечной
температуры охлаждаемого воздуха, после
достижения которой последнюю
поддерживают постоянной, все
автоматические регуляторы отключают,
Дополнительно измеряют мощность,
потребляемую компрессором, и проводят
корректировку значений углов поворота
лопаток диффузоров в низкотемпературной
и высокотемпературной секциях
компрессора до достижения минимального
значения потребляемой мощности.
A1) 1592676 E1M F 25 В 11/00 B1)
4442601/23-06 B2) 16.06.88 G1)
Специальное конструкторскоптехнологиче-
ское бюро по автоматизации,
микропроцессорной и турбохолодильной
технике G2) М. Г. Друй, А. Т. Лев-
шук, В. С. Сницаренко-Захаренко,
К. К. Соколов, А. П. Старостин E3)
621.575
E4) E7) СПОСОБ
ОХЛАЖДЕНИЯ ВОЗДУХА путем его сжатия в
компрессоре турбохолодильной
машины, охлаждения в первом из двух
периодически переключающихся с помощью
кранов регенераторов, расширения в
турбодетандере, подачи в холодильную
камеру, подогрева во втором
регенераторе и вывода в атмосферу,
отличающийся тем, что, с целью повышения
экономичности при
низкотемпературном охлаждении воздуха, атмосферный
воздух направляют во второй
регенератор на охлаждение, расширяют в турбо-
детандере до давления ниже
атмосферного, подогревают в первом
регенераторе, сжимают в компрессоре до
атмосферного давления и удаляют в
атмосферу, а затем после переключения кранов
охлажденный воздух после первого
регенератора направляют в холодильную
камеру, расширяют в турбодетандере,
подогревают во втором регенераторе,
сжимают в компрессоре и удаляют в
атмосферу.
I
I
УДК 621.57:538.4
Жид неметаллический МГД-компрессор
А. П. ВАСИЛЬЕВ,
проф. В. А. БОНДАРЕНКО,
проф. Д. А. ТАРАКОВ
Оренбургский политехнический институт
А. Д. ПРОКОПЕНКО
Киевское НПО «Веста>
Проблема повышения надежности,
снижения шумовых и
вибрационных характеристик, значительного
увеличения срока службы, а также
удешевления холодильных
компрессионных машин обусловливает
актуальность поиска новых
инженерных решений реализации
процесса сжатия рабочих веществ.
Один из возможных путей в этом
направлении — использование
МГД-компрессора, в котором
рабочее вещество сжимается в
электромагнитных полях, образующихся
при магнитогидродинамическом
(МГД) течении жидкого металла.
Схема МГД-компрессора
явилась результатом критического
анализа работы известных эжек-
торных схем сжатия газов [7].
Один из недостатков таких схем —
низкий КПД, теоретически не
превышающий 15 %, а в реальных
установках имеющий и того
меньшее значение из-за больших потерь
механической энергии несущего
потока жидкости при его смешении со
сжимаемым газом. Это связано с
тем, что при реализации рабочего
процесса в эжекторном
компрессоре высокоэнергетический поток
жидкости необходимо разгонять до
больших скоростей, чтобы снизить
давление перед камерой смешения,
а затем затормозить его в
диффузоре.
В результате подобного течения
потока возникают ударные потери
энергии при смешении эжектирую-
щего и эжектируемого потоков,
составляющие до 80 % от общих
потерь механической энергии в
эжекторе.
Скрытой причиной низкой
эффективности эжекторного
компрессора является подвод энергии к
потоку жидкости в насосе до камеры
смешения.
Можно ожидать, что
совмещение процессов пбдвода энергии и
сжатия позволит избежать
указанных недостатков и существенно
повысить эффективность
двухфазного компрессора. Эта концепция
заложена в основу холодильной
МГД-машины (рис. 1).
На входе кондукционного [1]
или индукционного [4]
МГД-компрессора установлен смеситель
(блок формирования пузырьковой
структуры), к которому подводятся^
два потока: жидкого металла при
температуре окружающей среды из
контура циркуляции А с объемным
расходом Qi и пара хладагента
из холодного контура В с объемным
расходом Qg. Образующиеся в
смесителе пузырьки пара хладагента
поступают вместе с несущим пото-
РИС. 1. Схема МГД-компрессионной
холодильной машины:
/ — испаритель; 2, 7 — дроссели;
3 — конденсатор; 4 — МГД-компрессор;
5 — сепаратор; 6 — теплообменник;
8 — смеситель
ком жидкого металла в активный
канал МГД-компрессора.
Электромагнитные силы, действующие на
протяжении всего канала МГД-
компрессора, повышают давление
потока двухфазного рабочего
вещества (в эжекторном компрессоре
подвод энергии к несущему потоку
локализован в насосе).
После прохождения активной
зоны канала двухфазный поток под
избыточным давлением поступает в
сепаратор, где он разделяется.
Жидкий металл направляется в
контур Л, охлаждается в
теплообменнике до начальной
температуры, сбрасывает избыток
давления в дросселе 7, а затем вновь
подается на вход смесителя.
Отделившиеся в сепараторе
пары хладагента поступают в контур
Б, где они последовательно
проходят через конденсатор, дроссель
2 и испаритель, после чего снова
смешиваются с жидким металлом в
смесителе.
В описанной схеме энергия
подводится к несущему потоку
жидкого металла по всей длине канала,
что сопровождается сжатием
пузырьков. В результате пузырьки
перемещаются из области низкого
давления в область высокого
давления при небольших скоростях
несущего потока, при этом
исключаются ударные потери. Кроме того,
если в эжекторных компрессорах
градиенты давления в диффузорах
жестко связаны со скоростью
несущего потока, то в МГД-компрес-
соре эти параметры независимы.
Поскольку градиент давления
определяется плотностью
электрического тока или индукцией магнитного
поля, для достижения заданной
степени повышения давления газа
при неизменной длине активной
зоны канала необходимо увеличить
плотность электрического тока, а
при неизменном ее значении —
длину канала.
К другим преимуществам МГД-
компрессора следует отнести
отсутствие каких-либо движущихся
элементов конструкции, высокоточных
деталей поршневой группы, а
также бесшумность в работе,
возможность плавного регулирования
как расхода хладагента, так и
степени сжатия, теоретически
неограниченный ресурс работы. К
очевидным недостаткам
МГД-компрессора относится несколько
меньший, по сравнению с поршневой
машиной, КПД. Этот недостаток
частично может быть устранен
путем регенерации энергии,
например, для снижения давления
жидкого металла после сепаратора
целесообразно применить МГД-гене-
ратор, а вырабатываемую им
энергию использовать для частичного
питания МГД-компрессора. Тем
самым можно уменьшить
энергопотребление последнею.
Рассмотрим физические основы
рабочего процесса в МГД-компрес-
соре. При течении двухфазного
жидкометаллического потока с
пузырьками неэлектропроводного
газа в канале МГД-компрессора под
влиянием электромагнитных сил
возникает градиент давления, и на
пузырьки газа начинает
действовать выталкивающая сила
Архимеда, направленная против движения
потока. В результате тормозящего
действия силы Архимеда пузырьки
начинают отставать от потока
жидкого металла, т. е. возникает
скольжение фаз, при этом пузырьки
испытывают воздействие силы
сопротивления обтеканию, которая
стремится увлечь их с потоком жидкого
металла в область высокого
давления.
Сила Архимеда
пропорциональна третьей степени радиуса
пузырька F^r3, а сила
сопротивления обтеканию Fc по закону Сток-
са — первой степени радиуса (или
второй степени в автомодельной
области сопротивления Fc~r2).
Очевидно, что процесс переноса
пузырьков газа несущим потоком в
область высокого давления
возможен лишь при условии FC^F.
Чтобы выполнить это условие, следует
правильно выбрать начальный
радиус пузырька, так как при г<С\
справедливо неравенство: гп+{<Сгп.
Наоборот, при /г>/7с, например,
при малой скорости потока
жидкого металла при больших значениях
плотности электрического тока в
коротких каналах, пузырьки будут
выталкиваться из области действия
электромагнитного поля против
несущего потока. В этих условиях
возможны неустойчивые режимы
функционирования МГД-компрес-
сора.
В дальнейшем принято, что
процессы дробления и коагуляции
пузырьков отсутствуют, и пузырьки
сохраняют сферическую форму, при
этом числа Фруда, Бонда и Вебера
[6] удовлетворяют условиям: Fr>
>1, Bo<l,We<l.
Если концентрация пузырьков в
потоке жидкого металла (объемное
газосодержание аг) будет
невелика, то основные особенности
течения газовой фазы можно
исследовать на модели одиночного
пузырька. Уравнение движения
пузырька объемом У=4лг3/3 в
электромагнитном поле с объемной
плотностью f можно записать в ви-
де [2]:
p3V*u -Vgradp *fV +
dt
i 1 0/"* ** \ 2 2r> ul —V2 i
z \vi—v2\
+ip
— @2-
4v [
d\V
dt
\
d2V2
~~1Г
- \ 3
it J '
A)
где p?, p2 — истинная плотность
несущей и
дисперсной фазы;
V[, V2 — скорость потока
металла и пузырька;
- V grad p — сила Архимеда в
поле градиентов
давления;
- fV — слагаемое,
учитывающее воздействие
непотенциальной
составляющей силы
электромагнитного
поля, возникающей
из-за неоднородного
растекания тока
вблизи
неэлектропроводной частицы;
т 1
т
т — коэффициент
ослабления, причем для
сферических
диэлектрических
частиц — = — 1/4 [5];
С; — коэффициент
сопротивления обтеканию
сферы.
В уравнении A) третье
слагаемое характеризует силу
сопротивления обтеканию, а
последнее — силу инерции массы
пузырька, вызванную
неравномерностью его движения, а также
изменением его объема в
процессе сжатия.
Если учесть, что одиночный
пузырек не искажает
гидродинамические параметры поля потока
жидкого металла, то для
последнего допустимо принять
гидравлическую модель с однородно
распределенными в сечениях
параметрами:
?i = {Wb0, 0,{/={^,0, 0}>
fi= const.
Тогда для установившегося
течения (ось х декартовой системы
координат направлена вдоль
канала):
о,, du\ и,и , /v
Р1И.1
dx
dp
dx
X о ui
- B)
где и\ — проекция скорости xi\ на
ось х\
р — статическое давление в
потоке;
f\ — проекция пло1 ..ости
электромагнитной силы fi на
ось х\
X — коэффициент
гидравлического трения;
D — гидравлический диаметр
канала.
С учетом B) уравнение A)
в условиях установившегося
течения принимает вид:
92U2— - = - ~ + x/i+ 4-P?X
о du2
dx
dx ~Г 4
Х(ы,-ы2J^2С,+ -1-р? [и,Х
х-|]. _<»>
где «2 — проекция скорости V2 на
ось х\
Сх — коэффициент
сопротивления обтеканию.
Для описания происходящих
процессов кроме уравнений
движения фаз B) и C) необходимо
иметь:
уравнение расхода несущей
фазы
dx
(piuicoi) =0,
D)
уравнение термодинамического
процесса сжатия газа в пузырьке,
который в рассматриваемых
условиях близок к изотермическому:
— дг3 (х)р(х) =const,
E)
а также уравнение, описывающее
закон сохранения массы газа в
пузырьке:
— ЯГЛ(х)рЦх) =COnst.
F)
В F) значение р2 определяют по
параметрам состояния, например,
по уравнению Ван-дер-Ваальса.
Система из пяти уравнений
B) — F) содержит пять
неизвестных функций: U\(x), U2(x)y рг(*)>
р(х) и г(х) и поэтому является
определенной.
Считается, что для описания
поведения пузырька можно
использовать закон сопротивления Стокса
(т. е. числа Рейнольдса в
относительном движении пузырька
невелики), поэтому для коэффициента
Сх верно равенство
Cx=\2v[r(u\ — ы2)],
где v — кинематический
коэффициент вязкости жидкого металла.
Введем понятие коэффициента
проскальзывания пузырьков s =
= U2{x)/u\(x), исключим dp/dx из
B) и C) при o)i=const и
пренебрежем силами инерции массы
газа в пузырьке в силу условия
max Ip2(*)|<p? (L — длина ак-
x€=[OtLl
тивной зоны канала МГД-компрес-
сора), тогда система уравнений
B) —F) примет вид:
5|=ЛA-5)A+?J/3-A +
+4Г1/3-г-Б, G)
где ? — независимая
переменная, ?=С#/1;
Л, В, С —параметры задачи,
л= Г1
2 г@)ы,@) г@)С '
п , L ( 9 2На2 Л с
В--
ц
1
1-е XRe
е 2н?
l) Eu;
е
где W\ — живое сечение канала;
параметр нагрузки канала
[31;
X — коэффициент
гидравлического трения;
Re — число Рейнольдса,
Re= "-?,
V
На — число Гартмана, < __-**'
•.-•¦''
Ha = ^oW-S-;
v piv
Во — индукция приложенного
магнитного поля;
cr — электропроводность
металла;
cs
*
I
2
I
Ей — число Эйлера,
Еи = 2
Р@)
7&Т
р@) —давление на входе в
канал.
Уравнение G) надо решать при
следующих начальных условиях:
при ? = 0, s= 1.
При произвольных значениях
параметров Л, В, С уравнение G)
можно численно интегрировать.
Однако при С<1 его решение
можно найти в виде степенного
ряда:
s = ao + aiZ> + a2t,2 + ...+ant,n + - =
2 а&\
л = 0
(8)
где ао...ап — коэффициенты.
Не останавливаясь на
подробностях получения этого решения,
приведем значения нескольких
первых коэффициентов ряда:
ао= 1; а\ = В— 1;
а2
-±["(
в-1) +
Ь
аз
= -L{b-i){a[a+±-
3(В-1)] + i}+^(-La-
)
Для подтверждения
работоспособности описанного способа
сжатия газа в МГД-компрессоре была
создана экспериментальная
установка (рис. 2). Испытали два типа
МГД-компрессора:
кондукционныи, работающий на
постоянном токе с независимой
магнитной системой,
представляющей постоянный, магнит с
индукцией поля в зазоре ?0~0,95У,
канал этого компрессора имел
форму спирали;
индукционный однофазный с
линейным каналом, работающий на
переменном электрическом токе
промышленной частоты.
Методика проведения опытов
заключалась в следующем.
Жидкостный контур установки
заполняли галлиево-индиевым сплавом с
температурой плавления 12 °С, а
газовый контур — диоксидом
углерода с давлением до 0,35 МП а,
значение которого выбирали из
условия, что оно должно быть
не меньше, чем давление,
создаваемое компрессором.
Газовый контур отсекали от
жидкометаллического, закрывая
редуктор и вентиль. Затем
включали МГД-компрессор и начинали
прокачивать жидкий металл через
его канал. Максимальное
давление при этом составило АрКОнД=
= 0,04 МПа для кондукционной
схемы и Дринд = 0,32 МПа для
индукционной соответственно при
максимальном токе 200 А и токе
возбуждения 18 А. Перепад
давлений фиксировали манометрами М2
и Мз. При постоянном режиме
работы компрессора открывали
вентиль и медленно нагружали
редуктор, при этом диоксид
углерода начинал поступать в поток
жидкого металла. Расход газа
фиксировали ротаметром, а для
визуального наблюдения за процессом
всасывания газа его пропускали
через слой жидкого металла,
находящегося в вертикальной
стеклянной трубке высотой около 30 мм.
Ф / f&®r-)S
i±
к
РИС. 2. Схема экспериментальной
установки:
/ — жидкометаллический
МГД-компрессор; 2 — расходомер; 3 — газовый
редуктор; 4 — сепаратор; 5 — дроссель;
6 — вентиль; М\—Wf4 — манометры;
А — амперметр
В процессе экспериментов было
обнаружено следующее. Если при
постоянном режиме работы канала
медленно увеличивать расход газа
путем изменения перепада
давлений в жидкостном и газовом
потоках перед камерой смешения,
например, изменением
гидравлического сопротивления дросселя или
же редуктором, то при некотором
расходе газа (максимально
возможном в конкретном режиме
работы МГД-компрессора)
происходил срыв в устойчивой работе
компрессоре, при этом перепад
давлений хаотически колебался и
возникал шум в работе установки.
Переход на режим работы с большим
перепадом давления в канале
вследствие увеличения тока (или
уменьшения расхода газа) устранял
возникшую неустойчивость в работе
МГД-компрессора: перепад
давлений становился стабильным, а
процесс сжатия газа — бесшумным.
Чисто внешне неустойчивые
режимы работы МГД-компрессора
напоминали помпажные режимы
турбокомпрессоров, хотя природа
их отлична.
В кондукционном
МГД-компрессоре наибольший перепад
давлений по газу составил ДрКОнд =
= 0,028 МПа при его
максимальном расходе Qg=0,26 см3/с При
увеличении этого расхода
происходил срыв в работе установки, а
уменьшении — повышение
давления вплоть до максимального при
нулевом расходе газа.
В индукционном
МГД-компрессоре перепад давлений газа
составил ДрИнд = 0,28 МПа при его
максимально возможном расходе
Qg = 2 см3/с
Обе модели МГД-компрессора
работали в устойчивых режимах
без вибраций и шума и с
плавным регулированием степени
сжатия в зависимости от величины
тока. Возникновение критических
режимов работы МГД-компрессора
можно предварительно объяснить
следующим образом:
увеличение расхода газа в
двухфазном потоке повышает объемное
газосодержание, достижение
предельного его значения
сопровождается перестройкой пузырьковой
структуры потока в газокапельную,
при этом разрывается внутренняя
электрическая цепь канала из-за
неэлектропроводности газа, что и
делает его работу неустойчивой;
повышение объемного
газосодержания в потоке снижает
скорость звука в двухфазном потоке;
если при этом скорость потока
сравнивается со скоростью звука, то
наступает кризис течения, ведущий
к неустойчивым режимам.
Проведенное исследование
позволяет сделать вывод о
возможности использования МГД-компрес-
соров в холодильных машинах.
Список литературы
1. Бирзвал к Ю. А. Основы теории
и расчета кондукционных МГД-
насосов постоянного тока. Рига:
Зинатне, 1968.
2. Васильев А. П. Критические
параметры кондукционного МГД-уско-
рителя на морской воде //
Магнитная гидродинамика. 1985, № 1.
3. Васильев А. П., Кирко И. М.
О задаче оптимизации МГД-движи-
теля // ПМТФ. 1981, № 3.
4. Лиелпетер Я. Я. Жидком еталл и -
ческие индукционные МГД-машины.
Рига: Зинатне, 1969.
5. Мирошников В. А. Движение
шара в скрещенных электрическом
и магнитном полях при малых числах
Рейнольдса // Магнитная
гидродинамика. 1981, № 1.
6. Н и гм ат у л и н Р. И. Основы
механики гетерогенных сред. М.: Наука,
1978.
7. Пат. 2573520 Франция.
УДК 621.565
ТЕМА 10*.
Холодильные установки
с парокомпрессионными
холодильными машинами
Холодильная установка с пароком-
прессионной холодильной
машиной, помимо основных
обязательных элементов машины,
необходимых для производства
искусственного холода (см. тему 2 в XT № 2
за 1991 г.), включает еще
аппараты, трубопроводы, арматуру,
которые в совокупности обеспечивают
распределение и использование
искусственного холода.
Холодильная установка
зачастую обслуживает большое число
охлаждаемых объектов, поэтому
имеет разветвленную сеть
трубопроводов и нередко работает в
условиях резких колебаний тепловых
нагрузок.
Принципиальные особенности
любой холодильной установки
отражает ее принципиальная схема,
которая в несколько упрощенной
форме дает представление об
основном и вспомогательном
оборудовании, соединенных
трубопроводами.
С определенной степенью
условности в принципиальной схеме
холодильной установки можно
выделить следующие схемы:
системы охлаждения;
подключения компрессоров;
конденсаторного узла и
регулирующей станции.
Система охлаждения
представляет собой часть холодильной
установки, расположенную между
компрессором и регулирующим
вентилем. Существуют системы
непосредственного охлаждения и
системы с промежуточным хладоносите-
лем.
Охлаждение объектов
происходит с помощью теплообменных
аппаратов, входящих в систему
охлаждения, которые называют
приборами охлаждения*. В камерах
холодильников приборами
охлаждения служат охлаждающие
батареи различных типов и
воздухоохладители.
'А/////////////////
р*
'/7777777777777777/,
а
л
f
1
/77777777777777777у
/у////////////////,
/Ь777777777777777/
РИС. 1. Типы воздухоохладителей:
а — подвесной пристенный; б — подвесной
потолочный; в — постаментный
Охлаждающие батареи
предназначены для охлаждения воздуха
в камерах при его естественной
циркуляции. По месту
расположения в камере различают батареи
потолочные и пристенные. Их
выполняют, как правило, одно- или
двухрядными с числом труб по
высоте от 8 до 16.
Воздухоохладители по способу
теплообмена делят на
поверхностные (сухие) и контактные (оро-
* Темы 1—6 см. в XT № 1—6,
темы 7—9 —в XT № 9—11 за 1991 г.
* Принятый в специальной
технической литературе термин «прибор»
вряд ли удачен.
шаемые). Наиболее
распространены поверхностные
воздухоохладители. Они представляют собой
заключенный в кожух пучок труб с
шахматным или коридорным
расположением, принудительно
обдуваемый воздухом с помощью
вентилятора.
В аммиачных холодильных
v#i!^% установках используют подвесные
Щ и постаментные воздухоохладители
(рис. 1).
СИСТЕМЫ
НЕПОСРЕДСТВЕННОГО ОХЛАЖДЕНИЯ
По способу подачи хладагента в
приборы охлаждения различают
системы непосредственного
охлаждения безнасосные и насосно-цир-
куляционные.
В безнасосных системах
хладагент может поступать в приборы
охлаждения:
под действием разности
давлений конденсации и кипения —
прямоточные системы и системы с
нижним расположением
отделителя жидкости;
под действием напора столба
жидкости — системы с верхним
расположением отделителя
жидкости,
в насосно-циркуляционных
системах хладагент подается в
приборы охлаждения под напором,
создаваемым насосом.
Безнасосные аммиачные
системы проектируют для относительно
небольших холодильников.
В прямоточной безнасосной
системе для устойчивой и
безопасной работы компрессора
количество жидкости <7Ж, подаваемой в
приборы охлаждения, должно быть
равно количеству образовавшегося
пара Gn, что соответствует
кратности циркуляции хладагента п=
= GЖ/С?П= 1. Это условие трудно
обеспечить открытием
регулирующего вентиля вручную. Неизбежно
возникают ситуации, когда
регулирующий вентиль открыт или
недостаточно, или на излишне большой
проход.
В первом случае приборы
охлаждения оказываются
недостаточно заполненными хладагентом.
Часть их поверхности работает
неинтенсивно, что приводит к
повышению температуры в
охлаждаемом объекте. Во втором случае при
избыточной подаче жидкого
хладагента в приборы охлаждения он
выкипает не весь и в
компрессор из приборов охлаждения
поступает влажный пар, т. е. пар,
содержащий капли неиспарившейся
жидкости. При «влажном ходе»
компрессора снижается
эффективность работы холодильной, мари-,
ны и, что особенно опасно^срздает-
ся аварийная ситуация — может
произойти гидравлический удар
в компрессоре.
Применение подобной схемы в
, К компрессору
К компрессору
От ном/7
рессор^
I
От конденсатора
РИС. 2. Безнасосные аммиачные системы
непосредственного охлаждения:
а — с нижним расположением
отделителя жидкости; б —с верхним
расположением отделителя жидкости; в — с верхним
расположением отделителя жидкости и
защитными ресиверами; 1 —защитный
ресивер; 2 — отделитель жидкости; 3 —
охлаждающая батарея; 4 — регулирующий
вентиль; 5 — компрессор; 6— конденсатор;
7 — защитный ресивер
разветвленных аммиачных
системах с несколькими объектами
охлаждения требует установки на
всасывающей стороне отделителя
жидкости и защитных ресиверов.
Отделитель жидкости
располагают выше защитных ресиверов,
на любом уровне относительно
приборов охлаждения. В
отделителе жидкости, куда попадает
влажный пар хладагента,
выходящий из приборов охлаждения,
изменяется направление движения
пара, снижается его скорость, в
результате чего от него
отделяется жидкость. Сухой пар
отсасывается компрессором, а отделенная
жидкость сливается в один из
защитных ресиверов.
Пока один из защитных
ресиверов заполняется жидкостью, из
другого ресивера она
выдавливается и возвращается в систему
охлаждения с помощью паров
хладагента высокого давления,
подаваемых по нагнетательному
трубопроводу компрессора (рис. 2, а).
Возможно применение
вертикальных защитных ресиверов,
одновременно выполняющих
функцию отделителя жидкости.
В безнасосной системе с
верхним расположением отделителя
жидкости жидкий хладагент после
конденсатора (или линейного
ресивера) дросселируется в отделитель
жидкости, расположенный выше
всех приборов охлаждения (рис. 2,
б). В отделителе жидкости паро-
жидкостная смесь разделяется.
Пар хладагента отсасывается
компрессором, а жидкость поступает в
приборы охлаждения под напором
столба жидкости.
плотность жидкого хлада-
В приборах охлаждения
хладагент кипит и в виде парожидкост-
ной смеси возвращается в
отделитель жидкости. Пар отсасывается
компрессором, а неиспарившаяся
жидкость снова направляется в
приборы охлаждения.
Циркуляция хладагента
осуществляется в результате действия
циркуляционного напора Арц, Па:
Арц=(р1-р2)Я.9,8,
где Q\
гента, кг/м3;
q2 — плотность парожидкост-
ной смеси в приборе
охлаждения и в
трубопроводе отсоса в отделитель
жидкости, кг/м3;
Н — высота столба жидкости в
циркуляционном контуре,
м.
При увеличении тепловой
нагрузки на приборы охлаждения
возрастают циркуляционный напор
Дрц и расход жидкости через
приборы охлаждения.
Несмотря на улучшение
циркуляции и распределения
хладагента, данная схема обладает рядом
недостатков:
существует опасность
переполнения отделителя жидкости при
поступлении из испарителя парожид-
костной смеси с большим
содержанием жидкости;
при высоком уровне в
отделителе жидкости из-за вредного
влияния гидростатического столба
жидкости может повышаться
температура кипения хладагента в
приборах охлаждения, расположенных
значительно ниже отделителя
жидкости;
затрудняется равномерное
распределение жидкости по
потребителям холода, особенно в
разветвленных системах холодильников, в
связи с чем приборы охлаждения
используются неэффективно,
нарушается температурный режим в
объектах охлаждения.
Недостатками данной системы
являются также:
большая емкость по хладагенту;
значительное загрязнение
маслом, ухудшение теплопередачи
охлаждающих батарей.
Установка защитных ресиверов,
куда при переполнении отделителя
жидкости сливается избыточная
жидкость, повышает безопасность
работы компрессоров.
В схеме с верхним
расположением отделителя жидкости
применяют два ресивера,
размещаемых.на разной высоте. При
накапливании в верхнем ресивере
аммиака до заданного уровня он
автоматически сбрасывается в ресивер,
расположенный ниже. Из него
жидкий аммиак с помощью горячих
паров выдавливается и
подается в испаритель.
Необходимость снижения
вредного влияния гидростатического
столба жидкости и трудности
распределения жидкости по объектам
охлаждения ограничивают область
применения безнасосной системы с
верхним расположением
отделителя жидкости. Ее используют
главным образом на одноэтажных
холодильниках емкостью до 600 т.
И'асосно-циркуляционные
системы охлаждения более полно
отвечают общим требованиям,
предъявляемым к охлаждающим
системам. В настоящее время широко
распространены насосно-циркуля-
цибнные системы охлаждения как
с нижней, так и с верхней
подачей хладагента в приборы
охлаждения (рис. 3, а). Их применяют
на одно- и многоэтажных
холодильниках средней и большой
емкости.
Особенностью насосно-цирку-
ляционных систем является
наличие узла «циркуляционный
ресивер — насос». Жидкий хладагент
после конденсатора
дросселируется в регулирующем вентиле и
поступает в циркуляционный ресивер.
Из него жидкость забирается
насосом и подается в приборы
охлаждения.
Благодаря насосу существенно
ускоряется циркуляция жидкости.
r®^x
РИС. 3. Насосно-циркуляционные
аммиачные системы охлаждения:
а — принципиальная схема; б — с нижней
подачей хладагента в приборы
охлаждения; в —- узел горизонтального
циркуляционного ресивера с отделителем
жидкости и аммиачным насосом; г — узел
питания батареи с верхней подачей
хладагента;
/ — компрессор; 2 — батарея; 3 —
аммиачный насос; 4 — циркуляционный ресивер;
5 — регулирующий вентиль; 6 —
конденсатор; 7 — дренажный ресивер; 8 —
отделитель жидкости; /— трубопровод подачи
жидкости в приборы охлаждения от
насоса; II — трубопровод возврата парожид-
костной смеси в циркуляционный ресивер;
/// — трубопровод слива жидкости в
дренажный ресивер в период оттаивания
От компрессора
для оттаидания
>
И компрессору
5
игл конден\
сатора
К компрессору
От компрессора
От насоса
в циркуляционный t
ресибер 4-—**
д дренажный рecuВер
Производительность насоса
выбирают такой, чтобы при
максимальной тепловой нагрузке на приборы
охлаждения кратность циркуляции
хладагента достигала 4—5. Это
обеспечивает хорошее заполнение
приборов охлаждения и
интенсивную передачу теплоты по всей
поверхности.
Неиспарившаяся в приборах
охлаждения жидкость вместе с паром
возвращается в циркуляционный
ресивер по трубопроводу для
совмещенного слива жидкости и отсоса
пара. После разделения в
ресивере пар отсасывается
компрессором, а жидкость подается снова
насосом в приборы охлаждения.
Возможно применение:
горизонтального
циркуляционного ресивера с отделителем
жидкости, установленным над
ресивером;
вертикального
циркуляционного ресивера, одновременно
выполняющего функцию отделителя
жидкости.
В схеме с горизонтальным
циркуляционным ресивером и
отделителем жидкости жидкий хладагент
подается через регулирующий
вентиль в отделитель жидкости, а не
в ресивер.
Основная трудность при
эксплуатации насосно-циркуляцион-
ных систем — обеспечить
равномерность распределения жидкости
по приборам охлаждения. Это
достигается установкой
регулирующих вентилей или диафрагм на
параллельных отводах жидкости к
приборам охлаждения.
Для того чтобы избежать
вскипания жидкости во всасывающей
линии насоса из-за падения дав^
ления в ней, насос располагают
ниже свободного уровня жидкого
хладагента в циркуляционном
ресивере, обеспечивая необходимый
столб жидкости на всасывающей
стороне насоса. Причем чем ниже
температура кипения хладагента,
тем больше должна быть высота
столба.
При подключении насоса к
циркуляционному ресиверу
необходимо, чтобы сопротивление
всасывающего трубопровода было как
можно меньше. Для этого трубопровод
выполняют с возможно
минимальным числом изгибов и переходов.
Диаметр всасывающего
трубопровода обычно выбирают на
один-размер больше диаметра входного
патрубка насоса. Подключение
к нему осуществляется коническим
переходом.
Схема подключения
аммиачному приборы
лаждень
охлаждения
г \ 1
Слив масла
РИС. 4. Узел подключения аммиачного
герметичного насоса:
/ — насос; 2— маслосборник; 3—
.циркуляционный ресивер; / — трубопровод
отбора пара от насоса; 77 — уравнительная
линия с вентилем 4
го герметичного насоса показана
на рис. 4.
Полость электродвигателя
насоса охлаждается хладагентом.
Для удаления пара из полости
электродвигателя предусмотрена
уравнительная линия.
При верхней подаче хладагента
в приборы охлаждения жидкость
в них движется самотеком. В
системе охлаждения с верхней
подачей сложнее обеспечить
равномерность распределения жидкости по
приборам охлаждения, чем в
системе с нижней подачей.
Требуется большая вместимость
циркуляционных ресиверов в случае
возможного слива жидкого аммиака
из системы при внезапной
остановке насоса.
Для каждого холодильника
проектируют одну или несколько
систем охлаждения, отличающихся
температурой кипения аммиака.
На распределительных
холодильниках и холодильниках
мясокомбинатов обычно используют систему
охлаждения с тремя
температурами кипения аммиака: —40 °С для
камер замораживания и
низкотемпературного хранения
замороженных грузов; —30 °С для хранения
замороженных грузов; —8...— 12°С
для камер хранения охлажденных
грузов и камер охлаждения.
На каждую температуру
кипения аммиака предусматривают
самостоятельный циркуляционный
ресивер. При большой емкости
системы возможна установка
нескольких ресиверов для одной
температуры кипения.
Циркуляционный ресивер снабжают двумя
аммиачными насосами, один из
которых резервный. Дренажный
ресивер используют в схейе для слива
жидкого аммиака из приборов
охлаждения.
©>
оъ
cs
«
о
I
Приборы охлаждения,
работающие в камерах, при
температуре их поверхности ниже точки росы
и ниже О °С покрываются инеем.
Нарастающий в процессе
эксплуатации слой инея затрудняет
передачу теплоты от воздуха к
хладагенту или хладоносителю. Для
поддержания стабильной работы
приборов охлаждения иней с их
поверхности периодически удаляют
механическим и тепловым
способом.
Механический способ — сдува-
ние, обметание, удаление инея
скребками—трудоемок и
малоэффективен. Наиболее
распространен тепловой способ оттаивания.
В аммиачных системах
непосредственного охлаждения
оттаивание осуществляется горячими
парами аммиака. Предварительно из
приборов охлаждения сливают
жидкий аммиак в дренажный
ресивер. Горячие пары аммиака из
нагнетательного трубопровода
после маслоотделителя по
специальному трубопроводу подают в
приборы охлаждения. Соприкасаясь
с их холодной поверхностью,
горячий пар конденсируется.
Постепенно внутри труб приборов
охлаждения собирается конденсат, а на
наружной поверхности начинает
плавиться слой инея, который затем
легко удаляется.
СИСТЕМЫ С
ПРОМЕЖУТОЧНЫМ ХЛАДОНОСИТЕЛЕМ
В этих системах в качестве хладо-
носителей применяют различные
вещества (см. тему 3 в XT № 3
за 1991 г.), прежде всего
рассолы — водные растворы солей
(хлорида натрия и хлорида кальция).
РИС. 5. Система охлаждения с
промежуточным хладоносителем с открытым
испарителем:
/ — насос для хладоносителя; 2 —
обратный клапан; 3 — обводной вентиль; 4 —
охлаждающая батарея; 5 — вентиль для
выпуска воздуха; 6 — бак испарителя; 7 —
охлаждающие секции с кипением
хладагента; 0 — линия выпуска хладоносителя в
сливной бак
Системы с промежуточным
хладоносителем различают с открытым
или закрытым испарителем.
В схеме с открытым
испарителем (рис. 5) хл а доноситель,
находящийся в его баке под
атмосферным давлением, насосом
забирается и подается в прибора
охлаждения, отепляется и
возвращается самотеком в испаритель.
Подача хладоносителя в приборы
охлаждения регулируется
задвижками.
Недостатками этой системы
охлаждения являются снижение в
процессе эксплуатации
концентрации рассола из-за его контакта
с окружающим воздухом и
повышенная коррозия металла из-за
поглощения рассолом кислорода из
окружающего воздуха.
Наиболее распространена
схема с закрытыми испарителем
(кожухотрубным) и приборами
охлаждения. Хладоноситель
циркулирует между ними с помощью
насоса.
Для разветвленных схем
применяют так называемую
трехтрубную закрытую систему (рис. 6).
Трехтрубной она называется из-за
наличия трех трубопроводов:
подающего, обратного и
компенсационного. Благодаря
компенсационному трубопроводу
суммарная длина трубопроводов для
каждого потребителя и их
гидравлические сопротивления
оказываются одинаковыми. Тем самым
достигается равномерное распределение
хладоносителя по приборам
охлаждения.
Чтобы обеспечить постоянное
заполнение системы
хладоносителем, компенсировать его объемные
изменения при колебаниях
температуры и отводить воздух из
системы, в ее верхней точке (на 1...2 м
выше верхнего потребителя холо-.
да) устанавливают
расширительный сосуд. Воздух
выпускается непосредственно из приборов
охлаждения через установленные
в их верхней части угловые
вентили.
Закрытая трехтрубная система
имеет преимущества перед
открытой:
относительно малый расход
энергии на привод насоса, так как
столб жидкости в подающем
трубопроводе уравновешивается
столбом жидкости в компенсационном
трубопроводе;
небольшая коррозия металла;
значительно меньшее снижение
концентрации рассола.
Закрытая рассольная система
требует строго выбирать и
контролировать концентрацию рассола,
а значит, и температуру его
замерзания, чтобы исключить
замерзание рассола в трубах кожухотруб-
ного испарителя. Концентрация
рассола должна быть такой, чтобы
температура его замерзания была
rtCt
РИС. 6. Система охлаждения с
промежуточным хладоносителем закрытая
трехтрубная:
/ — насос; 2 — линия подачи хладагента в
испаритель; 3 — кожухотрубный
испаритель; 4 — отсос паров хладагента; 5 —
охлаждающая батарея; 6 — вентиль для
выпуска воздуха; 7 — задвижка; 8 —
расширительный бак; 9 — переливная линия;
/ — подающий трубопровод; // — обратный
трубопровод; /// — компенсационный
трубопровод
на 8—10 °С ниже температуры
кипения хладагента.
В системах с промежуточным
хладоносителем приборы
охлаждения оттачивают, подавая в них
хладоноситель, подогретый до 40 °С в
специальном электро- или
пароподогревателе.
При использовании в качестве
приборов охлаждения
воздухоохладителей для удаления инея с их
поверхности нужны
дополнительные меры. Иногда наружную
поверхность воздухоохладителя
орошают горячей водой,
незамерзающей жидкостью или встраивают в
него трубчатые
электронагреватели.
Достоинства систем
охлаждения с промежуточным
хладоносителем, связанные с высокой
теплоемкостью таких хладоносителей, как
вода и водяные растворы солей,
используют в холодильных
установках молочных и пивоваренных
заводов. Наиболее распространенный
способ охлаждения молока —
охлаждение его хладоносителем
(водой или рассолом), который, в свою
очередь, охлаждается в испарителе
холодильной установки.
Характерной особенностью этих
предприятий является резко
переменная в течение суток тепловая
нагрузка на холодильное
оборудование. Обеспечить отвод
максимальных «пиковых» тепловых
нагрузок и уменьшить установленную
мощность холодильного
оборудования позволяет применение так
называемых аккумуляторов
холода. Они представляют собой
емкости, куда в спокойный
(междупиковый) период суток сливается
охлажденный в испарителе
хладоноситель — аккумулятор
заряжается. При возрастании тепловой на-
УДК 628.513:537.52
Генератор озона «ЭРГО-1»
Р. И. ВИХРОВ
Марийский хладокомбинат
По инициативе Марийского
хладокомбината производственным
объединением «Марийский
машиностроитель» разработан и освоен
серийный выпуск промы тленного
электроразрядного генер пора
озона «ЭРГО-1».
Конструктивно аппарат
выполнен в виде двух блоков:
собственно генератора озона и
переносного пульта управления, соединенных
гибким кабелем (см. рисунок).
Принцип действия генератора
основан на реакции превращения
кислорода в озон под
воздействием высоковольтного газового
разряда коронного типа. Воздух
обрабатываемого помещения
прогоняется вентилятором через
разрядную камеру и в зоне разряда
озонируется. Озоновоздушная
смесь заданной концентрации
создается за счет многократного
пропускания воздуха, содержащегося
в помещении, через генератор
озона.
Озон быстро распадается.
Поэтому, открыв двери после
озонирования помещения на 20—
30 мин, сразу можно начинать его
эксплуатацию.
Общий вид генератора озона «ЭРГО-1».
В 1990 г. была изготовлена
первая опытная партия этих
аппаратов. Испытания генератора озона
в технологическом цехе
Марийского хладокомбината показали его
эффективную и надежную работу
и полное соответствие требованиям
техники безопасности.
Озонирование воздуха в холодильных
камерах способствовало замедлению
бактериальной порчи и более дли-
грузки (наступлении пика тепловой
нагрузки) накопленный в
аккумуляторе хладоноситель
направляется на охлаждение молока —
аккумулятор разряжается.
В тех случаях, когда в
качестве хладоносителя используют
воду, аккумуляцию холода
осуществляют путем ее частичного
намораживания на секциях открытого
испарителя или применяют
специальные льдоаккумуляторы.
Системы охлаждения с
промежуточным хладоносителем
эффективно работают на холодильниках
малой емкости, а также во фрукто-
хранилищах.
Список литературы
1. Куры лев Е. С,
Герасимов Н. А. Холодильные
установки. Л.: Машиностроение, 1981.
2. Проектирование холодильных
сооружений / Справочник. М.:
Пищевая промышленность, 1978.
3. Холодильная техника / Под
ред. В. Ф. Лебедева. М.: Агро-
промиздат, 1986.
4. Чумак И. Г., Ч е пу р н е н ко В. П.,
Чу клин С. Г. Холодильные
установки. М.: Легкая и пищевая
промышленность, 1981.
Материал подготовили
д-р техн. наук, проф. И. Г. ЧУМАК,
канд. техн. наук
С. Ю. ЛАРЬЯНОВСКИЙ
10
120±10
0,1-ь0,02
0,07±0,01
400
220 В, 50 Гц
502X401X566
445X283X267
58
16
Л8*«8***
§29
з^жэд^ЙЙ»?
1991
техника»,
о?
I
5
«Холод!
тельной сохранности пищевых
продуктов, устранению запахов (де-
зодоризации) в помещениях, что
позволило хранить в одной
камере обычно несовместимые
продукты.
Аналогичные результаты были
получены при эксплуатации
генераторов из опытной партии на
предприятиях Амурского и
Иркутского объединений Росмясомолторга и
Чувашском хладокомбинате.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ГЕНЕРАТОРА
Производительность по
озону, г/ч, не менее
Расход воздуха на
озонирование, м3/ч, не
менее
Номинальная
концентрация озона, г/м3, при
температуре воздуха
от —35 до +5 °С
от +5 до +15 °С
Максимальная
потребляемая мощность, Вт,
не более
Питание от сети
однофазного переменного
тока
Габаритные размеры,
мм, не более
генератора озона
пульта управления
Масса, кг, не более
генератора озона
пульта управления
В 1991 г. ПО «Марийский
машиностроитель» поставит 250
генераторов озона объединениям и
хладокомбинатам системы
Росмясомолторга.
Полезную и нужную машину
освоили марийские
машиностроители. Несомненно, на генератор
озона «ЭРГО-1» будет большой спрос,
ибо область его применения
весьма широка.
С помощью генератора озона
успешно устраняется запах плесне-
велости и гнилости, дыма,
сероводорода, нефтепродуктов, лаков,
красок и т. п. В рыбном
хозяйстве его можно применить для
устранения запаха тузлука, обработки
помещений рыбообрабатывающих
заводов и цехов, речного и
морского рыбоперерабатывающего и ры-
бодобывающего транспорта.
Высока эффективность
генератора озона при обработке
лечебных палат больницы. После
озонирования количество микробных
тел в 1 м3 воздуха в
стерильной зоне на разных высотах от
пола колебалось в пределах от
60 до 240, что в несколько раз
меньше норм G50—1500
микробных тел в 1 м3) для этих
помещений.
Для приобретения генератора
озона обращайтесь по адресу:
424003, Марийская АССР,
г. Йошкар-Ола, ул. Суворова,
14, ПО «Марийский
машиностроитель».
Телефон для справок: 6-21-72.
Ж:"ШШ$^ЩХШШ
в помощь практику
Jlliill
,.ч,-...
. 4-ъ<-
УДК 621.565.044/.048-715
Состав охлаждающей воды и
накипи. Систему оборотного
водоснабжения цеха сухого льда
заполняют водопроводной водой,
которую используют также для
подпитки в связи с естественными
потерями и утечками оборотной
воды. Особенность водопроводной
воды заключается в резком
изменении ее жесткости в летний и
зимний периоды. Для примера
ниже приведен состав пробы воды,
взятой в начале октября:
Защита от образования накипи
в теплообменных аппаратах
Канд. техн. наук Б. Л. КУТМАН
Пермский политехнический институт
Накипь наиболее интенсивно
образуется на поверхности
охлаждаемых водой холодильников газа в
установках по производству сухого
льда и теплообменных аппаратов
холодильных установок, так как в
отличие от котельных для них в
проектах не предусмотрены меры по
умягчению охлаждающей воды.
Интенсивность образования
накипи возрастает в летнее время,
когда температура оборотной воды
после охлаждения в градирнях
составляет 25...27 °С. В этих
условиях температура СОг и
конденсата после холодильника газа за три
недели работы повышается до 60...
63 °С вместо нормально
допустимой по технологии 20 °С, а
толщина накипи на стенках трубок
холодильника газа за это время
достигает 4...5 мм. Поэтому
приходится останавливать на 6—7 ч
цех сухого льда для удаления
накипи. Для этой цели используют
10 %-ную ингибированную
соляную кислоту. Накипь удаляется,
однако возникает угроза
повреждения трубной системы кислотой.
В зимнее время года
температура охлаждающей воды после
градирни составляет 14...18 °С и
интенсивность образования накипи
снижается примерно в 2 раза.
Температура СОг и конденсата
после холодильника газа через 6—7
недель достигает 40...50 °С, т. е.
превышает допустимую на 20—30 %.
Процесс приготовления сухого льда
также прекращается, поскольку
охладитель газа останавливают
для промывки кислотой.
Было проведено исследование
причин интенсивного образования
накипи в холодильнике газа,
разработана и апробирована методика
борьбы с ней в условиях
эксплуатации.
Жесткость, мг-экв/кг
общая
карбонатная
Содержание, мг/кг
кальция
магния
железа
Солесодержание, мг/кг
Общая щелочность, мг-экв/кг
рН
6,12
4,23
4,85
1,33
0,1
328
2,37
7,35
анализа состава воды сле-
что ее жесткость выше
Из
дует,
средней и определяется в основном
наличием солей кальция.
Наблюдается высокое солесодержание и
низкое содержание железа.
В зимнее время (декабрь —
февраль) общая жесткость воды
доходит до 8...9 мг-экв/кг, а
карбонатная — до 5...6 мг-экв/кг. Таким
образом, активное влияние на
образование накипи в охладителе
газов зимой оказывает высокая
карбонатная жесткость.
В летнее время, когда
карбонатная жесткость уменьшается в
2—3 раза, основной причиной
отложения накипи является
недостаточное охлаждение трубной
поверхности холодильника газа из-за
высокой температуры
охлаждающей воды.
Анализировали накипь, взятую
с поверхности трубок
холодильника газа и с внутренней
поверхности общей трубы после него.
Результаты анализа приведены
в таблице.
Из таблицы следует:
состав накипи на трубках
холодильника газа и в общей
трубе после него практически
аналогичен;
накипь по своему составу почти
наполовину является кальциевой, а
если исключить потери при
прокаливании, то в оставшейся
части накипи окись кальция
составит 90—91 %;
присутствие в накипи 3,2—5,2 %
железа (в исходной воде 0,42 %)
свидетельствует о наличии
процесса коррозии в системе охлаждения.
Применение комплексонов для
противонакипной обработки воды.
В настоящее время комплексоны
применяют во многих отраслях
промышленности, но наиболее
широко — в энергетике для
предупреждения образования накипи в тепло-
обменных аппаратах, котельных
установках, системах оборотного
водоснабжения и т. п. [1—3].
Наибольшее распространение
для обработки воды,
используемой для охлаждения
теплообменных аппаратов различного
назначения, получил комплексон —
оксиэтилидендифосфоновая
кислота (ОЭДФ), которая относится к
классу оксиалкилиденфосфоновых
кислот. ОЭДФ создает с кальцием
прочную связь, предотвращая его
отложения на поверхности тепло-
обменного' аппарата, т. е. в
присутствии комплексона основной
накипеобразователь — СаСОз —
теряет способность адгезии к
металлу.
Наряду с предотвращением на-
кипеобразования ОЭДФ
разрушает ранее образовавшуюся накипь.
На основании лабораторных
исследований, выполненных в
Московском энергетическом институте,
а также практических работ по
Место отложения
накипи
Состав накипи, %
СаО
MgO
Fe203
S03
Si02
На трубках холодильника
газа 43,4 1,1 5,2 2,1 0,5 1
В общей трубе после
холодильника газа 44,3 1,8 3,19 3,7 0,37 1
Примечание. Потери при прокаливании составили для отложений с поверхности
трубок холодильника газа 44,0%, из общей трубы — 44,32%.
применению ОЭДФ при обррботке
оборотной воды, предназначенной
для охлаждения теплообменных
аппаратов и конденсаторов паровых
турбин, в целях предотвращения
накипеобразования были
рекомендованы концентрации раствора
комплексона ОЭДФ в зависимости
от карбонатной жесткости воды.
Достоинством ОЭДФ является
также то, что он хорошо
отмывает не только кальциевую, но и
железистую накипь, что важно
при использовании
железосодержащей воды, например
артезианской, или при наличии активной
коррозии оборудования.
Эффективность противонакип-
ной обработки оборотной
охлаждающей воды с помощью
комплексона ОЭДФ была исследована
на Пермском хладокомбинате.
Общая емкость оборудования и
трубопроводов, заполненных
охлаждающей оборотной водой,
составляла 70 м3. Дозировка
комплексона была принята равной
1,2 г/м3. В стеклянной емкости
было растворено 84 г G0X1,2)
комплексона, раствор был подан
во всасывающую линию
циркуляционного насоса градирни.
Подпитка оборотной воды,
покрывающая утечки и потери в
системе, составляла около 5 м3/ч.
Эту воду обрабатывали
комплексном непрерывно, подавая
каждый час в нее 6 г EX1,2)
комплексона. С этой целью рядом
с открытым сливом охлаждающей
воды из холодильника
истощенного раствора был установлен
бачок из нержавеющей стали
вместимостью 100 л. В нем
растворяли комплексен, исходя из трех-
или пятисуточной потребности в его
растворе для подпитки.
Необходимое количество раствора
комплексона из бачка подавали
каждый час через два игольчатых
вентиля в систему оборотного
водоснабжения.
Схема обработки охлаждающей
воды после удаления накипи была
включена 7 января 1991 г. Осмотр
трубной системы холодильника
газа через 2 мес показал, что
накипь на трубках отсутствует,
имеется налет рыхлого
порошкообразного вещества толщиной 0,3...
0,5 мм.
Таким образом, можно
сделать следующие выводы.
— Комплексен ОЭДФ является
хорошим надежным средством для
предотвращения образования
накипите охлаждаемых водой тепло-
обменных аппаратах холодильных
установок и установок для
производства сухого льда.
— Предотвращение
образования накипи повышает
экономичность и производительность
установок для производства сухого
льда.
— Раствор комплексона низкой
HI
¦
ill
¦11:
¦
¦И
В МЕЖДУНАРОДНОМ ИНСТИТУТЕ
ХОЛОДА
Г"
УДК 621.56/.58
Международная конференция
комиссий В2, С2 и Е2
Холодильная ассоциация
Аргентины, Исследовательский центр
развития криотехнологии пищевых
продуктов, Машиностроительная
школа при Буэнос-Айресском
университете, Национальный институт
промышленной технологии и
Палата по проблемам пищевых
продуктов совместно с
Международным институтом холода организуют
в Буэнос-Айресе 7—9
сентября 1992 г. конгресс, в рамках
которого состоится конференция
комиссий В2, С2 и Е2 по следующей
тематике:
комиссия В2 — проблема фреонов
и парниковый эффект; новые
хладагенты; проектирование и
модификация компрессоров;
регулирование производительности; циклы
абсорбционной и адсорбционной
холодильной машины; конструкции
с применением ЭВМ;
комиссия С2 — пищевая
технология; предварительная обработка
пищевых продуктов; вакуумное
охлаждение; замораживание
частично обезвоженных продуктов;
упаковка в регулируемой газовой и
модифицированной среде;
замораживание тропических и
субтропических фруктов, хлебобулочных
изделий, сурими (деликатесные
рыбные продукты, изготовленные из
дешевых сортов рыбы), готовых
блюд и т. д.; качество — влияние
обработки, методы и нормы
контроля во время хранения и при
транспортировке; тепло- и массообмен
при охлаждении, замораживании
и размораживании;
комиссия Е2 — вторичное
использование энергии; бытовые и
промышленные тепловые насосы;
комбинированные циклы;
энергетическая оптимизация оборудования;
системы конденсации;
оптимальное использование энергии;
аккумуляция тепла; азеотропные смеси;
энергетические последствия
использования новых хладагентов;
достижения в области
кондиционирования воздуха.
За более подробной информацией
обращаться по адресу:
125422, Москва, ул. Костяко-
ва, 12, Национальный комитет
по сотрудничеству с
Международным институтом холода.
Тел. 976-86-18.
концентрации не ухудшает
экологических показателей установок.
Список литературы
1.Маргулова Т. X. Применение
комплексонов в теплоэнергетике.
М.: Энергоатомиздат, 1986.
2. Оксиэтилидендифосфоно-
в а я кислота и ее применение /
М. И. Кабачников, Н. М.
Дятлов, Т. Я. Медведь, Б. И. Бих-
ман // Химическая
промышленность. 1975, № 4.
3. Ха мский Е. В., ПанфиловВ. В.
Влияние комплексонов на
кристаллизацию карбоната кальция //
Химия и технология воды. 1990,
№ 7.
ЕЗ
,
о?
4
УДК G6*.8/.9.037@83.132)
Рекомендации по замораживанию
и хранению пищевых продуктов*
Упаковка замороженных пищевых
продуктов
Применяемые для замороженных
пищевых продуктов разнообразные
упаковки, помимо основного
требования — выдерживать воздействие
низких температур,— должны
удовлетворять также особым
требованиям пригодности для
пищевых продуктов:
не содержать токсичных
веществ, которые могли бы
мигрировать в пищевые продукты, и
защищать их от проникновения
загрязняющих веществ;
быть химически инертными и
стабильными;
противостоять как низким, так и
высоким температурам: от —79 °С
(температура хладагента в угле-
кислотных системах охлаждения,
применяемых в холодильном
транспорте) до температуры в печи
или кипящей воды (для случаев
разогревания или варки продукта
в упаковке), быть прочными в этом
широком температурном
диапазоне, нехрупкими при низких
температурах;
не придавать продукту плохой
привкус или запах (некоторые
пищевые продукты, особенно
содержащие жир, шоколад или
специи, весьма чувствительны к
посторонним привкусам и запахам);
защищать продукты от
бактериальной обсемененности и грязи;
плотно прилегать к продукту,
чтобы ограничить его сублимацию
при хранении;
быть непроницаемыми или почти
непроницаемыми к водяному пару,
кислороду и летучим соединениям,
а также к любым запахам
окружающей среды (многие продукты,
особенно мясо и кондитерские
изделия, в проницаемой и плохо
прилегающей упаковке
подвергаются усушке при холодильном
хранении);
быть стойкими по отношению
к воде, слабым кислотам и
масляным продуктам;
не прилипать к пищевым
продуктам (это достигается
применением специальных покрытий);
•. * Продолжение. Начало см.
в XT № 9—11 за 1990 г., № 1—3, 6,
8, 10, II за 1991 г.
обладать теплоизолирующими
свойствами (особенно важное
значение это имеет для продуктов
типа шербетов);
при необходимости быть
устойчивыми к свету;
обладать высокой
отражательной способностью, чтобы исключить
проникновение теплопритоков в
упаковку при хранении в
торговых прилавках магазинов;
иметь размеры и форму,
удобные для размещения упакованных
продуктов в торговых витринах и
прилавках с расчетом наилучшего
использования их площади;
легко открываться и
закрываться (такие упаковки, хотя
они более дорогие и менее
надежные, чем герметичные, высоко
оцениваются потребителями, так
как ими удобнее пользоваться в
быту, они позволяют лучше
использовать емкости бытовых
морозильников и низкотемпературных
отделений холодильников);
не препятствовать быстрому
замораживанию пищевых продуктов;
пропускать микроволны для
возможности отепления или
разогревания в микроволновых печах;
не допускать запотевания
окошек, если они имеются в
упаковках, в процессе хранения.
Важными требованиями
являются также:
пригодность для использования
в автоматических системах
упаковки (картонная тара в целом
более пригодна для
автоматических линий, чем полиэтиленовые
мешки);
соответствие размеров и
формы наружных упаковок для
максимального использования
площади поддонов и эффективного
штабелирования поддонов в камерах.
Для упаковки замороженных
пищевых продуктов применяют
разнообразные материалы: бумагу,
картон с парафиновым или
пленочным покрытием, алюминиевую
фольгу, алюминиевые формочки,
пластмассовые пленки, термофор-
мованный пластик и
ламинированные комбинации этих материалов.
Большое распространение в
качестве упаковочных материалов
для замороженных пищевых
продуктов получили следующие
пленки.
Полиэтиленовая низкой
плотности для упаковки овощей.
Термосвариваемость ее отличная,
пленка относительно недорогая.
Однако сопротивление высоким
температурам и водяному пару
плохое, поэтому полиэтиленовая
пленка имеет довольно ограниченный
диапазон применения (хотя
полиэтиленовую пленку высокой
плотности используют для
изготовления мешочков, в которых
некоторые замороженные продукты
разогревают в кипящей воде).
Полипропиленовая. В
некоторых случаях ею заменяют
полиэтиленовую пленку, так как на
пропилене легко печатать рекламно-
маркировочные данные и он
достаточно непроницаем. Полипропилен
в обычном виде разрушается при
низких температурах, что
ограничивает его применение. Однако
недавно освоенное производство
более упругих полипропиленовых
пленок дает возможность шире
использовать их для
механизированной непрерывной упаковки
замороженных продуктов.
Полиэфирная. Эта пленка
выдерживает высокие температуры,
не пропускает жир и водяной
пар. Ее применение заметно
расширилось в последние годы,
особенно при изготовлении формочек для
выпечки. Формочки, в которых
полиэфирная пленка служит
внутренней прокладкой, благодаря ее
теплостойкости выдерживают в печах
температуру 240 °С.
Целлюлозная. При
непрерывных процессах завертки
используют преимущественно этот вид
пленки. Она обеспечивает
эффективную защиту от воды, легко
герметизируется.
Полиамидная. Пленка, в состав
которой входит полиамид,
отличается большой прочностью. В
мешочках из этой пленки можно
разогревать замороженные
продукты в кипящей воде.
Из жестких пластиков
распространены:
полистирол — инертный, не
разрываемый при низких
температурах, но довольно дорогой;
поливинилхлорид (для жестких
контейнеров) — менее дорогой, чем
полистирол, но и менее прочный
при ударах.
В домашних условиях продукты
замораживают в алюминиевой
фольге. Она проста в
употреблении, обладает высокой
теплопроводностью, может плотно прилегать
к продукту. Однако фольга
слишком хрупкая, поэтому в
промышленности вместо нее применяют
ламинаты из алюминия и
пластика. У алюминия высокая
отражательная способность, он
непроницаем для микроволн.
Популярность завоевали
ламинаты и материалы, полученные
экструзией. Комбинируя различные
материалы со специфическими
свойствами, получают пленку с
требуемыми характеристиками. Срав-
нительно высокая стоимость таких
пленок компенсируется их
прочностью, возможностью печатать на
них рекламно-маркировочные
данные, герметизировать упаковки,
обрабатывать их на машинах.
Из бумажно-картонных
материалов для упаковки
замороженных пищевых продуктов применяют
обычно бумагу толщиной до 3 мм,
картон толщиной 3—11 мм и
фибровый картон, изготавливаемые
из древесной массы, которую
получают из натуральной пульпы
или из макулатуры, прошедшей
обработку.
Для наружной упаковки
замороженных пищевых продуктов
служит бумага с гладкой
поверхностью, на которую наносят
печатный текст.
Бумажные мешки изготовляют
из нескольких слоев низкосортной
бумаги.
Картон идет на изготовление
складывающейся и жесткой тары.
Он часто состоит из слоев
различных материалов. С одной
стороны имеет белую поверхность,
получаемую из отбеленной
натуральной пульпы, а основная часть
состоит из серого макулатурного
сырья. Такой картон имеет хороший
вид и стоит дешевле, чем белый
картон из натуральной пульпы.
Из фибрового картона
изготовляют картонную тару. Твердый
картон из обработанного
макулатурного сырья покрывают снаружи
слоем крафт-бумаги, служащей
жесткой наружной оболочкой.
Гофрированный картон состоит из трех
ламинированных слоев бумажного
картона — среднего
гофрированного и двух наружных крафт-слоев.
Прочный гофрированный картон,
состоящий из двух или трех
структур, изредка используется в
промышленном производстве
замороженных пищевых продуктов для
угловых стоек поддонов или других
тяжелых несущих конструкций.
Картон часто ламинируют
парафином, пластическими
материалами и алюминиевой фольгой,
получая упаковочные материалы с
широким диапазоном физических
характеристик.
Бумагу, ламинированную
одинарной или двойной пленкой —
полиэтиленовой, полипропиленовой
или поливинилхлоридной,—
используют в качестве наружной
обертки, прокладки. Из нее также
делают мешочки. Их можно
изготовлять заранее, но предпочтение
отдают автоматам, совмещающим
процессы изготовления мешочков,
их заполнения продуктом и
запечатывания.
В последние годы для наружной
упаковки вместо гофрированных
ящиков стали применять
обтягивающую полиэтиленовую пленку
низкой плотности. Она более
уязвима для повреждений, но
возможность автоматизации процесса,
максимальное использование
площади поддонов и экономические
соображения способствуют все
более широкому применению такой
наружной упаковки.
Появление ламинатов
позволило выпускать упаковку, пригодную
для варки замороженных
продуктов в мешочках или
разогревания их до температуры
употребления в пищу.
Формочки, поддоны и чашки
для замороженных готовых блюд,
кондитерских изделий выполняют
из листового гофрированного
алюминия или листовой алюминиевой
фольги, наклеиваемых на картон.
Алюминий выдерживает высокие и
низкие температуры, являясь
идеальным упаковочным
материалом для многих продуктов.
В некоторых случаях
используют формочки из картона,
покрытого PET (поликонденсат эти-
ленгликоля и терефталевой
кислоты). В таких формочках
кулинарная обработка продуктов
происходит быстрее, чем в фольге. На них
можно наносить привлекательный
печатный текст. В отличие от
алюминия, этот материал можно
свободно использовать в
микроволновых печах. х
Комбинированные контейнеры
из картона с покрытием и с
алюминиевыми торцами
предназначены главным образом для
замороженных соков, которые имеют
подвижную жидкую фазу даже при
низких температурах,
поддерживаемых в камерах холодильников.
Транспортные контейнеры,
которые должны обладать хорошими
теплоизоляционными свойствами,
изготовляют из фибрового
картона, вулканизированного картона
или пластика.
Адгезионные материалы
приобретают все более важное
значение в упаковках, в которых
используется картон. Они укрепляют
упаковку, снижают ее стоимость. Их
наносят на картон с помощью
клеющего колеса или форсунки.
Применяемые упаковочные
линии, как правило, формируют,
заполняют и запечатывают
упаковки. В некоторые линии включены
также системы сборки пакетов и
их упаковки в наружную тару
после замораживания.
Линии для формирования,
заполнения и запечатывания
производят упаковки в виде мешочков
или формочек из рулонных тер-
мосвариваемых пленок, ламинатов
или бумаги с пластиковым
покрытием. Операции формирования и
заполнения осуществляются
одновременно или последовательно в
вертикальной плоскости для
овощей («сухие» продукты) и в
горизонтальной плоскости для
готовых блюд, мороженого
(«влажные» продукты).
Линии для упаковки в
картонную тару собирают картонные
коробки, заполняют их и
запечатывают со скоростью от 50 до
400 штук в минуту. Картонные
коробки заполняются продуктами
неправильной формы сверху,
небольшими продуктами правильной
формы — с торцов, крупными
продуктами правильной формы —
сбоку. Когда требуется картон,
непроницаемый для жидкости,
необходимо использовать
композитный материал, например крафт
с покрытием полиэтиленом.
На линиях для упаковки в
рулонную термоусадочную и растя- *•
гивающуюся пленку из нескольких $J
уже заполненных потребительских
упаковок формируется «грузовой 5
пакет», для которого не требуется 2!
поддон. Термоусадочная пленка *
применяется в виде рукава, не- ^3
сколько более широкого, чем ши- «ц
рина содержимого грузового
пакета. При быстром прохождении че- ^
рез печь с горячим воздухом плен- §
ка усаживается и обтягивает гру- Jj
зовой пакет. Растягивающаяся JJ
пленка — эластичная, упаковка в о*
нее осуществляется под давле- §
нием. 5
При образовании крупных гру- <§
зовых пакетов из нескольких не- |
больших обычно используют ком- ?
бинацию из усадочной и растя- ^
гивающейся пленок. Применение
растягивающейся пленки в таких
случаях предотвращает
приваривание наружной пленки к
внутренней.
Некоторые продукты для
наилучшего сохранения качества
требуют атмосферу, свободную от
кислорода. Такие условия создаются
частичным удалением воздуха, ва-
куумированием или заполнением
модифицированной газовой средой
закрытых упаковок — мешочков,
пластмассовых полужестких
контейнеров.
Замороженные пищевые
продукты обычно укладывают и
перемещают на стандартных
поддонах или «скользящих листах».
Часто оптимальную конфигурацию
грузовых пакетов с точки зрения
устойчивости и лучшего
размещения выбирают с помощью
компьютера. Иногда устойчивость
обеспечивают с помощью угловых стоек.
Однако все более
распространенной становится спиральная
упаковка в растягивающуюся пленку.
Ею обворачивают весь поддон
перед хранением и не снимают до
тех пор, пока продукт не будет
отправлен в розничную сеть или
на предприятия общественного
питания.
(Продолжение следует)
Материал надгдаговили
канд. техн. наук
М. А. ДИБИРАСУЛАЕВ,
И. В. СОКОЛОВА
В НИ КТИ холо дпром
©>
©ъ
$
о
§
УДК 621.56/.58
Из Бюллетеня МИХ
Химия стратосферного озона
В статье рассматриваются
теоретические прогнозы и фактическое
изменение глобальной концентрации
озона в течение 1969—1986 гг.
Детально описана эволюция
состояния озона в Антарктике и Арктике
и оценено значение озоновой дыры
над Антарктикой. В заключение
отмечается, что даже если
мероприятия по контролю применения
фреона, установленные Монреальским
Протоколом, будут выполняться
всеми странами, количество хлора
в атмосфере увеличится по крайней
мере вдвое в течение ближайших
десятилетий. Поэтому истощение
глобального озона в будущем
может быть большим, чем
предполагалось ранее.
Kurylo М. J. II Rev. int. Froid /
Int. J. Refrig., GB.
(Великобритания), 13, 1990/03,
№ 2, 62—72.
БМИХ. 1991, № 2. С. 176.
Фреоны: дилемма для
конструкторов
Конструкторы, разрабатывающие
водоохладители для установок
кондиционирования воздуха, в
настоящее время и в будущем должны
учитывать проблему истощения
озона и необходимость замены озо-
ноопасных фреонов
альтернативными хладагентами. В США вводят
и ежегодно повышают налоги на
использование установок,
работающих на фреонах, которые подлежат
исключению к 2000 г. Поэтому при
конструировании систем
охлаждения следует ориентироваться на
применение других хладагентов.
Автор анализирует различные
возможные решения, в том числе
использование некоторых фреонов
и плановую их замену, переход на
аммиачные системы охлаждения,
расширение применения
абсорбционных холодильных установок.
Lorenz М. /?., Goswami D. // Heat.
Piping Air Cond., US. (США),
1990/04, №4, 51—55.
БМИХ. 1991, № 2. С. 176.
Использование фреонов
в водоохладителях
В статье приведено действующее
законодательство о прекращении
производства фреонов и введении
в США налогов за их применение
в течение нескольких ближайших
лет. Автор анализирует положение
с заменителями фреонов, в
частности, трудности, связанные с
прямым использованием таких
альтернативных хладагентов, как R134a
или R123, обусловленные качеством
современных прокладочных
материалов в соединениях труб и
изоляционных материалов для
электродвигателей герметичных
компрессоров. В связи с этим
необходимо усовершенствовать
рекуперацию существующих фреонов для
облегчения их повторного
применения в больших количествах.
Предложены оптимальные способы
рекуперации. В качестве временного
решения проблемы замены фреонов
до разработки более приемлемых
хладагентов можно
использовать R22.
Reitz К. // Heat. Piping Air Cond.,
US. (США), 62, 1990/04, № 4,
57—61.
БМИХ. 1991, M 2. С. 176.
Рекуперация фреонов
Авторы полагают, что рециклич-
ность (повторное использование)
фреонов, содержащихся в
холодильных системах, может
значительно облегчить решение
проблемы, связанной с воздействием хлор-
фторуглеродов на защищающий
планету слой озона. Они
предлагают фреон из систем,
останавливаемых на ремонт или выводимых из
эксплуатации, перепускать в
баллоны и очищать. Смонтированная
для этой цели опытная
переносная (массой 25 кг) установка с
воздушным конденсатором
производительностью 15 кг/ч успешно
испытана. Сначала установка
заполняется 30 кг хладагента, а
затем в процессе дистилляции он
непрерывно добавляется. Однако ее
необходимо периодически (после
обработки каждых 300 кг
хладагента) останавливать для очистки
и удаления отходов.
Bisio G., Rubatto G. // Freddo, IT.
(Италия), 44, 1990/05—06, № 3,
Q2\ 327
БМИХ. 1991, № 2. С. 179.
Об аммиаке
В настоящее время имеется
немало преувеличенных мнений о
токсичности, воспламеняемости ам-
ИЗОБРЕТЕНИЯ
A1) 1598936 E1) 5 А 01 К 61/00,
F 25 С 5/16 B1) 4603300/31-13 B2)
09.11.88 G1) Днепропетровский
государственный университет им. 300-летия
воссоединения Украины с Россией G2)
В. Н. Кочет, В. В. Николенко, С. Н. Та-
расенко, В. В. Сависько, О. А.
Христов E3) 621.588
E4) E7) УСТРОЙСТВО ДЛЯ
ФОРМИРОВАНИЯ НЕЗАМЕРЗАЮЩИХ
ОТВЕРСТИЙ ВО ЛЬДУ ВОДОЕМОВ,
миака, опасности нахождения в
рабочих помещениях с аммиачным
оборудованием и в соседних с
ними и т. д. Распространены также
ошибочные суждения по проблеме
обнаружения этих негативных
свойств аммиака.
В указанных ниже трех статьях
дан обзор опасных свойств
аммиака, его характеристик,
мероприятий по обеспечению
безопасности, методов обнаружения
утечек, правил и инструкций по
эксплуатации. В этих статьях приведены
также различные средства защиты
и рекомендации по ликвидации
утечек аммиака.
Verkuijl A. J. Н. /I Koude Шт.,
NL. (Нидерланды), 83, 1990/01,
М 1, 6—13; 1990/02, № 2, 16—19;
Koude Luchtbehandeling, NL., 83,
1990/03, № 3, 32—36.
БМИХ. 1991, № 2. С. 179.
Аммиак в качестве хладагента для
систем кондиционирования воздуха
Автор анализирует вопросы
эффективности и стоимости систем
кондиционирования воздуха при
использовании аммиака в качестве
хладагента вместо фреонов (CFC
Или HCFC). Вследствие
токсичности и возгораемости аммиака
система охлаждения должна содержать
хладоноситель, а испаритель
должен иметь выход аммиака в
открытую атмосферу (через ПК).
Холодильные агрегаты, по-видимому,
будут более тяжелыми и
дорогостоящими, что может свести на нет
высокую эффективность
аммиака как хладагента. Однако
неизбежное в скором времени
запрещение хлорфторуглеводородов
(HCFC) может сделать аммиак
привлекательной альтернативой.
Butler D. /I Build, Serv., GB.
(Великобритания), 12, 1990/04,
№ 4, 53.
БМИХ. 1991, № 2. С. 178.
Материал подготовил
И. М. ГИНДЛИН
В Н И КТИхолодпром
содержащее цилиндрический корпус с
диафрагмой, шток,размещенный в
корпусе, и съемную крышку, отличающееся
тем, что, с целью упрощения
конструкции и повышения удобства в
пользовании-, цилиндрический корпус
выполнен двустенным и дополнительно
снабжен утеплителями, расположенными
между стенками, на крышке и по
наружному периметру в верхней части
корпуса, фиксаторами, расположенными с
внутренней стороны цилиндрического
корпуса, причем шток выполнен в виде
перевернутого стакана, на боковой
поверхности которого закреплены
кольцевые уплотнители, контактирующие с
внутренней поверхностью
цилиндрического корпуса, а основание штока
снабжено Т-образной рукояткой для
взаимодействия с фиксаторами.
illllllilii
СПРАВОЧНЫЙ ОТДЕЛ
щ
illi
^^ЁИИ^И
УДК 621.56/.57
11111
liilllillii
IJIIBI
IllliilSl
Новое холодильное оборудование'
В. С. БУРЯК
ВНИИхолодмаш
ПЕНЗЕНСКИЙ
КОМПРЕССОРНЫЙ ЗАВОД в период с 1986
по 1990 г. проводил работу по
замене холодильного оборудования
на базе поршневых оппозитных
компрессоров на холодильное
оборудование на базе винтовых
компрессоров.
Завод серийно выпускает
разработанные совместно с ВНИИхо-
лодмашем и НИИтурбокомпрессо-
ром аммиачные холодильные
винтовые компрессорные агрегаты
21А1600-7-1, А1400-7-3, 21АН600-
7-7, работающие в высоко-,
средне- и низкотемпературном
диапазонах.
Агрегаты полной заводской
готовности, выполнены в виде
моноблока и состоят из винтового
компрессора, асинхронного
электродвигателя, упругой муфты,
маслоотделителя, газового
фильтра, маслоохладителя, маслонасос-
ной установки, фильтров грубой и
тонкой очистки масла, системы
автоматики и запорной арматуры.
Регулирование холодопроизво-
дительности агрегатов
автоматическое, плавное от 100 до 10 %
золотниковым регулятором с
электроприводом.
Завод продолжает серийно
изготовлять аммиачный поршневой
оппозитный компрессор АО-1200П2
(без смазки цилиндров) холодо-
производительностью 1340 кВт и
потребляемой мощностью 343 кВт
при температурах кипения —15 °С
и конденсации 30 °С.
В период 1986—1990 гг. завод
снял с производства: поршневые
оппозитные компрессоры АО-1200П,
АО-600П, АО-300П, ДАО-550П,
ДАО-275П и ДАОН-350П.
В табл. 13 представлено
оборудование Пензенского
компрессорного завода, снятое с
производства в 1986—1990 гг., и
холодильное оборудование,
выпускаемое взамен снятого. \
ПЕНЗЕНСКИЙ ЗАВОД
ХИМИЧЕСКОГО
МАШИНОСТРОЕНИЯ серийно освоил
разработанные совместно с ВНИИхолодма-
шем абсорбционные бромистоли-
тиевые машины АБХА-1000 и
АБХМ-3000 для крупных
предприятий химической, нефтехимической,
легкой, электронной
промышленности, которые имеют вторичные
источники теплоты. В качестве
абсорбента используется водный
раствор бромистого лития, хладо-
носитель — вода.
Машины скомпонованы в виде
единого агрегата, состоящего из
блоков абсорбера-испарителя и
генератора-конденсатора,
теплообменника растворов,
подогревателя, насосов для подачи
раствора, насоса рециркуляционной
воды, вакуум-насоса и
воздухоохладителя.
Машины выпускаются в двух
исполнениях: I — с обогревом
генератора горячей водой, II — с
обогревом генератора паром
(оговаривается заказом).
Система КИП и автоматики
контролирует режим работы
машин и регулирует
производительность от 100 до 30 % по
температуре охлажденной воды на
выходе из испарителя путем
изменения расхода греющей среды. Пуск
и остановка машин
осуществляются вручную.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА АБСОРБЦИОННЫХ БРОМИСТОЛ ИТИЕВЫХ МАШИН
Марка
Холодопроизводительность, кВт (тыс. ккал/ч)
при температуре теплоносителя 7 °С и
охлаждающей воды 26 °С
Установленная мощность электродвигателей
насосов, кВт
Давление пара (греющая среда) на входе в
генератор, МПа (кгс/см2)
Температуре! горячей воды, °С
АБХА-1000
1105(950)
15,5
0,165A,7)
120
АБХМ-3000
3020B600)
38,2
0,13A,3)
по
* Окончание. Начало см.
«Холодильная техника», 1991, № 7—11.
Начиная с 1988 г. новые тепло-
использующие машины типа АБХМ
разрабатывают как
индивидуальное холодильное оборудование для
конкретных условий. В качестве
конструкционных материалов для
теплообменных поверхностей
применяют коррозиестойкие
материалы (нержавеющую сталь, медь,
медно-никелевые сплавы), что
повышает срок службы машин не
менее чем до 16 лет и снижает
материалоемкость не менее чем в
КРАСНОДАРСКИЙ
КОМПРЕССОРНЫЙ ЗАВОД по
индивидуальным заказам потребителей
изготовляет холодильную машину
ТОМ-2,0А для охлаждения
молока. В новых проектах эту
машину не применяют. Готовится ее
модифицированный вариант на
базе бессальникового компрессора
Мелитопольского завода
холодильного машиностроения.
КУРГАНСКИЙ ЗАВОД
ХИМИЧЕСКОГО
МАШИНОСТРОЕНИЯ серийно выпускает
разработанную ВНИИхолодмашем
установку для осушки воздуха ОВ40-2-1
производительностью 4,17 м3/с.
Теплообменную аппаратуру для
к о м п л е к т a 11. и и х од од и л ь н ы х машин
производят либо сами
предприятия, выпускающие холодильное
оборудование, либо привлеченные
предприятия Коростенский,
Снежи янекип. Уральский заводы хи-
м и че с к о! ч» м а ш и н ост р ое н и я,
Омский завод кислородного
машиностроения. Перовский опытный
завод ч<Нестандартмаш».>Вся тепло-
обменная аппаратура разработана
ВНИИхолодмашем.
ТАБЛИЦА 13
Холодильное оборудование, снятое с производства
Холодильное оборудование, заменяющее снятое с производства
Наименование
и марка
Техническая характеристика
Год
снятия с
водства
Наименование
и марка
Техническая характеристика
Год
начала
серийного
производства!
Этановый оппозит- Q0= 320 кВт B75 тыс. ккал/ч) t 1988
ный компрессор Ne=\43 кВт при /0=— 76 °С,
ЭО-300П /К=30°С
Электродвигатель СДКП2-16-24
мощностью 315 кВт,
л=8,3 с" E00 об/мин)
Снят без замены
Аммиачный
поршневой оппозитный
компрессор АО-1200П
Qo=1340 кВт A152 тыс.
ккал/ч), Д/е=375 кВт при
/0=_ 15 °С, /К=30°С
Электродвигатель
СДКП2-17-26 мощностью
630 кВт
я=8,3 с-1 E00 об/мин)
1989
Аммиачный
поршневой оппозитный
компрессор ДАО-550П
Аммиачный
оппозитный компрессор
ДАОН-350П
Аммиачный
поршневой оппозитный
компрессор ДАО-275П
Аммиачный
оппозитный компрессор
Q0==640 кВт E50 тыс. ккал/ч),
А/е=350 кВт при /о=— 40 °С,
/к=35 °С
Электродвигатель
СДКП2-17-26 мощностью
630 кВт,
я=8,3 с-1 E00 об/мин)
Q0=408 кВт C51 тыс. ккал/ч),
N=320 кВт при /о=— 50 °С,
/К=35°С
Электродвигатель
СДКП2-1-36 мощностью
500 кВт,
1989
Аммиачный
винтовой компрессорный
агрегат А1400-7-3
Аммиачный
винтовой компрессорный
агрегат 21А1600-7-1
Аммиачный
винтовой компрессорный
агрегат 21АН600-7-7
п=8,3 с
-1
E00 об/мин)
1989 Аммиачный
винтовой компрессорный
агрегат 21АН600-7-7
1989
1989
Qo=320 кВт B75 тыс. ккал/ч),
We=175 кВт при /о=— 40 °С,
*к=35 °С
Электродвигатель
СДКП2-16-24 мощностью
а20.кВт,
/г=8,3 с E00 об/мин)
Qo=670 кВт E76 тыс. ккал/ч),
N=190 кВт при /о= —15 °С,
tK=30 °С
Электродвигатель
С Д КП2-16-24 мощностью
315 кВт,
п=8,3 с-1 E00 об/мин)
Условные обозначения: Q0, Ne, n, t0, tK, tnp — холодопроизводительность, э<\
температура соответственно кипения, конденсации, промежуточная.
АО-600П
Q0=1750 кВт A505 тыс.
ккал/ч), N=515 кВт при /0=
= —15 °С, /К=30°С
Электродвигатель
4АЗМ-630/6000-УХЛ4
мощностью 630 кВт,
Аг=49,5 с-1 B970 об/мин)
Компрессор ВХ1400
Qo=3040 кВт B614 тыс.
ккал/ч), Ne=640 кВт при /о=
=0 °С, /к=35 °С
Электродвигатель
4АЗМ-800/6000-УХЛ4
мощностью 800 кВт
/г=49,5 с-1 B970 об/мин)
Компрессор ВХ1400
Qo=628 кВт E40 тыс. ккал/ч),
N=156 кВт при /о=—40 °С,
*пр=-10°С
Электродвигатель
4А315М2УЗ мощностью 200 кВт,
п=50 с-1 C000 об/мин)
Компрессор ВХ600
Qo=628 кВт E40 тыс. ккал/ч),
N=156 кВт при t0= — 40 °С,
;пр=-ю°с
Электродвигатель
4А315М2УЗ мощностью 200 кВт,
п=50 с~1 C000 об/мин)
Компрессор ВХ600
Снят без замены
1984
1988
Аммиачный
винтовой компрессорный
агрегат 21А800-7-3
Q0=848 кВт G29 тыс. ккал/ч),
N=250 кВт при *о= —15 °С,
t=30 °С
1989
1989
1991
Электродвигатель
4АЗМ-315/6000-УХЛ4
мощностью 315 кВт,
п=50 с-1 C000 об/мин)
Компрессор 21ВХ800
()ективная мощность, частота вращения,
Содержание журнала «Холодильная техника» за 1991 год*
Акимова Л. Д. С надеждой на поддержку и
сотрудничество
ЭКОНОМИКА И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Карташёв А. В. Изобретательская и
патентно-лицензионная деятельность
Козлов Ю. Г. НПО «Агрохолодпром» — участник
межотраслевых выставок и семинаров
Бизнес-клуб. Наши интервью
Гудумак В. М. Что такое акционерное общество?
Забродкин Е. В. Подводные рифы в море рыночной
экономики
Медведев Б. А. Рынок диктует
Пискунов В. В. Цены должны стимулировать
совершенствование продукции
Черняк В. А. Первые шаги к рынку
Черняк В. А. «Интерхолод» входит в рынок
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Боярский М. Ю., Подчерняев О. Н. Кубическое
уравнение состояния для прогнозирования
термодинамических свойств новых рабочих веществ
Боярский М. Ю., Подчерняев О. Н. Расчет свойств
рабочих веществ с помощью нового кубического
уравнения повышенной точности
Быков А. В., Калнинь И. М., Сапронов В. И. Программа
перехода на озонобезопасные хладагенты
Гутник С. Б., Древаль Ю. К. Разработка
теплоизоляционных материалов с пониженным содержанием
фреона
Доброхотов А. В., Масленников А. В., Семенюк Ю. В.,
Устюжанин Е. Е. Плотность хладагента R134a —
эксперимент и обобщение
Железный В. П., Лясота Л. Д., Потапов М. Д.,
Владимиров Д. А. Поверхностное натяжение, вязкость и
теплопроводность хладагента R134a на линии кипения
и в жидкой фазе
Кессельман П. М., Железный В. П., Семенюк Ю. В.
Термические свойства хладагента R134a в жидкой
фазе
Чагина М. А., Силина Л. Б. Проблемы разработки
смазочных масел для озонобезопасных хладагентов
ЭКОНОМИЯ ТОПЛИВНО-ЭНЕРГЕТИЧЕСКИХ
РЕСУРСОВ
Баренбойм А. Б., Захарова И. В., Ткач В. Б. Энерго
снабжение холодильных установок судовых систем
кондиционирования воздуха
Богданович Л. С, Клепанда А. С, Черепенников Г. Б.,
Кузнецов А. П. Перспективность применения
грунтовых аккумуляторов холода в системах хладо-
снабжения
Гончарова Г. Ю., Елуфимова С. М., Виноградов В. Н.
Пленочный льдоаккумулятор
Журавленко В. Я., Ракитин О. И. Анализ работы
адсорбционного теплового насоса
Кокорин О. Я., Латык В. С. Экономия энергии путем
объединения потребителей тепла и холода
Котова Е. В., Волосатов Г. А. Тепловые насосы НТ45
и НТ65
Курдюмова К. А., Куратенко А. П. Опыт эксплуатации
теплонасосной станции пансионата «Дружба»
Онищенко В. П., Соколов В. А., Вязовский В. П.,
Колесников С. А. Аккумуляторы холода в системах
хладоснабжения
Плотников В. А. Преимущества модернизированных
судовых холодильных установок БМРТ типа
«Прометей»
Уткин Е П., Помощникоеа Р. И. Машина НТ100 для
комплексной выработки тепла и холода
Эрлихман В. Н., Боголюбский О. К., Тадулев Е. Б.
Повышение эффективности эксплуатации
холодильных установок промысловых судов
1—2
1—5
1—7
III—15,
V—29,
VIII—19
VI—2
VII—2
II—2
1—3
XI—14
X—7
VII—13
X—2
II—19
VII—16
VII —11
VII—9
X—5
1—12
И—11
II—12
XI—9
XI—2
XI—5
XI—7
II—15
1—10
XI—3
1—8
* В сводное содержание не вошли материалы,
опубликованные в настоящем номере журнала.
НАУКА, ТЕХНИКА, ТЕХНОЛОГИЯ
Промышленное и торговое холодильное оборудование,
бытовая холодильная техника
Андрющенко А. Г. Оптимизация настройки ТРВ
циклично работающих малых холодильных машин
Андрющенко А. Г., Бачурин О. А., Шугаепов Н. Ш.
Повышение эффективности работы малой
холодильной машины с капиллярной трубкой
Афанасьева И. А., Цирлин Б. Л. Влияние конструкции
корпуса встроенного электродвигателя на
концентрацию масла в холодильной машине
Бояркин В. А., Упорова И. Г., Алиев Г. С.
Интенсификация теплообмена в конденсаторе бытового
холодильника
Гидулян В. И., Дорош В. С, Редкозуб Б. Д.
Использование высокотемпературных герметичных
компрессоров в низкотемпературных режимах
Гребенщиков С. А., Назаренко Ю. И., Новиков Ю. К.
Подбор капиллярной трубки для холодильной машины
Елагин М. Ю., Ушаков А. П., Бабахин В. Н.
Оптимизация клапанных отверстий герметичного поршневого
компрессора
Из истории развития бытовой холодильной техники
Клио а нон Е. Л., Кашенцев С. И. Улучшение триботехни-
ческих характеристик фреоновых компрессоров
Коган Б. Н., Генин Л. Л. Эффективность использования
воздушных конденсаторов в крупных аммиачных
холодильных установках
Линберг А. Ф., Путилин С. А., Сысоев В. Л.,
Аксёнов С. П. Исследование фреонового холодильного
бесшатунного компрессора без смазки цилиндров
Маркелов П. А., Сигаев А. Л., Янковой В. В.,
Зеленое В. В. Исследование шумообразования в
герметичных фреоновых компрессорах для бытовых
холодильников
Маркелов П. А., Сигаев А. Л., Янковой В. В.,
Зеленое В. В. Регрессионная модель связи шума
герметичного фреонового компрессора и вибрации его
кожуха
Мкртычьян А. М., Шугаепов Н. Ш., Короткое В. А.,
Тихомиров В. А. Новые холодильные
низкотемпературные прилавки
Мошков С. И., Наумов В. А. Новые типы холодильных
судовых шкафов
Пекарев В. И. Объемные потери в холодильном
винтовом компрессоре сухого сжатия
Пекарев В. И. Определение углов окна всасывания
холодильного винтового компрессора сухого сжатия
Пекарев В. И. Энергетические потери в холодильном
винтовом компрессоре сухого сжатия
Плужников О. Н., Возный В. Ф., Лавренченко Г. К.,
Хмельнюк М. Г. Повышение энергетической
эффективности двухкамерных бытовых холодильников
Теплообменные аппараты и процессы
Кунтыш В. Б., Стенин Н. Н., Краснощёкое Л. Ф.
Исследование теплоаэродинамических характеристик
шахматных пучков с нетрадиционной компоновкой ореб-
ренных труб
Мамченко В. О., Емельянов А. Л., Тимофеевский А. Л.,
Трубников Н. М. Интенсификация работы теплооб-
менных аппаратов судовых термосифонов
Маринюк Б. Т. Уточненный расчет камерного
воздухоохладителя
Расщепкин А. Н., Данилова Г. Н., Азарсков В. М.
Теплоотдача при движении двухфазного потока
смесей аммиака с маслом в обогреваемых змеевиках
Тарабанов В. М., Шульженко А. В., Тарабаное М. Г.
Роторный пластинчатый тепломассообменный аппарат
Чумак И. Г., Онищенко В. П. О термодинамической
теории тепловлажностных процессов
Шихов Г. Л., Абдульманов X. А. Целесообразность
применения воздушных конденсаторов в холодильных
установках
Кондиционирование воздуха
Баландина Л. Я. Санитарно-гигиенические аспекты
напольного воздухораспределения в вычислительных
центрах
Куликов Г. С, Севрюков В. М., Юхно С. И. Новая
сепарационная насадка для камер орошения
центральных кондиционеров
IX—15
IV—16
X—10
I-
X-
I-
II
I-
II-
X-
-23
-14
-24
—8
-20
-20
-11
IV—18
V—20
V—27
IX—14
VI—23
VIII—8
V—19
II—5
IX—11
VII—23
V—22
IX—7
IX—2
XI —18
IX-4
VIII—9
IV—22
Хохряков В. П., Крамаренко М. А. Методика теплового
-"-•расчета системы кондиционер — кабина
транспортного средства
Приборы и средства автоматизации
Алёхин Н. Б., Бочкарников Н. Д. Датчики-реле
температуры
Ванакамар Я. X., Сапрыкина С. Н. Сдвоенные датчики-
реле давления Д2
Васин В. П., Рудаков Е. И. Микропроцессорный
комплекс средств автоматического контроля КСА-М1
Воробьёв Ю. М., Береснев А. Е., Писарев Г. А., Борсу-
кевич В. Р. Специализированная микропроцессорная
система «Микрохолод»
Завелион Г. Е. Реле протока магнитоуправляемое РПМ
Кравцова Н. С, Забелин Е. Е., Ярошок Ю. А.
Автоматизированный поиск информации о холодильных
агрегатах
Ломакин В. Фм Онищенко О. А. Система регулирования
давления конденсации
Персиянинов Л. С. Реле протока воды ЯЮ-РПГ
Ротенберг А. Г. Соленоидные мембранные
вентили СВМР
Технологическое холодильное оборудование
Бураков В. П., Доильницын А. В., Козинский Г,
И.,
Хазиахметов В. Г. Снижение энергозатрат в
воздушных скороморозильных аппаратах
Данилин В. И. Рациональный параметрический ряд
скороморозильных аппаратов для замораживания
пельменей
Пальмин Ю. В., Судзиловский И. И., Макаров В. В.,
Жильников В. И. Скороморозильный аппарат
ЯЮ-АЗА для замораживания плодоовощной
продукции
Судзиловский И. И., Шлёнский В. А., Мартемья-
нов В. Н., Хаецкий Л. В. Аппарат ЯЮ-ОАТ для
холодильной обработки упакованных пищевых продуктов
Холодильная обработка и хранение пищевых продуктов
Алексеев А. В. Усушка продуктов при неполной загрузке
камер хранения с разными системами охлаждения
Дейнего Г. П., Малютина Л. М., Забродкин Е. В.
О проекте норм потерь замороженных мяса и
субпродуктов при краткосрочном хранении
Дейнего Г. П., Малютина Л. М., Забродкин Е. В.
Потери замороженного мяса при краткосрочном
хранении
Егорова 3. Е., Коваленко Л. Ф. Санитарная обработка
линий по производству быстрозамороженных карто-
фелепродуктов
Жадан В. 3. Доля влаги в потерях массы плодов и
овощей
Зонин В. Г., Куцакова В. Е. К созданию научно
обоснованных норм усушки мяса
Зонин В. Г., Куцакова В. Е., Марченко В. И..
Михайлов В. Д. Потери замороженного мяса при хрипении
на Московском хладокомбинате № 7
Иванченко В. И., Дженеева Э. Л., Модонкаева А. Э.,
Юсупов Г. Ю. Изменение качества винограда и
земляники при замораживании и длительном хранении
Кулагин В. Н,, Рогов И. А., Курзаев А. Б. Исследование
методом ЯМР влияния солей на водосвязывающую
способнскзть мын^ечйой ткани мяса при
замораживании
Куликовский А. В., Куликовская Л. В. Электронно-
микроскопическое изучение развития психрофильных
бактерий на мясе, подвергнутом электростимуляции,
при холодильном хранении
Стефановский В. М. Технологическая система
замораживания мяса в полутушах: структура,
функционирование, пути развития
Фильчакова Н. Н. Изменение свойств творога при
замораживании в зависимости от способа производства
Производство мороженого
Виноградов А. А., Татушина Л. М., Шендер Э. Г.
Охладители с очищаемой поверхностью для смесей
мороженого
Казакова Н. В., Оленев Ю. А. Использование
заменителей сахарозы в производстве плодово-ягодного
мороженого
Коржеманова Л. А., Фролов В. Л., Макеева Г. И.,
Шемякина Т. Н. Потери сухого льда при хранении,
перевозках и реализации мороженого
Оленев Ю. А., Устинова О. В., Мишучкова Л. А.
Ацидофильное мороженое
Творогова А. А., Борисова О. С, Шпякина Н. Н.,
Устинова О. В. Новое в технологии мороженого
Фильчакова Н. Н. Формирование и стабилизация
воздушной дисперсной фазы мороженого
Шер0|»етинекий А. П. Оптимизация рецептур смесей
мороженого
IV—24
IV—б
IV-8
IV—4
IV
IV-
X—13
II-
IV-
-23
-12
IV—13
III—9
VII—4
VII—6
VII—7
1—15
IX—13
/III-
! |
III —10
XI—20
V—24
VII—26
VI—25
VIII —14
VIII—16
XI—16
III—12
VI—7
X—18
VI—8
VI—6
VI—5
X—17
VI—4
VII—
VIII-
I-
VIII
VIII
VII—
VIII-
20
-4
18
-5
-3
-21
-2
ПРОЕКТИРОВАНИЕ И СТРОИТЕЛЬСТВО
ХОЛОДИЛЬНЫХ ПРЕДПРИЯТИЙ
Анненков Д. М., Холодов А. Г. Цех мороженого
Подольского хладокомбината VI—11
Коган Б. Н., Генин Л. Л. Оригинальный вариант
совместного хранения фреона и масла при ремонте
холодильной установки
Коган Б. Н., Генин Л. Л., Галежа В. Б. Холодильник
для московского завода «Компрессор»
Орлов В. О., Баду Ю. Б., Комаров В. И. Исследование
мерзлых грунтов под основанием Липецкого
холодильника
Подколзин А. И., Кладий А. Г. Фабрика мороженого
в г. Тольятти
Розынов О. В., Исаев Г. И. Новый хладокомбинат*
в Москве
Стефановский В. М., Боков А. Е., Юрьев С. Н.
Определение тепловой нагрузки в процессе однофазного
замораживания мяса
Шихман М. Е., Данилова Г. М. Низкотемпературные
холодильники из легких металлических конструкций
Системы воздухораспределения
Балан Е. Ф., Кюркчу И. И. Новая система
бесканального воздухораспределения в камерах фрукто-
хранилища III—2 .
Галимова Л. В., Руденко М. Ф., Жильцов И. Б.,
Сазонов Ю. А. Совершенствование системы
воздухораспределения в картофелехранилище III—5
Жадан В. 3., Дидык Н. Нм Воронина О. Н., Кулаков С. И.
Исследование новой системы воздухораспределения
при хранении плодов в штабелях с МГС III—6
ИЗУЧАЮЩИМ ОСНОВЫ ХОЛОДИЛЬНОЙ
ТЕХНИКИ
Тема 1, Физические основы искусственного охлаждения.
Шавра В. М. 1—25
Тема 2. Термодинамические основы и рабочие процессы
холодильных машин. Шавра В. М. II—25
Тема 3. Рабочие вещества холодильных машин.
Шавра В. М. III—18
Тема 4. Принципиальные схемы и циклы
одноступенчатых парокомпрессионных холодильных машин.
Шавра В. М. IV—28
Тема 5. Принципиальные схемы и циклы
многоступенчатых парокомпрессионных холодильных машин.
Шавра В. М.
Тема 6. Особенности холодильных машин различных
типов и области их применения. Крузе А. С.
Тема 7. Поршневые компрессоры холодильных машин.
Крузе А. С.
Тема 8. Винтовые и центробежные холодильные
компрессоры. Крузе А. С.
Тема 9, Теплообменная аппаратура. Крузе А. С.
ОБМЕН ОПЫТОМ
Аппарат для магнитной обработки воды V—34
Аронов Г. С, Ефименко В. П., Тарарычкин И. А.,
Клейменова Н. Г. Конструктивные особенности и
технологичность осушительных патронов I — 29
Богомолов А. В. Ремонт конденсаторов судовых
холодильных установок X—25
Добротин С. А., Зарубин Е. М., Сажин С. Г.,
Фадеев М. А. Галогенный течеискатель ТГ-1 III—24
Древаль Ю. К-, Гутник С. Б. Утилизация отходов
пенополиуретана VII—31
Кладий А. Г. Изготовление вафельных изделий для
мороженого XI — 26
Крупин Б. Б. Стенд для комплексной проверки
компрессоров бытовых холодильников VIII—24
Крупин Б. Б. Автомат для снятия фасок с торцов
стержней электрических контактов II—29
Крутое В. Ф. Использование вспомогательного
компрессора при ремонте холодильных установок X—26
Крутов В. Ф. Регулирование уровня жидкого
хладагента в емкостных аппаратах I—28
Лейко Ф. Ф. Удаление сточных вод из сборных
холодильных камер VII—31
Оросители градирен из пластмассовых труб II—30
Персиянинов Л. С. Сигнализатор концентрации паров
аммиака СКПА-01 III—21
Страшко В. А., Морозов А. Г. Механизация ПРТС
работ на Пермском хладокомбинате VIII—25
Усовершенствование конструкции постаментных
воздухоохладителей V—34
Филин С. О., Климентов Н. В., Алатырёв И. А. Контроль
герметичности холодильных агрегатов III—23
V-
VI-
IX-
X-
XI-
-30
28
-22
-22
-22
ИЗОБРЕТЕНИЯ
1—6, 25, 27, 30;
II —18, 24, 28, 30, 34;
III—7, 14, 25;
IV—27, 37, 39;
V—23, 26, 28, 34, 39;
VI—10, 14, 16, 22, 27;
VII—4, 22, 27, 30, 32, 34;
VIII—19, 23, 29;
IX—30;
X—9, 16, 21, 25, 26, 30, 40;
XI—13, 21, 26, 27, 31, 38
в помощь практику
; Борисова О. С, Зиновкина Н. В., Мишучкова Л. А.,
jt- Жмыхова Л. В. Новые технические условия на мо-
I роженое
Коган Б. Н., Гении Л. Л. Особенности хладоснабжения
J эскимогенератора Л5-ОЭК
ОХРАНА ТРУДА
Правила устройства и безопасной эксплуатации
аммиачных холодильных установок
III—29
VI—13
ОТВЕЧАЕТ СПЕЦИАЛИСТ
СПРАВОЧНЫЙ ОТДЕЛ
Буряк В. С. Новое холодильное оборудование
1-31,
II—31,
III—26,
IV—32,
VI—31,
VIII—26,
IX—27,
X—27,
XI-28
1-34,
V1-30
VII—35,
VIII—36,
IX -35,
X—35,
XI -36
Катерухин В. В. Морской холодильный к ом л рессор но-
конденсаторный агрегат МАКБ20Х2-12-4 OM4/I—II III-
Уткин Е. П., Шур Д. В. Холодильная машина
ОЭ2, 8-2-0 для гидросистем металлорежущих станков
38
КРИТИКА И БИБЛИОГРАФИЯ
Новые книги: «Рыночная экономика для всех» 1—34
Шляховецкий В. М. Учебное пособие современного
уровня IX—25
I ВСЕСОЮЗНЫЙ СЪЕЗД АВОК V —13
Долотов А.Т., Тнмофеевский Л. С, Пятко В. Ю., Пе-
тин Ю. М. Оценка эффективности применения
абсорбционных водоаммиачных термотранефор\:аторов VI
Манукьян А. М., Чмуханов Г. Ф., Журавлём В. В
Гелиотеплонасосная установка системы
низкотемпературного отопления V—17
Сарапов А. А. Гелиоколлектор из гофропласта V—18
ХРОНИКА
|f Всесоюзный семинар по тепловым насосам
Драганов Б. X. Энергосбережение в сельском хозяйстве
Лауреат Государственной премии СССР
Поздравляем лауреатов
Семинар в Ижевске
Международные выставки
«Инпродпищемаш-90»
«Инрыбпром-90»
«Консумэкспо-91»
Товары для всех и каждого V—35
сТехника климатизации-90»
Александров В. И., Скляревский Р. А., Малкин Л. Ш.
Техника для монтажа, обслуживания и ремонта
холодильного оборудования II—35
МЕЖДУНАРОДНОЕ ЭКОНОМИЧЕСКОЕ И
НАУЧНО-ТЕХНИЧЕСКОЕ СОТРУДНИЧЕСТВО
Акимова Л. Д. Старые партнеры — новые отношения
Каплан Л. Г., Кёлер И. Применение современных
приборов при монтаже и техническом обслуживании
холодильного оборудования
Клюге Р. Надежность и качество — залог
конкурентоспособности (интервью)
Малышев А. И., Каплан Л. Г., Бартеньев О. А.,
Поркка П., Хукка Л. Сотрудничество Московского
специализированного комбината холодильного
оборудования с финской фирмой «Поркка»
Не только прошлое, но и будущее
Хорняк А., Бато Л., Каплан Л. Г. Новое торговое
холодильное оборудование венгерского объединения
«Лехел»
Шумахер Г., Шмитт Э., Малышев А. И., Каплан Л. Г.,
Бартеньев О. А. Торговое холодильное оборудование
фирмы «Линде» и его гарантийный ремонт
В МЕЖДУНАРОДНОМ ИНСТИТУТЕ ХОЛОДА
Из Бюллетеня МИХ
VI-21
/II-
X-
VI-
VI-
-28
-21
-19
-22
IX—19
IV—14
Информационное сообщение МИХ по проблеме фреонов
6-е информационное сообщение МИХ о фреонах и
холодильных установках
7-е информационное сообщение МИХ по проблеме
фреонов
Научно-техническая конференция в Австралии
Публикации МИХ
Рекомендации по замораживанию и хранению пищевых
продуктов
II
III
IV
V
VI
VII
'III-
IX
X
XI
V
39,
36,
38,
37,
—38,
-33,
7,35,
—29,
-33,
35
36
VIII—32
VI 39 Труды коллоквиума в Брюсселе
КОНФЕРЕНЦИЙ МЕЖДУНАРОДНОГО ИНСТИТУТА
ХОЛОДА В ДРЕЗДЕНЕ
I-
II-
III-
VI-
VIII-
X-
XI
VII
—32
—38
—38
-36,
-37,
-35,
-36,
-32,
-31,
33
—33
Прогресс холодильной науки и техники в области
переработки продуктов питания
Гак А. Предложения Международного института холода
Лорентцен Г. Холод, -жергия и окружающая среда
Маттароло Л. Холод и производство пищевых продуктов
для возрастающего населения земного шара
Обзор докладов на заседаниях комиссий
ЗА РУБЕЖОМ
Варианты практического применения тепловых насосов
Гиндлин И. М,, Данилин В. И. Тенденции производства
быстрозамороженных продуктов
Морозов А. Г. Фабрики мороженого в г. Орхусе (Дания)
Пискунов В. В. Особенности эксплуатационных
испытаний бытовых холодильников в США
Системы кондиционирования воздуха в берлинских
гостиницах Гранд-отель и Дом-отель .
С чего начиналось производство мороженого? '*¦/.-:'.-
Шелашова С. Л., Барыкина Г. П. Энергетические
характеристики бытовой холодильной техники
V—2
V—2
V-3
V—6
XI—11
IX-31
VI—15
Х-^34
II—9
1 1 ! 1 1
I
IV-
-32
-31
31
35
-35
-39
ХОЛОДИЛЬ
РЕФЕРАТЫ
II—9, 40
V—12.
VI —18,40
VII-
IX—38
1-40,
П-40,
III—40,
IV—40/
V-MO,
VI—40,
VII—40,
VIII—40,
IX—39,
X—40,
XI—40
F
«^
<
3
о
I
УДК 628.84.004.11
Автоматизированная турбокомпрессор -
ная холодил ьно-осушительная
установка на R22. НАЛОБИН Л. В., КОЗО-
РЕЗ А. И., РАДКОВСКИЙ О. В.,
МУРАТОВ Ю. И. «Холодильная
техника», 1991, № 12.
Описана холодильно-осушительная
установка холодопроизводительностью
11,8 МВт, предназначенная для
охлаждения и осушки 100 кг/с воздуха до
температуры —10...—15 °С и влаго-
содержания 0,06 г/кг. Установка
двухступенчатая, оснащена
автоматизированной системой управления
технологическим процессом, которая
выполнена на базе микропроцессора.
Иллюстраций 2.
| УДК 621.57:538.4
Жидкометаллический МГД-компрессор.
ВАСИЛЬЕВ А. П., БОНДАРЕН-
КО В. А., ТАРАКОВ Д. А.,
ПРОКОПЕНКО А. Д. «Холодильная
техника», 1991, № 12.
Предложены способ сжатия газа в
электромагнитных полях и устройство
для его осуществления —
жидкометаллический МГД-компрессор. Показаны
преимущества и недостатки рабочего
процесса в МГД-компрессоре,
описано течение рабочего вещества по
каналу МГД-компрессора, приведена
схема экспериментальной установки и
даны результаты экспериментальной
проверки работоспособности МГД-ком-
Жессора.
тлюстраций 2. Список литературы —
7 названий.
УДК 621.565-932.001.13"
Абсорбционная холодильная машина с
обращенным ректификатором.
МИНКУС Б. А. «Холодильная техника»,
1991, № 12.
Рассмотрена предложенная Б. М. Блие-
ром абсорбционная холодильная
машина с дополнительным насыщением части
крепкого раствора в обращенном
ректификаторе. Доказано, что процесс в нем
не адиабатен и протекает с отводом
теплоты. Приведена методика расчета
машины с использованием графической
зависимости температуры раствора на
выходе из обращенного ректификатора
от температуры кипения в испарителе.
Показано, что при наличии двух
охлаждающих сред — воздуха и воды —
применение обращенного ректификатора
сокращает расход греющего
теплоносителя на 8,0 % и охлаждающего
воздуха — на 8,3 % при одном и том же
расходе охлаждающей воды.
Илз§|В|||аций 3. Список литературы —
5 названий.
1
Уважаемые читатели!
Не забудьте подписаться
на ежемесячный межотраслевой
теоретический и научно-практический
журнал
«Холодильная техника» —
это ваш информбанк
В ОБЛАСТИ ХОЛОДИЛЬНОЙ НАУКИ, ТЕХНИКИ И ТЕХНОЛОГИИ!
Только в нем вы сможете:
НАЙТИ
всеобъемлющую информацию о новом промышленном, судовом,
торговом холодильном оборудовании, бытовых холодильниках и
кондиционерах, холодильном транспорте различного назначения,
средствах и схемах автоматизации холодильных установок,
эффективных холодильных технологиях, проектах холодильников, фабрик
мороженого, заводов сухого льда, об альтернативных хладагентах и
системах охлаждения.
ОЗНАКОМИТЬСЯ
с опытом монтажа и наладки холодильного оборудования, с
особенностями его эксплуатации, нормативными документами.
ПОЛУЧИТЬ
сведения о деятельности Международного института холода, работе
XVI11 международного конгресса по холоду, состоявшегося в августе
1991 года в Монреале, международных выставках холодильной
техники.
По многочисленным просьбам читателей в 1992 году будут
публиковаться:
О Рекомендации по ремонту и техническому обслуживанию
винтовых компрессорных агрегатов.
% Цикл статей для изучающих основы холодильной техники
(продолжение).
ф Правила устройства и безопасной эксплуатации аммиачных
холодильных установок (продолжение).
Журнал распространяется только по подписке. Оформить ее можно в
местных отделениях связи и пунктах подписки «Союзпечать» с
любого месяца.
Индекс журнала 71048.
Цена одного номера 2 р. 50 к.
L
А