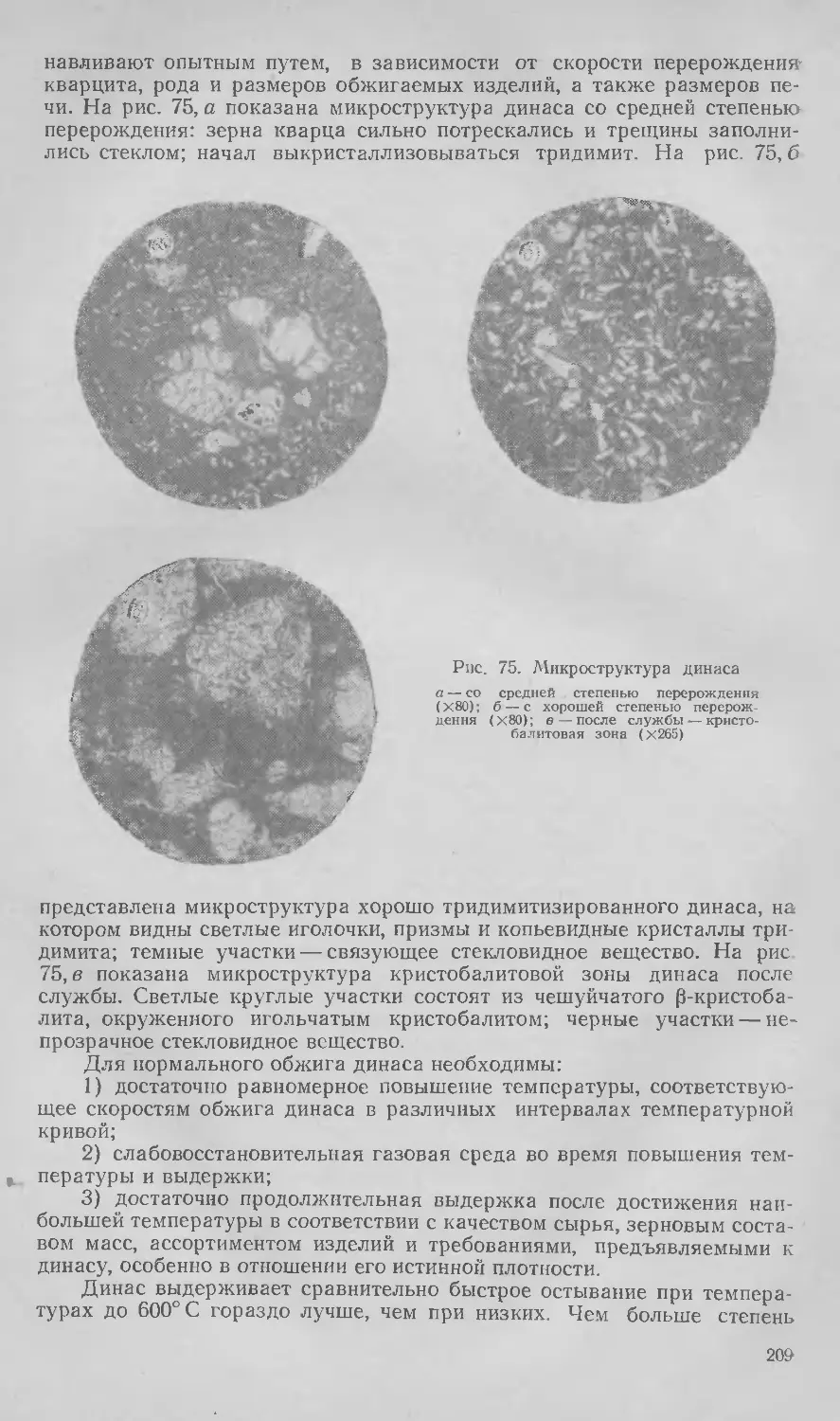
/








































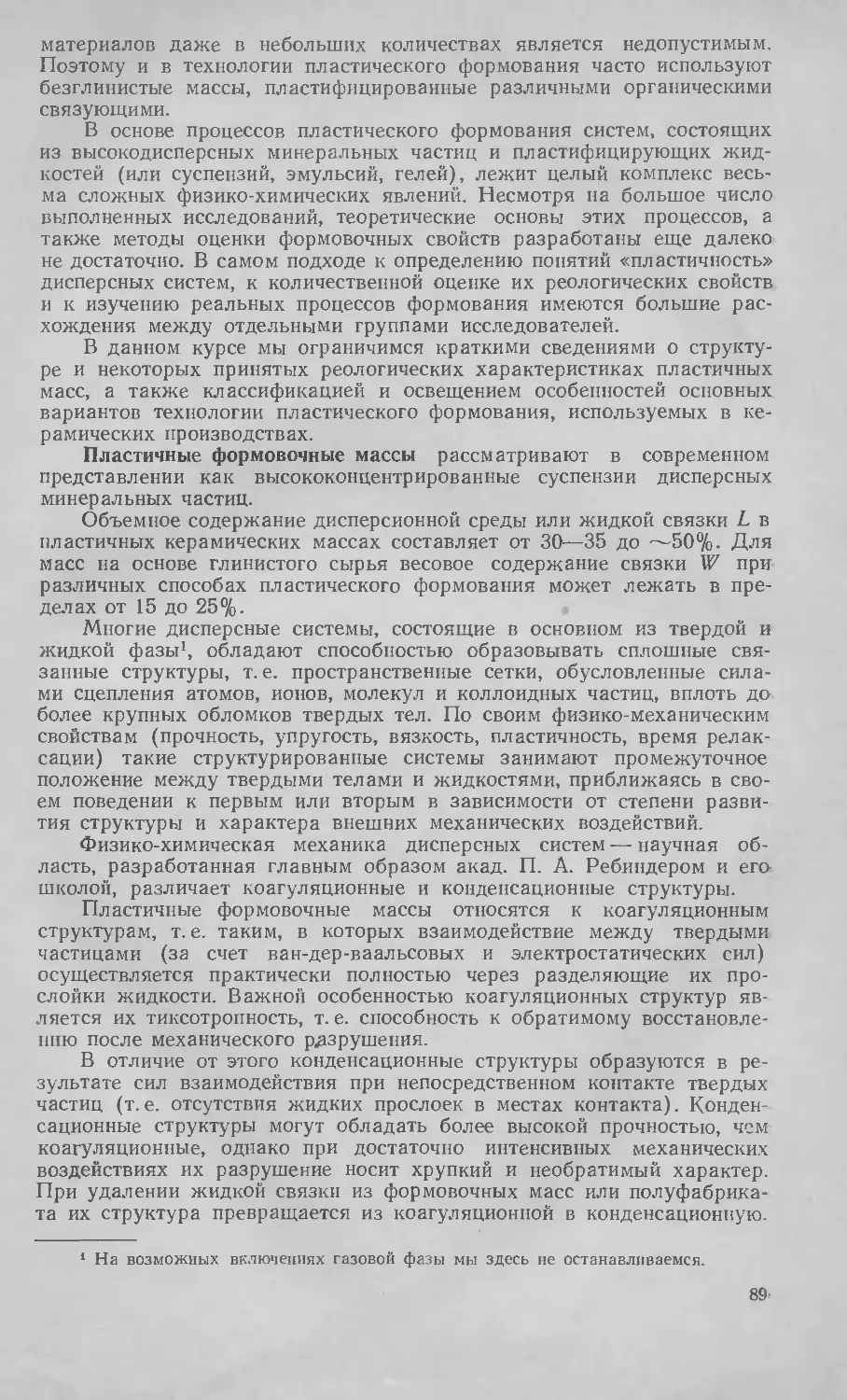
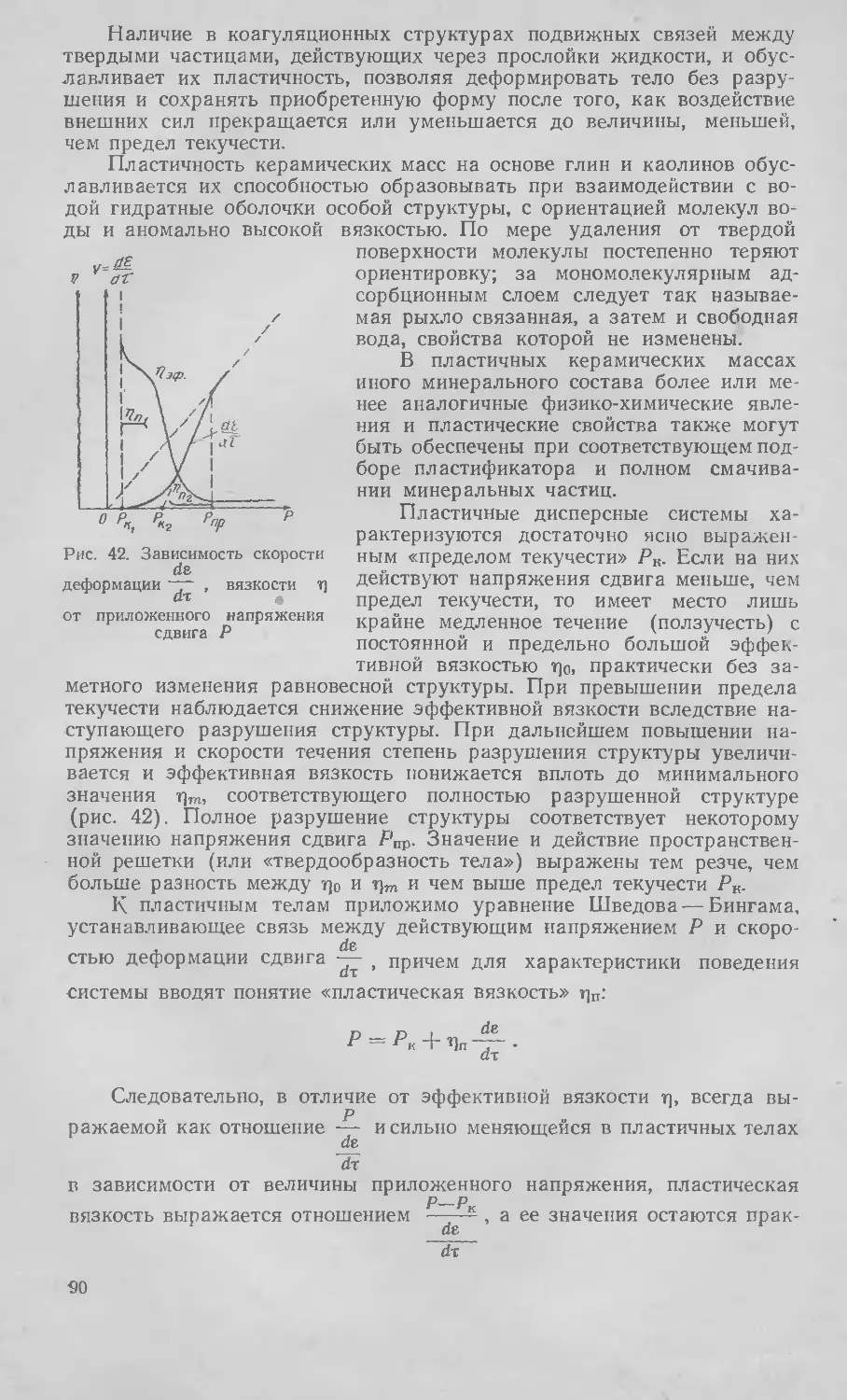
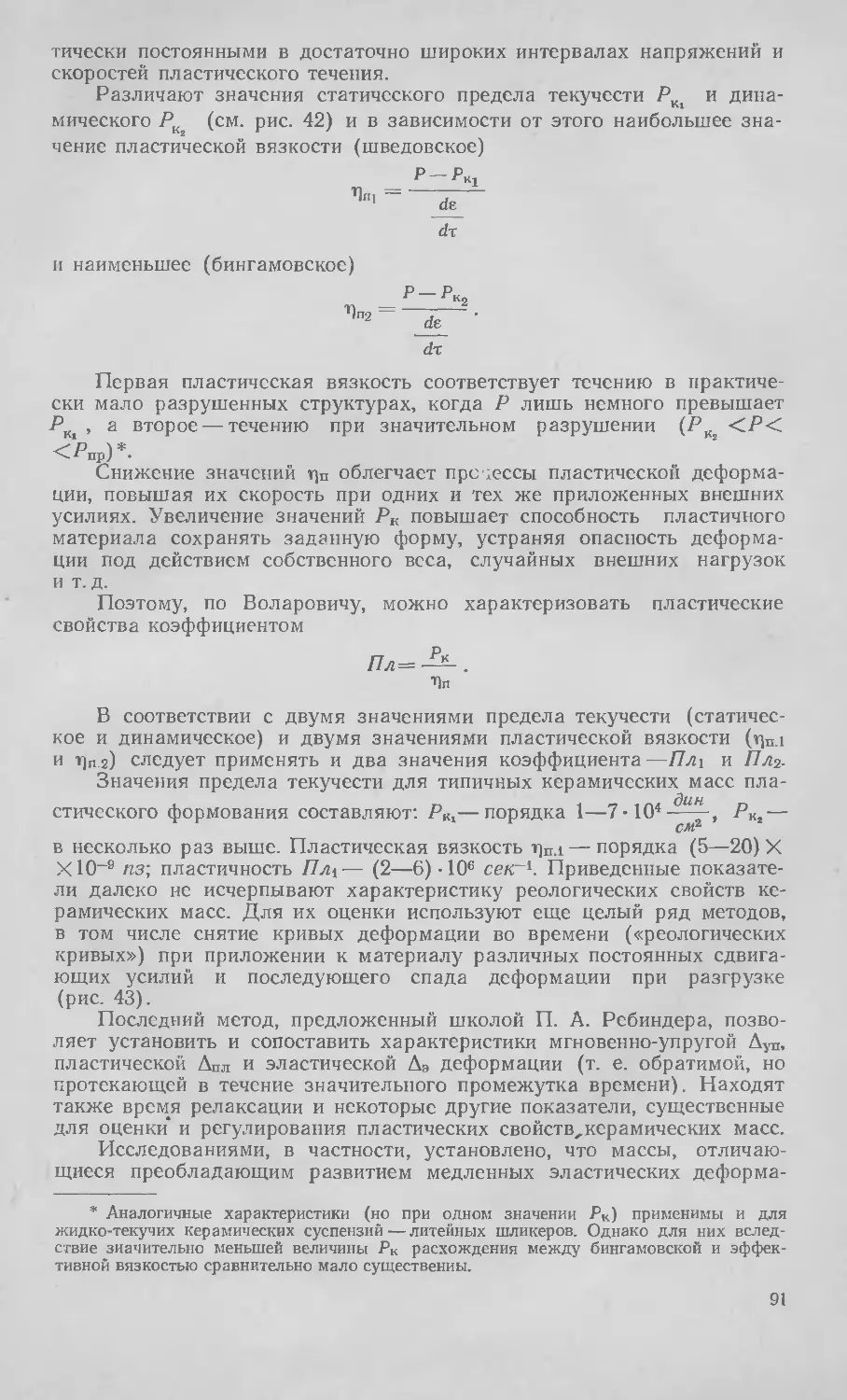
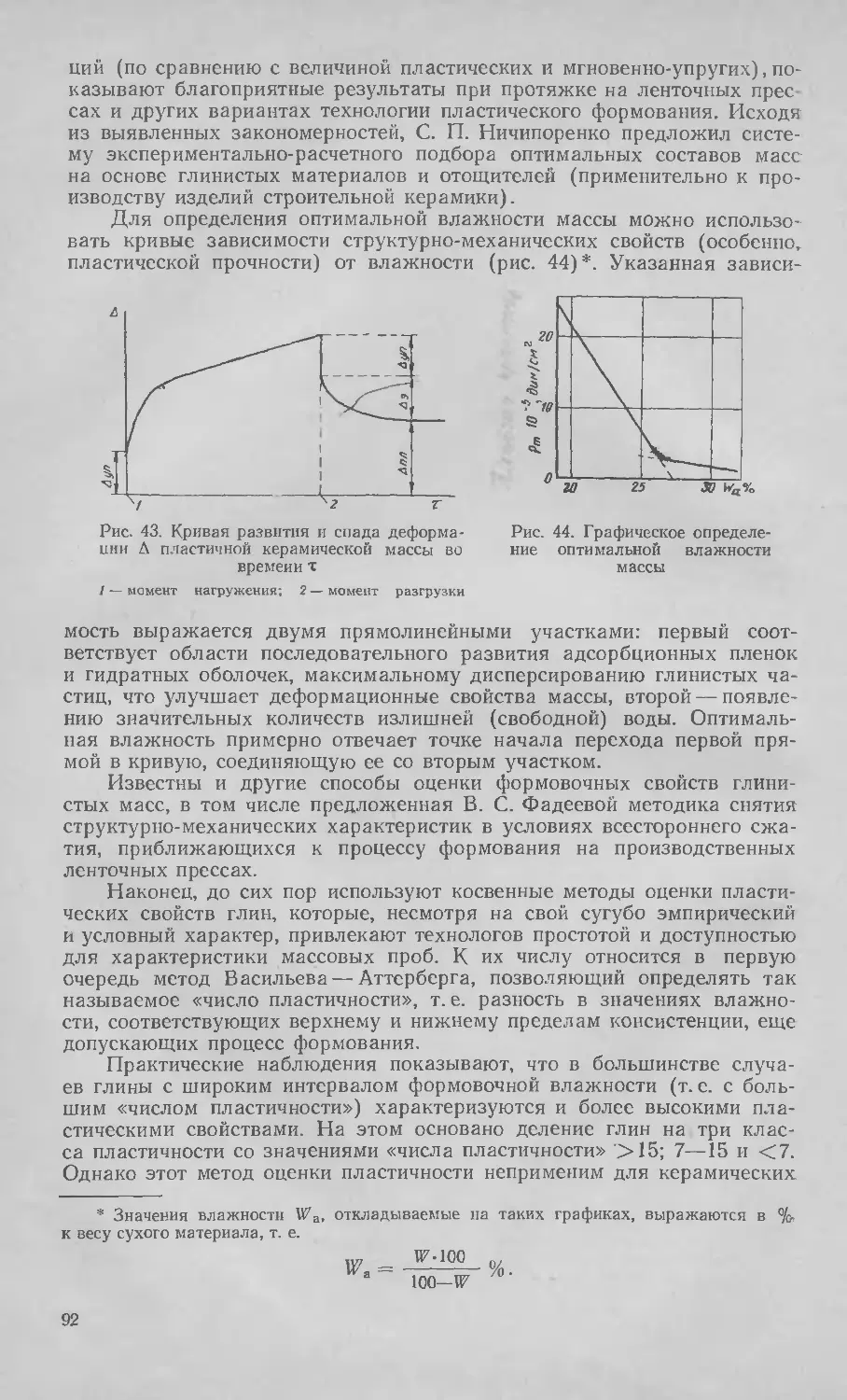


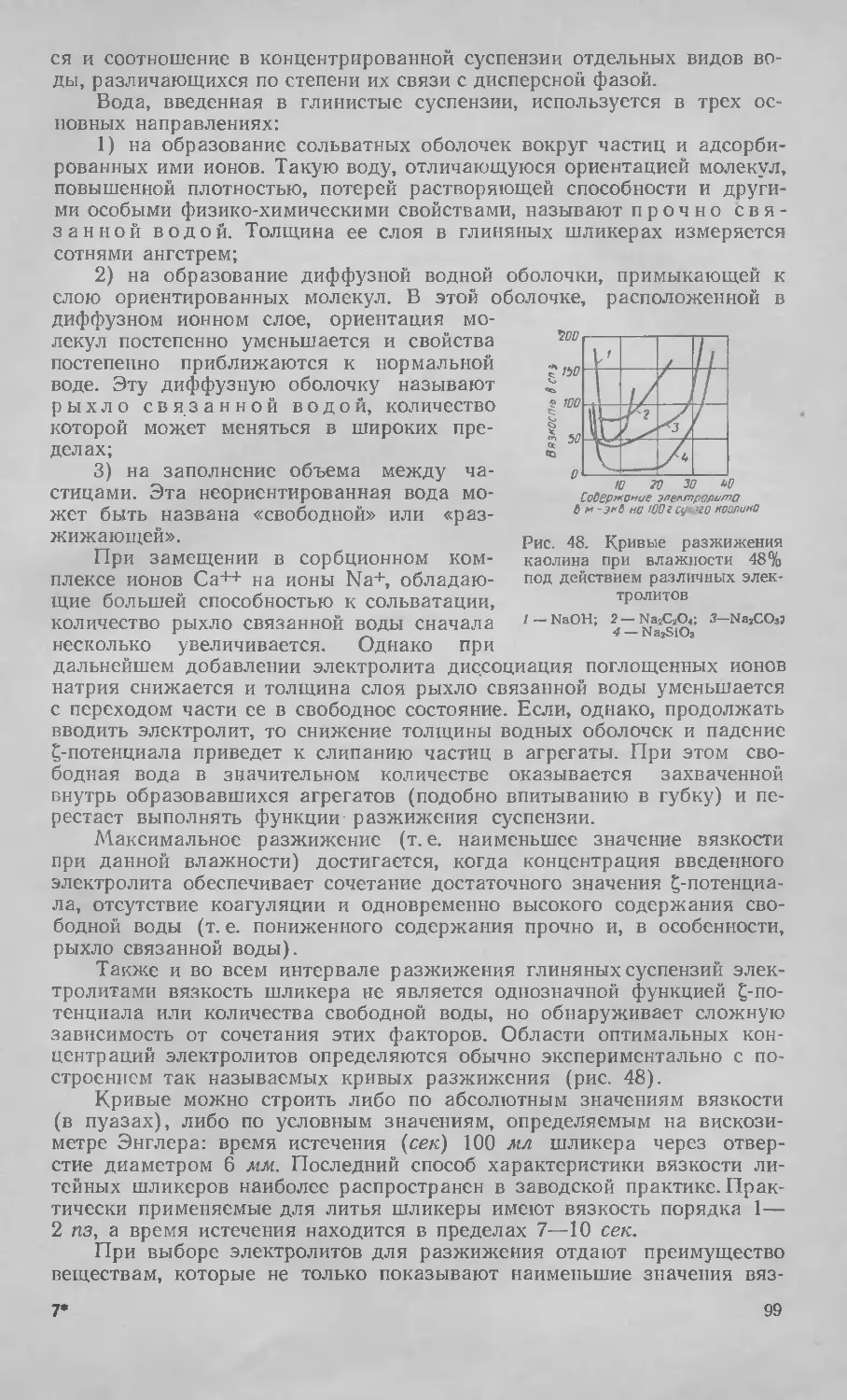

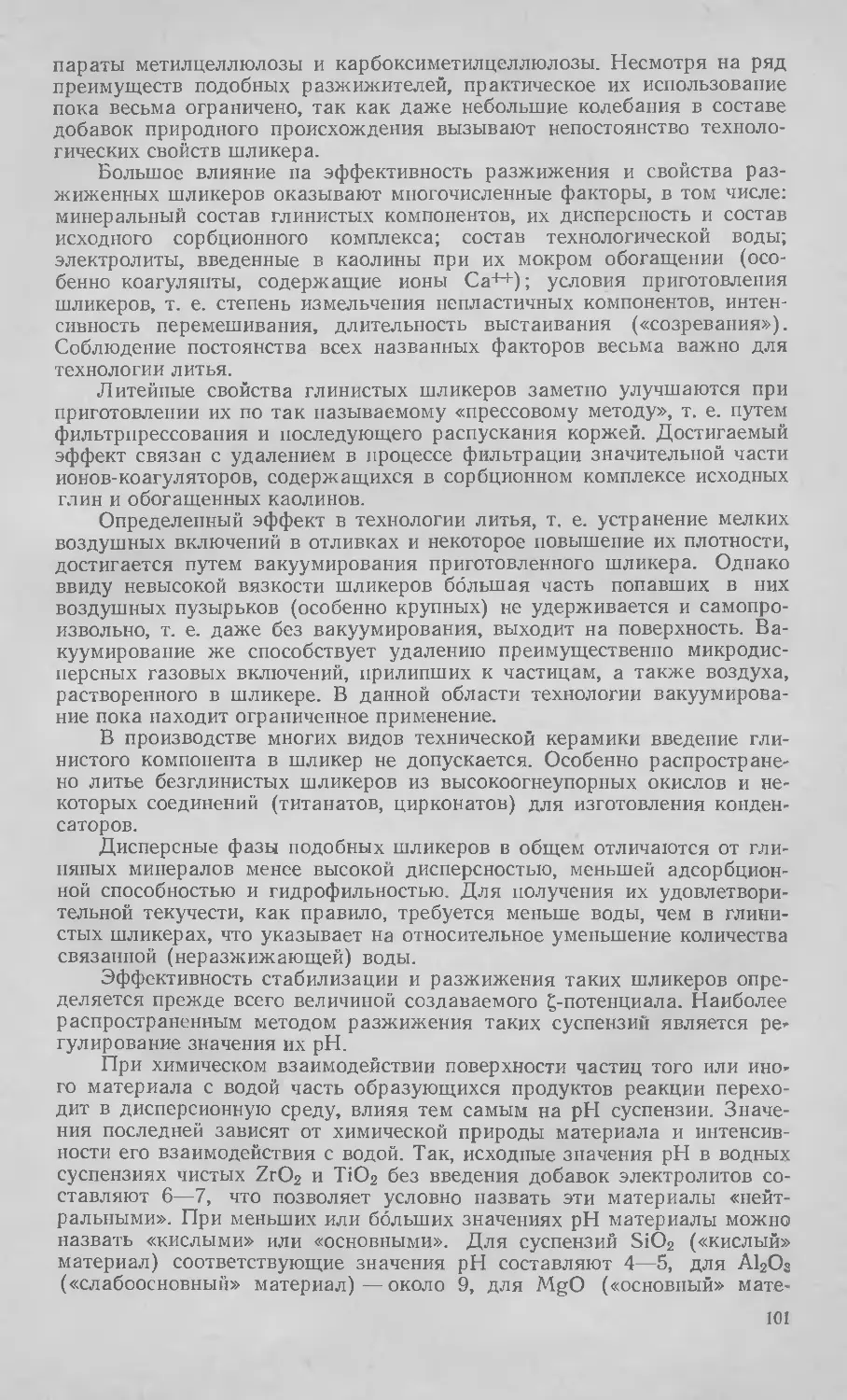
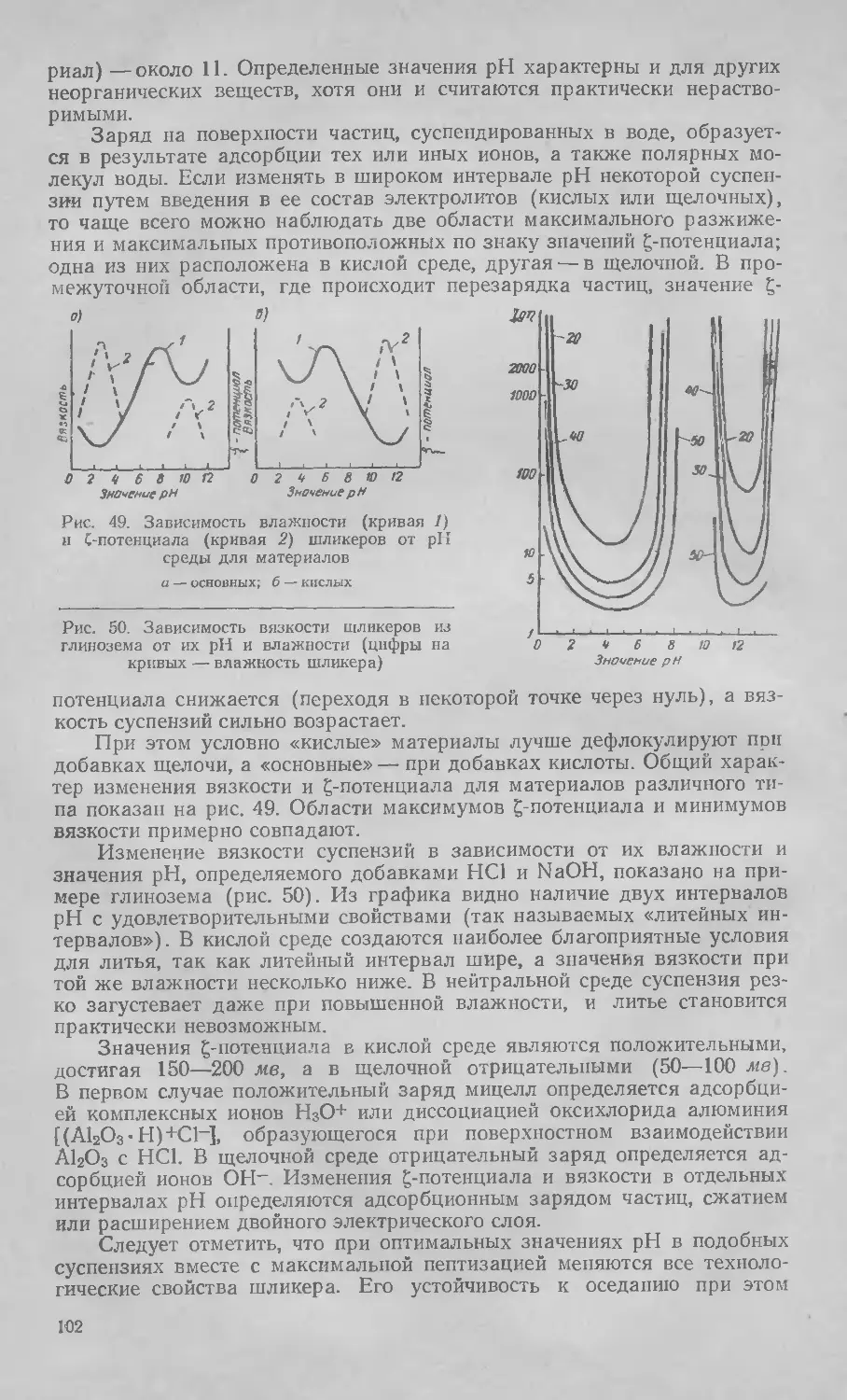












































































































































































































Author: Будников П.П. Полубояринов Д.Н.
Tags: химия огнеупорные изделия керамика химическая технология
Year: 1972




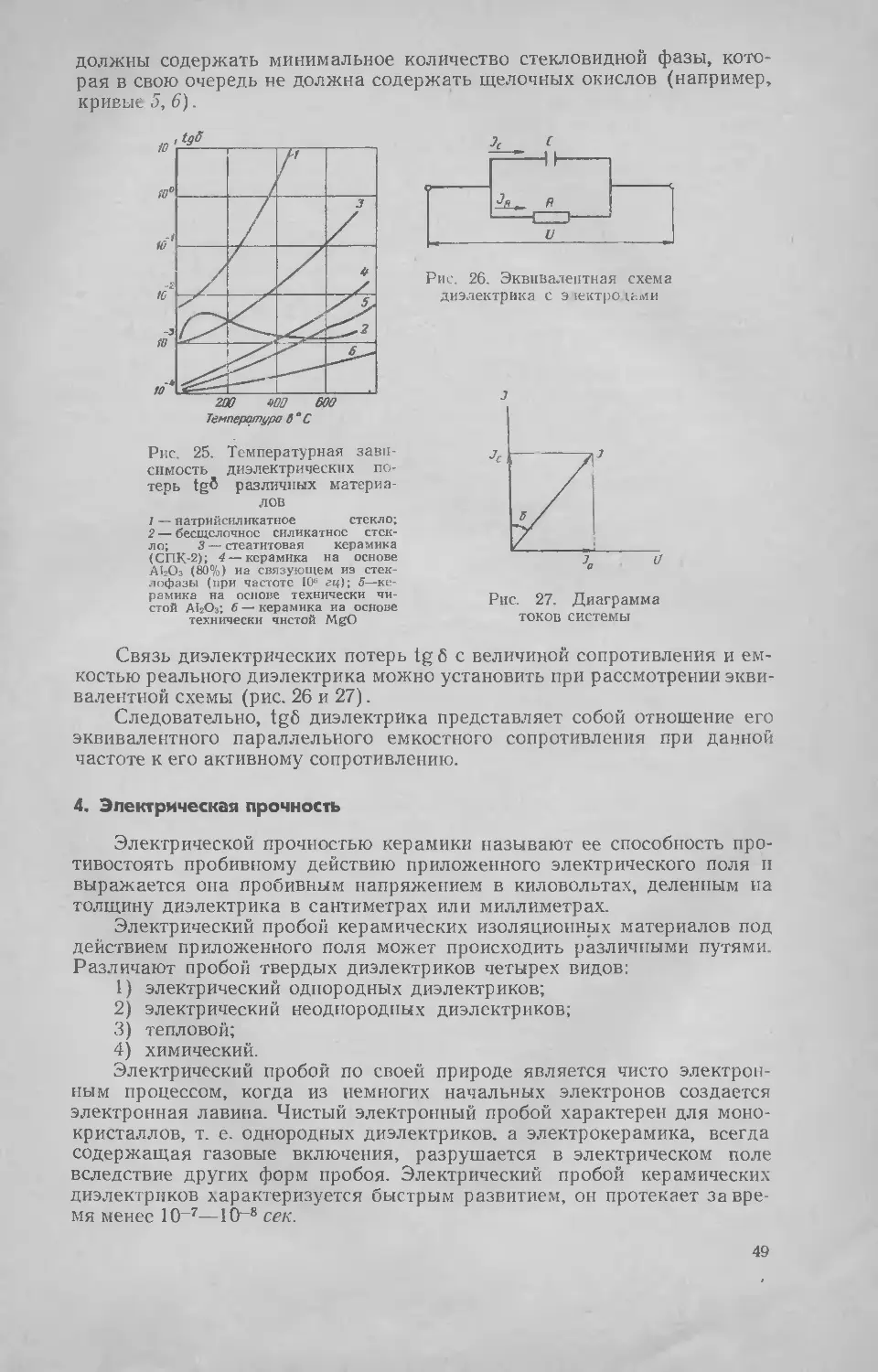
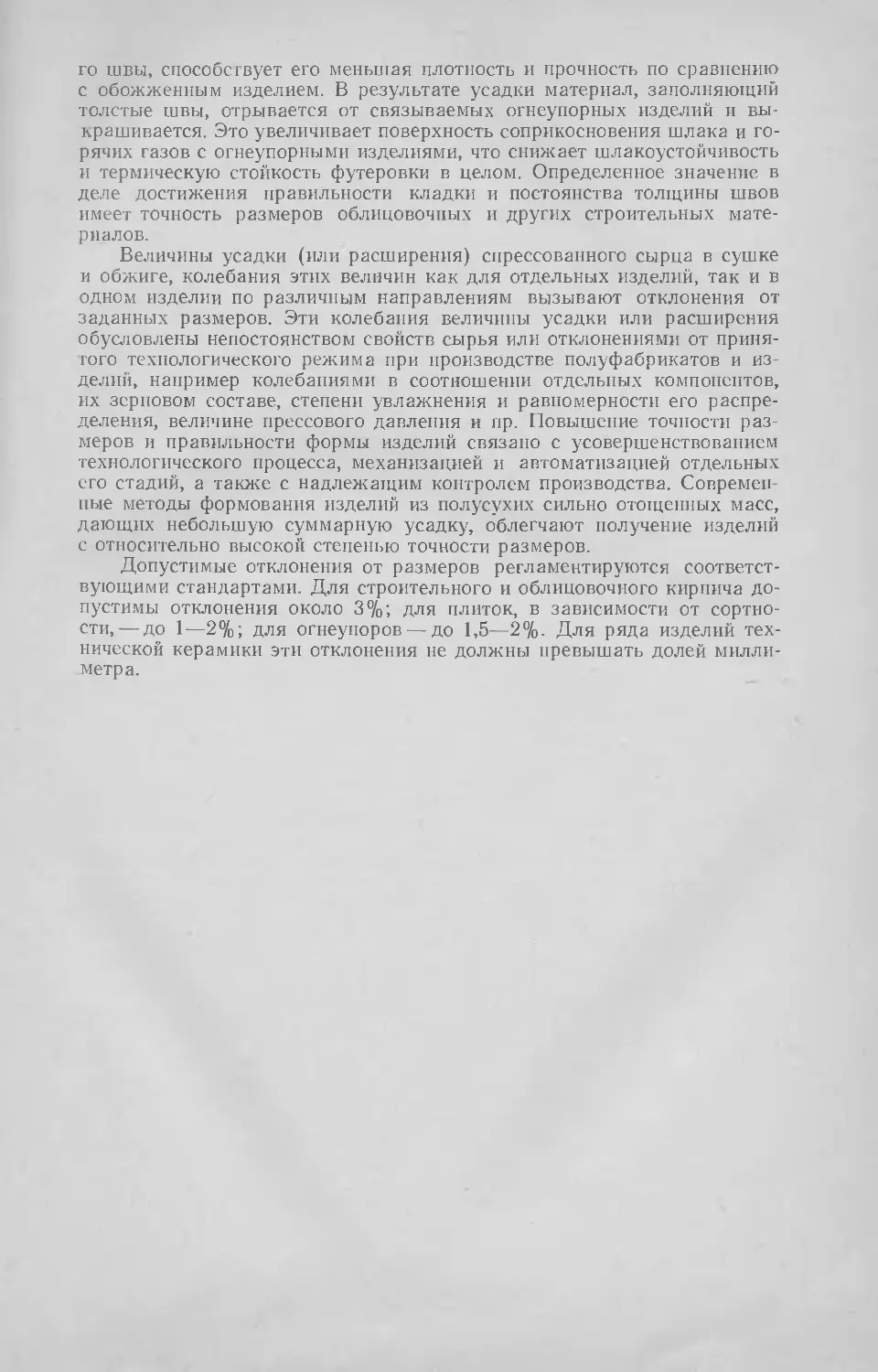
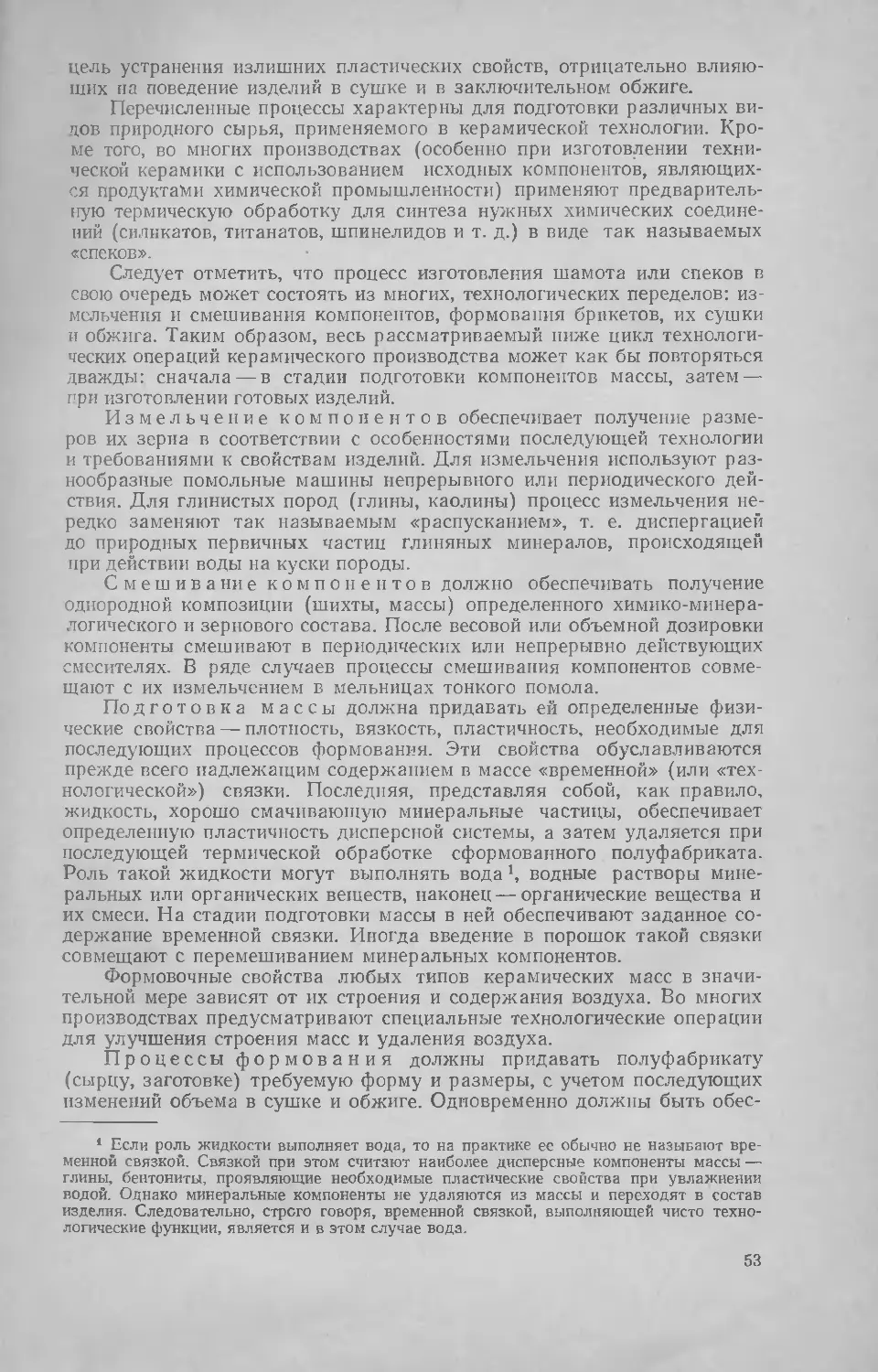
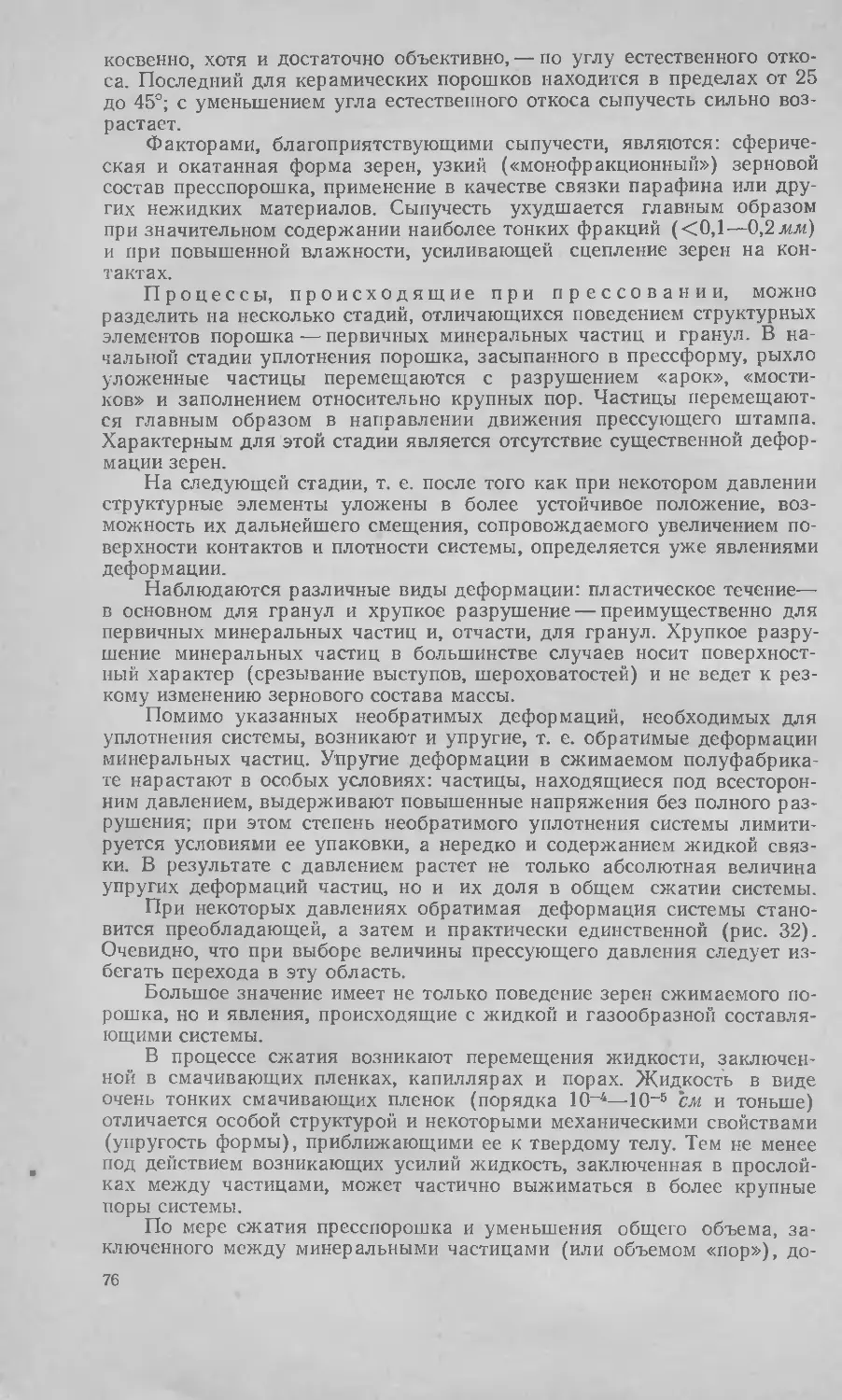
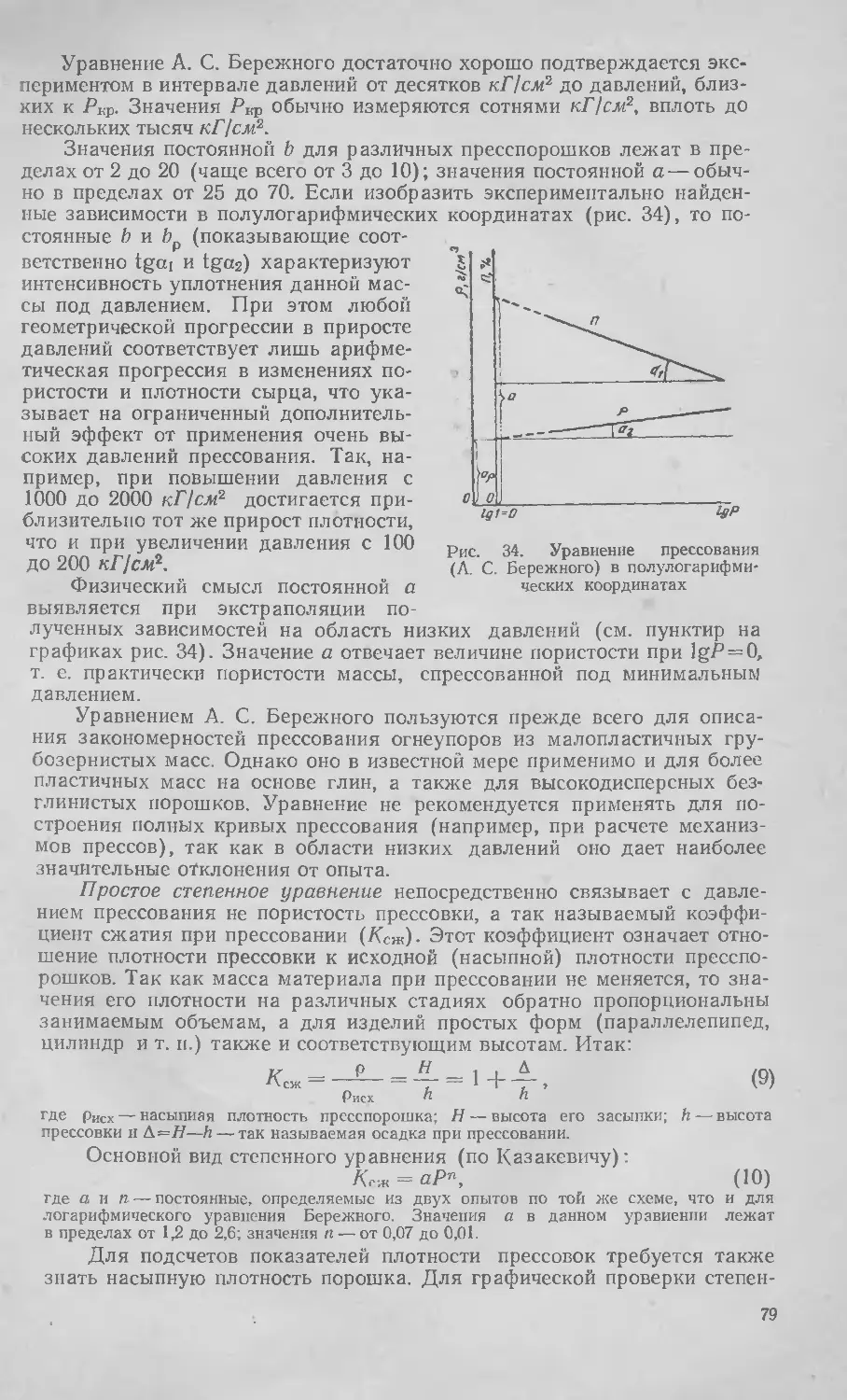
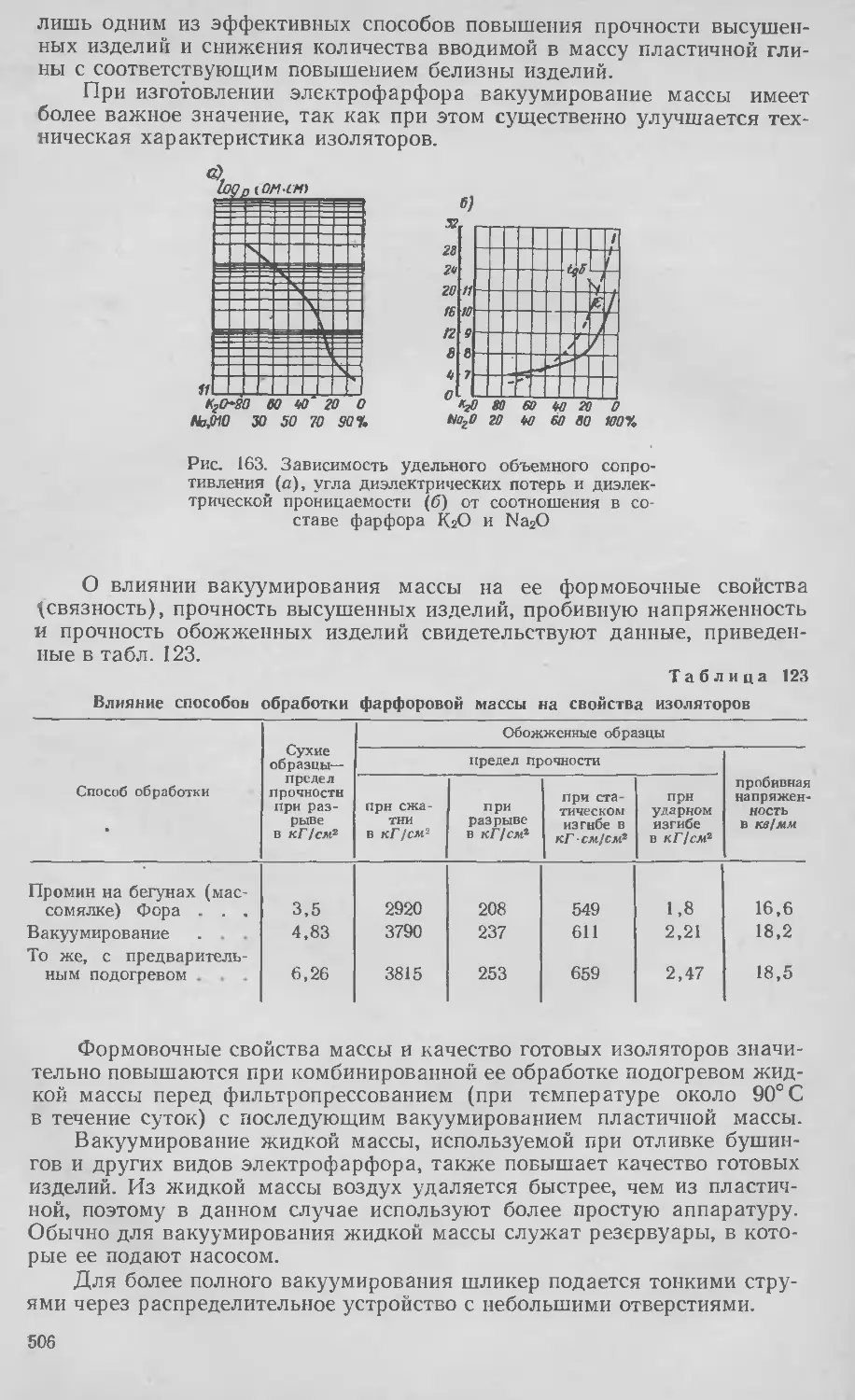
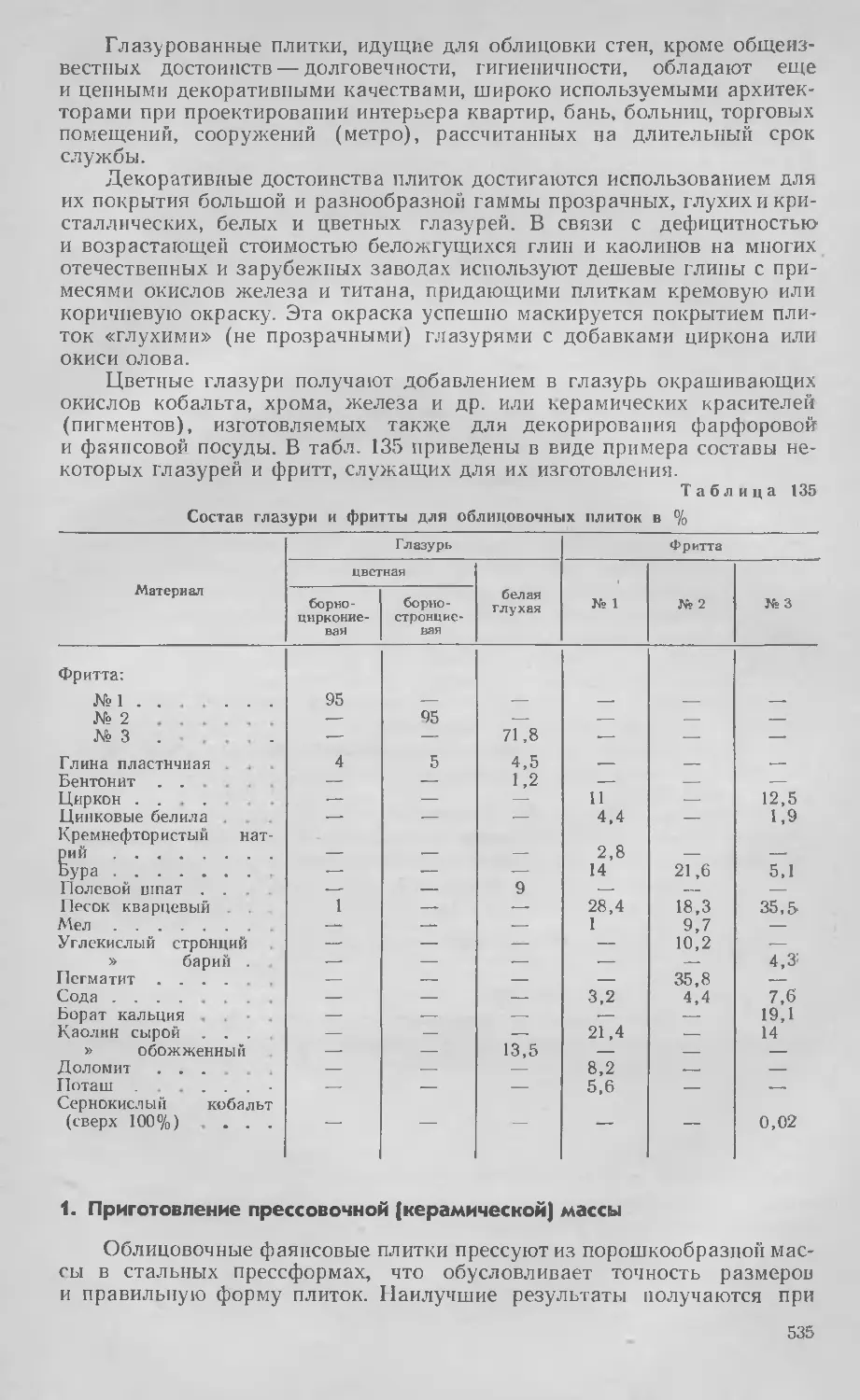
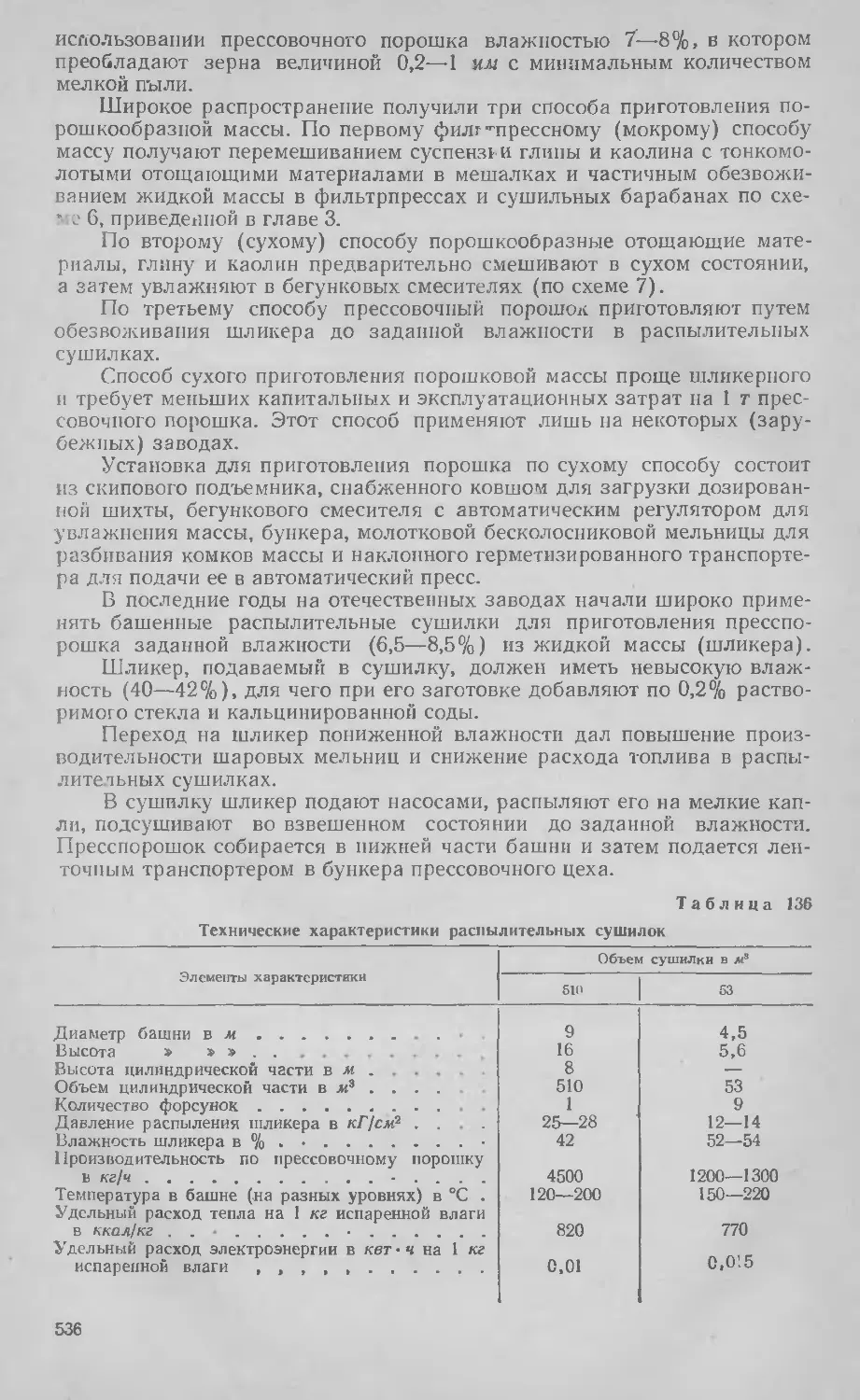
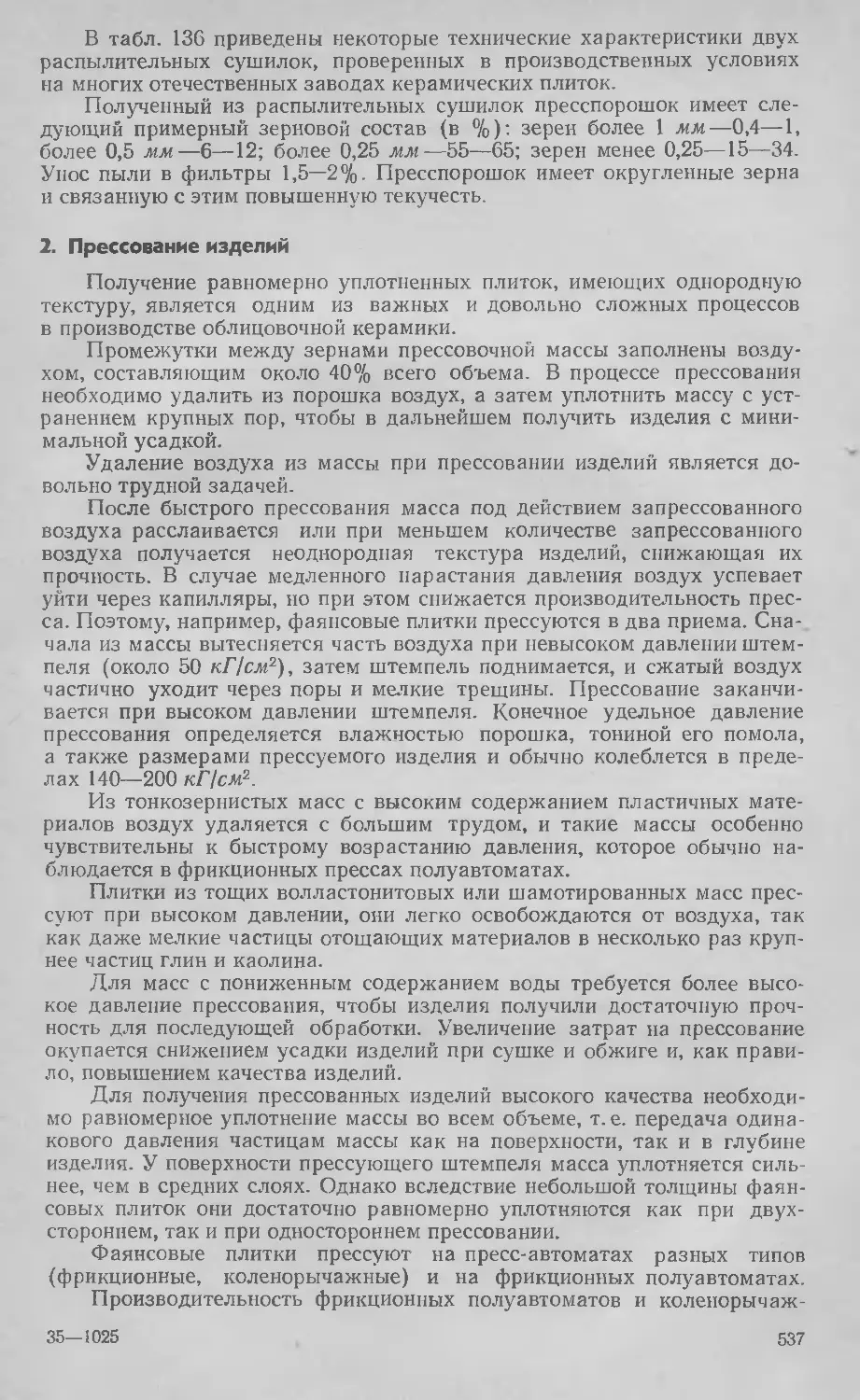
Text
ХИМИЧЕСКАЯ
ТЕХНОЛОГИЯ
КЕРАМИКИ
И ОГНЕУПОРОВ
ХИМИЧЕСКАЯ ТЕХНОЛОГИЯ
КЕРАМИКИ И ОГНЕУПОРОВ
Под общей редакцией акад. АН УССР, чл.-корр. АН СССР
П. П. Будникова и д-ра техн, наук проф. Д. Н. Полубояринова
Допущено МинистерЛщ
специального образоЛА'
в качестве учебника
для студентов химийо-технологи'Чрских
специальностей sgjc
'высшего и среднего
Ыя'СССР
ИЗДАТЕЛЬСТВО ЛИТЕРАТУРЫ ПО СТРОИТЕЛЬСТВУ
Москва — 1 972
ПРЕДИСЛОВИЕ
Настоящий учебник, являющийся коллективным
трудом, написан в соответствии с программой кур-
са «Химическая технология керамики и огнеупо-
ров», утвержденной для студентов химиков-технологов соответствую-
щей специальности.
При составлении учебника было принято во внимание непрерыв-
ное расширение круга современных керамических производств, интен-
сивное развитие и совершенствование методов керамической техноло-
гии и одновременно дальнейшее углубление ее научных основ. В осо-
бенно сильной степени все эти тенденции проявляются при
производстве разнообразных видов керамики для новой техники.
Для того чтобы отразить современное состояние и развитие кера-
мики без излишнего расширения объема книги, необходимо было най-
ти рациональный подход к отбору освещаемых материалов и к струк-
туре учебника.
Прежде всего авторы стремились максимально устранить паралле-
лизм с содержанием других курсов, изучаемых студентами данной спе-
циальности. В связи с этим в учебнике, как правило, не описаны прин-
ципы работы и конструкции механического и теплотехнического обору-
дования, используемого в промышленности, способы его автоматизации
и не даны полные эксплуатационные характеристики. Студенты
должны изучать эти вопросы в соответствующих дисциплинах учебно-
го плана. В настоящем учебнике в основном отмечаются лишь те поло-
жения и особенности, касающиеся оборудования, без которых нельзя
излагать существо технологических процессов и дать построение техно-
логических схем.
Сказанное относится в известной степени и к химико-минералоги-
ческим аспектам курса. Излагая сжато необходимые сведения о кон-
кретных сырьевых материалах и физико-химических системах, важных
для той или иной области керамических производств, авторы исходят
из соответствующего объема и уровня подготовки студентов по обще-
химическим дисциплинам, химии кремния и физической химии сили-
катов, а также минералогии и петрографии.
Для устранения параллелизма между отдельными разделами учеб-
ника в его первой части рассмотрены основные свойства керамических
материалов, в том числе высокотемпературные, важные прежде всего
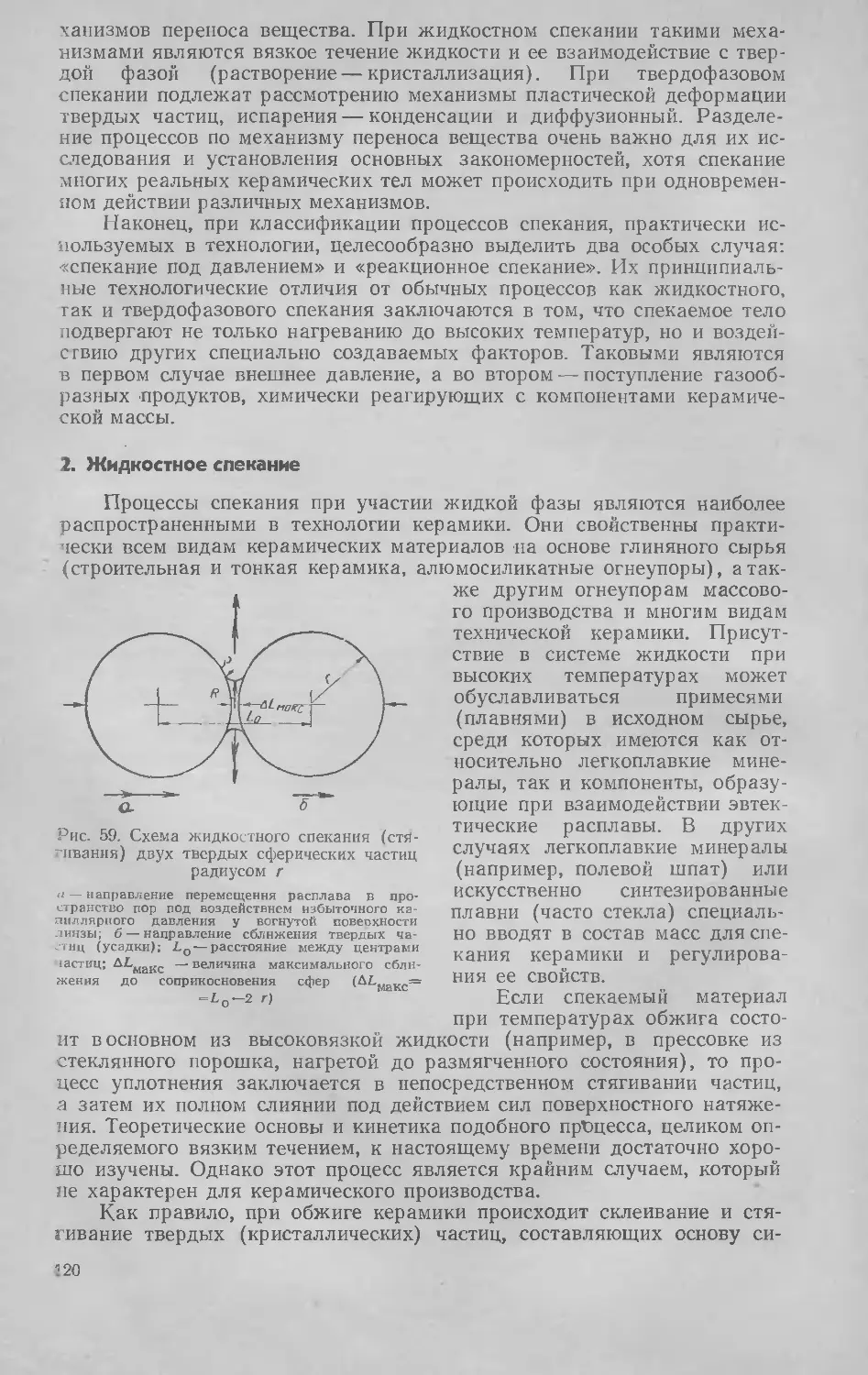
для службы огнеупоров и многих видов конструкционных материалов,
а также комплекс электрофизических свойств керамики, определяющих
ее использование в качестве диэлектриков (в изоляторах, конденсато-
рах). В четвертую часть учебника отнесено рассмотрение некоторых
специальных свойств пьезокерамики и ферромагнитной керамики.
Во второй части рассмотрены теоретические и технологические ос-
новы важнейших процессов и методов, используемых в разнообразных
керамических производствах.
Такое построение позволило более стройно и систематически изло-
жить общие вопросы, а в последующих частях сосредоточить внимание
на физических и химических основах соответствующих производств, на
1
з
требованиях, предъявляемых к изделиям, на отдельных специфических
методах и процессах, применяемых в их технологии.
К особенностям данной книги (по сравнению с рядом изданий ши-
роко известного учебника под редакцией П. П. Будникова) относится
также включение в нее отдельной части «Техническая керамика», в ко-
торой описан ряд сложных и наиболее быстро развивающихся обла-
стей керамики. Вместе с тем части учебника, посвященные огнеупорам,
тонкой и, особенно, строительной керамике, несколько сокращены в
объеме. Это достигнуто частично за счет отмеченного выше построения
курса, а также за счет исключения описания некоторых способов про-
изводства, полностью устаревших или быстро теряющих свое значение.
Кроме того, авторы пытались по возможности разгрузить учебник
от ряда чисто описательных и справочных материалов, которые не яв-
ляются необходимыми для формирования современного инженера-тех-
нолога и всегда могут быть найдены специалистом в соответствующей
справочной и производственно-технической литературе.
В настоящем учебнике «Предисловие», часть вторая написаны
Р. Я. Попильским; часть первая, главы 1, 2, 12 части третьей —
Д. Н. Полубояриновым; главы 3, 9 части третьей, главы 1, 6 части чет-
вертой, глава 6 части пятой, главы 8, 10 части шестой — П. П. Буднико-
вым; главы 4—7 части третьей — А. С. Бережным; главы 8, 10 и 11 части
третьей — Г. В. Куколевым; главы 2—5 части четвертой; главы 1—5 ча-
сти пятой — В. Л. Балкевичем; главы 1—7, 9, 11 —16 части шестой —
И. А. Булавиным.
Доработку разделов рукописи, написанных покойным П. П. Буд-
никовым, выполнили в основном соавторы учебника В. Л. Балкевич,
И. А. Булавин, Д. Н. Полубояринов и Р. Я. Попильский. К доработке
некоторых разделов были привлечены также И. Я- Гузман и Б. И. По-
ляк.
Авторы выражают глубокую благодарность всем лицам, приняв-
шим участие в доработке и рецензировании рукописи.
Авторы будут признательны за все замечания по существу учебни-
ка, направленные на его улучшение.
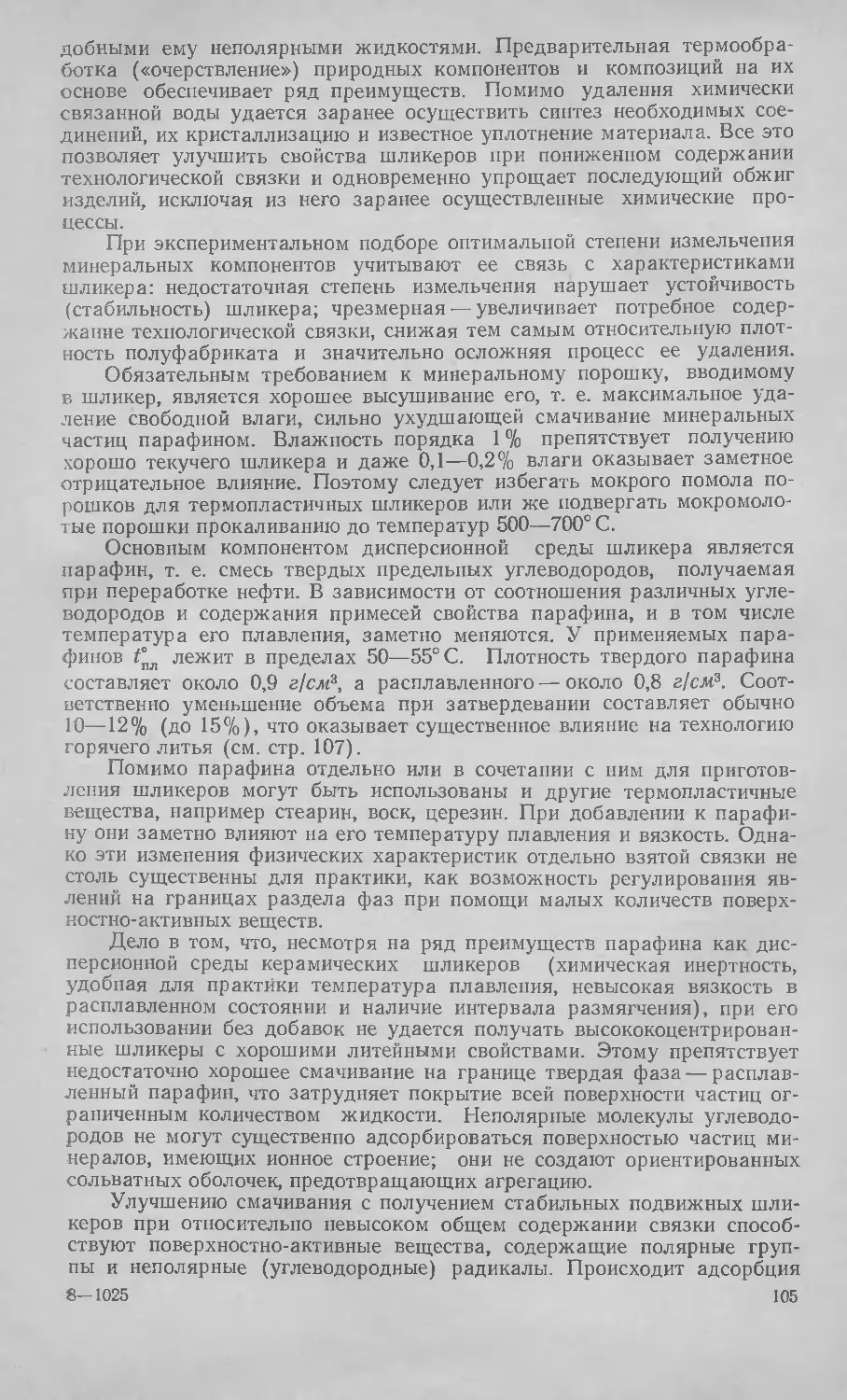
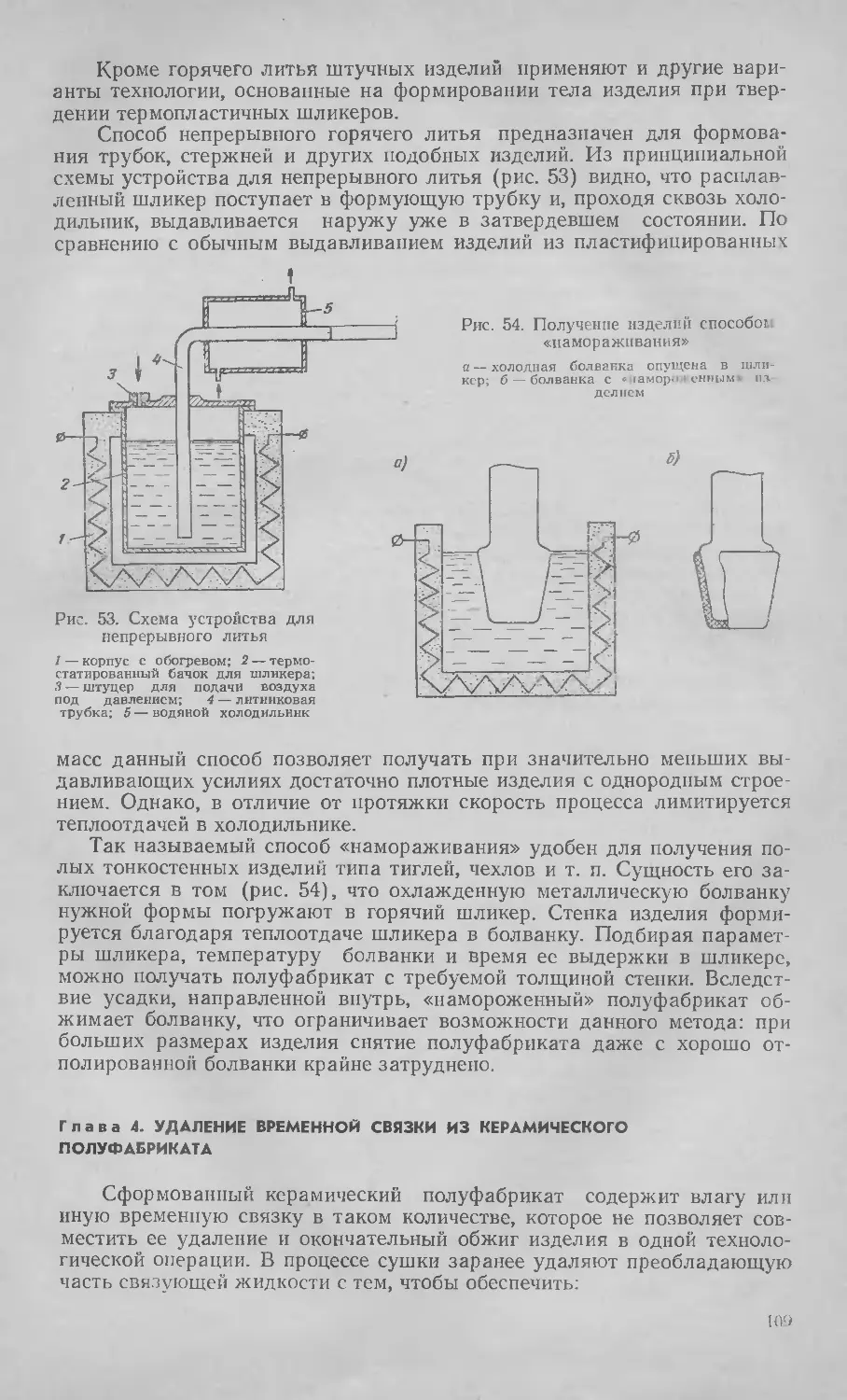
Часть первая
СВОЙСТВА КЕРАМИЧЕСКИХ МАТЕРИАЛОВ
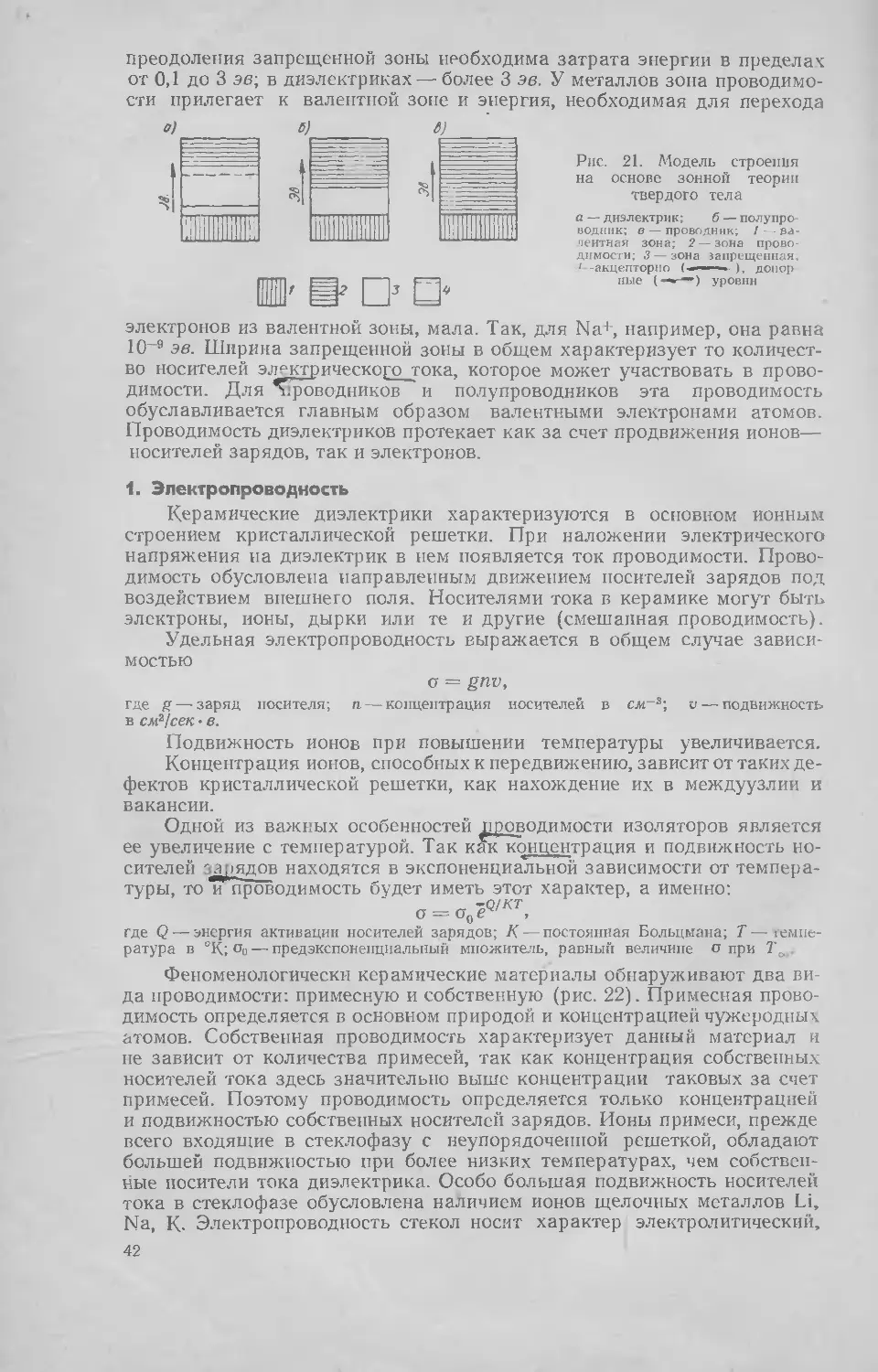
Пригодность различных видов керамики для служ-
бы в тех или иных условиях предопределяется со-
вокупностью ее свойств. Так как отдельные виды
керамики предназначены для службы в определенных отличных от
других условиях, то и каждая из этих разновидностей характеризуется
совокупностью своих специфических свойств. С другой стороны, при-
годность для службы одного вида керамики не может быть оценена
каким-либо одним общим свойством. Так, даже наиболее простой вид
керамики — строительный кирпич оценивается рядом свойств, напри-
мер пористостью, прочностью, морозостойкостью, точностью формы и
размеров и т. д. Чем сложнее область службы какой-либо разновидно-
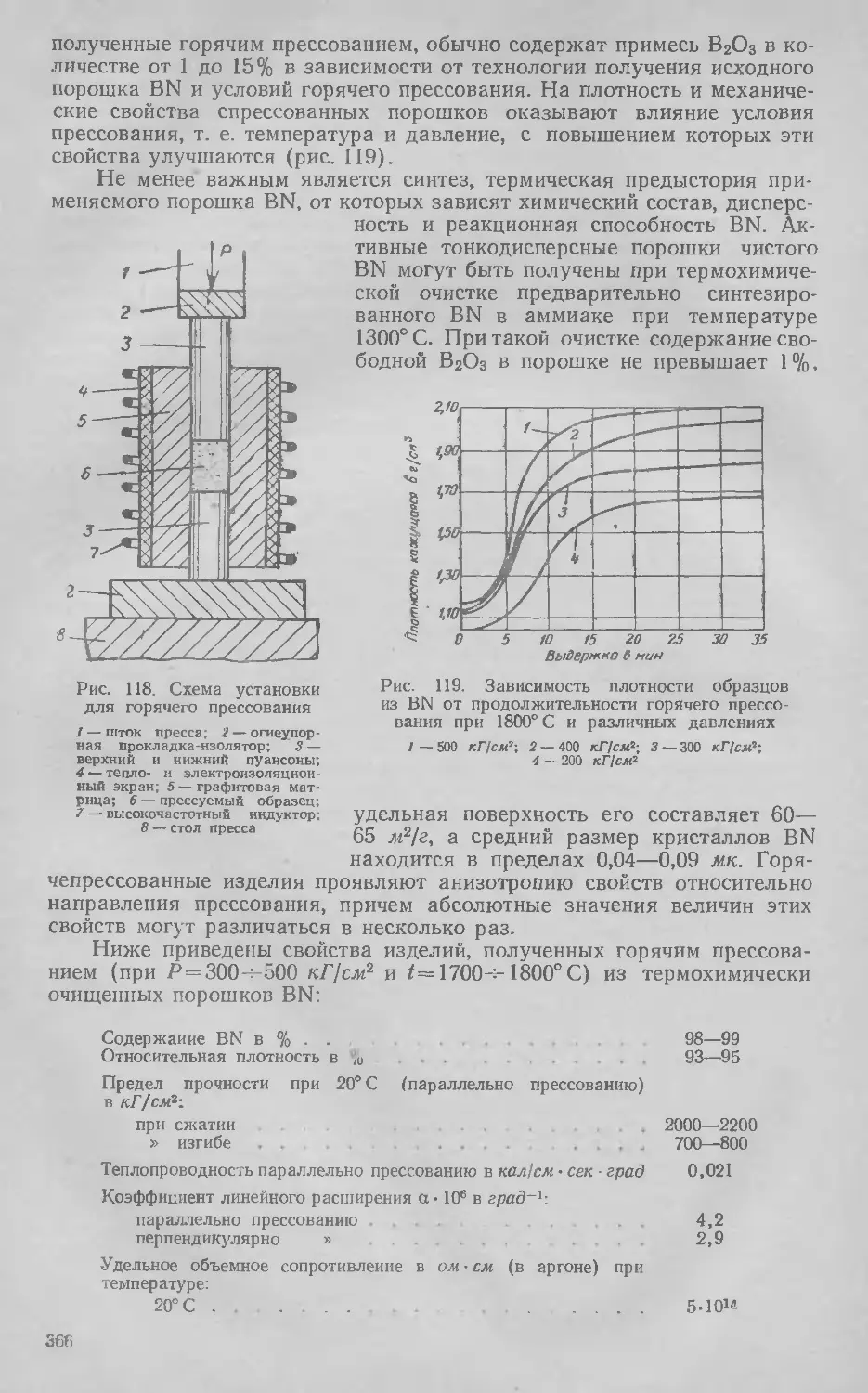
сти керамики, тем более сложен и многочислен комплекс предъявляе-
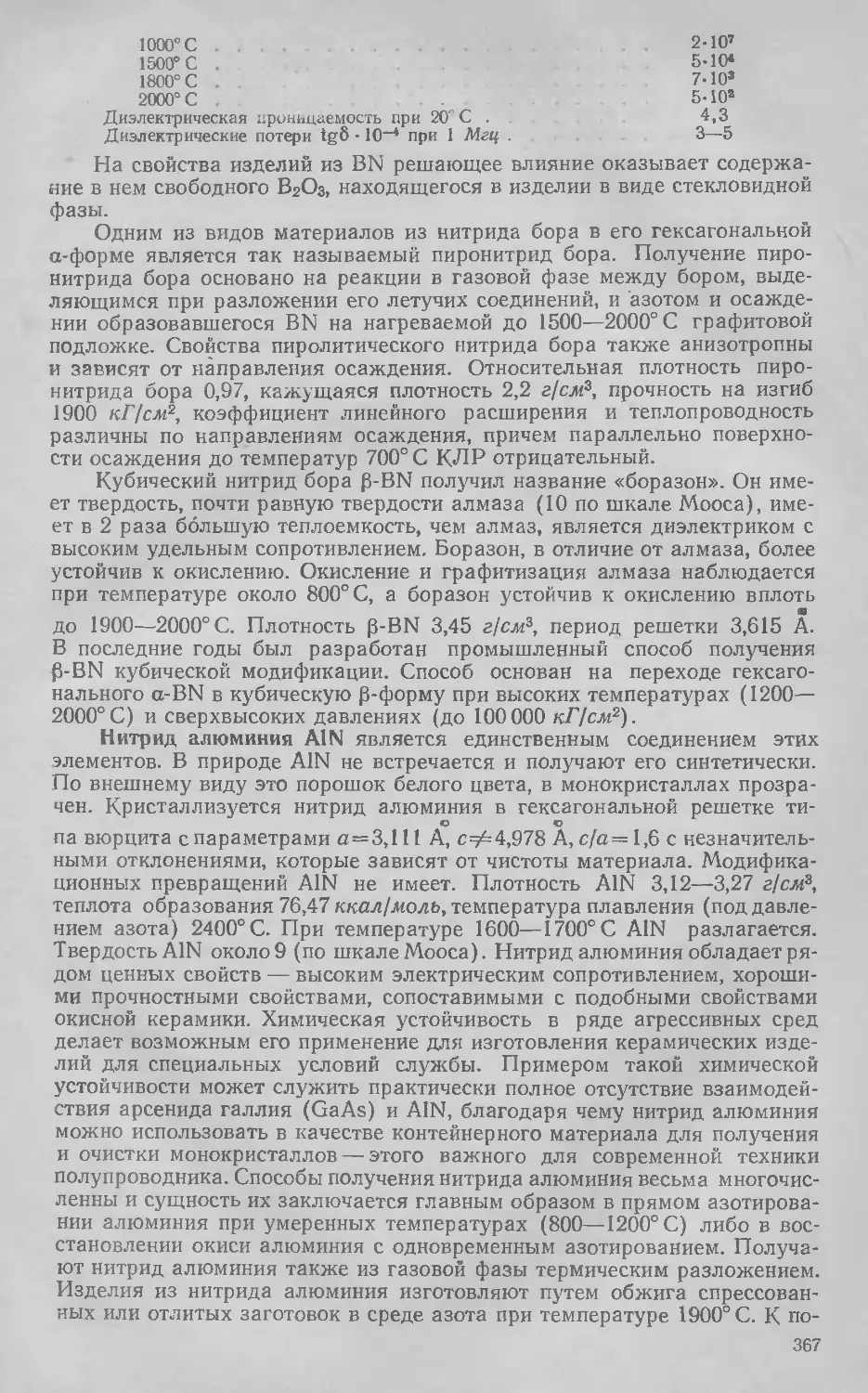
мых к ней требований. Так, например, огнеупоры, которые являются
строительным материалом для кладки различных промышленных пе-
чей, должны иметь ряд сложных свойств, касающихся главным обра-
зом способности выдерживать высокие температуры, сочетающиеся с
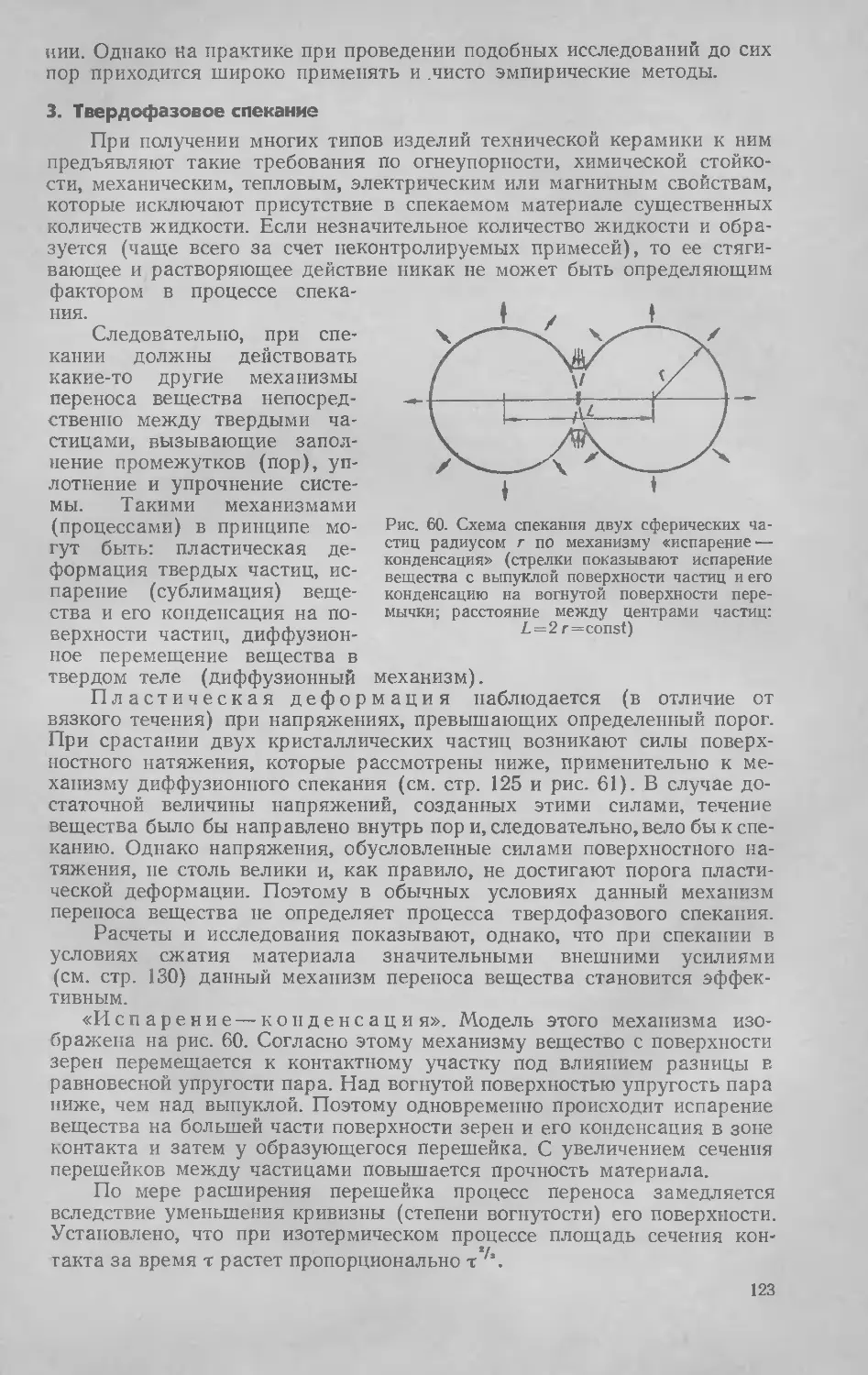
механическими и химическими воздействиями. То же касается и других
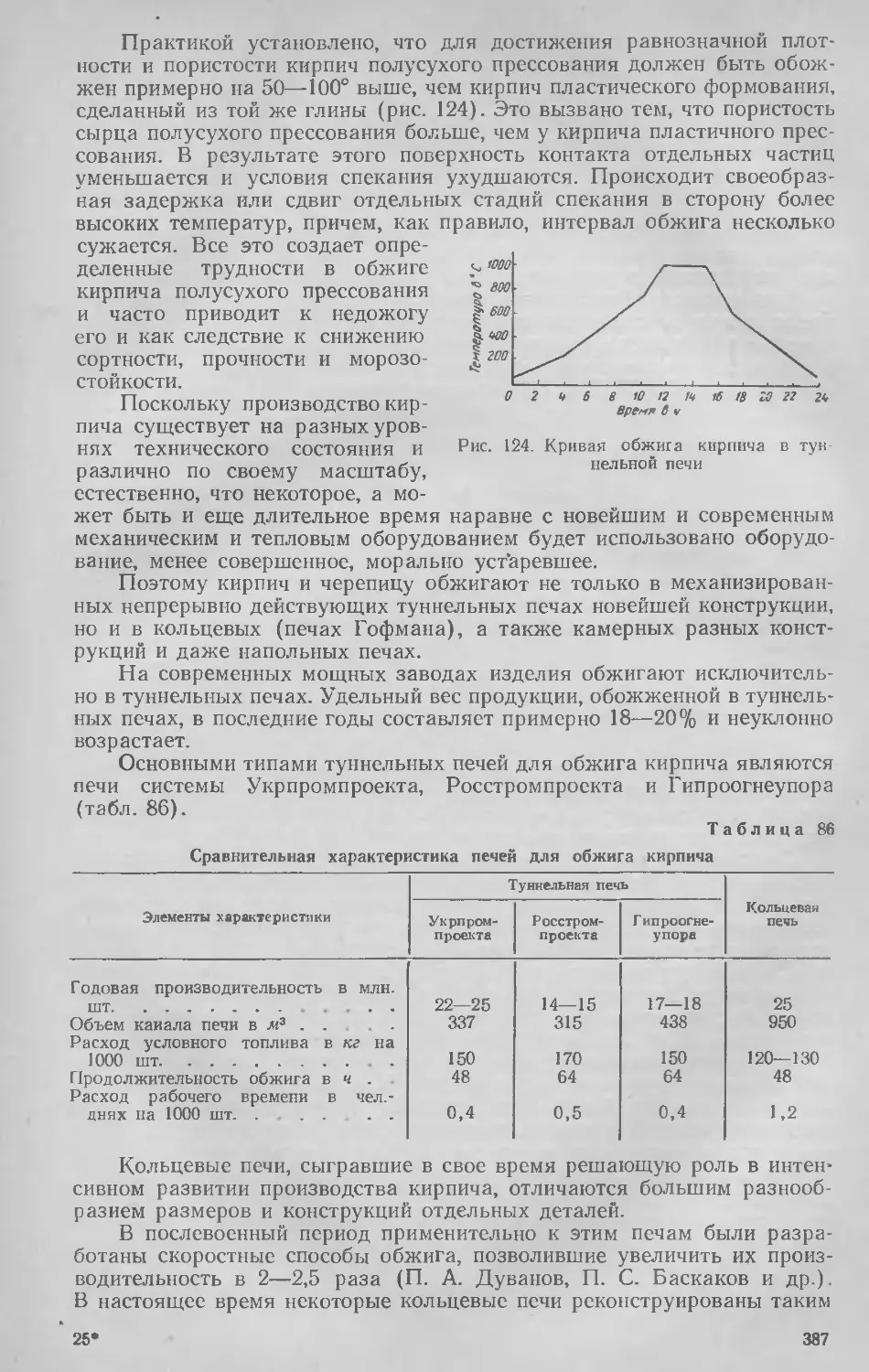
разновидностей керамики. Особенно сложен комплекс свойств, который
предъявляется к некоторым разновидностям технической керамики,
предназначающейся для службы в современной электронике.
Важнейшие свойства, которыми в той или иной мере должны об-
ладать различные виды керамики, можно подразделить на следующие
группы: микростроение, пористость и проницаемость, прочность меха-
ническая, термомеханические, теплофизические, термические, химичес-
кие, электрофизические свойства, точность формы и размеров.
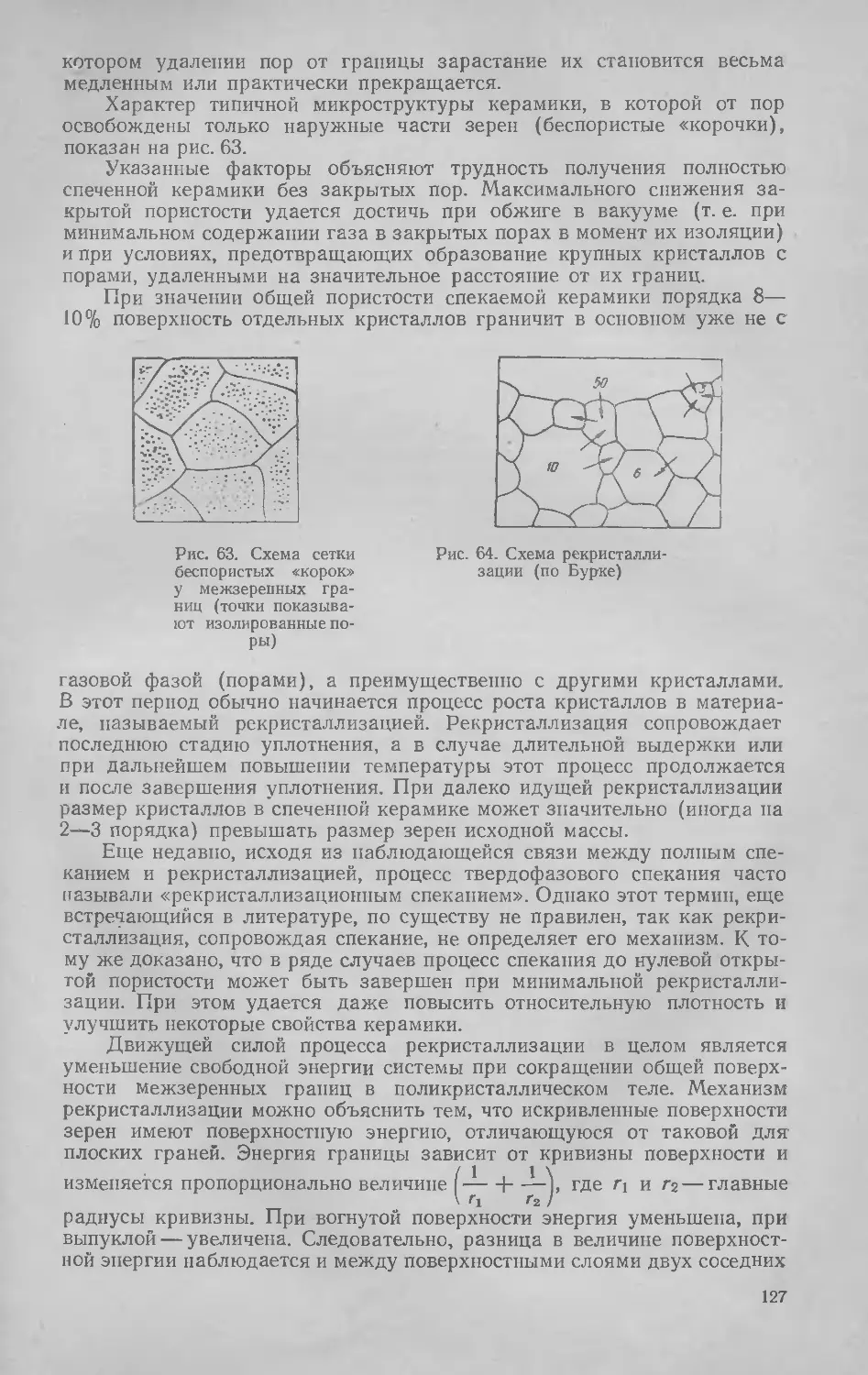
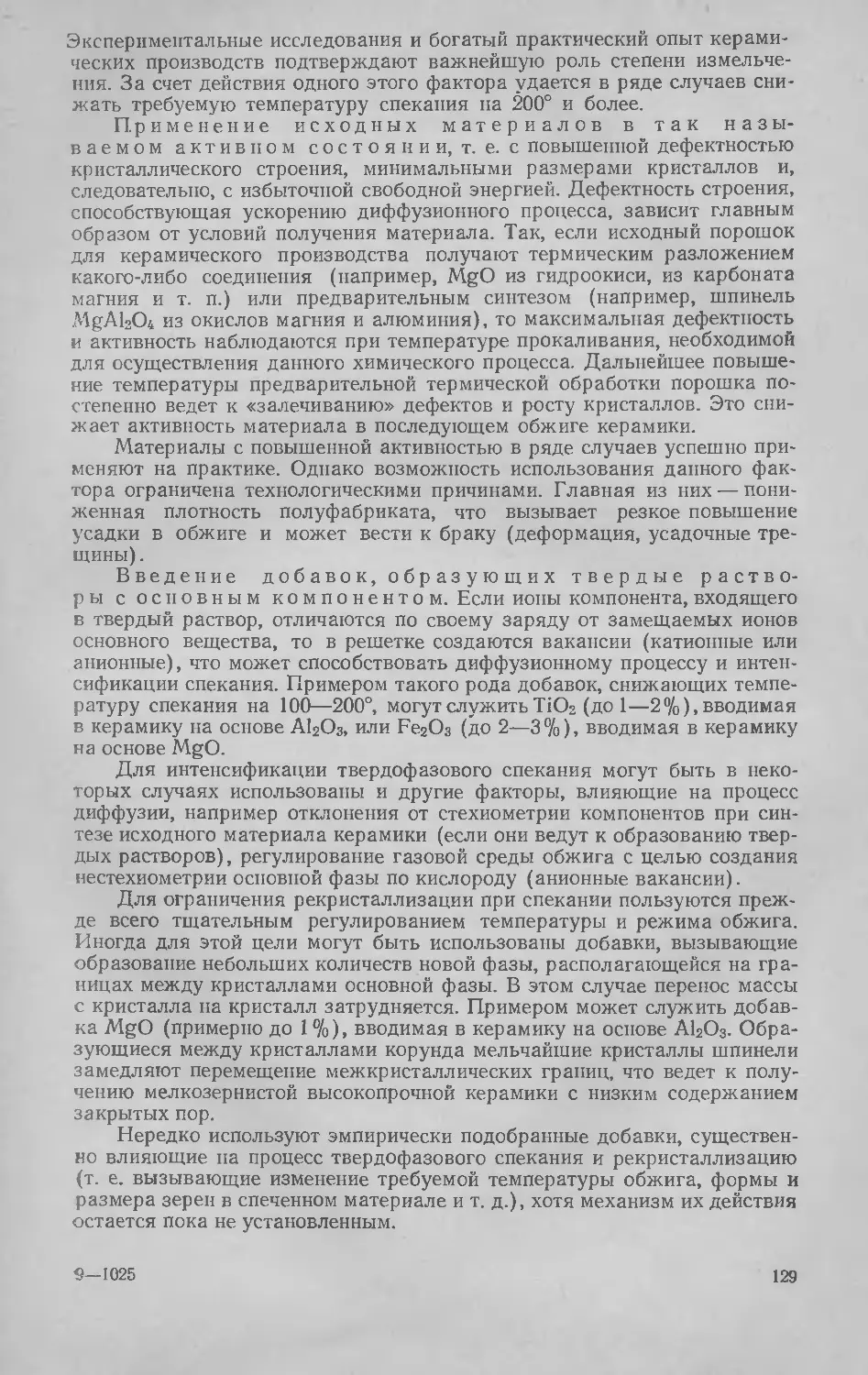
Глава 1. МИКРОСТРУКТУРА
На любые свойства всех видов керамических материалов решаю-
щее влияние оказывает их строение. Под строением подразумевается
взаимное сочетание и распределение кристаллических, стекловидной
(аморфной) и газовой (т. е. пор) фаз, их физико-химическая природа
и количественное соотношение. Особенности строения керамики оцени-
вают путем исследования- его микроструктуры и текстуры. Микрострук-
тура устанавливает природу кристаллических фаз, характер их строе-
ния и сочетания со стекловидной фазой и порами. Текстура определяет
объем пор, их размеры, строение, форму и взаимное расположение в
изделии. Решающее влияние особенности строения керамики на все ее
свойства вызывает необходимость детальных и всесторонних исследо-
ваний ее структуры и текстуры.
Рассмотрение свойств керамических материалов устанавливает,
что в большинстве случаев они обусловливаются особенностью фазо-
вого состава и характером строения фаз.
5
Под фазовым составом подразумевают природу и характер стро-
ения кристаллических фаз и их сочетание в количественном соотноше-
нии со стекловидной и аморфной фазами. Так, например, для обеспече-
ния требуемой плотности и прочности тонкой и санитарно-технической
керамики необходимым условием является образование значительных
количеств малопористой стекловидной фазы (определенной вязкости),
равномерно распределенной между кристаллическими фазами (квар-
цем, муллитом). Эти же требования необходимы и для ряда простей-
ших видов радиокерамики и электроизоляционных изделий. Для кера-
мических материалов, работающих при повышенных температурах (ог-
неупоров, вакуумной, электронной и электроизоляционной керамики),
весьма важным является обеспечение минимального количества стек-
ловидной фазы определенного химического состава. Одновременно не-
обходимо образование заданных минералов с определенным размером
кристаллов. Для регулирования и контролирования этой особенности
строения керамики используют современные методы физико-химичес-
ких исследований.
Чистоту исходного сырья и готовых изделий, химическую приро-
ду засоряющих примесей контролирует количественный химический
анализ. Использование в современной керамической промышленности
искусственных видов технически и спектрально чистых видов сырья,
контроль микродобавок или примесей требует привлечения эмиссионно-
го спектрального анализа.
Рентгенофазовый анализ позволяет установить природу и количе-
ство кристаллических фаз. Термический и рентгенофазовый анализ при
высоких температурах позволяет определять температуры возникнове-
ния и переходов кристаллических фаз в процессе их нагрева.
Однако все эти методы не могут охарактеризовать количественное
соотношение кристаллических и стекловидной фаз и характер их рас-
пределения, поскольку стекловидная фаза является рентгеноаморфной.
Для этих целей широко используют петрографические методы опреде-
ления минералогического состава и характера микроструктуры путем
изучения под микроскопом прозрачных и полированных шлифов в про-
ходящем и отраженном свете. Это позволяет идентифицировать мине-
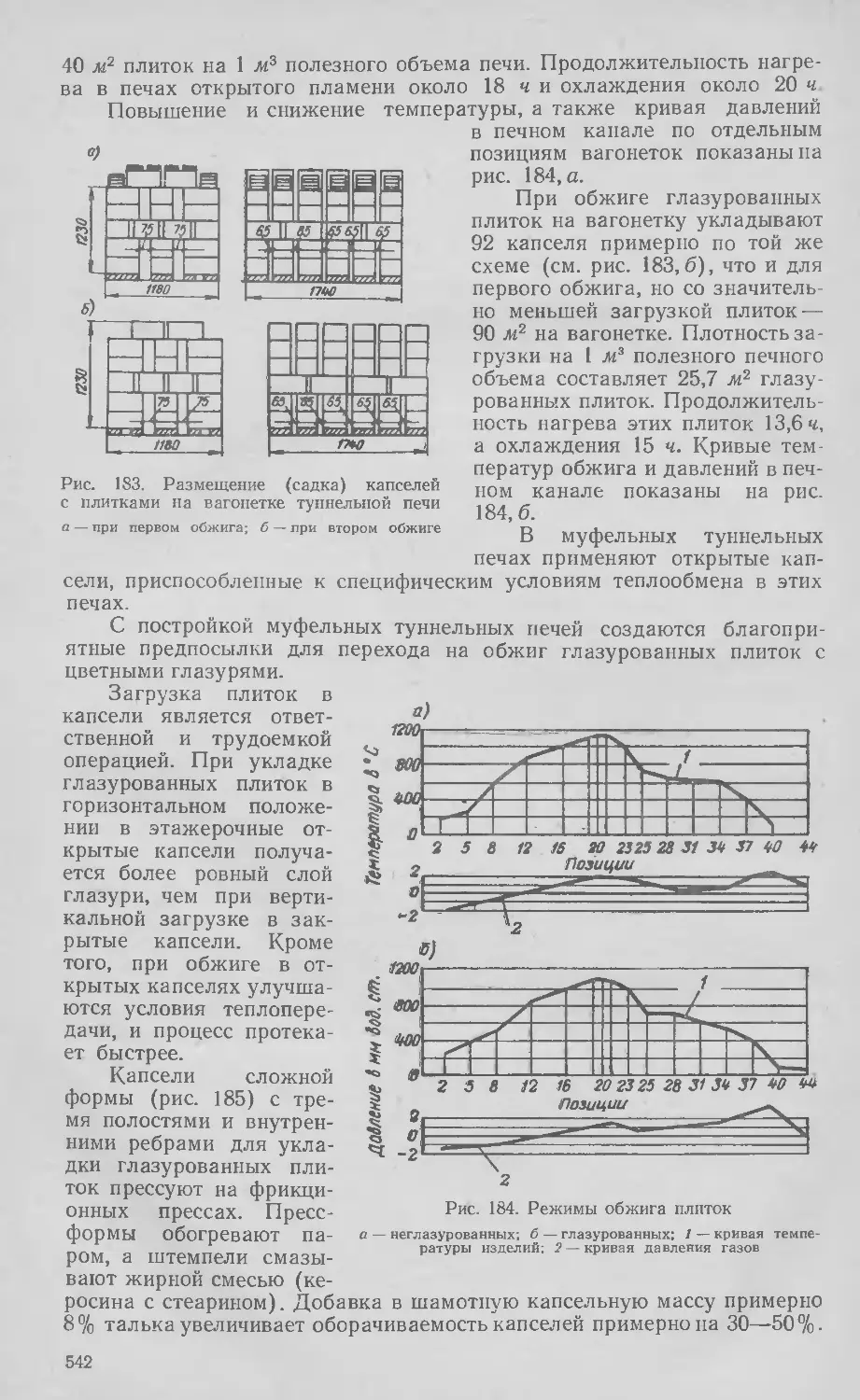
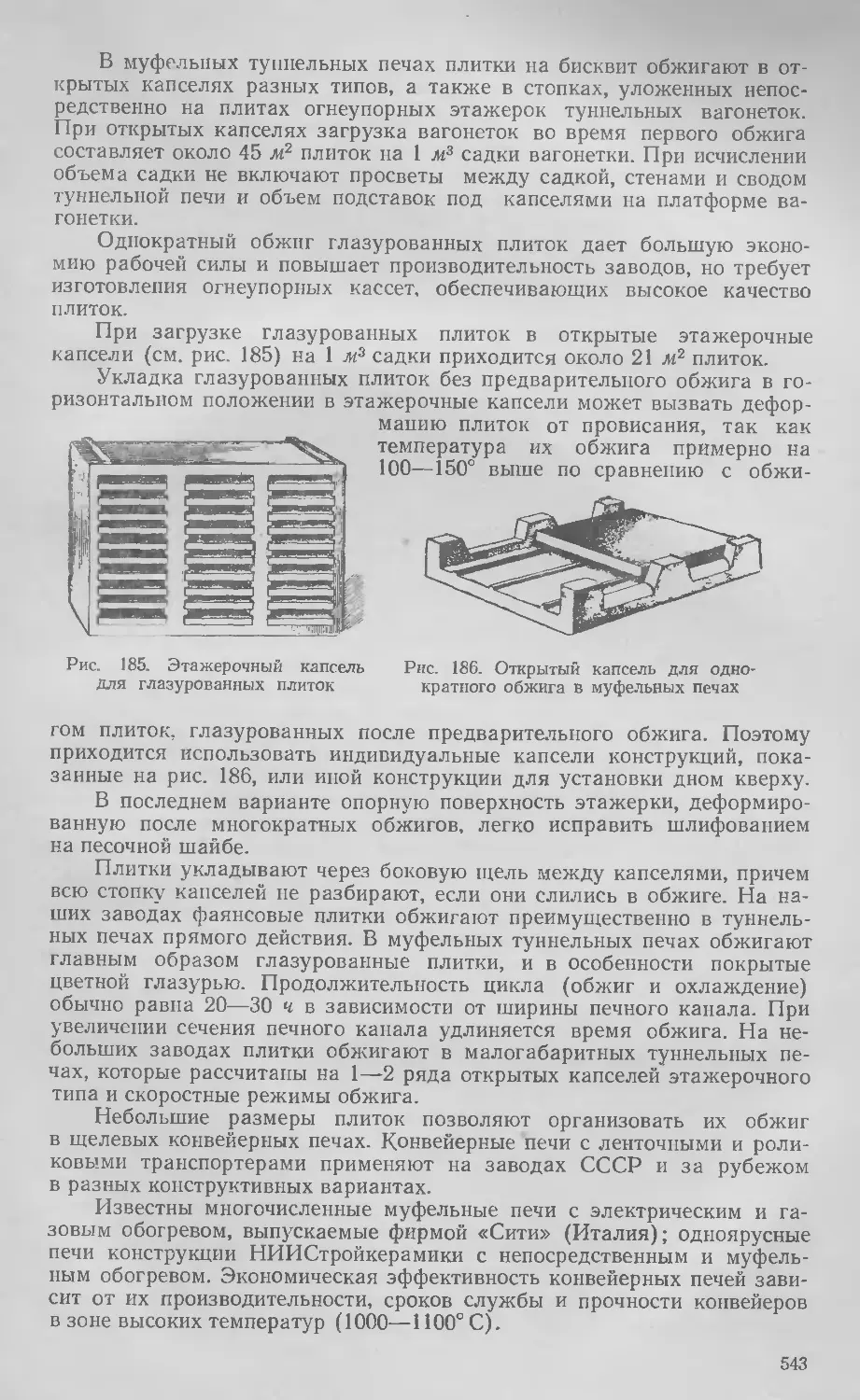
ральные образования путем определения оптических характеристик, в
том числе их коэффициентов преломления в иммерсионных жидкостях
Петрографические исследования позволяют также изучать тонкости та-
ких важных процессов, как спекание, химическое взаимодействие, фа-
зовые превращения, перераспределение пор и стекловидной фазы, кри-
сталлическое «старение» и пр. Аналогичные исследования важны и при
изучении природы хрупкого и пластического разрушения в службе при
высоких температурах.
Поляризационный микроскоп имеет ограниченную разрешающую
способность, поэтому для изучения высокодисперсных образований ис-
пользуют электронный микроскоп, позволяющий довести полезное уве-
личение до 20—30 тыс. и более раз. Однако с помощью электронного
микроскопа можно наблюдать лишь контуры кристалла и нельзя опре-
делять при этом его оптические константы, т. е. идентифицировать его
природу.
Внедрение в практику исследования керамических материалов
рентгеноструктурного анализа в значительной мере расширяет возмож-
ность изучения кристаллических фаз. В отличие от поляризационного
метода рентгеноструктурный анализ позволяет идентифицировать кри-
сталлические фазы высокой степени дисперсности (вплоть до размера
0,01—0,001 мк), определять количество той или иной кристаллической
фазы, а также особенности строения кристаллической решетки (дефек-
тность структуры, образование твердых растворов). Сочетание петро-
6
графического, рентгеноструктурного и термического анализов, а если
представляется возможным, и специального фазового (так называемо-
го рационального) химического анализа, дополняющих друг друга, де-
лает возможным детальное изучение микроструктуры и фазового соста-
ва керамических изделий.
Глава 2. ПОРИСТОСТЬ И ПРОНИЦАЕМОСТЬ
Всякий керамический материал представляет собой сочетание твер-
дого вещества (кристаллического и стекловидного) ’с пустотами — по-
рами. Объем пор, их размеры и характер распределения оказывают ре-
шающее влияние на ряд свойств изделий. Так, от величины и характе-
ра пористости зависит прочность керамики; объем пор, заполняемых
водой, определяет морозостойкость строительного кирпича; пропитыва-
емость огнеупорных материалов расплавленными шлаками (т. е. жид-
костью определенной вязкости), которая зависит от количества, харак-
тера распределения и размера пор, определяет шлакоустойчивость ог-
неупорной футеровки печей; от пропитываемости керамики зависит и
ее кислотоупорность; от объема и характера распределения пор зави-
сит теплопроводность строительной и теплоизоляционной керамики. Не
меньшее влияние оказывает объем и характер распределения пористо-
сти на важнейшие свойства технической керамики и т. д. Кроме того,
в настоящее время керамика является во многих случаях важным
фильтрующим материалом для газов и жидкостей, и тогда ее прони-
цаемость для тех или иных веществ приобретает решающее значение.
Таким образом, объем и характер распределения пористости опре-
деляет строение твердого вещества керамического изделия. Несмотря
на разнообразие форм и очертаний пор, имеющихся в керамике, их
подразделяют на несколько основных групп:
закрытые поры — недоступные для проникания в них жидкости и
газообразных продуктов;
тупиковые поры — заполняемые жидкостью или газом, но не вли-
яющие на проницаемость керамики;
каналообразующие открытые с обоих концов поры, создающие по-
ровые каналы.
Проницаемость керамики, имеющая важное практическое значе-
ние, обусловливается прежде всего каналообразующими порами при
наличии на их открытых концах перепада давления.
Эти два свойства текстуры керамики — пористость и проницае-
мость остаются весьма важными и необходимыми характеристиками
для всех видов керамики, в том числе и для наиболее сложных — ди-
электриков, которые одновременно должны отвечать ряду специальных
электрофизических свойств. Указанные особенности пористости кера-
мических материалов принято характеризовать рядом показателей,
приведенных ниже.
1. Плотность (истинная) vn, г/см3, т. е. масса 1 см3 материала, исклю-
чая поры.
2. Кажущаяся плотность ук, г/см3, т. е. масса 1 см3 материала, вклю-
чая поры.
3. Истинная пористость 77и— суммарный объем всех пор откры-
тых и закрытых, выраженный в % к общему объему материала.
4. Кажущаяся или открытая пористость Пк — объем пор, заполня-
емых водой при кипячении, выраженный в % к общему объему мате- -
риала.
Следовательно, закрытая пористость 77Я=/7И—77к.
7
5. Водопоглощение В — весовое количество воды, заполняющей
поры материала при кипячении, выраженное в % к весу сухого мате-
риала.
Исходя из указанных определений:
истинная пористость будет равняться:
/7И = . юо = 1 — . ЮО;
Ти Тк
кажущаяся пористость
пк = Вуи.
6. В литературе часто используют еще и величину «относитель-
ная плотность», представляющую отношение кажущейся плотности к
истинной — или — 100%-
Ти Ти
7. Эффективная или проницаемая пористость характеризует тот
объем открытых пор, по которому перемещается газ или жидкость.
Средний размер пор используют для однозначной характеристики стро-
ения черепка, и его рассчитывают по двум экспериментальным показа-
телям строения керамики: открытой пористости и коэффициенту про-
ницаемости.
8. Максимальный размер пор имеет значение при оценке керами-
ки в качестве фильтрующего материала, и его определяют способом
продавливания сжатого воздуха пли газа через материал, насыщенный
в'одой.
9. Наиболее полную и объективную характеристику строения ке-
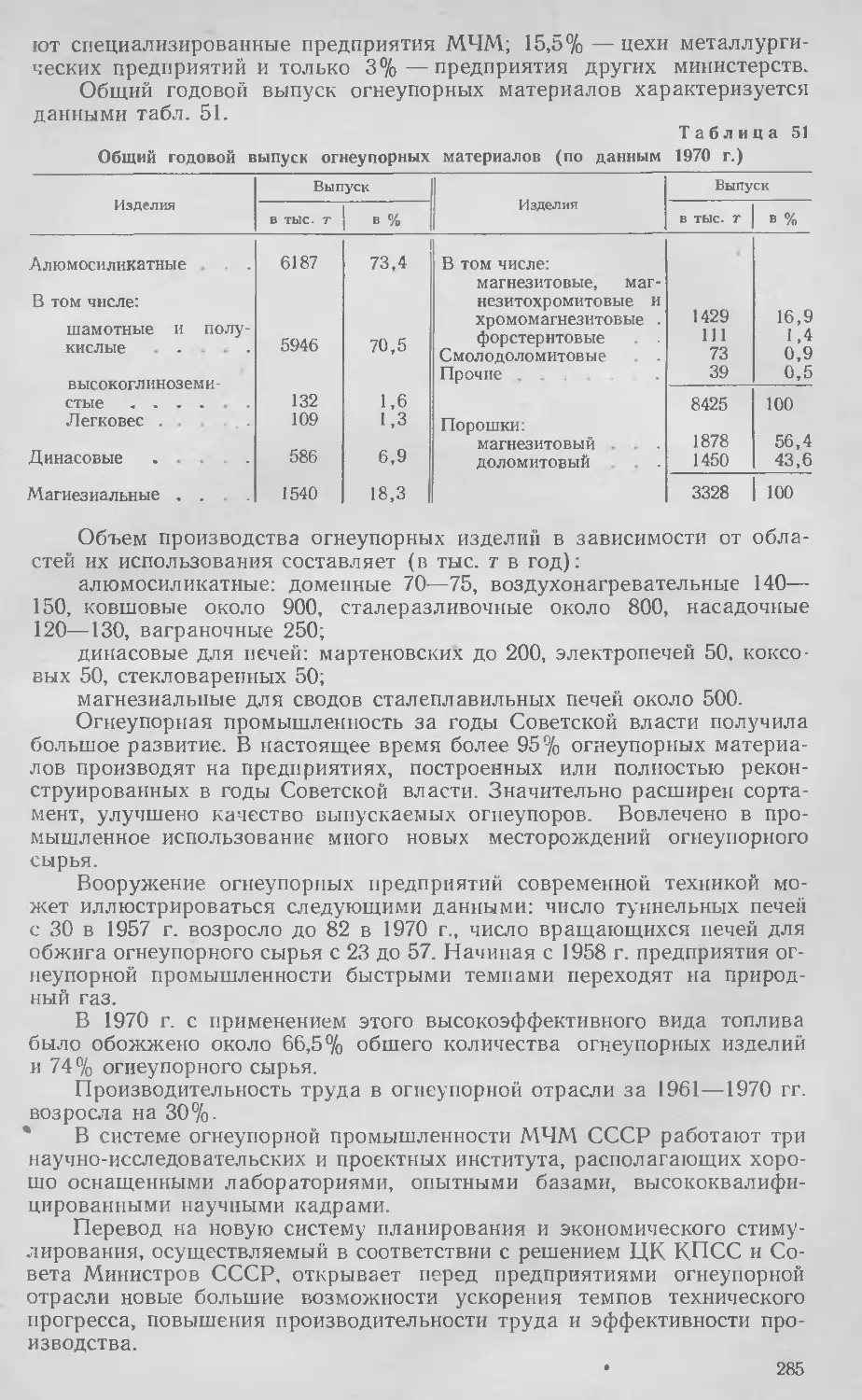
рамики дают интегральные и дифференциальные кривые распределе-
ния пор по их размерам; причем дифференциальные кривые показыва-
ют объемную долю пор определенного размера, а интегральные — сум-
марный объем пор от максимального до данного размера. Получение
таких характеристик представляет определенную сложность. Наиболее
распространены методы, основанные на использовании капиллярного
закона. Благодаря капиллярной силе жидкость поднимается и удержи-
вается на определенной высоте в зависимости, в частности, от радиуса
капилляра:
2а cos 0 2а 2а
г =--------= — = —,
hpg hpg Р
где г— радиус капилляра; а — сила поверхностного натяжения жидкости; h — высота
столба жидкости; р —-ее плотность; 0 — угол смачивания (при полном смачивании
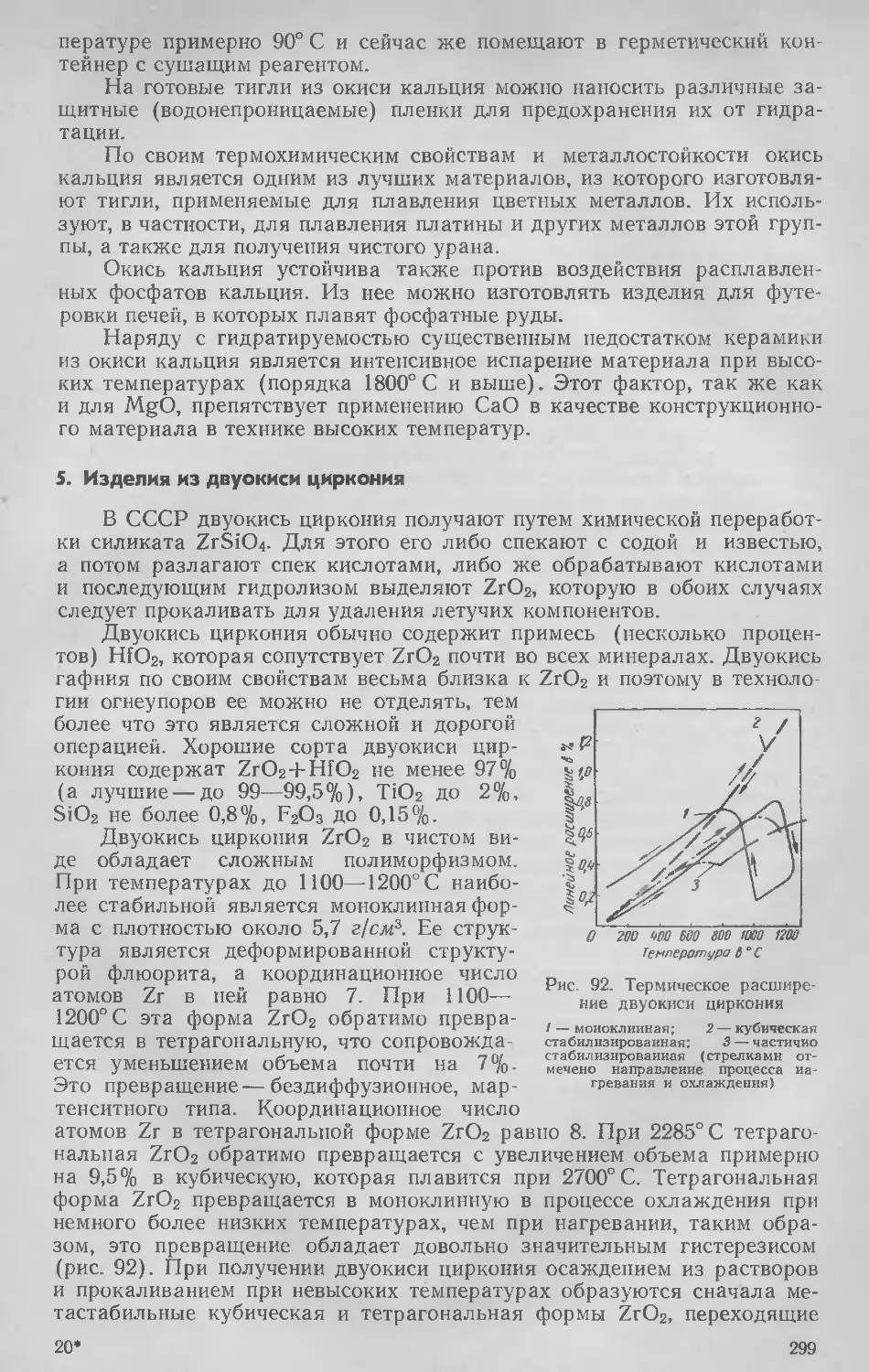
керамики 0=0; cos0 = l); hpg=P— давление; g— ускорение силы тяжести, рав-
ное 9,81.
10. Удельная поверхность пористого тела — площадь внутренних
поверхностей пор, приходящихся на единицу объема материала.
11. Проницаемость керамики оценивается коэффициентом прони-
цаемости, который показывает, какое количество газа или жидкости
протекает в единицу времени через единицу площади и толщины об-
разца при определенном перепаде давлений.
Истинная плотность уЕ какой-либо разновидности керамики обус-
ловливается плотностью того кристаллического вещества, которое ее
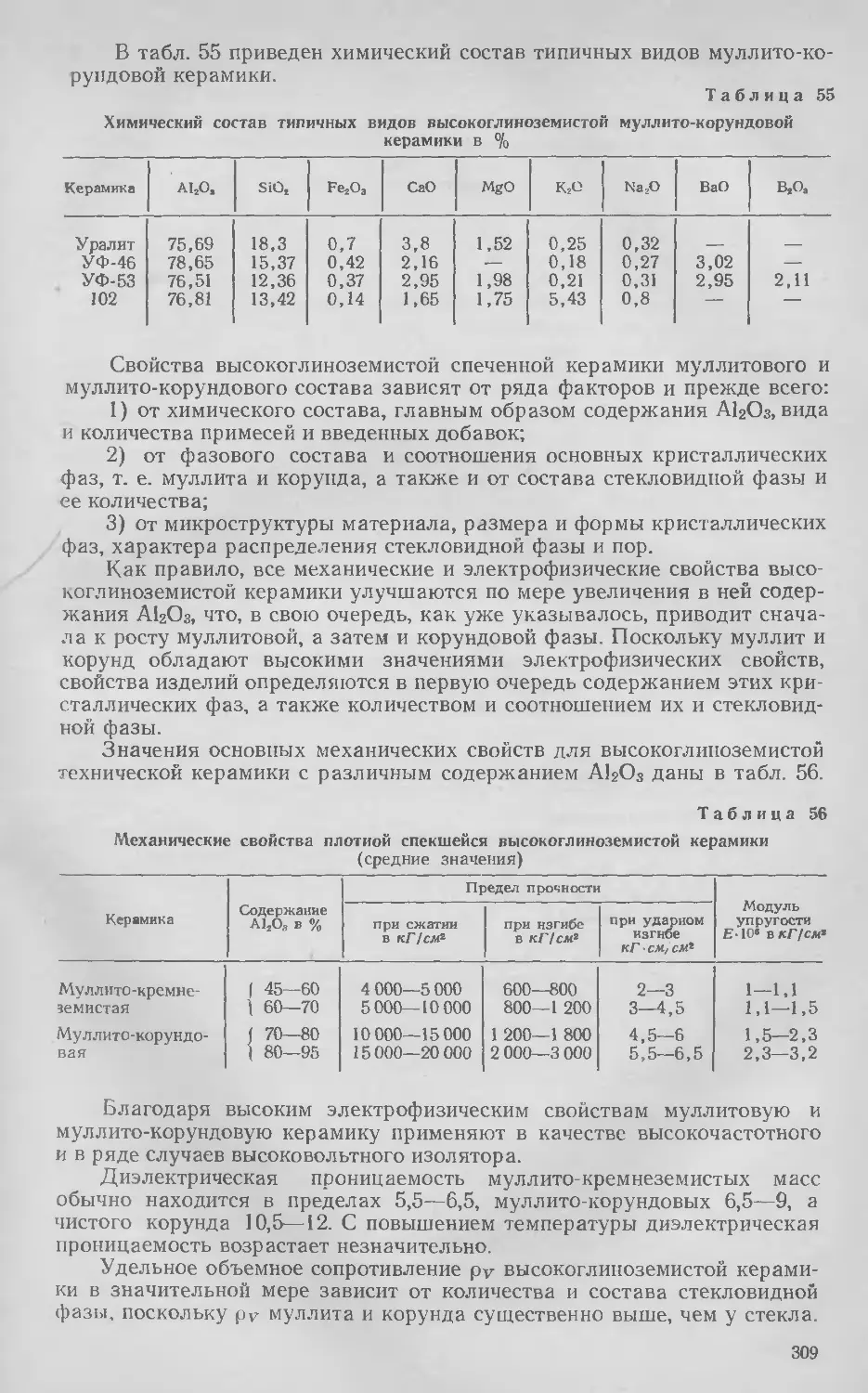
слагает. Например, уи чистой корундовой керамики составляет 3,99—
4 г!см&. Однако при наличии в этой керамике примесей, образующих
при обжиге стекловидную фазу или иные кристаллические образова-
ния, уи корундовой керамики соответственно снижается. Кроме того,
присутствие в керамике примесей, образующих кристаллическую фазу
с большим значением уи, влечет за собой увеличение ее истинной плот-
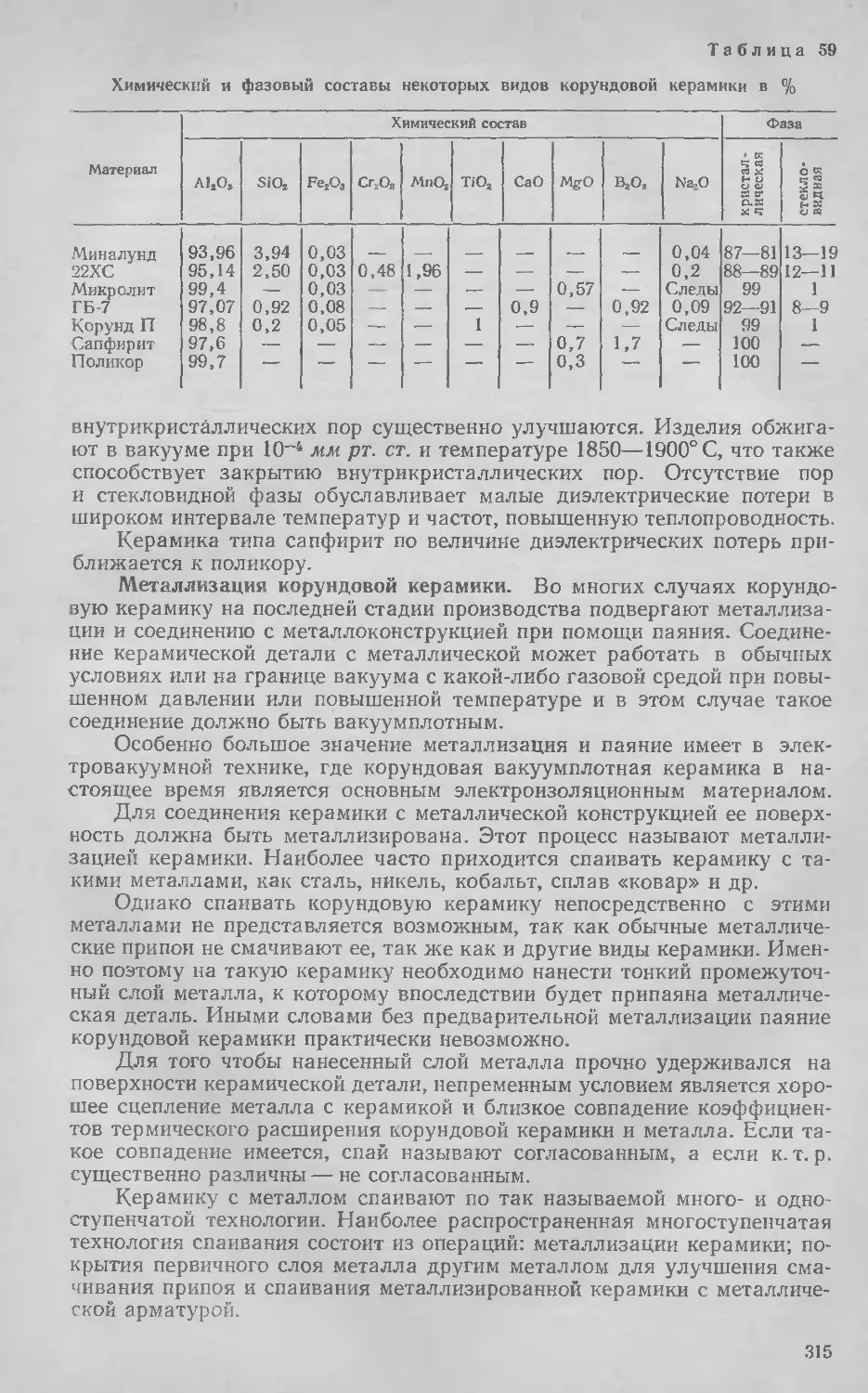
ности. Например, повышение содержания А12О3 в обычном твердом
фарфоре, имеющем уи около 2,7 г! см3, сопровождается увеличением со-
держания муллита (уи=3,15 г/см?), а следовательно, и истинной плот-
8
пости. Плотность может изменяться и за счет полиморфных переходов.
Например, переход содержащегося в керамическом материале кварца
в кристобалит или тридимит, сопровождающийся уменьшением вели-
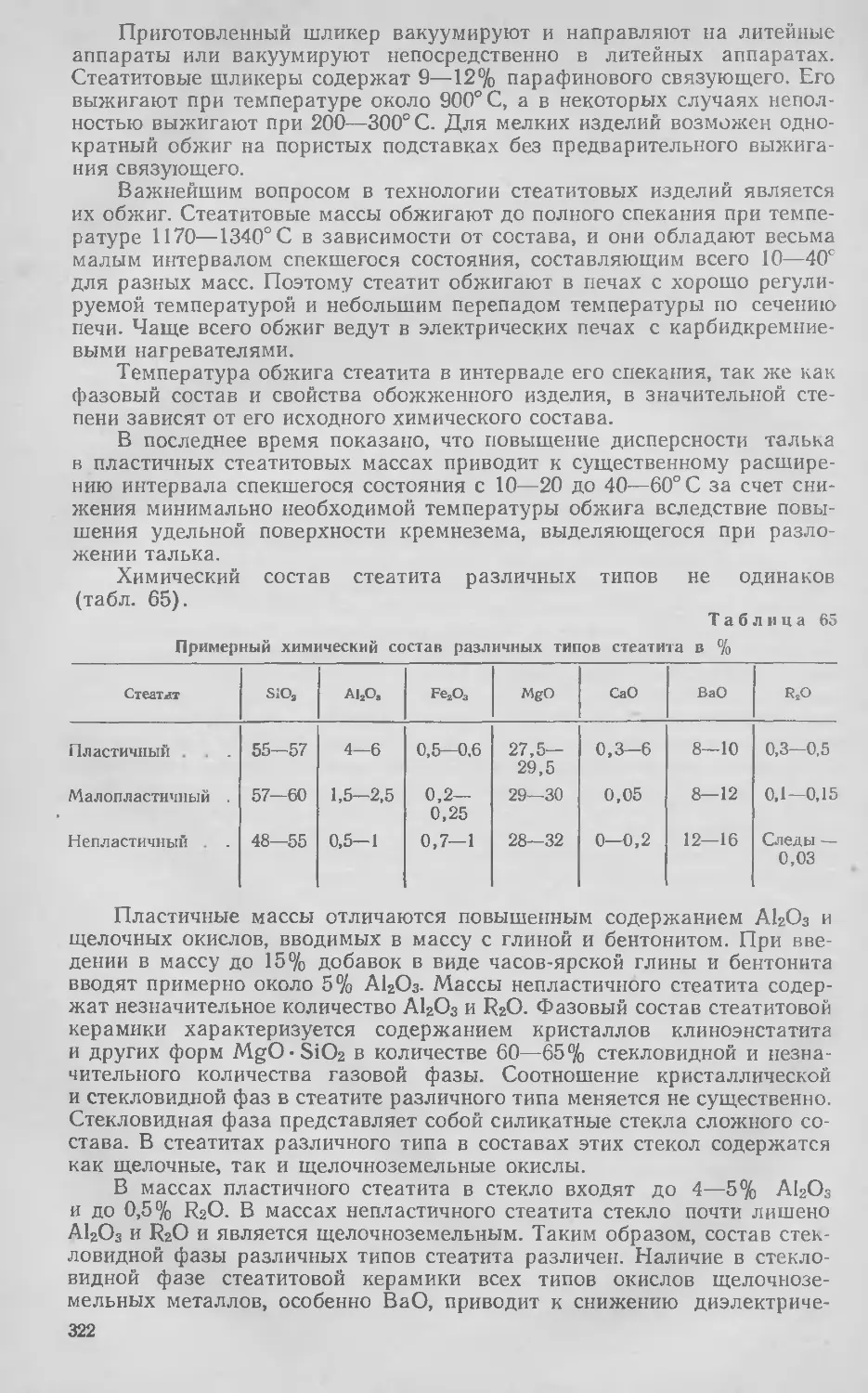
чины его уи с 2,65 до 2,30, уменьшает плотность керамики. Истинная
пористость полностью спекшейся керамики обычно составляет 3—5%,
кажущаяся — менее 0,1%.
На величине пористости основывается и весьма важное подразде-
ление всех керамических материалов на спекшиеся и пористые. Фор-
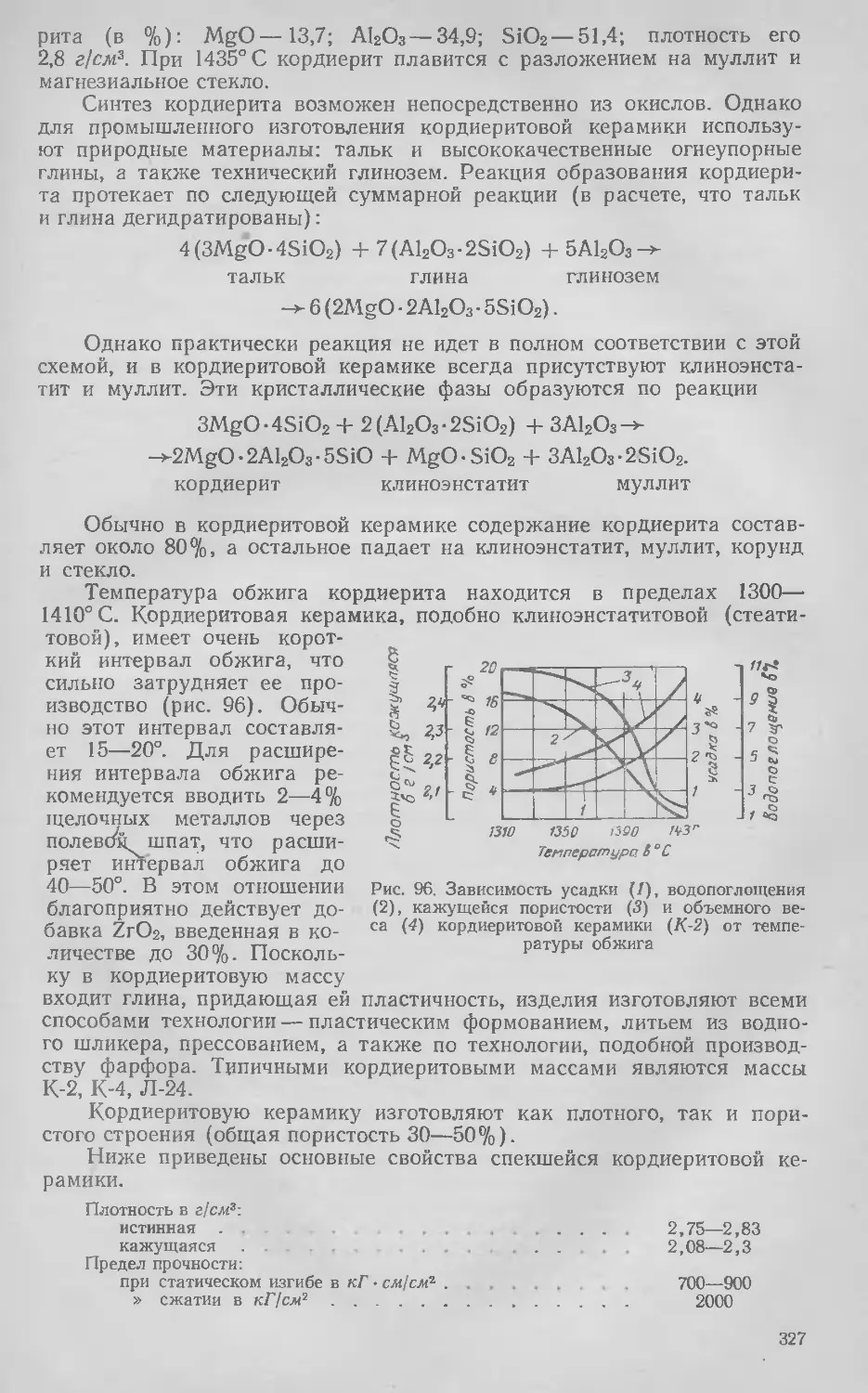
мальным признаком спекшейся строительной керамики принято счи-
тать кажущуюся пористость менее 2%, огнеупорной—3%. Однако фак-
тически для спекшейся керамики, к которой прежде всего относятся
вакуумная керамика и фарфор, признаком полного спекания является
кажущаяся пористость менее 0,1—0,2%. Недостаточная полнота уда-
ления воды с поверхности образца после его насыщения водой обус-
ловливает невысокую точность определения этой малой величины ка-
жущейся пористости.
При изготовлении крупных и сложных изделий необходимо вво-
дить в формовочную массу отощающие зерна различных размеров (до
2—3 мм). Этим достигается уменьшение усадки изделий в обжиге и
хвеличение их термостойкости. Но одновременно растет и пористость,
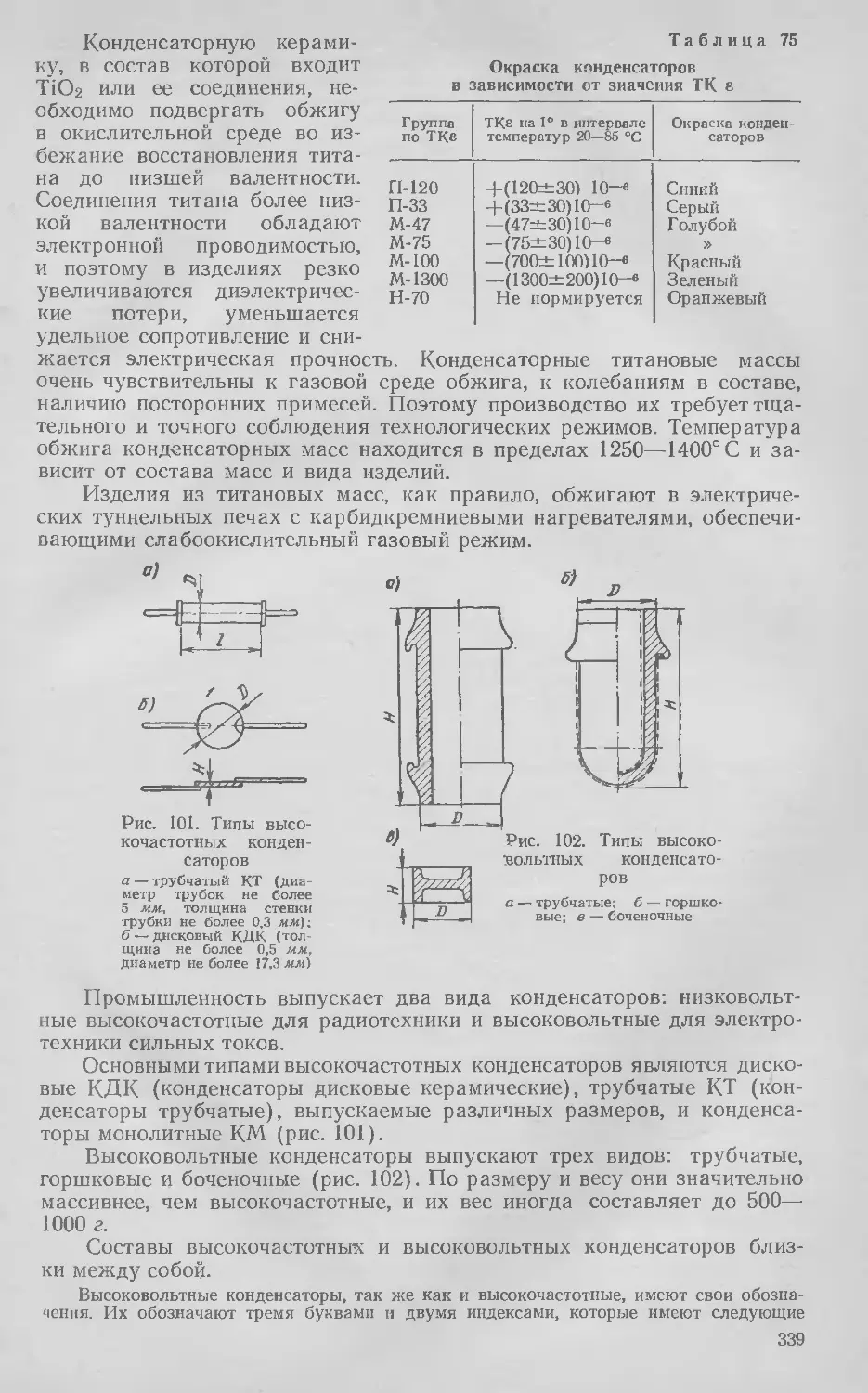
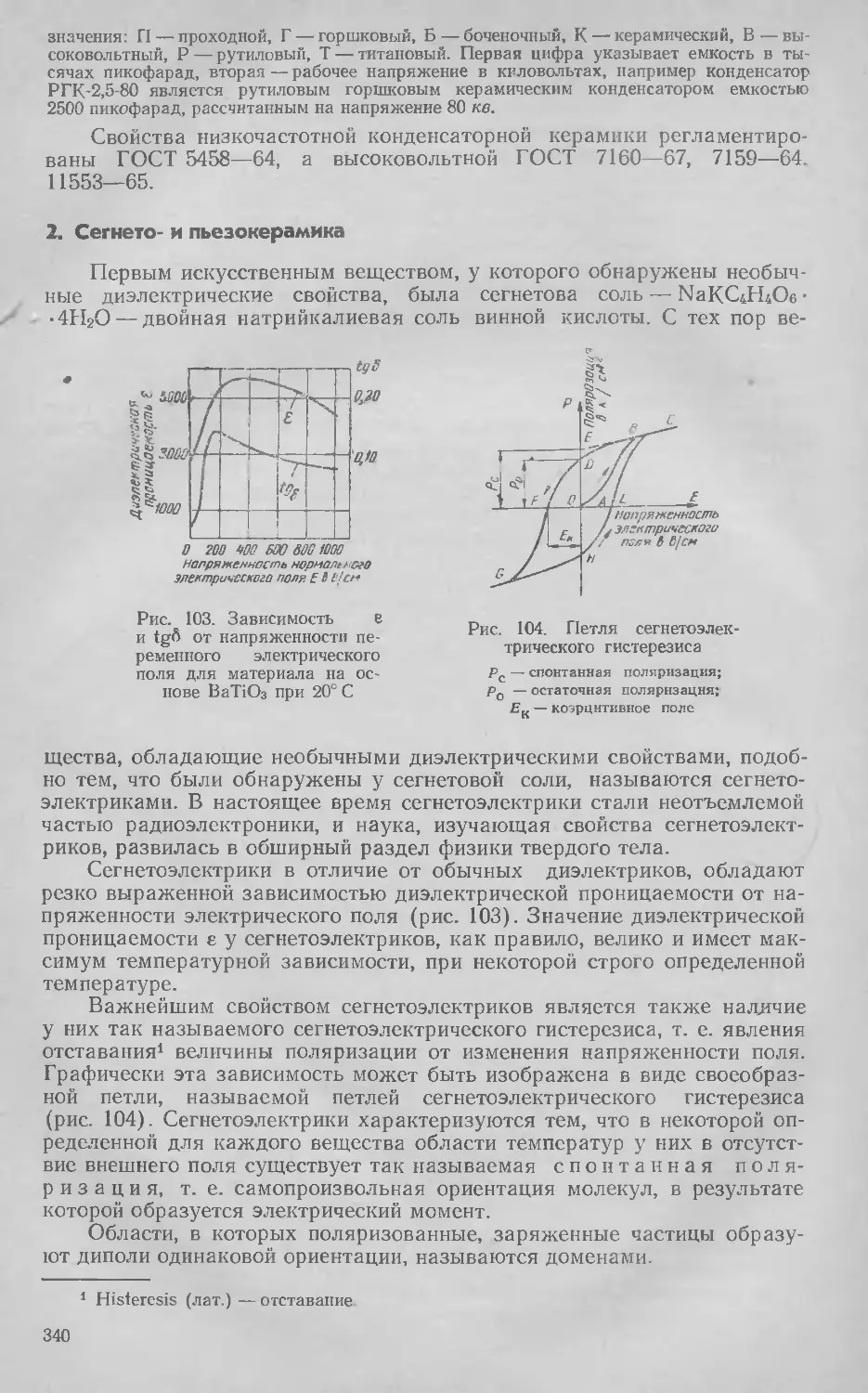
понижается прочность. Пористость Пк таких изделий с зернистым стро-
ением черепка находится обычно в пределах 10—25%.
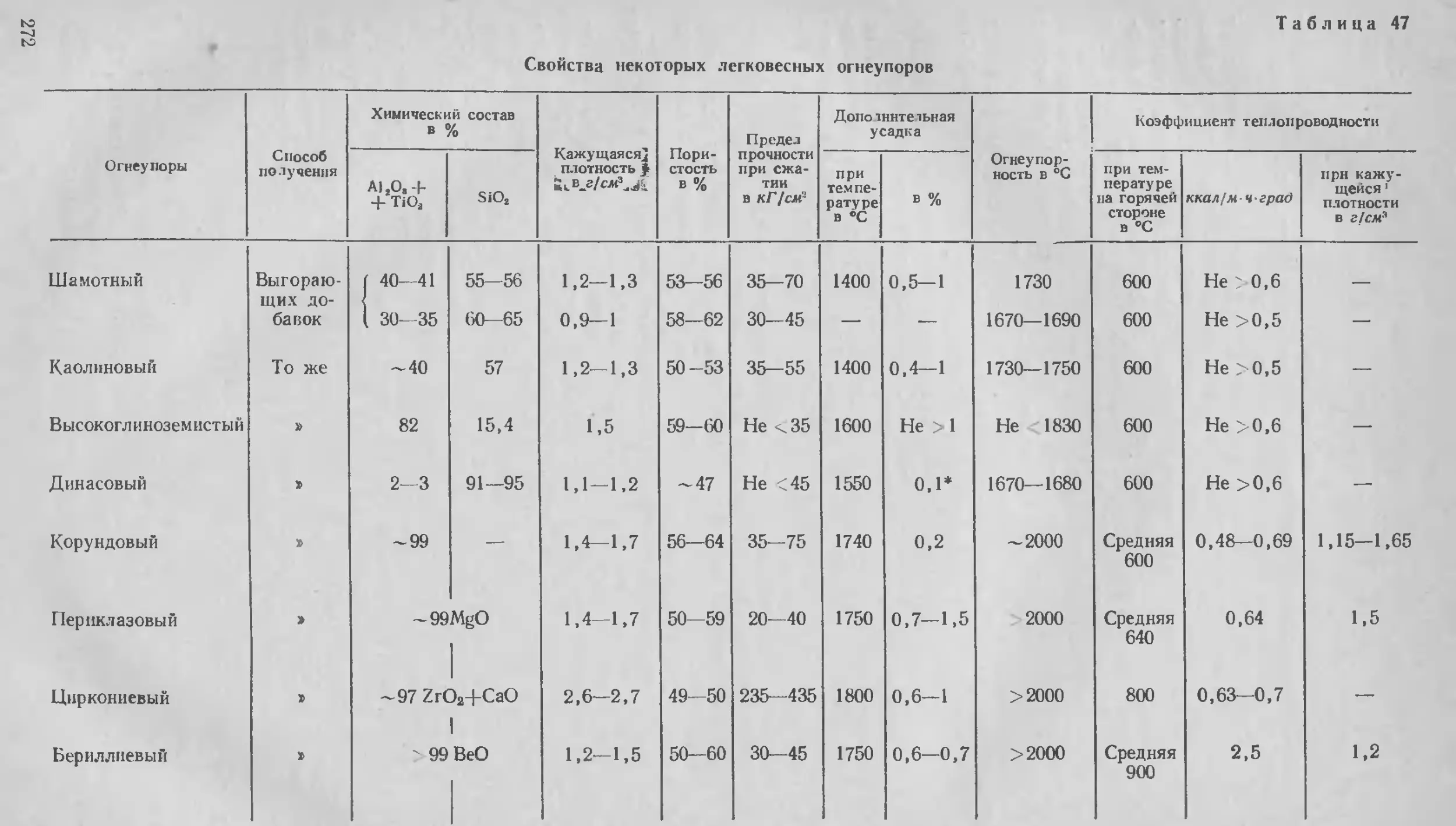
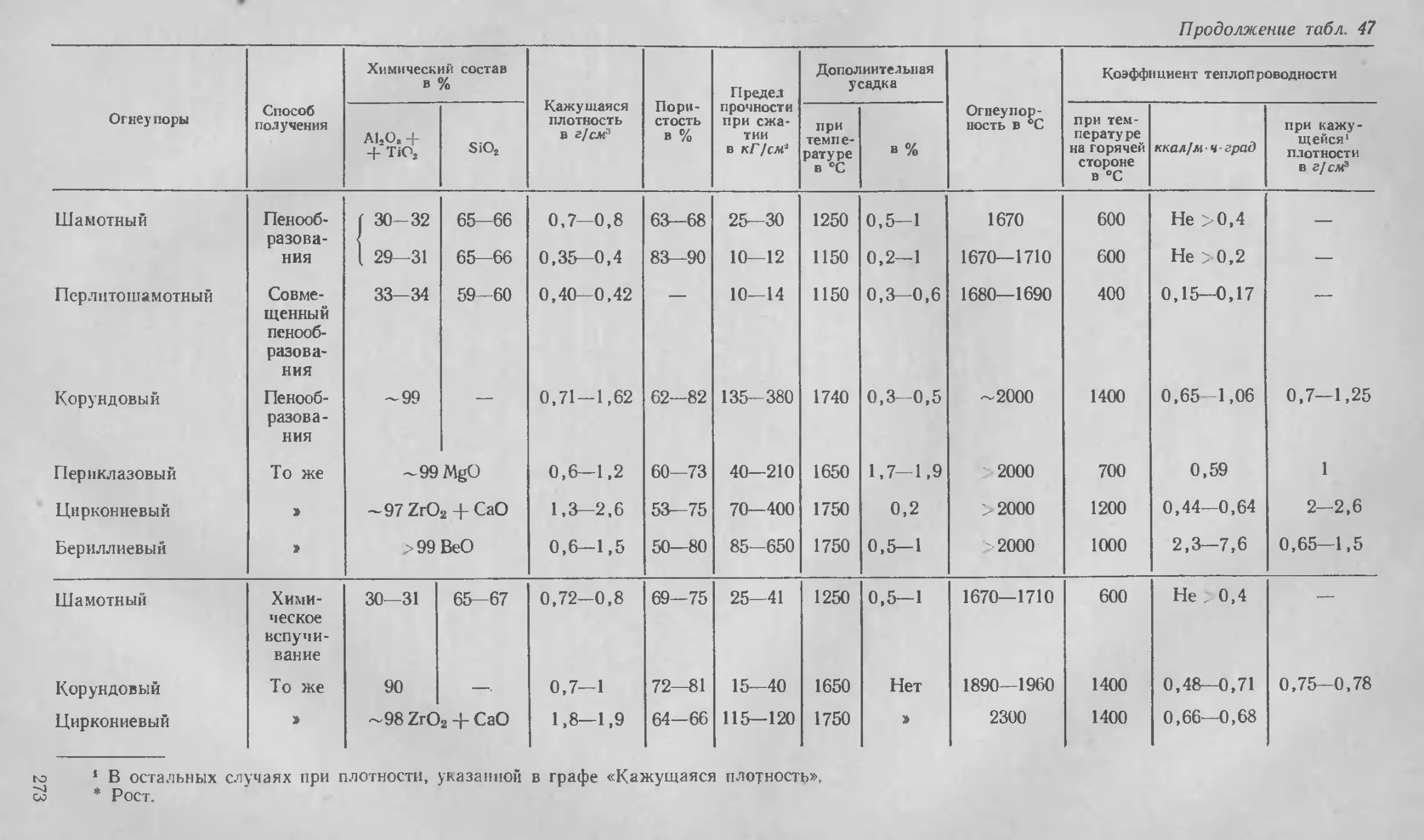
Наконец, среди керамической продукции имеется группа термоизо-
ляционных пористых (легковесных) материалов. Кажущаяся порис-
тость /7К этой разновидности керамики в целях улучшения ее термо-
изоляционных свойств должна быть высокой. Обычно она лежит выше
40—50%, достигая для отдельных разновидностей 70—80%- Высо-
кая пористость термоизоляционной или фильтрующей керамики дости-
гается введением в исходные порошки выгорающих или вспенивающих
добавок, а также пористых наполнителей с определенным размером
зерен.
Полное спекание керамики обычно достигается путем обжига уп-
лотненных тонкодисперсных порошков с величиной зерна менее 2—
3 мк. При введении плавней такое спекание может быть достигнуто за
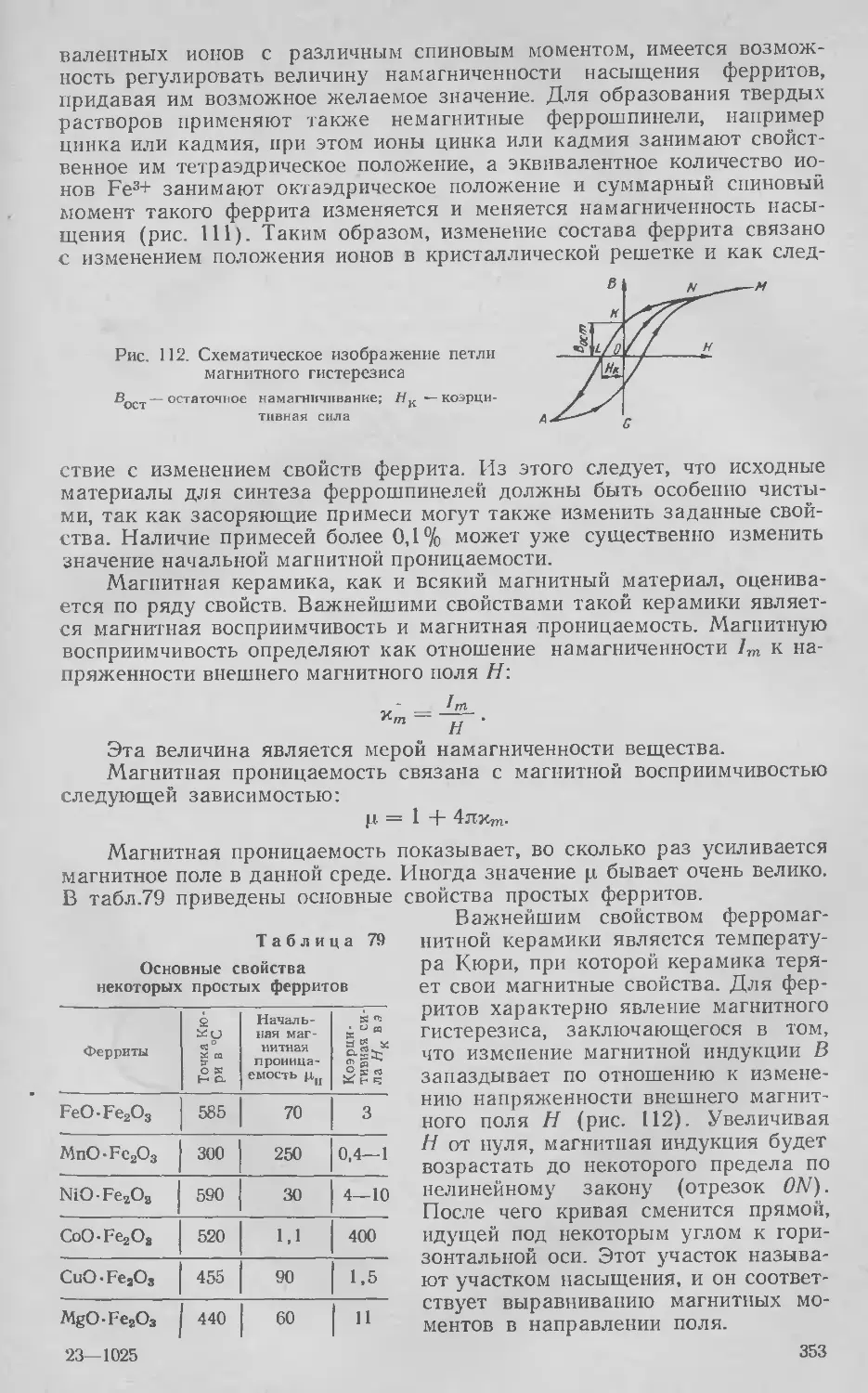
счет равномерного распределения образующейся стеклофазы опреде-
ленной вязкости. В этом случае требование к степени диспергации ис-
ходного порошка снижается.
Глава 3. МЕХАНИЧЕСКАЯ ПРОЧНОСТЬ
Для керамических материалов при обычной температуре характер-
но хрупкое разрушение, которое обычно наступает после небольшой
упругой деформации. Последняя может завершаться возникновением
незначительной по величине неупругой деформации. Этим керамика
резко отлична от металлов, для которых характерна значительная ве-
личина пластической деформации. Упругая деформация обуславлива-
ется увеличением расстояний между атомами с ростом приложенных
к образцу усилий и, следовательно, находится в непосредственной свя-
зи с энергией кристаллической решетки. Величина упругой деформа-
ции до предела пропорциональности в соответствии с законом Гука
прямо пропорциональна величине напряжения:
где е — величина относительного удлинения (упругая деформация); о — максимальное
растягивающее напряжение; Е — модуль Юнга или упругости, причем 1/£ является
коэффициентом пропорциональности.
2—1025
9
Величина модуля Е, для наиболее прочной плотноспекшейся кера-
мики из окислов Al, Mg, Be и SiC лежит в пределах 4—3-106 кГ]см2у
для промышленных огнеупоров 2—1 • 106 кГ/см2.
Аналогично выражается и деформация сдвига:
1
Т=—т,
r G
где у — упругая деформация сдвига или угол сдвига; G — модуль сдвига; т — макси-
мальное напряжение сдвига.
Между модулями Е и G существует определенная зависимость, выра-
£
жаемая формулой G =---------
т 2(1+11)
(где ц — коэффициент Пуассона, уста-
навливающий отношение относительных изменений толщины к длине ис-
- ISU и
пытуемого образца при растяжении: ц =--------
AZ/Z
Для большинства керамических материалов ц колеблется в пре-
делах 0,20—0,25, при пластической деформации обычно ц=0,5.
Теоретическая прочность кристаллических тел, подсчитанная по
величине их межатомных связей, примерно равна 1—10-Ю5 кГ!см2у
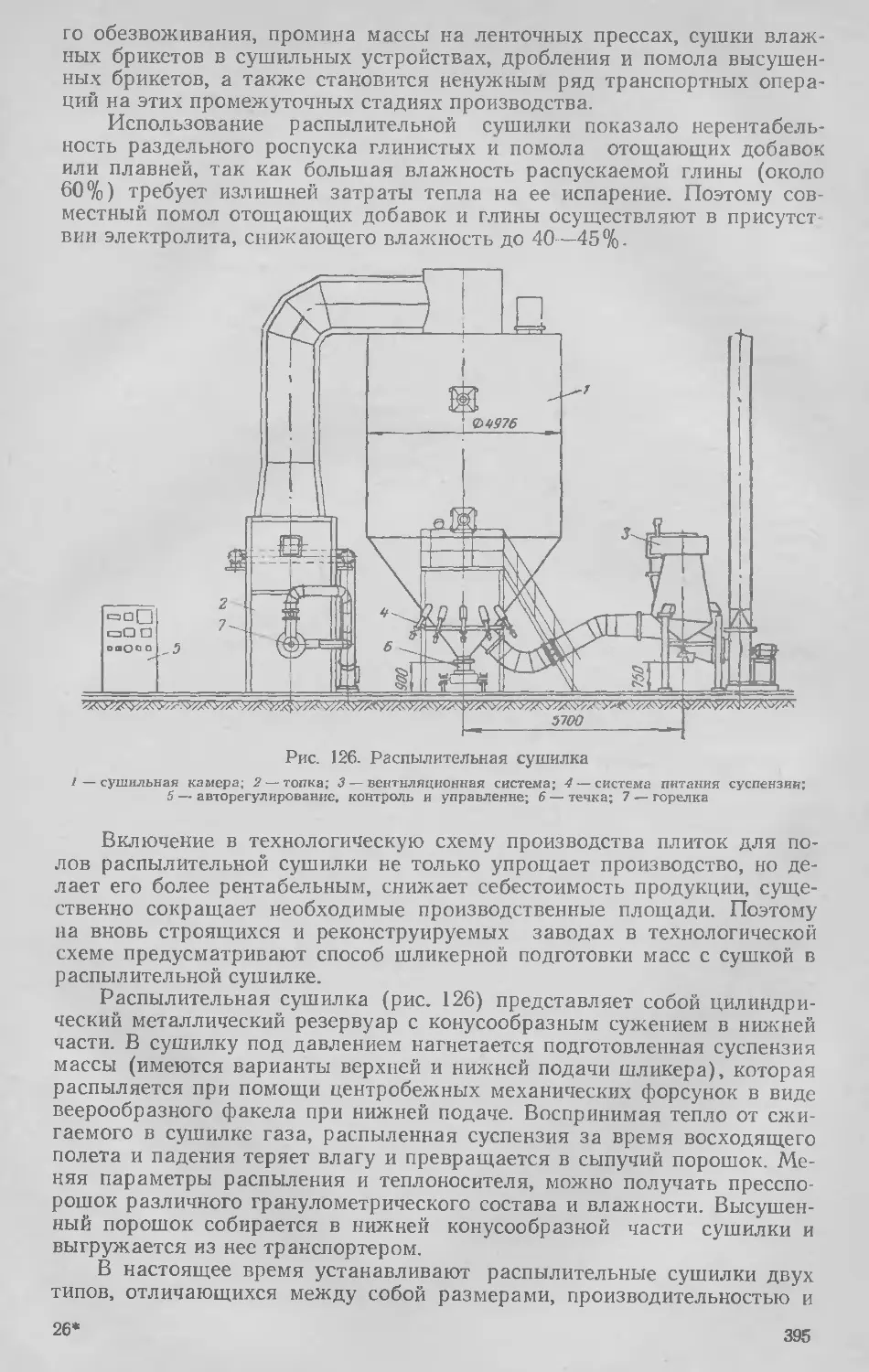
или около 7ю величины модуля упругости Е. Однако величина реаль-
ной прочности керамических материалов значительно ниже и колеб-
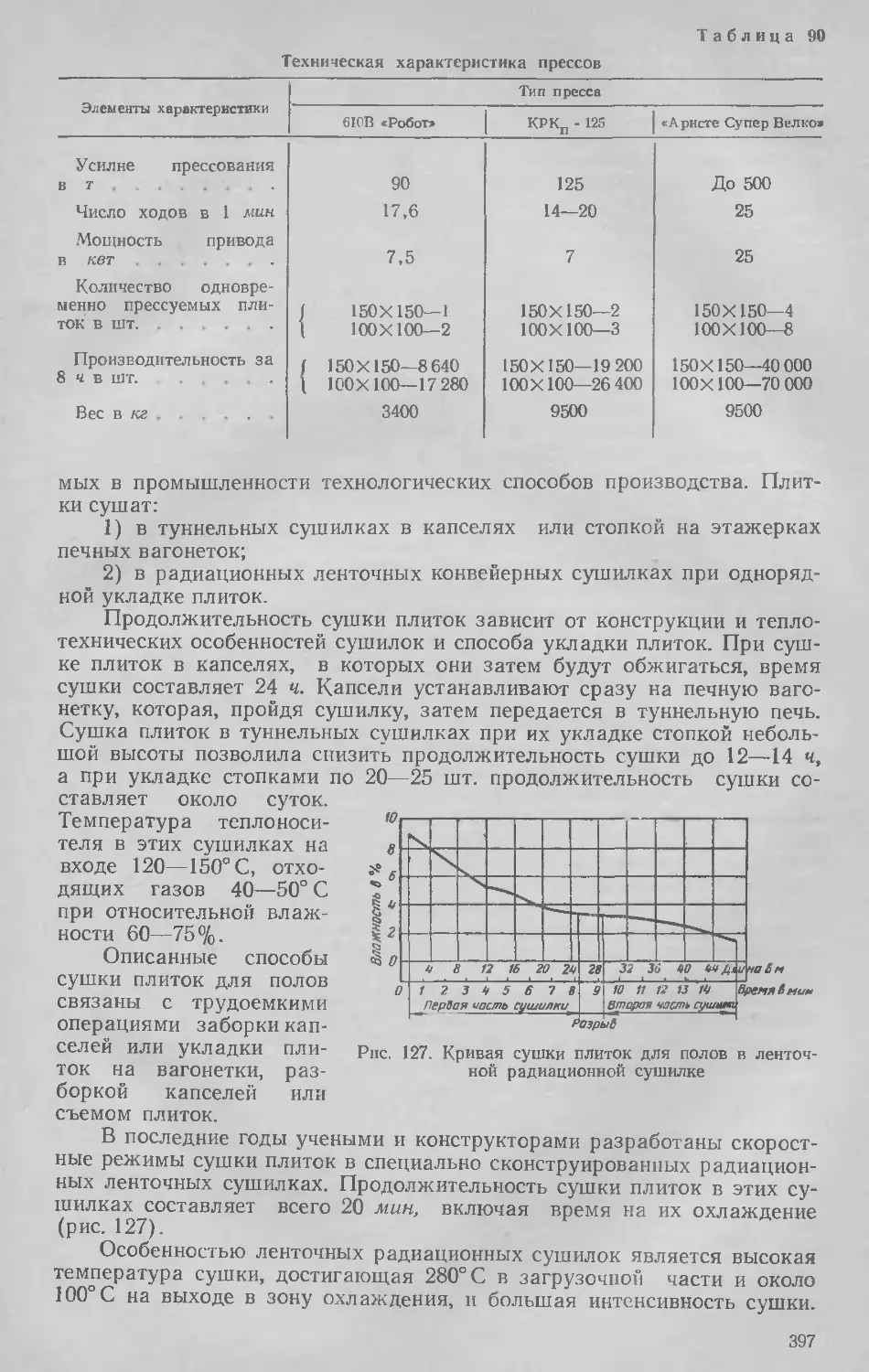
лется в широких пределах — от 102 до 104 кГ/см2. Такое снижение проч-
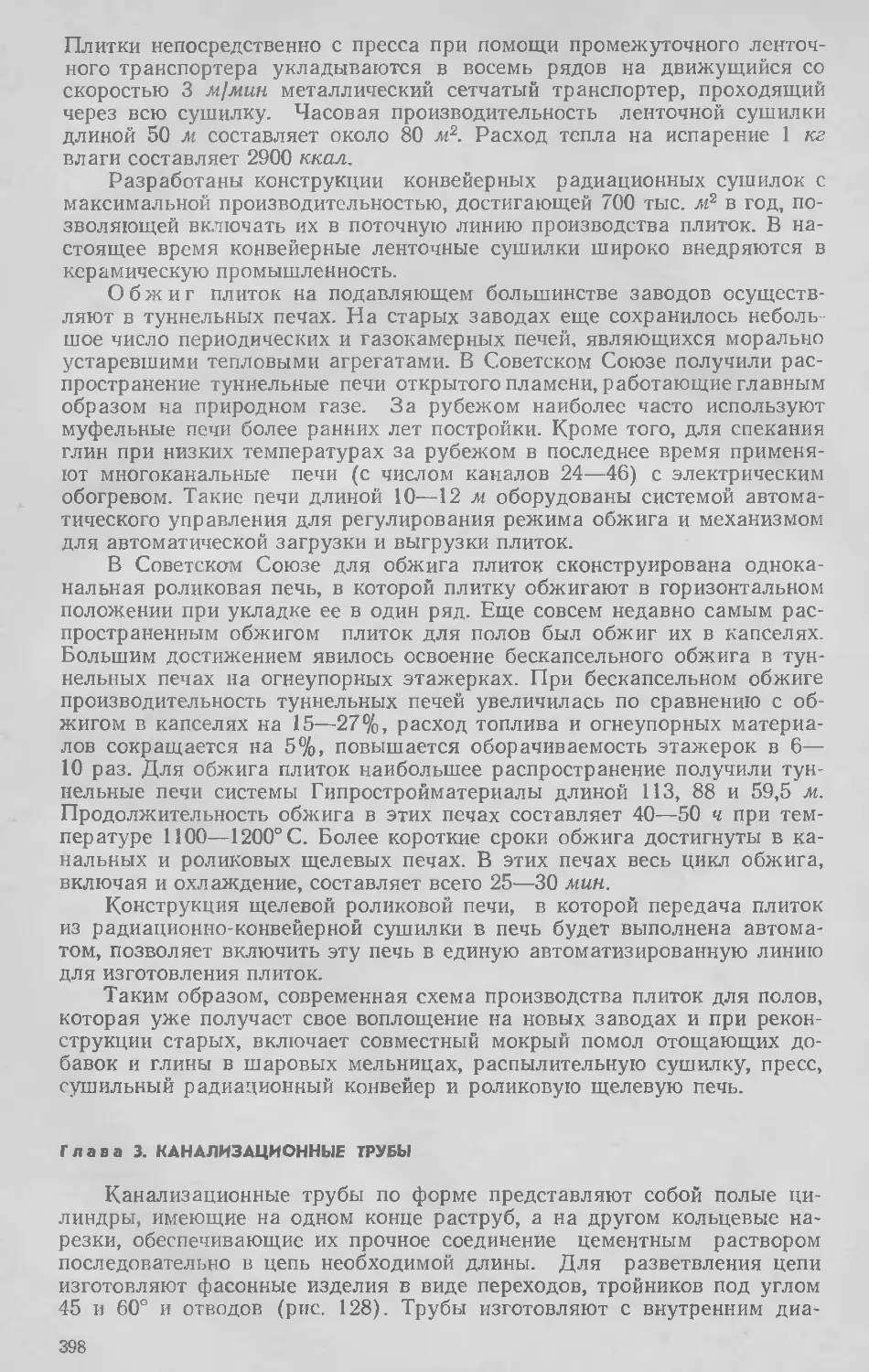
ности обуславливается наличием в них значительного количества де-
фектов кристаллической решетки (примеси, дислокации, границы зерен,
пустоты, включения других фаз и т. д.). Кроме того, на поверхности
керамических материалов образуется некоторое количество микротре-
щин (так называемых трещин Гриффитса), которые являются концен-
траторами напряжений и при наложении нагрузки растут и ведут к
полному разрушению материала. Трещины Гриффитса возникают в
процессе образования керамического материала. В тех случаях, когда
в значительной мере удается избежать образования дефектов решетки
и поверхностных трещин, например при получении нитевидных кри-
сталлов, прочность керамики приближается к теоретической. Окружа-
ющая газовая среда, загрязнение поверхности тела и другие факторы
вызывают быстрое возникновение поверхностных микротрещин и паде-
ние прочности.
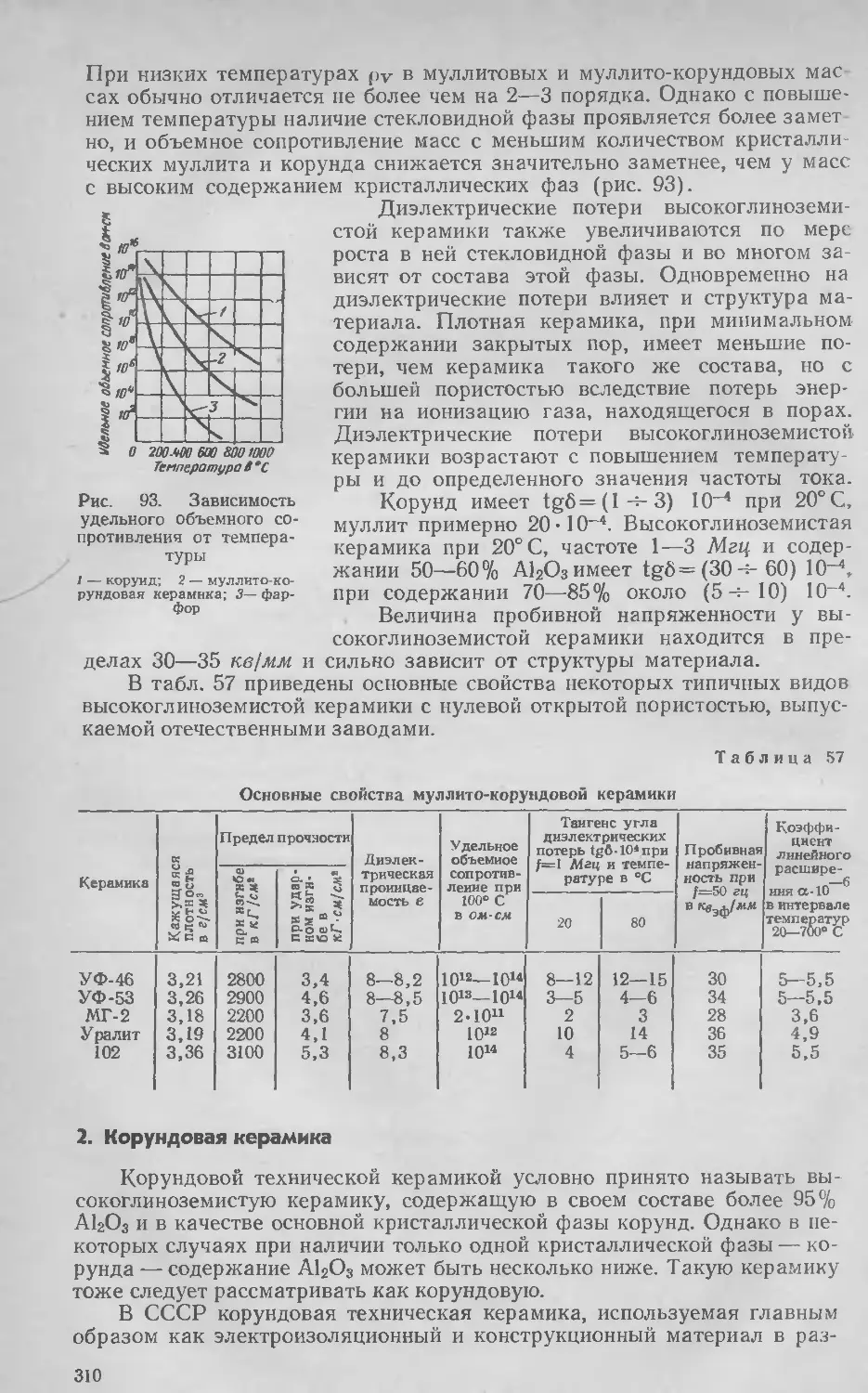
Прочностные свойства керамики оцениваются величинами времен-
ной (т. е. кратковременной) прочности при сжатии, изгибе, скручива-
нии и растяжении. Широко используются лишь первые дне оценки
прочности. Определения прочности при растяжении и сдвиге, требую-
щие механической обработки испытуемых образцов, проводятся редко.
Величина прочности при сжатии керамических материалов колеб
лется в весьма широких пределах — от 100—200 кГ/см2 для строитель-
ного кирпича до 10 000—15 000 kEiCM2 для отдельных разновидностей
спекшейся технической керамики. Прочность при изгибе составляет
примерно 7з—Vs, а при растяжении—7е—7в величины прочности при
сжатии. Обычно эти величины значительно превышают те реальные на-
пряжения, которые может испытывать керамика в условиях ее службы.
Однако прочность керамики остается важнейшим показателем ее ка-
чества, так как характеризует монолитность, однородность и степень
уплотнения в процессе формования и обжига изделия. Величина проч-
ности керамики предопределяется совокупностью всего процесса ее
производства, начиная от природных свойств сырья и способов его под-
готовки и кончая уплотнением сырца при его оформлении и условиями
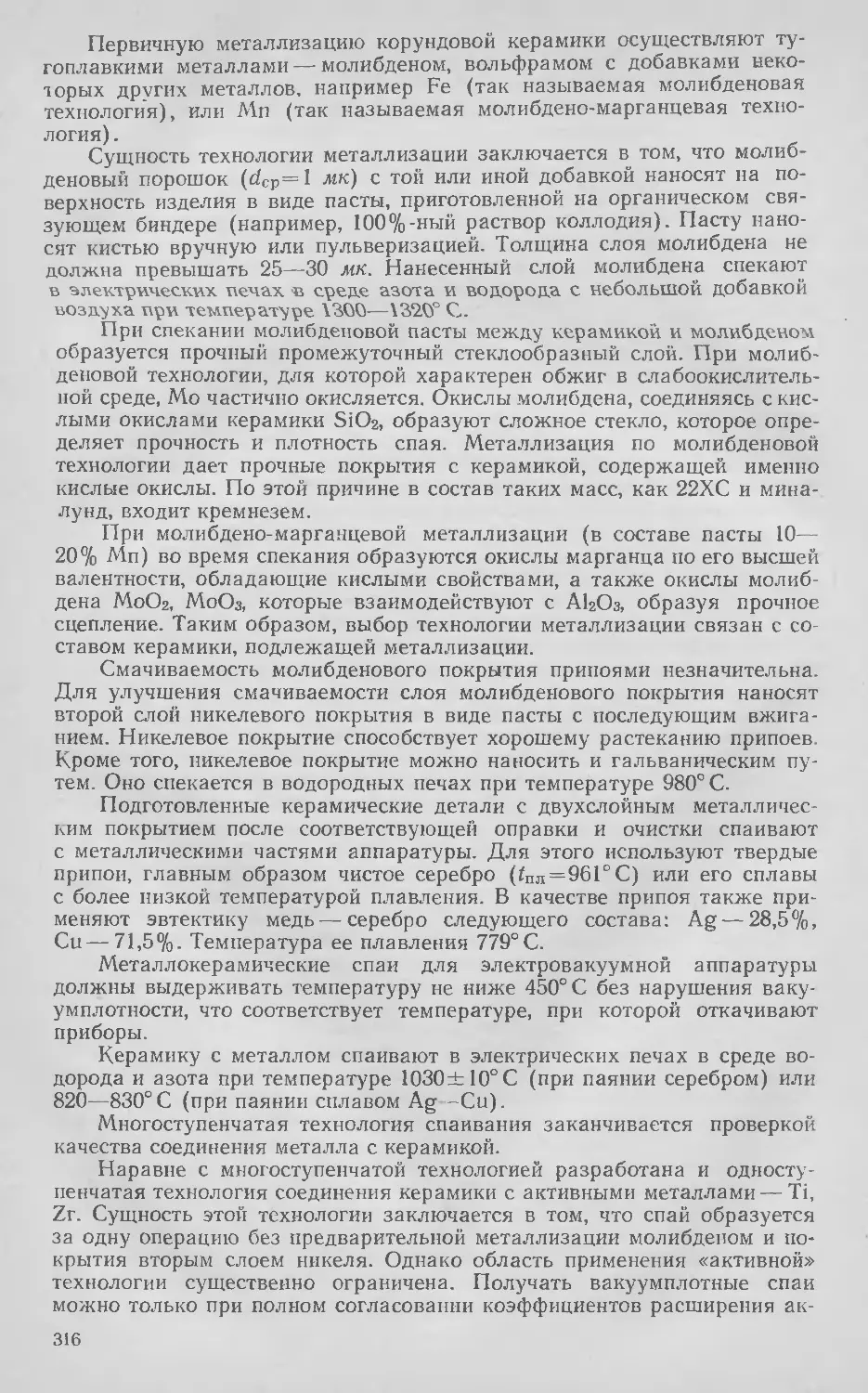
его обжига. В табл. 1 приведены некоторые характерные величины по-
ристости и прочности типичных разновидностей керамики.
10
Таблица t
Пористость и прочность различных видов керамики
Керамика Кажущаяся пористость В % Предел прочности^ кГ}см*
при сжатии при изгибе
Строительный кирпич 15—20 75—200 15—30
Огнеупорные материа- лы: обычные . 20—30 200—500 40—100
плотные 10—16 500—1000 100—200
Фаянс . . 20 1000 250—300
Полуфарфор 10 1300—2500 250—400
Фарфор 0,5—1 3000—5000 400—800
Вакуумплотная корун- довая керамика (истин- ная пористость) . . . 6—3 От 4000 до 15 000 От 1500 до 6000
Теплоизоляционный ог- неупорный кирпич с ка- жущейся плотностью в г!см3-. 0,4—0,5 87—70 15—20
1 -1,3 60—50 40—60 —
Прочность керамики при динамических воздействиях нагрузок ха-
рактеризуется ударной вязкостью. Удельной ударной вязкостью назы-
вается кинетическая энергия разрушения, отнесенная к единице пло-
щади поперечного сечения образца. Определяют ударную вязкость при
изгибе на вертикальном или маятниковом копре при средней скорости
падения груза около 5—10 м]сек. Для расчета кинетической энергии па-
дающего груза, расходуемой на разрушение образца, либо подбирают
минимальную высоту падения груза на вертикальном копре, либо учи-
тывают оставшуюся энергию при регистрации угла подъема маятника
после разрушения образца. Величина ударной вязкости различных ке-
рамических материалов колеблется в сравнительно небольших преде-
лах (1,5- 3 кГ • см/см2) и находится в определенной зависимости от ве-
личины предела прочности при статическом сжатии.
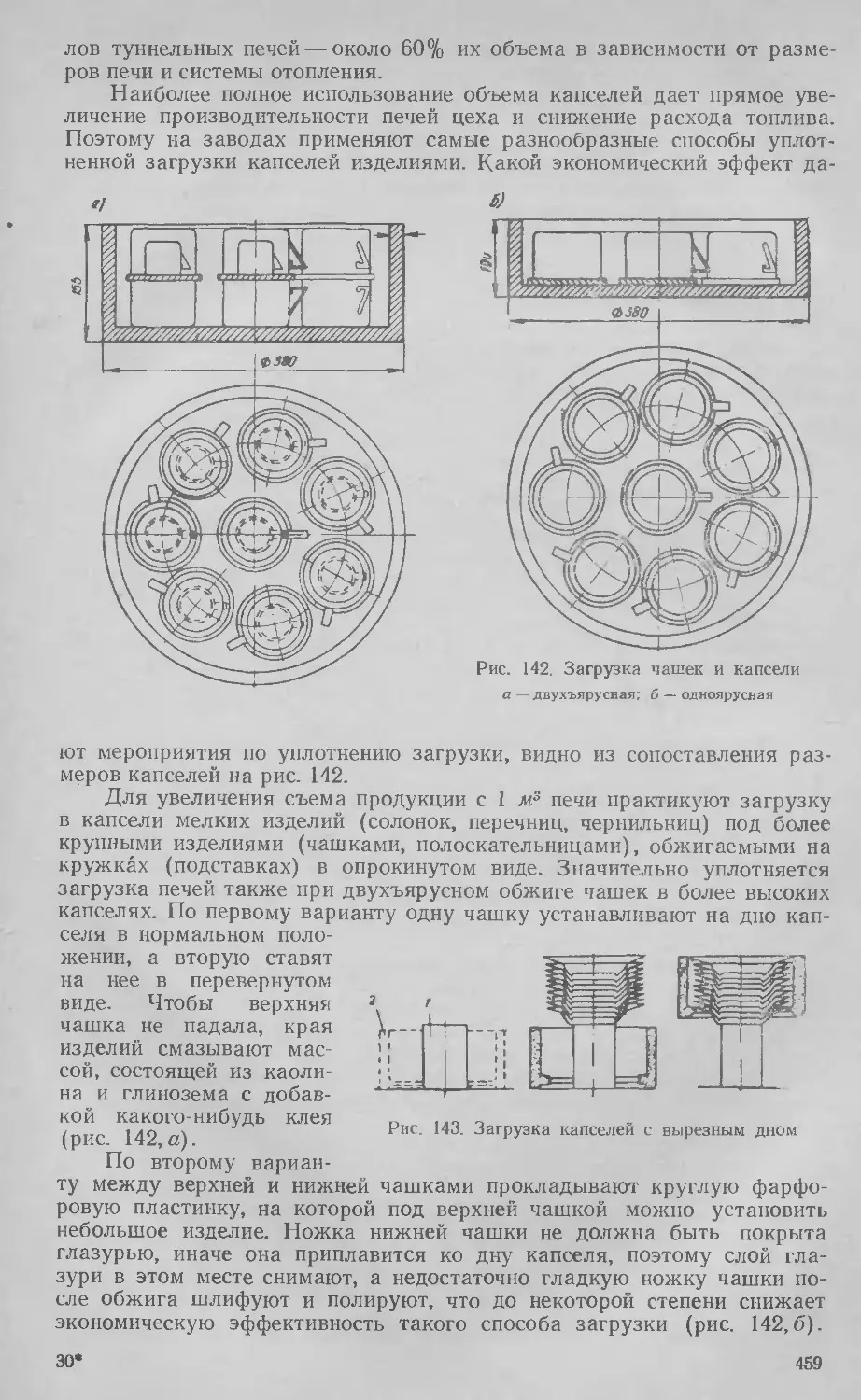
Главе 4. ТЕРМОМЕХАНИЧЕСКИЕ СВОЙСТВА
Большая часть всех керамических материалов, прежде всего огне-
упоры, а также многие разновидности технической керамики, предна-
значается для работы при высоких температурах. Для этих материа-
лов прочностные свойства при обычных температурах, как указывалось
выше, имеют лишь относительное значение и никак не могут характери-
зовать их реальную прочность при высоких температурах службы. По-
этому для оценки механических свойств керамики при высоких темпе-
ратурах приходится использовать иные характеристики. Такими ха-
рактеристиками служат: кратковременная прочность при температурах
предполагаемой службы керамики; температура определенной степени
деформации под постоянной нагрузкой; пластическая деформация —
ползучесть; длительная прочность в области температур службы (при
пластической деформации).
1. Кратковременная прочность керамики
при температурах ее службы
Эта характеристика необходима для получения конкретных вели-
чин кратковременной прочности керамики при предполагаемых темпе-
ратурах ее службы. Для этой цели могут быть использованы все пе-
2;
11
речисленные выше методы оценки кратковременной прочности при тем-
пературе 20° С. При повышенных температурах наблюдается снижение
прочности, что обуславливается ослаблением внутрикристаллических
связей за счет увеличения колебательных движений атомов и молекул.
При температурах службы, лежащих обычно выше 1100—1200° С, в ке-
рамике возникает пластическая деформация и теряется хрупкость.
Вследствие этого сам процесс разрушения в зависимости от пластич-
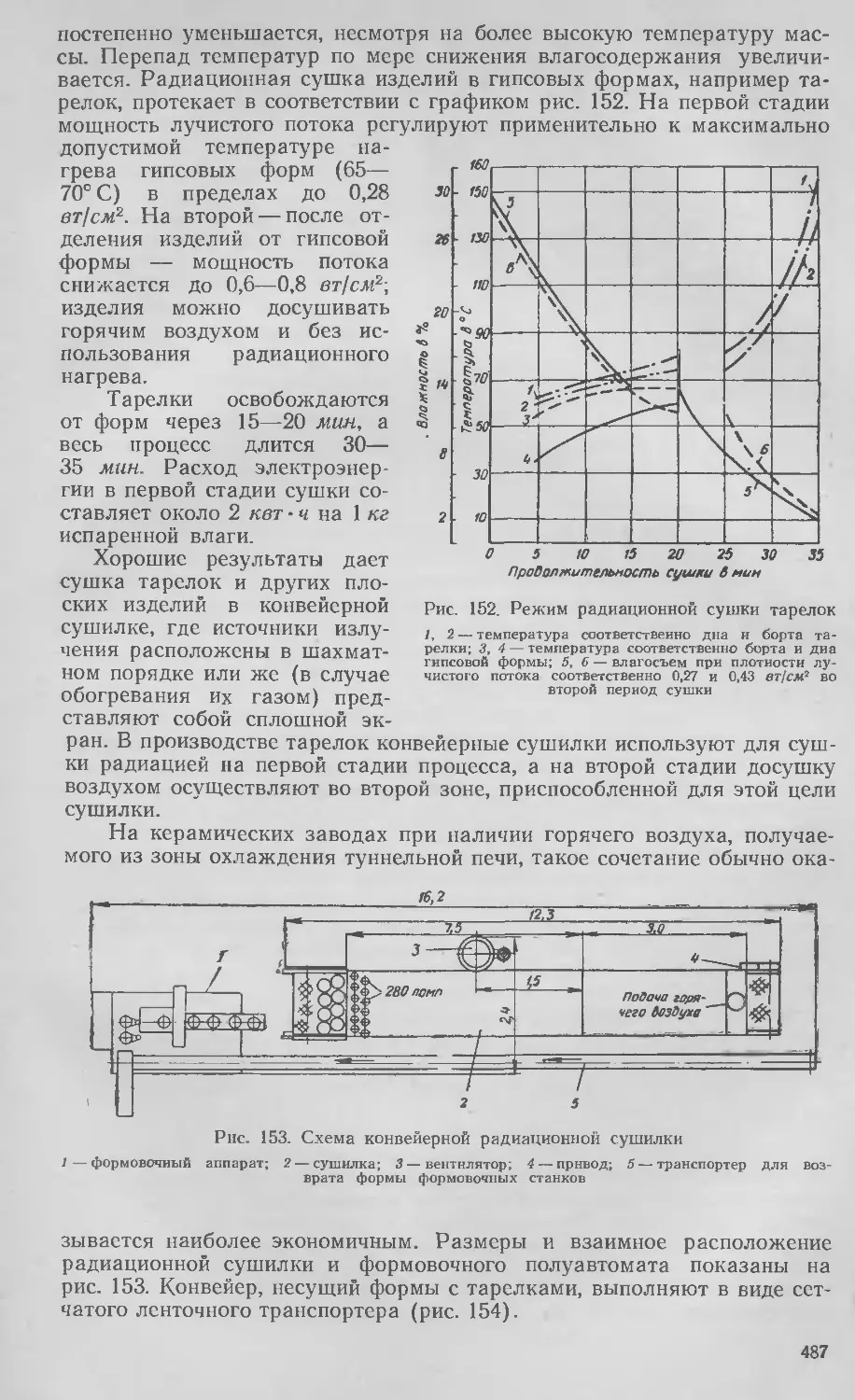
ности материала перестает быть
Рис. 1. Изменение прочности при из-
гибе различных видов керамики при
высоких температурах
/ —корунд спекшийся; 2— муллит спек-
шийся; 3 — промышленный хромомагнези-
товый кирпич
кратковременным.
Как предполагаемая температура
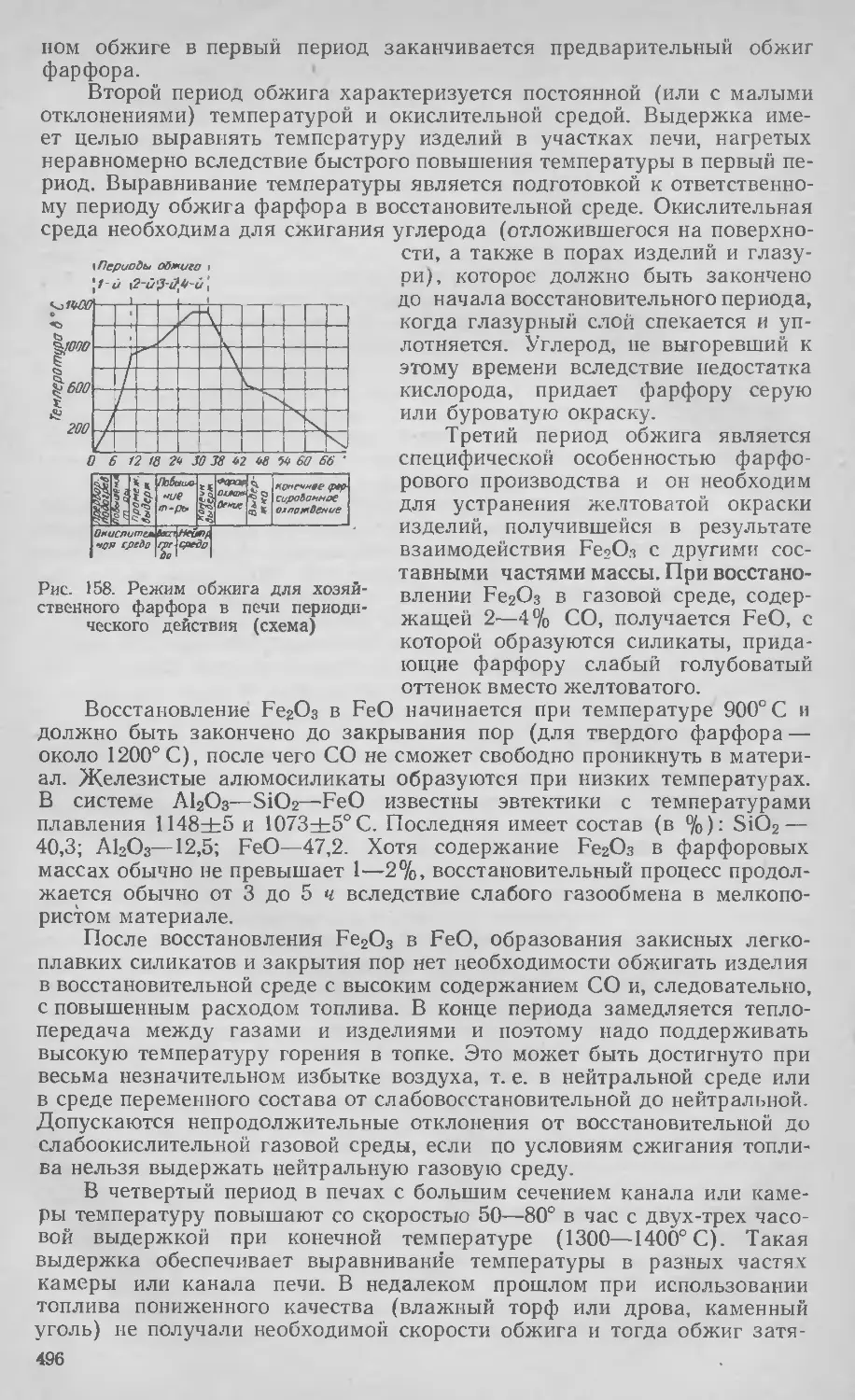
службы, так и вид разрушающего на-
пряжения (сжатие, растяжение и
т. д.) в большинстве случаев не явля-
ются определенными. Поэтому этот
метод оценки термомеханических
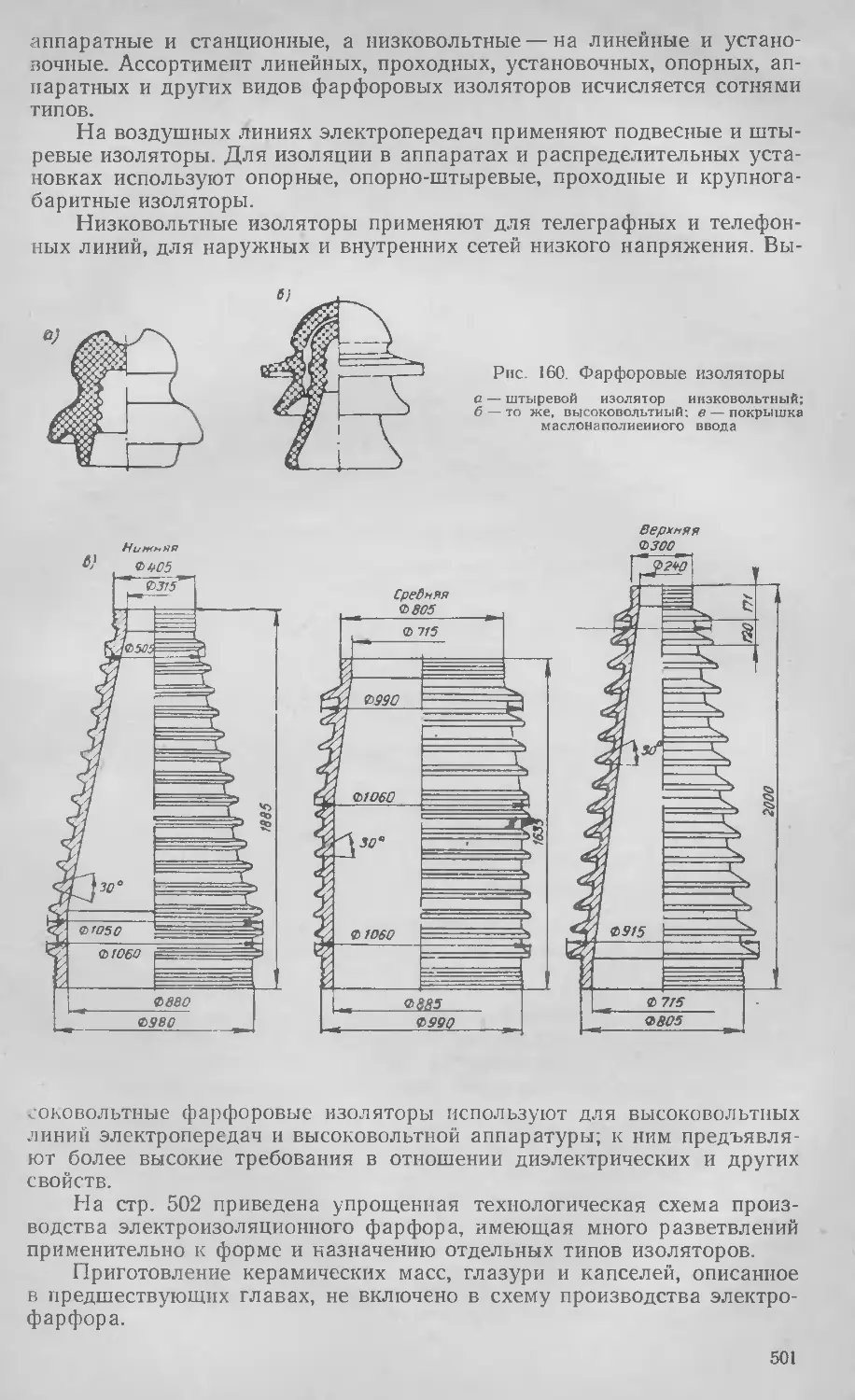
свойств керамики имеет ограниченное
применение. Да и эта методика пред-
ставляет некоторые сложности. Вме-
сте с тем характер изменения прочно-
сти в процессе нагрева керамики и ее
величины в различных температурных
участках представляют значительный
интерес для общей оценки данного
вида керамики. Для отдельных видов
керамики этот характер изменения
прочности различен. Так, для одпофа-
зовых и достаточно чистых видов ке-
рамики прочность начинает снижать-
ся при температурах 800—1000° С.
Для керамики, содержащей стекло-
видною фазу или компоненты, которые при нагревании образуют эту
фазу, при температурах около 1000—1200° С на кривой прочности об-
разуется ясно выраженный максимум (рис. 1). Это увеличение прочно-
сти в интервале 1000—1200° С объясняется снижением вязкости стекло-
фазы, которое ведет к повышению пластичности материала, уменьша-
ющим склонность к хрупкому разрушению. Указывается также на воз-
можное «затягивание» микротрещин, образовавшихся после обжига по
границам зерен, различающихся коэффициентами термического рас-
ширения или анизотропностью этого расширения. Кроме того, эти же
микротрещины при значительных расхождениях в коэффициентах тер-
мического расширения различных фаз, особенно при полиморфных пе-
мического расширения различных фаз, особенно при полиморфных пе-
рушению структуры керамики.
2. Температура деформации под нагрузкой
При оценке свойств огнеупорных и конструкционных материалов
весьма широкое применение получил способ нахождения температуры,
вызывающей определенную величину деформации сжатия при постоян-
ной нагрузке 2 кГ/см2 (в США и Англии принята нагрузка 1,75 кПсм2).
При таких испытаниях температура поднимается с постоянной скоро-
стью 4—5° в минуту (ГОСТ 7875—56).
Практически нагрузка в вертикальных стенах промышленных пе-
чей и топок значительно ниже контрольной (2 кГ1см2), и лишь в от-
дельных случаях она достигает 0,5—1 кГ/см2. К тому же при односто-
роннем нагреве футеровки нагрузку несет более холодная часть ее. Од-
нако в сводах и несущих опорах, особенно обогреваемых со всех сторон,
12
размягчение огнеупорного материала может являться причиной его
разрушения. Особенно большое значение имеет температура деформа-
ции огнеупорных изделий при службе в распорных сводах высокотем
пературных печей и топок, например мартеновских печей. Размягчение
обогреваемой нижней части свода, несущей основную нагрузку, может
вызвать его оседание, деформацию и разрушение. Значительный пере-
грев и соответствующая степень размягчения могут привести к дефор-
мации и вертикальной стены под давлением собственного веса. В боль-
шинстве случаев огнеупорная футеровка одновременно разрушается и
от химического воздействия шлаков, золы топлива, пыли руды, паров
и газов. Понятно, что ошлаковывание огнеупора изменяет его химико-
минералогический состав, при этом увеличивается количество жидкой
(стекловидной) фазы, в связи с чем снижается строительная прочность
материала при высоких температурах.
Температура деформации огнеупорных материалов определяется
прежде всего их фазовым составом, т. е. наличием тех или иных кри-
сталлических образований, характером их строения — взаимного сра-
стания, а также количеством и вязкостью стекловидной фазы, образу-
ющейся при плавлении легкоплавких кристаллических и аморфных
фаз. Определенное значение имеет также текстура огнеупора: харак-
тер его зернового состава, количество и расположение пор. У более
плотных изделий при прочих равных условиях начальные стадии де-
формации^— начало размягчения (Н. Р.) и 4% сжатия — наступают
при более высоких температурах. На температуру конца деформации
(20% и 40% сжатия) строение огнеупора уже не оказывает заметного
влияния. Она обуславливается прежде всего химическим составом дан-
ного вида огнеупора, т. е. вязкостью образовавшегося при этих темпе-
ратурах расплава.
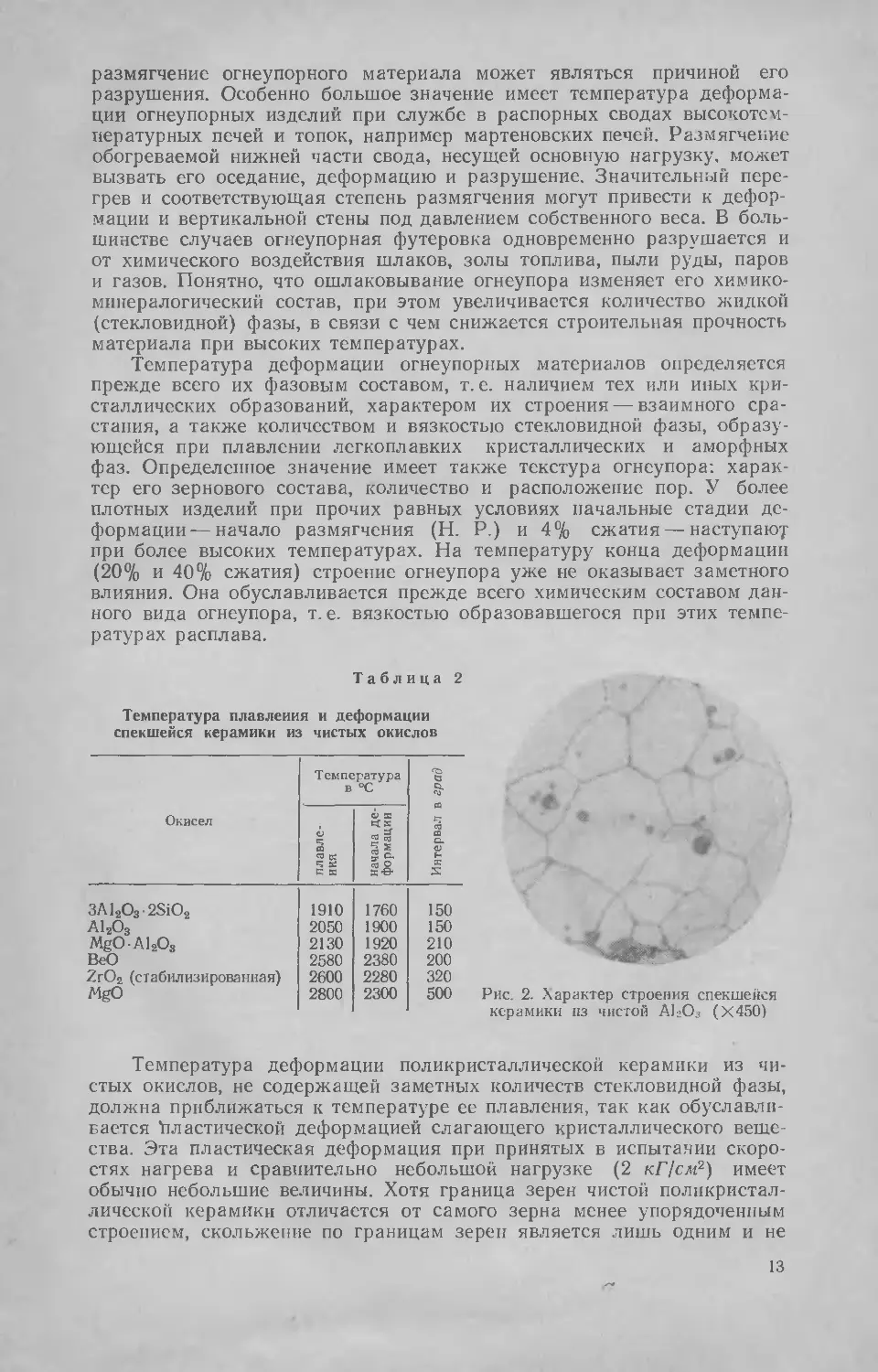
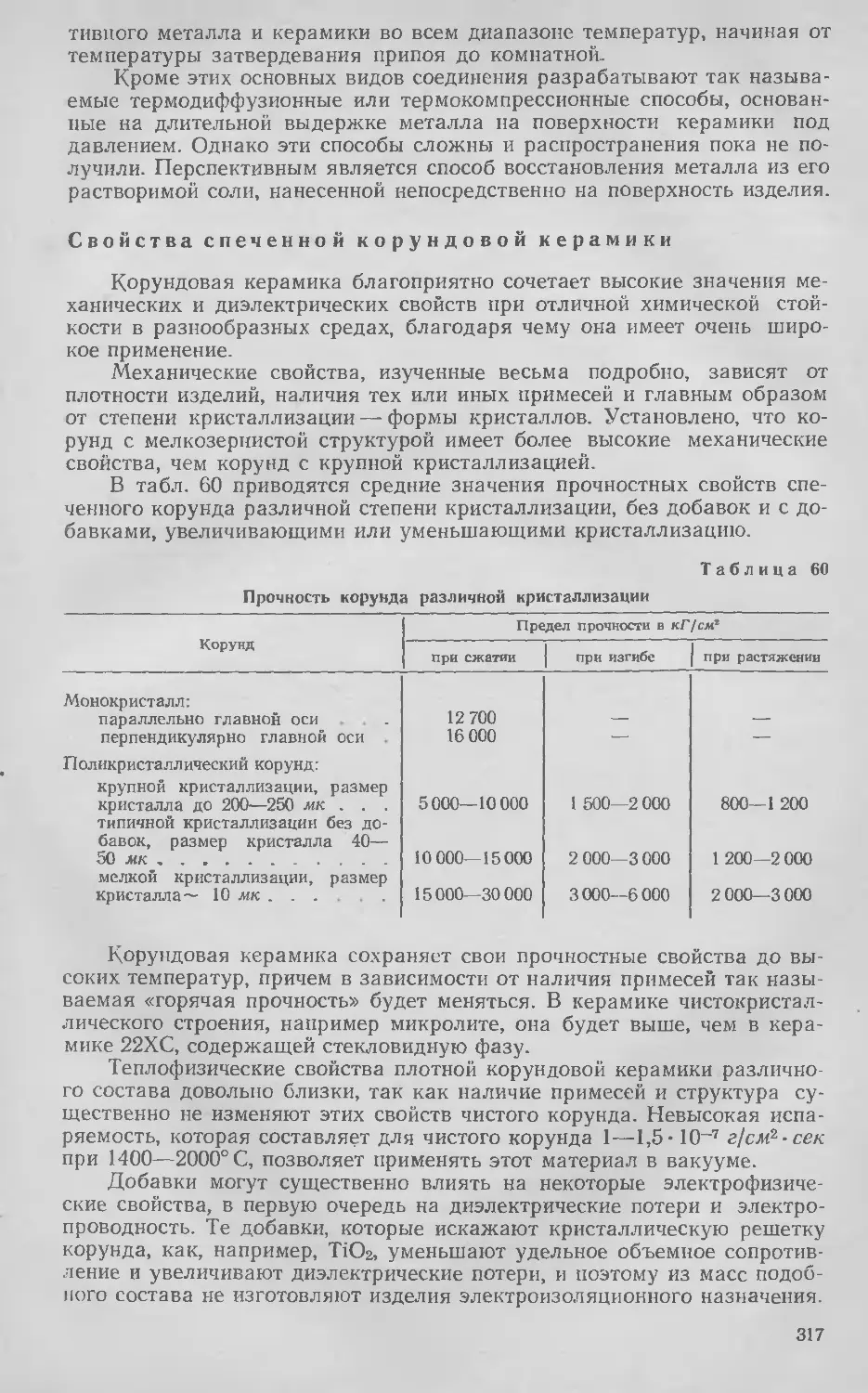
Таблица 2
Температура плавления и деформации
спекшейся керамики из чистых окислов
Окисел Температура в °C Интервал в град
плавле- ния начала де- формации
3Al2O3-2SiO2 1910 1760 150
А12О3 2050 1900 150
MgOAl2O3 2130 1920 210
ВеО 2580 2380 200
ZrO2 (стабилизированная) 2600 2280 320
MgO 2800 2300 500
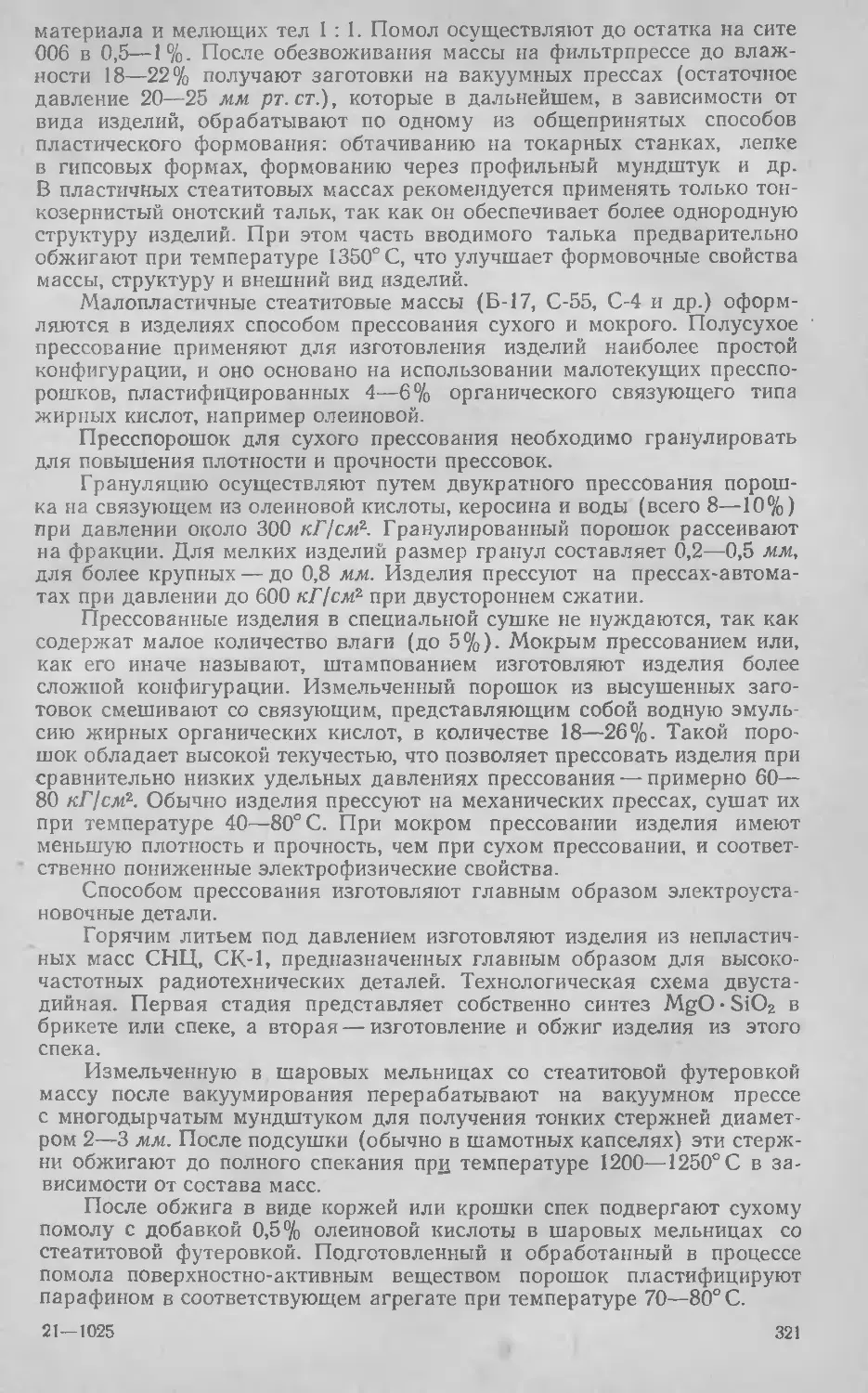
Рис. 2. .Характер строения спекшейся
керамики из чистой AL-Oj (Х450)
Температура деформации поликристаллической керамики из чи-
стых окислов, не содержащей заметных количеств стекловидной фазы,
должна приближаться к температуре ее плавления, так как обуславли-
вается Пластической деформацией слагающего кристаллического веще-
ства. Эта пластическая деформация при принятых в испытании скоро-
стях нагрева и сравнительно небольшой нагрузке (2 кГ/см2) имеет
обычно небольшие величины. Хотя граница зерен чистой полпкристал-
лическоп керамики отличается от самого зерна менее упорядоченным
строением, скольжение по границам зерен является лишь одним и не
13
решающим механизмом пластической деформации. Плотное сопряже-
ние по границам зерен, не имеющим стекловидных легкоплавких про-
слоек (рис. 2), обуславливает повышение температур деформации.
Приведенные в табл. 2 соответственно температуры плавления и де-
формации ряда спекшейся керамики из чистых окислов подтверждают
зто. Для окислов, имеющих более низкие температуры плавления
(А12Оз, ЗА12Оз-25Ю2, MgO-AhOs), эти расхождения находятся в преде-
лах 150—200°, для окислов с более высокими температурами плавления
(MgO, ZrO2)—300—500°. Для керамики с повышенной пористостью
порядка 15—20% температуры размягчения, обусловленные пластичес-
кой деформацией слагающего кристаллического вещества, существенно
не меняются. Это связано в первую очередь с тем, что невелико время
накопления пластической деформации.
Иначе выражается соответствие между температурами деформа-
ции и расплавления или огнеупорностью керамики, содержащей стекло-
видную фазу. Переход этой фазы в вязкую жидкость при значительно
более низких температурах, чем температуры пластической деформа-
ции кристаллической фазы, сильно отражается на рассматриваемом
интервале между температурами деформации и расплавления (огнеупор-
ностью) Керамические материалы, изготовляемые из природного засо-
ренного различными примесями сырья, всегда содержат то или иное
.количество стекловидной фазы. Химический состав этой фазы обуслав-
ливается как минералогическим составом примесей, так и основной
кристаллической фазой, слагающей материал и частично входящей в
стекловидную фазу. Чем большее количество образуется жидкости, чем
меньше ее вязкость, тем в большей степени снижается температура де-
формации изделий по сравнению с их огнеупорностью. Большое значе-
ние имеет и характер строения кристаллической фазы. Взаимное сра-
стание зерен основной кристаллической фазы повышает температуры
деформации, парализуя вредное влияние ограниченного количества
жидкой фазы.
Большое значение приобретает способность образующейся жидкой
фазы к смачиванию кристаллической фазы. При плохой смачиваемо-
сти рекристаллизация при высоких температурах обжига способствует
срастанию отдельных кристаллов. Смачиваемость вызывает обволаки-
вание кристаллов жидкостной пленкой, что препятствует их срастанию.
С термодинамических позиций этот процесс объясняется стремлением
системы к уменьшению свободной энергии. При создании одной по-
верхности раздела межфазовая энергия от.т должна быть меньше
межфазовой энергии а-г.ж. В этом случае может происходить срастание
кристаллов — образуется «прямая связь». При обволакивании кристал-
ла жидкой пленкой создается две поверхности раздела ат.ж- В этом
случае для срастания зерен необходимо, чтобы межфазовая энергия
2ат.ж была бы меньше ат.т- Создание таких условий, при которых ис-
кусственно может быть достигнуто уменьшение поверхностного натя-
жения расплава, практически, по-видимому, трудно осуществимо.
Наиболее наглядно связь температуры деформации с характером
кристаллизации основной твердой фазы проявляется в динасовом огне-
упоре. Плохая смачиваемость кристаллического кремнезема кальций-
кремнеземистым расплавом дает возможность образования прямой свя-
зи— срастания кристаллов кристобалита и тридимита. Такое срастание
кристаллов (рис. 3) образует как бы кристаллический скелет, который
и обуславливает высокие температуры деформации. Температура Н. Р.
и 4% деформации у динаса лежат в пределах 1650—1670°С, а огне-
упорность—1730°С (температура плавления кристобалита 1728°С).
Таким образом, разрыв между температурой размягчения и огнеупор-
ностью (или плавления) составляет 60—70°.
d4
По-другому ведут себя при нагреве магнезитовые изделия, содер-
жащие около 92% MgO и имеющие огнеупорность выше 2300°С. Ос-
новную часть этих огнеупоров (около 90%) составляет периклаз
(MgO). Количество легкоплавких кристаллических образований, преи-
мущественно силикатов (монтичеллит — СаО • MgO • SiO2) и стекловид-
ной фазы, достигает 8—10%. Однако периклаз при рекристаллизации
п росте кристаллов не дает кристаллического сростка в изделиях, а
представляет собой разобщенные агрегаты, сцементированные между
собой легкоплавкой прослойкой (рис. 4). Плавление и размягчение
Рис. 4. Характер строения магнезито-
вого кирпича — агрегаты периклаза
сцементированы тонкой прослойкой
стекловидной фазы и легкоплавких
кристаллических образований монти-
челлита (Х50)
Рис. 3. Характер строения кристаллов
тридимита в динасе
этой прослойки вызывает и размяг-
чение изделий. Поэтому температу-
ра деформации' магнезита лежит
около 1550° С. Следовательно, рас-
хождение между огнеупорностью и
более 700°.
температурой деформации достигает
Уменьшая количество легкоплавкой прослойки, вызывая в
ней образование кристаллических соединений высокой огнеупорности
(например, шпинели при добавке А120з) и этим увеличивая ее вязкость,
можно повысить температуру размягчения магнезита. Как указывалось
выше, температура деформации керамики из чистого периклаза, содер-
жащего незначительное количество жидкой фазы, находится около
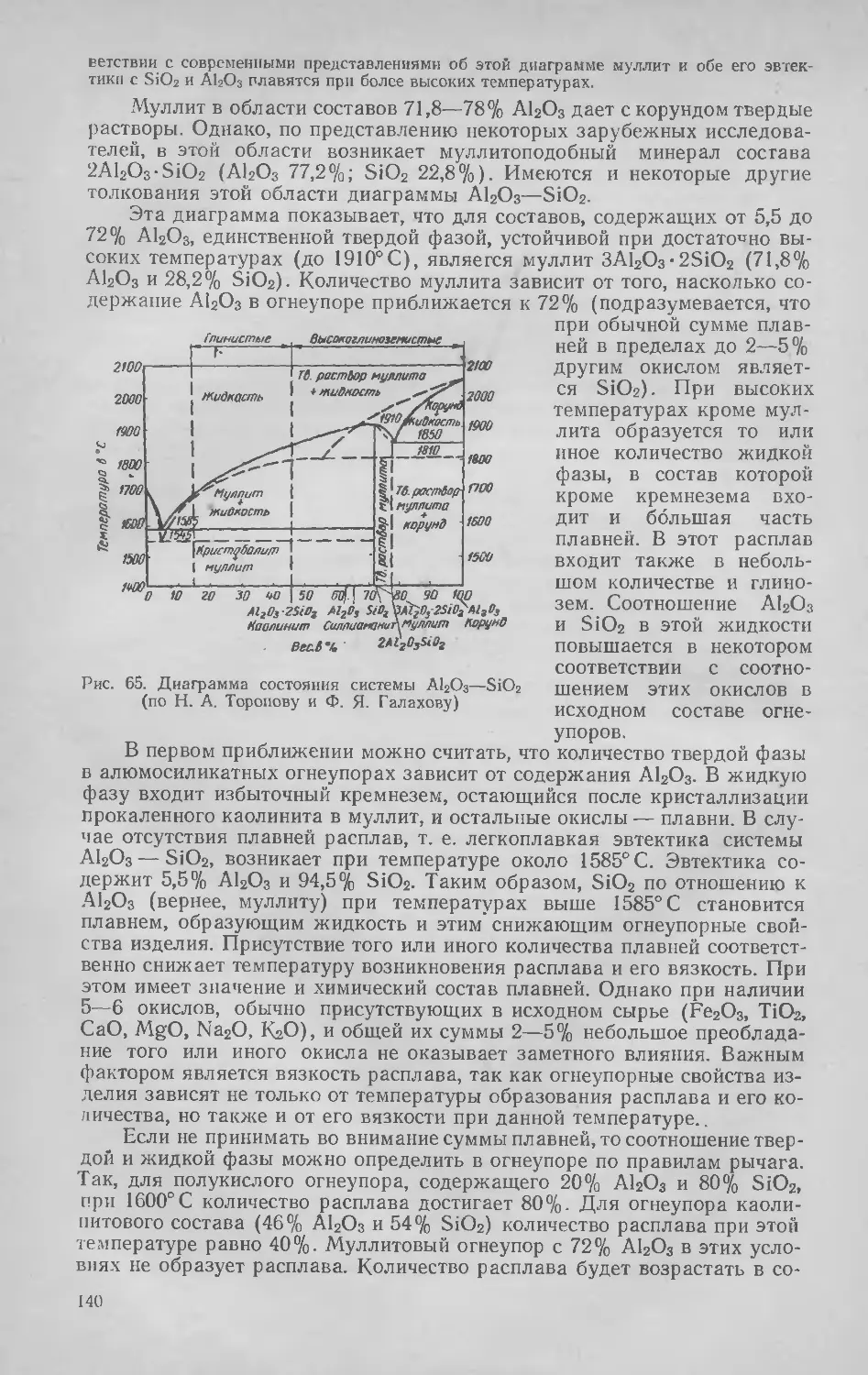
2300° С.
Размягчение шамотных огнеупоров протекает иначе. Огнеупорная
глина, из которой изготовляют шамотные изделия, при обжиге также
претерпевает ряд превращений (см. стр. 140), в результате которых
образуется около 50% кристаллического высокоогнеупорного муллита
ЗА12О3 • 2SiO2, а остальное представляет собой кремнеземистое стекло-
видное (аморфное) вещество высокой вязкости: 3(Al2O3-2SiO2)—>ЗА120з-
-2SiO2-f-4SiO2. В кремнеземистый остаток 4SiO2 входят и большая
часть примесей — плавней к глине. Разобщенные, не связанные между
собой кристаллы муллита не могут образовать сросшегося скелета,
благодаря которому размягчение происходило бы при более высоких
температурах. Поэтому размягчение шамотных изделий вызывается
прежде всего размягчением стекловидного вещества, большая вязкость
которого способствует постепенному и плавному течению этого процес-
са. Шамотные изделия, содержащие около 5% плавней, при огнеупор-
ности около 1700—1750° С начинают размягчаться при 1350—1400° С,
полное их размягчение (40% сжатия) наступает при 1570—1600° С.
15
Следовательно, температурный интервал между началом размягчения
и полной деформацией составляет около 200°. У динаса этот интервал
находится в пределах 10°, у магнезита 20—50°. Такой незначительный
интервал размягчения динаса и магнезита объясняется малым количе-
ством жидкой фазы (10%) и небольшой ее вязкостью при температу-
рах деформации. Эта связь температур деформации с количеством
жидкой фазы и характером срастания кристаллической фазы иллюст-
рируется табл. 3.
Таблица 3
Связь температур деформации огнеупоров с их фазовым составом и огнеупорностью
Огнеупор Содержание основного окисла в % Количество стекловидной фазы в % Огнеупор- ность в °C Температура дефор- мации в °C Интервал в град
Н. Р. 40%
Динас . 96 SiOo 10 1730 1660 1670 70
Магнезит 92 MgO 8 2300 1550 1580 750
Шамот 95А12Оз+ + SiO2 50 1750 1400 1600 350
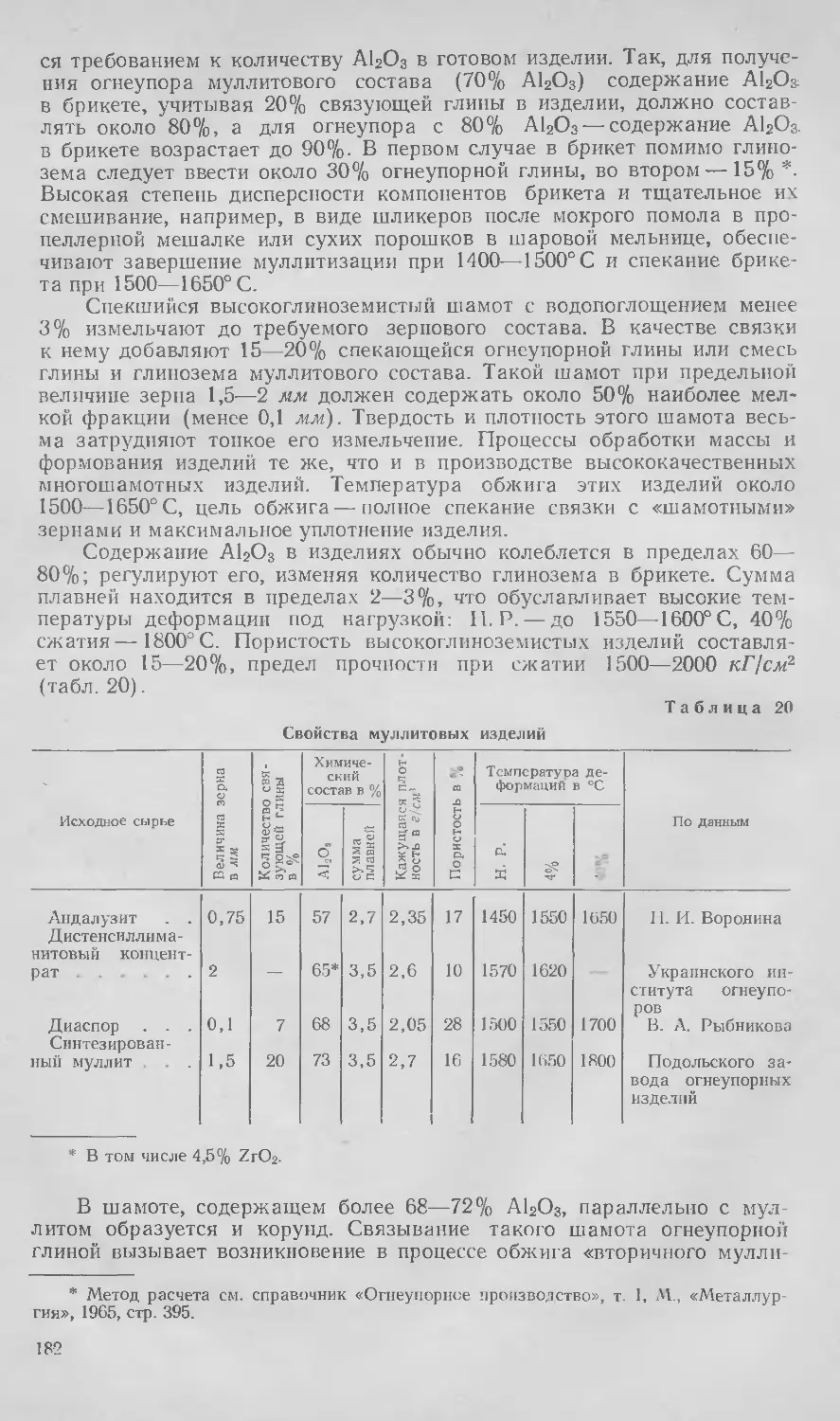
Корунд 99,7 А12О3 ~0,5 2050 1900 1950 150
Температура деформации огнеупорных изделий снижается при
увеличении количества плавней. Величина этого снижения зависит от
химического состава плавней и их сочетания. Большое снижение тем-
пературы размягчения вызывают плавни, увеличивающие количество
жидкости и уменьшающие ее вязкость. Для шамотного изделия таким
вредным окислом является Na2O, а также СаО и MgO, для динаса —
А12О3, для магнезита — SiO2 (в присутствии СаО). Введение окислов,
являющихся минерализаторами, т. е. улучшающих процесс кристалли-
зации основной кристаллической фазы, повышает температуру начала
размягчения керамики..
Температуру деформации огнеупорных материалов под нагрузкой
2 кГ1см2 определяют по ГОСТ 7875—56 при непрерывном и равномер-
ном нагревании с заданной скоростью 4—5° в 1 мин. Регистрируются
следующие температуры: начало размягчения Н. Р. (соответствующее
сжатию испытываемого образца высотой 50 мм на 0,3 мм), 4% и 40%
сжатия. Образцом служит цилиндр диаметром 36 мм и высотой 50 мм
При увеличении продолжительности нагрева и повышении нагрузки бо-
лее 2 кГ)см2 температура деформации снижается.
Принято считать, что предельные температуры службы ненагру-
женного огнеупорного материала лежат между точками Н. Р. и 4%
сжатия. Однако непродолжительность этого испытания не позволяет
Таблица 4
Температура деформации в °C различных
огнеупорных материалов под нагрузкой 2 кГ/см2
Огнеупор Деформация
Н. Р. 4% 40%
Шамотный ШВ ... 1250 1310 1480
» ША (А12О3 —40%) 1400 1470 1600
Каолиновый (А1гОз — 42%) 1450 1550 1650
Муллитовый (А12О3 — 70%) 1600 1660 1800
Полукислый 1400 1430 1500
Магнезитовый (MgO — 92 %) 1550 — 1580
Динасовый 1660 — 1670
16
оценить длительного воздействия высокой температуры на огнеупорный
материал, особенно если при первоначальном обжиге в нем не достиг-
нуто, как это обычно и бывает, равновесное состояние.
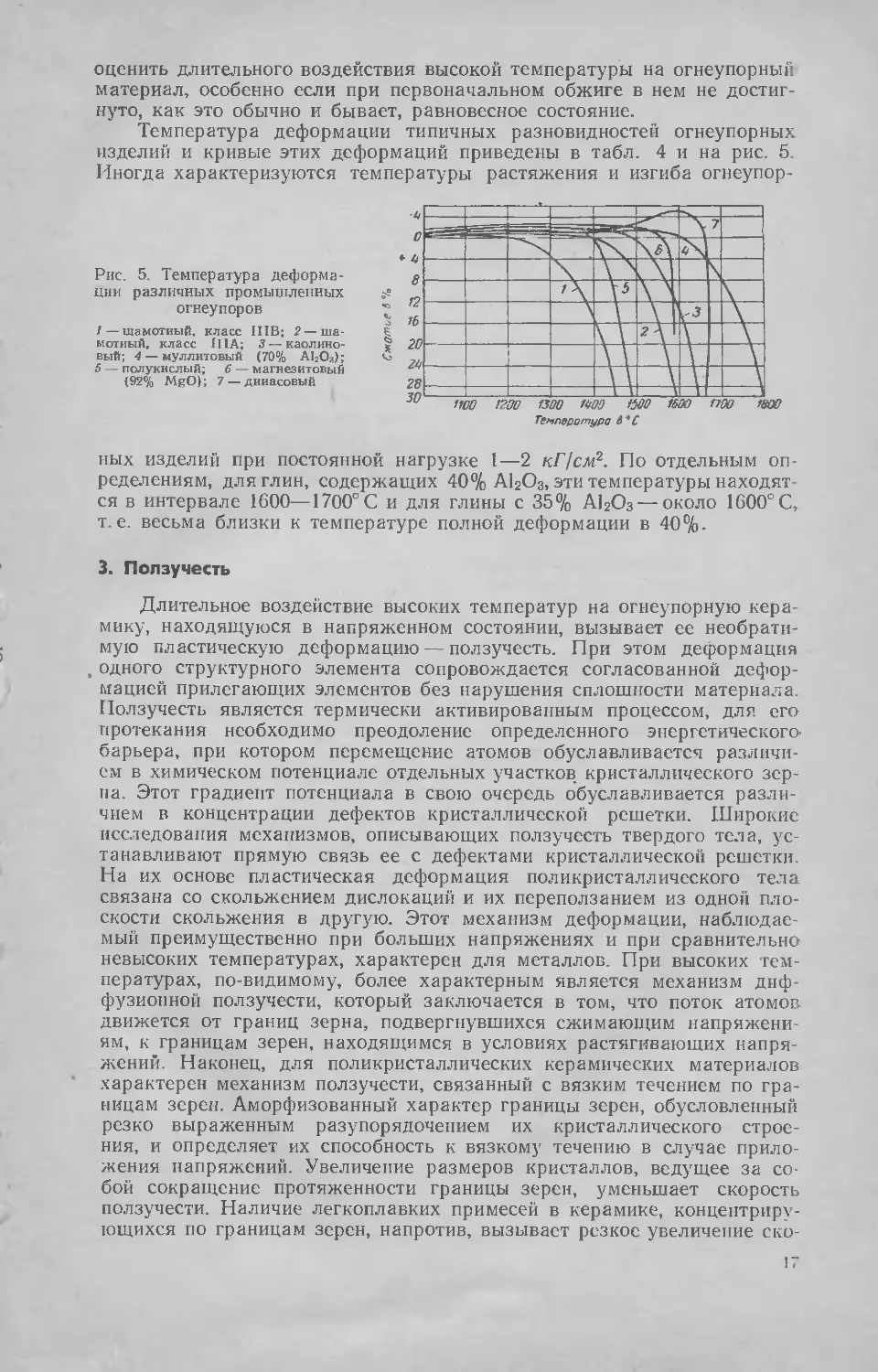
Температура деформации типичных разновидностей огнеупорных
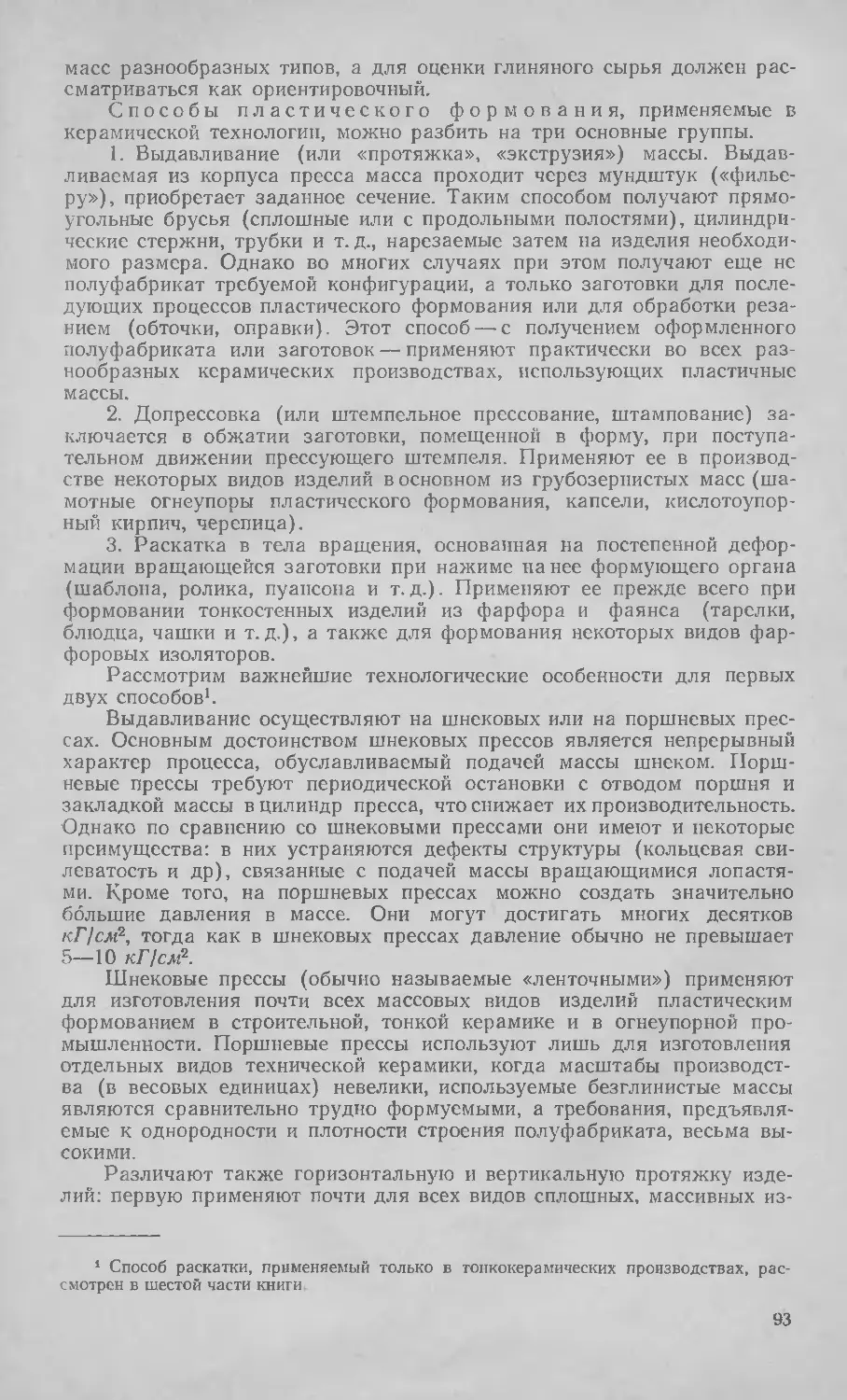
изделий и кривые этих деформаций приведены в табл. 4 и на рис. 5.
Иногда характеризуются температуры растяжения и изгиба огнеупор-
Рис. 5. Температура деформа-
ции различных промышленных
огнеупоров
/ — шамотный, класс IIIB; 2—ша-
мотный, класс IUA; 3 — каолино-
вый; 4 — муллитовый (70% А120з);
5 — полукислый; 6 — магнезитовый
(92% MgO); 7 — динасовый
ных изделий при постоянной нагрузке 1—2 кГ/см2. По отдельным оп-
ределениям, для глин, содержащих 40% А12О3, эти температуры находят-
ся в интервале 1600—1700° С и для глины с 35% А12Оз — около 1600° С,
т. е. весьма близки к температуре полной деформации в 40%.
3. Ползучесть
Длительное воздействие высоких температур на огнеупорную кера-
мику, находящуюся в напряженном состоянии, вызывает ее необрати-
мую пластическую деформацию — ползучесть. При этом деформация
, одного структурного элемента сопровождается согласованной дефор-
мацией прилегающих элементов без нарушения сплошности материала.
Ползучесть является термически активированным процессом, для его
протекания необходимо преодоление определенного энергетического-
барьера, при котором перемещение атомов обуславливается различи-
ем в химическом потенциале отдельных участков кристаллического зер-
на. Этот градиент потенциала в свою очередь обуславливается разли-
чием в концентрации дефектов кристаллической решетки. Широкие
исследования механизмов, описывающих ползучесть твердого тела, ус-
танавливают прямую связь ее с дефектами кристаллической решетки.
На их основе пластическая деформация поликристаллического тела
связана со скольжением дислокаций и их переползанием из одной пло-
скости скольжения в другую. Этот механизм деформации, наблюдае-
мый преимущественно при больших напряжениях и при сравнительно
невысоких температурах, характерен для металлов. При высоких тем
пературах, по-видимому, более характерным является механизм диф-
фузионной ползучести, который заключается в том, что поток атомов
движется от границ зерна, подвергнувшихся сжимающим напряжени-
ям, к границам зерен, находящимся в условиях растягивающих напря-
жений. Наконец, для поликристаллических керамических материалов
характерен механизм ползучести, связанный с вязким течением по гра-
ницам зерен. Аморфизованный характер границы зерен, обусловленный
резко выраженным разупорядочением их кристаллического строе-
ния, и определяет их способность к вязкому течению в случае прило-
жения напряжений. Увеличение размеров кристаллов, ведущее за со-
бой сокращение протяженности границы зерен, уменьшает скорость
ползучести. Наличие легкоплавких примесей в керамике, концентриру-
ющихся по границам зерен, напротив, вызывает резкое увеличение ско-
1“
рости ползучести. Экспериментальные данные устанавливают следую-
щую зависимость скорости ползучести от размера зерен E=d~n , где
величина п близка 2 при преобладании диффузионных процессов, про-
текающих при сравнительно высоких температурах, и 1 при преобла-
дании скольжения по границам зерен при более низких температурах.
Преобладающая роль диффузионных процессов в механизме вы-
сокотемпературной ползучести поликристаллической керамики обуслав-
ливает прямую связь скорости ползучести с наличием дефектов в ре-
шетке основных кристаллических фаз, слагающих данную керамику.
К таким дефектам в первую очередь относятся отклонения от стехио-
метрии, примеси, термически равновесные вакансии и пр.
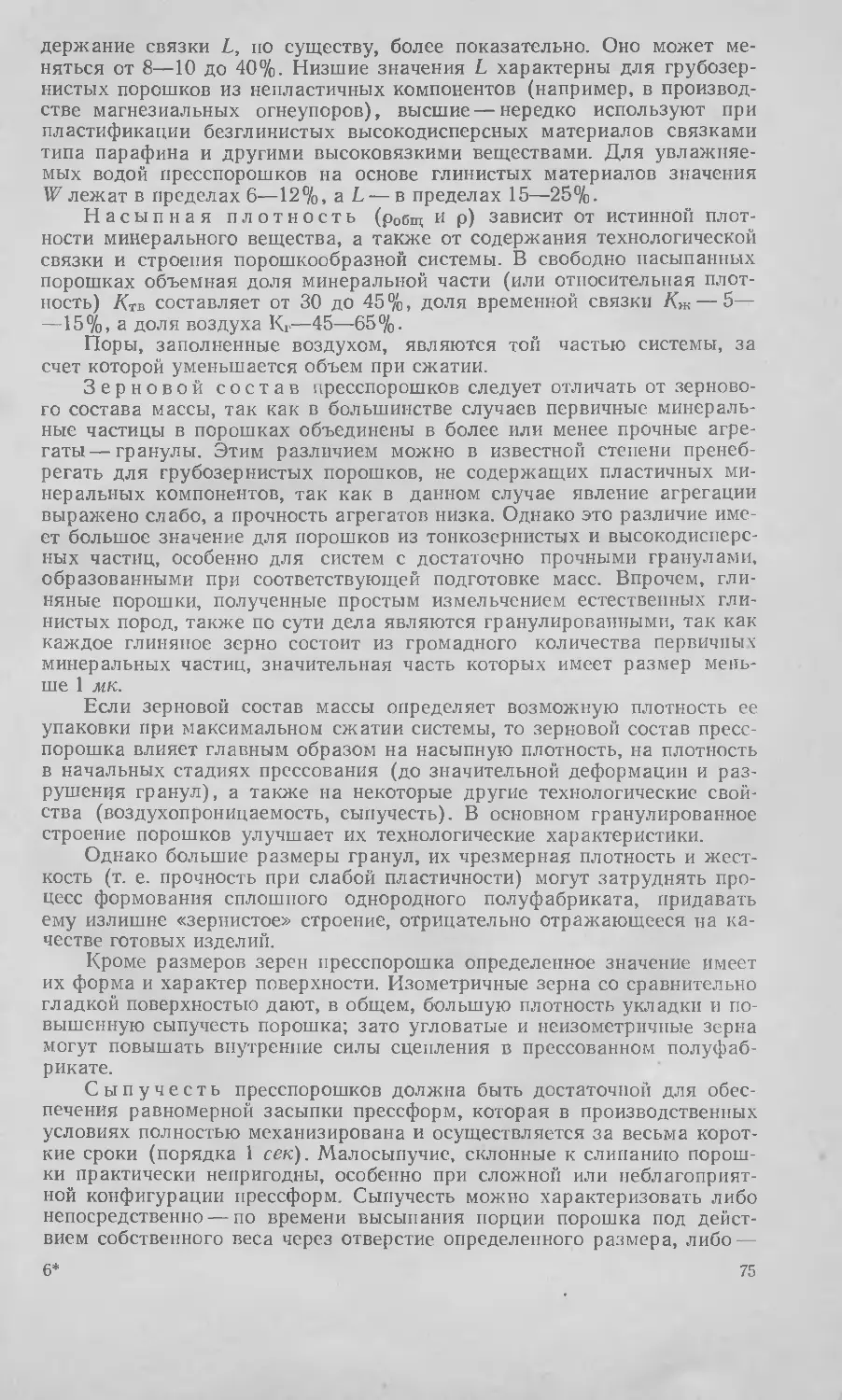
Рис. 6. Кривая величины деформации во вре-
мени при нагреве и напряжении
е0 — предел текучести; е0— £i — неустаиовившаяся
первая ползучесть; — е2— установившаяся вторая
ползучесть; ер — кратковременная третья ползу-
честь (разрушение)
Величина пластической деформации или ее скорость при опреде-
ленных сочетаниях напряжения и температуры во многих случаях явля-
ется весьма важной характеристикой, реально оценивающей возмож-
ные условия службы керамики в качестве конструкционного высокотем-
пературного материала. Всякий материал, в том числе и керамика, в
начальных стадиях нагружения испытывает упругую деформацию.
Хрупкие материалы, к каковым относится и керамика, имеют малую
величину упругой деформации, которая при дальнейшем увеличении
напряжения сменяется разрушением материала, не претерпевая при
этом заметной пластической деформации. При высоких температурах
это положение изменяется: керамика приобретает способность к пла-
стической деформации. Рис. 6 иллюстрирует отдельные стадии дефор-
мации керамики во времени в условиях постоянного напряжения и од-
новременного нагрева.
Ползучесть материалов, в том числе и керамических, характери-
зуют по скорости деформации в период установившейся ползучести или
по величине деформации за определенный период времени. Для кера-
мических материалов ползучесть обычно определяют при высоких тем-
пературах (1500—1800° С) и сравнительно небольших напряжениях
(10—100 кГ]см2). Скорость ползучести по эмпирическому закону при-
нято выражать следующим уравнением:
где е — скорость ползучести; S — структурный фактор; Q — энергия активации; R — га-
зовая постоянная; Г — температура в К°; о—напряжение; п — const и в указанных
условиях обычно близко к 1—2.
Величину скорости ползучести можно определять при всех видах
напряженного состояния (растяжение, изгиб, сдвиг и сжатие). В прак-
тике исследования металлов принято оценивать ползучесть по растя-
жению. Сложность получения керамических образцов в виде тел вра-
щения для определения деформации при растяжении и сдвиге принуж-
дает пользоваться в большей мере деформацией изгиба (чистый изгиб
при нагружении в четырех точках). Использование для этих целей сжа-
18
тия встречает затруднения, так как пластическая деформация при этом
маскируется побочными явлениями — дополнительным спеканием, из-
менением сечения и малыми пригодными для отсчета величинами де-
формации.
Известная сложность как методики определения ползучести кера-
мики, требующей высоких температур, так и необходимой для этого
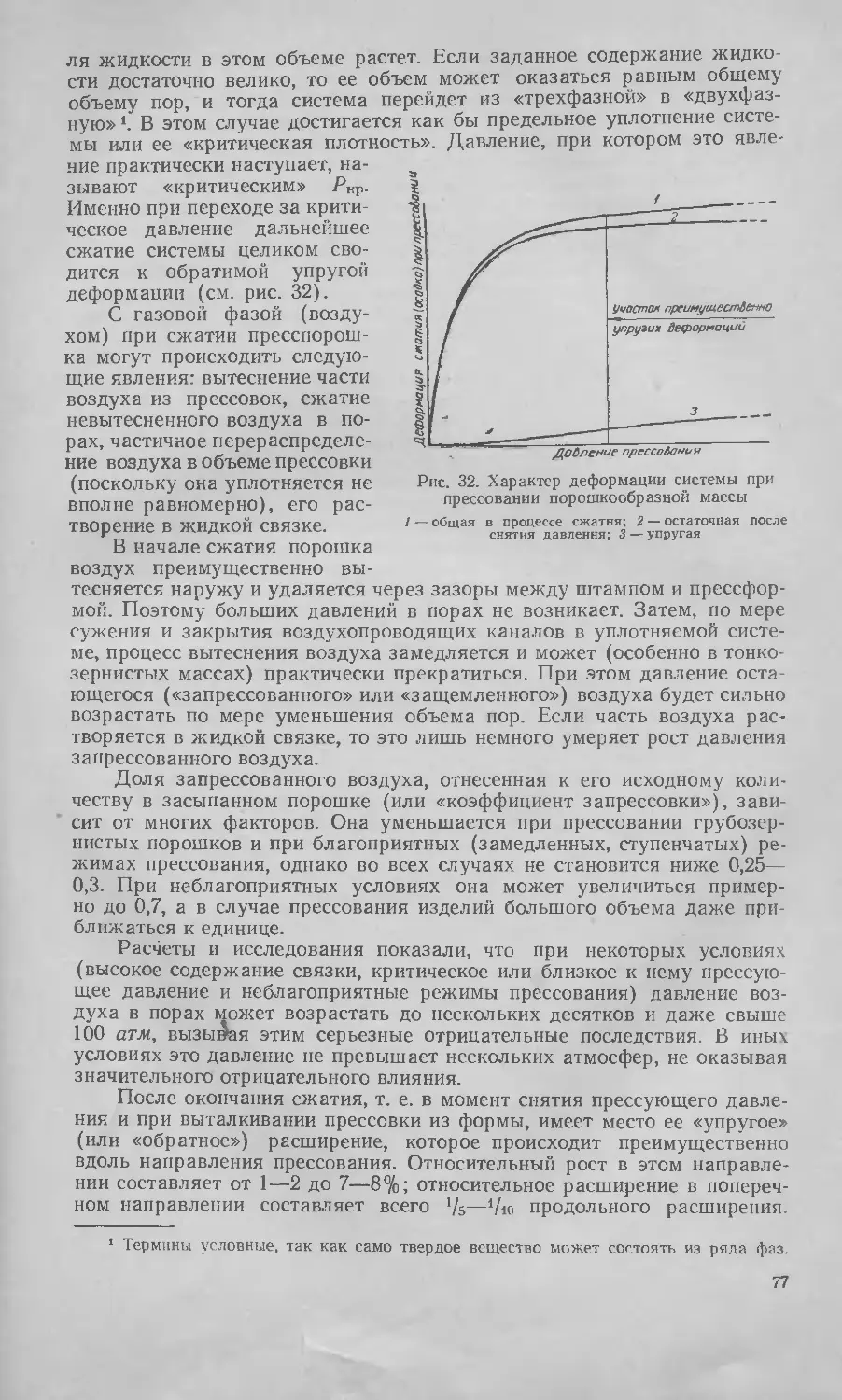
Рис. 7. Скорость деформации
ползучести спекшейся керами-
ки из чистых окислов
при с=15 кГ/см1
I -3Al;O,v2SiO:; 2 — MgOAl.O,;
3 — MgO; 4 — А120з
Рис. 8. Скорость деформации
ползучести промышленных ог-
неупоров при с=>5 кГ/ыР
/ —МГ-1, плотный магнезит, /7 =
= 13%; 2 —М-9Н, рядовой магиезнт,
П = 22%; 3—107, высокоглиноземл-
стый, /7=16%; 4 — К-Б, каолиновый;
/7 = 13%; 5 — Д-Б. шамотный; /7=
= 16%
специальной аппаратуры, объясняет отсутствие широких эксперимен-
тальных данных по этому весьма важному свойству. Однако начавшее-
ся в последние годы широкое использование керамики, главным обра-
зом из чистых окислов, предназначаемой для службы в качестве высо-
котемпературного конструкци-
онного материала, вызвало и
интерес к изучению ползуче-
сти. Ниже приведены некото-
рые данные по ползучести ке-
рамики при чистом изгибе
(табл. 5, рис. 7 и 8).
4. Длительная прочность
Логическим продолжени-
ем исследования ползучести
конструкционной керамики яв-
ляется определение ее дли-
тельной прочности, т. е. време-
Таблица 5
Скорость деформации ползучести керамики
из чистых Д12О3 и MgO в зависимости
от размера зерен
Мате- риал Темпера- тура в °C Нагрузка G в кГ/смI 2 Размер зерен в мк е-103, мм/мм ч
AI2O3 1650 25 5—10 20—30 100—120 7,5 0,35 0,04
MgO 1400 100 10 60—70 90—100 2,9 0,1 0,016
ни, при котором происходит
переход от 2-й к 3-й стадии ползучести, сопровождающийся разруше-
нием материала (см. рис. 6). Для оценки способности конструкционной
керамики выдерживать нагрузку в период ее пластической деформа-
ции без разрушения и служит определение длительной прочности.
19
Практически такие определения для керамики не проводят, для метал-
лов— выполняют в широком объеме. В табл. 6 и на рис. 9 приведен
пример определения длительной прочности при изгибе керамики из
технически чистой окиси магния. Как следует из этих данных, даже
при четырехкратном уменьшении нагрузки по сравнению с временной
прочностью при изгибе процесс разрушения наступает через 68 ч.
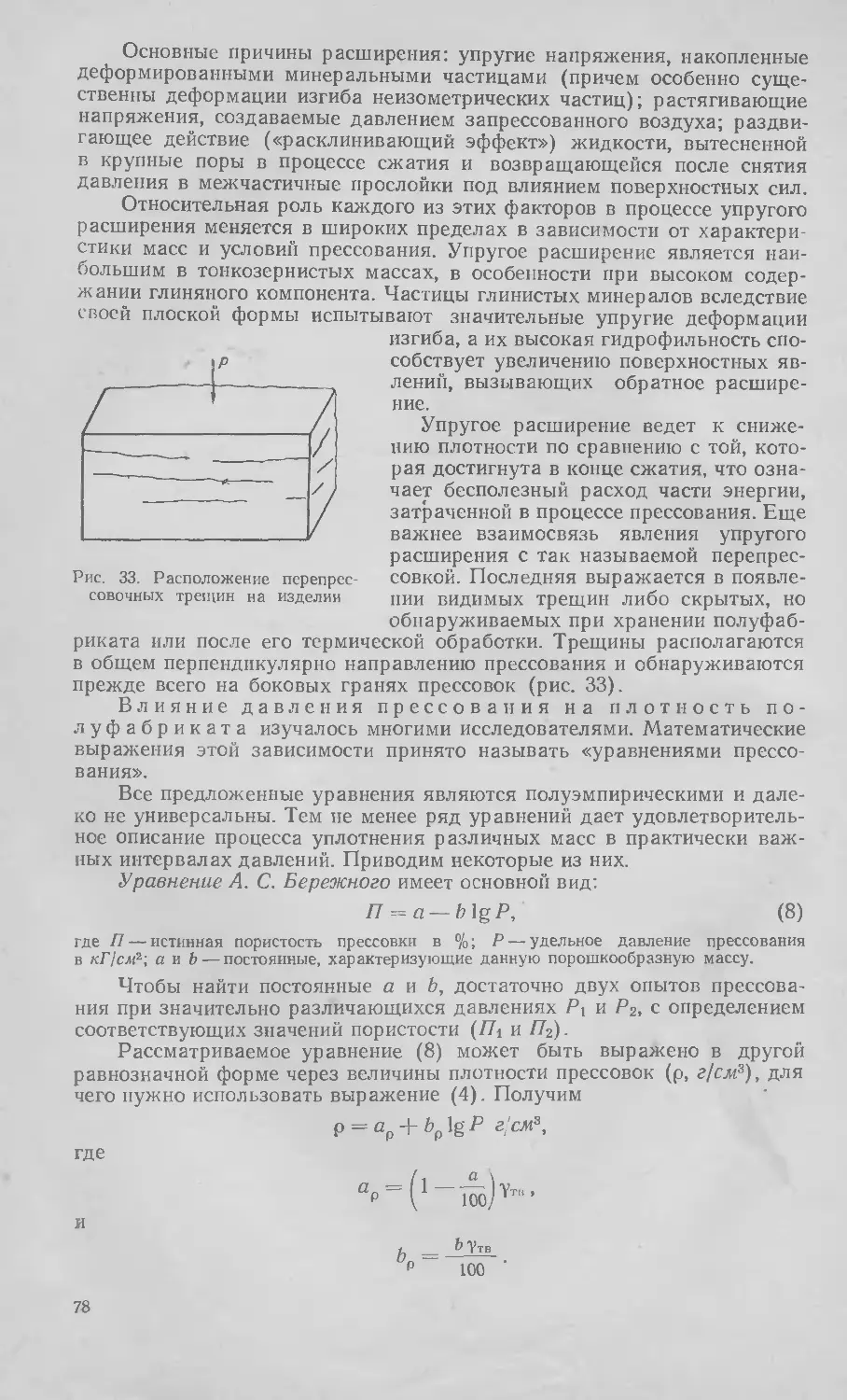
« в П 1fi i0 X W 00 60 70
Рис. 9. Кривая ползучести спекшейся
керамики из технически чистой MgO,
доведенная до разрушения при 1500° С —
длительная прочность
/_а=500 кГ1см2-, 2—а=т кГ1сМ2- 3 - а=
-=300 кГ/с-и2; 4 — 0=200 кГ/см2
Имеющийся экспериментальный
Таблица 6
Длительная прочность при изгибе
керамики из MgO при 1500° С
(ее относительная плотность 97%,
кратковременная прочность при 20° С
1030 кГ!смг-, при 1500° С — 800 кГ/смг)
Нагрузка в кГ{см? Время до момента разруше- ния т в ч Скорость деформа- ций е-юз в мм/мм-ч Величина прогиба при раз- рушении е в %
200 ' 68 0,332 2,86
300 19 1,58 3
400 14 2,09 3,17
500 9 3,94 3,73
атериал для керамики из чистых
окислов AI2O3, MgO, MgO • AI2O3 позволяет наметить зависимость «дли-
тельной прочности» т от скорости деформации е при температурах в
пределах 1400—1500° С и напряжении в пределах 100—500 кГ/см2. Эта
зависимость выражается в степенной функции т= где А — коэффи-
циент, зависящий от условий проведения испытания, а п колеблется в
пределах от 1*/г до 3. Устанавливаемая функциональная зависимость
длительной прочности от температуры и напряжения позволяет путем
экстраполяции оценить реальное время службы данной керамики в оп-
ределенных условиях.
Глава 5. ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА
1. Теплопроводность
Теплопроводность керамических материалов устанавливает то ко-
личество тепла, которое проходит через материал при определенном
градиенте температур. В керамических материалах тепло в основном
переносится за счет упругих колебаний атомов в узлах кристалличес-
кой решетки. Другой вид механизма теплопередачи — движение элек-
тронов — для керамики не характерен.
По фононной теории теплопроводности тепловые колебательные
движения квантуются и, подобно световым фотонам, именуются фоно-
нами. Величину теплопроводности оценивают величиной свободного
пробега фонона. При низких температурах длина пробега фонона зна-
чительна, что связано с гармоничностью колебаний решетки. При по-
вышении температур выше так называемой температуры Дебая (харак
герпетической температуры, для керамики, обычно находящейся при
500—1000°С), средняя длина пробега уменьшается обратно пропор-
ционально абсолютной температуре, скорость распространения воли
становится постоянной, величина теплопроводности поэтому снижается
20
На величину теплопроводности при низких («до дебаевских») тем-
пературах большое влияние оказывают особенности строения кристал-
лической решетки, которые вызывают ангармоничность колебаний и
рассеивание фононов. Уменьшение длины свободного пробега фононов
и, следовательно, теплопроводности при этих температурах наблюда-
ется для кристаллов с более сложной решеткой (например, муллита по
сравнению с корундом и шпинелью), с высокой анизотропностью (на-
пример, кварц), а также при образо-
вании твердых растворов с сильно
разупорядоченной решеткой (напри-
мер, у керамики из стабилизирован-
ной двуокиси циркония), особенно в
присутствии примесей. По той же
причине низкой теплопроводностью
характеризуются стекла, имеющие не-
кристаллическое строение.
Теплопроводность керамических
материалов характеризуется коэффи-
циентом теплопроводности X, выража-
емым либо в технических единицах —
ккал/м-ч-град, либо в физических —
кал!см - сек - град. Так как теплопро-
водность находится в прямой зависи-
мости от температуры, то приводимые
коэффициенты обычно даются как
средние в определенном температур-
ном интервале (Х100_1000О) •
В соответствии с указанными тео-
Рис. 10. Величина коэффициента теп-
лопроводности X спекшейся кристал-
лической керамики технической чи-
стоты
1 — MgO; 2 — А12Оз! 3 — 3Al2O3-2SiO2;
4 — ZrOs (стабилизирования)
ретическими основами теплопроводность керамики кристаллического
строения сильно уменьшается при повышении температуры (в области
«додебаевской температуры») (рис. 10). При дальнейшем повышении
температур скорость снижения теплопроводности резко уменьшается и
зависимость теплопроводности от температуры носит линейный харак-
тер. Наконец, при температуре 1500°С теплопроводность кристалличе-
ской керамики может несколько возрастать за счет приобретения ею
прозрачности и передачи тепла излучением. При большой величине пор
(в несколько миллиметров) теплопроводность может возрастать за счет
передачи тепла конвекцией.
Рис. 11. Величина коэффициента теп-
лопроводности X промышленных ог-
неупоров
/ — шамотный, /7=15%; 2—динас, /7 = 20%;
J - каолиновый, /7=13%; 4 — двуокись цир-
кония стабилизированная, П 13%
Иной характер теплопроводности имеют керамические материалы,
содержащие значительное количество стекловидной или аморфной фа-
зы. Их коэффициент теплопроводности по мере повышения температу-
ры монотонно возрастает по линейному закону (аналогично стеклу).
Такой характер теплопроводности имеют шамотный огнеупор, фарфор
и аналогичные виды керамики, содержащие значительное количество
стекловидной фазы (рис. 11). Некоторые виды кристаллической кера-
мики, например из двуокиси циркония и динас, имеют аналогичный ха-
рактер теплопроводности, но по иным, чем вышеописанные, причинам.
Обычно керамические материалы чаще являются многофазовыми и
21
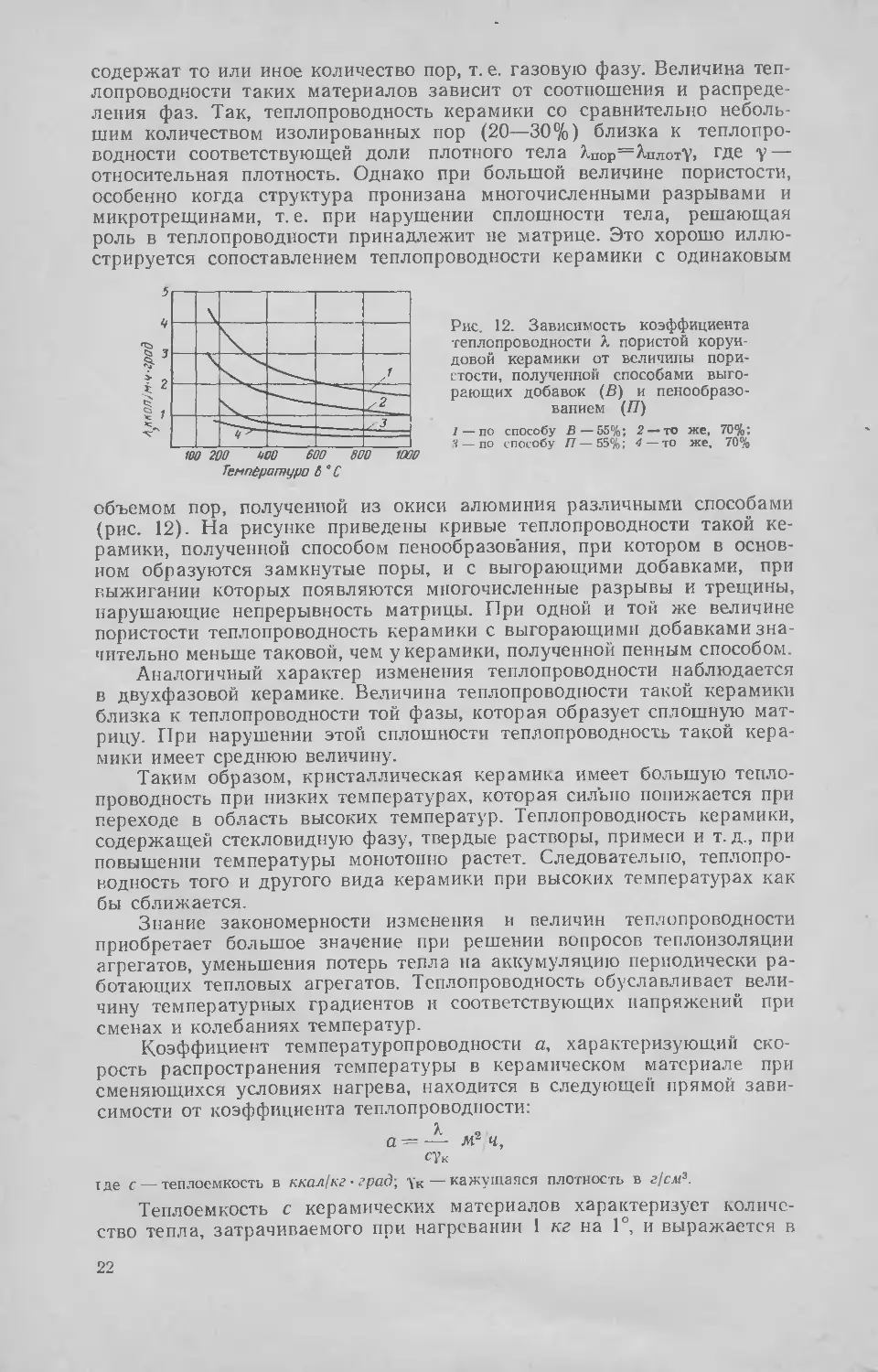
содержат то или иное количество пор, т. е. газовую фазу. Величина теп-
лопроводности таких материалов зависит от соотношения и распреде-
ления фаз. Так, теплопроводность керамики со сравнительно неболь-
шим количеством изолированных пор (20—30%) близка к теплопро-
водности соответствующей доли плотного тела %Пор=Оплоту, где у —
относительная плотность. Однако при большой величине пористости,
особенно когда структура пронизана многочисленными разрывами и
микротрещинами, т. е. при нарушении сплошности тела, решающая
роль в теплопроводности принадлежит не матрице. Это хорошо иллю-
стрируется сопоставлением теплопроводности керамики с одинаковым
Рис. 12. Зависимость коэффициента
теплопроводности X пористой корун-
довой керамики от величины пори-
стости, полученной способами выго-
рающих добавок (В) и ценообразо-
ванием (77)
1 — по способу В—55%; 2— то же, 70%;
3 — по способу П — 55%; 4 — то же, 70%
объемом пор, полученной из окисн алюминия различными способами
(рис. 12). На рисунке приведены кривые теплопроводности такой ке-
рамики, полученной способом ценообразования, при котором в основ-
ном образуются замкнутые поры, и с выгорающими добавками, при
выжигании которых появляются многочисленные разрывы и трещины,
нарушающие непрерывность матрицы. При одной и той же величине
пористости теплопроводность керамики с выгорающими добавками зна-
чительно меньше таковой, чем у керамики, полученной пенным способом.
Аналогичный характер изменения теплопроводности наблюдается
в двухфазовой керамике. Величина теплопроводности такой керамики
близка к теплопроводности той фазы, которая образует сплошную мат-
рицу. При нарушении этой сплошности теплопроводность такой кера-
мики имеет среднюю величину.
Таким образом, кристаллическая керамика имеет большую тепло-
проводность при низких температурах, которая сильно понижается при
переходе в область высоких температур. Теплопроводность керамики,
содержащей стекловидную фазу, твердые растворы, примеси и т. д., при
повышении температуры монотонно растет. Следовательно, теплопро-
водность того и другого вида керамики при высоких температурах как
бы сближается.
Знание закономерности изменения и величин теплопроводности
приобретает большое значение при решении вопросов теплоизоляции
агрегатов, уменьшения потерь тепла на аккумуляцию периодически ра-
ботающих тепловых агрегатов. Теплопроводность обуславливает вели-
чину температурных градиентов и соответствующих напряжений при
сменах и колебаниях температур.
Коэффициент температуропроводности а, характеризующий ско-
рость распространения температуры в керамическом материале при
сменяющихся условиях нагрева, находится в следующей прямой зави-
симости от коэффициента теплопроводности:
X
а — — м2 ч,
СУк
где с — теплоемкость в ккал/кг • град', \к— кажущаяся плотность в г/см3.
Теплоемкость с керамических материалов характеризует количе-
ство тепла, затрачиваемого при нагревании 1 кг на 1°, и выражается в
22
ккал/кг- град. Это тепло (или энергия) затрачивается на повышение
колебательных движений атомов узлов кристаллической решетки (или
повышение энергетического состояния электронов).
Теплоемкость сильно растет с повышением температуры в интер-
вале абсолютного нуля и 0—20° С. При более высоких температурах
теплоемкость не зависит от характера структуры керамики и незначи-
тельно увеличивается по мере повышения температуры, особенно после
1000° С. В среднем теплоемкость грамм-атома материала приближа-
ется к величине 6 кал] г-атом- град.
Характеристики теплофизических величин некоторых видов кера-
мики приведены в табл. 7.
Таблица 7
Теплофизические свойства огнеупоров
Материал Теплопроводность X в ккал/м-ч-град при температуре в °C Теплоемкость с в ккал/кг-град при температуре в °C Температуропровод- ность а в м2/ч при температуре в °C Кажущаяся плотность в г/елр
20 500 1000 20 500 1000 20 500 1000
Шамот 1 1,15 1,3 0,21 0,24 0,26 2,38 2,4 2,5 2
Динас . 1 1,2 1,4 0,19 0,23 0,24 2,78 2,8 3,03 1,9
Магнезит 5 4 3 0,22 0,26 0,26 8,78 5,93 4,45 2,6
Корунд 25 9 5 0,2 0,24 0,26 32,9 9,88 5,05 3,8
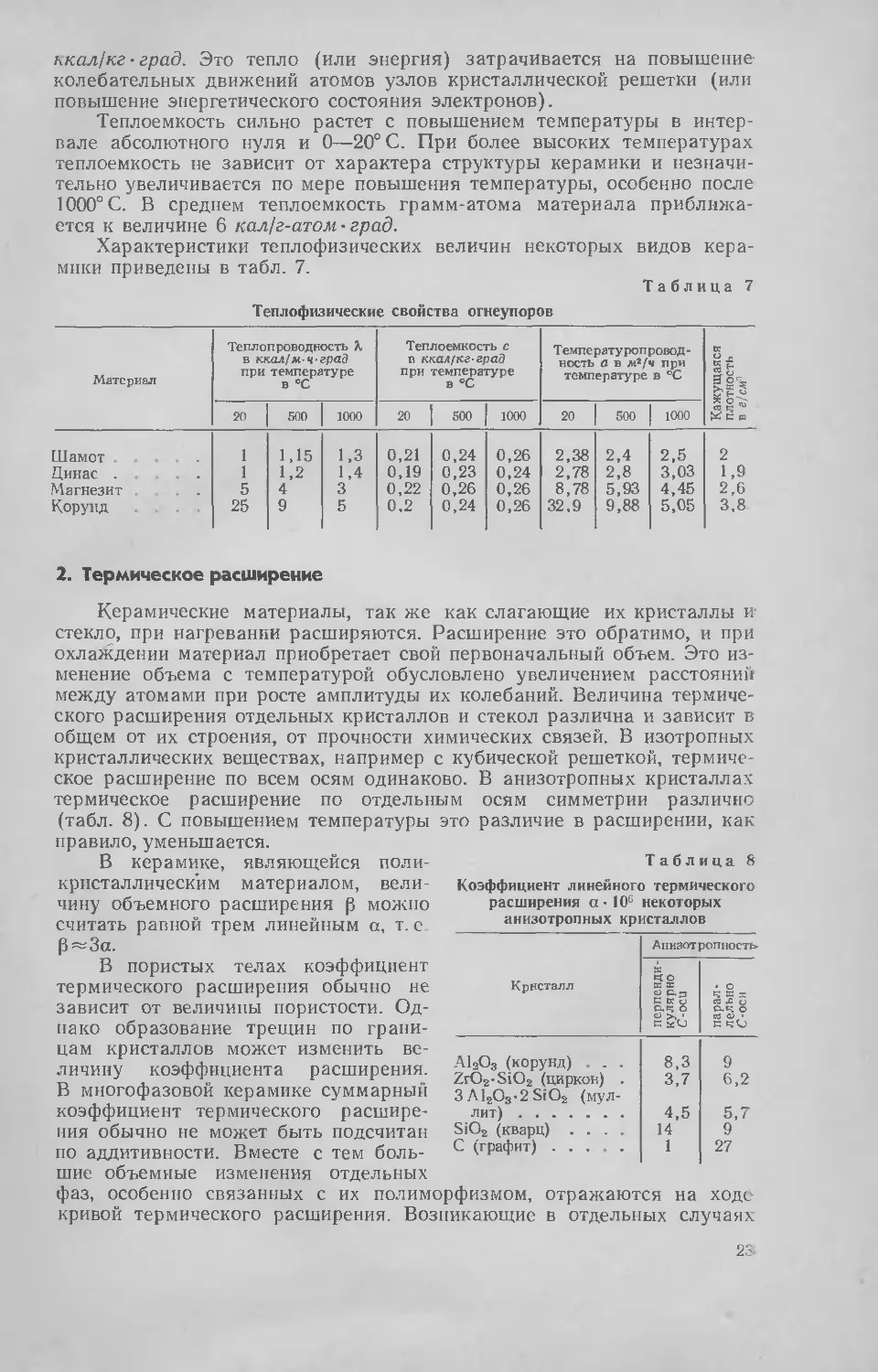
2. Термическое расширение
Керамические материалы, так же как слагающие их кристаллы и-
стекло, при нагревании расширяются. Расширение это обратимо, и при
охлаждении материал приобретает свой первоначальный объем. Это из-
менение объема с температурой обусловлено увеличением расстояний
между атомами при росте амплитуды их колебаний. Величина термиче-
ского расширения отдельных кристаллов и стекол различна и зависит в
общем от их строения, от прочности химических связей. В изотропных
кристаллических веществах, например с кубической решеткой, термиче-
ское расширение по всем осям одинаково. В анизотропных кристаллах
термическое расширение по отдельным осям симметрии различно
(табл. 8). С повышением температуры это различие в расширении, как
правило, уменьшается.
В керамике, являющейся поли-
кристаллическ’им материалом, вели-
чину объемного расширения р можно
считать равной трем линейным а, т. с
р~3а.
В пористых телах коэффициент
термического расширения обычно не
зависит от величины пористости. Од-
нако образование трещин по грани-
цам кристаллов может изменить ве-
личину коэффициента расширения.
В многофазовой керамике суммарный
коэффициент термического расшире-
ния обычно не может быть подсчитан
по аддитивности. Вместе с тем боль-
шие объемные изменения отдельных
Таблица 8
Коэффициент линейного термического
расширения а 10е некоторых
анизотропных кристаллов
Кристалл Анизотропность
перпенди- кулярно С-оси парал- лельно С-оси
А12О3 (корунд) . . . ZrO2-SiO2 (циркон) . 3Al2O3-2SiO2 (мул- лит) SiO2 (кварц) .... С (графит) 8,3 3,7 4,5 14 1 9 6,2 5,7 9 27
фаз, особенно связанных с их полиморфизмом, отражаются на ходе
кривой термического расширения. Возникающие в отдельных случаях
23
в керамическом материале большие термические напряжения и связан-
ное с ними образование микротрещин может изменить величину коэф-
фициента термического расширения.
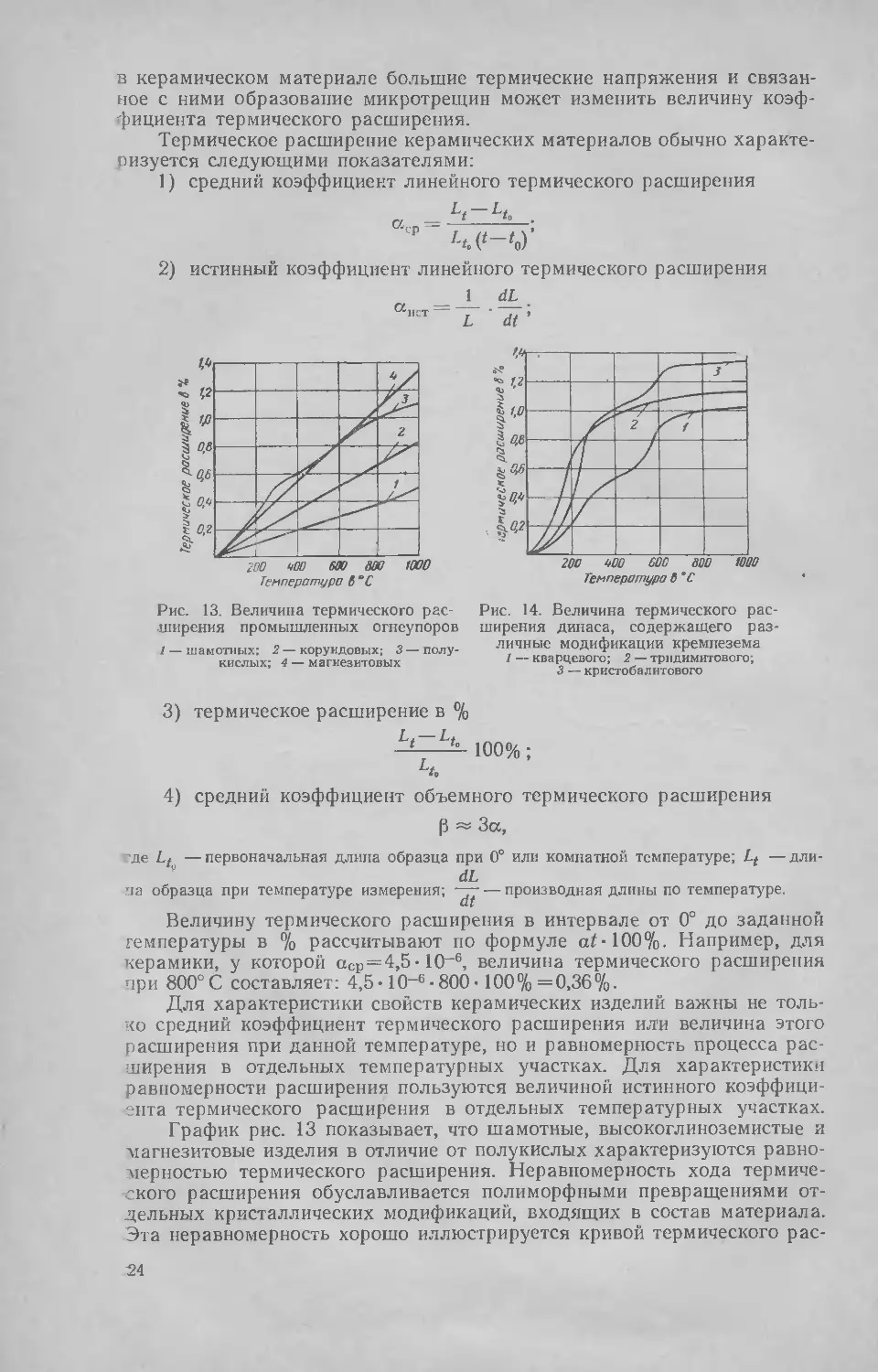
Термическое расширение керамических материалов обычно характе-
ризуется следующими показателями:
1) средний коэффициент линейного термического расширения
а
СР Ч('-'о)'
2) истинный коэффициент линейного термического расширения
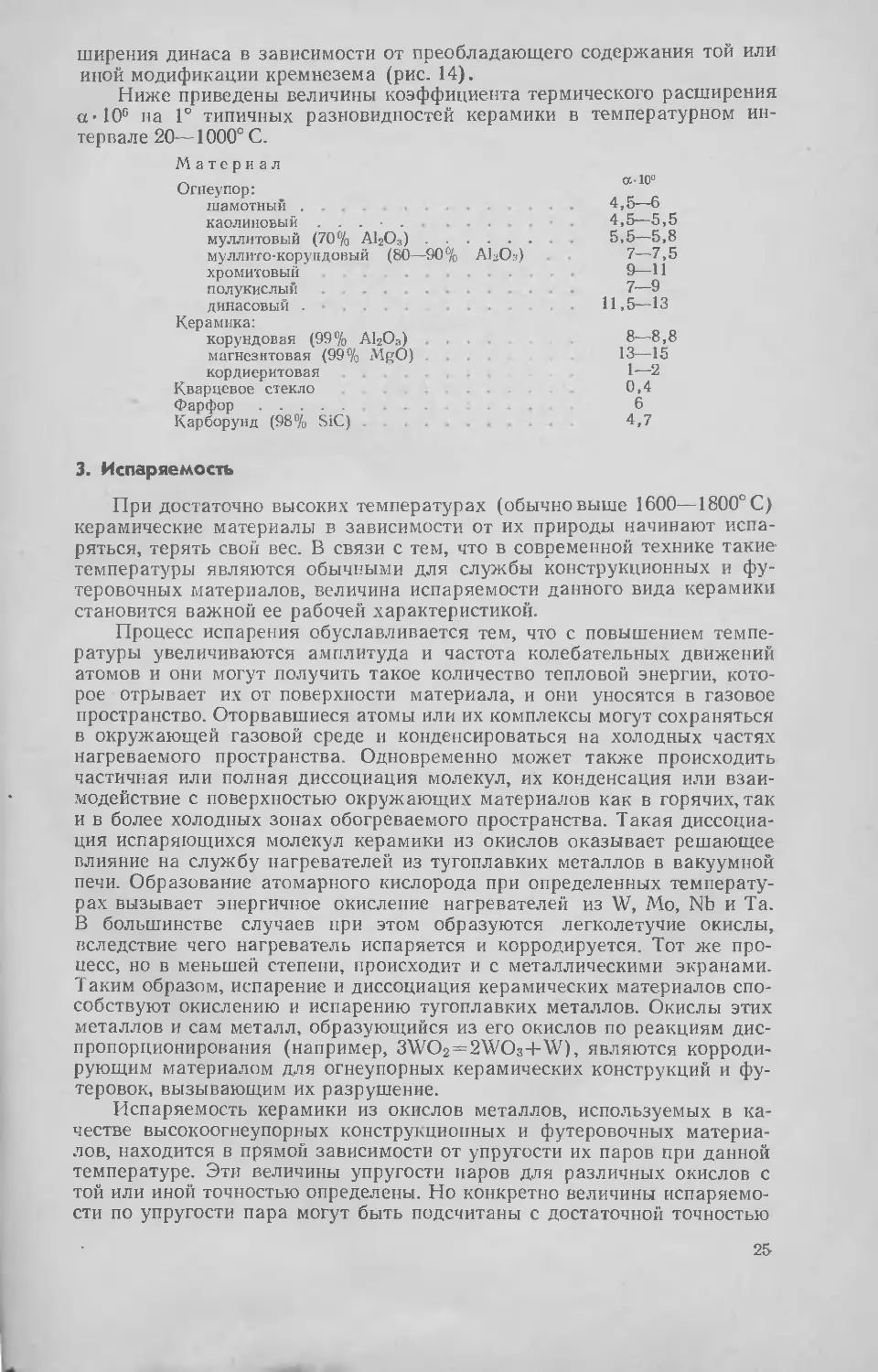
Рис. 14. Величина термического рас-
ширения динаса, содержащего раз-
личные модификации кремнезема
1 — кварцевого; 2 — тридимитового;
3 — кристобалитового
Рис. 13. Величина термического рас-
ширения промышленных огнеупоров
1 — шамотных: 2 — корундовых; 3 — полу-
кислых; 4 — магнезитовых
3) термическое расширение в %
Lt — Lt
—----- 100% ;
Lt,
4) средний коэффициент объемного термического расширения
Р ~ За,
-де Lt —первоначальная длина образца при 0° или комнатной температуре; Lt —дли-
dL
па образца при температуре измерения; — производная длины по температуре.
Величину термического расширения в интервале от 0° до заданной
температуры в % рассчитывают по формуле at -100%. Например, для
керамики, у которой аср=4,5 • 10~6, величина термического расширения
три 800°С составляет: 4,5• 10-6 800• 100% =0,36%.
Для характеристики свойств керамических изделий важны не толь-
ко средний коэффициент термического расширения или величина этого
расширения при данной температуре, но и равномерность процесса рас-
ширения в отдельных температурных участках. Для характеристики
равномерности расширения пользуются величиной истинного коэффици-
ента термического расширения в отдельных температурных участках.
График рис. 13 показывает, что шамотные, высокоглиноземистые и
магнезитовые изделия в отличие от полукислых характеризуются равно-
мерностью термического расширения. Неравномерность хода термиче-
ского расширения обуславливается полиморфными превращениями от-
дельных кристаллических модификаций, входящих в состав материала.
Эта неравномерность хорошо иллюстрируется кривой термического рас-
24
ширения динаса в зависимости от преобладающего содержания той или
иной модификации кремнезема (рис. 14).
Ниже приведены величины коэффициента термического расширения
а-106 на 1° типичных разновидностей керамики в температурном ин-
тервале 20—1000° С.
Материал
Огнеупор: а 10
шамотный ... 4,5—6
каолиновый . . . • . . . . 4,5—5,5
муллитовый (70% А1г03).............. 5,5—5,8
муллито-корундовый (80—90% А120з) 7—7,5
хромитовый 9—И
полукислый 7—9
динасовый . 11,5—13
Керамика:
корундовая (99% А12О3) 8—8,8
магнезитовая (99% MgO) 13—15
кордиеритовая 1—2
Кварцевое стекло 0,4
Фарфор .......................................... 6
Карборунд (98% SiC) 4,7
3. Испаряемость
При достаточно высоких температурах (обычновыше 1600—1800° С)
керамические материалы в зависимости от их природы начинают испа-
ряться, терять свой вес. В связи с тем, что в современной технике такие
температуры являются обычными для службы конструкционных и фу-
теровочных материалов, величина испаряемости данного вида керамики
становится важной ее рабочей характеристикой.
Процесс испарения обуславливается тем, что с повышением темпе-
ратуры увеличиваются амплитуда и частота колебательных движений
атомов и они могут получить такое количество тепловой энергии, кото-
рое отрывает их от поверхности материала, и они уносятся в газовое
пространство. Оторвавшиеся атомы или их комплексы могут сохраняться
в окружающей газовой среде и конденсироваться на холодных частях
нагреваемого пространства. Одновременно может также происходить
частичная или полная диссоциация молекул, их конденсация или взаи-
модействие с поверхностью окружающих материалов как в горячих, так
и в более холодных зонах обогреваемого пространства. Такая диссоциа-
ция испаряющихся молекул керамики из окислов оказывает решающее
влияние на службу нагревателей из тугоплавких металлов в вакуумной
печи. Образование атомарного кислорода при определенных температу-
рах вызывает энергичное окисление нагревателей из W, Mo, Nb и Та.
В большинстве случаев при этом образуются легколетучие окислы,
вследствие чего нагреватель испаряется и корродируется. Тот же про-
цесс, но в меньшей степени, происходит и с металлическими экранами.
Таким образом, испарение и диссоциация керамических материалов спо-
собствуют окислению и испарению тугоплавких металлов. Окислы этих
металлов и сам металл, образующийся из его окислов по реакциям дис-
пропорционирования (например, 3WO2=2WO3+W), являются корроди-
рующим материалом для огнеупорных керамических конструкций и фу-
теровок, вызывающим их разрушение.
Испаряемость керамики из окислов металлов, используемых в ка-
честве высокоогнеупорных констру циопных и футеровочных материа-
лов, находится в прямой зависимости от упругости их паров при данной
температуре. Эти величины упругости паров для различных окислов с
той или иной точностью определены. Но конкретно величины испаряемо-
сти по упругости пара могут быть подсчитаны с достаточной точностью
25
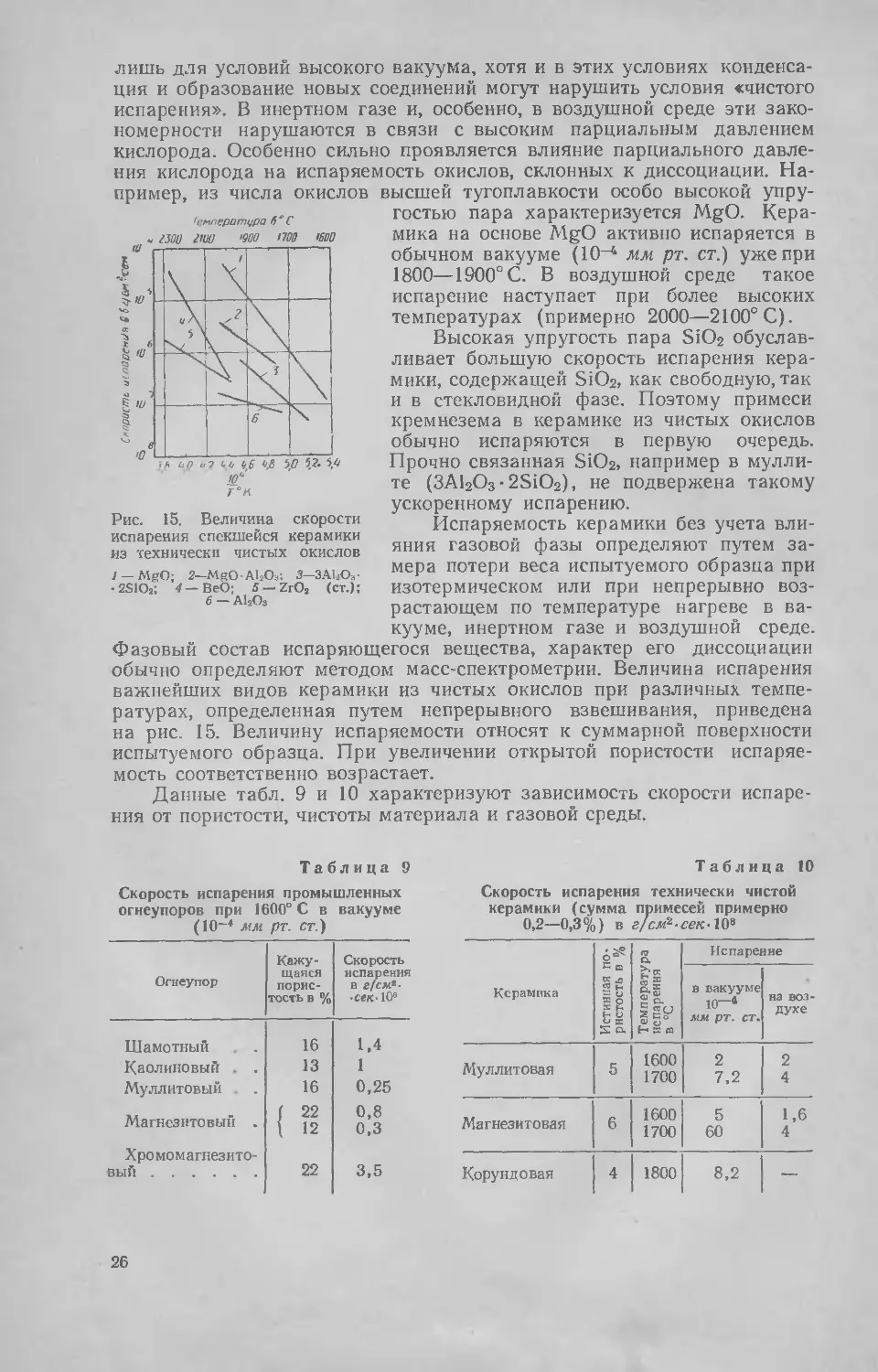
пример, из числа окислов
Рис. 15. Величина скорости
испарения спекшейся керамики
из технически чистых окислов
1 — MgO; 2—MgO-Al2O3; 3—ЗАЪО;
- 2SlOs. 4 — ВеО; 5 —ZrO2 (ст.);
6 — АЬОз
лишь для условий высокого вакуума, хотя и в этих условиях конденса-
ция и образование новых соединений могут нарушить условия «чистого
испарения». В инертном газе и, особенно, в воздушной среде эти зако-
номерности нарушаются в связи с высоким парциальным давлением
кислорода. Особенно сильно проявляется влияние парциального давле-
ния кислорода на испаряемость окислов, склонных к диссоциации. На-
высшей тугоплавкости особо высокой упру-
гостью пара характеризуется MgO. Кера-
мика на основе MgO активно испаряется в
обычном вакууме (10-4 мм рт. ст.) уже при
1800—1900° С. В воздушной среде такое
испарение наступает при более высоких
температурах (примерно 2000—2100° С).
Высокая упругость пара S1O2 обуслав-
ливает большую скорость испарения кера-
мики, содержащей S1O2, как свободную, так
и в стекловидной фазе. Поэтому примеси
кремнезема в керамике из чистых окислов
обычно испаряются в первую очередь.
Прочно связанная SiC>2, например в мулли-
те (3A12O3-2SiO2), не подвержена такому
ускоренному испарению.
Испаряемость керамики без учета вли-
яния газовой фазы определяют путем за-
мера потери веса испытуемого образца при
изотермическом или при непрерывно воз-
растающем по температуре нагреве в ва-
кууме, инертном газе и воздушной среде.
Фазовый состав испаряющегося вещества, характер его диссоциации
обычно определяют методом масс-спектрометрии. Величина испарения
важнейших видов керамики из чистых окислов при различных темпе-
ратурах, определенная путем непрерывного взвешивания, приведена
на рис. 15. Величину испаряемости относят к суммарной поверхности
испытуемого образца. При увеличении открытой пористости испаряе-
мость соответственно возрастает.
Данные табл. 9 и 10 характеризуют зависимость скорости испаре-
ния от пористости, чистоты материала и газовой среды.
Таблица 9
Скорость испарения промышленных
огнеупоров при 1600° С в вакууме
(10~4 мм рт. ст.)
Огнеупор Кажу- щаяся порис- тость в % Скорость испарения в г/см*- •с«к-109
Шамотный 16 1,4
Каолиновый . . 13 1
Муллитовый 16 0,25
Магнезитовый . ( 22 1 12 0,8 0,3
Хромомагнезито- вый 22 3,5
Таблица 10
Скорость испарения технически чистой
керамики (сумма примесей примерно
0,2—0,3%) в г/см?-сек-IQ*
Керамика Истинная по- ристость в % Температура испарения в °C Испарение
в вакууме io—4 мм рт. ст. на воз- духе
Муллитовая 5 1600 1700 2 7,2 2 4
Магнезитовая 6 1600 1700 5 60 1,6 4
Корундовая 4 1800 8,2 —
26
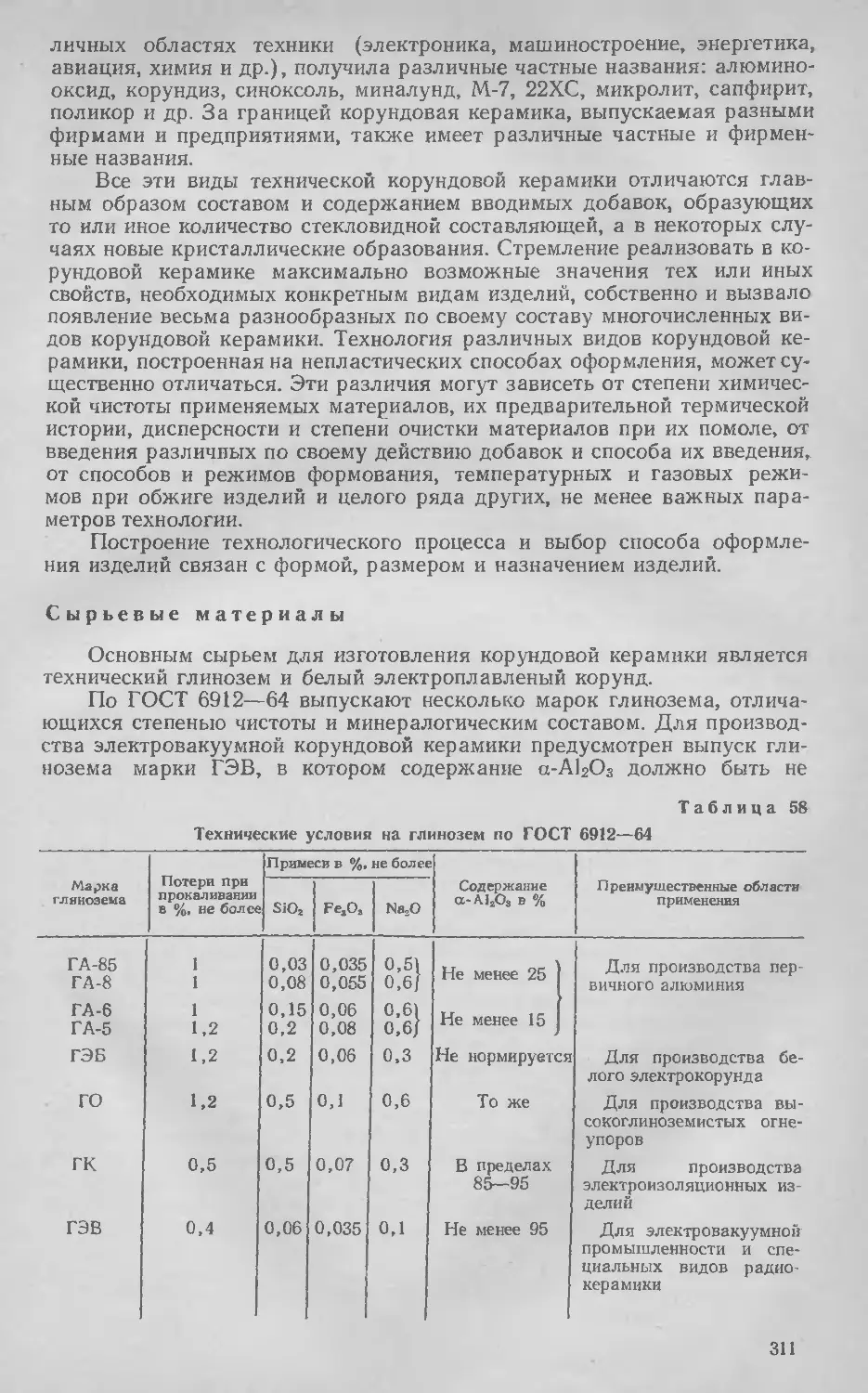
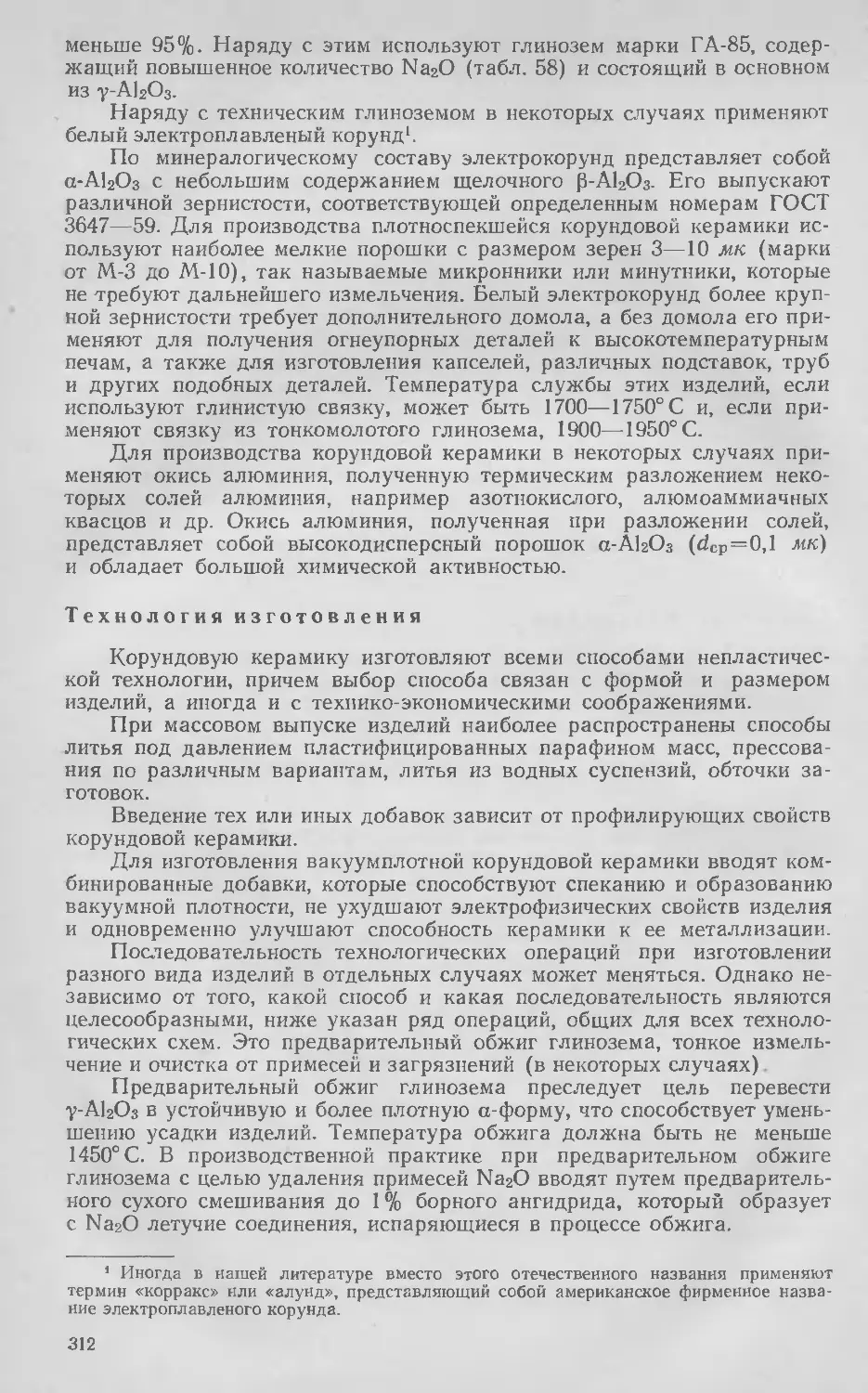
Глава 6. ТЕРМИЧЕСКИЕ СВОЙСТВА
По способности противостоять воздействию высоких температур ке-
рамические материалы, помимо термомеханических, характеризуются
рядом термических свойств, к которым могут быть отнесены огнеупор-
ность, постоянство объема при высоких температурах, термическая стой-
кость и термическое старение.
1. Огнеупорность
По огнеупорности или температуре расплавления все керамические
материалы можно подразделить на четыре группы:
1) легкоплавкие, расплавляющиеся при температуре не выше
1300° С. К ним относят в основном керамику из красных глин — строи-
тельный кирпич, черепицу, дренажные и канализационные трубы;
2) тугоплавкие, расплавляющиеся при температурах не выше
1580° С. Сюда относят изделия из светложгущихся глин — кислотоупор-
ные изделия, облицовочные материалы, фаянс, фарфор, некоторые раз-
новидности технической керамики;
3) огнеупорные с огнеупорностью в пределах 1580—2000° С. К ним
относят кислые огнеупорные материалы (динасовые, шамотные, высо-
коглиноземистые), форстеритовые и большую часть технической ке-
рамики;
4) высокоогнеупорные материалы с огнеупорностью или температу-
рой плавления выше 2000°С. Сюда относят большую часть керамики из
чистых окислов и бескислородных соединений.
Керамические материалы при достаточно высокой температуре раз-
мягчаются и растекаются в виде жидкости той или иной вязкости. По-
этому огнеупорностью называют способность материала противостоять,
не расплавляясь, воздействию высоких температур. Термин «огнеупор-
ность» фактически относится к третьей и четвертой группам. Тугоплав-
кую и легкоплавкую керамику обычно по огнеупорности не характери-
зуют.
Огнеупорность определяют на образце формы усеченной пирамиды-
конуса высотой 30 мм, нагреваемом с заданной скоростью. Под влияни-
ем высоких температур материал образца постепенно размягчается, и по
мере снижения вязкости образующейся в нем жидкости вершина конуса
под действием собственного веса склоняется к основанию. Температуру,
соответствующую моменту падения конуса, принимают за огнеупор-
ность, или за температуру условного «плавления» или расплавления ма-
териала. Вязкость материала, соответствующая этому моменту, колеб-
лется в пределах 1 103-—1 • 104 из.
Зависимость температуры падения образца от полноты взаимодей-
ствия слагающих его минералов и вязкости получающегося при этом
расплава требует соблюдения определенной скорости нагрева при тем-
пературах этого взаимодействия. Продолжительная выдержка испытуе-
мого образца при более низких температурах может вызвать ту же сте-
пень размягчения, что и быстрый нагрев до более высоких температур.
Поэтому определение «огнеупорности», т. е. температуры падения раз-
мягчающегося стандартного образца, условно. Эта условность темпера-
туры падения конуса заставляет определять ее не непосредственным из-
мерением оптическим пирометром, а сравнением с температурой, при
которой происходит падение стандартных конусов — пироскопов, изго-
товляемых из смеси материалов — каолина, глинозема, кварца, а для
низкотемпературных пироскопов — и некоторых плавней.
Керамические материалы могут состоять из различных минералов,
реагирующих между собой при высоких температурах с образованием
легкоплавких эвтектик, поэтому поверхность взаимодействия этих мине-
27
ралов или величина их зерен оказывает в ряде случаев большое влия-
ние на результаты определения огнеупорности. Так, кварце-глиняная ке-
рамика в зависимости от размера зерен кварца дает при определениях
совершенно различные показатели. Например, огнеупорность материала
смеси, содержащей 50% огнеупорной глины и 50% кварца при крупно-
сти последнего 0,5 мм, может составить 1710° С, а та же смесь при ве-
личине зерен меньше 0,06 мм— 1640° С. Объясняется это тем, что взаи-
модействие между кварцем и глинистым материалом, в результате ко-
торого образуется легкоплавкая жидкость, в крупнозернистой смеси про-
текает во время испытания не в такой полной степени, как в мелкозерни-
стой. Это обуславливается величиной поверхности их взаимодействия.
«Падение» испытываемого образца происходит при некотором ин-
тервале значений вязкости материала. Поэтому определяемая огнеупор-
ность даже для чистого кристаллического материала может и не соот-
ветствовать его температуре плавления. Так, например, при определении
огнеупорности кварца вследствие большой вязкости получающегося при
плавлении кварцевого стекла образец падает при температуре 1760—
1770° С, т. е. более высокой, чем температура плавления а-кварна
(1600°С) или а-кристобалита (1728°С).
Присутствующее в испытуемом керамическом материале стекловид-
ное или аморфное вещество обуславливает наравне с образующимся эв-
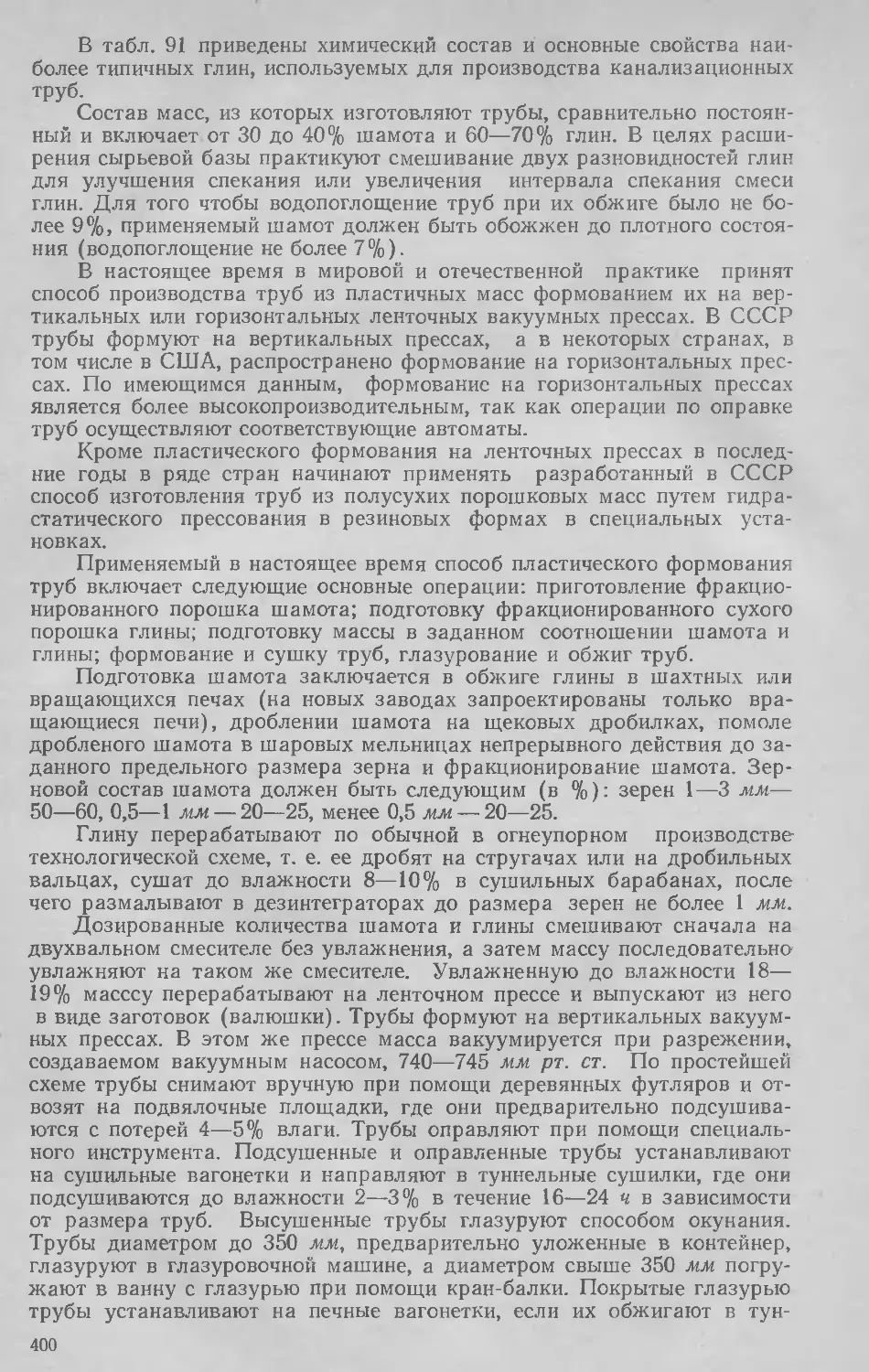
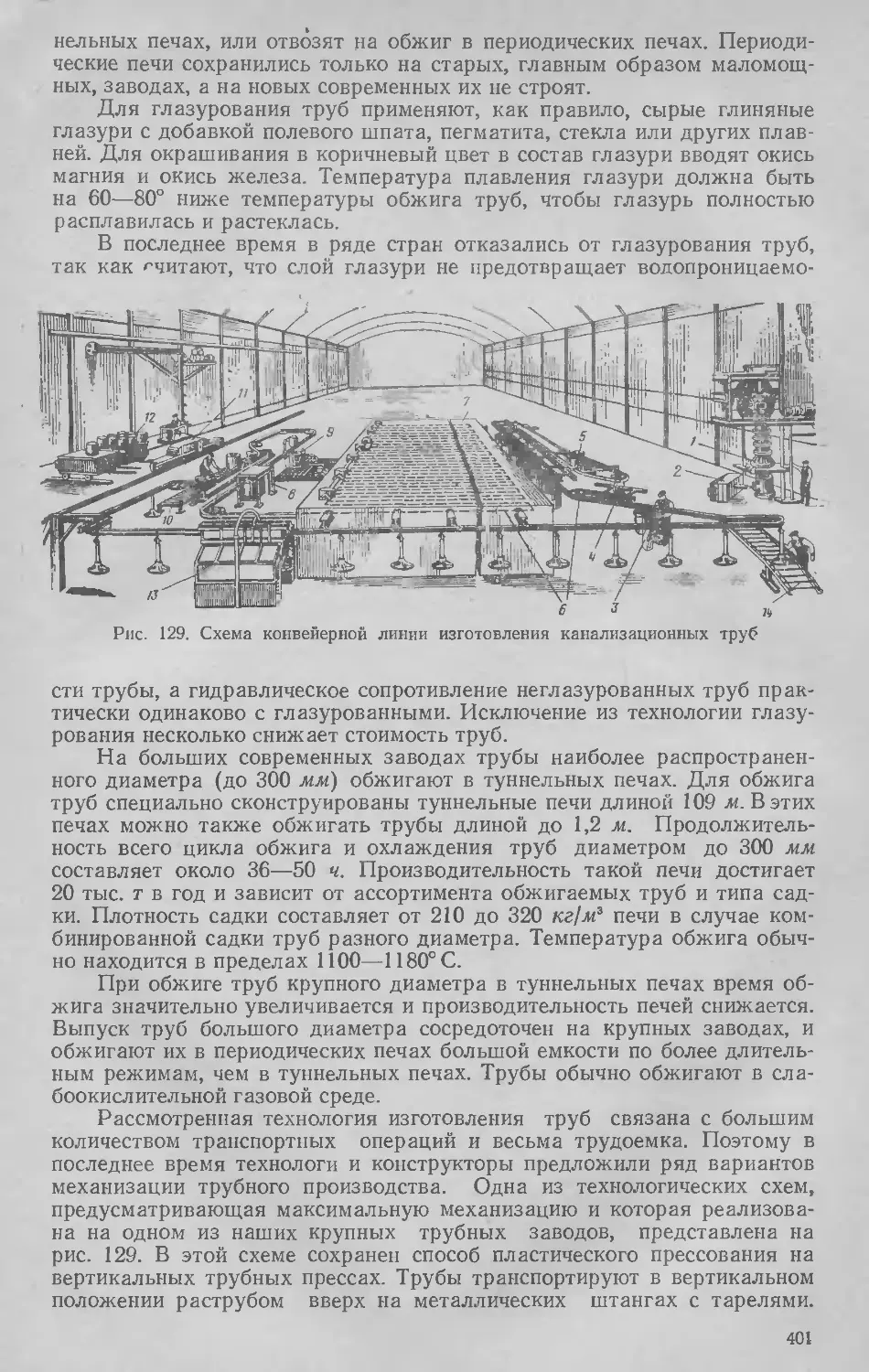
тектическим расплавом постепенный переход к менее вязкому состоянию
образца. В этом заключается сущность различия в понятии термина «ог-
неупорность» или «температура расплавления» от чисто физического по-
нятия «температура плавления».
Огнеупорность образца при достаточной тонкости измельчения вхо-
дящих в его состав различных материалов зависит главным образом от
их химического состава. Поэтому огнеупорность прежде всего служит
для сравнительной оценки чистоты сырья, используемого для производ-
ства данных изделий, и не может быть применена для установления
верхнего температурного предела их службы.
Условия определения огнеупорности — скорость нагрева, тонкость
измельчения материала, характер газовой среды печи, устанавливающий
возможность восстановления окиси железа (в FeO или Fe) и пр., — рег-
ламентируют соответствующим стандартом на метод испытания — ГОСТ
4069—69.
Огнеупорность различных огнеупорных материалов и температура
плавления ряда чистых кристаллических веществ, являющихся самостоя-
тельно высокоогнеупорными материалами или входящих в состав глав-
нейших огнеупоров, характеризуются следующими данными:
Огнеупор t, °C Огнеупор г, °C
Кварц жильный Кварцит . Динас Огнеупорная глина Каолин Шамотные изделия Полукислые изделия . 1759—1770 1730—1750 1710—1720 1580—1750 1740—1770 1610—1750 1610—1710 Высокоглиноземнстые изделия . . . Магнезитовые Хромомагпезитовые Доломитовые . 1780—2000 выше 2300 выше 2000 выше 2000
Чистые кристалли- ческие вещества t, °C Чистые кристалл и- ческие вещества *» Чистые ческие кристалли- вещества •» с
SiO2 1728 2CaO-SiO2 . . . . 2130 y203 . . . . . 2400— 2600
А12О3 2050 ЗСаО - Si О* . . . 2070 Sc2O3 . . . . 2300— 2500
3Al203-2SiOo . . MgO 1910 2800 MgO’AlgOg ZrO2 . . . . . . 2135 . . . 2715 Cr2O3 Fe2O3 . . . . 2300 . . . . 1560
28
CaO........... 2570
MgO-CaO .... 2300
MgO-SiO„ .... 1557
2MgO-SiO2 ... 1890
ZrO2-SiO* . . . .
BeO .......
ThO2.............
TiO2.............
1700
2610
3050
1850
FeO-Fe2O3 ... 1538
MgO-FeoOe . . . 1750
MgO-Cr2O3 . . . 2330
FeO-Cr2O3 .... 2250
SiCs............ 2700
C............... 3500
Приведенные температуры плавления чистых кристаллических ве-
ществ во многих' случаях не могут характеризовать даже приближенно
предельных температур их рабочего состояния. Некоторые из этих ма-
териалов в атмосферных условиях возгоняются (MgO при 1900—2000° С),
другие разрушаются в окислительной (С, SiC) или восстановительной
(TiO2) среде при температурах, лежащих значительно ниже температу-
ры их плавления.
2. Постоянство объема при высоких температурах
Это свойство керамики характерно только для огнеупорных мате-
риалов, призванных длительно работать при высоких температурах.
Продолжительная служба керамики при высоких температурах вызыва-
ет дальнейшее изменение фазового состава, перекристаллизацию и до-
полнительное спекание. Под влиянием этих изменений уменьшается или
увеличивается объем изделий, т. е. происходит их дополнительная усад-
ка или расширение. Таким образом, дополнительной линейной усадкой
или ростом керамических изделий называют необратимые изменения их
линейных размеров в результате повторного длительного нагревания при
высоких температурах.
В результате большой дополнительной усадки огнеупорных изделий
могут раскрываться швы кладки. Это снижает плотность, шлакоустойчи-
вость и термическую стойкость футеровки, вызывает оседание сводов и
стен и приводит к преждевременному их разрушению. Особенно отрица-
тельно сказывается усадка огнеупоров в сводах печей. Большая допол-
нительная усадка может вызвать провисание и обвал сводов, несмотря
на достаточную строительную прочность огнеупорного материала, из ко-
торого он выложен.
Незначительное дополнительное расширение огнеупорных изделий
может положительно сказываться на стойкости кладки, особенно в сводах
печей. Но чрезмерное расширение вызывает вспучивание свода, наруше-
ние его геометрической формы и равномерности распределения напря-
жений. В результате возможен обвал свода. Поэтому постоянство объе-
ма огнеупорных изделий при высоких температурах наряду с их строи-
тельной прочностью является необходимым условием, обеспечивающим
их надежную службу в несущих конструкциях промышленных печей и
топок.
Большая часть керамических изделий под воздействием высоких
температур уплотняется в результате спекания, что приводит к их допол-
нительной усадке. Уплотнение происходит прежде всего под действием
сил поверхностного натяжения образующейся жидкой фазы, вызываю-
щих ее перераспределение и взаимное сближение твердых частиц мате-
риала. Усадку вызывает также происходящая при длительном воздей-
ствии высоких температур дальнейшая кристаллизация основной сла-
гающей кристаллической фазы, если это новообразование имеет боль-
шую плотность, чем исходный материал. Такое уплотнение может про-
исходить в высокоглиноземистой керамике: перекристаллизация у-гли-
нозема (плотность 3,47 г/см?) в а-глинозем (плотность 4 г)см?) вызыва-
* Плавится инконгруэнтно с образованием расплава и нового кристаллического
вещества.
29
ют дополнительную усадку материала. Уплотняется и большинство ог-
неупорных изделий — магнезитовых, шамотных и др.
У некоторых огнеупоров наблюдается дополнительный рост, связан-
ный с происходящим при перекристаллизации, уменьшением плотности
вновь образующегося вещества. Типичным представителем таких мате-
риалов является динас. При перекристаллизации кварца, не перешед-
шего во время обжига в тридимит и кристобалит, плотность его умень-
шается с 2,65 до 2,3—2,32 г/см?, что вызывает дополнительный рост из-
делия. По аналогичным причинам дополнительный рост дают изделия
из минералов силлиманитовой группы, полукислые огнеупоры, корундо-
вые на глиняном связующем.
Керамические изделия, содержащие большое количество стекловид-
ного вещества, к каким в первую очереди относят алюмосиликатные, при
значительном перегреве иногда расширяются и вспучиваются. Обычно
это расширение размягчающегося материала не имеет ничего общего
с рассмотренным выше свойством. Вспучивание связано с расширением
образующихся газообразных продуктов, выход которых из пор остекло
вавшегося изделия затруднен. Огнеупорные изделия при температуре
такого вспучивания находятся в размягченном состоянии, и это расшире-
ние не может вызвать разрушения всей кладки.
Дополнительная усадка или увеличение объема огнеупорных изде-
лий в службе вызывается неполнотой завершения этих процессов в об-
жиге. Наибольшее постоянство объема огнеупорных материалов полу-
чают при достаточно высокой температуре и длительности их обжига.
Поэтому некоторые огнеупорные изделия (главным образом шамотные
и высокоглиноземистые) рекомендуют обжигать при температурах, со-
ответствующих условиям их последующей службы. Однако чрезмерно
высокая температура обжига огнеупоров также нецелесообразна. Она
может вызвать остеклование и деформацию материала, что уменьшает
термическую стойкость изделия (из-за остекловывания) и значительно
увеличивает брак по форме и размерам.
Дополнительная усадка может быть уменьшена введением расши-
ряющихся в обжиге добавок. Так, например, добавлением кварца уда-
ется компенсировать продолжающуюся усадку глины.
При оценке результатов определения температуры деформации под
нагрузкой надо помнить, что плохо обожженный огнеупор может пока-
зывать пониженную температуру начала размягчения (Н. Р.) за счет
происходящей во время испытания дополнительной усадки. Однако уже
на температуру, соответствующую 4% сжатия, такая усадка не может
оказывать существенного влияния. Дополнительную усадку или рост ог-
неупорных изделий, обозначаемые знаками (—) и ( + ), устанавливают
повторным их обжигом при определенных температурах для каждой
группы и вида изделий в зависимости от предъявляемых к ним требова-
ний, а также и условий службы.
3. Термическая стойкость
Способность керамических материалов противостоять, не разру-
шаясь, колебаниям температуры при нагревании или охлаждении на-
зывают термической стойкостью. Этим свойством в той или иной степе-
ни должны обладать все керамические материалы, и в первую очередь
те, которые призваны служить при резко сменяющихся температурах.
В основе явлений, вызывающих термическое разрушение, лежат про-
цессы, связанные с возникновением в материале упругих и остаточных
пластических деформаций, которые были рассмотрены выше.
Резкие колебания в скорости нагрева и охлаждения находят себе
место прежде всего при службе керамических материалов при высоких
30
температурах. Колебания температур испытывают футеровка промыш-
ленных печей и топок, а также многие разновидности технической кера-
мики в электронике и энергетике. Наконец, санитарно-строительная,
электроизоляционная и бытовая керамика также при службе подвер-
гается известным сменам температур и должна обладать определенной
термической стойкостью.
Характер разрушения огнеупорных материалов футеровки в целом
иллюстрируется рис. 16. Колебания температуры вызывают образова-
ние трещин, располагающихся
параллельно обогреваемой по-
верхности. С течением времени
по этим трещинам образуются
разрывы, обогреваемая часть из-
делий отрывается и обрушивает-
ся, как это видно на рис. 17. Раз-
оушение при колебаниях темпе-
ратуры керамики других видов
обычно проявляется в виде тре-
щин. В плотноспекшейся керами-
ке образуются сквозные трещи-
ны, которые возникают и распро-
страняются мгновенно. В порис-
той керамике зернистого строе-
ния трещины, обычно ограни-
ченных размеров, возникают и
распространяются постепенно,
иногда вызывая разрыхления
структуры изделия, в зависимо-
сти от ее плотности. Уплотнение
Рис. 16. Характер разрушения огнеупоров,
вызываемого колебаниями температуры
обогреваемой поверхности огне-
упорного кирпича из-за спекания и дополнительной усадки усиливает
скалываемость. Причиной скалывания являются напряжения, возникаю-
щие в керамическом изделии вследствие температурных перепадов при
нагреве или охлаждении. Величина температурного градиента между
элементарными слоями изделия, расположенными параллельно обогре-
ваемой или охлаждаемой поверхности, зависит главным образом от ус-
ловий нагрева и охлаждения, а также от коэффициента температуропро-
водности а, характеризующего скорость распространения температуры
в материале. Следовательно, при одинаковых условиях нагрева и охлаж-
дения чем больше теплопроводность или температуропроводность мате-
риала, тем меньше будет температурный градиент (перепад температу-
ры) в нем.
Неравномерность нагрева отдельных слоев керамического материа-
ла обуславливает возникновение напряжения сдвига между этими
слоями. Величина сдвига зависит от разности величин расширения не-
равномерно нагретых слоев, а следовательно, и от температурного гра-
диента. Абсолютная величина расширения отдельных слоев обуславли-
вается коэффициентом термического расширения материала а, завися-
щим от химико-минералогического состава, а также от размера и формы
изделия. Таким образом, величина сдвига, возникающего в керамике
вследствие температурного перепада в нем, прямо пропорциональна ко-
эффициенту термического расширения а и обратна пропорциональна
температуропроводности а или теплопроводности А. Величины сиу при
повышении температуры претерпевают лишь небольшие изменения.
При охлаждении сжимающиеся поверхностные слои керамики испы-
тывают напряжение растяжения. В этом случае возникают преимущест-
венно трещины в плоскости, перпендикулярной охлаждаемой поверхно-
31
сти. При нагревании расширяющиеся поверхностные слои изделия испы-
тывают сжатие, в изделии возникают напряжения сдвига. При этом по-
являются трещины, преимущественно под углом 45° к нагреваемой по-
верхности. Так как предел прочности при
растяжении много меньше та-
кового при сжатии, а также
при сдвиге, то более сильно
страдают керамические ма-
териалы при резком их ох-
лаждении, чем при нагреве.
Способность керамиче-
ского изделия противосто-
ять относительному сдвигу
зависит от его механических
и упругих свойств. Упругие
свойства материала, как
указывалось выше (стр.
9—10),характеризуются мо-
дулем упругости (растяже-
ния или сжатия) и модулем
сдвига.
Очевидно, термическая
стойкость керамического
материала будет тем выше,
чем выше максимальное уп-
Рис. 17. Разрушение шамотной футеровки топки котла
а — начальная стадия; б— сильное разрушение
ругое удлинение е или соответствующий максимальный упругий сдвиг у,
т. е. чем меньше будут модули растяжения Е и сдвига G и чем больше
будут предельные величины сопротивления растяжению и сдвигу.
Выявленные закономерности позволяют установить зависимость
термической стойкости керамических материалов от их физико-механи-
ческих свойств, которые определяют величину относительных сдвигов
при возникшем температурном градиенте и способность изделия выдер-
жать разрушающие напряжения при этих сдвигах.
Коэффициент термической стойкости равен:
ае. Хе Хо
а суа суаЕ'
32
Однако этот коэффициент не отражает особенности условий нагре-
ва или охлаждения материалов, в зависимости от которых меняются зна-
чения теплопроводности. Не выявляется и связь его с размерами и фор-
мой изделий. Поэтому в настоящее время предлагают характеризовать
термическую стойкость по величине допускаемого для данного керами-
ческого материала температурного градиента Л Г, который зависит от
ряда факторов:
1) от термического сопротивления материала (критерий R), харак-
теризующегося взаимной связью его упругих свойств и коэффициента
_ е о по(1 — ix),
термического расширения: R = — = — или R — —---------— (при охлаж-
а аЕ аЕ
дении); R = — = — (при нагреве) ;
а аб
2) от условий нагрева или охлаждения (критерий К), которые за-
висят от вида передачи (или снятия) тепла. Этот cj ммарный коэффици-
ент теплопередачи должен характеризовать количество тепла, переда-
ваемое или снимаемое с единицы поверхности нагреваемого или охлаж-
даемого изделия. Не во всех случаях он зависит от коэффициентов
температуропроводности а или теплопроводности А. В условиях резкого
охлаждения, например охлаждения раскаленного материала водой, ког-
да средняя температура тела изменяется весьма мало и лишь поверх-
ность резко охлаждается до температуры среды, величину фактора
условий нагрева К приравнивают единице. В этом случае коэффициенты
а и А материала не отражаются на температурном градиенте. При уста-
новившемся или нестационарном тепловом режиме при изменениях в
передаче или снятии тепла фактор условий нагрева характеризуется
соответственно величиной коэффициента теплопроводности А или коэф-
фициента температуропроводности а. Тогда в формулу термического
сопротивления материала вводят величину Z или а;
3) от формы и размеров изделия (критерий S), весьма сильно
отражающихся на термической стойкости. Однако расчет критерия S
даже для тел простейшей формы весьма сложен. Поэтому сопоставление
термической стойкости различных материалов, определенной по одной
и той же методике, имеет смысл лишь при строгом постоянстве формы
и размеров испытуемых образцов.
Сложность непосредственного определения модулей растяжения и
сдвига при различных температурах и, особенно, подсчета величины
фактора формы и размеров затрудняет широкое использование этих
зависимостей для практической оценки термической стойкости керами-
ческих изделий. Хотя упругие свойства многих керамических материалов
при обычных и высоких температурах систематически изучались, в на-
стоящее время мы не располагаем еще достаточным экспериментальным
материалом по оценке взаимной связи реальной термической стойкости
и упругих свойств этих материалов.
В последнее время при рассмотрении вопросов термической стой-
кости определенное значение придают скорости распространения тре-
щин, которое рассматривают как двухстадийное. На первой стадии в
гомогенном плотном керамическом теле зарождение трещин, распростра-
няющихся с большой скоростью, обуславливается коэффициентом тер-
мического сопротивления R. Во второй стадии скорость распространения
трещин связана с характером микроструктуры керамики. Развитие и
расположение структурных микротрещин задерживает распространение
и рост термических трещин, т. е. «технологические» микротрещины явля-
ются препятствием для распространения «термических» трещин.
Практика установила, что введение зернового наполнителя, увели-
чение его размера и количества повышает термическую стойкость. Это,
по-видимому, связано с особенностью строения такого огнеупора. На
3—1025 33
границе отощающего зерна и мелкозернистой спекающейся связки в
процессе обжига возникают напряжения, в результате которых образу-
ются разрывы — микротрещины. Наличие этих микротрещин и разры-
вов около зерен наполнителя придает в этих местах керамике характер
«точечного сцепления», что создает возможность локальной разрядки
напряжений за счет взаимного смещения отдельных частей структуры.
Эти разрывы и микротрещины можно рассматривать и как барьер для
распространения термических трещин. Для усиления образования этих
микротрещин около зерен наполнителя в настоящее время предлагают
искусственные меры — например, введение гидрофобных добавок, увели-
чивающих образование микротрещин на границе зерен наполнителя и
связки. Аналогичную роль могут выполнять в определенных условиях
и поры, на поверхности которых концентрируются напряжения, вызыва-
ющие образование микротрещин. Искусственным образованием микро-
трещин удается повысить термическую стойкость и спекшейся керамики.
Например, введение в керамику из стабилизированной кубической
двуокиси циркония добавок моноклинной формы сопровождается зна-
чительным повышением ее термостойкости. Большие объемные измене-
ния при полиморфном переходе моноклинной формы (см. стр. 299), раз-
личие в величине коэффициента термического расширения этих двух
кристаллических фаз вызывают образование микротрещин. Замечено
также, что быстрый рост в узком температурном интервале (1250—
1450°С) вытянутых кристаллов корунда с добавками ТЮг повышает
термическую стойкость такой керамики. Вероятно, и в этом случае ре-
зультатом перенапряжений на границе зерен является возникновение
микротрещин. Аналогичные перенапряжения и образования микротре-
щин может вызвать анизотропия величины коэффициента термичес-
кого расширения кристаллической фазы и т. п. (см. стр. 23).
Кроме того, различия в величине термического расширения отдель-
ных кристаллических составляющих или стеклофазы при определенных
условиях могут привести к чрезмерным перенапряжениям, вызывающим
растрескивание и разрыхление структуры и даже полное разрушение
изделия (например, избыток моноклинной формы в керамике из дву-
окиси циркония). Различные методы переработки массы и формования
изделий также могут существенно изменить термическую стойкость
изделий.
Помимо физико-механических свойств керамических изделий при
различных температурах на термическую стойкость влияют размеры и
форма изделий, а также условия их охлаждения и нагрева при службе
или испытании. Размеры изделия определяют абсолютную величину
относительного сдвига, а следовательно, и величину возникающих напря-
жений. От формы изделия зависит неравномерность возникающих мест-
ных напряжений, способствующих растрескиванию изделий при смене
температур.
При температурах выше 800—1000° С многие виды керамических
материалов приобретают способность к остаточной пластичной дефор-
мации. Возникающие напряжения при этих температурах могут уравни-
ваться за счет пластических смещений в изделии. Следовательно, коле
бания степени нагрева в температурной области пластических дефор-
маций не могут вызвать такого разрушения, как в области только
упругой деформации, т. е. при низких температурах.
Сложность и несовершенство метода расчета термической стойкос-
ти принуждает прибегать к непосредственному ее определению. Раз-
личные методы оценки термической стойкости основываются на опре
деленной степени разрушения испытуемого изделия или потере его
прочности в результате чередующихся нагревов до той или иной тем-
пературы и охлаждений в воде или на воздухе. Полученные данные
34
дают только сравнительную оценку и для сопоставляемых материалов
их необходимо проводить на образцах одинаковых форм и размеров,
исключая роль фактора S. Например, стандартный метод определения
термической стойкости огнеупорных материалов (ГОСТ 7-875—56) пре-
дусматривает нагрев торца кирпича нормальных размеров до 850 или
1300° С с последующим охлаждением в проточной воде. Мерой оценки
является число теплосмен до потери кирпичом 20% своего веса за счет
откалывающихся частей.
Ниже приведена термостойкость огнеупорных материалов, опреде-
ляемая числом теплосмен.
Динас . 1 —2
Шамот:
мелкозернистый, плотный 5 8
рядовой . . .. W 5
крупнозернистый zo iuu
Магнезит ... 2 3
Хромомагнезит ...................................... 2 3
То же, термостойкий более 30
Такой режим нагрева и охлаждения, принятый при стандартном
испытании, не соответствует условиям службы огнеупорных изделий в
промышленных печах. Однако резкое охлаждение ускоряет разрушение
испытываемых изделий, что дает возможность закончить испытание в
приемлемые сроки и получить сопоставимые относительные показатели
их термической стойкости.
4. Термическое старение
Длительное пребывание керамики при высоких температурах со-
провождается процессом рекристаллизации, начавшимся еще при
диффузионном спекании в твердой фазе (см. стр. 124). Полностью спек-
шаяся поликристаллическая керамика из чистых окислов А12Оз, MgO,
ZrO2 и MgO-Al2O3 с пористостью менее 8—10% при среднем размере
зерна от 5 до 30 мк при повторном нагреве претерпевает дальнейшую
рекристаллизацию. Эта продолжающаяся рекристаллизация происходит
как при длительном воздействии температур, близких первоначальному
обжигу, так и при более высоких. Как это следует из данных табл. 11 и
рис. 18 и 19, в результате такой рекристаллизации размер крупных зерен
Таблица II
Влияние термического старения керамики на основе чистых окислов
на процесс рекристаллизации, плотность и прочность
Чистые окис- ли Свойства Исходный образец — —* Образец, стареющий при темпе- ратуре (выдержка 10 ч) Образец, стареющий при выдержке (1700° С) в ч
1700 1800 1900 2000 2100 2 5 10 ' 20 50
MgO Размер зерен в мк Относительная плотность в % • 20 96,8 85 98,6 92 98,6 120 98,2 151 97,8 185 97,3 65 97,8 74 98,2 85 98,6 101 99,2
Прочность при изгибе в кГ/см2 . 1650 1650 1630 1230 970 540 1550 1560 1650 1380 —
A12O3 Размер зерен в мк 20 65 90 120 - 45 55 65 85 100
Относительная плотность в % . . 96,6 98,5 98,7 98,5 — — 97,6 98 98,5 99,2 98,7
Прочность при изгибе в кГ/см2 . 1890 1840 1800 460 — — 1820 1970 1840 1380 1360
3
35
Рис. 18. Зависимость размера зерен спекшейся керамики на
основе технически чистой MgO при термическом старении
а-ОТ времени выдержки при 1700° С; б —от температуры (выдержка 10 ч)
Рис. 19. Характер рекристаллизации керамики из технически чистой MgO при термине
ском старении (X120)
а исходное, б — 1700° С, 10 ч, в — 1900° С, 10 ч; г — 2100° С, 10 ч
.36
сильно увеличивается, но количество зерен определенного промежуточ-
ного размера сокращается. В результате такого старения крупность
зерен достигает сотен микрон (рис. 19), а имеющиеся примеси выходят
за границу зерен. Одновременно за счет диффузии на границы зерен
выходят и внутрикристаллические поры, их размеры увеличиваются.
Наличие жидкой фазы, пористость и зернистое строение черепка дол-
жны противодействовать процессу рекристаллизации.
Процессы изменения микроструктуры сопровождаются и изменени-
ем всех структурно чувствительных свойств. Происходит так называемое
«охрупчивание» материала, т. е. его склонность к деформации — «дефор-
мируемость» уменьшается, а кратковременная и длительная прочность
резко снижается.
В настоящее время еще недостаточно накоплено экспериментально-
го материала для установления кинетики «термического старения».
Имеющиеся данные указывают следующее: рост среднего диаметра зер-
на DMK в зависимости от температуры Т и продолжительности терми-
ческого нагрева тч может быть охарактеризован в общем виде следую-
щей зависимостью:
D = Ae~Q,RT т",'
где Q — энергия активации процесса рекристаллизации для указанной выше керамики,
равная 70—100 ккал1моль\ п — показатель степени для керамики из чистых окисчов,
близкий к Чз', R—газовая постоянная; Т — абсолютная температура в °К; А— постоян-
ная величина, характеризующая условия опыта.
Отсюда следует, что закономерность процесса рекристаллизации
при термическом «старении» подобна диффузионной рекристаллизации
при спекании (см. стр. 124).
Следует отметить, что для керамических материалов из природных
видов сырья, содержащих значительное количество примесей, а сле-
довательно, и стекловидной фазы, процесс рекристаллизации протекает
значительно слабее. Обуславливается это отсутствием прямого контакта
кристаллических зерен; перенос же кристаллического вещества через
стеклофазу идет замедленно. •
Глава 7. ХИМИЧЕСКАЯ СТОЙКОСТЬ
Под химической стойкостью следует понимать способность керами-
ческого материала противостоять растворяющему или разрушающему
действию жидкого, твердого или газообразного вещества. Подразуме-
вается, что в результате растворения или взаимодействия с твердым
или газообразным веществом поверхностные слои керамики растворя-
ются или стекают в виде жидкости или, наконец, механически разруша-
ются (осыпаются). Примерно 2/з изготавливаемых в стране огнеупоров
разрушаются из-за недостаточной химической стойкости. Определенной
химической стойкостью по отношению к атмосферным агентам, кисло-
там и щелочам должна характеризоваться глазурованная и кислото-
упорная керамика.
Шлаки, образующиеся в процессе плавки металла, окислы, обра-
зующиеся в результате нагревания слитков при горячей обработке ме-
талла, зола и шлаки сжигаемого или газифицируемого топлива, раз-
личные материалы, получающиеся при обжиге (известь, доломит),
спекании (цементный клинкер) и расплавлении (стекло) при высоких,
температурах, соприкасаясь с огнеупорным материалом футеровки,,
вступают с ним в химическое взаимодействие. Пыль и пары этих мате-
риалов, подвергающихся различной термической обработке, оседают на
огнеупорной футеровке и также химически с ней взаимодействуют
(окислительно-восстановительные процессы). В результате на ее поверх-
37
пости образуются продукты этого взаимодействия, обычно имеющие
значительно более низкие температуры плавления. Эти продукты в зави-
симости от их вязкости и условий работы печи или топки либо стекают
по стенам и сводам, либо выносятся с продуктами производства, напри-
мер расплавленным ме-
таллом, стеклом, цемент-
ным клинкером, известью.
В вакуумных печах испа-
ряющийся материал кера-
мических конструкций в
виде паров или продук-
тов диссоциации уносит-
ся через вакуумный на-
сос. Интенсивность тако-
го разрушения керамиче-
ской футеровки зависит
прежде всего от химиче-
ской природы огнеупора
и взаимодействующего с
ним шлакующего мате-
риала, а также темпера-
туры. Непрерывность
этих процессов и их ин-
Рис. 20. Характер разрушения свода топки в резуль-
тате воздействия шлакующей золы топлива
генсивность определяют
скорость разрушения ог-
неупорной футеровки. На
рис. 20 показано разрушение свода топки шлакующей золой.
Для ряда случаев процесс химического разрушения керамических
изделий можно охарактеризовать как растворение твердого тела в жид-
кости. Кинетику такого растворения, как известно, определяют следую-
щим выражением:
^- = ^-(C0-Cv)Q.
Величины D и
зии (£> =
б являются соответственно коэффициентом диффу-
и толщиной диффузионного слоя. Непосредственно
определить их для шлака при высоких температурах весьма сложно.
Существуют методы расчета этих величин. Известно, что с падением
вязкости жидкости (т. е. с повышением температуры расплава) скорость
диффузии в ней повышается, а толщина диффузионного слоя уменьша-
ется. Это выражается в увеличении значения D и
£
5
Имеет значение и
характер смачиваемости огнеупора шлаком. Под величиной Q нужно
понимать не только внешнюю поверхность растворяющегося твердого
изделия, непосредственно омываемую растворяющим веществом, но и
поверхность тех пор и трещин, в которые оно проникает. Следовательно,
величина Q зависит и от общей пористости изделия, и от величины и ха-
рактера взаимной связи пор — от их проницаемости. Эти особенности
строения определяют степень пропитывания изделия растворителем в за-
висимости от его химической активности и вязкости. Поэтому чем выше
плотность изделия, тем меньше поверхность соприкосновения с разру-
шающим агентом, а следовательно, и больше химическая стойкость.
Величина Со—Сх характеризует степень насыщения воздействую-
щей жидкости растворяющимся в ней материалом, так как Сх означает
концентрацию раствора в данный момент, а Со — концентрацию насы-
щения. При быстром и непрерывном возобновлении растворяющего
38
агента Сх практически равна нулю. Величина Со определяет концентра-
цию насыщения воздействующего расплава растворяющимся в нем
керамическим материалом при данной температуре и полностью зави-
сит от химической природы взаимодействующих компонентов.
Пример зависимости величины концентрации насыщения Со от хи-
мического состава алюмосиликатных огнеупоров по отношению к
типичному доменному (т. е. основному) шлаку при 1450° С показан в
табл. 12.
Таблица 12
Зависимость величины Со от содержания А12О3 в огнеупоре
Содержание А12О3 в % 35 40 45 60 70 99,5
Величина Св (г огне- упора в 1 г шлака) 3,3 2,2 1,9 1,15 1,0 0,5
Химический состав до- менного шлака в % SiOa+AlaO3—45; СаО—47,3; FeaO3+MgO+MnO=7,7
При взаимодействии основных металлургических шлаков, обычно
содержащих 50—75% основных окислов СаО, MgO, FeO и МпО, с алю-
мосиликатными огнеупорами и динасом, в состав которых входит около
95% кислотных окислов SiO2 и А12О3, концентрация насыщения по мере
повышения температуры значительно возрастает. Следует также иметь
в виду, что в результате химического взаимодействия SiO2 и А12О3 со
шлаками, содержащими основные окислы, образуются новые легкоплав-
кие и менее вязкие соединения. В итоге шлакоустойчивость кремнеземи-
стых и алюмосиликатных огнеупорных материалов при температурах
выше 1400—1500° С становится незначительной и быстро уменьшается
при повышении температуры. При воздействии этих же шлаков на маг-
незитовые, доломитовые, хромомагнезитовые огнеупоры, содержащие
значительное количество основных окислов MgO и СаО, разъедание
шлаком незначительное. Однако при воздействии на эти же огнеупорные
изделия кислых топливных шлаков или стекла положение изменится.
Преобладающими окислами в этих расплавах будут SiO2, отчасти
А12О3. Сумма СаО, MgO, FeO и Na2O в них обычно не превышает 30%.
Алюмосиликатные огнеупоры, особенно с высоким содержанием А12О3,
окажутся по отношению к этим расплавам значительно более стойкими,
чем основные огнеупоры.
Таким образом, элементы формулы, приведенной на стр. 38, уста-
навливают роль отдельных факторов в процессе разъедания шлаком, но
не дают возможности определять величину этого разъедания расчетным
путем, так как прямо определить ее значение (прежде всего D и 6) до-
вольно трудно.
Процесс поверхностного растворения характерен главным образом
для алюмосиликатных огнеупоров. Разрушение магнезиальных и хроми-
товых огнеупоров основными железистыми шлаками протекает иначе.
Высокая химическая стойкость периклаза, хромистого железняка, шпи-
нелей и значительно меньшая устойчивость связующей части, состоящей
из магнезиальной стеклофазы и монтичеллита, находящихся при обыч-
ных температурных воздействиях шлака в состоянии той или иной сте-
пени размягчения, в корне меняют характер процесса шлакоразъедания.
'Аагнезиальное стекло вступает во взаимодействие со шлаком или осе-
дающей пылью, обогащаясь содержащимися в них окислами. Изменение
39
состава, вязкости и количества этого стекла обуславливает способность
его или составных частей (ионов) передвигаться в глубь огнеупора, в его
более холодные части. Количество накапливающегося расплава в раз-
личных участках огнеупора зависит также и от его пористости. Таким
образом, проникание шлака в глубь огнеупора идет как за счет капил-
лярного всасывания, так и за счет диффузионных процессов. В результа-
те в отдельных зонах огнеупорный материал насыщается более легко-
плавкой жидкостью, и его фазовый состав изменяется. Особенно сильное
перерождение испытывает поверхность огнеупора, обращенная в печное
пространство. В зависимости от природы поглощенных веществ эта часть
огнеупора может потерять необходимую огнеупорность или претерпеть
такую перекристаллизацию и изменение фазового состава, которые бу-
дут способствовать его разрушению. Обычно увеличение количества
жидкой фазы, снижение ее вязкости ведет к вымыванию мало растворя-
ющейся в этой жидкости основной исходной кристаллической фазы огне-
упора, например плотных зерен периклаза в кирпиче свода мартенов-
ской печи или кристобалита в динасе.
Подобное зональное перерождение претерпевает динас в своде мар-
теновской печи. Известково-кремнеземистое стекло, располагающееся
между кристаллами тридимита и кристобалита, является менее химичес-
ки стойкой частью динаса и в первую очередь перерождается указанным
путем при его взаимодействии со шлаком. При уменьшении этой про-
слойки, что связано с чистотой используемого сырья, и увеличении плот-
ности огнеупора количество накапливающейся в отдельных зонах жидкой
фазы и скорость ее передвижения уменьшаются. Это повышает стойкость
огнеупорного материала, примером чего может служить возрастающая
стойкость высококремнеземистого особо плотного динаса в своде марте-
новской печи. Вследствие различия в химической стойкости корунда и
связующей глины процесс шлакоразъедания корундовых изделий на гли-
нистом связующем аналогичен процессу шлакоразъедания основных
высокоогнеупорных материалов. То же следует сказать и о плавленых
огнеупорах.
В алюмосиликатных огнеупорах подобные явления, как правило, не
наблюдаются. Высокая вязкость жидкой фазы таких материалов предот-
вращает проникание в нее и продвижение в ней шлакующих окислов.
Это обстоятельство, а также отсутствие резкого различия в химической
природе и, следовательно, в скорости растворения стекловидной фазы и
равномерно распределенных в ней мелких кристаллов муллита ведет к
тому, что процесс растворения шамотных изделий в шлаке в основном
протекает по поверхности их соприкосновения.
Таким образом, шлакоразъедание огнеупорных материалов зависит
от химической природы шлака и огнеупора. Воздействие основного шла-
ка на кислый огнеупор или кислого шлака на основный огнеупор при вы-
соких температурах вызывает образование легкоплавких соединений,
обуславливающих интенсивное шлакоразъедание. Следовательно, под-
бор шлакоустойчивого огнеупорного материала для конкретных условий
службы основывается на выборе соответствующей группы огнеупорных
изделий, характеризующихся определенной химико-минералогической
природой.
Шлакоустойчивость огнеупорных изделий той или иной группы,
обычно близких по своему химико-минералогическому составу, опреде-
ляется прежде всего плотностью и монолитностью их строения. Поэтому
для службы в условиях активного воздействия шлака необходимо приме-
нять огнеупоры максимальной плотности. В настоящее время огнеупор-
ная промышленность имеет возможность выпускать огнеупорные изделия
важнейших видов высокой плотности, порядка 10—15% пористости.
Слабым местом огнеупорных материалов, с которого начинается про-
40
цесс шлакоразъедания, является жидкая фаза, которая образуется за
счет примесей, поэтому чистота материала является вторым требовани-
ем, предъявляемым к шлакоустойчивому огнеупору.
Сложность процесса шлакоразъедания связана не только с его хи-
мизмом, но одновременно и с влиянием на него ряда переменных факто-
ров. Из них наиболее важными являются: температура взаимодействия,
количество шлака и характер его возобновления, явления эрозии, сопут-
ствующие процессу коррозии. Воспроизвести действия этих факторов в
лабораторной установке крайне трудно. Наиболее реальным методом яв-
ляется изучение сравниваемых огнеупорных изделий в конкретных ус-
ловиях их службы. Но этот сложный путь оценки шлакоустойчивости не
всегда доступен. Поэтому при испытаниях выявляется лишь сравнитель-
ная устойчивость различных групп огнеупорных изделий по отношению
к типичным шлакам. В связи с этим промышленность большинства
стран отказывается от стандартных лабораторных испытаний шлакоус-
тойчивости огнеупорных материалов.
Химическую устойчивость глазури по отношению к водным раство-
рам, кислотам и щелочам следует рассматривать по аналогии с устой-
чивостью алюмосиликатных стекол. Такие факторы, как проницаемость,
пористость, различие в растворяемости отдельных составляющих струк-
туры при растворении глазури, не имеют значения. Химическая устойчи-
вость обуславливается только химическим составом, а имение соотноше-
нием SiO2 к А12Оз, количеством щелочных и щелочноземельных окислов.
Для глазури высоковольтных изоляторов это соотношение SiO2 к А12О3
должно находиться около 4,5—6. Процесс характеризуется кинетикой
растворения гомогенного твердого тела в жидкости (см. стр. 39). При
воздействии водных растворов образование при гидролизе пленки геля
кремниевой кислоты задерживает растворение. Пористость кислотоупор-
ной керамики снижает ее устойчивость. Химическая устойчивость глазу-
ри и керамики обычно оценивается по потере веса измельченного мате-
риала, обработанного соответствующим реагентом. В зависимости от
вида изделия потеря веса не должна превышать 2—3%. Для кислото-
упорной керамики эти допуски по растворимости в зависимости от пори-
стости лежат в пределах 2—8%-
Глава 8. ЭЛЕКТРОФИЗИЧЕСКИЕ СВОЙСТВА
Для всех видов технической керамики, а также для ряда видов элект-
роизоляционной и огнеупорной керамики электрофизические свойства
определяют возможность ее использования в тех или иных областях.
К таким важнейшим электрофизическим свойствам относятся: а) элек-
тросопротивление р = 1/о ом-см (электропроводность о ом~1 -щи-1);
б) диэлектрическая проницаемость е и температурный коэффициент этой
проницаемости (77<е); в) диэлектрические потери (tg6); г) электричес-
кая прочность ЕщКв1мм. Помимо этого пьезокерамика, ферромагнитная
и конденсаторная керамика дополнительно характеризуются рядом спе-
циальных электрофизических свойств.
По электропроводности все материалы обычно делят на три класса:
1) диэлектрики с сопротивлением при 20° С боле§ДО9ом- см; 2) полупро-
водники с сопротивлением в пределах 109—10-2 ом-см; 3) проводники
(металлы) с сопротивлением менее 10-2 ом-см. По зонной теории прово-
димости твердых тел в процессах переноса тока могут участвоватыэдцкт-
роны, находящиеся в свободной зоне (збна~проводности)Ткоторая от-
делена от заполненной (валентной) зоны уровнями запрещенных энерге-
тических состояний (зона запрещенная) (рис. 21). Переход электронов
из валентной зоны в зону проводимости возможен при получении ими
энергии, большей ширины запрещенной зоны. В полупроводниках для
4—1025
41
преодоления запрещенной зоны необходима затрата энергии в пределах
от 0,1 до 3 эв; в диэлектриках — более 3 эв. У металлов зона проводимо-
сти прилегает к валентной зоне и энергия, необходимая для перехода
Рис. 21. Модель строения
на основе зонной теории
твердого тела
а — диэлектрик; б — полупро-
водник; в — проводник; /—ва-
лентная зона; 2 — зона прово-
димости; 3 — зона запрещенная,
1 -акцепторно (*——- ), донор
пые уровни
электронов из валентной зоны, мала. Так, для Nab, например, она равна
Ю~9 эв. Ширина запрещенной зоны в общем характеризует то количест-
во носителей электрического тока, которое может участвовать в прово-
димости. Для проводников и полупроводников эта проводимость
обуславливается главным образом валентными электронами атомов.
Проводимость диэлектриков протекает как за счет продвижения ионов—
носителей зарядов, так и электронов.
1. Электропроводность
Керамические диэлектрики характеризуются в основном ионным
строением кристаллической решетки. При наложении электрического
напряжения на диэлектрик в нем появляется ток проводимости. Прово-
димость обусловлена направленным движением носителей зарядов под
воздействием внешнего поля. Носителями тока в керамике могут быть
электроны, ионы, дырки или те и другие (смешанная проводимость).
Удельная электропроводность выражается в общем случае зависи-
мостью
о = gnv,
где д — заряд носителя; п. — концентрация носителей в cm~s; и— подвижность
в с.м2/сек • в.
Подвижность ионов при повышении температуры увеличивается.
Концентрация ионов, способных к передвижению, зависит от таких де-
фектов кристаллической решетки, как нахождение их в междуузлии и
вакансии.
Одной из важных особенностей проводимости изоляторов является
ее увеличение с температурой. Так как концентрация и подвижность но-
сителей ' а,- ядов находятся в экспоненциальной зависимости от темпера-
туры, то и проводимость будет иметь этот характер, а именно:
о = о0ё^,
где Q — энергия активации носителей зарядов; К — постоянная Больцмана; Т— гемпе-
ратура в °К; °о — предэкспоненцнальный множитель, равный величине о при То .
Феноменологически керамические материалы обнаруживают два ви-
да проводимости: примесную и собственную (рис. 22). Примесная прово-
димость определяется в основном природой и концентрацией чужеродны*
атомов. Собственная проводимость характеризует данный материал и
не зависит от количества примесей, так как концентрация собственных
носителей тока здесь значительно выше концентрации таковых за счет
примесей. Поэтому проводимость определяется только концентрацией
и подвижностью собственных носителей зарядов. Ионы примеси, прежде
всего входящие в стеклофазу с неупорядоченной решеткой, обладают
большей подвижностью при более низких температурах, чем собствен-
ные носители тока диэлектрика. Особо большая подвижность носителей
тока в стеклофазе обусловлена наличием ионов щелочных металлов Li,
Na, К- Электропроводность стекол носит характер электролитический,
42
Рис. 22. Характер кривой эл ктро-
проводности керамики
/ — область примесной проводимости;
2 — область собственной проводимости
т. е. электрический заряд переносится ионами, передвигающимися в ре-
шетке. В этих условиях передвижения ионов концентрация их у анода
и катода со временем изменяется. Введение щелочноземельных окислов
в стекловидную фазу с большим ионным радиусом задерживает дрейф
ионов щелочных металлов. Такая трехкомпонентная фаза, особенно со-
держащая ионы СаО +, задерживает пе-
редвижение ионов, т. е. уменьшается при-
месная электропроводность.
Проводимость поликристаллической
керамики слагается из проводимости раз-
личных фаз, входящих в эту керамику.
Проводимость кристаллов диэлектрика
высокой чистоты невелика; проводимость
границ зерен мало отличается от прово-
димости кристалла, следовательно, раз-
меры кристаллов диэлектрика в этом слу-
чае мало влияют на электропроводность;
электропроводность стекловидной фазы
сильно увеличиваете я при повышении
температуры, поэтому скопление этой
фазы по границам зерен влияет на величину проводимости. Пора как та-
ковая имеет низкую электропроводность. Поэтому керамика с изолиро-
ванными порами меняет электропроводность в соответствии с объемом
пор. Однако при ином характере распределения пор решающую роль
играет электропроводность так называемой «сплошной матрицы» (см.
стр. 22). Аналогичное влияние на проводимость оказывает и характер
распределения примесей.
В общем случае изменение электропроводности с изменением темпе-
ратуры описано уравнением вида
o^G1e~Q/l(T+G2e-Q/l<T,
где первый член выражает зависимость электропроводности в области
собственной проводимости, а второй — примесной.
Часто электропроводность обусловлена движением различных видов
носителей зарядов. В этом случае полная величина проводимости будет
складываться из проводимости за счет различных носителей тока:
0=01 + 02+ ... +оп.
Исходя из различных видов носителей зарядов в керамике можно
выделить следующие механизмы электропроводности:
катионная электропроводность. Подвижными являются
положительно заряженные катионы. Они выделяются у катода, нейтра-
лизуясь, образуют атомы вещества. К материалам с катионной проводи
мостыо относятся стеатитовая, муллитовая керамика;
анионная проводимость. Подвижными являются отрица-
тельные ионы. Керамика на основе ZrOs с различными стабилизирующи-
ми окислами имеет этот тип проводимости;
а н и о н н о-к а т и о н н а я проводимость. Подвижными явля-
ются и положительные, и отрицательные ионы. Они выделяются у катода
и анода и нейтрализуются;
электронная проводимость. Носителями заряда являются
электроны; такая проводимость характерна для полупроводников.
Перечисленные виды электропроводности часто накладываются один
па другой.
Электропроводность диэлектриков больше принято выражать в об-
ратной величине по удельному объемному сопротивлению р.., с размерно-
стью ом-см, равное сопротивлению куба с ребром 1 см: pt, —, соответ-
(Уу
ственно электропроводность о« ом-1 • см~'.
4* 43
При нормальной температуре и невысокой влажности воздуха изо-
ляционная керамика имеет сопротивление более 1014 ом. За счет адсорб-
ции поверхностью керамического материала паров воды, газов и других
загрязнений поверхностная проводимость щ может быть значительной по
к'’
Pre. 23. Величина электропроводности
о различных видов керамики
/— АЬО3 (ос. ч); 2 —MgO-АЫЪ: 3 —MgO;
4 — А120з (Г-1); 5 — высоковольтный фарфор;
6 — А12О3 (Г-00) + 1%ТЮ2; 7—ZrO2+I2,5% мол. СаО
сравнению с объемной ои. Для
уменьшения поверхностной про-
водимости керамика не должна
иметь открытой пористости и не-
обходимы специальные меры по
очистке поверхности (термооб-
работка и т. п.). Характеристи-
кой данного материала является
лишь объемная проводимость —
На рис. 23 приведена объем-
ная электропроводность некото-
рых материалов п показана ее
зависимость от влияния приме-
сей. Из рисунка видно, что при-
меси снижают сопротивление в
низкотемпературной области
(кривые 4, 6). Материалы, со-
держащие стекловидную фазу
(кривая 5), показывают более
низкое сопротивление по сравне-
нию с кристаллическими видами керамики.
Все указанные материалы при температурах более 500° С по величи-
не электропроводности можно отнести к полупроводникам.
2. Диэлектрическая проницаемость
Поляризация. Диэлектрик, введенный в электрическое поле (или в
конденсатор), взаимодействует с этим полем. Это взаимодействие обус-
лавливается теми носителями зарядов, которые находятся в диэлектрике
и могут перемещаться. Энергия, затрачиваемая на эти процессы, нес-
колько нейтрализует приложенное электрическое поле. Следовательно,
часть энергии этого поля расходуется на поляризацию Р, откуда
D - eqE + Р = еЕ,
где D — общая плотность электрических зарядов; Е — напряженность электрического
поля; Р — поляризация, е — диэлектрическая постоянная; е0 — диэлектрическая прони-
цаемость вакуума (воздуха).
С другой стороны, поляризация определяется поверхностной плотно-
стью связанных зарядов, которая равняется дипольному моменту на еди-
ницу объема материала:
Р = ЛГИ,
где /V — число диполей в единице объема; g — средний дипольный момент.
Для различных видов керамических электроизоляционных материа-
лов можно выделить следующие механизмы поляризации:
а) электронно-деформационная поляризация Рэ обуславливается та-
ким воздействием электрического поля, которое вызывает смещение
центров тяжести отрицательно заряженного электронного облака по от-
ношению к положительно заряженному ядру атома. Этот механизм по-
ляризации не характерен для керамических материалов, имеющих в ос-
новном ионные связи, и он возникает мгновенно;
б) иопно-деформациоиная или атомная поляризация Ри характерна
для керамики, имеющей ионные связи, и обусловливается взаимным
перемещением положительно и отрицательно заряженных ионов;
44
в) релаксационная поляризация Рр возникает за счет ослабления
электрическим полем хаотического теплового движения ионов и избыточ-
ных электронов в направлении поля;
г) поляризуемость пространственного заряда Ри.з— в этом случае
объектом поляризации являются подвижные заряды, которые могут быть
задержаны какими-нибудь поверхностями раздела или захвачены каки-
ми-либо структурными дефектами, в результате чего они не достигают
электродов и их заряд остается нескомпенсированным;
д) спонтанная (самопроизвольная) поляризация Рс появляется за
счет образования участков-доменов с одинаково направленной поляри-
зацией без приложения внешнего поля. Она наблюдается у сегнетоэлек-
трических и магнитных материалов.
Полная поляризуемость диэлектрика может быть представлена как
сумма вышеперечисленных величин:
Р — Рз + Ри + Р-р + Ри.з + Р с-
Наиболее быстро протекающим процессом поляризации, успеваю-
щим следовать за изменением частоты поля, является электронная (при
частотах электрического поля, не превышающих частот собственных
колебаний электронов, т. е. 1016 1/сек). Остальные процес-
сы поляризации, происходящие за счет других механизмов, могут следо-
вать за электронной поляризацией, а во многих случаях отставать
от нее.
В различных видах керамики преобладает тот или иной механизм
поляризации. Кристаллическая керамика из окислов с ионной связью,
содержащая и не содержащая стеклофазу, а также стекла с незначи-
тельным содержанием щелочных окислов обладают преимущественно
ионной поляризацией. Керамические диэлектрики с перовскитовой струк-
турой характеризуются преимущественно электронной поляризацией.
Диэлектрическая проницаемость служит мерой поляризации вещест-
ва, ее принято выражать по отношению к вакууму. Поэтому единица ди-
электрической проницаемости керамических материалов есть отношение
емкости данного конденсатора к емкости конденсатора с вакуумным или
воздушным зазором?
где С п Св — емкость конденсаторов соответственно из данного материала и с воз-
душным зазором.
Главной характеристикой конденсатора является его электричес-
кий заряд Q, который может быть в нем сохранен. Величину этого заряда
определяют выражением
Q = Су,
где у — приложенное напряжение; С — емкость конденсатора
В переменных полях диэлектрическая проницаемость является ком-
плексной величиной. Смещение электрических зарядов исключает элект-
ронную поляризацию и не всегда следует в фазе с частотой приложен-
ного поля, т. е. суммарная поляризация будет состоять из двух состав-
ляющих — синфазной и сдвинутой по фазе. Следовательно, суммарная
(истинная) диэлектрическая проницаемость еи будет складываться из
двух составляющих: действительной ед, соответствующей синфазной по-
ляризации, и мнимой ем, соответствующей поляризации, сдвинутой по
фазе. Откуда еи=ед—teM, где i= у/~ — 1. При частоте а = 0 действитель-
ная часть диэлектрической проницаемости равна статической диэлектри-
45
ческой проницаемости (е в постоянном статическом поле), а мнимая
часть равна нулю.
По величине диэлектрической проницаемости, зависящей от струк-
туры и химического состава, керамические диэлектрики могут быть раз-
делены на три группы:
1) с низкой диэлектрической проницаемостью, е до 10 . К ним отно-
сят керамику на основе чистых окислов — А12О3, MgO и др., различные
виды фарфора, стекла и т. д.;
2) со средней диэлектрической проницаемостью е=10 1000.
Это группа титанатов, например CaTiO3, MgTiO3;
3) с высокой диэлектрической проницаемостью, е^ЮОО. К ним от-
носят BaTiO3, PbTiO3, PbZrO3.
В первой группе е обуславливается в основном электронной и ион-
ной поляризуемостью, которые обычно не зависят от характера структу-
ры и имеют незначительные величины.
Высокая диэлектрическая проницаемость пекоторы к материалов
(BaTiO3, PbTiO3 и др.) объясняется тем, что даже в отсутствие внешне-
го поля в материале имеются произвольно ориентированные участки од-
нородной поляризации (домены). Материалы, относящиеся к этому
классу, например обладающие структурой перовскита BaTiO3, PbTiO3 и
др., называются сегнетоэлектриками. Полная поляризация сегнетоэлек-
трических материалов и, следовательно, их диэлектрическая проницае-
мость будет в основном определяться спонтанной поляризацией.
Спонтанная поляризация существует при низких температурах вплоть
до некоторой максимальной температуры, называемой сегнетоэлектри-
ческой точкой Кюри. По-видимому, сильное тепловое движение атомов
при температурах, превышающих температуру Кюри, является доста-
точным для разрушения эффекта направленного смещения ионов в эле-
ментарных ячейках.
Частота электрического поля до 1010 \jceK оказывает малое влияние
на диэлектрическую проницаемость.
Температурный коэффициент диэлектрической проницаемости ГКе.
Проницаемость керамических материалов изменяется с температурой в
соответствии с характером изменения их поляризации. Для обычных ди-
электриков с ионной и электронной поляризацией повышение темпера-
туры сопровождается некоторым увеличением подвижности ионов и не-
совершенств кристаллической решетки и соответствующим увеличением
поляризации, а следовательно, и диэлектрической проницаемости. Для
диэлектриков с кристаллической решеткой типа перовскита со спонтан-
ной поляризацией влияние температуры имеет сложную зависимость. Ис-
ходя из характера зависимости величины диэлектрической проницаемо-
сти от температуры керамические материалы разделяются на два
класса:
а) с почти линейной зависимостью е от температуры;
б) и с резко нелинейной зависимостью е (в основном сегнетокера-
мические материалы).
Температурную зависимость (ТЛе) иногда связывают с характером
д —
дТ
изменения плотности вещества й изменением поляризуемости ионов.
На рис. 24 приведена температурная зависимость диэлектрической
проницаемости е для различных видов керамики. Из рисунка видно, что
материалы с преимущественно ионной и электронной поляризацией
(кривые 1, 2, 4) имеют положительный ТКе, т. е. е увеличивается в этих
материалах с повышением температуры. Материалы с преимущественно
46
релаксационной и электронной поляризацией меняют знак 77Д при по-
вышенных температурах. Керамика с преимущественно электронной и
спонтанной поляризацией (кривая 3) имеет ТКе, абсолютное значение
которого увеличивается при повышении
температуры, а знак может изменяться
многократно в связи с фазовыми перехо-
дами и другими явлениями.
Следует отметить, что ТКе керами-
ческих материалов является характери-
стикой, чрезвычайно чувствительной к
особенностям структуры керамики, на-
личию примесей и т. п.
Магнитная проницаемость показы-
вает, во сколько раз усиливается магнит-
ное поле в данной среде по сравнению с
вакуумом. Под действием приложенного
магнитного поля в материале образуют-
ся дипольные магнитные цепочки, подоб-
ные электрическим при поляризации.
Следовательно, плотность магнитного по-
тока В (аналогично плотности электри-
ческого заряда D, см. стр. 44) можно вы-
Рис. 24. Температурная зависи-
мость диэлектрической проницае-
мости е для различных видов ке-
рамики
1 — плавленый кварц; 2—высоковольт-
ный фарфор: 3 — ВаТ1О3; 4 — АЬОз;
разить как
В = + М =
где Н— напряженность магнитного поля; М — намагниченность; щ— магнитная про-
ницаемость материала; go — магнитная проницаемость вакуума (воздуха).
Намагничиваемость М подобно поляризации Р представляет собой
произведение из числа элементарных магнитных диполей в единице объ-
ема N на величину их магнитных моментов т:
М = Nm,
где N — число диполей в единице
объема; т — средний дипольный момент.
3. Диэлектрические потери
Диэлектрические потери (или угол диэлектрических потерь tg6) яв-
ляются наиболее важной характеристикой электроизоляционной кера-
мики, на которой основывается выбор данного материала для службы
в радиоэлектронике и электротехнике.
Диэлектрические потери при высоких напряжениях и частотах вы-
зывают нагрев диэлектрика, причем рассеиваемую мощность Р подсчи-
тывают по формуле
Р = и2(йС tg б вт,
где U — напряжение; <о — угловая частота; С — емкость диэлектрика с электродами;
tg б — угол диэлектрических потерь.
Диэлектрические потери обуславливаются рядом физических про-
цессов, протекающих в диэлектрике при наложении на него электриче-
ского поля, а именно: а) поляризацией диэлектрика; б) сквозной элек-
тропроводностью; в) процессами, связанными с неоднородной структу-
рой— наличием полупроводящей фазы, газовых включений, влаги и т. д.
К потерям при поляризации относятся ионно-релаксационные, элек-
тронно-релаксационные, резонансные и потери за счет спонтанной поля-
ризации.
При наложении поля ионы и электроны кристалла определенным
образом ориентируются в нем; с увеличением частоты поля смещение
зарядов кристаллической решетки следует за полем, но не обязательно
47
в фазе с ним. В соответствии с этим Еи — ед,—ieM (i= у —1). Существо-
вание сдвинутого по фазе смещения обуславливает рассеивание энергии
в диэлектрике Мощность рассеивания энергии в диэлектрике в этом слу-
чае равна: P = coeM[J2. Угол диэлектрических потерь равен:
A s еи
tg о = —.
ед
Диэлектрические потери малы при низких и сверхвысоких частотах, до-
стигая максимума в области частот электрического поля, приближаю-
щихся к собственной частоте колебаний ионов и электронов (около
1014—1016 гц).
Ионно-релаксационные потери имеют керамические материалы на
основе А12О3, MgO и других чистых окислов; электронно-релаксацион-
ные потери характерны для электронных полупроводников.
Потери за счет спонтанной поляризации имеют сегнетоэлектрики при
температурах ниже точки Кюри (BaTiO3, PbTiO3, PbZrO3). Они обус-
ловлены релаксацией доменов сегнетоэлектрика. Поведение домена в
электрическом поле аналогично поведению иона. Отставание пере-
ориентации домена от изменения частоты и вызывает рассеяние энер-
гии поля.
Диэлектрические потери за счет сквозной электропроводности при-
обретают существенное значение при высоких температурах. Оказывает-
ся, степень рассеяния энергии в этом случае пропорциональна проводи-
мости при работе на переменном токе, т. е.
о = сое" = coe'tg 6,
откуда
б = — ,
<ое"
где е" — коэффициент диэлектрических потерь; е' — диэлектрическая проницаемость.
Так как проводимость диэлектрика растет экспоненциально с тем-
пературой, то следует ожидать, что и диэлектрические потери за счет
проводимости будут изменяться по этому закону.
Диэлектрические потери за счет наличия полупроводящей фазы, га-
зовых включений, влаги обусловлены увеличением сквозной проводимо-
сти диэлектрика. Особенно велики потери при наличии влаги или за-
грязнений поверхности. Потери в этом случае происходят за счет
поверхностной проводимости диэлектрика и зависят от влажности возду-
ха, состояния поверхности диэлектрика и т. д. И наконец, потерн за счет
наличия пор. При наличии закрытой пористости и достаточно высоких
напряженностей электрического поля имеет место ионизация газовых
включений, что в свою очередь увеличивает диэлектрические потери.
Таким образом, суммарные диэлектрические потери будут склады-
ваться из составных частей за счет различных потерь, перечисленных
выше:
tg б = tg бп + tg бсп + tg бн,
где tg йп — потери за счет поляризации; tg6cn — потери за счет сквозной проводимо-
сти; tg 6Н — потери за счет неоднородности структуры.
На рис. 25 показаны температурные зависимости диэлектрических
потерь различных материалов. Из сопоставления этих данных следует,
что из аморфных материалов (стекол) большие потери имеют стекла, со-
держащие окислы щелочных металлов (кривая /); из поликристалли-
ческих материалов большие потери имеет керамика, содержащая в сво-
ем составе стекло (кривые 3,4). В связи с этим керамические материа-
лы, предназначенные для работы в качестве электроизоляционных.
48
должны содержать минимальное количество стекловидной фазы, кото-
рая в свою очередь не должна содержать щелочных окислов (например,
кривые 5, 6).
Рис. 25. Температурная зави-
симость диэлектрических по-
терь tg6 различных материа-
лов
1 — натрийсиликатное стекло;
2 — бесщелочное силикатное стек-
ло; 3 — стеатитовая керамика
(СПК-2); 4 — керамика на основе
А12Оз (80%) иа связующем из стек-
лофазы (при частоте 106 гц); 5—ке-
рамика на основе технически чи-
стой AI2O3: 6 — керамика и а основе
технически чистой MgO
Рис. 26. Эквивалентная схема
диэлектрика с э юктро if.mи
Рис. 27. Диаграмма
токов системы
Связь диэлектрических потерь tg6 с величиной сопротивления и ем-
костью реального диэлектрика можно установить при рассмотрении экви-
валентной схемы (рис. 26 и 27).
Следовательно, tgfi диэлектрика представляет собой отношение его
эквивалентного параллельного емкостного сопротивления при данной
частоте к его активному сопротивлению.
4. Электрическая прочность
Электрической прочностью керамики называют ее способность про-
тивостоять пробивному действию приложенного электрического поля и
выражается она пробивным напряжением в киловольтах, деленным на
толщину диэлектрика в сантиметрах или миллиметрах.
Электрический пробой керамических изоляционных материалов под
действием приложенного поля может происходить различными путями.
Различают пробой твердых диэлектриков четырех видов:
1) электрический однородных диэлектриков;
2) электрический неоднородных диэлектриков;
3) тепловой;
4) химический.
Электрический пробой по своей природе является чисто электрон-
ным процессом, когда из немногих начальных электронов создается
электронная лавина. Чистый электронный пробой характерен для моно-
кристаллов, т. е. однородных диэлектриков, а электрокерамика, всегда
содержащая газовые включения, разрушается в электрическом поле
вследствие других форм пробоя. Электрический пробой керамических
диэлектриков характеризуется быстрым развитием, он протекает за вре-
мя менее 10-7—10-8 сек.
49
Электрическая прочность керамики зависит в значительной степени
от однородности структуры. Поэтому керамический материал имеет бо-
лее низкие пробивные напряжения, чем стекла. Тепловой пробой возни-
кает тогда, когда количество тепла, выделяющегося в диэлектрике за
счет проводимости о или потерь tg 6, превышает количество тепла, ко-
торое может рассеиваться в нем при данных условиях. В местах перегре-
ва проводимость значительно увеличивается и ток может достигать ве-
личины, достаточной для пробоя диэлектрика.
Химический пробой керамики имеет место при повышенной темпе-
ратуре и высокой влажности воздуха. Химический пробой требует для
своего развития длительного времени, поскольку он связан с явлением
электровосстановления, переходом ионов в атомы или ионы пониженной
валентности. Химической пробой тесно связан с электропроводностью;
наличие щелочных окислов способствует возникновению химического
пробоя.
Таким образом, увеличение концентрации проводящих ионов щелоч-
ных металлов и неоднородность строения керамики снижает пробивное
напряжение. Величина пробивного напряжения для типичных видов ке-
рамических диэлектриков характеризуется следующими данными
(кв/мм\):
Фарфор:
высоковольтный 28
глиноземистый 35—40
Керамика:
стеатитовая...................................... 40
корундовая вакуумплотная . . . . 50—53
» теоретической плотности 50—60
Известковонатриевое стекло . 30
Как правило, электрическая прочность при температурах до 200° С
уменьшается незначительно, а при дальнейшем-повышении температуры
заметно падает вследствие увеличения электропроводности.
Глава 9. ПРАВИЛЬНОСТЬ ФОРМЫ И ТОЧНОСТЬ
РАЗМЕРОВ КЕРАМИКИ
Специфическая особенность керамического производства заключа-
ется в оформлении сырца-заготовки из исходного порошка и в последую-
щем его обжиге. Это обусловливает усадку сырца и связанные с ней не-
избежные отклонения от первоначальных размеров. Величина этой усад-
ки, а следовательно, и степень отклонения от первоначальных размеров
зависит от принятой технологии и колеблется в весьма широких преде-
лах— от долей до 15—20%. Имеются различные технологические прие-
мы, позволяющие уменьшить величину усадки сырца в обжиге, а также
обеспечить максимальную ее равномерность в различных направлениях,
что особенно важно для сохранения правильности формы и размеров
(стр. 153). Во многих случаях эти технологические мероприятия недо-
статочны для достижения необходимой для потребителя точности раз-
меров. Прежде всего высокую точность с допусками по размерам поряд-
ка десятых и сотых долей миллиметров предъявляют к изделиям для
радиоэлектроники, энергетики, конструкционной керамики. В этих случа-
ях готовые изделия обтачивают и шлифуют.
Особое значение приобретает достижение правильности формы и
размеров в массовом производстве огнеупоров, механическая обработ-
ка которых допустима лишь в очень ограниченном объеме. Обуславли-
вается это тем, что наиболее слабой и уязвимой частью кладки являют-
ся швы. Более быстрому растворению в шлаке материала, заполняюще-
50
го швы, способствует его меньшая плотность и прочность по сравнению
с обожженным изделием. В результате усадки материал, заполняющий
толстые швы, отрывается от связываемых огнеупорных изделий и вы-
крашивается. Это увеличивает поверхность соприкосновения шлака и го-
рячих газов с огнеупорными изделиями, что снижает шлакоустойчивость
и термическую стойкость футеровки в целом. Определенное значение в
деле достижения правильности кладки и постоянства толщины швов
имеет точность размеров облицовочных и других строительных мате-
риалов.
Величины усадки (или расширения) спрессованного сырца в сушке
и обжиге, колебания этих величин как для отдельных изделий, так и в
одном изделии по различным направлениям вызывают отклонения от
заданных размеров. Эти колебания величины усадки или расширения
обусловлены непостоянством свойств сырья или отклонениями от приня-
того технологического режима при производстве полуфабрикатов и из-
делий, например колебаниями в соотношении отдельных компонентов,
их зерновом составе, степени увлажнения и равномерности его распре-
деления, величине прессового давления и пр. Повышение точности раз-
меров и правильности формы изделий связано с усовершенствованием
технологического процесса, механизацией и автоматизацией отдельных
его стадий, а также с надлежащим контролем производства. Современ-
ные методы формования изделий из полусухих сильно отощенных масс,
дающих небольшую суммарную усадку, облегчают получение изделий
с относительно высокой степенью точности размеров.
Допустимые отклонения от размеров регламентируются соответст-
вующими стандартами. Для строительного и облицовочного кирпича до-
пустимы отклонения около 3%', для плиток, в зависимости от сортно-
сти,— до 1—2%; для огнеупоров — до 1,5—2%. Для ряда изделий тех-
нической керамики эти отклонения не должны превышать долей милли-
метра.
Часть вторая
ОСНОВНЫЕ ПРОЦЕССЫ И МЕТОДЫ
КЕРАМИЧЕСКОЙ ТЕХНОЛОГИИ
В разнообразных керамических производствах мож-
но выделить ряд основных общих стадий или «пере-
делов».
Последовательность основных стадий керамической технологии
Подготовка исходных компонентов
1
Измельчение компонентов
Смешивание компонентов
Подготовка массы
I
Дополнительные («особые») процессы: механическая обработка, глазурование,
декорирование, металлизация и т. д.
Подготовка исходных компонентов должна обеспечить
для каждого компонента керамической массы заданный химико-минера-
логический состав, необходимую степень чистоты, а также физическое
состояние и влажность, требуемые для последующей переработки.
Эта стадия включает процессы обогащения (или «облагоражива-
ния» минерального сырья, т. е. промывку водой, сортировку, магнит-
ную или ситовую сепарацию, химическую очистку и другие способы уда-
ления вредных примесей; предварительное дробление; сушку сырья до
влажности, обеспечивающей возможность измельчения; предварительную
термическую обработку (обжиг), обеспечивающую необходимые фазо-
вые превращения, уплотнение и удаление летучих компонентов. В ряде
случаев (главным образом при использовании глин и каолинов) предва-
рительный обжиг, называемый «обжигом на шамот», преследует также
52
цель устранения излишних пластических свойств, отрицательно влияю-
щих на поведение изделий в сушке и в заключительном обжиге.
Перечисленные процессы характерны для подготовки различных ви-
дов природного сырья, применяемого в керамической технологии. Кро-
ме того, во многих производствах (особенно при изготовлении техни-
ческой керамики с использованием исходных компонентов, являющих-
ся продуктами химической промышленности) применяют предваритель-
ную термическую обработку для синтеза нужных химических соедине-
ний (силикатов, титанатов, шпинелидов и т. д.) в виде так называемых
«спеков».
Следует отметить, что процесс изготовления шамота или спеков в
свою очередь может состоять из многих, технологических переделов: из-
мельчения и смешивания компонентов, формования брикетов, их сушки
и обжига. Таким образом, весь рассматриваемый ниже цикл технологи-
ческих операций керамического производства может как бы повторяться
дважды: сначала — в стадии подготовки компонентов массы, затем —
при изготовлении готовых изделий.
Измельчение компонентов обеспечивает получение разме-
ров их зерна в соответствии с особенностями последующей технологии
и требованиями к свойствам изделий. Для измельчения используют раз-
нообразные помольные машины непрерывного или периодического дей-
ствия. Для глинистых пород (глины, каолины) процесс измельчения не-
редко заменяют так называемым «распусканием», т. е. диспергацией
до природных первичных частиц глиняных минералов, происходящей
при действии воды на куски породы.
С м е ш и в а ни е компонентов должно обеспечивать получение
однородной композиции (шихты, массы) определенного химико-минера-
логического и зернового состава. После весовой или объемной дозировки
компоненты смешивают в периодических или непрерывно действующих
смесителях. В ряде случаев процессы смешивания компонентов совме-
щают с их измельчением в мельницах тонкого помола.
Подготовка массы должна придавать ей определенные физи-
ческие свойства — плотность, вязкость, пластичность, необходимые для
последующих процессов Формования. Эти свойства обуславливаются
прежде всего надлежащим содержанием в массе «временной» (или «тех-
нологической») связки. Последняя, представляя собой, как правило,
жидкость, хорошо смачивающую минеральные частицы, обеспечивает
определенную пластичность дисперсной системы, а затем удаляется при
последующей термической обработке сформованного полуфабриката.
Роль такой жидкости могут выполнять вода *, водные растворы мине-
ральных или органических веществ, наконец — органические вещества и
их смеси. На стадии подготовки массы в ней обеспечивают заданное со-
держание временной связки. Иногда введение в порошок такой связки
совмещают с перемешиванием минеральных компонентов.
Формовочные свойства любых типов керамических масс в значи-
тельной мере зависят от их строения и содержания воздуха. Во многих
производствах предусматривают специальные технологические операции
для улучшения строения масс и удаления воздуха.
Процессы формования должны придавать полуфабрикату
(сырцу, заготовке) требуемую форму и размеры, с учетом последующих
изменений объема в сушке и обжиге. Одновременно должны быть обес-
* Если роль жидкости выполняет вода, то на практике ее обычно не называют вре-
менной связкой. Связкой при этом считают наиболее дисперсные компоненты массы —
глины, бентониты, проявляющие необходимые пластические свойства при увлажнении
водой. Однако минеральные компоненты не удаляются из массы и переходят в состав
изделия. Следовательно, строго говоря, временной связкой, выполняющей чисто техно-
логические функции, является и в этом случае вода.
53
печены плотность, однородность строения полуфабриката и механичес-
кая прочность, достаточная для транспортирования и последующих тех-
нологических операций.
Варианты процесса формования, используемые в керамической тех-
нологии, могут быть сведены к трем главным группам:
а) прессование из порошкообразных масс, осуществляемое, с при-
ложением высоких удельных давлений— порядка десятков и даже сотен
тысяч кн)м2 (сотни и тысячи кГ/см2):
б) формование из пластичных масс, основными вариантами кото-
рого являются: выдавливание (протяжка), штемпельное формование и
раскатка заготовок в тела вращения. Применяемые удельные давления
сравнительно невысокие — не более тысяч кн/м2 (десятков кГ1см2)-,
в) отливка из текучих суспензий, так называемых керамических
шликеров. Получение достаточно прочной отливки основано либо на уда-
лении (отсасывании) избытка жидкости из тела отливки в пористую фор-
му, либо на изменении агрегатного состояния (затвердевании) связки.
Процессы осуществляются либо без внешнего давления, либо при низ-
ких давлениях — не выше нескольких сот кн!м2 (единиц кГ)см2).
В необходимых случаях все перечисленные способы формования
сочетаются с последующей механической обработкой полуфабриката
(резкой, обточкой, шлифованием), завершающей придание ему требуе-
мой формы.
Сушка керамического полуфабриката должна закреп-
лять его форму и снижать содержание связующей жидкости в такой сте-
пени, чтобы исключить ее отрицательное влияние на последующий про-
цесс обжига изделия. Если основными компонентами связки являются
малолетучие органические вещества, то вместо процесса сушки осуще-
ствляют так называемое предварительное выжигание связки.
Обжиг — важнейший передел керамической технологии, превра-
щающий полуфабрикат в готовое изделие. Во время обжига протекает
ряд сложных физики химических процессов. В результате обжига имеет
место упрочнение и в большинстве случаев уплотнение изделия, связан-
ное с уменьшением его размеров.
Уплотнение и упрочнение, объединяемые понятием «спекание», соп-
ровождаются приобретением требуемых физических, химических и тех-
нических свойств. На степень спекания и уровень этих свойств оказыва-
ет первостепенное влияние совокупность условий обжига (температура,
продолжительность, газовая среда и т. д.), называемая режимом обжига.
Обожженные изделия еще не всегда являются готовой продукцией
керамического производства. Для ее выпуска могут требоваться различ-
ные дополнительные процессы, такие, как механическая обработка (рез-
ка, шлифование), глазурование, декорирование, металлизация и т. д.
Однако эти процессы не являются основными общими элементами ке-
рамической технологии, и поэтому их рассматривают в раздепах учеб-
ника, посвященных отдельным отраслям керамических производств.
Там же рассмотрены и специфические процессы подготовки исходных
компонентов и механическая обработка (оправка, обточка) заготовок.
Глава 1. ЗЕРНОВОЙ СОСТАВ И ИЗМЕЛЬЧЕНИЕ КОМПОНЕНТОВ
КЕРАМИЧЕСКИХ МАСС
1. Зерновой состав масс
Зерновой состав минеральных компонентов выбирают с учетом его
влияния на свойства изделий, а также на поведение материала в процес-
сах формования, сушки и обжига.
Применяемые разнообразные составы («порошки») по степени из-
54
мельчения могут быть разбиты на две большие группы—грубозерни-
стые и тонкозернистые. К грубозернистым относятся составы со значи-
тельным или даже преобладающим содержанием фракций размером
0,5—1 мм и выше. В тонкозернистых составах все частицы или подав-
ляющая их часть имеют размеры мельче 0,05—0,1 м'м. Составы проме-
жуточных размеров (например, с высоким содержанием зерен от 0,1 д
0,5 мм, но практически не имеющие более крупных фракций) в керами-
ческой технологии почти не используются.
Среди тонкозернистых масс следует выделить еще группу «высоко-
дисперсных», в которых практически весь материал измельчен до раз-
меров порядка микронов и долей микрона.
Области применения каждой из названных групп масс, их техноло
гическое назначение и способы измельчения существенно различаются
Грубозернистые массы используются в производстве почти всех ог-
неупорных изделий и при изготовлении так называемой грубой строи-
тельной керамики. Отличительной особенностью масс из грубозернистых
порошков является их неспособность интенсивно уплотняться в обжиге
Содержащиеся в материале крупные зерна, составляют как бы неизме
няемый скелет или «наполнитель», мало вовлекаемый в физико-химиче-
ские процессы. Изделия, получаемые из таких масс, испытывают в об-
жиге сравнительно небольшие объемные изменения. Их линейная огне-
вая усадка обычно не превышает 3—5%; общая пористость обожжен
пых изделий остается обычно на уровне не ниже 10—15%, причем в из-
делиях преобладают открытые поры.
Назначением грубозернистых порошков, если их добавляют в каче-
стве непластичного компонента в массы на основе глин и каолинов, яв-
ляется прежде всего так называемое «отощение» последних, т. е. умень-
шение излишней пластичности, облегчение процессов сушки полуфаб-
риката, уменьшение объемных изменений в обжиге и связанных с этим
внутренних напряжений и деформаций. В других случаях — главным об-
разом в производстве многих огнеупоров — грубозернистые порошки ис-
пользуются без глинистых составляющих и сами формируют тело изде
ЛИЯ.
Тонкозернистые массы используют в производстве бытового и элек-
тротехнического фарфора, некоторых отделочных строительных мате
риалов и, наконец, при изготовлении практически всех видов техничен
кой керамики. Эти производства принято называть тонкокерамическими
Тонкий зерновой состав порошков облегчает процессы химического взаи-
модействия компонентов и уплотнения в обжиге. Изделия отличаются
большими объемными изменениями в обжиге (чаще всего линейная
усадка 10—20%) и в большинстве случаев относятся к типу «спеченных»
(общая пористость не более 5—10%; открытая — от Одо 1—2%). Из
топкозернистых масс также изготовляют некоторые виды керамики
(например, фаянс) с относительно высокой пористостью, но с однород-
ным мелкопористым строением.
Наиболее тонкозернистые, или «высокодисперсные», материалы ча-
ще всего используют в производстве технической керамики, когда нужно
достигнуть высокой степени уплотнения в обжиге, а требования к соста-
ву материала исключают введение компонентов, значительно облегчаю-
щих его спекание.
В зависимости от типа зернистости измельченного материала и егс
технологического назначения меняется весь характер требований к зер-
новому составу и применяемые критерии его оценки. Рассмотрим их от
дельно для грубозернистых и тонкозернистых порошков.
Для грубозернистых порошков обычно задают допустимые пределы
в содержании отдельных фракций, которое характеризуется при помощи
разделения на нескольких контрольных ситах с размерами ячеек от не-
5F
скольких миллиметров до 0,5 или 0,1 мм. Соотношение тончайших ча-
стиц за пределами последнего контрольного сита обычно не норми-
руется.
На основе подобного широкого диапазона фракций зерновые соста-
вы подбирают с учетом влияния размеров зерна на технологический про-
цесс производства и текстуру обожженных изделий, а также возможно-
стей помольного оборудования. При этом во многих случаях необходи-
мо принимать во внимание и влияние соотношения размеров зерен на
плотность упаковки порошковых систем. Следует отметить, что послед-
ний вопрос широко разрабатывался теоретически и экспериментально,
гак как он имеет большое значение для различных отраслей техники.
Его рассмотрение удобно начать с идеализированного представле-
ния о шарообразной форме частиц. Для шаров одного размера выполне-
ны геометрические расчеты при пяти
ной укладки (рис. 28 и табл. 13).
Рис. 28. Различные типы упаковки шаров
.1 — кубическая; б—простая шахматная; в—двой-
ная шахматная; г — пирамидальная; д — тетраго-
нальная
различных вариантах упорядочен-
Таблица 13
Объем пустот при различных системах
укладки шаров
Укладка Число точек со- прикосновения шара с соседними Содержание пустот в %
Кубическая 6 47,64
Шахматная: простая 8 39,55
двойная 10 30,2
Пирамидальная . I 12 25,95
Тетрагональная . 1
Эксперименты показывают, что при «утряске» шаров одного разме-
ра образуется упаковка, в которой преобладают шары, имеющие 7—8
контактов с соседними. В соответствии с этим независимо от размера
однородных тел шарообразной формы (дроби, гороха и т. д.) опыт удов-
летворительно подтверждает расчеты, т. е. пустотность составляет 37—
12%.
Многими опытами доказано также, что плотность укладки систем,
близких к монофракционным и состоящих преимущественно из изомет-
рических зерен неправильной формы (например, высеянных узких
фракций шамота), практически почти не отличается от укладки шаров.
В системах же, состоящих из ряда фракций порошков, возможно зна-
чительное повышение плотности упаковки.
Различают два основных принципа подбора укладок, эффективно
снижающих пустотность:
а) «непрерывные» укладки, основанные на заполнении объема зер-
нами всех размеров — от некоторой верхней границы до минимальных
(«близких к нулю»);
б) «прерывные» укладки, т. е. такие, при которых между зернами
заданных фракций зерна промежуточных размеров отсутствуют. При
этом зерна самой крупной фракции образуют скелет, пустоты которого
заполняются следующей фракцией. Новые пустоты могут заполняться
третьей фракцией и т. д.
Различными исследователями предложен ряд довольно сходных
кривых и расчетных формул для определения оптимального соотноше-
□6
ния фракций при непрерывной укладке. Одна из удобных формул, ре-
комендованная Андреасеном, имеет вид:
Y = 100 (— V,
\ £> /
где У — содержание фракций с размером зерна меньше d в %; D —максимальный раз-
мер зерна; q — показатель степени, определяемый экспериментально для данного типа
порошка и условий упаковки (он зависит от формы зерен, характера их поверхности
и лежит обычно в пределах от 0,33 до 0,5).
Характер интегральных кривых распределения для составов, по
Андреасену, приведен на рис. 29.
Точное соблюдение зернового состава по указанной формуле с оп-
тимально подобранным значением q позволяет получить упаковки с по-
ристостью не выше 20%. Вместе с тем на практике крайне трудно отре-
гулировать процессы по-
мола для точного выпол-
нения заданного соотно-
шения фракций и не ме-
нее сложно синтезиро-
вать эффективный непре-
рывный состав из многих
фракций.
В производственных
условиях на различных
помольных машинах по-
лучают порошки, непре-
рывный зерновой состав
которых (без рассева на
фракции и синтеза) дает
упаковки с пористостью
25—30%. Во многих слу-
чаях это вполне доста-
точно.
Однако при необхо-
димости подбора зерно-
вых составов для фор-
мования полуфабриката
Рис. 29. Различные варианты зернового состава
с плотной упаковкой
1 — непрерывный (по Андреасену), q~ 0,5; 2 — то же, <7=0.3;
3 — ступенчатый двухфракцнонный «идеальный»; 4 —то жео
реальный
высокой плотности, более эффективными яв-
ляются прерывные укладки. Основные принципы подбора таких укла-
док с максимальной плотностью следующие:
1) размер зерен каждой следующей фракции должен быть значи-
тельно меньше, чем размер пустот, образуемых предыдущей фракцией.
Для системы из двух фракций эффект повышения плотности упаковки
(по сравнению с одной фракцией) растет с увеличением соотношения
их размеров. До соотношения 3—5 эффект относительно невелик. При
соотношении 8—10 он становится значительным и дальше продолжает
все медленнее (асимптотически) возрастать;
2) определенное количественное соотношение двух фракций дает
наибольший эффект уплотнения. Положение этого оптимума соответ-
ствует относительному объему пустот, образуемых более крупной фрак-
цией. Теоретические расчеты показывают, а эксперименты подтвержда-
ют, что при достаточном разрыве в размерах зерна соотношение должно
быть примерно 7 : 3 (70% крупной и 30% мелкой фракции). Если коли-
чество мелкой фракции больше оптимального, то «скелет» крупной
фракции раздвигается. Если ее количество меньше оптимального, то
пустоты «скелета» остаются незаполненными. В обоих случаях макси-
мальное уплотнение не достигается;
57
3) аналогичные расчеты и эксперименты выполнены и для систем,
состоящих из трех и более фракций. Оптимальный состав трехфрак
ционных систем (с большим разрывом в размерах) примерно соответ-
ствует 60—65% крупной фракции, 25—30% средней и около 10%
мелкой.
Практически, учитывая неизбежность отклонений от «идеального»
распределения зерен в объеме системы, а также более вредное влияние
незаполненных пустот (по сравнению с раздвинутым скелетом), соста-
вы для получения оптимальных упаковок могут несколько отличаться
от названных в сторону увеличения количества мелких зерен. Скоррек-
тированные соотношения отвечают примерно 65 : 35 для двухфракцион-
ных систем и 55:30:15 —для трехфракционных. Достигнутые мини-
мальные значения пористости при вибрационной укладке двухфрак-
ционных систем составляют 15—16%, а для трехфракционных — 9—
10%.
Использование четырехфракционных прерывных систем практиче-
ски нецелесообразно, так как по мере увеличения числа фракций стано
вится все труднее обеспечить требуемые разрывы между размерами
зерен. В результате — получение порошков резко усложняется, а дости-
гаемый эффект практически не увеличивается. По этой же причине в
большинстве случаев невозможно использовать даже трехфракционные
системы с двумя разрывами.
Чаще всего для получения высокоплотных огнеупоров из неплас-
тичных компонентов ограничиваются составами на основе двух фрак-
ций, приготовляемых раздельно. Размеры крупной фракции принимают
порядка 1 мм и более (например, 0,5—2 мм или 1—3 мм) и мелкой —
в основном меньше 0,1 мм. Зерна промежуточных размеров в подобные
массы специально не вводят, но невозможность идеального рассева в
производственных условиях ведет к тому, что их содержание в массе
достигает 10—20% (см. рис. 29).
Для создания эффективной трехфракционной системы при разме-
рах крупной фракции порядка 1—3 мм пришлось бы получать среднюю
фракцию 0,1—0,3 мм (из которой отсепарированы более тонкие части-
цы) и отдельно готовить тонкую фракцию с зерном не более 0,01—
0,03 мм. Осуществить подобную задачу путем помолов и рассевов в про-
мышленных условиях обычно нельзя. Если, однако, в массу вводят та-
кие компоненты, как глины и каолины, то при должной подготовке их
частицы могут настолько диспергироваться, чтобы практически выпол-
нять роль третьей фракции системы.
Принцип подбора зернового состава по плотности упаковки, играю-
щий существенную роль в определенных областях керамической техно-
логии, отнюдь не является универсальным. Даже в производстве высо-
коплотных изделий из крупнозернистых масс приходится несколько
отступать от этого принципа, учитывая заметное облегчение формуемос-
ти и особенно улучшение спекаемости с ростом содержания тонких
фракций. Характер подобных отступлений на примере так называемых
«многошамотных масс» (см. часть третью, стр. 157) виден из рис. 30.
В двухфракционных составах без пластичного минерального компонен-
та содержание тонкой фракции по той же причине повышают с 30—35
до 40—45%.
Для тонкозернистых масс весьма затруднительно получать зерно-
вые составы порошков с высокой плотностью упаковки. Для этого по-
требовалось бы тщательное фракционирование и регулирование соот-
ношения частиц с размерами от десятков и до долей микрона. Такой
технологической задачи, как правило, и не ставят: пористость полуфаб-
риката из подобных масс чаще всего находится в пределах 25—45%,
а плотность изделий достигается при обжиге.
58
В число задаваемых и контролируемых параметров тонкозернистых
и высокодисперсных порошков обычно не включают полный зерновой
состав, т. е. соотношение всей гаммы присутствующих фракций. Чаще
всего пользуются какои-либо
одной (реже — двумя) харак-
теристикой, позволяющей оце-
нить общую степень измельче-
ния материала. Рассмотрим
такие характеристики.
1. Остаток на тонком кон-
трольном сите (с размером
ячеек в пределах 0,05—0,1 мм)
при мокром ситовом анализе,
выраженный в %. Способ
прост и широко распространен
(особенно в производстве из-
делий типа фарфора и фаян-
са), но остаток на контрольном
сите непосредственно не ха-
рактеризует распределения в
наиболее важной и преобла-
дающей области более тонких
частиц. Вместе с тем при каж-
дом способе помола наблюда-
Тонкая фракция топота б А
Рис. 30. Области максимального уплотнения
в трех фр акционных массах
I — оптимальный состав «идеальных* порошковых
систем; 2—типичные составы масс в технологии мно-
гошамотных огнеупоров
ется определенная связь между величиной этого остатка и зерновым со-
ставом в области тончайших фракций, не поддающихся ситовому ана-
лизу.
2. Величина удельной поверхности, обычно выражаемая в см2/г.
Для ее определения распространен способ *, оспованный на зависимости
гидравлического сопротивления порошка при прохождении воздуха от
размеров частиц. Этим способом можно сравнительно характеризовать
и порошки, практически не содержащие остатка на наиболее тонких
контрольных ситах (0,05—0,06 мм). Он дает более или менее удовлет-
ворительные результаты примерно в пределах наблюдаемых значений
удельной поверхности от 2 до 10 тыс. см2!г. Между удельной поверх-
ностью S (в указанных единицах) и средним диаметром частиц Dcp в
случае их шарообразной формы легко выводится зависимость
~ 60 000
ь'сп = —---МК,
Р yS
it • у — истинная плотность материала в г/см3.
Для частиц неправильной формы и с более развитой поверхностью
данному значению S соответствует несколько больший размер частиц.
Следовательно, для большинства керамических масс (при у = 2,5-н4)
этим способом можно пользоваться при среднем размере частиц при-
мерно от 15—20 до 2—3 мк.
Для еще более тонких (высокодисперсных) порошков приходится
пользоваться иными методами и характеристиками. Важнейшими из них
являются определение удельной поверхности по методу Дерягина, (по
воздухопроницаемости при высоком вакууме) или адсорбционные мето-
ды (главным образом так называемый абсолютный — по низкотемпера-
турной адсорбции азота), различные виды седиментометрического ана-
лиза, основанного на законе Стокса, методы микроскопии.
Не рассматривая эффективности и специфики перечисленных мето-
дов, отметим, что все получаемые результаты (кроме определения ос-
1 Обычно используют вариант определения на приборе ПСХ-2
59
татка на контрольном сите) могут быть пересчитаны на величину сред-
него («среднеповерхностного») диаметра. Способ пересчета S на Dcp
ясен из предыдущего. Формула для подсчета по результатам седимен-
тометрического анализа имеет вид:
D = -10°-
где at—содержание каждой фракции в %, D;—ее соответствующий средний диа-
метр, принимаемый как среднеарифметическое значение границ фракции (например,
для фракции от 2 до 5—3,5 мк).
Простота пересчета еще не дает права сравнивать между собой
значения S или DCp, полученные из различных методов определения,
так как в зависимости от формы строения и агрегации частиц они могут
значительно различаться (иногда в несколько раз). В то же время
каждый из методов имеет свои рациональные области использования,
в пределах которых он позволяет достаточно надежно контролировать
и сравнивать дисперсность керамических порошков.
Задаваемую тонину помола мелкозернистых и высокодисперсных
порошков целесообразно ограничивать не только «сверху», но, как пра-
вило, и «снизу». Повышение тонкости помола, облегчающее процессы хи-
мического взаимодействия компонентов массы, спекания керамики и
обычно улучшающее ряд свойств изделий (механических, электриче-
ских), может за известными пределами вызывать и отрицательные по-
следствия. Они заключаются в следующем:
а) при чрезмерном увеличении тонкости помола размеры частиц
становятся, как правило, более однородными; вместе с приближением к
монофракционному характеру материала несколько снижается плот-
ность его упаковки. Хотя фактор упаковки не является главным в тон-
кокерамических массах, однако излишнее понижение плотности полу-
фабриката и соответственно повышение его усадки при спекании неже-
лательно;
б) повышение удельной поверхности порошка требует увеличения
содержания технологической связки и затрудняет ее равномерное рас-
пределение в виде пленок вокруг каждой минеральной частицы. Соот-
ветственно усложняется процесс подготовки массы и процесс удаления
связующей жидкости.
Наконец, нужно учитывать, что излишнее повышение степени из-
мельчения материала означает, как правило, неоправданное увеличение
расхода энергии и других затрат, связанных с его помолом.
2. Измельчение материалов
Для получения в молотом виде глиняных материалов в производст
ве огнеупоров, кислотоупоров и ряда строительных материалов приме-
няют типовую схему. Она включает предварительное дробление на
зубчатых дробильных валках или глинорезках, сушку в сушильных ба-
рабанах и последующий помол на дезинтеграторах.
Зубчатые валковые дробилки и глинорезки пригодны для работы с
довольно мягким влажным материалом и в отличие от других типов
дробилок не «замазываются». Выбор дезинтегратора в качестве основ-
ной помольной машины определяется не только высокой производитель-
ностью и экономичностью, но и тем, что весь процесс его работы, осно-
ванный на многократном разбивающем действии «пальцев», сравни-
тельно мало изменяется при колебаниях во влажности подсушиваемой
глины. Обычно дезинтеграторы могут работать с глиной, влажность ко-
60
торой достигает 12—13%, хотя при влажности не выше 8—10% помол
протекает эффективнее. Дезинтеграторы позволяют получать измель-
ченную глину, содержащую до 80% фракции меньше 0,5 мм при пре-
дельном размере зерна 2—3 мм, что, как правило, удовлетворяет тре-
бованиям технологии производства.
Предварительное грубое дробление твердых («непластичных») кус-
ковых материалов в керамических производствах осуществляют чаще
всего на щековых или на конусных дробилках. Дробление ведут в одну,
две или более ступеней, что зависит в основном от размеров исходных
кусков. В результате получают дробленый материал с предельным раз-
мером кусков от 10—15 до 25—30 мм.
Способы окончательного измельчения непластичных материалов в
керамической технологии сильно различаются, что зависит прежде все-
го от разнообразия требований к их зерновому составу.
Важнейшим типом помольной машины, нашедшим очень широкое
применение в огнеупорной и керамической промышленности для полу-
чения грубозернистых порошков, является непрерывно действующая
шаровая мельница с самоотсевом. Ее основное преимущество при помо-
ле материалов типа шамота заключается в том, что она позволяет не
посредственно (т. е. в одну стадию) получать пригодные для использо-
вания порошки.
При измельчении в шаровых мельницах подбирают количество и
вес мелющих тел, размер сит мельницы и регулируют режим ее загруз-
ки В некоторых случаях эти регулирующие факторы сочетают со схе-
мой помола по замкнутому циклу. Все это позволяет получать порошки
с требуемым максимальным размером зерна (примерно в пределах от
1 до 4—5 мм) и одновременно регулировать содержание тонких фрак-
ций или «муки» (<0,5 мм). Последнее удается варьировать примерно в
пределах от 40—45 до 60—70%.
Однако в тех случаях, когда требуется измельчать материалы высо-
кой твердости (кристаллические кварциты, высокоглиноземистый ша-
мот и др.) и, в особенности, если нужно получать ступенчатые (прерыв-
ные) зерновые составы, предпочитают иные типы машин и более слож-
ные схемы помола. В качестве машин для получения крупной
составляющей порошка обычно используют тяжелые помольные бегуны
непрерывного действия (с самоотсевом), валковые мельницы, а также
в некоторых случаях дробилки конусные для мелкого дробления или
молотковые.
Общие особенности этих машин при всем их конструктивном раз-
нообразии заключаются в том, что материал удаляется из них после од-
нократного или, во всяком случае, кратковременного воздействия из-
мельчающих рабочих органов. Поэтому — в отличие от шаровых мель-
ниц— обычно получается весьма ограниченное количество фракций с
размерами зерна меньше 0,5—0,8 мм, а значительная часть зерен по
своим размерам превышает требуемую крупную фракцию порошка.
В связи с этим целесообразно полученные при таком грубом помоле по-
рошки разделять на три фракции (включая отсев и две полезные фрак-
ции) с использованием для рассева, например, двухситовых виброгро-
хотов1 2. Применяя частично замкнутый цикл (т. е. возврат отказа на
вторичный домол в той же машине) и комбинируя машины грубого по-
1 В настоящее время широко применяют схемы с автоматической загрузкой, в част-
ности, используя в качестве датчиков измерители шума мельницы.
2 Так как внброгрохоты недостаточно эффективны при разделении относительно
мелких фракций (в области от 0,8 мм и тоньше), то их иногда используют лишь для
высева наиболее крупных фракций (отказа), а отделение тонких фракций от средних
осуществляют при помощи воздушного сепаратора.
61
мола данных типов с непрерывно действующими машинами для тонко-
го помола, получают необходимые зерновые составы ступенчатого
характера (см. схему), отличающиеся низким содержанием промежу-
точных или «средних» фракций (с размерами частиц между 0,1 и 0,5—
0,8 мм).
Примерная технологическая схема получения порошка ступенчатого зернового состава
Дробленый материал
j j
Машина для грубого помола
I
Устройство для рассева
I
[__ Отсев
( 3 мм)
I
Фракция ~3—0,8 мм
Пылевидная
фракция
0,1 мм
Фракция
3—0,8 мм
Фракция
0,8 мм
Бункера хранения с дозирующими устройствами
I
Синтезированный порошок ступенчатого
зернового состава
Для гибкого управления процессом помола часто предусматривают
возможность направления части отсева на тонкий помол и введения
части высеянной мелкой фракции непосредственно в массу (без дома-
лывания на машине тонкого помола). На приведенной схеме эти до-
полнительные возможности показаны пунктирными линиями. Примене-
ние такой схемы при рационально подобранных режимах эксплуатации
помольных машин обеспечивает полное использование всего измельчен-
ного материала, т. е. позволяет работать без систематического накопле-
ния ненужного избытка той или иной фракции.
В качестве машин для тонкого измельчения в подобных схемах ис-
пользуют обычно трубомельницы, которые по своим техническим харак-
теристикам и регулировочным возможностям вполне отвечают предъяв-
ляемым требованиям. Чаще всего в получаемой пылевидной фракции
устанавливают заданную величину остатка на сите 0,06 или 0,09 мм
Следует также отметить, что нередко тонкий помол в трубомельницах
одновременно используют для эффективного смешивания двух (или бо-
лее) совместно измельчаемых компонентов.
Для получения тонкозернистых и высокодисперсных порошков при-
меняют, как правило, помольные машины периодического действия: ша-
ровые и в ряде случаев вибрационные мельницы. Хотя по своей произ-
62
водительности и экономичности эти типы машин явно уступают непре-
рывно действующим трубомельницам, однако их использование
обусловлено рядом обстоятельств. Во-первых, необходимые высокие
степени измельчения легче могут быть достигнуты именно на периоди-
чески действующих мельницах путем соответствующего регулирования
длительности помола. Во-вторых, относительно малые масштабы (в ве-
совом выражении) производств в тонкой и, особенно, в технической ке-
рамике не требуют применения высокопроизводительных мельниц, рас-
считанных на ежесуточный выпуск многих десятков и даже сотен топи
порошка. Кроме того, в случае помола материалов для тонкой керами-
ки в современных трубных мельницах трудно избежать попадания ме-
таллического железа в массу (истирание металлических шаров, банда-
жей, решетчатых перегородок).
Явление загрязнения порошков материалом мелющих тел в про-
цессе помола играет большую роль при выборе условий тонкого измель-
чения в керамической технологии. В этом случае в отличие от приготов-
ления крупнозернистых порошков величина намола мелющих тел
значительно больше, требования к чистоте материала (по содержанию
железистых включений) обычно значительно строже, а эффективность
процессов магнитной очистки сильно снижается при очень малых раз-
мерах частиц.
До последнего времени отечественная промышленность практиче-
ски не применяла каких-либо непрерывно действующих помольных ма-
шин в тонкокерамической технологии, и лишь в настоящее время начи-
нают переходить к использованию струйных мельниц для измельчения
непластичных компонентов в производстве некоторых видов строитель-
ной керамики. Этот способ представляется перспективным, так как из-
мельчение, происходящее при соударении двух струй измельчаемого
материала, не связано с воздействием на него мелющих тел и с соот-
ветствующим загрязнением.
Вибрационные мельницы имеют существенные преимущества перед
шаровыми периодического действия. Процесс измельчения на них про-
текает гораздо быстрее, а время для получения порошка одинаковой то-
нины помола сокращается в 10—20 раз и более. Намного уменьшается
и расход электроэнергии. Однако в настоящее время промышленность
не располагает вибромельницами, размеры (емкость) и, в особенности,
конструкции которых вполне удовлетворяли бы потребностям массоем-
ких производств.
Если при помоле в шаровых мельницах задача сохранения чистоты
материала полностью решается путем использования для барабана ке-
рамической футеровки и керамических мелющих тел соответствующего
состава, то промышленные вибромельницы пока выполняются целиком
из металла (включая мелющие тела). Вибропомол с использованием
керамических мелющих тел еще мало изучен.
В силу перечисленных причин вибропомол пока не применяют в
производствах фарфора, фаянса и некоторых других видов керамики
Однако вибромельницы с успехом приходят на смену шаровым в
тех производствах, где некоторый намол металлического железа техни-
чески допустим (ферромагнитная керамика, ряд конденсаторных масс
и др.), а также в тех, где после помола материал отмывают кислотой
(высокоогнеупорная окисная керамика).
При выборе условий помола необходимо иметь в виду следующее.
Измельчение до высокой степени дисперсности в шаровых мельницах
протекает значительно эффективнее при мокром помоле, чем при сухом.
Присутствие воды облегчает разрушение твердых частиц, так как вода,
проникающая в поверхностные микротрещины, оказывает расклинива-
ющее действие и препятствует смыканию трещин в период между уда-
63
рами мелющих тел. Кроме того, в водной суспензии исключается слипа-
ние (комкование) высокодисперсных частиц, которое при сухом помоле
постепенно нарастает и чаще всего лимитирует предельную тонину про-
дукта измельчения.
При измельчении в вибрационных мельницах, напротив, сухой по-
мол не менее эффективен. В этом случае при ином характере процесса
и высокой частоте ударов устраняется явление комкования сухих час-
тиц и снижается ррль воды как фактора, препятствующего смыканию
микротрещин.
Таким образом, высоких значений дисперсности материалов дости-
гают не только при мокром помоле в шаровых мельницах, но и при су-
<ом— в вибромельницах.
Мелющие тела намного больше изнашиваются при мокром помоле,
Рис. 31. Кинетические характери-
стики процесса измельчения
в мельнице периодического дей-
ствия
так как вода снижает их твердость и кор-
родирует поверхность. При продолжи-
тельном (десятки часов) мокром помоле
в шаровых мельницах с металлическими
телами содержание намолотого железа
в измельченном материале может дости-
гать нескольких процентов. Минимальные
намолы — порядка сотых или одной-двух
десятых процента — получаются при су-
хом помоле в вибромельницах.
При всех различиях в конструкциях,
характеристиках и режимах работы мель-
ницы периодического действия имеют ряд
общих особенностей кинетики процесса
измельчения. Ее можно выражать как
зависимость удельной поверхности мате-
риала от времени измельчения либо как
зависимость содержания определенного
верхнего класса частиц (например, > 100 мк или >5 мк) от того же фак-
тора. При обоих способах выражения кинетики обнаруживается, что
процесс измельчения последовательно замедляется, т. е. носит явно зату-
хающий характер (рис. 31).
Затухание процесса во времени определяется рядом причин: умень-
шением доли ударов, приходящихся на крупные частицы материала;
повышенной склонностью тонких частиц к агрегации; известным мас-
штабным фактором механических свойств твердых тел, в силу которого
с уменьшением частиц растет их прочность.
Для количественного выражения кинетики процесса тонкого из-
мельчения различными авторами предложен целый ряд полуэмпириче-
ских уравнений. Одно из удобных уравнений (В. В. Товарова), показы-
вающее закон убывания верхнего класса, имеет вид:
—кт™
е
'де Rx — содержание крупного класса через время т; Ro — то же, до начала измель-
епия; k — коэффициент, характеризующий относительную скорость измельчения;
•п— параметр, показывающий изменение этой скорости во времени.
Другое уравнение (Л. П. Карпиловского) характеризует кинетику
вменения удельной поверхности:
st = so +
ех
СХ 4- 1 ’
где Sf — удельная поверхность через время т; — то же, до начала помола; Ь и с —
коэффициенты, характеризующие процесс.
34
Физический смысл коэффициента b — скорость прироста удельной
поверхности в момент начала помола, а коэффициент с определяет за-
медление ее прироста во времени.
Приведенные уравнения с эмпирически определяемыми коэффи-
циентами дают удовлетворительное совпадение с практическими и мо-
гут быть использованы для примерных расчетов процессов измельчения
в периодических мельницах. Вместе с тем скорость измельчения и, сле-
довательно, значения коэффициентов находятся в сложной зависимости
от целого комплекса факторов, в том числе от степени заполнения ба-
рабана материалом; весового и объемного соотношения мелющих тел
к измельчаемому материалу и воде, размеров, формы и плотности ме-
лющих тел, скорости вращения мельницы и т. д. Подбор их рациональ-
ного сочетания дает большие возможности интенсификации помола,
которые в нашей промышленности до сих пор полностью не реализованы.
Другой возможный способ существенной интенсификации тонкого
помола носит физико-химический характер. Интенсификации можно до-
стигнуть при введении в материал небольших добавок поверхностно-ак-
тивных веществ, которые играют роль понизителей твердости, а также
способны снижать вязкость суспензий измельчаемого материала. Опти-
мальные концентрации таких добавок обычно соответствуют несколь-
ким десятым процента по отношению к весу порошка. В качестве эф-
фективных добавок находят практическое применение сульфитно-спир-
товая барда (при мокром помоле), олеиновая кислота и другие жирные
кислоты, а также некоторые кремнийорганические соединения (при су-
хом помоле).
Глава 2. СМЕШИВАНИЕ И ПОДГОТОВКА КЕРАМИЧЕСКИХ МАСС
Среди способов составления и подготовки керамических масс в за-
висимости от характера зернового состава материалов можно выделить
подготовку двух главных групп грубозернистых и мелкозернистых масс.
1. Грубозернистые массы
Грубозернистые массы составляют в основном из компонентов, по-
лученных сухим помолом. Их готовят в различных смесительных маши-
нах, где перемешивание минеральных составляющих обычно сочетается
с увлажнением массы.
Основные типы применяемых машин: непрерывно действующие
смесители с винтовыми лопастями — одновальные или чаще двухваль-.
ные; смесители периодического действия типа смесительных бегунов
(с относительно тяжелыми катками) или центробежных бегунов, а так-
же типа так называемых бегунковых мешалок с более легкими и быст-
роходными перемешивающими устройствами. Иногда используют и
иные виды периодических смесителей, например корытообразные ме-
шалки с Z-образными или другими лопастями, насаженными на гори-
зонтальный вал.
Удовлетворительная однородность распределения грубозернистых
минеральных компонентов может быть достигнута во всех смесителях
указанных типов. Для этого следует, как правило, разбивать процесс на
этапы (например, сначала перемешивание сухое, а затем при увлажне-
нии) с подбором необходимой продолжительности каждого этапа. В лю-
бой машине периодического действия длительность всего цикла и каж-
дого этапа перемешивания легко можно регулировать. В непрерывных
лопастных смесителях продлить цикл позволяют соответствующие кон-
5—1025
65
структивные решения (удлинение мешалки, уменьшение угла наклона
винтовых лопастей), а также последовательная установка двух или бо-
лее смесителей. Однако перечисленные типы смесителей далеко не рав-
ноценны с точки зрения строения и свойств получаемой массы.
При выборе типа смесителя исходят в основном из следующих по-
ложений.
При подготовке пластичных масс на глиняной основе целесообраз-
но использовать непрерывно действующие лопастные смесители (см.
схему «а»). Достаточная степень увлажнения подобных масс (обычная
влажность их 17—20%) приводит к размоканию зерен связующей гли-
ны. Образование глинистых прослоек на поверхности зерен отощающих
материалов и необходимое сцепление между ними достигаются без воз-
действия значительных внешних усилий.
Типичные схемы подготовки грубозернистых пластичных (а)
и порошкообразных (б) масс
Компоненты
(порошки)
Непрерывное дозиро-
вание
Лопастные
смесители
(непрерыв-
ного
действия)
Г
Сухое
смешивание
и
увлажнение
Вакууми рование
I
На формование
Вода
(шликер
и другие
жидкие
добавки)
I
На прессование
Однако строение массы после переработки в таких мешалках оста-
ется рыхлым — в массах содержится много воздуха. Последующее уп-
лотнение, осуществляемое при переработке в формовочных машинах,
не может быть доведено до высокой степени, если не принять специ-
альных мер для удаления воздуха. Поэтому в настоящее время и грубо-
зернистые массы подвергают вакуумированию. Этот процесс осущест-
вляется либо отдельно, либо объединяется в одном агрегате с процессом
формования изделий.
Вакуумирование грубозернистых масс в общем мало отличается от
вакуумирования масс тонкокерамических, хотя структура первых яв-
ляется более проницаемой, что заметно облегчает удаление из них воз-
духа ".
При подготовке более сухих порошкообразных масс, формовочные
свойства которых не могут основываться на высокой пластичности ув-
лажненной глины, значительное преимущество имеют названные выше
смесители периодического действия (см. схему «б»). Все они отличают-
ся более интенсивным механическим воздействием рабочих органов на
обрабатываемый материал. Это преимущество является более важным,
чем недостатки, связанные с меньшей производительностью машин пе-
1 Сведения о вакуумировании будут приведены ниже при рассмотрении подготовки
тонкокерамических масс.
66
риодического действия и с известными неудобствами их вписывания в
производственный поток. Так, в обычных смесительных бегунах матери-
ал испытывает помимо перемешивания серию обжатий с удельным дав-
лением порядка 1000—1500 кн!м2 (10—15 кГ!см2). При общей длитель-
ности обработки до 5 мин, число обжатий достигает 100—150, что в
конечном счете приводит к значительному уплотнению массы. Если
в ней имеется глиняный компонент, то, несмотря на невысокое содержа-
ние влаги (не более 8—9%), зерна глины интенсивно перетираются и
довольно равномерно распределяются по поверхности непластичных
зерен.
В результате обработки в смесительных бегунах получают массы,
отличающиеся не только однородностью, но и строением, более благо-
приятным для последующих процессов прессования. В таких массах при
транспортировании и пересыпке уменьшается опасность «расфракцио-
нирования», т. е. частичного разделения по компонентам и фракциям
зернового состава. Однако в материале могут образовываться крупные
«коржи», не пригодные для равномерной загрузки прессформ. Поэтому
для превращения массы в достаточно однородный порошок ее необхо-
димо пропустить через так называемые «растирочные сита» с отверстия-
ми размером 5—10 мм.
Обжатия массы при меньшем удельном давлении, но зато более
частые, происходят при ее подготовке в центробежных бегунах и бегун-
ковых смесителях. Опыт показывает, что в таких смесителях — сравни-
тельно менее тяжелых и энергоемких — качество подготовки безглиня-
ных огнеупорных масс (динасовых, магнезиальных и т. п.) оказывается
не ниже, чем в тяжелых смесительных бегунах. Однако для подготовки
шамотных и, особенно, многошамотных масс последние имеют несом-
ненное преимущество.
При подготовке масс в смесителях периодического действия имеет
существенное значение порядок введения отдельных компонентов, а так-
• же увлажняющей жидкости. Этот порядок в производстве различных
изделий неодинаков, и его приходится выбирать с учетом технологиче-
ских особенностей той или иной массы. Если в состав масс вводят мине-
ральные или органические клеящие добавки, то их предварительно
растворяют или распускают в увлажняющей жидкости.
В процессе подготовки масс в смесителях периодического действия
особенно в бегунах, возможен некоторый домол, в результате которого
заметно меняется соотношение фракций. Это обстоятельство следует
учитывать при подборе зернового состава порошков, подаваемых на
смешивание, и при нормировании требований к готовой массе.
2. Тонкозернистые массы
При смешивании тонкоизмельченных компонентов в сухом состоя-
нии весьма трудно достигнуть их равномерного распределения в массе.
Вследствие способности тончайших частиц к агрегации эффективность
процесса перемешивания снижается с повышением степени дисперснос-
ти материала. Поэтому в керамических производствах обычно стремятся
избежать сухого смешивания тонкоизмельченных порошков как отдель-
ной технологической операции.
Большей частью необходимую смесь компонентов получают либо
. при их совместном измельчении (сухом или мокром) в периодических
мельницах, либо смешиванием раздельно приготовленных суспензий.
В частности, для масс, содержащих глины и каолины, весьма распрост-
ранен вариант смешивания двух суспензий: мокромолотой смеси не-
пластичных компонентов и суспензии глинистых компонентов.
Последнюю получают путем распускания глин и каолинов в горизон-
5*
67
тальных лопастных или пропеллерных мешалках. Затем ее смешивают
с суспензией непластичных компонентов в пропеллерных мешалках
Каждая из сливаемых суспензий, а следовательно, и составленный
из них шликер, имеет влажность порядка 50% и выше. Массу в виде
шликера, полученного таким способом (или путем совместного мокрого
помола всех компонентов), подвергают дальнейшей переработке по раз-
личным схемам (см. схему).
Основные варианты схем приготовления керамических масс
из тонкозернистых глиносодержащих суспензий
Перемешивание и хранение суспензий (пропеллерные мешалки)
I
а) Приготовление
пластичной
массы
4
Обезвоживание
на фильтрпрессах
4
Обработка на ва-
куум-мялках
4
На формование
4
б) Многостадийное при-
готовление пресспорош-
ка
4
Обезвоживание на
фильтрпрессах или ва-
куум-фильтрах
4
Переработка коржей
и сушка массы
4
Помол и просев порошка
4
На прессование
4
в) Одностадийное
приготовление
пресспорошка
4
Распылительная
сушилка
I
4
На прессование
4
г) Приготовление
шликера для
• литья
Обезвоживание
па фильтрпрессах
।
Распуска- --Зле-
ние--------ктро-
коржей литы
На литье
Если массу предназначают для пластического формования, то из-
быток влаги удаляют путем фильтрации. Основной тип применяемых
аппаратов — фильтрпрессы (камерные), в которых вода удаляется при
давлениях до 12-—15 атм. На полотнищах фильтрпрессов образуется
осадок (так называемые фильтрпрессные «коржи» или «пряники») с
влажностью 19—25%, что обычно соответствует требованиям последую-
щей переработки пластичной тонкокерамической массы.
Следует отметить, что для обычных керамических масс расчет про-
цесса фильтрпрессования по методам, разработанным в теории фильтро-
вания, весьма затруднителен, так как удельное гидравлическое сопро-
тивление осадка, являющегося основным фильтрующим слоем, сильно
меняется (растет) по мере его уплотнения при обезвоживании. Поэтому
оптимальные режимы фильтрпрессования, т. е. давление закачки и дли-
тельность по стадиям процесса, а также его общую продолжительность
и конечную толщину коржей подбирают опытным путем.
Недостатками процесса фильтрпрессования являются его трудоем-
кость, периодичность, затруднительность полной механизации и авто-
матизации.
Способы вакуумного обезвоживания на непрерывно действующих
фильтрах барабанного типа, широко распространенные в химической
промышленности, в производстве цемента и других отраслях, имеют в
этом отношении несомненные преимущества. Однако перепад давлений,
являющийся движущей силой процесса обезвоживания, при вакуумном
фильтровании находится в пределах 1 атм, т. е. оказывается на порядок
с лишним меньше, чем при фильтрпрессовании. Для высокодисперсных
и гидрофильных керамических масс, отличающихся большим гидравли-
ческим сопротивлением, такой перепад явно недостаточен и практиче-
ски не позволяет довести их влажность до требуемого уровня. Поэтому
вакуумное фильтрование находит известное применение в керамической
технологии лишь для некоторых, менее гидрофильных шликеров (на-
пример, безглинистых или с малым содержанием глины), а также при
сочетании механического обезвоживания с последующей подсушкой
68
осадка. Разработан еще способ электрофоретического обезвоживания
керамических шликеров, но и он применим крайне ограниченно вследст-
вие повышенной остаточной влажности получаемого осадка.
Таким образом, фильтрпрессование остается основным способом
обезвоживания тонкокерамических масс для пластичного формования
(см. схему, вариант «а»).
Однако в случае необходимости получения из керамической суспен-
зии порошка для прессования в настоящее время стремятся исключить
фильтрпрессование или другие способы механического удаления влаги,
так как они в этом случае обеспечивают только промежуточную ступень
обезвоживания. Для получения пресспорошков с требуемой влаж-
ностью (обычно 6—10%) так или иначе нельзя обойтись без тепловой
обработки — сушки. Поэтому вместо применявшейся ранее громоздкой
многоступенчатой схемы (см. схему, вариант «б») все шире применяют
способ распылительной сушки (см. схему, вариант «в»).
Способ распылительной сушки не только упрощает схему производ-
ства и создает более полно механизированный и регулируемый техно-
логический процесс, но оказывает существенное влияние на строение по-
рошка и характер его зернового состава. В этом случае в отличие от
порошков, приготовленных по схеме с раздельным обезвоживанием и
измельчением, получаются пресспорошки с формой частиц (гранул),
близкой к сферической и с узким, почти монофракционным зерновым
составом
Причиной образования сферической формы гранул является быст-
рое высыхание шарообразных капель суспензии. Узкий зерновой состав
связан с размером капель, в основном задаваемым распылительными
устройствами. Кроме того, образующиеся более мелкие частицы выно-
сятся из сушилки потоком теплоносителя. После выделения из этого
потока (в циклонах) пылевидные частицы можно не направлять в вы-
даваемый продукт, а возвращать в сушилку, где они в основном захва-
тываются нормальными каплями суспензии.
Наконец, при приготовлении шликеров для литья (см. схему, ва-
риант «г») также широко распространено промежуточное обезвожива-
ние. Это позволяет не только получить шликеры, влажность которых
значительно снижена по сравнению с исходной суспензией, но и обес-
печивает некоторые другие преимущества. К ним относится возможность
более точно регулировать влажность и содержание вводимых электро-
литов, т. е. факторы, наиболее сильно влияющие на литейные свойства
шликера. В то же время с фильтратом удаляется часть ненужных (вред-
ных для процесса литья) растворимых примесей, попавших в массу с ее
исходными сырьевыми компонентами.
Возвращаясь к пластичным массам, остановимся на их дальнейшей
обработ ке
Переработка фильтрпрессовых коржей на вакуум-мялках решает
две задачи:
1) выравнивание массы по влажности, а в некоторых случаях и по
зерновому составу. Необходимость выравнивания обусловлена тем, что
в процессе фильтрпрессования в коржах неизбежно возникают перепа-
ды по влажности (до 3—4% и более); возможно также некоторое рас-
слоение по зерновому и минеральному составу;
2) максимальное удаление воздуха из массы. Установлено, что при
переработке без вакуумирования объемное содержание воздуха в мас-
сах составляет 5—10%. Снижение его при вакуумировании до 1—2%
(и менее) резко улучшает пластические свойства массы, устраняет ряд
1 О некоторых преимуществах гранулированных порошков такого типа см. яа
стр. 71, 75.
69
дефектов формования, повышает плотность, прочность полуфабриката
и качество готовых изделий.
Независимо от различий в конструкциях отдельных типов вакуум-
ных массомялок (и подобных им ленточных прессов) процесс перера-
ботки массы состоит из следующих стадий: предварительного переме-
шивания и уплотнения; разрезания на сравнительно тонкие элементы
(скалки, стружки) с целью облегчения удаления воздуха; вакуумиро-
вания нарезанной массы; вторичного перемешивания и уплотнения мас-
сы в выходной части мялок
Основным механизмом удаления воздуха при вакуумировании яв-
ляется разрыв пленок массы, окружающих пузырьки, под влиянием раз-
ности давлений внутри пузырьков и в вакуумной камере. Кроме удале-
ния механически захваченного воздуха, заключенного в пузырьках и
отчасти в сообщающихся порах, выделяются адсорбированные и рас
творенные в воде газы. Процессы эти постепенно переходят от поверх-
ности каждого вырезанного элемента массы в его внутренние слои, так
как удаление воздуха с разрушением пузырьков непосредственно со-
провождается разрыхлением материала — образованием «губчатого»
строения Однако это промежуточное разрыхление безвредно, а вторич-
ное уплотнение разрыхленной массы перед выходом из мялки оказы-
вается тем эффективнее, чем полнее удален из нее воздух.
Основными факторами, влияющими на качество вакуумирования,
являются размер поперечного сечения нарезанных элементов (обычно
он составляет не более 8—12 мм для скалок и значительно меньше — для
стружек), степень разрежения в вакуум-камере, длительность пребыва-
ния в ней нарезанной массы — до начала вторичного слипания. Хоро-
шие результаты достигаются при остаточном давлении не более 2?
40 мм рт. ст., т. е. разрежении 720—740 мм и длительности вакуумиро-
вания в течение нескольких минут. Если разрежение в вакуум-камере
ниже указанного, то особенно заметно снижается качество для наибо-
лее высокодисперсных и пластичных масс.
Получить остаточное давление ниже 15—20 мм в вакуум-мялках не
удается, причем существование этого предела зависит не от характерис-
тики используемых вакуум-насосов, а от возможностей уплотнения сис-
темы и от интенсивного выделения газов и паров воды из непрерывно
подаваемой массы.
Следует подчеркнуть, что в настоящее время при изготовлении от-
ветственных и сложных изделий способом пластического формования
вакуумирование является обязательным элементом технологии.
При подготовке масс из суспензий различных типов, не содержа-
щих глинистых компонентов, применяют в общем те же технологиче-
ские приемы, а именно обезвоживание, вакуумирование и т. д. Однако
в этих случаях технологию подготовки дополняют введением в массу
клеящих или пластифицирующих органических добавок.
В ряде случаев тонкозернистые массы для прессования или пласти-
ческого формования готовят по сухому способу, т. е. без перевода всей
композиции в состояние водной суспензии. Введение временной связки
в тонкозернистые порошки, полученные как из обезвоженных суспензий,
так и по сухому способу, осуществляют в мешалках периодического
действия. В частности, широко применяют мешалки с Z-образными ло-
пастями. Требуемая длительность смешивания с различными жидкими
связующими (вода, раствор поливинилового спирта, органические жид-
кости и водно-органические композиции) больше, чем для увлажняемых
грубозернистых масс. Она достигает 30—40 мин и более.
Особые приемы подготовки применяют при введении таких времен-
ных связующих, которые при обычных температурах находятся в твер-
дом или высоковязком состоянии (парафин, воск, некоторые смолы, по-
70
пимерные материалы и т. д.). В этих случаях смешивание осуществля-
ют при повышенных температурах, достаточных для плавления или
разжижения связующего. Для этой цели используют небольшие по раз-
мерам смесители периодического действия, снабженные обогреватель-
ными устройствами, в том числе: шаровые мельницы с электрообогре-
вом, смесительные бегуны с обогреваемым подом, пропеллерные мешал-
ки с горячей водяной рубашкой.
Другой путь введения «твердых» и высоковязких связок — раство-
рение их в легколетучих растворителях с низкой вязкостью (бензин, че-
тыреххлористый углерод и др.). После смешивания раствора с высоко-
дисперсным порошком растворитель быстро испаряется, а твердая
связка оказывается равномерно распределенной на частицах порошка
в виде тонких пленок.
К числу важных приемов подготовки тонкозернистых масс относят-
ся различные методы получения гранулированных пресспорошков. По-
мимо отмеченной выше распылительной сушки широко распространен
(главным образом в производстве технической керамики) способ при-
готовления пресспорошков через промежуточное брикетирование. Из
порошкообразной массы с временной связкой под давлением примерно
от 2 000 до 100 000 кн/л/2 (200—ЮООкГ/сл/2) прессуют брикеты. Усло-
вия их измельчения и рассева подбирают таким образом, чтобы полу-
чить пресспорошок требуемого зернового состава. Максимальный раз-
мер зерен (гранул) пресспорошка не превышает 0,8—1 мм. Иногда из
него удаляют наиболее тонкие фракции (<0,15—0,3 мм). В сравнении
с исходными массами (без брикетирования) получаемые гранулирован-
ные порошки имеют технологические преимущества: большую однород-
ность зернового состава, лучшую сыпучесть, повышенную насыпную
плотность, облегченное удаление воздуха при прессовании.
Глава 3. ФОРМОВАНИЕ КЕРАМИЧЕСКИХ ИЗДЕЛИИ
1. Общие характеристики формовочных систем
и полуфабриката
При всем разнообразии состава и свойств керамических масс име-
ется ряд общих характеристик, важных для технологической оценки ис-
пользуемых систем всех типов (порошковых, пластичных, текучих).
Это — количественные соотношения между твердыми, жидкими и газо
образными составляющими, а также показатели плотности систем. Наз-
ванные характеристики в равной мере применимы к исходным массам
и к сформованному полуфабрикату.
Временная связка (как правило, жидкая и лишь в некоторых слу-
чаях твердая, но способная «течь» под давлением и легко размягчаться
при повышении температуры) является обязательным компонентом ке-
рамических масс, необходимым для всех практически применяемых
способов формования. Ниже, при рассмотрении количественных соот-
ношений в керамических системах мы будем выделять «твердое вещест-
во» (т. е. совокупность всех минеральных компонентов) и «связующую
жидкость» (понимая под этим временную связку независимо от ее дей-
ствительного агрегатного состояния).
Первой характеристикой системы является содержание связующей
жидкости, выражаемое в %• Следует различать ее содержание «весо-
вое» (точнее, по массе) W и объемное L (последнее выражается в % к
сумме объемов твердой и жидкой составляющих, т. е. не считая пор.
71
заполненных воздухом). Между этими величинами легко выводится за-
висимость:
L =
Wrr.________
(100 - W) Тж + Г?тв
100%;
__ _________________
(100 - L) утв +
где Утв и Уж — истинная плотность (удельный вес) соответственно твердого вещества
и связующей жидкости.
Если твердое вещество состоит из нескольких минеральных компо-
нентов, то следует принимать среднюю плотность уср, которая может
быть определена экспериментально или рассчитана по формуле адди-
тивности удельных объемов:
100 _ у а,
Тер 7;
где at —весовое содержание каждого компонента в %; у —его истинная плотность.
Рассмотрим характеристики, принимаемые для оценки плотности
таких систем, с учетом объема воздуха (газовой фазы), заключенного
между конденсированными фазами.
Общая плотность рОбщ представляет отношение всей массы мате-
риала к ее габаритному объему. Более показательна плотность р, вы-
раженная в тех же единицах, но пересчитанная на минеральную часть
(без массы связки):
/1 \ , ,з
Р — Робщ(1 100/
Понятия «общая» и «пересчитанная» плотность можно прилагать
к порошку (тогда говорят о «насыпной плотности») или к другим ти-
пам масс, а также к полуфабрикату («кажущаяся плотность»). Когда
ниже говорится о плотности без специальных оговорок, то подразуме-
вается величина, соответствующая р.
Для многих сопоставлений еще удобнее безразмерный коэффици-
ент Ктв, характеризующий долю объема в системе, занятую твердым
веществом.
Этот коэффициент численно равен отношению плотности р (кажу-
щейся, насыпной и т. д.) к истинной плотности твердого вещества. Ве-
личину Ктв называют обычно относительной плотностью, иногда — ко-
эффициентом упаковки.
Поскольку Ктв=р/утв, то из выражения (1) следует, что
Ктв = РрМ1-00"-^ (2)
Ytb-100 ' }
Относительная плотность может быть выражена и в процентах:
у ______________________ Робщ (100 — U7) 0.
'Хтв /0 •
Ттв
Истинная пористость П, т. е. отношение объема пор к общему объ-
ему обычно выражается в %. Легко показать, что
П = 100(1 —Ктв) %;
П
100
ктв= 1
(3)
(4)
и
П
100
72
При таком способе выражения пористости к «порам» относится
весь объем, не занятый минеральными частицами, хотя часть его за-
полнена связующей жидкостью, а часть — воздухом. В ряде случаев
целесообразно выразить каждую из этих частей отдельно (в долях об-
щего объема системы), т. е. найти относительный объем жидкой связки
и относительный объем пор, заполненных воздухом (газовой фа-
зой), Лг. Из понятия «объемное содержание связки» L очевидно, что
Ai =-----L--- (5)
Ктв 100 — L
Из выражений (2) и (5) после простых преобразований легко по-
лучить значение /С1К
__ Робщ
Ж 100 Тж
Учитывая, что сумма долей объема, занятых тремя составляющими
системы, равна единице, и приняв приведенные значения Ктв и /Сш, по-
лучим
| Робщ 1(100 — Ю Уж ~4~ Ttl 1 /g\
ЮОТтвТж
Таким образом, относительные объемы каждой из «фаз» системы
выражаются через легко измеряемые общепринятые величины W, рОбщ,
Ттв И Угк-
Рассмотрим ряд требований, предъявляемых к строению керами-
ческого полуфабриката, и их связь с приведенными характеристиками.
Важнейшим требованием к полуфабрикату является достаточная
и постоянная степень его уплотнения, характеризуемая в первую оче-
редь относительной плотностью Ктв и однозначно с ней связанным зна-
чением пористости П.
Величина относительной плотности полуфабриката в значительной
степени определяет его поведение в обжиге, т. е. объемные изменения
при спекании и достижимую плотность готовых изделий (соответству-
ющие количественные зависимости —см. стр. П7). Значения относи-
тельной плотности полуфабриката перед обжигом в различных областях
керамической технологии лежат обычно в пределах от 0,85 до 0,5*,
причем диапазон высших значений (0,85—0,75) характерен в основ-
ном для прессованного полуфабриката из грубозернистых порошков,
а диапазон низших значений (0,6—0,5)—для полуфабриката из без-
глинистых высокодисперсных порошков (при всех способах формова-
ния). Значения Ктв выше 0,85 достигаются лишь в некоторых специ-
альных случаях, а значения несколько ниже 0,5, иногда встречающиеся
в производстве технической керамики (например, некоторых спечен-
ных изделий из высокоогнеупорных окислов), уже вызывают сущест-
венные технологические трудности.
При сопоставлениях масс и полуфабриката одного и того же ми-
нерального состава (т. е. с постоянным значением утв) степень их уп-
лотнения можно сравнивать не только относительными показателями
(Ктв и П), но и пересчитанной плотностью — р, которая в этом случае
связана с Ктв пропорциональной зависимостью [см. выражение (2)].
Из того же выражения следует, что и значения рОбщ применимы для
сопоставления таких масс, если остается постоянным весовое содер-
жание связки.
Важно уяснить, что предельно достижимая степень уплотнения све-
жеотформованного полуфабриката лимитируется не условиями перера-
* Здесь не имеется в виду производство различных теплоизоляционных изделий,
для кото^йчх относительная плотность как в сырце, так и после обжига бывает значи-
тельно ниже 0,5.
6—1025
73
ботки массы и формования, а содержанием в нем временной связки.
В лучшем (предельном) случае, т. е. при полном отсутствии пор, запол-
ненных воздухом (Лг=0), общая пористость системы становится рав-
ной объемному содержанию связи (L, %)•
Подставив значение П=Ь в выражение (3), легко увидеть, что мак-
симальное значение относительной плотности свежесформованного по-
луфабриката определяется выражением
/<тв .<г 10°-£ = 1--Ь- . (7)
в 100 100 4
Подсчитывать примерные значения Лтв по этому выражению, предва-
рительно находя L через W, можно в тех случаях, когда содержание
свободных пор и воздушных включений в полуфабрикате заведомо не-
значительно, например в сырце, сформованном из пластичных вакууми-
рованных масс, в отливках из шликеров.
Для оценки качества полуфабриката важны не только значения
плотности, но и равномерность ее распределения. Степень равноплотно-
сти определяется отношением (или разностью) значений плотности от
дельных участков в теле полуфабриката. Недостаточная равноплотность
полуфабриката ведет к неодинаковой усадке при спекании, сопровож-
даемой деформацией, возникновением трещин. Вместе с тем в обожжен-
ных изделиях неравноплотность может сохраниться, вызывая неодно-
родность его технических свойств.
Фактор равноплотности полуфабриката является одним из важ-
нейших критериев при выборе способа формования керамических изде-
лий. В зависимости от типа материала, назначения, размеров и формы
изделий может быть допущена та или иная степень неравномерности.
В ряде случаев недопустимы перепады относительной плотности между
участками одной заготовки выше 0,01—0,015.
К числу основных требований, предъявляемых к полуфабрикату,
относится отсутствие дефектов строения (трещины, раковины, рыхло-
ты и т. д.), а также значительных внутренних напряжений, которые мо-
гут вызвать образование дефектов при сушке и обжиге. Возникновение
отдельных типов дефектов характерно для различных способов формо-
вания.
Наконец, полуфабрикат должен обладать достаточной механиче-
ской прочностью. Хотя прочность полуфабриката не связана непосред-
ственно с его поведением при спекании и с прочностью готовой продук-
ции, однако это свойство — особенно для тонкостенных изделий, а так-
же и для крупногабаритных сложной конфигурации — определяет воз-
можность транспортирования, обработки, установки в сушку и обжиг
без боя и повреждений.
Механические свойства полуфабриката характеризуют в необходи-
мых случаях по пределу прочности при сжатии или изгибе, причем
предъявляемые требования меняются в весьма широких пределах. До-
статочная прочность полуфабриката из глиносодержащих масс может
быть получена при всех способах формования. Если в состав формовоч-
ной массы не входят глинистые минералы, то необходимое повышение
прочности чаще всего достигается соответствующим подбором времен-
ных связок.
2. Прессование порошкообразных масс
Рассмотрим прежде всего ряд характеристик керамических пресс-
порошков.
Содержание временной связки в порошках меняется в
широких пределах. Величина W составляет обычно от 2—3 до^О—12%
и может повышаться в отдельных случаях до 15—18%. Объемное со-
74
держание связки L, по существу, более показательно. Оно может ме-
няться от 8—10 до 40%. Низшие значения L характерны для грубозер-
нистых порошков из непластичных компонентов (например, в производ-
стве магнезиальных огнеупоров), высшие—нередко используют при
пластификации безглинистых высокодисперсных материалов связками
типа парафина и другими высоковязкими веществами. Для увлажняе-
мых водой пресспорошков на основе глинистых материалов значения
W лежат в пределах 6—12%, a L — в пределах 15—25%.
Насыпная плотность (рОбщ и р) зависит от истинной плот-
ности минерального вещества, а также от содержания технологической
связки и строения порошкообразной системы. В свободно насыпанных
порошках объемная доля минеральной части (или относительная плот-
ность) Ктв составляет от 30 до 45%, доля временной связки — 5—
—15%, а доля воздуха Кг—45—65%.
Поры, заполненные воздухом, являются той частью системы, за
счет которой уменьшается объем при сжатии.
Зерновой состав пресспорошков следует отличать от зерново-
го состава массы, так как в большинстве случаев первичные минераль-
ные частицы в порошках объединены в более или менее прочные агре-
гаты— гранулы. Этим различием можно в известной степени пренеб-
регать для грубозернистых порошков, не содержащих пластичных ми-
неральных компонентов, так как в данном случае явление агрегации
выражено слабо, а прочность агрегатов низка. Однако это различие име-
ет большое значение для порошков из тонкозернистых и высокодисперс-
ных частиц, особенно для систем с достаточно прочными гранулами,
образованными при соответствующей подготовке масс. Впрочем, гли-
няные порошки, полученные простым измельчением естественных гли-
нистых пород, также по сути дела являются гранулированными, так как
каждое глиняное зерно состоит из громадного количества первичных
минеральных частиц, значительная часть которых имеет размер мень-
ше 1 мк.
Если зерновой состав массы определяет возможную плотность ее
упаковки при максимальном сжатии системы, то зерновой состав пресс -
порошка влияет главным образом на насыпную плотность, на плотность
в начальных стадиях прессования (до значительной деформации и раз-
рушения гранул), а также на некоторые другие технологические свой-
ства (воздухопроницаемость, сыпучесть). В основном гранулированное
строение порошков улучшает их технологические характеристики.
Однако большие размеры гранул, их чрезмерная плотность и жест-
кость (т. е. прочность при слабой пластичности) могут затруднять про-
цесс формования сплошного однородного полуфабриката, придавать
ему излишне «зернистое» строение, отрицательно отражающееся на ка-
честве готовых изделий.
Кроме размеров зерен пресспорошка определенное значение имеет
их форма и характер поверхности. Изометричные зерна со сравнительно
гладкой поверхностью дают, в общем, большую плотность укладки и по-
вышенную сыпучесть порошка; зато угловатые и неизометричные зерна
могут повышать внутренние силы сцепления в прессованном полуфаб-
рикате.
Сыпучесть пресспорошков должна быть достаточной для обес-
печения равномерной засыпки прессформ, которая в производственных
условиях полностью механизирована и осуществляется за весьма корот-
кие сроки (порядка 1 сек). Малосыпучие, склонные к слипанию порош-
ки практически непригодны, особенно при сложной или неблагоприят-
ной конфигурации прессформ. Сыпучесть можно характеризовать либо
непосредственно — по времени высыпания порции порошка под дейст-
вием собственного веса через отверстие определенного размера, либо —
6*
75
косвенно, хотя и достаточно объективно, — по углу естественного отко-
са. Последний для керамических порошков находится в пределах от 25
до 45°; с уменьшением угла естественного откоса сыпучесть сильно воз-
растает.
Факторами, благоприятствующими сыпучести, являются: сфериче-
ская и окатанная форма зерен, узкий («монофракционный») зерновой
состав пресспорошка, применение в качестве связки парафина или дру-
гих нежидких материалов. Сыпучесть ухудшается главным образом
при значительном содержании наиболее тонких фракций (<0,1—0,2мм)
и при повышенной влажности, усиливающей сцепление зерен на кон-
тактах.
Процессы, происходящие при прессовании, можно
разделить на несколько стадий, отличающихся поведением структурных
элементов порошка — первичных минеральных частиц и гранул. В на-
чальной стадии уплотнения порошка, засыпанного в прессформу, рыхло
уложенные частицы перемещаются с разрушением «арок», «мости-
ков» и заполнением относительно крупных пор. Частицы перемещают-
ся главным образом в направлении движения прессующего штампа.
Характерным для этой стадии является отсутствие существенной дефор-
мации зерен.
На следующей стадии, т. е. после того как при некотором давлении
структурные элементы уложены в более устойчивое положение, воз-
можность их дальнейшего смещения, сопровождаемого увеличением по-
верхности контактов и плотности системы, определяется уже явлениями
деформации.
Наблюдаются различные виды деформации: пластическое течение—
в основном для гранул и хрупкое разрушение — преимущественно для
первичных минеральных частиц и, отчасти, для гранул. Хрупкое разру-
шение минеральных частиц в большинстве случаев носит поверхност-
ный характер (срезывание выступов, шероховатостей) и не ведет к рез-
кому изменению зернового состава массы.
Помимо указанных необратимых деформаций, необходимых для
уплотнения системы, возникают и упругие, т. е. обратимые деформации
минеральных частиц. Упругие деформации в сжимаемом полуфабрика-
те нарастают в особых условиях: частицы, находящиеся под всесторон-
ним давлением, выдерживают повышенные напряжения без полного раз-
рушения; при этом степень необратимого уплотнения системы лимити-
руется условиями ее упаковки, а нередко и содержанием жидкой связ-
ки. В результате с давлением растет не только абсолютная величина
упругих деформаций частиц, но и их доля в общем сжатии системы.
При некоторых давлениях обратимая деформация системы стано-
вится преобладающей, а затем и практически единственной (рис. 32).
Очевидно, что при выборе величины прессующего давления следует из-
бегать перехода в эту область.
Большое значение имеет не только поведение зерен сжимаемого по-
рошка, но и явления, происходящие с жидкой и газообразной составля-
ющими системы.
В процессе сжатия возникают перемещения жидкости, заключен-
ной в смачивающих пленках, капиллярах и порах. Жидкость в виде
очень тонких смачивающих пленок (порядка 10~4—10~5 см и тоньше)
отличается особой структурой и некоторыми механическими свойствами
(упругость формы), приближающими ее к твердому телу. Тем не менее
под действием возникающих усилий жидкость, заключенная в прослой-
ках между частицами, может частично выжиматься в более крупные
поры системы.
По мере сжатия пресспорошка и уменьшения общего объема, за-
ключенного между минеральными частицами (или объемом «пор»), до-
76
3
Рис. 32. Характер деформации системы при
прессовании порошкообразной массы
/ — общая в процессе сжатия; 2 — остаточная после
снятия давления; 3 — упругая
ля жидкости в этом объеме растет. Если заданное содержание жидко-
сти достаточно велико, то ее объем может оказаться равным общему
объему пор, и тогда система перейдет из «трехфазной» в «двухфаз-
ную» *. В этом случае достигается как бы предельное уплотнение си .те-
мы или ее «критическая плотность». Давление, при котором это явле-
ние практически наступает, на-
зывают «критическим» Ркр.
Именно при переходе за крити-
ческое давление дальнейшее
сжатие системы целиком сво-
дится к обратимой упругой
деформации (см. рис. 32).
С газовой фазой (возду-
хом) при сжатии пресспорош-
ка могут происходить следую-
щие явления: вытеснение части
воздуха из прессовок, сжатие
невытесненного воздуха в по-
рах, частичное перераспределе-
ние воздуха в объеме прессовки
(поскольку она уплотняется не
вполне равномерно), его рас-
творение в жидкой связке.
В начале сжатия порошка
воздух преимущественно вы-
тесняется наружу и удаляется через зазоры между штампом и прессфор-
мой. Поэтому больших давлений в порах не возникает. Затем, по мере
сужения и закрытия воздухопроводящих каналов в уплотняемой систе-
ме, процесс вытеснения воздуха замедляется и может (особенно в тонко-
зернистых массах) практически прекратиться. При этом давление оста-
ющегося («запрессованного» или «защемленного») воздуха будет сильно
возрастать по мере уменьшения объема пор. Если часть воздуха рас-
творяется в жидкой связке, то это лишь немного умеряет рост давления
запрессованного воздуха.
Доля запрессованного воздуха, отнесенная к его исходному коли-
честву в засыпанном порошке (или «коэффициент запрессовки»), зави-
сит от многих факторов. Она уменьшается при прессовании грубозер-
нистых порошков и при благоприятных (замедленных, ступенчатых) ре-
жимах прессования, однако во всех случаях не становится ниже 0,25—
0,3. При неблагоприятных условиях она может увеличиться пример-
но до 0,7, а в случае прессования изделий большого объема даже при-
ближаться к единице.
Расчеты и исследования показали, что при некоторых условиях
(высокое содержание связки, критическое или близкое к нему прессую-
щее давление и неблагоприятные режимы прессования) давление воз-
духа в порах может возрастать до нескольких десятков и даже свыше
100 атм, вызывая этим серьезные отрицательные последствия. В иных
условиях это давление не превышает нескольких атмосфер, не оказывая
значительного отрицательного влияния.
После окончания сжатия, т. е. в момент снятия прессующего давле-
ния и при выталкивании прессовки из формы, имеет место ее «упругое»
(или «обратное») расширение, которое происходит преимущественно
вдоль направления прессования. Относительный рост в этом направле-
нии составляет от 1—2 до 7—8%; относительное расширение в попереч-
ном направлении составляет всего '/в—Vio продольного расширения.
* Термины условные, так как само твердое вещество может состоять из ряда фаз.
77
Основные причины расширения: упругие напряжения, накопленные
деформированными минеральными частицами (причем особенно суще-
ственны деформации изгиба неизометрических частиц); растягивающие
напряжения, создаваемые давлением запрессованного воздуха; раздви-
гающее действие («расклинивающий эффект») жидкости, вытесненной
в крупные поры в процессе сжатия и возвращающейся после снятия
давления в межчастичные прослойки под влиянием поверхностных сил.
Относительная роль каждого из этих факторов в процессе упругого
расширения меняется в широких пределах в зависимости от характери-
стики масс и условий прессования. Упругое расширение является наи-
большим в тонкозернистых массах, в особенности при высоком содер-
жании глиняного компонента. Частицы глинистых минералов вследствие
своей плоской формы испытывают значительные упругие деформации
изгиба, а их высокая гидрофильность спо-
1Р собствует увеличению поверхностных яв-
----------лений, вызывающих обратное расшире-
/ ние.
/___________________/. Упругое расширение ведет к сниже-
_ _______ / нию плотности по сравнению с той, кото-
__________________________~_/ рая достигнута в конце сжатия, что озна-
_____________________~ _ _/у чает бесполезный расход части энергии,
/ затраченной в процессе прессования. Еще
____________________V важнее взаимосвязь явления упругого
расширения с так называемой перепрес-
Рис. 33. Расположение перепрес- совкой. Последняя выражается в появле-
совочных трещин на изделии ции видимых трещин либо скрытых, но
обнаруживаемых при хранении полуфаб-
риката или после его термической обработки. Трещины располагаются
в общем перпендикулярно направлению прессования и обнаруживаются
прежде всего на боковых гранях прессовок (рис. 33).
Влияние давления прессования на плотность по-
луфабриката изучалось многими исследователями. Математические
выражения этой зависимости принято называть «уравнениями прессо-
вания».
Все предложенные уравнения являются полуэмпирическими и дале-
ко не универсальны. Тем не менее ряд уравнений дает удовлетворитель-
ное описание процесса уплотнения различных масс в практически важ-
ных интервалах давлений. Приводим некоторые из них.
У равнение А. С. Бережного имеет основной вид:
П = а — b 1g Р, (8)
где П — истинная пористость прессовки в %; Р — удельное давление прессования
в кПслР; а и Ь—постоянные, характеризующие данную порошкообразную массу.
Чтобы найти постоянные а и Ь, достаточно двух опытов прессова-
ния при значительно различающихся давлениях Р\ и Рг, с определением
соответствующих значений пористости (/71 и /72).
Рассматриваемое уравнение (8) может быть выражено в другой
равнозначной форме через величины плотности прессовок (р, г/смл), для
чего нужно использовать выражение (4). Получим
Р = аР + ЬР 1б Р г'сма’
где
°р=(1—ish-
и
у __ Ь Ттв
р~ 100
78
Уравнение А. С. Бережного достаточно хорошо подтверждается экс-
периментом в интервале давлений от десятков кГ)см2 до давлений, близ-
ких к Ркр. Значения РКр обычно измеряются сотнями кГ]см2, вплоть до
нескольких тысяч кГ/см2.
Значения постоянной b для различных пресспорошков лежат в пре-
делах от 2 до 20 (чаще всего от 3 до 10); значения постоянной а — обыч-
но в пределах от 25 до 70. Если изобразить экспериментально найден-
ные зависимости в полулогарифмических координатах (рис. 34), то по-
стоянные b и Ьр (показывающие соот-
ветственно tgcti и tga2) характеризуют
интенсивность уплотнения данной мас-
сы под давлением. При этом любой
геометрической прогрессии в приросте
давлений соответствует лишь арифме-
тическая прогрессия в изменениях по-
ристости и плотности сырца, что ука-
зывает на ограниченный дополнитель-
ный эффект от применения очень вы-
соких давлений прессования. Так, на-
пример, при повышении давления с
1000 до 2000 кГ)см2 достигается при-
близительно тот же прирост плотности,
что и при увеличении давления с 100
до 200 кГ!см2.
Физический смысл постоянной а
Рис. 34. Уравнение прессования
(А. С. Бережного) в полулогарифми-
ческих координатах
выявляется при экстраполяции по-
лученных зависимостей на область низких давлений (см. пунктир на
графиках рис. 34). Значение а отвечает величине пористости при lgP = 0,
т. е. практически пористости массы, спрессованной под минимальным
давлением.
Уравнением А. С. Бережного пользуются прежде всего для описа-
ния закономерностей прессования огнеупоров из малопласткчных гру-
бозернистых масс. Однако оно в известной мере применимо и для более
пластичных масс на основе глин, а также для высокодисперсных без-
глинистых порошков. Уравнение не рекомендуется применять для по-
строения полных кривых прессования (например, при расчете механиз-
мов прессов), так как в области низких давлений оно дает наиболее
значительные отклонения от опыта.
Простое степенное уравнение непосредственно связывает с давле-
нием прессования не пористость прессовки, а так называемый коэффи-
циент сжатия при прессовании (Ксж)- Этот коэффициент означает отно-
шение плотности прессовки к исходной (насыпной) плотности пресспо-
рошков. Так как масса материала при прессовании не меняется, то зна-
чения его плотности на различных стадиях обратно пропорциональны
занимаемым объемам, а для изделий простых форм (параллелепипед,
цилиндр и т. п.) также и соответствующим высотам. Итак:
/<сж=-^-=4=1+4’ (9)
РисХ h “
где Рисх — насыпная плотность пресспорошка; Н — высота его засыпки; h — высота
прессовки и А=77—h — так называемая осадка при прессовании.
Основной вид степенного уравнения (по Казакевичу):
Л'е,к = аР”, (10)
где а и п. — постоянные, определяемые из двух опытов по той же схеме, что и для
логарифмического уравнения Бережного. Значения а в данном уравнении лежат
в пределах от 1,2 до 2,6; значения п — от 0,07 до 0,01.
Для подсчетов показателей плотности прессовок требуется также
знать насыпную плотность порошка. Для графической проверки степен-
79
ного уравнения экспериментальные зависимости /Ссж (или р) от Р сле-
дует строить в логарифмической системе координат.
Степенное уравнение удовлетворительно сходится с опытом на мас-
сах различных типов, в том числе довольно пластичных. Однако в боль-
шинстве случаев оно не имеет заметных преимуществ перед логариф-
мическим уравнением.
В литературе можно встретить еще целый ряд уравнений прессо-
вания, которые, однако, менее удобны, чем приведенные. Лишь в самое
последнее время предложено (В. Е. Берниковским с соавторами) новое,
заслуживающее внимания уравнение вида:
Робщ = Робщ.пред (робщ.пред Робш. нсх ) ’
где Робщ.пред—предельное (или критическое) значение общей плотности, которое мо-
жет быть вычислено, например, из выражения (6), если приравнять Кг нулю; а и п —
постоянные, определяемые экспериментально для данного пресспорошка; остальные
обозначения — те же, что даны ранее.
Преимущество данного уравнения состоит в том, что при неограни-
ченном увеличении давления Р расчетная плотность приближается асимп-
тотически к ее возможному предельному значению. При р=0 подсчет
дает, как и требуется, значение насыпной плотности порошка (р = рИсх)
Таким образом, уравнение в принципе применимо для описания процес-
са прессования в широком интервале давлений.
Решающее влияние давления прессования на плотность полуфабри-
ката требует тщательного регулирования этого фактора в производст-
венных условиях. Заданное общее прессовое усилие (кн, Т), а следо-
вательно, и удельное давление (кн/м2, кГ/см2) выдерживается с наи-
большей точностью при прессовании изделий на гидравлических
прессах. Удовлетворительное регулирование обеспечивают также меха-
нические прессы с гидравлической системой противодавления.
Если механические прессы не имеют гидравлического регулирую-
щего устройства, то прессующие штампы сближаются на одно и то же
расстояние (/i=const); это определяет постоянный объем полуфабрика-
та после каждого цикла прессования.
В данном случае его плотность зависит от массы пресспорошка, за-
сыпанного в прессформу. Следовательно, для управления процессом
пресс должен иметь устройство, позволяющее регулировать засыпку.
В соответствии с выражением (9) регулирование глубины засыпки /7
дает возможность добиваться нужной плотности р даже при колебани-
ях насыпной плотности рисх. Таким образом, на чисто механических
прессах давление прессования регулируется косвенно и приближенно,
через задаваемый /Сеж-
Влияние продолжительности прессования на уплот-
нение изучено меньше, чем влияние прессового давления, так как воз-
можности повышения плотности за счет этого фактора довольно огра-
ничены. Для описания значения выдержки при конечном давлении
А. С. Бережным предложено выражение
Пх = По — Alg(BT+l), (11)
где 77 т—пористость прессовки после времени выдержки т; По — ее пористость после
прессования с тем же давлением, но без выдержки; А и В — постоянные для данной
массы.
Проверка этого уравнения на некоторых массах в технологии огне-
упоров дала удовлетворительное совпадение при величине т до 8—
10 сек. Дальнейшая выдержка практически бесполезна, т. е. сжатие при
данном давлении доходит до равновесия, хотя по выражению (11) оно
должно продолжаться безгранично (с убывающей скоростью).
Прессование на многих промышленных прессах осуществляют без
80
существенной выдержки при конечном давлении. Практически регули-
руемым переменным фактором часто является общая длительность цик-
ла, вместе с которой меняется скорость нарастания давления. Значение
этой скорости аналитически не выражено, но известно, что замедленное
сжатие действует в том же
направлении, что и выдерж-
ка. Поэтому при прессова-
нии на быстродействующих
прессах (обычно механиче-
ских) для получения анало-
гичной плотности требуется
несколько большее давле-
ние, чем на медленнодейст-
вующих (преимущественно
гидравлических).
Содержание вре-
менной связки в по-
рошке значительно влия-
ет на процесс прессования и
конечную плотность полу-
фабриката. Пленки воды
или другой связки уменьша-
ют трение между минераль-
ными частицами и облегча-
ют процесс уплотнения. По-
этому в более влажных мас-
сах начальные стадии сжа-
тия протекают интенсивнее
и при низких давлениях до-
стигается пониженная по-
ристость. Однако при повы-
шении содержания жидкой
связки процесс уплотнения
лимитируется ее объемом и
предельная плотность, соот-
Рис. 35. Положение линий равной пористости на
диаграмме «влажность — давление» (Й7 — Р). За-
штрихована область предельной (критической)
плотности; пунктирная кривая показывает зависи-
мость оптимального давления от влажности по-
ветствующая выражению
(7), снижается.
Взаимосвязь между
влажностью, давлением и
пористостью полуфабриката
изображена на диаграмме
(рис. 35), построенной на
примере пресспорошков из
определенной глины. Разре-
зы диаграммы при постоян-
ных значениях давления да-
ны на рис. 35, а, при посто-
янных значениях влажно-
сти — на рис. 35, б. Из гра-
фиков видно, что для каж-
дого давления прессования
рошка
1—VII — разрезы; Пмин—расчетные значения
оптимальное уплотнение
(т. е. минимальная пори-
стость) достигается при со-
ответствующей оптимальной влажности. Чем выше используемое давле-
ние, тем ниже оптимальная влажность. Чем ниже влажность, тем более
высокое давление необходимо применить для достижения предельной
81
(критической) плотности. Дальнейшее повышение давления на плот-
ность уже не влияет.
Подобные закономерности, наблюдаемые для многих типов кера-
мических масс, фактически лежат в основе подбора важнейших пара-
метров технологии прессования, т. е. содержания связки и давления.
Прессовочные свойства порошков можно регулировать, изменяя не
только содержание временной связки, но и ее состав, в частности путем
введения в связку добавок поверхностно-активных веществ (ПАВ). Один
из основных эффектов, вызываемых добавками ПАВ, — снижение твер-
дости минеральных частиц, что облегчает их разрушение на контактах
и способствует лучшей упаковке сжимаемой системы. Другой возмож-
ный эффект от введения ПАВ — улучшение смачивания частиц, что сни-
жает внутреннее и внешнее трение в системе.
Рис. 36. Примеры прессовок с равновысот-
ным (а — в) и неравновысотными (г — е)
сечениями
Рис. 37. Падение прессового усилия под
влиянием сил трения о стенки прессфор-
мы
а — внешние усилия, приложенные к прессов-
ке; Робщ.1—давление подвижного пуансона;
^общ.2“^ противодавление неподвижного пуан-
сона; Т — силы трения о стенки прессформы;
условие равновесия; Р общ.1=Робщ.2+гЗ
б — эпюра падения прессового усилия
Гидрофобизирующие ПАВ снижают упругое расширение после сня-
тия прессующего давления, так как гидрофобизация поверхности зерен
устраняет расклинивающий эффект воды (см. стр. 63, 78), вытесненной
в поры прессовки. Отметим, что ряд добавок эффективных при измель-
чении (см. стр. 65) полезен и для улучшения прессовочных свойств
порошка.
Распределение давления и плотности в теле прессо-
ванного полуфабриката зависит от ряда факторов. Следует различать
две основные причины неравноплотности:
1) потери давления, обусловленные усилиями, расходуемыми на
преодоление внешнего трения массы о стенки прессформы. Этот фактор
действует всегда в той или иной степени и является основным для не-
равноплотности, возникающей в изделиях с «равновысотным» сечением
(рис. 36, а—в);
2) неодинаковый задаваемый коэффициент сжатия по отдельным
участкам прессовок, обусловленный их неравновысотным сечением
(рис. 36, г—е) либо неравномерностью засыпки прессформы порошком.
Рассмотрим сначала первую причину. Если изделие прессуется од-
ним подвижным штампом, при втором неподвижном, то масса при прес-
совании сдвигается только в одном направлении, а силы трения дей-
ствуют в обратном. Условия равновесия прессовки заключаются в том,
что общее прессовое усилие Робщ.ь приложенное со стороны подвиж-
ного штампа, уравновешивается частично реакцией неподвижного штам-
па Робщ.2 и возникающими усилиями трения Т (рис. 37). Вследствие
82
величина
Робщ.л ДО
удельное
бокового
массы на
(12)
действия сил трения по всей боковой поверхности прессовки,
общего усилия по ее высоте постепенно падает с величины
Робщ.г- Соответственно снижается от слоя к слою и среднее
давление.
Для анализа процесса используют понятие коэффициент
давления g, понимая под этим отношение удельного давления
стенку формы к приложенному удельному давлению в том же слое. Зна-
чения g для керамических пресспорошков лежат обычно в пределах
0,4—0,8, а коэффициент трения о стенки формы, обозначаемый f, в пре-
делах 0,2—0,7.
Аналитическое исследование процесса одностороннего прессования
приводит к следующему уравнению:
7\ = Роехр
где Ph — давление у неподвижного штампа при толщине прессовки h или в общем
случае на глубине Л; Ро — удельное давление у прессующего штампа; Rr — гидравличе-
ский радиус сечения прессовки, т. е. отношение удвоенной площади сечения к его
периметру1.
Выведенное уравнение полностью подтверждается измерениями
давления. В случае равномерного двустороннего прессования (т. е. при
одинаковом встречном перемещении штампов) давление снижается
с каждой стороны до средней плоскости прессовки. Для подсчета вели-
чины максимальных потерь давления следует в выражении (12) прини-
мать в показателе степени экспоненты значение (вместо h).
О фактических относительных перепадах давления (значения
р __р.
-—5---- 100%) при прессовании некоторых типичных керамических из-
делий можно судить по данным табл. 14.
Важно то, что вели-
чина перепадов и, следо-
вательно, возможность
прессования доброкачест-
венных изделий зависит
'не от их абсолютной вы-
соты, а от соотношения
h/RT, которое следует
рассматривать как «фак-
тор формы» При менее
благоприятном факторе
формы (т. е. больших
значениях h/Rr) потери
на трение увеличива-
ются и перепады могут стать еще намного выше, чем указано в
Сопоставлением уравнения (12) с уравнениями прессования (8) и
(10) можно показать, что закономерность распределения плотности по
высоте прессовок должна приблизительно соответствовать выражению:
= По + ch/RT°lo, (13)
где индексы 0 и h указывают на значение пористости у прессующего штампа или на
глубине h, а с является постоянной, характеризующей свойства данной массы.
Выражение (13) также подтверждено экспериментально. Из линей-
ной зависимости следует, в частности, что при равномерном двусторон-
нем прессовании перепады пористости должны уменьшаться вдвое. Ана-
логичная линейная зависимость показана и для падения плотности р
по высоте прессовок.
1 Гидравлический радиус R? характеризует линейные размеры сечения примени-
тельно к процессам внешнего трения. Для круглого сечения он равен радиусу окруж-
ности.
Таблица 14
Относительные перепады давлений в %
Изделие h/Rr Прессование
односто- роннее двусто- роннее
Кирпич: строительный глиня- ный . . шамотный . динасовый . J Плитка Мл я полов . . . 0,75 0,2 25—40 30—45 40—50 10 15—25 20—30 25—35
табл. 14.
83
Величину с (ее размерность — проценты) называют «коэффициен-
том пропрессовываемости», так как она характеризует способность дан-
ной массы к «пропрессовке», т. е. получению удовлетворительной равно-
плотности по высоте изделия. Чем с меньше, тем лучше пропрессовы-
вается данный материал. Значения с лежат обычно в пределах от 0,5
до 3. Они приближаются к нижнему пределу для относительно пластич-
ных пресспорошков с повышенным содержанием технологической связ-
ки. Поэтому для прессования изделий с неблагоприятной формой следу-
ет задавать повышенное содержание временной связки.
Неравномерность распределения давления и плотности наблюдает
Рис. 38. Распределение пористости по высоте
прямоугольной прессовки
/ — на угловых участках; 2 — иа середине боковых
плоскостей; 3 — в центральной области
Рис. 39. Схема получения фасонной
неравновысотной прессовки
1 — сечение прессовки; 2—сечение засыпки
ся не только по высоте прессовки, но и по ее «горизонтальному» сече-
нию. Так как потери давления вызываются трением о стенки, то влия-
ние этого фактора в центральных частях сечения прессовки заметно
затухает. Перепады плотности оказываются наибольшими в периферий-
ных участках изделия и наименьшими — в центральных. В соответствии
с этим наиболее уплотненной частью прессовки оказывается перифе-
рийная часть слоя, прилегающего к прессующему штампу, а наиболее
слабо спрессованной — та же часть слоя у неподвижного штампа. При-
мер распределения пористости в прямоугольной прессовке (хромомаг-
незитовой) приведен на рис. 38.
Факторы, способствующие выравниванию плотности по высоте
прессовок, т. е. пластификация материала, двустороннее прессование
и др., оказывают благоприятное влияние на равномерность уплотнения
по их горизонтальному сечению.
Неравновысотное сечение изделий значительно услож-
няет технику их прессования и является источником трудно устранимой
неравноплотности. Рассмотрим особенности прессования фасонного пе-
равновысотного изделия на примере цилиндрического образца с углуб-
лением (рис. 39). В изображенном варианте массу засыпают в пресс-
форму на фигурный нижний штамп, а прессование производят путем
движения обоих штампов.
Обозначим суммарный ход двух штампов А. Заданные коэффициен-
ты сжатия в более высокой периферийной части Д!:ж1 и в углублении
Кынг составят:
Ксж!
Ъ + Ь
fti
= 1 +
Д .
4“ 6
84
is __ я2 + Д _ , J д
Лсж2 — . — 1 I , •
Следовательно, Ксж.1<Кс>к.г. При одинаковой исходной плотности
засыпки должны пропорционально различаться и плотности этих частей.
Легко показать, что
Р2 = , М
Pi h2 (fti + А)
Однако действительная разница в плотности частей образца будет
значительно меньше расчетной, так как при сжатии неравновысотных
прессовок происходит частичное перераспределение массы, «перетека-
ющей» от более плотных участков к менее плотным. Установлено, что
количество массы, подлежащей перераспределению для полного вырав-
нивания плотности прессовки, зависит от конфигурации последней, а ре-
альная возможность перераспределения — еще и от свойств прессуемой
массы и условий прессования.
Значение конфигурации можно выразить «коэффициентом необхо-
димого перераспределения», который для случая, изображенного на
рис. 39, пропорционален «пустотности» изделия, т. е. отношению
где v — объем углубления abce и V — объем АВСЕ. Чем больше это от-
ношение, тем труднее достигнуть равноплотности фасонной прессовки.
Величина прессового давления не оказывает определяющего влия-
ния па равномерность уплотнения неравновысотных изделий, прессуе-
мых из масс с небольшим содержанием технологической связки. В то
же время пластификация массы увеличивает ее способность к перерас-
пределению, сопровождаемому выравниванием плотности.
Не рассматривая довольно сложных конструктивных решений ме-
ханизмов и оснастки, позволяющих прессовать неравновысотные изде-
лия с выравниванием коэффициентов сжатия во всем их объеме, огра-
ничимся краткими сведениями о двустороннем прессовании.
В настоящее время двустороннее прессование признают необходи-
мым при изготовлении почти всех изделий, за исключением сравни-
тельно тонких плиток, для которых перепады давления и плотности по
высоте не имеют практического значения. Широко распространенным
способом двустороннего прессования является применение подвижных
(«плавающих») форм. Этот способ (рис. 40) основан на использова-
нии сил трения, возникающих между прессуемым материалом и стен-
ками формы при сжатии одним подвижным штампом. Действующие на
прессформу силы трения надвигают ее на неподвижный нижний штамп,
создавая двустороннее сжатие массы.
Преимуществом данного способа является упрощение конструкции
пресса: становится ненужным использование двух точно скоординиро-
ванных прессующих механизмов. Кроме того, смещения подвижной
формы и ее положение в каждый момент целиком определяются си-
лами трения. В результате, двустороннее уплотнение становится само-
регулирующимся процессом и при правильном подборе усилий пружин
(или — в мощных прессах — гидравлических домкратов), поддержи-'
вающих форму, обеспечивается практически одинаковое уплотнение со
стороны подвижного и неподвижного штампов.
Перепрессовка — характерный дефект полуфаб-
риката, связанный, как указано выше, с его упругим расширением.
Однако между величиной упругих сил в сжатом материале, сте-
пенью упругого расширения и появлением перепрессовочных трещин
нет однозначной прямой зависимости, так как при различных физико-
механических свойствах прессовка может выдерживать большие или
меньшие напряжения и деформации без разрывов сплошности.
85
Кроме того, трещины могут обуславливаться не только внутрен-
ними факторами, вызывающими упругое расширение, но и внешними
усилиями, действующими на прессовку после снятия прессующего дав-
ления. Так, если прессформа является недостаточно жесткой и ее стен-
ки испытывают значительные упругие деформации под влиянием боко-
вого давления прессуемой массы, то при снятии прессующего давле-
ния ее поперечное сокращение как бы раздавливает образец, вызывая
появление трещин. Аналогичное действие могут вызывать большие уси-
лия внешнего трения, возникающие при выталкивании, неравномерный
износ стенок формы и штампов, их несоосность и т. д. Таким образом.
Рис. 40. Схема двустороннего прессования с подвиж-
ной («плавающей») формой
а — засыпанная форма; б — начало сдвига формы; в — ко-
нец сжатия; 1 — прессующий пуансон; 2—подвижная фор-
ма; 3 — прессуемая масса; 4— неподвижный пуансон;
5 — пружины
жесткость и хорошее состояние оснастки для прессования являются
важным условием получения бездефектного полуфабриката.
Вместе с тем для избежания перепрессовки необходимо рациональ-
ное сочетание целого ряда технологических условий.
1. Подбор оптимальной влажности массы. Излишне высокое содер-
жание связи увеличивает давление запрессованного воздуха, особенно,
если режим прессования не благоприятствует его эвакуации. Недоста-
ток жидкой связки в порошке может снижать эластичность прессовки
и также вызвать появление трещин.
2. Подбор зернового состава массы и пресспорошка. Мелкозерни-
стые массы имеют повышенное упругое расширение и более подверже-
ны перепрессовке. Гранулирование порошка способствует ее устра-
нению.
3. Правильный подбор прессующего давления и возможность его
регулирования в зависимости от колебаний в свойствах массы.
4. Прессование с паузами («ступенчатое») является важнейшим
приемом для устранения перепрессовки и его широко используют в про-
изводстве почти всех видов прессованных керамических изделий. Прак-
тически чаще всего достаточно эффективно двухступенчатое прессова-
ние, т. е. с одной паузой; реже используют трехступенчатое и в от-
дельных случаях даже многоступенчатое.
Смысл ступенчатого прессования в том, что паузы способствуют
как релаксации упругих напряжений, так и выходу воздуха из частич-
но спрессованной массы. Для облегчения выхода воздуха нужно, чтобы
пауза не сводилась только к приостановке нарастания давления, но со-
провождалась отводом прессующего штампа с освобождением поверх-
ности сжатой прессовки. Предел давления до первой паузы должен быть
таким, чтобы не вызвать чрезмерного снижения воздухопроницаемости
86
А вакуумному
насосу ” 7 у
№77777777777777^
Рис. 41. Схема установки для
гидростатического прессования
высоковольтного конденсатора
сжатого материала. При двухступенчатом сжатии промежуточное («пер-
вичное») давление составляет обычно 25—30% конечного; в ряде случа-
ев целесообразна и значительно меньшая величина первичного дав-
ления.
5. Прессование с вакуумированием порошка, засыпанного в пресс-
форму. Несмотря на сравнительную техническую сложность этого
способа обезвоздушивания, он нашел практическое применение в неко-
торых производствах — особенно при изготовлении массивных высоко-
плотных огнеупорных изделий. Однако в большинстве массовых про-
изводств удается достигнуть удовлетворительных результатов более
простым способом ступенчатого
сжатия.
Гидростатическое (или
«изостатическо е») прес-
сование осуществляется в ре-
зиновых или других эластичных
оболочках, находящихся под
всесторонним давлением жидко-
сти. Этот метод позволяет наи-
более полно устранить перепа-
ды давления и плотности в теле
прессованного полуфабриката^
что представляется особенно
ценным в производстве полых
изделий неблагоприятной кон-
фигурации (например, трубы),
высоковольтных изоляторов и
конденсаторов некоторых типов,
различных чехлов, тиглей, стек-
ловаренных горшков и т. д.
Конструкции установок, при-
меняемых для гидростатического
прессования, разнообразны. На рис. 41 изображена схема одной из ус-
тановок. Порядок ее работы следующий. Изолированное пространство
внутри камеры 1 соединяют с вакуумной сетью, и атмосферное давление
прижимает резиновую форму 2 к перфорированному каркасу 3. Затем
в форму со вставленным сердечником 4, предназначенным для оформ-
ления внутренней полости изделия, засыпают пресспорошок 5. Вибрация
площадки 6 способствует равномерности заполнения формы. Затем
форму закрывают крышкой 7 с уплотнением 8. После вакуумирования
порошка его всесторонне обжимают (прессуют) путем нагнетания во-
ды в камеру, предварительно отключенную от вакуумной сети. Затем
после снятия давления, спуска воды и отключения внутреннего про-
странства резиновой формы от вакуума крышку снимают и полую прес-
совку извлекают.
При гидростатическом прессовании равномерность давления на
всю поверхность пресспорошка обеспечивается его передачей через
жидкость и эластичную форму. Практически отсутствуют и потери на
трение о форму, а следовательно, и перепады плотности между участ-
ками прессовки. Применение вакуумирования определяется тем, что
при сжатии пресспорошка внутри резиновой формы воздух не может
быть удален обычным вытеснением.
Несмотря на сравнительную сложность оборудования для гидроста-
тического прессования порошков при высоких давлениях, этот метод
является весьма перспективным и находит все более широкое приме-
нение в ряде керамических производств.
Вибрационное уплотнение является широко распростри-
8~
пенным способом, особенно в технологии бетона. Вибрация резко сни-
жает внутреннее и внешнее трение в материалах, частично дезагреги-
рует их и тем самым облегчает плотную укладку. В последнее время
активно разрабатывают и начали промышленное освоение этого спо-
соба в технологии керамики и огнеупоров. При этом преследуют цель:
а) устранить необходимость применения мощных и тяжелых прес-
сов, особенно для получения высокоплотных прессовок больших раз-
меров;
б) устранить упругое расширение и его отрицательные послед-
ствия;
в) уменьшить степень неравноплотности полуфабриката — в особен-
ности при сложной и неблагоприятной конфигурации изделий.
Возможен процесс виброуплотнения без давления или при мини-
мальных усилиях (в пределах ~1 кГ/см2), создаваемых «пригрузом»,
помещаемым на поверхность уплотняемого материала. Однако такой
процесс протекает эффективно только для систем с повышенной влаж-
ностью, которая тем самым является препятствием для получения вы-
сокоплотного полуфабриката. Для масс, в которых содержание связки
соответствует обычным значениям для керамических пресспорошков,
обеспечить эффективное уплотнение без повышения нагрузки нельзя.
Достигнуть высокой плотности полуфабриката во многих случаях
можно при сочетании интенсивной вибрации со сравнительно неболь-
шими прессовыми усилиями в пределах до 10—15 кГ/см2. Для получе-
ния хороших результатов важно подобрать рациональное сочетание ря-
да факторов: подходящего режима вибрации (который может отли-
чаться от обычных гармонических колебаний), частоты и амплитуды
колебаний и величины удельного статического давления. В зависимо-
сти от типа масс, формы и размеров изделий требуемое сочетание этих
параметров существенно меняется.
В керамической технологии вибрационное уплотнение наиболее
перспективно для безглиняных и негранулированных полифракцион-
ных порошков, уплотнение которых протекает в основном за счет упа-
ковки зерен без их существенной деформации и разрушения.
Типовым оборудованием для вибрационных способов формования
керамических изделий наша промышленность пока не располагает.
3. Пластическое формование
Изготовление полуфабриката из пластичных масс является самым
старым и до сих пор весьма распространенным способом керамической
технологии.
Процессы пластического формования издавна основывались на ис-
пользовании соответствующего природного сырья — глин и каолинов,
образующих при увлажнении водой тестообразные массы, способные
к пластическому течению, т. е. к изменению формы без разрыва сплош-
ности под влиянием приложенных внешних сил и к ее сохранению пос-
ле снятия этих усилий.
В керамической технологии и теперь продолжают очень широко ис-
пользовать указанные виды природного сырья. Кроме того, все боль-
шее применение находят бентониты, т. е. породы, состоящие в основ-
ном из наиболее гидрофильных и высокодисперсных частиц глинисто-
го минерала монтмориллонита. Бентониты, добавляемые даже в малых
количествах, значительно улучшают формовочные свойства компози-
ций, в составе которых преобладают непластичные минеральные ком-
поненты.
Однако в массах, предназначенных для производства многих ви-
дов огнеупоров и технической керамики, присутствие любых глинистых
38
материалов даже в небольших количествах является недопустимым.
Поэтому и в технологии пластического формования часто используют
безглинистые массы, пластифицированные различными органическими
связующими.
В основе процессов пластического формования систем, состоящих
из высокодисперсных минеральных частиц и пластифицирующих жид-
костей (или суспензий, эмульсий, гелей), лежит целый комплекс весь-
ма сложных физико-химических явлений. Несмотря на большое число
выполненных исследований, теоретические основы этих процессов, а
также методы оценки формовочных свойств разработаны еще далеко
не достаточно. В самом подходе к определению понятий «пластичность»
дисперсных систем, к количественной оценке их реологических свойств
и к изучению реальных процессов формования имеются большие рас-
хождения между отдельными группами исследователей.
В данном курсе мы ограничимся краткими сведениями о структу-
ре и некоторых принятых реологических характеристиках пластичных
масс, а также классификацией и освещением особенностей основных
вариантов технологии пластического формования, используемых в ке-
рамических производствах.
Пластичные формовочные массы рассматривают в современном
представлении как высококонцентрированные суспензии дисперсных
минеральных частиц.
Объемное содержание дисперсионной среды или жидкой связки L в
пластичных керамических массах составляет от 30—35 до -—50%. Для
масс на основе глинистого сырья весовое содержание связки W при
различных способах пластического формования может лежать в пре-
делах от 15 до 25%.
Многие дисперсные системы, состоящие в основном из твердой и
жидкой фазы1, обладают способностью образовывать сплошные свя-
занные структуры, т. е. пространственные сетки, обусловленные сила-
ми сцепления атомов, ионов, молекул и коллоидных частиц, вплоть до
более крупных обломков твердых тел. По своим физико-механическим
свойствам (прочность, упругость, вязкость, пластичность, время релак-
сации) такие структурированные системы занимают промежуточное
положение между твердыми телами и жидкостями, приближаясь в сво-
ем поведении к первым или вторым в зависимости от степени разви-
тия структуры и характера внешних механических воздействий.
Физико-химическая механика дисперсных систем — научная об-
ласть, разработанная главным образом акад. П. А. Ребиндером и его
школой, различает коагуляционные и конденсационные структуры.
Пластичные формовочные массы относятся к коагуляционным
структурам, т. е. таким, в которых взаимодействие между твердыми
частицами (за счет ван-дер-ваальсовых и электростатических сил)
осуществляется практически полностью через разделяющие их про-
слойки жидкости. Важной особенностью коагуляционных структур яв-
ляется их тиксотропность, т. е. способность к обратимому восстановле-
нию после механического разрушения.
В отличие от этого конденсационные структуры образуются в ре-
зультате сил взаимодействия при непосредственном контакте твердых
частиц (т.е. отсутствия жидких прослоек в местах контакта). Конден-
сационные структуры могут обладать более высокой прочностью, чем
коагуляционные, однако при достаточно интенсивных механических
воздействиях их разрушение носит хрупкий и необратимый характер.
При удалении жидкой связки из формовочных масс или полуфабрика-
та их структура превращается из коагуляционной в конденсационную.
На возможных включениях газовой фазы мы здесь не останавливаемся.
8&-
Наличие в коагуляционных структурах подвижных связей между
твердыми частицами, действующих через прослойки жидкости, и обус-
лавливает их пластичность, позволяя деформировать тело без разру-
шения и сохранять приобретенную форму после того, как воздействие
внешних сил прекращается или уменьшается до величины, меньшей,
чем предел текучести.
Пластичность керамических масс на основе глин и каолинов обус-
лавливается их способностью образовывать при взаимодействии с во-
дой гидратные оболочки особой структуры, с ориентацией молекул во-
ды и аномально высокой вязкостью. По мере удаления от твердой
Рис. 42. Зависимость скорости
de,
деформации ~~ , вязкости т)
ат
от приложенного напряжения
сдвига Р
поверхности молекулы постепенно теряют
ориентировку; за мономолекулярным ад-
сорбционным слоем следует так называе-
мая рыхло связанная, а затем и свободная
вода, свойства которой не изменены.
В пластичных керамических массах
иного минерального состава более или ме-
нее аналогичные физико-химические явле-
ния и пластические свойства также могут
быть обеспечены при соответствующем под-
боре пластификатора и полном смачива-
нии минеральных частиц.
Пластичные дисперсные системы ха-
рактеризуются достаточно ясно выражен-
ным «пределом текучести» Рк. Если на них
действуют напряжения сдвига меньше, чем
предел текучести, то имеет место лишь
крайне медленное течение (ползучесть) с
постоянной и предельно большой эффек
тивной вязкостью т]о, практически без за-
метного изменения равновесной структуры. При превышении предела
текучести наблюдается снижение эффективной вязкости вследствие на-
ступающего разрушения структуры. При дальнейшем повышении на-
пряжения и скорости течения степень разрушения структуры увеличи-
вается и эффективная вязкость понижается вплоть до минимального
значения т]т, соответствующего полностью разрушенной структуре
(рис. 42). Полное разрушение структуры соответствует некоторому
значению напряжения сдвига РПр. Значение и действие пространствен-
ной решетки (или «твердообразность тела») выражены тем резче, чем
больше разность между т]0 и г\т и чем выше предел текучести Рк.
К пластичным телам приложимо уравнение Шведова — Бингама,
устанавливающее связь между действующим напряжением Р и скоро-
, de
стью деформации сдвига — г причем для характеристики поведения
системы вводят понятие «пластическая вязкость» qn-’
Р = РК + Ъ~.
ат
Следовательно, в отличие от эффективной вязкости т], всегда вы-
Р
ражаемой как отношение — и сильно меняющейся в пластичных телах
de
dr
в зависимости от величины приложенного напряжения, пластическая
Р_р
вязкость выражается отношением —— к
а ее значения остаются прак-
dr
«О
тически постоянными в достаточно широких интервалах напряжений и
скоростей пластического течения.
Различают значения статического предела текучести Р и дина-
мического Рк (см. рис. 42) и в зависимости от этого наибольшее зна-
чение пластической вязкости (шведовское)
dx
и наименьшее (бингамовское)
'Ппг
Р — РКп
______2?
de
dx
Первая пластическая вязкость соответствует течению в практиче-
ски мало разрушенных структурах, когда Р лишь немного превышает
Рк , а второе — течению при значительном разрушении (Рк <Р<
<Рпр)*.
Снижение значений г|П облегчает процессы пластической деформа-
ции, повышая их скорость при одних и тех же приложенных внешних
усилиях. Увеличение значений Рк повышает способность пластичного
материала сохранять заданную форму, устраняя опасность деформа-
ции под действием собственного веса, случайных внешних нагрузок
и т. д.
Поэтому, по Воларовичу, можно характеризовать пластические
свойства коэффициентом
Пл=-^.
В соответствии с двумя значениями предела текучести (статичес-
кое и динамическое) и двумя значениями пластической вязкости (r|n.i
и Tjns) следует применять и два значения коэффициента —Пл\ и Пл2.
Значения предела текучести для типичных керамических масс пла-
стического формования составляют: PKi—порядка 1—7 • 104 , Рк,—
в несколько раз выше. Пластическая вязкость r)n.i — порядка (5—20) X
Х10-9 пз; пластичность Плу— (2—6)-106 сек-1. Приведенные показате-
ли далеко не исчерпывают характеристику реологических свойств ке-
рамических масс. Для их оценки используют еще целый ряд методов,
в том числе снятие кривых деформации во времени («реологических
кривых») при приложении к материалу различных постоянных сдвига-
ющих усилий и последующего спада деформации при разгрузке
(рис. 43).
Последний метод, предложенный школой П. А. Ребиндера, позво-
ляет установить и сопоставить характеристики мгновенно-упругой Ауп,
пластической Апл и эластической Аэ деформации (т. е. обратимой, но
протекающей в течение значительного промежутка времени). Находят
также время релаксации и некоторые другие показатели, существенные
для оценки и регулирования пластических свойств,керамических масс.
Исследованиями, в частности, установлено, что массы, отличаю-
щиеся преобладающим развитием медленных эластических деформа-
* Аналогичные характеристики (но при одном значении Рк) применимы и для
жидко-текучих керамических суспензий—литейных шликеров. Однако для них вслед-
ствие значительно меньшей величины Рк расхождения между бингамовской и эффек-
тивной вязкостью сравнительно мало существенны.
91
ний (по сравнению с величиной пластических и мгновенно-упругих), по-
казывают благоприятные результаты при протяжке на ленточных прес
сах и других вариантах технологии пластического формования. Исходя
из выявленных закономерностей, С. П. Ничипоренко предложил систе-
му экспериментально-расчетного подбора оптимальных составов масс
на основе глинистых материалов и отощителей (применительно к про-
изводству изделий строительной керамики).
Для определения оптимальной влажности массы можно использо-
вать кривые зависимости структурно-механических свойств (особенно,
пластической прочности) от влажности (рис. 44) *. Указанная зависи-
Рис. 43. Кривая развития и спада деформа-
ции Д пластичной керамической массы во
времени т
/ — момент нагружения; 2—момент разгрузки
Рис. 44. Графическое определе-
ние оптимальной влажности
массы
мость выражается двумя прямолинейными участками: первый соот-
ветствует области последовательного развития адсорбционных пленок
и гидратных оболочек, максимальному дисперсированию глинистых ча-
стиц, что улучшает деформационные свойства массы, второй — появле-
нию значительных количеств излишней (свободной) воды. Оптималь-
ная влажность примерно отвечает точке начала перехода первой пря-
мой в кривую, соединяющую ее со вторым участком.
Известны и другие способы оценки формовочных свойств глини-
стых масс, в том числе предложенная В. С. Фадеевой методика снятия
структурно-механических характеристик в условиях всестороннего сжа-
тия, приближающихся к процессу формования на производственных
ленточных прессах.
Наконец, до сих пор используют косвенные методы оценки пласти-
ческих свойств глин, которые, несмотря на свой сугубо эмпирический
и условный характер, привлекают технологов простотой и доступностью
для характеристики массовых проб. К их числу относится в первую
очередь метод Васильева — Аттерберга, позволяющий определять так
называемое «число пластичности», т. е. разность в значениях влажно-
сти, соответствующих верхнему и нижнему пределам консистенции, еще
допускающих процесс формования.
Практические наблюдения показывают, что в большинстве случа-
ев глины с широким интервалом формовочной влажности (т. е. с боль-
шим «числом пластичности») характеризуются и более высокими пла-
стическими свойствами. На этом основано деление глин на три клас-
са пластичности со значениями «числа пластичности» >15; 7—15 и <7.
Однако этот метод оценки пластичности неприменим для керамических
* Значения влажности U7a, откладываемые на таких графиках, выражаются в °/о
к весу сухого материала, т. е.
W о/
100—W
92
масс разнообразных типов, а для оценки глиняного сырья должен рас-
сматриваться как ориентировочный.
Способы пластического формования, применяемые в
керамической технологии, можно разбить на три основные группы.
1. Выдавливание (или «протяжка», «экструзия») массы. Выдав-
ливаемая из корпуса пресса масса проходит через мундштук («филье-
ру»), приобретает заданное сечение. Таким способом получают прямо-
угольные брусья (сплошные или с продольными полостями), цилиндри-
ческие стержни, трубки и т. д., нарезаемые затем на изделия необходи-
мого размера. Однако во многих случаях при этом получают еще не
полуфабрикат требуемой конфигурации, а только заготовки для после-
дующих процессов пластического формования или для обработки реза-
нием (обточки, оправки). Этот способ — с получением оформленного
полуфабриката или заготовок — применяют практически во всех раз-
нообразных керамических производствах, использующих пластичные
массы.
2. Допрессовка (или штемпельное прессование, штампование) за-
ключается в обжатии заготовки, помещенной в форму, при поступа-
тельном движении прессующего штемпеля. Применяют ее в производ-
стве некоторых видов изделий в основном из грубозернистых масс (ша-
мотные огнеупоры пластического формования, капсели, кислотоупор-
ный кирпич, черепица).
3. Раскатка в тела вращения, основанная на постепенной дефор-
мации вращающейся заготовки при нажиме на нее формующего органа
(шаблона, ролика, пуансона и т. д.). Применяют ее прежде всего при
формовании тонкостенных изделий из фарфора и фаянса (тарелки,
блюдца, чашки и т. д.), а также для формования некоторых видов фар-
форовых изоляторов.
Рассмотрим важнейшие технологические особенности для первых
двух способов1.
Выдавливание осуществляют на шнековых или на поршневых прес-
сах. Основным достоинством шнековых прессов является непрерывный
характер процесса, обуславливаемый подачей массы шнеком. Порш-
невые прессы требуют периодической остановки с отводом поршня и
закладкой массы в цилиндр пресса, что снижает их производительность.
Однако по сравнению со шнековыми прессами они имеют и некоторые
преимущества: в них устраняются дефекты структуры (кольцевая сви-
леватость и др), связанные с подачей массы вращающимися лопастя-
ми. Кроме того, на поршневых прессах можно создать значительно
большие давления в массе. Они могут достигать многих десятков
кГ)см2, тогда как в шнековых прессах давление обычно не превышает
5—10 кГ!см2.
Шнековые прессы (обычно называемые «ленточными») применяют
для изготовления почти всех массовых видов изделий пластическим
формованием в строительной, тонкой керамике и в огнеупорной про-
мышленности. Поршневые прессы используют лишь для изготовления
отдельных видов технической керамики, когда масштабы производст-
ва (в весовых единицах) невелики, используемые безглинистые массы
являются сравнительно трудно формуемыми, а требования, предъявля-
емые к однородности и плотности строения полуфабриката, весьма вы-
сокими.
Различают также горизонтальную и вертикальную протяжку изде-
лий: первую применяют почти для всех видов сплошных, массивных из-
1 Способ раскатки, применяемый только в тонкокерамических производствах, рас-
смотрен в шестой части книг::
93
Рис. 45. Схема мундшту-
ка для вертикальной
протяжки небольших
трубок
1 — корпус; 2 — фильера;
3 — втулка со спицами;
4 — спицы; 5 — сердечник
формаций и движения
делий, вторую — часто используют для формования полых изделий с
относительно тонкими стенками с тем, чтобы собственный вес висящей
трубки препятствовал ее искривлению при недостаточно равномерном
выходе массы из мундштука. В то же время при вертикальной протяж-
ке не возникают поперечные деформации (сминание). Схема мундшту-
ка (фильеры) для вертикальной протяжки небольших трубок показа-
на на рис. 45. Однако при высоком качестве масс, совершенных кон-
струкциях прессующих и транспортных устройств
трубы многих типов успешно формуют и на
прессах горизонтальной протяжки.
При всех способах выдавливания в формуе-
мой массе в процессе ее движения в корпусе
пресса и в особенности в выходной части прес-
са, т. е. в так называемой головке (сужающемся
переходе к мундштуку) и мундштуке, возника-
ет сложное напряженное состояние. При этом
на движущуюся и деформируемую массу дейст-
вуют продольное давление, создаваемое нагне-
тающими лопастями или поршнем, реакции сте-
нок (т. е. усилия, противоположные боковому
распору) и тормозящие усилия, обусловленные
трением о стенки. Если изделие формуют на
шнековом прессе, то картина дополнительно ус-
ложняется крутящими усилиями, создаваемыми
выжимными лопастями шнека и некоторой не-
равномерностью в подаче массы шнеком (по се
чению).
По рис. 46 можно представить характер де-
отдельных слоев массы в выходной части прес-
са. Центральная часть массы движется с большей скоростью, чем внеш-
няя, ее слои изгибаются и между ними возникают значительные напря-
жения сдвига.
Эти напряжения сдвига между слоями представляют наибольшую
опасность: когда они превышают прочность сцепления в массе, то воз-
никает отрыв слоев или «расслаивание» внутри ленты, выталкиваемои
из пресса. Если даже видимого расслаивания нет, то различия в ско-
рости выхода центральных и внешних
слоев могут создать заметную нерав-
ноплотность (внешние слои уплотня-
ются сильнее) и вызвать внутренние
напряжения в материале, ведущие к
появлению трещин на дальнейших
стадиях технологического процесса
(сушка, обжиг).
Предложены методы анализа и
расчета процесса формования глини-
стых масс на ленточных прессах, на-
правленные на предотвращение брака, вызываемого напряжениями
сдвига. Однако эти методы сложны, не универсальны и применение их
пока еще весьма ограничено.
К основным технологическим приемам устранения дефектов при
формовании на ленточных прессах относятся: подбор оптимальной
влажности масс и степени их отощения непластичными компонентами
(при этом следует иметь в виду, что для процесса формования может
быть вредна не только излишняя, но и недостаточная степень отоще-
ния), хорошее вакуумирование массы, регулирование длины и конус-
ности головки пресса в зависимости от свойств массы, обтекаемая фор-
94
ма выжимной лопасти шнека, специальные конструктивные меры,
уменьшающие проворачивание массы.
При выдавливании возникает известная анизотропия строения по-
луфабриката, особенно в массах со значительным содержанием гли-
нистых материалов, так как последние состоят преимущественно из
плоских чешуйчатых частиц. Неизометричные частицы располагаются
своими большими размерами преимущественно вдоль направления про-
тяжки.
Неодинаковая степень ориентации возникает на различных участ-
ках поперечного сечения выдавливаемой массы. В некоторых случаях
анизотропия (особенно неоднородность в ориентации по сечению) мо-
жет оказывать заметное отрицательное влияние, вызывая брак и ухуд-
шая качество изделий.
Допрессовка преследует цель получить полуфабрикат необхо-
димой формы, с точными размерами, хорошей поверхностью граней и
четкими углами. При этом не достигается заметного повышения плот-
ности полуфабриката по сравнению с плотностью заготовки, получен-
ной способом протяжки, так как пластичная масса (в особенности ва-
куумированная) является практически несжимаемой. Причина несжи-
маемости— незначительное содержание свободных («воздушных») пор
и тем более пор сообщающихся, из которых воздух может быть вы-
теснен при обжатии. Поэтому на штемпельных прессах (чаще всего
механических — рычажных или фрикционных) величина давления, не-
обходимого только для быстрой деформации заготовки, не превышает
20—30 кГ/см2, а устройства для регулирования давления отсутствуют.
Несжимаемость массы обуславливает два возможных варианта
процесса допрессовки:
а) заготовка имеет объем, заведомо несколько больший, чем за-
данный объем полуфабриката. Последний является вполне постоянным,
что обеспечивается неизменной кинематикой всех частей механизма
прессования. Избыток массы удаляется в виде заусениц через преду-
смотренные зазоры между штемпелем и формой или через специальное
отверстие в днище формы;
б) днище формы опирается на пружины. В этом случае избыток
массы не удаляется, конечные расстояния между подвижным днищем
и прессующим штемпелем и объем полуфабриката меняются в соот-
ветствии с неизбежными колебаниями объема исходной заготовки.
Для нормальной работы штемпельных прессов (особенно первого
типа) важно обеспечить отсутствие больших колебаний в размерах и
жесткости заготовок. Увеличение их размеров и снижение влажности
не только вызывают перегрузку прессующего механизма, но неблаго-
приятно отражаются и на однородности внутреннего строения полу-
фабриката.
Для избежания прилипания обжимаемых заготовок к металличе-
ской поверхности при допрессовке применяют смазку. В других слу-
чаях (например, в производстве черепицы) штемпельное прессование
нередко осуществляют в гипсовых формах.
4. Литье
Среди способов формования керамических изделий литьем можно
выделить две главные группы:
1) литье из водных суспензий в пористые (преимущественно гип-
совые) формы. В процессе водоотдачи в гипсовую форму в ней обра-
зуется («набирается») тело отливки с определенной плотностью и ме-
ханической прочностью, достаточной для извлечения из формы, после-
дующего транспортирования и сушки;
Э5
2) горячее литье из суспензий с расплавленным органическим пла-
стификатором, осуществляемое в металлические формы. Дисперсионная
среда таких суспензий (преимущественно расплавленный парафин или
композиции на его основе) твердеет в результате теплоотдачи в метал-
лическую форму, после чего из последней извлекают упрочнившуюся
отливку.
Указанные способы применяют в основном для формования изде-
лий из тонкоизмельченных масс, хотя при водном литье в некоторых
случаях используют глиносодержащие массы с грубозернистым ото-
щителем. Литье из водных суспензий используют в самых различных
областях керамической технологии (производство хозяйственной и стро-
ительной керамики, технической керамики и огнеупоров), а горячее
литье — почти исключительно в производстве технической керамики.
Концентрированные суспензии, применяемые для всех процессов
керамического литья, принято называть керамическими шликерами.
Несмотря на важнейшие технологические и физико-химические разли-
чия между названными процессами, следует выделить некоторые об-
щие требования, предъявляемые к обеим группам шликеров.
1. Однородность во всем объеме шликера (характеризуемая соот-
ношением в нем минеральных компонентов и жидкости, а также зерно-
вым составом минеральной части) не должна существенно нарушаться
под влиянием оседания твердых частиц при его хранении и в процес-
се литья.
В связи с этим требование удовлетворительной агрегативной ус-
тойчивости суспензии является для керамических шликеров обяза
тельным, так как в случае укрупнения частиц скорость их оседания рез-
ко возрастает. Однако даже в самых тонкодисперсных керамических
шликерах содержатся наряду с частицами коллоидных фракций и бо-
лее крупные зерна. Поэтому и при соблюдении требований агрегатив-
ной устойчивости неизбежно возникает какое-то расслаивание шлике-
ра, т. е. постепенное оседание его более крупных частиц.
В то же время следует иметь в виду, что высокая концентрация
дисперсной фазы более благоприятна для предотвращения оседания
сравнительно грубых фракций шликера. Взаимодействие частиц в кон-
центрированной суспензии препятствует их свободному падению и ско-
рость оседания снижается во много раз по сравнению с расчетной (по
закону Стокса). Практически всегда используют достаточно концен-
трированные шликеры с объемным соотношением Т: Ж примерно от
1 :2 до 2,5: 1 и со значительным содержанием фракций размером мень-
ше 1 мк .
Для контроля осаждаемости используют различные методы харак-
теристики поведения шликера при его хранении без перемешивания, в
том числе: наблюдение над образованием видимого осадка или про-
светленного слоя в верхней части сосуда; определение концентрации
твердой фазы и ее зернового состава в пробах, отобранных на различ-
ном уровне, и т. д. Вместе с тем при необходимости длительного хра-
нения производственные шликеры обязательно перемешивают.
2. Хорошая текучесть шликера (т. е. низкая вязкость) при доста-
точно высокой концентрации дисперсной фазы. При литье водных су-
спензий с повышением концентрации уменьшается количество отсасы-
ваемой влаги и тем самым — длительность процесса водоотдачи; при
горячем литье высокая концентрация шликера снижает расход пласти-
фикатора и повышает относительную плотность полуфабриката.
Физико-химические способы воздействия на систему (шликер),
обеспечивающие снижение вязкости без значительного разбавления
жидкостью, принято называть «разжижением» шликера. Сущность этих
способов, связанных с введением некоторых растворимых добавок в
96
дисперсионную среду, будет рассмотрена ниже. Следует иметь в виду
ряд важных преимуществ хорошо разжиженных некоагулирующих шли-
керов: они отличаются более стабильными реологическими свойствами,
менее тиксотропны (т. е. мало загустевают при хранении). При литье
из разжиженных водных суспензий снижается водоудерживающая спо-
собность набираемого слоя массы, что способствует получению плотно-
го и прочного полуфабриката.
Разжижение шликеров является, как правило, обязательным при-
емом в технологии керамического литья.
Литье из водных шликеров применяют в двух основных вариантах:
«сливной» и «наливной» способы. В обоих случаях полость пористой
(как правило, гипсовой) фор-
мы заливают шликером.
При сливном способе по-
сле набора на внутренней сто-
роне формы уплотнившегося
слоя массы требуемой толщи-
ны оставшийся шликер выли-
вают из формы (рис. 47, а).
При наливном способе про-
цесс набора уплотненной мас-
сы продолжается до тех пор,
пока ею не будет заполнена
вся полость формы. Значи-
тельная убыль объема шли-
кера за счет удаления воды
компенсируется его периоди-
ческой доливкой или непре-
рывным поступлением из за-
ранее заполненной надставки
к форме, так называемой «лит-
Рис. 47. Схемы способов литья
а — сливное: 1 — залитаи форма; 2— форма, перевер-
нутая после набора массы; 3 — изделие; б — налив-
ное: 1—залитая сборная форма; 2— изделие
никовой прибыли» (рис. 47, б).
Сливной способ применя-
ют для изготовления полых
тонкостенных деталей, чаще
всего с толщиной стенки до
3—5 мм, наливной способ — для изготовления сплошных, а также по-
лых толстостенных деталей. В последнем случае осуществляется дву-
стороний набор стенки с отсосом воды в наружную гипсовую форму и
в гипсовый сердечник.
Как при сливном, так и при наливном литье после окончания ос-
новного фильтрационного процесса диффузия воды из заготовки в фор-
му продолжается. При снижении влажности заготовки уменьшается ее
объем (усадка), что способствует отделению заготовки от формы.
Помимо гипсовых форм для литья можно применять пористые ке-
рамические или пластмассовые формы. Износ (старение) литейных
форм в процессе их эксплуатации связан главным образом с накопле-
нием в их порах тончайших частиц керамического материала и введен-
ных в литейный шликер растворимых добавок.
При изготовлении ответственных крупногабаритных изделий с тол-
стыми стенками в некоторых случаях применяют установки с перепа-
дом давлений, что позволяет ускорять фильтрационный процесс и по-
вышать плотность отливок. Перепад давлений можно обеспечить пу-
тем помещения пористой формы в вакуумируемую камеру либо путем
подачи шликера внутрь формы под избыточным давлением.
Способ водного литья нашел применение прежде всего для изго-
товления изделий из тонкокерамических масс на основе глин и каоли-
7—1025
97
нов. Регулирование литейных свойств глинистых шликеров, необходи-
мое для успешного осуществления технологии литья, опирается па ион-
нообменные и адсорбционные явления, протекающие на поверхности
глинистых частиц.
Частицы глинистых минералов, т. е. в основном гидроалюмосили-
катов, в водной среде способны к поверхностной диссоциации и приоб-
ретают отрицательный заряд, образуя глиняные «макроанионы». В слу-
чае чистых гидроалюмосиликатов диссоциация преимущественно имеет
место в группах А1—ОН по связи водорода с кислородом. Степень ее
существенно меняется в зависимости от различий в кристаллическом
строении отдельных минералов и положения отдельных групп AI—ОН
в их структуре.
Диссоциирующие ионы водорода могут обратимо замещаться на
другие ионы. Общее количество таких ионов, выраженное в миллиэк-
вивалентах на 100 г материала, называют величиной сорбционного
комплекса или емкостью поглощения данного минерала (породы).
Емкость поглощения глинистых пород увеличивается при измене-
нии их состава в направлении: минералы группы каолинита -> гидро-
слюды -> минералы группы монтмориллонита. Она растет и с повыше-
нием дисперсности частиц. Ее значения для типичных каолинов около
6, для пластичных огнеупорных глин примерно 15—20 и для бентони-
тов порядка 60—100 л«экв/100 г.
В различных природных глинах состав сорбционного комплекса
неодинаков. Однако в нем, как правило, преобладают ионы Са++, в
меньших количествах присутствуют ионы Mg++, Na+, А1+++ и др.
На глинистых частицах имеются и участки «отрицательной адсорб-
ции», т. е. наблюдается некоторая способность к адсорбции анионов и к
анионному обмену. Однако это явление изучено в значительно мень-
шей степени. Анионный обмен также может влиять на литейные свой-
ства шликеров, но обычно его роль не является определяющей. Поэто-
му ниже рассматриваются только явления, связанные с катионным об-
меном.
Введение в состав глиняных суспензий электролитов, содержащих
одновалентные ионы (как правило, ионы Na+), приводит в зависимо-
сти от их концентрации к более или менее значительному замещению
состава сорбционного комплекса натрием. Степень замещения особен-
но увеличивается, если анионы введенного натриевого электролита спо-
собны удалять ионы кальция из раствора, связывая их в малораство-
римые соединения. К таким электролитам относятся, например, сода,
пирофосфат, оксалат или силикат натрия (в виде растворимых стекол
с высоким модулем).
В зависимости от вида и концентрации добавленного электролита
устанавливается состав и количество ионов, адсорбированных непосред-
ственно поверхностью глиняной частицы, а также распределение диссо-
циированных противоионов в диффузном слое мицеллы. Вместе со стро-
ением двойного электрического слоя мицелл меняется и величина элек-
трокинетического потенциала (^-потенциала).
Замещение двухвалентных ионов кальция на одновалентные ионы
натрия приводит в соответствии с законами, освещаемыми в коллоид-
ной химии, к повышению ^-потенциала частиц глинистой суспензии и
вызывает их дефлокуляцию, являющуюся основной предпосылкой раз-
жижения шликера, ^-потенциал достигает максимума при увеличении
концентрации ионов Na+ в дисперсионной среде до определенного оп-
тимума, а дальнейшее увеличение концентрации способствует сжатию
двойного электрического слоя с соответствующим снижением ^-потен-
циала.
В зависимости от концентрации электролита существенно меняет-
98
ся и соотношение в концентрированной суспензии отдельных видов во-
ды, различающихся по степени их связи с дисперсной фазой.
Вода, введенная в глинистые суспензии, используется в трех ос-
новных направлениях:
1) на образование сольватных оболочек вокруг частиц и адсорби-
рованных ими ионов. Такую воду, отличающуюся ориентацией молекул,
повышенной плотностью, потерей растворяющей способности и други-
ми особыми физико-химическими свойствами, называют прочно свя-
занной водой. Толщина ее слоя в глиняных шликерах измеряется
сотнями ангстрем;
2) на образование диффузной водной оболочки, примыкающей к
слою ориентированных молекул. В этой оболочке, расположенной в
диффузном ионном слое, ориентация мо-
лекул постепенно уменьшается и свойства
постепенно приближаются к нормальной
воде. Эту диффузную оболочку называют
рыхло связанной водой, количество
которой может меняться в широких пре-
делах;
3) на заполнение объема между ча-
стицами. Эта неориентированная вода мо-
жет быть названа «свободной» или «раз-
жижающей».
При замещении в сорбционном ком-
плексе ионов Са++ на ионы Na+, обладаю-
щие большей способностью к сольватации,
СоОерконие электролита
В м-эк б но ЮОгсу-КО коолина
Рис. 48. Кривые разжижения
каолина при влажности 48%
под действием различных элек-
тролитов
количество рыхло связанной воды сначала Na°H; 2—нала,; з—Na2cosj
несколько увеличивается. Однако при
дальнейшем добавлении электролита диссоциация поглощенных ионов
натрия снижается и толщина слоя рыхло связанной воды уменьшается
с переходом части ее в свободное состояние. Если, однако, продолжать
вводить электролит, то снижение толщины водных оболочек и падение
^-потенциала приведет к слипанию частиц в агрегаты. При этом сво-
бодная вода в значительном количестве оказывается захваченной
внутрь образовавшихся агрегатов (подобно впитыванию в губку) и пе-
рестает выполнять функции- разжижения суспензии.
Л1аксимальное разжижение (т. е. наименьшее значение вязкости
при данной влажности) достигается, когда концентрация введенного
электролита обеспечивает сочетание достаточного значения ^-потенциа-
ла, отсутствие коагуляции и одновременно высокого содержания сво-
бодной воды (т. е. пониженного содержания прочно и, в особенности,
рыхло связанной воды).
Также и во всем интервале разжижения глиняных суспензий элек-
тролитами вязкость шликера не является однозначной функцией £-по-
тенцнала или количества свободной воды, но обнаруживает сложную
зависимость от сочетания этих факторов. Области оптимальных кон-
центраций электролитов определяются обычно экспериментально с по-
строением так называемых кривых разжижения (рис. 48).
Кривые можно строить либо по абсолютным значениям вязкости
(в пуазах), либо по условным значениям, определяемым на вискози-
метре Энглера: время истечения (сек) 100 мл шликера через отвер-
стие диаметром 6 мм. Последний способ характеристики вязкости ли-
тейных шликеров наиболее распространен в заводской практике. Прак-
тически применяемые для литья шликеры имеют вязкость порядка 1—
2 пз, а время истечения находится в пределах 7—10 сек.
При выборе электролитов для разжижения отдают преимущество
веществам, которые не только показывают наименьшие значения вяз-
99
кости на кривой разжижения, но и обеспечивают более широкий интер-
вал эффективного разжижения, в значительной мере устраняя вредное
влияние случайных отклонений технологического процесса или колеба-
ний в свойствах исходного сырья. Опыт показывает, что для этой цели
полезно использовать комбинации электролитов, например раствори-
мые натриевые стекла с модулем 2,5—3 в сочетании с содой. При этом
их суммарное содержание находится в пределах 0,2—0.5% (считая на
массу сухого вещества шликера).
Для суждения о качестве шликера и оптимальной добавке электро-
лита необходимо помимо вязкости шликера учитывать такие показате-
ли, как его загустеваемость, скорость набора массы, остаточная влаж-
ность и прочность отливки, а также некоторые другие технологические
характеристики (качество поверхности отливки, ее усадку и отставание
от формы и т. д.).
Коэффициент загустеваемости шликера, обычно определяемый как
отношение вязкости после 30-минутной выдержки к вязкости через
30 сек после перемешивания, для высококачественных тонкокерамиче-
ских шликеров не должен превышать 2,0—2,2. Благоприятные показа-
тели загустеваемости, остаточной влажности отливок и скорости набо-
ра массы наблюдаются при содержании электролита, близком к значе-
нию оптимума, найденного по кривым разжижения.
При наборе массы основное сопротивление процессу водоотдачи
шликера создает набранный слой, вследствие чего скорость фильтрации
и накопления осадка последовательно снижается во времени. Подобно
другим фильтрационным процессам, общая продолжительность набора
слоя пропорциональна не первой степени, а приблизительно квадрату
его толщины. Поэтому при литье относительно массивных или толсто-
стенных изделий время набора массы является основным фактором, ли-
митирующим производительность процесса и оборудования. В указан-
ных случаях рекомендуют несколько снижать содержание электролита,
даже в ущерб максимальному разжижению, так как это позволяет за-
метно ускорить водоотдачу шликера.
Другим способом значительного ускорения водоотдачи является
набор массы при подогреве шликера и форм примерно до 35—40° С.
Однако повышение температуры шликера выше 40—45° С недопустимо,
так как явление тиксотропного загустевания при этом резко усили-
вается.
Помимо щелочных (в основном натриевых) электролитов для раз-
жижения и стабилизации глинистых суспензий можно использовать це-
лый ряд водорастворимых органических поверхностно-активных ве-
ществ. При введении таких защитных веществ можно снизить в не-
сколько раз требуемую щелочность суспензии, улучшить ее фильтруе-
мость.
Молекулы ПАВ, имея сильные полярные группы и неполярную
часть (цепочку), при адсорбции ориентируются: полярные группы на-
правляются к одной фазе, а цепочки —к другой. Если адсорбция про-
исходит на границе твердой фазы и жидкости, то достигается агрега-
тивная устойчивость частиц и улучшение свойств шликера. Однако
в случае адсорбции на границе жидкая фаза — воздух снижается по-
верхностное натяжение жидкости, что может приводить к вспениванию
и делать шликер не пригодным к использованию.
Примерами водорастворимых органических веществ, пригодных
для стабилизации и разжижения глинистых суспензий, могут служить
некоторые отходы производства целлюлозы (сульфитно-спиртовая бар-
да и другие соли лигнин-сульфоновых кислот); производные галловой
кислоты (в экстрактах коры дуба и др.); мало изученные органические
компоненты щелочных вытяжек торфа, соломы и т. д.; щелочные пре-
100
параты метилцеллюлозы и карбоксиметил целлюлозы. Несмотря на ряд
преимуществ подобных разжижителей, практическое их использование
пока весьма ограничено, так как даже небольшие колебания в составе
добавок природного происхождения вызывают непостоянство техноло-
гических свойств шликера.
Большое влияние на эффективность разжижения и свойства раз-
жиженных шликеров оказывают многочисленные факторы, в том числе:
минеральный состав глинистых компонентов, их дисперсность и состав
исходного сорбционного комплекса; состав технологической воды;
электролиты, введенные в каолины при их мокром обогащении (осо-
бенно коагулянты, содержащие ионы Са++); условия приготовления
шликеров, т. е. степень измельчения непластичных компонентов, интен-
сивность перемешивания, длительность выстаивания («созревания»).
Соблюдение постоянства всех названных факторов весьма важно для
технологии литья.
Литейные свойства глинистых шликеров заметно улучшаются при
приготовлении их по так называемому «прессовому методу», т. е. путем
фильтрпрессования и последующего распускания коржей. Достигаемый
эффект связан с удалением в процессе фильтрации значительной части
ионов-коагуляторов, содержащихся в сорбционном комплексе исходных
глин и обогащенных каолинов.
Определенный эффект в технологии литья, т. е. устранение мелких
воздушных включений в отливках и некоторое повышение их плотности,
достигается путем вакуумирования приготовленного шликера. Однако
ввиду невысокой вязкости шликеров большая часть попавших в них
воздушных пузырьков (особенно крупных) не удерживается и самопро-
извольно, т. е. даже без вакуумирования, выходит на поверхность. Ва-
куумирование же способствует удалению преимущественно микродис-
персных газовых включений, прилипших к частицам, а также воздуха,
растворенного в шликере. В данной области технологии вакуумирова-
ние пока находит ограниченное применение.
В производстве многих видов технической керамики введение гли-
нистого компонента в шликер не допускается. Особенно распростране-
но литье безглинистых шликеров из высокоогнеупорных окислов и не-
которых соединений (титанатов, цирконатов) для изготовления конден-
саторов.
Дисперсные фазы подобных шликеров в общем отличаются от гли-
няных минералов менее высокой дисперсностью, меньшей адсорбцион-
ной способностью и гидрофильностью. Для получения их удовлетвори-
тельной текучести, как правило, требуется меньше воды, чем в глини-
стых шликерах, что указывает на относительное уменьшение количества
связанной (неразжижающей) воды.
Эффективность стабилизации и разжижения таких шликеров опре-
деляется прежде всего величиной создаваемого ^-потенциала. Наиболее
распространенным методом разжижения таких суспензий является ре-
гулирование значения их pH.
При химическом взаимодействии поверхности частиц того или ино-
го материала с водой часть образующихся продуктов реакции перехо-
дит в дисперсионную среду, влияя тем самым на pH суспензии. Значе-
ния последней зависят от химической природы материала и интенсив-
ности его взаимодействия с водой. Так, исходные значения pH в водных
суспензиях чистых ZrO2 и TiO2 без введения добавок электролитов со-
ставляют 6—7, что позволяет условно назвать эти материалы «нейт-
ральными». При меньших или больших значениях pH материалы можно
назвать «кислыми» или «основными». Для суспензий SiO2 («кислый»
материал) соответствующие значения pH составляют 4—5, для А12О2
(«слабоосновный» материал)—около 9, для MgO («основный» мате-
10!
риал) —около 11. Определенные значения pH характерны и для других
неорганических веществ, хотя они и считаются практически нераство-
римыми.
Заряд на поверхности частиц, суспендированных в воде, образует-
ся в результате адсорбции тех или иных ионов, а также полярных мо-
лекул воды. Если изменять в широком интервале pH некоторой суспен-
зии путем введения в ее состав электролитов (кислых или щелочных),
то чаще всего можно наблюдать две области максимального разжиже-
ния и максимальных противоположных по знаку значений ^-потенциала;
одна из них расположена в кислой среде, другая — в щелочной. В про-
межуточной области, где происходит перезарядка частиц, значение £-
Рис. 49. Зависимость влажности (кривая 1)
и С-потенциала (кривая 2) шликеров от pH
среды для материалов
а — основных; б — кислых
/ --<--1-1--1-1-1-•--1---1_>__L.
О 2 Ч 6 8 Ю /2
Значение pH
Рис. 50. Зависимость вязкости шликеров из
глинозема от их pH и влажности (цифры на
кривых — влажность шликера)
потенциала снижается (переходя в некоторой точке через нуль), а вяз-
кость суспензий сильно возрастает.
При этом условно «кислые» материалы лучше дефлокулируют пои
добавках щелочи, а «основные» — при добавках кислоты. Общий харак-
тер изменения вязкости и ^-потенциала для материалов различного ти-
па показан на рис. 49. Области максимумов ^-потенциала и минимумов
вязкости примерно совпадают.
Изменение вязкости суспензий в зависимости от их влажности и
значения pH, определяемого добавками НС1 и NaOH, показано на при-
мере глинозема (рис. 50). Из графика видно наличие двух интервалов
pH с удовлетворительными свойствами (так называемых «литейных ин-
тервалов»). В кислой среде создаются наиболее благоприятные условия
для литья, так как литейный интервал шире, а значения вязкости при
той же влажности несколько ниже. В нейтральной среде суспензия рез-
ко загустевает даже при повышенной влажности, и литье становится
практически невозможным.
Значения ^-потенциала в кислой среде являются положительными,
достигая 150—200 мв, а в щелочной отрицательными (50—100 мв).
В первом случае положительный заряд мицелл определяется адсорбци-
ей комплексных ионов НзО+ или диссоциацией оксихлорида алюминия
[(А120з-Н)+С1_], образующегося при поверхностном взаимодействии
А120з с НС1. В щелочной среде отрицательный заряд определяется ад-
сорбцией ионов ОН-. Изменения ^-потенциала и вязкости в отдельных
интервалах pH определяются адсорбционным зарядом частиц, сжатием
или расширением двойного электрического слоя.
Следует отметить, что при оптимальных значениях pH в подобных
суспензиях вместе с максимальной пептизацией меняются все техноло-
гические свойства шликера. Его устойчивость к оседанию при этом
102
улучшается. Весьма важным для технологии является существенное
повышение относительной плотности отливок и заметный рост их проч-
ности, а также лучшее отставание от гипсовой формы. Одновременно
снижается скорость набора слоя массы (т. е. замедляется отсасывание
воды в пористую форму), что, однако, в данном случае не является от-
рицательным фактором, так как в отличие от глинистых суспензий ско-
рость набора массы из безглинистых шликеров достаточно велика. Воз-
можна даже чрезмерная нежелательная скорость, затрудняющая при
сливном способе получение изделий с постоянной заданной толщиной
стенки.
В большинстве случаев при литье изделий из окислов используют
кислые шликеры, подбирая в каждом случае соответствующее опти-
мальное значение pH. Применение щелочных шликеров, даже если их
литейные свойства удовлетворительны, затрудняется нежелательностью
введения окислов щелочных металлов в керамические массы и летуче-
стью аммиака. Более приемлемо использование водорастворимых орга-
нических соединений щелочного характера (например, некоторых
аминов).
При этом большое значение для получения стабильных и положи-
тельных характеристик процесса литья имеют многие факторы. К их
числу относятся: степень чистоты материала (отсутствие посторонних
ионов в суспензии), условия его подготовки (предварительная термиче-
ская обработка, способ и степень измельчения), вакуумирование шли-
кера и длительность его хранения, выбор электролита для регулирова-
ния pH (чаще всего для подкисления используют НС1), введение
органических добавок, упрочняющих отливки (например, сахарозы,
растворимой мочевино-формальдегидной смолы).
В ряде случаев возможности подбора параметров шликера и усло-
вий литья ограничиваются интенсивным химическим взаимодействием
между дисперсной фазой и дисперсионной средой. Так, например, для
суспензий MgO нельзя создать кислой среды вследствие быстрого взаи-
модействия кислоты с основным материалом. Однако и в щелочной
среде, образующейся при суспендировании MgO в воде, весьма трудно
получить шликер со стабильными свойствами. Этому препятствует не-
прерывно протекающая гидратация MgO с образованием Mg (ОН) 2,
что изменяет строение и поверхностные свойства частиц дисперсной
фазы. Поэтому для данного окисла процесс водного литья почти не
применяют.
Впрочем, осуществление достаточно эффективной технологии шли-
керного литья для MgO возможно при замене дисперсионной водной
среды, например спиртовой.
Для литья некоторых веществ, способных химически взаимодейст-
вовать с кислотами (например, титанаты и цирконаты кальция), в со-
став водных шликеров вводят с хорошими результатами анионно-
активное ПАВ — «сульфонол», представляющий собой натриевую соль
продукта алкилирования сульфобензойной кислоты. В воде сульфонол
диссоциирует на ионы Na+ и макроанионы сульфонола, которые адсор-
бируются на керамических частицах, сообщая им отрицательный заряд.
Диффузный слой получающихся мицелл образуют ионы Na+. При опти-
мальном содержании сульфонола. (порядка 0,3—0,6% веса сухой мас-
сы) получают шликеры с хорошими литейными свойствами.
Помимо шликерного литья в пористые формы в керамической тех-
нологии (например, для изготовления конденсаторов) находит приме-
нение литье тонких пленок на гладкие органические подложки. В этом
случае используют шликеры с введенными в них высокомолекулярными
связующими добавками, обеспечивающими упрочнение пленки после ее
высыхания на подложке.
103
В качестве таких добавок при водном литье применяют поливини-
ловый спирт, метилцеллюлозу, некоторые ее производные и др. Связую-
щие добавки сочетают с поверхностно-активными веществами для раз-
жижения шликера и другими добавками, вводимыми для регулирова-
ния отдельных технологических свойств. Применяя подвижные фильеры
для равномерного разлива шликера по большой поверхности, удается
получать из высокодисперсных масс керамические пленки толщиной до
100 мк и даже тоньше.
Горячее литье шликеров на органических пластификаторах являет-
ся в настоящее время важнейшим способом формования изделий слож-
ной конфигурации в производстве технической керамики. Этот способ
получил интенсивное развитие и распространение в течение двух по-
следних десятилетий, что связано прежде всего с широким выпуском
разнообразных по форме и точных по размерам керамических радио-
деталей при одновременном исключении пластичных минеральных ком-
понентов (глин) из соответствующих керамических масс.
Основной особенностью данного способа является получение шли-
керных композиций в текучем (маловязком) состоянии путем их подо-
грева до температур, вызывающих плавление твердой технологической
связки. Различают два типа органических веществ, применяемых при
горячем литье: так называемые «термопластичные» и «термореактив-
ные» связующие.
Термопластичные связующие, главным образом парафин и компо-
зиции на его основе, плавящиеся при температурах порядка 50—70° С,
способны неограниченно (обратимо) переходить из твердого состояния
в жидкое. Поэтому затвердевание отливок достигается простым охлаж-
дением. Однако при обжиге керамики нагреваемые отливки вновь про-
ходят через стадию размягченного состояния, что вызывает необходи-
мость применения особых предосторожностей и режимов (см. стр. 114).
Термореактивные связующие, имеющие чаще всего более высокую
температуру плавления (до 150—200°С), твердеют необратимо при вы-
держке в нагретом состоянии при температурах, обеспечивающих до-
статочно быстрое протекание процессов конденсации или полимериза-
ции. Использование подобных связующих, например на основе феноло-
формальдегидных и мочевино-формальдегидных смол, заметно усложняет
процесс и режимы литья, затрудняет использование отходов и брака
при литье (переплавка невозможна), но одновременно упрощает конеч-
ный обжиг керамики, исключая особый процесс предварительной тер-
мической обработки для удаления связующего.
Способ литья на термопластичных связующих разработан в СССР
и является в отечественной промышленности преобладающим, тогда как
литье на термореактивных связующих (или на комбинациях из термо-
реактивных и термопластичных веществ) более распространено в ряде
зарубежных стран. В СССР этот способ почти не применяют. Техноло-
гические основы литья керамики на термореактивных связующих и при-
меняемое для этой цели оборудование в общем аналогичны таковым
для литья изделий из пластмасс.
Ниже приведены только сведения о литье из термопластичных ке-
рамических шликеров.
Минеральные компоненты вводят в состав термопластичных шли-
керов после предварительной термообработки и тонкого измельчения до
удельной поверхности в пределах от 3000 до 10000 см21г (определение
на ПСХ-2). В состав шликеров не следует вводить без предваритель-
ного обжига глинистые компоненты, а также ряд других природных ми-
неральных веществ (например, тальк). Названные вещества в необож-
женном состоянии отличаются гидрофильностью, чрезмерно развитой
поверхностью; в связи с этим они плохо смачиваются парафином и по-
104
добными ему неполярными жидкостями. Предварительная термообра-
ботка («очерствление») природных компонентов и композиций на их
основе обеспечивает ряд преимуществ. Помимо удаления химически
связанной воды удается заранее осуществить синтез необходимых сое-
динений, их кристаллизацию и известное уплотнение материала. Все это
позволяет улучшить свойства шликеров при пониженном содержании
технологической связки и одновременно упрощает последующий обжиг
изделий, исключая из него заранее осуществленные химические про-
цессы.
При экспериментальном подборе оптимальной степени измельчения
минеральных компонентов учитывают ее связь с характеристиками
шликера: недостаточная степень измельчения нарушает устойчивость
(стабильность) шликера; чрезмерная — увеличивает потребное содер-
жание технологической связки, снижая тем самым относительную плот-
ность полуфабриката и значительно осложняя процесс ее удаления.
Обязательным требованием к минеральному порошку, вводимому
в шликер, является хорошее высушивание его, т. е. максимальное уда-
ление свободной влаги, сильно ухудшающей смачивание минеральных
частиц парафином. Влажность порядка 1 % препятствует получению
хорошо текучего шликера и даже 0,1—0,2% влаги оказывает заметное
отрицательное влияние. Поэтому следует избегать мокрого помола по-
рошков для термопластичных шликеров или же подвергать мокромоло-
тые порошки прокаливанию до температур 500—700° С.
Основным компонентом дисперсионной среды шликера является
парафин, т. е. смесь твердых предельных углеводородов, получаемая
при переработке нефти. В зависимости от соотношения различных угле-
водородов и содержания примесей свойства парафина, и в том числе
температура его плавления, заметно меняются. У применяемых пара-
финов /°л лежит в пределах 50—55° С. Плотность твердого парафина
составляет около 0,9 г/см2, а расплавленного — около 0,8 г)см2. Соот-
ветственно уменьшение объема при затвердевании составляет обычно
10—12% (до 15%), что оказывает существенное влияние на технологию
горячего литья (см. стр. 107).
Помимо парафина отдельно или в сочетании с ним для приготов-
ления шликеров могут быть использованы и другие термопластичные
вещества, например стеарин, воск, церезин. При добавлении к парафи-
ну они заметно влияют на его температуру плавления и вязкость. Одна-
ко эти изменения физических характеристик отдельно взятой связки не
столь существенны для практики, как возможность регулирования яв-
лений на границах раздела фаз при помощи малых количеств поверх-
ностно-активных веществ.
Дело в том, что, несмотря на ряд преимуществ парафина как дис-
персионной среды керамических шликеров (химическая инертность,
удобная для практики температура плавления, невысокая вязкость в
расплавленном состоянии и наличие интервала размягчения), при его
использовании без добавок не удается получать высококоцентрирован-
ные шликеры с хорошими литейными свойствами. Этому препятствует
недостаточно хорошее смачивание на границе твердая фаза — расплав-
ленный парафин, что затрудняет покрытие всей поверхности частиц ог-
раниченным количеством жидкости. Неполярные молекулы углеводо-
родов не могут существенно адсорбироваться поверхностью частиц ми-
нералов, имеющих ионное строение; они не создают ориентированных
сольватных оболочек, предотвращающих агрегацию.
Улучшению смачивания с получением стабильных подвижных шли-
керов при относительно невысоком общем содержании связки способ-
ствуют поверхностно-активные вещества, содержащие полярные груп-
пы и неполярные (углеводородные) радикалы. Происходит адсорбция
8—1025 105
ориентированных молекул ПАВ на минеральных частицах: к их поверх-
ности непосредственно прилегают полярные группы, тогда как направ-
ленные наружу неполярные радикалы взаимодействуют с парафином.
Количество вводимой добавки должно обеспечивать покрытие всей по-
верхности дисперсной фазы мономолекулярным слоем ПАВ.
Наибольшее практическое применение в качестве поверхностно-ак-
тивных добавок для приготовления парафиновых шликеров нашли
олеиновая и стеариновая кислоты, а также пчелиный воск. Вид и содер-
жание добавок для того или иного минерального порошка подбирают
экспериментально, причем в ряде случаев наилучший эффект дает со-
четание различных ПАВ. Например, довольно широко распространена
комбинация: олеиновая кислота + пчелиный воск. Общее содержание
вводимых ПАВ составляет примерно от 0,3 до 1—1,5% по отношению
к массе минерального порошка, хотя, по ориентировочным расчетам,
для заполнения мономолекулярного адсорбционного слоя обычно доста-
точно 0,05—0,2%. Такая разница связана с заниженным значением оп-
ределяемой удельной поверхности, с наличием участков поверхности
(пустот), где происходит концентрация ПАВ, и т. д. Кроме того, часть
молекул ПАВ остается в среде парафина, действуя как его разбавитель,
снижающий вязкость. Содержание добавок ПАВ, отнесенное к общей
массе временной связки, может достигать 10—15%.
Общее объемное содержание связки L в присутствии добавок ПАВ
удается существенно снизить. Типичные значения для шликеров на чи-
стом парафине составляют примерно 50%, для шликеров с добавками
ПАВ —35—40%.
Процесс приготовления шликеров для горячего литья сводится к
интенсивному перемешиванию расплавленного парафина с предвари-
тельно нагретым минеральным порошком. Шликер перемешивают в
обогреваемых аппаратах — шаровых мельницах, специальных вращаю-
щихся конверторах, пропеллерных мешалках — при температуре 80-
90° С, что превышает примерно на 20° оптимальную температуру литья
Благодаря такому «перегреву» и понижению вязкости системы процесс
гомогенизации шликера существенно ускоряется.
Добавки ПАВ можно вводить в расплавленный парафин. Однако
в ряде случаев лучший эффект достигается введением их в минераль-
ный порошок при его сухом измельчении. В процессе измельчения до-
бавки не только равномерно распределяются по поверхности частиц, но
могут и выполнять роль интенсификатора помола.
Сохранение при горячем литье всей введенной связки в теле отли-
вок определяет прямую зависимость их относительной плотности от
концентрации дисперсной фазы. Отсюда стремление применять возмож-
но концентрированные и, следовательно, относительно вязкие шликеры.
Заполнение литейных форм под давлением дает возможность исполь-
зовать шликеры с невысокой текучестью, т. е. с пластической вязкостью,
достигающей нескольких десятков пуаз. Однако при попадании возду-
ха в шликер такая вязкость препятствует самопроизвольному удалению
пузырьков на поверхность. Поэтому парафиновые шликеры подверга-
ют, как правило, длительному (1—-3 ч) вакуумированию при остаточ-
ном давлении 10—15 мм рт. ст. с одновременным интенсивным пере-
мешиванием. Вакуумирование не только устраняет видимые воздуш-
ные включения, но и улучшает все технологические свойства
шликеров и отливок.
Горячее литье под давлением осуществляют в специальных литье
вых аппаратах (рис. 51). В холодную или непрерывно охлаждаемую
металлическую форму нагнетают горячий шликер путем подачи возду-
ха под давлением 2—5 атм в герметичный термостатированный ре
зервуар над уровнем залитого в нем шликера. Форму, заполненную'
106
шликером, выдерживают под давлением в течение времени, достаточ-
ного для затвердевания всех участков тела отливки. В зависимости от
размеров и конфигурации отливки продолжительность выдержки со-
ставляет от нескольких секунд до нескольких минут (для наиболее ма-
сивных отливок).
Поскольку шликер практически несжимаем, то роль давления не
заключается в его непосредственном уплотнении. В процессе заливки
давление обеспечивает достаточно быстрое заполнение формы и пред-
Рис. 51. Принципиальная схе-
ма аппарата для литья
1 — термостатированный бак с обо-
гревающей жидкостью; 2 — бачок
для шлнкера; 3 — объемная крыш-
ка; 4 — трубка для литья; 5—элек-
тронагреватели; 6 — шликер;
7 — прижимное устройство; 8—фор-
ма для лнтья; 9 — термометр
участков под влиянием застывания под-
отвращает недолив отдельных
водимого к ним шликера. Однако излишне высокое давление может вы-
звать фонтанирование шликера из литниковых отверстий формы и в
результате этого захват воздуха с образованием воздушных пузырей
и других дефектов строения.
Периодом заливки действие давления не заканчивается. При ох-
3—5% по объему, связан-
£
52. Зависимость от тем ле-
Рпс.
ратуры: вязкости (кривы 1, 3)
и литейной способности (кри-
вые 2, 4) шликеров с р-,злгч-
нысодержанием пАрафпно-
вязки
лаждении наблюдается усадка шликера на
пая главным образом, с затвердеванием
парафина. Объемной усадке соответствует
линейная на 1—2%. Однако внешние раз-
меры отливки быстро фиксируются вслед-
ствие затвердевания слоев, прилегающих
к стенкам формы. Поэтому наружная ли-
нейная усадка (отнесенная к размерам
формы) не превышает 0,2—0,3%, что,впро-
чем, достаточно для беспрепятственного
извлечения отливки. При охлаждении же
всей массы залитого шликера преобладает
«внутренняя» усадка с образованием уса-
дочных раковин или рыхлот в теле от-
ливки.
Выдержка под давлением обуславли-
вает поступление новых порций шликера и
способствует компенсации большей части
внутренней усадки, т. е. заполнению раковип, рыхлот и
отливки без дефектов. Обязательным условием для этих
ляется такая конструкция формы и система теплоотвода, при которой
литник и прилегающие к нему участки затвердевают последними, обес-
печивая поступление горячего шликера до конца процесса.
На качество отливок влияет и температура заливаемого шликера,
определяющая его вязкость (рис. 52). Излишнее снижение температуры
ухудшает текучесть и ускоряет затвердевание, что может привести к не-
доливам (особенно при наличии тонкостенных участков и сложной кон-
вой
образованию
процессов яв-
а
107
Отсюда легко выразить конечные показатели керамики (рг и П2)
через соответствующие начальные (pi и nt) и объемные изменения
в обжиге:
Pt -100
100 ссоб
и
Hi±^o6 юр %.
100 -|- «об
Рис. 58. Изменение размеров и характеристик
плотности керамики в процессе обжига
1 — изменение линейных размеров (аЛнп); ^—плот-
ность (Р); 3 — истинная пористость (П, %); 4— от-
крытая пористость (/70, %); 5 — закрытая пористость
(/73 = /7 — По, %); А — участок до начала спекания;
Б — участок процесса спекания; В — интервал спек-
шегося состояния; Г — область пережога — «вспучи-
вание»
Наконец, если подобный материал доводится до высокой степени
спекания (т. е. П2 приближается к нулю), то ссОб~— Hi, т. е. величина
объемной усадки почти достигает значений исходной пористости полу-
фабриката.
В большинстве случаев практически более удобно характеризовать
процессы усадки (или роста) не объемными, а линейными изменениями
в обжиге. Связь между линейной и объемной усадкой выражают фор-
мулой
“» = [)/1 + ^—1] 100».
Для значений объемной усадки в пределах до 10—12% можно без
существенной ошибки принимать: алии®* — . Таким образом, линейную
3
усадку также можно выразить через изменения П и р.
Из приведенных зависи-
мостей следует, что в процес-
се обжига керамики кривые
ее усадки должны вполне со-
ответствовать кривым сниже-
ния общей пористости и кри-
вым роста кажущейся плотно-
сти. Несоответствие возможно
только на тех температурны:.'
участках, где имеются суще-
ственные изменения массы
материала (а=£ 0) и его ис-
тинной плотности (у) ' уг).
Оставляя в стороне эти явле-
ния, можно изобразить при-
мерный ход изменения в об-
жиге аЛш1, р и П, а также от-
крытой и закрытой пористости
для керамических материалов,
достигающих практически спе-
кшегося состояния (рис. 58).
Из графиков видно, что
на первом температурном уча-
стке А существенных измене-
ний в керамике не происхо-
дит, если не считать некото-
рого термического расширения.
На участке Б протекает процесс спекания, усиливающийся с повы-
шением температуры. При этом имеет место усадка, соответствующее
ей увеличение плотности и снижение общей пористости. Па определен-
ном этапе спекания начинается процесс изоляции пор, т. е. появляется
закрытая пористость, в связи с чем открытая пористость становится
меньше, чем общая.
Кроме горячего литья штучных изделий применяют и другие вари-
анты технологии, основанные на формировании тела изделия при твер-
дении термопластичных шликеров.
Способ непрерывного горячего литья предназначен для формова-
ния трубок, стержней и других подобных изделий. Из принципиальной
схемы устройства для непрерывного литья (рис. 53) видно, что расплав-
ленный шликер поступает в формующую трубку и, проходя сквозь холо-
дильник, выдавливается наружу уже в затвердевшем состоянии. По
сравнению с обычным выдавливанием изделий из пластифицированных
Рис. 53. Схема устройства для
непрерывного литья
1 — корпус с обогревом; 2 — термо-
статированный бачок для шликера;
3 — штуцер для подачи воздуха
под давлением; 4 — литниковая
трубка; 5 — водяной холодильник
Рис. 54. Получение изделий способом
«намораживания»
а — холодная болванка опущена в шли-
кер; б — болванка с «намороженным» пл
делнем
масс данный способ позволяет получать при значительно меньших вы-
давливающих усилиях достаточно плотные изделия с однородным строе
нием. Однако, в отличие от протяжки скорость процесса лимитируется
теплоотдачей в холодильнике.
Так называемый способ «намораживания» удобен для получения по-
лых тонкостенных изделий типа тиглей, чехлов и т. п. Сущность его за-
ключается в том (рис. 54), что охлажденную металлическую болванку
нужной формы погружают в горячий шликер. Стенка изделия форми-
руется благодаря теплоотдаче шликера в болванку. Подбирая парамет-
ры шликера, температуру болванки и время ее выдержки в шликере,
можно получать полуфабрикат с требуемой толщиной стенки. Вследст-
вие усадки, направленной внутрь, «намороженный» полуфабрикат об-
жимает болванку, что ограничивает возможности данного метода: при
больших размерах изделия снятие полуфабриката даже с хорошо от-
полированной болванки крайне затруднено.
Глава 4. УДАЛЕНИЕ ВРЕМЕННОЙ СВЯЗКИ ИЗ КЕРАМИЧЕСКОГО
ПОЛУФАБРИКАТА
Сформованный керамический полуфабрикат содержит влагу или
иную временную связку в таком количестве, которое не позволяет сов-
местить ее удаление и окончательный обжиг изделия в одной техноло-
гической операции. В процессе сушки заранее удаляют преобладающую
часть связующей жидкости с тем, чтобы обеспечить:
10Q
а) необходимую прочность полуфабриката, позволяющую рацио-
нально размещать («сажать») его в обжигательных печах;
б) безусловное завершение объемных изменений материала, свя-
занных с удалением жидкости;
в) предотвращение дефектов (трещин, разрывов, вздутий и т. п.),
которые могут возникать из-за интенсивного газовыделения при испа-
рении воды или разложении органических соединений в теле обжигае-
мого изделия. Содержание остаточной влаги, допускаемое для направ-
ляемого в обжиг высушенного полуфабриката, может значительно из-
меняться в зависимости от различных факторов. Однако в большинстве
случаев исходя из технических и экономических соображений оно нахо-
дится в пределах 1—3%.
Сушка является особенно сложным и ответственным процессом для
полуфабриката из глинистых масс, полученного пластическим формова-
нием или способом шликерного литья и содержащего до 20—25% вла-
ги. В указанных случаях процесс сушки лимитируется относительно не-
высокой влагопроводностью пластичных глин и их большими объемны-
ми изменениями при влагоотдаче.
Проще и быстрее можно высушивать изделия, спрессованные из
порошков, отличающиеся значительно меньшим водосодержанием
(обычно до 8—10%) и отсутствием существенных объемных изменений
при сушке. Эти их особенности, а также достаточная, в ряде случаев,
исходная прочность сырца позволяют сушить некоторые изделия в на-
груженном состоянии, т. е. в виде «садки», предназначенной для обжи-
га на печных вагонетках. Иногда удается совместить процессы сушки и
обжига даже в одном тепловом агрегате, хотя и в этом случае сушка тре-
бует специальных режимов в соответствующей части комбинированного
агрегата.
Наконец, совершенно особых решений требует процесс удаления
термопластичных органических связующих из литого (или спрессован-
ного на парафине) полуфабриката.
В задачу настоящей главы не входит рассмотрение основ теории
сушки (явления теплообмена, массообмена при сушке), а также кон-
струкции и тепловых расчетов сушильных устройств, освещаемых в
других курсах. Ниже рассмотрены лишь главные факторы, определяю-
щие допустимые режимы сушки керамических изделий, и приведены
характерные технологические решения для ряда типовых процессов
удаления временной связки.
1. Факторы, определяющие допустимую скорость сушки
Важной особенностью увлажненных глин, находящихся в состоянии
пластичного теста, являются большие изменения объема при удалении
влаги. Значения линейной усадки при сушке составляют обычно от 6
до 10%, что соответствует уменьшению объема на 17—26%.
Объем тела уменьшается при сближении глиняных частиц по мере
удаления расположенных между ними водных прослоек, а также за
счет снижения собственного объема частиц тех глинистых минералов
(группы монтмориллонита), которые могут содержать межплоскост-
ную воду. Однако усадочные явления сопровождают удаление далеко
не всего объема испаряемой воды, так как часть ее удаляется из капил-
ляров и промежутков, которые не могут быть заполнены контактирую-
щими твердыми частицами.
Примерная схема объемных изменений в процессе сушки показана
на рис. 55. Из схемы видно, что только в начальных стадиях сушки
уменьшение объема вполне соответствует удалению влаги. В заключи-
тельных стадиях сушки —обычно начиная с влажности 8 до 13% —
удаляется только «вода пор» и объемные изменения отсутствуют. В про-
110
Заключительная стадия
начале-- Промежуточная
юн стадия
ставая
Время сушки
Рис. 55. Схема изменений объема при суш-
ке глинистых материалов
межутке между этими стадиями удаляется как «вода пор», так и «уса-
дочная вода».
«Отощение» глин непластичными материалами приводит к умень-
шению рабочей влажности и снижению воздушной усадки. Особенно па-
дает содержание усадочной воды, тогда как доля воды пор (по отноше-
нию ко всей влаге) увели-
чивается.
В процессе сушки ке-
рамического полуфабрика-
та вода из него удаляется
в основном путем испаре-
ния с внешней поверхности,*
к которой она подводится |
из внутренних слоев в ре-§
зультате возникающего пе-
репада влажности и явле-
ния влагопроводности.
В основном периоде
сушки, начинающемся пос-
ле прогрева массы до за-
данной температуры, влага
удаляется с постоянной ско-
ростью. В этот «период по-
стоянной скорости сушки»
распределение влаги в теле
изделия подчиняется опре-
деленному закону. Так, для обогреваемой с двух сторон пластины влаж-
ность распределяется по параболе (рис. 56,а). Так как удаление вла-
ги сопровождается уменьшением объема, то наружные слои должны в
этот период давать усадку больше, чем внутренние. Однако внутренние
слои препятствуют усадке наружных. В результате создается сложное
напряженное состояние, характеризуемое растяжением наружных и
сжатием внутренних слоев. Примерная эпюра возникающих нормальных
напряжений показана на рис. 56, б
(кроме того, в теле появляются и
опасные касательные напряжения,
которые здесь не рассматриваются).
Аналитически и эксперимен-
тально доказано, что критерием
опасных (т. е. максимально допу-
стимых) напряжений до возникно-
вения трещин для влажного кера-
мического тела является допустимый
перепад №доп между средней влаж-
ностью тела Wm и влажностью его
поверхности №пов. При параболи-
ческом распределении ему одно-
значно соответствует и максималь-
ный общий перепад влажности, т. е.
(^сер—^пов) макс — Д Wмакс % •
Разумеется, опасные напряжения данного типа, зависящие от мак-
симального перепада влажности появляются только в те периоды суш-
ки, когда происходят объемные изменения в материале. При удалении
воды пор эти явления не возникают. Поэтому даже интенсивная сушка
полуфабриката с низкой влажностью (т. е. сформованного при отсут-
ствии или при незначительном содержании в массе усадочной воды)
безопасна.
Рис. 56. Распределение влажности и уса-
дочных напряжений при сушке пласти-
ны с толщиной S
а — влажность; б — усадочные напряжения
111
Значительно снижена опасность появления трещин при сушке глин,
отличающихся низким отношением усадочной воды к воде пор. Это не-
сложно определяемое отношение, условно названное «коэффициент чув-
ствительности к сушке», часто используют для ориентировочной оценки
сушильных свойств глин.
Возникающий перепад влажности зависит от скорости сушки, выра-
жаемой количеством влаги, испаряемой с единицы поверхности в едини-
цу времени. Поэтому безопасному значению перепада соответствует и
некоторая безопасная, т. е. предельно допустимая, скорость сушки
Л1макс. При двусторонней сушке неограниченной пластины толщиной
S см ее определяют из выражения
МмаКс = -4Л^^°- (г'™2 (14>
где К — коэффициент влагопроводности в см21сек-, у0 — плотность сухой глины в г/с-м3.
Из этого выражения следует, что допустимая скорость сушки воз-
растает обратно пропорционально толщине изделия S. В то же время
общее количество влаги, которое надо удалить через единицу поверхно-
сти за весь период сушки, пропорционально объему массы, т. е. также
толщине изделия S. Таким образом, общая длительность безопасной!
сушки приблизительно пропорциональна квадрату толщины (т. е. наи-
меньшего линейного размера) изделия.
Допустимая скорость зависит и от коэффициента влагопроводности
Его значения увеличиваются при отощении глины и вообще в структу
рах с более крупными капиллярами. Кроме того он растет с температу-
рой.
Практически, скорость сушки лимитируется не только напряжени-
ями, опасными для целости изделий, но и возможными деформациями
(короблением), особенно при не вполне «симметричном» процессе уда-
ления влаги. Затруднена также быстрая сушка изделий, отдельные
участки которых резко различаются по толщине, а следовательно по ус-
ловиям влагоотдачи и усадки.
2. Методы сушки и ее режимы
Методы сушки (т. е. способы подвода тепла и удаления испаряемой
влаги) и ее режимы (температура подогрева, влажность окружающей
среды) выбирают таким образом, чтобы, не превышая безопасной ско-
рости сушки, достигать по возможности низкой общей продолжитель-
ности процесса.
При сушке тонкостенных изделий внутренняя диффузия влаги (вла-
гопроводность) и величина возникающих перепадов практически не ли-
митируют скорости процесса; основным условием его ускорения явля-
ется интенсивность подвода тепла к изделию. Для таких изделий в по-
следнее время все шире применяют радиационную сушку с использова-
нием различных типов нагревателей, обеспечивающих обогрев поверх-
ности изделий тепловым излучением. Помимо чисто радиационной сушки
применяют и комбинированную радиационно-конвективную. Подача
движущегося теплоносителя в сочетании с радиационным обогревом по-
зволяет ускорить испарение благодаря интенсивному отводу выделяю-
щихся паров и, кроме того, во многих случаях дает возможность с
выгодой использовать имеющиеся на производстве резервы тепла в виде
горячего воздуха или дымовых газов.
Когда требуется высушить довольно массивные и в то же время
малочувствительные к сушке изделия (например, огнеупоры, спрессо-
ванные из порошков), обогрев удобнее всего осуществлять при помощи
больших количеств относительно сухого и горячего теплоносителя.
112
Рис. 57. Сушка стекло-
варенных горшков с
внутренним обогревом
При сушке сравнительно массивных изделий из пластичных масс,
отличающихся значительной усадкой и невысокой влагопроводностью,
приходится применять наиболее мягкие режимы, т. е. обогрев теплоно-
сителем с умеренной температурой и повышенной влажностью.
Однако и в этом случае можно существенно снизить общую дли-
тельность процесса путем подачи в начале его горячего теплоносителя с
максимальной относительной влажностью (до 100%)- Такой теплоноси
тель подводит тепло к изделию, но практически не отбирает влагу (т. е.
не вызывает перепадов влажности). После прогрева коэффициент вла
гопроводности материала увеличивается, что позволяет в дальнейшем
перейти на более сухой теплоноситель и интен-
сифицировать процесс сушки.
Как правило, применяют дифференцирован-
ные режимы (а иногда даже и способы) сушки
на различных стадиях процесса. В камерных су-
шилках (до сих пор довольно широко использу-
емых при изготовлении особо сложных или круп-
ных изделий, а также при выпуске мелкосерий-
ной продукции) режим изменяется и регулирует-
ся во времени. В конвейерных и туннельных
сушилках режим изменяется по их длине по зо-
нам. В последнем случае для получения рацио-
нального режима сушки часто используют так
называемую рециркуляцию теплоносителя. Ото-
бранный из сушилок теплоноситель, отличаю-
щийся повышенной относительной влажностью,
частично вводится обратно. При этом его на-
правляют в зону, где требуется «смягчение» ре-
жима.
На процесс удаления влаги может влиять
распределение температур в теле полуфабрика-
та, так как наряду с явлением влагопроводно-
сти (т. е. движением влаги в направлении снижения ее концентрации)
в тонкопористых влажных телах наблюдается термодиффузионный про-
цесс, называемый «термовлагопроводностью». Он заключается в диф-
фузионном перемещении влаги в направлении градиента понижения
температур. Когда поверхность тела, не подвергаемого сушке, нагрета
до более высокой температуры, чем внутренние слои, термовлагопровод-
ность направлена в сторону, противоположную влагопроводности. Это
создает известное препятствие потоку влаги и снижает общую скорость
ее удаления.
При малоинтенсивных процессах (конвективная сушка) внутри те-
ла не возникает значительных температурных перепадов, поэтому отри-
цательное влияние термовлагопроводности мало существенно. Однако
в условиях интенсивного радиационного нагрева поверхности этот фак-
тор приобретает серьезное значение.
На практике применяют ряд способов для того, чтобы создать сов-
падающие по направлению градиенты падения влажности и температу-
ры и тем самым превратить термовлагопроводность из отрицательного
фактора в положительный. Так, при радиационной сушке крупных по-
лых изделий (высоковольтные изоляторы, стекловаренные горшки и
др.) нагреватели помещают внутри полости (рис. 57).
В данном случае от внутренних стенок к наружным движется не
только поток тепла, но отчасти и влаги. Это позволяет сократить время
сушки.
Достаточная электропроводность влажных керамических масс дает
возможность использовать для получения аналогичного эффекта сушку
113
изделий токами высокой частоты (индукционный нагрев) или контакт-
ную электросушку (т. е. пропускание электрического тока через полу-
фабрикат). В обоих случаях электрическая энергия превращается в теп-
ло внутри керамического тела, а теплоотдача происходит с поверхно-
сти. Следовательно, направление действия термодиффузии совпадает
с направлением влагопроводности. Однако электросушка находит пока
весьма ограниченное применение в керамической технологии.
Наконец, формование керамических изделий из нагретых масс, по-
лучаемых способом пароувлажнения, также дает определенный эффект
в процессе сушки. Таким путем не только устраняется стадия предвари-
тельного подогрева в сушке, но и создается положительное действие
термодиффузии в начале процесса. Поэтому пароувлажнение нашло
применение в производстве кирпича и других стеновых материалов.
3. Удаление из полуфабриката термопластичного связующего
Отливки или прессовки со значительным содержанием термопла-
стичного парафинового связующего (порядка 10—12% по массе и бо-
лее) при нагревании расплываются, что не позволяет применять обыч-
ные способы обжига без специального удаления связки. Даже при отно-
сительно небольшом содержании подобной связки (например, 5—8%
для некоторых типов прессовок) обжиг весьма затруднен, так как при
нагревании парафин подвергается термическому разложению (пироли-
зу) внутри керамического тела, что может вызвать его вспучивание или
растрескивание под действием выделяющихся газов. В то же время ма-
лая упругость паров парафина не позволяет удалять его испарением
при низких температурах (т. е. обычной сушкой). Поэтому использо-
вать парафиновую связку оказалось возможным только после разра-
ботки методов ее удаления из полуфабриката.
Лишь из мелких изделий (преимущественно — плоской формы)
парафин удается удалить в процессе однократного обжига. Для этого
их устанавливают на мелкопористую керамическую подставку, которая
при нагревании всасывает расплавляющийся парафин.
Основным способом удаления парафина является термообработка
полуфабриката, помещенного в засыпку из мелкого пористого мине-
рального порошка (чаще всего из технического глинозема). По мере
нагревания парафин расплавляется и отсасывается с поверхности из-
делия в прилежащие слои засыпки. Из внутренних слоев изделия пара-
фин мигрирует к наружным, подобно перемещению влаги в процессе
сушки. Его пиролиз при дальнейшем повышении температуры должен
происходить главным образом в объеме засыпки.
Весь процесс удаления связки можно разбить на отдельные перио-
ды. До температуры примерно 150° С парафин расплавляется и проис-
ходит его капиллярное всасывание в засыпку. Разложение парафина
при этом незначительное, наблюдается лишь частичное испарение его
легких фракций. От 150 и примерно до 300° С продолжается эвакуация
и одновременно происходит интенсивное разложение парафина, сопро-
вождающееся большим газовыделением. Сначала разлагаются более
легкие фракции углеводородов, затем более тяжелые. Около 300° С,
особенно для массивных изделий, рекомендуется приостанавливать по-
вышение температуры для приближения этих процессов к завершению.
Остаточное содержание органического вещества после данного перио-
да может снижаться до 5—10% первоначального.
Один из вариантов технологии заключается в том, что изделия из-
влекают из засыпки после термической обработки при температуре
300° С или несколько ниже, так как в этом случае остаточное содержа-
ние связки (до 3—4%) обуславливает их удовлетворительную прочность
114
(транспортабельность). Вместе с тем указанное количество остаточной
связки может быть удалено в окончательном обжиге без засыпки, не
вызывая расплывания или вспучивания изделий. Такой процесс термо-
обработки при пониженных температурах принято называть «сушкой
в засыпке». Следует отметить, что для получения хороших результатов
данный процесс требует «прецизионного» исполнения: неудовлетвори-
тельные результаты получаются как при «недосушивании», так и при
«пересушивании».
Значительно более распространен другой вариант технологии. Тем-
пературу продолжают повышать, обеспечивая полное завершение про-
цессов разложения остатков связки (тяжелых фракций) в теле изделия
и в засыпке, а также выгорание выделившегося углерода. Нагрев пре-
кращают в начале процесса спекания, т. е. вызывают незначительное
уплотнение и существенное упрочение полуфабриката. В этом случае
весь процесс называют «выжиганием связки» или же предварительным
(«утильным») обжигом.
В зависимости от состава керамики конечная температура выжига-
ния должна составлять от 900 до 1200° С. Дальнейшее повышение тем-
пературы исключают во избежание взаимодействия или сильного сцеп-
ления изделия с минеральной засыпкой.
Отсутствие заметных изменений объема и относительной плотности
полуфабриката в течение всего периода удаления парафина, заканчи-
вающегося при 500—800° С, означает, что рыхлый полуфабрикат, ли-
шенный связки, почти полностью теряет прочность. Термообработку
нельзя заканчивать в промежуточном интервале температур (от 300° С
и до начала спекания), так как изделия не удается извлечь из засыпки
и транспортировать без повреждений.
Для получения бездефектных изделий необходимо тщательно под-
бирать режим выжигания связки, особенно до 300—350° С. Требуемая
температурная кривая зависит от многих факторов, в том числе от фор-
мы и размеров изделий. Общая продолжительность выжигания состав-
ляет от 5—10 ч для мелких изделий до нескольких суток для наиболее
крупных.
Для выжигания парафиновой связки полуфабрикат с засыпкой по-
мещают в капсели. Используют периодические или туннельные печи,
преимущественно электрические, обеспечивающие наиболее точное ре-
гулирование температуры. Электропечи должны быть снабжены тяговы-
ми устройствами для полного удаления продуктов разложения связки.
В последнее время предложен новый способ удаления связки: вы-
жигание в углеродистой (сажевой) засыпке. Смысл его заключается в
переходе на однократный обжиг; после выполнения функции эвакуации
парафина сама засыпка должна сгорать.
Глава 5. ПРОЦЕССЫ СПЕКАНИЯ И ОБЖИГ КЕРАМИКИ
Химические и физические процессы, протекающие при обжиге ке-
рамических материалов, обуславливают состав и характеристику обра-
зующихся фаз, их соотношение, размер, форму и взаимное расположе-
ние структурных элементов (включая поры), изменение массы и объе-
ма керамического тела. Тем самым эти процессы определяют весь ком-
плекс физических, механических и химических свойств керамики, а так-
же получение изделий заданных размеров и форм.
Химизм конкретных процессов, протекающих при обжиге керамики
различных типов, весьма разнообразен. К числу таких процессов отно-
сятся: термическое разложение исходных сырьевых материалов; хими-
ческие реакции между компонентами масс; окислительно-восстанови-
115
тельные процессы при взаимодействии с газовой средой обжига; моди-
фикационные превращения; процессы растворения в расплаве твердых
фаз и их кристаллизация из расплава. Основные законы, управляющие
этими процессами, освещаются при изучении различных химических
дисциплин, в особенности курса «Химия кремния и физическая химия
силикатов». Частные физико-химические процессы, имеющие место при
обжиге различных видов керамических и огнеупорных материалов, рас-
сматриваются в специальных разделах данного курса.
В задачу настоящей главы входит рассмотрение общих закономер-
ностей и механизмов формирования в обжиге керамических тел с необ-
ходимой плотностью и прочностью, т. е. основ спекания керамики, а так-
же главных факторов, определяющих построение режимов обжига из-
делий.
1. Общие сведения о спекании
Понятием «спекание» издавна пользуются при описании и анализе
процессов обжига в керамической технологии. Попытки дать точное
определение термину «спекание» предпринимались неоднократно. Од-
нако ввиду сложности и многозначности явлений, охватываемых этим
понятием, в научной литературе не существует общепринятого и строго-
го определения, показывающего одновременно физическую сущность
процесса и меру для его количественной оценки.
В результате «спекания» керамический материал (сырец), подверг-
нутый термообработке, превращается из конгломерата слабосвязанных
частиц, объединяемых преимущественно силами трения и явлением
адгезии, в единое твердое тело, которое может быть разрушено лишь
при разрыве возникших прочных связей. Такими связями являются
межатомные силы, действующие в кристаллической решетке, в стекло-
видном веществе или в соответствующих пограничных слоях.
В качестве основных признаков спекания в керамике (а также в
порошковой металлургии) рассматривают повышение плотности и ме-
ханической прочности материала в процессе его термической обработ-
ки. Такие явления, как образование новых фаз, изменения в соотноше-
нии фаз и т. п., могут иметь место и должны учитываться при рассмот-
рении конкретных механизмов спекания; однако они не являются об-
щими признаками спекания.
Чаще всего для количественной оценки процесса спекания прини-
мают изменение плотности обжигаемого материала. При этом понятия
«спекания» и «уплотнения в обжиге» даже отождествляют, что для мно-
гих практически важных случаев является вполне оправданным. Ниже
при рассмотрении некоторых механизмов спекания эти два понятия так-
же будут использованы однозначно. Однако такой подход не нужно счи-
тать универсальным, так как во многих случаях обжигаемые материалы
приобретают значительную прочность и необходимые свойства почти
без уплотнения (а иногда даже и при снижении плотности). Очевидно,
нельзя отказываться от термина «спекание» и для обозначения процес-
са слияния слабосвязанных частиц в прочное тело с требуемым ком-
плексом свойств.
В керамической технологии широко используют термин «спекшееся
состояние» материала. Спекшимися (или «спеченными») считают ма-
териалы, достигшие в процессе обжига весьма низкой открытой пори-
стости, т. е. незначительного водопогпощения. Однако не существует
единого общепринятого уровня открытой пористости или водопоглоще-
ния, соответствующего этому понятию. Чаще всего данный критерий за-
висит от характера требований, предъявляемых к соответствующим из-
делиям. Величина допускаемого водопоглощения для материалов, при-
116
знаваемых спекшимися, варьирует от 0,02% (для некоторых видов
технической керамики) до нескольких процентов (для ряда изделий
строительной керамики).
Величину закрытой (а следовательно, и общей) пористости в спе-
ченных материалах часто не учитывают. При близкой к нулю открытой
пористости общая пористость может достигать во многих случаях 5—
8%, что соответствует относительной плотности Ктв=0,92 -ь 0,95. Тем
не менее снижение закрытой пористости также входит в понятие «по-
вышение степени спекания».
Наконец, термины «спекание» и «спекшееся состояние» не, обяза-
тельно применять к керамическому изделию в целом. Так, при создании
определенных структур керамики (зернистых, ячеистых) стремятся
достигнуть максимального спекания отдельных участков (прослоек, обо-
лочек) без значительного общего уплотнения материала.
Изменения в обжиге кажущейся плотности материала р, т е. от-
ношения его массы к общему объему, являются функцией изменений
как массы, так и объема. В то же время кажущаяся плотность зависит
от истинной плотности у и общей пористости П.
Наличие таких зависимостей позволяет дать вполне строгие выра-
жения для объемных изменений в обжиге (аОб) в виде функций от по-
ристости, плотности и изменения массы материала:
^об
Р2
• (100 4-с) (100 —/7Х)-У1
(100 — /72)у2-100
1] 100%.
(16)
В этих выражениях индексы 1 и 2 означают, что данный показатель
относится соответственно к полуфабрикату (без временной связки) и к
обожженному материалу. Величина а — изменение массы материала
в обжиге в %, которое может иметь либо отрицательный, либо положи-
тельный знак. В первом случае (наиболее распространенном) величина
а соответствует понятию «потери при прокаливании» материала в об-
жиге
Величина аОб также может иметь знаки минус или плюс, что соот-
ветствует явлению объемной усадки или объемного роста в обжиге.
Первый вариант является типичным для керамических материалов;
второй, соответствующий снижению кажущейся плотности в обжиге,
наблюдается в некоторых частных случаях, главным образом при обра-
зовании в обжиге новых фаз, менее плотных, чем исходные (например,
при обжиге динаса в результате перехода кварца в тридимит и кристо-
балит).
Нередко в процессе обжига не происходит существенных изменений
истинной плотности материала (71=72) и изменений в его массе (а=0).
Такое положение характерно для обжига ряда огнеупоров и изделий
технической керамики, когда полуфабрикат формуется из заранее обож-
женных материалов, в которых химические реакции и фазовые превра-
щения уже завершены. Эти условия применимы и к другим видам ке-
рамики, если рассматривать только заключительную стадию обжига
(собственно спекание) после завершения потерь веса и основных фазо-
вых превращений. Тогда зависимости (15) и (16) приобретают более
простой вид:
ао6 = (—-1] Ю0%;
\ Р2 !
“о-> = —-------—
100 —П2
100 %.
117
Отсюда легко выразить конечные показатели керамики (р2 и /72)
через соответствующие начальные (pi и /71) и объемные изменения
в обжиге:
Pi-100
Р2 -
100 + аоб
и
П1 4~ Крб
100 + ао6
100 %
Рис. 58. Изменение размеров и характеристик
плотности керамики в процессе обжига
1 — изменение линейных размеров (алин ); 2—плот-
ность (р); «3 —истинная пористость (/7, %); 4 — от-
крытая пористость (77О, %); 5 — закрытая пористость
(773—П — По, %); А— участок до начала спекания;
Б — участок процесса спекания; В — интервал спек-
шегося состояния; Г — область пережога — «вспучи-
вание»
Наконец, если подобный материал доводится до высокой степени
спекания (т. е. П2 приближается к нулю), то аое~—th, т. е. величина
объемной усадки почти достигает значений исходной пористости полу-
фабриката.
В большинстве случаев практически более удобно характеризовать
процессы усадки (или роста) не объемными, а линейными изменениями
в обжиге. Связь между линейной и объемной усадкой выражают фор-
мулой
ф00"'-
Для значений объемной усадки в пределах до 10—12% можно без
существенной ошибки принимать: аЛИп~ — Таким образом, линейную
3
усадку также можно выразить через изменения П и р.
Из приведенных зависи-
мостей следует, что в процес-
се обжига керамики кривые
ее усадки должны вполне со-
ответствовать кривым сниже-
ния общей пористости и кри-
вым роста кажущейся плотно-
сти. Несоответствие возможно
только на тех температурных
участках, где имеются суще-
ственные изменения массы
материала 0) и его ис-
тинной плотности (yi у2).
Оставляя в стороне эти явле-
ния, можно изобразить при-
мерный ход изменения в об-
жиге аЛпп, р и П, а также от-
крытой и закрытой пористости
для керамических материалов,
достигающих практически спе-
кшегося состояния (рис. 58).
Из графиков видно, что
на первом температурном уча-
стке А существенных измене-
ний в керамике не происхо-
дит, если не считать некото-
рого термического расширения.
На участке Б протекает процесс спекания, усиливающийся с повы-
шением температуры. При этом имеет место усадка, соответствующее
ей увеличение плотности и снижение общей пористости. На определен-
ном этапе спекания начинается процесс изоляции пор, т. е. появляется
закрытая пористость, в связи с чем открытая пористость становится
меньше, чем общая.
118
Участок В соответствует максимальным значениям усадки и плот-
ности керамики при весьма малой (близкой к нулю) открытой пори-
стости. Общая пористость в основном представлена закрытыми порами,
объем которых лишь незначительно уменьшается с температурой. Дан-
ный участок правильнее всего назвать «интервалом спекшегося состоя-
ния», хотя на практике чаще употребляют не совсем точный тремин
«интервал спекания».
Участок Г соответствует «вспучиванию» матерала, т. е. уменьшению
плотности при «пережоге», главным образом за счет роста объема за-
крытых пор. Одновременно часто наблюдается и заметная деформация
обжигаемой керамики.
Однако появление ясно выраженного вспучивания при повышении
температуры обжига необязательно. Явное вспучивание наблюдается
главным образом для материалов, содержащих на заключительной ста-
дии обжига существенное количество жидкой фазы и находящихся в
сильно размягченном состоянии. Оно происходит под действием повы-
шающегося давления нагреваемых газов, заключенных в закрытых по-
рах, особенно при наличии процессов, связанных с дополнительным га-
зовыделением.
Однако и при отсутствии вспучивания почти для всех видов кера-
мики наблюдаются те или иные признаки пережога (например, некото-
рое разрыхление и снижение прочности), которые ограничивают опти-
мальную температурную область спекания.
Процессам спекания металлов и неметаллических материалов по-
священы многочисленные теоретические и экспериментальные исследо-
вания видных ученых, особенно советских (Я. И. Френкель, Б. Я. Пинес,
Я. И. Гегузин и др.) и американских (Г. К. Кучинский, Р. Л. Коубл,
У. Д. Кингери, Дж. Е. Бурке и др.). Несмотря на это, существенные во-
просы теории спекания еще остаются спорными или недостаточно изу-
ченными. Особенно трудным оказалось научно обосновать управление
процессами спекания в реальных керамических системах, когда в массе
присутствуют многочисленные компоненты, в том числе малые и неконт-
ролируемые примеси, внесенные с сырьевыми материалами.
Тем не менее к настоящему времени установлен ряд принципиаль-
ных положений теории спекания, дана классификация его основных про-
цессов (механизмов) и выявлены многие важные особенности каждого
механизма.
Основным энергетическим источником процесса спекания является
свободная энергия поверхности частиц на границах раздела фаз: кри-
сталл— газ и жидкость — газ. При спекании, т. е. при образовании из
пористого конгломерата более монолитного тела, уменьшаются меж-
фазовые поверхности раздела и связанная с ними свободная энергия
системы. Роль поверхностной энергии подтверждается, в частности, тем
хорошо известным фактором, что при более тонком измельчении мате-
риалов (т. е. при увеличенной удельной поверхности) спекание всегда
интенсифицируется. Однако это важное и универсальное положение
еще не раскрывает конкретных механизмов спекания.
При рассмотрении механизмов и классификации процессов спека-
ния прежде всего следует учитывать фазы, участвующие в спекании ке-
рамической системы. Если спекание обуслазливает процессы в системе
«твердая фаза — жидкость— газ», то основная роль в механизме пере-
носа вещества принадлежит жидкой фазе. Эту группу процессов назы-
вают «спеканием с участием жидкой фазы» или (условно) «жидкостным
спеканием». Процессы спекания, протекающие без участия жидкой фа-
зы, называют «твердофазовым спеканием».
Для анализа процессов такое разделение на две группы еще недо-
статочно, так как в каждой из групп возможен не один, а несколько ме-
119
ханизмов переноса вещества. При жидкостном спекании такими меха-
низмами являются вязкое течение жидкости и ее взаимодействие с твер-
дой фазой (растворение — кристаллизация). При твердофазовом
спекании подлежат рассмотрению механизмы пластической деформации
твердых частиц, испарения — конденсации и диффузионный. Разделе-
ние процессов по механизму переноса вещества очень важно для их ис-
следования и установления основных закономерностей, хотя спекание
многих реальных керамических тел может происходить при одновремен-
ном действии различных механизмов.
Наконец, при классификации процессов спекания, практически ис-
пользуемых в технологии, целесообразно выделить два особых случая:
«спекание под давлением» и «реакционное спекание». Их принципиаль-
ные технологические отличия от обычных процессов как жидкостного,
гак и твердофазового спекания заключаются в том, что спекаемое тело
подвергают не только нагреванию до высоких температур, но и воздей-
ствию других специально создаваемых факторов. Таковыми являются
в первом случае внешнее давление, а во втором — поступление газооб-
разных продуктов, химически реагирующих с компонентами керамиче-
ской массы.
2. Жидкостное спекание
Процессы спекания при участии жидкой фазы являются наиболее
распространенными в технологии керамики. Они свойственны практи-
чески всем видам керамических материалов на основе глиняного сырья
(строительная и тонкая керамика, алюмосиликатные огнеупоры), атак-
Рис. 59. Схема жидкостного спекания {стя-
-ивания) двух твердых сферических частиц
радиусом г
же другим огнеупорам массово-
го производства и многим видам
технической керамики. Присут-
ствие в системе жидкости при
высоких температурах может
обуславливаться примесями
(плавнями) в исходном сырье,
среди которых имеются как от-
носительно легкоплавкие мине-
ралы, так и компоненты, образу-
ющие при взаимодействии эвтек-
тические расплавы. В других
случаях легкоплавкие минералы
(например, полевой шпат) или
а — направление перемещения расплава в про-
странство пор под воздействием избыточного ка-
пиллярного давления у вогнутой повеохности
линзы; б — направление сближения твердых ча-
стиц (усадки); Lo— расстояние между центрами
шстиц; д^маКС — величина максимального сбли-
жения до соприкосновения сфер (&LMaKC=
=^о~2 И
искусственно синтезированные
плавни (часто стекла) специаль-
но вводят в состав масс для спе-
кания керамики и регулирова-
ния ее свойств.
Если спекаемый материал
при температурах обжига состо-
ит в основном из высоковязкой жидкости (например, в прессовке из
стеклянного порошка, нагретой
до размягченного состояния), то про-
цесс уплотнения заключается в непосредственном стягивании частиц,
а затем их полном слиянии под действием сил поверхностного натяже-
ния. Теоретические основы и кинетика подобного процесса, целиком оп-
ределяемого вязким течением, к настоящему времени достаточно хоро-
шо изучены. Однако этот процесс является крайним случаем, который
не характерен для керамического производства.
Как правило, при обжиге керамики происходит склеивание и стя-
гивание твердых (кристаллических) частиц, составляющих основу си-
’20
стемы, под действием сил поверхностного натяжения смачивающего
расплава. Рассмотрим сначала случай, когда расплав при спекании нс
реагирует с твердыми частицами.
Модель данного процесса, точнее его начальной стадии, изображе-
на на рис. 59. Между двумя близко расположенными твердыми части-
цами (условно сферическими) находится прослойка смачивающей жид-
кости, приобретающая форму линзы. Вследствие преимущественно
вогнутого характера мениска линзы на границе с газовой средой силы
поверхностного натяжения вызывают избыточное давление, направлен-
ное в сторону центра кривизны. Его величину Р определяют выраже-
нием
гдесгжг — поверхностное натяжение иа границе жидкость — газ; р и R— главные ра-
диусы, характеризующие кривизну «кольцевого» мениска линзы (р — меньший радиус
вогнутой кривизны согласно рис. 59 и R — радиус выпуклой кривизны в направлении,
перпендикулярном плоскости чертежа).
Это давление перемещает жидкость из зоны контакта, что влечет
за собой сближение твердых частиц на некоторое расстояние (Д£), т.е.
усадку материала. Скорость сближения (т. е. величина относительной
усадки —, наблюдаемой в единицу времени) пропорциональна по-
йо
верхностному натяжению Щкг, обратно пропорциональна вязкости жид-
кости т] и размеру частиц г. Таким образом, высокая вязкость жидкости
тормозит процесс спекания, а повышение температуры, которое влияет
на снижение вязкости гораздо больше, чем на снижение поверхностно-
го натяжения, ускоряет спекание. Однако чрезмерное снижение вязко-
сти недопустимо из технологических соображений, так как оно ведет
к общему размягчению спекаемого материала и может вызвать дефор-
мацию изделия под влиянием сил тяжести.
Данный механизм позволяет довести спекание до появления непо-
средственного контакта между частицами, после чего уплотнение пре-
кращается. Возможная степень уплотнения по этой схеме зависит от
зернового состава твердых частиц, характера их упаковки и объемного
содержания жидкой фазы при спекании. Примерные расчеты показы-
вают, а экспериментальные данные подтверждают, что при содержании
расплава менее 35—40% в рассматриваемом случае нельзя достичь
практически спеченного состояния, так как при максимальном сближе-
нии твердых частиц расплав еще не заполняет пространство между ни-
ми. В материале остаются не только замкнутые, но и открытые поры.
Следует отметить, что и при достаточном (или избыточном) количе-
стве расплава скорость изотермического спекания не остается постоян-
ной, а через некоторое время значительно снижается. Причина сниже-
ния заключается в том, что на определенном этапе процесса линзы рас-
плава с различных контактных участков постепенно смыкаются между
собой, перекрывая свободные каналы системы. При этом вытеснение
газовой фазы (воздуха) из внутренних областей спекаемого тела к его
наружной поверхности затрудняется. Одновременно появляются поры
внутри участков, занятых жидкой фазой. Процесс начинает лимитиро-
ваться удалением воздуха из системы и, наконец, скоростью «заплы-
вания» образовавшихся замкнутых пор («пузырьков»).
Заплывание происходит под влиянием действующего на границе
воздушных пузырьков поверхностного натяжения, результирующая си-
ла которого направлена внутрь пузырьков. Внутреннее давление в за-
плывающих пузырьках растет в соответствии с уменьшением их объема
и замедляет сжатие. При наступлении равновесия между действием сил
121
поверхностного натяжения и внутренним давлением воздуха объем пу-
зырьков стабилизируется.
В итоге при описанной выше схеме жидкостного спекания обычно
не удается уменьшить содержание закрытых пор в системе ниже чем
до 5—8%.
Рассмотренный вариант спекания без растворения твердой фазы в
расплаве (или «собственно жидкостное спекание») на практике встре-
чается весьма редко. Другой вариант, более распространенный и во
многих отношениях предпочтительный, имеет место при взаимодейст-
вии фаз, т. е. при известной растворимости твердой фазы в расплаве.
Его важнейшие отличия заключаются в следующем.
Прежде всего нужно отметить, что при существенном растворении
твердой фазы в первоначально ненасыщенном расплаве количество по-
следнего к моменту насыщения увеличивается. Поэтому начальное ко-
личество вводимого плавня, способного активно растворять кристалли-
ческую составляющую керамики, может быть сравнительно небольшим.
Еще важнее то обстоятельство, что подобный процесс жидкостного
спекания не прекращается в момент максимального стягивания исход-
ных твердых частиц, так как растворение контактных участков допу-
скает дальнейшее сближение зерен.
Известно, наконец, что растворимость выпуклых участков поверх-
ности с малым радиусом кривизны частиц выше по сравнению с выпук-
лыми поверхностями с большим радиусом и тем более по сравнению
с плоскими и вогнутыми поверхностями1. Следовательно, мелкие части-
цы, ограниченные (в среднем) поверхностями с наименьшим радиусом
выпуклой кривизны, всегда более растворимы, чем крупные. Вследствие
разницы в растворимости один и тот же расплав оказывается ненасы-
щенным по отношению к самым мелким частицам и пересыщенным по
отношению к крупным. Поэтому одновременно протекают растворение
твердой фазы в расплаве и ее кристаллизация из расплава, т. е. пере-
нос вещества через расплав с выпуклых участков и малых кристаллов
на более плоские (или вогнутые) участки и крупные кристаллы. При
этом наиболее мелкие кристаллы могут полностью исчезнуть. Данный
процесс в общем укрупняет кристаллы, сглаживает их поверхность, что
также создает возможность более плотной упаковки твердой фазы в
системе.
В результате перечисленных явлений практически удается спечь
материал при значительно пониженном содержании расплава и соответ-
ственно стеклофазы (после охлаждения керамики). В ряде реальных
промышленных материалов, получаемых жидкостным спеканием при
взаимодействии фаз, объемное содержание кристаллических фаз со-
ставляет 80—90% вместо 60—65%, максимально достижимых при чи-
сто жидкостном спекании. Таким путем существенно улучшается ряд
технических свойств керамики (механических, тепловых, электрических).
В то же время требуемая температура обжига оказывается, как прави-
ло, ниже, чем при твердофазовом спекании.
Для жидкостного спекания при взаимодействии с твердой фазой
важны не только физические свойства расплава (поверхностное натя-
жение и вязкость), но и его строение. Так, по Г. В. Куколеву, процесс
переноса вещества и, следовательно, спекания ускоряется, если в рас-
плаве присутствует много групп (так называемых «сиботаксических об-
ластей»), сходных по строению со спекаемой кристаллической фазой.
Высказаны и некоторые другие теоретические предпосылки к рациональ-
му выбору добавок для образования расплавов при жидкостном спека-
1 Для зависимости растворимости от кривизны имеется количественное выражение,
на котором мы здесь не будем останавливаться.
>22
нии. Однако на практике при проведении подобных исследований до сих
пор приходится широко применять и .чисто эмпирические методы.
3. Твердофазовое спекание
При получении многих типов изделий технической керамики к ним
предъявляют такие требования по огнеупорности, химической стойко-
сти, механическим, тепловым, электрическим или магнитным свойствам,
которые исключают присутствие в спекаемом материале существенных
количеств жидкости. Если незначительное количество жидкости и обра-
зуется (чаще всего за счет неконтролируемых примесей), то ее стяги-
вающее и растворяющее действие никак не может быть определяющим
фактором в процессе спека-
ния. | . f
Следовательно, при спе-
кании должны действовать
какие-то другие механизмы
переноса вещества непосред-
ственно между твердыми ча-
стицами, вызывающие запол-
нение промежутков (пор), уп-
лотнение и упрочнение систе-
мы. Такими механизмами
(процессами) в принципе мо-
гут быть: пластическая де-
формация твердых частиц, ис-
парение (сублимация) веще-
ства и его конденсация на по-
верхности частиц, диффузион-
Рис. 60. Схема спекания двух сферических ча-
стиц радиусом г по механизму «испарение —
конденсация» (стрелки показывают испарение
вещества с выпуклой поверхности частиц и его
конденсацию на вогнутой поверхности пере-
мычки; расстояние между центрами частиц:
£=2 г=const)
ное перемещение вещества в
твердом теле (диффузионный механизм).
П ластическая деформация наблюдается (в отличие от
вязкого течения) при напряжениях, превышающих определенный порог.
При срастании двух кристаллических частиц возникают силы поверх-
ностного натяжения, которые рассмотрены ниже, применительно к ме-
ханизму диффузионного спекания (см. стр. 125 и рис. 61). В случае до-
статочной величины напряжений, созданных этими силами, течение
вещества было бы направлено внутрь пор и, следовательно, вело бы к спе-
канию. Однако напряжения, обусловленные силами поверхностного на-
тяжения, не столь велики и, как правило, не достигают порога пласти-
ческой деформации. Поэтому в обычных условиях данный механизм
переноса вещества не определяет процесса твердофазового спекания.
Расчеты и исследования показывают, однако, что при спекании в
условиях сжатия материала значительными внешними усилиями
(см. стр. 130) данный механизм переноса вещества становится эффек-
тивным.
«Испарение — конденсаци я». Модель этого механизма изо-
бражена на рис. 60. Согласно этому механизму вещество с поверхности
зерен перемещается к контактному участку под влиянием разницы в
равновесной упругости пара. Над вогнутой поверхностью упругость пара
ниже, чем над выпуклой. Поэтому одновременно происходит испарение
вещества на большей части поверхности зерен и его конденсация в зоне
контакта и затем у образующегося перешейка. С увеличением сечения
перешейков между частицами повышается прочность материала.
По мере расширения перешейка процесс переноса замедляется
вследствие уменьшения кривизны (степени вогнутости) его поверхности.
Установлено, что при изотермическом процессе площадь сечения кон-
такта за время т растет пропорционально т \
123
Так как при механизме испарения — конденсации вещество из об-
ласти контакта и внутренней части зерен не перераспределяется, то
расстояние между центрами срастающихся частиц не изменяется. По-
этому данный процесс должен фактически протекать без усадки и не
сопровождаться существенным уплотнением. Тем более механизм испа-
рения— конденсация не может вести к зарастанию изолирован-
ных пор.
Между тем тонкозернистые керамические массы, спекаемые без
участия жидкой фазы, интенсивно уплотняются и при соответствующих
температурах обжига доводятся до спеченного состояния. Уже это сви-
детельствует о неприменимости данного механизма к большинству ре-
альных процессов керамической технологии, в частности почти ко всем
процессам спекания окислов и других кислородных соединений.
Как показывают расчеты, механизм испарение — конденсация мо-
жет быть эффективным (т. е. обеспечивать приемлемые скорости спе-
кания) лишь при температурах, когда упругость пара спекаемого мате-
риала становится не ниже 10~'*—10 5 ат. В действительности же при тем-
пературах обжига окисных материалов упругость их паров лежит на не-
сколько порядков ниже. Однако некоторые материалы, например кар-
бид кремния, спекаются именно на основе данного механизма, так как
при используемых температурах термической обработки (2200—2400° С)
упругость его паров составляет 10-3—10-4 ат. Как и следовало ожидать,
спекание SiC в этом случае ведет к росту прочности, но не сопровожда-
ется существенной усадкой и увеличением плотности.
Процессы твердофазового спекания, основанные
на диффузионном механизме переноса вещества, яв-
ляются наиболее важными и распространенными.
Возможность диффузии вещества в твердом теле обусловлена на-
личием дефектов кристаллической решетки. Главную роль в процессах
диффузии играют точечные дефекты или вакансии, т. е. узлы кристал-
лической решетки, не заполненные соответствующими атомами (иона-
ми). Атом или ион, перескакивающий благодаря тепловому движению
с узла решетки на соседнюю вакантную позицию, освобождает тем са-
мым новую вакансию, что создает возможность продолжения процесса.
Направление и интенсивность диффузионного перемещения вещест-
ва между отдельными участками кристалла зависит от существующей
между ними разницы в концентрации вакансий. Поэтому для анализа
и установления количественных закономерностей данного процесса его
удобно рассматривать как «диффузию вакансий», направленную в сторо-
ну, противоположную диффузии вещества. Таким образом, вещество
перемещается от участков, называемых «поглотителями» (или «стока-
ми») вакансий, к участкам, где образуется наибольшее число новых
вакансий.
В каждом кристаллическом веществе при данной температуре су-
ществует определенная равновесная концентрация вакансий, которая
зависит от интенсивности теплового движения и, следовательно, растет
с температурой. Различные причины могут вызывать отклонения дейст-
вительной концентрации вакансий от этой равновесной.
Так, при наличии механических напряжений в кристалле концент-
рация вакансий меняется. На сжатых участках, т. е. при общем сближе-
нии элементов решетки, вероятность осуществления незанятых узлов
уменьшается и концентрация вакансий снижается. Па растянутых участ-
ках она, наоборот, повышается.
Приложимость законов диффузии вещества в твердом состоянии к
реальным процессам твердофазового спекания установлена теоретичес-
кими работами физиков Я. И. Френкеля и Б. Я- Пинеса. В дальнейшем
их положения были развиты и уточнены в теоретических и эксперимен-
124
тальных исследованиях многих других ученых. Основы современных
представлений о диффузионном спекании излагаются ниже.
Процесс спекания начинается с некоторого первичного упрочнения
порошков при нагревании, т. е. со срастания контактирующих частиц
у точек их соприкосновения. Возможность первоначального срастания
зависит от интенсивного теплового движения атомов. По мере повыше-
ния температуры все большее число атомов на поверхности одной час-
тицы попадает в силовые поля
другой, с ней соприкасающейся.
Такие переходы кладут начало
образованию перемычки (мости-
ка) между ними. Модель ста-
дии «припекания», отображаю-
щая процессы на двух сферичес-
ких частицах с образовавшейся
перемычкой, представлена на
рис. 61.
Вогнутая поверхность пере-
мычки, растягиваемой силами
поверхностного натяжения, ста-
новится участком повышенной
концентрации вакансий, т. е. ис-
точником вакансий. Остальная,
выпуклая часть поверхности,
сжимается силами поверхност-
ного натяжения, а также меж-
кристаллическая граница на
участке контакта являются пог-
лотителями вакансий. Следова-
тельно, объемный диффузион-
ный поток атомов направляется
на поверхность перешейка и рас-
ширяет его. Поскольку часть по-
тока вещества, направленного к
поверхности перешейка, выно-
сится из области межчастичного
Рис. 61. Схема диффузионного спекания
двух монокристаллических сфер радиуса г
а — начальное положение; б — положение в про-
цессе спекания: т — направления сжимающих на-
пряжений, обусловленных поверхностным натяже-
нием на выпуклой поверхности частнц; п — на-
правления растягивающих напряжений, обуслов-
ленных поверхностным натяжением на вогнутой
поверхности перемычки; LG—2 г—расстояние
между центрами сфер в момент начала припека-
ния частиц; AL=L0—L — величина сближения
центров частиц; пунктир показывает иаправленне
диффузионного перемещения вещества от внеш-
ней поверхности кристаллов и межкристаллнче-
ской границы к поверхности перемычки
контакта, частицы сближаются, рас-
стояние между их центрами уменьшается, происходит усадка и уплот-
нение системы.
Действительный процесс, конечно, намного сложнее приведенной
условной модели. Это вызывается рядом причин, в том числе разнообра-
зием формы, размеров «припекающихся» частиц и конфигурации кон-
тактов между ними; присутствием других участков образования и стока
вакансий (таковыми, например, могут являться расположенные внутри
зерна дислокации, т. е. линейные дефекты кристаллической решетки);
наличием не только объемной, но и поверхностной диффузии. Однако
главные особенности процесса правильно отражаются моделью, и
количественные закономерности, выведенные из модели, подтверждают-
ся опытом. Так, из математического анализа процесса вытекает, что
при изотермическом спекании двух сферических частиц относительная
ДГ
величина усадки
Го
за время т от начала процесса пропорциональна
АД 0,4
~Г = Кх
ь0
где К — коэффициент пропорциональности, зависящий от характеристики исходного
порошка, т. е. размера частиц, коэффициента самодиффузии и величины поверхностного
натяжения.
125
Действительная усадка в порошковых телах при безжидкостном
спекании в общем соответствует этому выражению лишь с небольшими
отклонениями: показатель степени при т составляет обычно 0,3—0,5.
Кинетика усадки, протекающей по данному закону, и ее линейный ха-
рактер при изображении в логарифмических координатах показаны на
рис. 62. При повышении температуры скорость спекания растет, что
связано в основном с увеличением коэффициента диффузии в системе.
К данному процессу в известной мере приложимо и нередко использует-
ся понятие «энергия активации спекания».
По мере заполнения объема пор системы веществом, нарастающим
на перешейках, геометрический характер протекающего процесса меня-
ется. Разрастающиеся перешейки начинают смыкаться, и на некоторой
стадии спекания система сообщающихся (открытых) пор постепенно
Рис. 62. Кинетика усадки при изотермическом спекании образцов из окиси
алюминия и фтористого натрия
а — в линейных координатах; б — в логарифмических координатах /—А12О3 при 1300° С;
2 — NaF при 726° С
разделяется на замкнутые участки. На заключительной стадии спекания
в материале присутствуют в основном уже закрытые изолированные
поры. В период перехода к преимущественно замкнутой пористости,
обычно начинающегося при величине общей пористости около 10%.
процесс уплотнения замедляется, но не прекращается.
Возможность зарастания замкнутых пор также определяется диф-
фузионным процессом. Вогнутая внутренняя поверхность изолированной
поры становится, опять-таки под влиянием сил поверхностного натяже-
ния, источником повышенной концентрации вакансий. Процессы объ-
емной диффузии вакансий с поверхности поры по направлению к грани-
цам кристалла (если пора находится внутри кристалла), а также по-
верхностной диффузии по границе кристаллов (если пора пересекает
границу) означают поступление вещества в пору и уменьшают ее объем.
Кинетика зарастания пор на основе диффузионного механизма, рас-
считанная теоретически, удовлетворительно подтверждается экспери-
ментом.
При определенных благоприятных условиях изолированная пора
может зарасти полностью. Однако зарастание таких пор практически
лимитируется двумя главными факторами:
а) увеличением давления газовой фазы в зарастающей поре, из ко-
торой газ не имеет выхода; в результате наступает момент, когда давле-
ние газа внутри поры компенсирует стягивающие усилия, вызываемые
поверхностным натяжением на ее границах. При возникновении такого
равновесия пора перестает быть источником вакансий и ее зарастание
прекращается;
б) малой скоростью объемной диффузии вакансий к границе от
внутренних пор, расположенных на значительном расстоянии. При не-
126
котором удалении пор от границы зарастание их становится весьма
медленным или практически прекращается.
Характер типичной микроструктуры керамики, в которой от пор
освобождены только наружные части зерен (беспористые «корочки),
показан на рис. 63.
Указанные факторы объясняют трудность получения полностью
спеченной керамики без закрытых пор. Максимального снижения за-
крытой пористости удается достичь при обжиге в вакууме (т. е. при
минимальном содержании газа в закрытых порах в момент их изоляции)
и при условиях, предотвращающих образование крупных кристаллов с
порами, удаленными на значительное расстояние от их границ.
При значении общей пористости спекаемой керамики порядка 8—
10% поверхность отдельных кристаллов граничит в основном уже не с
Рис. 63. Схема сетки
беспор истых «корок»
у межзеренных гра-
ниц (точки показыва-
ют изолированные по-
ры)
Рис. 64. Схема рекристалли-
зации (по Бурке)
газовой фазой (порами), а преимущественно с другими кристаллами.
В этот период обычно начинается процесс роста кристаллов в материа-
ле, называемый рекристаллизацией. Рекристаллизация сопровождает
последнюю стадию уплотнения, а в случае длительной выдержки или
при дальнейшем повышении температуры этот процесс продолжается
и после завершения уплотнения. При далеко идущей рекристаллизации
размер кристаллов в спеченной керамике может значительно (иногда на
2—3 порядка) превышать размер зерен исходной массы.
Еще недавно, исходя из наблюдающейся связи между полным спе-
канием и рекристаллизацией, процесс твердофазового спекания часто
называли «рекристаллизационным спеканием». Однако этот термин, еще
встречающийся в литературе, по существу не правилен, так как рекри-
сталлизация, сопровождая спекание, не определяет его механизм. К то-
му же доказано, что в ряде случаев процесс спекания до нулевой откры-
той пористости может быть завершен при минимальной рекристалли-
зации. При этом удается даже повысить относительную плотность и
улучшить некоторые свойства керамики.
Движущей силой процесса рекристаллизации в целом является
уменьшение свободной энергии системы при сокращении общей поверх-
ности межзеренных границ в поликристаллическом теле. Механизм
рекристаллизации можно объяснить тем, что искривленные поверхности
зерен имеют поверхностную энергию, отличающуюся от таковой для
плоских граней. Энергия границы зависит от кривизны поверхности и
изменяется пропорционально величине-----1---, где и и гг — главные
\ Q г2 )
радиусы кривизны. При вогнутой поверхности энергия уменьшена, при
выпуклой — увеличена. Следовательно, разница в величине поверхност-
ной энергии наблюдается и между поверхностными слоями двух соседних
127
кристаллов, соприкасающихся по искривленной поверхности. Величина
разницы тем больше, чем выше поверхностное натяжение данной крис-
таллической фазы и чем меньше радиус кривизны границы.
При достаточно интенсивном тепловом движении приграничных ато-
мов более вероятен их переход в состояние с меньшей свободной энер-
гией, т. е. захват в решетку кристалла с вогнутой поверхностью. Таким
образом, межкристаллическая граница должна перемещаться в сторону
выпуклой поверхности — по направлению к центру кривизны границы.
При этом общая поверхность границы и энергия системы будут умень-
шаться.
Поскольку в области соприкосновения трех кристаллов одной фазы
все границы энергетически равноценны, то в условиях равновесия они
должны пересекаться под углом 120°. Такое пересечение и является
наиболее вероятным. Из простых геометрических соображений вытекает,
что углы 120° получаются лишь при росте шестигранных зерен. При
меньшем числе граней зерна будут иметь в основном выпуклые границы,
при большом — вогнутые.
На рис. 64 изображена схема перемещения межзеренных границ
при рекристаллизации пбликристаллического образца (по Бурке)
Стрелки на схеме показывают направление перемещения граней. Зерна
с большим числом граней растут за счет зерен с малым числом.
Скорость роста зерен в среднем обратно пропорциональна их раз-
меру. Отсюда можно вывести зависимость изменения диаметра зерна
(£>—Do) от времени т:
D — D0 = Kt:^,
где К — коэффициент пропорциональности, зависящий от ряда характеристик системы,
его величина экспоненциально растет с температурой.
Теоретически выведенные зависимости скорости рекристаллизации
от основных факторов в общем подтверждаются опытом.
Отрицательное влияние быстрой рекристаллизации может прояв-
ляться в напряжениях между кристаллами, возникающих при их чрез-
мерном росте. Механическая прочность керамики при этом снижается.
Кроме того, быстро перемещающиеся грани могут захватывать поры,
лежащие на их пути. Возникшая внутрикристаллическая пора вскоре
оказывается на значительном расстоянии от межзеренной границы, что
препятствует ее зарастанию по диффузионному механизму.
Сравнивая процессы твердофазового (диффузионного) и жидкост-
ного спекания, нужно отметить, что первый в большинстве случаев про-
текает с меньшей скоростью и требует для своего завершения более
высоких температур. Необходимость высоких температур может серь-
езно затруднить или удорожить производство соответствующих изделий.
Поэтому на практике часто приходится решать задачу интенсификации
диффузионного спекания. В ряде случаев возникает задача ограничить
рекристаллизацию при спекании.
Известны следующие основные способы интенсификации диффузи-
онного спекания.
Повышение степени измельчения исходного мате-
риала, вплоть до получения преобладающей части зерен с размерами
меньше 1 мк. При уменьшении размера зерен увеличивается общая
величина поверхности раздела фаз, уменьшается средний радиус кри-
визны выпуклых участков, растет их избыточная поверхностная энергия,
уменьшаются расстояния между источниками и поглотителями вакан-
сий в системе. Суммарный эффект этих факторов определяется тем, что
теоретически рассчитанная скорость усадки по диффузионному меха-
низму обратно пропорциональна (D — начальный диаметр частиц).
J28
Экспериментальные исследования и богатый практический опыт керами-
ческих производств подтверждают важнейшую роль степени измельче-
ния. За счет действия одного этого фактора удается в ряде случаев сни-
жать требуемую температуру спекания на 200° и более.
Применение исходных материалов в так назы-
ваемом активном состоянии, т. е. с повышенной дефектностью
кристаллического строения, минимальными размерами кристаллов и,
следовательно, с избыточной свободной энергией. Дефектность строения,
способствующая ускорению диффузионного процесса, зависит главным
образом от условий получения материала. Так, если исходный порошок
для керамического производства получают термическим разложением
какого-либо соединения (например, MgO из гидроокиси, из карбоната
магния и т. п.) или предварительным синтезом (например, шпинель
MgAl2O4 из окислов магния и алюминия), то максимальная дефектность
и активность наблюдаются при температуре прокаливания, необходимой
для осуществления данного химического процесса. Дальнейшее повыше-
ние температуры предварительной термической обработки порошка по-
степенно ведет к «залечиванию» дефектов и росту кристаллов. Это сни-
жает активность материала в последующем обжиге керамики.
Материалы с повышенной активностью в ряде случаев успешно при-
меняют на практике. Однако возможность использования данного фак-
тора ограничена технологическими причинами. Главная из них — пони-
женная плотность полуфабриката, что вызывает резкое повышение
усадки в обжиге и может вести к браку (деформация, усадочные тре-
щины) .
Введение добавок, образующих твердые раство-
ры с основным компонентом. Если ионы компонента, входящего
в твердый раствор, отличаются по своему заряду от замещаемых ионов
основного вещества, то в решетке создаются вакансии (катионные или
анионные), что может способствовать диффузионному процессу и интен-
сификации спекания. Примером такого рода добавок, снижающих темпе-
ратуру спекания на 100—200°, могут служить TiO2 (до 1—2%), вводимая
в керамику на основе А120з, или Ре20з (до 2—3%), вводимая в керамику
на основе MgO.
Для интенсификации твердофазового спекания могут быть в неко-
торых случаях использованы и другие факторы, влияющие на процесс
диффузии, например отклонения от стехиометрии компонентов при син-
тезе исходного материала керамики (если они ведут к образованию твер-
дых растворов), регулирование газовой среды обжига с целью создания
нестехиометрии основной фазы по кислороду (анионные вакансии).
Для ограничения рекристаллизации при спекании пользуются преж-
де всего тщательным регулированием температуры и режима обжига.
Иногда для этой цели могут быть использованы добавки, вызывающие
образование небольших количеств новой фазы, располагающейся на гра-
ницах между кристаллами основной фазы. В этом случае перенос массы
с кристалла на кристалл затрудняется. Примером может служить добав-
ка MgO (примерно до 1 %), вводимая в керамику на основе А12О3. Обра-
зующиеся между кристаллами корунда мельчайшие кристаллы шпинели
замедляют перемещение межкристаллических границ, что ведет к полу-
чению мелкозернистой высокопрочной керамики с низким содержанием
закрытых пор.
Нередко используют эмпирически подобранные добавки, существен-
но влияющие на процесс твердофазового спекания и рекристаллизацию
(т. е. вызывающие изменение требуемой температуры обжига, формы и
размера зерен в спеченном материале и т. д.), хотя механизм их действия
остается пока не установленным.
9—1025
129
4. Спекание под давлением
Этот процесс, называемый также «горячим прессованием», находит
в последнее время применение в некоторых важных областях керамичес-
кой технологии. Однако его распространение в соответственных керами-
ческих производствах (в отличие от порошковой металлургии) пока не
велико.
Данный способ нужен прежде всего для получения высокоплотных
изделий из наиболее трудно спекающихся материалов, не содержащих
жидкой фазы. В то же время разработана технология горячего прессова-
ния и для получения изделий из огнеупорных глин и каолинов, т. е. мате-
риалов, образующих высоковязкий расплав при нагревании.
Сущность способа заключается в том, что при одновременном дейст-
вии высокой температуры и приложении значительных внешних усилий
(многие десятки и даже сотни кГ1см2) включается механизм пластичес-
кой деформации и уплотнение системы резко ускоряется. Наряду с собст-
венно пластической деформацией твердых тел (или пластичностью си-
стем, содержащих расплав) в процессе уплотнения под давлением уча-
ствует и диффузионный механизм переноса вещества. Это в особенности
относится к последней стадии уплотнения, т. е. к процессу удаления за-
крытых пор.
Под давлением значительно увеличена и скорость диффузионного
течения, так как напряжения, создаваемые внешними усилиями (и со-
ответственно перепады концентрации вакансий), во много раз больше,
чем те, которые возникают под влиянием сил поверхностного натяжения
при обычном диффузионном спекании. В то же время главные факторы,
интенсифицирующие обычный процесс диффузионного спекания
(т. е. дисперность и активность исходного порошка), оказывают анало-
гичное влияние на спекание под давлением.
Разработка режима спекания под давлением для каждого
конкретного материала сводится к выбору рационального сочетания
трех основных параметров: давления, температуры и длительности
процесса.
Спекание под давлением обеспечивает в различных случаях следую-
щие практические преимущества:
а) получение максимальной плотности (/Ств> 0,99-ь 0,995), достигае-
мой в течение короткого времени спекания, обычно не более 0,5—1 ч;
б) возможность спечь материалы (например, чистый нитрид бора),
не спекающиеся до высокой плотности при нагревании без давления;
в) возможность снизить температуру процесса часто на 200—300° по
сравнению со спеканием без давления. Снижение температуры, равно
как и продолжительности спекания, позволяет устранить или резко
уменьшить рекристаллизацию.
Сочетание весьма высокой относительной плотности с перекристал-
лизованной мелкозернистой структурой позволяет достичь особо высокой
механической прочности горячепрессованных изделий.
Вместе с тем способ горячего прессования является технически весь-
ма сложным и дорогим. Значительные трудности возникают в связи с не-
достаточной прочностью или низкой износоустойчивостью прессформ и
прессующих пуансонов при высоких температурах. Чаще всего применяют
графитовые формы, так как графит является уникальным материалом,
прочность которого при нагревании не только не снижается, но последо-
вательно и значительно увеличивается с повышением температуры
(вплоть до 2500°С). Кроме того, электропроводность графита позволяет
использовать графитовую форму одновременно в качестве нагреватель-
ного элемента печей сопротивления или высокочастотных установок для
горячего прессования.
130
Однако графитовые детали постепенно сгорают в воздушной среде
и вместе с тем могут оказывать восстанавливающее действие на ряд ке-
рамических материалов. Поэтому и графит не является универсальным
конструкционным материалом для оснастки процесса горячего прессо-
вания.
Наконец, использование процесса горячего прессования ограничива-
ется тем, что его применяют для получения изделий простой формы.
5. Реакционное спекание
В отличие от ранее рассмотренных процессов реакционное спекание
не основывается на тех или иных механизмах пространственного перерас-
пределения зерен керамического материала. В данном случае уплотнение
спекаемого материала достигается благодаря образованию новой фазы
(или фаз) за счет химической реакции между определенными компонен-
тами исходной керамической массы и компонентами газовой среды об-
жига. Повышение плотности системы может быть достигнуто при усло-
вии, когда продукты реакции имеют большие массу и объем по сравне-
нию с вступающим в реакцию твердым компонентом. Данному условию
удовлетворяет, например, реакция 3Si + 2№ -> SisN^ протекающая при
обжиге в среде азота масс, содержащих металлический кремний. Если
тонкозернистый кремний введен в композицию в качестве «связки», рас-
полагающейся между зернами основного (неактивного) компонента, то
в процессе обжига масса и объем вещества в этих промежутках увеличи-
ваются. Создается новая «связка», более плотно упакованная, повышаю-
щая плотность и прочность изделия в целом.
Имеются также варианты реакционного спекания, в которых газовая
фаза химически реагирует не со специально введенной связкой, а с ос-
новным спекаемым веществом.
Специфическая сложность способа реакционного спекания заклю-
чается в необходимости интенсивного массообмена между спекаемым
изделием и газовой средой. Чем крупнее изделие и чем выше достигну-
тая степень заполнения пор в обжиге, тем больше затрудняется даль-
нейшее поступление реагирующих газов в его внутренние области.
Целый ряд различных процессов реактивного спекания исследован и
находит практическое применение в керамической технологии главным
образом при изготовлении изделий на основе SiC и других бескислород-
ных соединений, для которых процессы диффузионного спекания совер-
шенно неэффективны. Достигнуть полностью спеченного состояния на
основе механизмов реакционного спекания нельзя, но в ряде случаев мо-
жет быть получена относительная плотность порядка 0,85—0,90.
6. Факторы, определяющие режим обжига изделий
Цикл обжига керамических изделий состоит из периодов нагрева-
ния, выдержки в области максимальных температур и охлаждения. Рас
смотрим общие особенности каждого периода, а также факторы, опреде-
ляющие температурный режим обжига.
Конечная температура обжига и продолжитель-
ность выдержки обуславливается комплексом требований к свой-
ствам изделия. Как показано выше, скорость процессов спекания в об-
жиге сильно возрастает с температурой. Чаще всего главное требование
к выдержке заключается именно в достижении определенной степени спе-
кания. Однако в иных случаях требуемая температура и продолжитель-
ность выдержки определяются необходимостью завершения химических
реакций или фазовых превращений. Так, например, при обжиге динасо-
9*
131
вых огнеупоров степень завершенности процесса характеризуется по
превращению низкотемпературной модификаций кремнезема (кварца)
в высокотемпературные (тридимит и кристобалит).
В ряде случаев возможно значительно варьировать соотношение тем-
пературы и продолжительности выдержки, получая в конечном счете ана-
логичный результат Задаваемая температура обжига изделий из одной
и той же массы может иногда меняться в пределах 100° и даже более.
Так как для завершения спекания температура обжига является более
действенным фактором, чем время выдержки, то снижение температуры
обжига в допустимых пределах требует очень значительного удлинения
выдержки, например с 0,25—0,5 до 5—8 ч и более. С технико-экономи-
ческой точки зрения (расход топлива, производительность печей) более
рационален относительно короткий обжиг при более высоких темпера-
турах.
Однако известная «взаимозаменяемость» двух факторов — темпера-
туры и времени выдержки — не является общим правилом, а относится
лишь к тем системам, в которых изменение температуры влияет преиму-
щественно на кинетику спекания и рекристаллизации, но не смещает су-
щественно фазового равновесия и состава отдельных фаз. Так, варьиро-
вание температуры одновременно с продолжительностью выдержки до-
пустимо при твердофазном спекании однокомпонентных систем, напри-
мер, при обжиге высокоогнеупорной окисной керамики. Существенные
изменения температуры обжига возможны и при жидкостном спекании в
в тех случаях, когда содержание расплава и его вязкость относительно
мало меняются с температурой (например, алюмосиликатные огнеупбры
и другие изделия на основе огнеупорных глин и каолинов).
Напротив, допустимый интервал температур обжига становится не-
значительным при жидкостном спекании тех систем, в которых равновес-
ное содержание расплава или его вязкость резко меняются с температу-
рой. Так, например, для некоторых видов технической керамики на осно-
ве силикатов и алюмосиликатов магния (стеатитовая, форстеритовая,
кордиеритовая керамика) интервал допустимых температур обжига не
превышает 10—20°. Для того чтобы избежать пережога (деформация,
оплавление , вспучивание), в подобных случаях предпочитают увеличи-
вать продолжительность выдержки, задавая температуру у нижней гра-
ницы допустимого интервала. При обжиге таких материалов предъявля-
ются весьма жесткие требования к однородности температурного поля в
печном пространстве.
Режим выдержки выбирают с учетом не только физико-химической
характеристики материала, но и в зависимости от формы и размеров из-
делий. Роль этого фактора определяется тем, что продолжительность вы-
равнивания температуры в теле изделия пропорциональна квадрату его
толщины, т. е. наименьшего линейного размера по сечению. При обжиге
массивных изделий продолжительность выдержки приходится значитель-
но увеличивать с учетом времени внутреннего выравнивания температу]
Наконец, при обжиге в периодических печах требуемая продолжитель-
ность выдержки может зависеть от условий выравнивания температуры
в объеме печи.
Период нагревания является весьма сложной стадией обжи-
га. Основная задача заключается в том, чтобы нагреть изделие до требу-
емой максимальной температуры, избежав при этом его разрушения
(повреждения). Опасность разрушения изделий вызывается в основном
объемными изменениями при нагревании и в ряде случаев интенсивными
процессами массообмена.
Как правило, скорость повышения температуры на отдельных интер-
валах периода нагревания может лимитироваться следующими процес-
сами и факторами:
132
а) удаление (испарение) остатков порозной воды, сохранившихся в
сырце после сушки, не связано с объемными изменениями, но при боль-
шой скорости нагревания оно приводит к увеличению давления пара во
внутренних областях обжигаемого тела. Если объем нагреваемого тела
велик, а его газопроницаемость сравнительно мала (вследствие тонкопо-
ристого строения сырца), то давление может настолько увеличиться, что
оно приведет к мгновенному (подобному «взрыву) распаду всего изделия
на отдельные разлетающиеся куски. В иных случаях могут отрываться
отдельные участки изделия. Опасность данного явления может лимити-
ровать скорость повышения температуры в начальной стадии обжига
примерно до 200—300°. При обжиге мелких тонкостенных изделий, а так-
же. хорошо высушенных массивных изделий данное явление не лимити-
рует скорости повышения температуры;
б) выделение химически связанной воды и иных летучих продуктов
разложения сырьевых компонентов (глины, талька и др.) при соответст-
вующих температурах может в принципе вызывать те же явления, что и
быстрый нагрев недосушенного сырца. Однако дегидратация глинистых
минералов и другие аналогичные процессы растянуты, в отличие от про-
цесса испарения свободной воды, в большем температурном интервале и
обычно не вызывают опасности «взрывного» разрушения. Если же при
быстром нагреве эти процессы, а также выгорание остатков органическо-
го вещества (введенной связки или природных примесей в сырье) не ус-
певают завершиться до того, как наступит интенсивное спекание мате-
риала, то выделение газообразных веществ в системе закрытых пор ведет
к его вспучиванию. Таким образом, химические процессы, связанные с
газообразованием, лимитируют скорость нагревания в интервале темпе-
ратур непосредственно перед интенсивным спеканием керамики;
в) механические напряжения, возникающие в нагреваемом теле
вследствие его термического расширения, непосредственно зависят от
скорости повышения температуры. Перепад температур обуславливает
сжатое состояние наружных и растянутое — внутренних слоев тела.
Максимально допустимый перепад, при превышении которого в теле по-
являются трещины, зависит от коэффициента расширения, механической
прочности и модуля упругости. В процессе нагревания величина допусти-
мого перепада (А/ДОп) меняется вместе с изменением указанных физичес-
ких характеристик. Для отдельных периодов обжига Д/доп может быть
найдена расчетом или экспериментально. Тогда допустимую скорость
нагревания (идоп) можно выразить приближенной формулой
= (17)
Ао2
где а — коэффициент температуропроводности в м2/ч; 6—приведенная толщина тела
(Л1), равная отношению его объема к активной поверхности (т. е. поверхности, уча-
ствующей во внешнем теплообмене) в м; А — коэффициент, учитывающий форму тела
(для бесконечной пластины А имеет максимальное значение 0,5, для куба — 0,2; для
шара — 0.167).
Выражение (17), найденное для упругого состояния тела, в извест-
ной мере действительно и после перехода материала в пластичное состо-
яние. Появление и развитие пластических деформации увеличивают ДДоп
и, следовательно, одоп.
Применительно к процессу обжига приведенное выражение пригод-
но прежде всего для качественной оценки роли отдельных факторов. Его
использование для расчетов особенно осложняется в тех случаях, когда
в материале происходят эндо- и экзотермические процессы, резко влия-
ющие на распределение температур в теле. При этом для расчета нужно
принимать «кажущуюся температуропроводность», учитывающую дан-
ные процессы и сильно меняющуюся на отдельных температурных
участках.
Допустимая скорость нагрева значительно снижается при эндогер-
133
мических процессах ( в частности, при дегидратации глинистых минера-
лов), так как расход тепла на эти процессы увеличивает фактические пе-
репады температур в теле изделия;
г) механические напряжения, возникающие вследствие усадки при
спекании, имеют обратный знак по отношению к напряжениям от терми-
ческого расширения. Для спекающихся керамических масс величина ли-
нейной усадки составляет не менее 10—15%, что в 10—20 раз превышает
общую величину термического расширения до начала спекания. Темпе-
ратурный интервал процесса уплотнения, составляющий обычно до 300—
400°, меньше, чем интервал расширения перед началом усадки (порядка
1000° и более). Следовательно, объемные изменения при спекании проис-
ходят гораздо интенсивнее, чем на участке расширения, что вызывает
опасность появления трещин и других дефектов. Величина допустимых
перепадов температуры (Л/Яоп) в теле изделия при этом значительно сни-
жается, несмотря на то, что в период спекания многие материалы уже ха-
рактеризуются существенной пластичностью.
В период спекания материала все его механические и геплофизиче-
ские характеристики значительно меняются в зависимости от температу-
ры и времени ее воздействия. Это не позволяет пользоваться выражени-
ем (17) для определения допустимой скорости нагревания. Практиче-
ский опыт указывает на необходимость значительного снижения скоро-
сти по сравнению с предыдущим периодом. Более того, во многих случа-
ях замедляют или даже приостанавливают повышение температуры пе-
ред началом спекания с тем, чтобы заранее выравнять распределение
температур в теле изделия и предотвратить разновременное начало про-
цесса усадки в его отдельных частях.
Чтобы избежать образования трещин и деформаций (коробления)
спекающихся изделий в процессе усадки, применяют помимо замедлен-
ного повышения температуры особые способы садки изделий в обжиг.
Их устанавливают на подставки из той же массы («бомзы») или на под-
сыпку из неспекающегося порошка. Это предотвращает задержку усад-
ки силами внешнего трения и соответствующие дополнительные напря-
жения на отдельных участках.
Следует отметить, что изделия из неспекающихся масс с небольшой
усадкой (до 2—4%), как правило, не требуют замедления повышения
температуры на последней стадии периода нагревания или других спе-
циальных предосторожностей.
Помимо рассмотренных факторов на допустимую скорость нагре-
вания некоторых видов керамики могут влиять химические реакции или
фазовые превращения, которые должны быть завершены в определен-
ные температурные интервалы обжига. Если эти реакции связаны с окис-
лительно-восстановительными процессами, то необходимо согласованное
регулирование температуры и газовой среды обжига.
Период охлаждения для ряда керамических материалов (осо-
бенно полученных на основе твердофазового спекания) не сопровожда-
ется существенными физико-химическими процессами, если не считать
нормального термического сжатия. При этом в теле охлаждаемого изде-
лия возникают временные термические напряжения, обратные по знаку
напряжениям, обусловленным расширением при нагревании. Для расче-
та допустимой скорости охлаждения применимо выражение (17). Учиты-
вая отсутствие других физико-химических процессов, надежность данно-
го способа расчета выше, чем для периода нагревания.
В изделиях, полученных жидкостным спеканием, при охлаждении
наблюдаются процессы затвердевания жидкой фазы с переходом в стек-
ловидное состояние, что особенно характерно для расплавов с высоким
содержанием SiO2 (т. е. главного стеклообразующего окисла). В иных
случаях возможна частичная или даже почти полная кристаллизация
<34
расплава с выделением одной или нескольких твердых фаз (например,
при охлаждении магнезиальных огнеупоров, содержащих высокооснов-
ные, сравнительно маловязкие расплавы). Размер кристаллов и степень
дополнительной кристаллизации при охлаждении зависят от его режи-
ма: они могут быть увеличены при медленном снижении температуры на
участке кристаллизации.
В начальных стадиях охлаждения, т. е. в период до завершения за-
твердевания или кристаллизации расплава, его присутствие обуславли-
вает известную способность материала к пластической деформации, что
ведет к релаксации термических напряжений и увеличивает допустимую
скорость снижения температуры. Поэтому наибольшая опасность обра-
зования трещин охлаждения (или так называемых «холодных трещин»)
имеется в области сравнительно низких температур после перехода кера-
мики в хрупкое состояние. Именно в этот период следует избегать быст-
рого снижения температуры печного пространства или действия на изде-
лия отдельных струй холодного воздуха.
Все же общая требуемая продолжительность периода охлаждения
для большинства материалов меньше, чем необходимая длительность
периода нагревания. Лишь в некоторых случаях (как, например, в произ-
водстве динасовых огнеупоров), когда в охлаждаемых изделиях присут-
ствуют фазы, способные к полиморфным превращениям с большими объ-
емными изменениями, требуемая длительность охлаждения в области
низких температур оказывается больше, чем соответствующая длитель-
ность нагревания.
Наконец, следует отметить, что помимо временных напряжений,
обусловленных перепадом температур между теплоотдающей поверхно-
стью и внутренними зонами изделия, при охлаждении керамических ма-
териалов могут возникать значительные и к тому же остаточные «напря-
жения на микроучастках». Такие напряжения обусловлены в первую оче-
редь разницей в коэффициенте расширения между отдельными кристал-
лическими фазами или между кристаллами и стеклофазой. Однако они
могут появляться и в однофазных материалах вследствие анизотропии
термического расширения кристаллов, беспорядочно ориентированных
в поликристаллическом теле. Напряжения на микроучастках не вызыва-
ют опасности разрушения охлаждаемого изделия в целом или образо-
вания в нем видимых трещин. Поэтому они, как правило, не лимитируют
допустимую скорость снижения температуры. Вместе с тем они могут
вызвать появление в теле изделий сетки микротрещин, существенно
влияющих на его физико-механические свойства, в частности на термо-
стойкость. В ряде случаев последнее свойство может быть существенно
улучшено выбором рационального режима охлаждения.
Фактическая длительность обжига различных типов кера-
мических изделий в промышленных печах почти всегда намного превы-
шает минимальную продолжительность, требуемую для получения без-
дефектной продукции. Иногда разница между допустимыми и применяе-
мыми режимами обжига достигает одного порядка и даже более.
Основные причины такого положения заключаются в следующем:
1) недостаточная изученность многих процессов обжига обуславли-
вает выбор скоростей повышения и снижения температуры заведомо с
большим резервом;
2) неравномерность распределения температуры в промышленных
печах вызывает необходимость снижения в целом скорости нагрева и ох-
лаждения с тем, чтобы даже температурные кривые, различающиеся в
отдельных частях печи, были допустимыми для изделий;
3) в случае обжига в периодических печах скорость повышения и
снижения температуры (особенно в конце охлаждения) лимитируется
инерционностью печей;
135
4) в случае обжига изделий в пламенных туннельных печах точное
независимое регулирование температуры на отдельных участках длины
является затруднительным, так как изменение температуры потоков га-
за (охлаждающего воздуха и нагревающих продуктов горения) обу-
славливается прежде всего процессами теплообмена, а также гидравли-
ческими условиями (подсосы холодного воздуха при разрежении и утеч-
ки газов при подпоре). Указанные теплотехнические факторы
ограничивают возможность создания в туннельной печи режима, близко-
го к оптимальному, хотя цикл обжига все же может быть сокращен по
сравнению с инерционной периодической печью;
5) во многих случаях равномерный и быстрый прогрев изделий за-
труднен в связи с принятыми способами их садки в печь. Многорядная
садка изделий друг на друга (применяемая для строительного кирпича,
огнеупоров и других массивных изделий несложной формы) неизбежно
снижает их активную, т. е. обогреваемую и охлаждаемую, внешнюю по-
верхность. Садка сложных (или чувствительных к открытому пламени)
изделий в огнеупорных контейнерах — капселях, а также использование
других видов вспомогательного огнеприпаса требуют дополнительного
времени на прогрев огнеприпаса.
В настоящее время во многих отраслях керамических производств
ведут работы по сокращению продолжительности обжига изделий. Ре-
шению этой задачи способствуют: подбор составов масс с уменьшенны-
ми объемными изменениями в обжиге, более глубокое изучение процес-
сов обжига, усовершенствование конструкции печей, автоматизация уп-
равления обжигом, разработка рациональных способов садки, устране-
ние вспомогательного огнеприпаса или уменьшение его доли в объеме
более широкие возможности управления газовой средой обжига.
Особенно способствует интенсификации обжига решение следую-
щих вопросов:
1) разработка таких типов печей, в которых каждое изделие нагре-
вается независимо от других и в наиболее благоприятных условиях. Так,
например, в конвейерных печах для обжига облицовочных плиток
последние перемещаются в горизонтальном положении в виде непрерыв-
ного потока при равномерном обогреве сверху и снизу. Цикл обжига
удается сократить с 15—20 ч (обжиг в капселях в туннельной печи) при-
мерно до 40 мин. Последняя цифра близка к предельно допустимой.
Для более массивных изделий нельзя перейти к столь коротким цик-
лам, так как допустимая скорость повышения температуры обратно про-
порциональна квадрату толщины. Однако и для них подобные решения
могут дать значительное снижение продолжительности обжига. К тому
же обжиг изделий в один ряд облегчает создание полной механизации
(поточности) производства, устраняет опасность деформации изделий
под действием веса вышележащих слоев и т. д.
Применение печей конвейерного типа будет, по-видимому, расши-
ряться по мере решения теплотехнических вопросов (в особенности зада-
чи снижения тепловых потерь в окружающую среду);
2) все более широкое использование разнообразных типов электри-
ческих печей небольшого сечения, особенно в производстве технической
керамики. Электрообогрев печей, в основном устраняющий влияние гид-
равлических факторов, дает возможность выровнять температуру по вы-
соте и точно регулировать распределение температур по длине печи не-
прерывного действия либо кривую нагрев — охлаждение печи периоди-
ческого действия. Создаются наилучшле возможности для полной ав-
томатизации управления и гибкого варьирования задаваемой програм-
мы. Кроме того, использование электрических печей создает в общем
садки.
При производстве ответственной, дорогой и малотоннажной продук-
ции перечисленные преимущества электрообжига часто имеют гораздо
большее значение, чем относительно высокая стоимость электроэнергии.
Часть третья
ХИМИЯ И ТЕХНОЛОГИЯ ОГНЕУПОРОВ
Глава 1. НАЗНАЧЕНИЕ ОГНЕУПОРНЫХ МАТЕРИАЛОВ
И ИХ КЛАССИФИКАЦИЯ
Огнеупорными (огнеупорами) называются материа-
лы, применяемые для выкладки различных промыш-
ленных печей, топок и аппаратов, работающих в
условиях высокотемпературного (выше 1000° С) нагрева. В отличие от
других керамических материалов к огнеупорам предъявляется комплекс
требований, характеризующих пригодность их в качестве конструкцион-
ных материалов, предназначаемых для службы при высоких температу-
рах в различных тепловых установках.
В современных промышленных печах и топках температура нагрева
колеблется в пределах 1000—1800° С. В ряде отраслей новой техники
температура службы огнеупоров значительно превышает этот предел.
Поэтому огнеупорные материалы должны обладать прежде всего огне-
упорностью, т. е. способностью противостоять действию высоких темпе-
ратур, не расплавляясь.
Однако действие высоких температур на огнеупорные материалы в
промышленных установках не ограничивается их расплавлением, кото-
рое для обычных огнеупоров происходит при температурах выше 1650—
1750° С, а для специальных — выше 2000° С. При более низких темпера-
турах огнеупорные материалы начинают размягчаться и терять строи-
тельную прочность. Поэтому качество огнеупорных материалов оцени-
вают также и по их способности противостоять действию строительной
нагрузки при определенных температурах в течение длительного времени.
При воздействии высоких температур большая часть огнеупорных
материалов уменьшается в объеме из-за дополнительного их спекания и
уплотнения. Немногие огнеупорные материалы, прежде всего динас, уве-
личиваются в объеме. Изменение объема огнеупорного материала может
вызвать повреждение и даже разрушение кладки печи. Поэтому огне-
упорные материалы должны также обладать постоянством объема при
температурах их слубжы.
Изменение температур при разогреве и охлаждении печей и, как
следствие этого, неравномерный разогрев кладки вызывают растрескива-
ние огнеупорного материала из-за его недостаточной термической стойко-
сти, которая является одним из наиболее важных факторов, сокращаю-
щих срок службы конструкций и футеровки многих промышленных
печей.
Огнеупорная футеровка промышленных печей и топок сильнее всего
разрушается в результате химического взаимодействия с золой сжигае-
мого топлива или с теми материалами, которые плавятся или обжига-
ются в этих печах. Степень разрушения огнеупорных материалов (шлако-
разъедания) зависит от химического состава материала, воздействующе-
го на футеровку, от температуры этого взаимодействия, а также от
химического состава и пористости огнеупора.
10—1025
137
Б практике редко встречается изолированное воздействие только од-
ного из перечисленных разрушающих факторов. Иногда воздействие
шлака одновременно вызывает размягчение огнеупорного материала и
потерю им строительной прочности. Значительная дополнительная усад-
ка огнеупорного материала при высоких температурах нагрева снижает
его термическую стойкость и т. п.
В настоящее время пока еще нет огнеупорных материалов, сочетаю-
щих в равной мере все рабочие свойства, необходимые для устойчивой
службы в любых условиях. Каждый вид огнеупорного материала харак-
теризуется присущими лишь ему свойствами, на основании которых оп-
ределяют область его рационального применения. Так, большая строи-
тельная прочность динаса при высоких температурах делает его особен-
но пригодным для кладки сводов, работающих при высоких
температурах (1700°С), например мартеновских печей. Однако неудов-
летворительная термическая стойкость в определенном температурном
интервале, недостаточно высокая огнеупорность и шлакоустойчивость
этого материала сильно сокращают продолжительность его службы в
этих печах. В то же время высокоогнеупорный и шлакоустойчивый обыч-
ный магнезитовый кирпич из-за малой строительной прочности при высо-
ких температурах и низкой термической стойкости не может быть исполь-
зован в распорном своде мартеновской печи.
Таким образом, для правильного выбора и эффективного использо-
вания огнеупорного материала в различных областях необходимо де-
тально знать, с одной стороны, все его важнейшие свойства, а с другой
стороны, условия службы.
Документом, систематизирующим многочисленные разновидности
огнеупорных материалов, является стандарт на классификацию огне-
упорных изделий — ГОСТ 4385—68. По этой классификации, приведен-
ной ниже в сокращенном виде, огнеупорные изделия подразделяют в за-
висимости от физико-химической природы исходного сырья на 8 основ-
ных групп. Отдельные группы, объединяемые общими наименованиями с
К ремнеземистые Алюмосиликатные Магнезиальные’
А Б В г д Е ж 3 и
Динасо- вые Кварце- вые Полу- кислые Шамот- ные Высоко- глино- земистые Магнези- товые (пери- клазовые) Доломи- товые Форсте- ритовые Шпи- нельные
X ромитовые Циркониевые Углеродистые Окисные Бескисло- родные
к л. м Н О П р с т
Хроми- товые Хромо- магнези- товые Магнези- то-хроми- товые Цирко- ниевые Цирко- новые Коксо- вые Графито- вые Из чис- тых окислов Карбо- рундо- вые и нрочи е
1 Группу хромитовых огнеупоров следует рассматривать совместно с магнезиальной.
более широкой характеристикой их физико-химической природы, подраз-
деляются еще на 18 типов, различающихся главным образом по природе
используемого сырья. Таким образом, каждый из перечисленных в клас-
сификации тип объединяет огнеупорные изделия с определенным хими-
ко-минералогическим составом и, следовательно, свойствами. Внутри
138
типа в зависимости от чистоты используемого сырья огнеупорные мате-
риалы подразделяются еще и на виды (марки).
В настоящее время в связи с увеличением выпуска химической про-
мышленностью некоторых чистых окислов металлов, используемых в ка-
честве керамического сырья, появляются огнеупоры «технически чистые».
Такими огнеупорами прежде всего являются: корундовые и муллитовые
типа «высокоглиноземистых», периклазовые и шпинельные типа «магне-
зитовых», а также циркониевые и цирконовые огнеупоры. На использо-
вании подобных технически чистых видов сырья основывается также
производство «окисных» и «бескислородных» огнеупоров.
Согласно классификации все огнеупорные изделия подразделяются
еще по следующим признакам:
1) по степени огнеупорности — на огнеупорные (от 1580 до 1770°),
высокоогнеупорные (от 1770 до 2000°С), высшей огнеупорности (выше
2000° С);
2) по форме и размерам — на нормальный кирпич «прямой» и «кли-
новой» и фасонные изделия простые, сложные, особосложные и крупно-
блочные. По этому признаку к отдельной разновидности следует отнести
огнеупорные монолитные бетоны, которые одновременно являются без-
обжиговым огнеупором;
3) по способу изготовления — на изделия, полученные пластичным
формованием (прессованием), полусухим прессованием или трамбовани-
ем из порошкообразных непластичных масс, литьем из шликера и рас-
плава выпиливанием из горных пород и из плавленых блоков;
4) по характеру термической обработки — на безобжиговые, обож-
женные и отлитые из расплава;
5) по характеру их пористости (плотности) — особоплотные, спек-
шиеся с пористостью менее 3%; высокоплотные с пористостью 3—10%;
плотные с пористостью 10—20% и обычные с пористостью 20—30%; лег-
ковесные, термоизоляционные с пористостью 45—85%.
Глава 2. АЛЮМОСИЛИКАТНЫЕ ОГНЕУПОРЫ
1. Фазовый состав алюмосиликатных огнеупоров
Алюмосиликатные огнеупоры — полукислые, шамотные, каолиновые
и высокоглиноземистые — характеризуются последовательным измене-
нием соотношения окислов AI2O3 и SiO2, которые являются основными в
составе огнеупоров этого типа. Все остальные окислы, обычно встречаю-
щиеся в этих изделиях, являются загрязняющими примесями, количест-
во и состав которых зависят от чистоты исходного сырья. Содержание
А120з в алюмосиликатных изделиях изменяется в широком диапазоне: от
10—15 в полукислых до 99—100% в высокоглиноземистых — корундовых
огнеупорах. Изменению химического состава алюмосиликатных изделий
соответствует изменение их фазового состава, который в конечном ре-
зультате предопределяет огнеупорные свойства изделий. Диаграмма со-
стояния равновесия двухкомпонентной системы А120з— SiO2 дает пред-
ставление об этом изменении фазового состава огнеупорных изделий и
их свойств (рис. 65). Согласно этой диаграмме муллит плавится конгру-
энтно при 1910+20° С и дает две эвтектики: с SiO2 при 1585°С, содержа-
щую 5,5% SiO2 и 94,5% А120з, и с А12О3 при 1850+20° С, содержащую
около 21 % SiO2 и 79% А12О3.
Ранее существовавшее представление о равновесии в системе А12О3—SiO2 основы-
валось на диаграмме, представленной Бауэном и Грейгом в 1924 г. (рис. 65, пунктир-
ная кривая). По этим данным, муллит плавится инконгруэнтпо при 1810+10°С
В результате такого плавления образуется жидкая фаза и корунд. Следовательно, в соот-
10*
139
ветствии с современными представлениями об этой диаграмме муллит и обе его эвтек-
тики с SiO2 и А12Оз плавятся при более высоких температурах.
Муллит в области составов 71,8—78% А12О3 дает с корундом твердые
растворы. Однако, по представлению некоторых зарубежных исследова-
телей, в этой области возникает муллитоподобный минерал состава
2AI2O3-SiO2 (А120з 77,2%; SiO2 22,8%). Имеются и некоторые другие
толкования этой области диаграммы А120з—SiO2.
Эта диаграмма показывает, что для составов, содержащих от 5,5 до
72% А12О3, единственной твердой фазой, устойчивой при достаточно вы-
соких температурах (до 1910°С), являегся муллит 3Al2O3*2SiO2 (71,8%
А12О3 и 28,2% SiO2). Количество муллита зависит от того, насколько со-
держание А12О3 в огнеупоре приближается к 72% (подразумевается, что
2Ю0
2100
высокоглинозенистые
Жидкость
2000
1900
1800
1100
Тб. растЪор мумита
* жибмоапь
Глинистые
2000
1900
№00
ООО
1600
Муллит
жидкость
Тб.растдор
нуллита
50 Od/.j 70V
А1г03 -2510г fil20, б10г
4--1 *-
o w го за w
80 90 1Q0
---------, ..-.№0,-2610^1,0,
Каолинит Силлиананиг\Муллит Коруни
Bec.64, 2Al203Si0,
КМ ,__________________г
-VJVt2\___________
1500 \Крист$6алит
' | I муллит
корунд
к
^ОЮ^иОкоапь
1850
MS.—.
1500
при обычной сумме плав-
ней в пределах до 2—5%
другим окислом являет-
ся SiO2). При высоких
температурах кроме мул-
лита образуется то или
иное количество жидкой
фазы, в состав которой
кроме кремнезема вхо-
дит и большая часть
плавней. В этот расплав
входит также в неболь-
шом количестве и глино-
зем. Соотношение А12О3
и SiO2 в этой жидкости
повышается в некотором
Рис. 65. Диаграмма состояния системы А12О3—SiO2
(по Н. А. Торопову и Ф. Я. Галахову)
соответствии с соотно-
шением этих окислов в
исходном составе огне-
1
упоров.
В первом приближении можно считать, что количество твердой фазы
в алюмосиликатных огнеупорах зависит от содержания А12О3. В жидкую
фазу входит избыточный кремнезем, остающийся после кристаллизации
прокаленного каолинита в муллит, и остальные окислы — плавни. В слу-
чае отсутствия плавней расплав, т. е. легкоплавкая эвтектика системы
А120з — SiO2, возникает при температуре около 1585° С. Эвтектика со-
держит 5,5% А12О3 и 94,5% SiO2. Таким образом, SiO2 по отношению к
А120з (вернее, муллиту) при температурах выше 1585° С становится
плавнем, образующим жидкость и этим снижающим огнеупорные свой-
ства изделия. Присутствие того или иного количества плавней соответст-
венно снижает температуру возникновения расплава и его вязкость. При
этом имеет значение и химический состав плавней. Однако при наличии
5—6 окислов, обычно присутствующих в исходном сырье (Fe2O3, TiO2,
СаО, MgO, Na2O, КгО), и общей их суммы 2—5%) небольшое преоблада-
ние того или иного окисла не оказывает заметного влияния. Важным
фактором является вязкость расплава, так как огнеупорные свойства из-
делия зависят не только от температуры образования расплава и его ко-
личества, но также и от его вязкости при данной температуре..
Если не принимать во внимание суммы плавней, то соотношение твер-
дой и жидкой фазы можно определить в огнеупоре по правилам рычага.
Так, для полукислого огнеупора, содержащего 20% А12О3 и 80% SiO2,
при 1600°С количество расплава достигает 80%. Для огнеупора каоли-
питового состава (46% А12О3 и 54% SiO2) количество расплава при этой
температуре равно 40% Муллитовый огнеупор с 72% А12О3 в этих усло-
виях не образует расплава. Количество расплава будет возрастать в со-
140
ответствии с увеличением суммы плавней, входящих в состав этих огне-
упорных материалов.
Изгиб линий ликвидуса одновременно характеризует изменения
количества расплава в огнеупоре с повышением температуры его разо-
грева. Так, в пределах от 1585 до 1700° С количество жидкости в матери-
але, содержащем 46% А12О3 и 54% SiO2, изменяется от 38,5 до 44—
45%; при 1775°С оно достигает 72%. Это обуславливается сравнительно
крутым подъемом участка линии ликвидуса в пределах от 1585 до 1700° С
и пологим его подъемом при более высоких температурах — в пределах
1750—1850° С.
Иначе характеризуются фазовые изменения в огнеупоре при содер-
жании в нем А12О3 выше 72%. Устойчивыми твердыми фазами являются
муллит и корунд. В области составов, содержащих 72—78% А12Оз, мул-
лит образует твердый раствор с корундом. Жидкая фаза возникает лишь
при температуре 1850° С в момент плавления эвтектической смеси, содер-
жащей 79% А12О3 и 21% SiO2. Таким образом, огнеупорный материал с
72% и более А12О3 должен иметь весьма высокие температуры размяг-
чения. Однако обычно присутствующие в таких материалах плавни в
количестве около 2—3% снижают температуру возникновения жидкой
фазы и увеличивают ее количество. Это служит причиной снижения тем-
пературы начала размягчения муллитсодержащих огнеупоров до 1620—
1650° С.
Рассмотрение диаграммы состояния равновесия системы А120з —
SiO2 приводит к заключению, что по мере повышения содержания А12О3
в алюмосиликатных огнеупорах их огнеупорность и температура размяг-
чения будут возрастать. Как уже отмечалось, эти свойства алюмосили-
катных огнеупоров зависят не только от количества А12О3, но и от общей
суммы плавней и отчасти от их химической природы. Эти плавни входят
в состав жидкой фазы, лишь часть TiO2 и Fe2O3 (около ’/з) входит в
кристаллическую решетку муллита.
Следует иметь в виду, что температуры, приводимые в диаграмме
состояния равновесия, относятся к смесям с предельно равномерным рас-
пределением и максимальной поверхностью соприкосновения составляю
щих фаз. Увеличение размера зерен отдельных минералов, из которых
состоят алюмосиликатные огнеупоры, ухудшает условия взаимодействия;
система находится в неравновесном состоянии.
2. Шамотные огнеупоры
Шамотными называют изделия, изготовляемые из огнеупорных глин
или каолинов с отощением их шамотом, или непластичной не размока-
ющей в воде глинистой породой или кварцем. Шамотом называют обож-
женную глину. Содержание А12О3 в шамотных изделиях находится в
пределах от 28 до 45%. Шамотные изделия являются самым распрост-
раненным видом огнеупорных материалов: около 75% всех выпускаемых
в СССР огнеупоров составляют шамотные. К шамотным изделиям при-
числяют каолиновые и полукислые.
С ы р ь е в ы е м а те р и а л ы
Сырьем для производства шамотных изделий могут служить при-
родные глинистые материалы, содержащие не менее 28% А12О3 на про-
каленный вес и имеющие огнеупорность не ниже 1580° С. Максимальное
содержание А12О3 в шамотных изделиях может достигнуть 45% при ис-
пользовании отмученных каолинов. Изделия, изготовленные на основе
огнеупорных глин, называют шамотно-глинистыми и в зависимости от
огнеупорности их делят на четыре марки:
14И
Марка ША ШБ ШВ ШУС
Огнеупорность в °C (не ниже) . . 1750 1670 1580 1580
Для производства шамотных изделий пригодны любые глины (или
каолины), характеризующиеся определенной чистотой химического со-
става и в соответствии в этим определенной огнеупорностью. Пластич-
ные тонкодисперсные огнеупорные
Рис. 66. Термограмма глинообразующпх
минералов
1 — монтмориллонит (бентонит огланлинский);
2 — монотермит (часов-ярская глина); 3— као-
лин (просяновский)
глины придают необходимую связ-
ность огнеупорным массам для
пластичного прессования и формо-
вания изделий другими способа-
ми и обеспечивают им хорошую спе-
каемость при обжиге. Современные
способы производства шамотных
огнеупорных изделий (полусухое
прессование масс рационального
зернового состава, повышенное или
высокое удельное давление при
прессовании, обжиг при высоких
температурах) позволяют широко
использовать малопластичные и не-
пластичные глины, а также као-
лины.
Для правильного построения
технологического процесса произ-
водства и для получения изделий
высокого качества к глинистому
сырью предъявляют определенные
требования. При этом качество глины оценивают по данным ее хими-
ко-минералогического состава, огнеупорности, степени дисперсности,
пластичности, связывающих свойств и спекаемости.
Химико-минералогический состав. Большая часть каолинов и оса-
дочных тонкодисперсных огнеупорных глин относится к каолинитовым
породам, имеющим в основе минеральной части гидрат кремнекислого
глинозема — каолинит и близкие к нему минералы группы каолинита с об-
щей формулой: Д12О3- 2SiO2 • 2Н2О. Этой формуле соответствует следую-
щее соотношение окислов (%): А12О3 39,5; SiO2 46,4; Н2О 13,9 или пос-
ле прокаливания А12О3 46; SiO2 54.
Встречаются также осадочные глины, основой которых являются
минералы гидрослюды, представляющие собой промежуточный продукт
гидролитического расщепления слюды — мусковита в процессе вывет-
ривания силикатных пород. Гидрослюды рассматриваются как переход-
ная фаза от слюды к каолиниту.
Д. С. Белянкиным было установлено, что одна из наиболее ценных
глин Советского Союза —часов-ярская — слагается особым минералом,
который автор назвал монотермитом. В отличие от каолинита этот ми-
нерал характеризуется отсутствием экзотермического эффекта при тем-
пературе 950° С (рис. 66). Монотермит имеет следующий приблизитель-
ный молекулярный состав: 0,2 К2О- А12О3-3 SiO2- 1,5Н2О. Присутствие
в монотермите К2О и меньшее количество связанной воды по сравнению
с каолинитом делают монотермит сходным с минералами группы гидро-
слюд. Присутствие К2О в тондисперсных минералах, слагающих гидро-
слюдистые и монотермитные глины, обуславливает низкую температуру
П2
и полноту их спекания в обжиге. Огнеупорные гидрослюдистые глины
менее распространены в природе, чем каолинитовые.
Глины, сложенные преимущественно из монтмориллонита, не пред-
ставляют непосредственного интереса для огнеупорной промышленно-
сти ввиду их низкой огнеупорности. Однако исключительно высокие свя-
зующие свойства чистых монтмориллонитовых глин (бентонитов)
позволяют в отдельных случаях использовать их в виде добавок при из-
готовлении огнеупорных изделий из непластичных сухарных глин.
Природа основного минерала, слагающего данный глинистый ма-
териал, может быть установлена рентгеновским, петрографическим и
термическим анализами. Термограммы этих трех важнейших глинообра-
зующих минералов достаточно различны (см. рис. 66).
Распространены также другие разновидности глин, не размокающие
в воде и не дающие пластичного теста. По генезису они подразделяют-
ся на сухарные, представляющие собой осадочные породы, уплотнив-
шиеся под влиянием геохимических процессов, и сланцевые, уплотняю-
щиеся путем динамометаморфизма. Основным минералом, из которых
состоят эти глины, обычно является каолинит. Огнеупорные разновидно-
сти сланцевых глин, дающие благодаря своему сильному природному уп-
лотнению небольшую усадку в обжиге, могут быть использованы в ка-
честве отощающего материала без обжига (см. ниже — бесшамотные
изделия). Сухарные глины также находят значительное применение в
производстве шамотных изделий.
Для производства огнеупоров может быть использован малорас-
пространенный минерал — пирофиллит—АЬОз^БЮг-НгО. В отличие
от обычных осадочных глин пирофиллит, образующийся в зонах глубо-
кого метаморфизма при температуре 300—400° С, залегает в виде плот-
ной породы, жирной на ощупь, легко поддающейся механической обра-
ботке и не размокающей в воде. Небольшая усадка в обжиге дает
возможность изготовлять из пирофиллита огнеупорные детали или ис-
пользовать его в качестве отощителя.
Кроме основных слагающих глины минералов — каолинита, монотер-
мита, гидрослюды, монтмориллонита в породе всегда имеется то или
иное количество примесей.
Наиболее распространенной примесью в глинах является равномер-
но распределенный кварц. При сравнительно умеренных температурах
(до 1300—1350° С) кварц инертен и выполняет роль отощителя. Но при
температурах выше 1350—1400° С кварц становится активным плавнем,
образуя с глиной легкоплавкие многокомпонентные эвтектики (теорети-
ческая температура образования соответствующей двухкомпонентной
эвтектики SiC>2—AI2O3 1585°С). Чем больше в глине плавней и чем мень-
ше величина зерен кварца, тем ниже температура возникновения рас-
плава и тем в большей степени кварц снижает огнеупорные свойства
глины.
Одной из наиболее вредных засоряющих примесей в глинах явля-
ются железистые соединения, встречающиеся в виде ряда минералов.
Сернистые соединения — пирит и марказит (FeS2) встречаются в виде
крупных конкреций, отдельных кристаллов и в тонко распределенном
виде. При достаточно высоких температурах обжига эти примеси дают
выплавки, вспучивание и мушки. При умеренных температурах обжига
(ниже 1200°С), пока глина еще не спекается, зерновые включения не
реагируют с ней и малозаметны. Твердость этих включений затрудняет
их измельчение и равномерное распределение в глине при ее помоле.
Углекислое железо — сидерит (ЁеСОз)—встречается в виде желваков
или отдельных сферических зерен. Его вредное действие аналогично пи-
риту. Окислы и гидроокислы железа — лимонит, гидрогематит, магне-
тит— менее вредны, так как они находятся в глинах в тонко распреде-
143
ленном виде, придавая им различную окраску — желтую и красную
различных оттенков. Часто окислы железа встречаются в виде стяжений,
налетов и прожилок.
Общее содержание окислов железа в огнеупорных глинах обычно ко-
леблется в пределах 1—3%. Глины некоторых месторождений содержат
до 5% ГегОз. Дальнейшее увеличение содержания железа заметно
ухудшает огнеупорные свойства глины. Однако по сравнению с другими
плавнями (CaO, MgO, NaaO и КгО) равномерно распределенные в гли-
не окислы железа оказывают менее вредное действие.
Кальцит и гипс (СаСО3 и CaSOJ, встречающиеся в виде желваков,
кристаллов и стяжений, являются редкими включениями в огнеупорных
глинах. Их вредное влияние подобно действию зернистых включений
окислов железа с той лишь разницей, что СаО — более активный пла-
вень, чем ЕегОз. Рутил (ТЮг) всегда присутствует в огнеупорных глинах
в относительно постоянном количестве — от 1 до 2% в тонкодисперс-
ном виде.
Примесями являются также остатки материнской породы; количе-
ство их в глине обычно измеряется лишь долями процента. Эти остаточ-
ные минералы концентрируются в средних и крупных фракциях глины
(крупнее 2—5 мк). Наибольшее значение из них имеют минералы, со-
держащие щелочи — полевой шпат, слюды (биотит, мусковит, серицит)
и магнезиальные силикаты. Эти минералы, являясь плавнями, в той или
иной мере влияют на огнеупорные свойства глин.
Органические вещества растительного происхождения могут при-
сутствовать в глинах в весьма значительных количествах. Они придают
глинам различную окраску — от серых до совершенно черных тонов
Эти органические примеси встречаются чаще в виде гуминовых соедине-
ний, реже — битумных. Гуминовые соединения повышают пластичность
и связующие свойства глин. Кроме того, органические вещества увели-
чивают потерю при прокаливании глины. Вместо обычных 10—13% По-
теря при прокаливании в углистых глинах может достигать 20—30%.
Таким образом, химический состав огнеупорных глин определяется
их минералогическим составом, т. е. природой основного минерала, сла-
гающего глинистое вещество, а также количеством и природой приме-
сей, засоряющих глину. В табл. 15 приведены химические и зерновые со-
ставы, а также важнейшие керамические свойства типичных огнеупор-
ных глин и владимирского каолина, используемых в огнеупорной про-
мышленности.
Дисперсность и пластичность. Дисперсность глин, характеризующая-
ся зерновым составом, имеет значение при оценке их пластичности, связ-
ности и спекаемости, а также засоренности примесями. Связность и
спекаемость глин зависят от количества наиболее тонких фракций, тонь-
ше чем 0,2—2 мк. При характеристике количества и природы засоряю-
щих примесей большее значение имеют крупные фракции — более 0,1—
0,05 мм.
Осадочные пластичные огнеупорные глины характеризуются значи-
тельно большим количеством тонких фракций, чем каолины. В высоко-
пластичных монтмориллонитовых глинах (бентонитах) содержание наи-
более тонких фракций больше, чем в огнеупорных. Характеристика со-
держания наиболее тонких фракций в каолинах и глинах дана в табл. 16.
Как видно из приведенных данных, эти разновидности глинистого
сырья мало различаются по содержанию фракций менее 2 мк и сильно
расходятся по содержанию наиболее тонкой фракции — меньше 0,1 мк.
Пластичные и связующие их свойства находятся в соответствии с коли-
чеством наиболее тонкой фракции.
При современных способах производства (обработка массы в смеси-
тельных бегунах и полусухое прессование при повышенных давлениях)
144
Таблица 15
Химический состав и керамические свойства огнеупорных глин типичных марок
Характеристика глин Часов-ярская пластичная ЧО Латиейская Любытинская Суворовская полусухар- ная СБ1 Владимир- ский каолин вторичный ВЛ1 Кудиновская песчанка полу- кислая
пластичная полукислая ЛТ1ПК пластичная ЛШ полусухариая лопс
ли ЛТ2
Химический состав в %: SiO2 51,6 48,61 52,34 61,06 50,5 45,54 46,09 48,27 73,7
TiO2 . 1,37 1,76 1,57 1,71 1,69 1,18 1,52 0,78 0,77
iXIgO ... 33,32 35,15 31,05 25,52 30,19 36,03 36,93 36,7 16,23
Fe2O3 . 0,9 0,81 1,81 1,00 2,57 1,93 2,14 0,83 1,65
СаО 0,53 0,72 0,49 0,39 0,56 0,55 0,41 0,3 0,43
MgO 0,57 0,29 0,24 0,29 0,76 0,37 0,23 0,33 0,48
К2О . 2,59 0,24 0.31 0,37 0,93 0,77 0,19 0,39 —
Na2O . 0,69 0,1 0,17 0,36 0,52 0,09 0,1 0,38 1,99
SO3 . 0,18 0,24 0,42 0,06 0,39 0,26 0,05 0,17 —
П. п. п. . . 8,42 12,51 12,36 9,79 11,43 13,19 13,05 12,51 4,93
Сумма ... 100,07 100,43 100,76 100,55 100,54 99,91 100,71 100,66 100,18
На прокаленный вес: AI2O3 36,35 39,98 35,12 28,11 33,88 40,36 42,12 41,7 17,04
о
Характеристика глин Часов-ярская пластичная 40 Латненская
пластичная
ЛТ1 ЛТ2
Зерновой состав в % при размере фракций в мк:
более 50 о,1 1 2
50—10 . 0,3 2 8
10—5 9 15 22
5—1 . 12 15 16
меньше 1 78,6 67 52
Керамические свойства
Относительное водо- содержание в % 30,6 30,5 28,9
Связность в кг/сл2 . . 34,5 24 23
Воздушная усадка в % - 9,3 7,8 -7,2
Огнеупорность в °C . 1720 1740 1720
Температура спекания в °C 1100 1200 1250
Огневая усадка в % . 10 15,3 11,1
11 родолжение табл. 15
Любытинская Суворовская полусухар- ная СБ1 Владимир- ский каолин вторичный ВЛ1 КуДиновская песчанка полу- кислая
полукислая ЛТ1ПЦ пластичная ЛТП полусухарная ЛОПС
7 2 6 1 12 42
10 2 15 6 30 11
20 1 4 2 12 15
15 9 9 — 12 10
48 86 66 91 34 22
25,8 28,1 26,2 36,6 31 22
14,6 24,6 16,4 17,1 11,8 22,7
7 7,7 6,3 5,4 5,7 6,6
1700 1690 1740 1740 1750 1600
1400 1150 1250 1200 1500 1400
7,1 9,1 15,6 17,7 14 3
высокая пластичность не
является обязательным
свойством глины, так как
массу не доводят до состо-
яния пластичного теста. Не-
которое набухание глины,
даже сухарной и трудно
размокающей в воде, необ-
ходимое для получения при
прессовании сырца удовлет-
ворительного качества, про-
Таблица 16
Дисперсиость глинистых материалов в %
Сырьевые материалы Размер фракций в мк, менее
2 0,5 0,1
Каолин Глина огнеупорная Бентонит 28—80 75—90 70—95 10—35 45—70 25—95 0—2 5—15 10—60
исходит при обработке ее в смесительных бегунах.
Со степенью дисперсности и пластичности глин связана величина
водозатворения, которая определяет количество воды, необходимое для
получения из глины пластичного теста. С величиной водозатворения в
свою очередь связана и величина воздушной усадки.
Непосредственное определение пластичности огнеупорных глин при-
меняют редко. Объясняется это, в частности, тем, что в производстве
огнеупоров величины пластичности не имеют решающего значения. Бо-
лее распространена характеристика связности глины.
Спекаемость. Свойство глины спекаться при определенных темпе-
ратурах обжига дает возможность получать из нее изделия с необходи-
мой плотностью и прочностью. Спекаемость глин характеризуется
рядом показателей: степенью уплотнения черепка при определенных
температурах, характеризуемой плотностью и водопоглощением; темпе-
ратурой спекания, т. е. той температурой, при которой достигается его
наибольшее уплотнение; температурным интервалом, в котором проис-
ходит интенсивное уплотнение; интервалом между температурами спека-
ния и деформации материала (вспучивание, размягчение, потери фор-
мы). Спекающиеся глины при обжиге дают плотное изделие с водопо-
т лощением менее 2% и кажущейся плотностью до 2,4—2,5 г/см2. При
вспучивании глин ее кажущаяся плотность заметно уменьшается. Одна-
ко водопоглощение и кажущаяся пористость могут при этом не воз-
растать, так как при остекловывании обожженной глины возможно об-
разование закрытых (заплавленных) пор, недоступных для проникания
воды при кипячении.
Спекаемость глины зависит от количества плавней, а также от
дисперсности их и основного глинистого материала. У обычных тонко-
дисперсных глин, содержащих 4—6% плавней, температурный интервал
интенсивного спекания укладывается в 100—150°. Дальнейшее повыше-
ние температуры обжига на 50—100° не вызывает заметного вспучива-
ния или деформации. У глин с меньшим содержанием плавней темпе-
ратурный интервал уплотнения и деформации расширяется.
С увеличением суммы плавней склонность их к вспучиванию и де-
формации усиливается. Вспучивание вызывается выделением газообраз-
ных продуктов, образующихся при плавлении более легкоплавких со-
ставных частей глины. Спекание и остекловывание поверхности черепка
препятствуют газовыделению и вызывают вспучивание.
Спекаемость глин зависит не только от ее химико-минералогиче-
ского состава и дисперсности, но также и от плотности и характера
структуры сырца. Так, например, сухарные и сланцевые глины могут
хорошо спекаться в плотных кусках, полученных непосредственно из по-
роды. Эти же глины после помола и формования спекаются плохо, так
как их плотность после брикетирования невелика. Такие глины мало-
пригодны как связующие добавки, но их с успехом используют как
отощающий материал в производстве шамотных или бесшамотных из-
делий.
147
Углистые глины, несмотря на большую степень дисперсности, плас-
тичность и большую усадку, плохо спекаются. Выгорающий при 800—
900° С тонкодисперсный уголь образует поры, не закрывающиеся при
обжиге.
Итак, основные требования, предъявляемые к глинистому сырью
для производства шамотных огнеупорных материалов, сводятся к сле-
дующему: огнеупорность глин и каолинов должна быть не ниже 1750,
1670 или 1580° С в зависимости от класса изготовляемых изделий, со-
держание плавней в них не должно превышать 5—7%. С увеличением
содержания А12О3 и уменьшением суммы плавней огнеупорные свой-
ства изделий повышаются. Однако для получения плотно спекшихся
изделий из более чистых глин необходимы более высокие температуры
обжига. Пластичность глины имеет значение главным образом при спо-
собе пластического прессования шамотных изделий. Полусухарные и
сухарные глины могут быть эффективно использованы при способе полу-
сухого прессования. Спекаемость глины в процессе обжига необходима
как при использовании ее в качестве связки, так и при изготовлении из
нее шамота. Поэтому углистые глины для производства плотных шамот-
ных изделий непригодны.
Технологический процесс производства
В производстве шамотных изделий огнеупорную глину применяют
для получения отощающего материала — шамота и в качестве связки.
В последнем случае глину подвергают последовательному предвари-
тельному дроблению, сушке в сушильном барабане, тонкому измельче-
нию в дезинтеграторе или другом помольном агрегате и отсеву на
ситах. Глину, предназначаемую для получения шамота, измельчают,
увлажняют и после брикетирования обжигают до спекания. Обожжен-
ный на шамот брикет сначала сортируют (удаляют включения и при-
меси), затем дробят, измельчают в шаровой мельнице и отсеивают,
иногда с разделением на фракции.
Измельченные глину и шамот дозируют в определенных соотноше-
ниях, перемешивают и увлажняют. Изделия изготовляют прессованием
обычно из полусухих масс влажностью до 9% (полусухое прессование)
реже из пластичных масс влажностью до 20% (пластическое прессова-
ние). При полусухом прессовании массу увлажняют до 6—9%, пере-
мешивают под смесительными бегунами или в бегунковом смесителе
(с легкими бегунками) и прессуют на коленорычажном или гидравличе-
ском прессе. При пластическом прессовании массу перемешивают в
двухвальном корытном смесителе, затем в таком же смесителе увлаж-
няют до влажности 16—20%, перерабатывают в ленточном прессе и по
выходе из него разрезают на заготовки, которые дополнительно прес-
суют (допрессовка) на допрессовочных прессах.
Способ производства фасонных изделий определяют в зависимости
от сложности их формы и размеров. Большую часть фасонных изделий
прессуют из полусухих масс так же, как изделия нормальных размеров.
Наиболее сложные штучные фасонные изделия формуют из пластичной
массы. Крупноблочные изделия прессуют на мощных гидравлических
прессах из полусухих многошамотных масс, содержащих около 80%
шамота. Спрессованные или сформованные изделия (сырец) сушат до
удаления механически связанной воды, а затем обжигают при темпера-
туре, обеспечивающей постоянство размеров изделий. Эта температура
обычно соответствует полному спеканию связывающей глины (1250—
1400° С).
148
Подготовка связующей глины
Глина поступает на завод с карьера или из шахты в кусках или
россыпью и содержит около 20% влаги; в зависимости от времени года
и количества атмосферных осадков влажность ее колеблется от 15 до
25%-- Вязкую глину необходимо до помола предварительно высушить
в сушильных барабанах. Для более эффективной работы сушильного
барабана глину предварительно дробят на мелкие куски при помощи
глиностругальной машины, а также глинодробильных валков или цент-
робежной глинорезательной машины. На заводах наибольшее распро-
странение получили глиностругальные машины (стругачи). Однако
вязкие мокрые глины, переувлажненные атмосферными осадками или
оттаивающие, дробятся плохо. В дождливый период для дробления сле-
дует использовать менее влажные глины, хранящиеся в запасе. При
мерзлой глине производительность стругача снижается до 70%.
Глину сушат в сушильных барабанах с ячейковым сечением, рабо-
тающих по принципу прямоточного движения глины и горячих газов.
Прямоточность движения газов позволяет повысить их температуру до
600—800° С без опасения перегрева глины до частичной ее дегидрата-
ции. В результате соприкосновения горячих газов с мокрой или под-
мороженной глиной они быстро теряют тепло, расходуемое на испарение
влаги. Продолжительность пребывания глины в барабане зависит от
длины барабана, его наклона и скорости вращения и составляет обычно
20—30 мин. За это время глина должна быть подсушена до 6—8%
средней остаточной влажности (но не более 10—11%). Куски загружае-
мой в барабан глины должны быть более или менее одинакового раз-
мера. Более крупные куски после выхода из сушильного барабана име-
ют более влажную сердцевину, за счет которой получается укрупненный
помол. Температура отходящих из барабана газов должна быть не ниже
110—120° С. При более низких температурах возможна конденсация па-
ров воды на выходящей из барабана глине.
С дымовыми газами уносится около 5—20 г/м? мелких частичек
глины. При уменьшении остаточной влажности в глине до 3—5% коли-
чество уносимой глинистой пыли достигает максимума. Установка
электрофильтров позволяет улавливать более 99% глинистой пыли.
Работа сушильного барабана в блоке со стругачом и питателем
может быть автоматизирована. Контролируемыми точками служат тем-
пература теплоносителя при входе в барабан (600—800° С) и при выхо-
де (ПО—120°С) из него. Для нормальной работы сушильного барабана
необходимо, чтобы глина поступала в него равномерно. Для этой цели
была осуществлена электрическая блокировка барабана со стругачом
пли с дробильными валками и лотковым питателем.
Помол глины осуществляют обычно на дезинтеграторах с четырех-
или шестирядными корзинами. Тонкость помола при достаточной ско-
рости вращения корзин зависит от влажности материала и равномер-
ности ее распределения. Повышение влажности сверх указанной нормы
увеличивает крупность помола, которая тем больше, чем выше влаж-
ность глины. Уменьшение средней влажности ниже 6—8% несколько
повышает содержание наиболее тонких фракций, но одновременно воз-
растает пылеобразование. Нормальная работа дезинтегратора требует
равномерной подачи глины кусками размером 25—35 мм, что достига-
ется установкой питателя. Непременным условием надежной работы
дезинтегратора является предохранение от попадания в него металли-
ческих или других твердых материалов. Для этой цели перед дезинте-
гратором рекомендуют устанавливать магнитный сепаратор.
При помоле связующей глины необходимо добиваться максималь-
ного ее измельчения. Помол глины в дезинтеграторе при нормальной ее
149
влажности позволяет получить до 80% частиц менее 0,5 мм. Зерна
крупнее 1,5—2 мм отделяют на ситах. Лучшую тонкость помола обеспе-
чивают установкой после дезинтегратора воздушного сепаратора, в ко-
тором отделяются частицы менее 0,1 мм. Однако при отсеве глины на
сепараторе расходуется в 2—3 раза больше электроэнергии, чем на
вибрационном грохоте.
Для тонкого помола глины с одновременной ее сушкой рекоменду-
ют применять аэробильную мельницу, работающую в замкнутом цикле
с воздушным сепаратором. Горячий воздух с помощью всасывающего
вентилятора, установленного над сепаратором, просасывается через
мельницу и уносит с собой измельченную глину в сепаратор. Величина
уносимых частиц глины зависит от скорости движения воздуха в шахте
и в отсасывающей вертикальной трубе, связанной с сепаратором. По-
добные установки применяют для измельчения угля и гипса.
Подготовка шамота
Обжиг шамота. При производстве изделий из пластичных огне-
упорных глин в качестве отощающего материала применяют шамот,
т. е. предварительно обожженную до спекания глину, измельченную до
определенной величины зерна. В связи с высокой стоимостью изготов-
ления шамота, превышающей стоимость глины в 2—3 раза, частично
используют также бой шамотных изделий, получаемый от разборки
печей при ремонте, и брак производства. Основным недостатком этого
боя являются недостаточно тщательная очистка его от шлака и строи-
тельного мусора и более высокая пористость по сравнению с шамотом,
обожженным до спекания. Поэтому частичное использование боя целе-
сообразно только для производства шамотных изделий, не имеющих
ответственного назначения, а также для приготовления огнеупорного
бетона, мертеля, подсыпки.
Глину на шамот обжигают на многих заводах в шахтных печах
с газовым отоплением. При пересыпном способе обжига шамот засоря-
ется шлаком топлива. При обжиге глины на шамот в шахтных печах
необходимо обеспечить равномерное питание печей однородной кусковой
глиной с предельной величиной 200—250 мм. При неоднородной вели-
чине кусков более крупные из них при засыпке в шахту скатываются
по конусу к периферии, а в центральной части шахты собирается ме-
лочь. Образующаяся в печи мелочь уплотняет садку и обусловливает не-
равномерность обжига шамота, которая характеризуется значительны-
ми колебаниями водопоглощения (например, в пределах от 1 до 20% при
среднем водопоглощении в 5—10%). Механизированные способы добычи
глины не обеспечивают получения ее в кусках определенных размеров.
Поэтому глину для обжига в шахтных печах необходимо брикетировать.
При брикетировании глины по способу пластичного прессования ее дро-
бят, увлажняют и перерабатывают в ленточном прессе. Выходящий из
пресса брус разрезают на брикеты, которые без допрессовки поступают
в сушку и обжиг. Полученный таким способом брикет имеет понижен-
ную прочность (ниже 10 кГ/см2), крошится при транспортировании, за-
грузке и передвижении в шахтной печи. Значительное улучшение каче-
ства брикета и увеличение его прочности достигается с помощью пресс-
вальцов.
Для увеличения прочности брикета и улучшения условий обжига
его необходимо просушивать до 9—10% остаточной влажности. Паро-
увлажнение глины облегчает сушку и повышает прочность брикета.
Прочность такого брикета составляет 15 — 18 кГ/см2. Реже применяют
способ полусухого прессования брикета. Качество такого брикета завн-
150
сит от тщательности подготовки глины, ее влажности, мощности пресса
и режима прессования. Брикет полусухого прессования обычно хуже
спекается. В результате обжига брикета в шахтной печи до температу-
ры спекания глины получают шамот хорошего качества. Уменьшение ко-
личества мелочи при прочном брикете повышает производительность
шахтной печи на 25—30%. Удельный расход условного топлива состав-
лял 6—11 % на тонну шамота.
Наиболее эффективным агрегатом для обжига глины на шамот
является вращающаяся печь, которую впервые было предложено исполь-
зовать для этой цели в 1927 г. Во вращающейся печи можно обжигать
глину в виде шлама, например после мокрого обогащения. Подача и вы-
грузка сырья сравнительно просты и полностью механизированы. Дости-
гается более высокая температура обжига и большая степень спекания
шамота, устраняется неравномерность обжига, присущая шахтным не
чам. Размер кусков выходящего из печи шамота не требует его дробле
ния. Пылеунос зависит в основном от скорости движения дымовых газов
в печи. Обычно он все же значителен и достигает 10—15%. Удельный
расход условного топлива 12,5—13,5% на тонну, т. е. выше, чем в шахт-
ной печи.
Недостатком вращающейся печи при пылеугольном отоплении яв-
ляется загрязнение шамота золой топлива. Однако при тонком помоле
угля основная часть золы (до 80%) уносится с дымовыми газами. Остав-
шаяся зола распределяется главным образом в мелкой фракции шамо-
та (0,5—1 мм), которая в случае необходимости может быть отсеяна.
Это обеспечивает более равномерное распределение шлакующих приме
сей в готовых изделиях. Вращающиеся печи, оправдавшие себя при об
жиге глины па шамот, установлены прежде всего на централизованных
шамотообогатительных заводах и на крупных шамотных заводах. Эти
печи следует также внедрять в производство различных высокоогне-
упорных материалов, требующих весьма высоких температур обжига
Весь процесс автоматизирован, питание печи осуществляется через бун-
кер и дробилку, связанные с печью в единый блок. Преимуществом об
жига глины на шамот во вращающейся печи является устранение ряда
подготовительных операций, что видно из приведенных ниже схем.
Схемы получения шамота
В шахтной печи
Во вращающейся печи'
Из брикета пластическо-
го прессования
Дробление глины
I
Увлажнение глины
I
Прессование брикета1
I
Сушка
I
Из брикета полусухого
прессования
I
Дробление глины
I
Помол1 2 3
I
Увлажнение глины
I
Прессование брикета
I
I
Дробление глины
I
Обжиг
Сортировка
I
Дробление
I
Помол
1
Отсев
I
Обжиг
I
Сортировка
1
Помол
I
Отсев
1 Брикет может быть получен на пресс-вальцах пли ленточном прессе.
2 Брикет можно прессовать из дробленой глины.
3 Из дробленой глины, шлама и брикета.
15
Несмотря на преимущества вращающихся печей, рациональная ра-
бота находящихся в эксплуатации на многих заводах шахтных печей
значительно улучшает их технико-экономические показатели.
Измельчение шамота. Шамот необходимо измельчать до крупно-
сти, обычно определяемой предельной величиной зерна 3—4 мм при со-
держании мелкой фракции (меньше 0,5 мм) около 40—45%. Для этого
шамот, выходящий из печей, сначала дробят в щековых, реже конусных,
дробилках до кусков размером в среднем 20—30 мм, а затем измельча-
ют преимущественно в шаровых мельницах непрерывного действия с
периферийной разгрузкой.
Для нормального измельчения шамота в шаровых мельницах необ-
ходимо, чтобы материал в них поступал равномерно, а размеры шаров
соответствовали твердости и прочности кускового шамота. Равномерную
загрузку мельниц обеспечивают применением автоматических регулято-
ров питания. При измельчении хорошо спекшегося шамота в шаровых
мельницах образуется недостаточное количество тонких фракций. В этом
случае для измельчения шамота можно использовать трубную мельницу
и помольные бегуны. Однако бегуны редко применяют, так как они рас-
<одуют в 1,5—2 раза больше электроэнергии и при работе сильно пылят.
Для измельчения шамота с малым содержанием тонких фракций
(менее 0,5 мк) используют гладкие вальцы, обычно две пары, установ-
ленные последовательно, или короткоконусную дробилку. Бандажи валь-
цов быстро и неравномерно снашиваются, вследствие чего их надо
регулярно обтачивать. В короткоконусной дробилке, кратность измель-
чения в которой достигает — =30 (где D — средний диаметр зерна за-
cl
гружаемого материала; d—средний диаметр выходящего зерна), также
получается небольшое количество тонкой фракции. Поэтому как вальцы,
так и короткоконусную дробилку для измельчения обычного шамота,
который должен содержать определенное количество (около 40%) тон-
ких фракций менее 0,5 мм, не применяют.
С расширением производства многошамотных изделий, свойства
которых находятся в прямой зависимости от качества используемого
шамота — его плотности и зернового состава, способы измельчения
шамота меняют. Появилась необходимость получить из плотноспекшего-
ся шамота с водопоглощением менее 3—5% материал с определенным
соотношением крупных (3—1 мм) и мелких (0,2—0,1 мм) фракций
(средние фракции 1—0,2 или 0,5—0,2 мм, при этом допускаются лишь
в весьма небольших количествах). Рассев шамота на фракции и их по-
следующее смешивание усложняют и удорожают технологический про-
цесс. В этих условиях целесообразным является двухступенчатый помол:
крупной фракции — на вальцах или короткоконусной дробилке и мел-
кой фракции — в трубной мельнице. При этом потребуется просев шамо-
та лишь крупной фракции для ограничения предельной величины зерна
(3—4 мм). Незначительное количество мелких фракций, образующихся
при помоле на вальцах или дробилке, и явится тем допустимым коли-
чеством средних фракций, которое не требует отсева.
При дроблении и помоле, а также при транспортировании шамот
засоряется металлом. На огнеупорных заводах для удаления примесей
железа над ленточными транспортерами устанавливают барабанные
шкивные, а также подвесные магнитные сепараторы.
Подбор зернового состава шамота. Наиболее действенным перемен-
ным фактором в производстве шамотных изделий является зерновой
состав шамота, регулируя который можно изменять их свойства, на-
пример получить плотный и прочный огнеупор повышенной шлакоустой-
чивости или менее плотный, зернистого строения и термически стойкий.
Экспериментальными работами установлено, что в обычных шамот-
152
пых массах плотность укладки зерен шамота не обеспечивает получения
изделий высокой плотности. Большое количество связующей глины
в этих массах (40—50%) в отличие от многошамотных нарушает распре
деление и укладку зерен шамота максимальной плотности.
Решающее значение имеет наиболее мелкозернистая пылевидная
фракция шамота с величиной зерна менее 0,2—0,1 мм. С увеличением ее
количества даже независимо от повышения предельной крупности зерна
до 4—5 мм повышаются прочность, плотность и непроницаемость изде-
лий. Термическая стойкость при этом несколько снижается. Уменьшение
количества мелкозернистой фракции даже при снижении предельной
крупности зерна до 1—2 мм вызывает разрыхление изделий и снижение
их прочности. Это сопровождается повышением термической стойкости
огнеупора. Однако чрезмерное разрыхление изделий и снижение их
прочности неблагоприятно отражаются уже и на термической стойкости.
Увеличение предельной крупности зерна повышает термическую стой-
кость изделия. Количество и соотношение средних фракций (1,5—0,5 мм}
не имеют решающего значения, а избыток их оказывает скорее отрица-
тельное влияние.
Решающая роль наиболее мелкозернистой фракции шамота объ-
ясняется тем, что тонкомолотый шамот, перемешиваясь с тонкодисперс-
ной связующей глиной, является действенным ее отощителем. Связую-
щей и спекающейся частью массы становится глина, отощенная тем или
иным количеством шамотной пыли. Если этой пыли достаточно, то
отощенная глина в сушке и обжиге имеет умеренные объемные сокра-
щения и в меньшей степени отрывается от связываемых ею более круп-
ных шамотных зерен. Сравнительно меньшее количество крупных зерен
в такой массе увеличивает усадку огнеупора в обжиге. Его общая ли-
нейная усадка по сравнению с крупнозернистой массой при равном со-
отношении связующей глины увеличивается на 2—3%. Это повышает
прочность и плотность мелкозернистых изделий. Эффективность совмест-
ного помола связующей глины с мелкозернистыми фракциями шамота,
широко применяющегося на заводах при производстве многошамотных
изделий, обуславливается более совершенной подготовкой связующей
глины, отощенной мелкозернистым шамотом.
С уменьшением количества топкой фракции снижается степень ото-
щения связующей глины. Менее отощенное связущее скорее отрывается
во время обжига от связываемых ею крупных зерен шамота. Крупные
зерна шамота уменьшают величину общего сокращения изделий в об-
жиге, что также усиливает образование внутренних разрывов между
связкой и зерном и в самой связке. Это со своей стороны уменьшает
плотность и прочность огнеупора, но повышает его термическую стой-
кость.
Принцип подбора зернового состава шамота в многошамотных мас-
сах несколько!! иной, чем при получении обычных шамотных масс.
Вследствие незначительного количества связующей глины (15—20%),
частично вводимой в массу в виде шликера, покрывающего шамотные
зерна тончайшей глинистой пленкой, первоначальная плотность укладки
исходных зерен шамота не должна сильно изменяться. Зерновой состав
шамота с максимально плотной укладкой при двух исходных фракциях
характеризуется примерно следующим соотношением этих фракций:
крупной 60—65%, мелкой 40—35% (см. стр. 157). Вводимая в такой
шамот тонкодисперсная связующая глина с величиной частиц менее
0,005—0,001 мм является наиболее тонкой третьей фракцией в массе,
и это вызывает дальнейшее уплотнение сырца. Так, плотность высушен-
ного многошамотного сырца, содержащего 15—20% связующей глины,
достигает максимальной величины и лежит около 2,2 г)см?. При сни-
жении количества глины до 5—10% плотность сырца уменьшается до
153
2,05—2,15, без глины — до 195 г/см?. Увеличение содержания тонкой
фракции шамота не вызывает в этом случае повышения плотности сыр-
ца. В обжиге глина (вместе с наиболее мелкозернистым шамотом) спе-
кается и этим нарушает взаимное расположение зерен в массе — изме-
няет характер их передвижения, что в конечном результате и определяет
плотность изделия. Максимальная плотность обожженного изделия до-
стигается при содержании связующей глины 15—20%, крупной (3—
0,5 мм) и тонкой (менее 0,1 мм) фракции шамота соответственно 50—
40 и 35—40%.
Увеличение содержания тонкой фракции в пределах от 35—40 до
50—55% сопровождается соответствующим ростом огневой усадки с 2
до 3—3,5% и увеличением плотности с 2,27 до 2,3 г/см?. Способность
тонкозернистой части изделия интенсивно спекаться при температурах
размягчения шамотного огнеупора (выше 1400° С) и обуславливает зна-
чительное спекание и уплотнение многошамотной массы такого зерно-
вого состава по сравнению с массой, зерновой состав которой имеет
максимально плотную укладку без глины.
К этому следует добавить, что получение шамота, состоящего из
ряда фракций с ограниченным размером отдельных зерен, требует весь-
ма сложной схемы измельчения и отсева. Такой помол дает много от-
ходов, использование которых в смежных производствах не всегда воз-
можно. Поэтому при изготовлении многошамотных изделий обычно
ограничиваются двумя фракциями (тонкозернистой — менее 0,1—
0,09 мм и крупнозернистой — более 0,5—1 мм), полученными при раз-
дельном измельчении.
Нормальный шамот для кирпича рядового назначения удовлетвори-
тельной термической стойкости и прочности содержит около 40—45%
зерен размером менее 0,5 мм или около 25—30% зерен меньше 0,2—
0,1 мм. Предельная крупность зерен шамота обычно не превышает
4—5 мм. Для более мелких или сложных изделий предельная крупность
зерен снижается до 2—3 мм.
Полусухое прессование
Шамотные изделия. Полусухое прессование по сравнению с пласти-
ческим обеспечивает получение изделий более высокого качества, ха-
рактеризующихся постоянством формы и размеров, более однородным
строением и более высокой термической стойкости. Плотность, монолит-
ность, прочность на сжатие изделий полусухого прессования не снижа-
ются. Особенно высокие показатели по этим свойствам достигаются
для изделий при полусухом их прессовании из многошамотных масс.
Полусухое прессование шамотных изделий, возникшее впервые в на-
шей промышленности на Семилукском и Боровическом заводах в 1930—
1931 гг., является в настоящее время основным способом производства
не только нормальных и простых фасонных изделий, но и сложных
и крупноблочных. При полусухом прессовании в отличие от пластиче-
ского массу увлажняют лишь до 8—9% относительной влажности. При
такой влажности связующая глина, составляющая около 50% веса ших-
ты, лишь частично набухает, не приобретает достаточных пластических
свойств. Необходимую связь между глиной и шамотом достигают пу-
тем тщательной обработки массы и последующего прессования изделий
при давлении не менее 200 кГ1см2, обычно выше.
Схема производства шамотных изделий полусухим прессованием
приведена на стр. 155.
Обработка массы перед прессованием оказывает решающее влия-
ние на качество изделий. При 8—9% влажности массы связующая гли-
на увлажняется лишь до 15—16% относительной влажности. Некото-
154
Схема производства шамотных
изделий полусухим прессованием
Связующая глина
I
Дробление глины (глиностругальная
машина)
Сушка глины (сушильный барабан)
Помол глины (дезинтегратор)
I
Отсев (вибрационное снто)
Шамот
I
Дробление шамота (щековая дробилка)
I
Помол шамота (шаровая мельница)
4
Отсев (вибрационное сито)
I
Дозировка (весовой питатель)
Увлажнение и обработка массы (смесительные бегуны)
4
Дробление коржей (легкая дробилка или растирочное сито)
I
Питание пресса (питатель)
Полусухое прессование (пресс)
Сушка
Обжиг
!
Сортировка
рая часть этой воды, зависящая от степени спекания шамота, поглоща-
ется его порами. При такой влажности глина набухает лишь частично,
ио все же приобретает определенную вязкость. Чем труднее глина пог-
лощает влагу, тем тоньше должен быть ее помол и тщательней перера-
ботка массы. Особенно это важно для трудноразмокающих сухарных
и полусухарных глин. Во время переработки масса уплотняется, на-
бухшая вязкая глина равномерно распределяется и прилипает к по-
верхности шамотных зерен.
Для лучшего сцепления шамотных зерен с глиной шамот следует
замачивать глиняным шликером. При впитывании влаги шликера ша-
мотными зернами на их поверхности уже в процессе замачивания об-
разуется тонкая глинистая пленка, облегчающая в дальнейшем связь
с остальной связующей глиной. Плохо обожженный пористый шамот,
интенсивно впитывающий влагу глины или шликера, вызывает пересу-
шивание пленки, что в дальнейшем ухудшает ее связь с остальной
глиной.
Для введения в массу возможно большего количества связующей
глины в виде шликера его следует разжижать электролитом, так как
общее количество шликера определяется необходимой влажностью.
Без разжижения в массу удается ввести в виде шликера около 4%
глины (из общего количества 50%), с разжижением — до 7%. Обычно
шамот замачивают в смесительном агрегате. Затем к замоченному шли-
кером шамоту добавляют остальную глину в виде тонкого порошка
Задача перемешивания массы заключается не только в равномерном
распределении глины между шамотом, но и в образовании взаимной
связи глины с шамотным зерном. Перетирание массы под тяжестью
катка, вращающегося по кругу чаши малого радиуса, вызывает обра-
зование этой связи, глина плотно налипает на шамотное зерно, чему
способствует ранее образовавшийся на нем слой глины из шликера.
Дезаэрация и уплотнение массы при перемешивании имеют большое
155
значение. В хорошо обработанной массе не видно беловатых шамотных
зерен, они покрыты слоем темно-серой глины.
Для обработки шамотной и многошамотной массы в огнеупорной
промышленности используют тяжелые смесительные бегуны марки
СМ.-568 с катком весом 3300 кг и чашей емкостью 10,7 м3. Производи-
тельность бегунов определяется продолжительностью смешивания од-
ного замеса, обычно равной 8—10 мин (т.е. 6—7 замесов в час), что-
составляет 5—7 т/ч. Установочная мощность бегунов 50 кет. Для этих
же целей используют центробежные бегуны марки СМ-115 емкостью-
около 0,45 м3 и производительностью около 8 т/ч при установочной
мощности 75 кет. Скоростью вращения бегунов удается регулировать
их давление на промешиваемую массу. На многих заводах в настоя-
щее время работа смесительных бегунов автоматизирована, что повы-
шает их производительность и улучшает обработку массы.
Для прессования обычных шамотных изделий в огнеупорной про-
мышленности используют рычажно-кривошипный пресс ПК-630 и С.М-
143 двустороннего прессования, развивающий прессовое давление до
425 т. При одновременном прессовании четырех кирпичей малых нор-
мальных размеров удельное давление на массу должно составлять око-
ло 400 кГ/см2, фактически оно несколько меньше. Производительность
пресса зависит от продолжительности одного цикла прессования. При
10 ударах в 1 мин и одновременном прессовании четырех кирпичей его
производительность составляет 2400 шт/ч, или 8 т,1ч.
При прессовании изделий большего размера число ударов пресса
уменьшается до 5—6. Предельная толщина прессуемых изделий на прес-
се СМ-143 при степени спрессовываемое™ шамотной массы 1,7—2 со-
ставляет не более 90 мм. Изделие большой высоты можно прессовать
на фрикционных прессах. Однако и рычажно-кривошипные прессы мо-
гут быть приспособлены к прессованию изделий большой высоты. В ус-
тановившемся технологическом процессе при постоянстве соотношения
компонентов, водопоглощения шамота и влажности массы работа прес-
са, в том числе и глубина заполнения форм, автоматизируется. Для
обычных шамотных масс, отощенных крупнозернистым шамотом, не-
значительные колебания зернового состава не связываются с возник-
новением трещин расслаивания. Однако мелкозернистые массы плохо
отдают воздух, являющийся причиной упругого последействия и рас-
слаивания из-за перепрессовки.
Достаточная прочность сырца сухого прессования облегчает ре-
шение задачи механизации его съема со стола пресса и укладки на
транспортерную ленту. Сырец снимают со стола пресса механически-
ми захватами, приводимыми в действие сжатым воздухом. Поднятый
захватом сырец опускают на пульсирующий транспортер, который на-
правляет его к месту садки на вагонетку туннельной печи.
Огнеупорная промышленность имеет большой опыт массового вы-
пуска шамотных изделий различного назначения, полученных полусу-
хим прессованием. Небольшая усадка (около 2% против 8% при пла-
стическом прессовании) обеспечивает более правильную форму и точ-
ные размеры изделий. Показатели плотности и прочности изделий, по-
лученных полусухим и пластическим прессованием, существенно не
расходятся. Термическая же стойкость изделий полусухого прессова-
ния благодаря большей однородности строения и меньшим объемным
изменениям в обжиге значительно выше. Поэтому на всех вновь строя-
щихся заводах закладывают производство шамотных изделий только
полусухим прессованием. Полусухое прессование вытесняло пластиче-
ское и при производстве фасонных изделий массового выпуска.
Многошамотные изделия. Широкое применение получил также
способ полусухого прессования изделий из многошамотных масс. Вы-
156
токое содержание в шамотных массах связующей глины (50%), харак-
тер ее распределения и большая усадка (16—20%) в процессе сутпки
и обжига вызывают отрыв глины от шамотных зерен, что является при-
чиной относительно высокой пористости и малой прочности изделий.
В отличие от этого способ производства многошамотных изделий пре-
дусматривает максимальное снижение количества связующей глины
(до 10—20%)- Для того чтобы такое малое количество глины оказа-
лось достаточным для хорошего связывания шамота при прессовании
и обжиге, необходимо соблюдение следующих условий: применять тон-
кодисперсную высокопластичную глину, для более полного и лучшего
обволакивания шамотных зерен возможно более тонким слоем глины
часть ее следует предварительно переводить в шликер; для равномер-
ного распределения глины по поверхности шамотных зерен необходима
тщательная обработка массы в смесителе. Влажность многошамотной
массы составляет 5—6,5%, что позволяет ввести в нее в виде шликера
лишь 6% глины. Для увеличения связности массы и прочности сырца
в глинистый шликер добавляют около 0,5% сульфитно-спиртовой бар-
ды (считая на сухой вес). Одновременно предъявляют определенные
требования и к шамоту. Как указывалось, зерновой состав его должен
быть таким, чтобы обеспечить максимальную плотность укладки. Это
обуславливает большую плотность сырца и позволяет также снизить
количество связующей глины, которая нужна лишь для обволакивания
тонкой пленкой шамотных зерен. Шамот должен быть полностью спек-
шимся, так как пористый шамот увеличивает пористость изделий и
снижает их прочность, а в отдельных случаях увеличивает усадку. Кро-
ме того, пористый шамот будет в большей степени менять свой зерно-
вой состав, измельчаясь при переработке и прессовании массы. Каче-
ство изделий ухудшается и при пережженном (вспученном) шамоте.
Его остеклованная поверхность не обеспечивает хорошего и плотного
сцепления шамотных зерен со связующей глиной.
Для более тщательного смешивания шамота со связующей глиной
целесообразно обрабатывать массу на смесительных бегунах. Однако
при такой обработке массы может изменяться зерновой состав шамота
в результате домола главным образом крупных фракций. Поэтому мно-
гошамотную массу рекомендуется перемешивать в следующей после-
довательности: тонкозернистый шамот замачивают в смесительных бе-
гунах шликером, затем туда же вводят остальную, не вошедшую в
шликер глину, полученную массу смешивают с крупнозернистым ша-
мотом. Последняя стадия перемешивания массы в толстом слое, и осо-
бенно при возможности регулировать давление катка, в известной мере
уменьшает домол крупной фракции. Для обеспечения более тесного
смешивания глины с тонкой фракцией шамота и домола крупных зерен
глины (что имеет весьма большое значение) их перемешивают в труб-
ной мельнице. Полученная таким образом тонкая фракция «совмест-
ного помола» поступает в смесительный бегун, в нее вводят шликер и
затем крупную фракцию шамота. Смесительные агрегаты загружают
весовыми дозаторами из бункеров, расположенных над бегунами. Ра-
бота всего смесительного агрегата автоматизирована.
Как уже упоминалось, многошамотные массы содержат 15—20%
глины и 80—85% шамота, причем 30—40% (из 80%) последнего пред-
ставляет собой тонкую фракцию меньше 0,1 мм и 50—40% — крупную
фракцию от 0,5—1 до 3 мм. Таким образом, общее количество тонко-
зернистой части массы, подлежащей совместному помолу или от-
дельному смешиванию в смесительных бегунах, составляет около
50—60%. Увеличение количества тонкозернистой части массы улучшает
спекание изделия, что сопровождается некоторым увеличением
усадки.
157
Многие огнеупорные заводы и цехи используют упрощенный спо-
соб изготовления многошамотных масс. Наполнителем служит нефрак-
ционированный шамот с предельной величиной зерна 3—4 мм и содер-
жанием мелкой фракции (0,5 мм) 40—60%• Необходимое количество"
связующей глины—20—25%. При правильно подобранном соотноше-
нии крупных и мелких (неразрывных) фракций может быть достигнута-
сравнительно высокая плотность изделий. Обрабатывается масса, как.
указывалось выше, в смесительных бегунах. Однако огнеупорная про-
мышленность во все возрастающей степени стремится работать на ша
моте с минимальным количеством промежуточных фракций, т. е. раз-
дельного измельчения, обеспечивающих более высокую плотность сыр-
ца и изделий.
Перемешанная в бе-
гунах масса поступает
в питатель пресса. Если
производительность сме-
сительных бегунов СМ-
568 и СМ-115, составля-
ющая около 8—8,5 т/ч,
соответствует производи-
тельности прессов, то пе-
ремешанную массу удоб-
нее перегружать в пита-
тель пресса скиповым
подъемником. Тогда сме-
сительные бегуны и пресс
связывают в единый аг-
регат. Массы лучше по-
давать на менее произ-
водительные прессы мостовым краном и самозагружающимися кюбе-
лями. Элеваторы при передвижении массы с добавками сульфитно-
спиртовой барды залипают и требуют периодической очистки.
Многошамотные массы необходимо прессовать при повышенных
давлениях — выше 600—4300 кГ1см2. Для этой цели предназначен ука-
занный выше рычажно-кривошипный пресс производительностью 5—6
’ даров в минуту. Для тех же целей могут быть использованы и гидрав-
лические 1000- и 1500-тонные прессы, одновременно прессующие три
кирпича нормальных размеров при 'удельном давлении около
1250 кПсм2.
Описанный способ производства прессованных многошамотных из-
делий дает возможность получить огнеупорный материал высокой плот-
ности и прочности. Благодаря малой влажности многошамотной мас-
сы и небольшому содержанию в ней связующей глины величина общей
усадки в обжиге не превышает 2—3%, что обеспечивает правильность
формы и точность размеров изделий. Этот способ широко применяют
при изготовлении изделий наиболее ответственного назначения — до-
менного и ковшового кирпича, фасонных изделий (рифленых) для под-
весного свода нагревательных печей и колодцев (рис. 67). Прочность
промышленного доменного кирпича составляет более 600--700 кГ/см?
при пористости 14—18 и даже 12% (ТУ 8-25-68). Высокое содержание
шамота обеспечивает достаточно хорошую термическую стойкость из-
делий, несмотря на их повышенную плотность.
Зерновой состав шамота регулируют в зависимости от условий
службы изделий. Так, доменный кирпич, предназначенный для службы
при постоянной температуре и в условиях агрессивного воздействия
шлака, имеет мелкозернистое строение. Фасонные изделия для подвес-
ного свода нагревательных печей должны обладать пе только высокой
158
прочностью, но и выдерживать колебания температур, поэтому их стро-
ение должно быть более крупнозернистым.
Многошамотные массы также хорошо применять в производстве
других фасонных изделий (например, ковшового припаса), к которым
предъявляют жесткие требования в отношении правильности формы и
точности размеров, а также повышенной плотности.
Следует иметь в виду, что при многошамотном производстве по-
вышается себестоимость изделий за счет высокого содержания шамота
(85%), большого износа оборудования и прессформ, и требуется бо-
лее тщательная переработка массы, более мощное прессовое хозяйст-
во и более высокие температуры обжига готовых изделий.
Требуется строгое соблюдение норм технологического процесса; от-
ступление, например, от заданного зернового состава или способа пере-
работки массы резко снижает качество изделий. Поэтому способ прес-
сования многошамотных огнеупоров используют лишь при изготовлении
более ответственных изделий. Стоимость многошамотных изделий на
20—25% выше обычных шамотных.
Пластическое прессование
Основой производства шамотных изделий пластическим прессова-
нием является замачивание массы до получения пластичного теста. Для
этого обычно используют пластичные тонкодисперсные хорошо размо-
кающие в воде глины, образующие пластичное тесто при 30% относи-
тельной влажности. Такие глины требуют введения отощителя — шамо-
та--в количестве 50—60%. Относительная влажность такой отощенной
глины зависит от ее водозатворяемости и пористости шамота и обычно
составляет около 16—20%. Ниже приведена схема пластического прес-
сования.
Схема производства шамотных изделий пластическим прессованием
Связующая глина Шамот
I I
Дробление глины Дробление шамота (щековая дробилка)
I I
Сушка глины (сушильный барабан) Помол шамота (шаровая мельница)
I I
Помол глины (дезинтегратор) Отсев (вибрационное сито)
I
Отсев (вибрационное сито)
I________________________________________
1
Дозировка (питатель)
I
Сухое смешивание (двухвальнын смеситель)
Увлажнение и мокрое смешивание (двухвальный смеситель)
4
Уплотнение массы и получение бруса (ленточный пресс)
Резка заготовки (резательный станок)
Допрессовка сырца (допрессовочный пресс)
i
Сушка
;
Обжиг
I
Сортировка
Смешивание сухих порошков, их увлажнение и окончательную пе
реработку массы обычно осуществляют в двух последовательно распо-
ложенных двухвальных глиномешалках длиной по 3 м, работающих
«епрерывио. Общая продолжительность перемешивания в них массы
составляет около 2—3 мин. Необходимое количество глины и шамота
заданного соотношения подают в глиномешалку непрерывно тарельча-
тым или ленточным питателем. Подачу воды регулируют с помощью
вентиля, что может обеспечить точность во влажности в пределах 1—
1,5%.
Перемешанная в двухвальных смесителях масса поступает в лен-
точный пресс. Из мундштука пресса брус поступает на резательный
стол, где его стальной струной разрезают на заготовки определенной
длины. Объем этих заготовок должен соответствовать тому изделию, ко-
торое будет из них прессоваться или формоваться.
Одним из недостатков ленточного пресса является значительный
захват воздуха массой (до 10% по объему). Этот воздух, находящийся
в массе в виде мельчайших пузырьков, уменьшает связь глины с шамо-
том и снижает плотность массы. Вакуумирование массы увеличивает ее
плотность, что облегчает ее спекание и уплотнение в обжиге. Одновре-
менно увеличиваются однородность и прочность изделия.
Основные пороки массы, переработанной на ленточном прессе, —
свилеватость и неравномерность уплотнения характерны и для огне-
упорных масс. Лучшая подготовка пластичной массы (применение высо-
косвязующих глин, отощение их шамотом, более тщательная переработ-
ка массы, последующая допрессовка заготовки) несколько уменьшает
эти пороки. Все же пониженная термическая стойкость шамотных изде-
лий, полученных пластическим прессованием, обуславливается в ос-
новном недостатками, присущими ленточным прессам.
Заготовки поступают на допрессовку для придания им определен-
ных размеров, правильной и четкой формы, гладкой поверхности. Срав-
нительно небольшие удельные давления при допрессовке, составляющие
для легких прессов 10—20 кГ/см2 и для тяжелых 30—40 кГ/см2, не мо-
рут существенно уплотнить массу. Но при допрессовке в некоторой сте-
пени исправляются недостатки заготовки — ее неоднородность и шеро-
ховатость поверхности.
Пластическое прессование дает возможность изготовлять сравни-
тельно простыми средствами изделия сложной формы. При полусухом
прессовании изготовление таких изделий требует сложной оснастки,
которая может быть использована лишь при массовом производстве.
"Рорм ование фасонных изделий
При постройке печей и топок необходимы не только огнеупоры
нормальных размеров, но и фасонные изделия различных размеров и
формы. Однако чем сложнее форма изделия, чем больше его вес и объ-
ем, тем труднее его изготовить. Поэтому задача конструкторов-строите-
лей печей заключается в том, чтобы совместно с работниками огне-
упорной промышленности найти наиболее рациональные размеры и
формы фасонных изделий, позволяющие выпускать значительную их
часть путем прессования, а также установить минимальное количество
этих типоразмеров.
Общее количество фасонных изделий, изготовляемых огнеупорны-
ми заводами, составляет около 50% всей выпускаемой продукции. В со-
ответствии с принятой классификацией фасонные изделия подразделя-
ются на простые, сложные, особосложные и крупноблочные.
Фасонные изделия массового производства простой и сложной фор-
мы изготовляют полусухим прессованием, обеспечивающим более высо-
кие технико-экономические показатели. Особенно широко используются
при изготовлении таких фасонных изделий многошамотные массы.
В настоящее время полусухим прессованием на рычажных прессах из-
fl 60
готовляют фасонные изделия весом до 10—12 кг, имеющие предельную
толщину до 100 мм. К таким изделиям относят прежде всего фасонные
изделия массового потребления широкого ассортимента — для домен-
ных печей, сталеразливочных ковшей, подвесных сводов и т. п.
Дальнейшее совершенствование и расширение видов и конструкций
прессов полусухого прессования позволяют непрерывно расширять ви-
ды изготовляемых изделий. В настоящее время все виды сложного
стопорного (пробки, стаканы и стопорные кольца) и сталеразливочного
сифонного (литниковые трубки и звездочки) припаса можно изго-
товлять полусухим прессованием, в том числе и из многошамотных масс.
Для этой цели сконструированы специальные гидравлические прессы.
Ряд заводов приспосабливает для этих целей фрикционные прессы и
коленорычажный пресс СМ-143. Изделия из полусухих многошамотных
масс характеризуются хорошим качеством: однородностью и плот-
ностью строения, точностью размеров и правильностью формы. Выход
брака не превышает 1—2%, тогда как при пластическом прессовании
таких изделий брак достигал 8—12%. Одновременно увеличивается
производительность труда. Сыпучая полусухая масса облегчает механи-
зацию засыпки ее в форму, жесткий и прочный отпрессованный сырец
можно механически снимать с пресса и перекладывать на транспортные
приспособления. Стоимость таких изделий высокая.
Для формования большемерных изделий применяют способ трам-
бования многошамотных масс, до некоторой степени воспроизводящий
способ полусухого прессования. Консистенция и влажность массы,
принцип и способы ее обработки полностью соответствуют полусухому
прессованию многошамотных масс. Необходимая взаимосвязь глины и
шамота в трамбуемых массах осуществляется уже при переработке
массы. Окончательное уплотнение массы достигается в процессе ее по-
слойного трамбования в разборных стальных формах. Трамбование
массы осуществляют пневматической или электрической трамбовкой ве-
сом около 10 кг, которую держит и передвигает вручную рабочий. Трам-
бовки работают при помощи сжатого воздуха при давлении 5—6 атм
или непосредственно от электродвигателя и делают 1300 ударов в 1 мин.
Влажность сырца не превышает 5—6%. Изделия, изготовленные спосо-
бом трамбования, имеют высокое качество. Но трамбование яв-
ляется физически тяжелым трудом. Выработка одного трамбовщика
не превышает 75—150 кг]ч. Качество трамбования, зависящее от
квалификации трамбовщика, оказывает большое влияние на свойства
изделий.
Современное состояние машиностроения позволяет решить пробле-
му прессования крупноблочных многошамотных изделий использова-
нием мощных гидравлических прессов, развивающих давление до
3000 т. Двусторонним прессованием «в плавающей» форме удается по-
лучить хорошо и равномерно пропрессованный стеклобрус размером
300X400X500—1000 мм. 900-тонный гидравлический пресс при обслу-
живании его двумя рабочими дает в час пять стеновых брусьев, что со-
ставляет производительность около ЗООкг/ч. Обслуживание пресса —
загрузка формы и съем отпрессованного сырца — механизировано. Для
тех же целей могут быть использованы мощные фрикционные прессы.
Так, 750-тонный пресс при прессовании в 5—6 ударов дает до 7—8 сте-
новых брусьев в час, что составляет при обслуживании его тремя рабо-
чими около 300 кг!ч.
Имеются, однако, сложные и особосложные фасонные и мелко-
штучные изделия, конфигурация или размеры которых не подходят для
изготовления их полусухим прессованием. Для таких изделий получают
заготовки необходимого размера из пластичной массы, которые допрес-
совывают.
11—1025
161
Для допрессовки изделий сложных фасонов массового производст-
ва малого размера, толщиной не более 65—75 мм могут быть приспо-
соблены механические допрессовочные или легкие фрикционные прес-
сы. Допрессовку крупных фасонных изделий весом от 10 до 40 кг осу-
ществляют на тяжелых фрикционных прессах, общее прессующее
давление которых достигает 100, 160 и 250 т. Высота хода шпинделя
300-тонного пресса достигает 930 мм, что позволяет допрессовывать
изделия значительной высоты — до 450 мм. Переключение пресса на
обратный ход автоматическое. В таких прессах осуществляют и двусто-
роннее прессование. Производительность фрикционных прессов зависит
от размеров и сложности прессуемых изделий и сравнительно невели-
ка— 0,5—1 т/ч.
Сушка
Сформованное изделие в зависимости от способа изготовления со-
держит от 5 до 20% влаги. Перед обжигом его надо высушить до мини-
мальной остаточной влажности. Эта минимальная влажность не являет-
ся постоянной и зависит от ряда условий. Пересушенный сырец шамот-
ных изделий влажностью менее 2—3% отличается хрупкостью. При
несовершенном транспорте, в условиях неудобной садки в кольцевые
или периодические печи, во время перекладок у сырца легко выкраши-
ваются ребра и углы. Этот вид повреждения сырца в сушке является
основным, увеличивающим выход брака и низких сортов. При садке вы-
сушенного сырца на вагонетку туннельной йечи его хрупкость не имеет
столь большого значения.
При обжиге в туннельных печах сырец следует досушивать, так как
интенсивное выделение остаточной влаги в первый период обжига не-
благоприятно сказывается на его качестве. Обилие паров нарушает,
кроме того, нормальную работу тяговых устройств печи. В кольцевых и
периодических печах некоторое повышение влажности поступающего на
садку сырца и удлинение периода его досушивания не имеет столь боль-
шого значения.
Общие теоретические соображения о значении режима сушки гли-
няного строительного кирпича относятся и к шамотным изделиям пла-
стического прессования. Однако введение шамота в сырец значительно
облегчает его сушку. Благодаря своей пористости шамот способствует
испарению влаги из сохнущего изделия. Образующиеся у поверхности
шамотных зерен разрывы в сокращающейся во время сушки гли-
не также способствуют этому продвижению влаги. Уменьшенный
объем глины, отощенной шамотом, устраняет опасность перепадов во
влажности подсыхающего с поверхности сырца. Наконец, каолинитовый
состав большинства огнеупорных глин имеет сокращенный период вы-
деления усадочной воды по сравнению с тем же периодом других гли-
нистых минералов. При сушке изделий из каолинитовых глин воздуш-
ная усадка практически прекращается после выделения 35—40% влаги
пластичного теста. Поэтому производство шамотных изделий пласти-
ческим прессованием, не говоря уже о полусухом, значительно упроща-
ется по сравнению с производством строительного кирпича.
Шамотные изделия сушат главным образом в туннельных сушил-
ках. Широкое распространение туннельных сушилок объясняется прос-
тотой их устройства, легкостью управления, надежностью в эксплуата-
ции и сравнительно небольшим коэффициентом неравномерности сушки
(1,5—2). Туннельные сушилки оборудованы приборами для автомати-
ческого регулирования температуры и влажности теплоносителя. Это
обеспечивает равномерность высушивания изделий при минимальном
браке.
162
Переход промышленности на производство огнеупоров полусухим
прессованием, допускающих форсированный режим сушки, позволяет
строить туннельные сушилки, спаренные с туннельной печью. Теплоно-
сителем служит воздух, взятый из зоны охлаждения печи, его темпера-
тура при входе 180—250° С, при выходе 60—80° С. Изделие поступает в
туннельную печь разогретым.
Продолжительность сушки зависит от вида изделий. Для шамот-
ных изделий нормальных и мелкого фасона, изготовляемых обычно по-
лусухим прессованием, продолжительность сушки составляет около 12 ч.
Продолжительность сушки фасонных изделий пластического прессова-
ния обуславливается прежде всего их весом, точнее «определяющим
размером б» (отношение объема изделия V к его поверхности Е
Сушка изделий, близких по размерам к нормальным (6=2), вес
которых не превышает 5 кг, продолжается около 20 ч. Для изделий ве-
сом до 10 —12 кг (б=2-^-3) продолжительность сушки достигает 40—
60 ч. Наконец, изделия весом 15—20 кг (б=3-4-4) могут быть высушены
за 80—100 ч.
Крупноблочные изделия (прежде всего стекловаренные горшки и
брусья) рекомендуется сушить способом контактной электросушки, что
ускоряет приблизительно в 3 раза срок сушки по сравнению с сушкой
на стеллажах или на подовой сушилке.
Важнейшими видами брака сушки шамотных изделий кроме помя-
тости и повреждений углов и ребер сырца при транспортировании, пере-
кладке и т. д. являются: образование трещин из-за чрезмерной скорости
или неравномерности сушки или неудачной формы изделий (главным
образом у изделий пластического прессования, имеющих внутренние
острые углы); искривление изделий (преимущественно крупных разме-
ров). Для предотвращения образования трещин рекомендуется при вы-
боре конфигурации изделий закруглять прямые и острые внутренние
углы, а также углы перехода от массивных частей изделия к более тон-
ким, легко просыхающим. Во избежание искривления изделий необхо-
димо, чтобы их длина не была чрезмерно велика по сравнению с попе-
речными размерами или толщина не была бы слишком мала по сравне-
нию с поверхностью.
Обжиг
Обжиг является завершающим этапом производства огнеупорных
изделий. В отличие от многих других огнеупорных материалов задача
обжига шамотных изделий относительно проста. Вопросы перекристал-
лизации (образование муллита), достижения равновесия в фазовом со-
ставе не являются решающими. Обжиг необходим прежде всего для
спекания и уплотнения изделий в такой степени, которая обеспечила
бы необходимое постоянство их объема в последующей службе в печах.
При уплотнении изделия одновременно приобретают механическую
прочность. Плотность и прочность изделий в общем обеспечиваются
всем технологическим процессом их производства, но окончательно оп-
ределяются в процессе обжига. Чрезмерное повышение температуры об-
жига изделий для увеличения их прочности и плотности вызывает раз-
мягчение изделий, их деформацию и оклинкерование.
Кроме деформации возможными дефектами обжига являются тре-
щины и посечки на изделиях. Эти дефекты являются следствием пере-
напряжений, возникающих в обжигаемом изделии в результате нерав-
номерности распределения в нем температуры или разогреве (или
охлаждении). Перенапряжение может вызываться и объемными изме-
нениями в массе при ее спекании, а также выделением газов и паров в
11
163
связи с физико-химическими процессами, происходящими при нагрева-
нии глины.
Обжиг в пределах от 150—200° С связан с выделением остаточной
влажности сырца. Быстрый перегрев поверхности сырца при темпера-
туре 100—120° С вызывает одновременный перегрев паров воды, выхо-
дящих из отстающей в процессе нагрева центральной части изделия.
Повышение давления перегревающихся паров воды внутри изделия мо-
жет явиться причиной образования трещин и посечек. Чем выше оста-
точная влажность сырца и чем больше толщина изделий, тем медлен-
нее должен быть разогрев. Скорость
Рис. 68. Поведение огнеупорной лат
ненской глины ЛТ-1 при нагревании
1 — термограмма; 2 — усадка; 3 — потеря
веса
обжига в этот период зависит от кон-
струкций и размеров печи, от степени
высушенности сырца и колеблется в
широких пределах (от 10 до 20° в
час). Наблюдаемый при термическом
анализе (рис. 68) эндотермический
эффект при температурах около 100—
200° С, связанный с разложением не-
которых глинистых минералов и кол-
лоидальных гидратов, не сопровожда-
ется объемными изменениями и не
оказывает влияния на выбор режима
обжига.
При дальнейшем нагревании гли-
ны до 500—600° С в зависимости от
скорости нагрева каолинит постепен-
но разлагается с выделением основ-
ной части химически связанной воды.
Одновременно с выделением этой во-
ды наблюдается лишь незначительная
усадка до 0,5—1%, которая не может
вызвать значительных напряжений в
изделии. Этот процесс разложения каолинита непосредственно связан
со значительным эндотермическим эффектом при 550—650°. В период
разложения каолинита механическая прочность глинистого сырца па-
дает, но одновременно он приобретает и способность к некоторой пла-
стической деформации. Практика обжига глинистых материалов уста-
навливает, что в этом температурном интервале трещины обычно не
возникают.
По мнению ряда исследователей (В. И. Вернадский и др.), каоли-
нит после дегидратации продолжает существовать в виде метакаолини-
та А12О3 • 2SiO2 до 800—900° С. По мнению других (А. М. Соколов,
Д. С. Белянкин и др.), каолинит при дегидратации распадается на окис-
лы А12О3 и SiO2, находящиеся в состоянии «взаимного проникания».
В настоящее время эта точка зрения находит себе все большее обосно-
вание. В температурном интервале 550—900° происходит равномерное
и небольшое объемное изменение, в общем отвечающее линейной усад-
ке в пределах до 2—2,5%. Примеси кварца в глине уменьшают эту
усадку главным образом за счет объемного расширения при переходе
p-кварца в а-кварц. У монотермитных глин усадки не наблюдается. За-
мечается некоторый рост модуля растяжения Е и сдвига G, а также
прочности, что не оказывает, однако, решающего влияния на поведение
сырца в обжиге. Таким образом, весь температурный интервал от 200
до 900° С характеризуется небольшими равномерными усадочными яв-
лениями, протекающими в условиях упругого состояния материала и
при незначительном росте его первоначальной невысокой прочности.
При температуре около 920—940° С термический анализ отмечает
164
экзотермический эффект (см. рис. 68), который большинство исследо-
вателей объясняют либо переходом аморфного глинозема в у-глинозем,
либо возникновением скрытокристаллического муллита — ЗА12О3 • 2SiO2.
Одновременно отмечается скачкообразное увеличение усадки, достига-
ющей 4% (прирост усадки в интервале 900—950° С около 0,3% на каж-
дые 10°). Для этого температурного интервала характерно начало плас-
тической деформации в отличие от только упругих деформаций, имею-
щих место при низких температурах.
Дальнейшее повышение температуры нагрева характеризуется на-
чалом спекания глины, наступающим в зависимости от ее химико-мине-
ралогической природы при 1000—1100° С. Интенсивное спекание тонко-
дисперсных осадочных глин, как это видно из рис. 68, завершается
обычно в интервале 100—150°, достигая 0,6—1% линейной усадки на
каждые 10°. Спекание большинства глин в основном заканчивается при
1200—1250° С. Такой интенсивный процесс спекания обуславливается
образованием при этих температурах жидкой фазы за счет плавления
легкоплавких минералов и взаимодействия примесей с кремнеземом и
глиноземом глинистого вещества. Одновременно возникают кристаллы
муллита, имеющие большую истинную плотность (3,15), чем исходное
глинистое вещество (около 2,70). Жидкая фаза способствует этой кри-
сталлизации муллита. Под действием сил поверхностного натяжения
происходит перераспределение и сближение твердых частиц, окружен-
ных жидкостью. Отмеченные при температурах 1190—-1300° С незначи-
тельные экзотермические эффекты связаны, по-видимому, первый — с
кристаллизацией муллита, второй — с кристаллизацией кристобалита
из кремнезема, являющегося продуктом распада каолинита. Однако
природа экзотермических эффектов как при 950° С, так и при более вы-
соких температурах остается точно не установленной. Указывается, что
их интенсивность меняется в зависимости от присутствия в глине при-
месей.
Значительные объемные изменения глины при спекании могут быть
причиной возникновения трещин на изделиях, особенно при больших
скоростях обжига и неравномерности их прогрева. Однако при нор-
мальном отощении массы шамотом, уменьшающим усадку до 2—4%.
и умеренных скоростях обжига трещины обычно не возникают. Этому
способствуют пластические свойства шамотного огнеупора, приобретае-
мые им при температурах интенсивного спекания (1100—1250° С) вслед-
ствие образования жидкой фазы. Происходящие из-за неравномерности
прогрева изделия относительные смещения при спекании могут компен-
сироваться его пластической деформацией.
Большое сокращение размеров изделий бесшамотных или на низ-
кожженом шамоте требует в интервале интенсивной усадки снижения
скоростей обжига. Для шамотной массы в интервале 1000—1300° С ско-
рость обжига 25—30° в час является безопасной, а для массы на низ-
кожжепом шамоте эту скорость в интервале интенсивной усадки 1100—
1200° С рекомендуют сокращать до 5—10° в час.
Обжиг шамотных изделий обычно завершается при температурах,
превышающих на 100—150° температуры полного спекания связующей
глины. Длительная выдержка при более низких температурах позволя-
ет уменьшить этот «перегрев». Необходимость такого превышения тем-
пературы спекания глины обуславливается главным образом тем, что
шамотные зерна, нарушающие монолитность строения отощенного из-
делия, затрудняют тем самым процесс спекания и «сближения» частиц
глинистой связки. Необходимую прочность и постоянство объема изде-
лие приобретает в результате соответствующего перегрева и размягче-
ния глинистой связки. Этот процесс окончательного образования изде-
лия А. М. Соколов именует «созреванием». Указанное повышение
165
степени обжига (т. е. температуры и продолжительности ее воздейст-
вия) необходимо и для полного прогревания изделия по всему сечению,
а также и потому, что некоторые глины имеют дополнительную усадку
после завершения основного спекания. Примером является латненская
глина ЛТ1, имеющая усадку 1—2% при температуре 1300—1350° С.
Завершающая температура обжига для изделий, изготовленных из
каолинитовых глин, богатых глиноземом (см. табл. 15), 1350—1380° С.
Дальнейшее ее повышение до 1430—1450° С дает более полное спекание
и сокращает до минимума дополнительную усадку. Однако наступаю-
щее при этом некоторое размягчение материала может сопровождаться
деформацией изделий, особенно в нижних рядах садки, и их оклинкеро-
ванием (потерей зернистого строения), что снижает термическую стой-
кость изделий.
При конечных температурах обжига (1350—1380° С) завершается
и кристаллизация муллита в виде отдельных кристаллов и их скоплений
в стекловидном (аморфном) веществе. Стекловидное тугоплавкое веще-
ство, составляющее около 50% по весу (по объему — больше), слагает-
ся из кремнезема, освобождающегося при образовании муллита по
реакции 3(Al2O3-2SiO2)-*3Al2O3-2SiO2+4SiO2, и плавней, содержащих-
ся в исходном сырье в количестве 4—7%. Некоторые колебания в коли-
честве, а также характере кристаллизации муллита не отражаются
заметно на свойствах шамотных изделий, что обуславливается прежде
всего большим содержанием стекловидного вещества. Это стекловидное
вещество изолирует кристаллы муллита друг от друга, вследствие чего
они не могут эффективно повышать стойкость материала против дефор-
мации при высоких температурах и коррозии.
Процесс охлаждения шамотных изделий сопровождается лишь их
нормальным термическим сокращением объема. Дополнительных объ-
емных изменений, связанных с полиморфными переходами при отсутст-
вии кристобалита, при этом не происходит. При температурах выше
800—1000° С при неравномерном или чрезмерно быстром охлаждении
возникающие относительные сдвиги компенсируются пластической де-
формацией изделия и не опасны для него в отношении возникновения
трещин. Возможная скорость охлаждения ниже этой температурной
границы полностью зависит от упругих свойств изделия и его предель-
ных механических свойств.
В практике работы промышленных печей шамотные изделия нор-
мальных размеров охлаждаются со скоростью 60—70° в час. При низ-
ких температурах эта скорость охлаждения снижается. Однако факти-
ческая скорость не является максимальной, так как она зависит от кон-
струкции печи, ее размеров и возможности вести форсированное и рав-
номерное охлаждение. Скорость охлаждения зависит также от свойств
массы, размеров и формы изделий. Предельная теоретически возмож-
ная скорость охлаждения поддается расчету, и она значительно выше
скоростей, принятых в производственных условиях.
Таким образом, в шамотном изделии в процессе его обжига возни-
кают напряжения двух видов: первые связаны с термическим расшире-
нием и температурным градиентом, вторые — с физико-химическими
превращениями, протекающими в связующей глине.
При определенной скорости нагревания и охлаждения величина на-
пряжений первого вида зависит от размера и формы изделия, так как
величины термического расширения, температуропроводности и модуля
упругости для шамотного материала определенной характеристики яв-
ляются постоянными, а температурный градиент зависит от размера и
формы изделия. При температурах ниже 1000° С способность материа-
ла ппотивостоять возникающим относительным сдвигам зависит от его
упругих свойств и предела сопротивления растяжению и срезу. Пласти-
166
ческие свойства материала при температурах выше 1000° С в значи-
тельной мере устраняют опасные температурные перенапряжения.
Напряжения, связанные с физико-химическими превращениями,
протекающими в связующей глине, обуславливаются ее объемными
сокращениями во время обжига (спекание глины), величина которых
зависит от количества глины в массе и отчасти от ее природы. Одновре-
менно и в этом случае размеры и форма изделия также определяют
величину возможных напряжений. Однако эти объемные сокращения
при спекании глины приобретают значительную величину лишь в облас-
ти температур, допускающих пластическую деформацию шамотного из-
делия (1100—1250° С). Величина их в значительной мере ослабляется
отощающим материалом — шамотом, обуславливающим постоянство
объема изделия в обжиге. Практика подтверждает, что при большом
отощении сырца возможная скорость его обжига повышается, опасность
образования трещин и деформаций уменьшается.
Таким образом, возможная скорость обжига шамотного изделия
зависит от степени отощения массы шамотом, от формы и размеров из-
делия, прежде всего его толщины, определяющей величину температур-
ного градиента и возникающих относительных сдвигов. Реальная ско-
рость обжига зависит от конструкции печи, от возможной скорости рав-
номерного разогрева или охлаждения обжигаемых в них изделий.
В существующих печах предельно возможная скорость обжига шамот-
ных изделий не достигается. Например, обжиг (включая и охлаждение)
нормального шамотного кирпича в кольцевых печах в настоящее время
продолжается около 65—80 ч, в туннельной — он завершается в 30—
40 ч. Этот же кирпич в небольшой лабораторной печи можно обжечь
менее чем за 15—20 ч. Дальнейшее усовершенствование конструкции
туннельных печей, выравнивание температур по сечению канала, уско-
рение равномерного нагрева и охлаждения садки в отдельных зонах
печи позволяет увеличить скорость обжига шамотных изделий.
В настоящее время шамотные изделия обжигают главным образом
в туннельных печах, а также в периодических и кольцевых, установлен-
ных на старых заводах. В периодических печах обжигают большемер-
ные и разнообразные фасонные изделия, требующие различных режи-
мов обжига и разнообразной конфигурации садки. Такие изделия об-
жигают также и в кольцевых печах. Обжиг фасонных изделий требует
укладки в нижние ряды садки нормального кирпича в количестве 30—
40% для перевязки рядов и защиты фасонных изделий от непосредст-
венного действия пламени и угольной пыли. Туннельные печи предназ-
начаются для обжига нормальных и массовых фасонных изделий сход-
ных размеров. В настоящее время основным агрегатом для обжига
изделий является туннельная печь, позволяющая значительно облегчить
труд по садке и выгрузке, сократить время обжига и полностью авто-
матизировать весь процесс обжига. Расход рабочей силы на садку, вы-
грузку и обжиг 1 т изделий в туннельной печи не превышает 2 чел.-часа.
Для кольцевых и периодических печей этот расход рабочей силы воз-
растает приблизительно в 2 раза. Садка шамотного кирпича непосред-
ственно с пресса на вагонетку туннельной печи сокращает расход рабо-
чей силы на эту операцию. Увеличение капиталовложений на постройку
туннельных печей вполне оправдывается указанными преимуществами.
При массовом выпуске фасонных изделий, включая крупноблочные
(например, стеклобруса), обеспечивающем полную и непрерывную за-
грузку агрегата, также можно с успехом использовать туннельную печь.
Современная туннельная печь для обжига шамотных изделий нор-
мальных размеров имеет длину 120 м при ширине канала 3 ти и высоте
его от пода вагонетки до вершины свода 2,1 м. В нее помещают 40 ва-
гонеток длиной по 3 м. На каждую из них грузят 12—14 т сырца в за-
167
висимости от условий обжига. Продолжительность обжига и соответст-
венную производительность печи определяют числом вагонеток, выхо-
дящих из печи в течение суток. Такая печь по нормальному кирпичу
при отоплении ее генераторным газом выдает 24 вагонетки в сутки при
продолжительности обжига 40 ч. Плотность садки на вагонетку дости-
гает 14 т. При отоплении печи мазутом или природным газом скорость
продвижения вагонетки может увеличиваться с выдачей до 30 вагоне-
ток при продолжительности обжига 32 ч. Однако для обеспечения нор-
мального сжигания топлива плотность садки необходимо уменьшить до
11,5 т на вагонетку. Суточная производительность печи по нормальному
кирпичу достигает 350 т, годовая 120—130 тыс. т.
Плотность садки нормального кирпича составляет 850—1000 кг!м3,
для фасонных изделий с подсадкой — около 800—900 кг/м3. Плотность
садки полного фасона, например сталеразливочного припаса, умень-
шается до 650—750 кг!мл. В связи с этим производительность типовой
туннельной печи при обжиге фасонных изделий уменьшается до 200—
250 т1сутки, а продолжительность обжига увеличивается в зависимости
от их размера до 70 ч.
При обжиге шамотных изделий брак нормального кирпича доходит
до 0,75—1%, сложных фасонных изделий — до 5%. Важнейшие виды
брака обжига: трещины, образующиеся вследствие садки сырца с повы-
шенной влажностью или вследствие неравномерного и ускоренного об-
жига; деформация, вмятины и искривления в результате пережога или
садки сырца по неровному поду печи; выплавки от посторонних включе-
ний, главным образом пирита; ошлакованность золой твердого топлива
(при обжиге в кольцевых и периодических печах); увеличенная дополни-
тельная усадка и пористость изделия вследствие недожога.
Другие виды шамотных изделий
Шамотно-каолиновые изделия. Целесообразность использования
каолина в качестве исходного сырья обуславливается повышением со-
держания AI2O3 в обожженном изделии и уменьшением суммы плавней.
Технология каолиновых изделий мало чем отличаете^ г технологии
шамотных изделий. Имеющиеся различия обуславливаются чистотой
используемого сырья и выражаются в более высоких температурах об-
жига как шамота, так и изделий. Для изготовления каолиновых огне-
упоров используют каолины: либо достаточно чистые вторичные, либо
первичные отмученные. В отличие от осадочных глин эти разновидности
каолинового сырья характеризуются содержанием 40—45% AI2O3 (на
прокаленное вещество) и 2,5—3% плавней. Содержание щелочей обыч-
но не превышает 0,5%. Огнеупорность каолина 1750—1780° С.
В зависимости от огнеупорности используемого сырья различают
два класса шамотно-каолиновых изделий — О и А. Отличительные свой-
ства каолинового сырья — повышенные температуры его спекания, бо-
лее грубая дисперсность и низкая связность — предопределяют особен-
ности технологии каолиновых изделий. Температура спекания каолина
(около 1450—1500° С) требует более высокой температуры обжига как
каолинового шамота, так и изделий. Длительное мокрое измельчение
каолина, увеличивающее его диспергацию, снижает температуру его
спекания на 50°. Введение в каолин пластичной легкоспекающейся гли-
ны (например, 10—20% часов-ярской глины) снижает температуру спе-
кания примерно на 100° и обеспечивает необходимую связность и фор-
муемость, что имеет определенное значение при обжиге каолина на
шамот, в том числе и во вращающейся печи. Однако введение спекаю-
щейся глины снижает чистоту материала и одновременно связанные с
168
ней огнеупорные и химические свойства. Это мероприятие также нес-
колько усложняет производство каолиновых огнеупоров.
Современные способы производства шамотных изделий позволяют
преодолеть указанные трудности. Обжиг шамота во вращающихся пе-
чах позволяет повышать температуру обжига каолина до требуемых
пределов (1400—1500° С). Изготовление каолиновых изделий полусухим
прессованием и, особенно, прессованием изделий из многошамотной
массы с введением органического связующего, повышающего прочность
сырца, исключает или снижает до минимума количество добавляемой
связующей пластичной глины. При соответствующей обработке каоли-
новой массы изделия можно выпускать по способу пластического прес-
сования. Особенно большой интерес для производства каолиновых изде-
лий представляет метод прессования многошамотных масс. Например,
брусья для стекловаренных печей, изготовленные из многошамотной
массы прессованием на мощных гидравлических прессах, имеют порис-
тость 10—14%, кажущуюся плотность 2,32—2,35 г!см3, предел прочности
при сжатии 900—1000 кГ/см2 и весьма высокую стеклоустойчивость.
Плотность шамотно-каолиновых изделий и постоянство их объема зави-
сят от способа изготовления и режима обжига. В этом отношении меж-
ду каолиновыми и шамотными изделиями существует полная аналогия.
В соответствии с чистотой исходного сырья возрастает и шлакоустойчи-
вость каолиновых огнеупоров. Растворимость их в основных шлаках
уменьшается по сравнению с обычными шамотными огнеупорами при-
близительно в 1,3 раза (по концентрации насыщения Со). Повышение
содержания А120з при одновременном значительном уменьшении суммы
плавней (в 2 раза) весьма существенно изменяет фазовый состав каоли-
нового огнеупора. Количество муллита возрастает на 5—10%, достигая
55—60%. Одновременно уменьшается количество стекловидной фазы и
изменяются ее свойства. Низкое содержание плавней, и в частности ще-
лочей, повышает температуру образования жидкой фазы, сокращает ее
количество и повышает температуру спекания огнеупора.
Таким образом, при современных способах производства из каоли-
на можно изготовлять изделия как с более высокой термической стой-
костью, так и Сллее шлакоустойчивые по сравнению с шамотными.
Некоторые усЛс . ения технологии их производства в связи с более
высокой температурой обжига шамота (при 1500° С во вращающихся
печах) и изделий и более высокая стоимость исходного сырья оправды-
ваются повышенными свойствами каолиновых изделий.
Для сопоставления некоторых свойств каолиновых изделий и луч-
ших шамотных можно привести следующие данные (табл. 17).
Таблица 17
Сравнительная характеристика свойств шамотно-каолиновых и шамотио-глинистых
изделий
Изделие Содержание А12О3 в % Температура обжига в °C Огнеупор- ность в °C Сумма плавней в % Температ} мацн] Н Р. гра де фор- в °C 40%
Шамотно-као- линовые Шамотно-гли- няные .... 40—44 38—40 1450—1500 1350—1420 1750—1770 1710—1750 2,5—3 5—6 1500 1400 1650 1600
Полукислыми изделиями называются изделия, изготовляемые из
глин или каолинов, отощенных кварцевыми материалами, и содержа-
щие не более 28% А120з и 70—85,3% SiO2. Кварцевые материалы обыч-
12—1025
169
но являются естественными примесями в используемом сырье, но могут
быть и искусственно введенными добавками. Для изготовления полу-
кислых изделий используют первичные каолины, содержащие примеси
кварца. При необходимости отощения в каолин вводят шамот, напри-
мер из того же каолина. Такие изделия, называемые кварцекаолиновы-
ми, имеют огнеупорность не ниже 1710° С, содержат около 70% Si02
(25% AI2O3), характеризуются повышенной пористостью (выше 25%)
и сравнительно невысокой прочностью. Другая разновидность полукис-
лых изделий — кварцеглинистые изготовляются из запесоченных глин
или из пластичных спекающихся глин с добавками к ним песка или
других разновидностей измельченных кварцевых пород. К запесочен-
ным глинам для большего их отощения обычно добавляют 10—20% ша-
мота. По содержанию SiC>2 и А12О3 эти кварцеглинистые изделия мало
отличаются от предыдущих. Основное их различие заключается в боль-
шем содержании плавней, достигающем 3—5%, и большей степени дис-
персности как кварцевого отощителя, так отчасти и глинистого вещест-
ва. Огнеупорность этих изделий должна быть не ниже 1610° С и обычно
не превышает 1650—1700° С. В соответствии с более высокой степенью
дисперсности и повышенной суммой плавней в используемом сырье эти
изделия имеют большую плотность и прочность, чем кварцекаолиновые,
и более низкие температуры размягчения.
Таким образом, производство полукислых изделий предусматрива-
ет использование природных глин и каолинов, содержащих свободный
кварц. Значительно реже кварц или песок специально вводят в глину в
качестве отощающего материала. Эти добавки можно вводить лишь
в пластичные, хорошо спекающиеся глины, так как кварц в обжиге силь
но разрыхляет изделие. Но такое отощение высококачественной огне-
упорной глины в большинстве случаев нецелесообразно. Использование
же природного отощенного кварцем глинистого сырья устраняет необ-
ходимость вводить в массу шамот или позволяет вводить его в неболь-
шом количестве.
Примеси мелкозернистого кварца отражаются и на характере спе-
кания изделий. При низких температурах обжига (до 1250° С) они при-
дают им рыхлость и пористость, обусловленные расширением кварца
при переходе [3-формы в a-форму и начальными стадиями кристаллиза-
ции кристобалита. При более высоких температурах обжига (выше
1300—1350° С) спекание и уплотнение изделий, содержащих мелкозер-
нистый кварц, усиливается за счет образования эвтектической жидкости
(см. рис. 65), они оклинкеровываются и теряют термическую стойкость.
Расширение кварца при низких температурах обжига компенсирует
усадку спекающейся глины. Образующаяся при высоких температурах
жидкость увеличивает усадку. Температура деформаций под нагрузкой
полукислых изделий с мелкозернистым кварцем невысока.
Огнеупорные свойства снижаются из-за примеси мелкозернистого
кварца тем больше, чем выше содержание плавней в используемом
сырье и чем меньше величина зерен кварца, т. е. больше поверхность
взаимодействия кварца и глины. Определенное значение имеет и приро-
да кварца. Крупнокристаллический кварц взаимодействует с глиной не
так энергично, как цементный кварцит, содержащий значительное ко-
личество аморфного кремнезема и равномерно распределенные примеси.
Природные полукислые глины, содержащие мелкозернистый кварц, да
же при сравнительно небольшом количестве плавней имеют понижен-
ную огнеупорность. Примером является кудиновская «песчанка», содер-
жащая около 4—5% плавней при 15—17% А12О3 и 81—78% SiO2; ог-
неупорность ее составляет около 1600—1630° С. Преобладающая
величина зерен кварца в ней 0,2—0,05 мм. В связи с этим кирпич из
«песчанки» характеризуется низкой температурой деформации под на-
170
грузкой: Н.Р. — 1300° С, 40% сжатия—1450° С Обычная огнеупорная
глина (35—40 % А12О3) при содержании плавней 4—5% имеет огне-
упорность 1700—1730° С, Н.Р.— 1350—1400° С, 40% сжатия —1550—
1600° С.
Иначе ведет себя полукислый материал при преобладании в нем
крупнозернистого кварца (размер зерен 0,5—2 мм). Он взаимодействует
с глинистой связкой лишь на ограниченной поверхности крупных зерен;
флюсующего действия кварцевой мелочи в этом случае не наблюдается.
Такие изделия хуже спекаются и характеризуются меньшей плотностью
и прочностью. Однако при высоких температурах обжига на поверхнос-
ти взаимодействия кварцевых зерен и глины может образоваться жид-
кость в количестве, достаточном для получения плотных изделий (при
условии наличия тонких фракций отощителя, желательно шамота).
Вместе с тем при достаточно большом содержании кварца (не меньше
75% SiOs) температура начальных стадий деформации таких изделий
(Н.Р. и 4% сжатия) повышается и может достигнуть предельных пока-
зателей для шамотных изделий марки ША, т. е. 1350—1400° С. Темпера-
тура же полной деформации (40%) остается низкой—1450—1500ЭС.
Для полукислых изделий даже высокого качества характерен узкий ин-
тервал температуры деформации. Положительным свойством полукис-
лых, особенно крупнозернистых, изделий является постоянство их объе-
ма в обжиге, обусловленное расширением кварца, которое компенсиру-
ет усадку спекающейся глины. Достаточно высокая температура
начальных стадий деформации и постоянство объема в обжиге являют-
ся теми отличительными свойствами полукислых изделий, которые в не
которых случаях заставляют предпочитать их применение по сравнению
с шамотными изделиями низших марок (ШВ и даже ШБ). Например,
полукислые огнеупоры широко используют для кладки участков коксо-
вых печей, работающих при пониженных температурах. Указывается на
целесообразность использования полукислых глии для футеровки стале-
разливочных ковшей. Равномерное растворение в стекломассе плотного
и богатого содержанием SiO2 полукислого огнеупора уменьшает свиле-
ватость стекла. Это позволяет использовать полукислый огнеупор в
стекловаренных печах при температурах ниже температуры его размяг-
чения.
Для отощения полукислых изделий целесообразно использовать
кварцевые отходы, которые получаются при обогащении каолина, имею-
щие необходимую крупность зерна. Мелкими фракциями (меньше
0,5 мм) в этом случае должен служить мелкозернистый шамот. Мелко-
зернистый кварц (песок), как указывалось, оказывает флюсующее дей-
ствие. Реже для отощения удается использовать чистые кварцевые пес-
ки, недостатком которых является большей частью их мелко- и одпо-
роднозернистый характер.
Чистые высококачественные спекающиеся глины с низким содер-
жанием плавней предпочтительно использовать для изготовления ша-
мотных изделий. Поэтому производство полукислых огнеупоров следует •
основывать прежде всего на природном полукислом сырье, а также при
комплексном использовании глин месторождения. Полукислые изделия
следует рассматривать главным образом как экономически целесооб-
разный местный заменитель шамотных изделий марки ШВ.
Полуки.'лые огнеупоры изготовляют как полусухим, так и пласти-
ческим прессованием. Тот и другой способ производства полукислых из-
делий не имеет принципиальных отличий от производства шамотных
изделий. Отличием является главным образом разная степень отощения
формовочной массы. Полукислые глины, содержащие природные приме-
си обычно в виде тонкодисперсного кварца, позволяют вводить лишь
10—20% шамота. Однако такое отощепие формовочной массы полукис
12’
171
лы\ изделий тонкодисперсным кварцем отражается на всех последую-
щих переделах технологического процесса, затрудняя формование и
особенно прессование изделий, их сушку и отчасти обжиг.
Бесшамотные изделия. Производство бесшамотных изделий следу-
ет рассматривать как дальнейшее по сравнению с полукислыми раз-
витие путей уменьшения себестоимости огнеупорных материалов. Сырь-
ем для производства бесшамотных изделий могут служить глинистые
сланцы, сильно уплотнившиеся под давлением в земной коре. В процес-
се обжига они дают плотноспекшинся oi неупор при небольшой огне-
вой усадке. Такая сланцевая порода не размокает в воде и, являясь ото-
щающим материалом, уменьшает пластичность массы. Эта порода так-
же заменяет шамот в процессе обжига, снижая огневую усадку изделия.
Зерна этого отощающего материала, спекаясь в обжиге, одновременно
хорошо связываются с глиной, что обеспечивает получение плотных и
прочных изделий. Примером такого сравнительно редко встречающего-
ся вида сырья является джардонакская сланцевая глина (Туркменская
ССР). Эта глина содержит 45,5% А12О3, огнеупорность ее 1770° С. Бла-
годаря высокому содержанию щелочей (K2O + N2O=3,9%) глина спе-
кается в плотный фарфоровидный черепок уже при 1150° С. Большая
плотность глины обуславливает небольшую огневую усадку при спека-
нии (3—5%). Связывая эту глину обычной спекающейся пластичной
глиной, можно получить высококачественные плотные и прочные изде-
лия при небольшой воздушной и огневой усадке. Благодаря отсутствию
затрат на брикетирование и обжиг шамота стоимость таких изделий
значительно ниже, чем шамотных.
При использовании сланцевых глин наиболее подходящим спосо-
бом оформления изделий является полусухое прессование. Длительная
их обработка в увлажненном состоянии на смесительных бегунах при-
дает массе способность спрессовываться даже без добавок или с мини-
мальными добавками пластичной глины. Однако такие полностью спе-
кающиеся при небольшой огневой усадке огнеупорные сланцевые глины
встречаются сравнительно редко.
Изделия из низкожженого шамота изготовляют из пластичных спе-
кающихся глин, отощающих шамот, который обжигается при 600—
800° С. При таком обжиге глина дегидратируется, теряет свою пластич-
ность и, следовательно, становится отощающим спекающимся материа-
лом. Полученный низкожженый шамот измельчают и вводят в массу по
той же схеме, что и при обычном производстве шамотных изделий. Во
время обжига изделий усадка шамота идет параллельно с усадкой свя-
зующей глины, в результате уменьшаются разрывы между шамотным
зерном и частицами глины и изделия получаются более плотными и
прочными. Вместе с тем, изделия в некоторой степени сохраняют свое
зернистое строение. При этом одновременная и согласованная усадка
шамота и связки не вызывает тех напряжений, которые возникают при
обжиге обычного шамотного огнеупора, в котором крупные зерна шамо-
та противодействуют усадке связующей глины. Поэтому, несмотря на
плотность изделий из низкожженого шамота, их термическая стойкость
остается сравнительно удовлетворительной.
Изделия из низкожженого шамота при использовании спекающихся
пластичных глин обладают следующими свойствами: кажущейся пори-
стостью, равной 15—18%, пределом прочности при сжатии 400—
600 кГ/см2, весьма высоким сопротивлением истиранию и газопроницае-
мости.
Низкая температура обжига шамота и легкость ее измельчения
снижают стоимость готовой продукции.
Изделия из низкожженого шамота изготовляют из массы высокой
влажности вследствие значительного водопоглощения пористого шамо-
172
та (относительная влажность пластичной массы около 24%, полусу-
хой— 18%) и имеют большую усадку в обжиге, достигающую 12—14%.
Практически огневая усадка изделий равняется полной усадке глины,
так как глина при обжиге на шамот при 600—800° С дает усадку всего
1—1,5%. Большая усадка затрудняет получение изделий правильной
формы и точных размеров.
Безобжиговые изделия. Огнеупорные изделия, из которых выложе-
на та или иная печь, во время разогрева и работы ее подвергаются од-
ностороннему нагреву (обжигу) со стороны, обращенной в печное про
странство. Поэтому неоднократно возникала мысль об использовании в
ряде случаев сырца в качестве огнеупорной футеровки. Предполагается,
что такой сырец будет обжигаться в процессе работы футеровки. При-
мером сырцовой футеровки является огнеупорный бетон. В настоящее
время нашли более широкое применение: прессованные безобжиговые
изделия, например из магнезита, хромита и дунита.
Безобжиговые шамотные изделия должны иметь достаточную проч-
ность и более высокую водоустойчивость, чем у обычного шамотного
сырца, что необходимо при перевозках, хранении и кладке изделий; до-
/ полнительная усадка их в службе не должна превышать 0,7% (ГОСТ
390—69).
Первые два требования легко удовлетворяются путем введения в
связку некоторых добавок, например 1—2% сульфитно-спиртовой бар-
ды. Для уменьшения дополнительной усадки необходимо повысить со-
держание шамота в массе (до 80%). Однако и при столь низком содер-
жании связующей глины сырец дает усадку. Для компенсации этой
усадки следует вводить 10—15% мелкозернистого кварца (взамен со-
ответствующего количества шамота), расширяющегося в обжиге.
Хотя при умеренных температурах безобжиговые изделия служат
удовлетворительно, они неравноценны обожженным изделиям. Проч-
ность, транспортабельность, устойчивость к атмосферным осадкам та-
ких изделий пониженные.
3. Высокоглиноземистые огнеупоры
Высокоглиноземистыми называются огнеупорные изделия, содер-
жащие более 45% А12О3, т. е. больше того количества, которое может
быть в отмученном прокаленном каолине. Для производства таких огне-
упоров используют различные виды как природного, так и искусственно-
го высокоглиноземистого сырья: минералы силлиманитовой группы
(кианит, андалузит, силлиманит), природные гидраты глинозема (гид-
рагиллит, бёмит, диаспор, входящие в боксит), искусственный прокален-
ный гидрат глинозема, электроплавленый корунд. По классификации
ГОСТ 4385—48 высокоглиноземистые изделия разделяются в зависи-
мости от содержания в них А12О3 и фазового состава на четыре группы.
Группа
Муллито-кремнеземистые
Муллитовые........... . .
М\ ллито-корундовые...........
Корундовые . .........
Диаграмма состояния системы А12О3—SiO2 (см. рис. 65) показывает,
что с повышением содержания А12О3 в смеси при температуре выше
1585° С увеличивается количество твердой фазы муллита или корунда
и соответственно уменьшается количество жидкой фазы, которая может
в нем образоваться. Такое изменение фазового состава повышает огне-
упорные свойства изделия. Примеси третьих окислов, даже в незначи-
AljOg в %
от 45 до 62
» 62 » 72
» 72 » 90
свыше 90
173
тельном количестве, существенно снижают все огнеупорные свойства
системы, так как увеличивают количество жидкости, в которую входят
все эти окислы-примеси, снижают температуру ее образования и вяз-
кость. Поэтому высокоглиноземистое сырье должно отличаться чисто-
той. В противном случае повышение содержания А12О3 становится не-
эффективным и теряет смысл.
На этой диаграмме также видно, что при содержании в огнеупоре
Менее 72% А12О3 единственной устойчивой твердой фазой вплоть до пре-
дельно высокой температуры (1910° С) является муллит. Следователь-
но, при достаточно высоких температурах муллит образуется независи-
мо от вида сырья, используемого для введения А12О3 в огнеупор. При
дальнейшем повышении содержания А12О3 в огнеупоре появляется дру-
гая устойчивая в данных условиях более огнеупорная твердая фаза -—
корунд (а-глинозем).
Таким образом, в высокоглиноземистых изделиях с содержанием
менее 72% А12О3 устойчивой твердой фазой при высоких температурах
является муллит. Весь избыточный кремнезем, не вошедший в реакцию
муллитообразования, и плавни (примеси к сырью) образуют стекловид-
ное (аморфное) вещество (или кристобалит), переходящее при высоких
температурах в жидкость. Температура образования этой жидкости в
двухкомпонентной системе А12О3—SiO2 равна 1585° С, практически бла-
годаря наличию плавней она ниже. По мере приближения состава высо-
коглиноземистого изделия к составу муллита (71,8% А12О3, 28,2% SiO2)
количество жидкости будет уменьшаться, а огнеупорные свойства
возрастать. При наличии примесей в уменьшающемся количестве стекло-
видной фазы будет возрастать содержание плавней, что снижает ее вяз-
кость. Следовательно, состав стекловидной фазы будет зависеть от со-
отношения А12О3 и SiO2, суммы плавней, температуры обжига и харак-
теризоваться примерно таким составом в %: SiO2 50—60, А12О3 20—30,
сумма плавней 5—20.
Для высокоглиноземистых изделий, содержащих более 72% А12О3,
твердыми фазами являются муллит, корунд и твердый раствор корун-
да в муллите (см. стр. 141). По мере повышения содержания А12О3 в из-
делии сверх 72% (и уменьшения SiO2) количество муллита уменьшает-
ся, а корунда — повышается. При отсутствии плавней жидкость должна
образовываться лишь при температуре возникновения эвтектики между
муллитом и корундом, т. е. при 1850° С. Однако практически благодаря
присутствию в сырье примесей — плавней (обычно в количестве 1—2%)
температуры образования жидкости снижаются (до 1600—1700° С), что
сопровождается началом размягчения огнеупора под нагрузкой. Темпе-
ратура плавления муллита 1910° С и корунда 2050° С. Поэтому огне-
упорные свойства повышаются по мере увеличения количества корунда.
Термическая стойкость высокоглиноземистых изделий зависит преж-
де всего от их строения — зернистости. Одновременно с повышением
содержания муллита и уменьшением стекловидной фазы, т. е. с ростом
содержания А12О3 в муллито-кремнеземистой керамике, и уменьшением
суммы плавней термическая стойкость изделий должна повышаться.
Для муллито-корундовых и корундовых изделий характер изменения
термической стойкости может быть иной. Увеличение содержания
А12О3 повышает количество корунда с большим термическим расшире-
нием (линейное удлинение корунда при 1000°С 0,85%, муллита 0,5—
0,55%). Такое увеличение количества корунда ведет к снижению терми-
ческой стойкости. В то же время повышение содержания корунда
сопровождается улучшением таких свойств, как прочность и теплопро-
водность, увеличивающих термическую стойкость изделия. Но и здесь
решающим фактором является структура керамики, а не ее фазовый
состав.
174
Увеличение содержания А12О3 в высокоглиноземистых изделиях по-
вышает их химическую стойкость по отношению к основным и особенно
кислым шлакам. Это объясняется тем, что по мере увеличения количе-
ства А12О3 в огнеупоре уменьшается содержание жидкой фазы и увели-
чивается количество муллита, а затем и корунда. Наибольшее повыше-
ние шлакоустойчивости наблюдается для чисто корундовых изделий
(99 % А12О3), что объясняется большей химической инертностью корун-
да по сравнению с муллитом. Концентрация насыщения Со корунда по
отношению к мартеновскому шлаку в 2 раза меньше таковой для мул-
лита и в 4—5 раз меньше, чем для шамота (см. стр. 39). Вместе с тем
стойкость высокоглиноземистых изделий по отношению к основным
шлакам значительно уступает шлакоустойчивости таких огнеупоров,
как магнезит, хромомагнезит, шпинель, доломит. Это связано с тем, что
окись алюминия по отношению к основным окислам типичных шлаков
при высоких температурах является кислотным окислом.
Изделия на основе минералов силлиманитовой
группы
Для производства высокоглиноземистых изделий группы муллито-
кремнеземистых в качестве сырья могут быть использованы минералы
силлиманитовой группы: кианит (дистен), андалузит, силлиманит и
дюмортиерит. Первые три минерала, имеющие общую молекулярную
формулу Al2O3-SiO2 (62,9% А12О3 и 37,1% SiO2), после обжига при со-
ответствующих температурах переходят в муллит:
3 (Al2O3-SiO2)-> ЗА1,О3 -2SiO2 + SiO2.
Теоретический выход муллита 86%; остальные 14% составляют
кремнезем, образующий аморфное вещество, которое при определенных
условиях может переходить в кремнеземистое стекло или кристаллизо-
ваться в кристобалит. Дюмортиерит 8А12О3 -8SiO2 • В2О3 -Н2О — при об-
жиге также переходит в муллит.
Все минералы силлиманитовой группы различаются своими физи-
ко-химическими свойствами, в том числе кристаллическим строением и
плотностью. Образующийся в результате обжига продукт муллит+
+ аморфное вещество имеет истинную плотность, меньшую, чем исход-
ные материалы (не более 3). Вследствие этого обжигаемый материал
увеличивается в объеме. Характерные изменения минералов силлима-
нитовой группы при обжиге приведены в табл. 18.
Таблица 18
Свойства минералов силлиманитовой группы
Минерал Истинная плотность до обжига в а/см3 Увеличение объема в % Температура начала кристаллизации муллита в °C
Кианит . . . 3,5—3,6 16—18 1300—1350
Андалузит . 3,1—3,2 3—5 1350—1400
Силлиманит 3,2—3,25 7—8 1500—1550
Исходным сырьем для производства муллито-кремнеземистых или,
как их иногда называют, силлиманитовых изделий являются породы, со-
держащие обычно небольшое количество перечисленных минералов сил-
лиманитовой группы. Целесообразность применения этих пород для
производства огнеупорных изделий определяется как содержанием
А12О3 в обогащенном концентрате, так и количеством и природой остаю-
щихся в нем примесей. Поэтому использование сырья того или иного
месторождения для производства высокоглиноземистых огнеупоров за-
175
висит прежде всего от степени его обогащения. Возможность обогаще-
ния определяется минералогической характеристикой породы: размером
и твердостью кристаллов силлиманитовых минералов, их сопряжением
с сопутствующей породой, характером последней.
Основной породой, в которой обычно встречаются минералы сил-
лиманитовой группы, является кварцит. В нем одновременно присутст-
вует ряд минеральных примесей (в первую очередь мусковит и сери-
цит), содержащих щелочи. При недостаточно полном обогащении в
концентрате содержится значительное количество щелочей, а также и
других плавней, что сводит на нет положительную роль повышенного
содержания А12О3. Хорошо обогащенные породы должны содержать
около 60% А12О3. Сумма плавней CaO, MgO, Na2O, К2О, TiO2 и Fe2O3
не должна превышать 2—3%. Трудность полного обогащения минера-
лов силлиманитовой группы являются основной причиной сравнитель-
но редкого применения их для производства высокоглиноземистых огне
упорных изделий, несмотря на значительные залежи этого сырья. Одна-
ко технико-экономические преимущества использования природных
видов сырья в производстве высокоглиноземистых изделий свидетельст-
вуют о необходимости расширять добычу и совершенствовать обогаще-
ние минералов группы силлиманита.
Технология муллито-кремнеземистых изделий из минералов силли-
манитовой группы основывается на связывании мелкоизмельченного
обогащенного концентрата огнеупорной глиной. Близость химической
природы силлиманита и каолинита позволяет широко использовать в ка-
честве связки огнеупорные спекающиеся глины и каолины. Однако ввод
глиняной связки снижает содержание А12О3 и повышает количество
плавней в огнеупоре. Для связки пригодны только наиболее чистые и
богатые глиноземом глины. При прессовании непластичных масс мож-
но, по-видимому, заменять связующую глину тонкомолотым андалузи-
том, силлиманитом или смесью глинозема и глины, приближающейся
по составу к муллиту.
Большое объемное расширение кианита при обжиге затрудняет не-
посредственное использование его в сыром виде в качестве основного
компонента массы. Поэтому кианитовый концентрат рекомендуется
предварительно обжигать «на шамот» до температуры его перекри-
сталлизации. Для этого кианит брикетируют, т. е. дополнительно вво-
дят связующую глину, что уменьшает содержание А12О3, но позволяет
получить плотные и прочные зерна «шамота» требуемой величины. Ли-
нейное расширение андалузита в 1—2% компенсирует усадку, обуслав-
ливающуюся спеканием породы и связующей глиной. Сырец при этом
претерпевает сравнительно небольшие линейные сокращения (2—3%).
Одновременная кристаллизация муллита при обжиге сырца из андалу-
зита (или кианита) и глины способствуют более тесному их контакту,
что повышает температуру начала деформации изделий.
Способы подготовки массы и прессования изделий на основе анда-
лузита, кианита или силлиманита аналогичны соответствующим опера-
циям в технологии многошамотных изделий. Отощающим материалом
является тонкомолотый сырой концентрат андалузита и силлиманита
или зерна обожженного (брикетированного) кианита. Имеется опыт ча-
стичного использования и сырого кианита. Связкой служит спекающая-
ся огнеупорная глина с высоким содержанием А12О3 (около 40%), коли-
чество которой соответствует содержанию ее в многошамотных массах,
т. е. 15%. Зерновой состав наполнителя также необходимо подбирать
в соответствии с задачами максимального уплотнения сырца, что неосу-
ществимо при тонкодисперсном обогащенном концентрате. Изделия не-
обходимо прессовать при высоком давлении. Имеется опыт прессования
изделий без связующей глины. Изделия обжигают при повышенных тем
176
пературах до 1500° С, что необходимо для их спекания и для полноты
кристаллизации муллита.
Плотные «силлиманитовые» изделия характеризуются повышенной
шлакоустойчивостыо; успешно использовали их в качестве пробок и
стаканов для сталеразливочных ковшей. Для повышения их термостой-
кости необходимо увеличивать размер отощающих зерен подобно тому,
как это делают при изготовлении шамотных изделий. При этом требует-
ся брикетирование концентрата. Содержание глинозема в изделиях за-
висит от степени обогащения породы и количества связующей глины и
колеблется в пределах 50—70%. Общая сумма плавней не должна пре-
вышать 3%. Температура начала размягчения таких изделий достигает
1500—1600° С, 40% деформации в интервале 1650—1700° (см. табл. 20).
Таким свойством, например, характеризуются изделия, изготовленные
из обогащенных концентратов дистенсиллиманитовых пород Самоткац-
кого месторождения. Увеличение содержания плавней до 4—5% значи-
тельно снижает температуру деформации (на 100° и более). Повышение
количества муллита в андалузитовых и кианитовых изделиях улучшает
их огнеупорные свойства. Добавление к массе технического глинозема
для связывания свободного кремнезема, освобождающегося при пре-
вращении глинистого вещества и силлимаииювых минералов, увеличи-
вает количество муллита в огнеупоре Й уменьшает содержание в нем
стекловидной или кристобалитовой фазы.
Изделия на основе гидратов глинозема
Гидраты глинозема при нагревании теряют химически связанную
воду, превращаясь сначала в у глинозем, а затем в а-глинозем (корунд)
согласно схеме А12О3-ЗН2О-> А12О3-Н2О -> у-А12О3 -* а-А12О3
• у- и а-глинозем реагируют с кремнеземом из сопутствующей породы
или из связующей глины, образуя муллит. Из масс на основе гидратов
глинозема в зависимости от соотношения А12О3 и SiO2 получают корун-
довый, муллито-корундовый и муллитовый огнеупоры. При содержании
А12О3 менее 70% получают муллито-кремнеземистый огнеупор, занимаю-
щий промежуточное положение между муллитовым и шамотным (45—
70% А12Оз).
В табл. 19 показаны следующие основные формы гидратов глино-
зема и обезвоженной окиси алюминия. Из данных таблицы следует, что
искусственный гидрат глинозема А12О3-ЗН2О при нагревании сначала
переходит в бемит А12О3-Н2О, а затем в у-глинозем. Диаспор при на-
гревании непосредственно переходит в а-глинозем.
Изменениям объемов гидратов глинозема при их последовательных
превращениях соответствуют и их объемные сокращения. При переходе
в корунд это расчетное объемное сокращение для гидраргиллита со-
ставляет 60%, для бёмита — 33%, для у-глинозема— 13%- Фактические
объемные изменения при обжиге керамического изделия на основе этих
минералов связаны не только с превращениями минералов, но и с про-
цессами спекания сырца. Его усадка будет зависеть от соотношения ис-
тинной пористости сырого и обожженного изделий.
Природные гидраты глинозема — боксит и диаспоровые породы —
обычно засорены минеральными примесями, к которым в первую оче-
редь относятся окислы и гидраты окислов железа, каолинит, кварц,
кальцит н др. В боксите редко содержится Fe2O3 ниже 2—3%, состав-
ляя обычно более 5%, что не позволяет использовать его для производ-
ства высокоглиноземистых огнеупорных изделий. Минералогический
состав бокситов весьма сложный. В них могут присутствовать все раз-
новидности гидратов глинозема. А1есторождением, содержащим сравни-
тельно чистые разновидности боксита, богатые А12О3 и не требующие
177
Таблица 19
Характеристика основных форм окиси алюминия
Форма Теоретическое содержание A1ZO3 в % Истинная плот- ность в г/смл Изменение при нагревании
Гидраргиллит (гиббсит) 2,3—2,4
А12О8.ЗН2О . 65,4 При температуре 290— 340° С переходит в бе- мит А120з и2о
Бемит А12О3-Н2О .... 85 3,01 При температуре 490— 550° С переходит в у-гли- нозем
Циаспор А12О3-Н2О . . 85 3,3—3,4 При температуре 450— 500 С переходит в а-гли- нозем
у глинозем А12О3 .... 100 3,42—3,47* Выше температуры 900--1200° С постепенно переходит в а-глинозем
а-глинозем А12О3 .... Р-глинозем**: 100 3,99—4 Устойчивая форма
R2O’ HA12O3 94 3,3 I Выше температуры
RO-6A12O3 .... 90 3,6 / 1600° С разлагается и пе- реходит в а-глинозем и расплав
* Для явно кристаллического у-глинозема истинная плотность 3,6.
** Р-глинозем не является минералом определенного состава, а представляет собой
ряд алюминатов переменного состава. В состав этих алюминатов входят щелочные
окислы — Na2O илн щелочноземельные — CaO, BaO, SrO, MgO и др Составы их точно
не установлены. Щелочной Р-глинозем обычно образуется как в электроплавленом,
так и в спекшемся корунде. Образование щелочного р-глинозема обуславливается
примесью (около 0,5—0,7%) Na2O в исходном техническом глиноземе.
сложного обогащения, является Аркалыкское. Содержание А12О3 в наи-
более богатых разновидностях достигает здесь 60—70% (на прокален-
ное вещество) при сумме плавней около 2—3%. Огнеупорность мате-
риала из бокситов достигает 1900° С.
Практическое значение для огнеупорной промышленности представ-
ляют и диаспоровые породы. Обогащение акташского диаспора позво-
ляет получить концентрат, характеризующийся приблизительно сле-
дующим химическим составом (в % на прокаленное вещество): А12О3
70—72, SiO2 20—25, сумма плавней 3—3,5; огнеупорность 1850—1880° С.
Очевидно, что при сравнительно невысокой сумме плавней значительное
содержание кремнеземистых примесей в диаспоре не является препятст-
вием к применению его в качестве высокоглиноземистого сырья.
Свойствами диаспорового концентрата, определяющими характер
его использования в производстве огнеупорных изделий, являются: вы-
сокая дисперсность (величина зерен менее 0,1 мм), отсутствие связую-
щей способности, небольшая усадка в обжиге (1,5%), при температу-
рах выше 1500° С расширение, по-видимому, за счет запаздывающей
реакции образования муллита из сс-глинозема и примесей кварца. Воз-
можна и кристаллизация кристобалита из кварцевых примесей. Поэто-
му диаспоровый концентрат в сыром виде можно вводить в массу, из-
готовленную на связке из пластичной спекающейся огнеупорной глины.
Однако при этом строение огнеупора носит монолитный характер, что
неблагоприятно отражается на условиях обжига и термической стойко-
сти изделий. Для получения огнеупора зернистого строения концентрат
приходится предварительно брикетировать на глиняной связке, обжи-
гать при 1500° С и вводить в массу в виде шамота определенной зерни-
стости. Изделия можно изготовлять аналогично многошамоту с 10—15%
связующей глины. Готовые изделия, обожженные при температуре око-
178
ло 1500° С, характеризуются следующими свойствами: содержание А12О3
60—65%, сумма плавней 3,5—4%, огнеупорность 1800—1850°С, пори-
стость около 20—25%, темпепатура деформации под нагрузкой 2 кГ1см2'.
Н Р. — 1500—1550°С, 40% сжатия 1650—1700° С. Целесообразность ис-
пользования месторождений природных гидратов глинозема обуславли-
вается стоимостью и эффективностью обогащения.
Искусственный гидрат глинозема. Производство высококачествен-
ных высокоглиноземистых огнеупорных изделий, предназначаемых для
службы при предельно высоких температурах, в настоящее время осно-
вывается на использовании технического глинозема, т. е. искусственного
гидрата глинозема, прокаленного при температуре 1000—1200° С. Тех-
нический глинозем, получаемый путем химической переработки бокситов,
отличается от природного сырья высокой чистотой. Он содержит (в %
па прокаленный материал) А12О3 99—99,5, SiO2 0,2—0,5, Na2O 0,5—0,3,
прочих окислов (TiO2, Fe2O3, СаО) 0,1—0,05, величина потери при про-
каливании— в пределах 1—1,2. Огнеупорность такого глинозема — око-
ло 2000° С. В минералогическом отношении технический глинозем пред-
ставляет собой в основном у-глинозем, находящийся в стадии перехода
в а-глинозем, и содержит остатки гидрата глинозема (гидраргиллита и
бёмита). Истинная плотность технического глинозема составляет около
3,5, что указывает на преобладающее содержание в нем у-глинозема.
Особенность строения технического глинозема, полученного прока-
ливанием искусственного гидрата глинозема (А12О3-ЗН2О), заключает-
ся в образовании из частиц у-глинозема пористых сферолитов диамет-
ром от 20 до 70 мк (в среднем около 40 мк). Такое строение затрудняет
его спекание и задерживает образование муллита путем взаимодейст-
вия у-глинозема с SiO2. Пористость сферолитов не дает возможности
получить из глинозема плотный сырец.
В процессе обжига при температуре 1350—1450° С у-глинозем прак-
тически полностью переходит в а-глинозем. Одновременно растут от-
дельные кристаллы корунда; при 1460—1500° С они достигают размера
до 1 мк', повышение температур обжига до 1600—1800° С вызывает
дальнейший их рост до 3—10 мк; сферолиты становятся более хрупки-
ми. Введение некоторых добавок, увеличивающих дефектность кри-
сталлической решетки корунда, например 1 % ТЮ2, ускоряет рост кри-
сталлов. Однако остающееся сферолитовое строение глинозема не поз-
воляет получить непосредственно из него плотного сырца и спекшейся
поликристаллической корундовой керамики даже при предельно высо-
ких температурах обжига (1800° С) и при добавках плавней. Поэтому
предварительное тонкое измельчение глинозема является непременным
условием использования его в производстве изделий высокой плотности.
Измельчение как технического, так и дополнительно обожженного при
температуре 1450—1600° С глинозема осуществляют в шаровых мель-
ницах периодического действия сухим или мокрым способом, а также
на вибрационных и струйных мельницах. Хрупкие сферолиты глинозе-
ма диаметром 20—70 мк не требуют при помоле дробящих усилий,
создаваемых падением шаров. Поэтому измельчение глинозема обычно
осуществляют в мельницах с мелкими шарами, футерованных резиной
или корундовой плиткой. Наиболее эффективен мокрый помол с приме-
нением стальных шаров диаметром 5—10 мм, обладающих большой
истирающей поверхностью. Измельчение корундовыми шарами происхо-
дит приблизительно в 2 раза медленнее, чем стальными. При продол-
жительном измельчении (более 20—30 ч) глинозема, особенно дополни-
тельно обожженного при 1450—1600° С, стальными шарами происходит
значительный (порядка 1—2% и более) намол железа, который в даль-
нейшем приходится удалять промыванием глинозема горячей соляной
кислотой. Эта операция в значительной степени усложняет технологи-
179
ческий процесс. Однако такая обработка способствует растворению
и удалению других примесей, и в первую очередь особо вредную окись
натрия, содержащуюся в исходном глиноземе в количестве до 0,5—
0,6%. В промытом глиноземе сумма примесей снижается до 0,15—0,2%,
в том числе Na2O до 0,05—0,10%- Существуют и другие способы очист-
ки глинозема от Na2O. При сухом помоле в шаровых мельницах измель-
Рис. 69. Кинетика мокро-
го измельчения техниче-
ского глинозема мелки-
ми стальными шарами
при соотношении по ве
су глинозем : вода : ша-
ры 1:1:4
Размер фракций: 1 — >
>10 мк; 2—10—5 мк;
3 — 5—2 4 — 2—I мк;
5 — <1 мк
чение глинозема протекает значительно медленнее, чем при мокром. При
этом не удается достигнуть высокой степени измельчения, так как гли-
нозем слеживается на стейках мельницы. Преимуществом сухого помо-
ла является то, что в этом случае отпадает операция обезвоживания,
шлама, необходимая при мокром помоле. Сухой помол в трубомельнице
осуществляют при подготовке глиноземного компонента муллитового
и муллито-коруидового брикета
В
Рис. 70. Кинетика мокрого измельчения
глинозема, обожженного при 1450° С мел-
кими стальными шарами при соотноше-
нии по весу глинозем : вода : шары
(1:1:2)
Размер фракций: / — >5 мк; 2 — 5—3 мк;
3 — 3—2 мк; 4 — 2—1 мк; 5 — 1—0,5 мк;
6 — <0,5 мк
производстве высокоглиноземистых
огнеупоров. Сухое измельчение глп
позема в вибромельницах дает воз-
можность достигнуть необходимой
степени диспергации без существен-
ного засорения его металлом в зна-
чительно меньшие сроки. Так, при
2—З-ч сухом помоле глинозема в
малой (емкостью 10 л) вибромель-
нице достигается степень измельче-
ния, аналогичная 20—ЗО-ч мокрому
помолу мелкими стальными шара-
ми в шаровой мельнице. При этом
намол железа в вибромельнице не
превышает 0,1—0,2%. Мокрый по-
мол в вибромелышце менее эффек-
тивен.
Изменение зернового, состава
технического глинозема при мок-
ром его измельчении стальными
шарами диаметром 5—6 мм иллю-
стрировано рис. 69. График показывает, что основное измельчение ис-
ходных сферолитов глинозема практически завершается уже после 2 ч
помола, так как количество зерен крупнее 10 мк снижается до 10%. Пос-
ле 6—10 ч измельчения осколков сферолитов крупнее 5 мк практически
не остается (меньше 10%). При дальнейшем помоле лишь постепенно
увеличивается количество зерен меньше 1 .мк за счет измельчения зерен
размером 2- 5 мк. При помоле свыше 20—30 ч измельчение глинозема
практически прекращается. Количество зерен менее 1 мк достигает
180
50%. Более активный ход измельчения стальными шарами имеет глино-
зем, предварительно обожженный при 1450° С (рис. 70). Зерна крупнее
5 мк исчезают через 4-—6 ч помола. Количество зерен размером менее
1 мк увеличивается за счет измельчения зерен величиной 2—3 мк. Пос-
ле 20 ч процесс измельчения затухает. Количество зерен менее 1 мк
достигает 65%. При помоле фарфоровыми или корундовыми шарами
период измельчения сферолитов и их крупных обломков (более 5—
10 мк) затягивается и составляет 10—15 ч.
Практика тонкого помола глинозема показывает, что при увеличении
диаметра мелющих шаров или уменьшении их количества (что сопро-
вождается сокращением мелющей поверхности), уменьшении плотности
материала шаров, при излишнем разжижении шлама или его чрезмер-
ном загустевании не достигается необходимая тонина помола.
Чистота технического глинозема, характеризуемого общим содер-
жанием минеральных примесей до 0,5—1%, позволяет использовать его
в тонкоизмельченпом состоянии в качестве сырья для производства
прежде всего спекшейся высокоогнеупорной керамики различного на-
значения, чисто корундовых огнеупоров зернистого строения, синтети-
ческого муллита, а также в качестве добавок для изготовления мулли-
то-кремнеземистых и муллито-корундовых огнеупоров. Муллито-кремне-
земистые огнеупоры, содержащие менее 60—70% AI2O3, целесообразнее
изготавливать из природного алюмосиликатного сырья высокой степени
обогащения.
Муллито-кремнеземистые и муллито-корундовые изделия
Технология муллито-кремнеземистые и муллито-корундовых огне-
упоров имеет много общего с технологией многошамотных изделий. Ос-
новой производства является получение плотноспекшегося высокогли-
ноземистого шамота, который служит наполнителем и связывается при
формовании изделий 15—20% пластичной спекающейся огнеупорной
глиной, каолином или смесью глины и глинозема такого же состава, что
и наполнитель.
Брикеты изготовляют из тонкомолотого технического глинозема и
огнеупорной глины или каолина. Огнеупорная глина служит исходным
компонентом для синтеза муллита в наполнителе и изделии и одновре-
менно выполняет роль связующего для глинозема при формовании бри-
кета. Для синтеза муллита может быть использован и гидрат глинозе-
ма. Так как процесс муллитообразования протекает при 1300—1400° С,
то замена технического глинозема гидратом не вносит изменения в этот
процесс. Большая величина усадки брикета, идущего в помол, не имеет
значения.
Процесс образования муллитового брикета схем-атически может
быть представлен в следующем виде.
Первая фаза превращений при температуре ниже 1200—1300° С:
технический глинозем V-AI2O3 -> а-АЬОз;
глина прокаленная 3(Al2O3-2SiO2) —>3Al2O3-2SiO2 + 4SiO2.
Вторая фаза взаимодействия глинозема с избыточным кремнеземом
при температурах выше 1250—1300° С:
6AI2O3 + 4SiO2~>2(ЗА12Оз-25Ю2) + 3Al2O3-2SiO2 (из глины).
Для полного связывания кремнезема, освобождающегося при кри-
сталлизации муллита из глины, необходимо на 100 вес. ч. глины (40%
А120з) или каолина (45% А120з) вводить соответственно 100—90 вес. ч.
глинозема. Однако характер взаимодействия компонентов не изменяет-
ся и при ином их соотношении. Содержание А12О3 в брикете определяет-
181
ся требованием к количеству А12О3 в готовом изделии. Так, для получе-
ния огнеупора муллитового состава (70% А12О3) содержание А12О3.
в брикете, учитывая 20% связующей глины в изделии, должно состав-
лять около 80%, а для огнеупора с 80% А12О3— содержание А120з.
в брикете возрастает до 90%. В первом случае в брикет помимо глино-
зема следует ввести около 30% огнеупорной глины, во втором —15% *.
Высокая степень дисперсности компонентов брикета и тщательное их
смешивание, например, в виде шликеров после мокрого помола в про-
пеллерной мешалке или сухих порошков в шаровой мельнице, обеспе-
чивают завершение муллитизации при 1400—-1500° С и спекание брике-
та при 1500—1650° С.
Спекшийся высокоглиноземистый шамот с водопоглощением менее
3% измельчают до требуемого зернового состава. В качестве связки
к нему добавляют 15—20% спекающейся огнеупорной глины или смесь
глины и глинозема муллитового состава. Такой шамот при предельной
величине зерна 1,5—2 мм должен содержать около 50% наиболее мел-
кой фракции (менее 0,1 мм). Твердость и плотность этого шамота весь-
ма затрудняют тонкое его измельчение. Процессы обработки массы и
формования изделий те же, что и в производстве высококачественных
многошамотных изделий. Температура обжига этих изделий около
1500—1650° С, цель обжига — полное спекание связки с «шамотными»
зернами и максимальное уплотнение изделия.
Содержание А12О3 в изделиях обычно колеблется в пределах 60—
80%; регулируют его, изменяя количество глинозема в брикете. Сумма
плавней находится в пределах 2—3%, что обуславливает высокие тем-
пературы деформации под нагрузкой: Н. Р. — до 1550—1600° С, 40%
сжатия—1800° С. Пористость высокоглнноземистых изделий составля-
ет около 15—20%, предел прочности при сжатии 1500—2000 кГ]см2
(табл. 20).
Таблица 20
Свойства муллитовых изделий
Андалузит . .
Дистенсиллима-
нитовый концент-
рат .
Диаспор . .
Синтезирован-
ный муллит
Исходное сырье
0,75
2
0,1
1,5
15
7
20
2,35
2,6
2,05
2,7
17
10
28
16
Температ: оа де-
формаций ь °C
1450 1550 1650
1570
1620
По данным
Н. И. Воронина
1500
1580
1550
1650
1700
1800
Украинского ин-
ститута огнеупо-
ров
В А Рыбникова
Подольского за-
вода огнеупорных
изделий
* В том числе 4,5% ZrO2.
В шамоте, содержащем более 68—72% А12О3, параллельно с мул-
литом образуется и корунд. Связывание такого шамота огнеупорной
глиной вызывает возникновение в процессе обжига «вторичного мулли
* Метод расчета см. справочник «Огнеупорное произво ,ство», т. 1, И., «Металлур-
гия», 1965, стр. 395.
182
та» из корунда брикета и избыточного кремнезема муллитизирующейся
глиняной связки. Этот процесс сопровождается объемным расширени-
ем, так как из смеси веществ с большей суммарной истинной плотностью
(корунд — 4; глинистое вещество — 2,7) образуется муллит с истинной
плотностью 3,15. Объемное расширение, происходящее при обжиге изде-
лия в интервале 1300—1500° С, вызывает некоторое разрыхление огне-
упора и уменьшение его плотности. Это разрыхление можно избежать,
связывая муллито-корундовый шамот смесью глины с тонкомолотым
предварительно обожженным глиноземом, который легче и при более
низких температурах без разрыхления связывает в муллит свободный
кремнезем. Это одновременно позволяет заменить глиноземом необхо-
димое количество мелких фракций шамота и тем самым повысить плот-
ность изделий.
Корундовые изделия
Исходным сырьем при производстве корундовых изделий является
технический глинозем, а также тонкодисперсные порошки электроплав-
леного «белого» корунда. В основе технологии полностью спекшихся
корундовых изделий лежит предварительный обжиг глинозема при
1450—1600° С и его тонкое измельчение до величины зерна менее 2—
3 мк. Полное спекание изделия обуславливается диффузионными про-
цессами, происходящими за счет поверхностной энергии тонкодисперс
ного порошка и дефектов (прежде всего вакансий) кристаллической ре
шетки а-глинозема. Повышение температуры предварительного обжига
глинозема (до 1700—1800°С), тем более его плавления, нецелесообраз-
но, так как это затрудняет тонкий помол, а более совершенная кристал-
лизация а-глинозема и большие размеры кристаллов затрудняют про-
цесс спекания.
Тонкое измельчение глинозема имеет особое значение при спекании.
С увеличением тонкости помола возрастает суммарная поверхность зе-
рен, на которой имеются поверхностные дефекты кристаллической ре-
шетки. При средней величине зерен порядка 5—10 мк поверхностная
энергия обычно недостаточна для завершения рекристаллизационного
спекания. В этом случае спекание может быть достигнуто за счет искус-
ственного повышения дефектности строения кристаллической решетки
корунда, например при образовании твердых растворов с добавками
ТЮ2 и МпО2 (см. главу 5 части второй).
Предварительный обжиг технического глинозема до 1450—1600° С
уменьшает усадку корундовых изделий при обжиге. Линейная усадка
полностью спекшихся корундовых изделий лежит около 15% и зависит
от плотности сырца. При получении спекшегося изделия из техническо-
го глинозема, не подвергающегося дополнительному обжигу, усадка
достигает 25—30%, что может вызвать растрескивание и коробление-
подобных изделий при их обжиге.
Способ формования полуфабриката для получения полностью спек-
шихся корундовых изделий определяется их формой и размером. Для
этих целей используют все современные методы оформления тонкоке-
рамических непластичных масс: прессование простейших по форме из-
делий с добавкой клеящих веществ, прессование и отливка сложных по
форме изделий или их заготовок для механической обработки из разо-
гретых масс с органическими термопластичными и термореактивными
добавками (см. главу 3 части второй)
Особенно широкое применение в производстве полых тонкостенных
высокоглиноземистых изделий получил способ шликерного литья в гип-
совые формы. Таким способом изготавливают тигли различного разме-
ра, выпускаемые промышленностью в большом количестве, наконечники
18»
для термопар, короткие трубы и т. п. Общие вопросы шликерного литья
были рассмотрены выше (см. главу 3 части второй). Здесь же следует
отметить основные особенности литья изделий из технического глино-
зема: минимальная вязкость суспензий из отмытого HCI глинозема до-
стигается при значениях рН = 2,0 -ь- 5,5, а в щелочной 11,5—13,5. Прак-
тически литье обычно осуществляют в кислой среде при pH = 2,5 -н 4,0.
Приготовление литейного шликера указанной кислотности совмещается
с завершением процесса отмывки глинозема от хлоридов железа, обра-
зующихся при обработке соляной кислотой материала, измельченного
металлическими шарами. Для получения указанной кислотности и до-
статочно полного удаления железа обычно необходимо провести 6—8
последовательных разбавлений и декантаций суспензии. При проме-
жуточных разбавлениях вводят небольшие дополнительные порции НС1,
ускоряющие осаждение суспензии перед очередной декантацией. Шли-
кер, доводимый до требуемого значения pH, рекомендуется вакуумиро-
вать при остаточном давлении 15—20 мм рт. ст.
Для отливки толстостенных изделий рекомендуется применять шли-
керы плотностью 2,1—2,2 г/см3', для тонкостенных (1—2 мм)— 1,8—
1,9 г!см3. Этим величинам соответствуют влажности 27—30 и 37—40%.
Литейные свойства шликеров заметно меняются в зависимости от
температуры обжига глинозема и отчасти от степени его измельчения.
Так, обжиг глинозема при 1600° С по сравнению с обжигом при 1450° С
снижает его химическую активность и количество воды, связанной ми-
целлами. В результате несколько снижается литейная влажность, уско-
ряется набор стенки (например, при одинаковой влажности с 1,3 до
1,7 мм/мин), повышается плотность отливки (примерно с 2,3 до 2,4 г]см3).
Усадка отлитых изделий при высыхании в форме составляет около 1%,
последующая усадка в обжиге до спекания — примерно 14—15%.
Низкая прочность полностью высушенных отливок может вызывать
существенные трудности в производстве. Помимо введения водораство-
римых клеящих добавок для упрочнения отливок в литейные шликеры
вводят смеси обожженного и более активного необожженного глинозе-
ма. Добавка 10% необожженного глинозема еще не оказывает замет-
ного отрицательного влияния на литейные свойства шликера и на усад-
ку отливок в обжиге, обеспечивая в то же время существенное повыше-
ние прочности высушенных отливок.
При использовании в производстве корундовых изделий огнеупор-
ной глины в качестве связки снижается содержание А120з, т. е. корун-
да, уменьшается плотность и ухудшаются огнеупорные свойства.
Температура обжига, обеспечивающая полное спекание изделий,
зависит от степени измельчения глинозема, его чистоты и размеров кри-
сталлов корунда. Для глинозема с зернами менее 2—3 мк, отмытого от
намола железа и примесей щелочи, т. е. содержащего 99,8% А12О3, эта
температура лежит около 1700° С. Введение некоторых добавок —плав-
ней, образующих при высоких температурах жидкость, позволяет не-
сколько снизить указанную температуру обжига, но вместе с тем сни-
жается температура деформации готовых изделий. Добавка плавней
дает возможность использовать менее дисперсный глинозем.
Наиболее эффективной оказалась добавка TiO2, введение которой
в количестве около 1 % снижает температуру спекания корундового из-
делия до 1500° С. Такое действие ТЮ2 обуславливается тем, что она
•образует с корундом твердые растворы внедрения, сопровождающиеся
увеличением дефектности кристаллической решетки корунда. Добавка
ТЮ2 не вызывает заметного снижения огнеупорных свойств изделий.
Подобное действие оказывает и добавка МпО2.
Чистые спекшиеся корундовые изделия характеризуются следую-
щими важнейшими свойствами:
>184
Содержание AI2O3 в % . . . 99,5—99,8
Кажущаяся плотность в г/см3 . . 3,85—3,9
Истинная » » » . 3,99 4
Пористость в %:
кажущаяся ....... менее 0,1
истинная .... . 3—5
Предел прочности в кГ/см3-:
при сжатии . 10 000—15000
» изгибе . . . 2 000—3 000*
» растяжении .... . 800—1 500
Модуль упругости в кГ1смг ... . .... около 3,8> 10е
Коэффициент термического расширения в интервале
20—1200° С .......................................... 8,5-10-е
Коэффициент теплопроводности в ккал!м-ч-град:
при 100° С 25
» 1000° С . . 5
Огнеупорность в °C........................................ 2050
Температура начала деформации под нагрузкой 2 кГ!смг
в °C . . . ................................. 1900
Они обладают высокой устойчивостью по отношению к металлам,,
шлакам, стеклу, расплавленным солям, щелочам и кислотам, в том чис-
ле и HF. Растворимость корунда (Со) в мартеновском и доменном шла-
ках приблизительно в 5—10 раз меньше, чем спекшегося шамота (40%
А120з) .
По термической стойкости спекшиеся корундовые изделия мало
отличаются от алюмосиликатных плотноспекшихся керамических ма-
териалов. Объясняется это тем, что наряду с повышенными коэффици-
ентом термического расширения и модулем упругости корунд харак-
теризуется большой теплопроводностью и прочностью. Высокую ме-
ханическую прочность корунд сохраняет и при нагревании до высоких
температур (1200°С и выше). Корундовый черепок характеризуется на-
иболее высокой прочностью и абразивными свойствами, уступая в этом
лишь карборунду (SiC) и некоторым другим карбидам. Средний размер
кристаллов корунда в спекшемся материале колеблется в широких пре-
делах— от 5—20 до 200—250 мк. Введение стеклообразующих и неко-
торых других добавок (например, MgO) позволяет значительно умень-
шить средний размер кристаллов до 5—10 мк, что одновременно
повышает прочность изделия. В этом случае, а также при повышении тем-
пературы обжига чистой корундовой керамики кристаллы приобретают
изометрическую форму. Размер кристаллов в спекшемся корунде уве-
личивается по мере повышения дисперсности исходного глинозема и
температуры обжига, а также от продолжительности выдержки при
этой температуре и введения ряда добавок (например, ТЮ2, Сг20з).
Рост кристаллов корунда сопровождается небольшим снижением проч-
ности и, по-видимому, повышением термической стойкости изделия.
При использовании для производства спекшихся корундовых изде-
лий тонких (размером менее 2—3 мк) фракций белого электроплавле-
ного корунда — «микронника» достижение полного спекания затруд-
няется, величина же полной усадки не снижается.
В процессе обжига одновременно с а-глиноземом кристаллизуется
щелочной р-глинозем, образующийся за счет имеющихся в глиноземе
примесей Na2O. Подобное образование р-глинозема происходит и при
электроплавке технического глинозема. При нагревании изделия свыше
1600° С р-глинозем разлагается и переходит в а-глинозем, a Na2O с дру-
гими примесями образует жидкость, снижающую температуру деформа-
ции материала (часть Na2O может при этом улетучиваться).
* Более высокая прочность при изгибе (3500—5000 kFIcm1) характерна для корун-
дового черепка с меньшими размерами кристаллов корунда, что достигается неболь-
шими добавками MgO (до 0,3—0,6%) или при введении некоторых добавок, образую-
щих жидкую фазу при спекании.
185
Большая линейная усадка в 15—20% и сравнительно невысокая
термическая стойкость, свойственная полностью спекшимся изделиям,
ограничивают возможность изготовления и применения крупных корун-
довых изделий. Из полностью спекшихся масс изготовляют обычно мел-
кие и сложные по форме конструкционные изделия, а также тонкостен-
ные и полые. Для кладки стен или сводов печей такие корундовые из-
делия непригодны.
Корундовые изделия зернистого строения
Введение в состав массы корундового наполнителя (шамота) дает
возможность придать огнеупору зернистое строение, уменьшить усадку
в обжиге до 1—2% и получить изделия с удовлетворительной термиче-
ческой стойкостью, но и с более высокой пористостью (15—20%).
Чистый корунд встречается в природе весьма редко и не исполь-
зуется в промышленности. Для производства корундовых изделий зер-
нистого строения в качестве наполнителя может быть использован так
называемый белый электроплавленый корунд, выпускаемый для нужд
абразивной промышленности в виде узких фракций определенных раз-
меров. Другие, менее чистые марки абразивного корунда для производ-
ства корундовых изделий непригодны.
Для изготовления высококачественных корундовых огнеупоров
вполне пригоден также спекшийся корунд, полученный из технического
глинозема по упрощенной технологии (без предварительного обжига
глинозема перед помолом и без его очистки после помола в вибромель-
нице (см. стр. 179), а также бой корундовых изделий. Высокое содержа-
ние AI3O3, постоянство объема в обжиге, мелкокристаллическое строе-
ние, плотность и высокая прочность позволяют заменять электроплав-
леный корунд спекшимся.
Использование в качестве наполнителя электроплавленого корунда
экономически более рационально, чем спекшегося. Расход электроэнер-
гии на выплавку корунда составляет около 2000 квТ'Ч)т. Это лишь не-
многим превышает расход тепла, затрачиваемого на спекание брикета.
В то же время технологическая схема производства изделий из плавле-
ного корунда упрощается. Из нее выпадают сложные и трудоемкие опе-
рации по тонкому измельчению глинозема, формованию и сушке бри-
кета. Глиноземистая связка в том и другом случае одна и та же.
Изделия из корунда на глиняной связке. Технология таких изделий
основывается на связывании огнеупорной глиной зерен корунда различ-
ной величины. Необходимое количество связующей глины, обеспечиваю-
щее оформление сырца, зависит от способа изготовления изделий. При
полусухом прессовании это минимальное количество связующей глины
равно 10—15%, при пластическом формовании — 20—30%. Обжигают
изделия при температурах около 1500° С. Дальнейшее повышение тем-
пературы обжига до 1600°С вызывает лишь некоторый подъем темпера-
туры начала деформации.
Принципиальная схема образования при обжиге корундового огне-
упора на глинистой связке подобна схеме образования муллито-корун-
дового огнеупора (см. стр. 181). Смысл этого процесса заключается
в том, что при обжиге корундовых изделий свободный кремнезем, обра-
зующийся при муллитизации огнеупорной глины, являющейся связкой,
начиная с 1300° С взаимодействует с находящимся в избытке корундом
и также образует вторичный муллит. Активность этого взаимодействия
зависит от размера и количества наиболее тонких зерен корундового на-
полнителя. Образовавшаяся в процессе обжига связка содержит поми-
мо муллита и корунда все плавни из глины, поэтому температура ее
размягчения лежит ниже температуры размягчения чистого муллита.
’86
Таблица 19
Характеристика основных форм окиси алюминия
Форма Теоретическое содержание А12Оз в % Истинная плот- ность в г/см3 Изменение при нагревании
Гидраргиллит (гиббсит)
А12О3-ЗН2О . 65,4 2,3—2,4 При температуре 290— 340° С переходит в бё- мит А12О3 Н2О
Бёмит А12О3-Н2О .... 85 3,01 При температуре 490— 550° С переходит в у-гли- нозем
Диаспор А12Оя-Н2О . . 85 3,3—3,4 При температуре 450— 500° С переходит в а-гли- нозем
у-глинозем А12О3 .... 100 3,42—3,47* Выше температуры 900—1200°С постепенно переходит в а-глинозем
а-глинозем А12О3 .... Р-глинозем**: 100 3,99—4 Устойчивая форма
R2O-11A12O3 ...... 94 3,3 ( Выше температуры
RO*6A12O3 90 3,6 J 1600° С разлагается и пе- реходит в а-глинозем и расплав
* Для явно кристаллического у-глинозема истинная плотность 3,6.
** Р-глинозем не является минералом определенного состава, а представляет собой
ряд алюминатов переменного состава. В состав этих алюминатов входят щелочные
окислы — Na2O или щелочноземельные — СаО, BaO, SrO, MgO и др. Составы их точно
не установлены. Щелочной Р-глинозем обычно образуется как в электроплавленом,
так и в спекшемся корунде. Образование щелочного р-глинозема обуславливается
примесью (около 0,5—0,7%) Na2O в исходном техническом глиноземе.
сложного обогащения, является Аркалыкское. Содержание А12О3 в наи-
более богатых разновидностях достигает здесь 60—70% (на прокален-
ное вещество) при сумме плавней около 2—3%. Огнеупорность мате-
риала из бокситов достигает 1900° С.
Практическое значение для огнеупорной промышленности представ-
ляют и диаспоровые породы. Обогащение акташского диаспора позво-
ляет получить концентрат, характеризующийся приблизительно сле-
дующим химическим составом (в % на прокаленное вещество): А12О3
70—72, SiO2 20- -25, сумма плавней 3—3,5; огнеупорность 1850—1880° С.
Очевидно, что при сравнительно невысокой сумме плавней значительное
содержание кремнеземистых примесей в диаспоре не является препятст-
вием к применению его в качестве высокоглиноземистого сырья.
Свойствами диаспорового концентрата, определяющими характер
его использования в производстве огнеупорных изделий, являются: вы-
сокая дисперсность (величина зерен менее 0,1 мм), отсутствие связую-
щей способности, небольшая усадка в обжиге (1,5%), при температу-
рах выше 1500° С расширение, по-видимому, за счет запаздывающей
реакции образования муллита из а-глинозема и примесей кварца. Воз-
можна и кристаллизация кристобалита из кварцевых примесей. Поэто-
му диаспоровый концентрат в сыром виде можно вводить в массу, из-
готовленную на связке из пластичной спекающейся огнеупорной глины.
Однако при этом строение огнеупора носит монолитный характер, что
неблагоприятно отражается на условиях обжига и термической стойко-
сти изделий. Для получения огнеупора зернистого строения концентрат
приходится предварительно брикетировать на глиняной связке, обжи-
гать при 1500°С и вводить в массу в виде шамота определенной зерни-
стости. Изделия можно изготовлять аналогично многошамоту с 10—15%
связующей глины. Готовые изделия, обожженные при температуре око-
178
ветствующей структуры — подбором зернового состава наполнителя и
количеством связки. Предельная температура службы такого огнеупора
лежит около 1850—1900° С.
Стойкость плотного корундового огнеупора по отношению к кислым
и основным шлакам, а также расплавленному стеклу значительно более
высокая, чем прочих алюмосиликатных огнеупоров. Это обуславливает-
ся относительной инертностью корунда к химическому взаимодействию.
Стекловидное вещество в таких изделиях практически отсутствует.
Опыты прессования электроплавленого корундового наполнителя
при высоких прессующих давлениях порядка 1500—2000 кГ/см2 уста-
навливают возможность получения достаточно плотного и прочного из-
делия без введения указанной выше тонкодисперсной связки. Необхо-
димая связь между корундовыми зернами в процессе обжига обуслав-
ливается срастанием зерен по межзерновым контактам, образующимся
на стыке зерен при больших прессующих давлениях. Одновременно в та-
ких условиях прессования образуется и некоторое количество мелких
фракций из дробящихся при прессовании крупных зерен корунда. В этих
областях контактов создаются благоприятные условия для диффузион-
ного спекания или припекания. Температура деформации под нагруз-
кой таких изделий, их прочность и плотность даже несколько превыша-
ют эти свойства для корундовых изделий на тонкодисперсной связке.
Такой путь производства изделий зернистого строения из электроплав-
леных чистых материалов, не требующий сложной операции подготов-
ки чистой тонкодисперсной связки, несомненно представляет значитель-
ный экономический эффект.
4. Плавленые огнеупоры
Одним из наиболее сложных крупноблочных видов фасонной кера-
мики являются брусья стекловаренных печей. В довоенные годы един-
ственным огнеупором для стеклобруса являлся шамотный, изготавли-
вавшийся ручным формованием и трамбованием. Продолжительность
кампании стекловаренной печи с таким огнеупором не превышала 8 ме-
сяцев. Температуры выплавки стекла лежали в пределах 1400—1450° С.
Все ранее предпринятые попытки механизации формования стеклобру-
са— литьем водного шликера, протяжкой через мощный вакуумный
пресс, пневматическим трамбованием — не привели к решению этой
проблемы.
Необходимость более высоких температур для варки стекломассы
и повышение производительности стекловаренной печи выдвинули про-
блему разработки более плотного и химически стойкого огнеупора. Не-
обходимость в таком огнеупоре также обуславливалась и различной
степенью разрушения стеклобруса в отдельных частях ванной печи,
обычно полностью заменявшегося при холодном ремонте. Наибольшему
разрушению подвергались брусья, находящиеся на уровне зеркала стек-
ломассы в варочной части печи, наименьшему — донные брусья и брусья
в выработочной части печи.
Плотные плавленолитые высокоглиноземистые брусья были полу-
чены путем расплавления шихты в дуговых электропечах и разливки
расплава в теплоизолированные формы. Таким способом сначала были
получены муллитовые, затем муллито-циркониевые, корундовые и, на-
конец, циркониево-корундовые или бадделеито-корундовые брусья. Раз-
работка технологии массового производства этого набора плавленоли-
тых стеклобрусьев явилась в настоящее время решением проблемы как
удлинения кампании печи при более или менее одинаковой продолжи-
тельности службы огнеупора в различных ее зонах, так и возможности
повышения температуры выплавки стекломассы различных составов.
188
Основа технологии получения таких электроплавленых изделий не-
зависимо от их химико-минералогического состава заключалась в сле-
дующем: шихта, рассчитанная на определенный химический состав, в
виде исходных порошков или брикетов из них (это предотвращает пы-
ление) расплавляется в ванне дуговой печи. Расплав в огненно-жидком
состоянии выливается из печи в формы. Отливка в форме или без нее
охлаждается в теплозащитной засыпке из диатомита. Основным агре-
гатом производства является дуговая электропечь, состоящая из сле-
дующих важнейших частей: кожух печи, электрододержатели, механиз-
мы для передвижения электрододержателей и наклона кожуха печи для
выливания расплава в формы, трансформатора мощностью до 2500 кеа.
Футеровкой печи служит гарниссаж из расплавляемого материала,
крышку к ней футеруют огнеупорным бетоном на высокоглиноземистом
цементе с наполнителем, близким по составу к выплавляемым брусьям.
Кожух и крышка имеют наружное водяное охлаждение. Загруженная
в печь шихта расплавляется за счет тепла, выделяемого вольтовой ду-
гой. Расплав, полученный при температуре около 2000° С, выливается
при наклоне печи в формы, которые изготавливают сборными из пес-
чаных, графитовых или металлических плит. Отлитый брус в форме или
без нее помещается в ящик с засыпкой из диатомита и подвергается
естественному охлаждению в течение 10—15 суток. Обычно для умень-
шения усадочной раковины брусья отливаются с прибыльной частью,
составляющей 15—25% объема бруса. Прибыль откалывают от бруса
в холодном или горячем состоянии (сразу после затвердевания распла-
ва). В некоторых случаях для полного устранения усадочной раковины
объем прибыльной части увеличивают до 70—100% общего объема бру-
са. В этом случае прибыль отрезают от бруса в холодном состоянии ал-
мазным инструментом. Отдельные рабочие грани бруса шлифуют при
помощи алмаза. Обычный размер брусьев 600X400X250 мм.
За смену на печи указанной мощности 2500 кеа производят два
слива по 2,5—3 т, т. е. 5—6 т. При каждом сливе отливается около 10—
20 брусьев весом от 120 до 200 кг в зависимости от размеров. На при-
быль обычно расходуется около 15—25 кг расплава. Материал прибыли,
так же как и брак, идет в переплав. На выплавку 1 т брусьев расходует-
ся около 3—4 тыс. кет • ч.
Производство плавленолитых огнеупоров началось с выплавки мул-
литовых стеклобрусьев. Первоначально предполагалось использовать
для этих целей боксит — наиболее дешевое и доступное высокоглинозе-
мистое сырье, непригодное для производства формованной высокогли-
ноземистой керамики. Этот вид сырья обычно содержит значительное
количество примесей — прежде всего Fe2O3, а также СаО и TiO2. Разли-
чаются бокситы и по природе гидрата глинозема — гидраргеллитовые
и диаспоровые бокситы. Процесс плавки муллита из боксита должен
предусматривать восстановление как Fe2O3, так и избытка SiO2 до обра-
зования ферросилиция FenSim (обычно Fe3Si). Последний, как более тя-
желый расплав, собирается на дне печи под расплавом муллита и сли-
вается раздельно.
Восстановительный процесс идет за счет добавленных кокса, дре-
весных опилок и углерода электродов. Ход этого процесса может быть
охарактеризован следующей реакцией:
А12О3 + SiO2 + Fe2O3 + С—>3Al2O3-2SiO2 + FenSim + СОг.
Наиболее благоприятным глиноземным модулем в этом случае яв-
ляется соотношение А12О3: SiO2=2,70 -г- 2,90. Однако колебания в хи-
мико-минералогическом составе боксита не позволяют рассчитать и точ-
но воспроизвести восстановительный процесс до указанного предела
в колебаниях глиноземного модуля. Отливка при этом характеризуется
189
колеблющимся соотношением кристаллической (муллит) и стекловид-
ной (кремнеземистое стекло) фаз и различным кристаллическим строе-
нием. Повышение содержания Na2O и СаО ведет к частичному разло-
жению муллита с образованием корунда и дополнительного количества
стекловидной фазы. Эти колебания в фазовом составе и характере кри-
сталлизации литого бруса связываются с возникновением напряжений
и образованием трещин при охлаждении. Выход брака достигает 40—
60%. Примеси и избыток стеклофазы снижают стеклоустойчивость этих
огнеупоров.
Эти особенности плавки боксита заставили перейти к производству
муллитовых брусьев из чистого вида сырья — глинозема (см. стр. 179).
В качестве кремнеземсодержащего компонента использовались добавки
каолина, огнеупорной глины и кварцевого песка в количестве, обеспе
чивающем содержание SiO2 порядка 25—27%. Сумма плавней при этом
сократилась с 6—7% до 3—3,5%. Глинистая добавка выполняет одно-
временно и функции связки для брикетирования шихты.
При глиноземном модуле ниже 2,7 (А12О3 меньше 72%) содержание
стеклофазы превышает 15%, муллит имеет крупнокристаллическое
строение, увеличивается брак по трещинам. При модуле в пределах
2,7—2,9 (А12О3 72—74%) содержание стеклофазы уменьшается до 12%,
структура становится мелкокристаллической, брак по трещинам сни-
жается до минимума. Дальнейшее увеличение глинозема в шихте, осо
бенно в присутствии избытка СаО и Na2O (более 1—1,5%), ведет к об
разованию корунда, увеличению количества стеклофазы и браку по тре-
щинам. Стеклоустойчивость муллитовых брусьев с содержанием
плавней в пределах 2—3% становится выше, чем у загрязненных, однако
сильно уступает другим видам плавленых огнеупоров (см. табл. 22).
Сравнительно небольшая стеклоустойчивость муллита и способность
его в присутствии таких стеклообразующих окислов, как Na2O и СаО,
разлагаться на корунд и стеклофазу заставило промышленность перей
ти к производству циркониево-корундовых огнеупоров. В настоящее вре-
мя наша промышленность выпускает стеклобрусья с содержанием око-
ло 20, 33 и 42% ZrO2, именуемые бадделеито-корундовыми, или сокра-
щенно «бакором». В шихту вводится ZrO2 в виде ZrO2 и цирконового
концентрата (ZrO2-SiO2), очищенного от железа, А12О3—в виде гли-
нозема, SiO2 — песком или цирконом. Готовые изделия имеют следую-
щий приблизительный химический состав (табл. 21).
Основной кристаллической фазой
Таблица 21 являются бадделеит (ZrO2) и корунд
Химический состав бакора в % (А120з), большая часть которых пред
Бакор А12О, ZrO2 SiCj Плавии
20 62 20 15 3
33 50 33 13 3
42 45 42 12 1,5
кого расширения отдельных
ставляет тесную смесь совместного оса-
ждения из расплава. Содержание стек-
лофазы колеблется в пределах 15—20%.
В процессе отжига быстрое охлаждение
поверхности бруса вызывает некоторое
передвижение стеклофазы в централь
ную часть бруса. Со своей стороны, это
вызовет некоторое различие в плотности,
фазовом составе и величине термичес-
частей бруса. Указывается также, что при
высоком содержании ZrO2 наблюдается неравномерность сжатия или
расширения кристаллического циркония (бадделеита) в связи с его по-
лиморфизмом в области 1000—1200° С. Добавка некоторого количества
СаО способствует переходу моноклинной формы ZrO2 в стабильную ку-
бическую (см. стр. 299).
Сравнительно невысокая стеклоустойчивость и повышенная пори-
стость корундовых литых брусьев обуславливает их небольшое приме-
190
некие в стекольной промышленности. Однако такие изделия находят
применение в металлургии для кладки доменных печей, подины нагре-
вательных печей и в некоторых других областях.
Выплавка чистых корундовых брусьев освоена в Венгерской Народ-
ной Республике. Эти брусья содержат около 99% АБОз, но имеют боль-
шую истинную пористость (20—25%). При быстром охлаждении в мо-
мент заливки в сборные металлические или графитовые формы и после-
дующем медленном охлаждении в термоизоляционной засыпке отливки
получаются пористыми с кажущейся плотностью порядка 3,1—3,15 г!см*
и усадочными раковинами. При выплавке специальных более плотных
(например, доменных) брусьев в целях уменьшения усадочных рако-
вин их отливают с высокой прибылью. В этом случае более медленное
охлаждение центральной части отливки смещает усадочные раковины
в прибыльную часть. Кажущаяся плотность достигает 3,4—3,5 г) см?
(истинная пористость 15%), однако уменьшается их термическая стой-
кость. Более высокая плотность и химическая стойкость литых корун-
до-бадделеитовых брусьев обусловливает значительно большую их
устойчивость в условиях активной химической коррозии стекломассой.
Важнейшим процессом в производстве плавленолитых крупноблоч-
ных огнеупоров является их отжиг, который в настоящее время прово-
дится в термостате до известной степени произвольно. При охлаждений
отливки в песчаных формах поверхность бруса в начальных стадиях
охлаждения не претерпевает резкого переохлаждения. Однако затвер-
девание внутренней части бруса замедляется. При охлаждении отлив-
ки в разъемных формах (графитовых или чугунных) ее поверхность бы-
стро переохлаждается, что, в частности, необходимо для переноса
отливки в диатомитовый термостат. В этих условиях охлаждения ха-
рактерными являются отколы углов и ребер. В меньшей степени на-
блюдается перераспределение стекловидной фазы. Указывается, что пе-
репад температуры между поверхностью и центральной частью бруса
более 200—250°, обычно наблюдаемый в первый час охлаждения, яв-
ляется наиболее опасным, ведущим к растрескиванию отливки. Решени-
ем вопроса регулируемого режима отжига по заданной научно обосно-
ванной кривой может быть только отжиг в туннельной печи.
Приводимые в табл. 22 ориентировочные данные по величинам стек-
лоустойчивости и продолжительности службы стеклобрусьев, различных
по химико-минералогическому составу, позволяют решить вопрос об
одновременном холодном ремонте всех частей современной стеклова-
ренной печи.
Таблица 22
Свойства плавленолитых огнеупоров
Огнеупор Содержание окислов в % Кажущая- ся плот- ность в г/см3 Стеклоус- гой чи весть при 1470 °C в мм,'сутки Средняя про- должитель- ность службы в печи в месяцах
ZrO2 А12О, SiO2
Муллит =— 72 26 3 0,7 10—15
Муллит (5% примеси) . Муллит керамического — 70 24,5 — 1,8 —
производства . . . Бакор: — — 1—1,2 —
20 . . 20 62 15 3,2 0,3—0,4 20—30
33 . 33 52 13 3,4—3,6 0,2 40—50
42 42 45 12 3,7—4 0,1 65
Корунд . . . 95—98 3—1 3,2—3,4 — 25
Плавленолитые огнеупоры характеризуются такими примерно свой-
ствами: кажущаяся пористость обычно не превышает 1-—3%, истин-
191
ная — у бадделеито-корундовых и муллитовых составляет около 10%.
у корундовых — около 20%; предел прочности при сжатии находится в
пределах 7000—4000 кГ/см2, при изгибе—1200—1000 кПсм2, огнеупор-
ность— 1760—1800° С; температура деформации под нагрузкой мало от-
личается от огнеупорности; коэффициент термического расширения ле-
жит в пределах 20—1500° С 6—7,5-10-6 1°С.
В последние годы за рубежом заметно возрос интерес к примене-
нию плавленолитых огнеупоров в металлургии. Одним из таких объек-
тов, показавшим особенно большую эффективность применения мулли-
товых и корундовых плавленолитых изделий, оказались мощные нагре-
вательные печи прокатных цехов. Применяющаяся в этих печах для
выкладки пода магнезито-хромитовая набивка активно взаимодействует
с окалиной — идет насыщение периклаза окислом железа, что требует
частой весьма тяжелой очистки и ремонтов. При использовании для
этих целей плотных плавленолитых корундовых огнеупоров А12О3 обра-
зует с основным окислом окалины вюститом (FeO) тугоплавкое соеди-
нение— герценит (FeOAl2O3) с температурой плавления 1780° С. Гер-
ценит в свою очередь дает с вюститом легкоплавкую эвтектику с темпе-
ратурой плавления 1330°С (95% FeO), несколько выше температуры
в печи (1250°). Имеются указания, что продолжительность службы ко-
рундового пода нагревательных печей по сравнению с магнезито-хро-
митовой набивкой увеличивается в 2—3 раза.
Большая вязкость расплава MgO (2800° С) не позволяет пока по-
лучать достаточно плотную монолитную отливку. Поэтому для службы
в сталеплавильных печах с основными шлаками находят применение
плавленолитые изделия на основе сочетания шпинелей MgOAl2O3
и MgOCr2O3, выплавляемых как из природных видов сырья (боксита,
магнезита и хромита), так и из чистых. Технология этих огнеупоров
весьма сходна с таковой для бадделеито-корундовых плавленолитых из-
делий. Более высокие температуры плавки (~ 2400° С) и большие ско-
рости затвердевания расплава затрудняют «выгонку пор в прибыль».
Поэтому отлитые блоки распиливают алмазным инструментом на кир-
пичи, которые используют для футеровки сталеплавильных электроду-
говых печей, сильно страдающих от разрушающего воздействия шлака.
Эти виды шпинелидных огнеупоров применяют и для футеровки ответ-
ственных зон мартеновских печей и конверторов, работающих на кисло-
родном дутье.
В настоящее время в производстве огнеупоров нашел применение
другой вид электроплавки — «выплавка на блок». Таким способом по-
лучают наиболее чистый и плотный магнезит для набивки тиглей ин-
дукционных электропечей по выплавке специальных сплавов и для ка-
чественной наварки сталеплавильных печей. Технология такой плавки
мало отличается от описанных выше. Полученный расплав остается
и охлаждается в ванне. После затвердевания блок вытаскивают из ван-
ны, разбивают на куски и подвергают необходимому измельчению. На-
иболее сложные процессы элёктролитейного производства — регулиро-
вание кристаллизации и отжига блока в этом случае отпадают. «Вы-
плавку на блок» применяют и при изготовлении наполнителей в произ-
водстве керамики из чистых окислов с зернистым строением (см. стр. 187).
Глава 3. ДИНАС И КВАРЦЕВАЯ КЕРАМИКА
1. Динас
Динасом называют огнеупорный материал, содержащий не менее
93% SiO2, изготовленный из кварцевых пород на известковой или иной
,192
связке и обожженный при температуре, обеспечивающей полиморфное
превращение кремнезема (кварца) в тридимит и кристобалит.
Модификации кремнезема и их свойства
Основным сырьем для производства динаса являются кварцевые
породы. Образующий их кремнезем может существовать при атмосфер-
ном давлении в виде нескольких кристаллических и одной аморфной мо-
дификации, полиморфные превращения которых обуславливают как ход
технологического процесса, так и
свойства изделий. Кремнезем
(безводный) известен в следую-
щих восьми модификациях:
кварц а- и 0-. тридимит а-, 0- и
у-, кристобалит а- и 0-, кварце-
вое стекло
Форма, стабильная при на-
ивысших температурах, обозна-
чается через а, следующая фор-
ма, возникающая по мере ох-
лаждения, обозначается через 0
и т. д. (рис. 71). Свойства моди-
фикаций кремнезема приведены
в табл. 23.
Рис. 71. Идеальная диаграмма состояния
системы SiC>2 в осях t и р
Наиболее распространенной
в природе формой SiO2 является 0-кварц. Он встречается в виде квар-
цевого песка, кварцитов, различных видов горного хрусталя, как со-
ставная часть изверженных пород, песчаников и как примесь в глинах
и каолинах.
Свойства модификаций кремнезема
Таблица 23
Модификация Кристаллическая форма Коэффициент свето- преломления Двупрелом- ление Истинная плот - ность в г(смл
5-кварц а-кварц Тригональный, трапе- цеэдрический, тетраэдри- ческий Г ексагонально-трапе- цеэдрический, гемиэдри- 0-1,5142, у-1,5530 При 570°С: Р-1,5352. у-1,5430 Прн 580 СС: Р-1,5328, +0,0091 +0,080 при 570 °C +0-0076 2,65
ческий у-1,5405 при 580 °C 2,533
^-тридимит Псевдогексагональные пластинки, ромбический а р-1,469, у-1,473 +0,004 2,27—2,35, искусствен- ный 2,26—2,28
6-тридимит Гексагональные пла- стинки 1,475 — 2,242*
а-тридимит Гексагональный, тра- пецеэдрический, гемиэд- ри ческий — Слабое 2,228*
0-кристобалит Ромбический псевдо- а-1,484 — 2,38—2,34
правильный Р->а-1,487 0,003 искусствен- ный 2,31—2,32
а-крнстобалит Правильный 1,466 Изотропные 2,229*
Кварцевое стекло Аморфное п—1,459 — 2,203
* При температуре превращения.
Стабильный при обыкновенных температурах 0-кварц при 573° С
превращается в а-кварц. а-кварц в земной коре не встречается, так как
13—1025 193
область его стабильности находится в пределах температур 573—870° С.
При 870° С а-кварц медленно и только в присутствии сильного плавня-
минерализатора (вольфрамата натрия Na2WOi) и при достаточном из-
мельчении переходит в а-тридимит. В присутствии же минерализаторов,
обычно применяемых в заводской практике, а-кварц при условии тон-
кого измельчения переходит в а-тридимит через промежуточную фазу
метакристобалит (по Д. С. Белянкину) при 1200—1470° С. Интенсивное
течение этого процесса наблюдается выше 1300° С. Если же в составе
массы нет плавней, то при нагревании до 1300—1450° С (по некоторым
данным, при 1050° С) а-кварц через фазу метакристобалита медленно
переходит в а-кристобалит, хотя при этих температурах стабильным
является а-тридимит (при наличии посторонних ионов).
При достаточно быстром нагревании до температуры несколько вы-
ше 1600° С оказывается возможным расплавить кварц, минуя переход
его в другие модификации. При плавлении получается жидкость высо
кой вязкости.
а-тридимит в природе не встречается, так как область стабиль-
ности его 870--1470°С. При охлаждении он через промежуточную фор-
му p-тридимит превращается в у-тридимит. При 1470° С и выше начи-
нается медленный переход в а-кристобалит. Быстрым нагреванием до
температуры выше 1670±10°С а-тридимит может быть превращен в
вязкий расплав (кварцевое стекло), а-тридимит может существовать
в метастабильном состоянии при температурах ниже 870° С, но при
температуре около 130° С он быстро переходит в р-тридимит.
Р-т р и д и м и т является лишь промежуточной модификацией, пе-
реходящей весьма быстро (уже при ~ 72° С) в у-тридимит. Область
возможного существования p-тридимита, таким образом, весьма не-
большая — от 72 до 150° С.
Переходы у—>р- ->а-тридимита связаны с относительно небольшим
его расширением, у-тридимит метастабильный, но практически при
обыкновенных температурах существующий в течение любого време-
ни. Он встречается в природе главным образом в вулканических поро-
дах в виде бесцветных или слабо окрашенных шестиугольных пласти-
нок. у-тридимит, полученный искусственно, например в динасовом кир-
пиче, образует характерные копьевидные двойники.
Тридимит не представляет собой кристаллической фазы чистого
кремнезема; он может быть получен только с помощью добавления к
кремнезему посторонних ионов. После удаления из решетки тридимита
посторонних ионов она перестраивается в кристобалитовую.
Ряд исследований показал, что все материалы, такие как кремне-
кислота, содержащая примеси в количестве от 0,03 до 0,4%, кремне-
земистое стекло с примесью 0,1%, чистый природный кварц и другие,
превращаются в тридимит (кроме кристобалита) по схеме: исходный
материал -> неупорядоченный кристобалит->тридимит.
а-кристобалит. При нагревании а-тридимита выше 1470° С
весьма медленно образуется а-кристобалит, который остается стабиль-
ным до 1728° С. При 1728° С а-кристобалит без изменения объема прев-
ращается в кварцевое стекло. При охлаждении а-кристобалит в мета-
стабильном состоянии переходит в p-кристобалит. В зависимости от сте-
пени и числа предварительных нагревов температура перехода
колеблется в пределах 240—270°. Изотропный метастабильный кристо-
балит образуется ниже предела стабильности а-кристобалита, т. е. ни-
же 1470° С, а изотропный стабильный — выше этой температуры.
P-кристобалит является метастабильной формой, которая мо-
жет существовать при обычных условиях в неравновесном состоянии и
практически бесконечно долго. Поэтому он, хотя и редко, но встречает-
ся в природе. Полученный искусственно (например, в динасовом кирпп
194
че) p-кристобалит имеет характерную структуру, напоминающую при
рассмотрении в микроскоп булыжную мостовую. При нагревании в пре-
делах 240—270° С p-кристобалит быстро превращается в a-кристоба-
лит. Это превращение сопровождается значительным увеличением
объема.
Кварцевое (кремнеземистое) стекло. Различные фор-
мы кремнезема нагреванием до высоких температур могут быть превра-
щены в расплав. Ввиду высокой вязкости расплава даже при темпера-
туре плавления а-кристобалита (1728°С), а тем более а-кварца
(1600° С) и а-тридимита (1670+10° С) полная деформация пироскопа
при определении огнеупорности этих материалов наступает значительно
позже, а именно, при 1700—1800° С. Расплавленный кремнезем может
быть охлажден без выделения кристаллов—в стекловидном состоянии
(кварцевое стекло). Кварцевое стекло при нагревании в пределах тем-
пературного интервала от 20 до 1000° С имеет очень низкий коэффици-
ент линейного расширения, равный 0,5- 10-6.
При нагревании до температуры выше 1000° С кварцевое стекло
расстекловывается не в стабильный a-тридимит, а в a-кристобалит. По-
следний при охлаждении ниже 240—270° С переходит в р-кристобалит.
Вследствие изменения объема при превращении а- 7> p-кристобалита из-
делие растрескивается. При длительном нагревании кварцевого стекла
до 800—850° С в присутствии вольфрамата натрия образуются кристал-
лы тридимита. Процесс возникновения в кварцевом стекле кристаллов
a-кристобалита протекает медленно, что позволяет использовать изде-
лия из кварцевого стекла в лабораторной и производственной практике.
Полиморфизм кремнезема имеет весьма сложный характер. В тем-
пературных областях стабильности одних кристаллических форм могут
существовать в нестабильном состоянии другие формы.
Границы превращения кремнезема могут быть изображены следую-
щей схемой:
1600°С
1050° С
I
Расплав
а-кварц
I
1 573° f
р- кварц
I
870° С Кристобалит
Метакристобалит изотропный
внешнебесструктурный
| 1250°С
; 1250° С Метакристобалит изотропный
--------- чешуйчатый
| 1450° С
1
' 1470° С а - кристобалит изотропный
-------*• чешуйчатый 1728° (
I
240° С I f 270° с Расплав
I
Р - кристобалит Кварцевое
стекло
а - тридимит_______
-150е С I t 130—190° С
Р- тридимит
-72° С I t 95—140°С
•у - тридимит
1670° С
I
Расплав
Наглядно полиморфные превращения кварца изображены па
идеальной диаграмме состояния (см. рис. 71), где представлена зави-
симость условий упругости паров р различных модификаций кремнезе-
ма от температуры t. Для медленно идущих превращений указанные
температурные границы правильны лишь в условиях весьма длителыю-
13:
195
го нагревания, тонкого измельчения исходных материалов и в присутст-
вии минерализаторов.
Превращения «-модификаций в ^-модификацию— протекают срав-
нительно быстро. В противоположность этому превращения а-кварц 7>
а-кристобалит протекают с трудом, а-кварца в тридимит — только через
а-кристобалит при наличии минерализаторов.
Важнейшим для керамической технологии следствием полиморф-
ных превращений кремнезема являются связанные с ними изменения
истинной плотности или объема, достигающие значительных величин.
Изменения объема при полных превращениях кремнезема приведены
в табл. 24.
Таблица 24
Модификации кварца и температуры превращения
Модификация Темпера- тура превраще- ния в СС Объемный эффект превраще- ния при данной тем- пературе в % Модифи кация Темпера- тура превраще- ния в °C Объемный эффект превраще- ния при данной темпера- туре в %
0-кварц -►а-тридимит 573 +0,82 а-кварц-жремнеземи- 1728 +15,5
у-тридимит-►0-триди- мит 0-кристобалит *а-кри- стобалит 0-тридимит ^«-три- димит а-кварц>а-кристоба- лит 95—140 270 130—190 1050 +0,2 +3,7 +0,2 +15,4 стое стекло а-кристобалит а-тридимит в при- сутствии посторон- них ионов а-тридимит^ а-кри- стобалит Кремнеземистое стек- ло -► а-кристобалит > 1000 1470 1000 +0,6 —0,6 —0,9
Объемные изменения в значительной мере определяют поведение
динаса в процессе обжига и службы, и поэтому их необходимо учиты-
вать, так как непостоянство объема является одной из главнейших при-
чин его низкой термической стойкости. Термическая стойкость тем мень-
ше, чем быстрее идет превращение и чем больше объемное изменение.
Изменение объема имеет большое значение для обеспечения точности
размеров изделий, термической стойкости, плотности кладки, изменения
его размеров и т. д.
Скорость и степень медленно протекающих превращений зависят
от температуры и продолжительности ее воздействия, величины зерен,
микроструктуры и присутствия минерализаторов. Высокие температуры
ускоряют превращения.
Тонковолокнистые разновидности кварца (например, халцедон1)
перерождаются быстрее, чем крупнокристаллические.
Процесс превращения а-кварца через а-кристобалит в а-тридимит,
протекающий медленно, так же как и другие превращения, можно уско-
рить введением плавней-минерализаторов. Из примесей, содержащихся
в природном кремнеземе, минерализаторами являются: окислы железа,
железистые силикаты (особенно закись железа), углекислая известь,
силикаты кальция и др.
К искусственным минерализаторам относятся известь, железная
окалина, пиролюзит, металлургические шлаки (особенно сварочные) и
др. Тонко распределенные природные минерализаторы (примеси в сы-
рье) при определенном их составе могут иногда оказывать более благо-
приятное воздействие, нежели минерализаторы, специально введенные в
1 Халцедон в кристаллографическом отношении тождествен с 0-кварцем, отличаясь
от него лишь своей морфологией — плотным или натечным строением из тонковолок-
нистых агрегатов.
196
массу. Наиболее распространенная примесь кварцитов — глинозем тор-
мозит процесс превращения кварца и затрудняет образование триди-
мита.
Чем чище природные кремнекислые вещества, т. е. чем ближе они
к чистому ангидриду кремневой кислоты, тем лучше они (при равной их
плотности) противостоят действию химических агентов. Чем меньше
плотность веществ и чем больше их удельная поверхность, тем скорее
растворяются они, например, во фтористоводородной кислоте, в щело-
чах, и тем легче реагируют: Быстрее всего растворяется аморфная крем-
невая кислота и наиболее трудно — кристаллический кварц.
Сырьевые материалы
Кварциты. Основным сырьем для изготовления динаса являются
цементные и кристаллические кварциты, содержащие не менее 95%
S1O2. Для производства динаса важен весь комплекс свойств кварцитов:
излом, микроструктура, химический состав, огнеупорность, пористость,
механическая прочность и отношение к обжигу (изменение истинной
плотности и пористости с температурой).
Имеет значение также характеристика кварцитов по внешнему ви-
ду, так как по этим признакам сортируют сырье при эксплуатации мес-
торождений. При осмотре партии и отборе пробы отмечают внешний вид
кусков, их цвет, поверхностные загрязнения и размеры кусков. Сильно
загрязненные куски отсортировывают. При изучении излома кусков об-
ращают внимание на цвет, блеск или матовость, однородность, наличие
видимых зерен кварцита и цемента, размер зерен и др.
Доброкачественные кварциты для изготовления ответственных дина-
совых изделий отличаются плотным, иногда раковистым изломом с ви-
димыми или невидимыми простым глазом кварцевыми зернами, отсутст-
вием резко выраженного сланцеватого строения и посторонних приме-
сей. Кварциты с песчанистым рыхлым изломом не могут быть отнесены
к первосортному сырью. При оценке качества кварцитов имеет большое
значение их микроструктура, которая позволяет установить, являются
ли они цементными или кристаллическими, охарактеризовать форму и
размеры кварцевых зерен и цемента и их соотношение, а также минера-
логический состав и распределение примесей. Микроструктура кварцита
до известной степени позволяет судить о его склонности к перерожде-
нию. Цементные кварциты, состоящие из зерен кварца и базального це-
мента с тончайшей структурой, перерождаются более быстро. Равно-
мерно распределенные примеси играют роль минерализаторов, ускоряю-
щих превращения, так как кристаллизация тридимита идет
непосредственно из расплава. Кроме того, примеси образуют с кремне-
земом расплавы, которые в известной степени играют роль связки.
На рис. 72 приведены микроструктуры цементных кварцитов с раз-
личной скоростью перерождения при обжиге. На рис. 72, а отчетливо
видно количественное преобладание крупных кварцевых зерен над тон-
кокристаллическим цементом, а на рис. 72,6 дана микроструктура це-
ментного кварцита с преобладанием цемента над сравнительно неболь-
шими по размеру кварцевыми зернами.
Для производства динаса в СССР применяют кристаллические
кварциты. Они сохраняют достаточно плотную структуру и после обжи-
га, но показывают наименьшую скорость превращения. На рис. 73 дана
микроструктура кристаллического кварцита, содержащего различные
по величине кварцевые зерна. Кристаллические кварциты, состоящие из
сравнительно однородных и крупных зерен кварца, более интенсивно
разрыхляются в процессе обжига. Соединение кварцевых зерен в виде
зазубренных швов противодействует рызрыхлению во время обжига. Бо-
[97
лее тонкий помол кварцита и введение железистых минерализаторов в
значительной мере уменьшают разрыхление и ускоряют перерождение.
Сырец из достаточно тонко измельченных кристаллических кварцитов
более устойчив к образованию трещин при обжиге, чем сырец из быстро
перерождающихся цементных кварцитов.
Рпс. 72. Микроструктура цементного кварцита после обжига при температуре
1460° С (Х80)
а — со средней скоростью перерождения (истинная плотность 2,4—2,5); б — быстро пере-
рождающегося (истинная плотность менее 2,4)
В качестве включений в кварцитах встречаются слюда, анортит,
щелочные полевые шпаты (часто каолинизированные), кальцит, глини-
стые и углеродистые частицы, железный колчедан, иногда зерна турма-
лина, граната, роговой обманки. Более крупные зернистые включения
этих примесей, а тем более прослойки их, безусловно снижают ценность
Рис. 73. Микроструктура криста тли
ческого кварцита (Х80)
кварцитов, используемых для произ-
водства динаса. Кварциты с резко
выраженным сланцевым строением
являются малопригодными.
Химический состав кварцитов
для производства динаса прежде все-
го характеризуется высоким содержа-
нием SiO2. На основании определения
количества и химического состава за-
грязнений, валового химического со-
става кварцита и требований к гото-
вой продукции устанавливают необ-
ходимость сортировки кварцитов, а
иногда и промывку водой для очистки
их от загрязнений. Неудаляющаяся
при этом плотная известняковая кор-
ка указывает на непригодность квар-
цита вследствие опасности образова-
ния при обжиге «дутика», что приво-
дит к растрескиванию динасового
кирпича из-за гашения свободной извести. В кристаллических кварци-
тах содержание SiO2 составляет не менее 97%.
В табл. 25 приведены данные о количестве SiO2 в исходных кварци-
тах в зависимости от необходимого содержания кремнезема в динасе.
Содержание R2O в кварцитах должно быть не более 0,25%, СаО —
не более 1 %, а для изделий ответственного назначения — не более 0,5—
198
Таблица 25
Содержание SiO2 в динасе
и кварцитах в %
Содержание в динасе SiOz, не менее Содержание в кварците
Si02, не менее А12о34- -f-TiO2, не более
95 97—98 1,2—1,3
94 96—96,5 1,5
93 95 1,5—2
Таблица 26
Разделение кварцитов
на группы по пористости
Iруппа Водопог- лощение В % Кажущая- ся пори- стость в %
Очень плотные Плотные Пористые Очень пористые До 0,5 0,5- 1,5 1,5—4 4 До 1,2 1,2—4 4—10 >10
0,8%, причем не в виде плотной корки. Количество Ре20з не должно пре-
вышать 1 %• При изготовлении динаса для сталеплавильных печей, и осо-
бенно сводового, количество А120з должно быть меньше 1—0,7%. Одним
из важнейших свойств кварцитов, определяющих возможность примене-
ния их для производства динаса, является огнеупорность, которая со-
ставляет 1750° С и выше. Кварциты с более низкой огнеупорностью
(1730° С) используют как добавки.
Наиболее ценным сырьем являются кварциты плотного строения.
Рыхлые кварциты дают пористый материал и при помоле большое ко-
личество мелочи, что ухудшает формовочные свойства масс. Влажность
пористых кварцитов в дождливое время года повышается, что осложня-
ет их помол, просев и затрудняет получение массы необходимой влаж-
ности, поскольку влагу, необходимую для формования, обычно вводят
с известковым молоком; в случае использования влажных кварцитов
всю или часть СаО вводят в виде тонкого порошка мела или известняка.
По принятой классификации кварциты, применяемые для производ-
ства динаса, разделяют по пористости на четыре группы (табл. 26).
Кварциты первой и второй групп являются основными компонента-
ми шихт для ответственных динасовых изделий. Кварциты третьей груп-
пы применяют в смеси с другими либо самостоятельно для менее ответ-
ственных изделий. Кварциты четвертой группы можно использовать
только как добавку. Ввиду наличия в СССР крупных месторождений
первоклассных кристаллических кварцитов динасовые заводы работают
на однокомпонентных шихтах.
Механические свойства кварцитов определяют их зерновой состав
при помоле, производительность помольной аппаратуры и ее износ. В за-
висимости от твердости кварциты делят на четыре группы, приведенные
ниже.
Группа Очень твердые Твердые Средней твер- дости Мягкие
Увеличение относи- тельной поверхности при 15-лшн стандартном по- моле в шаровой мельни- це До 6,5 6,5—9,5 9,5—13 13
Классификация кварцитов по пористости и механическим свойствам
является дополнительной к общей технологической классификации.
В основу технологической классификации положена скорость перерож-
дения кварцита, характеризующаяся изменением истинной плотности
после обжига до 1460° С с выдержкой в течение 1 ч при максимальной
199
температуре. Ниже приведено разделение кварцитов на группы по ско-
рости перерождения
_ Истинная плотность
1 руппа после обжига в г/см^
Быстро перерождающиеся.................................. 2,4
Со средней скоростью перерождения от 2,4 до 2,45
С замедленным перерождением . » 2,4 » 2,5
Весьма медленно перерождающиеся 2,5
Скорость полиморфных превращений фаз SiC>2 в модификации с
низкой истинной плотностью, связанная с увеличением объема, опреде-
ляет скорость повышения температуры, максимальную температуру об-
жига динаса и продолжительность выдержки при этой температуре. Из-
лишне большая скорость перерождения часто является причиной раст-
рескивания динаса при обжиге.
Пористость подавляющего большинства кварцитов после обжига
при высоких температурах увеличивается. Большая пористость и раз-
рыхление структуры динаса нежелательны, так как при этом снижается
стойкость его к механическим и, особенно, химическим воздействиям.
Качественные кварциты после обжига при температуре примерно
1460° С (с выдержкой при этой температуре 1 ч) не крошатся и не рас-
трескиваются и имеют водопоглощение не свыше 3—4%, кажущуюся
пористость — 8—10%.
Кварциты со средней скоростью перерождения, с замедленным и
весьма медленным перерождением, удовлетворяющие остальным требо-
ваниям, могут служить основным сырьем для изготовления первосортно-
го динаса при соответствующем режиме обжига. Из одних быстро пере-
рождающихся кварцитов, имеющих повышенную пористость, трудно по-
лучить динас без трещин. Поэтому такие кварциты при изготовлении
динаса можно использовать лишь как второстепенный компонент шихты
или добавки. Быстро перерождающиеся, но плотные кварциты (типа
кварцевых роговиков) при специально разработанном режиме обжига
применяют как самостоятельное сырье для динаса.
Исследования показали, что в динасовую шихту можно вводить до
25% кварцевого песка. Разработана также технология изготовления ди-
наса не только из жильного кварца, считавшегося непригодным для
производства этого огнеупора, но и из халцедона при условии его пред-
варительного прокаливания при 800° С. Основой этой технологии явля-
ется использование масс с более мелким зерновым составом (зерна ме-
нее 2—3 мм), который способствует интенсивной тридимитизации
кварца в динасе, уменьшению его роста, разрыхлению и созданию од-
нородной структуры.
Присутствие значительного количества вредных примесей (напри-
мер, слюды, анортита) может вызвать появление выплавок при обжиге
Известь. Для связывания кварцитовых зерен в сырце, получения в
процессе обжига прочного изделия и ускорения превращения кварца из
одной модификации в другую применяют обычно известь в виде извест
кового молока. Количество добавляемой извести, считая на СаО, колеб-
лется от 0,2 до 2,5% в зависимости от назначения изделий и требований
к их огнеупорности. В массу для динаса, предназначенного к службе
при высоких температурах, надо добавлять 1,5% и максимум 2% изве-
сти, а в массы для динаса, работающего при менее высоких темпера-
турах (коксовый припас), можно вводить 2,5% СаО. В массу высоко-
плотного высококремнеземистого динаса вводят 0,2—0,3% СаО.
Известь надо полностью погасить, чтобы в известковом молоке не
остались негидратированные ее кусочки. Скопление извести в виде ку-
сочков оыасно, так как она во время обжига переходит в СаО, которая
при хранении динаса на складе под влиянием влаги воздуха начинает
200
интенсивно гаситься, увеличиваясь в объеме, в результате чего в изде-
лиях образуются трещины. Вследствие гидратации плохо погашенной
извести сырец может растрескиваться, особенно при сушке. Негашеную
известь поставляют в кусках диаметром не менее 50 мм. Содержание
мелочи и пушенки допускается не свыше 5%. Окраска раздробленных
крупных кусков изнутри и снаружи должна быть одинакова. В негаше-
ной извести не должно быть загрязнений, кусков шлака, угля, золы и
других примесей.
Основным показателем пригодности негашеной извести для динасо-
вого производства является содержание активной СаО. По химическо-
му составу негашеная известь должна удовлетворять следующим требо-
ваниям: содержание активной CaO+MgO не менее 90%; СаСОз+
-l-MgCOs-—не более 5% и А12Оз+Ре2Оз + 5Ю2—не более 5%. Весьма
существенное значение имеет максимальная дисперсность гидрата окиси
кальция.
Куски негашеной нормально обожженной извести размером 70—
80 мм, залитые водой, нагретой до 15—20° С, в количестве, достаточном
для покрытия всех кусков, должны гаситься через 10 мин. Остаток из-
весткового теста после процеживания его через сито с отверстиями
0,6 мм не должен превышать 5%. Негашеную известь надо хранить в
закрытом сухом помещении на подстилке из сухой утрамбованной гаше-
ной извести слоем 200—300 мм.
Известь следует гасить полностью, по возможности удаляя пере-
жог и недожог. Для увеличения выхода теста известь лучше засыпать
в воду, а не наоборот. Еще лучшие результаты получают при гашении из-
вести горячей водой. Гасится известь в механизированных аппаратах1.
Минерализаторы. С целью связывания кварцевых зерен в монолит-
ную массу, а также для ускорения перерождения кварца в высокотем-
пературные модификации — кристобалит и тридимит — в динасовую
шихту вводят различные добавки — минерализаторы. В отсутствии ми-
нерализаторов происходит «сухое перерождение», которое сопровожда-
ется значительным увеличением объема и разрыхлением динаса.
Зерна кварца в процессе превращения в метакристобалит интенсив-
но растрескиваются. Жидкая фаза, возникающая в присутствии мине-
рализаторов при нагревании, воздействует на поверхность зерен кварца
и отчасти проникает внутрь последних по трещинам и тем самым спо-
собствует переходу метакристобалита в тридимит. Сердцевина кварце-
вых зерен, где количество минерализаторов незначительно, представля-
ет собой метакристобалит.
Образующийся из примесей сырья и специально введенной добавки
силикатный расплав растворяет метакристобалит (неравновесная фаза).
Этот процесс ускоряется по мере увеличения степени дисперсности как
примесей, так и добавок.
Из пересыщенного расплава кремнезема возникают центры кристал-
лизации стабильной модификации — тридимита, непрерывное образова-
ние и рост которых обеспечиваются образованием и растворением ме-
такристобалита на поверхности зерен кварца. От вязкости расплава за-
висит скорость диффузии и, следовательно, скорость растворения мета-
кристобалита и рост кристаллов тридимита.
Сопоставление ионных радиусов катионов минерализаторов Са2+
1,06А; Fe2+ 0,83А; Мп2+ 0,91 A; Fe3+ 0,67А; Мп3+ 0,70А показало, что до-
бавки окислов железа и марганца в большей степени повышают смачи-
вающую способность силикатного расплава, чем добавка окиси кальция,
1 Для ускорения гашения извести и получения тонкодисперсного известкового мо-
лока можно использовать тонкомолотую известь с добавкой мела.
14—1025
201
и что действие окислов железа мало отличается от действия окислов
марганца.
По П. С. Мамыкину, действие минерализаторов находится в прямой зависимости
от температуры возникновения пересыщенного расплава, и всякий сложный минерали-
затор тем более эффективен, чем выше кристаллизационная способность образующегося
расплава.
По И. С. Кайнарскому и др., интенсивность действия различных минерализаторов
на превращение кремнезема зависит от строения образуемого минерализатором равно-
весного силикатного расплава. Минерализаторы можно разделить на две основные
большие группы: расплавы, не содержащие комплексообразующие катионы (А13+, В3+,
Р5+) и способствующие тридимнтизации, и расплавы, содержащие комплексообразую-
щие катионы и не являющиеся активно тридимитизирующими независимо от количества
кремнезема в расплаве. При наличии таких минерализаторов тридимитизирующая спо-
собность расплавов снижается до полной ликвидации выделения тридимита. Известь
является довольно сильным минерализатором.
В качестве нерастворимых в воде минерализаторов кроме извести
применяют и железистые вещества: железную окалину, сварочные шла-
ки, колошниковую пыль и др.
Динас, содержащий до 1,5% одной из этих железистых добавок»
после обжига приобретает буро-коричневый или буро-зеленый цвет и
называется «черным динасом». Впервые черный динас был получен
В. Г. Грум-Гржимайло и В. В. Калининым1. В дальнейших работах по
получению черного,динаса было установлено, что наиболее активным из
железистых минерализаторов в связи с высоким содержанием окиси же-
леза (FeO) являются железная окалина, сварочный шлак, а также же-
лезистые кваоциты. Во время обжига FeO ускоряет процесс возникнове-
ния силикатов закиси железа. Последние при обжиге динаса хорошо
растворяют кварц и почти не растворяют тридимит, благодаря чему
кварц быстро перерождается в тридимит. Добавка окалины или сва-
рочных шлаков повышает выход динаса без трещин из обжига.
Вводимые в шихту железистые добавки надо тонко измельчать
(проход через сито с 900 отв!см2). Более грубые частички вводить в ших-
ту нельзя, так как они в процессе обжига динаса образуют выплавки.
Шлаки вводят совместно с известковым молоком во взвешенном состоя-
нии. При этом шлаки должны равномерно распределяться во всей мас-
се, в противном случае качество динаса ухудшается. Окислы железа
вводить в стекольный динас нецелесообразно, так как он при воздейст-
вии на него щелочей в процессе службы в стекловаренных печах подвер-
гается интенсивному износу. В шихту высококачественного динаса для
мартеновских и коксовых печей вводят 0,5—0,7% железистых добавок,
а в шихту динаса более низких сортов—максимум 1,5%, так как уже
при добавке 1,5% сварочного шлака огнеупорность динаса понижается
на 10—15°.
Добавлять железистые вещества в большом количестве не следует
также потому, что с увеличением их содержания в шихте выше установ-
ленного предела скорость перерождения не повышается. Целесообраз-
но применять железистую добавку, в которой соотношения FeO к СаО
находится в пределах от 4 : 1 до 2 : 1. При такой добавке уменьшается
рост динаса в обжиге, улучшается тридимитизация, повышается меха-
ническая прочность и снижается пористость динаса.
Технологический процесс производства
Производство динаса осуществляют в основном по схеме, приведен-
ной на стр. 203.
1 Первичное образование расплава в богатых кремнеземом смесях системы FeO —
SiOj—AI2O3 происходит при температуре 1073,5° С, т. е. ниже температур, при которых
начинается кристобалитизация кварца во время обжига динаса.
202
Технологическая схема производства динаса
Склад кварцитов
4
Дробление (щековая дробилка)
4
Помол (помольные бегуны) -<----------------------.
4 I
Просев (вибрационное сито) Отход после просева
4 4
Полезная фракция (бункера с дозирующими Тонкий помол (трубная
аппаратами) мельница, бункера с пи-
| тателями)
Шихтование ------------------------------1
4
Смешивание (смесительные бегуны)
4
Прессование (револьверные и фрикционные прессы)
4
Сушка (туннельная сушилка)
4
Обжиг (туннельные, газокамерные
и периодические печи)
Подготовка массы. Динасовые кварциты моют на дробильно-сорти-
ровочных фабриках, чтобы освободить их от земли, мягкого известняка,
глины и т. п. Дробят их обычно на щековых дробилках, дробящие щеки
которых отлиты из мартеновской стали. Затем размалывают на бегунах
и ссыпают под чашу через ее плиты с отверстиями размером 5—8 мм.
Бандажи катков делают из марганцовистой стали. Срок службы банда-
жей при трехсменной работе 6—9 мес., а броневых плит (внешнее днище
тарелки) — 4—6 мес. Для улучшения условий труда обслуживающего
персонала в кожухах бегунов для сухого помола устроены разбрызгива-
тели воды для осаждения кварцитовой пыли, а из кожухов отсасывает
ся запыленный воздух. Часовая производительность бегунов с катками
весом по 6 т в зависимости от тонины помола и механических свойств
кварцита колеблется от 10,5 до 6 т, т. е. в очень широких пределах.
Раздробленный кварцит попадает в течку, по которой материал на-
правляется в ковшовый элеватор, подающий его на вибрационное сито.
Под ситами расположены бункера с дозирующими аппаратами. В бун-
керах собирается просев кварцита на ситах, а остаток (отказ) возвра-
щается для домола в бегуны и частично в трубную мельницу. Из бунке-
ров шихта порциями 750—1000 кг поступает в чашу смесительных бегу-
нов, куда подают и известковое молоко. Производительность
смесительных бегунов для мокрого помола с катками диаметром
1600 мм и шириной 400 мм составляет 5—7 т/ч. Для получения доста-
точно прочного сырца в шихту целесообразно вводить совместно с из-
вестковым молоком сульфитно-спиртовую барду. Она повышает меха-
ническую прочность сырца. Сульфитно-спиртовая барда растворяется в
горячей воде или при помощи пара. Для производства динаса следует
пользоваться раствором сульфитно-спиртовой барды плотностью 25°
Боме. Чтобы получить раствор такой плотности, надо брать твердую
сульфитно-спиртовую барду из расчета 625 г на 1 л воды.
Время, необходимое для перемешивания массы, зависит от величи-
ны, веса и формы катков, скорости вращения чаши бегунов, величины
за1Аса, твердости кварцитов, зернового состава шихты и способа фор-
мования. Масса хорошо прорабатывается лишь при правильном распо-
ложении и исправном состоянии гребков. Совершенно недопустимо об-
разование «мертвых» пространств, где масса не прорабатывается и за-
держивается.
14’
203
Известковое молоко заливают сразу же после засыпки кварцитов.
Степень домола разных фракций кварцитов различной жесткости при
проработке устанавливают для данных бегунов опытным путем. В зави-
симости от степени домола массы регулируют крупность фракций в
шихте. Степень домола на смесительных бегунах уменьшают некоторым
сокращением времени смешивания путем добавки в шихту крупнозерни-
стых песков, повышением содержания в шихте жестких кварцитов и
увеличением слоя массы. При работе на постоянной шихте устанавлива-
ют определенное время обработки массы.
При установке на динасовых заводах центробежных бегунов «Мо-
дель-115» вес влажного замеса составляет 700—850 ка, продолжитель-
ность смешивания 4—4,5 мин. Домол шихты примерно в три раза мень-
ше, чем на тяжелых бегунах, и поэтому вводится 20- 30% кварцита
трубомельничного помола (содержание фракции <0,088 мм не менее
80%). Бегуны «Модель-115» имеют производительность в 1,7 раза боль-
ше, чем тяжелые.
Выбор и соблюдение правильного зернового состава динасовых масс
существенно влияют на качество динаса. Так, например, чрезмерно
большое количество тонкой фракции (<0,088 мм) в массе является при-
чиной расслоения сырца (перепрессовка) при прессовании и повышен-
ного выхода из обжига динаса с трещинами. Присутствие в массе из-
лишнего количества крупных зерен не позволяет получить динас с
гладкими гранями, острыми и прочными ребрами и углами, а в процес-
се обжига вызывает образование трещин вокруг крупных зерен, повы-
шает истинную плотность и рост динаса в обжиге. При службе динаса
в печах наличие крупных зерен может вызвать его разрыхление.
Динасовые массы должны иметь такой зерновой состав, который бы
обуславливал наиболее плотную структуру изделий, ограниченный по
возможности рост их в обжиге, после обжига — наименьшую истинную
плотность, а в службе — наименьшую разрыхленность.
Для обеспечения необходимого количества тонкой фракции кварцит
измельчают отдельно в шаровой трубной мельнице до частиц размером
меньше 0,088 мм. При производстве динаса из кристаллических кварци-
тов добавление в шихту тонко измельченных кварцитов является обяза-
тельным. При изготовлении динаса преимущественно из цементных
кварцитов масса должна иметь крупность зерен до 4 или 5 мм с остат-
ками на сите частиц размером 3 мм 8—12%, с содержанием фракций
меньше 0,5 мм 48—56% и фракций меньше 0,088 мм 25—30%.
В промышленности широко применяют рациональный зерновой со-
став динасовых масс из кристаллических кварцитов. Он характеризует-
ся данными, приведенными в табл. 27.
Таблица 27
Зерновой состав динасовой массы в %
Дннас Размер зерен в мм
>3 3-2 2-0,5 <0,5 0,5—0,088 <0,088
Для сталеплавления До 3 15±3 35*5 50*3 20*5 30*2
Коксовый и стекольный . Высокоплотный высоко- « 3 13*1 35*5 52*3 20*5 32*3
кремнеземистый « 2 17*2 35*3 48*2 18*2 30*2
Указанный в таблице зерновой состав позволяет получить механи-
чески прочный, плотный и неразрыхляющийся динас даже при изготов-
лении его из сырья, применение которого при старых рецептах привело
бы к разрыхлению изделий.
204
Для увеличения выхода изделий без трещин в шихту фасонных из-
делий добавляют динасовый бой, назначением которого является умень-
шение во время обжига роста изделий и, следовательно, ослабление воз-
никающих при этом напряжений. Необходимо, чтобы зерна динасового
боя в массе равномерно распределялись между зернами кварцита. Наи-
более благоприятные результаты получаются при использовании дина-
сового боя с зернами размером менее 3 мм. Содержание вводимого боя
увеличивают при повышении размера изделий. В фасонные изделия ве-
сом менее 25 кг вводят 15—20% боя, весом более 25 кг — 25% боя. При
добавке динасового боя, как и при добавке песка, зерновой состав дина-
совых масс должен оставаться в указанных выше пределах.
Для получения динасовых масс определенного зернового состава
зерна шихты должны быть несколько крупнее, так как при смешивании
в машинах, особенно на бегунах, зерна домалываются. В этом случае
зерновой состав шихты подбирают опытным путем в зависимости от
твердости кварцитов и типа машин, обрабатывающих массу.
При прессовании влажность массы составляет обычно 5,8±0,5%.
Часть влаги попадает в массу вместе с кварцитным порошком (особен-
но осенью, зимой и весной), но основное ее количество вводят с извест-
ковым молоком. Достаточная для данной массы влажность обеспечива-
ет равномерное распределение извести на поверхности кварцитных зе-
рен, благодаря чему физико-химические процессы во время обжига в ди-
насе протекают легче и полнее. Повышенная влажность благоприятно
влияет на механическую прочность сырца после сушки, предотвращая
повреждения его во время транспортирования и повышая сопротив-
ляемость материала температурным «толчкам» во время обжига. Поэто-
му целесообразно придавать массе максимальную влажность, допусти-
мую по условиям прессования.
Необходимо учитывать, что чем мельче зерна, тем больше их по-
верхность и тем выше должна быть влажность массы. Так как пористые
кварциты впитывают часть влаги, то при их применении приходится вво-
дить в массу больше воды.
Чем выше влажность динасовых масс, тем выше механическая
прочность обожженного динаса и тем лучше структура его излома. Ди-
нас, изготовленный из недостаточно влажной массы, имеет землистый
излом с легко выкрашивающимися зернами и легко крошащимися угла-
ми и ребрами.
Формование. Динас формуют преимущественно на механических
прессах с вращающимся столом на 16 форм-гнезд под давлением около
150 кГ/см2. Спрессованный сырец выталкивается из гнезд стола, его сни-
мают руками, кладут на стеллажи и направляют в сушилки. Кажущаяся
плотность свежеотформованного сырца не должна быть ниже 2,2 г/см3.
При прессовании крупных изделий для повышения удельного давления
прессования применяют столы с 8 формами. На этих прессах выпуска-
ют обычные динасовые кирпичи и несложные фасонные изделия (вклю-
чая динас для сводов мартеновских печей — кирпичи длиной 380 и
460 мм).
Производительность таких прессов зависит главным образом от
числа оборотов стола в 1 мин. Производительность пресса с 8 фор’мамп
при 2,3 об/мин 1100 шт. в час, а с 16 формами — 2200 шт. в час.
Фасонные динасовые изделия, конфигурация которых позволяет
выталкивать их из формы в вертикальном направлении, формуют на
фрикционных и гидравлических прессах. Массу перед засыпкой в форму
таки& прессов предварительно отвешивают. Сырец толщиной менее
100 мм прессуют двумя ударами, а толщиной свыше 100 мм- - тремя и
более. На фрикционных прессах формуют фасонный динас для сводов
мартеновских (540 мм), коксовых и стекловаренных печей. На этих
205
прессах можно прессовать до 1000 шт. кирпичей в смену или по весу до
7 т и более.
В настоящее время динасовые заводы оборудуются гидравлически-
ми 650-т прессами и механическими прессами большой мощности.
Сушка. На современных заводах сырец транспортируют подвесны-
ми полочными транспортерами или полочными вагонетками. Сырец су-
шат в туннельных сушилках длиной до 30 м.
Сушка динасового сырца имеет целью удалить находящуюся в нем
влагу и придать ему необходимую механическую прочность, позволяю-
щую выдержать напряжения при погрузке в печь и обжиге. Хорошо вы-
сушенный динасовый сырец содержит не более 1—1,5% воды и звенит
при ударе стальным молоточком. Его предел прочности при сжатии 40—
50 кГ/сл/2.
В туннельных сушилках процесс удаления воды протекает с весьма
значительной скоростью. Нормальный динасовый сырец можно высу-
шить за 6—9 ч, прессовый фасонный сырец весом от 8 до 12 кг — за
10—25 ч, а тяжеловесный — за 35—40 ч. Воздух, поступающий в сушил-
ки для ускорения процесса сушки, нагревается до 120—150° С. Расход
тепла на испарение 1 кг влаги в этих сушилках составляет 1100—
1200 кал/кг.
Обжиг динаса является одной из важнейших и ответственных ста-
дий технологического процесса. Качество получаемого динаса зависит
от свойств сырья, его способности к перерождению, степени измельчения
кварцитов, режима прессования, количества и состава добавок и тем-
пературного режима обжига (скорости повышения температуры, дли-
тельности выдержки при максимальной температуре и скорости охлаж-
дения) .
При обжиге динаса происходят следующие наиболее важные про-
цессы:
1) взаимодействие SiO2 и СаО, с образованием метакальциевого си-
ликата, дающего с метасиликатом закиси железа твердый раствор. При
достаточно высоких температурах образуется расплав, богатый SiO2. Йз
этого расплава выкристаллизовывается тридимит и указанный твердый
раствор, а в дальнейшем, при охлаждении, этот расплав застывает в
стекловидное вещество;
2) полиморфные превращения кварца в тридимит и кристобалит;
3) необратимое расширение динасового сырца в результате поли-
морфных превращений кварца;
4) изменения механической прочности динаса.
Теорию обжша динаса впервые обосновал В. Е. Грум-Гржимайло. Он считал, что
добавленная к кварциту или кварцу известь или глииа при обжиге образует около
8—10% расплава, который смачивает зерна кварца и тем самым их цементирует. При
высокой температуре зерна кварца растрескиваются и растворяются в расплаве.
При правильном обжиге растрескивание кварцевых зерен происходит в жидкой среде
расплавленного стекла, которым смочены эти зерна. Благодаря подвижности зерен
кварца в этих условиях процесс растрескивания их не выходит за пределы микроскопи-
ческих перемещений. Треснувшее зернышко раздвигается, вытесняя окружающее стекло;
стекло заполняет трещину, занимает место пор в кирпиче и весь процесс увеличения
объема зерен протекает без влияния на внешние очертания кирпича.
Роль расплава в этом случае заключается:
а), в снижении напряжений, возникающих при различных превра-
щениях кварца;
б) в связывании кристаллических частиц и заполнении образующих-
ся трещин;
в) в частичном растворении кварца.
Если жидкой фазы не будет, то увеличивающиеся в объеме зерныш-
ки кварца, лишенные подвижности, не в состоянии будут разместиться
206
в объеме кирпича за счет его пор. Трещины не заполняются жидким
стеклом и кирпич не в состоянии будет сохранить свои размеры. Уберечь
дпнас от разбухания можно путем медленного равномерного повышения
его температуры во всем объеме печи, особенно при недостатке воздуха
в восстановительной среде. Это ведет к своевременному образованию
стекловидной фазы и медленному переходу кварца в тридимит и кри-
стобалит в присутствии жидкой фазы.
Сырец, поступающий в печь, содержит известь в виде Са(ОН)2 и
отчасти СаСОз и некоторое количество гидросиликата кальция, образо-
вавшегося в процессе смешивания динасовой массы. Небольшое коли-
чество влаги, оставшейся в сырце при сушке, удаляется в интервале
100—150° С. При температуре около 450° С начинается заметное разло-
жение Са(ОН)2, а при 550° С последний полностью теряет воду. Таким
образом, при этой температуре сырец состоит преимущественно из зерен
кварцита и обволакивающей их тонкодисперсной СаО. Связь между
зернами кварцита и СаО нарушается, и механическая прочность сырца
значительно снижается, он становится весьма хрупким, что особенно
проявляется при температуре 573° С: 0-кварц быстро превращается в а-
кварц с соответствующим увеличением в объеме.
В температурном интервале 600—700° С уже развиваются реакции
в твердом состоянии между СаО и SiO2. При этом на поверхности зерен
кварцита образуется 0-2CaO-SiO2 и некоторое количество 3CaO-SiO2,
благодаря чему прочность сырца несколько повышается. При дальней-
шем повышении температуры в интервале 815—835° С известь, диффун-
дируя через оболочки двухкальциевого силиката, образует с кремнезе-
мом ЗСаО • 2SiO2 (как промежуточное соединение) и СаО • SiO2. Проч-
ность обжигаемого материала при этом несколько повышается.
При температуре 1000—1040° С скачкообразно изменяются свойства
динаса. Внешне это выражается в изменении розовой окраски на жел-
товатую. Изменения эти обуславливаются дальнейшим интенсивным
взаимодействием силикатов кальция с кремнеземом и образованием
уже только псевдоволластонита (a-CaO-SiO2) в виде твердого раство-
ра с FeO • SiO2.
При 1200° С обжиг сопровождается необратимым превращением
кварца в его модификации с низкой истинной плотностью. Это превра-
щение протекает вяло у кристаллических кварцитов и более интенсив-
но — у цементных кварцитов. При этом одновременно образуются мета-
кристобалит и тридимит и кирпич увеличивается в объеме.
Повышение температуры до 1300—1350°С приводит к значительно-
му понижению истинной плотности динаса, так как количество тридими-
та и кристобалита увеличивается. Сырец приобретает склонность к рас-
трескиванию вследствие увеличения объема.
В температурном интервале 1350—1430° С сильно увеличиваются
степень перерождения кварца и связанный с этим рост динаса. При этом
чем скорее кварцит перерождается, тем вероятнее образование трещин
и посечек в кирпиче. Чем медленнее в этой области температур идет на-
гревание, тем больше тридимита образуется путем перекристаллизации
через расплав, тем меньше сохраняется кристобалита и меньше возмож-
ность образования трещин. При очень быстром нагревании в окисли-
тельной газовой среде а-кварц превращается преимущественно в а-кри-
стобалит; на динасе появляются белые пятна и он разбухает с образо
ванием трещин. Это явление носит название «сухого перерождения».
Для того чтобы предохранить обжигаемый динас от разбухания и трещи-
новатости, в печи необходимо поддерживать слабо восстановительную
газовую среду и вводить в массу минерализаторы, такие, например, как
железная окалина, которая понижает вязкость расплава и увеличивает
смачивающую способность жидкой фазы.
207
Исследования, проведенные в институте огнеупоров, показали, что при нагреве
динасового сырца прочность при сжатии изменяется в пяти температурных интервалах:
20— 600° С — снижение с небольшим минимумом при 150—250° С;
600— 800° С — значительное увеличение с максимумом при 800° С;
800—1000° С—(редко 1100°)—снижение при 1000° С;
1000—1300° С — резкое нарастание с максимумом при 1300° С;
1300—1400° С — снижение при 1400° С.
Минимальная прочность при температуре 150—250° С вызывается разложением
сульфитно-спиртовой барды и потерей ею клеящих свойств. Максимум прочности при
800° С возникает в связи с интенсивым протеканием реакции в твердой фазе между
кремнеземом и минерализующими добавками и примесями в кварците. Снижение
прочности при температуре 1000° С связано с поверхностной кристобалитизацией квар-
цитных зерен и, как следствие этого, разрывом связывающих силикатных пленок, оора-
зовавшихся во втором температурном интервале. Резкое возрастание прочности вплоть
до 1300° С является результатом тридимитизации основной мелкозернистой массы ди-
наса, приводящей к сращиванию кварцитных зерен.
Падение прочности при температуре 1400° С связано с объемной кристобалитиза-
цией крупных зерен кварцита, которая вследствие значительного их расширения
вызывает частичные разрывы связей, возникающих в четвертом температурном интер-
вале. Конечная прочность сырца при 1400° С является результирующей между его
исходной прочностью при комнатной температуре и степенью развития рассмотренных
физико-химических процессов на отдельных стадиях нагревания.
Многообразие технологических факторов, по-разному воздействуя на процессы,
протекающие в указанных пяти интервалах, модифицирует абсолютную прочность дина-
сового сырца при различных температурах. Крупнозернистый сырец имеет во всем
интервале температур от 20 до 1400° С меньшую, а мелкозернистый сырец — большую
прочность. Введение динасового боя снижает максимум прочности сырца при 800° С
и интенсивность нарастания прочности к 1300° С, а также уменьшает степень разупроч-
нения в интервале 1300—1400° С. Повышение давления прессования ликвидирует мини-
мум прочности при 1000° С и увеличивает прочность сырца на всех стадиях нагревания.
Влияние состава и количества минерализаторов разнообразно, оно обуславливает
протекание реакций в твердой фазе во втором и третьем температурных интервалах
и превращение кварца в третьей и более высокотемпературных стадиях нагрева.
Поэтому минерализаторы являются активным фактором для воздействия на прочность
сырца в процессе обжига.
На рис. 74 показана кривая роста динасовой садки в печи во вре-
мя обжига. Максимальная температура обжига динаса не должна пре-
вышать 1430° С. Обжиг при более высоких температурах приводит к уве-
личению брака вследствие чрезвычайно интенсивного превращения квар-
ца в кристобалит.
Получение динаса необходимой истинной плотности достигается пу-
тем длительной выдержки при температуре, лежащей на 5—10° ниже
максимальной температуры обжига. Продолжительность выдержки уста-
208
навливают опытным путем, в зависимости от скорости перерождения-
кварцита, рода и размеров обжигаемых изделий, а также размеров пе-
чи. На рис. 75, а показана микроструктура динаса со средней степенью
перерождения: зерна кварца сильно потрескались и трещины заполни-
лись стеклом; начал выкристаллизовываться тридимит. На рис. 75, б
Рис. 75. Микроструктура динаса
а — со средней степенью перерождения
(х80); б — с хорошей степенью перерож-
дения (Х80); в — после службы — кристо-
балитовая зона (х265)
представлена микроструктура хорошо тридимитизированного динаса, на
котором видны светлые иголочки, призмы и копьевидные кристаллы три-
димита; темные участки — связующее стекловидное вещество. На рис
75,в показана микроструктура кристобалитовой зоны динаса после
службы. Светлые круглые участки состоят из чешуйчатого р-кристоба-
лита, окруженного игольчатым кристобалитом; черные участки — не-
прозрачное стекловидное вещество.
Для нормального обжига динаса необходимы:
1) достаточно равномерное повышение температуры, соответствую-
щее скоростям обжига динаса в различных интервалах температурной
кривой;
2) слабовосстановительная газовая среда во время повышения тем-
пературы и выдержки;
3) достаточно продолжительная выдержка после достижения наи-
большей температуры в соответствии с качеством сырья, зерновым соста-
вом масс, ассортиментом изделий и требованиями, предъявляемыми к
динасу, особенно в отношении его истинной плотности.
Динас выдерживает сравнительно быстрое остывание при темпера-
турах до 600 С гораздо лучше, чем при низких. Чем больше степень
209
перерождения кварца в динасе и чем больше он содержит кристобалита,
тем медленнее его нужно охлаждать при температурах ниже 300° С. Са-
мым опасным является интервал температур 300—170° С, когда проис-
ходят быстрые обратимые превращения а->р-кристобалит с уменьшени-
ем объема кристобалита на 3,7%- При неравномерном охлаждении ди-
паса в этом цлучае он может потрескаться так же, как и при неправиль-
ном разогреве печей с динасовой кладкой. Быстрые превращения а ->
->Р~>у-тридимит происходят при температурах 150 и 172° С с общим
сравнительно небольшим уменьшением объема на 0,4 % • Малая скорость
охлаждения динаса практически должна быть выдержана до темпера-
туры около 60—70° С, учитывая градиент температур в толще кирпича.
На каждом заводе необходимо вести обжиг динаса по кривой, уста-
навливаемой опытным путем и соответствующей типу печи, качеству
сырья (кварцитов) и изготовляемому ассортименту изделий.
На современных, вновь построенных или реконструируемых заводах
основным агрегатом для обжига динаса являются туннельные печи.
В них обжигается нормальный, мартеновский и коксовый кирпичи ве-
сом до 12 кг. В настоящее время осваивается и обжиг крупных фасон-
ных изделий для коксовых и стекловаренных печей весом до 25—40 кг.
Удельный расход условного топлива составляет около 120 кг/т готовой
продукции.
На ряде заводов, и в первую очередь в цехах металлургических за-
водов, динас обжигают также в газокамерных и периодических печах.
Таблица 28
Продолжительность обжига и охлаждения динаса в печах разных типов
Печь Дииас Средняя продолжи- тельность в ч Весь цикл в ч Число оборотов печи в месяц
подо- грева об- жига охлаж- дения
Туннельная с ко- ( Металлургический 34 23 63 120 6
роткой зоной об- < Металлургический и кок- 50 33 90 173 4,15
жига 1 совый весом до 12 кг
Газокамерная: Металлургический фасон- 147 42 147 336 2
малая ный, нормальный
большая Коксовый и стекольный 175 70 210 455 1,45
f Металлургический 50 70 75 195 2,75
Периодическая < Коксовый и стекольный 80 105 НО 295 2,1
1 Крупный стекольный 185 95 140 420 1,55
В табл. 28 приведены данные о продолжительности обжига и ох-
лаждения динаса в туннельных, газокамерных и периодических печах.
В последнее время во всех печах указанных типов широко используют
отопление природным газом, а также мазутом. Почасовые скорости на-
грева и охлаждения различны и зависят от типа печи и ассортимента из-
делий. В качестве примера в табл. 29 приведена продолжительность на-
грева.
В периодических печах обжигают преимущественно сложные фасон-
ные изделия, предназначенные для коксовых, стекловаренных и метал-
лургических печей, в газокамерных — менее крупные и сложные фасон-
ные изделия, мартеновский припас и нормальный кирпич. Удельный рас-
ход условного топлива в периодических печах составляет около 460 кг/т.
В зависимости от конструкции печи и от ассортимента фасонных из-
делий садку сырца в печи осуществляют по различным схемам. От спо-
соба, плотности и тщательности садки в определенной мере зависит
равномерность обжига и качество готовых изделий. В газокамерных пе-
чах динасовый сырец обычно садят «елкой». Сначала «елки» выклады-
210
Таблица 29
Длительность нагрева динаса при обжиге в ч
Печь Динас Температура нагрева в °C Общая продолжи-
1200— 1300 1300— 1350 1350- макси- мум выдержка в ч тель- ность в ч
Туннельная { Металлургический 1 Коксовый 4 2 2 2 2 2 16 26 (при (при 1440° 1450° Q С) 24 32
Газокамерная большая 1 Металлургический 1 Коксовый 8 8 5 5 12 12 35 45 (при (при 1410° 1420° С) С) 60 70
11ериодическая 1 Металлургический | Коксовый 10 20 10 20 13 25 37 38 (при (при 1410° 1400° С) С) 70 103
вают из нормального кирпича (3—5 рядов на ребро), затем — из изде-
лий прямоугольной формы и выше — из более сложных. Сверху и с тор-
цов садку защищают нормальным кирпичом для предохранения
фасонных изделий от непосредственного воздействия пламени. Укладка
сырца на торец дает наибольший выход обожженных изделий без тре-
щин, посечек и других внешних дефектов. Укладка на постель недопусти-
ма. Садка должна быть разреженной, а толщина «елок» небольшой —
2—3 кирпича. При такой садке обжиг ускоряется, брак снижается, про-
изводительность печей увеличивается. Удельный расход топлива в
газокамерных печах составляет около 320 кг/т.
Температурный режим обжига контролируют термопарами и опти-
ческими пирометрами. Пироскопы являются параллельным средством
контроля режима обжига динаса, особенно в газокамерных печах.
Требования к динасу определяются областью его применения и рег-
ламентируются соответствующими ГОСТами. Физико-химические свой-
ства динаса колеблются в сравнительно узких пределах (табл. 30).
Таблица 30
Физико-химические свойства динаса
Свойства Для кладки мартенов- ских печей (ГОСТ 4157— 48) Для электроста- леплавильных пе- чей (ГОСТ 1566— 50) Для сводов мартеновских печей—высо- кокремнезе- мистый высо- коплотный (ГОСТ 6024— 51) Для кладки кок- совых печей (ГОСТ 8023—56) стек- S -1 * ST
особого назначе- ния класс Для клади ловаренньп (ГОСТ 391
I И
Химический состав в %: SiO2, не менее 94,5 94,5 93 96 97 94 93
А12О3, не более 1.5 1.5 — 1.5 .— .—
СаО, не более . . . 2,8 — — 2 — — 3,5
Огнеупорность в °C, не менее ..... 1710 1710 1690 1720 1710
Температура начала деформации под нагруз- кой 2 кГ/см‘ в °C, не менее . . .... 1660 1650 1620 1660 1650
Истинная плотность в гТсл3, не более . 2,36 2,38 2,4 2,34 2,38 2,37 2,38 и
Пористость (кажущая- ся) в %, не более . . 23 23 25 22 14 16 и 23 2,39 22
Предел прочности при сжатии в кГ!см2, не ме- нее 225 200 175 250 500 500 и 300 150
211
Применение высококремнеземистого высокоплотного динаса может
повысить стойкость футеровки. Для его производства используют кри-
сталлический кварцит, содержащий 98— 98,8% SiO2. Зерновой состав
масс с предельной крупностью зерен 2—3 мм был приведен в табл. 27.
Кирпич прессуют до кажущейся плотности 2,4г/ши3 на прессах фрикци-
онных (при 8—10 ударах) или гидравлических (давление до
1500 кГ1см2). Обжигают динас по обычному режиму, но охлаждают весь-
ма осторожно ввиду высокого содержания в огнеупоре кристобалита.
Его химический состав по среднегодовым данным двух заводов (в %):
SiO2 97,6, Al2O3+TiO2 0,76—1,08, Fe2O3 0,65—1,00, СаО 0,43—0,68; огне-
упорность 1730—1740° С, температура начала деформации под нагрузкой
2 кГ/см2 1640—1660°С, фазовый состав (в %): кристобалита 70—80, три-
димита 12—18 и реликтового кварца 9—12, истинная плотность
2,35 г!см2, кажущаяся — 2,04 г!см3, средняя пористость 12,6%, предел
прочности при сжатии 550—925 кГ1см2, газопроницаемость в пределах
0,03—0,06 лм)м2 • ч • мм вод. ст., расчетный средний размер пор порядка
0,5 мк.
Высокоплотный динас предназначен для печей черной и цветной ме-
таллургии, в которых он служит в 1,5—2 раза дольше обычного динаса,
а также и для стекловаренных печей. Этот динас перспективен и для воз-
духоподогревателей. Ввиду малой газопроницаемости и высокой тепло-
проводности высокоплотный динас применим для головок и для стен
коксовых печей. В Настоящее время в связи с повышением температуры
подогрева воздуха в воздухоподогревателях доменных печей начинают
значительно шире применять динасовый огнеупор для верха насадок.
В целях придания динасу некоторых специальных свойств в настоя-
щее время разработаны технологии таких разновидностей динаса, как
динасокарборунд, динасохромит, динасовый легковес.
При изготовлении динасокарборунда стремятся повысить его тер-
мическую стойкость. Введение 20—50% SiC уменьшает величину расши-
рения при 1000°С с 1,3 до 0,8—0,6%. Термическая устойчивость с 2—3
теплосмен повышается до 15—20 теплосмен, особенно эффективно воз-
растает термостойкость карборундодинаса при введении тонкодисперс-
ного SiC. Уменьшается также истираемость такого динаса. Температура
деформации под нагрузкой понижается до 1580—1600° С.
Динасохромит изготовляют из кварцитов с добавкой хромита для
повышения его шлакоустойчивости. Опыты изготовления и применения
такого огнеупора с добавкой 15% хромита указывают на повышение его
шлакоустойчивости и термической стойкости.
Динасовый легковес нашел себе широкое применение в качестве
теплоизоляционного материала для службы при высоких температурах.
2. Кварцевая керамика
Кварцевой керамикой называют изделия, получаемые из измельчен-
ного плавленого кварца способами формования и спекания, принятыми
в керамической технологии. Способами керамической технологии воз-
можно изготавливать изделия различной формы, в том числе крупнога-
баритные, когда от изделий не требуется оптическая прозрачность.
Помимо этого имеются плавленолитые огнеупорные изделия из
непрозрачного кварцевого стекла, в том числе брусья для стекловарен-
ных печей. Исходным сырьем для этих изделий служит чистый кварце-
вый песок (SiO2 не менее 99,5%), расплавляемый в электропечах с гра-
фитовым сопротивлением, который затем подпрессовывается при давле-
нии 20—30 кГ)см2. Изделия из прозрачного кварцевого стекла
обжигают в индукционных или электропечах под вакуумом.
212
Кварцевая керамика является высокотемпературным материалом,
применяемым в атомной, авиационной, ракетной и многих других отрас
лях новой техники. Она может относительно долго служить при темпе-
ратурах до 1200—1300° С и допускает кратковременное пребывание в
области температур 1600—1700° С. Основным фактором, ограничиваю-
щим область применения керамики из кварцевого стекла, так же как
и плавленолитых кварцевых изделий, является кристаллизация кристо-
балита, возникающая при температуре около 1200° С. Кристобалит рез-
ко снижает термостойкость изделий.
Для производства кварцевой керамики в качестве исходного мате-
риала используют кварцевое стекло, полученное из обогащенного квар-
цевого песка или из горного хрусталя. В первом случае исходный плав-
леный материал является непрозрачным и содержание SiO2 в нем со-
ставляет не менее 99,2% (согласно ГОСТу на огнеупорные брусья из
плавленого кварца для стекловаренных печей). Во втором случае квар-
цевое стекло является прозрачным; оно содержит не менее 99,75% SiO2,
а допустимое содержание каждой из основных примесей (А12О3, Fe2O3,
СаО, MgO, R2O) не превышает нескольких сотых процента. В обоих
случаях для производства кварцевой керамики экономически целесооб-
разно использовать отходы (бой, брак) изделий из кварцевого стекла.
Плавленый кварц подвергают грубому дроблению, а затем сухому
или мокрому измельчению. В последнем случае процесс измельчения
протекает значительно эффективнее. Помол производят в шаровой мель-
нице с гуммированной футеровкой или футеровкой из кварцевого стекла.
Мелющими телами являются кварцевые шары. В основном изделия фор-
муют способом шликерного литья в гипсовых формах наливным или
сливным способом, но применяют также и прессование — сухое и го-
рячее.
При литье изделий из шликера кварцевое стекло подвергают мок-
рому измельчению в течение 25—40 ч до получения порошка с удельной
поверхностью 7000—10000 см2! г. Для эффективной технологии очень
важно иметь высококонцентрированный шликер, и поэтому помол необ-
ходимо осуществлять при минимальном содержании воды 16—18 вес. %.
Кварцевые зерна при помоле частично гидратируются и pH шликера
снижается с 6—7 до 4—5 (см. стр. 101). Высококонцентрированный шли-
кер (Т:Ж~3: 1) имеет весьма высокую вязкость и в таком виде без-
условно не пригоден для литья.
Для снижения вязкости шликер выдерживают при непрерывном
перемешивании около 3—4 (уток (старение), тогда вязкость шликера
при одном и том же количестве воды уменьшается в 5—10 раз вследст-
вие выделения воды из связанного гидратированного слоя и перехода
ее в свободное состояние (явления синерезиса).
Полые крупногабаритные изделия толщиной 10—20 мм, например
обтекатели, отливают в гипсовых формах с алюминиевым сердечником.
Залитый в форму шликер выдерживают до необходимого набора массы,
после чего сердечник извлекают, а отливку вместе с формой сначала
подсушивают при 25° С в течение суток, а затем сушат при 120° С в про-
должение 3—4 суток в зависимости от толщины заготовок. Высушенные
заготовки дают усадку от 0,1 до 0,5% и легко освобождаются из формы.
Для получения плотных отливок, что очень важно для максималь-
ного спекания изделий (приближение к нулевой открытой пористо-
сти) при обжиге, пористость высушенного сырца должна быть не более
12—15%. В этом случае их прочность на изгиб составляет 40—60 кГ1см2,
ца сжатие 400—700 кГ/см2. Указанные требования обеспечиваются при
сочетании достаточной полидисперсности с необходимой степенью из-
мельчения кварцевого стекла: максимальный размер зерна в пределах
100—200 мк, содержание зерен менее 5 мк 25—40%. При более грубых
213
помолах получаются неустойчивые, быстро расслаивающиеся шликеры,
при более тонких помолах снижается плотность отливок и появляется
склонность к растрескиванию, обусловленная сильной гидратацией
кремнезема.
Для формования изделий из измельченного кварцевого стекла при-
меняют также способ отливки термопластических суспензий в парафине
с олеиновой кислотой.
Изделия простой конфигурации могут быть получены горячим прес-
сованием мелко измельченного кварцевого стекла в графитовых формах
или полусухим прессованием под давлением 1000—1200 кГ]см2 при
влажности порошка 8—10%. В качестве связующего можно использо-
вать этил-силикат, мочевино-формальдегидную смолу и др.
Изделия кварцевой керамики обжигают в интервале температур
1200—1300° С. Скорость повышения температуры (от 100 до 300° в час)
и выдержка при максимальной температуре (до 30 мин) зависят от тол-
щины и размеров, а также плотности заготовок. Заметное спекание на-
чинается при 1150—1200° С, оно резко ускоряется при 1250° С и выше.
При повышенной пористости заготовок не удается завершить спекание
без интенсивной объемной кристаллизации кристобалита, что резко сни-
жает качество изделий.
Учитывая трудности получения кварцевой керамики с максимальной
плотностью, в ряде случаев прибегают к покрытию изделий глазурью,
имеющей коэффициент расширения, близкий к коэффициенту расшире-
ния кварцевой керамики.
Таблица 31
Основные свойства изделий из кварцевого стекла.
кварцевой и пенокварцевои керамики
Свойства Кварцевое стекло Кварцевая кера- мика Пенокварце- вая керамика
Плотность кажущаяся при 20° С в г/сл3 ... . . 2,21 1,8- 2,2 0,34—0,9
Пористость истинная в % Предел прочности в кГ1см2. 0 5000- 10 000 20—0,5 2500—5000 85—60
при сжатии (при 20° С) . 30—130
» изгибе (при 20° С) 700—800 200—700 —
» ударном изгибе 0,85—1,5 0,8—1,6 —
Модуль упругости при 20° С в кГ/смг : : (0,72—0,74) (0,28—0,72) —
Коэффициент термического расши- рения -10-6 град~* 0,54 0,54 0,54
Теплопроводность при 20° С в ккал!ч-град 1,3 0,3—1,1 0,1—0,2
Температура начала размягчения в °C . . 1250 1230—1250
Относительная диэлектрическая проницаемость:
при 20° С 3,7 3,0—3,7 1,15-1,75
» 1000° С 3,8 3,1—3,8 —
Тангенс угла диэлектрических по-
терь в диапазоне частот 30 кгц — 10 мгц\
при 20° С 6-10-4 2-10—4 —
» 800° С 7-10—4 6-10—4 —
» 1200°С 8-10—2 8-10—2 —
Пористые изделия также пропитывают этилсиликатом. После про-
питывания изделия сушат и обжигают. При разложении нагреваемого
этил-силиката в порах керамики выделяется кремнезем, что ведет к по-
вышению плотности изделий. Применяют также напыление кремнезема
214
при высоких температурах на изделия, подогретые до 1000—1100° С, или
оплавляют поверхность кварцевой керамики плазменной горелкой.
Разработаны различные варианты технологии получения пеноквар-
цевой керамики, основанные на шликерном литье с введением в шликер
соответствующего пенообразователя. В частности, высокопористые из-
делия можно получать на основе тонкоизмельченного (зерна 1—3 мк)
плавленого кварца со связкой из кислого фосфата алюминия и добав-
кой глицеринового эфира адипиновой кислоты. К полученной смеси до-
бавляют вспениватель-толуилендиизоцианат («продукт- 102Т»).
Масса вспенивается за счет выделения углекислоты, при этом проис-
ходит десятикратное увеличение объема. Полимеризация полиэфира за-
крепляет образовавшуюся пористую структуру изделий. Температура об-
жига 950—1000° С, объемный вес получаемых изделий 0,33—0,4 г/см3
открытая пористость 80—88%.
В табл. 31 приведены показатели свойств кварцевого стекла и квар-
цевой керамики (плотной и пористой).
Кварцевая керамика отличается от других видов керамики малым
коэффициентом термического расширения и повышенной термической
стойкостью, по сравнению с кварцевым стеклом отличается меньшей
теплопроводностью (особенно при повышении температуры).
Керамику на основе плавленого кварца применяют в стекольной
промышленности для формования и закаливания зеркального стекла,
для стаканов, труб и других изделий, используемых при непрерывной
разливке стали, при формовании металла — для изготовления форм
с высокой термической стойкостью, для микроплавки жароупорных ста-
лей при изготовлении точных деталей, например лопаток авиационных
турбин, для литья цветных металлов: цинка, меди и др.
Глава 4. МАГНЕЗИТОВЫЕ ОГНЕУПОРЫ
Магнезитовыми огнеупорами называются материалы, состоящие из
периклаза (кристаллическая окись магния). В природе нет месторожде-
ний периклаза с большими запасами, и его получают в промышленности
синтетически. Ранее периклаз получали только путем обжига углекис-
лого магния — магнезита, откуда и произошло название данного вида
огнеупора. Однако за последние 10-летия во многих странах развилось
производство периклаза на основе гидроокиси магния, которую осажда-
ют обожженной известью или доломитом из растворов солей магния
(морская вода, рапа, отходы калийной промышленности). Поэтому маг-
незитовые огнеупоры теперь все чаще называют периклазовыми.
Окись магния (периклаз) кристаллизуется в кубической сингонии, и
потому ее тепловое расширение изотропно (не зависит от направления).
При изменении давления и температуры для периклаза не образуется
других модификаций. Это соединение слабо реагирует с водой. Темпера-
тура плавления окиси магния 2825° С и среди всех кислородных соедине-
ний уступает только двуокиси тория (3220°С), гафния (2900°С) и гаф-
нату стронция SrHfO3 (2890°С). Однако эти соединения недоступны для
изготовления массовой продукции и во много раз дороже периклаза.
Окись кальция плавится при 2570° С и легко реагирует с водой, а глино-
зем плавится лишь при 2043° С. Поэтому для промышленности перикла-
зовы§ огнеупоры являются наиболее важными. Его значение еще более
возрастает в связи со значительной устойчивостью к агрессивному воз-
действию окислов железа и металлургических шлаков. Ценные свойства
магнезитовых огнеупоров связаны с периклазом, что обуславливает це-
лесообразность изготовления таких изделий с возможно большим содер-
жанием этого соединения. За последние 15 лет содержание плавней в
лучших сортах зарубежных магнезитовых огнеупоров понизилось с 12
до 2%, а содержание периклаза соответственно возросло. Этому особен-
но способствовало получение периклаза из растворов солей магния.
В СССР магнезитовые огнеупоры изготовляют из магнезита Саткин-
ского месторождения (Южный Урал). В восточных районах имеются и
другие месторождения этого сырья (Тальское, Савиновское). Предусмот-
рено строительство завода рапной окиси магния на базе солей крымских
Сивашей.
Наибольшее развитие производство магнезитовых огнеупоров полу-
ило в СССР, Австрии, США и Чехословакии. Значительно меньше их
изготовляют в Англии, Японии и других странах.
1. Сырьевые материалы
Ныне магнезитовые огнеупоры, как указывалось, выше, изготов-
ляют из природного магнезита или из синтетической гидроокиси маг-
ния, получаемой из растворов солей.
Магнезитом называют горную породу, состоящую в основном из
углекислого магния (минерал магнезит) MgCOs. Магнезит кристалли-
зуется в тригональной сингонии и известен в виде одной модифика-
ции, по структуре аналогичной кальциту. Месторождения магнезита
в отличие от других карбонатов (известняка и доломита) встречаются
редко. В СССР месторождения с промышленными запасами магнезита
найдены на Урале и в Сибири. Эксплуатируются в больших масштабах
пока только Саткинские месторождения магнезитов в Челябинской об-
ласти. Подготовляются к эксплуатации Тальское (Красноярский край)
и Савиновское (Иркутская обл.) месторождения. Изучаются также
дальневосточные месторождения магнезита.
Магнезит образует непрерывный ряд твердых растворов с сидери-
том (РеСОз). При содержании сидерита до 30% минерал называется
брейнеритом. Такие магнезиты широко распространены в Австрии и Че-
хословакии. С СаСО3 магнезит, наоборот, образует лишь весьма огра-
ниченные твердые растворы, почти полностью распадающиеся при низ-
ких температурах. В системе СаСО3—MgCO3 имеется два соединения:
CaMg(COs)2 — доломит и недавно открытый редкий минерал
CaMg3(COs)4 — хантит. Наибольшее значение имеет доломит.
В зависимости от условий образования магнезиты бывают очень
мелкокристаллическими (так называемые «аморфные» магнезиты)
или, наоборот, грубокристаллическими. Первые из них образуются при
метасоматическом разложении силикатов магния по реакциям:
Mg2SiO4 + 2СОг = 2MgCOs + ЭЮг;
Mg3 (OH)2Si2Os 4- ЗСОг = 3MgCOs + 2S1O2 + 2Н2О,
которые протекают в присутствии воды. Аморфные магнезиты в связи
ц этими реакциями обычно загрязнены примесями кремнезема. Их зна-
чение в общем невелико.
Гораздо больший интерес для промышленности представляют кри-
сталлические магнезиты, которые образуются при воздействии водных
растворов бикарбоната магния на известь или доломит с уносом в ви-
це рдствора получающегося бикарбоната кальция:
СаСО3 + Mg(HCO3)2 = MgCO3 + Са(НСО3)2;
твердый раствор осадок раствор
CaMg(CO3)2 + Mg(HCO3)2 =MgCO3 + Са(НСО3)2.
твердый раствор осадок раствор
В кристаллических магнезитах в силу генетических особенностей
обычно имеются примеси доломита. Саткинские магнезиты, кроме to-
о. содержат небольшие примеси кальцита, пирита, кварца и углистых
216
веществ. Примеси в магнезитах облегчают их спекание при обжиге, но
снижают температуру плавления и другие ценные свойства периклаза.
Окись кальция в свободном состоянии легко реагирует с водой и ее
парами, что ухудшает качество спекшегося магнезита. Если же она
присутствует в виде Ca2SiO4, то модификационные превращения этого
соединения могут привести к рассыпанию изделий. Наличие значитель-
ных количеств мервинита [Ca3Mg(SiO4)2] или монтичеллита
(CaMgSiO4) снижает огнеупорность и шлакоустойчивость магнезито-
вых огнеупоров. Менее вреден форстерит (Mg2SiO4), но и его содер-
жание в обожженном магнезите должно быть возможно меньшим по
этим же причинам. Окись железа и алюминия образуют с MgO шпине-
лиды: магнезиоферрит (MgFe2O4) и шпинель (MgAl2O4),— действие
которых может быть положительным, но при условии постоянного и ли-
митированного их содержания.
В обожженном магнезите после прокаливания должно быть не
более 2—3% СаО и не менее 85% MgO для порошков, используемых
для наварки подин металлургических печей, и не менее 91 % MgO для
огнеупорных изделий. Лучшие сорта обожженного магнезита содержат
93—96% MgO. Каустический магнезит, применяемый для получения
магнезиальных цементов, может содержать до 10—15% кремнезема, а
для производства огнеупоров — лишь 3—5%, но лучше — менее 3%. Со-
держание окислов железа в обожженном магнезите обычно ограничи-
вается примерно 5%.
Этим требованиям полностью удовлетворяют магнезиты многих
месторождений СССР. Средний минералогический состав саткинских
магнезитов такой (в %): магнезита 97,5; доломита 0,5; кальцита 0,3;
кварца 0,5; пирита 0,3; хлорита 0,3; углистого вещества 0,6, а химиче-
ский состав (в %): SiO2 0,82; А12О3 0,78; Fe2O3 0,74; СаО 0,65; MgO
45,8; потерь при прокаливании (почти исключительно СО2) 51,21, что
после обжига дает (в %): SiO2 1,7; А12О3 1,6; Fe2O3 1,5; СаО 1,3 и
MgO 93,9. Это отвечает такому фазовому составу (в %): периклаза
91,6; магнезиальных шпинелидов (в основном находятся в тв°рдом
растворе в периклазе) 4,1; форстерита 0,7 и монтичеллита 3,6. Учиты-
вая образование твердых растворов фазовый состав будет следующим:
периклазовых твердых растворов 96%, силикатов 4%.
Однако при добыче саткинских магнезитов в сырье попадает зна-
чительное количество доломита и диабаза. В связи с этим в промыш-
ленной продукции содержание силикатов достигает 8—12%, перикла-
за понижается до 87—90%, а в металлургических порошках и еще ни-
же (до 80%), что отрицательно сказывается на стойкости материала
в службе. В связи с этим сырье обогащают путем ручной отборки при-
месей. Применяют также и механизированные способы обогащения
магнезитов путем флотации. Это снижает примеси доломита примерно
с 7 до 4—5%. Кроме флотации может быть использовано также разде-
ление минералов в тяжелых суспензиях ферросилиция в воде.
В результате разработок, проведенных институтом Уралмехнабор
па основе магнезитов саткинского, тальского и савинского месторож-
дений и кульдурских бруситов, было показано, что обогащение этих
видов сырья дает весьма благоприятные результаты. Так, например,
для саткинского магнезита, имевшего до обогащения такой состав (в %
на прокаленное вещество): SiO2 1,12; А12О3 0,82; Fe2O3 2,16; СаО 5,6;
A4gO 87,82. После обогащения получен продукт, имевший состав (так-
же в %; на прокаленное вещество): SiO2 0,69; А12О3 0,75; Fe2O3 1,65;
СаО 1,49; MgO 95,6.
Саткипское месторождение магнезита разрабатывают с начала те-
кущего столетия, и еще многие годы оно может быть источником снаб-
жения высококачественной продукцией промышленности СССР. Одна-
217
ко быстрое развитие промышленности делает актуальным введение в
эксплуатацию сибирских месторождений кристаллического магнезита,
особенно Тальских, тяготеющих к Кузнецкому металлургическому ком-
бинату. Для металлургии центральных и южных районов СССР, по-
требляющей большие количества магнезиальных огнеупоров, необхо-
димо создание новой сырьевой базы, которой явятся соли рапы Сива-
ша. Для промышленности Средней Азии и Закавказья такой базой мо-
гут быть соли рапы Кара-Богаз-Гола. Таким образом, СССР полностью
обеспечен местными сырьевыми ресурсами для производства магнези-
товых огнеупоров.
При нагревании магнезит разлагается согласно уравнению
MgCO3=MgO-bCO2. При нормальном давлении эта реакция протекает
уже при температуре около 350° С. Быстрое же разложение карбоната
магния происходит лишь выше 640° С. Энергия активации этого про-
цесса составляет около 36—50 ккал! моль. С увеличением давления СО2
повышается температура разложения магнезита и уменьшается ско-
рость этого процесса. Последняя зависит от величины кристаллов маг-
незита и примесей. Величина кристаллов периклаза, образующихся из
магнезита, также зависит от этих факторов и температуры. При 300° С
и выдержке 120 ч образуются кристаллы периклаза величиной около
0,004 мк, при 700° С—0,04 мк, при 1000° С—0,1 мк, при 1500° С—10 мк,
а при 2000° С—50 мк. Энергия активации роста кристаллов периклаза
(собирательной рекристаллизации) составляет около 98 ккал/моль.
В начальных стадиях образования кристаллы периклаза обладают не-
сколько растянутой решеткой и дают устойчивые псевдоморфозы по
магнезиту, сохраняющиеся до 2000° С. Это сказывается на активности
материала. Обожженный при 800—1100" С магнезит (каустический)
высокоактивный, при затворении растворами солей магния (MgCl2,
MgSO,) дает тесто, затвердевающее затем в камнеподобные массы. Та-
кой материал может быть с успехом использован в строительстве. Вя-
жущие свойства сохраняются в небольшой степени и у магнезита,
обожженного при 1600—1800° С до спекания, что важно при изготов-
лении из него безобжиговых огнеупоров и набивных масс.
При высоких температурах окись магния магнезитов реагирует с
примесями, как и окись кальция. В каустическом магнезите подобные
реакции не завершаются, тогда как спекшийся магнезит близок к фа-
зовому равновесию.
Магнезиоферрит ускоряет рост зерен периклаза и способствует их
спеканию. В связи с этим на некоторых заводах продолжают приме-
нять брейнериты или добавки окислов железа при получении спекше-
гося магнезита. Однако резко повысившаяся температура эксплуата-
ции магнезитовых огнеупоров в металлургических печах обуславлива-
ет необходимость использования высокочистого материала, без чего
невозможно сохранение необходимой прочности и химической устойчи-
вости изделий. Поэтому увеличение окислов железа в периклазе не от-
вечает интересам потребителей магнезитовых огнеупоров. В восстано-
вительных условиях магнезиоферрит переходит в магнезиовюстит (Mg,
Fe)O, который практически не способствует спеканию.
Плотность магнезита уже при обжиге до 1400—1450° С достигает-
ся такая же, как и при 1700—1800° С, поэтому она не может являться
критерием качества обжига спекшегося магнезита.
Огнеупорность обожженного саткинского магнезита хорошего ка-
чества составляет около 2500° С.
Растворы солей магния (морская вода, рапа, отходы производства
солей калия) все больше вытесняют естественные магнезиты в качест-
ве сырья для получения периклаза. В СССР, как отмечалось выше, в
данное время наибольшее значение имеют соли магния, находящиеся в
218
рапе Сивашей. Содержание солей магния в них составляет: MgSO4
0,8—1,1% и MgCl2 1,3—2,1%, а общее содержание всех солей почти в
3,5 раза больше, чем в воде океанов, и в 7 раз больше, чем в воде Чер-
ного моря. Рапу сначала очищают от взвешенных примесей и подкис-
лением серной кислотой — от бикарбоната кальция:
Са(НСО3)2 + H2SO4 = СаСОл + 2Н3О + 2СО2.
раствор осадок
Сернокислый магний переводится раствором СаС12 в хлорид:
MgSO4 + СаС12 = CaSO4 +MgCl2,
раствор раствор осадок раствор
а затем из раствора хлорида магния осаждается гидроокись (брусит)
по реакции:
MgCl2 + Са(ОН)2 = Mg(OH)2 + СаС12.
раствор взвесь осадок раствор
Образующийся при этом гипс может быть использован для строитель-
ных целей или для гипсования почв. Для повышения выхода гидро-
окись магния вместо извести осаждают обожженным и гидратирован-
ным доломитом.
Гидроокись магния при указанной реакции получается в виде взве-
си очень мелкокристаллического брусита (диаметр кристаллов обычно
достигает нескольких сотен ангстрем). Для повышения скорости его
осаждения применяют добавки органических веществ — коагуляторов.
После этого осадок фильтруют от маточного раствора. Получающаяся
паста содержит обычно 50—55% адсорбированной воды и в таком ви-
де поступает на обжиг. Как показало изучение ядерного магнитного
резонанса, структурная (химически связанная) вода из Mg(OH)2 уда-
ляется при температуре выше 280° С. На дифференциальных термо-
граммах при Р=1 ат наблюдается соответствующий этому эндотерми-
ческий эффект при 378°С (явление перегрева). Механизм удаления во-
ды из брусита включает две стадии: движение протонов к стационар-
ным группам [ОН] с образованием молекул воды и диффузия воды че-
рез решетку. Между слоями кристаллической решетки в брусите и
тонкими частицами имеется подвижная (не связанная химически) вода.
.Спекание частиц периклаза, образующихся при дегидратации брусита,
начинается выше 600° С. Кристаллическая решетка периклаза при этом
оказывается довольно сильно растянутой, что обуславливает высокую
активность материала, постепенно понижающуюся с повышением тем-
пературы обжига. Кинетика процессов дегидратации орусита, собира-
тельной рекристаллизации периклаза и спекания подробно изучена как
советскими исследователями, так и зарубежными специалистами.
Для улучшения спекания на некоторых зарубежных заводах пасту
гидроокиси магния обжигают сначала при низких температурах (до
1100°С), затем брикетируют и обжигают при 1750°С и выше. Получа-
ющийся при этом порошок состоит из зерен с пористостью не более
10—12%, тогда как зерна спекшегося магнезита обычно имеют пори-
стость не менее 20—25% и только полученные из брейнеритов — поряд-
ка 15—20%.
Расчетная себестоимость рапной окиси магния для металлургии
юга СССР такая же, как и дальнепривозного магнезита. Учитывая же,
что изделия из рапной окиси магния служат по крайней мере па 20—
25% дольше, экономическая целесообразность развития производства
рапной окиси магния для этих районов страны становится совершенно
очевидной. Современные достижения науки и техники позволяют ис-
пользовать соли Сиваша комплексно с получением соды, брома и оки-
219
си магния. За рубежом имеются многочисленные заводы, производя-
щие рапную окись магния1. Качество окиси магния, получаемой из
растворов солей (морской воды), характеризуется данными, привечен-
ными в табл. 32.
Таблица 32
Свойства окиси магния, полученной из морской воды
Вид продукции Химический состав в % Основные компоненты фазового состава в %
SiO2 AI2O3 Fez03 СаО MgO периклаз шпине- ли ды силикаты
Бритмаг-112Р (Англия) 0,9 0,4 1,4 0,9 96,4 95,3 2,4 2,3
Сардамаг 21/20 (Ита- лия) . 0,7 0,2 0,2 1,3 97,6 97,4 0,6 2
Магнезит из растворов солей («Харбисон Уоке- ри К°», США) 0,7 0,2 0,2 0,2 98,7 97,6 0,6 1,8
Шин-Нихон-Кем (Япо- ния) 3,1 0,9 0,3 1,1 94,6 91,6 1,7 6,7
Лучшие сорта окиси магния, получаемой из рассолов, на заводах
США, Англии, Италии и др. содержат более 98% MgO. Такая продук-
ция, однако, пока составляет примерно 10—15% всей выпускаемой.
Кроме спекшейся окиси магния начинают все больше применять
плавленый периклаз. В процессе плавления периклаз обогащается за
счет выделения из расплава ферросилиция и более равномерного рас-
пределения примесей в расплаве, а при охлаждении расплава получа-
ют крупнокристаллический периклаз.
В связи с большой усадкой при удалении летучих компонентов из
магнезита или брусита они не могут быть использованы непосредствен-
но для получения огнеупоров, и их предварительно обжигают до спе-
кания, которое наступает при 1600—1800° С.
Для этой цели используют шахтные или вращающиеся печи. Ра-
нее строились шахтные печи, работающие на твердом топливе пере-
сыпным способом. При этом вся зола топлива переходила в обжигае-
мый материал, понижая его качество. Во вращающихся печах с пыле-
угольным отоплением присадка золы к обжигаемому материалу
составляла около 25—30% ее общего содержания Однако этот тип пе-
чей не отвечает требованиям прогресса в технологии магнезитовых ог-
неупоров и их заменяют печами с жидким или газообразным топливом,
не загрязняющим продукцию.
В шахтных печах температура по горизонтальному сечению ко-
леблется довольно значительно (на 150—200°). Поэтому очень трудно
обеспечить равномерный обжиг материала, который достигается во вра-
щающихся печах. В последних, однако, часть магнезита или брусита
истирается в зоне каустизации. Образующаяся пыль уносится газо-
вым потоком из печи. Для ее улавливания необходимо устраивать спе-
циальные камеры и электрофильтры, так как количество образующей-
ся пыли велико (до 25% веса загрузки). Сырье, поступающее на об-
жиг во вращающейся печи, измельчают до кусков размером 20—30 мм.
Получающуюся при этом мелкую фракцию (0—5 мм) целесообразно
обжигать отдельно для уменьшения пылеуноса. Расход топлива во вра-
щающихся печах при обжиге магнезита до спекания составляет около
1 Более 10 заводов в США, два завода в Англии, заводы в Мексике, Японии, Ита-
лии — на о. Сардинии и др.
220
0,325 т топлива на 1 т продукции, а в шахтных печах — 0,225 т/т (при
работе на природном газе). Рапную гидроокись магния превращают в
гранулы, которые затем обжигают в один прием или с предваритель-
ной каустизацией Для этого используют как вращающиеся, так и по-
довые печи (подобные печам Гересгофа). Каустизированный материал
брикетируют и обжигают при 1700—1800° С. Двойной обжиг облегчает
получение хорошо спекшегося материала.
Активирующий обжиг для улучшения спекания периклаза и до-
бавки титансодержащих веществ (например, двуокиси титана или ти-
таномагнетита) могут быть применены также и для магнезита или пы-
ли, улавливаемой при его обжиге во вращающихся печах (в том числе
и для каустического магнезита). Положительно сказывается также на
спекании брикета промежуточное тонкое измельчение материала.
В процессе обжига магнезита или брусита после удаления летучих
компонентов происходят реакции в твердой фазе между MgO и СаЭ с
Fe2O3, AI2O3 и SiO2. Выше 600° С СаО с Fe2O3 образует моно-, а затем
и дикальциевый феррит. Оставшаяся несвязанной окись железа реаги-
рует с MgO до магнезиоферрита (MgFe2O4). Вслед за этим образуются
алюминаты и простые ортосиликаты кальция и магния (Ca2SiO4 и
Mg2SiO4). При температурах выше 800—1000° С магнезиальные сили-
каты реагируют с ферритами кальция, в результате чего образуется ор-
тосиликат кальция и магнезиоферрит:
Ca2Fe2O5 + Mg2SiO4 = Ca2SiO4 + MgFe2O4 + MgO;
Ca2Fe2Os + 2CaMgSiO4 = 2Ca2SiO4 + MgFe2O4 + MgO;
2CaFe2O4 + Mg2SiO4 = Ca2SiO4 + 2MgFe2O4.
Выше 1200° С ортосиликат кальция и магния реагируют между собою,
в зависимости от соотношения их количеств, с образованием монтичел-
лита (CaMgSiO4) или мервинита [Ca3Mg(SiO4)2]:
Ca2SiO4 + Mg2SiO4 = 2CaMgSiO4;
3Ca2SiO4 + Mg2SiO4 = 2Ca3Mg(SiO4)2
Примеси диабаза, имеющего на Саткинском месторождении сред-
ний состав (в %): SiO2 43,0; TiO2 1,1; А12О3 12,0; Fe2O3 2,7; FeO 11,8;
СаО 4,4; MgO 14,2; R2O 1,7; потерь при прокаливании 7,5 и огнеупор-
ность 1180° С, реагируют с окисью магния магнезита. В результате это-
го получается магнезиальных шпинелидов 29%. форстерита 57% и мон-
тичеллита 14%- Смесь такого состава обладает огнеупорностью лишь
при 1470° С и потому облегчает спекание магнезита при температурах
обжига выше 1500° С. Однако примесь диабаза, как и продуктов его
реакции с магнезитом, по существу является совершенно неподходя-
щей для успешной службы магнезитовых огнеупоров (наварок или из-
делий) в металлургических и других печах. Поэтому использование до-
бавок диабаза для облегчения спекания магнезита совершенно недопу-
стимо. Примеси диабаза, попадающие в магнезит при его добыче,
должны тщательно и возможно более полно удаляться. Вследствие не-
равномерного распределения примесей в сыром магнезите даже в ма-
териале, обожженном при температуре 1700° С, реакции не протекают
до конца и фазовое равновесие не достигается. Кремнезем и полутор-
ные окислы распределяются сравнительно равномерно, а СаО содер-
жится преимущественно в виде крупных зерен. Большое количество
СаО остается в свободном состоянии и после охлаждения реагирует
с водой или ее парами. Повышение температуры (реакция извести с
водой сильно экзотермична) при этом способствует частичной гидрата-
ции периклаза, что весьма вредно сказывается на качестве изделий,
изготовляемых из такого порошка. В этом отношении значительными
преимуществами обладает синтетическая гидроокись магния, примеси
221
в которой распределены весьма равномерно, и при обжиге достигается
практически равновесное состояние.
Если при обжиге магнезита газовая среда в печи была восстанови-
тельная, то Fe2O3 пеоеходит в вюстит, который образует с периклазом
твердый раствор. Магнезиоферрит также образует с периклазом твер-
дые растворы. До 1000° С его растворимость в периклазе менее 1%, но
при высоких температурах она резко возрастает и при 1800° С уже не-
ограниченная. В результате образования твердого раствора магнезио-
феррита повышается энергия кристаллической решетки периклаза и
появляются вакансии, что облегчает собирательную рекристаллизацию
Таблица 33
Типичные химический и равновесный фазовый составы обожженного магнезита
Месторождение магнезита Химический состав в % Равновесный фазовый состав в %
SiO2 А12о„ Fe2O3 СаО MgO пери- клаз шпине - лиды алюмофер- риты кальция орто- сили- каты
Саткинское (СССР) 2,1 1 2,1 2,3 92,5 90,4 4 — 5,6
Тальское (СССР) 1 0,4 0,8 2,6 95,2 95,2 — 1,9 2,9
Савинское (СССР)* 2,6 0,6 2,3 2,7 91,8 89,6 3,7 — 6,7
Радентгейн (Австрия) 2,8 0,9 3,8 1,8 91,7 87 6 — 7
Фейтш (Австрия) 1 R2O3 =7,3 2,8 88,9 88 8,2 — 2,9
Корейское (Корея) 4,8 2,3 1,5 90 89,2 5 — 5,8
Обогащенный магнезит.
этим перед обжигом магнезита и
Рис. 76. Температура появления рас-
плава в системах MgO—MgR2O4—
—(Са, Mg)2SiO4 в зависимости от со-
става ортосиликатов (по Уайту и др.)
/ — в отсутствие шпипелндов; 2—R=Cr;
3 —R=A1; 4 —R=Fe
CC^lO, Mg2SiOu
СОзНдМОцЬ Cengs, О„
Собери а кие б бес %
периклаза и его спекание. В связи с
гидроокиси магния иногда добавляют окислы железа (например, ока-
лину). Однако температура плавления такого материала ниже, чем
чистого периклаза. Спекание же может быть обеспечено другими спо-
собами — повышением температуры
обжига, предварительным обжигом
материала при 900—1200° С, и тогда
добавки окислов железа, как и крем-
незема, теряют значение.
Типичный химический состав, а
также отвечающий ему равновесный
фазовый состав обожженного магнези-
та приведены в табл. 33.
Силикаты в спекшемся магнезите
представлены рядом соединений, к ко-
торому относятся CaoSKX Ca3Mg-
(SiO4)2, CaMgSiO4 и Mg2SiO4. Темпе-
ратура их плавления соответственно
равна 2130, 1575, 1492 и 1890° С. С пе-
риклазом они образуют расплав при
гораздо более низких температурах.
При более низкой температуре пла-
вятся тройные смеси MgO—MgRolX—
— (Са, Mg)2SiO4 (рис. 76), подробно изученные в ряде работ (Дж.
Уайт, А. С. Бережной и др.). Из рис. 76 следует, что по температурам
плавления наиболее благоприятны составы, близкие чистому форстериту
(Mg2SiO4), чем и объясняется все еще продолжающееся иногда приме-
нение добавок кремнезема к магнезиту. При чистом периклазе (т. е
222
при незначительном содержании шпинелидов или алюмоферритов каль-
ция) и составе силикатов, близком дикальциевому Ca2SiO4, температу-
ры появления расплава высокие.
Рис. 77. Микроструктура спекшегося
магнезита (Х80)
Рис. 78. Микроструктура плавленой
окиси магния (периклаза) (Х80)
Микроструктура периклазовых материалов зависит от термообра-
ботки. При спекании (рис. 77) магнезита образуются более или менее
изометричпые зерна (кристаллы) периклаза величиной 15—40 мк, а
при затвердевании из расплава вырастают монокристаллы величиной
10—15 мм, в которых хорошо развиваются трещины спайности
(рис. 78).
Спекание периклаза хорошо изучено. Твердофазовое спекание это-
го материала обусловлено диффузионными процессами, включающими
миграцию катиона и дислокаций. Изучение закономерностей этого
процесса позволило получать хорошо спекшиеся изделия из чистейшей
Таблица 34
Предельное содержание компонента в обожженном магнезите в вес. %
Назначение магнезита SiO,, не более СаО, не более MgO, ие менее П. п. п., ие более
Для изделий высокого качества 3,5 2,5 90,5 0,6
То же, пониженного качества 5 3 88 0,6
Для металлургического порошка:
I класса 4 4 88 0,6
II » 5 6 85 0,8
с повышенным содержанием СаО 6 10—15 75 —
окиси магния практически при отсутствии расплава. В этом случае
имеет большое значение измельчение материала перед его брикетиро-
ванием, способствующее увеличению внутренней энергии кристаллов и
их поверхности.
Спекшийся магнезит, предназначенный для изготовления изделий
по обычной технологии, должен быть обожжен до возможно более
плотного состояния и, во всяком случае, при более высоких темпера-
турах, чем температура обжига изделий и их службы у потребителя
(для уменьшения усадки).
Для изготовления изделий используют наиболее чистые разновид-
ности спекшегося магнезита. Порошок, предназначенный для наварки
223.
ii заправки подин и стен ванн металлургических печей, содержит обыч-
но больше примесей. Требования, предъявляемые к обожженному маг-
незиту по химическому составу в различных случаях, приведены в
табл. 34.
Следует отметить, что имеет значение
Рис. 79. Огнеупорность системы Ca2SiO4—Mg2SiO4
i свойства магнезитовых изделий со связующим
из 10% силикатов этой системы
/ — огнеупорность силикатного связующего; 2 — предел
прочности изделий при сжатии; 3 — пористость изделий;
4 — температура деформации под нагрузкой 2 кГ{см2;
5 — вероятность рассыпания магнезитовых кирпичей при
данном составе силикатного связующего; 6 — количество
силикатов данного состава, прн котором рассыпаются
магнезитовые кирпичи
не только абсолютное коли-
чество S1O2 и СаО в магне-
зитовых огнеупорах, но и их
соотношение. В случае об-
разования дикальциевого
силиката более 2% возни-
кает опасность разрушения
изделий в связи с напряже-
ниями, обуславливаемыми
при модификационном пре-
вращении p-Ca2SiO4 в у-
форму (увеличение объема
приблизительно на 10%;
рис. 79). Обожженный маг-
незит достигает максималь-
ной плотности уже при об-
жиге до 1400—1450° С, ког-
да материал еще сохраняет
высокую способность к гид-
ратации. Поэтому плотность
не может быть критерием
качества обжига спекшего-
ся магнезита. Нормально обожженный магнезит и тем более гидроокись
магния довольно стойки к гидратации атмосферной влагой. Однако их
необходимо транспортировать и хранить в условиях, исключающих ув-
лажнение.
2. Технологический процесс производства
Изделия изготовляют из спекшегося магнезита, измельченного до
зерен величиной не более 2 мм с необходимым (порядка 40%) количе-
ством фракции размером менее 0,1 мм для лучшего заполнения про-
странства и спекания при обжиге. Металлургический порошок приме-
няют с зернами размером до 10—15 мм при ограниченном содержа-
нии фракции менее 2 мм в крупном порошке 40%, в мелком — до 75%.
В ряде стран используют синтетические магнезиальные порошки,
содержащие в своем составе периклаз, и 10—15% дикальциевого фер-
рита CagFeaOs, который облегчает процесс наварки. Однако примене-
ние таких порошков эффективно лишь при относительно низких темпе-
ратурах в металлургических печах (до 1600—1650°С). В современных
же условиях более целесообразны чистые порошки или же, в крайнем
случае, с небольшой добавкой окалины.
В современных условиях магнезитовые (периклазовые) огнеупоры
изготовляют преимущественно из чистого спекшегося магнезита или
периклаза, полученного обжигом гидроокиси магния, без каких-либо
добавок (кроме клеящих веществ). Только для производства изделий
специального назначения применяют добавки 5—10% глинозема, обра-
зующего с MgO высокоогнеупорное соединение — шпинель MgA12O4
(температура плавления 2iO5°C). Реже применяют другие добавки
(были рекомендованы: окалина, форстеритобразующие добавки, хро-
мит, ильменит, двуокись титана, двуокись циркония, циркон и др.).
Технологический процесс производства магнезитовых изделий
включает операции: измельчение спекшегося магнезита, его рассев на
224
фракции (обычно две), их дозировку в необходимом соотношении, ув-
лажнение с введением небольших количеств (0,5—1%) органических
клеящих добавок (например, с.с.б), прессование, сушку и обжиг из-
делий. Магнезитовые массы должны содержать около 40% тонких
фракций, которые получают измельчением материала с помощью труб-
ных мельниц. Влажность магнезитовых масс составляет обычно 3—5%.
Ранее их приготовляли путем вылеживания увлажненного материала
до 3 суток. Однако такой способ приготовления масс необходим лишь
при использовании плохо обожженного магнезита. Он с трудом подда-
ется регулированию и ныне все более заменяется машинной обработ-
кой масс (бегуны, катковые или бескатковые смесители). Поскольку
магнезитовые массы мало пластичны, необходимо применять высокие
давления прессования изделий (обычно порядка 800—1200 кГ/сл2).
Сушка магнезитовых изделий не представляет особых затруднений
ввиду невысокого содержания влаги. Однако во избежание реакции
окиси магния с водой изделия целесообразно сушить при невысокой
температуре (до 50° С) большими объемами воздуха.
Для обеспечения постоянного объема в службе магнезитовые огне-
упоры обжигают при температурах 1600—1750° С. Наблюдается тен-
денция к повышению температуры обжига этих изделий. При измель-
чении спекшегося магнезита происходит усреднение его состава. При
обжиге изделий за счет имеющихся примесей обычно образуется около
5—8% расплава, а также заканчиваются реакции, рассмотренные вы-
ше. В результате этого фазовый состав хорошо обожженных магнези-
товых изделий практически не отличается от равновесного. Окиси алю-
миния и железа, образующие небольшие количества шпинелидов. вхо-
дят в основном в твердый раствор в периклаз. По новейшим данным,
при высоких температурах в периклазе растворяется и небольшое ко-
личество форстерита. Свойства изделий поэтому зависят преимущест-
венно от содержания периклаза и состава силикатной связки (см.
рис. 77 и 80). Из рис. 80 следует, что наиболее целесообразно иметь со-
став силикатной связки, близкий форстериту. Поэтому содержание
СаО и SiO2 в обычных магнезитовых огнеупорах должно быть строго
регламентировано.
В связи с невысокой прочностью необожженных магнезитовых из-
делий их обжигают в виде плотной садки «на плашку» или на ребро
и притом невысокой (лучше не более 600—800 мм). При температу-
рах 200—500° С органическое связующее в них выгорает, а гидроокиси
магния и кальция теряют воду. В результате этого прочность изделий
при температурах 500—1200° С резко понижается. При более высоких
температурах образуется расплав и только при 1500—1550° С начина-
ется спекание, повышающее прочность изделий, которая сохраняется
и при охлаждении. Поэтому большинство дефектов появляется в про-
цессе нагревания, а не охлаждения обжигаемых магнезитовых изделий.
Окись железа оказывает лучшее спекающее действие на периклаз, чем
закись. Это обуславливает целесообразность обжига магнезитовых из-
делий в слабоокислительных условиях, но без образования очагов так
называемого «острого» пламени, ведущего к местным перегревам из-
делий и их деформации, а также образованию трещин. При обжиге в
газокамерных печах полный цикл обжига магнезитовых изделий про-
должается около 6 суток, а в туннельных печах — около 3,5—4 суток.
Обожженные изделия сортируют в соответствии с действующими нор-
мативами, паспортизуют и транспортируют к месту потребления в кры-
тых вагонах.
15- 1025
225
3. Свойства изделий
Магнезитовые изделия должны отвечать следующим основным тре-
бованиям, обусловленным стандартами: содержание MgO не менее
91%, СаО не более 3%, предел прочности при сжатии не менее
40С кГ/см?, открытая пористость до 27%, дополнительная усадка (ли-
нейная) при 1650°С не более 1% (изделия М-91). В отдельных случа-
ях допускается содержание MgO не менее 89%, предел прочности при
сжатии не менее 500 кГ/см2, кажущаяся пористость 11—20% (изделия
М-89).
Эти требования пока удовлетворяют запросам потребителей. Од-
нако, учитывая возрастающую интенсификацию металлургических про-
цессов, необходимо повышать качество магнезитовых огнеупоров преж-
де всего за счет увеличения содержания периклаза в них (примерно
до 98—98,5% MgO), понижения пористости (не более 15%) и повыше-
ния высокотемпературной прочности (обязательные нормативы по это-
му показателю еще не выработаны).
В связи с высоким коэффициентом теплового расширения (а=
= 14-10~6 град~1), сравнительно невысокими теплопроводностью и
прочностью при высокой температуре обычные магнезитовые огнеупо-
ры отличаются невысокой термической стойкостью. Для устранения
этого недостатка используют крупнозернистые массы с добавкой 5—
10% глинозема. Еще лучшие результаты дает применение крупнозер-
нистого плавленого магнезита взамен спекшегося.
В массах подобных изделий содержание зерен размером от 0,5
до 2—3 мм должно быть около 55%, а менее 0,1 мм—35%. Для умень-
шения смачиваемости силикатными расплавами целесообразно около
’/з добавки (сверх указанного количества) применять в виде тонкоиз-
мельченного хромита. В процессе обжига магнезиальные шпинелиды
частично растворяются в периклазе, а в основном же образуют связку,
прочно удерживающую зерна (кристаллы) периклаза в своей сетке и
потому способствующую повышению термостойкости и температуры
деформации под нагрузкой. Развитие в зернах периклаза, насыщенных
шпинелидом (т.е. трехвалентными катионами), дислокаций и их под-
вижность, а также и трещин спайности (скольжения) понижает мо-
дуль упругости изделий и еще более способствует повышению термо-
Свойства магчезитовых
Изделия Предел прочности при сжатии в кПсм* Кажущаяся плотность в г!см2 Пористость В % Температура деформации под нагрузкой 2 кГ/см1 в °C
начало разрушение
Обычные, Сатка 450—650 2,6—2,7 25—27 1550— 1600 1550—1600
Из рапной окиси НИЯ маг- 600—700 3 13,2 Выше 1700 Выше 1700
Из плавленого магне- зита 500—700 2,8—3 13,5—14,5 1660 1660 и выше
Термостойкие со дельной связкой шпи- 600—900 2,9—3 13,5—18 1580— 1630 1600—1730
стойкости. Такие изделия обычно обладают и гораздо более низкой
пористостью (менее 15%), что обуславливает меньшее проникание в
них агрессивных расплавов. Этот комплекс свойств улучшает эксплу-
226
атацнонные характеристики изделий. Однако они значительно дороже
обычных магнезитовых и хромомагнезитовых огнеупоров, что ограни-
чивает возможность их широкого применения.
Из высокочистой окиси магния с добавкой около 1 % фторида ли-
тия способом горячего прессования при 1000°С (давление 100—
200 кГ/см2) в вакууме и последующим обжигом при 1200° С на возду-
хе могут быть получены изделия практически с нулевой пористостью.
При толщине в несколько миллиметров такие поликристаллические из-
делия прозрачны в видимой части света. Оптические их характеристи-
ки аналогичны монокристаллам периклаза.
Магнезитовые (периклазовые) изделия находят применение в ме-
таллургии и цементной промышленности для кладки быстро изнаши-
вающихся участков печей.
Свойства различных типов магнезитовых огнеупоров приведены в
табл. 35.
Кроме кирпичей из спекшегося магнезита изготовляют сталераз-
ливочные стаканы, которые служат в большегрузных ковшах лучше
шамотных. Могут быть изготовлены также безобжиговые изделия с
различными связками, чаще всего из сульфатов магния или натрия.
Эти добавки образуют с периклазом сложные окиси — сульфаты, со-
держащие воду, воздушнотвердеющие и потому придающие значи-
тельную прочность изделиям. Однако служебные качества подобных
изделий не превышают таковые обожженных огнеупоров. Поэтому при-
менение безобжиговых изделий обуславливается исключительно эко-
номическими соображениями и не получило развития.
Гораздо большее значение имеют аналогичные им набивные мас-
сы и изготовляемые из них блоки, которые с успехом применяют для
футеровки электросталеплавильных печей. Стойкость такой футеровки
может быть в несколько раз больше, чем из обожженных изделий.
Производство магнезитовых огнеупоров все время увеличивается.
Эти материалы являются наиболее перспективными для таких отрас-
лей, как сталеварение.
Окись магния (периклаз) является важнейшей составной частью
комбинированных огнеупоров хромомагнезитовых и доломитовых. Вме-
сте с ними магнезитовые огнеупоры и в дальнейшем будут являться ос-
новными материалами для строительства промышленных металлургичес-
Т а б л и и а 35
огнеупоров
Термостой- кость в теплосменах Химический состав в % Фазовый состав в %
SiO2 А12Оя Fe2Os СаО MgO периклаз шпнне- лиды орто- силикаты
4—9 2,4 1,3 1,3 1,7 92—94 90 4 6
50 и более 1,5 0,8 0,9 1,5 95,4 93,9 2,2 3,9
12 и более 1,2 1,2 1,8 0,8 95 93,7 4 2,7
Более 100 2,5 Л12О3- 8,5 LCr2O3 3,8 2 83,2 77,8 15,8 6,4
ких печей, выплавляющих сталь, медь, никель, кобальт и сплавы па их
основе. Поэтому дальнейшее совершенствование технологии магнези-
товых огнеупоров и применение для их производства максимально чи-
15*
227
стых материалов является одной из главнейших задач, способствую-
щих развитию современной металлургии и ряда других отраслей на-
родного хозяйства.
При более высоких температурах окись магния сильно испаряется
и становится актуальным нахождение способов понижения ее летуче-
сти, что может быть достигнуто соответствующими добавками и пони-
жением пористости изделий.
Термодинамический анализ реакции MgO + Fe=FeO + Mg показы-
вает, что нет никаких оснований считать возможным восстановление
MgO расплавленным железом до 2000° С в обычных условиях. Эта ре-
акция, однако, может протекать в небольшой мере в условиях значи-
тельного вакуума. Образующийся при этом вюстит будет загрязнять
сталь кислородом. В этом случае термодинамически более стойкими
могут оказаться изделия из извести (СаО). Этот вопрос, связанный
также и с кинетикой процесса, еще не изучен настолько, чтобы можно
было сделать окончательные выводы. Для обычных же условий произ-
водства металла магнезитовые огнеупоры были и остаются лучшими
из всех известных материалов.
Глава 5. ШПИНЕЛИДНЫЕ ОГНЕУПОРЫ И ИХ СОЧЕТАНИЕ
С МАГНЕЗИТОМ
Шпинелидами называют соединения с общей формулой МВ%Хь,
кристаллизующиеся, как правило, в кубической сингонии. Анионы X
при этом образуют плотную кубическую укладку, в которой имеется
два типа полостей: тетраэдрические и октаэдрические. Если катионы М
занимают тетраэдрические, а В — октаэдрические позиции, то такая
структура характерна для нормальных шпинелидов. Если же катионы
М и половина катионов В занимают октаэдрические позиции, а вторая
половина В — тетраэдрические, то структура шпинелида называется
инвертированной. Примерами структуры первого типа являются соеди-
нения: MgAl2O4, FeAl2O4, MgCr2O4, FeCr2O4, а второго типа —
MgFe2O4, FeFe2O4(Fe3O4), Mg2TiO4. Твердые растворы шпинелидов в
пределах одного типа структуры принадлежат к тому же типу, что и их
компоненты. Разнотипные шпинелиды образуют смешанную структуру,
примером которой является структура природного хромита (Mg, Fe) •
- (Cr, Al, Fe)2O4. Такая структура иногда встречается и для простого
шпинелида, например MgGa2C>4. С повышением температуры распреде-
ление катионов по тетраэдрическим и октаэдрическим позициям раз-
упорядочивается и структура шпинелидов становится все более смешан-
ной. Химическая связь в шпинелидах обычно принимается ионной, хо-
тя несомненно, что вклад ковалентного компонента во многих случаях
весьма значителен. Температуры плавления многих шпинелидов, как и
химическая стойкость, высоки. Некоторые из них обладают интересны-
ными магнитными и электрическими (высокое электросопротивление)
свойствами. В связи с этим шпинелиды имеют очень большое значение
в технологии огнеупоров, ферритов и других материалов. Развитие ра-
диотехники, электроакустики, производства современных быстродейст-
вующих вычислительных машин, металлургии и керамики привело к
весьма детальному изучению синтеза и свойств шпинелидов, поскольку
природные шпинелиды обычно не отвечают требованиям техники.
В твердой фазе шпинелиды из окислов образуются при температу-
рах свыше 600° С с довольно большой скоростью. Однако полный син-
тез их достигается обычно лишь при температурах 1500—1750° С. Огне-
упорные шпинелиды, например MgAl2O4, получают как спеканием, так
и плавлением в электропечах. По коррозионной стойкости и постоян-
228
ству объема при высоких температурах электроплавленые шпинелиды
обладают несомненными преимуществами перед полученными спека-
нием. Характерная микроструктура электроплавленой шпинели пред-
ставлена на рис. 80. Одним из наиболее важных шпинелидов является
магнезиальная шпинель MgAl2O4 — единственное соединение в системе
MgO — А120з, которое образует твердые растворы с избытком А12О3 и
Рис. 80. Микроструктура плавленой
шпинели (Х80)
Рис. 81. Диаграмма состояния систе-
мы MgO—А12О3 (по Рэнкину, Мерви-
ну, Рою, Осборну и др.)
в меньшей мере с MgO (рис. 81). Шпинель также образует ограничен-
ные твердые растворы в периклазе. Отсутствие легкоплавких эвтектик
в системе MgO—А12О3 обуславливает исключительное значение ее для
технологии огнеупоров. Чистая шпинель MgAl2O4 и ее твердые раство-
ры с А12О3 обладают очень высокой шлакоустойчивостью. Добавки шпи-
нели (или окиси магния) к глинозему затрудняют рост кристаллов ко-
рунда, и потому их с успехом используют для регулирования спекания
и микроструктуры корундовой керамики.
Еще более высокой коррозионной стойкостью к агрессивным сре-
дам при температурах выше 1000° С обладают твердые растворы типа
Mg(Al, Сг)2О4. Для снижения стоимости изделий обычно используют
природный хромит (Mg, Fe) (Сг, Al, Fe)2O4, а не синтектический маг-
незиальный шпинелид указанного состава. В связи с тем, что в природ-
ном хромите содержится закисное железо, при нагревании в окисли-
тельной среде наблюдается частичное окисление его в окись железа,
которая с хромитом образует твердый раствор. При избытке окиси маг-
ния получается шпинелидный твердый раствор состава, более близкого
стехиометрическому. Природный хромит содержит обычно в небольшом
количестве серпентин, Mg6(OH)gSi4Oio [или хлорит — твердый раствор
серпантина, амезита и ферроантигорита, (Mg, Fe)4Al2(OH)8Si2Ai2O10].
Уже при содержании около 20% серпентина смесь хромита с ним ста-
новится неогнеупорной. Поэтому для технологии огнеупоров следует
применять хромит с минимальным содержанием силикатов, лучше все-
го— обогащенный, не содержащий более 5—8% SiO2. Огнеупорность
чистых разновидностей хромита составляет обычно 2130—2200° С, со-
держание хромшпинелида — не менее 85%, а окиси кальция (присутст-
вует в хромите в виде кальцита, реже — тремолита) не должно быть
22У
более 1—1,5%. В производстве огнеупоров предпочтительно применять
плотные хромитовые руды. Путем обогащения содержание SiO2 в кем-
пирсайском хромите может быть понижено почти в два раза.
В СССР месторождения хромита найдены в различных местах.
Наибольшее значение ныне имеют донские кемпирсайские (Казахстан)
и сарановские (Урал) хромиты. Кемпирсайские хромиты обычно содер-
жат около 48—52% Сг2О3 и 9—12% А12О3, а сарановские — 33—38%
Сг2О3 и 15—20% А12О3. Шпинелид первого хромита обогащен молеку-
лой RCr2O4, а второго — RA12O4 (R — Fe, Mg). В связи с этим и требо-
вания, предъявляемые к ним промышленностью огнеупоров, различные
(табл. 36). Наибольшее значение для производства огнеупоров сейчас
имеет донской (кемпирсайский) хромит.
Таблица 36
Химический состав в %
Хромит Сг2О3, не менее SiO2, не более СаО, не более FeO+Fe2O, (в пересчете на Fe2O3), не более
Кемпирсайский: изделия сводовые 50 7 1 14
» обычные 45 8 1,5 16
Сарановский, обычный 33 9 2 —
Технология шпинельных огнеупоров на основе MgAI2O4 имеет два
основных варианта получения шпинели и изделий: способом спека-
ния и электроплавкой При первом варианте технический глинозем
смешивают с обожженным магнезитом в соотношении, отвечающем
MgAi2O4 с небольшим избытком периклаза (примерно 65—70% глино-
зема и 35—30% обожженного магнезита). Для повышения шлакоус-
тойчивости и улучшения синтеза в шихту добавляют 10—15% тонко-
молотого хромита. Из этой смеси прессуют брикет, который обжигают
при 1750° С. Обожженный брикет измельчают до зерен величиной 2—
3 мм. Шихта для изготовления изделий состоит из 80—85% измельчен-
Свойства основных видов
Изделия Предел прочнос- ти при сжатии в кГ1см* Кажущаяся плотность В slcii/p Пористость в % Температура де- формации под нагрузкой 2 кГ}смг в °C
Шпинельные:
спекшиеся 500 и выше 2,65—2,95 17—25 1600—1650
электр оплавленые Хромшпинельные элек- — 3,05—3,1 10,7—12,2 Выше 1800
троплавленые ... Кромомагнезитовые ог- неупоры обычные об- 3460 3,65 5 Выше 1800
жиговые . . . 200—400 2,8—2,9 20—23 1450—1550
То же, сводовые . . . 425 2,9—3,1 18—22 1550—1600
Периклазошпинелидные . 850 3,32 13—15 1580—1630
ного обожженного брикета и 15—20% сырьевой смеси. После прессо-
вания и сушки изделия обжигают при 1700—1750° С. Испытания опыт-
ных партий таких изделий в своде электросталеплавильной печи
показали исключительно высокую их стойкость по отношению к агрес-
230
сивному действию шлаков и окислов железа при высоких температурах.
Еще большей стойкостью отличаются шпиндельные изделия, полу-
ченные из расплавленной шихты того же состава, что и для брикетно-
го способа. Шпинельный брикет может быть с успехом заменен в ших-
те изделий, получаемых спеканием, измельченным электроплавленым
материалом. Очень высоким качеством отличаются изделия из комби-
нации периклаза и синтезированной шпинели, которые оправдали себя
в службе в сводах мартеновских печей. Свойства некоторых типов шпи-
нельных изделий приведены в табл. 37. Шпинельные огнеупоры все
еще очень дороги (дорогой исходный материал — глинозем, высокие
температуры синтеза шпинели), и это пока препятствует организации
массового производства огнеупоров, содержащих синтетическую шпи-
нель. Однако возрастающие требования потребителей, в первую оче-
редь металлургии и химии, обуславливают необходимость организации
производства шпинельных и шпинельсодержащих огнеупоров уже в са-
мое ближайшее время.
Использование природного хромита в технологии огнеупоров на-
чалось еще в конце XIX столетия. Первые успешные опыты в этом на-
правлении были произведены в нашей стране. Хромит использовали
для бутовой кладки металлургических печей, а затем в качестве мас-
сы для набивки железных трубок, которыми выкладывали стены мар-
теновских печей. В 30-е годы текущего столетия изготовляли и успеш-
но применяли хромитовые огнеупоры из хромитовой руды с добавка-
ми уральского дунита и магнезита. Особенно же большое значение
приобрели комбинации хромита и обожженного магнезита — так назы-
ваемые хромомагнезитовые огнеупоры. Их производство было начато
еще в первые годы текущего столетия на Саткинском заводе (Южный
Урал). Состав шихт хромомагнезитовых огнеупоров зависит от назна-
чения изделий. Влияние состава шихты на свойства изделий видно из
рис. 82. Для стеновой кладки обычно применяют изделия, изготовляе-
мые из смесей равных количеств хромита и обожженного магнезита,
измельченных до величины зерен менее 1 мм. Технология изготовления
аналогична изготовлению магнезитовых огнеупоров. Хромомагнезито-
вые изделия можно сушить более форсированно, чем магнезитовые.
Термостойкие изделия, предназначенные для кладки сводов металлур-
Таблица 37
шпинелидных огнеупоров
Термостойкость в теплосменах Химический состав в %
SiO2 А12Оз Сг2Оа Fe2O, СаО MgO п. п. п.
30—40 3,1 65,4 1,1 2,3 1,3 26,7 0,3
— 3,1 65,4 1,1 2,3 1,3 26,7 —
— 2—3 25—45 20—40 — — 18—30 —
7—8 5,8 6,8 17,2 13,5 1,6 54,9 0,2
Более 25 4,5 4 15 11 1,7 63,5 0, 5
Более 25 4,5 5 11,5 7,2 2,4 69,4 —
гических печей, изготовляют из шихт, содержащих 20—30% хромита
и 80—70% спекшегося магнезита. Имеется два варианта технологии
таких изделий. При одном из них хромит используют в виде фракции
0,5—3 мм, а спекшийся магнезит — с зернами размером менее 0,8 мм.
231
Второй вариант предусматривает обратное соотношение зерен этих
компонентов (так называемые «периклазо-шпинелидные изделия»).
При этом хромит и часть спекшегося магнезита подвергаются совмест-
Рис. 82. Зависимость свойств обжиговых хро-
момагиезитовых огнеупоров от состава шихты
1 — предел прочности при сжатии; 2 — пористость;
3 — термостойкость; 4 — температура начала дефор-
мации под нагрузкой 2 кГ1см\ 5 — дополнительное
изменение размеров при 1600° С и выдержке 2 ч
ному тонкому измельчению.
Давление прессования имеет
большое значение для получе-
ния высококачественных изде-
лий, как и в случае других ма-
гнезиальных огнеупоров. При
увеличении давления прессо-
вания с 500 до 1500 кГ!см2щ>е-
дел прочности и термостой-
кость хромомагнезитовых ог-
неупоров повышаются, а пори-
стость понижается примерно в
2 раза. Зависимость пористо-
сти И в % от давления прессо-
вания Р в кГ/см2 приближенно
описывается для таких огнеу-
поров формулой
П = 20 — 7,6 lg Р.
Эта формула показывает,
что наиболее эффективным
является давление прессования
до 1200—1500 кГ!см2. Стой-
кость хромомагнезитовых сводов мартеновских печей определяют такой
статистической формулой:
X 970 — 1077 — — 40S,
о
где X —• среднее число плавок за кампанию свода; П — пористость; а— прочность на
изгиб при 1260° С; 5 — содержание кремнезема в хромомагнезитовом огнеупоре.
Из этой формулы видно, что минимальное содержание SiO2 и низ-
кая пористость хромомагнезитовых огнеупоров имеют большое значе-
ние для улучшения их службы. Пористость понижают за счет приме-
нения плотноспекшегося магнезита, рационального зернового состава
масс, высокого давления прессования и соответствующего обжига из-
делий.
При изготовлении хромомагнезитовых огнеупоров протекают слож-
ные физико-химические процессы. Для простоты примем состав хроми-
та, отвечающий FeCr2O4, спекшегося магнезита MgO, а силикатной
части — серпентину Mg6(OH)sSi40io. При нагревании до 600—700° С
серпентин теряет воду и переходит через промежуточные фазы в неог-
неупорную смесь форстерита и метасиликата магния:
Mge(OH)8Si4Oi6 = 2Mg2SiO4 + 2MgSiO3 + 4Н2О.
Эта реакция сопровождается уменьшением объема на 24%. Периклаз
спекшегося магнезита реагирует с образующимися MgSiO3:
MgSiO3 + MgO = Mg2SiO4.
В результате этого из серпентина получается только огнеупорная фа-
за— форстерит (температура плавления 1890°С). Примеси СаО, реа-
гируя с форстеритом, дают неогнеупорный монтичеллит и периклаз:
СаО + Mg2SiO4 = CaMgSiO4 + MgO.
Монтичеллит остается в изделии. Чем его больше, тем ниже прочность
232
изделий при высоких температурах. Поэтому содержание окиси каль-
ция должно быть строго ограничено как в хромите, так и в спекшемся
магнезите.
Основной компонент хромита — хромшпинелид, при нагревании в
окислительной среде переходит в полуторные окислы:
2Fe2+Cr2O4 + ’/2 О2 = 3(Fe3+, Сг)2О3.
Эта реакция протекает с уменьшением объема изделия приблизитель-
но на 1,3%. Она происходит значительно раньше, чем окись магния
спекшегося магнезита начнет реагировать с хромитом:
FeCr2O4 + MgO = MgCr2O4 + FeO,
с уменьшением объема на 0,5% примерно при 650—1200°С. При отсут-
ствии свободного кислорода FeO образует с периклазом твердый рас-
твор (Mg, Fe)O, а при наличии О2 протекает реакция
2FeO + MgO + V2 О2 = MgFe2O4,
при этом объем увеличивается на 24,3%- Такое большое увеличение
объема сопровождается образованием трещин на изделиях. Поэтому не-
желательно, чтобы реакция хромита с окисью магния проходила бы в
восстановительных условиях с образованием закиси железа. Гораздо бо-
лее благоприятна реакция хромита с окисью магния в окислительных
условиях:
2FeCr2O4 + 3MgO + ’/2 О2 = 3Mg(Cr, Fe)2O4,
при которой объем увеличивается только на 6,6%. Эта реакция протека-
ет одновременно с усадкой дегидратированного серпентина и потому
суммарное изменение объема почти равно нулю. Отсюда следует, что
хромомагнезитовые огнеупоры необходимо обжигать в слабоокислитель-
ной газовой среде. Реакция MgO с хромитом при величине зерен исход-
ных компонентов 0,1 мм начинается при 650° С, достигает 30% при
1000° С, составляет 90% при 1300° С, но далее замедляется и при
1600° С составляет около 98%. Скорость этой реакции особенно зависит
от тонины помола спекшегося магнезита. Поэтому необходимо иметь в
составе шихты достаточное количество тонких фракций этого материала,
а именно^не менее 38—40% количества хромита в шихте. Образующий-
ся шпинелид растворяется в периклазе. Растворимость зависит от темпе-
ратуры и при 1700°С составляет примерно 25—30%. Хромшпинель при
высоких температурах смещает силикатные оболочки с кристаллов пери-
клаза, что способствует возникновению непосредственных их контактов.
В результате значительно улучшаются механические свойства огнеупора
при высоких температурах. На этом основано получение хромомагне-
зитовых огнеупоров с так называемой «прямой связью» между кри-
сталлами периклаза, для чего необходимо применение чистых (от SiO2 и
СаО) материалов. Огнеупорность сводовых хромомагнезитовых (или,
как их иногда называют, «магнезитохромитовых») изделий составляет
2340±20°С, коэффициент линейного теплового расширения равен
(8,5—10) 10"6 град~\ а теплопроводность %=3,5 0,00095 Т, где Т—
температура в °C. Для обычных хромомагнезитовых огнеупоров тепло-
проводность равна 1,8 ккал/м-ч и практически не зависит от температу-
ры. Сводовые хромомагнезитовые огнеупоры содержат около 58% пе-
риклаза, 31% шпинелидов и 11% силикатов (в том числе примерно
6%, монтичеллита и 57о форстерита). Хромшпинелид этих огнеупоров
состоит приблизительно из 47 % MgCr2O4, 23% MgAl2O4 и 30% MgFe2O4.
Последний компонент неизбежен, но его присутствие понижает темпе-
ратуру плавления и коррозионную устойчивость шпинелида. Еще более
отрицательное значение имеет монтичеллит CaMgSiO4. Поэтому в техни-
ческих условиях на сырье и готовые хромомагнезитовые изделия огра-
16—1025
233
Рис. 83. Микроструктура хромомаг-
незитового огнеупора из 70% спекше-
гося магнезита и 30% хромита (Х80)
ничпвается содержание окислов железа и СаО. Микроструктура термо-
стойких хромомагнезитовых изделий приведена на рис. 83.
Расчеты и эксперименты показали, что температура плавления
псевдотройной эвтектики MgO— Mg2SiO4 — Mg(Cr, Fe, A1)2O4 для хро-
митов Кемпирсайского или Саранов-
ского месторождения (наиболее важ-
ные для промышленности месторожде-
ния хромитов в СССР) составляет око-
ло 1780° С, а в присутствии небольших
количеств монтичеллита — около
1730° С. Температура обжига хромо-
магнезитовых огнеупоров обычно ни-
же 1730° С, а температура рабочей их
поверхности при службе в сводах ста-
леплавильных печей выше 1750° С. Та-
ким образом, при обжиге в указанных
условиях эвтектическая температура
не достигается, а при службе — превы-
шается. Это наряду с возникающими
механическими напряжениями приво-
дит к спеканию рабочих зон огнеупо-
ров в службе и их скалыванию. Поэто-
му для существенного повышения ка-
чества сводовых хромомагнезитовых
огнеупоров их температура обжига должна быть повышена до 1750—
1760° С. Однако такое мероприятие требует, чтобы печи имели понижен-
ную высоту садки обжигаемых изделий.
Обычные хпомомагнезитовые огнеупоры должны содержать не ме-
нее 42% MgO и 15% Сг20з, предел прочности их при сжатии должен
быть не ниже 250 кГ/см2, кажущаяся пористость должна быть не более
24%, а температура деформации под нагрузкой 2 кГ]см2—не ниже
1450° С. Изделия для сводов мартеновских печей должны содержать
MgO не менее 60% и Сг20з в пределах 8—18%, их предел прочности
при сжатии не менее 250 кГ1см2, пористость не более 23%, термостой-
кость не менее 25 теплосмен. Периклазошпинелидные изделия должны
содержать 12—18% Сг20з, предел прочности при сжатии должен быть
менее 400 кГ1см2, кажущаяся пористость должна быть не более 16%,
температура начала деформации под нагрузкой 2 кГ/см2—не ниже
1580° С, а термостойкость — не ниже 25 теплосмен.
Применение хромомагнезитовых огнеупоров в сводах сталеплавиль-
ных печей позволило значительно повысить температуру плавки металла
и тем самым увеличить производительность печей. Однако для марте-
новских печей оказалось необходимым разработать еще и специальную
конструкцию кладки сводов. Только при этом были реализованы пре-
имущества хромомагнезитовых огнеупоров перед ранее применявшим-
ся динасом.
Для снижения стоимости хромомагнезитовые огнеупоры можно из-
готовлять также в виде безобжиговых изделий. Незначительная усадка
их*при высоких температурах этому благоприятствует. Для изготовле-
ния безобжиговых хромомагнезитовых огнеупоров в состав шихты кро-
ме хромита, спекшегося магнезита и органических клеев обычно вводят
специальные добавки. Наибольшее распространение получили добавки
глины в присутствии кислого сернокислого натрия NaHSO4, порошка
растворимого стекла, сернокислого магния и др. Кроме того, особое зна-
чение имеет рациональный зерновой состав масс, обеспечивающий по-
лучение плотных изделий, а также высокое давление прессования. Обыч-
но используют прессы с давлением прессования не менее 1000 кГ/см2.
234
момагнезитовые изделия можно армировать металлическими пластинами .
Такое армирование способствует спеканию кладки при службе в моно-
лит, что уменьшает коррозию их агрессивными шлаками и окислами же-
леза. В результате увеличивается срок службы огнеупорной футеровки.
Стоимость безобжиговых хромомагнезитовых изделий ниже обожжен-
ных. Поэтому их производству и применению необходимо уделять надле-
жащее внимание. Отрицательной особенностью безобжиговых изделий
является понижение их прочности при нагревании до 5G0—1000: С, а
также невысокая температура деформации под нагрузкой, составляю-
щая 1400—1460° С, редко немного выше.
На основе комбинаций хромита и спекшегося магнезита изготовля-
ют также и набивные массы, которые можно применять с армированием
металлом или же без него.
Хромит, идущий в шихту хромомагнезиговых огнеупоров, является
редкой породой в земной коре. Запасы хромита в промышленно разви-
тых странах сравнительно невелики. Это сырье представляет исключи-
тельную ценность для получения металлического хрома и его сплавов.
Кроме того, при переработке хромита получают соли хрома (хромпики),
также весьма важные для народного хозяйства. Поэтому перед техноло-
гией огнеупоров стоит задача всемерного сокращения расходования хро-
мита Эту задачу, очевидно, можно решить путем повышения качества
спекшейся окиси магния и замены хромита синтетической шпинелью и
плавленым периклазом.
В медеплавильных конверторах с целью защиты магнезитовой фу-
теровки от агрессивного воздействия фаялитовых шлаков, реагирующих
с периклазом согласно уравнению Fe2SiO4+3MgO + 1/2O2==Mg2SiO4 +
+ MgFe2O4, применяют защитный слой из магнетита FeaCU. Для этого
на нагретую до 1600—1630° С футеровку забрасывают магнетит (окали-
ну), который за счет частичной реакции с MgO плотно приваривается к
ней и предохраняет затем от контакта с легкоплавким фаялитом Fe2SiO4
шлака. Магнетит не реагирует с фаялитом и мало растворяется в его
расплавах. Такое мероприятие дает возможность удлинить срок службы
огнеупорной футеровки, хотя сам магнетит плавится только при 1594° С.
В этом случае магнетит нельзя заменить более тугоплавким магнезио-
ферритом MgFe2O4 (температура плавления 1750°С), так как магнезио-
феррит реагирует с фаялитом по следующей упрощенной схеме:
2MgFe2O4 + Fe2SiO4 = Mg2SiOi + Fe3O4.
Образующийся при этом форстерит Mg2SiO4 легко растворяется в рас-
плавленном фаялите и на футеровке остается только магнетит.
Таким образом, значение шпинелидов в технологии огнеупоров ис-
ключительно велико. При изготовлении огнеупоров и в ближайшем бу-
дущем несомненно будут широко использованы магнезиальные шпине-
лиды, а возможно также и другие, близкие к ним соединения, например,
алюминат бария BaAUCU, кристаллизующийся в гексагональной синго-
нии. Это соединение обладает высокой температурой плавления (1830° С)
и вяжущими свойствами при затворении водой. Поэтому алюминат ба-
рия представляет значительный интерес для технологии огнеупоров, в
том числе и в комбинациях с периклазом и магнезиальными шпинели-
дгучи.
Глава 6. ФОРСТЕРИТОВЫЕ ОГНЕУПОРЫ
Форстеритовыми огнеупорами называют изделия, содержащие в ос-
новном ортосиликат магния — форстерит. Для повышения шлакоустой-
чивости обычно используют его комбинации с периклазом, так что гото-
161
235
вые изделия содержат 90—70% форстерита и 10—30% периклаза. В не-
больших количествах в них содержится также монтичеллит и шпинели-
ды. Реже используются комбинации, содержащие также и
хромшпинелид (30—60%). Содержание окиси магния в форстеритовых
изделиях составляет 35—55%. В отличие от магнезитовых и шпинелид-
ных огнеупоров сырьевые ресурсы для изготовления форстеритовых ог-
неупоров исключительно велики, хотя собственно форстерит является
редким минералом. Магнезиально-силикатные породы, которые могут
явиться основой технологии форстеритовых огнеупоров: оливиниты, дуни-
ты, серпентиниты, талько-магнезиты, широко распространены в приро-
де, в том числе и на территории СССР. Оливиниты найдены на Кольском
полустрове (Хабозеро) и на Кавказе (в районеТеберды). Дунитовые ме-
сторождения известны на Среднем и Северном Урале (Уктус, Нижний Та-
гил, Денежкин камень и ряд других). Серпентиниты в огромных количе-
ствах встречаются на Северном Кавказе (Веденское, Белореченское и
другие месторождения), в Закавказье (Севан), на Урале (Баженовское
и многие другие месторождения), в Саянах, Сибири и т. п. Талько-маг-
незиты разведаны в УССР (Сурско-Правдинское и Веселянское место-
рождения), на Урале (Шабры), Онотское в Восточной Сибири и др. Эти
породы не всегда содержат окись магния в таком количестве, которое
было бы достаточным для связывания всего кремнезема в форстерит, а
полуторных окислов — в магнезиальные шпинелиды (табл. 38). Поэтому
Таблица 38
Свойства типичных магнезиально-силикатных пород
Порода и местонахождение Кажущаяся плотность в г/см3 Огнеупор- ность в °C Химический состав в %
SiO2 Д12О3 Сг2О3 Fe2O3 FeO СаО MgO П-П.П.
Оливинит хабозерский (Кольский полуостров) Дунит нижнетагильский 3,4 1770 38,3 0,2 0,4 6,1 7,1 1 46,8 0.1
(Урал) Серпентинит беденский 2,8 1810 34,5 0,3 0,6 4,2 4,3 0,2 42,9 13
(Северный Кавказ) . . Талько-магнезит шабров- 2,7 1550 40,5 1,2 0,4 4,5 2,1 0,1 38,7 12,5
ский (Урал) .... Талько-магнезит веселии- 3 1530 30,5 1,4 Нет 8,2 — 0,9 32,6 26,4
ский (УССР) .... 3 1520 30,7 0,6 » 6 4,5 1,3 31,5 25,4
к ним добавляют определенное количество окиси магния. Минимально
необходимое ее количество следующее: для хабозерского оливинита —
7%, нижнетагильского дунита — 4%, беденского серпентинита—16%,
веселянского талько-магнезита — 10%. Чем больше необходима добавка
окиси магния, тем, естественно, менее экономически выгодно при прочих
равных условиях использовать магнезиально-силикатное сырье. Из при-
веденных данных видно, что наиболее ценным сырьем по этому критерию
являются оливиниты и дуниты. В настоящее время в СССР используют-
ся в производстве огнеупоров дуниты нижнетагильские (Соловьево-гор-
ck^wo месторождения) и талько-магнезиты (Шабровского месторожде-
ния).
Технология форстеритовых огнеупоров базируется на фазовых рав-
новесиях в системе MgO — SiO2 (рис. 84). В этой системе образуется два
соединения: форстерит Mg2SiO4, содержащий 57,2% MgO и 42,8% SiO2,
конгруентно плавящийся при 1890° С, кристаллизующийся в ромбичес-
кой сингонии, плотность его около 3,2 г)смг, показатели светопрелом-
ления Ng= 1,670, Nv= 1,635, при нормальном давлении не имеющий моди-
236
фикационных превращений, а также метасиликат магния MgSiO3 (40%
MgO и 60% SiO2), плавящийся инконгруентно при 1557° С с образовани-
ем форстерита и расплава, обогащенного кремнеземом. Метасиликат
магния известен в виде четырех модификаций: энстатит, два вида кли-
поэнстатита, протоэнстатит. В технологии огнеупоров обычно имеют де-
ло с клиноэнстатитом, кристаллизующимся в моноклинной сингонии,
плотностью 3,19 г!см?, показатели светопреломления Ng= 1,660, Np =
= 1,651. При нагревании до 900—1000° С обычный клиноэнстатит превра-
щается с довольно значительным изменением объема в другую модифи-
2200Г
РасплаВ
1600 \—
О
МдО
_1___U—J-------1----
20W I 60 80 ЮО
M^SiO* I MffSiOj Si02
Мд38Юп + MqSi О$
Содержание 8oec.A>
Рис. 84. Диаграмма состояния системы
MgO—S1O2 (по Боуэну, Андерсену и Грей-
гу)
Рис. 85. Диаграмма состояния систе-
мы Mg2SiO4—Fe2SiO4 (по Боуэну и
Шейреру)
кацию, а затем при 1180—1250° С — в протоэнстатит. Энстатит при нор-
мальном давлении и температуре выше 1100—1200° С также переходит
в протоэнстатит. Низкая температура плавления и наличие модифика-
ционных превращений указывают на нецелесообразность наличия мета-
силиката магния в огнеупорах. Это соединение должно быть переведено
добавкой окиси магния в форстерит по реакции MgSiO3+MgO=Mg2SiO4-
Природные силикаты магния (оливиниты, дуниты) содержат не чистый
форстерит, а его твердый раствор с фаялитом (MgFe)2SiO4— оливин.
Чем больше в оливине фаялитового компонента, тем ниже его темпера-
тура плавления (рис. 85). При обжиге до 600—900° С в окислительной
среде закись железа, содержащаяся в оливине, окисляется до окиси
Fe2O3:
(Mgl_.FeJ2SiO4 + ^O2 =
= (1 — 2х) Mg2 SiO4 -f- 2х MgSiO3 + х FeaO3.
Эта реакция сопровождается увеличением объема. При температурах вы-
ше 1200° С окись железа реагирует с форстеритом:
Mg2SiO4 + Fe2O3 = MgSiO3 + MgFe2O4.
Суммарно эти две реакции выражаются уравнением:
(Ш1-. FeJ2 Si04 + "f- О2 = (1 - Зх) Mg2 SiO4 + Зх MgSiO3 + х MgFe2O4 .
Для устранения образования легкоплавкого метасиликата магния
необходима добавка окиси магния. Тогда реакция пойдет следующим
образом:
(Mgi-x FeJ2 Si°4 + о2 + Зх MgO = Mg2 SiO4 + X MgFe2 O4.
Магнезиоферрит образует с форстеритом псевдобинарную систему
с эвтектикой при 1690° С, т. е. на 200° ниже температуры плавления фор-
237
стерита. Чем больше содержание FeO в оливине, тем больше образует-
ся расплава при этой эвтектической температуре и тем больше необхо-
дима добавка окиси магния. Поэтому целесообразно использовать сырье
с возможно меньшим содержанием окислов железа.
Окись алюминия образует в форстеритовых огнеупорах шпинель,
находящуюся в твердом растворе в магнезиоферрите, что еще более по-
нижает эвтектическую температуру. Поэтому А12О3 в форстеритовых ог-
неупорах является вредным компонентом, и его содержание не должно
превышать 0,5—1 %.
Еще более сильным плавнем в форстеритовых огнеупорах является
СаО, которая образует здесь легкоплавкий монтичеллит CaMgSiO4 (тем-
пература инконгруентною плавления 1402°С). Содержание окиси каль-
ция в связи с этим в форстеритовых огнеупорах должно быть минималь-
ным (не более 2—3%).
Оливиниты обычно состоят пз 85—95% оливина и 15—5% шпинели-
да. Лучше, если шпинелид представлен хромитом. Хабозерский оливи-
нит содержит магнетит, который при обжиге изделий переводится в маг-
незиоферрит по реакции 2Fe3O4+3MgO + 1/2O2=3MgFe2O4, которая соп-
ровождается увеличением объема изделия поити на 7%. Это
отрицательно сказывается на прочности изделий и может вызвать обра-
зование трещин. Поэтому для технологии огнеупоров наибольшую цен-
ность представляют оливиниты с минимальным содержанием окислов
железа. Это сырье не требует предварительного обжига, что также явля-
ется существенным преимуществом, например, перед серпентинитом
или талько-магнезитом.
Дуниты содержат в основном два минерала: оливин и серпентин
Mg3(OH)4Si2O5 (43% MgO, 44,1% SiO2, 12,9% Н2О). Серпентин известен
в виде двух минералов: антигорита и хризотила. Оба минерала кристал-
лизуются в моноклинной сингонии, их плотность равна 2,6—2,7 г/л«3, а
огнеупорность составляет около 1550° С. Серпентин может быть как маг-
матическим, так и метаморфическим минералом. В последнем случае он
образуется по реакции:
2Mg2SiO4 + 2Н2О + СО2 = Mg3(OH)4Si2O5 + MgCO3.
Волокнистая его форма — хризотил-асбест имеет очень большое значе-
ние для звуко-, термо- и электроизоляции, а также в качестве наполни-
теля для резиновых и асбестоцементных изделий. В СССР хризотил-
асбест добывают в очень больших количествах. Нижнетагильские дуни-
ты содержат не чистый серпентин, а его твердый раствор с бруситом.
Поэтому содержание окиси магния в них повышено, что является весьма
благоприятным обстоятельством для технологии огнеупоров.
При нагревании до 600—650° С серпентин разлагается и отдает во-
ду, что сопровождается его разрыхлением (пористость такого материа-
ла увеличивается до 25—30%). При этом образуется форстерит и аморф-
ная кремнекислота. При обжиге до 1200—1400° С из серпентинита обра-
зуется форстерит и клиноэнстатит: Mg3(OH)4Si2O5=Mg2SiO4+MgSiO3+
+2Н2О. При этих температурах пористость материала начинает умень-
шаться и примерно при 1450° С достигает постоянной величины (около
14—18%). В связи с большими объемными изменениями дунита при об-
жиге целесообразно его предварительно обжигать до 1450° С, в том чис-
ле % с добавками периклаза. При этом удаляется вода и достигается
стабильность объема материала. При пониженных требованиях к изде-
лиям дунит может быть использован и в необожженном виде. В шихту
форстеритовых изделий для повышения их огнеупорности и шлакоустой-
чивости вводят избыточное количество периклаза (спекшегося магне-
зита).
238
Серпентиниты состоят в основном из минерала серпентина и по сво-
им техническим и экономическим показателям (большая добавка окиси
магния) значительно уступают оливинитам и дунитам. Поэтому серпен-
тиниты используют в технологии огнеупоров значительно реже. В СССР
по этим причинам их еще совершенно не используют в промышленности,
хотя технология их переработки в форстеритовые огнеупоры была раз-
работана в СССР в конце 30-х годов.
Тальк Mg3(OH)2Si4OI0 (31,7% MgO, 63,5% SiO2, 4,8% Н2О) явля-
ется одним из широко и давно используемых видов керамического сырья.
Этот минерал кристаллизуется в моноклинной сингонии, твердость его
очень низка—1—1,5 по шкале Мооса, плотность 2,7—2,8 г/см?, огне-
упорность 1500—1550° С. При нагревании до 800—950° С из талька вы-
деляется вода, причем тальк переходит в метасиликат магния и кремне-
зем по реакции Mg3(OH)2Si4Oi0=3MgSiO3 + SiO2+H2O. Эта реакция
сопровождается очень сильным разрыхлением материала, которое сох-
раняется с небольшими изменениями до температуры 1400—1450° С, что
является отрицательным для технологии огнеупоров. Плотные разновид-
ности талька — стеатиты — употребляются в виде выпиленных изделий
для электро- и теплоизоляции. Обычно тальк залегает в комбинации с
магнезитом MgCO3, образуя породу талько-магнезит. Потери при про-
каливании этой породы (25—27%) и объемные изменения при обжиге
велики. Поэтому непосредственно из талько-магнезитов можно изготов-
лять (например, выпиливанием) только изделия для неответственного
назначения (небольшие цементообжигательные, нагревательные и тому
подобные печи). Для получения же высококачественных огнеупоров
галько-магнезит должен быть предварительно обожжен при температу-
ре около 1450—1480° С.
В связи с трудностью получения низкопористого материала и боль-
шей добавки спекшегося магнезита в шихту талько-магнезиты значи-
тельно уступают дунитам и тем более оливинитам, и потому его редко
употребляют для производства форстеритовых огнеупоров.
Изучение реакций в твердой фазе показало, что полнота образова-
ния форстерита зависит прежде всего от наличия тонких зерен спекшего-
ся магнезита. Поэтому необходимо, чтобы в шихтах форстеритовых ог-
неупоров количество тонкозернистого магнезита было 20—30%. Реак-
ция образования форстерита заканчивается при 1450—1500° С. Однако
форстеритовые изделия спекаются лишь при температурах 1600—1650° С.
Поэтому для получения высококачественных огнеупоров, особенно из
дунитов, их необходимо обжигать при температуре около 1650° С. Спека-
ние серпентинитовых и талько-магнезитовых шихт улучшается, если
сырье с надлежащей добавкой обожженного магнезита сначала тонко
совместно измельчить, сделать брикеты и обжечь при температуре 1420—
1460° С. Шихту изделий затем составляют из измельченного брикета и
тонкомолотого спекшегося магнезита.
Наряду с обожженными можно изготовлять и безобжиговые фор-
стеритовые изделия, в которых связующим материалом являются органи-
ческие клеи, магнезиальные цементы, фосфаты и тому подобные матери-
алы. Такие изделия могут применяться в нагревательных печах. Для
кладки же регенераторов мартеновских печей целесообразно применять
высококачественные обожженные форстеритовые огнеупоры, которые
служат в своде печи 2—3 кампании (табл. 39, рис. 86).
Восточным Институтом огнеупоров разработана технология хромо-
форстеритовых огнеупоров, которые обладают повышенной термостой-
костью. В состав шихты таких изделий входит обожженный дунит—
около 65% (фракции 0,5—1 и 0—1 мм), обожженный магнезит 15—20%
(фракция 0—0,6 мм) и хромит 15—20% (фракция 1—3 мм).
Огнеупорность форстеритовых огнеупоров находится в пределах от
239
Таблица 39
Г ” « > а и л и ц а до свойства форстеритовых огнеупоров
Изделие Предел прочности при сжа- тии в кГ/см* [Кажущая- ся плот- ность в г/см2 Порис- тость в % Темп ратура на- чала деформации под наг р узко i 2 кГ/см в °C Термостой- кость в теп- лосменах Химический состав в %
SiOs А12о, FesO3 СаО MgO п. п. п.
Огнеупоры: —
85% хабозерского оливинита и 15%
спекшегося магнези- та 75 % необожженного дунита и 25% спек- 450 2,85 16—18 1670 36 33,2 1,4 13,6 1,4 50,2 0,5
шегося магнезита . . 290 2.45 26,5 1590 7 28 58,5
Брикетированный сер- пентинит (с добавкой около 30% обожженного
магнезита) , . 70% небрикетирован- ного беденского серпен- 1070 2,97 11,5 1590 3 33 2,1 6,3 1,5 57 0,6
тинита и 30% спекшего- ся магнезита . . . Обожженный веселян- ский талько-магнезит с добавкой 20% спекшего- 550 2,46 26 1590 3 31,9 1,8 6,7 1,1 59,3 0,1
ся магнезита . Электроплавленый ду- 600 2,58 23,7 1650 5 31,9 2,1 Н,1 1,4 53,2 0,3
НИТ Талько-магнезит, вы- 470 3.03 4,5 1800 — 41,3 1,5 5,5 0,2 51,5 —
пиленный из породы . . Обожженный дунит . Хромофорстерит . . . 240 430 370 2,87 2,65 1,5 22—26 21—25 1350 1600 1590 5 1 7 31,6 28,2 25 1,6 2,7 4,1 9,4 0,3 0,9 36,4 56,3 50 26
Сг2О6—10,5
1790 до 1850° С, в зависимости от количества добавленного в их шихту
спекшегося магнезита. Коэффициент линейного теплового расширения
а теплопроводность выражается уравнением
(в ккал/м-ч-град) ZT = 1,07 + 5,9-10~4 Т, где Т — температура в °C.
составляет П-10-6 град~\ ,-----—™—
(в ккал/м-ч-град) ZT = 1,07 + 5,9-10“4 Т,
По установленным требованиям в
обожженных форстеритовых огнеупо-
рах содержание MgO должно быть не
менее 54%, a SiO2 — не более 32%, по-
ристость их должна быть не более
28%, предел прочности при сжатии
должен быть не менее 175 кГ/см2, ог-
неупорность— не ниже 1750° С, а тем-
пература начала деформации под наг-
рузкой 2 кГ/см2— не ниже 1550° С.
Для изделий, выпиленных из талько-
магнезита, лимитирован только пре-
дел прочности при сжатии, который
для первосортных изделий должен
быть не ниже 100 кГ[см2.
Для огнеупорной промышленнос-
ти наибольшее значение имеют фор-
стеритовые огнеупоры, изготовляемые
из дунита. Их с успехом используют в
качестве насадки регенераторов и в
других частях нижнего строения мартеновских печей. Мощная сырьевая
база оливинитов, дунитов, серпентинитов и талько-магнезитов (запасы
часто неограниченные) и ценные свойства позволяют считать форстери-
товые огнеупоры весьма перспективными также и для других областей
потребления, например в регенераторах стекловаренных печей. Их про-
изводство несомненно будет быстро развиваться, в том числе и электро-
плавленых изделий, которые обладают еще более высокими показате-
лями качества, чем обожженные (см. табл. 39).
Рис. 86. Микроструктура форстерито-
вого огнеупора (Х80)
Глава 7. ЦИРКОНИЙСОДЕРЖАЩИЕ ОГНЕУПОРЫ
Возрастающие требования к огнеупорам обуславливают необходи-
мость расширения их ассортимента. Уже давно известны ценные свойст-
ва огнеупоров на основе соединений циркония: двуокиси циркония ZrO2
и силиката — циркона ZrSiO4. Цирконий не принадлежит к элементам,
встречающимся редко, по распространенности он занимает 21-е место
и следует за хромом. Двуокись циркония (минерал бадделеит; циркон-
фавас) в природе встречается редко (наиболее известны бразильские
месторождения). Значительно чаще цирконий находится в виде слож-
ного силиката эвдиалита1 (Na2Ca)eZrSiO6Oi8-(С1, ОН) с содержанием
11—16% ZrO2. В последнее время на территории СССР были найдены
также многочисленные месторождения циркона. Известны как коренные
месторождения, в которых циркон залегает в нефелиновых сиенитах и
других породах, так и россыпные. В россыпях циркон присутствует в
кварцевых песках, содержащих также и другие полезные минералы, на-
пример рутил и ильменит. Поэтому извлечение циркона из песков может
являться попутной операцией, что значительно снижает его стоимость.
Характеристика химического состава основных видов цирконийсо-
держащего сырья отечественных и зарубежных месторождений приве-
дена в табл. 40.
1 Обширные месторождения эвдиалита открыты на Кольском полуострове и изу-
чены А. Е. Ферсманом.
241
Таблица 40
Химический состав цирконийсодержащего сырья в %
Сырье SiOa TiO, ZrOj+HfO, AI2O, Fe,O, СаО MgO RiO П. п. n
Бадделеит . . . 0,7 — 96,1 0,2 0,4 0,2 — — 1
Цирконфавас ас- пидно-серый . . 2 0,6 92,9 0,7 3,5 — — — 0,5
Циркон различных ) 34,79 0,91 57,95 2,88 1,94 1,85 0,07 — 0,15
месторождений . } 32,63 1,22 63,53 0,37 0,88 0,61 —• 0,48 0,35
1 34,09 Нет 59,93 1,40 1,44 0,12 — 1,08 —
Эвдиалит . . . . 50,09 0,39 12,82 2,12 2,58 8,96 2,31 16,17 0,74
В данное время наибольшее значение имеют цирконийсодержащие
огнеупоры двух типов: на основе циркона и двуокиси циркония Ч
В системе ZrO2—SiO2 (рис. 87) имеется одно соединение — циркон
ZrSiO4 (67,03% ZrO2, 32,97% SiO2), которое кристаллизуется в тетра-
Содержание 6 дес
Рис. 87. Диаграмма состояния системы
ZrO2—SiO2 (по Торопову и Галахову, Бат-
термену и Фостеру)
тональной сингонии, не имеет при
нагревании модификационных
превращений и разлагается в
твердой фазе при 1676° С до ZrO2
и кристобалита. Эвтектика в си-
стеме ZrO2—SiO2 плавится при
1687° С, т. е. всего на 11° выше
температуры разложения ZrSiO4.
Твердых растворов в системе
ZrO2— SiOa практически нет. Пло-
тность циркона равна 4,75 г/см3,
а коэффициент линейного тепло-
вого расширения 4,4 • 10~6 град~1.
Показатели светопреломле-
ния циркона 7VO = 1,94; 7Ve=2,O2,
твердость 7,5 по шкале Мооса.
Иногда под влиянием радиоак-
тивного воздействия имеющихся
примесей ThSiO4 и USiO4 циркон
может иметь частично разупо-
рядоченную структуру (метамик-
тный распад). При нагревании примерно до 1000°С кристаллическая ре-
шетка такого циркона восстанавливается.
Для промышленных целей циркон извлекают из песков обогащением
при помощи отсадочных машин, флотации, а также обработкой кисло-
тами для удаления примесей, содержащих окислы железа. В цирконо-
вом концентрате содержание ZrO2( + HfO2) должно быть не менее 60%,
а окислов железа — не более 0,15%. Цирконовый концентрат, как и дву-
окись циркония, применяют для изготовления комбинированных (обыч-
но с глиноземом или муллитом) плавленых или же спекшихся изделий
на его основе. Для изготовления огнеупоров циркон измельчают до по-
лучения зерен размером 1—2 мм. Зерновой состав шихт выбирают с
учетов максимального заполнения пространства и обеспечения надле-
жащего спекания изделий при их обжиге. В состав цирконовых шихт
вводят обычно лишь органические клеящие добавки. Давление прессо-
вания применяют порядка 800—1200 к,Г)см2, а температура обжига
1 Материалы на основе ZrO2 рассматриваются в главе I части четвертой.
242
цирконовых изделий около 1550 С. Обожженные цирконовые изделия
обладают прочностью на сжатие выше 1000 кГ/см2, объемный вес их
-3,1—3,4 г! см3, истинная пористость 12—16%, огнеупорность выше 2000° С,
температура начала деформации под нагрузкой 2 кГ/см2 1520—1570° С,
разрушения—1620° С и выше. Термостойкость кирпичей обычно более
20 теплосмен при воздушном охлаждении. Микроструктура цирконовых
огнеупоров приведена на рис. 88.
1 (ирконовые огнеупоры стойки против агрессивного воздействия
расплавленных хлоридов. Они устойчивы к расплавам фосфорнокислого
натрия, шлакам закалочных печей с
соляной ванной, но разрушаются
фторидами, фосфорным ангидри-
дом, стекольным расплавом, окис-
лами железа и мартеновским шла-
ком. Кислые шлаки и золы углей
оказывают незначительное воздей-
ствие на цирконовые огнеупоры.
Особое значение имеет отсутствие
взаимодействия между цирконовы-
ми огнеупорами и струей расплав-
ленной стали. В развитии этого в
последнее время получили распро-
странение цирконовые стаканы или
втулки (вставки в стаканы из дру-
гих огнеупоров) для установок не-
прерывной разливки стали, где по-
стоянство струи металла имеет осо-
бое значение. В состав шихты таких
Рис. 88. Микроструктура цирконового
огнеупора (Х80)
изделий вводят 5—10% пластичной
огнеупорной глины. Производство и применение цирконовых огнеупо-
ров успешно осваивается промышленностью СССР. В перспективе веро-
ятно применение цирконовых изделий, масс и обмазок также в котель-
ных установках, работающих на твердом топливе, в печах для плавки
алюминия. Циркон также с успехом используют при отливке стали в
качестве противопригарной «краски» и формовочной массы. Для расши-
рения масштабов производства и применения цирконовых огнеупоров
необходима организация механизированной добычи и обогащения, что
позволит снизить стоимость цирконового концентрата. Циркон применя-
ют также в шихте плавленолитых стеклобрусьев «бакор».
Глава 8. ДОЛОМИ. ОВЫЕ ОГНЕУПОРЫ
Доломитовыми огнеупорами называют материалы, изготовленные
в основном из породы, главным составляющим которой является мине-
рал доломит СаМ§(СОз)2. Из смесей доломита и магнезита получают
доломито-магнезитовые огнеупоры. Доломиты при использовании пред-
варительно обжигают до спекания.
Различают следующие доломитовые огнеупоры: доломитовые (ме-
таллургические) порошки; изделия — кирпичи, а также блоки и трам-
бованные массы.
Они также делятся:
1) на содержащие свободную известь СаО и сохраняющиеся на
воздухе без разрушения от гидратации извести ограниченное время;
2) на содержащие СаО лишь в виде соединений, гидратирующихся
медленно, сохраняющихся неопределенно долго, не разрушаясь.
243
1. Сырьевые материалы
Доломиты — горные породы осадочного происхождения. Примеся-
ми их являются глины, окислы железа, кальцит, магнезит, гипс, родо-
хрозит (МпСОз), реже кварц, щелочные соединения и др.
По ГОСТ 10375—63 сырой металлургический доломит делится на
классы I и II. Содержание в них (в %) соответственно должно быть:
MgO не менее 19,6 и 17, S1O2 не более 3 и 5, А12Оз+Ре2Оз+Мп3О4 не
более 3 и 4. Содержание SO3 и Р2О5 должно быть минимальным. Доло-
мит для изготовления водоустойчивого кирпича должен иметь MgO не
менее 19%, А12О3 + F2O3 + Мп3О4 не более 2%.
Размеры кусков доломита, используемого для обжига во вращаю-
щихся печах по сухому способу, при заправке порогов мартеновских
печей должны быть от 5 до 25 мм (не более 8% мелочи размером мень-
ше 5 мм), а для обжига в шахтных печах — 25—80 мм (не более 3%
кусков величиной меньше 25 мм).
К известным месторождениям доломитов относятся Карагайское,
Лисьегорское (Урал), Стыльское, Еленовское, Новотроицкое, Ямское
(УССР), Щелковское (Подмосковье). Мощные залежи доломитов раз-
рабатывают открытым способом. В ряде случаев целесообразно доло-
миты обогащать.
От обожженного металлургического доломита требуется большая
степень спекания, обеспечивающая достаточную устойчивость его про-
тив гидратации на воздухе содержащейся свободной СаО и рассыпания.
Спекаемость доломитов зависит от их химического состава, пористости,
микроструктуры и распределения примесей.
По классификации (табл. 41) различают три структурных типа до-
ломита: мелкокристаллический (М) с зернами менее 0,1 мм и меньше
0,01 мм (пелитоморфный), среднекристаллический (С) с зернами 0,1—
0,25 мм и крупнокристаллический (К) с зернами больше 0,25 мм.
Таблица 41
Классификация доломитов по температуре спекания в °C
Подгруппы и структурные типы
Группа 1 2 3
К с м К С м к м
I (—)1700 (—)1700 (—)1700 (—)1700 (+)1500 — — —
II (—)1700 (±)1700 (±) 1700 (±)1700 — (+)1500 ( )1700 —
III — (±)1700 — — — (+)1500 — (+)1500
Примечание. Знак (+) указывает на достижение спекания, (—)—на отсут-
ствие спекания и (±) — на достижение границы спекания.
После обжига по расчетному содержанию свободной СаО (%) до-
ломиты подразделяются на три группы: I — СаО 50—60, MgO > 36;
II —СаО 40—50, MgO 32,5—36; III —СаО 25—40; MgO 29—32,5.
По расчетному содержанию после обжига легкоплавких соединений
(4СаО-А12О3*Ее2Оз+ЗСаО-А12Оз + твердые растворы 4СаО-А12О3-
• Fe2O3 с 2CaO-Fe2O3) доломиты подразделяются на три подгруппы: I —
!Ь—W'tQ'лЪ—’Л—
пы III). „
Спекаемость растет от подгруппы 1 к 3 и от структурного типа К
к М. Легко спекаются доломиты подгруппы 2, С и М всех трех групп;
подгруппы 3, М группы III. Остальные доломиты трудно спекаются
(1750° С и выше). Ухудшает спекание присутствие кальцита, гипса. Мест-
244
ный избыток SiO2 приводит к рассыпанию изделий при их охлаждении
от перехода в у-форму образующегося двухкальциевого силиката. Уско-
ряют спекание спекающие добавки и тонкое измельчение.
2. Производство доломитовых огнеупоров
со свободной известью
Существуют следующие способы производства металлургического
доломита, содержащего свободную СаО.
Схема производства обожженного металлургического доломита
по сухому способу из относительно грубо измельченного сырья
(Никитовский доломитный комбинат)
Сырые доломиты (склад сырья)
4
Бункера
4
Грубое дробление (молотковые и конусные дробилки)
4
Просев (вибрационные грохоты с отверстиями 25 и 12 лои)
Фракция >25 мм ।
Фракция 12—25лци
Фракция 0- -12 мм
4
Грубое дробление(конус-
ная дробилка)
t 4
Бункера для фракции
12—25 мм
t
4 4
Бункера для фракции
t '
О—12 мм
Фракция 25 мм
Фракция 12—25 мм
I
Просев
грохот
25
t t
(вибрационный
с отверстиями
и 12 мм)
Фракция 0—12 мм
4
Дозирование доломитов по
месторождениям
(тарельчатые питатели)
Доломитовая пыль из печей
---------------------<-----Обжиг (вращающиеся
t t
4
печи с холодильниками)
Отделение приго-
товления угольной
пыли —► ---------
Угольная пыль |
Природный газ
Подстанция распре-
деления при-
родного газа
4
Дробление обожженного доломита
(щековая дробилка)
Просев (грохоты
Фракция >20 4
4
с отверстиями
20, 4 и 2 мм)
4
Газоочистка
(дымососы с улав-
ливанием пыли из
вращающихся
печей)
f 4
Бункера для пыли
Фракция
2- 20 мм
4
Бункера готовой
продукции
Фракция
0,3—4 мм
Фракция
0—2 мм
I
Бункер
отходов
4
Отгрузка потребителям в железнодорожные вагоны
Обжиг во вращающихся печах по сухому способу грубо измельчен-
ных плотных и прочных доломитов с величиной зерна менее 25 мм.
I
I
245
В этих доломитах содержится SiO2 выше 0,4%, полуторных окислов —
выше 0,9%, пористость (открытая) не более 8—9%. Для улучшения спе-
кания добавляют 1—2% крупной железной окалины. Температура об-
жига чаще около 1600—1650°С и колеблется от 1550 до 1700° С. На
стр. 245 приведена схема производства доломита по данному способу
с раздельным обжигом фракций 0—12 и 12—25 мм. Раздельный обжиг
фракций позволил установить рациональные режимы обжига каждой
из них и снизить пылеунос из печей. Обжиг во вращающихся печах
трудноспекающихся однородных доломитов при температурах 1750—
1800° С при газовом отоплении с подачей кислорода осуществляют на
Липецком и Челябинском металлургических заводах. Добавкой окали-
ны снижают температуру обжига до 1700° С. Обжиг особо трудно спе-
кающихся однородных доломитов ведется в виде фракций 5—12 и 12—
25 либо 5—16 мм с добавкой окалины. Фракцию менее 5 мм отделяют
грохочением и обжигают по мокрому способу. Полученный продукт ис-
пользуют в качестве удобрения, флюса при агломерации руд и т. д.
Особо трудно спекающиеся и неоднородные доломиты подвергаются
мокрому тонкому измельчению в трубных мельницах (5—15% остатка
на сите с 4900 отв/см2) и обжигаются во вращающихся печах. При не-
обходимости к ним добавляют окалину. Мокрый помол снижает темпе-
ратуру обжига, устраняет пыление в цехах, но увеличивает расход топ-
лива на испарение воды шлама. Шлам можно обезвоживать на вакуум-
фильтрах; добавкой сульфитно-спиртовой барды влажность снижается
Обжиг в шахтных печах плотного однородного кускового
(фракция 25—60 мм) доломита с содержанием не менее 0,8—1,5% по-
луторных окислов осуществляют при температуре до 1600—1650° С.
Наиболее распространены для обжига доломита вращающиеся пе-
чи. При длине их 65 м и диаметре кожуха 3,5 м (с футеровкой толщи-
ной 230 мм) на Никитовском доломитном комбинате при обжиге шихты
из 38% легкоспекающихся доломитов (М, III, 3) и 62%—трудноспека-
ющихся (С и К, II, 2) получают по первому способу за один час работы
печи 9,75 т продукта или 200 т в календарные сутки. Коэффициент ис-
пользования печей достигает 0,89.
Выход обожженного доломита составляет 0,415 т/т подаваемого
сырья (теоретический выход 0,504 т/т). Потери вызваны пылеуносом из
печей, равным 22,7%, в том числе 12,5% невозвратимые. Топливом мо
жет служить пылеугольная смесь с калорийностью 4500—5000 ккал/кг.
При переходе на отопление природным газом Никитовский комби-
нат резко улучшил химический состав доломита, уменьшилось кольце-
образование в печах из-за отсутствия присадки золы топлива. Удалось
использовать пыль из пылевых камер и газоочистки, а также отходы от
дробления обожженного доломита, которые смешивают с сырым доло-
митом перед обжигом. Выход обожженного доломита повысился до
0,45 т/т сырья. Удельный расход условного топлива составил 470 кг/т
и ниже, температура отходящих газов 690—770° С. Для светимости
факела к газу добавляют до 20% по условному топливу угольной пыли.
Доломит обжигают также и в шахтных печах, которые имеют высо-
ту 14 м, диаметр в свету с футеровкой (толщина 230 мм) 3,04 м. На
шихтах доломитов С, II, 2, К, II, 2 с содержанием 1,3—1,5% полутор-
ных окислов Никитовский комбинат достиг производительности печи
4,79 т/ч. Топливом служит коксик К-1 калорийностью 6000—6500 ккал/кг.
Удельный расход условного топлива 380 кг/т.
В обожженном доломите содержатся соединения, имеющие темпе-
рагуру плавления в °C: высокоогнеупорные — СаО 2570, MgO (пери-
клаз) 2800, трехкальциевый (ЗСаО-ЗЮг) 2070* и двухкальциевый
* Инкоигруэнтное плавление.
<246
(2CaO-SiO2) силикаты 2130 и легкоплавкие: двухкальциевый феррит
(2CaO-Fe2O3) 1436, трехкальциевый алюминат (ЗСаО-А12Оз) 1535, че-
тырехкальциевый алюмоферрит (4СаО-А120з-Ре20з), либо 6СаО-
• 2Al2O3-Fe2O3) 1415 и твердые растворы их с 2СаО-Ре2Оз.
Недостаточное содержание при высоких температурах жидкой фа-
зы, связанное с количеством легкоплавких соединений, затрудняет спе-
кание. Избыток же жидкой фазы понижает шлакоустойчивость. Про-
центное содержание окислов подчиняется уравнению
СаО;б = СаОсвов + 2,8 КН-SiO2 + т Fe2 О3 + пД12 О3 + 1,18 Р2 О5.
Коэффициент насыщения КН, который задают или вычисляют из
формулы, представляет собой отношение количества СаО, связанной
с SiO2, к количеству СаО, которое было бы связано при образовании
только ЗСаО • SiO2.
AlgOg ।
При отношении содержания молекулярных количеств ———- < 1
ге2О3
т=0,7 и п=1,1; при отношений ^22_>1 т=0,35 и и=1,65.
FegOg
Значение КН колеблется в пределах 0,67—1. До величины КН
0,67 MgO остается свободным, при КН=0,67 весь кремнезем обра-
зует 2CaO-SiO2, при КН=Л —только 3CaO-SiO2.
Обожженный доломит целесообразно хранить в бункерах с подачей
кондиционированного воздуха, а транспортировать в таре, препятст-
вующей гидратации. Стойкость обожженного доломита против гидрата-
ции повышается со степенью спекания (величиной кажущейся плотно-
сти) и зависит от состава и технологии переработки доломита.
Уменьшение содержания СаОСВоб с 45 и до 15—30% значительно
замедляет гидратацию.
Обожженный доломит из трудноспекающегося сырья в кусках на
воздухе разрушается на 16-е сутки даже при обжиге до 1700° С. Мокро-
молотый же доломит, обожженный при 1500° С, сохраняется достаточно
долго. Железная окалина и некоторый избыток А120з замедляют гидра-
тацию.
При 735° С из доломита необратимо образуются MgO и твердый
раствор MgCO3-nCaCO3 (и > 1), около 900°С— MgO и СаО. Начиная
от 900—1100°С образуются СаО-А12О3 и 2CaO-Fe2O3. Первый с избыт-
ком СаО дает 12СаО>7А12О3, переходящий при 1380°С в ЗСаО-А12Оз
(если --а-3->1). При 1300°С появляется расплав и заканчивается
образование 2CaO-Fe2O3, 4СаО-А12О3-Fe2O3 и их твердых растворов,
Соединение 2CaO-SiO2 быстро образуется из окислов при 1100—
1200° С. Присоединение же СаО и образование 3CaO-SiO2 протекает
медленно от температуры 1400° С в присутствии расплава.
Огнеупорность возрастает с увеличением количества СаОсвоб и
уменьшением содержания SiO2 и полуторных окислов.
Составы обожженных доломитов приведены в табл. 42, а требова-
ния по ГОСТу — в табл. 43.
Обожженным доломитом заправляются стены и откосы основных
мартеновских и электросталеплавильных печей. Расход его составляет
от 29—35 до 9,2—19,2 кг/т стали.
Доломитом в смеси с равной частью металлургического магнезита
наваривают также верхние слои подин этих печей.
Формулы окислов выражают их процентное содержание
247
Таблица 42
248
Свойства некоторых доломитов, доломитовых и магиезито-доломитовых огнеупоров
* Материал Химический состав в % Коэффициент насыщения t Кажущаяся плотность в г]смл Предел проч- ности при сжатии в кГ/сл& Огнеупор- ность в °C Дополнитель- ная усадка . при 1700 °C В % Температура деформации под нагрузкой 2 кГ/см в °C
SIO, А1.О3 FeA МщО, СаО MgO РА
начало 4 % сжатия разруше- ние
Металлургический до- ломит, обожженный во вращающихся печах (ДОК): на пылеугольном 6,99- 5,23-6,62 52,29— 32,7— 2,9-
топливе на природном газе 8,08 1,82- 2,22—5 53,51 55,4- 33,5 36,2— 3
Обожженный доломи. 3,5 2,03 2,00 2,77 58,5 53,5 36,9 39,7 3,04— 1570- 0,5- 1670 Не до-
товый кирпич со свобод- ной известью Безобжиговые смоло- 1,5- ,5—3, 5 54,4— 37,4— 3,12 1770 0,8 стигпу- то при 1820 °C
доломитовые изделия для конверторов Водоустойчивый до л о- 3,7 16,52 1,19 2,67 0,76 57,4 46,05 39,6 30,05 1,18 0,89 2,8— 1080— 1780 1,37 1550- 1630— 1680-
митовый кирпич Водоустойчивый маг- незито-доломитовый кир- । 4,6 • 8,3 1,27 1,55 4,18 2,96 — 17,58 24,21 71,25 60,80 0,43 0,73 0,95 0,83- 2,9 2,9— 2,95 2,75— 1335 1090 710— 12000 1900 1,6 1,3- 1610 При 1700° 1680 1680 Дефо пс на 1700— 1690 рмацпя чалась 1740
пич 0,9 3,1 1600 1,6 1740
Таблица 43
Требования к обожженному доломиту по ГОСТ 10389—63
Доломит (марки*) Химический состав в %
MgO, не менее SiO2, не более А12О3 Fe2O3 -J- Mn3O4, не более П.П.П» не более
ДОК-32,5; ДОМ-32,5 32,5 7 7 2
ДОК-29; ДОМ-29 29 11 9 2
* ДОК и ДОМ — доломит обожженный крупно- или мелкозернистый. Числа при
ДОК или ДОМ— минимально допустимое содержание MgO в %.
При службе доломита в сталеплавильных печах из СаОСВоб с
кремнеземом шлаков образуются ЗСаО SiO2 и 2СаО • SiO2. Когда вся
СаОсвоб доломита израсходуется, SiO2 шлака, реагируя с 3CaO-SiO2,
дает 2CaO-SiO2. В присутствии только 2CaO-SiO2 высокоогнеупорный
периклаз MgO остается еще свободным. При дальнейшем увеличении со-
Технологическая схема производства смолодоломитовых изделий
Сырой доломит
Смола в термо-
1
Обжиг (вращающаяся печь)
I
Бункера
I
Предварительный рассев (грохот)
цистерне
I
Хранение
(подземный бак)
I
I I
Дробление (ударно-отра- Бункера
жательная дробилка) (пыль)
4
I I
Классификационный рассев (грохот)
I
Бункера для фракций
15—8 8—3 мм 3—1 мм
I I
Дозировка (объемно- >--------
аналитические дозаторы)
Загрузочные бункера
'1 мм >15 леи
4 4
Тонкий помол
(вальцево-кольцевые
мельницы)
4
Бункер (фракция 1—Олл)
4
Дозировка (весовой
дозатор)
Приемные
резервуары
4
Обезвоживание
смолы (циркуля-
ционные резер-
вуары)
Питательные ре-
зервуары
4
Расходные резер-
вуары
4
Дозировка смолы
(смолодозирую-
щие насосы)
Смешивание массы (смеситель с обогревом) <-
4
Охлаждение массы (контейнеры)
4
Рыхление (рыхлительная машина)
• 4
Установка для термо- <-------Прессование (гидравлические прессы)
обработки изделий I
в нейтральной среде
4
Готовые изделия на поддонах с колпаками
249'
держания SiO2 образуются легкоплавкие двойные силикаты СаО и MgO
(монтичеллит, диопсид и др.) и резко повышается растворимость дочо-
мита в шлаках. Полуторные окислы ускоряют этот процесс, связывая
СаО в легкоплавкие алюмоферриты.
Для производства безобжиговых доломитовых огнеупоров на смо-
ляном связующем и содержащих СаОсвоб применяют свежеобожженные
до спекания во вращающихся печах (иногда с добавкой окалины) чи-
стые доломиты, доломито-магнезитовые породы, а также магнезитовые
отработавшие кирпичи, металлургический порошок и бой футеровки.
Используемый для этих целей обожженный доломит содержит 1,5—
3,7% SiO2 и 1,5—3,5% полуторных окислов. Потери при прокаливании
составляют 0,2—0,6%, кажущаяся плотность 2,9—3,1—3,3 г!см3. Наи-
большей стойкости изделия достигают при содержании в доломите 35—
38% MgO, 54—57% СаО, 1—2% SiO2 и до 3% (Fe2O3+Al2O3+Mn3O4).
На стр. 249 показана схема производства таких изделий.
Для предотвращения гидратации обожженный доломит хранят не
более 10—15 суток (летом) в бункерах при 100° С. Размол и рассев до-
ломита ведут непосредственно перед прессованием на ударно-отража-
тельных и других дробилках и грохотах, тонкий помол — на мельницах:
вальцово-кольцевых с замкнутым циклом, трубных, шаровых с воздуш-
ной сепарацией и нагревом доломита электронагревателями и инфра-
красными лучами. Применяют последующее нагревание до 60—120° С
в нагревательных барабанах.
Рекомендуемый зерновой состав обожженного доломита приведен
ниже:
Размер фракций в мм 15—8 8—3 3—1 1—0 Менее 0,06
Содержание в % 21,5—19 21,5—21 7—19 50—41 Не менее 16
В доломито-магнезитовых изделиях мелочь размером меньше 0,5 лш
(30—35%) вводят в виде металлургического магнезита.
Каменноугольная смола должна образовывать при нагревании
коксовый остаток, связывающий зерна доломита. Смолу препарирован-
ную доставляют в термоцистернах, в горячем виде сливают в резервуа-
ры и обезвоживают нагреванием с помощью паровой системы. Смола
состоит из 65—72% пека с температурой размягчения 60—70° С, 18—
22% антраценового масла и 9—19% поглотительного масла. Одержа-
ние нафталина не допустимо, а воды может быть не более 0,5%. Коксо-
вый остаток смолы составляет от 28—23 до 40—42%, а для изделий —
43 % и более. Плотность смолы при 20° С должна быть не менее 1,2 г!см3.
В смоле не должно содержаться фракции, отгоняемой при температуре
170° С, содержание фракции, отгоняемой при 170—270° С, допускают не
более 6%, а фракции при 270—360°С —не более 27%.
Фракции доломита и 4,6—4,8% смолы, нагретые до 90—100°С, сме-
шивают в течение 20—30 мин в обогреваемых при 85—95° С планетар-
ных и двухвальных смесителях или бегунах. Массу в плотно закрытых
контейнерах охлаждают в течение 3—5 суток, затем прессуют под дав-
лением 1000—1350 кГ/см2 при 30—60° С.
крупные блоки и части футеровки весом 250 кг уплотняют горячи-
ми пневматическими трамбовками либо прессованием при вибрации.
Высокое уплотнение получается при температуре 110° С и 6900 вибра-
циях в минуту.
Изделия следует хранить на поддонах с колпаками. В пазы поддо-
нов, засыпаемые мелким доломитом, входят нижние кромки колпака.
250
Допускаемые сроки хранения: летом 4—5 суток, зимой 8—15 су-
ток. В отдельных случаях можно хранить в течение 12—24 ч при темпе-
ратуре 5—8° С. Хранение в холодильных камерах с точкой росы ниже
—15° С удлиняет возможный срок хранения в 3 и более раза. Нагрева-
нием до 200—500° С и до температуры коксования смолы без доступа
воздуха или в восстановительной среде повышают стойкость изделий
против гидратации. Спок хранения таких изделий увеличивается до
6 месяцев!
Днища конверторов содержат 10—14% смолы с 55—60% пека,
их послойно трамбуют на машинах. Днища применяют без обжига или
после двухсуточной выдержки обжигают при 500—600° С в закрытых
кожухах в продолжение 30—40 ч, выдерживают при этой температуре
20 ч и охлаждают 10 ч.
Доломитовые конверторные изделия, свежеотпрессованные из ох-
лажденной массы, имеют предел прочности при сжатии от 70—100 до
250 кГ1см2, пористость 5—6%, а из горячей массы после полною их ох-
лаждения— от 100 до 400—600 кГ/см2.
При нагревании изделий при 80—250° С смола размягчается и рез-
ко уменьшается их прочность, при 700—800° С прочность возрастает
вследствие коксования смолы, а при температуре выше 800° С она посте-
пенно снижается. Поэтому конверторы разогревают до 400—450° С за
30—40 мин.
Для повышения стойкости футеровки совершенствуют технологию
огнеупоров, путем изучения топографии износа внедряют рациональный
профиль футеровки, используют в различных зонах разные типы огне-
упоров. На Новолипецком металлургическом заводе средняя стойкость
смолодоломитовых изделий в конверторах с кислородной продувкой
возросла с 200 до 417 плавок. Смолодоломитовые кирпичи и блоки при-
меняют в электропечах для выплавки анодного никеля, медеплавильных
печах и чугуноплавильных вагранках.
Для блоков и набивных монолитных масс для стен электростале-
плавильных печей используют смеси из 60—70% металлургического
магнезита с зерном размером до 7 мм и 30—40% обожженного доломи-
та с зерном величиной до 5 мм. Связующим служит пек или каменно-
угольная смола в количестве 8—12%. Смеси утрамбовывают до объем-
ного веса 2,5—2,75 г/см3.
Сырой доломит для получения доломитового кирпича со свободной
известью должен содержать не менее 19% MgO, не более 1,6% SiO2 и
меньше 2,7% полуторных окислов. После обжига он должен иметь по-
ристость не свыше 4%. Измельченный пресспорошок содержит 35—40%
зерен 1—4 мм и 25—30% зерен мельче 0,12 мм. Связующим служит без-
водный литейный крепитель П (ГОСТ 5506--50) в количестве 3,5—4%.
Кирпич, отпрессованный под давлением 1000 кГ/см2, за 1—2 ч нагревают
в среде без паров воды до 250—350° С* и обжигают при 1600° С с выдерж-
кой 5 ч. Такой кирпич содержит около 43% СаОсвоб и сохраняется на
воздухе до двух месяцев (см. табл. 42). Его можно успешно применять
в стенах сталеплавильных печей и в конверторах с кислородной про-
дувкой.
3. Производство доломитовых огнеупоров
без свободной извести
» Стабилизированные, не содержащие свободной СаО, т. е. водоус-
тойчивые доломитовые и магнезито-доломитовые изделия и набивные
массы состоят из периклаза, 3CaO-SiO2 (преобладает), 2CaO-SiO2 и
алюмоферритов кальция. Сырьем служат чистые доломиты, кварциты
При 250° С производится трехчасовая выдержка.
251
или трепел, фосфориты — для предотвращения перехода |3(а)-->- у-
2CaO-SiC>2 и рассыпания материала. В огнеупоре должно быть 4—5%
полуторных окислов, 0,9—1,2% Р2О5 при /(//=0,9 = 0,95. Зная состав
сырья и задавшись величиной КН, рассчитывают шихты клинкера.
Чрезмерное содержание полуторных окислов резко повышает усадку и
деформацию изделий при нагревании.
Исходную смесь тонко размалывают по мокрому способу и после
корректирования обжигают во вращающихся печах при 1550—1650° С.
При вводе в состав смеси S1O2 в виде змеевика (3MgO-2SiC>2-2H2O) тем-
пература обжига снижается. Наличие гидравлически активных силика-
тов кальция обуславливает твердение полуфабриката изделий, что по-
зволяет применять их в безобжиговом виде.
Пресспорошок получают из клинкера, который дробится на бегунах
до содержания зерен: 12—20% 4—6 мм, 25—34% 1—4 мм и 28—34%
менее 0,12 мм. После прессования при давлении 1000 кГ1см2 сырец су-
шат при 90—180° С до влажности не более 0,8% и обжигают при 1550—
1600° С с выдержкой 6—10 ч. В табл. 42 даны свойства обожженного
кирпича.
Магнезито-доломитовый водоустойчивый кирпич изготовляют по
той же схеме, но при помоле шлама к нему добавляют магнезит, магне-
зито-доломиты, каустический магнезит. Клинкер содержит 54—71%
MgO. При введении хромита получают хромодоломитовый огнеупор.
Магнезито-доломитовые водоустойчивые кирпичи и блоки можно
применять для стен и под подинами мартеновских и электросталепла-
вильных печей, в насадке регенераторов, в плавильном поясе вагранок
при выплавке чугуна, в зоне спекания вращающихся цементных печей
и пр.
Глава 9. УГЛЕРОДСОДЕРЖАЩИЕ ОГНЕУПОРЫ
Углерод в плотном теле по ряду свойств представляет собой иде-
альный огнеупорный материал. Температура его плавления лежит око-
ло 3700° С. При высоких температурах он химически инертен, не взаи-
модействует с основными и кислыми шлаками, кислотами и щелочами,
не деформируется, прочность его по мере повышения температуры, как
обычно, не падает, а несколько повышается. Термостойкость графита
Рис 89. Схематическое изобра-
жение структуры графита
исключительно высока, его модуль упруго-
сти (0,02-106 кГ1см2} более чем на два по-
рядка меньше, чем для спекшихся разно-
видностей керамики. Графит также харак-
теризуется высокой теплопроводностью и
электропроводностью. Своеобразные свой-
ства графита обуславливаются особенно-
стью строения его кристаллической решет-
ки. Атомы углерода в виде правильных ше-
стигранников, расположенных в параллель-
ных плоскостях, образуют слоистую гекса-
гональную решетку с ковалентными связя-
ми. Сторона шестигранника равна 1,42 А,
°
расстояние между плоскостями 3,25 А. Чередующиеся слои в графите
смещены так, что совпадение расположения атомов углерода в верти-
кальном направлении к плоскостям слоев чередуется через один слой
(рис. 89). Связь между слоями сравнительно слабая, обусловленная
ван-дер-ваальсовыми силами. Такая слоистая структура графита харак-
теризуется анизотропностью некоторых его свойств — теплопроводно-
стью, коэффициентом термического расширения. Истинная плотность
графита 2,28 г)см?, насыпной вес 0,5 г1см'л.
252
Кроме того, графит энергично окисляется при температурах около
600—700°С в зависимости от плотности и размеров кристаллов, являет-
ся сильным восстановителем, при достаточно высоких температурах об-
разует карбиды со многими тугоплавкими окислами, растворяется в ме-
таллах. В связи с этим области применения графитсодержащих огне-
упоров ограничиваются средой, не содержащей кислорода. В этих усло-
виях графит является непревзойденным конструкционным материалом,
и поэтому технологические решения по изготовлению графитсодержа-
щих огнеупоров направлены на уменьшение их окисляемости путем по-
вышения плотности, увеличения размеров кристаллов графита, созда-
ния защитных оболочек вокруг зерна углерода.
1. Графито-алюмосиликатные огнеупорные изделия
Графито-алюмосиликатные огнеупорные изделия изготовляют из
графита и огнеупорной пластичной глины, обычно с добавлением шамо-
та. Применение графита в производстве огнеупорных изделий обуслав-
ливается его химической инертностью — шлакоустойчивостью, высокой
теплопроводностью и низким коэффициентом линейного расширения, а
также высокой температурой плавления—3700° С. К основным недос-
таткам графита следует отнести его способность к окислению кислоро-
дом воздуха при температуре около 700° С. Добавленная к массе огне-
упорная глина в процессе обжига изделий создает защитную пленку на
зернах графита и тем самым в известной степени предохраняет его от
выгорания.
В производстве графито-алюмосиликатных огнеупоров основным
исходным материалом является лишь крупнокристаллический чешуй-
чатый графит, окисляющийся при температуре около 700° С. Другие
разновидности графита — скрытокристаллические и искусственные окис-
ляются при более низких температурах — 660—550° С и при службе из-
делий быстро выгорают. В нашей огнеупорной промышленности находят
применение чешуйчатые графиты Завьяловского, Бороголоского и Кыш-
тымского месторождений. Эти графиты характеризуются сравнительно
невысокой зольностью (около 10%)
Основной задачей в производстве графито-алюмосиликатных или
графитоглинистых огнеупоров, определяющей способы подготовки фор-
мовочной массы и оформление изделий, является необходимость обра-
зования на поверхности чешуек графита глинистой защитной пленки.
Образовавшаяся во время подготовки формовочной массы глиняная
пленка, уплотняющаяся при обжиге, предохраняет зерна графита от
быстрого окисления во время службы огнеупора. В этом заключается
сущность различия технологии графито-алюмосиликатных огнеупоров
и обычных шамотных. Для решения этой задачи в качестве глинистого
компонента используют только тонкодисперсные пластичные спекаю-
щиеся глины. Особенно широко для этих целей используют часов-яр-
скую, латненскую, кумакскую и другие пластичные глины. В этих же
целях основным способом производства является пластическое формо-
вание изделий (см. стр. 159). Применяют и полусухое прессование.
Графитоглинистые огнеупоры в зависимости от назначения изго-
тавливают из масс, содержащих 10—50% графита, 45—50% огнеупор-
ной глины и 20—30% шамота.
В качестве углеродсодержащего компонента в графито-алюмосили-
катиых огнеупорах используют крупнокристаллический чешуйчатый гра-
фит упомянутых выше месторождений с преобладающим (75%) разме-
ром зерен 0,25—0,05 мм. Количество графита, колеблющееся в преде-
лах 10—50%, определяется назначением данного огнеупора. Увеличение
содержания графита до 40—50% повышает теплопроводность, термо-
253
стойкость и шлакоустойчивость. Однако при введении 50% графита уве-
личивается пористость и газопроницаемость, что ведет к ускорению вы-
горания графита, а следовательно, и к потере всех положительных
свойств, связанных с его введением. При повышении содержания графи-
та с 10 до 30% теплопроводность увеличивается с 2,5 до 5 ккал/м-ч-град
(теплопроводность шамота — около 1 ккал]м-ч-град). Параллельно
растет и термическая стойкость, но понижается прочность и плотность
материала. В зависимости от содержания графита резко возрастает
термическая стойкость и шлакоустойчивость. Эти изменения свойств
для некоторых графитсодержащих изделий можно характеризовать сле-
дующими данными: увеличение содержание графита с 10 до 40—50%
сопровождается уменьшением кажущейся плотности с 2,13 до 1,95, со-
противления сжатию — с 450 до 200 кГ/см2 и увеличением коэффициента
теплопроводности с 2,5 до 9,5 ккал/м-ч-град. Поэтому выбор состава
массы зависит от назначения данного материала.
При переработке графитсодержащих формовочных масс применяют
различные способы, обеспечивающие обволакивание частичек графита
глиняной пленкой. Это — совместный помол—смешивание в шаровой
мельнице, обработка в мешалках периодического действия и в бегунах,
многократные прогонки через ленточный пресс, в том числе вакуумный,
последующее длительное вылеживание до 20 суток. Упругие свойства
графита затрудняют прямое полусухое прессование формовочных масс.
Поэтому для полусухого прессования используют высушенный и из-
мельченный графитсодержащий брикет, полученный пластичным фор-
мованием. Этот брикет может быть введен в массу сырым, обожженным
при 800 или 1300° С. Широко используют обработку массы в виде шли-
кера. При полусухом прессовании чешуйки ориентируются в плоскости,
перпендикулярной прессовому давлению; при пластичном формовании
такая ориентация выражается очень слабо.
Удаление влаги из тонкозернистых трудно отдающих воду графит-
содержащих масс требует осторожной и длительной сушки. Особой ос-
торожности требует сушка сырца с ориентированным расположением
графита. Сравнительно небольшие изделия (например, тигли) сушатся
около 5 суток.
В целях предохранения от выгорания графита графитсодержащие
изделия обжигают в засыпке из кокса, электродного угля и др., а угле-
родсодержащие материалы — в капселях и муфелях, сложенных из нор-
мального кирпича.
Графито-алюмосиликатные огнеупоры используют лишь в условиях
службы, предотвращающих или ограничивающих соприкосновение их
с кислородом воздуха. Такими изделиями являются тигли для плавки
черных и цветных металлов в индукционных электропечах и горнах,
пробки и стаканы сталеразливочных ковшей, реторты, трубы, кирпич
для футеровки сталеразливочных ковшей. Каждый из этих видов изде-
лий имеет свою специфику по составу и технологии переработки массы
и оформлении изделий.
Тигли для плавки металлов готовят из масс с содержанием графи-
та до 40—50%, чтобы повысить их теплопроводность и химическую
стойкость. В целях уменьшения выгорания графита в массу вводят до
10% ферросилиция, металлического кремния или карборунда. Массу
обрабатывают по способу пластического формования с последующим
вылеживанием заготовок. Крупные тигли формуют по шаблону на гон-
чарных кругах, мелкие — на полуавтоматических станках. Тигли из мас-
сы полусухого прессования оформляют гидростатическим прессованием
при давлении 150 кГ1см2.
Графитсодержащие стаканы и пробки для разливки стали должны
отличаться высокой шлакоустойчивостью и термостойкостью. Для этого
254
вводят графит и особо тщательно подготавливают формовочную массу.
Подготавливаемая для стаканов масса обычно содержит 20—30% че-
шуйчатого графита, 35—45% связующей глины и 30—40% шамота.
Тщательно смешанную и переработанную в шаровой мельнице, в бегу-
нах или в лопастной мельнице массу подвергают длительному вылежи-
ванию в течение 10—30 суток. После вылеживания и пропускания ее
через вакуумный ленточный пресс масса поступает на механические
прессы для формования, реже формуют вручную. Имеется опыт прес-
вания стаканов и пробок из полусухой массы на гидравлических прес-
сах. Изделия из шихты с мелкозернистым составом с величиной зерна
менее 1—2 мм и преобладающим содержанием зерна менее 0,5 мм тре-
буют осторожной и длительной сушки. Такие изделия обжигают в угле-
родсодержащей засыпке до температуры спекания глины.
Крупные изделия из графитсодержащих масс, например вкладыши
поддонов для сквозных изложниц, ковшовой кирпич и др., изготавлива-
ют преимущественно полусухим прессованием. В массы вводят шамот
укрупненного зернового состава (до 3 мм). Пресспорошок подготавли-
вают из измельченного высушенного брикета, полученного из пластич-
ной массы. Укрупненный зерновой состав пресспорошка предотвращает
перепрессовку изделия. Такие изделия требуют более длительной суш-
ки, так как ориентация чешуйчатого графита вдоль большей поверхно-
сти вкладыша размером 500X500 мм затрудняет выделение влаги, ко-
торая удаляется преимущественно через торцовую грань высотой 80 мм.
2. Углеродистые огнеупоры
Углеродистые огнеупоры почти целиком состоят из углерода в виде
кокса1 (собственно углеродистые изделия), искусственного графита
(графитированные) и природного графита (графитовые).
Углеродистые (коксовые) изделия изготовляют из каменноугольного
кокса, термоантрацита1 2 и каменноугольной смолы. Термоантрацит и
кокс—инертные составляющие массы (наполнители), каменноугольная
смола — связующее, придающее массе пластические свойства и обеспе-
чивающее спекание огнеупора в обжиге. Если плотность массы, сообща-
емая ей смолой, оказывается недостаточной, в массу добавляют графит.
Термоантрацит и кокс должны содержать золы соответственно не
более 5 и 12%, а серы не более 1,5%.
Смоляное связующее приготавливают путем варки сырой каменно-
угольной смолы, в результате которой удаляются ее особо летучие
фракции и вода, или смешиванием отдельных компонентов каменно-
угольной смолы: пека (70—75%), антраценового масла (15—20%) и
битума (8—10%)- В этой смеси антраценовое масло служит раствори-
телем пека, а битум — регулятором вязкости смолы. Чем больше
в связующем пека, тем прочнее получается сырец. Связующее в виде
искусственной смеси обладает более постоянными свойствами, чем сва-
ренная смола.
Масса для изготовления небольших изделий состоит из кокса и смо-
лы, а для крупных блоков размером 750X500X300 мм и весом 0,5 т и
более — из термоантрацита, небольшого количества графита (до 5%)
1 Кокс обычно считают аморфным, хотя в действительности он состоит из неболь-
ших плохо развитых кристаллов, которые находятся в весьма неупорядоченном со-
стоянии. Эти кристаллы сильно напряжены, имеют искаженные грани и многочисленные
поперечные связки между ними.
2 Термоантрацит — антрацит, подвергнутый термической обработке при темпера-
туре 1100° С. При этом повышается его термостойкость, механическая прочность и элек-
тропроводность.
255
и смолы. Кокс размалывают до величины зерен не более 0,2, а антрацит
до 5—10 мм. Содержание смолы в массе около 20 вес. %. При меньшем
содержании смолы затрудняется гомогенизация массы, при большем —
масса становится чрезмерно текучей.
Углеродистый наполнитель и смолу смешивают в смесительных бе-
гунах или корытных двухвальных мешалках, обогреваемых паром. Полу-
ченная тестообразная масса поступает на формование при температуре
90—100° С. В зависимости от вида и размеров изделия их формуют
выдавливанием через мундштуки круглой и прямой форм или прессуют
в формах на механических (мелкие изделия) или гидравлических прес-
сах. Удельное давление прессования составляет около 300 кГ1см2. Неко-
торые изделия формуют способом пневматического трамбования. От-
формованные изделия охлаждают в хорошо вентилируемых стеллажах
или камерах, а также в водяных ваннах.
Мелкие изделия можно обжигать в периодических или газокамер-
ных печах в шамотных капселях. Изделия пересыпают молотым коксом
с зерном не более 2 мм. Капсели тщательно обмазывают, чтобы не до-
пустить в них воздух. В противном случае в изделиях образуется пори-
стая структура, а иногда происходит частичное сгорание. Блоки и пла-
вильные электроды обжигают в специальных газовых многокамерных
печах (20 и более камер, расположенных в два ряда) без доступа воз-
духа под слоем углеродистой засыпки.
Максимальная температура обжига в зависимости от желаемой
степени графитизации кокса составляет 1100—1450° С. Выдержка при
этой температуре составляет 20—30 ч. Сырец обжигают медленно и осто-
рожно, учитывая, что уже при 30—40° С начинается размягчение массы.
При чрезмерно быстром повышении температуры возможно отделение
размягченного слоя от твердой части сырца, а слишком медленное по-
вышение температуры может вызвать стекание смолы и образование
вздутий на изделиях. На первой стадии обжига до 350° С изделия нагре-
вают особенно медленно со скоростью 3—4° в час. В этот период из них
удаляются летучие вещества. Медленное нагревание способствует рав-
номерному выделению летучих веществ и препятствует образованию
трещин на изделиях. Во второй стадии обжига в интервале 350—800°
смола коксуется и образуется коксовая сетка, цементирующая все угле-
родистые частицы. В этой стадии скорость нагрева ограничивается
5—10° в час.'Дальнейшее нагревание до максимальной температуры об-
жига ведут со скоростью 15—20° в час.
Изделия выгружают из печи только после остывания их до 40—60°
по всей толще. Продолжительность обжига в зависимости от вида из-
делий колеблется от 15 до 30 суток.
Получаемые углеродистые изделия содержат 85—92% углерода
и менее 10% серы. Они практически не плавятся и не деформируются
при высоких температурах. Углеродистые изделия плохо поддаются
механической обработке. Свойства углеродистых огнеупоров (табл. 44)
сильно изменяются в зависимости от применяемых исходных материалов
и технологии их изготовления. В частности, важную роль играет степень
графитизации углеродистых компонентов исходной массы. В углероди-
стых (коксовых) изделиях она весьма незначительна.
Графитированные изделия получают путем дополнительной термо-
обработки углеродистых изделий в восстановительной среде при темпе-
ратуре около 2500° С. При этом удается превратить «аморфный» угле-
род в искусственный графит и процесс называют графитированием.
В процессе графитирования идет рост и упорядочение кристаллов угле-
рода, в результате чего образуется типичная графитовая структура, т. е.
слоистая решетка сетчатых плоскостей, в которых атомы углерода рас-
положены в углах шестиугольника. Возникает своеобразная мак-
256
роструктура: каркас из графитированных частичек кокса, связанных ме-
жду собой графитированным коксовым остатком связующего.
По свойствам графитированный материал существенно отличается
от обычного углеродистого (см. табл. 44). Он становится более тепло- и
электропроводным и легко поддается механической обработке. Графи-
тирование повышает также чистоту углеродистого материала, так как
значительная часть примесей улетучивается.
Таблица 44
Свойства углеродистых огнеупоров
Свойства Изделия
углеродистые графитированные
Содержание углерода в % . Более 85 99
Плотность кажущаяся в г!см3 1,55—1,65 1,45—1,7
Пористость кажущаяся в % 15—20 15—30
Твердость по Моосу 4,6 1—2
Предел прочности при сжатии в кГ!смг . Коэффициент термического расширения (0— 120—500 150—450
900° С) а-10° 1/град . . . Теплопроводность в ккал/м ч град-. 5,0—5,8 2,6
при 20° С 0,012 0,31
500° С 0,016 0,2
1500' С 0,02 0,05
Удельное электросопротивление X104 ом см . . Температура1 начала окисления в °C: 46—60 10—25
в атмосфере воздуха ..... 375 450
> среде водяного пара 650 700
* » углекислого газа . 750 900
1 Температура, при которой материал теряет в весе в результате окисления I %
за 24 ч.
Графитированные изделия отличаются анизотропией некоторых фи-
зических свойств. Это обусловлено анизотропией кристаллов графита и
их преимущественным расположением вдоль длинных осей углеродистых
частиц. Большое влияние на эти свойства материала оказывает также
ориентация углеродистых частиц, связанная с процессом формования
изделий. При выдавливании через мундштук продолговатые углероди-
стые частицы стремятся расположиться длинной осью параллельно на-
правлению выдавливания, а при прессовании в форму — перпендикуляр-
но направлению прессования. Отсюда и неодинаковые значения некого
рых важных свойств изделий, измеренных во взаимно перпендикулярных
направлениях. Так, например, тепло- и электропроводность графитиро-
ванных изделий в направлении, параллельном выдавливанию изделий,
выше, а коэффициент термического расширения ниже, чем в перпенди-
кулярном направлении.
Сырьем для графитированных изделий служит высокочистый неф-
тяной кокс — продукт коксования тяжелых нефтяных остатков, образу-
ющихся при пиролизе или крекинге, и каменноугольный пек, применяе-
мый в качестве связующего. Зольность каждого из них не выше 0,3%.
Для лучшего воспроизведения структуры и повышения чистоты и
качества изделий предприняты попытки заменить пек эффективными
синтетическими связующими, например феноло-формальдегидной смо-
лой или фуриловым спиртом, имеющими коксовый остаток, по количест-
ву сравнимый с пеком (около 50%).
Перед введением в шихту нефтяной кокс прокаливают при 1200—
1350° С для удаления влаги и летучих веществ. Это увеличивает его
17—1025
257
плотность и электропроводность. Прокаливание осуществляют в реторт-
ных печах с наружным газовым обогревом или трубчатых вращг ющих-
ся печах, работающих на мазуте.
Примерный состав шихты графитированных изделий: нефтяной
кокс 75 % и связующее 25 % •
JIfi стадии графитирования технология изготовления графитирован-
ных изделий мало отличается от технологии соответственно углероди-
стых изделий из каменноугольного кокса.
Графитирование обычно осуществляют в однофазных электропечах
сопротивления, в которых нагревателем служит углеродистый керн, об-
разуемый графитируемыми заготовками и гранулированным углероди-
стым материалом, помещаемым между ними. Печь футеруют шамотным
огнеупором. Подину выполняют из магнезитового кирпича и набивки из
кварцевого песка, уменьшающей электропроводность печи. В торцовые
стенки печи заделывают водоохпаждаемые токоподводящие электроды,
подключаемые к переносному шинному пакету. Расход электроэнергии
при графитировании составляет 3000—5000 квт-ч на тонну заготовок.
Графитовые изделия получают из природного графита, обычно
содержащего от 5 до 30% золы. Графит обогащают путем флота-
ции с последующим электротермическим рафинированием, проводимым
подобно вышеописанному процессу графитирования изделий. Вначале
окислы восстанавливаются в карбиды, которые затем разлагаются или
испаряются при повышении температуры печи.
На восстановление золы расходуется значительное количество угле-
рода исходного графита, вследствие чего выход продукта мал (60—
70%).
Обогащение графита очень дорого, а высокая стоимость природного
графита, содержащего около 99% углерода, весьма ограничивает изго-
товление из него углеродистых огнеупоров. Из природного графита из-
готовляют главным образом высокоплотные детали для высокотемпера-
турных теплообменников и замедлители.
Высокая кажущаяся плотность (до 1,99 г!см3) изделий из природ-
ного графита может быть достигнута при прессовании под большим дав-
лением (до 8500 кГ/см2). Регулируя зерновой состав порошка и давле-
ние, получают материал с заданным объемным весом.
Улучшенные материалы из графита изготовляют на основе искус-
ственного графита. Эти материалы расширяют возможности примене-
ния углеродистых огнеупоров. К ним относятся графитированный мате-
риал, получаемый способом многократной пропитки связующим с по-
следующей термообработкой и обладающий повышенными плотностью
и прочностью, рекристаллизованный графит, волокнистый графит, стек-
лографит и др.
Получил развитие особо плотный огнеупорный материал из углеро-
да— пиролитический графит (пирографит), характеризующийся полно-
стью ориентированной структурой, отсутствием связки и пор. Он также
отличается высокой чистотой и может быть получен с хорошей воспро-
изводимостью свойств. Пирографит получают путем разложения угле
родсодержащего газа на нагретой поверхности. Протекающие при этом
процессы весьма сложны. В этом процессе главными и равнозначными
параметрами являются его температура, давление, скорость газового
потока и геометрия реакционной камеры. Особое значение имеет вид
исгрльзуемого сырья. Хороший материал получается, например, из очи-
щенного природного газа при температуре 2550°С и давлении
0,5 мм рт. ст. Кажущаяся плотность такого материала близка к теорети-
ческой и составляет 2,19 г/см3. По сравнению с обычными огнеупорами
из углерода пирографит имеет более высокую прочность и пониженную
окисляемость. Пирографит имеет весьма интересное свойство: он явля-
258
ется хорошим проводником тепла в направлении, параллельном плоско-
стям ориентации углеродистых слоев, и по существу теплоизолятором в
перпендикулярном направлении. В пирографит иногда вводят добавки
бора, кремния и других элементов, улучшающие его свойства.
Углеродистые огнеупоры применяют в различных отраслях промыш-
ленности, они обладают уникальным сочетанием полезных технических
свойств, однако имеют и крупный недостаток — окисляемость (горю-
честь), что практически ограничивает область их применения восстано-
вительной или нейтральной средой. В окислительной среде при высокой
температуре они могут работать лишь очень короткое время (см
табл. 42).
Малые величины модуля упругости и термического расширения при
высокой теплопроводности обеспечивают высокую термическую стой-
кость углеродистых огнеупоров и снижают до минимума возможность
их растрескивания в службе. Наряду с этим свойством углеродистые ог-
неупоры обладают другой ценной особенностью — увеличением механи-
ческой прочности с повышением температуры по крайней мере до
2400° С. Вместе с тем углеродистые огнеупоры не смачиваются металлур-
гическими шлаками независимо от их состава и поэтому не разрушаются
ими. Такое сочетание высокой механической прочности, термической
стойкости и шлакоустойчивости углеродистых огнеупоров позволяет ис-
пользовать их для футеровки доменных печей (горна, лещади, заплечи-
ков, летки и других частей), пода печей для плавки свинца, алюминия,
магния и других цветных металлов, а также в печах для производства
карбида кальция, фосфора, ферросплавов и др.
Высокая теплопроводность углеродистой футеровки доменной печи
исключает необходимость водяного охлаждения наружной брони печи на
\ ровне горна и лещади, благодаря чему снижаются стоимость строитель-
ства печи и эксплуатационные расходы. Горны, футерованные углероди-
стыми блоками, служат без ремонта не менее 7—8 лет1. В качестве свя-
зующего для углеродистой кладки печей используют смеси на основе
коксовой пыли иногда с добавкой 20% тонкомолотой огнеупорной глины
Из углеродистых огнеупорных материалов изготовляют тигли, фа-
сонные блоки, тоубы, стержни, электронагреватели сопротивления, дета-
ли для теплообменников, как обычных газовых, так и с жидким тепло-
носителем (олово при 1500°С).
Углеродистые материалы служат также в качестве замедлителей
нейтронов в реакторах. Благодаря хорошей обрабатываемости, высокой
прочности и удовлетворительной электропроводности из графитирован-
ных огнеупоров изготовляют саморазогревающиеся прессформы для пе-
чей горячего прессования. Изделия из графита используются также для
футеровки тех мест в ракетах, прямоточно-реактивных двигателях и га-
зовых турбинах, где требуется высокая прочность и устойчивость к эро-
зии. Расширение этой области применения углеродистых огнеупоров тре-
бует повышения их устойчивости к окислению. Эффективными в этом
отношении оказываются покрытие изделий тугоплавкими соединениями
(карбид кремния, дисилицид молибдена и др.), а также пропитка в кипя-
щем расплаве кремния (силицирование).
1 Блоки лещади должны быть прочно сплетены в монолит. С этой целью кладку
выполняют из блоков специальной формы на тонких швах (1—1,5 мм). Металл сам
по себе не разрушает лещадь, но он может проникнуть в глубь футеровки через поры
и швы, при этом возможно всплывание отдечьных блоков, приводящее к разрушению
всей лещади. Прониканию металла в глубь футеровки из собственно углеродистых изде-
лий способствует усадка связующего и, особенно, графитизация углеродистого напол-
ни-еля в процессе службы при температуре выше 2000° С, проходящая с уменьшением
объема. Очевидно, этот разрушительный процесс может развиваться при недостаточ-
ном охлаждении. В этой части печи целесообразно использовать плотные графптпро
ванные блоки.
17'
259
Высокая электропроводность и отсутствие плавления даже при тем-
пературе электрической дуги дополняют рассмотренные выше огнеупор-
ные свойства углеродистых огнеупоров и делают их образцовым мате-
риалом в печах с утопленной дугой, а графитированные — в крупных
сталеплавильных электропечах, а также в печах для производства спе-
циальных сплавов.
3. Карборундовые огнеупорные материалы
Карборундовые огнеупоры изготовляют из карбида кремния (SiC),
и, следовательно, они содержат только связанный углерод. Поэтому их
причислять к группе углеродсодержащих огнеупоров можно лишь ус-
ловно.
Карбид кремния получают высокотемпературной обработкой при
2000—2200° С смеси кремнезема и углеродистого материала. В качестве
кремнеземистой составляющей обычно используют чистые кварцевые пес-
ки с содержанием не менее 98,5% SiO2, а углеродистой составляющей
являются малозольные антрациты и нефтяной кокс. Процесс идет с боль-
шими затратами тепла и описывается следующей суммарной реакцией:
SiO2+3C -> SiC + 2CO -- 119,02 ккал!моль.
Образование SiC начинается при температуре около Ы00°С, однако
заметной скорости реакция достигает при 1600° С и выше. Полагают, что
процесс получения карбида кремния при восстановлении кремнезема
протекает через промежуточное образование элементарного кремния Si
либо моноокиси кремния SiO, которые в свою очередь взаимодействуют
с углеродом и окисью углерода.
Для повышения пористости и газопроницаемости шихты, необходи-
мой для движения и выхода газов, в нее вводят небольшое количество
древесных опилок При получении зеленого карбида кремния рекоменду-
ется вводить в исходную смесь 2—7% поваренной соли, которая препят-
ствует обогащению продукта углеродом и его окрашиванию в черный
цвет. Поваренная соль также способствует образованию и последующе-
му удалению хлоридов железа и алюминия.
Для промышленного получения карбида кремния применяют элек-
трические прямоугольные печи сопротивления периодического действия
открытого типа. Между двумя постоянными торцовыми стенками укреп-
лены электроды в виде графитовых плит, между ними расположен сер-
дечник (керн), который служит сопротивлением; вокруг керна засыпа-
ют шихту.
Печи имеют длину 7—17 м, ширину 1,8—4 м, высоту 1,7—3 м; мощ
ность их колеблется от 750 до 2500 кет; практический расход электро-
энергии составляет 7,2—8,7 кет ч!кг; общий расход энергии за одну
кампанию достигает 25—55 тыс. кет • ч; процесс длится от 22 до 40 ч;
производительность печи в зависимости от мощности составляет 3,1 —
7,5 т карбида кремния.
Разгрузку печи начинают с разборки боковых стен и сортировки
б?юка. Выход годного карбида кремния составляет обычно 15—22% ве-
са загруженной шихты. Непрореагировавшую шихту и полупродукты не-
завершенного синтеза повторно используют в последующих кампаниях.
Карбид кремния после извлечения из печи дробят, очищают от гра-
фита, кремния, кремнезема, железа и других примесей, а затем при по-
мощи сит классифицируют на узкие фракции, обозначаемые номерами в
соответствии с ГОСТом.
Промышленность выпускает карбид кремния двух видов — черный и
зеленый. Черный содержит больше примесей, уступает зеленому по аб-
разивным свойствам; по огнеупорным свойствам существенного разли-
чия между ними не установлено.
260
Промышленный карборунд представляет собой смесь двух кристал-
лических модификаций — кубической (Р) и гексагональной (а). Карбид
кремния возгоняется и разлагается на составляющие элементы, заметно
этот процесс протекает при 2300° С; при 2700—2800° С давление образо-
вавшейся газовой фазы достигает 1 атм и идет процесс испарения. Плот-
ность SiC 3,2—3,21 г!см3-, теплопроводность (X) более 50 ккал!м-ч-град
с отрицательным температурным коэффициентом; у карборундовых из-
делий значение X заметно ниже и составляет при температуре 600° С
15 ккал!м • ч- град-, коэффициент линейного расширения а в интервале
0—1700° С составляет 4,3—4,5 • 10-6 \jzpad.
В окислительной среде при повышенной температуре SiC окисляет-
ся, что является его важнейшим недостатком, ограничивающим приме-
нение при высоких температурах в качестве огнеупорного материала.
Окисляющими агентами по отношению к карбиду кремния могут быть
содержащиеся в пламенных газах кислород, окислы углерода, водяные
пары и т. п. Как правило, продуктом окисления карбида кремния явля-
ется кремнезем, образующий на зернах SiC пленку, способную несколь-
ко замедлить, но не предотвращать дальнейшее окисление карбида
кремния.
Скорость и интенсивность окисления зерен карбида кремния зави-
сят от многочисленных факторов: степени чистоты карбида кремния,
размера его зерен, температуры, выдержки, состава окисляющей газо-
вой фазы. Окисление увеличивается при возрастании степени дисперс-
ности SiC, с повышением температуры и увеличением продолжительно
сти выдержки. По возрастающему окисляющему действию агенты рас-
полагаются в следующей последовательности: СО -> Н2О-> СО + СО2->
-> СО2 -*• воздух -> О2 > воздух + Н2О.
Из карбида кремния — типичного соединения с ковалентной связью
атомов вследствие слабого развития диффузионных процессов даже при
температурах, близких к его разложению, не удается получить плотные
изделия обычным спеканием порошковых композиций. При высоких тем-
пературах в карбидкремниевых заготовках наблюдается рекристаллиза-
ция, возрастание прочности, не сопровождающееся уплотнением, вслед-
ствие особенности механизма спекания, связанного с испарением и кон-
денсацией карбида кремния. Потери веса наблюдаются при 2000° С и
резко возрастают при температуре выше 2000° С. В итоге рекристаллизо-
ванные карбидкремниевые изделия имеют пористость, превышающую
таковую у исходных заготовок. Вследствие указанных причин рекристал-
лизованные карбидкремниевые огнеупоры не получили широкого практи-
ческого применения.
Распространение получили главным образом карбидкремниевые ог-
неупоры на различных связках, вводимых в исходную шихту либо синте-
зируемых непосредственно в ходе термической обработки: к таким от-
носятся карборундовые огнеупоры на связках: алюмосиликатной, крем-
неземистой, нитридной, оксинитридной, карбидкремниевой (так
называемые «самосвязанпые»), на комбинированных, содержащих од-
новременно два или более огнеупорных соединения кремния (SiO2, SiC,
Si3N4, Si2ON2).
Изделия с алюмосиликатными связками получают путем смешива-
ния, формования и обжига композиций, содержащих в различных соот-
ношениях смеси зерен карбида кремния с алюмосиликатными компо-
нентами. В качестве последних используют как огнеупорную глину, так
и высокоглиноземистые составляющие с различным содержанием А12О3.
При этом глина, используемая наиболее часто, является по отношению
к карбиду кремния пластификатором при прессовании и спекающим
компонентом в обжиге. Глину, частично в виде шликера, обычно вводят
в количестве от 3 до 20%, в массу добавляют также сульфитно-спирто-
261
вую барду. Изделия формуют прессованием либо трамбованием, обжи-
гают при температуре порядка 1350—1425° С.
Карборундовые огнеупоры с кремнеземистой связкой получают из
шихт, содержащих только зерна SiC различной крупности, пластифика-
тором служит сульфитно-спиртовая барда. Обжигают изделия при тем-
пературе 1350—1400° С в открытой садке, при этом для связывания кар-
бида кремния используют его способность к окислению с образованием
кремнезема. Кремнезем скрепляет зерна SiC и частично заполняет поры,
тем самым повышая плотность изделий, не претерпевающих в ходе об-
жига усадки. Наиболее плотные изделия получают при использовании
50—60% крупных и средних фракций карбида кремния и 40—50% тон-
ких фракций меньше 0,025 мм, получаемых вибрационным измельчени-
ем. Для предотвращения возникновения дефектов в виде белых налетов
на поверхности и черной сердцевины, связанных с недостатком кислоро-
да при обжиге и образованием восстановительной среды, способствую-
щей выделению SiO и Si, рекомендуется изделия обжигать в разрежен-
ной садке и со свободной циркуляцией пламенных газов.
Одним из эффективных способов получения плотных карборундо-
вых огнеупоров является реакционное спекание, основанное на синтезе
в ходе обжига соединений, имеющих больший молярный объем, чем ис-
ходные компоненты, благодаря чему поры заполняются новообразова-
ниями и происходит связывание зерен карбида кремния.
Для получения карборундовых огнеупоров с нитридной (SiaN^ связ-
кой применяют состав, содержащий карбид кремния и элементарный
кремний. Соотношение SiC : Si может варьироваться в широких преде-
лах. Для достижения максимальной плотности прессованных изделий
оптимальным является содержание 20—30% кремния, вводимого в виде
тонких фракций. Карбид кремния вводят в виде крупных и средних
фракций. Изделия обжигают в среде очищенного азота при температуре
1450° С с промежуточной выдержкой при 1300—1350° С. Фазовый состав
огнеупора и его уплотнение определяются полнотой взаимодействия
кремния, с азотом 3Si+2N2-* SisN4. При полном завершении процесса
образования нитрида кремния масса кремния увеличивается примерно
в 1,67 раза, а объем — в 1,23 раза. Поскольку объем изделия в целом не
изменяется, наблюдается заметное его уплотнение.
Обжиг изделий такого же состава в среде технического азота, со-
держащего примеси кислорода, ведет к образованию наряду с нитридом
кремния также значительного количества оксинитрида кремния
(Si2ONz). Для образования^оксинитрида используют также углероди-
стые засыпки, содержащие кокс или смесь кокса с кварцевым песком,
в этом случае при обжиге изделия помещают в огнеупорные капсели.
Связка образуется за счет взаимодействия кремния шихты с азотом и
образующейся в капселе окисью углерода. В зависимости от условий
термической обработки наряду с оксинитридом кремния может образо-
ваться карбид кремния, кремнезем и нитрид кремния в соответствии с
уравнениями:
» 3Si + 2СО р-SiC + SiO2;
3Si 4- СО + N2 —>• p*SiC qh Si02ON2;
3Si 4- 2Г^у—S i. J
Во всех вариантах реакционного спекания смеси SiC + Si в различ-
ных газовых средах наблюдается значительное уплотнение без заметно-
го изменения объема исходного сырца.
Еще большее уплотнение сырца, сформованного из смеси зерен кар-
бида кремния солеродом (в виде, например, коллоидного графита),
достигается при его реакционном спекании в парах кремния. При взаи-
модействии углерода с кремнием образуется карбид кремния, связыва-
262
ющий исходные зерна SiC в плотное тело. Такие изделия получили наи-
менование «самосвязанных», они состоят преимущественно из SiC и име-
ют исключительно высокую плотность (около 95% теоретически
возможной). Трудность технологии таких изделий заключается в необ-
ходимости использования достаточно сложной аппаратуры и высоких
температур — выше 1800° С.
Высокоплотные изделия из карбида кремния могут быть получены
также способом горячего прессования, для этого требуются высокие тем-
пературы и давления прессования (1000 кГ)см2), однако давление может
быть резко снижено (примерно до 100 кГ)см2) при добавке в исходную
шихту 7% аморфного бора. Высокотемпературное прессование осущест-
вляют в графитовых прессформах.
Наряду с огнеупорами, содержащими преимущественно карбид
кремния, известны также материалы, в которых SiC вводят как один из
компонентов шихты для повышения главным образом теплопроводно-
сти и термической стойкости. Карбид кремния добавляют в шихты ша-
мотных, динасовых, глиноземистых и других материалов, с которыми
карбид кремния не взаимодействует при высоких температурах.
В зависимости от исходного состава различают шамотно-карборун-
довые, динасо-карборундовые, глинозем-карборундовые, карборундо-
графитовые и некоторые другие огнеупоры. Содержание карбида крем-
ния и его зерновой состав могут варьировать в широких пределах в за-
висимости от требований, предъявляемых к изделиям. Оптимальное
содержание карбида кремния в шамотных, глиноземистых и динасовых
массах около 30%. Установлено, что с укрупнением зернового состава
карбида кремния термическая стойкость изделий снижается, поэтому
рекомендуется вводить его в массы в виде тонких фракций.
Карбид кремния является исходным материалом для получения не-
которых видов пористых огнеупорных изделий. Известны легковесные
огнеупоры с выгорающими добавками, в качестве которых используется
малозольный нефтяной кокс, и изделья, полученные способом пенообра-
зования или химического вспучивания. Карборундовый легковес отли-
чается хорошей термической стойкостью, однако недостаточно стоек в
окислительных средах вследствие повышенной пористости и газопрони-
цаемости.
Свойства карборундовых огнеупоров весьма разнообразны, что объ-
ясняется различием природы связующих компонентов. Характерным для
всех материалов, содержащих карбид кремния, является относительно
невысокий коэффициент термического расширения, повышенная тепло-
проводность, высокая термическая стойкость, относительно высокая тем-
пература начала размягчения, стойкость к кислым шлакам. Примерные
свойства отдельных разновидностей карборундовых огнеупоров приве-
дены в табл. 45. При этом следует учитывать, что кроме типа связки
свойства в значительной мере зависят также от многочисленных техно-
логических параметров и могут значительно колебаться при одинаковом
фазовом составе связующего.
Способность SiC к окислению предопределяет также окисляемость
карборундовых огнеупоров. Интенсивность окисления зависит от фазо-
вого состава материала, пористости, газопроницаемости и условий тер-
мической обработки. Окисляемость снижается уплотнением изделий и
приданием им мелкопористого строения, а также применением некото-
рых обмазок и пропитывающих средств, содержащих, например, фосфа г
алюминия либо пятиокись ванадия.
Благодаря своим специфическим свойствам карборундовые огнеупо-
ры находят широкое применение в различных областях техники, в том
числе в черной и цветной металлургии, химической и керамической про-
мышленности и др. Особенно целесообразно использовать их в тех слу-
263
Свойства некоторых разновидностей карборундовых огнеупоров
Таблица 45
Вид связки Содержание SIC в % П лотность кажущаяся в г/сж3 Пористость кажущаяся в % Предел прочности при сжатии ъкГ/см* Коэффициент терми- ческого расшире- ния ХЮ® в \/град Коэффициент тепло- проводности в ккал/м ч град Температура начала размягчения в ®С
Глинистая . . 73—90 2,3—2,65 20—25 300—500 3,7—4,5 6,3—8,5 1530—1560
Кремнеземистая . 84—89 2,5—2,65 15—20 700—1200 4—5 9—17 1660—1700
Нитридная 50—80 2,6—2,7 15—19 -2000 3,8 8—14 >1800
Карбид-оксинитридная 65—70 2,6—2,65 11—14 -2000 3,8—4 6—7 >1800
Карбидная («самосвя- занный») . ... 96—98 3,05—3,15 Близка к 0 -10 000 4—6 >50 —
Рекристаллизованный 96—98 2,4—2,6 20—25 500—1200 - — : 1680
Горячепрессованный . 90—93 3—3,08 3—4 1700—2000 — — —
Легковес с выгорающи- ми добавками . . 83—87 1,16—1,43 58—43 16—42 6 0,8—1,4 1620—1640
Пенолегковес .... 97—98 0,25—0,53 90—80 6—52 5,2 0,8—1,5 —
чаях, когда требуется высокая теплопроводность, термостойкость и шла-
коустойчивость, например для устройства муфелей, рекуператоров, изго-
товления капселей и этажерок для обжига керамических изделий, чехлов
для термопар, визирных трубок и т. п. Карборундовые огнеупоры при-
меняют в устройствах, где требуется высокая сопротивляемость механи-
ческим воздействиям, — в циклонах, трубопроводах, пылесборниках.
В восстановительной и нейтральной средах карбид кремния устойчив
до 2200° С. В окислительной среде и при наличии агрессивных агентов
стойкость карбида кремния и изделий на его основе значительно сни-
жается.
Стойкость карборундовых огнеупоров к расплавам различных цвет-
ных металлов, несмачиваемость ими обусловили их применение в цвет-
ной металлургии при производстве цинка, алюминия и других металлов.
Особенно оправдали себя для этой цели изделия с нитридной и окси-
нитридной связками.
Карбид кремния также широко используют в качестве абразивного
материала и при изготовлении карборундовых нагревательных элемен-
тов (см. стр. 361).
Глава 10. ТЕПЛОИЗОЛЯЦИОННЫЕ (ЛЕГКОВЕСНЫЕ) ОГНЕУПОРНЫЕ
МАТЕРИАЛЫ
Легковесные огнеупоры характеризуются теплоизолирующими свой-
ствами, достигаемыми благодаря большой пористости Заполненные
воздухом поры плохо проводят тепло. При использовании таких огнеу-
поров в промышленных печах на 20—70% снижается расход топлива,
создается возможность существенного ускорения обжига в печах перио-
дического действия и снижения толщины стен печей и сводов. Этот эф-
фект достигается благодаря снижению теплопотерь кладкой печей как
на излучение, так и на поглощение самой кладкой.
Теплоизолирующие свойства огнеупоров зависят от их коэффициен-
та теплопроводности, изменяющегося приблизительно пропорционально
кажущейся плотности, и от объемной теплоемкости материала. Послед-
няя снижается с уменьшением величины кажущейся плотности и важна
с точки зрения способности кладки поглощать тепло. При данной кажу-
щейся плотности материала величина его теплопроводности зависит от
теплопроводности составляющих кристаллических и стеклообразных ве-
ществ, температуры, размеров и распределения пор, характера и числа
контактов зерен и т. д.
Различают открытую и внутреннюю изоляцию печей, т. е. кладку из
легковесного огнеупора, омываемую непосредственно высокотемператур-
ными пламенными газами, и защищенную изоляцию, располагающуюся
внутри кладки или с внешней стороны. В первом случае применимы
только собственно огнеупорные легковесные изделия достаточно высоких
свойств.
Теплоизоляционные огнеупоры можно применять в виде кирпичей и
сплошной изоляции (засыпка порошками, легковесные огнеупорные бе-
тоны).
Известны теплоизоляционные огнеупоры самых различных соста-
вов и свойств, начиная от массовых материалов обычной огнеупорности
(шамотных, динасовых) и до высокоогнеупорных из чистых окислов
(А12О3, ZrO2, ВеО и др.).
Легковесные изделия массового назначения в соответствии с огне-
упорностью и химическим составом делятся на группы: шамотные и по-
лукислые (1580—1730°С); динасовые (1670—1710°С); каолиновые и
18—1025 265
высокоглиноземистые (>1730°С). Классификация и маркировка изделий
по ГОСТ 5040—68 дана в табл. 46. Числа после букв в марках обозна-
чают кажущуюся плотность изделий в a/cju3.
Таблица 46
Маркировка легковесных огнеупорных и высокоогнеупорных изделий
Изделия Марка Огнеупор- ность в °C, не ниже Кажущаяся плотность в г/слс3, не более Темпе рату ра эксплуатации в °C, не выше
Шамотные и полукис- ШЛА-1,3 1730 1,3 1400
лые ШЛБ-1,3 1670 1,3 1300
ШЛБ-1,0 1670 1,0 1300
ШЛБ-0,9 1670 0,9 1270
ШЛБ-0,8 1670 0,8 1250
ШЛБ-0,6 1670 0,6 1200
ШЛБ-0,4 1670 0,4 1150
Каолиновые КЛ-1,3 — 1,3 1400
К Л-0,9 — 0,9 1400
Высокоглиноземнстые ВГЛ-1,4 — 1,4 1600
ВГЛ-1,3 — 1,3 1550
ВГЛ-1,0 — 1,0 1400
Динасовые ДЛ-1,4 — 1,4 1550
ДЛ-1,2 — 1,2 1550
1. Способы производства
Основой производства является получение изделий наиболее пори-
стых при достаточной их прочности и термостойкости.
В производстве легковесных огнеупоров наиболее распространены
способы введения выгорающих добавок и газообразования. Если послед-
нее достигается введением в шликер шихты подготовленной пены, изде-
лия называются пенолегковесными; при образовании газовых пузырьков
путем химических реакций в шликере изделия называют химлегкове-
сами.
Способ введения добавок, выгорающих в обжиге
Способ основан на введении в шихту измельченных горючих твер-
дых материалов или их смесей — кокса, нефтяного кокса, антрацита,
термоантрацита, каменного угля, древесных опилок, торфа, лигнина
и др. Шамот обычно применяют плотный, реже — легковесный (каоли-
новые изделия). Отформованные пластическим или полусухим способом
изделия сушат и обжигают в окислительной среде по режиму, обеспе-
чивающему выгорание добавок и образование пор при отсутствии рас-
трескивания и деформации изделий.
Ц1амотные легковесные огнеупоры обычно изготовляют пластиче-
ским способом. В качестве выгорающих добавок используют древесные
опилки либо их смесь с лигнином. Шамот и огнеупорную глину готовят
в общем технологическом потоке. Шамот используется с зернами разме-
ром <3 мм при наличии зерен <0,5 мм в количестве не менее 45—55%.
Выгорающие добавки подсушивают и просеивают с помощью вибрацион-
ных или инерционных сит. Схема производства шамотных легковесов с
кажущейся плотностью от 0,8 до 1,3 а/сл3 пластическим способом приве-
дена ниже.
2С6
Технологическая схема производства шамотных легковесов пластическим способом
Расходные бункера
1 1 1
Дробленая глина Дробленый шамот Опнлки и лигнин
1
Дозировка Дозировка Дозировка
1 ф
> Смешивание (бегуны) -<
i
Уплотнение и получение заготовок (ленточный пресс)
I
Формование (эксцентриковые и фрикционные прессы, сложные изделия вручную)
!
Сушка (туннельные и камерные сушилки)
I
Обжиг (туннельные, кольцевые, периодические печи)
I
Сортировка
I
Складирование
При получении, например, изделий с кажущейся плотностью 1 г/см3
используют шихту следующего состава (в объемных %): глины— 19—
25; шамота — 9—15; опилок и лигнина — 62—72.
Влажность опилок составляет 40—75%. лигнина 65—70%, на-
сыпная масса их соответственно 0,22—0,35 и 0,4—0,45 г/см3. Размер
зерен выгорающей добавки обычно менее 3 мм, так как укрупнение их
увеличивает размер пор и снижает прочность изделий. Лигнин повыша-
ет пластичность массы и прочность полуфабриката, однако выгорает
медленнее, чем опилки, поэтому его количество ограничивают 50% сум-
мы всех выгорающих добавок.
Массы имеют влажность 28—32%, высушенный сырец не более 6%.
Изделия обжигают в верхних 3—10 рядах садки с интервалом между
изделиями 5—10 мм, максимальная температура обжига 1250° С, вы-
держка 2—4 ч. В интервале 500—1000° С среда в печи становится резко
окислительной, обеспечивающей полное выгорание добавок.
Полная линейная усадка изделий в обжиге составляет 8—13%. Ос-
новные виды брака представлены деформациями, неполным сгоранием
углерода, трещинами.
Каолиновые легковесные огнеупоры изготовляют полусухим спосо-
бом. В качестве выгорающих добавок используют коксик или антрацит
в количестве 35% с размером зерен <3 мм. В шихту вводят 30% (по ве-
су) легковесного каолинового шамота с водопоглощением не менее 50%,
полученного способом выгорающих добавок из каолинового брикета;
зерновой состав отощителя примерно такой же, как и при производстве
шамотных легковесов. Глину вводят в виде шликера, содержащего так-
же 1—1,5% веса шихты концентрата сульфитно-спиртовой барды
(с.с.б). Влажность пресспорошка составляет 9—11,5%, высушенного
сырСа —2—3%). Изделия обжигают в верхних рядах садки при 1400°С.
На стр. 268 приведена схема производства легковесных каолиновых
огнеупоров марки КЛ-1,3.
Высокоглиноземистый (78—82% А12О3) легковес ВГЛ-1,4 изготов-
ляют по способу выгорающих добавок с полусухим прессованием по схе-
ме, приближающейся к схеме производства каолиновых изделий. В ших-
ту вводят по весу 58% высокоглиноземистого шамота с зерном до 1 мм,
по 6% глины и каолина и 30% нефтяного кокса или термоантрацита с
зольностью не более 5%, измельченных до зерен размером 1 мм при про-
ходе через сито с ячейками в 0,5 мм не более 50%. Шамот получают
дроблением высокоглипоземистого брикета, обожженного при 1550° С.
18*
267
Технологическая схема производства способом выгорающих добавок
при полусухом прессовании каолиновых изделий КЛ-1,3
Связующая молотая Каолин молотый
глина
Выгорающие до-
бавки (коксик,
антрацит)
Отсев (вибросито)
I !
Расходные бункера +~
I
Весовая дозировка
Легковесные ото-
щители—бой кир-
пича, шамот
I
Дробление (щеко-
вая дробилка)
!
Помол (сухие бе-
гуны)
I
Отсев (вибросито)
Раствор концентрата
сульфитно-спиртовой
барды (мерник)
1------> Приготовле-
ние шликера
I
!----- Смешнванне и увлажнение (бегуны)
I
Прессование (коленорычажный пресс) I
!
Сушка (туннельная сушилка)
I
Обжиг (туннельные печи, печи Легковесный
периодического действия)-------► шамот ---------►
!
Сортировка----------«-Бой легковесного-----►
I кирпича
Складирование
Для получения изделий, содержащих 62% AI2O3, используют диа-
споровый концентрат в сочетании с древесными опилками; изделий с со-
держанием до 54% А120з — кианитовый или силлиманитовый концент-
раты с нефтяным или литейным коксом. Из шихты, состоящей из 60%
(вес.) дистенсиллиманитового концентрата, 10% часов-ярской глины и
30% нефтяного кокса, получают изделия с пористостью 55—60%.
Легковесный динас получают способом выгорающих добавок полу-
сухим прессованием масс, содержащих 65—70% (вес.) измельченных
кристаллических кварцитов (10—15% размером 0,5—1 мм, 25—35% раз-
мером 0,5—0,088 мм, 55—65% размером <0,088 мм) и 30—35% антра-
цита или коксика с предельным размером зерен 1,5—2 мм и 34—44%
зерен <0,088 мм. В качестве связки вводят 2% СаО и 1—1,2% с. с. б.
Влажность пресспорошка составляет 8—9%. Отпрессованные изделия
после сушки обжигают в верхних рядах садки с просветами между кир-
пичами в 20 мм совместно с обычным динасом; обжигают в окислитель-
ной среде до 1250—1300° С, температура максимального нагрева 1400—
1430° С, выдержка до 26 ч. Наиболее подходящими для обжига являют-
ся большегрузные газокамерные печи.
Легковесные огнеупоры из высокоогнеупорных окислов (А12О3,
ZrO2, MgO) и карбида кремния также получают способом выгорающих
добавок. Обычно шихта содержит 60—70% спеченных или плавленых
зерен наполнителя (шамота) и 30—40% высокодисперсной составляю-
щей, получаемой мокрым измельчением или сухим вибропомолом. В ка-
честве выгорающих добавок используют малозольный нефтяной кокс,
268
содержание которого, в зависимости от требуемой пористости изделия,
колеблется в пределах 20—40% (сверх 100%). Обжигают изделия при
температуре, принятой для каждого из используемых высокоогнеупор-
ных материалов.
Недостатком способа выгорающих добавок является ограниченность
получения высокопористых изделий. Обычно пористость не превышает
55—65%. Поэтому для изготовления изделий с большей пористостью
вплоть до 85—90% используют способы газообразования.
Способ газообразования
При изготовлении пористых огнеупоров способами пенообразования
и химического вспучивания в суспензию огнеупорного материала добав-
ляют соответствующие пено- и газообразователи и крепители, упрочня-
ющие структуру полуфабриката.
Для образования пузырьков воздуха в массе при получении пено-
легковеса в суспензию добавляют отдельно приготовленную пену, куда
при энергичном перемешивании вводят поверхностно-активную добав-
ку— канифольное мыло, сапонин (мыльный корень), а для стабилиза-
ции пены — мездровый клей.
При химическом способе для образования газа чаще всего исполь-
зуют добавку измельченного доломита и серной кислоты (в качестве кре-
пителя применяют гипс или цемент) клеевой либо тонко измельченную
алюминиевую пудру в сочетании с кислотами или щелочами.
Способ пенообразования нашел широкое применение при изготов-
лении шамотных легковесных огнеупоров с кажущейся плотностью от 0,4
до 1 г! см3.
Шамотный пенолегковес ШЛБ-0,8 изготовляют из шихты, которая
состоит из 10% (вес.) молотой глины, 90% молотого шамота, в основ-
ном имеющего зерна мельче 0,5 мм, и 3% опилок (сверх 100 вес. ч. ших-
ты). Пену готовят из разбавленной канифольно-клеевой эмульсии, со-
держащей по 0,5—1% канифольного мыла и мездрового клея. Получен-
ную в пеновзбивателе пену с плотностью 0,05—0,06 г/с.м3 смешивают со
шликером, имеющим кажущуюся плотность 1,68—1,74 г/cAt3 и влажность
26%. Полученную пеномассу (кажущаяся плотность 0,85- 0,95 г!см3)
заливают в металлические формы, сушат в камерных сушилках до влаж-
ности не более 2% и обжигают в 2—7 верхних рядах садки при темпера-
туре 1320° С. Для придания изделиям точных размеров их подвергают
механической обработке. Схема получения изделий марки ШЛБ-0,8
представлена на стр. 270.
Для получения легковесных огнеупоров с кажущейся плотностью
0,4 г[см3 (так называемый ультралегковес) используют шихту, состоя-
щую из 80% глины и 20% шамота, измельченных до частиц размером
<0,5 мм. В шликер с влажностью до 50% добавляют 5% опилок и 10%-
ный раствор алюмокалиевых квасцов из расчета 1 % квасцов в сухом ви-
*де. Полученную при смешивании с пеной высокопористую массу с кажу-
щейся плотностью 0,37—0,45 г/см3 помещают в формы и подвергают
осторожной сушке до влажности 2—3%. Суммарная усадка сушки и об-
жига достигает 42% по высоте и 30% по длине и ширине. Обожженные
изделия подвергают механической обработке.
Существенный эффект при получении легковесных огнеупоров с ка-
жущейся плотностью 0,4 г/см3 достигается при использовании вспучен-
ного перлитового песка. При этом производительность действующих тех-
нологических линий увеличивается примерно в 2 раза, сушка ускоряется
в 4 раза, а себестоимость снижается на 27%.
В шликер из глины и шамота добавляют растворы канифольно-клее
вой эмульсии, абиетата натрия и мочевино-формальдегидпой смолы в
269
Технологическая схема производства легковесных изделий ШЛБ-0,8
(шамотных и полукислых) по способу пенообразования
Связующая глина
I
Дробление (зубчатые
вальцы)
i
Сушка (сушильный
барабан)
I
Помол (дезинтегратор,
молотковая мельница)
Шамот
!
Дробление (щековая
дробилка)
I
Помол (шаровая мель-
ница)
I
Просев (вибросито)
Опилки
I
Просев (вибрационное
или вращающееся сито)
Раствор канифоль-
ного мыла
Приготовление концентрированной
эмульсии (пропеллерная мешалка)
------► Расходные бункера
Раствор мездро-
вого клея I
Дозировка
I
Получение шликера
(пройеллерная мешалка)
t
I
Разжижение эмульсии
(эмульсатор)
Вода
Шликер
Взбивание пены —--------------------------
(пеносбиватель)
Пеиа
Смешивание шликера с пеной
(шнек-смеситель)
I
I
Розлив шликера по формам (разливочная мешалка)
I
Полочный снижатель
I
Вагонетка с полками
Сушка (камерная сушилка)
Обжиг (туннельная или кольцевая печь)
Отрезка, шлифование (отрезные и шлифовальные станки)
Сортировка, упаковка
I
Складирование
270
качестве стабилизатора. После вспенивания шликер смешивают с пер-
литовым песком (13% вес.). Заполненные массой формы помещают в
туннельную сушилку, а затем обжигают в верхних 2—3 рядах туннель-
ной печи при температуре 1260—1270° С.
Легковесный пенодинас с кажущейся плотностью 0,8 г/см2 получа-
ют из тонкомолотого кварцита с глиноземистым цементом в качестве
связки смешиванием полученного шликера с пеной.
Способ пенообразования применяют для получения высокопористых
теплоизоляционных материалов из чистых высокоогнеупорных окис-
лов -— А120з, ZrO2, ВеО, MgO. Корундовый пенолегковес получают из
тонко измельченного технического или предварительно обожженного
глинозема. Шликер смешивают с пеной, полученной из канифольно-
клеевой эмульсии. Высушенные изделия обжигают в высокотемператур-
ных печах при 1700—1750°С, а с добавкой 1—2% ТЮ2— при 1550° С.
При получении пенолегковеса из двуокиси циркония применяют как
предварительно стабилизированную ZrO2, так и смесь технической
ZrO2 с СаСОз. Изделия обжигают при 1710—1720° С.
Для получения пенолегковеса из окиси бериллия ее предварительно
обжигают при 1400—1600° С, тонко измельчают, вспененный шликер су-
шат в формах и затем обжигают при 1730—1750° С.
Пенолегковес на основе окиси магния получают из MgO, предвари-
тельно обожженной при 1600—1650°С (для снижения ее гидратации),
которую затем подвергают сухому вибропомолу до удельной поверхности
4000—5000 смг/г. Дополнительное снижение гидратации достигается вве-
дением 2% сульфитно-спиртовой барды. Пенообразователем служит са-
понин. Высушенные изделия обжигают при 1650° С с промежуточной 15-
часовой выдержкой при 1500° С.
Свойства пенолегковесов из окислов зависят от влажности, pH ис-
ходной суспензии и содержания вводимой пены.
Способ пенообразования успешно применяют также при получении
высокопористых материалов из карбида кремния, плавленого кварца и
других огнеупорных материалов.
Широкое применение при получении высокопористых огнеупоров на-
шел также способ химического порообразования.
Шамотный химлегковес с кажущейся плотностью 0,7—0,8 г!см? по-
лучают из тонкоизмельченного шамота (в основном зерна <0,2 мм),
который смешивают с 5,6% молотой огнеупорной глины, 2,8% доломи-
та и 5,6% гипса (доломит и гипс, в основном частицы <0,2 мм). В шли-
кер для газообразования вводят примерно 40% веса сухой шихты
H2SO4 2%-ной концентрации. Шликер вспучивается в разборных фор-
мах, которые разбирают через 10—15 мин. Высушенные изделия обжи-
гают при 1250° С и подвергают механической обработке.
Способом химического вспучивания получают также корундовые
и циркониевые изделия. В качестве исходного материала используют
молотый или немолотый технический глинозем, предварительно стаби-
лизированную двуокись циркония либо циркон. Газообразователем
служат смесь доломита с ортофосфорной кислотой либо алюминиевая
пудра в сочетании с гидратом окиси кальция; в качестве стабилизато-
ра вспученной массы используют гипс.
2. Свойства и применение
Легковесные огнеупоры, в зависимости от химического состава
исходного сырья, способа порообразования и достигнутой при этом по-
ристости, могут обладать весьма различными свойствами (табл. 47).
В целом коэффициент теплопроводности л и теплоемкость единицы
объема обычных огнеупоров в 2—3 раза и более превышает эти пока-
271
ьо
to
Свойства некоторых легковесных огнеупоров
Таблица 47
Огнеупоры Способ получения Химический состав в % Кажущаяся] плотность J Пори- стость В % Предел прочности при сжа- тии в кГ!см~ Допотннтеяьная усадка Огнеупор- ность в °C Коэффициент теплопроводности
А1,О,+ + TiOs SiO2 при тем пе- рату ре в ®С в % при тем- пературе на горячей стороне в °C ккал/м-ч град прн кажу- щейся 1 плотности в г/см-'
Шамотный Выгораю- щих до- Г 40—41 55—56 1,2—1,3 53—56 35—70 1400 0,5—1 1730 600 Не 0,6 —
ба вок 1 30—35 60—65 0,9—1 58—62 30—45 — — 1670—1690 600 Не >0,5 —
Каолиновый То же -40 57 1,2—1,3 50-53 35-55 1400 0,4—1 1730—1750 600 Не >0,5 —
Высокоглиноземистый 82 15,4 1,5 59—60 Не ч35 1600 Не >1 Не 1830 600 Не >0,6 —
Динасовый » 2—3 91—95 1,1—1,2 -47 Не <45 1550 0,1* 1670—1680 600 Не >0,6 —
Корундовый -99 — 1,4—1,7 56—64 35—75 1740 0,2 — 2000 Средняя 600 0,48—0,69 1,15—1,65
Периклазовый —99 MgO 1,4—1,7 50—59 20—40 1750 0,7—1,5 2000 Средняя 640 0,64 1,5
Циркониевый -97 ZrOa+CaO 1 2,6—2,7 49—50 235—435 1800 0,6—1 >2000 800 0,63—0,7 —
Бериллиевый х> ' 99 ВеО 1 1,2—1,5 50—60 30—45 1750 0,6—0,7 >2000 Средняя 900 2,5 1,2
Огнеупоры Способ получения Химический состав в % Кажущаяся плотность в г] см* Пори- стость в %
А1,О, + + TiO, SiO2
Шамотный Пенооб- разова- ния ( 30—32 1 29—31 65—66 65—66 0,7—0,8 0,35—0,4 63—68 83—90
Перлнтошамотный Совме- щенный пенооб- разова- ния 33—34 59—60 0,40—0,42 —
Корундовый Пенооб- разова- ния -99 — 0,71 — 1,62 62—82
Периклазовый То же -99 MgO 0,6—1,2 60—73
Циркониевый » —97 ZrO 2 -j- СаО 1,3—2,6 53—75
Бериллиевый » >99ВеО 0,6—1,5 50—80
Шамотный Хими- ческое вспучи- вание 30—31 65-67 0,72—0,8 69—75
Корундовый То же 90 —- 0,7—1 72—81
Циркониевый » -98 ZrO2 + СаО 1,8—1,9 64—66
to * В остальных случаях при плотности, указанной в графе «Кажущаяся
У * Рост.
Продолжение табл. 47
Предел прочности при сжа- тии в кГ/см* Дополнительная усадка Огнеупор- ность в °C Коэффициент теплопроводности
при темпе- ратуре в °C в % при тем- пературе на горячей стороне в °C ккал/м ч град при кажу- щейся1 плотности в г/см3
25—30 1250 0,5—1 1670 600 Не >0,4 —
10—12 1150 0,2—1 1670—1710 600 Не ; 0,2 —
10—14 1150 0,3—0,6 1680—1690 400 0,15—0,17 —
135-380 1740 0,3—0,5 -2000 1400 0,65—1,06 0,7—1,25
40—210 1650 1,7—1,9 2000 700 0,59 1
70—400 1750 0,2 >2000 1200 0,44—0,64 2—2,6
85—650 1750 0,5—1 2000 1000 2,3—7,6 0,65—1,5
25—41 1250 0,5—1 1670—1710 600 Не 0,4 —
15—40 1650 Нет 1890—1960 1400 0,48—0,71 0,75—0,78
115—120 1750 > 2300 1400 0,66—0,68
плотность»,
затели у легковесных огнеупоров, у которых обычно наблюдается тот
же температурный знак теплопроводности, что и у плотных материалов.
С повышением температуры значение л увеличивается у легковесов ша-
мотных, динасовых, циркониевых; снижается у корундовых, бериллие-
вых и др. В известных пределах между теплопроводностью при высо-
кой температуре и теплопроводностью при 0°С наблюдается линей-
ная зависимость
Z.t = Хо ± t tg ос,
где а — угол наклона прямой к оси температур.
Легковесные огнеупоры, полученные по способу выгорающих до-
бавок, имеют широкое применение. Шамотные изделия ШЛА-1,3;
ШЛБ-1,0 используют для внутренней футеровки котельных топок, на-
гревательных, термических и других печей, где наблюдаются колебания
температуры. Каолиновый легковес КЛ-1,3 пригоден для сводов и стен
термических и других печей в отсутствии действия шлаков, но допуска-
ет резкие колебания температур в службе. Высокоглиноземистый лег-
ковес ВГЛ-1,3 используют до температуры 1550° С во внутренней футе-
ровке печей и в топках котлов морских судов.
Динас ДЛ-1,2 пригоден для внутренней футеровки различных вы-
сокотемпературных печей металлургической, машиностроительной, ог-
неупорной и керамической промышленности.
Пенолегковесы ШЛБ-0,8 и ШЛБ-0,4, химлегковесы ШЛБ-0,8—0,7
пригодны в условиях отсутствия действия шлаков и резких термиче-
ских ударов в электрических нагревательных, отжигательных и других
печах, а также в установках для получения искусственного жидкого
топлива. Пеношамотные легковесы и шамотные ультралегковесы обыч-
но применяют в качестве защищенной теплоизоляции. Перлито-шамот-
ные легковесы используют при температурах 1000—1100° С в условиях
резких колебаний температуры, а также в агрессивной углеродсодер-
жащей среде.
Эффективность применения легковесных огнеупоров характеризу-
ется некоторыми примерами, приведенными ниже. Применение легко-
весного динаса в печи периодического действия для обжига динаса
снизило расход топлива на 11%, время охлаждения — на 22%; в пери-
одической печи для нагрева заготовок перед ковкой снизило расход
топлива при разогреве печи на 35%, а для нагрева 1 т металла — на
44%.
Использование легковесного динаса и пеношамота в футеровке
вагонеток туннельных печей для обжига хромомагнезитовых изделий
уменьшило перепад температуры в печи с 140 до 5—10°.
В электрической печи для нагрева опок (860—870° С) под разлив-
ку металла замена шамотного легковеса с кажущейся плотностью
1,3 г/см3 на ультралегковес и асбестовермикулитовые плиты сократила
продолжительность разогрева печи на 32%, расход электроэнергии —
на 267о, повысила производительность печи на 19%.
Все более широкое применение в различных областях техники на-
ходят также высокоогнеупорные легковесные огнеупоры на основе
окислов. Пористые корундовые материалы используют в качестве теп-
лоизоляции в вакуумной технике, высокотемпературных электрических
печах с вольфрамовыми и дисилицидмолибденовыми нагревателями,
газогенераторах, силовых установках летательных аппаратов. Они мо-
гут служить при температуре до 1700—1800° С в окислительной и вос-
становительной средах, в том числе в среде чистого водорода и про-
дуктов горения любых топлив. Легковесные циркониевые материалы
рекомендованы для службы при температуре порядка 2000° С в ваку-
уме, среде водорода, азота, воздуха.
274
Магнезитовые, форстеритовые и другие основные легковесные ог-
неупоры используют для теплоизоляции мартеновских печей, миксеров,
в промежуточном слое футеровки печных вагонеток в контакте с основ-
ными плотными огнеупорами.
Глава 11. ОГНЕУПОРНЫЕ МЕРТЕЛИ, РАСТВОРЫ, БЕТОНЫ,
МАССЫ И ОБМАЗКИ
Эти материалы применяют при строительстве и эксплуатации про-
мышленных печей в безобжиговом измельченном виде.
Сюда относятся:
1) мертели и растворы для связывания кирпичей и заполнения
швов огнеупорной кладки;
2) массы — бетоны, набивные, наварочные и заправочные массы *:
а) бетоны в виде монолитной футеровки или блоков, состоящие из
гидравлически- или воздушнотвердеющего вяжущего материала и за-
полнителей;
б) набивные массы, не содержащие гидравлически твердеющей час-
ти, их укладывают при нормальных температурах;
в) порошки и смеси для наварки или заправки (например, подин
и откосов сталеплавильных печей), забрасываемые на кладку при высо-
ких температурах;
3) покрытия, наносимые на огнеупорную футеровку обычно при вы-
соких температурах, для ремонта или защиты ее от износа:
а) торкрет-массы;
б) обмазки.
Их чаще применяют без предварительного оформления. Бетоны
можно применять и в виде блоков.
1. Связующие огнеупорные мертели и растворы
Мертели представляют собой измельченные смеси огнеупорных
отощающих и связующих материалов, которые в смеси с водой (раство-
ры) используют при кладке огнеупорных кирпичей. Растворы должны
быть достаточно огнеупорными, хорошо заполнять неровности на кир-
пичах, медленно отдавать последним влагу, давать тонкие швы, быть
после обжига малопористыми, малогазопроницаемыми, прочными, хо-
рошо сваривающимися с кирпичами в службе. Объемные изменения
раствора и кирпича в службе не должны слишком разниться.
По своей химико-минералогической природе мертели и растворы
должны находиться в соответствии с природой связываемых огнеупоров.
Различают алюмосиликатные, динасовые, хромомагнезитовые и хроми-
товые растворы.
Алюмосиликатные и динасовые растворы обычно содержат соответ-
ственно 20—i5 и 5—11% связующей глины. Они являются пластифици-
рованными, если к ним добавляют кальцинированную соду (0,08—0,18%)
и сульфитно-спиртовую барду (с.с.б.) (0,07—0,15%), что снижает в 1,5—
2 раза необходимое для получения раствора количество воды, повышает
водоудерживающую его способность и улучшает другие служебные
свойства. Для устранения вредного выделения кремнеземистой пыли
динасовые мертели применяют в виде гранул. Добавками здесь служат
хлористый кальций и с.с.б., влажность гранул 5—6%.
Воздушнотвердеющие глинистые и безглинистые растворы содержат
добавки, придающие растворам и кладке повышенную прочность до и в
1 О заправочных массах см главы 4 и 8 части третьей.
275
начале нагрева. В такие мертели добавляют 15% жидкого стекла, а для
связывания щелочи последнего—10% боксита, гидрата глинозема или
технического глинозема.
В хромомагнезитовых и хромитовых растворах воздушное тверде
ние обуславливаются добавкой периклазового цемента, т. е. тонкомоло-
того высокообожженного магнезита, затворенного водным раствором
MgSO4 или других солей. Эти растворы приготовляют непосредственно
при применении либо хранят в герметической таре.
Воздушнотвердеющие алюмосиликатные мертели на алюмофосфат-
ной связке (а.ф.с.) получают с добавлением 3 и 5% гидрата окиси алю-
миния и 10—15% соответственно ортофосфорной кислоты. Эти раство
ры дают тонкие швы большой прочности при обычных и высоких тем-
пературах.
Для подготовки исходных веществ используют то же оборудование,,
что и для получения мелкозернистых составляющих порошков в соот-
ветствующем производстве огнеупорных изделий. Растворы из мертелей
приготовляют в передвижных мешалках периодического действия не-
посредственно в процессе кладки.
Алюмосиликатные мертели в зависимости от содержания АЬОз
и огнеупорности используемого наполнителя подразделяются на: высо-
коглиноземистые (В), шамотные (Ш) и полукислые (П), а в зависимости
от степени измельчения наполнителя — на мертели тонкого (Т) помола
с величиной зерна менее 1 мм и крупные (К) с величиной зерна менее
2 мм. Их маркировка, химический состав, огнеупорность и температура
службы приведены в табл. 48.
Таблица 48
Характеристика мертелей
Мартели (ГОСТ или ТУ) Марка Химический состав на прокаленное вещество в % Огне- упорность в °C, не ниже Рабочая температура
Алюмосиликатные (ГОСТ 6137—61) ВТ1 ВТ2 ШТ1-ШК1 ШТ2-ШК2 шкз ПТ1-ПК.1 ПК2 Al2O3-|-TiO2, не менее 60 То же, 45 » 38 » 33 » 30 » 20 » 20 1800 1750 1730 1690 1650 1650 1610 Ниже 1550 » 1450 850-1450
Шамотные, воздушно- твердеющие (ТУ 0-49) ШБ10 П1Г1 А12О3-| ТЮ2, не менее 35 Fe2O3, не более 5 1650— 1670 1690— 1700 Ниже 1450 » 1500
Динасозые (ГОСТ 5338—60) МД1 МД2 SiO2—94—96, \12О3 2—3,5 SiO2 90 93, А12О3 4—6 — Выше 1500 Ниже 1500
Хромомагнезитовые воздушнотвердеющие — MgO, не менее 33, Сг2О3, не менее 22 — __
При пластификации водозатворение шамотных растворов снижает-
ся с 52 до 23% (от веса сухой смеси), остаточная толщина шва - с 1 до
0,5 мм, воздушная усадка — с 3,4 до 2%. После обжига при 1400°С
пористость снижается с 28 до 19%, предел прочности при сдвиге воз-
растает с 68 до 95 кГ[см2.
276
Динасовые мертели марки МД-1 состоят из 96—94% кварцита
и динасового боя в соотношении 2,6: 1 и 4—6% огнеупорной пластич-
ной глины. Мертели марки МД-2 содержат 90—88% того же отощителя
и 10—12% глины. Только 3% зерен этих мертелей могут превышать
величину в 1 мм, а 45—60% должны иметь размер менее 0,08 мм. Пла-
стификация динасового раствора снижает водозатворение с 33 до 24 % >
остаточную толщину шва — с 5 до 2,5 мм.
Хромитовые мертели имеют зерно менее 0,5—1 мм. Их получают из
смеси огнеупорной глины и 90—94% хромита. Хромомагнезитовые мер-
тели изготовляют из 88—92% отработавшего хромомагнезитового или
магнезитового кирпича с размером зерен менее 0,5—1 мм и огнеупорной
глины. Целесообразно пластифицировать эти растворы добавками, при-
меняемыми для этой цели в алюмосиликатных растворах.
Воздушнотвердеющий хромомагнезитовый раствор на периклазо-
вом цементе готовят из 65—75% хромитовой руды с зерном менее 2 мм
и 25--35% тонкомолотого с частицами менее 0,088 мм металлургическо-
го магнезита. В растворе должно содержаться 30—50% фракции раз-
мером менее 0,088 мм. При затворении вводят MgSO4.
Для заполнения тонких швов между углеродистыми блоками при
кладке доменных печей служит углеродистая паста, содержащая в рав-
ных количествах литейный кокс или бой графитированных электродов
и препарированную каменноугольную смолу с 44—46% пека.
При испытаниях мертелей определяют их химический и зерновой
составы, консистенцию растворов, водоудерживающую способность (по
остаточной толщине шва), усадку, связующую способность, прочность
и газопроницаемость.
Мертели применяют для кладки футеровок промышленных печей
и устройств (ковши, рекуператоры и т. п.). Шамотно-глиноземистые и
шамотные воздушнотвердеющие мертели наряду с обычными применя-
ют для кладки доменных печей и воздухонагревателей и т. д. Динасовые
растворы используют для кладки коксовых печей. Воздушнотвердеющие
хромитомагнезитовые мертели используют для кладки основных огне-
упоров в сталеплавильных и других печах.
2. Огнеупорные бетоны
Огнеупорным бетоном является безобжиговый искусственный кам-
неподобный материал, обладающий достаточной прочностью до нагре-
вания и способный при длительном воздействии высоких температур
сохранять в необходимых пределах свои свойства.
Бетоны состоят из связки и заполнителя. Связка представляет со-
бой гидравлически- или воздушнотвердеющее вяжущее, в которое обыч-
но вводят тонкомолотую минеральную добавку, которая обусловливает
физико-химический процесс твердения связки. Заполнителем является
дробленый огнеупорный материал и его бой или соответствующая гор-
ная порода, например кварцит, хромит.
При нормальных температурах связка скрепляет между собой зер-
на и придает бетону необходимую прочность. При нагревании происхо-
дят физико-химические процессы, которые в конечном результате при-
дают бетону необходимые для огнеупорного материала свойства.
Огнеупорные бетоны должны удовлетворять следующим требова-
ниям:
1) достаточно быстро твердеть при нормальных температурах, уме-
ренно снижать прочность при нагревании до температур разложения
продуктов твердения, а затем при более высоких температурах вновь ее
увеличивать в результате спекания;
2) иметь достаточные огнеупорность, температуру деформации под
277
нагрузкой, постоянство объема при высоких температурах, термостой-
кость при ограниченной пористости.
Различают бетоны — высокоогнеупорные (>1770°С), огнеупорные
(1770--1580° С) и тугоплавкие (1200—1580° С) *.
Гидравлически твердеющие бетоны содержат в качестве связки гли-
ноземистый (ГОСТ 969—66) или высокоглиноземистые цементы, порт-
ландцемент, а воздушнотвердеющие бетоны — периклазовый цемент,
жидкое стекло, алюмофосфатные связки (а.ф.с.), в которые вводят раз-
личные химические добавки. Кажущаяся плотность бетона определяется
природой заполнителя. При кажущейся плотности ниже 1500 кг/см3
бетоны считаются легкими, а ниже 1000 кв! см? теплоизоляционными.
В табл. 49 приведены сведения о некоторых бетонах. Различают за-
полнители бетонов: крупные — с зерном от 5—20 до 40 мм; мелкие —
зерно <5 мм, в том числе зерен <0,14 мм не более 15%; тонкомолотые
заполнители и добавки — зерно <0,14 мм.
Физико-химические основы механизма действия указанных связок
сводятся к следующему: в составе глиноземистого цемента содержится
(в %): А120з —45—55; SiO2 —5—10; СаО —35—50; Fe2O3 —5—15.
Важнейшей минералогической составляющей является моноалюминат
кальция СаО • А12О3.
Основной реакцией при затворении водой и твердении является:
СаО-А12Оз+10Н2О = СаО-А12Оз-ЮН?О. При перекристаллизации это-
го гидрата возникают 2Са • А12О3 • 8Н2О и A12O3'3FI2O При нагревании
в интервале 600—1200° С постепенно образуются ЗСаО-5А12О3 и
2СаО • SiO2. Свободной окиси кальция не образуется.
Высокоглиноземистый цемент содержит около 72—75% А120з, 22 —
25% СаО и не более 2% SiO2+Fe2O3. Основной реакцией затвердева-
ния является гидратация основного минерала цемента СаО-2А12О3 с об-
разованием одновременно А12О3-ЗН2О.
Портландцемент содержит (в °/о)‘- SiO2 21—23; СаО 61—66; А12О3
5—8 и Fe2O3 3—5. Основными минералами являются: алит — ЗСаО • SiO2
(60—37%); белит — 2CaO-SiO2 (15—37%); трехкальциевый алюминат
ЗСаО-А12О3 (15—7%); четырехкальциевый алюмоферрит 4СаО-
•Al2O3-Fe2O3 (10—18%).
При схватывании и твердении образуется гидросиликат кальция
2CaO-SiO2-2H2O, переходящий с выделением Са(ОН)2 в CaO-SiO2-
•Н2О (В) и в почти аморфную смешанную тоберморптовую фазу из
гидросиликатов кальция с соотношением СаО : SiO2= 0,8: 1,5 и более.
Кроме того, возникают различные гидроалюмоферриты кальция.
При нагревании и разрушении гидратов (540—740° С) наступает
резкое падение прочности, связанное прежде всего с разложением гид-
росиликата кальция. При температурах выше 1200° С компоненты це-
мента взаимодействуют с наполнителем с образованием легкоплавких
соединений. При использовании в качестве наполнителя хромита для
стабилизации высокотемпературной формы 2СаО • SiO2, что предотвра-
щает его полиморфный переход Р~>у-форму, в состав цемента вводят
костяную муку или фосфорную кислоту.
При использовании периклазового цемента в качестве воздушно-
твердеющей связки исходят из тонкомолотого металлургического маг-
незита с частицами до 60 мк. При затворении цемента вводят водные рас-
творы MgCl2, MgSCh и др , в которых MgO образует насыщенный рас-
твор с выделением Mg(OH)2 и оксихлорида магния 3MgO-MgCl2-
-6Н2О (при растворе MgCl2). Далее идет гидратация MgO и образует-
ся брусит Mg (ОН) 2- Эти процессы и обусловливают твердение.
* Бетоны эти по существу уже неогнеупорные. Их называют еще жароупорными.
278
•5ZC
Составы и свойства огнеупорных бетонов
Таблица 49
Мелкий и крупный заполнитель Тонкомолотая добавка или заполнитель Вяжущее вещество Огнеупор- ность бетона в °C Температура деформации под нагрузкой 2 кГ [см* в °C Предельная температура службы (прн односторон- нем нагреве) в °C Кажущаяся плотность в кг/л?
4 % сжатия разрушение
Высокоогнеупорм te бетоны
Высокоглиноземпстый шамот или бой подобно- Отсутствует Высокоглпноземистый цемент >1770 1550 1650 1700 —
го кирпича 1600—1700 1700
Хромит нли бой маг- » Периклазовый цемент >1770 1400—1600 —
незитохромитового кир- пича 1700
Хромит Хромит и магнезит Портландцемент >1770 1500 1600 —
Корунд или высоко- Гидрат глинозема А. ф. с. >1770 1600 — 1700 —
глиноземистый шамот
Огнеупорные бетоны
Хромит Отсутствует Глиноземистый цемент 1700 1350 1450 1400 2700—2900
» Хромит Жидкое стекло с до- бавками (см. стр. 280) 1700 1150 1250 1100 —
Бой магнезитового кирпича Бой магнезитового кир- пича Некотор То же ые тугоплавкие бетоны (ог 1700 неупорность 1250 более 1500° СJ 1450 1300—1400 2300—2600
Шамот класса ШБ Шамот класса ШБ Портландцемент 1550 1250 1300 1200 1800—1900
То же То же Жидкое стекло с до- бавками (см. стр. 280) 1550 1000 1150 1200 1000—1100 —
При нагревании выше 800° С тонкодисперсный периклаз, возникаю-
щий после разложения гидрата и оксихлорида магния, обеспечивает
спекание за счет рекристаллизации.
В воздушнотвердеющу ю связку на основе растворимого стекла
вводят натриевый силикат модуля SiO2/Na2O 2,6—3 с истинной плот-
ностью 1,36—1,38. Для ускорения его затвердевания вводят добавку
NaoSiFe. Процесс затвердевания заключается в связывании избыточной
воды в гель кремневой кислоты по следующей реакции 2Na2O-SiO2+
+ Na2SiF64-6H2O = 6NaF+3Si(OH)4. При нагревании удаляется вода,
образуется бисиликат натрия Na2O 2SiO2. Кремнефтористый натрий
может быть заменен нефелиновым шламом, который является отходом
производства глинозема и представляет собой двухкальциевый силикат
|3-2СаО • SiO2, или рассыпающимся марганцовистым и феррохромовым
шлаком.
В последнее время большое значение в технологии огнеупорных бе-
тонов приобретают алюмофосфатные связки, которые имеют наиболее
высокие предельные температуры службы 1500—1800° С. Физико-хими-
ческая природа образования этих связок сводится к следующему.
Алюмофосфатную связку (а.ф.с.) получают обработкой гидрата алю-
миния А1(ОН)3 3—4-кратным по весу количеством 70%-ной фосфорной
кислоты. При 150° С эта связка не теряет способности к гидратации и
имеет химический состав А1(Н2РО4)з. При нагреве до 250—280° эта
связка переходит в прозрачное аморфное водоустойчивое стекло, кото-
рое при дальнейшем нагревании теряет воду, приобретает состав
А1(РО3)з и в конечном результате при 1300—1500°С, теряя фосфорный
ангидрид Р2О5, переходит в метафосфатное стекло AIPO4. Наконец, вы-
ше 1500° С связка разлагается до образования корунда. Имеются све-
дения об образовании ряда фосфатов на основе других окислов метал-
лов, в частности MgO.
В технике можно различить три способа получения огнеупорных бе-
тонов на а. ф. с.: 1) использование в качестве связующего для наполни-
теля, ранее синтезированной а.ф.с.; 2) нейтрализация кислых фосфатов
гидратами глинозема, вводимых в наполнитель; 3) обработка наполни-
теля кислыми фосфатами и их нейтрализация за счет растворения со-
ставных частей наполнителя.
В качестве наполнителя целесообразно использовать лишь высоко-
огнеупорные материалы, корунд, бой корундовых и высокоглиноземис-
тых огнеупоров, хромит и хромомагнезит. Зерновой состав наполнителя
подбирают на общих положениях. Правильное получение а.ф.с. обеспе-
чивает высокие прочностные свойства бетонов, не нарушаемые в про-
цессе нагрева.
Высокотемпературным и быстротвердеющим вяжущим огнеупорных
бетонов может служить воздушнотвердеющий цемент на основе ВаО-
•AI2O3 и гидравлический — на основе 2BaO-SiO2 с ВаО-А12О3. Запол-
нителями служат магнезиальные, хромитовые и алюмосиликатные ог-
неупоры. Эти бетоны показывают защитное действие от радиоактивных
излучений.
Заполнители получают путем дробления, измельчения и рассевом
на ограниченное количество фракций. Тонкозернистый наполнитель по-
лучают в барабанных мельницах и трубомельницах. Бетон готовят в бе-
тономешалках.
Бетон укладывают инерционными вибраторами, а блоки получают
на виброплощадках. Бетон на глиноземистом цементе или на портланд-
цементе начинают сушить в печи не ранее 7 суток после достижения
им проектной прочности или после электропрогрева или пропаривания.
Другие бетоны начинают сушить не ранее 3 суток. Печи разогревают
по заданному режиму.
.280
В состав 1 л«3 * * бетона на глиноземистом и высокоглиноземистом це-
менте входит: цемента 350 кг, заполнителя из боя высокоглиноземистого
кирпича мелкого 900 кг и крупного 900 кг\ в 1 м3 хромитового бетона
содержится: портландцемента с фосфоритной мукой 300 кг, тонкомоло-
того хромита 600 кг (в том числе до 60 кг магнезита), хромитового за-
полнителя мелкого 900 кг и крупного 1100 кг; 1 лг3 бетона на жидком
стекле содержит: жидкого стекла 300—350 кг, Na2SiF6 18—20 кг и боя
магнезитового кирпича тонкомолотого 600, мелкого 600 и крупного
1150 кг.
По пределу прочности при сжатии различают марки бетонов 100,
150, 200, 250, 300 и 400. Величина отношения пределов прочности при
сжатии бетона после нагревания до данной температуры и в исходном
состоянии после сушки для бетонов на глиноземистом цементе с хроми-
товым или шамотным заполнителем достигает минимума 0,3 при 900—
1100° С, для бетонов на жидком стекле с добавками — при тех же за-
полнителях 0,65, при 900° С, при магнезитовом заполнителе 0,2 при
1100° С. Выше этих температур идет спекание п нарастание прочности.
Средний коэффициент линейного термического расширения бетонов
в интервале температур 20—1100° С при хромитовом или шамотном за-
полнителе и глиноземистом цементе, при периклазовом цементе с хро-
митовым заполнителем составляет (3,5 ч- 4) 10~6. При повторном нагре-
ве коэффициент расширения этих бетонов увеличивается до (6,4 -5-
-<-7,6)10~®. У бетона из боя магнезитового кирпича на жидком стекле
коэффициент термического расширения при первичном нагревании в
том же интервале температур достигает 6,6 • 10—в.
Пластичность бетонных смесей должна соответствовать осадке
стандартного конуса 3 см при укладке вибрированием.
Хромитовые, хромомагнезитовые бетоны на глиноземистом цементе
используют для выполнения ответственных элементов печей металло-
обрабатывающей промышленности и в топках паровых котлов. Воздуш-
нотвердеющие бетоны из металлургического магнезита на периклазовом
цементе можно применять в воздушных каналах, задних стенах, крыш-
ках завалочных окон мартеновских печей. Бетон из высокоглиноземисто-
го шамота и цемента пригоден, например, для тепловой и электрической
изоляции охладителей на сводах электросталеплавильных печей. Бетоны
на портландцементной связке с тонкомолотыми добавками могут быть
использованы в топках паровых котлов, в зоне колошника и фундамен-
тах доменных печей, в кожухах регенераторов мартеновских печей.
3. Набивные массы
В тех случаях когда отдельные части футеровки печи настолько
сложны или настолько велики, что изготовление их обычными керами-
ческими способами формования и обжигом довольно затруднительно,
применяют набивные массы. В качестве набивных масс используют все
те же огнеупорные материалы определенной зернистости с введенными
в них связками. В тех случаях когда изделие из набивной массы должно
служить при сравнительно низких температурах, например в индукцион-
ных печах для плавки цветных металлов или солей, в них дополнитель-
но вводят легкоплавкие добавки, в задачу которых входит упрочнение
набивки при сравнительно низких температурах.
Одним из основных требований, предъявляемых к набивным мас-
сам, является постоянство объема их в службе. В соответствии с этим
подбирают зерновой состав и количество связки. В отдельных случаях
для компенсации усадки вводят расширяющиеся в обжиге минералы —
кварц, кианит, корунд. Для упрочнения набивки вводят воздушнотвер-
деющие добавки — растворимое стекло, а.ф.с., магнезиальный цемент,
281
с.с.б. (см. стр. 278—280). В отдельных случаях набивные массы изго-
товляют на каменноугольных смоляных и пековых связках.
Предельная величина зерна набивных масс лежит около 5—3 мм
и зависит от размера набивки. Набивочную массу увлажняют водой или
растворами непосредственно перед набивкой. Иногда эти массы достав-
ляют в готовом виде. После набивки печь медленно сушат и разогрева-
ют по удлиненным режимам, предотвращающим растрескивание и раз-
рушение футеровки. Продолжительность этих режимов связана с при-
родой футеровки, ее конструкцией и размерами.
Прочность футеровки после обжига зависит от природы связки, ис-
пользуемого огнеупора, от температуры обжига и колеблется в широких
пределах.
Наиболее широко набивные массы используют при футеровке элект-
роплавильных индукционных печей. Например, для кислых футеровок
индукционных печей, выплавляющих стали, а также некоторые цветные
металлы, используют кварциты с величиной зерна менее 3 мм. Для об-
легчения начального спекания в эти массы вводят 1—1,5% В2О3. Дни-
ще бессемеровских конвертеров также набивают из несколько более
крупнозернистых кислых масс с добавкой для связывания около 30%
глины или каолина. Высокую стойкость футеровки в индукционных пе-
чах обнаруживают алюмосиликатные набивные массы, упрочненные
введением алюмофосфатных связок. В качестве основного наполнителя
используют, в зависимости от требований, полукислые, шамотные, высо-
коглиноземистые и, наконец, корундовые материалы.
Для набивки стен сталеплавильных электропечей широко применя-
ют магнезитовые набивные массы. Основным компонентом в них явля-
ется магнезит (бой магнезитовых кирпичей) с предельной величиной зер-
на 3 мм. В качестве связки служит каменноугольная смола — пек в ко-
личестве 7—14%. огнеупорная глина, ускорители твердения гидрата
MgO. Вводят небольшие добавки шлака. Хромомагнезитовые массы ис-
пользуют и для футеровки индукционных печей. Пластичные хромито-
вые массы с добавкой 3—6% растворимого стекла или глины нашли
себе широкое применение для заполнения шиповых экранов в современ-
ных пылеугольных котлах и т.п.
4. Огнеупорные покрытия
Огнеупорные покрытия представляют собой порошки из различных
огнеупорных материалов определенной зернистости, в которые для свя-
зывания вводят различные добавки. Эти покрытия наносят на рабочую
поверхность огнеупорной футеровки методом торкретирования, а в от-
дельных случаях вручную в виде обмазок.
От огнеупорных покрытий требуется хорошая схватываемость с ре-
монтируемыми или защищаемыми ими материалами футеровок, малые
объемные изменения при сушке и высоких температурах, стойкость про-
тив химических и механических разрушений.
Торкретирование имеет задачей продлить срок службы кладки
и представляет собой процесс нанесения тонкими слоями увлажненной
торкрет-массы на ремонтируемую кладку, холодную или нагретую до вы-
соких температур. Торкрет-массы наносят струей сжатого воздуха из
соответствующих устройств. Торкретированием можно выполнять не
только ремонты, но и целиком футеровку некоторых печей и устройств.
Обмазки можно наносить и вручную.
Состав и зернистость торкрет-масс определяются способом их нане-
сения, родом ремонтируемой или защищаемой ими кладки и условиями
службы. В составах масс содержится заполнитель с зернами размером
менее 2 мм и при содержании тонких фракций менее 0,2—0,5 мм пор яд-
282
ка 50%, химическая связка, пластификатор и вода. Огнеупорный запол-
нитель обычно подбирают по аналогии с природой торкретируемой клад-
ки. Пластификаторами являются бентониты или пластичные огнеупор-
ные глины, вводимые в количестве 5—10%. Химической связкой могут
являться вводимые в количествах 1—15% растворимое стекло, хроматы,
фосфаты, соли магния, шлаки, железистые добавки и др. Однако при-
менение этих добавок допустимо лишь в тех случаях, когда понижение
огнеупорных свойств массы не может ухудшить ее стойкость в службе.
Например, торкрет-масса для горячих ремонтов динасовой кладки
коксовых печей содержит 93 или 100% шамота и до 7% огнеупорной
глины. Для связывания массы вводят ортофосфорную кислоту в количе
стве 15% при 10% воды затворения.
Для горячего торкретирования мартеновских и электродуговых пе-
чей используют хромомагнезитовые массы с различным содержанием
хромитового, хромомагнезитового и магнезитового порошка. В эти массы
вводят около 5—10% пластичной огнеупорной глины. В отдельных слу-
чаях также вводят шлак или окалину.
В торкрет-массах для печей цветной металлургии с динасовой клад-
кой используют динасовый бой или кварцит с 5—10% глины, а для xdo-
момагнезитовой и магнезитовой кладки — бой хромомагнезитового кир-
пича, хромитовую руду, магнезитовый металлургический порошок.
Торкретирование позволяет вести ремонты кладки при высокой тем-
пературе без остановки печей. Наиболее распространены торкрет-ма-
шины непрерывного действия — цемент-пушки. Торкрет-машину можно
загружать сухим порошком, который затем увлажняют у сопла распы-
лителя, либо порошок увлажняют в машине и к распылителю подается
влажная масса (пульпа). Второй способ предпочитают при горячем тор-
кретировании.
При холодном торкретировании поверхность кладки очищают, насе-
кают или иногда армируют. Толщина каждого торкрет-слоя колеблется
между 10 и 30 мм.
Торкретирование применяют для ремонтов доменных печей, конвер-
теров, сталеразливочных и чугуновозных ковшей, термических печей,
вагранок, нагревательных колодцев, миксеров.
Для защиты шамотной футеровки паповых котлов и различных пе-
чей используют хромитовую, шамотную, шамотно-корундовую обмазки,
содержащие 6% глины и 3% с. с. б., сходного типа обмазку применяют
для защиты шамотных легковесов.
Глава 12. КРАТКИЕ СВЕДЕНИЯ ПО ЭКОНОМИКЕ
ПРОИЗВОДСТВА ОГНЕУПОРОВ
Огнеупоры являются материалом, который используют при построй-
ке многочисленных промышленных печей и тепловых сооружений, где
температура внутренней огневой стороны превышает 1000—1100° С.
Главным потребителем огнеупорных материалов является черная ме-
таллургия. Поэтому производство огнеупоров практически почти пол-
ностью сосредоточено в системе Министерства черной металлургии
СССР, а выпуск огнеупорных материалов рассчитывают на 1 т выплав-
ляемой в .стране стали.
Потребление огнеупорных материалов различными отраслями на-
родного хозяйства характеризуется данными (в % к общему объему
производства), приведенными на стр. 284.
Постоянное улучшение качества огнеупорных материалов путем
специализации заводов-изготовителей, использования лучшего по каче-
ству сырья и новой современной техники позволяет постепенно снижать
расход огнеупоров на 1 т выплавляемой в стране стали., а также удель-
283
Черная метал- лургия Стр ои- тельные материалы Цветная металлур- ГИЯ Энерге- тика и транс- портное машино- строение Трактор- ное и сельско- хозяйст- венное машино- стр оение Пищевая промыш- ленность Железно- дор ожный транс- порт Прочие отрасли Эк- спорт
51,8 6,7 3,1 3,9 1,9 1,5 1,3 28,7 1,1
иый расход их по отдельным металлургическим переделам. В связи
с этим производство огнеупоров на 1 т выплавленной стали за десяти-
летие 1958—1968 гг. снизилось на 25% Производство огнеупоров на 1 т
стали составляло:
Гот 1950 1955 1960 1965 1967 1968 1970
Выпуск огнеупоров в кг/т 131,7 115,8 102,8 88,6 86,7 79,8 72,6
Наряду с этим непрерывный рост металлургии и других отраслей
народного хозяйства, потребляющих огнеупоры, интенсификация про-
цессов выплавки стали за счет повышения температур плавки, приме-
нения кислорода, использования новых, более совершенных способов
производства вызывает непрерывное увеличение общего объема произ-
водства огнеупоров. Динамика производства огнеупоров в СССР харак-
теризуется следующими данными.
Год 1950 1955 1960 1965 1970
Динамика производст- ва огнеупоров тыс. т 3600 5240 6710 8058 8425
По черной металлургии удельный расход огнеупоров на 1 т выплав-
ленной стали в 1970 г. составлял 38,9 кг/т. По отдельным отраслям про-
изводства этот расход распределяется следующим образом (табл. 50).
Таблица 50
Распределение расхода огнеупоров (по данным 1968 г.)
Производство Расход огнеупоров Производство Расход огнеупоров
в кг/т | в % В KZ/T в “/„
Выплавка стали . 33,5 79,2 Прокат .... 2,8 6,6
Фасонное литье . 0,9 2,1 Коксохимическое . 0,3 0,7
Доменное 1,8 4,3 Огнеупоры . . . 1,9 4,5
* Прочие . 1,1 2,6
По видам сталеплавильного процесса удельный расход огнеупорных
изделий на 1 т выплавленной стали следующий в кг/т (1970 г.):
Мартеновское производ-
ство ..................30,8
Кислородно-конвертор-
ное .................. 17,8
Бессемеровское . . . . 16,5
Электросталеплавильное 41,8
Огнеупорные материалы в СССР производят на 35 специализиро-
ванных предприятиях, из которых 29 находятся в системе Министерства
черной металлургии СССР, 6 — в других министерствах, и в 47 огне-
упорных цехах, 25 из которых находятся в системе МЧМ СССР, 22 —
в других министерствах. Основную массу огнеупоров — 81,5% выпуска-
284
от специализированные предприятия МЧМ; 15,5% —цехи металлурги-
ческих предприятий и только 3%—предприятия других министерств.
Общий годовой выпуск огнеупорных материалов характеризуется
данными табл. 51.
Таблица 51
Общий годовой выпуск огнеупорных материалов (по данным 1970 г.)
Изделия Выпуск Изделия Выпуск
В ТЫС- т в % в тыс. т в %
Алюмосиликатные В том числе: шамотные и полу- кислые . . . высокоглиноземи- стые Легковес . Динасовые ... Магнезиальные . . . 6187 5946 132 109 586 1540 73,4 70,5 1,6 1,3 6,9 18,3 В том числе: магнезитовые, маг- незитохромитовые и хромомагнезитовые . форстеритовые С моло доломитовые Прочие . Порошки: магнезитовый . доломитовый 1429 111 73 39 16,9 1,4 0,9 0,5
8425 1878 1450 100 56,4 43,6
3328 100
Объем производства огнеупорных изделий в зависимости от обла-
стей их использования составляет (в тыс. т в год):
алюмосиликатные: доменные 70—75, воздухонагревательные 140—
150, ковшовые около 900, сталеразливочные около 800, насадочные
120—130, ваграночные 250;
динасовые для печей: мартеновских до 200, электропечей 50, коксо-
вых 50, стекловаренных 50;
магнезиальные для сводов сталеплавильных печей около 500.
Огнеупорная промышленность за годы Советской власти получила
большое развитие. В настоящее время более 95% огнеупорных материа-
лов производят на предприятиях, построенных или полностью рекон-
струированных в годы Советской власти. Значительно расширен сорта-
мент, улучшено качество выпускаемых огнеупоров. Вовлечено в про-
мышленное использование много новых месторождений огнеупорного
сырья.
Вооружение огнеупорных предприятий современной техникой мо-
жет иллюстрироваться следующими данными: число туннельных печей
с 30 в 1957 г. возросло до 82 в 1970 г., число вращающихся печей для
обжига огнеупорного сырья с 23 до 57. Начиная с 1958 г. предприятия ог-
неупорной промышленности быстрыми темпами переходят на природ-
ный газ.
В 1970 г. с применением этого высокоэффективного вида топлива
было обожжено около 66,5% общего количества огнеупорных изделий
и 74% огнеупорного сырья.
Производительность труда в огнеупорной отрасли за 1961—1970 гг.
возросла на 30%
В системе огнеупорной промышленности МЧМ СССР работают три
научно-исследовательских и проектных института, располагающих хоро-
шо оснащенными лабораториями, опытными базами, высококвалифи-
цированными научными кадрами.
Перевод на новую систему планирования и экономического стиму-
лирования, осуществляемый в соответствии с решением ЦК КПСС и Со-
вета Министров СССР, открывает перед предприятиями огнеупорной
отрасли новые большие возможности ускорения темпов технического
прогресса, повышения производительности труда и эффективности про-
изводства.
285
Часть четвертая
ХИМИЯ И ТЕХНОЛОГИЯ ТЕХНИЧЕСКОЙ
КЕРАМИКИ
Техническая керамика объединяет большое количе-
ство самых разнообразных искусственно синтези-
рованных химическим путем материалов, отличаю-
щихся особыми специфическими свойствами. В отличие от традиционных
видов строительной, огнеупорной керамики, фарфора и фаянса, базиру-
ющихся ка использовании природных видов сырья, производство техни-
ческой керамики рассчитано на применение главным образом искусст-
венных химически достаточно чистых материалов.
Научные достижения последних десятилетий привели к созданию
новых керамических материалов, содержащих кристаллические фазы,
обладающие специфическими свойствами. В особенности это относится
к сегнето- и пьезоэлектрической керамике, ферромагнитной керамике,
которые стали незаменимыми материалами в современной электро- и
радиотехнике и электронике.
Глубокое изучение связи строения и свойств отдельных кристалли-
ческих фаз значительно расширило возможности формирования свойств
керамических изделий, необходимых для тех или иных отраслей новой
техники.
Производство технической керамики потребовало применения новы
технологических способов, создания новых оригинальных тепловых и ме
ханических агрегатов для осуществления необходимых процессов.
В настоящее время техническая керамика является самостоятель
ным классом материалов и находит все более широкое применение в со-
временных отраслях техники и промышленности, таких как электротех-
ника, энергетика, в том числе ядерная, радиотехника, металлургия,
химическое машиностроение.
Все эти особенности отличают производство технической керамики
и приближают его к ряду чисто химических производств.
Глава 1. КЕРАМИКА ИЗ ВЫСОКООГНЕУПОРНЫХ ОКИСЛОВ
Развитие новых областей техники, в частности металлургии чистых
редких металлов и их сплавов, атомной энергетики, ракетной, газотур
бинной и электронной техники и пр., вызвало необходимость в получении
новых конструкционных изделий с высокими и разнообразными свойст-
вами. Эти изделия должны обладать не только высокой огнеупорностью
(порядка 2000°С и часто значительно выше), но и химической стой-
костью к воздействию расплавленных металлов в среде различных газов
и вакууме, высокими механическими свойствами при температурах
службы, термостойкостью. Появилась необходимость в высокотемпера-
турных изоляторах, материалах, пропускающих радиоволны почти без
поглощения, материалов с заданными ядерными свойствами и т. д.
286
Среди материалов для новых областей техники большое значение
приобрела керамика из чистых высокоогнеупорных окислов: А12О3, ВеО,
MgO, СаО, ZrO2, UO2, ThO2, Y2O3, СеО2 и др.
1. Общие сведения
Исходные чистые окислы, являющиеся продуктами химической пе-
реработки соответствующего сырья, должны удовлетворять определен-
ным требованиям по чистоте материала, регламентируемым соответст-
вующими ГОСТами или ведомственными техническими условиями.
Обычно исходные материалы прокаливают в порошкообразном состоя-
нии или в виде брикетов. Задача прокаливания — придать исходным
окисным материалам необходимые физические и технологические свой-
ства (плотность, прессуемость и т. д.), обусловленные прежде всего раз-
мерами и степенью совершенства составляющих их кристаллов. В ряде
случаев предварительное прокаливание обеспечивает необходимые фа-
зовые превращения и последующую стабильность материала (особенно
для ZrO2). В процессе прокаливания удаляются остатки химически свя-
занной воды, углекислоты (если они содержатся в поступающих хими-
ческих продуктах) и могут в известной степени улетучиваться вредные
примеси (например, щелочные окислы). Выбираемая температура про-
каливания зависит от физико-химических свойств исходного сырья. В ря-
де случаев исходные материалы, например А12О3, ZrO2, MgO, ThO2 и др.,
подвергают предварительному плавлению.
Если материалы прокаливают в виде брикетов или плавят, то перед
тонким измельчением их предварительно дробят. Тонкое измельчение
осуществляют сухим или мокрым помолом в шаровой или вибрационной
мельнице. При мокром помоле легко гидратирующихся материалов
(СаО, MgO) вместо воды используют органические жидкости. В неко-
торых случаях для ускорения измельчения вводят добавки поверхност-
но-активных веществ.
В целях устранения «намола» железа от стенок стальной мельницы
и шаров часто помол осуществляют в мельницах с футеровкой и шарами
из соответствующего окисла металла. В других случаях (при измельче-
нии, например, ВеО или ZrO2) в качестве футеровки можно использо-
вать металлический бериллий или цирконий и соответствующие шары,
имея в виду, что при последующем обжиге тонкие частицы намолотого
металла окислятся до соответствующего окисла. Для мельниц относи-
тельно небольшого размера применима также сплошная футеровка из
вулканизированной резины.
Если помол осуществляется мелющими телами из стали или из
твердых сплавов, то измельченный материал очищают от «намола» желе-
за соляной кислотой. После кратковременного кипячения с НС1 суспен-
зию измельченного материала многократно декантируют. Этот способ
очистки применим" только для окислов, практически нерастворимых
в кислотах (например, А12О3, ВеО, ZrO2).
При изготовлении изделий с добавками компоненты смешивают
в процессе тонкого измельчения в шаровой мельнице или по способу
совместного осаждения, для чего готовят растворы солей в необходи-
мом соотношении, а затем осаждают, например аммиаком, в виде гид-
ратов окислов с последующим прокаливанием. Этот способ относитель-
но сложен, но он обеспечивает наиболее равномерное распределение до-
бавок в материале.
Изделия из высокоогнеупорных окислов формуют всеми способами,
рассмотренными на стр. 74—109, т. е. применяют литье из суспензий в
пористые (чаще всего гипсовые) формы и из термопластичных суспензий
в металлические формы, прессование порошков (в том числе гидроста-
287
тическое), протяжку с применением органических пластификаторов, го-
рячее прессование.
При обжиге изделий из окислов необходимое их уплотнение и уп-
рочнение достигается, как правило, на основе процессов твердофазового
спекания с диффузионным механизмом переноса вешества. Для активи-
зации процессов спекания, управления процессами рекристаллизации
при спекании и регулирования микроструктуры получаемой керамики
часто вводят различные добавки, не образующие жидкой фазы при вза-
имодействии с исходным окислом. Введение глинистых материалов,
а также химических добавок, вызывающих жидкофазовое спекание, как
правило, не рекомендуется.
Условия предварительной термической обработки и степень измель-
чения исходного окисла оказывают значительное влияние на его поведе-
ние при спекании. Существенное влияние на процесс спекания может
оказывать также состав и давление газовой среды обжига, в особенности
если обжигаемый материал содержит добавки (примеси) окислов метал-
лов переменной валентности (железа, титана, марганца, хрома) либо со-
стоит из окислов (ZrO2, СеО2), стехиометрический состав которых замет-
но нарушается при нагревании в вакууме или в восстановительных усло-
виях. Таким образом, нельзя рассматривать температуру полного спе-
кания, как характерный параметр, характеризующий тот или иной
окисел.
Режимы обжига высокоогнеупорных изделий из чистых окислов
весьма разнообразны; они зависят от температуры плавления материа-
лов, их дисперсности, состояния кристаллической решетки, примесей, до-
бавок, а также от всего комплекса технологических факторов и разме-
ров изделий. Обычно температура обжига находится в пределах 1600—
2000° С и выше, время же выдержки изменяется от нескольких минут до
нескольких часов. Скорость повышения температуры (от 25 до
500 град/ч) при обжиге тем медленнее, чем больше размеры изделий
и усадка массы. Усадка при обжиге спеченной окисной керамики состав-
ляет, как правило, не ниже 12%> достигая чаще всего 15—20%.
Изделия иногда обжигают в две стадии: предварительная — обжиг
сырых изделий в печах обычного типа с медленным повышением темпе-
ратуры до 1200—1400° С и окончательная — обжиг в высокотемператур-
ных печах до спекания при необходимой температуре. Изделия, прошед-
шие предварительный обжиг, могут быть подвергнуты последующей
механической обработке (шлифованию, обтачиванию, сверлению отвер-
стий). В последнем случае можно обеспечить получение изделий необ-
ходимой конфигурации с достаточно точными размерами, если усадка
при вторичном обжиге относительно мала. В то же время при неполном
спекании (после предварительного обжига) механическая обработка
значительно облегчена по сравнению с готовым высокоплотным изде-
лием.
При обжиге изделий из высокоогнеупорных окислов необходимо учи-
тывать возможные реакции при высоких температурах между изделия-
ми и подставкой под изделия, между печной футеровкой и изделиями.
При определении максимально допустимой температуры обжига в этом
случае следует руководствоваться диаграммами плавкости или состоя-
ния. Однако следует иметь в виду, что реакция в твердых фазах и диф-
фузионные процессы в контактных слоях начинаются при более низких
температурах, чем образование расплава.
Печи для обжига изделий могут быть различной конструкции, вы-
бор их зависит от исходного сырья, размеров изделий, температуры, га-
зовой среды и пр. Применяемые для обжига изделий печи мбжно клас-
сифицировать следующим образом.
Пламенные печи на жидком и газообразном топ-
288
ливе. Рабочий объем этих печей до нескольких кубических метров; га-
зовая среда в них окислительная; максимально развиваемая температу-
ра до 1800° С. Применяя дутье и обогащение воздуха кислородом в пла-
менных печах (преимущественно небольшого объема — в пределах де-
сятков литров), можно повысить температуру до 2000° С.
Электрические печи с угольными и графитовыми
нагревателями (печи Таммана), работающие при токе низкого на-
пряжения. Рабочая температура в них 2500° С и выше. При взаимодей-
ствии кислорода с углеродом нагревателей образуется восстановитель-
ная газовая среда с высоким содержанием СО. Удаление кислорода из
состава газовой среды (обжиг в азоте, аргоне или вакууме) значительно
удлиняет срок службы нагревателя.
Высокочастотные (индукционные) печи по условиям работы при-
ближаются к печам Таммана. При использовании графитовых нагрева-
телей рабочая температура достигает 2500° С и выше. При работе в ва-
кууме или в среде водорода могут быть использованы нагревательные
элементы из тугоплавких металлов W, Та или Мо. При работе в атмо-
сфере воздуха могут быть применены нагревательные элементы из спла-
вов платины, родия или иридия.
Электрические печи сопротивления с вольфра-
мовыми или молибденовыми обмотками муфеляс вос-
становительной средой водорода или аммиака (для защиты Мо или W
от окисления). Рабочая температура печи 1700—1750° С.
Электрические печи с нагревателями на свобод-
но подвешенной вольфрамовой или молибденовой
проволоке и системой теплоотражающих экранов из
листового вольфрама или молибдена. Рабочая температура при молиб-
деновом нагревателе до 1900° С и при вольфрамовом до 2500—2700° С.
Газовая среда — вакуум не менее 0,01—0,001 мм рт. ст., а также инерт-
ные газы (аргон, гелий) иногда водород.
Электрические печи с нагревателем из высоко-
огнеупорных и электропроводящих при высоких тем-
пературах окислов (например, 85% ZrO2+15% Y2O3 или 90%
ThO2+10% Y2O3). Рабочая температура при окислительной газовой сре-
де (воздух) до 2000° С.
Кроме того, для плавления высокоогнеупорных окислов используют
дуговые электрические печи.
Изделия из высокоогнеупорных чистых окислов применяют в виде
тиглей для плавки чистых металлов и сплавов, для футеровки и тепло-
вой изоляции высокотемпературных печей, для оболочек высокотемпе-
ратурных термопар, различные конструкционные детали используют для
газовых турбин и ракетных двигателей. Изделия из некоторых окислов
используют в качестве тепловыделяющих элементов и замедлителей ней-
тронов 1 в высокотемпературных тепловых ядерных реакторах; тонко-
стенные керамические обтекатели применяют для радиолокационных ан-
тенн. Высокотемпературные окислы могут быть использованы для
нанесения высокотемпературных защитных покрытий по металлам. Вы-
сокоогнеупорные окислы (а также карбиды), полученные в виде ните-
видных монокристаллов с прочностью, близкой к теоретической, т. е. по-
рядка сотен тысяч кГ]см2, могут служить в качестве армирующего ма-
териала для создания изделий.
Некоторые основные свойства высокоогнеупорных окислов и изго-
товляемой из них спеченной керамики приведены в табл. 52. В табл. 53
4 Материалы, применяемые для этой цели, должны иметь малый атомный вес
и низкое поперечное сечение захвата нейтронов (коэффициент, пропорциональный рас-
сеянию нейтронов в веществе).
19—1025
289
Некоторые физические свойства высокоогн
Окисел Кристаллографичес- кая система (минерал) Плот- ность в г/см* ** Температура плавления в °C Твердость по Моосу Удельная теплоемкость в кал!г-град Характеристика
средний коэффициент линейного расшире- ния (Х106) в град~1
А12О3 Гексагональная а-А12О3 (корунд) 3,99— 4 2040±Ю 9 100° С—0,206 700° С—0,25 1700° С—0,28 20—300° С — 5,9 20—600° С — 7,2 20—1000° С — 8,4 20—1500° С — 9,6
ВеО Гексагональная (типа вюрцита) 3,01— 3,02 2570±20 9 100° С—0,299 400* С—0,421 900* С—0,497 20—400° С — 7,2 20—1000° С — 8,9 20—1700° С — 10,6
MgO Кубическая (ти- па каменной со- ли). Периклаз 3,58 2820±20 5—6 100° С—0,233 900* С—0,276 20—300° С — 12,1 20—1000° С — 14,2 20—1700° С — 15,6
СаО* Кубическая (ти- па каменной со- ли) 3,36 2590±30 4,5 200° С—0,172 600° С—0,193 20—1700° С — 13,8
ZrO2 [стаби- лиз. 10—15% (мол)СаО] Кубическая (ти- па флюорита) 5,6 2500—2600 (для чистой нестабилизи- рованной 2700—2800) 7 600° С—0,14 1000° С—0,16 1200° С—0,18 20—800° С — 8—10 20—1300° С — 10—. 11
ио7 Кубическая (типа флюорита) 10,95 2815±85 3,5 200° С—0,06 600° С—0,07 1200° С— 0,075 20—1000° С — 10,1 20—1600° С — 12.0
ThO2 Кубическая (ти- па флюорита) 10 3300±100 6,5 100° С—0,06 1000е С—0,07 ~ 10 (в широком интер- вале температур)
* По механическим упругим свойствам плотной керамики нз СаО нет надежных
** UO2 — полупроводник дырочного типа. Проводимость резко зависит от чистоты
290
Таблица 52
еупорных окислов и керамики на их основе
спеченного материала
теплопроводность в ккал/м-ч-град модуль упру- гости (Е-10 б) механическая прочность в кГ/см2 (прн комнатной темпе- ратуре) объемное электросопротив - ленне в ом-см
100° С —26,9 600° С — 7,9 1000° С—5,4 1400° С —4,8 20° С—3,8 1000° С—3,2 1500’С—1,5 °сж—до 30 000 (обычно 10 000—15000) Ораст ДО 2600 (обычно 1200—1500) Онзг—ДО 5000—6000 (обычно 2000—2500) 20° С~ 101» 800° С—108— 10е 1200° С—10?—10е
100° С — 187 400° С — 79 600° С — 39,6 1100° С — 14,4 20° С—3,1 800° С—2,8 1200° С—1,3 °сж—До 16 000 (обычно 7000—8000) Ораст—ДО 1400 (обычно 800—1000) Ои31—ДО 3000 (обычно 1500—1800) 700° С—108— 10е 1000° С—10’—108 1200° С—10е —1 О’
100° С—29,5 600° С — 9,4 1000° С —5,7 1200° С —5,0 20° С—2,9 800° С—2,4 1300° С—0,3 осж—А© 14 000 Ораст ДО 1000 Оизг До 1600 (обычно 1000—1400) 300° С—1014—1015 800° С—1010—1011 1100° С—107—108 1500° С—104— IO8
100° С — 13,0 400° С — 7,9 1000° С —6,8 — — 800° С—10е 1200 С—10Б—10е
До 1000° С~ 1,8 20°С~1,7 800° С~ 1,2 1400°С~0,9 сгеж—ДО 21 000 Ораст ДО 1400 Оцзг до 2500 200° С~ 106 1000° С—10—102 1500° С—1 — 10
100 С — 8,4 600° С — 3,8 1000° С — 2,9 20° С—1,8—2 800° С—1,7—1,8 Осж—до 9000—10 000
100° С —9,0 1000° С — 2,9 20° С—1,5 1000° С—1 оСж—До 16 000 Ораст"” ДО 1000 Онзг До 1300 1000° С~ 108
данных.
и других факторов.
19'
291
Таблица 53
Тигли из высокотемпературных окислов для плавки металлов и газовая среда
Металл Огнеупорные окислы или графит Газовая среда, другие условия плавки
Ве ВеО или ТйОг Аргон
Mg А12Оз, MgO, графит Аргон или пары серы (или под флюсом: КС1, CaCI2, CaF2), азота сле- дует избегать
Al А12О3, MgO, графит Аргон. На воздухе под слоем угля
Ti ThO2 (немного реагирует с Ti) Аргон или вакуум
Th СаО, ВеО То же
Сг ThO2, А120з (с А120з несколь- ко реагирует) Водород или аргон
и ВеО, ТЮ2, МоО до 1300° С Аргон или вакуум
Мп A12O3 Водород, аргон
Fe AI2O3 Водород
Ru ) Os J ThO2 или ZrO2 Азот, водород или вакуум
Co ai2o3 Аргон, водород или вакуум
Rh 1 Ir / ThO2 или ZrO2 Азот или аргон
Ni A12O3 Аргон или вакуум
Pd I Pt J ZrO2, ThO2, А12Оз, СаО Азот или аргон
Cu ) Ag f Графит А12Ол, MgO Азот, аргон или вакуум. На возду- хе под слоем угля
Zn 1 Cd J А12О3, графит На воздухе под слоем угля или га- лоидным флюсом
Ga Графит, А120з (не должно быть кремния) Аргон. На воздухе под слоем угля или галоидным флюсом
Si SiO2 Аргон или вакуум
Yb, La, Се и др | СаО, ВеО Вакуум
указаны огнеупорные окислы, из которых могут быть изготовлены тигли
для плавки чистых металлов в различных газовых средах, а в табл. 54
приведены данные ядерных свойств для некоторых окислов.
Важнейшие особенности технологии и применения керамики из от-
дельных высокоогнеупорных окислов приведены ниже.
В данной главе не рассматриваются изделия из окиси алюминия,
занимающие особое место среди других видов окисной керамики. В силу
наибольшей доступности исходного окисного материала (технического
292
Таблица 54
Ядерные свойства некоторых высокоогнеупорных окислов
Окисел Поперечное сечение по- глощения тепловых ней- тронов в барн Поперечное сечение рассеяния в барн Замедляю- щая спо- собность Окисел Поперечное сечение по- глощения тепловых ней- тронов в барн Поперечное сечение рассеяния в барн Замедляю- щая способ- ность
ВеО 0,0007 0,68 0,114 AI2O3 0,01 0,34 0,038
МоО 0,0033 0,42 0,042 ZrO2 0,01 0,46 0,036
СаО 0,182 0,24 0,022 TiO2 0,132 0.4 0,023
глинозема), ряда технологических достоинств окиси алюминия, высокой
прочности, твердости и химической устойчивости основной модификации
А12О3 (корунда), корундовую керамику разнообразных видов выпуска-
ют в больших масштабах и широко применяют в различных областях
современной техники. Основы технологии и свойства высокоогнеупорных
изделий из корунда рассмотрены выше (см. стр. 177—188); особенности
технологии и свойства корундовых электроизоляционных изделий раз-
личного назначения, вакуумплотной керамики и т. д. даются ниже (см.
стр. 310—318).
2. Изделия из окиси бериллия
Исходным сырьем для получения окиси бериллия является главным
образом минерал берилл Ве3А1251бО18, реже фенакит Be2SiO4 и другие
минералы.
Окись бериллия получают из руд щелочным или кислым способом.
По способу щелочной переработки руду с известью подвергают спека-
нию во вращающейся печи. При химическом взаимодействии берилла
с окисью кальция образуются силикаты, алюминаты кальция и свобод-
ная окись бериллия. Продукт обжига разлагают серной кислотой. Рас-
твор сульфата бериллия обрабатывают аммиаком, при этом выпадает
Ве(ОН)2, который затем прокаливают до ВеО.
При кислотном способе получения окиси бериллия тонкоизмельчен-
ный берилл смешивают с кислым фтористым натрием (1:2) с последу-
ющим прокаливанием при температуре 600—800° С. Образовавшийся
при этом растворимый BeF2 выщелачивают горячей водой и в кислый
раствор добавляют едкий натр до нейтрализации. Образовавшийся при
этом NaF возвращают обратно в процесс, а Ве(ОН)2 прокаливают до
ВеО.
Наиболее чистую окись бериллия получают путем перегонки основ-
ного ацетата ВеО-Ве3 (СН3СОО)б-
Окись бериллия имеет кристаллическую решетку типа вюрцита (мо-
дификация ZnS) гексагональной системы. Постоянные решетки: а—2,68:
с — 4,37 А. Кристаллы бесцветные, одноосные, положительные, спай-
ность яеная по 1010, Ne= 1,733; No= 1,719; Ne—Afo=O,O14.
С повышением температуры обжига порошка ВеО наблюдается
рост ее кристаллов. Так, если при температуре обжига, равной 1200° С,
величина большинства кристаллов составляет 0,05—0,2 мк, то при 1300—
1400° С— 1—2 мк. При спекании брикетов из ВеО высокой чистоты при
1600° С в течение 2 ч зерна окиси бериллия вырастают лишь до 2—3 мк
(рис. 90, о). Обжиг при 1800° С приводит к увеличению размера кристал-
лов до 5—10 мк (рис. 90,6), а при 2000° С в течение 2 ч зерна ВеО вы-
растают до 30—70 мк (рис. 90,в).
Изделия из чистой окиси бериллия могут быть получены литьем из
шликера, выдавливанием через мундштук, прессованием и др. Гидрат
293
окиси бериллия или окись предварительно обжигают при температуре
1300—1400° С, а затем измельчают в стальной мельнице со стальными
шарами с последующей кислотной отмывкой от железа. Шликеры для
водной отливки изделий должны иметь pH=4,5 -4- 5,0, т. е. кислую среду;
плотность 1,9—2 г/см?, влажность 33—37% После высушивания изде-
лия обжигают при максимальной температуре около 1800° С.
Рис. 90. Микроструктура обожжен-
ных образцов из ВеО высокой чисто-
ты (Х600)
а — при 1600° С; б — при 1800° С: в — при
2000° С
При изготовлении из такой вы-
сокодисперсной ВеО изделий спо-
собом прессования ее рекомендуют
гранулировать с добавлением свя-
зующего вещества. В качестве свя-
зующего используют, например, во-
дорастворимую синтетическую смо-
лу из этиленгликоля, молекуляр-
ный вес которого около 4000. К ВеО
добавляют 14% сухой смолы и
20% воды; после смешивания и
подсушки при 80° С порошок про-
тирают через сито с отверстиями
примерно 1 мм и прессуют при дав-
лении до 1500—2000 кГ1см2. Такие
прессовки можно подвергать меха-
нической обработке, например об-
тачивать на токарных станках с ис-
пользованием твердосплавных или
корундовых резцов. Перед оконча-
тельным обжигом требуется низкотемпературный обжиг для выжигания
связующего.
При окончательном обжиге изделий при 1800° С в пламенной печи
окись бериллия улетучивается (до 2—4% веса изделий). Повышенная
летучесть при высоких температурах в присутствии водяных паров
(а следовательно, в среде, образующейся при сгорании обычных жидких
и газообразных топлив) является характерной особенностью ВеО. Ли-
нейная усадка в процессе обжига составляет 15—18%; открытая порис-
тость практически отсутствует; кажущаяся плотность достигает 2,8—
2,9 г)см?, т. е. относительная плотность составляет 93—96%•
Высокоплотные изделия из ВеО могут быть изготовлены также
литьем из водных и термопластичных шликеров или прессованием ВеО,
предварительно обожженной при 1700—1800° С с последующим измель-
чением до размера частиц не более 25 мк. При использовании такой
294
высокожженой ВеО требуемая температура обжига изделий повыша-
ется примерно до 2000° С, одновременно линейная усадка изделий зна-
чительно снижается и составляет 8—9%. Кроме того, для получения вы-
сокоплотных изделий из ВеО с мелкозернистым строением применяют
горячее прессование в графитовых формах при температуре от 1400
до 1800° С и давлении до 150 кГ/см2.
Микроструктура образца ВеО высокой чистоты, отпрессованного
под давлением 150 кГ)см2 при 1400° С, показана на рис. 91. Его относи-
тельная плотность составляет 0,93—0,94, размер зерен 4—5 мк.
По своим химическим свойствам ВеО является слабооснбвным ог-
неупором и занимает промежуточное место между А120з и MgO. Она
довольно чувствительна к воздействию
Рис. 91. Микроструктура образца
ВеО высокой чистоты, полученно-
го горячим прессованием под дав-
лением 150 кГ/см2 при темпера-
туре 1400° С (Х450)
различных шлаков и расплавов, особен-
но кислых растворов и стекол. ZrO2 мо-
жет находиться в контакте со спеченной
ВеО до температуры 1850° С без замет-
ного взаимодействия. Металлы Zr, Mg и
Са, имеющие большое сродство к кисло-
роду, восстанавливают ВеО до металла.
С фтором и фторидами ВеО очень лег-
ко реагирует. При температурах выше
1800° С ВеО восстанавливается углеро-
дом с образованием карбида бериллия
Ве2С, температура разложения которо-
го выше 2200° С.
Одной из главных областей приме-
нения окиси бериллия является произ-
водство тиглей и других изделий для
металлургии редких и чистых металлов.
ВеО обладает высоким коэффициен-
том замедления тепловых нейтронов, что
обусловливает его использование в ядер-
ной технике. Однако под действием ней-
тронного облучения (при дозе примерно 5-Ю20 н/сж2 при температуре
около 100° С) кристаллы ВеО увеличиваются в размерах по оси с, и в
изделиях образуются трещины. Причиной разрушения, как полагают,
может являться анизотропный рост кристаллической решетки ВеО
- в 10 раз больше что и приводит к возникновению напряже-
ний между зернами, а также к образованию гелия и трития по ядер-
ной реакции. Размер зерен является важным фактором, влияющим на
радиационную стойкость ВеО. Изделия из ВеО с мелкозернистой
структурой (1—2 мк) имеют значительное преимущество по сравнению
с крупнозернистыми (15—20л/к).
Из табл. 52 видно, что одним из наиболее характерных свойств, вы-
деляющих окись бериллия среди других высокоогнеупорных окислов,
является теплопроводность, значение которой приближается к тепло-
проводности некоторых металлов, например свинца. Это свойство имеет
большое значение там, где необходимо хорошее теплорассеяние (интен-
сивный теплоотвод), в частности в ядерной технике. Кроме того, высо-
кая теплопроводность обусловливает повышенную термостойкость изде-
лий из ВеО. В ряде приборов электронной техники используют высоко-
термостойкие и теплопроводные керамические диэлектрики из окиси
бериллия.
Окись бериллия используют в качестве покрытия и как составную
часть покрытий, повышающих жаропрочность или коррозионную стой-
кость различных материалов.
295
Отмеченная выше летучесть ВеО при высоких температурах во
влажной среде связана с образованием Ве(ОН)2, которая разлагается
при более низких температурах, вновь образуя окись бериллия. Это яв-
ление используют для выращивания нитевидных монокристаллов из ВеО
при температурах 1600—1800° С в струе паров воды.
Диаметр получаемых нитевидных монокристаллов колеблется от
долей микрона до 20 мк при длине 1—3 мм. Некоторые кристаллы име-
ют зигзагообразную или ветвистую форму и достигают длины 10 мм и
более при диаметре от 1 до 10 мк.
Пластинчатые кристаллы имеет длину 10 мм при ширине до
200 мк. Сопротивление на изгиб нитевидных монокристаллов ВеО оце-
нивается величиной от 1500 до 2500 кГ/мм2.
Окись бериллия отличается значительной токсичностью — вызывает
пневмонию и заболевания других внутренних органов, поражает кожу.
Поэтому работать с ней, особенно с необожженной окисью и легкорас-
творимыми солями бериллия, необходимо при соблюдении соответст-
вующих мер техники безопасности.
3. Изделия из окиси магния
Основными сырьевыми источниками, из которых путем химической
переработки получают окись магния различной чистоты, являются маг-
незиты, доломиты, морская вода.
Чистая окись магния может быть непосредственно получена терми-
ческим разложением различных химических соединений, в частности ос-
новного гидрокарбоната магния 4MgCO3 • Mg(OH)2 • 4Н2О и гидрата
окиси магния, а также окислением металлического магния. Соли маг-
ния или его гидрат прокаливают до полного разложения обычно при
температурах не ниже 600—800° С. Металлический магний в паро-
образном состоянии сжигают в токе кислорода при температуре до
1200° С.
В зависимости от исходного сырья и способа получения чистой оки-
си магния размер кристаллов MgO различный. Так, при прокаливании
гидрата и основного гидрокарбоната при температуре 600° С получают-
ся кристаллы размером около 0,05 мк\ при прокаливании MgCl2-
•6Н2О — 0,5 мк, а при окислении металлического магния — 0,3 мк. При
повышении температуры прокаливания тонкодисперсной окиси магния
с 600 до 1750° С кристаллы увеличиваются в сотни раз (иногда более
чем в 1000 раз).
Способ получения, степень чистоты окиси магния и температуры
предварительного обжига оказывают существенное влияние как на рост
кристаллов, так и на спекание изделий, получаемых в окончательном
обжиге. Наибольшую способность к спеканию обнаруживают порошки,
полученные из гидрата и гидрокарбоната. При спекании очень чистой
MgO (99,999%) до температуры 1600—1700° С наблюдается сравни-
тельно незначительный рост зерен.
Окись магния существует только в одной модификации — перикла-
за. Ее кристаллическая решетка типа каменной соли; постоянная решет-
ка о=4,213 А, показатель преломления 1,736.
MgO по своим химическим свойствам является основным окислом.
Растворимость в воде 0,00062 MgO на 100 г Н2О (20° С). При взаимо-
действии с водой и с водяными парами гидратируется, превращаясь в
Mg(OH)2. При хранении на воздухе наряду с гидратацией происходит
процесс карбонизации. При термообработке по мере увеличения разме-
ра кристаллов получаются менее активные медленно гидратирующие
порошки. Изделия из MgO устойчивы к воздействию щелочей и разру-
шаются под действием кислот.
296
Явно выраженные свойства окиси магния как основания определя-
ют ряд особенностей технологии изготовления из нее изделий: способ-
ность к взаимодействию с водой препятствует применению мокрого
помола; растворимость в кислотах не позволяет получаемые высокодис-
персные порошки отмывать кислотой от намолов железа. Кроме того,
использование окиси магния для мелющих тел и футеровок мельниц
ограничивается невысокой твердостью периклаза.
Чаще всего температура предварительного прокаливания окиси
магния составляет около 1300° С, в результате чего получается порошок
с размерами отдельных кристаллов до 1—2 мк, характеризующийся
уже пониженной скоростью гидратации при хранении, но сохраняющий
способность к интенсивному измельчению и достаточно активную спе-
каемость.
Такой материал подвергают сухому помолу в вибромельницах с ме-
таллическими мелющими телами. В этом случае при намолах металла,
составляющих примерно 0,1%, удалять металл не требуется, тем более
что при последующем окислительном обжиге изделий высокодисперсное
железо окисляется и реагирует с MgO, образуя магнезиоферрит
MgFeO4. Последний практически полностью растворяется в кристаллах
периклаза, придавая изделию желтоватую или светло-коричневую ок-
раску. В случае же незначительного парциального давления кислорода
в среде обжига (в электропечах с защитной газовой средой) образуется
твердый раствор FeO в MgO, и изделия приобретают белую окраску.
Изделия из окиси магния формуют различными способами. Крайне
ограничена применимость водного литья, так как непрерывно протекаю-
щий процесс гидратации нарушает стабильность шликеров, а в связи
с этим и их литейные свойства. Водное литье может давать более или
менее удовлетворительные результаты лишь при использовании относи-
тельно инертных и не слишком дисперсных порошков плавленой окиси
магния. Однако такие отливки крайне трудно спечь в окончательном об-
жиге.
Для изготовления из MgO тонкостенных полых изделий (типа тиг-
лей) вместо водного литья, обычно применяемого в технологии иных
видов окисной керамики, используют намораживание или другие вари-
анты горячего литья.
В зависимости от условий получения, степени чистоты и дисперснос-
ти окиси магния температура, необходимая для получения хорошо спе-
ченных изделий, составляет от 1600 до 1800° С. Для интенсификации
спекания изделий из MgO нередко вводят различные добавки. Значи-
тельный эффект достигается при введении добавок TiO2, ZrO2, А12О3,
Ре20з, образующих в обжиге соответствующие химические соединения
(титанат и цирконат магния, алюмомагнезиальную шпинель, магнезио-
феррит), растворимые в той или иной степени в периклазе. При неболь-
шом содержании указанных окислов (примерно 1—4%) заметно сни-
жается необходимая температура обжига изделий, а в случае обжига
при неизменной температуре увеличивается размер кристаллов, состав-
ляющих керамику. В ряде вариантов, особенно при введении А12О3, од-
новременно улучшается термостойкость.
Следует отметить, что максимальный эффект, достигаемый к тому
же при введении весьма малых добавок (порядка десятых мол. %), на-
блюдается при использовании высокоактивной особо чистой (например,
«спектрально чистой») окиси магния. В некоторых вариантах полное
спекание обеспечивается при температуре 1300—1400° С.
Отдельные добавки, главным образом Y2O3 и LiF, позволяют полу-
чать прозрачную керамику с почти теоретической плотностью. Тонкий
механизм действия таких добавок пока полностью не исследован.
Важнейшие области применения периклазовой керамики связаны
20—1025 297
с ее основным характером и с устойчивостью к восстановлению при
действии расплавленных металлов. В тиглях из MgO с успехом плавят
железо, цинк, алюминий, олово, медь, а также редкие металлы, при
этом сохраняется высокая степень чистоты после плавки.
Применение периклазовой керамики в условиях воздействия кис-
лых агентов (в том числе расплавов) исключается. Кроме того, имеют-
ся еще два фактора, существенно ограничивающих возможность ее ис-
пользования. Во-первых, это способность к интенсивному испарению,
определяемая упругостью паров. Поэтому, несмотря на очень высокую
температуру плавления (~2800° С) и размягчения под нагрузкой
(~2300°С), верхний температурный предел длительного использова-
ния изделий из MgO сильно снижен. Он составляет около 1700—1800° С
в вакууме, примерно 2000° С при нормальном давлении в инертной газо-
вой среде или до 2200° С в окислительной среде. Во-вторых, периклазо-
вая керамика имеет низкую термостойкость, которая обусловлена весь-
ма высоким коэффициентом расширения (см. табл. 52).
При нагревании окиси магния в среде водорода или смеси водоро-
да и СО2 при температуре около 1600—1700° С образуются высоко-
прочные нитевидные кристаллы периклаза (ораСт до 2500 кГ]мм2) за
счет транспортной реакции. Нитевидные монокристаллы имеют диа-
метр от 1 до 3 мк и длину 1—2 мм. Подобно монокристаллам А1гО3 и
ВеО, они могут быть использованы в качестве армирующего компонен-
та композиционных материалов.
4. Изделия из окиси кальция
Для изготовления высокоогнеупорных изделий используют окись
кальция, полученную из чистых материалов: металлического кальция,
углекислого кальция или гидрата окиси кальция. Са(ОН)2 (полученный
из металлического кальция) или СаСО3 прокаливают при температуре
несколько выше температуры их разложения.
СаО не может долго храниться на воздухе даже в относительно су-
хом климате, так как довольно быстро подвергается гидратации. Ско-
рость гидратации СаО в изделиях примерно пропорциональна их по-
ристости. Для получения изделий, относительно устойчивых к гидрата-
ции, необходимо их по возможности полно спечь; однако чистая окись
кальция спекается плохо. Эффективными добавками для улучшения
спекания и повышения стабильности изделий из СаО являются TiO2 и
ВеО, вводимые в количестве 1—5%. В системе СаО—TiO2 сначала об-
разуется монотитанат, а затем ЗСаО • 2TiO2, способный существовать
в равновесии с СаО. В системе СаО—ВеО образуется соединение
ЗВеО - 2СаО с температурой инконгруэнтного плавления, близкой к
точке плавления эвтектики 1384° С. При введении добавок TiO2 изделия
можно обжигать при температуре около 1500° С, тогда как для изделий
из весьма чистой СаО даже температура 1800—2000 ° С не обеспечива-
ет полного спекания.
Из СаО можно формовать изделия различными способами керами-
ческой технологии, в особенности прессованием или трамбованием (для
тиглей) с добавлением в качестве пластификатора безводных связую-
щих (например, 2—3%-ные растворы плексигласа и дихлорэтана). Для
изготовления тиглей способом трамбования обычно используют зернис-
тые массы, полученные при измельчении предварительно обожженного
брикета окиси кальция. Применяют и шликерное литье на безводном
этиловом спирте в пористые (пористость примерно 30%) керамические
формы, сливным способом, а также горячее литье на парафине с до-
бавкой олеиновой кислоты. Не полностью спеченные изделия, обожжен-
ные в пламенных или электрических печах, извлекают из печи при тем-
298
пературе примерно 90° С и сейчас же помещают в герметический кон-
тейнер с сушащим реагентом.
На готовые тигли из окиси кальция можно наносить различные за-
щитные (водонепроницаемые) пленки для предохранения их от гидра-
тации.
По своим термохимическим свойствам и металлостойкости окись
кальция является одним из лучших материалов, из которого изготовля-
ют тигли, применяемые для плавления цветных металлов. Их исполь-
зуют, в частности, для плавления платины и других металлов этой груп-
пы, а также для получения чистого урана.
Окись кальция устойчива также против воздействия расплавлен-
ных фосфатов кальция. Из нее можно изготовлять изделия для футе-
ровки печей, в которых плавят фосфатные руды.
Наряду с гидратируемостью существенным недостатком керамики
из окиси кальция являете я интенсивное испарение материала при высо-
ких температурах (порядка 1800° С и выше). Этот фактор, так же как
и для MgO, препятствует применению СаО в качестве конструкционно-
го материала в технике высоких температур.
5. Изделия из двуокиси циркония
В СССР двуокись циркония получают путем химической переработ-
ки силиката ZrSiO4- Для этого его либо спекают с содой и известью,
а потом разлагают спек кислотами, либо же обрабатывают кислотами
и последующим гидролизом выделяют ZrO2, которую в обоих случаях
следует прокаливать для удаления летучих компонентов.
Двуокись циркония обычно содержит примесь (несколько процен-
тов) НЮ2, которая сопутствует ZrO2 почти во всех минералах. Двуокись
гафния по своим свойствам весьма близка к ZrO2 и поэтому в техноло-
гии огнеупоров ее можно не отделять, тем
более что это является сложной и дорогой
операцией. Хорошие сорта двуокиси цир-
кония содержат ZrO2+HfO2 не менее 97%
(а лучшие — до 99—99,5%), TiO2 до 2%,
SiO2 не более 0,8%, F2O3 до 0,15%.
Двуокись циркония ZrO2 в чистом ви-
де обладает сложным полиморфизмом.
При температурах до 1100—1200° С наибо-
лее стабильной является моноклинная фор-
ма с плотностью около 5,7 г/см5. Ее струк-
тура является деформированной структу-
рой флюорита, а координационное число
атомов Zr в ней равно 7. При 1100—
1200° С эта форма ZrO2 обратимо превра-
щается в тетрагональную, что сопровожда-
ется уменьшением объема почти на 7%.
Это превращение—бездиффузионное, мар-
тенситного типа. Координационное число
Температура b ° С
Рис. 92. Термическое расшире-
ние двуокиси циркония
/ — моноклинная; 2 — кубическая
стабилизированная; 3 — частично
стабилизированная (стрелками от-
мечено направление процесса на-
гревания и охлаждения)
атомов Zr в тетрагональной форме ZrO2 равно 8. При 2285° С тетраго-
нальная ZrO2 обратимо превращается с увеличением объема примерно
на 9,5% в кубическую, которая плавится при 2700°С. Тетрагональная
форма ZrO2 превращается в моноклинную в процессе охлаждения при
немного более низких температурах, чем при нагревании, таким обра-
зом, это превращение обладает довольно значительным гистерезисом
(рис. 92). При получении двуокиси циркония осаждением из растворов
и прокаливанием при невысоких температурах образуются сначала ме-
тастабильные кубическая и тетрагональная формы ZrO2, переходящие
20*
299
при дальнейшем нагревании до 750—850° С в моноклинную модифика-
цию.
Все сложные превращения ZrO2 сопровождаются изменениями объ-
ема. Если они не будут в основном устранены, то неизбежно приведут
к разрушению изделий в процессе их обжига (на стадии охлаждения)
или в процессе последующей эксплуатации.
Так называемая стабилизация ZrO2 основана на образовании этой
окисью с добавляемыми структурно близкими ей окислами — СаО, MgO,
SrO, Y2O3, СеО2, Sc2O3, La2O3, Lm2O3 и др. — твердых растворов куби-
ческой системы (типа флюорита), устойчивых в довольно широком диа-
пазоне температур. В зависимости от вида и концентрации добавляемо-
го окисла степень стабильности образующихся твердых растворов раз-
лична. Как правило, твердые растворы, содержащие примерно 10—15%
мол. вводимого стабилизирующего окисла, являются метастабильными
при низких температурах (ниже 1000—1200° С). Однако скорость их
распада, сопровождающаяся выделением моноклинной ZrO2, при ука-
занных температурах незначительна. Твердые растворы могут сохра-
няться в течение весьма длительного времени в области своей термо
динамической нестабильности, а керамика на их основе не испытывает
опасных объемных изменений, связанных с взаимными превращениями
моноклинной и тетрагональной модификаций (см. рис. 92). Лишь при
длительной эксплуатации в некотором температурном интервале (глав-
ным образом 1200—1400° С) возможен постепенный распад пересыщен-
ных (по ZrO2) твердых растворов, т. е. переход системы в равновесное
состояние. Такой процесс обычно называют дестабилизацией.
Практически в технологии огнеупоров стабилизация ZrO2 обычно
достигается введением 5—7% (вес.) СаО. Реже применяют для стаби-
лизации иные окислы: MgO дает менее устойчивые (легче распадающие-
ся) твердые растворы; при введении же Y2O3 и некоторых других окис-
лов степень стабильности материала увеличивается, однако применение
их ограничивается экономическими факторами.
Изделия из ZrO2 могут быть получены обычными способами, при-
нятыми для высокоогнеупорных окислов с включением в технологию
процесса стабилизации.
Предварительная стабилизация двуокиси циркония состоит в сме-
шивании (совместном тонком измельчении) ее со стабилизирующей
добавкой и последующим обжигом смеси (брикетов) при температуре
1700—1750° С. Во избежание загрязнения сухой или мокрый помол
смеси целесообразно осуществлять в мельнице с резиновой футеровкой
с шарами из металлического Zr или из стабилизированной спеченной
ZrO2.
В качестве добавки для введения СаО обычно используют карбонат
кальция. Процесс образования флюоритоподобного твердого раствора
протекает через промежуточную стадию образования цирконата каль-
ция CaZrO3, реагирующего затем с избытком ZrO2. Предварительную
стабилизацию можно осуществлять также путем электроплавки смеси
окислов в дуговых печах.
Обожженные стабилизированные брикеты или электроплавленый
материал дробят, а затем измельчают. Для изготовления спеченных из-
делий брикеты измельчают до размеров частиц в несколько микрон;
для изготовления изделий зернистого строения требуются фракции раз-
мером 0,5—2 мм.
Известны и иные способы получения стабилизированной керамики
Введение добавок соединений кальция (Са(ОН)2, СаСО3) непосредст-
венно в массу (из необожженной ZrO2) для изготовления изделий на-
зывают способом совмещенной стабилизации, так как процесс образова-
ния стабильного твердого раствора и процесс спекания совмещаются в
300
одном обжиге. По сравнению с предварительной стабилизацией этот ва-
риант технологии является более простым и дешевым. Однако в этом
случае увеличивается усадка изделий в обжиге, а их качество (плот-
ность, однородность, степень стабильности) заметно снижается.
Предложен также способ стабилизации с предварительным синте-
зом цирконата кальция и добавлением его к необожженной ZrO2 в
массу для изготовления изделий. В настоящее время способ совмещен-
ной стабилизации и даже способ предварительного синтеза CaZrOs
(имеющий перед ним определенные преимущества) применяют мало,
так как главное внимание уделяется задаче снижения брака и повыше-
ния качества изделий. Предварительная стабилизация лучше решает
эту основную задачу.
Пластификация и формование изделий могут осуществляться раз-
личными способами, принятыми в керамической технологии. Наиболее
распространены способы прессования (для огнеупоров зернистого строе-
ния) и литья из водных суспензий при рН~2 (для тиглей и других спе-
ченных тонкостенных изделий).
Высушенные изделия обжигают при температурах от 1700 до
2200° С, что зависит от количества введенной связки, степени измель-
чения ZrO2 и других факторов. Изделия из ZrO2 обжигают при 1700—
1750°С в пламенных печах (слабоокислительная среда). Если же тре-
буется более высокая температура, то обжигают в восстановительной
нейтральной газовой среде или в вакууме на подставках из листового
металлического молибдена.
Довольно широкое применение нашел способ изготовления изделий
из предварительно стабилизированной ZrO2 с добавлением в массу 20—
40% нестабилизированной моноклинной ZrO2. Смысл его заключается
в том, что благодаря различному поведению этих модификаций в про-
цессе нагревания и охлаждения образуется специфическая микротрещи-
новатая структура керамики, которая способствует снижению ее коэф-
фициента линейного расширения и модуля упругости. Тем самым су-
щественно повышается ее термическая стойкость. В данном случае этот
эффект имеет большое практическое значение, так как низкая термо-
стойкость изделий из ZrO2, обусловленная значительным коэффициен-
том линейного расширения и малой теплопроводностью (см. табл. 52),
затрудняет получение изделий без брака и ограничивает их практичес-
кое использование в условиях переменных температур.
По химическим свойствам ZrO2 относится скорей к кислотным, чем
к основным окислам. Практически она даже при высоких температурах
инертна по отношению к очень многим веществам. До температуры
2000° С ZrO2 не реагирует с многими расплавленными металлами. На
двуокись циркония не действуют едкие щелочи и кислоты (кроме кон-
центрированных H2SO4 и HF). ZrO2 не претерпевает химических пре-
вращений в окислительной среде. В восстановительной газовой среде
возможен частичный переход ZrO2 в низшие окислы циркония—Zr2Os
и ZrO, вызывающие понижение температуры плавления. Нарушения
стехиометрии (понижение содержания кислорода) возможны и в вакуу-
ме при высоких температурах. Взаимодействие ZrO2 с углеродом при
температурах выше 1900°С приводит к образованию карбида циркония
с температурой плавления 3532° С.
Керамические изделия из стабилизированной ZrO2 имеют большое
практическое значение. Предельная температура их применения может
достигать 2300—2500° С. ZrO2 широко используют для изготовления
тиглей для плавки кварцевого стекла, спектрально чистой платины,
палладия, рутения, родия и других металлов. Ее используют также для
получения высокоогнеупорных защитных покрытий на металлах. Низкая
теплопроводность ZrO2 (см. табл. 52) определяет целесообразность ее
301
использования в качестве высокотемпературного теплоизоляционного
материала. Для этих целей особенно эффективны легковесные изделия
с пористостью 50—70 %
Высокая по сравнению с другими огнеупорными окислами электро-
проводность ZrO2 (см. табл. 52) имеет большое значение для выбора
областей ее практического применения. С одной стороны, это свойство
циркониевой керамики не дает возможности использовать ее (в отличие,
например, от А12О3, MgO, ВеО) в качестве высокотемпературных изо-
ляторов, с другой стороны, оно открывает особые области ее применения
в качестве высокотемпературных проводников; в этих случаях выбира-
ют стабилизирующие добавки таким образом, чтобы они дополнительно
повышали проводимость материала. Так, для высокотемпературных на-
гревателей (излучателей) применимы массы в комбинациях ZrO2—СеО2
и ZrO2—Y2O3.
Анионный (кислородный) характер проводимости кубических твер-
дых растворов ZrO2 позволяет использовать циркониевую керамику в
качестве твердых электролитов в топливных элементах (высокотемпера-
турных химических источниках тока), электрохимических ячейках для
измерения парциального давления кислорода и т. д. Для этой обла-
сти применения особенно перспективны твердые растворы в систе-
мах ZrO2—Sc2O3, ZrO2—Y2O3 и ZrO2—Yb2O3, характеризующиеся хоро-
шей стабильностью и максимальной проводимостью при температурах
порядка 800—1200° С.
Ядерные свойства двуокиси циркония (т. е. низкое поперечное сече-
ние захвата тепловых нейтронов) в сочетании с высокими термомехани-
ческими свойствами определяют возможность ее использования в реак-
торостроении.
Из поликристаллической двуокиси циркония, стабилизированной
СаО, из чистой ZrO2 и из ZrO2 с небольшой добавкой SiO2 может быть
получено прочное и очень тонкое волокно диаметром до нескольких мик-
рон. Для этого из тонкоизмельченной ZrO2 в смеси с органическим
веществом вытягивают нити, которые затем обжигают при высокой тем-
пературе.
Помимо собственно двуокиси циркония (точнее, твердых растворов
с преобладающим содержанием ZrO2) представляют самостоятельный
интерес для техники высоких температур некоторые цирконаты, в част-
ности CaZrO3 (tun= 2350°С), SrZrO3 (/Пл = 2800°С) и BaZrO3 (/пл =
= 2620° С).
6. Изделия из двуокиси урана
Двуокись урана является одним из многочисленных кислородных
соединений широко распространенного в природе элемента урана (сред-
нее содержание 4-10~6 г/г породы). Кроме UO2 существуют еще высшие
окислы переменного состава: UO3, U3O8, UsO?, U50i3, U2Os, которые при
нагревании в вакууме переходят в двуокись урана. В окислительной
среде окислы урана испаряются с образованием газообразной UO3.
UO2 в природе встречается в виде минерала уранинита. Его часто
сопровождают минералы, содержащие элементы редких земель, ниобий
и тантал. Основными источниками получения урана являются также
урановая смоляная руда, представляющая собой минерал сложного со-
става с содержанием П3О8 от 25 до 80%, и карнатит K2O-2UO3-V2O5-
• пН2О, содержащий около 50% урана.
Двуокись урана получают путем сложной химической переработки
различных урановых руд.
302
Кристаллическая решетка U02 кубическая гранецентрированная ти-
па флюорита (CaF2). Из размеров элементарной ячейки вычислена ее
рентгенографическая плотность, равная 10,95 г/смг. Показатель прелом-
ления UO2 2,355. Состав UO2 зависит от парциального давления кисло-
рода и температуры; он меняется от UOi,88 до UO2j25.
Двуокись урана обладает основными свойствами. Она не растворя-
ется в соляной кислоте (за исключением дымящей), но растворяется в
азотной кислоте и тем более в царской водке, а также в смеси азотной
и плавиковой кислот. Она реагирует с HF с образованием LIF"UO2.
Перекись натрия растворяет UO2 с образованием Na2UO4. При нагрева-
нии на воздухе до 600° С UO2 легко окисляется до U3O8 с большим
увеличением объема. Очень тонкий порошок ее обладает пирофорными
свойствами и при сгорании образует U3O8 (аморфную). Ввиду легкой
окисляемости применять изделия из UO2 при высоких -Температурах
(вплоть до температуры плавления) можно только в восстановительной
(водородной) среде, в среде инертных газов или в вакууме.
В системе иОг—SiO2 не обнаружено химических соединений в об-
ласти температур 800—1600° С. Для эвтектики дается приблизительный
состав 85—90 мол. % SiO2 и температура 1650±10°С. UO2 не образует
химических соединений с высокоогнеупорными окислами АЬСЦ MgO и
ВеО. Температура образующихся эвтектик не ниже 1900°-С. В тонко-
дисперсном состоянии UO2 взаимодействует с углеродом при 1800° С; в
процессе обжига при 2300° С в продуктах взаимодействия обнаружива-
ются UC2 и U2C3.
Изделия разнообразной формы из UO2 формуют прессованием, в
том числе гидростатическим, порошков с органическими пластификато-
рами при давлении до 3000 кГ/см2, литьем в гипсовые формы из суспен-
зий с pH=2 -г- 3, выдавливанием пластифицированной массы через
фильеры, а также горячим прессованием. Сформованные изделия обжи-
гают в печах с обмоткой из молибдена при температуре не ниже 1750° С
и до 2000—2200° С в защитных средах (водород, аргон) или в вакууме.
По механическим свойствам керамика из окиси урана находится на
уровне изделий из таких окислов. как А120з и ВеО (см. табл. 52). Одна-
ко ее термостойкость невелика, так как при значительном коэффициенте
расширения она отличается низкой теплопроводностью.
Двуокись урана является высокоогнеупорным материалом, доволь-
но устойчивым к коррозии во многих средах. Из UO2 изготовляют тигли
для плавки урана, тория и других металлов, защитные трубки для
термопар и др. Широкое применение двуокись урана получила в качест-
ве ядерного горючего в атомных реакторах, в том числе в виде дисперс-
ных смесей с другими материалами. В тепловыделяющих элементах UO2
применяют в виде тел различной формы с высокой плотностью, близкой
к теоретической, а также в виде гранул, включаемых в различные кера-
мические или металлические системы. Двуокись урана используется
также в качестве полупроводника.
Работа с UO2 связана с вредным воздействием радиоактивного из-
лучения. Она требует строгого соблюдения целого комплекса мер пред-
осторожности. В особенности необходимо оберегать дыхательные пути
от попадания в них радиоактивной пыли.
7. Изделия из двуокиси тория
Основным источником пвомышленного получения тория является
минерал монацит (Ge, Y, La, Th) РО4, содержащийся в так называемых
монацитовых песках. Содеожание ThO2 в монаците — около 18%, а в
некоторых случаях достигает 28%. Среди других минералов практичес-
303
кий интерес представляют кубический торианит (двуокись тория с изо-
морфной UO2) и тетрагональный торит ThSiO4.
Для извлечения ThO2 обогащенный монацитовый песок обрабатыва-
ют горячей концентрированной серной кислотой. Образуется легко-
растворимый Th(SO4)2. В результате ряда стадий химической перера-
ботки окись тория отделяют от других металлов, также образующих
растворимые сульфаты.
Химически чистую двуокись тория получают термическим разложе-
нием хорошо очищенного оксалата при 1000° С.
Окись тория обладает наивысшей температурой плавления (пример-
но 3300° С). В нейтральной и окислительной газовой средах при всех
температурах она является самым устойчивым из известных окислов.
Изделия из ТЬО2 могут быть получены любыми способами, приме-
няемыми в технологии окисной керамики. Наибольшее распространение
получил способ шликерного литья. После предварительного прокалива-
ния (обычно при 1500° С) и тонкого измельчения стальными шарами
порошок отмывают от примеси железа раствором соляной кислоты.
Улучшению устойчивости и литейных свойств шликеров способствуют
такие добавки, как поливиниловый спирт, раствор ТЬС14.
Отлитые изделия, обожженные при 1800—2000° С, приближаются к
спеченному состоянию и характеризуются незначительным водопо-
глощением.
Для получения керамики с нулевой кажущейся пористостью важное
значение имеет физическое состояние порошка. Более легко спекается
ThO2, полученная из оксикарбоната, сравнительно хуже—полученная
прокаливанием хлорида, оксалата и нитрита тория. Из ThO2, полученной
прокаливанием оксикарбоната тория при 800° С, возможно получать
образцы с относительной плотностью до 98%. На спекание ThO2 поло-
жительное влияние оказывают добавки соединений кальция, фосфатов
алюминия, кальция, магния. Так, например, добавка MgNH4PO4 спо-
собствует спеканию ThO2 до нулевой открытой пористости уже при
температуре обжига 1500° С с выдержкой 1 ч при незначительном росте
зерен (до 3 мк).
Двуокись тория является материалом, имеющим основный харак-
тер. Она обладает высокой устойчивостью к воздействию расплавленных
металлов при высоких температурах, но менее устойчива, чем А120з к
действию кислот, щелочей и солей. С окислами VI группы ThO2 не обра-
зует низкоплавких соединений, но реагирует с А120з с образованием
эвтектики, плавящейся при температуре выше 1900° С. В вакууме ThO2
начинает реагировать с углеродом при 2000° С с образованием ThC2; с
ВеО при 2100°; с ZrO2 и MgO при 2200° С с образованием жидкой фазы.
Летучесть ThO2 в вакууме незначительная, при этом она испаряется в
виде молекул без заметной диссоциации на низшие окислы.
Для новой техники ценными являются высокая температура плав-
ления ThO2, незначительная летучесть при обжиге, непроницаемость и
инертность к воздействию металлов и электропроводность при высоких
температурах. В тиглях из ThO2 можно плавить платину, осмий, родий,
иридий и др.
Окись тория может быть использована в атомных реакторах как в
качестве тепловыделяющих элементов (преимущественно в твердых
растворах ThO2—UO2), так и в качестве высокотемпературного конст-
рукционного материала.
Сравнительно низкая теплопроводность окиси тория благоприятна
для ее использования в качестве материала для ограждающих тепло-
защитных оболочек. Однако по той же причине изделия из окиси тория
чувствительны к быстрым изменениям температуры.
По величине и характеру электропроводности керамика из ThO2
304
приближается к циркониевой. Для нее характерно увеличение электро-
проводности при введении до 15% Y2O3. На этом свойстве основано по-
лучение высокотемпературных нагревателей из ThO2.
В твердых растворах ThO2 : Y2O3 электрический ток переносится ис-
ключительно анионами кислорода. Свойства таких твердых электролитов
можно использовать для изготовления электрохимических ячеек различ-
ного назначения.
При работе с двуокисью тория необходимо соблюдать специальные
меры техники безопасности, так как она токсична и радиоактивна. Это
обстоятельство ограничивает практическое использование ториевой ке-
рамики в качестве высокоогнеупорного материала.
Глава 2. КЕРАМИКА НА ОСНОВЕ СИЛИКАТОВ
И АЛЮМОСИЛИКАТОВ
Муллит и корунд имеют высокую температуру плавления (соответ-
ственно 1910 и 2050°С), благодаря чему нашли широкое применение в
производстве огнеупорных и высокоогнеупорных керамических изделий1.
Однако муллит и корунд как индивидуальные кристаллические вещества
обладают рядом ценных электрофизических и химических свойств, ко-
торые используются в изделиях электроизоляционного назначения, хи-
мически стойких для работы при нормальных или умеренно высоких тем-
пературах.
В зависимости от химического и связанного с ним фазового состава
высокоглиноземистую техническую керамику, так же как и огнеупорную
керамику, подразделяют на три основные группы:
1) муллито-кремнеземистую с содержанием А120з в пределах 45—
70%;
2) муллито-корундовую с содержанием А120з от 70 до 90%;
3) корундовую с содержанием А120з более 95%.
Существенное отличие высокоглиноземистой технической керамики
от огнеупорной состоит в ее плотной структуре, для формирования кото-
рой в состав вводят те или иные добавки, преследующие главным обра-
зом цель снизить температуру спекания.
При введении добавок фазовый состав высокоглиноземистой техни-
ческой керамики становится более сложным, чем в соответствующих мас-
сах огнеупорной керамики. Если при производстве высокоглиноземистых
огнеупоров стремятся ограничить содержание примесей, так как они мо-
гут снизить огнеупорные свойства, то при изготовлении технической ке-
рамики в ряде случаев умышленно вводят некоторые добавки, способные
при умеренных температурах обжига образовать с основными компонен-
тами массы стекловидную фазу желаемого состава. В ряде случаев стре-
мятся к весьма точному соблюдению заданного фазового состава, по-
скольку от этого зависят технические свойства керамики. Этот прием ти-
пичен при производстве муллитовых и муллито-корундовых изделий, а
также некоторых масс корундового состава.
Перечисленные особенности свойств, состава и строения высокогли-
ноземистой технической керамики обусловливают соответствующее по-
строение технологического процесса, зачастую своеобразного в каждом
отдельном случае.
1 Технология и свойства высокоглиноземистых огнеупоров были рассмотрены вы-
ше (см. стр. 173—192).
305
1. Муллитовая и муллито-корундовая керамика
Фазовый состав муллитовой и муллито-корундовой керамики опре-
деляется диаграммой состояния в системе А12О3— SiO2 и соответствует
таковой в случае синтеза муллита из чистых исходных окислов, так как
только в этом случае он является справедливым. Диаграмма состояния
А120з—SiO2 была рассмотрена выше (см. стр. 139).
В реальных составах промышленных видов муллитовой и муллито-
корундовой электроизоляционной керамики обычно содержится 6—10%
окислов щелочных и щелочноземельных металлов, образующих в процес-
се обжига жидкую фазу. Присутствующие в сырье и умышленно вводи-
мые добавки (СаО, MgO, В2О3, ВаО и др.) снижают температуру спека-
ния. Фазовый состав такой керамики уже не будет соответствовать диа-
грамме состояния А12О3—SiO2, так как химический состав исходной сме-
си обогащен окислами других металлов и система по существу перестает
быть двухкомпонентной. Окислы щелочных и щелочноземельных метал-
лов взаимодействуют с SiO2 и другими окислами, образуя при соответ
ствующих температурах жидкую фазу, которая после охлаждения ста-
новится стекловидной. Так как щелочные и щелочноземельные окислы
в первую очередь взаимодействуют с SiO2, вся система будет после ох-
лаждения обогащаться корундом и обедняться муллитом, так как часть
SiO2, которая должна бы пойти на образование муллита, будет связана
в стекловидной фазе.
Таким образом, в зависимости от содержания в исходной массе А12О3
и SiO2, количества и вида примесей и умышленно введенных добавок
может существовать бесчисленное количество вариантов составов мул-
литовой и муллито-корундовой-керамики. Понятно, что температура спе-
кания и свойства при этом будут меняться в крайних случаях весьма су-
щественно.
Производство спекшейся высокоглиноземистой керамики муллито-
кремнеземистого и муллито-корундового состава, так же как и пористых
огнеупорных изделий, может основываться на использовании природного
высокоглиноземистого сырья группы минералов андалузита, кианита,
силлиманита, дьюмортерита либо чистых природных глин и каолинов с
добавками искусственных материалов, содержащих А12О3. Минералы
группы боксита при производстве технической керамики в СССР не ис-
пользуют.
Муллитовая керамика, содержание А12О3 в которой не превышает
70%, обычно имеет только одну кристаллическую фазу — муллит, а коли-
чество стекловидной фазы, в которую вовлекается и некоторая часть
А12О3, может достигать 40—50%.
В муллито-корундовой керамике количество А120я обычно повыша-
ется при совместном присутствии муллита и корунда и при соответствую-
щем снижении количества стекловидной фазы. Составы с содержанием
А120з 70—80% широко представлены в различных видах электроизоля-
ционной керамики. Целый ряд материалов, включающих 70—75% А120з,
содержит помимо муллита еще и корунд, как, например, масса «уралит»,
ультрафарфор.
Причиной появления завышенного (против расчетно-теоретического)
количества корунда может быть недостаточно тонкое измельчение гли-
нозема, в результате чего он не полностью вступает в химические реак-
ции, а также указанное выше взаимодействие добавок с SiO2. Составы
керамики с содержанием А12О3 70—95% в настоящее время весьма рас-
пространены в производстве различных видов электроизоляционной ке-
рамики.
Химический и фазовый составы высокоглиноземистой керамики на-
ходятся в зависимости от вида и чистоты применяемого сырья, его соот-
ношения в массе и принятой технологии переработки.
306
Как уже указывалось, при использовании природных минералов
силлиманитовой группы (AI2O3 • SiO2) возможный теоретический выход
муллита составляет 87,5%, но реальное содержание в изделии А120з не
превышает 60% (стр. 181).
Однако для производства изделий технической керамики электро-
изоляционного назначения помимо необходимого количества связующей
глины вводят 3—5% плавней в виде щелочноземельных окислов. В ре-
зультате этого химический состав изделий еще больше обедняется AI2O3,
п, общее количество А120з в изделии находится в пределах 50—55%. Фа-
зовый состав также претерпевает изменение по сравнению с подобным
составом огнеупорных изделий из этого сырья, и количество стекловид-
ной фазы составляет уже около 50%.
Применение природного высокоглиноземистого сырья для изготов-
ления технической керамики широко практикуется в странах, распола-
гающих крупными запасами минералов силлиманитовой группы.
Изделия из минералов силлиманитовой группы изготовляют глав-
ным образом способами пластической технологии, поскольку пластифи-
катором является глина, и реже способом прессования.
Повышение содержания А12О3 в изделиях и связанное с этим улучше-
ние свойств технической керамики, может быть достигнуто только лишь
одним путем, а именно путем введения в массу дополнительного количе-
ства А120з, чаще всего в виде технического глинозема. Меняя количест-
во вводимого глинозема и природных видов сырья, глин и каолинов, а
также количество добавок, есть возможность широко изменять составы
высокоглиноземистой муллито-корундовой керамики.
Как уже указывалось (стр. 181), в целях создания муллитовых ма-
териалов практикуется синтез муллита из глин и глинозема, который
преследует цель связать образовавшийся при разложении глин или као-
линита SiO2 во «вторичный» муллит.
Таким образом, для получения высокоглиноземистой керамики мул-
литового и муллито-корундового состава требуется провести синтез мул-
лита. Синтез муллита может быть осуществлен двумя технологическими
способами, а именно непосредственно в изделии при его однократном
обжиге и предварительно в виде полуфабриката в форме брикета или
спека.
Первый способ имеет много недостатков, связанных с большими
усадками изделий, трудностью получения изделий точных размеров и
правильной геометрией и поэтому в производстве технической керамики
получил ограниченное применение. Однако при изготовлении некоторых
изделий муллито-корундового состава, имеющих сравнительно невысо-
кие усадки, этот способ находит широкое применение.
Муллитовую керамику чаще получают по второму способу, преду-
сматривающему предварительный синтез муллита. Для этого глинозем
подвергают помолу отдельно или совместно с глиной. Суспензию обез-
воживают на фильтрпрессах и после подсушки коржи перерабатывают
на ленточных прессах в брикет, который после подсушки обжигают.
Предварительный обжиг глинозема в этом процессе не требуется. До-
бавки плавни вводят при помоле или смешивании. Температура обжига
брикета и спека при предварительном синтезе составляет 1400—1450° С,
в зависимости от состава масс. Напомним, что синтез муллита без вве-
дения добавок требует температуру 1570—1650° С, при которой завер-
шается спекание.
Полученный спек дробят и подвергают тонкому измельчению обычно
в шаровых мельницах с кремневой футеровкой, поскольку небольшой
намол SiO2 не влияет на свойства изделий. Для изготовления изделий из
измельченного муллита могут быть использованы различные технологи-
ческие схемы В случае пластического формования муллит вновь сме-
307
шивают с огнеупорной пластичной глиной, и далее процесс совпадает с
обычной схемой пластического формования. Практически необходимый
минимум введения глинистых веществ, при котором масса сохраняет
пластические свойства, составляет 25—30%, а это означает, что предель-
ное содержание А120з в массе не будет превышать 75—80% Температу-
ра окончательного обжига изделий находится в пределах 1350—1450° С.
Если изделие будут изготовлять по непластичной технологии, то поро-
шок муллита должен быть соответствующим образом подготовлен.
Муллито-корундовая керамика с содержанием А12О3 от 70 до 95%
во многих случаях может быть получена при однократном обжиге изде-
лий, при введении в массу до 65—75% глинозема.
В случае прессования изделий количество глины может быть сни-
жено до 10—12%. В случае более высокого содержания А12О3 в корун-
до-муллитовых массах глиняный компонент исключают, вводят специаль-
но подготовленные фритты или спеки и такая керамика в некоторых слу-
чаях может уже не содержать муллитовой фазы.
Муллито-корундовую керамику, содержащую глинистый компонент,
чаще всего изготовляют по способам пластической технологии, т. е. фор-
мования заготовок на ленточных вакуум-прессах с последующей их ме-
ханической обработкой. Эта технология предусматривает несколько от-
личительных операций:
1) обязательный предварительный обжиг технического глинозема
при температуре 1450° С, при которой практически завершается модифи-
кационный переход у-А12О3 в a-форму, что существенно уменьшает
усадки;
2) совместный мокрый помол в шаровых мельницах глинозема и
вводимых плавней с последующей добавкой глинистых компонентов;
3) обжиг изделий (обычно в туннельных печах) при температуре
1400—1450° С в зависимости от вида и количества плавней.
Для снижения температуры спекания массы обычно вводят добавки
в виде мрамора, доломита, магнезита, талька, углекислого бария и дру-
гих веществ.
Введение в муллито-корундовые массы окислов щелочноземельных
металлов и почти полное исключение окислов щелочных металлов обус-
ловлено стремлением понизить электропроводность образующейся стек-
ловидной фазы, так как носителями тока являются главным образом
ионы Na+ и К+- Наиболее эффективное влияние на снижение электропро-
водности оказывают ионы Са2+ (ионный радиус 1,04 А) и Ва2+ (1,38 А).
Считается, что эти ионы большого размера и несут большой заряд, име-
ют меньшую подвижность и тормозят движение ионов щелочных метал-
лов, понижая тем самым электропроводность всей системы. Такое совме-
стное действие двух различных видов ионов, снижающих электропровод-
ность стекловидной фазы, носит название нейтрализационного эффекта.
Типичной высокоглиноземистой керамикой с муллитовой и корундо-
вой кристаллизацией со значительным преобладанием корундовой фазы
являются массы «уралит» и так называемые ультрафарфоры УФ-46,
УФ-53, широко применяемые на отечественных заводах.
Масса «уралита», получившая свое название по применяемому
уральскому сырью и впервые освоенная в годы Великой Отечественной
войны на одном из уральских заводов, является одной из основных для
изготовления изоляторов к свечам зажигания двигателей внутреннего
сгорания, предназначенных для многих марок автомобилей советского
производства. Из массы «уралита» изготовляют мелющие тела для мно-
гих отраслей тонкокерамической промышленности, так как они обладают
относительно высоким объемным весом и малой истираемостью.
Из ультрафарфора УФ-46 и УФ-53 изготовляют радиотехническую
керамику (ГОСТ 5458—64).
308
В табл. 55 приведен химический состав типичных видов муллито-ко-
рундовой керамики.
Таблица 55
Химический состав типичных видов высокоглиноземистой муллито-корундовой
керамики в %
Керамика АЦО, Si О, Fe2O3 СаО MgO Кге Na2O BaO В2ОЭ
Уралит 75,69 18,3 0,7 3,8 1,52 0,25 0,32 —. —
УФ-46 78,65 15,37 0,42 2,16 — 0,18 0,27 3,02 —
УФ-53 76,51 12,36 0,37 2,95 1,98 0,21 0,31 2,95 2,11
102 76,81 13,42 0,14 1,65 1,75 5,43 0,8 — —
Свойства высокоглиноземистой спеченной керамики муллитового и
муллито-корундового состава зависят от ряда факторов и прежде всего:
1) от химического состава, главным образом содержания А120з, вида
и количества примесей и введенных добавок;
2) от фазового состава и соотношения основных кристаллических
фаз, т. е. муллита и корунда, а также и от состава стекловидной фазы и
ее количества;
3) от микроструктуры материала, размера и формы кристаллических
фаз, характера распределения стекловидной фазы и пор.
Как правило, все механические и электрофизические свойства высо-
коглиноземистой керамики улучшаются по мере увеличения в ней содер-
жания А120з, что, в свою очередь, как уже указывалось, приводит снача-
ла к росту муллитовой, а затем и корундовой фазы. Поскольку муллит и
корунд обладают высокими значениями электрофизических свойств,
свойства изделий определяются в первую очередь содержанием этих кри-
сталлических фаз, а также количеством и соотношением их и стекловид-
ной фазы.
Значения основных механических свойств для высокоглиноземистой
технической керамики с различным содержанием А12О3 даны в табл. 56.
Таблица 56
Механические свойства плотной спекшейся высокоглиноземистой керамики
(средние значения)
Керамика Содержание М2Оз в % Предел прочности Модуль упругости Е-10® в кГ(см*
при сжатии в кГ]см* при изгибе в кГ1см* при ударном изгибе КГ-СМ,СМЪ
Муллито-кремне- земистая ( 45—60 1 60—70 4 000—5 000 5000—10 000 600—800 800—1 200 2—3 3—4,5 1—1,1 1,1—1,5
Муллито-корундо- вая 1 70—80 ( 80—95 10 000—15 000 15000—20 000 1 200—1 800 2 000—3 000 4,5—6 5,5—6,5 1,5—2,3 2,3—3,2
Благодаря высоким электрофизическим свойствам муллитовую и
муллито-корундовую керамику применяют в качестве высокочастотного
и в ряде случаев высоковольтного изолятора.
Диэлектрическая проницаемость муллито-кремнеземистых масс
обычно находится в пределах 5,5—6,5, муллито-корундовых 6,5—9, а
чистого корунда 10,5—12. С повышением температуры диэлектрическая
проницаемость возрастает незначительно.
Удельное объемное сопротивление ру высокоглиноземистой керами-
ки в значительной мере зависит от количества и состава стекловидной
фазы, поскольку ру муллита и корунда существенно выше, чем у стекла.
309
При низких температурах pv в муллитовых и муллито-корундовых мае
сах обычно отличается не более чем на 2—3 порядка. Однако с повыше-
нием температуры наличие стекловидной фазы проявляется более замет
но, и объемное сопротивление масс с меньшим количеством кристалли-
ческих муллита и корунда снижается значительно заметнее, чем у масс
с высоким содержанием кристаллических фаз (рис. 93).
Рис. 93. Зависимость
удельного объемного со-
противления от темпера-
туры
1 — корунд; 2 — муллито-ко-
рундовая керамика; 3— фар-
Фор
делах 30—35 кв/мм и
Диэлектрические потери высокоглиноземи-
стой керамики также увеличиваются по мерс
роста в ней стекловидной фазы и во многом за-
висят от состава этой фазы. Одновременно на
диэлектрические потери влияет и структура ма-
териала. Плотная керамика, при минимальном
содержании закрытых пор, имеет меньшие по-
тери, чем керамика такого же состава, но с
большей пористостью вследствие потерь энер-
гии на ионизацию газа, находящегося в порах.
Диэлектрические потери высокоглиноземистой
керамики возрастают с повышением температу-
ры и до определенного значения частоты тока.
Корунд имеет tg6=( 1-^-3) 10~4 при 20° С,
муллит примерно 20-10-4. Высокоглиноземистая
керамика при 20° С, частоте 1—3 Мгц и содер-
жании 50—60% А12О3 имеет tg6=(30-i- 60) 10~4,
при содержании 70—85% около (5 10) 10~4.
Величина пробивной напряженности у вы
сокоглиноземистой керамики находится в пре-
сильно зависит от структуры материала.
В табл. 57 приведены основные свойства некоторых типичных видов
высокоглиноземистой керамики с нулевой открытой пористостью, выпус-
каемой отечественными заводами.
Таблица 57
Основные свойства муллито-корундовой керамики
Керамика Кажущаяся плотность в г/см3 Предел прочности Диэлек- трическая проницае- мость е Удельное объемное сопротив- ление при 100° С в ом-см Тангенс угла диэлектрических потерь tg6-10*npH f=l Мгц и темпе- ратуре в °C Пробивная напряжен- ность при f~50 гц В Квэф/«« Коэффи- циент линейного расшире- ния а-10 в интервале температур 20—700° С
при изгибе в кГ/см1 ш X § 5х г Р"О Е ИЮ К
20 80
УФ-46 3,21 2800 3,4 8—8,2 Ю12—1QU 8—12 12—15 30 5—5,5
УФ-53 3,26 2900 4,6 8—8,5 1013—10м 3—5 4—6 34 5—5,5
МГ-2 3,18 2200 3,6 7,5 2-Ю11 2 3 28 3,6
Уралит 3,19 2200 4,1 8 1012 10 14 36 4,9
102 3,36 3100 5,3 8,3 10м 4 5--6 35 5,5
2. Корундовая керамика
Корундовой технической керамикой условно принято называть вы-
сокоглиноземистую керамику, содержащую в своем составе более 95%
А12О3 и в качестве основной кристаллической фазы корунд. Однако в не-
которых случаях при наличии только одной кристаллической фазы — ко-
рунда — содержание А12О3 может быть несколько ниже. Такую керамику
тоже следует рассматривать как корундовую.
В СССР корундовая техническая керамика, используемая главным
образом как электроизоляционный и конструкционный материал в раз-
310
личных областях техники (электроника, машиностроение, энергетика,
авиация, химия и др.), получила различные частные названия: алюмино-
оксид, корундиз, синоксоль, миналунд, М-7, 22ХС, микролит, сапфирит,
поликор и др. За границей корундовая керамика, выпускаемая разными
фирмами и предприятиями, также имеет различные частные и фирмен-
ные названия.
Все эти виды технической корундовой керамики отличаются глав-
ным образом составом и содержанием вводимых добавок, образующих
то или иное количество стекловидной составляющей, а в некоторых слу-
чаях новые кристаллические образования. Стремление реализовать в ко-
рундовой керамике максимально возможные значения тех или иных
свойств, необходимых конкретным видам изделий, собственно и вызвало
появление весьма разнообразных по своему составу многочисленных ви-
дов корундовой керамики. Технология различных видов корундовой ке-
рамики, построенная на непластических способах оформления, может су-
щественно отличаться. Эти различия могут зависеть от степени химичес-
кой чистоты применяемых материалов, их предварительной термической
истории, дисперсности и степени очистки материалов при их помоле, от
введения различных по своему действию добавок и способа их введения,
от способов и режимов формования, температурных и газовых режи-
мов при обжиге изделий и целого ряда других, не менее важных пара-
метров технологии.
Построение технологического процесса и выбор способа оформле-
ния изделий связан с формой, размером и назначением изделий.
Сырьевые материалы
Основным сырьем для изготовления корундовой керамики является
технический глинозем и белый электроплавленый корунд.
По ГОСТ 6912—64 выпускают несколько марок глинозема, отлича-
ющихся степенью чистоты и минералогическим составом. Для производ-
ства электровакуумной корундовой керамики предусмотрен выпуск гли-
нозема марки ГЭВ, в котором содержание а-А12О3 должно быть не
Таблица 58
Технические условия на глинозем по ГОСТ 6912—64
Марка глинозема Потери при прокаливании в %, не более Примеси в %, не более Содержание а*А12О3 в % Преимущественные области применения
SiO2 Fe,O, Na2O
ГА-85 ГА-8 ГА-6 ГА-5 1 1 1 1,2 0,03 0,08 0,15 0,2 0,035 0,055 0,06 0,08 0,5) 0,6/ 0,6) 0,6/ Не менее 25 Не менее 15 Для производства пер- вичного алюминия
ГЭБ ГО 1,2 1,2 0,2 0,5 0,06 0,1 0,3 0,6 Не нормируется То же Для производства бе- лого электрокорунда Для производства вы- сокоглиноземистых огне- упоров
ГК 0,5 0,5 0,07 0,3 В пределах 85—95 Для производства электроизоляционных из- делий
ГЭВ 0,4 0,06 0,035 0,1 Не менее 95 Для электровакуумной промышленности и спе- циальных видов радио - керамики
311
меньше 95%. Наряду с этим используют глинозем марки ГА-85, содер-
жащий повышенное количество Na2O (табл. 58) и состоящий в основном
из у-А12Оз.
Наряду с техническим глиноземом в некоторых случаях применяют
белый электроплавленый корунд1.
По минералогическому составу электрокорунд представляет собой
а-А12Оз с небольшим содержанием щелочного 0-А12Оз. Его выпускают
различной зернистости, соответствующей определенным номерам ГОСТ
3647—59. Для производства плотноспекшейся корундовой керамики ис-
пользуют наиболее мелкие порошки с размером зерен 3—10 мк (марки
от М-3 до М-10), так называемые микронники или минутники, которые
не требуют дальнейшего измельчения. Белый электрокорунд более круп-
ной зернистости требует дополнительного домола, а без домола его при-
меняют для получения огнеупорных деталей к высокотемпературным
печам, а также для изготовления капселей, различных подставок, труб
и других подобных деталей. Температура службы этих изделий, если
используют глинистую связку, может быть 1700—1750° С и, если при-
меняют связку из тонкомолотого глинозема, 1900—1950° С.
Для производства корундовой керамики в некоторых случаях при-
меняют окись алюминия, полученную термическим разложением неко-
торых солей алюминия, например азотнокислого, алюмоаммиачных
квасцов и др. Окись алюминия, полученная при разложении солей,
представляет собой высокодисперсный порошок а-А12Оз (dcp=0,l мк)
и обладает большой химической активностью.
Технология изготовления
Корундовую керамику изготовляют всеми способами непластичес-
кой технологии, причем выбор способа связан с формой и размером
изделий, а иногда и с технико-экономическими соображениями.
При массовом выпуске изделий наиболее распространены способы
литья под давлением пластифицированных парафином масс, прессова-
ния по различным вариантам, литья из водных суспензий, обточки за-
готовок.
Введение тех или иных добавок зависит от профилирующих свойств
корундовой керамики.
Для изготовления вакуумплотной корундовой керамики вводят ком-
бинированные добавки, которые способствуют спеканию и образованию
вакуумной плотности, не ухудшают электрофизических свойств изделия
и одновременно улучшают способность керамики к ее металлизации.
Последовательность технологических операций при изготовлении
разного вида изделий в отдельных случаях может меняться. Однако не-
зависимо от того, какой способ и какая последовательность являются
целесообразными, ниже указан ряд операций, общих для всех техноло-
гических схем. Это предварительный обжиг глинозема, тонкое измель-
чение и очистка от примесей и загрязнений (в некоторых случаях)
Предварительный обжиг глинозема преследует цель перевести
у-А12Оз в устойчивую и более плотную a-форму, что способствует умень-
шению усадки изделий. Температура обжига должна быть не меньше
1450° С. В производственной практике при предварительном обжиге
глинозема с целью удаления примесей Na2O вводят путем предваритель-
ного сухого смешивания до 1 % борного ангидрида, который образует
с Na2O летучие соединения, испаряющиеся в процессе обжига.
1 Иногда в нашей литературе вместо этого отечественного названия применяют
термин «корракс» или «алунд», представляющий собой американское фирменное назва-
ние электроплавленого корунда.
312
Глинозем обычно обжигают в малогабаритных туннельных печах
(реже в периодических) в капселях, желательно при низкорядной садке,
обеспечивающей равномерный прогрев капселей. Продолжительность
обжига при конечной температуре 2—3 ч при ненормированном повыше-
нии температур.
Помол технического глинозема для получения плотных спекшихся
корундовых изделий, в отличие от производства муллито-корундовых
огнеупоров, должен быть весьма тонкий (примерный размер частиц
1— 2 мк, а в некоторых случаях и мельче; см. стр. 60).
В производстве большинства видов корундовой керамики необходи-
мо соблюдать высокую степень чистоты размалываемого технического
глинозема. Если помол глинозема осуществляют в шаровых мельницах,
то их футеруют корундом, либо резиной (гуммированные мельницы),
а мелющими телами являются корундовые шары. В таких мельницах
глинозем практически не засоряется. В производстве корундовых изде-
лий высокой чистоты широко применяют помол глинозема в стальных
мельницах мелкими металлическими шарами с последующей очисткой
соляной кислотой.
В вибрационных мельницах технический глинозем, а также плавле-
ный электрокорунд может быть измельчен до высокой степени дисперс-
ности (1—2 мк), при этом сроки помола зависят от размера мельниц
и типа глинозема. Однако эти сроки значительно короче, чем при помо-
ле в шаровых мельницах, и составляют обычно всего несколько часов.
Способы изготовления корундовых изделий весьма разнообразны.
В зависимости от формы и размера изделий, их назначения и желаемых
свойств применяют все способы непластической технологии. Тигли, раз-
личного рода трубки и прочие тонкостенные изделия изготовляют спосо-
бом литья из водной суспензии.
Свойства литейного шликера зависят главным образом от темпе-
ратуры предварительного обжига глинозема, его дисперсности, влаж-
ности и pH шликера. Глиноземистые шликеры разжижаются как в ще-
лочной, так и в кислой среде, а в области значений pH, близких к ней-
тральным, вязкость становится настолько велика, что литье, вследствие
загустевания, становится практически невозможным (см. рис. 50).
В практике обычно используют литье из кислых суспензий при
рН = 3-^-4. Способом литья под давлением изготовляют изделия слож-
ной конфигурации и небольших размеров. Этот способ применяют глав-
ным образом при производстве вакуумплотной керамики, установочных
деталей, мелких высоковольтных изоляторов для двигателей внутренне-
го сгорания и пр. Шликеры, применяемые для литья, содержат 12—14%
парафиновой связки.
Литейные свойства шликера зависят от дисперсности молотого гли-
нозема или электроплавленого корунда, способа введения поверхност-
но-активных веществ, степени вакуумирования и ряда других факторов.
В некоторых случаях изделия простых форм изготовляют прессова-
нием. Практикуется изготовление трубок протяжкой пластифицирован-
ных масс. В некоторых случаях заготовки, полученные прессованием
или протяжкой, обтачивают.
Спекание и обжиг корундовой керамики. Корундовую керамику
обжигают при температуре 1550—1750° С в зависимости от состава и ко-
личества вводимых добавок. Такая температура может быть достигнута
в печах периодических или туннельных, работающих на жидком или га-
зовом топливе, трубчатых с молибденовыми нагревателями в среде во-
дорода. Выбор печи зависит от размера и вида изделий, а также от
технико-экономических показателей и масштаба производства.
Температура спекания корундовой керамики из технического глино-
зема с дисперсностью около 1 мк без введения каких-либо добавок на-
313
ходится в пределах 1710—1750° С. При этой температуре достигается
плотность 3,75—3,85 г/см3 или относительная плотность 0,94—0,96 при
практически нулевой открытой пористости.
Повышение температуры и длительная выдержка не дает дальней-
шего уплотнения, чему препятствует закрытая внутрикристаллическая
пористость. Если исходные размеры частиц глинозема будут более круп-
ные, то потребуются более высокие температуры обжига и достигнуть
высокой плотности вообще не удается. Введением в корундовую массу
некоторых добавок в виде окислов, солей или специально подготовлен-
ных фритт можно снизить температуру спекания корундовой керамики
на 150—200°, а характер кристаллизации корунда сделать направлен-
ным, вызывая рост кристаллов или его задержку. К добавкам, снижаю-
щим температуру спекания, относятся ТЮ2, МпО2, а также некоторые
комбинации окислов или солей, образующих при обжиге жидкую фазу.
Наиболее эффективной добавкой (как это указывалось на стр. 184),
снижающей температуру спекания на 150—200°, является ТЮг. Спека-
ние происходит в твердой фазе с образованием твердого раствора ТЮг
в AI2O3. Однако при изготовлении корундовой керамики электроизоля-
ционного назначения двуокись титана не применяют, так как ее введе-
ние даже в количестве до 1 % резко снижает электроизоляционные свой-
ства изделий. В производстве корундовой керамики применяют главным
образом стеклообразующие добавки в количестве 5—7%, которые сни-
жают температуру спекания на 80—100°. В этом случае корунд спекает-
ся уже с участием жидкой фазы. Корундовой керамикой подобного типа
являются массы 22ХС и синоксаль.
Широко практикуют введение в массу добавки MgO, тормозящей
рост кристаллов. При введении в чистокорундовую массу 0,3—1% MgO
размер выросших кристаллов не превышает 10—15 мк при исходном
размере кристаллов А12О3 1—2 мк. На поверхности зерен корунда обна-
руживаются микронные прослойки образовавшейся магнезиальной шпи-
нели, которые, очевидно, и препятствуют рекристаллизации корунда. Та-
кая мелкокристаллическая структура корунда с изометричнпй формой
кристалла улучшает механические свойства корунда. По этой причине
добавки MgO использованы в производстве корундовой массы микролит
(ЦМ-332), из которой изготовляют резцы для обточки металлов, детали,
работающие на истирание в виде фильер, нитеводителей, и другой изно-
состойкий материал. Снижение температуры спекания при введении
MgO, которое происходит в твердой фазе, не наблюдается.
В некоторых случаях введение добавок преследует цель улучшить
условия металлизации корундовой керамики. Таковы, например, соста-
вы добавок к корундовой вакуумплотной керамике 22ХС, миналунду
и сапфириту.
В табл. 59 приведены примерные составы некоторых видов корундо-
вой керамики.
В связи с развитием техники для СВЧ-приборов технологическая
схема производства корундовой керамики постоянно совершенствова-
лась, а свойства материала улучшались. Были разработаны материалы
с предельно высоким содержанием А12О3 (до 99,8%), получившие назва-
ния поликор, сапфирит, ГМ, А-995 и др., обладающие большой плот-
ностью.
Корундовая керамика поликор имеет относительную плотность
0,995—0,998, т. е. содержит крайне незначительное количество межкрис-
таллических пор и благодаря этому почти не рассеивает проходящей че-
рез нее световой луч. Она является полупрозрачной, а в тонкой пластин-
ке прозрачной. Максимальная просвечиваемость соответствует инфра-
красной области спектра. В составе поликора содержится 0,1—0,3%
MgO. Благодаря задержке роста кристаллов а-А12О3 условия удаления
3!4
Таблица 59
Химический и фазовый составы некоторых видов корундовой керамики в %
Материал Химический состав Фаза
A1,OS SiOg Fe2O3 Cr2Og MnO2 TiOj СаО MgO BaO, Na.O кристал- лическая стекло- видная
Миналунд 93,96 3,94 0,03 — .—. — — — 0,04 87—81 13—19
22ХС 95,14 2,50 0,03 0,48 1,96 — — — — 0,2 88—89 12—11
Микролит 99,4 — 0,03 — — —г- — 0,57 — Следы 99 1
ГБ-7 97,07 0,92 0,08 —- —. .—- 0,9 — 0,92 0,09 92—91 8—9
Корунд П 98,8 0,2 0,05 — — 1 — — — Следы 99 1
Сапфирит 97,6 — — — — — — 0,7 1,7 — 100 —
Поликор 99,7 — — — — — — 0,3 — — 100 —
внутрикристаллических пор существенно улучшаются. Изделия обжига-
ют в вакууме при 10~4 мм рт. ст. и температуре 1850—1900° С, что также
способствует закрытию внутрикристаллических пор. Отсутствие пор
и стекловидной фазы обуславливает малые диэлектрические потери в
широком интервале температур и частот, повышенную теплопроводность.
Керамика типа сапфирит по величине диэлектрических потерь при-
ближается к поликору.
Металлизация корундовой керамики. Во многих случаях корундо-
вую керамику на последней стадии производства подвергают металлиза-
ции и соединению с металлоконструкцией при помощи паяния. Соедине-
ние керамической детали с металлической может работать в обычных
условиях или на границе вакуума с какой-либо газовой средой при повы-
шенном давлении или повышенной температуре и в этом случае такое
соединение должно быть вакуумплотным.
Особенно большое значение металлизация и паяние имеет в элек-
тровакуумной технике, где корундовая вакуумплотная керамика в на-
стоящее время является основным электроизоляционным материалом.
Для соединения керамики с металлической конструкцией ее поверх-
ность должна быть металлизирована. Этот процесс называют металли-
зацией керамики. Наиболее часто приходится спаивать керамику с та-
кими металлами, как сталь, никель, кобальт, сплав «ковар» и др.
Однако спаивать корундовую керамику непосредственно с этими
металлами не представляется возможным, так как обычные металличе-
ские припои не смачивают ее, так же как и другие виды керамики. Имен-
но поэтому на такую керамику необходимо нанести тонкий промежуточ-
ный слой металла, к которому впоследствии будет припаяна металличе-
ская деталь. Иными словами без предварительной металлизации паяние
корундовой керамики практически невозможно.
Для того чтобы нанесенный слой металла прочно удерживался на
поверхности керамической детали, непременным условием является хоро-
шее сцепление металла с керамикой и близкое совпадение коэффициен-
тов термического расширения корундовой керамики и металла. Если та-
кое совпадение имеется, спай называют согласованным, а если к. т. р.
существенно различны — не согласованным.
Керамику с металлом спаивают по так называемой много- и одно-
ступенчатой технологии. Наиболее распространенная многоступенчатая
технология спаивания состоит из операций: металлизации керамики; по-
крытия первичного слоя металла другим металлом для улучшения сма-
чивания припоя и спаивания металлизированной керамики с металличе-
ской арматурой.
315
Первичную металлизацию корундовой керамики осуществляют ту-
гоплавкими металлами — молибденом, вольфрамом с добавками неко-
торых других металлов, например Fe (так называемая молибденовая
технология), или Л!п (так называемая молибдено-марганцевая техно-
логия) .
Сущность технологии металлизации заключается в том, что молиб-
деновый порошок (dCp==l мк) с той или иной добавкой наносят на по-
верхность изделия в виде пасты, приготовленной на органическом свя-
зующем биндере (например, 100%-ный раствор коллодия). Пасту нано-
сят кистью вручную или пульверизацией. Толщина слоя молибдена не
должна превышать 25—30 мк. Нанесенный слой молибдена спекают
в электрических печах в среде азота и водорода с небольшой добавкой
воздуха при температуре —\2й0° С..
При спекании молибденовой пасты между керамикой и молибденом
образуется прочный промежуточный стеклообразный слой. При молиб-
деновой технологии, для которой характерен обжиг в слабоокислитель-
ной среде, Мо частично окисляется. Окислы молибдена, соединяясь с кис-
лыми окислами керамики 5Юг, образуют сложное стекло, которое опре-
деляет прочность и плотность спая. Металлизация по молибденовой
технологии дает прочные покрытия с керамикой, содержащей именно
кислые окислы. По этой причине в состав таких масс, как 22ХС и мина-
лунд, входит кремнезем.
При молибдено-марганцевой металлизации (в составе пасты 10—
20% Мп) во время спекания образуются окислы марганца по его высшей
валентности, обладающие кислыми свойствами, а также окислы молиб-
дена МоОг, МоОз, которые взаимодействуют с АЬОз, образуя прочное
сцепление. Таким образом, выбор технологии металлизации связан с со-
ставом керамики, подлежащей металлизации.
Смачиваемость молибденового покрытия припоями незначительна.
Для улучшения смачиваемости слоя молибденового покрытия наносят
второй слой никелевого покрытия в виде пасты с последующим вжига-
нием. Никелевое покрытие способствует хорошему растеканию припоев.
Кроме того, никелевое покрытие можно наносить и гальваническим пу-
тем. Оно спекается в водородных печах при температуре 980° С.
Подготовленные керамические детали с двухслойным металличес-
ким покрытием после соответствующей оправки и очистки спаивают
с металлическими частями аппаратуры. Для этого используют твердые
припои, главным образом чистое серебро (?пл=961°С) или его сплавы
с более низкой температурой плавления. В качестве припоя также при-
меняют эвтектику медь — серебро следующего состава: Ag — 28,5%,
Си — 71,5%. Температура ее плавления 779°С.
Металлокерамические спаи для электровакуумной аппаратуры
должны выдерживать температуру не ниже 450° С без нарушения ваку-
умплотности, что соответствует температуре, при которой откачивают
приборы.
Керамику с металлом спаивают в электрических печах в среде во-
дорода и азота при температуре 1030±10°С (при паянии серебром) или
820—830°С (при паянии сплавом Ag -Си).
Многоступенчатая технология спаивания заканчивается проверкой
качества соединения металла с керамикой.
Наравне с многоступенчатой технологией разработана и односту-
пенчатая технология соединения керамики с активными металлами — Ti,
Zr. Сущность этой технологии заключается в том, что спай образуется
за одну операцию без предварительной металлизации молибденом и по-
крытия вторым слоем никеля. Однако область применения «активной»
технологии существенно ограничена. Получать вакуумплотные спаи
можно только при полном согласовании коэффициентов расширения ак-
316
тивпого металла и керамики во всем диапазоне температур, начиная от
температуры затвердевания припоя до комнатной.
Кроме этих основных видов соединения разрабатывают так называ-
емые термодиффузионные или термокомпрессионные способы, основан-
ные на длительной выдержке металла на поверхности керамики под
давлением. Однако эти способы сложны и распространения пока не по-
лучили. Перспективным является способ восстановления металла из его
растворимой соли, нанесенной непосредственно на поверхность изделия.
Свойства спеченной корундовой керамики
Корундовая керамика благоприятно сочетает высокие значения ме-
ханических и диэлектрических свойств при отличной химической стой-
кости в разнообразных средах, благодаря чему она имеет очень широ-
кое применение.
Механические свойства, изученные весьма подробно, зависят от
плотности изделий, наличия тех или иных примесей и главным образом
от степени кристаллизации — формы кристаллов. Установлено, что ко-
рунд с мелкозернистой структурой имеет более высокие механические
свойства, чем корунд с крупной кристаллизацией.
В табл. 60 приводятся средние значения прочностных свойств спе-
ченного корунда различной степени кристаллизации, без добавок и с до-
бавками, увеличивающими или уменьшающими кристаллизацию.
Таблица 60
Прочность корунда различной кристаллизации
Корунд Предел прочности в кГ/смг
при сжатии при изгибе при растяжении
Монокристалл: параллельно главной оси 12 700 -
перпендикулярно главной оси 16 000 — —
Поликристаллический корунд: крупной кристаллизации, размер кристалла до 200—250 мк . . . 5000—10 000 1 500—2 ООП 800—1 200
типичной кристаллизации без до- бавок, размер кристалла 40— 50 мк 10 000—15000 2 000—3 000 1 200—2 000
мелкой кристаллизации, размер кристалла— 10 мк . . . . . 15000—30 000 3000—6000 2 000—3 000
Корундовая керамика сохраняет свои прочностные свойства до вы-
соких температур, причем в зависимости от наличия примесей так назы-
ваемая «горячая прочность» будет меняться. В керамике чистокристал-
лического строения, например микролите, она будет выше, чем в кера-
мике 22ХС, содержащей стекловидную фазу.
Теплофизические свойства плотной корундовой керамики различно-
го состава довольно близки, так как наличие примесей и структура су-
щественно не изменяют этих свойств чистого корунда. Невысокая испа-
ряемость, которая составляет для чистого корунда 1—1,5-10~7 г/см2-сек
при 1400—2000° С, позволяет применять этот материал в вакууме.
Добавки могут существенно влиять на некоторые электрофизиче-
ские свойства, в первую очередь на диэлектрические потери и электро-
проводность. Те добавки, которые искажают кристаллическую решетку
корунда, как, например, ТЮг, уменьшают удельное объемное сопротив-
ление и увеличивают диэлектрические потери, и поэтому из масс подоб-
ного состава не изготовляют изделия электроизоляционного назначения.
317
Если же добавки, вводимые в виде стекловидного вещества или вызы-
вающие его образование, не нарушают кристаллической решетки, то
электропроводность может не увеличиться при условии, что электропро-
водность стекловидной фазы керамики не велика. Именно такие составы
масс имеет керамика 22ХС, сапфирит и синоксаль, обладающие относи-
тельно высоким удельным сопротивлением, особенно при нормальных
температурах.
Средние значения pv при нормальной температуре для корундовой
керамики находятся в пределах 1014—1016 ол«- см в зависимости от чисто-
ты материала, свойств стекловидной составляющей и структуры. С новы
шением температуры до 1000° С удельное объемное сопротивление сни-
жается до 106—107, а при 1500° С — до 104—103 ом-см.
Диэлектрические потери tg б корундовых электроизоляционных ма
териалов при 100—200° С составляют около (1 <-4) 10~4 и зависят от
фазового состава. Особенно малыми диэлектрическими потерями отли-
чаются материалы поликор и сапфирит.
В табл. 61 приведены значения важнейших свойств наиболее рас-
пространенных видов корундовой керамики по различным литературным
данным.
Таблица 61
Средние значения механических и электрофизических свойств некоторых видов
вакуумплотной корундовой керамики (средние значения)
Материал Плотность кажущая- ся в г/см? Пористость истинная в % Предел прочности Модуль упругости £10® в кГ/см1 Коэффициент линей- ного расширения а-10« при 20—900 °C Т епл опроводность V103 в ккал/смсекх Хград Диэлектрическая проницаемость прн /=10В 9 в гц Тангенс угла диэлек- трических потерь tgo 104 при 20° С Удельное объем- ное сопротивление в ом-см при тем- пературе в °C Пробивная напряжен» ность в квэф/лл
при статиче- ском изгибе в кГ/см* при ударном изгибе в кГ-см/см*
100 100
Миналунд 3,66 4,6 3500— 4000 4,3 2,04 7,9 24 9,5 2—4 1013-16 104 53
22ХС 3,78 2 3500— 4300 7,9 2,46 7,8 32 9,3— 9,7 3—5 10й 108-10 50
ГБ-7 3,63 5,6 3500— 4000 4,1 2,22 8,4 25 9,5 1 1014-16 1012 34
Сапфирит 3,89— 3,94 — 2300— 2800 — — 8,3 50—60 10— 10,7 1 10м 1011-’з 50
Поликор 3,98— 3,99 — 3000 — — — 70—80 10,5— 10,8 1 10« 10’1
В Г-IV 3,65— 3,8 3—17 3100— 4000 — — 8,2 28 87—10 4 1014 108-0 30
3. Клиноэнстатитовая [стеатитовая) керамика
В системе MgO—SiO2 образуются два кристаллических вещества,
а именно метасиликат магния MgO-SiO2 и ортосиликат магния
2MgO-SiO2— форстерит (рис. 94)
Керамика, содержащая в своем составе в преобладающем количе-
стве эти кристаллические фазы, получила соответствующие названия.
Керамика с клиноэнстатитовой кристаллизацией получила и другое бо-
лее распространенное в промышленности название — стеатитовой кера-
мики или сокращенно стеатита, так как ее изготовляют главным обра-
зом из природного минерала талька, отдельные разновидности которого
имеют это название.
318
Метасиликат магния MgO-SiC>2 плавится инконгруэнтно при
1557° С с образованием форстерита и стекловидной фазы.
Метасиликат магния существует в трех модификационных формах,
именуемых: энстатит, клиноэнстатит и протоэнстатит, отличающихся
между собой плотностью и строением кристаллической решетки
(табл. 62). Несмотря на большое количество работ, посвященных изу-
чению полиморфизма MgO-SiC>2, единого толкования этого процесса не
имеется. Энстатит является низкотемпературной формой и при нагрева-
нии необратимо переходит в высокотемпературный протоэнстатит, ми-
нуя клиноэнстатитовую форму.
Таблица 62
Свойства различных модификаций MgO - SiO2
Модификация Система кристаллов Плотность в г!смл Оптическая константа
Ne NP 2V°
Энстатит Ромбическая 3,22 1,658 1,650 60е
Клиноэнстатит Моноклинная 3,19 1,660 1,651 53°30'
Протоэнстатит Ромбическая 3,1 1,658 1,650 70°
По данным различных авторов, температура перехода лежит в пре-
делах 1100—1260"" С. При охлаждении протоэнстатит переходит не в эн-
статит, а в клиноэнстатит, причем этот переход может протекать за-
медленно. Считается, что этот переход метастабилен и происходит в ин-
тервале 800—1000° С. Таким образом, при обжиге стеатитовой керамики
в окончательной стадии может совместно присутствовать протоэнстатит
и клиноэнстатит, а в охлажденном изделии основной фазой будет кли-
ноэнстатит, а протоэнстатит может остаться в случае его неполного пе-
рехода в клиноэнста-
тит. Неполный пере-
ход протоэнстатита в
клиноэнстатит может
вызвать объемные из-
менения в изделии (до
6%) через длительное
время, так как про-
цесс модификационно-
го перехода будет мед-
ленно продолжаться.
Объемные измене-
ния, происходящие
вследствие разных
плотностей протоэн-
статита и клиноэнста-
тита, приводят к потере
вакуумной плотности, понижают прочность, а иногда и полностью раз-
рушают изделия. Совокупность этих явлений, связанных с потерей сте-
атитом его первоначальных свойств в результате полиморфных превра-
щений, получило название старения стеатита. Для уменьшения
склонности стеатита к старению повышают вязкость стекловидной фа-
зы, тормозящей рост кристаллов протоэнстатита.
Промышленное изготовление клиноэнстатитовой керамики основа-
но на использовании природного минерала талька, представляющего со-
бой водный силикат магния 3MgO-4SiO2-H2O (MgO —31,7%; 5Юг —
63,5%; Н2О —4,8%).
При нагревании тальк теряет воду и переходит в метасиликат маг-
ния с образованием избыточного количества SiO2, согласно реакции
1900-
%1800-
-О»
г
g РОО-
£ IMO -
Мд0*Мд281011
иди*-
1850
/^2 Si 0^
► MgSiO3
! 1695
'кристой +
к ad к. в
1593°
г.
Со
ES?
Р~ .
20 90 ео \ 80 100
Mg^SlOz Ъд5103\ ЛпимсзнсгГ1С^.ип
SiD? +Жидкосп jA
Содержание 8 8ес %
Рис. 94. Диаграмма состояний системы MgO—SiO?
необходимых электроизоляционных свойств и
О
V
319
3MgO • 4SiO2 • H2O 3(MgO-SiO2)+ SiO2 l-H2O. Тальк дегидратируется
в температурном интервале 850 —1300° С, что зависит от состава талька,
наличия примесей, причем наиболее интенсивная влагоотдача происхо-
дит при 900—1100° С. При температуре 1200—1300° С образуется основ-
ное количество метасиликата магния.
Стеатитовую керамику изготовляют только из чистых разновидно-
стей беложгущегося талька, так как примеси существенно снижают
электрофизические свойства изделий. В СССР наиболее чистыми явля-
ются тальки Онотского месторождения, широко используемые в керами-
ческой промышленности. Перспективное значение имеет и тальк Кирги-
тейского и Алгуйского месторождений (табл. 63).
Таблица 63
Химический состав талька в %
Месторождение SiO2 А1гО3 РегО, MgO СаО Na2O+K2O П. п. п
Теоретическое 63,5 — — 31,7 — — 4,8
Онотское . . 62—63 0,1-1 0,1—0,8 31—33 До 0,5 Следы 4,9—5,9
Киргитейское 61—63 0,1- -0,4 0,06— 0,15 32,5—33 » 0,6 » 4,5—5,6
Алгуйское 66—67 0,3—0,6 0,ОБ- ОД 28—30 0,1—0,2 0,05— 0,15 4—5
Технология изготовления
Стеатитовая керамика может иметь существенно различные свой-
ства, зависящие от ее состава и технологии, а также от ее назначения.
Поэтому промышленные составы и способы производства весьма раз-
личны. Обычно стеатитовая керамика имеет буквенные обозначения
и цифровые индексы, например ТК-21, СПК-2, СНЦ, С-55 и др., которые
являются условным обозначением промышленных масс. По назначению
и свойствам стеатит разделяют на высоковольтный и высокочастотный,
а по составу масс и технологии изготовления — на пластичный, мало-
пластичный и непластичный (табл. 64).
Таблица 64
Составы пластичных, малопластичных
и непластичиых стеатитовых масс в %
Материал Массы
пластичные малопластичные непластичные
Тальк:
сырой . . . 15—25 20—40 75—85
обожженный 50—55 40—60 —
Глина пластична.. 7—12 2—5 2—4
Бентонит .... 3—5 — —
Углекислый барий 10—14 10—14 16—18
Окись магния 3—5 3—5
Мел . . 8—10 — —
Технология изделий из пластичных стеатитовых масс (ТК-21,
СПК-2) в основном подобна технологии фарфоровых изоляторов. Плас-
тичные стеатитовые массы подготовляют путем совместного смешивания
и мокрого помола всех компонентов в шаровых мельницах, футерован-
ных тем же стеатитом, и с применением стеатитовых шаров. Нормаль-
ная влажность суспензии 40—50% при соотношении размалываемого
320
материала и мелющих тел 1:1. Помол осуществляют до остатка на сите
006 в 0,5—1%. После обезвоживания массы на фильтрпрессе до влаж-
ности 18—22% получают заготовки на вакуумных прессах (остаточное
давление 20—25 мм рт. ст.), которые в дальнейшем, в зависимости от
вида изделий, обрабатывают по одному из общепринятых способов
пластического формования: обтачиванию на токарных станках, лепке
в гипсовых формах, формованию через профильный мундштук и др.
В пластичных стеатитовых массах рекомендуется применять только тон-
козернистый онотский тальк, так как он обеспечивает более однородную
структуру изделий. При этом часть вводимого талька предварительно
обжигают при температуре 1350° С, что улучшает формовочные свойства
массы, структуру и внешний вид изделий.
Малопластичные стеатитовые массы (Б-17, С-55, С-4 и др.) оформ-
ляются в изделиях способом прессования сухого и мокрого. Полусухое
прессование применяют для изготовления изделий наиболее простой
конфигурации, и оно основано на использовании малотекущих пресспо-
пошков, пластифицированных 4—6% органического связующего типа
жирных кислот, например олеиновой.
Пресспорошок для сухого прессования необходимо гранулировать
для повышения плотности и прочности прессовок.
Грануляцию осуществляют путем двукратного прессования порош-
ка на связующем из олеиновой кислоты, керосина и воды (всего 8—10%)
при давлении около 300 кГ/смг. Гранулированный порошок рассеивают
на фракции. Для мелких изделий размер гранул составляет 0,2—0,5 мм,
для более крупных — до 0,8 мм. Изделия прессуют на прессах-автома-
тах при давлении до 600 кГ/см2 при двустороннем сжатии.
Прессованные изделия в специальной сушке не нуждаются, так как
содержат малое количество влаги (до 5%). Мокрым прессованием или,
как его иначе называют, штампованием изготовляют изделия более
сложной конфигурации. Измельченный порошок из высушенных заго-
товок смешивают со связующим, представляющим собой водную эмуль-
сию жирных органических кислот, в количестве 18—26%. Такой поро-
шок обладает высокой текучестью, что позволяет прессовать изделия при
сравнительно низких удельных давлениях прессования — примерно 60—
80 кГ!см2. Обычно изделия прессуют на механических прессах, сушат их
при температуре 40—80°С. При мокром прессовании изделия имеют
меньшую плотность и прочность, чем при сухом прессовании, и соответ-
ственно пониженные электрофизические свойства.
Способом прессования изготовляют главным образом электроуста-
новочные детали.
Горячим литьем под давлением изготовляют изделия из непластич-
ных масс СНЦ, СК-1, предназначенных главным образом для высоко-
частотных радиотехнических деталей. Технологическая схема двуста-
дийная. Первая стадия представляет собственно синтез MgO • SiO2 в
брикете или спеке, а вторая — изготовление и обжиг изделия из этого
спека.
Измельченную в шаровых мельницах со стеатитовой футеровкой
массу после вакуумирования перерабатывают на вакуумном прессе
с многодырчатым мундштуком для получения тонких стержней диамет-
ром 2—3 мм. После подсушки (обычно в шамотных капселях) эти стерж-
ни обжигают до полного спекания при температуре 1200—1250° С в за-
висимости от состава масс.
После обжига в виде коржей или крошки спек подвергают сухому
помолу с добавкой 0,5% олеиновой кислоты в шаровых мельницах со
стеатитовой футеровкой. Подготовленный и обработанный в процессе
помола поверхностно-активным веществом порошок пластифицируют
парафином в соответствующем агрегате при температуре 70—80° С.
21—1025
321
Приготовленный шликер вакуумируют и направляют на литейные
аппараты или вакуумируют непосредственно в литейных аппаратах.
Стеатитовые шликеры содержат 9—12% парафинового связующего. Его
выжигают при температуре около 900° С, а в некоторых случаях непол-
ностью выжигают при 200—300° С. Для мелких изделий возможен одно-
кратный обжиг на пористых подставках без предварительного выжига-
ния связующего.
Важнейшим вопросом в технологии стеатитовых изделий является
их обжиг. Стеатитовые массы обжигают до полного спекания при темпе-
ратуре 1170—1340° С в зависимости от состава, и они обладают весьма
малым интервалом спекшегося состояния, составляющим всего 10—40°
для разных масс. Поэтому стеатит обжигают в печах с хорошо регули-
руемой температурой и небольшим перепадом температуры по сечению
печи. Чаще всего обжиг ведут в электрических печах с карбидкремние-
выми нагревателями.
Температура обжига стеатита в интервале его спекания, так же как
фазовый состав и свойства обожженного изделия, в значительной сте-
пени зависят от его исходного химического состава.
В последнее время показано, что повышение дисперсности талька
в пластичных стеатитовых массах приводит к существенному расшире-
нию интервала спекшегося состояния с 10—20 до 40—60° С за счет сни-
жения минимально необходимой температуры обжига вследствие повы-
шения удельной поверхности кремнезема, выделяющегося при разло-
жении талька.
Химический состав стеатита различных типов не одинаков
(табл. 65).
Таблица 65
Примерный химический состав различных типов стеатита в %
Стеатит SlOs ai2o, Fe2O3 MgO СаО ВаО R2o
Пластичный . 55—57 4—6 0,5-0,6 27,5— 29,5 0,3—6 8—10 0,3—0,5
Малопластичный . 57—60 1,5—2,5 0,2— 0,25 29—30 0,05 8—12 0,1—0,15
Непластичный 48—55 0,5—1 0,7—1 28—32 0—0,2 12—16 Следы — 0,03
Пластичные массы отличаются повышенным содержанием АЬОз и
щелочных окислов, вводимых в массу с глиной и бентонитом. При вве-
дении в массу до 15% добавок в виде часов-ярской глины и бентонита
вводят примерно около 5% А120з- Массы непластичного стеатита содер-
жат незначительное количество А12О3 и R2O. Фазовый состав стеатитовой
керамики характеризуется содержанием кристаллов клиноэнстатита
и других форм MgO-SiO2 в количестве 60—65% стекловидной и незна-
чительного количества газовой фазы. Соотношение кристаллической
и стекловидной фаз в стеатите различного типа меняется не существенно.
Стекловидная фаза представляет собой силикатные стекла сложного со-
става. В стеатитах различного типа в составах этих стекол содержатся
как щелочные, так и щелочноземельные окислы.
В массах пластичного стеатита в стекло входят до 4—5% А12О3
и до 0,5% R2O. В массах непластичного стеатита стекло почти лишено
А12О3 и R2O и является щелочноземельным. Таким образом, состав стек
ловидной фазы различных типов стеатита различен. Наличие в стекло-
видной фазе стеатитовой керамики всех типов окислов щелочнозе-
мельных металлов, особенно ВаО, приводит к снижению диэлектриче-
322
ских потерь в стекловидной фазе и изделия в целом. Такое снижение
tg 6 стеатита объясняется тем, что плотность упаковки ионов в стекло-
видной фазе возрастает при введении иона Ва2+, обладающего большим
ионным радиусом. Благодаря этому снижается способность ионов к ко-
лебательным движениям в полях высокой частоты и как следствие этого
уменьшаются потери энергии. Поэтому в стеатитовую массу обязательно
вводят ВаО (в виде углекислого бария). Из этого следует, что состав
стекловидной фазы стеатита оказывает существенное влияние главным
образом на диэлектрические свойства (табл. 66). В непластичном стеа-
тите диэлектрические потери значительно меньше, а удельное объемное
сопротивление примерно на два порядка больше, чем в пластичном стеа-
тите. Поэтому стеатит из непластичных масс (СК-1, СНЦ) находит при-
менение как высокочастотный диэлектрик.
Таблица 66
Свойства клиноэнстатитовой (стеатитовой) керамики
Свойства Стеатит
пластического формо- вания полусухого прессования СПК-2 полученный литьем под давлением
ТК-21 | СПК-2 СК-1 | СНЦ
Температура обжига в °C 1290 1280 1300 1190 1200
Интервал обжига в °C . 10 40 40 15 40
Плотность в г!см2'. истинная . . 2,91 2,86 2,86 3,16 3,11
кажущаяся . . . 2,61 2,66 2,66 3 3
Открытая пористость в % 0 0 0 0 0
Предел прочности: при статическом из- гибе в кГ/см2 . . 1900 1800 1200 1700 1700
при ударном изгибе в кГ см!смг . . . 3 3 3,3 3,5 4
Диэлектрическая прони- цаемость Е при f= = 1 Мгц . ... . 5,5 6,1 6,1 6 7
Удельное объемное элек- тросопротивление в ом см при температу- ре: 100° С 1,1013 1043 8,1013 1013 3,1014
400° С 3,108 — — 3,10й 101»
Диэлектрические потери tgfinpH f=l Мгц и при температуре: 20° С 15 20—25 25 6 3
80° С ... 25 30—35 35 7 3
Пробивная напряжен- ность в кв!мм .... 42 40 40 40 40
Коэффициент линейного расширения а • 106 в ин- тервале температур: 20—100° С 6,4 5,9 5,9 6,5 5,5
20—700° С 8,4 7,9 7,7 — —
Наличие в стеатите различных по своей химической природе окис-
лов дает возможность образовываться не только двойным и тройным эв-
тектикам, но и значительному количеству легкоплавких полиэвтектик.
Так как диаграммы состояния многокомпонентных систем отсут-
ствуют, установить температуру появления жидкой фазы можно только
21
323
приближенно, пользуясь диаграммами равновесного состояния трехком-
понентных систем основных окислов, входящих в массу. Такими систе-
мами являются MgO—А120з—SiO2 и ВаО—AI2O3—SiO2.
В первой из систем наиболее легкоплавкая эвтектика образуется
при температуре 1345°С и имеет состав MgO — 20,3%; S1O2 — 61,4%,
А120з—18,3%- В этой же системе имеются эвтектические составы, пла-
вящиеся при температуре 1360, 1370 и 1425° С.
В системе ВаО—AI2O3—SiO2 наиболее легкоплавкая эвтектика об-
разуется при 1230° (ВаО — 32%), AI2O3—11%, SiOa—57%0). В системе
СаО—AI2O3—SiO2 жидкая фаза появляется при 1170° С. Однако факти-
ческое появление жидкой фазы при обжиге стеатитовой керамики отме-
чается при значительно более низких температурах порядка 900—
1100° С, а полное спекание, сопровождающееся исчезновением открытой
пористости, — при температуре 1200—1300°С.
Длительность обжига и скорость повышения температуры зависят
от формы и размера изделий. При равновеликих изделиях непластичные
массы могут обжигаться быстрее, так как реакции разложения были
завершены при обжиге спека.
Свойства стеатитовых изделий
Как уже указывалось, свойства этих изделий связаны с химическим
и фазовым составами. Отличительной особенностью стеатита являются
Рис. 95. Зависимость ди-
электрических потерь
tg6 стеатитовой керами-
ки из масс различного
типа от температуры при
частоте 1 Мгц
1 — пластичная; 2 — мало-
пластичная; 3 — пепластич-
ная
малые диэлектрические потери и повышенная
по сравнению с фарфором механическая проч-
ность. Наименьшими диэлектрическими потеря-
ми и большим удельным сопротивлением обла-
дает стеатит из непластичных масс, почти ли-
шенный щелочных окислов (рис. 95).
В табл. 65 приведены важнейшие свойства
некоторых марок стеатита, выпускаемого в
СССР.
Благодаря малому tg6 стеатит успешно
применяют как высокочастотный диэлектрик, а
благодаря высокой пробивной напряженности
и в высоковольтной технике. Плотная малопо-
ристая структура стеатита дает возможность ис-
пользовать его как изолятор для электроваку-
умной аппаратуры.
Однако склонность стеатита к «старению»,
обусловленная потерей стеатитом своих перво-
начальных свойств в результате полиморфных
превращений, ограничивает его применение в
электровакуумной технике.
Большая плотность и почти полная водо-
и газонепроницаемость позволяют использовать
стеатит в радиотехнической и другой аппаратуре, работающей в усло-
виях высокой влажности и в тропическом климате.
4. Форстеритовая керамика
Форстеритовой керамикой принято называть керамику, в которой
основной кристаллической фазой является ортосиликат магния
2MgO-SiO2 — форстерит. Бпагодаря высокой температуре плавления
1890° С форстерит является также основной фазой в огнеупорах соот-
ветственного названия. Форстеритовая керамика отличается от форсте-
324
ритовых огнеупоров своим плотным строением и применяется главным
образом в качестве высокочастотного диэлектрика.
Форстерит в отличие от метасиликата магния не имеет модифика-
ционных превращений и кристаллизуется в ромбической сингонии.
Производство плотноспекшейся форстеритовой керамики основано
на использовании главным образом природных видов сырья. Для изго-
товления форстеритовой керамики применяют обычно наиболее чистые
разновидности беложгущегося онотского талька, окись магния или маг-
незит.
Реакция образования форстерита протекает в несколько стадий.
При обжиге талька образуется метасиликат магния и некоторое коли-
чество SiO2 в соответствии с реакцией
3MgO-4SiO2-H2O->3 (MgO-SiOa) + SiO2 + Н2*О.
При дальнейшем нагревании образовавшийся метасиликат вступает
во взаимодействие с введенной окисью магния и образует форстерит:
3(MgO-SiO2) + 3MgO-^3(2MgO-SiO2).
Освободившаяся при разложении талька SiO2 также взаимодейст-
вует с введенной MgO и образует дополнительное количество форсте-
рита:
SiO2 + 2MgO->2MgO-SiO2.
Суммируя эти реакции, получаем:
ЗМgO- 4SiO2 • Н2О+ 5MgO -> 4 (2MgO SiO2) 4 H2f О.
Указанный синтез форстерита осуществляют в смеси из тонко из-
мельченных порошков, причем тальк предварительно обжигают при
температуре 1100—1300° С.
Для снижения температуры спекания исходной талько-магнезиаль-
ной смеси обычно вводят плавни в виде глины или бентонита, а также
ВаСО3, ашарит и др. Введение плавней снижает температуру спекания
до 1320—1380°С и приводит к образованию 10—15% стекловидной
фазы. Хорошо спеченная форстеритовая керамика обладает вакуумной
плотностью.
Форстеритовые изделия изготовляют способом горячего литья под
давлением и прессованием. По первому способу технология двустадий-
ная. Первая стадия состоит из подготовки талька, его помола с други-
ми компонентами шихты, брикетирования шихты и обжига брикетов,
при котором протекает собственно синтез форстерита. Вторая стадия
включает дробление и помол обожженных брикетов, пластификацию
порошка, литье и обжиг изделий.
В массы для прессования обычно вводят небольшое количество
глинистых материалов, необходимых для придания им связности, а в
предназначенные для литья под давлением массы такие материалы не
вводят.
Форстеритовая керамика, так же как и стеатитовая, имеет неболь-
шие диэлектрические потери (tgS), высокое значение удельного объ-
емного сопротивления и хорошую механическую прочность. В отличие
от стеатита форстеритовая керамика характеризуется повышенным ко-
эффициентом линейного расширения, благодаря которому форстерито-
вую керамику применяют в электровакуумной технике как изолятор
для согласованного спая с металлами, имеющих соответствующий ко-
эффициент термического расширения, главным образом с титаном, ко-
эффициент линейного расширения которого равен 9—9,5, а форстери-
та — 8—9.
325
Введением различных по своей природе плавней, образующих с MgO
стеклофазу, значение электрофизических свойств и КЛР можно в неко-
торых определенных пределах менять. Поэтому в промышленности ис-
пользуют массы нескольких составов.
Свойства некоторых наиболее распространенных видов форстерито-
вой керамики, изготовляемых способом литья под давлением, приве-
дены в табл. 67.
Таблица 67
Свойства форстеритовой керамики
Свойства Керамика
Фс-5л Ф-58 КВФ-4 АФ-5
Плотность истинная в г/см3 3 3—3,1 2,9—3,1 2,95—3
Пористость открытая в % 0 0 0 0
Предел прочности при изгибе в кГ/см3 .... 1700 1600—2000 1700 1400
Диэлектрическая про- ницаемость Е при f= = 1 Мгц 7 6,8—7 6,9 7,1—7,2
Удельное объемное электросопротивление в ом • см при температуре: 100°С . . 2,1014 101® 1014 1011
400° С . . 10» — — 1012
Диэлектрические потери tg 6 при f*=l Мгц и тем- пературе: 20° С 3 1—2 5 5
80°С . . . 3 — — —
Коэффициент линей- ного расширения а • 10® в интервале температур 20—100° С . . — — 8—8,5 —
Форстеритовая керамика вследствие отсутствия полиморфных
превращений не подвержена старению, что является ее большим до-
стоинством.
В электровакуумной технике для вакуумплотных согласованных
спаев с медью и ее сплавами применяют специальные виды так назы-
ваемой форстерито-периклазовой керамики, обладающей еще более вы-
соким коэффициентом линейного расширения, чем форстерит. Медь
имеет КЛР 17,8 • 10~6 град~\ а форстерито-периклазовая керамика
(12,6 13) 10—6 град-1. Высокий КЛР в форстерито-периклазовой кера-
мике является следствием одновременной кристаллизации периклаза и
форстерита. КЛР периклаза 13,7 • 10-е град-1. Керамику этого типа
изготовляют на основе талька и MgO по двустадийной спековой тех-
нологии. Для снижения температуры спекания до 1350—1380° С вводят
ВаСО3 и ашарит (2MgO • В2О3 • Н2О).
Изделия изготовляют способом горячего литья под давлением.
5. Кордиеритовая керамика
В системе MgO—А120з—SiO2 имеется тройное кристаллическое ве-
щество, имеющее формулу 2MgO • 2А120з • 5SiO2—кордиерит, кристал-
лизующийся в поле муллита. Керамика, содержащая в основном это
соединение, называется кордиеритовой. Теоретический состав кордие-
326
рита (в %): MgO—13,7; AI2O3— 34,9; SiO2 — 51,4; плотность его
2,8 г/см3. При 1435° С кордиерит плавится с разложением на муллит и
магнезиальное стекло.
Синтез кордиерита возможен непосредственно из окислов. Однако
для промышленного изготовления кордиеритовой керамики использу-
ют природные материалы: тальк и высококачественные огнеупорные
глины, а также технический глинозем. Реакция образования кордиери-
та протекает по следующей суммарной реакции (в расчете, что тальк
и глина дегидратированы):
4(3MgO-4SiO2) + 7(Al2O3-2SiO2) + 5А12О3-^
тальк глина глинозем
6 (2MgO • 2А12О3 • 5SiO2).
Однако практически реакция не идет в полном соответствии с этой
схемой, и в кордиеритовой керамике всегда присутствуют клиноэнста-
тит и муллит. Эти кристаллические фазы образуются по реакции
3MgO-4SiO2 + 2(Al2O3-2SiO2) + ЗА12О3->
—>-2MgO-2Al2O3-5SiO + MgO-SiO2 + 3Al2O3-2SiO2.
кордиерит клиноэнстатит муллит
Обычно в кордиеритовой керамике содержание кордиерита состав-
ляет около 80%> а остальное падает на клиноэнстатит, муллит, корунд
и стекло.
Температура обжига кордиерита находится в пределах 1300—
1410° С. Кордиеритовая керамика, подобно клиноэнстатитовой (стеати-
товой), имеет очень корот-
кий интервал обжига, что
сильно затрудняет ее про-
изводство (рис. 96). Обыч-
но этот интервал составля-
ет 15—20°. Для расшире-
ния интервала обжига ре-
комендуется вводить 2—4%
щелочных металлов через
полевей^ шпат, что расши-
ряет интервал обжига до
40—50°. В этом отношении
благоприятно действует до-
бавка ZrO2, введенная в ко-
личестве до 30%. Посколь-
ку в кордиеритовую массу
входит глина, придающая ей
Рис. 96. Зависимость усадки (/), водопоглощения
(2), кажущейся пористости (5) и объемного ве-
са (4) кордиеритовой керамики (К-2) от темпе-
ратуры обжига
пластичность, изделия изготовляют всеми
способами технологии — пластическим формованием, литьем из водно-
го шликера, прессованием, а также по технологии, подобной производ-
ству фарфора. Типичными кордиеритовыми массами являются массы
К-2, К-4, Л-24.
Кордиеритовую керамику изготовляют как плотного, так и пори-
стого строения (общая пористость 30—50%).
Ниже приведены основные свойства спекшейся кордиеритовой ке-
рамики.
Плотность в г/см3:
истинная . . . ......... 2,75—2,83
кажущаяся . ..................... 2,08—2,3
Предел прочности:
при статическом изгибе в кГ • см/см3 ..... 700—900
» сжатии в кГ/см2................................. 2000
327
Коэффициент линейного расширения а • 106 в интервале темпе-
ратур:
20—100° С . 1—2
20—700° С...................... . 2—3,6
Термостойкость — средний разрушающий перепад температур
(воздух — водт) в °C............................. 650—700
Удельное объемное сопротивление при 100° С в ом • см 1011—1013
Отличительным свойством кордиеритовой керамики является то,
что коэффициент термического расширения ее в несколько раз ниже,
чем у распространенных окисной, магнезиальной, высокоглиноземистой
и других видов керамики (рис. 97). Благодаря такому исключительно
благоприятному свойству кордиеритовая керамика отлично переносит
резкие смены температур и является
весьма термостойким материалом.
Высокая термостойкость кордиери-
товой керамики позволяет применять ее
для изготовления дугогасительных ка-
мер в высоковольтных выключателях, в
которых возможен тепловой удар искро-
вого разряда, и в высоковольтной и низ-
ковольтной электротехнике, а также для
изготовления термостойкой посуды.
6. Цельзиановая керамика
Керамику называют цельзиановой
по преобладающему содержанию цель-
зиана— алюмосиликата бария, имеюще-
го формулу ВаО-А12Оз-25Ю2. Это сое-
Рис. 97. Температурная зависи-
мость коэффициента линейного
расширения кордиеритовой кера-
мики
/_к-2. 2_лс-9- з-к-4 динение встречается в природе в виде
минерала того же названия.
Минерал цельзиан относится к группе полевых шпатов, но в отли-
чие от широко применяемых в тонкокерамической промышленности ка-
лиевых и натриевых полевых шпатов — ортоклаза и альбита — имеет
более высокую температуру плавления, равную 1740° С. Однако место-
рождений цельзиана, имеющих промышленное значение, не имеется,
и производство цельзиановой керамики основано на синтезе цельзиана
из природных глин, каолинов и ВаСО3.
Цельзиан кристаллизуется в моноклинной сингонии. При темпера-
туре выше 1100° С он переходит в гексагональную модификацию; ми-
нерал цельзиан имеет плотность 3,21—3,28 г/см3, твердость 6.
Технология изготовления цельзиановой керамики двустадийна, так
как большие усадки в обжиге препятствуют изготовлению изделий с од-
нократным обжигом. Поэтому на первой стадии производства осущест-
вляют синтез цельзиана в полуфабрикате (брикете). Обычно в массу
вводят небольшое количество плавней в виде СаСОз, ашарита 2MgO •
• В2Оз-Н2О и др., способствующих кристаллизации моноклинной моди-
фикации цельзиана и снижающих температуру обжига синтезируемой
массы до 1250—1300° С. Спек после обжига размалывают и тонко из-
мельчают. В подготовленную массу вводят пластификатор и оформля-
ют изделия различными способами пластической технологии. В некото-
рых случаях, например, в массы для прессования вводят глинистые ма-
териалы или необожженную исходную смесь.
Изделия подвергают окончательному обжигу при температуре
1380—1400°С в слабо окислительной и нейтральной средах.
Цельзиановая керамика имеет ценные электрофизические свойства,
а именно низкие диэлектрические потери, высокое удельное объемное
328
сопротивление, а также удовлетворительную механическую прочность
и малый коэффициент линейного расширения. Благодаря этим свойст-
вам цельзиановая керамика находит применение для изготовления не-
которых радиотехнических деталей.
Цельзиановая керамика имеет следующие свойства:
Плотность в г/сл3 ... 3—3,1
Диэлектрическая проницаемость . ... . 6,5—7
Удельное объемное сопротивление при 20° С в ом-см . 101*—101в
Диэлектрические потери tg6 при частоте 1 Мгц и 20°С (1-=-2)10—1
Пробивная напряженность в ке!мм ... 35—45
Предел прочности при изгибе в кПсм2 . ... 900—1100
Коэффициент линейного расширения в интервале 20—100° С в град~' (2,14-2,2)10- 6
7. Литийсодержащая (сподуменовая) керамика
Керамику, которая содержит в преобладающем количестве крис-
таллические соединения алюмосиликатов лития, принято называть ли-
тиевой керамикой.
В тройной системе Li2O—А1?О3—SiO2 имеются три таких кристал-
лических соединения, которые по своему составу соответствуют природ-
ным минералам с одноименным названием, а именно: эвкриптит
Li2O3 А120з • 2SiO2; сподумен Li2O- Al2O3-4SiO2 и теталит Li2O-Al2O3-
-8SiO2.
Эти минералы, имеющие сложное строение, при нагревании необ-
ратимо переходят в высокотемпературные модификационные 0-формы,
которые по своему строению и свойствам отличаются от соответствую-
щие минералов.
0-эвкриптит имеет гексагональную симметрию, аналогичную высо-
котемпературному кварцу, а 0-сподумен — тетрагональную. 0-эвкриптит
и р-сподумен могут быть также получены путем синтеза в твердой фа-
зе из химически пли технически чистых окислов или природных глини-
стых, кварцевых материалов и углекислого лития, а также кристалли-
зацией из стекла и гидротермальным путем.
р-сподумен обладает низким положительным и даже, в некотором
температурном интервале, отрицательным коэффициентом линейного
расширения, обусловленного анизотропным расширением кристалличе-
ской решетки этих алюмосиликатов, а р-эвкриптит — большим отрица-
тельным КЛР.
Керамика на основе синтезированных алюмосиликатов лития име-
ет коэффициент расширения от —0,6 до +0,9-106 град~1. Весьма малый
положительный или отрицательный коэффициент линейного расшире-
ния обуславливает хорошую термостойкость литиевой керамики. Она
выдерживает охлаждение в проточной воде после нагрева до
1000—1100° С.
Наряду с хорошей термостойкостью литиевая керамика обладает
достаточно высокими электроизоляционными свойствами, благодаря
чему ее применяют в производстве некоторых видов изделий для радио-
техники, работающих в условиях повышенных или переменных темпе-
ратур, а также других изделий, например воздухоподогревателей, ра-
ботающих в условиях резких смен температур.
Изделия из литиевой керамики, как уже указывалось, можно из-
готовить из природных литиевых минералов, среди которых преимуще-
ственное значение имеет сподумен, а также путем синтеза из глины,
кварца и введения Ы2О через углекислый литий. Технология изделий в
этих двух случаях имеет некоторые отличия. Изделия можно изготов-
лять практически всеми способами керамической технологии. Способом
горячего литья под давлением изделия изготовляют по двустадийной
технологии. На первой стадии синтезируется сподумен в виде спека,
22—1025
329
причем содержание в нем 0-сподумена достигает 95%, а на второй —
изготовляют изделие, которое затем обжигают. Температура синтеза
сподумена и обжига изделий составляет 1200—1250° С.
Литиевую керамику изготовляют плотного или пористого строения
в зависимости от ее назначения. Пористая керамика обычно более тер-
мостойка, чем плотная. Термостойкость плотной литиевой керамики на-
ходится в пределах 500° С, а у пористой она достигает 1150° С (табл. 68).
Таблица 68
Свойства литиевой керамики
Свойства
Керамика
С-100 плотная
ЛС-9 пористая
Плотность в г!см2\
истинная ....................... .
кажущаяся ....
Водопоглощение в %
Пористость кажущаяся в % .
Предел прочности:
при статическом изгибе в кГ см!смг .
при сжатии в кГ/сл2.............
при ударном изгибе в кГ см/см?
Модуль упругости в кГ/смг...........
Удельное объемное электрическое сопротивление
в ом см............... ... ...
Пробивная напряженность в кв!мм..............
Коэффициент линейного расширения а - 10е в ин-
тервале температур:
20—100° С . . .
20—700° С .
Термостойкость (средний разрушающий перепад
температур) в °C . ................. 8 * * *
2,47 2,34 -0 0,2 2,39 1,45—1,48 25—27 37—38
-4500 400—500
— 1200—1500
— 1,5—1,8
— 0,325-10°
— (14-5) 1011
— 5—6
1,7 От—0,23 до +0,61
1,85 » 0,17 » 0,46
550 1000—1130
8. Волпастонитовая керамика
Волластонитом называют минерал, который отвечает формуле
СаО • SiC>2 (СаО — 48,2%, SiO2 — 51,8%) и представляет собой метаси-
ликат кальция. Волластонит существует в двух модификационных фор-
мах: а-СаО-ЬЮг — псевдоволластонит и p-CaO-SiOa— собственно
волластонит.
Псевдоволластонит кристаллизуется в псевдогексагональной, а вол-
ластонит — в триклинной сингонии. Плотность «-модификации
2,905 г/см3, а 0-модификации 2,915 г!см3. При 1125° С волластонит необ-
ратимо переходит в псевдоволластонит, и этот переход сопровождается
изменением структуры и объема.
Для изготовления изделий технической керамики используют при-
родный волластонит, содержащий минимальное количество примесей.
Изделия из волластонита можно изготовлять всеми способами пласти-
ческой технологии. Наибольшее распространение получил способ прес-
сования. Для пластификации масс вводят небольшое количество гли-
нистых и флюсующих добавок, не ухудшающих свойства изделий.
Особенностью волластонитовых масс является весьма узкий интер-
вал спекания, подобно интервалу спекания стеатитовых масс. Быстрое
нарастание жидкой фазы может привести к размягчению и деформации
изделий в интервале 15—20° С. Вводимые добавки глины, ВаСО3, А12О3,
ZrO2 и др. в общем количестве 20—30% расширяют интервал до 20—
30° С. Температура обжига волластонитовых масс находится в пределах
330
1200—1300° С. Усадка при обжиге этих масс невелика, что дает возмож-
ность изготовлять изделия с точными размерами.
Плотноспекшаяся волластонитовая керамика из чистых разновид-
ностей природного волластонита имеет высокие показатели электрофи-
зических и механических свойств.
Важнейшие свойства волластонитовой керамики следующие:
Плотность в г!см3 . ... 2,7—2,9
Диэлектрическая проницаемость . 6,5—7
Объемное удельное сопротивление в ом - см . . . Ю13
Диэлектрические потери tg6 при f=l Мгц при 20° С (Зч-4)10—4
Электрическая прочность в ке]мм............. 30—50
Коэффициент линейного расширения в град~х (5,6-=-7)10—6
Предел прочности при изгибе в кГ/см2 1500—1800
Изделия из волластонита обладают хорошей термостойкостью.
В СССР имеются крупные месторождения сравнительно чистого
волластонита.
Огромные запасы волластонита дают возможность широко его при-
менять в промышленности строительных материалов для производства
цемента, минеральной ваты, абразивов и т. д. В ряде стран из чистых
разновидностей волластонита (содержание примесей 1—1,5%) успешно
изготовляют высокочастотную керамику. В СССР производство радио-
технической керамики на основе волластонита пока весьма ограничено.
Глава 3. КЕРАМИКА НА ОСНОВЕ ДВУОКИСИ ТИТАНА, ТИТАНАТОВ,
ЦИРКОНАТОВ И ДРУГИХ СОЕДИНЕНИИ
с высокой ДИЭЛЕКТРИЧЕСКОЙ проницаемостью
Некоторые кристаллические вещества обладают повышенным, вы-
соким и даже сверхвысоким значением диэлектрической проницаемости,
достигающим нескольких тысяч. Такие вещества используют для произ-
водства керамических изделий специального назначения, так называе-
мой конденсаторной, сегнето- и "пьезоэлектрической керамики. К числу
таких кристаллических веществ относится двуокись титана, большое ко-
личество титанатов (МеТЮз), цирконатов (MeZrO3), ниобатов
(McNb2Oc) и некоторых других соединений.
Все эти кристаллические вещества являются либо продуктами хи-
мической переработки (например, ТЮг), либо специально синтезируют-
ся в ходе технологического процесса из соответствующих солей и чис-
тых окислов, вырабатываемых также химической промышленностью.
Изготовление конденсаторов из керамических материалов, имеющих
большую диэлектрическую проницаемость е, позволило существенно
уменьшить их габариты и вес, а применение этих материалов в пьезо-
технике дает возможность создать пьезоэлементы для самых разнооб-
разных потребностей современной электроники и других областей тех-
ники.
Особенности свойств и технологии изготовления изделий на основе
этих кристаллических соединений позволяют подразделить эти виды ке-
рамики на отдельные группы.
1. Конденсаторная керамика
Основным сырьем для изготовления керамических материалов, при-
меняемых в производстве конденсаторов, является двуокись титана ТЮг,
имеющая сравнительно высокое значение диэлектрической проницае-
мости. Керамику, которая в преобладающем количестве содержит кри-
22*
331
сталлический Т1О2, называют иногда рутиловой, по названию минерала
рутила, состоящего в основном почти из ТЮг.
В чистом вице ТЮг в природе почти не встречается и для нужд про-
мышленности перерабатывают титансодержащие руды, главным обра-
зом минералы ильменит FeTiO3, сфен CaTiSiOs, перовскит СаТЮ3 и др.
Двуокись титана ТЮг существует в трех модификационных формах:
анатаз, брукит и рутил (табл.69).
Таблица 69
Свойства различных модификаций двуокиси титана
Модификация Кристаллическая система Плотность в г/см3 Твердость по шкале Мооса Показатель преломле- ния Диэлектриче- ская прони- цаемость КЛР ало» в °C Температура перехода в рутил в °C
NP
Анатаз Тетрагональная 3,9 5—6 2,55 2,49 31 4,7— 8,2 915
Брукит Ромбическая 3,9—4 5—6 2,7 2,58 78 14,5— 22,9 650
Рутил Тетрагональная 4,2—4,3 6 2,9 2,61 1 J.89 1 II 173 7,1— 9,2
Рутил является устойчивой высокотемпературной формой, в кото-
рую необратимо переходят при нагревании первые две формы ТЮг.
Двуокись титана широко используют в металлургии твердых сплавов,
в производстве электродов, в качестве пигмента для красителей в лако-
красочной промышленности и для других целей. Требования к ТЮг
этих потребителей весьма различны. Для керамической промышленнос-
ти выпускают ТЮ2 специальной марки и называют ее «конденсаторной».
Свойства этой ТЮг регламентированы МРТУ 6-10-727-68.
Двуокись титана различного назначения имеет разную химическую
чистоту, различную дисперсность, что может оказывать известное влия-
ние на свойства рутиловой керамики. В табл. 70 приведены примерные
химические составы некоторых марок двуокиси титана.
Таблица 70
Химический состав двуокиси титана различных марок в °/о
Двуокись титана T1Q2, не менее Fe3O3, не более ряов, не более SiO2, не более soa, не бо- лее Влага, не бо- лее ГОСТ или ТУ
Конденсаторная 99 0,1 0.05 0,28 0,05 0,5 МРТУ 6-10-727-68
Электродная 97,5 — 0,15 — 0,2 0,65 ТУ МХП 2819-51
Пигментная 98 0,1 0,1 0,3 0,25 0,5 ГОСТ 9808—65
Специальная (для твер- дых сплавов) . 99,5 0,1 0,06 0,2 0,1 — ТУ МХП 1420-52
Диэлектрическая проницаемость поликристаллического рутила
сравнительно невысока и равна 114. Рутил имеет очень большой и от
рицательный температурный коэффициент диэлектрической проницае-
мости ТКе, равный (—750) 10~6 град-'. На основе ТЮ2 были изготовле-
ны первые керамические конденсаторы, обладающие весьма высокой по
тому времени емкостью.
332
Керамические материалы для конденсаторов, кристаллической ос-
новой которых является ТЮ2 и некоторые титанаты, получили назва-
ние тиконды (титановые конденсаторы). На основе ТЮг создан целый
ряд тикондов, которые обозначаются буквой Т и цифрой, представляю-
щей среднюю величину диэлектрической проницаемости этого материа-
ла, например Т-60, Т-80 и т. д.
Существенным недостатком рутиловой керамики является большой
отрицательный ТКе, который при повышении температуры изменяет
емкость конденсаторов, изготовленных из этой керамики.
В ряде случаев необходимо, что-
бы керамический материал обладал
ТКе, близким к нулю, или был на-
столько мал, что позволял изготовить
из него конденсатор с максимально
стабильной емкостью в области опре-
деленного интервала температур.
Керамические материалы, из ко-
торых изготовляют конденсаторы с
высокой стабильностью емкости, по-
лучили название термоконды (термо-
стабильные конденсаторы). Термо-
конды имеют диэлектрическую прони-
цаемость ниже, чем тиконды, и обла-
дают малым положительным или
отрицательным коэффициентом ди-
электрической проницаемости. Умень-
шение ТКе в термокондах достигает-
ся введением в состав керамической
массы некоторых соединений, кото-
рые самостоятельно обладают поло-
жительным ТКе или в процессе обжи-
га образуют с ТЮ2 новые кристалли-
ческие фазы, имеющие также положи-
тельный ТКе. Таким образом, сум-
Рис. 98. Температурная зависимость
ТКе некоторых видов конденсатор-
ной керамики
J — LaAlO3—CaTiO3 (масса ТЛ/0);
2~ LaAIO3—СаТЮ3 (ТЛ/75); 3 — CaSnO3—
CaZrOg— CaTiOs; 4 — MgTiO3—CaTiO3 (мас-
са P-15 на чистой MgO); 5—'TO же, на
технической MgO
марный ТКе складывается из ТКе нескольких кристаллических фаз,
образовавшихся в обожженном керамическом конденсаторе (рис. 98)
Такими добавками, снижающими ТКе чисто рутиловой керамики, явля-
ются ZrO2, MgO, SnO, ВаО, образующие соединения с положительны-
ми ТКе.
С введением соответствующих соединений, чаще всего в виде оки-
слов, происходит взаимодействие с TiO2, в результате которого должны
образоваться определенные кристаллические фазы.'Важнейшие соеди-
нения, синтезируемые для производства титановой конденсаторной ке-
рамики, и некоторые их электрофизические свойства приведены в
табл 71.
Таблица 71
Некоторые электрофизические свойства кристаллических фаз
конденсаторной керамики
Соедине- ние Е ПрИ 20°С ТК е-10’ град—1 при 20—80°С tge-10‘ f = 1-10» гц, t - 20°С Соедине- ние E При 2G°C TK e -10« град—1 при 20—80°C tg fi-10* f = 110* гц. t = 20°C
SrTiO3 250 —2500 3 MgTiO4 14 +60 3
CaTiO3 150 —1500 3 MgTiO3 14 +70 3
TiOa 90 —800 10 SrZrO3 30 +100 5
BaZrOs 38 —350 — CaSnO3 14 + 110 5
ZrTiO4 40 — 100 5 SrSnO3 18 + 180 5
333
Простейшие составы могут содержать только ТЮг и в качестве
пластификатора огнеупорную пластичную глину в переменном количе-
стве. При этом можно получить ряд материалов с убывающим значени-
ем е по мере возрастания в массе глины, диэлектрическая проницае-
мость которой равна 7 (рис. 99).
Среди других соединений большое значение имеет ZrTiO4. В систе-
ме ZrOo—TiOo имеется только одно двойное соединение, а именно орто-
хот 50 О
Содержание глины 8 70
Рис. 99. Изменение ди-
электрической проницае-
мости е в массах из
TiO2 и глины
Рис. 100. Изменение диэлек-
трической проницаемости
8 и ТКе составов в обла-
сти системы ZrTiO4—TiO2
титанат циркония. Для
изготовления конден-
саторной керамики
имеет значение не
только сам ортотита-
нат циркония, но и со-
ставы, лежащие в об-
ласти твердых раство-
ров системы ZrTiO4—
ТЮ2. Как видно из
рис. 100, меняя соот-
ношение ZrTiO4 и ТЮг,
можно получить ряд
материалов с моно-
тонно меняющимися
значениями^ е и ТКе,
чем и пользуются в
производстве керами-
ческих материалов с диэлектрической проницаемостью от 40 до 80 и
ТКе от 100-10-6 до 750-10-6 град~1. Типичной производственной мас-
сой с наиболее высоким содержанием ТЮг, в которой кристаллическая
среда представлена ZrTiO4 и его твердым раствором в TiO2, является
масса Т-80 (табл. 72).
Таблица 72
Состав некоторых конденсаторных масс в %
Компоненты Масса
Т-20 | Т-80 | Т-150
TiO 32,3 87
' гО . . 46,1 5 1
Бентонит .... 4,9 2
Глина часов-ярская 9,8 3
ВаСОз ... 6,9 2 —
Спек СаТЮз ... — — 99
Плавиковый шпат — 1
Типичной массой для изготовления термостабильных конденсаторов
(термокондов) является масса Т-20 (см. табл. 72). Кристаллическую
фазу этой массы составляет ZrTiO4, который синтезируется из входя-
щих в массу TiO2 и ZrC>2 в процессе обжига изделий (температура обжи-
га 1400—1450° С).
Диэлектрическая проницаемость ZrTiO4 равна 40. Вследствие вве-
дения в массу довольно значительного количества глинистых веществ,
которые одновременно выполняют при формовании роль связующего,
диэлектрическая проницаемость массы Т-20 снижается до 18—24.
В состав масс Т-20 и Т-80 добавляют небольшое количество ВаО
через ВаСО3, которая, вступая во взаимодействие с глинистыми вещест-
вами, образует барий-алюмосиликатное стекло, обладающее положи-
тельным ТКе.
Конденсаторную керамику с более высоким значением е можно по-
лучить путем синтеза титаната кальция СаТЮ3, который имеет е=150,
334
и особенно титаната бария, обладающего очень высоким значением ди-
электрической проницаемости, равным 1100 (при 20° С). Конденсаторы
изготовляют и из других соединений, которые синтезируются в системах
CaZrO3—CaTiO3; Mg2TiO4—CaTiO3; CaSnO3—CaZrO3—CaTiO3; LaA103—
CaTiO3 (табл. 73).
Таблица 73
Свойства некоторых конденсаторных масс
Свойства Масса
Т-20 Т-80 Т-150
Предел прочности при изгибе в кГ/см2 Диэлектрическая постоянная е при 700 800 1000
20° С 18—24 65—100 140—160
ТКе в интервале температур 20—80° С Диэлектрические потери tg6 при ра- диочастотах и при температуре: —(50±20)10-в — (700±100)Х Х10-6 — (1300±200)Х Х10-в
20±5°С 0,0006 0,0006 0,0005
80±5°С Удельное объемное сопротивление ру 0,0008 0,0008 —
в ом - см- 10й 10 10 10
Пробивная напряженность в кв/мм. 8 8 10
в Представителем первой из них является масса Т-150, состоящая
почти нацело из СаТЮ3 (см. табл. 72). Другие материалы этой системы
представляют ряд твердых растворов Са (Zr, Ti)O3 с переменным содер-
жанием CaZrO3 и СаТЮ3.
На основе составов системы MgzTiCU—CaTiO3 получают ряд материа-
лов, имеющих сравнительно невысокое значение диэлектрической про-
ницаемости при положительном или отрицательном ТКе. Практическое
применение нашел состав, в котором основную кристаллическую фазу
представляет ортотитанат магния и который содержит лишь незначи-
тельное количество СаТЮ3, имеющий большой отрицательный ТКе и
тем самым понижающий ТКе всей системы. Температура синтеза при
обжиге спека 1300—1350° С, температура обжига изделий 1440—1460° С.
Конденсаторные материалы на основе соединения системы
CaSnO3—CaZrO3—CaTiO3 по своему составу представляют непрерыв-
ный ряд твердых растворов, которые можно выразить формулой
Ca(Sn, Zr, Ti)O3. Варьируя соотношение компонентов, можно получать
материалы с значениями е до 20, и слабоположительным или слабоот-
рицательным ТКе. Керамические изделия на основе составов этой си-
стемы получают из смеси раздельно синтезируемых спеков CaSnO3 при
1380—1420° С, CaZrO3 при 1250—1300° С и СаТЮ3 при 1200—1300° С.
Температура обжига изделий зависит от соотношения фаз и колеблется
в пределах 1380—1420° С.
В настоящее время начали шиооко применять массы на базе систе-
мы LaA103—CaTiO3, основной кристаллической фазой керамики в кото-
рой является твердый раствор (Са, La) (Al, Ti)O3. Главным достоинст-
вом конденсаторных материалов на основе составов этой системы яв-
ляется более высокое значение диэлектрической проницаемости, чем у
других масс, применяемых для изготовления термостабильных конден-
саторов, и более стабильные значения ТКе. В зависимости от соотноше-
ния фаз е и ТКе может меняться до предельных значений, присущих
чистым соединениям, т. е. LaA103 и CaTiO3 (табл. 74).
При соотношении LaA103 и СаТЮ3, равном 1 : 1, диэлектрическая
проницаемость равна 40 и при определенных условиях синтеза ТКе
приближается к нулевому значению, что является важнейшим услови-
ем стабильности эксплуатационных свойств конденсатора (см. рис. 98).
335
Таблица 74
Диэлектрическая проницаемость керамических материалов
для производства термостабильных конденсаторов
Группа по ТК е ТЮ2—ZrOs Mg/TiO,— CaTiO, CaZrO3—CaTiO3 (твердый раствор) CaSnO3—CaZrO3— СаТ1О3 (твердый раствор) La А 10а—CaTiO, (твердый раствор при химическом осаждении)
п-зз 13—15 16—18 36—38
МП-0 — — — 17—18 40—42
М-33 — — — 17—18 42—44
М-47 20—24 — 28—30 18—20 44—46
М-75 38—40 — 30—32 18—20 48—50
М-150 40—42 — 34—37 — 50—55
М-220 45—47 — 38—42 — 65—70
М-330 48—51 — 41—45 .— 70—75
М-470 57—59 — 50—54 — 90—95
М-750 70—75 — 68—72 — 95—100
В табл. 74 приведены значения диэлектрической проницаемости ос-
новных видов конденсаторной керамики при изменении составов в
соответствующих системах.
Для изготовления сегнетоэлектрических конденсаторов большой
емкости используют ВаТЮ3 и твердые растворы в системах ВаТЮз—
SrTiO3, ВаТЮз—CaZrO3, BaTiO3—CaTiO3, ВаДЬО^—BaTiO3, BaTiO3—
BaZrO3 и ряд других композиций. Диэлектрическая постоянная мате-
риалов этих систем находится в пределах 900—8000 при переменных
значениях ТКе.
В производстве конденсаторной керамики в большинстве случаев
предварительно синтезируют кристаллические фазы в порошках или
брикетах (спеки). Необходимость такого синтеза обусловлена больши-
ми усадками масс, обильным газовыделением из разлагающихся солей
(например, карбонатов), что влечет за собой недопустимую деформа-
цию изделий. В некоторых случаях ведут раздельный синтез входящих
в состав масс кристаллических фаз. Только в некоторых случаях воз-
можен синтез этих масс непосредственно в изделии при его однократ-
ном обжиге.
До последнего времени в производственных условиях синтез кри-
сталлических фаз или твердых растворов, входящих в конденсаторную
керамику соединений, осуществляли только путем высокотемператур-
ного обжига смеси соответствующих окислов или иногда солей, напри-
мер карбонатов. При обжиге преобладают твердофазовые реакции,
однако в ряде случаев определенную роль играет и образующаяся при
обжиге жидкая фаза. Длительная практика показала, что синтезиро-
ванный из окислов керамики фазовый состав не является стабильным,
поскольку зависит от многих трудно и точно контролируемых техноло-
гических факторов, например колебаний в сырье количества примесей,
предварительной термической обработки сырья, помола, условий офор-
мления изделий, колебаний температуры и среды обжига и других
причин.
В последние годы для получения ряда кристаллических веществ
и их твердых растворов, являющихся основой некоторых составов
конденсаторной керамики, разработаны способы термического разло-
жения комплексных соединений или совместного осаждения гидратов
из водных растворов солей.
В производстве конденсаторной керамики эти химические способы
подготовки кристаллических фаз находят все большее применение. В ча-
336
стности, широко применяют подготовку твердого раствора алюмината
лантана-титаната кальция в широком диапазоне соотношения LaAlOg:
: CaTiO3. Основой способа является осаждение азотнокислых солей дан-
тана и TiCU углекислым аммонием при рН = 7,8 -ь 8,2. В результате
прокаливания осадка при 1100—1200° С образуется твердый раствор
(Са, La) (Ti, Al)Оз. Температура спекания подготовленного таким об-
разом материала на 150—200° С ниже, чем температура спекания ма-
териала соответствующего состава, полученного путем синтеза из чис-
тых окислов и составляет 1350° С.
В производстве керамических конденсаторов массу оформляют в
изделие обычными в керамике способами, т. е. протяжкой через мунд-
штук пластичных масс, прессованием, водным литьем, а также неко-
торыми специфическими способами, например пленочным литьем и
вальцеванием пластифицированных масс. Так как форма, размер из-
делий и состав масс весьма разнообразны, то соответственно и по-
строение технологического процесса изготовления изделий различно в
каждом отдельном случае. Конденсаторы трубчатой формы как мелкие
высокочастотные, так и крупные высоковольтные изготовляют протяж-
кой. Конденсаторы плоской формы, например дисковые, прессуют, гор-
щковуе льют в гипсовые формы с последующей механической обра-
боткой. Конденсаторы сложной формы изготовляют литьем под дав-
лением из пластифицированных масс, а многослойные — из отлитых
тонких пленок или прессованием. Обычные в керамическом производ-
стве способы оформления изделий рассмотрены в части первой.
В последнее время все большее распространение получают много-
слойные конденсаторы, представляющие собой спрессованный пакет
дисков или пластин, с нанесенным с одной стороны металлическим по-
крытием. Такие конденсаторы получили название монолитных конден-
саторов и имеют обозначение КМ. Многослойные конденсаторы при
небольшом объеме характеризуются более высокой удельной емкостью,
т. е. емкостью 1 см3 конденсатора, чем однослойные.
Многослойные керамические конденсаторы изготовляют способом
литья пластифицированных тонких пленок. Технология этого способа
включает следующие основные операции: получение тонких пленок из
термопластичных конденсаторных масс; вырубка заготовок и металли-
зация; прессование пакетов; вырубка в размер конденсатора; спекание
в монолитный блок и серебрение торцовых поверхностей; припаивание
электродов; эмалирование.
Предварительно тонкомолотые массы пластифицируются раство-
ром каучука в ацетоне и бензине Керамические заготовки для конден-
саторов КМ- изготовляют способом литья шликера на непрерывно дви-
жущуюся полиэтиленовую подложку. Толщина отливаемой пленки
70—160 мк. Во время продвижения подложки пленка твердеет в тече-
ние 2—3 мин и из нее вырезают полосы нужного размера. На полосы
с одной стороны наносят пасту палладиевой или платиновой черни.
^Металлизацию осуществляют пульверизацией или способом шелко-
графии. После разрезания пакетов на роликовых ножах пакеты соби-
рают и прессуют на гидравлических прессах при давлении 1200—
2500 кГ1см2. После прессования пакеты либо режут на заготовки раз-
ного размера с последующим обжигом, либо обжигают их с
последующим разрезанием на заданный размер. Обжигают пакеты в
окислительной среде в печах с карбидкремниевыми нагревателями. От-
дельные металлизированные слои соединяют друг с другом путем вжи-
гания серебра (при температуре 680±50°С) на торцовые поверхности
блока. Затем к этим поверхностям припаивают проволочные выводы.
Для повышения электрической прочности и влагостойкости конденса-
торов пакеты глазуруют легкоплавкой глазурью (при 820—900° С).
337
Толщина слоя глазури после охлаждения 0,1—0,2 мм. Для защиты
конденсаторов от влаги и загрязнения конденсаторы покрывают
эмалью.
Технологические процессы изготовления многослойных монолитных
конденсаторов поддаются механизации и весьма производительны.
Отдельные операции, главным образом при литье пленок, имеют раз-
личные аппаратурные решения.
Особенностью производства керамических конденсаторов является
металлизация части поверхности изделия с целью последующего при-
паивания выводных электродов.
Для нанесения электропроводящих металлических покрытий на
конденсаторную керамику, так же как и на другие виды радиокера-
мических изделий, применяют главным образом благородные металлы
Ag, Pt, Pd. Электропроводящие металлические покрытия должны об-
ладать высокой электропроводностью, не быть подвержены заметному
окислению в течение длительного времени и хорошо смачивать кера-
мику, образуя с ней достаточно прочное сцепление. Прочность на раз-
рыв находится в пределах 100—300 кГ/см2.
Наиболее распространено покрытие серебром, так как этот металл
наиболее дешев. Покрытие из серебра наносят на обожженное изделие,
так как сравнительно низкая температура плавления серебра (961° С)
не позволяет совмещать обжиг изделий с одновременной металлиза-
цией. Температура плавления платины и палладия (соответственно
1770 и 1550° С) выше обычных температур обжига конденсаторной ке-
рамики. Поэтому вжигание этих металлов может совмещаться с обжи-
гом изделий, как это, например, делают при изготовлении конденсато-
ров КМ с палладиевым покрытием. Металлические покрытия наносят
на изделие вжиганием металлсодержащей пасты при соответствующих
температурах.
Сущность способа вжигания серебра заключается в том, что спе-
циально подготовленную пасту, состоящую из углекислого серебра
AgCO3 (или азотнокислого AgNO3) (35—40%) и канифольно-скипи-
дарного раствора CioHie (60—65%), наносят пульверизацией или
кистью на поверхность изделия и обжигают при температуре 800—
850° С в воздушной среде в муфельной или силитовой печи. Для улуч-
шения сцепления серебра с керамикой в пасту добавляют небольшое
количество Bi2O3 и бората свинца РЬ2В2О7. Канифоль в составе пасты
является восстановителем. При обжиге пасты происходит восстановле-
ние Ag2O, образовавшегося после разложения углекислой соли до ме-
талла. Одновременно с восстановлением серебра восстанавливается
окись висмута до металлического висмута, а борат свинца до металли-
ческого свинца с образованием окиси бора. Более низкая температура
плавления свинца (327,4° С) и висмута (271,5° С) приводит к образова-
нию некоторого количества более легкоплавкого сплава соответствую-
щего состава, который способствует лучшему смачиванию поверхности
керамики. Слой серебра обычно составляет 3—10 мк.
Выводы к серебряным электродам припаивают мягкими припоями,
состоящими из сплава на основе свинца и олова с добавками Ag, Sb,
Cd и других металлов. Температура паяния 200—300° С. В производ-
стве конденсаторов серебрение и пайку выводов осуществляют на произ-
водительных полуавтоматах. После серебрения и паяния выводов вы-
сокочастотные конденсаторы для защиты от влаги и загрязнений
покрывают эмалью различного цвета, который соответствует группе по
величине и знаку ТКе (табл. 75), проверяют на емкость и маркируют.
Эмалирование выполняют на полуавтоматах. Конденсаторы, предназ-
наченные для работы в тропических условиях, покрывают влагостой-
кими смолами.
338
Конденсаторную керами- ку, в состав которой входит ТЮг или ее соединения, не- Таблица 75 Окраска конденсаторов в зависимости от значения ТК е
обходимо подвергать обжигу Группа ТКе на 1° в интервале Окраска конден-
в окислительной среде во из- бежание восстановления тита- на до низшей валентности. Соединения титана более низ- по ТКе температур 20—85 °C саторов
П-120 П-33 +(120±30) 10—6 +(33±30)10-в Синий Серый
кой валентности обладают М-47 —(47=t30)10—в Голубой
электронной проводимостью, и поэтому в изделиях резко М-75 М-100 М-1300 — (75±30)10-в —(700±100)10-в —(1300±200)10-в » Красный Зеленый
увеличиваются диэлектричес- кие потери, уменьшается Н-70 Не нормируется Оранжевый
удельное сопротивление и сни-
жается электрическая прочность. Конденсаторные титановые массы
очень чувствительны к газовой среде обжига, к колебаниям в составе,
наличию посторонних примесей. Поэтому производство их требует тща-
тельного и точного соблюдения технологических режимов. Температура
обжига конденсаторных масс находится в пределах 1250—1400° С и за-
висит от состава масс и вида изделий.
Изделия из титановых масс, как правило, обжигают в электриче-
ских туннельных печах с карбидкремниевыми нагревателями, обеспечи-
вающими слабоокислительный газовый режим.
Рис. 101. Типы высо-
кочастотных конден-
саторов
а — трубчатый КТ (диа-
метр трубок не более
5 мм, толщина стенки
трубки не более 0,3 мм);
б— дисковый КДК (тол-
щина не более 0,5 мм,
диаметр не более 17,3 мм)
Промышленность выпускает два вида конденсаторов: низковольт-
ные высокочастотные для радиотехники и высоковольтные для электро-
техники сильных токов.
Основными типами высокочастотных конденсаторов являются диско-
вые КДК (конденсаторы дисковые керамические), трубчатые КТ (кон-
денсаторы трубчатые), выпускаемые различных размеров, и конденса-
торы монолитные КМ (рис. 101).
Высоковольтные конденсаторы выпускают трех видов: трубчатые,
горшковые и боченочные (рис. 102). По размеру и весу они значительно
массивнее, чем высокочастотные, и их вес иногда составляет до 500—
1000 г.
Составы высокочастотных и высоковольтных конденсаторов близ-
ки между собой.
Высоковольтные конденсаторы, так же как и высокочастотные, имеют свои обозна-
чения. Их обозначают тремя буквами и двумя индексами, которые имеют следующие
339
значения: П — проходной, Г — горшковый, Б — боченочный, К — керамический, В—вы-
соковольтный, Р — рутиловый, Т — титановый. Первая цифра указывает емкость в ты-
сячах пикофарад, вторая — рабочее напряжение в киловольтах, например конденсатор
РГК-2,5-80 является рутиловым горшковым керамическим конденсатором емкостью
2500 пикофарад, рассчитанным на напряжение 80 кв.
Свойства низкочастотной конденсаторной керамики регламентиро-
ваны ГОСТ 5458—64, а высоковольтной ГОСТ 7160—67, 7159—64.
11553—65.
2. Сегнето- и пьезокерамика
Первым искусственным веществом, у которого обнаружены необыч-
ные диэлектрические свойства, была сегнетова соль— Na КС^ГОв-
•4Н2О — двойная натрийкалиевая соль винной кислоты. С тех пор ве-
Рис. 103. Зависимость е
и tgft от напряженности пе-
ременного электрического
поля для материала на ос-
нове ВаТЮз при 20° С
Рис. 104. Петля сегнетоэлек-
трического гистерезиса
Рс — спонтанная поляризация;
Ро — остаточная поляризация;
Ек — коэрцитивное поле
щества, обладающие необычными диэлектрическими свойствами, подоб-
но тем, что были обнаружены у сегнетовой соли, называются сегнето-
электриками. В настоящее время сегнетоэлектрики стали неотъемлемой
частью радиоэлектроники, и наука, изучающая свойства сегнетоэлект-
риков, развилась в обширный раздел физики твердого тела.
Сегнетоэлектрики в отличие от обычных диэлектриков, обладают
резко выраженной зависимостью диэлектрической проницаемости от на-
пряженности электрического поля (рис. 103). Значение диэлектрической
проницаемости е у сегнетоэлектриков, как правило, велико и имеет мак-
симум температурной зависимости, при некоторой строго определенной
температуре.
Важнейшим свойством сегнетоэлектриков является также наличие
у них так называемого сегнетоэлектрического гистерезиса, т. е. явления
отставания1 величины поляризации от изменения напряженности поля.
Графически эта зависимость может быть изображена в виде своеобраз-
ной петли, называемой петлей сегнетоэлектрического гистерезиса
(рис. 104). Сегнетоэлектрики характеризуются тем, что в некоторой оп-
ределенной для каждого вещества области температур у них в отсутст-
вие внешнего поля существует так называемая спонтанная поля-
ризация, т. е. самопроизвольная ориентация молекул, в результате
которой образуется электрический момент.
Области, в которых поляризованные, заряженные частицы образу-
ют диполи одинаковой ориентации, называются доменами.
1 Histeresis (лат.) —отставание
340
В зависимости от направления ориентации доменов различают сег-
нетоэлектрики и антисегнетоэлектрики. В сегнетоэлектриках домены на-
правлены параллельно, а в антисегнетоэлектриках — антипараллельно.
У антисегнетоэлектриков пьезоэффект отсутствует. При действии на сег-
нетоэлектрик внешнего электрического поля домены постепенно ориен-
тируются в направлении действия поля. В первый момент, когда внеш-
нее поле еще не в состоянии повлиять на переориентацию противопо-
ложно направленных доменоь, изменение поляризации будет протекать
линейно, как у обычного диэлектрика (см. рис. 104 по участку прямой
ОА). При возрастании напряженности электрического поля начнут пере-
ориентироваться в положительном направлении домены, направленные
в противоположную сторону. Поляризация будет возрастать по нелиней-
ному закону, при этом все время увеличивается ее эффект (участок АВ).
При дальнейшем увеличении напряженности поля будет достигнуто та-
кое состояние, при котором все домены будут ориентированы в одном по-
ложительном направлении (отрезок ВС). Если теперь постепенно умень-
шать напряженность электрического поля Е, то кривая не совпадет с
кривой поляризации, а будет изменяться по кривой CD. При уменьшении
поля до нуля домены не возвратятся в исходное первоначальное состоя-
ние, а останутся в ориентированном положительно направленном состоя-
нии. Отрезок OD будет представлять остаточную поляризацию
Ро. Отрезок ОЕ представляет собой величину спонтанной поляризации,
или, что то же самое, поляризации насыщения. Чтобы поляри-
зация кристалла стала равной нулю, т. е. кристалл был полностью депо-
ляризован, надо приложить некоторое отрицательное электрическое по-
ле, которое носит название коэрцитивного поля (отрезок OF). По
величине коэрцитивного поля судят о «жесткости» сегнетоэлектрика.
Если коэрцитивное поле велико, то сегнетоэлектрик называют «сегнето-
жестким», если мало — «сегнетомягким». При дальнейшем увеличении
поля в отрицательном направлении все домены ориентируются в этом же
направлении (участок FG). При повторном изменении направления по-
ля цикл завершается (GEC), образуя петлю.
Таким образом, в зависимости от направления поля, знак спонтан-
ной поляризации может быть изменен. Это свойство сегнетоэлектриков
является их существенной особенностью. Существование электрического
момента связано с изменением структуры сегнетоэлектрика в точках фа-
зового перехода. Температура фазового перехода является критической
для появления или исчезновения спонтанной поляризации сегнетоэлект-
рика и называется температурой Кюри.
Диэлектрическая проницаемость при температуре Кюри достигает
наибольшего значения. Выше этой температуры сегнетоэлектрические
свойства теряются и, если кристалл имеет две и больше температурных
точек Кюри, изменяются. При снижении температуры сегнетоэлектричес-
кие свойства проявляются вновь.
Сегнетовая соль длительное время была единственным известным
сегнетоэлектриком и, несмотря на ряд своих недостатков (раствори-
мость в воде, дегидратация при температуре около 50° С, низкая точка
Кюри +22,5 и —18°С, невозможность использования при частотах свы-
ше 5 кгц), получила некоторое техническое применение.
Сравнительно недавно, в 40-х годах нашего столетия, сегнетоэлек-
трические свойства были обнаружены еще у некоторых неорганических
солей, например у фосфорнокислого калия КН9РО4 с точкой Кюри при
— 158° С и значением е=47 500, мышьяковокислого калия KH2AsC>4 с
точкой Кюри —182° С и значением е вдоль оси с, при этой температуре
равном 36 5С0, а при нормальной температуре около 100, и некоторых
других. Практическое использование этих сегнетоэлектриков весьма за-
тру днено.
341
В 1945 г. советский ученый Вул и его сотрудники обнаружили сегне-
тоэлектрические свойства у искусственно синтезированного керамическо-
го материала титаната бария ВаТЮз, положившего начало существова-
нию сегнетокерамики, а несколько позже у этого же материала были об-
наружены и пьезоэлектрические свойства. В последующие годы было
синтезировано и детально изучено большое количество керамических ма-
териалов, обладающих сегнето- и пьезоэлектрическими свойствами.
К ним относятся титанаты, цирконаты, ниобаты, танталаты щелочнозе-
мельных металлов и комбинации этих соединений, ниобаты и танталаты
щелочных металлов, сегнетоэлектрики сложного состава. Перечисленные
материалы представляют собой либо индивидуальные химические сое-
динения кристаллического строения, либо твердые растворы двух и бо-
лее структуроподобных соединений. Среди перечисленной сегнетокера-
мики имеются представители, характеризующиеся весьма большим зна-
чением е и высокой температурой Кюри.
Сегнетокерамика по сравнению с солевыми сегнетоэлектриками
имеет ряд несравнимых преимуществ. Такая керамика сохраняет сегне-
тоэлектрические свойства в довольно широком интервале температур и
частот. Благодаря своему поликристаллическому строению она имеет
сегнетоэлектрические свойства при всех направлениях электрического
поля, в то время как в солевых сегнетоэлектрическое направление поля
должно обязательно совпадать с сегнетоэлектрической осью. Способами
керамической технологии изделиям сегнетокерамики можно придать лю-
бую форму, что очень важно для ее использования в технике. Сегнетоке-
рамика, как и всякая другая керамика, обладает большой механиче-
ской прочностью, устойчива к действию температуры и влаги.
Однако сегнетокерамика не обладает пьезоэлектрическими свойст
вами. Последние возникают только после того, как керамика будет под-
вергнута воздействию сильного постоянного электрического поля, в ре-
зультате чего произвольно направленные диполи ориентируются под
влиянием поля в одном определенном направлении. Этот процесс, нося-
щий название поляризации, является характерной и обязательной
технологической операцией в производстве пьезокерамики. Таким обра-
зом, пьезокерамика есть поляризованная сегнетоке-
рамика.
Пьезоэффект сегнетокерамики состоит в том, что при приложении
механической нагрузки изменяется поляризация пьезоэлектрика и на его
поверхности появляются избыточные заряды. Если же пьезоэлектрик по-
местить в электрическое поле, то в нем возникнут механические напря-
жения, изменяющие размер образца.
Соответственно с видом подводимой энергии различают прямой
и обратный пьезоэффект.
Прямой пьезоэффект, в зависимости от направления механического
усилия, может быть продольным или поперечным. При прямом
продольном пьезоэффекте действие силы совпадает с направлением эле-
ктрической оси поляризации, а при поперечном пьезоэффект предста-
вляет изменение поляризации под действием силы, перпендикулярной
электрической оси. Сказанное соответственно относится к обратному
пьезоэффекту.
Принято считать, что при действии сжимающих усилий возникает
положительный заряд, при действии растягивающих — отрицательный.
Соответственно будет вести себя пьезоэлектрик в полях с разным зна-
ком — либо увеличиваться в размере в положительно заряженном поле,
либо сокращаться в отрицательно заряженном.
Между механическим усилием, приложенным к пьезоэлектрику, и
возникающим на его поверхности зарядом существует строго определен-
ная зависимость:
342
d
ik
Q
F
где dik — пьезоэлектрический модуль; Q — заряд, возникающий на электродах образца;
F — сила, приложенная к образцу.
Эта зависимость связана пьезомодулем dik, который предста-
вляет собой коэффициент пропорциональности между электрическим за-
рядом, возникающим на электродах пьезоэлемента, и механическим на-
пряжением.
Численно пьезомодуль равен заряду, возникающему на единице по-
верхности пьезоэлектрика, при приложении к нему единицы давления.
В зависимости от направления действия силы пьезомодуль обозначают
буквой d с индексами, например dSi, d33 и т. д.
Для пьезоэлектриков с различной структурой практическое значе-
ние имеют три модуля:
dSi — связывающий заряд, возникший под действием силы в направ-
лении, перпендикулярном направлению полю поляризации;
d33 — то же, под действием силы, направленной в направлении по-
ляризации;
dl5 — связывающий заряд, возникший под действием механических
напряжений сдвига.
Пьезомодуль имеет размерность в системе CGSE — см/в, в системе
СИ — м/в. Различают статический и динамический пьезомодуль.
Статический пьезомодуль характеризует пьезосвойства при стати-
ческих нагрузках или постоянных электрических полях, а динамический
пьезомодуль — при переменных нагрузках и переменных электрических
полях.
Для характеристики свойств пьезокерамики пользуются отношени-
ем d/e, называемым чувствительностью пьезоэлемента, а также значени-
ем электромеханического коэффициента связи /С, представляющего со-
бой своеобразный к. п. д. пьезоэлектрика. Коэффициент электромехани-
ческой связи характеризует способность пьезоэлектрика к трансформа-
ции механической энергии в электрическую.
Сегнетоэлектрическими свойствами обладают большинство титана-
тов щелочноземельных металлов второй группы и некоторых других ме-
таллов. Все эти титанаты имеют повышенную или высокую диэлектри-
ческую проницаемость (табл. 76). Особенно высокое значение е имеет
титанат бария.
Таблица 76
Некоторые свойства титанатов
с кристаллической решеткой
типа перовскита
Титанат Темпера- тура Кю- ри в °C Значение е при 20°С
Кальция +210 150
Стронция —263 250
Бария . +120 1000
Кадмия —223 150
Свинца +500 46
• ®со2,о°г
Рис. 105. Кристалличе-
ская решетка типа пе-
ровскита
Титанаты Са, Sr, Cd, Ba, Pb имеют структуру типа минерала перов-
скита CaTiO3 и кристаллизуются в кубической системе (рис. 105). Почти
все указанные титанаты обладают особенностью образовывать между
собой твердые растворы замещения с неограниченной растворимостью.
343
Это свойство широко используют в производстве сегнето- и пьезокера-
мических материалов, изготовляемых на основе этих титанатов. Различ-
ные сочетания двойных и тройных твердых растворов титанатов могут
сдвинуть точку Кюри как в сторону высоких, так и в сторону низких тем-
ператур и обеспечить полную стабильность пьезоэлектрических свойств
в широком диапазоне температур.
Керамика из титаната бария
Титанат бария в настоящее время широко применяют для производ-
ства сегнето- и пьезоэлектрической керамики; кристаллизуется он в пе-
шетке типа перовскита СаТЮ3, температура Кюри 120° С.
• В решетке титаната бария ионы Ва+2 и О~2 образуют плотную упа-
ковку, малые ионы Ti4+ находятся в центре октаэдра, образованного ше-
Температура д* С
Рис. 106. Температурная зависимость диэлек-
трической проницаемости ВаТЮз и структура
кристаллической решетки ее различных форм
а — ромбоэдрическая, стабильная ниже —90° С;
6 — ромбическая, стабильная между 5 и —90° С;
в — тетрагональная, стабильная между 120 н 50° С;
г — кубическая, стабильная выше 120° С
стью ионами кислорода. Вы-
ше температуры Кюри (120° С)
титанат бария имеет идеаль-
ную кубическую решетку ти-
па перовскита. При охлажде-
нии ниже 120° С, т. е. в сегне-
тоэлектрической области, ре-
шетка становится тетрагональ-
ной с отношением осей cfa =
= 1,01. Параметры решетки
при такой структуре равны:
<2=3,986-Ю-8 сл; &=4,0259Х
Х10~8 см. По современным
воззрениям переход из куби-
ческой решетки в тетрагональ-
ную объясняется перемещени-
ем иона титана Ti4+ внутри
кислородного октаэдра, в кото-
ром он находится, к одному
из шести ионов кислорода на
0,1 А от центра октаэдра. Ион
кислорода также перемещается навстречу иону титана. Электронные
оболочки титана и кислорода проникают взаимно примерно на 0,047 X,
Х10-8 см. В результате такого перемещения ионов асимметричное рас-
положение ионов титана и кислорода в элементарной ячейке титаната
бария приводит к образованию дипольного момента.
При дальнейшем понижении температуры до 10° С отмечается вто-
рое полиморфное превращение ВаТЮз- Кристаллическая решетка пере-
ходит из тетрагональной в орторомбическую. И, наконец, при —70° С ор-
торомбическая решетка переходит в тригональную. Все три структуры
обратимые и сегнетоэлектрические (рис. 106). Таким образом, титанат
бария имеет три точки Кюри и соответственно может находиться в че-
тырех кристаллографических состояниях, три из которых сегнетоэлект-
рические.
Изделия из титаната бария имеют следующие свойства:
Плотность кажущаяся в г)см3........................
Диэлектрическая проницаемость (при нормальной тем-
пературе) .........................
Диэлектрические потери tg6.............
Удельное объемное сопротивление в ом см
Пьезомодуль в cmJct. в\
продольных колебаний . . .......... . .
радиальных » ..........................
5,3—5,8
1100—1800
3,03
1Q12— Ю13
(2,5-5-6)10—®
(1,3-т-2,5)10-»
344
Чувствительность в см/ст.в............. (1,18-5-1,39)10 *
Коэффициент электромеханической связи К 0,18—0,37
Предел прочности в кГ/си2:
при сжатии . 4000—6000
» растяжении . . 250
» изгибе . . . . . . . 600—800
Диэлектрическая проницаемость, пьезомодуль и удельное объемное
сопротивление BaTiO3 зависят от температуры. Пьезоэлектрические ха-
рактеристики титаната бария в значительной степени зависят такж-з^от
напряженности и частоты электрического поля.
Технология изготовления изделий из ВаТЮ3. Титанат бария при-
меняют главным образом для изготовления пьезокерамических элемен-
тов. Он является искусственным материалом и синтезируется из ТЮ?
и ВаСО3. Так как ВаТЮ3 не обладает пластичностью, изготовление из-
делий из него связано с применением органических пластификаторов.
В большинстве случаев применяют прессование, протяжку и горячее
литье под давлением. Обычная для этих способов технология в этом
случае имеет несколько специфических особенностей, на которых мы и
остановимся.
Одной из особенностей технологии изготовления изделий из BaTiO3
является ее двустадийность. Первая стадия заключается в синтезе
BaTiO3. Большое значение при этом имеет соблюдение стехиометриче-
ского отношения BaO:TiO2=l. При нарушении этого соотношения в
любую сторону снижается диэлектрическая проницаемость и значение
пьезомодуля.
Синтез ВаТЮ3 осуществляют обжигом при температуре 1300—
1325° С в слабоокислительной среде с выдержкой 1—2 ч. Перед синте-
зом тонкоизмельченные компоненты тщательно смешивают и прессуют
в виде брикетов для удобства их обжига. Установлено, что наиболее
благоприятно влияет на свойства будущего пьезоэлемента мелкозерни-
стая структура синтезированного титаната бария с размером отдельных
кристаллов 3—5 мк. Для этого не следует повышать температуру об-
жига ВаТЮ3 и выдержку его при обжиге.
После дробления и тонкого помола порошок (суммарная поверх-
ность 3000—4500 см21г) готов к дальнейшей обработке, т. е. второй ста-
дии— изготовлению изделия. При прессовании "рекомендуе гея пласти-
фикация 3%-ным раствором поливинилового спирта при давлении прес-
сования 500—1000 кГ/см2-. При горячем литье приготовляют шликер,
содержащий 8—10% связующего, состоящего из парафина (95%) и олеи-
новой кислоты (5%). В процессе обжига из отлитых изделий в глинозе-
мистой засыпке при 900—1000° С удаляется связка. Отформованные из-
делия из ВаТЮ3 обжигают обычно в электрических печах с карбидкрем-
ниевыми нагревателями при температуре 1330—1350° С. Обычно в
шихту добавляют в качестве минерализатора 1 % А1гО3.
Температура обжига титаната бария из химически чистых исход-
ных материалов составляет 1460° С, а из технического сырья она нахо-
дится в пределах 1320—1360° С. Обжигать ВаТЮ3 следует в слабооки-
слительной среде, во избежание частичного восстановления ТЮг, сопро-
вождающееся потемнением брикетов. Керамику обжигают на шамотных
подставках, которые предварительно посыпают обожженным глинозе-
мом. После нанесения на обожженную керамику электродов путем се-
оебрения изделие поступает на поляризацию. Керамику серебрят
нанесением специально подготовленной пасты при температуре 800—
830° С в течение 15—20 мин и скорости нагрева 100—150 град/ч. Метал-
лизированное изделие поляризуют, после чего они становятся пьезо-
элементами. Поляризация изделия является характерной и отличитель-
ной операцией в производстве пьезокерамики.
345
Пьезоэлемент BaTiO3 подвергают поляризации в трансформатор-
ном масле при нагревании до ПО—115° С и напряженности поля
6 кв/см. Степень поляризации зависит от величины приложенного на-
пряжения, длительности воздействия электрического поля и температу-
ры, при которой происходит поляризация. Установлено, что в первые
сутки после поляризации наблюдается снижение значений пьезоэлект-
рических свойств в основном пьезомодулей, вследствие частичной пере-
ориентации доменов. Однако после 3—4 суток их значения стабилизи-
руется. Повторная поляризация не увеличивает значений пьезосвойств.
Подобно титанату бария может быть синтезирован целый ряд тита-
натов, у которых ион Ва2+ замещен ионом двухвалентного металла Са,
Sr, Pb, Cd и др. Все эти соединения находят то или иное промышленное
применение. Однако эти титанаты не применяют в виде чистых соеди-
нений, а чаще всего в виде твердых растворов, которые они образуют
между собой, а также с титанатом бария.
Из ряда титанатов наиболее высокой температурой Кюри (490° С)
обладает титанат свинца PbTiO3. При нормальной температуре PbTiO3
имеет кристаллическую решетку тетрагональной системы, отношение
длин ребер элементарной ячейки с/а= 1,0635. Искажение осей у тита-
ната свинца достигает 6%, т. е. он обладает наиболее ярко выраженным
дипольным моментом из всех сегнетоактивных титанатов двухвалент-
ных металлов. Выше 490° С PbTiO3 имеет кубическую решетку типа
перовскита.
Установлено, что механизм электрической поляризации PbTiO3 от-
личается от механизма поляризации всех остальных титанатов. В тита-
нате свинца дипольный момент образуется в результате передвижения
катиона свинца, а не Ti44-, как это наблюдается у BaTiO3.
Однако, несмотря, казалось бы, на очень высокое значение сегне-
тоэлектрических свойств PbTiO3, его в чистом виде не применяют.
РЬТЮ3 не удается получить в пьезоактивном состоянии в силу его «сег-
нетожесткости». При нормальных температурах градиент напряжения,
необходимый для переориентации доменов, больше пробивного поля.
При высоких температурах, близких к температуре Кюри, резко увели-
чивается проводимость РЬТЮ3.
Кроме этих чисто физических, присущих PbTiO3 свойств, получение
керамических изделий из него связано с большими трудностями, так
как PbTiO3 обладает большой летучестью и легко диссоциирует при на-
греве более 1000° С. Однако благодаря тому, что РЬТЮ3 активно обра-
зует твердые растворы с другими титанатами и подобными соединения-
ми, его в настоящее время широко применяют в производстве пьезоке-
рамики.
Из других титанатов используют титанат кальция. Самостоятель-
ного значения для изготовления пьезокерамики он не имеет, так как
не обладает сегнетоэлектрическими свойствами. Однако твердые раство-
ры в системе СаТЮ3—BaTiO3 отличаются более широким интервалом
рабочих температур. Так, при содержании CaTiO3 в количестве 3% точ-
ка фазового перехода титаната бария сдвигается с 10 на 28° С, а при со-
держании СаТЮ3 в количестве 5% —на 60° С, т. е. пьезоэлемент рабо-
тоспособен до —50° С.
Пьезэкерамические материалы системы титаната бария —кальция
применяют, в частности, для изготовления излучателей. Небольшая до-
бавка кобальта (0,75% СаСО3) существенно снижает диэлектрические
потери, особенно в полях большой напряженности. Из пьезокерамики
(Ba, Са)ТЮ3 с добавкой кобальта изготовляют пьезоэлементы, рабо-
тающие в режиме излучения большой мощности. Из тройных твердых
растворов получил распространение состав (Bao,s, Сао.о8, Pb0,i2)TiO3.
Этот материал имеет точку Кюри выше 140° С и рабочую температуру
346
примерно до 95° С. Из него изготовляют электроакустические прием-
ники.
Керамика на основе твердых растворов
цирконатов — титанатов свинца
Пьезоэлектрические свойства были обнаружены у ряда циркона-
тов, из которых наибольшее значение в настоящее время имеет цирко-
нат свинца PbZrO3. Это соединение кристаллизуется в кубической систе-
ме типа перовскита. При температуре 230° С имеется переход из псевдо-
моноклинной структуры в кубическую, при котором имеется резко
выраженный максимум диэлектрической проницаемости.
Рис. 107. Зависимость в и Кр
от состава твердых растворов
РЬ (Хго ^-о б Ti0 5_0i4)O3
Рис. 108. Фазовая диаграм
ма твердых растворов
Pb (ZrTi)Os вблизи морфо-
тропного превращения
/ — кубическая; II — тетраго-
нальная; III — ромбоэдрическая
Обнаружено, что наиболее высокими значениями пьезоэлектриче-
ских свойств обладают твердые растворы цирконата-титаната свинца
Pb(Zr, Ti)O3, получившие название материалов системы ЦТС. Обладая
взаимной растворимостью PbTiO3—PbZrO3 в системе возможно получе-
ние материалов с широко изменяющимися свойствами, такими как Тк,
в, d, и др. На рис. 107 приведена зависимость диэлектрической про-
ницаемости е и коэффициента электромеханической связи Кр для твер-
дых растворов цирконата-титаната свинца. Максимальные значения е
и соответствуют составу Pb(Zro,52, Tio,48)03, лежащему вблизи грани-
цы морфотропного перехода.
Керамика в системе ЦТС ниже точки Кюри имеет две сегнетоэле-
ктрические фазы: тетрагональную и ромбоэдрическую. Между этими
фазами существует морфотропная граница, положение которой зависит
от концентрации компонентов.
Введение малых количеств модифицирующих добавок существенно
улучшает и стабилизирует некоторые свойства пьезокерамики этой си-
стемы. В качестве таких модифицирующих добавок применяют окислы
трех- и пятивалентных элементов, таких как La2O3, ТагОз; Nd2Oc, Сг2О3,
в количестве 0,5—1%.
Твердые растворы цирконата-титаната свинца с преобладанием
двуокиси титана кристаллизуются в тетрагональной системе, а раство-
ры, богатые двуокисью циркония, — в ромбоэдрической. Граница мор-
фотропного перехода из тетрагональной модификации в ромбоэдриче-
скую наблюдается при концентрации 55 мол. % PbZrO3 и 45 мол. %
PbTiO3, а граница существования тетрагональной формы: РЬТЮ3 —
47,5 мол. %, PbZrO3 — 52,5 мол. % (рис. 108).
Вблизи фазовой границы наблюдается резкое изменение диэлект-
рических и пьезоэлектрических параметров.
На основе системы ЦТС разработано большое количество пьезоке-
рамических материалов, содержащих ту или иную добавку окислов
347
трехвалентных (La3+, Nd3+) или пятивалентных (Nb5+, Тав+) металлов
или их комбинацию. Большое практическое применение получил мате-
риал ЦТС-19 с добавкой пятиокиси ниобия состава РЬо,95, Sro.o5(Zro.53,
Tio,4s) О3+МЬгОв (1 %).
Пьезокерамика на основе твердых растворов Pb(Zr, Ti)O3 имеет
значительные преимущества по сравнению с пьезокерамикой на основе
титанатов бария и его твердых растворов. Эта керамика имеет более
высокую температуру Кюри, а следовательно, ее можно использовать
при более высокой температуре, чем ВаТЮ3. Пьезосвойства материалов
в системе ЦТС, как правило, имеют более высокие значения и более
стабильные в широком температурном интервале.
Одной из особенностей производства керамики системы ЦТС яв-
ляется ее синтез и окончательный обжиг в условиях, сводящих к мини-
муму потери окиси свинца, вследствие термической диссоциации. Если
не будут приняты соответствующие меры, препятствующие удалению
РЬО, нарушается заданный состав твердого раствора и как следствие
этого, свойства пьезокерамики практически становятся нерегулируе-
мыми.
Советские исследователи разработали оригинальный способ синте-
за и обжига изделий ЦТС с полным сохранением заданной стехиометрии.
Сущность способа заключается в том, что синтез твердых раство-
ров цирконата-титаната свинца (а также любых других свинецсодержа-
щих пьезоэлектриков) протекает в плотно закрывающихся, самозапи-
рающихся в процессе обжига пакетах из никелевой ленты. Изделия об-
жигают в таких же пакетах в засыпке, состоящей из окиси свинца и
двуокиси циркония, препятствующей термической диссоциации твердых
растворов. Для обжига изделий ЦТС, различаюшихся по составу, ис-
пользуют засыпки с различным соотношением ZrO2 и РЬО, которое ко-
леблется от 1 :1 до 1 :4. В некоторых случаях материалы ЦТС обжига-
ют в корундовых тиглях.
Синтез Pb(ZrTi)O3 с выдержкой 1,5 ч осуществляют обычно в элек-
трических печах при 910°С в условиях нейтральной газовой или слабо-
окислительной среды. В восстановительной среде возможно восстанов-
ление всех трех элементов системы ЦТС, а именно Pb, Ti и Zr до низ-
ших валентностей.
Изделия из керамики ЦТС окончательно обжигают при 1210—
1220° С с выдержкой 3—4 ч. Обожженные изделия подвергают механи-
ческой обработке для придания им строго регламентированных разме-
ров. После этого изделия металлизируют. Изделия с нанесенным метал-
лопокрытием (электродом) поляризуют при нагреве от 140 до 300° С
в зависимости от составов и напряженности поля 5—8 кв/мм. В пер-
вые дни после поляризации наблюдается некоторое уменьшение зна-
чений пьезосвойств изделия, которые впоследствии стабилизируются.
С повышением температуры поляризации значение диэлектричес-
кой постоянной и модуля, как правило, возрастет.
Ниже приведены средние значения свойств некоторых распростра-
ненных видов пьезокерамики ЦТС.
Диэлектрическая постоянная е:
до поляризации..................................... . 1150—1350
после поляризации (при 180° С) ......... 1350—1680
Диэлектрические потери tg6:
до поляризации............................................ 0,0201
после поляризации (при 180° С) 0,0228
Пьезомодуль 10-6 в см!ст.в............. 4,12—4,65
Коэффициент электромеханической связи Кр ..............0,43—0,52
Благодаря этим качествам пьезокерамику на основе твердых рас-
творов цирконата-титаната очень широко применяют в технике, и об-
348
ласти ее применения постоянно расширяются Керамику ЦТС исполь-
зуют для работы как в режиме излучения, так и в режиме приема, в ви-
де пьезоэлементов самой различной формы.
Керамика на основе ниобатов
Сравнительно невысокая температура Кюри у титаната бария
и других известных сегнетокерамических материалов вызвала необхо-
димость поиска новых материалов, способных работать при высоких
температурах. Такими материалами оказались ниобаты и танталаты
одно- и двухвалентных металлов как в виде отдельных соединений, так
и в виде твердых растворов в различных комбинациях этих соеди-
нений.
Среди ниобатов наиболее высокой температурой Кюри обладает
метаниобат свинца PbNbzOe с точкой фазового перехода 570° С. Сегне-
тоэлектрическая фаза кристаллизуется в орторомбической системе, а
высокотемпературная, т. е. выше точки Кюри, не обладающая сегнето-
электрическими свойствами, имеет деформированную дефектную струк-
туру типа перовскита. PbNb2O6 имеет только один низкотемпературный
фазовый переход при —196° С. Метаниобат свинца в силу ряда прису-
щих ему недостатков как самостоятельный материал не применяют, но
он является основой пьезокерамических материалов в системе твердых
растворов различных ниобатов. Особенно благоприятными свойствами
обладает керамика, представляющая собой твердый раствор ниобата
бария и ниобата свинца, имеющего общую формулу (Рж, Ва^ЦЦЬгОе.
Промышленное применение нашел твердый раствор состава (РЬо,6о,
Bao,4o)Nb206 и близкий к этому. Температура Кюри у составов, содер-
жащих до 40% Ва, понижается и затем вновь повышается у составов,
содержащих до 60% Ва. Твердые растворы характеризуются и более
низким значением диэлектрической проницаемости, чем чистый титанат
свинца, у которого значение е в точке Кюри (570° С) достигает 7000,
а при нормальной температуре около 300.
Твердые растворы метаниобатита свинца гораздо меньше подвер-
жены термической диссоциации, чем твердые растворы титанатов-цир-
конатов бария и свинца, благодаря чему их можно обжигать без спе-
циальных предохранительных мер. Керамика на основе ниобатов чрез-
вычайно чувствительна к химической чистоте исходной пятиокиси ниобия,
меняя пьезоэлектрические параметры при малейших изменениях
в составе Nb2O5. В процессе обжига возможно восстановление Nb5+ до
Nb4+, что резко ухудшает сегнетоэлектрические свойства и снижает
электрическую прочность керамики.
Среди других видов сегнетоэлектрических материалов для изготов-
ления керамики имеют значения танталаты калия, натрия (КТаОз,
NaTaOs), твердые растворы танталатов-ниобатов, станната и его твер-
дые растворы и ряд других соединений.
Производство сегнетокерамики вообще и пьезокерамики в частно-
сти является еще совсем молодой отраслью керамической технологии.
Но ее значение в современной технике столь велико, что многочисленные
исследования дают все новые и новые результаты. Свойства основных
типов и марок пьезокерамических материалов стандартизированы ГОСТ
13 927—68, а методы испытания—ГОСТ 12 370—66.
Пьезоэлектрические элементы находят очень большое применение
в современной технике. Их можно применять в качестве излучателей
ультразвука для различного рода технологических устройств, пьезоэлек-
трических резонаторов и фильтров, в пьезоэлектрических телефонах и
микрофонах. Широко применяют пьезоэлектрические датчики механиче-
ских напряжений, гидроакустические излучатели и приемники. Сущ-
349
ность работы эхолотов и гидролокаторов по обнаружению подводных
объектов, например косяков рыб, скал, подводных лодок и др., заклю-
чается в измерении ультразвукового импульса и приема через некото-
рое время эха, по которому можно определить расстояние до объекта.
С помощью пьезоэлементов можно осуществить голосовую связь
между подводными лодками, а также между подводными и надводными
объектами. Специалисты считают, что имеется уже более 1000 различ-
ных применений пьезоэлементов.
Глава 4. КЕРАМИКА НА ОСНОВЕ ФЕРРОШПИНЕЛЕЙ И ДРУГИХ СОЕДИНЕНИИ
С МАГНИТНЫМИ СВОЙСТВАМИ
Среди весьма обширного количества существующих в природе и
синтезированных шпинелей, имеющих общую формулу Ме2+О,»Ме|+ О3
и кристаллизующихся в кубической системе, феррошпинели занимают
особое место, так как многие из них обладают магнитными свойствами
Феррошпинелями называют такие шпинели, у которых трехвалент-
ным ионом обязательно является ион железа Fe3+ и которые имеют об-
щую формулу Ме2+О • Fe^+ О3. Двухвалентными могут быть ионы Fe2+,
Ni^, Мп2+, Со2+ и других металлов. В некоторых случаях ион металла
может быть представлен элементом первой группы, например Li+, Сн+.
Кроме феррошпинелей магнитными свойствами обладают некото-
рые соединения трехвалентного железа с общей формулой ЗМе|+ О3-
•5Fe|+O3, кристаллизующиеся в решетке типа граната (феррогранаты)
и соединения типа Me2+O(Fe2+O3)e, называемые гексаферритами.
Перечисленные соединения, так же как и многие феррошпинели, об-
наруживают магнитные свойства в отсутствии магнитного поля или по-
сле его воздействия на них.
Самопроизвольная (спонтанная) на-
магниченность без приложения внешне-
го магнитного поля является характер-
ной особенностью ферромагнетиков. Об-
Рис. ПО. Элементарная
структура ячейки шпинели
1—катион в октаэдрическом
положении в окружении шести
ионов кислорода; 2 — катион в
тетраэдрическом положении
в окружении четырех ионов кис-
лорода; 3— иои кислорода
Рис. 109. Схематическая модель располо-
жения спинов
а — ферромагнитное; б — антиферромагнитное;
в — ферримагнитное
ласти, в которых электронные спины оказываются взаимно параллель-
ными, называют магнитными доменами. Под влиянием внешнего
магнитного поля первоначально ориентированные в различных направ-
лениях домены, при суммарном магнитном потоке равны нулю и посте-
пенно ориентируются в направлении воздействующего внешнего магнит-
ного поля. Происходит магнитное насыщение, которое заканчивается,
когда спонтанно намагниченные домены окажутся полностью ориенти-
рованными в направлении поля.
Наличие доменной структуры ферромагнетиков доказано экспери-
ментально.
Ферриты, в которых наблюдается взаимно параллельное располо-
жение спинов, по принятой терминологии относятся к ферромагнетикам
(рис. 109,а). Если же в результате отрицательного обменного взаимо-
350
действия между электронами соседних атомов кристаллической решет-
ки спины электронов ориентируются антипараллельно друг другу, то
такой феррит называют антиферромагнетиком (рис. 109,6). В антифгёр-
ромагнитных веществах намагниченность не обнаруживается.
Если же в веществе наблюдается антипараллельное расположение
спинов, но их суммарный момент не равен нулю, то такие вещества
относятся к нескомпенсированным антиферромагнетикам и по термино-
логии Нееля называются ферримагнетиками (рис. 109, е); они проявля-
ют ферромагнитные свойства.
Магнитные свойства ферромагнетиков проявляются до некоторой
предельной температуры, называемой точкой Кюри. Выше точки Кюри
вследствие теплового движения спонтанная намагниченность нарушает-
ся и магнитные свойства теряются.
Керамика, которая содержит в качестве основной кристаллической
фазы упомянутые соединения, получила название ферромагнитной ке-
рамики. Эта керамика является ферритом, как и другие неметалличе-
ские вещества, обладающие магнитными свойствами и носящими это
общее название. Керамические ферриты именуются обычно по входяще-
му в его состав двухвалентному иону, например МО-РегОз — никеле-
вый феррит и т. д.
Магнитные свойства шпинели решающим образом зависят от ее
структуры. В зависимости от положения ионов металлов в кристалли-
ческой решетке феррошпинели (так же как и шпинелей другого соста-
ва) различают нормальную, обращенную (или инвентированную) и сме-
шанную феррошпинель. Пространственная кристаллическая решетка
шпинели обладает плотной гранецентрированной упаковкой ионов. Ме-
жду ионами кислорода имеется два вида пустот, в которых могут на-
ходиться катионы металлов — тетраэдрические и октаэдрические
(рис. ПО). Так как элементарная ячейка феррошпинели состоит из 8 мо-
лекул, то в ней имеется 32 иона О2-, 16 ионов Fe3+ и 8 ионов Ме2+. Если
в элементарной ячейке феррошпинели все 16 ионов Fe3+ находятся в ок-
таэдрическом положении (В-положение) и все 8 ионов Ме2+ в тетра-
эдрическом (А-положение), то феррошпинель называют нормальной.
Если же 8 из 16 ионов Fe3+ перешли в тетраэдрическое А-положение,
ионы Ме2+ заняли место в октаэдрическом В-положении, то феррошпи-
нель носит название обращенной. Смешанными называют шпинели, со-
держащие катионы одного или различных типов, расположенные произ-
вольно в тетраэдрических и октаэдрических узлах.
Феррошпинели легко образуют твердые растворы замещения, ино-
гда с неограниченной растворимостью. Это свойство, как будет видно
из дальнейшего, используют для получения промышленных составов
ферромагнитной керамики, чтобы изменить ее свойства.
Магнетизм, как известно, обусловлен движением электронов по ор-
битам вокруг ядра атома и вращением электрона вокруг своей оси, т. е.
спином. Элементарный магнитный момент электрона (магнетон Бора)
равен:
__ ей
2тс ’
где е — абсолютная величина заряда электрона; h — постоянная Планка; т — масса
электрона; с — скорость света.
Магнитными свойствами обладают только те феррошпинели, кото-
рые в своем составе содержат ионы металлов с частично заполненными
внутренними 3d электронными оболочками. Такими ионами являются
ионы переходных и некоторых редкоземельных элементов, например
Ni2+, Со2+, Мп2+ и др. По этой же причине феррошпинели Zn2+, Cd2+,
у которых число неспаренных электронов равно нулю, не обладают маг-
нитными свойствами.
351
Магнитные свойства феррошпинели зависят от структуры шпинели
и распределения ионов металлов по их положению в решетке. Суммар-
ный спиновый момент М феррошпинели является разностью между
спиновым моментом ионов, находящихся в А- и В-положении, т. е. в тет-
раэдрическом или октаэдрическом окружении ионами кислорода —
Ms — MAS MBS.
Феррошпинели, как правило, имеют структуру обращенного (инвен-
тированного) типа, и их формулу записывают следующим образом
Fe3+ [Me2+Fe3+]Oi.
Разделение ионов Fe3+ на две части означает, что они поровну на-
ходятся в А- и В-положении, следовательно, момент ионов Fe3^ компен-
сируется, а суммарный спиновый момент феррошпинели определяется
по спиновому моменту катиона Ме2+.
Неель, обосновавший современную теорию магнитных явлений у
ферритов, показал, что рассчитанные значения намагниченности насы-
щения практически совпадают с экспериментальными данными.
Для наглядности приводим значения спиновых магнитных момен-
тов ионов переходных элементов, имеющих наибольшее применение при
изготовлении ферритов (табл. 77).
Таблица 77
Спиновый магнитный момент ионов переходных элементов в магнетонах Бора
(по Ситидзе и Сато)
Ионы + с S + со с + сч С + ц. + сы от tu + О + СО <3 + 04 <3 ч~ О4_ Z + о
Число 3 d электронов 3 4 5 5 6 5 6 7 8 9
Число непарных 3 d электронов (спиновый магнитный момент) 3 4 5 5 4 5 4 3 2 1
В табл.78 приведено срав
нение теоретических значений
Нееля с экспериментальными
для простых ферритов.
Таблица 78
Намагниченность насыщения,
приходящаяся на одну молекулу
простого феррита в магнетонах Бора
(по Ситидзе и Сато)
Ферриты MBS MAS M s (экспери- ментальные значения)
Fe [MnFe]O4 (5+5)—5=5 5
Fe [FeFe]O4 (4+5)—5=4 4,2
Fe [CoFe]O4 (3+5)—5=3 3,3
Fe [NiFe]O4 (2+5)—5=2 2,3
Fe [CuFc]O4 (1+5)—5=1 1,3
-e [MgFe]O4 (0+5)—5=0 1,1
Fe [Lio.5Fei,5]°< (0+7,5)—5= =2,5 2,6
Zn [Fe Fe]O4 (5—5)—0=0 0
Cd [Fe Fe]O.s (5—5)—0=0 0
Рис. 111. Изменение предель
ной намагничиваемое™ неко-
торых ферритов при введении
в твердый раствор добавок
феррита цинка
Из приведенных данных
следует очень важный вывод:
путем образования твердого
раствора, включающего пе-
ременное количество двух-
352
валентных ионов с различным спиновым моментом, имеется возмож-
ность регулировать величину намагниченности насыщения ферритов,
придавая им возможное желаемое значение. Для образования твердых
растворов применяют также немагнитные феррошпинели, например
цинка или кадмия, при этом ионы цинка или кадмия занимают свойст-
венное им тетраэдрическое положение, а эквивалентное количество ио-
нов Fe3+ занимают октаэдрическое положение и суммарный спиновый
момент такого феррита изменяется и меняется намагниченность насы-
щения (рис. 111). Таким образом, изменение состава феррита связано
с изменением положения ионов в кристаллической решетке и как след-
Рис. 112. Схематическое изображение петли
магнитного гистерезиса
Вост — остаточное намагничивание; Н к — коэрци-
тивная сила
ствие с изменением свойств феррита. Из этого следует, что исходные
материалы для синтеза феррошпинелей должны быть особенно чисты-
ми, так как засоряющие примеси могут также изменить заданные свой-
ства. Наличие примесей более 0,1% может уже существенно изменить
значение начальной магнитной проницаемости.
Магнитная керамика, как и всякий магнитный материал, оценива-
ется по ряду свойств. Важнейшими свойствами такой керамики являет-
ся магнитная восприимчивость и магнитная проницаемость. Магнитную
восприимчивость определяют как отношение намагниченности 1т к на-
пряженности внешнего магнитного поля Н:
Эта величина является мерой намагниченности вещества.
Магнитная проницаемость связана с магнитной восприимчивостью
следующей зависимостью:
р = 1 + 4лхт-
Магнитная проницаемость показывает, во сколько раз усиливается
магнитное поле в данной среде. Иногда значение р бывает очень велико.
В табл.79 приведены основные
Таблица 79
Основные свойства
некоторых простых ферритов
Ферриты Точка Кю- I ри в °C Началь- ная маг- нитная проиица- емость р, Коэрци- тивная си- ла Н ъэ
FeO-Fe2O3 585 70 3
MnO-Fc2O3 300 250 0,4—1
NiO-Fe2O8 590 30 4—10
CoO-Fe2Os 520 1,1 400
CuO-Fe3O3 455 90 1,5
MgO-Fe8O3 23—1025 440 60 11
свойства простых ферритов.
Важнейшим свойством ферромаг-
нитной керамики является температу-
ра Кюри, при которой керамика теря-
ет свои магнитные свойства. Для фер-
ритов характерно явление магнитного
гистерезиса, заключающегося в том,
что изменение магнитной индукции В
запаздывает по отношению к измене-
нию напряженности внешнего магнит-
ного поля И (рис. 112). Увеличивая
Н от нуля, магнитная индукция будет
возрастать до некоторого предела по
нелинейному закону (отрезок 0N).
После чего кривая сменится прямой,
идущей под некоторым углом к гори-
зонтальной оси. Этот участок называ-
ют участком насыщения, и он соответ-
ствует выравниванию магнитных мо-
ментов в направлении поля.
353
Если после насыщения начать уменьшать напряженность поля до О,
магнитная индукция В не будет изменяться по кривой ON, а будет не-
сколько запаздывать и, когда напряженность поля будет равна 0, фер-
рит будет иметь еще некоторую остаточную индукцию Вост, называе-
мую остаточной индукцией. Чтобы феррит был полностью размагничен,
надо приложить магнитное поле противоположного направления. На-
пряженность магнитного поля Нк, полностью размагничивающая фер-
рит, называется коэрцитивной силой.
Форма петли магнитного гистерезиса определяет ряд свойств фер-
рита. По форме петли гистерезиса различают магнитожесткие и магни
томягкие ферриты. Если феррит имеет большую остаточную намагни-
ченность и большую коэрцитивную силу, его называют магнитожестким.
Ферриты, обладающие малой коэрцитивной силой и большой величиной
остаточной намагниченности, именуются магнитомягкими. Термин маг-
нитомягкие или магнитожесткие указывает на степень трудности на-
магничивания или размагничивания феррита. Поскольку магнитожест-
кие ферриты имеют большую коэрцитивную силу, т. е. трудно размаг-
ничиваются, то из них изготовляют постоянные магниты. Коэрцитивная
сила для магнитомягких ферритов составляет 0,1—80 э, а для магнито-
жестких— 1300—3200 э.
Технология изготовления. Ферриты изготовляют исключительно из
искусственных видов сырья — продуктов химической промышленности,
окислов соответствующих металлов, а также из солей в виде сульфатов,
карбонатов, нитратов и др. Химическая чистота этих материалов долж-
на соответствовать квалификации ч, ч. д. а. или х. ч. и регламентировать-
ся соответствующими ГОСТами или ТУ.
Основным видом сырья в производстве ферромагнитной керамики
является окись железа Fe2O3. В зависимости от способа изготовления
феррита применяют чистую окись железа (ГОСТ 4173—48) или соли
железа (ГОСТ 4148—66). Окись железа существует в а- и у-модифика-
ционных формах. Магнитными свойствами обладает только y-Fe2O3,
кристаллизующаяся в кубической системе типа шпинели. y-Fe2O3 явля-
ется высокотемпературной формой, в которую необратимо переходит
a-Fe2O3 при нагревании (по различным данным до 400—800°С).
Технология изготовления ферритов, как правило, двустадийная.
Первой стадией является синтез феррошпинели и приготовление порош-
ка из этой шпинели, а второй стадией — формование изделия и его об-
жиг. Полнота протекания реакции шпинелеобразования при синтезе из
исходных окислов в большой степени зависит от дисперсности исходных
окислов, а магнитные свойства — от чистоты исходных материалов.
Для данного керамического производства требования в отношении
чистоты исходных материалов, стехиометрии составов и полноты реак-
ций приближаются к требованию ряда химических процессов.
* Свойства будущего феррита во многом определяются подготовкой
материалов к синтезу и способом их смешивания.
В настоящее время в промышленном производстве ферритов при-
меняют три основных способа подготовки исходной смеси окислов.
Способ смешивания окислов, по которому исходные оки-
слы обычно измельчают и смешивают в вибромельницах с резиновой
футеровкой в течение 0,5—1 ч. Полученную смесь прессуют в брикет и
затем обжигают при температуре, близкой к завершению процесса
шпинелеобразования в течение нескольких часов. Температура зависит
от состава шпинели и находится в пределах 500—1000° С. В некоторых
случаях практикуется обжиг порошков без брикетирования с загрузкой
смеси в капсели шамотные, высокоглиноземистые или из сплава мега-
пир. Обжигают преимущественно в туннельных печах в слабоокисли-
тельной среде без строгого соблюдения газового режима. Недостатком
354
способа является возможное незавершение реакций шпинелеобразова-
ния вследствие неоднородности смеси или грубого помола. Превышение
температуры обжига может вызвать изменение состава вследствие ча-
стичного распада образовавшейся шпинели или частичного испарения
некоторых окислов. Обожженный брикет или порошок вторично измель-
чают и направляют на формование изделий.
Способ термического разложения солей основан на
использовании главным образом сернокислых солей, содержащих кри-
сталлизационную воду. Свойства некоторых из этих солей приведены в
табл. 80.
Таблица 80
Некоторые свойства сернокислых солей, применяемых
в производстве ферритов
Сернокислые соли Температура в °C Образующая- ся окись Растворимость в г
удаления кристаллиза- ционной воды разложения при темпера- туре в °C в 1С0 г воды
Fe SO4-7H2O 280 700 Ре2^3 0 50 33 149
ZnSO4-7H2O 280 935 ZnO 20 100 53,8 6^,6
MnSO4-7H2O 280 950 Мп3О4 20 90 243 144
NiSO4-7H2O 280 840 N'iO 20 100 89 283
CoSO4-7H2O 280 800 СоО 20 100 87 101,7
Смесь солей, рассчитанную на заданный состав окислов, нагревают
в сосуде. Обычно к смеси добавляют небольшое количество дистиллиро-
ванной воды. При 60—70° С эта смесь расплавляется, а при 100—120° С
закипает. При дальнейшем повышении температуры до 300°С, несколь-
ко превышающей температуру разложения солей (280°С), начинается
кипение, при котором происходит молекулярное перемешивание солей.
Добавленная и кристаллизационная вода полностью удаляется, и смесь
затвердевает. Обезвоженную таким образом смесь переносят в тигли
и прокаливают при температуре 950—1100° С до полного удаления сер-
нистых газов. Прокаливают смесь в печах шахтного типа, оборудован-
ных соответствующей вентиляцией для удаления сернистых газов.
Полученную после прокаливания массу размалывают и из порошка
прессуют брикеты, которые затем обжигают в электрических печах при
температурах 950—1100° С в зависимости от состава феррита. Обож-
женные брикеты дробят, а затем размалывают в шаровых мельницах
или вибромельницах. Подготовленный таким образом порошок синтези-
рованной шпинели поступает для изготовления изделий. Способ терми-
ческого разложения солей имеет преимущества перед способом смеши
вания окислов, так как обеспечивает большую чистоту материала и
более полное завершение процессов шпинелеобразования и позволяет
изготовлять ферриты с более высокими и стабильными магнитными
свойствами.
Способ совместного осаждения гидроокисей
или углекислых солей основан, как и предыдущий, на моле-
кулярном смешивании солей в составленном растворе. Из потготовлен-
23*
355
кого в необходимом соотношении раствора солей (обычно сернокислых)
путем добавления щелочи или углекислого аммония осаждается гидро-
окись или углекислые соли. После промывки, фильтрации и сушки оса-
док прокаливают до полного разложения гидратов или карбонатов.
Прокаленный осадок вновь измельчают, порошок брикетируют и обжи-
гают. При обжиге завершаются процессы шпинелеобразования. Поро-
шок, полученный после дробления и помола брикетов, поступает на
обжиг.
Этот способ, как и предыдущий, дает возможность получать изде-
лия со стабильными свойствами.
Кроме этих способов в последнее время все большее распростране-
ние получает так называемый распылительный способ, сущность кото-
рого заключается в термическом разложении водного раствора соответ-
ствующих солей в распыленном состоянии в распылительных уста-
новках.
Синтезированная по одному из описанных способов феррошпинель
является исходным полупродуктом для изготовления изделий той или
иной формы.
При оформлении изделий наибольшее распространение получили
способы прессования и литья под давлением пластифицированных масс.
Однако для некоторых деталей применяют также протяжку или обточ-
ку заготовок.
При прессовании изделий в качестве пластификатора связующей
добавки используют водный раствор (10%) поливинилового спирта в
количестве 7% веса порошка. Для обеспечения максимальной плотности
прессовок порошок гранулируют. Размер гранул находится в пределах
0,05—0,1 мм. Удельное давление прессования обычно для тощих ферро-
шпинельных масс составляет 1000—1500 кГ/см2-. Ферриты с анизотроп-
ными свойствами прессуют в магнитном поле.
Для литья под давлением приготовляют литейный шликер, содер-
жащий 10—11% парафина и 0,5% олеиновой кислоты. Шликер вакууми-
руется в течение 1 ч при вакууме 700—720 мм рт. ст. и температуре 70—
90° С. Литье осуществляют обычными способами. Отлитые изделия под-
вергают утильному обжигу при максимальной температуре 800° С
с выдержкой 1—2 ч.
Отформованные тем или иным способом изделия окончательно об-
жигают при температуре 1000—1400° С, зависящей от состава феррита.
Общая продолжительность обжига составляет обычно 10—24 ч с выдер-
жкой при окончательной температуре 2—6 ч в зависимости от размера
изделий.
Ферриты обычно обжигают в электрических печах с карбидкрем-
ниевыми нагревателями. Детали устанавливают на шлифованные ша-
мотные плиты, которые для предотвращения взаимодействия с ферри-
том посыпают тонким слоем обожженного при 1350° С глинозема. Прак-
тикуют также установку изделий на бомзы из феррита соответствующе-
го состава.
Для получения феррита с заданным составом и магнитными свой-
ствами исключительно важным является газовая среда, в которой его
обжигают. Ферриты являются сильнодиссоциирующими веществами и
упругость диссоциации зависит, как известно, от температуры. В ре-
зультате диссоциации и возрастающей упругости паров кислорода при
нагревании возможны восстановительные реакции, так как большинство
ферритов содержит ионы металлов переменной валентности Fe, Мп, Ni,
Со и др. При понижении температуры, т. е. при охлаждении изделии,
упругость паров кислорода снижается, и ионы металлов окисляются до
их более высоких валентностей. Идеальными условиями обжига фер-
ритов, позволяющими сохранить заданный стехиометрический состав,
356
Рис. 113. Типовые программы дав-
ления воздуха в печи в зависимо-
сти от температуры при охлажде-
нии изделий из Мп—Zn-ферритов
а следовательно, получить феррит с заданными свойствами, является
равновесная среда обжига, т. е. такая среда, в которой при всех тем-
пературах сохранялось бы равновесие между упругостью диссоциации
феррита и внешним давлением кислорода.
В промышленной практике обжига такую среду создают изменени-
ем давления воздуха в печи в зависимости от температуры. Для созда-
ния газовой среды с изменяющимся парциальным давлением кислорода
применяют электрические силитовые печи, помещенные в вакуумные ка-
меры. При обжиге в таких условиях давление при помощи форвакуум-
ных насосов снижают по заданной программе от атмосферного до 1—
0,1 мм рт. ст.
Другим способом изменения парци-
ального давления кислорода является
обжиг в среде из смеси азота с кисло-
родом. Такой обжиг осуществляют в гер-
метичных туннельных печах с шлюзовой
загрузкой и выгрузкой изделий. Необхо-
димое парциальное давление кислорода
может быть создано изменением соста-
ва газа.
Степень диссоциации различных по
составу ферритов весьма различна, по-
этому режимы обжига этих ферритов
также различны. Никель-цинковые фер-
риты устойчивы в атмосфере воздуха
при нормальном давлении до темпера-
туры 1400° С и поэтому их обжигают,
включая и стадию охлаждения, в тун-
нельных электрических печах в обычной
воздушной среде, являющейся слабо-
окислительной. Температура обжига
Ni—Zn-ферритов находится в пределах 1200—1400° С.
В отличие от никель-цинковых ферритов марганец-цинковые ферри-
ты устойчивы в воздушной среде с атмосферным давлением только при
высокой температуре — более 1150°С, а при снижении этой температу-
ры двухвалентный марганец в воздушной среде при нормальном дав-
лении будет окисляться до трехвалентного, меняя при этом магнитные
свойства ферритов.
Поэтому марганец-цинковые ферриты обжигают в контролируемой
газовой среде в печах, которые были описаны выше.
Нагрев до максимальной температуры и выдержку, во время кото-
рой происходит спекание и рекристаллизация, осуществляют при сво-
бодном доступе воздуха, а при охлаждении, начиная с 1200 до 200° С,
крышку вакуумной камеры закрывают и откачивают воздух, снижая
тем самым парциальное давление кислорода и создавая равновесную
среду. Давление снижают по определенному режиму, называемому ва-
куумной программой (рис. 113).
Количество разновидностей ферритов различного назначения, выпу-
скаемых в настоящее время в СССР и за рубежом, весьма велико. За
рубежом ферриты именуются частными фирменными названиями, не
отражающими природу их свойств (например, ферроксдюр, оксифер,
феррокскуб, феррамика и др.). В СССР принята единая система клас-
сификации, в основу которой положена принадлежность феррита
к группе материалов с определенными свойствами. Важнейшими груп-
пами являются: магнитомягкие ферриты; ферриты для СВЧ; ферриты
с прямоугольной петлей гистерезиса (ППГ) и магнитотвердые ферриты.
ЛТагнитомягкие ферриты представляют собой керамику, приготов-
357
ленную на основе систем NiO—ZnO—Fe2O3 (группа НН) или Мп—ZnO—
Fe2O3 (группа НМ).
Ферриты для устройств СВЧ-диапазона по составу весьма разнооб-
разны. Применяют поликристаллические иттриевые феррогранаты
УзРе5О12, твердые растворы на основе систем MgO—Сг2Оз—Fe2O3,
MgO—А12О3—Fe2O3, MgO—МпО—Fe2O3 и др. с различными добавка-
ми. Для обеспечения заданных свойств ферритов СВЧ-назначения тре-
буется особенно тщательное соблюдение режимов технологического
процесса.
Ферриты с ППГ изготовляют, как правило, на основе твердых рас-
творов в системе AlgO—МпО—Fe2O3 с введением добавок различных
окислов.
Магнитотвердые ферриты, используемые в качестве постоянных
магнитов, изготовляют на основе гексаферритов бария ВаО (Ре2О3)е
и стронция SrO(Fe2O3)6, а также CaO-Fe2O3 и других соединений.
Области применения ферромагнитной керамики весьма разнообраз-
ны, обширны и зависят от свойств ферритов.
Ферриты широко используют в радиоэлектронике, радиотехнике и
телевизионных устройствах, в радиолокации и радиорелейных системах
связи, в качестве элементов памяти в счетно-решающих устройствах,
для изготовления постоянных магнитов и во многих других случаях.
Глава 5. КЕРАМИКА НА ОСНОВЕ ТУГОПЛАВКИХ
БЕСКИСЛОРОДНЫХ СОЕДИНЕНИЙ
К тугоплавким бескислородным соединениям принято относить сое-
динения некоторых металлов с неметаллами с общей формулой МеХ, а
именно, углеродом, азотом, бором, кремнием, серой. В зависимости от
вида неметалла их подразделяют соответственно на карбиды (с общей
формулой МеС), нитриды (MeN), бориды (МеВ), силициды (MeSi) и
сульфиды (A'leS). В этих соединениях Me представляет собой главным
образом металлы IV, V и VI групп периодической системы элементов,
так называемые переходные металлы, обладающие недостроенными
электронными слоями.
Если тугоплавкое соединение образовано двумя неметаллами, как,
например, BN или S13N4, его обычно называют «неметаллическим» бес-
кислородным соединением.
По своей кристаллической структуре тугоплавкие бескислородные
соединения весьма разнообразны и могут быть объединены в два основ-
ных класса.
Первый из них включает соединения, имеющие металлоподобную
структуру или, как принято называть, образуют «фазы внедрения».
В этих структурах атомы металла образуют одну из типичных для ме-
таллов кристаллических решеток — кубическую (гранецентрированную
или объемноцентрированную) или гексагональную. Атомы неметалла
находятся в октаэдрических или тетраэдрических пустотах между ме-
таллическими атомами. К соединениям с такой структурой относится
большинство карбидов и нитридов. Вещества со структурой этого клас-
са обладают металлоподобными свойствами, т. е. высокой электропро-
водностью и теплопроводностью, и по внешнему виду также напомина-
ют металлы.
Второй класс тугоплавких соединений объединяет вещества со сло-
жной и разнообразной структурой, главным образом цепочечного и сло-
истого типа. К этому классу принадлежат все бориды переходных ме-
таллов, некоторые карбиды (SiC) и нитриды (BN, A1N и др.).
358
Тип структуры того или иного тугоплавкого соединения зависит от
отношения радиусов атомов металла гМе и неметалла гх- По правилу
Хэгга, удовлетворительно совпадающим с практическими данными,
при соотношении гМе:гх>1,7, или гх : гке <0,59, образуется металло-
подобная структура, т. е. «фаза внедрения». Если же это соотношение
не удовлетворяется, то соединение имеет сложную кристаллическую ре-
шетку.
Тугоплавкие бескислородные соединения характеризуются рядом
ценных и специфических свойств. Как правило, они обладают очень вы-
сокой температурой плавления или разложения, некоторые из них име-
ют большую твердость и прочность, некоторые соединения проявляют
высокую химическую устойчивость в самых агрессивных средах. От-
дельные представители этих соединений являются отличными диэлект-
риками, некоторые обладаю-7' полупроводниковыми или магнитными
свойствами. Те или иные свойства каждого индивидуального вещества
определяются его строением и типом химических связей. Разнообразие
свойств тугоплавких бескислородных соединений определило очень ши-
рокий круг областей их применения. Многие из этих соединений, глав-
ным образом металлоподобной структуры, вследствие их высокой проч-
ности и твердости, используют при изготовлении твердых сплавов, а при
сочетании с высокой температурой плавления — в качестве конструкци-
онных материалов для изготовления деталей, работающих при высоких
температурах, например в реактивной и ракетной технике и других об-
ластях. Многие из тугоплавких бескислородных соединений используют
как огнеупорный компонент в металлокерамических композициях, так
называемых керметах. Отдельные представители этого класса веществ
нашли применение для изготовления некоторых видов керамики, обла-
дающих специфическими свойствами. Наибольшее применение нашли
карбид кремния SiC, некоторые нитриды (BN, AIN, Si3N4), дисилицид
молибдена, некоторые бориды. Области использования тугоплавких бес-
кислородных соединений все больше расширяются, а исследования их
свойств и технологии изготовления изделий на их основе ведутся в ши-
роком масштабе.
Температура плавления основных тугоплавких бескислородных сое-
динений приведена в табл. 81.
Таблица 81
Температура плавления некоторых бескислородных соединений в °C
Металл Карбиды МеС Нитриды MeN Бориды МеВ Силициды Me Si
Кремний . . 2700 —
(разложение)
Титан . . 3140 2950 2980 1540
Цирконий 3530 2980 3040 1700
Тантал . . . 3880 3090 3100 2200
Ванадий ... 2830 2050 2100 —
Вольфрам . . 2600 — 2300 2165
(разложение)
Гафний 3900 3310 3250 —
Наиболее высокими температурами плавления, как видно из дан-
ных табл. 81, обладают карбиды, затем следуют нитриды и бориды.
Внутри каждой группы соединений температура плавления возрастает
с увеличением атомного номера элемента в периодической системе.
359
1. Изделия из карбидов
Как указывалось выше, тугоплавкие карбиды выделяЕОТся среди ту-
гоплавких бескислородных соединений высокой температурой плавле-
ния или разложения.
Карбид гафния и карбид тантала имеют самую высокую темпера-
туру плавления из всех известных бескислородных тугоплавких соеди-
нений— соответственно 3887 и 3877° С. Тугоплавкие карбиды, как пра-
вило, стойки к окислению до умеренно высоких температур, некоторые
обладают высокой химической
зооо
Р - !от
3000
2700
2200
№00
!4i)0 -
2600
2000
Oft
IDOD ~
600
\пор
\ПДр +
I ьость у
St С *
«ОСтъ
St с
/3 S.OSi
О 20 40 60 80 !00°/о[агт>)
С St
Рис. 114. Приближенная фазовая ди-
аграмма состояния системы С—Si
стойкостью, а большинство из них —
очень большой твердостью (до 9,5
по шкале Мооса). Например, карбид
бора стоит по твердости непосредст-
венно после алмаза. Кристалличе-
ское строение карбидов различно.
Часть из них представляет собой «фа-
зы внедрения» и имеет кубическую ре-
шетку, как, например, TiC, ZrC, HfC,
NbC, TaC. Эти карбиды используют
главным образом в производстве
твердых сплавов, жаропрочных кон-
струкционных материалов и некото-
рых керметов. Карбид титана исполь-
зуют для изготовления жаропроч-
ных материалов, деталей реактивной
техники, а также некоторых элемен-
тов атомных реакторов и других из-
делий. Некоторые карбиды имеют бо-
лее сложную структуру. К таким карбидам в первую очередь относит-
ся карбид кремния SiC, который широко применяют в ряде областей
техники вследствие большой твердости (абразивы), огнеупорности и
специфических электрофизических свойств.
Карбид кремния, именуемый также карборундом, — это единствен-
ное соединение кремния и углерода, соответствующее формуле SiC.
Карбид кремния стехиометрического состава содержит 70,045% Si и
29,055% С. В природе этот материал встречается крайне редко.
Технический карбид кремния изготовляют в большом количестве в
электрических печах при восстановлении кварцевого песка углеродом
(см.стр. 260).
Карбид кремния существует в двух основных модификациях аир
(рис. 114). а-модификация является политипной и представляет собой
сложную структуру гексагональной формы, в которой по оси с число тет-
раэдров из атомов кремния и углерода переменно. Установлено около
20 структур, относящихся к гексагональной форме карборунда. Превра-
щение р-SiC в а-SiC монотропно и начинается примерно при 2100° С.
При температуре 2400° С это превращение происходит весьма быстро.
До температур 1950—2000° С образуется кубическая модификация,
при более высокой температуре образуются гексагональные модифика-
ции. При температурах свыше 2600—2700° С карбид кремния возго-
няется.
В зависимости от сырья и технологического процесса получают бес-
цветные, зеленые и черные кристаллы карбида кремния.
Чистый карбид кремния стехиометрического состава бесцветен. Од-
нако технический карбид кремния весьма насыщен примесями, изменя-
ющими его цвет. Эти примеси являются включениями чужеродных эле-
ментов в состав кристалла. Стехиометрический состав при производстве
карбида кремния практически не достигается. Всегда имеется превыше-
360
ние содержания одного из компонентов: избыток кремния придает зе-
леную, а избыток углерода — черную окраску.
Промышленность выпускает два вида карборунда, которые отлича-
ются по своему химическому составу и свойствам, особенно электрофи-
зическим (табл. 82). Количество примесей в карборунде колрбзТется в
пределах 1—5%- Зеленый SiC более чистый, чем черный.
Таблица 82
Химический состав карборунда в %
Карборунд SiC Si С Al Fe СаО MgO SiO2 Сумма
Зеленый . . . 98,02 0,95 0,06 0,31 0,22 Следы Следы 0,55 100,11
Черный .... 97,42 0,71 0,49 0,15 0,11 0,17 0,09 0,82 99,96
Карборунд поставляют в виде порошков различной зернистости
(ГОСТ 3647—59). Карбид кремния является превосходным огнеупор-
ным материалом, сочетающим удовлетворительную стойкость к окисле-
нию, высокую теплопроводность, термическую стойкость, прочность и в
ряде условий службы химическую инертность.
Плотность кажущаяся в г/см3....................... . 3,21
Твердость по минералогической шкале 9,2—9,5
Микротвердость в кГ/см2 ....... 3000—4500
Предел прочности в кГ/см3:
при сжатии перпендикулярно оптической оси 22 500
» изгибе . . 1 550
Теплопроводность изделий из рекристаллизованного карбида
кремния при 200—1400° С в кал/см- сек- град.............. 0,04
Коэффициент термического расширения в интервале темпера-
тур 20—1000°С в град~' . . ........ 5,2-10—’
Рис. 115. Температурная за-
висимость сопротивления
/ — карбид кремния черный;
2 — то же, зеленый; 3— карбид-
кремнневые нагреватели типа
«глобару*; 4 — то же, типа «си-
лит»
Карборунд устойчив против воздействия
всех кислот, за исключением фосфорной и
смеси азотной и плавиковой. К действию ще-
лочей SiC менее устойчив и разлагается рас-
плавами некоторых гидроокисей, карбонатов
и сульфатов щелочных металлов. SiC реаги-
рует с некоторыми расплавленными металла-
ми, например Mo, Fe, Со, Ni, Pb.
Величина удельного электросопротивле-
ния и его сравнительно небольшое изменение
в области температур до 1000—1500° С, а так-
же высокая стойкость к окислению при дли-
тельном воздействии высоких температур
обусловили использование карбида кремния
в качестве материала для электронагрева-
тельных сопротивлений.
Электронагревательные сопротивления
из карбида кремния представляют собой так
называемые термисторы, т. е. материалы, ме-
няющие свое сопротивление под влиянием
нагрева или охлаждения. Температурная за-
висимость электросопротивления различных
видов карбида кремния и карбидкремниевых нагревателей представле-
на на рис. 115. Черный карбид кремния имеет высокое сопротивление
при комнатной температуре и отрицательный температурный коэффи-
циент сопротивления. Зеленый карбид кремния имеет низкое начальное
24—1025
361
сопротивление и слабоотрицательный температурный коэффициент, пе-
реходящий в положительный при температурах 500—800° С.
Нагревательные элементы из карбида кремния допускают большие
удельные электрические нагрузки, чем металлические нагреватели, удо-
влетворительно противостоят действию различных газовых сред и об-
ладают достаточной долговечностью. Их сравнительно легко заменять,
причем для этого нет необходимости останавливать печь или снижать в
ней температуру.
Карбидкремниевые нагревательные элементы (КНЭ) обычно пред-
ставляют собой стержень или трубку, имеющую среднюю рабочую часть
с относительно высоким электрическим сопротивлением («горячая» зо-
на) и выводные («холодные») концы с более низким электросопротивле-
нием, которые не нагреваются в процессе эксплуатации печи Такие вы-
водные концы необходимы для надежного контакта с питающей элект-
росетью, а также для предохранения от разрушения стенок печи, в ко-
торые укладывают нагревательные элементы.
Промышленность выпускает два типа нагревательных элементов из
карбида кремния: составные нагреватели, получившие название карбо-
рундовые, имеющие рабочий стержень и два отдельных более коротких
контактных вывода в виде пропитанных металлом карборундовых стер-
жней, и стержни с утолщенными выводными концами (манжетами), ко-
торые в соответствии с их первоначальным фирменным названием обыч-
но называют силитовыми. Кроме них, в СССР и за рубежом в последнее
время появились новые разновидности нагревателей из карбида крем-
ния: цельные, одинакового диаметра по всей длине с концами, пропи-
танными металлом; пустотелые с одинаковым наружным диаметром по
всей длине и выводами, заполненными электропроводной металлокера-
микой; трубчатые, у которых средняя часть выполнена в виде ленточной
спирали.
Технология изготовления нагревателей из карбида кремния заклю-
чается в получении из зернистого карбида кремния и других компонен-
тов малопористого и прочного, состоящего почти целиком из карбида
кремния, изделия с заданными размерами, удельным сопротивлением
и соотношением сопротивления рабочей (горячей) зоны и выводов. Од-
нако технологические способы получения разных видов нагревателей
существенно различаются. Это различие заключается в составе исход-
ных масс, способах формования и обжига.
Составные карборундовые нагреватели формуют из полусухой мас-
сы, состоящей из крупнозернистого порошка зеленого SiC полифракци-
онного состава (№ 80 и № 12) с небольшими добавками сажи (1,5%)
и в качестве временной связки жидкого стекла. Изделия формуют в кар-
тонных чехлах способом порционного трамбования на станках. После
отверждения заготовки при 70—80° С картонный чехол выжигается
в трубчатой электропечи при температуре 800—850°С и заготовку под-
готовляют к окончательному обжигу. Нагреватели типа «силит» форму-
ют путем выдавливания через мундштук на мощном горизонтальном
гидравлическом прессе. Масса состоит из смеси мелкозернистого карби-
да кремния (№ 3 и 10) в количестве 80 вес. %, сажи 20% и органического
пластификатора с высоким коксовым числом (феноло-формальдегидная
смола). Формуются раздельно рабочая часть и манжеты. Состав ман-
жетной части рассчитан на большую проводимость и в него входит около
40% металлического кремния. Отпрессованные заготовки подвергают
термическому отверждению, в результате которого пластификатор поли-
меризуется, а заготовка упрочняется и сохраняет приданную ей цилинд-
рическую форму. На отвержденные стержни насаживают манжетные
трубки. Такое утолщение концов необходимо, как уже указывалось, для
снижения их сопротивления относительно рабочей части.
362
Полученные столь разными способами заготовки отличаются как
по фазовому составу, так и по форме. Трамбованные заготовки почти
целиком состоят из карбида кремния и имеют одинаковый диаметр по
всей длине, тогда как прессованные содержат в своем составе около
20 вес. % углерода или смеси углерода и кремния и имеют по длине пе-
ременный диаметр. Поэтому и условия дальнейшей их обработки тоже
отличаются.
Трамбованные заготовки обжигают в засыпке из углепесочной смеси
при температуре около 2000° С. Нагреватель предварительно обмазыва-
ют токопроводящей пастой, состоящей из кокса, графита и кварцевого
Рис. 116. Принципиальные схемы
электрообжига нагревательных эле-
ментов из карбида кремния
а — косвенным нагревом; б — прямым на-
гревом; / — обжигаемый нагреватель;
2 — угольная труба — сопротивление;
3 — электроввод; 4 — засыпка
2000 4000 6000
Рис. 117. Изменение сопротивления на-
гревательных элементов из карбида
кремния в зависимости от продолжи-
тельности их эксплуатации
/ — максимальное: 2 — среднее; 3 — минималь-
ное
песка. Процесс спекания основан на термической рекристаллизации
исходного карбида кремния, причем перенос вещества идет по механиз-
му «сублимация — конденсация». Обжигают прямым электротермиче-
ским нагревом в специальных печах при пропускании через заготовку
тока в 80—100 а в течение 40—50 мин.
При обжиге заготовок с утолщенными концами (силитовых) необ-
ходимо имеющиеся в массе углерод и кремний превратить в карбид
кремния, чтобы этот вновь образованный «вторичный» (добавочный)
карбид кремния связал зерна исходного карбида кремния в прочный
материал. Этот процесс образования вторичного карбида кремния про-
исходит по механизму реакционного спекания в условиях выделения
парообразного кремния из засыпки, куда помещают обжигаемый на-
греватель.
В качестве засыпки используют смесь из молотого песка, нефтяного
кокса и карбида кремния. Эта смесь при температуре 1800—2000°С вы-
деляет газообразные продукты восстановлением кремнезема, главным
образом парообразный кремний и СО, проникающие внутрь заготовки
и реагирующие с карбидообразующими компонентами массы, т. е. Si
и С. Одновременно в массе для манжетов происходит синтез вторичного
карбида кремния путем взаимодействия кремния, содержащегося в ших-
те, с углеродом.
Следует отметить, что реакционное спекание впервые нашло свое
практическое применение именно в производстве нагревателей и изде-
лий из карбида кремния.
Прессованные заготовки из мелкозернистых масс (силитовые на-
греватели) из-за переменного сечения обжигают путем косвенного элек-
тронагрева вокруг угольной трубы — сопротивления (рис. 116). При
этом возрастают технические трудности и продолжительность обжига
а также возникают ограничения по размерам обжигаемых заготовок:
они зависят от возможных размеров угольной трубы (см. рис. 116).
24»
363
В ходе службы происходит старение электронагревателей, т. е. уве-
личение их сопротивления, что следует учитывать при эксплуатации пе-
чей. В основе этого явления лежит окисление карбида кремния и накоп-
ление кремнезема как в теле, так и на поверхности нагревателя, имею-
щего большее pv-
На рис. 117 представлены характерные кривые старения карбид-
кремниевых электронагревателей, работавших при температуре печи
1300° С. Карбидкремниевые нагреватели могут эксплуатироваться до
увеличения сопротивления в 4—6 раз по отношению к начальному. По-
этому печные трансформаторы должны иметь по меньшей мере двукрат-
ный резерв напряжения. Срок службы карбидкремниевых нагреватель-
ных элементов зависит от конкретных условий их работы и может ко-
лебаться от 1000 до 5000 ч (см. рис. 117). При этом имеет значение тип и
рабочая'температура печи и особенно самих нагревателей, удельная теп-
ловая нагрузка на элемент, газовая среда, тип печи и режим ее работы,
условия теплоизоляции и некоторые другие факторы. Особенно важное
значение имеет режим работы печи. Срок службы в непрерывном режи-
ме в 2—3 раза больше, чем в периодическом, связанном с охлаждением
печи ниже 600° С.
Другое важное применение карбида кремния, также основанное на
его полупроводниковой природе, заключается в изготовлении из него
керамических варисторов, т. е. материалов, изменяющих свое сопротив-
ление под влиянием напряжения. У варисторов из карбида кремния
весьма своеобразная нелинейная вольт-амперная характеристика, обус-
ловленная наличием на поверхности кристаллов карбида тонкой элек-
троизоляционной пленки двуокиси кремния.
Нелинейные полупроводниковые сопротивления из карбида крем-
ния (варисторы) применяют для ограничения силы тока при возраста-
нии напряжения, в частности в системах, предназначенных для предо-
хранения высоковольтных линий электропередач от атмосферных пере-
напряжений, для защиты от перенапряжения приборов и элементов
схем, для искрогашения на контактах, в импульсной технике в цепях
питания реле как умножители частот, для стабилизации токов и напря-
жений. Попытки использовать для изготовления варисторов вместо кар-
бида кремния другие нелинейные материалы пока не дали положитель-
ных результатов.
На изготовление варисторов идут промышленные сорта карбида
кремния как черного, так и зеленого с зернами размером от 29 до 180 мк.
В качестве связки, скрепляющей зерна карбида кремния и обеспечива-
ющей требуемые стабильные электрические свойства, используют глину,
ультрафарфор, легкоплавкие и жидкие стекла, смолы и лаки. Варисто-
ры, изготовленные на глинистой связке и обожженные при 1200° С, по-
лучили название тирит, со связкой из жидкого стекла при длительной
термообработке при 300° С — вилит, на ультрафарфоровой связке —
лэтин.
Кроме изготовления нагревательных элементов и нелинейных сопро-
тивлений, карбид кремния используют как конструкционный материал
для ракетной техники. В последнее время разработан способ получения
плотного, малопористого карборунда. Его относительная плотность со-
ставляет 0,95—0,98, предел прочности при сжатии 10 000—14 000 кГ[см?-.
2. Изделия из нитридов
Нитриды представляют собой обширный класс соединений металлов
или неметаллов с азотом MeN. По своему строению большинство нитри-
дов переходных металлов представляют собой «фазы внедрения», обла-
дающие ярко выраженными металлическими свойствами. Они характе-
364
ризуются металлическим блеском, большой твердостью и электропро-
водностью. Температура плавления некоторых нитридов приближается
к 3000° С. Однако подавляющее большинство нитридов металлов, за не-
большим исключением, не получило сколько-нибудь существенного при-
менения, так как они, как правило, не стойки по отношению к воде, кис-
лотам и щелочам.
Среди многочисленных нитридов особый интерес для керамики
представляют нитриды некоторых элементов III и IV группы периодиче-
ской системы элементов, а именно нитрид бора BN, нитрид алюминия
A1N и нитрид кремния SisNi. Эти нитриды благодаря ковалентным свя-
зям в структуре их кристаллической решетки, иногда именуемые «ко-
валентные нитриды», не обладают металлическими свойствами. Они
имеют сложную слоистую или цепочечную структуру и являются диэлек-
триками с весьма высокой температурой плавления или разложения.
Нитриды являются синтетическими соединениями. Наиболее прос-
тым и распространенным способом получения нитридов является их син-
тез из элементов тонкодисперсных металлических порошков по реакции:
2Ме+Г\т2 -> 2MeN. Синтез ведут при нагревании до умеренных или вы-
соких температур (1800—1900° С). Нитриды получают также путем
взаимодействия металлов с аммиаком и другими способами, включая
осаждением из газовой фазы.
Следует отметить, что нитриды, синтезированные различными спо-
собами, отличаются по степени совершенства кристаллической решетки,
дисперсности и в силу этого обладают различной реакционной способ-
ностью.
Нитрид бора NB является единственным соединением бора и азота
с весьма высокой температурой плавления в 3000° С (под давлением азо-
та) . Плотность его 2,2—2,35 г[см?, теплота образования из элементов
60,7 ккал!моль. Практическое значение имеют две модификационные фор-
мы нитрида бора — гексагональная a-BN и кубическая (3-BN. Наиболее
изучена a-форма, которая находит применение в производстве керамичес-
ких изделий. Структура гексагонального BN подобна структуре графита,
благодаря чему нитрид бора иногда называют «белый графит» или «бе-
лая сажа». Структура a-BN отличается чередованием графитоподобных
сеток, в которых атомы бора и азота чередуются по оси z. Периоды ре-
О о о
шетки a=2,504A, с=6,661 А, с/а = 2,662 А. Гексагональный нитрид бора
представляет собой белый мелкозернистый порошок чешуйчатого строе-
ния. Твердость a-BN весьма мала и составляет 2 по шкале Мооса. В хи-
мическом отношении нитрид бора очень устойчив в нейтральной и вос-
становительной средах. Он не смачивается многими расплавленными
металлами, расплавом стекла и рядом солей.
Получают BN азотированием борной кислоты или борного ангидри-
да аммиаком при температуре 900—1200° С. Применяют также способ
восстановления В2Оз углеродом в токе азота и ряд других способов
Особенности строения кристаллической решетки обуславливают вы-
сокие диэлектрические свойства BN. В сочетании с высокой огнеупорно-
стью, химической инертностью и термостойкостью хорошие электроизо-
лирующие свойства делают нитрид бора весьма перспективным материа-
лом в ряде областей техники.
Изделия из BN получают путем спекания спрессованных порошков
в среде аммиака или азота при температуре 1800° С, однако плотность
таких изделий мала. Плотные изделия из BN обычными способами фор-
мования и обжига получить не удается даже при крайне высоких тем-
пературах (до 2500°С в инертных газах). Поэтому для изготовления
плотных изделий единственно приемлемым является горячее прессова-
ние, которое обычно осуществляют в графитовых формах при давлении
300—500 кГ/см2 и температуре 1800—1900° С (рис. 118). Изделия из BN,
365
полученные горячим прессованием, обычно содержат примесь В2О3 в ко-
личестве от 1 до 15% в зависимости от технологии получения исходного
порошка BN и условий горячего прессования. На плотность и механиче-
ские свойства спрессованных порошков оказывают влияние условия
прессования, т. е. температура и давление, с повышением которых эти
свойства улучшаются (рис. 119).
Не менее важным является синтез, термическая предыстория при-
меняемого порошка BN, от которых зависят химический состав, дисперс-
ность и реакционная способность BN. Ак-
Рис. 118. Схема установки
для горячего прессования
1 — шток пресса: 2 — огнеупор-
ная прокладка-изолятор; ’ 3 —
верхний и нижний пуансоны;
4 — тепло- и электроизоляцион-
ный экран; 5 — графитовая мат-
рица; 6 — прессуемый образец;
7 — высокочастотный индуктор;
8 — стол пресса
тивные тонкодисперсные порошки чистого
BN могут быть получены при термохимиче-
ской очистке предварительно синтезиро-
ванного BN в аммиаке при температуре
1300° С. При такой очистке содержание сво-
бодной В2Оз в порошке не превышает 1 %,
Рис. 119. Зависимость плотности образцов
из BN от продолжительности горячего прессо-
вания при 1800° С и различных давлениях
1 — 500 кПсм1-, 2 — 400 кГ/см?-, 3 — 300 kTIcm1-,
4 — 200 кГ/см?
удельная поверхность его составляет 60—
65 м2/г, а средний размер кристаллов BN
находится в пределах 0,04—0,09 мк. Горя-
чепрессованные изделия проявляют анизотропию свойств относительно
направления прессования, причем абсолютные значения величин этих
свойств могут различаться в несколько раз.
Ниже приведены свойства изделий, полученных горячим прессова-
нием (при Р = 300-4-500 кГ]см2 и t~ 1700-^ 1800° С) из термохимически
очищенных порошков BN:
Содержание BN в % . .
Относительная плотность в ,0
Предел прочности при 20° С (параллельно прессованию)
в кГ/см?-.
при сжатии
» изгибе . . . . .
Теплопроводность параллельно прессованию в кал]см • сек град
Коэффициент линейного расширения а • 106 в град-':
параллельно прессованию
перпендикулярно »
Удельное объемное сопротивление в ом • см (в аргоне) при
температуре:
20° С...............
98—99
93—95
2000—2200
700—800
0,021
4,2
2,9
5-Ю1*
36Ъ
1000° С 2-Ю7
1500° С . 5-10*
1800° С 7-10»
2000°С 5-10»
Диэлектрическая проницаемости при 20 С . 4,3
Диэлектрические потери tg6 • 10~4 при 1 Мгц . 3—5
На свойства изделий из BN решающее влияние оказывает содержа-
ние в нем свободного В2О3, находящегося в изделии в виде стекловидной
фазы.
Одним из видов материалов из нитрида бора в его гексагональной
a-форме является так называемый пиронитрид бора. Получение пиро-
нитрида бора основано на реакции в газовой фазе между бором, выде-
ляющимся при разложении его летучих соединений, и азотом и осажде-
нии образовавшегося BN на нагреваемой до 1500—2000° С графитовой
подложке. Свойства пиролитического нитрида бора также анизотропны
и зависят от направления осаждения. Относительная плотность пиро-
нитрида бора 0,97, кажущаяся плотность 2,2 г/см5, прочность на изгиб
1900 кГ/см2, коэффициент линейного расширения и теплопроводность
различны по направлениям осаждения, причем параллельно поверхно-
сти осаждения до температур 700° С КЛР отрицательный.
Кубический нитрид бора |3-BN получил название «боразон». Он име-
ет твердость, почти равную твердости алмаза (10 по шкале Мооса), име-
ет в 2 раза большую теплоемкость, чем алмаз, является диэлектриком с
высоким удельным сопротивлением. Боразон, в отличие от алмаза, более
устойчив к окислению. Окисление и графитизация алмаза наблюдается
при температуре около 800° С, а боразон устойчив к окислению вплоть
до 1900—2000° С. Плотность |3-BN 3,45 г/см2, период решетки 3,615 А.
В последние годы был разработан промышленный способ получения
6-BN кубической модификации. Способ основан на переходе гексаго-
нального a-BN в кубическую |3-форму при высоких температурах (1200—
2000°С) и сверхвысоких давлениях (до 100 000 кГ/см2).
Нитрид алюминия A1N является единственным соединением этих
элементов. В природе A1N не встиечается и получают его синтетически.
По внешнему виду это порошок белого цвета, в монокристаллах прозра-
чен. Кристаллизуется нитрид алюминия в гексагональной решетке ти-
© О
па вюрцита с параметрами a=3,l 11 А, с=#4,978 А, с/а=1,6 с незначитель-
ными отклонениями, которые зависят от чистоты материала. Модифика-
ционных превращений A1N не имеет. Плотность A1N 3,12—3,27 г/см2,
теплота образования 76,47 ккал/моль, температура плавления (под давле-
нием азота) 2400° С. При температуре 1600—1700° С A1N разлагается.
Твердость A1N около 9 (по шкале Мооса). Нитрид алюминия обладает ря-
дом ценных свойств — высоким электрическим сопротивлением, хороши-
ми прочностными свойствами, сопоставимыми с подобными свойствами
окисной керамики. Химическая устойчивость в ряде агрессивных сред
делает возможным его применение для изготовления керамических изде-
лий для специальных условий службы. Примером такой химической
устойчивости может служить практически полное отсутствие взаимодей-
ствия арсенида галлия (GaAs) и A1N, благодаря чему нитрид алюминия
можно использовать в качестве контейнерного материала для получения
и очистки монокристаллов — этого важного для современной техники
полупроводника. Способы получения нитрида алюминия весьма многочис-
ленны и сущность их заключается главным образом в прямом азотирова-
нии алюминия при умеренных температурах (800—1200° С) либо в вос-
становлении окиси алюминия с одновременным азотированием. Получа-
ют нитрид алюминия также из газовой фазы термическим разложением.
Изделия из нитрида алюминия изготовляют путем обжига спрессован-
ных или отлитых заготовок в среде азота при температуре 1900° С. К по-
367
рошку A1N добавляется до 10% алюминиевой пудры, которая при азоти-
ровании образует A1N, являющийся связкой. В данном процессе имеется
частичное реакционное спекание. Возможно также изготовление изделий
из чистого порошка металлического алюми шя с последующим обжигом
в азоте. В этом случае будет происходить только реакционное спекание.
По этому способу изделия не достигают большой плотности, она состав-
ляет не более 0,5—0,6 теоретической. Плотные изделия из A1N с практи-
чески нулевой кажущейся пористостью, так же как и из BN, можно из-
готовлять горячим прессованием при температуре 2000—2100° С и дав-
лении 300 кГ]см2. Механическая обработка материалов из A1N затруд-
няется ввиду большой его твердости и прочности.
Основные свойства плотных изделий из A1N приведены ниже.
Относительная плотность . ................ 0,90—0,98
Температура плавления в °C 2400 (разлагается
под давлением
азота)
Предел прочности при изгибе в кГ/см?- при темпера-
туре
25° С 2700
1000° С 1900
1400° С . 1270
Теплопроводность в кал!см - сек- град при температуре:
200°С 0,072
800° С ............... 0,048
Коэффициент линейного расширения:
а - 10е град~1 и при температуре
25—200° С 4,03
25—1350° С ........................... 6,09
Удельное объемное сопротивление в ом-см при темпе
ратуре:
20° С 1013
400° С 2.25-10й
600° С 8-Ю7
1000°С 105
1200° С 9-Ю3
Диэлектрическая постоянная при 20° С 8,5
Нитрид кремния Si3N4 — единственное соединение этих элементов.
О
Кристаллизуется в гексагональной решетке с параметрами а=#7,76 А,
с=5,64А, с/а = 0,27. В технологии керамики используют a-Si3N4. Однако
предполагается существование и J3-SisN4 также гексагональной формы,
отличающейся своим строением. Плотность Si3N4 3,19 г/см2, теплота об-
разования 179,5 ккал!моль, твердость 99 (по шкале Роквелла). Среди
других нитридов нитрид кремния отличается исключительно высокой
химической устойчивостью. Он устойчив к окислению не только на воз-
духе, но и в кислороде, даже при умеренно высоких температурах. Пары
воды также действуют на Si3N4 незначительно. Практически нитрид
кремния устойчив против всех кислот. Высокая устойчивость нитрида
кремния против действия расплавленных металлов, даже таких, как А1,
Pb, Zn, Sn, выделяет его среди других керамических материалов.
Получают Si3N4 теми же способами, что и BN и A1N. Изделия из
Si3N4 изготовляют главным образом способом реакционного спекания, в
результате которого происходит азотирование спрессованных или отли-
тых заготовок из порошка металлического кремния. В этом процессе,
как уже ранее указывалось, совмещаются процессы образования Si3N4 и
собственно спекание. При азотировании металлического кремния разме-
ры заготовок практически не изменяются, несмотря на то, что удельный
объем образовавшегося Si3N4 больше удельного объема кремния. Вслед-
368
ствие заполнения образовавшимся Si3N4 пор пористость изделия резко
снижается и изделие достигает высокой относительной плотности.
Практикуется также получение изделий путем обжига при темпера-
туре около 1600° С спрессованных или отлитых заготовок непосредствен-
но из нитрида кремния. В некоторых случаях к порошку Si3N4 добавля-
ют металлический кремний. В этом случае металлический кремний дол-
жен быть азотирован на промежуточной ступени обжига (1350°С). Го-
рячее прессование чистого Si3N4 не уплотняет его, как это имеет место
при горячем прессовании BN и A1N. Поэтому при горячем прессовании
Si3N4 рекомендуется вводить флюсующие добавки в виде MgO и др.
В последнее время получен так называемый пиролитический нитрид
кремния.
3. Изделия из боридов
Бориды представляют собой вещества с весьма высокой темпера-
турой плавления или разложения, высокой твердостью и термической
стойкостью. Бориды обладают некоторыми свойствами, присущими ме-
таллам, например большой электропроводностью и теплопроводностью.
Однако, обладая признаками фаз внедрения, бориды не образуют струк-
о
туру этих фаз, так как размер атома бора слишком велик (0,87 А) и в
соответствии с правилом Хэга бориды образуют сложные цепочечные,
слоистые или каркасные структуры. Большинство боридов устойчивы
против действия минеральных кислот, но разлагаются расплавленными
щелочами, карбонатами. Бориды весьма чувствительны к окислительным
средам и при умеренных температурах (800—1200° С) начинают замет-
но окисляться.
В термодинамическом отношении бориды более устойчивы, чем кар-
биды и нитриды.
Получают бориды сплавлением порошков металла и бора в вакууме
в электрических печах. Изделия из боридов изготовляют прессованием с
последующим спеканием или горячим прессованием.
Совокупность ряда благоприятных свойств делает бориды весьма
перспективным материалом для изготовления керметов. Практическое
применение нашли диборид циркония ZrB2, диборид хрома СгВ2, дибо-
рид титана TiB2.
4. Изделия из силицидов
Силициды — это двойные соединения кремния с металлами, чаще
зсего IV—VI групп периодической системы элементов. Известно боль-
шое количество силицидов, но как огнеупорные или конструкционные
материалы их пока что применяют ограниченно, несмотря на определен-
ную перспективность.
Структура силицидов весьма разнообразна. В отличие от карбидов
и нитридов силициды не являются «фазами внедрения» по той причине,
что крупные атомы кремния (г= 1,17 А) не могут внедриться в простую
по строению решетку металла. Атомы кремния могут лишь заместить в
кристаллической решетке металла атом металла, если их радиусы
близки (при —=0,84 ч-0,85), образуя металлоподобную структуру.
гМе
Если же радиусы атомов металла и кремния существенно различны, то
образуются не металлические структуры, а сложные цепочечные, слои-
стые и каркасные структуры.
Силициды имеют умеренную температуру плавления (или разло-
жения), находящуюся в пределах 1550—2200° С.
36S
Однако силициды обладают рядом свойств, которые позволяют ис-
пользовать их в условиях высоких температур. К ним относятся: отлич-
ная термостойкость благодаря высокой теплопроводности, малое элект-
росопротивление и хорошее сопротивление окислению до температуры
1500—1700° С. Такое сопротивление окислению обусловлено образова-
нием на поверхности силицидов защитной пленки из SiC>2, возникающей
в результате окисления силицидов.
В химическом отношении силициды, как правило, весьма инертны,
стойки против минеральных кислот. В спеченном состоянии они облада-
ют высокой механической прочностью и твердостью и сохраняют эти
свойства до самых высоких температур.
Изделия из силицидов получают прессованием с последующим спе-
канием, горячим прессованием, а также литьем из пластифицированных
шликеров.
Из большого числа силицидов практическое значение имеют лишь
некоторые, например ZrSi2, TaSi2, WSi2 и особенно MoSi2 — дисилицид
молибдена, который получил уже широкое применение.
Дисилицид молибдена. В системе Мо—Si имеется несколько соеди-
нений — Mo3Si, Mo3Si2 и MoSi2, из которых практическое значение имеет
наиболее устойчивое соединение MoSi2, температура плавления которо-
го 2030° С.
Дисилицид молибдена имеет слоистую структуру, состоящую из
двух слоев атомов кремния и одного слоя атомов молибдена.
Предел прочности при сжатии горячепрессованного MoSi2 находит-
ся в пределах 4000—7000 кГ!см2. Прочность на изгиб очень велика и со-
ставляет при 980° С 4780, при 1100° С 5970 и при 1200° С 3790 кГ/см2.
Дисилицид молибдена нерастворим в минеральных кислотах, даже
в плавиковой кислоте и царской водке, но растворяется в смеси HF и
HNO3 с выделением паров азота. Водные растворы щелочей не действу-
ют на MoSi2, но расплавленные щелочи разлагают его. Теплопроводность
MoSi2 0,075 кал/см-сек-град, коэффициент расширения 9,2-10-8 (при
200—1500° С).
Изделия из дисилицида молибдена оказались пригодными для из-
готовления лопаток газовых турбин, сопел ракет. Его используют также
для сварки графита при температуре 2150° С, для нанесения защитных
слоев на тугоплавкие металлы, чтобы предохранять их от окисления.
Дисилицид молибдена обладает низким электросопротивлением и
слабоположительным температурным коэффициентом электросопротив-
ления, что позволяет использовать его как стабильный высокотемпера-
турный нагреватель. Такие нагреватели могут работать при температу-
ре 1700° С в течение нескольких тысяч часов. Выше 1700° С дисилицид
молибдена нагревать нельзя, так как защитная стеклообразная пленка
на его поверхности начинает плавиться, a MoSi2 интенсивно окисляться.
Отечественная промышленность освоила производство нагревате-
лей из MoSi2, и печи с такими нагревателями выпускают серийно.
Глава 6. КЕРМЕТЫ
Керметами называют искусственно создаваемые материалы, соче-
тающие в себе некоторые свойства неметаллических соединений (на-
пример, высокоогнеупорных окислов, карбидов, боридов, нитридов,
силицидов) и свойства металлов. Свое название керметы получили по
комбинации слов «керамика» и «металл», что отражает происхождение
этих материалов, как композиции керамической и металлической фаз.
В результате взаимодействия фаз в процессе обжига изделий образует-
ся новый материал, имеющий некоторые более высокие эксплуатацион-
370
ные свойства, чем его составляющие. Керметы обладают рядом ценных
свойств, присущих как керамике (твердость, высокая длительная проч-
ность, окалиностойкость, малая ползучесть), так и металлу (высокая
теплопроводность, электропроводность, стойкость к ударным нагрузкам).
В качестве неметаллических фаз в керметах наряду с высокоогне-
упорными окислами, такими как А12О3, Сг2О3, Y2O3, ВеО, MgO, ZrO2,
используют некоторые карбиды, бориды, нитриды и силициды, а в ка-
честве тугоплавких металлов широкое применение нашли такие метал-
лы, как Ni, Со, Сг, Fe, W, Мо, No, Та и др. Иногда к керметам относят
материалы, состоящие из металлоподобных соединений без участия ме-
талла.
Количество различных видов керметов в настоящее время весьма
зелико. По признаку применения основной неметаллической фазы их
можно подразделить на окисные, карбидные, силицидные, боридные и
нитридные.
Одним из главных вопросов химии и технологии керметов является
вопрос о характере связи и силе сцепления между компонентами. Сцеп-
1ение между фазами в гетерогенных системах определяется соотноше-
нием их поверхностных энергий, величиной поверхностного натяжения
между фазами. Сцепление осуществляется как за счет сил Ван-дер-
Ваальса между фазами, так и образования промежуточных соединений
и твердых растворов. Для оценки возможного взаимодействия между
фазами в керметах принято рассматривать смачивание между компо-
нентами, характеризуемое краевым углом смачивания. Некоторые по-
лагают, что в случае хорошей смачиваемости металлами тугоплавких
окислов между ними обязательно существует некоторое химическое
взаимодействие в тонком поверхностном слое на границе раздела фаз.
Полагают также, что слабое смачивание большинством тугоплавких
металлов огнеупорных окислов объясняется отрицательным электриче-
ским зарядом, существующим на поверхности окисной керамики. Хоро-
шее смачивание тугоплавкими металлами металлоподобных карбидов
и нитридов по сравнению со смачиванием ими огнеупорных окислов
объясняется металлической связью в решетке этих соединений, склон-
ностью их к образованию растворов с металлами и обменным реакциям
между ними.
Таким образом, рассматривая смачивание как основную предпосыл-
ку образования прочной структуры, все керметы следует разделить на
две основные группы:
1) керметы, в которых неметаллическая фаза хорошо смачивается
расплавленным металлом;
2) керметы, в которых смачивание неметаллической фазы расплав-
ленным металлом невелико.
К первой группе относятся керметы металлоподобных тугоплавких
соединений на металлической связке, т. е. большинства карбидов и ни-
тридов, имеющих структуру фаз внедрения, а также боридов и силици-
дов. Для керметов этого типа характерна плотная и прочная связь
между металлом и металлоподобной фазой, благодаря ее хорошему
смачиванию расплавленными металлами. Такие керметы спекаются при
температуре, несколько превышающей температуру плавления металла-
связки. Образующаяся при этом жидкая подвижная металлическая
фаза полностью смачивает поверхность металлоподобного соединения,
проникая в мельчайшие трещины и неровности поверхности его зерен
и обеспечивая тем самым высокие прочностные свойства кермета. При
этом возможно образование некоторых промежуточных соединений и
частичное растворение.
К этой группе керметов, имеющих явно выраженные металлические
свойства и большую твердость, относятся керметы, по своим свойствам
371
не уступающие лучшим видам твердых сплавов металлов. Керметы дан-
ного типа в настоящем курсе не рассматриваются.
Вторая группа объединяет керметы на основе окислов. Последние
плохо смачиваются расплавленными металлами, в результате достиг-
нуть прочной связи между металлом и окислом, как правило, не удается.
Поэтому при спекании керметов составов окисел — металл при темпера-
туре, превосходящей температуру плавления металла-связки, происхо-
дит вытекание металла. Во избежание такого явления керметы окисного
типа обжигают при температурах ниже температуры плавления метал-
ла, при которой металл находится в вязко-текучем, но еще твердом со-
стоянии.
Для улучшения смачивания между тугоплавкими металлами и вы-
сокоогнеупорными окислами в процессе спекания керметов окислы
должны иметь высокую удельную поверхность. Иногда в керметную
композицию вводят окислы, образующие с основным окислом жидкую
фазу [например, добавляют CaO + SiO2 в кермет А12Оз(Ре2О3) + желе-
зо]. В металл вводят добавки его окисла, если последний может взаимо-
действовать с основным окислом системы (например, А12О3—Fe2O.v,
А12Оз—Сг2О3—Сг; MgO—FeO—F). Вводят промежуточный компонент
в виде окисла (например, окислы Mo, W, V и др.), способного образо-
вывать эвтектику с твердыми компонентами системы и затем восста-
навливаться при спекании до металла. Вводят легирующие добавки
в основной металл, при этом легирующий металл должен иметь боль-
шое сродство к кислороду, что способствует смачиванию окисла обра-
зующимся сплавом (например, добавка Zr в систему W—А12О3 или Ti
в Сг—А12О3).
Кермет на основе окисла будет прочным и плотным тогда, когда
металл и окисел образуют промежуточный слой, связывающий обе фа-
зы. Таким идеальным случаем является образование твердого раствора
основного введенного окисла с окислом металла-связки, например кер-
мет состава корунд — хром.
Свойства керметов в известной степени определяют ряд физико-хи-
мических процессов, протекающих при спекании:
1) смачивание керамической фазы металлом;
2) химическое взаимодействие фаз;
3) взаимная растворимость фаз.
Кроме этого, важно подобие структур и типов внутрикристалличе-
ских связей обеих фаз.
Из большого количества металлов для изготовления жаропрочных
Таблица 83
Свойства некоторых металлов, применяемых при изготовлении керметов
Ме- талл Кристаллическая решетка Плот- ? ность в е/см3 Темпера- тура плавления в °C Коэффициент линейного расширения а-10 6 при 20—100 °C Теплопровод- ность при 20 °C Х-103 в ккал/м «X "Кград Температура в °C, При ко- торой упру- гость пара равна 1-10“^
Si Кубическая 2,44 1414 3,72 200 1200
Ti Гексагональная 4,5 1725 8,8 36 1384
Zr » 6,5 1860 6,3 35 1816
V Кубическая 6,00 1720 8,7 74 1725
Nb » 8,5 2450 7,2 120 2539
Та » 16,6 2990 6,5 130 2820
Сг » 7,2 1860 6,2 165 1090
Mo » 10,2 2625 4,9 350 2295
W » 19,3 3410 4,3 480 3016
Co а-гексагоиальная 8,8 1490 12,5 .—. 1510
Ni Кубическая гра- 8,9 1455 13,8 143 1500
нецентрированная
372
керметов используют лишь небольшое число. В табл. 83 приведены
основные свойства некоторых металлов.
Пригодность применения того или иного металла в керметах опре-
деляется температурой плавления, окисляемостью, типом структуры,
температурой заметного испарения и коэффициентом расширения.
Температура плавления металла определяет возможный темпера-
турный предел применения кермета. С этой точки зрения такие металлы,
как Si, Ti, Со, Ni, не позволяют создать высокотемпературный кермет,
так как температура их плавления сравнительно невелика (1440—
1725° С).
Сильная окисляемость ограничивает возможность использования
в окислительных средах жаропрочных керметов на связке из наиболее
тугоплавких металлов W, Мо, Та, Nb. Такие металлы могут работать
только в вакууме или среде, исключающей окисление.
Большое применение в качестве связки в керметах нашел хром,
так как несмотря на его наибольшую испаряемость, он имеет сравни-
тельно высокую температуру плавления (1860° С) и удовлетворительно
сопротивляется окислению при высоких температурах.
Совпадение типа структур металла и керамической фазы способст-
вует образованию и спеканию кермета. Большинство металлов имеет
кубическую структуру, совпадающую со структурой многих карбидов,
нитридов, а также некоторых боридов и окислов. Температура начала
интенсивного испарения металла определяет температуру возможного
применения. Совпадение или близость КЛР металлической и неметал-
лической фаз улучшает термостойкость кермета.
Металл, который бы обладал одновременно высокой температурой
плавления и малой окисляемостью, не существует, поэтому создание
керметов на металлической связке ограничено температурой их плав-
ления.
Наиболее близки по свойствам и технологии изготовления к чисто
керамическим материалам керметы на основе высокоогнеупорных окис-
лов с металлической связкой — окисные керметы. В керметах этого ти-
па важнейшим условием образования прочной и плотной структуры
материала является образование промежуточного соединения (слоя),
связывающего обе фазы.
Между керамической фазой и металлом не должно происходить
активных физико-химических процессов, так как это может существен-
но ухудшить свойства кермета. Однако на границе фаз должны про-
текать некоторые, в основном поверхностные, химические реакции,
способствующие образованию прочной связи в кермете. К числу таких
реакций относятся:
1) реакции окисления металла-связки за счет кислорода окисного
компонента по типу реакции Ме'О+Me" = Ме"О+Me'; например, в реак-
циях BeO + Zr, Al2O3+Zr, ThO2 + Zr при высоких температурах образу-
ется новая фаза ZrO2;
2) реакции образования нового вещества с участием кислорода воз-
духа по типу реакции Ме'О+Ме" +а/2О2 и Ме'О-Me"©, например
2MgO + Si+O2 и 2MgO-SiO2; на поверхности раздела фаз в результате
такой реакции может образоваться новое вещество, иногда значительно
более легкоплавкое, чем исходные компоненты;
3) образование твердых растворов окисла металла-связки и окисла,
представляющего керамическую основу кермета, например Сг2О3 в А12О3.
В некоторых случаях образование промежуточных соединений на
границе раздела фаз основных компонентов кермета может способство-
вать его уплотнению и упрочнению. Температура плавления металла,
применяемого в качестве связки, не должна существенно отличаться от
температуры спекания керамического компонента.
373
На свойства кермета решающим образом оказывает влияние его
состав и структура.
Керметы в зависимости от соотношения компонентов могут быть
разбиты на три группы:
а) керметы, содержащие в металлической матрице равномерно рас
пределенные тонкодисперсные частицы керамической фазы до 15%
(объема.) эти материалы называют дисперсионно-уплотненными;
б) керметы, содержащие до 15% (объемн.) металла в тонкодис
персном состоянии;
в) керметы на основе композиций керамики с металлом при содер-
жании последнего 15—85% (объемн.).
По виду структуры керметные материалы можно разделить на два
типа: матричные системы и статистические. Матричными называются
такие структуры, в которых одна фаза, например металл, непрерывна
во всем интервале концентраций, а другая представляет собой включе-
ния в непрерывной матричной фазе. Структуры, образуемые двумя или
более хаотически распределенными фазами, между которыми полностью
отсутствует химическое взаимодействие, называются статистическими
смесями. Возможны также промежуточные типы структур. Составы кер-
мета весьма разнообразны. Применяя одни и те же компоненты, напри-
мер, корунд и металлический хром, но в разном соотношении, можно
получить материалы с различными свойствами и структурой. Если в со-
став кермета вводят преобладающее по объему количество металла, то
структуру и свойства кермета в основном определяет металл. В струк-
туре наблюдается непрерывная связь по металлу и в кермете будут
преобладать металлические свойства. Если же в кермете преобладаю-
щее количество по объему занимает керамическая фаза, то и свойства
соответственно ближе к свойствам керамической фазы.
Например, такие свойства, как удельное объемное сопротивление,
ударная вязкость, термостойкость, имеют явные и резкие изменения в об-
ласти тех составов, в которых металлическая связка не имеет сплошной
цепочки контактов по отдельным зернам, а керамическая основа, на-
ходясь в преобладающем по объему количестве (более 55—60%), изо-
лирует зерна металла друг от друга.
Технология изготовления. Изделия из керметов изготовляют всеми
способами непластической технологии. Принципиальная схема произ-
водства такова: подготовка порошков, их смешивание, формование из-
делий, обжиг, обточка и их шлифование. Подготовка порошков состоит
в предварительном рассеве или сепарации их, если это необходимо, и в
тонком измельчении (размеры частиц 1—5 мк). Одновременно с тонким
измельчением материалы перемешиваются. Для измельчения применя-
ют вибромельницы и барабанные шаровые мельницы.
Для предохранения металла от окисления измельчение ведут в аце-
тоне, спирте, бензине и т. п. Наиболее распространено прессование
пластифицированных масс. Используют все варианты прессования: одно-
осное в металлических формах, гидростатическое, горячее. В некоторых
случаях применяют шликерное литье и пластическое формование, но
так как металл и керамическая фаза существенно отличаются по плот-
ности, то при литье добавляют вязкие органические жидкости, задержи-
вающие расслаивание суспензии.
В качестве металлического компонента в керметах чаще всего ис-
пользуют металлические порошки, полученные электролитическим спо-
собом. Такие порошки тонкодисперсны (40—60 мк) и применяют их бе?
дополнительного измельчения.
Для уменьшения усадки и снижения напряжений в изделии нередко
предварительно обжигают кермет при температуре 550—600° С, а затем
измельчают полуфабрикат, формуют и снова обжигают. К числу пред-
374
варительных операций относится гранулирование молотого порошка
с целью придания ему однородности для лучшего заполнения формы
мелкими гранулами. После смачивания порошка клеем (гликоль в воде,
канифоль в спирте, воск в ССк) происходит окатывание гранул и просев
их через контрольное сито.
Для пластического формования в керметовый порошок вводят
пластификатор, например 5%-ный раствор поливинилового спирта. Не-
обходимы осторожная сушка и предварительный открытый обжиг при
550° С для удаления органического связующего. Литье керметового
шликера осуществляют обычно в гипсовые формы. Для поддержания
тяжелой суспензии во взвешенном состоянии необходимо добавление
разжижителя и суспендирующего вещества, например 0,5% раствора
альгината натрия, 1 % полимера акриловой кислоты и смачивающего
компонента (натрийгептадецилсульфита). Шликер должен быть под-
кислен соляной кислотой (pH от 0,6 до 4,5).
Керметы обжигают в вакууме (10-4 мм рт. ст.), или в нейтральном
газе (очищенный аргон, гелий), или в водороде, т. е. в условиях,
исключающих окисление металлов или других возможных компо-
нентов.
Так как карбиды в вакууме разлагаются, то керметы на основе
карбидов обжигаются в угольных трубчатых электрических печах,
а окисные керметы обжигаются в защитной среде аргона. Режим об-
жига керметов строго не регламентируется, так как при обжиге не про-
исходят процессы, вызывающие изменение объема. Температура обжига
керметов зависит от температуры плавления применяемого металла и
находится в пределах 1500—1800° С. Усадка керметов при обжиге со-
ставляет 15—20%.
Изделия после его обжига в вакууме до температуры 800—1000° С
иногда подвергают промежуточной или дополнительной операции — ме-
ханической обработке (обточке, шлифованию) с последующим оконча-
тельным обжигом и окончательным шлифованием.
Из числа окисных керметов наиболее изучен и получил распростра-
нение кермет из окиси алюминия на связке из металлического хрома или
некоторых его сплавов. Кермет состава корунд-хром обладает весьма
благоприятными электрофизическими, тепловыми и механическими
свойствами. Хорошая термостойкость и сопротивление тепловому удару
определили его пригодность для изготовления деталей реактивных дви-
гателей.
В керметах корунд — хром содержание компонентов может изме-
няться в довольно широких пределах, примерно от 30 до 70% каждого
из них. При этом, естественно, будут меняться свойства соответственно
увеличению керамического или металлического компонента.
Технология изготовления керметов состава корунд — хром не отли-
чается от обычной схемы. Предпочтительным способом формования яв-
ляется холодное прессование. Обжигают кермет в вакууме или в за-
щитном газе при температуре 1650° С.
При обжиге кермета между отдельными зернами корунда и метал-
лического хрома возникает прочная связь. Поверхность зерен хрома
окисляется до окиси хрома Сг2О3, которая образует твердый раствор
с А12О3. Таким образом, создается спайка, плотно связанная с обеими
фазами. Поэтому для получения кермета, обладающего большой проч-
ностью, необходимо частичное поверхностное окисление хрома, которое
достигается выдерживанием тонкомолотого порошка хрома на воздухе
или введением паров воды в среду водорода при обжиге кермета. Без
окисления хрома и соответственно без образования твердого раствора
Сг2О3 в А12О3 кермет получается пористый и непрочный, так как между
корундом и хромом не возникает промежуточной связи.
375
Свойства керметов корунд — хром были улучшены применением
сплава хрома с молибденом или вольфрамом.
Керметы типа окись алюминия — хром устойчивы против окисления
при температуре до 1200° С, а при кратковременном воздействии до
1500° С они обладают отличной термостойкостью, выдерживая без раз-
пушения до 1000 циклов резкого охлаждения после нагрева до 1050° С.
В табл. 84 приведены прочностные свойства керметов хром — ко-
рунд и хром — молибден — корунд.
Таблица 84
Некоторые свойства керметов состава хром — корунд
Свойства Сг—AI2О, (72%; 28%) Мо—Сг—А1,О3 (13,2%; 52.8%; 34%)
Плотность кажущаяся в г/см3 . 5,81 6,1
Пористость в % • • 0,25 0,25
Точка плавления в ° С . . . 1850 —
Теплопроводность при 260° С в ккал!м ч • град . Коэффициент термического расширения при ин- тервале температур: 13,3 —
0—1000° С 8,4-10—в —
30—800° С . — 9,1-10-®
Отношение Пуассона ... 0,22 0,25—0,27
Модуль упругости при растяжении в кГ1см2 . . . Предел прочности при растяжении в кГ/см2 при температуре: 28,7-10® 25,9—27,3-10®
24° С 14,7 —
426° С . 14,35 —
648° С 14 —
815° С 13,8 —
982° С 11,75 —
1093° С . То же, при изломе (изгибе) в кГ/см2 при темпе- ратуре: 8,25 —
24°С . . 31,4 38,5
982° С 18,8 30,3
1149°С 12,6 20,3
1325°С 3,22 8,4
То же, при сжатии в кГ/см2 (при 20° С) Модуль в кГ1см2-. 77 168
сдвига 11,9-10® 10,5-10®.
всестороннего сжатия 14,7-10® 18,2-10®
То’ же, при сдвиге в кГ/см2 (при 20° С) Твердость по Роквеллу (шкала С) . . 28 —
37 45—55
Применение керметов. Благоприятное сочетание в керметах ряда
важнейших эксплуатационных свойств, таких как высокая прочность
при повышенных температурах, высокая износостойкость и большая
ударная вязкость, позволяет использовать эти материалы в таких об-
ластях техники, как ракетостроение, судостроение, в атомной и авиа-
ционной промышленности. Широко применяют керметы для обработки
материалов резанием. В ядерной технике керметы используют как ма-
териалы для тепловыделяющих элементов и регулирующих стержней.
Керметы нашли широкое применение в качестве фрикционных материа-
лов, особенно композиций на основе железа и SiO2, Си — А12О3 и др.
Композиции ZrO2—TiC служат материалом для изготовления тиглей,
используемых для плавки титана, ниобия, циркония и др. Окисные кер-
меты применяют в качестве материала для катодов термоэмиссионных
приборов.
376
Часть пятая
ХИМИЯ И ТЕХНОЛОГИЯ НЕКОТОРЫХ ВИДОВ
СТРОИТЕЛЬНОЙ КЕРАМИКИ
Керамические материалы, применяемые для строп
тельства зданий и различных сооружений, принято
называть строительной керамикой. Эту керамику
обычно классифицируют по характеру ее применения и подразделяют
на стеновую (кирпич, керамические камни и панели из них), фасадную
(лицевой кирпич, плитки различного вида), кровельную (черепица),
канализационные и дренажные трубы, керамические заполнители для
бетонов (керамзит, перлит и аглопорит).
По признаку применения к строительной керамике часто относят
санитарно технические изделия из фаянса и фарфора (умывальные сто-
лы, ванны, унитазы), а также фаянсовые облицовочные плитки различ-
ных типов и составов, плитки для полов и кислотоупорные изделия.
По сложившейся традиции пористые изделия грубозернистого строе-
ния из глинистых масс называют грубой керамикой, а изделия плотные
тонкозернистого строения, со спекшимся черепком, водонепроницаемые,
типа фарфоровых называют тонкой строительной керамикой.
Однако такая классификация является условной и не отражает хи-
мической и минералогической природы керамических материалов.
Особенностью чисто строительной керамики, такой как кирпич и ке-
рамические камни, фасадной и некоторой другой, . является широкое
использование повсеместно распространенных в природе легкоплавких
и частично тугоплавких глин, сравнительно грубая переработка масс
и обжиг изделий при относительно низких температурах, порядка
900—1100° С.
В производстве строительной керамики применяют в основном спо-
собы пластического формования и полусухого прессования и значитель-
но реже литье в гипсовые формы.
В послевоенные годы производству строительной керамики уделя-
ется большое внимание. Построено много новых крупных механизиро-
ванных заводов по производству кирпича, фасадных и облицовочных
изделий, легких керамических заполнителей для бетонов. Созданы мощ-
ные перерабатывающие и формующие механизмы. Современные заводы
оснащены исключительно туннельными печами.
Заметные изменения произошли в самой технологии переработки и
обжиге изделий. Широко применяют вакуумную переработку масс, су ш
ку в распылительных сушилках. Научно обоснованы и введены в прак-
тику сушка и обжиг изделий по скоростным режимам. Созданы поточ-
но-механизированные линии по производству плиток, труб, фасадной
керамики.
На заводах строительной керамики все больше и больше начинают
применять автоматическое регулирование как механических, так и теп-
ловых процессов.
377
Глава 1. СТЕНОВАЯ, КРОВЕЛЬНАЯ, ФАСАДНАЯ КЕРАМИКА
Керамические изделия для возведения стен и кровли крыш человек
использует с глубокой древности. Менялась форма изделия, совершен-
ствовались технология переработки сырья и обжига изделий, но кера-
мика во многих районах страны оставалась основным строительным ма-
териалом при строительстве жилых и особенно промышленных зданий.
Рис. 120. Виды кирпича
а — глиняный обыкновенный; б — глиняный пустотелый; в —камень керамический пустотелый сте-
новой
И в настоящее время, когда бетон и железобетон стал основным строи-
тельным материалом, керамические изделия для возведения зданий не
потеряли своего значения, и выпуск их постоянно возрастает.
Основным видом стеновой керамики является кирпич глиняный
обыкновенный (ГОСТ 530—54), имеющий форму параллелепипеда раз-
мером 250X120X65 мм (рис. 120). Стремление снизить объемный вес
Рис. 121. Виды керамических блоков
а — средний; б — угловой
кладки и улучшить теплоизо-
ляционные свойства привело
к разработке различных раз-
новидностей кирпича, в том
числе дырчатого, пористо-дыр-
чатого, полуторного, пустоте-
лых камней по своему разме-
ру, кратному размеру кирпи-
ча. Объем пустот в таких из-
делиях достигает 30, а в неко-
торых случаях и более про-
центов. Кроме кирпича, выпус-
кают пустотелые камни для
устройства перекрытий, пере-
городок, вентиляционных и
дымовых каналов и др. Фор-
ма и размер этих изделий самые разнообразные (рис. 121). Для кров-
ли крыш во многих районах страны широко используют черепицу раз-
личных типов (рис. 122).
Фасадные керамические изделия по форме весьма разнообразны.
К ним относятся так называемый лицевой кирпич (ГОСТ 7484—55),
прислонные и закладные фасадные плиты различной конструкции и ар-
хитектурно-художественные детали. В послевоенный восстановительный
период производство фасадной керамики интенсивно развивалось, и в
строительстве были испытаны многие виды и различные формы и фасо-
ны облицовочной фасадной керамики. Как показал опыт строительства,
многие виды изделий оказались нерациональными. В настоящее время
строители отдают предпочтение пустотелым камням из светложгущих-
ся глин или окрашенных в виде одинарного или сдвоенного кирпича.
Такие камни одновременно несут стеновую нагрузку и придают зданию
красивый внешний вид. Кроме таких камней в последнее время в связи
с широким применением в сборном домостроении стеновых панелей и
178
крупных блоков широкое распространение получила облицовка панелей
и крупных блоков мозаичной плиткой размером 48x48x5 или 23Х23Х
Х4 мм. Эти плитки закрепляются на панели непосредственно на заводе-
изготовителе. Для наружной облицовки зданий, особенно цоколя, стали
также широко применять так называемую цокольную плитку (ГОСТ
13996—68). Эту плитку выпускают различного цвета, иногда глазуруют
цветными глазурями, что дает возмножность создавать цветовые ан-
самбли.
Свойства, которыми должны обладать стеновые, фасадные и кро-
вельные материалы, определяются условиями их эксплуатации. Эти
условия связаны главным образом с атмосферными воздействиями,
переменами температур от плюсовых до минусовых, в некоторых случа-
ях с большими нагрузками.
К важнейшим свойствам этих видов керамики относятся их отно-
сительная плотность и пористость, прочность, теплопроводность и моро-
зостойкость.
Для стеновых и некоторых видов фасадной керамики следует раз-
личать относительную плотность (объемный вес) спеченной при той или
иной температуре глинистой массы и объемный вес изделия с искусст-
венно созданной пористостью и пустотностыо.
Рис 122. Виды черепицы
а — пазовая штампованная; б — пазовая ленточная; в — плоская ленточная
Объемный вес обожженной глины (без добавок, повышающих по-
ристость) и объемный вес’полнотелого изделия из этой глины (кирпича
или черепицы) совпадают и обычно находятся в пределах 1700—
1900 кг/м3. Объемный вес пористо-дырчатых, пустотелых и других так
называемых «эффективных» стеновых материалов находится в пределах
300—1500 кг[мг и зависит главным образом от пористости изделий.
Пористость кирпича и стеновых материалов в известной степени
определяет их теплозащитные свойства.
В изделии плотного строения теплопроводность естественно будет
больше, что в конечном итоге приводит к утолщению стенок и удоро-
жанию строительства. Поэтому кирпич должен обладать некоторой ми-
нимальной пористостью. Кроме придания теплозащитных свойств не-
которая пористость облегчает обжиг изделий, а также способствует
лучшему сцеплению кирпича с цементным раствором при его кладке.
Водопоглощение кирпича (по ГОСТ 530—54) должно быть не менее
8%. Применение в строительстве эффективных стеновых материалов
позволяет снизить толщину стен, уменьшить вес кладки и тем самым
379
снизить стоимость строительства. Поэтому для кладки стен большин-
ство заводов выпускает не полнотелый, а пористый или пористо-дырча-
тый кирпич той или иной конфигурации или фасона.
Пористость фасадной керамики для крупных изделий, например
облицовочного кирпича или облицовочных камней, должна быть при-
мерно такая же, как и у строительного кирпича. Пористость цокольных
облицовочных плиток или ковровоузорчатых плиток для декорирования
панелей должна быть существенно меньше, так как именно эти керами-
ческие детали здания в первую очередь воспринимают атмосферную
влагу. Обычно водопоглощение этих изделий не должно превышать 4%.
Для черепицы водопоглощение и пористость не нормируют.
Обычно водопоглощение не должно быть большим, так как изделие дол-
жно быть водонепроницаемым. Кроме того, повышенное водопоглоще-
ние может явиться причиной разрушения изделия при морозе.
Прочность стеновых и некоторых фасадных изделий оценивают
по пределу прочности при сжатии и изгибе, а черепицы — только по
пределу прочности при изгибе. Сортность кирпича и его качество приня-
то оценивать по так называемой марке кирпича, которая соответствует
величине предела прочности при испытании его на сжатие, например 75,
100, 125, 150. Средний результат испытаний относится к низшей марке.
При испытании пустотелых изделий площадь пустот не вычитается,
а нагрузка относится ко всей площади, подсчитанной по внешним габа-
ритам изделия. Предел прочности при изгибе должен соответствовать
определенному значению пределов прочности при сжатии, и его сниже-
ние является основанием к снижению марки кирпича. Прочность чере-
пицы при испытании па излом должна быть не менее 70 кг.
Морозостойкость является специфическим свойством строи-
тельной керамики, определяющим долговечность стеновой, фасадной и
облицовочной керамики, т. е. тех видов материалов, которые в процессе
эксплуатации подвергаются переменному воздействию положительных
и отрицательных температур.
Морозостойкость — способность материала или изделия выдержи-
вать во влагонасыщенном состоянии многократное замораживание до
—15°С и оттаивание в воде (при +15±5°С) без разрушения.
Для стеновых кирпичей и камней стандартом установлена норма
в 15 циклов, которая практически гарантирует долговечность сооруже-
ния. Для фасадной керамики и черепицы требования по морозостойко-
сти более жесткие, и эти изделия должны выдерживать не менее 25 цик-
лов замораживания.
Морозостойкость является одной из важнейших характеристик сте-
новой и кровельной керамики, определяющей долговечность ее эксплуа-
тации. Опыт применения стеновых керамических материалов убедитель-
но показал, что применение неморозостойких ма герпалов приводит
к преждевременному разрушению зданий и сооружений и дорого об-
ходится для народного хозяйства Разрушение изделия под влиянием
низкой температуры проявляется в виде сначала шелушения, затем вы-
крашивания и растрескивания, а затем и полного рассыпания Прочность
изделия и соответственно всей кладки снижается вплоть до разрушения.
Такое разрушение изделия, например кирпича, происходит вследствие
того, что попавшая в поры изделия вода при замораживании, как из-
вестно, расширяется, увеличиваясь в объеме па 10'/о и создавая при этом
огромные усилия давления.
Проникание воды внутрь изделия связано с характером пор и их
распределением в нем. Открытые сообщающиеся между собой поры по-
вышают склонность изделий к разрушению, а при наличии мелких раз-
общенных капиллярных полузакрытых пор морозостойкость возрастает.
Поэтому повышению морозостойкости способствует обжиг при более
380
высоких температурах, при котором общая пористость изделия снижает-
ся, а закрытая пористость относительно увеличивается.
Иногда морозостойкость стеновых материалов оценивают по так
называемому коэффициенту морозостойкости, который представляет со-
бой отношение водопоглощения образца изделия на холоду к водопогло-
щению, определенному при кипячении. Водопоглощение на холоду
практически характеризует открытую пористость, а при кипячении до-
полнительно и закрытую, т. е. общую. Однако «коэффициент морозо-
стойкости» не всегда правильно отражает действительное поведение
изделия в эксплуатации. Надежной методики определения морозостой-
кости до настоящего времени не разработано.
1. Сырьевые материалы
Для производства кирпича и черепицы используют главным обра-
зом широко и почти повсеместно распространенные легкоплавкие гли-
ны и суглинки, т. е. смеси глии с кварцевым песком. На изготовление
изделий фасадной керамики также используют светложгущиеся туго-
плавкие либо низкоогнеупорные глины.
Для изготовления кирпича пригодны также тонкодисперсные лёс-
совидные глины (лёссы), отличающиеся тонкодисперсным состоянием
и высоким содержанием равномерно распределенного углекислого каль-
ция. В ряде районов страны используют так называемые спондиловые
глины (Украина) — смесь глинистого вещества с тонкодисперсным из-
вестняком, и кембрийские глины (Прибалтика), отличающиеся хорошей
спекаемостью благодаря наличию в них повышенного количества остат-
ков полевошпатовых пород. Реже применяют сухарные и ленточные
глины. Таким образом, по своим свойствам глины, используемые для
изготовления стеновых материалов, весьма различны и разнообразны,
и единых технических условий на это сырье, очевидно, быть не может.
По химическому составу пригодны глины, весьма сильно отличаю-
щиеся между собой по содержанию основных окислов (в %):
Окисел SiO2 А12О3 Fe2O3 СаО MgO К2О-(- -(-Na2O SO3 П. п. п.
Содержание в % 53—81 7—23 3—12 0,5—15 0,5—3 1—5 0—3 3—15
Легкоплавкие глины в отличие от тугоплавких и особенно огнеупор-
ных глин сильно засорены сопутствующими примесями, что собственно
и определяет их низкую огнеупорность. Количество глинистого минера-
ла (каолинита, монтмориллонита и др.) в легкоплавких глинах зачастую
пе превышает 50%. Основными примесями в легкоплавких глинах явля-
ются кварцевый песок, карбонаты, сульфаты, слюды, железистые соеди-
нения, органические примеси. Нежелательными примесями являются
также карбонаты и некоторые соединения железа в виде крупных вклю-
чений. Тонкодисперсные соединения железа окрашивают обожженные
изделия в розово-красные тона разных оттенков и снижают темпера-
туру спекания.
Используемые для производства стеновых материалов легкоплав-
кие глины должны обладать умеренными пластичностью, усадкой в об-
жиге (в пределах до 3—4%), хорошей связующей способностью и по
возможности небольшим коэффициентом чувствительности к сушке.
Коэффициентом чувствительности к сушке называют отношение величи-
ны объемной усадки при сушке Vy.-ад к истинной пористости КПор ма-
териала в воздушно-сухом состоянии:
381
Vo
f go —g _
[Ve~V
где Vo — объем образца после формования в см3; V — объем высушенного образца в см3;
go и g — вес свежеотформованного и высушенного образца в г.
Чем меньше этот коэффициент, т. е. чем меньше усадка глины при
сушке, тем легче и безопасней протекает сушка изделий. Глины, высоко-
чувствительные к сушке, имеют /Сч>1,5, среднечувствительные 1—1,5,
малочувствительные <1.
Температура обжига изделий из легкоплавких глин находится в
пределах 900—1100°С и зависит от состава глины, методов их перера-
ботки. Интервал спекания легкоплавких глин обычно не превышает
50° С, а интервал спекшегося состояния практически не наблюдается.
Однако не все легкоплавкие глины обладают желаемыми и наибо-
лее благоприятными для производства изделий свойствами. В одних
случаях это будет, например, повышенная усадка глин в обжиге, за-
трудняющая обжиг, в других, наоборот, недостаточная пластичность
и связующая способность, приводящие к низкой прочности сырца, и т. д.
Поэтому в зависимости от свойств глины подбирают составы применяе-
мых для производства масс и способы подготовки глины и переработки
масс. Свойства глин и масс, применяемых в кирпичной промышленности,
можно изменить:
1) путем введения добавок отощающих веществ, например песка,
топливного шлака, дегидратированной глины, снижающих пластичность
масс, усадку глин и масс в сушке и обжиге; чувствительность к сушке;
2) путем введения выгорающих добавок, например древесных опи-
лок, угля, шлака с остатками топлива и др.; в этом случае, кроме вы-
полнения функций отощающего вещества, преследуется цель создания
структуры с повышенной пористостью;
3) отмучиванием, длительным вылеживанием или вымораживанием
глины с целью повышения ее пластичности;
4) смешиванием различных разновидностей глин для получения
смесей с благоприятными для производства изделий свойствами.
Некоторые из приведенных мер технологического воздействия доста-
точно широко применяют в промышленности.
2. Производство кирпича и черепицы
Особенностью производства кирпича и черепицы является исполь-
зование местных легкоплавких глин. Поэтому кирпичные и черепичные
заводы, перерабатывающие ежедневно большое количество глины, рас-
полагаются, как правило, в непосредственной близости от карьера до-
бычи глины. На завод глину доставляют заводским транспортом. Карь-
ер глины является неотъемлемой частью завода. Глину добывают, как
правило, экскаваторами различной мощности.
В настоящее время кирпич и черепицу выпускают крупные механи-
зированные заводы производительностью до 100—150 млн. шт. в год.
В то же время еще сохранились и мелкие кустарные предприятия с се-
зонным производством и маломехапизированпым ручным трудом. Отли-
чие в технологии кирпича на тех и других заводах заключается главным
образом в механизации процессов производства, в совершенстве приме-
няемых машин для переработки масс и тепловых агрегатов.
На современных механизированных предприятиях кирпич изготов-
ляют главным образом по способу пластического формования и только
на нескольких заводах — по способу сухого прессования
382
Ниже приведена технологическая схема производства кирпича по
методу пластического формования на заводах средней и большой мощ-
ности.
Технологическая схема производства кирпича
Добыча глины (экскаватор) Добавки
(песок, шлак, уголь,
I опилки)
I I
Хранение глины Подготовка и дозировка
(утепление зимой)
I
Обработка глины
(ящичный подаватель, вальцы, бегуны)
I
Приготовление массы _____________________
(одиовальная, двухвальная глиномешалки)
I I орячая вода или пар
Формование кирпича
(ленточный вакуумный или безвакуумный пресс)
I
Сушка
(камерная или туннельная сушилка)
Обжиг
(кольцевые или туннельные печи)
Склад готовой продукции
(кран, контейнеры)
Добыча глин на современных кирпичных заводах полностью меха-
низирована. Широко используют одно- и многоковшовые экскаваторы.
На вскрышных работах примёняют бульдозеры, экскаваторы. При до-
быче глины одним из важнейших технологических вопросов является
усреднение состава глин, если месторождение является неоднородным
по своему составу.
Зимой добыча глины в карьерах усложняется вследствие замерза-
ния наружного слоя. Поэтому применяют различные способы утепления
карьера (покрытие соломенными матами, сжигание на поверхности
угля и т. д.). На современных заводах строят утепленные глинозапас-
ники, а также глину хранят в «конусах» или котлованах, иногда дости-
гающих по объему десятков тысяч кубометров. В эти хранилища глину
закладывают летом, а зимой ее используют при небольших затратах на
утепление.
Поступающую с карьера или из глинохранилищ глину обрабатыва
ют с целью разрушения природной текстуры (строения) глины, смеши
вают ее с добавками, если они необходимы, подготавливают формовоч-
ную массу с соответствующей для данной глины влажностью. В зависи-
мости от^свойств глины ее перерабатывают и при помощи различных
машин готовят формовочную массу. Первичное дробление глины проис-
ходит в ящичном питателе. В некоторых случаях перед питателем ставят
рыхлительную машину. Далее глину обычно пропускают через вальцы
грубого помола. Используют вальцы различных конструкций: дезинте-
граторные, имеющие на вилках ножи, камневыделительные с винтовой
нарезкой на вилках, по которым отводятся в сторону находящиеся в
глине камни. Иногда применяют зубчатые или гладкие вальцы, а для
плотных глин бегуны. Получили распространение дырчатые вальцы,
в которых глина истирается и продавливается через отверстия на по-
верхности валков.
Отощающие добавки можно вводить непосредственно ящичным пи-
тателем, но более рационально их вводить самостоятельными питателя-
ми и смешивать в одно- или двухвальных смесителях, совмещая смеши
ванне с увлажнением глины.
38
Формовочная влажность глины должна быть в пределах 18- 23%,
и в большинстве случаев требуется незначительное увлажнение глин
с природной влажностью. Наиболее эффективным способом увлажнения
является увлажнение глины паром. При пароувлажнении кроме введе-
ния в массу необходимого количества воды повышается пластичность
и связанность глины, благодаря быстрому и полному пабуханию улуч-
шаются ее формовочные свойства, а также ускоряется последующий
процесс сушки равномерно прогретого до 50—60°С сырца. Пар под
давлением 0,5—0,7 атм подается непосредственно в глиномешалку
Расход пара зависит от температуры глины, ее влажности и заданной
Рис. 123. Мундштук для формования семищелевых блоков
1 — плита; 2 — корпус мундштука; 3 — скоба; 4 — кернодержатель; 5 — керн; 6 — гребенка
для образования рифлений; 7 — чешуя
температуры прогрева массы и составляет 100—150 кг пара на 1000 шт.
сырца. Пароувлажнение глин широко применяют в кирпичном производ-
стве, особенно на механизированных заводах большой мощности.
Тщательно переработанная и увлажненная масса поступает на фор-
мование, которое осуществляется на горизонтальных ленточных прессах
различных конструкций при прессовом давлении 2—5 кГ1см2. Формова-
ние на вакуумных прессах улучшает качество кирпича, допускает фор-
мование с пониженной влажностью 18—20%.
Одним из важных вопросов при формовании кирпича на горизон-
тальных ленточных прессах является конструкция и размеры конической
прессующей головки и мундштука (рис. 123). Длина головки пресса
определяется пластическими свойствами глиняной массы и находится
в пределах 150—300 мм. Тощие массы обрабатывают на прессах с го-
товкой меньшей длины, так как такие массы равномерно и быстро
уплотняются.
Пластичные и вязкие глины и массы, уплотняющиеся медленно
и неравномерно, следует обрабатывать на прессах с длинной головкой
для увеличения продолжительности уплотнения массы. Длина головки
пресса должна быть такова, чтобы масса успела соединиться в сплош-
ной брус и в изделии не наблюдались трещины расслаивания. Размеры
мундштука также зависят от свойств массы и вида изделий и находятся
в пределах от 70 до 250 мм при конусности 5—15%. Ленточные прессы
комбинируют с полуавтоматическими и автоматическими резательными
•станками, разрезающими брус на отдельные кирпичи. На некоторых
384
заводах успешно работают автоматы-укладчики, укладывающие сырец
на сушильные вагонетки.
Отформованный на тех или иных прессах сырец перед обжигом не-
обходимо высушить до влажности 7—9%, обеспечивающей необходи-
мую прочность при садке сырца на печную вагонетку или непосредствен-
но в кольцевую печь.
Сушка кирпича и черепицы основана на общих закономерностях
сушки глинистой керамики, разобранных выше (см. стр. 112).
Сырец сушат в камерных или туннельных сушилках. В камерных
сушилках продолжительность сушки составляет от 40 до 70 ч.
В туннельных сушилках время сушки обычно меньше при скорост-
ных режимах, которые характеризуются высокой температурой тепло-
носителя на входе в туннель — 90—120° С. Продолжительность сушки
сырца составляет 15—40 ч и зависит от свойств массы. Расход услов-
ного топлива на сушку сырца составляет 120—200 кг на 1000 шт. кир-
пича. На старых сезонных заводах сохранилась естественная сушка
в сушильных сараях.
Производство кирпича
Способ полусухого прессования. Производство кирпича этим спо-
собом одно время считалось наиболее прогрессивным и экономичным,
так как позволяло механизировать почти все технологические процессы.
Был построен ряд мощных заводов с использованием этого способа.
Длительный опыт применения кирпича полусухого прессования по-
казал, что такой кирпич, выпускаемый из некоторых глин, не обладает
необходимой морозостойкостью и имеет низкую прочность. Поэтому от-
дельные заводы отказались от этого способа изготовления кирпича.
Однако на ряде заводов способ полусухого прессования обеспечи-
вает выпуск кирпича стандартного качества.
Производство строительного кирпича способом полусухого прессо-
вания из легкоплавких глин в основном подобно производству огне-
упорного кирпича из огнеупорных глин тем же способом. Схема произ-
водства может несколько меняться.
По способу полусухого прессования глина, поступающая из карьера
или глинохранилища через ящичный подаватель, равномерно питает
дезинтеграторные вальцы. Разбитая на небольшие куски, она поступает
в сушильный барабан, где высушивается до влажности 6—7%- Высушен-
ную глину измельчают в дезинтеграторе, затем рассеивают на фракции.
Подготовленный таким образом глиняный порошок увлажняют паром
до необходимой прессовой влажности. Увлажняют порошок либо в двух-
вальном смесителе, либо в пароувлажнителе, например шахтном. По-
рошок, увлажненный до 8—12% влажности и нагретый до 50—60°С,
поступает на прессование. Расход пара на пароувлажнение составляет
80—100 кг на 1000 шт. кирпича. Пароувлажнение способствует выравни-
ванию влажности порошка, улучшает формовочные и сушильные свой-
ства массы, повышает прочность и морозостойкость обожженного кир-
пича. Кирпич прессуют на прессах различных конструкций, сохранив-
шихся на заводах полусухого прессования (табл. 85). Эти прессы были
сконструированы в различное время, и каждый из них имеет те или
иные достоинства и недостатки.
Наиболее современным является пресс модели СМ-301, в котором
сочетается двустроннее и двухступенчатое давление, длительная вы-
держка при втором прессовании, «плавающая» форма и гидравлическое
регулирование давления при высокой производительности пресса.
При прессовании кирпича удельное давление прессования составля-
ет 100—150 кГ!см2 и обеспечивает необходимую прочность сырца в 30—
25—1025
385
Таблица 85
Характеристика прессов полусухого прессования
Элементы характеристики Тип пресса
СМ-301 ССМ-583 СМ-198 (АМ-11) СМ-457
Производительность в шт/ч . Усилие пресса в т . . Режим прессования Число степеней сжатия .... Длительность прессования в сек . . 5000 270 Двусторон1 ступе 2 2,1 1920 75 iee и двух- ичатое 2 1 4000 125 Двусто 2 3,2 1000 120 роннее 2 2,1
50 кГ!см?. Гранулометрический состав прессовой массы должен соответ-
ствовать содержанию зерен: 3—2 мм — 25%, от 2 до 1 мм — 25% и ме-
нее 1 мм — 50%.
При прессовании пустотелого кирпича используют специальные
конструкции форм и штампов, имеющих металлические или резиновые
керны. На прессах разных конструкций керны крепят различно.
Отпрессованные кирпичи укладывают на печные вагонетки и на-
правляют на обжиг. При большой влажности сырец необходимо досу
шивать в туннельных сушилках. Температура обжига изделий из легко-
плавких глин, в том числе кирпича и черепицы, находится в пределах
900—1100° С и зависит от химического состава и других свойств глин.
Легкоплавкие глины обладают, как принято называть, коротким «ин-
тервалом обжига», составляющим обычно 60—80°. «Интервалом обжи-
га» называют разность между максимальной и минимальной темпера-
турой обжига, при которой изделие по своей плотности и пористости
(водопоглощению) соответствует требованиям стандарта на данную
продукцию. Для кирпича это означает, что в интервале обжига водо-
поглощение не должно быть менее 8 и более 14%.
При обжиге кирпича, как и всякой другой глиносодержащей кера-
мики, имеется ряд температурных периодов, где скорость нагревания
или охлаждения существенно влияет на качество обожженных изделий
Первым таким опасным периодом является период нагрева до 100—
150° С, когда возможно интенсивное выделение остаточной влаги сырца,
т. е. парообразование, приводящее к образованию трещин и даже раз-
рушению сырца. Далее скорость повышения температуры может быть
увеличена вплоть до конечной температуры, при которой требуется вы-
держка в несколько часов, чтобы в изделии завершились процессы
спекания и усадки. При охлаждении изделий наиболее опасным являет-
ся период прохождения температур 600— 500° С, в котором происходят
объемные изменения кварца, почти всегда имеющегося в глинах. При
изготовлении кирпича, как уже указывалось, широко применяют вы-
горающие добавки — опилки, шлак, изгарь, уголь и др. Кроме образо-
вания пористой структуры изделий выгорающие добавки при своем
сгорании вносят определенную долю тепла в общий тепловой баланс
печи. Для сгорания топлива требуется воздух и образуется соответствен-
ное количество СО и СОг, поэтому обжиг таких изделий имеет свои
особенности. Желательно, чтобы газовый обмен был облегчен, для
чего рекомендуется пористо-дырчатые изделия делать с тонкими стен-
ками. В противном случае продолжительность обжига может увели-
читься. Общая длительность обжига кирпича составляет от 20 до 48 ч
и зависит как от чувствительности глин к обжигу, так и от конструк-
ции печей.
386
Практикой установлено, что для достижения равнозначной плот-
ности и пористости кирпич полусухого прессования должен быть обож-
жен примерно на 50—100° выше, чем кирпич пластического формования,
сделанный из той же глины (рис. 124). Это вызвано тем, что пористость
сырца полусухого прессования больше, чем у кирпича пластичного прес-
сования. В результате этого поверхность контакта отдельных частиц
уменьшается и условия спекания ухудшаются. Происходит своеобраз-
ная задержка или сдвиг отдельных стадий спекания в сторону более
высоких температур, причем, как правило, интервал обжига несколько
сужается. Все это создает опре-
деленные трудности в обжиге
кирпича полусухого прессования
и часто приводит к недожогу
его и как следствие к снижению
сортности, прочности и морозо-
стойкости.
Поскольку производство кир-
пича существует на разных уров-
нях технического состояния и
различно по своему масштабу,
естественно, что некоторое, а мо-
0 2 Ч S в 10 !2 14 a IS 20 22 24
Вренн в v
Рис. 124. Кривая обжига кирпича в тун-
нельной печи
жет быть и еще длительное время наравне с новейшим и современным
механическим и тепловым оборудованием будет использовано оборудо-
вание, менее совершенное, морально устаревшее.
Поэтому кирпич и черепицу обжигают не только в механизирован-
ных непрерывно действующих туннельных печах новейшей конструкции,
но и в кольцевых (печах Гофмана), а также камерных разных конст-
рукций и даже напольных печах.
На современных мощных заводах изделия обжигают исключитель-
но в туннельных печах. Удельный вес продукции, обожженной в туннель-
ных печах, в последние годы составляет примерно 18—20% и неуклонно
возрастает.
Основными типами туннельных печей для обжига кирпича являются
печи системы Укрпромпроекта, Росстромпроекта и Гипроогнеупора
(табл. 86).
Таблица 86
Сравнительная характеристика печей для обжига кирпича
Элементы характеристики Туннельная печь Кольцевая печь
Укрпром- проекта Росстром- проекта Г ипроогне- упора
Годовая производительность в млн. шт . . 22—25 14—15 17—18 25
Объем канала печи в м3 . . . . 337 315 438 950
Расход условного топлива в кг на 1000 шт 150 170 150 120—130
Продолжительность обжига в ч . 48 64 64 48
Расход рабочего времени в чел.- днях на 1000 шт. . . . . . 0,4 0,5 0,4 1,2
Кольцевые печи, сыгравшие в свое время решающую роль в интен*
сивном развитии производства кирпича, отличаются большим разнооб-
разием размеров и конструкций отдельных деталей.
В послевоенный период применительно к этим печам были разра-
ботаны скоростные способы обжига, позволившие увеличить их произ-
водительность в 2—2,5 раза (П. А. Дуванов, П. С. Баскаков и др.).
В настоящее время некоторые кольцевые печи реконструированы таким
26*
387
образом, что длинные стороны канала печи преобразовали в две неза-
висимые туннельные печи.
В настоящее время в кирпичной промышленности кольцевые печи
не строятся, вследствие их неэкономичности и невозможности механи-
зировать погрузку и выгрузку кирпича.
Производство черепицы
Черепица является древнейшим керамическим материалом для по-
крытия скатов и конька крыш. Благодаря своей долговечности, огне-
стойкости, низким эксплуатационным расходам, красивому и нарядному
виду во многих районах нашей страны и за рубежом черепица долгое
время являлась основным строительным материалом и в настоящее
время ее применяют в больших количествах как в сельском, так и в го-
родском жилищном и промышленном строительстве. Основными вида-
ми черепицы (ГОСТ 1808—54) являются: пазовая штампованная и лен-
точная; плоская ленточная; коньковая (см. рис. 122, табл. 87).
Основные виды черепицы
Таблица 87
Черепица Размер в мм * Вес обожжен- ной черепицы в кг Количество черепицы для покрытия 1 м' кровли в шт.
Пазовая штампованная 310X190 2,7 15
» ленточная 333X220 2,3 16
Плоская » 140X155 0,7 55
Коньковая 333X200 2,8 —
В пазовой черепице пазы делают по двум или четырем краям, и
служат они для уплотнения кровли, препятствуют протеканию воды и
попаданию снега под черепицу. Ленточную черепицу укладывают с на-
пуском одной на другую, и ее вес на 1 м2 кровли в конечном счете боль-
ше, чем при покрытии пазовой штампованной черепицей.
По своей структуре черепица должна быть более плотной, чем кир-
пич, не должна пропускать влаги и быть морозостойкой и механически
прочной. Водопоглощение черепицы не должно превышать 10%; моро-
зостойкость— не менее 15 циклов; предел прочности при изломе должен
составлять не менее 70 кГ1см2 (в сухом состоянии).
Сырьем для производства черепицы служат легкоплавкие, хорошо
спекающиеся, достаточно пластичные, малочувствительные к сушке
глины. Расход глины (в плотном теле) на 1000 шт. ленточной плоской
черепицы — 1,6 м3, ленточной пазовой и прессованной — 2 м3.
Более сложная форма черепицы, чем кирпича, и требования высо-
кой плотности вызывают необходимость более тщательно подготавли-
вать глину и массу. Глины очень пластичные и чувствительные к сушке
требуют введения отощителей, шамота или песка в количестве 15—25%,
чтобы воздушная усадка не превышала 6—7%, а огневая — 4%.
Черепицу выпускают предприятия с различным объемом производ-
ства, начиная с мелких сезонных и кончая крупными механизированны-
ми. В связи с этим и принятая на заводах технологическая схема суще-
ственно отличается по степени механизации, типу и размеру тепловых
агрегатов, главным образом печей
Черепицу изготовляют только способом пластического формования.
Предварительно подготавливают валюшку. На современных заводах
388
массу тщательно перерабатывают, мелкие каменистые включения уда-
ляют на камневыделительных вальцах, глину проминают на бегунах.
В зависимости от свойств глины можно и целесообразно применять раз-
личные перерабатывающие машины, в связи с чем общая схема пере-
работки глины может иметь некоторые варианты. Типовая технологиче-
ская схема производства черепицы приведена ниже
Типовая технологическая схема производства черепицы
Глина
!
Глинохранилище
I
Дозировка и обработка глины
(ящичный подаватель, бегуны мокрого помола,
глинопротирочная машина, вальцы тонкого
помола)
I
* Приготовление массы
(двухвальный смеситель)
Формование валюшки
(ленточный вакуум-пресс, резательный автомат
с механическим укладчиком)
Вылеживание валюшки (камеры)
I
Формование ленточной черепицы
(вакуум-пресс, резательный станок)
Сушка черепицы
(туннельные или камерные сушилки)
I
Обжиг черепицы
(туннельная или кольцевая печь)
I
Склад готовой продукции
Добавки
(шамот, песок, дегидра-
тированная глина)
1
Дробление и помол
I
Рассев
I
Бункер
Вода или пар
В производстве черепицы, так же как и в производстве кирпича,
применяют пароувлажнение масс, которое способствует более быстрому
и бездефектному высыханию черепицы.
Черепицу формуют на прессах различных конструкций. Пазовую
штамповочную черепицу формуют на штамповочных прессах специаль-
ной конструкции — револь-
верном, эксцентриковом
СМ-34, салазочном СМ-35
или совсем простом винто-
вом — в металлических (чу-
гунных, стальных, бронзо-
вых или гипсовых формах).
Подготовленную на лен-
точном прессе валюшку
разрезают на тонкие пла-
стины, которые укладыва-
ют в форму, и затем штам-
пуют черепицу. Револьвер-
Рис. 125. Мундштук для формования пазовой
ленточной черепицы
1 — корпус; 2 — сменная вставка
ные прессы производительней салазочных. Гипсовые формы изготов-
ляют обычно на том же заводе, причем расход форм составляет 1—
3 шт. на 1000 шт. черепицы. Металлические формы смазывают жиро-
выми смазками (раствор стеарина в керосине).
389
Плоскую ленточную, а также коньковую черепицу формуют на лен-
точных вакуум-прессах, снабженных мундштуком, выходное отверстие
которого соответствует форме черепицы (рис. 125). При формовании
черепицы орошение не требуется. Выходящую из мундштука ленту раз-
резают на резательном станке-полуавтомате (СМ-84). Производитель-
ность пресса 1000—1200 шт 1ч.
На механизированных заводах черепицу, уложенную на рамки, су-
шат в камерных или туннельных сушилках такого же типа, которые ис-
пользуют и для сушки кирпича. Продолжительность сушки черепицы в
сушилках до состояния влажности 5—7% составляет 24—36 ч.
Черепицу обжигают в тех же печах, что и кирпич, и по соответст-
венным режимам при температуре 900—950° С. Чаще всего практикуют
комбинированную садку черепицы с кирпичом, причем черепицу обжи-
гают в верхних рядах печи.
Для обжига черепицы запроектирована туннельная печь системы
Росстромпроекта производительностью 6 млн. шт. в год при продолжи-
тельности обжига 32 ч. Длина канала печи 63,8 м, ширина 2 м и высота
1,03 м. На заводах малой производительности используют туннельные
многоканальные печи производительностью 650 тыс. шт. в год.
3. Производство фасадной керамики
Фасадная керамика, как следует из самого названия, предназначе-
на для декоративного украшения отдельных элементов здания, а иногда
и всего здания, например облицовка корпусов, отделка проемов окон,
дверей и пр. В некоторых случаях применяют архитектурно-художест-
венные детали.
В Советском Союзе накоплен богатый опыт использования фасад-
ной керамики при строительстве высотных зданий и жилых массивов
в Москве, а также жилых массивов в других городах (Киев).
Керамическая промышленность без существенного изменения тех-
нологии может менять форму и размер выпускаемых изделий в соответ-
ствии с требованиями архитекторов и строителей. Как уже указывалось,
индустриализация строительства, стандартизация строительных деталей
и технико-экономические соображения обусловили преимущественное
производство так называемого лицевого кирпича, главным образом
светлых кремовых тоном, ковровоузорчатой плитки и глазурован-
ных цокольных плиток различных типов для облицовки фундаментов
зданий.
Лицевой кирпич укладывают в стену здания вперевязку с обычным
строительным кирпичом, что придает зданию красивый и нарядный вид
Такие здания не требуют никакого специального ухода за состоянием
стен и в этом отношении весьма экономичны.
Фасадный облицовочный кирпич, различные изделия для отделки
зданий, например сливы подоконников, карнизный камень и другие де-
тали, изготовляют главным образом из тугоплавких или низкоогнеупэр-
ных глин способом пластического формования. В этом случае техноло-
гия предусматривает введение в массу шамота в количестве 40—45%
из тех же или подобных глин. Подготовленный порошок шамота смеши-
вают с сухой молотой глиной, затем смесь увлажняют в смесителях до
влажности 18—20%, формуют сначала заготовки (валюшки), а затем
па вакуумном ленточном прессе прессуют изделия заданной формы и
размера. Таким образом, технологическая схема предусматривает сухое
смешивание порошков, характерное для производства шамотных огне-
упоров, и пластическое формование изделий, применяемое при произ-
водстве строительного кирпича.
390
Типовая технологическая схема производства фасадной керамики (лицевого кирпича)
из тугоплавких или огнеупорных глии
Склад глины
I
Подготовка глины
(ящичный подаватель, стругач)
Сушка и помол глины
(сушильный барабан, дезинтегратор, сито)
4
Формование валюшки
(сухой смеситель, мокрый смеситель, ленточный
пресс)
Формование изделий
(ленточный вакуум-пресс, резательный аппарат)
Сушка
(туннельная или камерная сушилка)
Обжиг
(туннельная печь)
Склад готовой продукции
Шамот
(печь обжига шамота)
Дробление и помол
(щековая дробилка, бе-
гуны, или шаровая мель-
ница, сито, бункер, доза-
тор)
В настоящее время по проекту ПКБ НИИСтройкерамики осваива-
ют поточную линию производства лицевого кирпича по этой схеме с вы-
сокой степенью механизации всех процессов. В нее заложены механи-
ческие съемники и укладчики, скоростная сушка в радиационных су-
шилках и обжиг в туннельных печах.
Температура обжига изделий находится в пределах 1100—1150° С
и зависит от состава массы.
Ограниченное распространение светложгущихся глин вынуждает
использовать для производства лицевого кирпича в ряде районов на-
шей страны окрашенные легкоплавкие глины. В этом случае технология
их практически совпадает с технологией обычного кирпича по способу
пластического формования. Однако для изготовления лицевого кирпича
глины должны быть более однородные, не содержать вредных примесей
в виде каменистых включений, обладать после обжига равномерной ок-
раской. В некоторых случаях практикуют допрессовку кирпича с целью
придания ему четких граней и правильной формы.
В последние годы разработаны и продолжают разрабатываться
способы улучшения декоративных свойств поверхности обычного кирпи-
ча для использования его в строительстве в качестве лицевого. Такими
способами являются глазурование и ангобирование одной или несколь-
ких поверхностей кирпича, а также изготовление так называемого двух-
слойного кирпича.
В двухслойном кирпиче на основную его часть, состоящую из крас-
ножгущейся глины или массы с ее применением, наносят слой толщиной
3—8 мм из смеси светложгущейся, например часов-ярской, глины и ото-
щителя в соотношении 70:30. При обжиге различные слои глины спе-
каются с образованием прочного изделия. Цля успешного изготовления
двухслойного кирпича необходимо, чтобы усадка глины или массы обли-
цовочного слоя совпадала с усадкой основной массы. Основную массу
можно готовить как по сухому, так и по пластическому способу. Двух-
слойные изделия (кирпич, камни) формую! на установках, представля-
ющих собой два пресса, которые направляют поток массы под углом 90°
в соединенную с ними переходную головку. Разработан также агрегат
391
для двухслойного формования камней (СМ-821). Двухслойный кирпич
обжигают с укладкой на плашку. Перспективным является глазурова-
ние или ангобирование кирпича с использованием легкоплавких сырых
или фриттованных глазурей или ангобов из дешевых видов сырья, на-
пример стеклобоя, перлита, полевого шпата, легкоплавких глин, и со-
ответственно дешевых красителей. Глазурование поверхности кирпича
становится рациональным при однократном обжиге кирпича.
Высокая трудоемкость кладки сооружений из кирпича побуждает
разрабатывать способы ее механизации. Для ускорения строительства
широко практикуется изготовление крупноразмерных панелей из кирпи-
ча или пустотелых камней. Панели изготовляют путем связывания от-
дельных кирпичей или камней цементно-песчаным раствором с последу-
ющей тепловой обработкой, способствующей твердению раствора.
Технология малогабаритной ковровой плитки подобна производству
плиток для полов. Требования к их свойствам аналогичны, так как ков-
ровую плитку применяют одновременно для выкладки полов и наруж-
ной облицовки стен, главным образом стеновых панелей и блоков Тех-
нологический процесс их производства дополняется сборкой плиток в
ковер при помощи матриц-шаблонов и наклейкой их на оберточную
крафт-бумагу. Облицовочные плитки типа «кабанчик» изготовляют так-
же по технологии, сходной с производством плиток для полов. Эти плит-
ки должны быть плотными, не пропускать влагу и быть морозостойкими.
В гигиенических и декоративных целях плитки покрывают слоем
глазури. Такие плитки рационально обжигать в многоканальных щеле-
вых печах при однорядной садке их, как это уже практикуется.
Главе 2. ПЛИТКИ ДЛЯ ПОЛОВ
Плитки для настила полов должны иметь большую плотность, быть
влагонепроницаемыми и обладать большим сопротивлением истираю-
щим усилиям и достаточно высокой механической прочностью. Благо-
даря этим свойствам керамические плитки широко применяют для на-
стила полов в зданиях промышленного, жилищно-бытового и общест-
венно-культурного типа, в местах с влажным режимом или с интенсив-
ным пешеходным движением. Возможность придания плиткам различ-
ных цветов позволяет использовать их для декоративного оформления
архитектурных элементов зданий. Благодаря сравнительно высокой кис-
лотостойкости такие плитки применяют в качестве футеровочного мате-
риала для химической аппаратуры, крупных емкостей, а также для об-
лицовки фундаментов и настила полов в химических цехах.
Промышленность выпускает плитки для полов различных видов и
форм (более 15). Основными видами являются квадратные плитки раз-
мерами 100X100X10 и 150X150X13 мм, шестигранные с длиной сторон
100 и 150 мм и толщиной 10 и 13 мм соответственно и восьмигранные.
По виду лицевой поверхности плитки разделяются на гладкие, ше-
роховатые и рифленые, по цвету — на одноцветные, многоцветные, к ко-
торым относятся порфировидные, мраморовидные и узорчатые.
Кроме этих основных видов в последнее время широко практикуют
выпуск плиток размерами 48X48X6 и 23X23X6 мм, так называемых
мозаичных, которые используют для настила полов в виде ковров. Эти
плитки наклеивают на лист бумаги по определенному рисунку и сразу
укладывают на пол.
Свойства плиток регламентирует ГОСТ 6787—53, по которому водо-
поглощение плиток не должно превышать 4%, и потери в весе при исти-
рании должны быть не более 0,1 г/м2. Кислотостойкость плиток не ре-
гламентируется и находится в пределах 97—98%.
392
Необходимые для долговечной эксплуатации плитки с указанными
выше свойствами могут быть изготовлены из достаточно однородных
глин, обладающих широким интервалом спекания, — не менее 80—100°.
Большинство действующих заводов используют именно такие глины с
естественной окраской в белый, желтый и красный цвета. Типичными
«плиточными» глинами являются огнеупорные глины Часов-Ярского и
Новошвейцарского месторождений (белый цвет), тугоплавкие Никифо-
ровского (красный цвет) и Николаевского (желтый цвет) месторожде-
ний. Все перечисленные месторождения сосредоточены в УССР, что
естественно ограничивает район их потребления или требует неэконо-
мичных дальних перевозок сырья (табл. 88).
Таблица 88
Химический состав и некоторые свойства глин для производства плиток для полов
Месторождение глин Содержание в % Огнеупор- ность в °C Цвет
6 w А1гО, + + тю2 О CJ [14 СаО MgO О о Z п. п. п.
Часов-Ярское . . 53 32,6 1,5 0,6 0,7 2,7 0,3 8,5 1700 Белая
Дружковское . . 61,6 24,7 0,8 0,8 0,7 2,9 0,2 7 1610 »
Новошвейцарское . 55,1 32,3 0,8 0,6 0,6 2,1 0,3 8,1 1700 »
Никифоровское 58,8 21,7 9,3 0,6 0,6 1,9 0,9 6,2 1480 Красная
Николаевское . . 62 24,3 2,6 0,8 1 2,5 0,3 6,4 1600 Желтая
Нижне-Увельское . 57,56 29,2 2,95 0,2 0,87 — — 9,49 1560 Серая
Месторождения и запасы однородных спекающихся глин, дающих
после обжига равномерную окраску, подобные перечисленным, ограни-
чены, что вынуждает использовать, особенно в районах Урала, Сибири
и Дальнего Востока, менее однородные глины. Для изготовления пли-
ток из таких глин вводят плавни, некоторые руды и искусственные кра-
сители, а иногда отощающие добавки. В качестве плавней применяют
полевые шпаты или пегматиты и особенно наиболее дешевый нефелин
сиенит. В качестве красителей наиболее часто используют хромистый
железняк, окрашивающий светложгущиеся глины в темно-серый или зе-
леный цвет, пиролюзит МпОг Для окраски в темно-серый или черный
цвет, окись железа — в коричневые и красные тона, окись кобальта — в
синие и голубые тона. Иногда применяют специально синтезированные
пигменты.
Технологическая схема производства плиток для полов включает
следующие основные переделы: подготовку порошка массы для прессо-
вания; прессование плиток; сушку и обжиг плиток.
На предприятиях, выпускающих плитки для полов, в настоящее
время применяют весьма разнообразные варианты технологических схем
и различные виды технологического оборудования на всех перечислен-
ных переделах производства. Объясняется это стремлением упростить
технологию, улучшить технико-экономические показатели производства,
максимально механизировать производство этого вида мелкоштучных
изделий. Интенсивная научно-исследовательская и конструкторская ра-
бота привела к ряду новых решений, которые постепенно осваиваются
промышленностью. Этот процесс совершенствования технологии по су-
ществу и обуславливает многообразие сохранившихся вариантов техно-
логии.
Рассмотрим существующие и перспективные технологические вари-
анты технологии производства плиток для полов.
26—1025
393
1. Подготовка пресспорошка
Для того чтобы обожженная плитка имела равномерную окраску,
исходная глина или масса, состоящая из нескольких компонентов, дол-
жна быть тщательно перемешана и усреднена по своему составу.
В зависимости от свойств глины или более сложной массы при про-
изводстве плиток применяют способы полусухой, пластической и шли-
керной подготовки массы.
Способ полусухой подготовки масс применим только для однород-
ных по составу и окраске спекающихся глин. Он включает дробление
комовой глины, ее сушку в сушильном барабане, помол в дезинтеграто-
рах и рассев глиняного порошка до нужного фракционного состава.
Подготовленный таким образом порошок с влажностью 8—9% после
вылеживания поступает на прессование. Этот способ применяют на не-
которых заводах, работающих на однородных глинах.
Способ пластической подготовки предусматривает первоначальное
сухое смешивание высушенной и измельченной глины одного или не-
скольких сортов с тонкомолотыми непластичными материалами (плав-
ни, пески) и красителями. Перемешанную массу сначала увлажняют в
смесителях до пластичного состояния (влажность 18—22%), затем на
ленточных прессах формуют в виде брикетов. Эти брикеты высушивают
в камерных или туннельных сушилках до влажности 7—9% в течение
20—24 ч, а затем дробят и размалывают. Размельченный порошок пе-
ред прессованием вылеживается для усреднения влажности в течение
суток. Этот способ является сложным и трудоемким, и в настоящее вре-
мя от применения его постепенно отказываются.
Способ шликерной подготовки массы, благодаря хорошему смеши-
ванию компонентов в виде суспензии, в последнее время получил наи-
большее распространение, так как позволяет использовать неоднород-
ные глины или их смесь и в случае необходимости широко применять
плавни и красители. По этому способу глины распускают и смешивают
с тонкомолотыми твердыми материалами — плавнями, отощителями и
красителями, предварительно измельченными в шаровых мельницах пе-
риодического действия. До недавнего времени, а на некоторых заводах
и по настоящий день приготовленную суспензию обезвоживают на
фильтрпрессах. Затем фильтрпрессные коржи перерабатывают на лен-
точных прессах на брикеты, которые высушивают в туннельных или дру-
гих сушилках. Иногда сушку осуществляют в сушильных барабанах,
но при этом фильтрпрессные коржи не перерабатывают, а разрезают
на коржерезке или в стругаче на мелкие куски. Так или иначе высушен-
ную массу дробят и размалывают в порошок нужного гранулометри-
ческого состава.
Сравнивая рассмотренные три способа подготовки порошков, сле-
дует отдать предпочтение шликерной подготовке, так как она обеспе-
чивает возможность использования разнообразного глинистого сырья и
способствует более высокому качеству изделий. Однако громоздкая и
трудоемкая технология фильтрпрессной переработки с последующей
сушкой массы сильно усложняет производство.
Промышленное освоение распылительных сушилок высокой произ-
водительности создало возможность широкого и рентабельного примене-
ния подготовки масс шликерным способом, в том числе и для производ-
ства плиток для полов.
В распылительной сушилке поступающая в нее суспензия с влаж-
ностью около 40—45% высушивается до влажности 8—10% и выходит
из сушилки в виде порошка требуемой гранулометрии. Таким образом,
в распылительной сушилке осуществляются операции обезвоживания и
диспергирования массы и как бы заменяются операции фильтрпрессно-
394
го обезвоживания, промина массы на ленточных прессах, сушки влаж-
ных брикетов в сушильных устройствах, дробления и помола высушен-
ных брикетов, а также становится ненужным ряд транспортных опера-
ций на этих промежуточных стадиях производства.
Использование распылительной сушилки показало нерентабель-
ность раздельного роспуска глинистых и помола отощающих добавок
или плавней, так как большая влажность распускаемой глины (около
60%) требует излишней затраты тепла на ее испарение. Поэтому сов-
местный помол отощающих добавок и глины осуществляют в присутст
вии электролита, снижающего влажность до 40—45%.
Рис. 126. Распылительная сушилка
/—сушильная камера; 2— топка; 3 — вентиляционная система; 4— система питания суспензии;
5 — авторегулирование, контроль и управление; 6 — течка; 7 — горелка
Включение в технологическую схему производства плиток для по-
лов распылительной сушилки не только упрощает производство, но де-
лает его более рентабельным, снижает себестоимость продукции, суще-
ственно сокращает необходимые производственные площади. Поэтому
на вновь строящихся и реконструируемых заводах в технологической
схеме предусматривают способ шликерной подготовки масс с сушкой в
распылительной сушилке.
Распылительная сушилка (рис. 126) представляет собой цилиндри-
ческий металлический резервуар с конусообразным сужением в нижней
части. В сушилку под давлением нагнетается подготовленная суспензия
массы (имеются варианты верхней и нижней подачи шликера), которая
распыляется при помощи центробежных механических форсунок в виде
веерообразного факела при нижней подаче. Воспринимая тепло от сжи-
гаемого в сушилке газа, распыленная суспензия за время восходящего
полета и падения теряет влагу и превращается в сыпучий порошок. Ме-
няя параметры распыления и теплоносителя, можно получать пресспо-
рошок различного гранулометрического состава и влажности. Высушен-
ный порошок собирается в нижней конусообразной части сушилки и
выгружается из нее транспортером.
В настоящее время устанавливают распылительные сушилки двух
типов, отличающихся между собой размерами, производительностью и
26*
395
теплотехническими параметрами, данные о которых приведены в
табл. 89.
Таблица 89
Конструктивные и эксплуатационные данные распылительных сушилок
Элементы характеристики Сушилка Элементы характеристики Сушилка
Минского ком- бината строй- материалов ПКБ НИИСтрои- керамики Минского ком- бината строй- материалов ПКБ НИИСтрой- керамнки
Объем башни в м3 . . . Влажность применяемо- го шликера в % - - • Средняя влажность по- рошка в % . . Производительность су- шилки по шликеру в кг)ч Производительность по абсолютно сухому по- рошку в кг/ч .... Температура отходящих газов в °C . Количество испаренной влаги в кг/ч . 690 45,3 10 7840 4360 104 3000 54,2 44,5 8 3950 2183 198 1576 Удельный расход тепла (на 1 кг испаряемой влаги) в ккал!кг . . Удельный влагосъем в кг!м3 • ч . Потребляемая мощность в кет -ч Общая металлоемкость ВТ. ..... Давление распыления в атм Основные размеры в м: диаметр башни высота ... в том числе высота конуса 828 4,35 32 66 27 9 16,6 8,6 810 29,1 17,1 10 13 4,5 6,53 2,73
Распылительные сушилки советской конструкции имеют более вы-
сокие технико-экономические показатели, чем лучшие образцы зарубеж-
ных фирм.
2. Прессование и сушка
Плитки прессуют на гидравлических, фрикционных и коленорычаж-
ных прессах с гидравлическим противодавлением. На гидравлических и
коленорычажных прессах осуществляют двухступенчатое давление: при
первичном — давление низкое 40—60 кГ)см2, при вторичном — давление
220—300 кГ/см2. Влажность пресспорошка составляет 7—9%.
Наибольшее распространение на наших заводах получили колено-
рычажные прессы 610В («Робот») с гидравлическим противодавлением
и подобные им по принципу действия, но более производительные типы
КРКп-125 (табл. 90). Все процессы прессования плиток — подача по-
рошка в прессформу, прессование плитки, выталкивание ее из прессфор-
мы и сталкивание со стола пресса — выполняются автоматически. Для
очистки свежеотформованных плиток от заусенцев и пыли каждый ко-
ленорычажный пресс комплектуют чистильной машиной, пройдя кото-
рую плитки поступают на сушку.
Кроме этих основных типов прессов для прессования главным об-
разом ковровоузорчатых плиток используют гидравлические прессы.
В последнее время ПКБ НИИСтройкерамика сконструировало на базе
коленорычажного пресса «Робот» машину для прессования ковровоузор-
чатых плиток размером 150X150X13 мм.
В последнее время за рубежом (Италия) начали применять высоко-
производительные механизированные фрикционные прессы с гидравли-
ческим регулированием давления.
Сушку плиток в настоящее время осуществляют в сушилках различ-
ных конструкций, с различными способами садки плиток и существенно
различным тепловым режимом, что связано с многообразием применяе-
те
Таблица 90
Техническая характеристика прессов
Элементы характеристики Тип пресса
6ICB «Робот» КРКП - 125 «А рнсте Супер Велко»
Усилие прессования ВТ. 90 125 До 500
Число ХОДОВ В 1 ЛШН 17,6 14—20 25
Мощность привода в кет 7,5 7 25
Количество одновре- менно прессуемых пли- ток в шт 1 150X150—1 1 100X100—2 150X150—2 100X100—3 150X150—4 100X100—8
Производительность за 8 ч в шт. / 150X150—8 640 ) 100X100—17 280 150X150—19 200 100X100—26 400 150X150—40 000 100Х100—70 000
Вес в кг . ... 3400 9500 9500
мых в промышленности технологических
способов производства. Плит-
ки сушат:
1) в туннельных сушилках в капселях или стопкой на этажерках
печных вагонеток;
2) в радиационных ленточных конвейерных сушилках при одноряд-
ной укладке плиток
Продолжительность сушки плиток зависит от конструкции и тепло-
технических особенностей сушилок и способа укладки плиток. При суш-
ке плиток в капселях, в которых они затем будут обжигаться, время
сушки составляет 24 ч. Капсели устанавливают сразу на печную ваго-
нетку, которая, пройдя сушилку, затем передается в туннельную печь.
Сушка плиток в туннельных сушилках при их укладке стопкой неболь-
шой высоты позволила снизить продолжительность сушки до 12—14 ч,
а при укладке стопками по 20—25 шт. продолжительность сушки со-
ставляет около суток.
Температура теплоноси-
теля в этих сушилках на
входе 120—150° С, отхо-
дящих газов 40—50° С
при относительной влаж-
ности 60—75%.
Описанные способы
сушки плиток для полов
связаны с трудоемкими
операциями заборки кап-
селей или укладки пли-
ток на вагонетки, раз-
боркой капселей или
Рис. 127. Кривая сушки плиток для полов в ленточ-
ной радиационной сушилке
съемом плиток.
В последние годы учеными и конструкторами разработаны скорост-
ные режимы сушки плиток в специально сконструированных радиацион-
ных ленточных сушилках. Продолжительность сушки плиток в этих су-
шилках составляет всего 20 мин, включая время на их охлаждение
(рис. 127).
Особенностью ленточных радиационных сушилок является высокая
температура сушки, достигающая 280° С в загрузочной части и около
100° С на выходе в зону охлаждения, и большая интенсивность сушки.
397
Плитки непосредственно с пресса при помощи промежуточного ленточ-
ного транспортера укладываются в восемь рядов на движущийся со
скоростью 3 mJ мин металлический сетчатый транспортер, проходящий
через всю сушилку. Часовая производительность ленточной сушилки
длиной 50 м составляет около 80 м2. Расход тепла на испарение 1 кг
влаги составляет 2900 ккал.
Разработаны конструкции конвейерных радиационных сушилок с
максимальной производительностью, достигающей 700 тыс. м2 в год, по-
зволяющей включать их в поточную линию производства плиток. В на-
стоящее время конвейерные ленточные сушилки широко внедряются в
керамическую промышленность.
Обжиг плиток на подавляющем большинстве заводов осуществ-
ляют в туннельных печах. На старых заводах еще сохранилось неболь-
шое число периодических и газокамерных печей, являющихся морально
устаревшими тепловыми агрегатами. В Советском Союзе получили рас-
пространение туннельные печи открытого пламени, работающие главным
образом на природном газе. За рубежом наиболее часто используют
муфельные печи более ранних лет постройки. Кроме того, для спекания
глин при низких температурах за рубежом в последнее время применя-
ют многоканальные печи (с числом каналов 24—46) с электрическим
обогревом. Такие печи длиной 10—12 м оборудованы системой автома-
тического управления для регулирования режима обжига и механизмом
для автоматической загрузки и выгрузки плиток.
В Советском Союзе для обжига плиток сконструирована однока-
нальная роликовая печь, в которой плитку обжигают в горизонтальном
положении при укладке ее в один ряд. Еще совсем недавно самым рас-
пространенным обжигом плиток для полов был обжиг их в капселях.
Большим достижением явилось освоение бескапсельного обжига в тун-
нельных печах на огнеупорных этажерках. При бескапсельном обжиге
производительность туннельных печей увеличилась по сравнению с об-
жигом в капселях на 15—27%, расход топлива и огнеупорных материа-
лов сокращается на 5%, повышается оборачиваемость этажерок в 6—
10 раз. Для обжига плиток наибольшее распространение получили тун-
нельные печи системы Гипростройматериалы длиной 113, 88 и 59,5 м.
Продолжительность обжига в этих печах составляет 40—50 ч при тем-
пературе 1100—1200° С. Более короткие сроки обжига достигнуты в ка-
нальных и роликовых щелевых печах. В этих печах весь цикл обжига,
включая и охлаждение, составляет всего 25—30 мин.
Конструкция щелевой роликовой печи, в которой передача плиток
из радиационно-конвейерной сушилки в печь будет выполнена автома-
том, позволяет включить эту печь в единую автоматизированную линию
для изготовления плиток.
Таким образом, современная схема производства плиток для полов,
которая уже получает свое воплощение на новых заводах и при рекон-
струкции старых, включает совместный мокрый помол отощающих до-
бавок и глины в шаровых мельницах, распылительную сушилку, пресс,
рушильный радиационный конвейер и роликовую щелевую печь.
Глава 3. КАНАЛИЗАЦИОННЫЕ ТРУБЫ
Канализационные трубы по форме представляют собой полые ци-
линдры, имеющие на одном конце раструб, а на другом кольцевые на-
резки, обеспечивающие их прочное соединение цементным раствором
последовательно в цепь необходимой длины. Для разветвления цепи
изготовляют фасонные изделия в виде переходов, тройников под углом
45 и 60° и отводов (рис. 128). Трубы изготовляют с внутренним диа-
398
Рис. 128. Фасонные элементы для кера-
мических труб
а — переход; б — тройник; в — отвод
метром ствола от 150 до 600 мм при толщине стенки от 18 до 41 мм и
общей длиной от 800 до 1200 мм (ГОСТ 286—64).
Из керамических канализационных труб сооружают канализацион-
ные сети для отвода хозяйственно-фекальных и промышленных вод, не-
редко содержащих кислоты и другие агрессивные вещества. Керамиче-
ские канализационные трубы отличаются большей стойкостью к агрес-
сивным жидкостям, чем чугунные, бетонные и железобетонные, и поэто-
му их потребление в народном хозяйстве весьма велико. Условия приме-
нения канализационных труб определяют предъявляемые к ним требо-
вания. Трубы должны быть плот-
ными, не пропускать влагу, т. е.
быть водонепроницаемыми (водо-
поглощение не больше 9%), обла-
дать хорошей кислотостойкостыо
(не менее 92%) и выдерживать
как внутреннее гидравлическое дав-
ление (не менее 2 ати), так и внеш-
ние сжимающие усилия слоя грун-
та (от 2 до 3 т на 1 пог. м труб
разных диаметров).
Изделия с такими свойствами
можно изготовить из шамотирован-
ных глинистых масс, применяя спе-
кающиеся тугоплавкие или огне-
упорные глины. Однако применение огнеупорных глин, исходя из на
роднохозяйственных соображений, не всегда целесообразно, так как
эти глины могут быть использованы для производства огнеупорных
изделий.
Обычно трубы изготовляют из спекающихся тугоплавких и низко-
огнеупорных глин, имеющих различную пластичность (от высокой до
умеренной) и имеющих интервал спекания больше 50". П своему хими-
ческому составу такие глины обычно содержат (в %): AI2O3 от 18 до 30,
SiO2 от 50 до 70, Fe2O3 от 1 до 8, СаО до 2,5, MgO до 1,5; КгО + Ыа2О
до 5, п. п. п. от 6 до 12.
Глина не должна содержать крупнозернистых железистых соедине-
ний, в частности серного колчедана FeS и гипса, так как разложение
этих соединений связано с обильным газообразованием, приводящим к
появлению на изделиях вздутий, а также с образованием легкоплавких
соединений, которые могут снизить температуру размягчения изделий в
обжиге. Легкоплавкие глины для изготовления труб не применяют, так
как они имеют очень короткий интервал спекания, не позволяющий об-
жигать изделия в современных печах без деформации.
Таблица 91
Химический состав и некоторые свойства типичных глин для производства
канализационных труб
Месторождение глины Содержание в % Огнеупор- ность в °C Температура спекания в °C* к- gs “ S S ь- ЬС Сх а £ S о д Число пла- 1 стичности а
SiO2 Al О. - + TiO2 'О СаО О ъо s: Na,О + + К,0 О </) п. п. п.
Артемовское 69,1 20,5 1,8 0,7 0,5 2,4 — 5 1570 1120 80 15
Нижне-Увельское . 55,8 28,6 4 0,5 0,7 0,7 0,1 9,6 1540 1100 150 23
Лукошкинское 67,6 19,7 3,9 0,9 0,6 1,6 0,1 5,6 1570 1150 100 13,5
Печерское 64,8 21,1 2,9 0,4 1,4 4,4 0,4 4,7 1530 1050 100 13,3
До водопоглощения менее 5%.
3«9
В табл. 91 приведены химический состав и основные свойства наи-
более типичных глин, используемых для производства канализационных
труб.
Состав масс, из которых изготовляют трубы, сравнительно постоян-
ный и включает от 30 до 40% шамота и 60—70% глин. В целях расши-
рения сырьевой базы практикуют смешивание двух разновидностей глин
для улучшения спекания или увеличения интервала спекания смеси
глин. Для того чтобы водопоглощение труб при их обжиге было не бо-
лее 9%, применяемый шамот должен быть обожжен до плотного состоя-
ния (водопоглощение не более 7%).
В настоящее время в мировой и отечественной практике принят
способ производства труб из пластичных масс формованием их на вер-
тикальных или горизонтальных ленточных вакуумных прессах. В СССР
трубы формуют на вертикальных прессах, а в некоторых странах, в
том числе в США, распространено формование на горизонтальных прес-
сах. По имеющимся данным, формование на горизонтальных прессах
является более высокопроизводительным, так как операции по оправке
труб осуществляют соответствующие автоматы.
Кроме пластического формования на ленточных прессах в послед-
ние годы в ряде стран начинают применять разработанный в СССР
способ изготовления труб из полусухих порошковых масс путем гидра-
статического прессования в резиновых формах в специальных уста-
новках.
Применяемый в настоящее время способ пластического формования
труб включает следующие основные операции: приготовление фракцио-
нированного порошка шамота; подготовку фракционированного сухого
порошка глины; подготовку массы в заданном соотношении шамота и
глины; формование и сушку труб, глазурование и обжиг труб.
Подготовка шамота заключается в обжиге глины в шахтных или
вращающихся печах (на новых заводах запроектированы только вра-
щающиеся печи), дроблении шамота на щековых дробилках, помоле
дробленого шамота в шаровых мельницах непрерывного действия до за-
данного предельного размера зерна и фракционирование шамота. Зер-
новой состав шамота должен быть следующим (в %): зерен 1—3 мм—
50—60, 0,5—1 мм — 20—25, менее 0,5 мм — 20—25.
Глину перерабатывают по обычной в огнеупорном производстве
технологической схеме, т. е. ее дробят на стругачах или на дробильных
вальцах, сушат до влажности 8—10% в сушильных барабанах, после-
чего размалывают в дезинтеграторах до размера зерен не более 1 мм.
Дозированные количества шамота и глины смешивают сначала на
двухвальном смесителе без увлажнения, а затем массу последовательно-
увлажняют на таком же смесителе. Увлажненную до влажности 18—
19% масссу перерабатывают на ленточном прессе и выпускают из него
в виде заготовок (валюшки). Трубы формуют на вертикальных вакуум-
ных прессах. В этом же прессе масса вакуумируется при разрежении,
создаваемом вакуумным насосом, 740—745 мм рт. ст. По простейшей
схеме трубы снимают вручную при помощи деревянных футляров и от-
возят на подвялочные площадки, где они предварительно подсушива-
ются с потерей 4—5% влаги. Трубы оправляют при помощи специаль-
ного инструмента. Подсушенные и оправленные трубы устанавливают
на сушильные вагонетки и направляют в туннельные сушилки, где они
подсушиваются до влажности 2—3% в течение 16—24 ч в зависимости
от размера труб. Высушенные трубы глазуруют способом окунания.
Трубы диаметром до 350 мм, предварительно уложенные в контейнер,
глазуруют в глазуровочной машине, а диаметром свыше 350 мм погру-
жают в ванну с глазурью при помощи кран-балки. Покрытые глазурью
трубы устанавливают на печные вагонетки, если их обжигают в тун-
400
нельных печах, или отвозят на обжиг в периодических печах. Периоди-
ческие печи сохранились только на старых, главным образом маломощ-
ных, заводах, а на новых современных их не строят.
Для глазурования труб применяют, как правило, сырые глиняные
глазури с добавкой полевого шпата, пегматита, стекла или других плав-
ней. Для окрашивания в коричневый цвет в состав глазури вводят окись
магния и окись железа. Температура плавления глазури должна быть
на 60—80° ниже температуры обжига труб, чтобы глазурь полностью
расплавилась и растеклась.
В последнее время в ряде стран отказались от глазурования труб,
так как '’читают, что слой глазури не предотвращает водопроницаемо-
Рис. 129. Схема конвейерной линии изготовления канализационных труб
сти трубы, а гидравлическое сопротивление неглазурованных труб прак-
тически одинаково с глазурованными. Исключение из технологии глазу-
рования несколько снижает стоимость труб.
На больших современных заводах трубы наиболее распространен-
ного диаметра (до 300 мм) обжигают в туннельных печах. Для обжига
труб специально сконструированы туннельные печи длиной 109 м. В этих
печах можно также обжигать трубы длиной до 1,2 м. Продолжитель-
ность всего цикла обжига и охлаждения труб диаметром до 300 мм
составляет около 36—50 ч. Производительность такой печи достигает
20 тыс. т в год и зависит от ассортимента обжигаемых труб и типа сад-
ки. Плотность садки составляет от 210 до 320 кг]м3 печи в случае ком-
бинированной садки труб разного диаметра. Температура обжига обыч-
но находится в пределах 1100—1180° С.
При обжиге труб крупного диаметра в туннельных печах время об-
жига значительно увеличивается и производительность печей снижается.
Выпуск труб большого диаметра сосредоточен на крупных заводах, и
обжигают их в периодических печах большой емкости по более длитель-
ным режимам, чем в туннельных печах. Трубы обычно обжигают в сла-
боокислительной газовой среде.
Рассмотренная технология изготовления труб связана с большим
количеством транспортных операций и весьма трудоемка. Поэтому в
последнее время технологи и конструкторы предложили ряд вариантов
механизации трубного производства. Одна из технологических схем,
предусматривающая максимальную механизацию и которая реализова-
на на одном из наших крупных трубных заводов, представлена на
рис. 129. В этой схеме сохранен способ пластического прессования на
вертикальных трубных прессах. Трубы транспортируют в вертикальном
положении раструбом вверх на металлических штангах с тарелями.
401
Штанги подвешены на определенном расстоянии друг от друга в соот-
Рис. 130. Схема прессования керамических труб
гидростатическим способом
а — подготовка прессформы к засыпке; б — засыпка массы;
в — вакуумирование и прессование трубы; г — отделение ре-
зиновой трубы; д — извлечение трубы с керном; е — осво-
бождение трубы от керна
линия включает вертикаль-
ный вакуумный трубный
пресс 1, кантователь
2, оправочный стол 3, пе-
регружатель труб 4, про-
межуточный конвейер 5,
главный конвейер 6, ко-
торый проходит через су-
шилку 7 и обдувочную
камеру 8 для удаления
пыли с высушенных труб,
установку для глазуро-
вания 9. На пластинча-
том транспортере 10 сни-
мают штанги и тарели
и при помощи крана 11
трубы устанавливают на
обжиговую вагонетку 12.
Штанги и тарели снова
подвешивают на глав-
ный конвейер и, пропус-
тив их через моечный
механизм 13, по рольган-
гу 14 подают к прессу.
Внедрение конвейер-
ных линий в трубном
производстве существен-
но повысило производи-
тельность труда, высво-
бодило производствен-
ные площади и улучши-
ло все технико-экономи-
ческие показатели.
Как уже указыва-
лось, в последнее время
разработан способ изго-
товления труб из полу-
сухих масс путем их гид-
ростатического сжатия в
резиновых оболочках.
Этот способ особенно эф-
фективен для изготовле-
ния труб крупного диа-
метра. Трубы по этому
способу формуют из масс
с влажностью 7—11%
при гидростатическом
давлении 150 ати. Перед
сжатием массу вакууми-
руют при разрежении не
ниже 600 мм рт. ст. Пос-
ледовательность опера-
ций при гидростатиче-
ском прессовании представлена на схеме рис. 130.
Металлический корпус прессформы 1 снабжен съемной крышкой 2,
которая входит в пазы, имеющиеся в верхней части корпуса, и плотно
402
запирают прессформу. На внутренних стенках и на дне корпуса закреп-
лена резиновая оболочка 3, верхний кожух которой при помощи кольца
и гайки плотно прижат к внутренней стенке корпуса. По центру пресс-
формы установлен съемный керн 4, представляющий собой толстостен-
ный металлический цилиндр с внешним диаметром, равным внутреннему
диаметру формуемой трубы. На верхней части керна устанавливают
кольцо 5 с кольцевыми шлицами для образования нарезки на внутрен-
ней поверхности раструба. На внешней поверхности ствола трубы на-
резка образуется благодаря соответствующим выступам на внутренней
поверхности резиновой оболочки. В нижней части корпуса прессформы
имеются два отверстия: одно для подачи воды насосом высокого давле-
ния, другое для отвода воды после снятия давления. Крышка прессфор-
мы снабжена штуцером для подвода сжатого воздуха в пресс-камеру
и удаления из прессуемой массы воздуха при вакуумировании.
Цикл прессования трубы включает следующие операции. При закры-
тии крышки в пресс-камеру, т. е. в пространство между керном и ре-
зиновой оболочкой, компрессором подают сжатый воздух. Резиновая
оболочка при этом растягивается и прижимается к внутренней поверх-
ности корпуса, образуя необходимое пространство для засыпки массы
с учетом коэффициента сжатия этой массы (рис. 130,6). После снятия
крышки в пресс-камеру засыпают массу, устанавливают крышку и гер-
метично закрывают. После засыпки массы ее вакуумируют, для чего
форму соединяют с вакуумной системой. Отвакуумированную массу
подвергают сжатию, т. е. собственно прессованию. Для этого в прост-
ранство между корпусом и резиновой оболочкой подают воду под дав-
лением до 150 ати. Когда давление воды достигает заданного, т. е. про-
цесс прессования закончен, вакуум с внутренней стороны оболочки и
давление воды снимают. По окончании прессования открывают крыш-
ку, трубу вместе с керном извлекают из прессформы при помощи захва-
та и вместе с керном устанавливают под приямком, снимают кольцом, и
керн под действием собственного веса опускается в приямок.
Способ гидростатического прессования труб имеет ряд преиму-
ществ. Отпадают все операции по оправке и нарезке труб после формо-
вания, снижаются сроки сушки труб примерно в три раза по сравнению
со временем сушки труб, изготовленных способом пластического прес-
сования. Производительность гидростатической установки 18 000 т в год,
вес ее 21 т, установленная мощность электродвигателей 90 кет, а рас-
ходуемая— около 16 кет, занимает площадь около 50 м2, и ее обслужи-
вает один рабочий.
Глава 4. ХИМИЧЕСКИ СТОЙКАЯ КЕРАМИКА
Химически стойкой керамикой принято называть керамику, кото-
рая обладает способностью противостоять длительному воздействию
различных химических веществ в жидком или газообразном состоянии.
Количество различных химических веществ, воздействующих на
керамику, и условия их взаимного контактирования в тех или иных
технологических процессах весьма велики, а сами условия также от-
личаются большим разнообразием как по природе химического веще-
ства, так и по его концентрации, температурным и другим условиям.
Наиболее распространенными химическими веществами, с которы-
ми должны соприкасаться керамические изделия во время их эксплуа-
тации, являются различные минеральные кислоты, в том числе серная,
соляная, азотная и др., а также растворы и расплавы разнообразных
щелочей. Поэтому по установившейся терминологии керамические из-
делия, хорошо противостоящие действию кислот или щелочей, называ-
403
ют «кислотостойкими» или соответственно «щелочестойкими» и часто
относят к классу так называемых каменных керамических изделий.
Из числа керамических материалов малой растворимостью в кис-
лотах (кроме фтористоводородной) обладает обожженная глина, со-
держащая небольшое количество примесей. Как известно, в обожжен-
ной глине кристаллизуется муллит ЗАЬОз-йЗЮг, который в основном
и определяет кислотостойкость изделия. Чем выше содержание мулли-
та в изделии, тем больше будет его кислотостойкость.
По принятой в СССР методике кислотостойкость определяется
процентом оставшейся нерастворенной пробы после ее кипячения в сер-
ной кислоте удельного веса 1,84 в течение 1 ч (ГОСТ 473—64). В ка-
честве пробы используют порошок, прошедший через сито 36 отв!см2 и
оставшийся на сите, имеющем 64 отв)см2. Подобным образом, только
при кипячении в NaOH, определяют и щелочестойкость. Поэтому для
производства кислотоупорной керамики применяют главным образом
сравнительно чистые огнеупорные и тугоплавкие глины, которые при
обжиге образуют ограниченное количество сравнительно хорошо рас-
творимого в кислотах стекловидного вещества.
Кроме глинистой керамики хорошей кислотостойкостью обладают
фарфор и полуфарфор, муллито-корундовые и корундовые материалы,
некоторые виды магнезиальных материалов, например стеатит, фор-
стерит, кордиерит, а также циркон и двуокись циркония, шпинель и
ряд других материалов.
Однако очень большая потребность химической и других отраслей
народного хозяйства в кислотоупорных материалах вынуждает ориен-
тироваться при выпуске массовых изделий на наиболее доступное и де-
шевое природное сырье.
В некоторых условиях, отличающихся применением особо агрес-
сивных химических реагентов, а также повышенными требованиями к
плотности и прочности изделия, используют специальные, отличные от
глинистых, составы масс.
В связи с тем что химическое взаимодействие жидких и газообраз-
ных веществ происходит по всей поверхности соприкосновения хими-
ческого вещества с керамикой, включая поверхность его пор, химиче-
ски стойкие изделия должны обладать минимальной пористостью. До-
стижение минимальной пористости зависит от технологических спосо-
бов производства.
Таблица 92
Основные свойства химически стойких изделий
Свойства Изделия
ш амоти рованные глинистые грубо- зернистые (кир- пич, плитки) плотные тонко- зернистые (хими- ческая аппара- тура) фарфоровые (химическая аппаратура)
Водопоглощеиие в % . 2—10 0,2—3 0—0,5
Плотность кажущаяся в г/см1 2—2,17 2,1—2,25 2,3—2,4
Предел прочности в кГ/см2:
при сжатии 300—1200 800—1500 4000—5000
» изгибе . 100—200 250—700 700—1000
» растяжении ... 60—100 150—250 250—300
Кислотостойкость в % 95—98 97—99,5 99,5—99,7
Термостойкость (количество тепло- Более 15
смен) . 2—20 2—30
Коэффициент термического расшире- 2,5—5,5 2,5—6
ния а•10~6 4—6
Коэффициент теплопроводности в 0,7—1 1.2—2,4
ккал/м • ч • град —
404
Таблица 93
Требования технических условий
к кислотоупорному кирпичу
Свойства Сорт
первый второй
Кислотостойкость в %, не менее . .... 96 94
Водопоглощение в %, не более 8 10
Предел прочности при сжатии в кГ1смг, не менее 250 200
Термическая стойкость— количество теплосмен (последовательный на- грев до 350° С и ох- лаждение в проточной воде), не менее . . . 2 2
они
а также для
под химичес-
Наиболее устойчивым к щелочам являются магнезиально-силикат-
ные массы, магнезиальная шпинель, корунд.
Важнейшие свойства основных видов химически стойкой керами-
ки приведены в табл. 92.
Большое разнообразие форм и размеров изделий и их назначение
определяют применение тех или иных технологических способов их
производства и соответственно составов, которые определяют структур-
ные особенности обожженных изделий.
Химически стойкие керамические изделия разделяются на две ос-
новные группы: 1) грубозернистого и пористого строения и 2) тонко-
зернистые, спекшиеся или полуспекшиеся.
По своему назначению химически стойкие изделия подразделяют
на футеровочные, насадочные и химическую аппаратуру.
Футеровочные изделия предназначены для защиты различных хи-
мических аппаратов и конструкций от прямого химического воздейст-
вия на металл химических реагентов. Эти изделия изготовляют глав-
ным образом из грубозернистых масс в форме кирпича и плиток.
Кислотоупорный кирпич выпускают двух сортов (ГОСТ 474—67)
и трех форм: прямой (230x113x65 мм)\ клиновой торцовый двусто-
ронний (230x113x65x55 мм) и клиновой ребровый двусторонний
(230X113x65x55 мм). Кислотоупорный кирпич должен удовлетво-
рять требованиям, приведенным в табл. 93.
Кислотоупорный кирпич при-
меняют для футеровки различной
химической аппаратуры, например
башен и скрубберов, резервуаров,
газоходов, желобов,
кладки фундаментов
кую аппаратуру.
Кислотоупор ные
лотоупорные плитки
68) подразделяются на пять марок
в зависимости от их назначения, а
именно: ]
шамотные;
фарфоровые;
тоупорные шамотные;
мокислотоупорные
КС — кислотоупорные
го прессования.
К плиткам марок
предъявляются повышенные требования по прочности, так как
предназначены для футеровки химической аппаратуры, в которой плит-
ки будут испытывать повышенные механические нагрузки. Плитки ма-
рок ТКШ и ТКД должны обладать высокой термостойкостью, так как
предназначаются для футеровки аппаратуры, в которой они будут под-
вержены резким сменам температуры. Кислотоупорные и термокисло-
тоупорные плитки должны удовлетворять требованиям ГОСТ 961—68,
приведенным в табл. 94.
Плитки выпускают квадратные (ПК) с длиной стороны от 100 до
200 мм, прямоугольные (ПП) с длиной большей стороны от 100 до
230 мм, клиновые (ПКЛ) 20 размеров, позволяющие осуществлять ра-
диальную кладку футеровки, и спаренные прямоугольные (ПС) с дли-
ной сторон 200—230 и 100—113 мм соответственно. Толщина всех пли-
ток предусматривается 20, 25, 30, 35, 40 мм в зависимости от марки и
размера плитки ее. Нерабочая сторона плитки должна иметь рифления
2—4 мм для обеспечения прочного сцепления с раствором.
и термокис-
(ГОСТ 961—
КШ — кислотоупорные,
КФ — кислотоупорные
; ТКШ — термокисло-
ТКД — тер-
дунитовые;
плитки сухо-
КФ и ТКД
405
Таблица 94
Требования технических условий к кислотоупорным плиткам
Свойства Марка
кш КФ ткш | ткд | КС
Кислотостойкость в %, не менее 97 99 97 98 96
Водопоглощение в %, не более . . 6 0,5 8 3 5
Предел прочности в кГ/см2-. при сжатии, не ме- нее 400 1300 400 1000 300
при изгибе, не менее 100 300 100 200 100
Термическая стойкость — количество теплосмен, не менее 2 2 8 15 2
Кислотостойкость, водопоглощение, механическую и термическую
стойкость плиток всех марок определяют по ГОСТ 473—64, кроме тер-
мической стойкости плиток марки КФ, которую определяют по ГОСТ
2634—59. Факультативно для плиток определяются водопроницаемость
(ГОСТ 13993—68) и морозостойкость (ГОСТ 7025—67).
Как видно из данных табл. 94, требования к свойствам плиток раз-
ных марок отличаются главным образом по термической стойкости, что
естественно отражается на составе масс и технологии изготовления
разных марок плиток.
Насадочные химически стойкие изделия изготовляют главным об-
разом в виде полых цилиндров, так называемых колец Рашига, для
заполнения объема реакционных колонн и башен на ряде химических
предприятий. Кольца изготовляют из глиношамотных, фарфоровых и
полуфарфоровых масс диаметром от 15 до 150 мм в зависимости от ви-
да масс (ГОСТ 748—41 и ГОСТ 8261—56).
Кислотостойкость глиношамотных колец должна быть не менее
96%, фарфоровых и полуфарфоровых не менее 98%, водопоглощение
соответственно 5 и 2%, термостойкость не менее 2 и 5—6 теплосмен
Изготовляют кольца выдавливанием через мундштук.
Химическая аппаратура по своей конструкции, назначению, усло-
виям эксплуатации и размерам весьма разнообразна и подразделяется
на два основных типа:
1) аппарат без движущихся частей — к ним относятся различные
емкости, теплообменные аппараты, ванны, сосуды цилиндрические и
конические; часть этой аппаратуры предназначена для работы под ва-
куумом или давлением;
2) аппараты с движущимися деталями — насосы, эксгаустеры, ме-
шалки и др.
Керамическая химическая аппаратура имеет весьма ответственное
назначение в ряде современных химических процессов, и поэтому к ее
свойствам предъявляются повышенные требования. Такая аппаратура
должна обладать хорошей кислотостойкостью (не менее 98%), быть
плотной (водопоглощение не более 3%), прочной (предел прочности
при сжатии не менее 400 кГ/см2) и термостойкой.
На каждый вид изделий установлены технические условия.
Химическую аппаратуру изготовляют из тонкодисперсных высоко-
пластичных масс главным образом способами пластического формова
ния и в некоторых случаях литьем в гипсовые формы.
406
Таким образом, химически стойкие керамические изделия весьма
разнообразны по своему назначению, предъявляемым к ним свойствам,
а также по своей форме и размерам и масштабу производства. Еже-
годно наша страна потребляет 500—600 тыс. т химически стойких из-
делий, и потребность в них и их производство неуклонно растут.
Разнообразие ассортимента химически стойких изделий и их свой-
ств вызвали необходимость использовать разнообразное сырье, вводить
специальные добавки для улучшения спекания и усиления некоторых
свойств, например термостойкости или теплопроводности и т. д.
В производстве химически стойких изделий широко применяют
способы пластического формования, выдавливания, прессования по-
рошковых масс, литья в гипсовые формы.
1. Сырьевые материалы
Основным сырьем для производства химически стойких изделий
являются спекающиеся огнеупорные и тугоплавкие глины с огнеупор-
ностью 1710—1580° С. Практика использования подобных глин для про-
изводства кислотоупоров позволяет считать пригодными глины с со-
держанием SiO2 в пределах 55—65%, А12О3 20—35%, Fe2O3 до 3,5—
4%, окислов щелочноземельных металлов до 2—3% и щелочных окис-
лов до 3,5—4%)- Примерно при таком составе глины имеют сравнитель-
но низкую температуру спекания 1100—1200° С. Они должны иметь ши-
рокий интервал спекания 60—80°.
В производстве кислотоупорной керамики вредными и недопусти-
мыми примесями в глинах являются некоторые железистые соедине-
ния, например пирит и сидерит, встречающиеся в виде крупных вклю-
чений. Окислы и гидроокислы железа в тонкодисперсном состоянии не
являются вредными примесями, так как практически не ухудшают хи-
мической стойкости изделий.
Вредными и недопустимыми примесями являются также крупные
включения карбонатов, поскольку образующаяся при обжиге свобод-
ная окись кальция может вызвать изменение объема, растрескивание
и даже разрушение при взаимодействии с влагой.
Применяемые в производстве кислотоупоров глины должны отно-
ситься к группам средне- и высокопластичных с числом пластичности,
определенным на приборе Васильева, более 15 и обладать хорошей
связующей способностью.
В состав масс для изготовления кислотоупоров кроме глины широ-
ко вводят добавки природных и искусственных материалов—полевые
шпаты, пегматиты, тальк, дунит, пирофилит, электрокорунд, карбид
кремния.
2. Производство кислотоупоров
Изделия грубозернистого строения, к которым относятся кислото-
упорный кирпич, плитки и некоторые виды .химической аппаратуры, из-
готовляют главным образом способом пластического формования и в
некоторых случаях полусухим прессованием. При одинаковых составах
масс и одинаковых температурах их обжига сформованные пластичес-
ким способом изделия получаются более плотными, прочными и водо-
непроницаемыми, чем при сухом прессовании. Поэтому способ пласти-
ческого формования, обеспечивающий более высокие эксплуатационные
свойства изделий, до настоящего времени наиболее распространен,
чем способ полусухого прессования.
Производство кислотоупорных кирпича и плиток, а также насадоч-
ных колец во многом аналогично производству шамотного кирпича, и
основное отличие заключается в свойствах используемых глин и их
температурах спекания. Содержание шамота в массах обычно находит-
ся в пределах 30—40%. В отличие от шамотных огнеупорных изделий
шамот для кислотоупорных изделий должен быть обожжен до боль-
шой плотности и иметь водопоглощение 4—6%, а иногда и меньше.
В состав масс для термокислотоупорных плиток обычно вводят до-
бавки талька или дунита, содержащих MgO, в результате при обжиге
образуется кордиерит 2MgO-2A12O3-5SiO2, который снижает коэффи-
циент линейного расширения до 2,5—3 • 10”6 и повышает термическую
стойкость изделия.
В некоторых случаях в массу вводят тонкомолотые плавни — пег-
матит, пирофиллит, а также фарфоровый бой.
В табл. 95 приведен типовой состав масс для изготовления кирпи-
ча, плиток и насадочных колец.
Таблица 95
Типовой состав масс для изготовления грубозернистых кислотоупорных изделий в %
Компоненты Кислотостойкие изделия Насадочные кольца
кирпич плитки КШ плитки термо- кислотоупорные ткш
Глина огнеупорная или
тугоплавкая часов-яр-
ская, артемовская,
нижне-увельская и др. 60- -70 50—70 40—50 75—100
Шамот .... 30—40 30—40 40 15—30
Тальк ... . —— — 8—12 —
Пирофиллит . ... — 0—20 — —
Пегматит ... . . — 0—10 — —
Каолин ...... — — 0—10 —
Типовая технологическая схема производства кирпича и плиток по
способу пластического формования, принятая на большинстве заводов
кислотоупорной керамики, приведена ниже.
Типовая технологическая схема производства грубозернистых кислотоупорных изделий
Дробление
(стругач)
4
Сушка
(сушильный барабан)
I
Помол
(дезинтегратор)
Рассев
I
Дозировка
Склад глины
Сухое смешивание
(смеситель)
Дробление
I
Обжиг глины на шамот
(вращающаяся
или шахтная печь)
I
Помол
(шаровая мельница
непрерывного действия)
4
Рассев на фракции
4
Дозировка
Мокрое смешивание (смеситель, смесительные бегуны)
Формование заготовки (ленточный вакуум-пресс)
4
Допрессовка
Сушка (туннельная сушилка)
Обжиг (туннельная печь)
•108
Глину на шамот обжигают во вращающейся или шахтной печи.
В случае обжига в шахтной печи глину после дробления и увлажнения
в двухвальном смесителе прессуют в шаровидный брикет в пресс-валь-
цах. Обожженный брикет или кусковой шамот дробят на щековых дро-
билках, размалывают в шаровых мельницах непрерывного действия
(или бегунах) и фракционируют. При производстве кирпича и плиток
используют шамот с зернами размером до 3 мм, а насадочных колец —
более мелкий, до 1 мм
Дозированное количество порошков молотых глины и шамота сме-
шивают сначала в сухих, а затем в мокрых смесителях. Если в массу
необходимо ввести добавку, например тальк или пегматит, их вводят
на стадии сухого смешивания. Подготовленную массу формуют на го-
ризонтальных ленточных шнековых вакуумных прессах в виде загото-
вок или изделий с законченной формой. Кирпич и плитки можно фор-
мовать с последующей допрессовкой на допрессовочных прессах или
без нее. Допрессовка придает изделию четкие формы и точные разме-
ры и ее осуществляют на прессах системы Самарина и допрессовочном
ССМ-81. Влажность масс при допрессовке составляет 17—18%, давле-
ние прессования не превышает 20—30 кГ1см2. Заготовка, подлежащая
допрессовке, имеет объем на 0,5—1 % больше объема изделия, и этот
излишек после перераспределения массы в форме выдавливается через
отверстия диаметром 6—8 мм в штампе формы. В последнее время
плитки начали формовать без допрессовки по так называемому пакет-
ному способу. Плитка проходит мундштук пресса в виде пакета из двух
плиток, связанных между собой с тыльной стороны перемычкой. Эту
перемычку после прохождения пакета через мундштук разрезают реза-
тельными полуавтоматами. Отформованные изделия высушивают в
туннельных сушилках и затем обжигают при температуре около
1200° С.
Насадочные кольца формуют через мундштук с конусным сердеч-
ником, уплотняющим массу при продвижении ее по мундштуку. При
малых диаметрах колец используют мундштуки, позволяющие формо-
вать кольца в несколько потоков.
Химическую аппаратуру изготовляют из тонкозернистых, хорошо
спекающихся масс с расширенным интервалом спекания (не менее
100°), которые после обжига должны иметь водопоглощение не более
3%, а в некоторых случаях менее 1%. Так как химическая аппаратура
имеет сложную форму и зачастую крупные размеры (баки, турилла,
чаши, змеевики и др.), наиболее приемлемым технологическим спосо-
бом ее изготовления является пластическое формование и в некоторых
случаях шликерное литье в гипсовые формы. Составы масс для хими-
чески стойкой аппаратуры более разнообразны, чем для кирпича и пли-
ток (табл. 96).
Для повышения теплопроводности в массу вводят корунд или кар-
борунд, обладающие более высокой теплопроводностью, чем шамот, —
в 3—4 раза. Температура обжига таких масс соответственно повыша-
ется до 1300—1350° С.
Подготовка масс для изготовления химической аппаратуры в ос-
новном сходна с подготовкой фарфоровых масс. Массы для последую-
щего формования подготовляют путем совместного мокрого помола
компонентов в шаровых мельницах и последующего обезвоживания на
фильтрпрессах. Полученные коржи перерабатывают на вакуумных лен-
точных прессах. Влажность массы для формования должна составлять
20—25%. В зависимости от формы будущего изделия используют раз-
личные способы формования.
Наиболее простой способ — это придание изделию окончательной
или промежуточной формы непосредственно мундштуком ленточного
409
Таблица 96
Составы масс для химической аппаратуры в %
Компоненты Химическая аппаратура
рядовая теплообменная с повышенной прочностью
№ составов
1 2 1 2 1 2 3
Глина (часов-ярская) Каолин . Шамот ..... Пегматит . . Карбид кремния Электрокорунд ... Фарфоровый бой Пирофиллит . . Песок кварцевый 45 45 10 40 10 35 14 45 10 15 30 45 20 15 20 15,4 25,8 22,4 14 22,4 30 10 10 30 20 30 10 10 50
пресса. Способ этот применим для труб, переходных колен, змеевиков
холодильников и других подобных изделий с постоянным сечением.
Крупные изделия, например сосуды различной формы, баллоны,
турилла, прямоугольные ванны, формуют в разъемных гипсовых фор-
мах из пластов путем раскроя полой цилиндрической заготовки, полу-
ченной выдавливанием на горизонтальном вакуумном прессе. Цилиндр
разрезают вдоль образующей, разворачивают, выравнивают и раскра-
ивают на отдельные пласты нужного размера. Пласты вкладывают в
разборную гипсовую форму и места стыка тщательно заделывают мас-
сой этого же пласта, после чего заглаживают резиновой гладилкой и
греческой губкой.
Крупные изделия круглой формы — царги диаметром до 1200 мм,
туриллы и подобные им — формуют в гипсовых формах в несколько
этапов. Штуцера, тубусы и другие выступающие детали приставляют
после частичного затвердевания изделия.
Изделия наиболее сложной формы, например детали насосов и
эксгаустеров, корпуса кранов, пробки и другие подобные детали, из-
готовляют способом литья в гипсовые формы. Иногда изделие склеи-
вают из отдельных деталей.
Изделия химической аппаратуры сушат по мягким режимам. Об-
жиг ведут в периодических печах в условиях медленного индивидуаль-
ного режима. Химическую аппаратуру, как правило, глазуруют специ-
альными химически стойкими глазурями. Последней стадией произ-
водства для некоторых деталей химической аппаратуры, например
кранов, пробок, торцов фланцевых соединений, является механическая
обработка. В зависимости от формы изделия применяют шлифование
наружное или внутреннее, круглое, плоское или притирку, а для наре-
зания резьбы — точение. В настоящее время для механической обра-
ботки широко применяют алмазный абразивный инструмент.
Глава 5. ПОРИСТАЯ ФИЛЬТРУЮЩАЯ КЕРАМИКА
Пористая фильтрующая керамика представляет собой особый вид
керамических изделий с искусственно создаваемой специальными тех-
нологическими приемами повышенной пористостью и регулируемым
размером и формой пор. Такие изделия находят широкое применение
410
в качестве фильтрующих элементов для очистки воздуха и различных
газов, воды, кислых и щелочных растворов, а также в качестве дета-
лей установок для пневмотранспорта пылевидных материалов и тонко-
дисперсных порошков, для очистки сточных вод и других жидкостей
разнообразного назначения, для перемешивания растворов расплав-
ленных металлов и во многих других случаях. Пористая керамика яв-
ляется также хорошим звукопоглощающим материалом.
Фильтрующая керамика должна обладать высокой проницаемо-
стью для жидкостей и газов, достаточно высокой механической проч-
ностью и быть химически устойчивой в определенных средах. Эти тре-
бования обусловливают необходимость применения весьма разнообраз-
ных материалов, стойких в тех или иных химических средах.
Изделия пористой фильтрующей керамики чаще всего изготовля-
ют в виде труб, патронов, свечей, стаканов, дисков, плит и пр. Пори-
стую фильтрующую керамику следует подразделять:
1) по составу наполнителя и связующего:
а) шамотно-силикатные, в которых наполнителем является шамот,
а связующим — стекло;
б) шамотно-бентонитовые;
в) цирконо-фосфатные и т. д.;
2) по назначению — для фильтрации жидкостей и газов, аэрации
жидкостей и порошкообразующих материалов;
3) по химической устойчивости — кислотостойкие, щелочестойкие,
устойчивые в нейтральных средах;
4) по огнеупорности — высокоогнеупорные, огнеупорные и нетепло-
стойкие.
Для изготовления фильтрующей керамики применяют зернистые
наполнители, связующие материалы и в ряде случаев добавки, ускоря-
ющие процесс упрочнения изделий.
В качестве наполнителей наибольшее распространение получил
кварцевый песок, шамот, отходы асбестообогатительных фабрик. Од-
нако в ряде случаев для изготовления изделий со специализированны-
ми химическими свойствами можно применять различные кварцевые
материалы, например кварцит, маршалит. Используют также природ-
ные материалы, например гранит, перлит, андезит, серпентин и др.
В ряде случаев используют и высокоогнеупорные окислы, например
А12О3, ZrO2, MgO, а также некоторые искусственно синтезируемые ма-
териалы, например муллит, кордиерит, фарфор, обычное стекло и т. д.
В качестве связующего применяют пластичные огнеупорные или
тугоплавкие глины и высокопластичные бентониты, жидкое щелочно-
силикатное стекло и фосфаты. Для изготовления нетеплостойких филь-
трующих изделий возможно применение органических связующих в ви-
де различных смол или клеев, обладающих высокой прочностью сцепле-
ния с большинством керамических материалов.
При изготовлении изделий, в которых связующим является жидкое
стекло, для ускорения твердения масс вводят специальные добавки.
Наиболее распространенной добавкой является кремнефтористый нат-
рий Na2SiFe, представляющий собой белый мелкокристаллический по-
рошок, плохо растворяющийся в воде.
Основным свойством пористой фильтрующей керамики является
ее фильтрующая способность и газопроницаемость, которые опреде-
ляются размером, количеством и формой пор.
С целью образования в изделии пор заданного размера в основу
технологии положен принцип применения керамических порошков-на-
полнителей монофракционного или узкофракционированного состава и
связывания их тем или иным связующим и последующим обжигом из-
делий. В отличие от применения наполнителя полифракционного со-
411
Таблица 97
Проницаемость
и пористость
фильтрующих
материалов
Размер пор в мк ' Воздухопро- ницаемость в м?-см/м*-чХ Хмм вод. ст. Пористость в %
300—320 45—50 39—40
250—280 38—43 39—40
200- 230 33—36 40—41
150—180 25—32 41—42
120—140 18—22 42—43
100—110 10—12 42—43
80—90 5—8 43—44
60—70 2—4 43—44
40—50 1—1,5 43—44
става с известным различием в размере от-
дельных фракций для получения наиболее плот-
ных изделий при изготовлении пористой кера
микп стремятся, как правило, к получению мак-
симальной пористости.
Пористость изделий в случае применения
монофракционного порошка почти не зависит от
размера зерен. Размер же образующихся в из-
делии основных пор зависит главным образом
от размера частиц применяемого наполнителя
(рис. 131), а также от количества вводимого
связующего, степени уплотнения масс при прес-
совании, условий последующей термической об-
работки. Чем меньше частицы наполнителя, тем
меньше размер основных преобладающих пор
(табл. 97).
Соотношение между размером пор и раз-
мером частиц подчиняется линейному уравне
нию
= adcTp,
где dn и dcp — средний диаметр соответственно преобладающих пор и частиц напол-
нителя; а — коэффициент, зависящий от количества связующих, давления прессования
и формы зерен и находящийся в пределах 0,35—0,42.
Воздухопроницаемость фильтрующей керамики по мере увеличения
размера пор сначала медленно,
а затем резко возрастает (рис. 132).
В пористой фильтрующей кера-
мике должна преобладать открытая
пористость, и поры должны сообща-
ться между собой. Только при этом
Диаметр пор 6 NK
Рис. 131. Зависимость размера пор
различных видов пористой кера-
мики от размера зерен наполните-
ля
1—песчаио-силикатная и шамотно-бен-
тонитовая; 2 — шамотно-силикатная и
цнрконо-фосфатная; 3 — серпентино-си-
ликатная; 4 — серпентино-бентонитовая,
песчано-эпоксидная
Рис. 132. Зависимость воздухопроницаемо
сти от размера пор различных видов филь-
трующей керамики
1 — песчано-силикатная; 2—песчано- и серпеи-
тино-силикатная; 3 — шамотно- и серпентине-бен-
тонитовая
условии такая керамика будет удовлетворять своему назначению. Опыт
показывает, что в грубодисперсных материалах преобладает открытая
пористость, а в тонкопористом наблюдаются также закрытые поры, в
результате чего фильтрующая способность таких материалов снижает-
ся. На размер и форму пор, а следовательно, и на проницаемость из-
412
делия оказывает влияние вид и количество вводимой связки. По мере
увеличения содержания связки она заполняет большую часть прост-
ранства между зернами наполнителя, в результате чего снижается об-
щая пористость, уменьшается размер преобладающих пор и проницае-
мость керамики падает. Содержание связки в массах для изделий раз-
личного назначения сильно колеблется и зависит от вида и дисперсности
и связующих свойств связки. Жидкого стекла вводят обычно 9%.
глинистых — от 20 до 50%, смол—5-—7%, фосфатов—8—10%. Коли-
чество связки решающим образом влияет на механические свойства
изделий. С увеличением содержания связки прочность изделий зако-
номерно возрастает.
Как уже указывалось, важным фактором, влияющим на размер
основных пор и проницаемость является давление при прессовании.
Обычно при прессовании изделий пористой фильтрующей керамики
применяют давления порядка 40—50 кГ/см2. При повышении давле-
ния, например, в 2 раза диаметр образующихся пор снижается в 1,5—
2 раза, одновременно снижается проницаемость, но возрастает механи-
ческая прочность изделий. Таким образом, прессовое давление должно
быть подобрано в каждом отдельном случае таким образом, чтобы бы-
ла обеспечена достаточная механическая прочность при заданном раз-
мере пор и проницаемости изделия.
Температура обжига также оказывает влияние на формирование
структуры и свойства изделий.
Фильтрующую керамику, содержащую в качестве связки жидкое
стекло, обжигают при температуре 950—1200° С, содержащую бенто-
нит,— в пределах 1100—1300° С, фосфаты — в пределах 1350—1550° С.
Технология изготовления пористой фильтрующей керамики в из-
вестной мере зависит от состава и свойств наполнителя и связки и сво-
дится во всех случаях к последующим основным операциям:
1) подготовка порошков наполнителя и связки, включая фракцио-
нирование порошков;
2) приготовление формовочных смесей;
3) формование изделий;
4) тепловая обработка изделий, т. е. сушка и обжиг;
5) механическая обработка изделий (в отдельных случаях).
Изделия пористой керамики изготовляют различными способами в
зависимости от состава масс, а также формы и размера изделий. Пло-
ские изделия, например диски, плиты, толстостенные трубы с отноше-
нием высоты к диаметру не более 3 обычно прессуют. Изделия в фор-
ме труб из масс на глинистых связках обычно изготовляют пластичес-
ким формованием. Фаянсовые массы формуют способом литья в
гипсовых формах.
Таким образом, технологическая схема производства пористой
фильтрующей керамики строится в зависимости от выбранного способа
изготовления для данного типа изделий, его формы, размеров и соста-
ва масс. Подготовка наполнителя заключается в дроблении, помоле и
фракционировании шамота и других кусковых материалов или только
фракционировании сыпучих, например песка, отходов асбестообогати-
тельных фабрик.
Формовочные смеси подготовляют по обычным в керамике схемам
с применением типового оборудования в зависимости от способа фор-
мования. Массы для полусухого прессования увлажняют до 8—9%,
для пластического формования — до 20—22%.
В СССР наибольшее распространение получила технология изго-
товления пористых изделий с применением в качестве связующего жид-
кого стекла. Такая связка получила название силикатной. Жидкое стек-
ло представляет собой раствор щелочно-силикатного стекла в воде.
413
Химический состав жидкого стекла соответствует формуле R2O • шБЮг,
где т — число молекул SiC>2- В зависимости от кремнеземистого моду-
ля, представляющего собой отношение числа молекул SiC>2 к числу мо-
лекул R2O, находятся свойства жидкого стекла. В промышленности
обычно применяют натриевое жидкое стекло с модулем 2,8. Подготов-
ка жидкого стекла, которое вводят в массы в качестве связующего, за-
ключается в разбавлении его водой до плотности 1,38—1,4 г/см3 посту-
пающего на завод более густого жидкого стекла или же силикат-
глыбы.
В процессе сушки изделий жидкое стекло резко снижает свою вяз-
кость и загустевает, придавая при этом необходимую прочность от-
формованным изделиям. Изделия сушат до температуры 200° С. При
обжиге изделий жидкое стекло взаимодействует с материалом напол-
нителя, при этом происходит образование стекловидной фазы и неко-
торого количества новых кристаллических фаз. Так, при обжиге ша-
мотно-силикатных масс наблюдается кристаллизация муллита ЗА12О3 •
•2SiC>2, песчано-силикатных — метакристобалита и тридимита, а сер-
пентино-силикатных — оливина, клиноэнстатита, форстерита. Образую-
щееся на контакте зерен стекловидное вещество скрепляет эти зерна,
однако не заполняет открытые поры.
Температура обжига изделий из различных масс составляет (в °C):
песчано-силикатных—950, шамотно- и серпентино-силикатных—1250;
серпентино-бентонитовых —1250; шамотно-бентонитовых—1320.
Изделия пористой керамики можно обжигать в периодических и
туннельных печах.
Глава 6. КЕРАМЗИТ И АГЛОПОРИТ
Керамзит и аглопорит условно относят к керамическим материа-
лам, так как исходные сырьевые материалы и способы их переработки,
термическая обработка подобны тем, которые применяют в технологии
производства строительной керамики из легкоплавких глин.
В настоящее время керамзит и аглопорит вырабатывают в огром-
ных количествах на мощных механизированных заводах.
1. Керамзит
Керамзитом называют искусственный пористый зернистый мате-
риал ячеистого строения, получаемый вспучиванием глинистых пород
путем их обжига.
Размер зерен керамзита обычно не превышает 40 мм. Зерна раз-
мером 5—40 мм называют керамзитовым гравием или щебнем, а ма-
териал с зернами менее 5 мм— керамзитовым песком. В зависимости
от объемного насыпного веса (в кг/м3) выпускаемый керамзит делят
на марки. По ГОСТ 9759—65, керамзит можно выпускать 12 марок —
150, 200, 250, 300, 350, 400, 450, 500, 550, 600, 700 и 800.
Керамзит (гравий, щебень) по прочности подразделяют на два
класса: А и Б. В зависимости от марки прочность керамзита данной
фракции, определяемая по специально разработанной методике
(ГОСТ 9758—68), должна быть не ниже 4—60 кГ/см2.
Количество условно закрытых пор в керамзитовом гравии
колеблется от 60 до 90%. Керамзитовый гравий должен выдерживать
испытание на морозостойкость (15 циклов) с потерей в весе при этом
не более 8%. По ГОСТ 9759—65, отношение наибольшего размера зерен
керамзита к наименьшему (коэффициент формы) должно быть не бо-
лее 1,5; потеря в весе при кипячении, содержание SO3, водопоглощение
(в зависимости от марки), влажность не должны превышать (в %'
соответственно: 5; 1; 15—25; 2.
414
Керамзит в виде мелкозернистого сыпучего материала применяют
в качестве заполнителя для легких конструктивно-теплоизоляционных,
частично для теплоизоляционных и конструктивных бетонов, а также
для теплоизоляционных засыпок.
Керамзитовый заполнитель (гравий, щебень и песок) имеет зерна
окатанной или неопределенной формы с поверхностной тонкой спек-
шейся корочкой, кроме того, щебень и песок получают также дробле-
нием крупных (более 40 мм) зерен керамзита или сваров («козлов»).
Керамзит окатанной формы прочнее щебнеподобного керамзита.
Для производства керамзита используют легкоплавкие глинистые
породы, обладающие склонностью к вспучиванию при быстром обжиге.
Химический состав таких глин обычно характеризуют следующим со-
держанием окислов (в %): SiC>2 — 50—65, AI2O3—10—25, Fe2O3+
+FeO — 3,5—10, CaO+MgO до 7, R2O— 3,5—5; содержание тонкодис-
персных органических примесей от 1 до 2 и свободного кремнезема
до 25.
Глины, пригодные для производства керамзита, должны иметь
следующее соотношение содержащихся в них окислов:
% SiO2 свободный
------------------------------------------------------------- <" 4
% СаО + % MgO + % Fe2O3 + % Na2O + % К2О
и
_____________% Fe2O3 + % MgO + % Na2O + % K2O________________
% СаО >4
Чем ниже величина первого соотношения, тем меньшего объем-
ного веса получается керамзит.
В обжигаемом глинистом материале в разных температурных ин-
тервалах протекают сложные физико-химические процессы: дегидрата-
ция, выгорание органических примесей, диссоциация, взаимодействие
между компонентами глины, реакции окисления и восстановления и др.,
обусловливающие газовыделение, образование расплава и размягче-
ние материала (доведенного до пиропластического состояния). При
быстром обжиге температурные интервалы, в которых протекают эти
процессы, сближаются, передвигаясь в область более высоких темпе-
ратур, накладываются один на другой, что дает возможность сов-
местить процесс газообразования с размягчением материала, достиже-
нием им определенной вязкости, при которой происходит вспучивание
глины. При этом важно, чтобы к моменту интенсивного газовыделения
произошло спекание поверхностного слоя гранул с образованием за-
крытых пор. В противном случае, газы легко удаляются, не вспучивая
материала.
Из протекающих реакций большое значение имеет взаимодейст-
вие окислов железа с углеродом органических примесей глинистых по-
род и продуктами их неполного сгорания с образованием газообраз-
ной фазы и закиси железа. Закись железа в сочетании с другими
примесями образует легкоплавкие эвтектики, определяющие появление
расплава, снижение вязкости материала, образование закрытых пор,
расширяющихся под давлением образующихся газообразных продук-
тов. Резкое снижение вязкости материала, происходящее, например,
при значительном содержании в глине СаО, может повлечь за собой
прорыв стенок расширяющихся пор и уменьшение вспучиваемости ма-
териала.
Таким образом, вспучивание происходит при совмещении процесса
размягчения глинистой породы и образования закрытых пор с процес-
415
сами газовыделения внутри материала за счет давления газообразных
продуктов СО2, СО и др. Для создания благоприятных условий проте-
кания процесса вспучивания необходимы совместное присутствие в гли-
не окислов железа и органических веществ, а также восстановительная
среда внутри материала. Недостаток содержания органических доба-
вок (мазута, солярового масла, сульфитно-спиртовой барды).
При необходимости использования глинистых пород с узким тем-
пературным интервалом вспучивания сырьевые глиняные гранулы обво-
лакивают тугоплавкими порошками (тонкомолотый кварцевый песок,
зола ТЭЦ и т. п.).
Повышение прочности керамзита без увеличения его объемного
веса может быть достигнуто путем изотермической выдержки в период
кристаллизации пиропластического расплава, либо введением в шихту
катализаторов кристаллизации. К ним относятся отходы промышлен-
ного производства, содержащие FeS2 (пиритные огарки) или TiO2 (ме-
таллургические шлаки, содержащие в большом количестве рутил).
Технология изготовления керамзитового заполнителя складывается
из следующих основных операций: подготовки сырья; приготовления
гранул (зерен), и подготовки их к обжигу; обжига гранул, включая их
охлаждение; рассева материала на фракции с дроблением крупных кус-
ков до требуемого размера.
В зависимости от свойств исходного сырья предлагается несколько
схем его подготовки.
При камнеподобных или плотных глинистых породах, однородных
по составу, хорошо вспучивающихся и с низкой карьерной влажностью,
вся подготовка материала к обжигу сводится к измельчению его в
крошку («сухой» способ). Этот способ наиболее прост и экономичен.
При неоднородном, трудно размокающем сырье с невысокой степенью
вспучивания, требующего введения органических добавок, исходное
сырье дроблением, сушкой и помолом превращается в порошок с по-
следующим его смешиванием и грануляцией («полусухой» способ). Эта
схема сложна.
В случае неоднородного по качеству, влажного и хорошо размо-
ченного сырья рекомендуется способ пластической переработки с после-
дующим формованием брикетов (сфероидов, цилиндров и т. п.). При хо-
рошо размокающем сырье с высокой карьерной влажностью возможно
приготовление пульпы с последующим образованием гранул во вра-
щающейся печи — «мокрый» способ.
При «полусухом» и пластическом формовании в качестве формую-
щих машин используют дырчатые формующие или прессующие валь-
цы, барабанные грануляторы с мешалкой, ленточные прессы, оборудо-
ванные на выходе перфорированной решеткой и устройством для резки
выходящих жгутов.
Полуфабрикат подсушивают в сушильных барабанах, используя
тепло отходящих от печи газов, а при двухбарабанных печах — в печи
по подготовке.
Обжигают полуфабрикат в одно- или двухбарабанных вращаю-
щихся печах длиной от 40 до 56 м, при наружном диаметре от 2,5 до
3,6 м. Продолжительность обжига обычно составляет 30—60 мин. Ре-
жим обжига характеризуется относительно медленным нарастанием
температуры материала в зоне досушки, более ускоренным в зоне по-
догрева и быстрым в зоне вспучивания, которое обычно наступает в
температурном интервале 1150—1250° С, что зависит от свойств глини-
стого сырья. Среда в печи может быть даже окислительной, но бла-
годаря быстрому повышению температуры и наличию в глине органи-
ческих примесей внутри материала образуется восстановительная сре-
да. В печи восстановительная среда положительно влияет на
416
вспучивание. Охлаждают керамзит в холодильниках (например, бара-
банных) по ступенчатому режиму: замедленному в начале и быстрому
в конце процесса.
При изготовлении керамзита необходимо учитывать следующее.
Лучше вспучивается материал большей плотности, имеющий округлую
форму или форму брикетов одинакового размера в поперечнике. Чем
лучше вспучивается исходное сырье, тем с большей влажностью и
больших размеров полуфабрикат можно направлять в печь.
Во Всесоюзном институте строительных материалов разработан
способ получения керамзитового песка и мелкого гравия обжигом гли-
нистого сырца в кипящем
слое. Этот способ обеспечива-
ет возможность получения
продукта заданного грануло-
метрического состава; боль-
шую удельную производитель-
ность печей, обусловленную
высокой интенсивностью теп-
лопередачи в кипящем слое;
возможность полной автома-
тизации процесса термичес-
кой обработки; осуществле-
ние утилизации тепла внутри
технологического процесса.
Принципиальная схема уста-
новки для вспучивания глини-
стых пород в кипящем слое
представлена на рис. 133.
Установка состоит из трех
последовательно расположен-
ных аппаратов: для термиче-
ской подготовки, для обжига
глинистого сырца в кипящем
Рис. 133. Схема установки для вспучивания
керамзита
I — печь для термической обработки; 2 — печь для
обжига; 3 — холодильник
слое и охлаждения керамзита. Сырец
готовят дроблением и рассевом глины, подсушенной до остаточной
влажности 8—12%. Схема позволяет осуществлять ступенчатую тер-
мическую обработку глины, являющейся наиболее эффективной для
процесса вспучивания. В аппарате термоподготовки материал обраба-
тывается при температуре 200—300° С в течение 5—10 мин, до содер-
жания остаточной влаги в сырце 1—2%. Материал вспучивается при
температуре 1050—1000° С и среднем времени пребывания материала
в слое 2—6 мин Полученный продукт охлаждается в холодильнике до
температуры 200—230° С
Стабильный гидродинамический режим процесса обеспечивается
при рабочих скоростях газов, приведенных в нормальные условия, в
аппаратах термоподготовки и обжига: при получении керамзитового
песка — 0,6—0,7 м!сек, мелкого гравия—1,5—2 м/сек-, в холодильни-
ке— соответственно 0,7—0,8 и 1,2—1,8 м/сек. При указанных скоро-
стях газов число псевдоожижения (отношение рабочей скорости газов
к критической), характеризующее интенсивность перемешивания мате-
риала в кипящем слое, составляет для процесса вспучивания 3—4, а
для термоподготовки 1,5—2. Критическая скорость газов, т. е. скорость,
соответствующая моменту перехода материала из неподвижного со-
стояния в состояние псевдоожижения, для глинистых пород определя-
ется по формуле А. А. Ахундова:
Re = [б,0021 Аг 0,б] 0,7,
27—1025
417
где Аг — критерий Архимеда; dMaKC—максимальный диаметр зерен; d3 — эквивалент-
ный диаметр зерен.
На установках кипящего слоя съем керамзитового песка составля-
ет 3—4 м3/ч с 1 м2 площади пода печи.
Ниже приведена схема получения керамзитового песка.
Технологическая схема получения керамзитового песка в кипящем слое
Ящичный Вальцы грубого помола подаватель । Сушильный барабан 1 Ленточный транспортер
Расходный бункер Промежуточны! Тарельчатый Бункер за питатель 1 Печь Тарельчатый термообработки Печь обжига бункер сырья паса угля штатель угля
в кипящем слое 1
Холодильник
1
Бункер готовой
продукции
Керамзитовый песок имеет форму шаровидных зерен с плотной
окисленной оболочкой и пористой сердцевиной. Поверхностная зона
уплотнена, почти не содержит пор и представлена коричневато-бурым
аморфизованным при обжиге глинистым веществом. Центральные уча-
стки характеризуются вспученной пористой полупрозрачной стекловид-
ной фазой с размером пор от 0,3—0,4 мм до менее 0,15 мм.
Ниже приведены характеристика и гранулометрический состав ке-
рамзитового песка:
Размер зерен в мм . менее 5
Объемный насыпной вес в кг/м3 ... 480—500
Прочность при сдавливании в цилиндре в кГ/см2 65—70
Размер отверстий сит в мм 2,5—5 1,2—2,5 0,6—1,2 0,5—0,6 0,15—0,5 0.15
Содержание зереп в % 7,5 14 30,5 25 10 13
2. Аглопорит
Аглопоритом называют искусственный пористый зернистый мате-
риал ячеистой структуры, получаемый термической обработкой на ре-
шетчатых агломерационных машинах глинистых пород и отходов от
добычи, обогащения и сжигания углей.
Аглопорит состоит в основном из стекла различного состава. Ко-
личественно подчиненными элементами являются кристаллические об-
разования, содержащиеся в примесях исходного сырья, или получен-
ные в результае высокотемпературного обжига и охлаждения расплава.
Эти новообразования достаточно стойки в нормальных темпера-
418
турно-влажностных условиях. Как стекловидная фаза, так и новообра-
зования не оказывают вредного влияния на строительные свойства бе-
тона, что позволяет считать аглопорит высококачественным заполни-
телем для армированных и неармированных легких бетонов.
Аглопорит получают в виде щебня и песка с открытыми порами на
поверхности зерен или в виде гранул со спекшейся поверхностной обо-
лочкой. Его применяют в качестве заполнителя для легких конструк-
тивных и конструктивно-теплоизоляционных бетонов, а также в каче-
стве теплоизоляционных засыпок.
В зависимости от размера зерен аглопорит делят па щебень с раз-
мером зерен 5—40 мм и песок с зернами менее 5 мм. По объемному
насыпному весу в высушенном состоянии аглопоритовый щебень де-
лится на пять марок 400, 500, 600, 700 и 800 (ГОСТ 11991—66). Отно-
сительная прочность аглопоритового щебня, определяемая по методи-
ке ГОСТ 9758—68, в зависимости от марки должна быть не ниже 4—
12 кГ/см2.
Аглопорит должен выдерживать испытание на морозостойкость не
менее 15 циклов с потерей в весе при этом не более 10%• Потеря в ве-
се при прокаливании щебня не должна превышать 3%.
Коэффициент теплопроводности аглопорита, в зависимости от его
зернового состава, колеблется от 0,1 до 0,22 ккал/м-ч-град.
Для производства аглопорита используют самые разнообразные
невспучивающиеся или слабовспучивающиеся глинистые породы: суг-
линок, супесь, аргиллит, глинистый сланец, а также шахтные породы
от добычи и обогащения углей, кусковые топливные шлаки и тонко-
дисперсные золы ТЭЦ. Требования к химическому составу сырья не
предъявляются.
Поризация сырья при получении аглопорита достигается за счет
ряда взаимосвязанных факторов — удаления свободной, физически и
химически связанной воды; выгорания топлива, сернистых соединений
и органических добавок — примесей; прососа газов сквозь размягчен-
ную шихту; контактного спекания гранул шихты и частичного вспучи-
вания пиропластической массы в зонах, удаленных от очагов горения.
При спекании сырья на агломерационных решетках процесс вспучива-
ния значительно интенсифицируется, что обусловлено характерными
особенностями агломерационного процесса: быстрым повышением тем-
пературы, достигающим 400—600° в 1 мин-, возможностью достижения
высоких температур (1400—1700°С); наличием восстановительной сре-
ды в зоне спекания и кратковременностью пребывания материала в
зоне высоких температур (1—1,5 мин).
Большие скорости нагрева и обжига сырья при его агломерации
вызывают смещение термических эффектов удаления адсорбционной
воды, сгорания топлива и органических примесей, диссоциации карбо-
натных включений, аморфизации глинистого вещества в область более
высоких температур с разницей на 50—225° и характера среды.
Сущность процесса производства аглопорита заключается в под-
готовке шихты к спеканию. Шихту, состоящую из исходного сырья,
топлива и воды, загружают на решетку агломерационной машины, ог-
раниченную боковыми стенками. Технологическое топливо в шихте
(специально введенное или содержащееся в исходном сырье) зажига-
ют с поверхности при одновременном просасывании воздуха сверху
вниз. В дальнейшем процесс спекания не нуждается в подводе топлива
извне. Образующаяся спекшаяся зона в верхней части загруженного
слоя постепенно перемещается вплоть до колосниковой решетки. В этот
момент процесс считается законченным. Подача воздуха снизу вверх
позволяет в 1,5—2 раза увеличить съем продукции с единицы площади
спекания.
27* 419
Технологическая схема производства аглопорита состоит из опера-
ций переработки сырья и приготовления шихты необходимой газопро-
ницаемости; термической обработки шихты и охлаждения получаемого
бруса или гранул; дробления охлажденного продукта и сортировки аг-
лопорита на фракции.
При использовании сухих, плотных или зернистых глинистых по-
род или соответствующих отходов промышленного производства спо-
соб подготовки и приготовления шихты сводится к измельчению ис-
ходного материала до размера зерен менее 10 мм и смешиванию его с
водой, а при необходимости и с технологическим топливом. Этот спо-
соб прост и наиболее экономичен.
При использовании рыхлых глинистых пород естественной или по-
вышенной влажности для соответствующих отходов промышленности
исходный материал освобождают от камневидных включений, переме-
шивают с технологическим топливом при одновременном увлажнении и
подвергают грануляции (окомкованию). В случае применения тонкодис-
персных зол их сначала равномерно увлажняют и перемешивают со свя-
зующей добавкой, а затем гранулируют.
В качестве гранулирующих устройств используют грануляторы,
работающие по принципу окомкования (барабанные, тарельчатые),
разрыхления (роторные) и формования (дырчатые вальцы)
Шихту спекают на различных по конструкции и мощности агломе-
рационных машинах периодического или непрерывного действия. К ма-
шинам периодического действия относятся агломерационные чаши, а
непрерывного — ленточные машины. Продолжительность спекания ко-
леблется в широких пределах и зависит от ряда факторов: исходной
газопроницаемости шихты на колосниковой решетке, качества сжига-
ния технологического топлива верхнего дифференциального слоя ших-
ты; воздушного режима спекания. Сырье считается пригодным для
производства аглопорита, если в результате промышленных испытаний
продолжительность спекания слоя высотой 300 см не превышает
38 мин.
Глава 7. КРАТКИЕ СВЕДЕНИЯ ПО ЭКОНОМИКЕ ПРОИЗВОДСТВА
СТРОИТЕЛЬНОЙ КЕРАМИКИ
1. Производство кирпича и стеновых материалов
До настоящего времени кирпич является основным стеновым ма-
териалом и обеспечивает около 60% потребности страны в стеновых
материалах.
До 1917 г. производство кирпича носило в основном сезонный ха-
рактер и было сосредоточено на полукустарных заводах, расположен-
ных главным образом в районе наиболее крупных городов. На этих заво-
дах преобладал ручной труд. Сырец сушили в сушильных сараях или
под навесами, а обжигали в основном в напольных и только на наиболее
крупных заводах в кольцевых печах. Выпуск кирпича в 1913 г. состав-
лял 3,4 млрд, шт., а съем с 1 Л43 обжигового канала кольцевых печей
не превышал 500—700 шт. в месяц.
За годы Советской власти кирпичная промышленность получила
огромное развитие. По существу, была создана заново механизи-
рованная, оснащенная современным оборудованием промышленность
стеновых материалов. Выпуск кирпича по годам составил
(в млрд, шт.):
420
Год Выпуск в млрд, шт- Год Выпуск в млрд, шт.
1913 3,4 (условного кирпича) 1960 28 .48
1917 0,67 1965 28,5
928 2,79 1966 28,8
1937 7,47 1967 30,54
1945 1,8 1968 30,8
1954 8,8 1970 32,4
1955 17,34 1975 36,0
Таблица 98
Объем годового выпуска
(по данным 1970 г.)
Пред- приятия с годо- вым вы- пуском кирпича В МЛН. ШТ- Удельный вес в выпуске в % Удельный вес в количестве заводов в %
До 5 19 79
От 5 до 10 7,7 6,2
» 10 » 20 9 6,5
Свыше 20 64,3 8.3
За предвоенные годы были построены десятки заводов, оснащенных
глинодобывающими машинами, ленточными прессами, камерными или
туннельными сушилками, непрерывно действующими туннельными или
кольцевыми печами. Новые и реконструированные заводы были переве-
дены на круглогодовую работу. Резко повысилась мощность заводов и
возросла производительность труда. Представление о распределении за-
водов по объему годового выпуска дает табл. 98.
В послевоенный период для восстановления разрушенных городов,
поселков, промышленных и других зданий потребовалось огромное ко-
личество кирпича.
В этот период были разработаны и получили широкое распростра-
нение скоростные методы обжига (методы П. А. Дуванова, А. Г. Муко-
сова, И. Я. Мазова) и сушки кирпича (метод С. Т. Картавцева). Съемы
с кольцевых печей, бывших в это время основным типом печей, возросли
в 2—3 ра.за и достигли на отдельных заводах 2000—2500 шт. в месяц
с 1 л3 объема печи. Срок сушки в камерных и туннельных сушилках со-
кратился в 1,5—2 раза. Широкое применение получил способ пароувлаж-
нения глиняной массы. В период 50-х годов кирпичная промышленность
стала оснащаться ленточными вакуумными прессами, позволившими ор-
ганизовать массовый выпуск пустотелого кирпича (7- и 18-щелевых
камней объемным весом 1300—1450 кг/см3). Модернизация оборудова-
ния позволила широко развивать производство эффективных пустоте-
лых камней, лицевого и офактуренного кирпича. В настоящее время
кирпичная промышленность имеет: туннельных печей — около 450; коль-
цевых— около 1200; камерных и туннельных сушилок — около 1000.
Таблица 99
Выпуск кирпича в СССР и зарубежных странах (по данным 1970 г.)
Страна Объем производства условного кирпича Страна Объем производства условного кирпича
в мли. шт. в шт. иа душу на- селения в мли. шт. в шт. на душу на- селения
СССР 28,526 124 Англия 7868 148 (сов-
Болгария 1,196 144,6 местно
Венгрия 1824 180 С СИЛИ-
ГДР . 1462 85 катпым)
Польша . 2851 90 Италия 4610 88
Румыния 916 48 ФРГ 6141 108
Чехословакия 2730 193 Франция . . 5674 117
США .... 8212 40
421
В 1970 г. в туннельных печах было обожжено 26,6% общего вы-
пуска кирпича. На передовых заводах съем с 1 м3 кольцевых печей до-
стигает 3000—3400 шт. в месяц, а с туннельных печей — до 5000 шт. Себе-
стоимость кирпича колеблется от 19 до 54 руб. в зависимости от мощ-
ности завода и местных условий.
Для сравнения в табл. 99 приведены данные о выпуске кирпича в
некоторых социалистических и капиталистических странах.
Важнейшей задачей, стоящей перед работниками кирпичной про-
мышленности, является создание в ближайшие годы завода-автомата
большой мощности с выработкой до 1 млн. шт. в год кирпича на одного
работающего.
2. Производство строительной керамики
Промышленность строительной керамики по существу создана за
годы Советской власти. В связи с огромным промышленным и жилищ-
ным строительством возникла необходимость в постройке десятков но-
вых механизированных заводов по производству санитарно-строитель-
ных изделий, облицовочных и половых плиток, канализационных труб.
Представление о динамике выпуска основных видов строительной
керамики дает табл. 100.
Таблица 100
Выпуск основных видов строительной керамики
Изделия Год
1940 1950 1955 I960 1965 1970
Санитарно-строитель- ные в тыс. шт. . . . 330,6 759,1 1549,5 3289 5742,6 7327
Облицовочные плитки в тыс. м2 . . 246,5 213,4 2715,4 6742,8 12350,7 16887
Плитки для полов В ТЫС. JH2 914,5 1475,2 5699,1 10206,1 15927 19378
Канализационные тру- бы в тыс. т 33,1 28,2 216,2 349,3 455,7 4860
Фасадно-облицовочная керамика в тыс. jh2 . . — 154,8 1420,4 2013 5300,8 89093
Кислотоупоры в тыс. т 31,8 49,2 106,2 163,9 350,7 4439
Современные заводы по выпуску изделий строительной керамики
оснащены высокопроизводительным механическим оборудованием на
всех стадиях производства. Основным типом агрегата для обжига яв-
ляются туннельные печи открытого пламени, число которых приближа-
ется к 200.
В 1970 г. в туннельных, канальных и роликовых печах было обож-
жено (в %):
Санитарно-строительных изделий 93
Облицовочных фаянсовых плиток 98
Плиток для полов ... 94,5
Канализационных труб ... 82
Фасадно-облицовочной керамики 59
Более 50% заводов оснащены только туннельными печами. Успеш-
но внедряются многоканальные, роликовые, щековые и другие виды но-
вейших конструкций печей.
Съем продукции с 1 м3 канала туннельных печей достиг:
Саннтарно-стронтельного фаянса в иг/год . 1800
Облицовочных плиток в м.г/год . . 297
Плиток для полов, в jh2/год .... ............. 243
422
Благодаря интенсификации процессов обжига неуклонно сокра-
щается удельный расход топлива и улучшаются все технико-экономи-
ческие показатели производства. Так, удельный расход топлива за
1970 г. составил (в единицах условного топлива) при обжиге:
Санитарно-строительных изделий в т/т 0,807
Облицовочных плиток в ка/jn2 9,9
Плиток для полов в кг/jn2 . 9,2
Труб канализационных в т/т 0,286
Только за последние годы на заводах облицовочной керамики ус-
тановлено более 50 распылительных сушилок. Широко внедряются по-
точные механизированные и конвейерные линии по производству пли-
ток, труб, санитарных изделий. Существенные изменения произошли
и в структуре ассортимента изделий.
Повысился удельный вес санитарно-строительных изделий из по-
луфарфора и фарфора (более 50%), выпуск цветной облицовочной и
ковровоузорчатой плитки для полов, канализационных труб крупного
диаметра.
За последние годы построен ряд заводов в восточной части страны.
Часть шестая
ХИМИЯ И ТЕХНОЛОГИЯ ТОНКОЙ КЕРАМИКИ
К тонкой керамике относятся плотные спекшиеся
или мелкопористые изделия с однородной структу-
рой и, как правило, покрытые тонким стеклообраз-
ным слоем—глазурью.
Подавляющее большинство тонкокерамических изделий белого
цвета. Однако в некоторых случаях (декоративные изделия, жаро-
упорная керамика) изделия вырабатывают из окрашенных окислами
глин, и тогда они по цвету бывают похожи на изделия грубой кера-
мики.
Особую группу составляют изделия из специальных масс. Они ча-
сто не покрыты глазурью и бывают различного цвета в зависимости от
природы материалов, из которых они изготовлены. Но плотность и од-
нородность структуры этих изделий свидетельствуют о принадлежно-
сти их к классу тонкокерамических изделий.
Технология производства тонкокерамических изделий характери-
зуется повышенными требованиями к качеству и однородности сырья,
тонким помолом и обогащением сырья, более сложными процессами
приготовления и переработки массы, формования, а также тщательной
отделкой поверхности изделий в зависимости от технических требо-
ваний.
Тонкая керамика получила широкое применение в быту и в разных
областях промышленности и техники, а также при изготовлении приборов
и аппаратов для научных исследований. Фарфор, полуфарфор, фаянс,
майолику широко используют для изготовления санитарных изделий и
облицовки стен в зданиях различного назначения. Кислотоупорную и
пористую тонкую керамику применяют в разных отраслях химической
промышленности.
Производство тонкой керамики является наиболее разветвленной и
сложной по организационной структуре и технологии отраслью керами-
ческой промышленности. Многообразное и с каждым годом расширяю-
щееся применение тонкой керамики в технике и промышленности явля-
ется стимулом для разработки новых типов керамической продукции и
новых, более современных способов ее производства.
Классификация изделий тонкой керамики. Все изделия тонкой ке-
рамики принято подразделять на два класса:
1) спекшиеся, плотные, очень твердые с блестящим изломом, на-
пример фарфор;
2) пористые (частично спекшиеся), менее твердые, например фаянс.
Дальнейшее подразделение фарфоровых, фаянсовых и тому подоб-
ных изделий на группы и подгруппы по признаку их применения пока-
зано на приведенной ниже схеме классификации.
424
I. Класс спекшихся, плотных, очень твердых с блестящим изломом изделий
Фарфор Каменные изделия Техническая керамика
Технический: вы- соковольтные и низковольтные изо- ляторы, санитар- ные изделия, хи- мическая посу- да, жаростойкий и другие виды тех- нического фарфо- ра Хозяй ственный и худо- жествен- ный Кислото- упорные для хими- ческой и других от- раслей промышлен- ности Декоративные и хозяйственные: по- суда для общест- венного питания и жароупорная, вазы и другие ху- дожественные из- делия Стеатитовые и кордие- ритовые изделия разного назначения Изделия разнооб- разного назначе- ния на основе чистых окислов
II. Класс пористых менее твердых изделий
Полуфарфор Фаянс
Хозяйст- венный: столовая и чайная посуда Техничес- кий: сани- тарно-стро- ительный, санитарно- гигиеничес- кий и ме- дицинский Глинистый: хозяйствен- ная посуда, кремовая майолика, облицовоч- ные плит- ки Полевошпатовый: хозяйственная по- суда, санитарные изделия, облицо- вочные плитки, декоративные из- делия и майолика Извест- ковый: хозяй- ственная посуда, майолика Облицовочные из- делия на основе использования вол- ластонита, талька и других отощаю- щих материалов
Схема организации производства на фарфоровых и фаянсовых за-
водах. Технологические процессы производства разных видов тонкой
керамики многочисленны и разнообразны. На помещенной ниже при-
мерной схеме организации производства показаны основные производ-
ственные цехи в их взаимной связи со вспомогательными.
Схема организации производства
Основные цехи
Вспомогательные
цехи
Склад сырых материалов
Массозаготовительный
4
Формовочный
I
Печной (горновой)
4
Сортировочный
4
Живописный
4
Армировочный
4
• ----------Щ Формолитейный
Капсельный
4
Склад готовой продукции
Глава 1. СВОЙСТВА ФАРФОРА, ФАЯНСА
И ДРУГИХ ПОДОБНЫХ ИЗДЕЛИЙ
Фарфоровые и фаянсовые изделия разных типов, как и другие раз-
новидности тонкой керамики, отличаются плотной или мелкопористой
однородной структурой и, как правило, их покрывают тонким стеклооб-
разным слоем — глазурью.
28—1025
425
Подавляющее большинство фарфоровых, полуфарфоровых и фаян-
совых изделий белого цвета. Однако в некоторых случаях (майолика,
жароупорная керамика, тонкая строительная керамика) вырабатывают
изделия, окрашенные примесями окислов (РегОз, ТЮг и др.), имеющих-
ся в используемых глинах, и покрытые прозрачными или глухими, цвет-
ными или белыми глазурями.
Фарфоровые и фаянсовые изделия получили широкое применение
в быту, строительстве и разных отраслях промышленности и техники.
Фарфор, полуфарфор, фаянс, майолику широко используют для изго-
товления санитарных изделий, для внутренней, а иногда и наружной
облицовки зданий.-Отдельные виды бытовой, строительной и художест-
венной тонкой керамики по своим декоративным качествам призваны
удовлетворить возросшие культурно-бытовые и эстетические запросы
трудящихся СССР.
1. Фарфор
Фарфором обычно называют спекшиеся белые, просвечивающие
в тонком слое, непроницаемые для жидкостей и газов керамические
изделия, изготовляемые из тонкой смеси каолина, кварца, полевого
шпата и пластичной беложгущейся глины.
Окрашенный фарфор получают путем добавления в массу специ-
альных керамических красителей, дающих розовый, голубой и другие
оттенки. Во всем же остальном как по свойствам, так и по технологии
изготовления окрашенный фарфор мало отличается от белого.
Отдельные разновидности технического фарфора изхотовляют из
керамических масс (смесей), в которые кроме упомянутых основных
компонентов вводят технический глинозем, циркон, синтезированные
плавни (спеки, фритты) и другие добавки с целью изменить те или иные
свойства фарфора в желательном направлении. Однако, несмотря на
существенные изменения фазового состава и свойств получаемого в этих
условиях фарфора, отличительными его особенностями по сравнению
с другими видами тонкой керамики остается высокое содержание в фар-
форовых массах глин, каолинов и плавней. Использование глин и каоли-
нов в пластичных, жидких и порошкообразных фарфоровых массах
обеспечивает их высокие формовочные свойства и достаточную для по-
следующей обработки прочность полуфабриката. Высокое содержание
в фарфоровой массе плавней (полевых шпатов, нефелинового сиенита
и др.) дает возможность получить при относительно невысоких, прием-
лемых в производстве температурах (1250—1400° С) изделия с большим
количеством (50—60%) стекловидной фазы, свойствами которой в ос-
новном и определяются достоинства разных видов фарфора.
Фарфор как технический материал обладает рядом ценных
свойств — высокой механической и электрической прочностью, химиче-
ской и термической стойкостью. Хозяйственный фарфор отличается вы-
сокой просвечиваемостью и другими исключительными декоративными
данными. Фарфор с высоким содержанием AI2O3 отличается высокой
термостойкостью и химической устойчивостью в отношении щелочей и
кислот, а санитарный фарфор — гигиеничностью и долговечностью. Со-
четание этих свойств в материале, изготовляемом из широко распро-
страненного минерального сырья, обеспечило фарфору весьма разнооб-
разное и эффективное применение в современной технике и в быту.
Различают «тверды й» и «мягки й» фарфор. Массы для твердого
фарфора имеют в своем составе больше каолина и меньше полевого
шпата; их обжигают при более высокой температуре (1400—1450°С),
чем массы для мягкого фарфора.
426
Твердый фарфор имеет высокую механическую прочность, хорошие
диэлектрические показатели, высокую химическую и термическую стой-
кость и является ценным материалом для изготовления изоляторов, изде-
лий для химической промышленности и лучших сортов бытовой керами-
ки. Более высокими, чем у твердого фарфора, некоторыми техническими
показателями обладают только разновидности тонкой керамики, изго-
товляемые для удовлетворения узкоспециальных запросов промышлен-
ности.
Ниже приведены пределы технических характеристик твердого фар
фора разных видов:
Плотность в г/см3:
истинная . кажущаяся . . . 2,3—2,7 2,25—2,5
Водопоглощение в % . ниже 0,5
Твердость по шкале Мооса около 7
Предел прочности в кГ!смг
при сжатии . 4500—7000
» разрыве 250—350
» изгибе . . 700—1400
Модуль упругости в кГ!смг . . (0,8-^-1)10®
Предел прочности при ударном изгибе в кГ см/с и2 1,8—3
Теплоемкость между 20 и 400° С в ккал]кг град . . 0,22
Средний коэффициент линейного расширения а - 107 в ин- •
тервале 20—1000° С . 38—45
Коэффициент теплопроводности в ккал!м ч град 0,9—1,4
Фарфор очень устойчив против действия всех кислот, за исключе-
нием плавиковой. При длительном воздействии фосфорной кислоты и
щелочей целесобразнее пользоваться негйазурованны.м фарфором.
Из твердого фарфора изготовляют аппаратуру для химической про-
мышленности и лабораторную посуду, трубки для термопар, а также
электроизоляционные изделия: высоковольтные изоляторы и установоч-
ный электрофарфор.
Механическая прочность, термическая и химическая стойкость
фарфора возрастают по мере увеличения содержания в нем муллита
и улучшения свойств стекловидной фазы, что достигается повышением
содержания в массе каолина. Однако каолин можно добавлять до опре
деленного предела, так как с увеличением количества каолина темпера-
тура обжига повышается свыше принятых в производстве 1400—1450° С.
Поэтому в фарфоровые массы вводят вместе с каолином высокосортные
и пластичные глины.
Мягкий полевошпатовый фарфор отличается меньшей механической
и диэлектрической прочностью, чем твердый, большим содержанием
плавней и менее высокой температурой обжига (1250—1350°С), чем
при изготовлении твердого фарфора.
Из мягкого фарфора изготовляют разнообразные бытовые и худо-
жественные изделия. Известны и другие виды мягкого фарфора, напри-
мер санитарный, в производстве которых используют массы с содержа-
нием 25—35% глинистого вещества, 20—45% кварца и 30—36% поле-
вого шпата или других плавней. Повышенное по сравнению с твердым
фарфором содержание плавней при пониженном количестве глинисты}
веществ способствует получению вполне спекшегося материала при тем-
пературе 1250—1300° С.
Недостатком его является меньшая, чем у твердого фарфора, ме-
ханическая прочность.
Изготовляемый на некоторых наших и зарубежных заводах «костя-
ной» фарфор по температуре обжига и свойствам относится к группе
мягкого фарфора. В состав массы этого фарфора вводят 40—50% ко-
стяной золы, состоящей в основном из фосфатов кальция с весьма не-
28* 427
значительным содержанием Fe2O3 и ТЮг, чем объясняется ею высокая
белизна (до 82%) и просвечиваемость. Отличительной особенностью
костяного фарфора является обжиг изделий перед глазурованием при
более высокой температуре (1250—1280°С), чем после глазурования
(1100—1160°С). Основной обжиг (в данном случае — первый) в отличие
от обычного для полевошпатового фарфора предварительного обжига
при 800—900° С, осуществляют в глиноземной засыпке. Обжиг неглазу-
рованных изделий при высокой температуре (по схеме обжига фаянса)
дает возможность резко
Рис. 134. Изменение удельного
сопротивления разных видов
фарфора с повышением темпе-
ратуры
сократить деформацию тонкостенных изделий.
Плоские изделия, например блюдца, уло-
женные друг на друга с засыпкой между
ними глинозема, не имеют свободы пере-
мещения при размягчении массы в заклю-
чительной стадии обжига, и поэтому их
края не провисают и не деформируются в
других направлениях. Из костяного фар-
фора изготовляют преимущественно чай-
ные и кофейные сервизы. Костяной фарфор
уступает по механической прочности твер-
дому полешпатовому фарфору,- и поэто-
му- его не используют для технического на-
значения.
Цирконовый фарфор изготовляют из
масс, в которые вводят обогащенный цир-
кон в количестве до 70% по весу.
В настоящее время разработана тех-
нология цирконового фарфора и установ-
/ — высоковольтный фарфор;
2 — стеатит; 3 — цирконовый фар-
фор; 4— плавленый кварц; 5 — ко-
рунд (75%); 6 — корунд (95%)
лены технические характеристики матери-
ала, показывающие его преимущества пе-
ред другими материалами. Такой фарфор
имеет механическую прочность на сжатие
около 7000 кГ/см2, модуль упругости 1,75-106 kTJcm2 и более высокую
термическую стойкость, чем обычный высоковольтный. В отношении
механической прочности и диэлектрических свойств цирконовый фар-
фор уступает лишь изоляторам из высокоглиноземистых масс, содер-
жащих 75—95% А12О3.
На рис. 134 показана зависимость изменения удельного сопротив-
ления цирконового фарфора и других керамических материалов от по-
вышения температуры. В интервале температур до 600° С у цирконового
фарфора удельное сопротивление остается более высоким, чем у обыч-
ного высоковольтного фарфора и стеатитовых изоляторов. Точно так
же при повышении температуры свыше 200° С угол диэлектрических
потерь у цирконового фарфора меньше, чем у обычного изоляционного
фарфора. Однако в этом отношении цирконовый фарфор уступает стеа-
титовым и высокоглиноземистым изоляторам. Глиноземистый фарфор
отличается высокой механической (оПЗг до 1500 кГ)см2) и электриче-
ской (Е до 35 кв!мм) прочностью.
Из других видов специального фарфора большой интерес представ-
ляет борокальциевый фарфор, который отличается от обычного по фа-
зовому составу и основным свойствам. В массу этого фарфора вместо
кварца и полевого шпата вводят предварительно приготовленный спек
или фритту с высоким содержанием В2О3. В процессе формования и суш-
ки изделий этот спек играет роль отощающего материала, а при обжи-
ге — роль плавня.
428
2. Фаянс и полуфарфор
Фаянсом называют белые пористые изделия, покрытые бесцветной
прозрачной глазурью. К группе фаянса относят хозяйственный фаянс,
санитарные, облицовочные и декоративные изделия. Фаянс, не покры-
тый глазурью, имеет водопоглощение около 10-—14%, впитывает и про-
пускает жидкости и газы; применение в технике ограничено. Использу-
ют его там, где требуется пористая керамика, например в бактериологи-
ческих фильтрах. Глазурование улучшает технические характеристики
фаянса.
Для выработки хозяйственного фаянса требуется меньше топлива
(примерно на 25—30%), чем в производстве фарфора, так как темпера-
тура обжига фаянса (около 1250°) ниже температуры обжига фарфора,
а загрузка изделий на 1 м3 печного пространства выше.
Высокая пластичность фаянсовой массы и меньшая деформация
изделий в обжиге значительно упрощает формование их, загрузку в кап-
сели и другие операции по сравнению с производством фарфора, что
дает значительную экономию в затратах рабочей силы, расходе электро-
энергии и разных вспомогательных материалов.
По составу различают три вида фаянса: полевошпатовый или твер-
дый, известковый и глинистый.
Масса полевошпатового фаянса состоит из 45—65% глинистых ве-
ществ, 25—40% кварца и 4—10% полевого шпата. Фаянс, содержащий
полевой шпат в количестве, отвечающем верхнему пределу, приближает-
ся по свойствам к полуфарфору. Очень часто в глинах, применяемых
для изготовления твердого фаянса, например в часов-ярской, содержит-
ся достаточное количество плавней, и тогда в состав массы полевой
шпат не вводят.
Глинистый фаянс содержит больше глинистых материалов и мень-
ше плавней, чем твердый полевошпатовый фаянс. Содержание глины
и каолина в фаянсовой массе достигает 75—83%, остальное — кварце-
вый песок или обожженный кварц. Глинистый фаянс, обожженный при
той же температуре, что и полевошпатовый, имеет меньшую механиче-
скую прочность.
Известковый фаянс изготовляют из массы, содержащей 35—55%
глинистых материалов, 30—40% кварца и 5—20% мела или доломита.
Этот фаянс весьма порист, легок, имеет низкую механическую проч-
ность и повышенную склонность к образованию волосных трещин на
глазури (цек). Невысокое качество известкового фаянса является при-
чиной незначительного его распространения.
В фаянсе зерна дегидратированного глинистого вещества и кварца
сцементированы в поверхностях соприкосновения небольшим количест-
вом расплава, который образуется в результате взаимодействия легко-
плавких эвтектик с глиной, каолином и кварцем.
Фаянс покрывают легкоплавкими, преимущественно борносвинцо-
выми глазурями, что обусловлено низкими температурами второго, так
называемого политого обжига (в пределах 1050—1150°С). Поэтому пер-
вый обжиг фаянса, в отличие от обжига фарфора, является основным
обжигом и его проводят при конечной температуре 1250—1280° С.
Фаянс отличается от фарфора большой пористостью, чем и опреде-
ляются основные технические свойства этих изделий. Пористый фаянс
водо- и газопроницаем, при поглощении жидкостей быстро загрязняется
и потому без сплошного покрытия глазурью не имеет ни технического,
ни бытового применения.
Механическая прочность и сопротивление удару у фаянса ниже,
чем у фарфора, полуфарфора и каменных изделий. Фаянсовая глазурь
мягче, чем глазурь на указанных изделиях. Поэтому фаянсовая посуда
429
менее долговечна, чем фарфоровая или каменная. Она также менее ги-
гиенична, так как при нарушении глазурного слоя пористый материал
легко загрязняется.
В табл. 101 приведена характеристика фаянса разных типов.
Таблица 101
Характеристика фаянса
Элементы характеристики Фаяис
твердый МЯГКИЙ
Плотность в г/см3: истинная 2,2—2,6
кажущаяся . . . 1,925—1,960 —
Водопоглощение в % . 9—12 19—21
Предел прочности в кГ[см2 при сжатии 1000—1100 600—900
» изгибе .... 130—230 —
Модуль упругости в кГ!смг ... .... Около 2400 —
Сопротивление изгибу при ударе в кГ см/см2 1,5—2 1,1—1,6
Коэффициент линейного расширения а-10-6 7—8 5—6
В настоящее время наибольшее распространение имеет полевошпа-
товый хозяйственный фаянс, имеющий большую механическую проч-
ность, чем глинистый или известковый. Характерным признаком этого
фаянса является повышенное содержание плавней, которые вводят ли-
бо с полевым шпатом, либо с глиной (например, часов-ярской).
Полуфарфоровые изделия по своим свойствам занимают среднее
положение между фарфором и фаянсом. Полуфарфоровая посуда де-
шевле фарфоровой и лучше фаянсовой.
Физико-технические свойства полуфарфора характеризуются сле-
дующими средними показателями:
Водопоглощение в % . 3—8
Предел прочности в кПсм2-.
при сжатии . 1310 —2500
» изгибе ..................... 380—450
» ударе с изгибом в кг • cjh/cjm2 . . . 1,8—2,1
Коэффициент линейного расширения а 10-6 4—5
Полуфарфоровые тарелки имеют большую прочность на удар, чем
фаянсовые. Они выдерживают в среднем 8 теплосмен при нагревании
до температуры 200° С в течение 2 ч и резком охлаждении в проточной
воде при 25° С. По технологическим свойствам масса полуфарфора
близка к фарфоровой.
Производство полуфарфоровой посуды на наших заводах тонкой
керамики еще не получило распространения. Хотя фарфоровая посуда,
несомненно, имеет более высокие технические и декоративные достоин-
ства, чем полуфарфоровая, однако значительная трудоемкость и стои-
мость фарфора препятствуют полному удовлетворению резко возраста-
ющих бытовых запросов в фарфоровой посуде.
Технология изготовления полуфарфора отличается от технологии
фаянса в основном лишь составами массы, глазури и некоторыми из-
менениями режимов сушки и обжига.
Производство полуфарфоровых санитарных изделий уже освоено
на наших заводах.
В производстве столовой посуды необходимо учитывать большую
степень спекания полуфарфоровых тарелок по сравнению с фаянсовы-
ми и необходимость применения для политого обжига специальных кап-
селей или этажерок из огнеупорных деталей высокой прочности.
430
3. Тонкие каменные керамические изделия
Тонкой каменной керамикой называют плотные, непросвечивающие,
непроницаемые для воды глазурованные керамические изделия, кото-
рые имеют раковистый излом и светлую окраску (кремовую, светло-се-
рую, желтоватую).
Тонкие каменные изделия отличаются от каменных изделий грубой
керамики (клинкера и канализационных труб) тем, что они имеют од-
нородное строение в изломе и обожжены до полного спекания.
По своим свойствам тонкие каменные изделия приближаются к
цветному фарфору.
Наибольшее распространение имеют кислотоупорные каменные из-
делия, каменная термически стойкая посуда, а также декоративные
изделия.
Производство тонкокаменных бытовых и декоративных изделий
наиболее развито в ФРГ, ГДР, Чехословакии и Франции.
В зависимости от используемого сырья составы масс тонкой камен-
ной керамики весьма разнообразны и обычно находятся в пределах сле-
дующей молекулярной формулы:
0,61—0,74 К2О
0,1—0,36Na2O 2,71 — 2,13 А12О3 ( 16,46— 19 SiO2
0,07 —0,15СаО 0,11—0,19Fe2O3 ( 0,1 —0,22ТЮ2
0,15 —0,25 MgO
Каменные керамические изделия изготовляют из масс, содержащих
тугоплавкие глины, месторождения которых разбросаны по всей стра-
не. К таким глинам относятся гжельские, губинские, «балыки» часов-
ярских глин и некоторые другие.
Чтобы каменные изделия — особенно посуда — были более светлы-
ми, в массу вводят каолин. В качестве отощающих материалов исполь-
зуют по преимуществу тонкоизмельченный бой бракованных изделий
и шамот. Для изделий, не подвергающихся резким изменениям темпе-
ратур, используют глины с кварцевым песком. Плавнями служат поле-
вой шпат, пегматит и нефелиновый сиенит.
Из масс, содержащих до 30% талька, делают каменные изделия
с высокой кислотоупорностью и термостойкостью.
Для изготовления художественных изделий используют разнообраз-
ные массы примерно следующих составов (табл. 102).
Таблица 102
Примерные составы масс для декоративных каменных изделий (в %)
Исходный материал Масса
светло-ко- ричневая серая кремовая
Пластичная глина разных сортов 45 58 33
Кварцевый чистый песок . . 26 25 25
Полевой шпат . . . 22 17 25
Отмученный каолин 7 — 17
В зависимости от состава массы и содержащихся в пластичной гли-
не окислов, придающих ей при обжиге разную окраску, меняется цвет
каменных изделий. Большое влияние на окраску каменных изделий
оказывает характер газовой среды (окислительной, восстановительной)
при обжиге изделий.
431
Основным требованием, предъявляемым к жароупорным каменным
изделиям, является термическая стойкость, которая резко снижается
с увеличением толщины изделия, а также толщины глазурного слоя.
Каменную посуду, применяемую в лабораторной практике, а также
для приготовления пищи, необходимо глазуровать специальной химиче-
ски стойкой глазурью.
В производстве каменных изделий применяют преимущественно по-
левошпатовые глазури (обжиг при температуре около 1160° С) и реже
свинцовые. В зависимости от назначения каменных изделий для их гла-
зурования используют прозрачные, глухие, цветные, кристаллические
и матовые глазури. Для некоторых каменных изделий употребляют ко-
ричневые глазури, приготовляемые из легкоплавких железистых глин
с добавками плавней, если это необходимо для снижения температуры
плавления глазури. Глазури других цветов получают путем добавления
в их шихту красящих окислов, например СоО, Сг2О3, СпО и др.
Применяемые составы глазурей для тонких керамических каменных
изделий, обжигаемых при разных температурах, приведены в табл. 103.
Таблица 103
Составы глазури для тонких керамических каменных изделий (в %)
и температура обжига глазурованных изделий
Номер 1 состава Поле- вой шпат Маг- незит Мел Као- лин Као- лин жже- ный Квар- цевый песок Глина крас- ная Окись желе- за Рутил Бой изде- лий Кера- мичес- кие кра- сители Темпера- тура об- жига (раз- лива глазу- ри) в °C
1 21,3 4,3 16,7 11,5 9,7 36,5 — 1280—1300
2 13,3 2,8 10,8 19,9 11,3 45,9 — — — — — 1300—1350
3 35 4 12,5 3,5 — 36 — 8 1 — — 1280
4 12 3,5 3,5 3,5 — 16,8 46 4 — 10,7 — 1300
5 И 5,5 5,5 3,5 5 32 9,5 — — 28 — 1300—1350
6 31,2 — 14 3,4 8 28,6 — — -— — 4,8 1320- -1350
Технология тонких каменных изделий мало отличается от техноло-
гии фарфора и, если не учитывать дорогостоящую роспись фарфора, се-
бестоимость каменных изделий не намного ниже фарфоровых.
Глава 2. СЫРЬЕВЫЕ МАТЕРИАЛЫ
В производстве фарфоровых, фаянсовых, полуфарфоровых, майо-
ликовых и каменных изделий используют следующие основные виды
сырья: беложгущиеся глины и каолин, кварц, кварцевый песок, поле-
вой шпат, пегматит, нефелиновый сиенит, мел, магнезит, доломит, одно-
родные по составу разновидности цветных глин.
В массы специального состава для изготовления капселей и неко-
торых видов строительной керамики вводят тальк, волластонит, техни-
ческий глинозем, окись магния, карборунд.
Для приготовления глазурей широко используют борацит, буру,
борную кислоту, сподумен, свинцовые сурик и глет, карбонат стронция,
соду, поташ. В цветные глазури вводят окислы кобальта, меди, хрома,
железа, марганца и др., а также синтетические керамические краски.
К однородности сырьевых материалов и стабильности их состава
предъявляются высокие требования. Включения инородных материалов
не допускаются. Недостаточно чистые исходные матералы обогащают
отмучиванием, флотацией, воздушной или электромагнитной сепарацией.
Высокая стоимость изделий тонкой керамики и большие убытки от
432
брака при использовании недоброкачественного или неоднородного по
составу сырья вполне оправдывают довольно крупные затраты на орга-
низацию выборочной добычи, сортировки и обогащения сырья.
1. Глины и каолины
В производстве фарфора, фаянса и тонких каменных изделий гли-
на и каолин являются основными составными частями керамической
массы.
В фаянсовые массы вводят 30—33% глины и 30—33% каолина, а в
фарфоровые — от 8 до 15% пластичной глины и от 35 до 45% каолина,
что обеспечивает необходимые формовочные свойства массы и доста-
точную прочность изделий после сушки.
Примерные данные анализов глин и каолинов, пригодных для про-
изводства тонкой керамики, приведены в табл. 104.
Некоторые разновидности часов-ярских глин широко используют
в производстве фарфоровой и фаянсовой посуды и изоляторов. Введение
в керамическую массу этой глины, отличающейся высоким содержани-
ем плавней, позволяет получить фаянс без добавления полевого шпата.
Каолины, как правило, имеют по сравнению с глинами пониженную
пластичность, но улучшают белизну изделий. Поэтому в производстве
высокосортной фарфоровой посуды стремятся повысить в массе содер-
жание каолина за счет снижения количества глины. Необходимые фор-
мовочные свойства таких масс достигаются вакуумной обработкой, а
иногда введением бентонита.
В тонкой керамике используют каолины, обогащенные отмучивани-
ем или воздушной сепарацией на каолиновых заводах. Необогащенные
вторичные каолины, например положский, применяют лишь для изго-
товления капселей и вспомогательного огнеупорного припаса, а также
в производстве каменных изделий. Пластичные глины не обогащают,
и высокое их качество обеспечивается путем выборочной (селективной)
добычи при разработке месторождений.
На фарфоровых и фаянсовых заводах широко используют прося-
новский и глуховецкий отмученные каолины. Они имеют незначительное
и постоянное содержание кварцевого песка, а также соединений титана
и железа. С повышением содержания в глинах и каолинах Fe2O3 и TiO2
их белизна после обжига, а следовательно, и белизна изготовляемых из-
делий резко снижается. Применение глин и каолинов с крупнодисперс-
ными железо- и титансодержащими минеральными включениями приво-
дит к образованию на поверхности изделий коричневых и черных то-
чек— «мушки», которые значительно снижают сортность керамических
изделий. Поэтому глинистые суспензии и жидкие массы необходимо про-
цеживать через вибрационные сита, которые задерживают частицы раз-
мером крупнее 0,1 мм.
2. Отощающие материалы и плавни
Отощающие материалы вводят в фарфоровые и фаянсовые массы
для уменьшения усадки и деформации изделий при сушке. С увеличе-
нием содержания отощающих материалов облегчается перемещение
влаги из глубинных слоев к поверхности, сокращаются продолжитель-
ность и стоимость процесса сушки. В качестве отощающих материалов
для тонкокерамических масс используют тонкомолотые кварц, кварце-
вые пески, полевой шпат, пегматит, глинозем, фарфоровый и фаянсовый
бой и т. п. Полевой шпат и пегматит является, кроме того, плавнями,
которые способствуют спеканию изделий.
433
Таблица 104
Примерные составы глин и каолинов, используемых в производстве тонкой керамики, в %
Глина и каолин (местонахождение) SiO, TiO2 А120, FeA СаО MgO К20 Na2O so. П. п. п.
Глины:
часов-ярская (УССР) 52,26—56.12 1,18—1,3 32,1—29,4 0,79—1 0,5—1 0,5—0,61 2,50-2,64 0,57—0,7 0,15—0,26 8,4—9.8
латиенская (Воронеж- ская обл.) 48,52—48.61 1,76-2,12 35,15—35,33 0,81—1,11 0,7—0,72 0,28—0,29 0.19—0,24 0,1—0,17 Следы—0,24 12,04—12,5
бускульская (Челябин- ская обл.) . . . 51,55—56.69 1,05—1,37 27,55—31,15 2,03—2,71 0,33—0,42 0.95—0,99 1,22—1,76 0,33—0,46 0,47—0,52 8,48—10,8
евсинские (Новосибир- ская обл.) 77,9—78,76 Не определя- лось 14,33—14,53 0,16—0,22 0,15—0,25 0,88—1,08 0,83—0,97 0,7—0,73 0,31—0,38 3,73—4.01
Трошковская глина (Ир- кутская обл.) Около 52 0,4—0,58 34,83—35,52 0,58—0,86 0,35—0,84 Около 0,89 Около, 0,81 0,25—0,33 Около 10,22
Обогащенный каолин:
просяновский (УССР) 45,93—46,58 0,31—0,33 38,9—39,08 1,31—0,47 0,11—0,3 Следы—0,14 0,47—0,64 0,25—0,35 0,03—0,13 13,35—13,46
глуховецкий (УССР) 45,18—46,65 0,3—0,69 38,27—39 0,32—0,51 0,25—0.3 0,08—0,14 0,63—0,95 0,25—0,25 0,13—0,15 13,38—13,52
каменскнй (Новосибир ская обл.) . 45,58—47,29 0,57—0,88 34,3—36,6 1,62—1,91 0,14—0,57 0,14—0,25 Не определялось — 12,88—13,55
Новоселецкнй вторичный каолин (УССР) 42,76—43,44 1,39—1,44 38,39—40,65 0,79—0,84 0,54—0,59 Следы — — — 15,4
Кроваль-балайскнй каолин (Красноярский край) 49,01—54,93 0,22—0,44 30,85—37,14 0,4—0,96 0,14—0,34 0,03—0,52 1,16—1,35 0,08—0,18 0.08—0,75 7,75—12,71
Белогорский, холодио-клю- чевскнй обогащенный као- лин . . . . Огланлинскнй бентонит (Красноводская обл.. Туркменская ССР) . . 45,2—49,58 72,57 0,34—0,37 0,27 31,4-39,67 14.45 0,6—0,92 1,23 0,44—0,63 1.5 0.21—0,67 2.8 0,58 0,29 7,12 1,55 Не определя- лось 0,6 6,63—10,62 5,22
Таблица 105
Химический и зерновой состав кварца и кварцевых песков в %
Сырье S1O2 TiO, A13O3 Fes03 СаО MgO И. п. п. Размер зерен в мм
>0,2 0,2—0,15 0,15—0,12 0,12—0,8 0,8—0,6 <0.06
Кварц:
мурманский . 98,49— 99,83 0,84— 0,88 0,02— 0,19 — Следы 0,09 — 0,19 — — — — — —
уральский пылевид- ный (маршалит) . 92,12 4,21 — — — — 2,91 4,4 3 — 0,1 — 92,5
Песок:
люберецкий 99,1— 99,5 0,16—0,5 0,02— 0,3 0,03— 0,5 Следы 0,3 Следы 0,06 0,05— 0,2 — — — — — —
часов-ярский 99,37— 99,75 0,1—0,48 0,005— 0,03 0,1— 0,25 Следы Следы 0,13 32 44 21,2 2,8 — —
лужский промытый . 98,88— 99,08 0,44— 0,47 0,05— U,09 0 2— 0 2 0,21— 0,31 — — 57 28,1 — 9,8 0,8 4,3
часов-ярский пыле- видный 91,78 5,99 o,S 29 0,29 — 1,12 2,1 2,4 — 0,6 94,9 —
Отходы кварцевые као- линовых заводов:
Просяновского 93,65— 94,69 2,88— 3,37 0,09 0,35— 0,95 Следы 0,02 Следы 0,05 0,04 1,51 — — — — — —
Глуховецкого . . . 95,13 3,79 Следы —0,04 Следы 0,04 1
Кварц и чистые кварцевые пески являются основными отощающи-
ми материалами в производстве фарфора и фаянса. Кварцевые отходы,,
получаемые при обогащении просяновского и глуховецкого каолинов,
по своему составу вполне пригодны для изготовления фарфора и фаянса.
Кварцевые пески и кварц не должны содержать более 0,2% окиси же
леза; после прокаливания образцов песка и кварца они должны иметь
белый цвет без темных пятен и точек (мушек). В табл. 105 приведены
данные анализа кварца и кварцевых песков, используемых в производ-
стве фарфора и фаянса.
Плавни, в качестве которых используют полевые шпаты, пегмати-
ты и другие полевошпатовые горные породы, употребляют для сниже-
ния температуры спекания фарфоровых и фаянсовых масс. К группе
полевых шпатов относят минералы: ортоклаз, микроклин, альбит и
анортит.
В чистом виде отдельные разновидности полевых шпатов встречаются редко.
Обычно они залегают в виде изоморфных смесей ортоклаза с альбитом или альбита
с анортитом. Последние называются плагиоклазами. Калийиатриевые полевые шпаты
с преобладанием ортоклаза являются наилучшим сырьем для фарфора, так как харак-
теризуются низкой температурой и наибольшим интервалом плавления (1250—1300° С).
Натрийкальциевые полевые шпаты — плагиоклазы — в зависимости от соотношения
альбита и анортита разделяются на три группы: кислые плагиоклазы (до 30% анор-
тита), средние плагиоклазы (до 60% анортита) и основные плагиоклазы (более 60%
анортита).
Плагиоклазы являются менее удобными плавнями, так как температура их плав-
ления выше, а интервал его короче, чем у ортоклаза. Физические свойства полевых
шпатов характеризуются следующими данными: твердость их 6—6,5 (по шкале Мооса),
удельный вес — 2,5—2,7, цвет красный или розовый (ортоклаз), серый и белый
(анортит).
В настоящее время в промышленности широко используют пегма-
титы— природные смеси полевых шпатов с кварцем. При этом количест-
во вводимого с пегматитом кварца не должно превышать количества его,
указанного в рецепте фарфоровой или фаянсовой массы. При исполь-
зовании пегматитов в рецепте соответственно уменьшают количество
кварца или кварцевого песка.
Полевые шпаты и пегматиты отличаются непостоянством состава.
Поэтому необходимо тщательно контролировать состав используемого
полевошпатового сырья. Намного облегчается работа массозаготови-
тельного цеха, когда сырье перерабатывают на помольно обогатитель-
ных заводах, которые должны снабжать промышленность молотым по-
левым шпатом и пегматитом, отвечающим требованиям стандарта.
В этом случае отпадает необходимость использования керамическими
заводами дробильно-помольных установок.
Фарфоро-фаянсовая промышленность предъявляет жесткие требо-
вания к качеству полевых шпатов и пегматитов. Они не должны содер-
жать вредных примесей: гидроокиси железа в виде натеков и железосо-
держащих минералов (биотит, пирит, гранат, турмалин). Содержание
окислов железа в полевых шпатах и пегматитах не должно превышать
0,5%, если они предназначены для фарфоровых и фаянсовых масс,
и 0,2% —для глазурей.
Для изготовления фарфоровых изоляторов считают пригодным по-
левой шпат, содержащий А12О3 около 18%, Fe2O3 не более 0,2%, ще-
лочных окислов не менее 14%. В пегматите содержание щелочных окис-
лов не должно быть ниже 8%. Высокая вязкость расплава, полученного
из калиевых полевых шпатов, благоприятно влияет на увеличение интер-
вала температур, в котором протекает образование спекшегося изделия
без деформации под влиянием собственного веса.
Влияние состава полевого шпата на снижение температуры спека-
ния керамических изделий видно из диаграммы плавления смеси орто-
клаза и каолина (рис. 135).
436
Химический состав полевого шпата и его заменителей в %
Таблица 108
Месторождение Плавни SiO2 А1,О, ТЮ2 Fc2O3 СаО MgO К2О Na2O П. п. п. Сумма
Белогорское (Восточ- но-Казахстанская обл. жила «Пионерская») Полевой шпат 65,97 18,20 0,03 0,06 0,08 0,1 12 3,1 0,12 99,66
Т алды-Курганское (Алма-Атинская обл., участок «Северный») «Кермиие-Навок» (Бу- харская обл ) То же Кварц-полевошпа- товый песок: 66,28 17,60 0,03 0,08 0,37 0,09 12,70 2,1 0,58 99,83
необогащеиный 64,25 18,80 0,58 0,43 0,92 0,1 12,9 2,07 0,38 100,43
полевошпато- вый концентрат 65,88 17,72 0,05 0,16 0,17 0,1 13,2 2 0,48 99,76
кварцевый кон- центрат 98,0 — 0,04 0,05 0,6 0,03 0,21 0,17 Не опреде- лялись 99,1
Гусевское (Примор ский край) Вторичные квар- циты («фарфоро- вый камень») нор- мальной щелочно сти 77,22 15,47 0,18 0,27 0,67 0,1 2,02 0,2 3,89 100,02
Нарын-Куитинское Полевой шпат 65,58 18,78 .— 0,14 0,71 0,17 11,8 2,65 0,17 100
(Иркутская обл.) Кварц (при комп- лексной добыче) 97,95 0,84 — 0,15 0,3 0,1 0,28 0,17 0,21 100
Тафуинское (Примор ский край) Пегматит 76,38 15,81 0,17 0,46 0,46 0,2 4 2 0,39 99,87
Миасское (Челябин- ская обл.) » 70,90 16,76 0,11 0,29 1,12 0,36 6,2 3,3 0,75 99,79
«Курх-Ваара» (Чалмо- зерскос. Мурманская обл.) х> 73,51 15,06 — 0,42 1,23 Не опреде- лялись 5,88 3,46 Не опреде- лялись 99,56
Карич-Сайское (Са- маркандская обл.) Просяновское (Вер- шинский участок, Дие- Лейкократовые граниты (концент- рат) Кварц-полевошпа- товые пески: 76 13 0,22 0,33 То же 5,1 3,2 То же 97,85
пропетровская обл.) полевошпатовый концентрат 64,03 18,60 Следы 0,1 0,27 0,59 14.1 1,2 0,49 99,78
СО пегматитовый концентрат 80,14 9,79 » 0,12 0,44 0,24 8 0,82 0,3 99,85
О 10 30 50 TO 90 too
Содержание ортаялозо
0 */.
Примерный состав полевых шпатов и
пегматитов разных месторождений приве
ден в табл.’ 106.
Месторождения чистых полевых шпа-
тов немногочисленны и в связи с непрерыв-
но расширяющимся потреблением посте-
пенно истощаются. Вследствие этого в тон-
кой керамике, стекольной и эмалировочной
промышленности стали применять замени-
тели полевых шпатов, к которым относятся
пегматиты, нефелиновые сиениты и некото-
рые разновидности розовых гранитов.
Рис. 135. Кривая плавления
смеси каолина и полевого
шпата
Нефелиновый сиенит является горной породой, в
которой, кроме минерала нефелина, содержатся мик-
роклин альбит, слюды и в небольших количества1'
другие минералы В табл. 107 приведены примерные
составы нефелин-сиенитов.
Таблица 107
Примерные составы нефелин-сиенита в %
Минерал SiO2 Ti02 P2OS А]2Оэ Fe,Os СаО MgO K3O Na2O MnO П. П- п
Нефелин-сиенит (оз. Имандра) . . 58 0,38 23,9 0,96 0,85 0,23 6,53 8,25 0,9
Нефелин-сиенп- товые отходы (оз. Хибин) 37,14 1,79 5,92 22,97 3,64 11,48 2,22 6,68 7,97 0,24 1,35
Начало спекания нефелин-сиенита при температуре 1060° С, удельный вес 2,54,
твердость по шкале Мооса 6. Плавится нефелин-сиеиит в зависимости от содержания
щелочей в интервале температур от 1150 до 1200° С.
Замена полевого шпата в фарфоровой массе нефелин-сиенитом уве
личивает интервал спекания, повышает механическую прочность и усад-
ку Нефелин-сиенит можно применять и в производстве санитарно-стро-
ительного полуфарфора и фарфора, полуфарфоровой посуды.
Существенным недостатком нефелиновых сиенитов и других заме
кителей полевого шпата, загрязненных железосодержащими минерала-
ми, является необходимость их обогащения.
Глава 3. ПРИГОТОВЛЕНИЕ КЕРАМИЧЕСКИХ МАСС
В производстве фарфоровых и фаянсовых изделий используют мас-
сы трех типов: пластичные (тестообразные), жидкие и порошкооб-
разные.
Из пластичных масс формуют фарфоровую, фаянсовую и каменно-
керамическую посуду, изготовляют изоляторы, трубы и другие изделия
технического назначения.
Из жидких керамических масс с определенной текучестью и филь-
трующей способностью отливают изделия в гипсовых формах. Этот спо-
соб менее производителен, чем формование из пластичных масс, и поль-
зуются им в тех случаях, когда необходимо изготовить изделия слож-
ной формы, как, например, суповые чаши, санитарный и бытовой фаянс.
Порошкообразные массы применяют в тех случаях, когда наиболее
удобным и производительным оказывается прессование (или штампо-
вание) изделий, например при выработке облицовочных плиток, много-
численных видов установочного фарфора и других изделий. Прессова-
ние изделий из порошков обеспечивает наиболее точные их размеры
438
Массы, используемые для изготовления фарфора и фаянса, в зави-
симости от условий службы готовой продукции должны отвечать следу-
ющим требованиям:
а) частицы отдельных материалов, из которых составляется масса,
должны равномерно распределяться в ней;
б) вода (или пластификаторы) должна равномерно распределять-
ся между частицами твердых материалов, что обеспечивает оптималь-
ные формовочные или литейные свойства массы;
в) содержание в керамических массах воздуха как примеси, услож-
няющей технологические процессы и увеличивающей брак, должно быть
минимальным (при вакуумировании пластичной массы содержание воз-
духа снижается до 3% и ниже).
Последнее требование относится только к пластичным и жидким
массам, так как удалить воздух из порошкообразной массы до помеще-
ния ее в прессформу практически невозможно.
Удаление из керамических масс воздуха улучшает их формовочные
свойства, а также повышает механическую прочность, химическую стой-
кость и диэлектрические показатели готовых изделий.
Материалы обрабатывают и приготовляют из них массы или гла-
зури последовательным выполнением следующих технологических про-
цессов: очистки сырья от вредных минеральных включений, дробления,
помола, классификации по величине зерна, дозирования и смешивания.
Эти процессы, как правило, выполняются в массозаготовительных цехах
керамических заводов. В результате развития обогатительной промыш-
ленности и снабжения заводов тонко размолотыми материалами при-
ютовление керамических масс и глазури значительно упростится и мас-
созаготовительные цехи заводов освободятся от громоздкого и энерго-
емкого оборудования.
1. Основные способы обработки сырья
Сырье для производства тонкой керамики в основном подготавли-
вают по следующей схеме: первичная сортировка сырья, грубое и сред-
нее дробление, грубый и тонкий помол.
Дробление материалов осуществляют открытым или замкнутым
циклом.
По открытому циклу глины подвергаются грубому дроблению в зуб-
чатых валках, а отощающие материалы — в щековых дробилках, из ко-
торых раздробленный продукт направляется прямо на среднее дробле-
ние в бегуны или непрерывно действующие мельницы.
При замкнутом цикле материал подают на грохот, измельченную
часть его удаляют из зоны дробпения, а крупную фракцию возвращают
в дробилку. Это, как правило, повышает производительность машин на
10—20% с соответствующей экономией электроэнергии и снижением
других издержек производства.
При большом количестве перерабатываемого сырья, например на централизован-
ных дробильно-помольных заводах или при обработке больших глыб материала, ис-
пользуют мощное оборудование и двустадийное грубое дробление. Тогда наиболее
экономичные показатели по удельному расходу электроэнергии получаются с примене-
нием промежуточного отбора мелкой фракции по следующей схеме:
Первичное дробление
Виброг JOXOT
Крупная фракция
Второе дробление
Мелкая фракция
439
Большой объем производства на помольно-обогатительных заводах,
снабжающих заводы тонкой керамики, стекольные и эмалировочные
размолотым и обогащенным кварцем, полевым шпатом, пегматитом,
нефелиновым сиенитом, дает возможность использовать наиболее эф-
фективное непрерывно действующее оборудование. Вместо бегунов при-
меняют высокопроизводительные щековые, конусные и валковые дробил-
ки, а вместо мельниц периодического действия — трубные и конические
мельницы непрерывного действия.
Наибольшее развитие помольно-обогатительные заводы, обслужи-
вающие силикатную промышленность, получили в США. В зависимости
от свойств сырья и предъявляемых к обогащенному продукту требова-
ний эти заводы работают по разным технологическим схемам. В виде
иллюстрации ниже приведена типичная технологическая схема завода
для обогащения и тонкого помола полевого шпата.
Технологическая схема помольно-обогатительного завода
Бункер для запаса камня
I
Щековая дробилка для первичного дробления
Мойка
I
Расходный бункер
Щековая дробилка для 2-й стадии дробления
Валковая дробилка (3 я стадия)
i
Сушилка
I
Автомат для отбора проб
I
Смесительные бункера (усреднение состава)
Дозирующие весы
t 4
Валковая дробилка (мелкое дробление)
Вибросито
4
I 4
----> 2 мм от 2 до 1,2 от 1,2 до 0,4 мм < 0,4 мм
1
Бункера сортированного по крупности материала
Электромагнитный сепаратор
। i
Железосодержащие Полевой шпат
примеси I
. Полевой шпат
для стекольных заводов
I 4
Трубная мельница
Воздушный сепаратор
I---------------------------
Грубая Тонкая фракция,
фракция отправляемая на
керамические заводы
При обработке керамических материалов стадия среднего дробле-
ния часто выпадает и ее заменяют грубым помолом, например при из-
мельчении сухой глины в молотковых дробилках, а также при исполь-
440
зовании бегунов, дающих сразу материал с наибольшей величиной зер-
на 2—3 мм. В производстве фарфора и фаянса для измельчения кварца,
шамота и других материалов широко применяют бегуны с гранитными
катками, в которых сырье не загрязняется металлическим железом, что
неизбежно при использовании стальных или чугунных бандажей в вал-
ковых, роликовых и других мельницах.
Развитие техники электромагнитной очистки керамических матери-
алов от примесей железа привело к замене бегунов более эффективным
оборудованием — валковыми дробилками и коническими мельницами
на помольно-обогатительных заводах, где масштабы производства
исключают возможность использования этой громоздкой и малопроиз-
водительной машины.
При сухом помоле глины наиболее экономично объединять подсуш-
ку и помол в одном агрегате. Для этого к мельнице присоединяют воз-
духоподогреватель, рассчитанный на подачу воздуха заданной темпера-
туры в циркуляционную систему: мельница воздушный сепаратор.
Наиболее выгодными при помоле сухой глины оказались молотковые
и роликовые мельницы с подогревателями воздуха и воздушными сепа-
раторами, работающие по схеме замкнутого потока.
Мокрый помол материалов широко используют в производстве тон-
кой керамики при подготовке жидких (шликера) и пластичных масс.
Помол отощающих материалов мокрым способом осуществляют в
мельницах непрерывного и периодического действия. Несмотря на тех-
нико-экономические преимущества непрерывно действующих мельниц,
мельницы периодического действия до сих пор еще являются преоблада-
ющей аппаратурой массозаготовительных цехов фарфоровых и фаянсо-
вых заводов. Это объясняется простотой конструкции таких мельниц и
возможностью регулировать загрузку их в зависимости от часто меняю-
щегося состава сырья.
Современные ускоренные способы контроля состава керамических
масс и надежные автоматические питатели дают возможность при ре-
конструкции действующих и оборудовании новых массозаготовительных
цехов применять для тонкого помола непрерывно действующие мель-
ницы.
При выборе технологической схемы грубого и среднего дробления,
а также грубого и тонкого помола необходимо учитывать кроме специ-
фических требований данного производства технико-экономические по-
казатели работы основного оборудования. Важнейшими из них являют-
ся: диапазон производительности отдельных моделей данной машины,
наибольшая величина загружаемых кусков материала, удельный расход
энергии и металлоемкость, а следовательно, и капитальные затраты на
1 т часовой производительности.
Технические характеристики оборудования приведены в специаль-
ной литературе.
2. Приготовление пластичной формовочной массы
Влажность пластичных масс в зависимости от состава и способа
формования колеблется в пределах 14—25%.
В массу, как правило, вводят значительное количество пластичных
глин, которые легко довести до тонкодисперсного состояния в водной
среде. Поэтому пластичные и измельченные отощающие материалы сме-
шивают в виде суспензии, которую затем частично обезвоживают, и по-
лученную пластичную массу проминают на мялках до получения одно-
родной структуры (схема 1). Приведенная технологическая схема при-
готовления фарфоровых и фаянсовых масс обусловлена исторически
441
СХЕМА 1
Кварц
Приготовление пластичной массы путем мокрого помола и смешивания
Глина и каолин
Полевой шпат или его Бой изделий
заменители
Сортировка с предварительным обжигом
при наличии железосодержащих минералов
I I
Промывка кварца, шпата и боя
(моечный барабан)
I
Дробление и грубый помол (щековая
дробилка, бегуны) или шаровая мельница
Тонкий помол (шаровые мельницы;
•I"
в мельнипы добавляют 2—3% глины от ве-
са отощающих материалов)
Смешивание пластичных н отощающих материалов
Процеживание и электромагнитная очистка
(вибросито и электромагнитный сепаратор)
I
Частичное обезвоживание в фильтрпрессах
Вакуумирование и промин массы (вакуумная массомялка)
I
Транспортирование массы на склад или в формовочный цех
1
Дробление (стругач)
Распускание в воде
в мешалке
(винтовые
I
мешалки)
сложившейся необходимостью обработки необогащенного сырья в цехах
малой мощности.
Многокомпонентность массы и глазури, небольшое количество пе-
рерабатываемых материалов и необходимость точной дозировки, а так-
же тщательной очистки их от примесей явились причиной использова-
ния в массозаготовительных цехах преимущественно аппаратуры перио-
дического действия.
Кварц, полевой шпат или пегматит поступают на завод в крупных
кусках. Для облегчения дробления и последующей сортировки кварц и
полевой шпат предварительно обжигают в камерных печах периодиче-
ского действия при температуре 800—900° С. Для обжига больших коли-
честв полевого шпата целесообразно использовать вращающиеся печи.
При обжиге и в особенности при последующем резком охлаждении куски
камня растрескиваются по плоскостям спайности, благодаря чему лег-
ко обнаруживаются вредные, содержащие железо включения — слюда,
роговая обманка, турмалин. Понижение прочности кварца и полевого
шпата после обжига облегчает их дробление на бегунах и помол в ша-
ровых мельницах, снижает износ гранитных катков и футеровки мель-
ниц, повышает производительность оборудования, чем частично ком-
пенсируются расходы на предварительный обжиг.
Затем кварц, полевой шпат и бой изделий перед дроблением про-
мывают во вращающихся барабанах (шпатомойках). Бегуны оборудо-
ваны ковшовыми элеваторами и вращающимися или вибрационными
ситами для отбора и отделения мелкой фракции в процессе измельче-
ния отощающих материалов.
При использовании размолотого на обогатительном заводе полево-
го шпата или пегматита, а также кварцевого песка или кварцевых от-
ходов каолиновых заводов отпадает необходимость в дроблении этих
материалов на бегунах, чем упрощается производство керамической
массы (схемы 2 и 3).
442
СХЕМА 2
Приготовление пластичной массы
с использованием тонкомолотых отощающих материалов
Сухие тонкоизмельченные Глины и каолины
кварц и полевой шпат 1
Дробление
(зубчатые валки стругач)
I !
Разбалтывание глины и каолина в воде и последующее перемешивание
с измельченными кварцем и шпатом
(лопастные или винтовые мешалки)
I
Очистка массы (вибросита и электромагнитные сепараторы)
I
Частичное обезвоживание массы (фильтрпрессы)
!
Вакуумирование и промин масс (вакуумные массомялки)
СХЕМА 3
Приготовление пластичной массы в бегунковых смесителях
Тонко измельченные пластичные и отощающие материалы
I
Сухое смешивание с последующим увлажнением (бегунный смеситель)
I
Вакуумирование и промин масс (вакуумный пресс, комбинированный с мешалкой)
Необогащенные кварцевые отходы перед помолом в шаровых мель-
ницах просеивают через сито 4 отв)см2 для удаления случайных приме-
сей и крупных камней. Дробленые кварц, полевой шпат или пегматит
хранят в бункерах. Для приготовления массы эти материалы отвешива-
ют в заданной пропорции в вагонетки и предварительно загружают
в небольшие бункера, расположенные над шаровыми мельницами пе-
риодического действия, что ускоряет процесс их загрузки.
В случае использования пегматита необходимо постоянно контро
лировать содержание в нем кварца (допускается не более 40%).
Кварц и пегматит дозируют с учетом действительного содержания
кварца в пегматите. Загрузка шаровой мельницы периодического дей-
ствия составляет около 0,4—0,45 т на 1 м3 ее емкости. Объем шаров
в мельнице должен равняться объему загруженного материала, поэтому
при каждой загрузке материала нужно учитывать износ шаров (состав-
ляющий обычно от 0,5 до 1 % к весу перемолотого материала) и при
каждой загрузке добавлять их до нормы. При помоле кварца и полево-
го шпата вес кремневых шаров принимают равным весу загруженного
материала.
Оптимальная загрузка шаровой мельницы с учетом объема воды
колеблется в пределах 80—90% ее емкости.
Тонкость помола отощающих материалов в фарфоровом и фаянсо-
вом производствах контролируют при помощи сита с 10000 отв/см2. Для
фарфоровой массы требуется тонкость помола, характеризующаяся
остатком на указанном сите 1—2%, а для хозяйственного и санитарного
фаянса — 2—8%. В зависимости от размеров шаровой мельницы, твер-
дости материалов и крупности предварительного их дробления продол-
жительность помола колеблется в пределах 5--8 ч. Использование ша-
ров из глиноземистой массы с высокой твердостью и большим, чем
у кремневых, удельным весом (3,1—3,4) дало на заводе им. М. И. Ка-
линина повышение производительности шаровых мельниц на 20—40%.
При эксплуатации мельниц необходимо регулярно проверять износ их
футеровки и своевременно заменять ее новой во избежание брака про-
443
дукции от загрязнения массы железом. Мельницы футеруют кремневы-
ми плитами на цементе высшего качества (глиноземистом). Швы де-
лают как можно тоньше Срок службы футеровки составляет от 8 ДО'
18 тыс. ч в зависимости от ее твердости и толщины (70—100 мм).
На некоторых заводах, например в производстве санитарных изде-
лий, осуществляют совмещенный помол отощающих и пластичных ма-
териалов. В мельницу сначала загружают кварц, полевой шпат, бой
изделий, а затем за 2—3 ч до окончания помола добавляют глину, као-
лин и электролиты для получения жидкой, свободно сливающейся из
мельницы суспензии. При совместном помоле увеличивается количество
шаровых мельниц, но становятся излишними мешалки для распускания
глины и насосы для перекачивания суспензии, что упрощает технологи-
ческий процесс в целом.
Совместный помол отощающих и пластичных материалов становит-
ся необходимым, когда в производстве приходится использовать бенто-
ниты, камневидные глины, а также глины, загрязненные включениями,
которые дают на изделии мушку. Такое измельчение включений умень-
шает мушку до незаметных на глаз пятен, т. е. снижает брак продук-
ции по этому признаку, но вместе с тем получают изделие с понижен-
ной белизной.
На большинстве заводов каолин и глину распускают в лопастных
мешалках. Полученную суспензию процеживают через вибросито
с 3600—4900 отв 1см2, затем пропускают через электромагнитные сепа-
раторы для удаления частиц железа, после чего перемешивают с ото-
щающими материалами в винтовых мельницах.
Жидкую массу вторично очищают от примесей и накачивают мем-
бранными насосами в камерные фильтрпрессы при давлении, постепен-
но повышающемся до 8—10 ати. В фильтрпрессах суспензия обезвожи-
вается до содержания воды 23—25% и превращается в пластичную
массу. Она выходит из фильтрпресса в виде пластов («пряников», «кор-
жей) толщиной 25—30 мм, неоднородных по составу и влажности.
Производительность фильтрпрессов определяется их емкостью, ко-
торая в зависимости от размеров их колеблется в пределах 500—1500 л,
и скоростью фильтрации суспензии, от которой зависит продолжитель-
ность накачивания фильтрпресса.
Продолжительность работы фильтрпресса до получения массы
(осадка на полотне) с влажностью 25% составляет для фарфоровой
массы 1,5—2 ч, а для фаянсовой, которая отличается большим содержа-
нием глины, 2,5—3 ч. Подогреванием суспензии ускоряют фильтрацию.
Разгрузка фильтрпрессов является трудоемкой операцией. Для ее
механизации в последнее время Укрниихиммашем разработана конст-
рукция автоматического фильтрпресса, который имеет непрерывную лен-
ту из фильтрующей ткани, проходящей через камеры и уплотняемой спе-
циальным механизмом.
После образования плотного осадка на ленте в камерах фильтрпрес-
са лента выходит из камеры и механически очищается от керамической
массы скребками. При наличии технико-экономических предпосылок,
например в производстве фаянсовых плиток, керамические массы мож-
но частично обезвоживать при помощи вакуум-фильтров, комбинирован-
ных с сушильными паровыми барабанами, подсушкой распыляемой
суспензии во взвешенном состоянии и другими способами.
Для повышения однородности пластичной массы ее проминают
в винтовых массомялках. Вакуумные винтовые массомялки обеспе-
чивают высокие формовочные свойства массы, так как при этом из нее
удаляются крупные воздушные включения и содержание в ней воздуха
обычно снижается до 1—3%. Поэтому такие машины получают все боль-
шее применение на заводах тонкой керамики.
444
Вакуумная обработка массы снижает пористость, повышает меха-
ническую прочность, химическую стойкость и диэлектрические показа-
тели готовых изделий. Кроме того, при этом улучшаются формовочные
свойства (табл. 108), что дает возможность повысить производитель-
ность формовочного оборудования при меньшем количестве вводимой
пластичной глины и повысить белизну изделий. Применение вакууми-
рованной массы обусловливает высокую механическую прочность сырца,
снижает бой и брак в формовочных цехах, а также повышает произво-
дительность труда формовщиков.
Таблица 108
Влияние вакуумирования на свойства фарфоровых масс и готовых изделий
Элементы характеристики Масса
вакууми роваииая без вакуумированной обработки
Содержание воздуха в объемн. % Влажность в % ... . Предел прочности при разрыве в кГ/см2 Увеличение разрывного усилия в % Удлинение перед разрывом в см/м Увеличение удлинения в % Усадка в %: при сушке (вдоль бруса) обжиге до 920° С » » » 1320° С Водопоглощение после обжига до 1320° С в % . Предел прочности образцов при изломе в кГ/см2-. высушенных при 110° С . . - обожженных на бисквит при 920° С » при 1320° С . 0,3—4,25 20,4—23,5 0,2—0,4 12,9—69,5 6,7—26,8 82—112 4,5—7,1 5,5—6,4 17,4—19,2 0,1—0,2 20—47 33,6—49 618—695 5,1—9,5 21,6—24,1 0,1—0,3 3,6—13,7 4,6—7,2 4,5—6,7 17,3—20,5 0,1—0,2 8,6—30 15—40 599—698
Процесс вакуумирования массы в вакуум-мялке состоит из трех опе-
раций: разделения массы на тонкие жгуты, удаления из них воздуха и,
наконец, уплотнения вакуумированной массы в монолитный брус за-
данного сечения. Степень вакуумирования массы характеризуется отно-
шением количества воздуха, оставшегося в массе после вакуумирования,
к его первоначальному объему. Скорость и результаты вакуумирования
зависят от пластичности массы, дисперсности распределенного в ней
воздуха и степени разрежения.
При высокой связности и пластичности массы (например, фаянсо-
вой) ее следует подавать в вакуум-камеру в виде более тонких лент, чем
при рыхлых массах (например, шамотных).
Для удаления тонкодисперсных воздушных включений надо разре-
зать массу в вакуум-камере на более тонкие ленты и повысить вакуум.
При вакуумировании тонкокерамических масс вакуум поддерживают
в пределах 700—740 мм рт. ст. Массы с крупнозернистыми отощающи-
ми материалами вакуумируются при пониженном разрежении.
В результате многочисленных исследований, а также испытаний
опытных моделей машин разработаны конструкции вакуумных массо-
мялок и вакуумных шнековых прессов, которые дают вполне однород-
ную массу с заданной влажностью, хорошими формовочными свойства-
ми (связность, пластичность).
3. Приготовление литейной массы (шликера]
Свойства литейных масс. Для отливки в гипсовых формах фарфоро-
вых и фаянсовых изделий готовят жидкую массу — шликер. По соста-
ву такие массы, как правило, мало отличаются от пластичных. Однако
445
в них может быть уменьшено или совсем исключено содержание пла-
стичных глин и соответственно увеличено количество высококачествен-
ных каолинов. В результате такой замены значительно улучшается ка-
чество фарфоровых изделий, повышаются его белизна и просвечива-
емость.
К литейным шликерам предъявляются следующие требования:
1) текучесть шликера, обеспечивающая его беспрепятственную пе-
редачу по трубопроводам и тщательное заполнение им гипсовых форм;
2) возможно малое содержание воды;
3) устойчивость шликера, т. е. отсутствие осаждения из общей мас-
сы шликера какой-либо его составной части (кварца, полевого шпата);
4) наибольшая скорость отдачи воды в гипсовую форму, т. е. хоро-
шая фильтрующая способность образующегося слоя массы.
Для правильного изготовления и применения шликеров необходи-
мо знать их физико-химические свойства. Шликер представляет собой
коллоидную систему, в которой минеральные частицы фарфоровой или
фаянсовой массы находятся во взаимодействии с водой.
Устойчивость, текучесть и водосодержание шликеров определяются
главным образом двумя факторами: адсорбционными свойствами систе-
мы и состоянием связи минеральных частиц с водой.
Шликер, применяемый для отливки фарфора, фаянса и других из-
делий, имеет следующий состав: каолин, глина, кварц, полевой шпат,
иногда шамот и другие отощающие материалы. Воду и электролит до-
бавляют для разжижения получаемых литейных масс. Влияние отдель-
ных составных частей шликера на его литейные свойства и на процесс
отливки изделий в общем виде рассмотрены в главе 3 части второй.
Влияние дозировки электролитов на разжижение каолинов показано на графике
зависимости вязкости шликера от содержания в нем наиболее типичных электролитов
при стабильном содержании (48%) воды (см. рис. 48).
Кривые разжижения глин (а также составленных на их основе фарфоровых и фа-
янсовых масс) имеют точку перегиба, которая соответствует наибольшему эффекту
разжижения для данного электролита. Опыт показал, что наилучшие технологические
свойства шликер имеет, если количество электролита несколько меньше, чем требуется
для максимального разжижения.
Введение в шликер избытка электролита, как это часто практикуется на заводах,
в расчете на снижение влагосодержания шликера особенно нежелательно, так как при
этом снижается его фильтрующая способность, замедляется уплотнение массы, увели-
чивается остаточная влажность отливки и уменьшается прочность. Повышение темпе-
ратуры шликера и гипсовых форм до 40—45* С значительно ускоряет процесс отливки.
На практике наиболее часто в качестве разжижающего электролита используют
растворимое стекло. Количество добавляемого электролита зависит от природы исполь-
зованных для приготовления шликера материалов, но обычно не превышает 0,5% (на
сухое вещество).
Одним из важных свойств фарфоровых и фаянсовых литейных масс (шликера)
является их способность приобретать подвижность в результате встряхивания или виб-
рации, а затем вновь загустевать в состоянии покоя. Это явление называется тиксотро-
пией и может повторяться при сохранении основных свойств массы в течение неограни-
ченного времени. В керамическом производстве склонность литейной массы к тиксо-
тропному упрочнению называется загустеваемостью.
Для получения числа загустеваемости делают два определения текучести шликера
первое — через 1 мин после заливки в вискозиметр, второе — после выстаивания его
в вискозиметре в спокойном состоянии в течение 30 мин. Текучесть литейного шликера
определяют как величину, обратную вязкости, с помощью вискозиметра, имеющего
сливное отверстие длиной 10 мм, верхний диаметр 8 мм и нижний 6 мм. Находят вре-
мя, в течение которого протекут через такое отверстие 100 мл шликера. Производст-
венные шликеры показывают следующие значения текучести: фарфоровый шликер 10—
15 сек, полуфарфоровый 10—20 сек н фаянсовый— 15—25 сек.
Число загустеваемости фарфоровых литейных масс колеблется в пределах 1,8—
2,2, а фаянсовых — в пределах 1,5—2,6.
Более точной характеристикой тиксотропии (загустевания во времени) является
значение величины относительного упрочнения:
т = Р1~Р°- ЮО,
Ра
446
где Pq и Р\ — значения пределов текучести (или напряжений сдвига, вызывающих исте-
чение с данной малой скоростью) в начальный момент и после упрочнения через за-
данный промежуток времени.
Тиксотропное упрочнение
глин и каолинов. На рис. 136
фарфоровой массы от вре-
мени. Величина тиксотроп-
ного упрочнения меняется
для отдельных глин и со-
ставленных на их основе
литейных масс в зависимо-
сти от влажности (рис. 137).
Так как после размеши-
вания шликер приобретает
первоначальную текучесть,
можно заключить, что при
загустевании частицы не
сливаются друг с другом, не
укрупняются, чем этот про-
цесс и отличается от коагу-
ляции. Исследования пока-
зали, что вызывающая за-
густевание шликера связь
между частицами возникает
вследствие разрастающихся
оболочек рыхлосвязанной
воды, весьма неустойчивые
верхние слои которой соеди-
няются между собой.
Явление загустеваемо-
стн шликера должно учиты-
ваться при расчете шлике-
ропроводов и конвейерных
линий для механизирован-
ной отливки изделий.
керамических масс зависит от
показана зависимость значений
Рис. 136. Зависимость тик-
сотропного упрочнения от
времени
/. 2—каолина; 3—латнемской гли-
ны; 4—фарфоровой массы
свойств использованных
т для глины, каолина и
Рис. 137. Зависимость
тиксотропного упроч-
нения от влажности
шликера через 20 ч
/ — фарфоровой массы;
2 — глины; 3 — каолина
Приготовление литейных керамических масс с минимальным содер-
жанием воды и удовлетворительной текучестью и загустеваемостью
является довольно сложной задачей.
Жидкие керамические массы приготовляют разными способами. На
заводах, где основную продукцию формуют из пластичных масс, жид-
кую массу для отливки кувшинов, молочников и других полых изделий
получают распусканием отходов пластичной массы и брака высушенных
изделий в винтовых мешалках с водой и добавлением электролитов.
Массу после фильтрпрессования распускают в мешалках с водой для
получения шликера влажностью до 30—35%. Этот способ приготовле-
ния штикера как малорентабельный заменяют более простыми (см. схе-
мы 4 и 5).
СХЕМА 4
Приготовление литейной массы из сухих размолотых отощающих материалов
Тонкомолотые отощаю- Дробление глины
щие материалы (сухие) и каолина Электролиты
I ! I
Получение глинистой суспензии (мешалки)
1 !
Перемешивание и хранение жидкой массы (бассейны с винтовыми мешалками)
I
Процеживание и электромагнитная очистка
Вакуумирование шликера
По схеме 4 работают массозаготовительные цехи некоторых зару-
бежных заводов, куда поступают тонко измельченные отощающие ма-
териалы со специальных дробильно-помольных заводов. Эта схема са-
мая простая и удобная в эксплуатации.
Заводы, которые получают необработанное сырье, работают по схе-
ме 5. Основным отличием этой схемы от схемы 4 является дробление
447
СХЕМА о
Приготовление литейной массы путем совместного тонкого помола
пластичных и отощающих материалов
Дробление отощаю- Дробление глины Электролиты
щих материалов и каолина
I
Предварительный помол
(шаровая мельница)
4 4 I
Совместный помол и перемешивание отощающих и пластичных материалов
Процеживание и электромагнитная очистка
Хранение массы (бассейны с винтовыми мешалками)
отощающих материалов и последующий совместный мокрый помол в ша-
ровых мельницах. Капитальные затраты на оборудование цеха в связи
с использованием дробилок и шаровых мельниц увеличиваются по срав-
нению с затратами в цехах, оборудованных по схеме 4.
Вакуумирование шликера. Качество шликера повышается в резуль-
тате выстаивания, подогрева и вакуумной обработки. Перед отливкои
изделий его выдерживают в бассейнах в течение I—3 суток для полу-
чения массы стабильной вязкости и загустеваемости.
Подогрев шликера на 10° (до 30—35° С) сокращает время отсасы-
вания из него влаги гипсовой формой примерно на 25%. При подогре-
вании резко снижается вязкость воды и увеличивается скорость ее пе-
ремещения в капиллярах гипсовой формы и образовавшегося слоя мас-
сы. Но подогревание шликера и гипсовых форм выше 30—35° С
осложняет технологический процесс, и поэтому в настоящее время при-
меняют редко.
Из вакуумированной массы получают изделия повышенного качест-
ва с меньшим количеотвом отходов. Поэтому при отливке высококаче-
ственных изоляторов, кислотоупорного фарфора и санитарных изделий
вакуумирование шликера является обязательной операцией.
Жидкая масса легко вакуумируется в герметически закрытых ци-
стернах в течение 20—40 мин.
4. Приготовление порошкообразных масс
(для прессования)
Размолотые и дозированные по заданному рецепту материалы мож-
но перемешивать как в виде жидкой суспензии, так и в сухом состоянии
(см. схемы 6 и 7). Оба способа имеют достоинства и недостатки.
Приготовление прессовочной массы фильтрпрессами наиболее тру-
доемкий способ и потому его заменяют на заводах облицовочных пли-
ток подсушкой шликера в распылительных сушилках.
Работами ГИКИ и НИИСтройкерамики установлена воз,чожность
приготовления прессовочных порошков распылением керамического
шликера в сушилке башенного типа, оборудованной центробежным или
сопловым распылителем. Влажность шликера около 40%, а порошка
6—8%. Получающиеся при этом гранулы керамической массы имеют
сферическую форму и обладают большей подвижностью, чем порошки,
полученные путем сушки и дробления пластичной массы. При повышен-
ной подвижности порошка устраняется слеживание в бункерах и облег-
чается его распределение в прессформах. Распылительная сушилка за-
меняет фильтрпрессы, резку пластов, сушильный барабан, мельницу и
сито и снижает расход рабочей силы; при удачной компоновке может
также дать некоторую экономию заводских площадей и капитальных
затрат.
448
СХЕМА 6
Приготовление прессовочной массы способом мокрого помола и смешивания
Кварцевый песок Бой плиток Каолин Глина
I 1 I
Грубый помол Дробление (струган)
(бегуны) |
Il I
Тонкий помол (шаровые мельницы Приготовление глинистой суспензии
периодического действия) (пропеллерная мешалка)
Процеживание (вибросито)
Электромагнитная очистка
Смешивание пластичных и отощающих материалов (пропеллерные мешалки)
1
I________________________________________________I
Фпльтрпрессование (мембранный Приготовление пресспорошка
насос и фильтрпресс) в распылительной сушилке
I
Резка коржей
Сушка массы до заданной влажности (сушильный барабан, камерная сушилка)
Измельчение (гранулирование) массы (молотковая мельница, дезинтегратор)
СХЕМА 7
Приготовление прессовочной массы способом сухого помола и смешивания
» Бой плиток Кварцевый песок Глина Каолин
Дробление (бегуны) | Дробление (зубчатые валки)
II I
Тонкий помол (шаровая мельница не- Сушка и тонкий помол (роликовая мель-
прерывного действия) ница с подогревателем воздуха и воз-
| душным сепаратором)
I I
Сухое перемешивание с последующим увлажнением (бегунковый смеситель
с автоматическим регулированием увлажнения)
Разбивание комков в массе (молотковая мельница)
Одним из основных недостатков прессовочных масс является насы-
щенность порошков воздухом и связанная с этим склонность отпрессо-
ванного сырца к расслоению.
Мелкопористая структура порошкообразной массы, получаемой пу-
тем предварительного сухого смешивания (схема 7), мешает удалению
воздуха из пресспорошка при прессовании и способствует образованию
слоистых трещин («перепрессовка»). Для устранения этого дефекта
массу увлажняют и уплотняют в бегунковых смесителях: в этом случае
из отдельных частиц образуются укрупненные агрегаты, а при достаточ-
ном количестве влаги и крупные лепешки. Их необходимо измельчать
в дезинтеграторе или в бесколосниковых мельницах с пластинчатыми
молотками.
Разнообразие рассмотренных выше способов приготовления тонко-
керамических масс объясняется исторически сложившимися условиями
развития производства на отдельных заводах, а также широким ассор-
тиментом технической и бытовой тонкой керамики.
С постройкой заводов для централизованного снабжения фарфоро-
фаянсовой промышленности обогащенным тонко измельченным сырьем
неизбежно упрощение технологии и организации производства в массо-
приготовительных цехах с соответствующим технико-экономическим эф-
фектом.
29—1025 449
Глава 4. ФОРМОВАНИЕ ИЗДЕЛИЙ
Фарфоровые, фаянсовые и тому подобные изделия в зависимости
от их назначения и формы формуют разными способами, как правило,
более сложными и трудоемкими, чем в производстве строительной кера-
мики и огнеупоров. На заводах тонкой керамики применяют следующие
способы изготовления изделий: формование из пластичной массы, прес-
сование из порошкообразной массы, отливку из жидкой керамической
массы (шликера), получение изделий из болванок, заготовленных по од-
ному из упомянутых выше способов, путем механической обработки их
резанием.
Изделия из пластичной массы формуют в основном следующими
способами:
а) с помощью шаблонов, вращающихся штемпелей или роликов в
пористых гипсовых или пластмассовых формах;
б) с помощью нагретого или покрытого антифрикционной смазкой
штемпеля в металлических формах (например, в производстве изоля-
торов) ;
в) из пластов массы («отминкой») на гипсовых формах; вследствие
трудоемкости этого способа его заменяют отливкой изделий;
г) выдавливанием через профильные мундштуки на шнековых и
поршневых прессах (трубы, цилиндрические и призматические заготов-
ки для последующей обточки).
Керамические заготовки (болванки) для изготовления изделий об-
рабатывают способами, родственными металлообработке (обточкой,
фрезерованием, сверлением, шлифованием).
В дальнейшем описание основных способов оформления тонкой ке-
рамики дано применительно к производству хозяйственного фарфора и
фаянса. Специфические особенности и приемы оформления отдельных
видов технической керамики отмечены в главах, посвященных производ-
ству этих изделий.
1. Формование изделий из пластичной массы
в пористых гипсовых или пластмассовых формах
Свойства пластичной массы. Пластичные массы, применяемые для
формования плоских фарфоровых изделий (тарелок, блюдец), имеют
влажность 23—24%, а для полых изделий (чашек, чайников, кувши-
нов)— 25—27%. Масса должна быть однородной и пластичной, без
крупных воздушных включений. Эти важнейшие формовочные свойства
массы ранее достигались переработкой ее на массомяльных бегунах
(Фора) или ручной перебивкой кома массы.
На современных заводах массу обрабатывают нетрудоемким и бо-
лее совершенным вакуумным способом. При обработке массы в вакуум-
Таблица 109
Свойства фарфоровых масс
Свойства Способ обработки
в горизонтальной массомялке без вакуума в вакуумной массомялке
вакуум 720 мм рт. ст. вакуум 750 мм рт, ст.
Содержание воздуха в % 6,5—9 2,9—3 2—2,3
Объемный вес в г[см? 1,8—1,8 1,9—2 1,9—1,9
Предел прочности при разрыве
в кГ1см2 ... . 0,1—0,2 0,2—0,4 0,2—0,4
Удлинение в см/м 3,6-14 6,7—20 7,5—27
450
них массомялках содержание в ней воздуха снижается в несколько раз
(табл. 109), а пластичность ее повышается.
Повышение у вакуумированной массы предела прочности при раз-
рыве позволяет увеличить скорость формования и, следовательно, повы-
сить производительность оборудования.
Гипсовые формы и стальные формовочные шаблоны обеспечивают
одинаковые разглеры, форму и толщину стенок всех изделий данного фа-
сона и упрощают процесс формования.
В гипсовой форме (рис. 138, а) оформляют наружную поверхность
полых изделий, например чашек, а шаблоном (рис. 138,6)—внутрен-
Рис. 139. Формовочный станок
Рис. 138. Гипсовая фор-
ма (а) и стальной шаб-
лон (б)
нюю. При формовании тарелок и блюдец формой профилируют внутрен-
нюю поверхность, а шаблоном — наружную.
Гипсовые формы довольно быстро изнашиваются. На рабочей по-
верхности их образуются выемки, дающие на изделиях бугорки. Особен-
но неблагоприятно действует на формы вода, содержащая щелочи. Ме-
ханическая прочность гипсовых форм с увеличением их пористости сни-
жается. Впитывающая способность гипсовой формы, обусловливающая
отсасывание влаги из формуемого изделия, повышается с увеличением
пористости. Пористость форм измеряется их водопоглощением и регули-
руется количеством воды при затворении гипса. Размеры пор уменьша-
ются при более тонком помоле гипса.
Гипсовые формы имеют следующие характеристики:
Водопоглощение в %.................. 30—40
Предел прочности при изгибе в кГ/см? . . . . 25—40
Срок службы (количество заформованных изделий, обора-
чиваемость) .... .............................. около 100
Влажность формы в процессе формования в % - не свыше 5
Формы изготовляют из тонко размолотого модельного гипса с ча-
стицами величиной не более 0,1 мм.
29*
451
Все формы данной партии должны иметь одинаковые размеры и по-
ристость, иначе изделия будут иметь разную толщину, а также дефор-
мироваться и давать трещины при сушке из-за неравномерного отсасы-
вания влаги.
Шаблоны (см. рис. 138,6) изготовляют из стального листа толщи-
ной 7—10 мм в соответствии с контурами формуемого изделия. Сталь-
ную пластину шаблона вместе с привинченной к ней деревянной план-
кой затачивают под углом 10—30° к поверхности формы; при таком угле
затачивания шаблона масса во время формования слегка уплотняется,
а излишек ее срезается. Гипсовые формы и формовочные шаблоны ис-
пользуют в формовочных станках и полуавтоматах по следующей схеме.
На шпинделе 1 станка (рис. 139) закрепляют при помощи крестови-
ны 2 патрон 3 с коническим гнездом для вкладывания гипсовой фор-
мы 4 с конической наружной поверхностью. Форма заклинивается в па-
а, б — шаблонами; в, г — роликами
троне и вращается вместе с ним при включении ременной передачи с хо-
лостого шкива на рабочий с помощью педального пускового устрой-
ства 5 приводного механизма.
Формовочный стальной шаблон 6, заточенный по форме внутренней
поверхности чашки, закрепляют на качающемся наклоне 7.
Формовщик (а в автоматах механизм) забрасывает в гипсовую
форму заготовленный на резательном станке ком формовочной массы
и, постепенно погружая шаблон в формуемую массу, формует изделие.
При вращении формы 4 нажимом шаблона массу распределяют по
внутренней поверхности формы. Толщину образующихся при этом сте-
нок чашки определяют закреплением шаблона в наклоне 7 полуавтома-
та и контролируют калибром, вкладываемым в форму при наладке шаб-
лона. Толщину донышка в чашке определяют установкой болта 8, кото-
рый ограничивает движение наклона вниз. В заключительной стадии
формования внутреннюю поверхность чашки заглаживают шаблоном,
при этом в зону формования подают несколько капель воды.
Тонкий шаблон (рис. 140, а) опускают в радиальной плоскости на
фарфоровую массу и он своей кромкой, заточенной под углом 15°, уп-
лотняет массу в вертикальном направлении и срезает ее в горизонталь-
ном направлении с накоплением избытка массы перед шаблоном. Тон-
кий шаблон используют для формования массы с влажностью 23—25%.
При небольшой толщине шаблона и остром угле затачивания процесс
формования не сопровождается существенным уплотнением массы. Для
получения гладкой поверхности в заключительной стадии формования
массу смачивают водой, что приводит к неравномерной влажности из-
делия и затруднениям в процессе их сушки. Внедрение в заводской
практике более толстых шаблонов с увеличением угла затачивания
(рис 140,6) дало возможность повысить уплотнение массы и снизить
ее влажность на 1,5—2%, устранить смачивание поверхности массы во-
дой и снизить деформацию изделий в процессе обжига. Избыток массы
вытесняется, образуя над верхней кромкой формы бахрому, которую в
452
конце формования срезают специальным резцом на уровне верхней пло-
скости формы.
Особенность формования плоских изделий (тарелок и блюдец) за-
ключается в том, что по ранее общепринятому способу процесс начинал-
ся с формования круглого пласта, который должен обладать равномер-
ной влажностью и однородной структурой.
Пласты изготовляют двумя способами: формованием из кома мас-
сы на плоской форме прямым шаблоном или разрезанием цилиндриче-
ских брусьев массы на пласторезках высокой производительности. Не-
обходимым условием получения доброкачественного пласта массы на
пласторезке является обеспечение полной однородности структуры раз-
резаемого цилиндра массы, что зависит от качества работы вакуумной
.массомялки.
Не менее важной особенностью формования плоских изделий из
пласта является ручная предварительная обжимка пласта (разводка)
перед формованием шаблоном. После этого формование выполняют в
том же порядке, что и при изготовлении полых изделий.
Качество формования определяют уплотняющим действием шабло-
на, а также профилированием и отделкой поверхности в заключитель-
ной стадии процесса. Каждый участок обрабатываемой массы за один
оборот формы подвергают одному уплотняющему и профилирующему
воздействию шаблона.
Для получения высококачественного изделия его формуют посте
пенным нажимом шаблона в течение 30—60 оборотов формы и шпин-
деля станка или полуавтомата.
Практикой и исследованиями установлено при формовании плос-
ким шаблоном следующее примерное количество оборотов в минуту
шпинделя станка в зависимости от формы изделия:
Чашки....................................... . 440—1050
Кувшины и другие крупные изделия . 400—450
Блюда овальные 60— 100
Блюдца 500
Таре пки 400—500
Широко применяемое усовершенствование технологии формования
с помощью вращающегося ролика (рис. 140, в и а) в современных по-
луавтоматах дает следующие преимущества. Вместо местного уплотне-
ния и среза массы, выполняемых при формовании плоским шаблоном,
ролик уплотняет и раскатывает ее на гипсовой форме, чем обеспечивает
большую однородность структуры заформованного изделия и снижает
количество обрезков массы. Для устранения прилипания массы к сталь-
ным роликам или дискам (при формовании тарелок) их подвергают
электрообогреву или смазывают керосином, парафином, что усложняет
конструкцию и эксплуатацию роликовых полуавтоматов. Эти недостат-
ки устраняют заменой стальных роликов или дисков фторопластовыми
Фторопласт-4 и некоторые другие материалы отличаются гидрофобно
стью и не прилипают к фарфоровой и фаянсовой массе: отпадает необ-
ходимость нагревания или смазывания роликов при формовании. В за-
висимости от конфигурации изделий и условий их формования применя-
ют полуавтоматы с принудительным вращением роликов от индивиду-
альных моторов и свободным за счет трения о поверхность фарфоровой
массы.
2. Отливка изделий из шликера
На заводах фаянса, санитарного и хозяйственного фарфора изделия
отливают из водного шликера в гипсовых формах. Этим способом фор-
муют вазы, суповые чаши, овальные блюда, носики и ручки к чайникам,
санитарные и тому подобные изделия сложной формы.
455
Отливка фарфоровых и фаянсовых изделий основана на свойстве
гипсовых форм отсасывать часть воды из залитой в нее жидкой массы
(шликера). Слой пластичной массы, образовавшейся на поверхности
формы, постепенно уплотняется, отдавая влагу пористой форме и в ок-
ружающую среду, изделие сокращается в размерах и отделяется от фор-
мы. В зависимости от толщины стенок изделия применяют способы:
«сливной» для отливки тонкостенных изделий (кувшинов, молочников)
и «наливной» для толстостенных или сплошных изделий (например, са-
нитарного фарфора, ручек к чайникам и кувшинам, массивных оваль-
ных блюд).
При отливке сливным способом после образования на внутренней
поверхности формы 1 (рис. 141, а) плотного слоя 2 шликер выливают
Рис. 141. Форма для отливки из-
делий
а — сливным способом; б— наливным
способом (ручек)
из формы, а изделие (кувшин), продолжая отдавать влагу непосредст-
венно в атмосферу и через капилляры формы, уменьшается в размерах
(усадка) и постепенно отделяется от нее. Углубления 3 вместе с высту-
пами на второй половине формы обеспечивают правильное совмещение
отдельных частей формы при сборке.
Сливным способом можно отливать в разъемных формах изделия
любой формы с внутренними полостями различной конфигурации, как,
например, фарфоровые скульптурные группы, чайники, кувшины и дру-
гие изделия, невыполнимые наливным способом.
При наливном способе шликер заливают в полость между двумя
формами 1 и 2 (рис. 141,6), соответствующую форме изделия. Форма
и размеры этой полости воспроизводят форму и размеры отливаемого
изделия (в данном случае одновременно отливаемых четырех ручек 3
для кувшинов) с учетом последующего изменения его размеров вслед-
ствие усадки при сушке и обжиге. Плотный слой образуется вдвое бы-
стрее, чем при «сливном» способе, так как влага отбирается из массы
с двух сторон. Между двумя слоями массы, уплотненной у поверхности
гипсовых форм, до конца процесса отливки остается жидкая масса,
убыль которой пополняется из литника 4 через каналы 5.
Наливным способом можно отливать разные массивные изделия, а
также полые, форма которых дает возможность удалить гипсовые сер-
дечники после отливки.
454
По мере усадки полые изделия, отлитые наливным способом, сжи-
мают сердечник и вследствие возникающих напряжений могут появить-
ся трещины. Поэтому необходимо своевременно вынимать сердечники
из отлитых изделий.
Обычно формы заливают, собирают, разбирают и подсушивают на
специально приспособленных столах или конвейерных установках для
непрерывно-поточной работы. К столам и литейным конвейерам шликер
подают из напорного бака по трубам и резиновым шлангам.
В целях экономии площадей и повышения производительности тру-
да литейщиков широкое распространение получила батарейная или
столбовая отливка овальных блюд, а также приставных деталей: носи-
ков и ручек, фасонных крышек, фаянсовых и полуфарфоровых умываль-
ников. Особенностью этого способа является укладка друг на друга не-
скольких форм, в каждой из них одна сторона оформляет внутреннюю,
а другая — внешнюю поверхность изделия. Существуют и другие вари-
анты батарейной отливки.
Глава 5. СУШКА
В процессе сушки сформованные из пластичной массы или отлитые
фарфоровые изделия вследствие усадки легко отделяются от гипсовых
форм и прочность их повышается. Это имеет важное значение при оп-
равке, транспортировании и загрузке изделий в капсели или на этажер-
ки для последующего обжига. Но прочность сформованных тонкостен-
ных изделий все же невысока вследствие небольшого содержания в мас-
се пластичной глины, связывающей частицы кварца и полевого шпата.
При сушке на воздухе до влажности 1—2% изделия становятся доста-
точно прочными для последующей обработки, а после удаления остатка
влаги при 110—120° С они достигают наивысшей прочности. Нарастание
прочности материала изделий по мере его высушивания характеризует-
ся данными, приведенным в табл. ПО.
Таблица 110
Изменение предела прочности изделия
при сжатии в кГ/см2 в зависимости от влажности
Материал Влажность
20 10 9
Фарфоровая масса .... 2—3 — 23
Пластичная глина (часов-ярская) . 12 26 40
Каолин (просяновский) . 2 7 18
Хорошо высушенные изделия выдерживают ускоренное повышение
температуры в начальный период обжига, благодаря чему увеличивает-
ся производительность печей и снижается расход топлива на обжиг.
Особо важное значение имеет тщательная и равномерная сушка
при глазуровании плиток, изоляторов, санитарных изделий без предва-
рительного бисквитного обжига.
Высушивать тонкостенные фарфоровые изделия, подвергающиеся
предварительному (утильному) обжигу, до достаточной влажности 0,1—
0,2% нецелесообразно, так как для этого требуется много тепла и вре-
мени. При хранении же изделий в цехе вследствие гигроскопичности
фарфоровой массы и большой удельной поверхности их влажность бы-
стро восстанавливается до равновесного для данной окружающей среды
состояния, т. е. примерно до 2%. Тонкостенные изделия, например чаш-
ки, полукружки, глазуруемые на некоторых заводах без предваритель-
455
ного обжига, целесообразно сушить до остаточной влажности около 1 %
во избежание размокания края изделий при глазуровании и его дефор-
мации.
В тонкостенных изделиях хозяйственного фарфора влага легко пе-
редается из глубинных слоев на поверхность изделия. Поэтому продол-
жительность сушки таких изделий характеризуется в основном диффу-
зией влаги с поверхности в окружающую среду, от которой зависит
количество испаряемой влаги, определяемое следующей формулой:
U7 = zcF(PH-Pn)^-,
ь
где W — количество испаряемой воды в г; z— время в ч; F — поверхность испарения
в м2; Рв—давление насыщенного водяного пара при данной температуре поверхности
испарения в ммрт.ст.-, Рв — парциальное давление водяных паров в окружающей га-
зовой среде в мм рт. ст.-, b —• барометрическое давление окружающей атмосферы в
ммрт. ст.; с — коэффициент, определяющий зависимость испарения от скорости цирку-
ляции газов на поверхности, примерно равный:
при У<2 м/сек 33 г/м2 ч
» У=2 » 42 »
» У>2 » 52 »
При сушке фаянсовых и фарфоровых тарелок наиболее выгодной
оказалась скорость движения воздуха 3—4 м/сек.
Как видно из приведенной формулы, для ускорения сушки необхо-
димо повышать температуру и давление пара на поверхности изделия
и снижать влагосодержание воздуха, циркулирующего в сушилке со
скоростью 2—4 м/сек, которая по технико-экономическим соображени-
ям считается выгодной. При сушке в гипсовых формах максимальная
температура последних не должна превышать 70° С, в противном слу-
чае начинается дегидратация гипса и как следствие этого повышенный
износ форм. Сушку в гипсовых формах осуществляют обычно при по-
степенном повышении температуры до 55—65° С. После этого изделия
освобождают от форм, досушка идет уже быстрыми темпами при рав-
номерном повышении температуры до 90° С и выше.
Парциальное давление паров в окружающей среде снижается ин-
тенсивной циркуляцией воздуха со скоростью до 2—4 м/сек. Дальней-
шее ускорение движения воздуха не оправдывает затрат энергии на ра-
боту вентиляторов.
Наиболее удобными установками для сушки тонкостенных изделий,
например хозяйственного фарфора, фаянса и плиток, являются конвек-
тивные противоточные конвейерные сушилки разных типов, а также
конвейерные сушилки для радиационной сушки.
Основной частью такой сушилки является цепной конвейер с кача-
ющимися полками, проходящий внутри сушильной камеры и транспор-
тирующий отформованные изделия от формовочных станков к оправоч-
ным станкам.
В зависимости от величины и формы изделий сушка фарфоровой
посуды в конвейерных сушилках заканчивается в течение 1—3 ч.
Сушка изоляторов, толщина которых превышает 10 мм, резко от-
личается от сушки тонкостенной фарфоровой или фаянсовой посуды.
При неравномерной отдаче влаги с поверхности и из глубинных слоев
изделий происходит неодинаковая усадка, и в массе возникают напря-
жения, которые вызывают деформацию и растрескивание изделий.
Коэффициенты усадки при сушке изделий зависят от направления
сил, приложенных к массе во время формования. Усадка в направлении
усилий, приложенных при формовании раскатыванием, прессованием и
вращением шаблона, всегда больше, чем в направлениях, перпендику-
лярных действию формующих сил.
Так, например, усадка часов-ярской глины в направлении сил, уп-
456
лотняющих пластмассы раскатыванием, составляет 16—20%, а в пер-
пендикулярном направлении, т. е. в плоскости раскатывания, — 7—9%.
Влияние механических усилий на ориентацию частиц и коэффициент
усадки в разных направлениях снижается по мере уменьшения содержа-
ния в массе глинистых материалов, но остается существенным факто-
ром и должно учитываться при установлении размеров гипсовой формы.
Равномерные влагоотдача и усадка в поверхностных и глубинных слоях
массы могут быть обеспечены лишь при условии, если по капиллярам
поступает столько влаги, сколько ее испаряется с поверхности. Скорость
сушки электротехнического фарфора в основном зависит от скорости
перемещения влаги по капиллярам.
Тонко керамические изделия формуют из масс, которые состоят из
глинистых веществ и отощающих материалов. Величина частиц глин
и каолинов колеблется в пределах от размера коллоидных частиц (1—
0,1 мк) и выше; частицы отощающих материалов в основном значитель-
но крупнее — около 50 мк и выше. Чем больше в массе отощающих ма-
териалов и чем крупнее их помол, тем больше сечение капилляров в
массе, выше скорость перемещения влаги к поверхности и тем скорее,
следовательно, может быть высушено изделие без появления трещин и
деформации.
Усадка изделия прекращается, когда заканчивается испарение так
называемой усадочной влаги.
На скорость перемещения влаги к поверхности изделия влияют не
только свойства массы и величина капилляров, но и вязкость жидкости
(в данном случае воды), резко снижающаяся при повышении темпера-
туры. Так, при 70° С вязкость воды примерно в 4 раза меньше, чем при
0°С Необходимо отметить, что и поверхностное натяжение — сила, пе-
ремещающая влагу по капиллярам, также уменьшается с повышением
температуры, но в меньшей степени, чем вязкость.
Таким образом, нагревание воды в капиллярах облегчает передви-
жение ее к поверхности и снижает градиенты влажности и усадки в раз-
ных частях изделия. Поэтому более крупные или массивные изделия,
например сервизные изделия, предварительно прогревают во влажной
среде. В этом случае исключается возможность испарения больших ко-
личеств влаги с поверхности до прогрева всей толщи изделия и до ус-
тановления более интенсивной циркуляции влаги в капиллярах. Кроме
того, изменение поверхностного натяжения воды при нагревании вызы-
вает термодиффузию, т. е. движение влаги по капиллярам от более на-
гретых внутренних слоев к более холодной поверхности изделия, что ус-
коряет сушку.
Для сушки крупногабаритных изделий обычно используют радиа-
ционный обогрев, а при благоприятных технико-экономических услови-
ях— обогрев токами низкой или высокой частоты. Наиболее экономич-
ным режимом сушки считается такой, при котором изделие высушива-
ется в кратчайшие сроки при отсутствии трещин, деформаций и других
дефектов, а также с невысокой стоимостью израсходованной энергии.
Полые изделия (чашки, чайники) сушат нагретым воздухом в две
стадии: предварительно-—в гипсовых формах и окончательно — без
форм, после оправки изделий. Плоские изделия (тарелки, блюдца) за-
канчивают сушить на гипсовых формах.
При сушке крупных изделий процесс разделяется на три периода:
1) прогревание изделия во влажной среде с малой отдачей влаги;
2) сушка с регулированием температуры и влажности среды для
испарения влаги со скоростью, соответствующей скорости передачи ее к
поверхности;
3) ускоренная сушка при повышенной температуре и низкой влаж-
ности воздуха (после прекращения усадки).
30—1025 457
Глава 6. ОБЖИГ
Особенностью производства хозяйственного фарфора и фаянса в
отличие от производства фарфоровых изоляторов, санитарных и тому
подобных изделий является легкая размокаемость необожженных тон-
костенных изделий при глазуровании. Поэтому обычно возникает необ-
ходимость первого предварительного (бисквитного) обжига, после чего
изделия приобретают необходимую прочность.
После глазурования изделия обжигают вторично; при этом глазурь
равномерно разливается на поверхности изделия.
Двукратный обжиг, сопровождающийся каждый раз загрузкой и
разгрузкой капселей, отличается большой трудоемкостью по сравнению
с однократным обжигом. Поэтому в производстве некоторых изделий
начинают применять однократный обжиг. Двукратный обжиг фаянса и
фарфора связан с выполнением следующих операций в печных цехах:
загрузки высушенных изделий в капсели, погрузки капселей на вагонет-
ки туннельных печей, на ленты конвейерных печей или установки их в
верхние камеры периодических горнов; первого обжига (называемый
«утильным», когда он выполняется в двухэтажных горнах за счет ути-
лизации тепла отходящих газов); снятия изделий с вагонеток туннель-
ных печей и выгрузки их из капселей; отсортировки разбитых и трес-
нувших изделий (по звуку—«перезвонка»); очистки от пыли сжатым
воздухом («обдувка») с помощью механических или ручных ще-
ток; глазурования; зачистки и оправки глазурного слоя; загрузки
изделий в капсели и на вагонетки для второго обжига; второго
обжига; выгрузки изделий с вагонеток туннельных печей, а затем из
капселей.
Капсели. Прочность тонкой керамики, как правило, недостаточна
для загрузки ее в обжигательную печь штабелем. Капсели предохраня-
ют изделия от деформации под нагрузкой и от резкого воздействия пла-
мени с переменным составом топочных газов, а также ускоряют загруз-
ку и разгрузку печей. Сложные условия службы капселей обусловлива-
ют весьма высокие требования к этому ответственному огнеупорному
припасу. Недоброкачественные капсели быстро разрушаются, что уве-
личивает бой и брак изделий в обжиге.
Подготовка капселей и изделий к загрузке довольно трудоемкий
процесс. Он складывается из следующих операций: очистки капселей от
пыли; в некоторых производствах промазывания их изнутри отходами
глазури и выравнивания дна капселей шлифованием на шайбе или на-
несения шаблоном тонкого слоя песчано-каолиновой огнеупорной мас-
сы; промазывания краев у капселей глиноземной суспензией для того,
чтобы они не приплавлялись друг к другу в процессе обжига.
Изделия очищают от пыли сжатым воздухом или щетками с приме-
нением местной вентиляции.
Подбор капселей надлежащих размеров для каждого вида изделий
имеет важнейшее значение в использовании камер и каналов печей для
увеличения выпуска продукции. Коэффициент использования печей, по-
казывающий количество продукции, загруженной на 1 м3 печной каме-
ры или канала, влияет на производительность завода, удельный расход
топлива и другие технико-экономические показатели. Съем продукции с
1 м3 печной камеры или канала при обжиге тонкокерамических изделий
зависит от плотности загрузки печи капселями и плотности загрузки по-
следних изделиями. Однако слишком плотная установка капселей в пе-
чи замедляет циркуляцию печных газов, приводит к медленному и не-
равномерному обжигу. Поэтому коэффициент заполнения печных камер
капселями, определяющий благоприятные условия циркуляции газов в
печной камере, колеблется в узких пределах — около 65%, а для кана-
458
лов туннельных печей — около 60% их объема в зависимости от разме-
ров печи и системы отопления.
Наиболее полное использование объема капселей дает прямое уве-
личение производительности печей цеха и снижение расхода топлива.
Поэтому на заводах применяют самые разнообразные способы уплот-
ненной загрузки капселей изделиями. Какой экономический эффект да-
*7
&
Рис. 142. Загрузка чашек и капсели
а — двухъярусная: б — одноярусная
ют мероприятия по уплотнению загрузки, видно из сопоставления раз-
меров капселей на рис. 142.
Для увеличения съема продукции с 1 м3 печи практикуют загрузку
в капсели мелких изделий (солонок, перечниц, чернильниц) под более
крупными изделиями (чашками, полоскательницами), обжигаемыми на
кружках (подставках) в опрокинутом виде. Значительно уплотняется
загрузка печей также при двухъярусном обжиге чашек в более высоких
капселях. По первому варианту одну чашку устанавливают на дно кап-
селя в нормальном поло-
жении, а вторую ставят
на нее в перевернутом
виде. Чтобы верхняя
чашка не падала, края
изделий смазывают мас-
сой, состоящей из каоли-
на и глинозема с добав-
кой какого-нибудь клея „ ..„ э
(рис 142 а) Рис' Загрузка капселеи с вырезным дном
По второму вариан-
ту между верхней и нижней чашками прокладывают круглую фарфо-
ровую пластинку, на которой под верхней чашкой можно установить
небольшое изделие. Ножка нижней чашки не должна быть покрыта
глазурью, иначе она приплавится ко дну капселя, поэтому слой гла-
зури в этом месте снимают, а недостаточно гладкую ножку чашки по-
сле обжига шлифуют и полируют, что до некоторой степени снижает
экономическую эффективность такого способа загрузки (рис. 142,6).
30*
459
Широко распространен способ загрузки тарелок в капсели с вы-
резным дном (рис. 143) при предварительном обжиге. В отверстие на
дне капселя помещают деревянный цилиндр 1, на который устанавлива-
ют стопку тарелок. При подъеме капселя 2 тарелки опираются на кром-
ки вырезного дна и в таком виде капсель устанавливают на вагонетку
или в печную камеру. При таком способе загрузки между стенками кап-
селей и тарелками остаются минимальные зазоры, что повышает исполь-
зование объема, а следовательно, и производительность печей.
Глава 7. ГЛАЗУРОВАНИЕ ИЗДЕЛИЙ
Хозяйственную, санитарную и большую часть технической тонкой
керамики покрывают глазурью, которая при обжиге образует на поверх-
ности изделия тонкий стекловидный слой, повышающий технические и
декоративные качества изде-
лий. В производстве тонкой
керамики используют про-
зрачные и непрозрачные (глу-
хин), цветные, а также кри-
сталлические гразури.
Глазурь наносят на пред-
варительно обожженные или
хорошо высушенные изделия
в виде мелкодисперсной вод-
ной суспензии. Изделия впи-
тывают влагу глазури, благо-
даря чему на них закрепля-
ется слой глазури заданной
Рис. 144. Мокрая очистка глазури
После предварительного
обжига тонкая керамика име-
ет высокую пористость, поэтому впитывание воды и образование слоя
глазури происходит в течение 1—3 сек.
Наиболее благоприятная для глазурования пористость фарфора и
фаянса характеризуется водопоглощением 12% и выше. Менее пористые
изделия (пережженные) покрывают более густой глазурью с добавлени-
ем клеящих веществ, с предварительным подогревом изделий или же
применяют пульверизацию глазури.
К изделиям, покрытым пылью или жирными пятнами, глазурь не
пристает. Поэтому изделия очищают от пыли ручными или механически-
ми щетками или обдувают их сжатым воздухом под давлением 2—3 ати
в кабинах с мощной аспирацией. Части, которые не нужно глазуровать
(например, нижняя кромка у низковольтных изоляторов, ножки у фар-
форовых тарелок и блюдец, края у чашек), покрывают маслом, устанав-
ливая изделие на пропитанное маслом техническое сукно или тонкий
войлок.
Часто поверхность изделия, которая не должна быть покрыта гла-
зурью, очищают от нее, применяя так называемую мокрую зачистку при
помощи резинового губчатого полотна, натянутого на два шкива, подоб-
но ленточному транспортеру (рис. 144). Нижняя ветвь губчатого полот-
на проходит в водяной ванне, очищается от глазури и отжимается ва-
ликом. При поточной работе станок для мокрой зачистки глазури ком-
бинируют с ленточным транспортером. При мокрой зачистке получается
более равномерная толщина глазури на границе с неглазурованной по-
верхностью, чем при предварительном смачивании маслом.
460
Высушенные или предварительно обожженные изделия можно гла-
зуровать разными способами. Наиболее распространенными из них яв-
ляются погружение изделий в глазурь, нанесение глазури в виде тонкой
пыли пульверизатором или обливание перемещающихся на конвейере
изделий струей глазури, соответствующей размерам изделий.
Небольшие изделия погружают в чан с глазурью вручную или при
помощи полуавтомата. При этом изделие жадно впитывает влагу и на
поверхности остается уплотненный слой влажной глазури. Чем гуще
глазурь и продолжительнее время пребывания в ней изделия, тем толще
получается слой глазури.
При глазуровании изделий способом погружения консистенция гла-
зури должна быть постоянной и время пребывания в ней отдельных из-
делий одинаковым. При погружении в глазурь изделие поддерживают
руками или механическими захватами, причем закрываемая ими по-
верхность должна быть минимальной, чтобы не было плешин.
В полуавтоматах изделия обычно удерживаются захватами, имею-
щими форму остроконечных шипов или ножевидных планок, дающих
ничтожные поверхности соприкосновения с изделием. Для удаления
излишней глазури и натеков изделия поворачивают, снимая капли гла-
зури с бортов пальцами, а в автоматах — механическими приспособле-
ниями.
При глазуровании пульверизацией глазурь равномерно распыляет-
ся сжатым воздухом; образуется насыщенный глазурью туман, в кото-
ром конвейером (реже вручную) перемещают изделия. Глазурь оседает
на их поверхность в виде мельчайших капелек, которые сразу отдают
влагу пористому изделию и прочно пристают к его поверхности. При
тонком распылении глазури на подогретом изделии влага довольно бы-
стро испаряется. Это очень важно при глазуровании изделий, не подвер-
гавшихся предварительному обжигу и размокающих при погружении в
глазурь.
Глазурование высушенных необожженных изделий при однократ-
ном обжиге дает большую экономию топлива и рабочей силы, а также
капитальных вложений на постройку печи. Однако при глазуровании не-
обожженных изделий встречается ряд затруднений, которые снижают
качество готовой продукции. При глазуровании необожженного изделия
верхний его слой насыщается водой, отсасываемой из глазурной суспен-
зии. У толстостенных изделий, например фарфоровых изоляторов, вла-
га из верхних слоев по капиллярам проходит в глубинные слои, и проч-
ность верхнего слоя остается достаточной для сохранения правильной
формы краев изделия.
Таким образом, глазурование необожженных толстостенных изде-
лий проходит успешно; при этом необходимо учитывать замедленное
просыхание слоя глазури, обусловленное меньшей влагопроницаемостью
сырой массы по сравнению с пористым обожженным изделием. При
глазуровании необожженных тонкостенных фарфоровых изделий влага,
впитываемая при погружении изделий в глазурь, размягчает тонкие
края изделий и они деформируются. Для устранения этого недостатка
глазурь в современных полуавтоматах подается на изделие по способу
фонтанирования и обливания либо ее наносят на горячее изделие рас-
пылением несколькими последовательно установленными пульверизатор
рами в конвейерах-полуавтоматах. Экономия топлива и рабочей силы,
которую можно получить при внедрении глазурования без предвари-
тельного обжига, является стимулом для проведения дальнейших работ
в этом направлении. Глазурование пульверизацией в целях безопасно-
сти и для экономии глазури осуществляют в кабинах под сильной тя-
гой. Падающие мимо изделий капельки глазури собираются в корыте
и их смывают водой для повторного использования, а уносимые возду-
461
хом капельки улавливаются в циклонах или электростатических пыле-
уловителях
Глазурование пульверизацией на конвейере обеспечивает нанесение
глазури равномерным быстро подсыхающим слоем, что дает возмож-
ность механизировать глазурование изделий с выпуклыми и вогнутыми
поверхностями, например тарелок, чаш и т. п.
Для глазурования пульверизацией применяют карусельные и кон-
вейерные машины.
Главв 8. ГЛАЗУРИ
Глазури — это тонкое стекловидное покрытие толщиной (0,1 —
0,3 мм), образующееся на керамических изделиях в результате нане-
сения на них суспензий из легкоплавкой шихты с последующим обжи-
гом изделий при высоких температурах. Глазурь придает керамическим
изделиям водонепроницаемость, предохраняет от загрязнений, от дей-
ствия кислот и щелочей, а также используется для декоративных целей.
По своей химической природе глазури представляют собой стекло-
видный твердый раствор кремнезема и глиноземощелочных силикатов
и окислов металлов.
При обжиге керамических изделий с нанесенной глазурью она по-
степенно размягчается, не имея определенной точки плавления. Темпе-
ратура расплавления (разлива) глазури должна находиться в пределах
интервала спекания керамического материала.
1. Типы глазурей
Глазури делят на тугоплавкие и легкоплавкие. Тугоплавкими глазу-
рями (плавкость в пределах 1250—1400° С) покрывают фарфор и полу-
фарфор. Основным сырьем для них служат кварц, полевой шпат или по-
левошпатовые породы, карбонаты кальция и магния, каолин, глина и из-
мельченный фарфоровый бой.
Легкоплавкими глазурями (плавкость в пределах 900—1250° С)
покрывают фаянс, каменные керамические, майоликовые и другие изде-
лия. Сырьем для этих глазурей является кварц, полевой шпат, мел, мра-
мор, доломит, сода, поташ, бура, соединения бария, свинца. Для приго-
товления цветных, кристаллических и «глухих» (непрозрачных) глазу-
рей добавляют соединения стронция, олова, лития, цинка, висмута, цир-
кония, титана и др.
Так как многие компоненты легкоплавких глазурей растворимы в
воде, то смесь этих материалов предварительно сплавляют (фриттуют),
после чего расплав выливают в воду, а затем размалывают с добавкой
глинистых материалов и воды.
Составные части глазурной фритты должны быть измельчены и
тщательно перемешаны.
Фритта обычно сплавляется при температуре 1200—1300° С. Сплав-
ленная фритта должна представлять собой прозрачное стекло и не иметь
узелков из непрореагировавших материалов на нитке расплава. Плохо
сплавленная фритта легко гидролизуется при измельчении и затем быст-
ро оседает в глазурных чанах, что является причиной дефектов глазу-
рованного слоя на изделиях.
Фритту расплавляют в ванных печах периодического действия и во
вращающихся печах разных конструкций.
Наиболее удобны в эксплуатации плавильные печи с прямоуголь-
ными и круглыми ваннами, обогреваемые природным газом. В первом
случае примерное соотношение ширины и длины печи 2 :3.
462
Плавильная печь с круглой ванной (рис. 145) снабжена газогенера-
тором 1 и двумя регенераторами 2 для подогрева воздуха, который по-
ступает в плавильную печь 3 через канал 4. Шихту загружают через от-
верстие 5, расплав выпускают через летку 6 в бассейн с водой 7. Газ
подводят и отводят через два газопровода 8.
При изготовлении глазури с добавкой свинцовых соединений, угле-
кислого бария и других ядовитых веществ необходимо соблюдать прави-
ла техники безопасности, так как эти соединения ядовиты и, попадая в
организм через органы дыхания в виде пыли, могут вызвать серьезные
заболевания.
В результате об-
жига изделия образу-
ется тонкий слой стек-
ла, свойства которого
изменяются от взаи-
модействия с керами-
кой в промежуточном
слое. Кристаллизаци-
онная способность гла-
зури имеет большое
значение при получе-
нии типичных ее раз-
новидностей: прозрач-
ной, непрозрачной
(глухой) белой и де-
коративных кристал-
лических глазурей.
Цветные глазури
применяют в произ-
водстве плиток, сани-
тарной керамики, для
декорирования худо-
Рис. 145. Печь с круглой ванной для плавки фритты
жественных керамиче-
ских изделий.
Глазурь, нанесен-
ная на изделие, реагирует с материалом в процессе обжига, образуя
в месте соприкосновения промежуточный слой. Коэффициент расшире-
ния промежуточного слоя является переходным от коэффициента рас-
ширения материала к коэффициенту расширения глазури, что способ-
ствует устранению «цека» и отколов глазури после обжига.
Обычно тонкость измельчения шихты глазури характеризуется про-
хождением через сито с 10000 отв/см2 без остатка.
Большое влияние на свойства глазури оказывает обжиг. Чрезмер-
ное повышение температуры глазурованных изделий в обжиге вызыва-
ет дефекты глазури: натеки и впитывание глазури в керамический мате-
риал. Кроме того, при чрезмерной продолжительности обжига глазурь
растворяет значительное количество керамического материала, коэффи-
циент расширения ее становится меньше коэффициента расширения ма-
териала, и она отскакивает.
Наоборот, недостаточная температура политого обжига приводит к
образованию цека глазури, матовости, волнистости и других дефектов.
Цветные глазури получают введением в их состав окислов
или солей, которые при сплавлении растворяются, образуя цветные сили-
каты, или красящих веществ, которые не растворяясь, распределяются
равномерно в массе глазури и сообщают ей свой цвет.
Белые (глухие) глазури получают введением в них SnO2,
ZrO2, Sb2O3, TiO2 (рутил или анатаз), А12О3, ZnO, CaF2, NaSiFe, костяную
463
золу. Белые глазури применяют в производстве плиток, санитарных и
других изделий, изготовляемых из окрашенных глин.
2. Свойства глазурей
Одну и ту же глазурь нельзя применять для всех сортов керамиче-
ских изделий. При определении пригодности глазури для покрытия дан
него вида изделий необходимо учитывать температуру их обжига, цвет
изделия после обжига и соответствие коэффициентов термического рас-
ширения керамики и глазури. Если коэффициент расширения глазури
меньше коэффициента расширения керамического материала, глазурь
отскакивает. Если же коэффициент расширения глазури больше, то при
охлаждении изделия она растрескивается («цек» глазури). Поэтому
очень важно правильно подобрать состав глазури. Коэффициент расши-
рения глазури при этом подборе имеет большое значение. Для опреде-
ления его расчетным путем можно пользоваться значениями коэффици-
ентов линейного а или объемного За расширения составных частей гла-
зурей и эмалей.
Винкельман, Шотт, Инглиш, Тернер и другие исследователи изме-
рили показатели термических и других свойств различных стекол и по-
пытались выразить их как функцию химического состава. Для расчета
объемного коэффициента расширения стекла используют следующее вы-
ражение, построенное по принципу аддитивности:
За = tZiXi + (I2X2 + CI3X3 + ...,
где at, az, 03 и т. д. — содержание окислов в %; Xi, х2, х3 и т. д. —константы парциаль-
ных коэффициентов объемного расширения этих окислов.
Коэффициенты объемного расширения некоторых окислов в преде-
лах температур 0—100° С приближенно выражают следующими величи-
нами:
Na2O —10-10“7 РЬО (34,2)-10~7 SiO3 — 0,8-10“7
К2О — 8,5-10-7 ВаО —3-10“7 MgO —0,1-10“7
А12О3 —5-10“7 As2O6 - 2,2 • 10“7 В2О3 — 0,1-10“7
СаО —4,4-10-7 Р2ОБ —2-10“7 Li2O — 2-10“7
ZnO— 1,8-10“7
Зная состав сырьевых материалов, можно подобрать глазурь с же-
лаемым коэффициентом расширения. При вычислении коэффициентов
расширения глазурей по вышеприведенной формуле были установлены
следующие константы коэффициентов объемного расширения в преде-
лах температур 0—100° С:
NaF — 7,4-10-7
ThO2—6,3-10~7
Сг2О3 — 5,1-10“7
A1F3—4,5-10~7
СеО — 4,4-10-7
ТЮ2 —4,1-10“7
NiO — 4,1 • 1(Г7
ВеО —4-10“ 7
FeO — 4,1-10“7
Sb2O3—3,5-10“7
CaF2—2,5-10“7
МпО—2,2-10“ 7
СцО—2,2-Ю“7
SnO2—2,2-1 (Г7
ZrO2—2,1 • 10-7
Пользоваться этими коэффициентами и более точными, полученны-
ми по методу А. А. Аппена, можно следующим образом: допустим, что
глазурь имеет состав (в %): БЮг — 51,6; AI2O3—11,17; ПагО — 18,14;
464
В20з— 19,9. Коэффициент расширения глазури в соответствии с этим
равен: За-10-7= (51,6-0,8+11,17-5+18,14-10+19,09-0,1) 10-7=280-10-7.
Опытным путем найдено: 3 а • 10“7=281,2 • 10 7; разница составляет
около 0,2%.
Практика показывает, что отклонение между вычисленным и най-
денным коэффициентом расширения обыкновенного стекла составляет
±2%. При введении в глазурь или эмаль соединений фтора (например,
NaF, AIF3, CaF2 и др.) отклонение доходит до ±4%. Исключением из это-
го общего правила являются свинцовые и борные глазури. Коэффициенз
расширения свинцовых глазурей при медленном охлаждении меньше,
чем при быстром.
Повышая содержание кремнекислоты в глазури или заменяя ее эк-
вимолекулярным количеством борной кислоты, можно уменьшить коэф-
фициент расширения глазури.
Введение в состав глазури глинозема в количестве 0,3 моля понижа-
ет коэффициент расширения; в борных же глазурях, не содержащих
кремнезема, увеличение глинозема сверх 0,2 моля повышает коэффици-
ент расширения глазурей.
Глазурь, имеющая слишком мало глинозема и богатая известью,
склонна к отслаиванию от изделия. У глазури, в состав которой входит
окись свинца, окись натрия и кремнезем, коэффициент расширения тем
меньше, чем больше в ней кремнезема.
При подборе глазури коэффициенты расширения имеют ориентиро-
вочное значение. Большую роль при этом играет эластичность глазури.
Эластичная глазурь даже при значительной разнице коэффициентов рас-
ширения керамического материала и глазури не дает цека.
На практике обычно состав глазури подгоняют к составу материа-
ла, а не наоборот, т. е. в случае их несоответствия изменяют состав гла-
зури.
Глазурь на изделиях должна быть хорошо сплавлена, прозрачна и
иметь хороший разлив и блеск. Твердость ее в зависимости от назначения
должна быть 6—7 по шкале Мооса. На фарфоровых и фаянсовых изде-
лиях после окончательного политого обжига иногда наблюдаются мел-
кие отверстия («наколы»), проникающие глубоко в слой глазури, или
мелкие кратеры на ее поверхности как следствие не закончившегося вы-
деления газов в период разлива глазури.
Для испытания соответствия коэффициентов расширения глазури
фаянсовых изделий рекомендуется, например, взять тигель или чашку,
сделанные из фаянсовой массы, насыпать до половины сухую глазурь
и сплавить в печи. Если после охлаждения стенки сосуда не треснут
и на поверхности сплава глазури не образуется цека, она пригодна для
фаянса данного состава.
3. Состав и методы расчета глазурей
Для того чтобы наглядно представить весьма сложные составы сме-
сей силикатов в глазурях и быстро установить отношение кислотных и
основных окислов, сумму содержащихся в глазури оснований R2O и RO
приравнивают к 1 и ей противопоставляют число молекул кислых окислов
и молекул R2O2. Тогда природный минерал — ортоклаз состава
K2Al2Si60i6 можно изобразить формулой КгО • А120з • 6 SiO2, а легко-
плавкую глазурь — формулой
0,3 К,0 1
0,7 СаО / 0,5 Al2O3-4SiO2.
Такой способ записи составов дает возможность легко сопоставлять
разнообразные глазури и красящие плавни.
465
По способу изготовления глазури разделяются на сырые и фритто-
ванные.
Ниже приведены примеры расчета составов двух полевошпатовых и
одной легкоплавкой фриттованной глазурей.
Пример 1. Требуется рассчитать состав глазури, отвечающий следующей моле-
кулярной формуле:
0,3 К2О 1
„ „ 5Al2O3-4SiO2;
0,6 СаО J
О.ЗКгО вводят в глазурь в виде калиевого полевого шпата KsO • А12О3 • 6SiO2, име-
ющего молекулярный вес 557; 0,3 К2О соответствует 0,3 КгО • ЗА12О3 • 1,8 SiO2 с молеку-
лярным весом 167,1, при этом вместе с КгО в глазурь попутно вводят 0,3 А12О3 и 1,8
SiO2, что должно быть учтено при расчете необходимого количества этих составных
частей;
0,7 СаО вводят в виде мела или мрамора СаСО3, имеющего молекулярный вес 100:
0,7 СаО соответствует 0,7 СаСО3 с молекулярным весом 70;
0,5 А12О3 вводят в составе полевого шпата в количестве 0,3 А12О3; недостающие
0,2А12О3 вводят в глазурь в виде каолина А12О2 • 2SiO2 • 2Н2О, имеющего молекуляр-
ный вес 259, что соответствует 51,8 вес. ч. каолина; попутно, при этом вводят
0,4 SiO2;
4 SiO2 — как было отмечено выше, SiO2 вводят с полевым шпатом 1,8 ч. с каоли-
ном 0,4 ч.; недостающее количество 1,8 SiO2 вводят с чистым кварцевым песком или
кварцем (молекулярный вес 60), что соответствует 108 вес. ч. кварца.
Объединяя приведенные расчеты, получим глазурь состава, указанного в табл. 111.
Таблица 111
Состав глазури
Молекулярная формула Материал Состав глазури
в вес- ч- в %
0,3 K2O-0,3Al2O3-8SiO2 Полевой шпат 167,1 42,1
0,7 СаО Мел или мрамор 70 17,6
0,2Al203-0,4Si02 Каолин 51,8 13,1
l,8SiO2 Кварцевый песок или 108 27,2
кварц
?:?СаО } °.5Al2O3.4SiO2 — 396,9 100
Пример 2. Надо рассчитать состав глазури, характеризуемый следующей моле-
кулярной формулой:
0,11 К2О
0,67 СаО
Al2O3-10SiO2;
0,22 MgO
0,llK20-0,llAl2Os-0,66Si02— в виде полевого шпата 61,29 вес. ч.,
0,б7СаО —в виде мрамора 67 вес. ч.;
0,22MgO — в виде MgCO3 магнезита (моле-
кулярный вес 84) 18,48 вес. ч.;
0,89Al2Os«l ,78SiO2-1,78Н2О — в виде каолина 230,51 вес. ч.;
7,62SiO2 — в виде кварцевого песка 453,60
вес. ч.
Пр и м е р 3. Следует рассчитать состав фритты для легкоплавкой глазури мо-
лекулярной формулы
0,5Na2O ] . ( 2,75SiO2
0,5 ВаО J 0,1 12°3 ( 1 В2О3
0,5Na2O, 1B2OS — в виде кальцинированной буры
(молекулярный вес 202) 101 вес. ч.;
0,5ВаО — в виде витерита (молекулярный
вес 197) 98,5 вес. ч.;
O.lAl^g-O^SiOj — в виде каолина (молекулярный
вес 259) 25,9 вес. ч.;
2,55SiO2 — в виде кварцевого песка (молеку-
лярный вес 30) 153 вес. ч.
166
Фритту приготовляют в ванной или вращающейся печи. Сплавлен-
ную стекловидную массу выливают в сосуд с водой, где она быстро ох-
лаждается и рассыпается (гранулируется) на мелкие кусочки. Получен-
ную фритту вместе с добавкой глины или каолина и воды размалывают в
шаровой мельнице до величины зерен, характеризующейся остатком на
сите 0063 не более 0,5%.
Чтобы фриттовая глазурь после измельчения находилась в состоя-
нии суспензии, к фритте добавляют из предусмотренного расчетом 3—
10% глины или каолина от веса всей глазури в сыром виде.
После рас-
Пример Состав фритты плавления
получено
0,5Na2O-l .ОВгОд — 101 вес. ч. кальцинированной буры . 101 вес. ч.
0,5ВаСО3—98,5 вес. ч. витерита . 76,5 »
2,55SiO2— 153 вес. ч. песка . . 153,5 »
Итого
330 вес. ч.
К 330 вес. ч. фритты вышеприведенного состава при тонком помоле
в шаровой мельнице добавляют 25,9 вес. ч. (пересчитанных на сухое)
необожженного каолина.
Определение молекулярной формулы и весового состава
глазури по данным ее химического состава.
Пример. Допустим, что анализ коричневой глазури для гончарных изделий дал
следующие результаты (в%): SiO2—39,02; А12Оз — 2,6; Мп20з — 2,94; Na2O — 3,87;
РЬО — 48,93; Fe2O3 — 1,59; СаО — 0,83 и п. п. п. — 0,3.
Делением весовых процентов на соответствующий молекулярный вес получаем
молекулярный состав глазури.
39,02:60=0,65 мол. SiO2;
48,93:223=0,219 мол. РЬО;
2,6:103=0,025 мол. А12О3;
1,59:169=0,01 мол. Fe2O3;
Выражая состав глазури по принятой схеме, имеем:
0,025 А12О3
0,010 Fe2O3
0,018 Мп2О3
2,94:185=0,018 мол. Мп2О3;
0,83:56=0,015 мол. СаО;
3,87:62=0,062 мол. Na2O.
0,062 Na2O
0,015 СаО
0,219 РЬО
0,296
0,65 SiO2.
Для того чтобы привес сумму содержащихся в гл •окислов на 0,296 и получает 0,062 =0,21 Na2O 0,296 0,01 ’ =0,0341 Fe2O3 0,296 3 Состав глазури выразится с 0, 0, 0, ти состав глазури в соответс! азури оснований R2O+RO к й: 0,025 ’ =0,084 А12О3 0,296 0,65 1 =2,19 SiO2 0,296 0,018 — — =0,060 Мп2О3 0,296 Формулой: 21 Na2O ( 0,084 Л12О31 25 СаО 0,034 Fe2O3 12,1! 74 РЬО | 0,06 МпаОд J вие с формулой приравниваем 1, делим коэффициенты всех • 0,015 — =0,05 СаО 0,296 0,219 —: =0,74 РЬО 0,296 ) SiO2.
Определение молекулярной формулы глазури по весовому
составу шихты
Для того чтобы найти молекулярную формулу глазури по весовому составу шихты,
нужно вес сырьевых материалов разделить на соответствующий им молекулярный вес.
Если глазурь состоит из 25 вес. ч. кальцинированной соли, 159 вес. ч. свинцового глета,
45 вес. ч. каолина и 125 вес. ч. кварцевого песка, то получим следующее молекулярное
соотношение:
25 157
—- = 0,236 Na2O; — — = 0,704 РЬО;
45 125
—— = 0,173 A12Os.O,346SiO2; —— =2,08SiO2.
^ОУ uU
467
Сумма 0,236 Na2O+0,704 PbO=0,94; следовательно, все коэффициенты надо раз-
делить на 0,94. В результате получаем формулу глазури:
0,148 А12О3-2,584 SiO2.
0,25 Na2O )
0,75РЬО /
Глава 9. СОРТИРОВКА, ШЛИФОВАНИЕ И УКРАШЕНИЕ ИЗДЕЛИЙ
1. Сортировка изделий
Изделия сортируют на разных стадиях производства: после сушки»,
предварительного и политого обжигов, при выдаче изделий на раскра-
ску, после закрепления красок в муфельных печах. Выявление некачест-
венных изделий в начальных стадиях производства, когда стоимость полу-
фабриката невысока, снижает потери производства. Для снижения рас-
ходов также целесообразно совмещать сортировку со смежными опера-
циями, например, отсортировку изделий, треснувших при сушке, выпол-
няют во время чистки и загрузки их в капсели. Сортировку изделий пос-
ле предварительного обжига совмещают с выгрузкой из капселей. Нали-
чие трещин в обожженных изделиях устанавливают по издаваемому
ими звуку при ударе палочкой («перезвонка»).
Основную сортировку изделий по ГОСТу и Техническим условиям
осуществляют после второго обжига. Явно непригодные изделия отбра-
сывают при выгрузке их из капселей. Бракованные изделия и бой на-
правляют в массозаготовительный цех, где их размалывают и вводят в
массу в качестве отощающего материала. Остальные изделия поступают
в сортировочный цех для более тщательного осмотра, разделения на сор-
та и комплектования сервизов.
В производстве фарфоровой и фаянсовой посуды отсортировку бра-
ка осуществляют по следующим признакам: по отклонениям от разме-
ров, величине деформации, цвету, качеству глазури и другим физико-ме-
ханическим признакам.
По техническим условиям фарфоровую хозяйственную посуду раз
деляют на три сорта.
Отклонение размеров полых изделий от заданных устанавливают
путем замера эллипсовидности борта. Деформацию плоских изделий
проверяют по зазору между полированной стеклянной плитой и бортом
положенного на нее в опрокинутом виде изделия. Отклонения от разме-
ра контролируют с помощью шаблона и калибрами. Деформацию плос-
ких изделий определяют калибром, который имеет ступенчатую форму.
По количеству уступов в калибрах, проходящих в зазор между борте.-,
тарелки и плоскостью плиты, определяют степень деформации и сорт из-
делия.
Работа сортировщика хозяйственного фаянса и фарфора требует
большого навыка в определении качества разлива глазури, наличия
мельчайших наколов в глазурном слое, волосных трещин (цека) глазури,
черных пятен (мушки), правильности размещения приставных дета-
лей — ручек, носиков и т. п.
Сортировку облегчают эталоны, утвержденные для каждого сорта
по качественным признакам, например белизне, правильности формы и
т. д. Работа сортировщиков регламентируется специальными технически-
ми инструкциями. Для объективного контроля механической и термиче-
ской прочности изделий, их цвета, просвечиваемости разработаны специ-
альные методы испытаний. Белизну изделия или содержание белого цве-
та в ахромотическом или сложных цветах определяют при помощи фото-
метров. Высококачественный фарфор имеет белизну 65—70%
468 Г
2. Шлифование и полирование изделий
Фарфоровые изделия в местах, не покрываемых глазурью, шлифу-
ют. У фарфоровых блюдец, чайников, кувшинов и других изделий, обжи-
гаемых в нормальном положении, шлифуют и полируют ножку, которая
имеет шероховатую поверхность. У чашек и полоскательниц, обжигаемых
на фарфоровых кружках-подставках в опрокинутом виде, шлифуют и
полируют верхний край, который затем в живописном цехе покрывают
«жидким золотом» или краской.
Кроме того, все фарфоровые изделия шлифуют в местах приплавле-
ния зерен шамота. Отшлифованные участки затем тщательно полируют
до получения зеркальной, гладкой и бестящей поверхности, сливающей-
ся с глазурью.
Ножки тарелок, блюдец и других изделий шлифуют на шайбах, ра-
бочим механизмом которых является вращающийся чугунный горизон-
тальный диск, куда подается песок с водой. В полуавтомат песок и вода
подаются автоматически, а изделие закрепляют на диске механическим
прижимом. Борты чашек и полоскательниц шлифуют на одношпиндель-
ных станках, которые по конструкции сходны с формовочными. Вместо
формодержателя на вертикальном шпинделе укрепляют патрон из гипса
с гнездом, соответствующим размерам изделия. Абразивом для шлифо-
вания служат куски мелкозернистого карборундового, или корундового
круга или естественные точильные камни. После шлифования изделие по-
лируют куском дерева, смоченного отходами глазури или шликером из
тонкомолотого кварца с примесью небольшого количества глины. На сов-
ременных заводах широко используют полуавтоматы для шлифования
массовой продукции абразивной лентой и алмазными инструментами.
Участки поверхности изделий, где приплавились зерна шамота или
остались следы от слипания изделий, шлифуют и полируют на горизон-
тальных станках. На один конец шпинделя навинчивают шлифовальный,
а на другой — деревянный полировальный круг, который смачивают
струей глазурной или иной полировальной суспензии. Полирование тре-
бует большого навыка; от качества обработки зависит сортность изде-
лия. Хорошо заполированное место можно заметить лишь при помощи
лупы, и потому при отсутствии других пороков такое изделие может быть
отнесено к I сорту.
3. Украшение изделий
Украшение фарфора и фаянса — сложный и трудоемкий процесс. В
живописных цехах крупных заводов заняты сотни рабочих, мастеров и
художников. Стоимость декорирования фарфора часто превосходит стои-
мость готового белого изделия. Параллельно с созданием высокохудо-
жественных рисунков для декорирования фарфора и фаянса важнейшей
задачей является механизация процесса украшения изделий.
Рисунки на изделиях могут быть выполнены: подглазурными крас-
ками; надглазурными красками с последующим обжигом; цветными и
кристаллическими глазурями, а также глазурями с металлическим от-
ливом (люстрами); растворами солей красящих окислов по изделию
после предварительного обжига перед глазурованием.
Среди разнообразных способов украшения фарфоровых изделий ке-
рамическими красками наибольшее распространение получили: украше-
ние декалькоманией, печатью, пульверизацией (аэрографами), штампа-
ми, отводкой и ручной раскраской с помощью кисти, пера и других при-
способлений.
469
Как нанесение рисунков, так и специальный муфельный обжиг для
закрепления красок должны быть выполнены рабочими высокой квали-
фикации.
Украшение декалькоманией. Одним из распространенных способов
декорирования фарфора и фаянса является перенесение на изделия мно-
гоцветных рисунков (деколи), отпечатанных керамическими красками
на специальной бумаге литографским способом. Всю сложную работу по
созданию рисунков для массового их воспроизводства художник осуще-
ствляет в хромолитографии красочного завода. В живописных цехах
фарфоровых заводов выполняют перевод готовых рисунков на изделия.
Для декалькомании применяют специальную бумагу, покрытую с одной
стороны легкорастворимой в воде пленкой (гуммированной), на которую
при помощи печатных машин наносят рисунок керамическими красками.
Бумага должна хорошо размокать для того, чтобы после перевода ри-
сунка на изделие ее легко можно было снять.
Украшение изделий декалькоманией осуществляют в несколько опе-
раций. Сначала изделия смазывают специальной мастикой и слегка под-
сушивают. Затем на смазанные места приклеивают рисунки и обжимают
их мокрой губкой. Остатки бумаги и следы гуммированной пленки смы-
вают 0,5%-ным раствором аммиака. Вымытые изделия просушивают.
Нанесение рисунков способом декалькомании выполняют поточным
методом с соответствующим разделением труда.
Декорирование плоских изделий (тарелок, блюдец) осуществляют
на конвейерах или вращающихся столах, а полых изделий с более
сложным характером работ — на конвейерных установках. Хотя в этих
установках механизированы лишь мытье, сушка и межоперационное
транспортирование изделий, организация поточной работы значительно
повышает производительность труда бригады, улучшает использование
производственной площади и снижает необходимый объем запасов по-
луфабриката.
Мастику для наклеивания рисунков приготовляют на фарфоровом
заводе. Она состоит из 30— 35% канифоли и 65—70% красного скипи-
дара.
Печать. При украшении печатью приготовляют одноцветные отпе-
чатки на тонкой бумаге и переводят их на изделия. Для этого рисунок
предварительно гравируют на медных валах (для вальцовых прессов)
Гравированный рисунок представляет собой сеть каналов, которые ме
ханически или вручную заполняют краской. Пример состава краски для
печати приведен в табл. 112.
Таблица 112
Состав краски для печати в %
Компоненты Для печати Компоненты Для печати
надглазур- ной без предвари- тельного обжига * с предва- рительным обжигом надглазур- ной без предвари- тельного обжига с предва- рительным обжИ! ОМ
Краска надглазурная 58 55 Олифа — 20
Глицерин Патока 19 23 — Масло растительное — 25
Рисунок с гравированного вала или стальной доски нажимом через
войлочную прокладку переводят на тонкую папиросную бумагу. Прокле-
енные сорта бумаги предварительно обрабатывают раствором соды или
аммиака. Ленту, идущую с ротационной машины, разрезают на отдель-
ные рисунки, которые во влажном состоянии переводят на изделия при
помощи войлочных валиков. Влажную папиросную бумагу легко отде-
470
ляют, а красочный контур, остающийся на изделиях, закрепляют обжи-
гом в муфельной печи.
Нанесение рисунков по способу печати, так же как и другие спосо-
бы украшения массовой продукции, осуществляют на механизированных
заводах поточным способом, на ленточных транспортерах; при этом ри-
сунки подаются непрерывным канатиком, движущимся над транспор-
тером.
Сплошные поля в печатных рисунках обычно делают штриховыми,
так как заливать их краской при этом невозможно.
Раскраска пульверизацией (аэрографом). С помощью трафаретов
и пульверизатора на изделия наносят многоцветные рисунки, которые
по красочности и технико-экономическим показателям конкурируют с
декалькоманией и ручными живописными работами. При этом наиболее
сложной частью работы является разбивка многоцветного рисунка на
возможно меньшее число тонов без снижения его художественной цен-
ности и изготовление прочных и удобных трафаретов для нанесения
каждого тона. Аэрограф также используют для сплошного и теневого
покрытия изделий краской в сочетании с декалькоманией, ручными жи-
вописными и другими способами украшения изделий. Этим же спосо-
бом выполняют специальную раскраску изделий: цветные пятна разной
формы на белом фоне или белые пятна на цветном фоне.
Техника работы аэрографом проста. Через плотно накладываемые
на изделия трафареты пульверизаторы наносят краСки, дающие в сово-
купности многоцветный рисунок. В аэрографе краска распыляется сжа-
тым воздухом, который подают от компрессорной установки по трубам и
гибкому резиновому шлангу. Интенсивность окраски регулируют продол-
жительностью пульверизации и приближением или удалением пульвери-
затора от изделий.
Работать аэрографом можно только под вытяжным шкафом с боль-
шим обменом воздуха, так как большинство красок ядовито. В целях
экономии за вытяжным шкафом устанавливают уловители краски.
При раскрашивании аэрографом на каждом рабочем месте круглого
конвейера наносят только одну краску, таким образом изделие проходит
через несколько рабочих мест.
Краски для аэрографа приготовляют в шаровой мельнице, куда за-
гружают краски 63%, скипидара около 25% и гуммидамара
12%. Во избежание засорения аэрографа краску процеживают через си-
то с 4900 отв/см2.
Трафареты изготовляют из свинца, пластмассы, тонкой бронзы, а
также способом гальванопластики по контуру, обведенному изолирую-
щим лаком.
При раскраске аэрографом иногда появляются дефекты, снижаю-
щие выход высших сортов продукции. Краска с высоким содержанием
скипидара расплывается, рисунок получается нечетким. При засорении
краски крупными частицами, загустевании ее вследствие излишка клей-
ких веществ или длительного хранения в баллоне аэрографа краска вы-
брасывается в виде хлопьев и покрывает изделие неравномерно. При
небрежном изготовлении трафарета краска сдирается его выступающи-
ми концами.
Иногда отдельные части рисунка не получаются вследствие засо-
рения узких щелей трафарета. Как правило, ширина щели в трафарете
должна быть не менее 1 мм.
Декорирование с помощью резиновых штампов. При комбиниро-
ванных живописных работах широко используют способ нанесения ре-
зиновыми штампами обрамляющих узоров — арабесок, а также моно-
грамм и заводских знаков. При нанесении узоров штампами пользуют
ся надглазурными красками, а также жидким золотом.
471
Сначала краску или золото наносят на стеклянную пластинку тон-
ким слоем и обмакивают в него резиновый штамп, наклеенный на мягкую
губчатую резиновую подушку. Затем штамп прижимают к изделию. Эта
работа требует большой аккуратности, так как места соединения отдели
ных частей рисунка не должны быть заметны даже при тщательном рас-
смотрении. Известны довольно удачные попытки механизации нанесения
рисунка штампом. Резиновую ленту с рельефом, соответствующим нано-
симому рисунку, закрепляют на вогнутой стальной полоске. При повора-
чивании стола на резиновую ленту при помощи валика наносят краску, а
затем на эту ленту накатывается своим бортом чашка, закрепленная на
вращающемся патроне. Рельеф ленты оставляет на борту чашки одно-
цветный рисунок.
Нужно следить, чтобы резиновый штамп не засорялся и не сдвигал-
ся в сторону, иначе получается расплывчатый смазанный рисунок. Крас-
ка с малым содержанием клейких веществ стирается до закрепления в об-
жиге, получается брак, который можно лишь частично исправить подма-
левкой и повторным обжигом.
Украшение с помощью сетки. Этот способ заимствован из стеколь-
ной промышленности и применяют его в основном для украшения полу-
фарфора, фаянса для предприятий общественного питания.
Он основан на использовании плотной и прочной сетчатой шелковой
ткани, из которой после проклейки специальным лаком и просечки от-
верстий, соответствующих заданному рисунку, получаются тканевые
трафареты.
Перфорированный трафарет при помощи несложных станков накла-
дывают на изделия и по нему прокатывают валик, смазанный краской.
Краска продавливается через отверстия в сетке и на изделии остается
одноцветный рисунок любой конфигурации. При обратном ходе валика
на него наносят краску. Иногда вместо валика применяют резиновые
пластины.
Отводка и ручная раскраска. Отводкой называют обрамление бор-
тов, ручек и других выступающих частей изделий полосками и линиями
разной ширины (лента и «усик»).
Ленту наносят керамическими красками или жидким золотом вруч-
ную кистью. Отводку тел вращения — тарелок, чашек, блюдец — выпол-
няют на вращающейся от руки шайбе-—турнетке. Производительность
мастера-отводчика зависит от быстроты установки изделий в центр
шайбы, что осуществляют вручную при легком поворачивании турнетки,
и требует большого навыка. Отводку сложных рисунков выполняют
вручную без турнетки.
Ручные живописные работы (разрисовка дорогих столовых и чай-
ных сервизов, гарнитуров, ваз, скульптур) выполняют мастера-художни-
ки. Ручные работы чаще всего применяют в комбинации с украшением
деколью, аэрографом и печатью. Выполненные механическим путем ри-
сунки оживляются и заканчиваются вручную с небольшой затратой
труда.
При раскраске способом печати вручную разрисовывают свободные
поля; при нанесении рисунка аэрографом вручную связывают отдельные
элементы рисунка.
Сложные рисунки могут выполнять вручную лишь высококвалифи-
цированные мастера, что повышает стоимость фарфора.
Подглазурные краски, нанесенные на неглазурованные изделия, впи-
тываются в его поры и сделать какие-либо исправления уже невозможно.
Несложные подглазурные раскраски наносят, как правило, преиму-
щественно на фаянс механизированным способом: печатью аэрографом,
иногда резиновыми штампами. Раскрашенные изделия глазуруются. При
обжиге керамические краски закрепляются и покрываются сверху слоем
472
глазури. Краски, закрепленные глазурью, не стираются при употреблении
посуды, поэтому при декорировании посуды для общественного питания
подглазурные краски должны получить широкое применение.
Подглазурные краски приготовляют с глицерином и патокой; приме-
нение олифы и растительных масел затрудняет последующее глазурова-
ние вследствие их несмачи-
ваемости, а выжигание
(прокурка) масел в му-
фельных печах требует до-
полнительных затрат.
При температурах вто-
рого обжига фарфора поч-
ти все красители, за исклю-
чением кобальтовых, хромо-
вых и железных, обесцве-
чиваются.
Надглазурная раскрас-
ка изделий распространена
более широко, так как па-
литра надглазурных красок
богаче и краски получаются
более яркими.
Температура обжига
надглазурных красок ко-
леблется в пределах 600—
900° С. Если одни элементы
рисунка выполнены легко-
плавкой краской с темпера-
турой обжига 650° С, дру-
гие— краской с температу
рой обжига 750° С, а тре-
тьи — краской с температу-
рой обжига 900° С, то рису-
нок закрепляется в три об-
жига. Раскраска по глазу-
ри позволяет смывать не-
верно нанесенные части ри-
сунка и делать необходи-
мые исправления.
Керамические краски
для надглазурной живопис-
Рис. 146. П-образная муфельная печь
пой работы изготовляют на специальных заводах и поступают на
фарфоровые и фаянсовые заводы в тонкоразмолотом виде1. В живо-
писных цехах сухую краску растирают с водой, патокой, глицерином
или скипидаром и разными маслами в зависимости от способов декори-
рования. Краски для массового производства растирают в вальцовых
или шаровых краскотерках. При сложных и трудоемких живописных
работах краски растирают на стеклянной плитке стеклянным «куран-
том».
Нанесенные на фарфоровые или фаянсовые изделия рисунки за-
крепляют обжигом в муфельных или электрических печах при 600—
900° С. Применение муфельных печей обусловлено необходимостью вы-
держать при обжиге резко окислительную и совершенно чистую среду,
так как при восстановлении керамические краски тускнеют. Наибольшее
распространение получили в настоящее время конвейерные муфель-
ные печи.
Состав и производство керамических красок описаны в главе 1П
473
В П-образной муфельной печи (рис. 146) топочные газы из полуга-
зовой топки 1 проходят по каналам 2 и омывают снаружи муфельный
канал 3. Через этот канал в направлении, противоположном направле-
нию движения топочных газов, передвигаются ящики с раскрашенной
фарфоровой посудой. Зона А—Б служит для подогрева, Б—В для обжи-
га, а В—Г — для охлаждения изделий. В точках А, Б, В установлены
механические толкатели, поочередно передвигающие ящики с изделиями
по стальным брусьям.
В прямой муфельной или полумуфельной туннельной печи (рис. 147)
вместо ящиков используют вагонетки обычного типа, что дает возмож-
Рис. 147. Полумуфельная туннельная печь для закрепления красок
ность увеличить длину и сечение канала 1 и тем самым повысить произ-
водительность печи. В этой печи вместо трех толкателей применяют один
толкатель 2, что позволяет ускорить передвижение вагонеток.
В районах с избытком электроэнергии (Сибирь) или при конкурент-
ной ее стоимости для закрепления красок предпочитают пользоваться
электропечами, так как в них более удобно регулировать температуру.
Глава 10. КЕРАМИЧЕСКИЕ КРАСКИ
Керамическими красками называются окрашенные соединения, по-
лучаемые в результате взаимодействия хромофорных окислов металлов
с силикатами, алюминатами, боратами при высоких температурах.
По применению краски подразделяются на подглазурные и надгла-
зурные. Первые наносят на неглазурованные изделия, которые затем по-
Составы подглазурных
Краска Компо
хромат кобальта окись цинка окись никеля окись хрома окись олова глинозем
Светло-зеленая . 7,4 37,8 54,8
Темно-зеленая — — 65,4 34,6 — —
Хромово-зеленая . . — — — 100 — —
Светло-желто-зеленая — — 25 -—. —-
Пинковая красная — •—- — 34 — —
То же . — — — 0,6 53
» . . Пинковая: — — — — 50 —
темно-красная . — — — 0,5 45 —
красно-сиреневая — — — 4,7 76,5 —
Сиреневая — — — — 68,5 —
Красная пурпуровая . . — — — — — —
474
крывают глазурью и обжигают, вторые — на глазурованные обожжен-
ные изделия и закрепляют их обжигом в муфельных печах при темпе-
ратуре 600—900° С.
1. Подглазурные краски
Подглазурные краски широко применяют в производстве фаянсовых
изделий; при изготовлении же фарфора вследствие высокой температуры
и восстановительной среды политого обжига эти краски используют
сравнительно реже. Подглазурные краски, защищенные глазурью, не
подвергаются воздействию кислот и щелочей, и поэтому они долговечней
надглазурных. В состав подглазурных красок вводят такие керамичес-
кие красители, которые являются стойкими к действию глазури при об-
жиге. К ним относятся силикаты и алюминаты (шпинели) кобальта, ни-
келя, железа, окись хрома, соединения титана и ванадия, коллоидное
золото, платина, иридий. Кроме того, применяют соединения, изменяю-
щие оттенок краски. К ним относятся, например, окиси цинка, олова и
др. Хромофорные окислы дают под глазурью различные тона в зависи-
мости от состава глазури и прибавляемых к ней флюсов.
Различают две группы подглазурных красок: с температурой обжи-
га до 1250° С (для фаянса, мягкого фарфора, тонких каменных изделий)
и с температурой обжига в пределах 1300—1400° С (для фарфора) (табл.
ИЗ). Подглазурные краски обычно смешивают с 20% глазурной фритты.
Керамические краски, получают из синтезированных пигментов (окра-
шенных силикатов, алюминатов, алюмосиликатов и др.), смешиваемых с
легкоплавкими флюсами (легкоплавкие стекла). Глазури и цветные
массы окрашивают путем введения в них керамических пигментов и ок-
рашивающих окислов других соединений.
Л^ногие силикаты, которые при температуре 900—1000° С имеют
живую, интенсивную окраску, при более высокой температуре тускнеют.
Таков, например, желтый силикат окиси меди, который при 1200° С при-
обретает кроваво-красную окраску, а при 1300° С — тусклый серо-жел-
тый оттенок. Окись меди, взаимодействуя с глазурью, содержащей окись
свинца и щелочи, способна давать при температуре около 1000° С краси-
вые зеленые и синевато-зеленые тона, но при более высокой температуре
образовавшиеся силикаты распадаются на более простые, изменяя пер-
воначальную окраску. Более постоянен при высокой температуре алю-
минат меди.
Природные шпинели обладают различными окрасками — рубиновой,
Т аблица ИЗ
красок в %
иеиты Темпе- ратура обжига в °C Газовая среда
известко- вый шпат кварц хромат бария бура золото каолии
— .—. — — 1400 | Восстанови-
— — — — — — 1400 | тельная
_—_ — — —- —— —— - —
50 25 — —- — -— 1410 —
— 46 20 -—- — — 670 —
23,2 23,2 — —- — — 1250 —
24,2 24,7 1,1 — — — 1250 1 Восстанови-
34,8 19,7 — — — — .— I тельная
9,4 9,4 — — -— — 1250
—- — 4,1 27,4 — — 670 —
— — — -— 10 (в вид 90 е А4С13) 900 —
475
синей, зеленой, желтой, черной и др. Большая стойкость шпинелей к
воздействию высоких температур и химических реагентов позволила
синтезировать окрашенные шпинели в целях использования этих соеди-
нений в качестве особо прочных керамических красителей.
2. Надглазурные [муфельные) краски
Наиболее распространенным видом керамических красок являются
надглазурные с низкой температурой обжига (от 600 до 850°С). Этими
красками украшают преимущественно фарфор и фаянс.
Надглазурные краски представляют собой смесь красящих веществ
(пигментов) со специальными флюсами. Назначение флюса — закрепить
краску на глазурованном изделии, придать ей хороший блеск и способ-
ность прочно соединяться с глазурью. Для каждой краски должен быть
подобран соответствующий флюс, который не действовал бы на краску
разрушающе.
В качестве красящих веществ для получения надглазурных красок
применяют окиси хрома, железа, марганца, кобальта, сурьмы, меди, оло-
ва, никеля и др. (каждый в отдельности и в сочетании друг с другом), а
также их алюминаты и силикаты. Пигментами также могут являться и
отдельные высокодисперсные металлы в коллоидном состоянии, напри-
мер золото, медь, серебро.
Флюсы плавят в тигельной газовой печи. Флюсы и краски измель-
чают в небольших шаровых мельницах с фарфоровыми барабанами и
шарами, а также в вибромельницах.
В табл. 114 и 115 приведены составы некоторых надглазурных кра-
сок и флюсов к ним.
Таблица 114.
Состав некоторых надглазурных керамических красок
(по С. Г. Туманову)
Содержание Флюс
Состав красителя Цвет краски
красителя содержание после обжига
в краске в % номер В %
0,25CoO-0,35ZnO 1 0,1В2О3 0,40РЬО J 0,5SiO2 100 — — Синяя
СоО-А12О3 15—30 1 85—70 Голубая
0,5CoO-0,5ZnO-А12О3 15—30 2 85—70 Бирюзовая
Сг2О3 20 3 80 Зеленая
0,5CoO-0,5ZnO-Cr2O3 20 4 80 Сине-зеленая.
0,25Fe2O3-ZnO 15—20 1 85—80 Светло-коричн₽
вая
Fe2O3-Cr2O3 20 1 80 Коричневая
Со2О3 • Мп2О3 • Сг2О3 22 U 43,5 34,5 Черная
Fe2O3 17—20 1 83—80 Красная
РЬ2СгОз 22 5 78 Кораллово-крас
пая
Ье2О3* А12О3 18 7 82 Желто-красная
В производстве фарфора и фаянса для украшения изделий широко,
применяют золото. Существуют два способа нанесения его на глазуро-
ванные изделия. Сущность первого заключается в том, что осажденное
тонкодисперсное (порошковое) металлическое золото, замешанное с
плавнем В12Оз и лавандовым маслом, наносят на глазурованные керами-
ческие изделия, которые затем обжигают в муфельной печи; плавяща-
яся Bi2O3 закрепляет золото на поверхности глазури. Так как при этом
476
Таблица 115
Состав флюсов для надглазурных красок
Номер Содержание окислов в молях Номер Содержание окислов в молях
флюса №2О РЬО в,03 SiOi флюса №,0 РЬО В2О3 SiO,
1 .— 1 0,5 0,5 5 — 1 — 1 ’
2 3 — 1 1 0,75 1,5 0,75 6 0,1 0,9 0,2 1
4 — 1 1 0,5 7 — 1 1 1
способе позолота получается матовая, то ее затем полируют очень тон-
ко измельченным кварцевым песком или гладким агатом.
По второму способу золото применяют в виде раствора его органи-
ческого соединения. Препарат (жидкое золото), как и все другие кера-
мические красители, изготовляют в основном на Дулевском красочном
заводе.
Жидкое золото наносят на глазурованную поверхность керамиче-
ских изделий кистью и медленно высушивают. После обжига в муфеле
(при температуре около 750—800° С) золото’восстанавливается из сое-
динений и на поверхности глазурованного изделия появляется тонкая
пленка блестящего золота.
Расход золота при использовании жидкого препарата гораздо мень-
ше, чем в случае применения порошкового золота.
Глава 11. ХОЗЯЙСТВЕННЫЙ И ХУДОЖЕСТВЕННЫЙ ФАРФОР
Производство хозяйственного и художественного фарфора отлича
ется от других производств наиболее сложной технологией, отдельные
процессы которой разветвляются и дифференцируются применительно к
разным типам фарфора и разнообразному ассортименту. Поэтому в
дальнейшем излагаются лишь наиболее распространенные и перспектив-
ные способы производства хозяйственного полевошпатового твердого и
мягкого фарфора (см. схему на стр. 478).
Технологическая схема производства хозяйственного и художествен-
ного фарфора, как и схемы производства других изделий, показана на-
чиная с процесса формования, так как схемы приготовления массы и
глазури изложены в общем виде в главе 2 этой части.
Художественный фарфор (например, вазы, статуэтки, барельефы
и т. п.) отличается от хозяйственного фарфора разнообразной и часто
сложной формой. Поэтому этот фарфор изготовляют с широким исполь-
зованием способов отливки, а также индивидуальной обработки и руч-
ной раскраски по эскизам художника.
1. Состав фарфоровой массы и глазури
Фарфоровая посуда должна отличаться белизной и просвечиваемо-
стью, что достигается высоким содержанием в массе чистых разновидно-
стей кварца, каолина и полевого шпата и низким содержанием пластич-
ной глины. Составы масс для хозяйственного фарфора при условии ис-
пользования однородного сырья изменяются в узких пределах примени-
тельно к температуре обжига, которая, в свою очередь, колеблется от
1300° С для мягкого фарфора до 1450° С для твердого фарфора.
477
Гипсовые формы
(из модельного цеха)
Технологическая схема производства хозяйственного фарфора
Фарфоровая жидкая масса (из массо-
заготовительного цеха)
4
Отливка изделий, а также приставных
деталей для изделий, формуемых из
пластичной массы (литейные конвейе-
ры, столы для батарейной отливки)
Подвяливание и оправка
Фарфоровая пластичная масса
(из массозаготовительного цеха)
Промин и вакуумирование
(вакуумные массомялки)
Глазурь (из массозаго-
товительного цеха)
Капсели
(из капсельного цеха)
4
Формование изделий (станки, полуавтоматы,
формовочно-сушильные автоматы)
Оправка, приставка носиков, ручек, чистка
(оправочные и чистильные станки)
4
Сушка изделий (конвейерные и туннельные сушилки)
Загрузка в капсели и печи для первого обжига
Первый обжиг (туннельные и конвейерные печи--------►Подглазурная раскраска
или утильные камеры двухэтажных горнов) I
Сортировка, чистка, глазурование изделий и зачистка глазури
(чистильные и глазуровочные машины)
Изготовление керамиче-
ских красок, деколи, леп-
ков (оттисков) печати,
трафаретов
Загрузка в капсели и печи для второго обжига
4
Второй обжиг (в туннельных печах или камерах первого этажа
в горнах периодического действия)
4
Сортировка, шлифовка и полировка (шлифовальные шайбы, станки и полуавтоматы)
4
Украшение изделий способами печати, декалькомании, пульверизации и др.
(станки, конвейерные установки, полуавтоматы)
Закрепление красок обжигом (муфельные и полумуфельные туннельные и конвейерные печи)
I
Сортировка готовых изделий и комплектование сервизов
4
Упаковка
4
Склад готовой продукции
Состав массы твердого хозяйственного фарфора характеризуется
следующей молекулярной формулой (предельное содержание окислов) .
0,63 — 0,76 К2О
0,1 —0,17Na2O 3,13 —4,59 А12О3 1 15,47 —20,89 SiO2
0,06 —0,13СаО 0,04 —0,02Fe2O3 | 0,07 — 0,05ТЮ2
0,01—0,044 MgO
Содержание в фарфоровой массе таких окислов, как Ре2Оз, TiO2,
СаО, MgO, обусловлено наличием их в исходном сырье.
Массы, используемые в производстве мягкого фарфора разных ви-
дов, имеют относительно большее содержание плавней, чем массы твер-
дого фарфора, и состав их можно выразить следующей молекулярной
формулой: 1 RO (1,8—2,79 А12Оз) 10,21—23,52 SiO2.
В табл. 116 и 117 приведены составы масс для твердого и мягкого
фарфора.
Таблица 116
Составы масс для твердого хозяйственного фарфора в %
Материал Состав
I III IV v
Глина часов-ярская Каолин: глуховецкий отму- 9 13 20 4 16
ченный . . . . просяновский отму- 41 — 26 — —
ченный — 23 —. 56 24
Кварц ... 24 33 21 19 29
Полевой шпат . . 21 24 16 19 20
Мел ..... — — 2 -—-
Фарфоровый бой 5 7 17 Та 11 блица 117
Составы масс для мягкого фарфора в %
Материал Фарфор
полевошпатовый костяной
Глинистое вещество (каолин и пластичная глина) 30—40 20—45
Кварц . . . 25—40 9—20
Полевой шпат . 30—36 8—22
Костяная зола • - — 20—60
Для изготовления фарфора применяют тугоплавкие полевошпатовые
глазури. В зависимости от состава массы и температуры обжига хозяй-
ственного фарфора состав глазури колеблется в довольно широких пре-
делах согласно следующей молекулярной формуле:
0,12 — 0,65 КаО
0,08 —0,33 Na2O
0,38 —0,7 СаО
0,18 —0,36 MgO
0,48—1А12О3 } 3,93—15SiO2.
Примерные составы глазури твердого фарфора, отвечающие соста-
вам масс, указанным в табл. 116, приведены в табл. 118, а составы гла-
зури для мягкого фарфора в табл. 119.
479
Таблица 118
Составы глазурей для твердого хозяйствеииого фарфора в %
Материал Состав
1 п III IV V
Просяновский каолин 4 8 4 8 8
Кварц 27 30 25 27 30
Полевой шпат 26 36 34 30 36
Опока (доломит) . . 16 14 20 10 14
Фарфоровый бой (глазурованный) 27 12 17 25 12
Таблица 119
Составы глазури для мягкого фарфора в %
Материал Состав
I И III IV
Полевой шпат 43 42 40,4 51
Кварц 27 27 31,3 23,3
Каолин . 13 10 7 6,2
Мрамор или мел 17 18 17,3 18
Пластичная глина — 3 0,5 1,5
Окись цинка . — •— 3,5 —
Костяной фарфор глазуруют легкоплавкой фриттованной гла-
зурью.
Для улучшения формовочных свойств (связности) массы и повыше-
ния прочности высушенных изделий вводят пластичные глины. Однако
они снижают белизну фарфора, поэтому глину для получения высоких
сортов изделий добавляют в массу в минимальном количестве от 5 до
12% Пластичные глины в массах можно заменить бентонитом с невысо-
ким содержанием Fe2O3 и ТЮг (2—3%), при этом получается белый
просвечивающий фарфор.
Бентонит, используемый в фарфоро-фаянсовой промышленности,
имеет следующий состав (в %): SiO2 — 72,57; TiO2 — 0,27; А12О3 — 14,45;
Fe2O3— 1,23; СаО— 1,5; МрО- 2,8; К2О — 0,29; Na2O—1,55; SO3—
0,6; ш п. п. — 5,22%. Более высокое, чем в глинах, содержание Ре2Оз в
бентонитах не мешает получению фарфора повышенной белизны, так как
для придания массе необходимой пластичности бентонита вводят в 3
или 4 раза меньше по сравнению с количеством замененной им глины.
Вакуумирование массы кроме улучшения ее формовочных свойств
и повышения прочности сырца, также дает возможность снизить содер-
жание пластичной глины до минимума или перейти полностью на каоли-
новые массы.
2. Формование изделий
Хозяйственный фарфор формуют преимущественно в гипсовых фор-
мах на одношпиндельных станках, полуавтоматах и автоматах.
В настоящее время в формовочно-сушильных цехах внедряются не-
прерывно-поточные методы работы. Для снижения трудоемкости некото-
рых операций формовочные полуавтоматы н машины для оправки и
чистки изделий устанавливают рядом с выносными ветвями конвейерной
сушилки.
480
Рис. 148. Устройство формующего ролика
(диска)
Механизация процесса формования развивается в трех основных
направлениях: по линии замены отдельных ручных операций автомати-
чески выполняющимися, путем усовершенствования способов формова-
ния, улучшения конструкции станков и полуавтоматов и конструирова-
ния автоматов.
Использование вращающейся формы, подвергающейся разрыву при
высоких скоростях под действием центробежных сил, ограничивает чис-
ло оборотов формовочного стан-
ка и скорость формования, а
следовательно, и производитель-
ность станка.
При формовании тарелок,
блюдец и тому подобных изде-
лий повышение числа оборотов
шпинделя приводит к отрыву
фарфоровой массы от формы те-
ми же соответственно возрастаю-
щими центробежными силами.
В целях сокращения сроков
формования хозяйственного фар-
фора в разное время были раз-
работаны новые способы формо-
вания и оборудование для сниже-
ния трудоемкости этого процес-
са. Замена вращения гипсовой
формы со скоростью, равной
400—500 об/мин, на вращение
тройного шаблона с регулируе-
мой скоростью до 1200 об/мин
при неподвижной форме дает
возможность увеличить произво-
дительность автомата. Кроме то-
го, одновременный нажим на
формуемую массу трех радиальных шаблонов вместо одного дает воз-
можность формовать тарелки и блюдца из цилиндрической заготовки
вакуумированной массы без предварительного формования пласта.
Формование хозяйственного фарфора радиально установленными
шаблонами связано с подачей воды для увлажнения поверхности фор-
муемой заготовки массы, что связано с увеличением отходов при сушке
изделий. Этот недостаток устраняется при формовании изделий вращаю-
щимся диском (для тарелок и блюдец) или роликом (для чашек и дру-
гих полых изделий). Нижняя поверхность профильного диска 1 (рис.
148) имеет форму негатива формуемого изделия, когда вращающийся
шпиндель 2 в заключительной стадии формования тарелки наклонится
вместе с кронштейном 3 против часовой стрелки до совмещения доныш-
ка с горизонталью. Профильный диск обогревается электронагревате-
лями 4 до температуры около 100° С, исключающей прилипание к нему
формуемой массы.
Для формования чашек начали применять вместо плоских стальных
шаблонов профильные ролики из гидрофобной пластмассы (например,
фторопласта), при которых так же, как и при формовании нагретыми
дисками, можно использовать более плотные массы с пониженной влаж-
ностью и можно обойтись без смачивания формуемой массы водой или
органической смазкой. Необходимо отметить также удачные опыты по
замене гипсовых форм формами из пористой пластмассы, которые
отличаются большей долговечностью и могут быть использованы
в сушилках при более высоких температурах, чем гипсовые формы. При
31 — 1025
481
расширении выпуска пластмасс, соответствующих требованиям фарфо-
ро-фаянсовой промышленности, и снижении их стоимости, пластмассовые
формующие диски и ролики, а также формы должны получить широкое
распространение.
Дальнейшее усовершенствование технологии и снижение трудоемко-
сти формования хозяйственного фарфора идет в направлении формова-
ния и сушки в одном автомате. Эти автоматы исключают использование
ручного труда; весь процесс формования и сушки от подачи массы и
до выемки заформованных сухих изделий осуществляется автомати-
чески.
В формовочно-сушильных автоматах многошпиндельная формовоч-
ная машина и сушилка связаны полочным конвейером, в гнездах кото-
рого гипсовые формы непрерывно проходят разные стадии процесса фор-
мования и сушки. На первой стадии цилиндрические заготовки вакууми-
рованной массы отрезают и загружают в формы. Далее конвейер
перемещает формы в многошпиндельную машину, где выполняется одно-
или двустадийное формование изделий. Затем заформованные изделия
перемещаются конвейером через сушильную камеру, где их влажность
снижается по заданному режиму сушки. Далее изделия снимают с форм
и направляют на дальнейшую обработку, а формы возвращаются кон-
вейером для загрузки массой, и формовочно-сушильный цикл повторя-
ется с другой группой изделий.
Объединение в одном многошпиндельном формовочно-сушильном
автомате нескольких параллельных непрерывно-поточных линий обеспе-
чивает высокую производительность этих установок, а в некоторых кон-
струкциях еще и возможность формовать изделия разного ассортимента.
Использование на заводах формовочно-сушильных автоматов этого ти-
па дает возможность обеспечить и автоматизацию производства с сохра-
нением достаточно широкого ассортимента посуды. Формовочно-сушиль-
ные автоматы конструкции Миллера (США), рассчитанные на разную
производительность, имеют в одной установке 8, 12 или 15 линий, на
каждой из которых можно формовать изделия разной формы и разме-
ров. Их производительность при продолжительности формования 12 сек
достигает соответственно 2460, 3600, 4500 шт. в 1 ч. Формовочно-сушиль-
ный автомат завода «Тюрингия» (ГДР) для формования чашек имеет
четыре линии и соответственно четырехшпиндельную формовочную ма-
шину с производительностью 960 шт!ч. Шестилинейный формовочно-су-
шильный автомат для тарелок (экспериментальный образец в стадии
испытаний на заводе им. М. И. Калинина) рассчитан на выпуск
3600 шт!ч. Формовочно-сушильный автомат АФЧ (сконструирован
ГИКИ и находится на испытаниях) рассчитан на одновременное формо-
вание восьми чашек, и при продолжительности формования 12 сек дол-
жен дать 1400 шт 1ч.
Формовочно-сушильные автоматы дают наилучшие показатели по
производительности труда, использованию заводских площадей и расхо-
ду тепла. Поэтому следует ожидать в перспективе их широкого распро-
странения на крупных новостроящихся заводах фарфорово-фаянсовой
промышленности.
Отливка фарфоровых изделий. Изделия сложной формы — оваль-
ные и прямоугольные блюда, суповые чаши, соусники, салатники, при-
ставные детали (носики, ручки) и тому подобные изделия — изготовля-
ют отливкой из жидкой массы (шликера) в гипсовых формах.
В настоящее время художественный фарфор (вазы, статуэтки, де-
коративные изделия) отливают преимущественно из шликера в различ-
ных гипсовых формах. Ранее применявшаяся отминка фигур из пластич-
ной массы вследствие высокой трудоемкости почти полностью заменена
отливкой. Ручная лепка (отминка) носиков и ручек из пластичной мас-
482
сы в гипсовых формах заменена отливкой из жидкой массы в столбовых
многогнездных гипсовых формах (рис. 149).
При этом способе на столе 1 устанавливают круглые формы 2 со
сквозными отверстиями и
друг на друга образуют
камеры, соответствую-
щие форме отливаемых
изделий. Внутри каждой
формы проходят сквоз-
ной распределительный
канал для шликера. Что-
бы эти каналы не заби-
вались, их смазывают
раствором стеарина в по-
догретом минеральном
масле. Ко всем литейным
углублениями, которые при укладке форм
столам шликер подводит-
ся снизу через развет- Рис. 149. Батарейная отливка приставных деталей
вленные трубопроводы 3
от напорного бака 4 через
кран 5. Избыток шликера сливается через кран 6.
Некоторые изделия, например молочники и чайники, можно отли-
вать в разъемных формах вместе с носиком и ручками; при этом полу-
чают существенную экономию затрат рабочего времени.
При механизации самого процесса способ отливки может по неко-
торым видам изделий успешно конкурировать со способом формования
из пластичной массы на станках.
Шликер для отливки хозяйственного фарфора, ввиду небольшого
его расхода, приготовляют обычно из высушенных отходов формовоч-
ного цеха или пластичной массы, размалываемых в шаровой мельнице
или распускаемых в мешалках с добавкой воды и электролитов. Готовый
шликер пропускают через сито 1600 отв!см2, электромагнитный сепара-
тор и сливают в мешалку для выстаивания — «созревания» — в течение
1—3 суток.
Характеристика фарфорового шликера приведена в табл. 120.
Таблица 120
Свойства фарфорового шликера
Свойства Способ отливки
сливной наливной (в состав- ных формах)
Влажность в % 31- -34 30—32
Остаток на сите с 10 000 отв[см2 в % 0,5—1,5 1—2
Текучесть (по вискозиметру Энглера с отверстием на выходе 7 мм) в сек . 10—14 15—20
3агустеваемость 1,1—1,4 1,5—2,2
Температура воздуха в литейном отделении должна быть не ниже
20—25° С, так как при более низких температурах процесс образования
плотной массы на поверхности форм резко замедляется. Для улучшения
условий труда столы, конвейерные и карусельные механизированные
установки необходимо размещать в камерах с регулируемым воздухо-
обменом.
Дефекты формования. При формовании изделий из пластичной мас-
31
483
сы возникают специфические дефекты, снижающие качество продукции.
Наибольшее количество отходов в формовочных цехах получается из-за
деформации изделий и образования трещин, которые обнаруживаются
лишь во время сушки и даже обжига. Довольно часто нельзя устано-
вить, на какой стадии производства возник тот или иной дефект в изде-
лии, поэтому требуется тщательный межоперационный контроль.
Деформация и растрескивание изделий могут возникнуть почти на
всех операциях формования и при сушке.
Трещины на изделиях и деформация их возникают вследствие не-
брежного выполнения операций, неправильной организации рабочего
места, неисправности формовочных станков и полуавтоматов, недобро-
качественности гипсовых форм или массы. Чем тоньше изделия (фар-
форовая и фаянсовая посуда), тем больше опасность возникновения
брака.
Предел прочности фарфоровых масс при растяжении возрастает по
мере высушивания изделий, но все же остается незначительным (в пре-
делах 20—25 кГ/см2). Вакуумирование повышает механическую проч-
ность сухого изделия на 4—6% и улучшает формовочные свойства мас-
сы, а также устойчивость против деформаций и растрескивания.
Волнистый край у плоских и эллиптический у полых изделий — ре-
зультат преждевременного съема их с форм и установки на кружок для
сушки. Радиальные трещины, отставание приклеенных носиков и ручек
является следствием небрежного обращения с изделиями в процессе их
обработки и нарушения технологической инструкции по формованию
и сушке.
Концентрические трещины у дна изделия или у перехода от массив-
ной части к более тонкой возникают от чрезмерного увлажнения поверх-
ности изделия при формовании и, как следствие, от неравномерной усад-
ки при сушке.
Отступление от заданных размеров может возникнуть вследствие
неправильной конструкции форм, при неточной установке шаблона или
неправильном закреплении формодержателя на шпинделе станка, а так-
же от изменения коэффициентов усадки массы.
В производстве фарфора и фаянса встречаются весьма разнообраз-
ные дефекты поверхности изделий. Бугорки на поверхности, прилегаю-
щей к форме, появляются вследствие чрезмерной изношенности гипсо-
вых форм и образования углублений в них. Обычно в одной форме изго-
товляют 100—120 изделий и затем заменяют ее новой или используют
повторно после подрезки ее фасонным стальным резцом на одношпин-
дельном станке.
На поверхности изделий могут образоваться бугорки от пузырьков
воздуха, а также углубления вблизи выступов формы вследствие не-
плотной забивки массы в форму и ряд других реже встречающихся
изъянов.
Концентрические борозды на поверхности изделия появляются
вследствие плохой зачистки следов шаблона наждачной шкуркой или
применения крупнозернистой шкурки.
При формовании полых изделий из плохо сбитого кома или отрезан-
ного с неровным торцом цилиндра массы на поверхности, прилегающей
к форме, образуются углубления («жмотины»).
Оправка и чистка фарфоровой и фаянсовой посуды, приклейка де-
талей (носиков и ручек). Кроме описанных основных операций в фор-
мовочных цехах фарфоровых и фаянсовых заводов выполняют разнооб-
разные работы по окончательной отделке изделий.
Оправку подвяленных изделий при пониженной влажности или в су-
хом виде, приставку носиков и ручек к чайникам, кувшинам, зачистку
бортов и поверхности изделий стеклянной шкуркой, оправку влажной
484
губкой и другие операции необходимо выполнять весьма тщательно, что-
бы обеспечить красивую отделку посуды.
Изделия во влажном состоянии оправляют после того, как они при-
обретут твердость кожи. В зависимости от ассортимента влажность из-
делий при оправке находится в следующих пределах (в %): чашки
16—17, чайники 17—19 и пиалы 9—11.
Плоские изделия — тарелки и блюдца — оправляют после их сушки
(остаточная влажность не свыше 2%) на оправочных станках с по-
мощью стального «резачка» или куска стекла и стеклянной шкурки. Эти
станки оборудованы мощной вентиляционной установкой, так как в про-
цессе сухой оправки выделяется большое количество пыли. Крупные из-
делия, а также мелкие, не имеющие формы тел вращения, оправляют
и зачищают на решетчатых или вращающихся подставках (столиках)
с мощной пылеотсасывающей вентиляцией.
Отверстия («сетку») у чайников выполняют до приставки носиков
на специальных штамповочных станках. При штамповании сетки исклю-
чается засорение стружкой внутренней поверхности чайников, неизбеж-
ное при сверлении. Ручки и носики, отлитые в многогнездовых формах,
приставляют (приклеивают) после тщательной их обрезки и оправки.
Необходимо следить за тем, чтобы влажность деталей и корпусов изде-
лий была одинаковой: масса должна обладать твердостью кожи. При
разной влажности корпуса и приклеиваемой детали между ними в про-
цессе окончательной сушки возникают напряжения вследствие неодина-
ковой усадки. Эти напряжения приводят к отрыву приклеенной детали
от корпуса изделия. Для правильного размещения Приставных деталей
на изделиях в гипсовых формах делают углубления, соответственно ко-
торым на заформованных изделиях образуется выступающий рельеф,
который обозначает место приклейки деталей.
Приставка деталей является сложной и трудоемкой операцией, по-
ка что не поддающейся механиз.ации, хотя в последние годы появились
станки, облегчающие центрировку монтируемых деталей на корпусе из-
делия.
Формование электрофарфора, санитарных изделий, облицовочных
плиток и их отделка весьма специфичны и потому описываются в гла-
вах, посвященных производству этих изделий.
3. Сушка фарфоровой посуды
Хозяйственный и декоративный художественный фарфор сушат пре-
имущественно в конвейерных сушилках горячим воздухом, который по-
лучают при охлаждении изделий, обжигаемых в туннельных или камер-
ных печах (утилизация тепловых отходов).
Интенсификация сушки фарфоровой посуды при помощи радиаци-
онного обогрева, хотя еще и не получила широкого внедрения на заво-
дах, но имеет благоприятные перспективы распространения в этом про-
изводстве.
Два примера типичных режимов сушки горячим воздухом хозяй-
ственного фарфора приведены на рис. 150 для тарелок и на рис. 151 для
чайников. Чайники сушат сначала в гипсовых формах, а затем без форм.
Такое разделение процесса на два этапа вызвано промежуточными опе-
рациями— оправкой и приставкой носиков и ручек. Этим и объясняется
разрыв кривых сушки на рис. 151, хотя сушка, конечно, продолжается
в замедленном темпе и в этот период.
В настоящее время, в целях сокращения затрат труда на переноску
изделий от формовочных полуавтоматов к сушилкам и освободившихся
форм к полуавтоматам, конвейерные сушилки с выносными ветвями кон-
вейера и полуавтоматы устанавливают рядом. На заводах хозяйствен-
485
ного фарфора в сушилки подается обычно горячий воздух из зоны
охлаждения туннельных печей. На заводах, спроектированных на основе
непрерывно поточных методов производства, для сокращения длины
трубопроводов, подающих воздух из печного цеха в формовочно-сушиль-
Рис. 151. Режим сушки по-
лых изделий (чайников)
/, 3 — относительная влажность
воздуха при сушке изделий
соответственно в гипсовых фор-
мах и без форм; 2, 4 — влаж-
ность изделий соответственно
в формах и на втором этапе
сушки
Рис. 150. Режим конвективной
сушки тарелок (при скорости
движения воздуха ~ 0,5—
0,7 м!сек)
1 — температура; 2 — относительная
влажность; 3— остаточная влаж-
ность в % первоначальной;
4 — удельный влагосъем
ный, и транспортеров, подающих изделия на обжиг, формовочно-сушиль-
ный цех располагают рядом с печным.
Сушка радиацией основана на обогревании изделий лучистой энер-
гией, получаемой от раскаленных нитей ламп, спиралей электрообогре-
вательных приборов или металлических поверхностей, обогреваемых
газом. При обогревании изделий горячей паровоздушной смесью в кон-
вейерной сушилке тепло передается изделиям недостаточно интенсивно
из-за плохой теплопроводности воздуха у их поверхности.
По коэффициенту поглощения лучистой энергии керамические ма-
териалы приближаются к черному телу, что в сочетании с теплопрозрач-
ностью воздуха создает весьма благоприятные предпосылки для ускоре-
ния сушки керамических изделий радиацией. Как показали заводская
практика и специальные исследования, продолжительность сушки при
этом уменьшается в несколько раз.
Не менее важным преимуществом радиационной сушки является
возможность регулировать ее интенсивность путем увеличения или
уменьшения мощности потока лучистой энергии применительно к разной
толщине изделий сложной формы. Общеизвестно, что гидродинамичес-
кие условия омывания изделий воздушным потоком не поддаются регу-
лированию при сушке изделий сложной формы, например ваз, чаш, что
удлиняет срок службы таких изделий.
При радиационной сушке эффективно используются видимая часть
спектра в области оранжевого и красного цвета и инфракрасные лучи.
Диапазон лучей, имеющих практическое значение для радиационной
'°
сушки, ограничивается длиной волн от 6500 до 1400 А.
Процесс радиационной сушки протекает в две стадии. На первой
стадии температура изделия постоянна и скорость испарения влаги
пропорциональна плотности лучистого потока; после удаления усадоч-
ной воды температура изделия повышается. Испарение влаги с 1 м2
4Нь
постепенно уменьшается, несмотря на более высокую температуру мас-
сы. Перепад температур по мере снижения влагосодержания увеличи-
вается. Радиационная сушка изделий в гипсовых формах, например та-
релок, протекает в соответствии с графиком рис. 152. На первой стадии
мощность лучистого потока регулируют применительно к максимально
допустимой температуре на-
грева гипсовых форм (65—
70° С) в пределах до 0,28
вт!см2. На второй — после от-
деления изделий от гипсовой
формы — мощность потока
снижается до 0,6—0,8 вт!см2\
изделия можно досушивать
горячим воздухом и без ис-
пользования радиационного
нагрева.
Тарелки освобождаются
от форм через 15—20 мин, а
весь процесс длится 30—
35 мин. Расход электроэнер-
гии в первой стадии сушки со-
ставляет около 2 кет • ч на 1 кг
испаренной влаги.
Хорошие результаты дает
сушка тарелок и других пло-
ских изделий в конвейерной
Рис. 152. Режим радиационной сушки тарелок
/, 2 — температура соответственно дна и борта та-
релки; 3, 4 — температура соответственно борта и дна
гипсовой формы; 5, 6 — влагосъем при плотности лу-
чистого потока соответственно 0,27 и 0,43 вт[см* во
второй период сушки
сушилке, где источники излу-
чения расположены в шахмат-
ном порядке или же (в случае
обогревания их газом) пред-
ставляют собой сплошной эк-
ран. В производстве тарелок конвейерные сушилки используют для суш-
ки радиацией на первой стадии процесса, а на второй стадии досушку
воздухом осуществляют во второй зоне, приспособленной для этой цели
сушилки.
На керамических заводах при наличии горячего воздуха, получае-
мого из зоны охлаждения туннельной печи, такое сочетание обычно ока-
Рис. 153. Схема конвейерной радиационной сушилки
1—формовочный аппарат; 2— сушилка; 3 — вентилятор; 4— привод; 5 — транспортер для воз-
врата формы формовочных станков
зывается наиболее экономичным. Размеры и взаимное расположение
радиационной сушилки и формовочного полуавтомата показаны на
рис. 153. Конвейер, несущий формы с тарелками, выполняют в виде сет-
чатого ленточного транспортера (рис. 154).
487
Для более эффективного использования высоты формовочных цехов
целесообразно проектировать двух- и трехъярусные конвейерные радиа-
ционные сушилки. Для этого между формовочными автоматами и сушил-
ками должны быть установле-
ны механизмы для подачи
сформованных изделий на
нижние и верхние конвейеры
от синхронно с ними работаю-
щих полуавтоматов или по-
очередно загружаемых от од-
ной формовочной установки.
Радиационная сушка по-
лых изделий, например чашек,
является более сложной зада-
чей, так как организовать под-
вод тепла излучением в по-
лость изделия труднее, чем на
поверхность тарелки. В полу-
Рис. 154. Сетчатый конвейер для радиацион-
ной сушки
автоматах конвейерного типа
радиационный обогрев исполь-
зуют до удаления изделий из
форм, а последующую досуш-
ку изделий после приставки ручек осуществляют в воздушно-конвейер-
ной части сушилки горячим воздухом. В этих сушилках, как и в сушил-
ках с направленными потоками теплоносителя, заформованные изделия
устанавливают полостью книзу; поэтому после воздушной усадки чаш-
ки и тому подобные изделия опускаются на опорное кольцо, а освобож-
дающиеся гипсовые формы снимаются для последующего формования.
4. Обжиг
При обработке сырья и формовании изделий физико-химические
свойства материалов, введенных в состав массы, не подвергаются су-
щественным изменениям. Фарфоровые изделия приобретают ценные тех-
нические и декоративные качества лишь в процессе обжига при высоких
температурах.
Процесс обжига хозяйственного фарфора обычно разделяют на две
стадии, между которыми изделия глазуруют.
В целях большей последовательности описания процессов, протека-
ющих при обжиге фарфора, они в дальнейшем будут рассмотрены на
примере однократного обжига без учета охлаждения изделий после пер-
вого обжига и повторного их нагрева в температурном интервале от 20
до 900—1000° С при окончательном обжиге. Повторные процессы, проте-
кающие в политом обжиге при температуре от 20 до 900—1000° С, не вы-
зывают дополнительных структурных изменений в материале изделий
Процесс образования фарфора и его влияние
на свойства изделий
Фарфор разных типов получается в результате физико-химического
взаимодействия глинистого вещества, кварца и полевого шпата, а иног-
да и специальных добавок (глинозема, циркона, LiO2, В20з и др.) при
высокой температуре. Степень спекания («созревания») фарфора резко
изменяется в зависимости от продолжительности обжига и степени из-
мельчения материалов. Отдельные структурные элементы фарфора
в разной мере влияют на его прочность, белизну, просвечиваемость и
другие свойства.
488
В результате изучения процессов образования фарфора установле-
но влияние технологических факторов на развитие в фарфоре тех или
иных структурных образований, обеспечивающих основные свойства
этого материала (высокую механическую и электрическую прочность,
высокую химическую и термическую стойкость).
Фазовый состав и обусловленные им свойства фарфора зависят от
содержания в фарфоровой массе каолина и пластичной глины, кварца,
полевого шпата, от химического состава этих материалов и степени их
измельчения, а также температуры и продолжительности обжига.
Значительное повышение показателей какого-либо из свойств фар-
фора часто снижает показатели других свойств; например, увеличение
просвечиваемости изделий сопровождается снижением их механической
прочности, растет выход деформированных изделий из обжига. Появи-
лась необходимость выбора такого состава массы и режима обжига,
итобы обеспечить получение изделий, обладающих сочетанием свойств,
необходимых для материала данного назначения.
Текстура фарфорового материала и его важнейшие свойства опре-
деляются количественными соотношениями кристаллической и стекло-
видной фаз. Количество и качество стекловидной фазы в фарфоре, в
свою очередь, зависят от состава массы, тонкости измельчения исход-
ных материалов и режима обжига.
Многочисленными микроскопическими исследованиями фарфора
установлены следующие основные структурные элементы:
1) стекловидная изотропная масса, состоящая из полевошпатового
стекла с разной степенью насыщения А12О3 и SiO2;
2) оплавленные частицы кварца, нерастворившиеся в стекле;
3) кристаллы муллита ЗА120з • 2SiO2, в основном распределенные
в расплаве кремнезем-полевошпатового стекла;
4) поры.
При спекании фарфора происходят сложные физико-химические
процессы. В зависимости от наличия двух или трех компонентов в мик-
рообъеме, соответствующем дисперсности реагирующих частиц, и от ки-
нетики их взаимодействия образование новых фаз может протекать
независимо или накладываясь друг на друга. С повышением температу-
ры входящие в состав массы каолин, глины и кварц до начала их вза-
имодействия претерпевают некоторые изменения (см. главы 2 и 3 ча-
сти третьей).
Широко применяемые полевые шпаты разного состава, ортоклаз
и альбит находятся в разных соотношениях и образуют непрерывный
ряд твердых растворов. Ортоклаз КгО • А12О3-6SiO2 при температуре
1150° С плавится инконгруэнтно с образованием лейцита КгО • А120з •
•4SiO2, плавление которого заканчивается при 1530° С. Альбит Na2O-
•Al2Os-6SiO2 плавится конгруэнтно при температуре 1118° С. Поэтому
образование расплава из калийнатриевого полевого шпата протекает
с учетом примесей в широком интервале температур примерно с 1100° С
и до окончания спекания фарфора без резкого изменения вязкости этого
расплава. Высокая вязкость полевошпатового расплава дает возмож-
ность получить фарфоровые изделия с высоким содержанием стекловид-
ной фазы при незначительных их деформациях в процессе спекания.
Полевой шпат до начйла плавления образует с другими составляю-
щими фарфоровой массы двойные и многокомпонентные эвтектики
и расплавы при более низких температурах. С возникновением этих
расплавов в результате твердофазовых реакций интенсифицируется вза-
имодействие кристаллических фаз, и уже в первой стадии обжига (700—
900е С) прочность изделия повышается и становится достаточной для
глазурования и последующей их обработки.
Двойные и многокомпонентные эвтектики, содержащие Na2O, К2О,
32—1025
489
Рис. 155. Схема процесса образования фарфора
I — каолинит; 2 — кварц; 3 — полевой шпат; 4 — аморф-
ный SiCh; 5 — первичный муллит в каолинитовом остатке;
6 — расплав полевого шпата; 7 — кремнезем н расплав
полевого шпата в пределах каолинитового остатка;
8 — оплавленная каемка кварца; 9— остаточный кварц;
10 — муллнт в пределах расплава полевого шпата (диф-
фузионный)
SiO2, FeO, А120з, СаО и MgO плавятся в пределах температур 750—
1100° С. В системе Na2O—СаО—SiO2 образуется эвтектика с температу-
рой плавления 750° С.
Высокая механическая и электрическая прочность, водонепроницае-
мость, просвечиваемость и другие ценные свойства фарфора достигают-
ся вследствие образования при спекании фарфоровой массы больших
количеств высокопрочной стекловидной фазы, активно участвующей во
всех стадиях образования фарфора. Процессы образования стекловид-
ной фазы и ее взаимодейст-
вие с кристаллическими фа-
зами весьма разнообразны
и протекают с разными ско-
ростями, накладываясь друг
на друга. Кинетика взаимо-
действия фаз и конечный со-
став продуктов реакций в
каждом микрообъеме зави-
сят также от весьма пестрой
дисперсности и контактных
комбинаций смежных час-
тиц. В начальный период
спекания стекловидная фа-
за образуется лишь в узкой
зоне контактов расплава по-
левого шпата с зернами де-
гидратированного каолина
или глины и зернами квар-
ца (рис. 155,а). По мере увеличения количества расплава в контактных
зонах он обволакивает всю поверхность смежных частиц (рис. 155,6),
и, таким образом, разрозненные процессы взаимодействия полевого шпа-
та и дегидратированных глинистых компонентов фарфоровой массы, а
также полевого шпата с кварцем, объединяются с образованием стекло-
видной фазы переменного состава, заполняющей все промежутки между
зернами кристаллических фаз. Наибольшее количество стекловидной
фазы получается в результате взаимодействия полевого шпата с про-
дуктами разложения (дегидратации) глин и каолинов, имеющих
тонкодисперсную криптокристаллическую структуру. При нагрева-
нии фарфоровой массы до температуры плавления калийнатрие-
вого шпата (около 1100° С) образуется лишь незначительное количество
стекловидной фазы на основе многокомпонентных эвтектик с участием
примесей (СаО, MgO, Na2O, Fe2O3 и др.), имеющихся в исходных мате-
риалах. С повышением температуры до 1250° С зерна полевого шпата
остекловываются и начинается диффузионный процесс растворения
в полевошпатовом расплаве дегидратированной глины или каолина
(рис. 155, в). В зависимости от температуры и продолжительности об-
жига фарфора изменяется кинетика растворения в стекловидной фазе
метакаолинита, аморфного кремнезема и первичного муллита, а также
образования более крупных игл вторичного муллита.
Взаимодействие полевого шпата с кварцем не может существенно
повлиять на количество и состав образующейся стекловидной фазы, так
как при высокой вязкости образующегося расплава на относительно
крупных зернах кварца появляется лишь тонкий слой кремнезем-поле-
вошпатового стекла, а па контакте с ним каемки метакристобалита.
Процессы, протекающие при спекании фарфора, не имеют отчетли-
во выраженных температурных границ.
В зависимости от температуры и продолжительности обжига про-
цесс растворения тонкодисперсного кварца и продуктов разложения као-
490
линита в полевошпатовом стекле протекает с большей или меньшей пол-
нотой, и поэтому количество и состав полевошпатового стекла в фарфоре
колеблется в широких пределах. Определение состава и количества стек-
ла осложняется его неоднородностью и тем, что в него врастают мель-
чайшие кристаллики муллита, содержание которых в фарфоре устанав-
ливают весьма приблизительно.
Кинетикой отдельных процессов, протекающих при спекании, опре-
деляется большее или меньшее их значение в формировании комплекса
свойств фарфора, отвечающих предъявляемым к нему разнообразным
требованиям.
Основными составными фазами фарфора являются кварц, муллит,
стекловидная фаза и газы, заключенные в ее замкнутых порах.
Кинетика спекания фарфора в общем виде характеризуется малыми
скоростями взаимодействия исходных материалов вследствие высокой
вязкости полевошпатового расплава, на основе которого образуется
стекловидная фаза, связывающая кристаллические фазы фарфора —
кварц и муллит. Вместе с тем высокая вязкость полевошпатового рас-
плава и образующихся затем больших количеств стекловидной фазы
(по объему 50—60%) обеспечивают сохранение формы изделий при их
обжиге с небольшими потерями из-за деформаций. Плавни, дающие
при спекании расплавы с пониженной вязкостью, оказались непригод-
ными, так как в процессе обжига изделия резко изменяют форму.
Незавершенность физико-химических процессов спекания является
характерной особенностью обжига фарфора. Равновесное состояние
в многокомпонентной системе фарфора не достигается, и его фазовый
состав и желательные свойства получаются в результате довольно слож-
ного, а в производственных условиях и трудновыполнимого регулирова-
ния кинетики диффузионных процессов. Интенсивность и степень завер-
шенности этих процессов корректируется изменением удельной поверх-
ности реагирующих компонентов и соответствующих температурных
режимов, введением добавок, стимулирующих образование муллита.
Потенциальные возможности растворения кварца в расплаве калийнат-
риевого полевого шпата в области температур спекания фарфора реали-
зуются в малой степени. Диффузионный процесс растворения SiC>2
в зоне контакта крупных зерен кварца с полевошпатовым расплавом
протекает медленно, вследствие повышения вязкости образующейся обо-
лочки кварц-полевошпатового стекла, поэтому более крупные зерна
кварца вступают в реакцию лишь в поверхностном слое и при спекании
в основном выполняют функции каркаса, удерживающего изделие от
деформаций Дегидратированные частицы глины и каолина при темпе-
ратурах образования полевошпатового расплава состоят из мельчайших
кристаллов муллита и SiOz, выделившегося в результате муллитизации
метакаолинита в виде пористых агрегатов.
Высокая дисперсность кварцевых зерен и первичных кристаллов
муллита, находящихся в стадии равномерного молекулярного распреде-
ления, и губчатая структура дегидратированных частиц обеспечивают
возможность более интенсивного процесса их растворения в полевошпа-
товом расплаве. Образование стекловидной фазы, уплотнение фарфора
и связанная с этим усадка изделий происходят преимущественно за счет
взаимодействия глины и каолина с полевым шпатом.
С течением времени и повышением температуры возрастает коли-
чество стекловидной фазы и увеличиваются размеры кристаллов мулли-
та. При охлаждении полевошпатовых расплавов муллит не образуется,
но при снижении вязкости стекловидной фазы при конечной температу-
ре обжига фарфора (около 1350° С) происходит интенсивный перенос
ионов А13+ к центрам кристаллизации — мелким кристаллам первичного
муллита и увеличение размеров последних. Точное определение количе-
32:
491
ства муллита весьма затруднительно, но, как это установлено, оно за-
висит от количества и состава стекловидной фазы, температуры и про-
должительности спекания. Учитывая распределение мелких зерен в
стекловидной фазе, зависимость количества образующейся стекловидно-
муллитовой части фарфора от продолжительности выдержки при конеч-
ной температуре спекания определяется в результате исследования
фазового состава полученного фарфора в целом. Для температуры
1300° С, близкой к температуре спекания мягкого полевошпатового фар-
фора, предложено уравнение:
л 0,18
У = 41z .
По заданной продолжительности процесса z в ч определяется коли-
чественный выход в % стекловидной «фазы» с распределенными в ней
мелкими зернами муллита, которая связывает рамещенные в ней
зерна кварца и кристаллы муллита. С по-
Рис. 156. Зависимость механи-
ческой прочности фарфора от
количества стекловидной фазы
вышением температуры и продолжительно-
сти обжига изменяются не только содержа-
ние стекловидной фазы в фарфоре, но и ее
свойства. Она становится более однородной
по составу. Содержание AI2O3 и SiOa в сте-
кловидной фазе возрастает и соответствен-
но улучшаются ее свойства, чем, в частно-
сти, объясняется более высокая прочность
фазы сближаются эле-
газы из открытых пор.
всех технических харак-
твердого фарфора по сравнению с прочно-
стью разных видов мягкого.
Зависимость между содержанием стек-
ловидной фазы и прочностью фарфора по-
казана на рис. 156.
Поверхностным натяжением стекловидной
менты кристаллического каркаса, вытесняются
Уменьшение пористости дает резкое улучшение
теристик фарфора: механической и электрической прочности, диэлектри-
ческих показателей, химической стойкости, просвечиваемости в тонком
слое и т. д.
После спекания в фарфоре остается 3—5% замкнутых пор, которые
полностью не удаляются даже при достаточно длительных режимах
обжига.
Вопросы кинетики спекания фарфора весьма сложны и не могут
решаться однозначно подобно схемам кинетики химических реакций, так
как физико-химические процессы протекают по-разному в каждом мик-
рообъеме в зависимости от соотношения в нем взаимодействующих ком-
понентов, степени их'дисперсности и меняющихся во времени параметров
диффузии и кристаллизации. Исследование кинетики процесса спекания
в общем виде наталкивается на трудность установления основной кине-
тической характеристики, изменение которой в процессе спекания в наи-
большей мере влияет на свойства того или иного вида фарфора. Опреде-
ляя значение этой характеристики для фарфора, комплекс свойств ко-
торого удовлетворяет поставленным требованиям, можно было бы по
кинетике изменения этой характеристики судить и о степени готовности
фарфора для использования его в промышленности и в бытовых усло-
виях.
Характеристика готовности фарфора определялась у разных авто-
ров понятиями «созревание» фарфора, «степень обжига», «степень соз-
ревания», «показатель спекаемости». Однако эти характеристики не да-
ют возможности количественно оценить степень спекания. Так как все
свойства фарфора зависят от его плотности, т. е. от снижения пористости
в процессе спекания, то этот показатель является общим и наиболее важ-
492
ным для определения степени спекания. Поэтому кинетика снижения по-
ристости спекаемого фарфора в наибольшей степени может характери-
зовать приближение стистемы взаимодействующих веществ к конечным
результатам спекания — получению фарфора с заданными свойствами.
Уменьшение объема пор в разные периоды спекания характеризуются
изменением относительной плотности фарфора, т. е. отношением объем-
ного веса к расчетному весу спекаемой системы при заполнении всех пор
стекловидной фазой. Это отношение колеблется у фарфора обычно в пре-
делах 0,95—0,98.
В зависимости от изменения фазового состава фарфора в процессе
обжига изменяются важнейшие его свойства.
Температура оЬжига 3°С
157. Влияние минерализаторов на образова-
ние муллита
Повышение температуры и увеличение продолжительности обжига
при прочих равных условиях способствует увеличению содержания стек-
ла в фарфоре и его обогащению SiO2 и А12О3.
Свойства фарфора в значительной степени определяются содержани-
ем муллита, количеством и свойствами полевошпатового стекла, а так-
же объемом замкнутых пор. Технические свойства полевошпатового
стекла улучшаются по мере увеличения содержания в нем А12О3. По ме-
ре растворения в стекле мелких фракций кварца и остатка полученного
от разложения глинистого вещества скелет спекаемого фарфора стано-
вится слабее. Вместе с тем об-
разующиеся в фарфоре и рас-
пределенные в стекловидной
фазе кристаллы муллита по-
вышают структурную жест-
кость изделия в обжиге.
Не менее важной струк-
явля-
в по-
более
кото-
крис-
турной частью фарфора
ются нерастворившиеся
левошпатовом стекле
крупные зерна кварца,
рые образуют вместе с
таллами муллита скелет фар-
фора.
Поэтому при помоле квар-нис
ца соблюдается наиболее бла
гоприятное в зависимости от
размеров и формы изделий соотношение мелких и крупных фракций.
Муллит обладает рядом ценных свойств: высокой температурой пла-
вления 1810—1830° С, большой механической и электрической прочно-
стью, химической стойкостью, малым коэффициентом теплового расши-
рения и, следовательно, высокой термической стойкостью.
При температуре обжига фарфора (1350° С и выше) наблюдается
интенсивный рост кристаллов, и полевошпатовое стекло обильно прора-
стает иглами муллита.
Образование муллита при обжиге изделий имеет большое значение
в производстве твердого хозяйственного фарфора, а также кислотоупор-
ной посуды, пирометрических трубок и высокоглиноземистого фарфора
для высоковольтных изоляторов.
Большое значение для ускорения процесса муллитизации имеет по-
вышение температуры обжига и добавка минерализаторов — MgO, ZnO,
МпО2, апатита и др. На графике рис. 157 показана зависимость степени
муллитизации каолина от температуры обжига и вида минерализатора
при часовой выдержке в конечной стадии обжига и добавлении 1 % ми-
нерализатора.
При нагревании каолина без минерализатора с выдержкой в течение
часа при температуре 1300° С выход муллита (оцениваемый по остатку
493
от растворения фарфора в плавиковой кислоте) составляет около 19%,
при температуре 12С0°С муллита образуется около 6%.
При введении апатита в массу хозяйственного фарфора в качестве
минерализатора продолжительность обжига сокращается на 4—5 ч. До-
бавка в качестве минерализатора ZnO снижает температуру обжига
примерно на 40° при более высокой муллнтизации фарфора.
Тонкий помол сырья повышает скорость реакций в процессе обжи-
га. На основании экспериментальных данных установлена обратная за-
висимость между скоростью реакции и квадратом радиуса частиц в пре-
делах от 0,036 до 0,15 мм.
Весьма важным фактором в строении фарфорового материала яв-
ляются поры, которые снижают качество фарфора. Наибольшую пори-
стость (35—40%) фарфор имеет перед началом спекания. По мере об-
разования стекловидной массы, заполняющей поры, пористость снижа-
ется, повышается плотность материала и соответственно сокращаются
размеры изделия.
Полному уничтожению замкнутых пор мешают заключенные в них
газы, образующиеся в результате физико-химического взаимодействия
отдельных компонентов массы при высоких температурах. Высокая вяз-
кость полевошпатового стекла мешает удалению газов из фарфорового
материала, чем и обусловливается образование закрытых пор.
Просвечиваемость фарфора зависит не только от количественного со-
отношения и состава основных его элементов и от количества замкнутых
пор. Чистое и однородное по составу полевошпатовое стекло подобно
другим разновидностям калиевых и натриевых стекол вполне прозрачно.
Степень просвечиваемости фарфора обусловлена большим или меньшим
содержанием полевошпатового стекла.
Различное светопреломление отдельных составных частей фарфора,
в особенности наличие пор, резко повышает рассеивание света, затруд-
няет прохождение световых лучей через фарфор и снижает его просве-
чиваемость, столь высоко ценимую в посуде и художественных изделиях.
Просвечиваемость фарфора зависит от условий образования в нем стек-
ловидной фазы. Важнейшими из них являются состав массы и тонина
помола отощающих материалов, а также продолжительность и темпера-
тура обжига.
В результате экспериментальных исследований установлено, что
просвечиваемость фарфора повышается при снижении содержания в
массе глины и каолина и соответствующего повышения содержания квар-
ца в пределах до 30%. С дальнейшим увеличением содержания кварца
просвечиваемость не возрастает, так как количество стекловидной фазы
остается стабильным вследствие достижения предела растворимости
кварца в полевом шпате. Повышение содержания полевого шпата при
прочих равных условиях способствует образованию полевошпатового
стекла и улучшению просвечиваемости. Однако при его избытке резко
возрастает брак изделий вследствие их деформации.
Тонкий помол кварца улучшает просвечиваемость фарфора, а сте-
пень измельчения полевого шпата не оказывает заметного влияния.
Повышение температуры обжига фарфора в пределах, гарантирую-
щих сохранению формы изделий, увеличивает содержание в нем полево-
шпатового стекла. Пережог фарфора, сопровождающийся повышением
пористости, снижает просвечиваемость. Наилучшие результаты получают-
ся при температуре обжига, обеспечивающей наибольшую плотность
фарфора.
Высококачественная фарфоровая посуда должна иметь белый цвет.
По техническим условиям для высоких сортов фарфора содержание бе-
лого цвета по фотометру с эталонной пластинкой из сульфата бария
должно быть не менее 65 %.
494
Глинистое вещество, кварц и полевой шпат в чистом виде после об-
жига имеют белый цвет. Используемые в производстве материалы всег-
да загрязнены окислами железа и титана, окрашивающими фарфор в
процессе обжига. При содержании окиси железа свыше 0,5% масса при
обжиге в окислительной среде приобретает желтоватый оттенок. Для уст-
ранения этого оттенка обжиг фарфора в интервале температур 1000—
1200° С ведут в восстановительной среде с содержанием в дымовых газах
СО в пределах 2—4%. При этом имеющаяся в материале Fe2O3 перехо-
дит в FeO, образующую с остальными компонентами массы силикаты
закиси железа белого цвета с легким голубоватым оттенком. Использо-
вание восстановительной среды в указанном температурном интервале
является отличительной особенностью обжига фарфора.
Наличие в сырьевых материалах минералов, содержащих TiO2, при-
дает фарфору (в зависимости от условий обжига) голубой, серый или
темно-серый оттенки.
Фарфор серого цвета может получиться и независимо от содержания
в массе окрашивающих окислов, в результате отложения в порах кол-
лоидального углерода. В начальный период обжига углерод может на-
капливаться в порах вследствие пропитывания материала продуктами
возгонки топлива или разложения окиси углерода.
Окисление углерода в порах материала, даже в резкоокислительной
среде, происходит медленно из-за слабого обмена газов в капиллярах,
и поэтому обычно до восстановительного периода фарфор необходимо
выдержать в окислительной газовой среде до полного удаления углеро-
да. В восстановительной среде углерод в материале не может выгореть
и поэтому придает ему характерный серый оттенок закопченного фар-
фора. Процессы окисления углерода и восстановления окиси железа в
материале должны быть завершены до начала плавления глазури и за-
крытия пор, когда прекращается обмен газов в капиллярах.
Режим обжига фарфора
Во время обжига изделий происходят описанные выше сложные
процессы спекания фарфора, определяющие его важнейшие свойства. По-
этому режим обжига надо разрабатывать с учетом состава исходных
материалов массы и глазури, а также особенностей печных установок и
применяемого топлива.
Основным условием обжига фарфора, как и других видов тонкой ке-
рамики, является нагревание и охлаждение изделий по заданной тем-
пературной кривой при установленном для каждого периода обжига со-
ставе газовой среды. Хотя режим давлений и разрежений в разных ча-
стях печи не влияет непосредственно на процесс образования фарфора,
однако изменения состава газовой среды в разных частях печного про-
странства, обусловленные изменениями режима давлений, могут оказать
весьма существенное влияние на цвет и другие свойства фарфоровых из-
делий. Поэтому в технологических картах отмечают давление газов в
разных пунктах печи для отдельных периодов обжига и охлаждения из-
делий.
Обжиг подразделяют на четыре основных периода (рис. 158). В те-
чение первого периода из массы удаляется остаток гигроскопической
влаги, глинистые вещества и слюда разлагаются с удалением воды, а
карбонаты — с выделением СО2, окисляются (выгорают) органические
вещества, имеющиеся в глинах, а также поглощенные из печных газов в
период разогрева изделий. В этот период протекают реакции в твердой
фазе и достигается частичное, еще весьма незначительное спекание ма-
териала. Температура доводится в зависимости от состава массы до
850—1000° С; в печи поддерживается окислительная среда. При двукрат-
495
I Периоды оджиго ।
ственного фарфора в печи периоди-
ческого действия (схема)
ном обжиге в первый период заканчивается предварительный обжиг
фарфора.
Второй период обжига характеризуется постоянной (или с малыми
отклонениями) температурой и окислительной средой. Выдержка име-
ет целью выравнять температуру изделий в участках печи, нагретых
неравномерно вследствие быстрого повышения температуры в первый пе-
риод. Выравнивание температуры является подготовкой к ответственно-
му периоду обжига фарфора в восстановительной среде. Окислительная
среда необходима для сжигания углерода (отложившегося на поверхно-
сти. а также в порах изделий и глазу
ри), которое должно быть закончено
до начала восстановительного периода,
когда глазурный слой спекается и уп-
лотняется. Углерод, не выгоревший к
этому времени вследствие недостатка
кислорода, придает фарфору серую
или буроватую окраску.
Третий период обжига является
специфической особенностью фарфо-
рового производства и он необходим
для устранения желтоватой окраски
изделий, получившейся в результате
взаимодействия Fe2O3 с другими сос-
тавными частями массы. При восстано-
влении Fe2O3 в газовой среде, содер-
жащей 2—4% СО, получается FeO, с
которой образуются силикаты, прида-
ющие фарфору слабый голубоватый
оттенок вместо желтоватого.
Восстановление Fe2O3 в FeO начинается при температуре 900‘ С и
должно быть закончено до закрывания пор (для твердого фарфора —
около 1200° С), после чего СО не сможет свободно проникнуть в матери-
ал. Железистые алюмосиликаты образуются при низких температурах.
В системе Л120з—SiO2—FeO известны эвтектики с температурами
плавления 1148+5 и 1073+5° С. Последняя имеет состав (в %): SiO2 —
40,3; А120з—12,5; FeO—47,2. Хотя содержание Ре20з в фарфоровых
массах обычно не превышает 1—2%, восстановительный процесс продол-
жается обычно от 3 до 5 ч вследствие слабого газообмена в мелкопо-
ристом материале.
После восстановления Fe2O3 в FeO, образования закисных легко-
плавких силикатов и закрытия пор нет необходимости обжигать изделия
в восстановительной среде с высоким содержанием СО и, следовательно,
с повышенным расходом топлива. В конце периода замедляется тепло-
передача между газами и изделиями и поэтому надо поддерживать
высокую температуру горения в топке. Это может быть достигнуто при
весьма незначительном избытке воздуха, т. е. в нейтральной среде или
в среде переменного состава от слабовосстановительной до нейтральной.
Допускаются непродолжительные отклонения от восстановительной до
слабоокислительной газовой среды, если по условиям сжигания топли-
ва нельзя выдержать нейтральную газовую среду.
В четвертый период в печах с большим сечением канала или каме-
ры температуру повышают со скоростью 50—80° в час с двух-трех часо-
вой выдержкой при конечной температуре (1300—1400° С). Такая
выдержка обеспечивает выравнивание температуры в разных частя
камеры или канала печи. В недалеком прошлом при использовании
топлива пониженного качества (влажный торф или дрова, каменный
уголь) не получали необходимой скорости обжига и тогда обжиг затя-
496
гивался независимо от заданного режима, что резко повышало расход
топлива и часто увеличивало брак. Поэтому топливо, используемое в
фарфоровой промышленности, должно быть высокого качества и обес-
печивать регулирование обжига в соответствии с оптимальным режимом.
В настоящее время в связи с широким распространением природно-
го газа и увеличением добычи нефти на заводах тонкой керамики, еще
работающих на твердом топливе, горны переводятся на газ или на
мазут.
При однократном обжиге повышение температуры в период удале-
ния остатка гигроскопической влаги и разложения глинистого вещества
(500—800° С) должно быть медленным и постепенным. В дальнейшем
режим обжига приближается к режиму, установленному для фарфоро-
вых изделий, глазурованных после предварительного обжига. Продол-
Рис. 159. Режим обжига хозяйственного фарфора в туннельной печи на мазуте или
на газообразном топливе
/ — середина вагонетки (0,7 м от пода); 2 — нижняя часть загрузки на вагонетке
жительность второго обжига (нагрева) в печах периодического дейст-
вия при удовлетворительном качестве топлива составляет около 26 ч.
Скорость охлаждения обожженной продукции зависит от термичес-
кой стойкости изделий и капселей, а также от мощности вентиляцион-
ных устройств.
Кривая обжига хозяйственного фарфора в туннельных печах с сече-
нием канала 1,8X1,6 м показана на рис. 159.
В зависимости от размеров туннельных печей цикл обжига в них
короче на 30—40%, чем в печах периодического действия при прочих
равных условиях.
Приведенные режимы обжига хозяйственного фарфора применяют
с некоторыми отклонениями на основе заводской практики для изделий
широкого ассортимента (чашки, чайники, тарелки и др.). Продолжи-
тельность обжига изделий определяет важнейшие технико-экономичес-
кие показатели работы фарфоровых заводов и потому в настоящее
время разрабатывают новые ускоренные режимы обжига фарфора.
Фарфор с нулевым водопоглощением и с незначительными дефор-
мациями можно получить на основе кристаллических фаз при заполне-
нии промежутков стекловидной фазой, достигающей при конечной тем-
пературе обжига около 30—50% всей массы изделия. В случае дальней-
шего повышения температуры обжига увеличивается содержание
стекловидной фазы и снижается ее вязкость; при этом кристаллическая
фаза фарфора растворяется более интенсивно, что вызывает деформа-
цию изделий.
497
Образование керамического материала может протекать в условиях
длительного обжига при пониженных температурах или же с быстрым
нагревом при повышенных температурах, обеспечивающих высокие
скорости реакций в обжигаемом изделии. Замедленные режимы обус-
ловлены недостатками печей периодического действия. Технические труд-
ности получения высоких температур в таких печах, большие потери
тепла, а также тяжелые условия службы капселей еще тормозят на
некоторых заводах интенсификацию процесса обжига.
В камерах с большой кубатурой при сокращенных циклах обжига
не удается получить одинаковые режимы обжига для всех изделий.
Неравномерность температурного поля по высоте и от топок к центру
камеры снижала выход продукции высоких сортов. Дополнительное
время и топливо, необходимые для выравнивания температуры в каме-
рах периодических печей, ухудшают технико-экономические показатели
работы.
Как правило, продолжительность обжига в заводских условиях в
2—3 раза, а иногда и более превышает продолжительность процесса,
обусловленную скоростями реакций, протекающих при обжиге. Улучше-
ния конструкций печей, предпринимаемые для получения в минимальные
сроки изотермического поля по сечению печной камеры или канала, а
также в теле изделия, уменьшают разрыв между теоретическими и прак-
тическими скоростями образования керамического материала. Наиболь-
шие успехи в этой области достигнуты при обжиге мелких изделий в
малогабаритных туннельных печах, где продолжительность обжига и
охлаждения мелких фарфоровых изделий снижена до 8—10 ч.
Тонкостенные фарфоровые чашки из мягкого фарфора обжигаются
в экспериментальных конвейерных печах в течение 6—8 ч (полный цикл
нагрева и охлаждения) с выходом изделий удовлетворительного качест-
ва. Одноярусный бескапсельный обжиг изделий толщиной 2—3 мм не
требует дополнительного времени для выравнивания температуры по
сечению печей. Наибольшие затруднения возникают при использовании
конвейерных печей для обжига до 1350—1400° С вследствие кратковре-
менной службы высокоогнеупорных плит в печах с шагающим конвейе-
ром или роликов и подставок для загрузки изделий в роликовых кон-
вейерных печах. Жесткие условия эксплуатации для специального термо-
стойкого высокоогнеупорного припаса при скоростных режимах и
относительно невысокая производительность одноярусных конвейерных
печей мешали широкому их использованию для политого обжига
фарфора.
С уменьшением сечения туннельных печей увеличиваются потери
тепла в окружающую среду. Выбор наиболее экономичного режима
обжига для данных изделий решается в конечном счете сопоставлением
технологических и экономических показателей при разных температурах
и условиях обжига.
Охлаждение изделий после окончания обжига является хотя и ме-
нее сложным, чем обжиг, но все же важным процессом. При замедлен-
ном охлаждении снижается производительность печей. Скорость охлаж-
дения повышается с увеличением подачи в печное пространство холод-
ного воздуха при помощи вентиляторов. Чрезмерно быстрое охлаждение
губительно сказывается на капселях, подвергающихся непосредствен-
ному воздействию холодного воздуха.
На основании сказанного мощность вентиляционных устройств
устанавливают обычно из расчета продолжительности остывания изде-
лий (до температуры 50—70°С), близкий продолжительности их обжига
498
Дефекты обжига фарфора
Брак изделий в процессе обжига является следствием нарушения его
режима и других нормативов технологического процесса. Основными
видами брака являются: искажение размеров и формы изделий, щерби-
ны, пятна и другие недостатки на поверхности изделий, несоответствие
цвета фарфора техническим условиям. Наибольшее количество брака
получается вследствие деформации изделий, так как спекающийся
фарфор весьма чувствителен к нарушениям режима обжига вследствие
происходящего при этом размягчения массы. Так, например, деформа-
ция краев тарелок и блюдец является основной причиной снижения вы-
хода изделий I сорта. Параллельно с устранением причин деформации
тарелок при формовании и сушке необходимо снижать этот вид брака
в обжиге при помощи усиленной циркуляции газов и снижения перепада
температур в печной камере.
Причиной больших потерь в фарфоровом производстве являются
специфические виды брака — «прыщ» и «пузырь». Прыщ — мелкие
вздутия на поверхности изделий — образуется вследствие запоздалого
выделения газов, главным образом паров химически связанной воды,
после размягчения массы и закрытия пор глазурью. Газы, собираясь у
поверхности и расширяясь при повышении температуры, создают мелкие
вздутия. Надежным средством для устранения такого дефекта является
повышение температуры предварительного обжига до полного удаления
газов из фарфора, а при однократном обжиге изделий — увеличение
продолжительности и тщательное проведение процесса на второй стадии
(выдержка в окислительной среде).
Крупные пузыри появляются в результате шуровки топок, при сжи-
гании твердого топлива, ведущей к образованию прогаров, когда холод-
ный воздух проникает в топку и снижает температуру расположенных
вблизи топки изделий. Резкие колебания температуры значительно сни-
жают газопроницаемость поверхностного слоя обжигаемого изделия,
вследствие чего на них появляются пузыри диаметром до I см.
Крупнопористая губчатая структура фарфора, которая также явля-
ется браком, образуется в результате превышения заданной температуры
обжига (пережог) или недостаточной выдержки во втором периоде. В
обоих случаях давление газов, выделяющихся из спекшегося размягчен-
ного фарфора, превышает его прочность на разрыв и резко увеличивает
объем; при этом структура изделий становится ноздреватой и они дефор-
мируются.
Трещины при первом обжиге образуются вследствие резкого и не-
равномерного повышения температуры в период наибольших усадок
или при охлаждении вследствие модификационных изменений кварца.
Трещины, образовавшиеся в процессе обжига, постепенно расширяются
к периферии и их легко обнаружить при сортировке. Волосные же тре-
щины, возникшие при охлаждении, можно выявить лишь ударом
палочкой о борт изделий; в случае наличия таких трещин возникает
дребезжащий звук. Снижение скорости охлаждения в интервале темпе-
ратур 117—573° С — одно из средств предотвращения трещин. Этот де-
фект чаще встречается в крупных изделиях неодинаковой толщины
(блюда, вазы).
Трещины глазури (цек) на фарфоре почти не встречаются, так как
коэффициенты расширения глазури и фарфора близки. К порокам гла-
зури относятся также натеки, пузырчатость, вскипание и так называе-
мые «наколы» или мелкио отверстия.
Пузырчатость и вскипание появляются в результате выделения га-
зов из фарфора или промежуточного подглазурного слоя при высокой
499
вязкости глазури, мешающей заплавлению не только крупных пузырь-
ков, но и мельчайших каналов (наколы).
Темный цвет и пятнистость изделий являются следствием недоста-
точности выгорания углерода в порах материала до их закрытия при
плавлении глазури. Кроме того, пятнистость — признак закрытия пор в
отдельных частях изделия в разные периоды обжига.
На глазури фарфоровых изделий часто встречаются приплавленные
частицы шамота (засорка), попадающие на нее при загрузке изделий в
капсели, а также в процессе обжига вследствие разрушения последних.
Для предотвращения этого дефекта необходимо повысить термостой-
кость капселей, а для исправления изделий поврежденные места шли-
фуют и полируют.
Желтоватый фарфор получается в тех случаях, когда восстанови-
тельный процесс обжига не закончился в результате слишком быстрого
повышения температуры и преждевременного плавления глазури. Для
предотвращения этого необходимо корректировать режим обжига и
обеспечить полное восстановление Ре20з до FeO, которое сопровождается
образованием слабоокрашенных силикатов, не дающих желтоватого от-
тенка, свойственного изделиям, обжигаемым в окислительной среде.
Разработка способов очистки сырья от окислов железа является инте-
ресной проблемой, так как с ее разрешением упростились бы конструк-
ции туннельных печей и режимы обжига.
Производство хозяйственного фарфора отличается от других произ-
водств тонкой керамики весьма широким и разнообразным ассортимен-
том изделий, поэтому выполнение процессов, связанных с обработкой
и отделкой изделий в разных стадиях его изготовления, глазурованием,
сортировкой и украшением (в живописных цехах), комплектованием
сервизов, обусловливает сложную организацию и высокую трудоемкость
этих процессов.
Глава 12. ЭЛЕКТРОТЕХНИЧЕСКИЙ ФАРФОР
Строительство мощных электростанций со сверхдальними высоко-
вольтными линиями электропередач и современное развитие электро-
машиностроения обусловливают высокие требования к электроизоля-
ционным материалам.
Электроизоляционный фарфор должен обладать комплексом важ-
ных технических свойств: высокой механической и электрической проч-
ностью, термической стойкостью, высоким объемным сопротивлением.
Состав и свойства используемых для его изготовления керамических
масс дают возможность формовать изделия в гипсовых формах, выта-
чивать резцами из цилиндрических заготовок, отливать, а также прес
совать из порошкообразной массы.
Этими способами можно формовать изделия любой формы с раз-
мерами от нескольких миллиметров до 2 м и выше.
Фарфоровые изоляторы по объему производства занимают первое-
место среди разных видов технического фарфора. В зависимости от
пробивной напряженности изоляторы подразделяются на низковольт-
ные — до 500 в и высоковольтные — свыше 500 в.
Разнообразие конструкций фарфоровых изоляторов объясняется
различными условиями их службы и предъявляемыми к ним техниче-
скими требованиями. На рис. 160 показаны низковольтный и высоко-
вольтный линейные штыревые изоляторы и покрышки маслонаполнен-
ного ввода.
По назначению высоковольтные изоляторы делят на линейные,
500
аппаратные и станционные, а низковольтные — на линейные и устано-
вочные. Ассортимент линейных, проходных, установочных, опорных, ап-
паратных и других видов фарфоровых изоляторов исчисляется сотнями
типов.
На воздушных линиях электропередач применяют подвесные и шты-
ревые изоляторы. Для изоляции в аппаратах и распределительных уста-
новках используют опорные, опорно-штыревые, проходные и крупнога-
баритные изоляторы.
Низковольтные изоляторы применяют для телеграфных и телефон-
ных линий, для наружных и внутренних сетей низкого напряжения. Вы-
Рпс. 160. Фарфоровые изоляторы
а — штыревой изолятор низковольтный;
б — то же, высоковольтный; в — покрышка
маслонаполненного ввода
^оковольтные фарфоровые изоляторы используют для высоковольтных
линий электропередач и высоковольтной аппаратуры; к ним предъявля-
ют более высокие требования в отношении диэлектрических и других
свойств.
На стр. 502 приведена упрощенная технологическая схема произ-
водства электроизоляционного фарфора, имеющая много разветвлений
применительно к форме и назначению отдельных типов изоляторов.
Приготовление керамических масс, глазури и капселей, описанное
в предшествующих главах, не включено в схему производства электро-
фарфора.
501
Технологическая схема производства электроизоляционного фарфора
Массозаготовительный цех ----------------------
I
Глазурь
Пластичная масса
Жидкая масса
I
Отливка
отдельных
Порошко-
образная
прессовочная
масса
I
Прессование
(ручные
прессы и
автома гы)
I
Вакуумирование
и формование бруса
Резка цилиндрических
заготовок
I
Формование изоляторов
(станки и автоматы для
формования шаблоном
или горячим штемпелем)
Ф
Подвяливание, оправка
и нарезка винтовой
резьбы
I-------------- или радиационные сушилки) <-----------------!
I
Чистка изоляторов (станки)
I
-----;-----------► Обдувка сжатым воздухом и глазурование
(полуавтоматы и автоматы)
Ф
Капсели и фасонный--------* Подсушка после глазурования и загрузка в капсели
огнеупорный припас I
(из капсельного цеха) I
Обжиг (туннельные печи, реже печи периодического
действия)
I
Арматура------> Монтаж металлической арматуры на подвесных изоляторах, бушингах
установочном электрофарфоре
Испытание изоляторов
I
Упаковка
изделий или
их элементов
Ф
Оправка
Обточка (станки для обточки
по копиру и штурвальные)
Сушка (конвективные
1. Свойства электрофарфора
Увеличение количества плавней в фарфоре и повышение температу
ры обжига способствуют росту содержания стекловидной фазы и запол-
нению ею пор в изделиях. Однако обжиг фарфора при температуре,
превышающей установленную для данной массы, приводит к выделению
газов из полевошпатового стекла, вспучиванию фарфора и снижению
его качества. Поры снижают механическую и электрическую прочность
фарфора и другие ценные качества. Поэтому для ответственных изделий
пористость фарфора (по водопоглощению) не должна превышать 0,1 —
0,3%.
Повышение температуры обжига и увеличение количества стекло-
видной фазы свыше 45% несколько снижают механическую прочность
фарфора. Электрическая прочность с повышением температуры обжига
или выдержки при конечной температуре, как показали лабораторные
исследования, возрастает (рис. 161, кривая 2). Кривая изменения меха-
нической прочности фарфора в зависимости от продолжительности вы-
держки (рис. 162, кривая /) показывает, что выдержка в течение 3—6 ч
при конечной температуре в период «созревания» обеспечивает получе-
ние фарфора максимальной прочности.
502
Механическая прочность фарфора, как и других тел с неоднород-
ной структурой, определяется устойчивостью наименее прочной состав-
ной части, а также количеством открытых и закрытых пор. Наиболее
слабым элементом в структуре фарфора является полевошпатовое стек-
Рис. 161. Зависимость механической
и диэлектрической прочности фарфора
от температуры обжига
1 — механическая прочность; 2 — пробивная
напряженность
Рис. 162. Зависимость механической и ди-
электрической прочности фарфора от про-
должительности выдержки при конечной
температуре обжига
1 — механическая прочность; 2 — пробивная на-
пряженность
ло, составляющее около 50% всей массы фарфорового материала. Проч-
ность его зависит от содержания А120з, SiOs и КгО. Количество и вели-
чина пор, определяемые составом массы фарфора, тониной помола
кварца и полевого шпата и режимом обжига, также влияют на проч-
ность материала. Высокая пористость фарфора является следствием
недостаточного развития стекловидной фазы вследствие высокой ее вяз-
кости при пониженных температурах обжига и связанного с этим не-
полного пропитывания кристаллического скелета полево-шпатовым
стеклом.
Иногда повышенная пористость фарфора возникает в результате
интенсивного выделения газов из стекловидной фазы вследствие пре-
вышения конечной температуры обжига (пережог).
Для получения достаточного количества стекла, обеспечивающего
плотную структуру фарфора (с минимальным количеством пор), есть
два пути: увеличение содержания в массе полевого шпата и повышение
длительности и температуры обжига.
В виде примера приведем результаты испытания образцов трех ти-
пов фарфоровых изоляторов, в которых необходимое спекание материа-
ла достигается регулированием состава фарфора и температуры обжига
(табл. 121).
Таблица 121
Свойства высоковольтного полевошпатового фарфора
Свойства Тип фарфора с высоким содержанием
К2О-}~ Na?O SiO, A IBOa
Пределы содержания окислов в изо- ляторах в %:
А12О3 22,7—24 19,8—21,8 22,7—24,7
SiO2 68,8—70,1 72,8- -75,6 69—72
КгО+КагО Предел прочности в кГ/см2: 5,45—6,07 3,42—4,04 4,49—4,55
при сжатии 2750—4900 2000—3600 2300—3500
» разрыве 210—260 200—250 220—280
Конечная температура обжига в °C . 1300—1320 1350—1380 1410—1430
503
Диэлектрические свойства фарфора и других керамических мате-
риалов характеризуются в основном сопротивлением прохождению
электрического тока в материале и на его поверхности, диэлектрической
проницаемостью, пробивной напряженностью и диэлектрическими по-
терями.
В фарфоровых изоляторах наблюдается ионная электропроводность,
обусловленная высоким содержанием в материале ионов натрия и калия,
введенных в массу в виде полевого шпата. Резко возрастающая с по-
вышением температуры ионная проводимость ограничивает возмож-
ность использования электрофарфора при высоких температурах, на-
пример в качестве изоляторов для запальных свечей.
Ниже приведены данные, характеризующие зависимость удельной
электропроводности твердого фарфора от температуры.
Температура в "С 50 70 160 185 400 600 800 1000 1100
Удельная электро- проводность в об- ратных олс 0.46Х хю—15 О.25Х Х10-13 0.58Х X 10—12 0.26Х хю—11 0.05Х хкг-в 0.32Х Х1^' 0,55х хю—в 1-19—6 1.3Х ХЮ—в
Пробивную напряженность, важную в электротехнике характери-
стику электроизоляционного материала, в приложении к фарфору, как
правило, определяют сопротивлением материала тепловому проплавле-
нию. Это явление связано с быстрым нарастанием силы тока и нагрева-
нием изолятора вследствие прогрессирующего увеличения электропро-
водности с повышением температуры. Изолятор работает безотказно,
если выделяющееся в нем тепло уравновешивается теплоотдачей изоля-
тора в окружающую среду. В противном случае при повышении темпе-
ратуры изолятора увеличивается ионная электропроводность и диэлект-
рические потери, что, в свою очередь, сопровождается дальнейшим вы-
делением тепла, и таким образом создаются условия для резкого
повышения силы тока и разрушения изолятора (тепловой пробой).
Прочность электрофарфора на пробой (пробивная напряженность)
равна 20—60 кв)мм-, она меняется в зависимости от температуры изоля-
тора и условий испытаний. Зависимость между температурой и про-
бивной напряженностью приведена ниже:
Температура в °C 25 80 108 190
Пробивная напря- женность в кв /мм 60,7 57,3 42,5 10.5
Поры вызывают образование в фарфоре искровых промежутков,
обусловливающих местное проплавление изолятора. Кроме того, поры
определяют также анизотропность диэлектриков и способствуют увели-
чению угла потерь.
2. Приготовление массы
К электротехническому фарфору предъявляются особо жесткие тре-
бования в отношении технических свойств, например механической проч-
ности, пробивного напряжения, диэлектрических потерь. Этим требова-
ниям могут удовлетворить лишь плотные спекшиеся изделия с однород-
ной структурой и минимальным количеством пор.
504
Электротехнический фарфор изготовляют из специально приготов-
ленных масс с применением особых технологических режимов, которые
отличаются от режимов производства хозяйственного фарфора.
В некоторых образцах твердого фарфора, например подвесных изо-
ляторах, содержится больше полевого шпата, чем это обычно принято
для твердого фарфора (табл. 122).
Таблица 122
Примерный состав масс для высоковольтных изоляторов в %
Твердый фарфор Полевой шпат Каолин+ й-глина Кварц Глинозем обожжен- ный
С повышенным содержанием: каолинита ... 26,3—26,6 42,8—47,1 26,4—32
полевого шпата . . 33,5—36,2 39,6—41,1 2 ,8—26,9 —
кварца . . . 20—26,5 38,7—40,2 33,3—41,3 —
Высокоглиноземистый . . 22 45 8,1 25
Высокое содержание полевого шпата в массах для изоляторов обу-
славливает низкую и нетипичную для твердого фарфора температуру
обжига около 1320° С. Обжиг изоляторов с повышенным содержанием
кварца заканчивается около 1350° С. Изоляторы с высоким содержанием
глинозема, имеющие наилучшие показатели механической и электриче-
ской прочности, обжигают при температуре 1400—1430° С.
Испытания изоляторов с повышенным содержанием полевого шпата
и наблюдения за их службой на линиях электропередач показывают,
что по сроку службы они не уступают изоляторам с меньшим содержа-
нием плавней и большим содержанием глинистого вещества.
Одним из факторов, компенсирующих в данном случае отрицатель-
ное влияние высокого содержания щелочей на прочность изолятора, яв-
ляется вероятнее всего меньшая его пористость по сравнению с другими
изоляторами, а также изменение соотношения SiO2 и А12Оз в полево-
шпатовом стекле при более низкой температуре обжига.
Необходимо отметить, что по данным позднейших исследований
при изготовлении высоковольтного фарфора особое внимание необходи-
мо уделять составу полевого шпата. Наличие в полевом шпате слюды
приводит к образованию пор с оплавленными краями, что снижает ди-
электрические показатели изоляторов и их прочность. Применение ка-
лиевого полевого шпата в производстве высоковольтных изоляторов име-
ет ряд преимуществ по сравнению с натриевым шпатом—альбитом. На-
пример, полевой шпат с содержанием 11,62% КгО и 0,32% Na2O заме-
нили натриевым, содержащим 10,18% Na2O и 3,55% К2О, в изоляторной
массе следующего состава (в %): глуховецкий каолин — 28, часов-яр
ская глина— 19, кварцевый песок — 20, полевой шпат — 33.
Как видно из графиков рис. 163, а, с понижением содержания в фар-
форовой массе КгО и увеличением ГЧагО удельное объемное сопротивле-
ние резко снижается, а при полной замене калиевого полевого шпата на
чисто натриевый уменьшается примерно в 100 раз. Зависимость б и е
от содержания КгО и Na2O показана на рис. 163, б.
Значительное влияние на пористость и другие свойства изоляторов
оказывает обработка массы перед формованием. Давно известно благо-
приятное влияние длительного вылеживания пластичной массы на ее
формовочные свойства, на прочность сырца и на свойства готовых изде-
лий. На современных заводах вылеживание успешно заменяют вакууми-
рованием массы в массомялках.
В производстве хозяйственного фарфора вакуумирование является
505
лишь одним из эффективных способов повышения прочности высушен-
ных изделий и снижения количества вводимой в массу пластичной гли-
ны с соответствующим повышением белизны изделий.
При изготовлении электрофарфора вакуумирование массы имеет
более важное значение, так как при этом существенно улучшается тех-
ническая характеристика изоляторов.
Рис. 163. Зависимость удельного объемного сопро-
тивления (а), угла диэлектрических потерь и диэлек-
трической проницаемости (б) от соотношения в со-
ставе фарфора К2О и Na2O
в)
О влиянии вакуумирования массы на ее формовочные свойства
tсвязность), прочность высушенных изделий, пробивную напряженность
и прочность обожженных изделий свидетельствуют данные, приведен-
ные в табл. 123.
Таблица 123
Влияние способов обработки фарфоровой массы на свойства изоляторов
Способ обработки Сухие образцы— предел прочности при раз- рыве в кГ/смг Обожженные образцы
прн сжа- тии в кГ}см- предел прочности при ударном изгибе в кГ/см2 пробивная напряжен- ность в де/лш
при разрыве в кГ!смг при ста- тическом изгибе в кГ сж/сж2
Промин на бегунах (мас- сомялке) Фора . . . 3,5 2920 208 549 1,8 16,6
Вакуумирование . . . 4,83 3790 237 611 2,21 18,2
То же, с предваритель- ным подогревом . 6,26 3815 253 659 2,47 18,5
Формовочные свойства массы и качество готовых изоляторов значи-
тельно повышаются при комбинированной ее обработке подогревом жид-
кой массы перед фильтропрессованием (при температуре около 90° С
в течение суток) с последующим вакуумированием пластичной массы.
Вакуумирование жидкой массы, используемой при отливке бушин-
гов и других видов электрофарфора, также повышает качество готовых
изделий. Из жидкой массы воздух удаляется быстрее, чем из пластич-
ной, поэтому в данном случае используют более простую аппаратуру.
Обычно для вакуумирования жидкой массы служат резервуары, в кото-
рые ее подают насосом.
Для более полного вакуумирования шликер подается тонкими стру-
ями через распределительное устройство с небольшими отверстиями.
506
3. Формование изоляторов
Формование изоляторов из пластичной массы. Штыревые изолято-
ры с глубокими кольцевыми впадинами формуют на одношпиндельных
станках в гипсовых формах 1 при помощи стальных шаблонов 2
(рис. 164). При формовании высоковольтных изоляторов особое значе-
Рис. 164. Схема формо-
вания изоляторов шаб-
лоном
Рис. 165. Армированный подвесной изоля-
тор
1 — изолятор; 2 — шапка, закрепленная на изоля-
торе при помощи цементного раствора; 3— штырь;
4 — эластичная прокладка
иие имеет предварительная обработка массы для придания ей однород-
ной структуры.
Изоляторы формуют из цилиндрических заготовок, полученных из
вакуумных массомялок. Штыревые и подвесные изоляторы на некого
рых заводах формуют горячим вращающимся штемпелем. При этом
способе формования юбки изолятора имеют меньшую высоту, так как в
противном случае масса юбки захватывается смежными кольцами вра-
щающегося штемпеля и отрывается от основной массы изолятора. Кон-
струкция подвесного (армированного) изолятора, сформованного горя-
чим штемпелем, и металлические детали для его армирования показаны
на рис. 165.
Между горячей поверхностью штемпеля и формуемым изделием об-
разуется паровая пленка, которая предотвращает прилипание штемпеля
к массе даже при сложном профиле подвесных изоляторов. Горячий
штемпель обеспечивает лучшее уплотнение, чем формование при помощи
шаблона, и при поточной организации загрузки и разгрузки форм имеет
высокую производительность (до 450 подвесных или около 750 телеграф-
ных изоляторов).
Для увеличения прочности гипсовые формы горячего пресса стяги-
вают железными обручами. В зависимости от свойств массы оптималь-
ная температура штемпеля колеблется в пределах ПО—140° С, влаж-
ность массы 23—24 %-
При механизации производства телефоно-телеграфных изоляторов
получило довольно широкое распространение формование изделий из
пластичной массы пониженной влажности при помощи вращающегося
штемпеля в стальных формах. Чтобы штемпель не прилипал к массе, его
смазывают жировой смазкой.
Стальные формы применяют двух типов: цанговые (рис. 166, а)
с расходящейся после формования матрицей 1 и простым выталкивате-
лем 2 и телескопические (рис. 166,6) с двухступенчатым пневматиче-
ским выталкивателем.
Во избежание деформации заформованный изолятор (см. рис. 166,6)
толкателем 1, втулкой 2 и поршнем 3 выталкивается вначале из матри-
507
Рис. 166. Стальная телескопическая форма для изоляторов
а — цанговая; б — телескопическая
цы 4, закрепленной в корпусе 5 Затем при дальнейшем движении стер
жня 6 и поршня 3 и сокращении спиральной пружины 7 выталкивается
головка изолятора из втулки. Применение постоянных стальных форм
дало возможность отказаться от быстроизнашивающнхся сменных гип-
совых форм, упростить и механизировать формование в специально
сконструированных для этого полуавтоматах.
Полуавтоматы объединяют в непрерывнопоточные линии с конвейер-
ными сушилками и глазуровочными машинами.
Основное оборудование поточной линии для производства штыревых
изоляторов имеет следующую часовую производительность: станок для
оформления заготовок — 3750 шт., формовочный полуавтомат — 450—
500 шт.; конвейерная сушилка типа «Тюрингия» — около 2000 шт.; гла-
зуровочный карусельный полуавтомат— 1500 шт.
В настоящее время технологи и конструкторы занимаются вопроса-
ми механизации перекладки полуфабриката на конвейеры и с конвей-
еров, а также создания полностью автоматизированных линий, охва-
тывающих большую часть основных процессов и вспомогательных
операций.
Для формования, сушки, оправки и глазурования высоковольтных
изоляторов ПМ-4.5 па Славянском арматурно-изоляторном заводе со-
здана иепрерывнопоточная автоматизированная линия, в которой уста-
новлено наиболее современное оборудование. Не останавливаясь на ра-
боте довольно сложного оборудования этой автоматической линии, при-
водим основные ее технические характеристики.
Производительность в шт/ч .... .... . 165
Влажность используемой фарфоровой массы в % .... 19—20
Продолжительность первичной сушки до влажности 17—18%
(подвялки) в ч.................................................. 2
Продолжительность окончательной сушки до влажности 0,5% в ч 12
Основные размеры автоматической линии в м:
длина 53
ширина 6,23
высота .... 5,15
508
Прессование изоляторов из порошкообразной массы. Установочный
низковольтный электротехнический фарфор, к которому предъявляются
повышенные требования в отношении точности размеров, и другие изде-
лия, имеющие сложную форму, прессуют из порошкообразной массы на
ручных прессах или автоматах. Пресс-формы изготовляют из специаль-
ной износоустойчивой стали. Штампованные изделия имеют недостаточ-
но однородную текстуру, но все же удовлетворяют относительно невысо-
ким требованиям к электрическим характеристикам, предъявляемым
к низковольтным установочным изоляторам для внутренних сетей.
Для получения необходимой связующей способности фарфоровой
массы и отделения отпрессованных изделий от прессформы в массу вво-
дят воду — от 12 до 14% и органические добавки — от 3 до 5%.
Порошкообразную массу для прессования установочного электро-
технического фарфора составляют, например, по одному из следующих
рецептов:
1) древесной смолы (с удельным весом 1,05—1,1) 20—25% и керо-
сина 75—80%;
2) березового дегтя 50%, керосина 50%;
3) скипидара 50%, керосина 30%, березового дегтя 20%.
Несмотря на сложную форму изделий установочный низковольт-
ный фарфор прессуют без затруднений с большими скоростями, вслед-
ствие большой удельной поверхности, приходящейся на единицу объе-
ма, чем облегчаются удаление воздуха из массы и равномерное ее уп-
чотнение.
Обточка ребристых изоляторов. Изделия, сформованные из пластич-
ной массы или отлитые из шликера, вследствие большой и недостаточ-
но равномерной усадки в процессе сушки всегда имеют значительные
отклонения от заданных размеров, допустимые в производстве посуды,
санитарного фаянса, художественного фарфора. К электротехническому
фарфору предъявляются более высокие требования в отношении разме-
ров: они должны соответствовать размерам металлических деталей ар-
мирования и аппаратуры.
Ребристые изоляторы, имеющие форму тел вращения, изготовляют
способом обточки цилиндрических заготовок с низкой влажностью. По-
этому при дальнейшей тепловой обработке изделия дают меньшую усад-
ку и, следовательно, меньшие отклонения от заданных размеров.
Для высоковольтных крупногабаритных изоляторов, изготовляемых
обточкой, требуется масса пониженной влажности (около 18%), так
как используемые для этих изоляторов трубчатые заготовки с более вы-
сокой влажностью деформируются при транспортировании и обработке.
Из такой массы болванки большого диаметра (до 1200 мм) изго-
товляют на мощных шнековых вакуум-прессах специальной конструк-
ции. В этих прессах обеспечиваются получение однородной освобожден-
ной от включений воздуха массы и формование выдавливанием через
смежные мундштуки заготовок разных размеров. Заготовки из мало-
пластичных масс пониженной влажности формуются на поршневых гид-
равлических прессах под давлением до 750 кГ/см2. Гранулированную
массу предварительно вакуумируют с помощью компактной вакуумной
установки, смонтированной в одном агрегате с поршневым прессом.
Обточкой провяленных болванок с влажностью 14—18% изготов-
ляют проходные, опорные и аппаратные фарфоровые изоляторы. Обтачи-
вают изоляторы на специальных полуавтоматах, а также на токарных
или штурвальных станках при помощи набора стальных резцов и гре-
бенок, конфигурация режущей кромки которых соответствует профилю
изолятора. Полые изоляторы при обточке насаживают на скалку, а спло-
шные зажимают между рифлеными наконечниками двух вращающихся
шпинделей станка.
509
Ребристые подвесные изоляторы ИП-518, СП-110 обтачивают на ав-
томатических вертикальных станках. Рабочий лишь устанавливает заго-
товку, снимает обточенный изолятор, включает и останавливает полу-
автомат.
В более современных моделях станков для обточки ребристых изо-
ляторов применяют вместо стального копира по шаблону фотокопиру-
ющий суппорт. Такие станки имеют достаточно широкие диапазоны регу-
лирования их работы при следующих характеристиках.
Наибольший диаметр изолятора в мм ... ... 400
» горизонтальный ход резца . 100
» высота изолятора ... . 2000
Число оборотов планшайбы в 1 мин 74—444
Скорость подачи резца в мм/мин-.
при предварительной проточке скалки 269—300
» обточке по копиру . 122—1164
» обратном ходе резца . 61—550
Основные размеры в мм\
длина.................................................. 1500
ширина . 1700
высота . . ... 3500
В результате установки специальных расширяющихся мундштуков
к мощным вакуум-прессам на изоляторных заводах организовано изго-
товление крупногабаритных пустотелых заготовок диаметром до 1,2 м
и высотой до 2,5 м для получения покрышек (бушингов) способом об-
точки. Вакуумированная масса для таких крупногабаритных трубчатых
заготовок имеет пониженную влажность 18—19%. Обточка этих круп-
ных изоляторов потребовала изготовления специального оборудования,
транспортных устройств и других приспособлений, среди которых необ-
ходимо отметить следующие: вакуум-пресс СМ-241, специально приспо-
собленный для крупногабаритных заготовок; гидравлический опрокиды-
ватель заготовок с тележками для передачи заготовок от вакуум-пресса
к станку для обточки и токарно-копировальный станок конструкции за-
вода «Изолятор» с гидрокопиром системы ЭНИМС.
4. Сушка изоляторов
На графике рис. 167 приведен режим сушки низковольтных штыре-
вых телеграфных изоляторов после освобождения (выбивания) их из
гипсовой формы.
Кроме толщины изделий при
сушке имеет значение их форма,
в данном случае удельная по-
верхность или отношение поверх-
ности к весу высушиваемого из-
делия. Части изделия с ребри-
стой поверхностью сушатся быст-
рее, чем массивные с меньшей
поверхностью испарения. Если
напряжения, возникающие в изо-
ляторе, превысят прочность мас-
сы в этот период сушки, то в из-
делиях образуются трещины.
С увеличением размеров из-
делий и в особенности толщины
отдельных их частей приходится
Рис. 167. Режим сушки штыревых изоля-
торов после освобождения от формы
/ — потеря влаги изделием; 2 — относительная
влажность теплоносителя; 3 — температура тепло-
носителя
увеличивать продолжительность
сушки на 1-й и 2-й стадии процесса, а в 1-ю наиболее опасную стадию
сушки применять так называемый «мягкий режим», характеризуемый
высокой относительной влажностью теплоносителя.
510
Опасность растрескивания массивных изделий при неравномерной
усадке в начальный период сушки или при быстром испарении больших
количеств остаточной влаги во время обжига является основной причи-
ной, которая вынуждает применять экономически невыгодные затяж-
ные режимы при сушке крупных изделий горячим воздухом, а также
изыскивать другие способы сушки.
Сушка изоляторов токами высокой частоты (порядка 107 гц), пред-
ложенная на заводе «Пролетарий» А. И. Августиником, отличается от
сушки токами низкой частоты (порядка 50 гц) тем, что в первом случае
изделия высушиваются без электродов,
приспособленных к размерам и форме
данных изделий. Массивные изделия, на-
пример болванки для крупных изолято-
ров, прогреваются по всей его массе, на-
ходящейся в высокочастотном контуре.
При этом благодаря быстрому прогреву
изделия по всей толще, устраняется брак
и срок сушки сокращается в несколько
раз по сравнению с продолжительностью
сушки нагретым воздухом.
Внутренние участки изделия сохра-
няют в процессе сушки более высокую
температуру, чем наружные, так как вла-
га быстро испаряется с поверхности из-
делия. Это создает благоприятные усло-
вия для выхода влаги к поверхности и
обусловливает равномерность прогрева
Рис. 168. Раздвижной (телескопи-
ческий электронагреватель ра-
диационной сушилки
а — в собранном виде; б — в рабочем
состоянии
изделия.
Высокий расход энергии по сравне-
НИЮ с сушилками, в которых использу-
Таблица 124
Режим радиационной сушки изоляторов СБ-0213Ка
Период сушки Продолжитель- ность периода сушки в ч Потеря веса изолятора в г/ч Общая потеря влаги изолято- ром от начала сушки Температура у стенки сверху изолятора в °C Режим по КЭП2 в мин
в кг в % наг- рев охлаж- дение
Первый — удаление уса-
дочной влаги .... 76— От 1200 54—58 14 35—45 (по 2 20
80 до 600 самописцу)
Второй 1 . . 8 От 700 58—62 — 50—70 7 16
до 400
Третий 10 От 600 62—68 16 70—90 11,5 11,5
до 400
Повышение температуры 5—10 От 500 90—1201 Непрерывный
до 200 нагрев при
Выдержка при макси- отключенном
мальной температуре . 30 120—130 Л1
Начало охлаждения . 2 130—90 11,5 11,5
От 40 68—72 17,5—
Охлаждение . . . 2 ДО 0 18 90—70 7 16
Конец охлаждения . 2 70—50 3 20
1 При переводе режима по КЭП на второй период сушки изоляторы должны быть
белыми (влажность 8—10%).
2 Командный электроприбор, автоматически включающий нагреватель по задан-
ному режиму.
511
°тся горячий воздух из туннельных печей, является основным препятст-
вием для широкого использования высокочастотной сушки в керами-
ческой промышленности.
Более благоприятные экономические показатели получаются при ис-
пользовании радиационной сушки при помощи раздвижных (телескопи-
ческих) электронагревателей, размещаемых внутри оболочек вводов
(рис. 168).
В виде примера в табл. 124 приведен режим радиационной сушки
изоляторов с использованием нагревателя мощностью 5 кет при напря-
жении 380 в.
Если температура на контрольном изоляторе ниже 120° С (115—
116°С), период непрерывного нагрева следует продлить на 5 ч и только
после того переходить к охлаждению. Нагреватели для конусных изо-
ляторов подбирали опытным путем. Радиационный метод позволил со
кратить продолжительность подвяливания в 4—5 раз по сравнению с
конвективной сушкой и значительно улучшить качество заготовок, по-
ступающих на дальнейшую обработку.
Режим провяливания (прерывистый по КЭП — 60 мин нагрев
и 60 мин охлаждение) показан на рис. 169.
Рис. 169. Режим радиационной сушки крупногабаритных изоляторов
7 — температура внутри изолятора; 2 — потери влаги; 3 — влажность; 4 — потеря в весе в кг;
5—1 — температура изолятора соответственно верха, ииза и середины
5. Обжиг электрофарфора
Электрофарфор обжигают преимущественно в туннельных печах
непрерывного действия и реже — в печах периодического действия.
В связи с реконструкцией и расширением действующих и строитель-
ством новых заводов туннельные печи вытесняют периодические, что
способствует также переходу на непрерывнопоточные методы производ-
ства как в печных, так и в смежных цехах.
В круглых печах периодического действия при использовании твер-
дого топлива изоляторы обжигались в капселях.
Для предохранения крупногабаритных изоляторов (бушингов) от
резкого действия пламени (и от золы при твердом топливе) служат
сборные шамотные кольца и крышки.
Эффективное использование объема капселей при загрузке в них
изоляторов снижает расход на обжиг. Одним из способов уплотненной
загрузки капселей является подсадка мелких изделий при размещении
в них или на полках туннельных вагонеток более крупных изоляторов
Большие перспективы открываются перед внедрением бескапсель-
ного обжига в связи с переводом печей на обогрев природным газом.
Однако бескапсельная загрузка вагонеток дает благоприятные показа-
512
Таблица 12">
Фазовый состав и строение высоковольтного фарфора в разные периоды обжига
(выдержка при конечной температуре 1 ч)
Температура обжига в °C Глинистое вещество Кварц Полевой шпат Характер пор
990 Диссоциированные гли- нистые материалы Не изменился Не изменился. Встречается в ви- де характерных полисинтетических двойников Много мел- ких открытых пор
1000 То же То же Поверхность зе- рен слегка нару- шена Встречается в виде характерных полисинтетических двойников То же
1100 Слабо муллитизиро- ваннные глинистые ма- териалы. Кристаллики муллита чрезвычайно мелкие, не индивидуали- зированы > Зерна частично оплавлены по пе- риферии Значительное количество мелких откры- тых пор
1200 То же. Мелкие кри- сталлики не индивидуа- лизированы > Оплавленный. Отдельные оп- лавленные зерна сохраняют перво- начальные очерта- ния Встречаются закрытые поры
1300 В основной массе рас- положен муллит в виде кристалликов длиной до 7 мк и в поперечнике 2 мк. В местах соприкос- новения глинистых мате- риалов с полевошпато- вым стеклом кристалли- зация муллита более яв- ственная (длина кристал- лов 12—14 мк) Зерна окруже- ны небольшой изотропной каем- кой. На поверхно- сти некоторых зе- рен заметна тре- щиноватость Расплавленные зерна теряют рель- ефность внешних очертаний Поры, глав- ным образом закрытые, в ви- де небольших заплавленных пузырьков
1350 Состоит из муллитизи- рованных глинистых ма- териалов и стекла. Кри- сталлы муллита достига- ют по длине 20—25 мк Более широкая изотропная каем- ка вокруг зерен. Поверхность зерен часто трещинова- тая Иногда различи- мы первоначаль- ные очертания зе- рен Поры мелкие, закрытые, в ви- де заплавлен- ных пузырьков
1400 Состоит из стекла и муллита. Встречаются гнезда хорошо образо- ванных кристаллов мул- лита Зерна с сильно поврежденной по- верхностью окру- жены широкой изотропной каем- кой Первоначальные очертания зереи лишь с трудом различаются в не- которых участках шлифа Крупные за- крытые поры в виде больших заплавленных пузырьков
1450 Состоит из стекла с муллитом. Встречаются гнезда хорошо образо- ванных кристаллов мул- лита Зерна частично или полностью растворены То же То же
33- 1025
513
тели лишь в случае применения каркаса из тонких огнеупорных плит
для укладки на них крупных изоляторов. При обжиге мелких изделий
целесообразно использовать полуоткрытые капсели. При комбинирован-
ной загрузке печных вагонеток капсели с изоляторами устанавливают
по бокам вагонетки, а в средней части вагонетки сооружают этажерку
из огнеупорных плит. Для большей устойчивости капселей наружные
плиты пода вагонетки имеют уклон в сторону этажерки и потому капсе-
ли не могут соприкасаться со стенками печного канала при передвиже-
нии вагонеток. При комбинированной садке загрузка изоляторов дости-
гает 135—220 кг на 1 л3 используемого объема печного канала.
Продолжительность и режим обжига определяются условиями по-
лучения высококачественного фарфора. Результаты изменения фазово-
го состава во время спекания электрофарфора показаны в табл. 125.
В виде примера па рис. 170 показана кривая обжига крупногаба-
ритных изоляторов в мощных туннельных печах длиной около 100 лш с
сечением канала около 5 м2 и продолжительностью цикла 80—100 ч.
начало охлаждения
Позиции печи
О
12
О
7,5
10,5
СО
02
соя
2,5 2,6 О
Ц2 ЦЬ 2,5
14,2 13,5 13,0
Рис. 170. Кривая обжига высоковольтных изоляторов в туннельной
печи
Устройством вентилятора из жароупорной стали для рециркуляции
газов в зоне подогрева, паровых завес у восстановительной зоны и дру-
гими конструктивными улучшениями продолжительность обжига и ох-
лаждения высоковольтных изоляторов средних размеров снижена до
60 ч.
По мере дальнейшего усовершенствования режимов обжига, кон-
струкций туннельных печей, а также применения приборов автоматиче-
ского управления обжигом с каждым годом сокращается продолжитель-
ность обжига, увеличивается удельный съем продукции с 1 м3 печного
пространства и снижается удельный расход топлива.
Глава 13. ХОЗЯЙСТВЕННЫЙ ФАЯНС
1. Состав и свойства
Молекулярный состав широко распространенных видов полевошпа-
тового фаянса выражается следующей формулой:
0,2 —0,24 СаО
0,18 —0,23 MgO 9,1 — 11А1А 1 47,1 — 56,7 SiO2
0,3 — 0,5 К2О 0,1 — 0,2Fe2O3 / 0,4 —0,5TiO2
0,15 —0,2 Na2O
Характерным для состава фаянсовой массы является введение при-
мерно 30—35% пластичной глины, 30—35% каолина и 31 —36% кварца
или кварцевого песка с добавлением от 2 до 5% полевого шпата, если в
глинах не имеется плавней в количествах, достаточных для получения
прочного изделия при обжиге до 1250—1280° С.
Решающее значение для срока службы фаянса, его гигиенических
и декоративных достоинств имеют механическая прочность и химиче-
ская стойкость глазури, а также ее способность выдерживать вместе с
материалом изделия термическое расширение и сжатие без трещин (це-
ка) и отслаивания.
Коэффициент термического расширения фаянса зависит от состава
сырья, тонкости помола кварца, конечной температуры обжига, а также
от количества вводимого в массу полевого шпата.
Фаянсовые борные и борно-свинцовые глазури являются стеклами
довольно сложного состава, который колеблется в пределах следующей
формулы:
0,07 —0,4 К2О
0,15 — 0,38 MgO
0,45 —0,5 СаО
0 —0,35 РЬО
0,18— 0,44 А12О3
2,7 — 5 SiO2
0,2 — 0,5 В2О3
В настоящее время в производстве хозяйственного фаянса широко
применяют бессвинцовые стронциевые глазури на основе целестина
SrO4.
Применяемые для глазурования фаянса борные или борно-свинцо-
вые эластичные глазури имеют коэффициент термического расширения
в пределах (55 80) 10 7. Высокая эластичность глазури может в из-
вестных пределах компенсировать различие в ко-
эффициентах термического расширения фаянса
и глазури.
Условием, способствующим устойчивости
глазури резким изменениям температуры, явля-
ется также образование между фаянсом и гла-
зурью промежуточного слоя. Этот слой возника-
ет в процессе обжига вследствие проникания гла-
зури в поверхностный слой фаянса и частичного
его растворения в глазури. Промежуточный слой
смягчает напряжение между фаянсом и гла-
Рис. 171. Кольцо ДЛЯ
определения напряже-
ния в глазури на фаян-
совом черепке
зурью, появляющееся вследствие теплового рас-
ширения.
Модуль упругости для типичной фаянсовой
глазури колеблется в пределах 5700—6800
кГ!см2. Напряжения, возникающие между фаян-
сом и глазурью после обжига, в производственных условиях регулярно
проверяют.
Существует несколько способов контроля, из которых наиболее
простым является проверка напряжений на разрезанных кольцах
(рис. 171). В кольце, изготовленном из производственной массы и пред-
варительно обожженном, прорезают щель заданного размера. Такое
кольцо, покрытое по наружной цилиндрической поверхности глазурью,
обжигают вместе с изделиями в заводской печи. Расширение или суже-
ние щели в кольце от напряжения, возникающего между материалом и
глазурью, характеризует разницу их коэффициентов расширения
н склонность глазури к разрушению. Если щель после обжига расши-
ряется, то на изделиях могут появиться трещины (цек), а если умень-
шается, то это значит, что коэффициент расширения фаянса больше
коэффициента расширения глазури и глазурь может отслаиваться от из-
делия. Термическую стойкость глазури или ее склонность к цеку опреде-
ляют повторным нагревом и охлаждением изделий в воде с температу-
зз
515
рой 15° С. Температуру нагрева, начиная от 120° С, с последующим ох-
лаждением, каждый раз повышают на 10°. Появление цека после
охлаждения проверяют при помощи раствора фуксина.
На наших заводах вырабатывают лишь полевошпатовый фаянс, от-
личающийся от известкового фаянса большей прочностью и более стой-
кой глазурью. Состав типичных масс для изготовления такого фаянса
приведен в табл. 126, а глазурей — в табл. 127.
Таблица 126
Состав масс для хозяйственного фаянса в %
Исходный материал Состав Исходный материал Состав
I 11 I И
Каолин обогащенный Кварцевый песок . . . 33 35
просяновский 1-го сорта 32,5 30 Полевой шпат 1 I
Глина часов-ярская Фаянсовый бой . . . 3,5 4
1-го сорта 30,5 30
Таблица 127
Составы борно-свинцовой и борно-стронциевой глазурей
для фаянса и фритт (в %)
Материал Состав глазурей Состав фритт
I 1 » 111 • 1 » III IV v
Каолин . 7,5 7 9,79 —
Бентонит -— 0,5 -— •— —- -— — —•
Кварц -— — -— 25,8 24,2 21,4 24,04 29,3
Полевой шпат • . . — — — 29,4 17,6 33,5 30,17 12,8
Карбонат стронция . . — — — 10,5 16,3 10,5 — 12,6
Целестин . . . •— — — -— — — —- 3,7
Гидроборацит . . • . —• — —- 9,5 6,3 10 23,1 6
Свинцовый сурик . — — — — — — 6,78 —
Бура (техническая) —- — — 15 5,5 15 —- 5,5
Сода кальцинированная — — 6,5 10,4 6,5 10,21 10,4
Мел — -—- — 3,3 2,1 3,1 5,7 2,1
Доломит (опока) . — — — — 2,1 — — 2,1
Фаянсовый бой 3,5 3,5 — — 15,5 — — 15,6
Фритта состава: 1 .... 23,1 — — — — — — —
11 — 65,9 — -—- .— -—— —
Ill — 23,1 — .— -— .— — —
IV . . — — 90,21 — — — — —
V ..... 65,9 — —’ — — — — —
2. Формование изделий
Производство хозяйственного фаянса отличается большим разнооб-
разием технологических процессов (см. схему) и уступает в этом отно-
шении лишь производству хозяйственного фарфора. Фаянсовую массу
приготовляют теми же способами и с применением тех же машин, что и
фарфоровую. В отличие от производства фарфора при изготовлении
глазури растворимые и нерастворимые в воде компоненты предвари-
тельно сплавляют (фриттуют).
Хозяйственный фаянс изготовляют главным образом способом пла-
стического формования шаблоном и в гипсовых формах на станках и
полуавтоматах. Кувшины, чашки, чайники, приставные детали для них
отливают из жидкой массы (шликера). Способы формования и сушки,
а также оборудование, применяемое для формования, отливки и сушки,
аналогичны применяемым в производстве хозяйственного фарфора.
516
Технологическая схема производства хозяйственного фаянса
Глазурь
Пластичная масса
Формование изделий (станки
и полуавтоматы)
4-
Подвяливание, оправка изделий
и приставка деталей (носиков
и ручек)
I
Литейная масса
4
Отливка изделий или
деталей (в гипсовых
формах на столах, кон-
вейерных установках)
Сушка в конвейерных и туннельных
сушилках
4
Чистка шкуркой
4
Загрузка в капсели для первого
(бисквитного) обжига
4
Первый обжиг (туннельные печи)
Выгрузка из капселей, сортировка
и чистка от пыли
Декорирование подгла-
зурными красками или •
цветными глазурями
I
I 4
Глазурование (погружением или пульверизацией, полуавтоматы)
Загрузка в капсели для второго, политого обжига
4
Второй обжиг (туннельные печи прямого действия
или муфельные для глазурованных изделий)
4
------------Выгрузка из капселей и сортировка изделий
4
Украшение изделий надглазурными красками
(печать пульверизацией, декалькомания, ручная раскраска)
4
Муфельный обжиг и сортировка изделия после раскраски
-----------------------» Упаковка изделий
Однако фаянс формуется быстрее, чем фарфор, вследствие большей
пластичности массы, а сушка и удаление химически связанной воды
протекает медленнее, чем при изготовлении фарфора.
Намечаемое резкое увеличение выпуска посуды обуславливает не-
обходимость всемерного внедрения комплексной механизации и автома-
тизации в производстве бытовых изделий (тарелок, блюдец и др.).
Фаянсовый завод им. М. И. Калинина запроектировал, например,
шестисекционныи формовочно-сушильный автомат, в котором полностью
автоматизированы вес процессы, начиная от загрузки цилиндрических
заготовок и до оправки высушенных изделий.
Формовочная машина (рис. 172) может одновременно формовать
шесть изделий разных фасонов и размеров. Машина связана с непре-
рывно действующей сушилкой 1, общим люлечным конвейером 2, рабо-
тающим от одного с пей привода. Цилиндры (скалки) вакуумированной
массы закладываются на ленту транспортера и направляются в пита-
тель автомата 3, где отрезаются диски массы заданной толщины. Эти
диски затем автоматически накладываются на гипсовые формы, разме-
щенные на полках сушильного конвейера. Механизм 4 формует пласт
до заданного диаметра изделия и предварительно обжимает массу горя-
чим штемпелем. Механизм 5 окончательно формует изделие на вращаю-
щейся гипсовой форме при помощи шаблона.
34—1025
517
Ниже приведены некоторые технические данные формовочно-су-
шильного автомата.
Производительность в шт/ч.................................... 3600
Мощность электродвигателей машины в кет 6
Наибольший диаметр изделий в мм . 260
Наибольшая высота » » » 52
В зависимости от размеров изделий и потребной производительнос-
ти автоматы подобного типа могут иметь до 15 линий и формовать од-
новременно 15 разных плоских и полых изделий.
Изделия в формах высушивают до такого состояния, при которой
остаточная влажность: в тарелках составляет 4%, в блюдцах—2% и
Рис. 172. Схема шестисекционпого формовочного сушильного автомата
полых изделиях—16—17%. Полые изделия, например чашки, досуши-
вают без форм после приставки к ним ручек в таких же конвейерных
сушилках, какие применяют для сушки хозяйственного фарфора.
Фаянсовые тарелки, блюдца и некоторые другие изделия можно
также прессовать и из порошкообразной массы с влажностью 5—8%,
подобно прессованию фаянсовых плиток. Экспериментальные работы,
проведенные в 1924—1927 гг. на Песочеиском (ныне Кировском) фаян-
совом заводе, а затем в Ленинградском керамическом институте, на
фаянсовом заводе им. М. И. Калинина и в Киевском научно-исследова-
тельском институте стекольной и фарфорово-фаянсовой промышленнос-
ти показали возможность и технико-экономическую целесообразность
внедрения этого способа в производство фаянсовых заводов.
3. Обжиг
В печном цехе в отличие от производства хозяйственного фарфора
применяют иные способы загрузки изделий. Незначительная деформа-
ция изделий в обжиге, ввиду неполного спекания его при низких темпе-
ратурах, дает возможность использовать наиболее плотную загрузку
капселей, что является важным технико-экономическим фактором.
Устойчивость фаянса в отношении деформации дает возможность
загружать глазурованные фаянсовые тарелки и блюдца на ребро по
нескольку штук в коробчатом шамотном капселе (рис. 173). При такой
загрузке изделия 1 не соприкасаются друг с другом, их разделяют трех-
518
гранные призмочки 2. На дно капселя также укладывают по две такие
же трехгранные призмы. Следы, остающиеся на глазури от опорных
призм, удаляются стальными стамесками.
Рис. 173. Загрузка фаянсовых глазурованных тарелок в капсели
При бескапсельном обжиге в туннельных печах плоские изделия 1
(тарелки, блюдца) удерживаются от соприкосновения и приплавления
глазурью планками (гребенками) 2, имеющими разделительные остро-
угольные выступы 3 (рис. 174).
Режим обжига фаянса сущест-
венно отличается от режима обжига
фарфора. Задачей первого (бисквитно-
го) обжига является придание изде-
лию достаточно высокой прочности
при сохранении пористости, необходи-
мой для глазурования. Низкое содер-
жание плавней и невысокие темпера-
туры обжига приводят к образованию
незначительных количеств стекловид
ной фазы в фаянсе. Это исключает
возможность появления легкоплавких
силикатов закиси железа и, таким об-
разом, нет необходимости иметь вос-
становительный период в обжиге фа-
янса. Желтый оттенок фаянса маски-
руют добавлением в массу и глазурь
окиси кобальта, придающей изделию
и глазури после обжига голубоватый
тон.
Режим первого обжига фаянсо-
вой посуды в туннельной печи пока-
Рис. 174. Бескапсельная загрузка та-
релок на вагонетке туннельной печи
зан на рис. 175.
Глазурованный фаянс достаточно
прочный после первого обжига нагре-
вают до заданной температуры, чтобы обеспечить полное и равномерное
плавление — хороший «разлив» глазури. __
Глазурованный фаянс обжигают при повышении температуры со
скоростью 100—150° в 1 ч до 900° С без ущерба для качества глазури.
Изделие необходимо обжигать в окислительной газовой среде, при
этом избегая конденсации смолистых веществ на их поверхности при
сжигании топлива, так как борно-свинцовая глазурь восстанавливается
34:
519
коптящим пламенем и окрашивается в серый цвет. Перед заключитель-
ной выдержкой надо выравнять температуру по всей камере, чтобы
глазурь плавилась одновременно на всех изделиях. Поэтому скорость
повышения температуры замедляют. Продолжительность выдержки в
конце обжига и плавления
Рис. 175. Режим первого обжига фаянса
в туннельной печи
1 — в иижией части вагонетки; 2 — в верхней части
’ вагонетки
чением канала 2 м2 продолжительность
лаждения колеблется в пределах 16—24
и увеличении выдержки в соответствии
глазури определяется легко-
плавкостью и вязкостью пос-
ледней и колеблется в преде-
лах 1,5—3 ч.
Недостаточная выдержка
приводит к неравномерному
разливу и слабому блеску гла-
зури. При слишком длитель-
ной выдержке или повышении
заданной конечной температу-
ры обжига глазурь впитыва-
ется в изделие, особенно на
выступающих краях его, и по-
лучается так называемый «су-
хой» край.
В туннельных печах с се-
цикла политого обжига и ох-
ч при повышении температуры
с графиком, обеспечивающим
разлив глазури. Перевод печей на обогревание природным газом и вне-
дрение автоматического регулирования обжига дают возможность даль-
нейшего снижения продолжительности обжига хозяйственного фаянса.
При первом обжиге в фаянсе протекают процессы, требующие
больше времени для их завершения, чем при обжиге глазурованных из-
делий, когда происходит лишь расплавление глазури и закрепление ее
ровным слоем на поверхности фаянсового изделия.
Хозяйственный фаянс глазуруют теми же способами, что и хозяй-
ственный фарфор. Особенности технологического процесса на этой ста-
дии производства обусловлены как свойствами предварительно обож-
женного фаянса, так и ассортиментом изделий.
Тарелки и блюдца, преобладающие в ассортименте хозяйственного
фаянса, после первого обжига имеют большую прочность, чем обож-
женный тем же способом хозяйственный фарфор. Это позволяет для
очистки их от пыли использовать вращающиеся щетки при условии от-
соса пыли местной вентиляцией, что облегчает механизацию производ-
ства. Полые изделия очищают от пыли обдувкой сжатым воздухом в
кабинах, оборудованных вытяжной вентиляцией.
В процессе чистки отбирают изделия с ясно выраженными дефек-
тами: с зашибами, «жмотинами», мелкими трещинами, которые исправ-
ляют шлифованием стеклянной шкуркой. Глазуруют изделия преиму-
щественно окунанием, при плотности глазурной суспензии 1,3—1,35,
что соответствует влажности ее около 40—45%. Тонкость помола гла-
зури характеризуется почти полным ее прохождением через сито с
10000 отв/см2-, остаток не должен превышать 0,02%.
Перед заливкой в глазуровочные чаны глазурь процеживают через
сито с 4900 отв/см2 для отделения случайных включений. Перед глазу-
рованием глазурь тщательно взмучивают, так как фритта, вследствие
большого удельного веса, быстро осаждается, чем нарушаются плот-
ность и состав глазурной суспензии.
Для механизации глазурования фаянсовых и полуфарфоровых та-
релок и некоторых других изделий разработаны и практически исполь-
зованы на отечественных заводах глазуровочные автоматы и полуавто-
520
маты, снижающие трудоемкость этого процесса. Подробное описание
этих механизмов имеется в специальной литературе.
После первого обжига путем осмотра и «перезвонки» (палочками)
отделяют треснувшие и выщербленные изделия, непригодные к исполь
зованию.
В зависимости от белизны фаянса, внешнего вида глазури и степе-
ни отклонения от нормативов, предусматриваемых техническими усло-
виями, изделия относят к 1, 2 и 3 сортам и направляют для соответству-
ющего их художественного оформления в живописный цех или на
склад, если они украшены подглазурными рисунками. Бракованные из-
делия— отходы производства — направляют в массоприготовительный
цех на переработку.
Основными причинами снижения сортности и повышенного брака
хозяйственного фаянса являются возникающие в разных стадиях про-
изводства дефекты изделий, из которых необходимо отметить следую-
щие: неровная лицевая поверхность вследствие несвоевременной смены
изношенных гипсовых форм; щербины, получающиеся от небрежного
обращения с полуфабрикатом; трещины, возникающие при наруше-
нии режимов сушки и обжига или небрежном транспортировании
и хранении полуфабриката; деформация изделий с отклонениями за
пределы установленных допусков.
К дефектам глазурного слоя следует отнести также неравномер-
ный разлив, натеки, плешины, «сухой» край, трещины («цек») и отко
лы глазури, «засорка» глазурного слоя зернами шамота, попадающими
на изделия с капселей неудовлетворительного качества, и некоторые
другие. Дефектами изделий являются также мелкие черные пятна
(«мушка»), получающиеся на поверхности фаянса, вследствие загряз-
нения сырья, массы или глазури железосодержащими частицами; за-
конченность, «задувка» и другие дефекты, возникающие вследствие
нарушения технологических нормативов при загрузке изделий в капсе-
ли и обжиге.
Украшение на хозяйственный фаянс наносят теми же способами,
что и при изготовлении хозяйственного фарфора.
Вследствие низкой температуры плавления фаянсовой глазури
(1050—1150° С) при художественном оформлении хозяйственного фаян-
са широко используют подглазурные краски, которые в производстве хо-
зяйственного фарфора не применяют из-за высокой температуры второ-
го обжига фарфора (1320—1350°С).
Украшение фаянса подглазурными красками имеют ряд преиму-
ществ. Нанесенные на изделия после первого обжига подглазурными
красками рисунки покрывают глазурью, которая в дальнейшем защи-
щает их от химического и механических воздействий. При этом отпада-
ет необходимость в третьем, так называемом муфельном обжиге, что
снижает стоимость изделий.
Глава 14. САНИТАРНО-СТРОИТЕЛЬНЫЙ ФАЯНС,
ПОЛУФАРФОР И ФАРФОР
Производство санитарно-строительного фаянса существенно отли-
чается от изготовления хозяйственного фаянса. Решающее влияние на
различие в технологии оказали размеры и форма изделий, которые
определяют способы их формования, сушки, обжига и глазурования.
В последние годы производство полуфарфоровых и фарфоровых
санитарно-строительных изделий расширяется. Полуфарфор отличает-
ся от фаянса большей прочностью и пониженным водопоглощением
(от 3 до 5%). Наилучшее качество, но и наибольшую стоимость имеют
фарфоровые санитарные изделия, отличающиеся низким водопоглоще-
нием (0,2—0,5%), высокими санитарно-гигиеническими свойствами
521
и повышенной механической прочностью (табл. 128). В дальнейшем
при описании производства санитарного фаянса отмечаются особенно-
сти технологии санитарного полуфарфора.
Таблица 128
Свойства санитврных изделий
Свойства Твердый фаянс Полу фарфор Фарфор
Водопоглощение в % ... 10—12 3—5 0,2—0,5
Плотность кажущаяся в г/см3 Предел прочности: 1,92—1,96 2—2,2 2,25—2,3
при сжатии в кГ)смг 1000 1500—2000 4000—5000
» изгибе » » ..... 150—300 380—450 700—800
» ударном изгибе в кГ-см/см2 Средний коэффициент линейного рас- ширения в интервале 20—70° С 1,5—1,8 1,5—2 2—2,3
а-10~7 в град—1 47,58 — 38
В настоящее время на заводах механизированное производство
санитарно-строительных изделий организовано по приведенной схеме.
Технологическая схема поточного производства санитарно-строительных изделий
Комовая глина Каолин Тонкомолотый кварц Тонкомолотын
пегматит или
нефелиновый
сиенит
4 4
--------* Приготовление шликера (винтовые мешалки) +----------
4
Очистка шликера (вибросито и электромагнитные сепараторы)
4
Выдерживание шликера в сборниках
(винтовые тихоходные мешалкн)
4
Вакуумирование шликера и подача его в литейный цех
(цистерны с вакуум-насосами, компрессорами
и автоматическими переключателями)
4
Поточная отливка изделий
(пластинчатые или роликовые кольцевые литейные конвейеры
с сушильными каналами для форм и другими вспомогатель-
ными устройствами)
I
Оправка и отделка санитарных изделий
(проходные роликовые конвейеры)
4
Сушка санитарных изделий
(туннельные или кареточные зональные сушилки)
I
Глазурование <--------------------------------Глазурь
(установка для глазурования пульверизацией с предваритель-
ной заливкой внутренних полостей)
4
Однократный обжиг санитарных изделий (туннельные печи
прямого действия или муфельные для бескапсельного обжига
с автоматическим регулированием режима)
I
Монтаж металлических деталей (роликовые и ленточные
конвейеры для поточных монтажных работ)
4
Испытание изделий (испытательный стенд для массовой
проверки санитарных изделий по техническим условиям)
4
Упаковка санитарных изделий и погрузка---------Тара из гофры или
(упаковочные конвейеры и автопогрузчики) решетчатых панелей
522
1. Составы масс и глазурей
В производстве санитарных изделий к текучести и загустеваемости
полуфарфорового и фарфорового шликеров предъявляются более стро-
гие требования, чем к литейным массам, используемым при отливке
фаянсовой или фарфоровой посуды (табл. 129).
Таблица 129
Свойства литейного шликера
Свойства Шликер
фаянсовый полуфар форовый фарфоровый
Тонина помола по остатку на сите
с 10 000 отв/см2 в % 12—14 6—12 1—2
Влажность в % . . 29—30 28—30 31—32
Удельный вес в г/с.и3 1,76 1,76 1,54
Текучесть в сек.
первая 12—15 12—15 8—11
вторая 26—28 23—28 20—30
Коэффициент загустеваемости 2—2,5 2—2,5 2,2—3
pH ..... . — — 9,1—9,5
Примечание. Первую текучее гь определяют п епосредственпо после приготов-
ления шликера, а вторую — после его выдержки в состоянии покоя.
Основные свойства литейной массы (шликера) определяются ка-
чеством использованных для ее приготовления глин и каолинов Прежде
всего глины и каолины должны легко разжижаться при добавке элек-
тролитов и давать суспензии с хорошей текучестью при небольшом со-
держании воды. Особое значение в производстве шликера имеет содер-
жание электролитов, остающихся в каолинах после их отмучивания.
Недостатки технологии и контроля дозировки электролитов при
отмучивании каолинов послужили причиной вынужденного дифферен-
цированного подхода к их использованию при заготовке шликера,
а также затруднений при определении оптимальных количеств добав-
ляемых в шликер электролитов. В зависимости от используемых кера-
мических масс и в особенности от количеста введенных в каолин при
его обогащении электролитов и каогулянтов изменяется дозировка
электролитов, добавляемых в шликер для регулирования его текучести
и загустеваемости в заданных пределах при минимальной его влаж-
ности.
Обычно в качестве электролита при заготовке литейного шликера
вводят (сверх 100% в расчете на сухие материалы) 0,15—0,6% раство-
римого стекла и 0,1—0,2% соды, а на некоторых заводах 0,1% гидрата
окиси бария.
Основные свойства фаянсового полуфарфорового и фарфорового
шликеров приведены в табл. 129.
Устанавливая состав литейного шликера, необходимо также учи-
тывать модуль растворимого стекла (колебания которого допустимы
в пределах от 2.2 до 2,8), жесткость используемой воды и продолжи-
тельность выстаивания шликера, в течение которого завершается воз-
действие электролитов на глинистые вещества.
Высококачественный шликер для полуфарфора получают строгим
дозированием электролитов с учетом свойств используемого каолина.
При использовании шликера с влажностью 27—28% продолжитель-
ность формования полуфарфорового изделия составляет 4—6 ч, а фа-
янсового 10—16 ч.
523
Составы литейных масс для санитарных изделий приведены в табл.
130, а глазурей — в табл.131.
Таблица 130
Составы литейных масс для санитарного фаянса, полуфарфора и фарфора в %
Материал Масса
фаянсовая полуфарфоровая фарфоровая
1 II III 1 1 " 111 IV
Каолин 27—30 25—31 13 30 30 30 30 30
Пластичная глина 22—29 25—28 30 22 20 20 20 20
Кварцевый песок 28—33 24—30 27 27 27 27 27 22
Полевой шпат . . 4 9—10 — 9 20 9 18 18
Бой и'зделий 11—16 5—10 .—- 12 3 10 3 10
Нефелин-сиенит (карель- ский) 20 —-
' Сподумен завитинский (концентрат) . • — — 10 — .— — — —
Тальк — — — — — 3 —- —
Таблица 131
Составы глазурей для санитарного фаянса, полуфарфора и фарфора в %
Материал Глазурь Фритта
к _ = к ,е. га № 2 для фаянса однократ- ного обжига № 3 для полуфарфора № 4 для фар- фора (глу- хая) Ns 5 нефрит- тованная для полуфарфора № 6 для фар- фора <№ 1 для гла- зури № 2 1 № 2 для гла- зури № 4 полуфарфора
Кварц ...... 27,4 20,7 10 — 25,3 25,5 13,1 10,6
Доломит . . . . — — 14,5 —— •— —• — 6,2
Полевой шпат 34,4 49 — — 25,4 25,5 33,3 —
Пегматит — .— 51,5 — — 4 — 46,8
Глина 0,4 3 — — 5 3,1 — —
Бентонит -— — — — — 1,4 — —
Бой изделий -— — 13,5 — — — — —
Каолин . . 6,6 4,7 6,7 6,3 3 —. 1,6 —
Фритта № 1 — 7,1 — — — — — —
» № 2 —' — — 93,7
Окись цинка . 3 2,2 3,8 — 3,2 3,3 — 5,4
Гидроборацит 13 — — — — — — —
Мел 15,2 —- — — 11,1 10,8 14,5 6,2
Бура кристаллическая — — — —- — 19,5 —
Глет свинцовый ... — — — — — — 18 —
Циркон (концентрат) — — — — 15 14,3 — 16,1
Кремнефторид натрия . —- — — — — — —• 3,2
Барий углекислый . —• — — — 6,9 6,9 — —
Тальк . . — — 5,1 5,2 — —
2. ОтлиЕка санитарных изделий
Первоначально санитарный фаянс формовали в гипсовых формах
вручную из раскатанных пластов. В настоящее время этот способ за-
менен отливкой санитарных изделий в гипсовых формах на столах
и конвейерных установках. Полностью устранены тяжелые ручные ра-
боты, на заводах достигнута высокая производительность оборудова-
ния, резко улучшились санитарно-гигиенические условия труда.
Отливку санитарных изделий начинают с распределения шликера,
624
получаемого из массозаготовительного цеха, по рабочим местам. Что-
бы трубы не засорялись загустевшей массой, ее подают по кольцевому
трубопроводу, в котором масса находится в непрерывном движении.
Избыток массы возвращается в бассейн.
Продолжительность формования изделия из жидкой массы на гип-
совой форме при прочих равных условиях зависит от толщины и влаго-
проницаемости слоя массы, отлагающегося на поверхности гипсовой
формы, а также от ее влагоемкости и температуры шликера. Обычно
процесс этот длится вместе с упрочнением (закреплением) слоя массы
6- 11 ч. Процесс отливки вместе с подготовительными работами вклю-
чает следующие операции: очистки, сборки и скрепления форм (а иног-
да и обмазки швов), установки воронок (литников), заливки шликера,
формования изделий («набирание»), разъемки форм и извлечения из
них изделий.
Отливки с влажностью 20—21% после извлечения из форм подвя-
ливают (влажность снижается до 15—17% и изделие упрочняется до
«твердости кожи») и окончательно отделывают («оправка»): заглажи-
вают швы, образовавшиеся на стыках форм, приставляют монтируемые
детали с заглаживанием и замывкой губкой швов приставки, обраба-
тывают отверстия для металлической арматуры, заделывают изъяны
на поверхности изделий и т. д.
Отлитые изделия отделывают мастера, имеющие высокую квали-
фикацию в этой области, так как дефекты обработки резко снижают
выход первого сорта продукции и экономическую эффективность рабо-
ты завода в целом.
На современных заводах применяют два способа отливки изделий:
стендовый — на оборудованных специальными приспособлениями сто-
лах и конвейерный — на установках, в которых операции по сборке,
разъему и подсушке освободившихся гипсовых форм, отливке изделий
выполняют на конвейерах разных конструкций.
Стендовую отливку начали применять ранее конвейерной и на
современных заводах ее осуществляют с применением несложных уст-
ройства для удаления избытка шликера и с механизацией тяжелых
работ по перестановке форм. Стендовая отливка отличается низкой
стоимостью оборудования и соответственно аммортизационными затра-
тами; большой гибкостью в приспособлении режимов отливки приме-
нительно к изменению ассортимента изделий, свойств сырья и шликера;
возможностью одновременной отливки разных типов изделий с исполь-
зованием взаимозаменяемых приспособлений для разъемки форм
и оправки изделий.
Недостатком стендовой отливки по сравнению с конвейерной явля-
ется необходимость больших площадей на 1 т выпускаемой продукции,
а также естественная нерегулируемая подсушка гипсовых форм в тем-
пературных условиях литейного цеха — около 20° С при относительной
влажности около 70%.
В конвейерных литейных установках все основные и вспомогатель-
ные процессы по отливке выполняются на основном замкнутом конвей-
ере, а оправку изделий осуществляют на вспомогательном конвейере
с последующей передачей их в сушилку. На конвейерных установках
операции, связанные с использованием шликера, сжатого воздуха для
пневматических подъемников или горячего для подсушки форм, сосре-
доточены на определенных участках конвейера, что сокращает протя-
женность коммуникаций, а также площади Для проходов к рабочим
местам. В результате выпуск с 1 м2 площади увеличивается примерно
в 2 раза. Вместе с тем непрерывное транспортирование тяжелых гипсо-
вых форм потребовало сооружения металлоемких конвейеров. Обору-
дование на отдельных участках конвейеров сушильных камер, меха-
525
низмов для раскрывания и закрывания форм и их заливки шликером
привело к жесткой регламентации в продолжительности отдельных
процессов при заданной скорости и производительности конвейера
в целом.
Продолжительность отдельных процессов в производственных
условиях изменяется в соответствии со свойствами используемых глин
и каолинов, качеством гипсовых форм и другими условиями. Поэтому
непредусмотренная в конструкции некоторых установок необходимость
изменения продолжительности технологических процессов потребовала
изменения отдельных узлов этих установок при их освоении и наладке
на заводах санитарных изделий. На отечественных и зарубежных заво-
дах успешно работают разные типы конвейерных установок для отлив-
ки санитарных изделий. Ниже приведено краткое описание и техничес-
кие характеристики наиболее типичных литейных конвейеров и отмече-
ны некоторые внесенные при их эксплуатации изменения, повышающие
технико-экономические показатели их работы.
Впервые в СССР конвейерная отливка была организована на
Кировском фаянсовом заводе, где унитазы отливают на двухъярусном
конвейере, по верхним и нижним рельсам которого перемещаются
решетчатые платформы-тележки. На тележках верхней ветви конвей-
ера собирают и разбирают формы и отливают изделия, а на тележках
нижней ветви — формы подсушивают. С верхней ветви конвейера
тележка передается на нижнюю и обратно гидравлическими подъемни-
ками, а горизонтальное перемещение тележки осуществляют толкате-
лем. Подъемники сблокированы и работают автоматически при помо-
щи концевых переключателей, золотниковых устройств и гидро-
приводов.
Конвейер имеет длину 38,3 м, ширину 1,55 м и высоту 1 м. При
продолжительности цикла (от заливки форм до выемки из них изде-
лий) 4,5—5 ч производительность составляет около 400 унитазов или
умывальников в сутки.
С помощью литейных конвейерных установок на Кировском фаян-
совом заводе была повышена производительность на имеющихся пло-
щадях цеха и облегчены условия труда.
Для новостроящихся и реконструированных заводов изготовлены
и освоены в производстве конвейерные установки СМ-461 А и СМ-462
для непрерывнопоточной отливки унитазов и умывальников. Каретка
с разъемными гипсовыми формами перемещается гидравлическими
толкателями и подъемниками. Такой конвейер имеет длину около 58 м,
производительность его по заливке форм 200—220 тыс. унитазов в год
при ритме движения кареток 3,4 мин*.
В конвейере СМ-461 А при его освоении сделаны следующие
усовершенствования:
1) повышена скорость сушки форм путем установки парового ка-
лорифера; в связи с этим камера сушки форм уменьшена с 25 до 16
позиций;
2) рабочее место заливки гипсовых форм шликером расширено
с 4 до 6 позиций, поэтому улучшилась обработка форм перед
заливкой;
3) площадка под заливаемыми гипсовыми формами выполнена
с уклоном в одну сторону и в случае течи при заливке форм шликер
стекает в специальную емкость;
4) на участке формования изделия (набор массы на гипсовой фор-
* Описание конструкции конвейеров для отливки санитарных изделий приведено
в кн.: И. А. Булавин. Оборудование керамических и огнеупорных заводов. М.,
«Высшая школа», 1965.
526
ме) конвейер раскрыт, при этом продолжительность процесса не изме-
нилась, а обслуживание конвейера улучшилось;
5) увеличено количество позиций до 10 для сливания из гипсовых
форм избыточного шликера, что дало возможность регулировать про-
должительность формования изделия и время сливания избытка шли-
кера в зависимости от все еще неизбежных колебаний состава сырья
и соответственно свойства литейного шликера.
Изменения количества позиций и длины участков конвейера, от-
веденных для выполнения отдельных процессов применительно к опти-
мальным режимам отливки, обеспечило бесперебойную работу и высо-
кую производительность литейного конвейера.
В результате отмеченных усовершенствований в режиме работы
конвейера СМ-461А при отливке унитазов была уточнена продолжи-
тельность технологических операций и количество позиций конвейера
для каждой операции:
1) сборка и заливка форм шликеров, 6 позиций;
2) набор массы на форме, 26—30 позиций;
3) сливание избыточного шликера, 4—6 позиций;
4) упрочнение массы на форме, 65 позиций;
5) приклеивание приставных деталей и обрезка кольца унитаза,
7 позиций;
6) разборка гипсовых форм и предварительная обработка,
1 позиция;
7) сушка гипсовых форм, 16 позиций.
При передаче изделий с литейной части конвейера в подвялочную
камеру их предварительно оправляют. Формы подаются к оправке на
тележке; боковины форм автоматически раскрываются, а отлитые из-
делия на поддонах обрабатываются на оправочных столах, а затем
направляются в подвялочную камеру.
В этот важный узел литейной установки в заводских условиях
были внесены существенные конструктивные изменения, обеспечившие
его бесперебойную работу.
На заводах средней мощности применяют роликовые конвейеры.
Длина конвейера (обе линии с закруглениями) составляет около 72—
80 м. Полный цикл отливки на конвейере, включая оправку изделий,
занимает около 7 ч. Производительность конвейерной установки в зави-
симости от длины конвейера и от ассортимента продукции колеблется
от 150 до 300 шт. в смену. Конвейер обслуживают обычно 4--7 че-
ловек.
Конвейерная установка представляет собой роликовый транспор-
тер, состоящий из двух линий, соединенных замыкающими полукольце-
выми секциями из конических роликов.
Гидравлические или пневматические толкатели перемещают фор-
мы на одну позицию после их заливки, в гидравлические или пневма-
тические подъемники снимают и укладывают верхние формы (напри-
мер, при отливке умывальников). Формы сушат в камере, не снимая
с конвейера. Для удаления изделий (бачков, моек) из форм служит
масляный или пневматический выталкиватель. На роликовом транс-
портере предварительно подвяленные изделия оправляют, а затем пода-
ют к туннельной сушке.
Установка для отливки и отделки унитазов на роликовых конвей-
ерах имеет следующие характеристики:
527
Производительность в смену в шт. 20С
Количество занятых рабочих 7
Количество форм в шт.:
на конвейере............................................. 23С
в камере подвяливания . 88
Габаритные размеры в мм . 72 000X4 ОСС
Длина камеры подвяливания в мм . 5200
Температура в камере подвяливания в °C 30
Влажность гипсовых форм в %:
перед сушкой 10
после сушки . 6
Влажность изделий в % :
при разборке гипсовых форм . 19
после подвяливания . . 16
Роликовый замкнутый конвейер для отливки бачков имеет много
общего с конвейерами для отливки умывальников. Крышки к бачкам
отливаются в формах, укладываемых батареей на стойке, имеющей 18
гнезд и столько же шлангов для подачи шликера в формы. Производи-
тельность установки около 120 бачков с крышками в смену. Обслужи-
вают ее три человека: литейщики бачков и крышек и оправщик.
Перед заливкой шликер надо выдерживать в бассейнах в течение
2—3 суток при непрерывном перемешивании. Новые формы необхо
димо предварительно промыть 2%-ным раствором соды для удаления
остатков жидкой смазки. Формы следует регулярно подсушивать, что
особенно важно при поточной отливке изделий на конвейере. В целях
повышения оборачиваемости гипсовых форм гипсовый шликер, исполь-
зуемый при их отливке, вакуумируется. По мере износа форм их нужно
заменять новыми.
Дефекты отливки. Изменение свойств сырья, температурного ре-
жима, конфигурации форм и нарушение других технических нормати
вов в процессе отливки санитарных изделий вызывают разнообразные
дефекты, для устранения которых необходимо тщательно изучать при-
чины их возникновения. В большинстве случаев дефекты образуются
вследствие неудовлетворительного качества шликера (литейной мас-
сы) или небрежного выполнения отдельных операций.
Недостаточное заполнение полости форм и, следовательно, недс-
формование изделия обуславливается малой подвижностью и повы-
шенной вязкостью литейной массы. Этот дефект встречается при
наливном способе отливки санитарного фаянса.
Замедленное или неравномерное нарастание материала на форме
может происходить от ряда причин: например, недостатка отощающих
компонентов в шликере, высокого содержания воды и недостаточной
загустеваемости шликера, повышенной влажности форм и загрязне-
ния их поверхности жировой пленкой.
Гипсовые формы перед заливкой должны иметь влажность околс
5%. При заливке шликера в слишком влажные формы замедляется
процесс формования, изделия деформируются и прилипают к форме,
кроме того, образуются так называемые «прососы» или «сверчки»
и прослойки шликера в толще стенок изделий. Прососы часто возника-
ют при резких переходах толщины стенок изделий, повышенном содер-
жании пластичных материалов в шликере, его пониженной загустевае-
мости. Изделия толщиной более 45 мм следует отливать из более
тощих масс при условии равномерной влагоотдачи в разные периоды
отливки. Однако масса отлитых из чрезмерно отощенного шликера из-
делий вновь приобретает подвижность при встряхиваниях, и изделия
деформируются под влиянием собственного веса. Такие деформации
528
могут возникнуть также вследствие повышенного содержания щелочи
в шликере, преждевременного извлечения изделия из формы и слиш-
ком тонких стенок изделия по сравнению с его высотой.
Иногда отлитые изделия разрушаются при отделении их от формы
вследствие прилипания к ее поверхности. Причиной этого явления мо-
жет быть высокое содержание пластичных материалов в шликере,
использование свежих форм, с которых не удалена жировая пленка,
запоздалое извлечение сердечников. Для предотвращения этого дефек-
та поверхность форм необходимо припудривать тонкомолотым кварцем
или тальком.
Некоторое количество брака в литейных цехах получаются вслед-
ствие появления трещин на изделиях из-за неравномерной их усадки.
Неравномерная усадка может быть вызвана одной из следующих
причин или их сочетанием:
1) использованием пересушенных форм (интенсивная и неравно-
мерная отдача влаги шликером);
2) конструктивными недочетами изделия и формы (резкие углы
и переходы, большая разница в толщине стенок);
3) переменной влажностью шликера и неоднородным его составом
по содержанию отощающих материалов (расслоение).
3. Сушка
Санитарные изделия после отливки имеют влажность 20—22%,
а после оправки и подвялки влажность их снижается до 15—17%.
С этой влажностью изделия направляются в сушилку.
В настоящее время почти все санитарные фаянсовые, полуфарфоро-
вые и фарфоровые изделия обжигают в один прием после глазурования.
Чтобы они не размокли и не потеряли форму при глазуровании, их
высушивают до остаточной влажности 1—2% обычно в туннельных, мно-
гоканальных (кареточных), или конвейерных сушилках с автоматичес-
ким регулированием температуры и влажности воздуха в каждой зоне.
Применяемые на заводах четырех- и многоколейные туннельные сушил-
ки имеют длину 20—34,6 м, ширину 6—6,5 м, высоту 3,1—3,2 м. Подвес-
ные вагонетки туннельных сушилок, заполняемые изделиями у литей-
ных конвейерных установок, проходят через туннельные сушилки,
далее направляются к рабочим местам для оправки и чистки, глазуро-
вания, а затем — к печам для загрузки изделий на вагонетки.
Туннельные сушилки обогреваются горячим воздухом, поступаю-
щим из печей или из паровых калориферов. Паровой обогрев позволя
ет более гибко регулировать режим сушки, но стоит дороже, чем обогрев
горячим воздухом из туннельных печей. Осуществляют также комбини-
рованный обогрев туннельных сушилок паровыми калориферами и го-
рячим воздухом из зоны охлаждения туннельных печей.
Санитарно-строительные изделия отличаются сложной формой
и неравномерной толщиной стенок, достигающей в отдельных частях
25 мм. Фаянсовые и полуфарфоровые изделия претерпевают при сушке
усадку в зависимости от состава массы в пределах 3,8—5%. Поэтому
режим сушки должен быть тщательно разработан с таким расчетом,
чтобы в период удаления усадочной влаги в изделиях не возникали на-
пряжения, приводящие к деформации или трещинам.
В результате наличия внутренних полостей в санитарных изделиях
происходит неравномерное омывание их горячим воздухом и соответст-
венно неравномерный отбор влаги от внутренних и наружных поверх-
ностей изделия. Вследствие образующихся при этом в толщине изделия
перепадов влажности и связанной с этим неравномерной усадки возни-
кают напряжения сжатия в более влажных участках (обычно внутрен-
529
них) поверхности и напряжения растяжения в быстро высыхающих
слоях массы.
Между слоями сжатия и растяжения располагается нейтральный
слой, имеющий влажность, близкую к средней влажности изделия и не
испытывающий напряжений. Растягивающие напряжения пропорцио-
нальны перепадам влажности. Когда они достигают предела прочности
на разрыв, в изделии образуются трещины. Поэтому при установлении
Рис 176. Параметры теплоносите-
ля при сушке санитарных изделий
1 — температура; 2 — относительная
влажность
режима сушки санитарно-строительных
изделий процесс разделяется на отдель-
ные периоды с допустимыми для них
скоростями влагоотдачи и соответствую-
щими значениями температуры и влаж-
ности.
Наибольшее распространение полу-
чили туннельные сушилки с тремя зона-
ми, отделяемыми от окружающей среды
входными и выходными вестибюлями,
вмещающими по одной вагонетке.
Регулирование параметров теплоно-
сителя применительно к свойствам кера-
мических масс и размерам изделий (рис.
176) дает возможность высушивать изде-
лия в короткие сроки без существенных
потерь.
Продолжительность сушки санитарного фаянса в туннельных
зональных сушилках колеблется от 20 до 36 ч, плотность их загрузки
около 35 кг/м^. Производительность четырехколейной туннельной су-
шилки в зависимости от величины изделий и срока сушки составляет
300—450 шт1сутки.
На некоторых заводах с механизированной отливкой санитарные
изделия после подвяливания в формах и отделки сушат в спаренных
с лнтеиными конвейерами многоканальных (кареточных) сушил-
ках (СУ-1).
В сушилке имеется пять расположенных друг под другом рабочих
каналов шириной 1100 мм и высотой 680 мм и один нижний канал для
возврата освободившихся пустых кареток. В каждом канале имеется
по 50 кареток и самостоятельно заканчивается весь процесс сушки
с пенижением влажности от 18—19 до 1—2%. Каналы отделены друг
от друга асбестоцементными плитами и снабжены в отдельных зонах
трубами для подачи и удаления теплоносителя. Перемещение изделий
в сушильных каналах и возврат пустых кареток выполняются подъ-
емными механизмами и толкателями.
Параметры теплоносителя регулируют в каждой зоне в соответст-
вии с примерными данными табл. 132 и уточняют применительно
Таблица 132
Режим циркуляции теплоносителя
Циркуляция
Температура Скорость Количество
направление номер позиции в °C В в
Отбор нй рециркуляцию 6 25—28 12,5 11 500
Подача теплоносителя . 19 29—72 19,1 18100
То же . 24 29—32 8,5 7 700
Отбор на рециркуляцию 29 40—42 8 7 100
Подача теплоносителя 42 72—75 18,3 15 200
То же . 47 80—85 7,4 9 400
530
подвергают радиационной сушке
Рис. 177. Каркас для радиационной
сушки ванн
к свойствам используемых карамических масс, размерам и форме
изделий.
Основные размеры сушилки без вентиляционной установки
ЗЗХ700Х1710X5185 мм.
Керамические ванны, отлитые из шамотной фаянсовой массы, после
освобождения их от боковых форм
на гипсовых поддонах. Ванну на-
крывают каркасом (рис. 177), на
котором установлено 20 ламп 240 67
каждая. Стоимость расхода элект-
роэнергии на сушку обычно не пре-
вышает 1 % себестоимости изделий.
После удаления усадочной вла-
ги ьанну ставят на деревянный ре-
шетчатый поддон, на котором ее до-
сушивают теплым воздухом, пере-
мещая по роликовому транспорте-
ру к вагонеткам туннельной печи.
4. Глазурование и обжиг
Санитарно-строительные изде-
лия глазуруют преимущественно
пульверизацией на вращающихся
столах в кабинах с аспирационной
установкой.
Изделия сложной формы с внутренними каналами, подлежащие
глазурованию, например унитазы, покрывают глазурью комбинирован-
ным способом. Сначала во внутреннюю полость заливают жидкую
глазурь и, поворачивая унитаз, покрывают ею внутренние поверхности.
Затем избыток глазури выливают через патрубок и при помощи пуль-
веризатора наносят глазурь на остальную поверхность.
Для заполнения внутренних полостей жидкой глазурью можно
пользоваться также пневматической установкой. После подъема гла-
зури сжатым воздухом до заданного уровня давление воздуха снижа-
ется, глазурь уходит в резервуар, герметически присоединенный к пат-
рубку унитаза. Наружную поверхность покрывают глазурью при
помощи пульверизатора. Глазурь подкрашивают органическими крас-
ками в розовый или синий цвет и наносят ее в два-три слоя. Нанесение
розовой глазури по синему слою, и наоборот, исключает возможность
неравномерного глазурования изделий.
Мелкие изделия, например мыльницы, кронштейны для ванных
комнат, глазуруют пульверизацией на карусельных или конвейерных
полуавтоматах.
Санитарно-строительные изделия обжигают в непрерывно дейст-
вующих туннельных печах. Обжиг в печах периодического действия
вследствие неудобства их загрузки и низких технико-экономических по-
казателей почти полностью заменен обжигом в туннельных печах.
В зависимости от условий производства туннельные печи строятся
разной мощности длиной от 18 до 120 м с соответствующим изменени-
ем ширины и высоты печного канала.
Санитарные изделия обжигают в туннельных печах трех типов:
муфельных, полумуфельных и печах прямого действия. В муфельных
печах тепло топочных газов передается обжигаемым изделиям через
тонкие высокоогнеупорные перегородки. В печах прямого действия то-
почные газы проходят через садку вагонеток. Печи полумуфельного
типа в зоне высоких температур устроены подобно муфельным, а в зо-
не подогрева сходны с печами прямого действия. На современных за-
531
водах используют преимущественно туннельные печи прямого действия
или муфельного типа. Полумуфельные печи еще мало применяются,
но преимущество их очевидно, так как они соединяют в себе достоин-
ства муфельных печей (защита продукции от резкого воздействия пла-
Рнс. 178. Режим однократного обжига санитарного фаянса в туннельной печи
/ — кривая температуры; 2, 3 — кривые давления соответственно в печном и подвагонеточ-
ном каналах
менп в топочной зоне) и печей прямого действия (более полное исполь-
зование тепла печных газов в зоне подогрева).
Санитарные изделия отличаются более крупными размерами от фа-
янсовой и фарфоровой посуды, и поэтому в них возникают при неравно-
мерном нагревании в обжиге или при быстром охлаждении соответст-
венно более опасные напряжения.
Однократный обжиг санитарного фаянса и полуфарфора в туннель-
ной печи с непосредственным обогревом предусматривает плавное повы-
шение температуры в зонах подогрева и обжига и замедленное снижение
температуры на тех позициях вагонеток, где неравномерное охлаждение
изделий может привести к их растрескиванию в связи с модификацион-
ными изменениями кварца.
Примерная кривая температур и давления газов при однократном
обжиге фаянса и полуфарфора в печи с непосредственным обогревом
показана на рис. 178.
Неплотная садка санитарных изделий при бескапсельном обжиге
отличается относительно небольшим сопротивлением газовому потоку.
Поэтому необходимые скорости циркуляции газов в печном канале обес-
печиваются давлениями, показанными на кривой 2 графика.
Серьезным препятствием для использования бескапсельного обжига
в печах прямого действия является снижение качества обжигаемой про-
дукции. Непосредственное воздействие пламени на глазурованную по-
верхность изделий вообще и в особенности при обжиге изделий, глазуро-
ванных без предварительного обжига, вызывало разнообразные дефекты
изделий. Однако современные способы регулирования процесса обжига
дают возможность получать вполне удовлетворительные результаты при
бескапсельном обжиге санитарных изделий, покрытых белыми глухими
глазурями в туннельных печах прямого действия на природном газе.
Санитарные изделия, покрытые цветными глазурями, должны обжи-
гаться в строго контролируемой окислительной среде, так как в восстано-
вительной среде нарушается равномерность цвета глазури. При обжиге
открытым пламенем обычно не удается обеспечить одинаковые по всей
поверхности тона глазури.
532
Наиболее подходящими для обжига таких изделий являются му-
фельные туннельные печи.
Для бескапсельпого обжига в больших муфельных печах обычно
применяют трехъярусную (рис. 179, а) загрузку изделий на вагонетки.
Рис. 179. Трехъярусная (а) и одноярус-
ная (б) садка санитарных изделий
Одноярусная загрузка санитарных изделий (рис. 179,6) снижает
производственные расходы на этажерный припас вагонеток, но это свя-
зано с увеличением капитальных затрат на постройку дополнитель-
ных печей.
Технологический процесс производства санитарных изделий закан-
чивается монтажом металлических деталей, испытаниями готовых изде-
лий на стендах и упаковкой в обрешетку или ящики из гофрированного
картона.
Глава 15. ГЛАЗУРОВАННЫЕ ФАЯНСОВЫЕ ПЛИТКИ
Фаянсовые плитки для облицовки стен изготовляют в основном сле-
дующих размеров: 150X150 и 100X10© мм с толщиной 4—5 мм. Разме-
ры плинтусов, углов, мыльниц и других деталей нормируются ГОСТ
6141—55.
Плитки для облицовки стен изготовляют из масс, сходных по соста-
ву с массами для хозяйственного и санитарного фаянса. Пористые фаян-
совые массы во влажной среде увеличиваются в объеме, что является
причиной возникновения дополнительных напряжений в глазури. Если
это напряжение превышает упругость глазури, то в ней образуются тре-
щины— «цек». Как показали исследова'ния и практические наблюдения,
добавление талька, волластонита или пирофилита в массу для облицо-
вочных плиток снижает расширение изделий во влажной среде ванных
533
и душевых комнат. Это видно из графика рис. '80, на котором представ-
лены результаты трехлетних наблюдений за расширением изделия из
глины, кварца и полевого шпата, обожженных при 1250° С (кривые 1, 2),
и изделий с добавкой талька и пирофиллита, обожженных при темпера-
туре 1190° С (кривые 3,4).
Облицовочные плитки по условиям службы часто находятся во
влажной среде, поэтому на некоторых заводах в массу вводят тальк или
пирофиллит. Примерный состав та-
время 6 сцтка х
Рис. 180. График расширения изделий
во влажной среде
/, 2 — глазурованных; 3, 4 — после первого
обжига
ких масс приведен в табл. 133.
Для изготовления облицовоч-
ных плиток с использованием уско-
ренных режимов обжига разраба-
тывают массы специальных соста-
вов с высоким содержанием талька
и волластонита, отличающиеся не-
значительной усадкой при темпера-
туре обжига 1080—1115° С.
Примерные состав таких масс
и свойства получаемых плиток при-
ведены в табл. 134.
Характерной особенностью
тальковых и волластонитовых масс,
применяемых на зарубежных заво-
дах, является отсутствие в их соста-
ве измельченного боя плиток и ша-
мота. При снабжении этих заводов тонко размолотым сырьем с обогати-
тельных заводов организация маломощных цехов для измельчения ша-
мота и боя оказалась нерентабельной.
Таблица 133
Составы масс для облицовочных плиток в %
Материал Состав Материал Состав
1 ш IV ' 1 11 III IV
Пластичная глина 28 27 40 51 Бой шамотных капселей — 20 .—
Каолин отмученный . . 20 23 7 — Тальк ....... — — 10
Кварц или кварцевый Пирофиллит —- -—- 15 15
песок .... 23 10 25 30 Бой плиток ... 9 17 — —.
Полевой шпат .... — -—- 3 4 Каолин обожженный 17 —— — —
Мел • . . 3 3 — —
Состав и свойства масс
Таблица 134
I Номер массы Содержание компонентов в % Усадка в % Водопоглощение в % Предел прочности прн изгибе в к[~1см* Влажностное расши- рение в % при авто- клавном испытании после 5 ч Деформация в мм п и толщине плитки от 6 до 6,5 мм
тальк волластонит пирофиллит кварц пластичная глина после Прее* сования после сушки после обжига
1 72 28 0,6 13,2 12,5 35,5 220 0,055 0,33
2 67 5 —- — 28 0,6 12,5 10,2 34,5 331 0,02 0,11
3 — 55 —~ 15 30 +0,1 15,2 6,2 23,6 267,5 0,016 0,18
4 — 40 15 15 30 +0,1 14 6,3 35,5 222,3 0,028 0,3
534
Глазурованные плитки, идущие для облицовки стен, кроме общеиз-
вестных достоинств — долговечности, гигиеничности, обладают еще
и ценными декоративными качествами, широко используемыми архитек-
торами при проектировании интерьера квартир, бань, больниц, торговых
помещений, сооружений (метро), рассчитанных на длительный срок
службы.
Декоративные достоинства плиток достигаются использованием для
их покрытия большой и разнообразной гаммы прозрачных, глухих и кри-
сталлических, белых и цветных глазурей. В связи с дефицитностью
и возрастающей стоимостью беложгущихся глин и каолинов на многих
отечественных и зарубежных заводах используют дешевые глины с при-
месями окислов железа и титана, придающими плиткам кремовую или
коричневую окраску. Эта окраска успешно маскируется покрытием пли-
ток «глухими» (не прозрачными) глазурями с добавками циркона или
окиси олова.
Цветные глазури получают добавлением в глазурь окрашивающих
окислов кобальта, хрома, железа и др. или керамических красителей
(пигментов), изготовляемых также для декорирования фарфоровой
и фаянсовой посуды. В табл. 135 приведены в виде примера составы не-
которых глазурей и фритт, служащих для их изготовления.
Таблица 135
Состав глазури и фритты для облицосочных плиток в %
Материал Глазурь Фритта
цветная белая глухая № 1 № 2 № 3
борно- цнрконие- вая борно- стронцие- вая
Фритта: №1 95
№ 2 . .—- 95 -—- -— .— —
№ 3 . — — 71,8 — — —
Глина пластичная 4 5 4,5 — —
Бентонит . . —- -—- 1,2 —- -— -—
Циркон .... — —- 11 — 12,5
Цинковые белила •—- — — 4,4 — 1,9
Кремнефтористый нат- рий — — —- 2,8 —
Бура -—- -— -—- 14 21,6 5,1
Полевой шпат . . —• -— 9 — — —
Песок кварцевый 1 — -—- 28,4 18,3 35,5'
Мел —— — — 1 9,7 —
Углекислый стронций — — — — 10,2 —
» барий . -—- — — — — 4,3:
Пегматит . . . — .— — — 35,8 .—
Сода ..... . . — — — 3,2 4,4 7,6
Борат кальция —- — -—- .— 19,1
Каолин сырой . . . —- — — 21,4 -—. 14
» обожженный —- — 13,5 — — —-
Доломит . . . — —. — 8,2 .—, —
Поташ .... -—- .— — 5,6 .— —.
Сернокислый кобальт (сверх 100%) . . . . — — — — — 0,02
1. Приготовление прессовочной (керамической) массы
Облицовочные фаянсовые плитки прессуют из порошкообразной мас-
сы в стальных прессформах, что обусловливает точность размеров
и правильную форму плиток. Наилучшие результаты получаются при
535
использовании прессовочного порошка влажностью 7—8%, в котором
преобладают зерна величиной 0,2—1 мм с минимальным количеством
мелкой пыли.
Широкое распространение получили три способа приготовления по-
рошкообразной массы. По первому филг ^прессному (мокрому) способу
массу получают перемешиванием суспензьи глины и каолина с тонкомо-
лотыми отощающими материалами в мешалках и частичным обезвожи-
ванием жидкой массы в фильтрпрессах и сушильных барабанах по схе-
е6, приведенной в главе 3.
По второму (сухому) способу порошкообразные отстающие мате-
риалы, глину и каолин предварительно смешивают в сухом состоянии,
а затем увлажняют в бегунковых смесителях (по схеме 7).
По третьему способу прессовочный порошок приготовляют путем
обезвоживания шликера до заданной влажности в распылительных
сушилках.
Способ сухого приготовления порошковой массы проще шликерного
и требует меньших капитальных и эксплуатационных затрат на 1 т прес-
совочного порошка. Этот способ применяют лишь на некоторых (зару-
бежных) заводах.
Установка для приготовления порошка по сухому способу состоит
из скипового подъемника, снабженного ковшом для загрузки дозирован-
ной шихты, бегункового смесителя с автоматическим регулятором для
увлажнения массы, бункера, молотковой бесколосниковой мельницы для
разбивания комков массы и наклонного герметизированного транспорте-
ра для подачи ее в автоматический пресс.
В последние годы на отечественных заводах начали широко приме-
нять башенные распылительные сушилки для приготовления пресспо-
рошка заданной влажности (6,5—8,5%) из жидкой массы (шликера).
Шликер, подаваемый в сушилку, должен иметь невысокую влаж-
ность (40—42%), для чего при его заготовке добавляют по 0,2% раство-
римого стекла и кальцинированной соды.
Переход на шликер пониженной влажности дал повышение произ-
водительности шаровых мельниц и снижение расхода топлива в распы-
литетьных сушилках.
В сушилку шликер подают насосами, распыляют его на мелкие кап-
ли, подсушивают во взвешенном состоянии до заданной влажности.
Пресспорошок собирается в нижней части башни и затем подается лен-
точным транспортером в бункера прессовочного цеха.
Таблица 136
Технические характеристики распылительных сушилок
Элементы характеристики Объем сушилки в м3
510 53
Диаметр башни в м . 9 4,5
Высота » »» 16 5,6
Высота цилиндрической части в м . . . . 8 —
Объем цилиндрической части в м3 . . . . 510 53
Количество форсунок 1 9
Давление распыления шликера в кГ/см2 .... 25—28 12—14
Влажность шликера в % . • • 42 52—54
Производительность по прессовочному порошку в кг/ч - . . . . 4500 1200—1300
Температура в башне (на разных уровнях) в °C . 120—200 150—220
Удельный расход тепла на 1 кг испаренной влаги в ккал!кг . . • 820 770
Удельный расход электроэнергии в кет • ч на 1 кг испаренной влаги 0,01 0,015
536
В табл. 136 приведены некоторые технические характеристики двух
распылительных сушилок, проверенных в производственных условиях
на многих отечественных заводах керамических плиток.
Полученный из распылительных сушилок пресспорошок имеет сле-
дующий примерный зерновой состав (в %): зерен более 1 мм—0,4—1,
более 0,5 мм—6—12; более 0,25 мм—55—65; зерен менее 0,25—15—34.
Унос пыли в фильтры 1,5—2%- Пресспорошок имеет округленные зерна
и связанную с этим повышенную текучесть.
2. Прессование изделий
Получение равномерно уплотненных плиток, имеющих однородную
текстуру, является одним из важных и довольно сложных процессов
в производстве облицовочной керамики.
Промежутки между зернами прессовочной массы заполнены возду-
хом, составляющим около 40% всего объема. В процессе прессования
необходимо удалить из порошка воздух, а затем уплотнить массу с уст-
ранением крупных пор, чтобы в дальнейшем получить изделия с мини-
мальной усадкой.
Удаление воздуха из массы при прессовании изделий является до-
вольно трудной задачей.
После быстрого прессования масса под действием запрессованного
воздуха расслаивается или при меньшем количестве запрессованного
воздуха получается неоднородная текстура изделий, снижающая их
прочность. В случае медленного нарастания давления воздух успевает
уйти через капилляры, но при этом снижается производительность прес-
са. Поэтому, например, фаянсовые плитки прессуются в два приема. Сна-
чала из массы вытесняется часть воздуха при невысоком давлении штем-
пеля (около 50 кГ1см2), затем штемпель поднимается, и сжатый воздух
частично уходит через поры и мелкие трещины. Прессование заканчи-
вается при высоком давлении штемпеля. Конечное удельное давление
прессования определяется влажностью порошка, тониной его помола,
а также размерами прессуемого изделия и обычно колеблется в преде-
лах 140—200 кГ1см2.
Из тонкозернистых масс с высоким содержанием пластичных мате-
риалов воздух удаляется с большим трудом, и такие массы особенно
чувствительны к быстрому возрастанию давления, которое обычно на-
блюдается в фрикционных прессах полуавтоматах.
Плитки из тощих волластонитовых или шамотированных масс прес-
суют при высоком давлении, они легко освобождаются от воздуха, так
как даже мелкие частицы отощающих материалов в несколько раз круп-
нее частиц глин и каолина.
Для масс с пониженным содержанием воды требуется более высо-
кое давление прессования, чтобы изделия получили достаточную проч-
ность для последующей обработки. Увеличение затрат на прессование
окупается снижением усадки изделий при сушке и обжиге и, как прави-
ло, повышением качества изделий.
Для получения прессованных изделий высокого качества необходи-
мо равномерное уплотнение массы во всем объеме, т. е. передача одина-
кового давления частицам массы как на поверхности, так и в глубине
изделия. У поверхности прессующего штемпеля масса уплотняется силь-
нее, чем в средних слоях. Однако вследствие небольшой толщины фаян-
совых плиток они достаточно равномерно уплотняются как при двух-
стороннем, так и при одностороннем прессовании.
Фаянсовые плитки прессуют на пресс-автоматах разных типов
(фрикционные, коленорычажные) и на фрикционных полуавтоматах.
Производительность фрикционных полуавтоматов и коленорычаж-
35—1025
537
ных автоматов достигает 600—2400 шт/ч плиток размером 100X100 мм,
а для мелких изделий и более В фрикционных прессах плитки подвер-
гаются одностороннему прессованию при неподвижном нижнем
штемпеле.
Одним из условий получения плиток с однородной структурой явля-
ется постоянство конечного давления прессования, которое раньше до-
Рис. 181. Последовательность прессования плиток
I— загрузка прессформы массой; //—первичное прессование (при низком давлении);
III — подъем штемпеля и удаление части запрессованного воздуха; IV—вторичное прессо-
вание (при высоком давлении); V — выталкивание плитки; VI— передача плитки на опра-
вочную машину
стигалось лишь в гидравлических прессах. Ввиду громоздкой конструк-
ции этих прессов и связанных с ними насосных станций и аккумуляторов,
а также большой трудоемкости в обслуживании гидравлические прессы
для изготовления фаянсовых плиток не применяют.
Наиболее эффективным является двухступенчатое прессование
в коленорычажных и фрикционных прессах с гидравлическим регулиро-
ванием давления.
Последовательность процесса двухступенчатого прессования пока-
зана на рис. 181.
На заводах СССР фаянсовые плитки изготовляют преимущественно
на коленорычажных пресс-автоматах СМ-329, КПК-125 и «Робот». Эти
прессы работают по схеме, в которой двухступенчатое прессование осу-
ществляется при двойном переходе рычажного звена через мертвую
точку.
3. Состав керамических масс для малогабаритных плиток
и их отливка
Малогабаритные облицовочные глазурованные плитки изготовляют
на некоторых заводах отливкой на пористых керамических подставках,
покрытых рыхлым пористым слоем тонкозернистой массы. На этих под-
ставках отлитые плитки проходят сушку, глазурование, обжиг. В табл.
137 приведены проверенные в производстве примерные составы керами-
ческих масс для литых плиток, керамических подставок и промежуточ-
ного слоя,а в табл. 138— глазури.
538
Таблица 137
Состав керамических масс в %
Материал Состав шликера ДЛЯ ПЛИТОК Состав массы для подста- вок Состав массы для раз- делительного слоя
I 11 1 III I 1 II I II III
Каолин . . 72 31 5 15 25 30 10 5
Пластичная глина 19 23 6 15 15 — — 5
Кварц . —' 32 — — — 10 10 —
Известняк • 5 10 —- — — — — 90
Бой стекла 4 4 25 — — — —
Шамот (бой капселей) . Нефелиновый концент- — — 39 70 60 60 80 —
рат ... . . . Пирофосфат натрия — — 25 0,07—0,1 — — —
(сверх 100%) .... — — —• — —• —
Таблица 138
Состав глазури для литых плиток в %
Материал Глазурь № 1 | № 2 Фритта № 1 | № 2
Каолин . . Фритта № 1 . . . Глина часов-ярская Мел . ... Циркон . . Фритта № 2 . . Кварцевый песок . . Бура кристаллическая Полевой шпат Глинозем технический Сода Борная кислота Селитра натриевая 8 92 15 10 5 70 8 15 25 35 17 53 2,8 5,4 28,9 9,9
Подставки (плиты) формуют при давлении около 200 кГ!см2 и об-
жигают при температуре около 1150° С до водопоглощения 22—24%.
Отливка. Производство малогабаритных плиток способом отливки
отличается высокой степенью автоматизации технологических процессов
и малой трудоемкостью.
Сравнительно незначительное распространение этого производства
на наших заводах обусловлено жесткими ограничениями в размерах по-
лучаемых по этому способу плиток (около 50X50 мм, толщина порядка
1,5—3 мм) и существенным расходом стекольного боя, определяемых
спецификой технологических процессов.
Отливка и глазурование плиток на пористых огнеупорных плитах-
подставках (260X260X22 мм) производится в следующем порядке.
На перемещающиеся по конвейеру плиты-подставки наносят по спосо-
бу обливания поочередно три слоя: массу промежуточного (раздели-
тельного) слоя, массу плиток и глазурь. Пористые подставки впитывают
воду из разделительного и плиточного слоев. Стекающая по бокам под-
ставок глазурь удаляется механизмом в два приема с поворотом плит
на 90°, а затем отлитую плиту разрезают на плитки заданных размеров.
Далее подставки проходят через сушильный канал и поступают в обжиг
в многоканальную муфельную или конвейерную щелевую печь.
35
539
4. Сушка и глазурование
Облицовочные фаянсовые плитки сушат разными способами. В кон-
вективных сушилках с люлечным конвейером плитки укладывают на
полки конвейера на ребро со значительными просветами для свободной
циркуляции паровоздушной смеси. При таком способе укладки продол-
жительность сушки сокращается до 2—3 ч, и протекает она более равно-
мерно, чем при укладке плиток стопками друг на друга. Сушилку за-
гружают из расчета около 2 м2 плиток на 1 м3 ее объема.
На некоторых зарубежных заводах практикуют сушку плиток, за-
груженных в открытые капсели, в конвективных туннельных сушил-
ках на печных вагонетках, направляемых затем на обжиг. При таком
способе сушки устраняется перекладка плиток из сушилок на обжиговые
Рис. 182. Режим радиационной
сушки тонких плиток
/, 3 — температура соответственно
облучаемой и необлучаемой поверх-
ностей плитки; 2 — температура
среднего слоя плитки; 4 — удельный
влагосъем; 5 — влажность плиток
вагонетки и сокращаются затраты на ра-
бочую силу. Туннельную сушилку монти-
руют на обгонном пути туннельной печи
и ритм перемещения в ней вагонеток сов-
падает с ритмом туннельной печи.
Конвективные, конвейерные и тун-
нельные сушилки обогреваются преиму-
щественно горячим воздухом, получае-
мым из зоны охлаждения туннельных
печей. Плоская форма плиток благопри-
ятствует применению радиационной суш-
ки. Как показали исследования, плитки
толщиной около 10 мм с начальной вла-
жностью 7,5% удается высушить до
влажности не свыше 1 % в течение 40 мин
при плотности лучистого потока 1,75
вт!см2. Для более тонких плиток возмож-
но дальнейшее снижение сроков радиа-
ционной сушки по режиму, приведенно-
му на рис. 182.
Облицовочные глазурованные плит-
ки размерами 150X150 и 100X100 мм
подвергают радиационной сушке на раз-
работанных НИИСтройкерамикой роли-
ковых конвейерах, оборудованных газо-
выми излучателями. Сушильный конвей-
ер устанавливают в непрерывнопоточной
автоматизированной линии между кон-
вейерами прессового и глазуровочного от-
деления. Конвейер имеет размеры 20 X
Х1,5 м, излучающих горелок 16 и произ-
водительность около 80 м2 плиток в час
при расходе природного газа около 0,01 м3 на 1 м2 плиток.
При однократном обжиге уменьшается количество производственных
процессов печного цеха, и при помощи несложных машин достигается
дальнейшая автоматизация производства: из оправочной машины плит-
ки автоматически передаются в конвейерную сушилку ленточного типа,
а затем в конвейерный глазуровочный автомат.
На конвейерных автоматах плитки покрывают глазурью путем обли-
вания или пульверизации. Способ пульверизации можно применять при
глазуровании как обожженных плиток, так и сырых. Производитель-
ность такого автомата около 12 000 плиток в час.
Конвейерная установка для глазурования может работать с воз-
душными и механическими распылителями (форсунками). Распыление
глазури воздушными форсунками связано с необходимостью очистки
540
больших количеств удаляемого из камеры воздуха от глазурной пыли,
а также со значительными потерями глазури. При распылении глазури,
подаваемой в форсунки под высоким давлением, упрощается устройство
оборудования и обслуживание установки, а также уменьшается шум
при ее эксплуатации.
Необожженные плитки нельзя глазуровать обливанием, так как они
при этом размокают и тем самым нарушается четкость граней.
Используемая для глазурования плиток способом обливания кон-
вейерная машина работает автоматически по следующему принципу.
Из загрузочного ящика плитки подаются на тросах транспортера в ка-
меру, где сгруей сжатого воздуха очищаются от пыли. Загрязненный
воздух удаляется вентилятором. После очистки плитки проходят под
гразуровочной воронкой, из которой выходит непрерывная широкая
струя гразури, равномерной толщины. Количество глазури, подаваемой
на плитки, регулируют путем увеличения или уменьшения сечения вы-
ходной щели. Промежуточный бачок имеет регулировочный кран и слив-
ную трубу для возврата избытка глазури в мешалку глазуровочной ма-
шины. Глазуровочный автомат работает при скорости движения плиток
на конвейере около 1 м!сек и покрывает глазурью до 25000 плиток в час.
В некоторых глазуровочных автоматах глазурь из бачка подается
на распределитель, имеющий форму колокола. С колокола глазурь сте-
кает в виде цилиндрической струи, сквозь которую подаваемые конвей-
ером плитки проходят дважды. При прочих равных условиях двухсту-
пенчатое покрытие плиток глазурной суспензией должно давать более
равномерное ее распределение.
При помощи приспособлений в глазуровочном автомате можно на-
носить на изделие глазурь двух цветов («под мрамор»).
5. Обжиг
Обычно плитки обжигают в два приема: до глазурования при тем-
пературах 1150—1280° С и после глазурования (политой обжиг) при
температурах 1100—1200° С в зависимости от состава применяемой
глазури.
На современных заводах разработаны и применяются в производ-
стве ускоренные режимы первого и второго обжига облицовочных пли-
ток в больших туннельных печах.
Интенсификация обжига достигается в основном за счет рациональ-
ной схемы садки изделий на печных вагонетках, создаются оптимальные
гидравлические условия для циркуляции печных газов и равномерного
нагрева плиток. Путем изменения схемы газовых потоков снижается рас-
слоение газов и обусловленная им разность температур нагрева
и охлаждения по высоте садки. Регулирование кривой давления и разре-
жения, снижение засосов холодного воздуха в печной канал из подваго-
неточного пространства и другие улучшения в конструкции и эксплуата-
ции туннельных печей уже дают существенное увеличение их произво-
дительности. Дальнейшее конструктивное улучшение туннельных печей
приведет к значительному повышению их производительности, а также
качества обжигаемых плиток. В настоящее время в печах размером
87,1 X 1,4 X 1,4 м уже осуществляют ускоренный первый обжиг плиток
благодаря размещению на вагонетке капселей с изделиями по схеме,
показанной на рис. 183, а. В этой садке предусмотрены каналы с сече-
нием, достаточным для интенсивной циркуляции газов, омывающих
верхние и нижние ряды капселей, и, вместе с тем, достигнуто достаточно
высокое использование печного объема. Для первого обжига (бисквит-
ного) плиток на вагонетке устанавливают 92 капселя, в которых вме-
щается около 140 м2 плиток. Плотность загрузки в первом обжиге
541
40 лг2 плиток на 1 м2 полезного объема печи. Продолжительность нагре-
ва в печах открытого пламени около 18 ч и охлаждения около 20 ч
Повышение и снижение температуры, а также кривая давлений
в печном канале по отдельным
позициям вагонеток показаны на
рис. 184, а.
При обжиге глазурованных
плиток на вагонетку укладывают
92 капселя примерно по той же
схеме (см. рис. 183,6), что и для
первого обжига, но со значитель-
но меньшей загрузкой плиток-—
90 м2 на вагонетке. Плотность за-
грузки на 1 м3 полезного печного
объема составляет 25,7 м2 глазу-
рованных плиток. Продолжитель-
ность нагрева этих плиток 13,6 ч,
а охлаждения 15 ч. Кривые тем-
ператур обжига и давлений в печ-
ном канале показаны на рис.
184, б.
В муфельных туннельных
Рис. 183. Размещение (садка) капселей
с плитками на вагонетке туннельной печи
а — при первом обжига; б — при втором обжиге
печах применяют открытые кап-
сели, приспособленные к специфическим условиям теплообмена в этих
печах.
С постройкой муфельных туннельных печей создаются благопри-
ятные предпосылки для перехода на обжиг глазурованных плиток с
цветными глазурями.
Загрузка плиток в
капсели является ответ-
ственной и трудоемкой
операцией. При укладке
глазурованных плиток в
горизонтальном положе-
нии в этажерочные от-
крытые капсели получа-
ется более ровный слой
глазури, чем при верти-
кальной загрузке в зак-
рытые капсели. Кроме
того, при обжиге в от-
крытых капселях улучша-
ются условия теплопере-
дачи, и процесс протека-
ет быстрее.
Капсели сложной
формы (рис. 185) с тре-
мя полостями и внутрен-
ними ребрами для укла-
дки глазурованных пли-
ток прессуют на фрикци-
онных прессах. Пресс-
формы обогревают па-
ром, а штемпели смазы-
Рис. 184. Режимы обжига плиток
а — неглазурованных; б — глазурованных; 1 — кривая темпе-
ратуры изделий: 2— кривая давления газов
вают жирной смесью (ке-
росина с стеарином). Добавка в шамотную капсельную массу примерно
8% талька увеличивает оборачиваемость капселей примерно на 30—50%-
542
В муфельных туннельных печах плитки па бисквит обжигают в от-
крытых капселях разных типов, а также в стопках, уложенных непос-
редственно на плитах огнеупорных этажерок туннельных вагонеток.
При открытых капселях загрузка вагонеток во время первого обжига
составляет около 45 м2 плиток на 1 ум3 садки вагонетки. При исчислении
объема садки не включают просветы между садкой, стенами и сводом
туннельной печи и объем подставок под капселями на платформе ва-
гонетки.
Однократный обжиг глазурованных плиток дает большую эконо-
мию рабочей силы и повышает производительность заводов, но требует
изготовления огнеупорных кассет, обеспечивающих высокое качество
плиток.
При загрузке глазурованных плиток в открытые этажерочные
капсели (см. рис. 185) на 1 л3 садки приходится около 21 м2 плиток.
Укладка глазурованных плиток без предварительного обжига в го-
ризонтальном положении в этажерочные капсели может вызвать дефор-
мацию плиток от провисания, так как
температура их обжига примерно на
100—150° выше по сравнению с обжи-
Рис. 185. Этажерочный капсель
для глазурованных плиток
Рис. 186. Открытый капсель для одно-
кратного обжига в муфельных печах
гом плиток, глазурованных после предварительного обжига. Поэтому
приходится использовать индивидуальные капсели конструкций, пока-
занные на рис. 186, или иной конструкции для установки дном кверху.
В последнем варианте опорную поверхность этажерки, деформиро-
ванную после многократных обжигов, легко исправить шлифованием
на песочной шайбе.
Плитки укладывают через боковую щель между капселями, причем
всю стопку капселей не разбирают, если они слились в обжиге. На на-
ших заводах фаянсовые плитки обжигают преимущественно в туннель-
ных печах прямого действия. В муфельных туннельных печах обжигают
главным образом глазурованные плитки, и в особенности покрытые
цветной глазурью. Продолжительность цикла (обжиг и охлаждение)
обычно равна 20—30 ч в зависимости от ширины печного канала. При
увеличении сечения печного канала удлиняется время обжига. На не-
больших заводах плитки обжигают в малогабаритных туннельных пе-
чах, которые рассчитаны на 1—2 ряда открытых капселей этажерочного
типа и скоростные режимы обжига.
Небольшие размеры плиток позволяют организовать их обжиг
в щелевых конвейерных печах. Конвейерные печи с ленточными и роли-
ковыми транспортерами применяют на заводах СССР и за рубежом
в разных конструктивных вариантах.
Известны многочисленные муфельные печи с электрическим и га-
зовым обогревом, выпускаемые фирмой «Сити» (Италия); одноярусные
печи конструкции НИИСтройкерамики с непосредственным и муфель-
ным обогревом. Экономическая эффективность конвейерных печей зави-
сит от их производительности, сроков службы и прочности конвейеров
в зоне высоких температур (1000—1100° С).
543
После обжига облицовочные плитки сортируют по внешнему виду
и допускам в размерах.
Вследствие колебаний влажности пресспорошка, степени его уплот-
нения при прессовании, а также колебаний усадки в процессе обжига
плитки имеют отступления от номинальных размеров в пределах 1 мм.
При укладке плиток из-за этих отклонений получаются швы разной
толщины, что снижает качество облицовки.
Существует несколько типов машин для автоматической сортировки
плиток по размерам. При помощи автоматов плитки сортируют на от-
дельные партии, в которых изделия отличаются по' размерам не более
чем на 0,1 мм.
Глава 16. КРАТКИЕ СВЕДЕНИЯ ПО ЭКОНОМИКЕ ПРОИЗВОДСТВА
ТОНКОЙ КЕРАМИКИ
К промышленности тонкой керамики относится производство разно-
образных изделий технического и бытового назначения:
а) хозяйственный и художественный фарфор;
б) хозяйственный фаянс и майолика;
в) санитарно-строительные фарфоровые, полуфарфоровые и фаян-
совые изделия;
г) плитки для внутренней и наружной облицовки стен;
д) элекгрофарфор разных типов;
• е) кислотоупорный фарфор.
Большой размах жилищного промышленного и коммунального
строительства в послевоенные годы потребовал огромного количества
строительных материалов, и в том числе тонкой строительной керамики.
За последние 25 лет были восстановлены на новой технической основе
все разрушенные во время Великой Отечественной войны заводы и пост-
роено много новых мощных заводов. В настоящее время в системе
Главстройкерамики Министерства промышленности строительных мате-
риалов СССР насчитывается свыше 35 крупных заводов и много цехов
в керамических комбинатах для производства санитарных изделий,
облицовочных плиток, кислотоупорных и тому подобных изделий. Этих
изделий было выпущено в 1970 г. на сумму свыше 150 млн. руб. Выпуск
строительной тонкой керамики за последние 10 лет увеличился пример-
но в 2 раза.
Промышленность развивалась в истекшей пятилетке и продолжает
развиваться быстрыми темпами. Рост производства по основным видам
тонкой строительной керамики показан в табл. 139.
Таблица 139
Выпуск тонкой строительной керамики
Продукция Год Выпуск в 1970 г; в % к 1965 г.
1965 1970
Санитарно-строительные изделия в тыс. шт. 5 742 7 280 126
Облицовочные фаянсовые плитки в тыс. м2 . 12 265 16 770 137
Фасадные плитки (майоликовые глазурованные)
в тыс. м2 3 749 8 500 227
Кислотоупорные изделия в тыс. т 349 423 121
За последние 10—20 лет новые заводы строились, а старые рекон-
струировались с использованием современного оборудования. Внедрение
на заводах новых технологических способов производства и нового
более производительного оборудования — башенных сушилок для при-
готовления порошкообразной массы, кареточных сушилок СУ для сани-
тарных изделий, механизированных поточных линий в производстве
544
плиток и санитарных изделий способствовали росту производительности
труда примерно на 25% за период 1966—1970 г. В 1970 г. более 88%
прироста в промышленности строительной керамики получено в резуль-
тате повышения производительности труда. Механизация производства,
интенсификация технологических процессов, улучшение организации
труда обеспечивают намеченный рост производительности труда и в те-
кущем пятилетии 1971—1975 гг. Намечено строительство пяти крупных
комбинатов Томского, Целиноградского, Псковского, Свердловского и
Липовецкого и реконструкция и расширение около десяти действующих
заводов и комбинатов. Использование на новых и реконструированных
заводах эффективных способов производства, механизированных поточ-
ных линий и более мощного оборудования обеспечит в пятилетке 1971—
1975 гг. дальнейшее повышение производительности труда и расширение
выпуска тонкой строительной керамики в намеченных объемах.
В промышленности хозяйственного фарфора, фаянса и
тому подобных изделий с пуском новых заводов и расширением ранее
действующих выпуск посуды за пятилетку 1965—1970 гг. значительно
увеличился по сравнению с предшествующей пятилеткой. Выпуск посу-
ды разного ассортимента составил в 1965 г. — 428 млн. шт., в 1970 г.—
573 млн. шт. и в 1975 г. намечен выпуск 1140 млн. шт. В 1970 г. выпу-
щено на заводах СССР фарфоровой, фаянсовой и майоликовой посуды
округленно на 172 млн. руб., т. е. на 7,1% больше, чем в 1969 г.
Улучшение благосостояния городского и сельского населения и раз-
витие сети общественного питания резко повысили спрос на хозяйствен-
ный фарфор и фаянс разного назначения, в особенности для столовых,
кафе и ресторанов. Для удовлетворения потребности в этой продукции
намечено в пятилетке 1971—1975 гг. резко увеличить не менее чем
в 2 раза выпуск разных видов хозяйственного фарфора и фаянса как за
счет увеличения производительности труда, так и путем строительства
новых заводов и расширения действующих. В текущей пятилетке закан-
чивается строительством и вводятся в эксплуатацию 5 заводов, нача-
тых строительством в период 1965—1970 гг. Намеченное на 1970—
1975 гг. строительство 9 новых специализированных заводов и реконст-
рукция 12 действующих заводов должны способствовать более полному
удовлетворению спроса на хозяйственный фарфор и фаянс, майолику
и художественно-декоративную тонкую керамику
Очень важное для развития энергетики производство элект-
рофарфора развивалось быстрыми темпами в соответствии с за-
просами строительства электростанций и распределительных сетей.
Если принять для сопоставления выпуск электрофарфора в тоннах
в 1940 г. за 100%, то рост производства выразится в следующих округ-
ленных цифрах (в %): 1950 г.— 142; 1955 г. — 276; 1960 г. — 468; 1965 г.—
556.
Столь быстрые темпы развития производства электрофарфора были
обеспечены расширением действующих заводов и строительством новых
на основе использования более совершенных технологических способов
производства и современного мощного оборудования. Печи периодиче-
ского действия заменялись мощными туннельными печами непрерывного
действия. Технический прогресс в этой отрасли промышленности и ее
развитие наглядно иллюстрируются количеством эксплуатируемых тун-
нельных печей по годам:
Год 1932 1937 1952 1954 1958 1960 1966 1970
Количество туннельных печей 1 2 4 5 14 18 36 43
545
Для обжига крупногабаритных оболочек (бушингов) диаметром,
’ превышающим 1 м, и высотой свыше 2 м. в электроизоляторной промыш-
ленности были впервые в мировой практике построены туннельные печи
специальной конструкции длиной 141 м.
В соответствии с ростом производительности заводов разрабатыва-
лись и вводились в эксплуатацию мощные вакуум-прессы для формова-
ния крупногабаритных трубчатых заготовок и механизированные поточ-
ные линии для формования и обработки изоляторов, что способствовало
повышению производительности труда и снижению себестоимости про-
дукции.
ЛИТЕРАТУРА
Августин ник А. И. Керамика. М., Промстройиздат, 1957.
Балкевич В. Л. Техническая керамика. М., Стройиздат, 1968.
Ьарзаковский В. П. иДуброво С. К- Физико-химические свойства глазурей
высоковольтного фарфора. М.—Л., Изд-во АН СССР, 1953.
Беляев Р. А. Окись бериллия. М., Госатомиздат, 1962.
Бережной А. С. Многокомпонентные системы окислов. «Наукова думка», 1970.
Бережной А. С. Кремний и его бинарные соединения. Изд-во АН УССР, 1958.
Беркман А. С., Городов Н. И., Маргулин С. Л. Декорирование фарфора
и фаянса. М., Росгизместпром, 1949.
Беркман А. С., Мельникова И. Г. Пористая проницаемая керамика. Изд. 2-е.
М.—Л., Стройиздат, 1969.
Богородицкий Н. П. и др. Радиокерамика. М.—Л., Госэнергоиздат, 1963.
Будников П. П., Гинстлинг А. М. Реакция в смесях твердых веществ. М.,
Стройиздат, 1971.
Будников П. П. и Геворкян X. О. Фарфор. М., Росгизместпром, 1955.
Булавин И. А. Производство керамических плиток. М., Промстройиздат, 1949.
Булавин И. А. Оборудование керамических и огнеупорных заводов. М., «Высшая
школа», 1965.
Гегузин И. Я- Физика спекания. М., «Наука», 1969.
Г’ л о з м а н И. А. Пьезокерамика. М., «Энергия», 1967.
Гузман И. Я. Пористые высокоогнеупорные материалы. «Металлургия», 1971.
Городов Н. Н., Ковельман Г. А., Юрчак И. Я. Новая техника в производ-
стве фарфора и фаянса. М., «Детский мир», 1958.
Грибовский П. О. Горячее литье керамических изделий. М., Госэнергоиздат, 1961.
Добровольский А. Г. Шликерное литье. М., «Металлургия», 1967.
Дудеров Г. Н. Практикум по технологии керамики и огнеупоров. М., Промстрой-
издат, 1953.
Дудеров Г. Н. Обжиг спекающихся керамических масс. М., Промстройиздат, 1957.
3 а л к п и д И. Я-, Т р о я и к и и Ю. В. Огнеупоры и шлаки в металлургии. М.. Метал-
лургиздат, 1963.
3‘ а й о н ц Р. М., Лебедев Б. В. Канализационные трубы. М., Стройиздат, 1970.
3 а й о н ц Р. М., Дордонская Р. К. Керамические химически стойки; изделия.
М., Стройиздат, 1966.
И л ь е в и ч И. П. Машины и оборудование для заводов по производству керамики
и огнеупоров. М., Машиностроение, 1968.
Исследования при высоких температурах. Сборник статей. Пер. с англ. М., «Наука»,
1967.
К алл ига Г. П. Литье циркониевых огнеупорных изделий. М., Металлургиздат, 1964.
Кайнарский И. С. Динас. М., «Металлургия», 1961.
Кайнарский И. С., Дегтярева Э. В. Карборундовые огнеупоры. М., Метал-
лургиздат, 1963.
Кайнарский И. С. Процессы технологии огнеупоров. М., «Металлургия», 1969.
Кинетика высокотемпературных процессов. Сборник статей. Под ред. У. Д. Кингери.
Пер. с англ., М., «Металлургия», 1965.
Кингери У. Д. Введение в керамику. Пер. с англ., М., Стройиздат, 1964.
Керамика и ее спаи с металлами. Под ред. В. А. Преснова и И. А. Иофиса. Атом-
издат, 1969.
Литваковский А. А. Плавленые литые огнеупоры. М., Госстройиздат, 1959.
Лыков А. В. Теория сушки. М., «Энергия», 1968.
Мамыкин П. С., Стрелов К. К- Технология огнеупоров. М., «Металлургия», 1970.
Мороз И. И. Автоматизация производства фарфоровых и фаянсовых изделий. Киев,
«Техника», 1965.
Журавлев Г. И. Химия и технология ферритов. «Химия», Л., 1970.
Наумов М. М., К а ш к а л ь И. С., Б у з М. А., Ш е й н м а н Е. Ш. Технология
глиняного кирпича. М., Строийиздат, 1969.
Н е п ш а А. В. Конвертерные смолодоломитовые огнеупоры. М., «Металлургия», 1967.
Никулин Н. В., Кортнев В. В. Производство электрокерамических изделий. М..
«Высшая школа», 1965.
Никулин Н. В., Кортнев В. В. Оборудование и технология производства электро-
керамических конструкций. М„ «Энергия», 1969.
Ничипоренко С. П. Физико-химическая механика дисперсных структур в техноло-
гии строительной керамики. Киев, «Наукова думка», 1968.
Новая керамика. Сборник статей. Под ред. П. П. Будникова. М., Стройиздат, 1969.
Нохратян К. А. Сушка и обжиг в промышленности строительной керамики. Киев,
«Наукова думка», 1962.
Огнеупоры для космоса. Справочник. Пер. с англ., М., «Металлургия», 1967.
Онацкий С. П. Производство керамзита. М., Госстройиздат, 1971.
Павлушкин Н. М. Спеченный корунд. М., Госстройиздат, 1963.
547
Полубояринов Д. Н., Балкевич В. Л., Попильский Р. Я. Высокбглиио-
земистые керамические и огнеупорные материалы. М., Госстройиздат, 1960.
Попильский Р. Я., Кондрашев Ф. В. Прессование керамических порошков.
М., «Металлургия», 1968.
Процессы керамического производства. Сборник статей. Под ред. У. Д. Кингери. Пер.
с англ. М., ИИ Л, 1960.
Рабкин А. И., С о ск ин С. А., Эпштейн Б. М. Ферриты. М.—Л., «Энергия»,
1968.
Радиокерамика. Под ред. Н. Л. Богородицкого и В. В. Пасынкова. М., Госэнергоиздат,
1963.
Самсонов Г. В. Тугоплавкие соединения. М., Металлургиздат, 1963.
Самсонов Г. В. Нитриды, Киев, «Наукова думка», 1969.
Смоленский Г. А. иКрайник Н. Н. Сегнетоэлектрики и антисегнетоэлектрики.
М., «Наука», 1968.
Огнеупорное производство. Справочник, т. I и II. М., «Металлургия», 1965.
Справочник по производству строительной керамики. Т. I, II и III. М., Стройиздат, 1961.
Диаграммы состояния силикатных систем. Справочник. М.—Л.,- «Наука», 1965, вып. 1
и 2.
Физико-химические свойства окислов. Справочник. М., «Металлургия», 1969.
Стрелов К. К. Технический контроль производства огнеупоров. М., Металлургия,
1970.
Техника высоких температур. Пер. с англ. М„ ИЛ, 1959.
Фадеева В. С. Формуемость пластичных дисперсных масс. М., Госстройиздат, 1961.
Черепанов А. М., Тресвятский С. Г. Высокоогнеупорные материалы и изделия
из окислов. М., «Металлургия», 1964.
Шаталова И. Г., Горбунов Н. С., Лихтман В. И. Физико-химические основы
вибрационного уплотнения порошковых материалов. М., «Наука», 1965.
Шерман, Я. И. Производство санитарно-строительной керамики. М., Стройиздат,
1963.
Э л и з о н М. П. Производство искусственных пористых заполнителей. М., Стройиздат,
1967.
Юшкевич М. О., Роговой М. И. Технология керамики. М., Стройиздат, 1969.
ОГЛАВЛЕНИЕ
Стр.
Предисловие. 3
Часть первая
СВОЙСТВА КЕРАМИЧЕСКИХ МАТЕРИАЛОВ
Глава 1. Микроструктура .... 5
Глава 2. Пористость и проницаемость . 7
Глава 3. Механическая прочность . . , 9
Глава 4. Термомеханические свойства . . . . 11
1. Кратковременная прочность керамики при температурах ее службы 11
2. Температура деформации под нагрузкой 12
3. Ползучесть .... 17
4. Длительная прочность 19
Глава 5. Теплофизические свойства 20
1. Теплопроводность ... 20
2. Термическое расширение 23
3. Испаряемость ... 25
Глава 6. Термические свойства . 27
1. Огнеупорность . :................................................. 27
2. Постоянство объема при высоких температурах 29
3. Термическая стойкость 30
4. Термическое старение 35
Глава 7. Химическая стойкость 37
Глава 8. Электрофизические свойства 41
1. Электропроводность................................................ 42
2. Диэлектрическая проницаемость 44
3. Диэлектрические потери 47
4. Электрическая прочность........................................... 49
Глава 9. Правильность формы и точность размеров керамики . .50
Часть вторая
ОСНОВНЫЕ ПРОЦЕССЫ И МЕТОДЫ КЕРАМИЧЕСКОЙ
ТЕХНОЛОГИИ
Г । а в а 1. Зерновой состав и измельчение компонентов керамических масс 54
1. Зерновой состав масс . 54
2. Измельчение материалов . . 60
I лава 2. Смешивание н подготовка керамических масс 65
1. Грубозернистые массы , 65
2. Тонкозернистые массы............................................... 67
Глава 3. Формование керамических изделий . . 71
1. Общие характеристики формовочных систем и полуфабриката 71
2. Прессование порошкообразных масс 74
3. Пластическое формование 88
4. Литье.................. . . . . . . .... 95
Глава 4. Удаление временной связки из керамического полуфабриката 109
1. Факторы, определяющие допустимую скорость сушки НО
2. Методы сушки и ее режимы......................................... 112
3. Удаление из полуфабриката термопластичного связующего . . 114
Глава 5. Процессы спекания и обжиг керамики . . 115
1. Общие сведения о спекании . . 116
2. Жидкостное спекание 120
3. Твердофазовое спекание 123
4. Спекание под давлением 130
5. Реакционное спекание . . . 131
6. Факторы, определяющие режим обжига изделий 131
549
Стр.
Часть третья
ХИМИЯ И ТЕХНОЛОГИЯ ОГНЕУПОРОВ
Глава 1. Назначение огнеупорных материалов и их классификация 137
Глава 2. Алюмосиликатные огнеупоры .... 139
1. Фазовый состав алюмосиликатных огнеупоров 13£
2. Шамотные огнеупоры .... 141
3. Высокоглиноземистые огнеупоры 17?
4. Плавленые огнеупоры . . 188
Глава 3. Динас и кварцевая керамика 197
1. Динас.............................................................. 192
2. Кварцевая керамика . . 212
Глава 4. Магнезитовые огнеупоры 215
1. Сырьевые материалы.................. 216
2. Технологический процесс производства . . . 224
3. Свойства изделий .............. . .... 226
Глава 5. Шпинелидные огнеупоры и их сочетание с магнезитом 228
Глава 6. Форстеритовые огнеупоры . . . 235
Глава 7. Цирконийсодержащие огнеупоры 241
Глава 8. Доломитовые огнеупоры 943
1. Сырьевые материалы . ... . .... 244
2. Производство доломитовых огнеупоров со свободной известью 245
3. Производство доломитовых огнеупоров без свободной извести 251
Глава 9. Углеродсодержащие огнеупоры.............. 252
1. Графито-алюмосиликатные огнеупорные изделия 253
2. Углеродистые огнеупоры ... 255
3. Карборундовые огнеупорные материалы 26ц
Глава 10. Теплоизоляционные (легковесные) огнеупорные материалы 265
1. Способы производства 266
2. Свойства и применение .... ............ ... 271
Глава 11. Огнеупорные мертели, растворы, бетоны, массы и обмазки 275
1. Связующие огнеупорные мертели и растворы 275
2. Огнеупорные бетоны 27 7
3. Набивные массы . . 281
4. Огнеупорные покрытия ... . . 282
Глава 12. Краткие сведения об экономике производства огнеупоров 283
Часть четвертая
ХИМИЯ И ТЕХНОЛОГИЯ ТЕХНИЧЕСКОЙ КЕРАМИКИ
Глава 1. Керамика из высокоогнеупорных окислов 286
1. Общие сведения .... 287
2. Изделия из окиси бериллия 293
3. Изделия из окиси магния 29(1
4. Изделия из окиси кальция . . 298
5. Изделия из двуокиси циркония . 299
6. Изделия из двуокиси уране 302
7. Изделия из двуокиси тория . . Q0Q
Глава 2. Керамика на основе силикатов п алюмосиликатов 305
1. Mv алитовая и муллито-корундовая керамика 306
2. Корундовая керамика................. 310
3. Клиноэнстатитовая (стеатитовая) керамика 318
4. Форстеритовая керамика 324
5. Кордиеритовая керамика 326
6. Цельзиановая керамика .... 328
7. Литийсодержащая (сподуменовая) керамика 329
8. Волластонитовая керамика .... .... 330
Глава 3. Керамика на основе двуокиси титана, титанатов, цирконатов и дру-
гих соединений с высокой диэлектрической проницаемостью 331
1. Конденсаторная керамика . 331
2. Сегнето- и пьезокерамика............ ... . . ... 340
Глава 4. Керамика на основе феррошпинелей и других соединений с магнит-
ными свойствами . 350
Глава 5. Керамика на основе тугоплавких бескислородных соединений 358
1. Изделия из карбидов . 360
2. Изделия из нитридов 364
3. Изделия из боридов . . . 369
4. Изделия из силицидов 369
Глава 6. Керметы....................................................... 370
550
Стр.
Часть пятая
ХИМИЯ И ТЕХНОЛОГИЯ НЕКОТОРЫХ ВИДОВ
СТРОИТЕЛЬНОЙ КЕРАМИКИ
Глава 1. Стеновая, кровельная, фасадная керамика 378
1. Сырьевые материалы................................................. 381
2. Производство кирпича и черепицы 382
3. Производство фасадной керамики 39(
Г а в а 2. Плитки для полов 392
I. Подготовка пресспорошка . 394
2. Прессование и сушка : . . . 396
Глава 3. Канализационные трубы . . 398
Глава 4. Химически стойкая керамика 403
1 Сырьевые материалы . . 407
2. Производство кислотоупоров . 407
Глава 5. Пористая фильтрующая керамика 410
Глава 6. Керамзит и аглопорит . 414
Г Керамзит 414
2. Аглопорит.......................................................... 418
1 а в а 7. Краткие сведения по экономике производства строительной керамики 420
1. Производство кирпича и стеновых материалов 420
2. Производство строительной керамики . 422
________
Часть шестая
ХИМИЯ И ТЕХНОЛОГИЯ ТОНКОЙ КЕРАМИКИ
Глава I. Свойства фарфора, фаянса и других подобных изделий 425
Г Фарфор . . ; . 426
2. Фаянс и полуфарфор............................................... 429
3. Тонкие каменные керамические изделия 431
Глава 2. Сырьевые материалы 432
1. Глины и каолины.................................................. 433
2. Отощающие материалы и плавни . . . 433
Глава 3. Приготовление керамических масс 438
1. Основные способы обработки сырья . . 439
2. Приготовление пластичной формовочной массы 441
3. Приготовление литейной массы (шликера)........................... 445
4. Приготовление порошкообразных масс (для прессования) 448
Глава 4. Формование изделий .......................................... 450
1. Формование изделий из пластичной массы в пористых гипсовых или пласт
массовых формах . . . . : 450
2. Отливка изделий из шликера 453
Глава 5. Сушка . 455
Глава 6. Обжиг 458
Глава 7. Глазурование изделий 460
Глава 8. Глазури 462
1. Типы глазурей . . 462
2. Свойства глазурей . 464
3. Состав и методы расчета глазурей 465
Г лава 9. Сортировка, шлифование и украшение изделий 468
1. Сортировка изделий................................................ 468
2. Шлифование и полирование изделий 469
3. Украшение изделий 469
Глава 10. Керамические краски 474
Г Подглазурные краски......... 475
2. Надглазурные (муфельные) краски................................... 476
Глава 11. Хозяйственный и художественный фарфор 477
I. Состав фарфоровой массы и глазури 477
2. Формование изделий 480
3. Сушка фарфоровой посуды 485
4. Обжиг..................... ... . 488
Глава 12. Электротехнический фарфор 500
1. Свойства электрофарфора . . 502
2. Приготовление массы . 504
3. Формование изоляторов . . 507
4. Сушка изоляторов . :........................................ . 510
5 Обжиг электрофарфора....................................... ; . 512
551
Стр.
Глава 13. Хозяйственный фаянс 514
1. Состав и свойства . 514
2. Формование изделий . . 516
3. Обжиг............................................................ 518
Глава 14. Санитарио-строительный фаянс, полуфарфор и фарфор 521
1. Составы масс и глазурей . 523
2. Отливка санитарных изделий 524
3. Сушка 529
4. Глазурование и обжиг 531
Глава 15. Глазурованные фаянсовые плитки 533
I. Приготовление прессовочной (керамической) массы . . 535
2. Прессование изделий.............................................. 537
3. Состав керамических масс для малогабаритных плиток и их отливка 538
4. Сушка и глазурование . . . ......... 540
5. Обжиг................................................... ... 541
Глава 16. Краткие сведения по экономике производства тонкой керамики 544
Литература .. ................. .. 547
Будников Петр Петрович
Балкевич Виктор Львович
Булавин Иван Анисимович
Полубояринов Дмитрий Николаевич
Бережной Анатолий Семенович
Куколев Григорий Владимирович
Попильский Рафаил Яковлевич
ХИМИЧЕСКАЯ ТЕХНОЛОГИЯ КЕРАМИКИ И ОГНЕУПОРОВ
Стройиздат
Москва, К-31, Кузнецкий мост, 9
Редактор издательстве Н. А. Гомозова
Внешнее оформление художника Е. Волкова
Технические редакторы К. Е. Тархова, В. Д. Павлова
Корректоры Л. П. Бирюкова, Л. П. Ата ви ня
Сдано в набор 23/VI 1-1971 г. Подписано к печати 31/XII-1971 г.
Т-19472 Бумага 7DX IDB’/je 17,25 бум. л. 48,3 усл. печ. л.
(уч.-изд. 49,7 л.)
Тираж 10 000 экз. Изд. № AI-1123 Зак. № 1025
Цена 2 р. 14 к.
Владимирская тилогрвфия Главполиграфпрома
Комитета по печати при Совете Министров СССР
Гор. Владимир, ул. Победы, д. 18-6
ОПЕЧАТКИ
Страница Строка Напечатано
12 14 снизу мического расширения различ- ных фаз, особенно при поли- морфных пе-
44 Рис. 23, по вер- тикали Igp, ом см
47 24 сверху В=у.„Н+М=М,Н.
136 27 сверху более широкие возможности уп- равления газовой средой обжи- га.
136 4 снизу садки.
262 9 снизу 3Si+CO4-N2^-₽-SiC+SiO2ON2;
300 9 сверху Lm2Os
317 7 снизу 1400—2000° С.
327 2 снизу кГ см/см* . . .
330 Таблица 68, левая графа, 13 снизу в кГ см/см2 . . .
401 7 ерху магния
422 6 снизу щековые
466 7 сверху (формула) 5А!2О3-45Ю2;
475 Таблица 113, графа правая, 3, 4 снизу Восстановительная |
Следует читать
реходах, могут вести к сильно-
му разрыхлению и даже к пол-
ному раз-
Ig’p. ом 1 см 1
садки.
более широкие возможности уп-
равления газовой средой обжига.
3Si4-CO+N2>₽-SiC+Si2ONz;
Sm2Ot
1900—2000° С,
кГ/см2. . .
в кГ[см* . . .
маргаица
щелевые
G,5Al2Oe-4SiOt7
Окислительная
Зак. 1025