/






































































































































































































































































































Author: Соколов Р.С.
Tags: химическая технология химические производства химия
ISBN: 5-691-00355-0
Year: 2000




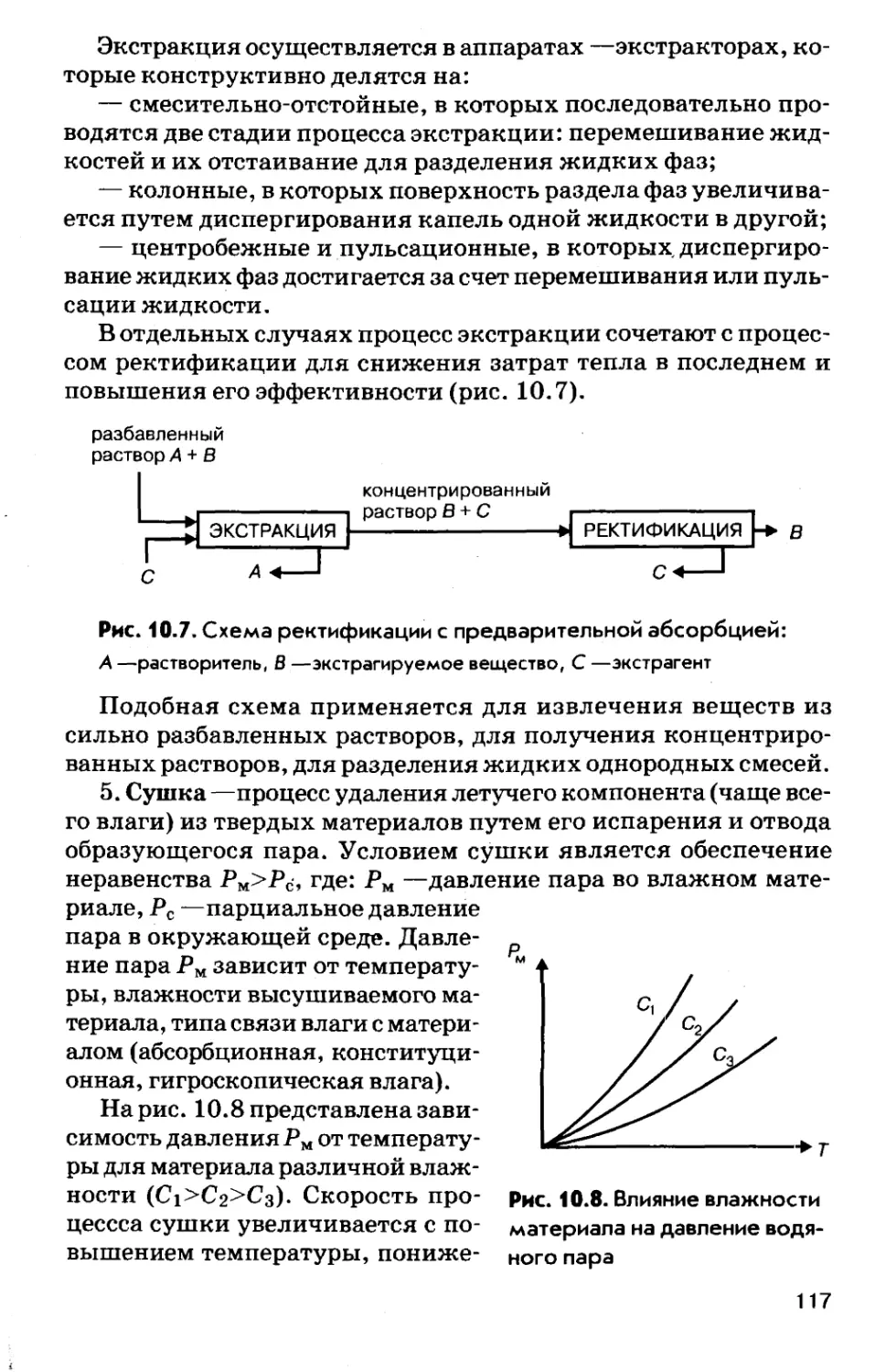
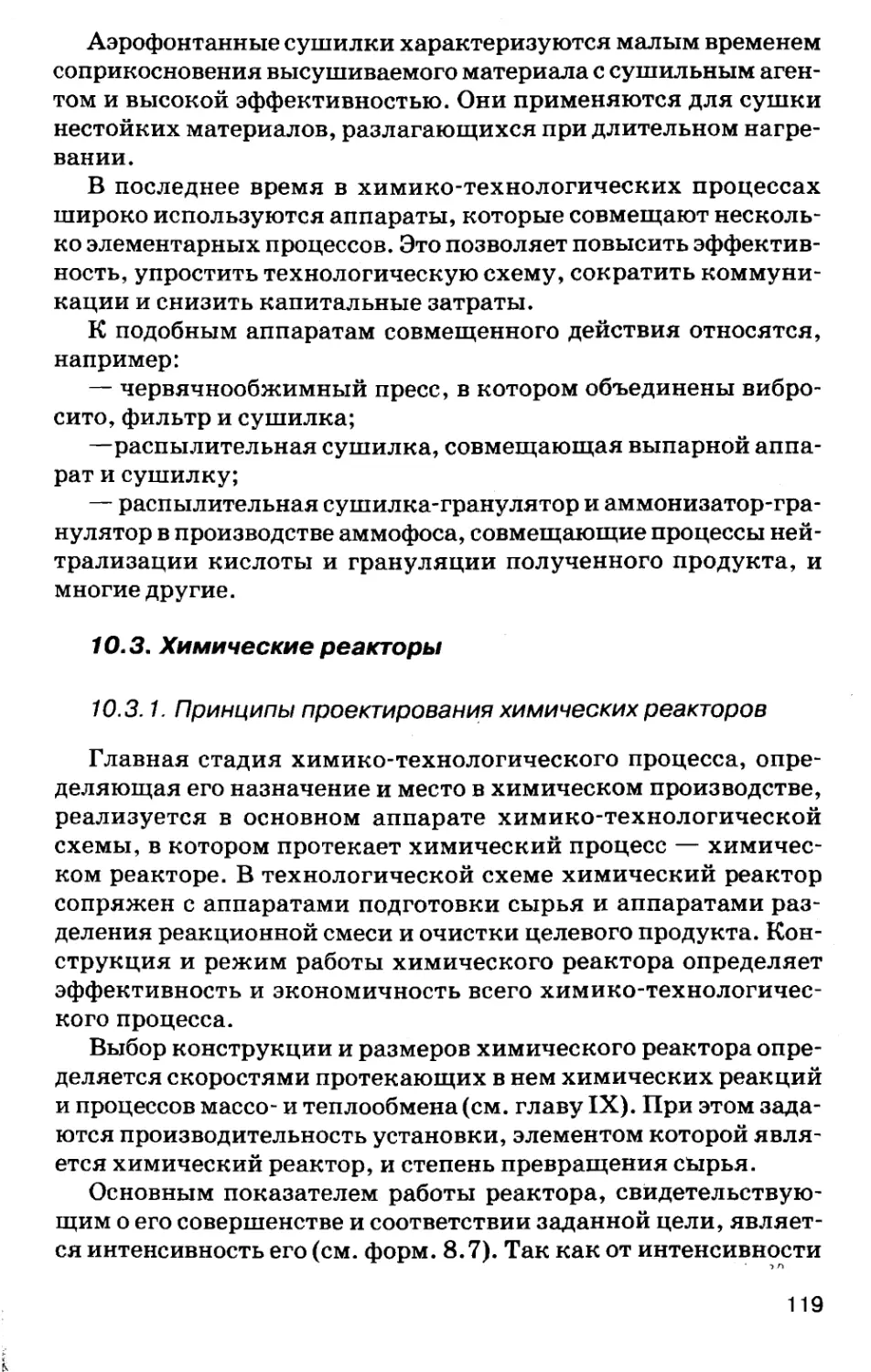
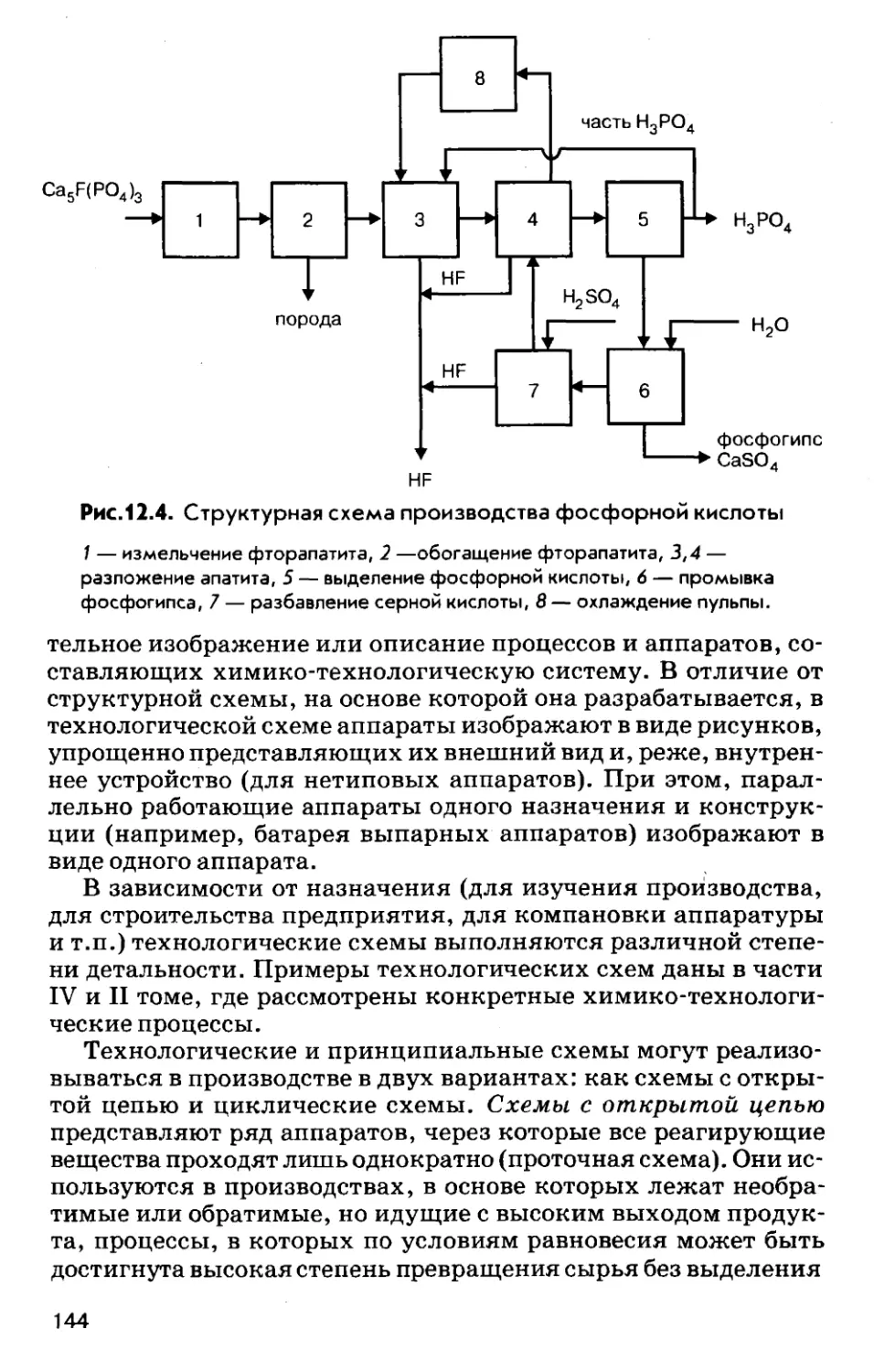
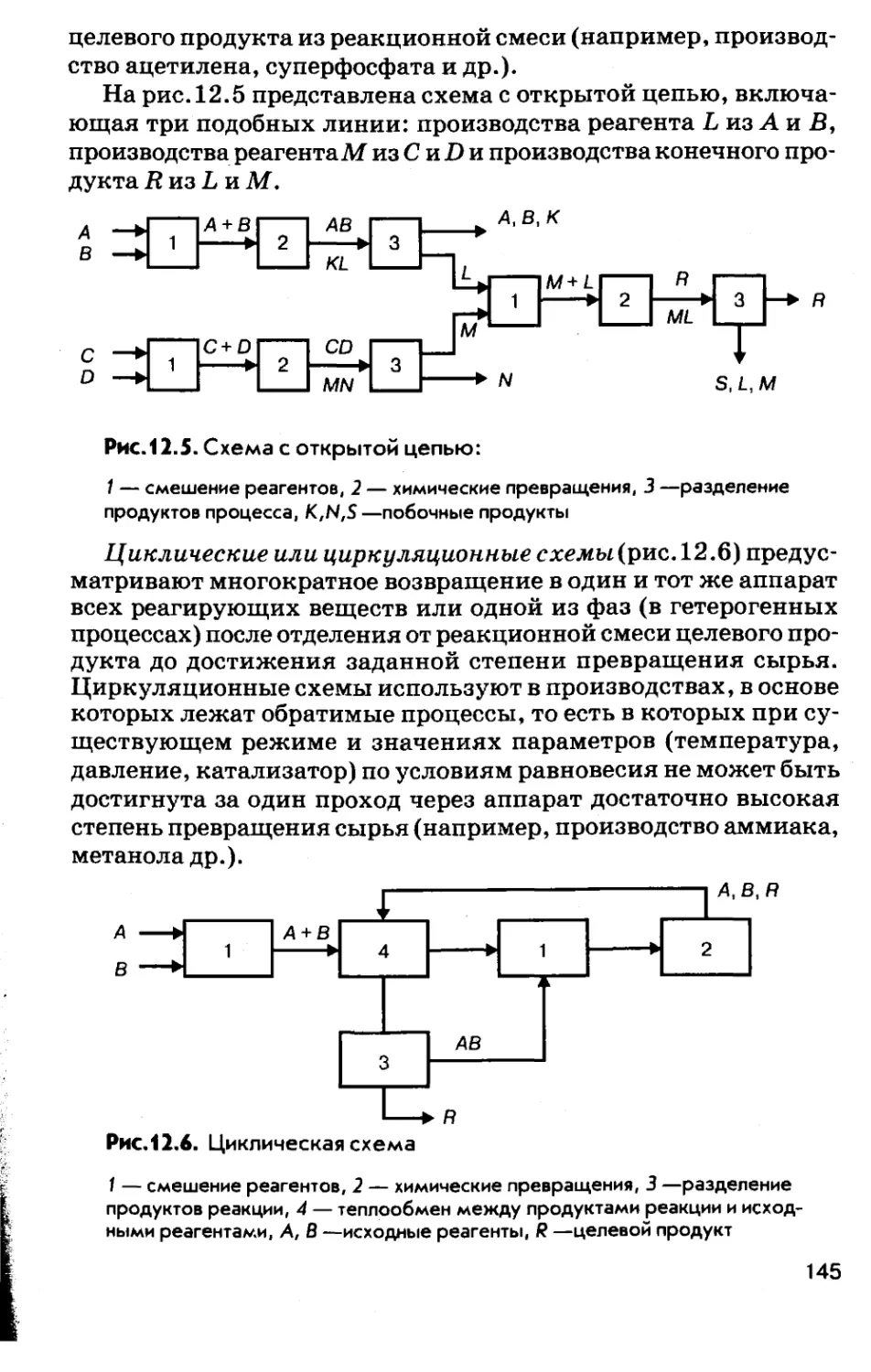
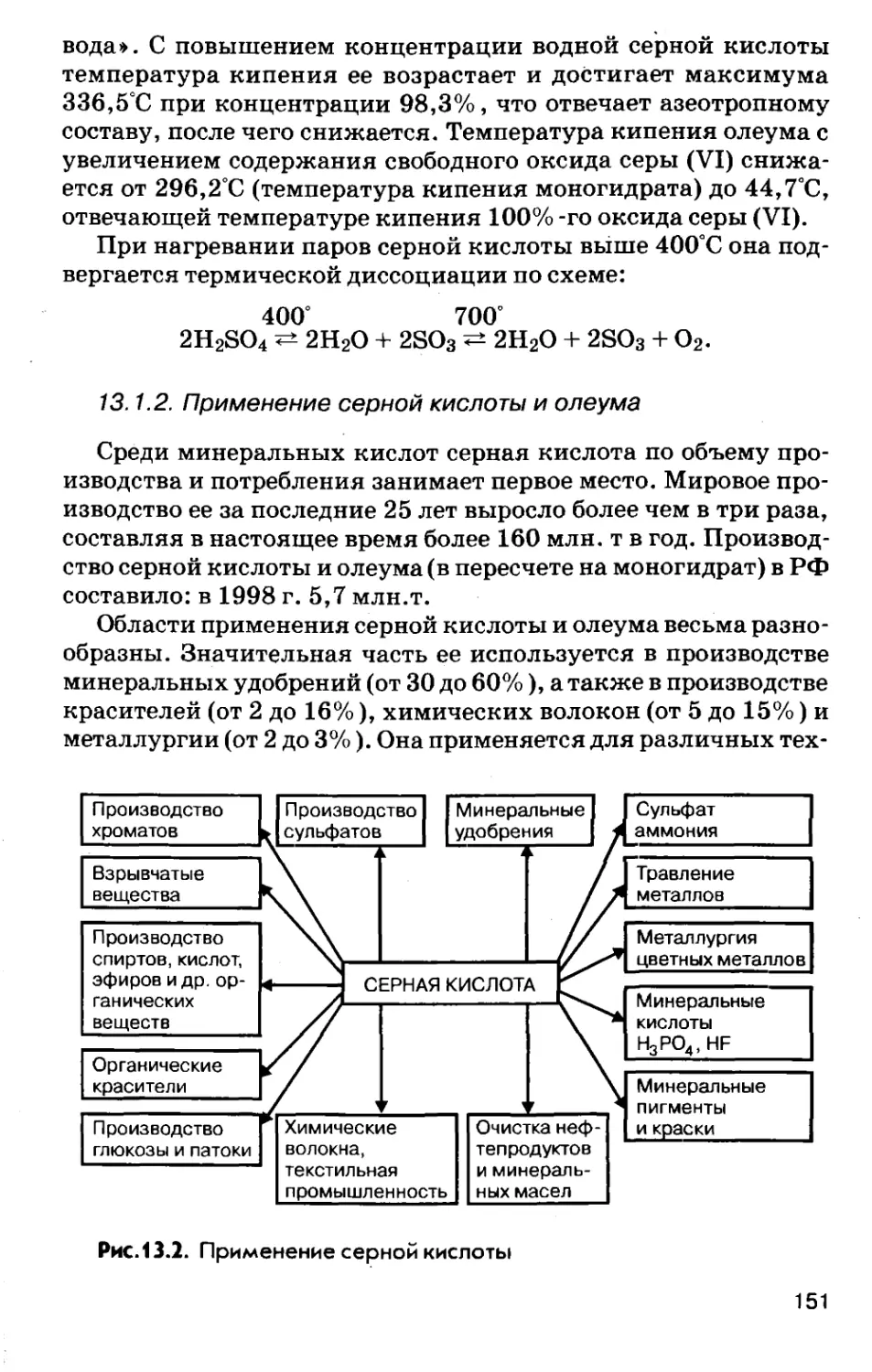
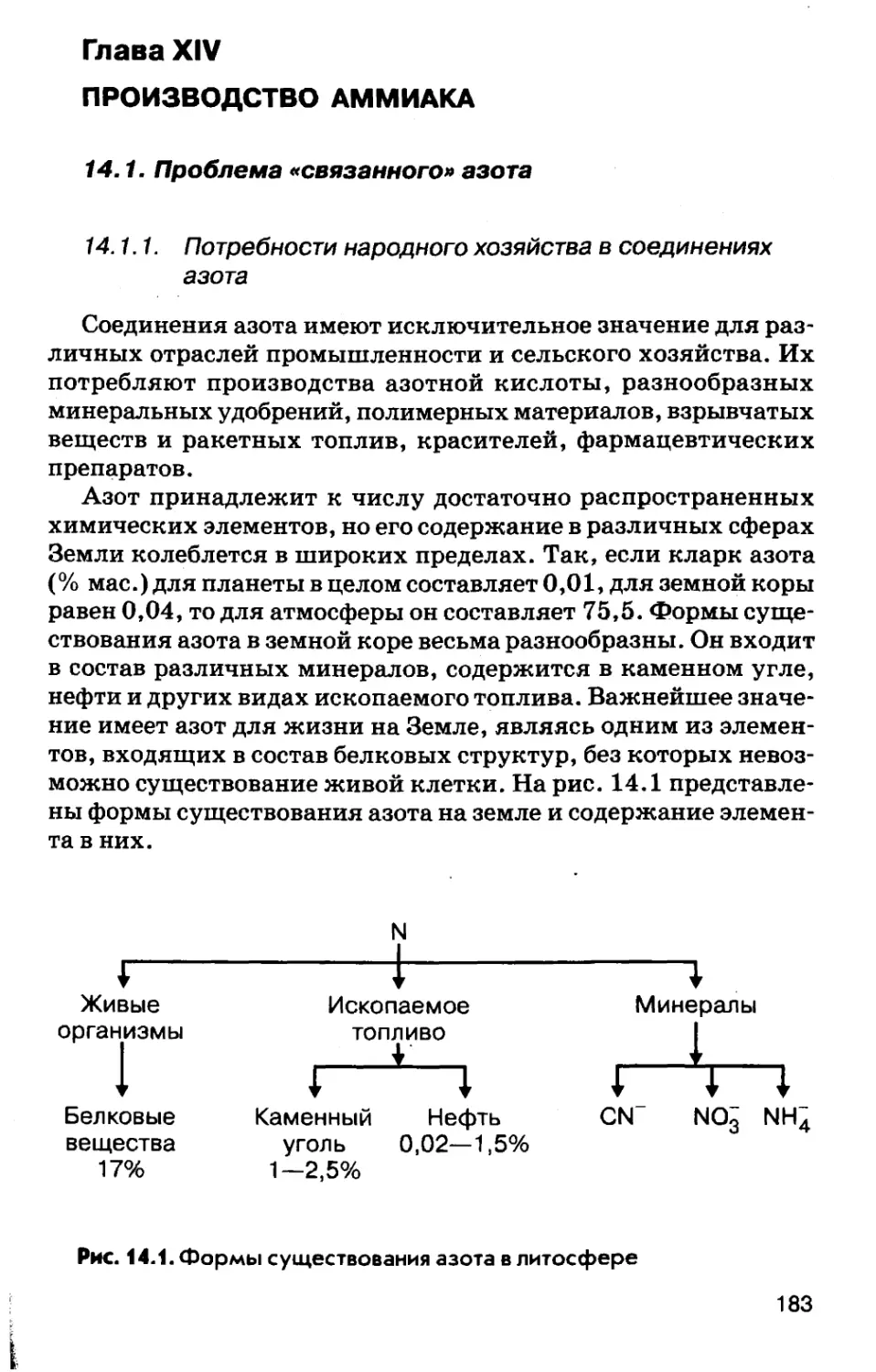
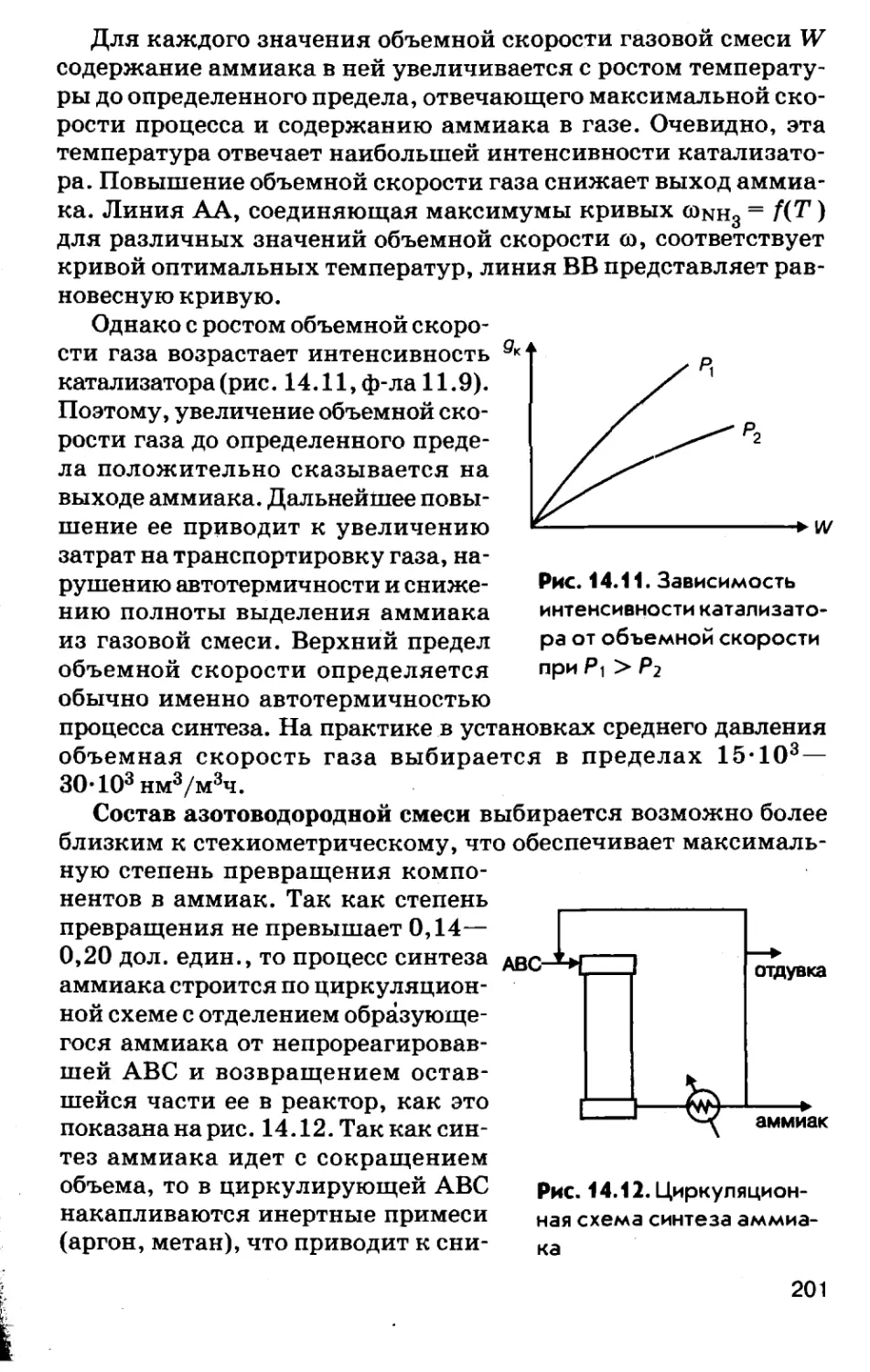
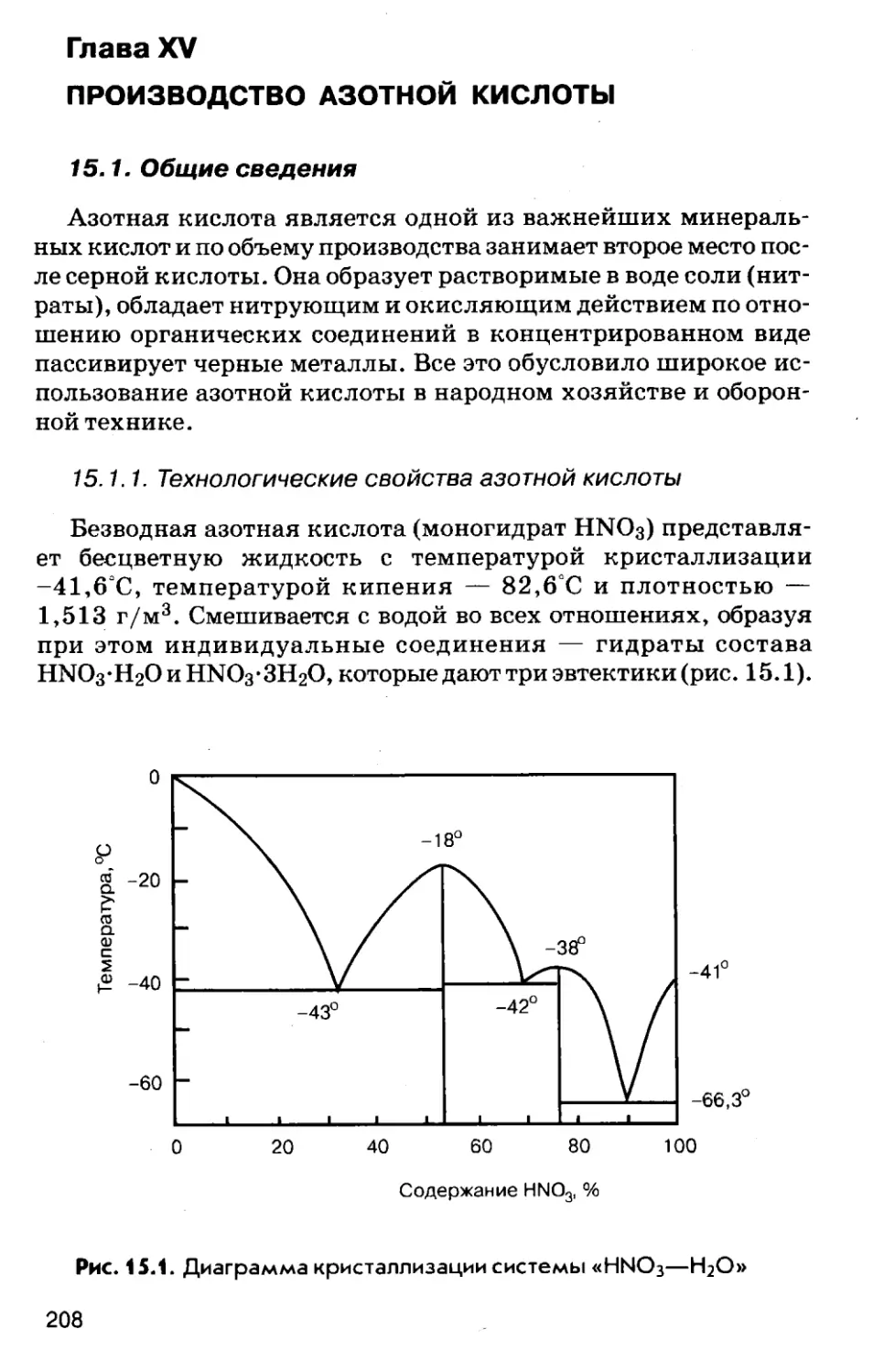
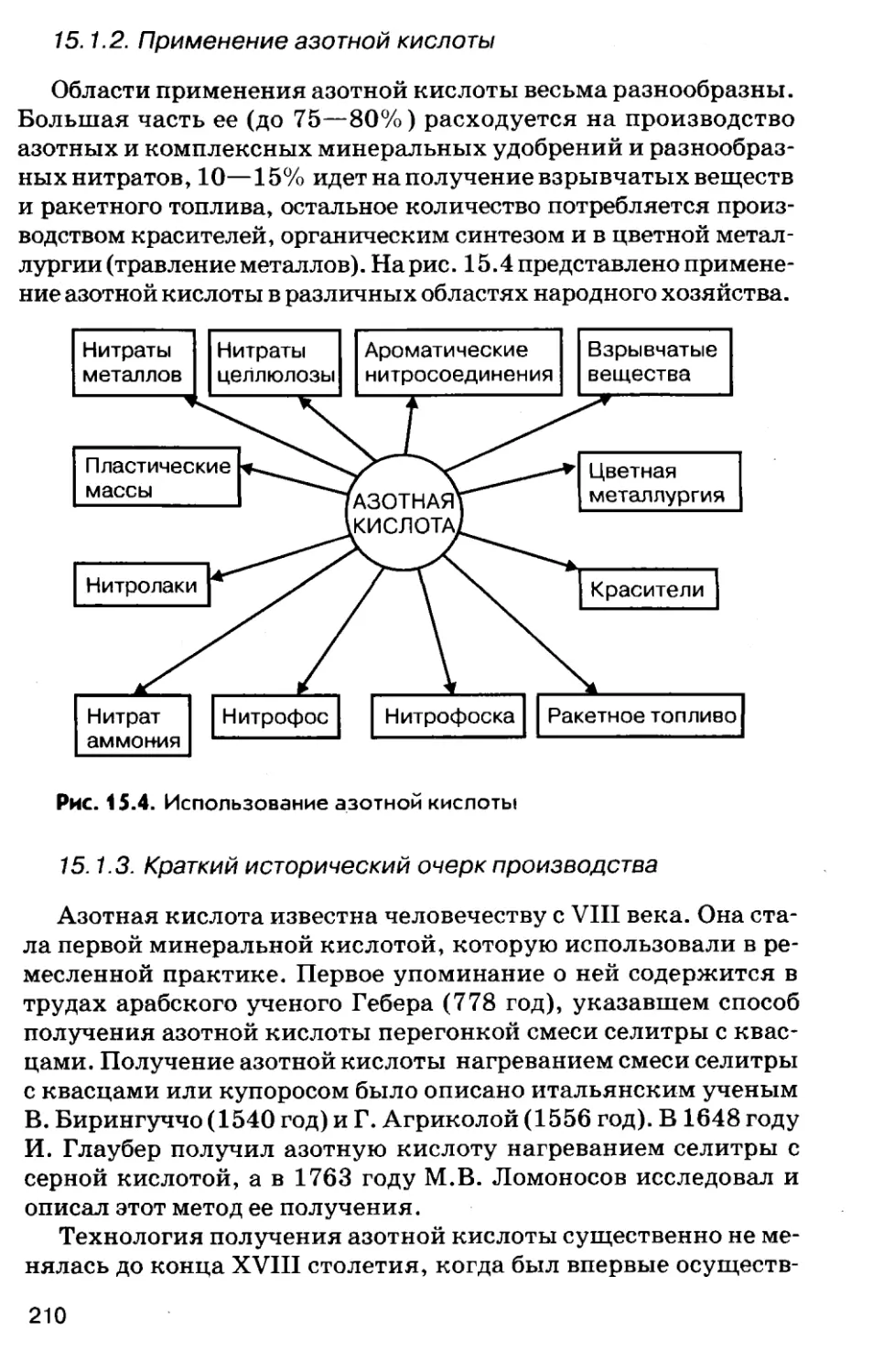
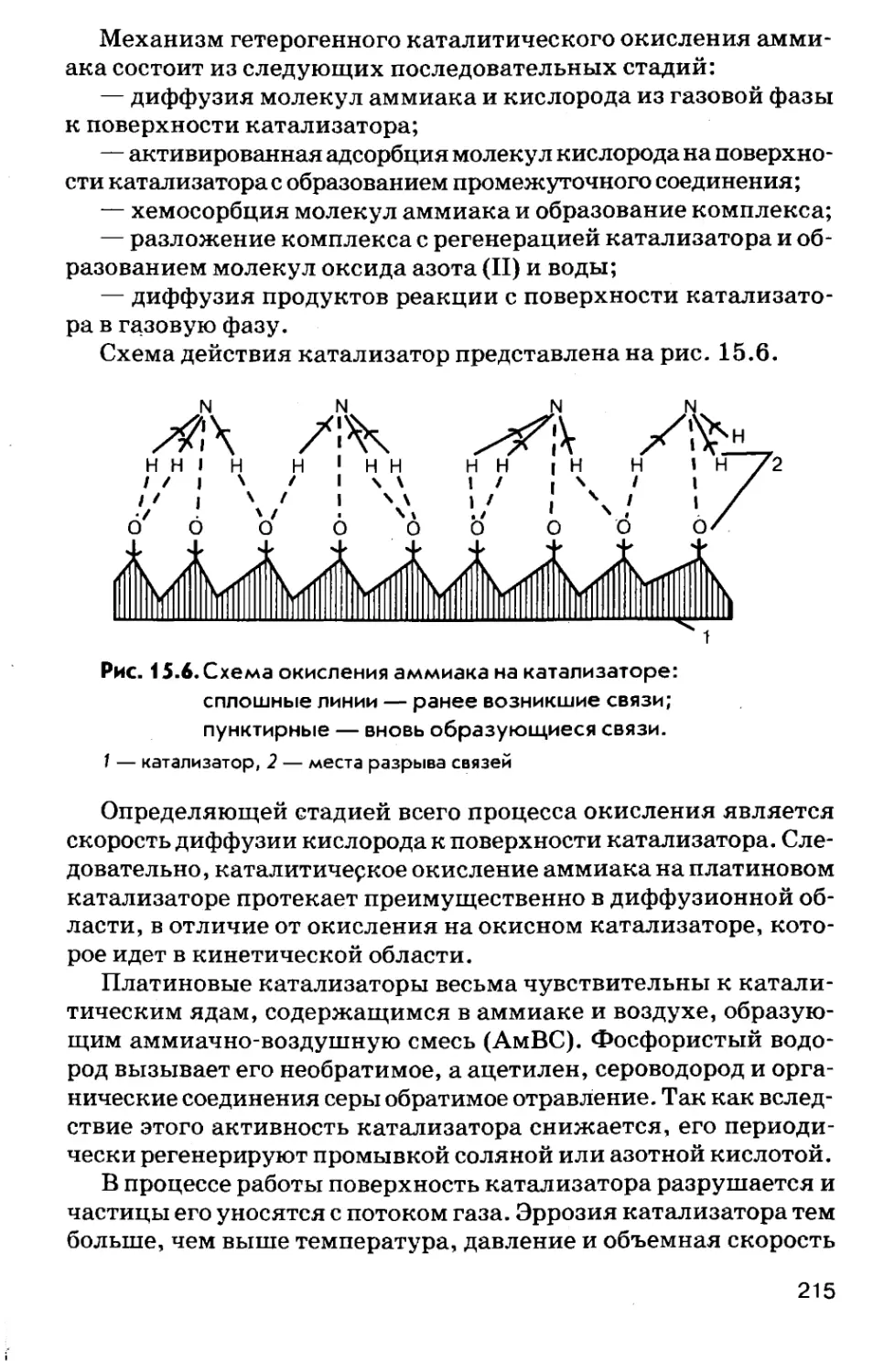
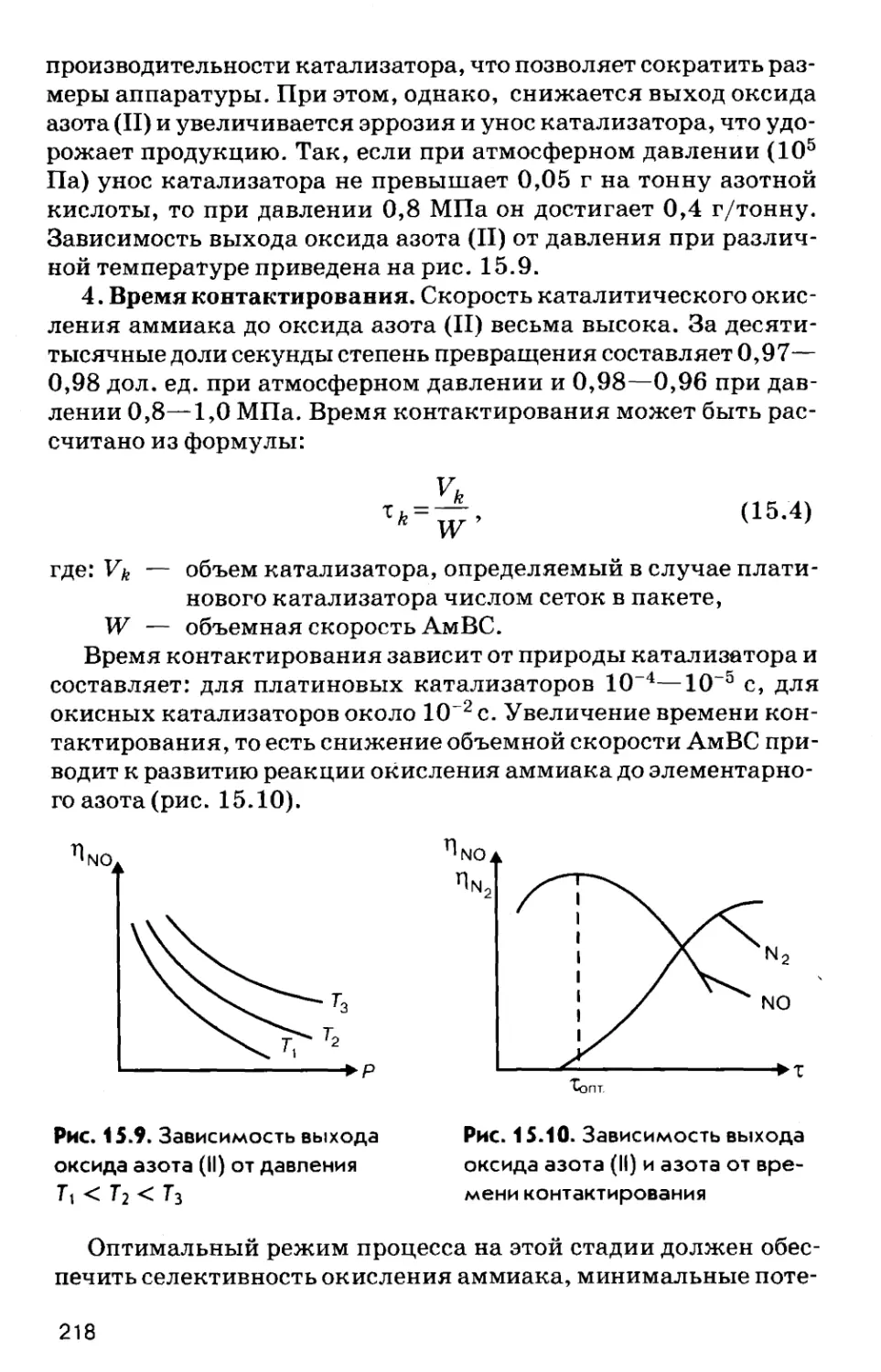
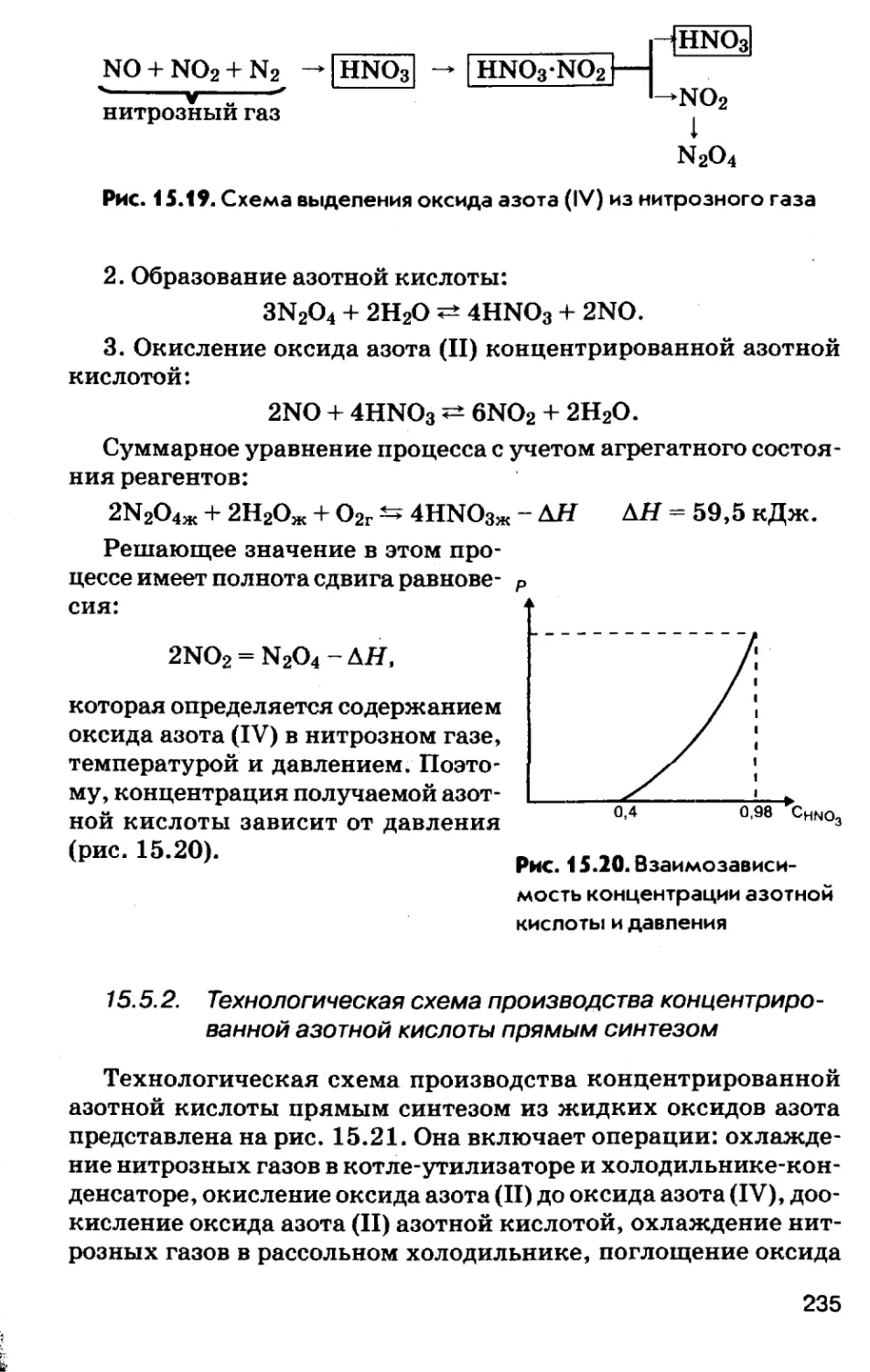
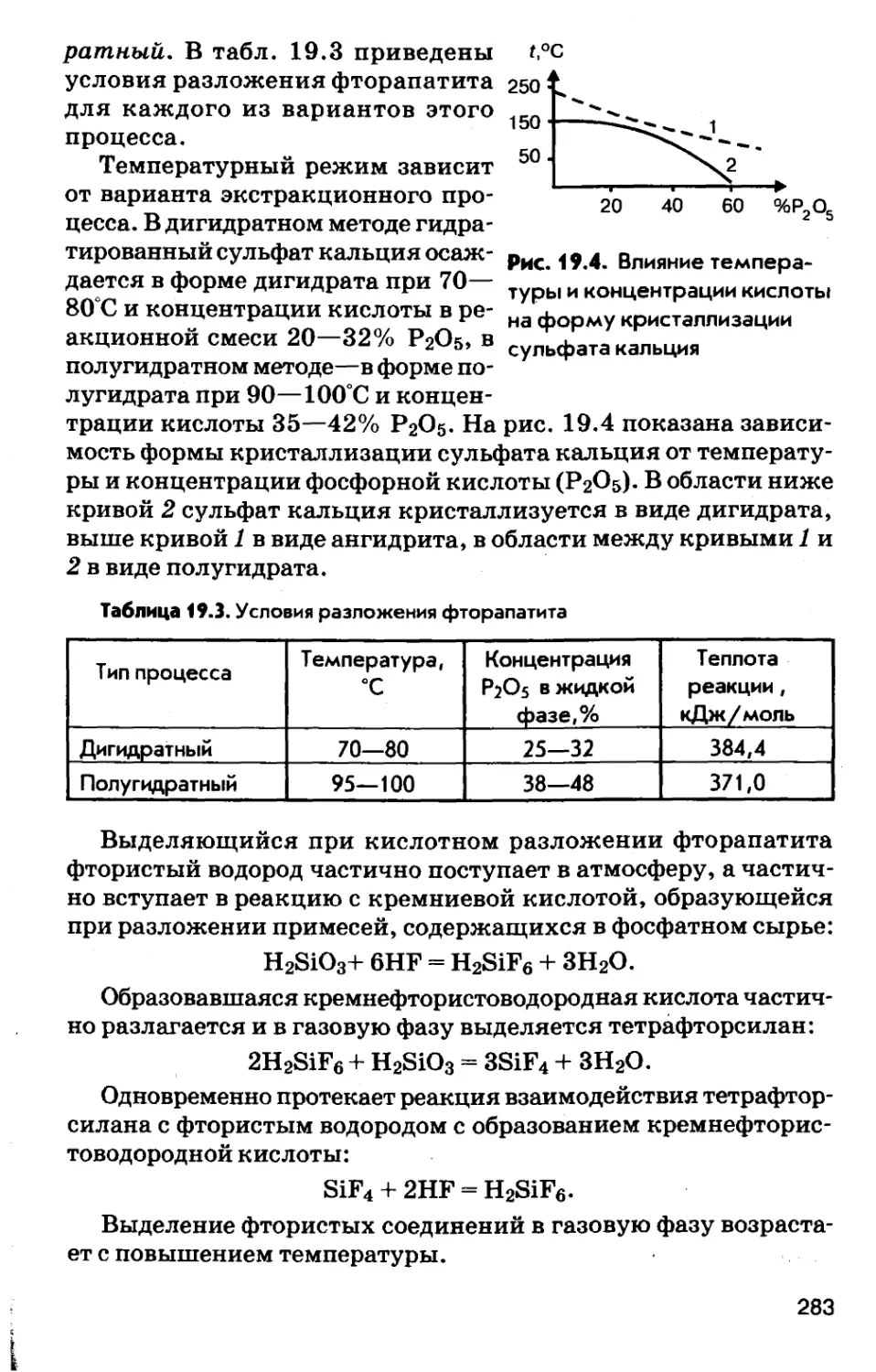
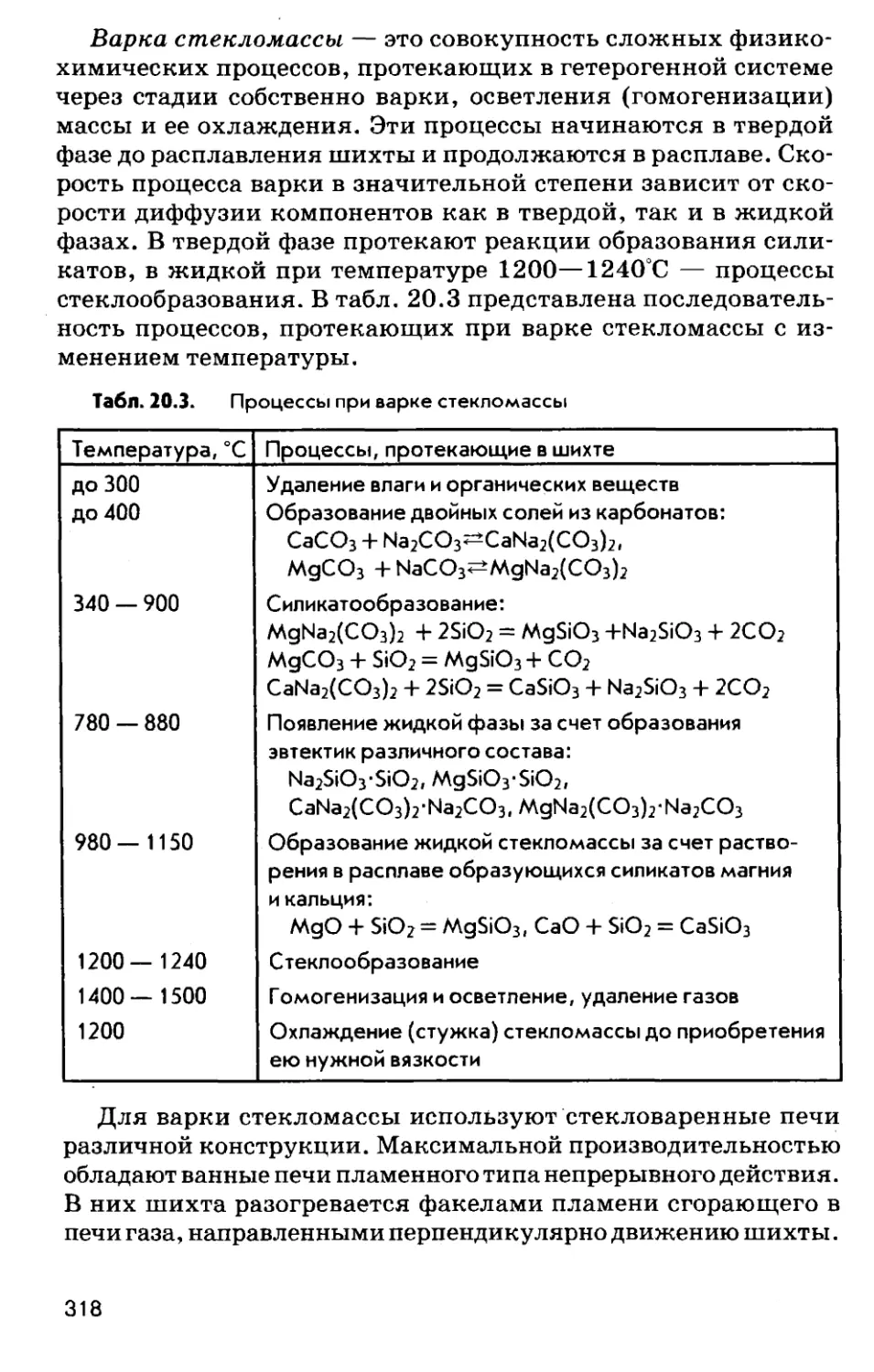
Text
УЧЕБНОЕ ПОСОБИЕ ДЛЯ ВУЗОВР.С. СоколовХИМИЧЕСКАЯ
ТЕХНОЛОГИЯВ двух томах
Том 1Химическое производство
в антропогенной деятельности
Основные вопросы химической технологии
Производство неорганических веществРекомендовано
Министерством образования Российской Федерации
в качестве учебного пособия для студентов
высших учебных заведенийМоскваГУЫАНМТЛРФШЛШЯМЛТЕЛЬСЮФЯ.
ББК 35я73
С59Рецензенты:
кафедра химии и химической технологии МПГУ
(зав. кафедрой профессор Э.Е. Нифантъев);
доктор педагогических наук,
профессор ПЛ. Оржековский (МОПУ);
доктор химических наук, профессор М.К. Грачев(МПГУ)Соколов Р.С.С59 Химическая технология: Учеб. пособие для студ. высш.
учеб. заведений: В 2 т. — М.: Гуманит. изд. центр ВЛА-
ДОС, 2000. — Т. 1: Химическое производство в антропо¬
генной деятельности. Основные вопросы химической тех¬
нологии. Производство неорганических веществ. — 368 с.ISBN 5-691-00355-0.ISBN 5-691-00356-9(1).Книга является учебным пособием по курсу «Химическая тех¬
нология» для студентов химических и биолого-химических факуль¬
тетов педагогических вузов. В первом томе рассмотрено химиче¬
ское производство как специфическая отрасль материального про¬
изводства - современной формы взаимодействия человека с окру¬
жающей средой, его место и роль в антропогенной деятельности.
Даны сведения об основных компонентах химического производ¬
ства . Изложены общие закономерности химической технологии как
теоретической основы химического производства. Описаны свой¬
ства, применение и процессы производства важнейших неоргани¬
ческих веществ.ББК 35я73© Соколов Р.С., 1999
© «Гуманитарный издательский
центр В ЛАД ОС», 1999
ISBN 5-691-00355-0 © Серийное оформление.ISBN 5-691-00356-9(1) Художник Токарев Ю.В., 1999
ПРЕДИСЛОВИЕНастоящее пособие предназначено для студентов химических
и биолого-химических факультетов педагогических университе¬
тов и вузов и для других высших учебных заведений нехимичес¬
кого профиля, в учебных планах которых содержится курс хи¬
мической технологии в виде отдельной дисциплины. Оно мо¬
жет быть рекомендовано в качестве справочного пособия учите¬
лям химии средних общеобразовательных учреждений, особен¬
но с углубленным изучением химии. Содержание пособия соот¬
ветствует программам указанных специальностей высших учеб¬
ных заведений и отвечает курсу химии средней школы.По своему содержанию, структуре и методике изложения
материала пособие несколько отличается от аналогичных изда¬
ний, используемых в настоящее время в педвузах Российской
Федерации и в большей степени отвечает современным требовани¬
ям к подготовке учителя химии средней школы. Необходимость в
подобном пособии объясняется следующими причинами.Химия в системе школьного образования играет особую роль,
так как представляет единственную дисциплину, в которой
изучается крупномасштабное промышленное производство,
обусловливающее обмен веществ между человеком и окружаю¬
щей средой, то есть условия его существования.Современная эпоха характеризуется гуманитаризацией всей
системы обучения, в том числе общенаучным и общетехничес¬
ким дисциплинам, при которой на первый план выступает про¬
блема взаимосвязи научного познания и общечеловеческих со¬
циально-этических ценностей. Поэтому и курс химии в сред¬
ней школе не может рассматриваться преимущественно в по¬
литехническом аспекте.В XX и XXI столетиях вследствие возросшего антропогенно¬
го воздействия на природу, изменения в ней приобретают гло¬
бальный всепланетный характер и возникает опасность необра¬
тимого нарушения биогеохимического равновесия на планете.
Это требует от химика тщательной оценки как положительной,
так и отрицательной сторон воздействия химического производ¬
ства на природу.Формирование личности учителя школы, учителя химии в
особенности, предполагает широту взглядов, обширные зна¬
ния в различных областях человеческой деятельности, уме¬
ние на материале химии воспитывать учеников, способных в
своей последующей деятельности грамотно оценивать роль и
последствия развития химической индустрии для общества,3
Iпринимать обоснованные эколого-технологические решения
и иметь нравственную позицию при реализации этих реше¬
ний на практике.Учитывая, что производство химических продуктов как от¬
расль материального производства, есть также одна из форм вза¬
имодействия человека с окружающей средой, в пособие вклю¬
чена первая часть, предваряющая изучение собственно хими¬
ческой технологии, в которой рассматриваются роль и место хи¬
мической промышленности в производственной деятельности
человека.В пособии широко используется графическая интерпрета¬
ция описываемых процессов и явлений, что должно способство¬
вать усвоению изучаемого материала. Текст книги иллюстри¬
рован большим количеством рисунков и технологических схем
производственных процессов. Приведены краткие историчес¬
кие сведения о возникновении и развитии химических произ¬
водств в России и за рубежом, дана сравнительная экономичес¬
кая оценка существующих технологических процессов произ¬
водства одних и тех же продуктов и рассмотрены перспективы
их совершенствования.Исходя из современных представлений о химической техно¬
логии как точной, а не описательной науке, и ее месте в системе
подготовки специалиста-химика, а также из необходимости
улучшения химической и, особенно, инженерной подготовки
учителя средней школы, в пособии усилено внимание к изложе¬
нию общих принципов и теоретических основ химической тех¬
нологии, которые используются в последующем при описании
конкретных технологических процессов. В то же время, учиты¬
вая адресность пособия (химик - учитель химии, а не химик -
инженер-технолог), в тексте книги опущены излишняя матема¬
тизация при изложении теоретических основ технологических
процессов и подробное описание химической аппаратуры. Так
как в учебных планах педвузов отсутствует курс «Процессы и
аппараты химической технологии», в пособии дается краткое
освещение основных процессов, их классификация и описание
типовой химической аппаратуры. По этой же причине, вслед¬
ствие отсутствия в учебных планах педвузов отдельного курса
химии высокомолекулярных соединений, в пособии рассматри¬
ваются такие общие вопросы как свойства полимерных матери¬
алов, особенности строения полимеров, основы реологии и прин¬
ципы переработки полимерных материалов в изделия.В пособие включены сведения по экономике и масштабам
производства основных видов химической продукции по состо¬
янию на 1998 год.4
Часть IХИМИЯ И ХИМИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ
В ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ
ЧЕЛОВЕКАГлава IЧЕЛОВЕЧЕСТВО И ОКРУЖАЮЩАЯ СРЕДА1.1. Окружающая средаПервоисточник удовлетворения материальных и духовных
потребностей человека - природа. Она же представляет и среду
его обитания - окружающую среду. Человек живет и развива¬
ется в условиях непрерывного обмена веществом, энергией и
информацией с окружающей средой.В окружающей среде выделяют природную среду, к кото-
рой относятся естественные материальные тела и процессы в
них протекающие, материальные объекты, созданные челове¬
ком, и процессы и явления, вызванные его деятельностью, и
свойственные человеку социально-экономические условия
его существования. Следовательно, окружающую среду со¬
ставляют физические и социально-экономические компо¬
ненты.Физические компоненты подразделяются на природные,
определяемые положением Земли в космосе и географией пла¬
неты, и компоненты, созданные человеком в результате его де¬
ятельности (техногенные). Вследствие все возрастающего воз¬
действия человека на природу роль и степень участия природ¬
ных компонентов в многокомпонентной системе «человек - ок¬
ружающая среда» определяются уже не только космическими
и планетарными факторами, но и масштабами производствен¬
ной деятельности человека.К важнейшим природным компонентам окружающей сре¬
ды относятся: географическое положение региона, определяю¬
щее целесообразность цроизводства и величину трудозатрат на
него; энергетические ресурсы, то есть распределение запасов
ископаемого топлива, речных стоков, оказывающих влияние на
выбор места и метода производства; устройство поверхности и
климат, от которых зависят виды производства; водные ресур¬
сы, определяющие в значительной степени условия жизни и5
развитие региона; воздух и, как следствие, проблема загрязне¬
ния атмосферного бассейна в зонах концентрации производства;
почва, качество которой влияет на плотность населения, рас*
пределение и развитие человеческих цивилизаций; флора и
фауна, способствующие поддержанию водного, атмосферного и
пищевого балансов.К природным компонентам окружающей среды относятся
также разнообразные процессы и явления в природе, оказыва¬
ющие существенное влияние на жизнь и деятельность челове¬
ка: геологические (землетрясения, вулканическая деятель¬
ность); атмосферные (ураганы, засухи); гидросферные (навод¬
нения, цунами); биосферные (взаимодействие организмов раз¬
личных видов, эпидемии).К физическим компонентам, созданным человеком в процес¬
се труда и целенаправленной деятельности, относятся: искус¬
ственные материальные тела; синтетические материалы и про¬
дукты различного назначения; жилые и производственные зда¬
ния; одежда и разнообразные предметы быта; коммуникацион¬
ные и транспортные средства, а также вносимые в окружаю¬
щую среду химические вещества и шумы.Существование социально-экономических компонентов ок¬
ружающей среды связано с тем, что человек — не только биоло¬
гическое, но и социальное явление, формы и удельный вес ко¬
торого в системе «человек - окружающая среда» зависят от спо¬
соба производства и вытекающих из него производственных
отношений и состояния общества. Среди социально-экономи¬
ческих компонентов выделяют собственно экономические фак¬
торы, определяющие физические возможности удовлетворения
потребностей человека, и социальные факторы, к которым от¬
носят: состояние проблемы «богатство - бедность»; условия про¬
изводственной деятельности; уровень образованности общества;
доступность культуры и информации членам общества.Социально-экономические компоненты окружающей среды
в еще большей степени, чем физические компоненты, стали ка¬
тегорией исторической, они зависят от уровня развития обще¬
ства и весьма лабильны, изменяясь как во временном, так и в
региональном отношениях.1.2. Человек как компонент окружающей средь»В системе «человек - окружающая среда» человек представ¬
ляет не только объект, но и субъект ее, так как обладает возмож¬
ностью целенаправленного изменения окружающей среды и
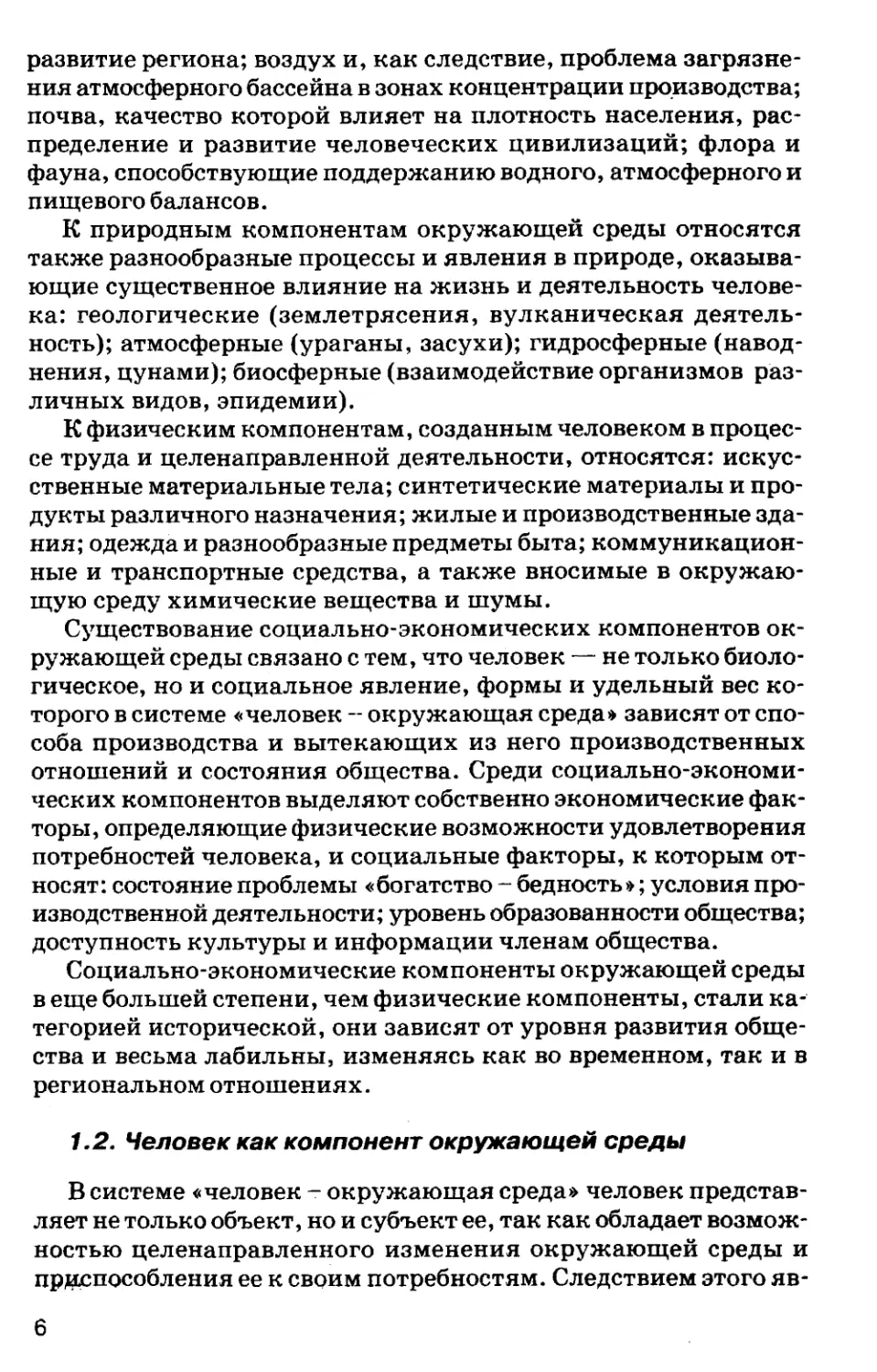
приспособления ее к своим потребностям. Следствием этого яв¬6
ляется существование в такой системе разнообразных одно- и
двусторонних связей, характер которых исторически меняется
с развитием общества (рис. 1.1).Рис. 1.1. Человек в структуре окружающей средыСвязи первого типа (I) характерны для всей истории челове¬
чества, возникая с момента появления на Земле человека как
биологического вида.Связи второго типа (И) обусловлены появлением техноген¬
ной физической среды. Они приобрели особое значение в нашу
эпоху вследствие ускоренного развития производства, широко¬
го использования природных богатств в качестве сырья, увели¬
чения объема производства синтетических материалов, возник¬
новения новых процессов в технологии и энергетике.Связи третьего типа (III) характерны для второй половины
XX века. Их возникновение связано с все возрастающим влия¬
нием антропогенной деятельности на природу, что в конечном
итоге приводит к трансформации Земли как планеты, и уже
носит космический характер. К подобным факторам можно от¬
нести создание искусственных водоемов большой площади, ис¬
требление лесных массивов, радиоактивное заражение планеты.Таким образом, взаимодействие человека с окружающей сре¬
дой на различных исторических этапах развития общества осу¬
ществляется в различных формах и с различной интенсивнос¬
тью. От приспособления к среде обитания человек переходит к
изменению ее, в котором главное значение приобретает его про¬
изводственная деятельность.Тем самым из шести энергетических факторов, определяю¬
щих динамическое равновесие в природе Земли - энергия сол¬
нца, сила гравитации, тектонические силы, химическая энер¬7
гия, биологическая энергия, энергия планетной индустрии,
последний фактор приобретает все большее значение, опреде¬
ляя в значительной мере состояние этого равновесия. При этом
действие этого техногенного фактора возрастает в два раза каж¬
дые 15 лет.1.3- Производственная деятельность человека и ресур¬
сы планетыУсловием существования и развития человечества является
материальное производство, то есть общественно-практическое
отношение человека к природе. Разнообразие и гигантские мас¬
штабы промышленного производства приводят к весьма суще¬
ственному воздействию его на окружающую среду и вызывают
изменение атмосферы и климата, состояния гидросферы, ли¬
тосферы и биосферы.Атмосфера - естественная внешняя газообразная оболочка
Земли, которая обеспечивает физиологические процессы ды¬
хания, регулирует интенсивность солнечной радиации, служит
источником атмосферной влаги и средой, поглощающей газо¬
образные продукты жизнедеятельности живых организмов.
Поэтому состав, температура, характер перемещения воздуш¬
ных масс в атмосфере являются необходимыми условиями су¬
ществования на Земле живой материи. Воздействие промыш¬
ленного производства на атмосферу приводит к изменению ее
состояния: загрязнению вредными веществами, шумами и элек¬
тромагнитными излучениями, снижению количества кислоро¬
да, разрушению озонового слоя.Гидросфера - водная оболочка Земли, включающая океаны,
моря, континентальные водоемы и ледяные покровы матери¬
ков. Гидросфера обуславливает существование биологической
жизни на планете, так как вода - необходимый компонент всех
биологических процессов. Естественные водоемы, входящие в
состав гидросферы, служат источниками промышленного и
бытового снабжения водой, источниками энергии, путями со¬
общения. Свыше 95% всех вод гидросферы приходится на долю
Мирового океана, играющего важную роль в поддержании жиз¬
ни на Земле путем синтеза белковых веществ и жиров в массе
фитопланктона, насыщения атмосферы кислородом, регуляции
обмена веществ и поддержания динамического равновесия в
природе. Промышленное производство приводит к загрязне¬
нию, засорению и истощению (континентальные водоемы) гид¬
росфера, в том числе и вод Мирового океана.8
Литосфера - твердая оболочка Земли, источник минераль¬
ного сырья и ископаемого топлива, а также почвенного слоя,
обуславливающего плодородие планеты за счет аккумуляции
энергии и минерализации остатков органических веществ. В
литосфере формируется сток речных вод и химический состав
суши. Хозяйственная и производственная деятельность чело¬
века приводит к истощению запасов природных ископаемых,
загрязнению поверхности земли отходами производства, сокра¬
щению площади пахотной земли.Важнейшим результатом функционирования системы «че¬
ловек - окружающая среда» является потребление человеком
ресурсов планеты.Все ресурсы планеты подразделяются на природные и соци¬
альные.Социальные ресурсы — это население, условия воспроиз¬
водства человеческого контингента, научный потенциал обще¬
ства и т. п.Природные ресурсы делятся на неисчерпаемые и исчерпае¬
мые. Неисчерпаемыми ресурсами называют те физические
тела, процессы и явления, количество и качество которых прак¬
тически не изменяются за время существования человечества.
К ним относятся солнечная энергия, планетарные запасы воды,
энергия ветра, атмосферный воздух, энергия приливов, тепло
земных недр.К исчерпаемым ресурсам относят физические тела, процес¬
сы и явления, количество и качество которых существенно из¬
меняются в процессе деятельности человека. Классификация
природных ресурсов представлена на рис. 1.2.ПриродныересурсыИсчерпаемыеНеисчерпаемыеВозобновляемыеНевозобновляемыеУничтожаемыеРассеиваемыеРис. 1.2. Классификация природных ресурсовИсчерпаемые природные ресурсы подразделяются на возоб¬
новляемые, то есть воспроизводящиеся в результате природрых9
процессов и целенаправленной деятельности человека (почва,
флора, фауна), и невозобновляемые, пополнение которых прак¬
тически невозможно за человеческую историю (минеральные и
органические ископаемые).В процессе производственной деятельности невозобновляе¬
мые ресурсы полностью уничтожаются (например, ископаемое
топливо) или рассеиваются (например, металлы).Отнесение ресурсов к той или иной группе зависит от их мас¬
штабов. Если пресная вода в масштабе планеты является ресур¬
сом неисчерпаемым, то для отдельных регионов запасы ее мо¬
гут исчерпываться. Кроме того, в процессе потребления отдель¬
ные виды ресурсов могут переходить один в другой.Влияние промышленного производства на истощение при¬
родных ресурсов планеты и его последствия можно проследить
на следующих примерах.1. Добыча полезных ископаемых (руд, строительных мате¬
риалов, топлива) на Земле составляет в настоящее время
120*109 т/год. Это приводит к быстрому истощению невозоб¬
новляемых ресурсов, потерям пахотной земли, образованию
пустот и оползней, нарушению гидрологии, рассеиванию кон¬
центрированных залежей металлов, загрязнению и изменению
состава литосферы и атмосферы.2. Сжигание химического топлива и обжиг сернистых руд
вызывают попадание в атмосферу более 100 тысяч различных
химических соединений, превышая в 10—100 раз их естествен¬
ное поступление за счет вулканической деятельности и процес¬
сов выветривания. Так, только за счет сжигания химического
топлива, масса которого достигает 9*109 т/год в расчете на ус¬
ловное топливо, в атмосферу планеты ежегодно выбрасывается
свыше 20-109 тонн оксида углерода (IV), следствием чего стано¬
вится загрязнение атмосферы, парниковый эффект и разруше¬
ние озонового слоя.3. Потребление пресной воды. Мировые запасы воды состав¬
ляют 1.385.984.600 куб. км, однако, из них только 0,027% па¬
дает на пресные континентальные водоемы. В то же время, про¬
мышленное производство потребляет до 13% всего стока рек и
предполагается, что к 2000 году потребление пресной воды со¬
ставит 37.600 куб. км в год, то есть объем, равный ресурсам ми¬
рового речного стока. Это приводит к исчерпанию доступных
запасов пресной воды на планете. Одновременно с потреблени¬
ем воды увеличивается сброс в водоемы промышленных стоков,
достигающих 6‘Ю11 м3/год, что приводит к интенсивному заг¬
рязнению гидросферы.10
4. Земледелие. Нерациональная организация крупного зем¬
леделия приводит к уничтожению природного растительного
покрова и изменению биологического круговорота веществ и
ландшафта, обогащению почвы солями за счет внбсимых мине¬
ральных удобрений, загрязнению водоемов стоками животно¬
водческих предприятий. Следствием становится эрозия почвы,
образование пустынь, изменение климата отдельных регионов.
За всю историю человеческой цивилизации была запущена и
вышла из употребления пашня, равная по площади сейчас экс¬
плуатируемой, то есть около 1,5* 109 га.Важнейшим следствием промышленного производства ста¬
ло его влияние на природный энергетический баланс и на состо¬
яние окружающей среды. Потребление энергии человеком за¬
висит от исторической ступени развития общества и непрерыв¬
но возрастает. Так, потребление энергии в Дж/сутки на челове¬
ка составляло: в первобытном обществе 8,4* 106, в обществе, ис¬
пользующем огонь и орудия труда 22,1*106, в средние века
10,9-107, в XX столетии 32,3-107, в современном промышлен¬
норазвитом обществе 96,6* 107. Из этого количества энергии по¬
требляют: промышленное производство 39,5%, транспорт
27,4%, коммунальное хозяйство 28,7% , питание 4,4% . При
этом на производство одной пищевой калории расходуется 23
энергетические калории. В настоящее время человечество по¬
требляет в год 22,1* 1019 Дж энергии, что эквивалентно 7,5—
9,0*109 тонн условного топлива. Из них до 70% возвращается в
окружающую среду в виде тепловых потерь, создавая излучение
9,5*10”7Дж/см2*сек, что, особенно в промышленных районах,
сопоставимо с такими природными процессами как приливы
(7,5*10-6Дж/см2-сек) и излучение солнца (13,5-10~2Дж/
см2-сек).Таким образом, «тепловой вклад» человеческой деятельнос¬
ти составляет в настоящее время 0,006% солнечной радиациии, предположительно, должен возрасти в ближайшие 40 лет до
1%. Следствием этого станет повышение средней температуры
планеты на 1°, что может вызвать глобальную катастрофу. Учи¬
тывая, что прирост энергопроизводства составляет 3% в год,
можно ожидать, что безопасный предел поступления энергии,
равный 0,1 %, может быть достигнут через 75 лет.К последствиям все возрастающего потребления и нерацио¬
нального использования энергии относится исчерпание нево¬
зобновляемых ресурсов, загрязнение и снижение прозрачнос¬
ти атмосферы, повышение температуры приземного слоя атмос¬
феры, загрязнение гидросферы, создание обширных водохра¬
нилищ, приводящее к увеличению альбедо Земли.11
1.4. Реакция окружающей среды на антропогенную
деятельностьСистема «человек — окружающая среда» находится в состо¬
янии динамического равновесия, при котором поддерживается
экологически сбалансированное состояние природной среды,
при котором живые организмы, в том числе человек, взаимо¬
действуют друг с другом и окружающей их абиотической (не¬
живой) средой без нарушения этого равновесия.Производственная деятельность человека приводит к нару¬
шению этого состояния и вызывает со стороны окружающей
среды ответную реакцию (противодействие). Характер этой ре¬
акции зависит от специфических свойств среды, к которым от¬
носятся:— устойчивость, способность к самосохранению й саморе¬
гулированию;— эластичность, способность под антропогенным воздей¬
ствием менять свое состояние и затем возвращаться в исходное
состояние;— инерция, способность в определенных пределах противо¬
стоять антропогенному воздействию;— емкость, способность без изменения состояния абсорби¬
ровать чужеродные воздействия антропогенного фактора (отбро¬
сы производства, тепловые выбросы, шумы и др.).По глубине реакции окружающей среды различают:— возмущение, временное и обратимое изменение среды;— загрязнение, накопление поступающих извне или гене¬
рируемых самой средой в результате антропогенного воздей¬
ствия примесей техногенного характера (веществ, энергии,
явлений);— аномалии, устойчивые, но локальные количественные
отклонения среды от состояния равновесия.При длительном антропогенном воздействии могут насту¬
пить:— кризис среды, состояние, при котором параметры ее при¬
ближаются к допустимым пределам отклонений;— разрушение среды, состояние, при котором она становит¬
ся непригодной для обитания человека или использования в ка¬
честве источника природных ресурсов.1.5. Биосфера и ее эволюцияОкружающая среда - это сложная многокомпонентная сис¬
тема, компоненты которой соединены между собой многочис¬12
ленными одно- и двухсторонними связями. Системный подход,
в котором какое-либо сложное явление (система) рассматрива¬
ется как совокупность связанных между собой более простых
подсистем, позволяет сделать следующие выводы о структуре
окружающей среды:1. Окружающая среда представляет собой подсистему более
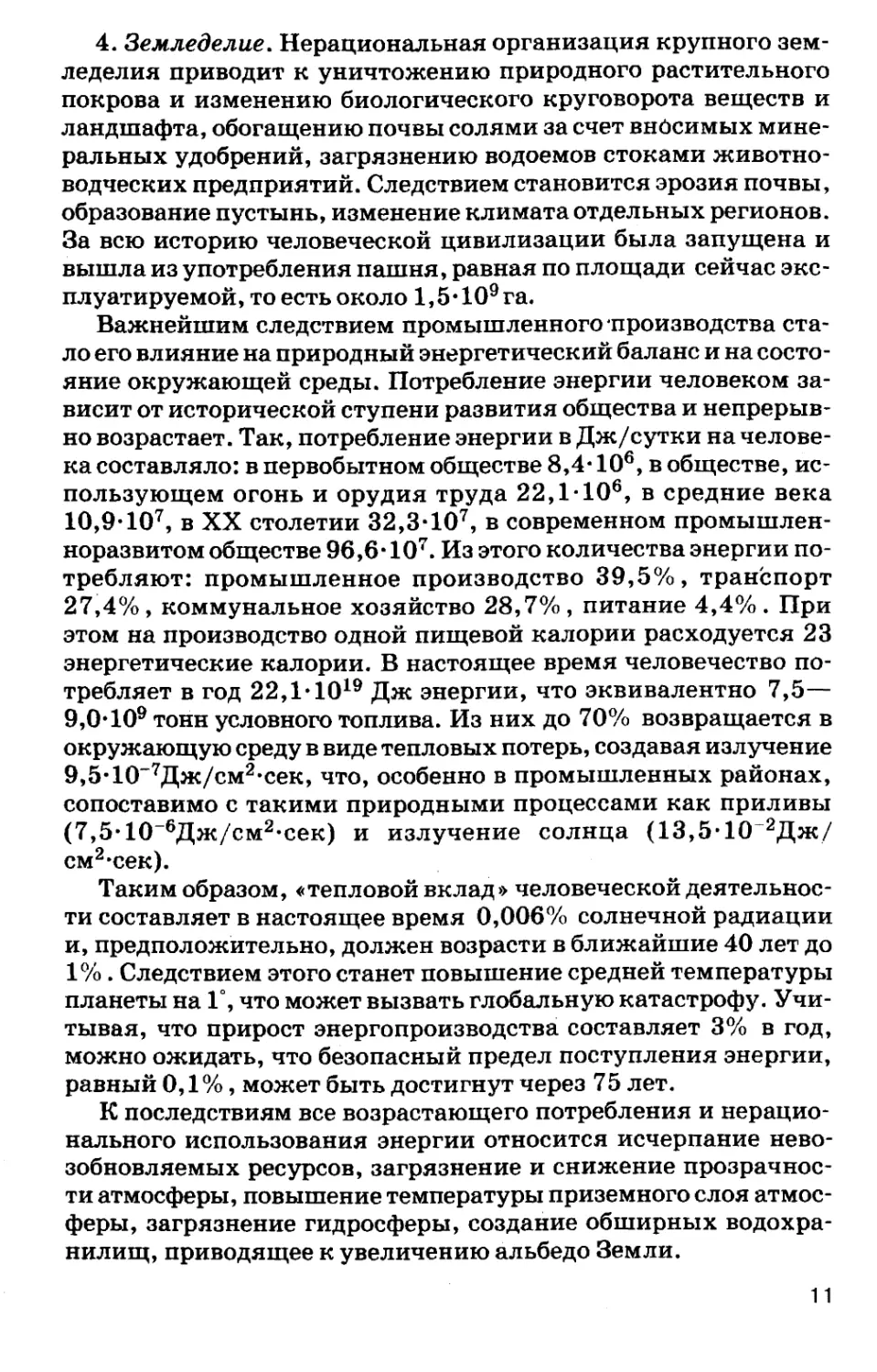
сложной системы «человек — окружающая среда».2. Окружающая среда состоит из ряда подсистем, каждая из
которых включает определенное число элементов, функцио¬
нально связанных друг с другом (рис. 1.3).Рис. 1.3. Структура системы «человек — окружающая среда»В этой системе подсистема II порядка - экосфера представ¬
ляет природную окружающую среду. В ней происходит непре¬
рывный обмен вещественными элементами, энергией, инфор¬
мацией между ее структурными составляющими. Эти связи
реализуются в форме элементарных потоков, называемых цик¬
лами.Цикл экосферы — это системообразующий поток, представ¬
ляющий перемещение в пространстве одного из вещественных
элементов, одного из видов энергии и информации экосферы.
Вид цикла зависит от вида подсистемы, природы потока и исто¬13
рического периода существования Земли, определяющего по¬
явление новых подсистем различных порядков. Так, например,
для экосферы в целом могут существовать циклы таких веществ
как вода, азот, углерод, фосфор и т. п.В историческом плане различают:— геохимические циклы, характерные для абиотического
периода существования планеты, то есть до появления био¬
сферы;— биогеохимические циклы, возникающие с появлением в
системе новой подсистемы - биосферы и свойственные живой
природе (циклы синтеза, деструкции и консервации органи¬
ческих веществ, жизненные циклы);— технобиогеохимические циклы, обусловленные появлени¬
ем подсистемы - техносферы и присущие определенному пе¬
риоду в истории человечества. Эти циклы складываются из био¬
логических, абиогенных, геологических и техногенных цик¬
лов.Биосферой называется наружная оболочка Земли, область
активной жизни, представляющая целостную динамическую
систему, в которой живые организмы и среда их обитания орга¬
нически связаны в единый планетарный организм, гигантскую
экологическую систему биогеохимическими циклами.«Между косной, «безжизненной» частью планеты и жи¬
вым веществом, ее населяющим, идет непрерывный матери¬
альный и энергетический обмен, материально выражающий¬
ся в движении атомов, вызванном живым веществом».В. И.ВернадскийТолщина биосферы составляет около 50 км. Она охватывает
нижнюю часть атмосферы до высоты озонового слоя (20—25 км),
всю гидросферу и верхнюю часть литосферы до глубины 3 км.Важнейшими компонентами биосферы являются: живое ве¬
щество, биогенное вещество (органические и органоминераль¬
ные продукты, созданные живыми организмами на протяже¬
нии геологической истории), косное вещество (горные породы
и вода), биокосное вещество (осадочные породы, почва). Био¬
сфера, возникнув в ходе общепланетарного развития, явилась,
в свою очередь, за счет биогеохимических циклов в ней факто¬
ром, ускоряющим процесс эволюции в природе.Отражением взаимосвязей в биосфере является биогеоценоз,
представляющий основное структурное звено биосферы. Био¬
геоценоз - это однородный участок земной поверхности с опре¬
деленным составом живых (животные, растения, микроорганиз¬
мы) и косных (почва, солнечная энергия, нижний слой атмос-14
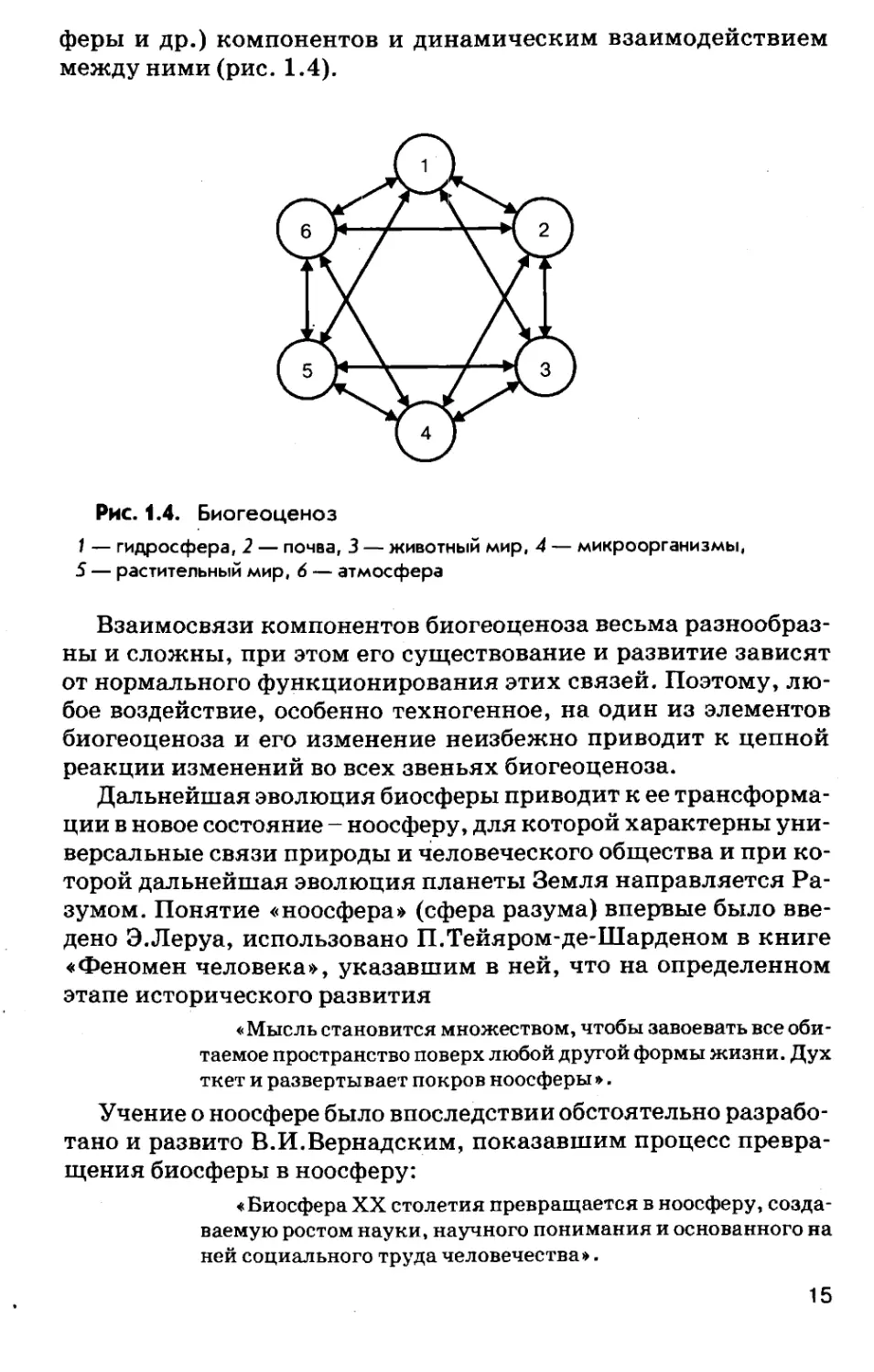
феры и др.) компонентов и динамическим взаимодействием
между ними (рис. 1.4).Рис. 1.4. Биогеоценоз1 — гидросфера, 2 — почва, 3 — животный мир, 4 — микроорганизмы,5 — растительный мир, 6 — атмосфераВзаимосвязи компонентов биогеоценоза весьма разнообраз¬
ны и сложны, при этом его существование и развитие зависят
от нормального функционирования этих связей. Поэтому, лю¬
бое воздействие, особенно техногенное, на один из элементов
биогеоценоза и его изменение неизбежно приводит к цепной
реакции изменений во всех звеньях биогеоценоза.Дальнейшая эволюция биосферы приводит к ее трансформа¬
ции в новое состояние - ноосферу, для которой характерны уни¬
версальные связи природы и человеческого общества и при ко¬
торой дальнейшая эволюция планеты Земля направляется Ра¬
зумом. Понятие «ноосфера» (сфера разума) впервые было вве¬
дено Э.Леруа, использовано П.Тейяром-де-Шарденом в книге
«Феномен человека», указавшим в ней, что на определенном
этапе исторического развития« Мысль становится множеством, чтобы завоевать все оби¬
таемое пространство поверх любой другой формы жизни. Дух
ткет и развертывает покров ноосферы».Учение о ноосфере было впоследствии обстоятельно разрабо¬
тано и развито В.И.Вернадским, показавшим процесс превра¬
щения биосферы в ноосферу:« Биосфера XX столетия превращается в ноосферу, созда¬
ваемую ростом науки, научного понимания и основанного на
ней социального труда человечества».15
Появление ноосферы связано с гигантским ростом масшта¬
бов воздействия человека на природу. При этом научная мысль
человека становится выражением новой геологической и пла¬
нетарной силы. В результате на планете возникает совершенно
новый, ранее не существовавший объект, в котором развитие
окружающей среды и человеческого общества становится не¬
разрывным единством, в котором переплетаются законы нежи¬
вой и живой природы, общества и мышления.Итак, ноосфера это сфера взаимодействия человеческого об¬
щества с окружающей средой, в процессе которого разумная,
сознательная деятельность человека становится определяющим
фактором эволюции природы на основе ее целенаправленного
преобразования на Земле и в Космосе.Контрольные вопросы1. Что такое природная окружающая среда?2. Перечислите основные компоненты окружающей среды. Какие
из них являются историческими категориями?3. Что является причинами загрязнения атмосферы, гидросферы и
литосферы?4. Какие ресурсы планеты относятся к возобновляемым и невозоб¬
новляемым? Приведите примеры.5. В чем проявляется влияние промышленного производства на
истощение природных ресурсов?6. Перечислите основные свойства окружающей среды и охаракте¬
ризуйте ее реакцию на антропогенную деятельность.7. Что такое ноосфера по В.И.Вернадскому? На каком историчес¬
ком этапе развития биосферы она возникает?
Глава IIХИМИЧЕСКОЕ ПРОИЗВОДСТВО В СИСТЕМЕ
АНТРОПОГЕННОЙ ДЕЯТЕЛЬНОСТИ2.1. Материальное производство и его организацияВ XIX и XX столетиях взаимодействие человека с окружаю¬
щей средой или антропогенная деятельность реализуется в фор¬
ме крупномасштабного материального производства.Материальным производством называется процесс создания
материальных благ. Оно является основой всех других видов
деятельности человека и включает три обязательных компо¬
нента:1. Предметы труда — всё то, что подвергается обработке,
на что направлен труд человека. Они даны природой (уголь,
нефть, руда) или являются продуктами труда - сырым мате¬
риалом (металл, хлопок, древесина). Предметы труда подраз¬
деляются на:— основные материалы, образующие материальную основу
производимого продукта,— вспомогательные материалы, способствующие процессу
труда или придающие основному материалу новые качества.2 .Средства труда — машины, аппараты и приспособления,
с помощью которых человек воздействует на предметы труда.3. Живой труд — сознательная целенаправленная деятель¬
ность человека, в процессе которой он придает предметам труда
форму, пригодную для удовлетворения его потребностей.Процесс материального производства организационно реа¬
лизуется в форме промышленности, представляющей одну из
составляющих народного хозяйства. Промышленность подраз¬
деляется на отрасли.Отраслью промышленности называется совокупность пред¬
приятий и производств, обособившихся в процессе разделения
труда и характеризующихся общностью назначения произво¬
димой продукции, спецификой сырья, средств труда и техно¬
логических процессов, составом работников, формой организа¬
ции их труда и условиями их производственной деятельности.
Главным при отнесении производства к той или иной отрасли
является общность технологической базы и технологии произ¬
водственного процесса.Всю промышленность принято делить на добывающую и об¬
рабатывающую, а по назначению производимой продукции на17
отрасли, производящие средства производства, и отрасли, про¬
изводящие средства потребления.2.2. Химическая промышленность2.2.1. Структура и особенности химической промышленностиСреди других отраслей химическая промышленность зани¬
мает одно из важнейших мест. Удельный вес химической и неф¬
техимической отраслей в общем производстве в РФ составляют
около 9%, что соизмеримо с удельным весом таких отраслей,
как черная и цветная металлургия и уступает только топлив¬
ной отрасли и машиностроению (около 20%).Химическая промышленность подразделяется на отрасли
широкой специализации (горная химия, основная химия, про¬
изводства органического синтеза и т. д.) и отрасли узкой специ¬
ализации (производство минеральных удобрений, пластмасс,
синтетических каучуков, красителей и т. д.). В связи с тем, что
одна и та же химическая продукция может производиться из
различных видов сырья, по различной технологии и в различ¬
ных отраслях химической промышленности, введено понятие
чистой отрасли производства, под которой понимают совокуп¬
ность однородных производств, вырабатывающих данный вид
продукции независимо от территориального расположения и
административно-хозяйственного подчинения.Продукция химической промышленности по принятой в
стране классификации сгруппирована в семь классов, каждый
из которых насчитывает от сотен до тысяч различных наимено¬
ваний:I класс. Продукты неорганического синтеза.II класс. Полимерные материалы (синтетические каучуки,
пластмассы, химические волокна).III класс. Лакокрасочные материалы.IV класс. Синтетические красители и полупродукты.V класс. Продукты органического синтеза (нефте-, коксо- и
лесохимия).VI класс. Химические реактивы и чистые вещества.VII класс. Химико-фармацевтические препараты.Эта классификация достаточно условна, при этом к собствен¬
но химической промышленности не относятся такие отрасли
как металлургия, производство силикатных материалов и не¬
которые другие, хотя в них используются химические методы
переработки.18
Структура химической промышленности исторически меня¬
ется вследствие изменения баланса сырья, повышения удель¬
ного веса прогрессивных технологических процессов, что выз¬
вано потребностями народного хозяйства в эпоху научно-тех¬
нического прогресса в новых видах химической продукции.В системе материального производства химическая промыш¬
ленность занимает особое место в силу присущих ей специфи¬
ческих особенностей. К ним относятся:— особые методы воздействия на предметы труда, приводя¬
щие к химическим превращениям, что позволяет изменять со¬
став, структуру и саму природу сырья, то есть производить но¬
вые вещества;— разнообразие и узкая специализация применяемых ма¬
шин, аппаратов и другого оборудования;— широкий спектр источников сырья для производства од¬
ного и того же вида продукции;— высокая (до 85%) материалоемкость производства;— высокое энергопотребление, превосходящее в два раза
энергопотребление промышленности в целом;— низкая доля живого труда и высокая степень автоматиза¬
ции производства;— широкое комбинирование производств на основе единого
вида сырья и его комплексного использования.Перечисленные особенности химической промышленности
определяют ее высокую эффективность, способность быстро и
гибко перестраиваться на производство новых видов продукции,
определяют ее решающую роль в получении новых материалов
и продукции группы «Б».2.2.2. Рациональное размещение химической
промышленностиРешающее значение для эффективного функционирования
и высокой экономичности химической промышленности име¬
ет рациональное размещение химических производств на тер¬
ритории страны. В его основу положены общие для всех отрас¬
лей промышленности принципы, предполагающие максималь¬
ную эффективность производства и экономию общественного
труда на всех стадиях производства и обращения продукции. К
ним относятся:— максимальное приближение производства к источникам
сырья, топлива и районам потребления производимой продук¬
ции;19
— комплексное использование всех материальных и трудо¬
вых ресурсов региона;— первоочередное развитие тех отраслей, для которых в ре¬
гионе имеются наиболее благоприятные природные и экономи¬
ческие условия;— концентрация производств^ в форме производственных уз¬
лов и комплексов;— наличие экономических связей с другими регионами.При размещении химических производств учитываются так¬
же:— исторически сложившееся размещение предприятий;— установившиеся внутренние и внешние связи химичес¬
ких производств;— разнообразие ассортимента, сложность и многообразие ме¬
тодов производства химической продукции;— материало-, энерго-, водо- и трудоемкость химического
производства;— необходимость очистки промышленных стоков и атмос¬
ферных выбросов в процессе производства;— взаимозаменяемость сырья и возможность многоцелевого
использования его.Из сказанного вытекает противоречивость развития хими¬
ческой промышленности, наличие в нем двух взаимоисключа¬
ющих тенденций:— тенденция к равномерному рассредоточению по стране,
обусловленная освоением новых источников сырья и энергии,
созданием новых технологий на базе низкосортного сырья, до¬
стижениями в области синтеза, совершенствованием методов
и средств транспортировки сырья, энергии и готовой продук¬
ции;— тенденция к пространственной концентрации, вызванная
наличием локальных месторождений сырья, возможностью его
комплексного использования, увеличением единичных мощ¬
ностей агрегатов, созданием комбинированных производств,
опирающихся на один вид сырья.Все химические предприятия делятся на четыре группы по
основному фактору, определяющему выбор района и место дис¬
локации.1. Предприятия с большим объемом производимой продук¬
ции и высоким потреблением сырья (гидроксид натрия, кар¬
бонат натрия, фосфорные и калийные минеральные удобре¬
ния, сульфат натрия, целлюлоза, кормовые дрожжи, пласт¬
массы, синтетические каучуки, продукты основного органи¬20
ческого синтеза) размещают максимально близко к источник
кам сырья.2. Предприятия, транспортировка продукции которых доро¬
же, чем доставка сырья к предприятию (аммиак, азотные и ком¬
плексные минеральные удобрения, резиновые изделия, из¬
делия из пластмасс, поро- и пенопласты), размещают в районах
потребления готовой продукции.3. Предприятия со сложным технологическим циклом, с ис¬
пользованием широкого ассортимента реагентов (малотоннаж¬
ные производства красителей, полимерных добавок, пестици¬
дов, некоторых мономеров, чистых реактивов) размещают в
районах сосредоточения химической промышленности, где
производятся многие виды сырья и полупродуктов и имеется
квалифицированная рабочая сила.4. Предприятия, производящие продукцию с высоким по¬
треблением энергии (фосфор, карбид кальция, кальцийциана-
мид, электролизные производства) размещают в районах, обес¬
печенных достаточным количеством электроэнергии.В отдельных случаях при размещении химических произ¬
водств учитываются только условия и стоимость импорта и экс¬
порта готовой продукции, полуфабрикатов и сырья и наличие
транспортных артерий (нефте- и газопроводы и т. п.).Соблюдение этих требований размещения химических про¬
изводств привело в исторически складывавшихся в стране про¬
изводственно-экономических условиях к районированию хими¬
ческой промышленности, то есть к формированию на террито¬
рии страны так называемых экономических районов и их струк¬
турных элементов.Экономическим районом называется комбинированный тер¬
риториально-производственный комплекс, охватывающий си¬
стему экономических, исторических и естественно-географи-
ческих явлений. Экономическим районам свойственна разви¬
тая производственная и социальная инфраструктура, обеспечи¬
вающая интенсификацию производства и расширение хозяй¬
ственных связей, что обеспечивает эффективность производ¬
ства, химического в частности.На территории РФ можно выделить 11 экономических рай¬
онов, из них 7 в Европейской части и 4 в Азиатской части:
Центральный, Центрально-Черноземный, Волго-Вятский, Се¬
верный, Северо-Западный, Поволжье, Северный Кавказ, Урал,
Западно-Сибирский, Восточно-Сибирский, Дальневосточный.
Химическая, металлургическая и топливная отрасли специа¬
лизации характерны для всех районов, но представлены в них21
неравномерно. Например, в Центральном районе развиты про¬
изводства фосфорных и азотных минеральных удобрений, сер¬
ной кислоты, соды, продуктов тонкого органического синте¬
за, химических волокон, синтетического каучука; в Волго-
Вятском - производство пластических масс, серной кислоты,
азотных минеральных удобрений, целлюлозно-бумажное про¬
изводство; в Северном - топливная и металлургическая от¬
расли; на Урале - производство всех видов минеральных удоб¬
рений, серы, соды, серной кислоты, этанола, синтетического
каучука, пластических масс, производство черных и цветных
металлов и т. д.Внутри экономических районов можно, в свою очередь, вы¬
делить структурные образования различной сложности, созда¬
ваемые на основе более глубоких связей предприятий по сырью,
энергии, транспорту, рабочей силе.К таким образованиям относятся:— промышленные узлы, представляющие группы предпри¬
ятий;— промышленные центры в виде городов, в которых сосре¬
доточены предприятия различного прЬфиля;— территориально-производственные комплексы (ТПК).Территориально-производственным комплексом называет¬
ся совокупность экономически взаимосвязанных, пропорцио¬
нально развивающихся производств, сосредоточенных на огра¬
ниченной территории и комплексно использующих ее ресур¬
сы. ТПК представляет группу предприятий, связанных единой
технологической цепочкой, общим использованием сырья,
энергетических, водных и иных ресурсов. Примерами ТПК
могут служить Оренбургский ТПК, формируемый на базе газо¬
конденсатного месторождения, Канско-Ачинский ТПК - на базе
крупных ресурсов энергетических ископаемых углей и др. Для
ТПК характерны специализация входящих в него предприя¬
тий, единая инфраструктура региона, совместное решение за¬
дач по охране окружающей среды. Создание ТПК увеличивает
концентрацию химической промышленности и повышает ее
рентабельность.2.2.3. Состояние химической промышленности
в Российской ФедерацииПроизводство конкурентноспособных техники и товаров не¬
возможно без использования химических материалов и тех-22
Wf-нологий. Они являются основными факторами, обеспечиваю¬
щими прогресс таких ключевых отраслей производства как
электротехника, электроника, авиа- и ракетостроение, связь.В развитых странах доля химической промышленности в
структуре промышленного производства достигает 10—12%
и продолжает возрастать.Поэтому, состояние химической отрасли йромышленности в
нашей стране имеет первостепенное значение для народного хо¬
зяйства в целом. Однако экономика химического комплекса в
РФ находится в крайне неустойчивом состоянии. Это проявля¬
ется в снижении объемов производства и использования мощно¬
стей, разрушении научно-технического потенциала, ухудшении
финансово-экономических показателей производства.Оценка масштабов выпуска химической продукции в РФ из-
за отсутствия надежных статистических данных затруднитель¬
на. С1991 по 1997 годы объем производства продукции собствен-^
но химического комплекса сократился на 50%, а по отдельным j
видам ее — на 70%, износ основного оборудования химических
предприятий превысил 50% , возросло количество убыточных
предприятий, снизилась конкурентоспособность выпускаемой
химической продукции.К причинам, отрицательно влияющим на работу химичес¬
кой промышленности, можно отнести следующие. Изменение
геополитической ситуации в РФ и прежде всего ограничение
выходов к Мировому Океану, перерыв нефте- и газопроводов в
страны Европы и международных магистралей железных до¬
рог. Внутри страны: снижение спроса на химическую продук¬
цию вследствие общего кризиса в народном хозяйстве; разрыв
производственно-технологических связей между предприяти¬
ями; финансовые трудности (переход в расчетах на мировые
цены, снижение цен на нефть, уменьшение объема инвестиций);
экономические и социальные потери при переходе к рыночной
системе.В настоящее время химический комплекс РФ имеет предпо¬
сылки для восстановления и развития. К ним следует отнести:
запасы сырья, сохранившаяся развитая производственная ин¬
фраструктура, высокая квалификация сотрудников, значитель¬
ный научный и технический потенциал, особенно на предпри¬
ятиях военно-промышленного комплекса, большой внутренний
рынок. Динамика производства основных видов химической
продукции, металлов и энергоносителей в РФ за период 1992—
1998 годы представлена в таблице 2.1.23
Табл. 2.1. Производство химической продукции, металлов и энергоно¬
сителей в Российской ФедерацииСтатьяГод1992199419961998Электроэнергия, млрд. кВт*ч1008876847826Уголь, млн. т337272255232Нефть -1-конденсат, млн. т339318301303Природный газ, млрд. м3641607601591Торф, млн. т7,82,94,01,7Чугун, млн. т46,136,537,234,8Сталь, млн. т67,048,349,343,8Цемент, млн. тСерная кислота (моногидрат),67,437,227,826,0млн. тМинеральные удобрения (100%),9,76,35,85,7млн. т12,38,39,09,3Сода кальцинированная, млн. т2,681,581,451,54Едкий натр, млн. т1,841,140,87 Пластмассы и синтет. смолы, млн. т2,541,671,401,59Синтетические каучуки, млн. т1,610,630,780,62Химические волокна, тыс. т424198135130Из таблицы следует, что производство химических продук¬
тов и энергоносителей переживает тот же спад, что и другие от¬
расли народного хозяйства.Контрольные вопросы1. Укажите основные компоненты материального производства.2. В чем заключаются особенности химической отрасли промыш¬
ленности?3. Какие принципы положены в основу размещения химических
производств?4. Приведите классификацию химических производств по их раз¬
мещению. Подтвердите это примерами.5. Перечислите экономические районы на территории РФ и укажи¬
те, в каких из них наиболее развита химическая промышлен¬
ность.
Глава IIIНАУЧНО-ТЕХНИЧЕСКИЙ ПРОГРЕСС И ЭТИЧЕСКИЕ
ПРОБЛЕМЫ3.1- Научно-технический прогресс и научно-техническая
революцияУспехи материального производства невозможны без непре¬
рывного развития и совершенствования орудий труда и техно¬
логии, использования новых видов сырья, энергии и топлива,
создания и освоения новых видов продукции, улучшения сис¬
темы организации производства и труда во всех областях народ¬
ного хозяйства.Взаимосвязанное поступательное развитие науки и техни¬
ки, проявляющееся в постоянном воздействии научных откры¬
тий и изобретений на уровень техники и технологии, а с другой
стороны в применении новых приборов и методов в научных
исследованиях, получило название научно-технического про¬
гресса (НТП).Темпы НТП зависят от объема ранее накопленного научно¬
го потенциала и динамизма материального производства. По¬
этому важнейшей задачей НТП становится повышение эффек¬
тивности создаваемого научно-технического потенциала и
улучшение организации производства. Динамизм материаль¬
ного производства и ускоряющиеся темпы научных исследо¬
ваний приводят к тому, что кардинальные изменения в науке
и технике в эпоху НТП могут происходить уже на протяже¬
нии жизни одного поколения. Объем научной информации
удваивается: в науке в целом за 10 лет, в биологии за 5 лет, в
генетике за 2 года, в ядерной физике и космонавтике за 1,5
года, причем темпы накопления информации продолжают воз¬
растать.В НТП можно выделить несколько этапов, последовательно
сменяющих друг друга вследствие качественных скачков в раз¬
витии науки и техники. В силу неопределенности границ меж¬
ду этапами в основу периодизации НТП положен основной эко¬
номический принцип экономии общественного труда и есте¬
ственных ресурсов. Исходя из этого принципа, в НТП выделя¬
ют следующие этапы.1. Первая промышленная революция (конец XVIII — началоXIX веков), характеризующаяся переходом к машинному про¬
изводству на научной основе.25
2. Вторая промышленная революция (конец XIX — началоXX веков), связанная с изменением энергетической основы ма¬
териального производства, переходом к его автоматизации, со¬
зданием принципиально новых отраслей промышленности на
научной основе, превращением науки в особую отрасль труда.3. Третья промышленная революция (XX век), переросшая в
научно-техническую революцию, вызванная переходом к раз¬
витию техники исключительно на основе научных достижений,
охватом наукой всех сфер труда и производства, превращением
науки в индустрию знаний.Достижения науки и техники при НТП оказывают все воз¬
растающее влияние на состояние производства и условия су¬
ществования человеческого общества. К важнейшим послед¬
ствиям этого влияния относятся:— снижение материале- и энергоемкости производимой про¬
дукции и, как следствие, эффективное ресурсосбережение;— охрана окружающей среды за счет разработки « щадящих »
технологий (биотехнологические процессы), создания замкну¬
тых производственных циклов и малоотходных производств;— возрастающее загрязнение окружающей среды вследствие
увеличения масштабов промышленного производства.В силу исключительного значения последствий НТП для раз¬
вития материального производства и существования человечес¬
кого общества особое значение приобретает проблема прогнози¬
рования этих последствий.Прогнозом НТП называется форма предвидения основных
направлений и темпов развития науки, технологии и техники в
их взаимосвязи с социальным развитием общества и экономи¬
ческой обстановкой. Подобный прогноз — необходимая основа
сбалансированного развития всех сфер современной науки и
производства. В настоящее время он строится на базе системно¬
го подхода с использованием методов математического модели¬
рования.Со второй половины XX века в развитии материального про¬
изводства наступает новый этап НТП, получивший название
научно-технической революции (НТР). НТР — коренное каче¬
ственное преобразование производительных сил общества, пре¬
вращение науки в непосредственную производительную силу,
принципиальное изменение материальной базы, содержания и
формы производства, характера человеческого труда.Наука в этот период становится ведущим элементом произ¬
водительных сил общества, научное познание и производствен¬
ная деятельность сливаются в единое целое, происходят прин-26
ципиальные изменения в материально-технической базе произ-
водства^Внедрение автоматизации, робототехники, автомати¬
ческих систем управления на всех стадиях производственной и
научной деятельности человека, наконец, создание техничес¬
ких средств, выполняющих логические функции, приводит к
принципиальным изменениям трудовых функций человека —
рабочего, инженера, ученого. ~)Таким образом, НТР представляет современную форму НТП
в условиях крупномасштабного промышленного производства,
затрагивающую не только производство и науку, но и все ос¬
тальные сферы деятельности человека, включая его образ жиз¬
ни, культуру, психологию, творчество£Для НТР характерны
два аспекта: активное воздействие фундаментальных исследо¬
ваний на технологию производства и создание производствен¬
ного аппарата на основе новых приоритетных направлений,
включая использование ЭВМ, систем гибкого автоматизтюван-
ного управления, автоматическое проектирование и т. iQконце XX века наметились признаки нового этапа НТР,
предполагающего коренную перестройку технологий на основе
электроники^ регулирования биологических процессов и повы¬
шения продуктивности биохимических систем,(охвата автома¬
тизацией все более сложных технологических систем, включая
проектирование и научные исследования, резкого возрастания
объема и доступности информации (информационный взрыв)Г)
Тем самым, НТР перерастает в научно-производственную рево¬
люцию, преобразующую не только отдельные производства, но
и отрасли промышленности и народное хозяйство в целом.3.2. Научно-технический прогресс в химической
промышленностиПромышленное производство может эффективно развивать¬
ся в эпоху НТП только при условии качественного изменения
подхода к его содержанию и организации. Важнейшими направ¬
лениями здесь выступают:— электронизация всех отраслей народного хозяйства;— комплексная автоматизация производства;— ускоренное развитие атомной энергетики и поиски аль¬
тернативных источников энергии;— создание новых материалов и технологий;— разработка биотехнологических процессов.НТП в химической промышленности отличают следующие
направления: совершенствование средств труда, изменение су¬
ществующих и создание новых технологий, улучшение исполь-27
зования сырья, всесторонняя автоматизация химического про¬
изводства.1. Совершенствование средств труда, то есть аппаратов и ма¬
шин идет в следующих направлениях:— унификация оборудования, в том числе, создание аппара¬
тов многофункционального действия путем совмещения в од¬
ном аппарате нескольких технологических операций;— укрупнение оборудования за счет создания агрегатов боль¬
шой единичной мощности с целью сокращения капитальных и
эксплуатационных затрат и количества обслуживающего пер¬
сонала и повышения производительности аппаратуры;— повышение надежности и коррозионной стойкости аппа¬
ратуры, работающей в экстремальных условиях и агрессивных
средах, путем применения новых конструкционных материа¬
лов и использования ингибиторов коррозии;— обеспечение требований эргономики и повышение гигие¬
нических, физиологических и эстетических требований к ап¬
паратуре и ее работе.2. Совершенствование методов переработки осуществляется
за счет:— интенсификации работы оборудования путем использова¬
ния в процессах более высоких температур, давлений и скорос¬
тей потока реагентов;— применения новых высокоэффективных катализаторов с
высокой селективностью и низкой температурой зажигания,
устойчивых к каталитическим ядам;— внедрения в практику экстремальных (радиационное об¬
лучение, ультразвук) и «щадящих» (ферментативные процес¬
сы) воздействий на систему;— реализации технологических процессов в плазме и маг¬
нитном поле;— введения новых энергосберегающих технологий путем за¬
мены тепловых процессов (ректификация, выпаривание) мас¬
сообменными (абсорбция, экстракция);— создания гибких легко перестраивающихся малостадий¬
ных технологий.3. Рациональное использование химического сырья предпо¬
лагает:— внедрение методов комплексной переработки сырья и со¬
здание малоотходных технологий;— изменение баланса сырья в направлениях замены пище¬
вого на техническое и использование более дешевого и распрос¬
траненного сырья;— осуществление регенерации сырья.28
4. Широкое внедрение автоматизированных систем управ¬
ления во всех звеньях технологической и управленческой це¬
почки, от аппарата до отрасли производства.Важнейшим результатом НТП в химической промышлен¬
ности стало широкое внедрение ее достижений во все сферы
народного хозяйства — эффективная химизация его. Химиза¬
цией народного хозяйства (ХНХ) (термин введен в 1924 году
Д.Н.Прянишниковым) называется процесс внедрения методов
химической технологии, химического сырья и химических ма¬
териалов и изделий из них в материальное производство. Це¬
лью ХНХ является интенсификация и повышение эффектив¬
ности производства, а в непроизводственной сфере улучшение
условий труда и качества обслуживания. Количественной оцен¬
кой уровня химизации соответствующей отрасли служит «ко¬
эффициент химикоемкости» Кх:Мхимкх = , (3.1)Мхим ■+■ Мнехимгде: Мхим и МНехим — стоимость продукции, произведенной, со¬
ответственно, с использованием химических методов и матери¬
алов и без них.Максимальное значение Кх имеет на транспорте и в связи,
что обусловлено широким использованием в этих отраслях син¬
тетических полимерных материалов.С проблемой химизации народного хозяйства РФ в настоя¬
щее время тесно переплетается проблема конверсии оборонно¬
го производства. Она вытекает из необходимости перестройки
всей промышленности, в которой удельный вес продукции для
нужд военно-промышленного комплекса, располагающего са¬
мыми современными динамичными технологиями, и сосредо¬
точившего высококвалифицированные научно-технические
кадры, достигает 80—90%. Перевод значительной части обо¬
ронного потенциала на производство гражданской продукции,
в том числе и химического назначения, выдвинул и ряд кон¬
цептуальных требований к подобному переходу:— сокращение производства традиционных вооружений;— сохранение и развитие фундаментальной науки и высоко¬
развитых технологий;— использование части предприятий военно-промышленно¬
го комплекса (ВПК) с высокими технологиями для обеспече¬
ния современной трансформированной армии;— использование потенциала ВПК для переоснащения про¬
изводств гражданской продукции и, как следствие, превраще-29
ние военно-промышленного комплекса в научно-производствен¬
ный комплекс.3.3. Социальные последствия научно-технического
прогресса и этические проблемыВсе возрастающие масштабы научной и производственной
деятельности человека, его воздействия на окружающую среду,
принципиальное изменение характера этого воздействия с изме¬
нением средств труда в эпоху НТР, влияют не только на матери¬
альное производство, но и на все стороны жизни общества, вы¬
зывают далеко идущие социальные последствия. Это проявля¬
ется как через новые формы взаимодействия человека и средств
труда, так и через новые формы взаимоотношений научного по¬
знания и общечеловеческих социально-этических ценностей, то
есть в этике научных и технических решений.1. Взаимодействие человека и технических средств (орудий
труда) является предметом эргономики.I” Эргономикой (от ergon — работа и nemos — закон) называет-
/ ся наука, устанавливающая законы взаимодействия работаю¬
щего с орудиями труда и другими элементами производства,
изучающая взаимодействие человека и машины в конкретных
условиях производственной деятельности. В эргономике чело¬
век, машина и среда рассматриваются как единая сложная сис¬
тема. Наука эргономика возникла на стыке психологии, физи¬
ологии и гигиены труда, антропологии и комплекса техничес¬
ких наук. Она ставит своей целью изучение как технических
средств, так и физических и психологических возможностей
человека с целью оптимизации содержания труда, орудий, ус¬
ловий и процессов труда и, в конечном итоге, повышения при¬
влекательности трудового процесса и удовлетворения им чело¬
века.На основе анализа профессиональной деятельности челове¬
ка определяются эргономические требования к техническим
средствам, то есть формулируется совокупность качественных
и количественных показателей процессов, средств и условий
труда, которые должны быть учтены при проектировании и со¬
здании техники. Эти требования должны, очевидно, исходить
из возможностей человека выполнять заданные функции уп¬
равления, обслуживания и использования технических средств
^ с требуемым качеством и без ущерба для здоровья.2. В эпоху НТР исключительное значение приобретает так¬
же проблема этики науки, то есть те моральные нормы, кото-30
рые регулируют взаимоотношения между деятельностью уче¬
ных и социально-этическими правилами, вытекающие из все
усиливающегося взаимодействия науки и общества. Цент¬
ральное место среди социально-этических проблем, связанных
с этим взаимодействием, занимает проблема социальной от¬
ветственности ученого. Острота этой проблемы в эпоху НТР
определяется возрастающей ролью науки в жизни общества
и возможными негативными последствиями использования
научных достижений в военном деле (химическое оружие,
атомное оружие), промышленности (некоторые конструкции
атомных реакторов), энергетике (равнинные ГЭС), сельском
хозяйстве (засоление почвы, отравление речных стоков), здра¬
воохранении (выпуск лекарств непроверенного действия) и
других областях народного хозяйства. Нарушение этических
норм может иметь уже в настоящее время глобальные послед¬
ствия в виде ухудшения среды обитания, разрушения при¬
родных экологических систем, изменения генофонда населе¬
ния.Социальная ответственность ученого предполагает, поэтому,
при принятии решения учет всех возможных негативных по¬
следствий этого решения, поиски его альтернативы, а также
добровольный мораторий на некоторые направления научных
исследований.] Возрастание разрушительных возможностей современных
технических средств воздействия на окружающую среду уси¬
лило также социальную роль инженера, специалиста, на прак¬
тике реализующего результаты научных исследований^Так воз¬
никла проблема этики не только научной, но и инженерной де¬
ятельности, то есть приложение общих норм и принципов мо¬
рали к деятельности конструктора и инженера. Этика инжене¬
ра предполагает при разработке той или иной конструкции или
проекта:— учет экономических, эргономических и других парамет¬
ров техники;— создание необходимых условий для использования созда¬
ваемой техники;— обеспечение культуры общения и руководства с подчинен¬
ными;— повышение уровня научных и технических знаний для
совершенствования своей инженерной деятельности.В конечном итоге, правила инженерной этики должны по¬
казать пути разрешения нравственных проблем и ситуаций,
возникающих в профессиональной деятельности инжецерз, и31
требующих от него определенной нравственной позиции. Имен¬
но этому служат созданные в ряде стран кодексы морали инже¬
нера, аналогичные по смыслу «клятве Гиппократа», например,
«Кредо инженера» в ФРГ, «Кодекс инженера» в США.Контрольные вопросы1. Что такое научно-технический прогресс (НТП)?2. В чем особенности НТП на современном этапе в химической про¬
мышленности?3. Что такое химизация народного хозяйства и чем оценивается
уровень ее в той или иной отрасли производства?4. Что такое эргономика и какова ее роль для современного произ¬
водства?
Глава IVХИМИЧЕСКАЯ НАУКА И ПРОИЗВОДСТВО4.1. Химическая технология как научная основа хими¬
ческого производстваСовременное материальное производство, в том числе хими¬
ческое, представляет многотоннажное специализированное
производство, основанное на достижениях науки и техники.
Научной основой химического производства является химичес¬
кая технология (от techne — искусство, мастерство + logos —
понятие, учение), научная дисциплина, сформировавшаяся в
ее современном виде к середине XX столетия.Химическая технология относится к естественным наукам,
изучает определенную область явлений природы, следователь¬
но имеет дело с объектом и процессом. Объекты химической
технологии — вещества и системы веществ, участвующие в хи¬
мическом производстве, процессы химической технологии —
совокупность разнообразных операций, осуществляемых в ходе
производства с целью превращения этих веществ в другие. Та¬
ким образом, химическая технология — это отрасль химичес¬
кой науки, изучающая вещества и процессы их превращений в
ходе химического производства.Формирование химической технологии как самостоятельной
науки вызвано особенностями развития материального произ¬
водства в XX столетии. К таким особенностям можно отнести:— увеличение масштабов и изменение характера промыш¬
ленного производства;— успехи смежных общенаучных дисциплин;— многообразие производимой химической продукции и тех¬
нологических процессов их получения;— разработка научной классификации и создание теорети¬
ческих основ химических процессов.На необходимость выделения химической технологии в осо¬
бую науку с присущими только ей понятиями и законами ука¬
зывает академик Н.М. Жаворонков:«Одной из побудительных причин возникновения и раз¬
вития теоретических основ химической технологии был ко¬
лоссальный рост числа химических производств, когда пос¬
ледовательное описание каждого химического производства
при всем их многообразии стало чрезвычайно трудной и ма¬
лополезной задачей».2 Химическая технология. Том 133
Современная общая химическая технология возникла, сле¬
довательно, в результате закономерного, свойственного на оп¬
ределенном этапе развития всем отраслям науки, процесса ин¬
теграции ранее самостоятельных технологий производства от¬
дельных продуктов, появившихся, в свое время, в результате
обобщения эмпирических правил их получения.Современное химическое производство перерабатывает ги¬
гантские объемы сырья, использует громадное количество энер¬
гии различных видов, осуществляется при больших объемах
капитальных и эксплуатационных затрат. Отсюда вытекает
одно из основополагающих требований к современному произ¬
водству — его экономичность. Эту особенность технологии от¬
метил еще Д.И. Менделеев, определив ее как:«Учение о выгодных (то есть поглощающих наименее тру¬
да людского и энергии природы) приемах переработки при¬
родных продуктов в продукты потребления». «Технология
должна изучить выгоднейшие способы, выбрать из возмож¬
ностей наиболее приемлемую — по выгодности данным ус¬
ловиям времени и места, чтобы придать продукту наиболь¬
шую дешевизну при желаемых свойствах и формах».Следовательно, в широком смысле слова, технология — это
наука о наиболее экономических методах и средствах массовой
переработки сырых природных веществ в продукты потребле¬
ния и промежуточные продукты, применяемые в различных от¬
раслях материального производства.Технология подразделяется на механическую технологию,
изучающую производственные процессы переработки, связан¬
ные только с изменением размеров, формы, агрегатного состоя¬
ния, кристаллической структуры веществ, и на химическую
технологию. Химическая технология не может быть сведена
только к методам химической переработки, так как в химичес¬
ком производстве собственно химическим превращениям сопут¬
ствуют разнообразные физические, физико-химические и ме¬
ханические процессы.Химическая технология — это наука, изучающая такие про¬
изводственные процессы переработки, которые хотя бы на од¬
ной стадии связаны с изменением состава, строения и свойств
веществ, то есть с превращением их в другие вещества.4.2. Особенности химической технологии как наукиХимическая технология отличается от теоретической химии
не только необходимостью учитывать экономические требова¬
ния к изучаемому ею производству. Между задачами, целями и34
содержанием теоретической химии и химической технологии
существуют принципиальные различия, вызванные специфи¬
кой объекта изучения — производственного процесса, что накла¬
дывает ряд дополнительных условий и на сам метод изучения.Рассмотрим это на примере промышленного синтеза хлори¬
стого водорода из хлора и водорода. Для химика-неорганика
имеет значение сама возможность подобного синтеза:С12 + Н2 = 2С1.Применение методов физической химии позволяет химику
более глубоко и всесторонне оценить реакцию:С12 + Н2 ^ 2С1 - ЛЯ,установить принципиальную возможность ее протекания в дан¬
ных условиях (ДЖО), управлять синтезом за счет изменения
таких факторов как температура, давление, концентрация ком¬
понентов, то есть влиять на кинетику и термодинамику процес¬
са в масштабе лабораторного эксперимента.Для осуществления этого же синтеза в промышленных усло¬
виях химик-технолог должен учитывать целый ряд других фак¬
торов, от которых зависит успех производства, и которые игно¬
рируются на предыдущих этапах:— доступность и стоимость компонентов сырья и энергии;— конструкцию аппарата (реактора) и коррозионно-стойкие
материалы для его изготовления;— способы ускорения подачи компонентов в зону реакции
(диффузия, турбулизация) и меры по их осуществлению;— способы обеспечения оптимального теплового режима про¬
цесса;— меры по защите окружающей среды от продуктов процес¬
са и др.Сказанное можно представить в виде схемы на рис. 4.1.Следовательно, между химической реакцией, изучаемой в
лабораторных условиях в рамках научного исследования, и про¬
изводственным процессом, изучаемым с целью практического
воплощения его в промышленных масштабах, имеется опреде¬
ленное и весьма существенное различие. Как химическое про-
изводство не может рассматриваться в виде некой «укрупнен¬
ной лабораторной колбы», так и химическая технология как
наука не может быть сведена к теоретической химии. В то же
время между этими отраслями химической науки существует
взаимосвязь, так как химическая технология на определенных
этапах изучения технологического процесса использует по¬
нятия, законы и выводы теоретической химии.2*35
Сдвиг равновесия
за счет избытка
водородаIЭкология-► Отвод теплаf Конструкция II ► А и материал К[ аппаратуры J*— Природа компонентов—► \ CU + Но«=ь2НС1 - ЛИV'vЭлектролиз V—Электролиз воды 1 Стоимость
раствора Конверсия метана |- энергиихлорида Из коксового газа JнатрияVИсточники сырьяРис. 4.1. Влияние различных факторов на синтез хлористого
водородаВ прошлом, в эпоху господства химического ремесла и
мануфактурного производства, научное и практическое направ¬
ления в химии были разобщены и проблемы, стоявшие перед
наукой и производством решались изолированно. К концу XIX
века и особенно в первые десятилетия XX века, обе ветви интег¬
рировались в единую точную науку, целью которой стало все¬
стороннее изучение общих химических, физических и техно¬
логических явлений в такой многофакторной системе, какую
представляет производственный химический процесс. В этом
процессе функционально связаны такие многочисленные па¬
раметры как температура, давление, тепловой эффект процес¬
са, концентрация реагентов, скорость потока реагентов, повер¬
хность раздела фаз, реакционный объем, состояние катализа¬
тора, степень превращения сырья в целевой продукт, выход
продукта и другие.Сложность такой системы как химическое производство сде¬
лало целесообразным применение для ее исследования систем¬
ного подхода и введения понятия «уровень протекания процес¬
са». При подобном подходе в химическом производстве выде¬
ляются несколько последовательно возрастающей сложности
подсистем — уровней, каждому из которых свойственен свой
метод изучения явления. Такими уровнями в химическом про¬
изводстве являются:— молекулярный уровень, на котором механизм и кинети¬
ка химических превращений описываются как молекулярное
взаимодействие (микрокинетика);— уровень малого объема, на котором явления описываются
как взаимодействие макрочастиц (гранул, капель, пузырьков36
газа, зерен катализатора). Для анализа явлений на этом уровне
в описание химического процесса введено понятие «макроки¬
нетика», задачей которой является изучение влияния на ско¬
рость химических превращений процессов переноса масс ис¬
ходных веществ и продуктов реакции, процессов теплопереда¬
чи и влияние состояния катализатора (рис. 4.2).Рис. 4.2. Макрокинетика— уровень потока, на котором описание явлений дается как
взаимодействие совокупности частиц, с учетом характера дви¬
жения их в потоке (ламинарное, турбулентное) и изменения
температуры и концентрации реагентов по потоку;— уровень реактора, на котором описание явлений дается с
учетом конструкции аппарата (реактора), в котором реализует¬
ся технологический процесс;— уровень системы, на котором при рассмотрении явлений
учитываются взаимосвязи между технологическими узлами
промышленной установки и производства в целом.Таким образом, проблема различия между теоретической
химией и химической технологией есть, по существу, пробле¬
ма различия между фундаментальным научным исследовани¬
ем и реальным промышленным производством, на нем основан¬
ном, а решение ее сводится к решению задачи масштабного пе¬
рехода от одного объекта исследования к другому.4.3. Связь химической технологии с другими наукамиВсе процессы, протекающие при производстве химической
продукции, независимо от их содержания и назначения, под¬
чиняются общим закономерностям материального мира и, сле¬
довательно, характеризуются общцостью явлений, лежащих в
их основе. Поэтому химическая технология использует мате¬
риал целого ряда наук: математики, механики, физики, гидро¬
динамики, комплекса инженерных наук, химических наук, ми¬
нералогии и др.37
Эти науки можно считать дисциплинами, обеспечивающи¬
ми химическую технологию. В то же время, сама химическая
технология составляет основу экономических наук, изучающих
химическое производство, ее материалы используются при изу¬
чении экологических проблем, научно-инженерной этики и др.
Эти дисциплины могут быть отнесены к обеспечиваемым хи¬
мической технологией. Наконец, химическая технология в пе¬
дагогических вузах является дисциплиной, обеспечивающей
отдельные темы курса химии средней школы. Особенность
«Химической технологии» в педвузах как интегрального кур¬
са, обусловила включение в него ряда вопросов, изучающихся
традиционно в отдельных дисциплинах. В результате некото¬
рые межпредметные связи трансформировались во внутрипред-
метные. На рис. 4.3 представлены эти взаимосвязи.Рис. 4.3. Связь химической технологии с другими наукамиХимическая технология как наука о крупномасштабном
производстве имеет дело со значительными массами и объема¬
ми перерабатываемых и производимых продуктов. Кроме того,
для оценки работы таких крупных агрегатов как промышлен¬
ная установка и структурных единиц производства в виде цеха
или предприятия необходимы крупные единицы. Поэтому в
химической технологии наряду с общепринятыми единицами
СИ (метр, килограмм, секунда, градус Кельвина, ампер, моль)
используются и другие. В табл. 4.4 приведены обозначения и
единицы величин, наиболее употребляемых в химической
технологии.38
Табл. 4.4. Величины, используемые в химической технологииВеличинаОбозна¬чениеЕдиницаНаименованиеОбозначениеМассатКилограмм, тоннакг, тРабота, энергияАКилоджоуль, киловатт-часкДж, кВт-чДавлениеРПаскаль, мегапаскальПа, МПаМощностьNКиловатткВтТемператураT,tКельвин, градус ЦельсияК, °СВремяXСекунда, сутки, часс, сут., чКоличествотеплотыQКилоджоулькДжТепловой эффектАНКилоджоулькДжПроизводитель¬ностьПТонны в сутки (год)т/сут., т/годИнтенсивностьИКилограмм на метр2 в час
Килограмм на метр3 в часкг/м2-часкг/м3,часКоличество ве¬
ществаиКилограмммоль,тоннамолькгмоль,тмольКонстанта ско¬
ростикЗависит от порядка
реакцииМолярная кон¬
центрацияСМоль на метр кубическиймоль/м3ПлотностькубическийрКилограмм на метр ку¬
бический,тонна на метр кубическийкг/м3т/м3Выход продукталДоля единицы, процент%Степень прев¬
ращенияXДоля единицы, процент%Расходный коэф¬
фициентРККоличество сырья, энер¬
гии на единицу продуктат/т, кВт-час/тПлощадьSКвадратный метрм2ПоверхностьконтактаFКвадратный метрм2ОбъемVКубический метр,
нормальный кубический
метрм3,нм3Объемная долясоДоля единицыМассовая доляЦДоля единицы.* I V..' . • *' ...39
4.4. Возникновение и развитие отечественной
химической технологииХимическая технология прошла длительный путь, прежде
чем оформилась в самостоятельную точную науку. Теоретичес¬
кие основы химической технологии создавались параллельно в
России и за рубежом.В 1803 году в Российской АН была впервые создана кафедра
химической технологии, а в 1804 году начинает издаваться пер¬
вый в России «Технологический журнал». В 1808 году выходит
в свет учебник И.А. Двигубского «Начальные основания техно¬
логии или краткое показание работ на заводах и фабриках про¬
изводимых». В 1830 году организуется Санкт-Петербургский
практический технологический институт (директор Г.И. Гесс),
а в программах университетов появляется общий курс техноло¬
гии. В 1851 году П.А. Ильенков издает «Курс химической тех¬
нологии». Тем самым химическая технология обособляется от
теоретической химии и становится самостоятельной наукой,
хотя сохраняет еще описательный характер.Научные основы химической технологии закладываются
позже в работах крупнейших ученых-химиков, среди которых
следует назвать Д.И. Менделеева, Н.Н. Зинина, в более позднее
время Н.Д. Зелинского, И.Н. Каблукова, Н.Н. Ворожцова, А.Г.
Касаткина, С.И. Вольфковича, П.М. Лукьянова, П.Т. Романко-
ва и других.Существенную роль в становлении химической технологии
как научной основы химического производства сыграла орга¬
низация в стране сети научных учреждений, в которых разра¬
батывалась теория химико-технологических процессов конк¬
ретных производств. После 1919 года были созданы Научно-
исследовательский физико-химический институт им. Л. Я. Кар¬
пова, Научно-исследовательский институт по удобрениям и
инсектофунгицидам, Институт гидролизной промышленнос¬
ти, Институт силикатов, Государственный институт приклад¬
ной химии, Химико-фармацевтический институт. После 1930
года к ним добавляются Научно-исследовательский институт
пластических масс, Научно-исследовательский институт рези¬
новой промышленности, Государственный институт азотной
промышленности и продуктов органического синтеза, Научно-
исследовательский институт полупродуктов и красителей, Ин¬
ститут искусственного волокна, а в послевоенные годы Инсти¬
тут горнохимического сырья, Научно-исследовательский ин¬
ститут основной химической промышленности и другие, всего40
свыше 30 научно-прикладных центров. В 50—60-е годы в свя¬
зи с необходимостью увеличения производства химической про¬
дукции возникает потребность в разработке новых технологи¬
ческих процессов. С этой целью создаются такие научные цент¬
ры как Научно-исследовательский институт технико-экономи-
ческих исследований, Научно-производственные объединения
«Пластполимер», «Пигмент» и другие.Одновременно выходят в свет фундаментальные исследова¬
ния по проблемам химической технологии и учебники: «Мате¬
риалы и процессы химической технологии» Д.П. Коновалова
(1924), «Принципы инженерной химии» В. Уокера, В. Люисаи
В. Мак-Адамса (1923), «Основные процессы и аппараты хими¬
ческой технологии» А.Г. Касаткина (1935—37), «Общая хими¬
ческая технология» С.И. Вольфковича (1940—1953), Кутепов
А.М. и др. «Общая химическая технология» (1985), Мельников
Е.А. и др. «Технология неорганических веществ и минераль¬
ных удобрений», Плановский А.Н. и Николаев П.И. «Процес¬
сы и аппараты Химической и нефтехимической технологии»
(1972), «Основы химической технологии» под ред. И.П. Мух-
ленова (1991), Лебедев Н.Н. «Химия и технология основного
органического и нефтехимического синтеза» (1981), БлиновH.П. «Основы биотехнологии» и другие. В них рассматривают¬
ся такие важнейшие проблемы химической технологии как те¬
ория химических реакторов, моделирование химико-техноло-
гических процессов, кинетические закономерности процессов
и пути их интенсификации и т.п. С целью обобщения и коорди¬
нации исследований в области химической технологии создан
Научный совет по теоретическим основам химической техно¬
логии, а в 1966 году начато издание журнала «Теоретические
основы химической технологии».Контрольные вопросычI. Что изучает химическая технология?2. В чем отличие химической технологии как науки от теоретичес¬
кой химии?3. Что такое уровень протекания процесса?4. Поясните различие между такими понятиями как молекуляр¬
ный уровень, уровень малого объема, уровень потока, уровень
реактора, уровень химико-технологической системы.41
Часть IIОСНОВНЫЕ КОМПОНЕНТЫ ХИМИЧЕСКОГО
ПРОИЗВОДСТВАХимическая технология изучает закономерности производ¬
ственных химико-технологических процессов получения раз¬
личных по своей природе и назначению продуктов. Независи¬
мо от конкретного вида производимой продукции и типа про¬
цесса ее получения, любое производство включает несколько
обязательных элементов: сырье, то есть объект превращения,
энергию, то есть средство воздействия на объект и аппаратуру,
в которой это превращение осуществляется. Особое место в хи¬
мическом производстве занимает вода. Она не только служит
средой, в которой протекают многие химические превращения,
но широко используется в химико-технологических процессах
как растворитель, теплоноситель и хладоагент, транспортное
средство, а также для других разнообразных физических опе¬
раций . Поэтому вполне правомочно считать воду четвертым обя¬
зательным элементом химического производства. Вопрос о со¬
ставе элементов химического производства и, следовательно,
химической технологии как науки их изучающей, вообще дис¬
куссионен. Ряд авторов неоправданно расширяет их перечень,
включая в элементы производства организационные меропри¬
ятия и даже такие вопросы, как перспективы развития произ¬
водства, что вряд ли можно признать правомочным.В этой части рассматриваются химическое сырье, энергия и
вода. Химическая аппаратура и процессы в ней протекающие,
освещаются в главе VIII третьей части пособия.Глава VХИМИЧЕСКОЕ СЫРЬЕ5.1. Определение, классификация и требования
к химическому сырьюСырьем называются природные материалы, используемые
в производстве промышленной продукции. Сырье — это основ¬
ной элемент производства, от которого в значительной степени
зависят экономичность производства, выбор технологии и ап¬
паратуры и качество производимой продукции.42
В химическом производстве на различных стадиях перера¬
ботки можно выделить следующие материальные объекты: ис¬
ходные вещества или собственно сырье, промежуточные про¬
дукты (полупродукты), побочные продукты, конечный целе¬
вой (готовый) продукт и отходы. Это представлено на схеме:Полупродуктом называется сырье, подвергшееся обработке
на одной или нескольких стадиях производства, но не потреб*
ленное в качестве готового целевого продукта. Полупродукт,
полученный на предыдущей стадии производства, может быть
сырьем для последующей стадии, например:{Каменный уголь} —►{Обратный коксовый газ} —► {Водород} —► {Аммиак}.Побочным продуктом называется вещество, образующееся
в процессе переработки сырья наряду с целевым продуктом, но
не являющееся целью данного производства. Побочные продук¬
ты, образующиеся при добыче или обогащении сырья, называ¬
ются попутными продуктами.Отходами производства называются остатки сырья, мате¬
риалов и полупродуктов, образующихся в производстве и пол¬
ностью или частично утративших свои качества.Полупродукты, побочные продукты и отходы производства
после предварительной обработки или без нее могут быть исполь¬
зованы в качестве сырья в других производствах. Например, при
выплавке цветных металлов образующийся как побочный про¬
дукт оксид серы (IV), является промежуточным продуктом в
производстве серной кислоты. Серная кислота, будучи готовым
продуктом сернокислотного производства, служит сырьем для
производства минеральных удобрений (простого суперфосфата).Сырьем для химической промышленности служат продук¬
ты горно-рудной, нефтяной, газовой, коксохимической, лесной
и целлюлозно-бумажной отраслей промышленности, черной и
цветной металлургии. Все химическое сырье подразделяется
на группы по происхождению, химическому составу, запасам
и агрегатному состоянию. Классификация химического сырья
представлена на рис. 5.1.побочныйпродукт{СЫРЬЕ} {полупродукт-1} {полупродукт-2}—{отходы-1}{отходы-2}ГОТОВЫЙПРОДУКТ43
ХИМИЧЕСКОЕСЫРЬЕпо агрегатномусостояниюпо химическомусостояниюпо видамзапасовпо происхож-
дениютвердоежидкое1газообразноеанеорганическое |органическоевозобновляемое |невозобновляемоеминеральноерастительное
и животноеводавоздухрудное |нерудноё~|
горючее |Рис. 5.1. Классификация химического сырьяХимическое сырье принято также делить на:— первичное (извлекаемое из природных источников) и— вторичное (промежуточные и побочные продукты про¬
мышленного производства и потребления, отходы)и на— природное иискусственное (полученное в результате промышленной
обработки природного сырья).К веществам, используемым в качестве химического сырья,
предъявляется ряд общих требований. Сырье для химического
производства должно обеспечивать:— малостадийность производственного процесса;— агрегатное состояние системы, требующее минимальных
затрат энергии для создания оптимальных условий протекания
процесса;— минимальное рассеяние подводимой энергии;— минимальные потери энергии с продуктами;— возможно более низкие параметры процесса (температу¬
ра, давление) и расход энергии на изменение агрегатного состо¬
яния реагентов и осуществление химико-технологического про¬
цесса;— максимальное содержание целевого продукта в реакци¬
онной смеси.44
5.2. Ресурсы и рациональное использование сырьяВ себестоимости продукции химической промышленности
доля сырья достигает 70% . Поэтому проблема ресурсов и раци¬
онального использования сырья при его переработке и добыче
весьма актуальна.В химической промышленности в качестве сырья использу¬
ются соединения более 80 элементов. Эти элементы, входящие
в состав земной коры, которая является основным источником
химического сырья, распределены в ней неравномерно по при¬
роде, концентрации и географическому размещению.Количественной характеристикой распространенности эле¬
ментов в природе служит кларк, величина, выражающая в мас¬
совых или атомных процентах, или в граммах на тонну содер¬
жание данного элемента в земной коре. В табл. 5.1 приведены
кларки наиболее распространенных элементов.Таблица 5.1. Кларки некоторых элементовКларкЭлементО 2SiAIFeСаNaMgКн2% мае.49,1326,07,454,203,252,402,352,351,00г/т-10'34732918146,53325,317251,3Из табл. 5.1 следует, что всего 9 элементов составляют более
98% массы земной коры; на все остальные элементы приходит¬
ся всего 1,87% . Содержание углерода, представляющего осно¬
ву жизни и составляющего основную часть горючих ископае¬
мых, составляет только 0,35% массы земной коры.Все ресурсы химического сырья подразделяются на запа¬
сы, то есть выявленные и изученные ресурсы и на потенци¬
альные ресурсы. В свою очередь по степени изученности и
пригодности к эксплуатации запасы сырья делятся на три
категории.К категории А относятся запасы, детально разведанные и
подготовленные к разработке. К категории В относятся запа¬
сы, установленные в результате геолого-разведочных работ. В
категорию С включены запасы, определенные по результатам
геофизической разведки и изучения по естественным обнару¬
жениям.Естественно, что количество сырья в разведанных место¬
рождениях, то есть запасы его на несколько порядков мень¬
ше, чем количество сырья, содержащегося в земной коре (см.
табл. 5.2).45
Таблица 5.2. Содержание некоторых элементов в земнойкоре и металлических рудахЭлементМасса элемента, тОтношениеГП\/П)2В земной
коре, Ш]В рудах,т2ЖелезоАлюминийМедьСвинец8,8-1015
1,5 -1016
1,8-Ю'3
3,0-Ю'21,0-10"5.0-10®
1,8-10®5.1-Ю78,8-1043.0-Ю71.0-105
1,6-Ю4Возможность использования сырья для промышленного про¬
изводства определяется его ценностью, доступностью и концен¬
трацией полезного компонента.Ценность сырья зависит от уровня развития технологии и
задач, стоящих перед производством и существенно меняется
со временем. Так, например, уран, являвшийся ранее отходом
при получении радия, стал во второй половине XX столетия цен¬
нейшим стратегическим сырьем.Доступность сырья для добычи определяется географичес¬
ким расположением запасов, глубиной залегания, разработан¬
ностью промышленных методов извлечения. Так, спецификой
природных условий затруднена добыча ископаемого топлива в
районах Крайнего Севера. Отсутствие эффективных методов
(цианидного, ртутного) не позволяло в прошлом успешно извле¬
кать золото из рассеянных месторождений.Существенное влияние на возможность использования запа¬
сов сырья оказывает концентрация полезного элемента. Мно¬
гие элементы при относительно высоком содержании в земной
коре рассеяны, что затрудняет использование их соединений в
качестве химического сырья. Тем не мене для промышленности
в целом и химической — в частности, характерна историческая
тенденция использовать все более распространенное сырье,
выраженная в правиле Вернадского, согласно которому «клар-
ки промышленности стремятся к кларкам планеты».Запасы основных видов сырья в СССР в % от мировых запа¬
сов выражались следующими цифрами: торф 60, калийные соли
60, фосфаты 33, древесина 33, ископаемые угли более 50, нефть
6—10, различное минеральное сырье 25. В настоящее время на
долю РФ падает 45% мировых запасов газа и 23% ископаемых
углей. Существенным недостатком сырьевой политики России
является сохранение структуры экспорта, в которой 40,2% со-46
ставляет топливо и 10,5% рудное сырье, и всего 4,1% продук¬
ты переработки сырья, хотя известно, что стоимость продукции
прогрессивно возрастает с углублением переработки сырья.Высокая доля сырья в себестоимости химической продукции,
быстрое истощение запасов сырья (мировая добыча минераль¬
ного сырья за первую половину XX века выросла в 3,4 раза), удо¬
рожание процессов добычи его (за последние годы себестои¬
мость добычи нефти выросла в 2 раза, угля в 1,5 раза, природно¬
го газа в 2,5 раза) выдвинули две задачи:— разработку объективной оценки скорости исчерпания за¬
пасов химического сырья;— рациональное использование химического сырья.1. Количественной характеристикой скорости исчерпания
запасов сырья предложено считать «индекс использования ре
зервов» (ИИР), который представляет процент расходования
данного вида сырья в год. Чем выше ИИР, тем, очевидно, боль¬
ше скорость расходования сырья, то естьТисчерп.=Ю0/ИИР, (5.1)где: Тисчерп. — время исчерпания запасов сырья в годах.ИИР зависит от численности населения и возрастает с его
увеличением. В табл. 5.3 приведены значения ИИР и соответ¬
ствующее им время исчерпания ресурсов основных видов хи¬
мического сырья, рассчитанные для численности населения
3,56-109 человек (графа I) и 10* 109 человек (графа II).Таблица 5.3. Индекс использования резервов и время
исчерпания ресурсовВид ресурсаИИРВремя, год1II1IIУголь0,050,1020001000Нефть3,1018,90325,3фосфаты0,060,301650333Железо0,401,2025083Алюминий0,902,5011140Уран2,305,8043,517,3Из данных таблицы следует, что разведанные запасы мно¬
гих видов химического сырья могут быть исчерпаны уже при
жизни ближайших поколений.2. Основными направлениями рационального использования
химического сырья являются:47
— применение более дешевого сырья (местного, с минималь¬
ными затратами на добычу);— использование вторичных материальных ресурсов (отхо¬
дов производства и потребления, побочных продуктов других
производств);— использование менее концентрированного сырья (бедныхруд);— комплексная переработка сырья, то есть метод, при кото¬
ром в максимальной степени извлекаются и используются все
ценные компоненты, содержащиеся в сырье. Примером комп¬
лексной переработки является переработка апатитовой руды
(рис. 5.2).Рис. 5.2. Схема переработки апатитовой рудыКомплексное использование сырья позволяет приблизить¬
ся к решению важнейшей задачи современной химической
технологии — свести к минимуму технологические потери
сырья и полностью использовать отходы производства. Это
позволяет расширить сырьевую базу, увеличить объем произ¬
водимой продукции, снизить затраты сырья и энергии, а так¬
же в значительной степени уменьшить загрязнение окружа¬
ющей среды промышленными выбросами. Комплексное ис¬
пользование сырья приводит к сокращению капитальных вло¬
жений в производство, снижению себестоимости продукции
и улучшению всех технико-экономических показателей про¬
изводства (см. 8.2). Поэтому, экономическая эффективность
комплексного использования сырья может быть рассчитана,
например, по формуле:48
(Ки-Кк)ЮО
эк= , (5.1а)
Кигде: Эк — показатель эффективности комплексного произ¬
водства, % ,Ки и Кк — удельные капитальные затраты при использо¬
вании сырья для индивидуального производства
продукции и при его комплексном использовании,
соответственно, рублей,— замена пищевого сырья на непищевое;— применение альтернативных материалов, изготавливае¬
мых из сырья с более низким ИИР.Выгодность применения альтернативных материалов опре¬
деляется условием:ИИР = ИИРм - ИИРал >0, (5.2)где: ИИРМ и ИИР^ — индексы исчерпания ресурсов первично¬
го и вторичного (альтернативного) материала, соответственно.
Так, например, замена меди (ИИР = 1,9) алюминием (ИИР = 0,9)
целесообразна, так как в этом случае А ИИР = 1,9 - 0,9 = 1% > 0.
Наоборот, замена меди титаном (ИИР — 0,5) нецелесообразна,
так как здесь А ИИР = 0,5 -0,9 = -0,4 <0.— рециркуляция сырья, то есть вторичная переработка вы¬
работавших срок эксплуатации, вышедших из строя и мораль¬
но устаревших изделий. Наиболее успешно рециркуляция осу¬
ществляется для металлов в виде переплавки скрапа, электро¬
химического извлечения ценных металлов из лома электрон¬
ной аппаратуры и др. Значительно
труднее поддаются рециркуляции
полимерные материалы, в том чис¬
ле каучуки и пластмассы. Как пра¬
вило, они перерабатываются в изде¬
лия вторичного назначения.Рециркуляция сырья позволяет
значительно снизить скорость ис¬
черпания природных ресурсов при
том же значении ИИР. Так, напри-
мер, если время исчерпания запасов
железа без рециркуляции составля¬
ет 250 лет, то при степени рецирку¬
ляции 50% оно возрастает до 580
лет, а при степени рециркуляцииГодыРис. 5.3. Влияние степени
рециркуляции на скорость
истощения запасов железа49
80% уже до 1330 лет. Для большинства металлов степень ре¬
циркуляции колеблется от 5—10% (вольфрам, алюминий) до
30—45% (медь, железо, свинец, серебро) и зависит от эффек¬
тивности используемой технологии регенерации. На рис. 5.3
представлена зависимость времени истощения запасов железа
от степени рециркуляции.5.3. Подготовка химического сырья к переработкеСырье, предназначенное для переработки в готовую продук¬
цию, должно удовлетворять определенным требованиям. Это
достигается комплексом операций, составляющих процесс под¬
готовки сырья к переработке.Целью подготовки сырья является придание ему состава и
свойств, обеспечивающих оптимальное протекание химико-тех-
нологического процесса его переработки. В процессе подготов¬
ки сырье приобретает заданную концентрацию полезного ком¬
понента, влажность, определяемое условиями переработки со¬
держание примесей, нужную дисперсность. Операции подго¬
товки сырья многообразны и зависят от его агрегатного состоя¬
ния. В комплекс операций по подготовке наиболее распростра¬
ненного в химической промышленности твёрдого сырья входят:
классификация, измельчение (или в определенных случаях
укрупнение), обезвоживание и обогащение.Классификацией называется процесс разделения однород¬
ных сыпучих материалов на фракции (классы) по размерам со¬
ставляющих их частиц. Классификация осуществляется рассе¬
вом материалов на ситах (грохочение), разделением смеси час¬
тиц по скорости их осаждения в жидкой фазе (гидравлическая
классификация), разделением смеси частиц по скорости их
осаждения в воздухе с помощью сепараторов (воздушная клас¬
сификация).Измельчением называется механический процесс деления
твердого тела на части за счет приложения внешних сил. Из¬
мельчение может производиться методами удара (I), раздавли¬
вания (II) и истирания (III), как показано на рис. 5.4.Измельчение до частиц разме¬
ром до 10'3 м называется дроблени¬
ем и осуществляется в дробилках,
до частиц размером от 10~3 до 10'6 мI м ill — размолом и осуществляется вРис. 5.4. Схемы приложения мельницах. Мерой измельчения
сил при измельчении твердого является степень измельчения, оп-
вещества ределяемая как:50
1=Z)Dнк(5.3)где: DH иDK — средний размер частиц (эквивалентный диаметр) до и
после измельчения соответственно. В отдельных случаях процесс
подготовки включает операцию укрупнения порошкообразного ма¬
териала методами брикетирования или агломерации.Обезвоживание материала достигается методами стекания,
отстаивания (в случае жидких систем) и сушки.Сушкой называют процесс удаления влаги или другой жид¬
кости из твердых материалов путем ее испарения и отвода обра¬
зующегося пара. Условием сушки является обеспечение нера¬
венства Рм > Рс, гдеРм — давление пара во влажном высушива¬
емом материале, а Рс — парциальное давление пара в окружаю¬
щей среде. Процесс сушки осуществляют в сушилках различ¬
ной конструкции, при атмосферном давлении или в вакууме.Обогащением называется процесс отделения полезной части
сырья (полезного компонента) от пустой породы (балласта) с це¬
лью повышения концентрации полезного компонента. В резуль¬
тате обогащения сырье разделяется на концентрат полезного
компонента и хвосты с преобладанием в них пустой породы.Если обозначить полезный компонент А, пустую породу В, амассовые доли их до обогащения и после, соответственно, ц'а,и ц", \inb, то процесс обогащения может быть представлен схемой:Концентрат ]А+ВJ Сырье
1А+ВК. ИьгХвосты [В+А )Очевидно, что ц' >Цд иц^> \ь'ь.Количественными показателями процесса обогащения яв¬
ляются:1. Выход концентрата представляет собой отношение мас¬
сы полученного концентрата тк к массе обогащаемого сырья тс:тк(5.4)2. Степень извлечения полезного компонента, представля¬
ющая отношение массы полезного компонента в концентрате
ткк к его массе в обогащаемом сырье ткс:51
3. Степень обогащения сырья представляет собой отношение
массовой доли полезного компонента в концентрате juKK к мас¬
совой доле его в обогащаемом сырье цкс-(5.6)Выбор метода обогащения зависит от агрегатного состояния
и различия свойств компонентов сырья.При обогащении твердого сырья используются механичес¬
кие, химические и физико-химические методы.К механическим методам обогащения относятся:— гравитационный, основанный на разной скорости оседа¬
ния частиц различной плотности и размеров в потоке газа или
жидкости, или в поле центробежной силы;— электромагнитный, основанный на различной магнитной
проницаемости компонентов сырья;— электростатический, основанной на различной электри¬
ческой проводимости компонентов сырья.К химическим методам обогащения относится растворение
при извлечении золота ртутным или цианидным методами, на¬
пример:где: П — пустая порода,и обжиг, например, при получении железа из железного колче¬
дана:К физико-химическим методам обогащения относится наи¬
более распространенный метод флотации. Флотацией (от
floatation — всплывание) называется метод обогащения твер¬
дого сырья, основанный на различии в смачиваемости его ком¬
понентов. Смачиваемость частиц вещества характеризуется ра¬
ботой адгезии на границе раздела фаз системы «твердое тело —
жидкость» ^ж.т:► {П}Т{FeS2 + П}——2,~-► {П (огарок)}{ГегОз}► {Fe}
(5.7)где: аж.т, оуг, аж.т — удельная свободная поверхностная энер¬
гия на границе раздела соответствующих фаз.Удельная поверхностная энергия пропорциональна поверх¬
ности раздела фаз, то естьа = f(F), поэтому чем мельче частицы
флотируемого материала, тем больше отношение их поверхно¬
сти к объему (s/v) или массе (s/m) и тем сильнее проявляется
явление смачиваемости. Поэтому флотируемое сырье измель¬
чают до размеров 0,05 — 0,3 мм.Показателем смачиваемости ма-дух» между перпендикуляром к по- рис_ 5.5. Поведение части-
верхности жидкости и касательной цы в воде:
к мениску ее у частицы (рис. 5.5). А _ не смаЧивается,
Вследствие того, что силы поверхно- б — смачивается
стного натяжения стремятся выров¬
нять уровень жидкости, частицы несмачиваемых или гидрофоб¬
ных материалов (0 > 90°) выталкиваются из жидкости (всплы¬
вают), а частицы смачиваемых или гидрофильных материа¬
лов (0< 90°) погружаются в жидкость.Для ускорения процесса флотации систему вспенивают пу¬
тем интенсивного перемешивания (механические флотацион¬
ные машины) или барботажа воздуха через систему (пневмати¬
ческие флотационные машины). В процессе флотации гидрофоб¬
ный компонент образует с пузырьками воздуха минерализован¬
ную пену, отделяемую от жидкой фазы, в которой остаются гид¬
рофильные компоненты.Результат флотации зависит от различия в гидрофобности
(гидрофильности) компонентов обогащаемого сырья. Поэтому,
в том случае, если полезный компонент и пустая порода близ¬
ки по смачиваемости, в систему вводят специальные реаген¬
ты, относящиеся к группе поверхностно-активных веществ,
которые увеличивают гидрофобность полезного компонента
(коллекторы или собиратели). Их природа зависит от состава
конкретного флотируемого сырья. Для создания устойчивой
пены и улучшения разделения компонентов флотируемого
сырья в систему помимо коллекторов вводят другие флоторе-
агенты: активаторы, подавители, пенообразователи и регуля¬
торы pH среды.териала служит «краевой угол сма¬
чивания» на границе раздела фаз
«твердое тело — жидкость — воз-53
Контрольные вопросы1. Дайте определение понятиям: сырье, полупродукт, побочный про¬
дукт. Приведите примеры из известных производств.2. Почему рациональное использование сырья имеет особое значение
для химической промышленности? Подтвердите это примерами.3. Приведите классификацию ресурсов химического сырья.4. Чем измеряется скорость исчерпания запасов сырья?5. Перечислите основные направления рационального использова¬
ния сырья.6. Что такое рециркуляция сырья и как она влияет на время исчер¬
пания его ресурсов?7. Из каких основных операций состоит подготовка химического
сырья к переработке?8. Что является целью обогащения сырья и от чего зависит выбор
метода обогащения?9. Перечислите количественные показатели процесса обогащения
и дайте им определение.
Глава VI
ЭНЕРГИЯ В ХИМИЧЕСКОМ ПРОИЗВОДСТВЕ6.1. Человеческое общество и проблема энергииОдним из условий существования человеческого общества
является непрерывный обмен энергией с окружающей средой.
Поэтому энерговооруженность общества составляет условие
прогресса человечества, а дальнейшее развитие материальной
культуры непосредственно связано с решением энергетической
проблемы. Уровень материального благосостояния современно¬
го общества определяется количеством энергии, вырабатывае¬
мой на душу населения.Потребление энергии на планете непрерывно возрастает.
Если в 1975 году оно составляло 0,25Q, то прогноз на 2000 год
дает 0,8Q, а на 2100 год астрономическую цифру 7,3Q, где Q =2,3-1014 кВт-ч. Производство энергии в РФ в 1992 году было
эквивалентно 1,6 т условного топлива на человека. Предполага¬
ется, что в 2100 году оно достигнет 1,8—2,0 т УТ. Структура
потребления энергии в современном обществе свидетельствует,
что наиболее энерговооруженной отраслью народного хозяйства
является промышленное производство, а наименее — сельское
хозяйство. Значительное потребление энергии, особенно теп¬
ловой, в РФ падает на коммунально¬
бытовые услуги, что связано с осо¬
бенностями климата большинства
регионов страны (табл. 6.1). Все бо¬
лее энергоемким становится произ¬
водство пищи. Так, в настоящее вре¬
мя на производство одной пищевой
калории затрачивается 23 калории
энергетических.Существует определенная связь
между потреблением энергии обще¬
ством и средней продолжительнос¬
тью человеческой жизни, как это
видно из рис. 6.1. Из него следует,
что «порог» энергопотребления, при
котором достигается устойчивая
средняя продолжительность жизни
порядка 80 лет, равен 7-103 кВт-ч наЭнергопотребление, кВт-ч-103Рис. 6.1. Зависимость про-
должительности человечес¬
кой жизни от величины
энергопотребления55
человека в год. Этот порог достигли, или приблизились к
нему такие страны как Швеция, ФРГ, США, Япония. В Рос¬
сийской Федерации потребление энергии составляет около
4,1*103 кВт*ч на человека в год, что отвечает средней продол¬
жительности жизни ниже 70 лет.Таблица 6.1. Структура потребления энергии в РФ (%)Отрасль народного
хозяйстваЭлектрическаяэнергияТепловаяэнергияПромышленность68,654,9Сельское хозяйство6,65,2Транспорт7,81,5Коммунальные услуги17,038,46.2. Использование энергии в химической
промышленностиХимическое производство принадлежит к числу наиболее
энергоемких. Так, если в продукции всей промышленности доля
затрат на энергию составляет 2,5%, то в продукции нефтехи¬
мической и химической отраслей она достигает 8,9%. Хими¬
ческая отрасль промышленности, производя около 6% промыш¬
ленной продукции, потребляет до 12% всей вырабатываемой
электроэнергии. Эта высокая энергоемкость обусловлена зна¬
чительным потреблением энергии такими химическими про¬
изводствами как производство аммиака, фосфора, карбида каль¬
ция, карбоната натрия, химических волокон и пластмасс, кото¬
рое составляет более 60% электрической и 50% тепловой энер¬
гии всей отрасли.Потребление энергии химическим производством оценива¬
ется его энергоемкостью. Энергоемкостью производствап&гы-
вается количество энергии, затрачиваемое на получение еди¬
ницы продукции. Она выражается в кВт *ч (кДж) или в тоннах
условного топлива (УТ) на тонну продукции. По энергоемкости
химические производства делятся на три класса.I класс. Производства с расходом УТ более 2 тонн (58* 103 кДж)
на тонну продукции. К ним относятся производства химичес¬
ких волокон, ацетилена, капролактама, полиэтилена, акрило-
нитрила и др.II класс. Производства с расходом УТ от 1 до 2 тонн (29 • 103 —
58-103 кДж) на тонну продукции. К ним относятся производ¬56
ства карбоната натрия, аммиака, карбида кальция, метанола идр.III класс. Производства с расходом УТ менее 1 тонны
(29е 103 кДж) на тонну продукции. К ним относятся производ¬
ства разбавленной азотной кислоты, этиленгликоля, уксусной
кислоты, анилина, полистирола, двойного суперфосфата и др.Энергоемкость отдельных производств колеблется в очень ши¬
роких пределах: от 20* 103 кВт *ч для алюминия до 60—100 кВт *ч
для серной кислоты на тонну продукции.В химическом производстве энергия используется для про¬
ведения химических реакций, сжатия газов и жидкостей, на¬
грева материалов, осуществления тепловых процессов (ректи¬
фикация, испарение и др.), проведения механических и гид¬
родинамических процессов (измельчение, фильтрование и др.),
транспортировки материалов. Для этих целей используется
электрическая, тепловая, топливная, механическая, световая,
ядерная и химическая энергия.Электрическая энергия применяется для проведения элект¬
рохимических, электротермических, электромагнитных и элек¬
тростатических процессов, а также для перемещения материа¬
лов и приведения в действие различных механизмов и машин.Тепловая энергия используется для различных целей. Энер¬
гия высокого потенциала (более 623°К) применяется для высо¬
котемпературной обработки сырья (обжиг и др.) и интенсифи¬
кации химических реакций. Ее получают за счет сжигания раз¬
личных видов топлива непосредственно в технологических уст¬
ройствах. Тепловая энергия среднего (373—623°К) и низкого
(323—423°К) потенциала используется в производственных про¬
цессах, связанных с изменением физических свойств материа¬
лов (нагрев, плавление, дистилляция, выпаривание), для на¬
грева компонентов при химических процессах, а также для про¬
ведения некоторых химических процессов.Передача тепла осуществляется за счет контакта нагревае¬
мой системы через стенку аппарата с теплоносителем, облада¬
ющим высоким теплосодержанием или при непосредственном
контакте с нагреваемым материалом. Теплоносителем называ¬
ется вещество или система веществ, используемое в качестве
среды для нагревания. В качестве теплоносителей для средне-
и низкотемпературных процессов в химической промышленно¬
сти применяются горячий воздух, горячая вода, насыщенный
и перегретый водяной пар, топочные газы, высококипящие
органические соединения, твердые зернистые материалы (обыч¬
но зерна катализатора).57
Топливная энергия при сжигании топлива используется для
производства тепла и электроэнергии в ТЭЦ и печах особого на¬
значения и составляет в общем балансе энергии, используемой
в химической промышленности, около 50% .Механическая энергия используется для выполнения таких
физических операций как измельчение, центрифугирование,
перемещение материалов, смещение, в работе различных ма¬
шин компрессоров, насосов и вентиляторов и др.Световая энергия применяется в виде облучения для прове¬
дения фотохимических процессов синтеза, например, в произ¬
водстве хлороводорода, галогеналканов и др.Химическая энергия реализуется в работе химических ис¬
точников тока различного устройства и назначения.Ядерная энергия используется для проведения радиацион¬
но-химических процессов (например, в процессах полимериза¬
ции), производства энергии в АЭС, для анализа, контроля и ре¬
гулирования процессов производства.Из всей потребляемой химической промышленностью энер¬
гии 40% составляет электрическая, 50% —тепловая (в виде теп¬
лоносителей — пара и воды) и 10% — топливная энергия.6.3. Источники энергииОсновными источниками энергии, потребляемой промыш¬
ленностью, являются горючие ископаемые и продукты их пе¬
реработки, энергия воды, биомасса и ядерное топливо. В значи¬
тельно меньшей степени используются энергия ветра, солнца,
приливов, геотермальная энергия. Мировые запасы основных
видов топлива оцениваются в 1,28*1013 тонн УТ, в том числе,
ископаемые угли 1,12*1013 тонн, нефть 7,4*10п тонниприрод-
ный газ 6,3-Ю11 тонн УТ.Выработка энергии на планете в настоящее время составляет
2,93* 1014 кВт-ч или 3,35* 107 МВт-год.Все энергетические ресурсы подразделяются на первичные
и вторичные, возобновляемые и невозобновляемые, топливные
и нетопливные (рис. 6.2).Эксплуатация невозобновляемых энергоресурсов приводит и
их исчерпанию и уменьшению энергетического потенциала
планеты, а с другой стороны повышению температуры среды
обитания. Поэтому они называются также «добавляющими»
тепло источниками энергии. Эксплуатация возобновляемых
энергоресурсов сохраняет энергетический потенциал планеты
и не изменяет температуру среды обитания. Они называются,
поэтому, «недобавляющими» тепло источниками энергии.58
Рис. 6.2. Классификация энергетических ресурсовК топливным энергетическим ресурсам относятся уголь,
нефть, природный газ, сланцы, битуминозные пески, торф,
биомасса. К нетопливным — гидроэнергия, энергия ветра, лу¬
чистая энергия Солнца, глубинная теплота Земли и др.Различные экономические районы РФ обеспечены топливно-
энергетическими ресурсами неравномерно. В табл. 6.2 представ¬
лено производство их в районах страны по данным 1992 года.Таблица 6.2. Производство топливно-энергетических ресурсов
(в % от общего) в РФЭкономический район РФВид ресурсаЭл. энергияГазУгольНефтьСеверный4,60,97,42,9Северо-Западный4,6---Центральный19,5-2,7-Волго-Вятский2,5---Центрально-Черноземный3,9---Поволжье11,90,9-12,4Северо-Кавказский5,50,86,91,9Уральский16,56,16,512,8Западно-Сибирский11,690,835,869,6Восточно-Сибирский15,1-28,7-Дальневосточный4,30,512,00,4Российская Федерация10010010010059
Вторичными энергоресурсами (ВЭР) называется энергетичес¬
кий потенциал конечных, побочных и промежуточных продук¬
тов и отходов химического производства, используемый для
энергоснабжения агрегатов и установок. К ВЭР относятся теп¬
ловые эффекты экзотермических реакций, теплосодержание
отходящих продуктов процесса, а также потенциальная энер¬
гия сжатых газов и жидкостей. Наибольшими ВЭР (главным
образом, в форме тепла) располагают предприятия химической,
нефтеперерабатывающей и нефтехимической промышленнос¬
ти, металлургии, промышленности строительных материалов,
газовой промышленности, тяжелого машиностроения и неко¬
торых других отраслей народного хозяйства.Важнейшим источником энергии является химическое топ¬
ливо (ископаемые угли, торф, нефтепродукты, природные и
технические газы), составляющие в балансе энергоресурсов
химической промышленности до 70% . Структура потребления
химического топлива такова: газ 19,4%, твердое топливо 30,9%,
нефтепродукты 47,2%.Энергетическая ценность химического топлива характери¬
зуется:— калорийным эквивалентомr|k, представляющим отноше¬
ние низшей теплоты сгорания данного топлива к теплоте сгора¬
ния УТ, принимаемой за 29260 кДж:QHг\ =— (6.1)'к 29260— количеством энергии в кВт*ч, получаемой при полном сго¬
рании 1 кг или 1 нм3 топлива. Эта величина составляет: для ка¬
менного угля 8,0, природного газа 10,6, кокса 7,2, мазута 15,4,
обратного коксового газа 4,8. Для сравнения та же величина для
обогащенного урана равна 22,5* 106.Второе место по масштабам энергетического вклада занима¬
ют гидроэнергия (ГЭС) и ядерная энергия (АЭС). Доля энергии,
вырабатываемой ГЭС составляет около 12%. Дальнейшее раз¬
витие гидроэнергетики связано с экологическими проблемами,
к числу которых относится сокращение площади плодородных
земель и изменение климата при строительстве равнинных ГЭС.АЭС представляют наиболее перспективный источник энер¬
гии, как электрической, так и тепловой. В РФ в настоящее вре¬
мя действуют 28 энергоблоков на 9 АЭС.Важнейшими электростанциями в РФ являются: Тепловые
мощностью более 2-106 кВт — Костромская, Конаковская, Ки-
ришская, Березовская. Атомные — Смоленская, Тверская, Кур¬60
ская, Ново-Воронежская, Костромская, С.-Петербургская,
Кольская, Дмитровоградская, Балаковская, Белоярская, Рос¬
товская, Билибинская. Гидростанции — Волжско-Камский гид¬
роузел мощностью 14-106 кВт, Ангаро-Енисейский каскад со
станциями мощностью более 6*106кВт.Истощение энергоресурсов привело к необходимости изыс¬
кания новых видов и источников энергии. К ним относятся во¬
дород, а также возобновляемые источники энергии в виде гид¬
роэнергии, энергии ветра и приливов, геотермальной энергии.Использование водорода в качестве источника энергии опре¬
деляется следующими его преимуществами как топлива:— распространением водорода (в литосфере 17 атомов на 100
атомов) и практически неисчерпаемыми запасами воды, как
источника водорода;— высоким энергосодержанием, превышающим в 3,5 раза
энергосодержание нефти;— простотой и дешевизной транспортировки (передача во¬
дорода дешевле передачи электроэнергии);— экологической чистотой продуктов сгорания.По этим причинам предполагается довести к 2000 году долю
водорода в энергетическом балансе США до 10—12%, что пре¬
высит долю нефти и природного газа.Производство водорода в промышленных масштабах с доста¬
точной степенью экономичности может быть осуществлено
электролизом воды, пиролизом воды в плазмотроне, обработкой
биомассы водяным паром, фоторазложением воды в присут¬
ствии ферментов, проведением термохимических и термоэлек¬
трохимических циклов разложения воды.Термохимические циклы представляют собой чередование
экзо- и эндотермических процессов и протекают при относи¬
тельно низких температурах (схема «теплового насоса»):М + Н20 = Н2 + МО - А Я,МО + М = 0,502 + 2М 4- А Я.Комбинированные термоэлектрохимические циклы осуще¬
ствляются с использованием на одной из стадий энергии АЭС:М + Н20 = Н2 + МО - АЯ,2МО -£• 2М + 02 + АН.где: М — реагент с большим, чем у водорода сродством к кисло¬
роду, что обеспечивает термодинамическую возможность про¬
цесса при относительно низкой температуре;МО — оксид, легко диссоциирующий при нагревании.61
Использование других альтернативных источников энергии
ограничивается проблемой «концентрации энергии» (Н.Н. Се¬
менов). Так, например, все энергетические потребности чело*
вечества может удовлетворить всего 0,5% солнечной энергии,
падающей на землю. Однако для ее поглощения и утилизации
необходимы гелиоустановки общей площадью 130000 км2. В
связи с этим возникает задача изыскания более технологичных
концентрированных видов энергии. Она может быть решена пе¬
реходом от традиционной схемы выработки электрической энер¬
гии через механическуюк схеме непосредственного превращения тепловой энергии в
электрическуюДля этой цели используются:— магнитогидродинамические генераторы (МГД-генерато-
ры), в которых кинетическая энергия низкотемпературной
плазмы за счет торможения в магнитном поле переходит в элек¬
трическую энергию постоянного тока;— топливные элементы (электрохимические генераторы), в
которых осуществляется непосредственное превращение энер¬
гии горения реакционноспособных топлив (водород, спирты,
альдегиды и другие активные восстановители) в электрическую
энергию.В обоих случаях КПД этого процесса существенно превыша¬
ет КПД традиционных процессов.6.4. Рациональное использование энергии в химической
промышленностиВысокая доля энергии в себестоимости химической продук¬
ции обусловила необходимость ее рационального и экономич¬
ного использования в производстве. Критерием экономичнос¬
ти использования энергии всех видов является коэффициент
использования энергии, равный отношению количества энер¬
гии, теоретически необходимой на производство единицы про¬
дукции (VTT), к количеству энергии, практически затраченной
на это (Wn):Механическаяэнергия► М ► ЕЭлектрическаяэнергияQ Тепловая энергия ► Е.Электрическая энергия62
WTЛ= —. (6.2)rFnДля высокотемпературных эндотермических процессов ко¬
эффициент использования тепловой энергии не превышает 0,7,
то есть до 30% энергии уходит с продуктами реакции в виде теп¬
ловых потерь.Рациональное использование энергии в химическом произ¬
водстве означает применение методов, повышающих коэффи¬
циент использования энергии. Эти методы могут быть сведены
к двум группам: разработке энергосберегающих технологий и
улучшению использования энергии в производственных про¬
цессах. К первой группе мероприятий относятся:— разработка новых энергоэкономных технологических
схем;— повышение активности катализаторов;— замена существующих методов разделения продуктов про¬
изводства на менее энергоемкие (например, ректификации на
экстракцию и т. п.);— создание комбинированных энерготехнологических схем,
объединяющих технологические операции, протекающие с
выделением и поглощением энергии (теплоты). Подобное соче¬
тание в одном производстве энергетики и технологии позволя¬
ет значительно полнее использовать энергию химических про¬
цессов, другие энергоресурсы и повысить производительность
энерготехнологических агрегатов.Ко второй группе энергосберегающих мероприятий относят¬
ся:— уменьшение тепловых потерь за счет эффективной теп¬
лоизоляции и уменьшения излучающей поверхности аппара¬
туры;— снижение потерь на сопротивление в электрохимических
производствах;— использование вторичных энергетических ресурсов (ВЭР).ВЭР подразделяются на горючие (топливные), представляю¬
щие химическую энергию отходов технологических процессов
переработки топлива и горючих газов металлургии; тепловые
ВЭР, представляющие физическую теплоту отходящих газов и
жидкостей технологических агрегатов и отходов основного про¬
изводства, и ВЭР избыточного давления, представляющие по¬
тенциальную энергию газов и жидкостей, выходящих из тех¬
нологических агрегатов, работающих под избыточным давле¬
нием.63
В зависимости от вида и параметров состояния ВЭР различа¬
ют четыре направления их использования в производстве:— топливное направление в виде непосредственного исполь¬
зования горючих компонентов ВЭР в качестве топлива;— тепловое направление в виде использования тепловых ВЭР;— силовое направление в виде использования ВЭР для выра-/ботки механической или электрической энергии;— комбинированное направление.Ниже представлены схемы топливного (рис. 6.3), теплового
(рис. 6.4, 6.5, 6.6) и силового (рис. 6.7) направлений использо¬
вания ВЭР.Рис. 6.3. Использование горючих ВЭР в качестве топлива в схеме
с газовой турбиной1 — топочная камера, 2 — газовая турбина, 3 — воздушный компрессор,
4 — парогенераторРис. 6.4. Использование тепловых ВЭР в схеме с теплообменником
1 — реактор, 2 — теплообменник64
холодный газРис 6.5. Использование тепловых ВЭР в схеме с регенераторами1 — регенераторы, работающие на разогрев камеры, 2— регенератор,
работающий на подогрев газаРис. 6.6. -Использование тепловых ВЭР для выработки пара в котле-
утилизаторе1 — котел-утилизатор, 2 — подача воды, 3 — выход пара, 4 — вход
нагретого газа, 5 — выход охладившего газаРис. 6.7. Использование части энергии сжатых систем для выработки
электроэнергии в схеме «мотор-насос-турбина»1 — реактор, 2 — жидкостная турбина, 3 — мотор, 4 — насос, 5 — ось3 Химическая технология. Том 165
6.5. Новые виды энергии в химической промышленностиРазвитие химической промышленности сопровождается не
только количественным ростом энергопотребления, но и каче¬
ственным изменением его. Это выражается во все более интен¬
сивном внедрении в химическое производство таких новых ви¬
дов энергии и воздействия на систему как плазмохимическое,
ультразвуковое, фото- и радиационное воздействие, действие
низковольтного электрического разряда и лазерного излуче¬
ния. Эти экстремальные воздействия способствуют активации
молекул реакционной системы, возникновению в ней возбуж¬
денных частиц и инициированию химического, в том числе, с
высокой селективностью, процесса. Эта область явлений состав¬
ляет новую отрасль химии — химию высоких энергий (ХВЭ),
изучающую состав, свойства и химические превращения в сис¬
темах, содержащих возбуждающие частицы.Среди подобных процессов особо перспективными и универ¬
сальными являются плазмохимические процессы, то есть хи¬
мические превращения, протекающие в плазме. Плазмой на¬
зывается частично или полностью ионизированный газ, в кото¬
ром содержатся молекулы, атомы, ионы и электроны:А2 2А, А А+ 4- е.Различают низкотемпературную плазму с температурой
103— 104°К и высокотемпературную с температурой 106 — 108°К.
В химической технологии для получения различных продук¬
тов применяется низкотемпературная плазма, промышленные
методы получения которой разработаны. Высокотемпературная
плазма используется в установках типа ТОКАМАГ.В настоящее время исследованы более 70 технологических
плазменных процессов, часть которых внедрена в промышлен¬
ность. К ним относятся:— синтез эндотермических тугоплавких соединений (кар¬
биды урана и тантала, нитриды титана, алюминия, вольфрама);— восстановление металлов из их оксидов и солей (железо,
алюминий, вольфрам, никель, тантал);— окисление различных веществ (азот, хлороводород, оксид
углерода, метан);— пиролиз природного газа, нефтепродуктов;— одностадийный синтез соединений из простых веществ
(аммиак, цианистый водород, гидразин, фторуглеводороды);— синтез соединений, образующихся только в условиях плаз¬
мохимического воздействия (озон, дифторид криптона, оксид
серы (II), оксид кремния (I)).66
В промышленных масштабах
плазмохимические процессы при*
меняются для производства ацети¬
лена и водорода из природного газа,
ацетилена, этилена и водорода из
нефтепродуктов, синтез-газа в про¬
изводстве винилхлорида, двуокиси
титана и др. Для проведения плаз¬
мохимических процессов использу¬
ются плазменные реакторы различ¬
ной конструкции. На рис. 6.8. пред¬
ставлен реактор прямоточного типа,
состоящий из четырех основных уз¬
лов: плазмотрона, где под воздей¬
ствием электрической дуги или то¬
ков высокой частоты образуется
плазма, реактора, в который вводит¬
ся образовавшаяся плазма и посту¬
пают реагенты, закалочного устрой¬
ства, обеспечивающего быстрое ох¬
лаждение (закалку) реакционной
смеси и узла улавливания продук¬
тов реакции.Для плазмохимических реакто¬
ров характерно крайне малое время реакции, составляющее от
10-2 до 10-5 секунды. Это определяет весьма малые размеры ре¬
актора. Плазмохимические процессы легко управляются, оп¬
тимизируются и поддаются моделированию. Затраты энергии
на их проведение не превышают затрат энергии на традицион¬
ные процессы.Характерным примером плазмохимического процесса явля¬
ется производство ацетилена пиролизом метана.Для реакции: 2СН4 = С2Н2 + ЗН2 + АН
где: АН = 376 кДж, константа скорости равна:-79000Кс = 1012-е RT •Весьма высокая энергия активации требует высоких темпе¬
ратур процесса. Термодинамически реакция становится воз¬
можной при температуре выше 1500 К, при которой энергия
Гиббса приобретает отрицательное значение:Рис. 6.8. Плазменный
реактор1 — плазмотрон, 2 — реак¬
тор, 3 — закалочное
устройство, 4 — узел
улавливания3*AG = 96,8 -0,0647 Г.67
В плазмохимическом процессе получения ацетилена по этой
схеме в качестве плазмы используется аргон или водород, а за¬
калка продуктов реакции осуществляется впрыскиванием
воды. Степень конверсии метана достигает 0,7, а плазменный
реактор диаметром 0,15 м, высотой 0,65 м и объемом 0,05 м3
имеет производительность 25000 т ацетилена в год. По энерго¬
емкости плазмохимический метод (14,0 кВт*ч/кг) сопоставим
с карбидным методом (15,5 кВт-ч/кг), но уступает методам элек¬
трокрекинга и термоокислительного пиролиза.Контрольные вопросы1. Какие виды энергии и с какой целью используются в химической
промышленности?2. Что такое энергоемкость химического производства и на какие
классы она делится? Приведите примеры.3. Перечислите основные источники энергии и классифицируйте их*.4. Чем характеризуется энергетическая ценность химического топ¬
лива?5. На чем основано использование водорода в энергетике?6. В чем особенности и преимущества использования новых видов
энергии в химическом производстве?7. Перечислите основные пути рационального использования энер¬
гии в химической промышленности.8. Что такое вторичные энергетические ресурсы (ВЭР)? Приведите
пример.9. Для каких целей используются в химической промышленности
плазмохимические процессы?
Глава VII
ВОДА В ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ7.1. Использование воды в химическом производствеХимическая промышленность — один из крупнейших по¬
требителей воды. Вода используется почти во всех химических
производствах для разнообразных целей. На отдельных хими¬
ческих предприятиях потребление воды достигает 1 млн. м3 в
сутки. Превращение воды в один из важнейших элементов хи¬
мического производства объясняется:— наличием комплекса ценных свойств (высокая теплоем¬
кость, малая вязкость, низкая температура кипения и др.);— доступностью и дешевизной (затраты исключительно на
извлечение и очистку);— нетоксичностью;— удобством использования в производстве и транспортиров¬
ки. В химической промышленности вода используется в следу¬
ющих направлениях:1. Для технологических целей в качестве:— растворителя твердых, жидких и газообразных веществ;— среды для осуществления физических и механических
процессов (флотация, транспортировка твердых материалов в
виде пульпы и др.);— промывной жидкости для газов;— экстрагента и абсорбента различных веществ.2. Как теплоноситель (в виде горячей воды и пара) и хладоа-
гента для обогрева и охлаждения аппаратуры.3. В качестве сырья и реагента для производства различной
химической продукции (например, водорода, ацетилена, сер¬
ной и азотной кислот и др.).Воды морей и океанов являются источниками сырья для до¬
бычи многих химических веществ. В промышленных масшта¬
бах из них извлекаются хлориды натрия и магния, бром, иод и
другие продукты. В настоящее время их рассматривают и как
потенциальные источники получения многих других элемен¬
тов. Так, например, содержание элементов в водах Океана со¬
ставляет (%): калия 3,8*10'2, ванадия 5-10"8, золота 4*Ю"10,
серебра 5*10"9, урана2*10"7. Приняв массу воды на планете рав¬
ной 1,4* 1018 тонн, получим, соответственно, содержание в ней
золота 5,6* 106 тонн и урана 2,8* 109 т. Всего 0,01% этой массы69
Рис, 7.1. Схема «Гидроме¬
талл»:1—подводный реактор для
переработки конкреций.2— плавучая база. А —
извлекаемые со дна кон¬
креции, В — реагенты для пе¬
реработки конкреций, по¬
даваемые в реактор, С —
готовая продукция, D —
отработанное сырье,
возвращаемое в океанурана достаточно для обеспечения
энергией всей планеты на протяже¬
нии 100 лет.К новым промышленным мето¬
дам получения полезных компо¬
нентов из вод Мирового океана от¬
носятся эксплуатируемые в Япо¬
нии установки по извлечению ура¬
на с помощью комплексных соеди¬
нений и отечественный проект
«Гидрометалл» по извлечению из
конкреций Тихого океана железа и
марганца, схема которого приведе¬
на на рис. 7.1.Масштабы потребления воды хи¬
мической промышленностью зави¬
сят от типа производства и колеб¬
лются в широких пределах. Так,
расходные коэффициенты по воде
(в м3 на тонну продукции) состав¬
ляют: для азотной кислоты 200, вискозного волокна 1200, ам¬
миака 1500, синтетического каучука 1600, капронового волок¬
на 2500. Например, завод капронового волокна расходует та¬
кое же количество воды как город с населением 120000 чело¬
век, а специализированный завод пластических масс по потреб¬
лению воды эквивалентен городу с населением 400000 человек.Громадный расход технологической воды, наряду с большим
объемом загрязненных вод, сбрасываемых химическими пред¬
приятиями (до 40% стока речных вод используется только на
разбавление их до безопасной концентрации содержащихся в
них веществ), выдвигает первоочередную задачу рационально¬
го использования водных ресурсов в химической и нефтехими¬
ческой промышленности. Эта задача решается путем:— разработки научно обоснованных норм расхода воды на тех¬
нологические операции;— максимально полного использования отходов и снижения
за счет этого потребности в очистительных сооружениях;— замены водяного охлаждения аппаратуры воздушным;— организации замкнутых без сточных производств и водо¬
оборотных циклов.Водооборотные циклы технологических установок, цехов и
химических предприятий в целом являются важнейшим фак¬
тором рационального использования водных ресурсов. В этих70
Рис. 7.2. Цикл с охлаждением
оборотной воды:Рис 7.3. Цикл с очисткой
оборотной воды:1 — технологическая установка (цех), 2 — насосная станция, 3 — гра¬
дирня (бассейн), 4 — очистные сооружения, 5 — камера для пополнения
потерь водыциклах осуществляется многократное использование воды без
выброса загрязненных стоков в водоемы, а потребление свежей
воды для ее восполнения огра¬
ничено только технологически¬
ми превращениями (в качестве
компонента сырья) и естествен¬
ными потерями.В химических производствах
используются три схемы водо-
оборота в зависимости от тех из¬
менений, которые претерпевает
вода в процессе производства:— вода только нагревается и
должна быть перед возвратом
охлаждена в градирнях или бас¬
сейнах (рис. 7.2);— вода только загрязняется
и должна быть перед возвратом
очищена в специальных очист¬
ных сооружениях (рис.7.3);Рис. 7.4. Цикл с очисткой и
охлаждением оборотной воды:1 — технологическая установка
(цех), 2 — насосная станция, 3 —
градирня, 4 — очистные соору¬
жения, 5 — камера для пополне¬
ния потерь воды— вода нагревается и загрязняется. Этот тип водооборота
представляет комбинацию водооборотов первого и второго ти¬
пов (рис. 7.4).Критерием эффективности водооборотного цикла является
коэффициент использования воды:Кв =V'-V*(7.1)где: V3 и Vc6 — количестЬа забираемой из источника свежей воды
и сбрасываемой в водоем сточной воды соответственно. В хими¬71
ческой промышленности доля оборотного водоснабжения дос¬
тигает 85 — 90%.7.2. Источники водоснабжения химических производствОбщее количество воды на Земле составляет 1,386* 109 кб. км
(1,386*1018 м3) или 1,4*1018 тонн. Большая часть этой воды на¬
ходится в постоянном кругообороте под воздействием тепло¬
вой энергии солнца и теплоты земных недр. Природная вода
подразделяется на атмосферную, поверхностные воды, подзем¬
ные воды и морскую (океанскую) воду.Атмосферная вода, выпадающая в виде дождя и снега, содер¬
жит минимальное количество примесей, главным образом, в
виде растворенных газов (кислорода, оксида углерода (II), азо¬
та, сероводорода), бактерий, а в промышленных районах также
оксиды азота и серы и различные органические вещества.Поверхностные воды представляют воды открытых водоемов:
рек, озер, каналов, водохранилищ. В состав поверхностных вод
входят различные минеральные и органические вещества, при¬
рода и концентрация которых зависят от климатических, гео¬
морфологических, почвенно-геологических условий, а также от
агро- и гидротехнических мероприятий, развития промышлен¬
ности в регионе и других факторов.К подземным водам относятся воды артезианских скважин,
колодцев, ключей и гейзеров. Для них характерно высокое со¬
держание минеральных солей, выщелачиваемых из почвы и оса¬
дочных пород, и малое содержание органических веществ.Морская вода представляет многокомпонентный раствор
электролитов и содержит практически все элементы, входящие
в состав литосферы. В ней растворены также различные газы.В зависимости от солесодержания природные воды делятся
на пресные (содержание солей менее 1 г/кг), солоноватые (со¬
держание солей 1—10 г/кг) и соленые (содержание солей более
10 г/кг). Из общего объема гидросферы планеты запасы пре¬
сных вод составляют всего 0,03%, при этом источниками про¬
мышленного водоснабжения становятся, преимущественно,
только речные воды, что связано со значительной протяженно¬
стью их береговой линии. В настоящее время на промышлен¬
ные цели в РФ расходуется до 9% общего стока пресной воды,
что составляет 700 куб. км в год.Вода, используемая в химической промышленности (техно¬
логическая вода) должна удовлетворять по качеству определен¬
ным требованиям того или иного производства. Качество воды72
определяется совокупностью ее физических и химических ха¬
рактеристик, к которым относятся: цвет, прозрачность, запах,
общее солесодержание, жесткость, окисляемость, реакция (pH),
которые зависят от содержания в воде различных примесей. Для
промышленных вод важнейшими из этих характеристик явля¬
ются жесткость, окисляемость, реакция и содержание приме¬
сей различной дисперсности.Жесткостью называется свойство воды, обусловленное при¬
сутствием в ней солей кальция и магния. В зависимости от при¬
роды анионов различают временную (устранимую, карбонат¬
ную) жесткость, зависящую от наличия в воде бикарбонат-ионов
НСОз“, Жв, и постоянную (некарбонатную) жесткость, вызыва¬
емую присутствием хлорид-ионов С1“, нитрат-ионов NO3' и суль¬
фат-ионов S04~2, Жп- Сумма временной и постоянной жесткос¬
ти называется общей жесткостью воды:Жо = ЖВ + ЖП. (7.2)Жесткость воды выражается суммой концентраций ионов
кальция и магния, содержащихся в 1 литре воды, то есть в
ммоль/л. По значению общей жесткости воды делятся на мяг¬
кую (Ж0 менее 2), средней жесткости (Ж0 = 2 — 10) и жесткую
(Ж0 более 10).Окисляемостью называется свойство воды, обусловленное
присутствием в ней органических веществ, легкоокисляющих-
ся соединений железа и сероводорода, способных окисляться
различными окислителями. Так как состав этих примесей нео¬
пределенен, окисляемость воды выражается в количестве пер¬
манганата калия или эквивалентном ему количестве кислоро¬
да, затраченного на окисление 1 литра воды, то есть мг/л.Активная реакция воды характеризует ее кислотность и ще¬
лочность. Она зависит от присутствия в воде некоторых газов,
реагирующих с водой (хлор, оксид углерода ц др.)» раствори¬
мых гуминовых кислот и веществ, вносимых в водоем промыш¬
ленными стоками. Для большинства природных вод активная
среда характеризуется величиной pH = 6,5 — 8,5.7.3. Промышленная водоподготовкаВредное влияние примесей, содержащихся в промышленной
воде, зависит от их химической природы, концентрации, диспер¬
сного состояния, а также технологии конкретного производства,
использующего воду. Все вещества, присутствующие в воде,
могут находиться в виде истинного раствора (соли, газы, неко¬
торые органические соединения, в коллоидном состоянии (алю-73
мо- и железосиликаты, некоторые гидроксиды, кремневая кис¬
лота, органические соединения типа лигнина и др.) и во взвешен¬
ном состоянии (глинистые, песчаные и известковые частицы).Растворенные в воде вещества образуют при нагреве накипь
на стенках аппаратуры и вызывают коррозионное разрушение
ее. Коллоидные примеси вызывают загрязнение диафрагм элек¬
тролизеров, вспенивание воды. Грубодисперсные взвеси засо¬
ряют трубопроводы, снижая их производительность, могут выз¬
вать их закупорку. Все это вызывает необходимость предвари¬
тельной подготовки воды, поступающей на производство — во-
доподготовки.Водоподготовкой называют комплекс операций по удалению
из природной воды вредных для производства примесей, содер¬
жащихся в ней в виде взвесей, коллоидных частиц, растворен¬
ных солей и газов. В водоподготовку входят операции осветле¬
ния, умягчения, дегазации, а в отдельных случаях обессолива-
ния и для питьевой воды обеззараживания. Схема промышлен¬
ной водоподготовки приведена на рис. 7.5.ОсветлениеОбеззараживаниеУмягчениеОбессоливаниеФизическиеспособыНХимическиеспособыФизико¬химическиеДистилляцияВымораживаниеТермическаяобработкаИзвестково¬содовыйФосфатный-► ИонообменныйДегазацияСХимическаяФизическаяРис. 7.5. Схема промышленной водоподготовкиОсветление воды достигается отстаиванием ее с последую¬
щим фильтрованием через зернистый материал различной дис¬
персности. Для коагуляции коллоидных примесей и абсорбции
окрашенных веществ, содержащихся в воде, к ней добавляют
электролиты — сульфаты алюминия и железа.Обеззараживание воды обеспечивается ее хлорированием
или озонированием.Дегазация —удаление из воды растворенных газов достига¬
ется химическим способом, при котором газы поглощаются хи¬
мическими реагентами, например, в случае диоксида углерода:74
С02 + Са(ОН)2 = СаСОз + Н20,или физическими способами термической деаэрации на возду¬
хе или в вакууме.Обессоливание применяется в тех производствах, где к воде
предъявляются особо жесткие требования по чистоте, например,
при получении полупроводниковых материалов, химически
чистых реактивов, фармацевтических препаратов. Обессолива¬
ние воды достигается методом ионного обмена, дистилляцией
и электродиализом.Метод ионного обмена основан на свойстве некоторых твер¬
дых тел (ионитов) поглощать из раствора ионы в обмен на эк¬
вивалентное количество других ионов того же знака. Иониты
подразделяются на катиониты и аниониты. Катиониты содер¬
жат подвижные катионы натрия или водорода, а аниониты
подвижные ионы гидроксила. В качестве катионитов приме¬
няют сульфоугли, алюмосиликаты (пермутит, цеолит и др.), в
качестве анионитов искусственные смолы, например карба-
мидные.Соответственно, процессы ионного обмена подразделяются
наН (Na) — катионирование, например:Ыа2[Кат] + Са(НС03) ^ Са[Кат] + 2Na2C03
и анионирование, например:Ан [ОН] + НС1 Ан[С1] + Н20,где: [Кат] и [Ан] — не участвующая в обмене матрица ионита.Поскольку процесс ионного обмена обратим, установление
равновесия в системе означает прекращение процесса обессо-
ливания. Поглощающая способность ионита характеризуется его
обменной емкостью, равной количеству ионов кальция и маг¬
ния, которое может поглотить единица объема или массы иони¬
та, выраженное в граммэквивалентах: г-экв/м3 и г-экв/кг. От
величины обменной емкости при данном объеме ионита зави¬
сит время рабочего цикла ионитовых фильтров. При насыще¬
нии ионита он может быть регенерирован промывкой раство¬
рами для Н катионитов кислоты, Na катионитов хлорида на¬
трия и для анионитов раствором щелочи. В приведенных выше
примерах работы анионитов при этом протекают реакции:Са [Кат] + 2NaCl <=* Na2 [Кат] + СаС12 и[Ан] С1 + КОН <=* [Ан] ОН + КС1.Полное обессоливание воды обеспечивается ее дистилляци¬
ей (термическое обессоливание) обычно после того, как вода
предварительно очищена с помощью ионитовых фильтров.75
На рис. 7.6 приведена схема обессоливания воды методом
ионного обмена.ВодаКислотаNaOH► со2, о2ВодаобессоленнаяРис, 7.6. Схема установки для обессоливания воды1 — катионитный фильтр, 2 — анионитный фильтр, 3 — дегазатор, 4 — сборникочищенной воды.Вода последовательно проходит через катионитный и анио¬
нитный фильтры и поступает распыляясь в дегазатор, где из нее
удаляются растворенные диоксид углерода, кислород и другие
газы. Для регенерации катионита в фильтр периодически по¬
дается кислота или раствор хлорида натрия, для регенерации
анионита — раствор щелочи.Электродиализом называется процесс диализа под воздей¬
ствием электрического поля. При этом выделение солей из
диализуемого раствора происходит в результате перемещения©Очищаемая водаЗагрязненнаявода1Г/ч©Обессоленная Загрязненная
вода водаРис. 7.7. Схема электродиализатора:1 — электроды, 2 —: катионитовая мембрана, 3 — анионитовая мембрана,
4 — внутренняя камера, 5 — внешние камеры76
ионов через пористые мембраны, содержащие катионит (у ка¬
тода) и анионит (у анода), с последующим их разрядом на элек¬
тродах. На рис. 7.7 представлена схема электродиализатора для
обессоливания воды.Одной из основных и обязательных операций водоподготов-
ки технологической воды является ее умягчение.Умягчением называется обработка воды для понижения ее
жесткости, то есть уменьшения концентрации ионов Са+2 и Mg+2
различными физическими, химическими и физико-химически-
ми методами.При физическом методе воду нагревают до кипения, в резуль¬
тате чего растворимые гидрокарбонаты кальция и магния пре¬
вращаются в их карбонаты, выпадающие в осадок:Са (НС03)2 = СаСОз + Н20 + С02.Этим методом удаляется только временная жесткость.К химическим методам умягчения относятся фосфатный и
известковосодовый, заключающиеся в обработке воды тринат-
рийфосфатом или смесью гидроксида кальция и карбоната на¬
трия. В первом случае протекает реакция образования нераство¬
римого трикальцийфосфата, выпадающего в осадок:3CaS04 + 2Na3P04 - 3Na2S04 + Ca3(P04)2.Во втором случае протекают две реакции. Бикарбонаты каль¬
ция и магния реагируют с гидроксидом кальция, чем устраня¬
ется временная жесткость:Са(НСОз) + Са(ОН)2 = 2СаС03 + 2Н20,а сульфаты, нитраты и хлориды — с карбонатом натрия, чем
устраняется постоянная жесткость:CaS04 + Na2C03 = CaC03 + Na2S04.Физико-химический метод ионнообменного умягчения воды
был описан выше.Водоподготовка в химическом производстве представляет
весьма трудоемкий процесс и требует больших капитальных и
эксплуатационных затрат. На современных химических пред¬
приятиях доля капитальных затрат на водоподготовку состав¬
ляет 10—15% общего объема расходов на производство хими¬
ческой продукции.Современные схемы промышленной водоподготовки включа¬
ют все основные операции: осветление в грубых и коагуляцион¬
ных отстойниках, фильтрование через зернистый материал,
умягчение методом ионного обмена, дегазацию. На рис. 7.8 пред¬
ставлена подобная схема водоподготовки промышленных вод.77
Рис. 7.8. Схема подготовки промышленных вод1 — грубый отстойник, 2 — смеситель коагулянта, 3 — коагуляционный
отстойник, 4 — фильтр, 5 — катионитный фильтр, 6 — анионитный фильтр,7 — теплообменник, 9 — деаэраторКонтрольные вопросы1. Укажите основные направления использования воды в химичес¬
ком производстве. Приведите примеры.2. В чем заключается рациональное использование водных ресурсов
в химической промышленности?3. Что такое водооборот и с какой целью он используется?4. Какие требования предъявляются к технологической воде?5. Перечислите основные операции подготовки технологической
воды.6. Что такое жесткость воды и какие методы существуют для ее
уменьшения?7. На чем основан процесс умягчения воды методом ионного обмена?
Глава VIII
ЭКОНОМИКА ХИМИЧЕСКОГО ПРОИЗВОДСТВА8.1. Технико-экономические показатели химического
производстваДля химической промышленности, как отрасли крупномас¬
штабного материального производства, имеет значение не
только технический, но и тесно связанный с ним экономичес¬
кий аспект, от которого зависит нормальное функционирова¬
ние и развитие производства. Этот аспект рассматривает эко¬
номика химической промышленности, то есть наука, изучаю¬
щая уровень использования всех видов ресурсов химического
производства и разрабатывающая на основе его анализа наи¬
более эффективные пути и методы его организации и разви¬
тия.Важнейшим критерием, характеризующим совершенство
химического производства, является его экономическая эффек¬
тивность. Она зависит от мощностей технологических устано¬
вок, используемых в производстве, на которых вырабатывает¬
ся продукция, и от научного и технического уровня, на кото¬
ром осуществляется технологический процесс.Технико-экономический уровень химического производства
определяется совокупностью технико-экономических показа¬
телей (ТЭП). К ним относятся расходные коэффициенты по сы¬
рью и энергии, выход готового продукта и степень превраще¬
ния сырья, селективность процесса, производительность, ин¬
тенсивность работы аппарата, качество продукции, производи¬
тельность труда, себестоимость продукции.ТЭП производства зависят от ряда факторов, характеризую¬
щих состояние производства. К ним относятся: возраст пред¬
приятия (величина физического и морального износа), техни¬
ческое состояние оборудования, степень автоматизации произ¬
водства, квалификация кадров, уровень организации труда,
прогрессивность используемых технологий.ТЭП отражают возможности предприятия выпускать продук¬
цию заданной номенклатуры и качества, удовлетворяющей тре¬
бованиям заказчика (ГОСТ, ОСТ, ТУ), и в заданном количестве.
Они являются критериями, позволяющими установить эконо¬
мическую целесообразность организации данного производства
и его рентабельность, а также сравнивать по эффективности раз¬
личные производства одного профиля. ТЭП используются для79
текущей оценки состояния производства, его планирования и
обновления технической базы предприятия.Расходным коэффициентом (РК) называется количество сы¬
рья или энергии каждого вида, затрачиваемое на производство
единицы массы или объема готовой продукции. По сырью РК
выражается в т/т, нм3/т, нм3/нм3; по энергии, соответственно,
в кВт'ч/т, кВт-ч/нм3.Выход готового продукта определяется как отношение мас¬
сы полученного продукта к массе сырья, затраченного на его
производство. Для одностадийного процесса, протекающего по
схеме А —* Б, выход равен:твПв = . (8.1)тАЕсли в основе процесса лежит химическая реакция, описы¬
ваемая конкретным уравнением, то для многостадийного про¬
цесса по схеме А —► В —► D суммарный выход всего процесса
равен произведению выходов каждой стадии:Пх =Т1Л-Пв---Т1л (8.2)Если в основе процесса лежит химическая реакция, описы¬
ваемая кокретным уравнением, то для необратимых реакций
выход определяется как отношение массы, полученной на прак¬
тике тВ(пр) к массе, теоретически возможной по стехиометри-
ческому уравнению (тВ(Те0р))тв(пр)Г| = ^(теор)Выход для обратимой реакции определяется как отношение
практически полученной массы продукта к максимально воз¬
можной массе его, которая может быть получена в данных ус¬
ловиях производства.Степенью превращения (конверсии) сырья называется от¬
ношение массы сырья, вступившего в химическое превращение
за время т, к исходной массе его (т&о)ma0~maz— (8.4)таогде: тах — количество сырья, не вступившего в реакцию пре¬
вращения за время т.Выход продукта и степень превращения сырья выражаются
в долях единицы или процентах.Селективностью называется отношение массы целевого про¬
дукта к общей массе продуктов, полученных в данном процес¬
се, или к массе превращенного сырья за время т. Селективность80
характеризует преобладание одного из направлений процесса,
если превращение сырья приводит к образованию нескольких
конечных продуктов. Так, если процесс протекает по схеме:где: В — целевой продукт, то селективность по продукту В рав¬
на:тв тв /0а = или ов= . (8.5)mB+mD тао + тахВыход продукта, степень превращения сырья и селектив¬
ность характеризуют глубину протекания химико-технологи-
ческого процесса, его полноту и направленность в сторону обра¬
зования целевого продукта.Производительностью называется количество произведен¬
ного целевого продукта или переработанного для его получения
сырья в единицу времени:тП= , (8.6)хгде т — количество продукта, произведенного за время х.Производительность может быть отнесена к отдельному ап¬
парату, технологической линии, цеху, предприятию в целом.
Максимально возможная в данных условиях производства про¬
изводительность называется мощностью. Производительность
и мощность выражаются в кг/ч, т/ч, нм3/сутки, т/год и т. д. в
зависимости от масштабов производства.Интенсивностью аппарата (машины, реактора) называется
его производительность, отнесенная к единице величины, ха¬
рактеризующей размеры рабочей части аппарата — его реак¬
ционного объема V или площади сечения S:П ПИ=— или И= . (8.7)V SИнтенсивность — это критерий эффективности работы ап¬
парата. Она позволяет сравнивать по эффективности аппараты
различной мощности. Выражается интенсивность, соответ¬
ственно в кг/м3 и кг/м2.Качеством продукции называется совокупность техничес¬
ких, эксплуатационных, экономических и других свойств, обус¬81
ловливающих ее пригодность для удовлетворения личных или
производственных потребностей в соответствии с ее назначени¬
ем. Качество продукции измеряется системой показателей, ох¬
ватывающих различные области использования продукции:
надежности, назначения, долговечности, эргономичности и др.
Эти показатели задаются Государственными стандартами
(ГОСТ) и техническими условиями (ТУ) на продукцию. Приме¬
нительно к химической продукции их задачами является по¬
мимо установления требований к качеству продукции, опреде¬
ление методов ее производства, обеспечение единства методов
и средств контроля качества.8.2. Структура экономики химической промышленностиВажнейшее значение для оценки экономической эффектив¬
ности производства имеют, помимо рассмотренных выше, та¬
кие показатели как капитальные затраты, себестоимость про¬
дукции и производительность труда. Эти показатели тесно свя¬
заны между собой и зависят от структуры экономики химичес¬
кого производства, в частности, от удельного веса в ней основ¬
ных и оборотных фондов и фонда заработной платы.Основные фонды предприятия являются материально-веще-
ственным выражением средств труда. Они представляют часть
средств производства, которая целиком участвует в процессе
производства, но потребляется не единовременно, а в течение
многих производственных циклов, перенося свою стоимость на
готовую продукцию по частям. Основные фонды делятся на ос¬
новные производственные фонды и основные непроизводствен¬
ные фонды.К основным производственным фондам относятся здания
производственного и вспомогательного назначения, сооруже¬
ния различного типа (шахты, скважины, эстакады, бункера,
цистерны и т. п.), предаточные устройства для передачи энер¬
гии и перемещения жидких и газообразных веществ (электро-
и теплосети, газо- и паропроводы и др.), аппараты (реакторы,
колонны синтеза, печи, фильтры и т. п.), машины и оборудова¬
ние, в том числе силовые (генераторы, компрессоры, электро¬
двигатели и др.) и измерительные и регулирующие приборы,
транспортные средства (внутрицеховой, межцеховой и внутри¬
заводской транспорт); производственный и хозяйственный ин¬
вентарь и инструменты.Максимальную долю основные фонды составляют в произ¬
водствах основной химии (до 50%), минимальную — в предпри¬82
ятиях, производящих продукты органического синтеза, краси¬
тели, пластические массы (3—4%). При этом в целом в хими¬
ческой промышленности доля аппаратов, машин и оборудова¬
ния в структуре основных производственных фондов достигает
40% и более.К основным непроизводственным фондам относятся объек¬
ты, предназначенные для обслуживания населения и непроиз¬
водственной сферы деятельности предприятия (жилые дома,
больницы, школы и т. п.).Оборотные фонды являются материально-вещественным вы¬
ражением предметов труда. Они представляют часть средств
производства, которая полностью потребляется в каждом про¬
изводственном цикле, перенося свою стоимость сразу на гото¬
вую продукцию. Оборотные фонды делятся на оборотные про¬
изводственные фонды и фонды обращения.Оборотные производственные фонды — это предметы тру¬
да, обращающиеся в сфере производства. К ним относятся:
сырье, основные и вспомогательные материалы, энергетические
затраты, топливо. Оборотные производственные фонды, выра¬
женные в денежной форме, составляют оборотные средства пред¬
приятия. По назначению они делятся на производственные за¬
пасы, незавершенное производство и денежные средства. В хи¬
мической промышленности доля производственных запасов
достигает 70%, при этом из них 30% приходится на сырье, ос¬
новные материалы и полуфабрикаты. Это подчеркивает важ¬
ность проблемы экономии и рационального потребления сырья
в химическом производстве.Фонды обращения— все средства, функционирующие в сфе¬
ре обращения. К ним относятся: продукция, готовая к реализа¬
ции, товары, находящиеся на пути к потребителю и на скла¬
дах, задолженность, средства расчетов.Заработная плата представляет часть национального дохо¬
да, выплачиваемая в денежном выражении работникам произ¬
водства в соответствии с количеством и качеством их труда. Сум¬
ма денежных средств, выплачиваемая работникам отрасли за
определенный период времени, называется фондом заработной
платы. В химической промышленности доля заработной платы
в себестоимости продукции, вследствие высокой степени меха¬
низации и автоматизации непрерывных процессов, составляет,
в среднем, 4% , повышаясь для отдельных производств до 20%
и более. *Например, удельный вес рабочих от общего числа занятых
составляет в химической промышленности в целом и на основ¬
ных операциях в % , соответственно: на автоматизированных
агрегатах 4,4 и 11,6; при механическом труде 43,3 и 67,4; при
ручном труде 52,3 и 21% .Финансовые средства, предназначенные для простого и рас¬
ширенного воспроизводства основных фондов, характеризуют¬
ся капитальными затратами.Капитальными затратами называется сумма всех затрат,
произведенных при строительстве данного цеха или предприя¬
тия химической промышленности. Они включают затраты на
приобретение аппаратов, машин и оборудования (активная
часть) и на строительство и монтажные работы (пассивная
часть). Эффективность отдачи капитальных затрат зависит от
доли первой активной части их и оценивается таким критери¬
ем как «удельные капитальные затраты», то есть затраты на
единицу выпускаемой продукции:КзР= —, (8.8)тгде: К3 — капитальные затраты в рублях, т — мощность уста¬
новки (цеха, предприятия) т/г, следовательно, удельные капи¬
тальные затраты выражаются в руб./т/год.С увеличением единичной мощности технологических агре¬
гатов и установок удельные капитальные затраты снижаются в
соответствии с зависимостью:Р = a-/7i-0’4 , (8.9)где: а — коэффициент, зависящий от типа данного производ¬
ства.Например, если единичная мощность установки одного и того
же производства возрастает в два раза (m2 = 2/ni), то отношение
удельных капитальных затрат первого и второго вариантов бу¬
дет равно:-од= 0,76РхР2 а-т?41L2Jзначит удельные капитальные затраты снизятся на 24 % .Для производства серной кислоты контактным способом оп¬
ределяемый экспериментально коэффициент а = 8,2 • 103. Тог¬
да уравнение (8.9) принимает вид:Р = 8,2103/п°’4 (8.10)Расчет по нему показывает, что переход в производстве сер¬
ной кислоты с агрегатов мощностью 240 т/сутки (1950 год) к84
современным установкам мощностью 1500 т/сутки дает эконо¬
мию в капитальных затратах 36,7% .Важнейшим экономическим показателем рентабельности
производства является себестоимость производимой продукции.
Себестоимостью продукции называется сумма всех затрат пред¬
приятия в денежном выражении, связанных с изготовлением и
реализацией единицы массы (объема) производимой им продук¬
ции. Затраты предприятия, непосредственно связанные с про¬
изводством продукции, представляют фабрично-заводскую се¬
бестоимость и включают затраты на средства производства, оп¬
лату труда и услуг других предприятий, на управление и обслу¬
живание производства. Структура себестоимости продукции
химической и нефтехимической отраслей промышленности
представлена в табл. 8.1.Таблица 8.1. Структура себестоимости химической продукцииСтатья расходаДоля в себестоимости (%)Сырье и основные материалы57,0Вспомогательные материалы6,6Топливо1,6Энергия8,1Заработная плата и страховка11,9Амортизация оборудования11,0Прочие расходы3,8Всего100,0Соотношение затрат по различным статьям себестоимости
продукции различных химических производств меняется в
широких пределах. Так, например, в производстве экстракци¬
онной фосфорной кислоты затраты на сырье достигают 80%, а
затраты на зарплату составляют всего 1% . Однако во всех слу¬
чаях для химической промышленности характерны высокие
затраты на сырье.Аналогично капитальным затратам себестоимость продук¬
ции снижается при увеличении единичной мощности агрега¬
тов в соответствии с зависимостью:S = а-ть (8.1)где: S — себестоимость продукции, руб./тт — мощность агрегата (цеха, предприятия), т/год,а,Ь — коэффициенты, причем Ь = -0,2 (до -0,3).85
Из уравнения (8.11) следует, что при увеличении мощно¬
сти агрегата вдвое себестоимость продукции составит при
Ь = -0,2и, следовательно, снижается на 13%.Результативность полезного конкретного труда, эффектив¬
ность производительной деятельности людей выражается в
производительности труда, показателе, который в условиях
промышленного производства характеризует совершенство
технологии и организации технологического процесса.Производительностью труда называется количество про¬
дукции, вырабатываемой предприятием в единицу времени на
одного рабочего. Она зависит, главным образом, от технологи¬
ческого оснащения производства и мощности установок, поэто¬
му повышение производительности труда связано с внедрени¬
ем достижений научно-технического прогресса, совершенство¬
ванием организации производства, повышением профессио¬
нального уровня работников. Для измерения производительно¬
сти труда используется критерий нормативной трудоемкости,
под которой понимают затраты труда промышленно-производ¬
ственного персонала на производство единицы продукции. При
этом различают:— технологическую трудоемкость, то есть затраты труда ос¬
новных производственных рабочих;— цеховую трудоемкость, то есть затраты труда всего персо¬
нала цеха;— общезаводскую трудоемкость, то есть затраты труда всего
промышленно-производственного персонала предприятия в це¬
лом.8.3. Материальный и энергетический балансы
химического производстваОрганизация нового химического производства или оцен¬
ка эффективности действующего, предполагает составление
технико-экономического доклада, в котором устанавливается
оптимальная мощность производства и другие показатели, ха¬
рактеризующие его деятельность. При этом исходные данные-0,8786
для всех количественных расчетов основываются на матери¬
альном и энергетическом балансах. Эти балансы составляют¬
ся с использованием материально-потоковых графов, отража¬
ющих перемещение и трансформацию всех материальных уча¬
стников технологического процесса. В ходе химического про¬
изводства происходит непрерывное перемещение и изменение
природы принимающих в нем участие веществ (компонентов
процесса). Поэтому любое химическое производство можно
рассматривать как совокупность материальных потоков уча¬
ствующих в нем компонентов сырья, промежуточных и по¬
бочных продуктов, целевого продукта и отходов производства.Материальным потоком называется графическое отобра¬
жение движения и изменения веществ, участвующих в хими¬
ко-технологическом процессе. Материальный поток выражает¬
ся в виде материально-потокового графа (МПГ) процесса, то
есть графической схемы, в которой отражены природа вещества,
направление его перемещения, изменение агрегатного состоя¬
ния и химического состава. В МПГ различают «узлы», то есть
аппараты и машины, и «ребра» — перемещающиеся в процессе
вещества. На рис. 8.1 представлен фрагмент подобного матери¬
ально-потокового графа, где А, В, С и D — компоненты сырья,
участвующие в превращениях в ходе химико-технологическо-
го процесса.Рис. 8.1. Материально-потоковый графНапример, для процесса обжига железного колчедана при
степени превращения равной 1,0 и избытке воздуха сверх сте-
хиометрического количества, МПГ имеет вид:87
воздух обжиговый газгде П — инертные примеси (порода), не подвергающиеся из¬
менениям в ходе химико-технологического процесса обжи¬
га.Материальные потоки могут быть трех видов:— расходящиеся, в которых число продуктов в результате
процесса возрастает (например, электролиз водного раствора
хлорида натрия),— сходящиеся, в которых число продуктов в результате про¬
цесса уменьшается (например, синтез аммиака),— перекрещивающиеся, в которых число продуктов в резуль¬
тате процесса не изменяется явно (например, приведенный
выше обжиг колчедана).На основе анализа материально-потокового графа составля¬
ется материальный баланс данного процесса, служащий осно¬
вой для дальнейших расчетов.Материальный баланс представляет вещественное выраже¬
ние закона сохранения массы применительно к химико-техно-
логическому процессу: масса веществ, поступивших на техно¬
логическую операцию (приход) равна массе веществ, получен¬
ных в этой операции (расход), что записывается в виде уравне¬
ния баланса £тцриход ^^расход*Статьями прихода и расхода в материальном балансе являют¬
ся массы полезного компонента сырья (mi), примесей в сырье
(m2), целевого продукта (m3), побочных продуктов (т^), отходов
производства (ms) и потерь (те), поступивших в производство
или на данную операцию:mi + m2 = m3 + m4 + ms + . (8.12)Материальный баланс составляется на единицу массы целе¬
вого продукта или на отдельный аппарат (реактор) и выражает¬
ся в массовых единицах (кг, т) или массовых долях (р.). Для пе¬
риодических процессов материальный баланс составляется на
одну операцию, для непрерывных процессов — на единицу вре¬
мени. Результаты расчета материального баланса оформляют¬
ся в таблицу. Например, для процесса, представленного в виде88
МПГ на схеме 8.11, таблица материального баланса имеет вид
(табл. 8.2).Таблица 8.2. Материальный балансПриходРасходВеществокг_ МВеществокгСырье 1Целевой продуктАВСВПобочный продуктСырье 2ADСОтходыDBDПотериИтогоГ 1,0Г 1,0На основе материального баланса рассчитываются расходные
коэффициенты, определяются размеры аппаратов и устанавли¬
ваются оптимальные значения параметров технологического
режима процесса.В основу энергетического баланса положен закон сохране¬
ния энергии, согласно которому в замкнутой системе сумма
энергий всех видов постоянна. Частным и наиболее распрост¬
раненным в химическом производстве видом энергетического
баланса является тепловой баланс: приход тепла в данной тех¬
нологической операции равен расходу тепла в ней, что записы¬
вается в форме уравнения теплового балансаЕфприход = ^©расход*Статьями прихода и расхода в тепловом балансе являются
тепловые эффекты реакций Aif, теплоты фазовых переходов
(Qi), теплосодержание веществ, участвующих в процессе (Q2),
теплота, подводимая в аппарат извне и выводимая из аппарата
(Qz)j тепловые потери (Q4) в данной технологической операции:АН + Qi + Q2 + Q3 = АН1 + Q11 + Q21 + Q31 + Q41 (8.13)где: индекс (1) относится к статьям расхода.Тепловые вклады в баланс рассчитывают по известным фор¬
мулам. Тепловой эффект химической реакции по формуле:АН ^LAHпродукты реакции 7LAH исходные вещества»(8.14)89
в которой значения энтальпии продуктов реакции и исходных
веществ берутся из таблиц.Теплосодержание веществ рассчитывают по формуле:Q2 = m-C't, (8.15)где: т — масса вещества,
с — его теплоемкость,
t — температура.Теплоту фазовых переходов рассчитывают по формуле:Qi = rri'q, (8.16)где: q — удельная теплота соответствующего фазового пере¬
хода (испарения, конденсации, растворения, крис¬
таллизации),
т — масса вещества.Подвод и отвод теплоты в систему рассчитывают по потере
тепла теплоносителем по формуле:Q3 = т. ■ C(tB - tK), (8.17)где: т —■ масса теплоносителя,С — теплоемкость теплоносителя,£ни*к 1— начальная и конечная температура теплоносите¬
ля,и по формуле теплопередачи через стенку:Qs = KT*F(tT-tnv)-x, (8.18)где: КТ — коэффициент теплопередачи,F — поверхность теплообмена,tT — температура теплоносителя, обогревающего аппа¬
рат,£пр — температура подогреваемого продукта,
х — время.Тепловой баланс составляется по результатам материального
баланса на единицу производимого продукта или на цикл рабо¬
ты аппарата. Данные теплового баланса используются для оп¬
ределения расхода теплоносителя и хладоагента, расчета повер¬
хности греющих и охлаждающих элементов и подбора опти¬
мального теплового режима процесса.Контрольные вопросы1. Перечислите основные технико-экономические показатели (ТЭП)
химического производства и дайте им определение.90
2. Чем отличается интенсивность аппарата от его производительно¬
сти?3. Дайте определение понятиям: основные и оборотные фонды
предприятия, себестоимость продукции, производительность
труда.4. Как влияет увеличение единичной мощности аппаратов химичес¬
кого производства на капитальные затраты и себестоимость про¬
дукции?5. Что такое материальный баланс химического производства? Рас¬
шифруйте его структуру на примере одного из производств.6. Что такое материальный поток и материально-потоковый граф?
Какие виды материальных потоков существуют в химическом
производстве?7. Что определяется на основе теплового баланса аппаратуры?8. В чем значение энергосберегающих технологий для химического
производства?
Часть IIIТЕОРЕТИЧЕСКИЕ ОСНОВЫ ХИМИЧЕСКОЙ
ТЕХНОЛОГИИГлава IX
ХИМИКО-ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС9.1- Содержание химико-технологического процессаВ процессе химического производства исходные вещества
(сырье) перерабатываются в конечный (целевой) продукт. Для
этого необходимо осуществить ряд операций, включающих
подготовку сырья для перевода его в реакционно способное со¬
стояние, собственно химическое взаимодействие компонентов
сырья и заключительную обработку полученной реакционной
смеси. Для этой цели помимо основного химического процес¬
са используются различные механические процессы переме¬
щения, смешения, разделения и изменения дисперсности сы¬
рья, гидромеханические, тепло- и массообменные процессы.Химико-технологическим процессом (ХТП) называется со¬
четание связанных друг с другом и проводимых в определен¬
ной последовательности химических, физико-химических, фи¬
зических и механических операций с целью получения из сы¬
рья готовой продукции.В общем случае ХТП состоит из трех последовательных ста¬
дий:1) подготовки сырья к химической переработке:А1 —А,2) химического превращения подготовленного сырья в про¬
дукты реакции по двум возможным схемам:А —Б,/ВА-* D или А ,\ D3) выделения целевого продукта из реакционной смеси и его
очистка:BlnD^ D\
что представлено на рис. 9.1:92
A1 A B + D
—► I стадия —► II стадия ^111 стадия —►В1L ► 2)1Рис. 9.1. Принципиальная схема ХТП:А1 — сырье до подготовки, А — подготовленное сырье, B+D — реакцион¬
ная смесь, 81 — выделенный целевой продукт, D1 — побочный продуктВ отличие от второй стадии ХТП, представляющей собствен¬
но химический процесс, вторая и третья стадии состоят из ме¬
ханических, физических и физико-химических операций.Таким образом, из трех стадий ХТП первая и третья пред-
ставляют физический процессы, вторая стадия — химический
процесс. Эффективность их осуществления требует соблюдения
некоторых условий. Поэтому для каждого конкретного ХТП
разрабатывается технологический режим.Технологическим режимом называется совокупность пара¬
метров, обеспечивающих устойчивое и максимально эффектив¬
ное проведение ХТП.Параметром технологического режима называют величи¬
ну, характеризующую какое-либо устройство или режим рабо¬
ты аппарата, используемую в качестве основного показателя их
действия (протекания). Как правило, параметр — величина ко¬
личественная, что позволяет использовать его для количествен¬
ной оценки процесса. Значения параметров зависят от типа кон¬
кретного ХТП и конструкции аппарата. К основным парамет¬
рам ХТП относятся температура, давление, концентрация реа¬
гентов, интенсивность катализатора, время контактирования
реагентов, объемная скорость потока реагентов, сила тока, на-
пряжение и ряд других величин. Оптимальные условия прове¬
дения ХТП достигаются таким сочетанием его основных пара¬
метров, при котором обеспечивается наибольший выход целе¬
вого продукта с высокой скоростью и наименьшей себестоимос¬
тью.Вторая стадия ХТП — химический процесс (рис. 9.1) пред¬
ставляет одну или несколько химических реакций, сопровож¬
даемых явлениями массо- и теплообмена. В основу их класси¬
фикации, принятой при изучении ХТП, положены различные
принципы. Химические реакции подразделяются:— по фазовому составу реакционной системы на гомоген¬
ные и гетерогенные;93
— по механизму взаимодействия реагентов на гемолитичес¬
кие и гетеролитические;— по протеканию во времени на обратимые и необратимые;— по знаку теплового эффекта на экзотермические (-АН) и
эндотермические (+АН);— по использованию катализатора на каталитические и не¬
каталитические;— по значению температуры на низкотемпературные и вы¬
сокотемпературные ;— по типу контакта реагентов в гетерогенной системе;— по виду реакции на простые (одностадийные) и сложные
(многостадийные). Простыми называются реакции для осуще¬
ствления которых требуется преодоление только одного энер¬
гетического барьера (одна стадия). Сложные реакции включа¬
ют в себя несколько последовательных или параллельных (раз¬
ветвленных) реакций:*■ Простые А —*■ ВХимическиереакцииСложные —Последовательные А В -* DГ 8Параллельные А —DДля исследования ХТП наибольшее значение имеет класси¬
фикация реакций по фазовому состоянию системы, по услови¬
ям протекания во времени, по типу контакта реагентов и по на¬
личию катализатора. Именно от типа химических реакций,
подпадающих под эти виды классификации, зависит выбор кон¬
струкции аппаратов и параметров ХТП.9.2. Процессы в химическом реакторе9.2.1. Химический процессВторая стадия ХТП — химический процесс (рис. 9.1) осу¬
ществляется в химическом реакторе, представляющем основ¬
ной аппарат производственного процесса. От конструкции
химического реактора и режима его работы зависит эффек¬
тивность всего ХТП. В технологической схеме химический ре¬
актор сопряжен с другими ее элементами —аппаратами под¬
готовки сырья и аппаратами разделения реакционной смеси и
очистки продуктов, в которых, соответственно, осуществля¬
ются первая и третья стадии химико-технологического про¬
цесса.94
Под химическим процессом в реакторе понимают химичес¬
кую реакцию или совокупность нескольких реакций и сопут¬
ствующие ей явления массо- и теплопереноса. Для удобства рас¬
смотрения в химическом реакторе можно условно выделить три
зоны, в каждой из которых протекают процессы, подчиняющи¬
еся разным закономерностям: зону подвода реагирующих ве¬
ществ в зону химических реакций, зону химических реакций и
зону отвода продуктов из зоны химических реакций.В первой и третьей зонах реактора протекают физические
процессы подвода и отвода веществ, подчиняющиеся общим
законам массопередачи. Закономерности массопередачи опре¬
деляются законами фазового равновесия, движущей силой про¬
цесса и коэффициентами скорости массообменных процессов.
Массопередача осуществляется путем молекулярной диффузии,
конвекции, испарения, абсорбции и десорбции.Ускорение этих процессов и повышение скорости поступле¬
ния реагентов в зону химической реакции и интенсификация
работы химического реактора может быть достигнуто путем
перемешивания системы, ускоряющим диффузию компонентов
и интенсификацией подачи компонентов за счет их распыления
и увеличения скорости потока.Во второй зоне химического реактора протекает ряд последо¬
вательных или параллельных химических реакций, каждая из
которых характеризуется скоростью (кинетический фактор) и
состоянием равновесия в системе (термодинамический фактор):Следовательно, для оценки протекающих в этой зоне явле¬
ний, необходимо исследовать влияние различных факторов на
скорость химической реакции и полноту протекания ее, то есть
состояние равновесия в системе.9.2.2. Скорость химической реакцииСкорость химической реакции, протекающей в реакторе,
описывается общим уравнением:где: К — константа, а — параметр, характеризующий состоя¬
ние реагирующей системы, АС — градиент концентрации, пред¬
ставляющий частный случай движущей силы процесса (реак¬
ции).A^B^Dk\ /?2*2 DU = К ■ а • АС,(9.1)95
Движущей силой процесса (ДС) или градиентом параметра
называется разность между предельным значением данного па¬
раметра процесса (Г, Р, С и др.) и его действительным значением
в данный момент времени, то есть АТ, АР, АС и т. д. Очевидно, чем
больше ДС процесса при постоянстве других параметров, тем
выше скорость характеризуемого этим параметром процесса.Величины К и а имеют различное значение в случае гомо¬
генных и гетерогенных систем. Для реакций, протекающих в
гомогенных системах скорость определяется количеством по¬
лученного целевого продукта в единицу времени в единице
объема системы (реакционный объем) и может быть представ¬
лена уравнением:UroM = kVAC, (9.2)где: k — константа скорости химической реакции,V — реакционный объем, величина которого обратно про¬
порциональна времени контактирования.Для реакций, протекающих в гетерогенных системах, коли¬
чество полученного целевого продукта в единицу времени от¬
носят к единице поверхности соприкосновения фаз, на которой
протекает реакция, что может быть представлено уравнением:UreT=kmFAC, (9.3)где: кт — коэффициент массопередачи, представляющий ко¬
личество вещества в килограммах, переданного из
одной фазы в другую через поверхность раздела фаз
равную одному квадратному метру при градиенте
концентрации равном 1 кг/м3 в течение одного часа,
м/ч,F — поверхность раздела фаз, м2.Выражение для движущей силы процесса АС зависит от об¬
ратимости химической реакции. Для необратимых гомогенных
реакций:аА + ЬВ = dD ± АНдвижущая сила процесса равна произведению конечных (то есть
на выходе из реактора) концентраций реагирующих веществ в
степенях их стехиометрических коэффициентов:А С=Сд-СЬв. (9.4)Для обратимых гомогенных реакций:аА + ЬВ «=* dDдвижущая сила процесса представляет произведение разностей
конечных (на выходе из реактора) концентраций реагирующих
веществ и их равновесных концентраций:96
AC=(cA-Cl)a(cs-C*)V (9.5)где: CA, Св — концентрация веществ на выходе из реактора,С^,Сд — равновесная концентрация веществ.Для обратимых гетерогенных реакций движущая сила про¬
цесса так же описывается уравнением (9.5), в котором:С — действительная концентрация вещества в передаю¬
щей фазе,С* — равновесная концентрация вещества над восприни¬
мающей фазой.Очевидно, что для обратимых реакций условие С = С* пре¬
вращает АС в нуль и процесс прекращается.Одним из важнейших условий интенсификации ХТП, от кото¬
рого зависят производительность и размеры аппарата, является
повышение скорости химической реакции. В общем случае она
является функцией четырех переменных: константы скорости
или коэффициента массопередачи k (км), движущей силы процес¬
са АС, реакционного объема F, поверхности раздела фаз!*1, увели¬
чение каждой из которых увеличивает скорость реакции.1. Константа к(км) представляет собой сложный параметр,
значение которого зависит от химической природы, и физичес¬
ких характеристик реагентов, их агрегатного состояния, гид-ародинамики процессов, конструкции реактора. Она может быть
увеличена за счет повышения температуры, использования ка¬
тализатора, усиления турбулизации системы путем перемеши¬
вания и усиления конвекции.2. Реакционный объем V связан со временем пребывания ре¬
агентов в зоне химической реакции (временем контактирова¬
ния) и его увеличение определяет возможность достижения рав¬
новесия медленно идущих химических реакций.3. При увеличении поверхности раздела соблюдается общее
правило, согласно которому увеличивают поверхность более
плотной фазы, омываемой менее плотной фазой, то есть соблю¬
дается условиер! >р2, гдерх — плотность более плотного, ар2 —
менее плотного компонента. Увеличение поверхности раздела
фаз достигается:— для системы «газ—жидкость» созданием пленки жидко¬
сти, стекающей по насадке, вспениванием жидкости, барботи-
рованием газа через жидкость;— для системы «газ—твердое тело» фильтрацией газа через
твердую фазу и перемешиванием;4 Химическая технология. Том 197
— для системы «жидкость—твердое тело» измельчением
твердой фазы, использованием принципа «кипящего слоя», не¬
прерывным омыванием твердой фазы жидкостью;— для системы «жидкость—жидкость» интенсивным пере¬
мешиванием, созданием эмульсии.4. Увеличение движущей силы АС обеспечивается:— повышением концентрации реагентов за счет использова¬
ния более концентрированного сырья;— увеличением давления для систем с участием газообраз¬
ных веществ;— уменьшением концентрации продуктов реакции отводом
их из системы;— изменением температуры и, как следствие, интенсифика¬
цией процессов сорбции и десорбции реагентов и продуктов ре¬
акции.9.2.3. Общая скорость химического процессаПоскольку для гетерогенных систем процессы в зонах реак¬
тора I и III и II подчиняются различным законам, они протека¬
ют с различной скоростью. Общая скорость химического про¬
цесса в реакторе определяется скоростью наиболее медленной
стадии его. Здесь возможны два крайних случая.1. Скорость химической реакции (в зоне II) меньше скорос¬
тей физических процессов подвода реагентов и отвода продук¬
тов (в зонах I и III):^ ^ подв(отв)-В этом случае химический процесс лимитируется скоростью
химической реакции и ускоряется факторами, влияющими на
нее: повышение температуры, увеличение концентрации реа¬
гентов, повышение давления (для газообразных систем). При¬
нято говорить, что в этом случае гетерогенный химический про¬
цесс протекает в кинетической области.2. Скорость химической реакции (в зоне II) больше скорости
физических процессов подвода реагентов и отвода продуктов (в
зонах I и III):U U подв(отв)*В этом случае химический процесс лимитируется процес¬
сами диффузии (массопереноса) компонентов к поверхности
раздела фаз и обратно и ускоряется факторами, влияющими
на диффузию: повышение градиента концентрации (ДС), пе¬
ремешивание, гомогенизация системы. Принято говорить, что98
в этом случае гетерогенный хими¬
ческий процесс протекает в диффу¬
зионной области.Очевидно, что зависимость ско¬
рости процесса от важнейшего
фактора — температуры в этих об¬
ластях различна. В кинетической
области скорость химического
процесса является сильной функ¬
цией температуры, в диффузион¬
ной области скорость практически
не зависит от температуры (рис.9.2). Следовательно в зоне А про¬
цесс протекает в кинетической об¬
ласти U = /(Т), а в зоне С — в диф¬
фузионной области U & f(T). Зона
В является переходной зоной.При изменении условий (в данном случае температуры) ге¬
терогенный химический процесс может переходить из одной
области в другую, при этом воздействовать на скорость его бу¬
дут уже другие факторы.9.2.4. Равновесие в системеВыход целевого продукта химического процесса в реакторе
определяется степенью приближения реакционной системы к
состоянию устойчивого равновесия. Устойчивое равновесие от¬
вечает следующим условиям:— неизменность равновесного состояния системы во време¬
ни при постоянстве внешних условий;— подвижность, то есть самопроизвольное восстановление
равновесия после снятия внешнего воздействия;— динамический характер, то есть установление и сохране¬
ние равновесия вследствие равенства скоростей прямого и об¬
ратного процессов;— возможность воздействия на состояние равновесия как со
стороны прямой, так и обратной реакции;— минимальное значение энергии Гиббса в изобарно-изотер-
мических процессах и энергии Гельмгольца в изохорно-изотер-
мических процессах.Степень приближения системы к состоянию устойчивого
равновесия характеризуется изменением изобарно-изотерми-
ческого потенциала и равновесной степенью превращения. Из¬Рис 9.2. Зависимость скорос¬
ти химического процесса от
температуры:А — кинетическая
область, В — переходная
область, С — диффузион¬
ная область4*99
менение изобарно-изотермического потенциала AG определяет
термодинамическую вероятность протекания реакции в данных
условиях и глубину ее протекания. Изменение изобарно-изотер-
мического потенциала равно разности между изменениями его
для конечных продуктов реакции и исходных реагентов. Так,
для реакции:аА + ЬВ ^ dD ± АН,A G = dAGj) — {и AG a bAGg) (9.6)знак и порядок величины AG позволяет оценить состояние рав¬
новесия системы. Так, при значениях AG<0 наиболее вероят¬
ной является прямая реакция, причем, чем более это неравен¬
ство, тем более вероятно подобное направление процесса, при
AG >0 наиболее вероятной является обратная реакция, значе¬
ние AG = 0 отвечает состоянию равновесия системы.Из зависимости:AG = АН — TAS, (9.7)где: АН и AS стандартные энтальпия и энтропия системы, сле¬
дует, что на смещение равновесия в сторону прямой реакции
благоприятно влияют большое отрицательное значение АН
(значительный тепловой эффект реакции) и большое поло¬
жительное значение AS. Так как энтропийный член входит в
уравнение (9.7) в виде произведения TAS, то повышение тем¬
пературы усиливает влияние, оказываемое изменением энт¬
ропии.Очевидно, что условием равновесия (AG = 0) является равен¬
ство АН = TAS, то есть влияние энергетического и энтропийно¬
го факторов уравнивается. При относительно невысоких тем¬
пературах AG ~ АН и характеристикой вероятности протекания
реакции может служить тепловой эффект ее и чем более экзо-
термична реакция, тем более она вероятна.Для оценки состояния равновесия в реакторе обычно ис¬
пользуют равновесную степень превращения (равновесный
выход продукта). Равновесной степенью превращения (X*) на¬
зывается степень превращения исходных веществ в продукты
реакции, отвечающая состоянию устойчивого равновесия си¬
стемы. Равновесная степень превращения характеризует глу¬
бину протекания процесса, степень приближения его резуль¬
татов к оптимальным в данных условиях. Она функциональ¬
но связана с константой равновесия, причем характер этой
зависимости определяется порядком реакции. Так, для реак¬
ции 1-го порядка:100
К = р * или X*- —,р 1-х; ■р 1+крдля реакции 2-го порядка:4.ХКр =(i-х;)р'Зависимость между константой равновесия и равновесной
степенью превращения является одной из важнейших в хими-<
ческой технологии, так как последняя характеризует условия
максимально возможного извлечения целевого продукта из сы¬
рья.Смещение равновесия в сторону образования целевого про¬
дукта может быть достигнуто изменением температуры, давле¬
ния и концентрации реагентов и продуктов реакции.1. Влияние температуры. Из уравнения изобары Вант-Гоффа:d\nK ДЯ‘dT RTследует, что так как К = f(T), то и
равновесная степень превращения
X* зависит от температуры. Харак¬
тер этой зависимости определяется
знаком теплового эффекта реак¬
ции. На рис. 9.3 представлена зави¬
симость равновесной степени пре¬
вращения от температуры при по¬
стоянных значениях концентра¬
ции, давления и времени контакти¬
рования. Из рис. 9.3 следует, что
для эндотермических реакций по¬
вышение температуры сдвигает
равновесие в сторону образования
продуктов реакции, то есть увели¬
чивает равновесную степень пре¬
вращения, а в случае экзотермичес¬
кой реакции — наоборот, что согла¬
суется с принципом Ле-Шателье.(9.8)х*► тРис. 9.3. Зависимость
равновесной степени пре¬
вращения от температуры:1 — для экзотермических
реакций, 2 — для
эндотермических
реакций1011
2. Влияние давления. Изменение давления существенно вли¬
яет на состояние равновесия в газообразных системах. Здесь воз¬
можны три случая:— объем газообразной системы уменьшается (AV < О), напри¬
мер, в реакции СО -I- 2Н2 <=* СН3ОН. В этом случае повышение
давления смещает равновесие в сторону образования продуктов
реакции;— объем газообразной системы увеличивается (ДУ>0), напри¬
мер, в реакции СН4 С + 2Н2. В этом случае смещение равно¬
весия в сторону образования продуктов реакции достигается по¬
нижением давления;— объем газообразной системы не изменяется, например, в
реакции СО + Н2О *=* СО2 + Н2. В этом случае изменение давле¬
ния не влияет на равновесную степень превращения, а только
на скорость реакции.3. Влияние концентрации. Изменение концентрации (парци¬
ального давления) реагирующих веществ и продуктов реакции
существенно влияет на состояние равновесия системы. При этом
повышение концентрации исходных веществ смещает равнове¬
сие в сторону образования продуктов реакции и повышает рав¬
новесную степень превращения. Аналогично влияет уменьше¬
ние концентрации продуктов реакции, то есть вывод их из рав¬
новесной системы. Так, например, для реакциисо + н2о ^ со2 + н2равновесная степень превращения и, следовательно, равновес¬
ное парциальное давление водорода возрастает с увеличением
парциального давления паров воды и понижением парциально¬
го давления диоксида углерода (рис. 9.4)Рис. 9.4. Зависимость равновесного давления водорода от парци¬
ального давления паров воды и диоксида углерода (IV)102
Знание равновесной степени превращения и ее зависимости
от различных факторов химического процесса позволяет рас¬
считывать равновесный состав продуктов процесса, оценивать
влияние различных условий на состояние равновесия системы
в химическом реакторе, определять тепловой режим и другие
параметры процесса.Контрольные вопросы1. Дайте определение понятия * химико-технологический процесс ».2. Что называется технологическим режимом и параметрами этого
режима?3. По каким признакам классифицируются реакции, лежащие в ос¬
нове ХТП?4. Какие явления протекают в химическом реакторе?5. Что такое движущая сила процесса? Приведите выражения для,
движущей силы в случае обратимых и необратимых реакций.6. Чем определяется общая скорость химического процесса в реакто¬
ре?7. Какие факторы влияют на скорость и равновесие химической ре¬
акции?8. Что такое кинетическая и диффузионная области скорости процес¬
са?9. Что характеризует равновесная степень превращения в хим. про¬
цессе?
Глава X
ПРОЦЕССЫ И АППАРАТЫ ХИМИЧЕСКОГО
ПРОИЗВОДСТВА10.1. Общая характеристика и классификация
процессовПроцессы, используемые в химической промышленности для
производства продукции, весьма разнообразны и многочислен-
ны. В них применяется сырье различного агрегатного состоя¬
ния, разнообразные виды энергии, агрессивные и коррозионно¬
активные вещества. Управление этими процессами требует вы¬
сокой степени точности в выборе параметров процесса и авто¬
матизации управления им. Все эти условия определили с одной
стороны — многообразие используемых в химическом произ¬
водстве процессов и аппаратов, а другой — тенденцию к их уни¬
фикации и общие требования, независимо от конкретного хи¬
мико-технологического процесса.Процессы химической технологии, в зависимости от кине¬
тических закономерностей, характеризующих их протекание,
делятся на 5 групп:— гидромеханические процессы, скорость которых опреде¬
ляется только законами гидравлики;— тепловые процессы, скорость которых определяется зако¬
нами теплопередачи;— массообменные (диффузионные) процессы, скорость кото¬
рых определяется законами массопередачи;— механические процессы;— химические процессы, скорость которых определяется за¬
кономерностями химической кинетики. Среди последних осо¬
бую группу составляют процессы, протекающие под воздействи¬
ем катализаторов, которые рассматриваются в главе XI.По организационно-технической структуре процессы хими¬
ческой технологии делятся на периодические и непрерывные.Для периодических процессов присуще единство места про¬
текания всех стадий процесса, то есть в них операции загрузки
сырья, проведения процесса и выгрузки готового продукта осу¬
ществляются в одном аппарате, но в разное время.Для непрерывных процессов присуще единство времени про¬
текания всех стадий процесса, то есть в них перечисленные
выше операции осуществляются одновременно, но в различных
аппаратах или различных секциях одного аппарата.104
Характеристикой процесса, позволяющего отнести его к той
или иной группе, является степень непрерывности процесса:= (10.1)Ахгде: х — продолжительность процесса, то есть время, необходи¬
мое для завершения всех стадий процесса, начиная от момента
загрузки сырья и кончая выгрузкой готовой продукции, Ах —
период процесса, то есть время, протекающее от начала загруз¬
ки сырья данной партии до начала загрузки сырья следующей
партии.Для периодического процесса Ах > 0 следовательно, Хн<1, для
непрерывного процесса Ах —* 0 следовательно, Хв —* ао. Проме¬
жуточное место между этими крайними случаями занимают
полунепрерывные процессы, для которых Хк = 1 -ню.Химическая аппаратура, используемая в ХТП, подразделя¬
ется на основную — химические реакторы (в которой реализу¬
ется собственно процесс химического превращения сырья в го¬
товую продукцию) и вспомогательную, назначением которой
является подготовка, перемещение и разделение веществ, уча¬
ствующих в процессе.Устройство аппаратов зависит от типа осуществляемых в
них процессов, но при всем многообразии химической аппа¬
ратуры, к ней предъявляется ряд общих требований, опреде¬
ляемых, главным образом, экономикой производства. К ним
относятся: простота и дешевизна конструкции, возможность
реализации процесса при оптимальных условиях, применение
конструкционных материалов, обладающих необходимыми
коррозионной, термической стойкостью и механической проч¬
ностью, возможность контролировать и регулировать парамет¬
ры процесса.Для обеспечения стабильности процесса необходимо посто¬
янное поддержание параметров ХТП на заданном уровне, или
управление процессом. При этом различают: контроль процес¬
са, то есть своевременное обнаружение отклонений от режима
и быстрое устранение их, урегулирование процесса, то есть под¬
держание заданного оптимального режима на каждой стадии
процесса.Выбор регулируемых параметров зависит от надежности, с
которой могут быть сняты и переданы показания датчика этого
параметра. Чаще всего регулируемыми параметрами в ХТП яв¬
ляются температура, концентрация реагентов или продуктов
процесса, расход реагентов и тепло- и хладоагентов. Использу¬105
емое в настоящее время автоматическое регулирование с помо¬
щью средств автоматического регулирования (САР) выполня¬
ется в виде схемы, включающей три обязательных элемента:
измеритель параметра (датчик), регулятор и исполнительный
механизм. В качестве примера (рис. 10.1) приведена принци¬
пиальная схема регулирования температуры в реакторе с помо¬
щью изменения расхода хладоагента при протекании экзотер¬
мической реакции.реагентыРис. 10.1. Схема регулирования температуры в реакторе1 — измеритель температуры (датчик), 2 — регулятор температуры, 3 —клапан на магистрали хладоагента (исполнительный механизм)Число контролируемых и регулируемых параметров в каж¬
дом ХТП в целях повышения надежности управления процес¬
сом должно быть минимально необходимым.10.2. Основные процессы химической технологии
и аппаратура для них10.2.1. Гидромеханические процессыГидромеханическими процессами называются процессы,
протекающие в гетерогенных, минимум двухфазных, системах
и подчиняющиеся законам гидродинамики. Подобные системы
состоят из дисперсной фазы, находящейся в раздробленном со¬
стоянии, и дисперсионной среды. В зависимости от агрегатного
состояния дисперсионной среды и размеров частиц дисперсной
фазы различают:— для газовой среды: пыль (5—10 мкм), дым (0,3—5 мкм),
туман (0,3—3 мкм);— для жидкой среды: суспензии (0,1—100 мкм), коллоид¬
ные растворы (менее 0,1 мкм), эмульсии и пены.106
К гидромеханическим процессам относятся: осаждение, филь¬
трование, псевдоожижение, перемешивание в жидкой фазе.1. Осаждение — процесс разделения жидких или газовых
неоднородных систем путем выделения из жидкой или газовой
фазы твердых или жидких частиц дисперсной фазы. Скорость
осаждения их подчиняется закону Стокса:где: К —постоянная, равная для частиц сферической
формы 18,
d — диаметр частицы,ртирж — плотность частиц и дисперсионной среды, со¬
ответственно,
v — вязкость дисперсионной среды.Процесс осаждения может происходить под действием раз¬
личных сил. В соответствии с этим к осаждению относятся сле¬
дующие процессы:— отстаивание, то есть осаждение под действием силы зем¬
ного тяготения;— циклонирование и центрифугирования, то есть осаждение
под действием центробежной силы;— электроосаждение, то есть осаждение под действием сил
электрического поля.Для осаждения используются аппараты различной конструк¬
ции, которые должны удовлетворять двум требованиям: время
пребывания частицы в аппарате должно быть равно или боль¬
ше времени ее осаждения, и линейная скорость потока в аппа¬
рате должна быть значительно меньше скорости осаждения.Для отстаивания применяются отстойники различного типа
периодического и непрерывного действия, снабженные в ряде
случаев гребками для удаления твердого осадка.Циклонирование применяется для разделения пылей и реже
для разделения суспензий (гидроциклонирование). Для этой
цели применяются аппараты — циклоны, в которых центробеж¬
ная сила возникает за счет вращения потока газа или жидко¬
сти. Из выражения:где: Gn — центробежная сила, т — масса частицы, г — радиус
циклона, w — окружная скорость частицы в циклоне, следует,(10.2)Kv107
что производительность аппарата возрастает с уменьшением его
диаметра. На этом основано использование батареи или серии
параллельно работающих аппаратов малого диаметра, но с той
же поверхностью осаждения, что и у одного большого циклона.Центрифугирование применяется для разделения суспензий
и эмульсий и осуществляется в центрифугах, в которых цент¬
робежная сила создается за счет вращения самого аппарата.
Процесс центрифугирования подчиняется тем же законам, что
и циклонирование. Центрифуги для разделения эмульсии на¬
зываются сепараторами.Электроосаждение применяется для осаждения взвешенных
в газе твердых (пыль) или жидких (туман) частиц под действи¬
ем электрического тока и осуществляется в аппаратах, называ¬
емых сухими и мокрыми электрофильтрами. Процесс электро¬
осаждения состоит из последовательных стадий:— ионизация молекул газа за счет потока электронов, излу¬
чаемых катодом (коронирующий электрод) при создании в ап¬
парате высокой разности потенциалов:К^тгё, М+ё —М~п,— адсорбция образовавшихся ионов на частицах пыли или
каплях:П + тМ~п —► П (М_л)т, ‘— перемещение заряженных частиц к аноду (осадительный
электрод), их разряд на нем и осаждение:П (M-n)m - тле —► П + тМ.В этой схеме: М — молекула газа, П — частица (пылинка,
капля).Метод электроосаждения обеспечивает высокую степень раз¬
деления и применяется для систем, содержащих частицы ма¬
лого размера.2. Фильтрование — процесс разделения суспензий, пылей
или туманов путем пропускания их через пористую перегород¬
ку (фильтр), способную задерживать взвешенные в дисперси¬
онной среде частицы. В качестве материала фильтров исполь¬
зуются зернистые материалы (гравий, песок), ткань, сетки из
металлических и полимерных нитей, пористые керамика и пла¬
стические массы.Движущей силой процесса фильтрования служит разность
давлений перед фильтром и после него или центробежная сила,
оказывающая давление на фильтр. В соответствии с этим про¬
цессы фильтрования подразделяются на:108/
— фильтрование под действием перепада давления или соб¬
ственно фильтрование за счет разности давления перед филь¬
тром и за ним, и— фильтрующее центрифугирование, протекающее под дей¬
ствием центробежной силы, возникающей в фильтрующей цен¬
трифуге.Разновидность процесса фильтрования — вакуум фильтро¬
ваниев котором движущая сила процесса возрастает за счет
создания разряжения за фильтром.Конструкции фильтрующих аппаратов весьма разнообраз¬
ны. Они подразделяются на газовые и жидкостные фильтры,
фильтры непрерывного и периодического действия, фильтру¬
ющие центрифуги с периодической и непрерывной выгрузкой
продукта. Наиболее распространены ленточные и барабанные
вакуум-фильтры, обладающие максимальной производитель¬
ностью.3. Псевдоожижение — процесс приведения твердого зернис¬
того материала в состояние, при котором его свойства прибли¬
жаются к свойствам жидкости. Псевдоожиженные системы спо¬
собны принимать форму аппарата (емкости), перемещаться по
трубопроводу, выталкивать тела меньшей плотности, облада¬
ют свойствами вязкости и текучести. Режим псевдоожижения
(режим «кипящего слоя») достигается при таком состоянии
системы, когда вес зернистого материала, приходящийся на
единицу площади сечения аппарата, уравновешивается силой
гидравлического сопротивления слоя, то есть:тслЛРсл=^Г- (10*4)Состояние «кипящего слоя» обеспечивается при таком зна¬
чении скорости газообразного агента W, проходящего через слой
материала, которое удовлетворяет неравенству:Wb<W<Wy, (10.5)где: ]¥ф — скорость агента, при которой происходит его филь¬
трация через слой материала («скорость фильтра¬
ции»),Wy — скорость, при которой частицы материала уносят¬
ся с током газа («скорость витания»).На рис. 10.2 представлена зависимость силы гидравлическо¬
го сопротивления слоя материала от скорости газообразного
агента.109
Для проведения процессов в
«кипящем слое» используются ап¬
параты различной конструкции, в
которых по всей высоте аппарата
обеспечивается стабильный и оди¬
наковый гидродинамический ре¬
жим. Это достигается регулирова¬
нием подачи газообразного агента,\применением мешалок, использо¬
ванием центробежной силы.Процессы в «кипящем слое»
характеризуются развитой повер¬
хностью в системах «твердое тело— газ», низким сопротивлением системы, что обеспечивает
высокую скорость превращений, устраняет перегревы и созда¬
ет термодинамическую стационарность. Они широко исполь¬
зуются для проведения химических (обжиг руд, крекинг
углеводородного сырья и др.)? физических и физико-хими-
ческих (сушка, адсорбционная очистка газов и др.) и меха¬
нических (обогащение, транспортировка сыпучих матери¬
алов и др.) процессов.10.2.2. Тепловые процессыТепловыми называются процессы, скорость протекания ко¬
торых определяется скоростью подвода или отвода тепла. В теп¬
ловых процессах принимают участие минимум две среды с раз¬
личными температурами, причем теплота передается самопро¬
извольно (без затраты работы) от среды с более высокой темпе¬
ратурой Т\ к среде с более низкой температурой Т2, то есть если
соблюдается неравенство Т\ > Т2.При этом среда с температурой Т\ называется теплоносите¬
лем, а среда с температурой Т2 — хладоагентом. Для тепловых
процессов, используемых в химическом производстве эти тем¬
пературы колеблются в весьма широких пределах — от близ¬
ких к 0°К до тысяч градусов.Основная характеристика теплового процесса — количество
передаваемого тепла, по которому рассчитывается теплопере¬
дающая поверхность аппарата. Для установившегося процесса
количество передаваемого тепла в единицу времени определя¬
ется по формуле:Q = KAT-F, (10.6)где: К — коэффициент теплопередачи,Рис. 10.2. Условия режима
псевдоожижения110
Т — средняя разность температур между средами,F — поверхность теплообмена.Движущей силой тепловых процессов является градиент тем¬
пературыА Т=Тг-Т2. (Ю.7)К тепловым процессам относятся: нагревание, охлаждение,
конденсация, испарение и выпаривание, теплообмен.1. Нагревание — процесс повышения температуры перера¬
батываемых материалов путем подвода к ним тепла. Нагрева¬
ние применяется в химической технологии для ускорения мас¬
сообменных и химических процессов. По природе применяемо¬
го для нагревания теплоносителя различают:— нагревание острым водяным паром через барботер или глу¬
хим водяным паром через змеевик или рубашку;— нагревание топочными газами через стенку аппарата или
непосредственным контактом;— нагревание предварительно нагретыми промежуточными
теплоносителями водой: минеральными маслами, расплавами
солей;— нагревание электрическим током в электрических печах
различного типа (индукционных, дуговых, сопротивления);— нагревание твердым зернистым теплоносителем, в том чис¬
ле, катализатором в потоке газа (рис. 10.3).теплоносительРис. 10.3. Схема нагрева зернистым теплоносителем1 — топка, 2 — аппарат для нагрева зернистого материала, 3 — аппарат
для нагрева газа, 4 — загрузочное устройство, 5 — сепаратор зернистого
материала111
2. Охлаждение — процесс понижения температуры перера¬
батываемых материалов путем отвода от них тепла. В качестве
хладоагентов для охлаждения применяются: вода, воздух, хо-
лодильлные растворы. Аппараты для охлаждения подразделя¬
ются на:— аппараты косвенного контакта охлаждаемого материала
с хладоносителем через стенку (холодильники) и— аппараты непосредственного контакта охлаждаемого ма¬
териала с хладоагентом (холодильные башни или скрубберы).Выбор конструкции аппарата определяется природой охлаж¬
даемого материала и хладоагента.3. Конденсация — процесс сжижения паров вещества путем
отвода от них тепла. По принципу контакта хладоагента с кон¬
денсируемым паром различают следующие виды конденсации:— поверхностная конденсация, при которой сжижение па¬
ров происходит на поверхности охлаждаемой водой стенки ап¬
парата, и— конденсация смешением, при которой охлаждение и сжи¬
жение паров происходит при непосредственном контакте их с
охлаждающей водой. Аппараты первого типа называются по¬
верхностными конденсаторами, аппараты второго типа — кон¬
денсаторами смешения и барометрическими конденсаторами.
Конденсация смешением применяется в тех случаях, когда ис¬
паренная жидкость не смешивается с водой.4. Выпаривание — процесс концентрирования растворов
твердых нелетучих веществ путем удаления из них летучего ра¬
створителя в виде пара. Выпаривание представляет собой разно¬
видность теплового процесса испарения. Условием протекания
процесса выпаривания является равенство давления пара над ра¬
створом давлению пара в рабочем объеме выпарного аппарата.При соблюдении этогоусловия температура вторичного пара,
образующегося над кипящим растворителем, теоретически рав¬
на температуре насыщенного пара растворителя. Выпаривание
может производиться под давлением или в вакууме, что позво¬
ляет снизить температуру процесса. Выпаривание может про¬
водиться в двух вариантах: многократное выпаривание и выпа¬
ривание с тепловым насосом.Многокртатным выпариванием называется процесс выпа¬
ривания с использованием в качестве греющего пара вторично¬
го пара. Для этого выпаривание проводится в вакууме, или с
применением греющего пара высокого давления. На рис. 10.4
приведена схема подобного процесса.112
Рис. 10.4. Схема многократного выпаривания:1 — первый выпарной аппарат, 2 — второй выпарной аппарат, Ргр\ — дав¬
ление греющего пара первого аппарата (свежего пара), Рвт 1 — давление
вторичного пара из первого аппарата, равное Ргр2 — давлению греющего
пара второго аппарата, Рвт2 — давление вторичного пара из второго
аппаратаЧисло корпусов установки опре¬
деляется экономическими сообра¬
жениями, в частности, затратами на
производство пара и на обслужива¬
ние, и зависит от начальной и ко¬
нечной (заданной) концентрации
упариваемого раствора.Процесс выпаривания с тепло¬
вым насосом основан на том, что вто¬
ричный пар нагревается до темпера¬
туры греющего пара путем сжатия
его в турбокомпрессоре или инжек¬
торе и затем вновь используется для
испарения растворителя в том же
выпарном аппарате (рис. 10.5).упариваемая
жидкость1парупареннаяжидкостьРис. 10.5. Выпаривание
с тепловым насосом:1— выпарной аппарат, 2 —
устройство для нагрева
вторичного пара10.2.3. Массообменные процессыМассообменными называются процессы, скорость которых
определяется скоростью переноса вещества из одной фазы в дру¬
гую в направлении достижения равновесия (скоростью массопе-
редачи). В процессе массообмена принимают участие три компо¬
нента: распределяющее вещество, составляющее первую фазу,
распределяющее вещество, составляющее вторую фазу и распре¬
деляемое вещество, переходящее из первой фазы во вторую.Движущей силой процесса массообмена является градиент
концентрации распределяемого вещества:113
AC = С - Cp, (10.8)где: С — фактическая концентрация вещества в данной фазе,
Ср — равновесная концентрация его.Процесс массопередачи выражается основным уравнением ее
для единицы времени:Ат = К ACF, (10.9)где: Ат —количество вещества, перешедшего из одной фазы в
другую, F —поверхность раздела фаз, АС —движущая сила про¬
цесса массообмена.К массообменным процессам относятся: абсорбция, ректифи¬
кация, экстракция, адсорбция, сушка.1. Абсорбция —процесс поглощения газов или паров из га¬
зовых или паровых смесей жидким^ поглотителями (абсорбен¬
тами). В основе процесса абсорбции лежит закон Рауля, соглас¬
но которому парциальное давление абсорбента над раствором
равно давлению пара чистого абсорбента, умноженному на его
мольную долю в растворе:Раб = Раб (1-Х), (10.10)где: Раб —давление паров абсорбента над раствором, Раб —дав¬
ление паров чистого абсорбента, X —мольная доля абсорбиро¬
ванного газа в растворе.Абсорбция —процесс избирательный и обратимый. Поэтому
в сочетании с обратным абсорбции процессом десорбции он ис¬
пользуется для разделения газовых и паровых смесей на отдель¬
ные компоненты.Аппараты для проведения абсорбции (абсорберы) делятся на
три типа:— абсорберы, в которых контакт фаз между жидкостью и га¬
зом (паром) осуществляется в слое жидкости, растекающейся
по насадке;— абсорберы, в которых контакт фаз создается между пото¬
ками газа и жидкости (абсорбционные колонны);— абсорберы, в которых контакт фаз создается за счет раз¬
брызгивания жидкости в газе с помощью форсунок.Во всех случаях с помощью этих приемов достигается увели¬
чение поверхности контакта фаз и движущей силы процесса
массообмена.2. Адсорбция — процесс поглощения газов или паров твер¬
дыми поглотителями или поверхностным слоем жидких погло¬
тителей.3. Ректификация —процесс разделения жидких однородных
смесей на составляющие их компоненты или группы компонен-114
тов (фракции) в результате взаимодействия паровой и жидкой
фаз. Процесс ректификации основан на различии состава пара
над жидкостью и самой жидкости в условиях равновесия меж¬
ду паровой и жидкой фазами. Это равновесие в системе «жид¬
кость—пар» описывается уравнением:У=ха1+(а+1)л: ’(10.11)где: у —мольная доля компонента в паровой фазе, х —мольнаядоля компонента в жидкой фазе, а
компонента.По закону Коновалова пар по
сравнению с находящейся с ним в
равновесии жидкостью, относи¬
тельно более богат тем компонен¬
том, прибавление которого к смеси
понижает температуру ее кипения.
При ректификации происходит
многократное испарение жидкости
и конденсации паров, движущихся
противотоком, в результате чего
осуществляется непрерывный мас-
со- и теплообмен между ними. При
этом на нижней ступени из жидкой
смеси извлекается низкокипящий
компонент, который переходит на
верхнюю ступень, а высококипя-
щий компонент переходит из паро¬
вой фазы в жидкую. В результате
после конденсирования паров смесь
разделяется на дистиллят и остатокотносительная летучестьРис. 10.6. Схема ректифика¬
ции:ту, m2, Л7э —количества пос¬
тупившей на ректификацию
смеси образовавшегося
дистиллята и остающегося
остатка, Хи Х2, Х3 —содер¬
жание легколетучего
компонента в них, соответ¬
ственно(рис.10.6).Из общего баланса т\ = m2 + m3 и баланса летучего компо¬
нента m\Xi= Ш2Х2 + АП3Х3 содержание последнего в дистилля¬
те равно:ГП2=Щ*1-*3*2-*3(10.12)По своей конструкции аппараты для ректификации анало¬
гичны абсорберам и называются ректификационными колон¬
нами. По типу контакта паровой и жидкой фаз они подразделя¬
ются на колонны с насадкой и колонны тарельчатые. В колон-115
нах первого типа увеличение поверхности контакта паровой и
жидкой фаз обеспечивается применением насадки в форме раз¬
личных элементов и устройства, распределяющего жидкость по
насадке. Эффективность насадки обратно пропорциональна «эк¬
вивалентному диаметру» ее, определяемому по формуле:4 fd9KB=—, (10.13)где: f —сечение каналов между элементами насадки, S —сум¬
марный периметр каналов.В колоннах второго типа для увеличения поверхности кон¬
такта фаз используются тарелки различного типа.Разделяющая способность ректификационной колонны оп¬
ределяется числом теоретических тарелок в ней. Теоретичес¬
кой тарелкой называется единица высоты ректификационной
колонны, на которой достигается обогащение пара низкокипя-
щим компонентом смеси, отвечающее равновесию между паром
и жидкостью. Число теоретических тарелок зависит от задан¬
ной полноты разделения и летучести (практически —темпера¬
туры кипения) компонентов ректифицируемой смеси. Эти ве¬
личины связаны зависимостью:Уп Х1 „п• «0.14,где: п —число теоретических тарелок, х± —мольная доля низ-
кокипящего компонента в жидкой фазе, уп —мольная доля это¬
го же компонента в паровой фазе, а —относительная летучесть
компонентов, равная отношению парциальных давлений ком¬
понентов в паровой фазе.4. Экстракция —процесс извлечения одного или нескольких
растворенных веществ из одной жидкой фазы другой фазой,
практически не смешивающейся с первой. Процесс экстракции
основан на законе распределения, согласно которому отношение
равновесных концентраций вещества, распределенного между
двумя жидкими фазами, при постоянной температуре есть вели¬
чина постоянная, называемая коэффициентом распределения:Clт1р = 7Г, (10.15)где: 7}р —коэффициент распределения, С\ — равновесная кон¬
центрация распределяемого вещества в первой распределяющей
фазе, С2 —то же во второй фазе.116
Экстракция осуществляется в аппаратах —экстракторах, ко¬
торые конструктивно делятся на:— смесительно-отстойные, в которых последовательно про¬
водятся две стадии процесса экстракции: перемешивание жид¬
костей и их отстаивание для разделения жидких фаз;— колонные, в которых поверхность раздела фаз увеличива¬
ется путем диспергирования капель одной жидкости в другой;— центробежные и пульсационные, в которых, диспергиро¬
вание жидких фаз достигается за счет перемешивания или пуль¬
сации жидкости.В отдельных случаях процесс экстракции сочетают с процес¬
сом ректификации для снижения затрат тепла в последнем и
повышения его эффективности (рис. 10.7).разбавленныйраствор А + Вконцентрированный
раствор В + С1—►ЭКСТРАКЦИЯ »РЕКТИФИКАЦИЯВА +С +Рис. 10.7. Схема ректификации с предварительной абсорбцией:А—растворитель, В—экстрагируемое вещество, С—экстрагентПодобная схема применяется для извлечения веществ из
сильно разбавленных растворов, для получения концентриро¬
ванных растворов, для разделения жидких однородных смесей.5. Сушка —процесс удаления летучего компонента (чаще все¬
го влаги) из твердых материалов путем его испарения и отвода
образующегося пара. Условием сушки является обеспечение
неравенства Рм>Рс, где: Рм —давление пара во влажном мате¬
риале, Рс —парциальное давление
пара в окружающей среде. Давле¬
ние пара Рм зависит от температу¬
ры, влажности высушиваемого ма¬
териала, типа связи влаги с матери¬
алом (абсорбционная, конституци¬
онная, гигроскопическая влага).На рис. 10.8 представлена зави¬
симость давления Рм от температу¬
ры для материала различной влаж¬
ности (С1>С2>Сз). Скорость про-
цессса сушки увеличивается с по¬
вышением температуры, пониже¬►7“Рис. 10.8. Влияние влажности
материала на давление водя¬
ного пара117
нием давления над высушиваемым материалом, уменьшением
влагосодержания высушивающего газа (рс) и повышением ско¬
рости циркуляции газа над материалом.Существуют следующие варианты процесса сушки: —кон¬
тактная сушка с нагревом материала через стенку;— непосредственная сушка нагретым газом или воздухом;— сушка нагревом токами высокой частоты;— радиоционная сушка нагревом инфракрасным излучением.В соответствии с этими вариантами для сушки используют¬
ся аппараты —сушилки различной конструкции:— для контактной сушки — сушильные шкафы, сушилки,
оборудованные мешалками, вальцовые сушилки. Схема контак¬
тной сушки приведена на рис. 10.9;тнспарВлМТНСРис. 10.9. Схема контактной Рис. 10.10. Схема газовой сушкисушки: 1 — камера контакта сырого мате-ВлМ —влажный материал, ТНС — риала с сушильным агентом, 2теплоноситель, Т,>Т2 Узел подогрева и подачи сушильногоагента, 3 — узел транспортировки
материала, 4 — вентилятор— для газовой сушки применяются камерные, туннельные,
ленточные, барабанные и распылительные сушилки периоди¬
ческого и непрерывного действий (рис. 10.10).Максимальной эффективностью обладают сушилки кипяще¬
го слоя, распылительные сушилки и сушилки аэрофонтанного
типа (рис. 10.11).Рис. 10.11. Аэрофонтанная сушилка:1 — бункер влажного материала, 2 —пневмопровод, 3 —сушильная
камера. 4 — циклон118
Аэрофонтанные сушилки характеризуются малым временем
соприкосновения высушиваемого материала с сушильным аген¬
том и высокой эффективностью. Они применяются для сушки
нестойких материалов, разлагающихся при длительном нагре¬
вании.В последнее время в химико-технологических процессах
широко используются аппараты, которые совмещают несколь¬
ко элементарных процессов. Это позволяет повысить эффектив¬
ность, упростить технологическую схему, сократить коммуни¬
кации и снизить капитальные затраты.К подобным аппаратам совмещенного действия относятся,
например:— червячнообжимный пресс, в котором объединены вибро¬
сито, фильтр и сушилка;—распылительная сушилка, совмещающая выпарной аппа¬
рат и сушилку;— распылительная сушилка-гранулятор и аммонизатор-гра-
нулятор в производстве аммофоса, совмещающие процессы ней¬
трализации кислоты и грануляции полученного продукта, и
многие другие.70.3. Химические реакторы10.3.1. Принципы проектирования химических реакторовГлавная стадия химико-технологического процесса, опре¬
деляющая его назначение и место в химическом производстве,
реализуется в основном аппарате химико-технологической
схемы, в котором протекает химический процесс — химичес¬
ком реакторе. В технологической схеме химический реактор
сопряжен с аппаратами подготовки сырья и аппаратами раз¬
деления реакционной смеси и очистки целевого продукта. Кон¬
струкция и режим работы химического реактора определяет
эффективность и экономичность всего химико-технологичес¬
кого процесса.Выбор конструкции и размеров химического реактора опре¬
деляется скоростями протекающих в нем химических реакций
и процессов маесо- и теплообмена (см. главу IX). При этом зада¬
ются производительность установки, элементом которой явля¬
ется химический реактор, и степень превращения сырья.Основным показателем работы реактора, свидетельствую¬
щим о его совершенстве и соответствии заданной цели, являет¬
ся интенсивность его (см. форм. 8.7). Так как от интенсивности119
зависит время, затрачиваемое на производство единицы целе¬
вого продукта, то главной задачей при расчете химического ре¬
актора является установление зависимости:T = F(XtC,U), (10.16)где: т —время пребывания реагентов в реакторе, X —степень
превращения реагентов в целевой продукт, С —начальная кон¬
центрация реагентов, U —скорость химического процесса.Расчет химического реактора состоит из следующих опера¬
ций:— исходя из законов термодинамики и гидродинамики оп¬
ределяется направление химического процесса; выявляют ус¬
ловия равновесия, по которым устанавливаются начальные и
конечные значения параметров процесса;— составляют материальный и тепловой балансы реакто¬
ра;— по значениям рабочих и равновесных параметров опреде¬
ляют движущую силу процесса и на основе законов кинетики
находят коэффициент скорости процесса;— по полученным данным определяют основные размеры
реактора: емкость, площадь поперечного сечения, поверхность
нагрева (охлаждения), поверхность фазового контакта и другие
характеристики. Расчёт ведется по общей зависимости:А=Тк’ <1017>где: А — основной размер реактора,тп — количество вещества, перерабатываемое в единицу
времени,А — движущая сила процесса,К — коэффициент скорости процесса.10.3.2. Классификация химических реакторовВ основу классификации химических реакторов положены
три принципа: организационно-техническая структура опера¬
ций, осуществляемых в реакторе, характер теплового режима
и режима движения компонентов.По организационно-технической структуре операций хими¬
ческие реакторы делятся на реакторы периодического действия
и реакторы непрерывного действия.Для реакторов периодического действия характерно падение
движущей силы процесса во времени вследствие уменьшения кон¬120
центрации реагентов в ходе процес¬
са. Это приводит к тому, что режим
работы реакторов периодического
действия нестационарен во времени
и требует изменения параметров про¬
цесса (температура, давление и др.)
для компенсации этого падения и
поддержания скорости процесса на
заданном уровне (рисЛОЛ2).Для реакторов непрерывного
действия характерно постоянство
движущей силы процесса во време¬
ни вследствие постоянства концен¬
трации реагентов в ходе процесса.
Поэтому режим работы реакторовРис.10.12. Режим работы
реактора периодического
действия:Со, Сс —концентрации реа¬
гентов начальная и в момент
х, Т, Р —температура и дав¬
ление в реакторенепрерывного действия стациона¬
рен во времени и не требует корректировки параметров про¬
цесса (рис. 10.13).Производительность реакторов рассчитывается по уравнению:П=mтр+т3+тв(10.18)где: /71Хр, X.з>с, г, я
<t>СгГрмасса продукта, полученная за время цикла
работы реактора,время химического процесса, загрузки компо¬
нентов в реактор и выгрузки продуктов из ре¬
актора, соответственно.Поскольку в непрерывном процес¬
се т3 = тв = 0, то производительность
реакторов непрерывного действия
выше таковой реакторов периодичес¬
кого действия при прочих равных ус¬
ловиях.В некоторых многостадийных
производствах (например, в домен¬
ном) сочетаются в едином полунепре-
рывном процессе периодические
(загрузка шахты, выпуск чугуна) и
непрерывное (восстановление окси¬
дов железа и образование чугуна) процессы.Эффективность работы химического реактора во многом за¬
висит от его теплового режима, влияющего на кинетику, состо¬
яние равновесия и селективность процесса, протекающего в ре¬Рис. 10.13. Режим работы
реактора непрерывного
действия121
акторе. По тепловому режиму химические реакторы подразде¬
ляются на:— реакторы с адиабатическим режимом, в которых отсут¬
ствует теплообмен с окружающей средой и тепловой эффект
химической реакции полностью затрачивается на изменение
температуры в реакторе;— реакторы с изотермическим режимом, для которых харак¬
терно постоянство температуры в реакторе, что обеспечивается
подводом или отводом тепла из реактора;— реакторы с политропическим режимом, характеризую¬
щиеся подводом или отводом тепла из реактора при изменяю¬
щейся температуре в нем. За счет этого в реакторе устанавлива¬
ется заданный тепловой режим и достигается автотермичность
процесса. Реакторы этого типа наиболее распространены в хи¬
мическом производстве.10.3.3. Реакторы непрерывного действияХимические реакторы непрерывного действия по режиму
движения компонентов делятся на реакторы идеального вытес¬
нения (РИВ-Н), реакторы идеального смешения (РИС-Н) и ре¬
акторы промежуточного типа (РПТ-Н).Реакторами идеального вытеснения называются реакторы
непрерывного действия, в которых осуществляются ламинар¬
ный гидродинамический режим. В них поток реагентов движет¬
ся в одном направлении по длине реактора без перемешивания,
обратного или поперечного перемещения. В РИВ-Н параметры,
движущая сила процесса и скорость процесса изменяются по
длине реактора (во времени), причем отклонение средней дви¬
жущей силы от постоянного значения является максимальным
(рис. 10.14а).Реакторами идеального ( полного) смешения называются ре¬
акторы непрерывного действия, в которых осуществляется тур¬
булентный гидродинамический режим. В них потоки реагентов
смешиваются друг с другом и с продуктами химического пре¬
вращения. В РИС-Н параметры, движущая сила процесса и ско¬
рость процесса постоянны по объему реактора (то есть во време¬
ни), причем отклонение средней движущей силы от постоянно¬
го значения равно нулю (рис. 10.146).Реакторы промежуточного типа занимают по характеру из¬
менения параметров и движущей силы процесса промежуточ¬
ное место между этими крайними случаями.На рис. 20.14 представлен характер изменения концентра¬
ции реагентов, степени их превращения и скорости химическо¬
го процесса в реакторах типа РИВ-Н и РИС-Н.122
сс*'-'НСиXХнк ь1I1I11 L*► Цу)▲1111 "оикiL1Г11111 ^► цу)бРис. 10.14. Изменение характеристик в реакторах:а —реактор идеального вытеснения, б —реактор идеального смешения,Сн и Ск —начальные и конечные концентрации реагентов в реакторе, Хо иХк — степень превращения реагентов в начале и в конце процесса, UH иUK— начальная и конечная скорость процесса в реактореХарактер изменения движущей силы процесса в реакто¬
рах различного типа можно проследить на таком параметре
как температура. В данном случае движущая сила процесса
равна разности между предельным значением температуры
ts и значением действительной (рабочей) температуры £, то
есть А* = ts ~t.На рис. 10.15 представлен характер изменения температу¬
ры и движущей силы процесса в реакторах непрерывного дей¬
ствия идеального вытеснения (РИВ-Н) и идеального смешения
(РИС-Н). Из него следует, что наибольшая величина движущей
силы достигается в реакторах типа РИВ-Н, а наименьшая в ре¬
акторах типа РИС-Н.Повышение движущей силы процесса в реакторе РИС боль¬
шого объема может быть достигнуто разделением его рабочего
объема на ряд секций, в каждой из которых создается режим
реактора РИС-Н, или созданием каскадной схемы из несколь¬
ких реакторов РИС-Н, суммарный объем которых равен объ¬
ему одного большого реактора (рис. 10.16).В этом случае, при сохранении преимуществ режима реак¬
тора РИС-Н, средняя движущая сила возрастает от величины
для одного реактора РИС-Н большого объема, чему эквивален¬
тна площадь 2, 3, 4, 5, до величины для каскада реакторов, ко-123
РИВ-НРИС-НРис. 10.15. Изменение движущей силы ЛТ в реакторах РИВ-Н и
РИС-Н:Тs —предельная температура, достигаемая в процессе (температура теп¬
лоносителя), Тн —начальная температура реагентов в реакторе, Тк —ко¬
нечная температура в реакторе, АТ —средняя движущая сила процесса, L
— длина реактора (его объем)уГ~\У124
торой эквивалентна площадь 1, 3, 4, 5, 6, 7, 8, 9, 10, 11. При
увеличении числа секций или реакторов в каскаде движущие
силы реакторов РИС-Н и РИВ-Н становятся практически рав¬
ными и каскад реакторов РИС-Н можно рассматривать как еди¬
ный реактор РИВ-Н большой производительности (кривая на
рис.10.16).10.3.4. Конструкция химических реакторовКонструктивно химические реакторы могут иметь различ¬
ную форму и устройство, так как в них осуществляются раз¬
нообразные химические и физические процессы, протекающие
в сложных условиях массо- и теплопередачи. При проектиро¬
вании химических реакторов учитывают агрегатное состояние
компонентов, гидродинамический режим, тепловой режим
(выделение или поглощение тепла), периодичность процесса,
наличие или отсутствие катализатора и другие особенности
процесса.По назначению химические реакторы делят на реакторы для
гомогенных процессов, реакторы для гетерогенных процессов
и реакторы для гетерогенно-каталитических процессов.1. Реакторы для гомогенных периодических процессов вы¬
полняют в виде резервуаров, кубов или автоклавов, а для не¬
прерывных, в виде трубчатых реакторов вытеснения, реакто¬
ров типа РИС-Н и РИВ-Н различных конфигураций.2. Реакторы для гетерогенных процессов конструируют с
учетом обеспечения наилучших условий массопередачи, созда¬
ния возможно большей поверхности контакта фаз и ее обновле¬
ния в ходе процесса, обеспечения необходимого режима движе¬
ния компонентов в каждой фазе. Конструкция реакторов этого
типа существенно зависит от агрегатного состояния компонен¬
тов процесса.Реакторы для систем «газ—твердое тело» и «жидкость—
твердое тело» выполняют в виде аппаратов, близких к режиму
вытеснения (например, печь для обжига известняка, барабан¬
ная печь для кальцинации гидроксида алюминия и т.п.), или в
виде аппаратов, близких к режиму смешения (печь пылевид¬
ного обжига, реакторы кипящего слоя и т.п.).Реакторы для систем «газ—жидкость» и «жидкость—жид¬
кость» выполняют в виде аппаратов абсорбционного типа. К ним
относятся скрубберы различного устройства, барботажные ко¬
лонны, баки с мешалками, реакторы с разбрызгиванием жид¬
кости в токе газа, продуваемого с высокой скоростью и др. „125
Устройство конкретных реакторов различного типа рассмат¬
ривается при описании отдельных химических производств.
Конструкция реакторов для гетерогенно-каталитических про¬
цессов описана в главе XIII.Контрольные вопросы1. По каким признакам классифицируют процессы химического про¬
изводства?2. Чем отличаются непрерывные процессы от периодических и в чем
их преимущества?3. Какие процессы называются гидромеханическими, тепловыми,
массообменными? Приведите примеры процессов каждого вида.4. В чем преимущества процессов, протекающих в режиме « кипящего
слоя»?5. Какой аппарат называется химическим реактором? Приведите»классификацию химических реакторов.6. Как изменяются концентрация реагентов, скорость и движущая
сила процесса в реакторах непрерывного действия различного
типа?
Глава XIКАТАЛИТИЧЕСКИЕ ПРОЦЕССЫ11.1. Промышленный катализВ химической промышленности и смежных с ней отраслях
(нефтехимия и др.) более 90% существующих и вновь вводи¬
мых технологий представляют каталитические процессы. С ис¬
пользованием катализаторов производятся десятки тысяч наи¬
менований неорганических и органических продуктов, в том
числе такие как аммиак, азотная и серная кислоты, метанол,
бутадиен, стирол и др., осуществляются перспективные мето¬
ды производства моторных топлив, очистка сточных вод и га¬
зовых выбросов.Большинство каталитических процессов могут быть органи¬
зованы как непрерывные, безотходные, малоэнергоемкие. Они
отличаются высокими технико-экономическими показателями,
обеспечивают высокий выход целевого продукта. Использова¬
ние катализаторов позволяет интенсифицировать химико-тех¬
нологические процессы, осуществлять превращения, которые
не могут быть реализованы на практике без катализатора вслед¬
ствие весьма высокой энергии активации, направлять процесс
в нужную сторону, регулировать структуру и свойства произ¬
водимых продуктов (например, стереоспецифические катали¬
заторы в производстве синтетических каучуков и пластических
масс). Особое значение имеет применение катализаторов в об¬
ратимых экзотермических процессах, в которых повышение
температуры с целью ускорения реакции резко снижает равно¬
весную степень превращения и делает реакцию термодинами¬
чески неразрешенной. В подобных процессах роль катализато¬
ров является первостепенной.В отличие от других факторов, интенсифицирующих хими¬
ческий процесс, катализатор влияет только на скорость хими¬
ческой реакции и не влияет на термодинамику, лишь ускоряя
достижение состояния равновесия.При этом, катализатор не ускоряет диффузионных процес¬
сов и оказывает влияние только на скорость процессов, проте¬
кающих в кинетической области.Каталитические процессы подразделяются на:— гомогенные, в которых реагирующие вещества и катали¬
затор составляют одну фазу;127
— гетерогенные, в которых реагирующие вещества и ката¬
лизатор находятся в разных фазах;— микрогетерогенныеу протекающие в жидкой фазе с учас¬
тием катализаторов в коллоидном состоянии;— ферментативные, протекающие в биологических систе¬
мах под воздействием ферментов.В химической промышленности наиболее распространены
гетерогенные каталитические процессы, в которых границей
раздела фаз является поверхность твердого катализатора, на¬
ходящегося в контакте с газообразной или жидкой фазой.Химические реакции на поверхности катализатора представ¬
ляют собой сложный процесс, состоящий из нескольких после¬
довательно протекающих элементарных стадий, различающих¬
ся по химической и физической природе:— диффузия реагентов из потока к поверхности зерен ката¬
лизатора (стадия внешней диффузии);— диффузия молекул реагентов внутрь пор катализатора
(стадия внутренней диффузии);— абсорбция молекул реагентов на поверхности катализато¬
ра, протекающая в форме физической абсорбции или хемосорб¬
ции (активированной абсорбции); стадия хемосорбции заклю¬
чается в образовании активированного комплекса реагента и
катализатора и определяет специфичность действия катализа¬
тора в каталитических реакциях;— поверхностная химическая реакция в результате пере¬
группировки активированного комплекса или взаимодействия
молекул одного адсорбированного реагента с молекулами дру¬
гого;— десорбция образовавшихся продуктов реакции с поверх¬
ности катализатора;— диффузия продуктов из пор катализатора к внешней по¬
верхности его (обратная внутренняя диффузия);— диффузия продуктов от поверхности катализатора в поток.В химико-технологических процессах применяют не инди¬
видуальные каталитически активные вещества, а контактные
массы у представляющие сложные системы, состав и природа
компонентов которых должны обеспечить наиболее эффектив¬
ное и устойчивое протекание каталитического процесса. Кон¬
тактная масса состоит из каталитически активного вещества
(катализатора), активатора и носителя.Природа гетерогенных катализаторов весьма разнообразна
и зависит от типа катализируемых реакций. В качестве ката¬
лизаторов используют, главным образом, металлы в свободном128
состоянии (платина, серебро, медь, железо) и оксиды металлов
(цинка, хрома, алюминия, молибдена, ванадия). В тех случа¬
ях, когда в системе одновременно протекают две реакции, ка¬
тализируемых различными веществами, применяют бифункци¬
ональные катализаторы, состоящие из двух соответствующих
компонентов (например, оксид цинка и оксид алюминия в про¬
цессе дегидратации и дегидрирования этанола до бутадиена).Активатором (промотором) называется вещество, вводи¬
мое в контактную массу для повышения активности катализа-
тора и увеличения срока его действия. Активаторы обладают
избирательным действием, поэтому природа их зависит от при¬
роды катализатора.Носителем (трегером) называется материал, на который на¬
носят катализатор с целью увеличения его поверхности, прида¬
ния массе пористой структуры, повышения ее механической
прочности и снижения себестоимости контактной массы. В ка¬
честве носителей в контактных массах используются пемза, ас¬
бест, силикагель, кизельгур, пористая керамика.Контактные массы изготавливаются методами:— осаждения гидроокисей и карбонатов из растворов солей
с последующим формированием и прокаливанием;— совместным прессованием смеси компонентов с вяжущим
веществом;— сплавлением компонентов;— пропиткой пористого носителя растворами катализатора
и активатора.Контактные массы формуют в виде гранул, таблеток или эле¬
ментов различной конфигурации. Металлические катализато¬
ры изготавливают и применяют в виде тонких сеток.11.2. Технологические характеристики твердых
катализаторовЭффективность использования катализаторов в промышлен¬
ных гетерогенно-каталитических процессах существенно зави¬
сит от их технологических характеристик. К ним относятся:
активность, температура зажигания, селективность действия,
устойчивость к ядам, пористость, механическая прочность, теп¬
лопроводность, доступность и дешевизна.1. Активностью катализатора (А) называется мера ускоряю¬
щего воздействия его по отношению к данной химической ре¬
акции. Она определяется как отношение констант скоростей ка¬
талитической и некаталитической реакций:5 Химическая технология. Том 1129
где Е — энергия активации реакции без катализатора,Ек — энергия активации реакции с катализатором.Для тех случаев, когда каталитическая и некаталитическая
реакции имеют один порядок и, следовательно, предэкспонен-
циальные коэффициенты в уравнении Аррениуса для них рав¬
ны (ai=a2), активность катализатора определится из (11.1) как:где: АЕ = Е —Ек.Снижая энергию активации реакции, катализатор ускоряет
ее на много порядков. Так, например, для реакции:активность применяемого в ней ванадиевого катализатора А =
3-1011, то есть скорость реакции возрастает в сотни миллиар¬
дов раз.В большинстве случаев катализатор также снижает порядок
реакции, при этом тем сильнее, чем выше его активность. Так,
например, если порядок приведенной выше реакции без ката¬
лизатора равен 3, то в присутствии ванадиевого катализатора
он составляет всего 1,8.2. Температурой зажигания катализатора Т3 называется ми¬
нимальная температура, при которой процесс начинает проте¬
кать с достаточной для технологических целей скоростью. Чем
выше активность катализатора, тем ниже температура его за¬
жигания, то есть:где: К —константа, зависящая от природы катализатора.При низкой температуре зажигания расширяется рабочий
интервал между Т3 и режимом температуры процесса, упроща¬
ется конструкция реактора, уменьшается расход тепла на по¬
догрев реагентов, стабилизируется технологический режим.
Для экзотермических каталитических реакций при некотором
значении Т3 скорость выделения тепла становится равной ско¬
рости отвода тепла (расход тепла на нагрев реакционной смеси
и унос тепла с продуктами реакции). В этом случае Т3 представ¬
ляет ту минимальную температуру, при которой обеспечивает¬
ся автотермичность процесса.А=еЛЕ/ЕТ,(11.2)2SO2 + О2 <=i 2SO3К
Т(11.3)130
3. Селективностью (избирательностью) катализатора назы¬
вается его способность избирательно ускорять одну из реакций,
если в системе термодинамически возможно протекание не¬
скольких реакций. Для сложной параллельной реакции, про¬
текающей по схеме:^\Е\ т?А >ВkjE2> Си включающей реакции А—1В и А-*СУ которые характеризу¬
ются, соответственно, константами скорости k\ и &2 и энергия¬
ми активации Е\ и Е2, селективность по направлению А —’> В
определится как:о = /г Е2-Е1\
r RTук2 j(11.4)Из нее следует, что при некоторой заданной температуре Т
можно путем подбора катализатора изменять разность Е2 —Е\и, следовательно, направлять процесс в сторону образования
целевого продукта.Селективность катализатора имеет большое значение в та¬
ких химико-технологических процессах как окисление аммиа¬
ка в производстве азотной кислоты, различных процессах орга¬
нического синтеза. Используя катализаторы, становится воз¬
можным получать из общего сырья различные целевые продук¬
ты, например:-—► С4Н6 ►С2Н4С2Н5ОН> СН3СНО> (СгНб^О.4. Пористость катализатора характеризует его удельную по¬
верхность и, следовательно, влияет на поверхность контакта
катализатора с реагентами. Для каталитических процессов
большое значение имеет доступность поверхности твердого ка¬
тализатора для реагирующих веществ, так как чем больше по¬
верхность контакта, тем выше скорость превращения их в це¬
левые продукты в единицу времени на том же катализаторе.Пористость катализатора выражается отношением свободно¬
го объема пор к общему объему катализатора и характеризует¬
ся удельной его поверхностью, то есть поверхностью, отнесен-5*131
ной к единице массы или объема катализатора. Современные
катализаторы имеют весьма развитую удельную поверхность,
достигающую 10—100 м2/г.5. Механическая прочность контактной массы должна быть
такой, чтобы она не разрушалась под действием собственного
веса в аппаратах с неподвижным слоем катализатора и не исти¬
ралась в аппаратах с движущимся слоем катализатора и аппа¬
ратах «КС».6. Устойчивость к контактным ядам. Практическому исполь¬
зованию гетерогенно-каталитических процессов препятствует
явление снижения активности катализатора в ходе процесса.
Причинами этого являются:— уменьшение активной поверхности катализатора при
осаждении на нем пыли или продуктов реакции;— механическое разрушение катализатора;— отравление катализатора каталитическими (контактны¬
ми) ядами.Отравлением катализатора называется частичная или
полная потеря его активности под воздействием незначитель¬
ного количества некоторых веществ —контактных ядов. Кон¬
тактные яды образуют с активированными центрами катали¬
затора поверхностные химические соединения и блокиру¬
ют их, снижая активность катализатора. Для каждой груп¬
пы катализаторов существуют определенные виды контак¬
тных ядов.Отравление катализатора может быть обратимым, когда
контактные яды снижают активность катализатора времен¬
но, пока они находятся в зоне катализа, и необратимым, ког¬
да активность катализатора не восстанавливается после уда¬
ления контактных ядов из зоны катализа. Контактные яды
могут содержаться в реагентах, поступающих на каталитичес¬
кий процесс, а также образовываться в качестве побочных
продуктов в самом процессе. Устойчивость к контактным ядам
является важнейшим свойством промышленных катализато¬
ров. Для удлинения срока службы контактных масс в хими¬
ко-технологических процессах предусматривается стадия тща¬
тельной очистки реагентов от вредных примесей и операция
регенерирования катализатора (например, выжигание высо¬
коуглеродистой полимерной пленки, обволакивающей зерна
катализатора, в процессах каталитического крекинга, нефте¬
продуктов, изомеризации и дегидрирования органических со¬
единений).132
11.3. Контактные аппараты11.3.1. Устройство контактных аппаратовХимические реакторы для проведения гетерогенно-катали¬
тических процессов называются контактными аппаратами.
В зависимости от состояния катализатора и режима его дви¬
жения в аппарате, они делятся на: контактные аппараты с не¬
подвижным слоем катализатора, контактные аппараты с дви¬
жущимся слоем и контактные аппараты с псевдоожиженным
слоем.Кроме того, контактные аппараты различаются структурой
материальных потоков компонентов, способом подвода или от¬
вода тепла и рядом других конструктивных особенностей.1. Контактные аппараты с непод¬
вижным слоем катализатора (кон¬
тактной массы) выполняются в виде
реакторов типа РИВ-Н. Контактная
масса в них размещается в несколь¬
ко слоев на полках (полочные аппа¬
раты) или в трубах (трубчатые аппа¬
раты). Многополочные контактные
аппараты, содержащие несколько
слоев катализатора (рис. 11.1), при¬
меняются в процессах с высоким
положительным или отрицатель¬
ным тепловым эффектом. Для под¬
держания оптимального теплового
режима процесса реакционная смесь
после прохождения каждого слоя катализатора подогревается
или охлаждается путем подачи в пространство между слоями
холодного газа, или в выносных и встроенных теплообменни¬
ках. Комбинация контактного аппарата с устройствами для от¬
вода или подвода тепла называется контактным узлом.Для процессов, протекающих с очень высокими скоростями,
применяют конструкции, в которых контактные массы разме¬
щены в сетках, что обеспечивает лучший их контакт с реаген¬
тами.К недостаткам контактных аппаратов с неподвижным слоем
катализатора относятся:— низкая производительность катализатора вследствие зат¬
руднений в использовании внутренней поверхности его зерен;газРис. 11.1. Контактный
аппарат с неподвижным
слоем катализатора133
— невозможность применять мелкозернистый катализатор
ввиду его слеживаемости;— трудность поддерживания оптимального теплового режима;— сложность (многослойность) конструкции;— необходимость остановки контактного аппарата для заме¬
ны отработанного катализатора.2. Контактные аппараты с движущимся слоем катализатора
работают в режиме реакторов РИС-Н и РПТ-Н. В них катализа¬
тор распыляется в движущемся потоке газа или жидкости и пе¬
реносится вместе с ним. При этом для обеспечения противотока
газ поступает в аппарат снизу, а катализатор сверху (рис. 11.2).3. Контактные аппараты с псевдоожиженным слоем катали¬
затора работают по принципу аппарата «КС» в режиме реакто¬
ров РИС-Н и применяются, главным образом, в производствах
органического синтеза, в которых катализатор быстро теряет
активность и требует непрерывной регенерации. Поэтому, в
этих установках, как и в установках с движущимся слоем ка¬
тализатора, контактный аппарат сопряжен с регенератором
катализатора (рис. 11.3).К преимуществам контактных аппаратов с движущимся и
псевдоожиженным слоем катализатора относятся:— возможность подачи реагентов с температурой ниже тем¬
пературы зажигания катализатора;— легкость регенерации и замена катализатора;— возможность использования мелкозернистых катализато¬
ров;— более полное использование внутренней поверхности зерен
катализатора и, как следствие, высокая производительность его;— оптимальный температурный режим работы аппарата.регенераторО-газ -4контактныйаппаратгазМ-► катализатор
на регенерациюподъемниккатализатораРис.11.2. Контактный аппарат с движущимся слоем катализатора134
Рис. 11.3. Контактный аппарат с псевдоожиженным слоем
катализатораК недостаткам контактных аппаратов этих типов относятся
быстрое истирание зерен катализатора и загрязнение продук¬
тов реакции катализаторной пылью.11.3.2. Показатели работы контактного аппаратаРежим работы и производительность контактного аппарата
зависит от таких параметров его как время контакта, объемная
скорость газа (жидкости) и удельная производительность ката¬
лизатора.1. Время контакта — время соприкосновения реагентов с ка¬
тализатором определяют так:V,катVr(И.5)где: VT — объем газообразной (жидкой) реакционной смеси, про¬
ходящей через катализатор в единицу времени, нм3/с; VK —
объем катализатора (контактной массы), м3; tK — время кон¬
такта в секундах, с.2. Объемная скорость — объем реакционной смеси, прохо¬
дящей через единицу объема катализатора в единицу времени (W),
нм3/м3*ч или ч-1. Следует иметь в виду, что второе обозначение
весьма условно, так как объемные единицы относятся к различ¬
ным фазам: нм3 — к газу, м3 — к твердому катализатору.Из (11.5) и определения объемной скорости следует, что(11.6)1W= —
тк135
3. Удельная производительность (интенсивность) катализато¬
ра — масса продукта, получаемая с единицы объема катализатора
в единицу времени (gK), кг/м3.ч. Для газообразных систем2к = ^пр-р, (11.7)где Vnp — объем газообразного продукта, полученного с едини¬
цы объема катализатора в единицу времени, нм3/м3-ч,р — плот¬
ность продукта, кг/м3.Интенсивность катализатора, от которой зависит эффектив¬
ность работы контактного аппарата, связана с объемной скоро¬
стью реакционной смеси и содержанием в ней целевого продук¬
та. При этом, для процессов необратимых, проводимых по от¬
крытой технологической схеме, учитывается содержание целе¬
вого продукта только на выходе из контактного аппарата. Для
обратимых процессов, проводимых по циклической схеме, сле¬
дует учитывать как содержание продукта на выходе из аппара¬
та, так и на входе в него, то есть часть неотделенного целевого
продукта, в смеси, вводимой вновь в процесс.Установим эту зависимость между интенсивностью катализато¬
ра, объемной скоростью реакционной смеси и содержанием целе¬
вого продукта в ней на примере реакции, протекающей по схеме:А + В^С.Обозначим: Wь W2 — объемные скорости реакционной сме¬
си на входе и выходе из контактного
аппарата, соответственно,— объемные доли целевого продукта (С)
в смеси на входе и выходе из контакт¬
ного аппарата, соответственно,
объем целевого продукта, образовав¬
шийся за один проход реакционной
смеси через контактный аппарат,
нм3/м3ч (рис. 11.4).За время прохода через аппарат
объем целевого продукта С соста¬
вит: — на входе в аппарат —
на выходе из аппарата W2<я 2 •Отсюда объем продукта С, зано¬
во образовавшегося в контактном
аппарате равен:03i,C02-С02W2ьА + ВКонтактныйаппаратС\Л/k FW1А + В + СРис. 11.4. Схема расчета
интенсивности катализатора
при оратимом процессе
(замкнутая схема)Vq - 0)2^2—coiWi (11.7а)Однако в результате протекания
реакции А + В ^ С, происходит
уменьшение объемной скорости, за136
счет сокращения объема ее на величину объема образовавшегося
за это время продукта СW2 = Wi-Vc (11.76)Подставив значение W2 из (11.76) в (11.7а), получим= (Wl —Vc) (02 —Wtfa 1 (11. 7в)и, решая это уравнение относительно VcVC = Z (11.8)1+со2Умножив объем полученного целевого продукта на его плот¬
ность, получаем выражение для удельной производительности
катализатора:Рс^^г-юг)gk = 7~ (И.9)1 + Ю2Очевидно, что для процессов, протекающих по открытой тех¬
нологической схеме со 1= 0 и Vc= (02^2* Тогда:„ “>2W1v'=T^-2 <11Л‘>и производительность катализатора:prW,(Q2Контрольные вопросы1. Перечислите основные технологические характеристики твердых
катализаторов и раскройте их содержание.2. Из чего состоит контактная масса?3. В каких каталитических процессах необходимо использовать ка¬
тализаторы с высокой селективностью? Приведите пример.4. Что такое контактные яды и каким образом их удаляют из сырья?5. Выведите в общем виде формулу для удельной производительнос¬
ти интенсивности катализатора?137
Глава XIIОРГАНИЗАЦИЯ ХИМИЧЕСКОГО ПРОИЗВОДСТВА12.1. Химическое производство как системаПроизводственные процессы в химической, нефтехимичес¬
кой, металлургической и других отраслях могут существенно
различаться видом сырья и продукции, условиями проведения,
мощностью аппаратуры и т.д. Однако при всем многообразии
конкретных процессов современное химическое производство
имеет одно общее: это сложная химико-технологическая систе¬
ма, состоящая из большого числа аппаратов и разнообразного
оборудования (узлов) и связей (потоков) между ними. При этом
под химико-технологической системой (ХТС) понимается со¬
вокупность всех процессов и средств для их проведения с це¬
лью получения продукта заданного качества и в требуемом ко¬
личестве.Особенность химико-технологических процессов в том, что
они протекают с высокими скоростями, при высоких темпера¬
турах и давлениях в многофазных системах. Это определяет их
сложность, большое число параметров, многочисленность свя¬
зей между ними и взаимное влияние параметров друг на друга
внутри ХТС.Эффективное функционирование химического производства
как ХТС предполагает решение ряда задач как на стадии про¬
ектирования, так и на стадиях строительства предприятия и его
эксплуатации. При решении этих задач:— определяется технологическая топология ХТС, то есть ха¬
рактер и порядок размещения и соединения отдельных аппара¬
тов в технологической схеме;— определяются значения входных переменных, то есть фи¬
зических параметров входных потоков сырья;— устанавливаются значения технологических показателей
химико-технологической системы (степень превращения сырья
в целевой продукт, выход продукта, селективность и др.);— определяются конструкционные характеристики аппара¬
тов химико-технологической системы (размеры реактора, вы¬
сота слоя насадки, поперечное сечение аппарата и др.);— выбираются параметры технологического режима во всех
аппаратах, влияющие на скорость процесса, выход и качество
продукции (температура, давление, активность катализатора,
характер потока реагентов);138
— выбираются параметры технологических потоков, обеспе¬
чивающие работу всей ХТС в заданном режиме,В ходе решения этих задач и разрабатывается промышленное
производство, то есть осуществляется масштабный переход от
лабораторного эксперимента к химическому предприятию. Слож¬
ность этой задачи выдвигает необходимость системного подхода
при ее решении. При системном подходе любое химическое про¬
изводство рассматривается как объект, взаимодействующий с
внешней средой и обладающий сложным внутренним строением,
большим количеством составных частей и элементов, взаимно
связанных и поэтому действующий как единое целое.В подобной системе различают элемент —самостоятельную и
условно неделимую единицу, и подсистему —группу элементов,
обладающую определенной целостностью и целенаправленнос¬
тью. В химическом производстве элементом считают аппарат, в
котором протекает какой-либо типовой процесс; подсистемой —
группу аппаратов, технологическую установку, агрегат.Между элементами и подсистемой существуют различные
типы связей: материальные, энергетические, тепловые, инфор¬
мационные, которые реализуются в форме потоков, перенося¬
щих вещество, теплоту, энергию. В самом элементе происходит
преобразование этих потоков, изменение их природы. Для хи¬
мической технологии, изучающей химическое производство
как ХТС, особое значение имеют не внутренние структура и
свойства элементов (аппаратов), а те качества, которые опреде¬
ляют их взаимодействие с другими элементами ХТС или влия¬
ют на свойства системы в целом.Химико-технологическим системам присущи некоторые об¬
щие признаки. К ним относятся:— общая цель функционирования (выпуск химической про¬
дукции);— многочисленность элементов и связей между ними;— большое число параметров, характеризующих работу си¬
стемы;— сложность и взаимосвязанность работы системы (изменение
режима в одном элементе влияет на работу всего производства);— высокая степень автоматизации процессом управления
производством;— потоки регистрирующей и управляющей информации
между элементами системы.Химическое производство как ХТС представляет достаточ¬
но сложную иерархическую структуру, включающую три-че-
тыре уровня (рис. 12.1).139
Рис. 12.1. Структура химического производства:1,2,3 — типовые химико-технологические процессы и САР,I, II, III —технологические цеха, участки и АСУТП (технологическимипроцессами).12.2. Моделирование химико-технологической системыПроблема масштабного перехода от лабораторного экспери¬
мента к промышленному производству при проектировании
последнего решается методом моделирования. Моделировани¬
ем называется метод исследования объектов различной приро¬
ды на их аналогах (моделях) с целью определения и уточнения
характеристик вновь создаваемых объектов и процессов. Моде¬
лирование включает следующие стадии: создание модели, ис¬
следование модели, масштабный перенос результатов исследо¬
вания модели на оригинал.В химическом производстве оригинал представляет произ¬
водственный химико-технологический процесс с большим ко¬
личеством связей между многочисленными элементами. Эти
связи реализуются на различных уровнях химико-технологи-
ческой системы, поэтому модель для ХТС строится также как
иерархическая структура путем последовательного описания
каждого из уровней системы.Существующие методы моделирования химико-технологи¬
ческих процессов делятся на три группы.1. Эмпирическое моделирование, при котором производство
создается на основе лабораторных экспериментальных данных
с последующей доработкой химико-технологического процесса
в укрупненных лабораторных и, наконец, заводских условиях.
При эмпирическом моделировании моделями являются, после¬
довательно, лабораторная, пилотная установка, опытное про¬
изводство, полузаводское производство.140
2. Физическое моделирование, основанное на использовании
принципа подобия. Принцип подобия позволяет путем исполь¬
зования набора безразмерных критериев выделить из опреде¬
ленного класса явлений группу взаимно подобных явлений. Эти
критерии связывают различные параметры процессов, проте¬
кающих как в лабораторных, так и в производственных усло¬
виях. Процессы (явления) считаются подобными, если равны
их критерии, то есть все характеризующие их величины (пара¬
метры) находятся в одинаковых взаимных отношениях. Напри¬
мер, критерий ДамкелераacUl(12.1)связывает: С* — концентрацию,а* — стехиометрическое число превращений,U — скорость реакции,
и — скорость потока,I — длину реактора.Следовательно, условием подобия лабораторного и производ¬
ственного процессов в этом случае является равенство^лаб. ~ ^произв.При этом становится возможным количественное перенесе¬
ние результатов лабораторного эксперимента (модели) на про¬
изводственный процесс (оригинал). Очевидно, что при экспери¬
ментальном и физическом методах моделирования модель и
оригинал физически идентичны.3. Математическое моделирование —наиболее эффектив¬
ный метод. При математическом моделировании вместо физи¬
ческих вещественных объектов используются математические
величины и функциональные зависимости, а сама модель вы¬
ражена в форме математических уравнений. Сущность матема¬
тического моделирования заключена в математической интер¬
претации процесса переработки. Математическое моделирова¬
ние стало возможным при:— математизации научных знаний, в частности, количе¬
ственного описания закономерностей химико-технологическо¬
го процесса;— внедрении в практику исследования процессов и явлений
быстродействующих электронно-вычислительных машин
(ЭВМ) и компьютеров.Математическое моделирование позволяет исследовать
объект (оригинал), не поддающийся или трудно поддающийся
моделированию, например, в условиях невесомости, объекты141
Рис.12.2. Место математического моделирования в создании ХТСмикромира, процессы, протекающие в экстремальных услови¬
ях и при многофакторном воздействии на них, к числу которых
относится и химико-технологический процесс. При математи¬
ческом моделировании ЭВМ играет роль материальной модели,
на которой, изменяя параметры математической модели, нахо¬
дят оптимальное решение поставленной задачи (« вычислитель¬
ный эксперимент »).Метод математического моделирования используется при
исследовании, проектировании и создании новых химических
производств, перестройке существующих ХТП, расчетах мате¬
риального и энергетического балансов химического производ¬
ства (рис.12.2).12.3. Организация химико-технологического процесса12.3.1. Выбор схемы процессаОрганизация любого ХТП включает следующие стадии:— разработку химической, принципиальной и технологичес¬
кой схем процесса;— выбор оптимальных технологических параметров и уста¬
новление технологического режима процесса;— подбор типов и конструкции аппаратов;— выбор конструкционных материалов для аппаратуры;— установление контролируемых и регулируемых парамет¬
ров на каждой стадии процесса.142
Подготовка к организации ХТП начинается с выбора хими¬
ческой схемы процесса, то есть схемы превращения сырья в це¬
левой продукт, представленной в виде уравнений соответству¬
ющих химических реакций.Очевидно, что один и тот же целевой продукт может быть
получен из различного сырья или из одного сырья, но различ¬
ными методами. Поэтому химическую схему разрабатывают на
основе анализа каждого из направлений синтеза с учетом
свойств сырья, требований к продукту, возможных побочных
реакций, наличия энергетических ресурсов, возможности ис¬
пользования тех или иных вспомогательных материалов. Реша¬
ющим критерием при выборе химической схемы является эко¬
номичность производства по тому или иному методу.Например, фосфорная кислота может быть получена из фтор-
апатита по трем возможным схемам: разложением сырья сер¬
ной кислотой, разложением сырья азотной кислотой и элект¬
ротермическим методом через оксид фосфора (V) (рис. 12.3).H2S04Рис.12.3. Возможные схемы производства фосфорной кислоты.В данном случае, наиболее экономичным является метод
сернокислотного разложения фторапатита, то есть химичес¬
кая схема:Ca5F(P04)3 + 5H2S04 = ЗН3Р04 + 5CaS04 + HF.На основании выбранной химической схемы составляется
принципиальная схема химико-технологического процесса.Принципиальная или структурная схема выражает связь
между основными химическими, физическими и механически¬
ми операциями ХТП, представленными в условном изображе¬
нии. Так, для рассмотренной выше химической схемы произ¬
водство фосфорной кислоты может быть выражено следующей
структурной схемой (рис.12.4).Структурная схема позволяет в первом приближении оце¬
нить целесообразность и экономичность выбранного ХТП.Технологической схемой называется совокупность всех ста¬
дий ХТП, материально выраженных в аппаратах, машинах и
коммуникациях. Она представляет, следовательно, последова-143
HFРис.12.4. Структурная схема производства фосфорной кислоты1 — измельчение фторапатита, 2 —обогащение фторапатита, 3,4 —
разложение апатита, 5 — выделение фосфорной кислоты, 6 — промывка
фосфогипса, 7 — разбавление серной кислоты, 8 — охлаждение пульпы.тельное изображение или описание процессов и аппаратов, со¬
ставляющих химико-технологическую систему. В отличие от
структурной схемы, на основе которой она разрабатывается, в
технологической схеме аппараты изображают в виде рисунков,
упрощенно представляющих их внешний вид и, реже, внутрен¬
нее устройство (для нетиповых аппаратов). При этом, парал¬
лельно работающие аппараты одного назначения и конструк¬
ции (например, батарея выпарных аппаратов) изображают в
виде одного аппарата.В зависимости от назначения (для изучения производства,
для строительства предприятия, для компановки аппаратуры
и т.п.) технологические схемы выполняются различной степе¬
ни детальности. Примеры технологических схем даны в части
IV и II томе, где рассмотрены конкретные химико-технологи¬
ческие процессы.Технологические и принципиальные схемы могут реализо¬
вываться в производстве в двух вариантах: как схемы с откры¬
той цепью и циклические схемы. Схемы с открытой цепью
представляют ряд аппаратов, через которые все реагирующие
вещества проходят лишь однократно (проточная схема). Они ис¬
пользуются в производствах, в основе которых лежат необра¬
тимые или обратимые, но идущие с высоким выходом продук¬
та, процессы, в которых по условиям равновесия может быть
достигнута высокая степень превращения сырья без выделения144
целевого продукта из реакционной смеси (например, производ¬
ство ацетилена, суперфосфата и др.)*На рис.12.5 представлена схема с открытой цепью, включа¬
ющая три подобных линии: производства реагента L из А и В,
производства реагентаМ из С и!) и производства конечного про¬
дукта R из L и М.А—►1А + ВоАВОВ—►KLоА, В, КСDМ1M+LпЯ3MLRC+DCD1—►2 ►3MN ► NS, L, МРис. 12.5. Схема с открытой цепью:1 — смешение реагентов, 2 — химические превращения, 3 —разделение
продуктов процесса, K,N,S —побочные продуктыЦиклические или циркуляционные схемы(рис.12.6) предус¬
матривают многократное возвращение в один и тот же аппарат
всех реагирующих веществ или одной из фаз (в гетерогенных
процессах) после отделения от реакционной смеси целевого про¬
дукта до достижения заданной степени превращения сырья.
Циркуляционные схемы используют в производствах, в основе
которых лежат обратимые процессы, то есть в которых при су¬
ществующем режиме и значениях параметров (температура,
давление, катализатор) по условиям равновесия не может быть
достигнута за один проход через аппарат достаточно высокая
степень превращения сырья (например, производство аммиака,
метанола др.).Рис.12.6. Циклическая схема1 — смешение реагентов, 2 — химические превращения, 3 —разделение
продуктов реакции, 4 — теплообмен между продуктами реакции и исход¬
ными реагентами, А, В —исходные реагенты, R —целевой продукт145
12.3.2. Выбор параметров процессаПараметры ХТП выбирают так, чтобы обеспечить макси¬
мально высокую экономическую эффективность не отдельной
его операции, авсего производства в целом. Так, например, для
рассмотренного выше процесса производства фосфорной кисло¬
ты сернокислотным разложением фторапатита, на себестои¬
мость получаемой кислоты оказывают влияние более тринад¬
цати различных факторов, в том числе:— на стадии подготовки сырья степень измельчения и фло¬
тации фторапатита и конструкция аппаратов;— на стадии выделения продукта число операций фильтрации,
температура промывки фосфогипса и конструкция фильтров;— на производстве в целом регион строительства предприя¬
тия, мощность установок, вид используемой энергии, источник
водоснабжения и многие другие условия.Во многих случаях различные параметры процесса влияют
на конечный результат его противоположным образом. Поэто¬
му возникает необходимость определить оптимальные значе¬
ния их, которые обеспечат минимальную себестоимость полу¬
чаемого продукта. Так, для того же производства фосфорной
кислоты, на стадии измельчения сырья при увеличении раз¬
меров частиц производительность мельницы возрастает, а сто¬
имость операции измельчения падает. Однако при этом замед¬
ляется последующий процесс разложения измельченного сы¬
рья, уменьшается производительность реактора и, как след¬
ствие, стоимость этой операции возрастает (рис.12.7).Очевидно,, что минимальные затраты на проведение обеих
стадий, определяющие себестоимость фосфорной кислоты, бу¬
дут достигнуты при некоторой оптимальной степени измельче¬
ния сырья, чему отвечает минимум на кривой (рис. 12.8).Рис.12.7. Стоимость измельчения (/) Рис.12.8. Себестоимость фос-
и разложения (2) фторапатита форной кислоты в зависимостиот степени измельчения146
12.4. Управление химическим производствомСложность химического производства как многофакторной и
многоуровневой системы, приводит к необходимости использо¬
вать в нем разнообразные системы управления отдельными про¬
изводственными процессами, агрегатами, цехами и предприяти¬
ями в целом. Математизация и компьютеризация научного зна¬
ния и производственной деятельности привела к внедрению во
все отрасли народного хозяйства, и в химическое производство в
том числе, автоматизированных систем управления.Автоматизированными сиситемами управления(АСУ) на¬
зывают системы управления звеньями народного хозяйства на
различных уровнях, в которых передача, хранение и переработ¬
ка информации о состоянии управляемого объекта выполняет¬
ся автоматически с помощью экономико-математических ме¬
тодов с использованием компьютеров. В АСУ объединены в сво¬
ей деятельности люди и технические средства. Поэтому АСУ
следует рассматривать как сложную человеко-машинную сис¬
тему, в которой роль человека состоит в выборе методов и средств
обработки данных, функции контроля исправности системы и
принятии решения для оптимизации управления.В зависимости от уровня иерархии систем химической тех¬
нологии различают следующие уровни управления.1. Системы автоматического регулирования отдельными
процессами химической технологии (САР). Они функциониру¬
ют без участия человека и используются для управления отдель¬
ными аппаратами как средства автоматического регулирования.2. Автоматизированная система управления технологичес
кими процессами (АСУТП).3. Автоматизированные системы оперативного управле¬
ния химическим предприятием (АСУП).4. Автоматизированная система управления отраслью хи¬
мической промышленности (ОАСУ).САР и АСУТП созданы для автоматического регулирования
входных параметров и для достижения определенных характе¬
ристик процесса на выходе. Они действуют как следящие само¬
настраивающиеся системы и во многих процессах выполняют
функции пуска и остановки агрегатов, аварийной сигнализации
и блокировки. АСУТП тесно связана с технологией и аппара¬
турным оформлением ХТП и включает датчики величин, пре¬
образователи, аппаратуру передачи информации, устройства
контроля регулирования и регистрации информации.АСУП выполняет функции совершенствования управления
химическим производством и повышения его эффективности.147
Она представляет человеко-машинную систему, объединяющую
управленческий и руководящий персонал, и вычислительную
технику. АСУП предназначена для сбора, передачи и обработ¬
ки производственно-экономической и социальной информации
с целью подготовки и принятия управленческих решений по со¬
вершенствованию управления производством и повышению его
эффективности.АСУП состоит из функциональной и обеспечивающей частей.
Функциональная часть включает отдельные взаимосвязанные
подсистемы, выполняющие определенные функции, например,
управления основным производством, прогнозирования, плани¬
рования, материально-технического обеспечения и т.д. Обеспечи¬
вающая часть состоит из подсистем, осуществляющих функцио¬
нирование самой АСУП и включает системы информационного,
технического и программно-математического обеспечения.ОАСУ объединяет автоматизированные системы управления
отдельных предприятий родственного профиля и автоматизи¬
рованные системы управления промышленных объединений. В
задачи ОАСУ входят: оптимизация планов размещения и раз¬
вития предприятий отрасли, определение темпов ее развития,
распределения выпускаемой продукции.В целом, система автоматического управления позволяет
выбрать критерии эффективности управления всеми звеньями
химико-технологической системы, разработать алгоритмы уп¬
равления ими, рассмотреть способы сбора, передачи и переработ¬
ки информации, проанализировать надежность управления и
взаимодействия человека с техникой в системе управления.Контрольные вопросы1. Что такое химико-технологическая система (ХТС)?2. Цель и основные этапы моделирования химического производства?3. В чем преимущества математического метода моделирования ХТС?4. На основе чего разрабатывается технологическая схема химичес¬
кого производства? Приведите пример.5. В каких случаях в химическом производстве используются откры¬
тые и в каких замкнутые (циклические) схемы? Приведите при¬
меры тех и других.6. Какие задачи решают автоматические системы управления (АСУ):
технологическим процессом?, химическим предприятием?, хими¬
ческой отраслью?7. Сформулируйте основные принципы организации химико-техно-
логического процесса. Привидите примеры.
Часть IVПРОИЗВОДСТВО НЕОРГАНИЧЕСКИХ ВЕЩЕСТВКаждое из производств рассматривается в последовательно¬
сти, которая позволяет объяснить необходимость его изучения,
дать теоретическое обоснование технологии производства,
объяснить выбор аппаратуры и технологической схемы полу¬
чения продукта. В каждой главе материал излагается в поряд¬
ке:— технологические свойства производимого продукта, обла¬
сти его использования и масштабы производства;— сырьевые источники, методы извлечения и подготовки
сырья к переработке, структура сырьевого баланса;— физико-химические основы технологического процесса,
оптимальные параметры и обоснование технологического режи¬
ма каждой стадии производства;— структурная и технологическая схемы производства и ус¬
тройство основных аппаратов;— технико-экономические показатели производства и срав¬
нительная экономическая эффективность существующих и пер¬
спективных методов получения.Глава XIII
ПРОИЗВОДСТВО СЕРНОЙ КИСЛОТЫ13.1. Общие сведенияСерная кислота —один из основных многотоннажных про¬
дуктов химической промышленности. Ее применяют в различ¬
ных отраслях народного хозяйства, поскольку она обладает ком¬
плексом особых свойств, облегчающих ее технологическое ис¬
пользование. Серная кислота не дымит, не имеет цвета и запаха,
при обычной температуре находится в жидком состоянии, в кон¬
центрированном виде не корродирует черные металлы. В то же
время, серная кислота относится к числу сильных минеральных
кислот, образует многочисленные устойчивые соли и дешева.13.1.1. Технологические свойства серной кислотыВ технике под серной кислотой понимают системы, состоя¬
щие из оксида серы (VI) и воды различного состава: /iS03*mH20.149
При п = т — 1 это моногидрат серной кислоты (100% —ная кис¬
лота), при т> п —водные растворы моногидрата, при m < п —
растворы оксида серы (VI) в моногидрате (олеум):H2S04-(rt— 1)S03—H2S04^H2S04-(^-l)H20.олеум моногидрат водная кислотаМоногидрат серной кислоты —бесцветная маслянистая жид¬
кость с температурой кристаллизации 10,37"С, температурой
кипения 296,2°С и плотностью 1,85 т/м3. С водой и оксидом серы
(VI) он смешивается во всех отношениях, образуя гидраты со¬
става H2SCVH2O; H2S04*2H20; H2S04-4H20 и соединения с ок¬
сидом серы (VI) состава H2S04*S03 и H2S04*2S03.Эти гидраты и соединения с оксидом серы имеют различные
температуры кристаллизации и образуют ряд эвтектик. Неко¬
торые из этих эвтектик имеют температуру кристаллизации
ниже нуля или близкие к нулю. Из диаграммы кристаллиза¬
ции системы «оксид серы (VI) —вода» (рис. 13.1) следует, что
этому условию отвечают эвтектики, образованные соединения¬
ми H2S04*4H20 и H2S04-2H20; H2S04-H20 и H2S04; H2S04 и
H2S04-S03; H2S04-2S03 и H2S04S03.Эти особенности растворов серной кислоты учитываются при
выборе ее товарных сортов, которые по условиям производства
и хранения должны иметь низкую температуру кристаллиза¬
ции.Температура кипения серной кислоты также зависит от ее
концентрации, то есть состава системы «оксид серы (VI) —< h2so4% so3% ►Рис. 13.1. Диаграмма кристаллизации системы «SO3 —Н2О»150
вода». С повышением концентрации водной серной кислоты
температура кипения ее возрастает и достигает максимума
336,5°С при концентрации 98,3%, что отвечает азеотропному
составу, после чего снижается. Температура кипения олеума с
увеличением содержания свободного оксида серы (VI) снижа¬
ется от 296,2 С (температура кипения моногидрата) до 44,7°С,
отвечающей температуре кипения 100% -го оксида серы (VI).При нагревании паров серной кислоты выше 400°С она под¬
вергается термической диссоциации по схеме:400° 700°2H2S04 2Н20 + 2S03 «=* 2Н20 + 2S03 + 02.13.1.2. Применение серной кислоты и олеумаСреди минеральных кислот серная кислота по объему про¬
изводства и потребления занимает первое место. Мировое про¬
изводство ее за последние 25 лет выросло более чем в три раза,
составляя в настоящее время более 160 млн. т в год. Производ¬
ство серной кислоты и олеума (в пересчете на моногидрат) в РФ
составило: в 1998 г. 5,7 млн.т.Области применения серной кислоты и олеума весьма разно¬
образны. Значительная часть ее используется в производстве
минеральных удобрений (от 30 до 60%), а также в производстве
красителей (от 2 до 16%), химических волокон (от 5 до 15%) и
металлургии (от 2 до 3%). Она применяется для различных тех-Рис.13.2. Применение серной кислоты151
нологических целей в текстильной, пищевой и других отраслях
промышленности. На рис .13.2 представлено применение серной
кислоты и олеума в народном хозяйстве.13.1.3. Краткий исторический очерк производстваПервое упоминание о серной кислоте относится к 940 году
нашей эры (алхимик Абу-Бекр-Альрарес). До середины XVIII
века ее получали сухой перегонкой сульфата железа —купоро¬
са (отсюда термин «купоросное масло») или нагреванием смеси
серы и нитрата калия с последующим поглощением оксида серы
(VI) водой.В 1746 году был разработан камерный метод производства, в
котором сера в смеси с нитратом калия сжигалась в свинцовых
камерах, причем оксид серы (VI) и оксиды азота растворялись
в воде на дне камеры. В последующем в камеры стали вводить
пар, и процесс производства превратился в непрерывный. В на¬
чале XIX века серу сжигали в печах, а оксиды азота получали
отдельно разложением нитрата калия серной кислотой. В нача¬
ле XX века в установку была включена специальная башня для
улавливания оксидов азота, что повысило интенсивность камер¬
ного процесса. В последующем свинцовые камеры были заме¬
нены башнями с кислотоупорной насадкой. Тем самым камер¬
ный метод производства серной кислоты, сохранив принцип
окисления оксида серы (IV) в оксид серы (IV), трансформиро¬
вался в башенный метод, существующий в настоящее время. С
1837 г. в качестве сырья вместо серы стал использоваться же¬
лезный колчедан.В 1831 году английский ученый П.Филипс разработал кон¬
тактный способ производства серной кислоты на платиновом
катализаторе. Позже платина была заменена контактной массой
на основе оксида ванадия (V), что позволило снизить температу¬
ру зажигания. В начале XX века Р. Книтч установил причины от¬
равления катализатора при использовании в качестве сырья кол¬
чедана и разработал методы очистки оксида серы (IV) от катали¬
тических ядов. Это было использовано при разработке различ¬
ных технологических схем производства серной кислоты кон¬
тактным методом, среди которых получила широкое распрост¬
ранение в России и за рубежом так называемая «тентелевская
схема», впервые освоенная в России на заводе Тентелева.В 1930 году в практику сернокислотного производства были
введены печи кипящего слоя (КС) на стадии обжига колчедана,
существенно повысившие производительность и снизившие
потери серы.152
В 1931 году И.А. Ададуровым и др. был разработан метод
окисления оксида серы (IV) на твердом катализаторе при высо¬
ком содержании паров воды в газе, получивший впоследствии
название метода «мокрого катализа» производства серной кис¬
лоты из сероводорода. В последующем в сернокислотное произ¬
водство был внедрен метод двойного контактирования (ДК-ДА),
разработанный Г.К. Боресковым, B.C. Бесковым и др., что суще¬
ственно повысило степень контактирования оксида серы (IV), на
несколько порядков снизило выброс токсичных газов и дало зна¬
чительную экономию на строительстве очистных сооружений.В настоящее время практически вся серная кислота произ¬
водится контактным методом при все возрастающей мощности
сернокислотных установок, достигающей 2000 т в сутки по мо¬
ногидрату.13.1.4. Сырье для производства серной кислотыСырьем в производстве серной кислоты могут быть элементар¬
ная сера и различные серусодержащие соединения, из которых
могут быть получена сера или непосредственно оксид серы (IV).Природные залежи самородной серы невелики, хотя кларк
ее равен 0,1%. Чаще всего сера находится в природе в форме
сульфидов металлов и сульфатов металлов, а также входит в
состав нефти, каменного угля, природного и попутного газов.
Значительные количества серы содержатся в виде оксида серы
в топочных газах и газах цветной металлургии и в виде серово¬
дорода, выделяющегося при очистке горючих газов.Таким образом, сырьевые источники производства серной
кислоты достаточно многообразны, хотя до сих пор в качестве
сырья используют преимущественно элементарную серу и же¬
лезный колчедан. Ограниченное использование таких видов
сырья, как топочные газы тепловых электростанций и газы ме¬
деплавильного производства, объясняется низкой концентра¬
цией в них оксида серы (IV).При этом доля колчедана в балансе сырья уменьшается, а
доля серы возрастает. В 1988 году она уже превышала 60% от
общего количества серусодержащего сырья.В общей схеме сернокислотного производства существенное
значение имеют две первые стадии —подготовка сырья и его
сжигание или обжиг. Их содержание и аппаратурное оформле¬
ние существенно зависят от природы сырья, которая в значи¬
тельной степени, определяет сложность технологического про¬
изводства серной кислоты.153
1. Железный колчедан. Природный железный колчедан
представляет сложную породу, состоящую из сульфида железа
FeS2, сульфидов других металлов (меди, цинка, свинца, нике¬
ля, кобальта и др.), карбонатов металлов и пустой природы. На
территории РФ существуют залежи колчедана, на Урале и Кав¬
казе, где его добывают в рудниках в виде рядового колчедана.Процесс подготовки рядового колчедана к производству ста¬
вит целью извлечение из него ценных цветных металлов и по¬
вышение концентрации дисульфида железа. Схема подготовки
рядового колчедана представлена на рис. 13.3.РЯДОВОЙ КОЛЧЕДАН
FeS2 + MeS + MeCOg + П1 'измельчениеклассификацияфлотацияКонцентратФлотационные хвостыцветных металлов*флотацияОксид серы (IV)
Т"СернаяЦветныекислотаметаллыФлотационный
колчедан
32—40% серыТфлотация IIПородаПиритный
концентратсушка
±.СУХОЙ ПИРИТНЫЙ
КОНЦЕНТРАТ
45—50% серыПородаРис. 13.3. Схема подготовки железного колчедана2. Сера. Элементарная сера может быть получена из серных
руд или из газов, содержащих сероводород или оксид серы (IV).
В соответствии с этим различают серу самородную и серу газо¬
вую (комовую):самородная сера < рудасерагазовая сера ч-газы <-H2SS02154
На территории РФ залежей самородной серы практически
нет. Источниками газовой серы являются Астраханское газо¬
конденсатное месторождение, Оренбургское и Самарское мес¬
торождения попутного газа.Из самородных руд серу выплавляют в печах, автоклавах или
непосредственно в подземных залежах (метод Фраша). Для это¬
го серу расплавляют непосредственно под землей, нагнетая в
скважину перегретую воду, и выдавливают расплавленную серу
на поверхность сжатым воздухом.На рис. 13.4 представлена схема подготовки самородной серы.Рис. 13.4. Схема подготовки самородной серыПолучение газовой серы из сероводорода, извлекаемого при
очистке горючих и технологических газов, основано на процес¬
се неполного окисления его над твердым катализатором. При
этом протекают реакции:H2S + 1,5 О2 = SO2 + Н2О2H2S + S02 = 2Н20 + 1,5S22H2S + 02 = 2Н20 + S2.Значительные количества серы могут быть получены из про¬
дуктов медеплавильного производства, содержащих различные
соединения серы. При этом, в процессе плавки протекают реак¬
ции, приводящие к образованию элементарной серы:2FeS2 = 2FeS + S2,S02 + С = S 4- со2,CS2 + S02 = 1,5S2 + CO2,2C0S + S02 = 1,5S2 + 2С02.3. Сероводород. Источником сероводорода служат различные
горючие газы: коксовый, генераторный, попутный, газы неф-155
тепереработки. Извлекаемый при их очистке сероводородный
газ достаточно чист, содержит до 90% сероводорода и не нуж¬
дается в специальной подготовке.4. Газы цветной металлургии. В этих газах содержится от 4
до 10% оксида серы (IV) и они могут непосредственно использо¬
ваться для производства серной кислоты.Доля сырья в себестоимости продукции сернокислотного
производства достаточно велика. Поэтому технико-экономичес¬
кие показатели этого производства существенно зависят от вида
используемого сырья. В табл.13.2 приведены основные ТЭП
производства серной кислоты из различного сырья (за 100%
взяты показатели производства на основе железного колчеда¬
на).Таблица 13.1. Технико-экономические показатели сернокислотного
производства (%)ПоказательСырьеЖелезныйколчеданСамороднаясераГазоваясераСеро¬водородУдельные капиталовло¬
жения в производство100575763Себестоимость кислоты1001256780Приведенные затраты1001187572Замена колчедана серой приводит к снижению капитальных
затрат на строительство и улучшению экологической обстанов¬
ки в результате ликвидации отвалов огарка и уменьшению выб¬
росов токсичных веществ в атмосферу.Вследствие сложностей с транспортом серной кислоты сер¬
нокислотные заводы располагаются преимущественно в райо¬
нах ее потребления. Поэтому производство серной кислоты раз¬
вито во всех экономических районах РФ. Важнейшими цент¬
рами его являются: Щелково, Новомосковск, Воскресенск,
Дзержинск, Березняки, Пермь.13.1.5. Общая схема сернокислотного производстваПроизводство серной кислоты из серусодержащего сырья
включает несколько химических процессов, в которых проис¬
ходит изменение степени окисления сырья и промежуточных
продуктов. Это может быть представлено в виде следующей
схемы:156
s°Jfer _lh[8m]^4b-]>2
+4S02где: I — стадия получения печного газа (оксида серы (IV)),II — стадия каталитического окисления оксида серы
(IV) до оксида серы (VI) и абсорбции его (перера¬
ботка в серную кислоту).В реальном производстве к этим химическим процессам до¬
бавляются процессы подготовки сырья, очистки печного газа и
другие механические и физико-химические операции. В общем
случае схема производства серной кислоты может быть выра¬
жена в следующем виде:Сырье “* подготовка сырья —* сжигание (обжиг) сырья —*
очистка печного газа -* контактирование абсорбцияконтактированного газа СЕРНАЯ КИСЛОТА.Конкретная технологическая схема производства зависит от
вида сырья, особенностей каталитического окисления оксида
серы (IV), наличия или отсутствия стадии абсорбции оксида
серы (VI).13.2. Производство серной кислоты из флотационного
колчедана13.2.1. Химическая и принципиальная схемы производстваХимическая схема получения серной кислоты из колчедана
включает три последовательные стадии:— окисление дисульфида железа пиритного концентрата
кислородом воздуха:4FeS2 + IIO2 = 2Fe2C>3 + 8S02>— каталитическое окисление оксида серы (IV) избытком кис¬
лорода печного газа:2SO2 + О2 = 2SO3,— абсорбция оксида серы (VI) с образованием серной кис¬
лоты:S03 + Н20 = H2S04157лI
По технологическому оформлению производство серной кис¬
лоты из железного колчедана является наиболее сложным и
состоит из нескольких последовательно проводимых стадий.Принципиальная (структурная) схема этого производства
представлена на рис.13.5.■ h2so4Рис.13.5. Структурная схема производства серной кислоты
из флотационного колчеданаI — получение обжигового газа: 1 —обжиг колчедана, 2 —охлаждение
газа в котле-утилизаторе, 3 —общая очистка газа, 4 —специальная
очистка газа; II — контактирование: 5 —подогрев газа в теплообменнике,6 —контактирование; III — абсорбция: 7 — абсорбция оксида серы (VI) и
образование серной кислоты13.2.2. Окислительный обжиг колчеданаОбжиг колчедана в токе воздуха представляет необратимый
некаталитический гетерогенный процесс, протекающий с вы¬
делением тепла через стадии термической диссоциации дисуль¬
фида железа:2FeS2 = 2FeS + S2и окисления продуктов диссоциации:S2 + 202 = 2S02,4FeS + 702 = 2Fe203 + 4S02,что описывается общим уравнением:4FeS2 + 1102 = 2Fe203 + 8S02 -ДЯ,где: АН =■- 3400 кДж.Скорость процесса окислительного обжига выражается об¬
щим для гетерогенных процессов уравнением:dmU=~~. -KMFAC, (13.1)ax158
где: Км — коэффициент массопередачи,F — поверхность контакта фаз (катализатора),АС — движущая сила процесса.Таким образом, скорость процесса обжига зависит от темпе¬
ратуры (через Км)у дисперсности обжигаемого колчедана (через
F у концентрации дисульфида железа в колчедане и концентра¬
ции кислорода в воздухе (через АС). На рис.13.6 представлена
зависимость скорости обжига колчедана от температуры и раз¬
меров частиц обжигаемого колчедана.Рис. 13.6. Зависимость скорости обжига колчедана от температуры
(а) и размеров частиц (б)Увеличение движущей силы процесса обжига достигается
флотацией колчедана, повышающей содержание дисульфида
железа в сырье, обогащением воздуха кислородом и примене¬
нием избытка воздуха при обжиге до 30% сверх стехиометри-
ческого количества. На практике обжиг ведут при температу¬
ре не выше 1000°С, так как за этим пределом начинается спе¬
кание частиц обжигаемого сырья, что приводит к уменьше¬
нию поверхности их и затрудняет омывание частиц потоком
воздуха.В качестве реакторов для обжига колчедана могут приме¬
няться печи различной конструкции: механические, пылевид¬
ного обжига, кипящего слоя (КС). Печи кипящего слоя отлича¬
ются высокой интенсивностью (до 10000 кг/м2*сут), обеспечи¬
вают более полное выгорание дисульфида железа (содержание
серы в огарке не превышает 0,005 мае. долей) и контроль тем¬159
пературы, облегчают процесс утилизации теплоты реакции об¬
жига. К недостаткам печей КС следует отнести повышенное со¬
держание пыли в газе обжига, что затрудняет его очистку. В
настоящее время печи КС полностью вытеснили печи других
типов в производстве серной кислоты из колчедана.Продукты окислительного обжига колчедана —обжиговый
(печной) газ и огарок, состоящий из оксида железа (III), пустой
породы и невыгоревшего остатка дисульфида железа.Состав обжигового газа зависит от природы сырья, состава и
избытка воздуха при его обжиге. В него входят оксид серы (IV),
кислород, азот и незначительное количество оксида серы (VI),
образовавшегося за счет каталитического действия оксида же¬
леза (III). Если не учитывать содержание последнего, то соотно¬
шение между кислородом и оксидом серы (IV) в печном газе
может быть выражено следующими уравнениями:— при обжиге колчедана Cq2= 21-1,296Cqq2j (13.2а)— при сжигании серы Cq2 = 21 ~Cgo2, (13.26)— при сжигании сероводорода Cq2 = 21-l,605CgQ2 (13.2в)где: CgQ2 и Cq2 — содержание оксида серы (IV) и кислорода в
печном газе.На практике, при обжиге колчедана печной газ содержит
13—14% оксида серы (IV), 2% кислорода и около 0,1% оксида
серы (VI). Так как в печном газе должен быть избыток кислоро¬
да для последующего окисления оксида серы (IV), его состав кор¬
ректируют, разбавляя воздухом до содержания оксида серы (IV)
7—9% и кислорода 11—9% .13.2.3. Очистка обжигового (печного) газаОбжиговый газ необходимо очистить от пыли, сернокислот¬
ного тумана и веществ, являющихся каталитическими ядами
или представляющих ценность как побочные продукты. В об¬
жиговом газе содержится до 300 г/м3 пыли, которая на стадии
контактирования засоряет аппаратуру и снижает активность
катализатора, а также туман серной кислоты. Кроме того, при
обжиге колчедана одновременно с окислением дисульфида же¬
леза окисляются содержащиеся в колчедане сульфиды других
металлов. При этом мышьяк и селен образуют газообразные
оксиды AS2O3 и Se02, которые переходят в обжиговый газ и ста¬
новятся каталитическими ядами для ванадиевых контактных
масс.160
Пыль и сернокислотный туман удаляют из обжигового газа
в процессе общей чистки газа, которая включает операции ме¬
ханической (грубой) и электрической (тонкой) очистки. Меха¬
ническую очистку газа осуществляют пропусканием газа через
центробежные пылеуловители (циклоны) и волокнистые филь¬
тры, снижающие содержание пыли в газе до 10—20 г/м3. Элек¬
трическая очистка газа в электрофильтрах снижает содержа¬
ние пыли и тумана в газе до 0,05—0,1 г/м3.После общей очистки обжиговый газ, полученный из кол¬
чедана, обязательно подвергается специальной очистке для уда¬
ления остатков пыли и тумана и, главным образом, соединений
мышьяка и селена, которые при этом утилизируют. В специ¬
альную очистку газа входят операции охлаждения его до тем¬
пературы ниже температур плавления оксида мышьяка (315°С)
и селена (340С) в башнях, орошаемых последовательно 50%-
ной и 20% -ной серной кислотой, удаления сернокислотного ту¬
мана в мокрых электрофильтрах и завершающей осушки газа в
скрубберах, орошаемых 95% -ной серной кислотой. Из системы
специальной очистки обжиговый газ выходит с температурой
140—50°С.Оксид селена (IV), извлекаемый из обжигового газа, восста¬
навливается растворенным в серной кислоте оксидом серы (IV)
до металлического селена:Se02 + 2S02 + 2Н20 = Se + 2H2S04,который осаждается в отстойниках.Новым прогрессивным методом очистки обжигового газа яв¬
ляется адсорбция содержащихся в нем примесей твердыми по¬
глотителями, например, силикагелем или цеолитами. При по¬
добной сухой очистке обжиговый газ не охлаждается и поступа¬
ет на контактирование при температуре около 400°С, вследствие
чего не требует интенсивного дополнительного подогрева.13.2.4. Контактирование оксида серы (IV)Реакция окисления оксида серы (IV) до оксида серы (VI), ле¬
жащая в основе процесса контактирования обжигового газа,
представляет собой гетерогенно-каталитическую, обратимую,
экзотермическую реакцию и описывается уравнением:S02 + 0,5 02^S03-Atf.Тепловой эффект реакции зависит от температуры и равен96,05 кДж при 25°С и около 93 кДж при температуре контакти¬
рования. Система «S02—02—SO3» характеризуется состояни-6 Химическая технология- Том 1161
ем равновесия в ней и скоростью процесса окисления оксида
серы (IV), от которых зависит суммарный результат процесса.1. Равновесие в системе. Константа равновесия реакции
окисления оксида серы (IV) равна:Pso3P~~D (13.3)Pso2 Po2где: Ps03 ? Pso2 , Po2 —равновесные парциальные давления ок¬
сида серы (VI), оксида серы (IV) и кислорода соответственно.Степень превращения оксида серы (IV) в оксид серы (IV) или
степень контактирования, достигаемая на катализаторе, зави¬
сит от активности катализатора, температуры, давления, соста¬
ва контактируемого газа и времени контактирования и описы¬
вается уравнением:v Pso3где Pso% и Pso2 —те же величины, что и в (13.3).Из уравнений 13.3 и 13.4 следует, что равновесная степень
превращения оксида серы (IV) связана с константой равнове¬
сия реакции окисления:х - 1р IКР + -Г= ■ (13.5)yjPo2ЗависимостьХр от температуры, давления и содержания ок¬
сида серы (IV) в обжиговом газе представлена в таблице 13.2 и
на рис. 13.7.Таблица 13.2. Зависимость Хр от температуры, давления и содержания
оксида серы (IV) в обжиговом газеТемпература, °С*Давление, МПа"Содержание S02,
об. дол.10007004000,11,0100,020,070,100,0500,4360,9920,9920,9970,9990,9710,9580,923*При давлении 0,1 МПа и содержании оксида серы (IV) 0,07 об. долей.
**При температуре 400°С и содержании оксида серы (IV) 0,07 об. долей.162
аТР6об. доляS02Рис. 13.7. Зависимость равновесной степени превращения оксида
серы (IV) в оксид серы (VI) от температуры (а), давления
(б) и содержания оксида серы (IV) в газе (в)Из уравнения 13.5 и табл. 13.2 следует, что с понижением
температуры и повышением давления контактируемого газа
равновесная степень превращения Хр возрастает, что согласу¬
ется с принципом Ле-Шателье. В то же время, при постоянных
температуре и давлении равновесная степень превращения тем
больше, чем меньше содержание оксида серы (IV) в газе, то есть
чем меньше отношение SO2 *. О2- Это отношение зависит от вида
обжигаемого сырья и избытка воздуха (см. п. 13.2.2). На этой
зависимости основана операция корректирования состава печ¬
ного газа, то есть разбавление его воздухом для снижения со¬
держания оксида серы (IV).Степень окисления оксида серы (IV) возрастает с увеличени¬
ем времени контактирования, приближаясь к равновесию по за¬
тухающей кривой (рис. 13.8). Следовательно, время контакти¬
рования должно быть таким, чтобы обеспечивать достижение
равновесия в системе. Из рис. 13.8 следует, что чем выше тем¬
пература, тем скорее достигается равновесие (Тх < Т2), но тем
меньше равновесная степень превращения (Х\ < Х2 при Т\>
Т2). Таким образом, выход оксида серы (VI) зависит как от тем¬
пературы, так и от времени контактирования. При этом, для
каждого врёмени контактирования зависимость выхода от тем¬
пературы выражается соответствующей кривой, имеющей мак¬
симум. Очевидно, что огибающая эти максимумы линия АА
(рис. 13.9) представляет кривую оптимальных температур для
различного времени контактирования, близкую к равновесной
кривой.в*163
Рис. 13.8. Зависимость Хр от вре¬
мени контактированияПРис. 13.9. Зависимость выхода ок¬
сида серы (VI) от температуры при
различном времени контактиро¬
вания2. Скорость окисления оксида серы (IV). От скорости окис¬
ления зависит количество оксида серы (IV), окисляющееся в
единицу времени, и, следовательно, объем контактной массы,
размеры реактора и другие характеристики процесса. Органи¬
зация этой стадии производства должна обеспечить возможно
более высокую скорость окисления при максимальной степени
контактирования, достижимой в данных условиях.Энергия активации реакции окисления оксида серы (IV) кис¬
лородом в оксид серы (VI) весьма велика. Поэтому, в отсутствии
катализатора реакция окисления даже при высокой темпера¬
туре практически не идет. Применение катализатора позволя¬
ет снизить энергию активации реакции и увеличить скорость
окисления в соответствии с зависимостью для константы ско¬
рости:-Ек = к0 • eRT ’ (13.6)где: Ко — постоянная величина,Е — энергия активации, Дж/моль,R — универсальная газовая постоянная, равная
8,326 Дж/моль °К,Т — температура, °К.Если без катализатора реакция окисления:2SO2 + О2 = 2SO3протекает как реакция 3-го порядка с энергией активации бо¬
лее 280 кДж/моль, то в присутствии ванадиевого катализатора
ее порядок снижается до 1,8, а энергия активации составляет
92 кДж/моль.164
В производстве серной кислоты в качестве катализатора при¬
меняют контактные массы на основе оксида ванадия (V) марок
БАВ и СВД, названные так по начальным буквам элементов,
входящих в их состав:БАВ (барий, алюминий, ванадий) состава:V2O5 (7%) + K2S04 + BaS04 + A12(S04)3 + SiC>2 (кремнезем),Кт активатор носительСВД (сульфо-ванадато-диатомовый) состава:V2O5 (7%) + K2S2O7 + диатомит + гипс,Кт активатор носительПредполагается, что процесс окисления оксида серы (IV) на
этих катализаторах идет через стадию диффузии реагентов к
поверхности катализатора, на которой образован комплекс ок¬
сида ванадия (V) с активатором, сорбции реагентов на катали¬
заторе с последующей десорбцией продукта реакции (оксида
серы (VI)):V2O5 + SO2 = V2O4 + SO3,V204 + 0,502 =V205.Схема действия ванадиевого катализатора представлена на
рис. 13.10.I II II I02 ► О2 ► Кт М SO2 ^ SO2v 111 IV I
О • Кт -S02 ► SO3 ► SO3Рис. 13.10. Схема действия катализатора: I — диффузия, II —сорбция, III — образование комплекса, IV— десорбцияПроцесс катализа состоит из нескольких последовательно
протекающих элементарных актов: диффузия молекул азота,
кислорода и оксида серы (IV) к катализатору (I), хемосорбции
молекул реагентов на поверхности катализатора (II), химичес¬
кого взаимодействия кислорода и оксида серы (IV) на поверх¬
ности катализатора с переносом электронов от молекул оксида
серы к молекулам кислорода и образованием неустойчивых ком¬
плексов (III), десорбции образовавшихся молекул оксида серы
(VI) (IV) и диффузии их из пор и с поверхности катализатора в
газовую фазу.165
Температура зажигания контактных ванадиевых масс со¬
ставляет 380—420°С и зависит от состава контактируемого газа,
повышаясь с уменьшением содержания в нем кислорода. Кон¬
тактные массы должны находиться в таком состоянии, чтобы
были обеспечены минимальное гидравлическое сопротивление
потоку газа и возможность диффузии компонентов через слой
катализатора. Для этого контактные массы для реакторов с не¬
подвижным слоем катализатора формуются в виде гранул, таб¬
леток или колец, средним диаметром около 5 мм, а для реакто¬
ров кипящего слоя в виде шариков диаметром около 1 мм.Для описания скорости окисления оксида серы (IV) в оксид
серы (VI) на ванадиевом катализаторе при неподвижном слое ка¬
тализатора предложены различные кинетические уравнения. К
ним относятся, например, уравнение 13.7, связывающее скорость
реакции со степенью превращения оксида серы (IV), константой
скорости реакции, константой равновесия и давлением газа:dX kP l-Xdx a 1-0,2Xp-X'PK% 1-x)(13.7)P =b-aX/2
l-aX/2 9(13.8)где: X — равновесная степень превращения оксида серы (IV),
k — константа скорости реакции окисления,
а — начальная концентрация оксида серы (IV) в газе,
b — начальная концентрация кислорода в газе,Р — общее давление газа,Кр — константа равновесия реакции (см. уравнение 13.5).Из уравнений 13.7 и 13.8 следует, что скорость окисления
зависит от константы скорости реакции, сильно возрастающей
при повышении температуры (уравнение 13.6). Однако при этом
уменьшается константа равновесия 1£р (уравнение 13.3) и умень-X^р- __0/~——■ в уравнении 13.7. Та-шается значение членар-кН 1-х) jким образом, скорость процесса окисления оксида серы (IV) за¬
висит от двух величин, изменяющихся с ростом температуры в
противоположном направлении. Вследствие этого кривая зави¬
симости скорости окисления от температуры должна проходить
через максимум. Из уравнения 13.7 также следует, что скорость166
окисления оксида серы (IV) тем
больше, чем меньше достигаемая в
этом процессе степень превращения
оксида серы (IV) в оксид серы (VI).Вследствие этого для каждой степе¬
ни превращения зависимость скоро¬
сти реакции от температуры будет
выражаться индивидуальной кри¬
вой, имеющей максимум. На рис.13.11 представлена серия подобныхкривых, соответствующих различ¬
ным степеням превращения для Рис. 13.11. Зависимость ско-газа постоянного состава. Из него Рости окисления оксида серы
следует, что скорость реакции окис- 0V)от температуры при
ления достигает максимума при оп- различных степенях превра-
ределенных значениях температур, Щения < Х2 < Х3 < Х4
которые тем выше, чем меньше этастепень превращения, и представляют, очевидно, оптимальные
температуры. ЛинияАА, соединяющая точки оптимальных тем¬
ператур, называется линией оптимальной температурной пос¬
ледовательности (ЛОТ) и указывает, что для достижения наи¬
лучших результатов процесс контактирования следует начи¬
нать при высокой температуре, обеспечивающей большую ско¬
рость процесса (на практике около 600°С), а затем для достиже¬
ния высокой степени превращения снижать температуру, вы¬
держивая температурный режим по ЛОТ.Линии ВВ и СС на рис. 13.11 очерчивают область допусти¬
мых колебаний температуры в реальном технологическом про¬
цессе контактирования.Обеспечение высокой температу¬
ры в начале процесса окисления тре¬
бует больших затрат энергии на по¬
догрев газа, поступающего на кон¬
тактирование. Поэтому, на практи¬
ке температуру газа на входе в кон¬
тактный аппарат, поступающего на
первый слой катализатора, задают
лишь несколько выше температуры
зажигания (порядка 420°С). В ходе
реакции выделяется большое коли¬
чество тепла и так как процесс в слое
катализатора идет без отвода тепла,
то температура газа повышается потактирования для 4 слоев Кт1, 2,3, 4 — адиабаты; а, б,
в, г, — линии охлаждения167
адиабате 1, пока не достигнет величины, равной 0,8 ЛОТ (рис.
13.12). После этого газ охлаждают в теплообменнике (линия а) до
тех пор, пока температура не достигнет величины 0,8 ЛОТ. Пос¬
ле теплообменника газ направляют на второй слой катализатора
и ведут процесс по адиабате 2, затем снова охлаждают и продол¬
жают процесс до тех пор, пока не будет достигнута заданная сте¬
пень контактирования X. Обычно для этого достаточно иметь в
контактном аппарате 4—5 слоев контактной массы. В табл. 13.3
представлен температурный режим работы 4-х слойного контак¬
тного аппарата с промежуточным теплообменом установленный
в соответствии с изложенным выше принципом.Таблица 13.3. Температурный режим контактного узлаСлоиIIIIIIIVТемпературный режим
в контактном аппарате, °С440—600460—500440-450420—425Температурный режим
в теплообменнике, °С600—460500—440450—420420хр0,700,900,960,98Таким образом, противоречие между кинетикой и термоди¬
намикой процесса окисления оксида серы (IV) достаточно успеш¬
но снимается конструкцией и температурным режимом работы
контактного аппарата. Это достигается разбивкой процесса на ста¬
дии, каждая из которых отвечает оптимальным условиям проте¬
кания процесса контактирования. Тем самым определяются и на¬
чальные параметры режима контактирования: температура 400—
440°С, давление ОД МПа, содержание оксида серы (IV) в газе 0,07
об. долей, содержание кислорода в газе 0,11 об. долей.Реакторы или контактные аппараты для каталитического
окисления оксида серы (IV) по своей конструкции делятся на
аппараты с неподвижным слоем катализатора (полочные или
фильтрующие), в которых контактная масса расположена в 4-5
слоях, и аппараты кипящего слоя. Отвод тепла после прохожде¬
ния газом каждого слоя катализатора осуществляется путем вве¬
дения в аппарат холодного газа или воздуха, или с помощью встро¬
енных в аппарат или вынесенных отдельно теплообменников.Совокупность контактного аппарата, теплообменников и га¬
зопроводов представляет контактный узел. На рис. 13.13 пред¬
ставлены контактный узел, состоящий из контактного аппара¬
та фильтрующего типа и выносных теплообменников и контак¬
тный аппарат кипящего слоя.168
S03 в абсорберРис. 13.13. Конструкции контактных аппаратова — контактный узел: 1 — контактный аппарат, 2 — теплообменник; б —контактный аппарат кипящего слояК преимуществам контактных аппаратов кипящего слоя от¬
носятся:— высокий коэффициент теплоотдачи от катализатора в со¬
стоянии кипящего слоя к поверхности теплообменника (в 10 раз
больше, чем от газа), что позволяет без перегрева вести контак¬
тирование печного газа с высоким содержанием оксида серы (IV)
и снизить температуру зажигания катализатора;— нечувствительность к пыли, вносимой вместе с печным га¬
зом.3. Двойное контактирование. Важнейшей задачей совершен¬
ствования сернокислотного производства является увеличение
степени контактирования и снижение выбросов оксида серы (IV)
в атмосферу. В обычном процессе повышение степени контак¬
тирования выше 0,98 дол.единицы нецелесообразно, так как
связано с резким увеличением количества и числа слоев кон¬
тактной массы. Однако, даже при этой, максимальной для обыч¬
ного процесса степени контактирования, выброс оксида серы
(IV) может достигать на современных установках 35—60 т/сут¬
ки. Помимо значительных потерь продукции, это вызывает не¬
обходимость в сложных и дорогостоящих очистных сооруже¬
ниях для нейтрализации отходящих газов.Для увеличения конечной степени контактирования приме¬
няют метод двойного контактирования и ведут процесс окис¬169
ления оксида серы (IV) в две стадии. На первой стадии контак¬
тирование ведут до степени превращения не превышающей0,90—0,92 дол. единицы, после чего из контактированного газа
выделяют оксид серы (VI). Затем проводят вторую стадию кон¬
тактирования до степени превращения оставшегося в газе ок¬
сида серы (IV) 0,95 дол. единицы. Конечная степень контакти¬
рования определяется в этом случае как:Xz=Xi + (l-Xi)-X2, (13.9)где Х\ — степень контактирования на первой стадии (сту¬
пени),Х2 — степень контактирования на второй стадии.Метод двойного контактирования позволяет повысить сте¬
пень контактирования до 0,995 дол. ед. и на несколько поряд¬
ков снизить выброс оксида серы (IV) в атмосферу. На рис. 13.14
представлена схема двойного контактирования с использовани¬
ем контактного аппарата фильтрующего типа, применяемая в
установках ДК—ДА.S02 из
абсорбераS03 воII абсорберРис. 13.14. Схема двойного контактирования13.2.5. Абсорбция оксида серы (VI)Последней стадией в производстве серной кислоты контакт¬
ным способом является абсорбция оксида серы (VI) из контак¬
тированного газа и превращение его в серную кислоту или оле¬
ум. Абсорбция оксида серы (VI) представляет обратимую экзо¬
термическую реакцию и описывается уравнением:п SO3 + Н20 «=* H2S04 + (л - 1) SO3 - А Я.170
Тепловой эффект реакции зависит от значения п и для п = 1
(образование моногидрата серной кислоты) равен 92 кДж.В зависимости от количественного соотношения оксида серы
(VI) й воды может быть получен продукт различной концентра¬
ции:при п > 1 олеум,при /1 = 1 моногидрат (100% -ная серная кислота),при п < 1 водный раствор кислоты (разбавленная серная к-
та).Для процесса абсорбции оксида серы (VI) существенное зна¬
чение имеет природа абсорбента. Скорость абсорбции описыва¬
ется уравнением:U абс= KF Ар, . (13.10)где: К — коэффициент абсорбции,F — поверхность раздела фаз « абсорбент-газ »,Ар — движущая сила процесса абсорбции.Движущая сила процесса абсорбции: Ар =РйОз ~Р*SO3,
где: PSO3 — парциальное давление оксида серы (VI) в газе,Р*SO3 — равновесное давление оксида серы (VI) над сорбен¬
том.Так как PSO3 задается составом газа, то движущая сила и,
следовательно, скорость процесса абсорбции, будет тем больше,
чем меньше равновесное давление оксида серы (VI) над сорбен¬
том.Кроме этого, при высоком равновесном давлении над сорбен¬
том паров водыр*д20, вследствие взаимодействия молекул воды
с молекулами оксида серы (VI) образуются пары серной кисло¬
ты, конденсирующиеся с возникновением трудно улавливаемо¬
го тумана серной кислоты:SO3 (газ) + Н2О(газ) *H2SO4 (пары) H2SO4(туман)*Таким образом, наилучшей поглощающей способностью бу¬
дет обладать абсорбент с минимальным равновесным давлени¬
ем над ним оксида серы (VI) и паров воды. Этому условию в мак¬
симальной степени удовлетворяет азеотроп серной кислоты кон¬
центрацией 98,3% . Использование серной кислоты более низ¬
кой концентрации приводит к интенсивному образованию ту¬
мана, а применение 100% -ной кислоты или олеума к снижению
степени абсорбции. На рис. 13.15 представлена зависимость
скорости абсорбции оксида серы (VI) от концентрации серной
кислоты, используемой в качестве абсорбента.Абсорбция оксида серы (VI) сопровождается выделением зна¬
чительного количества тепла. Поэтому, для обеспечения пол-171
Рис. f 3.15. Зависимость
скорости абсорбции от кон¬
центрации кислотыноты поглощения оксида серы (VI)
процесс ведут при охлаждении
газа и абсорбента до 80°С и исполь¬
зуют аппараты с большим абсорб¬
ционным объемом, обеспечиваю¬
щие интенсивный отвод тепла. С
этой же целью процесс абсорбции
проводят в две стадии, используя
на первой в качестве сорбента
20%-ный олеум, а на второй
98,3%-ную кислоту (техническое
название «моногидрат»).На рис. 13.16. представлена схема абсорбции.Подобная схема абсорбции позволяет получать кроме контак¬
тной серной кислоты концентрацией 92—93% также олеум раз¬
личной концентрации.вых. газы моногидратt Iолеум
на складИ. Окислота
на складРис. 13.16. Схема двухстадийного процесса абсорбции1 — холодильник газа, 2 — олеумный абсорбер, 3 — моногидратный
абсорбер, 4 — сушильная башня, 5 — холодильник жидкого продукта,6-
сборник олеума, 7 — сборник моногидрата13.2.6. Технологическая схема производства серной
кислоты контактным методомВ настоящее время в производстве серной кислоты и олеу¬
ма контактным методом наиболее распространенной являет-172
ся технологическая схема с использованием принципа двой¬
ного контактирования «ДК—ДА» (двойное контактирова¬
ние — двойная абсорбция). Часть подобной схемы, за исклю¬
чением печного отделения и отделения общей очистки печно¬
го газа, технологически однотипных для всех схем, представ¬
лена на рис. 13.17.Рис. 13.17. Технологическая схема производства серной кислоты
из колчедана двойным контактированием ДК-ДА1 — полая промывная башня, 2 — промывная башня с насадкой, 3 — ув¬
лажнительная башня, 4 — электрофильтры, 5 — сушильная башня, 6 —
турбогазодувка, 7 — сборники 75%-ной кислоты, в — сборник продукци¬
онной кислоты, 9 — теплообменники, 10 — контактный аппарат, 11 —
олеумный абсорбер, 12 и 13 — моногидратные абсорберы. Потоки про¬
дуктов: I — охлажденная 98%-ная кислота, II — продукционная кислота на
охлаждение, III — охлажденный олеум или моногидрат, IV — продукцион¬
ный олеум на охлаждениеПроизводительность установки до 1500 т/сут. по моногид¬
рату. Расходные коэффициенты (на 1 т моногидрата): колчедан0,82 т, вода 50 м3, электроэнергия 82 кВт*ч.
13.3. Производство серной кислоты из серы13.3.1. Особенности технологического процессаТехнологический процесс производства серной кислоты из
элементарной серы контактным способом отличается от описан¬
ного выше процесса производства из колчедана рядом особен¬
ностей. К ним относятся:— особая конструкция печей для получения печного газа;— повышенное содержание оксида серы (IV) в печном газе;— отсутствие стадии предварительной очистки печного газа.Последующие операции контактирования оксида серы (IV)и абсорбции оксида серы (VI) по физико-химическим основам и
аппаратурному оформлению не отличаются от таковых для про¬
цесса на основе колчедана и оформляются обычно по схеме ДК-
ДА. Термостатирование газа в контактном аппарате в этом ме¬
тоде осуществляется обычно путем ввода холодного воздуха
между слоями катализатора.Расчет процесса контактирования может проводиться с ис¬
пользованием уравнения 13.7 или более простого уравнения
Г.К. БоресковаdC спU=—^=КАС=К
dxОзо2 ~^so2
cso30,8Со2, (13.11)где: АС — движущая сила процесса окисления оксида серы (IV),
CSc>2 и CSq3 — действующие концентрации оксида серы (IV) иоксида серы (VI), соответственно Cso — равновесная концент-£крация оксида серы (IV) в газе, К — постоянная величина.Из уравнения 13.11 в частности следует, что если по оксиду
серы (IV) ванадиевый катализатор снижает порядок реакции с2 до 0,8, то по кислороду он остается неизменным. Следователь¬
но, для увеличения скорости реакции следует повышать кон¬
центрацию именно кислорода. Однако это целесообразно толь¬
ко до определенного предела, так как за ним падает производи¬
тельность аппарата вследствие увеличения объема газа за счет
разбавления его воздухом.Принципиальная схема производства серной кислоты из
серы представлена на рис. 13.18.174
сера вода абсорбентпарРис. 13.18. Принципиальная схема производства серной кислоты из
серы1 — осушка воздуха, 2 — сжигание серы, 3 — охлаждение газа, 4 —контактирование, 5 — абсорбция оксида серы (VI)13.3.2. Сжигание серыГорение серы представляет гомогенную экзотермическую
реакцию, которой предшествует процесс перехода твердой серы
в жидкое состояние и ее последующее испарение:S тв. —» S жидк. S пар.Таким образом, процесс горения протекает в газовой фазе в
потоке предварительно высушенного воздуха и описывается
уравнениемS + 02 = S02 - А Я.где: АН = 297,3 кДж в расчете на твердое агрегатное состояние
серы.Для сжигания серы используют печи форсуночного и цик¬
лонного типов. В форсуночных печах расплавленная сера рас¬
пыляется в камере сгорания сжатым воздухом через форсунки,
которые не могут обеспечить достаточно полного перемешива¬
ния паров серы с воздухом и необходимой скорости горения. В
циклонных печах, работающих по принципу центробежных
пылеуловителей (циклонов), достигается значительно лучшее
смешение компонентор и обеспечивается высокая интенсив¬
ность процесса горения серы.Печной газ при сжигании серы отличается более высоким
содержанием оксида серы (IV) и йе содержит значительного
количества пыли. При сжигании самородной серы в нем также
полностью отсутствуют соединения мышьяка и селена, являю¬
щиеся каталитическими ядами.175
13.3.3. Технологическая схема производства серной
кислоты из серыПоскольку в печном газе при сжигании серы отсутствуют
пыль и каталитические яды, технологическая схема производ¬
ства серной кислоты из серы не содержит отделения очистки
газа, отличается простотой и получила название «короткой схе¬
мы» (рис. 13.19).Рис. 13.19. Производство серной кислоты из серы1 — плавильная камера для серы, 2 — фильтр жидкой серы, 3 — печь длясжигания серы, 4 — котел-утилизатор, 5 — контактный аппарат, 6 —система абсорбции оксида серы (VI), 7 — холодильники серной кислоты.Существующие установки по производству серной кислоты
из серы, снабженные печами циклонного типа, имеют произ¬
водительность 100 и более тонн серы в сутки. Разрабатывают¬
ся новые конструкции производительностью до 500 т серы в
сутки.Расходньгё коэффициенты производства (на 1 т моногидра¬
та): сера 0,34 т, вода 70 м3, электроэнергия 85 кВт *ч.13.4. Производство серной кислоты из сероводорода13.4.1. Сущность и особенности методаСпособ производства серной кислоты из сероводорода, по¬
лучивший название «мокрого» катализа (И.А. Ададуров, Д.
Гернст, 1931 год), состоит в том, что смесь оксида серы (IV) и
паров воды, полученная сжиганием сероводорода в токе воз¬
духа, подается без разделения на контактирование, где оксид176
серы (IV) окисляется на твердом ванадиевом катализаторе до
оксида серы (VI). Затем газовая смесь охлаждается в конден¬
саторе, где пары образующейся серной кислоты превращают¬
ся в жидкий продукт.Таким образом, в отличие от методов производства серной
кислоты из колчедана и серы, в процессе мокрого катализа от¬
сутствует специальная стадия абсорбции оксида серы (VI) и весь
процесс включает только три последовательных стадии:1. Сжигание сероводорода:H2S + 1,502 = S02 + Н20 - Д#ь где: АНг = 519 кДж,с образованием смеси оксида серы (IV) и паров воды эквимоле¬
кулярного состава (1 : 1).2. Окисление оксида серы (IV) до оксида серы (VI):502 + 0,5 02 ^ SO3 - А#2, где: АН2 = 96 кДж,С сохранением эквимолекулярности состава смеси оксида
серы (VI) и паров воды (1:1).3. Конденсация паров и образование серной кислоты:503 + Н20 ^ H2S04 - АН3, где: ДЯ3 = 92 кДж.Таким образом, процесс мокрого катализа описывается сум¬
марным уравнением:H2S + 202 = H2SO4 - АН где: АН = 707 кДж.13.4.2. Технологическая схема производства серной
кислоты из сероводородаВ качестве сырья в методе мокрого катализа используют вы¬
сококонцентрированный сероводородный газ, содержащий до
90% об. сероводорода, являющийся отходом некоторых произ¬
водств. Так как газ при выделении подвергается промывке, то
не нуждается в особой стадии очистки, а продукты его сжига¬
ния не содержат вредных примесей и не требуют очистки. На¬
ряду с отсутствием в технологической схеме стадии абсорбции
это существенно упрощает процесс производства.Технологическая схема производства серной кислоты из се¬
роводорода (рис^ 13.20) включает следующие операции:— сжигание сероводородного газа при большом избытке воз¬
духа для исключения перегрева вследствие выделения большо¬
го количества тепла;177
Рис. 13.20. Производство серной кислоты из сероводорода:1 — печь с огнеупорной насадкой, 2 — котел-утилизатор, 3 — контактныйаппарат, 4 — башня-конденсатор, 5 — холодильник, 6 — электрофильтр.— охлаждение газопаровой смеси от 1000° до 400°С в котле-
утилизаторе;— разбавление газопаровой смеси воздухом до оптимально¬
го для контактирования состава;— контактирование в контактных аппаратах, термостатиру-
емых введением воздуха между слоями катализатора;— охлаждение конвертированного газа в башнях, орошае¬
мых серной кислотой с образованием продукционной серной
кислоты и сернокислотного тумана, улавливаемого в электро¬
фильтрах.Теоретически, при абсолютно сухих сероводородном газе и
воздухе, должна образоваться 100%-ная серная кислота. На
практике, за счет присутствия в воздухе паров воды, концент¬
рация получаемой кислоты не превышает 96% (мае.), при вы¬
ходе на сероводород 0,97 дол. ед. Производительность существу¬
ющих установок, работающих по методу мокрого катализа, до¬
стигает 300 т/сут. по моногидрату серной кислоты./3.5. Товарные сорта серной кислотыСовременная промышленность выпускает несколько сортов
серной кислоты и олеума, различающихся концентрацией и
чистотой (табл. 13.4). Чтобы уменьшить возможность кристал¬
лизации продуктов при перевозке и хранении, а также в самом
производстве, установлены стандарты (ГОСТ 2184-77) на товар¬
ные сорта их, концентрации которых отвечают эвтектическим
составам с наиболее низкими температурами кристаллизации
(см. 13.1).178
Таблица 13.4. Товарные сорта серной кислоты и олеумаСорт продуктаСодержаниеh2so4,%Содержание
своб. SO3, %Температура
кристаллизации, °СБашенная кислота75,00,0-29,5Контактная кислота92,50,0-22,0Олеум104,520,0+2,0Высокопроцентныйолеум114,665,0-0,35При определении технико-экономических показателей сер¬
нокислотного производства расчеты производимой продукции
ведутся, обычно, на 100%-ную серную кислоту (моногидрат).
Для пересчета массы олеума на массу моногидрата использует¬
ся формула:= тол (1 + 0,225(1дОз), (13.12)где: тм — масса моногидрата, тол — масса олеума, HSO3 — мас¬
совая доля свободного оксида серы (VI) в олеуме.13.6. Совершенствование сернокислотного
производстваБольшие масштабы производства серной кислоты особенно
остро ставят проблему его совершенствования. Здесь можно
выделить следующие основные направления:1. Расширение сырьевой базы за счет использования отходя¬
щих газов котельных теплоэлектроцентралей и различных про¬
изводств.2. Повышение единичной мощности установок. Увеличение
мощности в два-три раза снижает себестоимость продукции на
25—30%.3. Интенсификация процесса обжига сырья путем использо¬
вания кислорода или воздуха, обогащенного кислородом. Это
уменьшает объем газа, проходящего через аппаратуру и повы¬
шает ее производительность.4. Повышение давления в процессе, что способствует увели¬
чению интенсивности работы основной аппаратуры.5. Применение довых катализаторов с повышенной актив¬
ностью и низкой температурой зажигания.6. Повышение концентрации оксида серы (IV) в печном газе,
подаваемом на контактирование.179
7. Внедрение реакторов кипящего слоя на стадиях обжига
сырья и контактирования.8. Использование тепловых эффектов химических реакций
на всех стадиях производства, в том числе, для выработки энер¬
гетического пара.Особое значение для сернокислотного производства имеет
создание энерготехнологических схем, в которых комбиниру¬
ются технологические (получение серной кислоты) и энерге¬
тические (выработка электроэнергии) процессы переработки
одного и того же сырья. Подобные схемы разработаны для про¬
изводства серной кислоты из серы. Высокая теплота сгорания
серы (104 кДж/кг) делает возможным использование ее в ка¬
честве топлива в тепловых машинах, например в газовых тур¬
бинах для выработки энергии, направляя отходящие газы,
содержащие оксид серы (IV) на производство серной кислоты.
Подобная энерготехнологическая схема приведена на рис.
13.21.Рис. 13.21. Энерготехнологическая схема производства серной
кислоты из серы;1 — камера сгорания серы, 2 — компрессор воздуха, 3 — тепловая
турбина, 4 — генератор, 5 — контактный аппарат, 6 — конденсатор.Другим вариантом подобного процесса является энерготех¬
нологическая циркуляционная схема производства серной кис¬
лоты из серы, работающая под давлением 1,5 МПа и позволяю¬
щая повысить степень контактирования оксида серы (IV) до 0,9
дол. ед. при сокращении выбросов оксида серы (IV) в атмосфе¬
ру в 50 раз по сравнению с классической схемой ДК—ДА (рис.
13.22).180
водаРис. 13.22. Схема производства серной кислоты из серы под
давлением:1 — печь для сжигания серы, 2 — инжекторы, 3 — контактный аппарат «КС»,
4 — охладитель «КС», 5 — пенный абсорбер, 6 — хвостовая установкаПроизводительность подобных установок проектируется до
2500 т/сут. по моногидрату. Применение энерготехнологичес¬
ких схем в производстве серной кислоты позволяет повысить
эффективность использования сырья и существенно интенси¬
фицировать весь цикл производства.Контрольные вопросы1. Укажите основные области использования серной кислоты и оле¬
ума.2. Почему в настоящее время в качестве серусодержащего сырья ис¬
пользуется преимущественно сера, а не колчедан?3. Чем отличаются технологические схемы производства серной кис¬
лоты из серы и из колчедана? Дайте объяснение.4. С какой целью печной газ перед контактированием разбавляют воз¬
духом?5. В чем заключается специальная очистка печного газа, полученно¬
го обжигом колчеДана?6. Какие катализаторы используются в производстве серной кисло¬
ты? Приведите состав контактных масс БАВ и СВД.181
7. Как влияют на скорость и степень окисления оксида серы (IV) в
оксид серы (VI) температура, давление и состав контактируемого
газа?8. В чем преимущество метода двойного контактирования по схеме
ДК-ДА?9. Из каких условий выбирается абсорбент на стадии абсорбции ок¬
сида серы (VI)?10. В чем заключается принципиальное отличие процесса производ¬
ства серной кислоты из сероводородного газа от других? Объясни¬
те, почему в этом методе отсутствует стадия абсорбции.11. Перечислите основные направления совершенствования сернокис¬
лотного производства. В чем заключается принцип работы энерго¬
технологической схемы с использованием серы в качестве топли¬
ва?
Глава XIV
ПРОИЗВОДСТВО АММИАКА14.1. Проблема «связанного» азота14.1.1. Потребности народного хозяйства в соединениях
азотаСоединения азота имеют исключительное значение для раз¬
личных отраслей промышленности и сельского хозяйства. Их
потребляют производства азотной кислоты, разнообразных
минеральных удобрений, полимерных материалов, взрывчатых
веществ и ракетных топлив, красителей, фармацевтических
препаратов.Азот принадлежит к числу достаточно распространенных
химических элементов, но его содержание в различных сферах
Земли колеблется в широких пределах. Так, если кларк азота
(% мае.) для планеты в целом составляет 0,01, для земной коры
равен 0,04, то для атмосферы он составляет 75,5. Формы суще¬
ствования азота в земной коре весьма разнообразны. Он входит
в состав различных минералов, содержится в каменном угле,
нефти и других видах ископаемого топлива. Важнейшее значе¬
ние имеет азот для жизни на Земле, являясь одним из элемен¬
тов, входящих в состав белковых структур, без которых невоз¬
можно существование живой клетки. На рис. 14.1 представле¬
ны формы существования азота на земле и содержание элемен¬
та в них.Живыеорганизмы1Белковыевещества17%N—I—ИскопаемоетопливоКаменныйуголь1—2,5%Нефть0,02—1,5% *Минералыr-V-iCN NO3 NH;Рис. 14.1. Формы существования азота в литосфере183
Основным природным источником азота является атмосфе¬
ра. Масса азота в ней составляет 4*1015 тонн, что соответствует
8* 104 тонн на каждый гектар суши. Однако, газообразный мо¬
лекулярный азот представляет одно из самых устойчивых хи¬
мических веществ. Энергия связи в молекуле азота равна940,5 кДж/моль. В расчете на атом азот обладает одной из са¬
мых высоких энтропий, именно поэтому элементарный азот не¬
реакционноспособен. В естественных условиях лишь незначи¬
тельное количество атмосферного азота переходит в биологичес¬
ки усвояемую форму в результате грозовых разрядов по реак¬
ции:N2 + 02 = 2NO,или непосредственно фиксируется ограниченными видами рас¬
тений в форме аминокислот в ходе фотосинтеза, катализируе¬
мого ферментами:N2(aTM) Ы(бакт) — Ы(связан.).Большинство организмов (высшие растения и животные)
усваивают азот в виде его соединений со степенью окисления
-3 и не могут использовать азот атмосферы. То же относится
и к использованию соединений азота в промышленности.Скорость перевода атмосферного азота в состояние, в кото¬
ром он может быть усвоен или реализован, в природных про¬
цессах весьма мала. В среднем половина необходимого для
жизни азота возвращается через атмосферу за 108 лет, тогда
как для кислорода этот период составляет 3000 лет, а для уг¬
лерода всего 100 лет. В то же время, организация современно¬
го культурного земледелия связана с непрерывным уносом «ус¬
вояемого» азота с посевных площадей, достигающим 88 млн.
тонн в год, а это 90% азота, необходимого для питания расте¬
ний. Поэтому первоочередная задача — непрерывное попол¬
нение запасов азота в почве в усвояемой растениями форме,
то есть в виде его соединений. До конца XIX столетия источ¬
ником подобного «связанного» азота служили естественные
удобрения и лишь в незначительной степени природные
соли — нитраты натрия и калия, запасы которых в природе
весьма ограничены. Увеличение масштабов культурного зем¬
леделия и потребностей промышленности в разнообразных со¬
единениях азота потребовали разработки промышленных спо¬
собов получения этих соединений, то есть способов «связыва¬
ния» атмосферного азота.184
14.1.2. Методы связывания атмосферного азотаВысокая энтропия атома азота обусловила особый техноло¬
гический режим проведения процессов с участием атмосферно¬
го азота: применение высоких температур, высоких давлений
и специфических катализаторов. В начале XX века почти одно¬
временно были разработаны три технических метода синтеза
соединений из молекулярного азота: дуговой, цианамидный и
аммиачный.1. В основе дугового метода лежит эндотермическая реакция
прямого окисления азота кислородом воздуха, протекающая
при температуре около 3000°С в пламени вольтовой дуги:N2 + 02 ^ 2NO + А Я, где: АН = 179,2 кДж,с последующим доокислением оксида азота (II) и получением
нитрата кальция:N0 + Са(ОН)2 + 02 — Ca(N03)2.2. Цианамидный метод основан на способности тонкоизмель-
ченного карбида кальция реагировать при температуре около
1000°С с молекулярным азотом с образованием кальцийциана-
мида:СаС2 + N2 = CaCN2 + С - А Я, где: АН = 300 кДж,
с последующим превращением кальцийцианамида в аммиак:CaCN2 + ЗН20 = 2NH3 + СаС03.3. Аммиачный метод, в основе которого лежит реакция вза¬
имодействия азота и водорода:N2 + ЗН2 ±5 2NH3 - А Я, где АЯ = 111,6 кДж.Сравнительная энергоемкость этих методов фиксации азота
приведена в табл. 14.1.Таблица 14.1. Энергоемкость методов фиксации азотаМетодЗатраты энергии на производство
1 т аммиака, кДжДуговой7*104Цианамидный1,2-Ю4Аммиачный0,5-104Энергетически наиболее выгоден аммиачный метод фикса¬
ции, что и обусловило его широкое промышленное внедрение.В последнее время дуговой метод, не получивший промыш¬
ленного применения вследствие низкого (менее 0,02 дол. ед.)185
выхода оксида азота (II) и весьма высокого потребления элект¬
роэнергии, модифицируется в виде плазмохимического процес¬
са, осуществляемого в низкотемпературной воздушной плазме
по схеме:Г, р.N2 + 02 — {N + О} - N0.Процесс протекает при температуре 5*103—104°С, давлении2 МПа и времени контактирования 0,0001 с., что обеспечивает
весьма высокую производительность плазменной установки.
Комбинирование установки с магнитогидродинамическим ге¬
нератором (МГД) позволяет использовать вторичные энергоре¬
сурсы и обеспечить возврат энергии.Таким образом, вследствие разработки и внедрения про¬
мышленных методов фиксации атмосферного азота, биохими¬
ческий цикл азота, характеризуемый кругооборотом его по
схеме:растения —* животные поступление в почву продуктов
жизнедеятельности и отмирания растений и животных —*—>> биохимические процессы разложения —* захват растени¬
ями усвояемых форм азотапревращается в технобиогеохимический цикл (см. часть пер¬
вую), в котором преобладающее значение имеет техносфера.Новым направлением в фиксации атмосферного азота явля¬
ется так называемый ферментативный метод с использованием
комплексных соединений переходных металлов (железа, хро¬
ма, молибдена), в котором используется принцип естественной
фиксации азота растениями в прирбдных условиях:2Ф-Ме + N2 — 20-MeN,2Ф-Ме + Н2 -> 2Ф-МеН,Ф-MeN + ЗФ-МеН — NH3 + 4Ф-Ме,где: Ф-Ме — комплексное соединение металла и фермента.Процесс протекает в условиях, близких к природным, при
нормальном давлении и температуре 20°С. Тем самым, промыш¬
ленность подходит к реализации идеи Д .И. Менделеева, выска¬
занной им в 1867 году о том, что:♦ Может быть недалеко то время, когда найдется прием,
позволяющий вводить в землю те условия или те вещества,
которые заставят недеятельный азот воздуха превратиться в
ассимилируемый аммиак и азотную кислоту».186
14.2. Получение аммиака. Общие сведенияАммиак является важнейшим и практически единственным
соединением азота, производимым в промышленных масштабах
из азота атмосферы. Таким образом, его следует рассматривать как
полупродукт для получения всех остальных соединений азота.14.2.1. Технологические свойства аммиакаАммиак NH3 — бесцветный газ с резким запахом с темпера¬
турой кипения -33,35°С и температурой плавления -77,75°С.
Аномально высокие температуры кипения и плавления амми¬
ака объясняются ассоциацией его молекул вследствие высокой
полярности их и образования водородных связей. Критичес¬
кая температура аммиака равна 132,4°С. Аммиак хорошо ра¬
створим в воде (750 литров в литре), ограниченно растворим в
органических растворителях.В водных растворах аммиака содержатся его гидраты состава
ЫНз'НгОи 2NH3-H20, образующие эвтектики, а также незначитель¬
ное количество ионизированных молекул в результате реакции:NH3 + Н20 s* NH4+ + ОН".Константа равновесия этой реакции равна 1,75*10-5, что со¬
ответствует степени диссоциации 0,004. Жидкий аммиак ра¬
створяет щелочные и щелочно-земельные металлы, фосфор,
серу, иод и многие неорганические и органические соединения.
При температурах выше 1300°С аммиак диссоциирует на азот и
водород:2NH3 = N2 + ЗН2 + А Я.Рис. 14.2. Пределы взрывоопасности аммиачно-воздушных смесей:а — пределы взрывоопасности сухой смеси, 6 — область взрывоопаснос¬
ти смеси над водными растворами аммиака187
Сухой аммиак образует с воздухом взрывчатые смеси, пре¬
делы взрываемости которых зависят от температуры и при 18°С
ограничены интервалом содержания аммиака в газовой смеси
от 0,155 до 0,270 об. долей, как это показано на рис. 14.2. Эта
особенность системы «аммиак-воздух» учитывается при произ¬
водстве азотной кислоты окислением аммиака, в котором сы¬
рьем является аммиачно-воздушная смесь (см. т. II).14.2.2. Области использования аммиакаАммиак — ключевой продукт для получения многочислен¬
ных азотсодержащих веществ, применяемых в промышленно¬
сти, сельском хозяйстве и быту. На основе аммиака в настоя¬
щее время производятся практически все соединения азота, ис¬
пользуемые в качестве целевых продуктов и полупродуктов не¬
органической и органической технологии. На рис .14.3 представ¬
лены основные направления использования аммиака в промыш¬
ленности и сельском хозяйстве.КарбамидЖидкие ми
неральныеНитрат аммония Сульфат аммонияКарбонат аммонияУротропинМочевиноальде¬гидные ВМСАзотнаякислотаПолиуретаныПолиамидыПолиакрилонитрилРис. 14.3. Использование аммиакаМировое производство аммиака составило в 1980 году более
90 млн. тонн.Производство аммиака в РФ составляет по годам (млн. тонн):
1991 год 1992 год 1993 год11,9 10,7 9,7188
До образования РФ на территории СССР было произведено в
1989 году 16,7 млн. т аммиака, значительная часть которого эк¬
спортировалась, главным образом, через аммиакопровод Толь¬
ятти — Одесса.14.2.3. Краткий исторический очерк производстваСостав аммиака установлен в 1784 году К. Бертолле. Роль
азота в питании растений и необходимость для растений в усво¬
яемых соединениях азота, отмечалась И.Р. Глаубером еще в
XVII веке, затем исследовалась Г. Деви (1812), Ю. Либихом,
назвавшим аммиак «альфой и омегой» в обмене азотных ве¬
ществ у растений (1840), Ж. Буссенго (1864), Д.Н. Прянишни¬
ковым (1916). К 1869 году относится высказывание Д.И. Мен¬
делеева о том, что:«Одну из задач прикладной химии составляет отыскание
технически выгодного способа получения из азота воздуха его
соединений, заключающих ассимилируемый азот. Будущ¬
ность сельского хозяйства много зависит от открытия подоб¬
ного способа».До XX века источниками усвояемого азота были природные
нитраты: нитрат натрия (Чили) и нитрат калия (Индия). С кон¬
ца XIX столетия началось промышленное извлечение аммиака
из продуктов коксохимического производства (прямой коксо¬
вый газ), сохранившее свое значение до настоящего времени.
Выход аммиака при этом составляет около 4 кг на тонну произ¬
водимого кокса. Так, в 1978 году при мировом производстве кок¬
са 310 млн. тонн, это соответствовало 1,3 млн. тонн аммиака.Промышленные методы связывания атмосферного азота по¬
явились в начале XX века и опирались на лабораторные иссле¬
дования химиков XVIII—XIX вв. При этом, практически одно¬
временно изучались все три варианта фиксации азота атмосфе¬
ры (см. 14.1.2).1. Дуговой метод. В 1785 году Г, Кавендиш поставил опыты
по прямому окислению азота воздуха кислородом под воздей¬
ствием электрических разрядов. В1814 году В.Н. Каразин выд¬
винул идею технического метода производства селитры из воз¬
духа посредством «облачной электрической силы», которая не
была реализована. Первая промышленная установка окисления
азота кислородом прй пропускании воздуха через дуговую элек¬
трическую печь по методу X. Биркеланда и С. Эйде была введе¬
на в действие в 1905 году в Норвегии. Товарным продуктом в
ней являлся нитрат кальция «норвежская» селитра. В после¬189ь
дующие годы подобные установки были построены в ряде стран
и к 1925 году производство норвежской селитры (в пересчете
на азот) достигло 35000 т/год. Высокая энергоемкость метода
сделала его неконкурентоспособным и в начале 30-х годов про¬
изводство норвежской селитры было всюду прекращено.2. Цианамидный метод. Разработка цианамидного метода
фиксации азота была связана с потребностями в кальцийциа-
намиде как минеральном удобрении. По этому методу, разра¬
ботанному А. Франком и Н. Каро, в 1905 году в Италии была
построена первая промышленная установка- Производство
кальцийцианамида достигло максимума к 1940 году, когда на
36 установках в различных странах было произведено (в расче¬
те на азот) 335 000 тонн этого продукта.3. Аммиачный метод. Теоретические основы аммиачного ме¬
тода фиксации азота были разработаны В. Рамзаем и С. Юнгом
(1884—1886), установившими обратимость реакции синтеза иА. Ле-Шателье (1901), изучившим влияние давления на эту си¬
стему и взявшему патент на получение аммиака путем взрыва
сжатой смеси азота и водорода. В период 1903—1910 гг. состоя¬
ние системы «азот-водород» при различных давлениях и тем¬
пературах было обстоятельно изученоФ. Габером, В. Нернстом,
Г. Иостом и Р. Ле-Россиньолем. На основе этих исследований в
1910 году был пущен первый опытный реактор производитель¬
ностью 1 тонна аммиака в сутки, а в 1913 году первый завод
производительностью 25 т/сутки.Дальнейшее развитие производства аммиака по этому мето¬
ду шло по пути укрупнения установок и поисков оптимального
давления и новых эффективных катализаторов. В результате
производительность установок возросла до 800—1000 т/сутки,
а общепринятыми системами стали системы среднего давления.Разработки отечественного аммиачного производства опира¬
лись на теоретические и экспериментальные исследования А.И.
Горбова и В.Ф. Миткевича (1907—1909) по разработке дугово¬
го метода, В.Н. Ипатьева (1918—1919) по подбору катализато¬
ров для синтеза аммиака и др. В 1928 году на Чернореченском
химическом заводе была пущена первая установка по производ¬
ству аммиака синтезом из азота и водорода на железном ката¬
лизаторе под высоким давлением (76 МПа) мощностью 7,5* 103
т/год.В период 1932—1940 гг. на Березниковском химическом за¬
воде было освоено производство аммиака при среднем давлении
(30 МПа), причем производительность завода за эти годы вы¬
росла с 4900 до 100 000 т/год. В 1933 году был введен в строй190
Горловский завод производительностью 52 ООО т/год, а в 1938
году заводы в Днепродзержинске и Кемерово производительно¬
стью 75 ООО т/год каждый. К1941 году на территории СССР дей¬
ствовало семь азотно-туковых заводов общей производительно¬
стью более 500 ООО тонн аммиака в год.В послевоенное время, наряду с восстановлением предприя¬
тий азотной промышленности, шло интенсивное строительство
новых заводов (Кировокан, Лисичанск, Рустави, Ново-Кемеро-
во), совершенствование технологических процессов синтеза,
переориентация аммиачного производства на новые виды сы¬
рья. Одновременно, непрерывно возрастала мощность колонн
синтеза аммиака (табл. 14.2). Современные установки имеют
мощность, достигнутую в 1973 году.Таблица 14.2. Мощность колонн синтеза аммиакаГод192819401950196119651973Мощность, т/сутки85020030060013604. Вариант аммиачного метода. В 1909 году был разработан
оригинальный метод одновременного получения аммиака и ок¬
сида алюминия из бокситов через нитрид алюминия по схеме,
представленной на рис. 14.4.NH,Измельчение
к—ВыщелачиваниеiNaOHФильтрованиеШламNaAIO*Iai2o3Рис. 14.4. Производство аммиака из бокситов г. f. .г,«191г
Промышленные установки по этому методу были построены
в период 1909—1918 гг* в ряде стран, но метод не нашел приме¬
нения вследствие низкой экономичности производства.14.2.4. Сырье для производства аммиакаСырьем в производстве аммиака является азотоводородная
смесь (ABC) стехиометрического состава N2 : Н2 =1:3. Так как
ресурсы атмосферного азота практически неисчерпаемы, сырь¬
евая база аммиачного производства определяется вторым ком¬
понентом смеси — водородом, который может быть получен раз¬
делением обратного коксового газа, газификацией твердого топ¬
лива, конверсией природного газа (рис. 14.5).Рис. 14.5. Сырьевые ресурсы производства аммиакаСтруктура сырьевой базы производства аммиака менялась и
сейчас свыше 90% аммиака вырабатывается на основе природ¬
ного газа. В табл. 14.3 приведена динамика изменения струк¬
туры основных видов сырья аммиачного производства.Таблица 14.3. Изменение сырьевой базы производства аммиакаВиды сырьяДоля сырья по годам, %Энергоемкость,
тонн уел.
топлива19601965197019751980Твердое топливо32,015,910,45,71,53,73Коксовый газ32,118,214,211,75,32,07Природный газ16,359,972,379,692,21,50Азотоводородная смесь, независимо от метода ее получения,
содержит примеси веществ, некоторые из которых являются
каталитическими ядами, вызывающими как обратимое (кисло¬
род, оксиды углерода, пары воды), так и необратимое (различ¬
ные соединения серы и фосфора) отравление катализатора.192
С целью удаления этих веществ ABC подвергается предвари¬
тельной очистке, методы и глубина которой зависят от их приро¬
ды и содержания, то есть от способа производства ABC. Обыч¬
но, ABC, получаемая конверсией природного газа, содержит
оксид углерода (IV), метан, аргон, следы кислорода и до 0,4%об. оксида углерода (II).Для очистки ABC в промышленности используются методы
абсорбции жидкими поглотителями (мокрый метод) и адсорб¬
ции твердыми поглотителями (сухой метод). При этом, процесс
очистки может производиться на различных стадиях производ¬
ства:— исходного газа перед подачей его на конверсию;— конвертированного газа для удаления из него оксида уг¬
лерода (IV);— азотоводородной смеси непосредственно перед синтезом
аммиака (тонкая очистка ABC).Первые два процесса рассматриваются при описании соот¬
ветствующих производств.Тонкая очистка ABC достигается хемосорбцией примесей
жидкими реагентами и, окончательно, каталитическим гидри¬
рованием их или промыванием ABC жидким азотом.Для удаления оксида углерода (IV) и сероводорода ABC про¬
мывают в башнях с насадкой щелочными реагентами, образу¬
ющими с ними нестойкие термически соли: водным раствором
этаноламина или горячим, активированным добавкой диэтано-
ламина, раствором карбоната калия. При этом протекают, со¬
ответственно, реакции:H2S + CH2OH-CH2NH2 ^ [CH2OH-CH2NH3]+HS- - АЯ,С02 + К2С03 + Н20 ^ 2КНС03 - А Я.Оксид углерода (II) удаляют из ABC промывкой ее медноам¬
миачным раствором ацетата меди:СО + NH3 + [Cu(NH3)2]+A4- [Си(КН3)зСО]+Ац- -АЯ,где: Ац = СН3СОО.Применяемые для хемосорбции абсорбенты образуют с по¬
глощаемыми из ABC нестойкие соединения. Поэтому, при на¬
гревании их растворов и снижении давления происходит десор¬
бция растворенных примесей, что позволяет легко регенериро¬
вать абсорбент, возвратить его в процесс и обеспечить циклич¬
ность операции абсорбции по схеме:7 Химическая технология. Том 1193
где: П — поглощаемая из ABC примесь, А — абсорбент, ПА —
соединение примеси и абсорбента.Более эффективным методом очистки ABC от оксида уг¬
лерода (II) является применяемая в современных установках
промывка ABC жидким азотом при -190°С, в процессе кото¬
рой из нее удаляются, помимо оксида углерода (II), метан и
аргон.Окончательная очистка ABC достигается каталитическим
гидрированием примесей, получившим название метанирова¬
ния или предкатализа. Этот процесс проводится в специаль¬
ных установках метанирования (рис. 14.6) при температуре
250—300°С и давлении около 30 МПа на никель-алюминиевом
катализаторе (Ni + AI2O3). При этом протекают экзотермичес¬
кие реакции восстановления кислородсодержащих примесей до
метана, который не является ядом для железного катализато¬
ра, а вода конденсируется при охлаждении очищенного газа и
удаляется из него:СО + ЗН2 ^ СН4 + Н20 - А Я,С02 + 4Н2 ^ СН4 + 2Н20 - А Я,02 + 2Н2 ^ 2Н20 - А Я.Рис. 14.6. Схема установки метанирования ABC:1 — компрессор, 2 — подогреватель, 3 — реактор метанирования, 4 —
подогреватель воды, 5 — конденсатор, 6 — влагоотделитель
Если в предкатализе используется железный катализатор,
то в процессе гидрирования также образуется некоторое коли¬
чество аммиака, в этом случае предкатализ называется проду¬
цирующим.Процесс метанирования прост, легко управляем, а выделя¬
ющееся за счет протекающих экзотермических реакций гидри¬
рования тепло, используется в общей энерготехнологической
схеме производства аммиака.Очищенная ABC, поступающая на синтез, содержит до
0,0025 об. долей аргона, 0,0075 об. долей метана и не более0,00004 об. долей оксида углерода (II), являющегося наиболее
сильным каталитическим ядом.14.3. Химическая и принципиальная схемы
производстваОсновная стадия процесса синтеза аммиака из азотоводород¬
ной смеси описывается уравнением:N2 + ЗН2 = 2NH3.Однако, так как преобладающим методом получения ABC
является конверсия метана воздухом и водяным паром, хими¬
ческая схема производства аммиака включает помимо этой ре¬
акции несколько реакций воздушной и паровой конверсии (см.
том II часть II):СН4 + Н20 = ЗН2 + С0,СН4 + 0,502(N2) = 2H2(N2) + СОи последующего превращения оксида углерода (II) в оксид уг¬
лерода (IV):СО + Н20 = Н2 + С02.После удаления оксида углерода (IV) из газовой смеси и кор¬
рекции ее состава получают ABC с содержанием азота и водоро¬
да в отношении 1:3.Таким образом, современное производство аммиака состоит
из двух стадий: приготовления ABC и превращения ее в амми¬
ак, представляя единую энерготехнологическую схему, в кото¬
рой сочетаются операции получения ABC, ее очистки и синтеза
аммиака и эффективно используются тепловые эффекты всех
стадий процесса, что позволяет в несколько раз снизить затра¬
ты электроэнергии. На рис. 14.7 приведена принципиальная
схема производства аммиака, отвечающая рассмотренной выше
химической схеме.195гI
J—ЖивыеорганизмыiБелковыевещества17%N—i—Ископаемоетопливоi—4 ;Каменныйуголь1—2,5%Нефть
0,02—1,5%Минералы{1CNJ 1no; nhРис. 14.7. Принципиальная схема производства аммиака1 — очистка природного газа от сернистых соединений, 2 — паровая
конверсия метана, 3 — воздушная конверсия метана, 4 — конверсия
оксида углерода (II), 5 — хемосорбционная очистка ABC, 6 — метаниро-
вание, 7 — синтез аммиака, 8 — абсорбция аммиака, 9 — сжатие аммиа¬
ка, I — природный газ, II — конвертированный газ, HI — ABC, IV — метан14.4. Физико-химические основы синтеза аммиака14.4.1. Равновесие и скорость процесса в системе1. Равновесие в системе. Реакция синтеза аммиака из ABC
представляет гетерогенно-каталитическую обратимую экзотер¬
мическую реакцию, протекает с уменьшением объема, без об¬
разования каких-либо побочных продуктов и описывается урав¬
нением:N2 + ЗН2 = 2NH3 - А Я,тепловой эффект реакции зависит от температуры и давления и
составляет 111,6 кДж при температуре 50СГС и давлении 30
МПа.Константа равновесия реакции имеет вид:NH3КР= р 1/2 рЗ/2 (14.1)Лм2 ‘гн2и может быть рассчитана по уравнению:\g(l/Kp) = -j+B\gT+aT-CT2-V, (14.2)в котором (А, Б, С — постоянные величины) коэффициенты а и
р зависят от давления и возрастают с его увеличением. В усло¬
виях равновесия содержание аммиака в газовой смеси опреде¬
ляется из выражения:196
где Р — давление равновесной газовой смеси.В табл. 14.4 приведено содержание аммиака в равновес¬
ной газовой смеси для различных температур при среднем
30 МПа и высоком 100 МПа давлениях, рассчитанное по
формуле 14.3.Таблица 14.4. Содержание аммиака (об. долей) в газовой смесиТемпература,°СМПа200300400500600700300,8990,7100,4700,2640,1380,0731000,9830,9250,8000,5750,3140,128Зависимость содержания аммиака в равновесной газовой сме¬
си от температуры и давления представлена на рис. 14.8.Рис. 14.8. Зависимость содержания аммиака в смеси от температу¬
ры (а) и давления (6)1Из табл. 14.4 и рис. 14.8 следует, что повышение давления и
снижение температуры смещает равновесие реакции синтеза и
повышает равновесный выход аммиака. Однако достаточно
высокое для целей практики равновесное содержание аммиака
в газе может быть достигнуто только при температуре не выше
400С, то есть в условиях, когда скорость процесса и, следова¬
тельно, время достижения состояния равновесия весьма низки.
Поэтому, в реальных условиях содержание аммиака в газовой
смеси будет ничтожно мало, что делает процесс синтеза мало-
производительным и экономически нецелесообразным.2. Скорость процесса. Даже при сравнительно высоких тем¬
пературах энергия активации молекул азота велика и процесс
синтеза аммиака в гомогенной газовой фазе практически нео¬
существим. Для снижения энергии активации используются
катализаторы, позволяющие значительно уменьшить темпера¬
туру процесса.Реакция синтеза аммиака катализируется металлами, име¬
ющими не полностью застроенные d- и /- электронные уровни.
К ним относятся железо, родий, вольфрам, рений, осмий, пла¬
тина, уран и некоторые другие металлы. В промышленности
используются контактные массы на основе железа, например,
катализатор ГИАП состава :{Fe + А1203 + К20 + СаО + Si02}.катализатор промоторОн дешев, достаточно активен при температуре 450—500°С,
менее остальных катализаторов чувствителен к каталитическим
ядам. Промоторы в составе контактной массы способствуют со-
зданию высокоразвитой поверхности, препятствуют рекристал¬
лизации катализатора и повышают его активность.Механизм действия железного катализатора близок к меха¬
низму действия ванадиевого катализатора окисления диокси¬
да серы (рис. 13.10) и представлен на рис. 14.9.I II II IN2 * N2 * Кт 4 Н2 * Н2Н-Кт -N▼ IV V
Кт — Кт -NH3 — NH3 — NH3Рис. 14.9. Механизм действия железного катализатораМеханизм состоит из последовательных стадий диффузии
молекул азота и водорода к катализатору (I), хемосорбции мо¬
лекул реагентов на поверхности катализатора (II), химическо¬
го взаимодействия азота и водорода на зернах катализатора с
переносом электронов от молекул водорода к молекулам азота
и образованием поверхностных неустойчивых комплексов (III),198
десорбции образовавшихся молекул аммиака с поверхности ка¬
тализатора и диффузии молекул аммиака в газовую фазу.На стадии образования поверхностных комплексов происхо¬
дит последовательное гидрирование азота с последующим вы¬
теснением из комплекса образовавшихся молекул аммиака мо¬
лекулами азота по схеме:2Н 2Н 2Н-Fe + N=N — N=N — NH=NH — NH2—NH2 —\ / \ / —i^Fe Fe FeI I IN2-*• NH3 NH3 —*• 2NH3 + N=N
Fe F(eСкорость всего процесса контактирования определяется ско¬
ростью наиболее медленно идущей стадией хемосорбции моле¬
кул азота на зернах катализатора.Контактную массу готовят сплавлением в атмосфере азота
смеси оксидов железа ГезС>4, алюминия А120з, калия К2О, каль¬
ция СаО и кремния Si02, или порошков металлических железа
и алюминия с оксидами кальция и кремния и карбоната калия
с последующим измельчением массы до размеров зерен ката¬
лизатора (5 мм) и восстановлением их водородом в колонне син¬
теза аммиака. При этом протекают реакции:О2{Fe + А1 + СаО + Si02 + К2С03} —-{Fe203 + АЬ03 +Н2+ СаО + К20 + Si02} — {Fe + А1203 + СаО + К20 + Si02}Скорость реакции синтеза аммиака из ABC на железном ка¬
тализаторе, для состояния системы не слишком удаленном от
состояния равновесия, описывается уравнением М.И. Темкина:^NH3 Рн2 ^NH3U= -=/с,-А,_——-к. -~К\'ГЩ р 3/2 , (14.4)йХ MN’H;, /н2где: К\ИК2 — константы скоростей прямой (синтеза) и обрат¬
ной (диссоциации) реакций,Р — парциальные давления компонентов в смеси.
Очевидно, что К1/К2 = К — константе равновесия реакции
синтеза аммиака.
Так как железные катализаторы имеют максимальную ак¬
тивность при температуре не ниже 400-500°С, при которой
нельзя обеспечить высокую степень превращения ABC в амми¬
ак, синтез аммиака ведут в условиях, далеких от равновесных
и определяющее влияние на общую скорость процесса оказы¬
вает скорость прямой реакции (tfi).Константа скорости зависит от температуры, активности и
состояния катализатора. Зависимость константы от температу¬
ры выражается уравнением Аррениуса:К — ко*-E/RT(14.5)в котором энергия активации для реакции на промышленном
железном катализаторе равна 165 кДж/моль.14.4.2. Оптимальный режим процесса синтезаВ 14.4.1 было показано, что температура и давление влияют
на состояние системы и скорость синтеза аммиака противопо¬
ложным образом, то есть существует противоречие между тер¬
модинамикой и кинетикой процесса. Поэтому, выход аммиака
и удельная производительность катализатора зависят в первую
очередь от этих параметров, а также от состава и объемной ско¬
рости газовой смеси, и активности катализатора и конструкции
реактора.Применение высоких давлений увеличивает скорость про¬
цесса синтеза за счет повышения движущей силы процессаАР = Рщ • РН2 и уменьшения скорости обратной реакции диссо¬
циации аммиака, и способствует отделению образовавшегосяаммиака от газовой сме¬
си путем его конденса¬
ции.Оптимальный темпе¬
ратурный режим процес¬
са определяется общими
закономерностями влия¬
ния температуры на вы¬
ход продукта экзотерми¬
ческого обратимого ката¬
литического процесса,
которым является произ¬
водство аммиака (рис.
14.10).► ТРис. 14.10. Зависимость содержа¬
ния аммиака в газе после синтеза от
температуры и объемной скорости
газа (W3 > W2 > Wi)200
Для каждого значения объемной скорости газовой смеси W
содержание аммиака в ней увеличивается с ростом температу¬
ры до определенного предела, отвечающего максимальной ско¬
рости процесса и содержанию аммиака в газе. Очевидно, эта
температура отвечает наибольшей интенсивности катализато¬
ра. Повышение объемной скорости газа снижает выход аммиа¬
ка. Линия АА, соединяющая максимумы кривых conh3 = f{T)
для различных значений объемной скорости со, соответствует
кривой оптимальных температур, линия ВВ представляет рав¬
новесную кривую.Однако с ростом объемной скоро¬
сти газа возрастает интенсивность 6
катализатора (рис .14.11, ф-ла 11.9).Поэтому, увеличение объемной ско¬
рости газа до определенного преде¬
ла положительно сказывается на
выходе аммиака. Дальнейшее повы¬
шение ее приводит к увеличению
затрат на транспортировку газа, на¬
рушению автотермичности и сниже¬
нию полноты выделения аммиака
из газовой смеси. Верхний предел
объемной скорости определяется
обычно именно автотермичностьюпроцесса синтеза. На практике в установках среднего давления
объемная скорость газа выбирается в пределах 15-103 —
30-103 нм3/м3ч.Состав азотоводородной смеси выбирается возможно более
близким к стехиометрическому, что обеспечивает максималь¬
ную степень превращения компо¬
нентов в аммиак. Так как степень
превращения не превышает 0,14—0,20 дол. един., то процесс синтеза ддс ▼ 1аммиака строится по циркуляцион¬
ной схеме с отделением образующе¬
гося аммиака от непрореагировав¬
шей ABC и возвращением остав¬
шейся части ее в реактор, как это [ 1.показана на рис. 14.12. Так как син¬
тез аммиака идет с сокращениемобъема, то в циркулирующей ABC рис. 14.12. Циркуляцион-
накапливаются инертные примеси ная схема синтеза аммиа-
(аргон, метан), что приводит к сни- ка► WРис. 14.11. Зависимость
интенсивности катализато¬
ра от объемной скорости
при Р\ > Р2отдувкааммиак201
► vvРис. 14.13. Зависимость вы¬
хода аммиака от содержания
примесей в ABC при различ¬
ных W и содержании приме¬
сей в газовой смеси С.С" < С'“мНзжению выхода аммиака вследствие
уменьшения концентрации азота и
водорода в ней (рис. 14.13). Для ус¬
транения этого часть циркулирую¬
щей ABC периодически выводится
из цикла в виде продувочного газа
(отдувка). Для выделения образо¬
вавшегося аммиака из ABC ее ох¬
лаждают до температуры сжиже¬
ния аммиака. При этом часть амми¬
ака остается в ABC. Концентрация
его зависит от температуры и изме¬
няется от 0,015 об. доли при -20°С
до 0,073 об. дол. при +20°С при дав¬
лении около 30 МПа. При использовании водяного и аммиач¬
ного охлаждения это обеспечивает остаточное содержание ам¬
миака в циркулирующей ABC 0,03 — 0,05 об. дол.Увеличение времени контакти¬
рования не может быть использова¬
но для того, чтобы обеспечить в сис¬
теме состояние равновесия, так как
на практике синтез аммиака прово¬
дят в условиях, далеких от равно¬
весных (см. выше). Однако при бо¬
лее высоких температурах прибли¬
жение к состоянию равновесия дос¬
тигается быстрее. На рис. 14.14
представлена зависимость выхода
аммиака от времени контактирова¬
ния при различных температурах.
Из нее следует, что при более высо¬
кой температуре Т2 состояние рав¬
новесия может быть достигнуто бы¬
стрее, чем при более низкой темпе¬
ратуре Т7!, хотя выход аммиака при этом меньше.14.5. Технологическая схема производства аммиака14.5.1. Выбор схемы производстваОпределяющим параметром в производстве аммиака из азо¬
товодородной смеси является давление синтеза. В зависимости
от применяемого давления все системы производства синтети¬
ческого аммиака делятся на:ни контактирования на
достижение состояния
равновесия при синтезеNH3202
системы низкого давления (10—15 МПа),
системы среднего давления (25—60 МПа),
системы высокого давления (60—100 МПа).Методом математического моделирования с использованием
в качестве критерия оптимизации экономических затрат на про¬
изводство единицы продукции, было найдено, что экономичес¬
ки наиболее выгодным является
проведение процесса при среднем
давлении. На стадиях компрессии
газа, синтеза аммиака и конденса¬
ции его из ABC капитальные и энер¬
гоматериальные затраты с повыше¬
нием давления снижаются до опре¬
деленного предела. Оптимальным
давлением является давление 32
МПа (рис. 14.15). Дальнейшее по¬
вышение давления не приводит к
существенному снижению затрат,
но усложняет технологическую схе¬
му производства.В системах среднего давления обеспечивается достаточно вы¬
сокая скорость процесса, простота выделения аммиака из газо¬
вой смеси, возможность одновременного получения жидкого и
газообразного продуктов. Вследствие этого в мировой и отече¬
ственной практике наиболее распространены установки сред¬
него давления.14.5.2. Технологическая схема производстваНа рис. 14.16 приведена технологическая схема современно¬
го производства аммиака при среднем давлении производитель¬
ностью 1360 т/сутки. Режим ее работы характеризуется следу¬
ющими параметрами:температура контактирования 450—550°С,
давление 32 МПа,объемная скорость газовой смеси 4-104 нм3/м3-ч,
состав азотоводородной смеси стехиометрический.Смесь свежей ABC и циркуляционного газа под давлением
подается из смесителя 3 в конденсационную колонну 4, где из
циркуляционного газа конденсируется часть аммиака, откуда
поступает в колонну синтеза 1. Выходящий из колонны газ, со¬
держащий до 0,2 об. дол. аммиака (и>2) направляется в водяной
холодильник-конденсатор 2 и затем в газоотделитель 5, где иззРис. 14.15. Зависимость
затрат (3) на производ¬
ство аммиака от давления203
циркуляционный газРис. 14.16. Технологическая схема производства аммиака:1 — колонна синтеза, 2 — водяной конденсатор, 3 — смеситель (инжек¬
тор) свежей ABC и циркуляционного газа, 4 — конденсационная колонна,5 — газоотделитель, 6 — испаритель жидкого аммиака, 7 — выносной
теплообменник (котел-утилизатор), 8 — турбоциркуляционный компрес¬
сорнего отделяется жидкий аммиак. Оставшийся газ после комп¬
рессора 8 смешивается со свежей ABC и направляется сначала
в конденсационную колонну 4, а затем в испаритель жидкого
аммиака 6, где при охлаждении до -20 С также конденсирует¬
ся большая часть аммиака. Затем циркуляционный газ, содер¬
жащий около 0,03 об. дол. аммиака, поступает в колонну син¬
теза 1. В испарителе 6, одновременно с охлаждением циркуля¬
ционного газа и конденсацией содержащегося в нем аммиака,
происходит испарение жидкого аммиака с образованием товар¬
ного газообразного продукта.Основной аппарат технологической схемы — колонна син¬
теза, представляющая собой реактор РИВ-Н. Колонна состоит
из корпуса и насадки различного устройства, включающей ка-
тализаторную коробку с размещенной в ней контактной массой,
и систему теплообменных труб. Для процесса синтеза аммиака
существенное значение имеет оптимальный температурный ре¬
жим. Для обеспечения максимальной скорости синтеза процесс
следует начинать при высокой температуре и по мере увеличе-204
ни я степени превращения понижать ее в соответствии с линиеи
оптимальных температур (ЛОТ), как это показана на рис.
14.17а. Регулирование температуры и обеспечение автотермич-
ности процесса обеспечивается с помощью теплообменников,
расположенных в слое контактной массы и, дополнительно,
подачей части холодной ABC в контактную массу, минуя теп¬
лообменник (рис. 14.176).Рис. 14.17. Изменение температуры в катализаторной коробке (а).Схема поступления ABC в катализаторную коробку (б).С учетом последовательного изменения температуры при
прохождении реакционной смеси и продуктов реакции через
теплообменные устройства, катализаторную коробку и котел-
утилизатор, температурный режим работы колонны синтеза
может быть представлен графиком (рис. 14.18).вход4503550°400°
котел-
утилиз.оОC4J350°2-й тепло¬катализ,1-й тепло¬обменниккоробка100°обменниквыходДлина колонны
1Рис. 14.18. График изменения температур в колонне синтезаДля защиты корпуса колонны от действия высоких темпе¬
ратур, способствующих диффузии водорода в сталь и ее разру¬
шению, холодная ABC, поступающая в колонну, прежде чем
пройти в катализаторную коробку, проходит сначала по коль¬
цевому пространству между корпусом и насадкой, непрерывно
омывая стенки колонны и охлаждая их.205
В промышленности выпускаются два сорта (первый и второй)
жидкого аммиака и водный раствор его (аммиачная вода). Со¬
гласно ГОСТ 6221-75 аммиак первого сорта должен содержать
не менее 99,9% и второго сорта не менее 99,6% NH3. Аммиак
1-го сорта применяется в качестве хладоагента в холодильных
машинах и минерального удобрения, 2-го сорта используется в
производстве азотной кислоты.Аммиачная вода (ГОСТ 9-77) выпускается с содержанием
аммиака не менее 25% и получается поглощением газообраз¬
ного аммиака водой, освобожденной от кислорода и солей каль¬
ция и магния (рис. 14.19).отх. газыцех синтеза
склад жидк.
аммиака
цистерныочищеннаяводааммиачнаяводаРис. 14.19. Схема производства аммиачной воды:1 — сборник очищенной воды, 2 — колонна абсорбции, 3 — промежуточ¬
ный сборник, 4 — хранилище аммиачной воды, 5 — предохранительный
клапан14.6. Совершенствование аммиачного производстваСовершенствование промышленного производства аммиака
идет по следующим основным направлениям:— кооперация производства аммиака с производствами ос¬
новного органического синтеза на базе использования природ¬
ного газа и газов нефтепереработки;— создание агрегатов большой (до 3000 т/сутки) единичной
мощности;— применение колонн синтеза с кипящим слоем катализа¬
тора;— разработка новых катализаторов, устойчивых к ядам с
низкой (300 С) температурой зажигания, позволяющих вести
процесс синтеза без снижения выхода аммиака при низких (10
МПа) давлениях.206
Контрольные вопросы1. В чем заключается проблема «связанного» азота?2. Укажите промышленные методы « связывания » атмосферного азо¬
та и сравните их энергоемкость и эффективность.3. Перечислите основные области использования аммиака и его ра¬
створов.4. Почему аммиачно-воздушные смеси с содержанием аммиака от
ОД55 до 0,270 об. дол. не используются в производстве?5. Как и почему изменилась структура сырья аммиачного производ¬
ства в последние годы?6. Что такое метанирование (предкатализ) в производстве аммиака?7. Почему в производстве аммиака используется циклическая схе¬
ма?9. Как получают контактную массу для производства аммиака? Для
чего в нее вводятся оксиды алюминия, калия и кальция?10. Почему в производстве аммиака наиболее распространены систе¬
мы так называемого «среднего» давления?11. Чем обеспечивается оптимальный температурный режим в колон¬
не синтеза?
Глава XV
ПРОИЗВОДСТВО АЗОТНОЙ КИСЛОТЫ15.1. Общие сведенияАзотная кислота является одной из важнейших минераль¬
ных кислот и по объему производства занимает второе место пос¬
ле серной кислоты. Она образует растворимые в воде соли (нит¬
раты), обладает нитрующим и окисляющим действием по отно¬
шению органических соединений в концентрированном виде
пассивирует черные металлы. Все это обусловило широкое ис¬
пользование азотной кислоты в народном хозяйстве и оборон¬
ной технике.15.1.1. Технологические свойства азотной кислотыБезводная азотная кислота (моногидрат HNO3) представля¬
ет бесцветную жидкость с температурой кристаллизации
—41,6°С, температурой кипения — 82,6 С и плотностью —
1,513 г/м3. Смешивается с водой во всех отношениях, образуя
при этом индивидуальные соединения — гидраты состава
HN03-H20hHN03-3H20, которые дают три эвтектики (рис. 15.1).Содержание HN03, %Рис. 15.1. Диаграмма кристаллизации системы «HNO3—Н2О»
208
Температура кипения водных растворов азотной кислоты
зависит от их концентрации. С увеличением концентрации тем¬
пература кипения возрастает, достигая максимума 120,7°С при
азеотропном составе кислоты 68,4% (мае.)» после чего снижа¬
ется (рис. 15.2). Это имеет существенное значение для концент-чрирования азотной кислоты.Теплота разбавления азотной кислоты водой существенно
меняется с ее концентрацией и составляет для моногидрата
HN03 33,68 кДж/моль (рис. 15.3). Безводная азотная кислота
малоустойчива термически и разлагается уже при хранении по
уравнению:4HN03 ^ 4N02 + 2Н20 + 02 + АЯ.0’я-1201110® 100а>1 900н оКонцентрация HNC^ % ^ 3 Концентрация HNQj, %Рис. 15.2. Диаграмма кипения Рис. 15.3. Теплота разбавления
системы HNO3 — Н2О азотной кислотыСкорость разложения возрастает с повышением концентра¬
ции; для 99% -ной кислоты температурный градиент составля¬
ет всего 5°С.При нагревании процесс ускоряется и протекает по уравне¬
нию:2HNO3 ^ N203 + Н20 + 02 + АН.Выделяющийся оксид азота (IV) растворяется в кислоте и
окрашивает ее в желтооранжевый цвет. Для удаления оксида
из кислоты в технологическом процессе ее производства предус¬
мотрена операция «отбелки» кислоты.При растворении оксида азота (IV) в кислоте образуется со¬
единение состава HN03-N02 (нитроолеум), являющийся проме¬
жуточным продуктом в прямом синтезе азотной кислоты (см.
15.5).Азотная кислота корродирует и растворяет все металлы кро¬
ме золота, платины, титана, тантала, родия и иридия, однако в
концентрированном виде пассивирует железо и его сплавы.100209
15.1.2. Применение азотной кислотыОбласти применения азотной кислоты весьма разнообразны.
Большая часть ее (до 75—80%) расходуется на производство
азотных и комплексных минеральных удобрений и разнообраз¬
ных нитратов, 10—15% идет на получение взрывчатых веществ
и ракетного топлива, остальное количество потребляется произ¬
водством красителей, органическим синтезом и в цветной метал¬
лургии (травление металлов). На рис. 15.4 представлено примене¬
ние азотной кислоты в различных областях народного хозяйства.Рис. 15.4. Использование азотной кислоты15.1.3. Краткий исторический очерк производстваАзотная кислота известна человечеству с VIII века. Она ста¬
ла первой минеральной кислотой, которую использовали в ре¬
месленной практике. Первое упоминание о ней содержится в
трудах арабского ученого Гебера (778 год), указавшем способ
получения азотной кислоты перегонкой смеси селитры с квас¬
цами. Получение азотной кислоты нагреванием смеси селитры
с квасцами или купоросом было описано итальянским ученымВ. Бирингуччо (1540 год) и Г. Агриколой (1556 год). В 1648 году
И. Глаубер получил азотную кислоту нагреванием селитры с
серной кислотой, а в 1763 году М.В. Ломоносов исследовал и
описал этот метод ее получения.Технология получения азотной кислоты существенно не ме¬
нялась до конца XVIII столетия, когда был впервые осуществ-210
лен крупномасштабный промышленный способ производства
азотной кислоты разложением нитрата натрия концентрирован¬
ной серной кислотой при 150—170°С в чугунных ретортах, обо¬
греваемых топочными газами. В последующем применение ва¬
куума позволило снизить температуру процесса до 80—100°С.
Метод получил широкое распространение. Например в России
в подобных установках было получено в 1910 г. 8100 тонн, а в
1914 г. 18 000 тонн кислоты.Первые исследования процесса синтеза азотной кислоты из
аммиака относятся к началу XIX века. В1800 году А. Фуркруа
наблюдал образование оксидов азота при пропускании смеси
аммиака с воздухом через раскаленную трубку. В 1839 году
Кюльман получил оксиды азота окислением аммиака на пла¬
тиновом катализаторе, высказав при этом предположение, что
«могут наступить времена, когда это превращение в экономи¬
ческом отношении станет возможным». В начале XX века ус¬
ловия окисления аммиака детально изучаются В. Оствальдом
и И.И. Андреевым и делаются попытки освоить этот метод в про¬
мышленных условиях. В1907 году В. Оствальд создает промыш¬
ленную опытную установку для получения азотной кислоты
каталитическим окислением аммиака. В 1916 году, на основе
теоретических исследований И.И. Андреева, создается опытная
установка, а в 1917 году был введен в строй первый завод по
производству азотной кислоты из аммиака коксового газа мощ¬
ностью 10 000 тонн в год в г. Юзовка.В 1928 году отечественная азотнокислотная промышлен¬
ность полностью переходит на синтетический аммиак. В 1931
году вводятся в строй три агрегата по производству разбавлен¬
ной азотной кислоты под высоким давлением фирмы «Дюпон»
мощностью 12 000 т/год каждый в г. Черноречье. В период
1932—35 гг. строятся заводы в гг. Горловка и Березняки. В пос¬
ледующие годы уже по отечественным проектам осуществляет¬
ся строительство заводов по производству азотной кислоты под
высоким давлением в гг. Кемерово и Чирчик с агрегатами мощ¬
ностью 20—22 тысячи тонн в год, с утилизацией энергии сжа¬
тых газов. Аналогичное производство организуется в 1938 году
на Днепродзержинском азотно-туковом заводе, где впервые
была использована комбинированная схема. В1940 году на этом
заводе было произведено 138 тыс. т азотной кислоты. К 1941
году в стране разбавленная азотная кислота производилась на
8 предприятиях и концентрированная кислота — на 6 заводах.Дальнейшее развитие азотнокислотного производства шло в
направлении разработки новых, более устойчивых к ядам ка¬211
тализаторов, увеличения единичной мощности агрегатов, ши¬
рокого внедрения комбинированной схемы, улучшения очист¬
ки выхлопных газов. В период 50—60-х годов разрабатывали и
внедряли в производство метод прямого синтеза концентриро¬
ванной азотной кислоты.В 1959 году по проекту ГИАП введен в строй цех по произ¬
водству азотной кислоты комбинированным методом с исполь¬
зованием тонкой очистки аммиачновоздушной смеси, обеспе¬
чивающей высокую конверсию аммиака и сохранение катали¬
затора. В 1968 году созданы установки по производству разбав¬
ленной азотной кислоты под высоким давлением мощностью
120 тыс. тонн в год. Начиная с 1976 года, основным типом уста¬
новок в отечественной азотнокислотной промышленности ста¬
новятся системы с замкнутым энерготехнологическим циклом,
работающие по комбинированной схеме мощностью 380 тыс.
тонн в год (АК-72). Аналогичные системы используются в на¬
стоящее время и за рубежом. К ним относятся, например, агре¬
гаты фирмы «Гранд Паруасс» (Франция) мощностью от 900 до
1250 т/сутки, работающие по комбинированной схеме, и раз¬
работанные совместно ГИАП и «Гранд Паруасс» аналогичные
агрегаты мощностью до 2000 т/сутки.15.1.4. Сырье для производства азотной кислотыВ настоящее время в промышленных масштабах азотная кис¬
лота производится исключительно из аммиака. Поэтому струк¬
тура сырья азотнокислотного производства совпадает со струк¬
турой сырья для производства аммиака, как это видно из рис.15.5.СН41Воздух -► N2 ABC HN3 HN03; t tH2* обратный прямойкоксовый коксовыйгаз газРис. 15.5. Сырье для производства азотной кислотыВ настоящее время основную массу азотной кислоты произ¬
водят из синтетического аммиака, получаемого на основе кон¬
версии природного газа. Аммиак, поступающий из цеха синте¬212
за, содержит катализаторную пыль и пары компрессорного мас¬
ла, являющиеся каталитическими ядами на стадии окисления
аммиака. Поэтому аммиак подвергается тщательной очистке
фильтрованием через матерчатые и керамические (поролито-
вые) фильтры и промывкой жидким аммиаком. Аналогично
очищают от механических и химических примесей воздух, ко¬
торый поступает в цех через заборную трубу, устанавливаемую
как правило, вдали от территории предприятия. Для очистки
воздуха используются орошаемые водой скрубберы и матерча¬
тые двухступенчатые фильтры.15.1.5. Общая схема азотнокислотного производстваСуществуют два способа производства азотной кислоты:— получение разбавленной кислоты с последующим концен¬
трированием ее в случае необходимости и— непосредственное получение концентрированной кислоты.Наиболее распространен первый способ, что связано с исполь¬
зованием в народном хозяйстве как концентрированной, так и
разбавленной кислоты. Методы различаются физико-химичес¬
кими закономерностями протекающих процессов и технологи¬
ческими схемами. Однако независимо от схемы, синтез азотной
кислоты из аммиака описывается общей химической схемой:NH3 ► NO ► N02(N204) ► HN03окисление доокисление абсорбцияконверсия аммиака переработка нитрозных газов .Первая стадия процесса (конверсия аммиака) одинакова как
для получения разбавленной, так и для получения концент¬
рированной кислоты, вторая стадия (переработка нитрозных
газов) отличается рядом особенностей. Решающее значение
при выборе параметров той или иной технологической схемы
имеет выбор оптимального давления на каждой из стадий про¬
цесса. В производстве азотной кислоты повышение давления
существенно интенсифицирует химические реакции на всех
стадиях процесса, способствует эффективности теплообме¬
на, позволяет использовать более совершенные массообмен¬
ные устройства, уменьшает размеры аппаратуры и комму¬
никаций и, в конечном итоге, позволяет снизить капиталь¬
ные расходы,213г
В то же время повышение давления оказывает и негативное
влияние на экономические показатели работы агрегата. К ним
относятся: ускорение побочных реакций на стадии окисления
аммиака, снижение степени конверсии, потери катализатора
вследствие его уноса потоком газа и необходимость частой за¬
мены его, что связано с остановкой производства.Технико-экономический анализ показывает, что применение
единого (повышенного) давления на всех стадиях производства
целесообразно лишь в том случае, когда мощность установки
не превышает 600—800 т/сутки. Установки большей мощнос¬
ти экономически выгодно создавать только с использованием
разных давлений на стадии конверсии аммиака и стадии пере¬
работки нитрозных газов.15.2. Физико-химические основы синтеза азотной
кислоты из аммиака15.2.1. Окисление аммиака до оксида азота (II)При окислении аммиака кислородом воздуха на катализато¬
ре возможно протекание следующих реакций:4NH3 + 502 - 4NO + 6Н20 - АН А Я = 907,3 кДж (1)
4NH3 + 402 = 2N20 + 6Н20 - АН АН = 1104,9 кДж (2)4NH3 + 302 = 2N2 + 6Н20 - АН АН = 1269,1 кДж (3)
а также реакция с участием образующегося оксида азота (II):
4NH3 + 6NO - 5N2 + 6Н20 -АН АН = 110 кДж (4)Все реакции практически необратимы, поэтому направление
процесса окисления определяется соотношением скоростей ре¬
акций 1—4. Из трех основных реакций окисления аммиака (1 —
3) реакция 3 термодинамически наиболее вероятна, так как
протекает с максимальным выделением тепла. Поэтому, в от¬
сутствии катализатора окисление аммиака идет преимуще¬
ственно до элементарного азота. Для ускорения целевой реак¬
ции окисления до оксида азота (II) применяют селективно дей¬
ствующие катализаторы. В современных установках исполь¬
зуют платиновые катализаторы в виде пакета сеток из сплава
платины с 7,5% родия, или двухступенчатые катализаторы в
виде слоя таблетированной смеси оксидов железа (III) и хрома(III). Введение родия повышает механическую прочность и
уменьшает потери платины за счет ее уноса током газа. Повер¬
хность подобных катализаторов достигает 1,5 м2/м3 объема.214
Механизм гетерогенного каталитического окисления амми¬
ака состоит из следующих последовательных стадий:— диффузия молекул аммиака и кислорода из газовой фазы
к поверхности катализатора;— активированная адсорбция молекул кислорода на поверхно¬
сти катализатора с образованием промежуточного соединения;— хемосорбция молекул аммиака и образование комплекса;— разложение комплекса с регенерацией катализатора и об¬
разованием молекул оксида азота (II) и воды;— диффузия продуктов реакции с поверхности катализато¬
ра в газовую фазу.Схема действия катализатор представлена на рис. 15.6.N N N/IVН Н I
/ / IУ 1о он н
\ /\ /' /оон нч \s \
\%Он11 -
. /онIIIон\Рис. 15.6. Схема окисления аммиака на катализаторе:
сплошные линии — ранее возникшие связи;
пунктирные — вновь образующиеся связи.1 — катализатор, 2 — места разрыва связейОпределяющей стадией всего процесса окисления является
скорость диффузии кислорода к поверхности катализатора. Сле¬
довательно, каталитическое окисление аммиака на платиновом
катализаторе протекает преимущественно в диффузионной об¬
ласти, в отличие от окисления на окисном катализаторе, кото¬
рое идет в кинетической области.Платиновые катализаторы весьма чувствительны к катали¬
тическим ядам, содержащимся в аммиаке и воздухе, образую¬
щим аммиачно-воздушную смесь (АмВС). Фосфористый водо¬
род вызывает его необратимое, а ацетилен, сероводород и орга¬
нические соединения серы обратимое отравление. Так как вслед¬
ствие этого активность катализатора снижается, его периоди¬
чески регенерируют промывкой соляной или азотной кислотой.В процессе работы поверхность катализатора разрушается и
частицы его уносятся с потоком газа. Эррозия катализатора тем
больше, чем выше температура, давление и объемная скорость215
газа, проходящего через катализатор. Для систем, работающих
под высоким давлением, унос катализатора составляет 0,3—0,4
г на 1 тонну азотной кислоты.В присутствии платиновых катализаторов селективность
процесса окисления аммиака до оксида азота (И):°N0 = m'N0/(m’N0 + mN20 + mN2) (15.1)составляет 0,95—0,98 дол. ед. В этих условиях скорость окис¬
ления до оксида азота (II) описывается уравнением:,, rfPNO PNH3-PNH,U = р , (15.2)ах гмогде: ^nh3 — парциальное давление аммиака, окисляемого дооксида азота (II),^nh3 — парциальное давление аммиака, окисляемого дооксида азота (I) и элементарного азота (реакции2 и 3),к — константа скорости.Энергия активации этой реакции составляет 33,494 кДж/
моль.Из двух реакций (2 и 3), конкурирующих с целевой реакци¬
ей окисления аммиака (1), наиболее опасной является реакция3, приводящая к образованию элементарного азота. Скорость
обеих реакций (1 и 3) может быть описана общим для гетеро¬
генных реакций уравнением: (U * &С (15.3)и зависит от таких параметров процесса как температура (че¬
рез Км)у давление и состав АмВС, то есть отношение кислород :
аммиак (через АС), время контактирования, то есть время пре¬
бывания АмВС в зоне катализатора. Влияние этих факторов на
скорость окисления аммиака до оксида азота (II) по реакции 1 и
до азота по реакции 3 и, следовательно, выход продуктов окис¬
ления, различно.1. Температура. Повышение температуры способствует уве¬
личению скорости реакций и коэффициента диффузии аммиа¬
ка в смеси и, поэтому, является наиболее эффективным сред¬
ством, увеличения скорости процесса, протекающего преиму¬
щественно в диффузионной области. Это подтверждается тер¬
модинамическими данными табл. 15.1.216
Таблица 15.1. Термодинамические характеристики реакции
окисления аммиакаРеакцияАН, кДж/мольAG, кДж/моль298°К1173°К4NH3 + 502 = 4NO + 6Н20-226,0-246,2-414,64NH3 + 302 = 2N2 + 6Н20-317,2-326,9-335,2Из таблицы следует, что вероятность реакции окисления до
оксида азота (И) с повышением температуры возрастает почти
вдвое, а реакции окисления до азота почти не изменяется. За¬
висимость выхода оксида азота (II) и элементарного азота от тем¬
пературы представлена на рис. 15.7.2. Состав АмВС. Соотношение аммиака и кислорода в газо¬
вой смеси влияет на температурный режим и общую скорость
процесса в том случае, если лимитирующей в нем является хи¬
мическая реакция, то есть процесс протекает в кинетической
области. При стехиометрическом соотношении компонентов в
АмВС степень превращения аммиака в оксид азота (И) не пре¬
вышает 0,65 дол. ед. Для увеличения выхода оксида азота (II)
процесс ведут при отношении О2 : NH3 = 1,8—2,0, что соответ¬
ствует содержанию в АмВС 0,095—0,105 об. долей аммиака и
0,18—0,19 об. долей кислорода. Избыток кислорода использу¬
ется на стадии доокисления оксида азота (II), а указанный со¬
став АмВС обеспечивает автотермичность процесса окисления
и лежит за пределом взрывчатости АмВС (см. рис. 14.2). Зави¬
симость выхода оксида азота (II) от состава АмВС представлена
на рис. 15.8.Рис. 15.7. Зависимость выхода Рис. 15.8. Зависимость выходаNO и N2 от температуры NO от состава АмВС3. Давление. Повышение давления ускоряет процесс окис¬
ления аммиака за счет увеличения концентрации реагентов и217
производительности катализатора, что позволяет сократить раз¬
меры аппаратуры. При этом, однако, снижается выход оксида
азота (II) и увеличивается эррозия и унос катализатора, что удо¬
рожает продукцию- Так, если при атмосферном давлении (105
Па) унос катализатора не превышает 0,05 г на тонну азотной
кислоты, то при давлении 0,8 МПа он достигает 0,4 г/тонну.
Зависимость выхода оксида азота (II) от давления при различ¬
ной температуре приведена на рис. 15.9.4. Время контактирования. Скорость каталитического окис¬
ления аммиака до оксида азота (II) весьма высока. За десяти¬
тысячные доли секунды степень превращения составляет 0,97—
0,98 дол. ед. при атмосферном давлении и 0,98—0,96 при дав¬
лении 0,8—1,0 МПа. Время контактирования может быть рас¬
считано из формулы:где: Vk — объем катализатора, определяемый в случае плати¬
нового катализатора числом сеток в пакете,W — объемная скорость АмВС.Время контактирования зависит от природы катализатора иокисных катализаторов около 10~2 с. Увеличение времени кон¬
тактирования, то есть снижение объемной скорости АмВС при¬
водит к развитию реакции окисления аммиака до элементарно¬
го азота (рис. 15.10).Оптимальный режим процесса на этой стадии должен обес¬
печить селективность окисления аммиака, минимальные поте-(15.4)составляет: для платиновых катализаторов 10 4—10 5 с, для► тРис. 15.9. Зависимость выхода
оксида азота (II) от давления
Т\ <С 7"2 < 7"зРис. 15.10. Зависимость выхода
оксида азота (II) и азота от вре¬
мени контактирования218
ри катализатора вследствие его уноса и автотермичность про¬
цесса. Этим требованиям удовлетворяют следующие условия:
температура 800С, давление ОД —1,0 МПа, молярное отноше¬
ние О2 : NH3 = 1,8—2,0, время контактирования 1—2-104 сек.Для соблюдения этих условий исходная АмВС должна иметь
состав: аммиак 0,10—0Д15 об. дол., кислород 0,18—0Д9 об.
дол., азот 0,70—0,72 об. дол.При использовании АмВС такого состава нитрозные газы,
выходящие из контактного аппарата, содержат от 0,08 до ОД 1об. дол. оксида азота (II).15.2.2. Окисление оксида азота (II) и димеризация оксида
азота (IV)Нитрозные газы, полученные на стадии окисления аммиа¬
ка, содержат оксид азота (II), азот, кислород и пары воды. При
окислении оксида азота (II) в оксид азота (IV) в этой системе
протекают три параллельных реакции:2NO + 02 ^ 2N02 - Л Я, где: А Я = 112,3 кДж (1)2N02 ^ М204 - ЛЯ, где: А Я - 57,0 кДж (2)N02 + NO ^ N203 - А Я, где: АН = 40,0 кДж (3)Все эти реакции обратимы, протекают в гомогенной системе
с выделением тепла и уменьшением объема. Вследствие этого
понижение температуры и повышение давления сдвигает рав¬
новесие их вправо.Константа равновесия реакции 1 окисления оксида азота (II)
выражается уравнением*:р2^20КР= Р 2 п2 (15.5)^N0 ■ г02и сильно зависит от температуры (табл. 15.2).Таблица 15.2. Значение Кр реакции окисления оксида азота (II)
для различных температурt°C20100500700800900Кр1,24-Ю141,82-1088,5-1042,МО-35,6-10-31,5-10-3Из табл. 15.2 следует, что при температурах ниже 100С рав¬
новесие реакции 1 почти полностью сдвинуто в сторону образо¬
вания оксида азота (IV). При повышении температуры оно сдви¬219
гается влево и выше 700°С образования оксида азота (IV) прак¬
тически не происходит. Так как нитрозные газы выходят из
реактора при температуре около 800С, в них оксид азота (IV)
практически отсутствует. Для превращения оксида азота (II) в
оксид азота (IV) газы необходимо охладить ниже 100°С.Обычно переработку нитрозных газов ведут при 10—50°С. В
этих условиях часть оксида азота (IV) димеризуется в тетрок-
сид N2O4. Степень димеризации его существенно зависит от тем¬
пературы. При температуре выше 150 С равновесие реакции 2
почти полностью сдвинуто влево и тетроксид азота в газе прак¬
тически отсутствует. Даже при -20 С степень димеризации ок¬
сида азота (IV) не превышает 92% .Скорости реакций 1 и 2 различны, поэтому соответствующие
равновесия устанавливаются не одновременно. Реакция окис¬
ления 1 протекает с меньшей скоростью, поэтому скорость все¬
го процесса на этой стадии производства определяется именно
скоростью окисления оксида азота (II), которая выражается об¬
щим для гомогенных реакций уравнением:Для этой реакции характерна аномальная зависимость ее
скорости от температуры. Она ускоряется при понижении тем¬
пературы и почти полностью прекращается с повышением тем¬
пературы до определенного предела. Это объясняется особым ме¬
ханизмом окисления оксида азота (II) в оксид азота (IV), кото¬
рое протекает в две стадии через образование промежуточного
продукта — димера оксида азота (II) (комеекутивная реакция):Реакция образования димера обратима, протекает с выделе¬
нием тепла и значительно быстрее, чем реакция его последую¬
щего окисления. Поэтому при повышении температуры равно¬
весие реакции образования димера сдвигается влево и равно¬
весная концентрация димера в газе понижается. Так как ско¬
рость реакции окисления димера:(15.6)2NO ^ N202 - А Я,
N202 + 02^ 2N02- ДЯ.(15.7)зависит от его концентрации, то уменьшение скорости при по¬
вышении температуры вызывает снижение скорости окисления
димера и, следовательно, оксида азота (II) до оксида азота (IV).
Скорость реакции димеризации оксида азота (IV) в тетрок-
сид весьма высока, поэтому равновесие реакции 2 устанавли¬
вается практически мгновенно и соотношение оксидов N02 :
N2O4 определяется условиями этого равновесия, установивше¬
гося в газе.Таким образом, понижение температуры и повышение дав¬
ления в нитрозном газе способствует окислению оксида азота
(II) в оксид азота (IV) и димеризации последнего.15.2.3. Абсорбция оксида азота (IV)Нитрозные газы, поступающие на абсорбцию, представляют
сложную смесь различных оксидов азота (N02, N2O4, NO, N20),
элементарного азота, кислорода и паров воды. Их состав зави¬
сит от условий окисления, то есть от состояния системы, опи¬
сываемого реакциями 1-3.Все оксиды азота, входящие в состав нитрозных газов, нера¬
створимы в воде, но, за исключением оксида азота (II), взаимо¬
действуют с ней. Поглощение их водой сопровождается хими¬
ческой реакцией хемосорбции, протекающей в системе «газ—
жидкость», описываемой уравнениями:2N02 + Н20 ^ HN03 + HN02 - А Я, где: АЯ - 116 кДж (1)N204 + Н20 ^ HNO3 + HN02 - А Я, где: А Я = 59 кДж (2)
и распада нестойкой азотистой кислоты по уравнению:3HN02 HN03 + 2N0 + Н20 + А Я, где: А Я = 76 кДж (3)Суммируя уравнения 1 и 3 и, 2 и 3, получаем итоговые урав¬
нения поглощения оксидов азота водой:3N02 г+Н2Ож^2НШ3ж+ЬЮг-ДЯ, где: АЯ = 136 кДж, (4)3N204 г+2Н2Ож^±4Н]МОз ж+2Ж)г-АЯ, где:ДЯ = 101 кДж. (5)Из этих уравнений следует, что при абсорбции из трех моль
оксида азота (IV) образуется два моля азотной кислоты и один
моль оксида азота (II), который возвращается в цикл и снова
окисляется до оксида азота (IV).Механизм образования азотной кислоты при абсорбции ок¬
сида азота (IV) водой, а затем образующейся водной азотной
кислотой, заключается в том, что оксид азота (IV) диффунди¬
рует через пограничный слой газа к поверхности жидкости и
абсорбируется ею. При этом оксид азота (IV) реагирует с водой
(реакция 1) со скоростью, превышающей скорость диффузии и
скорость реакции разложения азотистой кислоты (реакция 3).221
Образующийся оксид азота (II) выделяется в газовую фазу, где
окисляется кислородом до оксида азота (IV).Скорость процесса абсорбции оксида азота (IV) водой описы¬
вается уравнением для гетерогенных процессов:км’ Я* АкМ' f(pNq2 -Рпо2) ’ (15.8)где Ар — движущая сила абсорбции,Pno2 — парциальное давление NO2 в газовой фазе,*pNo2 — равновесное давление NO2 у поверхности водного
раствора азотной кислоты.С повышением концентрации кислоты в процессе абсорбции
возрастает равновесное давление оксида азота (IV) и снижается
движущая сила процесса. Вследствие этого процесс абсорбции
замедляется.Состояние системы «NO2-HNO3-H2O» и, следовательно, кон¬
центрация получаемой азотной кислоты зависит от температу¬
ры, давления, парциального давления оксида азота (IV) в по¬
глощаемой газовой смеси и концентрации образовавшейся кис¬
лоты. При понижении температуры и концентрации кислоты
и повышения давления степень абсорбции оксида азота (IV) вод¬
ной азотной кислотой возрастает, при том тем интенсивнее, чем
выше концентрация его в нитрозных газах. При атмосферном
давлении и температуре 25 С абсорбция оксида азота практи¬
чески прекращается, когда концен¬
трация кислоты достигнет 0,65 мае.
долей (рис. 15.11).Таким образом, возможность по¬
лучения азотной кислоты концент¬
рацией более 0,65 мае. дол. объек¬
тивно ограничена температурой и
давлением процесса абсорбции и со¬
держанием оксида азота (IV) в нит¬
розных газах. В реальных условиях
производства при температуре 40°С,
давлении 0,1 МПа и понижении со¬
держания оксида азота вследствие
его поглощения из газа концентра¬
ция получаемой кислоты не превы¬
шает 0,5 мае. дол. Получение азот¬
ной кислоты более высокой концен¬
трации требует иной технологии.Рис. 15.11. Зависимость сте¬
пени абсорбции NO^ от кон¬
центрации образующейся
кислоты.С no2 < С ыо2< С мо2222
Степень абсорбции оксида азота(IV) непосредственно связана с аб¬
сорбционным объемом аппаратуры.Повышение степени абсорбции тре¬
бует, особенно, в конце процесса,
значительного увеличения абсорб¬
ционного объема. Так, если степень
абсорбции, равная 0,92 дол. ед., мо¬
жет быть достигнута при Va6= 22 м3/
т кислоты, то для повышения ее до0,98 дол. единицы, то есть на 6,5%
абсорбционный объем должен быть
увеличен до 70 м3/т. (рис. 15.12).Так как увеличение абсорбционного
объема вызывает резкое возрастание
капитальных затрат, то экономически более выгодно не добивать¬
ся степени абсорбции выше0,98 дол. ед., апоглощать остатки ок¬
сида азота (IV) в отходящих газах щелочными поглотителями с
последующим окислением образовавшегося нитрита натрия кон¬
центрированной азотной кислотой и возвращением оксида азота
(II) в цикл (инверсия оксида азота (II)):2N02 + Na2C03 = NaN02 + NaN03 + C02,3NaN02 + 2HN03 = 3NaN03 + 2NO + H20.15.2.4. Расчетные уравнения синтеза азотной кислотыПроцесс синтеза азотной кислоты из аммиака протекает в
несколько стадий, каждая из которых включает несколько хи¬
мических реакций. Для количественных расчетов процесса, в
частности, определения расходных коэффициентов и общего
выхода азотной кислоты на исходное сырье, целесообразно
пользоваться итоговым уравнением, полученным суммировани¬
ем уравнений реакций каждой стадии после соответствующих
операций деления и умножения их:4NH3 + 502 = 4NO + 6Н20 х 22NO + 02 = 2N02 х 63N02 + Н20 = 2HN03 + NO х 48NH3 + 1602 = 8HN03 + 8Н20 : 8.NH3 + 202 = HN03 + Н20Рис. 15.12. Зависимость
абсорбционного объема от
степени абсорбции223
/5.3. Производство разбавленной азотной кислоты15.3.1. Принципиальная схема производстваНезависимо от конкретной технологической схемы принци¬
пиальная схема производства разбавленной азотной кислоты
включает шесть основных операций (рис. 15.13).пар Н20 HN03 NaN03NaN02Рис. 15.13. Принципиальная схема производства разбавленной
кислоты1 — очистка аммиака и воздуха и их смешение, 2 — окисление аммиака на
катализаторе, 3,4 — охлаждение нитрозных газов с использованием теп¬
лоты процесса окисления, 5 — окисление оксида азота (II) и образование
азотной кислоты, 6 — очистка (нейтрализация) отходящих газов. АмВС —
аммиачно-воздушная смесь, НГ — нитрозные газы, ОГ — отходящие газыАммиак и воздух,'очищенные от примесей, смешиваются и
направляются на стадию окисления аммиака. Разогретая за счет
теплоты реакций, газовая смесь (нитрозные газы) охлаждается
в котле-утилизаторе с выработкой технологического пара и хо¬
лодильнике, где происходит частичное окисление оксида азота
(И) до оксида азота (IV). Дальнейшее окисление его осуществ¬
ляется одновременно с образованием азотной кислоты в процес¬
се абсорбции оксида азота (IV) водой. Отходящие газы, содер¬
жащие остаток оксида азота (IV) не вступившего в реакцию,
очищают нейтрализацией раствором карбоната натрия, после
чего выбрасывают в атмосферу.В приведенной принципиальной схеме производства разбав¬
ленной азотной кислоты операции окисления аммиака и пере¬
работки нитрозных газов различаются режимами проведения
процессов. Для первой стадии оптимальными условиями явля¬
ются высокая температура и относительно низкое давление, для
второй стадии — низкая температура и высокое давление, что
вытекает из физико-химических закономерностей этих процес¬
сов (пункт 15.2). Поскольку определяющим параметром явля-224
ется давление, все существующие технологические схемы про¬
изводства разбавленной азотной кислоты делятся на три типа:— при атмосферном давлении (тип I),— при высоком давлении (тип II),— с двумя ступенями давления (комбинированные схемы)
(тип III).Характеристики и особенности этих типов технологических
схем приведены в табл. 15.3.Таблица 15.3. Характеристики технологических схем производства
разбавленной азотной кислотыNH3 —* NO —> NO2 “* HNO3ТипсистемыСтепень
превра¬
щения XОсобенностипроцессаДавление на всех стадиях
Р = 0,1 МПа10,90Большой абсор¬
бционный объ¬
ем; необходи¬
мость улавлива¬
ния NO2Давление на всех стадиях
Р > 0,1 МПаII0,98Высокие потери
катализатораДавление
на 1 стадии
Р = 0,1 МПаДавление на IIстадииР > 0,1 МПаIII0,96—
0,98Устранены не¬
достатки 1 и II
типаВследствие малой производительности, громоздкости аппа¬
ратуры, значительных потерь аммиака, малой степени абсорб¬
ции и, как следствие, необходимости в дорогостоящих очист¬
ных сооружениях, установки, работающие при атмосферном
давлении, потеряли свое значение и не строятся.Ниже рассматриваются технологические схемы производ¬
ства разбавленной азотной кислоты под высоким давлением и
комбинированная.15.3.2. Технологическая схема производства разбавленной
азотной кислоты под высоким давлениемНа рис. 15.14 представлена отечественная технологическая
схема производства разбавленной азотной кислоты под высоким
давлением производительностью 350 т/сутки по моногидрату,
внедренная в 1968 году.8 Химическая технология- Том 1225
жидкимаммиакпарнитрозные газыНо ОвоздухЧТУ-»природным газРис. 15.14. Технологическая схема производства разбавленной
азотной кислоты под высоким давлением:1 — испаритель аммиака, 2 — смеситель аммиака и воздуха, 3 — фильтр
мокрой очистки воздуха, 4 — турбокомпрессорная установка, 5 — кера¬
мический фильтр очистки АмВС, 6 — контактный аппарат, 7 — котел-ути-
лизатор, 8 — доокислитель, 9 — конденсатор-холодильник, 10 — сепара¬
тор жидкой кислоты и газа, 11 — абсорбционная колонна, 12 — продувоч¬
ная (отбелочная) колонна, 13 — топочное устройство, 14 — реактор ката¬
литической очистки отходящих газов, 15 — котел-утилизаторОсновные показатели установки:— давление на стадии окисления аммиака 0,73 МПа,— давление на стадии абсорбции оксида азота (IV) 0,65 МПа,— катализатор — платиновые сетки,— концентрация азотной кислоты 0,55—0,58 мае. дол.,— число агрегатов — 3.В схеме предусматриваются:— каталитическая очистка отходящих газов от оксида азо¬
та (IV), позволяющая снизить его концентрацию с 0,3 до0,002% объемных,— отбелка получаемой азотной кислоты, снижающая содер¬
жание в ней оксида азота (IV) с 1,00 до 0,20% объемных,226
— утилизация теплоты и потенциальной энергии сжатых га¬
зов и, как следствие, энергетическая автономность установки.Воздух после очистки в фильтре 3 сжимается в турбокомп¬
рессоре установки 4, приводимом в действие турбиной, работа¬
ющей на очищенном выхлопном газе, и поступает в смеситель2. Газообразный аммиак, полученный испарением жидкого про¬
дукта и испарителе 1, смешивается с воздухом и в виде АмВС
после очистки в фильтре 5 поступает в контактный аппарат 6.
В нижней части контактного аппарата встроен котел-утилиза¬
тор 7, в котором нитрозные газы, выходящие из контактной
массы охлаждаются от 900°С до 170°С, при этом до 40% оксида
азота (И) окисляется до оксида азота (IV). Охлажденные нитро¬
зные газы из котла-утилизатора направляются в доокислитель
8у степень окисления оксида азота (II) возрастает до 85% . Прой¬
дя затем холодильник-конденсатор 9, они поступают в сепара¬
тор 10, в котором отделяется от газа сконденсировавшаяся азот¬
ная кислота, поступающая в абсорбционную колонну 11. В ниж¬
нюю часть колонны направляются также нитрозные газы, а
сверху подается вода. При этом за счет поглощения оксида азо¬
та (IV) концентрация кислоты увеличивается и на выходе из ко¬
лонны достигает 55—58% об. Для удаления растворенного в кис¬
лоте оксида азота (IV) она направляется в продувочную колонну
12, где оксиды азота отдуваются подогретым воздухом, а отбелен¬
ная азотная кислота поступает на склад. Воздух, выходящий из
продувочной колонны, содержащий оксиды азота, направляется
для их поглощения в абсорбционную колонну. Отходящие из аб¬
сорбционной колонны (хвостовые) газы, содержащие до ОД % об.
оксида азота (IV), нагреваются в топочном устройстве 13 до 390—
450°С и поступают в реактор каталитической очистки 14. Очищен¬
ные от оксидов азота газы направляются в турбокомпрессорную
установку 4, сжимающую воздух, откуда, пройдя котел-утили-
затор 15, выбрасываются в атмосферу. В реакторе очистки над
катализатором АВК-10, состоящим из паладия на оксиде алюми¬
ния, при 760°С протекают реакции восстановления оксидов азота
газом, полученным конверсией метана:СН4 + 0,5О2 = СО + 2Н2,2N02 + 4Н2 = N2 4- 4Н20,2NO + 2Н2 = N2 + 2Н20.Основными аппаратами установки высокого давления явля¬
ются контактный аппарат 6 и абсорбционная колонна 11.Контактный аппарат диаметром 1,6—2,0 м выполнен в видедвух соединенных фланцами частей — верхней конусообразной8"227
и нижней цилиндрической, между которыми расположены 12 .
платиноидных катализаторных сеток, размещенных в специ¬
альных кассетах. В нижнюю часть аппарата встроен перегрева¬
тель котла-утилизатора. Производительность контактного ап¬
парата составляет 360 т/сутки.Абсорбционная колонна барботажного типа имеет диаметр3,2 м и высоту 45 м. Она снабжена ситчатыми тарелками, меж¬
ду которыми расположены теплоотводящие змеевики, охлаж¬
даемые водой, которые обеспечивают необходимый тепловой
режим процесса абсорбции.15.3.3. Технологическая схема производства азотной
кислоты АК-72Эта отечественная технологическая схема производства раз¬
бавленной азотной кислоты с двумя ступенями давления (ком¬
бинированная схема) (рис. 15.15) является наиболее современ-NH3
жидк.Конверсия NH3Переработка нитрозных газовРис. 15.15. Технологическая схема производства азотной кислоты
АК-72:1 — фильтр очистки воздуха, 2 — воздушный компрессор, 3 — контакт¬
ный аппарат, 4 — подогреватель газообразного аммиака, 5 — продувоч¬
ная колонна, 6 — испаритель жидкого аммиака, 7 — фильтр очистки ам¬
миака, 8 — смесительная камера контактного аппарата, 9 — встроенный
котел-утилизатор, 10—экономайзер (водонагреватель), 11— холодиль¬
ник, 12 — абсорбционная колонна, 13 — нитрозный компрессор, 14 —
подогреватель отходящих газов, 15 — холодильник-конденсатор, 16 —
система каталитической очистки выхлопных газов, 17, 18 — рекуперацион-
ные газовые турбины228
ной. В ее основу положен замкнутый энерготехнологический
цикл с двухступенчатой конверсией аммиака и охлаждением
нитрозных газов (I стадия) под давлением 0,42 МПа и перера¬
боткой нитрозных газов (II стадия) под давлением ОД08 МПа.
В этой схеме обеспечиваются наиболее оптимальные условия
каждой из стадий производства — окисления аммиака и пере¬
работки нитрозных газов. В схеме предусмотрены:— выпуск продукции в виде 60% -ной азотной кислоты;— тщательная очистка аммиака и воздуха;— охлаждение нитрозных газов с промывкой их от нитрита
и нитрата аммония;— каталитическая очистка выхлопных газов;— использование вторичных энергетических ресурсов (теп¬
лоты — для подогрева выхлопных газов перед их каталитичес¬
кой очисткой и энергии сжатых газов для приводов воздушно¬
го и нитрозного компрессоров).Атмосферный воздух, очищенный от пыли в фильтре 1, сжи¬
мается до 0,42 МПа в воздушном компрессоре 2 и делится на
два потока. Один подается в контактный аппарат 3, другой че¬
рез подогреватель аммиака 4 в продувочную колонну 5. Газооб¬
разный аммиак из испарителя 6 очищается в фильтре 7 и на¬
гревается в подогревателе 4 горячим воздухом до 80—120°С.
Очищенный аммиак и воздух поступают в смесительную каме¬
ру 8 контактного аппарата 3. Образовавшаяся АмВС, содержа¬
щая около 0,11 об. дол. аммиака, проходит тонкую очистку в
керамическом фильтре, встроенном в контактный аппарат, и
поступает на двухступенчатый катализатор, состоящий из пла-
тиноидных сеток и слоя окисного катализатора. Образовавши¬
еся нитрозные газы проходят котел-утилизатор9, размещенный
в нижней части контактного аппарата, и поступают последова¬
тельно сначала в экономайзер 10 и затем в холодильник 11, где
охлаждаются до 55*С. При охлаждении нитрозных газов про¬
исходит конденсация паров воды с образованием азотной кис¬
лоты различной концентрации, которая подается в абсорбци¬
онную колонну 12. Нитрозные газы сжимаются в нитрозном
компрессоре 13 до 0,108—0Д1 МПа, разогреваясь при этом до
230°С, охлаждаются в холодильнике 14, являющимся одновре¬
менно подогревателем отходящих газов, до 150°С и холодиль¬
нике-конденсаторе 15 до 40—60°С, после чего подаются в абсор¬
бционную колонну 12, в которую сверху поступает вода (паро¬
вой конденсат). Образовавшаяся 58—60% -ная кислота из ниж¬
ней части колонны направляется в продувочную колонну 5, где
освобождается от растворенных в ней оксидов азота, и оттуда в229
хранилище. Отходящие газы из абсорбционной колонны, прой¬
дя подогреватель 24, поступают в систему каталитической очи¬
стки 16у состоящей из топки и каталитического реактора (см.
15.3.2). Очищенные выхлопные газы с содержанием оксидов
азота не более 0,008% объема при температуре 750°С направля¬
ются в рекуперационные турбины 17 и 18, обеспечивающие ра¬
боту воздушного 2 и нитрозного 13 компрессоров.Контактный аппарат в системе АК-72 цилиндрической фор¬
мы имеет диаметр 4 м и высоту 5,6 м. Сжатый воздух проходит
по кольцевому зазору между внутренним корпусом реакцион¬
ной части аппарата и наружным корпусом и поступает в встро¬
енный в верхнюю часть аппарата смеситель, где смешивается с
аммиаком. Образовавшаяся АмВС проходит фильтр и направ¬
ляется на катализатор. В нижней части аппарата расположены
змеевики котла-утилизатора, в которые поступают нитрозные
газы после катализатора.15.3.4. Технико-экономические показатели производства
разбавленной азотной кислотыОсновные характеристики и ТЭП установок по производству
разбавленной азотной кислоты отечественной конструкции при¬
ведены в табл. 15.4.Таблица 15.5. ТЭП и расходные коэффициенты (РК) различных систем
по производству азотной кислотыПоказательТип системыКомбини¬рованнаяВысокогодавленияАК-72Мощность агрегата, тыс. т/год50120380Число агрегатов831Удельные кап. затраты, %1007975Себестоимость кислоты, %1008780Производительность труда, %
РК (на 1 т аммиака):100152195аммиак, т0,2930,2930,293катализатор платин., г0,0490,1600,100катализатор окисный, г3,9—3,0электроэнергия, кВт-ч2664014,4природный газ, нм3—12082вода, м3150120130230
Из данных табл. 15.4 следует, что в экономическом отноше¬
нии наиболее совершенной является современная энерготехно¬
логическая установка АК-72 с укрупненными агрегатами, в ос¬
нову которой положена комбинированная технологическая схе¬
ма с двумя ступенями давления.15.4. Концентрирование разбавленной азотной кислотыВ целом ряде производств (нитрование ароматических угле¬
водородов, получение нитратов целлюлозы и спиртов и др.) ис¬
пользуется не разбавленная (45—60%), а концентрированная
(96—98%) азотная кислота, которая не может быть получена
по описанным выше схемам. Для получения подобной кислоты
используются два метода: концентрирование разбавленной кис¬
лоты и прямой синтез из жидких оксидов азота.При простом упаривании водной азотной кислоты нельзя
получить продукт концентрацией выше азеотропа (68,5%), для
которого содержание азотной кислоты в парах и жидкой фазе
одинаково (рис. 15.2). Чтобы увеличить концентрацию получа¬
емой этим способом кислоты, ее перегоняют в присутствии во¬
доотнимающих средств (ВОС). Тогда при кипячении тройной
смеси «Н2О — HNO3 — ВОС» в парах уменьшается содержание
водяного пара и возрастает содержание паров азотной кислоты.
При конденсации паров образуется высококонцентрированная
азотная кислота. При этом ее’концентрация зависит от состава
тройной смеси и природы ВОС.В существующих технологических схемах концентрирова¬
ния разбавленной азотной кислоты в качестве ВОС использует¬
ся техническая серная кислота концентрацией 92—93% или
концентрированный раствор (плав) нитрата магния, содержа¬
щий 80% соли.15.4.1, Концентрирование с помощью серной кислотыТехнологическая схема концентрирования разбавленной
азотной кислоты с помощью серной кислоты представлена на
рис. 15.16.Разбавленная азотная кислота из бака 1 разделяется на два
потока. Один поступает в испаритель 3, где подогревается па¬
ром, и направляется на 10-ю тарелку концентрационной колон¬
ны 4. Второй поток без подогрева вводится сразу на£-ю тарелку
колонны. Серная кислота из бака 2 поступает в верхнюю часть
колонны на 5-ю тарелку и перетекая вниз, смешивается с азот¬
ной кислотой, образуя тройную смесь «Н2О — HNO3 — H2SO4».231
Рис. 15.16. Технологическая схема концентрирования с помощью
серной кислоты:1 — бак разбавленной азотной кислоты, 2 — бак серной кислоты, 3 — ис¬
паритель азотной кислоты, 4 — концентрационная колонна, 5 — холодиль¬
ник-концентратор, 6 — холодильник концентрированной азотной кислотыПары азотной кислоты, выходящие из колонны, поступают в
холодильник-конденсатор5, где конденсируются с образовани¬
ем 98%-ной кислоты, которая возвращается в колонну. При
этом из нее парами кислоты выдуваются оксиды азота и направ¬
ляются на абсорбцию. Концентрированная кислота, выходящая
из колонны, охлаждается в холодильнике 6 и поступает в хра¬
нилище. Отработанная серная кислота концентрацией около
65% поступает на концентрирование.Недостатком этого метода концентрирования является вы¬
сокое содержание паров и тумана серной кислоты в выхлопных
газах, что требует их тщательной и дорогостоящей очистки пе¬
ред выпуском в атмосферу.15.4.2. Концентрирование с помощью нитрата магнияЭтот способ концентрирования разбавленной азотной кисло¬
ты в отличие от предыдущего, обеспечивает получение чистой
высококонцентрированной азотной кислоты без вредных выб¬
росов в атмосферу. На рис. 15.17 представлена принципиаль¬
ная, а на рис. 15.18 технологическая схемы этого процесса.В отпарную колонну 1 вводится разбавленная азотная кисл-
та и из вакуум-испарителя 6 подается 80% -ный раствор нитра¬
та магния. Выходящие из отпарной колонны пары 97%-ной
азотной кислоты поступают в дистилляционную колонну 2 и от¬
туда через холодильник-конденсатор 3 в хранилище. Выдел я-• * J ; Л. + Л. : * ш232
Рис. 15.17. Принципиальная схема концентрирования азотной
кислоты с помоью нитрата магнияРис. 15.18. Технологическая схема концентрирования азотной
кислоты с помощью нитрата магния:1 — отпарная колонна, 2 — дистилляционная колонна, 3 — холодильник-
конденсатор, 4—5 — нагреватели, 6 — вакуум-испаритель, 7 — насос.ющаяся из нижней части дистилляционной колонны 75% -ная
азотная кислота возвращается в отпарную колонну. Разбавлен¬
ный до концентрации 50—60% раствор нитрата магния из
нижней части отпарной колонны направляется в вакуум-ис-
паритель 6 и оттуда, после упаривания до первоначальной кон¬
центрации (80%) перекачивается насосом 7 в отпарную колон¬
ну.Таким образом, в этой схеме достигается замкнутая цирку¬
ляция ВОС без вывода его из схемы на концентрирование.15.5. Прямой синтез концентрированной азотной
кислотыВнедрение в производство этого метода получения концент¬
рированной азотной кислоты вызвано высокой энергоемкостью
(расход тепла на упаривание ВОС) процессов концентрирования
разбавленной кислоты.15.5.1. Физико-химические основы и принципиальная
схема процесса прямого синтезаВ основе прямого синтеза концентрированной азотной кис¬
лоты лежит взаимодействие жидкого тетроксида азота с водой
и газообразным кислородом под давлением 5 МПа, протекаю¬
щее по уравнению:2N2O4 + О2 + Н2О — 4HNO3.Необходимое условие этого процесса — предварительное по¬
лучение жидкого тетроксида из нитрозного газа. 100%-ный
оксид азота (IV) димеризуется в тетроксид уже при атмосфер¬
ном давлении и температуре 21,5°С. Однако в нитрозном газе
его содержание составляет не более 11%. Перевести оксид азо¬
та (IV) в тетроксид при такой концентрации его при атмос¬
ферном давлении невозможно. Даже при — 20°С и давлении 1
МПа степень превращения его в тетроксид в этом случае не
превышает 85%.Для выделения 100%-ного диоксида азота (IV) из нитро¬
зного газа используют его способность растворяться в концен¬
трированной азотной кислоте с образованием нитроолеума со¬
става HNO3.NO2. При последующем разложении нитроолеума
образуется концентрированная азотная кислота как товарный
продукт и оксид азота (IV), сжижаемый при охлаждении в тет¬
роксид азота. Процесс этот представлен в виде схемы на рис.
15.19.Процесс прямого синтеза концентрированной азотной кис¬
лоты включает следующие стадии:1. Выделение тетроксида азота из нитрозного газа:2NO + 02 ^ 2 N02 ^ N204234
NO + N02 + N2V.нитрозныи газin2o4Рис. 15.19. Схема выделения оксида азота (IV) из нитрозного газа2. Образование азотной кислоты:3N204 + 2Н20 4HN03 + 2NO.3. Окисление оксида азота (II) концентрированной азотной
кислотой:2NO + 4HN03 ^ 6N02 + 2Н20.Суммарное уравнение процесса с учетом агрегатного состоя¬
ния реагентов:2М204ж + 2Н2Ож + 02г ±5 4HN03jK -АН АН = 59,5 кДж.Решающее значение в этом про¬
цессе имеет полнота сдвига равнове- р
сия:2N02 = N204 - АН,которая определяется содержанием
оксида азота (IV) в нитрозном газе,
температурой и давлением. Поэто¬
му, концентрация получаемой азот¬
ной кислоты зависит от давления
(рис. 15.20).Рис. 15.20. Взаимозависи¬
мость концентрации азотной
кислоты и давления15.5.2. Технологическая схема производства концентриро¬
ванной азотной кислоты прямым синтезомТехнологическая схема производства концентрированной
азотной кислоты прямым синтезом из жидких оксидов азота
представлена на рис. 15.21. Она включает операции: охлажде¬
ние нитрозных газов в котле-утилизаторе и холодильнике-кон¬
денсаторе, окисление оксида азота (II) до оксида азота (IV), доо-
кисление оксида азота (И) азотной кислотой, охлаждение нит¬
розных газов в рассольном холодильнике, поглощение оксида235
98% кислотаРис. 15.21. Технологическая схема производства концентрирован¬
ной азотной кислоты прямым синтезом:1 — скоростной холодильник, 2 — холодильник, 3 — окислительная башня,4 — доокислитель, 5 — рассольный холодильник, 6 — абсорбционная ко¬
лонна, 7 — смеситель, 8 — отбелочная колонна, 9 — автоклав, 10 — холо¬
дильник, 11 — холодильник-коденсаторазота (IV) азотной кислотой, обезвреживание отходящих газов,
выделение оксида азота (IV) из раствора в азотной кислоте (нит¬
роолеума), охлаждение оксидов азота водой и рассолом, приго¬
товление смеси жидкого тетроксида азота и азотной кислоты,
окисление тетроксида азота кислородом до азотной кислоты,
десорбция избытка тетроксида азота из азотной кислоты.Нитрозный газ поступает в скоростной холодильник 1, где
охлаждается до 40 С, причем из него выделяется 3% -ная азот¬
ная кислота, и затем в холодильник 2. Образовавшаяся в нем
30% -ная азотная кислота направляется в смеситель 7, а нитро¬
зные газы в окислительную башню 3, орошаемую для охлажде¬
ния азотной кислотой. Из окислительной башни нитрозные газы
поступают в доокислитель 4, орошаемой 98% -ной азотной кис¬
лотой и затем, после охлаждения до -10°С в рассольном холо¬
дильнике 5, в абсорбционную колонну 6 для поглощения окси¬
да азота (IV) и получения нитроолеума. С этой целью колонна
орошается 98% -ной азотной кислотой. Непоглощенные газы из
верхней части колонны направляются в систему очистки вых¬
лопных газов. Образовавшийся в абсорбционной колонне нит¬
роолеум подается на десорбцию оксида азота (IV) в отбелочную236
колонну S, куда вводится пар. Отбеленная азотная кислота кон¬
центрацией 98% охлаждается в холодильнике 10 и поступает в
хранилище. Газообразные оксиды азота из отбелочной колон¬
ны охлаждаются и конденсируются в холодильнике-конденса-
торе 11, охлаждаемом рассолом до -10°С и поступают в смеси¬
тель 7, в котором из них и смеси кислот образуется смесь: 68—
80% N204, 26—10,5% HNO3 и 6—9,5% Н20. Эта смесь подает¬
ся в автоклав 0, куда под давлением 5 МПа поступает кислород.
Концентрированная азотная кис лота отбирается из нижней ча¬
сти автоклава и соединившись с нитроолеумом из абсорбцион¬
ной колонны 6 подается в отбелочную колонну 8.Новыми в этой схеме являются автоклав и абсорбционная
колонна.Автоклав — это цилиндрический вертикальный реактор не¬
прерывного действия диаметром 1,2 м и высотой 8,6 м, изго¬
товленный из стали, внутри которого находится стакан из алю¬
миния. В стакане расположена насадка из ситчатых тарелок.
Смесь кислоты с жидким тетроксидом азота перетекает по та¬
релкам сверху вниз, а снизу под давлением подается кислород.Абсорбционная колонна диаметром 2,4 м и высотой 27 м со¬
стоит из трех зон: доокислительной, нитроолеумной и промыв¬
ной, в каждой из которых расположены тарелки. Между тарел¬
ками доокислительной и нитроолеумной зон расположены ох¬
лаждающие змеевики, поддерживающие оптимальный тепло¬
вой режим работы колонны.15.5.3. Расходные коэффициенты в процессахпроизводства концентрированной азотной кислотыВ табл. 15.5 приведены расходные коэффициенты (РК) в рас¬
чете на 1 т азотной кислоты для процессов концентрирования с
помощью серной кислоты и прямого синтеза.Таблица 15.5. Расходные коэффициенты производства концентрированной
азотной кислоты разными способамиСырье и материалыМетодКонцентрированиеПрямой синтезАзотная кислота разб., т1,011,10Серная кислота, т3,0—4,5—Вода, м320—50450—500Пар, 109Дж1,2-1,52,9-3,4 |Электроэнергия, кВт-ч8—10500—550 IКислород, нм3—165237
Из данных табл. 15.6 следует, что экономически более вы¬
годным остается метод концентрирования разбавленной азот¬
ной кислоты.Промышленность выпускает три сорта разбавленной и два
сорта концентрированной азотных кислот. Согласно ГОСТ-701
они должны удовлетворять следующим условиям (табл. 15.6).Таблица 15.6. Стандарты на азотную кислотуРазбавленная кислотаКонцентрированнаякислотаСортHN03, %СортHN03, %Оксиды азота
не более, %Первый55Первый980,3Второй47Второй970,4Третий4515.6. Перспективы развития азотнокислотного
производстваИсключительное значение азотной кислоты для многих от¬
раслей народного хозяйства и оборонной техники и большие
объемы производства обусловили интенсивную разработку эф¬
фективных и экономически выгодных направлений совершен¬
ствования азотнокислотного производства. К таким направле¬
ниям относятся:— создание систем высокой единичной мощности (до 400 тыс.
т/год), работающих по комбинированной схеме;— разработка высокоактивных избирательно действующих
неплатиновых катализаторов окисления аммиака;— возможно более полное использование энергии сжатых
отходящих газов и низкопотенциальной теплоты процессов пу¬
тем создания полностью автономных энерготехнологических
схем;— создание замкнутого оборота охлаждающей воды;— решение проблемы очистки отходящих газов с утилиза¬
цией оксидов азота путем внедрения адсорбционно-десорбцион-
ного метода очистки на силикагеле и цеолитах;— возможно более полное удаление остатков оксидов азота
из отходящих газов с использованием в качестве восстановите¬
лей горючих газов и аммиака.238
Контрольные вопросы1. Укажите основные технологические свойства и области примене¬
ния разбавленной и концентрированной азотной кислоты.2. Приведите химическую схему производства азотной кислоты из
аммиака и укажите условия протекания каждой ее стадии.3. Окисление аммиака воздухом протекает по трем направлениям. За
счет чего достигается высокая селективность процесса окисления
до оксида азота (II)?4. Почему окисление аммиака проводят при давлении не выше 1
МПа?5. Как влияют температура и давление на реакцию окисления окси¬
да азота (II) до оксида азота (IV) и димеризацию последнего?6. Почему скорость окисления оксида азота (И) аномально понижа¬
ется с увеличением температуры?7. Объясните, почему в обычных условиях синтеза может быть полу¬
чена только «разбавленная» азотная кислота, концентрацией не
выше 0,6 мае. дол.8. Почему в производстве азотной кислоты степень абсорбции не пре¬
вышает 0,98 дол. ед.? Как это связано с абсорбционным объемом?9. В чем преимущества комбинированной схемы (АК-72) производ¬
ства азотной разбавленной кислоты?10. Почему концентрированная азотная кислота не может быть полу¬
чена прямым упариванием разбавленной кислоты? Какую роль в
процессе концентрирования играют концентрированная серная
кислота или нитрат магния?11. Сформулируйте основные принципы прямого синтеза концентри¬
рованной азотной кислоты.12. Что такое нитроолеум? Какова его роль в процессе синтеза?
Глава XVIПРОИЗВОДСТВО МИНЕРАЛЬНЫХ УДОБРЕНИЙ16.1. Агротехническое значение минеральных
удобренийМинеральными удобрениями (МУ) называются соли и дру¬
гие неорганические природные или полученные промышлен¬
ным путем вещества, содержащие в своем составе элементы,
необходимые для питания растений и улучшения плодородия
почвы, используемые с целью получения высоких и устойчи¬
вых урожаев сельскохозяйственных культур.В образовании тканей растения, в его росте и развитии при¬
нимают участие около семидесяти элементов, которые по их
роли могут быть разделены на следующие группы:— элементы органогены (углерод, водород, кислород, азот);— зольные элементы (фосфор, калий, кальций, магний,
сера);— микроэлементы (бор, молибден, медь, цинк, кобальт);— элементы, входящие в состав хлорофилла и различных
ферментов (железо, марганец).Из этих элементов углерод, водород и кислород образуют око¬
ло 90% массы сухого вещества растения, 8—9% составляют
азот, фосфор, сера, магний, кальций и калий. На долю осталь¬
ных элементов, в том числе таких жизненно важных как бор,
железо, медь, марганец и другие приходится не более 1—2% .Важнейшее значение для питания растений имеют азот, фос¬
фор и калий, от которых зависят обмен веществ в растении и
его рост. Азот входит в состав белков и хлорофилла, принимает
участие в фотосинтезе. Соединения фосфора играют важную
роль в дыхании и размножении растений, участвуя в процессах
превращения углеводов и азотсодержащих веществ. Калий ре¬
гулирует жизненные процессы, происходящие в растении, улуч¬
шает водный режим, способствует обмену веществ и образова¬
нию углеводов в тканях растений.Основную массу кислорода, углерода и водорода растение по¬
лучает из воздуха и воды, остальные элементы извлекает из по¬
чвы. При современных масштабах культурного земледелия ес¬
тественный кругооборот питательных элементов в природе на¬
рушается, так как часть их выносится с урожаем и не возвраща¬
ется в почву (табл. 16.1), а также вымывается из почвы дожде¬
выми водами или переходит в недеятельную форму (иммобили-240
зуется). Например, азот под воздействием микроорганизмов вос¬
станавливается из иона NO3- до N2 и N2O. При этом, чем выше
урожайность, тем больше вынос питательных элементов из по¬
чвы.Таблица 16.1. Вынос питательных элементов из почвыЭлементВынос (кг/га) при урожаеи его соединениепшеницы
30 ц/гасахарной свеклы
270 ц/гакукурузы
600 ц/гаАзот (N)112166150Калий (К2О)77157200Фосфор (Р2О5)394270Это вызывает необходимость в компенсации потерь питатель¬
ных элементов в почве путем внесения в нее веществ, содержа¬
щих эти элементы, то есть минеральных удобрений, что позво¬
ляет обеспечить высокие урожаи сельскохозяйственных куль¬
тур. Так, при внесении в почву полного, то есть содержащего
азот, фосфор и калий, удобрения, урожай повышается в 1,5—3
раза, в зависимости от вида культуры (табл. 16.2).Таблица 16.2. Влияние минеральных удобрений на урожайностьКультураУрожайность, ц/гаБез удобренияС удобрениемХлопок8—927—30Пшеница7—820—40Сахарная свекла100—120200—500Применение МУ помимо повышения урожайности, увеличи¬
вает производительность труда, сокращает себестоимость сель¬
скохозяйственной продукции и улучшает ее качество: повышает
содержание сахара в свекле, крахмала в картофеле, увеличива¬
ет прочность хлопкового и льняного волокон, морозо- и засухо¬
устойчивость растений.16.2. Классификация минеральных удобренийАссортимент выпускаемых промышленностью МУ весьма
многообразен. Они классифицируются по природе питательно¬
го элемента, по содержанию и числу питательных элементов,
по способам получения и свойствам.241
По природе питательных элементовШУ подразделяются на
азотные, фосфорные (фосфатные), калиевые (калийные), магни¬
евые (магнезиальные), борные и т.д. Основное место по масшта¬
бам производства занимают первые три вида минеральных удоб¬
рений.По числу питательных элементов МУ делятся на простые
(однокомпонентные), содержащие только один питательный
элемент, и комплексные, содержащие два (двойные типа NP,
РК, NK) или три (тройные типа NPK или полные) элемента.Комплексные МУ подразделяются на сложные, полученные
в результате химической реакции, смешанные, представляю¬
щие механические смеси, образованные механическим смеше¬
нием различных простых минеральных удобрений, и сложно¬
смешанные, представляющие комбинацию первых двух типов.По содержанию питательного элемента среди МУ выделя¬
ют концентрированные (более 33% элемента) и высококонцен¬
трированные (более 60% элемента) удобрения.По свойствам минеральные удобрения делятся на твердые,
жидкие, порошкообразные, кристаллические, гранулирован¬
ные, растворимые и нерастворимые.Усвоение МУ растениями зависит от их растворимости и ха¬
рактера почв, главным образом от pH почвы. Азотные и комп¬
лексные минеральлные удобрения растворимы в воде. Фосфор¬
ные минеральные удобрения по растворимости делятся на водо¬
растворимые (pH = 7), цитратно- или лимоннорастворимые,
то есть растворимые в слабых органических кислотах (pH < 7)
и труднорастворимые, то есть растворимые только в сильных
минеральных кислотах (pH << 7).На рис. 16.1 приведена классификация минеральных удоб¬
рений.Рис. 16.1. Классификация МУ по природе питательного элемента,их числу и содержанию242
Состав МУ характеризуется содержанием в них действующих
веществ: в азотных — содержанием азота, фосфорных и калийных
условно в пересчете на их оксиды. Для определения количества
минеральных удобрений на практике используют три метода;— физическая масса — для учета объемов перевозок и хра¬
нения (тф);— масса в пересчете на 100% -ное содержание действующих
веществ — для определения норм внесения в почву и сопостав¬
ления масштабов производства (тюо)1т10о = тф-\19 (16.1)где: |Х — массовая доля в данном минеральном удобрении азо¬
та, оксида фосфора (V) и оксида калия, соответственно;— масса в условных единицах — для планирования произ¬
водства и поставок МУ (ту). При этом содержание действую¬
щих веществ в условной единице принято: в азотных — 0,205
мае. долей N, в фосфорных — 0,187 мае. дол. Р2О5, в калий¬
ных — 0,416 мае. дол. К2О.Масса минеральных удобрений, выраженная в условных еди¬
ницах, рассчитывается:— для азотных удобрений:mj/ = oJo5=4’878m*'M’ (16’2а)— для фосфорных удобрений:т*=0Д87=5’348тфЦ’ (16'2б)— для калийных удобрений:(16.2в)Эффективность использования МУ существенно зависит от
правильного сочетания питательных элементов, вносимых с
ними в почву. Соотношение питательных элементов выражают
в виде формул их состава, например:N : К20 : Р2О5 =1:1:2; N : К20 : Р205 = 0,5 : 0 : 1 и т.п.Удобрения, в которых соотношение питательных элементов
соответствует агротехническим требованиям, называются урав-
новешенными минеральными удобрениями. От правильного ис¬243
пользования минеральных удобрений (их «уравновешенности»)
существенно зависит урожайность зерновых и других сельско¬
хозяйственных культур.16.3. Ассортимент и масштабы производства
минеральных удобренийМировое производство МУ составило в 1990 году 150 млн.
тонн, что в 3,2 раза больше, чем в 1965 году. Предполагается,
что к 2000 году мировое потребление минеральных удобрений
должно достигнуть 300 млн. тонн в расчете на 100%-ные дей¬
ствующие вещества. Производство минеральных удобрений в
России представлено в табл. 16.3. В настоящее время в нашей
стране выпускаются удобрения всех видов, всего около 30 наи¬
менований, из них: азотных — 8, фосфорных — 6, калийных —3 и комплексных — 12.Доля Российской Федерации в мировом производстве МУ
составила в 1992-93 гг. около 11% .Таблица 16.3. Производство минеральных удобрений в России
(млн. т 100% веществ)МинеральныеудобренияГод199119921993(прогн.)Экспорт 1993Всего14,0011,009,045,21Азотные6,535,584,893,30Фосфорные4,242,752,120,09Калийные3,233,672,031,81В структуре потребления сельским хозяйством минеральных
удобрений в России азотные удобрения составляют 46,6, фос¬
форные — 30,3 и калийные — 23,1% , соответственно.Для производства МУ используется самое разнообразное сы¬
рье. При этом один и тот же продукт можно вырабатывать из
различного сырья с применением различных технологических
процессов. Используемое для производства минеральных удоб¬
рений сырье подразделяется на:— природное минеральное (апатиты, фосфориты, сильвинит,
карналит);— атмосфера (азот воздуха);— продукты и полупродукты химической и других отраслей
промышленности (минеральные кислоты, щелочи, сода);— отходы других производств (фосфатные шлаки).244
Во многих случаях сырье для получения МУ содержит не¬
сколько ценных компонентов, поэтому производство организу¬
ют как комплексное, в котором использут все составные части
сырья. Производства многих минеральных удобрений комбини¬
руют с другими химическими производствами, вырабатываю¬
щими продукцию, потребляемую в качестве сырья производ¬
ствами МУ, что исключает необходимость нерентабельных пе¬
ревозок. Например, заводы суперфосфата строят рядом с серно¬
кислотными, цехи по производству нитрата аммония объединяют
с цехами синтеза аммиака и азотной кислоты; производство кар¬
бамида кооперируют с производством аммиака и т.п. Основные
предприятия по производству фосфорных удобрений расположе¬
ны в Воскресенске, С.-Петербурге, Кингисеппе и базируются на
апатитовых рудах Хибинского месторождения. Предприятия по
производству калийных минеральных удобрений располагаются
вблизи залежей калийных солей — в Соликамске и Березняках.16.4. Краткий исторический очерк развития
производства минеральных удобренийПрименение минеральных удобрений базируется на основах на¬
учного землепользования, созданных Ж.Б. Буссенго, Ю. Либихом,
А.Н. Энгельгартом, Д.И. Менделеевым, В.В. Докучаевым, Д.Н. Пря¬
нишниковым и другими учеными.Ю. Либих в 1840 г. разработал теорию минерального питания расте¬
ний, дал научное обоснование плодородия почвы и на основе анализа
золы обосновал потребность растений в калии, фосфоре, сере и других
элементах. Он получил калийные и растворимые фосфорные минераль¬
ные удобрения сернокислотным разложением природных фосфатов.Д.Н. Прянишников в 1916 году создал теорию азотного питания
растений и сформулировал теоретические основы процессов фосфори-
лирования, известкования и гипсования почв для улучшения их
свойств.Основы отечественной промышленности МУ были заложены в 30-е
годы на основе разведанных к этому времени запасов фосфорного (1932)
и калийного (1925) сырья и организации производства синтетического
аммиака (1927). До этого азотные и калийные МУ в стране почти не вы¬
рабатывались. Производство сульфата аммония на базе аммиака коксо-- химического производства не превышало 13000 тонн, суперфосфата из
импортного фосфорита 65000 тонн. Всего в 1913 году было выработано
17000 тонн минеральных удобрений (в пересчете на 100% питательных
веществ), в то время как потребление их составляло 42500 тонн.Азотные удобрения. Первые установки по производству нитрата
аммония в Березняках (1932), Горловке и Бобриках (1933), были гро¬
моздки и имели низкую производительность. В них не использовалась
теплота нейтрализации аммиака, что требовало большого расхода ох¬
лаждающей воды и последующего упаривания раствора нитрата ам¬
мония. Производство нитрата аммония в 1937 году составило всего 270
тыс. тонн.245
В 1935—36 гг. были спроектированы и в период 1937—40 гг. вне¬
дрены в промышленность установки по производству нитрата аммо¬
ния с аппаратом ИТН (использование теплоты нейтрализации) в Ке¬
мерово, Днепродзержинске и Чирчике. В последующем эта схема со¬
вершенствовалась и выпуск нитрата аммония полностью обеспечивал
потребности земледелия, гражданских взрывных работ, а в годы вой¬
ны — потребности обороны.В послевоенные годы были пущены цехи по производству нитрата
аммония в Кировокане (1951), Лисичанске (1951) и Рустави (1955). В
последующем работы велись в направлениях поисков добавок, устра¬
няющих слеживаемость продукта, использования сокового пара и упа¬
ривания раствора нитрата аммония, совершенствования аппаратуры.
В 1970—72 гг. были введены в строй агрегаты мощностью 225 тыс.
тонн в год в Череповце, Черкассах и Навои с использованием 57—60% -
ной азотной кислоты и упариванием в одну ступень. Начиная с 1972
года, нитрат аммония производится в Российской Федерации только
на агрегатах АС-67, АС-72 и АС-72М единичной мощностью 450 тыс.
тонн в год, различающихся деталями и компановкой аппаратуры. В
результате число действующих цехов по производству нитрата аммо¬
ния в стране возросло с 6 в 1940 году до 31 в 1980 году.Производство карбамида в промышленных масштабах было нача¬
то в Российской Федерации в 20—30-х годах. Фундаментальные ис¬
следования процесса синтеза, проведенные в начале 30-х годов, позво¬
лили в 1935 году построить модельную установку и в 1939 году полу¬
промышленный цех мощностью 1 т/сутки. В 1958 году на Сталино-
горском и Лисичанском комбинатах были пущены цехи по производ¬
ству карбамида с разомкнутым рециклом и переработкой всего непро¬
реагировавшего аммиака в нитрат аммония мощностью 10 тыс. тонн в
год. Первые цехи по схеме с частичным рециклом мощностью 70 и 105
тыс. тонн в год были введены в эксплуатацию в 1961—64 гг. В 1963—
65 гг. вводятся в строй первые цехи по производству карбамида по схе¬
ме с полным жидкостным рециклом мощностью 180 тыс. тонн в год в
Щекино, Чирчике и Северодонецке.Фосфорные удобрения. Первым фосфорным удобрением, использо¬
вавшимся на подзолистых почвах, была фосфоритная мука, производ¬
ство которой началось с конца XIX века. Ее получали обогащением фос¬
фатного сырья. До начала XX века в качестве фосфорного удобрения
использовали костную муку и удобрения, полученные кислотной обра¬
боткой костей и фосфатов, в виде низкокачественного суперфосфата и
преципитата. К началу XX века в России работало по этому методу три¬
надцать заводов, производивших 129 тыс. тонн суперфосфата в год.Дальнейшее развитие технологии фосфорных МУ связано с откры¬
тием и освоением залежей фосфатных руд в стране, разработкой эф¬
фективных методов их обогащения и появлением новых технологий
их переработки. В период 1928—32 гг. для решения задач химизации
сельского хозяйства в стране строятся крупные суперфосфатные заво¬
ды в Константиновке, Воскресенске и Ленинграде общей мощностью
1,25 млн. тонн в год. С 1930 г. прекращается импорт фосфатного сы¬
рья и производство переходит на отечественные фосфориты, в том чис¬
ле ва апатитовый концентрат, производимый флотацией апатито-не-246
фелиновой руды (1932). Все эти годы производился исключительно
простой суперфосфат, технология производства которого совершен¬
ствовалась в направлениях разработки непрерывного процесса, вве¬
дения операций аммонизации и гранулирования продукта, утилиза¬
ции соединений фтора и редкоземельных элементов.В эти же годы начинается изучение физико-химических основ и раз¬
работка технологического режима процесса разложения фосфатного
сырья различными кислотами для получения экстракционной фосфор¬
ной кислоты, концентрированных и комплексных минеральных удоб¬
рений на основе фосфора: двойного супер фосфата, аммофоса, нитроам¬
мофоски и других. В 1934 году в Воскресенске и 1936 году в Актюбинс¬
ке введены в строй цехи по производству концентрированного фосфор¬
ного удобрения — преципитата. В результате к 1940 году производство
фосфорных удобрений в стране составило 1,4 млн. тонн суперфосфата и
0,38 млн. тонн фосфоритной муки (в условных единицах), а в 1950 году
достигло 2,4 млн. тонн.В 1950—60-х гг. введены в строй новые суперфорсфатные заводы в
Самарканде, Сумах, Чарджоу и Сумгаите. Начато производство кон¬
центрированных и комплексных фосфорных МУ. Одновременно про¬
исходит изменение структуры МУ на основе фосфора: снижен удель¬
ный вес простого суперфосфата (с 95,8% в 1960 году до 18,5% в 1980
году) и увеличен удельный вес комплексных МУ (с 18% в 1970 году до
60% в 1980 году). В1962 году было освоено производство первого ком*
плексного МУ — нитрофоски, в 1963 году — аммофоса и в 1970 году —
* нитроаммофоски. Наряду с этим возросла мощность агрегатов по про¬
изводству экстракционной фосфорной кислоты (до 300 т/сутки) и ус¬
тановок по производству удобрений.Производство фосфорных МУ тесно связано с состоянием и разви¬
тием технологии фосфора и фосфорной кислоты, так как свыше 90%
получаемого фосфора расходуется на производство минеральных удоб¬
рений и кормовых фосфатов. Начало отечественной фосфорной про¬
мышленности относится к 40-м годам XIX века. К началу XX столе¬
тия в стране действовало десять фосфорных заводов, вырабатывавших
около 180 т/год фосфора кислототермическим методом.После разработки в 1981 году более экономичного и экологически
чистого электротермического метода и исследований процесса элект¬
ровозгонки фосфора, в 1926 году в Черноречье и Ленинграде были пу¬
щены два цеха по производству желтого фосфора и его переработки в
красный, сначала на костном, а затем на фосфатном сырье. В 1936 году
в Кировске был введен в строй первый опытный фосфорный завод, в
состав которого входили печное отделение с электропечами мощнос¬
тью 2,0 кВт, отделение фосфорной кислоты и отделение двойного су¬
перфосфата непрерывного действия. На основе полученных результа¬
тов в 1938—40 гг. были созданы первые промышленные фосфорные
цехи по производству фосфора, фосфорной кислоты и фосфорных ми¬
неральных удобрений.Дальнейшее развитие фосфорной промышленности шло по пути
повышения единичной мощности электропечей (до 70 кВт), введения
эффективной очистки печного газа, использования в качестве сырья
апатитового концентрата. В1969 году был введен в строй завод но нро-247i
изводству двойного суперфосфата в Джамбуле, в 1978 году — Ново-
джамбульский фосфорный завод.Калийные удобрения. Создание отечественной промышленности
калийных МУ связано с открытием залежей калийных солей в Соли¬
камске (1925), Предкарпатье (1946) и Старообнинске (1954). Первая
фабрика по производству карналита методом горячего выщелачива¬
ния была пущена в 1937 году. Производство хлорида калия галурги-
ческим методом впервые было освоено в стране в 1933 году в Соликам¬
ске. В 1954 году вводится в строй Березняковский калийных комби¬
нат, а в 1963 — первая очередь Солигорского комбината.Потребность в безхлоридных калийных удобрениях в связи с
культивацией хлопчатника, потребовало организации производства
сульфата калия из полиминеральных руд Калуш-Голынского место¬
рождения. На его основе в 1975 году была введена в строй Калушская
фабрика, в продукции которой до 20% составлял сульфат калия.Исследования по флотационному методу производства хлорида
калия из сильвинита были начаты в 1952—53 гг. По их результатам в
1963—64 гг. были введены в строй фабрики на Урале и в Солигорске.
В процессе изучения физико-химических закономерностей флотации
сложных солевых систем были найдены оптимальные условия и подо¬
браны реагенты процесса флотации, разработаны технологические схе¬
мы производства. На их основе в 1966—73 гг. были введены в эксплуа¬
тацию новые флотационные фабрики по получению хлорида калия в Со¬
лигорске, Березняках, Соликамске по технологической схеме с трехста¬
дийным удалением шлама, позволившие обеспечить потребность народ¬
ного хозяйства в калийных минеральных удобрениях.Тб.5. Типовые процессы солевой технологииБольшинство МУ представляет различные минеральные соли
или твердые вещества с подобными солям свойствами. Техно¬
логические схемы производства минеральных удобрений весь¬
ма разнообразны, но, в большинстве случаев, складываются из
одних и тех же типовых процессов, свойственных солевой тех¬
нологии, цель которой — разделение сложных систем, состоя¬
щих из нескольких солевых компонентов.Переработка минерального сырья в соли (и в минеральные
удобрения) может идти или его высокотемпературной обработ¬
кой или «мокрым» путем в жидких средах и суспензиях. В со¬
ответствии с этим, помимо обычных процессов подготовки сы¬
рья к переработке (измельчение, классификация, обогащение,
сушка), в солевой технологии особое значение имеют два типа
процессов:— термическая или термохимическая обработка, то есть
различные виды обжига сырья или шихты и—растворение и перекристаллизация веществ, связанные
с их химической обработкой, разделением и очисткой раство¬
ров от примесей.248
16.5.1. ОбжигОбжигом называют процесс термической обработки матери¬
алов, заключающийся в нагреве их до заданной температуры,
выдержке при этой температуре и охлаждении. При обжиге, в
зависимости от условий процесса, протекают реакции терми¬
ческого разложения, окисления или восстановления, образова¬
ния и полиморфных превращений минералов. В соответствии с
протекающими при обжиге химическими превращениями раз¬
личают:— калъцинациопный обжиг (кальцинация), цель которого —
удаление из вещества летучих компонентов, чаще всего оксида
углерода (IV) и конституционной воды, например:обжиг известняка:СаСОз — СаО + СО2,
или дегидратация гидроксида алюминия до его оксида:2А1(ОН)3 - А1203 + ЗН20;— окислительный обжиг, цель которого повышение степе¬
ни окисления элемента, например:6FeO + 02 = 2Fe3(>4,
или превращение сульфида в оксид:CuS + 1,502 = CuO + S02;— восстановительный обжиг, цель которого понижение сте¬
пени окисления элемента, например:получение элементарного фосфора:Са3(Р04)2 + 5С + 3Si02 = Р2 + 5СО + 3CaSi03.Частный случай обжига — спекание сырья с какими-либо
реагентами с целью образования растворимых, извлекаемых из
сырья продуктов, например, спекание фторапатита с содой:Ca5(P04)3F + 2Na2C03 + Si02 =— 3CaNaP04 + Ca2Si04 -(- NaF H- 2C02.Обжиг и спекание представляют собой гетерогенные процес¬
сы, в которых реакции протекают в системах «Т+Т», «Т+Ж» и
«Т+Г», где газообразная и жидкая фазы образуются за счет дис¬
социации и плавления твердой фазы. Поэтому, скорость про¬
цессов обжига и спекания зависит как от скорости химической
реакции, так и скоростей возгонки, плавления и диффузии твер¬
дых, жидких и газообразных веществ через фазы, образован¬
ные реагирующими компонентами и продуктами их взаимодей¬
ствия.249
Скорость процесса определяется скоростью лимитирующей
стадии, зависит от конкретных условий и описывается различ¬
ными кинетическими уравнениями. Например, для процесса,
протекающего в кинетической области:где: X — степень превращения,К — коэффициент, зависящий от свойств реагентов и ус-Скорость процессов обжига и спекания может быть увеличе¬
на за счет повышения температуры, измельчения компонентов
обжигаемого материала, повышения их концентрации, переме¬
шивания и создания условий, при которых один из компонен¬
тов будет находиться в жидком или газообразном состоянии.16.5.2. Растворение и выщелачиваниеРастворением твердого тела называется процесс разруше¬
ния его кристаллической структуры под воздействием раство¬
рителя с образованием гомогенной системы — раствора.Растворение может быть физическим, когда возможна обрат¬
ная кристаллизация растворенного вещества из раствора по схе-и химическим, когда растворитель, или содержащийся в нем
реагент, химически взаимодействует с растворяемым веще¬
ством и делает невозможным его обратную кристаллизацию, то
есть по схеме:где: А — растворяемое вещество,Р — растворитель,В — новое вещество, образовавшееся в результате раство-Очевидно, что процесс химического растворения, в отличие
от процесса физического растворения, является необратитмым.Растворение представляет гетерогенный некаталитический
процесс, протекающий в системе «Т+Ж» в диффузионной об¬
ласти для расчета скорости которого используют общее для ге¬
терогенных процессов уравнение:(16.2.)ловии процесса.ме:А + Р^АР^Р+АА + Р = BP + Ррения.U — км * -Р1* АС.(16.4)250
Процесс растворения ускоряется при повышении темпера¬
туры (через Км)* измельчении твердной фазы (через F), переме¬
шивании и увеличении концентрации (через АС). В случае фи¬
зического растворения движущей силой процесса является раз¬
ность концентраций А С = (Сн - С), поэтому, скорость его опре¬
деляется уравнением:Ut = Kp-F(Cv-C)9 (16.5)где: Кр — коэффициент скорости растворения,F — площадь поверхности кристаллов растворяемого ве¬
щества,С — концентрация растворяемого вещества в жидкой
фазе,Сн — концентрация насыщенного раствора при данной
температуре.Очевидно, что по мере растворения разность концентраций
(Сн ~ С) убывает и процесс растворения замедляется.Различные случаи химического растворения подчиняются
различным кинетическим закономерностям. В наиболее про¬
стом случае, когда реакция протекает только на поверхности
твердого тела, скорость химического растворения может быть
выражена уравнением:U = К - Fя Ср, (16.6)где: К — коэффициент, зависящий от температуры, гидро¬
динамических и других условий растворения,Ср — концентрация активного реагента в растворителе.Частный случай растворения — выщелачивание. Это процесс
извлечения (экстракции) жидким растворителем твердого ком¬
понента из системы, состоящей из двух и большего числа твер¬
дых фаз. Как и растворение, выщелачивание может быть физи¬
ческим и химическим. Скорость выщелачивания зависит от
структуры материала и тем выше, чем больше доля раствори¬
мой фазы в нем, больше поверхность и крупнее поры в выщела¬
чиваемом материале.16.5.3. Кристаллизация из растворов и другие процессыКристаллизацией называют процесс выделения твердой
фазы (кристаллов) из растворов, происходящий при перенасы¬
щении их по отношению к образующейся твердой фазе. В зави¬
симости от приема, с помощью которого достигается пересыще¬
ние раствора различают два вида кристаллизации: политерми-
ческую и изотермическую.251
При политермической кристал¬
лизации пересыщенный раствор об¬
разуется за счет охлаждения систе¬
мы. Этот процесс протекает при пе¬
ременной температуре (7Vконст.).
Метод применим для кристаллиза¬
ции веществ, растворимость (L) ко¬
торых существенно возрастает при
повышении температуры (кривая 1
на рис. 16.2).При изотермической кристалли¬
зации пересыщенный раствор обра¬
зуется в результате выпаривания
части растворителя. Этот процесс
протекает при постоянной темпера¬
туре (Т = const). Метод применяется для кристаллизации ве¬
ществ, растворимость которых мало зависит от температуры
(кривая 2 на рис. 16.2).Частным случаем кристаллизации является высаливание,
т.е. процесс выделения твердой фазы путем введения в концен¬
трированный раствор веществ, понижающих растворимость
растворенного вещества.Из других типовых процессов, используемых в солевой тех¬
нологии, наибольшее значение имеют операции разделения со¬
лей, находящихся в твердых смесях или растворах. Помимо
описанных выше процессов кристаллизации и выщелачивания,
к ним относятся: ионный обмен, экстракция веществ неводны¬
ми растворителями, флотация, гидросепарация и некоторые
другие. Эти процессы рассматриваются ниже при изучении кон¬
кретных производств.Контрольные вопросы1. Перечислите основные элементы, входящие в состав растительных
тканей и укажите их роль для жизнедеятельности растений.2. Чем вызвана необходимость введения в почву минеральных удоб¬
рений (МУ) на современном этапе земледелия?3. Приведите классификацию современных минеральных удобрений.4. Какие существуют способы выражения содержания питательных
веществ в минеральных удобрениях?5. Укажите основные типовые процессы солевой технологии, исполь¬
зуемые в производстве минеральных удобрений и приведите при¬
меры.6. Чем отличается физическое растворение от химического? политер-
мическая кристаллизация от изотермической? Приведите примеры.Рис. 16.2. Зависимость раст¬
воримости веществ от тем¬
пературы252
Глава XVII
ПРОИЗВОДСТВО КАЛИЙНЫХ УДОБРЕНИЙ17.1. Общая характеристикаКалийные минеральные удобрения представляют собой при¬
родные или синтетические соли и содержат питательный эле¬
мент в форме иона К+. В зависимости от природы аниона ка¬
лийные удобрения подразделяются на хлоридные (содержащие
анион С1“) и бесхлоридные.К калийным удобрениям хлоридного типа относят природ¬
ные минералы (каинит, сильвинит), продукты промышленной
переработки минералов (хлорид калия), смешанные калийные
соли, полученные смешением природных минералов с хлори¬
дом калия, электролитные растворы (побочный продукт элект¬
ролиза карналита). Кбесхлоридным калийным удобрениям от¬
носятся сульфат калия и калимагнезия (двойная соль сульфата
калия и сульфата магния).Все калийные удобрения растворимы в воде. Их выпускают
в кристаллическом и гранулированном виде. Содержание пи¬
тательного элемента в них (в пересчете на К20) колеблется от
10% в природных минералах до 60% в концентрированном
удобрении — хлориде калия.В табл. 17.1 приведены характеристики и удельный вес
в общем балансе производства важнейших калийных удоб¬
рений.Таблица 17.1. Ассортимент и характеристика калийных удобренийУдобрениеФормуладействующеговеществаСодержаниек2о, %Удельный вес
по годам, %19601990ХлоридныеХлорид калияKCI53,1 “60,648,595,6Калий электролитKCI45,6—0,7КаинитKCI-MgS049,5—10.55,7 БесхлоридныеСульфат калияK2S0445—47 1,7КалимагнезияI^SCVMgSO^28—30 2,6Из приведенных данных видно, что в настоящее время ос¬
новным калийным удобрением, обеспечивающим свыше 95%253
потребностей сельского хозяйства, является хлорид калия.
Природные низкоконцентрированные минералы (каинит, силь¬
винит) без предварительной переработки в настоящее время не
используются.Хлорид калия КС1 представляет собой твердое кристалличес¬
кое вещество с температурой плавления 768°С. Это безбалласт-
ное удобрение содержит 63,1% калия в пересчете на К2О. Ра¬
створимость в воде составляет 0,219 мае. долей при 0°С, 0,265
мае. долей при 25°С и 0,359 мае. долей при 100°С. Кристалли¬
ческий хлорид калия способен слеживаться. Для уменьшения
слеживаемости его обрабатывают раствором солянокислых со¬
лей высокомолекулярных аминов.Сырьем для производства хлорида калия служит почти ис¬
ключительно природный минерал сильвинит — смесь сильви¬
на КС1 и галита NaCl с содержанием калия 22—25% считая на
К2О. Значительно реже хлорид калия получают из карналита
KCl-MgCl2*6H20, содержащего около 17% К2О. Потенциаль¬
ным источником сырья для производства калийных удобрений
может стать Мировой океан, в водах которого концентрация ка¬
лия достигает 0,07% , что в пересчете на К2О составляет 7-1014
тонн.Существуют два метода производства хлорида калия из силь¬
винита: флотационный и галургический (избирательное раство¬
рение с раздельной кристаллизацией). В настоящее время фло¬
тационным методом вырабатывают около 80% всего хлорида
калия. В зависимости от метода производства хлорид калия
выпускают в виде продукта марки «К» (получаемый кристал¬
лизацией из растворов) и продукта марки «Ф» (получаемый
флотационным обогащением калийных руд).17.2. Флотационный способ производстваФлотационный способ выделения хлорида калия из сильви¬
нита основан на флотогравитационном разделении водораство¬
римых минералов калийной руды в среде насыщенного ими со¬
левого раствора. Это достигается селективной гидрофобизаци-
ей поверхности частиц калийных минералов с помощью флото-
реагентов — собирателей.Технологические схемы флотационного производства хлори¬
да калия зависят от минерального и гранулометрического со¬
става флотируемого сильвинита: содержания в нем примесей
(глинистых шламов), размеров зерен компонентов и различа¬
ются методами обработки глинистых шламов. В общем случае254
флотационный метод выделения хлорида калия из сильвинита
включает следующие операции:1. Измельчение сильвинитовой руды до размеров частиц 1—
3 мм с последующим мокрым размолом до размера 0,5 мм.2. Отделение глинистого шлама — тонкодисперсных глини¬
сто-карбонатных примесей методами флотации, гидравличес¬
кой классификации, или гравитации.3. Флотационное разделение водорастворимых минералов
руды (сильвина и галита) в присутствии собирателей (основная
флотация).4. Перечистная флотация полученного концентрата для уда¬
ления из него оставшихся примесей.5. Обезвоживание концентрата методами сгущения и фильт¬
рования с возвратом в процесс оборотного раствора.6. Сушка влажного концентрата.Процессы мокрого размола и флотации проводят в среде со¬
левых растворов, насыщенных водорастворимыми компонента¬
ми руды (сильвин и галит), что исключает их потери при произ¬
водстве и позволяет организовать замкнутый циклический про¬
цесс. В качестве флотореагентов — собирателей на стадии отде¬
ления шлама используют реагент ФР-2 (продукт окисления
уайт-спирита), на стадии основной флотации — вещества, спо¬
собствующие гидрофобизации частиц сильвина: солянокислые
соли высших (Сю—С22) первичных аминов, а также высокомо¬
лекулярные углеводороды.На рис. 17.1 представлена! технологическая схема выделения
хлорида калия из сильвинита с предварительной флотацией
глинистого шлама, применяемая для переработки руд с невы¬
соким (менее 2,5%) содержанием нерастворимого остатка. Для
руд с более высоким содержанием его используются схемы с
предварительным механическим обесшламиванием или с отде¬
лением шлама путем введения депрессора — карбоксиметилцел-
люлозы, способствующего отделению шлама на стадии основ¬
ной флотации.Флотационный метод эффективен при извлечении хлорида
калия из высококачественных сильвинитовых руд, содержащих
незначительное количество шлама. Степень извлечения хлори¬
да калия достигает 0,90—0,92 дол. ед., а готовый продукт (кон-
цетрат) содержит 93—95% соли. Степень извлечения может
быть повышена, если в технологической схеме предусмотрена
перечистная флотация отделяемого глинистого шлама для из¬
влечения из него хлорида калия. ^ .255
Рис. 17.1. Технологическая схема выделения хлорида калия из
сильвинита флотационным методом:1 — бункер сильвинита, 2 — мельница мокрого размола, 3 — смеситель-
растворитель, 4 — сито, 5 — флотационная машина шламовой флотации,6 — флотационная машина основной флотации, 7 — флотационная маши-на
перечистной флотации, 8 — центрифуга для отделения оборотного раство¬
ра от концентрата, 9 — сборник оборотного раствора, 10 — сгус-титель
шлама, 11 — сито для отделения хвостов (галита)17.3. Галургический способ производстваГалургический способ выделения хлорида калия из сильви¬
нита или метод избирательного растворения и раздельной кри¬
сталлизации основан на различии температурных коэффици¬
ентов растворимости хлоридов калия и натрия при их совмест¬
ном присутствии, то есть в системе «КС1—NaCl—Н2О». В ра¬
створах, насыщенных обеими солями, при повышении темпе¬
ратуры от 20—25°С до 90—100 С содержание хлорида калия воз¬
растает примерно в два раза, а хлорида натрия несколько умень¬
шается (табл. 17.2).Табл. 17.2. Растворимость хлоридов калия и натрия при их совместном
присутствии (в массовых долях)СольТемпература, °С10208090100Хлорид натрия
Хлорид калия0,2970,1270,2920,1470,2640,3000,2610,3290,2590,359256
При охлаждении такого горяче¬
го раствора он становится пересы¬
щенным относительно хлорида ка¬
лия, который будет кристаллизо¬
ваться v а хлорид натрия останется
в растворе. При последующем на¬
гревании этого раствора он останет¬
ся насыщенным относительно хло-
рида^ натрия и становится ненасы¬
щенным относительно хлорида ка¬
лия -{рис* 17.2).Поэтому при обработке подоб¬иеРис. 17.2. Растворимость (/_)
хлорида калия (/) и хлорида
ным* раствором нового количества натрия (2) при различной
сильвинита из него будет извлекать- температуре
ся только хлорид калия, переходя враствор, а хлорид натрия растворяться не будет. Это свойство
системы «КС1—NaCl—Н2О* и используется в галургическом
методе извлечения хлорида калия из сильвинитовых руд для
организации циклического процесса (рис. 17.3).НгОIКС1 '+Т' [KClh'NaCl[т ► Н[NaCl]i ►1.Н20 J:-т{КС1}Т[КС1]з
[NaClh[ Н2О J
_1Жщелок, +ТКонцентрация хлоридов:[ШС1]1~ [NaCl]2 [KCl]i > [КС1]гРис. 17.3. Схема циклического процесса извлечения хлорида калияПроцесс галургического извлечения хлорида калия из силь¬
винита включает шесть основных стадий.1. Измельчение сильвинитовой руды.2. Выщелачивание хлорида калия из сильвинита горячим
оборотным раствором (щелоком).3. Отделение горячего щелока от твердой фазы (хлорида на¬
трия и пустой породы) и его осветление.9 Химическая технология. Том 1257
4. Охлаждение раствора и кристаллизация из него хлорида
калия.5. Сушка хлорида калия.6. Нагревание оборотного раствора и возвращение его на ста¬
дию выщелачивания сильвинита.Технологическая схема этого процесса представлена на рис.
17.5.Рис. 17.5. Технологическая схема выделения хлорида калия
из сильвинита галургическим методом1 — бункер сильвинита, 2 — шнековый растворитель, 3 — план-фильтр для
отделения хлорида натрия, 4 — отстойник — сгуститель шлама, 5 — ваку-
ум-кристаллизатор, 6 — центрифуга, 7 — барабанная сушилка, 8 —подо¬
греватель щелокаВыщелачивание хлорида калия из сильвинита производит¬
ся нагретым до 105—115°С оборотным раствором (щелоком) в
шнековом растворителе 2. Выделившийся хлорид калия крис¬
таллизуется в вакуум-кристаллизаторе 5, в котором вакуум со¬
здается с помощью пароструйных эжекторов, отсасывающих
паровоздушную смесь. На пути к центрифуге 6 к пульпе добав¬
ляются солянокислые соли аминов для уменьшения слеживае-
мости хлорида калия. Степень извлечения хлорида калия со¬
ставляет 0,90—0,95 дол. ед. Галургический метод позволяет
комплексно перерабатывать полиметаллические руды, извле¬
кая из них все полезные компоненты, в том числе хлориды маг¬
ния, бромиды и пищевой хлорид натрия.258
В табл. 17.3 приведены РК (на 1 т 95% -ного КС1) обоих мето¬
дов.Таблица 17.3. Расходные коэффициенты процессов производства хлорида
калияСырье и энергияМетод производстваФлотационныйГалургическийСильвинит с 22% KCI, т5,0—5,25,0Топливо условное, кг—15Электроэнергия, кВт-ч8525Вода, м359Реагент RNH^HCI, г500180Контрольное вопросы1. Какие методы используют для выделения хлорида калия из силь¬
винита?2. В какой среде и почему проводятся процессы размола и флотации
калийного сырья (сильвинита)?3. На чем основан галургический метод выделения хлорида калия из
сильвинита? Какие требования предъявляют к щелоку, циркули¬
рующему в системе?4. В чем преимущества и недостатки галургического метода выделе¬
ния хлорида калия перед флотационным?
Глава XVIIIПРОИЗВОДСТВО АЗОТНЫХ УДОБРЕНИЙ18.1. Общая характеристикаАзотные удобрения могут содержать азот в форме свободно¬
го аммиака и аминов (аммиакаты), ионов NH4+ и NO3-, аминог¬
руппы NH2, а также в их сочетании. В соответствии с этим раз¬
личают следующие виды азотных удобрений: аммиачные, ам¬
монийные, нитратные, амидные и аммонийнонитратные.Все азотные удобрения водорастворимы, азот из них хорошо
усваивается растениями, особенно из аниона NO3-, который от¬
личается высокой подвижностью в почве. По агрегатному со¬
стоянию азотные удобрения делятся на твердые (соли и карба¬
мид) и жидкие (аммиак, аммиачная вода и аммиакаты, пред¬
ставляющие собой растворы твердых удобрения). В табл. 18.1
приведены характеристики важнейших азотных удобрений и
удельный вес их в общем балансе производства.Таблица 18.1. Ассортимент и характеристика азотных удобренийУдобрениеФормуладействующеговеществаСодержание
азота,%Удельный вес
в % по годам19601980Аммиачные
Аммиак жидкий
Аммиачная водаNH3NH38216,5—20,52,87,1Аммонийные
Сульфат аммония(NH4)2S0419,9—21,017,95,1Нитратные
Нитрат натрия
Нитрат кальцияNaN03Ca(N03b15.0—16,018.0—15,0— АмидныеКарбамидCO(NH2)246,0—46,52,127,1Аммонийнонитратные
Нитрат аммонияNH4NO332,0—35,073,340,1Карбамидоформ-альдегидныеКарбаминоформNH2CONHCH233,0—42,0Аммиакаты
Азотная часть комп-
плексных минераль¬
ных удобрений20,0—30,019,3260
В приведенных данных прослеживается тенденция сниже¬
ния производства сульфата и нитрата аммония и увеличения
производства карбамида, жидких азотных удобрений и мине¬
ральных удобрений, содержащих наряду с другими элемента¬
ми, азот (комплексных минеральных удобрений).Ниже рассматривается технология производства наиболее
распространенных азотных удобрений — нитрата аммония и
карбамида, на долю которых приходится свыше 60% общего вы¬
пуска азотных удобрений.18.2. Производство нитрата аммония18.2.1. Свойства нитрата аммонияНитрат аммония (аммонийная селитра) NH4NO3 — кристал¬
лическое вещество с температурой плавления 169,6*С, хорошо
растворимое в воде. Растворимость при 20*С равна 0,625 мае, до¬
лей, при 160°С — 0,992 мае. долей. Нитрат аммония сильно гиг¬
роскопичен и легко поглощает влагу из атмосферы, в зависимо-
сти от температуры может существовать в пяти кристалличес¬
ких модификациях, различающихся плотностью и структурой
кристаллов. Вследствие высокой растворимости в воде, гигрос¬
копичности и полиморфных превращений, сопровождающихся
выделением тепла, нитрат аммония легко слеживается. Для
уменьшения слеживаемости, которая затрудняет использование
продукта, в промышленности используют следующие меры:— перед складированием полученный продукт охлаждают до
температуры ниже 32*С, так как именно в интервале от 32,3°С
до -17*С нитрат аммония находится в стабильной ромбической
модификации;— выпускают товарный продукт в гранулированном виде, об¬
рабатывая поверхность гранул ПАВ, образующими на них гид¬
рофобную пленку;— вводят в состав продукта кондиционирующие добавки в виде
нитрата магния и других солей, которые связывают свободную
воду и препятствуют переходу одной модификации в другую.Нитрат аммония в твердом состоянии или в виде высококон¬
центрированного раствора (плава) при нагревании выше 180—
200°С разлагается:NH4NO3 - N20 4- 2Н20 -АН, где: АН = 36,8 кДж.При быстром нагревании в замкнутом пространстве до 400—
500°С или инициировании нитрат аммония разлагается со взры¬
вом по уравнению:261
NH4NO3 = N2 4- 2H20 + 0,502 -ЛЯ, где: АН = 118 кДж.Разложение ускоряется в присутствии минеральных кислот
и органических веществ. На этом основано использование нит¬
рата аммония в качестве компонента аммонийноселитряных
взрывчатых веществ — аммонитов (смеси с органическими ве¬
ществами), аммотолов (смеси с взрывчатыми веществами) и
аммоналов (смеси, содержащие алюминий).Нитрат аммония является безбалластным азотным удобре¬
нием и содержит 34,8% азота, из них 17,4% в аммиачной (NH4+)
и 17,4% в нитратной (N03“) форме. Поэтому, стоимость транс¬
портировки содержащегося в нем азота значительно ниже, чем
при перевозке других балластных удобрений (например, суль¬
фата аммония).18.2.2. Физико-химические основы процесса синтезаПроизводство нитрата аммония основано на реакции нейт¬
рализации азотной кислоты газообразным аммиаком с после¬
дующим упариванием полученного раствора нитрата аммония.Нейтрализация. Нейтрализация азотной кислоты аммиа¬
ком — это необратимый гетерогенный процесс хемосорбции,
протекающий с выделением тепла по уравнению:HN03 + NH3 = NH4NO3 ~АН.Реакция идет в диффузионной области и ее скорость лими¬
тируется диффузией аммиака из газа к поверхности жидкости.
Количество тепла, выделяющееся при нейтрализации, склады¬
вается из теплового эффекта реакции и теплоты растворения
образовавшегося нитрата аммония в воде:Qy = Qi~ (Q2 + Q3)»
где: Qi — тепловой эффект реакции нейтрализации 100% -ной
азотной кислоты с образованием твердого нитрата
аммония,Q2 — теплота разбавления азотной кислоты,Qs — теплота растворения нитрата аммония.Таким образом, тепловой эффект процесса зависит от кон¬
центрации азотной кислоты, взятой для нейтрализации, как это
показано на диаграмме (рис .18.1). Для определения суммарно¬
го теплового эффекта процесса следует из значения теплового
эффекта, найденного на кривой 1, вычесть значение теплоты ра¬
створения нитрата аммония, найденное по кривой 2.Подогрев компонентов (азотной кислоты и газообразного амми¬
ака) улучшает перемешивание системы, ускоряет процесс нейтра¬
лизации и повышает концентрацию раствора нитрата аммония.262
Упаривание раствора нитрата
аммония. В результате нейтрализа¬
ции образуется водный раствор нит¬
рата аммония. При этом за счет теп¬
лового эффекта реакции нейтрали¬
зации часть воды испаряется в виде
сокового пара. Интенсивность испа¬
рения зависит от величины теплово¬
го эффекта и температуры процесса.
Поэтому, концентрация образую¬
щегося раствора определяется как
концентрацией азотной кислоты,
так и температурой.С ростом концентрации азотной
кислоты возрастает концентрация
образующегося раствора нитрата
аммония и увеличивается масса вы¬
деляющегося сокового пара.QiHNO,Рис. 18.1. Зависимость теп-
ловых эффектов от концент¬
рации азотной кислоты:1 — тепловой эффект реакции
нейтрализации с учетом тепло¬
ты разбавления кислоты, 2 —
теплота растворения нитрата
аммония.Для испарения воды и концент¬
рирования раствора нитрата аммония можно использовать как
внешнее тепло, подводимое к системе, так и теплоту нейтрали¬
зации, выделяющуюся в самом процессе (рис. 18.2).1 QподвН20 (пар)NH4NO3 + Н20АНреакцNH4NO3Рис. 18.2. Использование тепла при упаривании раствораИспользование теплоты нейтрализации для упаривания ра¬
створа позволяет:— снизить затрату внешнего тепла,— обеспечить за счет отвода тепла из системы оптимальный
температурный режим процесса нейтрализации и избежать
опасных перегревов,— исключить применение сложных охладительных уст¬
ройств.На рис. 18.3 показано влияние условий процесса нейтрали¬
зации (концентрации азотной кислоты и температуры) на кон¬
центрацию получаемого раствора нитрата аммония.Из рисунка видно, что при использовании азотной кислоты
концентрацией 60—65% и температуре процесса около 70°С ока¬263
зывается возможным за счет ис¬
пользования теплоты нейтрализа¬
ции выпарить основную массу
воды, вводимой с азотной кислотой
и получить высококонцентрирован¬
ный раствор и даже плав нитрата
аммония.В соответствии с принципом ис¬
пользования тепла все существую¬
щие варианты технологического
процесса производства нитрата ам¬
мония делятся на две группы:1. Без упаривания раствора.
Концентрирование раствора осуще¬
ствляется исключительно за счет
теплоты нейтрализации азотной
кислоты концентрацией 65%. При
этом образуется 96% -ный плав нит¬
рата аммония:Q = АН; Зподв = О2. С упариванием раствора. Концентрирование раствора осу¬
ществляется как за счет частичного использования теплоты
нейтрализации, так и за счет подводимого извне тепла:Q = АН + дподв,При этом, в зависимости от концентрации азотной кислоты
последующее упаривание раствора нитрата аммония может про¬
изводиться:— при 58% -ной кислоте в 1 ступень,— при 50% -ной кислоте в 2 ступени.Рис. 18.3. Влияние условий
процесса на концентрацию
нитрата аммония:1— процесс без использования
теплоты нейтрализации с пол¬
ным отводом тепла, 2 — про¬
цесс с частичным использова¬
нием теплоты нейтрализации
при 50°С, 3 — то же при 70°С18.2.3. Технологические схемы производстваТехнологический процесс производства нитрата аммония
состоит из следующих основных стадий: нейтрализации азот¬
ной кислоты газообразным аммиаком, выпаривания раствора
нитрата аммония, кристаллизации и гранулирования плава,
охлаждения, классификации и опудривания готового продук¬
та (рис. 18.4).В настоящее время, в связи с освоением производства 58—
60%-ной азотной кислоты, основная масса нитрата аммония
производится на установках АС-67, АС-72 и АС-72М, мощнос¬
тью 1360 и 15 75 т/сутки с упариванием в одну ступень, а также
на установках безупарочного типа (рис. 18.5 и 18.6).264
Азотнаякислота'Аммиак_гО Пар О * иг^—*-Нейтрализация нн УпариваниеКристаллизация
и гранулированиеВоздухОхлаждениеДобавки
♦ ,
■»| ОпудриваниеНитрат аммонияРис. 18.4. Принципиальная схема производства нитрата аммонияГазообразный аммиак из подогревателя 1, обогреваемого кон¬
денсатом сокового пара, нагретый до 120—160°С и азотная кис¬
лота из подогревателя2, обогреваемого соковым паром, при 80—
90°С поступают в аппарат ИТН (с использованием теплоты ней¬
трализации) 3. Для уменьшения потерь аммиака вместе с па¬
ром реакцию ведут в избытке кислоты. Раствор нитрата аммо¬
ния из аппарата ИТН нейтрализуется в донейтрализаторе 4 ам¬
миаком, куда одновременно добавляется кондиционирующая
добавка нитрата магния и поступает на упаривание в выпарной
аппарат 5. Из него образовавшийся плав нитрата аммония че¬
рез гидрозатвор-донейтрализатор 6 и сборник плава 7 направ¬
ляется в напорный бак 8 и из него с помощью виброакустичес-соковый
паррастворнитратааммониясоковыйв атмосферураствормагния А—►54конденсаткислотааммиак (газ)нитрат ^
аммониявоздухРис. 18.5. Технологическая схема производства АС-72М1 — подогреватель аммиака, 2 — подогреватель кислоты, 3 — аппарат ИТН,
4 — донейтрализатор, 5 — выпарной аппарат, 6 — гидрозатвор-донейтра¬
лизатор, 7 — сборник плава, 8 — напорный бак, 9 — виброакустический
гранулятор, 10 — грануляционная башня, 11 — транспортер, 12 — охлади¬
тель гранул «КС», 13 — подогреватель воздуха, 14 — промывной скруббер
них грануляторов 9 поступает в грануляционную башню 10. В
нижнюю часть башни засасывается атмосферный воздух и до¬
дается воздух из аппарата для охлаждения гранул «КС» 12.
Образовавшиеся гранулы нитрата аммония из нижней части
башни поступают на транспортер 11 ив аппарат кипящего слоя12 для охлаждения гранул, в который через подогреватель 13
подается сухой воздух. Из аппарата 12 готовый продукт направ¬
ляется на упаковку. Воздух из верхней части башни 10 посту¬
пает в скрубберы 14, орошаемые 20%-ным раствором нитрата
аммония, где отмывается от пыли нитрата аммония и выбрасы¬
вается в атмосферу. В этих же скрубберах очищаются от непро¬
реагировавших аммиака и азотной кислоты газы, выходящие из
выпарного аппарата и нейтрализатора. Аппарат ИТН, грануля¬
ционная башня и комбинированный выпарной аппарат — основ¬
ные аппараты в технологической схеме AC- 72М.Аппарат ИТН имеет общую высоту 10 м и состоит из двух
частей: нижней реакционной и верхней сепарационной. В ре¬
акционной части находится перфорированный стакан, в кото¬
рый подают азотную кислоту и аммиак. При этом, за счет хоро¬
шей теплоотдачи реакционной массы стенкам стакана, реакция
нейтрализации протекает при температуре более низкой, чем
температура кипения кислоты. Образующийся раствор нитра¬
та аммония закипает и из него испаряется вода. За счет подъем¬
ной силы пара парожидкостная эмульсия выбрасывается из вер¬
хней части стакана и проходит через кольцевой зазор между
корпусом и стаканом, продолжая упариваться. Затем она по¬
ступает в верхнюю сепарационную часть, где раствор, проходя
ряд тарелок, отмывается от аммиака раствором нитрата аммо¬
ния и конденсатом сокового пара. Время пребывания реагентов
в реакционной зоне не превышает одной секунды, благодаря
чему не происходит термического разложения кислоты и нит¬
рата аммония. За счет использования теплоты нейтрализации
в аппарате испаряется большая часть воды и образуется 90%-
ный раствор нитрата аммония.Комбинированный выпарной аппарат высотой 16 м состоит
из двух частей. В нижней кожухотрубной части диаметром 3 м
происходит упаривание раствора, проходящего через трубки,
обогреваемые сначала перегретым паром, нагретым до 180 С
воздухом. Верхняя часть аппарата служит для очистки выхо¬
дящей из аппарата паровоздушной смеси и частичного упари¬
вания поступающего в аппарат раствора нитрата аммония. Из
выпарного аппарата выходит плав нитрата аммония концент¬
рацией 99,7% с температурой около 180 С.266
Грануляционная башня имеет прямоугольное сечение 11x8
м2 и высоту около 65 м. Через отверстия в нижней части в баш¬
ню поступает наружный воздух и воздух из охладителя гранул.
Поступающий в верхнюю часть башни плав нитрата аммония
диспергируется с помощью трех виброакустических грануля-
торов, в которых струя плава превращается в капли. При паде¬
нии капель с высоты около 50 м они затвердевают и превраща¬
ются в гранулы. Кристаллизация плава с влажностью 0,2%
начинается при 167°С и заканчивается при 140°С. Объем возду¬
ха, подаваемого в башню составляет в зависимости от времени
года 300—500 м3/час.В установках АС-72М применяется магнезиальная добавка
против слеживаемости продукта (нитрат магния). Поэтому опе¬
рации обработки гранул ПАВ, предусмотренной в схемах АС-
67 и АС-72 не требуется.Принципиальными отличиями технологической схемы про¬
изводства нитрата аммония безупарочным методом (рис. 18.6)
являются: использование более концентрированной азотной
кислоты; проведение процесса нейтрализации при повышенном
(0,4 МПа) давлении; быстрый контакт нагретых компонентов.В этих условиях на стадии нейтрализации образуется паро¬
жидкостная эмульсия, после разделения которой получают плав
концентрацией 98,5%, что позволяет исключить отдельную ста¬
дию упаривания раствора.Нагретые в подогревателях 1 и 2, обогреваемых паром, вы¬
ходящим из сепаратора эмульсии 4, азотная кислота и аммиак,
поступают в нейтрализатор 3, где в результате реакции образу-Рис. 18.6. Технологическая схема безупарочного метода:1 — подогреватель азотной кислоты, 2 — подогреватель аммиака, 3 — ре¬
актор (нейтрализатор), 4 — сепаратор эмульсии, 5 — барабанный кристал¬
лизатор, 6 — нож, 7 — барабанная сушилка267
ется эмульсия из водного раствора нитрата аммония и водяного
пара. Эмульсия разделяется в сепараторе 4 и и плав нитрата
аммония подается в барабанный кристаллизатор 5, в котором
нитрат аммония кристаллизуется на поверхности металличес¬
кого барабана, охлаждаемого изнутри водой.Образовавшийся на поверхности барабана слой твердого нит¬
рата аммония толщиной около 1 мм срезается ножом 6 и виде
чешуек поступает для просушивания в барабанную сушилку 7.
Подобный продукт в виде чешуек используется для техничес¬
ких целей.18.3. Производство карбамида18.3.1. Свойства карбамидаКарбамид (мочевина) — диамид угольной или амид карба-
миновой кислот C0(NH2)2. Генетическая связь производных
угольной кислоты может быть выражена следующей схемой:онОНonh4nh2с=ос=о“О “IIсс=оонnh2nh2nh2угольнаякислотакарбами новая
кислотакарбаматаммониякарбамидКарбамид представляет твердое кристаллическое вещество с
температурой плавления 132,7 С. Хорошо растворим вводе, эта¬
ноле и жидком аммиаке, что используется для получения амми¬
акатов. При нагревании выше 130 С подвергается термической
диссоциации с образованием биурета и выделением аммиака:2CO(NH2)2 = H2N-CO-NH-CO-NH2 4- NH3.Водные растворы карбамида устойчивы до 80С, при более
высокой температуре разлагаются через образование карбона¬
та аммония на аммиак и оксид углерода (IV):CO(NH2)2 + 2Н20 ^ (NH4)2C03 ^ (NH4)HC03 + NH3 ^^ С02 + Н20 + 2NH3.Это исключает возможность длительного нагревания раство¬
ров карбамида при атмосферном давлении, например, в процес¬
се выпаривания.Карбамид — безбалластное высококонцентрированное МУ.
Он легко усваивается растениями. Содержание азота в нем в268
амидной форме составляет 46,6%. По сравнению с нитратом ам¬
мония карбамид более богат азотом, меньше слеживается, не
взрывоопасен в смесях с органическими веществами и медлен¬
нее вымывается из почвы.18.3.2. Физико-химические основы процесса синтезаВ основе получения карбамида лежит взаимодействие аммиа¬
ка с оксидом углерода (IV) с последующей дистилляцией продук¬
тов синтеза и переработкой полученных растворов. При синтезе
карбамида последовательно протекают две обратимых реакции:— образования карбамата аммония:2NH3 + С02 ^ CO(NH2)(ONH4) - АН, где: АН= 125,6 кДж (1)
и дегидратации карбамата аммония до карбамида:
CO(NH2)(ONH4) ^ C0(NH2)2+H20+A#, где: АН = 15,5 кДж (2)Процесс синтеза описывается суммарным уравнением:2NH3 + С02 = CO(NH2)2 + Н20 -АН, где: АН = ПОД кДж.Он протекает в гетерогенной системе, состоящей из газообраз¬
ной фазы (аммиак, диоксид углерода, пары воды) и жидкой фазы,
включающей расплавленные и растворенные компоненты (амми¬
ак, карбамат аммония, карбонаты аммония, карбамид) и воду.Скорости реакций 1 и 2 различны. Реакция 1 протекает зна¬
чительно быстрее реакции 2, поэтому лититирующей процесс
синтеза стадией, от которой и зависит выход продукта, являет¬
ся стадия дегидратации карбамата аммония 2. Состояние рав¬
новесия и скорость ее определяются температурой, давлением,
соотношением аммиака и диоксида углерода и содержанием
воды в реакционной смеси.Скорость реакции 2 возрастает с увеличением температуры
и давления. Так как она протекает с поглощением тепла, то по¬
вышение температуры одновременно способствует смещению
равновесия вправо и увеличивает степень конверсии карбама¬
та аммония в карбамид. Скорость реакции 2 зависит от концет-
рации карбамата аммония по уравнению:dCKaU=~^=km-F-Ck& (18.1)axПовышение температуры быстро смещает равновесие реак¬
ции 1 влево, что приводит к уменьшению концентрации карба¬
мата и, следовательно, к падению скорости реакции 2 конвер¬
сии карбамата в карбамид в соответствии с уравнением 18.1. На269
рис. 18.7 представлена зависимость степени конверсии карба-
мата аммония в карбамид от температуры при различном из¬
бытке (а) аммиака в смеси (а) и от давления (б).Кривые на рис. 18.7 проходят через максимум, так как с по¬
вышением температуры возрастает не только скорость прямой
реакции 2, но и скорость разложения карбамата за счет сдвига
равновесия влево. Максимальная степень превращения карба¬
мата аммония в карбамид достигается при температуре около
220°С. При этой температуре продолжительность процесса со¬
ставляет около 60 минут. При понижении температуры для дос¬
тижения более высокой степени превращения карбамата в карба¬
мид время процесса существенно увеличивается. На рис. 18.8пред-
ставлена зависимость степени конверсии карбамата в карбамид
при различной температуре от времени нагревания смеси.6)Рис. 18.7. Зависимость степени конверсии карбамата в карбамид
от температуры (а) и давления (б):1—си;2 — CL2m, ai>a,2Скорость образования карбамата
аммония возрастает пропорцио¬
нально квадрату давления и при
давлении 1 МПа протекает практи¬
чески мгновенно.Наибольшее влияние на выход
карбамида оказывает избыток ам¬
миака в исходной смеси сверх сте-
хиометрического количества (NH3:
:С02 — 2:1). Избыток аммиака сме¬
щает равновесие реакции 1, а так¬
же, вследствие своего дегидратиру¬
ющего действия, связывает реакци¬
онную воду, удаляя ее из сферы ре¬
акции и смещает вправо равновесиеРис. 18.8. Влияние времени
нагревания на степень кон¬
версии карбамата аммония1 —t\ \ 2-t2; t2>t\270
Рис. 18.9. Влияние избытка
аммиака на выход карбамидареакции 2. Зависимость выхода
карбамида от молярного состава ре¬
акционной смеси представлена на
рис. 18.9. Образование карбамата и
его дегидратация до карбамида про¬
текают в жидкой фазе, поэтому в ре¬
акторе должны быть созданы усло¬
вия ее существования. Этому спо¬
собствует увеличение степени за¬
полнения реактора, что приводит к
уменьшению объема газовой фазы,
и нагрев реакционной смеси до тем¬
пературы выше эвтектической точ¬
ки системы «карбамат-карбамид»,
равной 98°С.Влияние различных факторов на состояние равновесия сис¬
темы «карбамат—карбамид» можно представить в виде следу¬
ющей схемы:Т (за счет экзотермичностиi реакции 1) сдвиг влево j ^ сдвиг вправо(за счет ускоре- Р (за счет подав- NH3/CO2ния наступления ления диссоци- (за счет связыванияравновесия ации карбамата воды в реакции 2)в реакции 2) в реакции 1)Оптимальный режим процесса синтеза карбамида должен
обеспечить: быстрое и полное протекание реакции /, протека¬
ние реакции 2 не менее, чем на 75% .Этим условиям отвечают следующие параметры процесса:
температура 180—200°С, давление 20 МПа, избыток аммиака
100% сверх стехиометрического количества, то есть мольное
отношение NH3 : С02 = 4:1.18.3.3. Технологическая схема производстваВ результате взаимодействия аммиака и оксида углерода (IV)
образуется сложная система, состоящая из целевого продукта
карбамида, полупродукта карбамата аммония, воды, карбона¬
тов аммония и избытка аммиака. Для выделения из нее твердо¬271
го карбамида и утилизации не вступивших в реакцию осталь¬
ных компонентов и карбамата полученный раствор подвергают
дистилляции. В процессе дистилляции отгоняется избыток ам¬
миака и вода и происходит разложение карбамата аммония и
карбонатов аммония (аммонийных солей).В зависимости от того, возвращаются эти продукты в про¬
цесс, или после отделения карбамида используются в других
производствах (например для получения нитрата аммония),
технологические схемы производства карбамида делятся на две
группы:— без возвращения продуктов дистилляции в цикл (разомк¬
нутая схема, без рецикла),— с возвращением продуктов дистилляции в цикл (замкну¬
тая схема с рециклом).В первом случае весь выделившийся при дистилляции ам¬
миак поглощают азотной кислотой для получения нитрата ам¬
мония, при этом производство карбамида комбинируется с про¬
изводством нитрата аммония.Во втором случае продукты дистилляции частично (частич¬
ный рецикл) или полностью (полный рецикл) возвращаются в
цикл на синтез карбамида. Существуют два варианта полного
рецикла: газовый рецикл, при котором продукты дистилляции
возвращаются в газообразном виде, и жидкостной рецикл, при
котором они возвращаются в виде раствора аммонийных солей.На рис. 18.10 представлена принципиальная схема производ¬
ства карбамида с полным жидкостным рециклом.Аммиак ВодаДиоксидуглеродааммонииныхсолейРис. 18.10. Принципиальная схема с полным рецикломНаиболее экономична технологическая схема с полным жид¬
костным рециклом, так как в ней не требуется сжатия возвра¬
щаемых в цикл горячих газов (аммиака и диоксида углерода),
что может вызвать засорение трубопроводов образующимся
твердым карбамидом и коррозию их.На рис. 18.11 приведена технологическая схема производ¬
ства карбамида с полным жикостным рециклом и двухступен¬
чатой дистилляцией плава мощностью 90 тыс. тонн в год.272
Рис. 18.11. Технологическая схема производства карбамида:1 — смеситель аммиака, диоксида углерода и раствора аммонийных солей,2 — промывная колонна, 3 — колонна синтеза, 4, 11 — редукторы,5 — ректификационная колонна I ступени, 6 — сепаратор, 7, 13 — подогре¬
ватели, 8 — выпарные аппараты I и II ступеней, 9, 10, 15 — холодильники-
конденсаторы, 12 — ректификационная колонна II ступени, 14 — сепаратор
II ступени, 16 — сборник раствора карбамида, 17 — сборник плава, 18 —
грануляционная балня, 19 — транспортер.Оксид углерода (IV), очищенный от примесей и сернистых
соединений, сжатый до 20 МПа и жидкий аммиак под давлени¬
ем 15 МПа поступают в смеситель 1 при температуре 80—100°С.
Сюда же подается раствор аммонийных солей из промывной ко¬
лонны 2, В смесителе обеспечивается мольное отношение
NH3: С02: Н20 = 4,5 :1: 0,5. Из смесителя смесь, разогревшая¬
ся за счет частичного образования карбамата до 175°С, направ¬
ляется в нижнюю часть колонны синтеза 3, где заканчивается
образование карбамата аммония и он превращается на 65% в
карбамид. Для обеспечения оптимального теплового режима в
колонну дополнительно вводят жидкий аммиак. Из верхней ча¬
сти колонны плав после дросселирования в редукторе 4 подает¬
ся на двухступенчатую дистилляцию. Агрегат дистилляции
каждой ступени состоит из трех аппаратов: ректификационной
колонны, подогревателя и сепаратора. Сначала плав поступает
в ректификационную колонну 1 ступени 5, где давление сни¬
жается до 2 МПа. В колонну 5 из сепаратора первой ступени 6
подается противотоком газ. В колонне I ступени происходит273
выделение карбамида из реакционной смеси, разложение кар¬
бамата аммония и образование из аммиака, диоксида углерода
и воды водного раствора аммонийных солей. Плав из колонны5, пройдя подогреватель 7, поступает при температуре 160°С в
сепаратор I ступени 6> в котором разделяются жидкая и газооб¬
разная фазы. Газы возвращаются в колонну 5 и оттуда в ниж¬
нюю часть промывной колонны 2. Верхняя часть промывной
колонны орошается жидким аммиаком и аммиачной водой,
поступающей в виде конденсата из выпарного аппарата 8 через
холодильник-конденсатор 9. В промывной колонне из газа вы¬
мывается диоксид углерода и образуется водный раствор аммо¬
нийных солей, а газообразный аммиак отводят из верхней час¬
ти колонны и после сжижения в холодильнике-конденсаторе 10
возвращают в процесс. Водный раствор аммонийных солей пе¬
рекачивается в смеситель 1 и оттуда в колонну синтеза 3. Ра¬
створ карбамида из сепаратора I ступени 6 дросселируется до
давления 0,3 МПа в редукторе 11 и подается в ректификацион¬
ную колонну II ступени 12, откуда поступает в подогреватель13 и сепаратор 14. В колонне II ступени происходит дальней¬
шее разложение карбамата до аммиака и диоксида углерода и
образование водного раствора карбоната и бикарбоната аммо¬
ния. Из нижней части сепаратора 14 выходит 70% -ный раствор
карбамида, а из верхней — парогазовая смесь, содержащая ам¬
миак, диоксид углерода и пары воды, которая поступает в ниж¬
нюю часть ректификационной колонны 12. Газовая смесь из
колонны 12 охлаждается в холодильнике-конденсаторе 15 и в
виде раствора аммонийных солей подается в нижнюю часть про¬
мывной колонны 2. Раствор карбамида из сепаратора II ступе¬
ни 14 собирается в сборнике 16 и подается на упаривание пос¬
ледовательно в вакуум-аппараты I и II ступеней при температу¬
ре 140°С и давлении 0,003 МПа. Полученный плав карбамида
концентрацией около 0,998 мае. дол. поступает через сборник
плава 17 в грануляционную башню 18 и распыляется в ней. Об¬
разовавшиеся гранулы при температуре около 70°С транспор¬
тером 19 подают на операции классификации, охлаждения и
упаковки. Выход карбамида в расчете на диоксид углерода со¬
ставляет около 95%.В последние годы в производство карбамида был внедрен
стриппинг процесс, в котором разложение карбамата аммония
в плаве ведут при давлении, близком к давлению синтеза, пу¬
тем продувки плава сжатым диоксидом углерода. В этих усло¬
виях карбамат аммония диссоциирует за счет снижения пар¬
циального давления аммиака и сдвига равновесия реакции 1274
влево. На принципе стриппинг-процесса в настоящее время ра¬
ботают установки большой единичной мощности 1000—1500 т/
сут. Технологическая схема подобного процесса представлена
на рис. 18.12.Рис. 18.12. Технологическая схема стриппинг-процесса:1 — конденсатор высокого давления, 2 — колонна синтеза, 3 — отдувочная
колонна, 4 — инжектор, 5 — скруббер, 6 — редуктор, 7 — ректификацион¬
ная колонна, 8 — редуктор, 9 — сборник раствора, 10 — холодильник-кон¬
денсатор, 11 — выпарной аппарат, 12 — гранулятор, 13 — транспортерИз конденсатора высокого давления 1 в нижнюю часть ко¬
лонны синтеза2 поступают водный раствор карбамата аммония,
аммонийных солей, аммиак и диоксид углерода. Образовавший¬
ся плав направляется в отдувочную колонну 3, обогреваемую
паром, в которую противотоком поступает под давлением 15
МПа диоксид углерода. Из колонны 3 парогазовая смесь, содер¬
жащая свежий диоксид углерода, поступает в конденсатор вы¬
сокого давления 1, куда через инжектор 4 вводится жидкий
аммиак. Он одновременно служит рабочим телом в инжекторе,
подающем в конденсатор раствор аммонийных солей из скруб¬
бера 5 и часть плава из колонны синтеза. В конденсаторе обра¬
зуется карбамат, а тепловой эффект реакции используют для
выработки пара. Непрореагировавшие в колонне синтеза газы
и пары воды поступают в скруббер высокого давления 5, в кото¬
ром конденсируются и через инжектор 4 направляются в кон¬275
денсатор высокого давления 1. Водный раствор карбамида, вы¬
ходящий из отдувочной колонны 3, содержит до 5% карбамата
аммония. Для его разложения раствор дросселируют в редук*
торе б до давления 0,3—0,6 МПа и направляют в верхнюю часть
ректификационной колонны 7. В ней жидкая фаза в виде 70% -
ного раствора карбамида стекает вниз, и после снижения дав¬
ления до 0,1 МПа в редукторе 8, собирается в сборнике раство¬
ра 9. Водяные пары, выходящие из ректификационной колон¬
ны 7, конденсируются в холодильнике-конденсаторе 10, раство¬
ряя содержащиеся в них аммиак и диоксид углерода, и полу¬
ченный раствор аммонийных солей направляется в скруббер 2.
Раствор карбамида из сборника 9 поступает в выпарной аппа¬
рат 11 и после упаривания в грануляционную башню 12, отку¬
да в виде гранул направляется транспортером 13 на склад.Стриппинг-процесс производства карбамида позволяет ис¬
пользовать тепловой эффект реакции образования карбамида,
упростить технологическую схему, сократить количество обо¬
ротной воды и, в целом, является поэтому более экономичным,
чем обычный.Дальнейшее совершенствование производства карбамида
заключается в создании интегральных схем, объединяющих
производство карбамида, аммиака и нитрата аммония, повы¬
шении единичной мощности установок, внедрении технологи¬
ческих схем со стриппинг-процессом.В заключение в табл. 18.2 приведены расходные коэффици¬
енты в производстве нитрата аммония и карбамида.Таблица 18.2. Расходные коэффициенты в производстве азотных
удобренийСырье и энергия
(на тонну готового
продукта)Производство
нитрата
аммония
в установке
АС-72МПроизводство карбамидаПолныйжидкостнойрециклСтриппинг-процессАммиак, т0,2140,580,576Диоксид углерода, т—0,770,75Азотная кислота, т0,786——Вода, м30,510087Электроэнергия, кВт*ч25,1150120Пар, т0,2141,51,05276
Контрольные вопросы1. Охарактеризуйте основные виды азотных минеральных удобре¬
ний.2. Чем объясняется слеживаемость нитрата аммония и какие меры
принимаются для ее уменьшения?3. В каких технологических схемах производства нитрата аммония
используется теплота нейтрализации полностью? частично? Как
влияет на это концентрация азотной кислоты?4. В чем заключаются особенности и преимущества безупарочного ме-
тода производства нитрата аммония?5. Что представляет собой карбамид (мочевина) по химической при¬
роде?6. Как влияет температура, давление и избыток аммиака на выход
карбамида?7. Что такое рецикл в производстве карбамида? В каком виде про¬
дукты разложения промежуточного продукта — карбамата возвра¬
щаются в цикл?8. В чем цреимущества полного жидкостного рецикла?9. Какой процесс синтеза карбамида называется стриппинг-процес-
сом?/
Глава XIXПРОИЗВОДСТВО ФОСФОРНЫХ И КОМПЛЕКСНЫХ
УДОБРЕНИЙ И ФОСФОРНОЙ КИСЛОТЫБольшинство фосфорных и комплексных минеральных удоб¬
рений представляют собой разнообразные соли ортофосфорной
кислоты. Технологические процессы их производства генети¬
чески связаны с процессами производства фосфорной кислоты,
оксида фосфора (V) и элементарного фосфора. Они опираются
на одно и то же природное фосфатное сырье и имеют близкую
технологическую и аппаратурную базы. На рис. 19.1 представ¬
лена взаимосвязь этих производств.Рис. 19.1. Взаимосвязь производств фосфорных и важнейших
комплексных удобрений на основе фосфора19.1. Производство фосфорных удобрений19.1.1. Общая характеристикаПростые фосфорные удобрения, это кальциевые соли фосфор¬
ной (ортофосфорной) кислоты различного состава. В отличие от
калийных и азотных удобрений фосфорные удобрения облада¬
ют различной растворимостью, которая зависит от природы
соли. По растворимости фосфорные удобрения подразделяются
на: водорастворимые (группа I); растворимые в органических
кислотах или усвояемые (группа II); нерастворимые или раство¬
римые только в сильных минеральных кислотах (группа III).278
По содержанию питательного элемента фосфорные удобре¬
ния делятся на концентрированные (более 30% Р2О5) и некон¬
центрированные (менее 30% Р2О5). В табл. 19.1 приведены ха¬
рактеристики и удельный вес в общем балансе производства
основных фосфорных удобрений.Таблица 19.1. Ассортимент и характеристики фосфорных удобренийУдобрениеФормула дейст¬
вующего ве¬
ществаСодер¬жаниеусвояе¬могоР2О5, %ГруппаУдельный вес
по годам,%19701985ФосфоритнаямукаЗСаз(Р04)2*СаР219—30III30,88,2Суперфосфат:Са(Н2Р04)2-Н20простой19—21145,16,6двойной42—50115,011,5Металлург.шлаки4Ca0-P205-Si028—16IIIU0,3ПреципитатСаНР04*2Н2046—48II——Из табл. 19.1 следует, что ассортимент фосфорных удобре¬
ний существенно меняется. Резко снижается производство низ¬
коконцентрированных удобрений (фосфоритная мука, шлаки,
простой суперфосфат), после некоторого роста наметилась тен¬
денция снижения производства двойного суперфосфата. Это
можно объяснить существенным увеличением объема производ¬
ства комплексных (многосторонних) удобрений, содержащих
фосфор, производство которых с 11,5% в 1970 году выросло до
70,5% в 1985 году и продолжает увеличиваться.Сырьем для производства фосфорных удобрений, фосфорной
кислоты и элементарного фосфора служат природные фосфат¬
ные руды: апатиты и фосфориты. Основным фосфорсодержа¬
щим компонентом в них являются двойные соли трикальций-
фосфата состава ЗСаз(Р04)2-СаХ, где X = F, ОН, С1. В соответ¬
ствии с этим различают: фторапатиты (X = F) и гидроксилапа-
титы (X = ОН).Апатиты представляют собой породы вулканического про¬
исхождения, имеют крупнозернистую структуру и поми¬
мо фтор(гидроксил)апатита, содержат нефосфатные ми¬
нералы, основным из которых является нефелин состава279
Na20 (K20)-Al203-2Si02. Поэтому для производства фосфорных
удобрений используется продукт предварительного обогаще¬
ния апатитовых руд — апатитовый концентрат, содержащий
до 40% Р2О5, выход которого составляет около 20% от массы
апатитово-нефелиновой руды.Фосфориты — руды осадочного происхождения, высокодис¬
персны и содержат фосфор в виде фторапатита и апатитоподоб¬
ных минералов переменного состава. Содержание фосфора в
фосфоритах колеблется от 16 до 30% Р2О5.Методы переработки фосфатного сырья существенно зависят
от состава руды и могут быть механическими и химическими.
Механической обработкой (измельчением) получают простей¬
шие фосфорные удобрения — фосфоритную муку и металлур¬
гические шлаки. Задачей химической переработки природных
фосфатов в фосфорные удобрения является превращение нера¬
створимого трикальцийфосфата (ТКФ) в такие соединения фос¬
фора, которые легко усваиваются растениями и являются вы¬
сококонцентрированными, то есть содержат возможно больше
Р2О5 в усвояемой форме, при минимальном количестве баллас¬
та и вредных примесей.Химическая переработка природных фосфатов может быть
осуществлена тремя методами: химическим разложением, вос¬
становлением углеродом и термической обработкой. Наиболее
распространенный метод переработки фосфатного сырья — его
разложение серной, фосфорной или азотной кислотами, исполь¬
зуемое в промышленных масштабах для производства фосфор¬
ных удобрений, фосфорной кислоты, фосфора и комплексных
удобрений на основе соединений фосфора (рис. 19.2).Рис. 19.2. Схема кислотной переработки фосфатного сырьяВ результате кислотной обработки нейтральный ТКФ после¬
довательно превращается в гидрофосфат и дигидрофосфат каль-280
ция, что сопровождается переходом соли из III группы раство¬
римости во II и в I и повышением содержания в ней Р2О5 (табл.
19.2).Таблица 19.2. Свойства фосфатов кальцияСвойстваДигидро¬фосфаткальцияСа(Н2Р04)2Гидро¬фосфаткальцияСаНРОдТрикальций-фосфатСа3(Р04)2Группа растворимостиIIIIIIpH растворителярН>7рН<7рН«7Содержание P20s, %60,752,245,8Ниже из простых фосфорных удобрений рассматривается
производство двойного суперфосфата, который сохранил свое
значение, несмотря на интенсивное внедрение в сельское хозяй¬
ство комплексных минеральных удобрений.Двойной суперфосфат получают фосфорнокислотным разло¬
жением природных фосфатов. Так как, для производства фос¬
форной кислоты используется то же фосфорное сырье, то про¬
изводство двойного суперфосфата складывается из двух после¬
довательных стадий:— производства фосфорной кислоты (стадия I), используе¬
мой как реагент во II стадии, и— фосфорнокислотного разложения фосфатов с получением
двойного суперфосфата (стадия II), что представлено на рис.
19.3.Фосфорную кислоту производили ранее исключительно кис¬
лотным разложением фосфатов, поэтому, производство двойно¬
го суперфосфата можно рассматривать как процесс двойного
воздействия кислот на фосфат, откуда продукт и получил свое
название «двойной».ДвойнойсуперфосфатРис. 19.3. Общая схема получения двойного суперфосфатаIIПриродные 1 ^ Фосфорная
фосфаты кислотаCa3(P04)2 Н3РО4281
19.1.2. Производство фосфорной кислоты экстракционным
методомВ технологии под фосфорной кислотой подразумевают орто-
фосфорную кислоту Н3РО4 (P2CV3H2O) с содержанием в ней
72,4% Р2О5. Ортофосфорная кислота представляет собой бес¬
цветные кристаллы с температурой плавления 42,4 С, гигрос¬
копичные и расплывающиеся на воздухе. В переохлажденном
состоянии — это густая маслянистая жидкость плотностью 1,88
т/м3. Смешивается с водой во всех отношениях. При нагревании
подвергается дегидратации с образованием полифосфорных кис¬
лот различного состава (P2CVnH20), где п<3; пирофосфорной
Н4Р2О7 (Р205-2Н20), триполифосфорной НбРзОюСЗРгОб-б^О) и
т.д. Техническая полифосфорная кислота, содержащая 70—80%
Р2О5 и известная под названием суперфосфорной кислоты,
имеет плотность 1,8—2,0 т/м3 и температуру затвердевания
3—8°С. Высокое сожержание Р2О5 и способность образовы¬
вать растворимые комплексные соединения, позволяет ис¬
пользовать суперфосфорную кислоту для получения высоко-
концентрированных жидких и твердых фосфорных удобре¬
ний.Физико-химические основы процесса. Экстракционный ме¬
тод производства фосфорной кислоты основан на реакции раз¬
ложения природных фосфатов серной кислотой. Процесс состо¬
ит из двух стадий: разложения фосфатов и фильтрования обра¬
зовавшейся фосфорной кислоты и промывки сульфата кальция
водой.Сернокислотное разложение фосфата кальция представляет
гетерогенный необратимый процесс, протекающий в системе
«твердое тело — жидкость» и описываемый уравнением:Ca5(P04)3F + 5H2S04 + ЛН3РО4 + 5mH20 == (п 3)Н3Р04 + 5CaSC>4 * mH20 + HF.Для удобства записи и упрощения расчетов формула двой¬
ной соли фторапатита ЗСаз(РС>4)2-СаГ2 записывается в виде
Ca5(P04)3F.Часть образовавшейся фосфорной кислоты возвращается в
процесс. Фактически фосфат разлагается смесью серной и фос¬
форной кислот. В зависимости от концентрации фосфорной
кислоты в системе и температуры образующийся сульфат
кальция может осаждаться в виде ангидрита (т = 0), полу-
гидрата (тп = 0,5) и дигидрата (т = 2). В соответствии с этим
различают три варианта экстракционного метода производства
фосфорной кислоты: ангидритный> полугидратный и дигид-282
ратный* В табл. 19.3 приведены
условия разложения фторапатита
для каждого из вариантов этого
процесса.Температурный режим зависит
от варианта экстракционного про¬
цесса. В дигидратном методе гидра¬
тированный сульфат кальция осаж¬
дается в форме дигидрата при 70—80°С и концентрации кислоты в ре¬
акционной смеси 20—32% Р2О5, в
полугидратном методе—в форме по-
лугидрата при 90—100°С и концен¬
трации кислоты 35—42% Р2О5. На рис. 19.4 показана зависи¬
мость формы кристаллизации сульфата кальция от температу¬
ры и концентрации фосфорной кислоты (Р2О5). В области ниже
кривой 2 сульфат кальция кристаллизуется в виде дигидрата,
выше кривой 1 в виде ангидрита, в области между кривыми 1 и2 в виде полугидрата.Таблица 19.3. Условия разложения фторапатитаТип процессаТемпература,°СКонцентрация
Р5О5 в жидкой
фазе,%Теплота
реакции,
кДж/мольДигидратный70—8025—32384,4Полугидратный95—10038—48371,0Выделяющийся при кислотном разложении фторапатита
фтористый водород частично поступает в атмосферу, а частич¬
но вступает в реакцию с кремниевой кислотой, образующейся
при разложении примесей, содержащихся в фосфатном сырье:H2Si03+ 6HF = H2SiF6 + 3H20.Образовавшаяся кремнефтористоводородная кислота частич¬
но разлагается и в газовую фазу выделяется тетрафторсилан:2H2SiF6 + H2Si03 - 3SiF4 + 3H20.Одновременно протекает реакция взаимодействия тетрафтор-
силана с фтористым водородом с образованием кремнефторис¬
товодородной кислоты:SiF4 + 2HF = H2SiF6.Выделение фтористых соединений в газовую фазу возраста¬
ет с повышением температуры.f.° сРис. 19.4. Влияние темпера¬
туры и концентрации кислоты
на форму кристаллизации
сульфата кальция283
Скорость кислотного разложения фторапатита можно выра¬
зить обычным для гетерогенных процессов уравнением:U = KM-F-&C. (19.1)Она возрастает с повышением температуры, степени измель¬
чения сырья и интенсивности перемешивания реагентов.Существенное влияние на ско¬
рость процесса кислотного разложе¬
ния фосфатов оказывает концентра¬
ция серной кислоты. От нее зависит
не только скорость химической ре¬
акции, но и структура кристалли¬
ческого сульфата кальция, осажда¬
ющегося на поверхности частиц
фосфата и скорость диффузии кис¬
лоты к твердой фазе. При низкой
концентрации кислоты образуются
крупные кристаллы, не препятству¬
ющие диффузии. При высокой кон¬
центрации кислоты, в результате
пересыщения жидкой фазы сульфа¬
том кальция, выпадают мелкие кристаллы, препятствующие
диффузии кислоты и замедляющие скорость процесса. Поэто¬
му, зависимость скорости и степени разложения от начальной
концентрации серной кислоты носит сложный характер (рис.
19.5).Скорость и степень разложения фосфата кислотой низкой
концентрации (максимум 1) достаточно высоки. Однако боль¬
шое количество воды, вводимой с кислотой, затрудняет крис¬
таллизацию продукта. Максимум 2, также отвечающий высо¬
кой скорости разложения, достигается при концентрации кис¬
лоты в реакционной системе 5—10%, что соответствует концен¬
трации исходной кислоты около 60% при соотношении жидкой
и твердой фаз 3:1, которое обеспечивает необходимую подвиж¬
ность пульпы.Высокая степень разложения фосфатов, равная 0,99 дол .ед.,
достигается всего за 1—1,5 часа. Практически процесс экстрак¬
ции продолжается до 4—8 часов. Это необходимо для образова¬
ния крупных кристаллов сульфата кальция, которые легко
фильтруются и промываются для извлечения фосфорной кис¬
лоты небольшим количеством воды. Образование крупных кри¬
сталлов способствует также перемешивание системы, незначи¬
тельный избыток серной кислоты, снижающий степень пере¬
сыщения раствора и постоянство температуры процесса.Рис. 19.5. Зависимость
степени разложения фосфа¬
та от концентрации кислоты284
Принципиальная и технологическая схемы производства.Принципиальные схемы производства экстракционной фосфор¬
ной кислоты дигидратным и полугидратным методами идентич¬
ны. Однако полугидратный метод позволяет получать более кон¬
центрированную кислоту (см. табл. 19.3), снизить потери сы¬
рья и обеспечить более высокие интенсивность и производитель¬
ность аппаратуры. Принципиальная схема производства экст¬
ракционной фосфорной кислоты одностадийным полугидрат¬
ным методом приведена на рис. 19.6.На рис. 19.7 представлена
технологическая схема того же процесса.H2S04Iн2оКислотноеразложение1j iгН SiF 4АбсорбцияфтористыхсоединенийОтходящиегазыАФильтрование \—*\ Промывка —► CaS04: 0,5Н20Н3Р04*УпариваниеН3РО4 aq> Н3Р04 на складРис. 19.6. Принципиальная схема производства экстракционной
фосфорной кислотыСмесь серной кислоты и оборотного раствора фосфорной кис¬
лоты из сборника2 и фосфат из бункера 1 подают в многосекци¬
онный экстрактор 3. По мере движения пульпы в экстракторе
образуется фосфорная кислота и завершается процесс кристал¬
лизации сульфата кальция. Из последней секции экстрактора
пульпа поступает на трехсекционный вакуум-фильтр 4. Основ¬
ной фильтрат Ф-1 из первой секции фильтра отводится как про¬
дукционная фосфорная кислота, причем часть ее добавляется к
оборотному раствору, направляемому в сборник кислоты 2. Оса¬
док кальция на фильтре промывается противотоком горячей
водой, при этом промывной раствор Ф-3 используется для пер¬
вой промывки во второй секции фильтра. Фильтрат первой про¬
мывки Ф-2 направляется в виде оборотного раствора в сбарццк285
Рис. 19.7. Технологическая схема производства экстракционной
фосфорной кислоты полугидратным методом:1 — бункер фосфата, 2 — сборник серной кислоты, 3 — экстрактор, 4 —
вакуум-фильтр, 5 — подогреватель фосфорной кислоты, 6 — концентра¬
тор, 7 — промывной скруббер, 8 — сборник промывной жидкости2. Образовавшаяся фосфорная кислота (Ф-1) подогревается в
подогревателе 5 паром и поступает в концентратор 6, где упа¬
ривается до заданной концентрации за счет прямого контакта с
топочными газами и направляется на склад. Выделяющиеся из
концентратора газы проходят промывной скруббер 7, в котором
улавливаются соединения фтора и выбрасываются в атмосфе¬
ру. Газы, выделяющиеся из экстрактора и содержащие фтори¬
стый водород и тетрафторсилан, поступают на абсорбцию в аб¬
сорбер, орошаемый водой или разбавленной кремнефтористо¬
водородной кислотой.Основные аппараты в производстве экстракционной кисло¬
ты—экстрактор и вакуум-фильтр. Экстрактор — это железо¬
бетонный аппарат прямоугольного сечения, разделенный на 10
секций с мешалками, в котором пульпа последовательно пере¬
текает из одной секции в другую. В другом варианте экстрак¬
тор составляют два сблокированных стальных цилиндра со мно¬
гими мешалками. При рабочем объеме экстрактора 730 м3 про¬
изводительность его равна 340 т/сутки Р2О5 при интенсивнос¬
ти около 25 кг/м3вч.286
Вакуум-фильтры применяют лотковые и ленточные. Лот¬
ковые (карусельные) фильтры состоят из 24 лотков (нутч-
фильтров), каждый их которых при работе фильтра последо¬
вательно проходят зоны фильтрации, пульпы, обезвоживания
осадка, промывки сульфата кальция и его выгрузки. Фильт¬
рующая поверхность их составляет от 80 до 160. м2. Ленточ¬
ные фильтры представляют бесконечную перфорированную
ленту, на которую натянуто фильтрующее полотно. При дви¬
жении ленты она сообщается последовательно с тремя ваку¬
ум-камерами, в которых собираются соответственно основной
фильтрат (продукционная кислота), первый и второй промыв¬
ные фильтраты.Действующие установки по производству фосфорной кис¬
лоты полугидратным методом имеют производительность до
350 тыс.тонн в год и характеризуются параметрами:— температура процесса 80—100°С,— отношение жидкой фазы к твердой 2,5:1,— исходная концентрация серной кислоты 0,75 мае. долей,— степень экстракции 0,98 дол. ед.,— концентрация продукционной фосфорной кислоты 0,45
дол.ед. по Р2О5.Всем вариантам экстракционного метода производства фос¬
форной кислоты свойственны общие недостатки:— необходимость упаривания полученной фосфорной кисло¬
ты до концентрации, необходимой в производстве минеральных
удобрений,— сильная коррозия аппаратуры на стадии концентриро¬
вания,— отложение кристаллов сульфата кальция и геля кремние¬
вой кислоты на стенках аппаратуры.19.1.3. Производство фосфорной кислоты
электротермическим методомФизико-химические основы процесса. Электротермический
метод производства фосфорной кислоты основан на восстанов¬
лении фосфатов до элементарного фосфора, его последующем
окислении до оксида фосфора (V) и гидратации оксида до фос¬
форной кислоты:Ca5(P04)3F - Р„- Р205 - Н3РО4.287
1. Получение фосфора. Восстановление фосфора из природ¬
ных фосфатов представляет собой сложный многостадийный
гетерогенный процесс, протекающий через стадии:—нагревание компонентов шихты,—поступление в расплав фосфата кальция и оксида кремния,—диссоциация трикальцийфосфата,—диффузия продуктов диссоциации к поверхности частиц
углерода,—взаимодействие трикальцийфосфата с углеродом и обра¬
зование фосфора, оксида углерода (II) и оксида кальция,—удаление оксида кальция из зоны реакции в виде силика¬
тов кальция.В отсутствии флюсов реакция восстановления протекает при
1400°С в течение 20 минут. Для снижения температуры процес¬
са и смещения равновесия реакции вправо в систему вводят ок¬
сид кремния, оксид алюминия или алюмосиликаты, связыва¬
ющие образующийся оксид кальция в виде легко удаляемого
шлака:2Ca5(P04)3F + 15С + 6Si02 ^ ЗР2 + 15СО ++ 3(3Ca0 Si02) + CaF2 + АН АН = 1730 кДж.В присутствии флюсов реакция восстановления протекает с
достаточно высокой скоростью при 1100—1300°С. Протекает в
диффузионной области и ускоряется факторами, усиливающи¬
ми диффузию в твердой фазе и в расплаве: повышением диспер¬
сности компонентов шихты, образованием легкоплавких поли-
эвтектических систем и т.п. Для повышения подвижности рас¬
плава и облегчения выгрузки шлаков процесс восстановления
ведут на практике при 1500 С.2. Сжигание фосфора — гетерогенный экзотермический про¬
цесс, протекает по уравнению:Р4 жидк. 502 газ Р4Ою тв АН
АН = 753 кДжчерез димер диоксида фосфора (V). Степень окисления фосфора
зависит от температуры в зоне горения и от скорости диффузии
кислорода к поверхности жидкого фосфора. Чтобы обеспечить
полноту сгорания и исключить возможность образования низ¬
ших оксидов фосфора, процесс ведут при температуре 1000—
1400С и двукратном избытке воздуха.3. Гидратация оксида фосфора (V) протекает через ряд ста¬
дий. На первой стадии процесса, вследствие высокой темпера¬
туры в системе, взаимодействие паров оксида фосфора с водой
дает метафосфорную кислоту:288
Р4Ню + 2H20 = 4HP03 - AH.При понижении температуры метафосфорная кислота через
полифосфорные кислоты превращается в фосфорную (ортофос-
форну ю) кислоту:НР03 + Н20 = Н3Р04 - А Я.Процесс гидратации димера оксида фосфора (V) является
экзотермическим и сопровождается выделением значительно¬
го количества тепла, что учитывается при организации этой ста¬
дии технологического процесса.Технологическая схема производства. Технологический про¬
цесс производства фосфорной кислоты электротермическим
методом может строиться по двум вариантам:—по одноступенчатой схеме% без предварительной кон¬
денсации паров фосфора, с непосредственным сжиганием
выходящего из стадии восстановления фосфорсодержаще¬
го газа и—по двухступенчатой схеме, с предварительной конденса¬
цией паров фосфора и последующей переработкой его в фосфор¬
ную кислоту (рис. 19.8):СО Воздухг 1I I ■ -i Восстановлен иеЦ» Охлаждение |—► СжиганиеSiFн2оН3РО4Рис. 19.8. Технологические схемы производства фосфорной
кислоты термическим методом:двухступенчатая, одноступенчатаяПри окислении фосфора и гидратации оксида фосфора (V)
выделяется большое количество тепла, которое для поддержа¬
ния оптимального теплового режима процесса должно отводить¬
ся из системы. По методу отвода теплоты установки по произ¬
водству термической фосфорной кислоты делятся на испари¬
тельные, циркуляционные и теплообменные. Их особенности и
характеристики представлены в табл. 19.4.10 Химическая технология- Том 1289
Таблица 19.4. Методы отвода теплоты из системыВариантустановкипроизводстваСпособ передачи тепла
от системыКоличество
отнимаемого
тепла, кДжИспарительныйНагревание и испарение 1 кг
распыляемой воды и прогрев
пара до 200°С3015ЦиркуляционныйНагревание 1 кг орошающей
циркулирующей фосфорной
кислоты от 30 до 80°С109ТеплообменныйОхлаждение водой в выносных
теплообменниках 1 кг фосфор¬
ной кислоты84Наиболее распространены циркуляционно-испарительные
схемы, в которых охлаждение газов происходит за счет теплооб¬
мена с циркулирующей фосфорной кислотой и в результате ис¬
парения из нее воды. Подобная технологическая схема установ¬
ки производительностью 60 тыс. тонн в год 100% -ной кислоты
или 2,5 т/час по сжигаемому фосфору, приведена на рис. 19.9.воздухРис. 19.9. Технологическая схема производства термической
фосфорной кислоты двухстадийным методом:1 — электропечь, 2 — бункер шихты, 3 — газоотсекатель, 4,14 — элект¬
рофильтры, 5 — горячий конденсатор, 6 — холодный конденсатор, 7,8 —
сборники жидкого фосфора, 9 — отстойник жидкого фосфора, 10 —
башня сгорания, 11, 13 — холодильники, 12 — башня гидратации, 15 —
сборник фосфорной кислоты290
В трехфазную электропечь РКЗ-72 Ф (руднотермическая,
круглая, закрытая, мощностью 72 MB. А, фосфорная) с самоспе-
кающимися анодами 1 поступает из бункера 2 шихта, состоя¬
щая из фосфата, оксида кремния (кварцита) и кокса. Выходя¬
щий из печи газ, содержащий 6—10% фосфора, проходит че¬
рез газоотсекатель 3 в электрофильтр 4, где из него извлекает¬
ся пыль. Очищенный газ направляется в конденсаторы-промы-
ватели—горячий 5 и холодный б, охлаждаемые разбрызгивае¬
мой в них водой, которая циркулирует по замкнутому контуру.
Сконденсировавшийся жидкий фосфор собирается в сборниках7 и 8, откуда поступает в отстойник 9. Степень конденсации фос¬
фора из газа достигает 0,995. Выходящий из конденсаторов газ,
содержащий до 85% об. оксида углерода используется в каче¬
стве топлива или сжигается. Шлаки, скапливающиеся в ниж¬
ней части печи 1, непрерывно скачиваются и используются в
производстве цемента и других строительных материалов. Из
отстойника 9 расплавленный фосфор подается в башню сгора¬
ния 10, где распыляется форсунками в токе воздуха. В башню
для охлаждения подается циркуляционная фосфорная кисло¬
та, охлаждаемая предварительно в холодильнике 11, часть ее в
виде 75% -ной фосфорной кислоты отводится в качестве продук¬
ционной и поступает на склад. Для пополнения в систему вво¬
дится необходимое количество воды. Из башни сгорания газ при
температуре 100°С поступает в башню гидратации-охлаждения
12, орошаемую фосфорной кислотой, где заканчивается процесс
гидратации. За счет орошения температура фосфорной кисло¬
ты на выходе снижается до 40—45°С. Циркулирующая в башне
гидратации кислота охлаждается в холодильнике 13. Из баш¬
ни гидратации 12 газ направляется в электрофильтр 14. Скон¬
денсировавшаяся в нем из тумана фосфорная кислота поступа¬
ет в сборник 15, а отходящие газы выбрасываются в атмосферу.Расход циркулирующей фосфорной кислоты на охлаждение
процессов сгорания и гидратации составляет: в башне сгорания
500—750 м3/час, в башне гидратации 150 м3/час.Основными аппаратами в производстве термической фосфор¬
ной кислоты являются башня сгорания (сжигания) и башня
гидратации.Башня сгорания полая, имеет коническую форму, диаметр
около 4 м и высота около 14 м. Крышка башни охлаждается во¬
дой и имеет форсунку для распыления фосфора. Башня гидра¬
тации выполнена в виде цилиндра высотой 15 м и диаметром3 м и содержит насадку из колец Рашига и три яруса форсунокдля распыления кислоты.10*291
По сравнению с экстракционным методом производства фос¬
форной кислоты, электротермический метод имеет следующие
преимущества:—возможность получения кислоты высокой концентрации,
включая полифосфорные кислоты концентрацией до 115% Р2О5;—высокая чистота продукта;—возможность использования фосфатного сырья с низкой
концентрацией фосфора.Вследствие высокой чистоты электротермическую фосфор¬
ную кислоту используют в производстве моющих средств, кор¬
мовых веществ и технических фосфатов.Представляет интерес, пока еще теоретический, проблема
получения оксида фосфора (V) непосредственно из фосфатов
термической диссоциацией трикалийфосфата:Саз(РС>4)2 ^ ЗСаО + Р2О5 + АНпо аналогии с промышленным процессом диссоциации карбо¬
ната кальция:СаСОз «=* СаО + СО2 +АЯ, где АН = 178 кДж.Однако практическая реализация этого метода ограничена
чрезвычайно высоким для практического использования зна¬
чением теплового эффекта и связано с необходимостью обеспе¬
чения высоких температур и большой затратой энергии.19.1.4. Производство двойного суперфосфатаДвойным суперфосфатом называется концентрированное
безбалластное простое фосфорное удобрение, получаемое разло¬
жением природных фосфатов фосфорной кислотой. Он представ¬
ляет твердый гигроскопичный продукт серого цвета и выпус¬
кается в гранулированном виде. В отличие от простого супер¬
фосфата не содержит балласта — сульфата кальция и, поэтому,
обладая той же агрохимической активностью, имеет большую
концентрацию фосфорсодержащего компонента. Двойной су¬
перфосфат содержит 45—51% общей Р2О5, в том числе, 42—
49% в усвояемой форме в виде водорастворимых соединений
(НзР04)2; Са(Н2Р04)2; Mg(H2P04) и цитратнорастворимых соеди¬
нений (CaHP04; MgHP04; фосфаты железа).Физико-химические основы процесса. Разложение природ¬
ных фосфатов фосфорной кислотой представляет гетерогенный
необратимый процесс, протекающий по уравнению:Ca5(P04)3F + 7Н3Р04 + 5Н20 = 5Са(Н2Р04)2-Н20 + HF - АЯ,АН = 132 кДж292
В этом процессе фосфорная кислота является не только реа¬
гентом кислотного разложения, но и носителем фосфора, что
обеспечивает получение продукта с высоким содержанием ус¬
вояемого Р2О5.Процесс взаимодействия фосфорной кислоты с трикальций-
фосфатом протекает в две стадии. На первой стадии компонен¬
ты реагируют в подвижной суспензии, жидкая фаза которой
содержит фосфорную кислоту, монокальцийфосфат и другие
растворимые продукты реакции. Эта стадия, идущая сначала с
высокой скоростью, замедляется по мере нейтрализации кис¬
лоты и заканчивается при насыщении жидкой фазы фосфата¬
ми кальция. Продолжительность этой стадии зависит от орга¬
низации технологического процесса и типа аппаратуры и ко¬
леблется от секунд до нескольких часов.На второй стадии происходит кристаллизация монокаль-
цийфосфата (дигидрофосфата кальция), приводящая к изме¬
нению состава жидкой и твердой фаз реакционной смеси. Вы¬
деление кристаллов, отлагающихся на частицах фосфата, зат¬
рудняет доступ к ним ионов Н+, процесс разложения фосфата
резко замедляется и, когда жидкая фаза насыщается дигид¬
рофосфатом и моногидрофосфатом кальция, процесс прекра¬
щается.Скорость растворения фосфатов в растворах фосфорной кис¬
лоты, не насыщенных продуктами реакции, лимитируется ско¬
ростью диффузии ионов кальция Са2+ от частиц фосфата в жид¬
кую фазу. Поэтому, высокая степень разложения фосфата на
первой стадии может быть достигнута лишь при определенной
концентрации фосфорной кислоты, равной 30—40% Р2О5. На
второй стадии, которая является определяющей для процесса
разложения фосфата в целом, наибольшая скорость разложе¬
ния достигается в растворах, содержащих около 45% Р2О5. С
учетом этих требований выбирается технологический режим
производства суперфосфата.Так, например, в бескамерном методе сырье обрабатывается
при 50—100°С фосфорной кислотой концентрацией 28—40%
Р2О5, что отвечает оптимальным условиям первой стадии. Так
как, при этой концентрации кислоты вторая стадия процесса
практически не идет, то процесс завершают при сушке реакци¬
онной массы, когда вследствие испарения воды повышается
активность реакционной массы.293
Технологическая схема производства. В производстве двой¬
ного суперфосфата используются три метода, различающиеся
аппаратурным оформлением, концентрацией используемой
фосфорной кислоты и температурным режимом процесса.1. Камерный метод с использованием суперфосфатных ка¬
мер непрерывного действия и выдерживанием продукта для
созревания на складе. Для разложения фосфатов используют
термическую или экстракционную кислоту концентрацией 50—
58% Р2О5 при избытке 110% от стехиометрического количества.
Степень разложения фосфата 0,75—0,80 д.ед.2. Камерно-поточный методе использованием аналогичных
камер, но без операции складского созревания. Для разложе¬
ния фосфатов используется экстракционная кислота концент¬
рацией 47—49% , взятая в стехиометрическом отношении. Сте¬
пень разложения не выше 0,7 дол. ед.3. Поточный (бескамерный) методе использованием неупа-
ренной кислоты концентрацией 30% Р2О5 при степени разло¬
жения фосфата до 0,55 дол. ед. В отличие от предыдущих мето¬
дов, здесь разложение сырья осуществляют в две ступени. Пер¬
вую стадию процесса проводят в реакторах до степени разложе¬
ния 0,5 дол. ед. Дальнейшее разложение протекает при высо¬
кой температуре в сушилках различного типа: распылительных
(PC), барабанных грануляторах-сушилках (БГС), распылитель¬
ных сушилках-грануляторах кипящего слоя (РКСГ). Наиболее
распространены схемы с использованием аппаратов БГС, кон¬
струкция которых непрерывно совершенствуется. На рис. 19.10
представлена технологическая схема производства двойного
суперфосфата поточным методом с аппаратом БГС производи¬
тельностью 180 тыс. тонн в год.Измельченный фосфорит из бункера 1 и фосфорная кислота
из сборника 2 подают в реактор I ступени 3. Из него реакцион¬
ная пульпа перетекает в реактор II ступени 4. В оба реактора
подают острый пар, обеспечивающий температуру реакционной
массы 90—100°С. Из реактора II ступени пульпа поступает в
аппарат БГС 5, где происходит завершающая стадия разложе¬
ния фосфорита, сушка и грануляция пульпы. В аппарат БГС
подается также ретур — тонко измельченный двойной супер¬
фосфат после отделения товарного продукта. Отношение масс
ретура и готового суперфосфата равно 3:1. Пульпа, поступаю¬
щая в аппарат БГС, разбрызгивается форсунками и наслаива¬
ется на частицы ретура, образуя гранулы, которые высушива¬
ются при 700°С топочными газами, поступающими в аппарат
из топки 6. Сухой продукт направляется на грохоты 7 и S, где294
Рис. 19.10. Технологическая схема производства двойного
суперфосфата поточным методом:1 — бункер фосфата, 2 — сборник фосфорной кислоты, 3 — реактор I
ступени, 4 — реактор II ступени, 5 — аппарат БГС, 6 — топка, 7,8 —
грохоты, 9 — дробилка, 10-— барабан-аммонизатор, 1 1 — холодильник
«КС», 12, 13 — циклонего разделяют на три фракции. Крупную фракцию после измель¬
чения в дробилке 9, смешивают с мелкой фракцией, прошед¬
шей через грохот 8, и пылью из циклонов 12 и 13 и в виде рету¬
ра возвращается в аппарат БГС. Товарную фракцию суперфос¬
фата, прошедшую через грохот 7, с размерами гранул 1—4 мм,
направляют в барабан-аммонизатор 10, где остаточная фосфор¬
ная кислота нейтрализуется аммиаком. Из аммонизатора она
попадает в холодильник кипящего слоя 11 и затем на склад. Вы¬
деляющиеся из аппарата БГС фторсодержащие газы очищают¬
ся от пыли в циклоне 12 и направляются на абсорбцию водой,
после чего выбрасывается в атмосферу.Основным аппаратом в поточной схеме является барабанная
грану лятор-сушилка, представляющая барабан диаметром 4,5
м и длиной до 35 м, установленный под углом 3° и вращающий¬
ся с частотой 4 об/м. Барабан содержит внутри лопастную на¬
садку переменной конфигурации, с помощью которой при вра¬
щении барабана создается завеса частиц суперфосфата, ссыпа¬
ющегося с полок. Теплоноситель (топочные газы) и поток сус¬295
пензии суперфосфата подаются по оси аппарата, что уменьша¬
ет нагрев его стенок и позволяет применять топочные газы, на¬
гретые до 950С. Производительность аппарата БГС составляет
40 т/час.Расходные коэффициенты на 1 т усвояемого Р2О5 состав¬
ляют:— фосфорит 0,28—0,29 т,— экстракционная фосфорная кислота 0,80—0,83 т.Себестоимость продукта в поточном и камерном методахпрактически одинакова. При этом себестоимость Р2О5 в них на
20% выше, чем в производстве простого суперфосфата. Одна¬
ко, это компенсируется экономией при транспортировке, хра¬
нении и внесении в почву более концентрированного удобрения,
каким является двойной суперфосфат.19.2. Производство комплексных минеральных
удобрений19.2.1. Общая характеристикаИз комплексных минеральных удобрений наиболее распро¬
странены сложные. К ним относятся одинарные соли, содержа¬
щие несколько питательных элементов, например, KNO3 или
(NH4)2HP04, или композиции из солей, включающие два(Ы+К,
N+P, Р+К) или три (N+K+P) питательных элемента.В сельском хозяйстве используется свыше 10 марок урав¬
новешенных комплексных удобрений, среди которых наиболь¬
шее значение имеют удобрения формул (N:P20s:K): в соотно¬
шениях 1:1:1; 1:1:0,5; 1:1, 5:1; 1:4:0; 0:1:1. Все комплекс¬
ные минеральные удобрения являются высококонцентриро¬
ванными и применение их более эффективно, чем примене¬
ние простых удобрений. Этим обусловлено интенсивное рас¬
ширение производства и потребления сложных комплексных
удобрений.В табл. 19.5 приведена динамика развития производства
наиболее распространенных сложных комплексных удобре¬
ний.Ведущее место среди комплексных минеральных удобрений
занимает аммофос, являющийся универсальным удобрением,
которое используют как для внесения в почву, так и для изго¬
товления минеральных удобрений смешанного типа.296
Таблица 19.5. Динамика производства и ассортимент сложных
комплексных минеральных удобрений, (%)УдобрениеГод1970197519801985Аммофос17,954,858,848,7Нитроаммофоска18,412,27,8—Нитроаммофос8,910,717,131,2Нитрофоска23,98,413,8 Нитрофос30,913,92,521,1Все сложные минеральные удобрения по методу их производ¬
ства могут быть разделены на три группы:— удобрения, получаемые переработкой фосфорной кисло¬
ты (аммофос, диаммофос);— удобрения, получаемые переработкой смеси фосфорной и
азотной кислот (нитроаммофос, нитроаммофоска);— удобрения, получаемые разложением природных фосфа¬
тов азотной кислотой (нитрофос, нитроаммофоска).Таким образом, некоторые удобрения, например, нитроам¬
мофоска, могут быть получены различными методами. Ниже
рассматривается производство наиболее распространенных
удобрений—аммофоса и нитроаммофоски.19.2.2. Производство аммофосаФизико-химические основы процесса. Аммофос представля¬
ет двойное (N+P) сложное комплексное удобрение, содержащее
в качестве основного вещества моноаммонийфосфат NH4H2PO4
и примесь (до 10%) диаммонийфосфата (NH2)2HP04, образую¬
щегося в процессе получения. Моно- и диаммонийфосфаты пред¬
ставляют собой твердые кристаллические вещества, малогиг¬
роскопичные, растворимые в воде. Из фосфатов аммония моно¬
аммонийфосфат термически наиболее устойчив и при нагрева¬
нии до 100—110°С практически не разлагается. Диаммонийфос-
фат и, особенно, триаммонийфосфат при нагревании диссоции¬
руют с выделением аммиака, например:(NH4)2HP04 = NH4H2P04 + NH3В табл. 19.6 приведены свойства фосфатов аммония.297
Таблица 19.6. Свойства фосфатов аммонияФосфатРастворимость
при 20°С
мае. долейДавление
паров
аммиака
при 100°С, ПаСостав, %NH3Р2О5nh4h2po40,403014,861,6(nh4)2hpo40,71066725,753,7(NH4)3P040,1778560032,347,7В основе производства аммофоса лежит гетерогенный экзо¬
термический процесс нейтрализации фосфорной кислоты газо¬
образным аммиаком:Н3Р04ж + NH3r = NH4H2P04t -АН, (1)АН = 147,0 кДжПроцесс ведут при избытке аммиака, поэтому в системе, на¬
ряду с реакцией образования моноаммонийфосфата, частично
протекает реакция образования диаммоний фосфата:Н3Р04 + 2NH3 = (NH4)2HP04 - А Я, АН = 75,4 кДж (2)в результате чего в составе готового продукта содержится до
10% диаммонийфосфата.Режим процесса нейтрализации выбирают так, чтобы обес¬
печить получение достаточно подвижной и способной к перека¬
чиванию по трубопроводам аммофосной пульпы. Вязкость пуль¬
пы зависит от концентрации исходной кислоты, растворимос¬
ти фосфатов аммония и температуры.Технологическая схема производства. Производство аммо¬
фоса можно строить по различным технологическим схемам,
различающимся концентрацией используемой фосфорной кис¬
лоты и конструкцией аппаратуры.На основе разбавленной экстракционной кислоты:—с сушкой пульпы в распылительной сушилке;—с упариванием пульпы в вакуум-выпарных аппаратах и
сушкой в аппарате БГС;—с сушкой пульпы и грануляцией ее в распылительной су-
шилке-грануляторе кипящего слоя РКСГ.На основе концентрированной фосфорной кислоты:—с грануляцией и сушкой продукта в аммонизаторе-грану-
ляторе АГ;—с самоиспарением пульпы под давлением и сушкой в бара¬
банном грануляторе-сушилке-холодильнике БГСХ.298
Технологическая схема производства аммофоса с исполь¬
зованием аппарата РКСГ (рис. 19.11) позволяет соединить в
одном аппарате операции упаривания пульпы, грануляции и
сушки продукта, что обеспечивает высокую интенсивность
всех стадий процесса при малых затратах тепла и электроэнер¬
гии.Рис. 19.11. Технологическая схема производства аммофоса:1 — аппарат САИ, 2 — сборник пульпы, 3 — аппарат РКСГ, 4, 5 — топки,6 — холодильник кипящего слоя, 7 — установка для охлаждения воздуха,8 — грохот, 9 — дробилка, 10 — циклон, 11 — абсорберЭкстракционная фосфорная кислота концентрацией 25—
28% Р2О5 и газообразный аммиак поступают в аппарат САИ
(скоростной аммонизатор-испаритель) 1 при мольном отноше¬
нии МНз:НзРС>4 = 1,1. За счет теплоты нейтрализации темпера¬
тура пульпы поднимается до 110°С и часть воды испаряется. За¬
тем аммофосная пульпа через промежуточный сборник 2, обо¬
греваемый паром, подается в верхнюю часть аппарата РКСГ 3,
где распыляется топочными газами, нагретыми до 700°С, посту¬
пающими из топки 4. Пульпа упаривается и ее частицы опус¬
каются в нижнюю часть аппарата, в которой топочными газа¬
ми, поступающими из топки 5, создается кипящий слой. Здесь299
порошкообразный продукт гранулируется и высушивается. Вы¬
сушенные гранулы поступают в холодильник кипящего слоя 6,
в который подается воздух из холодильной установки 7, ох¬
лаждаемой жидким аммиаком. Охлажденные гранулы аммо¬
фоса сортируются на грохоте 8. Товарная продукция нужной
дисперсности поступает на склад, а крупная фракция из¬
мельчается в дробилке 9 и возвращается в холодильник 6.
Газы из аппарата РКСГ проходят через циклон 10, где отде¬
ляется пыль аммофоса, возвращаемая в аппарат, и поступа¬
ют на абсорбцию аммиака и фтористого водорода в абсорбер11, орошаемый водой.Основные аппараты в этой тех¬
нологической схеме—аммониза-
тор-испаритель САИ и аппарат
РКСГ.Схема действия аппарата САИ
представлена на рис. 12.12.В ней: 1 — сопло для подачи ам¬
миака, 2 — реакционная зона аппа¬
рата, 3 — теплообменник. Высокая
скорость подачи аммиака обеспечи¬
вает хороший контакт его с кисло¬
той и высокую скорость реакции
нейтрализации (1—2 минуты).Аппарат РКСГ выполнен в виде двух полых цилиндров, со¬
единенных конической рубашкой и имеет высоту 10 м и диа¬
метр 12 м. В верхней части аппарата расположен распыли¬
тель пульпы, внутренняя труба которого охлаждается водой.
В нижней части аппарата находится газораспределительная
решетка, проходя через которую топочные газы создают ре¬
жим кипящего слоя. Отработанные газы собираются в коль¬
цевом пространстве рубашки, что сводит к минимуму унос
мелких частиц продукта.19.2.3. Производство нитроаммофоскиФизико-химические основы процесса. Нитроаммофоска
представляет тройное (N+P+K) сложное комплексное удобре¬
ние и содержит в своей основе моноаммонийфосфат, нитрат
аммония, нитрат калия и хлорид аммония. Присутствие двух
последних солей снижает гигроскопичность продукта и улуч¬
шает его физические свойства. В зависимости от соотношения
питательных веществ нитроаммофоску выпускают двух марок:
марки А формулы 1:1:1 и марки Б формулы 1:1,5:1,5.парж_пульпаt Н3Р04Рис. 19.12. Схема аппарата
САИ300
Нитроаммофоска может быть получена двумя методами:
азотнокислотным разложением фосфатовы нейтрализацией
смеси фосфорной и азотной кислот аммиаком. В обоих случа¬
ях для введения в состав продукта калийного компонента в ре¬
акционную смесь в процессе производства добавляют хлорид
калия. Наиболее распространенный метод производства нитро¬
аммофоски—нейтрализация.В основе процесса получения нитроаммофоски по этому ме¬
тоду лежат реакции:1. Нейтрализация фосфорной и азотной кислот аммиаком с
образованием, соответственно, моноаммонийфосфата и нитра¬
та аммония:Н3РО4 + NH3 = NH4H2PO4,HNO3 + NH3 = NH4NO3.2. Обменная реакция вводимого в систему и растворяющего¬
ся в плаве хлорида калия с нитратом аммония:NH4NO3 + КС1 = KN03 + NH4CI.Технологическая схема производства. Наиболее распростра¬
ненной технологической схемой производства нитроаммофос¬
ки является схема с аппаратом АГ (аммонизатор-гранулятор),
представленная на рис. 19.13.Фосфорная кислота концентрацией 47—52% Р2О5, поступа¬
ет в нейтрализатор 1, где нейтрализуется аммиаком при 110—
120°С. Азотная кислота нейтрализуется аммиаком в аппарате
ИТН 2 (см. 13.3.2) при 110—135°С и образовавшийся раствор
нитрата аммония поступает в выпарной аппарат 3, где упари¬
вается до концентрации 0,95 мае. дол. и направляется в сбор¬
ник 4. Аммонийная пульпа из нейтрализатора 1, плав нитрата
аммония из сборника^, вводимый хлорид калия, газообразный
аммиак и ретур после грохота 9 подаются в аммонизатор-гра-
нулятор 5. Количество ретура составляет до 10 т на 1 т готового
продукта. В аппарате АГ завершается процесс нейтрализации
и происходит гранулирование и подсушка гранул за счет теп¬
лоты химических реакций. Из аппарата АГ гранулы нитроам¬
мофоски поступают в барабанную сушилку 6, обогреваемую то¬
почными газами из топки 7, и затем на грохоты 8 и 9, на кото¬
рых разделяются на три фракции. Крупная фракция после из¬
мельчения в дробилке 10 смешивается с мелкой фракцией, про¬
шедшей грохот 9 у ив виде ретура возвращается в аппарат АГ.
Товарная фракция нитроаммофоски, прошедшая грохот 8 с раз¬
мерами гранул 1—4 мм направляется в холодильник кипящего301
Рис. 19.13. Технологическая схема производства нитроаммофоски:1 — нейтрализатор фосфорной кислоты, 2 — аппарат ИТН, 3 — выпарной
аппарат, 4 — сборник плава, 5 — аппарат АГ, 6 — барабанная сушилка,7 — топка, 8, 9 — грохоты, 10 — дробилка, 11 — холодильник кипящего
слояслоя 11 и затем на склад. Выходящие из аппарата АГ газы по¬
ступают на абсорбцию в скруббер, орошаемый водой.Основной аппарат технологической схемы—аммонизатор гра¬
ну дяторпредставляет полый вращающийся барабан диаметром 4
м и длиной б—8 м, снабженный устройствами для загрузки рету¬
ра и хлорида калия и трубопроводами для подачи аммофосной
пульпы, плава нитрата аммония и газообразного аммиака.В табл. 19.7 представлены расходные коэффициенты по сы¬
рью и энергии на 1 т питательных веществ (Р2О5 + N) в продук¬
те в производстве аммофоса и нитроаммофоски.Табл. 19.7. Расходные коэффициентыСтатьяУдобрениеАммофосНитроаммофоскаФосфорная кислота, т Р2О50,8520,341Аммиак, т N0,2330,205Азотная кислота, т N—0,135302
Продолжение таблицыСтатьяУдобрениеАммофосНитроаммофоскаХлорид калия, т К2О—0,336Электроэнергия, кВт ■ ч890426Пар, т0,260,59Топливо (условное), м36057Вода, м316,530Контрольные вопросы1. Перечислите основные виды фосфорных и комплексных минераль¬
ных удобрений на основе фосфора.2. Что такое водорастворимые, усвояемые и нерастворимые фосфор¬
ные минеральные удобрения?3. Из какого сырья получают фосфорную кислоту и фосфорные ми¬
неральные удобрения?4. Какие соединения получают кислотным разложением фосфатно¬
го сырья? Приведите примеры сернокислотного, азотнокислотно¬
го и фосфорнокислотного разложения фосфатов.5. Укажите промышленные методы производства фосфорной кислоты?6. Чем различаются варианты экстракционного способа производства
фосфорной кислоты: ангидритный, полугидратный, дигидратный?7. Как влияет концентрация серной кислоты на скорость разложе¬
ния фосфатов?8. В чем преимущества электротермического способа производства
фосфорной кислоты перед экстракционным?9. Для чего в производстве восстановления фосфатов используются
флюсы?10. Укажите методы отвода теплоты в производстве термической фос¬
форной кислоты. Какой из них является предпочтительным?11. К какому виду кислотного разложения относится производство
двойного суперфосфата? Почему это минеральное удобрение на¬
зывается безбалластным?12. В чем заключается преимущество поточного метода производства
двойного суперфосфата?13. Какие минеральные удобрения называются комплексными? При¬
ведите примеры.14. Какие соли фосфорной кислоты входят в состав аммофоса?15. В чем преимущества технологической схемы производства аммо¬
фоса с аппаратом РКСГ по сравнению с другими?16. Сколько и каких питательных элементов входит в состав нитро¬
аммофоски?303
Глава XXПРОИЗВОДСТВО СИЛИКАТНЫХ МАТЕРИАЛОВ20.1. Общие сведения о силикатных материалах20.1.1. Силикаты и силикатные материалыСиликатными материалами называются материалы из смесей
или сплавов силикатов, полисиликатов и алюмосиликатов. Они
представляют широко распространенную группу твердофазных
материалов, то есть веществ, обладающих совокупностью
свойств, которые определяют то или иное их практическое приме-
нение (И.В. Тананаев). Так как главным в этом определении мате¬
риала является признак его применимости, то к группе силикат¬
ных материалов относят и некоторые бессиликатные системы,
применяемые для тех же целей, что и собственно силикаты.Силикаты — это соединения различных элементов с кремне¬
земом (оксидом кремния), в которых он играет роль кислоты.
Структурным элементом силикатов является тетраэдричес¬
кая ортогруппа [SiO^-4 с атомом кремния Si+4 в центре и ато¬
мами кислорода О-2 в вершинах тетраэдра, с ребрами дли¬
ной 2,6- Ю-10 м (0,26 нм). Тетраэдры в силикатах соединены че¬
рез общие кислородные вершины в кремнекислородные комп¬
лексы различной сложности в виде замкнутых колец, цепочек,
сеток и слоев. В алюмосиликатах, помимо силикатных тетра¬
эдров, содержатся тетраэдры состава [АЮ4]'5 с атомами алюми¬
ния А1+3, образующие с силикатными тетраэдрами алюминий-
кремнийкислородные комплексы.В состав сложных силикатов помимо иона Si+4 входят:катионы: Na+, К+, Са++, Mg++, Мп++, В+3, Сг+3, Fe+3, А1+3,
Ti+4 и анионы: О2-2, ОН-, F“, Cl-, SO4 2, а также вода. После¬
дняя может находиться в составе силикатов в виде конституци¬
онной, входящей в кристаллическую решетку в форме ОН-, кри¬
сталлизационной Н2О и физической, абсорбированной силика¬
том.Свойства силикатов зависят от их состава, строения кристал¬
лической решетки, природы сил, действующих между ионами,и, в значительной степени определяются высоким значением
энергии связи между атомами кремния и кислорода, которая
составляет 450—490 кДж/моль. (Для связи С-0 энергия состав¬
ляет 314 кДж/моль). Большинство силикатов отличаются ту¬
гоплавкостью и огнеупорностью, температура плавления их304
колеблется от 770 до 2130°С. Твердость силикатов лежит в пре¬
делах от 1 до 6—7 ед. по шкале Мооса. Большинство силикатов
малогигроскопичны и стойки к кислотам, что широко исполь¬
зуется в различных областях техники и строительства.Химический состав силикатов принято выражать в виде фор¬
мул, составленных из символов элементов в порядке возраста¬
ния их валентности, или из формул их оксидов в том же поряд¬
ке. Например, полевой шпат K^A^SieOie может быть представ¬
лен как KAlSiaOg или К20 -А120з -6Si02.Все силикаты подразделяются на природные (минералы) и
синтетические (силикатные материалы). Силикаты—самые
распространенные химические соединения в коре и мантии Зем¬
ли, составляя 82% их массы, а также в лунных породах и ме¬
теоритах. Общее число природных известных силикатов превы¬
шает 1500. По происхождению они делятся на кристаллизаци¬
онные (изверженные) породы и осадочные породы. Природные
силикаты используются как сырье в различных областях на¬
родного хозяйства:— в технологических процессах, основанных на обжиге и
плавке (глины, кварцит, полевой шпат и др.);— в процессах гидротермальной обработки (асбест, слюда и др.);— в строительстве;— в металлургических процессах.Силикатные материалы насчитывают большое количество
различных видов, представляют крупномасштабный продукт
химического производства и используются во многих областях
народного хозяйства. Сырьем для их производства служат при¬
родные минералы (кварцевый песок, глины, полевой шпат, из¬
вестняк), промышленные продукты (карбонат натрия, бура,
сульфат натрия, оксиды и соли различных металлов) и отходы
(шлаки, шламы, зола).На рис. 20.1 приведена классификация силикатов.Рис. 20.1. Классификация силикатов11 Химическая технология- Том 1305
По масштабам производства силикатные материалы занима¬
ют одно из первых мест. В табл. 20.1. представлены данные о
производстве важнейших видов силикатных материалов в Рос¬
сийской Федерации.Табл. 20.1. Производство силикатных материалов в Российской ФедерацииМатериалГод199119921993Цемент, 106 т77,461,443,2Кирпич, 109 шт.19,417,915,3Стекло, 106 м2140,8125,2120,020.1.2. Типовые процессы технологии силикатных
материаловВ производстве силикатных материалов используются типо¬
вые технологические процессы, что обусловлено близостью фи¬
зико-химических основ их получения. В самом общем виде про¬
изводство любого силикатного материала состоит из следующих
последовательных стадий (рис. 20.2.):СЫРЬЕПодготовкашихтыФормование
изделия
из шихтыIтВысоко¬ьСушкатемпера¬изделиятурнаяобработкаМАТЕРИАЛРис. 20.2. Принципиальная схема производства силикатных
материаловПодготовка шихты нужна для обеспечения высокой интен¬
сивности последующих процессов высокотемпературной обра¬
ботки и состоит из обычных механических операций подготов¬
ки твердого сырья: измельчения, классификации, сушки, сме¬
шения компонентов.Операция формования должна обеспечить изготовление из¬
делия заданной формы и размеров, с учетом изменения их при
последующих операциях сушки и высокотемпературной обра¬
ботки. Формование включает увлажнение материала (шихты),и, в зависимости от назначения изделия, брикетирование или
придание материалу определенной формул.Сушка изделия проводится для сохранения изделием придан¬
ной ему формы перед и во время операции высокотемператур¬
ной обработки.306
Высокотемпературная обработка изделия или шихты явля¬
ется заключительной стадией технологического процесса про¬
изводства силикатных материалов и ставит целью синтез из
компонентов шихты минералов определенной природы и соста¬
ва. В зависимости от назначения и свойств получаемого мате¬
риала высокотемпературная обработка заключается в обжиге
или варке шихты (изделия). В процессе высокотемпературной
обработки в шихте при повышении температуры последователь¬
но протекают следующие процессы:—удаление воды сначала физической, затем кристаллизаци¬
онной;—кальцинация компонентов шихты, то есть выделение из
них конституционной воды и оксида углерода (IV);—полимерные превращения в компонентах шихты и пере¬
стройка их кристаллической решетки;—образование новых химических соединений, их эвтектик
и твердых растворов. На этой стадии компоненты шихты—кар¬
бонаты металлов, гидроксиды металлов и алюмосиликаты пре¬
вращаются в кислотные оксиды: Si02, В20з, AI2O3, Fe203 и ос¬
новные оксиды: Na20, К20, CaO, MgO, вступающие в реакцию
друг с другом;—спекание компонентов шихты. Спекание может протекать
в твердой фазе, при температуре ниже температуры плавления
компонентов, или в жидкой фазе, при температуре выше тем¬
пературы их плавления; во втором случае, вследствие диффу¬
зии, скорость процесса спекания значительно выше; на этом
основано применение при высокотемпературной обработке
плавней, то есть веществ, понижающих температуру плавления
шихты;—охлаждение массы с образованием кристаллической и
аморфной фаз.20.1.3. Диаграмма состояния системы «оксид кремния—
оксид алюминия»В основе большинства силикатных материалов лежит систе¬
ма «SiC>2—AI2O3», анализ которой позволяет понять превраще¬
ния, протекающие в силикатных материалах при изменении
температуры.Оксид кремния Si02 и оксид алюминия А120з могут в за¬
висимости от температуры существовать в нескольких мо¬
дификациях. Для оксида кремния известны четыре моди¬
фикации:11*307
573° 870е 1470йp-кварц ^ а-кварц ^ а-тридимит ^ а-кристобалит ^1713°расплав оксида кремния.Для оксида алюминия устойчивыми являются две модифи¬
кации:900—1200е 2050°Y-AI2O3 ^ а-А120з (корунд) ^ расплав.Так как каждая из модификаций устойчива лишь в опреде¬
ленном интервале температур, в системе «Si02—А120з» при из¬
менении температуры происходят различные полиморфные
превращения, которые выражаются диаграммой состояния (фа¬
зовой диаграммой) этой системы (рис. 20.3).t, °с2000 -Расплав1910°С /1900 -р + к1800 -Э2У-1 Твердый1700 -уГ р + Мл1 раствор
1 Мл + К
11600 ■Р + Кр\^11500 -Э, 1
11585°С1111400 “111Кр + Мл111— Состав системы-> ai2o100% 100%Рис. 20.3. Диаграмма состояния системы «Si02—AI2O3»Кр — кристобалит (т.пл. 1713°С), К — корунд (т.пл. 2050°С), Мл — мул¬
лит химическое соединение 3AI2O3 *2Si02 (т.пл. 1910°С), 3t — эвтектика
Кр+Мл (т.пл. 1585°С), Э2—эвтектика Мл+К (т.пл. 1850°С), Р — расплавПо диаграмме состояния можно определить состав фаз, тем¬
пературы плавления и кристаллизации компонентов, измене¬
ние объема системы вследствие протекающих в ней при изме¬
нении температуры полиморфных превращений.На практике диаграмму состояния используют при состав¬
лении шихты, определении температурного режима и времени
высокотемпературной обработки в производстве силикатных
материалов.308
20.2. Производство вяжущих материалов20.2.1. Общая характеристика и классификацияВяжущими материалами называются одно- или многоком¬
понентные порошкообразные минеральные вещества, образую¬
щие при смешении с водой пластичную формующуюся массу,
затвердевающую при выдержке в прочное камневидное тело. В
зависимости от состава и свойств вяжущие вещества подразде¬
ляются на три группы (рис. 20.4).Рис. 20.4. Классификация вяжущих материаловВоздушными вяжущими материалами называются матери¬
алы, которые после затворения водой твердеют и длительное
время сохраняют прочность только на воздухе. Гидравлически
ми вяжущими материалами называются материалы, которые
после затворения водой и предварительного затвердевания на
воздухе продолжают твердеть в воде.К кислотостойким вяжущим материалам относятся такие,
которые после затвердевания на воздухе сохраняют прочность
при воздействии на них минеральных кислот. Это достигается
тем, что для их затворения используют водные растворы сили¬
ката натрия, а в массу материала вводят кислотостойкие напол¬
нители (диабаз, андезит и др.).Сырьем для производства силикатных материалов, исполь¬
зуемых в качестве вяжущих, служат природные минералы—
гипсовый камень, известняк, мел, глины, кварцевый песок, а
также промышленные отходы—металлургические шлаки, ога¬
рок колчедана, шламы переработки нефелина.Вяжущие материалы в строительстве применяются в форме
цементного теста (вяжущий материал + вода), строительного
раствора (вяжущий материал + песок + вода), бетонных смесей
(вяжущий материал + наполнитель + вода).Действие вяжущих материалов может быть разбито на три
последовательных стадии:— затворение или образование пластической массы в виде
теста или раствора смешением вяжущего вещества с соответ¬
ствующим количеством воды или силикатного раствора;— схватывание или первоначальное загустевание и уплот¬
нение теста с потерей текучести и переходом в плотное, но не¬
прочное соединение;— твердение или постепенное увеличение механической
прочности в процессе образования камневидного тела.Важнейшими видами вяжущих материалов являются порт¬
ланд-цемент (гидравлический цемент) и воздушная (строитель¬
ная) известь.20.2.2. Производство портланд-цементаПортланд-цементом (гидравлическим цементом) называ¬
ется гидравлический вяжущий материал, состоящий из сили¬
катов, и алюмосиликатов кальция различного состава. Основ¬
ными компонентами портланд-цемента являются следующие
соединения:— алит (трикальцийсиликат) ЗСаО * Si02,— белит (дикальцийсиликат) 2СаО • Si02,— трикалъцийалюминат ЗСаО * AI2O3.Помимо этих соединений в портланд-цементе содержатся
примеси трикальцийалюмоферрита ЗСаО • AI2O3 • Fe203, окси¬
дов кальция и магния.Характеристиками портланд-цемента являются «марка» и
«модуль».Маркой цемента называется предел прочности на сжатие об¬
разца цемента после затвердевания его в течение двадцати вось¬
ми суток, выражаемый в кг/см2. Чем больше марка цемента,
тем выше его качество. Существуют марки 400, 500 и 600.Модулем цемента называется показатель, выражающий со¬
отношение между оксидами в нем. Различают три вида моду¬
лей цемента.1. Силикатный (кремнеземный) модуль— отношение содер¬
жания оксида кремния к суммарному содержанию оксидов алю¬
миния и железа:%Si02n_%Al203 + %Fe203 ‘ (20Л)310
2. Глиноземный модуль — отношение содержания оксида
алюминия к содержанию оксида железа:% Fe203 ’(20.2)3. Гидравличесий модуль — отношение содержания основ¬
ного оксида кальция к суммарному содержанию кислотных ок¬
сидов кремния, алюминия и железа:Затвердевание портланд-цемента основано на реакциях гид¬
ратации, входящих в его состав силикатов и алюмосиликатов,
с образованием кристаллогидратов различного состава:ЗСаО Si02 + (п + 1)Н20 = 2CaOSi02rtH20 + Са(ОН)2,
2Ca0-Si02 + лН20 = 2Ca0-Si02-wH20 ,ЗСа0'А1208 + 6Н20 = ЗСаОА1203-6Н20.При смешении порошка цемента с водой (затворении) масса
затвердевает, процесс затвердевания протекает через ряд пос¬
ледовательных стадий:— образование насыщенных растворов силикатов;— гидратация силикатов и образование кристаллогидратов;— кристаллизация массы (схватывание) и рост кристаллов;— образование сростков кристаллов и упрочнение массы
(твердение).Для придания цементу определенных свойств в него вводят
добавки:— гидравлические, повышающие водостойкость за счет свя¬
зывания содержащегося в цементе гидроксида кальция:— пластифицирующие, повышающие эластичность массы;— кислотостойкие, придающие цементу коррозионную стой¬
кость к кислым средам (гранит);— инертные, для удешевления продукции (песок);— регулирующие время схватывания массы (гипс).Производство портланд-цемента складывается из двух ста¬
дий: получения клинкера и его измельчения.1. Получение клинкера может осуществляться двумя спосо¬
бами — мокрым и сухим, которые различаются методом приго¬%СаОт-(20.3)%Si02 +% А1203+% Fe203Са(ОН)2 + Si02 = CaSi03 + Н20,311
товления сырьевой смеси для обжига. По мокрому методу сы¬
рье измельчают в присутствии большого количества воды, по¬
лучая пульпу, содержащую до 45% воды. В этом методе обеспе¬
чивается высокая однородность смеси, снижается запылен¬
ность, но увеличиваются затраты энергии на испарение воды.
По сухому методу компоненты сырья сушат, измельчают и сме¬
шивают в сухом виде. Такая технология является энергосбере¬
гающей, поэтому, удельный вес производства цемента по сухо¬
му методу непрерывно возрастает.Производство клинкера включает операции дробления, раз¬
мола и корректировки состава сырья и последующей высоко¬
температурной обработки полученной шихты—обжига. Сырь¬
ем в производстве портланд-цемента служат различные извест¬
ковые породы (известняк, мел, доломит) и глина, а также мер¬
гели, представляющие однородные смеси тонкодисперсных из¬
вестняка и глины.При обжиге шихты последовательно протекают процессы:— испарения воды (100С);— дегидратации кристаллогидратов и выгорания органичес¬
ких веществ:MeO -/iH20 = МеО + пН20 (500 С);— термической диссоциации карбонатов:СаСОз = СаО + С02 (900—1200С);— взаимодействия основных и кислотных оксидов с образо¬
ванием силикатов, алюминатов и алюмоферритов кальция:СаО + Si02 = 2СаО -Si02 (белит),2СаО -Si02 -I- СаО = ЗСаО ■ Si02 (алит),ЗСаО + А120з = ЗСаО -А120з (трикальцийалюминат).Процесс заканчивается при 1450С, после чего клинкер по¬
ступает на охлаждение. Состав образовавшегося в результате
обжига продукта: алит 40—60% , белит 15—35% , трикальций¬
алюминат 5—14%.Для обжига шихты используются барабанные вращающие¬
ся печи диаметром 3,5—5,0 м и длиной до 185 м. Компоненты
сырья, поступающие в печь, последовательно проходят в ней
зоны сушки, подогрева, кальцинации, экзотермических реак¬
ций образования силикатов, спекания и охлаждения. Выходя¬
щий из печи клинкер охлаждается в барабанных холодильни¬
ках, а нагретый воздух используют для подогрева воздуха и га¬
зообразного топлива, поступающих в печи обжига.312
2. Измельчение клинкера. Охлажденный клинкер выдержи¬
вается на складе в течение 10—15 суток для гидратации сво¬
бодного оксида кальция влагой воздуха, смешивается с добав¬
ками и измельчается в дробилках и многокамерных мельницах
до частиц размером ОД мм и меньше. На рис. 20.5 представле¬
на принципиальная схема производства портланд-цемента мок¬
рым способом.н2оCaF.ШламТопливоВоздухГЛИНАПриготовлениесуспензииИЗВЕСТНЯК-ДроблениеL_L АМокрыйразмол—^Усреднениесостава ►ОбжигКЛИНКЕРВылеживание |—► Размол —»| Хранение | ► ЦЕМЕНТ
—т—Добавки ДобавкиРис. 20.5. Принципиальная схема производства портланд-цементаОсновная масса портланд-цемента используется для изготов¬
ления бетона и изделий из него. Бетоном называется искусст¬
венный камень, получаемый при затвердевании затворенной
водой смеси цемента, песка и заполнителя. В качестве запол¬
нителей используют:— в обыкновенных бетонах — песок, гравий, щебень;— в легких бетонах — различные пористые материалы (пем¬
за, шлак);— в ячеистых бетонах — замкнутые поры, образующиеся при
разложении вводимых в бетонную смесь газо- и пенообразова¬
телей;— в огнеупорных бетонах — шамотовый порошок;— в железобетоне — металлическая арматура.20.2.3. Производство воздушной известиВоздушной или строительной известью называется бесси-
ликатный вяжущий материал на основе оксида и гтдроксида
кальция. Различают три вида воздушной извести:— кипелка (негашеная известь)—оксид кальция СаО,— пушонка (гашеная известь)—гидроксид кальция Са(ОН)2,— известковое тесто, получаемое гашением пушонки из¬
бытком воды, состава Са(ОН)2 * пН20.313
Помимо строительства кипелка и пушонка используются в
производстве хлорной извести, для умягчения воды и очистки
продукции в сахарном производстве.Схватывание и затвердевание известкового теста (раствора)
состоит из двух одновременно протекающих процессов: испа¬
рения воды и кристаллизации гидроксида кальция с образова¬
нием сростков кристаллов, и карбонизации гидроксида каль¬
ция до карбоната кальция:Са(ОН)2 + СО2 = СаСОз + Н20.Скорость реакции карбонизации описывается уравнение:U = кСС02 (20.4)и возрастает при повышении концентрации оксида углерода (IV)
в воздухе, что используется на практике для ускорения процес¬
са схватывания известкового раствора. Схватывание в обычных
условиях протекает весьма медленно, так как образующийся на
поверхности слой карбоната кальция препятствует диффузии
воздуха.Сырьем для производства воздушной извести служат каль-
циево-магниевые карбонатные породы: мел, известняк, доло¬
мит. Технологический процесс производства извести состоит из
операций обжига сырья, гашения продукта обжига (кипелки)
и утилизации выделяющегося при обжиге оксида углерода (IV).1. Обжиг карбонатного сырья представляет обратимый ге¬
терогенный эндотермический процесс термической диссоциа¬
ции карбоната кальция, описываемый уравнением:СаСОз ^ СаО + СО2 + АН, где АН = 177,9 кДж.Скорость процесса диссоциации и состояние равновесия в
системе зависят от температуры, парциального давления окси¬
да углерода (IV), интенсивности передачи тепла к поверхности
обжигаемого материала и скорости диффузии газообразных
продуктов из зоны реакции. Парциальное давление оксида уг¬
лерода (IV) становится равным атмосферному при 900 С. На
практике, для ускорения процесса, обжиг ведут при темпера¬
туре около 1200°С.Для обжига карбонатного сырья используют печи различной
конструкции: шахтные, в которых сырье смешивается с твер¬
дым топливом (кокс), вращающиеся трубчатые, циклонно-вих¬
ревые и кипящего слоя, обогреваемые сжиганием газообразно¬
го топлива. Производительность печей различна. Максималь¬
ной производительностью обладают трубчатые (1000 т/сутки)
и шахтные (600 т/сутки).314
2. Гашение кипелки (оксида кальция) представляет гетеро¬
генный экзотермическмй процесс, протекающий по уравнению:СаО + пК20 = Са(ОН)2 (п - 1)Н20 - АН.В зависимости от соотношения оксида кальция и воды могут
быть получены два продукта гашения:при п = 1 — гидроксид кальция (пушонка),при п > 1 — известковое тесто.Тепловой эффект реакции гашения до пушонки составляет
53,2 кДж. Для гашения извести используются в этом случае
известегасильные агрегаты—гидрататоры барабанного типа
периодического и непрерывного действия.3. Утилизация оксида углерода (IV) в производстве воздуш¬
ной извести экономически целесообразна потому, что газ обжи-
говых печей содержит до 30% оксида углерода, что при значи¬
тельном объеме производства воздушной извести позволяет по¬
лучить значительное количество ценного побочного продукта.
Для этой цели обжиговый газ после очистки обрабатывают ра¬
створом карбоната калия, поглощающим оксид углерода:С02 + К2С03 + Н20 = 2КНС03Образовавшийся гидрокарбонат калия разлагают нагревани¬
ем до 80°С:2КНС03 = К2С03 + С02 + Н20.Выделившийся оксид углерода (IV) сушат и используют в
газообразном, жидком или твердом состоянии, а регенерирован¬
ный раствор карбоната калия вновь направляют на хемосорб¬
цию оксида углерода.20.3. Производство стекла20.3.1. Состав и классификация стеколСтеклами называются переохлажденные расплавы смесей
оксидов и бескислородных соединений с высокой вязкостью,
обладающие после охлаждения механическими свойствами
твердого тела.В структуре стекла существуют аморфная и кристалличес¬
кая фазы, находящиеся в состоянии неустойчивого равновесия.
Вследствие весьма высокой вязкости стеклянного расплава ско¬
рость кристаллизации его мала и равновесие почти полностью
сдвинуто в сторону аморфной фазы, то есть стекло имеет пре¬
имущественно аморфную структуру. Поэтому стеклам прису¬
щи специфические свойства, характерные для аморфных тел:315
отсутствие четкой температуры плавления и переход из твер¬
дого состояния в жидкое в некотором интервале температур, ко¬
торый характеризуется температурой размягчения, а также
изотропность оптических свойств.Состав силикатных стекол может быть выражен общей фор¬
мулой:nR2О ■ тКО • pR2Os • gR02,где /г, m,p,q— переменные величины, аR2O — оксиды щелочных металлов Na20, К2О, Ы2О;RO — оксиды щелочноземельных и других двухва¬
лентных металлов CaO, BaO, MgO, PbO, ZnO,
SrO, FeO;R2O3 — кислотные оксиды AI2O3, В20з, Fe203;RO2 — оксид кремния SiC>2, составляющий до 75%
массы.Всем стеклам присущи некоторые общие свойства: прозрач¬
ность, низкая теплопроводность, диэлектрические свойства,
высокая химическая стойкость к кислотным реагентам. Свой¬
ства стекол зависят от их состава, от соотношения основных и
кислотных оксидов.Оксиды щелочных металлов снижают вязкость, температу¬
ру размягчения, механическую прочность и твердость стекол.
Оксиды щелочно-земельных металлов позволяют регулировать
вязкость стеклянных расплавов в заданных пределах. Кислот¬
ные оксиды повышают механическую прочность, термическую
и химическую стойкость стекол.По назначению стекла делятся на строительное, тарное, бы-
товое, художественное (хрусталь, цветное стекло), химическое,
оптическое и стекл&специалъного назначения. Простейшее си¬
ликатное стекло имеет состав, описываемый формулой: Na20 •
CaO * 6Si02. В табл. 20.2 приведен состав некоторых сортов сте¬
кол.Сырьем для производства стекол служат разнообразные при¬
родные и синтетические материалы. По их роли в образовании
стекла они делятся на пять групп:1. Стеклообразователи, создающие основу стекла: оксиды
кремния и свинца (II), карбонаты натрия, калия и кальция,
сульфаты натрия и бария, борная кислота, бура, оксид алюми¬
ния.2. Красители, придающие стеклу необходимый цвет: окси¬
ды и соли металлов, образующие в стекле коллоидные раство¬
ры: меди (I), железа (II), кобальта (II), хрома (III), хлорида зо¬
лота, сульфата меди (И) и др.316
3. Глушители, делающие стекло матовым и молочным: ок¬
сиды мышьяка (III), олова (IV), сульфид олова (II) и др.4. Обесцвечиватели, устраняющие желтую и зеленоватую
окраску стекла: оксид марганца (IV) и др.5. Осветлители, удаляющие из стекломассы газовые вклю¬
чения: нитрат натрия, хлорид аммония, оксид мышьяка (III) и
ДР.Таблица 20.2. Состав стеколТип стеклаСодержание оксидов, % мае.Si02AI2O3СаОMgOЫагОк2оРЬОСтроительное70 — 731,5 — 28— 103 — 414—15■——Тарное69 — 723 — 49—102 — 415—16——Химическое68 — 703 — 56 — 81 —28 — 105 — 6—Оптическое47 — 65 —645Хрусталь55 — 77_< —10—1330—35Пирекс8120,5 4,5——В химическое стекло и в стекло пирекс входит также оксид
бора (III).20.3.2. Технологический процесс производства стеклянных
изделийПроцесс производства стеклянных изделий показан на рис.
20.6.Рис. 20.6. Принципиальная схема производства стеклянных изделийВ подготовку компонентов сырья входят операции промыв¬
ки, сушки, измельчения, классификации и брикетирования
веществ. Подготовленные таким образом материалы смешива¬
ют в нужных пропорциях для образования однородной смеси—
шихты, поступающей на стадию высокотемпературной обработ¬
ки—варку стекломассы. Все материалы, используемые в стек¬
ловарении, должны быть чистыми, однородными по химичес¬
кому составу и не превышать допустимого предела влажности.317
Варка стекломассы — это совокупность сложных физико¬
химических процессов, протекающих в гетерогенной системе
через стадии собственно варки, осветления (гомогенизации)
массы и ее охлаждения. Эти процессы начинаются в твердой
фазе до расплавления шихты и продолжаются в расплаве. Ско¬
рость процесса варки в значительной степени зависит от ско¬
рости диффузии компонентов как в твердой, так и в жидкой
фазах. В твердой фазе протекают реакции образования сили¬
катов, в жидкой при температуре 1200—1240°С — процессы
стеклообразования. В табл. 20.3 представлена последователь¬
ность процессов, протекающих при варке стекломассы с из¬
менением температуры.Табл. 20.3. Процессы при варке стекломассыТемпература, °СПроцессы, протекающие в шихтедо 300
до 400340 — 900780 — 880980— 11501200 — 1240
1400 — 1500
1200Удаление влаги и органических веществ
Образование двойных солей из карбонатов:СаСОз + Ыа2СОз^СаЫа2(СОз)2,МдСОз + ЫаСОз^±МдЫа2(СОз)2Силикатообразование:МдЫа2(СОз)2 "Ь 2Si02 — МдБЮз +Na2Si03 + 2СО2МдСОз + Si02 = МдБЮз + СО2Са№2(СОз)2 -I- 2S1O2 = СаБЮз -1- Na2Si03 -1- 2СО2Появление жидкой фазы за счет образования
эвтектик различного состава:Na2Si03*Si02, MgSi03*Si02,CaNa2(C03)2‘Na2C03, МдМа2(СОз)2'Ыа2СОзОбразование жидкой стекломассы за счет раство¬
рения в расплаве образующихся силикатов магния
и кальция:МдО + БЮг = МдБЮз, CaO -I- Si02 = СаБЮз
СтеклообразованиеГомогенизация и осветление, удаление газовОхлаждение (стужка) стекломассы до приобретения
ею нужной вязкостиДля варки стекломассы используют стекловаренные печи
различной конструкции. Максимальной производительностью
обладают ванные печи пламенного типа непрерывного действия.
В них шихта разогревается факелами пламени сгорающего в
печи газа, направленными перпендикулярно движению шихты.318
Теплосодержание газов, выходящих из печи, утилизирует¬
ся в регенераторах и используется для подогрева воздуха и сго¬
рающего газа. Производительность подобных печей составляет
300 т/сутки. Помимо печей пламенного типа, для варки стек¬
ломассы применяют электрические печи сопротивления и печи
с комбинированным газоэлектрическим нагревом шихты.Методы формования стеклянных изделий из стекломассы
весьма разнообразны и зависят от их вида и назначения. В каж¬
дом методе выбирают определенные температурные и времен¬
ные условия, обеспечивающие оптимальное значение вязкости
стекломассы (v), которая зависит от температуры и возрастает
по мере охлаждения расплава.В зависимости от состава стекломассы формование изделий
производят в интервале температур 800—1100С при вязкости
103—4*102Па-с. Важнейшими методами формования изделий
являются следующие:— вытягивание на автоматических машинах лодочного и без-
лодочного типа со скоростью от 80 до 110 м/час (листовое стек¬
ло, трубы);— выдувание и прессвыдувание на прессвыдувочных маши¬
нах (тарная и химическая посуда, колбы электроламп);— прессование на автоматических прессах (линзы, стеклян¬
ные блоки, бытовые изделия);— отливка в формы (архитектурно-строительные детали, ху¬
дожественные изделия);— прокат с одновременным отжигом для снятия напряже¬
ний и шлифовкой (толстое листовое стекло).Из специальных видов стеклянных изделий широкое приме¬
нение нашли следующие:— закаленное (небьющееся) стекло, получаемое термической
обработкой в печах обычного стекла с последующим охлажде¬
нием его обдувкой воздухом;— пеностекло (пористое стекло), получаемое сплавлением
стеклянного порошка с порообразователями (Мп02, СаСОз,
кокс) при 800°С и используемое в качестве конструкционного
тепло- и звукоизоляционного материала;— стеклянное волокно (текстильное и теплоизоляционное),
получаемое продавливанием стекломассы через фильтры или
методом дутья путем расчленения струек стекломассы паром на
отдельные волокна.Стеклянное волокно применяется для изготовления тканей
(фильтры, электроизоляция) и теплоизоляции (вата, войлок).319
20.4. Производство ситалловСипгаллами (силикат + кристалл) называются материалы из
полностью или частично равномерно закристаллизованного
стекла или шлака (шлакоситаллы). Термин предложен И.И. Ки¬
тайгородским и происходит от сочетания слов «стекло (сили¬
кат)» и «кристалл». Ситаллы относятся к новым материалам и
применяются в промышленных масштабах с начала 60-х годов
XX столетия.Ситаллы имеют мелкокристаллическую структуру с разме¬
рами кристаллов менее 1 мкм. Содержание кристаллической
фазы в них достигает 96% , а аморфной фазы не более 50% .Состав ситаллов весьма разнообразен: наиболее распростра¬
нены литиевые ситаллы Ы20—AI2O3—SiC>2, отличающиеся вы¬
сокой термостойкостью и малым коэффициентом термического
расширения; магниевые ситаллы MgO—AI2O3—Si02, обладаю¬
щие, помимо этих свойств, оптической и радиопрозрачностью,
кальциевые, цинковые, кадмиевые и марганцевые ситаллы со¬
става: Me—А120з—Si02, где Me = Са, Zn, Cd, Мп, характеризую¬
щиеся высокой диэлектрической постоянной, термостойкостью
и прозрачностью для видимого и инфракрасного излучения.Для всех ситаллов характерны высокая (до 1450°С) темпера¬
тура плавления, малая пористость и газонепроницаемость, хи¬
мическая и термическая стойкость, высокая твердость и меха¬
ническая прочность, по которой некоторые образцы (« пирокам »)в девять раз превосходят стекла, ма¬
лый коэффициент термического
расширения, износоустойчивость.Ситаллы и шлакоситаллы приме¬
няют для изготовления строитель¬
ных деталей (плитки, ступени, по¬
доконники), труб, подшипников,
работающих без смазки до 500°С,
поршней и цилиндров двигателей
внутреннего сгорания, режущих
элементов буров, обкладки шаро¬
вых мельниц, обтекателей ракет.
Получают их теми же методами, что
и стекло. Ситаллы (шлакоситаллы)
получают регулируемой принуди¬
тельной кристаллизацией стекла
или шлакомассы путем внесения в
расплав катализаторов кристалли-Рис. 20.7. Температурный
цикл кристаллизации стекло¬
массы в ситалл1—плавление стекла или шлака,2—формование изделия, 3—
выдержка (первая) при темпе¬
ратуре 500—700°С, 4—выдер¬
жка до полной кристаллизации
при температуре 900—1000°С,
5—охлаждение изделия.320
зации. Катализаторы создают во всем объеме стекломассы цен¬
тры кристаллизации и вызывают интенсивный и равномерный
рост кристаллов в аморфной стекломассе. В качестве катализа¬
торов кристаллизации используются металлы в коллоидном
состоянии (золото, медь, серебро, платина), фториды и фосфа¬
ты некоторых металлов, оксид титана (IV).Технологический процесс получения ситаллов (шлакоситал-
лов) из стекла или шлака складывается из пяти последователь¬
ных операций.Температурный цикл превращения стекломассы в ситалл в
этом процессе представлен на рис. 20.7. Цифры на рисунке обо¬
значают временной интервал соответствующей операции.20.5. Производство керамических материалов20.5.1. Общая характеристика и классификация материаловКерамическими материалами или керамикой называют по-
ликристаллические материалы и изделия из них, полученные
спеканием природных глин и их смесей с минеральными добав¬
ками, а также оксидов металлов и других тугоплавких соеди¬
нений. Керамические материалы весьма разнообразны и могут
быть классифицированы по нескольким признакам.По составу: кислородсодержащие, в том числе: силикатные,
из оксидов металлов (магния, бериллия, алюминия и др.); бес¬
кислородные, в том числе: карбидные, нитридные, боридные,
силицидные.По применению: строительные (кирпич, черепица); огнеупо¬
ры; тонкая керамика (фарфор, фаянс); специальная керамика.По структуре и степени спекания: пористые или грубозерни¬
стые (кирпич, огнеупоры, фаянс), спекшиеся или мелкозерни¬
стые (фарфор, специальная керамика).По состоянию поверхности: глазурованные и неглазурован-
ные.В качестве сырья для производства силикатных керамичес¬
ких материалов используют вещества, обладающие свойством
спекаемости. Спекаемостъ — свойство свободно насыпанного
или уплотненного (сформованного в изделие) порошкообразно¬
го материала образовывать при нагревании до опредедленной
температуры поликристаллическоге тело—черепок. Таким сы¬
рьем являются:— пластичные материалы (глины);321
— непластичные или отощающие добавки (кварцевый пе¬
сок);— плавни и минерализаторы (карбонаты кальция и магнияи др.).Ниже рассмотрены технологические процессы производства
наиболее важных и крупнотоннажных керамических материа¬
лов: строительного кирпича и огнеупоров.20.5.2. Производство строительного кирпичаСырьем для производства строительного кирпича служат лег¬
коплавкие (строительные) глины состава A^CV/iSiCVm^O,
песок и оксиды железа (III). Добавка кварцевого песка исклю¬
чает появление трещин, вследствие усадки материала, при суш¬
ке и обжиге и позволяет получить более качественную продук¬
цию.Технологический процесс производства кирпича может осу¬
ществляться в двух вариантах:— пластическим методом, при котором смесь подготовлен¬
ных компонентов сырья превращается в пластическую массу,
содержащую до 25% воды,— полусухим методом, при котором компоненты сырья ув¬
лажняются паром (до 10%), что обеспечивает необходимую пла¬
стичность массы.Приготовленная тем или иным методом шихта, содержащая
40—45% глины, до 50% песка и до 5% оксида железа, поступа¬
ет на прессование в ленточный пресс (при пластическом мето¬
де), или в механический пресс, работающий под давлением 10—
25 МПа (при полусухом методе). Сформованный кирпич направ¬
ляется на сушку в туннельную сушилку непрерывного действия
и затем на обжиг при температуре 900—1100°С. Для ускорения
сушки в глину добавляют электролит (раствор солей).На рис. 20.8 приведена принципиальная схема производства
строительного кирпича полусухим способом.Топ. газы Песок ПарРис. 20.8. Принципиальная схема производства кирпича322
20.5.3. Производство огнеупоровОгнеупорными материалами (огнеупорами) называют неме¬
таллические материалы, характеризующиеся повышенной ог¬
неупорностью, то есть( способностью противостоять, не расплав¬
ляясь, воздействию высоких температур. Огнеупоры применя¬
ются в промышленном строительстве для кладки металлурги¬
ческих печей, футеровки аппаратуры, работающей при высо¬
ких температурах, изготовления термостойких изделий и дета¬
лей (тигли, стержни поглотителей нейтронов в атомных реак¬
торах, обтекатели ракет и т.п.).К материалам, используемых в качестве огнеупоров,
предъявляются следующие общие требования:— термическая стойкость, то есть свойство сохранять меха-
нические характеристики и структуру при одно* и многократ¬
ном термических воздействиях;— малый коэффициент термического расширения;— высокая механическая прочность при температуре эксп¬
луатации;— устойчивость к действию расплавленных сред (металлов,
шлака).Ассортимент огнеупоров весьма широк. В зависимости от
состава они делятся на несколько групп. На рис. 20.9 пред¬
ставлена классификация огнеупорных материалов по их со¬
ставу.Рис. 20.9. Классификация огнеупоров по их составу323i
Алюмосиликатные огнеупоры относятся к числу наиболее
распространенных. В их основе лежит система « AI2O3—Si02* с
различным соотношением оксидов алюминия и кремния, от чего
в значительной степени зависят их свойства, в частности, стой¬
кость к расплавам различной кислотности.Динасовые огнеупоры состоят не менее, чем на 95% из окси¬
да кремния в модификации тридимита и кристабалита с при¬
месью оксида кальция. Они стойки к кислым шлакам, огнеупор¬
ны до 1730°С и применяются для кладки коксовых и стеклова¬
ренных печей. Получаются из кварцита и оксида кальция об¬
жигом при 1500С.Полукислые огнеупоры содержат до 70—80% оксида крем¬
ния и 15—25% оксида алюминия. Они относительно стойки к
кислым шлакам и силикатным расплавам и используются в ме¬
таллургических печах и теплоэнергетических установках.Шамотные огнеупоры содержат 50—70% оксида кремния
и до 46% оксида алюминия. Они стойки к действию как кис¬
лых так и основных шлаков, огнеупорны до 1750°С и термичес¬
ки устойчивы. Получаются по схеме:Глина обжиг ^ Шамотный(каолин) порошокобжиг при 1400°С Огнеупор^ (муллит)ВодаПри обжиге каолина протекают реакции:А1203 ■ 2Si02 • 2Н20 = AI2O3 - 2Si02 + 2Н20,ЗА1203 • 2Si02 = ЗА120з - 2Si02 +4Si02.муллитВысокоглиноземистые огнеупоры содержат более 45% ок¬
сида алюминия. Они обладают повышенной механической
прочностью при высоких температурах и огнеупорны до
1950С. Применяются для кладки сводов металлургических
печей, в электрических, стекловаренных и туннельных печах
обжига.Магнезитовые огнеупоры содержат в качестве основы оксид
магния. Например, доломитовые огнеупоры состоят из 30%
оксида магния, 45% оксида кальция и 15% оксида кремния.
Все виды магнезитовых огнеупоров устойчивы к действию ос¬
новных шлаков, огнеупорны до 2500°С, однако термическая
стойкость их невелика. Применяются для облицовки сталепла¬
вильных конвертеров, в индукционных электрических и мар¬324
теновских печах. Получаются обжигом природных минералов,
например, доломита:СаСОз • MgC03 = MgO + CaO + 2С02.огнеупорКорундовые огнеупоры состоят из оксида алюминия в моди¬
фикации корунда. Они огнеупорны до 2050°С и применяются в
устройствах для нагрева и плавления тугоплавких материалов
в радиотехнике и квантовой электронике.Карборундовые огнеупоры состоят из карбида кремния (кар¬
борунда) SiC. Они устойчивы к действию кислых шлаков, обла¬
дают высокой механической прочностью и термостойкостью.
Применяются для футеровки металлургических печей, изготов¬
ления литейных форм, чехлов термопар.Циркониевые и ториевые огнеупоры состоят, соответствен¬
но, из оксидов циркония Zr02 и тория Th02 и отличаются высо¬
кой огнеупорностью (до 2500С). Примененяются для изготов¬
ления тиглей в цветной металлургии, футеровки соляных ванн
для закалки стальных изделий, изготовления деталей печей и
установок разливки стали.Углеродистые огнеупоры содержат от 30 до 92% углерода и
изготавливаются:— обжигом смеси графита, глины и шамота (графитовые ог¬
неупорные материалы);— обжигом смеси кокса, каменноугольного пека, антраце¬
новой фракции каменноугольной смолы и битума (коксовые
огнеупоры). Углеродистые огнеупоры применяют для выклад¬
ки горнов доменных печей, печей цветной металлургии, элек¬
тролизеров, аппаратуры в производстве коррозионно-актив¬
ных веществ.20.6. Перспективы развития производства силикатных
материаловСиликатные материалы и изделия из них по объему производ¬
ства и потребления в народном хозяйстве занимают первое мес¬
то среди традиционных твердофазных материалов. В значитель¬
ной степени это объясняется меньшей энергоемкостью и, следо¬
вательно, большей экономичностью их производства по сравне¬
нию с металлами и полимерными материалами и простотой и
неограниченностью сырьевой базы. Так, если на производство
стали затрачивается около 9 • 1011 кДж/м3, то на производство
цемента всего 3 • Ю10 кДж/м3, то есть в тридцать раз меньше.325
Поэтому развитие и совершенствование всех отраслей промыш¬
ленности силикатных материалов имеет первостепенное значе¬
ние.Анализ прогнозируемых потребностей позволяет выделить
следующие направления развития производства строитель¬
ных, конструкционных и специальных материалов.1. Количественное увеличение масштабов производства и
организация массового выпуска таких, относительно новых
материалов и изделий, как асбоцементные детали, ячеистый
бетон, быстротвердеющий, напрягающий и декоративный сор¬
та цемента, жаропрочное стекло и др.2. Разработка и внедрение новых энергосберегающих техно¬
логий, например, производство цемента сухим способом, высо¬
котемпературная плавка стекломассы, двухстадийное формо¬
вание стеклянной ленты, получение порошков для керамичес¬
ких изделий из твердых растворов и т. д.3. Создание новых материалов, отвечающих потребностям
таких отраслей промышленности как радиоэлектроника, авиа¬
ционная, ракетная и космическая техника, атомная энергетика,
химическое производство высокоактивных веществ, например,
фтора, концентрированной перекиси водорода и подобных соеди¬
нений.В этом направлении ведущая роль принадлежит керамике и
композиционным материалам (композитам) на основе керами¬
ческих матриц. Перспективность керамики, как материала
будущего, объясняется не только отмеченными выше доступ¬
ностью сырья и низкими затратами на производства, но, так¬
же, ее многофункциональностью, безопасностью в эксплуата¬
ции и экологическими преимуществами производства.В применении керамических материалов перспективными
являются:— разработка пластичной керамики на основе чистых тугоп¬
лавких оксидов металлов; для создания бронепокрытий, защит¬
ных покрытий ракет и других летательных аппаратов, которые
обеспечивают защиту от коррозии в экстремальных условиях и
от радиолокационного обнаружения;— использование графитопластов в химической промышлен¬
ности для изготовления теплообменной и иной аппаратуры, ра¬
ботающей в агрессивных средах;— применение корундовой керамики с высокой, по сравне¬
нию с другими видами, теплопроводностью в ядерной технике;— создание специальных видов керамики, таких как мате¬
риалы на основе ферритов, используемых в технике высоких326
энергий, пьезо-керамические изделия для радиотехники, аку¬
стики и вычислительной техники, керамические твердые элек¬
тролиты с различной проводимостью.Создание композиционных материалов или композитов —
важнейшее направление в разработке новых силикатных мате¬
риалов. Композитами (от латинского compositio — сочетание)
называются материалы, образованные в результате объемного
сочетания химически разнородных компонентов с четкой грани¬
цей раздела между ними. В результате этого, в композитах по¬
являются свойства, которыми не обладает ни один из входящих
в композит компонентов. Это позволяет получать материалы,
сочетающие лучшие свойства составляющих их фаз: прочность,
пластичность, износостойкость, малая плотность и т.п.Композиты состоят из пластичной основы — матрицы, слу¬
жащей связующим материалом, и различных компонентов в
таком виде, который может обеспечить их совмещение с матри¬
цей и последующее формование изделия.По материалу матрицы композиты делятся на три группы:
металлические, керамические и органические. Композицион¬
ные материалы с керамической матрицей или керметы синте¬
зируют методом порошковой металлургии на основе тугоплав¬
ких оксидов, боридов, карбидов и нитридов различных элемен¬
тов и содержат такие тугоплавкие металлы как хром, молиб¬
ден, вольфрам, тантал.Керметы представляют собой гетерофазные композиции и
обладают высокой износостойкостью, механической прочнос¬
тью и термостойкостью. Введение в керметы армирующих во¬
локон из прочных тугоплавких материалов повышает их меха¬
ническую прочность.Сочетание в керметах различных, часто противоположных,
качеств обусловило использование их в качестве конструкци¬
онных материалов для ракетных двигателей, тепловыделяю¬
щих элементов (ТВЭЛ) и регулирующих стержней ядерных ре¬
акторов, деталей насосов и сопел аппаратов, работающих в аг¬
рессивных средах, теплозащитных элементов космической
техники.Контрольные вопросы1. Какие вещества называются силикатными материалами (силика¬
тами)?2. Чем объясняются особые свойства большинства силикатов?3. Укажите типовые процессы, используемые в производстве сили¬
катов.327
4. В виде каких модификаций существуют оксид кремния (IV) и ок¬
сид алюминия (III)? От чего зависит устойчивость этих модифика¬
ций?5. Какие силикаты относятся к вяжущим материалам и почему они
так названы?6. Приведите состав гидравлического цемента и напишите реакции,
лежащие в основе процесса его затвердевания.7. Какие силикатные материалы называются стеклами?8. Укажите состав шихты, используемой при варке стекла и объяс¬
ните назначение ее компонентов.9. Какие процессы протекают при варке стекломассы?10. Что такое ситаллы? Чем ситаллы отличаются от стекол?11. Какие материалы называются огнеупорами? Дайте их классифи¬
кацию.
Глава XXIЭЛЕКТРОХИМИЧЕСКИЕ ПРОИЗВОДСТВА21.1. Технологические процессы с использованием
электрической энергииСвыше 40% всей энергии, потребляемой химической про¬
мышленностью, составляет электрическая энергия. О высокой
энергоемкости химических производств говорит тот факт, что
химическая промышленность, производя около 6% всей про¬
мышленной продукции, потребляет до 12% производимой в РФ
электроэнергии. При этом некоторые производства (аммиака,
фосфора, карбида кальция, химических волокон, пластмасс и
др.) используют до 60% электроэнергии, потребляемой всей хи¬
мической отраслью.Помимо применения электроэнергии для подсобных целей
(транспортировка твердых материалов, перекачка и комприми-
рование жидкостей и газов, обеспечение работы электрофильт¬
ров и магнитных сепараторов и др.) ее используют в химико¬
технологических процессах двух видов: электротермических и
электрохимических.Электротермическими называются технологические про¬
цессы, в которых энергия электрического тока используется для
создания и поддержания высокой температуры реакционной
системы, то есть превращается в теплоту, используемую для
осуществления химической реакции. К таким процессам отно¬
сятся, например, производства карбида кальция, кальцийциа-
намида, элементарного фосфора.Электрохимическимин&зыв&ютсятехнологические процес¬
сы, в которых энергия электрического тока непосредственно
используется для осуществления химических превращений, то
есть трансформируется в химическую энергию.Электрохимические процессы широко распространены в хи¬
мической промышленности, что объясняется их преимущества¬
ми перед другими химико-технологическими процессами. К
таким преимуществам следует отнести:— простоту аппаратурного оформления, технологии и мало-
стадийность процесса;— высокую степень использования сырья и энергии;— одновременное получение из одного сырья нескольких
целевых продуктов (процесс с расходящимся материальным
потоком);329
— высокую чистоту производимой продукции;— возможность проведения превращений и получения про¬
дуктов, недоступных при использовании чисто химических
методов.Основным недостатком электрохимических процессов явля¬
ется их высокая энергоемкость, которая приводит к значи¬
тельной доле затрат на энергию в себестоимости продукции.
Например, энергоемкость производства алюминия достига¬
ет 2*104 кВт -ч/т, тогда как в производстве серной кислоты
она не превышает 100 кВт -ч/т продукции.В химической и металлургической промышленности элект¬
рохимические процессы используют для:— производства свободных галогенов (фтор, хлор);— производства щелочей (гидроксиды натрия, калия, ли¬
тия);— электролиза воды с целью получения чистых кислорода и
водорода;—производства неорганических окислителей, в том числе,
перманганатов МеМпС>4, концентрированной перекиси водоро¬
да, хлоратов МеСЮз и перхлоратов МеСЮ4, персульфатов
Me2S20s, гипохлоритов МеСЮ и др.;— выделения активных металлов (литий, натрий, калий,
магний, алюминий, хром и др.);— электролитического рафинирования цветных металлов
(цинк, медь, никель, серебро и др.)>*— производства некоторых органических веществ, напри¬
мер, альдегидов и кетонов анодным окислением спиртов, азот¬
содержащих соединений катодным восстановлением нитропро¬
изводных и др.;— нанесения защитных покрытий из цветных металлов
(гальваностегия);— изготовления и размножения металлических копий (галь¬
ванопластика).21.2. Теоретические основы промышленного
электролиза21.2.1. Условия процесса электролиза растворов
и расплавовВсе электрохимические процессы получения каких-либо
продуктов по своей природе представляют процессы электроли¬
за расплавов или водных растворов электролитов и протекают330
под воздействием постоянного электрического тока. При элек¬
тролизе в системе последовательно протекают первичные и вто¬
ричные процессы.Первичные процессы заключаются в разряде ионов, на кото¬
рые диссоциирует электролит, на электродах:АК К+ + А",окисления анионов на аноде:А~п - рё — А~ти восстановления катионов на катоде:К+п + рё К+т.Очевидно, что т = п- р. В частном случае, при р = гс, т = 0 и
на электродах выделяются нейтральные вещества.Вторичные процессы при электролизе представляют разно¬
образные превращения образовавшихся продуктов разряда
ионов при взаимодействии их с растворителем, материалом
электродов, друг с другом, а также перестройки кристалличес¬
кой решетки (в случае металлов).Процесс электролиза начинается в том случае, если напря¬
жение, приложенное к электролизеру, AVn превысит на беско¬
нечно малую величину AV теоретическое напряжение разложе¬
ния VT9 т. е. если будет обеспечено условие:Vn = VT + AV. (21.1)Теоретическое напряжение разложения равно разности так
называемых фактических потенциалов разряда:VT = Ek-Ea, (21.2)где: Ek — фактический потенциал разряда ионов на катоде, В,
Еа — фактический потенциал разряда ионов на аноде, В.
Фактические потенциалы разряда ионов отличаются от их
равновесных потенциалов разряда на величину перенапряже-k. т ^ CLния, соответственно, катодного £пер и анодного £пер , которые
повышают равновесные потенциалы:Ek=Ekp + E*ep* Еа = Еар + Е^ер, (21.3)где*. Ekp и Еар — равновесные потенциалы разряда катиона и
аниона.Равновесные потенциалы разряда ионов равны по величине
и обратны по знаку равновесным электродным потенциалам:331
-Е£=-Фа и -Е£=-Фа«которые могут быть рассчитаны по формуле Нернста:К/ А RTФк/л=Фо ±‘^Tlga*M (21.4)илиKiA 0,058Фяул^Фо - 1ёак/А>‘ п ‘где: фо — стандартный электродный потенциал, В,R — газовая постоянная, Дж/моль*#,Т — температура, К,и, — заряд иона электролита,F — константа Фарадея, равная 96500 Кул.,
а — активность ионов в растворе (расплаве), моль/л.Для протекания процесса электролиза необходимо соблюде¬
ние условия, представленного в 21.1, где Vn — напряжение, при¬
кладываемое к электролизеру. Расшифровка его дает уравне¬
ние «баланса напряжений»:V„ = VT+j'ZR=Ek-Ea+j(R3 + Ra + Rm), (21.5)где: J — сила тока,R — общее сопротивление процесса электролиза,
i?3 — сопротивление электролита,Дд — сопротивление диафрагмы электролизера,Дтп — сопротивление токоподводов к электролизеру.Существенное значение для процесса электролиза имеет пе¬
ренапряжение, представляющее разность между потенциалом
разряда иона в данных условиях (фактический потенциал) и
равновесным потенциалом, то есть потенциалом неполяризован-
ного (неработающего) электрода. Перенапряжение является
следствием концентрационной, электрохимической и химичес¬
кой поляризации и увеличивает потенциал разряда ионов: ка¬
тодный в положительную сторону, анодный — в отрицательную
сторону (ф-ла 21.3), что может существенно изменить картину
электролиза.Перенапряжение зависит от природы разряжающихся ионов
и материала электрода, что, в ряде случаев, является решаю¬
щим при выборе электродных материалов. Перенапряжение
может быть уменьшено увеличением поверхности электрода и
понижением плотности тока:332
i=|, (21.6)где: i — плотность тока, А/м.2,J — сила тока, А,S — поверхность электрода, м2.Следует иметь в виду, что в некоторых учебниках при расче¬
те напряжения электролиза используются не потенциалы раз¬
ряда ионов, а электродные потенциалы. В этом случае напря¬
жение рассчитывается как разность анодного и катодного по¬
тенциалов.Сила тока, проходящего через электролизер, называемая так¬
же нагрузкой на электролизер и характеризующая его произ¬
водительность, может быть рассчитана по формуле:V*J=-^- (21.7)Чем выше сила тока, тем большее количество продукта
можно получить при эксплуатации электролизера данного
типа. Поэтому современной тенденцией стало создание мощ¬
ных электролизеров, рассчитанных на нагрузку в сотни ки¬
лоампер.При электролизе многокомпонентных систем, к которым
относятся водные растворы и расплавы смесей электролитов,
их ионы разряжаются в порядке возрастания алгебраического
значения их потенциалов разряда. Таким образом, при элект¬
ролизе первыми разряжаются:— на катоде ионы с наименьшим положительным потенциа¬
лом разряда Ек (или наибольшим положительным электродным
потенциалом);— на аноде ионы с наименьшим отрицательным потенциа¬
лом разряда £а (или наибольшим отрицательным электродным
потенциалом).Так как перенапряжение существенно влияет на величину
потенциала разряда, то оно может кардинально изменить и пос¬
ледовательность разряда ионов при электролизе. Так, например,
большое катодное перенапряжение водорода на таких металлах
как железо, цинк, медь, никель препятствует разряду ионов
НзО+ и позволяет получать эти металлы электролизом водных
растворов их солей. Наоборот, малое катодное перенапряжение
водорода на бериллии, алюминии, тантале или при электроли¬
зе растворов солей лития, натрия, калия не может компенсиро-333
вать различие в потенциалах разряда ионов этих металлов и
водорода, при этом на катоде разряжаются ионы НзО+.Таким образом, заданная последовательность разряда ионов
и влияние на нее величины перенапряжения, имеют существен¬
ное значение для выбора метода электролиза и материалов элек¬
тродов.Из формулы Нернста (21.4) следует, что электродный потен¬
циал (и потенциал разряда) падает с повышением температуры
и увеличением активности (концентрации) электролита. Поэто¬
му, процесс электролиза водных растворов целесообразно про¬
водить при высоких температурах и из концентрированных
растворов.21.2.2. Количественные характеристики процесса
электролизаКритериями рационального проведения процесса электроли¬
за считают выход вещества по току (выход по веществу) Вт и
коэффициент использования энергии (выход по энергии) Вэ.Выходом по току называется отношение массы вещества,
практически выделившейся при электролизе тп, к массе ве¬
щества, которая должна выделиться по закону Фарадея при тех
же значениях силы тока и времени электролиза тТ:о тпВт-—. (21.8)По закону Фарадея масса выделившегося при электролизе
вещества:KxJx
mT = YlO3=Ч()3“(КГ)’ (21-9)где: Э — химический эквивалент вещества,J — сила тока, А,
х — время электролиза, ч,F — 26,8 — константа Фарадея, А-ч,103 — коэффициент перевода массы из граммов в
килограммы,Кх — электрохимический коэффициент, равный
массе вещества (г), выделившегося при про¬
хождении через электролит тока силой один
ампер в течение одного часа (г/А*ч). В табл.
21.1 приведены значения^.334
Таблица 21.1. Значения Кк для различных веществВеществог/А-чВеществог/А-чАлюминий0,3355Натрий0,858Водород0,0376Никель (II)1,095Калий0,459Хлор (1)1,325Кислород0,298Хром (111)0,647Литий0,259Цинк1,22Магний0,454Г идроксид натрия1,49Медь (II)1,185Г идроксид калия2,127Из ф-л 21.8 и 21.9 следует, что масса практически получае¬
мого при электролизе вещества равна:К х J хВч
10;/пп=/птДт= *' т (кг). (21.10)Выход по току характеризует эффективность использования
пропущенного через электролизер количества электричества,
то есть электричества, затраченного непосредственно на обра¬
зование целевого продукта электролиза и составляет для рас¬
плавов 0,7—0,9 дол. ед., а для растворов около единицы.Выходом по энергии называется отношение количества энер¬
гии, теоретически необходимого для выделения при электроли¬
зе единицы массы вещества WTf к количеству энергии, факти¬
чески затраченному для этого в тех же условиях Wn:WВ*=#• (21.11)пКоличество энергии, затрачиваемое на выделение единицы
массы вещества рассчитывается в обоих случаях по идентичной
формуле:Vv/nJx^Т/П (кВт-ч), (21.12)т/ пгде: VT/U — теоретическое/практическое напряжение элект¬
ролиза,J — сила тока, А,
т — время электролиза, ч,^т/п — теоретическая/практическая масса вещества,
полученная при электролизе за время т .335
Так как сила тока есть величина постоянная, то для равного
времени произведение Jt — конст. Тогда, подставив значения
WT и Wu из ф-лы 21.12 в ф-лу 21.11 и используя ф-лу 21.8 полу¬
чим зависимость:Выход по энергии характеризует эффективность использо¬
вания электрической энергии при электролизе, то есть долю ее,
непосредственно затрачиваемую на реакции разряда ионов. Из
ф-лы 21.13 следует, что выход по энергии падает при уменьше¬
нии выхода по току и возрастании разницы между практичес¬
ким и теоретическим напряжением электролиза. Основные по¬
тери энергии при электролизе связаны с тепловыми процесса¬
ми (нагрев и поддержание высокой температуры электролита).
Поэтому, выход по энергии составляет для растворов около 0,6
дол. ед., а для расплавов не более 0,2—0,3 дол. ед.Удельный расход электроэнергии на производство единицы
массы (I тонны) продукта определяется из закона Фарадея (ф-
ла 21.9), преобразовав его в:Здесь коэффициенты 103 и 103 введены для пересчета кило¬
граммов в тонны и Вт-4, в кВт*ч.Для осуществления процесса электролиза к электролизерам
подводится постоянный ток силой несколько килоампер и на¬
пряжением 4—6 В. Он вырабатывается в выпрямителях преоб-VTJ хтп = УТтп
mrVnJx VnmT, то есть(21.13)J т =J т =Подставив это значение в ф-лу 21.12, получаем:io3 io3 v; io3 ft(21.14)и так как из ф-лы 21.11: тТ = mn /Бт:пГ" кВт-ч/т.(21.15)336
разованием переменного тока, подаваемого от электрогенерато¬
ров. Потребляемую мощность этих генераторов в кВт рассчи¬
тывают по формуле:л J-Vn-nА~ 10з (кВт), (21.16)где: J — сила тока, А,Vu — практическое напряжение на токоподводах элект¬
ролизера, В,п — число электролизеров (электролитических ванн).Сечение токоподводов к электролизерам выбирается, исхо¬
дя из параметров проходящего через них постоянного тока —
силы и напряжения.21.3. Электролиз водного раствора хлорида натрияЭлектролиз водного раствора хлорида натрия — одно из важ¬
нейших крупнотоннажных производств, основанных на процес¬
се электролиза водных растворов электролитов. Он позволяет
на основе одного сырья получить одновременно три продукта:
гидроксид натрия, хлор и водород. Технологический процесс
состоит из трех стадий: подготовки сырья к электролизу раство¬
ра хлорида натрия, очистки и переработки продуктов электро¬
лиза.21.3.1. Подготовка сырья к электролизуСырьем для электролиза служит хлорид натрия в виде ка¬
менной соли, самоосадочной соли или подземного рассола.
Подготовка сырья к электролизу включает операции раство¬
рения (при использовании твердой соли), очистки рассола
от механических примесей и удаления ионов кальция и
магния.Механические примеси удаляют отстаиванием рассола с пос¬
ледующим фильтрованием осадка, а ионы кальция и магния,
которые отрицательно влияют на процесс электролиза, обработ¬
кой рассола раствором карбоната натрия или известковым мо¬
локом:СаСЬ "Ь Na2C03 = СаСОз -Ь 2NaClс последующей нейтрализацией избыточной щелочности соля¬
ной кислотой. Осадок карбонатов кальция и магния удаляют
фильтрованием.12 Химическая технология. Том 1337
Полученный рассол должен иметь концентрацию соли 310—
315 г/л, чтобы обеспечить возможно более низкий потенциал
разряда ионов при электролизе. Также существуют допустимые
пределы содержания ионов кальция и магния.Рассол, поступающий на электролиз, представляет много¬
компонентную систему, в которой содержатся ионы натрия,
хлора, гидроксоний-катион и гидроксид-анион. Последователь¬
ность их разрядами образующиеся продукты определяются в со¬
ответствии с «правилом разряда» (21.2.1) величиной их потен¬
циалов разряда, которые зависят от условий электролиза и, весь¬
ма существенно, от материала катода. Различают два варианта
технологического процесса электролиза водного раствора хлори¬
да натрия: электролиз с твердым железным катодом (диафраг-
менный метод) и электролиз с жидким ртутным катодом.Аноды электролизеров в обоих случаях изготавливают из
одинаковых материалов: искусственного графита, пропитанно¬
го для уменьшения износа льняным маслом, или из титана, по¬
крытого слоем оксидов рутения и титана. Аноды второго типа
позволяют вести электролиз при высоких плотностях тока и
более низком напряжении. Такие условия снижают расход элек¬
троэнергии на 10—12%. Поэтому оксидно-рутениевые аноды
вытесняют графитовые: ими оснащено в настоящее время до
70% всех установок электролиза.21.3.2. Электролиз раствора хлорида натрия с железным
катодомПри прохождении постоянного электрического тока через
водный раствор хлорида натрия на железном катоде разряжа¬
ются ионы гидроксония НзО+, потенциал разряда которых в
насыщенном растворе хлорида натрия, даже при учете перенап¬
ряжения, составляет +1,1 В, тогда как потенциал разряда ионов
натрия равен +2,71В.В то же время, на графитовом и окиснорутениевом анодах
потенциал разряда ионов гидроксила ОН- за счет высокого пе¬
ренапряжения составляет -1,9 В и превышает потенциал раз¬
ряда ионов хлора, равный -1,6 В. Поэтому на подобных анодах
разряжаются ионы хлора.В табл. 21.2. приведены потенциалы разряда ионов и урав¬
нения первичных процессов при электролизе с железным като¬
дом.338
Таблица 21.2. Электролиз с железным катодомЭлектродПотенциал разряда, ВПервичная реакцияed^перЕКатод+2,71+0,84+0,26+2,71+1,10Na+НзО+ + ё = О.бНг+НгОАнод-0,83-1,33-1,07-0,27-1,90-1,60он-CI'-S=0,5CI2Теоретическое напряжение разложения равноVT = Ek - Еа = +1,1 - (-1,6) = 2,7 В.На практике, при проведении процесса электролиза с желез-
ным катодом, на токоподводах электролизера поддерживается
напряжение около 4,0 В.В результате разряда ионов НзО+ в катодном пространстве на¬
капливаются ионы ОН~ и образуется раствор гидроксида натрия:NaCl + Н20 = 0,5С12 + 0,5Н2 + NaOH.у анода у катодаРазряд ионов гидроксония на катоде вызывает смещение рав¬
новесия диссоциации воды вправо:2Н20 Н30+ + ОН~и повышение концентрации гидроксид-ионов в катодном про¬
странстве. При высокой концентрации ионов ОН- возможно
попадание их в анодное пространство и реакция разряда:20Н- - 2ё = 0,502 + Н20Вследствие этого, хлор, выделяющийся в анодном простран¬
стве, загрязняется кислородом.Вторичные процессы при электролизе с железным катодом
протекают в анодном пространстве. Они включают:— окисление графитового анода кислородом, образующим¬
ся при разряде ионов гидроксида на аноде:С + 02 = С02 и С + 0,502 = СО;— растворение хлора в электролите с образованием соляной
и хлорноватистой кислот:С12 + 2Н20 Н30+ + СГ + НОС1;12339
—взаимодействие компонентов при диффузии щелочи в анод¬
ное пространство или смешении анодной (анолит) и катодной
(католит) жидкостей с образованием гипохлорит-иона:НОС1 + ОН «=* Н20 + ОСГи хлорат-иона за счет окисления иона ОС1" на аноде, или реак¬
ции:2НОС1 + ОСГ + 2Н20 ^ СЮ3" + 2СГ + 2Н30+.В результате протекания вторичных процессов раствор гид¬
роксида натрия, полученный электролизом с железным като¬
дом, всегда содержит примесь гипохлорита и хлората натрия.
Вторичные процессы снижают выход по току и коэффициент
использования энергии.Удельный вес побочных вторичных процессов может быть
снижен:— разделением катодного и анодного пространства в элект¬
ролизере с помощью фильтрующей диафрагмы (отсюда — на¬
звание метода диафрагменный), обеспечивающей односторон¬
нее движение рассола в направлении, противоположном дви¬
жению ионов ОН~ к аноду и препятствующей обратному пере¬
мещению их:— подачей рассола в электролизер со скоростью, превышаю¬
щей скорость образования ионов ОН и вытеснение образующе¬
гося раствора гидроксида натрия (щелока) в катодное простран¬
ство;— применением высоких температур и концентраций рассо¬
ла, что снижает растворимость хлора в электролите и вероят¬
ность протекания вторичных процессов;— понижением концентрации выходящего из электролизе¬ра щелока, то есть уменьшением
sT содержания гидроксида натрия врастворе, также снижающего веро¬
ятность вторичных процессов. По¬
этому, процесс электролиза никог¬
да не доводят до полного превраще¬
ния хлорида натрия, останавливая
его при достижении определенной
Рис.21.1. Зависимость выхода концентрации щелока. На рис. 21.1
по току от концентрации приведена зависимость выхода гид-
щелока роксида натрия от концентрацииего в выходящем щелоке.340
рассолТаким образом, оптимальными условиями процесса элект¬
ролиза водного раствора хлорида натрия с железным катодом
являются:— температура электролита 70—90°С;— концентрация щелока, выходящего из электролизера
130—140 г/л;— концентрация рассола, поступающего в электролизер
305—315 г/л.В этих условиях степень превра¬
щения хлорида натрия составляет0,4—0,5 дол. ед.Электролизер (электролитичес¬
кая ячейка) — основной аппарат в
технологическом процессе произ¬
водства едкого натра и хлора элек¬
тролизом водного раствора хлори¬
да натрия с железным катодом. Ди-афрагменные электролизеры могут
Л w NaOHбыть двух типов: с вертикальнорасположенными катодами с вер- рис 21.2. Электролизервертикального типа\ — перфорированный катод,
2 — диафрагма, 3 — катодное
пространство, 4 — анод, 5 —
анодное пространствохним или нижним токоподводом,
или с горизонтально расположен¬
ными катодами. В настоящее вре¬
мя повсеместно используются
электролизеры первого типа (рис
21.2). Электролизер состоит из гер¬
метически закрытого корпуса, что исключает подсос воздуха и
загрязнение им газообразных продуктов электролиза, анода, ка¬
тода и диафрагмы. Он снабжен устройствами для подвода рас¬
сола и отвода щелока, хлора и водорода. Катод электролизера
изготовлен из перфорированной листовой стали или стальной
сетки, натянутой на каркас. Катод может иметь различную кон¬
фигурацию. Диафрагму электролизеров изготавливают из ас¬
беста, устойчивого к слабокислой, щелочной среде и действию
хлора. Диафрагмы могут быть двух типов: листовые и осажден¬
ные. Листовые диафрагмы изготавливают из тонких листов ас¬
бестового картона, плотно прилегающих к катоду, осажден¬
ные — из специально подготовленного асбестового волокна, на¬
носимого в виде пульпы на поверхность катода и насасываемо¬
го на него. В табл. 21.3 приведены характеристики наиболее рас¬
пространенных современных электролизеров с металлооксид¬341
ными анодами БГК-50/25 и БГК-100, различающиеся произво¬
дительностью.Табл. 21.3. Характеристики электролизеров с железным катодом и
металлооксидными анодамиПоказательТип электролизераБГК-25/50БГК-100Сила тока (нагрузка на ячейку), кА50100Число ячеек (электролизеров)11Напряжение, В3,403,45Выход по току, дол. ед.0,960,96Срок службы электродов, лет44Концентрация NaOH в щелоке, г/л120—140120—140Концентрация хлора, не менее об. дол.0,9650,975Концентрация водорода не менее об. дол.0,9950,995Производительность по 100% NaOH,т/сутки1,723,44В цехе электролиза отдельные ячейки (электролизеры) объ¬
единены в группы до 150 штук. Тогда суммарное напряжение
электролиза составит 3,4*150 = 510 В.Разновидность диафрагменного способа — более совершен¬
ный процесс электролиза в электролизерах с ионообменной
мембраной. В таких электролизерах анодное и катодное про¬
странства разделены полимерной мембраной, которая предот¬
вращает попадание хлорида натрия из анодного пространства
в которое подается рассол, в катодное и препятствует перено¬
су ионов ОН- к аноду электролизера. Хлор выделяется на ано¬
де и выводится из анодного пространства вместе с обедненным
рассолом. Ионы натрия и частично молекулы воды проходят
через мембрану к катоду, куда подается вода в количестве,
необходимом для образования щелока заданной концентра¬
ции. Электролизеры мембранного типа различаются числом
ячеек (от 40 до 80) и имеют мощность до 80 тысяч тонн в год
по гидроксиду натрия. В отличие от электролизеров с асбесто¬
вой диафрагмой нагрузка на ячейку (сила тока) значительно
ниже и не превышает 7,5 кА. Поэтому электролизеры с ион¬
нообменной мембраной значительно экономичнее диафрагмен-
ных.342
21.3.3. Электролиз раствора хлорида натрия с ртутным
катодомНа ртутном катоде разряд ионов гидроксония Н3О- может
происходить только при малых, менее 50 А/м2, плотностях
тока. В условиях промышленного электролиза водных раство¬
ров хлорида натрия в электролизерах с ртутным катодом плот¬
ность тока составляет 5—10 кА/м2. При такой плотности тока,
вследствие перенапряжения потенциал разряда ионов Н3О- со¬
ставляет +2,0 В. В то же время, за счет растворения выделив¬
шегося металлического натрия в ртути, образуется амальгама
NaHg„, представляющая качественно новый электрод, потен¬
циал разряда натрия на котором составляет +1,2 В. Поэтому,
на катоде будут разряжаться ионы натрия.Первичные процессы разряда на аноде при электролизе с
ртутным катодом те же, что и при электролизе с железным ка¬
тодом В табл. 21.4 приведены потенциалы разряда ионов и урав¬
нения первичных процессов при электролизе с ртутным като¬
дом.Теоретическое напряжение разложения равно:VT = Ek - Ea = +1,2 - (-1,6) = 2,8 В.Практически, при проведении электролиза с ртутным като¬
дом на токоподкодах электролизера поддерживается напряже¬
ние, равное 4,5 В.Таблица 21.4. Электролиз с ртутным катодомЭлектродПотенциал разряда, ВПервичная реакцияЕоF|-перЕКатод+2,71+0,84+1,161,20+2,00Na+ + ё = Naн3о+АнодТо же, что и при электролизе с железным катодомВторичные процессы при электролизе водного раствора хло¬
рида натрия с ртутным катодом сводятся к двум реакциям:— растворение натрия в ртути и образование жидкой амаль¬
гамы натрия в катодном пространстве:Na + nHg = NaHgn и— разложение амальгамы натрия водой вне электролизера в
разлагателе:NaHgn + Н20 = NaOH + 0,5Н2 + rcHg.343
Так как в электролизе с ртутным катодом не происходит
разряда ионов НзО+, то концентрация ионов гидроксила в ка¬
тодном пространстве электролизера не увеличивается и вто¬
ричные процессы в анодном пространстве отсутствуют.Суммируя уравнения реакций первичных процессов и вто¬
ричных процессов образования и разложения амальгамы на¬
трия, получаем уравнение процесса электролиза, идентичное
ранее полученному:NaCl = Na + 0,5С12,Na + nHg = NaHgrc,NaHg„ + H20 = NaOH + 0,5H2 + nHgNaCl + H20 = NaOH + 0,5H2 + 0,5C12' у * ' T~*в разлагателе у анодаЭлектролизер, используемый в процессе электролиза с ртут¬
ным катодом, состоит из собственно электролизера (ванны) и
разлагателя. Конструктивно разлагатель может быть объеди¬
нен в одно целое с электролизером или вынесен отдельно. По
дну ванны, имеющему небольшой уклон, непрерывно движет¬
ся тонкий (толщиной 5 мм) слой ртути, являющийся катодом.
Образующаяся в процессе электролиза жидкая амальгама на¬
трия концентрацией не более 3*10-4 мае. дол., самотеком по¬
ступает в разлагатель, куда пода¬
ется вода. Из разлагателя выделя¬
ющийся водород поступает в общий
коллектор, а раствор гидроксида
натрия концентрацией 0,5 мае.
дол. направляется в сборник щело¬
ка. На рис. 21.3 приведена прин¬
ципиальная схема электролиза с
ртутным катодом.В табл. 21.5 даны характерис-
Рис.21.3. Принципиальная , Тики наиболее распространенныхсхема электролиза с ртут- электролизеров с ртутным като-
ным катодомдом.1 — насос для перекачивания
ртути, 2 — графитовые аноды,3 — ртутный катод.344
Таблица 21.5. Характеристики электролизеров с ртутным катодомПоказательТип электролизераР-101Р-300Сила тока (нагрузка), к А150300Напряжение, В4,64,7Выход по току, дол. ед.0,950,95Расход энергии на 1 т С1г, кВт-ч36203680Производительность по CI2, т/сутки4,59,04Сопоставление диафрагменного и ртутного методов производ¬
ства едкого натра и хлора позволяет заключить, что:— электролизеры с ртутным катодом потребляют больше энер¬
гии вследствие высокого напряжения разложения, эксплуатация
их сложнее, капитальные затраты выше, а условия труда из-за ток¬
сичности ртути тяжелее. Однако в них можно получать более кон¬
центрированные и свободные от хлорида натрия щелока, что об¬
легчает последующее выделение гидроксида натрия,— электролизеры с железным катодом позволяют использо¬
вать в качестве сырья подземные рассолы тогда как в ваннах с
ртутным катодом применяется только чистая соль. Их недоста¬
ток — высокое (до 0,04 мае. дол. против 0,0005 мае. дол. в ртут¬
ных ваннах) содержание в щелоке хлорида натрия, затрудняю¬
щее его переработку.Себестоимость гидроксида натрия полученного электролизом
с ртутным катодом на 10—15% выше, чем себестоимость полу¬
ченного диафрагменным методом.Дальнейшее совершенствование процесса производства гид¬
роксида натрия и хлора электрохимическим методом заключа¬
ется в:— разработке процесса, сочетающего диафрагменный и ртут¬
ный методы, в котором твердый хлорид натрия, полученный вы¬
париванием обратного щелока из диафрагменного электролизе¬
ра, поступает на донасыщение анолита из ванн с ртутным като¬
дом,— внедрение электролизеров диафрагменного типа с ионо¬
обменной мембраной.21.4. Переработка продуктов электролизаЭлектролиз водного раствора хлорида натрия используется
для промышленного производства гидроксида натрия и хлора.
В качестве побочного продукта при этом получается водород.345
Переработка щелока в гидро¬
ксид натрия. Электролитический
щелок, получаемый электролизом с
ртутным катодом не содержит
хлорида натрия. Для получения из
него гидроксида натрия щелок упа¬
ривают до заданной концентрации и
затем обезвоживают. Щелок, полу¬
чаемый электролизом с железным
катодом содержит 170—200 г/л
хлорида натрия. Процесс перера¬
ботки этого щелока заключается в
выделении из него хлорида натрия,
возвращаемого в технологический
процесс, упаривании раствора и обезвоживании полученного
плава едкого натра для получения твердого продукта. Выделе¬
ние хлорида натрия из щелока основано на его изотермической
кристаллизации. Растворимость хлорида натрия в водных ра¬
створах гидроксида натрия понижается с увеличением концен¬
трации последнего (рис. 21.4).Поэтому при упаривании щелока из него выпадает раство¬
ренный в нем хлорид натрия. Упаривание до концентрации
выше 50% мае. практически нецелесообразно, так как за этим
пределом растворимость хлорида натрия почти не изменяется.
Выделившийся хлорид натрия после охлаждения раствора от¬
деляют на фильтре, промывают и вновь используют для элект¬
ролиза (обратная соль).В некоторых отраслях промышленности используют твер¬
дый едкий натр. Для его получения очищенный от хлорида
натрия и упаренный щелок обезвоживают (плавят) в котлах,
обогреваемых топочными газами, или в вакуум-выпарных ус-ОмаОНРис. 21.4. Растворимость
хлорида натрия в растворе
едкого натраем?Вакуум-упаривание
кристаллизациятФильтрованиеIН20NaCI1ООбезвоживаниеNaOH тв.NaOH р-рРис.21.5. Принципиальная схема переработки щелока346
тановках непрерывного действия, обогреваемых высококипя-
щим органическим теплоносителем — даутермом (смесь ди¬
фенила и диоксида). На рис. 21.5 приведена принципиальная
схема переработки электролитического щелока и получения
едкого натра.Технический гидроксид натрия (едкий натр) выпускают в
твердом виде (плавленный и в виде чешуек) с содержанием
NaOH не менее 95% (ГОСТ 2263-71) и в виде водного раствора с
содержанием NaOH не менее 610 г/л (ГОСТ 11078-71).Выделение и очистка хлора. Выходящий из электролизере
хлор при температуре 70—90° С содержит водяные пары. Влаж¬
ный хлор корродирует черные и другие металлы, используемые
в качестве конструкционных материалов. Кроме того, исполь¬
зование его как реагента в производстве различных органичес¬
ких соединений ведет к образованию побочных продуктов. По¬
этому, хлор до превращения его в технический продукт предва¬
рительно подвергают сушке.Хлор охлаждают в графитовых или титановых холодильни¬
ках-конденсаторах до 20—30°С и затем абсорбируют оставшу¬
юся в газе влагу концентрированной серной кислотой в абсор¬
берах. Сухой хлор подвергают сжатию в компрессорах до дав¬
ления 0,15 МПа.Для сжижения хлора используют различные методы:— сжижение под давлением 1—1,2 МПа и температуре 25° С,— сжижение под атмосферным давлением при температуре
-50° С,— сжижение под давлением 0,3—0,6 МПа и температуре от
-5 до -25° С.На рис.21.6 представлена принципиальная схема переработ¬
ки хлоргаза и получения технического хлора.H2S04 Р р1 IСжатиеСжижение !—► С12жид.Хлоргаз -И Охлаадение |—►! Абсорбция 1—►Н20 H2S04 водн. ► С12 газРис. 21.6. Принципиальная схема переработки хлоргазаЖидкий хлор хранят и транспортируют в специальных
стальных баллонах или цистернах емкостью до 50 тонн.В процессе электролиза водного раствора хлорида натрия как
с железным, так и с ртутным катодом образуется водород, ко¬
торый является побочным продуктом процесса. В том случае,347
если предполагается использование водорода в промышленных
целях, его подвергают очистке, пропуская через колонны, на¬
полненные активированным углем. Полученный продукт дол¬
жен содержать не менее 99% водорода.21.5. Общая схема производстваЭлектрохимическое производство гидроксида натрия и хло¬
ра из водного раствора хлорида натрия представляет собой еди¬
ное комплексное производство, включающее следующие про¬
цессы:ПодземныйрассолТвердаясольВодаiДобыча и пере¬
качка рассолатСклад и раст¬
ворение солитВодаСырой рассолСырой рассол1ХранениеПеременный
ток
♦Na2C03
HCI ►±ХранениеОчистка рассолаПреобразова¬тельнаяподстанцияПостоянныйтокВлажныйхлор96% H2S04Склад
серной кислоты
и отдувка хлора1ЭлектролизОхлаждение
и перекачка
водородаН.Охлаждение,
осушка
и перекачка
хлораTf—78% H2S04ClШламЭлектро-
Ь- литичес-
кий ще¬
локВыпарка
и растворение
обратной солиСклад
каустической содыЕдкий натр
NaOHРис 21.7. Общая схема электрохимического производства едкого
натра, хлора и водорода348
— получение и очистка рассола;— собственно электролиз;— очистка, выпаривание щелока и плавка едкого натра;— переработка хлора и улавливание водорода.Конкретная технологическая схема производства, использу¬
емое сырье и методы его подготовки, зависят от метода основ¬
ной стадии производства — электролиза, проводимого в элект¬
ролизерах с железным или ртутным катодом.Подземный рассол, получаемый в рассольных скважинах,
перекачивают из специальных сборников на очистку. Твердую
товарную соль хранят на складе соли, где ее растворяют и рас¬
сол также подают на очистку. Из цеха электролиза электроли¬
тический щелок перекачивают в цех выпарки и в виде 42—50% -
ного раствора передают на склад. Влажный хлор из электроли¬
зеров поступает в отделение сушки и затем компрессорами пе¬
рекачивается цехам-потребителям. Водород, являющийся по¬
бочным продуктом процесса, после охлаждения водой подает¬
ся потребителям. Постоянный ток для электролиза подводят к
электролизерам с преобразовательной подстанции, расположен¬
ной на территории предприятия. На рис. 21.7 приведена схема
подобного электрохимического производства.21.6. Производство СОЛЯНОЙ КИ€ЖОТЫ21.6.1. Хлористый водород и соляная кислотаСоляной кислотой называются растворы хлористого водоро¬
да в воде различной концентрации.Хлористый водород НС1 — в обычных условиях бесцвет¬
ный газ с резким специфическим запахом, с температурой ки¬
пения -84,8°С и температурой плавления -114,2°С. Легко
сжижается, критическая температура составляет 51,4°С, кри¬
тическое давление 8,2 МПа. Хлористый водород хорошо ра¬
створим в воде; при давлении ОД МПа растворимость его рав¬
на: при 0°С 525 л/л (82,3 г/100 г воды), при 18°С 451 л/л (70,7
г/100 г воды). Растворим в этаноле, диэтиловом эфире и дру¬
гих органических растворителях. Токсичен. ПДК — 5 мг/м3.Хлористый водород применяется как гидрохлорирующий
агент в различных производствах органического синтеза (полу¬
чение хлорвинила из ацетилена, хлорэтила из этилена и т. п.),
пластических масс и синтетических каучуков.Соляная кислота — бесцветная прозрачная жидкость,
иногда окрашенная солями железа и растворенным хлором349
в желтовато-зеленый цвет. При образовании соляной кисло¬
ты хлористый водород образует с водой три кристаллогидра¬
та: НС1-ЗН20 с т.пл. -24,9°С, НС1-2Н20 с т. пл. -18,3°СиНС1Н20
с т. пл. -15,9°С, которые дают несколько эвтектик, одна из
которых плавится при -86°С.Температура кипения и плотность естляной кислоты зависят
от ее концентрации, то есть от состава системы «НС1—Н20».
Максимально возможное содержание НС1 в соляной кислоте
равно 46,15% мае. При концентрации 20,22% мае. образуется
азеотроп с температурой кипения 108,6С. Наиболее распрост¬
раненные сорта товарной соляной кислоты имеют концентра¬
цию от 27 до 38% мае., что связано с особенностями ее произ¬
водства. Температура замерзания такой кислоты составляет
около -30° С.По масштабам производства и применения соляная кислота
занимает третье место после серной и азотной кислот. Соляная
кислота применяется для получения хлоридов металлов, хло¬
рида аммония, в гидролитических процессах (гидролиз целлю¬
лозы и др.), для очистки поверхности металлов (травление). Для
снижения коррозионной активности в соляную кислоту вводят
ингибиторы, защищающие металл, но не препятствующие ра¬
створению оксидной пленки.Соляную кислоту получают абсорбцией хлористого водоро¬
да водой. Из известных методов получения хлористого водоро¬
да практическое значение имеет только прямой синтез его из
водорода и хлора. Другие методы производства (сульфатный и
извлечением из продуктов хлорирования органических соеди¬
нений) не получили применения из-за высокой загрязненности
получаемого хлористого водорода и, следовательно, соляной
кислоты.21.6.2. Физико-химические основы производства
синтетической соляной кислотыПроизводство синтетической соляной кислоты включает две
последовательных стадии: синтез хлористого водорода из хло¬
ра и водорода и абсорбцию хлористого водорода водой.1. Синтез хлористого водорода из хлора и водорода — это
обратимый гомогенный экзотермический процесс, протекаю¬
щий в форме спонтанного (самопроизвольного) невзрывного го¬
рения водорода в хлоре, выражаемый уравнением:Н2 + Cl2 «=* 2НС1 - АН, где АН = 183,7 кДж.350
Реакция горения протекает по
цепному механизму и инициирует¬
ся нагреванием или световым облу¬
чением высокой мощности. Состоя¬
ние равновесия системы существен¬
но зависит от температуры, выше
1500°С оно сдвигается вправо. На
рис. 21.8 показана зависимость кон¬
центрации хлора в эквимолекуляр¬
ной смеси с водородом от темпера¬
туры. Однако на практике для обес¬
печения достаточно высокой скоро¬
сти синтеза температуру в реакторе
поддерживают в пределах 2300С,
что позволяет, однако, обеспечить достаточно высокий выход
хлористого водорода. Процесс ведут при избытке водорода в 3—
10% сверх стехиометрического количества. Это не только спо¬
собствует сдвигу равновесия вправо, но и обеспечивает отсут¬
ствие хлора в отходящих газах, общую экологическую чистоту
технологии, работу в безопасных пределах состава смеси «хлор-
водород» и позволяет избежать возможность взрыва (табл. 21.6).Таблица 21.6. Пределы взрывчатости системы «Иг — СЬ»ПределывзрывчатостиСодержание компонентов, % об.ВодородХлорНижний5,095,0Верхний87,512,52. Абсорбция хлористого водорода водой представляет собой
гетерогенный обратимый экзотермический процесс образования
гидратов хлористого водорода (21.7.1)иих растворения в воде.НС1 + пН20 ^ НС1 • пН20 - АН.Тепловой эффект абсорбции (растворения) хлористого водо¬
рода зависит от значения л, то есть от концентрации образую¬
щейся соляной кислоты и составляет при бесконечном разбав¬
лении 75,1 кДж/моль.Состояние равновесия процесса абсорбции зависит от концен¬
трации хлористого водорода в абсорбируемом газе и температу¬
ры. Из рис. 21.9 следует, что с увеличением концентрации НС1
в газе степень абсорбции и концентрация образующейся соля¬
ной кислоты возрастает. Поэтому на абсорбцию направляют газ
с содержанием хлористого водорода не мене 90% об.Рис. 21.8. Влияние температу¬
ры на степень диссоциации
хлористого водорода351
Рис. 21.9. Влияние содержания Рис. 21.10. Диаграмма кипенияхлористого водорода в газе на системы «НС1— Н2О»концентрацию соляной кислотыБез отвода теплоты из системы получить при абсорбции со¬
ляную кислоту концентрацией выше азеотропа (20,2%) невоз¬
можно (рис. 21.10). Для получения кислоты более высокой кон¬
центрации избыточная теплота абсорбции должна отводиться
из системы. Это может быть достигнуто:— отводом тепла в окружающую среду (изотермическая аб¬
сорбция);— проведением процесса в адиабатических условиях, когда
теплота используется внутри системы для испарения воды и уве¬
личения концентрации кислоты (адиабатическая абсорбция).Первый метод сложен в обеспечении, так как требует тепло¬
обменной аппаратуры с большой поверхностью охлаждения, ра¬
ботающей в контакте с коррозионно-активной жидкостью. По¬
этому, наибольшее распространение получил метод адиабати¬
ческой абсорбции, разработанный А.М. Гаспаряном. При ис¬
пользовании в качестве сырья 75% -ного хлора и 95% -ного водо¬
рода этим методом можно получить соляную кислоту концент¬
рацией до 33%.Метод изотермической абсорбции используется в ограничен¬
ных масштабах для получения соляной кислоты более высокой
(39—40%) концентрации.21,6.3. Технологические схемы производства соляной кислотыСовременные установки по производству соляной кислоты
включают, как правило, две технологические линии: одну для
производства соляной кислоты и другую — для производства
сжиженного хлористого водорода. На рис. 21.11 представлена
принципиальная схема подобного производства.352
н,LГCl.1оСжатие |-Сжигание М ОхлаждениеСпециальноеохлаждениеHCI жН2°Очисткахвостовыхгазовхвостовыегазы~Абсо^бция1»СолянаякислотаРис. 21.11. Принципиальная схема производства соляной кислоты и
жидкого хлористого водородаНиже рассмотрены технологические схемы производства со¬
ляной кислоты по методам адиабатической и изотермической
абсорбции (рис. 21.12. и 21.13).Хлор (рис. 21.12) из буферной емкости 1, где от него отделя¬
ется серная кислота, увлекаемая хлором из сушильной башни,
и водород через огневзрывопреградитель 2 подают в горелку
печи 3 в соотношении, обеспечивающем избыток водорода. Вы¬
ходящий из печи газ охлаждается в газовом холодильнике 4,Рис 21.12. Технологическая схема производства соляной кислоты
и хлористого водорода методом адиабатической
абсорбции1 — буферная емкость, 2 — огневзрывопреградитель, 3 — печь, 4 — га¬
зовый холодильник, 5 — абсорбционная колонна, 6 — сборник кислоты,7 — санитарная башня, 8 — эжектор, 9 — рассольный холодильник, 10 —
сушильная башня, 11 — конденсатор, 12 — компрессор, 13 — сборник
HCI (жидк.), 14 — баллон (танк)353
орошаемом водой и разделяется на два потока. Один поток (ли¬
ния соляной кислоты) поступает в абсорбционную колонну 5,
орошаемую водой. Температура абсорбции составляет 80—85°С
и регулируется испарением воды, подаваемой в колонну. Про¬
дукционную соляную кислоту собирают в сборнике 6, а непог¬
лощенные газы, содержащие хлористый водород, водород, азот
и пары воды, направляют в санитарную башню 7, орошаемую
водой, после чего выбрасывают через эжектор 8 в атмосферу.
Второй поток газа (линия жидкого хлористого водорода) допол¬
нительно охлаждается в рассольном холодильнике из тантала
или графита 9 и направляется на осушку в башню 10, орошае¬
мую концентрированной серной кислотой. Сухой хлористый во¬
дород проходит через конденсатор 11, сжимается компрессором
12 до давления 10 МПа и поступает в сборник жидкого продук¬
та 13, откуда разливается в баллоны или танки.Газообразный хлористый водород (рис. 21.13) при температу¬
ре 150—200°С, выходящий из печи, поступает в охлаждаемый
водой графитовый абсорбер 1, куда подается также для ороше¬
ния слабая соляная кислота из абсорбционной башни2. Продук¬
ционная соляная кислота, образующаяся в абсорбере 1, посту¬
пает из него в сборник 3 и оттуда на склад. Газы из абсорбера 1
подают в башню 2, где оставшийся непоглощенный хлористый
водород абсорбируется водой, образуя слабую соляную кислоту.
Хвостовые газы из башни 2 направляются для очистки в сани¬
тарную башню 4, пройдя которую выбрасываются в атмосферу.Рис. 21.13. Технологическая схема производства (стадияабсорбции) соляной кислоты методом изотермической
абсорбции:1 — абсорбер, 2 — абсорбционная башня, 3 — сборник продукционной
соляной кислоты, 4 — санитарная башня354
Основным аппаратом в производстве хлористого водорода и
соляной кислоты является печь синтеза (сгорания). Она состо¬
ит из стального корпуса, футерованного огнеупором, предохра¬
нительной мембраны, разрушающейся при высоких давлени¬
ях, и горелки. Горелка выполнена в виде двух концентрически
расположенных труб, по внутренней из которых вводится хлор,
а по кольцевому пространству — водород. Такая конструкция
обеспечивает хорошее смешение компонентов и сводит к мини¬
муму возможность взрыва.Высокая коррозионная активность соляной кислоты и влаж¬
ного хлористого водорода предъявляет повышенные требования
к конструкционным материалам аппаратуры. Для ее изготов¬
ления используются керамика (насадка колонн), тантал и гра¬
фит, пропитанный фенолформальдегидной смолой (холодиль¬
ники) и кварц.Товарными продуктами в производстве являются соляная кис¬
лота с содержанием НС12 7,5 и 31 %, ингибированная соляная кис¬
лота и жидкий хлористый водород с содержанием НС199,5%.Контрольные вопросы1. Какие процессы называются электрохимическими и чем они от¬
личаются от электротермических процессов? Приведите примеры
тех и других.2. В каких областях химической технологии используются электро¬
химические процессы?3. Что является условием протекания процесса электролиза?4. Что такое перенапряжение и как оно влияет на последовательность
разряда ионов при электролизе?5. Перечислите количественные характеристики промышленного
электролиза и дайте им определение.6. Что служит сырьем для электрохимического производства гидро¬
ксида натрия, хлора и водорода?7. Какие примеси должны быть удалены из раствора электролита пе¬
ред электролизом?8. В чем принципиальное различие процессов электролиза при полу¬
чении гидроксида натрия с железным катодом и ртутным катодом?9. Приведите уравнения первичных и вторичных процессов в обоих
случаях.10. Перечислите преимущества и недостатки процесса с ртутным ка¬
тодом.11. Что называется соляной кислотой? Какая максимальная концен¬
трация соляной кислоты может быть достигнута в производстве?12. Почему процесс синтеза хлористого водорода ведут в избытке во¬
дорода?13. Какие методы отвода тепла существуют на стадии абсорбции хло¬
ристого водорода в производстве соляной кислоты? В чем преиму¬
щества метода адиабатической абсорбции?355
ЛИТЕРАТУРА (к 1 тому)IАгладзе РЛ. и др. Прикладная электрохимия. — М.: Химия,1987.Амелин А.Г. Технология серной кислоты. — М.: Химия, 1983.
Антрощенко ВЛ., Каргин СЛ. Технология азотной кислоты.М.: Химия, 1970.АнчишкинАЛ. Наука, Техника. Экономика. — М.: Экономи¬
ка, 1989.Вояндин Э.П. Эффективность обновления техники. — М.: На¬
ука, 1988.Велоглазов ИЛ., Муравьев АЛ. Интенсификация и повышение
эффективности химико-технологических процессов. — М.: Наука,1988.Богдановский ГА. Химическая экология. — М.: Изд. МГУ,
1994.Бондарев А.Г. Математическое моделирование в химической тех¬
нологии. — М.: Высшая школа, 1987.Вуттп и др. Химическая технология вяжущих веществ. — М.:
Химия, 1980.Водоподготовка. Под ред. ОЛ. Мартыновой. — М.: Атомиздат,1977.Вяткин МА.и др. Основные направления развития энергетики
химической промышленности. — М.: Химия, 1987.Голубятников В. А., Шувалов В.В. — Автоматизация производ¬
ственных процессов и АСУП в химической промышленности. —
М.: Химия, 1978.Дохолова АЛ. и др. Производство и применение аммофоса. —
М. Химия, 1977.ЗакгеймА.Ю. Введение в моделирование химико-технологичес-
ких процессов. М.: Химия, 1982.Иваненко С.В. и др. Производство синтетического аммиака. —
М.: Высшая школа, 1981.Кафаров В.В. Методы кибернетики в химической техноло¬
гии. — М.: Химия, 1985.Касаткин А.Г. Основные процессы и аппараты химической тех¬
нологии. — М.: Химия, 1973.Комплексное использование сырья и отходов. Под ред. Б.М. Ра-
вича.— М. Наука. 1988.Кочетков ВЛ. Фосфорсодержащие удобрения. — М.: Химия,
1982.Кошкарев ОД., Соколов И. Д. Технология калийных удобрений.
М. — JL: Химия, 1978.КутеповА.М. и др. Общая химическая технология. — М.: Выс¬
шая школа, 1985.Лейтес ИЛ. и др. Теория и практика химической энерготехно¬
логии. — М. — JL: Наука, 1988.356
Менделеев Д.И. Границ познанию предвидеть невозможно. —
М.: Сов. Россия, 1991.Меньшова В.П., Тобелко И.Л. Экономика химической промыш¬
ленности. — М.: Высшая школа, 1982.Мельников ЕА. и др. Технология неорганических веществ и
минеральных удобрений. — М.: Химия, 1983.Новиков Ю.В.Охрана окружающей среды. — М.: Высшая шко¬
ла, 1987.Наркевич И.П., Печковский Б.В. Утилизация и ликвидация от¬
ходов в технологии неорганических веществ. — М.: Химия, 1984.Общая химическая технология. Под ред. А.Г. Амелина. — М.:
Химия, 1977.Основы химической технологии. Под ред. И.П. Мухленова. —
М. Высшая школа. 1991ПозинМ.Е. Технология минеральных удобрений. — JL: Химия,1989.Производство азотной кислоты в агрегатах большой единичной
мощности. Под ред. В.М. Орловского. — М.: Химия, 1985.Плановский А.Н., Николаев П.И. Процессы и аппараты хими¬
ческой и нефтехимической технологии. — М. Химия.1972.Путилов А.В. и др. Охрана окружающей среды. — М.: Химия,
1991.Развитие химической промышленности в СССР, т. т. 1, 2. — М.:
Наука, 1984Розанов Б.Г. Основы учения об окружающей среде. — М.: Изд.
МГУ, 1984.Соколовский АА., Яшке Е.В. Технология минеральных удобре¬
ний и кислот. — М.: Химия, 1979.Родионова И А. Экономическая география России. — М.: Изд.
Московский лицей, 1997.Справочник «Россия в цифрах». — М.: Статистика, 1999.Статистический сборник СССР и зарубежные страны. — М.:
Финансы и статистика, 1988.Технология—материалы—машины. История. Современность.
Перспективы. — М.: Наука, 1994.Технология фосфорных и комплексных минеральных удобре¬
ний. Под ред. СД.Эвенчика.— М.: Наука, 1988.Харлампович Г.Д., Кудряшова Р.И. Безотходные технологи¬
ческие процессы в химической промышленности. — М.: Химия,1978.Химия и современность. Под ред. ЮД. Третьякова. — М.: Про¬
свещение, 1985.Энциклопедия неорганических материалов, т. т. 1, 2. — Киев:
Изд. Укр. энцикл., 1977Якименко Л.Н. Электрохимические процессы в химической
промышленности. — М.: Химия, 1981.357
ПриложениеУЧЕБНО-ОЗНАКОМИТЕЛЬНАЯ
ПРОИЗВОДСТВЕННАЯ ПРАКТИКА
ПО ХИМИЧЕСКОЙ ТЕХНОЛОГИИ11. Цель и задачи практикиУчебно-ознакомительная производственная практика по хи¬
мической технологии — важная составная часть учебного про¬
цесса при подготовке высококвалифицированных учителей
химии. Она ставит своей целью углубление и закрепление на
практике теоретических знаний, полученных студентами при
изучении курса химической технологии: ознакомление с раз¬
личными химическими производствами, типовым производ¬
ственным оборудованием, методами контроля, автоматизацией
и механизацией производственных процессов, мероприятиями
в области охраны окружающей среды, с общими принципами
организации производства, с важнейшими профессиями работ¬
ников химической промышленности. Тем самым практика дол¬
жна помочь будущему учителю лучше подготовиться к трудово¬
му воспитанию учащихся, к проведению профессиональной ори¬
ентации на конкретные профессии химического профиля.2. Организация практикиДля прохождения учебно-ознакомительной практики по хи¬
мической технологии студенты направляются на предприятия
как химической и нефтехимической промышленности, так и
на предприятия смежных отраслей.Продолжительность практики определяется учебным планом
вуза.Продолжительность рабочего дня на предприятии для студен¬
тов — 6 часов.Практика проводится в соответствии с календарным планом,
составленным руководителем —преподавателем кафедры хими¬
ческой технологии. Студенты в соответствии с программой дол¬
жны углубленно изучить производственные процессы на двух1 Составители: Р.С. Соколов, Р.К. Магдеева.358
базовых предприятиях, а также принять участие в производ¬
ственных экскурсиях на другие близлежащие крупные про¬
мышленные предприятия. Это даст возможность студентам по¬
лучить более широкое представление о различных производ¬
ствах органической и неорганической технологии.Для организации и проведения практики выделяются два ру¬
ководителя: один из числа преподавателей кафедры химичес¬
кой технологии института, второй — квалифицированный спе¬
циалист-технолог от предприятия. Перед началом практики ка¬
федра проводит установочную конференцию для студентов, на
которой разъясняется содержание и график прохождения прак¬
тики, а также правила поведения студентов на промышленных
предприятиях. Для прохождения практики студенты разбива¬
ются на группы не более, чем по 12 человек.Календарный план и график прохождения практики на за¬
воде составляет преподаватель, руководящий практикой на дан¬
ном заводе. Как правило, студент после ознакомления с прави¬
лами техники безопасности и общего осмотра предприятия про¬
водит в отдельных цехах по несколько дней (от 2 до 5), где по
указанию руководителей производит наблюдение за режимом
технологических процессов, их контролем и регулированием и
составляет структурные схемы производства и конспективно
описывает главнейшие стадии изучаемых процессов, занося все
записи в свою рабочую тетрадь, знакомится на рабочих местах
с профессиями аппаратчиков и других работников химической
промышленности.3. Содержание учебно-ознакомительной
производственной практикиВ ходе практики студенты знакомятся со структурой пред¬
приятия, его историей, продукцией и изучают:а) технологическую схему производства данного химическо¬
го продукта;б) характеристики применяемых сырья и материалов и вли¬
яние их качества на технико-экономические показатели про¬
изводства;в) машины и аппараты, в которых осуществляются основ¬
ные технологические процессы;г) контролируемые и регулируемые параметры технологи¬
ческого процесса, приборы и средства контроля и регулирова¬
ния технологических параметров, систему автоматического уп¬
равления процессом;359
д) качество товарной продукции и методы его контроля;е) утилизацию и использование отходов и побочных продук¬
тов производства;ж) организацию производства и функциональные обязанно¬
сти работников цеха или установки по обслуживанию техноло¬
гического процесса;з) состояние техники безопасности, охраны труда и проти¬
вопожарные мероприятия; вредные выбросы и производствен¬
ные стоки, меры по защите от них окружающей среды;и) основные технико-экономические показатели: производи¬
тельность, расходные коэффициенты по сырью и материалам,
энергетические затраты (электроэнергия, пар, вода, теплоносите¬
ли, хладоагенты, топливо), калькуляцию себестоимости продукта.В соответствии с календарным планом практики часть вре¬
мени может отводиться на более детальное ознакомление с ра¬
ботой аппаратчика, лаборанта, а также с содержанием работы
сотрудников производственно-экономического отдела предпри¬
ятия. При этом студент должен ознакомиться с содержанием
работы и операциями, выполняемыми работником, режимом
работы обслуживаемого им аппарата, контролируемыми и ре¬
гулируемыми параметрами процесса, содержанием инструкций
на данном рабочем месте. При работе в цеховой или заводской
лаборатории студент должен изучить методы контроля качества
продукции, сырья и вспомогательных материалов, ознакомить¬
ся с используемым оборудованием, а также обязанностями ла¬
борантов, контролеров, методами и сроками отбора проб.4. Теоретические занятияПриобретению практических навыков сопутствует дальней¬
шее повышение теоретических знаний. В течение первой неде¬
ли практики студент должен дополнительно ознакомиться с
литературой об автоматическом контроле и регулировании про¬
изводственных процессов и составить конспект.Для студентов проводятся лекции, беседы и консультации
преподавателями института и работниками предприятия. Ос¬
новными темами лекций и бесед являются:• история предприятия, структура производств и их эволю¬
ция;• ассортимент выпускаемой продукции, ее качественные
показатели и применение в народном хозяйстве;• автоматизированная система управления производством
(АСУП);360
• обеспечение предприятия энергетическими ресурсами;• теоретические основы процессов производства и факторы,
влияющие на его эффективность;• научно-технический прогресс и направления совершен¬
ствования технологического процесса производства данного
продукта.По отдельным разделам техники и технологии производства
студенты получают индивидуальные консультации.5. Производственные экскурсииВ период практики организуются производственные экскур¬
сии внутри базового предприятия, а также на другие крупные
промышленные объекты.Руководители от предприятия организуют для группы
студентов экскурсии с посещением музея предприятия, ос¬
новных цехов и производств, не изучаемых специально,
центральной заводской лаборатории, отдела технического
контроля, вспомогательных цехов (механического, водоснаб¬
жения и т.д.), очистных сооружений, операторных и вычис¬
лительного центра.Смежные химические предприятия в качестве объектов для
экскурсионного ознакомления выбираются руководителем
практики от института с таким расчетом, чтобы их профиль не
совпадал с профилем предприятия, на котором студенты про¬
ходят практику и давал студентам возможность получить ши¬
рокое представление о различных химических и нехимических
производствах. Объектами экскурсий могут служить металлур¬
гические комбинаты, автозаводы, бумажные и текстильные
комбинаты, стекольные заводы и т.д.6. Индивидуальные заданияКаждый студент в период практики получает от руководите¬
ля и выполняет индивидуальное задание в одном из следующих
направлений:• проведение экскурсии и описание методики ее проведения;• изготовление наглядного пособия по конкретному произ¬
водству в виде модели или макета производственной установ¬
ки, стенда, альбома, коллекции сырьевых материалов, проме¬
жуточных и готовых продуктов и т.д.;• подготовка реферата о развитии одной из изучаемых на
практике отрасли химической промышленности;361
• подготовка реферата о профориентации учащихся при изу¬
чении химических производств на уроках химии;• подготовка доклада на итоговой конференции на одну из
тем: состояние технологии производства и пути ее совершен¬
ствования; качество продукции и влияние технологии на его
повышение; влияние параметров технологического процесса на
технико-экономические показатели производства; автоматиза¬
ция технологических процессов и ее влияние на эффективность
производства и т.п.Необходимый материал студенты получают из технологичес¬
ких регламентов, инструкций для мастеров и рабочих, бесед с
руководителями практики, инженерно-техническими работни¬
ками, мастерами и рабочими.7. Методика проведения индивидуальных
экскурсий в период практикиС целью подготовки будущих учителей к самостоятельной
организации и проведению производственных экскурсий на за¬
воды во время практики студентами проводятся учебные экс¬
курсии по изучаемым ими производствам.Задания студентам на проведение экскурсии даются препо¬
давателем в начальный период практики, причем намечается
день и час проведения экскурсии. Экскурсия должна проводить¬
ся к концу пребывания в цехе — объекте экскурсии или после
перехода в другой цех.Студент обязан выступать в роли учителя, для чего составить
конспект уроков, предшествующих экскурсии и следующего за
ней, на которых изучаются или повторяются вопросы, связан¬
ные с данным производством, дать задания учащимся на состав¬
ление отчетов об экскурсии, по изготовлению стендов, таблиц,
сбору коллекций и т.д., а также представить детальный план
проведения экскурсии. В нем должны быть точно указаны все
точки, где предполагаются остановки экскурсантов для заслу¬
шивания объяснений, содержание этих пояснений, составлен¬
ных применительно к уровню знаний учащихся и содержащих
лишь важнейшие сведения, без излишних подробностей, и
примерная длительность экскурсии в минутах. При подготов¬
ке экскурсии следует ознакомиться с литературой по проведе¬
нию экскурсий (см. список литературы). После просмотра со¬
ставленных конспектов и плана экскурсии руководителем и
внесения необходимых корректив, студент допускается к про¬
ведению экскурсии. В экскурсии должны принимать участие362
студенты, работающие на данном заводе, руководитель прак¬
тики от института, желательно участие цехового руководите¬
ля. После окончания экскурсии производится разбор ее и оцен¬
ка по 4-балльной системе.8. Составление отчета по производственной практикеНад отчетом студент работает с первого до последнего дня
практики, используя в качестве основы для него программу
практики на данном производстве и технологический регла¬
мент, а также сведения, полученные от цехового руководите¬
ля во время экскурсий по цеху, собственные наблюдения за
ходом процессов и показаниями приборов в период работы у
рабочего места, дополнительные объяснения аппаратчиков и
мастеров.В отчете должны быть отражены следующие основные воп¬
росы:1. Общая характеристика предприятия, его производствен¬
ная структура, история развития, ассортимент выпускаемой
продукции.2. Характеристика цеха, его место в общей структуре пред¬
приятия.3. Теоретические основы процессов производства данного
продукта.4. Свойства сырья и материалов, показатели их качества по
ГОСТ и ТУ.5. Структурная схема производства с описанием ее стадий.6. Характеристика основных машин и аппаратов, применяе¬
мых в технологическом процессе. (Мощность, интенсивность,
конструкционные материалы).7. Основные параметры технологического процесса, методы
и средства их контроля и автоматизации, принципиальная схе¬
ма автоматического управления технологическим процессом.8. Качество готовой продукции, показатели ГОСТ и ТУ, ме¬
тодики их определения и зависимость от технологических па¬
раметров.9. Мероприятия по технике безопасности, охране труда, за¬
щита окружающей среды, в том числе утилизации отходов и
санитарной очистке отходов и выбросов.10. Обеспечение цеха или установки энергоресурсами (элект¬
роэнергия, пар, вода и др.).11. Штаты ИТР и обслуживающего персонала, их функцио¬
нальные обязанности.363t
12. Технико-экономические показатели, структура себесто¬
имости продукта, показатели производительности труда.Отчет выполняется каждым студентом индивидуально на
листах бумаги стандартных размеров с одной стороны с после¬
дующей брошюровкой. Примерный объем отчета по каждому
заводу 20—40 листов. Отчет должен иметь титульный лист и
быть завизирован представителями всех цехов, где студент про¬
ходил практику.9. Методы контроляКонтроль за организацией и проведением практики осуще¬
ствляется руководителем от института. Проверяется:• своевременное прибытие студентов на практику;• посещаемость рабочих мест;• правильность ведения рабочих тетрадей;• соответствие работы студентов программе и календарному
плану;• состояние дисциплины.По результатам практики в зачетной книжке студента про¬
ставляется зачет с оценкой. Зачет выставляется н основании
представления каждым студентом следующих материалов:1. Отчетов по практике (по каждому из изучавшихся произ¬
водств), подписанных цеховыми и заводскими руководителя¬
ми с их оценкой.2. Выполненного индивидуального задания (конспектов уро¬
ков, предшествующих и следующих за проведением учебной
экскурсии, и плана проведения экскурсии; стендов, альбомов,
коллекций, реферата, текста доклада на конференции и т.д.).3. Конспекта по автоматизации производственных процессов,
подписанного руководителем практики от института.По итогам практики проводится конференция студентов.Помимо указанной в списке, рекомендуется литература:1. Трофимов А.И. Автоматика, телемеханика и вычислительная техника в
химических производствах. — М., 1985.2. Кафаров В£. Принципы создания безотходных химических производств. —
М., 1982.3. Довнар И.И. Проведение экскурсий по химии. — Минск, 1969.4. Дьякович С.В., Князева Р.Н. Профориентация учащихся при обучении
химии. — М., 1982.364
ОГЛАВЛЕНИЕПРЕДИСЛОВИЕ 3Часть I. ХИМИЯ И ХИМИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ
В ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЧЕЛОВЕКА 5Глава IЧЕЛОВЕЧЕСТВО И ОКРУЖАЮЩАЯ СРЕДА 51.1. Окружающая среда 51.2. Человек как компонент окружающей среды 61.3. Производственная деятельность человека и ресурсы планеты 81.4. Реакция окружающей среды на антропогенную деятельность 121.5. Биосфера и ее эволюция 12Глава IIХИМИЧЕСКОЕ ПРОИЗВОДСТВО В СИСТЕМЕАНТРОПОГЕННОЙ ДЕЯТЕЛЬНОСТИ 172.1. Материальное производство и его организация 172.2. Химическая промышленность 18Глава IIIНАУЧНО-ТЕХНИЧЕСКИЙ ПРОГРЕСС И ЭТИЧЕСКИЕ ПРОБЛЕМЫ 253.1. Научно-технический прогресс и научно-техническая революция 253.2. Научно-технический прогресс в химической промышленности 273.3. Социальные последствия НТП и этические проблемы 30Глава IVХИМИЧЕСКАЯ НАУКА И ПРОИЗВОДСТВО 334.1. Химическая технология как научная основа химического
производства 334.2. Особенности химической технологии как науки 344.3. Связь химической технологии с другими науками 374.4. Возникновение и развитие отечественной химической технологии .. 40Часть II. ОСНОВНЫЕ КОМПОНЕНТЫ ХИМИЧЕСКОГО
ПРОИЗВОДСТВА 42Глава VХИМИЧЕСКОЕ СЫРЬЕ 425.1. Определение, классификация и требования к химическому сырью .. 425.2. Ресурсы и рациональное использование сырья 455.3. Подготовка химического сырья к переработке 50Глава VIЭНЕРГИЯ В ХИМИЧЕСКОМ ПРОИЗВОДСТВЕ 556.1. Человеческое общество и проблема энергии 556.2. Использование энергии в химической промышленности 566.3. Источники энергии 586.4. Рациональное использование энергии в химической
промышленности 626.5. Новые виды энергии в химической промышленности 66Глава VIIВОДА В ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ 697.1. Использование воды в химическом производстве 697.2. Источники водоснабжения химических производств 727.3. Промышленная водоподготовка 73365
Глава VIIIЭКОНОМИКА ХИМИЧЕСКОГО ПРОИЗВОДСТВА 798.1. Технико-экономические показатели химического производства 798.2. Структура экономики химической промышленности 828.3. Материальный и энергетический балансы химического
производства 86Часть III. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ХИМИЧЕСКОЙ
ТЕХНОЛОГИИ 92Глава IXХИМИКО-ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС 929.1. Содержание химико-технологического процесса 929.2. Процессы в химическом реакторе 94Глава XПРОЦЕССЫ И АППАРАТЫ ХИМИЧЕСКОГОПРОИЗВОДСТВА 10410.1. Общая характеристика и классификация процессов 10410.2. Основные процессы химической технологии и аппаратура для них . 10610.3. Химические реакторы 119Глава XIКАТАЛИТИЧЕСКИЕ ПРОЦЕССЫ 12711.1. Промышленный катализ 12711.2. Технологические характеристики твердых катализаторов 12911.3. Контактные аппараты 133Глава XIIОРГАНИЗАЦИЯ ХИМИЧЕСКОГО ПРОИЗВОДСТВА 13812.1. Химическое производство как система 13812.2. Моделирование химико-технологической системы 14012.3. Организация химико-технологического процесса 14212.4. Управление химическим производством 146Часть IV. ПРОИЗВОДСТВО НЕОРГАНИЧЕСКИХВЕЩЕСТВ 149Глава XIIIПРОИЗВОДСТВО СЕРНОЙ КИСЛОТЫ 14913.1. Общие сведения 14913.2. Производство серной кислоты из флотационного колчедана 15713.3. Производство серной кислоты из серы 17413.4. Производство серной кислоты из сероводорода 17613.5. Товарные сорта серной кислоты 17813.6. Совершенствование сернокислотного производства 179Глава XIVПРОИЗВОДСТВО АММИАКА 18314.1. Проблема «связанного» азота 18314.2. Получение аммиака. Общие сведения 18714.3. Химическая и принципиальная схемы производства 19514.4. Физико-химические основы синтеза аммиака 19614.5. Технологическая схема производства аммиака 20214.6. Совершенствование аммиачного производства 206Глава XVПРОИЗВОДСТВО АЗОТНОЙ КИСЛОТЫ 20815.1. Общие сведения 20815.2. Физико-химические основы синтеза азотной кислоты из аммиака .214366
15.3. Производство разбавленной азотной кислоты 22415.4. Концентрирование разбавленной азотной кислоты 23115.5. Прямой синтез концентрированной азотной кислоты.. 23415.6. Перспективы развития азотнокислотного производства 238Глава XVIПРОИЗВОДСТВО МИНЕРАЛЬНЫХ УДОБРЕНИЙ 24016.1. Агротехническое значение минеральных удобрений 24016.2. Классификация минеральных удобрений 24116.3. Ассортимент и масштабы производства минеральлных удобрений .24416.4. Краткий исторический очерк развития производства
минеральных удобрений 24516.5. Типовые процессы солевой технологии 248Глава XVIIПРОИЗВОДСТВО КАЛИЙНЫХ УДОБРЕНИЙ 25317.1. Общая характеристика 25317.2. Флотационный способ производства 25417.3. Галургический способ производства 256Глава XVIIIПРОИЗВОДСТВО АЗОТНЫХ УДОБРЕНИЙ 26018.1. Общая характеристика 26018.2. Производство нитрата аммония 26118.3. Производство карбамида 268Глава XIXПРОИЗВОДСТВО ФОСФОРНЫХ И КОМПЛЕКСНЫХУДОБРЕНИЙ И ФОСФОРНОЙ КИСЛОТЫ 27819.1. Производство фосфорных удобрений 27819.2. Производство комплексных минеральных удобрений 296Глава XXПРОИЗВОДСТВО СИЛИКАТНЫХ МАТЕРИАЛОВ 30420.1. Общие сведения о силикатных материалах 30420.2. Производство вяжущих материалов 30920.3. Производство стекла 31520.4. Производство ситаллов 32020.5. Производство керамических материалов 32120.6. Перспективы развития производства силикатных материалов 325Глава XXIЭЛЕКТРОХИМИЧЕСКИЕ ПРОИЗВОДСТВА 32921.1. Технологические процессы с использованиемэлектрической энергии 32921.2. Теоретические основы промышленного электролиза 33021.3. Электролиз водного раствора хлорида натрия 33721.4. Переработка продуктов электролиза 34521.5. Общая схема производства 34821.6. Производство соляной кислоты 349ЛИТЕРАТУРА (к 1 тому) 356ПРИЛОЖЕНИЕ 358
Учебное изданиеСоколов Ростислав СергеевичХИМИЧЕСКАЯ ТЕХНОЛОГИЯВ двух томахУчебное пособие для студентов высших учебных заведенийТом 1Химическое производство в антропогенной деятельности
Основные вопросы химической технологии
Производство неорганических веществЗав. редакцией А.Н. Соколов
Редактор З.В. Ларкина
Зав. художественной редакцией ИЛ. Пшеничников
Художник Ю.В. Токарев
Компьютерная верстка Г.К. Соколова
Корректор ТЛ. КокореваЛицензия ЛР № 064380 от 04.01.96
Гигиенический сертификат
№ 77.ЦС.01.952.П.01652.С.98 от 28.08.98
Сдано в набор 08.06.99. Подписано в печать 27.09.99
Формат 60x90/16. Печать офсетная. Уел. иеч. л. 23
Тираж 5 000 экз. Заказ № 2304Гуманитарный издательский центр «ВЛАДОС*117571, Москва, просп. Вернадского, 88,Московский педагогический государственный университет
Тел.: 437-99-98, 430-04-92, 437-25-52; тел./факс 932-56-19E-mail: vlados@dol.ru
http: //www.vlados.ruГосударственное унитарное предприятие
Издательско-полиграфический комплекс «Ульяновский Дом печати*
432601, г. Ульяновск, ул. Гончарова, 14