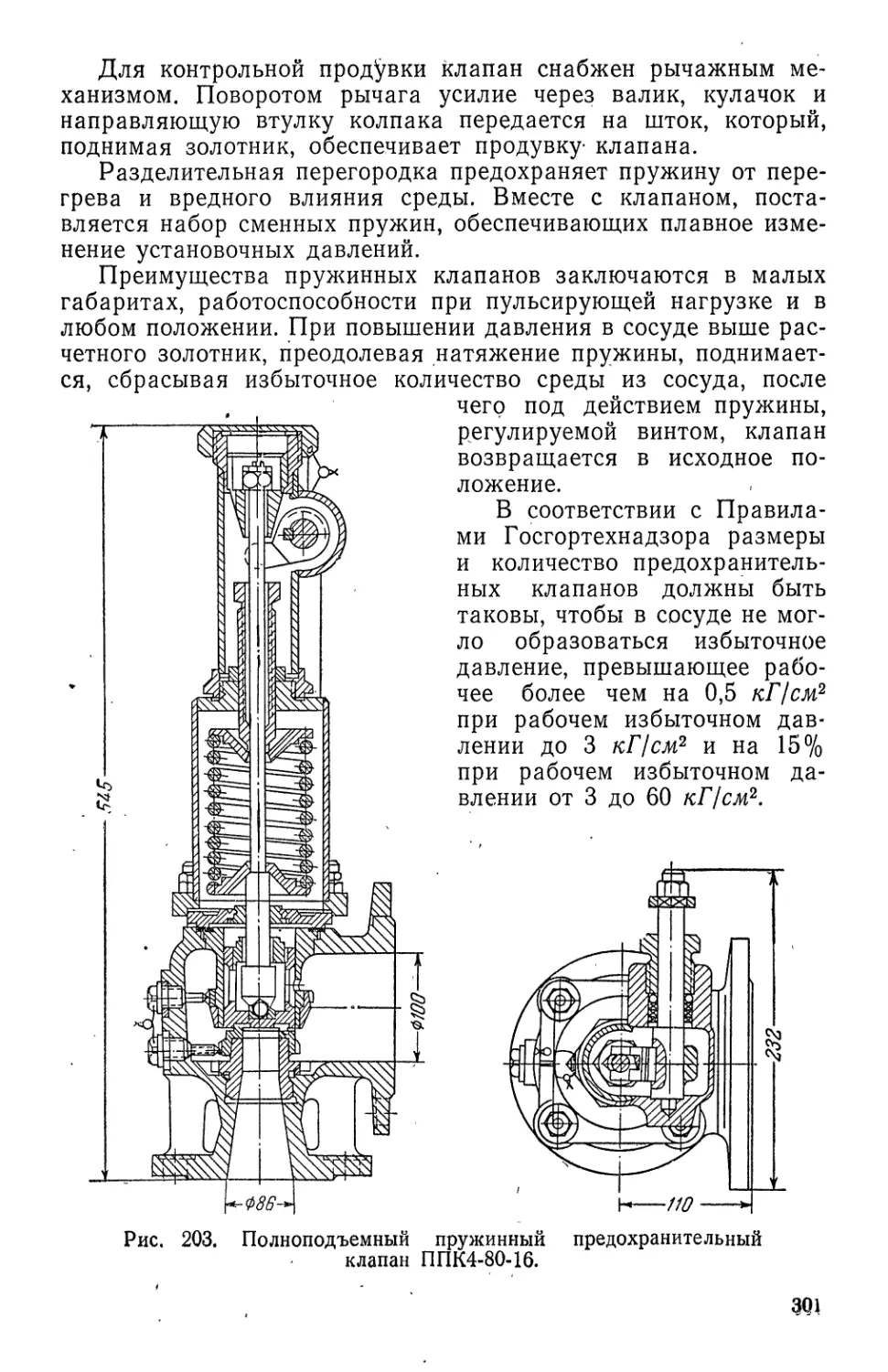
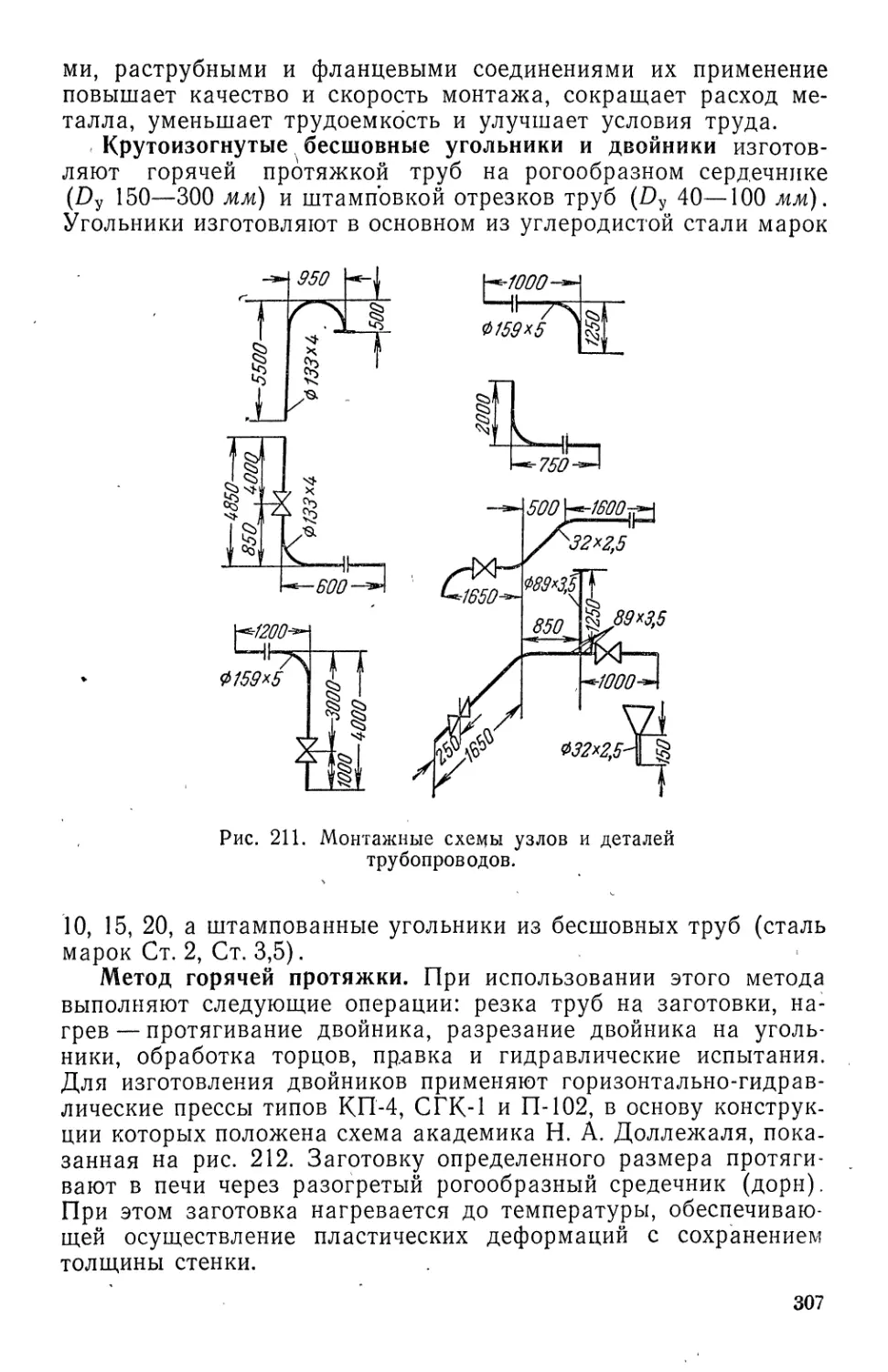
/




















































































































































































































































































































Author: Иванец К.Я. Лейбо А.Н.
Tags: эфирные масла парфюмерия косметические средства нефть нефтяная промышленность нефтедобывающая промышленность
Year: 1966




Text
КЛ И В АН ВЦ , АН. Л Е И В.О
И ЕГО ЭКСПЛУАТАЦИЯ
ОБОРУДОВАНИЕ
НЕФТЕПЕРЕРАБАТЫВАЮЩИХ
ЗАВОДОВ
И ЕГО ЭКСПЛУАТАЦИЯ
. ИВАНЕЦ, А. Н. ЛЕЙБО
Допущено Министерством
высшего и среднего специального образования СССР
в качестве учебного пособия
для нефтяных техникумов
ОС
ИЗДАТЕЛЬСТВО • ХИМИЯ
МОСКВА 1966
УДК 665.5.002.5
И 18
В книге подробно описано основное технологическое
оборудование нефтеперерабатывающих заводов (емкости,
резервуары для хранения нефтепродуктов, фракциони-
рующие и теплообменные аппараты, трубчатые печи, ме-
шалки, фильтры, центрифуги, реакторы и регенераторы).
Рассмотрены материалы, которые наиболее часто при-
меняются для его изготовления; изложены требования,
предъявляемые к качеству оборудования и освещены
вопросы его эксплуатации. Приведены расчеты аппара-
туры.
Книга является учебным пособием для нефтяных тех-
никумов. Она может быть также полезна среднему тех-
ническому персоналу нефтеперерабатывающих заводов.
СОДЕРЖАНИЕ
Предисловие . . /...............................................; 7
ГЛАВА Т
Общие сведения.....................................................9
Классификация аппаратуры и оборудования..................... 9
Основные материалы............................................10
Металлы ..................................................10
Неметаллические материалы и изделия из них...............20
РАСЧЕТ АППАРАТУРЫ
ГЛАВА 2
Основные элементы аппаратов.........................................25
ГЛАВА 3 v
Расчет корпусов аппаратов........................................ . . • 37
Общие положения .................................................37
Расчет тонкостенных аппаратов, работающих под внутренним избы-
точным давлением................................................ 44
Расчет толстостенных аппаратов, работающих под внутренним избы-
точным давлением.................................................47
Расчет аппаратов, работающих под наружным избыточным давле-
нием .................................................... ...... 48
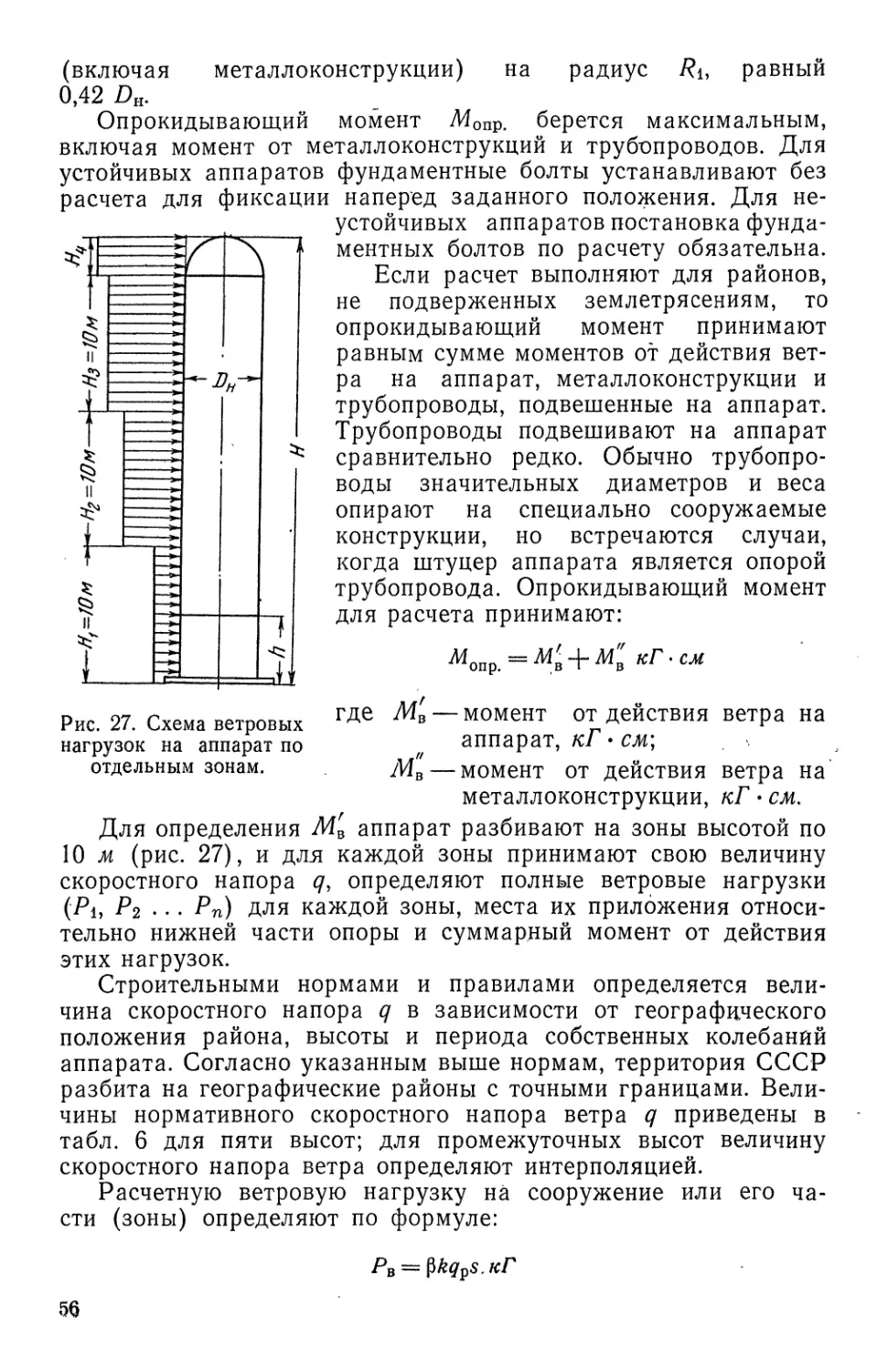
Расчет вертикальных аппаратов при ветровых нагрузка^ ... .55
ГЛАВА 4
Расчет днищ аппаратов..................*......................... 61
Расчет выпуклых днищ........................................... . 61
Расчет конических днищ.........................................64
Расчет плоских днищ........................................... 67
ГЛАВА 5
Расчет фланцев, люков и лазов ... 74
Расчет фланцев................................................ . 74
Расчет люков и лазов............................:..............83
ГЛАВА 6
Расчет опор вертикальных и горизонтальных аппаратов.............. .85
Расчет опор вертикально устанавливаемых аппаратов..............85
Расчет опор вертикально подвешиваемых аппаратов................89
Расчет опор горизонтальных аппаратов ........................ 90
1* 3
ГЛАВА 7
Сварные швы..................................................... 95
Расчет сварных швов..........................................95
Дефекты сварных швов....................................... 9?
Контроль качества швов.................................... 98
ОСНОВНОЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
ГЛАВА 8
Емкости (приемники) и резервуары для хранения нефтепродуктов . . . 100
Вертикальные и горизонтальные емкости..........................100
Резервуары для хранения нефтепродуктов.........................101
Цилиндрические резервуары*................................101
Каплевидные (сфероидальные) резервуары....................104
Оборудование резервуаров..................................105
Резервуары для хранения нефтепродуктов под давлением . .116
Расчет резервуаров . .....................................118
Технические условия на изготовление и поставку емкостей и резер-
вуаров ...................................................120
Эксплуатация оборудования. Техника безопасности................122
ГЛАВА 9
Основные фракционирующие аппараты, вертикальные колонны и аппа-
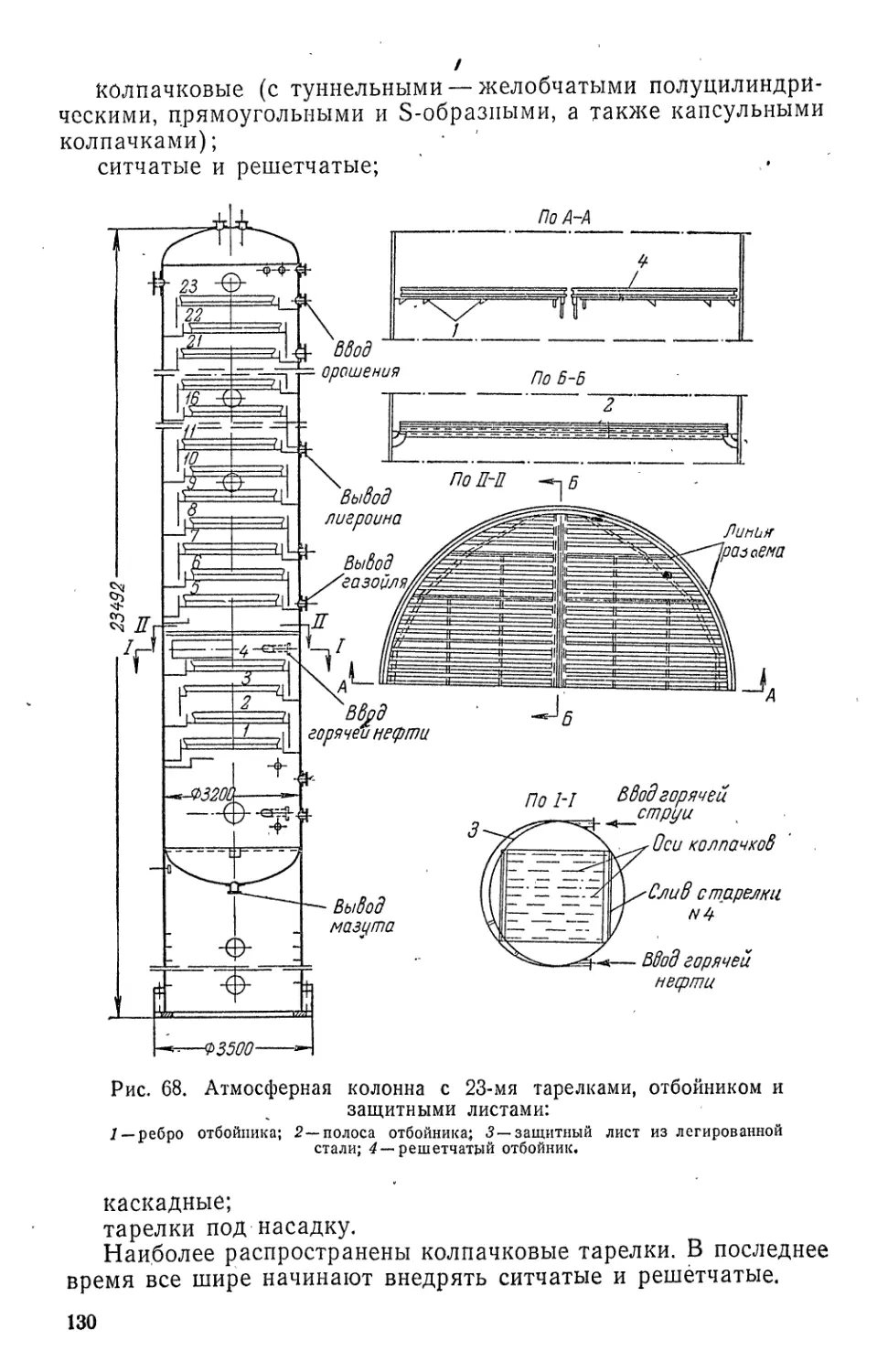
раты различного назначения .................................. .... 129
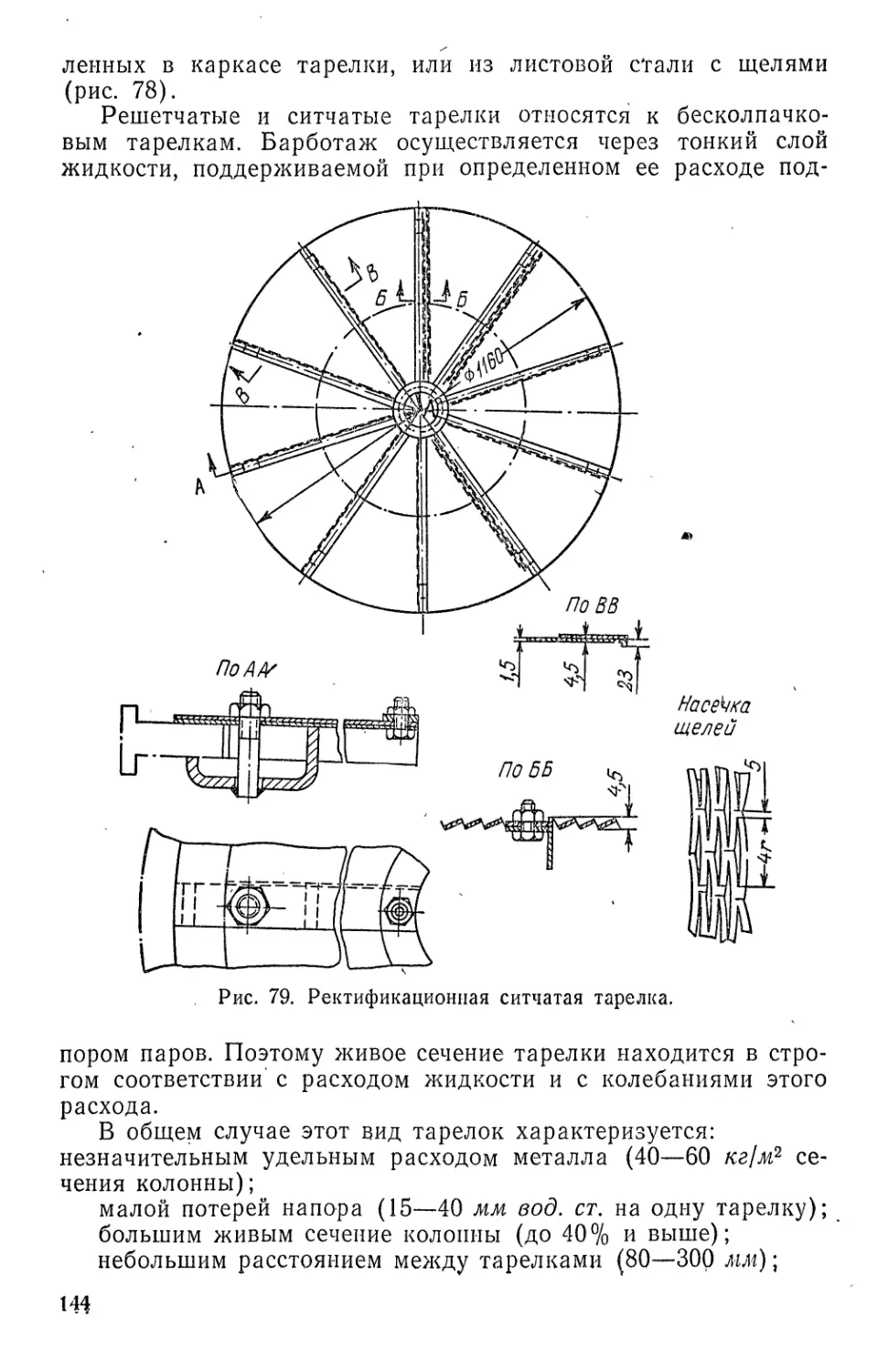
Конструкции и типы тарелок.....................................129
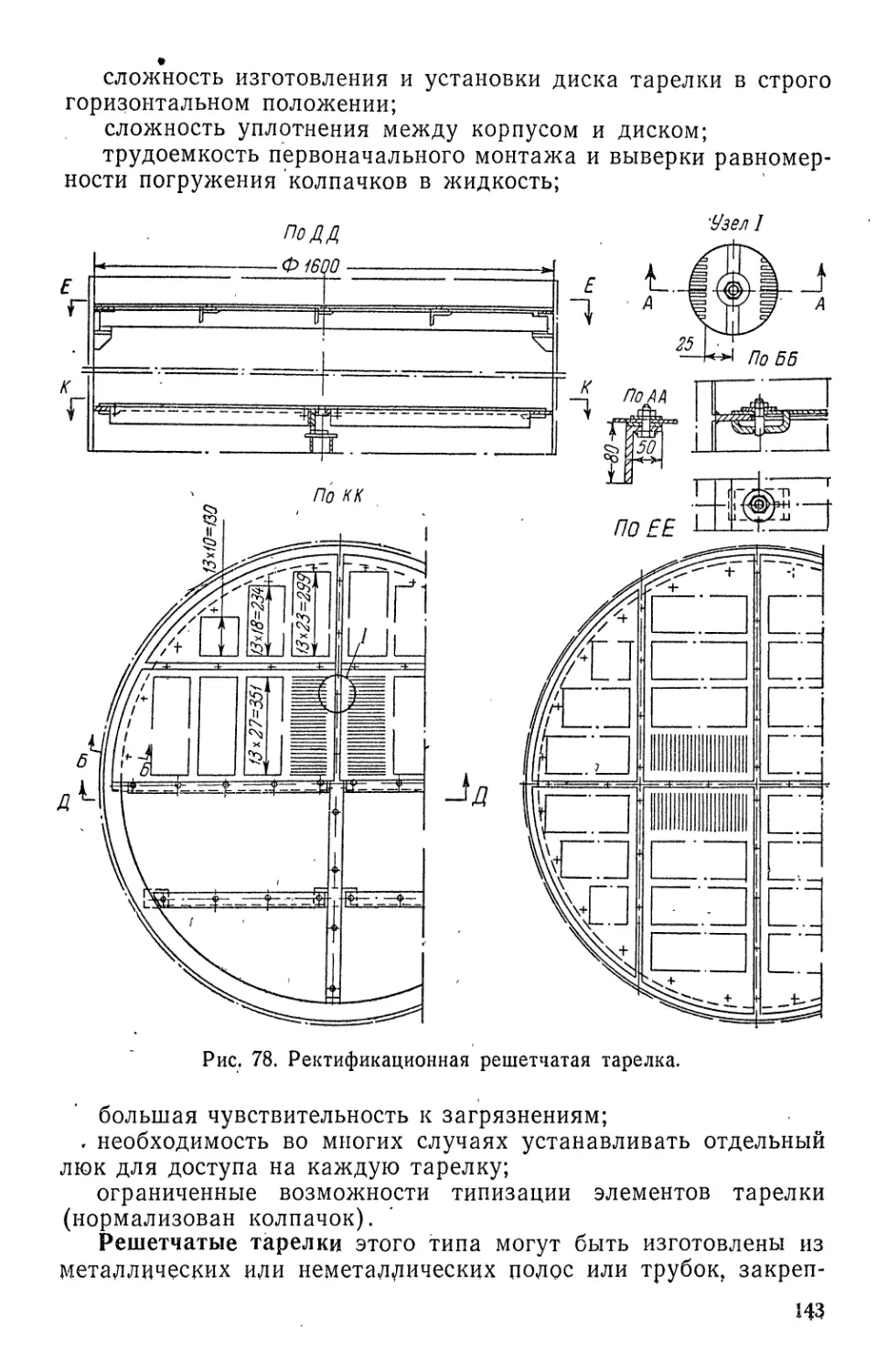
Расчет элементов тарелок на прочность..........................145
Эксплуатация аппаратов. Техника безопасности............... . . 150
ГЛАВА ю
Теплообменные аппараты........................................... 152
Теплообменники .............................................. 152
Конденсаторы и холодильники...................................165
Расчет теплообменных аппаратов...................'............170
Расчет корпусов и трубок теплообменников типов ТП и ТЛ . . 172
Расчет трубных решеток..................................\ 176
Расчет плоских вертикальных стенок холодильников и конден-
саторов . . . ............................................180
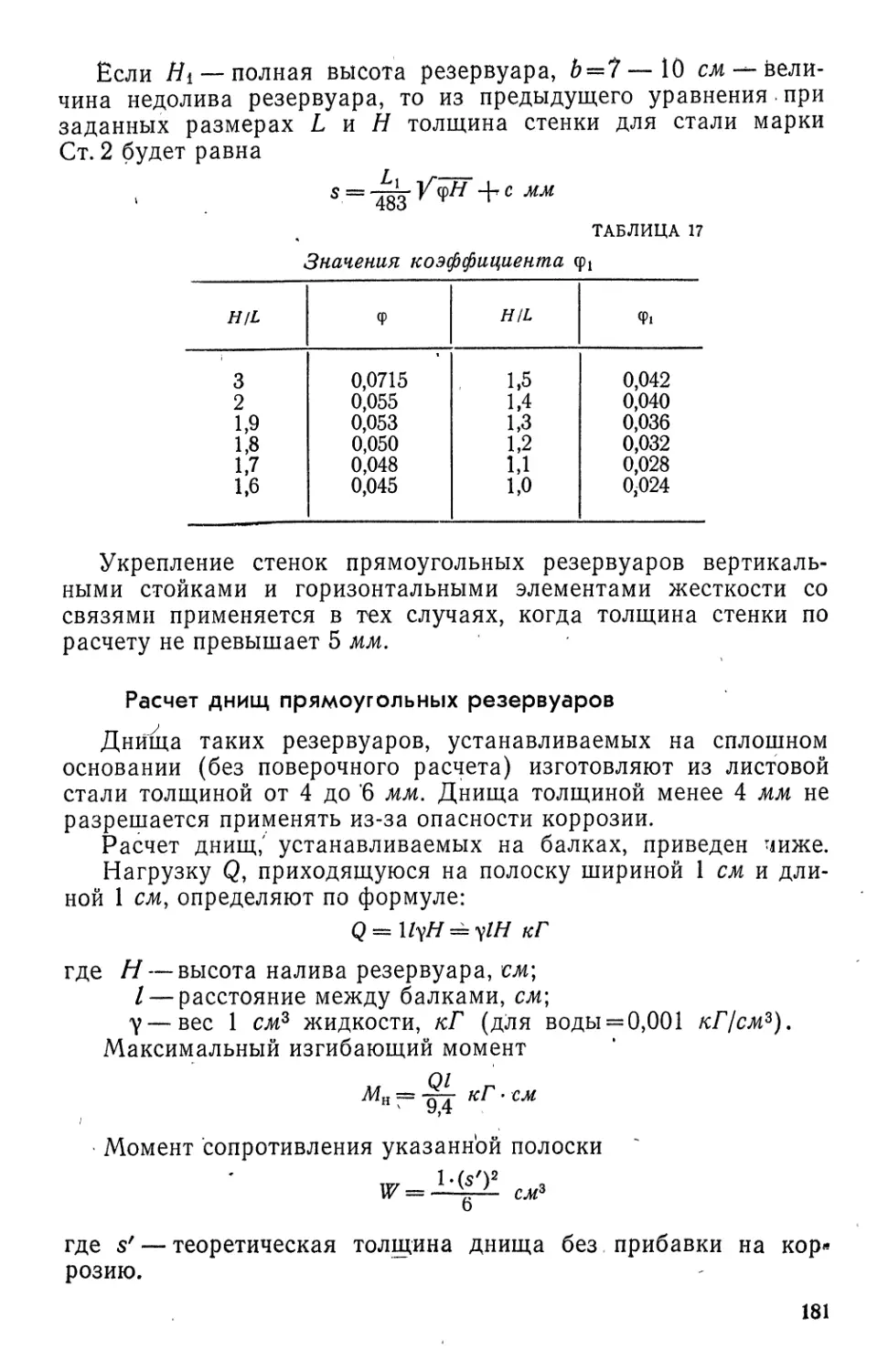
Расчет днищ прямоугольных резервуаров.....................181
Эксплуатация теплообменных аппаратов..................... . . . 182
ГЛАВА и
Трубчатые печи...........................'........................ 184
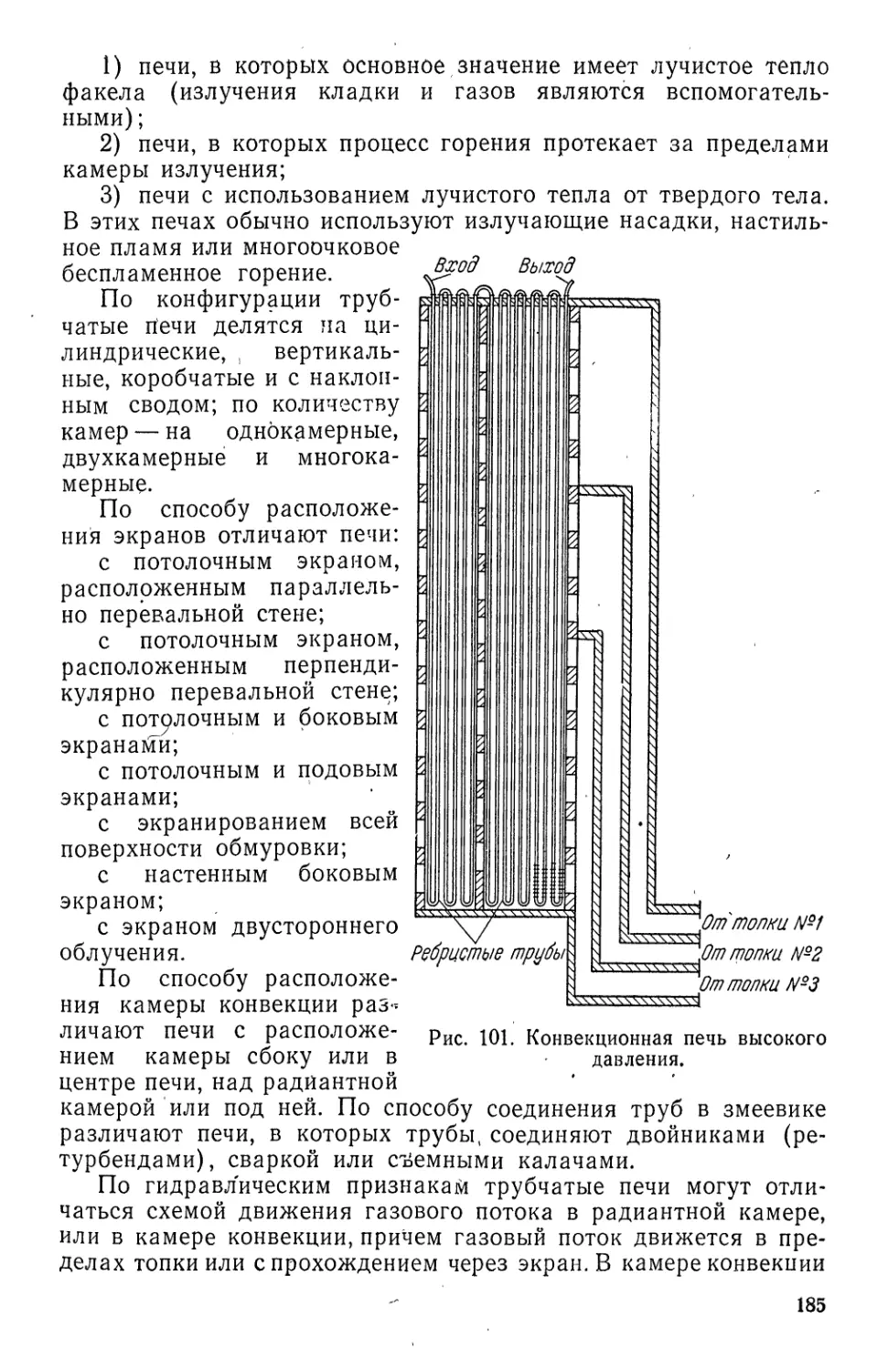
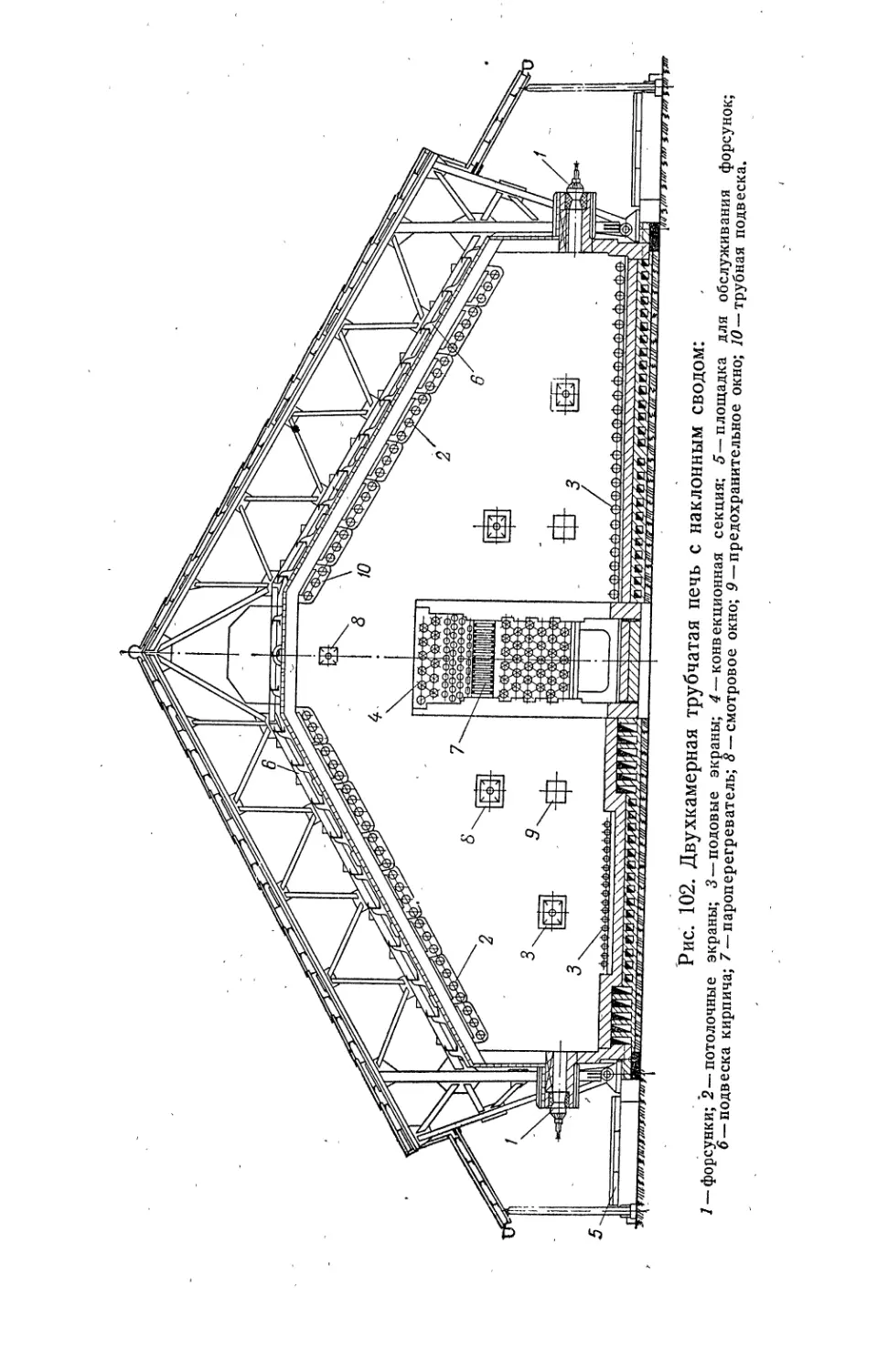
Типы печей.....................................................184
Основные элементы печей ;.....................................189
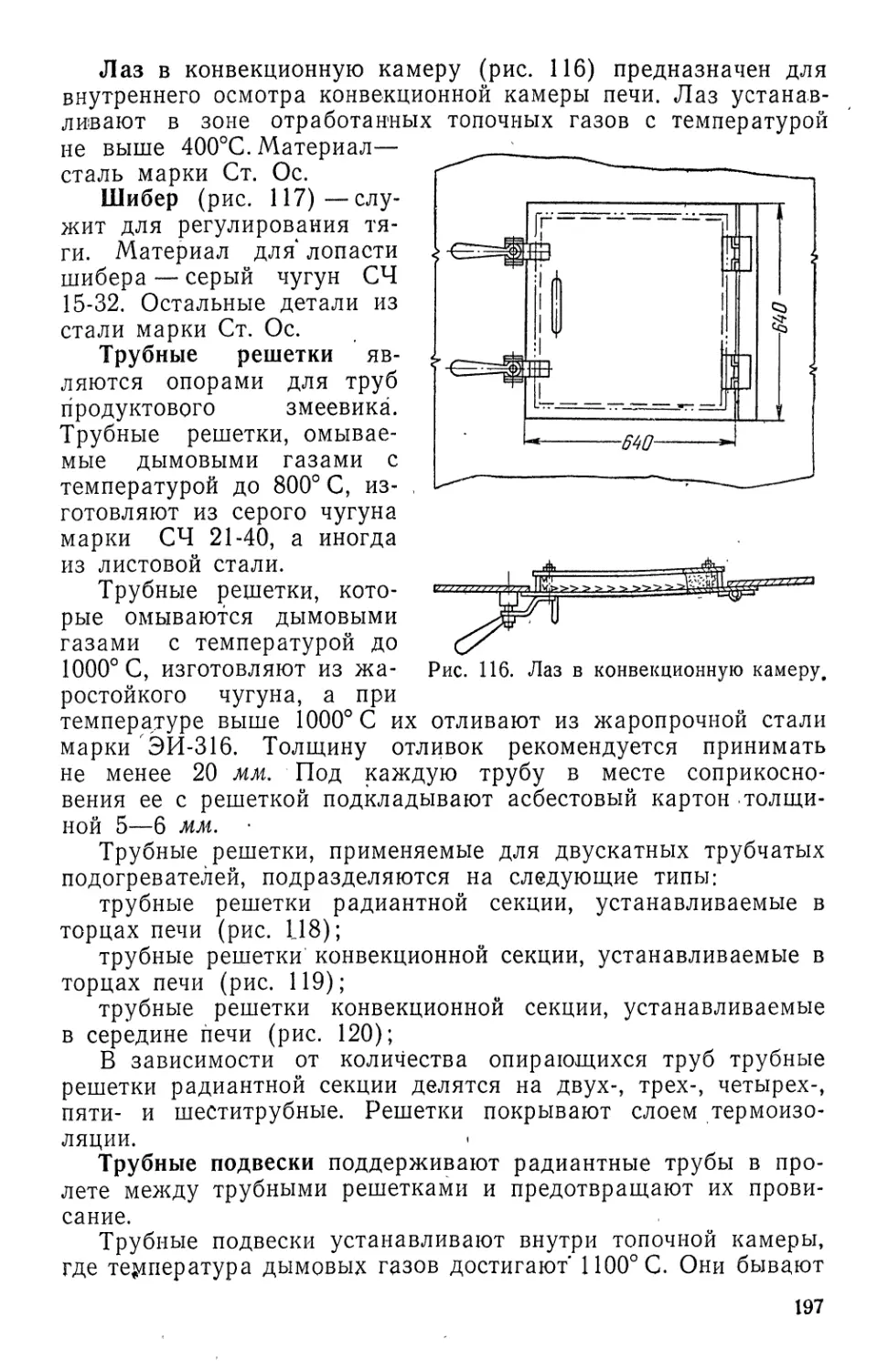
Гарнитура печей.............................................. 196.
Технические условия на изготовление и поставку печей..........211
Эксплуатация печей. Техника безопасности........................212 ?
ГЛАВА 12
Оборудование для смешения и разделения.............................223
Механические мешалки...........................................223
Смесители . . ч............................................... 230
Другие устройства для перемешивания............................231
4
Отстойники и водогрязеотделители............................. 233
Фильтры .......................................................233
Центрифуги ................................................... 240
Эксплуатация оборудования .....................................248
ГЛАВА 13
Реакторы и регенераторы 251
Общие положения................................................251
Реакторы . . ..................................................252
Регенераторы ................................................. 255
Реакторные блоки установок каталитического крекинга............256
Реакторный блок с порошкообразным катализатором .... 256
Реакторный блок с шариковым катализатором.................259
Технические условия на изготовление и поставку реакторов и регене-
раторов .......................................................263
Эксплуатация реакторов и регенераторов. Техника безопасности . . 264
ТРУБОПРОВОДЫ И АРМАТУРА
ГЛАВА 14
Трубопроводы..................................................... 267
Трубы :........................................................267
Металлические трубы ......................................267
Неметаллические трубы.....................................270
Способы соединения........................................271
Компенсаторы ,.................................................275
Опоры и подвески...............................................279
Расчет труб, компенсаторов и опор..............................279
ГЛАВА 15
Трубопроводная арматура.......................................... 288
Запорная управляемая арматура . . . ...........................288
Запорная ^неуправляемая арматура и прочие устройства...........298
ГЛАВА 16
Изготовление узлов и деталей трубопроводов.........................306
ГЛАВА 17
Изоляция трубопроводов . ......................................... 313
Изоляционные материалы.......................................• . 315
Расчет тепловой изоляции ..................................... 317
ГЛАВА 18
Эксплуатация трубопроводов . . . f................................ 320
приложения
1. Марки листовой двухслойной стали................................326
2. Марки литейных сталей...........................................326
3. Области применения цветных металлов.............................326
4. Условия и области применения прокладок в разъемных соединениях . 327
5. Условия применения и материалы набивок в уплотнениях...........328
5
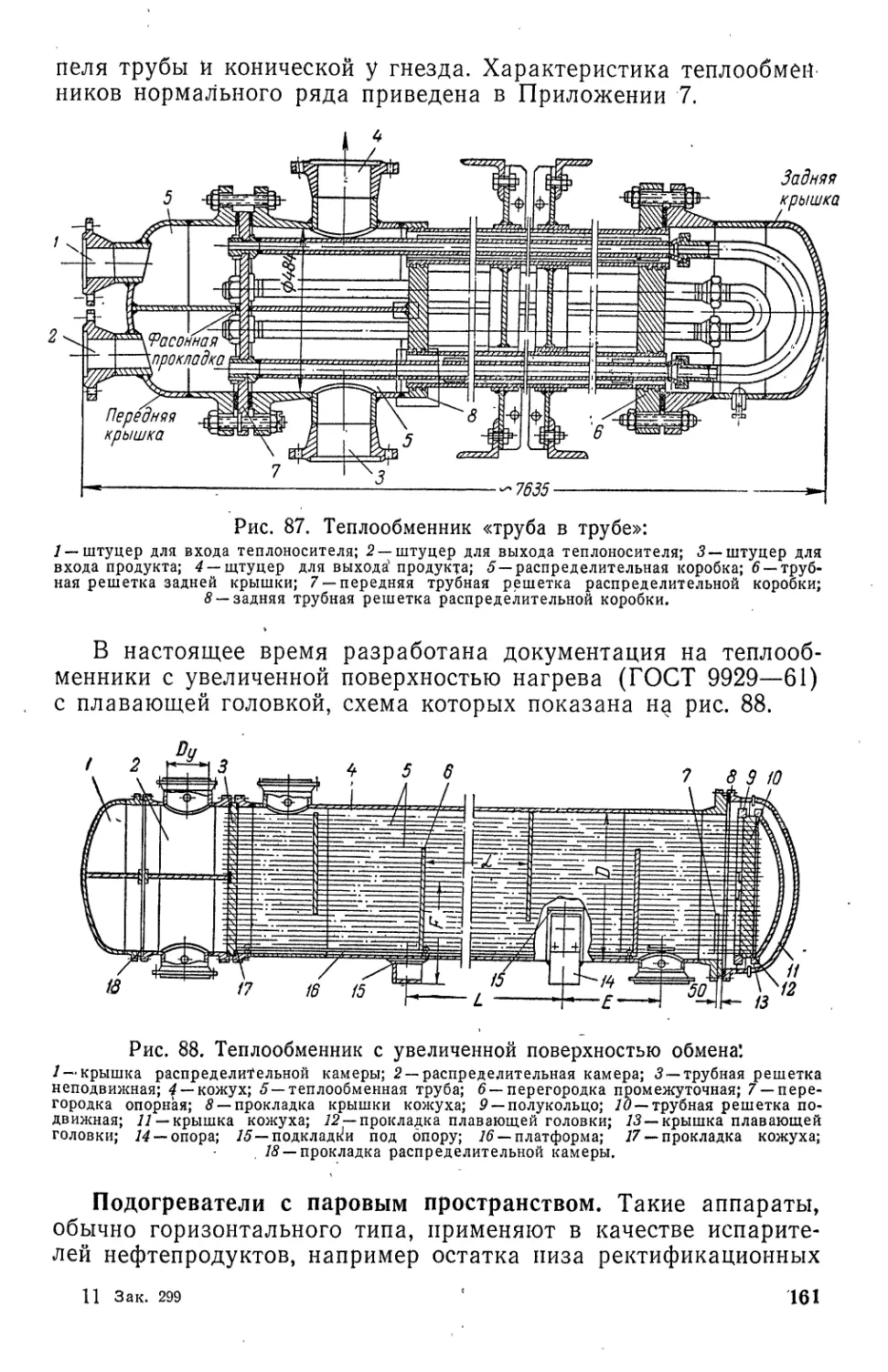
6. Характеристика теплообменников с плавающей головкой............330
7. Характеристика теплообменников типа «труба в трубе».............331 *
8. Характеристика подогревателей с паровым пространством..........331
‘ 9. Характеристика секционных погружных конденсаторов-холодильников 332
10. Сравнительная характеристика погружных и воздушных конденсато-
ров для установок термического крекинга............................332
11. Характеристика типовых вертикальных резервуаров.................333
12. Давления условные, пробные и рабочие для арматуры и соединитель-
ных частей трубопроводов......................................... 334
13. Трубы стальные бесшовные горячекатанные. Сортамент и основные
технические требования............................г................336
14. Механические свойства электросварных труб . . 336
15. Химический состав трубных легированных сталей...................337
Литература........................................................ 338
Предметный указатель ...............................................339
ПРЕДИСЛОВИЕ
На современном нефтеперерабатывающем заводе
основную массу оборудования составляют ап-
параты, в которых осуществляются процессы, по-
зволяющие производить из нефти целевые про-
дукты. Продукты получают, на ряде установок,
связанных между собой единым технологическим по-
током. Процесс на каждой установке протекает та-
ким образом, что на всем пути движения перераба-
тываемого продукта физическое состояние и химиче-
ский состав по отдельным группам его меняются,
вследствие чего различные аппараты даже одной
установки работают в различных условиях. По кон-
струкции, размерам, материалу и пр. аппарат должен
соответствовать требованиям осуществляемого в нем
процесса.
Настоящая книга является учебным пособием по
курсу «Оборудование нефтеперерабатывающих заво-
дов и его эксплуатация» для нефтяных техникумов.
Содержание книги соответствует программе, разрабо-
танной Министерством высшего и среднего специаль-
ного образования СССР для средних специальных
учебных заведений.
При подготовке книги к изданию были учтены заме-
чания и советы специалистов: инженеров-технологов
7
и преподавателей Уфимского нефтяного техникума,
которым авторы выражают глубокую благодар-
ность.
Работа авторского коллектива распределилась
следующим образом: главы 2—5 и 7—11 написаны
К. Я. Иванцом; главы 1, 6 и 12—14 написаны
А. Н. Лейбо.
Все критические замечания читателей будут при-
няты авторами с признательностью.
АВТОРЫ
ГЛАВА Т
ОБЩИЕ СВЕДЕНИЯ
КЛАССИФИКАЦИЯ АППАРАТУРЫ И ОБОРУДОВАНИЯ
Оборудование современного нефтеперерабатывающего заво-
да состоит из большого количества разнообразных аппара-
тов, машин, механизмов, контрольно-измерительных при-
боров и др. В настоящем курсе рассматриваются только
аппараты и сооружения, входящие в состав технологи-
ческих установок и общезаводского хозяйства.
Многообразие типов, видов и конструкций технологических
аппаратов, а также разные способы использования одинаковых
аппаратов на различных технологических установках в значи-
тельной степени затрудняют разработку единой классификации.
При изучении аппаратов целесообразно придерживаться
классификации основной и вспомогательной аппаратуры, приве-
денной ниже:
1. Нагревательные аппараты огневого действия. К ним от-
носятся аппараты, нагреваемые открытым огнем. В современ-
ных установках аппараты этой группы почти не применяются.
Они встречаются на старых технологических установках.
2. Трубчатые нагреватели (печи) различных технологических
установок. Они отличаются по конструкции и теплопроизводи-
тельности.
3. Топки под давлением. К ним относятся генераторы инерт-
ного газа, топки для нагрева воздуха, топки специального на-
значения (для сжигания вредных сред и др.).
4. Теплообменные аппараты. В эту группу входят горизон-
тальные и вертикальные кожухотрубные теплообменники (или
конденсаторы) различных конструкций: жестт^бГтипа (Т-1), с
компенсаторами на корпусе (ТЛ), с плавающей головкой (ТП),
с U-образными трубками( ТУ); теплообмейники высокого да-
вления для получения искусственного жидкого топлива; тепло-
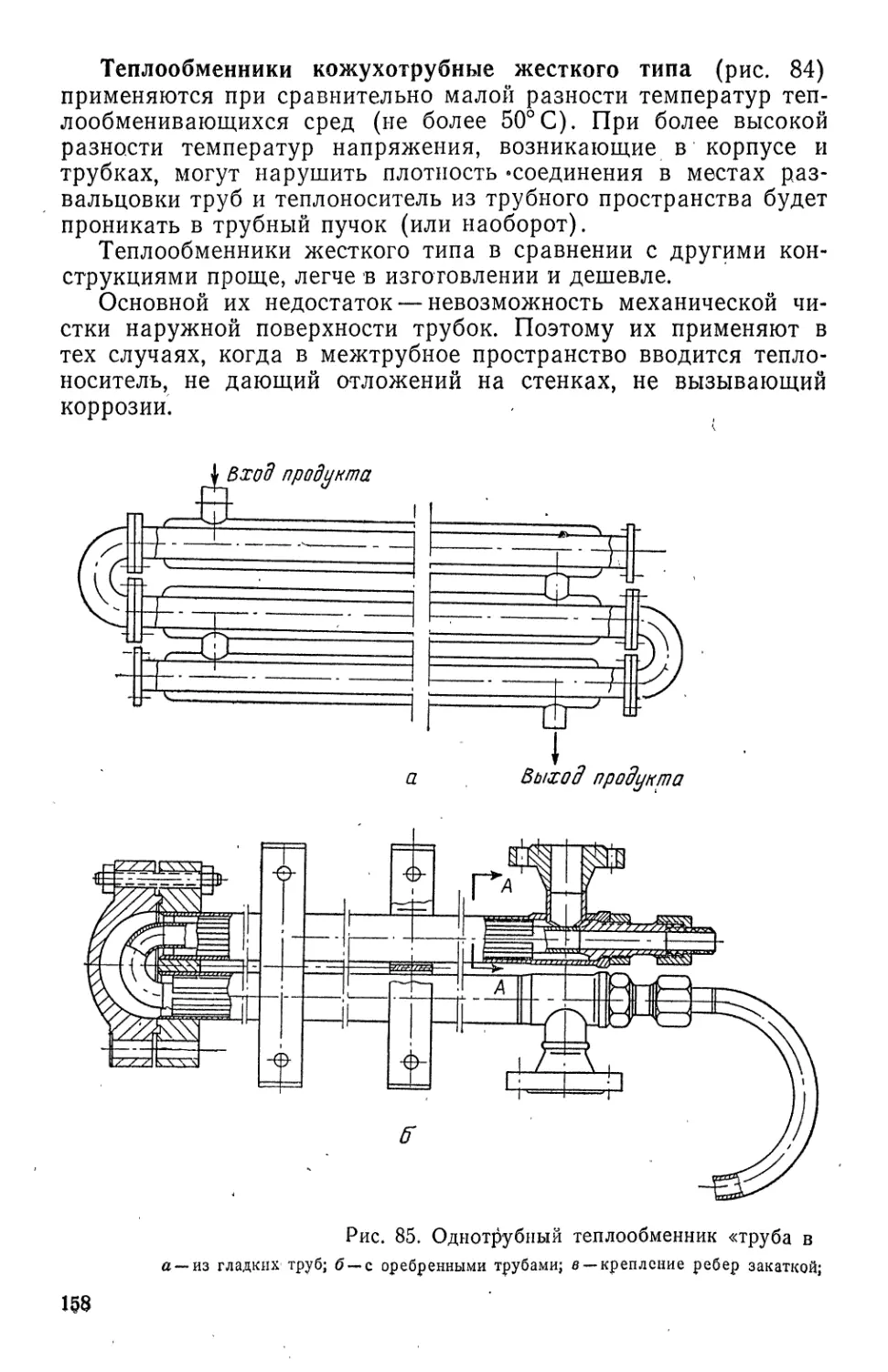
обменники типа «труба в трубе» (с гладкими и оребренными
трубами); рибойлеры-подогреватели с паровым пространством;
кристаллизаторы типа «труба в трубе», кожухотрубные кристал-
лизаторы; конденсаторы воздушного охлаждения шатрового ти-
па (горизонтальные и вертикальные) с принудительным потоком
9
охлаждающего воздуха; секционные и змеевиковые погружные
конденсаторы-холодильники.
«X 5. Реакторы, регенераторы, контакторы.. Представляют груп-
пу камера крекинг-установок, реакторов и регенераторов раз-
личных каталитических процессов со стационарным или дви-
жущимся катализатором (шариковым, порошковым, микросфе-
рическим и псевдоожиженным слоем): ступенчато-противоточ-
ные реакторы и регенераторы; реакторы и коксонагреватели
установок пылевидного и контактного коксования; реакционные
колонны установок искусственного жидкого топлива; вертикаль-
ные и горизонтальные контакторы установок сернокислотного
алкилирования и сернокислотной очистки.
6. Основные фракционирующие аппараты. К ним относятся
ректификационные колонны, работающие под давлением, атмо-
сферные и вакуумные колонны, колонны для разделения газов
(бутана, пропана, этана).
7. Вертикальные колонны и аппараты различного назначе-
ния'. испарители, газогенераторы, абсорберы, десорберы, стаби-
лизационные и экстракционные колонны, очистные башни.
8. Фильтры', фильтрпрессы, вакуум-фильтры ,и др.
9. Вспомогательные аппараты — приемники для газов и жид-
костей (вертикальные и горизонтальные), монтежю, водогрязе-
отделители, отстойники, мешалки, смесители, воздухоподогрева-
тели.
10. Емкости, работающие под давлением:, шаровые емкости,
горизонтальные и вертикальные емкости для- сжиженных нефтя-
ных газов и легкого бензина.
11. Трубопроводы из углеродистых и легированных сталей
для технологических процессов, нефтепереработки и нефтехимии.
ОСНОВНЫЕ МАТЕРИАЛЫ
Аппаратура и оборудование, которые участвуют в процессах
нефтепереработки, испытывают различного рода нагрузки в
условиях действия агрессивных сред, давления и повышенных
температур. Поэтому при изготовлении аппаратуры выбранные
• материалы должны обладать такими свойствами, которые бы
противостояли действию этих факторов.
МЕТАЛЛЫ
При изготовлении нефтезаводской аппаратуры и оборудова-
ния наибольшее применение имеют такие металлы, как стали —
углеродистые и легированные, в меньшей степени чугуны — се-
рый, модифицированный и легированный, еще , в меньшей —
цветные металлы и их сплавы,
Ю
Стали. Основными способами получения стали являются:
мартеновский, конверторный и электроплавильный,
В зависимости от этого стали получили название: мартенов-
ская (основная и кислая), конверторная и электросталь. Марте-
новская и конверторная стали обыкновенного качества приме-
няются для сортового проката и листового металла; электро-,
сталь — специальная, высококачественная — применяется ' для
изготовления наиболее ответственных узлов и деталей- аппара-
туры.
Сталь — это сплав железа и углерода, в который из руд по-
падают и специально добавляются некоторые элементы. Содер-
жание углерода оказывает большое влияние на качество стали:
с увеличением его повышается предел прочности и предел те-
кучести, снижается пластичность, уменьшается склонность стали
к старению, повышается хрупкость и ухудшается свариваемость.
Сталь, содержащая углерода меньше 0,25%, называется низ-
коуглеродистой, от 0,25 до 0,6% —среднеуглеродистой и от 0,6%
до 2% (предельное содержание) —высокоуглеродистой.
Элементы (сера, фосфор, мышьяк и др.), попадающие в
сплав из руд, ухудшают качество стали и предельное содержа-
ние их в сталях, идущих для изготовления аппаратов, регла-
ментируется правилами Госгортехнадзора.
Добавляемые в сплав элементы (кремний, марганец, хром,
никель, молибден, вольфрам, ванадий, титан и пр.) улучшают
качество стали, придавая ей необходимые для каждого конкрет-
ного случая свойства, или улучшают условия выплавки стали.
Углеродистые стали представляют собой сплав железа с
углеродом, в котором содержание углерода не превышает 2%.
Стали марок Ст. 2, Ст. 3, 4, 5, 10, 15, 20 и др. широко при-
меняют для изготовления аппаратуры и оборудования нефте-
перерабатывающих заводов. В основном их используют без спе-
циальной термообработки, но в тех случаях, когда требуется по-
высить прочностные. свойства; детали, изготовленные из этих
сталей, подвергают термообработке (закалка, нормализация
и др.). В некоторых стандартах указываются область примене-
ния и виды испытаний для рабочих параметров (см., например,
ГОСТ 5520—62). Правилами Госгортехнадзора регламентирует-
ся применение марок сталей и виды испытаний в зависимости
от рабочих параметров (давления и температуры). Например,
стали марок Ст. 3 и 4 (ГОСТ 380—60, группа А) применяют
при-температурах от —15 до 200° С и давлении 16 кГ/см2 с ис-
пытанием от партии листов на растяжение и изгиб, или от —30
до 200° С и давлении 50 кГ!см2 с испытанием от партии на растя-
жение, изгиб и ударную вязкость.
Для изготовления оборудования, эксплуатируемого при тем-
пературах от —30° до 400° С и давлении до 50 кГ1см2, допу-
скаются только спокойные стали (по ГОСТ 380—60).
11
Легированная сталь. Это качественная сталь, к которой в
целях придания ей требуемых свойств добавлены легирующие
элементы. .Природнолегированными считаются стали, получае-
мые при переплавке чугунов, выплавленных из железных руд
(например Халиловского месторождения), содержащих леги-
рующие элементы — хром, никель и др. Такие стали обладают,
в сравнении с углеродистыми, более высокими механическими
свойствами.
В качестве легирующих элементов применяют хром, никель,
молибден, вольфрам, ванадий, цирконий, титан, ниобий, кобальт,
в некоторых случаях медь. При выплавке сталей, удовлетворяю-
щих особым требованиям, легирование производится элемен-
тами, часть которых обеспечивает получение заданных свойств
сталей, а остальные играют роль стабилизаторов.
Таким стабилизатором является, например, хром, присадка
которого при выплавке молибденовых сталей марок 15М и 20М
обеспечивает их устойчивость при температурах до 500° С без
снижения механических свойств, появления трещин при распа-
де карбида железа (FeC) и выпадения графита по границам
зерен. Примером может служить хромомолибденовая сталь мар-
ки 12ХМ, которая применяется для изготовления аппаратов,
работающих при температурах до 540° С.
Молибден повышает жаропрочность и предел ползучести
углеродистой, хромистой нержавеющей (11 — 13% Сг) и хромо-
никелевой стали типа 18—8, резко снижая ее склонность к
тепловой хрупкости (см. ниже).
Хром. Уменьшает склонность молибденовой стали к гра-
фитизации. Поэтому молибденовые стали 15М и 20М, подвер-
женные графитизации при температурах 450—480° С, заменяют
сталью марки 12ХМ, содержащей дополнительно 0,5”% хрома.
Присадка хрома в количестве 5—12% повышает сопротивляе-
мость стали коррозии. При содержании хрома 12% сталь прак-
тически является нержавеющей, устойчивой к коррозии при вы-
сокой температуре. Хром повышает жаростойкость и жаропроч-
ность стали и защищает ее от окалинообразования.
Вольфрам. В небольшой степени повышает механические
свойства и жаропрочность низколегированных хромомолибде-
новых сталей.
Ванадий. Повышает пределы прочности и ползучести. При-
садка ванадия в количестве 0,15—0,5% совместно с хромом и
молибденом повышает жаропрочность и сопротивление ползу-
чести стали.
Ванадий и вольфрам при высокой температуре в некоторой
степени также влияют на свойства стали, как и молибден. Это
послужило основанием для применения стали марки 12ХМФ, в
которой молибден частично заменен ванадием и марки Х5ВФ,
в которой молибден полностью заменен вольфрамом и ванадием.
12
Стали марок Х5М, Х5ВФ и Х8ВФ применяют для изготовле-
ния печных труб и двойников на крекинг-установках при пере-
работке сернистых нефтепродуктов с температурой до 500° С.
Обозначения химических элементов сталей приведены в
табл. 1.
ТАБЛИЦА 1
Обозначение химических элементов сталей
Элемент Символ элемента Обозначения, принятые в стандартах для маркиров- ки стали Элемент Символ элемента Обозначения, принятые в стандартах для маркиров- ки стали
Углерод • С — Молибден Мо м
Марганёц Мп Г Вольфрам • w в
Кремний . ' Si с Ванадий . V ф
Фосфор Р — Алюминий А1 ю
Сера . с S — Титан . . Ti т
Хром . . Сг X Медь . . Си д
Никель N1 н Бор . . В р
Примечание. В обозначениях марок сталей двузначные числа с левой стороны
показывают среднее содержание углерода в сотых долях процента; следующие затем буквы
обозначают элементы, входящие в состав стали. Цифры после каждой соответствующей буквы
обозначают приблизительное содержание этого элемента в процентах; при содержании эле-
мента до 1% цифра 1 опускается. Сталь повышенного качества обозначается буквой А
в конце марки. Например, ЗОХНЗА —обозначает хромоникелевую сталь со средним содержа-
нием углерода 0,3%, хрома около 1% и никеля около 3%.
В зависимости от общего4 содержания легирующих элемен-
тов стали делятся на низколегированные (до 5% легирующих),
среднелегированные (5—10%) и высоколегированные (выше
10%).
Высоколегированной является нержавеющая хромоникелевая
сталь 1Х18Н10Т, которая содержит углерода менее 0,1%, хрома
18%, никеля 10%, титана 0,75%.
Хромистые стали марок Х5, 1X13, 2X13, 3X13 и ЭИ496 широ-
ко применяются в аппаратах для переработки высокосернистых
нефтей: Х5 -для изготовления труб теплообменного и конденса-
ционно-холодильного оборудования; Х5М — для изготовления
печных труб, поковок, печных двойников,, фланцев и другого
оборудования, работающего при температурах порядка
600—630° С. Хромоникелевые стали марок 0Х18Н9, 1Х18Н9,
1Х18Н10Т и ЭИ496 отличаются жаропрочностью, жаростой-
костью и высоким сопротивлением, коррозии во многих агрессив-
ных средах.
Хромоникельмолибденовые стали марок Х18Н12М2Г,
Х18Н12МГЗ, кроме свойств, характерных для хромоникелевых
сталей, обладают высокой устойчивостью в растворах соляной
кислоты концентрации до 5% при комнатной температуре, в го-
рячих сернокислых растворах, кипящей фосфорной кислоте и др.
13
Двухслойные металлы (биметаллы). Успешное освоение про-
цесса изготовления биметаллического проката (двухслойных
листов) позволяет более экономно использовать антикоррозион-
ные дорогостоящие дефицитные легированные стади в качестве
тонкого плакирующего слоя толщиной 2—7 мм из сталей марок,
указанных в Приложении 1.
Известны несколько способов изготовления двухслойных
листов: пакетное плакирование, литое плакирование и др. Ин-
ститутом электросварки им. Патона разработан способ произ-
водства двухслойных листов прокаткой тяжелых сварных
заготовок. Двухслойные листы изготовляют шириной 1000—
1800 мм при суммарной толщине 8—60 мм. Прочность сцепле-
ния между основным и плакирующим слоями 1500—1800 кГ1см2.
При расчете составной, стенки на прочность учитывают и тол-
щину плакирующего слоя.
Литье применяется в массовом производстве изделий и в
тех случаях, когда требуется создать конструкции деталей слож-
ных сечений.
Существует несколько методов литья: точное литье по вы-
плавляемым моделям, литье под давлением, отливка в металли-
ческую или в земляную форму и центробежное литье.
В нефтеперерабатывающей промышленности используют из-
готовленную этими методами большую группу деталей: корпуса
и рабочие колеса насосов, двойники и гарнитуру трубчаСтых пе-
чей, детали, холодильников, арматуру, фланцы, фитинги. При
изготовлении этих деталей применяют литейные стали, чугуны
и пр.
Стальное литье применяется там, где требуется ^полу-
чить детали с повышенной прочностью к ударным нагрузкам,
устойчивостью к коррозии и пр.
Для изготовления деталей аппаратуры и оборудования наи-
более широко применяются литейные легированные стали сле-
дующих марок:
хромомолибденовые ЗОХМА-Л и 35ХМА-Л для деталей,
сильно нагруженных при переработке неагрессивных продуктов
с температурой до 500° С и слабоагрессивных — с температурой
до 400° С; Х5М-Л при переработке сернистых нефтепродуктов
средней агрессивности с температурой до 550° С;
хромотитановые Х5Т-Л при переработке сернистых нефте-
продуктов средней агрессивности с температурой до 425° С;
хромовольфрамовые Х5В-Л при переработке агрессивных
сернистых нефтепродуктов с температурой до 600° С;
хромоникелевые 1Х18Н10Т-Л и Х25Н20С2 для подвесок,
кронштейнов и других деталей, подверженных действию пламе-
ни температурой до 1000° С и до 1100° С соответственно;
сильхромы Х9СА и ЭСХ12 для трубных подвесок, омывае-
мых топочными газами, .включающими сернистые соединения,
14
при температурах 800—900° С. Стали этих марок плохо под-
даются механической обработке. В Приложении 2 приведены
литейные стали некоторых марок и примеры их применения^ в
зависимости от температуры и давления.
Чугун представляет собой сплав железа с углеродом, содер-
жание которого не ниже 2% (обычно колеблется от 2 до 4%).
Углерод находится в сплаве в виде цементита или свободного
графита, имеет серым излом крупнозернистого строения (серый
чугун по ГОСТ 1412—54). Являясь хрупким материалом со сла-
бым сопротивлением действию динамических нагрузок (сотря-
сения, удары), чугун имеет хорошие литейные свойства, легко
обрабатывается и широко применяется при изготовлении и ре-
монте аппаратуры и оборудования. Существует три основных
вида чугуна: серый, белый и ковкий. Особенно ценными каче-
ствами обладает модифицированный чугун * (по ГОСТ 1412—54).
Он отличается высоким сопротивлением росту при повышении
температуры и устойчивостью к коррозии.
' Чугунное литье широко применяется для изготовления фа-
сонных деталей аппаратуры и оборудования и там, где к этим
деталям предъявляются повышенные требования.
Серый (модифицированный) чугун марок МСЧ ,28-48, МСЧ
32-52 и др. применяют для • ответственного литья деталей на-
сосов, труб, двойников холодильников и конденсаторов, кор-
пусов арматуры, гарнитуры печей, фитингов, деталей колонных
аппаратов. Отливки из ковкого чугуна (ГОСТ 1215—59) исполь-
зуют в производстве фитингов и мелкой арматуры неответ-
ственного назначения.
Правилами Госгортехнадзора чугун различных марок разре-
шается применять для изготовления деталей аппаратов с тем-
пературой стенки от —15 до 250° С при температуре обогреваю-
щей беспламенной среды не выше 650° С.
Отливки из легированных чугунов — хромистого, хромони-
кельмедистого, ферросилида и антихлора (ГОСТ 203—41), вы-
сокопрочного (ГОСТ 7293—54) и жаростойкого (ГОСТ 7769—
63) применяют для изготовления деталей различного оборудо-
вания, работающего в условиях высоких температур и агрессив-
ных сред.
Цветные металлы и их сплавы. Из цветных металлов цен-
ными для нефтеперерабатывающей промышленности являются
алюминий и его сплавы.
Алюминий легко обрабатывается прокаткой, прессовкой,
штамповкой. При нормальной температуре окисляется и обра-
зует на поверхности плотную оксидную пленку, предохраняю-
щую металл от дальнейших коррозии и эрозии.
* Серый чугун, в который добавляют специальные графитирующие при-
садки.
Высокая теплопроводность делает его особенно пригодным
для изготовления элементов теплообменной и конденсационной
аппаратуры. Малое гидравлическое сопротивление способствует
уменьшению потерь напора при перекачивании жидких продук-
тов. Алюминий и его сплавы при ударах не искрят и обеспе-
чивают безопасную работу деталей во взрывоопасной среде.
Некоторые сплавы алюминия при достаточной механической
прочности и химической стойкости могут быть использованы
для изготовления деталей, устойчивых в агрессивных средах и
работающих при температурах ниже нуля.
Малая плотность и антикоррозионные свойства алюминия
позволяют широко использовать его при замене водяного охла-
ждения нефтепродуктов воздушным в теплообменниках, в ре-
зервуарах для хранения сернистых нефтей и нефтепродуктов
(кровли и нагревательные змеевики), в наливных и сливных
устройствах, в качестве обшивки изоляции аппаратов и трубо-
проводов, при изготовлении тары и замене дефицитных латун-
ных и медных труб.
Высокой стойкостью в агрессивных средах обладают медь и
ее сплавы. Например, оловянистые латуни марок Л070-01 и
Л060-01 широко применяют для изготовления труб и решеток,
для создания защитного слоя стальных решеток секционных
конденсаторов и холодильников, используемых в процессах пе-
реработки нефти (с большим содержанием солей и небольшой
концентрацией соляной кислоты) при температуре около 100° С..
Другиё цветные металлы успешно заменяются неметаллически-
ми материалами и покрытиями неорганического и органического
происхождения. Области применения цветных металлов указаны
в Приложении 3.
Влияние температуры и агрессивности ср еды
паевой с тва металлов и сплавов
Такие условия эксплуатации, как высокая или низкая тем-
пература и агрессивность среды в различной степени влияют
на структуру металлов и их сплавов. Например, агрессивные
среды разрушают поверхностный слой металлов, а высокая или
низкая температуры изменяют их структуру, в результате чего
некоторые металлы теряют свои первоначальные свойства. По-
этому для правильного выбора материала необходимо прини-
мать во внимание изменения механических свойств и структуры
металлов и сплавов в зависимости от перечисленных выше
условий.
Влияние температуры. Нефтезаводское оборудование рабо-
тает в широком диапазоне температур от —60° до 1150° С (на-
пример, трубные подвески нагревательных печей). Обычной для
многих аппаратов является температура порядка 400—500° С.
Технология производства некоторых нефтепродуктов требует
применения температур от —40 до —70° С. Иногда условия
процесса меняются от 20 до —60° С. На эти пределы рабочих
температур и должны быть рассчитаны все ответственные дета-
ли, обеспечивающие нормальную работу аппаратуры, оборудо-
вания и трубопроводов.
Всякий металл, находясь под действием напряжений, начи-
ная с определенной температуры, непрерывно деформируется
(«ползет»). Чем выше рабочая температура, тем с большей
скоростью нарастает деформация при данном напряжении;
с уменьшением напряжения скорость нарастания деформации
при данной температуре уменьшается. Такое явление называет-
ся ползучестью. ' z
Для правильного расчета детали, работающей при заданной
температуре в условиях ползучести, должны быть известны на-
пряжения, при которых скорость ползучести (приводится в
справочниках) будет допустимой для данной детали. Например,
для фланцев скорость ползучести не должна превышать
10~8 мм/(мм • ч), для нефтезаводской аппаратуры и сварочных
швов—10~7 мм/(мм • ч). При заданной скорости ползучести
можно определить допустимое напряжение для отрезка времени,
в течение которого деталь будет работать в данном аппарате.
Структура стали влияет на сопротивление ползучести, которое
с укрупнением зерна возрастает.
Углеродистая сталь со структурой пластинчатого перлита
лучше сопротивляется ползучести, чем сталь со сфероидальным
перлитом.
Для некоторых сортов углеродистых и легированных сталей
характерно возникновение тепловой хрупкости после длитель-
ного воздействия высокой температуры в интервале 400—500° С.
Скорость и степень развития тепловой хрупкости зависят от
химического состава и термической обработки сталей. У пер-
литных сталей тепловая хрупкость появляется при более низкой
температуре, чем у аустенитных.
Хром, никель и марганец способствуют развитию тепловой4
хрупкости; молибден, ’вольфрам и ванадий, наоборот, умень-
шают это свойство стали. Тепловая хрупкость углеродистой
стали может возникнуть в результате пластических деформаций
при высокой температуре.
Механическая прочность стали (предел прочности, предел
текучести, ударная вязкость) с повышением температуры сни-
жается, как это показано в отношении предела прочности на
рис. 1.
В связи с понижением механических свойств стали при вы-
соких температурах Госгортехнадзор разрешает применять
углеродистую сталь для изготовления аппаратов, в которых тем-
пература не йфевышайт 475° С. При более высоких температурах
2 Зак. 29? ..... 17
следует применять теплоустойчивые, жаростойкие и жаропроч-
ные стали, обладающие достаточной механической прочностью
или сопротивлением ползучести.
Как уже упоминалось, при повышении температуры структу-
ра металлов изменяется. Например, чугун при температуре вы-
ше 300° С ’ подвергается «ро-
Рис. 1. Изменение предела прочности
сталей в зависимости от темпера-
туры:.
1, 2, 3, 4, 5, 6 —стали марок Ст. 1, Ст. 2,
Ст. 3 и марок 4, 5, 6 (по ГОСТ 380—60) соот-
f ветственно.
ражается один компонент (в
сту», т. е. увеличивается в
объеме, в результате чего со-
противление разрыву умень-
шается. Небольшая присадка
никеля или хрома значительно
уменьшает «рост» чугуна и по-
вышает предел прочности.
Коррозия металлов и спла-
вов. Под коррозией понимает-
ся разрушение металла вслед-
ствие химического или элек-
трохимического взаимодей-
ствия его с окружающей сре-
дой (ГОСТ 5272—50). Среда,
в которой происходит корро-
зия металла, считается кор-
розионной, или агрессивной.
Способность металла сопро-
тивляться коррозионному воз-
действию газов при высоких
температурах называется жа-
ростойкостью.
Легированные стали (хро-
мистые и хромомолибденовые)
подвержены межкристаллит-
ной коррозии, при которой раз-
рушение происходит по грани-
цам зерен кристаллов метал-
лов или сплавов. Некоторые
сплавы, например меди с
цинком, подвержены струк-
турной или избирательной
коррозии, при которой по-
данном примере цинк). При
разрушении одного компонента разрушается все изде-
лие. •
Коррозионная стойкость металлов определяется по 10-балль-
ной щкале, приведенной в табл. 2.
' Ниже рассмотрены наиболее химически активные (агрессив-
ные) среды, вызывающие интенсивное коррозионное разрушение
деталей оборудования и аппаратуры.
18
ТАБЛИЦА Ъ
10-балльная шкала коррозионной стойкости
(ГОСТ 5275—50)
Группа стойкости Скорость коррозии мм 1 год Балл
I. Совершенно стойкое Менее 0,001 1
II. Весьма стойкое Более 0,001 до 0,005 2-
» 0,005 до 0,01 3
III. Стойкие » 0,01 до 0,05 4
» 0,05 до 0,1 5
IV. Пониженно стойкие » 0,1 до 0,5 6
» 0,5 до 1,0 7
V. Малостойкие » 1,0 до 5,0 8
» 5,0 до 10,0 9
IV. Нестойкие » 10,0 10
Безводные растворы сернистых соединений и элементарной
серы в нефтепродуктах в отношении большинства черных ме-
таллов, а также алюминия и цинка совершенно не активны при
комнатной температуре, но они разрушают медь. Агрессивность
указанных сред возрастает при повышении температуры до
100° С. При дальнейшем повышении температуры наблюдается
термический распад сернистых соединений с выделением серы,
активно действующей на большинство металлов.
Сероводород считается наиболее активным сернистым соеди-
нением, и по общему количеству его в сырой нефти, поступаю-
щей на переработку, оценивается ее агрессивность. Сероводо-
род и другие сернистые соединения при отсутствии воды в пере-
рабатываемом сырье почти не разъедают углеродистую сталь до
температуры 250°С и давлении порядка 75—100 кГ1см2. По-
этому аппаратуру для эксплуатации в указанных условиях из-
готовляют из обыкновенной углеродистой стали.
Хлористый водород -.поступает на установки с исходным
сырьем и образуется при переработке в результате разложения
солей. Большинство добываемых нефтей сопровождается буро-
выми водами, содержащими растворенные в воде соли сильных
кислот — хлористый магний, хлористый -кальций и хлористый
натрий. Количество хлористого водорода, выделяющегося в ре-
зультате разложения солей, зависит в основном от количеств
хлористого магния и кальция, содержащихся в сырой нефти,
соотношения между ними, а также от процесса переработки и
температуры нагрева сырья. С увеличением содержания солей,
особенно магниевых и кальциевых, количество хлористого
2*
19
водорода увеличивается 'и одновременно усиливается коррозия
конденсационно-холодильной аппаратуры. Сухой хлористый во-
дород при комнатной температуре почти не вызывает коррозии
таких металлов, как углеродистая сталь, чугун, алюминий и ни-
кель. С повышением температуры агрессивность сухого хлорис-
того водорода возрастает.
Хлористый водород и сероводород. Влажный сероводород
при температурах до 100° С не является чрезмерно агрессивным
агентом по отношению к стали, но присутствие даже неболь-
шого количества хлористого водорода, увеличивает скорость
коррозии в десятки и сотни раз (при температуре 70°С).
Органические кислоты. В некоторых нефтях (майкопской
и др.) содержатся нафтеновые кислоты — пальмитиновая, стеа-
риновая и др. В большинстве случаев нафтеновые кислоты вы-
зывают коррозию при температурах 250—370° С, а в отдельных
случаях и при более низких температурах.
Серная кислота. В качестве реагента при переработке неф-
тяных дистиллятов, а также катализатора и селективного рас-
творителя наиболее широко применяют серную кислоту. Креп-
кая серная кислота (при концентрации 75% и выше) образует
на поверхности углеродистой стали и чугуна пленку окислов,
предохраняющую металл от разрушения при комнатной темпе-
ратуре. Поэтому ее можно долго хранить и транспортировать в
емкостях из обычной углеродистой стали.
Слабая серная кислота обладает окисляющими свойствами
и активно разрушает сталь. То же можно сказать и в отноше-
нии олеума.
Другими коррозионноактивными средами, используемыми в
процессах получения синтетических катализаторов ив процес-
сах нефтепереработки и нефтехимии, являются фосфорная кис-
лота, растворы сернокислого алюминия и др. При обычных кон-
центрациях и температурах устойчивыми к коррозионному раз-
рушению указанными реагентами оказались хромоникелевые и
хромоникельмолибденовые стали, цветные металлы (свинец,
бронза) и неметаллические материалы, в частности пластмассы.
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ ИЗ НИХ
Эти материалы и изделия из них (штучные материалы) от-
личаются высокой стойкостью ко многим агрессивным средам.
Например, керамические материалы, каменное литье и пласт-
массы применяют в производстве серной и соляной кислот; при
транспортировании агентов применяют трубопроводы и корпусы
насосов из керамики и пластмасс, а для связывания различных
материалов широко используют цементы и бетоны. .
Неметаллические материалы подразделяются на неорганиче-
ские и органические.
20
Материалы неорганического происхождения
К этой группе относятся: кирпич, цемент и бетоны разных
марок; керамика (корпусы специальных насосов, кольца Ра-
шига); кислотоупорные и огнеупорные плитки и кирпич; камен-
ное литье, базальт, фарфор, специальное стекло, асбест и др.
Как уже было сказано, некоторые из перечисленных материа-
лов обладают очень высокой химической стойкостью почти во
всех агрессивных средах и используются в качестве покрытий
для защиты от коррозии.
В процессах, проводимых при температурах 600—900° С, ши-
роко применяют жароупорные бетоны и железобетоны.
Материалы органического происхождения
Материалы этой группы характеризуются высоким сопро-
тивлением коррозии и низкой стойкостью к температурам (до
400° С).
Резина и резиновые изделия. При изготовлении аппаратуры
широко применяют бензо-масломорозостойкие резины и изделия
из них. Найример, листовая резина применяется как обкладоч-
ный материал для гуммирования аппаратуры, корпусов насосов
и арматуры; из нее изготавливают наливные и сливные шланги,
прокладки и набивки.
Резины стандартных сортов из натурального каучука приме-
няются до температур 70° С, из синтетического каучука до тем-
ператур порядка 150—200° С.
Винипласт. Обладает высокой химической стойкостью к дей-
ствию серной кислоты концентрацией до 90%, азотной — до
98%, уксусной —до 60%, фосфорной — до 80%, плавиковой —
до 40%, едких щелочей —до 60%, газообразного аммиака и
сухого сероводорода 100%-ной концентрации. При нагреве до
60° С винипласт сохраняет высокие механические показатели,
при дальнейшем нагреве размягчается. На нефтеперерабаты-
вающих заводах широко применяют винипластовые трубы, ар-
матуру, листы для футеровки от коррозии. Винипласт хорошо
поддается механической обработке и сварке в струе воздуха
при температуре 200—300° С.
Фаолит. Это кислотостойкая пластмасса, получаемая на ос-
нове феноло-формальдегидной смолы и кислотостойкого напол-
нителя. Обладает высокой химической стойкостью и теплостой-
костью. Нестоек к действию щелочей, спиртов, фенола и силь-
ных окислителей. Применяется в виде листов, труб, фитингов,
арматуры и других изделий. Ввиду хрупкости материала изде-
лия из фаолита рекомендуется защищать от механических по-
вреждений.
21
Графитопласт АТМ-1. Его получают на основе феноло-фор-
мальдегидной смолы с использованием в качестве наполнителя
мелкодисперсного искусственного графита. АТМ-1 стоек в кис-
лотах, растворах солей и органических растворителях. Нестоек
в щелочах. Обрабатывается режущим инструментом. Теплопро-
водность графитопласта близка к теплопроводности стали.
Применяется в виде плит, труб и фитингов, соединяемых за-
мазкой «арзамит». Изделия из АТМ-1 применяют в условиях до
140° С.
Фторопласт-4. Представляет собой полимер тетрафторэти-
лена. Изделия рз фторопласта-4 имеют белую окраску и скольз-
кую поверхность, напоминающую на ощупь поверхность па-
рафина. > '
По химической стойкости фторопласт-4 превосходит все из-
вестные материалы. Он практически стоек ко всем минеральным
и органическим кислотам, щелочам, органическим растворите-
лям, окислителям и другим агрессивным средам. Фторопласт-4
разрушается лишь расплавленными щелочными металлами и
элементарным фтором. Не смачивается водой и не набухает.
Допускаемая рабочая температура эксплуатации 250° С. Пленки
фторопласта-4 сохраняют гибкость при температурах ниже
—100° С.
Большим недостатком фторопласта-4 является хладотеку-
честь, увеличивающаяся с повышением температуры. При
удельных нагрузках 30—50 кГ1см? появляется заметная оста-
точная деформация, а при давлениях^ 200—250 кГ]см2 материал
переходит в состояние текучести. Фторопласт-4 широко приме-
няют для изготовления уплотнительных деталей (прокладок,
сальниковых набивок, манжет, сильфонов и др.), химически
стойких деталей (труб, стаканов, вентилей, кранов, мембран,
деталей насосов ц др.).
Лаки, краски и покрытия
Процессы нефтепереработки сопровождаются выделением
вредных веществ, таких, как сероводород, двуокись углерода,
аммиак, двуокись серы, неконденсирующиеся низкомолекуляр-
ные жирные кислоты, водяной пар, влага и пыль. В такой ат-
мосфере защита технологического оборудования, зданий и со-
оружений трубопроводов, емкостей и металлоконструкций от
коррозии — одно из важных мероприятий.
Поверхности, подлежащие окраске, предварительно зачи-
щают от грязи и жира, грунтуют, а затем дважды покрывают
краской. Первую грунтовку аппаратов и емкостей рекомен-
дуется проводить на заводе-изготовителе, а дополнительную
грунтовку и двухслойную окраску — на месте. Окраска способ-
ствует уменьшению потерь легких фракций при хранении их в
22
емкостях. Например, алюминиевая краска в большей степени
обладает способностью отражать солнечные лучи, чем обычные
краски, применявшиеся для защиты, от коррозии.
Для окраски внешних поверхностей аппаратов, резервуаров
и металлоконструкций с целью защиты их от внешней среды и
придания им товарного вида применяют лаки, перечисленные
ниже.
Асфальтобитумные лаки применяют для окраски внешних
поверхностей аппаратов, трубопроводов, емкостей, металлокон-
струкций. '*
Бакелитовые лаки стойки против агрессивных сред, кроме
окислителей, щелочей и некоторых органических соединений.
В связи со сложностью технологии покрытия имеют ограничен-
ное применение.
Перхлорвиниловые лаки и эмали при температурах до 60° С
стойки в кислых и щелочных средах и против атмосферной кор-
розии.
Хлоркаучуковые лаки применяют для покрытия емкостей
большого объема, трубопроводов и других конструкций, рабо-
тающих в условиях температур до 60° С. Стойки в минераль-
ных кислотах, щелочах, хлористом водороде, сернистом- газе
и т. п.
Полиуретановые покрытия применяются при температурах
до 180° С в сушильных агрегатах конвейерного или шахтного
типа на катализаторных фабриках. Полиуретановый лак КР-71
наносят на защищаемую поверхность непосредственно или с
применением подслоя полиуретанового грунта УР-01.
Жаростойкий лак ФГ-9 (ТУ МХП 2273—53) применяют для
получения жаростойкой эмали № 9, которую приготовляют не-
посредственно перед употреблением из 94 частей лака ФГ-9 и
6 частей алюминиевой пудры ПАК-4 или ПАК-3. '‘Приготовлен-
ной таким способом эмалью покрывают детали, работающие
при температурах до 450—500° С.
Эмали наносят на зачищенные поверхности пульверизатором
или кистью. Поверхность изделия предварительно обрабатывают
пескоструйным аппаратом или фосфатируют и обезжиривают
органическими растворителями (толуолом, бензином). Поверх-
ность, подлежащая покрытию, должна быть совершенно сухой
и чистой.
Эпоксидные покрытия — отвержденные аммиаки обладают
сильной адгезией к металлам и большой стойкостью к щелочам,
слабым кислотам и растворителям.’
Для защиты металлов от коррозии применяют также и дру-
гие способы. (Например цементные покрытия и металлизация
молибденом, вольфрамом и другими металлами; покрытия ис-
кусственными силикатными материалами — диабазом и кера-
микой.)
83
У п л о т.н и т е л ь н ы е материалы
Уплотнение различных соединений аппаратуры (трубопро-
водной арматуры, люков, фланцев и других деталей) дости-
гается посредством установки прокладок из материалов, под-,
бираемых с учетом условий работы уплотняемого соединения,
среды, температуры и давления. Для подвижных соединений на-
сосов и компрессоров применяются уплотнения или набивки из
соответствующих материалов. Некоторые примеры подбора про-
кладок и набивок приведены в Приложениях 4 и 5,
РАСЧЕТ АППАРАТУРЫ
ГЛАВА 2
ОСНОВНЫЕ ЭЛЕМЕНТЫ АППАРАТОВ
Основные технологические аппараты, горизонтальные и вер-
тикальные емкости (по приведенной классификации, за
исключением п. 2, 8 и 11, стр. 10) представляют собою ци-
линдрические сосуды, которые состоят из следующих ос-
новных элементов: корпусов, днищ, люков, штуцеров,
опорных устройств и внутреннего оборудования.
Корпусом, или обечайкой, принято называть цилиндрическую
часть аппарата. Корпус чаще всего изготавливают из листовой
"* ^/7 *
Рис. 2. Приемник (аккумулятор) для воздуха и
газов:
D — внутренний диаметр аппарата; L — длина аппарата;
£п —полная длина аппарата; 5 — толщина "стенки корпуса)
Sj —толщина днища; //' — расстояние низа опоры от оси ап-
парата.
стали или из труб и реже способом отливки или поковки. Дли-
ной (для горизонтального аппарата) или высотой (для верти-
кального аппарата) корпуса называют, расстояние между шва-
ми днищ и обозначают символом L; — полная высота аппара-
та (рис. 2 и 3).
Днифа сосудов и аппаратов могут быть различных форм:
плоские, конические и выпуклые.
25
Плоские днища под действием' веса жидкости и внутреннего
избыточного давления работают на изгиб, и поэтому их расчет-
ная толщина получается большей, чем у днищ других типов.
Плоские днищц просты в изготовлении и применяются в аппа-
ратах малых диаметров, размеры которых не нормализованы,
а также в аппаратах, работающих под наливом или под неболь-
шим избыточным давлением.
В этих случаях расчетная толщина днища не превышает вы-
бранную из конструктивных- соображений толщину, либо пре-
Рис. 3. Монтежю.
восходит ее на незначительную величину. Для усиления днищ
иногда применяют ребра жесткости из стали различных профи-
лей (полосовой, угловой, швеллеров или двутавров). '
Конические днища применяют только в случаях необходимо-
сти (когда это диктуется условиями отстоя; увеличением поверх-
ности нагрева у бойлера и пр.).
Днища сосудов и аппаратов, работающих под внутренним
давлением или под разрежением, в основном бывают выпук-
лые, с отбортовкой; при этом на эллиптические днища имеются
общесоюзные стандарты (рис. 4; h — высота борта днища).
Меридиональное сечение таких днищ представляет собой
половину эллипса, у которого большая ось равна диаметру ап-
парата, а малая ось равна 2//.. Эллипс характеризуется непре-
26
рывно меняющимися радиусами кривизны, из которых наимень-
ший в точке А (см. рис. 4) равен
_ н* _ 27/2
р/2 ~ D
н — высота днища; 1
D — диаметр аппарата.
Наибольший радиус в точке, В равен:
_ (D/2)* _ D*
<тах - н . - 4Н
На рис. 4 показано построение эллипса по координатам то-
чек а — аь при условии, что начало координат находится в,
точке О.
В, аппаратах, изготовленных до введения стандарта на эл-
1955 г.), применялись коробовые
Рис. 5. Коробовое днище.
днища рассчитывают по одной
липтические днища (до
днища с отбортовкой. Мери-
диональное сечение этих
днищ представляет собой
коробовую кривую (рис. 5),
описанную в центральной
части радиусом R не более
внутреннего диаметра аппа-
рата £>вн., и в переходной
части радиусом г не менее
0,1 R, и цилиндрического
борта высотой h не менее
50 мм.
Эллиптические и коробовые
и той же формуле, но входящий в нее коэффициент перенапря-
жения у принимается для первых в зависимости от соотноше-
ния Н/D, а для вторых от соотношения г/7?.
Менее широкое применение находят полушаровые (рис. 6),
сферические неотбортованные (рис. 7) и цилиндрические
(рис. 8) днища.
Люки, лазы, штуцеры. В соответствии с Правилами Госгор-
технадзора для аппаратов, работающих под избыточным дав-
лением свыше 0,7 ат, и ведомственными нормалями (для дру-
гих аппаратов), должна быть обеспечена возможность осмотра
внутренней поверхности каждого аппарата. Для доступа во
внутрь аппарата на корпусе, его устанавливают люкй-лазы, а
на опорной части — лазы. Кроме того, каждый аппарат должен,
иметь отверстия, выполненные с соблюдением Правил и обору-
дованные для присоединения основных технологических и вспо-
могательных трубопроводов, контрольной и запорной арматуры,
вентиляции при ремонтах и для других целей.
27
Отверстия в корпусах не рекомендуется располагать на пр(
дольных швах и стыках продольных и поперечных швов; не р<
Количество секто-
ров указано условно
Рис. 6. Полушаровое днище:
Do — диаметр центрального диска;
Л —высота центрального шарового
сегмента; 5 —толщина днища; Н — пол-
ная высота дниЩа; £>вн —внутрен-
ний диаметр днища.
Рис. 7. Сферическое неотбор-
тованное днище.
комендуется также размещать
на одной образующей корпуса.
большое количество отверстий
Рис. 8. Цилиндрическое днище.
Правила расположения отверстий на днищах и других час-
тях аппаратов приведены при расчетах элементов аппаратов.
28
Люки предусматриваются в аппаратах диаметром от 800 мм и
выше. В аппаратах диаметром менее 800 люки не делают, а для
осмотра устраивают либо съемное днище, либо предусматри-
вают не менее трех штуцеров, из которых один должен быть
диаметром не менее 76 мм для осмотра внутренней поверхности
аппарата при помощи специальных приборов с зеркалами.
Рис. 9. Сварной люк (/>—16—25 кГ/см2',
t < 500° С).
Количество и расположение люков зависят от размеров ап-
парата, характера и типа внутреннего оборудования и иногда
от технологического процесса. Например, в аппаратах, в кото-
рых происходит интенсивное отложение кокса (эвапораторы,
реакционные камеры крекинг-процесса и т. п.), люк в самой
нижней части корпуса забивается коксом; поэтому делают за-
пасный люк, который располагают несколько выше первое.
В ректификационных колоннах для монтажа некоторых ти-
пов тарелок и периодических осмотров требуются один, а ино-
гда и два люка на каждую тарелку. Применение других кон-
струкций тарелок допускает их разборку через проемы, что поз-
воляет обойтись только верхним и нижним люками аппарата.
Однако при этом создаются неблагоприятные и небезопасные
29
условия для монтажа и осмотров, вследствие чего продолжи-
тельность их удлиняется. Поэтому устраивают один люк на
группу из пяти-шести тарелок.
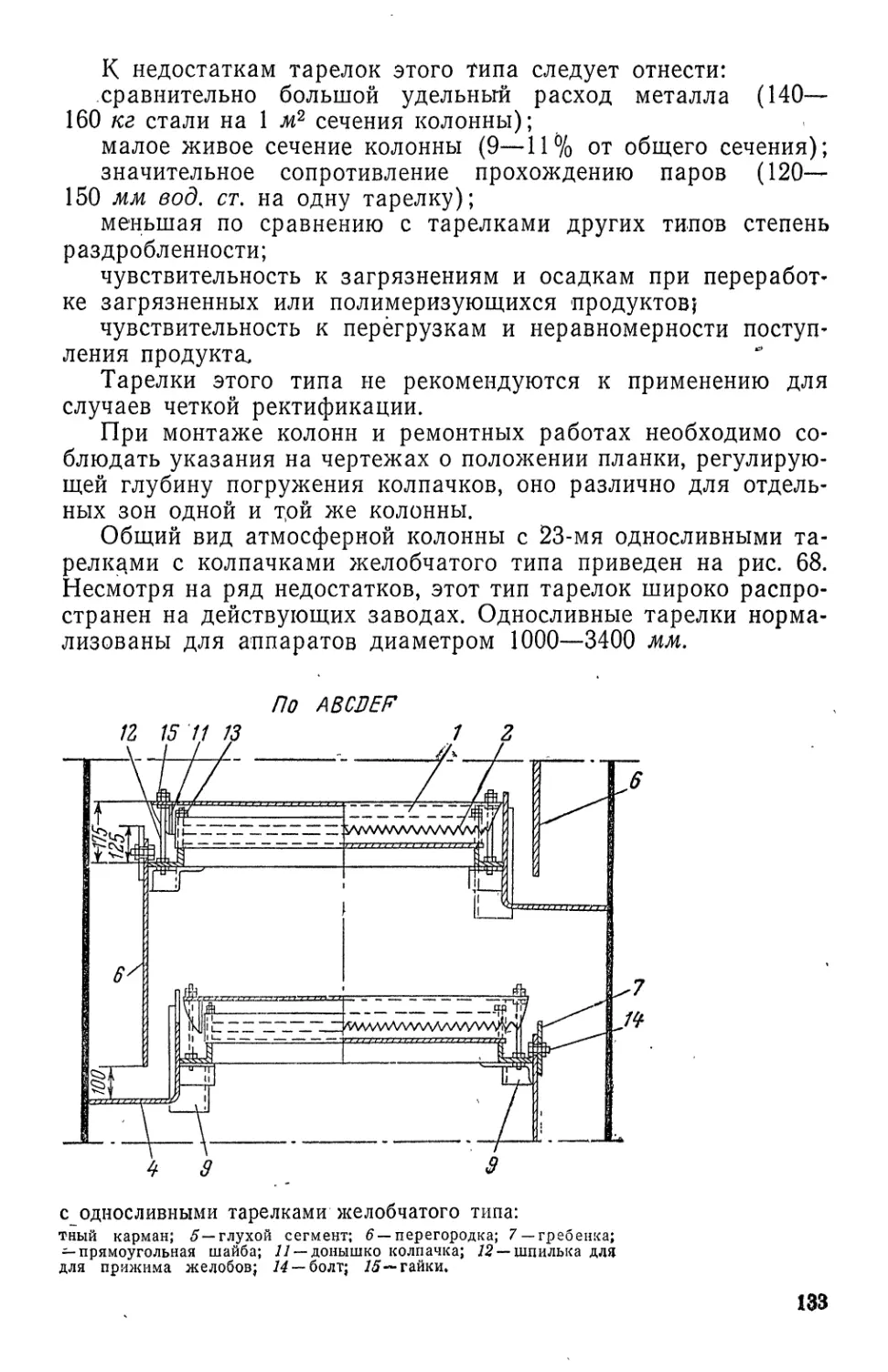
На рис. 9 приведена конструкция люка диаметром 450 мм
для аппаратов, рассчитанных на условное давление Ру=
I—------------- я>660 ———
Рис. 10. Сварной люк (Ру = 16—25 кГ/см2; t > 300° С).
= 16—25 кГ)см2 и температуру ниже 300° С. Показан люк, вва-
ренный в корпус аппарата, когда выступающая внутрь его часть
патрубка не мешает сборке внутреннего оборудования (ва-
риант I), и когда по условиям сборки внутреннего оборудования
необходимо иметь гладкую внутреннюю поверхность аппарата
(вариант И). По этому же II варианту в аппараты вваривают
люки, выполненные из двухслойного металла, и люки, корпус
которых подлежит обкладке сталью, устойчивой к . коррозии.
В этом случае той же сталью облицовывают крышки люков и
фланцы, а место вварки защищают накладкой или наплавкой
легированной стали.
На рис. 10 изображен люк из углеродистой стали диаметром
450 мм на Ру=16 и 25 кГ[см2 и температуру выше 300° С. Люк
30
на ру;=16 кГ1см2 применим при температуре не выше 450°С и
допускаемом давлении 7 /сГ/сж2, а люк на Ру = 25 кГ1см2 —
при температуре не выше 475° С и давлении 8 кГ/см2.
Для более высоких рабочих температур люки выполняют
по указанным на чертеже размерам из жаропрочных сталей и
для условий агрессивной среды облицовывают легированными
Рис. 11. Сварной люк на 40 кГ/см2.
сталями. Конструкция такого люка отличается от ранее рас-
смотренной тем, что фланец у него не плоский, а с хвостови-
ком. Вариант вварки выбирают, исходя из тех же соображений,
что и для люка, показанного на рис. 9.
Для аппаратов высокого давления применяют люки диамет-
ром 400 мм. На рис. 11 изображен люк из углеродистой стали
на Ру = 40 кГ]см2, который при температуре до 120° С приме-
няется для максимальных рабочих давлений не более 40 кГ!см2
и при температуре 475° С — для максимального давления
13 кГ[см2.
На рис. 12 показано шарнирное устройство для открывания
крышки люка (о — толщина усиливающего кольца; К—вылет
скобы), расположенной в вертикальной плоскости, а на рис. 13 —
81
подъемное и поворотное устройства для крышки, расположен- j
ной в горизонтальной плоскости. 1
Для присоединения к аппаратам трубопроводов и арматуры |
используют также штуцеры, которые устанавливают и прива- J
ривают согласно нормалям. Штуцеры бывают литые или свар- J
ные. Литые штуцеры применяют редко. Сварной штуцер со- |
стоит из фланца, патрубка и усиливающего кольца (или без I
него). 1
На заводах штуцеры, так же как и люки, изготавливают го- |
товыми узлами по нормалям на Ру=10—160 кПсм2. Штуцер I
Вид А
Рис. 12. Шарнирное устройство
для„ открывания люков с крыш-
ками в вертикальной плоскости:
Z —сварка прямого корпуса люка;
// — сварка фасонного корпуса люка.
Рис. 13? Шарнирное устройство
для открывания люков с, крыш-
ками в горизонтальной плоскости:
1 -барашек;- 2 — серьга; <3—скоба.'
на =10 кГ!см2 выполняется с
плоским фланцем, приваривае- j
я
мым к патрубку внахл'естку, штуцеры на остальные условные f
давления имеют фланцы с хвостовиком или коротким буртом |
для приварки встык. 1
Приварку штуцеров к аппаратам производят так же, как ;
корпусов люков. Штуцеры на аппаратах устанавливают так, |
чтобы болтовые отверстия во фланцах не совпадали с осевыми |
плоскостями симметрии аппарата. |
Фланцы штуцеров на Ру = 40 кГ!см2 должны быть со впади-1
ной, так как арматура на это давление изготавливается с вы- .1
ступом. При транспортировке аппаратов уплотнительные поверх-f
32 , Ж
2^5
ности фланцев штуцеров должны быть закрыты деревянными
или металлическими заглушками на временных прокладках.
Для крепления трубопроводов или арматуры к штуцерам на
ру= 10 и 16 кГ1см2 и температуру до 200° С можно применять
болты; во всех остальных случаях необходимо применять шпиль-
ки с гайками с обеих сторон.
Для присоединения трубопроводов с условными проходами
25—40 мм применяют муфты (рис. 14). Муфты имеют трубную
резьбу с допусками по 3-му классу точно-
сти.
Опоры. Для установки и крепления ци-
линдрических сосудов существуют различ-
ные конструкции опор. На рис. 15 изобра-
жена опорная часть, применяемая для вер-
тикально устанавливаемых аппаратов. Эта
конструкция состоит из обечайки /, при-
варенной к корпусу аппарата, в которой
имеется лаз, усиленный кольцом 2, и два
вентиляционных отверстия. К основанию
обечайки приварено опорное кольцо 3 с от-
верстиями под фундаментальные болты и
ребрами. Конструкция и размеры опорной
спечить возможность вывода трубопррвода и обслуживание
патрубка 4, а
необходимости
приваривают
пространен способ, показанный на узле А; сварка способом,
изображенном на узле В, применяется только для аппаратов,
работающих при температуре не выше 250° С.
Для вертикально устанавливаемых аппаратов с малыми диа-
метрами применяют обечайку конической формы (рис. 16). Та-
кая конструкция увеличивает устойчивость аппарата и дает воз-
можность снизить напряжения на поверхности фундамента и в
фундаментных болтах.
На практике иногда приходится устанавливать вертикальные
аппараты на опорных лапах, конструкция которых изображена
на рис. 17. Вертикальные аппараты могут опираться на две, три
и четыре лапы.
В горизонтальных аппаратах часто приходится учитывать
тепловые расширения корпуса и аппарата, когда одна из опор
Должна быть или перемещающейся на катке (рис. 18), или не-
отверстий
L-------Н
Рис. 14. Муфта (D —
наружный диаметр;
d — внутренний диа-
метр; L --длина муф-
ты). '
части должны обе-
также осмотра нижнего днища и в случае
производства ремонтных работ. Обечайку
к аппарату двумя способами. Наиболее рас-
подвижной, но с компенсацией за счет пазовых
(рис. 19).
Количество опор зависит от массы аппарата с
и определяется расчетом.
На лапах устанавливают такие горизонтальные
как газгольдеры постоянного объема, имеющие большую длину;
3 Зак. 299 33
продуктом
аппараты,
Рис. 15. Опоры вертикального
аппарата, эпюры напряжений
и узлы:
I — аппарат малой устойчивости;
// — аппарат повышенной устойчиво
сти; 1 — обечайка бпоры; 2 —усиливаю-
щее кольцо лаза; 3 — опорное кольцо;
4 — патрубок; 5 — толщина стенки аппа-
рата; <SQ — толщина стенки опорной
обечайки; fiQ — высота лапы; бк —тол-
щина опорного кольца.
тепловые аккумуляторы, топки под давлением, кубы с огневым
нагревом и др., - для которых необходимы специальные опоры,
обеспечивающие фиксацию положения при установке и воз-
можность расширения аппарата при нагреве в пределах задан-
ных величин и направлений^
а б
Рис. 17. Сварная лапа для подвесных аппаратов:
а —общий вид лапы; Я, О —соответственно полная высота лапы и ребра;
размеры а, в, с, s, е — вылет, расстояние между ребрами, ширина, толщина
ребер и подкладки и высота притупления ребер; б —расчетная схема.
Некоторые горизонтальные аппараты (в большинстве слу-
чаев малоответственные) устанавливают на фундаменты без
опор. В качестве фундамента используют конструкции, выпол-
няемые из бута, кирпича и бетона. Крепление аппаратов при
этом часто не предусматривается. Для случаев самой простой
Установки лежака (пустотелого аппарата) на фундамент сле-
дует между корпусом аппарата и фундаментом помещать сталь-
ную прокладку и фиксировать положение аппарата в том его
конце, с которого подходят трубопроводы.
3*
35
Внутреннее оборудование. Успешное протекание технологи-
ческого процесса обеспечивается устройствами, расположенными
внутри аппарата. Конструкции таких
устройств приведены при описании со-
ответствующих типов аппаратов.
В аппаратах вспомогательного на-
значения — отстойниках, сепараторах,
промежуточных емкостях предусма-
тривается более простое оборудование
в виде змеевиков, отбойников, разде-
лительных и направляющих перегоро-
док и др.
К такому же типу внутреннего обо-
рудования относятся стремянки и пло-
щадки для доступа внутрь аппарата.
Обычно из-за сложности монтажа в
Рис. 18. Катковая опора. аппаратах Диаметром до 1000 мм вну-
треннего оборудования не делают. Его
выполняют таким образом, чтобы можно было установить и вы-
Рис. 19. Опора для горизонтальных аппаратов:
Д—диаметр аппарата; s и 5! —соответственно толщины корпуса и верха опоры; в —ширина
опоры; в 4-45 — ширина подкладки.
Такое оборудование, как обогревательные змеевики, в аппа-
ратах малого диаметра располагают снаружи, либо делают в
нижней части аппарата рубашку для обогрева.
ГЛАВА 3
РАСЧЕТ КОРПУСОВ АППАРАТОВ
ОБЩИЕ ПОЛОЖЕНИЯ
Усилия, воздействующие на аппараты. В процессе эксплуа-
тации на аппараты воздействуют усилия, возникающие от
следующих нагрузок:
собственный вес и вес изоляции;
внутреннее или наружное давление (вакуум);
вес металлоконструкций и трубопроводов;
нагрузки, возникающие в трубопроводах;
ветровые;
силы инерции;
напряжения, возникающие в результате изменений темпера-
туры по длине или высоте аппарата вследствие происходящего
в аппарате теплообмена.
Для расчетов на прочность должны быть определены макси-
мальные величины перечисленных нагрузок.
1. Собственный вес и вес изоляции вертикально установлен-
ного аппарата вызывают напряжения сжатия и увеличивают
устойчивость аппарата, так как при расчете на устойчивость
из общего опрокидывающего момента вычитается момент веса
и расчет производится по разности моментов:
Л4р == А10Пр. AfyCT,
где Мр— расчетный момент;
Мопр. — общий опрокидывающий момент;
Муст. — момент веса.
При горизонтальной установке аппарата его вес (включая
вес изоляции) действует как равномерно распределенная на-
грузка на балку, лежащую на опорах, и вызывает изгиб.
Современные, методы скоростного монтажа вертикальных и
горизонтальных аппаратов предусматривают подъем их со смон-
тированным внутренним оборудованием, частью трубопроводов,
арматурой, обслуживающими металлоконструкциями и изоля-
цией. При подъеме этот вид нагрузки также вызывает изгиб
аппарата как балки, нагруженной сосредоточенными силами,
37
приложенными в местах строповки. При расчетах на изгиб дол-
жен быть учтен и вес жидкости, которой заполнен или может
быть заполнен аппарат.
Необходимо учитывать все возможные варианты действия
этой нагрузки и за расчетный принять наихудший из них.
2. Расчетным внутренним или наружным давлением может
быть максимально допустимое рабочее давление при рабочей
температуре, определяемое в соответствии с Правилами Госгор-
технадзора, или максимально возможное давление для «но-
вого» и «холодного» аппаратов данной категории. Если на аппа-
рат действует давление столба жидкости, превышающее 2,5%
величины внутреннего давления Р,. то расчетное давление долж-
но приниматься равным сумме P+yh, где yh— давление столба
жидкости.
3. Нагрузки от металлоконструкций и трубопроводов дол-
жны быть определены с учетом возможности использования ме-
таллоконструкций для подъема деталей внутреннего оборудова-
ния, арматуры и частей трубопровода при ремонтных работах.
Эти нагрузки могут оказаться большими, чем в обычных усло-
виях, и, следовательно, расчетными.
4. Усилия, возникающие в трубопроводах при нагреве, гид-
равлических ударах и пр., окончательно определяются значи-
тельно позже стадии проектирования аппарата. Направление их
действия зависит от конфигурации трубопровода, а величина —
от диаметра, толщины стенки трубы и температуры продукта.
В горячих трубопроводах большого диаметра такие усилия (мо-
гут достигнуть больших величин и служить причиной аварии.
Возможность их возникновения, приближенная величина и на-
правление действия должны быть учтены при проектировании
аппарата.
5. Ветровые нагрузки и силы инерции определяются по дей-
ствующим нормативам по наибольшему воздействию каждой.
На действие сил инерции рассчитывается не только аппарат в
целом, но и отдельные детали внутреннего оборудований.
6. Напряжения, возникающие в результате изменений тем-
пературы по длине или высоте аппарата, по толщине его стенки
(в толстостенных аппаратах) должны учитываться особенно
тщательно в местах с большой разностью температур, напри-
мер в стыках горячего корпуса с холодной опорной частью, а
также в сопряжениях деталей, изготовленных из материалов,
имеющих разные коэффициенты термического расширения.
Уточнение рабочих условий и определение нагрузок является
составной частью расчета.
При расчетах сосудов и аппаратов следует руководство-
ваться действующими правилами и инструкциями.
С 1956 года действуют «Правила устройства в безопасной
эксплуатации сосудов, работающих под давлением (Госгортех-
38
надзор СССР, 1956 г.)» и Руководящие технические материалы
РТМ—42—62, РТМ—62—63 и др.
Допускаемые напряжения. Согласно Правилам Госгортех-
надзора базой для выбора допускаемых напряжений для пла-
стических материалов могут быть:
ов — предел прочности при растяжении материала при тем-
пературе 20° С;
ат—условный предел^текучести материала при рабочей тем-
пературе аппарата (за предел текучести принимают
то напряжение, при котором удлинение равно 0,2% рас-
четной длины);
°пл.— условный предел ползучести материала при рабочей
температуре аппарата [напряжение, вызывающее ско-
рость ползучести материала 10-7 мм/(мм*ч)].
При коэффициентах запаса прочности пв, пт и ппл. соответ-
ственно допускаемые напряжения будут равны:
при расчете по пределу прочности при растяжении
при расчете по пределу текучести при рабочей температуре
при расчете по пределу ползучести при рабочей температуре
Величины коэффициента запаса прочности зависят от кон-
струкции и категории сосудов; их значения и приведены в
табл. 3.
Пластическими материалами принято считать такие, для ко-
торых удлинение при разрыве составляет более 5% расчетной
длины, а хрупкими такие, для которых эта величина составляет
менее 5%.
В случае хрупких материалов базой для выбора допускае-
мых напряжений является предел прочности при растяжении
и предел прочности при сжатии оСж; при статической нагруз-
ке допускаемые напряжения составляют:
при растяжении
при сжатии
= —
А пх
39
ТАБЛИЦА 3
Значения коэффициентов запаса прочности при расчете
стальных сосудов
Сосуды Обогрев Допускаемое давление кГ/см2 Температура стенки °C Коэффициенты запаса прочности
пв пг "пл.
Сварные и бесшов- ные при наличии надежно укре- пленных отвер- стий, а также при отсутствии отверстий Необогре- ваемые Свыше 50 До 50 » 16 Свыше 400 200—400 ’ До 200 3,75 3,75 3,5 1,7 1,7 1,10
Обогревае- мые Свыше 50 До 50 » 16 Свыше 400 200—400 До 200 4,25 4,25 4,00 1,9 1,9 1,15 t
Сварные и бесшов- ные при наличии неукрепленных отверстий с раз- вальцованными в них трубами Необогре- ваемые Свыше 50 До 50 » 16 Свыше 400 200—400 До 200 4,0 4,0 3,75 1,8 1,8 1,10
Обогревае- мые Свыше 50 До 50 » 16 Свыше 400 200—400 До 200 4,5 4,5 4,25 2,0 2,0 1,15
Для бетона и чугуна щ принимается от 4 до 8.
Базой для выбора величин допускаемого напряжения при
знакопеременных напряжениях (например, при расчетах ком-
пенсаторов) считают предел усталости а/.
Для случаев чистого сдвига (кручение) допускаемые на-
пряжения принимают
0,57сгв
Хд -
д п
Гипронефтемашем для расчетов элементов нефтеаппаратуры
приняты предусмотренные РТМ-62-63 нормы запасов прочности
и по ним подсчитаны допускаемые напряжения для наиболее
часто применяемых сталей в зависимости от их механических
свойств и рабочей температуры стенки аппарата данной катего-
рии (табл. 4).
В нефтеперерабатывающей и нефтехимической промышленности к кате-
гории А относятся сосуды и аппараты, в которых рабочей средой являются
гудроны, полугудроны, масла или другие нефтепродукты с аналогичными
физическими и химическими свойствами, а также другие среды (кроме
нефтепродуктов), к которым предъявляются менее строгие требования с точ-
ки зрения безопасности эксплуатации.
К категории Б относятся все остальные сосуды и .аппараты нефтепере-
рабатывающей и нефтехимической промышленности, а также все сосуды и
аппараты для нефтепродуктов, собираемые сваркой на месте монтажа.
40
Тонкостенные и толстостенные сосуды. Основными аппара-
тами нефтеперерабатывающих заводов являются цилиндриче-
ские сосуды, работающие под внутренним или наружным давле-
нием. Такие сосуды рассчитывают по формулам, принятым для
расчета тонкостенных или толстостенных сосудов.
Критерием для деления сосудов на тонкостенные или тол-
стостенные служит отношение наружного диаметра цилиндра
к его внутреннему диаметру
Р DH-2(s-c)
где Dn—наружный диаметр цилиндра, см;
S —толщина стенки цилиндра без прибавки на корро-
зию, см;
с— прибавка на коррозию, см.
К тонкостенным относят сосуды, у которых 1,2; а к тол-
стостенным — сосуды, у которых р > 1,2. '
Толщину стенок тонкостенных сосудов, выполненных из пла-
стических материалов, определяют по усредненному напряже-
нию по формулам, принятым для тонкостенных сосудов, а тол-
щину стенок толстостенных сосудов, выполненных из пластиче-
ских материалов — по приведенному напряжению на внутренней
поверхности цилиндра по формулам, принятым для толстостен-
ных сосудов.
Вертикально устанавливаемые, высокие тонкостенные сосуды
подлежат проверке расчетом на устойчивость поперечного се-
чения.
Горизонтально устанавливаемые сосуды необходимо прове-
рять расчетом на напряжения изгиба под действием собствен-
ного веса, веса находящейся в них жидкости и других внешних
нагрузок — трубопроводов, металлических конструкций и др.
Суммарное напряжение от действия внутреннего или-наруж-
ного бр давления и напряжения изгиба сгИз. должно быть:
•^сум- =
Все сосуды должны быть проверены на прочность во время
гидравлического испытания. При этом величина напряжения
должна быть:
а
где опр.— напряжение во время гидравлического испытания.
Гидравлическое испытание должно быть определено и назна-
чено в соответствии с указанием в паспорте сосуда согласно
положениям для данной группы сосудов.
Если сосуд работает в условиях, при которых возможно по-
вышение давления или температуры в результате происходящих
41
Допускаемые напряжения для наи '
Марка стали Предел прочности при разрыве к Г/см2 Предел текучести при 20° С кГ/см2 Кате- гория сосудов и аппа ратов Тем /
! 20 100 200 250 275 Г
Н а п ряже t I
Ст. 3 сп 3800 2200 А 1200 1160 ИЗО 1100 1050
Б 1050 1050 1050 1050
4 сп 4200 2400 А 1310 1260 1240 1200 1180
Б 1180 1180 1180 1180
5 сп *** 5000 2700 А 1440 1400 1350 1310 1280
Б 1280 1280 1280 1280
10 3400 2100 А 1120 1090 1050 1010 965
Б 965 965 965 965
15 и 15к 3800 2300 А 1230 1200 1170 1120 1070
Б 1070 1070 1070 1070
20 и 20к 4200 2500 А 1350 1310 1280 1240 1180
Б 1180 1180 1180 1180
40 *** 5800 3400 А 1810 1780 1730 1690 1640
Б 1640 1640 1640 1640 h
16ГС (ЗН)4* 4800 3000 А 1580 1530 1450 1400 1350
Б 1350 1350 1350 1350 1
09Г2С (М)s* 4800 3200 А. 1600 1550 1460 1440 1400 i
- Б 1400 1400 1400 1400 I,
12МХ (12ХМ) 4200 2400 А — — — — 1240
Б
15ХМ 4500 3000 А R — — — — 1.285 J
Х18Н9Т (18Н10Т) 5000—5600 ' 2200 D А и Б 1220 1220 1220 1220 1220
ЭИ496 (ОХ13)6* 4500 2500 А 1280 1270 1250 1240 1230
Х5М 4000 2200 А 1170 1166 1150 1140 1120 $
Б 1120 1120 1120 1120 y,
Х5ВФ 4000 2200 А 1170 1160 ИЗО 1110 1100
Х8ВФ 4000 2200 А 1170 1160 ИЗО 1110 1100
Б 1100 1100 1100 1100
Х5 ,4000 2200 А 1170 1160 1060 1020 1000
Б 1000 1000 1000 1000
* Правилами Госгортехнадзора применениеУне предусмотрено.
** Правилами Госгортехнадзора не предусмотрено применять стали марок 15 и 20 при /=470° С.
*** Стали марок 5 и 40 предусмотрены для изготовления накидных фланцев, трубных реше
не подвергающихся сварке деталей.
4* Для стали марки 16ГС (ЗН) по ГОСТ 5520—62 при толщине з^ЗО мм. Для ббльших толщин
б* Для стали марки 09Г2С fM) по ГОСТ 5520—62 при толщине s<24 мм. Для ббльших толщин
645 Сталь марки ЭИ 496 применять только в качестве антикоррозионного слоя пли для внут
42
ТАБЛИЦА 4
более часто применяемых сталей
п е р а т у р а, °C
300 325 350 375 400 , 425 450 475 500 525 550 575 600 625 650
н и е, кГ /см2
1010 970 910 - 850 770 680 560* 460* 350* — — — — — —-
изо 1050 970 900 810 710 570* 470* 350* — — — — — —
1220 1150 1080 1000 900 780 590* 490** 350* — — — — — —
925 810 820 755 710 640 510 400* 500* — — __ — — —
1030 980 920 860 790 720 570 460** 350* — — — —
ИЗО 1060 990 930 860 750 610 460** 350* — — — — — —
1570 1420 1270 1120 960 810 660 500 380 __ — — —
1290 1200 1100 1000 900 800 680 530* — — — — —
1350 1270 1210 1125 990 880 780 670* — — — — — — —
1190 1160 1110 1075 1050 1020 970 900 800 570 440 __ — — —
1230 1185 1160 1135 1120 1100 1060 1000 860 650 520 — — — —
1220 1190 1150 1110 1080 1050 1010 970 930 880 — 820 750 580 380*
1210 1160 1090 1040 940 870 770 680 540 380 — 280 — — —
1090 1060 1020 980 940 900 860 810 720 590 — 440 320 170 —
1050 1000 960 910 870 820 760 660 530 430 — 330 — 120 —
1090 1030 990 950 910 860 800 720 630 450 — 370 — 140 —
970 920 880 840 790 700 500 — — — — — — — —
ток, теплообменников с плавающей головкой, укрепляемых болтами, плоских крышек, и прочих
допускаемые напряжения уменьшаются пропорционально снижению механических свойств стали,
допускаемые напряжения уменьшаются пропорционально снижению механических свойств стали,
ренних устройств аппарата, колпачков, желобов, балок и других деталей тарелок.
43
В нем химических реакций, рекомендуется увеличивать при-
веденные выше запасы прочности или уменьшать допускаемые
напряжения по усмотрению конструктора.
Расчетную температуру стенки принимают равной:
1) температуре протекающей жидкости — при нагреве про-
текающей жидкостью и отсутствии внутренней изоляции (футе-
ровки) или охлаждающих устройств на наружной поверхности;
2) среднему арифметическому температур наружной и вну-
тренней поверхности стенки, полученных расчетом для данного
случая — при том же обогреве, но при наличии внутренней фу-
теровки или наружных охлаждающих устройств;
3) среднему арифметическому температур наружной и внутрен-
ней поверхностей стенки сосуда по расчету, но ни ниже темпера-
туры среды сосуда 100° С — при обогреве газами или электри-
чеством.
Расчету должно предшествовать описание, в котором необ-
ходимо указать назначение аппарата, рабочие условия (давле-
ние, температуру, агрессивность среды и меры защиты от ее
воздействия, предельное рабочее давление), материал, из ко-
торого выполнен аппарат (корпус, днища, люки, внутреннее
оборудование), арматуру — число и диаметр предохранительных
клапанов и других предохранительно-защитных устройств, раз-
мер и тип продувочных и дренажных устройств, устройств для
контроля уровня жидкости и температуры.
РАСЧЕТ ТОНКОСТЕННЫХ АППАРАТОВ, РАБОТАЮЩИХ
ПОД ВНУТРЕННИМ ИЗБЫТОЧНЫМ ДАВЛЕНИЕМ
Тонкостенные аппараты рассчитывают по приведенному
усредненному напряжению, отнесенному к среднему диаметру
Z)c; формулы позволяют определить это напряжение через на-
ружный Z)H или внутренний DBH диаметры.
В соответствии х заданными рабочими условиями выбирают
способ изготовления аппарата, материал, коэффициент запаса
прочности или допускаемое для данного случая напряжение,
коэффициент прочности сварного шва, устанавливают величину
прибавки на коррозию и приступают к расчету, пользуясь фор-
мулами, основанными на первой или третьей теории прочности.
При работе сосуда (рис. 20) стенки и днища его подвергают-
ся действию равномерно распределенного избыточного давления
р (кГ/см2). Силы, действующие на днища, стремятся разорвать
цилиндрическую часть сосуда по поперечному сечению его. Дав-
ление на боковые стенки стремится разорвать сосуд по обра-
зующим цилиндра.
Если выделить из цилиндрической части сосуда прямоуголь-
ный элемент ABCD, то он (согласно принятой для расчета
44
первой теории прочности) будет подвергаться растяжению в
трех направлениях: по сечениям вдоль образующих тангенциаль-
ными (кольцевыми) напряжениями ai, по сечениям перпендику-
лярным к образующим аксиальными (продольными) напряже-
ниями о2 и радиальными напряжениями о3 (на рисунке не пока-
заны), перпендикулярными к оч и ог- При расчете тонкостенных
сосудов напряжением о3 пренебрегают.
Рис. 20. Схема действия внутреннего' давления на
корпус аппарата.
Обозначив соответственно диаметр, длину и толщину стенки
аппарата через Dc, Ins, определим напряжение oi и о2.
Силы, действующие на днища и растягивающие цилиндриче-
скую часть сосуда вдоль образующих равны:
Q = КГ
Площадь, воспринимающая эти силы
представляет собой кольцо толщиной s и
диаметром £>с: *............
Рис. 21. Расчетная
схема для определе-
ния тангенциальных
напряжений в стенках
цилиндрического со-
суда при действии
внутреннего давле-
, НИЯ.
F == nDcs
Отсюда аксиальные напряжения, дей-
ствующие вдоль оси цилиндра, равны:
Q р(^/4) pDc
. = —-— к Г см2
2 Г nDcs 4s '
Тангенциальные (кольцевые) напряжения можно найти, раз-
резав сосуд диаметральной плоскостью и отбросив верхнюю
часть (рис. 21). На диаметральную поверхность в оставленной
части сосуда действует давление р. Оно уравновешивается си-
лами N, растягивающими материал сосуда в направлении пер-
пендикулярном к образующим. При условии равновесия сил в
нижней части сосуда
PDcl = 2W кГ
N=PD±! кг
45
и тангенциальное напряжение
п _ N _ pDcl
1 si 2sl
кГ/см^
Расчет ведут по напряжениям аь так как оно в 2 раза боль-
ше о2.
Заменяя значения сц допускаемым напряжением ад, вводя
коэффициент запаса прочности сварных швов ср (см. табл. 5) и
прибавку с на коррозию, получают расчетные формулы для
определения толщины стенки через внутренний, наружный и
ТАБЛИЦА ,5
Значения коэффициента запаса прочности <р
сварных швов
Вид шва Значение ф
Стальные сосуды
I. Ручная газовая пли электросварка
Стыковые швы с подваркой со стороны
вершины шва......................
Стыковые швы, свариваемые с одной
стороны, но имеющие со стороны
вершины шва'подкладки или кольца,
прилегающие к основному металлу
по всей длине шва................
Стыковые швы, свариваемые только с
одной стороны
продольные ...................
поперечные....................
Соединения в тавр
с двухсторонним сплошным прова-
ром ..........................
при отсутствии сплошного провара
Соединения внахлестку при наличии
швов с двух сторон................
II. Автоматическая сварка под слоем
флюса
Стыковые швы с двухсторонним про-
варом ...........................
Стыковые швы, свариваемые только с
одной стороны ...................
Медные сосуды
Паяный шов крепким припоем
Алюминиевые сосуды
Паяный шов (применяется редко) . .
Сварной шов
для мягкого алюминия . . . .
для твердого алюминия ....
0,95
0,90
0,70
0,80
0,95
0,80
6,80
1,00
0,80
0,8
0,6
0,8
0,4—0,5
46
средний диаметр соответственно Овн., Dn и Dc\ [Dc= (DBH. + s) ;
Dc = (Dn s)].
s = P-D™:---------1_ c cm
2адср — p
2огд(р + р
2ад<р
-J-с CM
CM
При использовании четвертой
формулы имеют вид:
теории прочности расчетные
s
s
5 __
2,3ад<р — p '
s=______PD« .+<
2,3адф + р
s = --£^-4-c cm
2,3ад<р 1
см
CM
РАСЧЕТ ТОЛСТОСТЕННЫХ АППАРАТОВ, РАБОТАЮЩИХ
ПОД ВНУТРЕННИМ ИЗБЫТОЧНЫМ ДАВЛЕНИЕМ
При большой толщине стенки разность напряжений на вну-
тренней (более- напряженной) и наружной поверхностях может
достигнуть значительной величины. Поэтому все толстостенные
аппараты, выполненные из хрупких материалов, и большин-
ство толстостенных сосудов, выполненных из пластических ма-
териалов, рассчитывают по напряжениям на внутренней поверх-
ности.
Исключение составляют толстостенные сосуды, изготовлен-
ные из пластических материалов, рассчитываемые по пределу
ползучести, так как явление ползучести выравнивает напряже-
ние по толщине стенки. Такие сосуды рассчитывают по форму-
лам для тонкостенных цилиндров. Для этих сосудов, а также
сосудов, у которых р близко к 2, должно быть соблюдено усло-
вие:
огПр. < кГ!см2
Толстостенные сосуды рассчитывают по формулам, получен-
ным исходя из первой, второй и четвертой теорий прочности.
Первую и вторую теории применяют при расчете сосудов из
хрупких материалов или в тех случаях, когда первоначально
пластичный материал под действием рабочих условий может
стать хрупким. По четвертой теории могут быть рассчитаны все
остальные сосуды.
47
Толщину стенки толстостенных сосудов определяют:
по
Г фО'д — Р
__ 1/^"^
г фОГд + /2 .
— 1 +с CM
4-С CM
по
первой теории прочности
^вн.
s = —
Оп
2
второй теории прочности
^вн. “1 Ф<Ь
s==~ У
по
<рсгд —1,3/2
(рПд +0,4р .
четвертой теории прочности
+ с см
— 1 +с см
Т^вн.
2
Ф°А
срсГд —1,73/2
+ с см
Dn __ /* (рогд 1,73/2
-ту- 1 — §/ ----------------- + С см
2 L г фад J 1
РАСЧЕТ АППАРАТОВ, РАБОТАЮЩИХ ПОД НАРУЖНЫМ
ИЗБЫТОЧНЫМ ДАВЛЕНИЕМ
Наружное давление стремится деформировать сечение со-
суда. Этому же способствуют первоначальная овальность сече-
ния, продольное сжатие, возникающее в результате действия
наружного давления на днища, напряжения сжатия у верти-
кальных аппаратов, возникающие в результате действия соб-
ственного веса корпуса, веса внутреннего оборудования и жид-
кости, находящейся в сосуде, металлоконструкций, труб, сжи-
мающие напряжения от действия ветра и напряжения сжатия
у горизонтальных аппаратов, возникающие в корпусе под дей-
ствием изгиба.
Поэтому при расчете корпуса сосуда, работающего под дей-
ствием наружного давления, определяют толщину стенки, по на-
ружному давлению, проверяют устойчивость сечения и суммар-
ное напряжение, возникающее в результате совместного дей-
ствия всех неблагоприятных факторов.
Под действием наружного давления р кГ1см? в стенке воз-
никают напряжения, распределение которых по толщине ее по-
казано на рис. 22. Наибольшими, а следовательно, расчетными
будут напряжения на внутренней поверхности стенки аВн. с- Рас-
четная формула по этому напряжению имеет вид:
« = ГВн.(1/'-- gBn- --г1) СМ
\Г Овн.с — 2р /
48
Выражая радиус, через диаметр rBH = DBII/2, заменяя авн. с
допускаемым напряжением ос. д, а также вводя коэффициент
прочности сварных швов ср и прибавку на коррозию с, получаем
расчетные значения 5, выраженные через внутренний и наруж-
ный диаметры сосуда:
д
°с. д 2/?
Фас. д
— 1 -|~с см
+ с см
После определения толщины стенки по приведенным выше
формулам необходимо проверить сосуд на устойчивость сече-
ния при данном наружном давлении и при изгибе, если сосуд
Рис. 22. Схема действия сил и распределения на-
пряжений, возникающих в стенках толстостенных
аппаратов под действием наружного давления.
подвергается изгибу под действием ветровых или весовых на-
грузок.
Из сопротивления материалов известно, что в стержне
сплошного сечения любой длины при растяжении его какой-
либо силой Р возникают равномерно распределенные по сече-
нию растягивающие напряжения, которые, не искривляя продоль-
ной оси образца, до предела текучести дают упругие деформа-
ции. В случае испытания длинного стержня на сжатие даже при
напряжениях, меньших предела текучести, происходит искрив-
ление продольной оси стержня и появляются остаточные дефор-
мации.
Та нагрузка, под влиянием которой начинается искривление
стержня, называется критической; напряжение, которое вызы-
вает критическая нагрузка, называется критическим напряже-
нием. Допускаемая нагрузка и, следовательно, допускаемые на--
пряжения должны быть меньше критических. Критерием для
принятия запаса является гибкость, т. е. отношение длины стер-
жня к радиусу инерции сечения к—Цц.
4 Зак. 299
49
При работе кольцевых сечений на сжатие и изгиб происхо-
дит сходное явление: под действием напряжений, значительно
меньших предела текучести, сечение начинает деформировать-
ся— образуются волны, восьмерки, местные вмятины (рис. 23).
На устойчивость сечения влияют следующие факторы:
1) отношение толщины стенки к радиусу сосуда (s— с)/г;
Рис. 23. Схема деформации корпуса
аппарата.
Рис. 24. Схема опре-
деления овальности
сосуда.
2) отношение длины сосуда, не укрепленного кольцами жест-
кости, к его диаметру Z/Z);
3) отношение расстояния между кольцами жесткости укреп-
ленного сосуда к его диаметру l/D\
4) величина первоначальной овальности (рис. 24).
^max ^min
-----------
Значение наружного давления, при котором сечение начи-
нает терять устойчивость, называется критическим давлением.
В зависимости от приведенных выше факторов критическое да-
вление может быть определено по одной из следующих формул.
Случай I. Критическое давление на цилиндрические сосуды
при 1/D 8, если сосуды не укреплены кольцами жесткости,
со 0,005 и критическое напряжение меньше предела текучести
при рабочей температуре:
где Ет — модуль упругости при рабочей температуре.
р, — коэффициент Пуассона.
Случай II. Такие же сосуды, но критическое напряжение вы-
ше предела текучести при рабочей температуре, а овальность
co <0,01:
s — с а'
ркв ---------------------г- кГ/см2
к₽- г Ao' I г \2
50
При других овальностях определяют давление рт, которому
соответствует напряжение, равное пределу текучести при рабо-
чей температуре, из уравнения:
2
Рт
(s — с) о' / бсо \1 , (s — с) а'
-----А<Р)] Рт+-----------------------------1 Ркр. = о
где рКр. вычисляют, как для случая I (овальность со <0,005), и
при решении квадратного уравнения корень берут со знаком
минус.
Случай III. Критическое давление на цилиндрические сосуды
при 1/D 8, укрепленные кольцами жесткости, или на короткие
цилиндры при 1/D <8, когда наружное давление действует толь-
ко на боковую поверхность сосуда и критические напряжения
меньше предела текучести при рабочей температуре, а со <
<0,005:
— 5 —с
Ркр. — ;
Ет
Ет
12(1—ц)
(п2-1) +
2п2 — 1 —р, ~
кГ!см2
Случай IV. Критическое давление на такие же ^сосуды, за-
крытые днищами, т. е. испытывающие и осевое сжатие:
Более простая приближенная формула имеет вид$
/
или при ц=0,3:
где п — возможное число волн, образующихся при смятии;
I — длина сосуда или расстояние между кольцами . жест-
кости, см.
4*
51
Если имеется короткий сосуд, то приходится задаваться толь-
ко числом волн п и проделать ряд подстановок в приведенных
выше формулах. Если I является расстоянием между кольцами
жесткости, то задаются величинами п и производят большое ко-
личество расчетов для нахождения наименьшего критического
давления.
Для облегчения подсчетов составлен график, показанный на
рис. 25. На нем приведена зависимость ркр. от Z/DH для
•<0,005 (Е — 2,1 • 10б; р = 0,3). Горизонтальные линки соответ-
ствуют сжимающим напряжениям, равным пределу текучести
сгт = 1820 кГ1см2\ s'—s — с.
Так как график составлен по модулю упругости и пределу
текучести, средним для углеродистой-стали при температуре
20° С, значения /?Кр., полученные на наклонной части кривых,
должны быть умножены на отношение
£т__ £т
ТТ ~ 2,1 • 106
где £т — модуль упругости при рабочей температуре.
52
Величина рКр., определенная по горизонтальным участкам,
должна быть умножена на отношение о+/1820.
Принятые по графикам и откорректированные по рабочим
температурам I и п должны быть подставлены в формулы (см.
выше) при значениях п; п— 1 и п+1. Если при одном из них
рКр. принимает меньшее значение, чем при п, то следует повто-
рить расчет при п — 2 или п + 2 и т. д. до тех пор, пока не бу-
дет получено минимальное значение ркр.
Критическое давление вызывает критическое напряжение.
Для стали при ц = 0,3
Ркр.Г
акр.- утту
= 0,275£т
' s — с\2 -
------1 кГ/см2
Критическое напряжение может быть больше предела теку-
чести; это значит, что сечение потеряет устойчивость при на-
пряжениях, близких к пределу текучести. В этом случае сече-
ние устойчиво. ?
Если критическое напряжение меньше предела текучести, то
запас устойчивости нужно выбирать таким, чтобы действующее
напряжение было близко к тому допускаемому напряжению, по
которому рассчитывается сосуд. Для этого нужуо принять со-
ответствующий запас устойчивости, т. е.
Ркр.
где т — запас устойчивости.
Этот запас принимается в случае I для вертикальных аппа-
ратов т = 4, для горизонтальных аппаратов т = 5; в случае II
для вертикальных и горизонтальных аппаратов т = 5; в слу-
чаях III и IV для вертикальных аппаратов т = 6—7, для гори-
зонтальных аппаратов т = 6,5—7,5.
Кольца жесткости. В случаях III и IV предусматривают
укрепление корпуса кольцами жесткости, которые придают со-
суду достаточную устойчивость при сжатии равномерно распре-
деленным наружным давлением, а также при изгибе, когда на
одной стороне цилиндра действуют сжимающие, а на другой
растягивающие напряжения. В этом разделе рассматриваются
кольца жесткости, обеспечивающие устойчивость, при наруж-
ном давлении.
При выборе колец жесткости необходимо учитывать, что:
1) кольца жесткости могут быть установлены на любой сто-
роне стенки — наружной или внутренней;
2) в случае установки колец на внутренней стороне привар-
ка их служит лишь для закрепления на определенном месте, так
как наружное давление прижимает оболочку к кольцу, в связи
с чем приварку выполняют прерывистым швом;
53
3) при установке кольца на внутрённей стороне температур-
ные напряжения при нагреве не возникают;
4) в случае установки на внутренней стороне уменьшается
поперечное сечение аппарата и усложняются конструкция и мон-
таж внутреннего оборудования;
5) при установке на наружной стороне отпадают недостатки,
перечисленные в п. 4;
6) в случае наружной установки в кольце возникают темпе-
ратурные напряжения из-за разности температур на стороне,
Рис. 26. Внутреннее кольцо
жесткости.
нагрузки не разработана,
прилегающей к корпусу, и наруж-
ной стороне; это обстоятельство
ограничивает ширину кольца и тре-
бует тщательной его изоляции;
7) при наружной установке для
предотвращения местных вмятин
требуется сплошная приварка коль-
ца к корпусу.
Кольцо жесткости несет нагруз-
ку, которая передается оболочкой;
последняя сама обладает жест-
костью и передает кольцу не всю
нагрузку, а только часть ее. Точная
методика определения этой части
поэтому кольцо жесткости рассчиты-
вают на полную нагрузку, передаваемую оболочкой.
При принятом расстоянии / между кольцами жесткости
удельная нагрузка ца кольцо равна
q — pl кГ/ см
жесткости
Эта нагрузка должна быть меньше критической
г< /
^кр = —кГ)см
гу
где I — момент инерции поперечного сечения кольца
относительно оси у — у (рис. 26);
г — радиус кольца по оси у — у.
Коэффициент запаса устойчивости сечения кольца прини-
мается для вертикальных аппаратов т = 6—7, для горизонталь-
ных т = 6,5—7,5.
Отсюда
# ~ ~т~ кГ/см
Из уравнения для определения ?Кр. находим момент инерции
сечения кольца:
54
Заменяя значение #Кр., получаем:
тЧГ5у _ mplr3y
3£т 3£т
смА
По найденному моменту инерции подбирают необходимые
линейные размеры кольца с учетом прибавки на коррозию с.
Полученное сечение кольца F должно быть проверено на напря-
жение от сжатия и изгиба с учетом овальности со и за вычетом
прибавки на коррозию по формуле:
^ск. — У
F (1—Mir
\ Укр.)
кГ/см2
где у=1,1—поправочный коэффициент на толщину кольца;
W — момент сопротивления кольца относительно оси
у—у, см3.
Это напряжение не должно превышать половины предела
текучести при рабочей температуре, т. е.
0ск.<— кГ!см2
РАСЧЕТ ВЕРТИКАЛЬНЫХ АППАРАТОВ ПРИ ВЕТРОВЫХ НАГРУЗКАХ
Большинство вертикальных аппаратов на нефтеперерабаты-
вающих заводах устанавливают на открытом воздухе. При об-
текании плоско-параллельным воздушным потоком на одной
стороне сооружения образуется давление, а на другой разреже-
ние. При переходе потока из зоны давления в зону разрежения
создаются вихри, которые вызывают колебания высоких гибких
цилиндрических сосудов.
Установленный на открытом воздухе аппарат, подвергаясь
действию ветра, может быть опрокинут или разрушен вслед-
ствие резонанса, т. е. совпадения частоты срыва вихрей с часто-
той собственных колебаний, или деформирован или разрушен
в наиболее слабом месте под совместным действием веса и из-
гиба. .
Для обеспечения безопасности аппарата все перечисленные
случаи должны быть проверены расчетом.
Опрокидывание. Аппарат считается устойчивым, если отно-
шение момента устойчивости МуСТ. к опрокидывающему моменту
Afonp. больше 1,5, т. е.
^уст’ 1 к
У — тг— >1.о
А^опр.
Момент устойчивости AfyCT., или момент веса, принимается ми-
нимальным, т. е. равным произведению веса пустого аппарата
55
(включая металлоконструкции) на радиус равный
0,42 £>н.
Опрокидывающий момент Л4011р. берется максимальным,
включая момент от металлоконструкций и трубопроводов. Для
устойчивых аппаратов фундаментные болты устанавливают без
расчета для фиксации наперед заданного положения. Для не-
устойчивых аппаратов постановка фунда-
ментных болтов по расчету обязательна.
Если расчет выполняют для районов,
не подверженных землетрясениям, то
опрокидывающий момент принимают
равным сумме моментов от действия вет-
ра на аппарат, металлоконструкции и
трубопроводы, подвешенные на аппарат.
Трубопроводы подвешивают на аппарат
сравнительно редко. Обычно трубопро-
воды значительных диаметров и веса
опирают на
конструкции,
когда штуцер аппарата является
трубопровода. Опрокидывающий
для расчета принимают:
^опр.==^в + <
специально сооружаемые
но встречаются
случаи,
опорой
момент
Рис. 27. Схема ветровых где ~ момент от действия ветра на
нагрузок на аппарат по п аппарат, к! • см;
отдельным зонам. уИв— момент от действия ветра на
металлоконструкции, кГ • см.
Для определения 2ИВ аппарат разбивают на зоны высотой по
10 м (рис. 27), и для каждой зоны принимают свою величину
скоростного напора q, определяют полные ветровые нагрузки
(Рь Р2 ... Рп) для каждой зоны, места их приложения относи-
тельно нижней части опоры и суммарный момент от действия
этих нагрузок.
Строительными нормами и правилами определяется вели-
чина скоростного напора q в зависимости от географического
положения района, высоты и периода собственных колебаний
аппарата. Согласно указанным выше нормам, территория СССР
разбита на географические районы с точными границами. Вели-
чины нормативного скоростного напора ветра q приведены в
табл. 6 для пяти высот; для промежуточных высот величину
скоростного напора ветра определяют интерполяцией.
Расчетную ветровую нагрузку на сооружение или его ча-
сти (зоны) определяют по формуле:
PB = ^kqps,KP
53
где — расчетный скоростной напор ветра, принимаемый для
цилиндрических сосудов равным нормативному, умно-
женному на 1,082;
k — коэффициент лобового сопротивления (аэродинамиче-
ский коэффициент); для цилиндрических сосудов он
равен 0,6;
s — площадь проекции рассчитываемого сооружения (или
его части) на плоскость, перпендикулярную к направ-
лению ветра, ж2.
ТАБЛИЦА 6
Величина скоростного напора ветра q (в кГ/м2)
Г есграфиче- ские районы Высота над поверхностью земли, м
до 10 до 20 до 40 до 100 до 150
I 27 38 49 59 63
II 35 49 63 77 82
III 45 63 81 99 106
IV 55 77 99 111 128
V 70 98 126 154 165
VI 85 119 153 187 210
VII 100 140 180 220 235
Величина 0 = 1 + &т — коэффициент увеличения расчетного
скоростного напора, учитывающий динамическое воздействие по-
рывов ветра. Здесь 8 — коэффициент динамичности, зависящий
от периода собственных колебаний Т (см. стр. 59):
Т (в сек)
е
До 0,25......... 1
До 0,25—4 . . . . 1,2—4
4—12............ 3,2
Величина m — коэффициент пульсации скоростного напора,
принимаемый по табл. 7
ТАБЛИЦА 7
Значения коэффициента пульсации
Высота^ зоны аппарата, м До 20 До 49 До 60 ’ До 89 100—200
Коэффициент пульсации т 0,35 0,32 0,28 0,25 0,21
Пусть /71, Н2 ... Нп будут высоты зон в ж; Dn — наружный
диаметр аппарата (включая изоляцию), м.
57
Определяем ветровые нагрузки Л, Р2 • • • Лг на зоны;
Pi = кГ
Р2 = $kq2H2Du кГ
Рп — $kqnHnDn кГ
Определяем расчетный момент как сумму моментов отдель-
ных зон:
м'в = 100 [л/л + Р2 .
... + Рп (и. + Н2 + ... +Нп_, + ^)] кГ см
Если на аппарате установлены площадки и лестницы, как
показано на рис. 28, то для определения ветрового момента Л4В
Рис. 28. Схема раз-
бивки. на зоны ме-
таллоконструкций,
монтируемых на
аппарате.
от металлоконструкций аппарат разбивают на
зоны (например, зона I—I). Предварительно
находят приведенный аэродинамический ко-
эффициент
&Пр = k ]ф1
где /21=1,4 — для плоских сечений;
Ф = 0,35 — коэффициент сплошности (ко-
эффициент заполнения) для изо-
браженной на рис. 28 конструк-
ции.
Обозначим соответственно площади проек-
ций площадок и лестниц по наружному обме-
ру через Л, F2 ... Fn и высоты зон нагрузок
через /71, /т2 ... п п. Тогда получим:
= кГ
р2 = кГ
Рп = ^прР1?п кР
Суммарный момент от ветровых нагрузок
на металлоконструкции будет равен:
Af" = 100 Р'{н'[ + Р2\Ну
( Н" \'
... ... кГ.см
Полный опрокидывающий момент Л4ОПр. = Л4в+ЛТВ является
расчетным моментом для обечайки опоры, опорного кольца и
фундаментных болтов.
58
Проверка аппаратов на резонанс. Выше было указано, что
при обтекании сооружения воздушным потоком образуются вих-
ри, вызывающие поперечные колебания сооружения. При опре-
деленных скоростях ветра частота срыва вихрей начинает сов-
падать с частотой собственных колебаний сооружения. В этом
случае возникает явление резонанса, в результате чего амплиту-
да колебаний будет увеличиваться до недопустимых величин.
Скорость ветра, вызывающая резонансные колебания данной си-
стемы, называется критической скоростью и определяется по
формуле:
vKp. == -у- м/сек
где D — диаметр аппарата,
Т — период собственных колебаний сосуда, сек.
Расчету на резонанс подлежат все одиночные аппараты, за
исключением следующих случаев:
1) когда критическая скорость ветра уКр. для I района боль-
ше ураганной скорости, т. е. когда ^кр, >4]Лу, где q берется
для нижней зоны аппарата;
2) если критическая скорость больше 25 м,)сек\
3) когда период собственных колебаний Т меньше или ра-
вен 0,25 сек.
Для аппаратов постоянного сечения период собственных ко-
лебаний определяют по формуле:
Г = 1,79/71/ сек
V Elg
где Qn — максимально возможный вес аппарата, кГ\
Н — полная высота аппарата, см\
Е — модуль упругости растяжения материала, кГ1см?\
I — момент инерции поперечного сечения аппарата, сж4;
g — ускорение силы тяжести, равное 981 см)сек?.
Удельная аэродинамическая нагрузка при критической ско-
рости ветра УКр.
vL D-10~3 t/2 D
Еа = Р' 64---- TiM или —gjj— кГ/м
Резонансная амплитуда колебаний свободного конца аппа-
рата
см
£/О
где 6 = 0,1—логарифмический декремент затухания для сталь-
ных конструкций.
59
Круговая частота колебаний
2л .
со = -у- сек 1
Расчетные динамические изгибающие моменты от сил инер-
ции при окр.< Ю м/сек для аппаратов постоянного сечения
М.= <^y,H кГ-м
А 4 g А
или
vKbH2DQ„
Мд = 0,54 —• м
T2EIg
При УКр.>Ю м!сек расчетным динамическим моментом должен
быть максимальный динамический момент
где МВ1 — ветровой момент при скорости метра Укр..
ГЛАВА 4
РАСЧЕТ ДНИЩ АППАРАТОВ
РАСЧЕТ ВЫПУКЛЫХ ДНИЩ
Расчет днищ при внутреннем избыточном давлении. В этом
разделе приведен расчет полушаровых и эллиптических
днищ.
Полушаровые днища (см. рис. 6). Толщину стенки по-
лушарового днища при действии внутреннего избыточного
давления р кГ/см? с учетом коэффициента прочности сварного
шва и прибавки на коррозию определяют по формулам:
pRcp. .
$ — -5-— 4- С
2<МР
где
или
Rep. — средний радиус сферы,
s _ pR-BW.
2ад<р —0,5/?
где
Rbh. — внутренний радиус сферы;
пд — допускаемое напряжение;
<р—коэффициент запаса прочности сварного шва.
Эллиптические днища (см. рис. 4). Толщину эллиптических
отбортованных днищ определяют через средний (Dc), внутрен-
ний (Овн.) или наружный (£)н) диаметры по одной из следую-
щих формул:
„ РОсУэ I
2аЛ(р—р
s РРнУэ
2ад<р + р
где уэ — коэффициент перенапряжения (фактор формы), при-
нимаемый в зависимости от отношения H/D по гра-
фику (рис. 29).
61
Из графика видно, что при меньших отношениях глубины вы-
пуклости эллиптического днища Н к его большой оси D коэф-
фициент yQ принимает большие значения и толщина днища s
также получается большой (колебания значения yQ по графику
от 0,5 до 2,75).
Глубокая штамповка для получения большой выпуклости
дает возможность выполнять днища меньшей толщины, но в то
же время технология изготовления днищ с глубокой выпукло-
стью сложна.
Помещенная на графике 29 влево от пунктирной черты об-
ласть применения соотношений Н/D не допускается. В области
применения, расположенной вправо от пунктирной вертикаль-
ной линии, допустимо выбирать любое соотношение HID.
В нефтеперерабатывающей промышленности принято соот-
ношение Я/D = 0,25, при котором уэ имеет значение 1,06; по этим
величинам составлена нормаль на глухие днища.
Глухими называются днища, не имеющие никаких отверстий;
к глухим приравниваются днища с полностью укрепленными от-
верстиями или имеющие неукрепленные отверстия, наиболь-
ший диаметр которых не превышает 4s при условии, что рас-
стояние между краем выреза и краем днища (по проекции) со-
ставляет не менее 0,2 DH (см. рис. 30, стр. 63).
Если днища имеют отверстия (за исключением упомянутых),
то значения коэффициента уэ, равного 1,06, необходимо умно-
жать на поправочные коэффициенты, приведенные в табл. 8.
При пользовании таблицей необходимо учитывать, что:
а) если отверстия укреплены неполностью, расчетный диа-
метр следует принимать равным приведенному диаметру не-
укрепленного отверстия, т. е. диаметру, соответствующему не-
компенсированной площади выреза;
62
ТАБЛИЦА 8
Поправочные коэффициенты для у3 — Ц06 в зависимости от размеров
и расположения отверстий на днище
(см. рис. 30) 1
Уэ для днища глухого или рас- сматриваемого как глухое Днища с отверстиями при отношении (l-Yd)/D^
0,1 0,2 0,3 0,4 0,5 0,6 0,7
1,06 1,25 1,46 1,60 1,80 2,00 2,20 2,40
б) отверстие в центре днища с отбортовкой наружу может
быть выполнено диаметром до 450 мм без специального усиле-
ния;
в) если днище должно быть снабжено отверстием диамет-
ром больше половины диаметра корпуса,
лать конический или обратно вогнутый
переход;
г) если днище имеет два (или боль-
ше) отверстия, то большее следует рас-
полагать ближе к центру
формы yQ принимать по
шей величине отношения
(рис. 30).
Для днищ из листовой стали к сла-
гаемому с кроме прибавки на коррозию
следует добавлять величину: 2 мм для
глухих днищ, расчетная толщина кото-
рых более 17 мм; 3 мм для глухих днищ,
расчетная толщина которых менее 17 мм,
а также для днищ любой толщины с от-
верстиями; 5 мм для днищ из стального
литья.
Расчет выпуклых днищ при наруж-
ном избыточном давлении. Под дей-
ствием наружного избыточного давления
гут терять свою форму при напряжениях, значительно мень-
ших предела текучести.
Эти днища рассчитывают по тем же формулам, которыми
пользуются при расчете днищ, работающих под внутренним из-
быточным давлением, но допускаемые напряжения принимают
по повышенному запасу прочности относительно предела теку-
чести при рабочей температуре; этот запас прочности п[ прини-
мают в пределах 3—5.
то
рекомендуется де-
и фактор
наиболь-
(Z+rf)/DH
Не менее 0,20н по прямой
Рис. 30. Допускаемое
расположение отверстий
в днищах.
выпуклые днища мо-
63
РАСЧЕТ КОНИЧЕСКИХ ДНИЩ
На сосуды с коническими днищами могут действовать:
избыточное давление газов или паров;
гидростатическое давление жидкости, налитой до определен-
ного уровня;
давление жидкости и давление газов или паров над ее зер-
калом.
Рис. 31. Расчетная схема конического днища
цилиндрического сосуда.
Для сосудов с коническим днищем (рис. "31) примем следую-
щие обозначения:
DBH—внутренний диаметр цилиндрической части, см\
h2— высота конической части от вершины до основания, см;
Л1 — максимальная высота столба жидкости в цилиндрической
части сосуда, см;
а—половина центрального угла, град.;
5 — толщина стенки днища, см;
с—прибавка на коррозию, см;
R2—радиус кривизны конического днища, см (измеряется в
направлении, перпендикулярном к образующей конуса);
р — внутреннее давление газов или паров, кГ1см2;
у— удельный вес заполняющей жидкости, кГ/см3;
О! — меридиональные напряжения (разрыв перпендикулярно
образующей конуса), кГ1см2;
о2— кольцевые напряжения растяжения (разрыв вдоль обра-
зующей конуса), кГ1см2;
Од — допускаемое напряжение растяжения, кГ/см2;
оиз— допускаемое напряжение изгиба, кГ)см2;
<р — коэффициент запаса прочности сварного шва.
При работе сосуда с коническим днищем под внутренним
избыточным давлением р кГ1см2< в последнем, так же как в ци-
линдрической его части, возникают меридиональные напряже-
ния Qi и кольцевые напряжения 02, по величине в два раза
большие меридиональных.
64
Величину кольцевых напряжений в любом поперечном, се-
чении п — п, отстоящем от основания конуса на расстояние у
(рис. 31, а), определяют по формуле:
(s — с) cos а'
где,е“=<л^д-
Максимальное значение <т2 будет у основания конуса, где
у=0, г=Рвп./2 и tga=DBH./2.
Тогда о2тах = 2<р^Р—с)~ к^1см2(с учетом коэффициента проч-
ности сварного шва).
Заменив <j2 max допускаемым напряже-
нием Од, получаем формулу для определе-
ния толщины стенки:
о — РРви. I
О ~~ л-ч I С CJu’
cos а 1
Если сосуд с коническим днищем рабо-
тает под гидростатическим давлением жид-
кости высотой налива Ai, то толщину стен-
ки конуса определяют по формуле:
yAiDbh. । с м
о = “х---------------- "г С С М
2фОд cos а 1
Сила веса жидкости действует по обра-
зующей конуса, как по равнодействующей
двух сил — вертикальной q и перпендику- _
лярной к ней силы Сила q — это сила
веса жидкости, приходящаяся на 1 см дли-
ны окружности основания конуса. Сила qi
вызывает смятие кольца в месте присоеди-
нения конической части к цилиндрической Рис. 32. Схема распре-
(рис. 32). деления усилий в ме-
Из треугольника находят: сте крепления кониче-
<7 = ^ а ского днища.
По этому усилию определяют площадь усиливающего кольца
2ас.д
где <Тс.д — допускаемое напряжение при сжатии. По вычис-
ленной площади подбирают линейные размеры усиливающего
кольца.
Полученное сечейие проверяют на устойчивость по формуле:
3£/ „.
?кр. ==~дз~ кГ!см
5 Зак. 299
65
где I — момент инерции кольца жесткости (в ел4) относительно
оси, проходящей через центр тяжести его поперечного сечения
и параллельной образующей цилиндра. В расчет кольца следует
вводить часть корпуса шириной, равной высоте кольца плюс
15 толщин корпуса на каждую сторону кольца.
Запас устойчивости т = <7кр./<71 принимают в пределах 2—4.
Конические днища с отбортовкой. Изготовление
этих днищ значительно сложнее, чем без отбортовки, но они
Рис. 33. График для определения фактора формы
конических днищ.
имеют то преимущество, что могут применяться для сосудов, ра-
ботающих под значительным внутренним избыточным давлением.
Конические днища с отбортовкой рассчитывают по напря-
жениям изгиба в меридиональном направлении в переходной
дуге от конуса к цилиндру и пр кольцевым напряжениям на ра-
стяжение (.Ог)- Принимается большее из полученных значений
толщины стенки.
Из условий изгиба в переходной дуге толщину стенки опре-
деляют по формуле:
где Низ. — напряжение при изгибе, принимаемое по запасам проч-
ности (табл. 9);
66
у — коэффициент перенапряжения, принимаемый .по гра-
фику (рис. 33); кривые построены исходя из отношения
r/DH (г —радиус отбортовки, DB — наружный диаметр
отбортованной части конуса);
<р — коэффициент запаса прочности кольцевого шва, завися-
щий от формы отбортовки; если расстояние между
швом и концом дуги равно или больше. 0,5 У Dss/cos а,
то <р принимается равным единице, если меньше, то при-
нимается по табл. 5 (см. стр. 46) в зависимости от вида
сварки и типа шва. На длине 0,5 ]/£)Hs/cos а по обе
стороны от дуги не должно быть вырезов; в случае
установки каких-либо штуцеров на меньшем расстоя-
нии прибавку на коррозию удваивают.
ТАБЛИЦА 9
Значения коэффициентов запаса прочности при расчете
стальных конических днищ
Температура стенки Коэффициент запаса прочности
при.расчете по меридиональным напряжениям при расчете по кольцевым . напряжениям
% «т ”п ' пв t ПТ пп
Менее 250 .... 2,9 4
От 250 до 400 . . — 1,25 — , — 1,8 —
Более 400 .... 1,25 0,9 — 1,8 1,0
По кольцевым напряжениям толщину стенки определяют,
пользуясь формулой:
D^p . ,
< , 5 ---L с
2фсгд cos а ‘ *
где DK — диаметр конуса на расстоянии а от широкой части
обечайки; а принимается равным десятикратной расчетной тол-
щине в дуге, но не более половины длины днища по образующей,
РАСЧЕТ ПЛОСКИХ ДНИЩ
Плоские днища, как и другие плоские элементы аппаратов
(крышки люков, лазов, загрузочных отверстий, трубные решет-
ки), просты в изготовлении и их применение во многих случаях
выгодно. '
Точный метод расчета плоских плит крайне сложен. Обычно
пользуются приближенными методами, из которых метод поло-
сок более прост и дает достаточно надежные результаты.
5*
67
Рассмотрим случай изгиба прямоугольной пластинки с раз-
мерами А и В, закрепленной по периметру болтами или шпиль-
ками (рис. 34) и нагруженной давлением р кГ/см2.
Выделим мысленно две взаимно перпендикулярные полоски
шириной 1 см. Под действием давления пластинка прогибается.
В месте пересечения полос прогиб бу-
7 дет одинаковым, хотя более напря-
женной будет более короткая полоска
cq длиною В. Одну эту полоску можно
I рассматривать как балку, лежащую
I на двух опорах. Предположим внача-
. лё, что балка' свободно лежит на двух
Н---—А-------АболтоИ опорах.
Рис. 34. Расчетная схема Рассчитывая эту балку и оценивая
плоского днища. влияние соседних частиц материала
соответствующими коэффициентами,
получаем формулы для расчета толщины плоской прямоуголь-
ной плиты со сторонами А и В:
s — B
^ИЗ.
s^B
^из.
см
см
СМ
где т — коэффициент заделки
при m = 1/f2
при т = V1C
Если плита квадратная, т. е. В=Л, получаем
s — B
см
Для плиты эллиптической формы, у которой В и А соответ-
ственно малая и большая оси
откуда
68
Для круглой плиты, когда В = А = D
/¥2тр
—— см
7аиз.
Многочисленными опытами было определено, что коэффи-
циенты должны учитывать не только вид закрепления плиты, но
и величину силы, с которой плита прижимается к плоскости
опирания, т. е. вид привалочной поверхности, материал проклад-
ки, тип сварного шва и прибавку на коррозию. Поэтому форму-
ла для определения толщины плоской плиты круговой формы
приняла вид:
“ °из.
где К—коэффициент, учитывающий все перечисленные выше
условия.
Значения К, полученные экспериментальным путем, приве-
дены в табл. 10.
Q$ — наибольшая нагрузка на болты (в кГ) из значений, полученных
при расчете фланцевого соединения (см. далее расчет фланцевых соедине-
ний);
Q — нагрузки (в кГ) от внутреннего гидростатического давления на по-
верхность крышки, ограниченную внешним диаметром прокладки D.n, или по-
верхности ее соприкосновения (для линзовых прокладок):
Из этой формулы может быть получено или действительное напряжение
при данном давлении, или допускаемое давление при данном допускаемом
напряжении, т. е.
= кГ/см2
кг/см2
Приведенные в таблице значения коэффициента К для типов
II, Па и Пв вычисляют по величинам b — радиальному расстоя-
нию от окружности диаметра D (средней линии прокладки) до
окружности диаметра Dq (диаметра центров болтов).
Укрепление плоских днищ. Плоские днища большого диа-
метра обычно укрепляют угловыми связами, балками или анке-
рами. Расчет укреплений сводится к тому, что для принятой тол-
щины стенки определяют размер неукрепленной площади и об-
щее давление на нее. По этому усилию рассчитывают укрепляю-
щие элементы —косынки, балки, анкеры.
69
ТАБЛИЦА 10
Значения коэффициента закрепления К в зависимости от конструкции
крышки днища или заглушки
Тип
Эскиз
Пояснение
Коэффициент
К
I
Для случая, когда
плоская крышка при-
креплена болтами к
фланцу цилиндриче-
ского сосуда. Про-
кладка по всей по-
верхности фланца
0,18
II
Па
Пв
Для находящихся под
внутренним давлени-
ем крышек, у кото-
рых затяжка болтов
или шпилек вызыва-
ет изгиб. При этом
D = + ^вн
2
0,3-4-
1,4Q6&
QD
III • i fa : 'o Jl Самоуплотняющийся затвор высокого дав- , ления 0,3
IV Ip Плоское днище с коль- цом на резьбе 0,3
V Плоское днище со вставными кольцами 0,3
»B3SI fams gg
VI . Д-pH Плоское днище с при- жимными болтами 0,3
70
Продолжение табл' 10
Тип Эскиз Пояснение Коэффициент , К
VII Диск или заглушка жестко закреплены между двумя флан- цами 0,3
VIII > b -1,25s при S< Sf MW J ^МИН 1,25 Sj*, &мип^ > 1,25 s; берется меньшее значение 0,5
IX Л S Ml 2^—27 J Для заглушек с диа- метром не более 450 мм\ b^s или >$г, берется боль- шая величина; а= -20—30° 0,5
X £#=р ЗЕ== ff • Для днищ, привари- ваемых встык или штампованных за од* но целое с сосудом 0,25
XI При условии, что ра- диус «загиба доныш- ка не менее трех- кратной толщины борта: rmin>3si 0,25
XII 1 <ч Для толстостенных со- судов допускается уменьшение rmin до 0,8si при условии, если rmin > 3sj 0,3
71
В случае укрепления днища угловыми креплениями (косын-
ками) пользуются формулой:
s = d 1/ 4- с см
V °ДЗ
где d — диаметр окружности, касающейся креплений и пери-
метра плоской nacrti днища, см;
k — коэффициент, принимаемый равным 0,25.
- Тогда ___
s — Q,5d 1/ ——I- с см
г Т
При укреплении днища тягами, связями, болтами различают
случаи:
Рис. 35. Схема укрепления плоских стенок
равномерно распределенными распорными
,связями и болтами (анкерными).
Рис. 36. Схема укрепле-
ния плоских стенок не-
равномерно распределен-
ными связями и болтами.
1) равномерного распределения связей (рис. 35);
2) неравномерного распределения связей (рис. 36).
В первом случае толщину стенки определяют по формуле:
«ты = К Vp (а2 + Ь2) -ф с см
где а и b приведены на рис. 35.
Во втором случае
I' ф- I" -.Г— .
«mln = К —Г?-У Р + С СМ
где I' и I" указаны на рис. 36.
Величина К для обоих случаев прини-
мается по табл. 11.
При креплении днища балками (рис. 37)
ления плоских7**сте- последние рассчитывают как свободно
нок ребрами. лежащие на двух опорах, а плиту между
ними как прямоугольную.
При этом необходимо учитывать напряжения в балках и
определять прогиб их во время гидравлического испытания.
72
ТАБЛИЦА 11
Значение коэффициента К в зависимости от способа
укрепления связей
Способ укрепления Коэффициент К для расчета стенок
обогреваемых горячими газами необогревае- мых
Распорными болтами или связями, ввернутыми 0,017 0,015
на резьбе и расклепанными То же при наличии на связях и болтах наруж-
ных гаек или точеных головок 0,0155 0,0135
Только анкерными трубками ; Связями, снабженными гайками и шайбами, ес- ли диаметр шайбы равен 2/s расстояния между креплениями, а толщина шайбы 2/з толщины 0,014 0,014
стенки • То же, если диаметр шайбы равен 3/s расстоя- ния между креплениями, а толщина шайбы 0,0143 0,013
5/б толщины стенки 0,0132 0,012
То же, если диаметр шайбы равен 4/б расстояния между креплениями, а шайба прикреплена или 0,0121 0,011
приварена к стенке
ГЛАВА S
РАСЧЕТ ФЛАНЦЕВ, ЛЮКОВ И ЛАЗОВ
Фланцевые соединения рассчитаны на условные давления
Ру. Кроме условного и пробного давления, в стандартах
указано также рабочее давление при различных темпе-
ратурах для 'различных сталей.
Фланцевые соединения аппаратов, имеющие ограни-
ченную область использования, обычно рассчитывают на рабочее
давление при рабочей температуре. В этом случае расчет флан-
цезых соединений сводится к выбору приемлемого для рабочих
условий типа фланца, его толщины, расчету крепежных изделий
и выбора прокладки или определению действующих напряжений
в предварительно выбранных крепежных изделиях и фланцах
и сравнению их с допускаемыми напряжениями для данных ус-
ловий.
Выбор типа фланца облегчается наличием разработанных
стандартов, определяющих область их применения. Расчеты же
крепежных изделий и толщины фланцев не всегда соответствуют
теоретическим данным. Практика эксплуатации фланцевых сое-
динений показала, что'расчетные толщины фланцев зачастую не-
достаточны, в результате чего их толщину приходится увеличи-
вать. В отдельных отраслях промышленности в зависимости от
вида продукта (его токсичности, огневзрывоопасности и др.)
принято использовать фланцы, предназначенные для гораздо
большего рабочего давления,' чем действующее. Так, в нефтепе-
рерабатывающей промышленности для легко испаряющихся
продуктов не применяются фланцы на давление ниже 16 кГ1см2,
для холодных темных трудноиспаряющихся нефтепродуктов —
ниже 10 кГ/см2. Кроме того, имеется ряд эмпирических формул,
которыми предпочитают пользоваться как дающими надежные
в условиях данного производства результаты.
РАСЧЕТ ФЛАНЦЕВ
Общепризнанной теории расчета фланцев пока еще нет. Код
Американского нефтяного института периодически вносит кор-
рективы в применяемые методы расчета фланцев и рекомендует
74
производить расчет по напряжениям, возникающим от действия
суммарного изгибающего момента трех сил: — силы, возни-
кающей от внутреннего давления, Н2 — нагрузки от внутренне-
го давления на площадь кольца, наружный диаметр которого
Z>cp„ а внутренний Двн.; Н3 — максимальная нагрузка на про-
кладку (см. рис. 38):
//3= —~ «Г; Л =-----------------^-КГ;
т: т:
tf3 = Q6.cp---f-кГ
Моменты от действия этих сил соответственно будут:
= Hyhi
М2 — H2h2
М2 = H2h2
и расчетный, момент будет: Мр^Л^+Мг+Мз.
Для расчета цельных (по рис. 38 и 39) и накидных или сво-
бодных фланцев (по рис. 41) в основном применяют метод,
предложенный Центральным котлотурбинным институтом
(ЦК.ТИ). Плоский фланец (рис. 40) по Коду Американского
нефтяного института может быть рассчитан и как свободный, и
как цельный.
Перед расчетом окончательно выбирают тип фланца, вид
привалочной поверхности, прокладку, материал фланца, кре-
пежных изделий и прокладки. Затем определяют наибольшие
расчетные нагрузки на крепежные детали и ведут расчет по на-
пряжениям, возникающим от действия изгибающего' момента
75
одной силы Q6 (см. рис. 40); фланец рассматривают как балку
с защемленным концом.
Расчет цельных фланцев с хвостовиком (см. рис. 38 и 39).
Расчетной нагрузкой <?б.ф. будет наибольшая Qo.max, полученная
при расчете крепежных деталей (см. стр. 78).
Рис.'40. Расчетная схема фланца, привари-
ваемого с двух сторон.
Рис. 41. Расчетная схема накид-
ного фланца.
Изгибающий момент в сечении БВ M'a3 — 0AQ6 -см,
где 0,4 — коэффициент, учитывающий жесткость фланца, Zi =
=0,5(Z)g — Dcp).
Момент сопротивления сечения БВ
nbcns?
№' =—^-1 см3
О
Напряжение в сечение БВ
Изгибающий момент в сечении АВ
^из ~ Qб. тах^ КБ ’
Момент сопротивления сечения АБ
w,l==nD^ см3
о
Напряжение в сечении АБ
^из
кг/см2
Расчет плоских приварных фланцев (см. рис. 40). Здесь рас-
четом нужно проверить толщину фланца и прочность свар’
ного шва.
76
Изгибающий момент
-^из ~ Qe. tnax^ кГ ‘ СМ
Момент сопротивления
Момент сопротивления сварных швов
лЯн(//з_йз)
Wi--------6/7 см
Напряжения в сварных швах от изгиба
Qj — кГ/cm2
W I
Напряжения среза в сварных швах под действием силы фб.ф
Сб. ф Об. ф
а2 — -о—f—тгч- ~ см2
1 1,4сзт£Эн 1
Приведенное напряжение в сварных швах
anp = Val+a2 кГ/СМ2
В’некоторых отраслях промышленности при расчете флан-
цев, работающих при давлениях до 20 кГ]см2 с мягкими про-
кладками, толщину фланца определяют по приближенной фор-
муле:
1/ (пг~
• Л = ~оиз(/ —.......+1-2^
где Pi — нагрузка на 1 болт, кГ;
Ьб — диаметр окружности центров болтов, см;
DBH—внутренний диаметр сосуда, см;
t — шаг болтов, см;
(/ — диаметр отверстий для болтов, см;
оиз=-----допускаемое напряжение на изгиб, к.Г[см2\
«в — запас прочности к временному сопротивлению, при-
нимаемый для прокатной стали равным 6, а для
стального литья 8;
оиз— для чугуна принимается равным 200 кГ/см2-,
а = 0,43 — для фланцев с прокладкой по всей ширине
торца фланца, не подвергающихся изгибу при затяж-
ке; а = 0,60 — для фланцев, подвергающихся изгибу
при затяжке.
Нагрузку на один болт определяют с коэффициентом затяж-
ки 1,5—2,0.
77
Расчет свободных накидных фланцев (см. рис. 41). При рас-
чете таких фланцев предполагают, что излом происходит по
диаметральному сечению, проходящему через отверстия для бол-
тов. Для расчета пользуются формулой
Г ЗОфб*
h = 1/ -775--7?^--К---
Г Л (/?! /?вн /) ОИ3
где. h— толщина фланца, сж;
х — R — Rc — расстояние от окружности центров болтов до
средней линии опорной кольцевой поверхности
накидного фланца, см;
Ri — радиус наружной окружности фланца, см;
/?вц— радиус внутренней окружности фланца, см;
оиз— допускаемое напряжение на изгиб, кГ!см2;
I — диаметр отверстия для болта, см.
Расчет крепежных деталей
После выбора типа фланца и прокладки приступают к
расчету крепежных деталей, которые должны воспринять на-
грузку от внутреннего давления и создать такое давление нащро-
кладку, при котором сохранялась бы герметичность соединения.
Тип фланца и прокладки оказывает определенное влияние на
усилия, приходящиеся на крепежное изделие: плоские .мягкие
прокладки по всей привалочной поверхности не создают изги-
бающих усилий во фланце; прокладки других типов создают их,
причем величина их зависит от формы привалочной поверх-
ности.
Нагрузку на болты или шпильки в эксплуатационных усло-
виях Q3.K определяют по формуле
. ^Э. К ~ Рц. С + Ру. П = J “Ь Я^ср^эф тР КГ
где Рд. с. — давление среды, кГ;.
Ру. п — сила, необходимая для поддержания герметичности
в эксплуатационных условиях, кГ;
Dcp.— средний диаметр прокладки, см;
р — рабочее давление среды, кГ/см?;
Ьэф.— эффективная ширина прокладки, на которую рас-
пространяется удельное давление сжатия прокладки
(&Эф. принимается по табл. 12), см.
т — коэффициент, показывающий, во сколько раз вели-
чина удельного давления на прокладку должна быть
больше внутреннего давления, чтобы обеспечить гер-
метичность соединений при работе; для наиболее
распространенных прокладок его принимают по
табл. 13.
78
ТАБЛИЦА 12
Эффективная (расчетная) ширина прокладки в зависимости от формы
уплотненных поверхностей
Форма уплотненных поверхностей Расчетная ширина прокладки Форма уплотненных поверхностей Расчетная ширина 1 прокладки
I Н- ^эф 6вф = 0,1256(
77.77.
ьО 777777/7777
bt н- h —• ^эф 2 —Н Ь, н*- £>эф == 0,38^1
ТжГ
7777^/7^777* 77777777777
bf |— 6эф = 0,5^1 &вф = 0,38&,
При применении линзовых прокладок формула для опреде-
ления Сэ.к примет вид
Qa. к == Рд. с + Ру. п ~ 'Г D&P + я/ХЛр^у, п 5^ 0 кГ
л X*VzO М
где DK— диаметр окружности касания уплотнительных поверх-’
ностей фланца и линзы;
' пр — расчетная ширина пояска касания линзы, принимае-
мая в зависимости от Du (табл. 14); z
р—угол наклона уплотнительной поверхности фланца (по
стандарту р = 20°);
р—угол трения линзы по уплотнительной поверхности
фланца; для стали принимается равным 8°30';
Яу.п — удельное давление, необходимое для уплотнения и при-
нимаемое равным пределу текучести материала линзы,
кГ1см?.
После вычисления Qa.K определяют усилие предварительной
затяжки болтов (шпилек) Qn.a, необходимой для начального
сжатия прокладки
<?п. з = я£*ср*эф<7см иГ
где 9см —удельное давление смятия материала прокладки,
, кГ/см2 (табл. 13).
79
ТАБЛИЦА 13
Прокладочный коэффициент т и давление смятия qCM прокладок
для жидкостей
Прокладки Прокладочный коэффициент т Давление смятия <7СМ кПсм2 >
Резина средней твердости . ' 0,50 35
Мягкая резина с тканевой прослойкой или твер- дая резина 0,75 53
Твердая резина с тканевой прослойкой .... 1,00 70
Паронит или прессованный асбест 1,50 315
Асбест, армированный проволочной сеткой . . Гофрированная металлическая с асбестовым шнуром Асбометаллические гофрированные с асбестовым 2,50 2,50 315 315
наполнением и оболочкой из тонколистовой меди или алюминия 3,00 420
Асбометаллические гофрированные с оболочкой
из малоуглеродистой или нержавеющей аусте- • нитной стали *. . . . 3,25 490
Асбометаллические гладкие с оболочкой из меди
или алюминия 3,25 490
То же с оболочкой из малоуглеродистой стали . То же с оболочкой из нержавеющей аустенит- 3,50 3,75 560 630
ной стали
Сплошные из мягкого алюминия 4,00 700
Сплошные из мягкой меди 4,75 980
Сплошные из мягкой стали Сплошные из хромомолибденовой стали типа Х5М 5,50 1270
и ЭИ496 6,00 1480
Сплошные из хромоникелевой стали типа 1Х18Н9 6,50 1720
Примечание. Для газов и паров прокладочный коэффициент принимается 2т,
ТАБЛИЦА 14
Ширина пояска касания линзы
DK, см .... 1—2 5 . 10 15 и более
Пр, см .... 0,1 0,13 0,2 0,3
При применении линзовой прокладки
~ ~ cos (Р — о)
Qn. з — л;£>кЯр#см cos р— кГ
Число болтов или шпилек и их диаметр определяют по боль-
шему значению Q3.k или фп.з-
Если фланцевое соединение работает при температуре выше
250° С, необходимо определить температурные напряжения, воз-
80
никающие в результате разности температур фланцев и крепеж-
ных изделий. При этом обычно пренебрегают деформацией про-
кладки и изгибом фланцев. Эти усилия определяют по формуле:
_________________________ (Л ^2) ^б^ф
Ут-б = ^'б+^ф
где QT. б — усилие в шпильках от разности температур, кГ;
Ёт — модуль упругости при рабочей температуре, кГ/см2;
F(, — площадь поперечного сечения шпилек, см2;
рф— площадь поперечного сечения фланца, см2;
ti — температура фланца, °C;
t2— температура шпилек, °C.
Так как площадь сечения фланца во много раз больше пло-
щади сечения шпилек, то без большой погрешности можно при-
нять
Тогда
Qt. б= (Л — ^2) Fб
Полное усилие в шпильках при эксплуатационных условиях
будет
<?Э.к = ^.к + ОТ.б
При расчете по усилиям предварительной затяжки
Qn. з ~ Qn. з 4“ Qr. б
Число болтов или шпилек определяют по формулам
п @э. к @э.к — или п — \ Q .. Q
п т 1 •ч. С 1 О' 1 II 5 Л Е о- 1
где q — усилие на один болт или шпильку.
Для облегчения разметки число болтов или шпилек прини-
мают кратным 4, а шаг возможно меньшим: при давлениях до
25 кГ/см2 шаг t—5d (d — диаметр крепежного изделия); при
давлениях свыше 25 кГ/см2 шаг t принимают равным примерно
3d.
Полученное по приведенной формуле число болтов уточняют
по условиям разметки. Затем уточняют нагрузку на один болт:
п — - ^э-к или /7 Qd. к и соответственно
ч п 7 п
п — - 3 или /7 — <?п. 3
ч п ч п
6 Зак. ,299
81
По уточненной величине q либо подбирают по таблицам диа-
метр болта или шпильки (по внутреннему диаметру резьбы),
либо определяют его по формуле Ft = д/од, где Л — площадь
t I—
сечения стержня по внутрен-
нему диаметру нарезки и
Од — допускаемое напряже-
ние растяжения для выбран-
ной стали при рабочей тем-
пературе.
По полученному диамет-
ру берут ближайший боль-
ший размер стандартной
резьбы. Благодаря этому
Рис. 42. Расчетная схема прямоуголь- фактически устанавливаемые
ной плиты. болты принимают несколь-
ко большую нагрузку
Сб.тах, чем это было, определено для любой из нагрузок
Qa к’ Q: к’ *2п. з> Qn. з’ чт0 необходимо иметь в виду при рас-
чете фланцев.
На практике встречаются случаи применения фланцев
моугольной или эллиптической формы. Усилия
шпильки) для этих форм
определяют аналогично ;
лиям для круглых фланцев.
на болты
пря-
(или
уси- rTflir
щев.
Во фланцевом соединении 4
при отношении Л/В>2 (см. . т
рис. 42) нагрузка на один
болт в эксплуатационных
условиях будет
а
4э. к max = /&9фтр кГ рис 4з Схема расположения болтов
на прямоугольной и эллиптической
Для случаев прямоуголь- крышках.
ной (рис. 43, а) или эллип-
тической формы фланца по рис. 43,6 при отношении Л/В<2 на-
грузка на один болт в эксплуатационных условиях будет равна
#э. к max
pABt . _
~2^~ + tb^mp кГ
где А, В, t и г приведены на рисунке.
Нагрузка на болт при первоначальной затяжке равна;-
4п. з = ^эф4см к Г
Расчет ведут по большему из двух значений.
82
РАСЧЕТ ЛЮКОВ И ЛАЗОВ
Патрубок или корпус люка рассчитывают как цилиндриче-
ский сосуд, работающий под действием внутреннего избыточно-
го давления. Обычно для корпуса используют трубу соответ-
ствующего диаметра.
Фланец и фланцевые соединения рассчитывают в соответ-
ствии с указаниями, приведенными на стр. 74, а крышки люка
в соответствии с указаниями, изложенными на стр. 67 сл.
Укрепление вырезов в аппаратах. Любое отверстие ослабляет
сосуд и это ослабление должно быть учтено и компенсировано.
Рис. 44. Расчетная схема укрепления мест вырезов
в корпусе.
Отверстие можно не укреплять, если диаметр его не превы-
шает величины с?н, равной
4 = 8,1
где K — PD^J^Ps — действительный коэффициент прочности
сосуда, но не более 0,99;
Р — расчетное давление в сосуде, кГ/см2; .
DBS — внутренний диаметр, мм;
Од — принятое в расчете сосуда допускаемое на-
пряжение, кГ/мм2;
s — толщина стенки, мм.
Вычисленное da не должно быть больше 0,6 внутреннего диа-
метра аппарата и по абсолютной величине более 200 мм. Для
сосудов с неукрепленными отверстиями величина давления ис-
пытания не должна превышать 1,5 расчетного давления,
6*
83
Во всех остальных случаях отверстия укрепляют приваркой
односторонних или двухсторонних -накладок или укрепляющих
втулок с накладками (или без них).
При расчете укрепления отверстий определяют расчетную
площадь поперечного сечения Л -г- площадь выреза и площадь
поперечного сечения, укрепленного в пределах зоны MNOP,
т. е. F2 (рис. 44). Необходимо, чтобы F2 — 2Fb Зона MNOP огра-
ничивается:
а) при укреплении отверстий накладками — прямоугольни-
ком длиной 2(d+2c) и высотой —2,5(з— с) + (s — с)+2,5х
X (s—с)=6($ —с);
б) при укреплении отверстий втулками (штуцерами) —
'прямоугольником длиной 2(d+2c) и наименьшей из высот:
2,5 (з — с) -f- (з — с) -J- 2,5 (з — с) = 6 (з — с)
или
2,5 (зп — с)4-(з — с)+ 2,5 (зп — с)4-5($п — с)4-(з — с)
где sa — толщина втулки или патрубка.
Расчетный диаметр отверстия:
dp = d 4- 2с
Расчетная толщина стенки сосуда
«р = Ф (« — О
Расчетная площадь выреза
Fl = dp • sp = (d 4- 2c) <p (s — c)
Расчетная площадь укрепленного металла
^ = ^4-^
где F2—площадь металла кольца и стенок патрубка на высоте
h (h — высота кольца);
F2 — площадь металла сосуда в пределах зоны и патрубка
на высоте (з — с).
Величины F2 и F2 равны:
Л' = рк-(й4-2с)]Л
р'г = [2 {d 4- 2с) - (d 4- 2с)] (з - с) = (d 4- 2с) (з - с)
и
Г2 = [DK - (d 4- 2с)] h + (d 4- 2с) (s - с) = DKh - (d 4- 2с) [Л —- (s — с)]
При F2=2Fi получаем DK— (d+2c)[(s— с) (2<р — 1) +h]/h.
Имеется стандарт на кольца для усиления вырезов диамет-
ром от 70 до 600 мм. Стандартом устанавливаются диаметры,
толщины, конструкция усиливающих колец и способ их при-
варки.
ГЛАВА 6
РАСЧЕТ ОПОР ВЕРТИКАЛЬНЫХ И ГОРИЗОНТАЛЬНЫХ
АППАРАТОВ
РАСЧЕТ ОПОР ВЕРТИКАЛЬНО УСТАНАВЛИВАЕМЫХ
, АППАРАТОВ
На наиболее распространенные виды опор разработаны
стандарты, по которым принимаются все элементы опор-
ной части. • При конструировании опорных частей, не во-
шедших в стандарт, необходимо руководствоваться поло-
жениями, заложенными в основу стандарта в части схемы
крепления обечайки к корпусу аппарата,
ления обечайки от шва нижнего днища,
количества швов, вентиляционных отвер-
стий и др.
Расчет опорной части вертикального
аппарата (рис. 45) сводится к определе-
нию толщины стенки обечайки, ширины
и толщины опорного кольца, количества
и диаметра фундаментных болтов, на-
пряжений в сварном шве. -
Толщину стенки обечайки опреде-
ляют из устойчивости сечения при совме-
стном действии сжимающих усилий, воз-
никающих от собственного веса, включая
вес лестниц, площадок, полезной нагруз-
ки на них, изоляции и находящейся в
аппарате жидкости, а также ветрового,
резонансного и сейсмического момен-
тов, если аппарат устанавливается в сей-
смически неблагополучном районе.
Большее значение одного из двух мо-
расстояния шва креп*
Рис. 45. Расчетная схе.
ментов на уровне опорного кольца явля- ма опорного кольца,
ется расчетным М0Пр (см. главу 3) для
определения толщины стенки обечайки, опорного кольца и фун-
даментных болтов; большее значение момента на уровне свар-
ного шва приварки опоры к корпусу Мр является расчетным для
определения напряжения в сварном шве,
85
Напряжения в обечайке опоры
Qn Мр
а0 = -р- ± кГ/см2
где Qn — полный вес аппарата, кГ;
— площадь сечения обечайки, см2;
Wo — момент сопротивления сечения обечайки, см3.
Большее из полученных напряжений должно удовлетворять
условию: ,
кГ/см*
где (Ткр, о — критическое напряжение сжатия, при котором воз-
можна потеря устойчивости цилиндрической обе-
чайки, кГ1см2;.
гп = 2— запас устойчивости.
Критическое напряжение в крайних волокнах при изгибе
тонкостенного цилиндра (обечайки) может быть определено по
формуле:
акр = 1,375 кГ/см2
где s— толщина стенки, см;
с — прибавка на коррозию, см;
гн — наружный радиус обечайки, см;
Е — модуль упругости, кГ[см2.
Если не обеспечивается запас устойчивости, то увеличивают
толщину стенки обечайки или устанавливают кольца жесткости.
Кольца жесткости устанавливают на расстоянии I (расстоя-
ние между кольцами) одно от другого и рассчитывают их про-
филь (размеры). Получив действующее напряжение сжатия, по
принятому значению т определяют необходимое критическое
напряжение для обечайки, укрепленной кольцами жесткости:
°кр =
Расстояние I определяют из уравнения:
а',.ф = 0,06055 (s—с)2 • 4 4-1 • £)кГ/см2
\ 8 Г,, 6 I J
а профиль кольца жесткости подбирают по моменту инерции
кольца /к (в см4), который в свою очередь определяют из урав-
нения:
Г/ I2 7 я4 \1
окр = 0,06055 (з-с) [4,5^4-i.-^] +4,36
-----—5—Е1К кГ/см2
где гк — радиус кольца жесткости по центру тяжести его сече-
ния.
86
Опорное кольцо работает под реактивной нагрузкой, пе-
редаваемой от фундамента. Чтобы найти это напряжение, за-
даются минимально возможными размерами фундамента, при-
нимая его кольцевым.
Для предварительных подсчетов минимальные размеры фун-
даментного кольца принимают в пределах.:
= (0,9—0,85) £>н; Г>2 = (1,08 —1,18) D„
где Di — внутренний диаметр фундаментного кольца, см;
D2 — наружный диаметр кольца, см;
D„ — наружный диаметр обечайки, см.
Тогда опорная поверхность фундаментного кольца будет
равна:
а момент сопротивления сечения фундаментного кольца
л (Di — D?\
32 НёН см3
Опорное кольцо будет нагружено:
Фп . Мир ,
°ф. max —
(Эпюра напряжений — см. рис. 15.)
Минимальное напряжение
Qn ЛГопр
^ф. min— КГ/СМ
Толщину бк опорного кольца определяют, рассматривая его
защемленным в месте крепления обечайки и применяя метод
выделения полоски. Полоску выделяют шириной 1 см и рассма-
тривают, как консольную балку с равномерной удельной на-
грузкой Оф. max- При длине консоли b изгибающий момент по-
лоски равен
Ь2
^из = 1 ‘ ^ф. max “2" = тах^2 кГ ’ СМ (СМ. рис. 45)
Потребный момент сопротивления
Л4ИЗ 0,5аф тах^2
И/ tZ == ’ ~ ” 1
°из ^из
Так как ширина полоски составляет 1 см, то при тол-
щине бк 1 2
И'к- в
откуда;
87
Подставляя вместо 1FI( его значение через Мкз., получаем:
Фундаментные болты рассчитывают (приближенно) по рас-
тягивающим напряжениям Оф, min, полагая, что вся нагрузка на
фундаментное кольцо распределяется равномерно на все болты.
Если число болтов обозначим через п, то каждый из них будет
воспринимать нагрузку, приходящуюся на площадь фундамент-
ного кольца, деленную на п; следовательно, максимальная на-
грузка на болт будет равна:
£ф
°б = ®ф. mln ~к‘
Зная нагрузку на один болт, подбирают по таблицам его
диаметр или определяют di (внутренний диаметр резьбы болта)
по формуле:
Напряжение в сварном шве (шве приварки опоры к корпусу)
проверяют по суммарному напряжению от наибольшего веса
аппарата и расчетному моменту ТИр относительно сечения на
уровне шва. Этот шов располагают обычно на части днища, ко-
торое придает жесткость сечению, но имеет рабочую темпера-
туру среды в аппарате. Поэтому суммарное напряжение в этом
шве не должно превосходить 0,8<тд (од— допускаемое напряже-
ние растяжения для основного металла аппарата).
Суммарное напряжение в шве определяют по формуле:
Qa M'v
•^сумм — ~р ± КГ/СМ2
где Fw — площадь сварного шва, см2;
УИр—расчетный момент на уровне шва, кГсм;
—момент сопротивления сварного шва, см3.
Площадь Fm сварного шва, имеющего катет б, равна
Рш = лОн • 0,76 см2
Момент сопротивления Wm сварного шва
Гш = 0,76 • 0,8 £>2 = 0,5661)2 смз
В практике проектирования и расчета аппаратов может
встретиться необходимость удовлетворения особых требований..
Например, при большой высоте аппарата (60—70 м) нужно
обеспечить строго вертикальную установку его с минимальной
величиной раскачки верхней части, либо конструировать опору
88
для аппарата, выполненного из высоколегированной стали и
имеющего высокую температуру стенки, либо разработать опо-
ру для тех же температурных условий, но для аппарата боль-
шего диаметра —порядка 8—16 м и т. д.
В таких случаях необходимо тщательно учесть все дополни-
тельные усилия, которые могут возникнуть 'как при работе ап-
парата, так и при его монтаже, спроектировать опору с таким
расчетом, чтобы эти усилия не создавали ни в одном узле на-
пряжений, превышающих допускаемые.
РАСЧЕТ ОПОР ВЕРТИКАЛЬНО ПОДВЕШИВАЕМЫХ
АППАРАТОВ
'В практике встречаются случаи установки аппаратов в вер-
тикальном положении на лапах, приваренных к корпусу: при
подвеске аппаратов малого диаметра на двух лапах, большо-
го — на четырех. Для нагрузок до 8 т на лапу разработаны нор-
мали.
При этом способе установки в корпусе аппарата возникают
местные сжимающие и растягивающие напряжения, вызываю-
щие изгибы в сечении аппарата; поэтому необходимо учитывать
их и принимать соответствующие меры для предохранения се-
чения от смятия и других видов деформации.
Методика точного расчета опорных лап для подвески аппа<
ратов не разработана. Однако достаточно надежные результаты
дает расчет по сосредоточенным силам, приложенным к коль-
цевому сечению.
Обозначим через Q полную нагрузку на лапу (от веса и
опрокидывающего момента), арасстояние от стенки аппа-
рата до оси опоры (см. рис. 17,6).
Тогда относительно стенки аппарата возникнет момент
равный Afi = Q’6z, который уравновесится моментом пары сил’Р
с плечом /. Величину силы Р определяют делением момента
на плечо /.
р • _ Qa
I ~ I
В сечении I—I (верх подкладки под лапу), показанном на
рис. 17, силы Р будут сжимать кольцо, а в сечении II—II рас-
тягивать его. В зависимости от числа лап кольцо будет сжи-
маться двумя или четырьмя сосредоточенными силами.
При двух силах максимальное значение изгибающего мо-
мента равно
•Мтах == 0,318рг
где г — радиус аппарата.
При четырех силах максимальный момент равен /Ишах^
= 0,183 Prt
89
Принимают, что сопротивляться будет кольцо высотой &,
равной высоте подкладки плюс 2X15 s, где s — толщина стенки
аппарата.
Момент сопротивления кольца равен
TV7 bs2 3
IFK = —g- см3
Напряжение
Если это напряжение выше допускаемого, то или увеличи-
вают высоту подкладки, или ставят в сечениях I—I и II—II
кольца жесткости.
РАСЧЕТ ОПОР' ГОРИЗОНТАЛЬНЫХ АППАРАТОВ
В нефтеперерабатывающей и других отраслях промышленно-
сти часто устанавливают аппараты и емкости в горизонталь-
ном положении. Условия их работы, материал и типы опор
весьма разнообразны. С)днако во всех случаях усилия от опор
создают нормальные напряжения по сечениям перпендикулярно
образующим аппарата (как балки, лежащей на опорах) и по
сечениям вдоль образующих аппарата. Вследствие этого сечение
может потерять правильную форму — смяться.
Величина изгибающих напряжений зависит от жесткости ап-
парата, числа опор, расстояния между ними, способов опирания,
величины центрального угла, т. е. от конструкции опоры, спо-
соба закрепления на ней, а иногда и от окружающей среды —
влияния солнечного нагрева, мороза и т. д.
При расширении аппарата возникает горизонтальная на-
грузка вдоль образующей, которая передается на фундамент
или несущую конструкцию.
Величина этой нагрузки равна
кт
где р — коэффициент трения;
Р — реакция опоры, кГ.
Когда нужно уменьшить горизонтальную нагрузку, приме-
няют катковые опоры (см. рис. 18). В этом случае принимают
коэффициент трения качения 0,05 (коэффициент трения сколь-
жения 0,15—0,24). ’ ,
При любом типе опор в аппарате возникают нагрузки, вызы-
вающие напряжения изгиба; поэтому после выбора типа и ко-
личества опор необходимо проверить аппарат на нормальные
напряжения, дополнительно возникающие в сечениях, вдоль об-
разующих и перпендикулярных к ним.
90
Если напряжения окажутся выше допускаемых, то необхо-
димо либо увеличить толщину стенки аппарата, либо ввести до-
полнительные элементы — кольца жесткости, распорные рамы
и т. д.
Как указывалось выше, при расчете аппарата по внутренне-
му избыточному давлению определяют — напряжение вдоль
оси аппарата (или вдоль образующей)
=
рР
4$'
или через радиус
pH
2s
а также напряжение по сечениям, нормальным к образующим
или через радиус
Значения новых напряжений от изгиба нужно соответствен-
но прибавлять к Qi и о2.
Для определения нормальных напряжений по сечениям вдоль
образующих аппарат рассматривают как балку, лежащую на
принятом числе опор. Число опор выбирают в зависимости от
материала аппарата, его длины и рабочих условий. Для наибо-
лее распространенных размеров горизонтальных аппаратов и
емкостей разработан стандарт на число опор и расстояние ме-
жду ними. Например, для стальных емкостей с длиной цилин-
дрической части 12 м (общая длина 13,64 м) число опор при-
нято равным 3 и расстояние между ними /==4,5 м\ для стальных
емкостей с длиной цилиндрической части 10 м (общая длина
11,31 м) число опор 3 и /=3,75 м\ для алюминиевых емкостей
с такими же размерами опор должно быть 9—10 и расстояние
между ними около 1,0 м.
Опоры размещают таким образом, чтобы консольные части
аппарата максимально разгружали и опоры, и пролеты, т. е.
чтобы опорные и пролетные моменты имели минимальные зна-
чения.
Так как днища имеют сферическую форму, определяют так
называемую приведенную длину, заменяя высоту днища .дли-
ной эквивалентного ему по объему и весу цилиндра. Для этого
пользуются приближенной формулой:
I + ^2 + ^3_________ д
u 0,785 (D2-D2h) + y2.0,785Db2b
91
где Zu — приведенная к цилиндру длина эллиптического дни*
ща, дц;
С?1 — вес металла днища, кГ;
О2— вес жидкости в объеме выпуклой части днища, кГ;
G3 —вес жидкости в объеме цилиндрической части днища,
кГ;
У! — кажущийся удельный вес металла аппарата, кГ/дм3;
у2 — удельный вес жидкости в аппарате, кГ)дм3;
Da — наружный диаметр корпуса аппарата, дм;
£>вн— внутренний диаметр1 корпуса аппарата, дм.
Рассмотрим обычный способ установки стального цилиндри-
ческого сосуда на двух опорах (рис. 46).
Пусть Q — полный вес аппарата; а — приведенная длина ап-
парата.
Тогда удельная нагрузка
q = -2- кГ/см
Для аппарата на двух опорах, как показано на рис. 46, ре-
акции опор и /?в равны половине общей нагрузки
Момент консолей от-
х носительно опор
—н Л4А = Мв = — кГ • см
™ Пролетный момент ме-
жду опорами
Рис. 46. Расчетная схема аппарата, лежа- __ Q(a — 4с) .
щего на двух и на трех опорах. пр 8
При С=0,5/=0,25а максимальное значение моментов
(а\2
\ 4 ) • 1 1
= уИв = - g = 32 ’ W2 = 32 ’ кГ ’ СЛ1
При С=0,207 а
Л4а = Л4В = • Qa кГ - см
Расчетным будет Мтах. Тогда максимальное напряжение
равно
где W — момент сопротивления сечения корпуса аппарата, см3.
92
1 - а 1 " " "1 »- 7 . п
О
ТГ1 ни II 1 1 1 Г1 1 III 1 П 1' 1 г Г1 Г1 1 II
со О
------------------а---------
С—*+<----- I ---»+.-----1
шш 1111111111 m ШИ 1 тггттг
А в с
Величину этого напряжения прибавляют к ,величине напря-
жения растяжения <л вдоль образующей; полное напряжение в
стенке равно
ос = a , 4- аиз = кГ/смг'
На консоли верхние волокна сечения будут растянуты, ниж-
ние сжаты; в пролете верхние волокна будут сжаты, а нижние
растянуты.
Если аппарат работает без давления или в какой-то период
находится под заливом без давления (промывка и пр.), то сжи-
мающие напряжения оИз.=—могут деформировать его.
Как указывалось выше, потеря устойчивости может произой-
ти при критических напряжениях, значительно меньших пре-
дела текучести. Поэтому необходимо проверить, обеспечивается
ли требуемый запас устойчивости при полученном напряжении
сжатия. Если этот запас недостаточен, то либо увеличивают тол-
щину стенки аппарата, либо устанавливают кольца жесткости.
Для определения нормальных напряжений по сечениям, нор-
мальным к образующим, рассматривают сечение аппарата как
кольцо, нагруженное сосредоточенными силами, равными реак-
циями опор и приложенными к сечениям, проходящим через
опоры.
Под действием сосредоточенных сил в кольце возникает из-
гибающий момент:
Л4ИЗ = аРР КГ •см
Значения коэффициента а приведены ниже:
1) если аппарат опирается на плоскость по одной образую-
щей, то а=0,75;
2) при опирании аппарата цилиндрической поверхностью на
дуге 60° а=0,41;
3) при опирании аппарата по двум образующим, координи-
руемым центральным углом 90°, а = 0,172;
4) если аппарат опирается по двум образующим, координи-
руемым центральным углом 60°, то а=0,067;
5) при опирании аппарата по двум образующим, координи-
руемым центральным углом 120°, а = 0,04.
Напряжение от изгиба по кольцевому сечению
аиз = ^- = ^Д кГ/см2
Если аппарат опирается по двум образующим, то значение
Р невелико, так как оно равно половине удельной нагрузки, т. е.
Р = ^/2; вводимый в расчет момент сопротивления в этом слу-
чае равен моменту сопротивления полоски шириной 1 см и
93
толщиной, равной толщине стенки аппарата, за вычетом при-
бавки на коррозию, т. е.
if =
О
При опирании аппарата на отдельные опоры значение Р
принимают равным максимальной величине реакции опоры. Рас-
четный момент сопротивления берут как момент сопротивления
полосы, у которой ширина равна ширине опоры плюс некоторая
величина по обе стороны опоры. Из практики эту величину при-
нимают равной от 4 до 15 толщин стенки на каждую сторону,
за вычетом прибавки на коррозию, т. е. если b — ширина опоры,
то ширина В кольца принимается от B = b + 2-4(s— с)—Ь +
4-8 (s — с) см до В = Ь + 2 • 15($— c)=b + 30(s — с) см.
Тогда вводимый в расчет момент сопротивления W будет от
_ [й 4-8(5-01(5-С)*
W —— ——- "—- СМ
о
ДО
[6 + 30 (5-С)] (5— С)2 .м3
о
' Значение напряжения от изгиба оИз. прибавляется к величине
нормального напряжения о2'-
т. е.
z , pR , At „
°c = ff2 + %3 =,^“ ±’Г КГ!СМ
При работе аппарата под наружным избыточным давлением
напряжения будут одного знака, т. е.
Если это суммарное напряжение превосходит допускаемое,
то между корпусом аппарата и опорой помещают подкладку,
ширина которой больше ширины опоры. При определении рас-
четной ширины кольца В принимают b равным ширине подклад-
ки. Если этого оказывается недостаточно, устанавливают кольца
жесткости.
ГЛАВА 7
СВАРНЫЕ ШВЫ
Сварка является основным видом неразъемного соединения
металлоконструкций. В настоящее время созданы совер-
шенные сварочные агрегаты, присадочные материалы и
флюсы, позволяющие получить швы, не уступающие по
своим механическим свойствам основному металлу. Имеют-
ся также электроды, при помощи которых надежно сваривают
стали различных классов — углеродистые и.высоколегированные
аустенитные.
Аппараты, изготовляемые на машиностроительных заводах,
в основном сваривают автоматической сваркой под слоем флю-
са; места, недоступные для автоматической сварки, сваривают
ручной газовой или электросваркой. На монтажной площадке
металлические конструкции, стыки узлов трубопроводов, стыки
негабаритных аппаратов сваривают в основном ручной сваркой.
Заготовка узлов трубопроводов на монтажной площадке орга-
низуется с расчетом изготовления крупных узлов трубопроводов
в специальных цехах при помощи сварочных автоматов, полу-
автоматов, специальных приспособлений. На типы сварных
швов, подготовку кромок под сварку разработаны стандарты.
РАСЧЕТ СВАРНЫХ ШВОВ
При изготовлении аппаратуры основным типом сварного, со-
единения, является стыковая сварка листовой стали.
Стыковые швы рассчитывают по усилиям данного узла как
цельного металла с учетом коэффициента прочности сварного
шва.
. Швы внахлестку и втавр в ответственных аппаратах неже-
лательны, а при больших толщинах свариваемых деталей — не-
допустимы. В тех случаях, когда такие швы приходится приме-
нять, их необходимо рассчитывать.
Предположим, что сжимающая или растягивающая си-
ла Р кГ . направлена по оси соединяемых элементов. Шов
95
внахлестку (валиковый) в этом случае рассчитывают на срез
по рабочей площади сварки FCB.
F св == "Z
асв
где <тсв.—допускаемое напряжение для сварного шва, кГ1см2.
За рабочую площадь принимают произведение длины шва
(за вычетом катетов в начале и конце шва) на его толщину,
принимаемую равной высоте равнобедренного треугольника,
вписанного в профиль валика (глубина провара и усиление шва
не учитываются). Если наименьшая толщина свариваемых эле-
ментов s, то высота т треугольника равна 0,7s; длину каждого
кратера обычно принимают равной т.
При рабочей длине шва I площадь сварки равна:
^св — 0,7sS/
Отсюда находят рабочую длину 2Z. Прибавляя К ней длины
катетов, получают' фактическую длину швов. Например, при
двух односторонних фланговых швах 2Z=2Z фактическая длина'
должна быть:
s/ф = 2 (Z + 2 0,7s) = 2 (/ + 1,4s)
Фактическая длина каждого шва
z$ = z + l,4s
Допускаемое напряжение оСв. для сварного шва зависит от
категории сооружения, качества основного и присадочного ма-
териалов, условий производства сварочных работ и положения
швов относительно направления действия силы Р. Для флан-
говых швов (располагаемых параллельно действию силы Р)
допускаемое напряжение принимают большим, чем для лобовых
(располагаемых перпендикулярно направлению действия си-
лы Р). Поэтому для крепления одного элемента не рекомендует-
ся применять комбинацию лобовых и фланговых швов; лучше
применять-только фланговые. Если из-за малой длины узла не-
возможно расположить фланговые швы расчетной длины, целе-
сообразно добавить пробочные швы в виде продольных проре-
зей с закругленными концами.
В этом случае определяют часть общего усилия, восприни-
маемого фланговыми швами, а остальное усилие относят на
пробочные швы, определяя необходимую длину прорезей. Мето-
дика определения длины прорезей такая же, как для определе-
ния длины шва.
В практике часто приходится встречаться с одновременным
действием на сварное соединение срезывающей силы Р и изги-
96
бающего момента Л4Из.- б этом случае максимальное напряже-
ние; в шве ^определяют по формуле:
асумм.св. = 'К°? + а2 кГ1сл?
где щ —напряжение от срезывающей силы Р; <я=р/Рсв. кГ/см2;
о2— максимальное напряжение изгиба; О2 = ^из. • у/I кГ/см2;
I—момент инерции сечения шва относительно нейтраль-
ной линии, см4; у — расстояние наиболее удаленной
точки сечения от нейтральной линии, см.
В случаях приварки элементов металлических конструкций
к аппаратам после термообработки прерывистый сварной шов,
расположенный в направлении, параллельном продольным швам
аппарата, должен быть не более 6X6 мм, а в направлении, па-
раллельном кольцевым, — не более 8X8 мм при длине провара
не более 150 мм.
ДЕФЕКТЫ СВАРНЫХ ШВОВ
Различные дефекты сварных соединений оказывают большое
влияние на механические и эксплуатационные свойства изделий.
Дефекты могут появиться вследствие применения для данной
конструкции непригодного основного и присадочного материа-
лов, неправильного технологического процесса сварки, вызы-
вающего нежелательные структурные изменения в околошов-
ной зоне, остаточных напряжений и др. Основными дефектами
сварных соединений являются поры, шлаковые включения, не-
провары, трещины, и остаточные напряжения.
Опытами установлено, что единичные поры и шлаковые
включения, находящиеся внутри шва (закрытые), при статиче-
ских нагрузках не оказывают заметного влияния на прочность
соединения. При выходе на поверхность поры и шлаковые вклю-
чения являются местами концентрации напряжений, которые
значительно уменьшают прочность сварных швов, особенно при
знакопеременных нагрузках.
Непровары и трещины неблагоприятно влияют на работу
швов при всех видах нагружения; при температурах ниже 0° С
и остаточных напряжениях шов в зоне непроваров и трещин
переходит.в хрупкое состояние, причем резко падает усталост-
ная и статическая прочность.
Непровары оказывают вредное' влияние не на все металлы
одинаково. К усталостным напряжениям особо чувствительны
аустенитные стали типа 1Х18Н9Т: при непроваре всего 5% тол-
щины предел усталости снижается почти на 50%; для мало-
углеродистых сталей непровар в 6—7% толщины понижает пре-
дел выносливости до 30% по сравнению с хорошо проваренным
швом; ударную вязкость аустенитных сталей непровары ухуд-
шают незначительно. 1
7 Зак. 299 97
Остаточные напряжения резко уменьшают сопротивление
шва хрупким разрушением. При низких температурах сопро-
тивление шва хрупким разрушениям резко падает. При сочета-
нии дефектов (непроваров, трещин, остаточных напряжений) и
низких температурах возможно разрушение швов даже при не-
значительных напряжениях от внешних нагрузок, а иногда и
самопроизвольное разрушение.'
КОНТРОЛЬ КАЧЕСТВА ШВОВ
Сварные швы контролируют двумя основными методами:
1) вырезкой контрольных образцов и всесторонним испыта-
нием их (при этом соединение нарушается, а затем вваривается
вставка);
2) применением средств современной физики без разрушения
шва — просвечиванием рентгеновскими или гамма-лучами ‘раз-
личной интенсивности, магнитным и ультразвуковым методами.
Контроль просвечиванием рентгеновскими лучами. При на-
личии дефектов в сварном шве на экране или фотопленке, по-
мещенной за просвечиваемым объектом, появляются места с
различной степенью затемненности. Этот вид контроля дает воз-
можность обнаружить трещины, непровары, подрезы размерами
3—8% толщины контролируемого шва.
Имеются стационарные и. небольшие передвижные рентгенов-
ские установки, монтируемые на небольших самоходных тележ-
ках.
Созданы электронно-оптические преобразователи, которые
используются в комбинации, с телевизионными установками, по-
зволяющими осуществлять дистанционный контроль швов с
большой точностью без применения фотопленок.
Контроль просвечиванием гамма-лучами. Для контроля каче-
ства сварных швов широко применяются радиоактивные изо-
топы. Преимуществом этого способа по сравнению с рентгенов-
ским является:
1) возможность пользоваться небольшими по размеру и по
весу радиоактивными источниками в заводских и полевых усло-
виях для контроля малодоступных мест;
2) отсутствие потребности в источниках питания;
3) возможность одновременного контроля большого количе-
ства деталей;
4) возможность подбора таких изотопов, при помощи кото-
рых можно контролировать изделия толщиной до 200—300 мм.
Для контроля используются 10 изотопов: кобальт-60, це-
зий-137, цезий-134, европий-152, европий-154, иридий-192, се-
лен-75, тулий-170, европий-155, церий-144.
Выбор того или иного изотопа зависит от толщины просве-
чиваемых деталей. Для просвечивания стали толщиной до 10 мм
98
применяют изотопы: с мягким^ излучением— тулий-170 и евро-
пий-155 толщиной 10—60 мм; со средней жесткостью излуче-
ния— цезий-137, европий-152, европий-154, иридий-192 толщи-
ной 60—200 мм; с жестким излучением, например кобальт-60.
При просвечивании рентгеновскими и гамма-лучами необхо-
димо соблюдать правила защиты от вредного влияния излуче-
ний на человеческий организм. Толщина защитного слоя при
работе с радиоактивными изотопами зависит от его активности,
энергии гамма-лучей и расстояния от источника излучения. При
одинаковом расстоянии для защиты от излучений кобальта-60
требуется защитный слой в два раза большей толщины, чем при
работе с цезием-137 и примерно в пять раз большей толщины,
чем при использовании тулия-170.
Магнитные методы контроля. Магнитные методы контроля
менее точны. Они основаны на том, что в местах дефектов маг-
нитная проницаемость отличается от проницаемости сплошного
металла. Вследствие этого образуется поток рассеяния: если
шов не имеет дефектов, то магнитные силовые линии распреде-
ляются без изменения направления; если шов имеет дефекты,
то магнитные силовые линии отклоняются. В зависимости от
способа показания отклонений различают:
а) магнитную порошковую дефектоскопию, применяемую для
выявления^ поверхностных трещин и дефектов, залегающих на
глубине 2—8 мм;
б) магнитографическую дефектоскопию, применяемую для
контроля 100% швов толщиной до 12 мм;
в) индукционный и электромагнитный методы, применяемые
для выявления дефектов в швах толщиной до 20 мм.
Хорошие результаты дает комбинация магнитографического
метода и просвечивания: все швы подвергаются магнидографи-
рованию, а забракованные или вызывающие сомнение участки
шва просвечивают для более точного выявления дефектов.
Ультразвуковой метод контроля. Этот способ применяется
для контроля качества швов толщиной более 20 мм. Ультразву-
ковые дефектоскопы некоторых конструкций записывают резуль-
таты контроля на бумажную ленту, что позволяет сразу же по-
лучать данные контроля без обработки ленты.
Все перечисленные методы контроля не исключают испыта-
ния аппаратов или трубопроводов гидравлическим давлением
или под вакуумом.
7*
ОСНОВНОЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
ГЛАВА 8
ЕМКОСТИ (ПРИЕМНИКИ) И РЕЗЕРВУАРЫ ДЛЯ ХРАНЕНИЯ
НЕФТЕПРОДУКТОВ
ВЕРТИКАЛЬНЫЕ И ГОРИЗОНТАЛЬНЫЕ ЕМКОСТИ
Значительную группу оборудования технологических уста-
новок и объектов общезаводского хозяйства составляют ци-
линдрические сосуды, не имеющие внутреннего оборудова-
ния, либо снабженные весьма несложными устройствами
(пустотелые аппараты, см. рис. 2,3).
Технологические функций, рабочие условия и размеры аппа-
ратов этой группы чрезвычайно разнообразны, "что затрудняет
стандартизацию при простоте их конструкции. На основании
общих требований для сосудов работающих под давлением в не-
фтеперерабатывающей промышленности разработана нормаль
на пустотелые аппараты (приемники), работающие под давле-
нием до 40 кГ1см2 и при температуре не выше 250° С. Нормали-
зованы внутренние диаметры аппаратов D (от 800 до 6400 мм),
толщины стенок s от 8 до 36 мм (см. рис. 2 и 3), размеры L,
Н и Яп по рис. 2; А и Ln по рис. 3, а также номинальные объ-
емы емкостей (от 0,01 до 200 м3).
По назначению аппараты (приемники) классифицируются на:
а) приемники для воздуха; б) приемники для газов; в) прием-
ники для жидкостей; г) монжусы.
Приемники изготавливают из спокойной мартеновской стали
с ограничением содержания серы и фосфора (не более 0,05%
каждого элемента).
В тех случаях, когда необходимо применение аппарата по
размерам, имеющимся в нормалях, но к которому предъяв-
ляются специальные требования, нужно перепроектировать ап-
парат с сохранением размеров по нормалям, но с включением
указанных для данного случая требований.
На емкости для легких бензиновых фракций (плотности не
менее 0,65 при / = 20° С) и сжиженных газов разработана осо-
бая нормаль, учитывающая «Правила безопасности при хране-
нии и транспорте сжиженных газов»: Эта нормаль распростра-
няется на стальные сварные горизонтальные емкости, предна-
значенные для хранения указанных выше продуктов при темпе-
ратуре не выше 50° С и не ниже минус 40° С. При установке
100
таких емкостей в местности, где температура зимой не опускает-
ся ниже минус 30° С, корпус и днища изготавливают из того же
материала, что и приемники; для местностей, где температура
может опускаться до минус 40° С, аппараты выполняют из каче-
ственной стали 15К.
Емкости для легких бензиновых фракций рассчитывают на
избыточное давление 1 и 2 кГ/см2 и проверяют на устойчивость
при полном вакууме; прибавка на коррозию 2 мм. Емкости для
бутана рассчитывают на избыточное давление 7 кГ/см2 и прове-
ряют на устойчивость при полном вакууме; прибавка на корро-
зию 2 мм. Емкости для пропана рассчитывают на 17 кГ1см2\
прибавка на коррозию мм.
Емкости должны быть оборудованы специальным указателем
уровня, предохранительными клапанами, устройствами для от-
бора проб, незамерзающим спускным устройством, термометром,
штуцерами для вентиляции, для уравнительной линии и удале-
ния остатка газа, люком для внутреннего осмотра, внутренними
стремянками. ". '
Для ослабления действия солнечного нагрева емкости окра-
шивают красками, отражающими солнечные лучи (алюминиевая
краска и, др.), покрывают изоляционными материалами и уст-
раивают защитные продуваемые навесы.
Емкости для сжиженных газов устанавливают, на бетонных
постаментах, высота которых обеспечивает подпор на приеме
насоса. Постаменты оборудуют маршевыми лестницами с укло-
ном 45—50°; у мест обслуживания люков, клапанов, приборов
сооружают площадки.
Расчет емкостей производится в соответствии с ранее приве-
денными требованиями и указаниями «Правил безопасности при
хранении и транспорте сжиженных газов».
РЕЗЕРВУАРЫ ДЛЯ ХРАНЕНИЯ НЕФТЕПРОДУКТОВ
Цилиндрические резервуары
Хранение нефтепродуктов на нефтеперерабатывающих заво-
дах производится в резервуарах — стальных, железобетонных,
бетонных с облицовками для создания герметичности стен и
днища, и в амбарах (ямах).
По отношению к поверхности земли резервуары могут быть
наземными, полуподземными и подземными.
В наземных резервуарах днище расположено выше поверхно-
сти земли и установлено на фундаменте.
Подземными называются заглубленные резервуары, в кото-
рых высший уровень нефтепродукта, при полном заполнении
резервуара, находится на ,0,2 м ниже планировочной отметки
прилегающей территории.
101
применяются стальные
Наземные стальные резервуары строятся следующих кон-
струкций: вертикальные, горизонтальные, шаровые сфероидаль-
ные (каплевидные, многокупольные) и специальных конструк-
ций (резервуары с плавающими крышами, с дышащими кры-
шами и др.).
Наиболее широко распространены цилиндрические верти-
кальные резервуары с плоским днищем и конической крышей
типа I, рассчитанные на внутреннее избыточное давление в га-
зовом пространстве 200 мм вод. ст. и разрежение 25 мм вод. ст.
и типа II, рассчитанные на давление и разрежение 25 мм вод. ст.
В настоящее время на нефтеперерабатывающих заводах
резервуары с условной емкостью от 100
до 5000 м3 (без применения дерева в
резервуарах для светлых нефтепро-
дуктов) . Характеристика резервуаров
приведена .в Приложении 11.
Корпуса резервуаров сооружаются
методом полистовой сборки в соответ-
ствии с ГОСТ 2486—44ь с примене-
нием следующих способов монтажа:
1. сборка и сварка на стеллажах
и клетях;
2. сборка корпуса «снизу вверх»
при помощи копра и универсальной
; тележки или крана-укосины и мон-
тажных тележек;
3. сборка корпуса «сверху вниз».
При изготовлении корпуса резер-
вуара стальные листы длинной сторо-
ной располагаются горизонтально.
Взаимное расположение поясов в кор*
пусе может быть:
ступенчатое (рис. 47, а)—применяется в полусфероидах;
телескопическое (рис. 47, б) —применяется для сварки резер-
вуаров;
встык (рис. 47, в) — применяется при изготовлении резервуа-
ров рулонным методом.
Для изготовления корпусов- и днищ резервуаров емкостью от
700 до 5000 м3 в настоящее время применяется мартеновская
спокойная сталь марки Ст. 2 по ЧМТУ 5232-55, предел текуче-
сти которой не менее 24 кГ/мм2, а ударная вязкость не менее
8 кгм!см2 при 20° С. Строительство резервуаров из кипящей стали
запрещено.
Указанные выше методы полистовой сборки с 1953 г. успеш-
но заменяются более совершенным индустриальным методом
«рулонирования», разработанным Институтом электросварки
им. Е. О. Патона. Этот метод состоит в том, что днище, стенка,
102
а б В
Рис. 47. Расположение поя-
сов стальных вертикальных
резервуаров:
а —ступенчатое; телескопиче-
ское; в —встык.
а, иногда и крыша резервуара предварительно свариваются в
виде полотнищ на специальном заводе. После сварки, осмотра
и контроля швов полотнища на специальном стенде свертывают
в рулон, диаметр которого подобран таким образом, что раз-
вертывание его не вызывает остаточных деформаций.
В соответствии с габаритами подвижного состава железных
дорог, длина рулона, не должна превышать 13 ж, а диаметр
2,86 м.
На монтажной площадке раскатывают рулон днища при по-
мощи тракторов. На него вертикально устанавливают рулон
стенки и при помощи тракторов раскатывают его по периметру
Рис. 48. Сборка резервуаров из рулонных заготовок:
а —подъем рулона корпуса; б — разворачивание рулона корпуса; 1 — стальной
лист; 2 — раствор мачты; 3 — боковые передвижные якоря; 4 — задний пере-
движной якорь; 5 — трос; 6 — расчалка: 7 — трос диаметром 23 мм\ 8 — поли-
спат в 4 нитки диаметром 18 мм; 9 —рулон корпуса; 10 — «падающая стрела»;
11 — опорная труба-шарнир; 12 — действующий резервуар; 13 — лестница;
14 — трос; 15—трактор; 16 — ферма.
днища (рис. 48). Выверив и закрепив прихватами положение
корпуса, выполняют сварочными автоматами вертикальный шов
на корпусе и кольцевой шов между корпусом и днищем, после
чего монтируют ферму, прогоны и кровлю.
В качестве основных механизмов при монтаже применяют
тракторы С-80 с тяговым усилием до 8,8 т.
Рулонный метод изготовления позволяет снизить стоимость
монтажа каждого резервуара на 30—40% и сократить объем
сборочно-сварных работ на площадке в несколько раз.
Покрытие (крыша) вертикального резервуара выполняют из
стальных листов, соединенных, внахлест. Крыши, как правило,
монтируются на стропильных перекрытиях, которые могут быть
с промежуточными колоннами внутри резервуара или бесколон-
ные, опирающиеся только на стенки резервуара.
103
Стропильные перекрытия выполняют для резервуаров боль
ших пролетов в виде сложных решетчатых стальных ферм.
Методы расчета строительных ферм изложены в специаль-
ных курсах. , '
Каплевидные (сфероидальные) резервуары
Так называются резервуары у которых форма оболочки соот-
ветствует форме капли жидкости, лежащей на иесмачиваемой
горизонтальной поверхности. В основу конструирования таких
резервуаров положен принцип равнопрочности оболочки по-
стоянной толщины, при этом' полностью используется несущая
4
/
Рис. 49. Каплевидный резервуар с опорным кольцом конструкции Гипроспец-
нефти:
/ — днище; 2 — корпус; 3 — лестница; 4 — площадка с оборудованием; 5—опорное кольцо.
способность оболочки, так как под действием внешних сил ее
элементы испытывают одинаковые напряжения растяжения в
любом сечении, нормальном срединной поверхности.
Так как каплевидные резервуары в процессе эксплуатации
подвергаются различным комбинациям нагрузок в зависимости
от уровня нефтепродукта и давления в газовом пространстве,
профиль равнопрочной безмоментной оболочки сфероидальных
резервуаров рассчитывают по наибольшей нагрузке, Когда ре-
зервуар залит до максимального” уровня, а давление в газовом
пространстве равно давлению, на которое рассчитана дыхатель-
ная арматура. Для упрощения расчета принимают, что объем
104
газового пространства, сфероидальных резервуаров равен нулю.
Построение их контура производится графически или по анали-
тическому приближенному методу Г. М. Чичко, описанному в
книге В. И. Черникина «Сооружение и эксплуатация нефтебаз».
(Гостоптехиздат, 1958 г.).
На рис. 49 показан общий вид каплевидного резервуара кон-
струкции Гипроспецнефти емкостью до 6000 ж3, рассчитанного
на избыточное давление 0,3—2 ат, с опорным кольцом. Этот ре-
зервуар более распространен, чем каплевидные резервуары с
( Узел I
Рис. 50. Каплевидный резервуар с экваториальной опорой:
1 - напорный дыхательный клапан; 2 — вакуумный клапан; 3— поплавковый указатель уровня;
4 —приборы для замера уровня и отбора проб; 5— огнепреградитель; б —наливная линия
с задвижкой; 7 —обратный клапан.
экваториальной опорой (рис. 50). Последние, хотя на их изго-
товление затрачивается меньше металла (на 15—20%), сложны
в монтаже и нуждаются в сложных фундаментах.
Оборудование резервуаров
Для правильной и безопасной эксплуатации наземных сталь-
ных резервуаров, включающей прием, хранение и отпуск нефте-
продуктов, замер уровня, отбор проб и другие операции, на на-
земных стальных резервуарах монтируется специальное обору-
дование.
Для светлых продуктов, нефтей и дизельного топлива уста-
новку оборудования производят по схеме, показанной на рис. 51,
для темных нефтепродуктов и масел — по схеме на рис. 52.
105
Описание конструкций некоторых видов оборудования и его
назначение проводится ниже.
Верхний световой люк (рис. 53) служит для проветривания
во время ремонта, зачистки резервуара, а также для подъема
хлопушек и шарнирных труб при обрыве рабочего, троса.
Рис. 51. Схема расположения оборудования на
резервуарах для светлых нефтепродуктов, сырой
нефти и дизельного топлива:
У —светлый люк; 2 — люк-лаз; 3 — замерный люк; 4 —прибор
для замера уровня; 5— вентиляционный патрубок; 6 — предо-
хранительный ' клапан; 7 —дыхательный клапан; 8 — кран
сифонный; 9 — перепускное устройство хлопушек; 10 — при-
емо-раздаточный патрубок; И — хлопушка; 12 — управление
боковое хлопушкой; 13— огнепреградитель.
Замерный люк (ГОСТ 3589—47) служит для замера уровня
нефтепродукта и подтоварной воды в резервуаре, а также для
отбора проб при помощи пробоотборника (рис. 54).
Вентиляционный патрубок (ГОСТ 3689—47) устанавливается
в верхней точке резервуара с темными продуктами и индустри-
альными маслами.
106
Дыхательный клапан (рис. 65). применяется й резервуарах
Для хранения светлых нефтепродуктов и сырой нефти.
В процессе эксплуатации резервуаров, содержащих светлые
нефтепродукты, сырую нефть и дизельное топливо, происходит
По А-А
Рис. 52. Схема расположения оборудования на
резервуарах для темных нефтепродуктов и масел:
1 — световой люк; 2 — люк-лаз; 3 — замерный люк; 4 — прибор
для замера уровня; 5— вентиляционный патрубок; 6 — сифон-
ный кран; 7 —подъемная труба; 8 — перепускное устройство;
9 — приемо-раздаточный патрубок.
«дыхание» резервуара. При повышении температуры окружаю-
щей среды давление в газовом пространстве повышается и
часть газ-а из емкости должна быть выведена. При понижении
температуры давление понижается и для предупреждения обра-
кЗования вакуума в емкость должен быть введен газ или воз-
дух. Такой обмен называют «малым дыханием» резервуара.
107
При закачке ё резервуар продукта вытесняется газ, запол-
нивший резервуар; при откачке освобождаемый продуктом объ-
ем, должен быть заполнен каким-либо газом (нефтяные" газы,
иногда воздух). Вытеснение или подсос газов при закачке — вы-
качке называют «большим дыханием» резервуара. Дыхательные
клапаны должны обеспечить нормальную, с минимальными по-
терями газа работу резервуара при «малых дыханиях» и для
I типа рассчитываются на избыточное давление 200 мм вод. ст.
и максимальное разрежение 25 мм вод. ст. Устанавливаются на
Рис. 55. НеприМерзающий механический дыхательный
клапан:
/ — корпус; 2—‘тарелка; 3— седло; *4 — обойма; 5— защитный кожух;
6 — огнепреградитель; 7 —шток; 8 — направляющая трубка; 9 —по-
крытие тарелки (пленка из фторопласта 4).
огневых предохранителях или в комплексе с гидравлическим
предохранительным клапаном. Размер и количество дыхатель-
ных клапанов определяется производительностью насосов, заня-
тых при операциях закачки и выкачки нефтепродуктов.
Типовые механические дыхательные клапаны (ГОСТ 3691-47),
устанавливаемые на резервуарах, практически неработоспособ-
ны в зимних условиях. Влага, содержащаяся в паровоздушной
смеси, при прохождении через клапаны конденсируется на та-
релках, седлах и направляющих ци'оках, в результате чего они
промерзают. Этот недостаток устранен в конструкции непример-
зающего дыхательного клапана, представленной на рис. 55.
На тарелках этого клапана закрепляется фторопластовая плен-
ка. Седла изготовляются из фторопласта 4, штоки обертываются
фторопластом и перемещаются в направляющей втулке из фторо-
пласта-4 — химически стойкого, сохраняющего механические
109
свойства при низких температурах до —100° С, не смачивае-
мого водой (угол смачивания 114°), имеющего незначительное
сцепление со льдом.
Предохранительные клапаны (гидравлические), устанавли-
ваемые в комплексе с дыхательными и огневыми на резервуарах
Рис. 56. Предохранительный
(гидравлический) клапан кон-
струкции Г ипронефтемаша:
1 — штуцер клапана; 2 — стакан" для
жидкости, 3 — подвесная перегородка;
4 — каплеуловитель; 5— вентиляционный
патрубок с сеткой; 6 — воронка для за-
лива жидкости; 7 — указатель ’ уровнй
со спускным краном; 8 — предохранитель-
ная трубка.
со светлыми нефтепродуктами,
рассчитываются на большее дав-
ление, чем дыхательные (механи-
ческие), и вступают в работу в
случаях, когда последние по тем
или иным причинам не срабаты-
вают. Конструкция клапана по
ГОСТ 4630-49 на избыточное
давление 55—60 мм вод. ст. и
. разрежение 35—40 мм вод. ст. в
настоящее время заменена новой
конструкцией, рассчитанной на
давление 210 мм вод. ст. и разре-
жение 30 мм вод. ст.
На рис. 56 показан гидравли-
ческий предохранительный кла-
пан конструкции «Гипронефте-
маша». Клапан заливают неза-
мерзающими и неиспаряющимися
маловязкими жидкостями, напри-
мер дизельным топливом, соляро-
вым маслом, водным раствором
глицерина и т. п., которые обра-
зуют гидравлический затвор. При
повышении давления внутри ре-
зервуара газы вытесняют жид-
кость из внутренней кольцевой
щели во внешнюю. Когда уро-
вень жидкости понизится до ниж-
ней зубчатой крышки перегород-
ки, газы начнут прорываться под
перегородками и в атмосферу.
При разрежении жидкость из
наружной щели опустится до зубчатой перегородки и откроет
доступ воздуху во внутрь резервуара. Зубчатая кромка пере-
• городки способствует спокойной работе клапана. Во избежание
одновременной работы двух клапанов, дыхательного и гидрав-
лического, последний устанавливают на повышенное давление
и более глубокое разрежение (на 5—10%).
Огнепреградители, или заградители пламени, предохраняют
резервуар от проникновения внутрь его огня и искр через дыха-
тельные и предохранительные клапаны.
ПО
2
Рис. 57. Огнепрегра-
дитель:
1 — фланец; 2— прижимные
болты; 3 —корпус; 4 — кре
пежные болты; 5— фоль-
говая гофрированная спи-
раль (кассета); 6 — кожух
спирали; 7— уплотняющая
прокладка.
На рис. 57 показан огнепреградитель, представляющий собой
фольговую кассету, состоящую из гофрированных и плоских
алюминиевых лент, свитых в спираль и образующих ряд парал-
лельных клапанов. Преградители этого типа устойчивы против
обледенения и обладают небольшим гид-
равлическим сопротивлением; монтируются
огневые предохранители обычно под дыха-
тельным клапаном.
Пенокамеры представляют собой уст-
ройство, устанавливаемое на верхнем поясе
резервуара и предназначенное для туше-
ния горящих нефтепродуктов посредством
пены, подаваемой в резервуар под давле-
нием по пенопроводу.
Пена разрывает мембрану из промаслен-
ного картона или листового свинца, посту-
пает на поверхность нефтепродукта и, пре-
пятствуя доступу кислорода в резервуар,
гасит пламя. На каждые 10 м диаметра
резервуара устанавливается одна камера.
Конструкция пенокамеры представлена на
рис. 58.
Водоспускной кран (рис. 59), устанав-
ливаемый на нижнем поясе резервуара,
предназначается для периодического спус-
ка подтоварной воды, предохраняющей неф-
тепродукт от утечки через неплотности дни- .
ща. Подтоварная вода накапливается при
.хранении обводненных нефтепродуктов или
подкачивается искусственно. «Зеркало» по-
душки используется для отсчета при
мерах нефтепродукта. Нормальная высота
водяной подушки равна 3—5 см над выс-
шей точкой дна. В процессе эксплуатации
кран осматривается обычно перед спуском продукта, но не реже
двух раз в месяц. Во избежание замерзания, патрубок крана
после спуска воды должен находиться в горизонтальном поло-
жении.
Хлопушка препятствует утечке нефтепродукта из резервуара
в случаях повреждения трубопроводов и арматуры. Хлопушка с
управлеииехМ показана на рис. 60.
Подъемная труба с шарниром, блоком и лебедкой устанав-
ливается внутри резервуара для темных нефтепродуктов и ма-
сел целью отбора их с требуемой высоты. Подъемная труба
показана на рис. 61.
Подогреватели служат для подогрева темных нефтепродук-
тов и масел некоторых сортов, вязкость которых при хранении
за-
Ш
в резервуарах по разным причинам увеличивается настолько,
что перекачка их по трубопроводам без подогрева представ-
ляется невозможной. Подогрев нефтепродуктов в емкостях про-
Рис. 58. Пенокамера:
1 — пенопровод; 2 — мембрана; 3~ корпус камеры; 4 — кры-
шка корпуса (для смены мембраны); 5— пенослив; 6 — напра-
вляющий козырек; 7 —верхний пояс резервуара.
изводится почти исключительно паром, с применением преиму-
щественно внутренних подогревателей, отличающихся просто-
той,' экономичностью конструкций и высокой эффективностью.
Подогрев делается общий для всего резервуара и обеспечивает
такую температуру и вязкость продукта, при которой он беспре-
пятственно подтекает к месту вывода,
112
Зак. 299
Рис. 59. Водоспускной кран:
J —спускной патрубок; 2 —корпус сальника; 3 — кран;
4 — отвод; 5— козырек.
Рис. 60. Хлопушка с управлением:
1 барабан; 2 втулка бараоана; 3 — опорная втулка; 4 — вал управления*
5— корпус сальника; б —набивка; 7 —втулка сальника; 8 — стопор; 9 — опора
вала; 10— запасной трос от хлопушки к световому люку; 11 — хлопушка:
12 — приемо-раздаточный патрубок.
Рцс. 62. Секционный трубчатый подогреватель для общего подогрева,
установленный в резервуаре.
Рис. 63. Схема установки трубчатого подогревателя (вид в плане).
Рис. 64. Местные подогреватели:
а —шахтный; # —вертикальный.
8*
Секционный трубчатый подогреватель для общего подогрева,
установленный в резервуаре, показан на рис. 62 и 63, а местные
подогреватели — на рис. 64.
Резервуары для хранения нефтепродуктов
под давлением
Описанные выше вертикальные стальные резервуары. I и II
типов мало пригодны для хранения легких нефтепродуктов, так
как конструкция их рассчитана на небольшие избыточные дав-
ления (не выше 200 мм вод. ст.) и разрежение 25 мм вод. ст.,
Рис. 65. Шаровой резервуар емкостью
600 м3. с кольцевой опорой на избыточ-
ное давление 6 кГ/см2.
а при указанных пределах
давлений наблюдаются боль-
шие потери от испарения
легких, , нефтепродуктов,
имеющих значительное дав-
ление паров.
Для хранения нефтепро-
дуктов при ^более высоких
давлениях применяют резер-
вуары следующих конструк-
ций:
1) радиальные с покры-
тием в виде секционных сво-
дов, рассчитанные на избы- 1
точное давление 0,7 ат, ем-
костью до 13 000 ж3;
2) цилиндрические со
сферическим покрытием для
избыточных давлений до
0,45 ат, емкостью до 5000 .м3;
3) полусфероидальные —
вертикальные цилиндриче-
ские, со сферическими дни-
щами и покрытиями, рас-
считанные на избыточные
давления до 0,45 ат, емко-
стью до 1500 м3. .
4) шаровые и каплевид-
ные.
Особенно широко приме-
няются шаровые и капле-
видные резервуары, исполь-
хранения сред с избыточным
зуемые в настоящее время для
давлением до 2 ат и выше.
Шаровые резервуары (сферы) на нефтезаводах применяют
для хранения пропан-бутановых фракций, а также в качестве
116
электрбдегидраторов на установках электрообессоливания неф-
ти. При их сооружении расходуется меньше металла, чем на
цилиндрические горизонтальные резервуары. Они менее опасны
Рис. 66. Шаровой резервуар емкостью 600 ж3 на избыточное давление на
колоннах 2 кГ/см2'.
/ — дыхательная арматура; 2 —поплавковый указатель уровня; 2 —прибор совмещенной кон-
струкции для замера уровня, температуры и отбора проб; 4 —задвижка; 5—приемный и раз-
даточный патрубки; 6 — дренажный кран.
в пожарном отношении, так как «дыхание» в них происходит
реже, чем в обычных резервуарах.
Толщину оболочки шарового резервуара, без учета явлений
местного изгиба и концентрации напряжений у опор, можно
определить по формуле:
6==..^+ри)£. см
4/?р
117
где Л — диаметр шарового резервуара, ем;
р — гидростатическое давление, кГ1см2;
Рп — избыточное давление, кТ[см2;
/?р— расчетное напряжение, принимаемое в соответствий
с правилами Госгортехнадзора, по которым запас
прочности по отношению к пределу прочности дол-
жен быть не менее 4.
При избыточных давлениях более 2 ат и значительных 6
вследствие большой жесткости шаровые резервуары опирают
на ряд опор, приваренных к нижнему, усиленному поясу, кото-
рые передают давление на кольцевой фундамент (рис. 65).
Тонкостенные шаровые оболочки для резервуаров, рассчи-
танных на давление менее 2 ат, устанавливают наиболее часто
на стойках (рис. 66). Средний пояс таких резервуаров делают
большей толщины и усиливают по экватору ребрами или кольцом
жесткости. Опорные башмаки стоек приваривают снаружи к
экваториальному поясу, а стойки для большей жесткости свя-
зывают системой растяжек.
Расчет резервуаров
Определение основных размеров вертикальных стальных ре-
зервуаров. В основу сооружения стальных резервуаров поло-
жен принцип минимальной затраты металла. Метод определе-
ния наивыгоднейшего соотношения диаметра и высоты резер-
Рис. 67. Эпюры давлений и толщин стенок резервуаров:
а —эпюра гидростатического давления; б —то же при избыточном давлении под поверх-
ностью жидкости; в и г —эпюры толщины стенок резервуара.
вуара, при котором весь металл корпуса был бы равномерно
напряжен, предложен в 1883 г. В. Г. Шуховым и без существен-
ных изменений применяется до настоящего времени. На рис. 67
представлены эпюры давлений и толщин стенок резервуаров.
Если отсутствует избыточное давление над поверхностью жид-
кости, давление жидкости на стенки распределяется по закону
треугольника (рис. 67, а), при наличии избыточного давления —
по закону трапеции (рис. 67, б).
118
В первом случае в нижней точке, у днища резервуара гидро-,
статическое давление будет
р = Ну кГ/см2
где Н — высота резервуара, см;
у — удельный вес, кГ)см3.
На рис. 67, в в соответствии с этой формулой изображена
теоретическая эпюра толщины стенок резервуара, представляю-
щая собой при полном наливе и без избыточного давления тре-
угольник adf.
Для резервуаров с избыточным давлением теоретическая
эпюра толщины стенки представляет собой трапецию (рис. 67, а).
Сооружают резервуары с постоянной и переменной толщи-
ной стенки.
ч Резервуары с постоянной толщиной стенки. Высота резер-
вуара, при которой объем металла будет минимальным, опреде-
ляется из уравнения
где V — объем резервуара, см3;
X — суммарная эквивалентная толщина 1 см2 днища и
крыши;
6С— толщина стенки корпуса, см.
Минимальный объем металла, необходимый для сооружения
резервуара с постоянной толщиной стенки корпуса опреде-
ляется по формуле:
Qmin = 31^nU2V2 см3'
В резервуарах с постоянной толщиной стенки корпуса ме-
талл используется не рационально.
Резервуары с переменной толщиной стенки. Высота резер-
вуара с переменной толщиной стенки, удовлетворяющая усло-
вию экономичности
H = Vv(61< + Sfl) см
Минимальный объем металла, необходимого для изготовле-
ния такого резервуара, будет
Qmin = 42'/см3
где h — высота одного пояса, см.
Минимальный объем металла, необходимый для сооруже-
ния резервуаров с переменной толщиной стенки, работающих
119
. с избыточным давлением
Y J
2
°д I L
+ /г } смъ
у-(6к+бд)+//и
По диаметру и высоте, рассчитанным по указанным выше
формулам и скорректированным по размерам листов, устанав-
ливают число поясов и рабочую высоту резервуара. Толщину
стенок каждого пояса с учетом прочности шва и прибавки на
коррозию определяют по формуле:
(hx+HH)yD
СМ
в-А-Кт
где = -----допускаемое напряжение на растяжение,
кГ[см?;
К— 0,9— коэффициент однородности для стали марок Ст. 2 и
Ст.З;
/и—0,8— коэффициент условий работы (для резервуаров, сва-
риваемых на монтажной площадке);
от— предел текучести; • > .
п = 1,1— коэффициент перегрузки;
hi — глубина расположения рассчитываемого пояса над
урбвнем жидкости в резервуаре, см;'
На — избыточное давление над поверхностью, мм вод. ст.
Расчет ферм перекрытий для резервуаров. Условию мини-
мального веса стропильного перекрытия отвечает число ферм п,
связанное с пролетом фермы уравнением
TtD
^5 + ОД^
где D — пролет фермы, м.
Высота фермы h зависит от числа панелей т и по Н. С. Стре-
лецкому и А. Н. Гениеву рекомендуется:
для ферм с треугольной решеткой
h = D т / (2m + 3)~/n
т V 3(т + 2) м
для.ферм с раскосной решеткой
h —
2m — 1
----75--- м
6
ТЕХНИЧЕСКИЕ>УСЛОВИЯ НА ИЗГОТОВЛЕНИЕ
И ПОСТАВКУ ЕМКОСТЕЙ И РЕЗЕРВУАРОВ
Обычно пустотелые аппараты изготовляют на специализиро-
ванных заводах химического и нефтяного машиностроения по
чертежам и техническим условиям, выполненным проектной ор-.
ганизацией.
J2Q
В технических условиях указываются класс аппарата, рабо-
чие условия, назначение, материал корпуса, днищ и других
элементов, сварочный материал, необходимость отжига, условия
опрессовки, особенности монтажа, а также перечисляются доку-
менты, подтверждающие соответствие примененных материалов,
способов изготовления и' контроля, требованиям технических
условий.
Если в процессе, изготовления заменяли материалы или вно-
сили изменения в конструкции, то соответствующие документы
на' эти изменения должны быть внесены в технические условия.
Резервуары изготовляются на заводах-изготовителях и мон-
тируются по ведомственным техническим условиям.
Приемка и хранение. Недостаточное внимание к правилам
приемки и хранения аппаратов приводит к затяжке их монтажа,
к дополнительным работам и затратам средств.
На нефтеперерабатывающие заводы аппараты поступают
полностью собранные (включая и все внутреннее оборудова-
ние), или со сваренным корпусом, но без внутреннего оборудо-
вания, которое поставляется отдельно, а также частями для
сборки на месте установки.
В первом случае приемка сводится к проверке комплектно-
сти технической документации, соответствия аппарата чертежу
и техническим условиям, к правильной разгрузке его с желез-
нодорожной платформы или судна, доставке на место хранения
до монтажа. Соответствие аппарата чертежам проверяют обме-
ром его основных размеров. Проверяют также расположение
штуцеров, люков, лазов, опор л внутреннего оборудования. При
разгрузке нельзя сбрасывать аппараты с платформ, строповка
должна исключать возможность повреждения штуцеров, люков,
опорных частей, кронштейнов для металлоконструкций и других
выступающих частей или корпуса аппарата.
Во втором случае выполняют все перечисленные операции,
проверяют комплектность внутреннего' оборудования, размеры
отдельных узлов и возможность их установки внутри корпуса.
В третьем случае, кроме контроля комплектности поставки, не-
обходимо проверять возможность соединения и сборки деталей,
правильность маркировки, подготовки кромок под сварку, пра-
вильность различного рода вырезов, соответствие присланных
электродов условиям сварки при монтаже, возможность мон-
тажа на данной строительной площадке, контроля качества
сварки в данных условиях.
При выявлении каких-либо отступлений от чертежей состав-
ляют акт для предъявления рекламаций заводу-изготовителю.
Для хранения аппаратов должно быть выбрано сухое место,
не заливаемое ливневыми или вешними водами, обеспечиваю-
щее свободный доступ для погрузки и транспортировки грузов
к месту монтажа.
121
Аппараты укладывают на подкладки. Для длительного хра-
нения неокрашенные части покрывают предохранительной,
легко отделяющейся смазкой.
ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ.
ТЕХНИКА БЕЗОПАСНОСТИ *
Эксплуатация оборудования. Всякий технологический про-
цесс может нормально протекать только в том случае, когда
в каждом аппарате осуществляются заданные операции. По-
этому для каждого аппарата предусматриваются строго опре-
деленные условия работы—давление, температура, скорость
движения продукта, .положение уровня и др.
На эксплуатационный персонал возлагаются следующие обя-
занности:
1) приемка оборудования после монтажа или ремонта;
2) пуск установки и установление в каждом аппарате рабо-
чих условий, заданных технологической картой;
3) соблюдение технологического режима — наблюдение за
ходом процесса по приборам, регулирование, производство за-
меров, отборы проб, периодические записи показаний приборов;
4) наблюдение за технической исправностью аппаратов, пре-
дохранительной, запорной, регулирующей арматуры, контроль-
ных и дренажных устройств;
5) предупреждение и устранение аварий. Аварии могут вы-
зывать остановку установки. При некоторых видах неисправно-
стей остановка установки не обязательна. Такие неисправности
могут быть устранены «на ходу», если это допускается прави-
лами техники безопасности;
6) остановка установки, т. е. остановка аппаратов в опре-
деленной последовательности, предусмотренной технологиче-
ской картой процесса;
7) подготовка аппаратов к ремонту;
8) ремонт аппаратов (если ремонт возлагается на эксплуа-
тационный персонал);
9) приемка оборудования после ремонта (если ремонт про-
изводится специальной службой).
Вертикальные цилиндрические аппараты применяют и экс-
плуатируют на многих установках в самых различных условиях,
определяемых технологической картой. Обслуживающему пер-
соналу приходится выполнять все работы, перечисленные выше.
Обычно обслуживание этих аппаратов поручают помощнику
оператора, реже — оператору, который совместно с работником
ремонтной группы выполняет работы, указанные в пунктах 1,
* В этом разделе изложены общие вопросы эксплуатации оборудования
(включая емкости и резервуары) и техники безопасности. Дополнительные
сведения по этим вопросам приведены в соответствующих главах книги,
122
4, 5, 7 и 8, а работы, перечисленные в пунктах 2, 3 и 6, выпол-
няет самостоятельно по указанию старшего оператора.
Новое оборудование принимает группа механика цеха по
общесоюзным правилам или ведомственным техническим ус-
ловиям.
При приемке аппаратов после ремонта проверяют докумен-
тацию о произведенных работах (по дефектной ведомости),
плотность люков, соединений в штуцерах, сварных швов, арма-
туру и дренажные устройства, изоляцию аппаратов, прочность
и исправность площадок, лестниц, ограждений и грузоподъем-'
ных устройств. Приемку оборудования оформляют актом.
Пуск установки — весьма ответственная операция, требую-
щая от обслуживающего персонала четкой и слаженной работы.
Как правило, на каждой установке имеется инструкция, в кото-
рой изложены правила пуска с указанием общих требований
и требований по каждому аппарату.
К общим требованиям относятся: заблаговременное извеще-
ние смежных цехов и общезаводских подразделений (цех водо-
снабжения, центральная распределительная подстанция, тепло-
электроцентраль и др.) о времени предстоящего пуска ус-
тановки, проверка на проходимость дренажей, исправности
системы паротушения и наличия пара в ней, качества уборки
территории, схемы подготовки установки к пуску.
В требованиях по каждому аппарату даются указания, ка-
кие операции и в какой последовательности необходимо выпол-
нить для прокачки, продувки и вывода установки на заданный
режим.
В период пуска необходимо учитывать возможность замер-
зания дренажных устройств, скопления газов в системе, а так-
же других неисправностей.
Такие.неполадки приходится устранять в то время, когда
система заполнена нефтепродуктом и установка находится в ра-
бочем или близком к рабочему состоянии.
Несоблюдение правил техники безопасности при устранении
неисправностей может послужить причиной несчастных случаев.
Так, например, дренирование аппарата при неисправных дре-
нажных устройствах и выполнении работы без противогаза мо-
жет привести к отравлению обслуживающего персонала и к за-
газованности территории. Применение открытого огня для ото-
грева замерзших устройств может привести к взрыву и пожару.
Конструкции, рассматриваемых аппаратов весьма простые
и потому наблюдение за их технической исправностью, в основ-
ном, сводится к наблюдению за исправностью арматуры, дре-
нажных устройств, люков, штуцеров, контрольных отверстий на
поверхности аппарата, прочности и надежности изоляции. Следы
просачивания продукта указывают на скрытые пороки в свар-
ных швах в основном металле.
123
Некоторые из замеченных неисправностей могут быть устра-
нены «на ходу». На крышках люков или фланцах штуцеров ап-
паратов, работающих под небольшим давлением и при низкой
температуре (до 150°С), допустима подтяжка гаек. Обычно
на установке имеется инструкция, в которой перечисляются
работы, выполняемые «на ходу», без выключения аппарата:
Обо всех замеченных неисправностях, устраненных и не
устраненных, следует делать подробные записи в вахтенном
журнале и докладывать руководству цеха. Все неисправности
должны .быть внесены в дефектную ведомость и при ближай-
шем ремонте устранены.
Обслуживающий персонал должен быть знаком с видами
аварий, возникающих в результате нарушений технологического
режима, а также аварий в смежных цехах, влияющих на ра-
боту данной установки. Различают аварии, при которых. необ-
ходима остановка установки и аварии, где остановка не обя-
зательна.
В инструкциях по установкам указаны .виды аварий, при ко-,
торых производят нормальную или аварийную установку. По-
следовательность операций зависит от места и вида аварий.
При других авариях, требующих остановки установки
(например, при прекращении подачи пара, электроэнергии,
воды, разрыве линий, выходе из-строя одного или группы ос-
новных аппаратов), устанавливается другая последовательность
работ. z
Кроме инструкций по эксплуатации данной установки, адми-
нистрация завода разрабатывает для каждой установки «П р а -
вила внутреннего р а с п о р я д к а», в; которых указы-
вается распределение обязанностей дежурного персонала в пе-
риоды пуска, нормальной эксплуатации, аварий, остановок и
ремонта. В соответствии с этими правилами эксплуатационный
персонал обслуживает назначенную ему группу аппаратов и
трубопроводов. * .
При авариях, когда остановка не обязательна, технологиче-
ский режим по аварийному узлу или по всей установке облег-
чают и принимают меры по ликвидации’аварии.
При остановке установки от обслуживающего персонала
также требуется четкая и слаженная работа, знание своих обя-
занностей и последовательности проводимых операций. Уста-
новку останавливают под руководством старшего оператора.
О начале остановки заблаговременно предупреждают связанные
с данной установкой подразделения завода и пожарную охрану.
До остановки подготовляют и проверяют устройства, связанные
с процессом остановки. 1 ' • .
Пропарку и промывку отдельных аппаратов производят в
строгом соответствии с инструкцией по эксплуатации уста-
новки.
124
При ремонте доступ внутрь аппарата разрешается только
после пропарки, промывки и получения положительных резуль-
татов анализа воздуха, взятого из аппарата.
На многих установках пропарка является одной из важней-
ших операций. Ее необходимо проводить по инструкцйи, в ко-
торой указаны порядок и последовательность всех необходимых
работ.
После пропарки в зависимости от указаний либо дополни-
тельно пропаривают отдельные аппараты с последующей про-
мывкой, либо аппараты промывают.
Из промытого аппарата для, анализа берется проба воз-
духа. Если в воздухе содержатся вредные примеси повышенной
концентрации, промывка Продолжается до тех пор, пока не бу-
дут получены положительные результаты. После этого началь-
ник установки или другое ответственное лицб дает разрешение
на открывание люков.
Если на аппарате имеется несколько люков, то их нужно
открывать, начиная с верхнего; при наличии одного люка необ-
ходимо открыть в верхней части аппарата один штуцер, после,
чего можно открывать люк. ' -
. После открытия люков проводят повторный анализ воздуха,
последнего приступают к внутреннему осмотру аппарата. В про-
цессе осмотра заполняют типовую дефектную ведомость, кото-
рую передают руководству установки или цеха на утверждение,
а затем в ремонтную группу на исполнение. О результатах
осмотра составляют акт. ,
Все эти работы производят с, соблюдением правил техники
безопасности и противопожарных мероприятий.
Особое внимание при эксплуатации резервуаров должно быть
обращено на поддержание их герметичности и предупреждение
течи в корпусе и днищё, которые при обнаружении устраняются
немедленно, наложением аварийной бензостойкой замазки (аце-
тон + целлулоид + алюминиевая пудра + тальк).
В случае появления течи в сварных швах корпуса и днища
перед ремонтом резервуар освобождается от продукта. Течь в
днище может быть вызвана неравномерной осадкой основания
резервуара, поэтому, необходимо тщательное наблюдение за
осадкой фундамента резервуара. .
Во избежание размыва основания следует тщательно сле-
дить за состоянием отмостки откосов и чистотой кювет канали-
зации вокруг резервуара.
Для зачистки резервуаров широко применяют механические
скребки, лопаты, специальные передвижные вакуум-установки и
автоматически действующие промывочные приборы- (гидромо-
ниторы). При смене нефтепродуктов в резервуаре последний
должен быть тщательно зачищен. Зачистку резервуаров после
хранения светлых нефтепродуктов допускается выполнять только
125
деревянными лопатами, неметаллическими щетками, метлами,
ветошью и т. п.
Пребывание в резервуарах персонала, производящего за-
чистку, разрешается только в противогазах и спецодежде.
Во избежание замерзания воды в арматуре и гарнитуре ре-
зервуара и нарушения нормальной эксплуатации перед началом
осенне-зимнего периода и зимой, воду из него необходимо уда-
лять.
Для отогрева оборудования следует применять пар или меш-
ки с горячим песком.
В’ целях предотвращения переполнения резервуара необ-
ходимо строго следить за высотой уровня при наливе. Положе-
ние уровня с учетом расширения нефтепродукта при повышении
температуры, определяется недоливом 3—5% емкости резер-
вуара.
Неплотности в крышах, являющиеся причиной потерь лег-
ких фракций, продуктов, следует устранять немедленно.
Перед сливом продукта из рёзервуара подтоварную воду (
осторожно выпускают через сифонный кран в канализацию. От-
стоявшиеся от воды и механических примесей темьТые нефтепро- >
дукты извлекают из верхних слоев при помощи подъемных труб.
Нефтепродукт, оставшийся ниже приема всасывающего тру- >
бопровода, откачивается насосом через люк. .у
Резервуар, освобожденный от продукта, после открытия верх-
них и нижних люков и лдзов, тщательно вентилируется и про-
паривается, в случае отсутствия пара резервуар подвергается,
двукратному заполнению водой.
Резервуары должны быть снабжены средствами пожароту- ч
шения.
Средствами пожаротушения являются пена, пар и вода. Для
получения пены применяют порошки, состоящие из кислых и
щелочных солей и стабилизирующего вещества, которые после
смешения с водой в пеногенераторе образуют стойкую пену,
подводимую через рукавную линию, в пеносливную камеру,
установленную на резервуаре.
Воздушно-механическая пена представляет собой механи-
ческую смесь воздуха, воды и пенообразователя, образуется
путем перемешивания водного раствора пенообразователя с
подсасываемым воздухом на специальном оборудовании.
Тушение распыленной водой осуществляется через стацио-
нарные распылители: щелевые (бортовые) и дефлекторные. При-
меняется для резервуаров емкостью до 1000 ж3. Тушение паром,
перегретым или насыщенным (предпочтительно последним),'ре-
комендуется при соответствующей мощности паросилового хо-
зяйства.
Резервуарное оборудование. При осмотре оборудования не-
обходимо' проверять плотность фланцевых соединений, сальни-
126
ков, а также места присоединений арматуры к корпусу резер-
вуара, устраняя замеченные течи.
Дыхательный (механический) клапан. Не менее двух раз в
месяц летом и четырех раз зимой (при температуре воздуха
ниже 0°) необходимо очищать седла, тарелки, штоки от различ-
ных отложений и ржавчины щетками и ветошью, смоченными
в керосине.
Примерзшие к седлам тарелки клапанов и обмерзающие пре-
дохранительные сетки следует отогреть паром или мешками с
горячим песком. Чистку следует проводить при атмосферном
давлении.
Предохранительный (гидравлический) клапан. Залив жид-
кости в клапан и проверку уровня следует производить при от-
крытом замерном люке. Жидкость нужно менять два-три раза
в год. При обнаружении в клапане воды ее спускают через ниж-
ний кран указателя уровня.
Огнепреградители следует осматривать ежемесячно, одновре-
менно с дыхательными клапанами при температуре ниже 0° два
раза в месяц. Кассеты следует очищать от пыли и грязи, обду-
вая паром или промыв растворителями, не допуская обмерзания,
а поврежденные кассеты немедленно заменять.
Пенокамеры. Не менее двух раз в месяц необходимо прове-
рять наличие и состояние диафрагм, срочно заменяя испорченные.
Для защиты резервуаров с легкими нефтепродуктами от
нагрева солнечными лучами необходимо их периодически окра-
шивать. Для этой цели рекомендуются светлые краски (белые
и алюминиевые) с высоким коэффициентом отражения.
Защита стальных резервуаров от коррозии. В процессе экс-
плуатации в результате коррозии стальные резервуары разру-
шаются. Коррозии могут быть подвергнуты как внутренняя, так
и наружная стороны резервуара.
Для борьбы с коррозией, поражающей внутреннюю сторону,
применяют коррозионностойкие металлы (природнолегирован-
ные), цементные и пластмассовые покрытия, лаки и эмали.
Коррозия наружной стороны резервуара не отличается осо^
бой интенсивностью и может быть предупреждена защитой , на-
ружных поверхностей корпуса, крыши и стропильной системы
механически прочными и водонепроницаемыми лаками, метал-
лическими красками и перхлорвиниловыми эмалями. Способы
защиты днища резервуаров следующие:
а) применение нейтрализаторов (добавление в подтоварную
воду щелочей, нейтрализующих кислоты);
б) покрытие днища слоем торкрет-бетона толщиной 75 мм
(1 ряд) до 125 мм (2 ряда);
в) применение автономных анодов.
В последнее время для строительства резервуаров стойким
против, всех видов коррозии считается биметалл, т. е. двухслойный
127
лист, представляющий собой лист обычной углеродистой стали,
облицованный легированной листовой сталью.
Техника безопасности. Программой Коммунистической Пар-
тии Советского Союза предусматривается всемерное оздоровле-
ние условий труда, внедрение на всех предприятиях современных
средств техники безопасности и обеспечение санитарно-гигиени-
ческих условий, устраняющих производственный травматизм и
профессиональные заболевания.
, На каждом нефтеперерабатывающем заводе имеется служба
техники безопасности, работающая на основании правил, раз-
работанных Научно-исследовательским институтом по технике
безопасности и утвержденных Государственными органами.
Общее руководство техникой безопасности возлагается на
главного инженера предприятия, а проведение необходимых ме-
роприятий по технике безопасности и охране труда по отдель-
ным цехам, установкам, участкам — на руководителей перечис-
ленных подразделений. Работа лиц, ответственных за технику
безопасности, проводится под государственным, партийным и
профсоюзным контролем. Дирекция . предприятия обязана орга-
низовать изучение правил внутреннего распорядка предприятия,
инструкций по эксплуатации, правил техники безопасности,
-охраны труда и противопожарных мероприятий. Особенно подроб-
но* должны быть изучены правила техники безопасности на ра-
бочем месте общие и по индивидуальной защите рабочего. Ди-
рекция должна требовать от рабочих строгого соблюдения всех
требований техники безопасности, охраны труда и пожарной бе-
зопасности, проводить аттестацию, периодически проверять зна-
ния работающего персонала.
Работающий персонал обязан знать и соблюдать правила
внутреннего распорядка, техники безопасности и охраны труда,
пожарной безопасности и инструкции по эксплуатации.
Знание характера производства, правил эксплуатации, воз-
можных причин и источников воспламенений газов и жидкостей
в производственных или складских емкостях и помещениях, фи-
зико-химических свойств и показателей взрыво- и пожароопас-
ности сырья, растворителей и промежуточных продуктов произ-
водства в значительной степени облегчает усвоение правил тех-
ники, безопасности, способствует безаварийной^работе установки.
Несоблюдение правил внутреннего распорядка техники бе-
зопасности, противопожарных мероприятий, инструкций по
эксплуатации может служить причиной несчастных случаев я
аварий.
ГЛАВА 9
ОСНОВНЫЕ ФРАКЦИОНИРУЮЩИЕ АППАРАТЫ,
ВЕРТИКАЛЬНЫЕ КОЛОННЫ И АППАРАТЫ
РАЗЛИЧНОГО НАЗНАЧЕНИЯ
к '
Обычцо к этой группе относят вертикальные аппараты,
снабженные большим числом тарелок, на каждой из кото-
рых происходит процесс тепло- и массообмена, сопрово-
ждающийся однократным испарением и конденсацией.
В одних аппаратах движение1 складывается из прямоли-
нейного движения газовой фазы и вертикального и горизонталь-
ного движения жидкости, в других — среды движутся по винто-
вой линии от центра к периферии и от периферии к центру.
Количество и взаимное расположение внутреннего оборудо-1
вания зависят от технологических требований.
В ректификационных колоннах ’можно выделить следующие
части или секции:
испарительную — где осуществляется ввод продукта, испа-
рение легких фракций и опускание тяжелых фракций в нижнюю
Часть колонны;
верхнюю — концентрационную (обогащающую или укрепляю-
щую) ;
отпарную— (внутреннюю или выносную), где происходит
дополнительное отделение легких нестабильных фракций от го-
тового продукта (в случаях отбора готовых продуктов с проме-
жуточных тарелок);
отгонную — где происходит отгон легких фракций,’увлечен-
ных жидкостью, стекающий с нижней тарелки концентрационной
части;
• нижнюю, служащую емкостью тяжелых неиспарившихся
фракций, откачиваемых насосом.
В зависимости от рабочих условий ректификационные ко-
лонны подразделяются на колонны избыточного давления, атмо- ’
сферные (рис. 68) и вакуумные (рис. 69).
КОНСТРУКЦИЯ И ТИПЫ ТАРЕЛОК
Основным промышленным типом ректификационных устройств
являются барботажные тарелки; по своей конструкции они раз-
деляются на следующие типы:
9 Зак. 299
129
/
колпачковые (с туннельными — желобчатыми полуцилиндрй-
ческими, прямоугольными и S-образпыми, а также капсульными
колпачками);
ситчатые и решетчатые;
ПоА-А
По 6-6
По П~П
А
б
Вывод
мазута
Вывод
газойля
Ввод горячей,
нвсрти
Слив с тарелки
N4
—Ф3500-
Рис. 68. Атмосферная колонна с 23-мя тарелками, отбойником и
защитными листами:
/ — ребро отбойника; 2 — полоса отбойника; 3 — защитный лист из легированной
стали; 4 —решетчатый отбойник.
Ввод
орошения
Вывод
лигроина
Линия
разъема
Ввод
горячей нефти
По 1-1 Ввод горячей
струи
^Оси колпачков
каскадные;
тарелки под насадку.
Наиболее распространены колпачковые тарелки. В последнее
время все шире начинают внедрять ситчатые и решётчатые.
130
Для нормальной работы барботажных тарелок пути, на
которых происходит массо- и теплообмен, должны быть воз-
можно более длинными, а гидравлические сопротивления на всех
участках тарелки одинаковыми. Степень
ров должна быть достаточной, а их
распределение по всему сечению тарелки
равномерным.
Эти условия могут быть обеспечены
правильной конструкцией колпачка,
строго горизонтальным положением та-
релки, одинаковым (на данной тарел-
ке) погружением колпачков в жидкость,
достаточной величиной гидравлических
затворов и правильным расположе-
нием подачи и слива жидкости на та-
релках.
При конструировании тарелки необ-
ходимо стремиться к тому, чтобы жи-
вое сечение ее (суммарная площадь про-
резей) было наибольшим, потери напора
при движении сред минимальным, унос
капель жидкости не должен быть интен-
сивным. Тарелка должна быть удобна
в изготовлении, монтаже и эксплуа-
тации, а также экономична, т. е. удель-
ный расход металла или другого мате-
риала (вес 1 м2 тарелки) должен быть
минимальным.
Применяемые колпачковые тарелки,
в различной степени удовлетворяют пе-
речисленным требованиям, однако до сих
пор не разработана конструкция, кото-
рая одновременно обладала бы всеми
достоинствами..
Поэтому при выборе тарелки длядан-
раздробленности па-
Рис. 69. Вакуумная ко-
лонна:
/ — отбойник; 2 —изоляция;
3 —ребро жесткости; 4 — пло-
щадка.
ного процесса необходимо учитывать
особенности процесса, достоинства и не-
достатки каждой конструкции.
Одинаковая длина путей наилучшим
образом обеспечивается на тарелках с
колпачками желобчатого типа — одно-
сливные (рис. 70) и двухсливные (рис. 71). Тарелки этого типа
широко применяют в технологических процессах несмотря на
ряд существенных недостатков.
Достоинствами тарелок этого типа являются:
технологичность, т. е. изготовление их сравнительно неслож-
но, и практически не зависит от диаметра колонны; облегченные
9*
131
условия типизации деталей позволяют без больших расходов
организовать создание фонда запасных частей;
возможность достаточно быстрого монтажа тарелки, смены
колпачков и желобов при ремонтных работах;
4 возможность монтировать пять-шесть тарелок через один
люк, что уменьшает число люков в корпусе колонны;
упрощенные металлоконструкции для обслуживания колонн;
при выполнении деталей ттз среднелегироваиных или высоко-
легированных сталей тарелка может быть применена для сред
различной степени агрессивности;
сравнительная жесткость желобов и колпачков позволяет
применять их в аппаратах диаметром до 3,0 м без промежуточ-
ных опор (односливные) и в аппаратах с диаметром до 6,0 м
с одной промежуточной опорой (двухсливные).
По д-Н
Рис. 70. Разрезы части колонны
7 —колпачок; 2 — желоб; 3 — полужелоб; 4 — сегмен.
0 —опорный уголок; 9 — установочные коротыши; 10
установки колпачков; 13— шпилька
132
К недостаткам тарелок этого типа следует отнести:
сравнительно большой удельный расход металла (140—
160 кг стали на 1 м2 сечения колонны);
малое живое сечение колонны (9—11% от общего сечения);
значительное сопротивление прохождению паров (120—
150 мм вод. ст. на одну тарелку);
меньшая по сравнению с тарелками других типов степень
раздробленности;
чувствительность к загрязнениям и осадкам при переработ-
ке загрязненных или полимеризующихся продуктов;
чувствительность к перегрузкам и неравномерности поступ-
ления продукта.
Тарелки этого типа не рекомендуются к применению для
случаев четкой ректификации.
При монтаже колонн и ремонтных работах необходимо со-
блюдать указания на чертежах о положении планки, регулирую-
щей глубину погружения колпачков, оно различно для отдель-
ных зон одной и т,ой же колонны.
Общий вид атмосферной колонны с 23-мя односливными та-
релкдми с колпачками желобчатого типа приведен на рис. 68.
Несмотря на ряд недостатков, этот тип тарелок широко распро-
странен на действующих заводах. Односливные тарелки норма-
лизованы для аппаратов диаметром 1000—3400 мм.
содносливными тарелками желобчатого типа:
тный карман; 5—глухой сегмент; 6 — перегородка; 7 —гребенка;
— прямоугольная шайба; // — донышко колпачка; 12 — шпилька для
для прижима желобов; 14 — болт; 15—гайки»
133
Конструкция такой тарелки состоит из приваренных к кор-
пусу колонны сегментных карманов 4, глухих сегментов 5, к
которым приварены опорные уголки 8 с полужелобами 3, и пе-
регородок 6 с закрепленными на них гребенками 7. Эти детали
в середине колонны образуют свободное прямоугольное сечение,
которое перекрывается желобами 2 и колпачками 1. Желоба 2
укладываются в полукольцевые гнезда опорных уголков ^ снаб-
женных пазами, в которые для уплотнения закладывается асбе-
стовый шнур, пропитанный жидким стеклом.
Желоба’2 прижимаются к опорным уголкам 8 гайками через
прямоугольные шайбы 12. Колпачки ч 1 устанавливаются на
шпильках 14.
Глубина погружения колпачков в жидкость определяется по-
ложением колпачка 1 на шпильке 14 и гребенки 7 на перего-
родке 6.
При диаметре аппаратов свыше 3600 мм применяют двух-
сливные тарелки. В этих тарелках орошение подается на оба
Рис. 7.1. Двухсливная тарел
1 — карман сливной без отбора; 2 — сегмент
штейн; £ —пластина; 7 —угольник опорный:
бенка
134
сегментных кармана (с противоположных сторон), и жидкость
движется по направлению к середине аппарата, к центральному
сливу на каждую половину нижележащей тарелки, а от центра
к боковым сегментным карманам и т. д.
В случае необходимости промежуточного отбора продукта
штуцеры для отбора размещают в боковых сегментных карманах.
Тарелка желобчатого типа с боковым сливом изображена
на рис. 70. Ее конструкция состоит из двух односливных таре-
лок, у которых устройства для приема жидкости аналогичны
односливной тарелке, а устройства для слива располагаются на
центральной балке. Устройства для слива и приема, располо-
женные в центральной части аппарата, одновременно являются
несущей конструкцией (балкой) для одной или двух смежных
по высоте тарелок. На рис. 71 показана такая тарелка. Несу-
щая конструкция (балка) поставляется в сборе, устанавливает-
ся на болтах или при помощи сварки на. опорные кронштейны,
определяющие ее строгое горизонтальное положение.
Двухсливная тарелка так же как и односливная состоит из
приваренных к корпусу деталей, образующих в средней части
аппарата свободный проем прямоугольной формы. В эту часть
колонны устанавливаются сливные карманы 1 (для тарелок без
отбора), глухие сегменты 2, к которым приварены полужело-
ба 16 и опорные уголки 12.
По 4-4
ка желобчатого типа с боковым сливом:
глухой; 3 — полоса опорная; 4 — гребенка сливная; 5— кроп-
8 — колпачок в сборе: 9 — желоб; 10 — полужелоб; 11 — гре-
регулирующая; 12—-косынка.
135
5 г
Опорами для желобов, колпачков и сливных или приемных
устройств являются приваренные к корпусу детали и несущая
конструкция (балка).
На рис. 72 изображена двухсливная тарелка с централь-
ным сливом. Она отличается от других конструкций (рис. 71)
тем, что узлы и присоединения деталей тарелок, расположен-
ных одна над другой, неодинаковы, так как для обеспечения
слива нижняя несколько сдвинута относительно верхней, (см.
рис. 70).
Желоба, колпачки и регулирующие гребенки на двухслив-
ных тарелках, устанавливают так же', как на односливных.
Тарелки с S-образными колпачками. Широко распространены
тарелки, составленные из S-образиых элементов одиосливная
(рис. 73) и двухсливная (рис. 74). В них желоб и колпачок
представляют собой одну деталь, благодаря чему при монтаже
не требуется выверять положение колпачка относительно же-
лоба и проверять на барботаж.
Движение жидкости осуществляется в направлении, перпен-
дикулярном продольной оси
элемента.
Основными преимущества-
ми тарелок этого типа являют-
ся:
большая жесткость профи-
ля, что позволяет изготовлять
детали из листовой стали ма-
лой толщины — 1,5—2 жж;
малый удельный расход ме-
талла (72 /сг/ж2 для колонн
диаметром до 1,6 ж и 50 /сг/сж2
для колонн диаметром до
4,0 ж);
малая трудоемкость работ
по изготовлению, монтажу и
ремонту;
возможность применения
тарелок без промежуточных
опор в аппаратах диаметром
до 4 ж;
незначительная чувствитель-
ность к неравномерности за-
грузки и допустимость значи-
тельных перегрузок режимного
характера;
при изготовлении деталей
из среднелегированных или вы-
соколегированных сталей та-
Рис. 72. Двухслив
/ — балка центральная; 2 —сегмент глухой;
опорный; 5 —колпачок
136
релка может быть применена для сред различной степени агрес-
сивности.
К недостаткам тарелок этого типа следует отнести:
малое живое сечение колонны (11 —12% от общего сечения);
значительное сопротивление прохождению паров (не мень-
шее, чем у тарелок желобчатого типа), что делает нежелатель-
ным их применение для колонн, работающих под вакуумом;
чувствительность к загрязнениям и осадкам при переработ-
ке загрязненных или полимеризующихся продуктов.
Секционные чугунные тарелки с тунельными колпачками
прямоугольного сечения (рис. 75) по своим достоинствам и не-
достаткам близки к описанным видам тарелок. Они находят
ограниченное применение вследствие большого удельного расхо-
да металла (до 200 /с г/ж2 сечения колонны) и сложности монта-
жа в случаях переработки корродирующих продуктов.
Конструкция рассматриваемой тарелки состоит из следую-
щих основных частей: одного кармана гидравлического за-
твора I, одного сливного кармана II, двух сегментов III и трех
секций тарелки IV. Колпачки 1 имеют внутри'обработанные по
плоскостям ребра, которыми они центрируются на ниппелях.
Установленные колпачки сверху прижимаются уголками при
По ББ ВВ
ная тарелка желобчатого типа с центральным сливом;
3 — полоса: 4 — гребенка сливная; 5— кронштейн; 6 —перегородка; 7 —ребро; 5 —угольник
в сборе; 10 — же^об; /У —полужелоб; /2— гребенка регулирующая.
>37
По A A
Рис. 73. 'Односливная S-Образная ;тарелка:
д —общий вид, б —схема сборки таре.лки; 2 — ребро; .2 —доимш&а
Помощи ввернутых 6 тело тарелки шпилек. Сливные стаканы 2,
обработанные буртиком на прокладке, устанавливаются на об-
работанные выступы на сливном кармане II.
Тарелка 3 устанавливается на опорном кольце 4 из полосо-
вой или угловой стали. Зазор между корпусом аппарата и бор-
том тарелки плотно забивают асбестовым шнуром и сверху
заполняют специальной массой, состоящей из двух частей свин-
цового глета, двух частей свинцового сурика, трех частей жид-
кого стекла, одной части натуральной олифы и одной части ас-
беста. Поверх набивки укладывают разрезное кольцо, которое
По А А
Рис. 74. Двухсливная S-образная тарелка.
139
Узел Д
Рис. 75. Чугунная тарелка с прямоуголь-
ными колпачками:
/ — колпачок; 2 — сливной стакан; 3 — тарелка;
-/ — опорное кольцо; / — гидравлический затвор;
// — сливной карман; ///—сегменты; /И —секции
тарелок.
прижимают болтами-крюками. Уровень тарелки выверяют при
помощи установочных болтов (на чертеже не показаны).
Тарелки с круглыми колпачками. Тарелка (рис. 76) пред-
ставляет собой диск из листовой стали, в котором высверлены
отверстия диаметром 76 мм для установки при помощи раз-
вальцовки патрубков-ниппелей. Ниппели обычно делают из об-
резков бесшовных труб с толщиной стенки 3 мм. Верхние торцы
ниппелей должны находиться в одной горизонтальной плоскости.
Узел сборки колпачка
Рис. 76. Тарелка с круглыми колпачками.
Высота ниппеля выдерживается согласно чертежу и допускам,
приводимым в технических условиях, так как при неодинаковых
проходах между верхом ниппеля.и колпачка и неодинаковой
глубиной погружения колпачка в жидкость в местах наимень-
шего сопротивления движению паров появляются интенсивные
потоки, в результате чего участки тарелки с большими сопро-
тивлениями не работают.
Размеры допусков в технических условиях зависят от требуе-
мой четкости ректификации. Так как установки ниппелей —
весьма трудоемкая операция, то ужесточение допусков должно
141
Рис. 77. Индивидуальное крепление
круглого колпачка:
У —гайка; 2 — шайба; 3 — колпачок; 4 —нип-
пель; 5— болт М12; б —скоба.
быть оправдано экономической целесообразностью удорожания
изготовления. Обычно принимают следующие отклонения от го-
ризонтальной плоскости: при групповой независимой подвеске
колпачков ±3—4 мм, при индивидуальном креплении ±2 мм.
При таких допусках возможна разность высот колпачков для
первого случая 6—8 мм, а для второго случая 4 мм. При жест-
ких требованиях к четкости ректификации устанавливают до-
пускаемую разность между высотами колпачков 1,5 мм, что со-
ответствует допуску на горизонтальность ±0,75 мм. Тарелка
может быть установлена при
помощи приварки диска к кор-
пусу (жесткое крепление).
Недостатком такого креп-
ления является то, что возмож-
ны коробления или отрыв та-
релки при температурных де-
формациях. Для предупрежде-
ния этого явления диск снаб-
жается бортом и тарелка сво-
бодно опирается на кольцо,
приваренное к корпусу'аппа-
рата., Зазор между бортом та-
релки и корпусом заполняется
так же, как у чугунных сек-
ционных тарелок.
Круглый колпачок (чугун-
ный или стальной штампован-
ный) выполняется двух ви-
дов — для групповой и инди-
видуальной подвески. При групповой подвеске колпачки гир-
ляндой крепятся на несущий уголок, который устанавливается
на привариваемые к корпусу аппарата кронштейны (см. рис. 76).
Для индивидуального крепления к колпачку изнутри привари-
вают фасонные ребра, которые одновременно центрируют и фи-
ксируют высоту установки колпачка, и прижимают колпачок
к ниппелю при помощи болта через специальную скобу
(рис. 77).
Достоинствами этого типа тарелок являются:
возможность получения живого сечения до
колонны;
меньшие потери напора при прохождении
120 мм вод. ст. на одну тарелку);
меньший удельный расход металла (120—150
колонны);
возможность применения для четкой ректификации.
К недостаткам тарелок этого типа следует отнести:
трудность создания одинаковых путей жидкости на тарелке;
20% сечения
паров. (80—
кг/м2 сечения
142
сложность изготовления и установки диска тарелки в строго
горизонтальном положении;
сложность уплотнения между корпусом и диском;
трудоемкость первоначального монтажа и выверки равномер-
ности погружения колпачков в жидкость;
Рис. 78. Ректификационная решетчатая тарелка.
большая чувствительность к загрязнениям;
г необходимость во многих случаях устанавливать отдельный
люк для доступа на каждую тарелку;
ограниченные возможности типизации элементов тарелки
(нормализован колпачок).
Решетчатые тарелки этого типа могут быть изготовлены из
металлических или неметаллических полос или трубок, закреп-
ив
ленных в каркасе тарелки, или из листовой стали с щелями
(рис. 78).
Решетчатые и ситчатые тарелки относятся к бесколпачко-
вым тарелкам. Барботаж осуществляется через тонкий слой
жидкости, поддерживаемой при определенном ее расходе под-
пором паров. Поэтому живое сечение тарелки находится в стро-
гом соответствии' с расходом жидкости и с колебаниями этого
расхода.
В общем случае этот вид тарелок характеризуется:
незначительным удельным расходом металла (40—60 кг)м2 се-
чения колонны);
малой потерей напора (15—40 мм вод. ст. на одну тарелку);
большим живым сечение колонны (до 40% и выше);
небольшим расстоянием между тарелками (80—300 мм);
144
малой чувствительностью к перегрузкам;
малой чувствительностью к влиянию отложений, что позво-
ляет увеличивать периоды между чистками.
Решетчатые тарелки применяют для четкой и сверхчеткой
ректификации, так как их конструкция позволяет сократить вы-
соту аппарата на 30—50%. Конструкция решетчатых тарелок
позволяет осуществить дополнительный подогрев или охлажде-
ние продукта на любой тарелке при помощи несложных приспо-
соблений.
В аппаратах нефтехимических производств при переработке
особо коррозионноагрессивных продуктов тарелки изготовляют
из специального стекла и других неметаллических материалов,
устойчивых против коррозии. Однако монтаж этих тарелок за-
труднителен; кроме того, их нельзя применять в тех случаях,
когда невозможно создать слой жидкости над ними (для бар-
ботажа) .
На рис. 79 изображена ситчатая тарелка, где стальной лист
с просечкой толщиной 1,5 мм закреплен на опорной конструк-
ции, определяющей живое сечение колонны. Отбортовка щелей
способствует перемещению жидкости по винтовой линии в на-
правлении от периферии к центру и от центра к периферии. Та-
кую тарелку часто выполняют вместе с расположенным над ней
(на расстоянии 12—15 мм) отбойником, который представляет
собой такой же настил, как и тарелка, но просечки в нем на-
правлены в нужную для данного участка колонны сторону.
РАСЧЕТ ЭЛЕМЕНТОВ ТАРЕЛОК НА ПРОЧНОСТЬ
При тщательном изучении редких случаев обрыва отдельных
тарелок или их групп было установлено, что такие аварии про-
исходили вследствие износа несущих элементов под совместным
воздействием коррозии и эрозии. Металлическая тарелка испы-
тывает небольшие напряжения, так как работает под малыми
нагрузками, и размеры элементов приходится назначать не по
расчету, а по конструктивным соображениям с учетом износа,
коррозии и эрозии.
При конструировании тарелок с круглыми колпачками необ-
ходимо учитывать, что крепление диска тарелки к корпусу ап-
парата не должно быть жестким, так как диск разогревается
раньше корпуса, а при установившемся режиме температура
стенки корпуса несколько ниже температуры диска. Поэтому
требуются компенсационные устройства. Величина необходимой
компенсации определяется расчетом. Она зависит от коэффи-
циентов термического расширения материала корпуса и диска
и максимально возможной разности температур диска тарелки
и стенки корпуса. Определив величину компенсации, конструи-
руют компенсационное устройство,
10 Зак. 299
Так как диск тарелки должен занимать строго горизонталь-
ное положение, то поэтому принятую толщину диска проверяют
на изгиб. Расчетная нагрузка на диск составляется из собствен-
ного веса диска, веса колпачков и ниппелей, а ,также слоя жид-
кости на тарелке в рабочем положении. Разность давлений ме-
жду рассчитываемой и нижележащей тарелкой в расчет можно
не принимать. Перечисленные нагрузки рассматривают как рав-
номерно распределенные. Вес колпачков и крепежных деталей
учитывают в зависимости от способа их подвески: при индиви-
дуальной подвеске вес колпачков, а также вес установленных
деталей рассматривают как равномерно распределенную нагруз-
ку, а при групповой подвеске — как сосредоточенную, прихо-
дящуюся на одну стойку и расположенную в месте ее установ-
ки. По этим нагрузкам плиту проверяют на допустимый по тех-
ническим условиям прогиб, величина которого определяется
величиной допустимой разности погружения колпачков в жид-
кость. При групповой подвеске колпачков нужно знать прогиб
плиты для более точного определения веса находящейся на
тарелке жидкости. В этом случае имеет значение прогиб элемен-
та (уголка), несущего колпачки. Его определяют по допускае-
мому отклонению глубины погружения колпачков, рассматривая
как балку, лежащую на принятом числе опор (стоек) и нагру-
женную равномерно распределенной нагрузкой от собственного
веса, веса уголку; колпачков и крепежных деталей. При расчете
плиты уголка должно быть учтено ослабление сечения, выреза-
ми для прохода паров и отверстиями для болтов.
Могут встретиться следующие расчетные случаи:
1) при малых диаметрах аппарата диск тарелки восприни-
мает все нагрузки как плита, ослабленная вырезами и опертая
по периметру;
2) при больших диаметрах аппарата диск работает как уси-
ленная ребрами (балками) плита, ослабленная вырезами и
опертая по периметру, либо как разрезная плита, ослабленная
вырезами и лежащая на опорном кольце и балках.
Для первого случая рассмотрим расчет диска тарелки с круг-
лыми колпачками колонны диаметром 1200 мм при индивиду-
альной подвеске колпачков.
Определим исходные данные для расчета:
1. Живое сечение Л составляет 15% сечения колонны F
п. 1 92
/^ОДб/7; ^-^- = 1,13 м2\
4
Л = 0,15-1,13 = 0,17 ж2
2. Диск опирается на опорное кольцо, приваренное к кор-
пусу аппарата; зазор между стенкой аппарата и диском при-
нимаем 25 мм\ тогда диаметр диска Z)9 будет равен 1150 мм,
146
3. Принимаем, что ниппели изготовлены из труб 76x3 высо-
той 90 мм; тогда сечение одного ниппеля
f = = я,°-0762 = 0,00384 м1
'4 4
4. Общее количество колпачков на тарелке
О 0,17
" ~ f ~~ 0,00384 — 45 ШТ‘
5. Вес одного штампованного колпачка 0,965 кГ; вес одного
ниппеля 0,505 кГ; вес крепежных деталей для одного колпачка
0,22 кГ; тогда вес одного комплекта колпачка равен 0,965 +
+ 0,505 + 0,22 = 1,69 кГ.
6. Вес 45 колпачков равен 1,69X45 = 76 кГ.
7. Обычно толщину диска принимают в пределах 8—12 мм;
для расчета принимаем собственный вес диска с учетом вырезов
для ниппелей и сливных устройств 64 кГ.
8. Вес незаполненной жидкостью тарелки составит 76 + 64 =
= 140 кГ, тогда удельная нагрузка
А = 0,0134
9. Жидкость на тарелке поддерживается слоем высотой
80 мм; поэтому удельная нагрузка /?2 = 0,008 кг/см2.
10. Полная удельная нагрузка
р = pi + р2 — 0,0134 + 0,008 = 0,022 кГ/см2
11. Расстояние между колпачками принимают в пределах
145—180 мм; наибольшее количество колпачков в одном ряду
при данном диаметре может быть 7 шт.
12. Коэффициент ослабления сечения диска вырезами
Толщина диска з определяется по, формуле для расчета круг-
лой плиты/ нагруженной равномерно распределенной нагрузкой
р кГ/см2 при условии незначительного прогиба
$ = 0.1/ + 2с см
д V <WP
где К — коэффициент, принимаемый для данного случая рав-
ным 0,3;
2с— прибавка на двустороннюю коррозию, см;
Ф—коэффициент ослабления вырезами;
о|13 — допускаемое напряжение для данных условий»
10* 147
Подставляя значение, получаем
s-,15/ransS+2'°’2-<,’4+0’4=<)'8 “
Принимаем толщину диска 8 мм.
Для второго случая рассмотрим расчет диска тарелки с
круглыми колпачками колонны диаметром 4000 мм при индиви-
дуальной подвеске колпачков. Определим исходные данные для
расчета:'
1. Составляем расчетную схему. Принимаем две опорные
балки с расстоянием между ними 1200 мм и определяем длину
балок;, длина может быть взята по таблице, как длина хорды,
отстоящей от центра на данном расстоянии, в нашем случае эта
длина
ЛС = /ОЛ2 —ОС2 = /2002 — 602 = 190 см
АВ—2АС= 190 -2 = 380 см
2. Живое сечение Л принимаем равным 16% от сечения
колонны F
тт • 4-2
Fi = 0,16Л; F = == 12,56 л/2; -
/ \ 4 ’ ’
= 0,16.12,56 « 2,0 ж2
3. Диаметр диска будет равен 3950 мм, он имеет несколько
сварных швов, поэтому в расчет необходимо ввести коэффи-
циент прочности сварного шва ср, который можно принять
равным 0,9.
4. Сечения и вес колпачков и ниппе’лей принимаем такими
же, как и для первого случая.
5. Общее количество колпачков п будет равно
2>° код
f ~~ 0,00384 520 UIT*
-6. Вес 520 колпачков в сборе 880 кГ.
7. Собственный вес диска (нетто) 820 кГ.
8. Собственный вес опорных балок 200 кГ.
9. Общий вес незаполненной жидкостью тарелки составит
880 + 820 + 200=1900 кГ. Тогда удельная нагрузка
А = = кГ/см?.
10. Удельная нагрузка от слоя жидкости высотой 80 мм
составит /72 = 0,008 кГ/см2.
И. Полная нагрузка p = Pi+p2 = 0,0164 + 0,008 = 0,025 кГ1см2.
12. Грузовая площадь на одну балку составит 380*120 =
= 45 600 см\
148
13. Полная нагрузка на балку Q = 0,025 • 45 600= 1140 кГ.
14. Толщина диска определяется как толщина круглой пли-
ты, вписанной в контур опор; для данного случая максимальный
диаметр вписанного круга Дд=1400 мм.
15. На этом диаметре можно расположить 9 колпачков; ко-
эффициент ослабления вырезами
Балку рассчитывают на изгибающий момент
.. QI 1140-380 1К. „
, .... — 54150 кГ' см
О о
где /=ЛБ = 380 см (см. выше),
при
аиз = 1200 кГ/см2
Необходимый момент сопротивления
Л4ив 54150 л с q
IF = —и. = = 45 см3
оид 1200
По полученному моменту сопротивления выбираем профиль
балки или, если это необходимо, конструируем сварной профиль.
Полученный или принятый профиль проверяем на прогиб
f_____5_ QP
1 ~ 384 ' EI
Для несущих балок тарелок
I 250
Толщину диска определяют так же, как и для первого
случая:
, / Кр / 0,3 • 0,0025
з=£>д1/ —— + 2с =1401/ + 2 - 0,2 = 0,5 + 0,4 = 0,9 см
V °идФФ1 F 1200 • 0,51 • 0,9 1 1
Принимаем s= 10 мм.
Для аппаратов большого диаметра (более 4,5 м) экономи-
чески целесообразно применение балок, несущих нагрузку по
верхнему и нижнему поясам, т. е. балок, воспринимающих на-
грузку от двух смежных по высоте тарелок. В этих случаях
высоту балки принимают равной расстоянию между тарелка-
ми. Профиль балки конструируется таким образом, чтобы его
149
элементы являлись не только опорными, но и выполняющими
определенные технологические функции, т. е. служили гидрав-
лическими затворами, карманами и пр.
ЭКСПЛУАТАЦИЯ АППАРАТОВ.
ТЕХНИКА БЕЗОПАСНОСТИ •
Эксплуатация аппаратов. На одной и той же установке ап-
параты с тарелками могут служить для выполнения различных
технологических процессов, т. е. как испарители, ректификаци-
онные колонны, абсорберы, стабилизаторы и пр.
Каждый из них эксплуатируется по отдельным правилам,
определяемым инструкцией по эксплуатации.
Выше были приведены общие указания по эксплуатации вер-
тикальных цилиндрических аппаратов. Большинство этих ука-
заний полностью применимо к аппаратам с тарелками. При
эксплуатации аппаратов с тарелками особо необходимо строгое
соблюдение правил эксплуатации, так как во многих случаях
эти аппараты являются основными и непбладки в их работе
приводят к остановке всей установки.
Эксплуатационный персонал должен быть хорошо знаком
с технологической схемой установки, режимом работы каждого
аппарата — пределом колебания температуры в различных ча-
стях, подлежащих контролю (верхней, нижней, сырьевой, кубо-
вой и др.), технологическими способами регулирования темпе-
ратуры в каждой части, допустимыми пределами колебания
давления, технологическими способами его регулирования, нор-
мальными уровнями в каждой части аппарата и способами ре-
гулирования. . 1
В период пуска следует строго выполнять указания о време-
ни подачи орошения, количестве его, о заполнении отдельных
частей колонн до предусмотренного уровня, проверке работы
регуляторов уровня в этих частях аппаратов, подготовке и про-
ведении холодной циркуляции и выводе установки на режим.
В период остановки пропарку ведут по схеме в течение 12 ч
и после установки заглушек.
Техника безопасности. Правилами безопасности эксплуа-
тации нефтегазоперерабатывающих заводов предусмотрены
следующие дополнительные требования к этой группе аппа-
ратов:
люки колонн и испарителей следует открывать после про-
парки и промывки аппарата в соответствии с производственной
инструкцией;
люки следует открывать, строго соблюдая последователь-
ность, начиная с верхнего. Перед открытием нижнего люка ис-
парителя необходимо пустить в него пар или иметь наготове
специальный шланг (на случай загорания кокса);
150
колонны или испарители можно вскрывать с разрешения на-
чальника установки.
Колонны или испарители, подготовляемые к очистке и ре-
монту, после освобождения от нефтепродуктов, должны быть
отключены от обвязывающих трубопроводов при помощи заглу-
шек.
Если боковые стены испарителя очищаются с люльки, то
люлька и трос перед каждой очисткой должны быть проверены
под двойной нагрузкой.
ГЛАВА 10
ТЕПЛООБМЕННЫЕ АППАРАТЫ
В зависимости от назначения теплообменные аппараты мо-
гут называться подогревателями, холодильниками, тепло-
обменниками и. конденсаторами.
ТЕПЛООБМЕННИКИ *
Теплообменники представляют собой обширную группу аппа-
.ратов, в которых происходит обмен тепла между двумя средами,
при этом тепло переходит от одного теплоносителя к другому.
Така^ передача тепла может происходить:
1) между жидкостью и парами ( в пародистиллятных тепло-
обменниках) ;
2) между двумя жидкостями (в жидкостных теплообменни-
ках, конденсаторах-холодильниках и т. п.);
3) между газами в воздушных экономайзерах (в воздухо-
нагревателях-рекуператорах или регенераторах).
По способу передачи тепла теплообменники относят к одной
из следующих групп:
1) поверхностные, в которых среды, участвующие в тепло-
обмене, отделены одна от другой стенкой (обычно металличе-
ской), являющейся поверхностью, теплообмена;
2) смесительные, в которых теплообмен осуществляется при
непосредственном соприкосновении сред. На нефтезаводах наи-
более широко применяются поверхностные теплообменники и,
в которых нагрев осуществляется посредством труб, стенок ап-
парата или плоских поверхностей (пластинчатые теплообмен-
ники) .
К первой группе теплообменников относятся аппараты, где
поверхностью нагрева является поверхность труб:
1. Кожухотрубные теплообменники состоят из
пучка труб, закрепленных в трубных решетках, которые заклю-
чены в общий кожух.
Один из теплоносителей циркулирует по трубкам, а другоц
в межтрубном пространстве.
15g
Конструктивно эти теплообменники разделяются на: однохо-
довые, в которых теплоноситель проходит параллельно по всем
трубам пучка (рис. 80, а);
многоходовые, в которых пучок труб разделен на несколько
секций (ходов), а теплоноситель проходит последовательно че-
рез все ходы (рис. 80, б);
батарейные, состоящие из нескольких теплообменников, со-
единенных последовательно;
Рис. 80. Теплообменники жесткого типа:
а —одноходовые по корпусу; б —с плавающей головкой: в— с U-образными трубами;
г —с двойными трубами; д — с перекрестным током.
теплообменники с U-образными трубами (рис. 80,в), с двой-
ными трубами (рис. 80, г) и с перекрестным током теплоноси-
теля (рис. 80,<9).
2. Теплообменники «труба в трубе», состоят из
двух концентрически расположенных труб, в которых один теп-
лоноситель циркулирует по внутренней трубе, а другой по коль-
цевому пространству между трубами.
3. Конденсаторы-холодильник и, у которых по-,
верхность теплообмена (змеевики) погружена в сосуд с охла-
ждающей жидкостью (обычно с водой).
4. Подогреватели с паровым пространством —
обычно горизонтальные сосуды, в нижней части которых распо-
ложены один или два съемных трубных пучка. В трубные пучки
подается теплоноситель, за счет его тепла в корпусе происходит
испарение более легких продуктов, которые из верхней части
аппарата удаляются, а тяжелый остаток непрерывно выводится
через нижний штуцер, располагаемый за сливной перегородкой^
153
Теплообменники кожухотрубные с плавающей головкой. Эти
теплообменники, получившие наибольшее распространение на
нефтезаводах, применяются для нагрева или охлаждения чаще
всего жидких нефтепродуктов.
Процесс теплообмена в аппаратах этого типа осуществляется
следующим образом.
Поступив в распределительную коробку, жидкость проходит
по трубному пучку в плавающую головку, делает поворот и
Узел!
Рис. 81. Теплообменник одинарный
с плавающей головкой.
вновь возвращается. Причем более вязкая и загрязненная жид-
кость пропускается по трубному пучку.
Удлинение пути жидкости в межтрубном пространстве дости-
гается продольными вертикальными перегородками, позволяю-
щими получить теплообменник «многоходовой по корпусу».
Для очистки трубного пучка от загрязнений применяются
механические инструменты. Очистка межтрубного пространства
обычно выполняется химическими способами (средствами). Ко-
жухотрубный теплообменник с плавающей головкой (рис. 81)
представляет собой сборную конструкцию, основными элемен-
тами которой являются трубный пучок и корпус. Трубный пучок
одним концом жестко крепится к неподвижной решетке, дру-
гим— к плавающей головке, крышка которой соединена с труб-
ной решеткой при помощи полуколец (см. там же, узел I).
154
Плавающая головка вследствие независимого крепления ее
в корпусе имеет возможность перемещаться в осевом направле-
нии, не передавая тем самым на корпус возникающих в трубном
пучке напряжений.
Для снижения температурных напряжений в многоходовых
теплообменниках, при наружном диаметре корпуса более 700 мм
и значительных разностях температур на входе и выходе из пуч-
ка, подвижные решетки рекомендуется делать разъемными.
Рис. 82. Типы поперечных перегородок:
/ — для прямолинейного тока; // — для спирального тока жидкости; /// — для переменного
тока (сверху вниз); /И —для переменного тока (вправо —влево); У —для переменного тока
(от периферии к центру).
Количество ходов по трубкам при диаметре корпуса менее
500 мм равно двум, более 500 мм — четырем или больше. В меж-
трубном пространстве обычно принимают один поток.
В качестве промежуточных опор для трубного пучка исполь-
зуются поперечные перегородки (рис. 82).
В перегородках часто устраивают вырезы различной формы
для изменения тока теплоносителя в межтрубном пространстве,
направление которого указано стрелками.
Методы крепления труб в трубных решетках показаны на
рис. 83' (а, б, в, г, д, е, ж, з). Наиболее надежным способом,
обеспечивающим плотность соединения и легкость смены де-
фектных трубок, является развальцовка, проверенная на сталь-
ных, медных, латунных и алюминиевых трубках..
155
Для увеличения сопротивления вырыванию концы трубок
подвергают отбортовке, которая выполняется одновременно с
развальцовкой. Наличие канавок в гнездах также значительно
(в 1,5—2 раза) увеличивает сопротивление вырыванию. При
температурах более ^00° С трубы после развальцовки ' иногда
обваривают.
Степень развальцовки составляет обычно 15—30% толщины
стенки трубы (для высоких давлений).
Повышение этих пределов, вызываемое «перевальцовкой»,
может быть причиной снижения прочности и плотности соеди-
нения.
Рис. 83. Способы крепления труб в трубных
решетках (обозначения в тексте):
« — развальцовка в отверстиях с канавками; б — то же
с отбортовкой а, д, е — закрепление при помощи электро-
сварки; ж, з —заливка оловом.
В теплообменниках для низких температур медные трубки
закрепляют в бронзовых решетках посредством заливки оловом
(рис. 83, ж),
Если удаление завальцованных трубок затруднительно, их
отключают, забивая с обоих концов точеные металлические
пробки (нё рекомендуется заглушать более Шз^12%т2убок)^
Преимущество рассматриваемых теплообменников заключается
в возможности легкой замены пучка или извлечения его из кор-
пуса с целью очистки, ремонта или установки дополнительных
перегородок.
Недостатками считаются сложность конструкции (недоступ-
ность подвижной головки), трудность контроля во время экс-
плуатации, более значительный вес и стоимость единицы поверх-
ности нагрева в сравнении с теплообменниками жесткой кон-
струкции.
Основные размеры теплообменника с плавающей головкой
нормального ряда (по нормали МНП Н-458—53) приведены в
Приложении 6.
156
Теплообменники кожухотрубные жесткого типа (рис. 84)
применяются при сравнительно малой разности температур теп-
лообменивающихся сред (не более 50°С). При более высокой
разности температур напряжения, возникающие в корпусе и
трубках, могут нарушить плотность -соединения в местах раз-
вальцовки труб и теплоноситель из трубного пространства будет
проникать в трубный пучок (или наоборот).
Теплообменники жесткого типа в сравнении с другими кон-
струкциями проще, легче в изготовлении и дешевле.
Основной их недостаток — невозможность механической чи-
стки наружной поверхности трубок. Поэтому их применяют в
тех случаях, когда в межтрубное пространство вводится тепло-
носитель, не дающий отложений на стенках, не вызывающий
коррозии.
Рис. 85. Однотрубный теплообменник «труба в
а —из гладких труб; б —с оребренными трубами; в —крепление ребер закаткой;
158
Теплообменники с U-образными трубками применяют только
тогда, когда теплоноситель не вызывает загрязнения трубок,
чистка которых механическими средствами затруднена.
Применение U-образных трубок в кожухотрубных теплооб-
менниках позволяет при тех же габаритах значительно увели-
чить поверхность теплообмена благодаря увеличению поверх-
ности гнутых участков пучка и уменьшению зазоров между кор-
пусом и пучком.
Конструкция теплообменника для газа с трубным пучком
из U-образных трубок схематически показана на рис. 80, в. Эта
конструкция отличается простотой, легкостью изготовления и
ремонта в сравнении с теплообменниками с плавающей голов-
кой и такой же свободой перемещения трубного пучка в осевом
направлении.
Теплообменник «труба в трубе», конструкция которого пока-
зана на рис. 85, изготовляется
из отдельных элементов труб,
вставленных одна в другую, при-
чем внутренние трубы и наруж^
ные кольцевые соединяются по-
следовательно, Ьопуская полный
ттр'бтивотокх. На внутренних тру-
сах устанавливают ребра. Спо-
соб их крепления может быть
различным (см. рис. 85, в и 85, а).
Противоток и высокие скорости
турбулентного потока умень-
шают возможность отложений на
стенках .труб. В теплообмен-
никах «труба в трубе» хорошо
компенсируются температурные
деформации по сравнению с ко-
жухотрубными и теплообменни-
ками и снижается вес на единицу
передаваемого тепла.
Эти преимущества описывае-
мых теплообменников особенно
заметны при малых расходах, ко-
гда в кожухотрубных теплооб-
менниках получаются низкие ско-
рости и слабая эффективность
теплообмена.
К недостаткам теплообменни-
ков «труба в трубе» относят:
громоздкость конструкции и боль-
шой расход металла на 1 м2 по-
верхности нагрева. Механическая
159
чистка труб в этих теплообменниках исключается. Их можно
чистить лишь промывкой горячей водой и растворителями.
Чистка внутренних труб в теплообменниках с отъемными
двойниками возможна только с внутренней стороны.
Максимальная разность температур стенок внутренней и на-
ружной трубы в теплообменниках жесткого типа не должна пре-
вышать 70°С./При большой разности температур напряжения
мбтуГпревьГси!ь допустимые.
Для увеличения общего коэффициента теплопередачи наруж-
ные поверхности внутренних труб снабжают ребрами, в резуль-
тате чего коэффициент теплопередачи, отнесенный к поверх-
ности внутренней трубы, повышается на 50—80%.
Рис. 86. Теплообменники:
а — одинарный: б — строенный.
Теплообменники «труба в трубе» применяются для рабочей
среды с максимальной температурой в межтрубном простран-
стве 200° С и в трубном 450° С, при условном давлении в той и
другой зонах Ру = 25 кГ/см2.
Конструкция односекционного теплообменника показана на
рис. 86. а. строенного — на рис. 86,6. Наружные трубы (рис. 87)
завальцованы в передней и задней плитах, а внутренние прохо-
дят через решетку распределительной коробки и с задней сто-
роны соединяются между собой двойниками. Способ уплотнения
внутренних труб в отверстиях решетки и в соединениях с двой-
никами— резьбовое, без прокладок. Достигается это за счет
упругой деформации контактных поверхностей — шаровой у нип-
160
пеля трубы и конической у гнезда. Характеристика теплообмен
ников нормального ряда приведена в Приложении 7.
Рис. 87. Теплообменник «труба в трубе»:
/ — штуцер для входа теплоносителя; 2 —штуцер для выхода теплоносителя; 3 —штуцер для
входа продукта; 4 — штуцер для выхода' продукта; 5—распределительная коробка; 6 —труб-
ная решетка задней крышки; 7 —передняя трубная решетка распределительной коробки;
8 — задняя трубная решетка распределительной коробки.
В настоящее время разработана документация на теплооб-
менники с увеличенной поверхностью нагрева (ГОСТ 9929—61)
с плавающей головкой, схема которых показана на рис. 88.
Рис. 88. Теплообменник с увеличенной поверхностью обмена!
/ — крышка распределительной камеры; 2 —распределительная камера; 3 —трубная решетка
неподвижная; —кожух; 5—теплообменная труба; 6 — перегородка промежуточная; 7 —пере-
городка опорная; 3 —прокладка крышки кожуха; 9 — полукольцо; 10 — трубная решетка по-
движная; // — крышка кожуха; 12 — прокладка плавающей головки; /3 —крышка плавающей
головки; 14 — опора; 15— подкладки под опору; 16 — платформа; /7 —прокладка кожуха;
/3 —прокладка распределительной камеры.
Подогреватели с паровым пространством. Такие аппараты,
обычно горизонтального типа, применяют в качестве испарите-
лей нефтепродуктов, например остатка низа ректификационных
11 Зак. 299
161
колонн или нагревателей жидких нефтепродуктов. Подогревате-
ли состоят из цилиндрического корпуса, в днище которого вмон-
тированы один или два трубных пучка, аналогичные применяю-
щимся в теплообменниках. Конструкция подогревателя с паро-
вым пространством, и одним трубным, пучком показана на
рис. 89. Теплоноситель, обычно пар, подается в трубный пучок,
а нагреваемый нефтепродукт или остаток — снизу ректифика-
ционной колонны в нижнюю часть котла. При подогреве испа-
ряются более легкие нефтепродукты, пары которых возвра-
щаются в ректификационную колонну, а тяжелый остаток не-
прерывно выводится из подогревателя.
Трубный пучок располагается в нижней половине аппарата.
Для получения достаточной поверхности зеркала испарения
расстояние от уровня жидкости до верха корпуса аппарата дол-
Рис. 89. Подогреватель с паровым
/ — подвижная опора; 2 —неподвижная опора; 3 — овальные отверстия;
ская табличка; 7 —козырек;
162
жно быть не менее 0,35 внутреннего диаметра корпуса, а слой
жидкости над верхними трубками пучка не менее 100 мм.
Уровень жидкости в подогревателе и равномерный слив ее
по всему периметру регулируется перегородкой с зубчатой кром-
кой (рис. 89). Уровень жидкости за перегородкой поддержи-
вается автоматически посредством регулятора уровня, так как
при его изменении пары могут попасть в насос и нарушить его
работу. При повышении уровня подогреватель может перепол-
няться жидкостью, что также недопустимо.
Максимальная температура среды в корпусе не должна пре-
вышать 300° С, а в трубных пучках 400° С.
Для затаскивания трубного пучка в заднем днище корпуса
предусмотрен штуцер, а в перегородке люк, через которые про-
пускается тяговый трос. С целью предохранения трубок пучка
от эрозии- у входного штуцера установлен отражательный ко-
зырек.
пространством:
4 — муфты для мерных стекол; 5—муфты для регулятора уровня; 6 —завод-
5 —люк в перегородке.
11*
163
Для упрощения эксплуатации подогревателей и уменьшения
возможности пропуска пара иногда применяют подогреватели
с трубными пучками из U-образных трубок.
Характеристики некоторых подогревателей с паровым про-
странством приведены в Приложении 8.
Пластинчатые теплообменники. В последние годы в связи
с развитием газотурбинных двигателей и ряда химических про-
изводств стали применять пластинчатые теплообменники, обла-
дающие рядом преимуществ по сравнению с кожухотрубными.
Рис. 90. Схема пластинчатого теплообменника.
К этим преимуществам следует отнести:
возможность значительной интенсификации процесса тепло-
обмена;
малый удельный расход металла, что особенно важно при
выполнении аппаратов из легированных сталей или цветных
металлов;
возможность размещения в единице объема максимальной
поверхности теплообмена;
возможность перекомпоновки пакетов пластин для получения
оптимальной эксплуатационной характеристики аппарата;
широкие возможности нормализации узлов.
Для подогрева воздуха отходящими газами газотурбинных
установок изготавливают подогреватели с тонкими пластинами
из жаропрочной стали и поверхностью теплообмена до 5000 м2.
Для химической и нефтяной промышленности изготавливают
разборные пластинчатые теплообменники с пластинами, гофри-
рованными «в елку» (рис. 90).
Перекрестный противоточный теплообменник. Трубный пу-
чок такого теплообменника показан на рис. 91. Спирально на-
164
мотанные трубы легко воспринимают температурные удлинения,
что позволяет обойтись без плавающей головки.
Наиболее высокий, эффект теплообмена достигается в том
случае, когда теплообменники по корпусу и по трубкам выпол-
Рис. 91. Перекрестный противоточный теплообменник.
няются одноходовыми с противотоком. Конструкция позволяет
изготовлять теплообменник многоходовым по трубкам.
КОНДЕНСАТОРЫ и холодильники
Конденсаторы предназначены для конденсации паров нефте-
продуктов, а холодильники — для охлаждения тех или иных
жидких или парообразных нефтепродуктов до требуемой темпе-
ратуры. И те и другие состоят из трубчатых змеевиков, уста-
новленных в прямоугольные стальные ящики-резервуары, через
которые проходит проточная охлаждающая вода. Поэтому та-
кие теплообменники носят название погружных конденсато-
ров-холодильников, которые могут выполнять те и другие функ-
ции без каких-либо изменений. По конструкции трубчатой
поверхности все погружные конденсаторы-холодильники подраз-
деляются на змеевиковые с прямыми трубами или гнутыми от-
водами и секционные.
Широкое применение погружных конденсаторов-холодильни-
ков в нефтеперерабатывающей промышленности объясняется
простотой их конструкции, надежностью в эксплуатации, малой
чувствительностью к изменениям режима и перебоям в снаб-
жении водой, удобством чистки и ремонта, возможностью при-
менения для охлаждения засоленной воды, применением деше-
вых чугунных труб, длительным сроком службы установки. -
Недостатки погружных конденсаторов-холодильников: боль-
шие габариты, значительный расход металла на единицу пере-
даваемого тепла, малая интенсивность теплообмена, потеря теп-
165
лоты конденсации и охлаждения жидких нефтепродуктов вместе
с проточной водой.
Конструкции прямоугольных резервуаров применяются для
конденсаторов и холодильников погружного типа.
Их выполняют как без промежуточных перегородок, так и
с одной, двумя и более перегородками.
Стенки и днища соединяют стыковой электросваркой. Соеди-
нения укрепляют косынками, установленными с внутренней сто-
роны.
Вертикальные стенки соединяют под прямым углом и также
укрепляют косынками, а верхний борт резервуара укрепляют
бортовым угольником. Вертикальные стойки приваривают к
стенке прерывистым швЪм.
Стяжки выполняют по нормали Н517—51.
Охлаждающая вода подается в резурвуар снизу через кол-
лектор или отдельные вводы, а нагретая выводится сверху через
корыто, привариваемое вдоль стенки резервуара.
В змеевики или секции продукт поступает через коллекторы
или отводы, а вывод его из секции осуществляется через стенку
резервуара. Воду и грязь из резервуара сливают через отвер-
стие в днище, закрываемое пробкой.
Змеевиковые конденсаторы-холодильники погружного типа
представляют собой теплообменные элементы, выполненные из
труб. Трубы могут быть собраны в виде змеевика или секции,
которые устанавливаются в специальных резервуарах.
Конденсаторы-холодильники из прямых труб (рис, 92), Эти
аппараты собирают из чугунных или стальных труб на ру=
= 10 кГ/см2 и Z)y = 80—100 мм, на Ру=40 кГ/см2 из стальных
труб и Ру = 50—100 мм.
Чугунные трубы применяют при температуре не выше 120° С
и давлении не более 10 кГ1см2, а также при температуре не
выше 200° С и давлении не более 8 кГ/см2. Длина чугунных
труб 3 м, стальных 6 м. Те и другие имеют квадратные фланцы,
позволяющие при монтаже опирать фланец одной трубы на
фланец другой без специальных поддерживающих устройств.
Чугунные трубы с Ру=100 мм обычно собирают на деревянных
брусьях, уложенных на опоры из двутавровых стальных ба-
лок № 12 или № 14.
Трубы змеевиков соединяют литыми двойниками — чугунны-
ми при Ру=10 кГ)см2 и стальными при Ру = 40 кГ/см2. Сосед-
ние секции соединяют крутоизогнутыми двойниками или гнуты-
ми отводами.
Змеевиковые конденсаторы-холодильники из спиральнозам-
кнутых (гнутых) труб изготовляются для следующего ряда по-
верхностей охлаждения: 15, 30, 55, 65, НО, 130, 170 и 225 м2.
Пучки труб длиной 3 и 6 м собирают , из стальных труб £>у =
= 50 мм. Их сборку выполняют в соответствии с нор-
166
малью 418—50, а горизонтальные резервуары по нормали
Н517—50. На рис. 93 показана конструкция погружного^ хо-
лодильника с поверхностью охлаждения ПО м2ч собранного из
Рис. 92. Конденсатор-холодильник с прямыми трубами.
спиральнозамкнутых труб £>у = 50 мм. Змеевики крепят к карка-
су, установленному в резервуаре. Для облегчения монтажа чи-
стки и ремонта в змеевиках предусмотрен фланцевый разъем.
Минимальный шаг между, трубами достигается применением
крутоизогнутых двойников (калачей),
167
Прямоугольные резервуары изготовляют по нормали И 517—
51. В зависимости от габаритов трубчатой поверхности устано-
влены следующие размеры резервуаров: длина 4600, 7800 и
10 600 мм, высота 1700, 2000 и 2300 мм.
Рис. 93. Конденсатор-холодильник
со спиральнозамкнутыми трубками.
Секционные конденсаторы-холодильники ^применяют при зна-
чительных расходах продукта и низких давлениях и выпу-
скают по нормали .Н419—50 с характеристикой, указанной в
Приложении 9.
Секции конденсаторов с разрезной решеткой имеют 6 и 8 хо-
дов, секции холодильников 8 и 12 ходов, секции с неразрезной
решеткой 8 ходов. Общий вид нормализованной секции с 12 хо-
дами показан на рис. 94.
168
Секция имеет три трубные решетки: одну высотой 2040 мм
со стороны входа продукта и две высотой по 1020 мм с противо-
положной стороны. Такая конструкция позволяет верхней ре-
шетке свободно перемещаться относительно нижней при темпе-
ратурном расширении труб.
Количество ходов пучка секции определяется числом пере-
городок в крышках трубных решеток. Общий вид холодильника,
состоящего из нескольких секций, показан на рис. 94.
Рис. 94. Трубный пучок 12-ходовой секции холодильника:
/ — трубная решетка неразрезная; 2 — опорные решетки; 3 — крышка решетки; 4 — трубная
решетка разрезная; 5— крышка решетки; б —переход; / — ввод продукта; // — вывод продукта
При переработке сернистой нефти для предохранения дета-
лей секционных конденсаторов от коррозии хлористым водоро-
дом и сероводородом рекомендуется: изготовлять трубы из
оловянистой латуни (29% Zn и 0,5% Sn), решетки из стали с
наплавкой латуни, крышки из чугуна ,СЧ 32—52 покрывать ба-
келитовым лаком или фаолитом.
Барометрические конденсаторы. Применяются для создания
разрежения в вакуумных колоннах. Пары и газы отсасывают из
них вакуум-насосами или эжекторами.
Схема барометрического конденсатора показана на рис. 95.
Из колонны (не показанной на схеме) смесь паров и газа
поступает в конденсатор А через штуцер 1 и поднимается на-
встречу стекающей с полок холодной воде, подаваемой через
W9
трубу 2. Смесь конденсата и отработанной воды отводится по
трубе 6 в колодец, являющийся гидравлическим затвором.
Газы и пары, не успевшие сконденсиро-
Рис. 95. Схема баро-
метрического конден-
сатора:
1 — труба для входа паров;
2 —труба для входа воды;
3 — полки; 4 — труба для
выхода газов; 5— колодец-
водослив) с гидравличе-
ским затвором; б —баро-
метрическая труба;
Л— конденсатор смеше-
ния.
ваться, отсасываются вакуум-насосами или
эжекторами.
Из конденсатора А жидкость будет не-
прерывно вытекать только при условии,
если высота барометрической трубы 6 не
менее столба воды, уравновешивающего
давление г атмосферы (10,336 м вод. ст.).
Практически барометрический конденсатор
устанавливают таким образом, чтобы рас-
стояние от уровня воды в колодце 5 до
уровня воды в конденсаторе было равно
примерно Им.
Конденсаторы воздушного охлаждения.
Воздушный конденсатор конструкции Ги-
пронефтемаша показан на рис. 96. Он имеет
вид шатра, наклонные стороны которого,
изготовленные из оребренных или гладких
труб, являются теплоотдающей поверх-
ностью. Для конденсаторов и холодильни-
ков светлых нефтепродуктов применяют
оребренные трубы диаметром 25 и 30 мм,
для мазута — гладкие стальные. Воздуш-
ным охлаждением технологических потоков
температура может быть снижена до 35° С.
Искусственную тягу создают осевыми вен-
тиляторами, расположенными в основании
шатра. В , Приложении 10 приведены срав-
нительные данные конденсаторов погруж-
ных и воздушного охлаждения для устано-
вок термического крекинга.
Как видно из характеристики, воздушные конденсаторы
имеют ряд существенных преимуществ в сравнении с погруж-
ными. К их числу следует отнести также возможность автома-
тического регулирования процесса охлаждения.
РАСЧЕТ ТЕПЛООБМЕННЫХ АППАРАТОВ
В процессе эксплуатации теплообменных аппаратов в их
элементах возникают усилия, на которые они должны быть
рассчитаны.
Общими элементами для многих видов кожухотрубных' теп-
лообменных аппаратов являются:
1) корпус с фланцами для крепления крышек;
2) трубный пучок теплообменника;
170
Рис. 96. Конденсатор воздушного охлаждения шатрового типа КВШ.
3) штуцеры, опоры и дренажные устройства;
4) приспособления для гидравлического испытания, монта-
жа и демонтажа пучка и корпуса.
В корпусе возникают усилия от внутреннего или наружного
давления, собственного веса и веса жидкости, разности, темпе-
ратур стенки корпуса и трубок.
В трубах пучка возникают усилия от внутреннего или на-
ружного давления разности температур корпуса и трубок, рас-
тягивающие, изгибающие и сжимающие усилия, а в решетках —
изгибающие под действием внутреннего или наружного давления,
усилия при развальцовке, от разности температур в разных зонах.
Основы расчета опор и соединений были рассмотрены ранее.
Величины и направления усилий зависят от типа теплообмен-
ного аппарата, рабочих условий, способов монтажа и демон-
тажа. *
Расчет корпусов и трубок теплообменников
типов ТП и ТЛ
Кроме рабочих условий, для расчета должен быть задан
диаметр корпуса; если он не задан, его следует определить в
первую очередь.
Исходя из заданной поверхности теплообмена, определяют
длину труб (6—9 ж), устанавливают схему их расположения
(по треугольнику или по квадрату) и по принятому шагу —
количество трубок.
Шаг между трубками, диаметры трубок и способы их распо-
ложения. В теплообменниках применяют трубки с наружным
диаметром dH=25 мм, толщиной стенки 2—3 мм и ^=19 мм,
толщиной стенки 1,5 мм. Если теплоносители вызывают большие
отложения и коррозию, то для облегчения чистки пучков при
ремонтах следует выбирать трубки dH=25 мм и более.
Для повышения эффективности теплообмена, что достигает-
ся созданием максимальных скоростей потока в межтрубном
пространстве, в корпусе теплообменника размещают максималь-
но возможное количество трубок при минимальном шаге между
ними и равномерном распределении их по сечению аппарата.
Широко применяется расположение трубок по вершинам
равносторонних треугольников (рис. 97), шестиугольников
(рис. 98), квадратов. Последний способ удобен для чистки на-
ружной поверхности трубок механическими средствами, но при
этом плотность размещения трубок уменьшается на 10—14%.
При расположении трубок по треугольнику или шестиуголь-
нику между элементами схемы имеются следующие зависи-
мости:
0 = 2а —1; S = 3«(a —1)4-1 или 2 = —4-1
172
где а — число трубок, расположенных на одной стороне шести-
угольника;
0— число трубок, находящихся на диагонали шестиуголь-
ника;
S—сумма всех трубок, размещенных в шестиугольном
пучке.
Однако, вследствие того, что часть площади трубной решет-
ки занята перегородками, необходимыми для образования хо-
Рис. 97. Расположение трубок теплооб-
менника по вершинам треугольников.
дов (потоков), и зазора-
ми между корпусом и
трубками, не представ-
ляется возможным раз-
местить то количество
трубок, которое получает-
ся по указанной выше
формуле. Реальное коли-
чество трубок на 1 м2 ре-
шетки будет
S — ут
Рис. 98. Расположение
трубок по схеме ше-
стиугольника.
Где у=0,70 —0,85 —коэффициент заполнения решетки; меньшее
значение у принимается для многоходовых
теплообменников малого диаметра;
т — количество трубок.
Количество трубок, располагаемых по вершинам квадрата,
определяется по формуле:
где £>н— наружный диаметр решетки, мм;
t — шаг между трубками, мм;
Количество трубок т, которое можно разместить на пло*
Щади трубной решетки аппарата с диаметром корпуса £>вн при
расположении трубок в вершинах равностороннего треугольника
173
со стороной t, определяют по формуле:
• « = 0.9-4^
а при расположении трубок а углах квадрата со стороной t
^0 = 0,8-^
Для определения числа трубок на 1 м2 решетки и величины
площади дтлиты f, приходящейся на одну трубку, можно пользо-
ваться табл. 15.
Число трубок на 1 м2 решетки
ТАБЛИЦА 15
Диаметр трубки мм Площадь см2 Количество трубок Диаметр трубки мм Площадь см2 Количество трубок
25 5,42 1849 30 7,79 1284
26 5,85 1710 31 8,32 1204
27 6,31 1586 32 8,87 1128
28 6,78 1474 33 9,43 1060
29 7,28 1373 34 10,01 999
Точное количество трубок определяют по чертежу решетки
и корпуса (в масштабе V4—V2); зазор между корпусом и край-
ней трубкой принимают не менее 10 юи.
Окончательный диаметр корпуса принимают по стандарту
на днища и корпуса^ По этому диаметру и заданным температу-
рам (корпуса YK и трубок /т) и давлениям (в корпусе рк и в
трубках рт) определяют толщину стенки s по формулам для
цилиндрического сосуда.
Если аппараты устанавливают один на другом или несколь-
ко на одном (батарея), то после определения всех весовых на-
грузок корпус проверяют на устойчивость сечения и, если не-
обходимо, снабжают нижние корпуса ребрами жесткости.
По принятой, согласно расчету, толщине материала опреде-
ляют площадь сечения стенки корпуса
, = Л (£>вн + 5) S см2
Под действием внутреннего давления трубки также растяги-
ваются и общее усилие Q, растягивающее корпус и трубки, бу-
дет равно: >
О = 7 (DBH - «4) + Pt 5 = Л -J {D3-nd^ + Pt - J
174
где ds — наружный диаметр трубок, мм;
dBa — внутренний диаметр трубок, мм;
п — принятое число трубок.
Площадь поперечного сечения стенок трубок
Напряжение растяжения, возникающее в корпусе и трубках
Q о
ак == ат = - р—Т а кГ/см2
гк т гт
усилие, растягивающее одну трубку q?
кР
и удельная нагрузка на вырывание трубки из гнезда составит
о = кГ/см
ndn ,
Эта. нагрузка может быть и большей и меньшей, чем при
определении по наибольшему одностороннему давлению; в рас-
чет следует вводить большее из полученных значений.
Температурные напряжения в корпусе и трубках. Процесс
теплообмена может происходить только при определенной раз-
ности температур, т. е. tK=f=t^; возможны случаи изготовления
аппарата с разными коэффициентами линейного термического
расширения ак и ат и модулями упругости Ек и Ет материалов
корпуса и трубок. •
Эти факторы будут вызывать термические усилия QT, кото-
рые в трубках равны
л ____ ДА (*^к^к <XjZT) . г
VT. т — — —
1 I / к
1 Т £т
Термическое усилие QK. т в корпусе по величине равно тер-
мическому усилию QT. т в трубках, но противоположно по зна-
ку, т. е.
Qk. т — Qt. т кГ*
Термическое напряжение в трубках
Ст. т = -р т кГ/см? '
' т
7
Термическое напряжение в корпусе
сгк<т = —кГ/см2
* к
Термическое усилие в одной трубке
т ==’ т/т
175
Суммарное напряжение в корпусе от действия внутреннего дав-
ления и термических усилий
Пс. к = °к + ак. т «Г/СМ2
То же в трубках - \
ос. т — ат т | * т / c^t2
Суммарная нагрузка на одну трубку от действия внутреннего
давления и термических усилий
^т. с f Л. т ^Г*
Суммарная удельная нагрузка на развальцовку
^сумм. — / СМ
В расчет необходимо вводить наибольшее значение, которое
будет получено при самом неблагоприятном сочетании условий
в процессе эксплуатации, так как значения от. т и ок. т могут
быть и положительными и отрицательными (растягивающие и
сжимающие напряжения), а от и ок всегда растягивающие.
Если в аппарате трубки и корпус выполнены из одинакового
материала, т. е. ак = ат и ЕК=ЕТ, то термическое усилие равно
✓л ^т) р
Расчет трубных решеток
Теплообменники жесткого типа. В этих аппаратах толщину
трубной решетки определяют из условий надежной разваль-
цовки трубок при допустимой ширине простенка (мостика) ме-
жду соседними отверстиями под трубки ^mIn (рис. 97), вели-
чину которого находят из уравнения:
£rmIn “ ^н) S' ММ2
Минимально допустимые размеры мостика определяют так-
же по формулам:
^т1п>4’8б/н
где s'=s — с; с — прибавка на коррозию, считая по 2 мм на
сторону.
170
Если принять />1,25 dH и подставить в формулу для опреде-
ления s', то минимальная толщина решетки при этом будет:
/ 4,84 4,8 1ОО
mln ~ l,25dH — ~ 0,25 19,2 ММ
s = s' —2f = 19,2 —j— 4 = 23,2 мм
Толщину решетки обычно принимают не менее 24 лш.
При наличии давления в трубках и межтрубном простран-
стве необходимо дополнительно проверить толщину решетки на
изгиб.
Если трубки развальцованы в обеих трубных решетках,
жестко скрепленных с корпусом, то толщину трубной решетки
определяют по формуле:
, _ / (W
s' = Е п / -------у?—-- см
У (1-0,7^)аиз
у-, CL —Ь z П'тч
где Е = —— (см. рис. 97);
р — рабочее давление, кГ1см2\
°из — допускаемое напряжение на изгиб, кГ)см2.
' Если величина s', определенная по этой формуле, получится
большой и практически неприемлемой, то устанавливают допол-
нительно анкерные тяги и связные трубы.
При закреплении трубок развальцовкой усилие, восприни-
маемое одной трубкой, должно быть меньше сопротивления вы-
рыванию, т. е. должно соблюдаться условие:
pf~
а = кГ/cm
<гс а ц
где р—наибольшее одностороннее давление в трубной или
межтрубном пространстве, кГ1см2-,
f — площадь между трубками, см2.
При расположении трубок по вершинам равносторонних тре-
угольников
f = 0,866/2 -~
4
Минимальную величину о принимают при развальцовке в
гладких отверстиях crmax = 40 кГ!см, при развальцовке с отбортов-
кой Отах = 70 кГ1сМ, При ОТВерСТИЯХ С канавкой Отах==:70 кГ/см.
Материал трубных решеток должен обладать большим пре-
делом текучести, чем материал трубок. Это необходимо для со-
хранения формы гнезда при развальцовке.
Теплообменники с плавающей головкой. Все изложенное
выше о надежности вальцовочного крепления трубок, размерах
12 Зак. 299 177
мостиков для развальцовки, прочности закрепления концов тру-
бок в гнездах относится и к решеткам теплообменников с пла-
вающей головкой.
Для теплообменников с подвижной решеткой и с [/-образ-
ными трубками нагрузку на 1 пог. см длины окружности опре-
деляют по формуле:
pndl
а = “Г-г-==0,25р^н кГ/см
Значения р и dH указаны выше.
Толщину решетки s определяют по формуле:
г °изф
где D-v- диаметр круга, площадь которого подвержена давле-
нию и равна внутреннему диаметру прокладки непо-
движной решетки, сл;
р — внутреннее одностороннее давление в трубном или
межтрубном пространстве (берется большая величи-
на), кГ)см2;
с — прибавка на двухстороннюю коррозию 0,4 см;
Ф — коэффициент прочности решетки;
оиз— допускаемое напряжение на изгиб, кГ1см2.
В зависимости от материала решетки и температурных усло-
вий принимают, что
О'ИЗ т
где Од — допускаемое напряжение на растяжение, кГ)см2;
с -- + < + Мн
(”1 — 1) t + t
ИЛИ
__ м —(«1 —
п1* + rfH
tii — число трубок по диаметру решетки;
t — шаг между трубками, см;
dH— диаметр отверстия под трубку, см.
Обычно в теплообменниках с плавающей головкой рассчиты-
вается толщина неподвижной решетки, а толщина подвижной
принимается такой же. Расчет остальных элементов произво-
дится так же, как для трубных решеток теплообменников жест-
кого типа.
Расчет скобы. В плавающих головках для крепления вну-
треннего днища применяется фланцевая скоба (рис. 99).
178
Для расчета скобы определяют усилие на болты Qg. ф . тем
же способом, которым пользуются при расчете обычного флан-
цевого соединения. Затем определяют усилие Ро, приходящееся
на 1 см длины окружности
болтов:
л£>б .
Расчет ведут по сеченйю
скобы АВ на совместное дей-
ствие растяжения й изгиба,
приложив к середине сечения
силу Pi, равную Ро cos 45° кГ.
Напряжение в сечении АВ
определяют по формуле:
<Х= М!3.+ М™ . *кпсмг
f 1 fr 1 af г г-у I
Рис. 99. Расчетная схема фланцевой
скобы.
где f — площадь поперечного сечения, равная 1X2/, см2;
г — радиус кривизны, определяемый по формуле
г = I 0,01 + (-у) —|- 1 см;
р — радиус закругления в углу, где имеет место, концентра-
7 ция напряжений, см;
а — коэффициент, зависящий для прямоугольных сечений
от отношения его значения приведены в табл. 16.
ТАБЛИЦА 16
Значения коэффициента а
ЦГ 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 0,95
а 0,003354 0,01366 0,317 0,0591 0,0986 0,1552 0,2390 0,3733 0,6358 0,9282
Миз = Ро И+|) кГ'см
Напряжение фланцевой скобы при отношении -у >0,2 можно
определить по формуле:
с == 1,85 4- -^- кГ/см2
12*
179
где W — момент сопротивления стенки скобы высотой С и
1 .с2
шириной 1 СМ\ W — —g— СМ?}
где 1,85 — коэффициент, учитывающий концентрацию напряже-
ний в месте перехода радиусом р.
Расчет плоских вертикальных стенок
холодильников и конденсаторов
Стенки аппарата (рис. 100) испытывают внутреннее давле-
ние жидкости. Для придания жесткости их укрепляют верти-
кальными стойками и горизонтальными ребрами с необходимым
количеством связей.
Рис. 100. Расчетная схема ящика погружного
холодильника.
Основное уравнение для расчета стенки резервуара между
укрепляющими стойками шириной L и высотой Н имеет вид:
Ф1Р^1 (s —с)2
где (pi — коэффициент, учитывающий закрепление стенки и ха-
рактер приложения нагрузки (см. табл. 17);
р — гидростатическое давление на высоте Н от уровня
жидкости; при удельном весе воды у=0,001 кГ1см3,
р=у/7=0,001 Н кГ!см2\
Ц — расстояние между внутренними кромками двух со-
седних стоек, к которым приваривают стенки резер-
вуара, см\
°из — допускаемое напряжение на изгиб, кГ]см2-,
s=s'+c—толщина стенки, включая прибавку с=1 мм на кор-
розию (обычно принимают s=6—8 мм).
Из предыдущего уравнения имеем
Z.! = 12,9-s'l/см
У Г7ф1
где фг—коэффициент, определяемый по табл. 17;
Н = Н{—Ь
180
Если Z/i —полная высота резервуара, 6=7—10 см — Вели-
чина недолива резервуара, то из предыдущего уравнения • при
заданных размерах L и Н толщина стенки для стали марки
Ст. 2 будет равна
' S = 483 ~^С ММ
ТАБЛИЦА 17
Значения коэффициента дч
H/L Ф H/L Ф1
3 0,0715 1,5 0,042
2 0,055 1,4 0,040
1,9 0,053 1,3 0,036
1,8 0,050 1,2 0,032
1,7 0,048 1,1 0,028
1,6 0,045 1,0 0,024
Укрепление стенок прямоугольных резервуаров вертикаль-
ными стойками и горизонтальными элементами жесткости со
связями применяется в тех случаях, когда толщина стенки по
расчету не превышает 5 юи.
Расчет днищ прямоугольных резервуаров
Днища таких резервуаров, устанавливаемых на сплошном
основании (без поверочного расчета) изготовляют из листовой
стали толщиной от 4 до 6 мм. Днища толщиной менее 4 мм не
разрешается применять из-за опасности коррозии.
Расчет днищ/ устанавливаемых на балках, приведен чиже.
Нагрузку Q, приходящуюся на полоску шириной 1 см и дли-
ной 1 см, определяют по формуле:
Q = UyH = ylH кГ
где И — высота налива резервуара, см\
I — расстояние между балками, см\
у — вес 1 см3 жидкости, кГ (для воды = 0,001 кГ!см3).
Максимальный изгибающий момент
Q1 П
9Т кГ * СМ
/ ’
Момент сопротивления указанной полоски
W7 НИ2 з
W = —СМ3
О
где s' — теоретическая толщина днища без прибавки на кор«
розию.
181
Напряжение будет равно
°из
Ми _ QZ • 6
W — 9,4 (s')2
или, подставляя значение
°ИЗ —
Q, приведенное выше, получим
yZ//Z * 6 , 6yZ277
9,4 (s')2 ~ 9,4 (s')2
откуда
Z
|2 О'из
При оИз=1400 кГ1см? и у=0,001 кГ!см?
1480s'
Ун
$М
ЭКСПЛУАТАЦИЯ ТЕПЛООБМЕННЫХ АППАРАТОВ
При эксплуатации кожухотрубных теплообменников, исполь-
зуемых для подогрева и охлаждения сырья на установках
ЭЛОУ, АВТ, комбинированных термических крекингов, необхо-
димо своевременно очищать трубы и межтрубное пространство
от осадков солей, серы и разных механических примесей, умень-
шающих пропускную способность, ухудшающих теплообмен,
снижающих к. п. д. аппарата. Следует своевременно выявлять
и устранять просачивание и течь жидкости в трубном пучке,'
через развальцовки или места, поврежденные коррозией в труб-
ной решетке, прокладки между распределительной коробкой и
передней решеткой пучка, а также через фланцевые соединения
присоединительных трубопроводов. При срочных ремонтах «на
ходу» необходимо полное отключение аппарата, что возможно
только' при хорошем состоянии запорной арматуры. Дефектные
трубки отключают, забивая с двух концов конусные металличе-
ские пробки. При ремонте «на ходу» отключают до 30% об-
щего количества трубок. Пропуск жидкости в развальцовке
устраняют дополнительной подвальцовкой. Забитые солями и
механическими примесями трубки пучка очищают специальным
инструментом. После ремонта теплообменник гидравлически
опрессовывают, удаляют опрессовочную жидкость, снимают за-
глушки и осторожно включают в схему.
При эксплуатации теплообменников «труба в трубе» выяв-
ляются те же неполадки, которые свойственны кожухотрубным.
Резкие перепады давления и температуры обусловливают заби-
вание трубок осадками и продуктами коррозии.
Неисправности выявляют при повседневном осмотре обору-
дования. Чистка забитых внутренних труб отнимает много вре-
мени, поэтому такие трубы рекомендуется заменять запасными.
182
В случае обнаружения течи в соединительных гайках, аппа-
рат отключают, освобождают от продукта, снимают заднюю
крышку и давлением жидкости во внутренних трубах опреде-
ляют дефектные места.
Если подтяжкой гаек не удается устранить течь, снимают
двойники (калачи) и зачищают уплотнительные поверхности.
При просачивании продукта через развальцовки следует
снять обе крышки теплообменника, удалить внутренние трубы
из наружных, в которых обнаружены пропуски, произвести до-
полнительную подвальцовку, после сборки опрессовать внутрен-
ние, а затем наружные трубы. Пропуски в прокладках крышек
фланцевых соединений устраняют подтягиванием крепежных де-
талей при отключенном теплообменнике.
Особенности эксплуатации погружных конденсаторов-холо-
дильников. При эксплуатации погружных конденсаторов-холо-
дильников основное внимание следует уделять состоянию сек-
ций и змеевйков. Появление масляных пятен на воде и бурле-
ние на поверхности свидетельствуют о течи (пропуске) про-
дукта. В секционных конденсаторах-холодильниках этот дефект
может появиться в результате коррозии контактных поверхно-
стей или. разрывов (трещин) трубок, крышек и соединительных
калачей в сварных швах, ослабления развальцовки трубок,
ослабления прокладок крышек или фланцевых соединений, на-
ходящихся в воде.
В змеевиковых конденсаторах-холодильниках просачивание
и течь продукта наблюдаются в пораженных коррозией участ-
ках труб, в местах сварки труб и двойников (калачей) или во
фланцевых соединениях.
При эксплуатации погружных конденсаторов-холодильников
следует проверять состояние ящиков для воды, фундаментов и
постаментов под ящики, а также состояние лестниц, площадок
и ограждений. Если на дне ящика имеется коллектор, надо сле-
дить за тем, чтобы барботаж воздухом проводился непрерывно,
так как при периодической работе коллектор заполняется водой.
Тщательно надо следить за неизменным положением гребен- •
ки на сливной перегородке ящика. При обрыве гребенки уро-
вень воды в ящике понижается, верхние ряды труб оголяются,
перегреваются и деформируются, что приводит к нарушению
развальцовки, разрыву труб и выходу аппарата из строя.
ГЛАВА 11
ТРУБЧАТЫЕ ПЕЧИ
' ТИПЫ ПЕЧЕЙ
Для нагревания нефтяного сырья применяют трубчатые пе-
чи с огневым обогревом. Печи могут быть нагреватель-
ными или реакционно-нагревательными.
В нагревательных печах происходит только нагрев
нефтепродуктов, причем учитывают специфику данного
процесса, т. е. в одном случае на начальной стадии нагрева
дают максимальное количество тепла, в других — минималь-
ное.
. В реакционно-нагревательных печах нагрев нефтепродукта
совмещен с соответствующими технологическими реакциями.
В этих печах необходимо учитывать оптимальные условия по;
дачи тепла для нагрева и протекания реакции. Указанные усло-
вия предопределяют способ передачи тепла нефтепродукту.
С этой точки зрения трубчатые печи могут быть подразделены
на три основные группы: конвекционные, радиантные и ра-
диантно-конвекционные.
К конвекционным печам (рис. 101) относятся печщ в кото-
рых тепло нефтепродукту передается главным образом конвек-
цией, а теплопередача излучением ничтожна.
В радиантных печах (рис. 102) тепло нефтепродукту пере-
дается главным образом излучением, а камера конвекции яв-
ляется вспомогательной или отсутствует.
Радиантно-конвекционные печи относятся к промежуточной
группе. В них тепло нефтепродукту передается главным образом
конвекцией (в камере конвекции), а теплопередача излучением
имеет вспомогательное значение. Эта группа печей показана
на рис. 103.
По способу подвода воздуха различают печи с подогревом
воздуха и печи без его подогрева.
По способу регулирования температурного режима печи де-
лятся на печи с рециркуляцией газа и без его рециркуляции.
По способу передачи радиантного тепла печи могут быть
разделены на следующие типы;
184
1) печи, в которых основное значение имеет лучистое тепло
факела (излучения кладки и газов являются вспомогатель-
ными) ;
2) печи, в которых процесс горения протекает за пределами
камеры излучения;
3) печи с использованием лучистого тепла от твердого тела.
В этих печах обычно используют излучающие насадки, настиль-
ное пламя или многоочковое
беспламенное горение.
По конфигурации труб-
чатые печи делятся на ци-
линдрические, , вертикаль-
ные, коробчатые и с наклон-
ным сводом; по количеству
камер — на однокамерные,
двухкамерные и многока-
мерные.
По способу расположе-
ния экранов отличают печи:
с потолочным экраном,
расположенным параллель-
но перевальной стене;
с потолочным экраном,
расположенным перпенди-
кулярно перевальной стене;
с потрлочным и боковым
экранами;
с потолочным и подовым
экранами;
с экранированием всей
поверхности обмуровки;
с настенным боковым
экраном;
с экраном двустороннего
облучения.
По способу расположе-
ния камеры конвекции раз-
личают печи С расположе- рис Конвекционная печь высокого
нием камеры сбоку или в давления.
центре печи, над радиантной
камерой или под ней. По способу соединения труб в змеевике
различают печи, в которых трубы, соединяют двойниками (ре-
турбендами), сваркой или схемными калачами.
По гидравлическим признакам трубчатые печи могут отли-
чаться схемой движения газового потока в радиантной камере,
или в камере конвекции, причем газовый поток движется в пре-
делах топки или с прохождением через экран. В камере конвекции
185
Рис. 102. Двухкамерная трубчатая печь с наклонным сводом:
7—-форсунки; 2 —потолочные экраны; 3 —подовые экраны; ^ — конвекционная секция; 5— площадка для обслуживания форсунок;
6—подвеска кирпича; 7 —пароперегреватель; 8 —смотровое окно; 9 — предохранительное окно; 10 — трубная подвеска.
I. \Втод
Рис. 104. Схема двухка-
мерной вертикальной
печи с настенным боко-
вым экраном.
(или воздухоподогревателе) газы могут двигаться потоком ни-
сходящим, восходящим илш прямолинейным. ,
Трубчатые печи классифицируются также по тепловой мощ-
ности, пропускной способности, давлению и температуре в конце
нагревательного змеевика. По
тепловой мощности печи делят
на малые (до 3 млн. ккал/ч),
средние (до 15 млн» ккал)ч) и ZV
большие (более 15 млн. ккал!ч).
По пропускной способности пе- Zj**
чи также делят на малые (до
300 т/сутки), средние (до *
1000 т/сутки) и большие .(более
1000 т!сутки). Рис. 103. Схема печи радиантно-
По давлению в конце нагре- конвекционного типа для. терми-
вательного змеевика трубчатые ческого крекинга,
печи подразделяют-на атмосфер-
ные, вакуумные и высокого давления. В атмосферных печах в
конце нагрева избыточное давление обычно бывает от 0,6 до
20 кГДм2. Вакуумными обычно называют печи, у которых в
конце нагревательного змеевика давле-
ние ниже 0,6 кГДм2, а также печи, об-
служивающие вакуумную колонну или
вакуумный эвапоратор даже в , тех слу-
чаях, когда внутреннее давление в кон-
це зМеевика у них выше атмосферного.
К печам высокого давления относят пе-
чи, у которых давление внутри змееви-
ка выше 20 кГ1см2.
По максимальной температуре нагре-
ва сырья печи подразделяются на низ-
котемпературные и высокотемператур-
ные. Границей раздела служит темпера-
тура 400° С.
Двухкамерная печь имеет наклонный
свод, который выравнивает тепловые на-
грузки потолочного экрана, так как
обычно тепловая нагрузка экрана боль-
ше в центре и меньше на концах. Эта
печь имеет муфели, .в которых происхо-
дит горение. В малом объеме муфеля
реакция горения ускоряется, топливо сгорает, а в радиантную
камеру поступают раскаленные газы. Муфелям придается на-
клон к горизонту. Этим улучшается движение газов.
Двухкамерная вертикальная печь с настенным боковым экра-
ном показана на рис^ 104. Форсунки расположены в поде и уста-
новлены под углом к перегородке, в результате чего пламя
187
направлено параллельно перегородке. Это явление принято на-
зывать настиланием пламени. Такие печи очень компактны, так
как позволяют максимально приблизить пламя к экрану. Тепло-
вые напряжения поверхности нагрева очень равномерны и мало
меняются как по длине, так и по высоте печи.
Принцип настильного пламени применяется также в печах
с экраном двустороннего излучения (рис. 105 и 106). Примене-
Рис. 105. Схема
однокамерной пе-
чи с экраном дву-
стороннего излу-
чения.
ние экранов двустороннего облучения
позволяет еще больше повышать теп-
ловое напряжение поверхности нагре-
ва вследствие равномерного распреде-
ления тепла по окружности трубы.
В обычных экранах, облученных с од-
Воздух из
воздухоподо-
гревателя
Выход
Рис. 106. Схема двухкамерной печи
с экраном двустороннего излуче-
ния.
ной стороны, освещенная сторона трубы воспринимает значи-
тельно больше тепла, чем не освещенная. При двустороннем
облучении этот недостаток устраняется. Теплоотдача в этих пе-
чах осуществляется от излучающих стен, расположенных на рас-
стоянии 600—1100 мм от змеевика по всей длине труб. Излу-
чающие стены собраны из беспламенных панельных горелок для
газообразного топлива.
Вертикальная мндгосекционная (многокамерная) печь пред-
ставлена на рис. 107. Применение нескольких секций, работаю-
щих параллельно и независимо одна от другой, дает возмож-
ность значительно повышать тепловую мощность агрегата, ин-
тенсифицировать процесс и увеличивать продолжительность
межремонтного периода технологической установки, так как от*
188
дельные секции печи могут быть выключены для ремонта или
очистки без остановки всей установки.
Показанная на рис. 107 печь состоит из четырех радиантных
и одной конвекционной камеры. Для современных укрупненных
УстроистВо сВода
" Рис. 107. Схема многокамерной реакционно-нагревательной
печи:
1 — реакционная секция; 2 —нагревательная секция; 3 — свод; 4 — воздухо-
подогреватель.
установок сооружаются печи с числом камер до семи и более
при тепловой мощности каждой камеры до 30 млн. ккал.
ОСНОВНЫЕ ЭЛЕМЕНТЫ ПЕЧЕЙ
Каркас печей. Нагрузка от веса печных труб, двойников,
кровли площадок и лестниц в большинстве конструкций воспри-
нимается каркасом, состоящим из стоек, ферм и связующих
элементов. В зависимости От размеров печи принимается та или
иная система каркаса. У двускатной печи, показанной на рис. 103,
каркас представляет собой шарнирную рамную ферму, нижние
опоры которой состоят из стальных литых шарниров, к которым
крепятся основания рам. Нижняя плита шарнира анкерными
болтами прикреплена к фундаменту. Ригель рамы выполнен в
виде фермы, к нижнему поясу которой крепятся трубные под-
вески и кронштейны для подвески кирпича свода. На стойках
рам имеются кронштейны для подвески кирпича, стен, площа-
док и лестниц. Таким образом вес труб, кровли, обмуровки и ме-
таллоконструкций передается на каркас. Такая конструкция
каркаса'при едином уклоне ригеля’ дает возможность типизиро-
вать основные узлы несущей конструкции, а также элементы пе-
чи— трубные подвески, кронштейны для подвески кирпича сво-
да и боковых стен. Шарнирные крепления стоек каркаса позво-
ляют применять раму и для широких печей, так как поворот
139
стоек в шарнирах компенсирует тепловое расширение ригеля
без больших горизонтальных усилий. <
При малых пролетах, когда обмуровка из специального кир-
пича является несущей конструкцией, каркас используется для
обслуживающих площадок, металлической облицовки и других
второстепенных элементов конструкции. В этих случаях каркас
выполняют в виде отдельно стоящих стоек или раскосной си-
стемы.
Во всех случаях предусматривают защиту каркаса от излиш-
него перегрева путем применения тепловой изоляции или оста-
вления зазоров между стойкой каркаса и обмуровкой.
Трубный змеевик. Нагреваемый продукт движется в змее-
вике, расположенном в п^чи. Змеевик состоит из труб и соеди-
нительных частей. Различают однопоточные, двухпоточные и
многопоточные змеевики. Соединительные части — двойники (ре-
турбенды) и калачи дают возможность очищать внутренние по-
верхности труб от отложений солей и различных загрязнений,
осматривать их и замерять толщины стенок труб в различных
местах змеевика. При полном отсутствии загрязнения внутрен-
ней поверхности змеевика и наличии надежных способов кон-
троля толщины стенки трубы возможно применение цельно-
сварного змеевика (без ретурбендов). Змеевик изготовляют из
гладких бесшовных труб с толщиной стенок от 4 до 30 мм в за-
висимости от температуры, давления и диаметра. В некоторых
конвекционных печах для деструктивной гидрогенизации с
целью увеличения поверхности нагрева применяют толстостен-
ные трубы из легированной стали с ребристой насадкой из угле-
родистой стали.
Выбирая материал труб, нужно учитывать разность темпе-
ратур при передаче тепла через ряд тепловых сопротивлений.
Во время эксплуатаций печи эти сопротивления не остаются по-
стоянными и в какой-то период температура стенки трубы по-
вышается до некоторого предела, когда дальнейшая работа мо-
жет привести к аварии. Например, в змеевике печи термического
крекингу происходят следующие изменения тепловых сопро-
тивлений:
1. При пуске печи внутренние поверхности труб чистые; ско-
рость движения продукта по сечению трубы неравномерна; чем
ближе к пограничному слою, тем она меньше, поэтому на вну-
тренней поверхности трубы образуется устойчивая пленка, обла-
дающая значительным тепловым сопротивлением; при темпера-
туре продукта в трубе 490° С температура наружной поверх-
ности трубы достигает 525° С;
2. Высокая температура пленки ведет к коксообразованию и
отложению слоя кокса на стенке трубы, тепловое сопротивление
которого тем больше, чем толще слой. При толщине слоя кокса
190
3 мм и той же температуре нефтепродукта (490° С) температура
на наружной поверхности трубы повышается до 635° С;
3. Повышение температуры наружной поверхности трубы в
окислительной среде дымовых газов приводит к образованию
окалины, вследствие чего толщина стенки уменьшается. Поэтому
при том же давлении напряжение повышается. Все это вместе
взятое может привести к раздутию или прогару трубы.
Для неагрессивных сред при температуре стенки трубы не
выше 475° С можно использовать трубы из углеродистой стали
марок 08; 10; 15. Если температура стенки выше, нужно приме-
нять трубы из легированных сталей. Наиболее часто применяют
трубы из хромомолибденовой стали со средним содержанием
хрома 5% и молибдена 0,5% (12X5 МА, Х5М), а также безмо-
либденовые Х5ВФ и Х5. Последние можно использовать при
температуре агрессивной среды не выше 425° С.
Печные двойники служат для соединения отдельных труб
змеевика и являются разборными соединительными деталями,
от надежности и исправности которых зависит нормальная без-
аварийная работа нагревательных печей и, следовательно, всей
технологической установки.
К конструкции двойников -предъявляются следующие требо-
вания: простота и надежность соединения их с печными трубами,
доступность при ремонте и чистке труб, минимальные гидравли-
ческие сопротивления, устойчивость к коррозии, достаточная проч-
ность при рабочих температурах и давлениях. В нефтеперераба-
тывающей промышленности применяют печные двойники: литые,
кованые, двухтрубные (однопоточные), четырехтрубные (двух-
поточные), угловые, с отводами под развальцовку или под резьбу.
Заводы выпускают следующие три типа двойников:
кованые полуоткрытые;
кованые закрытые;
литые с ушками.
Каждый из них имеет несколько серий (ступеней), области
применения которых приведены в табл. 18.
При выборе материала для нажимного болта и траверсы
руководствуются данными табл. 19.
Двойники при изготовлении подвергают термической обра-
ботке, а после сборки — гидравлическому испытанию керосином.
Давление при гидравлическом испытании, на заводе-изготови-
теле назначается в соответствии с табл. 18.
Каждый корпус двойника снабжают клеймом, на котором
указывают ступень (серию) и мате'риал. При сооружении новых
печей необходимо тщательно проверять соответствие устана-
вливаемого двойника проектной документации и составлять
акты. Данные о двойниках заносят в паспорт печи и при смене
двойников во время ремонта устанавливают такую же ступень;
сведения о замене двойников заносят в паспорт печи.
191
таблица is
Основные данные двойников литых и кованых ч
Серия (ступень) Марка стали для корпуса и пробки Максимальное рабочее давление ^раб’ при температуре, °C Пробные давления кПсм2
410 450 475 500 525 550 4 Рпр
25 25 или 30,^ЗОХМА-Л Х5М-Л (Х5ВФ) 25 20 14 75 42
65 25 65 50 — — — — 200 110
ЗОХМА-Л — 65 50 40 — — 200 по
100 Х5М-Л (Х5ВФ) 1 — — 70 55 40 28 210 120
Примечания. 1. РПр —давление при испытании двойника на заводе-изготовителе;
Р^р —давление при испытании двойника в печи.
2. Для агрессивных серусодержащих сред независимо от рабочих условий корпус и проб-
ки изготовляют из стали марок Х5М пли Х5ВФ. В зависимости от материала основных дета-
лей двойника нажимной болт и траверсу изготовляют из легированной стали.
Материал болтов и траверс двойников
ТАБЛИЦА 19
Ступень Температура рабоче^среды , Материал
корпуса и пробки нажимного болта траверсы
25 ' 65 25 65 25 65 100 425 426—475 475 425 426—475 500 425 500 500 500 25 ЗОХМА-Л Х5М-Л 40ХН * или ЗОХГСА ЗОХМА ЗОХМА ** 40ХН * или ЗОХГСА ЗОХМА ЗОХМА 40ХН * или ЗОХГСА ЗОХМА ЗОХМА ЗОХМА или ЭИ-10 ЗОХМА
* Может быть заменена сталью марки 35Х.
** При температуре среды до 425° С разрешается применение стали 35Х или ЗОХГСА.
Детали двойников — пробки, траверсы и нажимные болты
также снабжают клеймом, с указанием материала, из которого
они выполнены.
Обычно у печи сооружают стеллажи, на которые при ре-,
монтах в определенном порядке укладывают детали двойников.
Двойники кованые открытые двухтрубные (рис. 108) состоят
из корпуса с четырьмя отверстиями. Из них два отверстия пред-
назначены для крепления труб с развальцовкой, а два закры-
вают конусными пробками, которые прижимают болтами через
192
траверсы, упирающиеся заплечиками в подковообразный вы-
ступ корпуса.
Двойники этого типа изготавливают для труб диаметром:
Серия (ступень)
25. .... .
65...........
100...........
Диаметр труб, мм
60, 89, 102, 127, 152
102, 127
102
К этому же типу двойников относятся и четырехтрубные двой-
ники, рассчитанные на давление Ру = 65 кГ!см2, выпускаемые е
теми же основными раз-
мерами, за исключением
длины изделия, которая
определяется количе-
ством отверстий (четырех
отверстий для труб вме-
сто двух).
Двойники кованые за-
крытого типа (рис. 109)
Рис. 109. Двойник кованый закрытый
двухтрубный.
Рис. 108. Двойник ко-
ваный открытый двух-
трубный.
имеют в верхней части сплошной кольцевой упор для траверсы,
а пробка имеет два небольших хвостовика.
Двойники этого типа изготовляют для труб диаметром:
Серия
(ступень^ Диаметр труб, мм
25 ........... 50, 90, 100, 116, 125, 150
65 .... . 50, 90, 100
Двойники серии 25 изготовляют с одной канавкой под раз-
вальцовку, а серии 65 —с двумя канавками.
Двойники литые с ушками (рис. НО) имеют в верхней части
корпуса два ушка с прорезями, которые служат упором для
траверсы. Эти двойники изготовляют тех же серий и для тех
же размеров труб, что и кованые открытые.
13 Зак. 299
193
Все Детали двойнйкоё термически обрабатывают. При
йриемке двойников контролируют твердость по Бринеллю (НВ).
Рис. ПО, Двойник двухтрубный литой.
ры принимают в зависимости О'
ников: а — от 10 до 14 мм; т —
г— от 13 до 16 мм; Н3 от 30
до 75 мм; у — 10 мм.
Крепление труб в двойни-
ках — весьма ответственная
работа, которую должны вы-
полнять опытные рабочие. Пе-
ред началом работы прове-
ряют и отбраковывают трубы и
двойники.
Трубы проверяют по сер-
тификату, фактическим разме-
рам и твердости на концах, на
овальность и разностенность.
Концы труб зачищают спе-
циальным приспособлением.
При наличии на зачищенных
участках продольных рисок
глубиною 0,1 жж и более тру-
бы бракуют.
При проверке двойников следят за маркировкой гнезда и
пробки. Трубы и двойники подбирают так, чтобы зазор между
ними был не более 1 жж, а твердость материала двойника у
гнезда выше' твердости трубы не менее, чем на 50 единиц НВ.
Фактический диаметр гнезда, наружный и внутренний диаметры
В месте развальцовки труб
твердость должна превышать
твердость материала труб не
меньше, чем на 50 единиц НВ
и составлять для углеродистой
стали 170, а для легирован-'
ной стали — 210—250. Для
траверсы рекомендуется твер-
дость НВ 220—240, для болта
НВ 280—300.
Отверстия (гнезда) под
развальцовку обязательно дол-
жны' быть снабжены канавка-
ми. Рекомендуют два типа раз-
делки отверстий: тип I с од-
ной канавкой для ступени 25 и
тип II с двумя канавками для
ступеней 65 и 100 (рис. 111).
Обозначенные буквами разме-
диаметра трубы и серии двой-
от 8 до 21 мм; п — от 1 до 10 мм;
ных
Рис. 111. Разделка отверстий в двой-
никах под развальцовку труб:
тип I —для серии 25: тип П —для серий 65
и 100.
194
трубы записывают. Состояние канавок и пояска в корпусе двой-
ника проверяют визуально. На внутренних поверхностях не
допускаются выбоины, забоины, риски или другие дефекты.
Двойники устанавливают на трубы при помощи направляю-
щих конусов так, чтобы концы труб выступали из гнезд внутрь
двойников на 2—3 мм.
Трубы развальцовывают при помощи вальцовки (рис. 112),
которая приводится в действие от пневмо-или электродвигателя
через редуктор. При этом вальцовку
погружают в минеральное масло (вере- 160максимальный
Рис. 112. Вальцовка для печных труб:
а— рабочее положение вальцовки в трубе в момент
окончания процесса развальцовки; б —вальцовка;
1 — ограничитель; 2 — веретено; 3 —обойма; 4 —раз-
вальцованные ролики; 5— отбортовочные ролики;
6 — рукоятка.
Рис. 113. Приспособление для
замера внутренних диаметров
труб до и после развальцовки:
/ — победитовая наплавка; 2 —рычаг;
3 — скоба; 4 — шкала.
тенное или цилиндровое), затем заводят ее в трубу так,
чтобы отбортовочные ролики находились на уровне кромки
трубы, вручную до отказа заклинивают конус веретена, соеди-
няют с двигателем и включают его.' Развальцовку производят
плавно, без рывков.. В случае заедания вальцовку обратным
вращением следует подать сначала назад,’ а затем снова вперед.
Развальцовку проводят до плотного прилегания разбортованных
концов труб к гнезду двойника. После развальцовки специаль-
ным приспособлением (рис. ИЗ) замеряют внутренний диаметр
трубы на участке гнезда и сравнивают с ранее замеренным.
Для затяжки нажимных болтов можно пользоваться пнев-
матическим ключом КПР и ПК-36 конструкции Гипронефте-
маша.
13*
195
ГАРНИТУРА ПЕЧЕЙ
К гарнитуре трубчатых печей относятся: дверки h окна раз-
ного назначения, подвески и кронштейны для труб и кирпича,
трубные решетки радиантных и конвекционных камер.
Рис. 114. Предохранительное
ционное).
Предохранительное окно топочной камеры (рис. 114) пред-
назначено для ослабления действия силы взрыва, а также для
инспекции топочной камеры. Рамы и дверцы изготовляют из се-
рого чугуна СЧ 15-32, ось из стали марки Ст. 3.
270-
Рис. 115. Смотровое окно.
Смотровое окно (рис. 115) служит для наблюдений за горел-
ками в период эксплуатации печи и за состоянием труб ради-
антной секции. Материал корпуса и крышки — серый чугун
СЧ 15-32, рукоятки и оси--сталь марки Ст. 3,
W6
Лаз в конвекционную камеру (рис. 116) предназначен для
внутреннего осмотра конвекционной камеры печи. Лаз устанав-
ливают в зоне отработанных топочных газов с температурой
не выше 400°С. Материал—
сталь марки Ст. Ос.
Шибер (рис. 117)—слу-
жит для регулирования тя-
ги. Материал для лопасти
шибера — серый чугун СЧ
15-32. Остальные детали из
стали марки Ст. Ос.
Трубные решетки яв-
ляются опорами для труб
продуктового змеевика.
Трубные решетки, омывае-
-640-
Рис. 116. Лаз в конвекционную камеру.
мые дымовыми газами с
температурой до 800° С, из-
готовляют из серого чугуна
марки СЧ 21-40, а иногда
из листовой стали.
Трубные рещетки, кото-
рые омываются дымовыми
газами с температурой до
1000° С, изготовляют из жа-
ростойкого чугуна, а при
температуре выше 1000° С их отливают из жаропрочной стали
марки ЭИ-316. Толщину отливок рекомендуется принимать
не менее 20 мм. Под каждую трубу в месте соприкосно-
вения ее с решеткой подкладывают асбестовый картон толщи-
ной 5—6 мм. •
Трубные решетки, применяемые для двускатных трубчатых
подогревателей, подразделяются на следующие типы:
трубные решетки радиантной секции, устанавливаемые в
торцах печи (рис. U8);
трубные решетки конвекционной секции, устанавливаемые в
торцах печи (рис. 119);
трубные решетки конвекционной секции, устанавливаемые
в середине печи (рис. 120);
В зависимости от количества опирающихся труб трубные
решетки радиантной секции делятся на двух-, трех-, четырех-,
пяти- и шеститрубные. Решетки покрывают слоем термоизо-
ляции.
Трубные подвески поддерживают радиантные трубы в про-
лете между трубными решетками и предотвращают их прови-
сание.
Трубные подвески устанавливают внутри топочной камеры,
где температура дымовых газов достигают' 1100° С. Они бывают
197
Рис. 117. Шибер.
б
Рис. 118. Трубная решетка:
а—на две трубы; б — на четыре трубы; в —на пять
труб.
цельнолитые неразборные и составные разборные. Недостаток
неразборных подвесок состоит в том, что при необходимости их
сменит приходится вырезать трубы.
• По количеству поддерживаемых рядов труб подвески бывают
однорядные и двухрядные. Для поддержания боковых экранных
печных труб применяют разборные или неразборные кронштейны.
Подвески и кронштейны подвергаются воздействию высоких
температур и 'агрессивной газовой среды, поэтому их обычно
Рис. 119. Трубная решетка конвекцион-
ной секции.
Рис. 120. Трубная опора кон-
векционной секции.
изготовляют из специальных сортов жароупорной стали. Для
изготовления подвесок и разборной части кронштейна, находя-
щейся в топке, рекомендуется применять хромоникелевую сталь
марки ЭИ-316. Другую часть кронштейна, присоединяемую к
колоннам каркаса и закрытую кладкой, обычно изготовляют из
серого чугуна. Подвески и кронштейны обычно литые и, сравни-
тельно редко, штампованные.
Трубные подвески для двускатных типовых трубчатых подо-
гревателей (печей) подразделяются на два типа: тип I — под-
вески, расположенные по наклонному участку свода (рис. 121,а);
тип II — подвески, расположенные на горизонтальном участке
свода (рис. 121, внизу справа) или прилегающем к нему
(рис. 121, внизу слева)*
199
Подвески для кирпича. Плоские и наклонные своды, а в не-
которых конструкциях и вертикальные стены печей Изготовляют
из фасонного кирпича, подвешиваемою на специальных крон-
штейнах, которые крепятся к фермам или другим элементам
каркаса. Подвески для кирпича отливают из серого чугуна.
Размеры и форма подвесок определяются их местоположением
а
Рис. 121. Трубные подвески для двухскатных трубчатых подогревателей
конструкции «Гипронефтезаводы»:
а —для наклонного участка свода; б — для наклонного участка, прилегающего к горизонталь-
ному участку свода; в—-для горизонтального участка.
и числом подвешиваемых кирпичей. На рис. 122 показана ниж-
няя подвеска для кирпича, на рис. 123 — верхняя подвеска для
кирпича вертикальной стены печи, а на рис. 124 — подвеска для
кирпича свода.
Форсунки для топлива. Для сжигания жидкого и газообраз-
ного топлива в нагревательных печах применяют форсунки с па-
ровым, воздушным и механическим распылением.
Применение пара для распыления топлива имеет ряд пре-
имуществ и недостатков. К преимуществам следует отнести воз-
можность сжигания топлива почти любой вязкости, простоту
изготовления и надежность в эксплуатации, а к недостаткам —
200
сравнительно большой расход пара (0,3—0,6 кг на 1 кг топли-
ва), сильный шум при работе форсунки и большое содержание
водяйых паров в продуктах сгорания, что при сернистых топли-
вах увеличивает коррозию нагреваемых поверхностей.
Из форсунок с паровым распылением основным типом яв-
ляется форсунка с внутренним смешением топлива и пара.
Такой, например, является широко применяемая форсунка си-
стемы Шухова, на которую был выдан патент еще в 1880 г.
(рис. 125). Форсунки этой системы выпускаются различных раз-
меров (номеров) с максимальным расходом сжигаемого топлива
120 кг/ч.
Форсунки для жидкого топлива с воздушным распылением
работают при низком (160—200 мм вод. ст.) давлении воздуха
и обладают высокой производительностью (500—600 кг!ч). На
рис. 126 показана форсунка Оргэнергонефти, хорошо и бесшум-
но работающая на топливах различной вязкости.
Форсунки для жидкого топлива с механическим распылением
работают экономично и бесшумно. В форсунках этого типа жид-
кое топливо подается под давлением до 15 кГ]см2, распыление
происходит при прохождении жидкости через узкое отверстие
форсунки, а воздух поступает в струю распыленного топлива.
Эти форсунки неприменимы для распыления вязких и смоли-
стых топлив и требуют дорогостоящих устройств для подго-
рие. 122. Подвеска для кирпича нижняя.
товки топлива (подо-
греватели, фильтры).
Комбинированные га-
зонефтяные или га-
зомазутные форсунки
Рис. 124. Подвеска для кирпича свода
печи.
Рис. 123. Подвеска для
кирпича верхняя.
201
Рис. 125. Форсунка системы Шухова.
ыги
Рис. 126. Форсунки с воздушным распылением системы
Оргэнергонефть.
предназначены для сжигания жидкого или газообразного то-
плива. На нефтеперерабатывающих заводах применяются ком-
бинированные форсунки Гипронефтемаша производительностью
от 70 до 160 кГ/ч по жидкому топливу и по газу до 100 м?]ч.
На рис. 127 изображена комбинированная газонефтяная
форсунка ГНФ-1М. Жидкое топливо под давлением 8—10кГ/сл«2
поступает по внутренней трубке 1 в камеру 2 и через отверстия 3
в спиральные каналы на наружной поверхности камеры. Пар
Рис. 127. Комбинированная газонефтяная форсунка ГНФ-1М:
7 —трубка; 2 — камера; 3 — отверстие; 4 —игольчатый клапан; 5 — кольцевой коллектор;
6 — жиклер; 7 —выходное отверстие.
под давлением около 10 кГ)см2 поступает по кольцевому про-
странству, распыляет завихренное топливо, и паромазутная
смесь попадает в топку. Отверстия и каналы можно продувать
паром через игольчатый клапан 4, Газ поступает по1 кольцевому
коллектору 5 через жиклеры 6 в топку. В жиклерах 6 просвер-
лены центральный канал и одно или несколько выходных отвер-
стий 7.
Показанная на рис. 128 комбинированная форсунка ГНФ-3
имеет большую производительность по жидкому топливу, рабо-
тает при давлении жидкого топлива до 1,2 кПсм2 и пара-до
0,5 кГ/см2,
Газомазутная форсунка ФГМ-4 (рис.- 129) работает с распы-
лом воздуха при давлении до 300 мм вод, ст.
Газовые горелки, применяемые в промышленных печах, де-
лятся на две группы: 1) беспламенные, с предварительным сме-
шением воздуха и газа; 2) атмосферные, в которых газ и около
половины воздуха, необходимого для горения, смешиваются до
203
Рис. 128. Комбинированная газонефтяная форсунка. ГНФ-3.
Воздух
Рис. 129. Форсунка газомазутная ФГМ-4:
/ — коллектор газовый; 2 — шибер; 3, 4 —завихрители D = 95 и 75 мм соответственно;
5 — наконечник; 6 — заслонка; 7 — корпус; 3 — головка паромазутная.
начала горения, а остальной воздух добавляется в процессе го-
рения.
Беспламенная панельная горелка Гипронефтемаша показана
на рис. 130. Газообразное топливо по трубопроводу 1 через
сопло 2 поступает в смесительную камеру 8 инжектора 4. Воз-
дух в смесительную камеру подсасывается через отверстия 5,
величина которых изменяется регулятором 6. Из инжектора
газовоздушная смесь, поступает в распределительную камеру 7,
Рис. 130. Беспламенная горелка:
а —блок панельных горелок; б — панельная горелка; / — трубопровод; 2 —сопло; 3— смеси-
тельная камера; 4 — инжектор; 5— отверстие; 6' —регулятор; 7 —распределительная камера;
5 —трубка; 9 — тунель.
из которой по трубкам 8 поступает в тунели 9 в специальной
керамике, являющейся катализатором горения. Разработаны
горелки типов а и б, имеющие излучающие поверхности двух
размеров: тип я —500x500 мм и тип б 605X605 мм %ля тепло-
производительности от 55 до 1000 ккал!ч.
Многосопловая инжекционная газовая горелка показана на
рис. 131. В этой горелке газообразное топливо по патрубку 2
поступает к .соплу /, имеющему форму трубки Вентури. Струя
газа инжектирует из корпуса горелки воздух и смешивается с
ним в трубке Вентури, играющей роль смесителя. Процесс го-
рения начинается у устья сопла.
Беспламенные горелки являются более совершенными устрой-
ствами для сжигания газообразного топлива и находят более
широкое применение, чем атмосферные (инжекционные).
Воздухоподогреватели. Для использования тепла уходящих
дымовых газов применяют воздухоподогреватели, из которых
нагретый воздух подводится в топочную камеру печи. При
205
Рис. 131. Многосопловая ин-
жекторная горелка:
1 — сопло для ввода газообразного
топлива; 2 — патрубок для ввода топ-
лива; 3 — вход воздуха; 4 — смеси-
тельная диафрагма.
подогреве воздуха до температуры 120°С расход топлива спи-
жается на 15%, а при подогреве до 260° С —на 30%. ,
Целесообразность подогрева воздуха теплом уходящих га-
зов нагревательных печей признана давно. Однако первые
опыты применения воздухоподогревателей различных конструк-
ций оказались неудачными, так как аппараты быстро забивались
продуктами коррозии, их приходи-
лось выключать и чистить, на что
затрачивалось много времени и тру-
да.-Основной причиной этого недо-
статка являлась конденсация водя-
ных паров дымовых газов при со-
прикосновении с холодной поверх-
ностью воздухоподогревателей.
Так как в дымовых газах всег-
да содержится сернистый газ, ко-
торый, растворяясь в воде, образует
сернистую кислоту, вызывающую
коррозию, то нельзя допускать та-
кого охлаждения поверхности воз-
духоподогревателя, при котором ее
температура будет равна темпера-
туре точки росы или ниже нее. По-
этому необходим предварительный
подогрев воздуха другим теплоно-
сителем до температуры на 4—5° С
выше той температуры, при которой
из дымовых газов данного состава
выпадает роса. Применение другого
теплоносителя для предваритель-
ного подогрева входящего воздуха
резко улучшило работу воздухоподогревателя и в настоящее
время большинство нагревательных печей оборудовано воздухо-
подогревателями.
На заводах можно встретить старые установки, на которых
для предварительного подогрева воздуха используется железная
дымовая труба с кожухом. По кольцевому пространству между
трубой и кожухом проходит поступающий в подогреватель воз-
дух. Благодаря малым скоростям движения воздуха в кольце-
вом пространстве и дымовых газов в трубе воздух нагревается,
труба слегка охлаждается и все устройство работает надежно.
Схема одноходового трубчатого воздухонагревателя пока-
зана на рис. 132. Воздухонагреватель состоит из металлического
каркаса, трубных решеток и приваренных к ним сварных труб,
заключенных в металлический кожух. Подогреватель установлен
на борове (дымоходе). Дымовые газы идут снизу вверх по
трубкам, а подогреваемый воздух проходит в межтрубном про-
206
странстве. На верхней части подогревателя установлен переход,
отводящий дымовые газы в дымовую трубу. Со стороны выхода
воздуха также устанавливается переход, через который подо-
гретый воздух направляется по воздушным каналам к форсун-
кам. Воздух подается вентилятором.
К такому воздухоподогревателю может быть добавлено со
стороны входа воздуха устройство для предварительного подо-
грева воздуха. Если для этой цели применяется дымовая труба,
то приемный патрубок вентилято-
ра присоединяют к кольцевому
пространству между корпусом
дымовой трубы и кожухом на
ней, а выход посредством перехо-
да присоединяют к воздухоподо-
гревателю со стороны воздуха.
Если со стороны входа возду-
ха в воздухоподогреватель уста-
новить подогревательную секцию,
в трубах которой будет циркули-
ровать теплая (отработанная)
вода, то нагнетаемый из атмо-
сферы воздух пройдет через меж-
трубное пространство этой сек-
ции, а затем через межтрубное
Рис 132. Схема установки одно-
ходового трубчатого воздухо-
подогревателя.
пространство воздухоподогрева-
теля по воздушным каналам к форсункам. Предварительный
подогрев воздуха теплом отработанной воды в последнее время ,
находит широкое применение.
Ультразвуковые устройства. При проектировании и конструи-
ровании нагревательных печей стремятся повысить их коэффи-
циент полезного действия, т. е. полнее использовать тепло, вы-
работанное в печи. Современные нагревательные печи при ра-
циональной обмуровке, совершенных конструкциях форсунок и
применении воздухоподогревателей работают с теоретическим
коэффициентом полезного действия 0,78—0,82. Лабораторными
опытами и промышленными испытаниями доказана возможность
повышения к. п. д. печи за счет улучшения сжигания топлива,
увеличения общего коэффициента теплопередачи от топочных
газов к нагреваемому продукту, путем применения упругих
колебаний ультразвукового диапазона.
Для улучшения сжигания топлива его можно распылять
ультразвуковым методом при помощи специальных устройств,
создающих топливо-воздушные аэрозоли.
Повышение коэффициента теплопередачи от газов к нагрех
ваемому продукту4 достигается приложением упругих колебаний
ультразвукового диапазона к стене трубы нагревательного змее-
вика и к нагреваемой среде (продукту). Для передачи упругих
207
колебаний на стенку трубы преобразователь (вибратор) кре-
пят к стенке либо сваркой, либо специальными струбцинами.
Для. передачи упругих колебаний на нагреваемую среду (на
струю) трансформатор (преобразователь) помещают внутри
трубы. В обоих случаях упругие колебания, внося изменения в
гидродинамический режим, изменяют движение в пограничном
слое, в результате чего обычно полностью предупреждаются
отложения солей и кокса на внутренней поверхности нагрева-
тельных труб.
Обмуровка печей. Обмуровка является весьма ответственной
частью печи. Конструкцию, а также огнеупорные материалы для
обмуровки выбирают в зависимости от технологических усло-
вий работы печи, температуры в различных частях ее и агрес-
сивности топочных газов. Качество кладки во всех случаях
должно быть исключительно высоким.
Применяемый для обмуровки огнеупорный кирпич должен
иметь правильную форму, обеспечивающую кладку стен с тол-
щиной швов не более 3 мм. Кирпич должен быть без трещин,
отбитых углов, кромок, ребер и обладать достаточной огнеупор-
ностью для данного места кладки. Стандартный огнеупорный
кирпич выпускают трех классов (по огнеупорности): ,
класс А — не ниже 1730° С;
класс Б — не ниже 1670° С;
класс В — не ниже 1580° С.
Боковые стены, под и потолочный свод обмуровывают огне-
упорным кирпичом класса Б, перевальную стену — кирпичом
класса А, а борова — класса Б.
На нефтеперерабатывающих заводах можно встретить сле-
дующие виды обмуровки:
толстые стены (до 750 мм) из огнеупорного красного и изо-
ляционного кирпича на сплошном массивном фундаменте;
стены из блоков фасонного огнеупорного кирпича с тонкой
изоляцией и металлической обшивкой;
стены из блоков жароупорного бетона.
Первый вид обмуровки выкладывали из огнеупорного, изо-
ляционного и красного кирпича вперевязку на различных рас-
творах с толстыми швами. Толстые швы приходилось делать из-
за различных допусков на изготовление огнеупорного, изоляци-
онного и красного кирпича. Через определенные промежутки во
всю высоту стены делали температурные швы толщиною до
30 мм, заполняемые асбестовым шнуром. Недостатки этой кон-
струкции: необходимость сооружения массивных фундаментов
под толстые стены, малая устойчивость стен, появление трещин
в швах, неудовлетворительное качество температурных швов,
что вызывало тепловые потери и большой присос воздуха.
Второй вид обмуровки блоками из фасонного кирпича
(рис. 133) собирают на специальных чугунных подвесках или
20§
стержнях, которые крепят к каркасу. Применяемый для блоков
пеношамотный фасонный кирпич имеет объемный вес в 6—8 раз
меньший, чем стандартный огнеупор^
ный кирпич. Теплопроводность его при
800° С достигает 0,2 ккал! {см2 • ч • °C),
а форма его обеспечивает почти пол-
ное отсутствие подсоса и устраняет
необходимость оставления температур-
ных швов. Блоки собирают без рас-
твора. Снаружи такой кладки поме-
щают слой изоляционного материала
толщиной 65 мм и всю обмуровку за-
ключают в кожух из тонкого же-
леза. *
Третий вид обмуровки блоками
жароупорного бетона применяют на
печах новых установок. Блоки имеют
металлический каркас самонесущей
конструкции. Стены, свод и под печи
обычно выполняют из двух самостоя-
тельных слоев — внутреннего футеро-
вочного из жароупорных бетонных
блоков и наружного теплоизоляцион-
ного из кирпичной кладки, легкой тер-
моизоляции или засыпки. Термоизоля-
ционный слой можно выполнять из жа-
роупорного бетона на диатомовом за-
полнителе либо из минеральной ваты,
защищенной снаружи слоем штукатур-
ки по проволочной сетке.
Стеновые блоки кладут на жаро-
Рис. 133. Сборка фасонного
кирпича трубчатой печи на
подвесках:
а — свода; б— вертикальных стен.
упорном растворе при толщине швов
не более 5 мм. Сопряжение блоков в вертикальной плоскости
делают вчетверть без раствора с прокладкой двух асбестовых
14 Зак. 299
209
шнуров (рядом друг с другом), расположенных с наружной
стороны кладки.
Перевальные стены обычно самонесущие, соединенные ме-
жду собой в вертикальной плоскости в шпунт без раствора.
Под печи выкладывают блоками толщиной 200 мм по слою
обыкновенного красного кирпича толщиной в 2—3 ряда.
Дымовые каналы, расположенные под подом печи, изготов-
ляют из обычного бетона или железобетона с футеровкой из-
нутри блоками из жароупорного бетона на жидком стекле.
Возведение кладки. При сооружении новых и ремонте дей-
ствующих печей на качество кладки необходимо обращать осо-
бое внимание.
Новые печи обмуровывает обычно подрядная организация.
Эксплуатационный .персонал осуществляет технический наздор.
При ремонтах сохраняется такой же порядок производства ра-
бот. Поэтому эксплуатационному персоналу необходимо знать
технические условия на выполнение обмуровки. В технических
условиях указывают, из какого материала должны быть выпол-
нены отдельные части обмуровки — под, перевальные и боковые
стены, свод, арки, борова и изоляция различных участков. Необ-
ходимо следить за соответствием указанного для данного узла
материала и за его качеством.
Качество огнеупорного кирпича и огнеупорной глины опреде-
ляются не только сертификатами поставщика, но и теми, спо-
собами выгрузки и хранения, которые применялись на данной
стройке. Огнеупорный кирпич следует разгружать осторожно, не
повреждая его поверхности (углы, ребра и грани). Огнеупоры
должны храниться в закрытом, помещении в условиях, предпи-
сываемых для данных изделий. Огнеупорная глина может быть
поставлена заводом огнеупорных изделий вместе с шамотным
порошком (мергелем), либо без него. В последнем случае за-
казчик готовит шамотный порошок собственными средствами.
Крупность зерен мергеля должна быть не более:-
0,5 мм для швов толщиною . 1 мм
1,0 мм » » » . 2 мм
1,5 мм » » » . 3 мм
При блочной обмуровке из фасонного огнеупорного кирпича
блоки ^подбирают так, чтобы зуб каждого кирпича входил во
впадину смежного кирпича не менее чем на 3 мм. Если подбо-
ром кирпичей этого достигнуть не удается, то смежные кирпичи
притирают. Особо тщательно кирпичи необходимо подбирать на
подвесном своде.
Во время кладки проверяют геометрические размеры, строго
вертикальное положение стен, отсутствие выпуклостей и впадин,
расположение и размеры температурных швов, толщину швов,
210
а также -правильность выполнения арок и сводов. Снаружи
кладки из блоков фасонного кирпича наносят слой изоляцион-
ного материала толщиной до 65 мм и устанавливают металли-
ческий кожух.
Верхнюю поверхность свода изолируют после сушки печи
пластичной изоляцией толщиной до 50 мм. Изоляцию наносят
слоями толщиной 10—20 мм, причем каждый последующий слой
после высыхания предыдущего. Для повышения жаростойкости
внутреннюю поверхность камеры сгорания зачастую покрывают
слоем огнеупорной обмазки толщиной 5—7 мм. Для печей нефте-
перерабатывающих заводов применяют хромитовую обмазку
ОХ. Обмазку на защищаемую поверхность тщательно втирают.
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИЗГОТОВЛЕНИЕ
И ПОСТАВКУ ПЕЧЕЙ
Нагревательные печи технологических установок представ-
ляют собой сложные сооружения, основные части которых по
назначению и конструкции резко отличаются друг от друга и
изготовляются на различных заводах-изготовителях. Все эле-
менты печи собирают на строительной площадке в соответствии
с техническими условиями.
Фундамент печи сооружают по техническим условиям на мон-
таж оборудования. Фундаменты под монтаж каркаса и гарни-
туры принимают после окончания срока выдержки бетона и
распалубки. При этом проверяют: соответствие размеров фун-
дамента проектным размерам, разбивку отверстий для фунда-
ментных болтов, отметки верха болтов. Отклонения от номи-
нальных размеров не должны превышать величин, указанных в
технических условиях на монтаж. Качество бетона, отметки за-
ложения фундамента, количество уложенной арматуры, длину
забетонированных анкерных болтов, проверяют по актам на
скрытые работы.
Каркас печи изготовляют на машиностроительном заводе по
техническим условиям, разработанным проектной организацией
с учетом условий монтажа. Монтажные организации разраба-
тывают технологические правила монтажа с учетом конструк-
ции каркаса., Технические условия на изготовление и монтаж
каркаса должны включать указания о качестве материала, до-
пусках на отдельные элементы и узлы каркаса, о различных
транспортируемых узлах, способах устранения дефектов.
Змеевик печи изготовляют из труб и двойников. Технические
условия на трубы змеевика, кроме общих требований и типовых
технических условий на трубы данного класса, предусматри-
вают допуски на длину, наружный диаметр, разностенность,
овальность, твердость на концах труб и указания по обработке
концов труб. Двойники и калачи также изготовляют по
14*
211
техническим условиям на данные двойники. В них, кроме Мате-
риала и термообработки, должны быть указаны допускаемые от-
клонения от расстояний между трубами, места расположения
маркировки, способы устранения дефектов и методы замера
диаметров отверстий под трубы и пробки.
В технических условиях на рбмуровку указывают порядок
производства работ, дают нужные сведения о материале кир-
пича, раствора, бетона, способе кладки, о размерах швов
кладки в различных местах печи, температурных швах, сушке
кладки, способах проверки качества кладки и допускаемых от-
клонениях.
ЭКСПЛУАТАЦИЯ ПЕЧЕЙ.
ТЕХНИКА БЕЗОПАСНОСТИ
Эксплуатация печей. Нагревательные печи эксплуатируют
в соответствии с инструкцией данной технологической установки.
Обычно надзор за работой печей установки поручают помощ-
нику оператора, который должен быть хорошо знаком с устрой-
ством печей и всего оборудования к ней: топливным хозяйством,
гарнитурой, вентиляционной системой, подогревателями, место-
положением вентилей и задвижек на трубопроводах обвязки
печи, устройством пожарного паропровода, продувочных и дре-
нажных трубопроводов. Обслуживающий персонал должен быть
хорошо знаком также с режимом работы печи, способами регу-
лирования температуры на выходе печи, расхода нагреваемого
продукта и давления на входе в печь и выходе из нее.
Пуск печи. К пуску печи приступают после выполнения об-
щих требований и подготовки всех аппаратов установки.
Опрессовка змеевика печи оканчивается снятием давления
по указаниям старшего оператора. После снятия давления от-
крывают задвижку на выходе из печи или на 1—2 оборота
маховика редукционный вентиль, закрывают дверцы камер
двойников, взрывные окна, лазы, смотровые окна, проверяют на
проходимость трубопроводы мятого пара и дают пар на про-
дувку камер печей; продувку продолжают до появления пара из
дымовой трубы, но не менее 15 мин.
Пускают вентилятор холодного воздуха и подогреватель воз-
духа (если он имеется). Через 15 мин подогреватель выклю-
чают и закрывают шиберы. Подготавливают холодную цирку-
ляцию продукта по технологической схеме согласно инструкции
по эксплуатации, пускают печные насосы, постепенно доводят
расходы до указанных в той же инструкции норм.
После отрегулирования холодной циркуляции заранее заго-
товленными факелами зашуровывают часть жидкостных и часть
газовых форсунок. Факелы горения в начале шуровки должны
быть короткими и чистыми. '
212
По мере разогревания кладки печей факелы форсунок посте-
пенно увеличивают с таким расчетом, чтобы температура про-
дукта на выходе из печи повышалась в пределах 40—60° С в 1 ч
до температуры, заданной технологической картой данного про-
цесса или указанной начальником установки в книге распоря-
жений для данного случая.
Так, например, на крекинг-установке повышение температу-
ры продукта на выходе из печи приостанавливают после дости-
жения 150° С в средине фляшинга и 170° С во второй колонке.
Загрузку печи снижают, и на этом режиме выдерживают уста-
новку до полного испарения воды в системе, после чего увели-
чивают загрузку печи и продолжают повышать температуру
продукта на выходе из нее со скоростью 70—80° С в 1 ч. Подо-
греватели включают тогда, когда температура дымовых газов
на перевале повысится до 600° С.
По мере повышения температуры в аппаратах в схему цир-
куляции вносят предусмотренные инструкцией изменения, обе-
спечивающие вывод установки на режим. Затем устанавливают
нормальный расход и после стабилизации режима переводят
печь на автоматическое регулирование. Через 1 ч нормальной
работы установка считается выведенной на режим.
Соблюдение технологического режима. Наблюдение за ра-
ботой печи технологической установки обычно поручают помощ-
нику оператора, который поддерживает заданный старшим опе-
ратором режим: расход (загрузку), температуру продукта на
выходе из отдельных секций, давление на входе печи и выходе
из нее, следит за горением в камере сгорания, работой венти-
ляторов и подогревателей.
Во время работы печи помощник оператора должен следить
за состоянием труб и двойников змеевика, исправностью топ-
ливной системы и системы паротушения.
Предупреждение и устранение аварий. При обнаружении не-
больших отдулин, свищей или прогаров труб змеевика необхо-
димо остановить печь и установку, последовательно выполняя
операции по нормальной остановке установки. В случае разрыва
трубы в печи, срыва двойника или его пробки нужно в аварий-
ном порядке последовательно выполнятьряд операций по от-
ключению печи от остальной аппаратуры, продувке ее и нор-
мальной остановке установки.
Аварийно выполняют следующие операции:
1. Немедленно закрывают выкидную задвижку печи и оста-
навливают соответствующий насос.'
' 2. Гасят все форсунки закрытием общих задвижек на ли-
ниях жидкого и газообразного топлива.
3. Открывают аварийную задвижку и подают пар в аварий-
ный резервуар.
213
4. Принимают меры по предотвращению попадания нефте-
продукта из аппаратов в печь путем закрытия коренных и от-
крытия аварийных задвижек.
5. При сильном горении дают пар в дымовую трубу, камеру
горения и камеры двойников.
6. После уменьшения горения дают пар на продувку «по
ходу».
7. Если возникает опасение за сохранность дымовой трубы,
закрывают шибер и дают в нее пар (если до этого пар не был
дан).
8. Если печь состоит из нескольких самостоятельных змееви-
ков, то для предотвращения закоксования по указанию стар-
шего оператора через них прокачивают продукт.
9. При внезапном прекращении подачи пара на установку
форсунки необходимо потушить. В случае загорания продукта
в печах вентиляторы и воздухоподогреватели выключают, за-
крыв шиберы.
10. В случае попадания в форсунки конденсата вместе с га-
зом, что зачастую является следствием переброса бензина в га-
зовую сеть, необходимо немедленно уменьшить пламя в печах
прикрытием задвижек в~газовом узле и сдренировать газоот-
бойник в канализацию. В зависимости от температуры на пере-
вале печи следует зашуровывать жидкостные форсунки, а после
полного освобождения газовой магистрали от конденсата по-
степенно перевести печь на газ.
Остановка печей. Печи останавливают в соответствии с ин-
струкцией по эксплуатации установки после выполнения необ-
ходимых операций по всем аппаратам. Обычно остановку печей
начинают со снижения температуры выходящего продукта пу-
тем уменьшения подачи топлива.
Если печи работают на газообразном топливе, то перед сни-
жением температуры зашуровывают некоторое количество жид-
костных форсунок и выключают подачу газообразного топлива.
Температуру снижают постепенно с таким расчетом, чтобы тем-
пература' продукта на выходе из печи за первый час снизилась
на 30—40° С.
После достижения на выходе из печи температуры, установ-
ленной инструкцией по данной установке, гасят форсунки, оста-
навливают подающий сырье насос и, установив задвижки аппа-
ратов в соответствующее положение, дают пар на продувку
«по ходу». Одновременно со снижением температуры на выходе
из печей освобождают паровые линии от конденсата. Продол-
жительность продувки указывается в инструкции. Во время
продувки печей вентиляторы холодного и горячего воздуха ра-
ботают. После окончания продувки вентиляторы останавливают.
Об окончании продувки судят по стоку из одной трубы, откры-
той сверху и снизу (если вытекает нефтепродукт, двойник ну-
214
жно закрыть и продолжать продувку). Сразу после продувки
необходимо ослабить болты, траверсы и пробки, пользуясь клю-
чами КПР и ПК-36 конструкции Гипронефтемаша.
Подготовка к ремонту. В процессе эксплуатации обслужи-
вающий персонал непрерывно наблюдает за всеми узлами печи,
отмечает все неисправности, которые должны быть включены
в ведомость работ, подлежащих выполнению при ремонте. По-
сле остановки тщательно проверяют состояние лестниц, пло-
щадок, перил, обшивки печи, крепления дверок камер, двойни-
ков, перекрытий, боровов, газоходов, гарнитуры, вентиляторов,
подогревателей и змеевиков. Все неисправности заносятся в де-
фектную ведомость.
В число работ по подготовке к ремонту входит также уста-
новка заглушек для отключения печи от всех производственных
трубопроводов. Все работы по подготовке печи к ремонту про-
изводят с соблюдением правил техники безопасности.
Ремонт печей. При текущем ремонте печей выполняют ра-
боты, включенные в дефектную ведомость. К таким работам
относятся: вскрытие двойников; очистка продуктового змеевика
от отложений кокса, солей, грязи; очистка наружной поверх-
ности труб змеевика; ревизия труб и двойников; устранение
дефектов, обнаруженных при ревизии; проверка и ремонт под-
весок и решеток; очистка и ремонт воздухоподогревателей; ре-
монт шиберов и заслонок, газовых и воздушных коробов, клад-
ки, форсунок и запорной арматуры. В горячем змеевике ослаб-
ляют болтыАи траверсы и подрывают (слегка сдвигают) пробки
двойников. Через некоторое время снимают траверсы и выни-
мают пробки двойников. Обычно у печей сооружают специаль-
ные стеллажи, в гнезда которых укладывают пробки и траверсы
в порядке, обеспечивающем постановку их на прежние места.
После открытия двойников приступают к очистке внутренней
поверхности труб и двойников. Степень загрязненности вну-
тренней поверхности труб и двойников зависит от проводимого
в печи процесса, качества перерабатываемого сырья, исправ-
ности приборов контроля и автоматики, своевременного регу-
лирования технологического режима, работы обслуживающего
персонала и других обстоятельств, не всегда поддающихся
учету.
Основными видами отложений ^на^внутренней ...поверхности
труб змеевика являются отложения соли и кокса. На атмосфер-
ных и атмосферно-вакуумных установках большие отложения
грязи, солей и кокса наблюдаются при переработке уловленного
(после ловушек) продукта. На этих же установках наблюдалось
полное закоксовывание труб при переработке относительно чи-
стых нефтей из-за оплошности обслуживающего персонала.
В печах с высоким нагревом темных продуктов (например, на
крекинг-установках) основным видом отложений является кокс
215
различной твердости. Качество и количество коксовых отложе-
ний на внутренней поверхности змеевика в основном предопре-
деляют длительность межремонтного срока службы печи и тру-
доемкость очистки. Некоторые виды отложений солей удается
удалить промывкой, в большинстве же случаев приходится при-
бегать к механической очистке с последующей промывкой.
Механический способ очистки применяют и для удаления
кокса. Этот способ очистки заключается в отбивании или ска-
лывании кусочков кокса от стенки трубы (специально приспо-
собленным пневматическим отбойным молоткрм). Отбивают
кокс бойками или шарошками, шарнирно соединенными с пнев-
матической турбинкой. ’При вращении турбинки (около
5000 об!мин) под действием центробежной силы боек отбрасы-
вается к стенке трубы и, вращаясь вокруг собственной оси, за-
остренными гранями срезает или отбивает отложившийся на
стенках трубы кокс. Турбинку приводит во вращение сжатый
воздух под давлением от 4 до 6 кГ/см\ вдоль оси трубы инстру-
мент подают вручную, постепенно. .
Сбитый со стенки кокс выносится в виде пыли и мелких
кусков отработавшим в турбинке воздухом. Бойки приходится
заменять в зависимости от твердости их режущих граней и ка-
чества кокса. При средней твердости кокса и твердости граней
бойка в пределах НВ 350—400 удается прочистить одним бой-
ком 1 —1,5 м трубы; при твердом коксе и более низкой твер-
дости материала бойка для очистки одной трубы приходится
менять бойки 4—5 раз.
Двойники очищают от кокса выжигом при помощи газовой
горелки.
При очистке печи на специальном эскизе змеевика отмечают
фамилии лиц, проводивших очистку каждой трубы и каждого
двойника.
После очистки трубы осматривают и, если поверхность имеет
ровный матовый оттенок, каждую из них принимают. При обна-
ружении темных пятен на поверхности трубу чистят заново.
Качество очистки двойников проверяют визуально и на ощупь.-
Для чистки одиоп от очных змеевиков часто применяют паровоз-
душный выжиг. Этот способ заключается в нагреве продутого
закрытого змеевика до температуры загорания кокса и регу-
лируемой подаче смеси воздуха и пара. На установках, где при-
меняется этот способ, разработаны приспособления для подклю-
чения и смешения пара и воздуха, опр'еделены места установки,
этих приспособлений и разработана технология выжига. В на-
чале операции через змеевик пропускают пар и зажигают часть
жидкостных форсунок так, чтобы факелы были короткими и
чистыми.
Температуру дымовых газов поддерживают не выше 680° С
в любоц части печи. Затем постепенно дают воздух и тщательно
216
следят за температурой труб по цвету их стенок, не допуская
увеличения температуры выше допустимой для материала труб
(для стали марки Х5М эта температура не должна превышать
700°С). По мере загорания кокса труба на начальном участке
краснеет и по степени покраснения и скорости перемещения на-
грева регулируют подачу воздуха и пара. Так как соли не вы-
горают, то после выжига змеевик необходимо промыть. По
сравнению с механическим способом паровоздушный имеет сле-
дующие преимущества:
устраняется'тяжелый ручной труд, так как в основном про-
цесс очистки становится механизированным;
устраняются операции по открытию и закрытию всего змее-
вика;
создаются более благоприятные условия работы;
устраняется выработка стенок трубы вследствие среза ме-
талла бойками;
сокращается расход воздуха, так как на выжиг требуется
его значительно меньше, чем на привод турбинки;
процесс выжига протекает значительно быстрее процесса
механической очистки.
К недостаткам этого способа очистки следует отнести:
возможность перегрева труб, в результате чего они могут
оказаться непригодными;
возможность ослабления вальцовочных соединений;
эрозию концов .печных труб и двойников;
деформацию труб.
С внешней стороны трубы обдувают воздухом. После очи-
стки проводят ревизию всех элементов змеевика — тщательно
осматривают их, замеряют внутренний диаметр труб и двой-
ников.
На, заводах установлен (или должен быть установлен) по-
рядок, при котором учитывается состояние каждой трубы и
змеевика. В паспорте каждой трубы отмечают время и место
ее установки, материал, истинные наружный и внутренний диа-
метры, время ревизии, результаты замеров при каждой ревизйи.
Такие же данные фиксируют по каждому двойнику. 1
При ревизии специальной штангой замеряют внутренний
диаметр по всей длине трубы и, сопоставляя с первоначальными
замерами, определяют износ трубы и фактическую толщину ее
стенки. При износе до отбраковочного размера трубы вырезают
и устанавливают новые. Особо тщательно замеряют концы труб
в местах развальцовки, так как именно эти части труб изнаши-
ваются в наибольшей степени. Трубы вырезают специальным
труборезом.
Выявленные при ревизии дефекты двойников устраняют
сваркой и наплавкой с последующей расточкой развальцовоч-^
ных гнезд, проточкой пробки и обработкой отверстий для про-
217
бок при помощи конической развертки. Траверсы и болты с из-
ношенной резьбой заменяют новыми. Подвески и решетки ре-
монтируют путем приварки планок.
Ремонт воздухонагревателей во время остановки на текущий
ремонт сводится к чистке и замене труб, пришедших в полную
негодность. Покоробленные и лопнувшие шиберы заменяют, оси
вращения и втулки очищают. Проверяют плотность и полноту
закрытия и открытия установленных шиберов. Поврежденные
места газо-воздушных коробов вырезают и на вырезанные
места накладывают заплаты.
Полный ремонт кладки выполняют в период капитального
ремонта. Во время текущего ремонта устраняют мелкие де-
фекты. Поврежденные места разбирают до неповрежденной
кладки. Разобранные места восстанавливают, тщательно сопря-
гая старую кладку с новой. Для кладки поверхности, обращен-
ной к дымовым газам, .не применяют огнеупорный кирпич,
имеющий тесаные поверхности, отбитые углы, ребра и другие
дефекты. При капитальном ремонте обмуровки кладку разби-
рают сверху. Кирпич разбирают, спускают по лоткам или транс-
портерам, осматривают и аккуратно складируют. Кирпич, не
имеющий дефектов, используют повторно.
Приемка печей после ремонта. После очистки и продувки
нагревательного змеевика печи начальник или, по его.поруче-
нию, ' заместитель, или старший оператор принимают змеевик.
При приемке проверяют внутреннюю поверхность труб (она
должна быть очищена до зеркального блеска), просматривают
двойники, а перемычки двойников проверяют на ощупь. Приемку
труб и двойников производят по ходу продукта по секциям; о
приемке каждой секции делают запись в вахтенном журнале
с указанием фамилии лица, производившего приемку.
После осмотра и приемки змеевика в том же порядке за-
крывают пробки двойников. Старший оператор проверяет пра-
вильность постановки траверс и нажимных болтов. Траверсы
должны быть установлены с совмещением их осей с осями от-
верстий в двойниках, а между головками нажимных болтов
и траверсами должен оставаться зазор 3—5 мм.
Во время установки пробок производят подготовительные
работы для опрессовки печи; подготовляют насос для опрес-
совки, закрывают задвижки и , вентили, которые по инструкции
должны быть закрыты, открывают задвижку и вентили, кото-
рые, согласно той же инструкции, должны быть открыты.
Печь заполняют сырьем и создают в змеевике давление
15—20 кГ/см2 по линии откачек одним из насосов (в инструкции
указывается инвентарный номер насоса и порядок закрытия за-
движек и вентилей, оставленных открытыми при подготовке
к опрессовке). Опрессовку от давления 15—20 кГ/см2 до назна-
ченного давления испытания производят специальным насосом
218
в несколько приемов; величина конечного давления каждого
пресса и число прессов указываются .в инструкции по эксплуа-
тации. Например, при опрессовке печи до 100 кГ!см2 в три
приема назначают:
первый пресс — от 15—20 до 40 кГ!см2\
второй пресс — от 40 до 60 кГ1см2\
третий пресс — от 60 до 100 кГ[см2.
При каждом прессе назначенное предельное давление под-
держивают в течение 5 мин, после чего осматривают пробки
двойников, места развальцовки труб, фланцевые соединения,
сальники задвижек и вентилей. Осмотр разрешается только
после остановки насоса. При обнаружении пропусков дефектные
места отмечают, снимают давление, устраняют дефекты и по-
вторяют опрессовку.
Если дефекты йе удается устранить подтяжкой нажимных
болтов или шпилек, змеевик печи освобождают от продукта про-
дувкой паром или воздухом. Воздухом разрешается продувать
только охлажденные печи. По окончании продувки закрывают
задвижку на выходе из печи (или редукционный вентиль), за-
тем паровую или воздушную задвижку и открывают аварийную
задвижку в колодце. После проверки отсутствия давления в
змеевике (открытием контрольного вентиля) устраняют дефекты
обычными ремонтными способами. Затем змеевик заполняют
сырьем и опрессовывают в том же порядке.
Все работы по приемке змеевика, закрытию пробок и опрес-
совке производят с соблюдением правил безопасности.
Весь опрессовочный участок окончательно проверяет стар-
ший оператор, который подробно записывает результаты опрес-
совки в вах.тенный журнал.
Техника безопасности. Персонал, обслуживающий трубчатые
печи, должен знать правила техники безопасности, охраны тру-
да, противопожарные мероприятия, инструкцию по эксплуата-
ции данной установки, правила внутреннего распорядка, осо-
бенно в различных аварийных случаях.
Основные правила техники безопасности при эксплуатации
трубчатых печей приведены ниже.
При приемке труб и двойников разрешается пользоваться
для просвечивания только низковольтной электролампочкой.
Температуру и давление в печах необходимо изменять медлен-
но и плавно, чтобы отвратить возможность деформации.
Запрещается держать открытыми дверцы камер двойников
во время работы печи и при опрессовке. Дверцы камер для
осмотра двойников следует открывать лишь при установившемся
давлении в змеевике печи. Запрещается работать с неисправ-
ными двойниками, пропускающими нефтепродукты.
Во время работы печи необходимо проверить состояние ее
труб. При наличии отдулин> и свищей на трубах работать
819
запрещается. Износ труб следует контролировать измерением их
диаметра. При повышении допустимых пределов износа трубы
подлежат замене.
Подкрепление пробок двойников при течи из них в период
эксплуатации запрещается. При прогаре труб необходимо про-
дувать их паром таким образом, чтобы в топку печи попало как
можно меньше нефтепродуктов. При прогаре радиантных труб
продувку следует вести сверху вниз в аварийную емкость, при
прогаре конвекционных труб — вниз или вверх в зависимости
от места прогара. Пуск и работа с неисправной системой паро-
тушения запрещаются. Исправность этой системы необходимо
проверять каждую смену.
Камеры двойников должны быть оборудованы исправно
действующей системой паротушения. Вентиль системы пароту-
шения должен быть расположен в безопасном месте. В змеевики
трубчатых печей и в другие аппараты пар должен поступить
только тогда, когда давление в них станет ниже давления пара
в паропроводе.
Пар в змеевик печи для продувки следует подавать после
того, как весь конденсат из паропровода будет спущен. На паро-
проводе, который служит для продувки змеевика паром, должен
быть установлен обратный клапан.
Перед пуском печи необходимо убедиться в отсутствии каких-
либо предметов, оставшихся в ней после ремонта. Перед зажи-
ганием форсунок все люки и лазы печи должны быть плотно за-
крыты. Запрещается зажигать форсунки без применения факе-
лов и без предварительной продувки камеры сгорания водяным
паром. Продувку следует вести до появления пара из дымовой
трубы, но не менее 15 мин.
При зажигании форсунки необходимо сначала поднести
к ней через специальное отверстие зажженный факел, открыть
доступ пара и воздуха и только после этого постепенно открыть
вентиль жидкого топлива. Применять для пропитки факела
легковоспламеняющиеся продукты (например, бензин, керосин,
лигроин и др.) запрещается. Горящий факел следует тушить в
ящиках с песком. При попадании в форсунки конденсата вместе
с газом необходимо немедленно перекрыть газовые вентили и
спустить конденсат из линии в безопасное в пожарном отноше-
нии место. Необходимо строго соблюдать нормальный режим
горения в камерах сгорания; все форсунки должны быть оди-
наково загружены, факелы должны быть одинаковых размеров.
При образовании течи в камере двойников необходимо по-
дать пар в камеру. Если произошло воспламенение и сбить
огонь паром не удается, установку следует остановить для лик-
видации дефектов.
К работе по очистке и ремонту печи должны приступать
только с разрешения начальника установки. На время ремонта
220
печь должна быть отключена заглушками от всех производ-
ственных трубопроводов. Паропроводы на ремонтируемой печи
не отключаются.
Открывать пробки двойников можно только после прекраще-
ния подачи пара в змеевик и открытия задвижки на спускном
аварийном трубопроводе. Прежде чем приступить к вскрытию
двойников, необходимо убедиться в отсутствии в трубах нефте-
продукта путем открытия контрольных пробок — одной в пото-
лочном экране и второй внизу печи. При открытии контрольных
пробок рабочий должен стоять сбоку соответствующего двойника/
Если через открытую пробку контрольного двойника вы-
текает нефтепродукт, контрольный двойник нужно закрыть и
продолжать продувку.
Производство работ пневматическим инструментом с лестницы
запрещается. Чистка труб одной и той же секции с двух сторон
также запрещается.
Нельзя продувать трубы воздухом, пока с противоположной
стороны печи идет очистка. Состояние воздушной турбинки не
следует проверять вблизи работающих коксоочистителей.
Запрещается вынимать из трубы работающую воздушную
турбинку. Рабочие, производящие очистку труб, должны быть
в защитных очках.
Рабочие могут быть допущены к работе внутри печи после
охлаждения ее до. 50° С. Все окна и люки при этом должны
быть открыты, форсунки вынуты, подводка газа отключена и
установлены заглушки.
Лазы в печь при ремонтных работах нельзя загромождать
какими бы то ни было материалами; они должны быть всегда
свободны на случай немедленной эвакуации рабочих из печи.
Дежурный рабочий, поставленный снаружи у лаза, обязан:
следить за тем, чтобы все лазы для входа в печь и выхода из
нее и отверстия для вентиляции были постоянно открыты; по-
стоянно поддерживать связь с рабочими, чтобы в случае необ-
ходимости оказать немедленную помощь; при невозможности
оказать помощь лично немедленно сообщить ближайшим рабо-
чим и администрации.
Настил лесов и подмостей должен вплотную' подходить к
стенам печи. Настил для промера, смены и очистки труб дол-
жен быть сплошным.
Высота прохода на лесах должна быть в свету не менее
1,8 м, ширина настила не менее 1 м. Леса, подмости и стре-
мянки, расположенные выше 1,1 м от уровня пола, следует
ограждать перилами высотой не менее 1 м и бортовой доской
высотой не менее 150 мм. На лесах и подмостях необходимо
указывать допускаемую нагрузку. Состояние лесов и подмостей
следует ежедневно проверять,
221
Подвесные (на стальном тросе) леса разрешается приме-
нять после проверки расчетом диаметра троса на шестикратный
запас прочности, а также проверки под статической и динами-
ческой нагрузкой. Статическая нагрузка должна превышать рас-
четную в два раза, динамическую — на 10%.
При работе внутри печей запрещается:
сбрасывать с верхних лесов материалы и инструмент;
складывать материалы и инструмент у края настила;
разбирать кладку большими глыбами — разборку нужно
вести по одному кирпичу, спуская их по специальному желобу;
вырубать шлак на стенах печи без очков;
производить очистку труб печи.
Работа в печи должна быть немедленно прекращена, если
есть, опасность обрушения кладки или если в ней обнаружены
нефтепродукты и газы.
ГЛАВА 12
ОБОРУДОВАНИЕ ДЛЯ СМЕШЕНИЯ И РАЗДЕЛЕНИЯ
На нефтеперерабатывающих заводах широко применяют
различные устройства для смешивания жидкостей с.жид-
костями или жидкостей с малым количеством твердого
вещества.
Для перемешивания твердых веществ или твердых ве-
ществ с малым количеством жидкости пользуются бетономешал-
ками, бегунами, дезинтеграторами, смесительными барабанами.
Процесс перемешивания жидкостей и жидкостей с неболь-
шим количеством твердых веществ можно осуществлять в
устройствах с механическим перемешиванием, в диафрагмовых
и инжекторных смесителях, циркуляцией и пневматическими
барботерами.
Жидкости, близкие по физическому состоянию и химиче-
скому составу, смешивают в инжекторных смесителях пневма-
тическим способом, либо циркуляцией. При значительной раз-
нице плотностей смешиваемых жидкостей пользуются диафраг-
мовыми и инжекторными смесителями, а также механическими
мешалками. Смешивать жидкости с небольшим количеством
твердого вещества можно механическими мешалками и пневма-
тическим способом.
МЕХАНИЧЕСКИЕ МЕШАЛКИ
''Механические мешалки могут быть применены для большин-
ства практически встречаемых случаев. Основными типами ме-
шалок можно считать следующие: лопастные, рамные, пропел-
лерные, турбинные и специальные (якорные и др.).
Лопастные1 (рис. 134) и рамные (рис. 135) мешалки служат
для смешения жидкого вещества с твердым и поддержания его
во взвешенном состоянии, для разведения паст, размешивания
шлама и т. д. Пропеллерные мешалки (рис. 136 и 137) приме-
няют для интенсивного перемешивания подвижных жидкостей,
образования эмульсий и устойчивых суспензий. Турбинные ме-
шалки .(рис. 138) используют для смешивания небольшого
223
г
1 L J . 1
- г *i . .
1 L : 1
1 q г 71
1: :
1 —L j
количества твердых веществ в жидкости, а также смешивания
жидкостей, сильно отличающихся по вязкости. Специальные
Й)ПТ мешалки служат для смешивания боль-
ших количеств твердых веществ с
жидкостями, проведения реакций ме-
жду газом и жидкостью и для других
целей.
Основные типы перемешивающих
устройств механических мешалок пока-
заны на рис. 139. Тип и режим работы
перемешивающих устройств выбирают по
результатам испытаний моделей и в со-
ответствии с законами подобия создают
промышленные мешалки. Гидродинами-
Рис. 134, Мешалка с пло- ческий режим перемешивания харак-
скими лопастями. теризует критерии Рейнольдса Re и Эй-
лера Ей.
Для процесса перемешивания критерий Рейнольдса имеет
вид:
Re
рИб/2
М-
м
где р—плотность жидкости кГ • сек2!м4;
п — число оборотов мешалки, сек~х\
d — диаметр мешалки, м;
Ц — вязкость жидкости, кГ • сек/м2.
Рис. 135. Установка чугунных рам:
а —рама малая; б —рама большая.
Критерий Эйлера является функцией критерия Рейнольдса:
Ечм = f (ReM)
224
Рис. 136. Пропеллерная мешалка:
а —без диффузора; б — с диффузором.
Рис. 137. Пропеллерное перемешивающее устройство.
15 Зак. 299
Рабочую мощность, затрачиваемую на преодоление сил тре-
ния жидкости, определяют по формуле:
Np — Eupn3^5 кГ • м/сек
откуда
Ей
pn?d5
ИЛИ
Еим
А
Re™
м
где Ант — постоянные величины, определенные опытным пу-
тем; их значения для перемешивающих устройств, показанных
на рис. 139, приведены в табл. 20.
Рис. 139. Конструкция перемешивающих устройств:
7—12— типы перемешивающих устройств (см. рис. 140).
На основании большого количества опытных данных состав-
лен график (рис. 140) зависимости критерия Эйлера Ей от кри-
терия Рейнольдса ReM для перемешивающих устройств с глад-
кими стенками, показанных на рис. 139.
При пуске мешалки лопасти испытывают максимальное со-
противление, так как в этот момент преодолевается также инер-
ция всей массы жидкости. При установившемся движении ра-
бота затрачивается на преодоление сил трения жидкости, на ее
завихрения, преодоление сил трения в звеньях передаточного
механизма.
В пусковой период работа, затрачиваемая на преодоление
силы инерции жидкости и сил трения, составляет:
^ = ^и + ^т кГ • м/сек
Потребная мощность на преодоление сил трения определена
ранее и может быть рассчитана:
NT == Np = KdfinPp кГ • м/сек
226
ТАБЛИЦА 20
Числовые значения постоянных А и т
Тип мешалки (см. рис. 139) Г еометрическая характеристика Значения постоянных Критерий Рейнольдса
H/d Did s/d А | т
Двухлопастная с вертикальными ло- пастями (1)" . . с наклонными ло- j 2 2 0,36 { 111,0 14,35 1,0 0,31 Re <20 Re = Ю2 • —5 - 104
пастями под уг- { 3 3 0,33 6,8 0,2
лом 45° (2,3) Четырехлопастная с вертикальными ло- 3 3 0,33 4,05 0,2 —
пастями . (4)' . . с наклонными ло- пастями под уг- 3 3 0,33 8,52 0,2
лом 45° вверх (5} с наклонными ло- пастями под уг- 3 3 0,33 5,05 0,2 —
лом 45° вниз . . с наклонными ло- пастями под уг- 3 3 0,33 4,42 0,2 ——
лом 60° вверх (6) Якорная 3 3 0,5 6,30 0,18 —
двухлопастная (7} четырехлопастная 1,11 0,11 6,2 . 0,25 —-
(8J Пропеллерная двухлопастная с на- клонными лопа- стями под углом 1,11 1,11 0,11 6,0 0,25
22,5° _(9) . . . . трехлопастная с на- 3 3 0,33 0,985 230 0,15 1,67 Re <30
клоном d (10) Турбинная трехлопастная с входным отвер- 3,5 3,8 1 { 4,63 1,19 0,35 0,15 Re < 3 • 103 Re<3-103
стием 37 мм (И) шестилопастная с направляющим 3 3 0,33 3,90 0,2
аппаратом (12) . 1,78 2,4 0,25 5,98 0,15 —
где ^ = 0,2(pa; •
Ф—коэффициент сопротивления;
а — отношение высоты лопасти к ее диаметру.
Пусковая мощность мешалки
дгп = да5л3р 4- EuMd5/z3p == (К + EuM) tf5n3p кГ • mJ сек
15*
227
Рис. 140. График для определения мощностей мешалок в аппаратах с гладкими стенками:
1—12 — кривые расхода мощности мешалок (см. рис. 139).
Пусковая мощность может быть выражена и через рабочую:
Nn (K+EuM)dWp
Л^р EuMd6n3p
откуда
Na = N *.+.?“« Kr. м/сек
DUM
Работу, затрачиваемую' на преодоление сопротивлений в
звеньях механизмов, удары и пр., оценивают коэффициентом
полезного действия т]. Расчетная полная мощность мешалки
равна
ЛГР-" =---102^---- Квт
Приведенная таблица значений постоянных А и т, а также
график для определения мощности мешалки дают возможность'
определить по вычисленному критерию Рейнольдса мощность
мешалок с такими же соотношениями H/d, D/d и s/d, какие при-
ведены на рис. 139 и для которых составлен график (рис. 140).
Для других соотношений H/d, D/d и s/d при определении пуско-
вой мощности вводят дополнительный коэффициент f, завися-
щий от типа мешалки и величины указанных соотношений.
Тогда
"р. п — / Ю2ц
Для лопастных мешалок с соотношениями H/d=0fi—1,6;
„г . 1 1 f I D\W /НХМ MW
D/d=2,5—4 ins/d — -3 — у коэффициент f = ^1 l-j-J .
Для якорных мешалок этот коэффициент равен
_ ( D У’1 (JL\0,6 П^М0-3
' \D) \ d )
Для пропеллерных и турбинных мешалок
/ D \0,93
Формулы справедливы для аппаратов с гладкими стенками
и без внутреннего оборудования. Для преодоления различных
сопротивлений, в том числе от внутреннего оборудования, тре-
буется увеличить мощность на следующие величины (прибли-
женно), в %:
Шероховатость стенок ....... '20
Наличие:
гильз для термопар............ 10
змеевиков............... . . 100
внутренних труб (подающих) . 20
229
По приведенным формулам, таблице, графику мощности и
по принятому числу оборотов подбирают привод к мешалке или
смесителю. Различными организациями разработаны индиви-
дуальные приводы к механическим мешалкам с разными мощ-
ностями и числами оборотов.
СМЕСИТЕЛИ
Диафрагмовые смесители. Диафрагмовые смесители просты,
надежны и широко применяются на нефтезаводах для переме-
шивания нефтепродуктов с различными реагентами. Чаще всего
они представляют собой отрезки труб, внутри которых на стерж-
не установлены диафрагмы с отверстиями.
На рис. 141 изображен диафрагмовый смеситель с пятью не-
большими отверстиями в диафрагме. Суммарное сечение отвер-
Рис. 141. Диа-
фрагмовый сме-
ситель:
1 — шток крепле-
ния диафрагм; 2 —
заглушка; 3 — па-
трубок для вывода
смешанных жидко-
стей.
Рис. 142. Инжекторные смесители:
а — турбулентно-инжекторный; б — центрифугально-
инжекторный; 1, 2 —ввод смешиваемых продуктов;
3 — выход смеси.
стий в диафрагме и зазор между ней и стенкой трубы подби-
рают с таким расчетом, чтобы потери напора на одну диа-
фрагму не были более 0,07—0,14 кГ/см2. Число диафрагм при-
нимают по опытным данным, а расстояние между* ними берут
примерно 0,3 м. Смеситель устанавливают на линии основного
продукта. Перед входом продукта в смеситель подкачивают ре-
агент. К первой диафрагме смесителя подводят два продукта —
при прохождении жидкости через отверстия скорость движения
резко возрастает, благодаря чему происходит почти полное сме-
шение. Иногда вместо диафрагм с несколькими отверстиями
устанавливают попеременно диафрагмы различных размеров,
перекрывающие центральную или периферийную части сме-
сителя,
Для улучшения смешения применяют также специальные
смесительные насадки.
Инжекторные смесители. Эти смесители по конструкции не-
сколько сложнее диафрагмовых. На рис. 142 изображены тур-
булентно-инжекторный и центрифугально-инжекторный смеси-
тели. Струя основного продукта прокачивается под давлением
через сопло, из которого она вытекает с большой скоростью,
Рис. 143. Инжекторный смеситель трубчатого типа.
вследствие чего создается пониженное давление, способствую-
щее подсасыванию в камеру и увлечению из нее второго про-
дукта. В смесительных камерах жидкости хорошо перемеши-
ваются и поступают в расширяющуюся часть (диффузор). Ско-
рость в диффузоре уменьшается, а давление увеличивается.'
Инжекторный смеситель, в котором совмещены смесительная
камера и диффузор, показан на рис. 143.
ДРУГИЕ УСТРОЙСТВА ДЛЯ ПЕРЕМЕШИВАНИЯ
Перемешивание при помощи циркуляции. Иногда для пере
мешивания больших объемов жидкости приходится производить
50—100-кратный оборот. При всасывании сверху и нагнетании
вниз применяют пропеллерные насосы, которые при незначи-
тельном расходе мощности дают небольшую высоту всасывания
(1—2 ж), но высокую производительность.
Перемешивание при помощи барботера. Конструкция этого
устройства несложна. Барботер представляет трубу или трубы,
заглушенные на конце, с отверстиями для выхода газа или
пара. Выходящий с большой скоростью из многочисленных от-
верстий агент производит перемешивание. Недостатками этого*
устройства являются большой расход перемешивающего агента
231
и электроэнергии, возможность химического воздействий на пе-
ремешиваемый продукт, засорение малых отверстий, шум и виб-
рация.
Применение ультразвука для приготовления эмульсий и сус-
пензий. Получить на обычных смесительных устройствах устой-
чивую эмульсию из жидкостей, которые резко отличаются по
своей плотности, практически невозможно. Лишь при помощи
ультразвуковых волн возможно получать эмульсии легких жид-
костей в тяжелых или тяжелых в легких.
При распространении ультразвуковых колебаний в жидкости
возникает ультразвуковая кавитация. Под влиянием разрежения
в жидкости образуется большое количество разрывов в виде
мельчайших слегка светящихся в темноте пузырьков, которые
захлопываются, и в это время развиваются мгновенные большие
давления. Эти давления дробят или измельчают твердые тела,
находящиеся в жидкости, или разбивают жидкости на мельчай-
шие капли одного размера, вследствие чего образуется взвесь
капелек одной жидкости в другой. Чем мельче диспергирована
одна жидкость в другой, тем больше поверхность соприкоснове-
ния между ними и тем более устойчива эмульсия.
Если в жидкости имеются твердые тела, они измельчаются,
и суспензия получается более однородной.
Для получения эмульсий из чистых жидкостей может быть,
применен гидродинамический преобразователь, который погру-
жается в бак, загружаемый компонентами. .Гидродинамический
преобразователь состоит из сопла, через которое под большим
давлением прогоняется жидкость, и вибратора, представляюще-
го собой пластинку с заостренным краем, закрепленную на опре-
деленном расстоянии. Выходящая с большой скоростью из соп-
ла струя жидкости, ударяясь о края пластинки, разделяется на
две струи, приводя ее в колебательное движение. В результате
возникают два пучка ультразвуковых колебаний, направленных
перпендикулярно к поверхности пластинки. Под воздействием
этих колебаний на окружающую жидкость и происходит про-
цесс образования эмульсии. Из нижней части бака жидкость
забирается насосом и вновь подается в сопло. Благодаря этому
в зону интенсивных колебаний непрерывно поступают свежие
порции жидкости, происходит интенсивное перемешивание и про-
цесс эмульгирования протекает быстро.
Если в жидкости имеются твердые частицы или жидкость
полимеризуется, гидродинамические преобразователи забивают-
ся и не могут -быть использованы для приготовления эмульсий.
В этих случаях применяют магнитострикционные преобразова-
тели.
Промышленность выпускает акустические диспергаторы, при-
меняемые в химической и других отраслях промышленности для
приготовления различных эмульсий и суспензий.
232
ОТСТОЙНИКИ И ВОДОГРЯЗЕОТДЕЛИТЕЛИ
Для разделения неоднородных жидкостей, а также для оса-
ждения взвешенных в жидкости твердых частиц применяют от-
стойники. В зависимости от режима работы различают отстойни-
ки периодического, полунепрерывного и непрерывйого действия.
Для разделения нефтяных эмульсий, отделения кислого гудрона,
щелочных отходов, воды и грязи от нефти и нефтепродуктов
служат вертикальные и горизонтальные цилиндрические аппа-
раты. Их внутреннее оборудование состоит из устройств, спо-
собствующих созданию лучших условий для разделения. Обыч-
но у места ввода продукта устанавливают отражатель, который
иногда служит и направляющим устройством. Иногда устана-
вливают перегородки (полки), по которым стекает одна из от-
делившихся жидкостей.
Для подогрева продукта до температуры, при которой более
интенсивно происходит отстой, устанавливают змеевики. Для
удаления твердого или густого осадка после слива отстоявшейся
жидкости отстойники периодического действия снабжают уст-
ройствами, облегчающими выгрузку отстоя (барботеры для
взмучивания осадка, скребки и др.). . »
ФИЛЬТРЫ
Фильтры служат-для разделения жидкости и взвешенного
в ней твердого вещества, а также для разделения эмульсий.
В последнем случае фильтрующая среда смачивается одной
жидкостью и пропускает ее, но не смачивается другой жид-
костью и задерживает ее.
Существуют фильтры периодического и непрерывного дей-
ствия.
По величине давления различают фильтры, работающие под
давлением столба фильтруемой жидкости; под избыточным дав-
лением, создаваемым насосом или компрессором; вакуум-фильт-
ры, работающие под разрежением, создаваемым вакуум-насо-
сами.
По роду фильтрующей перегородки бывают фильтры с зер-
нистой перегородкой (кварцевый песок, гравий, известняк, кокс,
уголь и др.), с тканевой перегородкой (грубошерстное сукно,
стеклоткань, хлопчатобумажные ткани, ткани из асбестового во-
локна, синтетических материалов и металлические сетки), и
с неподвижной жесткой перегородкой (пористые керамиковые
плиты или специальные изделия).
Фильтрпрессы разделяют на рамные и камерные. Наиболее
распространенными конструкциями фильтрпрессов являются
рамные (с чугунными рамами и плитами). ' .
Рамные фильтрпрессы (рис. 144) выпускают с рамами де-
вяти размеров. Толщина рам может быть 24 и 45 мм, а их коли-
233
чество'от 10 до 56. Эти рамы устанавливают между задней не-
подвижной и передней передвижной плитами.
Фильтрпрессы с малым числом рам имеют ручное зажимное
устройство, а при большем числе рам ручное, гидравлическое
или электромеханическое. В последних двух случаях привод
может быть индивидуальным или групповым. В большинстве
случаев рамы имеют квадратную форму: размеры рам в свету
от 275X225 до 1000X1000 мм. Для фильтрации корродирующих
жидкостей плиты и рамы изготовляют из дерева или чугуна и
Рис. 144. Рамный фильтр с гидравлическим зажимом.
покрывают защитными покрытиями (резиной, пластмассами
и т. д.).
На рис. 145 показана схема работы рамного фильтрпресса.
На рамы 3 натягивается ткань 4. Плиты и рамы, установленные
на тяги пресса, сжимаются при помощи зажима так, чтобы верх-
ние кольцевые отверстия в них образовали общий канал.
Жидкость между плитой и рамой не проходит. Фильтруемая
жидкость подается насосом в общий канал, откуда через малые
каналы попадает в полость рамы. Пройдя через ткань (сал-
фетку), она попадает на рифы плиты, по которым стекает в
нижний сборный канал (см. рис. 145,я), и удаляется затем из
фильтрпресса. Твердый осадок остается на салфетках. С тече-
нием времени слой осадка увеличивается и уплотняется, поры
салфетки забиваются и дальнейшая фильтрация становится
невозможной. Тогда фильтр промывают, подсушивают и уда-
ляют слой осадка, после чего меняют салфетки (фильтрующую
ткань). ,
При промывке краны на плитах закрывают через один (см.
рис. 145, б). По отдельным промывным каналам, расположен-
ным в верхней части плит и рам, подают промывную жидкость.
Она идет по рифам тех плит, у которых закрыты краны, прохо-
234
дит через ткань и выходит наружу через открытый кран сосед-
ней плиты. Слой осадка подсушивают воздухом. При очистке
плит и рам разжимают пресс, раздвигают рамки и плиты, счи-
рифлёных и
Рис. 145. Схема работы рамного
фильтрпресса:
а —стадия фильтрации; б — стадия промывки
/ — рифленые плиты; 2 —задняя плита;
3 — рама; 4 — фильтровальная ткань (салфетка).
щают осадок.
Камерные фильтрпрессы состоят из одних
фильтровальных плит с центральным отверстием. При сжатии
плит образуются камеры и
сплошной осевой канал, по ко-
торому подается фильтруемая
жидкость. Через ткань она
проходит на рифленую поверх-
ность плит и стекает в канал
для стока фильтрата.
Достоинствами рамных
фильтрпрессов являются: ши-
рокая область применения, воз-
можность эксплуатации при
сравнительно большой толщи-
не осадка, простота изготовле-
ния и большая фильтрующая
поверхность в одном агрегате
(до 140 м2).
К недостаткам рамных
фильтрпрессов относятся: пе-
риодичность действия, невысо-
кое допускаемое давление, не-
возможность устранить тяже-
лый ручной труд при разгруз-
ке и смене салфеток.
Фильтры непрерывного дей-
ствия. К ним относятся бара-
банные, дисковые и ленточные
фильтры, работающие под ва-
куумом или под давлением.
В зависимости от материа-
ла основных деталей, соприка-
сающихся с обрабатываемой средой, барабанные вакуум-фильт-
ры изготовляют из углеродистой стали и чугуна (с условным
обозначением У, например БОУ); из кислотостойкой стали; не-
металлических материалов (с условным обозначением К); из
гуммированных материалов (с условным обозначением Р).
Барабанный вакуум-фильтр. На рис. 146 показан герметизи-
рованный вакуум-фильтр непрерывного действия, применяемый
на установках депарафинизации масел. Он состоит из разъем-
ного кожуха, вращающегося барабана, распределительной голов-
ки (золотника), приводного и ряда других устройств (для удале-
ния газа, обмотки фильтровальной тканью, съема осадка и др.).
235
Рис. 146. Вакуум-фильтр барабанный Б50-30/5,4 герметизированный:
/ — штуцер для подачи и спуска смеси сырья и растворителя; 2—штуцер для подачи инертного газа; 3 — патрубок для выхода газа
из шнека; 4 — насос для централизованной смазки; 5— регулятор уровня; 6— штуцеры для подачи промывочной жидкости; 7 —смотро-
вые люки; патрубок для подачи инертного газа в корпус; 9 —патрубок для выхода промывочного фильтрата; /9—выход филь-
трата; // — патрубок для ввода газа отдувки.
один на другом дисков: вра-
1 г
Рис. 147. Распределительная го-
ловка вакуум-фильтра:
1 — вращающийся диск; 2 —неподвижный
диск; 3 — щель для соединения с линией
вакуума; 4 — щели для промывочных вод;
5— щель для соединения с линией сжа-
того воздуха; 6 —отверстия для соеди-
нительных трубок.
Вращающийся барабан разделен продольными перегород-
ками на ряд неравных секций, каждая из которых при враще-
нии цдсдедовательно проходит все фазы процесса. Наружная
поверхность барабана представляет собой сетку, накрываемую
фильтровальной тканью,- которая закрепляется проволокой, на-
матываемой при помощи специального устройства.
Распределительная головка (рис. 147) состоит из двух тща-
тельно пришабренных и лежащих
вдающегося I с отверстиями для
соединительных трубок и непо-
движного 2. Неподвижный диск
имеет пять щелей различного
размера, длина каждой соответ-
ствует продолжительности фа-
зы-фильтрования, промывки
осадка, сушки его, съемки осад-
ка, продувки фильтра.
В нижнее корыто кожуха,
снабженного качающейся мешал-
кой, непрерывно подается фильт-,
руемая жидкость. Когда при вра-
щении диска 1 отверстия оказы-
ваются против большой щели
неподвижного диска 2, ячейки барабана сообщаются с вакуум-
трубопроводом и отфильтрованная жидкость поступает в сбор-
ник фильтрата. Щели 4 и 5 соединяют ячейки с приемниками
для промывки, а щели 6 соединяют их с трубопроводом сжа-
того воздуха для просушки осадка и продувки фильтрующей по-
верхности после съема осадка. Для наблюдения за происходя-
щим внутри корпуса процессом имеются смотровые окна.
Для нормальной работы барабанного вакуум-фильтрата в
корыте всегда следует поддерживать постоянный уровень.
С целью уменьшения вязкости суспензии сырье разбавляют
легкими растворителями и теми же растворителями промывают
осадок. Поэтому возникает опасность образования взрывоопас-
ной смеси. С целью предотвращения взрыва вакуум-фильтры
снабжают устройствами для получения и рециркуляции инерт-
ного газа, что усложняет конструкцию и ее эксплуатацию.
Промышленность выпускает барабанные и вакуум-фильтры
следующих типов:
БО — вакуум-фильтр широкого применения, открытый;
БЩ — вакуум-фильтр широкого применения, закрытый;
БВ — вакуум-фильтр для волокнистых веществ;
БТ — вакуум-фильтр для труднофильтрующихся и малокон-
центрированных суспензий;
БГ — вакуум-фильтр для легколетучих или токсичных суспен-
зий (герметизированный);
237
Рис. 148. Ленточный вакуум-фильтр:
J — приводной барабан; 2—натяжной барабан; 3 — лента; 4 — вакуум-камера; 5—коллектор;
6—лоток для подачи суспензий; 7— окно для подачи промывочной жидкости; 8— загради-
тельный ролик.
БЛ — вакуум-фильтр для легкофильтрующихся суспензий с
крупнокристаллической твердой фазой.
Фильтрующая поверхность барабанных вакуум-фильтров до-
ходит до 50 м2 (разрабатываются фильтры с фильтрующей по-
верхностью до 75 м2 при диаметре вращающегося барабана
3,0 м).
Рис. 149. Фильтрпресс автоматический, камерный
с механическим зажимом плит ФПАКМ 25-45К.
Достоинствами барабанных вакуум-фильтров являются: не-
прерывность процесса, возможность применения их в особых
случаях.
К их недостаткам следует отнести: сложность изготовления
и монтажа; необходимость оборудования помещения вакуум-
фильтров подъемно-транспортными устройствами, сложность
обслуживания, ремонта, регулирования распределительной го-
ловки.
Ленточный вакуум-фильтр (рис. 148) ’состоит из приводной
И натяжной станций, стола с вакуум-камерами, коллекторов для
фильтрата и промывочной жидкости, фильтрующей поверхности
в виде бесконечной резиновой ленты специального профиля, лот-
ка для подачи суспензии, устройств для съема осадка и бункера
для него.
Фильтрпресс автоматический камерный хс механическим за-
жимом плит (рис. 149) состоит из станины, на которой установ-
лены камеры, приводных' и натяжных устройств для фильтрую-
щей ленты, механических устройств для зажима плит и двига-
теля для автоматического передвижения фильтрующей ленты,
очистки ее и приведения в действие зажимных устройств.
Фильтрпресс предназначен для фильтрования суспензий с со-
держанием твердой фазы 10—400 г/л при температуре не выше
80° С и диаметре подающих суспензию труб не более 25 мм.
Производительность 1 м2 фильтрующей поверхности автомати-
ческого фильтрпресса ФПАКМ 25-45К в 4—10 раз выше, чем
у рамных фильтрпрессов.
ЦЕНТРИФУГИ
Центрифуги служат для разделения жидких неоднородных
систем под действием центробежных сил. Центрифуги класси-
фицируют по фактору разделения, технологическому назначе-
нию, способу выгрузки осадка и по конструкции.
Фактор разделения. Фактором разделения Др называют от-
ношение ускорения центробежной силы w2!R к ускорению силы
тяжести g.
„ _ ш2 со2/? Rrfi
где w = — окружная скорость барабана, м(сек\
nRn !
0)===_----угловая скорость, сек *.
Центрифуги, у которых фактор разделения Др<3000, условно
называют нормальными центрифугами, а те, у которых
Др>3000 — сверхцентрифугами. Нормальные центрифуги приме-
няют для обработки суспензий, содержащих твердую фазу, раз-
деления эмульсий, отделения жидкости от штучных материалов
(белье, ткани и т. п.). Сверхцентрифуги служат для обработки
тонкоизмельченных и коллоидных суспензий малой концентра-
ции и эмульсий.
Технологическое назначение центрифуг. По технологическому
назначению центрифуги разделяются на три группы: отстойные,
фильтрующие и сепарирующие.
Способ выгрузки осадка. По способу выгрузки осадка из ба-
рабана различают центрифуги с выгрузкой вручную, при по-
мощи ножей, скребков, шнеков, поршней, а также под действием
силы тяжести, центробежной силы и гидравлическим способом,
Центрифуга представляет собой быстро вращающийся во-
круг своей оси барабан, во внутреннюю полость которого загру-
жается, смесь, подлежащая разделению на компоненты.
Если во вращающийся барабан со сплошной стенкой пода-
вать суспензию, то она образует кольцевой слой, максимальная
толщина которого равна ширине закраины барабана. Продукт
движется от места подачи к месту выхода. \
Взвешенные твердые частицы движутся вместе с жидкостью
вдоль барабана и одновременно под действием центробежной
силы радиально к стенке барабана и образуют на ней осадок.
Из барабана уходит чистая жидкость. По накоплении осадка
центрифугу останавливают и очищают. Такие центрифуги назы-
ваются отстойными периодического действия.
Если в центрифугу подавать эмульсию жидкостей с различ-
ными удельными весами, то капельки более тяжелой жидкости
движутся к стенке барабана и образуют внешнее кольцо. Разде-
лившиеся жидкости можно непрерывно выводить. Такие центри-
фуги называются отстойными непрерывного действия.
У фильтрующих центрифуг боковая поверхность барабана
служит фильтрующей перегородкой. В стенке корпуса имеются
отверстия диаметром 6—12 мм с шагом, равным 3—4 диаметрам
отверстий.
С внутренней стороны барабана по проволочной сетке укла-
дывают фильтрующую ткань. Под действием центробежной силы
возникает давление суспензии на стенку, жидкость проходит
через фильтрующую перегородку и попадает в кожух, откуда
выводится через сливной штуцер. Твердая фаза образует слой
осадка, который соскребывается при, остановке вручную или на
ходу скребками, ножами, шнеками (периодически или непре-
рывно). В центрифугах фильтруют суспензии с кристалличе-
скими и малосжимаемыми осадками.
В нефтеперерабатывающей промышленности центрифуги при-
меняют для отделения воды от нефти при ее обессоливании и
деэмульгации; при сернокислотной очистке крекинг-бензинов —
для отделения кислого гудрона; при депарафинизации масел и
в других процессах.
Центрифуги и фильтрующие ткани выбирают не только по
расчету, но и по данным лабораторных исследований и экспери-
ментов на производственных установках.
По конструкции опор и расположению оси барабана в про-
странстве центрифуги разделяют на подвесные (вертикальные),
подвесные на колонках (вертикальные), вертикальные стоячие
(с подпертым валом); горизонтальные и наклонные.
В СССР изготовляют центрифуги следующих типов: периоди-
ческого действия (подвесные саморазгружающиеся, трехколон-
ные, автоматические); непрерывного действия (горизонтальные
Щ ?ээ 241
и
ная для разделения мелко-
10 8 8
Рис. 150. Подвесная фильтрующая цен-
трифуга периодического действия:
/ — барабан; 2 — вал; 3 — конус; 4 — кожух; 5— от-
кидная крышка; б —днище; 7 —штуцер филь-
трата; 8 — разгрузочный конус; 9 — механизм
поворота крышки; 10 — брызгало; // — тормоз
с приводом; 12— корпус опоры вала; 13 — электро-
двигатель; /-/ — станина.
с пульсирующей выгрузкой осадка и со шнековой выгрузкой,
конические и ступенчатые) и сверхцентрифуги.
Центрифуги периодического действия. На рис. 150 показана
подвесная центрифуга периодического действия, предназначен-
среднезернистых суспензий,
требующих короткого цик-
ла центрифугирования. В
этой конструкции барабан
закреплен на ступице, уста-«
новленной на валу 2, кото-
рый подвешен в стакане с
шариковыми подшипниками.
Стакан помещен в кониче-
ском резиновом амортизато-
ре, установленном в корпу-
се 12, Расположение опоры
выше центра тяжести бара-
бана делает систему устой-
чивой. Вращение от электро-
двигателя передается через
центробежную муфту. Во
время загрузки и работы
центрифуги окна (промежут-
ки между спицами) закры-
вают конусом S, который
подымают по валу, после
, чего сталкивают в него
осадок. Для остановки слу-
жит ручной тормоз //;
для промывки и пропарки
устраивают сопла (брызга-
ло) 10,
В целях равномерного
распределения продукта за-
грузку центрифуги ведут
при замедленном вращении
барабана. Подвесные цен-
трифуги изготовляются с ба-
рабаном диаметром 1000 мм
при предельном 7<р= 1180 и с диаметром 1200 мм при предель-
ном 7(р = 615.
На рис. 151 изображена подвесная саморазгружающаяся
центрифуга периодического действия*, предназначаемая для раз-
деления среднезернистых суспензий, осадки которых обладают
достаточной сыпучестью и самостоятельно соскальзывают (после
остановки центрифуги) по наклонному днищу. Центрифугу за-
гружают при замедленном вращении, подавая продукт на рао
10А
342
Рис. 151. Подвесная саморазгружающаяся
центрифуга:
/ — барабан; 2 —кожух; 3 — распределительный диск;
4 — запорный конус; 5—подъемное устройство для
диска и конуса; б —тормоз; 7 —электродвигатель.
пределительный диск 3, передвигаемый по валу при помощи ры-
чага 5.
На. рис. 152 изображена трехколонная фильтрующая центри-
фуга периодического действия с нижней опорой, применяемая
для разделения средне- и
мелкозернистых суспен-
зий, когда требуется по-
лучить осадок с наимень-
шей влажностью. Центри-
фуга имеет барабан, со-
стоящий из ступицы 1,
днища 2, обечайки 3 и
верхнего бортового коль-
ца (закраины) 4. На вну-
треннюю поверхность обе-
чайки укладывают по сет-
ке фильтровальную ткань.
Барабан, закрытый ко-
жухом 5 и крышкой 6,
смонтирован на литой
станине 12, подвешенной
при помощи трех тяг 15
(с полушаровыми голов-
ками и пружинами) на
трех колоннах, устано-
вленных на общей плите.
Электродвигатель 14 че-
рез клиноременную пере-
дачу приводит во враще-
ние барабан центрифуги.
Центрифуга снабжена
ленточным тормозом 9 с
приводом 8, блокиров-
кой 10, не допускающей
запуск электродвигателя
при открытой крышке и
ее открытие при вращаю-
щемся барабане. Суспен-
зию вводят через отверстие 7 при замедленном вращении бара-
бана, а осадок выгружают вручную через верхнюю часть этого
отверстия.
В СССР выпускают трехколонные центрифуги с фильтрую-
щими и сплошными барабанами диаметром от 600 до 1500 мм,
при максимальном числе оборотов от 730 до 1450 в минуту.
„Автоматические центрифуги работают без остановок, их за-
грузка и удаление осадка производится без остановки агрегата.
Последовательность и продолжительность отдельных операций
16*
243
центрифугирования регулируется злектрогидравлическим авто-
матом. Автоматические центрифуги изготовляют с диаметрами
барабана 800, 1200 и 1800 мм при предельном факторе разделе-
ния соответственно Кр= 1300; 810; 520.
Рис. 152. Трехколонная фильтрующая центрифуга
периодического действия с нижней опорой:
/ — ступица барабана; 2 —днище; 3 —обечайка; 4 — бортовое кольцо;
5—кожух: 6 —крышка; 7 —окно для подачи суспензии; 8 — привод
тормоза; Р —тормоз; 10 — блокировка; // — колонка; 12 — станина;
13 — штуцер для фильтрата; 14 — электродвигатель; 15— тяга подвеса.
На рис. 153 изображена горизонтальная автоматическая
центрифуга.
Центрифуги непрерывного действия. В центрифугах непре-
рывного действия осадок непрерывно удаляется.
На рис. 154 показана горизонтальная отстойная центрифуга
со шнековым удалением осадка.
244
В этой конструкции барабан / имеет форму конуса, перехо-
дящего в цилиндр. На левом днище барабана предусмотрены
окна 14 для выхода осадка, а на правом окна 13 для слива
фугата. Барабан приводится во вращение электродвигателем
через клиноременную передачу и дифференциальный редуктор,
связанный с валом 3, на котором установлен барабан. Барабан
Рис. 153. Горизонтальная автоматическая центрифуга:
1 — барабан; 2 —станина; 3 —нож для съема осадка; 4 — гидравличе-
ский цилиндр; 5—желоб; 6—трубопровод; 7 —пневматический
молоток.
и вал 5, соединенный, со шнеком, вращаются с разными скоро-
стями. Разность окружных скоростей барабана и лопастей
шнека невелика (±1—1,5%), но достаточна для перемещения
осадка справа налево к окнам 14. Суспензия по трубе 7 по-
дается в левый край полости шнека 9 и через окна 10 поступает
в барабан 1.
Жидкость, осветляясь, движется слева направо к сливным
окнам 13 в правом днище барабана, а осадок справа налево.
Расстояние окон 13 от оси барабана определяет толщину слоя
245
Рис. 154. Горизонтальная отстойная центрифуга непрерывного действия:
7 —барабан; 2—днище; 3— полый вал барабана; 4 — сплошной вал; 5—полый вал; 6 — фланец; 7— труба для подачи суспензии;
8 - труба для воды; 9— лопасть шнека; 10—окно; 77 — кронштейн; 72—шкив; 13 — окно для слива фугата; 14— окно для выхода осадка.
6
жидкости (жидкостного кольца) и, следовательно, время от-
стоя.
Промышленностью выпускаются также горизонтальные филь-
трующие отстойные центрифуги непрерывного действия с уда-
лением осадка при помощи поршня-толкателя (пульсирующая
выгрузка). Такие центрифуги выпускают с диаметром барабана
800 мм при Др = 645 и диаметром 1200 мм при 7<р==615. Выпу-
скаются также вертикальные фильтрующие центрифуги непре-
рывного действия со шнековой i
выгрузкой осадка. Ju
Рис. 155. Барабан тарельчатой от-
стойной центрифуги для разделения
эмульсий.
Рис. 156. Трубчатая сверхцентрифуга
для разделения эмульсий:
/—•станина; 2 — барабан (ротор); 3 — головка
ротора; 4 — днище ротора; 5— отбойный диск;
6 —отборные коробки для разделенных жидко-
стей; 7 —тормоз; 8 — крыльчатка.
Сверхцентрифуги. Их применяют для разделения эмульсий
и тонких суспензий с низкой концентрацией твердой фазы.
На рис. 155 изображен барабан тарельчатой центрифуги,
состоящий из цилиндрического корпуса и конической крышки,
соединенных накидной гайкой. Внутри барабана размещены
тарелки из тонкого листового металла, имеющие форму усечен-
ных конусов с несколькими отверстиями по окружности. Тарел-
ки собраны так, что их отверстия совпадают и образуют сплош-
ные каналы, в которые поступает эмульсия из центрального па-
трубка. Эмульсия разделяется в тонких слоях между тарелками:
тяжелая и легкая жидкости движутся в разные стороны, как по-
казано стрелками, и выводятся на разных уровнях, Высота
,247
таких центрифуг небольшая. Работают они при 5000 —
10 000 об/мин.
На рис. 156 изображена трубчатая сверхцентрифуга. Она
состоит из станины с кожухом 1, трубчатого барабана (ротора)
2, внутри которого помещены радиальные лопасти (крыльчатки)
8, головки ротора 3, обеспечивающие выход разделенных жидко-
стей в коробки 6, днища 4 ротора с отбойным диском 5, тор-
моза 7. Ротор подвешен на приводной головке. Вращение от элек-
тродвигателя (3000 об!мин) передается через ременную пере-
дачу.
Смесь подводится в ротор снизу через сопло. Струя отра- ,
жается от отбойного диска к стенкам ротора и, поднимаясь
к верху барабана; разделяется на слои (по удельному весу).
После сборных коробок легкая и тяжелая жидкости выводятся
через патрубки.
Сверхцентрифуги изготовляются с осветляющим или разде-
ляющим барабаном. Для загрузки осадка барабан вынимают,
разбирают и очищают.
ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ
Эксплуатация фильтров. Рассмотренные выше фильтры при-
меняют на различных технологических установках. Один и тот
же фильтр может быть использован для фильтрования различ-
ных продуктов при разных рабочих условиях. Эксплуатация
фильтров осуществляется в соответствии с инструкцией по экс-
плуатации установки.
Ниже приведены некоторые общие указания по эксплуатации
отдельных видов фильтров.
Фильтрпрессы следует устанавливать в соответствии с ви-
дом производства (огнеопасного, взрывоопасного и др.). При
подготовке фильтрпресса к работе должна быть проверена ис-
правность зажимного устройства. При навешивании салфеток
необходимо следить за тем, чтобы ткань к плитам прилегала
плотно —без складок и морщин. Сборку плит нужно начинать
от задней упорной плиты. Фильтрацию следует проводить до
тех пор, пока давление не достигнет указанной в паспорте до-
пустимой величины; превышение допустимого давления больше
чем на 10% категорически запрещается. При фильтрации горя-
чих продуктов фильтр и трубопровод необходимо разогревать
медленно и плавно путем медленного пуска горячего продукта.
Запрещается находиться против фильтра во время его пуска,
стоять вблизи грузов, держаться за рамы и стоять против мас-
ляного сальника во время зажима рам фильтра. Запрещается
продувать фильтр без его охлаждения. Открывать фильтр для
чистки разрешается только после тщательной продувки всех
дисков, причем во время продувки диски, ранее аварийно от-
248
ключенные, должны быть вновь включены. Чистить диски сле-
дует только деревянными лопатками. Во время разгрузки
фильтрпресса запрещается стоять на ванне пресса. Для этой
цели должны быть использованы специальные подставки. Диски
следует менять только после их охлаждения. Запрещается остав-
лять в помещении снятые диски, промасленные опилки, фильт-
ровальную бумагу. Все перечисленные предметы следует уда-
лять из помещения. Для мойки дисков фильтра должно быть
выделено специальное помещение, оборудованное ваннами с
подводом горячей воды. Запрещается прочищать пробоотборные
трубки фильтрпрессов при открытых крышках и наличии давле-
ния в фильтре. Воронка для сброса осадка должна быть закры-
та решеткой. Открывать крышки фильтра нужно осторожно,
стоя сбоку фильтра. Рамные и дисковые фильтры должны иметь
надежное заземление. Конструкция и обслуживание заземляю-
щих устройств должны соответствовать имеющимся правилам.
При приемке вакуум-фильтра после монтажа или ремонта
следует проверить регулировку распределительной головки по
заданным зонам фильтрации, работу регулятора уровня (по
заданному уровню в корыте), регулировку ножа для съема осад-
ка, качество обтяжки барабана фильтровальной тканью, состоя-
ние сальников на цапфе барабана и распределительной головке,
заполнение лубрикаторов и проходимость всей маслосистемы,
состояние редукторов и вариатора, оросительных труб и форсу-
нок, а также состояние всей системы выработки и регенерации
инертного газа и гидравлических затворов. Закрытый фильтр
испытывают на герметичность. Барабан и корпус испытывают
по инструкции для данного фильтра.
Эксплуатация центрифуг. Центрифуги устанавливают в по-
мещениях, удовлетворяющих требованиям данного производ-
ства. Каждая центрифуга должна быть оборудована быстродей-
ствующим тормозом (механическим, ручным или ножным — с
педальным управлением). Тормоз должен быть устроен так,
чтобы при торможении не возникало' ни искры от удара, ни за-
горания от трения. Механизмы пуска и остановки перевода
с холостого на рабочий ход следует устанавливать возле цен-
трифуг.
Без разрешения механика установки, отвечающего за исправ-
ное состояние центрифуг и точную балансировку вращающихся
частей, пускать центрифугу запрещается. Перед пуском центри-
фуги следует тщательно проверить правильность ее сборки.
При эксплуатации герметизированных центрифуг должен
быть обеспечен постоянный надзор за герметичностью центри-
фуг и всех обвязывающих трубопроводов. Запрещается держать
открытыми крышки работающих центрифуг, пускать центрифуги
с неисправным гидравлическим затвором, увеличивать нагрузку
выше'допустимой нормы. В , случае ненормальной работы цен-
249
трифуг, например при появлении стука, нужно немедленно пре-
кратить подачу продукта, выключить электродвигатель и затор-
мозить.
Центрифуги следует загружать и разгружать, соблюдая ука-
зания в паспорте или инструкции по эксплуатации. Крышки
смотровых окон центрифуг должны быть всегда закрыты и
иметь зажимные пружины, удерживающие их всегда в закры-
том положении. Запрещается класть инструмент на корпус цен-
трифуги, мотора и на выключатели.
При эксплуатации смесителей, сепараторов и отстойников
необходимо соблюдать общие правила эксплуатации сосудов.
В случае смешения нефтепродуктов с реагентами, являющимися
сильнодействующими ядовитыми веществами, кроме общих
правил эксплуатации сосудов, следует дополнительно выполнять
специальные правила обращения с соответствующими веще-
ствами. В инструкции по эксплуатации установки указывают
рабочую среду, ее опасные свойства, меры индивидуальной за-
щиты рабочего, правила осмотра аппарата и обвязки, порядок
заполнения продуктом, правила спуска продукта, нормальной и
аварийной остановки, продувки, промывки и ремонта. В случае
эксплуатации механических мешалок всех типов необходимо
соблюдать правила обслуживания таких механизмов. При экс-
плуатации перемешивающих устройств с применением ультра-
звуковых колебаний соблюдают правила, предписываемые ин-
струкцией, а в случае применения дегидраторов или отстойни-
ков, имеющих внутри электроды, необходимо дополнительно
соблюдать специальные правила работы с использованием вы-
сокого напряжения.
ГЛАВА 13
РЕАКТОРЫ И РЕГЕНЕРАТОРЫ
ОБЩИЕ ПОЛОЖЕНИЯ
Химические процессы в нефтеперерабатывающей и нефте-
химической промышленности протекают с поглощением
или выделением тепла (от —70 до +700°С), при давле-
ниях от атмосферного до 1500 кГ/см?. Такие условия пред-
определяют многообразие типов реакторов и регенераторов
и их конструкций: различного вида смесители, мешалки и неко-
торые секции трубчатых печей (если в них происходит химиче-
ская реакция). ' •
Регенерацию проводят в самом реакторе или в другом ап->
парате-регенераторе.
При проведении регенерации в реакторе (без вывода катали-
затора) его называют реактором для неподвижного (стационар-
ного) катализатора.
• Если регенерацию проводят в собственно регенераторе, его
называют также реактором для подвижного (взвешенного пыле-
видного или подвижного таблетированного) катализатора.
Первоначально появившиеся схемы промышленных катали-
тических процессов с таблетированным, шариковым и порошко-
образным катализатором, как уже упоминалось, осуществляют-
ся в реакторах и регенераторах с прямоточной подачей катали-
затора и газа. Управление технологическим процессом в таких
реакторах и регенераторах является трудным и малоэффектив-
ным; сами аппараты малопроизводительны и громоздки: управ-)
ление ими осуществляется изменением количества подачи од-
ного из продуктов и изменением отвода тепла при помощи змее-
виков, установленных почти во всех зонах аппаратов.
Отечественными научно-исследовательскими институтами
предложены к внедрению высокопроизводительные компакт-
ные и более чувствительные к управлению процессом секцион-
ные реакторы и регенераторы со ступенчатым регулированием
температурных режимов и рабочих концентраций реагентов.
В секционных реакторах реакции протекают более равномер-
но при больших тепловых нагрузках на единицу объёма аппа-
рата.
251
Реакторы с неподвижным катализатором являются аппара-
тами периодического действия, поэтому к таким установкам
приходится подключать дополнительно реакторы, работающие
на реакцию в то время, когда первые переводят на регенерацию-
Сравнительно небольшую группу реакторов представляют
трубчатые реакторы с насыпанным в трубки катализатором й
реакторы, в которых катализатор загружен в специальные кон-
тейнеры (корзины).
Более широко распространены схемы с подвижным катали-
затором, когда последний непрерывно выводится из реактора и
поступает в отдельный аппарат, называемый регенератором/
В этих схемах реактор и регенератор связаны транспортными
линиями в одну систему (реакторный блок).
Взаимное расположение реактора и регенератора может быть
следующим:
1) один над другим (соосно); в этом случае катализатор
обычно подается в верхний аппарат пневмотранспортом, а в
нижний поступает из первого самотеком;
2) рядом, когда катализатор подается в оба аппарата пнев;
мотранспортом.
РЕАКТОРЫ
Реакторами называют аппараты, в которых происходят хи-.
мические процессы.
В зависимости от условий течения реакции внутреннее обо-
рудование реакторов может быть различным по сложности. При-
мером наиболее простой конструкции реактора является реак-
ционная камера термического крекинга, представляющая собой
пустотелый сосуд. Более сложными по внутреннему оборудова-
нию являются реакторы каталитических процессов.
Большинство каталитических процессов переработки нефти
и нефтепродуктов сопровождаются побочными реакциями, в ре-
зультате чего образуются кокс и смолистые вещества, отложе-
ние которых на катализаторе снижает его активность, умень-
шает выход целевого продукта и снижает его качество. Поэтому
необходимо периодически либо менять катализатор, либо под-
вергать его регенерации (восстановлению).
Внутреннее оборудование реакторов для неподвижного ката-
лизатора зависит от условий протекания основной и побочных
реакций и регенераций.
Например, при получении высокооктановых бензинов и аро-
матических углеводородов внутреннее оборудование реактора
состоит только из решетки, несущей слой катализатора большой
высоты.
При каталитическом крекинге Гудри внутреннее устройство
реакторов, наоборот, сложно, а ремонтные работы трудоемки,
252
Это явилось причиной замены процесса другими видами катали-
тического крекинга с более простым по устройству внутренним
оборудованием реакторов.
Реактор, применяемый в процессах крекинга, состоит из трех
основных зон:
1) зона реакции — часть аппарата, в которой протекают хи-
мические реакции в псевдоожиженном слое катализатора;
2) отпарная зона (секция), в которой с поверхности отрабо-
танного катализатора удаляются углеводородные пары. В неко-
торых конструкциях отпарная секция выносится за пределы ап-
парата;
3) отстойная зона предназначена для отделения частиц ка-
тализатора от паров продукта крекинга.
Отпарная зона обычно расположена в нижней части реак-
тора. При выносной отпарной секции ее располагают на пути
движения катализатора между реактором и регенератором.
В одних случаях отпарку проводят в сегментном отсеке, в ко-
торый отработанный катализатор попадает через щелевые про-
рези на двух или трех уровнях, в других — в цилиндрических
вставках, разделенных радиальными вертикальными перегород-
ками и наклонными полками на отдельные секции, причем в ка-
ждую секцию подается пар. В более старых конструкциях от-
парные секции устраивались в виде кольцевого сечения, окру-
жающего распределительную решетку. *
Конструкция отпарной секции должна обеспечить следующие
условия:
возможно полное удаление паров из катализатора, так как
при неполном удалении последних увеличивается выход кокса
и расход воздуха на регенерацию;
соответствующую скорость движения катализатора, так как
если эта скорость велика, то часть пара увлекается потоком ка-
тализатора, а при больших его подачах нарушается движение
катализатора и режим циркуляции.
Зона реакции для большинства конструкций начинается рас-
пределительной решеткой. Иногда решетка отсутствует, тогда
сырье подается через большое число форсунок-распылителей.
Конструкция элементов, составляющих зону реакции, должна
удовлетворять следующим требованиям:
высота кипящего слоя должна соответствовать условиям про-
текания процесса. Она зависит ют активности катализатора и
свойств сырья (при более активном катализаторе и легко раз-
лагающемся сырье требуется меньшая высота слоя);
отверстия решетки должны свободно пропускать взвесь ката-
лизатора в парах сырья и водяного пара при высокой темпера-
туре и определенном перепаде давления, исключающем возмож-
ность просыпания катализатора и возникновение обратных то-
ков. Поэтому размер отверстий и общая площадь их сечения
253
должны определяться расчетом. Так как решетка подвергается
совместному воздействию коррозии и эрозии, то для уменьшения
этого воздействия необходимо применять устойчивые вставки, а
решетки покрывать защитной футеровкой.
Конструкция решетки должна предусматривать легкую за-
мену пришедших в негодность частей;
решетка должна обеспечить хорошее псевдоожижение слоя,
так как при плохом псевдоожижении значительно увеличивает-
ся унос катализатора и циклоны не могут обеспечить очистку
паров и газов от пыли в заданных пределах. Хорошее псевдо-
ожижение должно сопровождаться общим движением катализа-
тора к отпарной части без образование мертвых участков;
в некоторых конструкциях реакторов через решетку прохо-
дят трубы значительного диаметра, иногда ствол пневмоподъ-
емника или элементы отпарной секции. Так как реактор рабо-
тает при высоких температурах, необходимо обеспечить воз-
можность термического расширения как этих устройств, так и
самой решетки. Неплотность по периферии решетки и в местах
прохода элементов Отрицательно сказывается на работе зоны
реакции, вследствие чего рекомендуется уплотнять эти зазоры;
в зоне реакции происходит значительный износ стенок аппа-
рата. Для их защиты стенки футеруют жаропрочным бетоном с
панцирной сеткой, иногда такая футеровка дополняется сталь-
ной облицовкой.
/”'х)тстойная зона реактора располагается в верхней его части.
Основное назначение этой зоны — уменьшение концентрации ка-
тализаторной пыли в потоке паров перед входом их в циклоны.
Это достигается увеличением расстояния от уровня слоя до вхо-
да в циклон и уменьшением скорости движения паров за счет
увеличения диаметра отстойной части (последнее применяется
сравнительно редко). Расстояние от уровня слоя до входа в ци-
клон рекомендуется принимать не менее 4—4,5 м.
~ Концентрация катализаторной пыли в парах перед входом
их в циклон существенным образом сказывается на работе по-
следних по очистке паров от пыли и сроке их службы, поэтому
степень запыленности перед входом в циклоны должна быть воз-
можно низкой.
Большое влияние на степень запыленности перед входом в
циклоны оказывает характер псевдоожижения. Характер псев-
доожижения определяется фракционным составом катализатора
и его равномерным распределением по сечению при нормаль-
ном режиме аппарата. Последнее обстоятельство обусловли-
зается конструкцией-распределительной решетки и расположе-
нием отверстий на ней.
В отстойной части устанавливаются циклоны, из которых
уловленная катализаторная пыль по стоякам спускается на слой
катализатора,, *-------—•
Применявшиеся в первых конструкциях реакторов батарей-
ные циклоны с диаметрами элемента 150—250 мм не давали
необходимой чистоты очистки и оказались непригодными для
установок большой производительности. В настоящее время
применяют только крупные циклоны с отдельными небольшими
бункерами. Циклоны соединяют последовательно для получения
двух- или трехступенчатой очистки.
РЕГЕНЕРАТОРЫ
В/регенераторах различают следующие основные зоны: реге-
нерации; отстойную зону и топку для разогрева (иногда).
Так же -как и реакторы, регенераторы могут не иметь рас-
пределительной решетки. Отработанный катализатор вместе с
основной массой необходимого для горения воздуха (до 70%)
подается через распределительное устройство (паук), имеющее
отростки-в двух горизонтальных рядах. Остальное количество
воздуха (около 30%) подается по расположенным в два гори-
зонтальных ряда кольцевым маточникам.
Большинство конструкций регенераторов имеют распреде-
лительную решетку, аналогично реакторам. К зоне регенерации
(от места начала сжижения до верха кипящего слоя) предъ-
являются такие же требования, как и к зоне реакции реакто-
ров. В регенераторах наблюдается меньший износ решетки, так
как действие коррозии слабее.
В зоне кипящего слоя имеет место сильное абразивное дей-
ствие катализатора. Поэтому необходимо применять прочную за-
щитную футеровку. Как уже указывалось, наиболее распростра-
нена футеровка из жаропрочного бетона с панцирной сеткой.
Некоторые конструкции регенераторов для защиты от абра-
зивного действия катализатора предусматривают дополнительно
защитные пояса на корпусе и верхнем днище в местах, где в
процессе эксплуатации выявлен систематический износ.
Размер зоны регенерации определяется временем пребыва-
ния катализатора в регенераторе.
К отстойной зоне и пылеулавливающим устройствам регене-
ратора предъявляются более строгие требования, чем к соот-
ветствующим частям реакторов, так как в конечном счете дымо-
вые газы выбрасываются в атмосферу и сильно загрязняют ее.
Поэтому в некоторых конструкциях регенераторов установок
большой мощности высоту от кипящего слоя до входа газов в
циклоны доводят до 8—9 м и дополнительно устанавливают
электрофильтры. Создание режима «кипения» без выбросов осо-
бенно важно для работы циклонов регенераторов. При сниже-
нии степени запыленности на входе в циклоны удается без
электрофильтров получить дымовые газы с очень невысокой
степенью запыленности. ,
255
Топки для разогрева представляют собой конструкцию, уста-
навливаемую либо отдельно, либо смонтированную в нижней ча-
сти регенератора и составляющую с ним одно целое. .
РЕАКТОРНЫЕ БЛОКИ УСТАНОВОК КАТАЛИТИЧЕСКОГО
КРЕКИНГА
Реакторный блок с порошкообразным
катализатором
Как указывалось выше, реактор и регенератор могут быть
объединены в реакторный блок. На рис.. 157 изображена его
схема. Основными частями блока являются: реактор 1 с цикло-
Рис. 157. Схема реакторного блока каталитиче-
ского крекинга с порошкообразным катализатором:
1 — реактор; 2—циклон; . 5 —регенератор; 4— циклон;
5, 7 —транспортные линии; 5 —клапан; 8 — клапан; 9, 10, 11,
12, 13, 14, /5—трубопроводы.
ном 2, регенератор 3 с циклоном 4, транспортная линия 5 от
регенератора к реактору с клапаном 6 и захватным устройством,
транспортная линия 7 с клапаном 8 от реактора к регенератору.
Нагретое сырье по трубопроводу 9 поступает в транспорт-
ную линию 5, куда из стояка регенератора 3 через регулируе-
256
мый клапан 6 попадает регенерированный катализатор. В за-
хватном устройстве линии 5 сырье нагревается за счет тепла
регенерированного катализатора и испаряется; для снижения
парциального давления паров по трубопроводу 10 подается во-
дяной пар. Пары сырья и воды являются несущей средой пнев-
мотранспорта катализатора, поступающего в зону реакции ап-
парата, где он образует «кипящий слой», в котором пары сырья
крекируются. Продукты реакции проходят через кипящий слой
катализатора и циклон 2, выводятся из реактора по трубопро-
воду 11, а кокс, осаждаясь на поверхности катализатора, прохо-
дит отпарную секцию под распределительными решетками. За-
тем через клапан 8 и захватное устройство по транспортной
линии 7 при помощи воздуха, подаваемого по трубопроводу 12,
поступает в регенератор '<3. Смесь воздуха и закоксованного ка-
тализатора вдувается через каналы распределительных решеток
в кипящий слой регенератора: сюда по трубопроводу 13 по-
дается воздух, необходимый для выжига кокса. Благодаря хо-
рошему перемешиванию в кипящем слое катализатора с возду-
хом происходит выгорание кокса, катализатор регенерируется и
по стояку поступает в транспортную линию 5. Продукты сгора-
ния через циклон 4 направляются по трубопроводу 14 и после
использования и последующей доочистки (иногда в электро-
фильтрах) от пыли выбрасываются в атмосферу. Пыль, улов-
ленная циклоном 4, а также .в дополнительных устройствах, че-
рез погруженный в слой стояк возвращается в систему. Добав-
ляемый свежий катализатор поступает по трубопроводу 15.
Преимуществами установок с «кипящим» слоем являются:
простота основной аппаратуры и транспорта в системе реак-
торного блока;
благоприятные условия для съема, отвода и использования
больших количеств тепла при регенерации в кипящем слое. Эти
условия отчасти создаются за счет содержания значительной
доли окиси углерода в продуктах сгорания; образование СО сни-
жает общий тепловой эффект горения, что обусловливает про-
ведение регенерации при сравнительно невысоких темпера-
турах.
Недостатки установок с «кипящим» слоем следующие:
различная степень регенерации отдельных порций катализа-
тора, что является следствием неупорядоченности кипящего
слоя;
перемешивание в кипящем слое твердой и газовой фаз, что
вызывает в реакторе побочные реакции термического крекинга
и избыточное газообразование, а в регенераторе местные дого-
рания окиси углерода.
На рис. 158 показан реактор, выполненный из углеродистой
стали с защитной футеровкой изнутри для предохранения сте-
нок аппарата от истирания и перегрева,
17 Зак. 299 257
Сырье вместе с катализатором вводится через штуцер 1 и
форсунки 2 диаметром 25 мм, проходит кипящий слой и бата-
Рис. 158. Реактор установки каталитического крекинга с порошко-
образным катализатором: .
1, 3, 4 — штуцера; 2—форсунки.
рейный циклон, установленный внутри аппарата, и через шту-
цер 3 выводится из аппарата. Закоксованный катализатор через
штуцер 4 выводится на регенерацию.
258
На рис. 159 показан регенератор того же блока. Аппарат
$0500
выполнен из углеродистой стали с внутренней защитной футе-
ровкой. Смесь воздуха и
закоксованного катализа-
тора вдувается через рас-
пределительное устрой-
ство такого же типа, как '
у реактора. Воздух для
выжига подается через
штуцера 1 и 2. Продукты
сгорания через Циклоны
отводятся двумя патруб-
ками 5, регенерированный
катализатор выводится
через штуцер 4, а конден-
сат — через штуцера 5.
Реакторный блок с
шариковым катализа-
тором
На рис. 160 изображе-
на схема реакторного
блока. каталитического
крекинга с шариковым
катализатором.
В этой схеме преду-
сматривается подача ка-
тализатора в реактор и
регенератор при помощи
воздуха, нагретого в топ-
ках, под давлением, и по-
дача смеси воздуха и ды-
мовых газов (полученных
в генераторе инертного
газа) в регенератор для
2
/Ж
Рис. 159. Регенератор установки катали-
тического крекинга с порошкообразным
катализатором:
1, 2 — штуцера; 3 — патрубок; 4 — штуцер для вывода
катализатора; 5— штуцер дЛя вывода конденсата.
^2000-
Распределитель-
ное устройстбо
выжига кокса.
Основными , ' узлами
этой схемы являются: ре-
актор 1 с бункером и
стояком; регенератор 2 с
бункером, трубопровода-
ми 3 (для подвода смеси воздуха и дымовых газов для выжига
кокса) и 4 (для отвода продуктов сгорания), пневмоподъемник5
регенерированного катализатора; пневмоподъемник 6 закоксо-
ванного катализатора; генератор 7 инертного газа; топка 8 под
давлением.
17*
253
Нагретое сырье поступает в верхнюю часть реактора 1 и при
помощи специальных устройств равномерно распределяется в
слое катализатора. Катализатор из верхнего бункера через
Рис. 160. Схема реакторного блока ка-
талитического крекинга с шариковым
катализатором:
1 — реактор; 2 — регенератор; 3 — трубопровод
для подачи смеси воздуха и дымовых газов;
4 —трубопровод для отвода продуктов сгорания;
5—пневмоподъемник регенерированного катали-
затора;. б—пневмоподъемник закоксованного
катализатора; 7 —генератор инертного газа;
8 — топка под давлением.
тализатор поступает в пнев-
моподъемник 5, которым при помощи нагретого воздуха по-
дается в бункер реактора 1.
На рис. 161 изображен реактор (верхний бункер и стояк не
показаны). Катализатор через штуцер 1 поступает в верхнюю
камеру, а из нее пр переточным трубам 2 в реакционное про-
стояк поступает в верхнюю
камеру реактора, из кото-
рой по переточным трубам
равномерно подается в реак-
ционную зону. Реакционная
зона представляет собой
пустотелую часть аппарата,
в которой сплошным слоем
движется катализатор и
прямоточно с ним пары
сырья.
Из реакционной зоны ка-
тализатор и пары продукта
попадают в зону отделе-
ния паро- и газообразных
продуктов реакции и паров
неразложившегося сырья от-
катализатора. Пары посту-
пают под трубную решетку
и оттуда направляются в
ректификационную колонну,
а катализатор по переточ-
ным , трубкам направляется
в зону отпарки, куда по-
дается водяной пар. Из зо-
ны отпарки катализатор че-
рез нижнее распределитель-
ное устройство выводится на
регенерацию. Подача осуще-
ствляется подъемником 6
при помощи инертного газа
от генератора 7. Катализа-
тор проходит ряд секций, в
каждую из которых подает-
ся нагретая в топке под
давлением 8 до 500° С смесь
воздуха и дымовых газов.
Пройдя регенератор 2, ка-
260
странство. Для возможности
изменения величины реакцион-
ного пространства трубы 2
снабжены удлинителями 5. Так
как катализатор из регенерато-
ра подается горячим воздухом,
то температура его не пони-
жается. Нагретое сырье, по-
падая через штуцер 4 на горя-
чий катализатор, испаряется, и
пары по трубам 5 и желобам 6
распределяются в слое ката-
лизатора, где • крекируются.
Для отделения паров служит
сепарирующее устройство, со-
стоящее из труб 7 с отверстия-
ми, прикрытыми коническими
колпачками 8. Эти трубы с при-
варенными к ним кольцами 9
опираются на вваренные в
решетку гильзы 10. Сверху они
заглушены и приварены к по-
лосам 11. Пары попадают под
колпачок через отверстия в
трубы 7 и из них в нижнюю
часть реактора, откуда выво-
дятся через штуцера. Закок-
сованный катализатор по пере-
точным трубам 12 поступает в
нижнюю камеру реактора. Так
как переточные трубы 12 опу-
щены ниже выводных труб 7,
то под решеткой образуется
свободное пространство для
паров. Из нижней камеры
через переточные трубы 13 ка-
тализатор поступает в вырав-
ниватель потока; через шту-
цер 14 подается под нижнюю
решетку водяной пар, кото-
рый проходит по переточным
трубам 13, отпаривая катали-
затор; водяные пары, насы-
щенные нефтепродуктами, от-
водятся через штуцера 16.
Щиты 15 предназначены для
образования в месте установки
Рис. 161. Реактор установки катали-
тического крекинга с шариковым
катализатором:
/ — штуцер; 2 — переточная труба для, за-
грузки; 3 — удлинитель; 4 — штуцер; 5— труба:
6 — желоб; 7 —труба с отверстиями; 8 — ко-
нический колпачок; 9 —кольцо; 10 — гильза;
11 — полоса; 12 — переточная труба; 13 — пере-
точная труба для разгрузки; 14 — штуцер
для подачи пара; 15— щиты; 16 — штуцер
для выхода газа.
261
труб 7 прямоугольного сечения в аппарате. Для дегазации преду-*
сматривается подвод инертно-
го газа.
На рис. 162 представлен
регенератор прямоугольного
сечения, выполненный из угле-
родистой стали с защитной
футеровкой и укрепленный
балками жесткости. Аппарат
разделен на секции, куда через
штуцер 3 подается воздух, на-
гретый в топке под давлением
до температуры 500° С. Шту-
цер 3 примыкает к распредели-
тельному коробу 1, проходя-
щему через все сечение аппа-
рата. На обоих боках распре-
делительного короба сделаны
вырезы с отбортовками, на ко-
торые -надеваются желоба 2,
доходящие до футеровки аппа-
ПоД-Д
Рис. 162. Регенератор установки каталитического крекинга с ша-
риковым катализатором:
/ — распределительный короб; 2—желоб; 3— штуцер; 4 — штуцер для отвода
продуктов сгорания; 5 — патрубок для ввода катализатора; 6 — патрубок для вывода
катализатора.
262
рата. Из распределительного короба воздух поступает в откры-
тые снизу желоба и равномерно распределяется по сечению
аппарата. Закоксованный катализатор сыплется между жело-
бами и соприкасается с выходящим из-под желобов горячим
воздухом, в результате чего выгорает кокс, отложившийся на
поверхности катализатора. Это горение не должно быть интен-
сивным, так как повышение температуры свыше определенной
для данного катализатора приводит к его порче.
Для предотвращения этого применяют смесь воздуха и
дымовых газов. Продукты сгорания отводят из каждой секции
при помощи таких же желобов и короба через штуцер 4, Змее-
вики для отвода тепла, устанавливаемые в различных секциях,
имеют разную поверхность охлаждения. В верхней секции змее-
вики не устанавливают, так как здесь только начинается про-
цесс горения; в нижней — устанавливают, но большей поверх-
ности.
Равномерность движения катализатора по сечению аппарата
от места его входа 5 до его выхода 6 осуществляется при по-
мощи выравнивателя потоку, который помещают в нижней его
части. Это обеспечивает одинаковое истечение катализатора в
любом месте сечения аппарата. С этой целью по всему сечению
распределяют отверстия, на которые приходится одинаковая
часть общей их площади. В отверстия в йаклонном положении
вставляют трубки, которые сводят в одну приемную воронку,
располагаемую таким образом, чтобы условия истечения ката-
лизатора во всех трубках были одинаковыми. Затем эти
воронки также сводят и устанавливают ниже с учетом создания
одинаковых условий истечения для всех четырех воронок. Так
продолжается до сведения последних четырех воронок в одну,
которая и служит для вывода всего регенерированного катали-
затора из аппарата. На общем выводе устанавливают шиберное
устройство, при помощи которого Можно регулировать скорость
движения катализатора.
У некоторых конструкций регенераторов такого типа вырав^
ниватель потока вынесен за пределы аппарата.
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИЗГОТОВЛЕНИЕ
И ПОСТАВКУ РЕАКТОРОВ И РЕГЕНЕРАТОРОВ
Выше было указано, что конструкции реакторов исключи-
тельно разнообразны и единых технических условий на их из-'
готовление и поставку не существует. Для современных укруп-
ненных установок каталитических процессов возможны случаи
поставки реакторов и регенераторов диаметром 8—12 м. Изгото-
вляют такие аппараты на машиностроительных заводах, а их
сборка и монтаж осуществляются на строительной площадке.
Для таких случаев содержание технических условий во многом
263
определяется проектом организации работ по сборке и монтажу.
В технических условиях на сборку должны быть указания по
материалам (сварочным, обмуровочным и др., применяемым для
данного аппарата при монтаже), допускам, способам производ-
ства работ, контролю, испытаниям и приемке.
ЭКСПЛУАТАЦИЯ РЕАКТОРОВ И РЕГЕНЕРАТОРОВ.
ТЕХНИКА БЕЗОПАСНОСТИ
Эксплуатация реакторов и регенераторов. Реакторы эксплуа-
тируют в соответствии с инструкцией. Если реактор по рабочим
условиям может быть отнесен к какой-либо из рассмотренных
групп аппаратов, то правила эксплуатации этих аппаратов так-
же применимы к нему. Например, если реактор имеет вид ме-
шалки, то к нему относятся правила, касающиеся аппаратов с
перемешивающими устройствами. Несколько подробнее приво-
дятся правила эксплуатации реакторов и регенераторов катали-
тических процессов. Выше было сказано, что в таких процессах
ряд аппаратов и устройств является единой системой, на ра-
боте которой резко сказываются неполадки даже в одном узле,
поэтому в таких случаях говорят о реакторном блоке.
Эксплуатация реакторного блока с шариковым катализато-
ром. При подготовке блока к пуску приемку аппаратов осуще-
ствляют в соответствии с инструкцией по эксплуатации путем
осмотра аппаратов, устройств и механизмов и опробования на
герметичность узлов и аппаратов, для которых это требуется.
По окончании работ по загрузке катализатора в систему рабо-
чую площадку очищают от пыли и просыпавшегося катализа-
тора. Проверяют муфту сцепления воздуходувки с электродви-
гателем. Воздуходувку проверяют проворачиванием вручную ра-
бочего колеса на один-два оборота.
Холодная циркуляция, разогрев установки проводятся в оче-
редности включения аппаратов и устройств по инструкции.
Пуск воздуходувки осуществляют в присутствии дежурного
инженера с разрешения механика или начальника установки.
Двигатель включает дежурный электромонтер, пользующийся
при этом защитными средствами.
Воздух в систему следует подавать при устойчивой и на-
дежной работе воздуходувки и только после разрешения на-
чальника установки или дежурного инженера.
Перед зажиганием форсунки топки под давлением топку
продувают в атмосферу паром, а затем воздухом в течение
15—20 мин.
Зажигать форсунки следует при уменьшенном,количестве по-
даваемого в топку воздуха. Избыток воздуха из воздуходувки
сбрасывают в атмосферу. Перед впуском нефтяных паров реак-
тор должен быть продут паром в течение не менее 30 мин.
264
В период эксплуатации воздуходувки необходимо следить за
состоянием подшипников и давлением подаваемого для смазки
масла.
Необходимо наблюдать за показаниями на щите в опера-
торной, сигнализирующими о прекращении горения форсунки
в топке под давлением.
Особо строго контролируют давление паров в реакторе, не
допуская превышения его выше указанных пределов.
За уровнем катализатора в загрузочных бункерах должно
быть постоянное наблюдение с тем,, чтобы не допустить падения
его ниже установленной нормы.
При обнаружении нефтяных паров в загрузочном бункере
в него для предупреждения самовоспламенения должен быть
пущен инертный газ или пар.
Есл,и количество водяного пара, подаваемого в зону отпарки
реактора, не обеспечивает удаления с катализатора нефтяных
паров и количество его нельзя увеличить, питание реактора дол-
жно быть прекращено.
В случае попадания воды в сырье и связанного с этим повы-
шения давления в реакторе, а также при снижении уровня ката-
лизатора до недопустимого питание реактора должно быть не-
медленно прекращено. При прогаре труб охлаждающего змее-
вика в регенераторе соответствующая секция охлаждения дол-
жна быть немедленно выключена.
Эксплуатация реакторного блока с пылевидным катализа-
тором. Кроме приведенных выше общих правил эксплуатации
блока установки каталитического крекинга с шариковым ката-
лизатором, необходимо выполнять дополнительно следующие
правила:
вводить пары сырья в реактор после начала циркуляции при
помощи водяного пара;
при переходе на сырье постепенно уменьшать подачу водя-
ного пара в захватывающее устройство транспортной линии ре-
актора и при нормальной его работе подачу прекращать;
во время работы котлов регенератора строго следить за не-
прерывным питанием их водой;
циркуляцию горячего катализатора через котел регенера-
тора осуществлять после хорошо налаженной циркуляции воды
через межтрубное пространство котлов; во избежание прорыва
нефтяных паров через стояк в регенератор необходимо систе-
матически следить за уровнем катализатора в регенераторе;
постоянно наблюдать за состоянием шламовых труб; в слу-
чае пропусков в шламовых трубах необходимо к этим местам
подать пар для предотвращения воспламенения вытекающего
нефтепродукта;
во время работы электрофильтра следить за исправностью
встряхивающих механизмов, а также за работой вентилятора;
265
все работы на электрофильтрах производить только с разреше-
ния начальника установки или дежурного инженера в присут-
ствии электромонтера;
во время ремонта входить в электрофильтр только с разре-
шения начальника установки или дежурного инженера и после
подтверждения дежурным электромонтером, что напряжение
с электрофильтров снято.
Техника безопасности. В зависимости от конструкции реак-
тора, места его установки и рабочей среды должны строго со-
блюдаться правила техники безопасности. Так, например, дви- _
жущиеся части, зубчатые или ременные передачи должны иметь
ограждения, их снимают только после остановки агрегата.
При работе с сильно действующей или ядовитой средой об-
служивающий персонал должен иметь средства индивидуальной
защиты (спецодежду, противогаз и др.).
При работе на реакторном блоке каталитического крекинга,
помимо изложенных выше правил эксплуатации, необходимо вы-
полнять дополнительно следующие правила безопасности:
во время загрузки катализатора.в систему пользоваться про-
тивопылевыми противогазами;
при зажигании факелом форсунки топки под давлением
стоять в стороне от смотрового отверстия;
подготавливать и гасить факел в соответствии с указаниями,
приведенными в разделе печей; во избежание ожогов обслу-
живающего персонала тщательно контролировать герметичность
фланцевых соединений на трубопроводах, состояние изоляции
топок под давлением, аппаратов и трубопроводов. Запрещается
прислонять к ограждениям или разбрасывать на площадях де-,
тали или инструмент;
отбирать пробы катализатора в защитных очках и рукави-
цах и только через установленные специальные пробоотборники
циклонного типа в чистую и сухую металлическую посуду;
использовать защитные очки и респираторы при загрузке ка-
тализатора в бункеры из автоцистерн;
пользоваться устройствами для герметизации при засыпке
катализатора в тару.
ТРУБОПРОВОДЫ И АРМАТУРА
ГЛАВА’ 14,
ТРУБОПРОВОДЫ,
Трубопроводы предназначаются для транспортировки жид-
ких, газообразных и сыпучих материалов.
На нефтеперерабатывающих заводах их применяют для
перекачки сырой нефти и различных нефтепродуктов: газо-
. образных и жидких (коррозионноагрессивных, застываю-
щих и незастывающих).
В зависимости от назначения трубопроводы разделяются на
обвязочные и межцеховые. Обвязочные соединяют между собой
отдельные аппараты и оборудование технологических устано-
вок, а межцеховые служат для перекачки нефтепродуктов и дру-
гих сред между установками (цехами) и для связи последних с
резервуарными парками.
Трубопроводы, перекачивающие среды с температурой до
50° С, принято считать холодными, а с температурой более
50° С — горячими. На современном нефтеперерабатывающем за-
воде трубопроводы составляют 50—60% общей металлоемкости
завода. Общая длина обвязочных и межцеховых трубопроводов
достигает нескольких сот километров. Каждый трубопровод
представляет собой систему, включающую:
трубы;
соединительные детали — фланцы, фитинги (отводы, уголь-
ники, тройники, кресты) приварные или резьбовые;
компенсаторы тепловых удлинений трубопроводов;
опоры и подвески;
арматуру разного назначения;
изоляцию тепловую и антикоррозионную.
В настоящее время в нефтеперерабатывающей промышлен-
ности применяются металлические и неметаллические трубы.
ТРУБЫ
Металлические трубы
Наиболее широко применяются трубы из углеродистой и ле-
гированной сталей. Трубы из высоколегированных сталей марок
Х13Н18В2Б (ЭИ695), Х13Н18В2БР (ЭИ695Р), 1Х13Н16Б
267
(ЭИ694) и 1Х18Н12Т аустенитного класса благодаря высокому
содержанию хрома — до 18%, никеля — до 20»%, вольфрама —
2—3% и малым добавкам ниобия, титана и. бора обладают жа-
ростойкостью при температуре до 1100° С, высокой антикорро-
зионной, стойкостью при рабочих температурах и хорошей сва-
риваемостью.
Сравнительно редко применяют трубы чугунные и из цвет-
ных металлов — медные, латунные, свинцовые, алюминиевые.
Стальные трубы обозначают как по наружному диаметру, так
и по внутреннему (условный проход).
Диаметры труб и области применения их в зависимости от
давления, температурных условий и качества металла регла-
ментированы действующими государственными стандартами.
В ГОСТ 356—59 предусмотрены размеры в мм условных прохо-
дов, арматуры, фитингов, фланцев и присоединительных к ним
элементов аппаратов' и оборудования, а также величины, услов-
ных пробных и рабочих давлений для аппаратуры и соедини-
тельных частей трубопроводов.
Под условным проходом арматуры, фитингов и трубопрово-
дов подразумевается внутренний номинальный диаметр изде-
лия, измеряемый по присоединительным концам.
Условными давлениями Ру считаются избыточные давления
в кГ!см2 при температуре среды 0° следующего, установленного
стандартом ряда: Г, 2,5; 4; 6; 10; 25; 40; 64; 100; 160; 200;
250; 320; 400; 500; 640; 800 и 1000.
Пробное давление РПр. — это избыточное давление, при кото-
ром арматура и соединительные части трубопровода должны
подвергаться гидравлическому испытанию на прочность и плот-
ность при температуре ниже 100° С. Как видно из Приложения
12, Рпр-1,5 Ру.
Рабочее давление Рраб. — номинальное давление, т. е. уста-
новленное в трубопроводе при его эксплуатации.
В этом же Приложении приведена нормаль Н 705—60 на ус-
ловные пробные и рабочие давления для арматуры и соедини-
тельных частей стальных трубопроводов. В нормале указаны хо-
довые стандартные марки углеродистых и легированных сталей,
используемых на заводах для изготовления элементов трубопро-
водов, и условия их применения при температурах от 200 до
600° С.
Углеродистые трубы бесшовные, цельнотянутые, из сталей ма-
рок Ст. 2, Ст. 3, марок 4 и 5 по сортаменту и техническим требо-
ваниям, указанным в Приложении 13, широко применяются для
обвязочных трубопроводов при температурах проходящей слабо-
коррозионной среды не выше 450° С.
В качестве заменителей бесшовных цельнотянутых труб широ-
ко применяются электросварные трубы / наружным диаметром
до 152 мм из сталей марок 08, 10, 15 и 20 по ГОСТ 1050—60,
268
Ст. 2, Ст. 3-и из стали марки 4 по ГОСТ 380—60 с механическими
свойствами, указанными в Приложении 14.
Электросварные трубы разрешается применять для нефте-
проводов и паропроводов с температурой стенки до 300° С. Тру-
бы из легйрованных сталей, содержащие хром, никель, молиб-
ден и другие легирующие элементы, а также трубы из цветных
металлов — меди и ее сплавов, медноникелевых сплавов и алю-
миния, применяют на установках каталитического крекинга, ри-
форминга, гидроочистки, установках для получения синтетиче-
ских жирных кислот, спиртов. Их применяют также и там, где
требуется сопротивление коррозии при высоких температурах и
давлениях.
Наиболее широко применяют трубы наружным диаметром
50—300 мм. Для перекачки жидкостей с отрицательными темпе-
ратурами, порядка —70° С, используют бесшовные трубы из ста-
ли марки 10Г2А' (по ЧМТУ 5066—55) следующего химического
состава в %:
Углерод ............. 0,07—0,15
Марганец ............ 1,2—1,6
' Хром.................. 0,3
Никель................ 0,3
Сера.................. 0,03
Фосфор . . ......... 0,035
Химический состав некоторых трубных легированных сталей
ходовых марок приведен в Приложении 15.
Футерованные стальные трубы. В промышленных масштабах
производятся. стальные бесшовные трубы, футерованные вини-
пластом, полиэтиленом и стеклом. Диаметры таких труб — от
28 до 61,5 мм, толщина стенки — от 1 до 2,25 мм и длина — от
3 до 8 ж; толщина футеровки 1,5—2 мм. Эти трубы можно при-
менять для транспортировки агрессивных сред под избыточным
давлением до 15 кГ/см2 при температурах 60—100° С, заменяя
дорогостоящие трубы из нержавеющей стали, по сравнению с
которыми они более долговечны.
Трубы, футерованные стеклом, изготовляют размерами от
18X1,0 до 100x3,5 мм из углеродистой стали. Толщина стеклян-
ного покрытия 1—2 мм. Они обладают высокой стойкостью
против коррозии и предназначаются для замены труб из нержа-
веющей стали в химической, фармацевтической, пищевой и дру*
гих отраслях промышленности.
Стальные трубы, футерованные винипластом,
отличаются высокой коррозионной устойчивостью и применяют-
ся для агрессивных сред взамен труб из нержавеющей стали и
цветных металлов.
Футерованные винипластом трубы испытывают при давлении .
до 10 кГ)см2, темп'ературе до 70° С. Область применения таких
трубопроводов определяется таблицами химической стойкости
269
винипласта. Толщина футерующего винипластового слоя от
2 мм и выше.
Трубы биметаллические выпускают диаметром 10—21,9 мм
со следующими сочетаниями слоев, металла:
наружный — углеродистая сталь, внутренний — нержавею-
щая и наоборот;
наружный — медь, внутренний — углеродистая сталь и на-
оборот.
Неметаллические трубы
На нефтезаводах в качестве заменителей дорогостоящих
стальных труб применяют трубы из следующих материалов,
устойчивых против агрессивных сред.
Фаолитовые (Ту МХП 321—51) выпускают внутренним диа-
метром от 32 до 200 мм, длиной 1000—2000 мм, из кислотостой-
кой пластической массы; предназначены для эксплуатации в ус-
ловиях температур 160—180° С и номинальных давлений от
4,7 — до 6 кГ/см?. Трубы поставляют вместе с фитингами, спе-
циальными фланцами и арматурой.
Винипластовые выпускают внутренним диаметром от 20 до
150 мм, применяют для перекачки агрессивных жидкостей; рас-
считаны на эксплуатацию при условных давлениях до 6 кГ/см?
и температурах от 0 до 60° С. Фитинги из винипласта изготов-
ляют обычно на месте монтажа посредством гнутья и сварки ви-
нипластовых труб.
Трубы стеклянные с гладкими концами (по ГОСТ 8894—58)
изготовляют из малощелочного термостойкого стекла, их длина
1,5—3,0 м, наружный диаметр от 38 до 100 мм; рассчитаны на
рабочие давления 4—7 кГ1см? и температуры до 80° С. Недостат-
ком стеклянных труб, ограничивающих их применение, является
хрупкость и слабое сопротивление изгибу и ударам.
Асбоцементные трубы (ГОСТ 539—48) выпускают внутрен-
ним диаметром 50—960 мм,'длиной 3—4 м и рассчитывают на
давление до 10 кГ1см2.
Их применяют и для газопроводов, эксплуатируемых под да*
влением до 20 кГ]см2 (в опытном порядке).
Трубы керамические кислотоупорные (ГОСТ 585—41) изго-
товляют внутренним диаметром 25—300 мм; их применяют при
перекачке агрессивных жидкостей; рассчитаны на эксплуатацию
при гидравлическом давлении 2—2,5 кГ1см2 и температуре до
150° С. Отличаются хрупкостью и большим весом.
Трубы из графитопласта АТМ-1 выпускают диаметром 42—
114 мм. Изделия из АТМ-1 стойки против кислот, растворов со-
лей, органических растворителей, но не стойки к щелочам. Ко-
эффициент теплопроводности 30—35 ккал/м • ч • град. Темпера-
турный предел применения 140° С.
270 '
Трубы из полиэтилена по ВТУ М 821—60: тип Л (легкие) для
номинального давления 2,5 кГ!см2\ тип С (средние) для номи-
нального давления 6 кГ)см2\ тип Т (тяжелые) для номинального
давления 10 кГ1см2.
Изготовляют с наружным диаметром от 10 до 160 мм, дли-
ной, кратной 25 м, при Du от 10 до 50 мм и 6—8 м при Du от 63
до 160 мм. Предельная температура применения 60° С. '
Способы соединения
Прямолинейные участки трубопроводов соединяют посред-
ством резьбовых или раструбных муфт, соединительных гаек,
фланцев и сварки встык. Криволинейные участки соединяют по-
средством фасонных деталей — фитингов (резьбовых, фланце-
вых или обработанных под сварку встык, как показано на
рис. 163).
Рис. 163. Фитинги стальные бесшовные:
а —калач (двойник); £ —угольник (колено); б —угольник 45°; г —тройник;
д — переход; е — заглушка.
Бесшовные фитинги в настоящее время широко распростра-
нены на нефтеперерабатывающих заводах. Освоена технология
изготовления крутоизогнутых угольников, двойников, переходов,
тройников и заглушек.
Применение приварных встык бесшовных фитингов улучшает
эксплуатационные качества установок и является наиболее эко-
номичным способом монтажа.
Фитинги из ковкого чугуна с трубной присоединительной
резьбой рассчитаны на Ру = 16 кГ/см2 и £>у 2—4" и предназна-
чены для сред с температурой 175° С; фитинги железные рассчи-
таны на такое же давление и £>у до 200 мм, температурный пре-
дел их применения 300° С; фитинги стальные кованые, ковано-
271
сварные и литые, рассчитанные на давления до Ру=160 кГ/см2,
Dy до 600 мм и температурный предел применения 500° С, с при-
соединительными фланцами, резьбой или под сварку, в настоя-
щее время вытесняются более экономичными крутоизогнутыми
приварными фитингами.
Фланцы арматуры, соединительных частей и трубопроводов
Н 625-55
Тип Чугунные литые Стальные литые Стальные литые с металли- ческой проклад- кой одаль ного сече- ния Стальные сдободные на прибор- ном кольце Сталь- ные свобод- ные с буртом Сталь- ные плоские привар- ные Стальные привар- ные встык Стальные приварные встык с металли- ческой проклад- кой об аль ного се- чения
Рис. 164. Нормаль Н 625-55.
На нефтезаводах широко применяются фланцевые соедине-
ния. Это объясняется тем, что значительная часть арматуры из-
готовляется с фланцами. Фланцевое соединение — одно из на-
дежных разъемных соединений в условиях активной коррозии,
взрывоопасности среды, высоких давлений и высоких темпера-
тур. Типы фланцев для сборки трубопроводов и присоединения
272
Рис. 165. Фланец приварной встык.
к ним арматуры выбирают по нормали Н 625—55 в зависимости
от условного прохода по ГОСТ 355—52 и условного давления
по ГОСТ 356—59 (рис. 164). Наи-
более распространены на нефте-
заводах следующие типы норма-
лизованных фланцев из углеро-
дистых и легированных сталей:
приварные встык, под метал-
лическую прокладку овального
сечения, из легированной ста-
ли марок Х5М й 1Х18Н9Т
(рис. 165);
приварные встык с выступом
ческую гофрированную мягкую прокладку (рис. 166, 167);
или впадинои, под металли-
свободные на приварном кольце, под плоскую прокладку
(рис. 168);
приварные встык, под мягкую прокладку (рис. 169).
Болты и шпильки для флан-
| цевых соединений, изготовляют
/ / диаметром от 12 до 48 мм, дли-
; ' ной, до 320 мм, из углеродистых
Рис. 168. Флайец свободный на Рис. 169. Фланец приварной встык
приварном кольце под мягкую под мягкую прокладку.
прокладку:
/ — кольцо; 2 — фланец накидной; 3 — па-
трубок.
и легированных сталей марок ЗОХ, 35Х, 25Х2МФА (ЭИ 10)
4Х14Н14В2М (ЭИ 69).
Материалы для крепежных деталей указа!ны в табл. 21
18 Зак. 299 273
Материалы для крепежных деталей
(по данным Госгортехнадзора)
ТАБЛИЦА 21.
Марка стали , гост Допускаемые рабочие параметры среды Назначение .
температура °C давление, не более кГ/см2
Ст. 3; Ст. 4; 5 380—60 От —30 до+350 50 Болты, шпильки,
гайки
25; 30; 35; 40 1050-60 От — ЗОдо- 1-435 Не ограничено То же
35Х; 35ХА; 40Х 4543—57 От —40до- -435 То же Шпильки, болты
35Х;38ХА; 40Х 4543—57 От —40до- -480 » Гайки
ЗОХМА 4543—57 От — 40до- -480 » Шпильки, 'болты
ЗОХМА 4543-57 От — 40до- -510 » Гайки
25Х2МФА 4543—57 От —40до- -530 » Шпильки, болты
25Х2МФА 4543-57 От —40до- -550 » Гайки
1Х18Н9Т 5632—51 От—196 до- -600 » Болты, шпильки,
и ТУ гайки
4Х14Н14В2М То же До +600 » То же
Нормалями нефтяной промышленности допускается приме-
нение болтов для чугунных фланцев на условные давления 2,5—
25 кГ1см2 j\q температуры не выше 300° С и фланцев из углеро-
дистой стали на условное давление не свыше 16 кГ1см2— до
температуры не выше 200° С.
Во всех остальных случаях применяют шпильки, нарезанные
по всей длине — тип А (рис. 170), или с выточкой в средней ча-
Рис. 170. Шпилька со сплошной на-
резкой (тип А).
Рис. 171. Шпилька с выточкой
(тип Б).
сти — тип Б (рис. 171). Лучшая работа шпилек по сравнению
с болтами объясняется тем, что шпильки не имеют резкого пере-
хода сечения от стержня к головке, где концентрируется напря-
жение, а также тем, что в шпильках лучше используются упру-
гие свойства материала.
Прокладки. В качестве прокладок могут быть использованы
многие материалы. Нормалями нефтяной промышленности пре-
дусматривается применение следующих основных типов прокла-
док:
для условного давления до 25 кГ!см2 и температуры до
300° С — плоские мягкие прокладки (рис, 172, а) из паранита;
274
для условного давления от 16 до 40 кГ/см2 и температуры
до 450° С — металлические плоские и гофрированные прокладки
, а ‘ б
Рис. 172. Прокладки мягкие:
а —плоская; d —гофрированная.
(рис. 172,6) с мягкой набивкой, с оболочкой из отожженной
углеродистой или легированной стали с набивкой из асбесто-
вого картона;
для условного давления от 64
до 160 кГ/см2 и температуры до
550° С — металлические прокладки
овального сечения (рис. 173) из
\fl=Z0°
Рис. 174. Прокладка линзовая.
Рис. 173. Прокладка металлическая
кольцевая, овального сечения.
отожженных низколегированных и легированных сталей марок
0Х18Н9 и 1Х18Н9Т;
для более жестких рабочих условий — металлические линзо-
вые про-кладки (рис. 174),
КОМПЕНСАТОРЫ - '
В установках для переработки нефти температура прохо-
дящей по трубам среды нередко достигает 500° С, вследствие
чего значительно увеличивается длина трубопровода. В местах
его присоединения к аппарату могут возникнуть большие на-
пряжения и вызвать разрывы соединений, что опасно в пожар-
ном отношении. Поэтому на некоторых участках трубопровода
устанавливают компенсаторы, которые поглощают или компен-
сируют разницу в изменении длины трубопровода вследствие
влияния на него температуры.
18*
275
На участках трубопровода, расположенных под углом 140—
150° С, компенсаторы не устанавливают, и деформация трубо-
провода происходит за счет изгиба прямых'участков, т. е. в по-
рядке самокомпенсации. Схема самокомпенсирующегося трубо-
провода показана на рис. 175.
Следует отметить, что трубопроводы без специальных ком-
пенсаторов требуют увеличения производственной площади, что
Рис. 175. Схема к расчету
самокомпенсации.
может быть оправдано, если при
этом не удорожается строитель-
ство.
Рис. 176. П-образный компенсатор.
На нефтезаводах широкое применение получили П-образные
компенсаторы (рис. 176), гнутые из стальных бесшовных труб.
Для трубопроводов больших диаметров такие компенсаторы из-
готовляются из отдельных элементов прямолинейных и круто-
изогнутых отводов.
Гнутые компенсаторы пригодны для любых давлений и тем-
ператур. Наиболее простыми и менее трудоемкими в изготовле-
нии являются компенсаторы с использованием крутоизогнутых
отводов. Не рекомендуется крепить гнутые компенсаторы к тру-
бопроводу на фланцах во избежание перекосов фланцевых и
болтовых соединении. При монтаже гнутые компенсаторы сле-
дует предварительно растянуть на половину воспринимаемого
удлинения.
Недостатки П-образных компенсатрров:
значительные габариты, требующие специальных опор;
наличие гнутых элементов, что вызывает дополнительные ги-
дравлические сопротивления.
Линзовые сварные компенсаторы (рис. 177) состоят из по-
парно сваренных тарелок и применяются при небольших давле-
ниях проходящей среды (в трубопроводах диаметром 200 мм до
8 кГ1см2 и при больших диаметрах 1,5—2,5 кГ!см2). Компенси-
рующая способность одной линзы в зависимости от толщины
стенки составляет 5—15 мм. При установке линзовых компенсато-
ров создаются большие усилия на опоры, что является недостатком.
276
Волнистые компенсаторы выпускают двух типов — универ
сальные шарнирные (рис. 178) и осевые (рис. 179).
Рис 177. Линзовый компенсатор.
Применение этих компенсаторов позволяет сократить протя-
женность трубопроводов на 20—30% и соответственно снизить
расход теплоизоляции, ко-
личество опор, габариты
установки, гидравлические
сопротивления.
Рис. 178. Компенсатор волнистый уни-
версальный шарнирного типа:
/ — шарнир; 2 — полукольцо ограничительное;
5—гибкий элемент; 4 —кольцо опорное; 5—обе-
чайка коническая; б —кольцо бандажное; 7 —па-
трубок; <9 —приставка; 9 — шпилька; /0 —обечайка
цилиндрическая.
Рис. 179. Компенсатор волни-
стый универсальный осевой.
Шарнирные компенсаторы работают на изгиб в одной пло-
скости, а осевые на сжатие и растяжение. Рекомендуется
277
2-образная схема установки шарнирных компенсаторов. Техни-
ческая характеристика осевых компенсаторов приведена в
табл. 22.
ТАБЛИЦА 22
Техническая характеристика волнистых компенсаторов осевого типа
Dy, мм Компенсирующая способность одной волны Dy, мм Компенсирующая способность одной волны
Ру==16яГДм<2 Ру = 25 кГ{см* Ру=1б кГ/см* Ру = 25 кГ/см2
150 10 10 300 18 16
200 ц 1? 35Q 20 18
250 16 14 400 20 18
Сальниковые . компенсаторы— односторонние (рис. 180) и
двусторонние имеют ограниченное применение, так как нена-
дежны в отношении герметичности, при нарушении которой про-
исходит утечка через сальник легко воспламеняющихся легких
нефтепродуктов.
Для сальникового устройства требуется весьма точная уклад-
ка присоединяемых к нему трубопроводов, перекосы которых
Рис. 180. Односторонний сальниковый компенсатор на р? = 16 кГ[см2.
вызывают заедание стакана и разрушение компенсатора. Одно-
сторонний компенсатор обеспечивает перемещение только одной
ветви, двусторонний — двух ветвей.
Компенсаторы изготовляют с условным проходом от 76 до
300 мм: из чугуна — для низких давлений и стальные — для
до 16 кГ)см2, компенсирующая способность сальниковых ком-
пенсаторов достигает 300 мм.
Под действием внутреннего давления на компенсатор в тру-
бопроводе возникают осевые давления, которые воспринимаются
неподвижными опорами.
278
ОПОРЫ И ПОДВЕСКИ
Опоры в зависимости от назначения и конструкции можно
разделить на две группы:
свободные (скользящие, катковые и подвески), не препят-
ствующие перемещениям трубопровода, возникающим при тем-
пературных деформациях;
неподвижные, жестко закрепляющие трубопровод в преду-
смотренных расчетом местах и воспринимающие усилия, возни-
кающие в результате температурных удлинений, а также вну-
треннего давления.
Рис. 181. Основные типы опор и подвесок.
Неправильный выбор конструкции опоры и неудовлетвори-
тельная сборка могут обусловить неполадки в эксплуатации
трубопровода и привести к аварии.
Конструкции опор и подвесок, нормализованные Гипронефте-
заводом, показаны на рис. 181.
РАСЧЕТ ТРУБ, КОМПЕНСАТОРОВ И ОПОР
Расчет толщины стенки трубы
Толщина стенки трубы, находящейся под внутренним избы-
точным, давлением, с учетом температуры перекачиваемой среды
и ее коррозионных свойств может быть определена по одной из
следующих формул:
1) если задан наружный диаметр трубопровода (Z)H), то
5 = оопА-----F С ММ
230ад<р-^-/> 1
87?
2) если задан внутренний диаметр трубопровода DBH, то
S = —£2вн_ мм
230Оц —- р <р 1
где s — толщина стенки трубы, жж;
р — внутреннее избыточное давление, кГ/см2-,
230 — коэффициент, учитывающий условия работы трубы, не^
однородность материала;
Од допускаемое напряжение, кГ/мм2\
ср — коэффициент прочности продольного сварного шва;
С — прибавка на коррозию; в зависимости от коррозионных
свойств среды принимается от 0,5 до 5 мм.
Значение толщины стенки, полученное по одной из этих фор-
мул, округляют до большей величины по сортаменту.
Поверочный расчет труб на прочность с учетом ^поперечного
изгиба и внутреннего давления можно делать по IV теории
прочности, применяя следующие уравнения для «приведенного»
напряжения:
/(^прод ^поп)2 “F (^прод арад)2 “Ь (^поп ^рад)2
-
/?£)ср
огПр0д == —__ кГ/см2 (от внутреннего давления)
pD™
апоп = __ С) <р $Г1см2 (от поперечного изгиба)
арад = Р кГ 1см2
^доп
где Л4И — изгибающий момент, кГ • см\
IF — (Z)h — £>ви) см3 — момент сопротивления сечения
трубы, см3.
Расчет пропускной способности
трубопровода
Уравнение расхода
f = —= 2L м2
4 и
где f— площадь проходного сечения трубы, ж2;
£)вн— внутренний диаметр трубы, ж;
Q — объемный расход, м3/сек\
Здесь v — рекомендуемая скорость, м/сек-.
Для воды.............................1,2—-1,8
Для тяжелых нефтепродуктов...........0,5—0,8
Для легких нефтепродуктов............1,2—1Д
Для газа............................... 15—20
Для насыщенного пара..................... 50
Для перегретого пара . .................. 80
280
Для жидкой среды
^“.^-3600 MSfceK
где О — весовой расход, кг/ч;
yt— плотность при рабочей температуре, кг 1м?.
Для парообразной среды
_ 0-22,4(273 + 0 ,,
М • 273 • р • 3600 М 1СеК
где М — молекулярный вес продукта;
t — температура, ° С.
Расчет компенсаторов
При изменении температуры трубопровода, свободно лежа-
щего на опорах, под влиянием проходящей горячей или холод-
ной среды и окружающего воздуха трубопровод удлиняется или
сокращается (укорачивается).
Величину изменения длины трубопровода в зависимости от
изменения температуры определяют по формуле:
Д/ = а/ А/ л
где а — коэффициент линейного расширения металла трубы (для
стали = 0,000012 м!м'град-, алюминия=0,000024 м/м •
• град-, винипласта = 0,00007 м/м-град)-,
I— первоначальная длина трубопровода, л;
AZ— изменение температуры трубопровода,0 С.
Если опоры не препятствуют удлинению или сокращению тру-
бопровода, то в нем дополнительные напряжения не возникают.
В случае жесткого закрепления концов трубопровода тепло-
вые напряжения определяют по формуле:
at — Ee кГ/см2
где Е1— модуль упругости металла трубы;
е — относительное изменение длины трубопровода.
При нагреве трубопровода от 0 до 100° С удлинение его на
1 м трубы равно
Д/ = а/ Д/ = 0,000012 1000 -100 = 1,2 мм
При этом в трубопроводе возникает сила, вызывающая про-
дольный изгиб (сжатие). -Величина относительного сжатия
равна
'-"-тао=°'“12
Напряжение будет равно
= е Е = 0,0012 • 2 • 10б = 2400 кГ/см2
281
Таким образом, осевое усилие, действующее на неподвижную
опору, будет равно
Н = кГ
При диаметре трубы 273 мм и толщине стенки 10 мм
F=82,5 см2.
Тогда
Н = 2400.82,5 = 198 000 кГ
Такое значительное усилие может разорвать трубопровод,
разрушить опоры.
Величина тепловых напряжений не зависит от длины трубо-
провода и даже в трубопроводах небольшой протяженности при
высоких температурах могут возникнуть значительные усилия,
опасные для узлов присоединения трубопровода к аппаратам и
оборудованию.
Тепловые деформации трубопроводов предотвращают уста-
новкой компенсаторов. С этой целью трубопровод разбивают на
участки с интервалами порядка 40 м между неподвижными
опорами. Правильный выбор компенсирующих устройств обес-
печивает нормальную эксплуатацию трубопровода, работающего
при повышенной температуре. Установка компенсаторов1 значи-
тельно увеличивает стоимость трубопровода. Поэтому при про-
ектировании длинных горячих коммуникаций следует отдать
предпочтение трассе, которая позволяет ограничиться минималь-
ным количеством компенсаторов или вовсе ,обойтись без них,
т. е. выбрать вариант трубопровода, состоящего из угловых
участков, в которых происходит самокомпенсации вследствие
естественной гибкости колен. Их концы закрепляют в так назы-
ваемых «мертвых» точках или неподвижных опорах.
Номограмма для определения минимальной длины прямого
участка стальной трубы, необходимой для компенсации тепло-
вого удлинения, показана на рис. 182, а схема самокомпенси-
рующегося трубопровода на рис. 175.
Если трубопровод АВС (рис. 175) работает по принципу
самокомпенсации и ветвь АВ короче ветви ВС, то наибольшее
напряжение изгиба будет у неподвижной опоры А:
1,5 /* + 1 . £ + 3 , \ г. ,
а = —1—— -г-!----ц ~-.т ctg а кГ см2
113 I2 \ sin а ‘ k 4* 1 )
где А — тепловое удлинение ветви АВ, см;
Е—модуль упругости материала трубы, кГ!см2;
d—наружный диаметр трубы, см;
I — длина ветви АВ, см;
k = li-1 — отношение длины ВС к длине АВ;
а — угол между ветвями трубопровода.
При а=90°
1,5 &Ed ' '
= —р— (* +1) кГ/см2
282
Боковые отклонения ветвей АВ и ВС будут равны
д . k 4- cos а А А 1 4“ cos а
Д2 — А — ---------------- - Ai — Д —— ------ см
sin а sin а
Самокомпенсирующийся трубопровод, нередко встречающий-
на заводах, схема которого показана на рис. 183, может быть
ссчитан по следующим формулам:
Рис. 182. Номограмма для определения минимальной длины пря-
мого участка стальной трубы для компенсации теплового удлинения.
сила упругости
„ 2оиз ЗД£/
F = -р-г- кГ или г = - кГ
DL L3
тепловое удлинение
Д=^-(0,3567?34-£./?2 + £2/?4-0,33£3) см
283
допускаемое напряжение
1,5 ДЕР ,
Оцз --------кГ/см2
где L — длина прямого участка трубы, воспринимающего де-
формацию, см;
Е — модуль упругости материала трубы, кГ/см2;
/ = 0,05(£>4— t/4) — момент инерции сечения трубы, ся4;
D — наружный диаметр трубы, см;
d — внутренний диаметр трубы, см;
R— радиус изгиба отвода, см; принимается:
R=4D для труб диаметром до 125 мм; R = 5D для труб
диаметром до 250 мм и R = 6D для труб диаметром бо-
лее 250 мм.
Расчет гнутых компенсаторов. На нефтепе-
рерабатывающих заводах широко применяют
. гнутые П-образные компенсаторы, изготовляе-
мые часто на территории строящегося завода
(рис. 176). Силу упругости такого компенса-
тора и
мацию
деляют
If
воспринимаемую им тепловую дефор-
(компенсирующую способность) опре-
по формулам:
р _ _ 0.5 Д£/ г
0,5Dh~ N
' Д =--^2---'• N
0,255 Dh
он—изгибающее напряжение в материа'
ле компенсатора, кГ/см2 (для сталь-
ных труб 800 кГ)см2);
инерции поперечного сечения трубы, ся4;
где
2W
Рис. 183. Наиболее
распространенная
схема самокомпен-
сации.
/ — момент
D — наружный диаметр трубы, см;
г R—радиус изгиба отвода, см; принимается:
/? = 4£) для труб диаметром до 125 мм; R = 5D для труб
диаметром 125—250 мм.
h — вылет компенсатора, см;
Е — модуль упругости материала компенсатора, кГ/см2;
N—показатель конфигурации; для гладкого компенсатора,
показанного на рис. 176.
N == 9,42 У?3 4-14,94/?2а 7,8/?а2 -ф 1,33а3
где а — длина прямого участка, см. ,х
Расчет сальниковых компенсаторов (см. рис. 180). Под влия-
нием внутреннего давления, действующего на компенсатор, в
трубопроводе возникает осевое усилие, воспринимаемое непод-
вижными опорами. В неразгруженном сальниковом компенса-
торе это усилие равно
P = f(p + 4)
284
где f—площадь по наибольшему внутреннему диаметру ком-
пенсатора, см2;
р — избыточное давление среды, кГ!см2;
4—прибавка к рабочему давлению, учитывающая силу тре-
ния и увеличивающуюся нагрузку на опоры.
Расчет линзовых компенсаторов (см. рис. 177). Минималь-
ная толщина стенки линз может быть определена по формуле:
- Г kpnp
s == Xd I/ -- см
где % — коэффициент, зависящий от отношения fi = d:D;
d — внутренний диаметр линзы, см;
D — наружный диаметр линзы, см;
k — коэффициент запаса прочности, зависящий от предела
текучести при опрессовке пробным давлением;
/7пр—пробное давление при 'опрессовке, кГ[см2;
— предел текучести материала компенсатора, кГ)см2.
Линзы изготовляются из стали марки Ст. 3 по ГОСТ 380-60
с пределом текучести щ = 2300 кГ/см2.
Расчет опор
Опоры, подвески, кронштейны рассчитывают с учетом соб-
ственного веса трубопровода (с фланцевыми соединениями, ар-
матурой и т. п.), веса заполняющей его жидкости, наружной
изоляции, а также усилий, возникающих в результате темпера-
турных деформаций трубопровода. Допускаемое напряжение на
изгиб для стальных труб не следует брать больше 450 кГ1см2,
так как при осадке одной из опор напряжение значительно уве-
личивается. Поэтому при расчете опор на прочность вертикаль-
ную нагрузку следует принимать с запасом 50%, т. е. считать,
что
Qb — l,5ql кГ
где q — нагрузка на 1 м длины трубопровода, кГ;
I — пролет между опорами, м.
Трубопровод рассматривают как многопролетную неразрез-
ную балку с максимальным изгибающим моментом над про-
межуточными опорами:
al2
Миз = -J2" «Г • см
Максимальный допустимый пролет будет равен
1 = И 100# см
285
где (Ти. д. — допускаемое напряжение на изгиб, кГ/см2 (значение
ок д. институт «Теплопроект» принимает равным
550 к.Г)см?У;
W — момент .сопротивления сечения трубы, см3;
q— нагрузка на 1 м длины трубопровода, кГ.
Рис. 184. Опора скользящая.
Рис. 185. Опора катковая.
Стрела прогиба трубопровода в середине пролета
f ~ 384EI СМ
где Е — модуль упругости материала трубы, кГ!см?\
2 = 0,05 (Z)4 — d4)—момент инерции сечения трубы, см4.
Горизонтальное усилие (реакция сил трения
при перемещении трубопровода) при скользя-
1 щих опорах (рис. 184) равно
I Qrop ~ СвертМ- кЕ
•ф где ц — коэффициент трения скольжения, равный:
1 Сталь по стали............ 0,3
Чугун по чугуну............ 0,35
Чугун по стали............ 0,35
Сталь по бетону............ 0,60
Рис. 187. Опора неподвижная.
Рис. 186. Опора
подвесная.
286
Реакция сил tpeHnn в катковых опорах (рис. 185).
gkl + glyr кГ
где k — коэффициент трения качения, равный для чугунных
катков по чугуну и стальных катков по стали 0,005 см;
R—радиус катка, см;
|л — коэффициент трения скольжения;
г — радиус цапфы, см.
Осевое усилие, действующее на неразгруженную опору, вос-
принимающую в основном неуравновешенные силы внутреннего
давления, приблизительно равно
QH= « pd2 кГ
где р — максимальное избыточное Давление в трубопроводе,
кГ/см2;
F — площадь поперечного сечения трубопровода или ком-
пенсатора, см2;
d — внутренний диаметр трубопровода, см.
Осевое усилие на разгруженную опору, расположенную ме-
жду прямыми участками трубопровода при отсутствии арма-
туры на них
Сразгр = кГ
Конструкции неподвижной и подвесной опор показаны на
рис. 186 и 187.
ГЛАВА 15
ТРУБОПРОВОДНАЯ АРМАТУРА
Трубопроводная арматура представляет собой приспособ-
ления, монтируемые на трубопроводах, котлах, резервуа-
рах, машинах и т. п. Эти приспособления являются испол-
нительными механизмами, при помощи которых осущест-
вляется контроль давления или направления потока
газовых и жидких сред, указания и регулирование уровня жид-
костей, автоматический впуск воздуха и выпуск жидкостей и
газов.
По способу соединения трубопровода арматура подразде-
ляется на фланцевую (рис. 188), муфтовую (рис. 189) и с кон-
цами под сварку (рис. 190).
На нефтегазоперерабатывающих заводах в настоящее время
применяют следующие виды трубопроводной арматуры:
1. Запорная арматура управляемая, которая предназначена
для отключения проходящей через нее среды или изменения
интенсивности потока. Сюда относятся задвижки, вентили и
краны, управляемые от руки или через привод (механический,
гидравлический, электромоторный, пневматический).
2. Запорная арматура самодействующая или неуправляемая,
в которой затвор приводится в действие давлением или прохо-
дящей средой — это обратные клапаны (захлопки), предохра-
нительные клапаны рычажные и пружинные.
3. Сигнальная арматура — указатели уровня жидкости. >
4. Конденсационные горшки, водоотделители.
ЗАПОРНАЯ УПРАВЛЯЕМАЯ АРМАТУРА
Запорные задвижки — вид арматуры, в которой запирающий
орган перемещается перпендикулярно к оси прохода задвижки
и представляет собой шибер с наклонными рабочими поверхно-
стями (клиновые задвижки, см. рис. 188) или диск, цельный или
составной, с параллельными рабочими поверхностями (парал-
лельные задвижки, рис. 191). Перемещение шибера в вертикаль-
ном направлении производится поворотом шпинделя вручную
288
или посредством привода (механического, моторного, пневмати-
ческого) .
На нефтезаводах наиболее широко применяют задвижки с
выдвижным шпинделем (рис. 188), перемещающимся вместе
с шибером. В таких задвижках нарезка шпинделя не омывается
проходящей агрессивной средой и меньше корродирует. Вы-
движные шпиндели увеличивают габариты задвижки и требуют
Рис. 188. Задвижка стальная клиновая. Рис. 189. Задвижка клиновая
муфтовая.
дополнительной площади при эксплуатации. Когда проходящая
среда не представляет опасности в отношении коррозии мате-
риала, можно применять задвижки с невыдвижным шпинделем.
Положение шибера в таких задвижках определяется по спе-
циальному указателю (индикатору).
Преимущества задвижек следующие:
плавность и точность регулирования количества проходя-
щей среды;
малое'гидравлическое сопротивление в сравнении с венти-
лями при полностью открытой задвижке, чем обусловливается
широкое применение задвижек при перекачке густых и вязких
жидкостей;
19 Зак. 299 2 89
1000-
Рис. 191. Задвижка чугунная параллельная.
возможность применения условных проходов до £>у = 2400 мм,
условных давлений Ру = 320 кГ/см2 и температур 600° С.
; Недостатки задвижек следующие:
дороже других видов запорной арматуры;
трудность поддержания герметичности уплотнительных по-
верхностей вследствие быстрого их износа под влиянием корро-
зии и абразивного действия осадков;
трудность восстановления контактных рабочих поверхностей
без специальных,механизмов. Указанные недостатки в последнее
время заметно снижаются в связи с освоением .высокоустойчи-
вых против износа материалов.
По конструкции присоединительных концов задвижки мо-
гут быть фланцевые (наиболее распространенные), резьбовые,
(сравнительно мало применяемые) и приварные (применяю-
щиеся на глухих линиях, не допускающих разъединения- из-за
высокого давления или вредности среды).
Стальная клиновая фланцевая задвижка КЗЛ на Ру=
= 16 кГ!см2 и Dy = 50—450 мм с выдвижным шпинделем пока-
зана на рис. 188, а размеры ее в табл. 23.
ТАБЛИЦА 23
Основные размеры стальных клиновых литых фланцевых
задвижек (КЗЛ'), рассчитанных на Ру = 16 кГ/см2 и Dy от 50 до 450 мм
Шифр Условный проход мм Размеры, мм Вес, кг
L Н Я, D К g / h ф1
КЗЛ—50—16 .50 250 340 400 160 125 102 3 16 18 240 35
КЗЛ—80—16 80 280 440 532 195 160 138 3 20 18 300 51
КЗЛ—100—16 100 300 520 628 245 180 158 3 20 18 300 72
КЗЛ—150—16 150 350 620 775 280 240 212 3 24 23 300 130
КЗЛ—200—16 200 400 770 975 335 295 268 3 26 23 400 .150
ЮЛ—450—16 450 650 1630 2120 640 585 — — — .— 640 —
Перемещение шибера, в вертикальном направлении осуще-
ствляется посредством вращения маховика от руки или посред-
ством привода. Осью вращения маховика является шпиндель
с винтовой нарезкой. Шибер (клин), обычно цельнокованый или
литой, имеет рабочие поверхности с углом наклона 5°. Во избе-
жание заклинивания клин изготовляют из стали с меньшим
коэффициентом расширения, чем корпус. Конструкции стальных
фланцевых задвижек показаны на рис. 188. Они выпускаются
на давления Ру от 16 до 160 кГ!см2 и проходы £>у от 50 до
450 мм.
Резьбовые задвижки, рассчитанные на Ру от 40 до 160 гГ/см2
и Dy от 15 до 40 мм, изготовляют по типу, представленному на
рис. 189.
19*
291
процессов возрастает применение
W--:-
Рис. 192. Задвижка литосварная с само-
уплотняющейся крышкой ЗЛС-150-160.
Задвижки с присоединительными концами под сварку, удов-
летворяющие требованиям высокой герметичности, показаны на
рис. 190.
В связи с расширением автоматизации производственных
задвижек с электроприводом
во взрывобезопасном испол-
нении.
Конструкция литосвар-
ной задвижки с самоупра-
вляющейся крышкой (тип
ЗЛС •— 150—-160) для ус-
ловного давления Ру =
= 160 кГ1см2 и Z)y=150 мм
показана на рис. 192. Кор-
пус задвижки состоит из че-
тырех' отдельно отлитых и
сваренных частей. Уплотне-
ние стыка между горлови-
ной корпуса и крышкой до-
стигается посредством ме-
таллического уплотнитель-
ного кольца. В этой за-
движке для уплотнения ис-
пользуется- внутреннее дав-
ление проходящей среды.
Рекомендуется для установ-
ки на холодных и горя-
чих трубопроводах для
транспортирования жидких
и газообразных сред при
Ру =160 к,Г1см2 и выше.
Материалы, из которых
изготовлены основные дета-
ли стальных задвижек ЗКЛ,
приведены в табл. 24.
Стальные задвижки изготовляются по одному из нижеука-
занных вариантов:
I —из углеродистой стали марки 20Л или 25Л для неагрес-
сивных сред и температур не выше 450° С, с уплотнительными
поверхностями колец и клиньев из хромистой стали марок
2X13 и 3X13;
II — из хромомолибденовой стали марки Х5М-Л для сред
средней степени агрессивности. Уплотнительные поверхности в
этих задвижках в зависимости от температуры среды выполняют-
ся с наплавкой сталью марки 3X13 или 2X13 для сред с темпе-
ратурой 450° С, сормайтом № 1 для сред с температурой 475—
500° С и стеллитом ВЗК для сред с температурой 525—600° С;
292
ТАБЛИЦА 24
Материалы основных деталей задвижек типов КЗЛ и ЗКЛ
Детали Марки сталей в зависимости от вариантов исполнения
I и ш
Конус и крышка . . . 25 Л Х5М-Л 1Х18Н9Т-Л
Клин и кольцо
с наплавкой . . . 30 Х5М 1Х18Н9Т
без наплавки . . . 2X13 или 3X13 2X13 или 3X13
Шпиндель 2X13 или 3X13 2X13 37213 4Х14Н14В25
Гайка шпинделя . . . 30 30 Бр. АЖД-4
Втулка сальника . . . 30 2X13 или 3X13 1Х18Н9Т
III — из хромоникелевой стали марки 1Х18Н9Т-Л для агрес-
сивных сред и температуры до 600° С с наплавкой уплотнитель-
ных поверхностей стеллитом ВЗК.
Чугунные параллельные задвижки выпускаются на давления
Dy—16 к.Г!см2, для условных проходов Dy от 50 до 350 мм кон-
Рис. 193. Схема подъема золотников:
а — горизонтальных; б — наклонных.
струкции, показанной на рис. 191, и по ГОСТ 9919—61 для про-
ходов Dy —1000—600 мм и Ру = 6—10 кГ!см2.
Вентили запорные представляют собой вид арматуры с за-
пирающим проход органом — тарелкой, диском, иглой, пере-
мещающимися вдоль оси седла в вертикальной плоскости
(нормальный вентиль) или наклонный (прямоточный вентиль).
Высота подъема золотника в нормальном вентиле A = 0,425d, в
наклонном (с наклоном 45°) 1,43d.
Схема подъема золотников показана на рис. 193.
Предусмотрен выпуск^вентилей общепромышленного назна-
чения для проходов Оу до 300 мм, Ру до 2000 кГ1см2 и темпе-
ратуры 570° С.
Вентили отличаются от задвижек значительно большим гид-
равлическим сопротивлением, так как расположение рабочего
, органа (золотника) поперек потока препятствует плавному про-
хождению среды и способствует возникновению гидравлических-.
20 Зак. 299
203
ударов. В зависимости от направления и относительного рас-
положения входных и выходных отверстий вентили разделяются
на проходные, угловые, трехходовые и четырехходовые или пе-
репускные.
Нормальным проходным вентилем называется вентиль с
бочкообразным корпусом и внутренней продольной перегород-
кой, имеющей отверстие для пропуска проходящей через вентиль
среды. По присоединительным концам корпуса различают вен-
тили резьбовые или муфтовые, фланцевые и с концами под
сварку. От других видов арматуры (задвижек, кранов) вентили
отличаются более высокой герметичностью, лёгкостью управле-
ния и ремонта, более длительным сроком службы и меньшей
стоимостью.
Поток жидкости, проходящий через вентиль, чаще всего на-
правляют под клапан (золотник), поэтому сальник при закры-
том вентиле давления не испытывает. В некоторых случаях для
достижения плотного закрытия среда направляется сверху на зо-
лотник, при этом для облегчения открытия вентили больших про-
ходов снабжаются обводным малым вентилем. Наибольшее при-
менение вентили получили при установке на трубопроводах диа-
метром до 300 мм и, главным образом, для перекачки насы-
щенного и перегретого пара и воды при давлениях Ру^16 кГ)см2.
Чугунные вентили при температурах среды выше 300° С не сле-
дует применять, так как при более высокой температуре чугун
«растет» и прочность его снижается.
Бронзовые вентили с Dy 80 мм и Ру до 10—13 кГ/см2 для
воды устанавливают на коммуникациях насыщенного пара. Пре-
дел применения бронзовых вентилей 250° С. Литые стальные вен-
тили на углеродистой стали применяются при Ру j\q 40 кГ1см2 и
температурах среды до 425° С, из кованой стали —при Ру до
160 кГ1см2 и температурах до 500° С, из легированных сталей
для более тяжелых условий.
Большое значение для нормальной работы вентилей имеет
способ уплотнения. Кожаные и резиновые уплотнения пригодны
для холодной воды и воздуха, бронзовые из оловянистой брон-
зы— для горячей воды и пара с температурой до 250° С, уплот-
ТАБЛИЦА 25
Основные размеры стальных запорных вентилей
(фланцевых обтекаемой формы) на Ру—16 кГ/см2
Условный проход мм Размеры, мм Вес, кг
L ° 1 1 X S 1 1 f' ь н °м
80 310 195 160 138 3 22 18 385 160 34
100 350 215 180 158 3 24 18 416 200 52
150 480 280 240 212 3 28 23 611 400 113
294
нения из никелевого сплава и нержавеющих сталей ставят при
рабочих температурах до 500° С и выше.
Основные параметры вентилей приведены в табл. 25.
Редукционные и регулирующие клапаны применяют на неф-
тезаводах с целью снижения давления транспортируемой среды
и изготовляют на Ру= 160 кГ1см2, Рраб = 50—55 кГ/см2 и темпе-
ратур до 520° С.
Редукционные клапаны РК и РКМ изготовляют с £>у= 100
и 150 мм. В клапане РК с £>у=150 мм продукт подается сверху.
Холодный продукт подкачивается через боковой штуцер.
Для промывки и охлаждения шпинделя клапана в крышке
имеется штуцер. Корпус и крышку клапанов отливают из стали
марки Х5М.
Шпиндель “изготовляют из стали марки ЭЖ-3; клапан и сед-
ло клапана — из стали ЭЖ-1 и
Рис. 194. Редукционный клапан
Ру = 160 кГ/см2. .
покрывают по рабочим поверх-
ностям стиллитом методом на-
плавки.
Конструкция клапана РК
показана на рис. 1'94.
Вакуумные предохрани-
тельные клапаны (тип ВКП,
рис. 195) предназначены для
установки на емкостях сжи-
женных газов (бутан и газо-
вый бензин), в которых может
образоваться вакуум в случае
откачки продукта или резкого
снижения температуры наруж-^
ного воздуха.
При нормальных условиях
клапаны должны держать вну-
треннее давление, создаваемое
упругостью паров хранящегося
Рис. 195. Вакуумный клапан D —
= 80 мм.
20*
295
в емкости продукта до 8 кГ/см2. В случае образования вакуума
в емкости вакуумный предохранительный клапан должен пред-
отвратить возможность проникновения воздуха в емкость, со-
держащую сжиженный газ, до образования вакуума определен-
ной величины.
Краны состоят из^ конической или цилиндрической пробки,
пригнанной к соответствующему гнезду в корпусе. В зависи-
мости от количества отростков краны могут быть проходными
при двух отростках, трехходовыми или четырехходовыми при
трех и четырех. По присоединительным концам отростков краны
называются фланцевыми, резьбовыми или с гладкими концами
под сварку. Коническое гнездо для
Рис. 196. Кран проходной натяж- Рис. 197. Кран проходной
ной. сальниковый.
с донышком. В' первом случае герметичность крана дости-
гается натяжением пробки (с помощью гайки). Поэтому такой
кран называется натяжным и находит применение в системах
с условным давлением Ру до 1 кГ1см\ так как давление уплот-
нения между пробкой и гнездом ограничено размером натяж-
ного болта. В кране с донышком герметичность достигается пе-
ремещением сальниковой втулки с набивкой. Такие краны назы-
ваются сальниковыми и применяются при давлениях до
10 кГ1см2.
Конструкции описанных выше кранов показаны на рис. 196,
197.
На нефтезаводах в настоящее время применяют краны двух
типов: фланцевые — стальные или чугунные для проходов до
200 мм и давлений до 40 кГ/см2 и муфтовые чугунные и бронзо-
вые для Dy до 80 мм и Ру до 10 кГ/см2.
В последнее время увеличивается применение кранов, в ко-
торых герметичность достигается посредством слоя смазки, по-
296
даваемой под давлением в каналы на поверхности пробки (ко-
нической или цилиндрической). Сорт смазки выбирают в зави-
симости от характера среды температуры и давления.
450
, Рис. 198. Кран проходной стальной с ручным приводом.
Краны фланцевые со смазкой предназначены для работы на
линиях жидких и газообразных сред в условиях Ру от 16 до
160 кГ/см2 с ручным или дистанционным управлением и Dy до
400 мм, а муфтовые—для тех же условий, но с Dy до 40 мм.
На рис. 198 показан кран проходной стальной со смазкой
и ручным приводом. Шпиндель, .соединяющий пробки с ручным
297
управлением, имеет лабиринтное уплотнение. Для облегчения
поворота пробки вверху крана установлен червячный редуктор,
заключенный в Чугунный кожух. Специальная, не растворимая
в среде, консистентная смазка, закладывается во внутреннюю
полость шпинделя при вывернутом нажимном болте. Система
Рис. 199. Кран КЦО-100-16
фланцевый, стальной, про-
ходной, с цилиндрической
пробкой.
смазочных канавок устроена так, что
проход корпуса, перекрытый пробкой,
омывается смазкой, находящейся под
давлением, и создает надёжную гер-
метизацию крана.
На рис. 199 показан дроходной
кран с обогревом, имеющий цилиндри-
ческую пробку и ручной привод, про-
ход Z)y= 100 мм и Ру =16 кГ/см2. Этот
кран предназначен для установки на
трубопроводах, перекачивающих би-
тум и другие вязкие застывающие
нефтепродукты. Управление крана руч-
ное посредством рукоятки, насаженной
на хвостовик пробки, уплотняемый
сальником с асбестовой набивкой.
Обогревается кран паром под давле-
нием Рраб. = 2 кГ!см2.
Достоинства кранов — малое ги-
дравлическое сопротивление, лег-
кость ремонта, быстрота переключе-
ния, удобство обслуживания. Недостат-
ки— трудность поворачивания пробки
в кранах больших размеров, возмож-
ность заедания и защемления пробки. С внедрением смазки те-
ряют свое значение.
Краны общепромышленного назначения (48 типов)
ГОСТ 9702—71 выпускают с Dy j\q 1000 мм, на Ру до 160 кГ/см2
и температуры до 400° С.
ЗАПОРНАЯ НЕУПРАВЛЯЕМАЯ АРМАТУРА
И ПРОЧИЕ УСТРОЙСТВА
Обратные клапаны — устройства, закрывающие проход при
движении среды в обратном направлении.
По принципу действия различают клапаны обратные подъем-
ные (светильного типа) и обратные поворотные. Подъемные или
золотниковые клапаны (рис. 200) устанавливают таким обра-
зом, чтобы ось клапана (золотника) была строго вертикальна.
Жидкость подводится снизу под клапан.
На нефтезаводах в основном применяют обратные поворот-
ные клапаны (рис. 201, табл. 26), в которых запирающий диск
298
подвешен к оси, перпендикулярной к проходу жидкости. В отно-
шении герметичности поворотные клапаны хуже подъемных, но
гидравлическое сопротивление в них меньше.
Общим недостатком обратных' клапанов является возникно-
вение гидравлических ударов при закрывании прохода. При
Рис. 200. Клапан обратный
подъемный.
Рис, 2Q1. Клапан обратный
поворотный.
больших размерах и тяжелом весе клапанов это обстоятельство
может вызвать поломки ш нарушение герметичности. Для пре-
дупреждения опасных ударов в некоторых случаях устанавли-
ваются масляные или воздушные амортизаторы,
. ТАБЛИЦА 26
Основные размеры обратных клапанов (поворотных) на Ру~40 кГ/см2
(см. рис. 201)
Шифр Услов- ный проход Dy мм Размеры, мм Коли- чество отвер- стий во фланце Вес кг
L н D К s ь в ф1
ОКП-50-40 50 260 168 165 125 87 20 200 18 8 36
ОКП-80-40 80 210 198 200 160 120 24 223 18 8 46
ОКП-100-40 100 350 227 235 190 145 26 270 23 8 61
ОКП-150-40 150 450 280 300 250 303 30 344 25 8 115
ОКП-200-40 200 475 375 375 320 259 38 450 30 12 185
Обратные клапаны выпускаются в трех вариантах исполне-
ния по материалу в зависимости от назначения арматуры и
условий работы (температуры, давления и агрессивности среды).
Поворотные клапаны изготовляются: чугунные с £>у до
100 мм и на Ру до 16 кГ/см2, стальные (углеродистые и леги-
рованные) с Dy 350 мм и на Ру до 160 кГ]см2\ конструк-
тивно почти не отличаются от вентилей. Устанавливаются строго
вертикально по оси клапана. Среда подается снизу, под кла-
пан,
Подъем золотника в этих
Рис. 202. Клапан чугунный
предохранительный рычажный
одинарный.
Предохранительные клапаны конструктивно разделяются на
рычажно-грузовые и пружинные, а по характеру выполняемых
функций и золотниковых устройств на неполноподъемные и
полноподъемные.- В рычажно-грузовых неполноподъемных кла-
панах. усилие, противодействующее давлению среды, создается
грузами через рычажное устройство, как показано на рис. 202.
клапанах составляет 0,03—0,1 диа-
метра прохода в седле, а устрой-,
ство золотника и седла почти не
отличается от арматуры вентильно-
го типа. Рычажно-грузовые клапа-
ны преимущественно устанавли-
ваются на паровых котлах. В неф-
тяной промышленности широко при-
меняют пружинные предохранитель-
ные клапаны полноподъемные, с
подъемом клапана (золотника) на
0,25—0,3 диаметра прохода, в гер-
метически закрытом корпусе.
Пружинные клапаны изготов-
ляются: для малоагрессивных сред
и температуры до 450° С с корпуса-
ми и крышками из углеродистой стали 25Л или 20Л по
ГОСТ 977—53; для агрессивных сред,и температуры не более
550° С из хромомолибденовой стали марки Х5МЛ; для'агрессив-
ных сред и температуры не более 600° С — из хромоникелевой
стали марки 1Х18Н9ТЛ (ЭЯ1ТЛ).
ГОСТ 9789—61 предусмотрено исполнение полноподъемных
пружинных предохранительных клапанов для проходов
50—150 мм, Р7 16—40 кГ/см2 и температур ^<С350°С. Для этих
параметров Гипронефтемашем спроектирован клапан типа
ППК4-80-16, показанный на рис. 203, предназначенный для неф-
тяных жидких и газообразных неагрессивных сред с темпера-
турой не более 350° С. При работе клапана с противодавлением
температура среды противодавления не должна превышать
200° С.
Клапан представяет собою механизм автоматического дей-
ствия и имеет рычаг для контрольной продувки. Давлению
среды под золотник клапана противодействует давление пру-
жины, передаваемое на золотник через опорную шайбу и шток.
Сжатие пружины на требуемое давление регулируется винтом.
Для четкой работы, точной регулировки момента открытия и
производительности клапан имеет верхнюю и нижнюю регули-
ровочные втулки, фиксируемые в рабочем положении стопор-
ными винтами. Правильная и надежная посадка золотника на
седло обеспечивается направляющей втулкой, а специальная
гайка, ввернутая в золотник, ограничивает подъем золотника.
30Q
Для контрольной продувки клапан снабжен рычажным ме-
ханизмом. Поворотом рычага усилие через валик, кулачок и
направляющую втулку колпака передается на шток, который,
поднимая золотник, обеспечивает продувку- клапана.
Разделительная перегородка предохраняет пружину от пере-
грева и вредного влияния среды. Вместе с клапаном, поста-
вляется набор сменных пружин, обеспечивающих плавное изме-
нение установочных давлений.
Преимущества пружинных клапанов заключаются в малых
габаритах, работоспособности при пульсирующей нагрузке и в
любом положении. При повышении давления в сосуде выше рас-
четного золотник, преодолевая натяжение пружины, поднимает-
ся, сбрасывая избыточное
количество среды из сосуда, после
чего под действием пружины,
регулируемой винтом, клапан
возвращается в исходное по-
ложение.
В соответствии с Правила-
ми Госгортехнадзора размеры
и количество предохранитель-
ных клапанов должны быть
таковы, чтобы в сосуде не мог-
ло образоваться избыточное
давление, превышающее рабо-
чее более чем на 0,5 кГ1см2
при рабочем избыточном дав-
лении до 3 кГ!см2 и на 15%
при рабочем избыточном да-
влении от 3 до 60 кГ1см2.
Рис. 203. Полноподъемный пружинный предохранительный
клапан ППК4-80-16.
3Q1
Под рабочим давлением сосуда следует понимать макси-
мально допускаемое.
Чтобы рассчитать пропускную способность предохранитель-
ного клапана для газов и паров^ можно пользоваться формулой
Г осгортехнадзора:
W = Z20Fp
где W — пропускная способность клапана, кг/ч;
F — рабочее сечение клапана, еж2; в полноподъемных (соп-
ловых) клапанах F=0,785d2, в неполноподъемных —
P = 2,22<Mi
d — наименьший диаметр прохода, см;
dx — внутренний диаметр седла, см;
h — высота подъема клапана, см;
р — абсолютное давление, к,Г1см2;
Т — абсолютная температура паров или газов, °К;
М — мол. вес проходящих через клапан паров или газов.
Арматура из пластмасс и специальная. Широко применяют-
ся следующие виды арматуры из коррозионностойких материалов:
Рис. 204. Вентиль фао-
литовый для труб
50 мм.
Рис. 205. Кран фаолитированный.
. вентили фаолитовые (рис. 204) для труб 50—100 мм, Рраб.=
= 5 кГ)см2 (рис. 204);
винипластовые вентили для £у=10—25 жж, Рраб. = 2,5 кГ)см2;
вентили диафрагмовые чугунные по ГОСТ 9660—61, фаоли-
тированный, эмалированные, гуммированные для Dy от 70 до
100 жж, Ру от 6 до 15 кг)см2, температур от 15 до 150° С;
краны фаолитированные на Dy от 25 до 70 жж (рис. 205)
Рраб. до 3 кГ1см2, для следующих агрессивных сред: соляной
кислоты — при температуре до 90° С; серной кислоты средней
3Q2
концентрации —до 70° С, слабой концентрации— до 100° С;
уксусной и фосфорной —до 80° С, сернистого газа —до 100—
120° С.
Конденсатоотводчики
применяют для удаления из
аппарата конденсата без вы-
пуска с ним пара. Наиболь-
шее распространение полу-
чили конденсационные гор-
шки.
Горшки с открытым по-
плавком (на Ру= 16 кГ1см2)
предназначены для отвода
конденсационной воды из
паропровода с' целью улуч-
шения условий использова-
ния тепла (рис. 206).
Собранный конденсат, ово-
бодный от примесей, об-
разующих накипь, исполь-
зуется для питания котлов
и пр. Производительность
Рис. 206. Горшок конденсационный
с открытым поплавком.
горшка с открытым поплавком зависит от диаметра и веса
поплавка и диаметра соплового отверстия, через которое пе-
риодически отводится конденсат. При диаметре сопла- (в смен-
Рис. 207. Горшок конденсационный с закрытым поплавком.
ной шайбе} от 1,5 до 6,5 мм производительность составляет от
150 до 2850 л)ч при рабочем Рраб. 13 кГ/см2 (Ру=16 кГ/см2).
В горшках с закрытым поплавком (Ру^=64 кГ/см2) вместо
игольчатого вентиля применен скользящий шибер (рис. 207).
303
Пар поступает в верхний штуцер. Наличие противовеса обеспе-
чивает устойчивое равновесие всей системы. Горшок снабжен
рукояткой для подъема поплавка с целью удаления конденсата
и продувки всей системы и дополнительным воздушным венти-
лем для той же цели. Теоретическая производительность при
Dy = 25—50 мм составляет от 550 до 1600 л/ч.
Термодинамический конденсатоотводчик представляет собой
устройство для отвода конденсата, в основу конструкции кото-
рого положен принцип использования кинетической энергии
пара. •
Рис. 208. Термодинамиче-
ский конденсатоотводчик:
/ — корпус; 2 —стенка; 3 —диск;
4 —крышка. Остальные обозначе-
ния в тексте.
Рис. 209. Вентиль с шариковым затвором
для указателя уровня.
Конденсатоотводчик (рис. 208) состоит из корпуса 1, крыш-
ки 4, диска 3. Он работает следующим образом. Пар поступает
в канал В. Образующийся здесь и находящийся под давлением
конденсат поднимает диск 3 и по кольцевой камере Г идет к вы-
ходу Б.
Когда начнет поступать пар, скорость которого значительно
выше скорости конденсата, под диском образуется вакуум. Пар,
ударяясь о стенку 2, проникает в верхнюю камеру Д и, прижи-
мая диск к плоскостям s и $, закрывает входное отверстие.
Конденсат и окружающий воздух охлаждают конденсатоот-
водчик, температура в камере D понижается, одновременно па-
дает и давление. Диск снова поднимается, и конденсат свободно
вытекает до тех пор, пока через конденсатоотводчик не пойдет
пар. Применение конденсатоотводчиков позволяет обходиться
без конденсационных горшков, снизить потери тепла и расход
металла.
Техническая характеристика конденсатоотводчиков приве-
дена в табл. 27. • -
3Q4
ТАБЛИЦА 27
Техническая характеристика термодинамических
конденсатоотводчиков
Показатели Условные проходы Dy, мм
15 20 25
Производительность по конденсату, кг[ч . . 800 ’ 1100 1800
Перепад давления, кг/см2 ...... 12 12 12
Примечание. В случае уменьшения перепада дав-
ления производительность по конденсату снижается.
Вентили с шаровым затвором для указателя уровня (рис. 209)
предназначаются для указателя уровня вертикального типа. Они
рассчитаны на рабочее давление 40 кГ/см1 и температуры до
300° С,
ГЛАВА 16
ИЗГОТОВЛЕНИЕ УЗЛОВ И ДЕТАЛЕЙ
ТРУБОПРОВОДОВ
Монтаж технологических трубопроводов на современном
нефтегазоперерабатывающем заводе сводится к сборке го-
товых узлов и деталей, изготовленных .на специальном
заводе.
Трубопроводный узел включает прямолинейные или
криволинейные отрезки труб, соединительные фитинги — колена,
переходы, тройники, заглушки, фланцы и другие детали.
Рис. 210. Схема линий трубопровода.
По монтажно-технологическим чертежам выполняются об-
щие виды отдельных технологических линий в аксанометриче-
ской проекции (рис. 210). Линии разбивают на отдельные транс-
портабельные узлы (рис. 211).
При монтаже нефтеперерабатывающих установок наиболее
часто применяют приварные фитинги. В сравнении с резьбовы-
306
ми, раструбными и фланцевыми соединениями их применение
повышает качество и скорость монтажа, сокращает расход ме-
талла, уменьшает трудоемкость и улучшает условия труда.
Крутоизогнутые бесшовные угольники и двойники изготов-
ляют горячей протяжкой труб на рогообразном сердечнике
(Dy 150—300 мм) и штамповкой отрезков труб (Dy 40—100 мм).
Угольники изготовляют в основном из углеродистой стали марок
Рис. 211. Монтажные схемы узлов и деталей
трубопроводов.
10, 15, 20, а штампованные угольники из бесшовных труб (сталь
марок Ст. 2, Ст. 3,5).
Метод горячей протяжки. При использовании этого метода
выполняют следующие операции: резка труб на заготовки, на-
грев — протягивание двойника, разрезание двойника на уголь-
ники, обработка торцов, правка и гидравлические испытания.
Для изготовления двойников применяют горизонтально-гидрав-
лические прессы типов КП-4, СГК-1 и П-102, в основу конструк-
ции которых положена схема академика Н. А. Доллежаля, пока-
занная на рис. 212. Заготовку определенного размера протяги-
вают в печи через разогретый рогообразный средечник (дорн).
При этом заготовка нагревается до температуры, обеспечиваю-
щей осуществление пластических деформаций с сохранением
толщины стенки.
307
Для получения угольников и колен с радиусами изгиба, рав-
ными 1, 2, 5 DH, наружный диаметр трубы-заготовки опреде-
ляют по формулам Н. А. Доллежаля:
£>н— наружный диаметр сечения угольника;
R — средний радиус угольника или колена;
L— длина трубы-заготовки.
Рис. 212. Схема изготовления крутоизогнутых
фитингов на протяжном станке:
7 —рогообразпый сердечник; 2 — фитинг; 3 — газовая горелка;
4 — станина станка; 5— рабочий цилиндр; 6 —шток; 7 —клин;
8 — штанга; 9 —упорное кольцо; 10 — отражательная печь.
Рис. 213. Схема гидравлического горизон-
тального пресса для изготовления круто-
изогнутых фитингов:
7 —плунжер; 2 — цилиндр; 3, 5— опоры; 4 — шток; ,
б —траверса; 7 —труба; 8 — сердечник; 9 — шток.
На рис. 213 показана схема гидравлического пресса для из-
готовления крутоизогнутых колен и двойников.
Неподвижный шток 4 имеет сердечник (рог) 8. Вдоль што-.
ка, закрепляемого попеременно в неподвижных опорах 5 и 3,
перемещается траверса 6,
которая, упираясь в тру-
бу 7, установленную на
штоке 4, надвигает ее на
сердечник. Траверса 6
жестко соединена с дву-
мя параллельными плун-
жерами 1, входящими в
цилиндры 2, неподвижно
укрепленные на фунда-
менте. Внутри нижнего
плунжера 1 расположен
неподвижный шток 9 для
обратного хода. При ра-
бочем ходе траверсы шток -
4 укреплен в опоре 5.
Опора 3 в этот момент
освобождена и через нее на хвостовую часть штока надевают
трубы-заготовки. Во время рабочего хода траверсы 6 вводят в
308
Рис. 214. Гибочный ручей штампа
с подкладными торцевыми оправ-
ками.
действие опору 3, освобождают опору 5 и через нее пропускают
надетые на шток заготовки.
После использования хода траверсы 6 вводится в действие
опора 5, включается обратный ход. Траверса, через которую
пропускаются новые заготовки, опять приближается к опоре 5.
Затем включают рабочий ход и одновременно загружают пресс
заготовками.
Горячей протяжкой можно получить равностенные двойники
и угольники с.-радиусами изгиба от 1,5 Ь до 2,5 D и толщиной
стенки, равной толщине стенки трубы-заготовки.
Метод штамповки. Этот метод позволяет получить уголь-
ники с малым радиусом кривизны. Разностенность и искажения
поперечного сечения не должны превышать норм ГОСТ 8732—
58 на стальные, бесшовные трубы.
При штамповке угольников
осуществляется пластический из-
гиб трубы-заготовки. Процесс со-
стоит из операций гибки и объ-
емно^ формовки, сочетание кото-
рых дает возможность получить
угольники с различными радиу-
сами изгиба 7? и отношениями
толщины стенки s к наруж-
ному диаметру трубы-заготовки
7^Н.З.«
Заготовкой для штамповки
трубы с двухсторонним косым срезом.
Наружный диаметр трубы-заготовки DH. 3. принимается не-
много больше диаметра сечения угольника Dy, а именно
Дя.з.= (1,05— 1,06) Dy и зависит от радиуса изгиба
Штамповать можно как в холодном, так и в горячем состоя- .
НИИ.
угольников является отрезок
При* -^- = 0,09 — 0,17 и /?=1,3—l,5rDy можно применять
u у
гибочный штамп, показанный на рис. 214. Применяются и дру-
гие варианты исполнения.
> Угольники штампуют на фрикционных прессах ФА-124 и
ФА-127. Для изготовления крутоизогнутых угольников и двойни-
ков Dy до 108 мм трубы из углеродистой стали марки 20 по
ГОСТ 301—60, а при Dy=H4 мм и более по ГОСТ 3100—46.
Угольники штампуют из бесшовных труб по ГОСТ 301—60.
Протяжкой на рогообразном сердечнике можно изготовлять
угольники с диаметром условного прохода до 500 мм, а штам-
повкой—до 150 мм. Сведения о крутоизогнутых угольниках для
змеевиков теплообменной нефтеаппаратуры приведены в табл. 28.
809
ч ТАБЛИЦА 28
Уголь ники 90° для теплообменной нефтеаппаратуры
Условный проход Dy мм Наружный диаметр DH мм Толщина стенки б мм Средний радиус R мм Марка стали
50 60 5 50 1Х18Н9Т
(ЭЯ1Т)
50 60 6 67,5 Х5М
80 89 6 80 20
100 114 8 100 20
150 152 10 ' 137,5 Х5М
200 219 15 200 Х5М
3
Рис. 215. Штамп
для изготовления
переходов обжи-
мом отрезков труб:
1 — пуансон; 2 — заго-
товка; 3 — матрица; 4 —
выталкиватель.
Для штамповки переходов применяют гидравлические, фрик-
Штамповка бесшовных приварных переходов. Исходным ма-
териалом являются бесшовные трубы из стали марок 10, 15,'20.
Штамповать можно одним из следующих спо-
собов:
1) обжимом отрезков труб в холодном
состоянии (рекомендуется при наименьших
отношениях большого диаметра к мень-
шему) ;
• '2) растяжкой (раздачей) трубы кониче-
ским пуансоном в горячем состоянии (реко-
мендуется для переходов с отношением диа-
. метров 1,4—1,7);
3) совмещением операций растяжки и об-
жима (рекомендуется для изготовления пере-
ходов с большим отношением диаметров).
Схема штампа для изготовления переходов по
первому способу показана на рис. 21’5.
ционные или кривошипные прессы.
Штамповка бесшовных приварных тройников. Основной опе-
рацией при штамповке бесшовных тройников из трубных заго-
товок является горячая отбортовка. Освоена штамповка равно-
проходных и разнопроходных тройников, а также тройников с
увеличенной высотой горловины.
Процесс штамповки равнопроходных тройников, позволяю-
щий получить горловину высотой не более 25% среднего
диаметра корпуса тройника, состоит из следующих опера-
ций:
1) резка труб на заготовки;
2) вырубка отверстия в стенке заготовки;
3) образование горловины путем отбортовки отверстия;
4) правка корпуса тройника.
ЗЮ
Отверстие в трубе-заготовке пробивают на специальном
штампе.
Штамповка отбортованных заглушек и днищ. В зависимости
от размеров, заглушки и днища штампуют в холодном и горя-
чем состоянии без уменьшения толщины стенок. Исходным мате-
Рис. 216. Схема организации изготовления деталей и узлов трубопроводов.
риалом служит листовая и полосовая сталь марки Ст. 3 по
ГОСТ 380—50.
.Технология изготовления заглушек и днищ состоит из опе-
раций вырезки или вырубки заготовок из листа или полосы, на-
грева и штамповки, токарной обработки торцов. Штамповка
производится на фрикционных и гидравлических прессах.
Изготовление фланцев и деталей к ним. Фланцевое соедине-
ние представляет собой комплект, состоящий из двух фланцев,
прокладки и соединительных шпилек (реже болтов), и является
предметом массового производства.
311
Изготовление компенсаторов. П-образные трубные компен-
саторы производят на заводах трубных заготовок по той же тех-
нологии, которая применяется при изготовлении трубопровод-
ных узлов и крутоизогнутых угольников.
Линзовые компенсаторы делают из листовой стали. Они
представляют собой соединенные сваркой фигурные штампован-
ные полулинзы с фланцевыми присоединительными отростками.
Волнистые компенсаторы с хомутами или без них изготов-
ляют из.тонкостенной бесшовной трубы (s=l,5—2 лш) путем
раздачи ее внутренним давлением с одновременным сжатием
по оси посредством специальных штампов.
Опоры и подвески изготовляют холодной штамповкой основ-
ных деталей — подставок, полухомутов и холодной пробивкой
отверстий в штампах. Заготовительные операции (вырезку и
рубку заготовок) осуществляют на гильотинных ножницах и
универсальных пресс-ножницах.
Цехи трубной заготовки. Фитинги изготовляют в цехах труб-
ных заготовок специальных заводов, оснащенных соответствую-
щим оборудованием для производства трубопроводных деталей,
узлов и блоков. Примерная схема организации такого производ-
ства показана на рис. 216.
Кроме специального оборудования, цехи трубных заготовок
должны иметь различную технологическую оснастку..
ГЛАВА 17
ИЗОЛЯЦИЯ ТРУБОПРОВОДОВ
На нефтегазоперерабатывающих, заводах большое количе-
ство высокотемпературных теплоносителей перекачивает-
ся по трубопроводам. Тепловая изоляция таких трубопро-
водов дает значительную экономию топлива. Защита тру-
бопроводов, по которым перекачивают низкотемператур-
ные продукты, предохраняет поверхности труб от запотевания,
а тепловая изоляция водопроводов предотвращает замерзание
воды.
' Кроме того, изоляция горячих труб предохраняет обслужи-
вающий персонал от ожогов. Трубопроводы, по которым пере-
качивают агрессивные среды, защищают антикоррозионными
покрытиями.
Основные виды тепловой изоляции
Оберточную (рис. 217) или обволакивающую теплоизоляцию
выполняют из гибких рулонных материалов — шнуров, полос,
Рис. 217. Оберточная изоляция:
а —асбестовый матрац; б —полосы стеклянного волокна;
в —асбестовый шнур.
матрацев и т. п. Конструкция тепловой изоляции быстро монти-
руется и демонтируется, хорошо выдерживает сотрясения,
21 Зак. 299
313
воспринимает термические расширения, применяется на криво*
линейных участках трубопроводов и компенсаторов.
Набивная или засыпная изоляция (рис. 218) отличается тем,
что пространство между изолируемой поверхностью и наруж-
Рис. 218. Изоляция набивная или
засыпная:
/ — трубопровод; 2 — опорные кольца; 3—про-
волочные кольца; 4- металлическая сетка,
5—минеральная вата; 6 — штукатурный слой;
7 —внешняя отделка.
ным ограждением заполняют
волокнистым или порошкооб-
разным теплоизоляционным
материалом. Недостатком на-'
бивных изоляций является воз-
можная усадка изоляционного
материала под влиянием соб-
ственного веса, температуры и
вибрации.
Мастичную изоляцию (рис.
219) выполняют из различных
порошкообразных материалов,
разбавляемых на месте мон-
тажа водой для получения мастики нужной консистенции. Та-
кая изоляция трудоемка и поэтому вытесняется более эконо-
мичными конструкциями из
формованных изделий.
Формованные изоляцион-
ные конструкции (рис. 220)
изготовляют из штучных
изделий — однослойных ' и
по М
Рис. 219. Мастичная изоляция:
а —трубопроводов: / —подмазочный слой; 2 —основной изоляционный слой; 5 —каркас из про-
волоки; 4 — штукатурка; 5, б—слой грунтовки и краски; б —аппаратов^/ — подмазка; 2— изо-
ляционный слой; 3 — каркас; 4 —штукатурка; 5, б—слой грунтовки и краски; 7 —шпильки.
многослойных скорлуп, сегментов, плит, которые закрепляют ме-
таллическими кольцами или поясами. Формованными изделиями
изолируют как горячие, так и холодные поверхности. Достоин-
314
ство такой изоляции — возможность применения индустриаль-
ных методов монтажа в холодном состоянии, а ее недостатки —
Рис: 220. Изоляция формованными изделиями:
а —трубопроводов: 1 — скорлупы; 2, 3 — каркасы; 4 — штукатурка; 5, 6 —слой грунтовки и
краски; б —аппаратов: 1, 2, 3 —скорлупы; 4 —каркас; 5— штукатурка; 6 — слой грунтовки и
краски; 7 —шипы.
наличие большого количества швов и непригодность для изоля-
ции фасонных и криволинейных деталей.
ИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Термоизоляционные4 материалы должны обладать низким
коэффициентом теплопроводности, малым объемным весом, тем-
пературоустойчивостью, достаточной механической прочностью
и устойчивостью при вибрациях изолируемого объекта, сопро-
тивляемостью атмосферным условиям, безвредностью для изо-
лируемого объекта, экономичностью.
Для тепловой изоляции применяют материалы на минераль-
ной основе и из органического сырья.
Асбестовые изделия — шнур, картон, бумага, ткань, изго-
товляемые на основе асбестового волокна.
Диатомит и диатомовые изделия. Диатомит и трепел — это
горно-осадочная порода, светло-серого цвета с окраской, зави-
сящей- от наличия примесей. Асбозурит — порошкообразная
смесь молотого диатомита или трепела с низкосортным асбестом
(до 15%). Применяется как в виде готовых изоляционных из-
делий, так и в виде порошка в засыпных конструкциях. Вул-
канит— смесь из 60% диатомита, 20% извести и 20% асбеста
(по весу) с автоклавной обработкой. Выпускается в виде плит.
21*
315
Асбестомагнезиальные материалы. К ним относятся ньювель
и совелит. Ньювель — смесь из 85% порошка легкой белой маг-
незии и 15% распушонного асбеста. Обладает высокой гигро-
скопичностью. Совелит — смесь угл.екислых солей магния и
кальция с асбестом. Выпускается в ви/fe плит, порошка, скор-
луп, в отдельных случаях — в виде пасты.
Легкие теплоизоляционные бетоны — пенобетон, ячеистый
бетон, армированный пенобетон, жароупорный пенобетон для
тепловой изоляции при температурах до 700° С.
Вспучиваемые материалы. К ним относятся вермикулит и
пеностекло. Вермикулит вспученный — легкий, зернистый, сыпу-
чий материал, получаемый из гидратизированной слюды верми-
кулита в процессе обжига. Применяется в качестве засыпной
изоляции при температуре до 1100° С, а также в виде плит и
скорлуп. Пеностекло (газостекло) выпускается в виде блоков,
плит ш фасонных изделий для тепловой изоляции объектов с
температурой до 300° С.
Керамические теплоизоляционные материалы. Выпускаются
в виде кирпичей, блоков, скорлуп и сегментов, бой которых
после измельчения также используют для изоляции.
ТАБЛИЦА 29
Т ехнические показатели некоторых теплоизоляционных материалов
Наименование Кажущаяся плотность кг/м* Коэффициент теплопроводности X ккалЦм-ч-град) Предельная температура применения
Теплоизоляционные
материалы на минеральной основе
Асбестовый картон . . До 1400 При 0°С до 0,175 . 500
Асбозурит До 450 При 100° С до 0,08 900
Совелит-порошок . . До 500 При 30° С до 0,08 500
Вермикулит . зернистый До 150 При 30° С до 0,075 1100
Пеностекло 200—600 При 30° С — 0,06—0,12 300
Диатомовый кирпич . 500—700 При 50° С от 0,1 до 0,5 , 900
Минеральная вата , . До 100 При 30° С —0,035 600
Т еплоизоляционные
материалы из
органического сырья
Импрегнированные пррбковые плиты . . Торфоизоляционные . До 260 При 20° С до 0,05 120
170—275
плиты При 0° С от 0,05 до 70
0,06
Мипора 20—40 При 20° С —0,04 80
Пенопласт- 100—140 При 20° С —0,04 90
316
Минеральное волокно и изделия на его основе. Сюда отно-
сятся прежде всего различные виды ват. Минеральная вата —
рыхлый материал, состоящий из искусственных тонких стекло-
видных волокон, получаемых из расплавов горных пород или
шлаков. Шлаковая вата — вата получаемая из шлаков.
Из других материалов на основе минерального волокна ши-
роко применяются гранулированная вата, войлрк и маты про-
шивные, минераловатные на связке из синтетических смол; сте-
клянное волокно в виде ваты, матов, полос, ткани, сетки.
Теплоизоляционные материалы второй группы, изготовляе-
мые из органического сырья, применяют обычно в строительных
конструкциях. К таким материалам относятся пробковые плиты,
древесно-волокнистые изделия, торфоизоляционные плиты, ше-
велин, камышит, соломит, фибролит, плиты из древесных опи-
лок и др.
Технические данные некоторых изоляционных материалов
приведены в табл. 29.
РАСЧЕТ ТЕПЛОВОЙ ИЗОЛЯЦИИ ' - .
Процесс теплопередачи через изолированную горячую ци-
линдрическую или плоскую стенку может быть разбит на сле-
дующие стадии: .
, 1) теплообмен между теплоносителем и внутренней поверх-
ностью стенки изолируемого объекта;
2) передача тепла через стенку, слой изоляции, покровный
слой;
3) теплообмен между поверхностью изоляции и воздухом,
окружающим изолируемый объект. При установившемся, ста-
ционарном процессе теплообмена,? тепловой поток (теплоотда-
ча) q от теплоносителя к плоской или цилиндрической стенке
практически может быть определен по формуле Ньютона:
^==ав(/т — tCT) ккал/(м2 • ч) (1)
где/т — температура теплоносителя, °C;
/ст — температура стенки,. °C;
ав—коэффициент пропорциональности или коэффициент
теплоотдачи, ккал!м2 • ч • град. {г
Обратная величина
__L ~ = /?в м2 • ч • град/ккал
называется сопротивлением теплоотдачи от теплоносителя к
плоской стенке.
Формулу (1) обычно применяют при расчете теплоотдачи
через плоские стенки.
317
Для цилиндрических стенок тепловой поток определяют по
уравнению:
= nd3aa (fT — /ст) ккалЦм ч) (2)
где dB— внутренний диаметр цилиндрической стенки, м;
qt — тепловой поток, отнесенный к 1 пог. м. цилиндрической
стенки. Сопротивление теплоотдаче от теплоносителя
к цилиндрической стенке
/?/в = м • ч • г рад/ккал
Коэффициент теплоотдачи ай’ является функцией ряда фак-
торов и определяется эмпирически.
Передача тепла через изолированную стенку осуществляется
главным образом вследствие теплопроводности материалов, со-
ставляющих изолированную плоскую стенку. В этом случае
теплопередачу определяют по формуле Фурье:
9 — —— ккал/(м3 • ч • град) (3)
ОИ3
где tn — температура на наружной поверхности изоляции, °C;
Чз—коэффициент теплопроводности изоляции,
Хгра<5);
б„з — толщина изоляционного слоя, м.
Для однослойной цилиндрической стенки уравнение тепло-
проводности будет
2лХиз (ZCT /п)
Ql ------з------ккал[(м ч) .
In (4)
где dB— наружный диаметр цилиндрической стенки (для трубо-
провода— наружный диаметр), ж;
dm — наружный диаметр изоляции, м;
Теплообмен между наружной поверхностью изоляции и окру-
жающим воздухом зависит от разности температур поверхности
изоляции tn и окружающего воздуха t0 и определяется по фор-
муле:
q = ан (/п —10) ккалЦм3 ч) (5)
где ан — коэффициент теплоотдачи от поверхности изоляции в
окружающий воздух ккал/м2 • ч • град.
Для цилиндрических объектов тепловой поток будет
= ЯЙиз“н (*п ~ ^о) ккалКм • ч) (6)
Сопротивление теплоотдаче
Rt = —з~— м-ч- град/ккал
318
Коэффициент ан для цилиндрических объектов может быть
определен по табл. 30.
ТАБЛИЦА ЗЭ
Коэффициенты теплоотдачи ан в ккал/(м2 • ч • град)
Вид объекта Объект в закрытом помеще- нии Объект на открытом воздухе при скорости ветра, м/сек
5 10 15
Цилиндрический с диа- метром менее 2м. . 9 18 25 30
Цилиндрический с диа- метром более 2 м и плоская поверхность 10 . 20 30 40
Примечание. Если отсутствуют сведения о скорости ветра, прини-
маются данные, соответствующие скорости 10 м!сек.
Теплопередача через изолированную стенку. Определяя пе-
репады температур по формулам (1), (2), (3), получим
/ / __ Я . / / __ ^^из . / / _ Q
4т *ст —— 77“
ив лиз ин
Складывая левые и правые части формул, имеем:
или
q = —:————=— ккалЦм2 • ч)
1_। Оиз 1_*
ав Лиз Иц,
(7)
Эта формула широко применяется для определения тепло-
вых потерь при однослойной изоляции плоских стенок.
Температура на поверхности однослойной изоляции плоской
стенки и цилиндрического объекта, с диаметром менее 2 м, мо-
жет быть определена по следующим формулам:
<s>
Определение толщины однослойной изоляции при заданной
потере тепла. Для плоской и цилиндрической поверхностей с
диаметром более 2 м
6Из = ^из (7? — 7?н) = Лиз ( т 0 ——j м (9)
\ Ч ан /
если
/?в = ^-=°
1*3
ГЛАВА 18
ЭКСПЛУАТАЦИЯ ТРУБОПРОВОДОВ
В соответствии с «Правилами устройства и безопасной экс-
плуатации трубопроводов пара и горячей воды» Госгортех-
надзора (.1960 г.) все стационарные технологические трубо-
проводы делят на четыре категории, указанные в табл. 31.
Трубопроводы 1-й категории служат для транспор-
тировки огневзрывоопасных, токсичных, высокоагрессивных, га-
зообразных и жидких продуктов, 2-й категории — для сред
ТАБЛИЦА 31
Категории и назначение трубопроводов
(по правилам Госгортехнадзора I960 г.)
Категория трубопровода Наименование среды Рабочие параметры среды *
давление избыточное кГ[см2 Температура °C
1 Перегретый пар То же » Независимо То же » Свыше 610 до 660 » 570 » 610 » 450 » 570
2 Горячая вода, насы- щенный пар Перегретый пар Свыше 184 До 39 Свыше 120 Свыше 350 до 450
3 Горячая вода, насы- щенный пар Перегретый пар Горячая вода, насы- щенный пар Свыше 80 до 184 До 22 Свыше 16 до 80 Свыше 120 Свыше 250 до 350 Свыше 120
4 Перегретый и насы- щенный пар, горячая вода 1—16 Свыше 120 до 250
средней агрессивности и огнеопасности и для щелочей,
3—4-й категорий — для перегретого и насыщенного пара,
горячей воды с пониженными рабочими параметрами.
320
Правила распространяются на стационарные трубопроводы
электростанций, транспортирующие водяной пар с давлением
свыше 2 kI'Icm'2 или горячую воду с температурой свыше 120° С,
за исключением временных трубопроводов со сроком службы
до одного года, трубопроводов 1-й категории с' наружным диа-
метром менее 51 мм, 3-й категории с наружным диаметром ме-
нее 76 мм, сливных, продувочных и выхлопных трубопроводов.
Требования Правил в отношении содержания трубопроводов
с рабочими параметрами, применяющимися в нефтегазовой про-
мышленности, приводятся ниже в сокращенной редакции.
Трубопроводы 1-й категории с диаметром условного прохода
более 70 мм, а также трубопроводы 2-й и 3-й категорий с диа-
метром условного прохода более 100 мм до пуска в работу
должны быть зарегистрированы в местных органах Госгортехнад-
зора СССР. • - -
Разрешение на пуск в работу вновь смонтированных трубо-
проводов, подлежащих регистрации, выдается инженером-кон-
тролером Госгортехнадзора СССР или подведомственным ему
органом на основании акта приемки трубопровода владельцем
от монтажной организации. ’ .
Результаты освидетельствования трубопроводов и. разреше-
ние на пуск их записываются в паспорте лицом, производившим
освидетельствование — наружный осмотр и гидравлическое ис-
пытание.
Техническое освидетельствование трубопроводов должна
проводить техническая админйстрация предприятия в следую-
щие сроки:
наружный осмотр трубопроводов всех категорий — не реже
одного раза в год;
наружный осмотр и гидравлическое испытание не подлежа-
щих регистрации трубопроводов — церед пуском в эксплуатацию
после монтажа или ремонта, связанного со сваркой стыков, а
также при пуске этих трубопроводов после консервации свыше
двух лет.
Наружный осмотр трубопроводов, проложенных открытым
способом или в проходных каналах, можно проводить без сня-
тия изоляции. Инженер-контролер (инспектор) при наличии со-
мнений в состоянии стенок и сварных швов трубопровода может
потребовать частичного или полного удаления изоляции.
Вновь смонтированные трубопроводы подвергаются наруж-
ному осмотру и гидравлическому испытанию до наложения изо-
ляции. Наружный осмотр бесшовных труб и их гидравлическое
испытание разрешаются только при наличии изоляции, а сварные
стыки и фланцевые соединения должны быть не изолированы и
доступны для осмотра.
Гидравлическое испытание трубопроводов можно произво-
дить лишь после окончания всех сварочных работ, включая
321
термообработку, а также после установки и окончательного
закрепления опор и подвесок. Трубопроводы в собранном виде
следует испытывать пробным давлением, равным 1,25 рабочего
давления. Сосуды, являющиеся неотъемлемой частью трубопро-
вода, испытывают при том же давлении. При оценке результа-
тов испытания герметичности затворов, составляющих одно це-
лое с трубопроводом, следует руководствоваться «Нормами гер-
метичности затворов» (ГОСТ 9544—60), приведенными в
табл. 32.
ТАБЛИЦА 32
Нормы герметичности затворов (по ГОСТ 9544—60)
I Вода, керо- син, воз- дух Не допу- скается * — — — — — 1 3 5 Арматура на Ру 200 . кГ!см2 для опасных сред энергетиче- ских и ответ- ственных установок, а также кон- Цевая арма- тура для безопасных сред
II Вода, воз- дух Не допу- скается * — — 1 2 3 5 8 12
III Вода — 1 2 3 7 12 20 40 70 Арматура на Ру 40 кГ[см2 для безопас- ных сред
* Образование на краях уплотнительных поверхностей затвора росы (при испытании
водой или керосином), не прекращающееся в течение испытаний, стекающей в виде капель,
или наличие неотрывающихся пузырьков (при испытании воздухом) дефектом не является.
Методы испытания на герметичность устанавливаются Государственными стандартами
или ТУ, утвержденными в обычном порядке.
Пробное давление при гидравлическом испытании трубопро-
водов следует поддерживать в течение 5 мин, после чего оно
должно быть снижено до рабочего.
При рабочем давлении осмотр трубопровода .производят ви-
зуально, а обстукивание сварных швов осуществляется молот-
ком весом не более 1,5 кг,
322
Результаты гидравлического испытания считаются удовле-
творительными, если во время испытания не упало давление, а
в сварных швах, трубах, корпусах арматуры и т. п. не обнару->
жено признаков разрыва, течи и запотевания.
Гидравлическое испытание трубопроводов следует проводить
при положительной температуре окружающего воздуха.
При отрицательной температуре окружающего воздуха раз-
решается заменять гидравлическое испытание /таким же проб-
ным пневматическим давлением. При пневматическом испыта-
нии обстукивание трубопровода под давлением запрещается.
При техническом освидетельствовании- трубопровода инже-
нером-контролером (инспектором) обязательно присутствие
лица, ответственного за исправное состояние трубопровода. Об-
служивание трубопроводов должно поручаться лицам, обучен-
ным по программе техминимума, знающим схему трубопровода,
прошедшим проверку знаний обслуживающего персонала.
Ввод трубопровода в работу и уход за ним должен осуще-
ствляться по инструкции, утвержденной руководством пред-
приятия.
Трубы, арматура, фланцы, крепежные и другие материалы
для изготовления, монтажа и ремонта трубопроводов должкы
удовлетворять требованиям Правил Госгортехнадзора, ГОСТ
и ТУ. ;
♦ Качество применяемых материалов и их характеристики до' *-
жны быть подтверждены заводом-поставщиком соответствую-
щими сертификатами и паспортами. Материалы, не имеющие
паспортов и сертификатов, могут применяться только после ис-
пытания их в соответствии с ГОСТ, ТУ и Правилами Госгортех-
надзора. А,
Применение для изготовления трубопроводов маи^иалов,
не предусмотренных Правилами, а также, в отдельных случаях,
материалов при рабочих параметрах, выходящих за пределы,
установленные для них Правилами, должно быть согласовано
с Госгортехнадзором или соответствующими ему органами.
Трубы должны быть изготовлены из стали, выплавленной
мартеновским способом или в электропечах.
Легированные стали должны поставляться в термообрабо-
танном состоянии.
Применение отливок из углеродистой стали при температуре
среды выше 450° С не разрешается. Для изготовления корпусов
арматуры, фасонных частей, работающих при температуре сре-
ды выше 450° С, следует применять жаропрочные стали.
Все полые отливки подлежат обязательному гидравлическо-
му испытанию в соответствии с ГОСТ 356—59.
Применение, на трубопроводах поковок из углеродистой
стали для деталей, работающих при температуре среды выше
450° С, не разрешается.
323
Поковки из легированной стали марки 16ХМ допускаются
для деталей, работающих при температуре, не превышающей
560° С, из стали марки 12ХМ — при температуре не более 540° С,
а из стали 12ХМ — не выше 560° С.
Технические требования к трубопроводам
Части трубопроводов можно соединять при помощи сварки
и фланцев. Допускается присоединение воздушников при по-
- мощи резьбовых соединений. Радиусы гибки труб, компенсато-
ров, отводов должны быть не менее следующих величин:
при загибании с предварительной набивкой песком и нагре-
вом— не менее 3,5 наружных диаметров трубы;
для крутоизогнутых колен, изготовленных методами горячей
протяжки и штамповки — не менее наружного диаметра трубы.
Установка крутоизогнутых колен разрешается на трубопро-
водах категорий 2, 3, 4.
При установке крутоизогнутых колен допускается располо-
. жение сварных швов у начала закругления; сварка таких колен
должна быть без прямого участка.
Арматуру следует устанавливать в местах, удобных для об;
. служйвания и ремонта.
. Совместно с трубопроводами 2-й, 3-й и 4-й категорий допу-
скается прокладка других трубопроводов (нефтепроводов, воз-
духопроводов и т. ш), за исключением трубопроводов с хими-
чески едкими, ядовитыми и легко воспламеняющимися летучими
веществами. Совместная прокладка паропроводов 1-й категории
с продуктопроводами воспрещается.
Компенсация тепловых удлинений трубопровода может осу-
ществляться как за счет самокомпенсации, так и путем установ-
ки компйсаторов.
Допускается применение следующих типов компенсаторов:
гнутых Ц-образных, лирообразных и др. из.труб для любых .
давлений й температур среды;
П-образных компенсаторов со сварными коленами из сек-
торов, а также с крутоизогнутыми отводами из труб того же
качества, что и прямые участки (для трубопроводов катего-
рий 2, 3 и 4);
сальниковых стальных специальной конструкции для избы- ’
точных давлений до 16 кг/см?-,
линзовых — для избыточного давления 7 кГ/см2.
Компенсаторы при установке должны быть растянуты на ве-
личину, указанную в проекте.
Противопожарные мероприятия
Причинами возникновения пожаров при эксплуатации трубо-
проводов нефтезаводов могут быть: случайная искра, попавшая
на промасленные тряпки, стружки или опилки, горящий окурок
324
папиросы, чнеисправность электропроводки, при которой воз
можно короткое замыкание, невыключенные электроприборы,
небрежное хранение горючих материалов.
Во избежание пожара необходимо осторожно обращаться с
огнем и выполнять все требования противопожарной охраны. Ку?
рить разрешается только в специально отведенных местах. Все
обтирочные материалы (тряпки, пакля) следует убирать в специ-
альные металлические ящики с крышками. Банки с маслом’,
керосином, бензином — хранить в специально отведенном поме-
щении. По окончании работ необходимо тщательно проверять
отключение электрорубильников, электроприборов и осветитель-
ных приборов.
Средствами тушения пожаров являются пожарные краны
с рукавами и стволами, огнетушители, ящики с песком, лопаты.
Тушение горячих нефтепродуктов — бензина; керосина, неф-
ти, смазочных масел и т. п. должно производиться паровыми
рукавами, пенными огнетушителями и песком.
ПРИЛОЖЕНИЯ
1. Марки листовой двухслойной стали
ЧМТУ* х Марка стали-
плакирующего слоя основного слоя
3258—52 ЭИ 496 12МХ
211—59 1Х18Н10Т Ст. 3; 10
390—60 ЭИ 496 Ст. 3; 15К, 20К
* ЧМТУ — Технические условия черной металлургии.
2. Марки литейных сталей
Марка стали Температура стенки Давление (не более) кГ/см2
15Л, 20Л, 25Л, ЗОЛ; гр. I 15Л, 20Л, 25Л, ЗОЛ; гр. II или III Х17 30 ХМ А-Л 18ХМА-Л 1Х18Н9-Л Х5М-Л 1Х18Н9Т-Л 20ХМФ-Л 20ХМ-Л ' От —50 до Н От —40 до -) От 0 до +45( От 0 до ~}-45( От —40 до - От —196 до - От —40 до - От —196 до - От —40 до - От —40 до - [-400 F-450 ) ) F-540 -500 -550 -600 -570 -510 50 Не ограничено То же » » » » » » »
3. Области применения цветных металлов
Материал Область применения
Медь Уплотнительные кольца, заглушки, трубки маслопроводов, маслоот-' стойников, детали контрольно-из- мерительных приборов (КИП))
Свинец Составная часть баббитов, легких припоев; материал для прокладок и деталей КИП
Олово Составная часть баббитов, припоев;; материал для лужения и пайки
Цинк Защитные покрытия, травление кис- лот при пайке и лужении; детали кип
Алюминий Гофрированные прокладки для флап« цевых соединений; детали насосов
326
4, Условия и области применения прокладок
в разъемных соединениях
Среда Предельное рабочее да- вление Рра6 (не более) кГ/см2 Предельная температура Прокладка
Нефть сырая и нефте- продукты, некоррози- 10 40 Картон бумажный про- масленный
онно-агрессивные ма- сла 50 450 Паронит (по ГОСТ 481—58У
100 300 Гофрированные алюми- ниевые прокладки с асбестовой набивкой
- 64—400 550 Кольцевые прокладки овального.сечения из стали ОХ18Н9 или Х18Н9Т
6 300 Картон асбестовый АС (по ГОСТ 2850-58))
Газы и пары коррози- онно-агрессивные (сер- 25 300 Паронит (по ГОСТ 481—58)
нистый газ и т. п.) 150 450 Гофрированные про- кладки из стали ОХ18Н9 или Х18Н9 с асбестовой набивкой
64—400 550 Кольцевые прокладки овального сечения из стали ОХ18Н9 или Х18Н9Т
Воздух и нейтральные 3 30 Резина
газы 100 X 300 • Тофрированные про- кладки алюминиевые с асбестовой набив- кой
64—400 550 Кольцевые прокладки овального сечения из стали ОХ18Н9 или Х18Н9Т
Пар водяной (насыщен- ный и перегретый) 4 150 Картон асбестовый АС (по ГОСТ 2850—53), прографиченный
50 450 Паронит (по ГОСТ 481-58)
64—400 550 Кольцевые прокладки овального сечения из стали ОХ18Н9 или Х18Н9Т
327
Продолжение
Среда Предельное рабочее да- вление Рраб (не более) кГ/см* Предельная температура °C Прокладка
Серная кислота концен- 3 65 Резина
трацией до 40% - 6 50 Свинец марки С2 (по ГОСТ 3778—56}
6 , 100 Картон асбестовый кис- лотоупорный
Растворы щелочей и аммиака . 1,5 400 Картон асбестовый про- графиченный (для щелочей}
• 40 300 Паронит (по ГОСТ 481—58)
64—400 . 550 Кольцевые прокладки овального сечения из железа типа Армко
5. Условия применения и материалы, набивок в уплотнениях
Среда Предельное . рабоче-е да- вление Рраб> кПсм2 Предельная рабочая температура Набивка
Вода, нейтральные рас- творы солей 3 10 40 60 150 60 Пеньковая просаленная Асбестовая просален- ная Пеньковая просаленная или прорезиненная (шнуры, сплит)
Вода перегретая и на- сыщенный пар 12 180 Тальковая просаленная графитированная
Перегретый пар 25 45 300 400 Асбестовая просален- ная Асбестовая просален- ' ная и графитирован- ' ная, армированная медной проволокой
Газы и инертные пары 30 25 60 300 ' Хлопчатобумажная про- саленная или пенько- вая просаленная Металлическая
328
Продолжение
Среда Предельное рабочее да- вление Рраб ' кГ/см2- Предельная рабочая температура °C Набивка
Газы и окисляющие па- ры 6 25 25 60 300 400 Асбестовая, пропитан- ная полихлорвинилом Асбестовая сухая и про- саленная, пропитан- ' ная графитом Асбестовая сухая, про- питанная жидким стеклом.
Легкие нефтепродукты 6 40 Хлопчатобумажная су- хая и пеньковая су- хая, пропитанные рас- твором состава: мыло ядровое 60 в. ч., гли- церин технический 40 в. ч.
Тяжелые нефтепродук- ты б 40 Хлопчатобумажная и пеньковая просален- ная Асбестовая просален- ная, армированная медной проволокой
* 40 120
Масла, углеводороды 25 15 6 150 250 85 . . Асбестовая сухая, про- питанная графитом Металлическая (свин- цовая оболочка с ас- бестом или графитом)) Пеньковая сухая (для - масел))
Концентрированные ми- неральные кислоты и сильноокисляющие растворы солей 6 6 6 40 60 150 Асбестовая кислото- стойкая, парафиниро- ванная Асбестовая кислото- стойкая, пропитанная полихлорвинилом Асбестовая кислото- стойкая, пропитанная графитом, стеклянная
Растворы щелочей (ед- кий натр, едкий ка- , лий, аммиак и др.)) 6 б б 25 • 40 60 60 300 Хлопчатобумажная и пеньковая сухие и просаленные Прорезиненная (шнур, сплит) Асбестовая, пропитан- ная полихлорвинилом ^Металлическая с асбе* стовым сердечником
22 Зак. 299
329
Примечание. Р — в знаменателе —условное давление в трубах пучка.
М Ф Сл Ф> ND СО ND о О С0 00 ►—i ЬО ND 1—1 Ф*. >—1 03 СЛ Сл 03 О 03 ND ND Н-* 00 О hU ND О 00 О . СО Ф *4 СП ND О О 03 03 Сл СО ND 03 О СП 00 03 СИ Ф* СО СО ND ND *О О СО оз о 00 <1 Си СИ ND ND 00 ND О О О СО Си Си Сл ф ФО о о О со 00 "4 00 СО 00 *4 О О СО 00 оз оз оз оз О) оз со со 00 00 00 оо О Си 03 СП ^4 ND Ф Ф Сл Сл Сл Си 03 оз 03 03 03 оз со со 00 00 00 00 Ф 03 СП Ф Ф Ф -Ф Сл Сл О СО 00 *4 00 со 00 *-4 Ф Ф со оо СО СО СО СО СО СО со со оо оо оо оо О СП 03 СП ND Ф Ф сп Сп СП Сл со СО со со со со со СО 00 00 00 оо Ф 00 "4 *4 03 Си Ф Ф Ф Ф сл Сл СП СП СО со СО ND СЛ О 00 03 н-* 00 Ф О Си О Ф о ф ф ф ф ф ф Ф* СО ND ND ND •—« СО СЛ ОЗ Ф» >-* СО Ф Ф Си Ф Ф о ф ф ф ф ф ф
Наружный диаметр корпуса
Давление условное Р кГ/см2
Число трубок пучка, п
F 6 Поверхности нагрева, в м2, при длине трубок, в м
3
Di (плавающей головки) Диаметр днищ мм
D2 (корпуса)
Условный проход £)у штуцера, М'М
высота Н * габариты аппаратов со Длина трубок, м
тип I длина
тип II
высота Н
тип I длина
тип II
Масса, кг СО
6. Характеристика теплообменников с плавающей головкой
(по нормам МНП Н 458—53)
L Характеристика тепло об ленников типа «труба в трубеъ
Показатели Шифр теплообменника
ТТ7-1 ТТ7-2 ТТ7—3 ТТР7-1 ТТР7-2 ТТР7-3
Количество секций «труба в трубе» 1 2 3 1 2 3
Конструкция внутрен- них труб секций Число труб одного хода секции Число ходов в секции Поверхность нагрева, отнесенная к наруж- ному диаметру вну- тренней трубы, м2 1 15 Зез ребе 7 2 30 р 45 С 15 > ребрами 7 2 30 [ 45
8. Характеристика подогревателей с паровым пространством
(по нормали Н 422—60)
Условное обозначение ру кГ/см* Основные размеры корпуса, мм ру кГ!см2 Основные характери- стики пучка
внут- ренний диа- метр длина высота Н количе- ство пучков число труб в пучке общая поверх- ность м*
16 ПП—1400—50 -jg 16 1400 7090 2036 16 - 1 120 50
25 ПП—1400—50 4Q 25 1400 8080 2052 40 1 120 50
16 ПП—1400—70 16 1400 8000 2036 25 1 144 70
ПП—1600—100 16 1600 8070 2240 25 1 208 100
ПП—2000—140 -^1 16 2000 8370 2648 25 2 144 140
8 ПП—2400—200 25 8 2400 8550 3032 25 2 208 200
8 ПП—2400—260-jg- 8 2400 8540 3032 16 2 280 260
22*
331
9. Характеристика Секционных погружных конденсаторов-
холодильников
Рраб. кГ/см2 Максимальная температура °C Диаметр трубок d мм Поверхность охлаждения F м2
С 10 18 !екции с разр< 200 . 300 езной решетке 38X3 ) й 103
Секции с неразрезной решеткой
3 200 25 X 2,5 . ИЗ
10. Сравнительная характеристика погружных и воздушных
конденсаторов для установок термического крекинга
Показатели Конденсаторы
V погружной воздушный
Теплопроизводитель- ность, ккал!ч . . . 4000000 4 000 000
Поверхность (по глад- ким трубам)\ м2 . . 400 400
Занимаемая площадь, nt2 31,3 16,4
Масса, кг 31 200 13000
Масса на единицу по- верхности, кг/м2 . . 78 50
Потребная мощность, кет 68* 20**
* На оборотное водоснабжение. ,
** На привод вентилятора.
332
11. Характеристика типовых вертикальных резервуаров
Марка резервуара Емкость лс8 Диаметр днища мм X Наружный периметр 1-го пояса м Площадь зеркала налива на 1-м поясе м*
РВС-100 № 7-02-01 . . . 123 5 390 16,76 22,30
РВС-200 № 7-02-02 240 6740 . 20,96 31,92
РВС-300 № 7-02-03 . . . 345 8 080 25,15 50,24
РВС-400 №7-02-04 . . . 414 8 080 25,15 50,24
РВС-700 № 7-02-05 . . . 737 10 740 33,53 89,36
РВС-1000 № 7-02-06 . . . 1085 12 080 . 37,71 113,04
РВС-2000 № 7-02-07 2145 15 340 47,93 182,56
РВС-3000 № 7-02-8 . . . 3352 19180 59,89 285,17
РВС-5000 № 7-02-09 . . . 4 810 23000 71,91 410,92
со
Примечание. Под маркировкой указаны номера типовых проектов.
Высота обвязочного уголка мм Количе- ство поясов Толщина поясов корпуса мм Общая масса резервуара и лестницы кг
5 510 4 4 5424
6 870 5 4 8 357
. 6870 5 4 10472
8240 6 4 11991
8 240 6 4 17 412 ’
9600 7 4—5 23433
11740 8 4—7 40 423
11740 8 4—8 59 826
11700 8 4—10 87 691
334
12. Давления условные, пробные и рабочие для арматуры и соединительных частей трубопроводов
(по нормам Н 705—60 Гипронефтемаша)
Марка стали Давле- ния услов- ные Давле- ния проб- ные Давления рабочие ), кГ/см1, наибольшие при температуре среды, °C
до 200 250 300 350 400 425 450 475 500 525 550 575 600
20Л и 25Л . . 6 5,5 5 ' 4,4 3,8 3,5 2,7
Х5 Х5М; Х5ВФ и 6 9 6 5,8 5,6 5,2 4,7 4,4 — — — — — — —
Х8ВФ . . . 1Х18Н9Т-Л и 6 5,8 5,6 5,2- 4,7 4,4 3,8 3,4 2,7 2,0 1,9 — —
1Х18Н9Т . 6 5,8 5,6 5,2 4,9 4,7 4,6 4,2 3,8 3,4 3,0 2,4 1,8
20Л и 25Л . . 10 9,2 8,2 7,3 6,4 5,8 4,5 .
Х5 Х5М; Х5ВФ и 10 15 10 9,7 9,3 8,6 7,8 7,4 — — — — — •— —
Х8ВФ . . . 1Х18Н9Т-Л и 10 9,7 9,3 8,6 7,8 7,4 6,4 3,6 4,5 3,3 2,5 — —
1Х18Н9Т . 10 9,7 9,3 8,7 -8,2 7,9 7,6 7,0 6,3 5,6 5,0 4,0 3,0
20Л и 25Л . . 16 15 13 12 10 9 7 : .
Х5М .... Х5М; Х5ВФ и 16 24 16" 15,5 14,9 13,8 12,5 Н,8 — — — — — — —>
Х8ВФ . . . 1Х18Н9Т-Л и 16 15,5 14,9 13,8 12,5 11,8 10,2 9,0 7,2 5,3 4,0 — —
1Х18Н9Т . 16 15,5 14,9 13,9 13,1 12,6 12,1 11,2 10,1 9,0 8,0 6,4 4,8.
20Л и 25Л . . 25 23 . 20 18 16 14 11
Х5 Х5М; Х5ВФ и 25 38 25 24 23 22 20 19 — — — — — — —
Х8ВФ . . . 1Х18Н9Т-Л и 25 24 23 22 20 19 16 14 н;2 8,3 6,3 — —
1Х18Н9Т . 25 24 23 22 21 20 19 18 16 14 12,5 10,0 7,5
-ч-I г? * *
20Л >и 25 Л ..... 40 37 33 30 28 23 18
Х5 40 60 40 39 37 34 31 29 — —. — — — —
Х5М; Х5ВФ и
Х8ВФ 1Х18Н9Т-Л и 40 39 37 34 31 29 26 22' 18 13 10 — —
1Х18Н9Т . . . 40 39 37 35 33 32 30 28 25 22 20 16 12
20Л и 25Л . . . . 64 59 52 47 ’-41 37 29 __
Х5 Л5М, Х5ВФ и 64 96 64 62 . 59 55 50 47 — — — — — — —•
Х8ВФ 1Х18Н9Т-Л и 64 62 59 55 50 47 41 '36 29 21 16 — —
1Х18Н9Т . . . 64 62 59 56 52 50 48 45 40 . 26 32 26 19
20Л и 25Л . . . 100 92 82 73 64 58 45
Х5 Х5М, Х5ВФ и 100 150 100 97 93 86 78 . 74 — — — — — — —
Х8ВФ 1Х18Н9Т-Л и 100 97 93 86 78 74 64 56 45 33 25 — —
1Х18Н9Т . . 100 97 93 87 82 82 76 .70 63 56 50 40 30
20Л и 25Л .... 160 147 131 117 102 93 72 ~ .
Х5 Х5М; Х5ВФ и 160 240 160 155 149 138 125 118 — —— — — — — —•
Х8ВФ 160 155 149 138 125 118 102 90 72 53 40 — —
1Х18Н9Т-Л и /
1Х18Н9Т . . . 160 155 "149 139 132 125 121 112 101 90 80 64 48
20Х и 25Л . . . . 250 230 205 182 160 145 112 :
Х5 Х5М; Х5ВФ и 250 350 250 242 233 215 . 195 185 —• . — — —• — — —
Х8ВФ 1Х18Н9Т-Л и 250 242 233 215 195 185 160 140 112 83 63 — —
1Х18Н9Т . . . 250 242 233 218 .205 197 190 175 158 140 125 100 75
13. Трубы стальные бесшовные горячекатаные. Сортамент и
основные технические требования по ГОСТ 8731—61 и 8732—61)
Наруж- ный диа- метр мм Толщина стенки мм Наружный диаметр мм - Толщина стенки мм Наружный диаметр мм Толщина стенки мм Наружный диаметр мм Толщина стенки мм
25 2,5^8 76 3—19 140 3,5—36 219 6-50
32 2,5-8
.38 2,5—8 89 3,5—24 146 4,5-36 273 6,5—50
42 48 2,5—10 2,5-10 102 108 3,5—24 4—28 152 . 159 4,5—361 4,5-361 325 7,5—75 '
57 3-13 114 4-28 168 5—45 377 9—75
60 3-14 127 4—30 426 9-75
133 4—32
Примечания:
1. Трубы, работающие под давлением, должны выдерживать давление, определяемое
по формуле:
200s/? г/ ,
р = —-------- кГ/см2
где - s — минимальная толщина стенки (без минусового допуска); мм;
Я — допускаемое напряжейие, равное 40% от предела текучести при разрыве, кГ/мм2;
DB — внутренний диаметр трубы, мм.
. 2. Марки стали, из которых изготовляются трубы Ст. 2; Ст. 3; 4; 5; 6 с пределом проч-
ности при разрыве соответственно (кГ/мм2) 34; 40; 42; 50; 60.
14. Механические свойства электросварных' труб
(по ГОСТ 1753—53)
Марка стали Трубы мягкие М Трубы полутвердые П Трубы твердые Т
предел прочности кГ/мм2 удлинение Ю, % предел прочности кГ/мм2 удлинение 10, % предел прочности кГ/мм2 удлинение ю, %
Не менее
08 и 10 32 20 38 12 40 5
15 36 18 41 10 45 4
20 40 17 45 8 50 3
Ст. 2 34 20 36 12
Ст. 3 38 18 40 10
4 42 17 44 8 —
336
15. Химический состав трубных легированных сталей
Марка стали Диаметр труб, мм Химический состав
С Мп SI N1 Сг Mb W V S р Си Т1
Х5М 60—325 <0,15 <0,5 <0,5 0,5 4,0—6,0 0,45—6,5 — — 0,030 0,035 — —
Х5ВФ .... 60—325 <0,15 <0,3 0,4 0,6 —- 4—6 — 0,4—0,7 0,5—0,8 0,03 0,03 0,25 —
Х5 60—325 <0,15 <0,5 <0,6 <0,5 4,0—6,0 — — — 0,035 0,035 0,25 —
1Х18Н9. . . 6—219 <0,14 <1,5 1,6 9—11 17—20 „ — — г — 0,03 0,035 — 5(0—0,02 до 0,8)
1Х18Н9Т . . . 6—219 <0,14 <1,5 1,0 9—11 17—20 — — — 0,03 0,035 —
1Х18Н10Т . . 6—219 <0,12 <1,2 0,8 9—11 17—19 0,02 0,035 50—0,6
ЛИТЕРАТУРА
Константинов А. Н., Самсонов Н. А., Вейцман М. А., И в а-
нец К. Я., Аппараты и оборудование нефтеперерабатывающих заводов,
Гостоптехиздат, 1960.
Л ей б о А. Н., Хесин Э. Б., Черняк Я. С., Справочник механика нефте-
перерабатывающего завода, Гостоптехиздат, 1963.
Черняк Я. С., Б о ч е н о в Е. И., Ремонт оборудования нефтегазоперера-
батывающих'заводов, Гостоптехиздат, 1960.
Довжук Г. Т., Иванец К. Я., Анастасьин В. Ф., Оборудование
нефтегазоперерабатывающих заводов, Гостоптехиздат, 1962.
Зильберберг А. Л. и Фрейдлин М. Л., Изготовление и монтаж тех-
нологических трубопроводов, Гостоптехиздат, 1959.
Фролов В. Н., Л а т н и к о в, Ю. С., Заводское изготовление приваренных
фитингов, Гостоптехиздат, 1956;
Чер никин В. И., Сооружение и эксплуатация нефтебаз, Гостоптехиздат,
,1958.
Хижняков С. В., Практические расчеты тепловой изоляции, Госэнерго-
издат, 1959.
С к о б л о А. И., Трегубова И. А., Е г о р о в Н. Н., Процессы и аппараты
нефтеперерабатывающей и нефтехимической промышленности, Гостоп-
техиздат, 1962.
Адельсон С. В., Процессы и аппараты нефтепереработки и нефтехимии,
Гостоптехиздат, 1963.
Правила безопасности при эксплуатации нефтегазоперерабатывающих заво-
де вг Гостоптехиздат, 1956*
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Алюминий 15, 16
.Антихлор 15
Аппараты
воздействующие усилия 37 сл.
вспомогательные 10
нагревательные огневого действия
9
овальность 50
4 опоры 33 сл., 85 сл.
опрокидывание 55, 56
основные материалы для изгото-
вления 10 сл.
-— фракционирующие см. Ректи-
фикационные колонны
— элементы 25 сл. - ,
проверка на резонанс 59, 60
расчет см. Расчет
теплообменные см. Теплообменники
толстостенные 41, 44 сл., 49
тонкостенные 41, 47 сл.
- укрепление вырезов 83, 84
Арматура трубопроводов
давления условные, пробные.и ра-
бочие 334, 335
запорная неуправляемая 298 сл.
— управляемая 288 сл.
из пластмасс 302, 303
Асбозурит 315
Асфальтобитумные лаки 23
Атмосферная колонна 130
Бакелитовые лаки 23 '
Барботер 231, 232
Барометрические конденсаторы 169,
170
Биметаллы 14 /
Блок реакторный, катализатор
порошкообразный 256 сл.
шариковый 259 сл., 264, 265
Болты (шпильки) 274
двойников 192 <
расчет 78 сл.
Болты (шпильки)
.фундаментные 88
Вакуумная колонна 131
Вакуум-фильтры 236 сл.
Ванадий 12, 13
Вата 317
Вентили
запорные 293 сл., 302
с шаровым затвором 305
Вермикулит 316
Винипласт 21
Водоспускной кран 111, 113
Воздухоподогреватели 205 сл.
Волнистые компенсаторы 277, 278
Вольфрам 12, 13
Выпуклые днища 26 сл., 61 сл.
Гарнитура трубчатых печей 196 сл.
Глухие днища 62
Гнутые (П-образные) компенсаторы
276, 284
Горелки газовые 203, 205/206
Горшки конденсационные 303, 304
Графитопласт АТМ-1 22
Давление (я)
для арматуры трубопроводов 334,
335
критическое 50 сл.
смятия прокладки 80, 81
Двойники 191 сл., 307 сл.
Деформация корпусов аппаратов 50
Диатомит 315
Диафрагмовые смесители 230, 231
Днища
"выпуклые 26 сл., 61 сл.
глухие 62
конические 26, 64 сл.
плоские 26, 67 сл.
расположение отверстий 63
расчет 61 сл.
резервуаров прямоугольных 181,
182
339
Днища
укрепление 62, 72, 73
Допускаемые напряжения 39, 40
Дыхательный клапан 107, 109, ПО,
127
Емкости (приемники) 10, 100, 101
Жаростойкий лак ГФ-9 23
Задвижки запорные 288 сл.
Замерный люк 106, 108
Змеевик трубный 190, 191
Изоляция трубопроводов 313 сл.
Инжекторные смесители 231
Каплевидные (сфероидальные) резер-
вуары 104, ’105
Каркас трубчатых печей 189, 190
Кислоты органические как агрессив-
ная среда 20
Кладка трубчатых печей 210, 211
Клапан (ы)
дыхательный 107, 109,-ПО, 127
обратные 299
предохранительные ПО, 300 сл.
редукционные и регулирующие 295,
296
Кбжухотрубные теплообменники
152 сл., 176 сл.
Колпачковые тарелки 130 сл., 141 сл.
Кольца жесткости 52 сл., 86
Компенсаторы 275 сл.
изготовление 312
расчет 281 сл.
Конденсатоотводчики 303 сл.
Конденсаторы
барометрические 169, 170
воздушного охлаждения 170, 171
Конденсаторы-холодильники 165 сл.,
180, 181, 183, 332
Конические днища 26, 64 сл.
Коробовые днища 27
Коррозия
металлов 18 сл.
резервуаров 127, 128
Коэффициент (ы)
заделки и закрепления 68 сл.
перенапряжения 61 сл., 66, 67
пульсации скоростного напора 57
теплоотдачи через изолированную
стенку 317 сл.
Коэффициенты запаса
прочности 39, 40
для конических днищ 67
сварных швов 46
устойчивости сечения кольца
жесткости 54
Краны 111, 113, 296 сл., 302
Крепежные детали 78 сл., 272 сл
Лазы 197
Лаки 23
Лапы 33, 35 •
Легированные стали 12 сл., 18, 337
Линзовые компенсаторы 276, 277, 285
Литье 14, 15
Люки 27 сл., 106
расчет 83, 84
устройства для открывания 32
Мастичная изоляция 314 "
Материалы см. также Металлы
изоляционные 314 сл.
неметаллические 20 сл.
уплотнительные 24 сл.
Медь 16
Металлы 10 сл.
двухслойные 14
коррозия 18 сл.
свойства 16 сл.
цветные 15, 16, 326
Мешалки 223 сл.
Молибден 12, 13
Монтежю 26
Муфты 33
Набивки в уплотнениях 328 сл.
Набивная (засыпная) изоляция 314
Нагрузка (и)
ветровые 55 сл.
критические 49
на болты 78
Напряжения
в швах приварки опоры к корпу-
су 88
допускаемые 39, 40
критические 49, 53
температурные в корпусе и труб-
ках теплообменников 175, 176
Неметаллические материалы 20 сл.
Ньювель 316
Оберточная (обволакивающая) изо-
ляция 313, 314
Обмуровка трубчатых печей 208 сл.
Оборудование
для смешения и разделения 223 сл.
резервуаров 105 сл.
эксплуатация 122 сл.
Обратные клапаны 299
Овальность аппаратов 50
Огнепреградители ПО, 111, 127
Окна трубчатых печей 196
Опоры
для аппаратов 33 сл., 85 сл.
— трубопроводов 279,^285 сл., 312
— трубчатых печей 199
340
Опрокидывание аппаратов 55, 56
Отверстия
в аппаратах, укрепление 83, 84
— двойниках 194, 195
-— днищах 63
Отстойники 233
Патрубок вентиляционный 106 ’
Пенокамеры 111, 112, 127
Пеностекло 316
Перхлорвиниловые лаки 23
Печи трубчатые 9
возведение кладки 210,/211
гарнитура 196 сл.
двухкамерные 186 сл.
каркас 189, 190
многкамерные 188, 189
обмуровка 208 сл/ У
основные элементы 189 сл. *
ремонт 215 сл-
типы 184 vZ
ТУ на изготовление и поставку
211, 212
эксплуатация 212 сл.
Плоские днища 26, 67 сл.
Подвески
для кирпича 200, 201
— трубопроводов 279, 312
трубные 197, 199, 200
Подогреватели 111, 112, 114 сл., 161
сл., 331
Покрытия 23
Ползучесть 17
Полиуретановые 23
Полушаровые днища 28, 61
Предохранительные клапаны ПО, 127,
300 сл. <
Прокладки 79, 80, 274, 275, 327, 328
Протяжка горячая 307 сл.
Прочность 17, 18
коэффициенты см. Коэффициенты
запаса
тарелок, расчет элементов^ 145 сл.
ч
• Расчет
болтов (шпилек) 78 сл.
вертикальных аппаратов при вет-
ровых нагрузках 55 сл.
днищ 61 сл., 181, 182
изоляции 317 сл.
компенсаторов 281 сл.
корпусов аппаратов 44 сл.
крепежных деталей 78 сл.
люков (лазов) 83, 84
опор 85 сл., 285 сл.
резервуаров 118 сл., 181, 182
сварных швов 95 сл.
скоб в плавающих головках 178
сл.
Расчет
стенок конденсаторов-холодильни-
ков
— труб 279, 280
теплообменников 172 сл.
фланцев 74 сл.
элементов тарелок на прочность
145 сл.
Реакторы 10, 251 сл., 258, 261 сл.
Регенераторы 10, 255, 256, 259,
262 сл.
Редукционные и регулирующие кла-
паны 295, 296
„Резервуары 333
защита от коррозии 127, 128
каплевидные (сфероидальные) 104,
105
оборудование 105 сл.
расчет 118, 181, 182
ТУ на изготовление и поставку
120 сл.
фермы перекрытий 120
цилиндрические 101 сл.
шаровые 116 сл.
Резина 21
Ректификационные колонны 10
тарелки 129 сл.
эксплуатация 150
Решетки трубные 176 сл., 197 сл.
Решетчатые тарелки 143 сл.
Сальниковые компенсаторы 278, 284,
285
Сварные швы 46, 47, 88, 95 сл.'
Сверхцентрифуги 247, 248
Сероводород как агрессивная среда
19, 20
Скоба в плавающих головках 178 сл.
Смесители 230, 231
Совелит 316
Стали 11 сл., 42, 43, 326, 337
Сферические неотбортованные днища
28
Тарелки 129
колпачковые 130 сл., 136 сл.; 141
сл.
решетчатые 143 сл.
Теплообменник(и)
кожухотрубные 152 сл., 176 сл.
\ перекрестный противоточный 164,
165
пластинчатые 164
расчет 172 сл.
с плавающей головкой 330
«труба в трубе» 153, 159 сл.,
331
эксплуатация 182, 183
Техника безопасности 128
341
Техника безопасности
при эксплуатации
реакторов и регенераторов 266
трубчатых печей 219 сл.
фракционирующих аппаратов
150, 151
Толстостенные аппараты 41, 47 сл.
Толщина
изоляции 319
стенок днищ 61, 65 сл., 72
— корпусов 47 сл. ;
— резервуаров 117 сл.
— труб 279, 280
фланцев 77, 78
Тонкостенные аппараты 41, 44 сл.
Трубопроводы см. также Трубы
арматура см. Арматура
изготовление узлов и деталей
306 сл.
изоляция 313 сл.
опоры 285 сл.'
пропускная способность 280 сл.
способы соединения 271 сл.
эксплуатация 320 сл.
Трубчатые печи см. Печи трубчатые
Труба(ы)
биметаллические 270
металлические 267 сл.
механические свойства 336
неметаллические 270, 271
подъемная 111, 114
сортамент 336
толщина стенок, расчет 279, 280
футерованные 269, 270
Углеродистые стали 11
Угольники 307 сл.
Укрепление
вырезов в аппаратах 83, 84
плоских днищ 69, 72, 73
Ультразвук
для повышения к. п. д. печей 207,
208
— приготовления эмульсий и сус-
пензий 232
Уплотнительные материалы 25
Фактор
разделения центрифуг 240
формы 61 сл., 66, 67
Фаолит 21
Фермы перекрытий для резервуаров,
расчет 120
Ферросилид 15
Фильтрпресс (ы)
автоматический 239, 240
камерные 235
рамные 233 сл.
Фильтры 10, 233 сл.
эксплуатация 248, 249
Фитинги 271, 272, 308, 312
Фланцы 272 сл.
изготовление 311
расчет 74 сл.
Форсунки для топлива 200 сл.
Фторопласт-4 22
Хлопушка 111, 113
Хлористый водород как агрессивная
среда 19, 20
Хлоркаучуковые лаки 23
Хром 12
Хрупкость тепловая 17
Цветные металлы 15, 16, 326
Центрифуги 240 сл.
автоматические 243 сл.
эксплуатация 249, 250
Цилиндрические днища 28
Чугун 15, 18
Шаровые резервуары 116 сл.
Шибер 197, 198
Штамповка деталей 309 сл.
Штуцеры 32, 33
Эксплуатация 122 сл.
конденсаторов-холодильников 183
реакторов и регенераторов 264 сл.
ректификационных колонн 150
теплообменников 182, 183
трубопроводов 320 сл.
трубчатых печей 212 сл.
фильтров 248, 249
цёнтрифуг 249, 250
Эллиптические днища 26, 61 сл.
Эмали 23
Эпоксидные покрытия 23
КОНСТАНТИН ЯКОВЛЕВИЧ ИВАНЕЦ,
АНАТОЛИЙ НИКАНОРОВИЧ ЛЕЙВО
Оборудование нефтеперерабатывающих
заводов и его эксплуатация
’Издательство „Химия", М. 1966 г.
344 с. 'УДК 665.5.002.5
Редакторы Мрлюков Г. А., Горюнов Б. А,г
Ратманский М. Н.
Художник’ Воробьев В. И,
Техн, редактор Яковлева 3. И,
Т 13906 Подписано к печати 29/IX 1966 г. Фор-
мат 60x901/ig 10,75 бум. л. 21,5 печ. л. Уч.-изд. л. 19,21.
Тираж 12 000 экз. Заказ № 299. Цена 82 коп.
Тип. бумага <№- 2. Кн. торг, индекс 3-14-7. Тем-
план 1966 г. № 58.
Ленинградская типография № 2
имени Евгении Соколовой Главполиграфпрома
Комитета по печати при Совете Министров СССР.
Измайловский пр., 29.