/


















































































































































































































































































Text
I i9fi- j
Д. А. ГУСЕЙНОВ, Ш. Ш'. СПЕКТОР,
Л. 3. ВАЙНЕР
ТЕХНОЛОГИЧЕСКИЕ
РАСЧЕТЫ ПРОЦЕССОВ
ПЕРЕРАБОТКИ НЕФТИ
ОАО • Газпром»
ООО «Сургутгазпром»
Завод по стабилизацки
конденсат»
Техническая
• ИМВОЛИ1
НС
ин о
с. м.
мп win
ИЗДАТЕЛЬСТВО «X И М И Я»
Москва 1964 Ленинград
Н6.2
14-2—3
УДК 665.5.06.UO1.24
Б книге изложены методы и примеры тех-
нологических расчетов основных процессов
переработки нефти и газа и применяемых в этих
процессах аппаратов.
Примеры составлены с таким расчетом,
чтобы дать оператору сведения, необходимые
для рациональной эксплуатации установок.
В ряде случаев они помогут наметить пути ин-
тенсификации наиболее‘важных процессов неф-
тепереработки.
В книге приводятся также некоторые
справочные материалы, необходимые для нро-
. ведения расчетов.
Книга предназначена Для квалифицирован-
ных рабочих и среднего технического персонала
нефте газоперерабатывающих заводов.
,, А^»> * * & ,“f J ' *so*i? ч > '?«^Ж£М. *&• t, 4 ,&.„ ,£>&*« i
> -»
I
Л
ПРЕДИСЛОВИЕ
W спешное построение материал ь-
v но-технической базы коммунизма
во многой зависит от того, насколько
полно выявляются и реализуются ре-
зервы производственных мощностей.
В решениях декабрьского (1963 г.)
Пленума ЦК КПСС указывается, что успешное осуществление огром-
ной программы развития химической промышленности в значительной
степени зависит от активного участия в этом важном деле коллекти-
вов предприятий других отраслей промышленности, связанных с раз-
витием химии.
От нефтеперерабатывающей промышленности зависит созда-
иие мощной сырьевой базы для химической промышленности.
<7 Все чаще передовики производства обращаются к своим товари-
щам с призывом: «Больше продукции с каждой установки». Большую
роль в решении этой задачи может сыграть технологическая бригада,
не только обеспечивающая бесперебойную и грамотную эксплуата-
цию установки, но и хорошо усвоившая основы технологии и рас-
четов технологических процессов, осуществляемых на установках.
В связи с этим мы пытаемся в настоящей книге изложить в до-
ступной форме технологические расчеты всех основных процессов
Я'ки нефти. Изложенные в книге методы расчета иллюстри-
юнкретными примерами из заводской практики, доведен-
числовых результатов, которые позволят разобраться не
технике расчетов, но и в сущности процесса.
третья, девятая, одиннадцатая и разделы 2, 3, 4 и 5 главы
[вписаны проф. Д. А. Гусейновым; главы первая, вторая,
, тринадцатая, четырнадцатая и разделы 1, 6, 7 и 8 главы
Ц десятой t- канд. техн, наук Ш. Ш. Спектором; главы пятая, ше-
стая, сщьмая, восьмая и двенадцатая — инж. Л. 3. Вайнером^
(Г раздел 1 главы восьмой составлен совместно Ш. Ш. Спектором
и Л. 3. |Вайнером.
1*
.1
В книге использованы материалы канд. техн, наук Б. П. Вои-
нова в примерах 2. 2, 2. 3, 2. 4, 8. 1, 8. 2, 8. 3, 8. 8, 8. 11 и 8. 13,
а также в приложении (табл. I, II, III и IV) для подсчета теплосодер-
жания жидких нефтепродуктов и нефтяных паров из книги:
Б. П. Воинов, Д. А. Гусейнов и Ш. Ш. Спектор. Технологические
расчеты для мастеров по переработке нефти. Азнефтеиздат, 1953.
Авторы выражают глубокую благодарность рецензенту книги —
доценту И. А. Трегубовой за ценные указания и замечания, учтен-
ные авторами при подготовке книги к печати.
Авторы будут весьма признательны читателям, которые сооб-
щат свои замечания и пожелания по материалу книги.
ГЛАВА 1
Операторы нефтегазоперерабаты-
вающих установок в своей пов-
седневной работе сталкиваются с раз-
ЕДИНИЦЫ ИЗМЕРЕНИЯ личными измерениями материальных
потоков, как-то: расхода топлива,
пара, воздуха, нефтесырья, выходов
нефтепродуктов, количеств и концентрации реагентов и т. д.
Для измерения одной и той же физической величины можно при-
менять различные единицы измерения. Например, давление можно
измерять в ат, мм рт. ст., кГ/м2, кГ/см2 и др. Это затрудняет
пользование научно-технической литературой, приводит к ошиб-
кам при пересчете величин, приведенных в разных системах единиц.
При расчетах для получения ч правильных результатов необходимо
пользоваться единицами измерения какой-либо одной системы.
В октябре 196Q г. XI Генеральная конференция по мерам и ве-
сам приняла Международную систему единиц — СИ, что означает
«система интернациональная». Комитет стандартов, мер и измери-
тельных приборов при Совете Министров СССР утвердил эту систему
в качестве Государственного стандарта (ГОСТ 9867-61). Эта система
введена в действие с 1 января 1963 г. и должна применяться как
предпочтительная во всех областях науки, техники и народного хо-
зяйства.
Внедрение этой системы позволит значительно упростить тех-
нические расчеты и устранить путаницу из-за множества единиц
и систем измерения однородных величин.
Международная система (СИ) включает шесть основных единиц
измерения: длины — метр, массы — килограмм, времени — секунда,
температуры — градус Кельвина, силы электрического тока — ам-
пер и силы света — свеча. Кроме того, в эту систему входят две
дополнительные единицы (плоского угла — радиан и телесного
угла — стерадиан) и 27 важнейших производных.
В табл. 1. 1 приведены наиболее часто используемые при расчете
нефтехимических процессов и аппаратов единицы измерений в Меж-
дународной системе.
Для получения более крупных (чем в этой системе) кратных
единиц измерения надо системную единицу умножить на 10 в той
или иной положительной степени, а для получения более мелких
5
о Единицы Международной системы (СИ) ТАБЛИЦА i. 1 'К , J jJ 1
Величина Единица измерения Сокращенные обозначения единицы Размер единицы i
til
русские латинские
1 2 3 4 5
Основные единицы к л t
Длина метр м m 1
Масса килограмм кг kg
Время секунда сек s -
Термодинамическая тура темпера- градус Кельвина °К °К 'г
Сила электрического тока ампер а А £
Сила света » свеча св cd
Площадь Производные квадратный метр единицы с М2 m2 (1 м)2
Объем кубический метр м3 m3 (1 Jt)3
Плотность (объемная масса) килограмм на кубический метр кг/м3 kg/m3 (1 кг): (1м)3
Скорость метр в. секунду м/сек m/s (1 м): (1 сек)
Ускорение метр на секунду в квадрате м/сек2 m/s2 (1 м):(1 сек)2
Сила ньютон н N (1 кг) • (1 ,м): (1 сек)2 rt -
Давление (механическое на-
пряжение)
Динамическая вязкость
Кинематическая вязкость
Количество теплоты, работа,
энергия
Мощность (тепловой поток)
Удельная теплота (фазового
превращения; химической
реакции)
Удельная массовая теплоем-
кость
Коэффициент теплопередачи и
теплоотдачи
Коэффициент теплопроводно-
сти
ньютон на квадратный метр
ньютон-секунда на квадратный
метр
квадратный метр на секун-
ду
джоуль
ватт
джоуль На килограмм
Джоуль на килограмм-градус
ватт на квадратный метр-гра-
ДУС
ватт на метр-градус
н/м* N/m2 (i «)••(! л)2
н • сек/м1 N • s/m2 (1 н) • (1 сек): (1 at)2
м*[сек m2/s (1 at)2 : (1 сек)
дж J (1 н)• (1 m)
вт W (1 дж) s (1 сек)
дж/кг J/kg (1 дж): (1 кг)
дж,/(кг • град) J/kg-deg (1 дж) •• [(1 кг) • (1 град)]
вгп/(м2’ град) W/m2 • deg (1 вт): ((1 л)2-(1 град)]
вт/(м • град) W/m • deg (1 em)i[(t л)-(1 град)]'
дольных единиц — на число 10 в отрицательной степени, причем
к наименованию системной единицы в этих случаях добавляют
соответствующую приставку (табл. 1. 2), например:
1 ватт • 103 = 1 киловатт; 1 метр • 10~3 = 1 миллиметр.
ТАБЛИЦА 1. 2
Приставки для образования кратных
и дольных единиц
Наименование приставки Обозначения Множитель, на который умножается единица системы
русские латинские или греческие
Тера Т Т 1012
Гига Г G 109
Мега М М 106
Кило к к 103
Гекто г h 102
Дека да da ю1
Деци д d ю-1
Санти с с 10“2
Милли м m 10“3
Микро мк Н 10“ 6
Нано н n 10“9
Пико п Р 10“12
Международная система единиц измерения в СССР введена
с 1 января 1963 г. как предпочтительная. В настоящее время еще
применяются также и другие широко распространенные системы еди-
ниц: СГС (сантиметр-грамм-секунда), МКС (метр-килограмм-секунда),
составляющая часть СИ, и МКГСС (метр-килограмм-сила-секунда).
В системе СГС за единицу длины принят сантиметр (см) и за
единицу массы — грамм (г), а в системе МКГСС за единицу
длины — метр, а за единицу марсы — кГ-секР/м. В качестве тепло-
вых единиц пока пользуются калорией и основанными на ней
единицами.
В связи с этим для практических расчетов, кроме единиц
СИ и кратных и дольных единиц, допускаются к применению и
внесистемные (по отношению к СИ) единицы. В табл. 1. 3 во второй
графе приведены механические и тепловые внесистемные единицы,
а в пятой графе соответствующие им значения в СИ.
Для измерения температуры предусматривается применение
Международной стоградусной температурной шкалы, единицей ко-
торой является градус Цельсия (°C) [0° стоградусной шкалы соот-
ветствует температуре плавления чистой воды]. Если обозначить
температуру тела, измеренную в °C, через f, а в °К (Кельвина) —
8
ТАБЛИЦА 1.3
Соотношения между внесистемными единицами измерения и единицами СИ
Наименование величин Внесистемные (по отношению к СИ) метрические единицы измерения Сокращенные обозначения единиц измерения Значения в единицах СИ
русские латинские или греческие
1 2 3 4 5
Механические единицы
Длина 1 микрон мк Р- 1 • 10~6 м
» 1 ангстрем — А 1 • 1О~10 м
Масса 1 тонна т t 1 •103 кг
» 1 центнер Ц q 1 • 102 кг
Время 1 час ч h 3600 сек
» 1 минута мин min 60 сек
Площадь 1 ар а a 100 м2
» 1 гектар га ha 1 -104 м2
Объем 1 литр л 1 1,000028 • 10-3 м3 = = 1,000028 дж3
Плотность 1 т/м3 т/м3 t/m3
» 1 кг/дм3 кг/дм3 kg/dm3 | 1000 кг/м3
» 1 г /см3 г /см3 g/cm3
» 1 кГ • сек2/м* кГ - сек?/м* kg • s2/m4 9,80665 кг/м3
» 1 кг/л кг/л kg/1 999,972 кг/м3
Сила 1 килограмм-сила кГ, кгс kg 9,80665 н
» 1 тонна-сила тС — 9,80665 • 103 н
» 1 дина дин dyn 1 • 10~5 н
Мощность 1 кГ м/сек — — 9,80665 вт
ч 1 л. е. — — 735,499 вт = 0,7355 кет
1 эрг/сек эрг/сек erg/s 1 • 10~7 вт
1 кет — 1,36 л. с. = = 102 кГ -м/сек — — | 1000 вт
со — 860 ккал/ч
©
f Наименование величин Внесистемные (по отношению к СИ) метрические единицы измерения
1 2
Работа и энергия Давление • Динамическая вязкость 1 ватт-час 1 киловатт-час 1 кГ • м 1 эрг 1 л. с. ч. = 632,3 ккал 1 ккал=427 кГ • м 1 бар 1 дин [см2 1 кГ/см2 — 0,980665 бар — — 1 ат (атмосфера тех- •ническая) = 735,6 мм рт. ст. — Юм вод. ст. 1 атм (атмосфера физиче- ская) =1,0332 кГ/см2 — = 760 мм рт. ст.— = 1,01325 бар 1 кГ[м* = 1 • 10“4 кГ[см* 1 миллиметр ртутного стол- ба 1 миллиметр водяного стол- ба 1 пуаз=1 дин* сек [см2 1 сантипуаз 1 кГ -сек/№
Продолжение табл. 1 3
Сокращенные обозначения единиц измерения Значения в единицах СИ
русские латинские или греческие
3 4 5
вт-ч Wh 3,6 • 103 дж
квт-ч kWh 3,6 • 10е дж
— — 9-,80665 дж
— 1 • 10~7 9лс = 0,1 мкдж
— — 2,648 • 10е дж
— — 4186,8 дж
бар bar 1•10s н/м?
— — 0,1 н/л«2
ат at
98066,5 н/м*
атм atm 101325 н/л2
, - , - 9,80665 н!м*
мм рт. ст. mm Hg 133,322 н/л42
мм вод. ст. mm H2O 9,80665 нМ2
пз P 0,1 н • сек/м2
спз cp 1 • 10~3 н • сек/м2
— 9,80665 н- сек/м2 —
= 9,8066 кг!м-сек
Кинематическая вязкость 1 стокс =1 см*/сек ст st 1 • 10 * м*/сек
1 сантистокс сст cst 1 • 10~® м*/сек f
Тепловые единицы
Количество теплоты 1 калория 1 килокалория кал ккал cal kcal 4,1868 дж 4,1868• 103 дж
Удельная -теплота. (фазово- 1 калория на грамм кал 1г cal/g
го превращения химиче- 1 килокалория на кило- ккал/кг kcal/kg 4,1868 • 103 дж/кг
ской реакции) грамм *
Теплоемкость системы 1 калория на градус кал/град cal/deg 4,1868 дж/град
1 килокалория на градус ккал/град kcal/deg 4,1868 • 103 дж/град
Удельная массовая теплоем- 1 калория на грамм-градус кал [(г • град) cal/g • deg
кость 1 килокалория на кило- ккал. 1 (кг • град) kcal/kg • deg • 4r1868 • 103 дж/(кг • град)
грамм-градус
Коэффициент теплоотдачи 1 килокалория на квадрат- ккал/(м* • ч- град) kcal/m2. h. deg 1,1630 вт/(м* • град)
и теплопередачи ный метр-час-градус •
Тепловой поток 1 калория в секунду кал/сек cal/s 4,1868 вт
1 килокалория в час ккал/ч kcal/h 1,1630 вт
1 килокалория в секунду ккал/сек kcal/s, 4186,8 вт
1 эрг в секунду зрг/сек erg/s 1•10~7 вт
Коэффициент теплопровод- 1 килокалория на метр-час-? ккал/(м • ч - град) kcal/m - h • deg 1,1630 вт/(м - град)
через Т, то соотношение между этими температурами выражается
равенством
£ + 273,15. (1.1)
Рассмотрим важнейшие величины, наиболее часто применяемые
в практической работе.
Длина. Основной единицей длины (см. табл. 1. 1) является метр
(м). Применяются и дольные единицы: дециметр (дм), сантиметр (см)
и миллиметр (мм), а из внесистемных (см. табл. 1. 3) — микрон (мк).
Соотношения между этими единицами:
1 м = 10 дм — 100 см — 1 000 мм = 1 000 000 мк.
Масса. Основная единица массы в СИ — килограмм (кг)
и в системе СГС—грамм (г). Внесистемные единицы — тонна (тп) и
центнер (ц).
Соотношения между этими единицами:
1 кг = 1000 г = 0,001 тп, = 0,01 ц.
В системе МКГСС применяется единица массы килограмм-сила-
секунда в квадрате на метр (1 кГ • сек2/м), так как по основному
закону механики масса равна силе, деленной на ускорение.
Соотношения между единицами массы систем СИ и МКГСС:
1 кг = 0,102 кГ • сек2/ж;
1 кГ • сек21м = 9,80665 кг.
Время. Единицей времени во всех системах является секунда
(сек). Из внесистемных единиц применяются минута (мин) и час
(ч). Соотношения между этими единицами приведены в табл. 1. 3.
На заводах при определении производительности установок или
агрегатов применяют также более крупные единицы времени: сутки
и год.
Сила. Единицей силы в СИ является ньютон (н) — сила,
сообщающая покоящейся массе, радной 1 кг, ускорение 1 м/сек2.
В соответствии с этим размерность силы в СИ равна [кг • м/сек2].
В системе СГС единицей силы является дина (дин) — сила,
сообщающая покоящейся массе в 1 г ускорение, равное 1 см/сек?.
Соответственно размерность силы в системе СГС [г • см/сек2 ]. В системе
МКГСС единицей силы является килограмм-сила (кГ или кгс) —
сила, сообщающая покоящейся массе в 1 кг ускорение, равное
9,80665 м/сек2 (—9,81 м/сек2).
Соотношения между указанными единицами силы:
1 к = 100 000 дик = 0,102 кГ.
Вес. Эту величину надо рассматривать как силу притяжения тела
к Земле, которая определяется взвешиванием на пружинных весах
и- выражается в единицах силы. Сила притяжения тела к Земле
непостоянна и зависит от ускорения силы тяжести в точке измере-
ния. Так, например, вес (сила тяжести) эталона массы в 1-кг
в Ленинграде составит 1,0013 кГ, а на экваторе 0,988 кГ).
12
Следует иметь в виду, что вес тела в кГ и его масса в кг выра-
жаются практически одинаковыми числовыми значениями и при этом
ошибка от приравнивания составляет не более 0,2%. "
Работа и энергия. Единицей работы и энергии в СИ яв-
ляется джоуль \дж) — работа, совершаемая силой в 1 ньютон
на пути длиной 1 ж, т. е. (1 к) • (1 л) = 1 дж (при этом направления
действия силы и перемещения точки приложения силы должны сов-
падать). В системе СГС единицей работы является эрг — работа,
совершаемая силой в 1 дину на пути в 1 еж, т. е. (1 дин) • (1 см) =
= 1 эрг. В системе МКГСС единицей работы и энергии является
килограмм-сила-метр, т. е. (1 кГ) • (1 ж).
Как уже отмечалось, широкое применение имеют и внесистем-
ные единицы работы (см. табл. 1. 3): ватт-час (вт-ч), киловатт-час
(квт-ч), а также калория (кал) и килокалория (ккал).
Соотношения между указанными единицами работы и энергии:
1 дж = 1 • 107 эрг = 0,102 кГ • ж = 0,239 кал = 0,239 • 10~3 ккал',
1 квт-ч = 1000 вт-ч — 3,6 • 106 дж — 367 000 кГ - ж = 860 ккал.
Мощность. Единицей мощности в СИ является ватт (вт) —
работа в 1 джоуль, совершаемая за одну секунду, т. е. 1 вт =
= (1 дж) : (1 сек).
Мощность, равная 1000 вт, называется киловаттом (кет). В си-
стеме СГС за единицу мощности принят эрг в секунду (эрг/сек),
а в системе МКГСС — кГ • м/сек.
Соотношения между указанными единицами следующие:
1 вт = 1 ♦ 107 эрг/сек = 0,102 кГ • м/сек.
В заключение данной главы следует отметить, что большинство
ошибок при расчетах процессов и аппаратов приходится именно на
размерности. Поэтому важнейшим условием правильного техни-
ческого расчета является безупречное оперирование единицами
измерения.
При расчетах необходимо прежде всего уточнить однородность
применяемых единиц, затем проверить правильность подстановки
числовых значений и арифметических вычислений, а также правиль-
ность полученных размерностей. В дальнейшем будет показано,
как проводить эту проверку.
Пересчет физических величин из одной системы в другую не-
трудно проводить, исходя из соотношений между основными едини-
цами измерения, приведенными в тексте и в табл. 1. 3. Приводим
некоторые примеры пользования табл. 1. 3.
Пример 1. 1. Насос острого орошения колонны снабжен электромотором
мощностью 120 л. с. Определить мощность электромотора в единицах СИ.
Решение. Из второго и последнего столбцов табл. 1. 3 имеем:
1 л. с — 0,7355 кет.
Следовательно, мощность электромотора равна
0,7355 • 120 = 88,26 кет.
13
Пример 1. 2. Кинематическая вязкость при 100° С дистиллята автола АК-15
равна 16 сст. Определить значение этой вязкости в единицах СИ.
Решение. Из табл. 1. 3 (столбцы 2 и 5) имеем:
1 сст = 1 • 10—6 м2/сек,
тогда
16 сст = 16 • 10~® м2/сек.
Пример 1.3. Тепловая мощность печи на установке составляет
24 000 000 ккал/ч. Определить величину этой мощности в единицах СИ.
Решение. Из табл. 1. 3 имеем:
1 ккал/ч = 1,1630 вт. }
Следовательно, тепловая мощность печи составляет
1,1630 • 24 000 000 = 27 912 000 вт = 27 912 кет.
ГЛАВА 2
ОСНОВЫ ТЕПЛОВЫХ
РАСЧЕТОВ
Тепловые процессы занимают важ-
ное место в 'технологии перера-
ботки нефтяного и газового сырья.
В основном производственном доку-
менте любой установки — техноло-
гической карте, например, строго
нормируется тепловая сторона про-
цесса, т. е. температуры потоков в том или ином узле установки.
Иногда процесс не удается вывести на режим, указанный в техно-
логической карте, и причиной неполадок зачастую оказывается на-
рушение теплообмена в аппаратуре. ’
Чтобы успешно решать возникающие вопросы, связанные с пере-
дачей тепла, необходимо уметь проводить тепловые расчеты. Так как
в процессе переработки нефтяного сырья применяется вода или водя-
ной пар, рассмотрим в первую очередь основы тепловых расчетов
для воды и водяного пара.
1. Приближенные
тепловые расчеты
для воды и водяного
пара
Напомним основные свойства воды и во-
дяного пара.
Для приближенных расчетов прини-
мается, что удельная теплоемкость1 * 3 воды
равна единице, т. е. св = 1 ккал/кг • град.
а перегретого водяного пара Сн,п = 0,48 ккал1кг • град..
Теплота парообразования а воды (или теплота конденсации водя-
ного пара) при 100° С приблизительно составляет г = 540 ккал/кг.
Из изложенного следует, что для нагрева 1 кг воды или водяного пара'
от температуры Ч до температуры потребуется затратить тепла
Q — Ч)»
(2Л)
где с —"удельная теплоемкость воды или водяного пара.
1 Удельная теплоёмкость вещества.— это количество тепла в килокало-
риях, которое требуется для нагрева единицы массы вещества на i° С (при ус-
ловии, что агрегатное состояние вещества не меняется). г
3 Теплота парообразования (называемая также скрытой теплотой испаре-
ния) — есть количество тепла, которое надо натратить, чтобы 1 кг жидкости,
находящейся при температуре кипения, превратить в сухой насыщенный пар
при той же температуре. При переходе 1 кг сухого насыщенного водяного пара
в жидкость выделяется также же количество тепла (скрытая теплота конден-
сации).
15
до темпера-
(2-2)
нагрева ее от
ккал.
Соответственно для нагрева G кг от температуры
туры t2 потребуется тепла
Q — G с (i2 — ii) ккал.
Приведем ряд примеров приближенных расчетов.
Пример 2. 1. Сколько тепла надо сообщить 1 кг воды для
h = 20° С до *2 = 45° С?
Решение.
, , ккал
Q = (?св (t% — h) = 1 кг • 1 (45° С — 20°С) = 25
Проверим, правильно ли взята размерность для величины Q:
г ч ККС1Л «
проведя сокращение одноименных величин, получим для Q раз-
мерность ккал.
Этот пример позволяет сделать вывод, что для 1 кг воды на на-
гревание затрачивается, а при охлаждении выделяется столько
килокалорий тепла, на сколько градусов изменяется температура
воды.
Пример 2. 2. Сколько тепла надо сообщить 1 кг воды, чтобы нагреть ее
от ti = 10° С до t2 = 100° С и при данной температуре превратить воду в пар?
Решение.
Q = GcB (ti — ti) + г = 1 кг • С — 10° С) + 540 ккал = 630 ккал.
Пример 2. 3. Водяной пар перегревается при атмосферном давлении от
h = 100° С до ti = 200° С. Сколько тепла затрачивается на перегрев 100 кг
пара?
Решение.
ккал
Q = Gcn.n (t2 — ii) = 100 кг • 0,48 Kg, oq (200° С —100° С) == 4800 ккал.
Постоянные значения удельной теплоемкости и теплоты паро-
образования для воды и водяного пара обычно применяются для
ориентировочных расчетов при условии использования воды и водя-
ного пара при атмосферном давлении. В производственных условиях
вода и водяной пар применяются при различных давлениях — от
нескольких миллиметров ртутного столба до десятков и даже сотен
атмосфер. С изменением давления свойства воды и водяного пара
меняются. Для более точных тепловых расчетов значения теплоем-
кости, теплосодержания, теплоты парообразования, теплоты конден-
сации воды и водяного пара находят из так называемых паровых
таблиц. Указанные таблицы составляются на основании точных на-
учных исследований термодинамических свойств воды и водяного
пара и утверждаются на международных конференциях. Паровые
таблицы имеются во всех справочниках и учебниках по тепловым
установкам \
В данной книге паровые таблицы не приводятся, ниже дается лишь
описание их и приемы применения.
1 Подробные паровые таблицы приведены в книге проф. М. П. Вукаловича
«Термодинамические свойства воды и водяного пара». Машгиз, 1958.
16
Напомним, что водяной пар, выделивший-
ся из воды, с которой он находится в со-
2. Паровые таблицы - стоянии подвижного равновесия в системе
4 (аппарате), при данной температуре имеет
вполне определенное давление. Достаточно
знать одну из этих величин (температуру или давление), чтобы по
таблицам найти все тепловые свойства воды и водяного пара, на-
ходящихся в равновесии. Такое состояние водяного пара называется
состоянием насыщения.
Для насыщенного водяного пара имеются два вида таблиц.
В одних для разных температур (от 0 до 374° С) приводятся соответ-
ствующие им давления. Эти таблицы носят название «Сухой насы-
щенный пар (по температурам)» х; в других для разных давлений
в интервале 0,01—224 ат даются соответствующие температуры;
эти таблицы носят название «Сухой насыщенный пар (по давлению)».
При испарении воды паровая фаза содержит определенное коли-
чество увлеченной жидкости, поэтому в паровом котле в равно-
весии с водой получается влажный насыщенный водяной пар, состоя-
ние которого определяется его давлением или температурой, а также
влагосодержанием, или степенью сухости. Если в 1 кг влажного
насыщенного пара доля сухого пара составляет х, то влагосодержа-
ние его равно 1 — х. Следовательно, значение х = 0 соответствует
начальному моменту парообразования, а х = 1 — состоянию су-
хого насыщенного водяного пара1 2. Очевидно, величина 1—х предста-
вляет собой количество воды в 1 кг пароводяной смеси.
- Паровые таблицы составляются для состояния сухого насыщен-
ного водяного пара и позволяют проводить необходимые расчеты
и для влажного водяного пара. Для перегретого водяного пара со-
ставляются отдельные таблицы.
Напомним, что перегретый водяной пар — это пар, который при
одинаковом давлении с насыщенным имеет более высокую темпера-
туру.
Следовательно, в отличие от насыщенного водяного пара пере-
гретый пар определенного давления может иметь самые различные
температуры. Поэтому для характеристики состояния перегретого
водяного пара необходимо знать уже два параметра, например Тем-
пературу и давление. Разность температур перегретого и насыщен-
ного пара того же давления (t — ta) называют перегревом пара.
В таблицах сухого насыщенного пара (по температурам) в пер-
вом вертикальном столбце приводятся значения температур сухого
насыщенного пара, а по горизонтальным строчкам против каждой
температуры даются соответствующие этим температурам значения
1 В некоторых справочниках и учебниках таблицы именуются: «Насыщен-
ный водяной пар».
2 Практически в паровых котлах (парогенераторах, котлах-утилизаторах)
в равновесии с водой всегда находится влажный насыщенный водяной пар опре-
деленной сухости, и он доводится до степени сухости х = 1 только в паропере-
гревателе в момент, когда начинает перегреваться.
2 Заказ 1705.
- ЛЧОТЯНЖ
17
'“ > ^ ♦? » ^ J Ob' /* P)- i v f~*> t * * 4
давлений, удельных объемов, плотностей, теплосодержаний (эн-
тальпии) воды и водяного пара, теплоты парообразования и др.
В таблицах сухого насыщенного пара (по давлениям) в первом"
вертикальном столбце приводятся значения давлений, а по f гори-
зонтальным строчкам против каждого значения давления даются
соответствующие этому давлению значения температуры, удельных
объемов, плотностей, теплосодержаний (энтальпии) воды и во-
дяного пара, теплоты парообразования и др.
В таблицах перегретого водяного пара в первом вертикальном
столбце приводятся значения давлений и против каждого значения
давления по горизонтальным строчкам даются значения удельных
объемов, теплосодержаний перегретого водяного пара и т. д. для
определенной температуры.
Если требуется найти промежуточные значения величин, не при-
веденные в паровых таблицах, то необходимо провести интерпо-
ляцию, базируясь на допущении, что в рассматриваемом интер-
вале между имеющимися в таблицах значениями искомые величины
изменяются прямо пропорционально.
Приводимые в указанных таблицах значения удельных тепло-
содержаний для жидкости представляют количество тепла в кило-
калориях, которое необходимо затратить для нагрева 1 кг воды от
0° С до данной температуры; соответственно удельное теплосодер-
жание пара — количество тепла в килокалориях, которое необхо-
димо затратить для превращения 1 кг воды, имеющей температуру
0° С, в водяной пар с температурой t° С.
Применяя паровые таблицы, можно решить приведенные выше
три примера следующим путем.
Для примера 2. 1. По таблице для насыщенного водяного пара (по темпера-
турам) находим теплосодержание воды при температурах 20 и 45° С, соответ-
ственно = 20,04 ккал/кг и i45 = 45,00 ккал!кг. Следовательно, 1 кг воды
при нагреве от 20 до 45° С получит тепла
q = i45 — i2o ~ 45,00 ккал[кг — 20,04 ккал]кг = 24,96 ккал/кг.
Для примера 2. 2, Находим по той же таблице теплосодержание воды при
10° С
• *10 = 10,04 кка,л!кг.
Теплосодержание водяного пара при 100° С Y
ЧОО ~ 639,20 ккал/кг.
Следовательно,
g = 4оо — Чо = 639,20 — 10,04 629,16 ккал/кг.
Выше при решении этого примера получилось 630 ккал/кг; расхождения
630,00—629,16 = 0,84 ккал!кг вызвано принятием в приближенном расчете
округленной величины теплоты парообразования г = 540,00 ккал}кг.
Для примера 2. 3. Находим по таблице перегретого водяного пара при
р = 1 кГ)смг’.
ijoo = 639,20 ккал/кг; *
* *200 ~ 636,60 ккал}кг.
18
s Ч г/-, _з", ,#s м
Для перегрева 100 кг водяного пара потребуется тепла
Q = 100 (^200 — Чо(? “ (686,60—639,20) — 4740 ккал.
Выше при решении этого примера была получена величина 4800 ккал; раз-
ница 4800—4740 = 60 ккал объясняется тем, что ранее удельная теплоемкость
водйного пара принималась 0,48 ккал/кг вместо 0,474 ккал/кг, принятой в более
точных расчетах при составлений таблиц.
Рассмотрим примеры применения паровых таблиц для более
сложных практических расчетов.
Пример 2. 4. Водяной пар из котельной после увлажнителя поступает в ри-
бойлер под избыточным давлением (по манометру) 4 ат; конденсат получается
при том же давлении. Степень сухости водяного пара х = 0,98.
Определить количество тепла, выделяющегося при конденсации 1 кг водя-
ного пара, и температуру пара.
Решение. Давление в системе по манометру 4 ат соответствует абсо-
лютному давлению 44-1 = 5 кГ1см\ Из таблицы сухого насыщенного водяного
пара (по давлениям) для Р = 5 кГ^см?'. температура насыщения tn = 151,11° С;
теплосодержание сухого насыщенного пара i" = 656,30 ккал]кг, теплосодер-
жание воды V = 152,10 ккал)кг.
Количество тепла, отдаваемого при конденсации 1 кг водяного пара, составит
q = (0,98 i" 4- 0,02 i') — i' = 0,98 • 656,30 4- 0,02 • 152,10—152,1=496 ккал/кг.
Температура отходящего парового конденсата равна температуре насыще-
ния tn = 151,11° С.
Пример 2. 5. Отработанный водяной пар от насосов установки со степенью
сухости х = 0,96 при 125° С необходимо перегреть до 320° С для использования
в ректификационной колонне. Определить, сколько тепла надо затратить на
перегрев 1 кг водяного пара до заданной температуры при том же давлении.
Р а ш е ц л е. Из таблицы насыщенного водяного пара (по температурам)
определяем, что температуре 125° 0 соответствует давление
р = 2,367 2,37 кГ]см2.
f
Этим параметрам насыщенного водяного пара соответствует теплосодержа-
ние насыщенного пара — 648,10 ккал/кг и теплосодержание воды ^25 =
= 125,40 ккал[кг.
Из таблицы для перегретого водяного пара находим для давления Pi =
= 2 kTIcm? значение = 743,30 ккал/кг и для давления р2 — 2,5 кГ'см2,
ig20= 743,10 ккал/кг. Определяем промежуточное значение теплосодержания
перегретого водяного пара при 320° С и давлении р = 2,37 кГ/слг путем интер-
поляции:
для рг — pi Д&320 = 743,10—743,30 = —0,20 ккал/кг;
0 37
для р = 2,37 кГ/смг Algor) s тгЕл (—0,20) = —0,15 ккал/кг,
• 1
а
jg2o = 743,30 4~ (—0,15) = 743,15 ккал/кг/
Количество тепла, необходимое для перегрева 1 кг влажного водяного пара
от 125 до 320° С при давлении-2,37 кГ/сл«2, составит’
g = »320 “ °>96 425 ~ °»04 125 = 743,15-0,96 • 648,10-0,04 . 125,40 =
= 115,96 ккал/кг.
2*
19
3. Расчет
теплосодержания
нефтепродуктов
При отсутствии пособий, позволяющих
тойно подсчитать теплосодержание нефтепро-
дуктов, можно пользоваться, как и при расче-
тах для воды и водяного пара, средними
значениями величин теплоемкостей. В этом
случае принимают, что теплоемкость жидких нефтепродуктов по-
стоянна и равна сж = 0,5 ккал/кг • град, а теплоемкость паров сп=
= 0,6 ккал/кг • град.
Теплота парообразования принимается равной: для бензина
Iq = 75 ккал/кг, авиационного керосина 1К = 65 ккал/кг, дизель-
ного топлива /д. т = 55 ккал/кг, летках масляных фракций /л. м =
= 50 ккал/кг и средних масляных фракций ZM = 45 ккал/кг.
Фактически теплоемкость жидкого нефтепродукта и его паров
непостоянна и зависит от температуры нефтепродукта и его свойств.
Поэтому для более точных расчетов следует пользоваться таблицами
теплосодержания нефтепродуктов, составленными по следующим
формулам, преобразованным Б. П. Воиновым х.
1. Для жидкого нефтепродукта
0,403 И-0,000405 i2 - 1 .....= (2. 3)
---------' V 0,9952 q2° 4-0,00806
it '
~а
2. Для паров нефтепродукта
$ = (50,2 + 0,1091 + 0,00014 *2)- (3,992 -0,9952 q20) - 73,8 ==
Z? ъ
= itb- 73,8. (2.4)
В этих формулах:
q™ — теплосодержание жидкого нефтепродукта, т. е. количество
тепла, которое необходимо затратить для нагрева 1 кг неф-
тепродукта ют 0 до t° С;
г*— часть формулы, характеризующая зависимость теплосодер-
жания жидкого нефтепродукта от температуры;
а — величина, выражающая зависимость теплосодержания жид-
кого нефтепродукта от его плотности Q40 (поправка на
плотность);
q™ — теплосодержание паров нефтепродукта, т. е. количество тепла,
необходимого для нагрева 1 кг нефтепродукта от 0° С до
температуры кипения, испарения его при этой температуре
и перегрева до температуры t° С;
it — часть формулы, характеризующая зависимость теп-
лосодержания паров нефтепродукта от температуры;
1 Б. П. Воинов. АНХ, № 2, стр. 111, 1935.
20
Ъ — величина, выражающая зависимость теплосодержания паров
нефтепродукта от плотности Q40 (поправка на плотность);
[ величина.
На основании приведенных выше формул
теплосодержания нефтепродуктов в жидкой
и паровой фазах Б. П. Воиновым были со-
ставлены таблицы I, II, III и IV, который
даются в приложении.
В табл. I в первом вертикальном столбце*
даны температуры от —50 до 4-550° С черев
каждой температуры дается вычисленное зна-
73,8 — постоянная
4. Таблицы
теплосодержания
нефтепродуктов
и приемы
вычислительных
операций
каждые 5° С. Против
чение 1™ = 0,403 t 4~ 0,000405 t2, которое соответствует теплосо-
держанию 1 кг нефтепродукта, имеющего плотность Q40 = 0,998х.
Если требуется определить значение величины 1™ для температур,
не приведенных в табл. I, необходимо провести интерполяцию^
пользуясь значениями Дгж, приходящимися на 1 градус (из третьего-
вертикального столбца табл. I) и помещенными в промежутках,
в которых находится заданная температура.
Для определения теплосодержания нефтепродуктов, имеющих
любую другую плотность (не равную 0,998), необходимо пользо-
ваться поправками из табл. II, где в первом вертикальном столбце
20
помещены значения плотности Q4 , а во втором против каждой плот-
ности даны значения а [формула (2.3)]. В третьем вертикальном
столбце даны поправки пользуясь которыми путем интерпо-
ляции можно определить значения а для величин плотности, не име-
ющихся в таблице.
Рассмотрим конкретные примеры расчетов с использованием
таблиц I и II (см. приложение).
Пример 2. 6. Определить теплосодержание 1 кг дизельного топлива при
температуре 98° С, имеющего плотность q^° = 0,874.
Решение, а) В табл. I значения имеются только через 5° С, берем
ближайшее значение для температуры 95° С: = 41,94 ккал /кг; из третьего
столбца имеем: значение Д&ж, приходящееся на 1 градус, в интервале тем-
ператур 95—100° С равно 0,482 ккал{кг - град; для разницы между заданной
температурой и табличной 98—95 = 3° С Д&ж составит 3 • 0,482 = 1,45 ккал/кг,
тогда
г ж8 = *95 “Ь А*3 = 41,94 4~ 1,45 = 43,39 ккал/кг.
б) Из табл. II для плотности 0,870 а = 1,070, из третьего столбца этой
таблицы следует, что при изменении плотности на 0,001 поправка соста-
вляет 0,0006, тогда для разницы между заданной плотностью и табличной
0,874—0,870 = 0,004 поправка составит 4 • 0,0006 = 0,0024. С увеличением
1 При плотности 4>4° = 0,998 второй член формулы (2. 3)
а == 1 - — =1.
у0,9952 • 0,998 4- 0,00806
2f
Ai®, приходящееся на 1 гра-
для
для
по-
плотности величина а уменьшается, следовательно, для плотности 0,874
<г = 1,070—0,0024 = 1,0676.
в) Теплосодержание 1 кг дизельного топлива, имеющего плотность 64° =
= 0,874, при 98° С составит
^98 = *98 а “ ^3,39 • 1,0676 = 46,20 ккал/кг.
В этом примере при интерполяции по табл. I и II взяты ближайшие от за-
данных меньшие значения температуры и плотности. Рассмотрим приемы рас-
чета, когда берутся ближайшие большие значения температуры и плотности.
Для этого рассмотрим решение примера 2. 6.
а) Из табл. I имеем: i^00~ 44,35 ккал/кг]
дус, в интервале температур 95—100° С равно 0,482 ккал/кг • град]
разницы между заданной температурой и табличной 10j0—98 = 2° С
составит 2 • 0,482 = 0,964 ккал] кг 0,96 ккал [кг, тогда
i ж8= 1ж00 — Д£ж = 44,35—0,96 = 43,39 ккал)кг.
б) По табл. II для плотности 0,88 а = 1,064 и q^|= 0,0006, тогда
разницы между заданной плотностью и табличной 0,880—0,874 = 0,006
правка составит 6-0,0006 =0,0036. С уменьшением плотности поправка а
увеличивается, следовательно, для плотности 0.874 • а = 1,064 4-0,0036 =
= 1,0676.
Из приведенных подсчетов видно, что независимо от того, берутся ли ближай-
шие большие или меньшие табличные значения по отношению к заданным,
результаты получаются одинаковыми.
Пример 2. 7. Определить теплосодержание 1 кг сжиженного газа плот-
ностью р2° = 0,608 при температуре 18° С.
Решение, а) В табл. I ближайшее большее значение для темпера-
туры 20° С &2о = 8,22 ккал {кг.
Из третьего столбца табл. I ймеем: значение Дж, приходящееся на 1 градус,
в интервале температур 15—20° С равно 0,413 вкал/кг • град] для разницы ме-
жду заданной температурой и табличной 20—18 = 2° С ДЙ? составит 2 X
X 0,413 = 0,826 «0,83 ккал/кг, тогда
i ж8 = гж0 — Д1ж — 8,22—0,83 = 7,30 ккал/кг.
б) По табл. II для ближайшего большего значения плотности 0,61
« = 1,274.
Из третьего столбца табл.41 находим: при изменении плотности на 0,001
А а . м
поправка составляет 0,001, тогда для разницы между заданной плотностью
и табличной 0,610—0,608 = 0,002 поправка составит 2 • 0,001 = 0,002‘.
Поскольку с уменьшением плотности поправка а увеличивается, то для
q|° = 0,608 а = 1,274 4~ 0,062 = 1,276.
в) Теплосодержание 1 кг сжиженного газа плотностью £4° = 0,608 при
18° С составит
= *18 а “ 7*89 ’ 1>276 = 0,44 ккал/кг.
При помощи табл. I и II по известным теплосодержанию и плотности нефте-
продукта можно определить температуру последнего.
Пример 2. 8. Теплосодержание мазуТа плотностью = 0,946 составляет
62,40 ккал/кг. Определить температуру мазута.
Р е ш е н и е.. а) Определяем по табл. II поправку для плотности указан-
ного мазута. Для ближайшей большей плотности q|° = 0,050 значение « =
= 1,024. Из третьего столбца табл. II находим для д—*; поправку, равную
22
0,0005; для разницы между заданной плотностью и табличной 0,950—0,946 =
= 0^004 поправка составит 4 • 0,0005 = 0,0020. Следовательно, для —
= 0,946 а = 1,024 +0,0020 = 1,026.
б) Разделив заданное теплосодержание мазута на поправку а, получим та-
бличное теплосодержание этого продукта
4Ж_ 62,40
Ч —----= = 60,70 ккал/кг;
(L 1 lUwO
ближайшему меньшему теплосодержанию по табл. I i™ — 59,23 ккал/кг соот-
ветствует температура 130° С.
Разница между теплосодержаниями в нашем примере и в табл. I составляет
60,70—59,23 = 1,47 ккал/кг.
Из третьего столбца табл. I имеем: в интервале температур 130—135° С ,
приходящееся на 1 градус, равно 0,510, тогда вычисленная разница 1,47 соот-
1,47
ветствует температуре = 2,89 2,9° С. Следовательно, температура ма-
зута равна 130 + 2,9 = 132,9° С.
Рассмотрим пример расчета теплосодержания нефтепродукта в паровой
фазе.
Пример 2. 9. Определить теплосодержание паров нефтепродукта плотностью
04° = 0,926 при температуре 378° С.
Решение, а) Пользуясь табл. III, находим для ближайшей большей
температуры 380° С значение &880 = 111,84 ккал/кг. Поправка Ain на 1 градус
в интервале температур 375—380° С равна 0,215; для разницы 380—378 = 2° С
поправка составит 2 • 0,215 = 0,430; тогда значение
i 37g = jggQ — 2 Д£п = 111,84—0,430 = 111,410 ккал/кг.
б) По табл. IV находим: для ближайшей большей плотности q|° = 0,930
поправка Ъ = 3,066, а для плотности q|°= 0,926 Ъ — 3,066 + 4 • 0,001 =
= 3.Q70.
в) Теплосодержание паров нефтепродукта (Q40 =0,926) при температуре
378° С по формуле (2. 4)
^378 = *378 & — 73,8 = 111,41 • 3,070—73,8 = 268,2 ккал/кг.
В заключение рассмотрим последовательность вычислений при необходи-
мости определить теплоту парообразования нефтепродукта, имея в виду, что
теплота парообразования (или конденсации) 1 кг нефтепродукта при данной
температуре t° С вычисляется как разность между теплосодержанием паров
и теплосодержанием жидкости для этого продукта, т. е.
= (2-5)
где lt — теплота парообразования нефтепродукта в ккал/кг.
Пример 2. 10. Определить теплоту парообразования при 378° С нефтепро-
дукта плотностью = 0,926. 1
Решение, а) В примере 2.9 уже вычислено теплосодержание паров
такого нефтепродукта при 378° С: <7д78 — 268,2 ккал/кг.
б) Определяем теплосодержание этого же нефтепродукта в жидком виде
при 378° С, пользуясь-табл. I и II.
Из табл. I имеем: *gg0 = 211,62 ккдл/кг, в интервале 375—>380° С Д$ж»
приходящееся на 1 градус, равно 0,709. .
i 3*78 = 211,62—2 • 0,709 = 210,2 ккал/кг.
23
Из табл. II имеем: для = 0,930поправка а = 1,035, qqqJ — 0,0006, для
разности 0,930—0,926 =0,004 поправка составит 4 • 0,0006 =0,0024. Следо-
вательно, для q2° =0,926 поправка а = 1,035 4-0,0024 = 1,0374. Тогда тепло-
содержание жидкого нефтепродукта данной плотности при 378° С
= 210,2 • 1,0374 = 218,0 ккал/кг.
в) Теплота парообразования
Z378 = «378 - С = 268’2 ~ 218’0 = 50)2 ККаЛ/К8
ГЛАВА а
ОСНОВЫ ГИДРАВЛИКИ
И ГИДРАВЛИЧЕСКИЕ
РАСЧЕТЫ
Гидравлика занимается изучением
механических свойств реальных
жидкостей и способов их техниче-
ского использования.
Напомним основные свойства
жидкостей.
Жидкость не сохраняет своей
формы, а принимает форму сосуда, в котором она содержится. Под
действием собственного веса жидкость может перемещаться, если
для этого представляется возможность, т. е. она обладает теку-
честью. Жидкости (капельные) почти не сжимаемы, они практически
не изменяют своего объема и плотности под действием внешних сил.
Плотность и удельный вес. Количество
1. Основные свойства вещества - массы, заключенной в единице
объема, называется плотностью. Плотность
измеряется в кг/м3 и г/см3. Плотность не-
фтепродуктов зависит от температуры, от
жидких
нефтепродуктов
углеводородного и фракционного состава. С увеличением содержания
ароматических углеводородов в нефтепродуктах плотность послед-
них возрастает. С повышением температуры плотность нефтяных
фракций понижается.
Отношение плотности нефтепродукта при 20° С к плотности
дистиллированной воды при 4° С называется относительной плот-
ностью. Относительная плотность нефтепродуктов при темпера-
туре i°G q* определяется по формуле Д. И. Менделеева:
' е!=еГ—₽(*—20), ‘ (3.1)
где Q4° — относительная плотность нефтепродукта при 20° С;
Р — коэффициент объемного расширения, зависящий от тем-
пературы и плотности нефтепродукта (см. Б. М. Рыбак
«Анализ нефти и нефтепродуктов». Гостоптехиздат, 1962,
табл. III. 1, стр. 43);
t — температура в °C.
В технических расчетах можно пользоваться для определения
плотности нефтепродуктов при высоких температурах графиком,
приведенным на рис. 3. 1. Пунктиром на рис. 3. 1 показан пример
пользования графиком.
25
Плотность смеси нефтепродуктов определяется по формуле
Qcm = - -—-------------— 1 (3-2)
£1 _1_ ?2 _1_ J_ . . . _1_
Qi Q2 Оз Qn
где xlt х2, х8>... хп — весовые доли компонентов смеси;
Qi» ^2» рз-- Qn — плотности компонентов смеси.
Рис. 3. 1. Зависимость плотности нефтепродуктов от темпе-
ратуры (графики составлены по таблице ГОСТ 3900-47).
' Сила притяжения единицы объема вещества к Земле называется
удельным весом. Удельный вес измеряется в кГ!м‘л ц Пм3. Удель-
ный вес зависит от ускорения силы тяжести в точке измерения.
Плотность жидкости q и ее удельный вес у связаны следующей
зависимостью:
7 ~ Q (3.3)
где g — ускорение силы тяжести, равное приблизительно 9,81 м/cei^.
Так как эталон массы в 1 кг притягивается к Земле с силой,
равной 1 кГ, численные значения плотности и удельного веса сов-
26
падают. Если плотность вещества о — 600 кг/м3, то удельный вес
его у = 600 кГ/м3, если q — 0,600 г/см3, то и у — 0,600 Г/см3.
Вязкость. Вязкостью называется внутреннее трение жидкости,
возникающее между молекулами при их перемещении. Различают
вязкость динамическую, кинематическую, удельную и условную.
Свойство жидкости оказывать сопротивление сдвигающим ее
силам называется динамической вязкостью ц. Динамическая вяз-
кость жидкости обусловливается силами сцепления между моле-
кулами и по величине равна силе, препятствующей их перемещению.
За единицу динамической вязкости в системе СГС принимается
пуаз (пз), равный вязкости такой жидкости, в которой сила
в 1 дину перемещает слой жидкости площадью 1 см2, находящийся
на расстоянии 1 см от другого слоя со скоростью 1 см/сек. Сотая
часть пуаза называется сантипуазом (спз), т. е. 1 пуаз = 100 санти-
пуазам.
Кинематической вязкостью v называется отношение динамиче-
ской вязкости к плотности жидкости при той же температуре:
* = (3.4)
Размерности кинематической и динамической вязкости в раз-
личных системах единиц приведены в главе I (см. табл. 1. 1 и 1. 3).
Кроме этих вязкостей, следует еще упомянуть об удельной вязкости.
Удельной вязкостью называется отношение динамической вязкости
данной жидкости (нефтепродукта) к динамической вязкости воды:
(3.5)
где цн — динамическая вязкость жидкости (нефтепродукта);
цв — динамическая вязкость дистиллированной воды.
Зачастую некоторые нефтепродукты характеризуют условной
вязкостью, определяемой в специальных вискозиметрах. Условная
вязкость в градусах (°ВУ) представляет собой отношение времени
истечевщя 200 см3 нефтепродукта при температуре испытания t° С
ко времени истечения 200 см3 дистиллированной воды при темпера-
туре 2б° С в одном и том же вискозиметре, т. е.
р-у __ ______время истечения 200 см3 нефтепродукта при С
время истечения 200 см3 дистиллированной воды при 20° С
Условна/i вязкость нефтепродуктов переводится в кинематиче-
скую или динамическую по формулам:
= 0,0731 ВУ<’ (3.6)
D v t
ц t — (0,0731 ВУ, — [дин • сек/см2]. (3.7)
Пв
27
Вязкость нефти и нефтепродуктов зависит от фракционного и
углеводородного состава и от температуры. На рис. 3. 2 даются
кривые зависимости кинематических вязкостей некоторых нефтей
и нефтепродуктов от температуры.
С. А. Гроссом предложена эмпирическая формула для определе-
ния кинематической вязкости нефтепродуктов при любой темпера-
туре, если известны вязкости их при двух различных температурах,
т. е.
V* f
vt2 h
(3.8)
где Vtx — кинематическая вязкость нефтепродукта при ti °C;
Vt2 — кинематическая вязкость того же нефтепродукта при t2 °C;
к — коэффициент, характеризующий данный нефтепродукт;
величина к определяется из формулы (3. 8) по двум из-
вестным вязкостям данного продукта при двух различ-
ных температурах (см. пример 3. 1).
Температура, °C
Рис. 3. 2. Кинематические вязко-
сти нефтепродуктов и нефтей
в зависимости от температуры.
1 — дистиллят керосина; 2 — дистил-
лят дизельного топлива; 3 — нефть
балаханская масляная; 4 — нефть
балаханская тяжелая; 5 — нефть би-
биэйбатская тяжелая.
Формула С. А. Гросса дает не-
плохие результаты и может быть
рекомендована для определения
кинематической вязкости нефтепро-
дуктов.
Пример 3. 1. Кинематическая вязкость
дистиллята дизельного топлива при 20 и
60° С составляет соответственно v20 ==
=0,12 см2!сек, Vgo = 0,03 см2]сек. Подсчи-
тать кинематическую вязкость указанного
дистиллята при t = 100° С.
Решение. По формуле Гросса
определяем величину коэффициента к для
дистиллята дизельного топлива по двум
известным кинематическим вязкостям.
fc = lg ; 1g A = ig 03|. ; 1g = 1,25.
Q U,Uo 2U
Используя одну из известных вязко-
стей, например у20 = 0,12, а также полу-
ченное значение коэффициента к = 1,25,
определяем по формуле Гросса величину
кинематической вязкости дистиллята ди-
зельного топлива при t = 100° С:
1g 1,25 1g 4^-= 1,25 • 0,7= 0,875.
Vioo 20
Отсюда
v100 = 0,016 см2/сек.
Перейдем к некоторым понятиям
из гидростатики.
28
Тело, погруженное в жидкость, а также
2. Гидростатическое дно и стенки с°сУДа> в который залила жид-
давление кость, испытывают гидростатическое давле-
ние. При этом давление жидкости настенки
и дно сосуда завис .т от высоты уровня
и плотности жидкости и не зависит от формы сосуда. Гидростати-
ческое давление жидкости на стенки и дно сосуда определяется фор-
мулой
Р = h у, (3.9)
3. 2.
ат, или 10 000 кГ/м2,
где h — глубина погружения рассматриваемой точки;
у — удельный вес жидкости.
Если при определении гидростатического давления учитывается
также давление, действующее на свободную поверхность жидкости,
то давление называется полным, или абсолют-
ным. Полное гидростатическое давление'жидко-
сти определяется формулой
p = pQ + hy, (3.10)
где р0 — давление, действующее на свободную
поверхность жидкости.
Пример 3. 2. Определить давление на дно емкости
(см. рис. 3. 3), заполненной керосином до высоты
уровня h — 8 м, если удельный вес керосина у =
= 840 кГ/м3.
Решение. Согласно уравнению (3. 10) полное
гидростатическое давление на дно емкости
Р = Ро + h у.
Зная, что давление на свободной поверхности равно 1
находим
р = 10 000 кГ]м2 4- 840 кГ]м3 • 8 м = 16 720 кГ]м2 = 1,672 ат (абсолютное).
Манометрическое же (избыточное) давление рман = 0,672 ат.
Пример 3. 3. Керосин поступает в змеевик холодильника из отпарной
колонны, где поддерживается уровень h = 0,5 ли давление 3 ат (по манометру).
Плотность керосина q^O =0,830 и температура 250° С.
Расположение аппаратов приведено на рис. 3. 4. Определить давление ке-
росина на входе в холодильник.
Решение, а) Плотность керосина при 250° С. по графику рис. 3. 1
q250 _ 0,660, тогда удельный вес его уи60 = 660 кГ/м3.
б) Давление на входе в холодильник определится по уравнению (3. 10)
Р = Ро + h у.
р0 = 3,0 ат (по манометру) или р0 = 3,0 4~ 1,0 = 4,0 ат (абсолютное).
h = hi 4~ hi = 6,04-0,5 — 6,5 м.
у h — 660 • 6,5 = 4290,0 кГ/м2 = 0,43 ат.
р = 4-|-0,43 = 4,43 ат (абсолютное),
или
р = 34-0,43 = 3,43 ат (избыточное).
29
Пример 3. 4. Определить давление на приеме насоса, откачивающего дистил-
лят машинного масла из вакуум-приемника, в котором уровень жидкости /i2 ~
= 0,5 м. Температура дистиллята в приемнике 300° С и плотность его q^° —
= 0,900; разрежение в приемнике 620 мм рт. ст. Взаимное расположение
л Вакуум-еоздающим
с------ устройством
Рис. 3. 5. К примеру 3.'4.
насоса и вакуум-приемника дано на
рис.З. 5.
Решение. а) По графику*
рис. 3. 1 плотность дистиллята при
300° С ef00 = 0,720, тогда у300 =
=720 кГ/м3.
б) Согласно условию и рис. 3.5:
/ii=10,0 м‘, /i2=0,5 м\ Л3=0,4л;
/t=/ii4-^2—=10,0-f-0,5—0,4=10,1 м.
у Л=720-10,1=7272 кГ/л«2=0,7272 ат.
в) Абсолютное давление в вакуум-
приемнике
Ро = 735^6* — 620 = 115,6 мм pm. cm.t
' я
илИ =0,1560 ат.
г) Давление на приеме насоса опре-
деляется из уравнения (3. 10)
Р = Ро + Y h-
Подставив найденные значения, получим:
р ~ 0,15604-0,7272 = 0<8832 ат (абсолютное), или р0 =0,8832—1,000 =
= —0,1168 ат (по манометру), т. е, на приеме насоса манометр будет показы-
вать вакуум 0,1168 ат, или 0,1168 < 735,6 = 86 мм рт. ст.
Пример 3. 5. Определить необходимую минимальную высоту расположения
вакуум-приемника цилиндрового масла от уровня приема насоса для обеспече-
* 735,6 мм рт. cm. = i кГ/смЯ (техническая атмосфера).
30
ния самотека продукта, если разрежение в приемнике равен 660 мм рт. ст., тем-
пература масла равна 280°.С и плотность его =0,920.
Уровень жидкости в вакуум-приемнике /i2 = 0,5 м (см. рис. 3. 6).
Решение, а) Определяем по графику рис. 3. 1 р|80 дистиллята; если
Q4° =0,920, р|80 = 0,760; тогда у280 = 760 кГ/л«3.
б) По условию задали (см. рис. 3. 6)
h — hi + Л2 = hi + 0 ,5 м.
в) Абсолютное давление в ^акуум-приемнике
75 6
р0= 735,6 — 660 = 75,6 мм рт. ст., или ’ = 0,103 ат,
।
т. е. 0Г103-10 000= 1030 кГ/м2.
г) Для обеспечения самотека
продукта на прием насоса должно
быть соблюдено следующее условие,
вытекающее из уравнения (3. 10):
1 ат = 10 000 кГ/мг = 1030 + у h,
откуда
у h = 10 000—1030 = 8970 кГ/лЛ
Следовательно,
8970 8970
Узво 760
11,8 м.
h
Поскольку h = hi +0,5 м', т. е.
11,8 м = hi + 0,5 м,
hi = 11,8—0,5 = 11,3 м.
Расходом называется количество жидко-
сти, проходящей через поперечное сечение
3. Средняя скорость потока в единицу времени. Расход жидкости
жидкости измеряется в весовых и объемных едини-
цах, например в кг/сек, м3/сек, л/сек.
Секундный объем жидкости V определяется по уравнению
(ЗЛ1)
где G — часовой расход жидкости (часовая производительность)
в кг/ч;
pt — плотность жидкости в кг/м3 при средней температуре
транспортируемой жидкости.
Скоростью потока жидкости называется пройденный за единицу
времени путь. Скорость потока измеряется в см/сек или м/сёк. При
движении жидкости по трубопроводам силы сцепления частиц
жидкости между собой и стенками труб оказывают тормозящее
действие, вследствие чего частицы жидкости но живому сечению
трубопровода движутся с различными скоростями (рис. 3. 7). Скорость
частиц жидкости, соприкасающихся со стенками трубы, равна нулю,
так как они прилипают к стенкам. Скорость частиц, расположенных
ближе к оси трубы, увеличивается и достигает максимального зна-
чения по оси ее.
Средней скоростью потока жидкости в данном поперечном сече-
нии трубопровода называется такая условная скорость, при которой
через данное сечение трубы получается такой же расход жидкости,
как и при действительном распределении скоростей. Средняя ско-
рость потока жидкости w определяется по формуле
м/сек, (3.12)
где V — объем жидкости в мЧсек\
F — площадь поперечного сечения трубопровода в м2.
Подставив значение секундного объема из формулы (3. 11) в урав-
нение (3. 12), получим следующую формулу для подсчета величины
. средней скорости потока жид-
Рис. 3. 7. Распределение скоростей
в поперечном сечении потока
жидкости, параллельного стенкам
трубы круглого сечения.
Решение,
рис. 3. 1
кости:
м,сек' <злз>
Пример 3. 6. Определить среднюю
скорость нефти в трубопроводе, если
прокачивается нефти 4000 т1сутки,
или 4000 : 24 zn/ч.
Внутренний диаметр трубопровода d =
= 200 мм — 0,2 м. Плотность нефти
р2° =0,920, средняя температура ее
в трубопроводе равна 25° С.
25° С определяем по графику
а) Плотность нефти при
q2 =916 кг/м3.
б) Площадь поперечного сечения трубопровода
4 4
в) Средняя скорость нефти в трубопроводе по формуле (3. 13) равна
G 4000000 ,
in = —-------= - I,. " —-— = 1,6 м сек»
3600 Qt F 24 • 3600 • 916 • 0,0314
Пример 3. 7. Определить среднюю скорость нефти в трубном пространстве
трубчатого теплообменника атмосферно-вакуумной установки производитель-
ностью 2500 mjcymKu нефти, если средняя температура ее равна 100° С, плот-
ность q2° =0,900, число трубок в теплообменнике 112, внутренний диаметр
трубок 20 мм, число ходов в пучке 2. .
Решение, а) Плотность нефти при 100° С по графику рис. 3. 1 для
е20 = 900 кг/лЛ а р100 = 850 кё/м3.
б) Площадь поперечного сечения трубного пространства теплообменника
для одного хода
F = . ” = 3.14-0Х>2> . И2 = 00176
4 2 4 2
32
в) Средняя скорость нефти в трубном пространстве теплообменника
G 2 500 000
W 24 - 3600 - 850.0,0176 -1>93л‘/сек-
Пример 3.8. Определить среднюю скорость прохождения гудрона в меж
трубном пространстве трубчатых теплообменников атмосферно-вакуумной уста-
новки производительностью по нефти 5000 т/сутки. Выход гудрона от нефти со-
ставляет 20%, плотность гудрона q2o = 96O кг/м3; средняя температура гудрона
в теплообменниках 200° С. Число трубок в теплообменнике п — 112, внешний
диаметр трубок d = 25 мм, диаметр корпуса D — 457 мм, число ходов в меж-
трубном пространстве один.
Решение, а) Определяем плотность гудрона при 200° С по графику
рис. 3. 1
Q2oo = 85O кг/м3.
б) По условию количество гудрона составляет
5000 • 0,2 = 1000 т/сутки.
в) Площадь поперечного сечений межтрубного пространства теплообмен-
ника
14.0,457^344.0,025»
4 4 4 4
<
г) Средняя скорость прохождения гудрона в межтрубном пространстве
теплообменника
__ G __ 1000000
W 24 • 3600 Q/ F 24 • 3600 - 850 • 0,109 ” 1,37 М/СеК'
4. Режим движения
жидкости
Рис. 3. 8. Движение жидкости.’
а — ламинарное; б — турбулентное.
При небольших скоростях движения жид-
кости в трубе частицы ее движутся по нря-
мым параллельным линиям. При этом наи-
большую скорость имеют частицы, движу-
щиеся по оси трубопровода, и с увеличением
расстояния от оси скорость частиц уменьшается. У самой стенки
трубопровода скорость частиц равна нулю. Такое движение
жидкости принято называть струйным или ламинарным движением
(рис. 3. 8, а).
При больших скоростях
движения жидкости в трубе
частицы ее движутся беспоря-
дочно по кривым линиям. Та-
кое движение жидкости на-
вивается вихревым или тур-
булентным (рис. 3.8, б).
При турбулентном движении
вблизи стенок остается пограничный слой, в котором жидкость дви-
жется ламинарно. С повышением скорости потока повышается
турбулентность и уменьшается толщина пограничното слоя.
Для изучения характера движения жидкости в трубопроводах
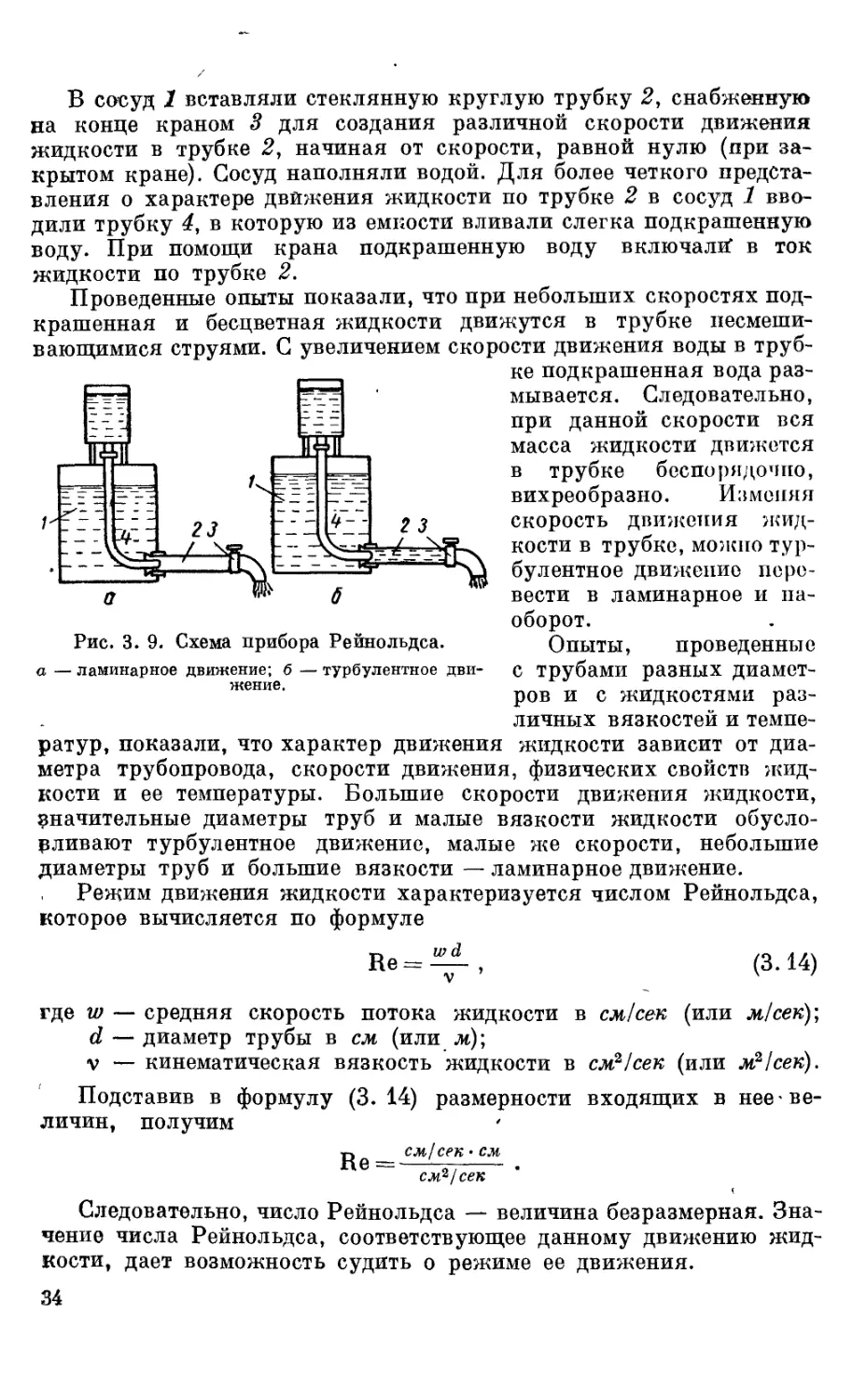
приводим следующие классические опыты (рис. 3.9), проводившиеся
О. Рейнольдсом (1842—1912 гт.).
3 Зякпп 1706.
33
ОБЛИОТ1К1
МАЗАЯСМОГЯ
В сосуд 1 вставляли стеклянную круглую трубку 2, снабженную
на конце краном 3 для создания различной скорости движения
жидкости в трубке 2, начиная от скорости, равной нулю (при за-
крытом кране). Сосуд наполняли водой. Для более четкого предста-
вления о характере движения жидкости по трубке 2 в сосуд 1 вво-
дили трубку 4, в которую из емкости вливали слегка подкрашенную
воду. При помощи крана подкрашенную воду включали: в ток
жидкости по трубке 2.
Проведенные опыты показали, что при небольших скоростях под-
крашенная и бесцветная жидкости движутся в трубке песмеши-
вающимися струями. С увеличением скорости движения воды в труб-
ке подкрашенная вода раз-
мывается. Следовательно,
при данной скорости вся
масса жидкости движется
в трубке беспорядочно,
вихреобразно. Изменяя
скорость движения жид-
кости в трубке, можно тур-
булентное движение пере-
вести в ламинарное и на-
оборот.
Опыты, проведенные
с трубами разных диамет-
ров и с жидкостями раз-
личных вязкостей и темпе-
Рис. 3. 9. Схема прибора Рейнольдса.
а — ламинарное движение; б — турбулентное дви-
жение.
ратур, показали, что характер движения жидкости зависит от диа-
метра трубопровода, скорости движения, физических свойств жид-
кости и ее температуры. Большие скорости движения жидкости,
значительные диаметры труб и малые вязкости жидкости обусло-
вливают турбулентное движение, малые же скорости, небольшие
диаметры труб и большие вязкости — ламинарное движение.
Режим движения жидкости характеризуется числом Рейнольдса,
которое вычисляется по формуле
w d
v
Re-
(3.14)
где w — средняя скорость потока жидкости в см/сек (или м/сек)',
d — диаметр трубы в см (или ж);
v — кинематическая вязкость жидкости в см2/сек (или мН сек).
Подставив в формулу (3.14) размерности входящих в нее-ве-
личин, получим
__ см/сек . см
см2/сек
Следовательно, число Рейнольдса — величина безразмерная. Зна-
чение числа Рейнольдса, соответствующее данному движению жид-
кости, дает возможность судить о режиме ее движения.
34
Опытами О. Рейнольдса, а также других исследователей было
установлено, что движение потока будет ламинарным, если число
Рейнольдса равно или меньше 2320. Если же число Рейнольдса боль-
ше 10 000 — движение турбулентное. При значениях числа Рей-
нольдса в пределах 2320—10 000 может быть как турбулентное, так
и ламинарное движение жидкости. Движение жидкости при числах
Рейнольдса в пределах 2320—10 000 характеризуется неустой-
чивым состоянием, при котором достаточно малейшего возмуще-
ния (толчка), чтобы ламинарное движение перешло в турбулент-
ное. Поэтому 2320 можно считать критическим значением числа
Рейнольдса (ReKP), а скорость жидкости, соответствующая ReKp,
считается критической скоростью (wKp).
Значение критической
скорости определяется из о оХ
формулы ----'--—г "X Mq о о агъ\
откуда
Но,(|, v 23?О V . г
п’кР • v’> l'O Рис. 3. 10. Виды сечений потока.
к> loit.i и* паю, условиями ламинарного движения жидкости
и трубопроводе будем считать Re <Z ReKp, или w < wKp.
Если же число Рейнольдса или средняя скорость больше кри-
тических, т. е. Re > ReKP или w > wKp, то будем считать, что дви-
жение жидкости является турбулентным- или переходным.
II трубе некруглого сечения число Рейнольдса рассчитывают
по эквивалентному диаметру. Эквивалентный диаметр труб некруг-
лого сечения определяется формулой
dg = 4r
(3.16)
где г — гидравлический радиус.
Гидравлическим радиусом называется отношение площади по-
перечного сечения потока к длине смачиваемого потоком периметра:
(3.17)
где F — площадь поперечного сечения потока;
I — длина смачиваемого потоком периметра.
Гидравлический радиус потока, заполняющего прямоугольное
сечение (рис. 3. 10, а), определяется формулой х
где b — основание прямоугольника;
h — высота прямоугольника.
з*
35
Гидравлический, радиус потока, заполняющего кольцевое сече-
ние (между двумя концентрическими трубами радиусом R и г;
рис. 3. 10, б), определяется формулой
л R2— л г2 _R — r
2 л R + 2л г ~ 2
(3.19)
Гидравлический радиус потока/ заполняющего межтрубное про-
странство трубчатого теплообменника (рис. 3. 10, в), определяется
формулой
л D2 л d2
~~4 4~” D2 — nd2
k(D-\-nd) ’
(3. 20)
где D — внутренний диаметр корпуса;
d — внешний диаметр труб;
п — число труб в теплообменнике.
Пример 3. 9. Определить характер движения в трубопроводе диаметром
200 мм ба лаханской тяжелой нефти, прокачиваемой в количестве 1500 т] су тки.
Средняя температура транспортируемой нефти равна 25° С, плотность р20 =
= 925 кг/м3'.
Решение, а) По кривой вязкости (рис. 3. 2) определяем кинематиче-
скую вязкость тяжелой балаханской нефти при 25° С
v25 = 0,6 см2! сек.
б) Определяем плотность нефти при 25° С по графику рис. 3.1
025 = 921 кг/м3.
. Секундный объем нефти
Т7 G ’ 1500 000 Ап.оо
24.3600-q25 24-3600-921 0,0188 м 1сек‘
Площадь поперечного сечения трубы
F = ^L = g-’14 ‘0,22 = 0 0314
4 4
. Скорость прохождения нефти в трубопроводе ,
0,0188 А_ . _А ,
w — л по4 Г = °»6 М/сек — 60 см/сек.
U,UJ14
Число Рейнольдса для нефти "при данных условиях
Ке=Л£ = вуо
V 0,6
Следовательно, движение нефти в трубопроводе ламинарное.
Пример 3. 10. Определить характер движения керосина в межтрубном
пространстве теплообменников на установке производительностью (по нефти)
6000 т/сутки. Выход керосина составляет 35% на нефть. Средняя температура
керосина в теплообменниках 100° С, плотность q20 = 855 кг/л8. Внутренний
Диаметр корпуса 457 мм; внешний диаметр трубок 25 мм, внутренний диаметр
20 мм и число трубок 112.
Решение, а) Определяем по кривой рис. 3. 2 кинематическую вязкость
керосина при 100° С:
Vioo = 0,010 см2/сек.
36
V. J v r >
/ * * еда* ’ *5 *
x- к?,»* - > **-, . x *?A 1.
б) Плотность керосина при 100° С определяем по графику рис. 3. 1:
Qioo = 790 кг 1м9.
в) Площадь поперечного сечения межтрубного пространства теплообмен-
ника
я* 3,14-0,4578 112 3,14.0,0^ = 8
4 4 4 4
Секундный объем керосина
TZ G-0,35 6000 000-0,35 ААОАО 3/
V = 24^600^ = -24-3ЮГ791Г = 0да°8 м3,СеК-
Средняя скорость в межтрубном пространстве теплообменника
0,0308 А 9Q .
w=Wo<r=0’28 м/сек'
Гидравлический радиус межтрубного пространства теплообменника опре-
деляем по формуле (3. 20):
D2-nd2 0,4572 —112 - 0,0252 АА._ . А„
Г k(D+nd) 4(0,457 + 112-0,025) 0’0107л€- t°7c-»-
Эквивалентный диаметр межтрубного пространства теплообменника опре-
деляем по формуле (3. 16):
(1Э = 4 г = 4 • 1,07 — 4,28 см.
Тогда
Re=^=“.=l1984.
v 0,010
Следовательно, движение керосина в теплообменниках турбулентное.
5. Определение
потерь напора при
движении жидкости
При движении жидкости по трубопро-
воду вследствие возникновения внутри жид-
кости, а также между жидкостью и ограни-
чивающей поток стенкой силы трения и на-
личия искусственных препятствий в виде
кранов, задвижек, клапанов, закруглений и т. д. давление (напор)
оо падает. На рис. 3. И показана схема установки для иллюстрации
потери напора цри движений жидкости. Установка состоит из бака,
к которому присоединена труба постоянного сечения, снабженная
па конце задвижкой 4 для регулирования расхода жидкости,
К трубе присоединены вертикально трубки I, 2 и 3 (пьезометриче-
ские трубки).
Бак заполняется обычно водой при закрытой задвижке 4. При
этом уровни жидкости во всех пьезометрических трубках находятся
па одинаковой высоте с уровнем жидкости в баке. Затем открывают
задвижку 4 и наблюдают положение уровней в пьезометрических
трубках при установившемся движении воды в трубе, что дости-
гается- поддержанием постоянного уровня в баке.
При движении жидкости по трубе уровни в пьезометрах сни-
жаются по длине трубы от начала к ее концу. Разность уровней
в пьезометрических трубках представляет собой потерю напора на
37
соответствующих участках. В точке А давление жидкости равно
hx у; в точке Б — Д2 у, в точке В — hs у, в точке Г — у. Следо-
вательно, падение давления (напора) жидкости на участке длиной
равно hx — h2, на участке длиной 12 соответственно Л2 — Л3,
па участке длиной l3 h3 — h±, а на участке I равно — hi-
Потеря напора движущейся жидкости вследствие возникнове-
ния трения происходит на всем протяжении потока, в любой его
части.
Потеря напора на преодоление искусственных препятствий на-
блюдается лишь в отдельных местах потока, где эти препятствия
установлены, и называется потерей напора на преодоление местных
сопротивлений.
Величина потери напора зависит от степени шероховатости вну-
тренней поверхности трубопровода, диаметра и длины последнего,
а также от вязкости и скорости жидкости. С увеличением вязкости
и скорости жидкости, а также длины трубопровода потеря напора
возрастает, а с увеличением диаметра трубопровода потеря напора
падает.
Потеря напора &р определяется по формуле
7
= кГ/м2’ (3.21)
где — коэффициент трения;
w — скорость жидкости в м!сек\
g — ускорение силы тяжести, равное 9,81 м/сек1-,
I — расчетная длина трубопровода в м\
d — диаметр (или эквивалентный диаметр) трубопровода в ж;
у — удельный вес жидкости в кГ/м\ -
38
Коэффициент трения зависит от степени шероховатости внут-
ренней поверхности трубопровода и характера движения жидкости.
При обычных расчетах пренебрегают влиянием шероховатости труб.
Для ламинарного движения жидкости коэффициент трения опре-
деляется формулой
Re
(3. 22)
где А — коэффициент, зависящий от формы сечения канала, вели-
чина которого приведена ниже.
Форма сечения канала (трубы) Коэффициент А
Круглое 64
Квадратное 57
Равносторонний треугольник . . 53
Кольцевое 96
Прямоугольное 62
Для турбулентного движения жидкости коэффициент трения
определяется формулой Блазиуса (в пределах Re = 3000 4- 100 000)
(3.23)
у Re
На рис. 3. 12 даются кри-
вые зависимости коэффи-
циента трения от числа Рей-
нольдса при ламинарном
и турбулентном движениях.
Расчетная длина трубопро-
вода Zp определяется следу-
ющей формулой:
Ip — Z-f-ZaKB» (3.24)
где I — длина трубопровода
В М',
4кв — эквивалентная длина
фитингов (задвижек,
вентилей, тройников
и колен) в м.
Ламинарное движение
Л
0,1
0,6
0,5
0,0
0,3
о, г
0.1
хЛ 200 600 1000 1000 1800 2200 Re
0,05
0,00
0,03:
0,02
Ofll -
2000 0000 6000 8000 10000
Переходное и турбулентное
движение
10000 18000 Re
Phq. 3. 12. Зависимость коэффициента со-
противления Л от числа Рейнольдса.
Величина. сопротивления в вентилях, тройниках и поворотах
выражается в эквивалентных длинах прямых труб (/экв).
39
Ниже приводятся ориентировочные значения местных сопроти-
влений при турбулентном режиме, выраженные числом диаметров
трубы.
Род сопротивления Эквивалентная длина, выраженная числом диа- метров трубы
Вход жидкости из резервуара в трубу (с острыми краями) 20
Колена радиусом от 2 до 8 диаметров . . 10
То же с радиусом закругления, равным Id 20
Задвижка открытая 11
Сальниковый компенсатор 10
П-образный компенсатор 120
Лирообразный компенсатор 100
Обратный клапан 75
Тройники 50
Вентили 40
Обозначив число задвижек, находящихся на трубопроводе,
через nv колен через п2, тройников через п3, вентилей через п4,
получим формулу для определения расчетной длины трубопровода
при турбулентном движении жидкости:
Ip = I 4-пг• lld-j-п2• 20с/-j-п3• 50d -}-• 40с/, (3. 25)
где d — внутренний
6. Средняя
температура потока
диаметр трубопровода.
При движении жидкости в трубопроводе
температура потока изменяется, вследствие
( чего изменяются плотность, вязкость, объем
и другие свойства жидкости. Поэтому ука-
занные физические свойства жидкости опре-
деляют при средней температуре потока. Средняя температура по-
тока может определяться по следующей формуле:
. ^высш “Ь ^низш
'» =------j---—
(3.26)
где £высш и /[ШЗШ — наивысшая и наинизшая температура на рас-
сматриваемом участке трубопровода.
В случае значительного изменения температуры при гидравли-
ческих расчетах более точные результаты получаются, если в ка-
честве средней температуры взять среднелогарифмическую темпе-
ратуру, т. е.
f ___ *высш ^низш
Сер------------Т------
2,3 ig
’’НИЙШ
(3.27)
40
Для упрощения расчетов вместо средиелогарифмйческой темпе-
ратуры иногда берут температуру, определяемую -по формуле
< __ *ВЫСшН~^НИзШ
Гср---------
(3.28)
Пример 3. И. Определить потерю давления в трубопроводе диаметром
200 мм, длиной 6000 м при прокачке 1200 т^утки балаханской тяжелой нефти,
начальная температура которой 60° С, конечная температура 30° С, плотность
нефти q20 = 925 кг/м3. На трубопроводе имеется десять колен и две задвижки.
Решение, а) Определяем среднюю температуру нефти в трубопроводе
^высш ~1~ 2^ниаш 60 + 2-30 / по р
Гср —------------------------- — чи U.
з
б) Определяем плотность нефти при 40° С по графику рис. 3. 1:
040 = 913 кг/м3', Y40 = 913 кГ/м*.
в) Кинематическая вязкость нефти при 40° С по кривой вязкости рис. 3. 2
v40 = 0,3 см21сек.
г) Секундный объем нефти
TZ G 2 400 000 3,
V 24-3600-Q40 24-3600-913 °’03°‘± М /СвК'
д) Площадь сечения трубопровода диаметром 200 мм
Г-*** 3.14-0.2» =0ДЗМл,8-
4 4
Определяем среднюю скорость нефти в трубопроводе
V 0,0304 __ . .
w— -=- = = 0,97 м сек — 97 см сек.
F 0,0314
Число Рейнольдса
wd 97-20
Re = ~ 0,3 =G46Ql
Следовательно, движение нефти в трубопроводе имеет переходный харак-
тер. Находим по кривой рис. 3. 12, коэффициент трения при движении нефти
по трубопроводу для Re =* 6460
% = 0,037.
Определяем расчетную длину трубопровода
Ip = I + щ - lid + п2 - 20d == 6000 +2 • И - 0,2+Ю • 20 • 0,2 = 6044 м.
Падение давления нефти в трубопроводе (в м нефтяного столба)
I w* 6044 0Л7а
Лр = к-г-^— у= 0,037-++--^++7 913 = 48 800 кГ1м*~^Я& кГ/см*.
& ы * <7уО1.
Пример 3.12. Определить потерю давления в погружном холодильнике^
где керосин в количестве 30 nt/ч охлаждается от 120 до 40° С. Плотность керо-
сина Qgo = 850 кг}м?. В погружном холодильнике чугунные трубы длиной 3 м
и диаметром 100 мм расположены по- горизонтали в 6 рядов, и по вертикали
в 11 рядов. Змеевик холодильника однопоточный
41
Решение, а) Определяем среднюю температуру керосина в холодиль-
нике
. __ ^ВЫСШ ~1-2£НИзШ _ 120 + 2-40 пгчп
<ср- 5 3 67 С.
б) Плотность керосина при 67° С по графику рис. 3.1
рб7 = 815 кг/л13; увт = 815 кГ)м3.
в) Секундный объем керосина
г/ G 30 000/»* лл.ло 3.
У~ -----= орал = 0,0102 м3 сек.
3b00Q67 3600 -815
г) Площадь поперечного сечения трубы
F= = J.»14'0’1.!. = 0,00785 м2.
4 4
д) Средняя скорость керосина в трубах холодильника
V 0,0102 . .
= ллл7ик: ~=1,30 м/сек = Ш см сек.
F 0,00785
е) Кинематическая вязкость керосина при 67° С (по рис. 3. 2)
v67 = 0,016 см2/сек.
ж) Число Рейнольдса
Re
wd 130 • 10 о,
----— апУр ~~= 8140.
v 0,010
Следовательно, движение керосина в трубах холодильника имеет переход-
[ при движении керосина по кривой
ный характер. Коэффициент трения
(рис. 3. 12)
= 66 двойников и две задвижки (один
• 11 • 0,1 + 66 • 20 • 0,1 X
7. Давление на
выкиде насоса
Л = 0,036.
з) В холодильнике имеется 6-11
двойник принимается за два колена).
Расчетная длина холодильника:
Zp I -j- /it • 11 d + 7i2 • 20 d • 2 = 6 • 11 • 3 + 2
x2 = 464,2 m.
Определяем потерю давления в холодильнике:
1 w2 AKA 9 1 ЗО2
Др = х "d ‘2g Т = О’ОЗ&’^1^”2^1815 = 11 700 кГ/1И2=1’17 кГ/см*-
На заводах применяются обычно паровые
поршневые и центробежные насосы. Поршне-
вые паровые насосы состоят из горячей части
(паровой машины) и холодной (гидравличе-
ской) части. Машиностроительные заводы
выпускают одноцилиндровые и двухцилиндровые насосы. Схема
действия паровых поршневых насосов дана на рис. 3. 13.
В горячую часть (цилиндры) насоса поступает острый водяной
пар под давлением р± и приводит в движение поршень. Из цилиндра
горячей части насоса отработанный водяной пар под давлением
р2 отводится в линию отработанного (мятого) пара. В цилиндр хо-
лодной части насоса поступает жидкость под давлением Pi и нагне-
тается насосом под давлением Рг. Следовательно, в цилиндрах горя-
42
чей части насоса давление водяного пара снижается от р± до р2,
а в цилиндрах холодной части насоса давление жидкости повы-
шается от Р± до Р2.
При работе насоса на поршень горячей части действует сила
л/Г
(Л — Рг)—^[ кГ>
а на поршень холодной части сила
лП2
(Л - Л) кГ‘,
Рис. 3. 13. Схема действия парового поршневого насоса. '
1 — свежий водяной пар? 2 — отработанный водяной пар; 3 —
поступающая жидкость; 4 — нагнетаемая жидкость
эти силы равны, т. е. <
л П2 л D2
(Р1-Р2)-^ = (Р2-Р1)-^г-
Отсюда
(Pi-pJD* = (P2-PJDl (3.29)
где р± — давление острого водяного пара;
р2 — давление отработанного водяного пара;
PL — давление жидкости на приеме насоса;
Р2 — давление жидкости на выкиде насоса;
— диаметр поршня горячей части насоса;
D2 диаметр поршня холодной части насоса.
Давление жидкости на выкиде насоса зависит от потери напора
при движении жидкости по трубопроводу, высоты подъема жидкости,
давления в приемной емкости и определяется следующей формулой
(см. рис. 3.14):
Р = (Н + Л2) У + Р2~ Pi кГ/м2, (3. 30)
где hi — потери напора в приемном трубопроводе в
hz — потери напора в нагнетательном трубопроводе в м*,
43
Н — высота подъема жидкости от уровня продукта в пита-
тельной емкости в ж;
рх — давление в питательной емкости в кГ/м2\
у — удельный вес жидкости в кПм3\
р2 — давление в приемной емкости в кГ!м2.
Рис. 3. 14. К формуле (3. 30).
Напор (высота подачи)
центробежных насосов за-
висит от диаметра рабочего
колеса, числа оборотов,
скорости жидкости на вы-
киде из рабочего колеса
и определяется формулой
(рис. 3. 15)
л w2D2n cos а2
60g
n. (3-31)
Рис. 3. 15. Схема действия центробежного насоса.
I — касательная к окружности диаметром Лц II — касательная к окружности диаметром
«1 — скорость поступающей в насос жидкости; — скорость выбрасываемой из насоеа
жидкости.
, 'rt * s Ль » <•
"• ’ * 2X ' ;л *-Г1л • ~
,, '• > ; 4 f. 5 *j, »М v.4 ‘-^
• J. e r 4 1 4jr-~ l r rt 1 и J4»T
/
где w2 — скорость жидкости на выкиде из рабочего колеса в м/сек\
D2 — диаметр внешней окружности рабочего колеса в м\
п ~~ число оборотов рабочего колеса в минуту (—^-Л •
а2 — угол выхода жидкости из рабочего колеса;
т] — коэффициент полезного действия насоса;
g — ускорение силы тяжести в м/сек2.
Производительность поршневого насоса
зависит от диаметров цилиндра и штоца
8. Производительность холодной части, длины хода, числа ходов
и мощность насоса в минуту, коэффициента наполнения И
определяется для двухцилиндрового насоса
двойного действия следующей формулой:
V - 2 (2 I — п • 60 м*/ч, (3. 32)
где I — длина хода поршня в м\
D2 — диаметр цилиндра холодной части насоса в м;
d — диаметр штока холодной части насоса в м\
ф — коэффициент наполнения (0,9—0,95);
п — число ходов в минуту.
Производительность центробежного насоса зависит от числа обо-
ротов, диаметра рабочего колеса и конструкции агрегата. ,С увеличе-
нием числа оборотов прямо пропорционально повышается произво-
дительность насоса:
V2 п2
где Vx — производительность насоса при
V2 — производительность насоса при
Судя по уравнениям (3. 31) и (3. 33),
изменяется прямо пропорционально квадрату изменения числа
оборотов рабочего колеса:
числе оборотов
числе оборотов п2.
высота подачи жидкости
где Нх — высота подачи при числе оборотов пх, <
Н2 — высота подачи при числе оборотов п2.
Необходимая мощность насоса NH зависит от количества жидкости,
перекачиваемой в единицу времени, потери напора при ее движений
по трубопроводу, давления в питательной и приемной емкостях,
высоты подъема жидкости, а также коэффициента полезного действия
агрегата и определяется формулой
0,736 кет, 1(3.35)
где G — секундный расход жидкости (количество жидкости, перека*
чиваемой в секунду по трубопроводу) в кг/сек;
45
h манометрический напор насоса (манометрическое давление
жидкости на выкиде насоса) в л;
— коэффициент полезного действия насоса (цн = 0,7 4-0,75).
Манометрический напор насоса определяется по формуле
h = + м, (3.36)
где рг — давление над жидкостью в питательной емкости в кГ!лР\ 4
р2 — давление над жидкостью в приемной емкости в кГ/м2‘,
у — удельный вес жидкости (при средней температуре потока)
в кПм3;
Н — высота подъема жидкости от точки А до точки В (см.
рис. 3. 14) в м\ если точка В ниже точки А, то высота подъ-
ема Н считается отрицательной и берется со знаком минус
(см. рис. 3. 16);
7?! — потеря напора в приемной линии в м\
/г2 — потеря напора в выкидной линии в м.
Рис. 3. 16. К формуле (3. 36).
Если давления в емкостях
(или аппаратах) равны, т. е.
Pi = р2, то
h = Н + h± 4- Д2. (3. 37)
Мощность, затрачиваемая на
работу двигателя:
N-™— — л. с. = 0,736 кет,
Лдв Лдв
(3. 38)
где цДв — коэффициент полезного действия двигателя (н1ДВ = 0,95).
Часовой расход электроэнергии
Е == 3600 • 0,736 квт-ч. (3.39)
Лдв
Сила тока определяется из формулы
Е = IV,
где Е — часовой расход электроэнергии в квт-ч‘,
I — сила тока в амперах;
V — напряжение в вольтах.
Мощность электродвигателя зависит от числа оборотов рабочего
колеса. Эта зависимость определяется формулами (3. 31), (3. 33),
(3. 34), (3. 35).
На основании указанных формул можем написать:
ЛГЖ=_ИТ^!_ 1 1 75т)н дг ^2 У Нь * 75цн 2V : N = у1Н1: У2Я2, 1 2 75г)н 75т)н 2
46
Nr Vi Hr
или или
«2
\ «2 /
N2 \n2)
(3.41)
где Nt — мощность двигателя при числе оборотов nr;
N2 — мощность двигателя при числе оборотов п2.
Следовательно, мощность электродвигателя изменяется прямо-
пропорционально кубу числа оборотов рабочего колеса.
Расход водяного пара на поршневой насос определяется по фор-
муле
z~ z'Na кг/ч, (3.42)
где z' — часовой расход водяного пара на 1 л. с. в кг/л. с. ч.
В зависимости от ряда факторов, в том числе от состояния насоса
и условий его эксплуатации эта величина изменяется в широких
пределах: z' — 40 ~ 70 кг/л. с. ч.
Пример 3. 13. Определить давление па выкиде и мощность центробежного
насоса, перекачивающего НО тп/ч бибиэйбатской тяжелой нефти по трубопроводу
диаметром 200 мм, длиной 6000 м в резервуар, расположенный на высоте 50 м.
Средняя температура нефти 15° С, плотность q20 = 890 кг/м3. На трубопроводе
имеется две задвижки и шесть колен. Расстояние между питательным резерву-
аром и насосом 10 м, диаметр приемной линии 300 мм.
Решение, а) Определяем плотность нефти при 15° С по графику рис. 3. 1
р15 = 893 кг/м3; тогда у15 = 893 кГ/м3.
б) Кинематическая вязкость нефти при 15° С по графику рис. 3. 2.
^15 —0,35 см2/сек.
в) Площадь поперечного сечения трубопровода
F
ЗЛ4-0.22 Ллол, „
0,0314 м2.
4
г) Секундный объем нефти
V— —9— —------------
3600Q15 3600 • 893
д) Средняя скорость нефти в трубопроводе
110 000 =00342 мз/сек.
V 0,0342 . Лп . ллп .
ш= — — = 1,09 м/сек =109 см/сек.
г и ,0314
е) Число Рейнольдса
Re==^UM9 20 = 6230.
v 0,35
Следовательно, движение нефти в трубопроводе имеет переходный характер.
ж) Определяем по кривой рис. 3. 12 коэффициент трения
X = 0,036.
з) Расчетная длина трубопровода
Zp = Z + 7ii • Hd + 7ia 20d = 6000 + 2 - 11 • 0,2 + 6 - 20 • 0,2 = 6028,4 м.
47
и) Потеря напора в нагнетательном трубопроводе
, I 6028,4
d ’ 2g "0,036 0,20
1,092
2*9,81
65,6 м.
Расстояние между питательным резервуаром и насосом незначительно,
поэтому потерей напора в приемной линии пренебрегаем (hi — 0). Поскольку
резервуары негерметичны, pt = р2.
к) Давление на выкиде насоса
Р = (Я + hi + h2) у + Р2 - Pi = (50 + 65,6) • 893 + 0 - 0
= 103 000 кГ]мг = 10,3 кГ/см?.
л}“ Секундный расход нефти
С =
НО -1000
3600
= 30,6 mjсек.
Определяем манометрический напор насоса
/1 = Я4-
Y
-J- hi == 50 -J~65,6—115,6 м.
Мощность насоса
Ян =
Gh 30,6-115,6
75Пн 45 • 0,7
= 67,5 л.
с.,
или Nu = 67,5 • 0,736 = 49,6 кет.
ГЛАВА 4
/самопроизвольно тепло передается
А4 только от горячего тела к холод-
4TTFMFTTTKT НОМу И При ИХ СОПрИКОСНОВбНИИ
JJlbMrJilbi первое охлаждается, а второе нагре-
ТЕПЛОПЕРЕДАЧИ вается. Переход тепла от одной ма-
териальной среды к другой назы-
вается теплообменом.
К сложному процессу теплопередачи относятся три вида тепло-
обмена: теплопроводность, конвекция и тепловое излучение (луче-
испускание, радиация).
Теплопроводностью называется явление переноса тепла при
непосредственном соприкосновении частиц тела. Этот вид передачи
тепла особенно характерен для твердых тел. Например, -при нагрева-
нии металлического стержня с одного конца тепло-распространяется
по всему стержню в результате колебательного движения молекул.
Конвекцией называется явление переноса тепла путем перемеще-
ния и перемешивания частиц жидкости или газа.
Тепловое излучение (радиация) — явление передачи тепла в виде
лучистой энергии (электромагнитных волн).
Перенос тепла от одной среды к другой (путем конвекции и ра-
диации) называется теплоотдачей.
Необходимо отметить, что каждый из перечисленных способов
передачи тепла отдельно почти не встречается в практической
работе, а в большинстве случаев один вид теплообмена сочетается
с другим* Так, например, в трубчатой печи тепло дымовых газов
передается экранам труб и стенкам топочной камеры одновременно
путем излучения и конвекции. В кладке печи и стенках труб змеевика
тепло передается путем теплопроводности, а от стенок печи в тонку
путем излучения и конвекции одновременно. Таким образом, тепло-
передача представляет собой довольно сложный процесс.
Рассмотрим основные элементы этого процесса. При этом необ-
ходимо учесть, что различают два режима передачи тепла: стацио-
нарный (установившийся) и нестационарный (неустановившийся).
Мы ограничимся рассмотрением только стационарнрго режима. Ста-
ционарным, или установившимся, режимом передачи тепла считают
такой режим, когда с течением времени в каждой точке тела, участ-
вующего в теплообмене, температура (температурное поле) не
меняется.
4 Заказ 1705 • 49
В промышленной практике приходится
сталкиваться в основном с передачей тепла
1. Теплопроводность через плоские и цилиндрические стенки,
причем они могут быть однослойными и МНО-
ГОСЛОЙНЫМИ. Количество тепла, переданного
в единицу времени (час) через всю рассматриваемую поверхность,
называется тепловым потоком. Тепловой поток Q (ккал/ч) через
единицу площади (1 м2) сечения или поверхности F (м2) называется
удельным тепловым потоком, или тепловой нагрузкой (напряжен-
ностью) сечения или поверхности нагрева:
q ккал/м2-ч. (4-1)
Величина теплового потока Q опреде-
ляется на основе закона Фурье, который ма-
тематически выражается для однослойной
стенки следующим уравнением (см. рис. 4. 1):
ккал/ч, (4.2)
удельный тепловой поток соответственно
равен
Рис. 4. 1. Передача те-
пла через однородную
плоскую стенку.
q = -у- = -у- — £2) ккал/м2 *ч, (4.3)
где X — коэффициент теплопроводности, характеризующий способ-
ность данного тела проводить тепло и зависящий от свойств
вещества и его состояния, в ккал1м • ч • град',
6 — толщина стенки в м;
F — поверхность стенки в м2;
и i2 — температуры на противоположных наружных поверхностях
стенки в °C.
Следовательно, количество тепла, переданное через 1 м2 стенки
в час, прямо пропорционально коэффициенту теплопроводности
разности температур наружных поверхностей стенки (tL — i2) и
обратно пропорционально толщине стенки 6. Отношение Vб назы-
вается тепловой проводимостью стенки, а обратная величина б А —
тепловым, или термическим, сопротивлением стенки.
На практике мы обычно встречаемся со стенками, состоящими
из нескольких разнородных слоев. Такие стенки называются много-
слойными. Например, обмуровка топочной камеры печи обычно
состоит из нескольких слоев: слоя огнеупорной кладки, слоя просто-
го кирпича, а в некоторых печах предусматривается также слой
специального теплоизоляционного кирпича. В любом аппарате
установки, хотя бы он был изготовлен из одного материала, в про-
цессе работы стенка может покрываться слоем отложений, например
ржавчины, накипи или грязи. Таким образом, практически мы обычно
сталкиваемся с многослойными стенками.
50
Удельный тепловой поток для трехслойной стенки (см. рис. 4. 2)
выражается уравнением
____h— tj
Si । 62 1 63
Xl X2 X3
(4.4)
Формула (4. 4) выведена из условия, что слои плотно прилегают
друг к другу, и поэтому поверхности соприкасающихся слоев имеют
одну и ту же температуру. Если поверхности шероховаты, то между
слоями образуются тонкие воздушные зазоры. Поскольку тепло-
проводность воздуха мала (%вовд = 0,02 ккал/м - ч- град), нали-
чие даже очень тонких зазоров
может сильно сказаться на умень-
шении теплопроводности много-
слойной стенки. Такое же влияние
оказывает, например, и слой окиси
металла. Поэтому при определе-
нии теплопроводности многослой-
ной стенки надо учитывать, на-
сколько плотно отдельные слои
прилегают друг к другу.
Если известна величина удель-
ного теплового потока q, то из
уравнения (4. 3) нетрудно опре-
делить значения температур t2 и t3
по уравнениям:
t
Рис. 4. 2. Передача тепла через мно-
гослойную плоскую стенку.
. , в]
t3 = h — q
(4.5)
(4.6)
Как видно из рис. 4. 2, внутри каждого слоя температура изме-
няется линейно (по прямой); для многослойной стенки в целом тем-
пература изменяется по ломаной линии.
Пример 4. 1. Определить количество тепла, передаваемое через 1 .и2 стенки
варочной мешалки, если толщина этой стенки Si = 20 мм, коэффициент тепло-
проводности материала стенки (стали) Xi — 40 ккал!м • ч • град и с внутренней
стороны мешалки стенка покрыта слоем отложений толщиной $2 = 1 мм с коэф-
фициентом теплопроводности X 2 = 0,6 ккал]м • ч • град. Температура теплоно-
сителя в рубашке мешалки (наружной поверхности стенки) = 240° С и внут-
ренней поверхности стенки мешалки t$ = 200° С.
Решение. Согласно уравнению (4. 4)
t1~t3 240 — 200 ' 40 .О,ЛЛ , „ ,
%i Х2 40 . 0,6
Пример 4. 2. По условию предыдущего примера определить температуру;
внутренней поверхности стенки мешалки (под слоем отложений).
4*
51
Решение. По уравнению (4. 5)
*2 = *1 - ? Д = 240-18 400 = 230,8° С.
Л1 40
%
Теплопроводность
цилиндрическом
стенки
Для однородной цилиндрической стенки
(трубы) длиной I м, внутренним диаметром
с?! м и внешним диаметром d2 м (рис. 4. 3}
имеем следующее расчетное уравнение для
величины теплового потока, передаваемого
теплопроводностью:
Q =
2,73 % I
(ii —t2) ккал/ч.
(4.7>
Для многослойной трубы величина Q (рис. 4. 4) представится
уравнецием
q----2---г—------1--л-(^1 —М ккал/ч. (4.8>
A А+A ig А । A la А
М g dx %2 lg d2 %3 lg d3
Рис. 4. 3. Пере-
дача тепла через
однородную ци-
линдрическую
стенку.
Пример 4. 3. Определить коли-
чество тепла, теряемого на 1 м дли-
ны трубопровода на выходе из печи
вакуумной секции АВТ, если темпе-
ратура мазута в трубопроводе равна
430° С, диаметр трубопровода
216/200 мм, толщина первого слоя
изоляции 40 мм и второго 25 мм.
При 'этом температура внешней по-
верхности изоляции равна 45° С. Ко-
эффициенты теплопроводности трубы
и изоляции соответственно равны:
Xi = 40, , А<2 = 0,054 и Хз —
= 0,025 ккал/м • ч • град.
Решение, а) По условию за-
дачи
ii = 430° С, = 45° С, йх = 200 мм,
dt = 216 мм, йз — 296 мм и di =
346 мм.
б) Согласно уравнению (4. 8) по-
тери тепла на 1 м длины составят:
Рис. 4. 4. Пере-
дача тепла череэ
многослойную ци-
линдрическую
стенку.
2,73
д, = —-------j---------j---------------у- ккал/м2 • ч;
1 1 п й3 1 , й» , 1 . d,
-т- 1g + -т— 1g. + -г- 1g ~~
Aj 4*2 Ад
»«= —-2ЙГ" 1 Аб 1"Г346 (430 ~45)=21‘
40 lg200 + 0,054 lg 216+ 0,025 ig296
52
Температура па
поверхности раздала
между слоями
Зная величину потерь тепла с 1 м длины
трубы, а также конструкцию, материал изо-
ляции, температуры внутри трубопровода и
на внешней поверхности изоляции (tr и i4),
можно определить промежуточные темпера-
раздела отдельных слоев по уравнениям, по-
туры на поверхностях
лученным из формулы (4. 7):
. -f т1 Iff •
27m, g + ’
^=<»-2й:г18-Т- = <‘+2^Г18Т-- ' <4'9>
Пример 4. 4. Из условий примера 4. 3 и найденной величины qt определить
температуру на поверхности раздела между первым и вторым слоями изоля-
ции tg.
Решение. По уравнению (4. 9) имеем
* , I ! di /Е I 211-1
3~ ^ + 2,73 %3 lg d3 ~454
2. Тепловое излу-
чение (радиация)
п
Но
nnw 1g = = «°C+210» С = 255“ С.
Часть тепловой энергии всякого нагре-
того тела превращается в лучистую энергию.
Носителем лучистой энергии являются элек-
тромагнитные колебания в виде ультрафио-
летовых, световых и инфракрасных лучей.
Например, в топочной камере трубчатой печи большая часть тепла
раскаленного факела передается в виде лучистой энергии на экраны
труб, а также внутренюю поверхность кир-
пичной кладки. В этом случае часть лучи-
стой энергии поглощается трубами и по-
верхностью кладки, часть отражается ими,
а часть проходит сквозь них.
Лучистая энергия, поглощаемая телом:,
превращается в тепловую, а та энергия,
которая отражается от тела и проходит
сквозь него, в свою очередь падает на
другие окружающие тела. В результате
указанных явлений, сопровождающихся
двойным превращением энергии (тепло-
вая — лучистая — тепловая), происходит
лучистый теплообмен.
В этом процессе имеют значение лучи,
которые поглощаются телами, и энергия
которых превращается в тепловую, а
именно, световые и инфракрасные лучи
с длиной волны от 0,4 до 40 мк. Из получаемой телом лучистой энер-
гии Qo часть поглощается — QA, часть отражается — QR и часть
проходит сквозь тело — (?D(pHC. 4. 5), т. е.
Рис> 4. 5. Схема распре-
деления падающей на тело
лучистой энергии.
53
или
. Qr . Qp _ л
<?0+ <?о + (2о
Обозначив соотношения: ~ = А — поглощательная способность
V0
qd
чела, ~ R — отражательная способность и = D — пропускная
VO V0
способность, получим
Л + /? + £)=1.
Эти величины безразмерные и могут изменяться от 0 до 1,0. Если
А = 1, то Л = 0 и D = 0, следовательно, вся падающая на тело
лучистая энергия поглощается им. Такие тела называются абсо-
лютно черными.
Если Л = 1, т. е. вся падающая лучистая энергия отражается,
то Л = 0 и D = 0. При D = 1 соответственно А — 0 и Л = 0, т. е.
вся падающая лучистая энергия полностью проходит сквозь тело.
Фактически в природе абсолютно черных тел нет. Для реальных
тел значения величин А, Л и D всегда больше нуля и меньше еди-
ницы. Эти величины зависят также от длины волны излучения. Тела,
поглощательная способность которых не зависит от длины волны,
называют серыми.
Твердые тела и жидкости практически непрозрачны для тепло-
вых лучей (D =0), т. е. для них А ф Л = 1.
Для шероховатых поверхностей поглощательная способность
значительно выше, чем для гладких и полированных. Поэтому рацио-
нально делать наружную поверхность печных труб несколько шеро-
ховатой (но не внутреннюю поверхнбсть). Окончательное расчетное
уравнение лучистого теплообмена между двумя телами (по закону
Стефана-Больцмана) имеет вид
Qi-2=c^2F ккал/ч, ‘ (4.10)
где (?i-2 — количество тепла, передаваемого от одного тела дру-
гому, в ккал/ч’,
F — поверхность теплообмена в м2;
Ti — температура излучающей поверхности в °К;
Т ч — температура цоглощающей поверхности в °К;
Cf-2 — приведенный, коэффициент излучения.
1. Для двух параллельных плоскостей, расположенных на близ-
ком расстоянии:
^-2=-,-----Г—Г, (4.И)
— ---------
С1 с2 с0
где сх и с2 — коэффициенты излучения тел I и II в ккал'м2 • ч • °К;
с0 — коэффициент излучения абсолютно черного тела,
с0 = 4,9 ккал/м2 • ч • °К.
-54
Величины ех и с2 всегда меньше с0 и могут изменяться от 0 до
4,9. Коэффициенты сх, с2 и с3 для других тел (не абсолютно черных)
обычно выражают через коэффициент лучеиспускания абсолютно
черного тела с0. у
с = 8 с0 = 4,9 8, (4. 12)
где 8 — степень черноты поверхности, выражающая отношение
коэффициента лучеиспускания данного тела к коэффициенту луче-
испускания абсолютно черного тела.
2. Для тела I, охватываемого со всех сторон телом II:
с=JL.Z1 [J_______L) ’ (4.13)
С1 2 \ с2 с0 /
где сх, с2 и с0 имеют то же значение, что и в формуле (4. 11);
Fi — поверхность охватываемого тела;
F2 — поверхность охватывающего тела.
3. Для тел, расположенных произвольно в пространстве:
10б) — (1Цб) ] ср1~2’ ’
где
ф1_2 — угловой коэффициент, показывающий, какая часть от
общего количества тепла, излучаемого телом I, попадает на
тело II. ч
Угловой коэффициент определяется в основном графически и
зависит только от геометрических размеров тел I и II и их взаимного»
расположения.
Пример 4. 5. Определить потерю тепла лучеиспусканием неизолированной
стальной трубы диаметром 203 мм, длиной 2 м при температуре ti = 327° С.
Труба находится в закрытом канале после ретурбентной камеры печи, где темпе-
ратура t2 = 127° С. Канал оштукатурен изоляционным кирпичом, размеры ка-
нала 0,5 X 0,5 м.
Решение. Данный пример соответствует случаю, когда тело I охваты-
вается со всех сторон телом II.
По условию имеем:
Ti = 327 + 273 = 600° К; Т2 = 127 + 273 = 400° К;
Fi = 3,14 • 0,203 • 2,0 = 1,273 м2; Г2 = 4 • 0,5 • 2 = 4,00 м2.
По справочной табл. 24 (К. Ф. Павлов, П. Г. Романков и А. А. Носков.
«Примеры и задачи по курсу процессов и аппаратов». Госхимиздат, 1962„
стр. 517) находим степень черноты для стали &i = 0,8 и для кирпичной кладки
(изоляционный кирпич) е2 = 0,92, тогда
cj = 0,80 . 4,90 = 3,92;
са = 0,92 • 4,90 = 4,51..
55*
По уравнению (4. 13) приведенный коэффициент излучения составит
1 _ 1
с1-2 1- Fj / 1 _1\ 1 1,273 / 1 1 \~
ci F2 с2 с0 ) 3,92 + 4,00 4,51 4,90)
= 3,8 ккал/м2 • ч • °К.
Подставляя найденные значения в уравнение (4.10), получим
Q=^ci-2F
£i\4_/2V)4'
100/ ^100/
—3,8 • 1,273 (64—44) - 5048 ккал/ч.
Различают два вида конвекции — свобод-
ную-и вынужденную. Свободная конвекция
3. Конвекция возникает вследствие разности плотностей
нагретых и холодных частиц жидкости, т. е.
под действием внутренних сил. Вынужденная
конвекция обусловлена внешними причинами — движением жид-
кости под действием насоса, вентилятора, мешалки или ветра, Пе-
редача тепла конвекцией происходит в том случае, когда молекулы
тел свободно перемещаются в пространстве; такой теплообмен между
жидкостью и стенкой называется конвективным.
Расчетное уравнение конвективного теплообмена на основе закона
Ньютона имеет следующий вид:
Q^aF(tw- tf), (4.16)
где Q — количество тепла, передаваемого жидкостью твердой стенке,
в ккал!ч\
а — коэффициент теплоотдачи, характеризующий интенсивность
процесса, в ккал/м2 • ч - град’,
F — поверхность стенки в Л42;
tw — температура стенки в °C;
tf — температура окружающей среды в °C. -
В уравнении (4. 16) коэффициент теплоотдачи а является перемен-
ной величиной и зависит от многих факторов, например от физических
свойств жидкости, скорости Движения последней, конструкции тепло-
обменного аппарата и др. Кроме того, указанные выше факторы
должны быть увязаны кежду собой. Это создает определенные труд-
ности при нахождении коэффициента теплоотдачи а даже опытным
путем.
Этих затруднений можно избежать, если использовать теорию
подобия.
Основы теории подобия были заложены в России еще в конце
прошлого столетия проф. В. Л. Кирпичевым (1845—1913). Советские
ученые, возглавляемые академиком М. В. Кирпичевым, создали
Стройную теорию теплового подобия. На основе этой теории совет-
ские научно-исследовательские институты решили ряд сложных
проблем теплообмена. Теория подобия дает возможность изучать
процессы на уменьшенных и упрощенных моделях. Это имеет боль-
56
шое значение, так как сооружение промышленных аппаратов для
производства опытов потребовало бы больших затрат и много вре-
мени. Кроме того, теория подобия позволяет с успехом распростра-
нить результаты единичных экспериментов на большую группу про-
мышленных процессов.
Из теории подобия следует, что такие сложные процессы, как
тепловые, гидромеханические и т. п., обусловливаются не отдель-
ными физическими величинами, такими, как плотность, вязкость,
скорость движения, температура и др., а зависят от комбинации этих
величин, составляющих то1 или иное характеристическое число.
Эти характеристические числа (параметры) являются безразмерными
критериями подобия. Большинство таких критериев названо'име-
нами открывших их ученых и обозначается первыми двумя буквами:
их фамилий.
В изучении процесса теплопередачи в основном распространены
следующие критерии:
параметр Рейнольдса
• Z ' w d Re = ; V ’ (4.17}
параметр Прандтля Г X ’ (4.18}
параметр Пекле Ре = wd%ec . 'К
(4.19}
параметр Нуссельта Nu = -^-;
(4.20>
параметр Грасгофа Gr-l^-рд t. V (4.21>
Параметры Re, Рг и Ре связаны между собой следующей зави-
симостью:
Ре Re • Рг. (4. 22>
В этих и последующих формулах приняты обозначения:
w — скорость движения жидкости (или газа) в л/сек;
d — диаметр трубы в м;
v — кинематическая вязкость жидкости в мЧсек;
с — теплоемкость жидкости в ккал/кг • град;
р — плотность жидкости в кг/м3;
g — ускорение силы тяжести в м/сек2;
X — коэффициент теплопроводности жидкости; для уравнения
(4. 18) в ккал/м •• сек • град, а для уравнения (4. 20) в,
ккал/м • ч • град;
а — коэффициент теплоотдачи в ккал/м2 ’ ч • град;
I — длина трубы или стенки в м.
57
Температуру, при которой определяются значения физических
величин, входящих в критерии подобия, так называемую определя-
ющую температуру, рекомендуется находить как среднюю темпера-
туру пограничного слоя
^ср = 0,5 (tw 4- tf),
где tw — температура стенки и tf — температура окружающей
среды.
Приведем наиболее распространенные формулы для определения
коэффициентов теплоотдачи при движении жидкости в трубах. При
ламинарном течении любой жидкости, когда Re < 2000, для опреде-
ления коэффициента теплоотдачи рекомендуется1 формула
а = 0,15 Re0’33Pr0’43Gr0,1 [^-*Ц°’25. (4.23)
d -t* w
При развитом турбулентном режиме, когда Re Д> 10 000, коэф-
фициент теплоотдачи определяется по следующей формуле:
а = 0,021 Re°’8Pr0,43 Г^]°’25
d Prw
(4. 24)
Для переходного движения: 2320 <Д Re <; 10 000 коэффициент
теплоотдачи определяется по уравнению
a = 0,008-^Re°’9Pr°’43 .
а
(4.25)
Формулы (4.23), (4. 24) и (4. 25) применимы к трубам, имеющим
поперечное сечение любой формы. Физические параметры в критериях
Re, Рг и Gr определяются при средней температуре жидкости, а
в критерии Prw — при температуре стенки.
Приведенные формулы коэффициентов теплоотдачи только для
случаев движения жидкости в трубах (каналах) свидетельствуют
с том, что теплоотдача является довольно сложным процессом, изу-
чение которого представляет значительные трудности.
Перейдем к рассмотрению сложного теплообмена и теплопередачи.
Рассмотрим простейший случай перехода
тепла от горячей жидкости к холодной через
4. Теплопередача разделяющую их однородную чистую стенку
через плоскую стенку (рис. 4.6), омываемую с одной стороны го-
рячей жидкостью с температурой tfv с дру-
гой — холодной с температурой Температуры поверхностей
стенки и tW2 неизвестны. Поверхность стенки F м2, толщина ее
6 м и теплопроводность К ккал/м • ч * град. Суммарные коэффи-
циенты теплоотдачи конвекцией соответственно равны ах и
а2 ккал1м2>ч-град. Здесь сочетаются процессы передачи тепла од-
1 М. А. Михеев и И. М. Михеева. Краткий курс теплопередачи.
Госэнергоиздат, 1960.
58 '
повременно конвекцией и теплопроводностью. Переход тепла от го-
рячей жидкости к холодной слагается из следующих трех этапов.
1. Теплоотдача конвекцией от горячей жидкости к стенке.
Как было показано ранее, при установившемся режиме количество^
тепла, переданного конвекцией от горячей жидкости стенке, опреде-
ляется по уравнению (4. 16) и выражается формулой
Qi~ (tfi Ц)* (а)
2. Передача тепла через стенку теплопроводностью.
Количество тепла, переданного через стенку, согласно уравне-
нию (4. 2) составит
3. Передача тепла конвекцией
от стенки к более холодной
жидкости.
Количество тепла, передан-
ного холодной жидкости, согласно
уравнению (4. 16) выразится ра-
венством
Qa — ^2P(^w2 tjz)' (в)
Как известно, при установив-
шемся’ (стационарном) тепловом
режиме количества тепла, пере-
данного в каждом этапе, равны
между собой, т. е.
Qi~ Q2~Qs~ Q- (г)
Рис. 4. 6. Теплопередача через пло-
скую стенку.
На основании этого, сложив уравнения (а), (б) и (в), путем не-
сложных алгебраических преобразований получим
<2 = п----г F (h - th). (4.26>
----------------------1--~ -±.>-
сн % ' а2
Обозначим
Л = —ккал/м2*ч-град. (4. 27}
aj + %
у
Величина к называется коэффициентом теплопередачи, а уравне-
ние [4. 27) определяет взаимную связь между этой величиной и
коэффициентами теплоотдачи и теплопроводности. По физическому
смыслу величина к представляет собой колйчество тепла, переда-
ваемого от горячей среды к холодной в час через стенку поверхностью
1 м2 при разности температур между горячей и холодной жидкостью
в ГС.
55>
У равнение (4. 26) можно применять для подсчета количества
тепла только в том случае, когда температуры горячей и холодной
жидкости остаются постоянными, например при кипении жид-
костей под постоянным давлением или конденсации пара. В общих
случаях температура теплоносителей в нагревательных аппаратах
изменяется — горячая жидкость охлаждается, а холодная нагрева-
ется. Для таких процессов постоянная разность температур tfr — tf%
в уравнении (4. 26) заменяется условной средней разностью тем-
ператур, и указанное уравнение принимает вид
Q = kF\tc^, (4.28)
где А £ср — средняя разность температур жидкостей, участвующих
в теплообмене.
Имея в виду уравнение (г), можно из равенств (а), (б) и (в) опре-
делить частные температурные напоры (разности температур):
ifi — twx = » (д)
I ____ f (q\
•'Wi t'U>2 — Р >
^W2 ^2 = * (Ж)
<*2 *
Складывая последние три уравнения, получим полный темпера-
турный напор
<4-29)
Для изучения процесса передачи тепла следует уяснить себе
также понятие о термическом сопротивлении теплопередаче. Вели-
чина, обратная коэффициенту теплопередачи ^0, называется тер-
мическим сопротивлением теплопередаче:
(4.30)
Уравнение (4. 30) читается так: термическое сопротивление
теплопередаче равно сумме термических сопротивлений двух погра-
ничных слоев и термического сопротивления теплопередаче стенки.
Из этого следует, что общее термическое сопротивление теплопере-
даче равно сумме частных. Если, например, стенка состоит из трех
слоев толщиной 615 6а, б3, коэффициенты теплопроводности которых
равны Х2, Л3, термическое сопротивление теплопередаче составит
4-=4-+г+'#+-г+4-- <4-31>
К Ctj Лз 4*2
Иными словами, если на однородной однослойной стенке появля-
ются слои новых веществ, то общее сопротивление теплопередаче
60
увеличивается, и поэтому количество передаваемого тепла соответ-
ственно уменьшается. Особенно ухудшается теплопередача, когда по-
являются новые слои загрязнений, так как оПи имеют малые значе-
ния Л.
Простой подсчет по приведенным формулам показывает, что .чем
меньше термическое сопротивление для чистой поверхности, тем в боль-
шей степени оно повышается при загрязнении. Так, например, если
для чистых керосиновых теплообменников к ~ 200 ккал/м2 -ч • град
и для чистых мазутных к — 80 ккал/м2 ч-град, то при одинаковой
степени загрязнения обеих групп теплообменников и увеличении
термического сопротивления слоя загрязнений в каждой из групп
соответственно на 0,003 коэффициент теплопередачи керосиновых
теплообменников снизится до к = 125 ккал/л? • ч • град, для ма-
зутных до к ~ 65 ккал!м2 • ч • град, т. е. для керосиновых сниже-
ние достигает 37,5%, а для мазутных — 19%.
Следовательно, необеспечение достаточной очистки поверхностей
нагрева аппаратов может привести к резкому уменьшению эффектив-
ности их использования и соответственно к снижению производи-
тельности установки.
В заключение следует отметить, что при решении практических
задач по расчету теплопередачи на установках необходимо в основ-
ном ориентироваться на коэффициенты теплопередачи, полученные
в результате многочисленных испытаний и обследований аналогич-
ных аппаратов на производстве.1
Вопрос интенсификации процесса тепло-
передачи на установках имеет большое зна-
чение,. поскольку рациональное осуществле-
ние процесса теплопередачи позволяет не
только эффективно использовать энергети-
ческие ресурсы путем снижения расходов топлива и энергии, но
и вместе с тем уменьшить затраты металла на оборудование и т. д.
Для этого зачастую вместе с изысканием мероприятий по интен-
сификации теплопередачи приходится также принимать меры по
торможению теплопередачи с целью снижения потерь тепла в окружа-
ющую среду.
Так, например, в теплообменных аппаратах, огневых нагревате-
лях и др. необходимо всячески интенсифицировать теплоотдачу
на границе соприкосновения теплоносителей с нагреваемыми веще-
ствами, но вместе с тем следует увеличивать термическое сопротивле-
ние аппарата на границе с окружающей средой при помощи теплоизо-
ляции для снижения потерь тепла.
Следовательно, для решения вопроса ицтецсификации теплопере-
дачи, являющейся результатом одновременного действия многих
элементарных явлений, необходимо тщательно разобраться в этом
процессе. ,'
5. Пути
Интенсификации
процесса
. теплопередачи
1 Ниже в главах пятой и восьмой будут приведены практические коэффи-
циенты теплопередачи для ряда аппаратов.
61
i
Рассмотрим уравнение (4. 27) с этой точки зрения. Если прене-
бречь термическим сопротивлением стенки, т. ,е. принять, что ~ =
— О, то указанное уравнение примет вид
7 1 _ <*!<%
1___।___1_ «1 + «2 ’
"Г" а2
(4. 32)
тепло-
Рис. 4. 7. Схема циркуляции дистиллята че-
рез теплообменники для интенсификации те-
плопередачи.
примеров ви-
существенное
процесс тепло-
Из формулы (4. 32) нетрудно установить, что коэффициент
передачи к всегда несколько меньше самого малого из коэффициентов
теплоотдачи.
Пусть а1=:20 и а2 = 5000, тогда к = 19,9 ккал!м2 • ч • град.
Сколько бы мы ни увеличивали а2, на величине к это практически
не отразится. Так, если
а1 = 20 и ц2 = 10 ООО, то
к — 20 ккал!м2 • ч • град.
Таким образом, увели-
чения коэффициента тепло-
передачи можно дости-
гнуть главным образом
увеличением меньшего из
коэффициентов теплоотда-
чи, т. е. а х- Если, напри-
мер, = 100 иа2 = 5000,
то к = 98 ккал!м2 -ч- град,
а при dj = 200 и а2 =
— 5000 к — 192 ккал!м2 X
Хч • град.
Из этих
дно, что
влияние на
коэффициента теплоотдачи
а на той стороне стенки, где он мал. Для повышения величины a
можно рекомендовать увеличение циркуляции теплоносителя, по-
вышение скорости его движения. Например, в теплообменниках
циркуляционного орошения а можно повысить путем увеличения
количества орошения, циркулирующего через теплообменник (но
при этом несколько увеличатся затраты энергии на прокачку тепло-
носителя). В теплообменниках, где используется только тепло отби-
раемого дистиллята, а можно увеличить за счет осуществления цир-
куляции по схеме рис. 4. 7. Рекомендуется также при замене уста-
ревших аппаратов применять такое оборудование, в котором можно-
использовать центробежный эффект за счет изогнутых каналов (труб),,
змеевиков и т. п., где имеет место увеличение теплоотдачи.
Из урайнения (4. 26) следует также, что увеличение поверхности
теплообмена F позволяет соответственно повысить использование-
тепла. Заслуживает внимания увеличение F без изменения габаритов
аппарата или оборудования; этого можно достигнуть путем оребрения
62
передачи может оказать улучшение
нагревательных труб в печах и теплообменных аппаратах типа «труба
в трубе». К этому мероприятию прибегают обычно в тех случаях,
когда можно предотвратить загрязнение поверхности нагревательных
труб поело наварки ребер на последние или создать условия для
непрерывной очистки поверхности труб.
Необходимо иметь в виду, что коэффициенты теплопроводности
загрязнений (сажи, накипи и др.), отлагающихся на поверхностях
нагрева, имеют низкие значения, поэтому даже незначительный по
толщине налет из этих отложений создает большое термическое
сопротивление и вызывает довольно резкое снижение теплоотдачи
(см. выше стр. 61).
• Наряду с этим в трубах змеевика огневых нагревателей могут
происходить прогары вследствие резкого повышения температуры
стенки tWl.
Следовательно, изыскание мероприятий, направленных на сни-
жение загрязнения поверхностей нагрева, а также своевременная
и эффективная их очистка являются путями интенсификации пере-
дачи тепла.
Один из способов уменьшения отложений на поверхностях на-
грева — обеспечение высоких скоростей движений теплоносителей
и нагревательных продуктов. В огневых нагревателях следует ши-
роко использовать различные способы снятия налетов с внешней
поверхности труб во время работы печи (обдувка труб и др.).
Выше указывалось, что в ряде случаев
приходится искусственно тормозить теплопе-
редачу путем нанёсения на стенку аппарата
определенного слоя изоляционного мате-
риала. Тепловая изоляция служит не только
для сокращения потерь тепла в окружающую среду и тем самым
для повышения эффективности процесса передачи тепла, но она
также способствует обеспечению стабильного технологического
режима в отдельных аппаратах и на установке в целом. Кроме
того, тепловая изоляция обеспечивает условия для безопасного
ведения процесса. В нефтепереработке применяются в качестве тепло-
изоляционного материала любые огнестойкие вещества с низкой
теплопроводнбстью. Теплоизоляционными материалами считаются
такие вещества, коэффициент теплопроводности Л которых при тем-
пературах 50—100° С не превышает 0,2 ккал!м • ч • град, как, на-
пример, стеклянная вата, совелит и др.
На заводах в основном используются ап-
параты со следующими схемами' движения
жидкостей, обменивающихся теплом;
1) прямоток — горячая и холодная жид-
кости протекают параллельно и в одном на-
правлении (рис. 4, 8, а);
2) противоток — обе жидкости (горячая и холодная) протекают
параллельно, но в прямо противоположных направлениях
(рис.. 4. 8, б);
6. Тепловая
изоляция
7. Схемы д&ижения
жидкостей при
теплообмене
63
3) перекрестный ток — жидкости протекают в перекрестной
направлении (рис. 4. 8, в).
Наряду с указанными простыми схемами движения жидкостей,
обменивающихся теплом, имеются
аппараты с более сложным дви-
жением потоков при теплооб-
мене: одновременным прямото-
Рис. 4. 8« Схемы движения жидкостей Рис. 4. 9. Сложное движение потоков
при теплообмене, при теплообмене.
в — прямоток; б — противоток; в — пере- а — два хода в Трубном пространстве
крестный ток. и один в межтрубном; б — четыре хода
в трубном пространстве и два в межтрУб-
ном.
ком и противотоком; например, два хода в трубном пространстве
ж один ход в межтрубнем (рис. 4. 9, а), четыре хода в трубном про-
странстве и два хода в межтрубном (рис. 4. 9, 6) и др.
Рис. 4. 10. Характер изменения температур
жидкостей при теплообмене.
а — прямоток; б — противоток.
Представляет инте-
рес характер изменения
температур жидкостей,
обменивающихся те-
плом при прямотоке
и противотоке. На
рис. 4. 10 дано сопо-
ставление температур-
ных режимов работы те-
плообменных аппаратов
при прямотоке и проти-
вотоке. По осям абсцисс
отложена поверхность
нагрева /?, а по осям
84
ординат — температуры горячей и холодной жидкостей. Из графи-
ков рис. 4. 10 следует, что при прямотоке конечная температура хо-
лодной жидкости всегда ниже конечной температуры горячей
жидкости /2. При противотоке конечная температура холодной жид-
кости i4 может быть выше конечной температуры горячей ?а.
Следовательно, используя противоток при регенерации тепла,,
можно обеспечить более высокотемпературный подогрев холодной
жидкости, а в холодильниках, например, уменьшить расход воды,,
или, не изменяя расхода воды, снизить конечную температуру охла-
ждаемого продукта. Следует отметить, что при прямотоке максималь-
ная разность температур (температурный напор) имеет место у входа
в аппарат, затем этот напор уменьшается, а при противотоке темпера-
турный напор изменяется более равномерно. Среднее значение темпе-
ратурного напора при противотоке больше, чем при прямотоке.
Следовательно, при противотоке тепловая нагрузка поверхности
теплообмена используется более равномерно и эффективно.
Наряду с указанными схемами передачи
тепла через стенку, разделяющую жидкости,
8 Теплообмен участвующие в теплообмене, на заводах встре-
смешением чаются аппараты, в которых теплообмен
происходит при непосредственном смешении
горячей и холодной жидкостей. Такие аппараты применяются в ос-
новном для конденсации и охлаждения паров легких дистиллятов,
смесь которых с водой легко расслаивается после смешения, а также
для охлаждения газов водой. Расчет этих аппаратов проводят по
практическим показателям: сечение аппарата определяют, исходя
из скорости паров порядка 35 кг!м2 • ч, объем подсчитывают
с- учетом к = 300 4- 1200 ккал!м3 • ч • град.
Для обеспечения тесного контакта теплообменивающихся сред
аппарат загружается насадкой (кольца Рашига, черепица, кирпич
и др.). В этом случае, например для воздуха и сухих газов, к прини-
мается от 9 до 15 ккал!.м? • ч • град (считая на поверхность насадки).
Йа вооружение конденсаторов и холодильников смешения требуются
меньшие затраты металла, они дешевле, зато расход воды в них
очень большой и, кроме того, эти аппараты опаснее в пожарном отно-
шении. При использовании таких аппаратов охлаждающая вода
не должна содержать следов темных нефтепродуктов во избежание
порчи охлаждаемой продукции. Пример расчета аппаратов смешр*
(глава тринадцатая).
Из уравнений (4. 26) и (4. 28) следует, что
количество передаваемого тепла пропорцио-
нально разности температур (температурному
напору); эта величина как бы обусловливает
интенсивность передачи тепла и может быть
названа поэтому движущей силой процесса. Как указывалось выше,
для тепловых расчетов обычно применяется уравнение (4. 28), где
температурный напор фигурирует в виде средней разности темпера-
тур (Д?Ср) жидкостей, участвующих в теплообмене. Средняя разность
5 Заказ 1705, 65'
ния приводится ниже
9. Определение
средйей разности
температур
8
Рис. 4. И. ^График для определения средней разности температур.
I У4 Q Ъ f ? <*> и ? 1 IL*
f&'< , ' 1
температур, входящая в уравнение (4. 28),
тивотока и ‘прямотока по формуле
* * _ А<с—Мм
2’3 lg хг *
ЛСм
определяется для про-
где Д to — наибольшая разность температур между средами на кон-
цах аппарата в ° С;
Д/м — наименьшая разность температур там же в° С»
Если отношение большего температурного напора Д«б к мень-
шему не превышает 2, т. е. 2, то с достаточной точностью
Мм
Д«ср может быть вычислено по формуле
А. __Д«б4-А*м
А'ср- 2
(4.34)
I. е. средняя разность температур в аппарате равна среднеарифмети-
ческой.
Необходимо отметить, что из уравнения (4. 33) следует: если
Л/о О или Д/м 0, то и Д/Р.р = 0, т. е. теплообмен отсутствует.
Формулы (4. 33) н (4.3'i) применяются при условии, что в теплообмен-
ном нннпрню остаются постоянными по всей поверхности: 1) значение
коаффицнепта теплопередачи /с; 2) произведение весового расхода
на теплоемкость Gc для каждой из сред (рабочих жидкостей).
Если в одном и том же аппарате проводятся последовательно
дня различных процесса, например нагрев и испарение, или охлажд^
пио перегретого пара, а затем его конденсация, то расчет Д£ер сле-
дует проводить отдельно по зонам. ‘
Па рис. 4. 11 приведен график определения Д/Ср, составленный
по формуле (4. 33).
Рассмотрим отдельные примеры вычисления средней разноств
температур.
Пример 4. 6. Имеем следующею схему теплообмена (противоток)^
^ = 270оС Г°РЯЧ^Яяд^0С^> f2=110-C * '
^=150оС^°Л^аЯ ^ХНОСТ,г «з = 70о С
Д«б=120°С А«М = 4О°С
Согласно приведенной схеме наибольшая разность температур будет пре
пхпдо горячей жидкости и выходе холодной М& = 120° С и наименьшая раз-
ность температур при входе холодной жидкости и выходе горячей Д«^ = 40°С.
По графику рис. 4. И находим для Д«б = 120° С и Д«и = 40° С Д«Ср — 73° С.
Пример 4. 7. Определить среднюю разность температур для керосинового
холодильника со следующей схемой потоков, обменивающихся теплом;
«1=120° С
«4 = 40° С
керосин
вода
!
«а = 70° С
«3 = 20° G
Д«б = 80° G
А«м = 50°С
67
Так как 1,6, т. е. менее 2, то по формуле (4.34) получаем •
Д&м 5U f
Л^ср —— = 65° С.
&
Если же применить формулу (4. 33) или график рис. 4. 11, то получим
Д£ср = 64° С, что мало отличается от температуры 65° С, полученной по фор-
муле (4.34).
В аппаратах со смешанным током и более сложной схемой тепло-
обмена формулы для определения Д£Ср получаются более сложными.
Обычно для таких схем принято сначала определять Д£ср по формуле
(4. 33) как для чисто противоточных аппаратов, а затем вносить
поправку, учитывающую долю противоточности. Так, для схемы
теплообмена
;1 = зооо с горячая жидкое^ =
ti = 120о С Миан-жидкость = Q
т. е. для полного противотока, имеем Д£ср = 154° С.
При подсчетах, проведенных1 для смешанного тока в аппарате
с одним ходом в межтрубном пространстве и двумя ходами в трубном
(при тех же температурах потоков), величина Д£ср оказалась равной
136° С. Для смешанного тока в аппарате с двумя ходами в межтруб-
ном пространстве и четырьмя ходами в трубном Д£Ср = 149° С.
Из приведенного примера видно, что Д£ср при чистом противо-
токе — величина максимальная.
Учитывая, что на установках мы фактически оперируем не
с единичными теплообменниками, а с группами их (6, 8, 10 и более),
можно, например, группу в шесть теплообменников типа «Бакинский
рабочий» с одним ходом в межтрубном и двумя ходами в трубном
10. Понятие об
экзотермическом
и эндотермическом
процессах
пространстве рассматривать технологически как один аппарат с
шестью ходами в межтрубном и двенадцатью ходами в трубном про-
странстве, для которого без большой погрешности можно вычи-
слять Д£ср по формуле (4. 33). ’
Многие процессы переработки нефти
и газа сопровождаются выделением или по-
глощением тепловой энергии. ,
Если в результате химической реакции
происходит выделение тепла, реакция назы-
вается экзотермической. Реакция, при которой тепловая энергия
поглощается, называется эндотермической.
В практике нефтепереработки реакция крекинга углеводородов
в определенных пределах является эндотермической. Реакции поли-
J Пример и результаты подсчетов заимствованы из книги Г. Г. Рабиновича
и С. В. Адельсон «Процессы и аппараты в нефтеперерабатывающей промышлен-
ности», Гостоптехиздат, 1949. >
68
меризации и алкилирования в процессах получения полимербен-
зина, алкилбензина и ал кил бензола являются экзотермическими.
Если не принять мер по отводу тепла при экзотермических процессах
пли подводу тепла при эндотермических процессах, т. е. осуществле-
нию соответствующей передачи тепла, то это может привести к нару-
шению технологии производства. Необходимо также предусмотреть
соответствующие устройства для непрерывного отвода тепла, выде-
ляющегося при разогреве деталей вследствие трения в различных
узлах оборудования установок.
ГЛАВА 5
РЕГЕНЕРАЦИЯ ТЕПЛА
И РАСЧЕТ
ТЕПЛООБМЕННЫХ
АППАРАТОВ
На нагрев исходного сырья, ре-
агентов, катализаторов и других
веществ, используемых в процессах
переработки нефти и газа, расходу-
ются значительные количества жид-
кого или газообразного топлива.
В то же время готовую продукцию
и полуфабрикаты необходимо охлаждать для безопасного транспорта
и хранения. Затраты топлива и охлаждающей воды могут быть
значительно уменьшены, если рационально использовать тепло от-
ходящих горячих потоков для нагрева исходного сырья или реаген-
тов, при этом одновременно будут и охлаждаться горячие потоки.
Правильный подбор условий и схем теплообмена позволит снизить
затраты топлива, охлаждающей воды и уменьшить расход металла
на сооружение холодильников.
Ниже приведены примерные данные о расходе топлива на некото-
рые процессы переработки нефтяного сырья.
Процесс Расход топ- лива, % вес. на сырье Общий расход топлива с учетом применяемого водяного пара, % вес. на сырье
Прямая перегонка 1,5-2,3 2,8-3,2
Прямая перегонка нефти в сочетании -
с масляным производством ...... 3,0-3,5 5-6
Термический крекинг . 5-6 8,9-9,5
Производство масел из парафинистого ’ а
сырья . . 5-6 15—16
Пиролиз жидких нефтепродуктов .... 10-12,4 20-24
Каталитический крекинг1 1,5-2,5 4-5
Каталитический риформинг ....... 4,5 5,5
1 Без учета сжигаемого в регенераторе кокса.
Влияние исТгОльзования тепла отходящих горячих продуктов
на расход топлива? показано на графике рис. 5.1, составленном по
данным о работе ряда нефтеперерабатывающих установок. Если
тепло сгорания топлива принять за 100%, то, например, на одной
70
из нефтеперерабатывающих установок оно расходуется на покрытие
следующих потерь тепла (в %):
с охлаждающей отработанной водой ..................... 46,5
излучением от стенок аппаратов и трубопроводов в окру-
жающую атмосферу ..................................... 25,5
с отходящими дымовыми газами ......................... 20,0
с отходящими нефтепродуктами........................... 8,0
Итого ... 100,0
Номера установок
Рис. 5. 1. Расход топлива на установке
в сопоставлении с использованием тепла
отходящих продуктов»
1 — использование тепла отходящие продуктов
в % к фактическому расходу топлива; 2—фак-
тический расход топлива в % вес.
Опыт показывает, что правильный выбор схемы теплообмена
позволяет не только уменьшить затраты топлива и охлаждающей
поды на получение готовой продукции, но и резко повысить произ-
водительность установки при небольших материальных затратах.
1. Тепловой расчет
поверхностных
теплообменных
аппаратов
Количество тепла
Для расчета поверхностных теплообмен-
ных аппаратов составляют тепловой баланс,
т. е. определяют количество тепла выде-
ляемое охлаждающимся потоком, и вос-
принимаемое нагреваемым потоком.
Qx. отдаваемое в теплообменниках охлажда-
ющимся (горячим) потоком, определяется по формуле
Qi-G^-G.^,
или
Qi — Gi (д® — д*) ккал/ч.
(5.1)
гцр (п — масса охлаждающегося потока в кг/ч\
'1ц ” —теплосодержание охлаждающегося потока при начальной
температуре tx и конечной f2 в ккал/кг.
Количество тепла Q.2, воспринимаемое в теплообменниках нагре-
ваемым (холодным) потоком, определяется по формуле
Qt-G^-G^,
или
СЛ- G2 (q™ — qT3) ккал/ч, (5.2)
где G2 — масса нагреваемого потока в кг/ч;
QU и дТэ — теплосодержание нагреваемого потока при начальной тем-
пературе t3 и конечной в ккал/кг.
Если бы в теплообменных аппаратах отсутствовали потери тепла,
то все количество тепла воспринял бы нагреваемый поток, т. е.
было бы справедливо равенство = Q2. В действительности из-
бежать потери тепла в окружающую среду даже при наличии хорошей
тепловой изоляции не удается. Поэтому количеств,о тепла Q2, воспри-
нимаемое нагреваемым потоком, несколько меньше и выражается
формулой
<?2==Пт<?ь (5-3)
где т|т — к. п. д. теплообменников, определяемый опытным путем.
К. п. д. теплообменников колеблется в пределах 0,92—0,98;
при расчетах обычно принимают г)т = 0,95.
Уравнение (5. 3) выражает тепловой баланс и может быть пред-
ставлено в следующем виде:
<?2 = G1 (й - Й) (Й - Й) (5-4)
Из уравнения (5.4) видно, что для расчета тепловой нагрузки
теплообменного аппарата необходимо знать количество продуктов,
протекающих через теплообменник, и их температуру. Зная тепловую
нагрузку теплообменного аппарата Q2, рассчитывают поверхность
теплообмена F по уравнению (4. 28):
7? = —2_
к Д£ср ,
где Q — тепловая’нагрузка теплообменного аппарата в ккал/ч;
к — коэффициент теплопередачи в ккал/м2 • ч • град;
Д£ср — средняя разность температур теплообменивающихся потоков
в °C.
Для определения коэффициента теплопередачи к необходимо
предварительно определить по уравнениям (4. 23), (4. 24) или (4. 25)
коэффициенты теплоотдачи ai и а2, характеризующие эффективность
передачи тепла от горячей жидкости к холодной. Подставив значения
ctj и а 2 в уравнение (4. 27), определяют коэффициент теплопе-
редачи к.
Как отмечалось выше, при решении задач по расчету теплопере-
дачи в теплообменных и других аппаратах коэффициент теплопере-
дачи к обычно подбирают из практических данных, учитывая основ-
72
пые факторы, от которых он зависит. Ниже в примерах коэффициент
теплопередачи к заимствован из практических данных о работе
аналогичных теплообменных аппаратов (см. табл. 5. 1 и 5. 2).
Среднюю разность температур Теплообменивающихся потоков
Д£ср определяют по уравнению (4. 33) или (4. 34). Более удобно Д£ср
найти по графику рис. 4. 11. В обоих случаях предварительно не-
обходимо определить наибольшую и наименьшую разность темпе-
ратур Д£б и ДГМ.
Зная величину коэффициента теплопередачи к для данных пото-
ков и их среднюю разность температур, по уравнению (4. 28) подучим
искомую поверхность теплообмена F.
Пример 5. 1. Керосиновый дистиллят в количестве Gi = 30 000 кг/ч отно-
сительной плотностью q2° = 0,850 охлаждается в теплообменных аппаратах
от температуры h = 210° С до £2 = 70° С, нагревая нефть (<?2 = 50 000 кг/ч,
= 0,910) от температуры ts = 20й С до температуры = 113° С. Опреде-
лить необходимую поверхность теплообменных аппаратов.
Решение, а) Определим теплосодержание потоков по табл. I и II (см;
приложение) для указанных температур:
д® = ^2^9 • 1,082= 110,9 ккал/кг,
д® = ^’и = 30,26 • 1,082 = 32,8 ккал)кг,
8,22* 1,046 = 8,6 ккал)кг,
= 50,70 • 1,046 = 53,1 ккал! кг.
ч из
б) Количество тепла Qlt выделяемое керосиновым дистиллятом в теплообмен-
ных аппаратах, находим по формуле (5. 1):
- д™) = 30 000 (110,9 — 32,8) = 2 342 000 ккал/ч.
в) Количество тепла <2г, воспринимаемое в теплообменных аппаратах нагрева-
емой нефтью, определяем по формуле (5. 2) или (5. 3):
<?2 = G2 (q^-qTs) = 50000 (53,1 — 8,6) = 2 225 000 ккал/ч',
Q2 = Пт <21 = 0,95 • 2 342 000 = 2 225 000 ккал/ч.
* г) Необходимую поверхность теплообмена определим по формуле (4. 28)
.
А: Д£ср
Величину коэффициента теплопередачи к примем из практических дан-
ных по материалам обследования аналогичных теплообменных аппаратов
(< м. табл. 5. 1) равной 100 ккал/м2 • ч • град.
д) Для расчета средней разности температур потоков, обменивающихся
шилом, определим наибольшую и наименьшую разность температур, исходя
Hit известной схемы теплообмена:
tl = 210° С Дистиллят = 7()о с
h = 113° С ------------------- f3 = 20° С
Д*б = 97°С Д*М = 5О°С
73
№ •'
При необходимости наращивания, мощ-
ностей теплообменной аппаратуры на уста-
новке можно руководствоваться следующими
соображениями.
1. Тепловая напряженность1 поверхности
Средняя логарифмическая разность температур по уравнению (4. 33) составит
_ Д/б —AiM 97 — 50 .ор
Д*ср —--------------------дТГ of — 71
2,3 1g 2,3 lg-g-
Д£м 50
То же значение Д£ср получим по графику рис. 4. 11.
Теперь нам известны все величины, необходимые для определения искомой
поверхности теплообменных аппаратов:
1) тепловая нагрузка Qi = 2 225 000 ккал/ч;
2) коэффициент теплопередачи к = 100 ккал/л2 • ч • град',
3) средняя разность температур Д£ср = 71° С.
Необходимая поверхность теплообменных аппаратов по формуле (4,28)
= __Qi__ 222^000
/сД/ср 100-71
Проверим правильность полученной размерности:
р________________ Q _ [ккал/ч]
~~ к [ккал/м2 • ч • град] [град]
Проведя сокращение приведенной дроби, получим для F размерность м2.
Таким образом, расчет показал, что для нагрева нефти теплом керосинового
дистиллята в нашем случае необходимая поверхность теплообмена F = 314 м2.
По нормали нефтяной промышленности Н 458-50 подбираем три теплообмен-
ника поверхностью F = 100 л*2 каждый, которые и обеспечат требуемый тепло-
обмен.
2, Примерные
расчеты по
интенсификации
процесса теплообмена
огневого нагрева в среднем равна 15 000—25 000 ккал/м2 • ч. Так
как стоимость 1 м2 поверхности теплообменников в 6—8 раз меньше,
чем 1 л42 поверхности печи, то экономически целесообразно экс-
плуатировать теплообмепники даже с тепловой напряженностью
порядка 2000 ккал/м2 • ч.
2. Достаточно выгодна регенерация тепла паров дистиллятов,
особенно конденсирующихся при сравнительно высоких температу-
рах, так как При этом используется тепло частичной или полной
их конденсации с относительно высоким коэффициентом теплопере-
дачи-. Цспользовать это тепло можно только при наличии аппаратов,
изготовленных из материалов с высокой коррозионной стойкостью.
3. Вопрос об использовании тепла того или иного потока горячйх
продуктов на установке решается в . зависимости от запаса тепла
в потоке, т. е. от количества продукта в потоке и его ^емпературы.
4. Для регенерации тепла остатков, загрязненных коксообраз-
ными и минеральными веществами, рекомендуется применять тепло-
обменники типа «труба в трубе»г в, которых благодаря большим
скоростям движения в трубном и межтрубном пространствах почти
не происходит отложения грязи.
1 Тепловой напряженностью поверхности нагрева называется количество
тепла, поглощенного одним квадратным метром поверхности труб в час.
74
Исходя из этих соображений, перейдем к расчетам, когда предста-
вляется 'целесообразным интенсифицировать регенерацию тепла на
установке.
Пример 5. 2. На установке каталитического крекинга сырье — вакуумный
дистиллят (отгон) — нагревается в теплообменниках за счет тепла каталитиче-
ского газойля по схеме
(1 = 280»С . каталйтияеойий газойль^
(,= 118® С (,=s0, с
Плотность сырья q^° = 0,860; количество сырья G% = 50 000 кг/ч; относи-
тельная плотность каталитического газойля q*° = 0,880; количество каталити-
ческого газойля Gi = 15 000 кг/ч. На установке для этого используются тепло-
обменники типа «труба в трубе» поверхностью F = 90 №. После теплообменни-
ков каталитический газойль направляется в холодильники для охлаждения
от 170 до 80° С. Целесообразно рассмотреть вопрос улучшения использования
тепла каталитического газойля, отходящего с установки, и определить:
1) температуру нагрева сырья, если каталитический газойль охладить
в теплообменниках до = 100° С;
2) необходимую поверхность теплообменных аппаратов для этого случая;
3) годовую экономию топлива за счет увеличения температуры предвари-
юльного нагрева сырья.
Решение, а) Количество тепла (?i, отдаваемое каталитическим газойлем
в теплообменных аппаратах при охлаждении от 280 до 100° С, определим по фор-
муле (5. 1)
Найдем при помощи табл. I и II (см. приложение) теплосодержание катали-
тического газойля при температурах ц = 280° С и t% — 100° С. Поправка
на плотность каталитического газойля а = 1,064.
?2во = 144,59 • 1,064 = 153,80 ккал/кг;
5^=44,35 • 1,064 = 47,20 ккал/кг;
Q=G к® — ) = 15 000 (153,80 — 47,20) = 1 599 000 ккал/ч.
Количество тепла Qz, воспринимаемое Вакуумным отгоном, находим по
формуле (5. 8); к. п. д. теплообменных аппаратов примем г]т = 0,95.
Q« — Лт Qi = 0,95 • 1 599 000 = 1 510 000 ккал/ч.
По формуле (5. 2)
Из этого равенства определим теплосодержание вакуумного отгона на вы-
воде из теплообменных аппаратов, а затем и искомую температуру нагрева ва-
куумного отгона. - - .
Но табл. I и II теплосодержание вакуумного отгона При температуре
1Л —80°С г^ = 34,83ккал/кг. Поправка на плотность при Q4° = 0,860 а—1,076,
го гда
а = 34,83 • 1,076 = 37,50 ккал/кё.
Подставим известные величины в формулу (5. 2) и, преобразуя равенство,
найдем
„ж = <h~G& _ 1518000+50000-37,50 _
gf4 50000 67,99 ккал/кг.
Зная поправку на плотность вакуумного отгона а = 1,076, найдем
= 63,10 ккал/кг.
Этому значению г® соответствует температура U = 138° С.
Таким образом, при охлаждении газойля от 280 до 100° С вакуумный отгон
нагревается от 80 до 138° С.
б) Определим необходимую поверхность и количество теплообменных ап-
паратов.
Схема теплообмена
h = 280о с .. каталитический газойль^ = Ю()о Q
^=138° С'*- ва^-»ый_.отгон _ /з==8()ос
A*6 = 142°C Д£м = 20°С
Зная разность температур между потоками в начале и в конце теплообмена,
определим по графику рис. 4. 11 среднюю разность температур А/ср = 63° С.
Необходимая поверхность теплообмена определится из формулы (4. 28)
/с А^ср
В этой формуле нам известны две величины — тепловая нагрузка тепло-
обменников <2 = 1 519 000 ккал/ч и средняя разность температур А^ср = 63° С.
Значение коэффициента теплопередачи к для наших теплообменников найдем
из практических данных о работе аналогичных теплообменников (табл. 5. 1
в конце главы). Для нашего случая примем к = 200 ккал/м2 • ч • град. Тогда
Qi
к А^ср
1519 000
“ 200-63
120 №.
Как показал расчет, для охлаждения каталитического газойля от 280 до
100° С и нагрева исходного сырья — вакуумного отгона — от 80 до 138° С об-
щая поверхность теплообмена должна составлять 120 м2, т. е. дополнительно
120—90 = 30 м2.
По нормали Н 382-50 теплообменники типа «труба в трубе» ТТ7 выпус-
каются промышленностью с поверхностью теплообмена F = 45 м2.
Следовательно, для рассчитанной схемы теплообмена необходимо устано-
вить дополнительно один теплообменник.
в) Определим, какое количество топлива может быть сэкономлено при по-
вышении температуры подогрева вакуумного отгона от 118 до 138° С, т. е. на
20° С.
Теплосодержание вакуумного, отгона при 180 и 138° С:
д’* — 53,2 • 1,076 = 57,00 ккал/кг'
118 ,
д’” =63,10- 1,076 = 67,90 ккал/кг.
138
Увеличение количества тепла, сообщаемого вакуумному отгону с повыше-
нием температуры предварительного подогрева на 20° С, составит
AQ = 6 (g™ -Я™} = 50 000 (67,90 - 57,00) = 545 000 ккал/ч.
2 \ 138 118/
Зная, что к. п. д. печи на установке цГ[ = 0,7 и рабочая теплота сгорания
топлива (топочного мазута) <2р = 10 000 ккал/кг, определим экономию топлива.
Следует отметить, что одновременно с экономией топлива возрастут затраты
на сооружение теплообменного аппарата, поэтому целесообразность мероприятия
следует подкрепить экономическим расчетом, что будет показано ниже в примере
5. 3.
76
Формула расчета расхода топлива и ее объяснение приводятся в главе шестой.
Обычно экономия подсчитывается в годовом разрезе
. ООО
В = 330-24^—^—=618 000 кг/гоЗ, или 618 т/год,
где 330 — число рабочих дней установки в году;
24 — число часов в сутках.
Пример 5. 3. В теплообменниках типа «труба в трубе» с поверхностью тепло-
обмена F = 700 м2 нагревается нефть теплом горячего мазута, отходящего
с установки.
Схема теплообмена следующая:
= 315° С t5 = 152° С
t6 = 165° С t3 = 85° С
Количество мазута Gi = 90 000 кг/ч, его плотность = 0,915; количество
нефти G2 = 200 000 кг/ч, ее плотность = 0,885.
Определить: 1) температуру, до которой охладится мазут, если довести на-
грев нефти до tt — 180° С; ,
2) дополнительную поверхность теплообмена;
3) годовую экономию от внедрения этого мероприятия.
Решение. 1) Количество тепла, воспринимаемого нефтью при нагреве
от t3 = 85° С до й = 180° С, определим по уравнению (5. 2)
Q =G (q™ -Л
v2 2 '.180
Удельное теплосодержание нефти при указанных температурах:
д’” = 85,66 • 1,061 = 90,88 ккал/кг;
180
д® = 37,11 • 1,061 = 39,37 ккал/кг.
85
Тогда
Q2 = б2 = 200 000 (90,88 - 39,37) = 10 302 000 ккал/ч.
Согласно уравнению (5. 3)
Принимая т]т = 0,95, найдем количество тепла, выделяемого охлаждаю-
щимся мазутом:
п Q2 10 302 000 /
Qi = = —7——— = 10 850 000 ккал ч.
Пт 0,95
Из уравнения (5- 1)
откуда
G q™~Q
1 ч 1
С, '
Теплосодержание мазута при ^ = 315° С
д’”. = 167,13 • 1,043 = 174,50 ккал /кг,
815
*14) гд а
ж 90 000 • 174,5 —10 850 000
90000
= 54,0 ккал/кг.
77
' * ' ' \ fa «Й-'ЛЛ.* ^У<-Л Л~ , ' ', ,\„ ‘/tJjJ. f
“ f > - .
• Так как поправка на плотность мазута а =1,043, то
<5 ~ = 51,70 ккал1кг-
По табл. I этому теплосодержанию соответствует температура t2 = H5°C.
Таким образом, конечные условия теплообмена будут следующими:
г1 = 315°С-?™'- Г2=115°С
h = 180° С t3 = 85° С
А«б=^35°С- AiM=30°C
2) Определяем дополнительную поверхность нагрева.
Количество тепла, воспринимаемого холодной нефтью:
Q2 — Ю 302 000 ккал/ч.
Коэффициент теплопередачи по табл. 5.2 к = 152 ккал/м2 • ч • град. Сред-
няя разность температур по графику рис. 4. 11 для новых условий теплообмена
Afcp = 70oC.
10 302 000
152 • 70
Q2
к Дгср
F
= 970 №.
Дополнительная поверхность нагрева 970—700 = 270 .и2.
До нормали Н 382-50 принимаем шесть теплообменников типа «труба
в трубе» с поверхностью теплообмена F = 45 № каждый.
3) Годовая экономия от внедрения этого мероприятия складывается из
стоимости сэкономленного топлива и стоимости электроэнергии на подачу охла-
ждающей воды в мазутные холодильники; при этом затраты на приобретение,
монтаж и обвязку дополнительных шестр теплообменников следует вычесть из
суммы полученной экономии.
Увеличение количества тепла, сообщаемого нефти с повышением: темпе-
ратуры предварительного нагрева на 15° С, составит
А<? = С2 = 200 000 (90,88-82,31)= 1 716000 ккал/ч.
По известной методике (см. главу шестую) экономия топлива составит
1 716 000
В = 330 • 24 = 1950 000 кг/год, или 1950 т/год.
1U UUU ,OJ
При стоимости топочного мазута 8 р. 50 к, за тонну экономия в денежном
выражении составит , '
1950 < 8,5 = 16 575 руб.
Так как по новым условиям мазут охлаждается в теплообменниках де 115° С,
то расчет экономии охлаждающей воды проведем в перепаде температур от 152 до
115° С. Количество тепла, отнимаемого в холодильнике охлаждающей водой,
при этом соответственно уменьшился на величину
AQ = = 90 000 (73,80 - 54,00) = 1 780000 ккал/ч.
Экономия составит -
g = 40^.— 89 ОООкг/ч, или 89№/ч, т. е. за год
89 X 24 X 330 = 705000 мЦгод.
В расчете принимаем, что охлаждающая вода нагревается от 20 40° С.
78
В качестве привода центробежного насоса производительностью V «=
= 2000 м3/ч установлен электродвигатель мощностью N = 270 кет, тогда
число часов работы электродвигателя составит
705 000 : 2000 = 353 ч.
Израсходованная мощность будет равна
353 • '270 = 95 500 кет.
При стоимости электроэнергии 0,007 руб. за 1 кет экономия составит
95 500 . 0,007 = 669 руб.
I —нефть; II —циркуляционное орошение; III —машинный дистиллят;
IV — гудрон; V избыток солярового дистиллята в емкость; VI — соля-
ровый дистиллят на орошение колонны; VII — пары солярового дистиллята
и воды.
Затраты на приобретение, монтаж и обвязку шести теплообменников прибли-
зительно равны 11 000 руб. >
Годовая экономия составит
16 575'руб. + 669 руб. - 11 000 руб. = 6244 руб.
Пример 5. 4. При обследовании работы пародистиллятного теплообменника
и других теплообменников АВТ определены следующие показатели: температур-
ный режим — указан на схеме рис. 5. 2; количество нефти, подогревающейся
в теплообменниках, С2 = 60 000 кг/ч, плотность ее q^0 — 0,875; поверхность
нагрева пародистиллятного теплообменника F ~ 320 м2.
1. Определить коэффициент теплопередачи и напряженность поверхности
нагрева пародистиллятного теплоббменника.
2. Предложить более рациональную схему включения пародистиллятного’
теплообменника установки и опредёлцть ожидаемый эффект от реализации дан-
ного мероприятия.
Решение, а) Определим количество тепла, воспринимаемого нефтью
в пародистиллятном теплообменнике. Поправка на плотность нефти а = 1,067.
Теплосодержание неф£и при 86 и 158° С:
~ 37,58 • 1,067 = 40,10 ккал/кг‘,
8о
дж= 73,79 • 1,067 = 78,90 ккал/кг.
10©
79
Тепловая нагрузка теплообменника
<?2 = Gi (q™8~О = 60 000 <78’90“ 40’10) = 2 330 000 ккал!ч‘
б) Определим среднюю разность температур:
парожйдкостная смесь
_0 _ соляровый дистиллят + водяные пары
ZtjU (и *
158о С ------------------------------
188° С
86° С
Д£М = 77°С
Д£б=102° С
Нефть
16 °C
86°С
Циркуляций
ное орошени.
50 °C
165°С
188°С
1Ь0°С
Машинный
дистиллят
235°С
ZOO ° С
Парысоляр.
дистиллята
и Воды
Z70°C
Z60°C
153°С
' Гу дрон
360°С
Нефть
пг°с
Рис. 5. 3.
К
5. 4.
примеру
По рис. 4. И находим Д£ср = 89° С.
в) Фактический коэффициент теплопередачи тепло-
обменника
. Q2 2 330000 QO . „ я
* 320-89 = 82 ккал1* ' ’ • град-
г) Напряженность поверхности нагрева теплооб-
менника
„ Q2 2 330 000 ,
Н = ---= 7290 ккал/м2 - ч.
г 32U
Перейдем к решению второго вопроса.
Из рис. 5. 2 видно, что пародистиллятный теплооб-
менник с меньшим температурным перепадом горячего
потока включен после гудронных теплообменников.
Если по действующей схеме теплообмена определить (по
рис. 4. 41) среднюю разность температур в гудронных
и пародистиллятном теплообменниках, то получим, что
средняя разность температур для первых Д £ср =
= 234° С, для второго Д = 89° С. Но известно, что
чем выше средняя разность темцератур, тем эффектив-
нее условия теплообмена. В нашем случае целесообраз-
нее переключить пародистиллятный теплообменник
так, как это показано на рис. 5. 3.
Хотя по новой схеме несколько снизилась темпе-
ратура нефти на входе в пародистиллятный теплооб-
менник, но средняя разность температур холодной
и горячей сред увеличилась, что обеспечит больший съем
тепла в пародистиллятном теплообменнике. Попытаемся
определить эту эффективность путем ориентировочных
расчетов. Будем считать, что с перегруппировкой те-
плообменников согласно рис. 5. 3 удастся несколько
увеличить нагрузку пародистиллятного теплообмен-
ника до Q% = 2 770 000 ккал/ч. Определим температуру нефти на выходе
из пародистиллятного теплообменника. Теплосодержание нефти при 50° С
д® = 21,16- 1,067 = 22,55 ккал/кг.
Теплосодержание нефти на выходе из теплообменника
= 22,55 + = 68,70 ккал/кг.
х 6000
Табличное теплосодержание
68,70
Ь = л ар-,’’ ~ 64,40 ккал/кг.
l,Ub/
'х
80
Этому теплосодержанию по табл. I (см. приложение) соответствует темпера-
тура 140° С. Следовательно, нефть в пародистиллятном теплообменнике на-
греется от 50 до 140° С.
Для упрощения расчета примем, что температурный режим в межтрубном
пространстве пародистиллятного теплообменника останется неизменным, тогда
увеличение тепловой нагрузки пародистиллятного теплообменника будет обеспе-
чено за счет увеличения доли конденсации паров солярового дистиллята.
Схема теплообмена будет следующей:
парожидкая смесь
wor соляровый дистиллят + водяные пары юоог
ZuO lu , 1qO° (и
140° С ------------------------------- 50° С,
дгм = 95°с Д^б=138°С
По рис. 4. 11 Д £ср = 116° С против первоначальной Д £ср = 89° С. Темпе-
ратура нагрева нефти в пародистиллятном теплообменнике уменьшилась на 158—
— 140 = 18° С, поэтому не следует ожидать значительного ухудшения режима
движения нефти в трубном пространстве, т. е. уменьшения частного коэффициента
передачи тепла со стороны холодной жидкости (нефти). В то же время увеличе-
ние доли конденсирующихся паров солярового дистиллята должно несколько
увеличить частный коэффициент передачи тепла со стороны горячей жидкости.
Таким образом, не следует ожидать значительного снижения коэффициента
теплопередачи в предложенной схеме теплообмена. Проверим коэффициент
теплопередачи аппарата по намеченной схеме:
, Сз 2 770000 „
к = = 320" Ив = 7415 ккал1х 4
Как следует из расчета, коэффициент теплопередачи получился не намного
ниже, следовательно, новая схема теплообмена может быть принята, при этом
эффективность работы аппарата повысится на следующую величину:
2 770 000 — 2 330 000
2 333 000
100=--18,9%.
Если по известной уже нам методике пересчитать следующие по ходу нефти
теплообменники (машинный дистиллят и гудрон), то мы получим, что ожидаемая
конечная температура предварительного нагрева нефти по этой схеме будет
равна 172° С вместо 158° С по действующей схеме, т. е. повысится на 14° С.
Усиление регенерации тепла с целью повышения температуры сырья перед
вводом в трубчатую печь хотя и снижает расход топлива, но вызывает повышение
температуры уходящих из трубчатой печи дымовых газов. Для снижения их тем-
пературы, т. е. для утилизации их тепла, необходимо увеличить поверхность
воздухоподогревателя, если установка была им оборудована. Целесообразность
сооружения нового воздухоподогревателя или увеличения поверхности ранее
установленного воздухоподогревателя нужно проверить технико-экономическим
расчетом.
Определим ожидаемую экономию топлива при проведении этого меро-
приятия. Количество дополнительного тепла, полученного нефтью за счет
повышения температуры предварительного нагрева на 14° С:
Д<2 — 60 000 (д® 2 — 7^5 8) = 60 ОВО (86,60—78,90) = 461 000 ккал/ч.
Имея в виду, что к. п. д. печи на установке т]п = 0,75 и рабочая теплота
сгорания топочного мазута Qp = 10 000 ккал/кг, нетрудно определить годовую
экономию топлива:
В = 330- 24 тДД0*?— - = 486000 кг/год, или 486 т/год.
1U Out) • U,75
6 Заказ 1705. 81
Пример 5. 5. Количество циркулирующего катализатора на установке
каталитического крекинга в кипящем слое Сц = 600 000 кг/ч, температура.его
в регенераторе ti = 615° С.
Определить количество насыщенного водяного пара, подаваемого в паро-
перегреватель, установленный в кипящем слое, для охлаждения катализатора
до £2 = 595° С, если параметры пара следующие: влажность (1—х) 100= 5%,
температура на входе t3 = 180° С, давление р = 10 ат, температура перегрева
пара U = 400° С. Найти также требуемую поверхность пароперегревателя.
Решение, а) Определим тепловую нагрузку пароперегревателя по фрр-
муле
Q — Ga,cK(ti £г),
где ск—теплоёмкость катализатора; принимается равной 0,2—0,25 ккал!кг-град,
тогда
Q = 600 000 • 0,25 (615—595) = 3 000 000 ккал!ч.
б) Количество насыщенного водяного пара z,.подаваемого в змеевик, опре-
делим из уравнения
<? = Ч(1-*Н+св.п(*4 —*з)Ь (5.4)
где z — количество насыщенного водяного пара в кг/ч',
(1—х) — влажность насыщенного водяного пара в долях единицы;
I — скрытая теплота испарения воды, равная 481 ккал/кг (при р = 10 ат)',
св. п — теплоемкость водяного пара; в среднем принимается св. п =
0,5 ккал/кг град.
Из уравнения (5. 4) имеем
- Q ~ 3000000 -22 400 /
2 (1-x)Z-f-cB.n(Z4-£3) 0,05-481-0,5(400-180) 4 KZ'4'
б) Поверхность пароперегревателя определяем по формуле
! ' F== ь дГ '»
к Д^ср
где к — коэффициент теплопередачи; примем из практических данных к =
= 100 ккал/м2 • ч • град.
Среднюю разность температур определим по рис. 4. 11, зная схему теплооб-
мена'
615° С катализатор gggo q
180° С В°ДЯНОЙ паР 400° С '
. Д^ = 435°С
Д£м=195°С
Примечание. Так как на рис. 4. И наибольшая разность температур
имеется до 360° С, а в нашем случае Д«о = 435° С, необходимо наибольшую и
наименьшую разности температур уменьшить в 2 раза. При этом получим Д^=
= 21$° С и Д£м = 88° С/дЛя этих разностей по графику Д/ср = 150° С. Уве-
личим этот результат в 2 раза, для нашего случая Д^ = 435° С и Д^ = 195° С
получим Д£сР= 300° С. Тогда необходимая поверхность теплообмена
Q 3000000
* ~ к Д*ср^ 100 -*300
100 м2.
Поверхность змеевика охлаждения и количество подаваемого пара можно
значительно уменьшить, если в змеевик дополнительно впрыскивать паровой
конденсат. Примем количество подаваемого конденсата g = 2000 кг/ч и его
температуру ti = 90° С. Количество тепла, отнимаемого от катализатора в реге-
нераторе, выразится уравнением
Q = S [св (^2 — М ~\~1 + св. п (h — [(1— х) I + св. п (h—13) J,
82
где Св — теплоемкость воды в ккал/кг • град; обычно принимается равной
1 ккал 1кг • град;
t2 — температура перегрева воды; в нашем случае при р = 10 am t2 = 180°С.
Из приведенного- уравнения определим количество подаваемого в змеевик
насыщенного водяного пара
__ Q — g [сд (^2 — h) + + св- п {tj— М]. "
(l-x)Z + cB. п(^ —*3)
2 =
3 000 000 - 2000 [ 1 (180 - 90) + 481 + 0,5 (400 -180) ]
= 12 200 кг/ч.
0,05-481+0,5 (400—180)
При подаче парового конденсата условия теплопередачи улучшаются,
а коэффициент теплопередачи увеличивается до к = 200 ккалДм2 • ч • град.
Тогда необходимая поверхность
Q - 3 000000 2
к Д£Ср 200 • 300 М *
Особое внимание следует уделить вопросу регенерации тепла
на установках каталитического крекинга. Выжиг смолисто-коксо-
вых отложений на поверхности катализатора создает огромные ре-
сурсы дополнительного тепла. Тепло дымовых газов в настоящее
время используется для получения водяного пара высокого давления
путем установки на потоке дымовых газов котлов-утилизаторов.
Дымовые газы, отходящие из регенератора, содержат от 4,5 до 10%
объемн. окиси углерода СО. Дополнительное сжигание СО в других
специальных котлах-утилизаторах позволит сэкономить большое
количество топлива на производство водИного пара и уменьшить
отравление атмосферы угарным газом. Покажем это на примере.
Пример 5. 6. На установке каталитического крекинга расход сырья G =
= 50 000 кг/ч, выход кокса составляет 2,5%, или 1250 кг/ч. Количество образу-
ющейся СО 5,0% объемн., Или на 1 кг кокса gco = 0,58 кг. Определить экономию
топлива, если дожигать СО в СОг в специальных котлах-утилизаторах.
Решение. Количество тепла, выделившегося при сгорании 725 кг/ч СО
в котле-утилизаторе с. к. п. д. цк = 0,7:
Q = т1к@р6!С0 = ’ 2420 ‘ 725 = 1 230 000 ккал/ч, где <9р = теплота сгора-
ния окиси углерода; = 2420 ккд,л}кг.
Теплота сгорания топочного мазута (% = 10 000 ккал/кг, число рабочих
дней установки в году 330, количество сэкономленного топлива составит
В = 330-24-^?^ = 974 000 кг/год, т. е. 974 т/год.
1ОООО В
В нашем расчете были взяты минимальные выходы как СО, т^к
и кокса. В действительности, когда установки каталитического кре-
кинга переходят на переработку более тяжелого сырья, выход кокса
составляет до 7—8% на сырье, а содержание СО в дымовых газах
достигает 7—10 %*.
Эксплуатация большинства теплообменных аппаратов преследуем
цель наиболее полно использовать тепло горячих потоков, отводи-
мых с установки. В то же время тепло горячих потоков, собственно,
получено в основном за счет сжигания топлива в печах. В зависимо-
сти от рационально выбранной схемы теплообмена, а также соответ-
6* 83
ствующей утилизации тепла дымовых газов и других мероприятий,
расход топлива на установках может быть значительно уменьшен.
С целью оценки эффективности использования тепла на нефте-
перерабатывающих установках представляет интерес рассмотреть
коэффициент регенерации тепла.
3. Понятие
о коэффициенте
регенерации тепла на
установке
Несмотря на то, что в теплообменных
аппаратах регенерируется тепло горячих по-
токов, на установках имеют место большие
потери тепла с горячими остатками, дистил-
лятами, отработанным водяным паром и во-
дой, отводимой из холодильников. Увеличение степени регенерации
тепла позволяет снизить расход как прямого топлива, так и элек-
троэнергии, затрачиваемой на подачу охлаждающей воды.
Для сравнительной оценки эффективности осуществляемых ме-
роприятий по утилизации тепла горячих потоков рассмотрим коэф-
фициент регенерации тепла, предложенный Е. А. Мышкиным1 *:
100 (q2 — qi)
—100,
(5-5)
где 100 (q2 — —количество регенерированного тепла при нагреве
сырья в теплообменниках от температуры ti
до температуры в ккал на 100 кг сырья;
<2Р — рабочая теплота сгорания топлива в ккал/кг;
т]п — тепловой к. п. д. печи в долях единицы;
В — общий расход топлива на установке в %.
Пример 5. 7. Предварительный нагрев нефти, поступающей на установку
в количестве G = 100 000 кг/ч с температурой = 20° С и относительной плот-
ностью q|° = 0,870, удалось повысить от 160 до 180° С.
Определить, как изменился коэффициент регенерации тепла, если расход
топлива в печи уменьшился до 1840 кг/ч против 2010 кг/ч первоначально. Расход
топлива на водяной пар, потребляемый установкой, 0,4% на сырье.
Решение. Определяем количество тепла, приобретаемого 100 кг нефти
в теплообменниках при нагреве от 20 до 160° С:
- ?16О = 74>85 ’ Е070 = 80’10 к'кал/кг‘,
^20 = 8’22 * Е070 = 8,79 ккал/кг;
Qi = 100 (80,10—8,79) = 7131 ккал на 100 кг.
Расход топлива в процентах от сырья составит (в печи)
2010
в = 100 = 2,01%.
, 100 000 ч
Тогда коэффициент регенерации по формуле (5. 5)
100 (?1бо — ?2о) 7131
к' =-----2r2E-----100= 10 °0?'0’7 100 — 42,2%,
В 2,01-f-0,4
где Qp = Ю 000 ккал/ч', к. п. д. печи Г|и — °’7-
1 Е. А. Мышкин. Регенерация отходящего тепла нефтеперегонных заво-
дов. Гостоптехиздат, 1947.
84
Показатели работы теплообменных аппаратов
(по материалам обследования)
ТАБЛИЦА 5. 1
Потоки Температура потоков, °C Г Скорость по- тока, м/сек теп- iad :ть нагре- [2. ч 1 ю о о
Тип теплообменного охлажда- нагрева- н - ft SLS 5-^ ® U Я g 2 « ч к <D
аппарата ющихся ющихся И О ** в
в трубном пространстве л г” Коэффи лоперед ккал/мъ й g » й И в 43 Ч в ш MS'® И Я а к к
в корпусе вход выход вход выход ю г*» ft Ь а ft о и . S Kg
1 . 2 3 4 5 ' 6 7 8 9 10 11 12
«Бакинский рабочий» Нефть Мазут 308 199 129 204 1,74 0,387 128,3 1 100
То же » » 234 199 119 135 1,96 0,12 93,1 8 290 0,83
» » » 193 168 124 135 1,9 0,145 107,6 5 490 0,84
» » Керосино-газойлевая фрак-
ция 230 106 33 87 0,639 0,121 63,7 6 692 0,95
» Дизельное топливо 250 110 95 150 0,75 0,168 124,0 — —
» » То же 241 127 98 154 0,741 0,163 109,0 — —
» » Керосин 274 189 71 112 1,29 0,125 96,8 13 462 0,95
» » Керосиновое орошение . . . 158 106 85 135 0,71 0,287 130 —
» Мазут, Соляровый дистиллят . . , 170 134 72 111 0,825 0,166 66,5 3 980 0,95
» Машинный дистиллят . . . Й65 185 130 215 0,805 0,152 98 5 050 0,95
» » Легкий цилиндровый ди- 79,5 0,95
стиллят 270 192 158 186 0,87 0,06 4 370
» » Тяжелый цилиндровый ди-
стиллят 339 260 186 215 0,89 0,036 72,5 7 020 0,95
Труба в трубе Нефть Мазут 320 180 150 182 1,276 0,491 119,4 — —
То же » » 308 199 129 204 1,74 0,387 128,3 И 003 —•
» Керосино- Циркулирующий легкий га- 223 14 062 0,74*
газойлевая фракция То же ЗОЙ ль 206 70 30 ИЗ 2,0 1,55
Легкий газойль 175 43 40 81 1,32 0,51 198 5 550 0,95
Циркулирующий тяжелый 1,71 189 10 423 0,83
газойль 235 158 113 168 2,12
Тяжелый газойль 281 177 87 254 2,0 1,63 294 15 599 0,94
1> Мазут Крекинг-флегма 347 240 57 235 1,70 1,46 152 14 800 —-
* Без изоляции.
оо
По этой же методике определим новый коэффициент регенерации тепла на
установке
Qi = 100 (91,70—8,79) = 8291 ккал на. 100 кг, где 91,7 — теплосодержание
нефти при t = 180° С.
Расход топлива (в процентах от сырья): = 1,84%, тогда коэф-
фициент регенерации
8291
, _ 10 000-0,7 .пп_0/
k 1,84+0,4 100 °3/о’
Таким образом, при повышении температуры нагрева сырья в теплооб-
менниках от 160 до 180° С коэффициент регенерации тепла увеличился от
42,2 до 53%, т. е. на 10,8%.
Наращивание мощностей теплообменной аппаратуры на установ-
ках с целью увеличения коэффициента регенерации тепла связано
с материальными затратами на приобретение, монтаж и эксплуата-
цию вновь устанавливаемого оборудования. Поэтому только технико-
экономический расчет может показать целесообразность того или
иного мероприятия по интенсификации регенерации тепла на уста-
новке.
В заключение данной главы приводим заводские показатели ра-
боты. теплообменников, которые могут быть использованы для под-
бора практических коэффициентов теплопередачи, необходимых
при проведении расчетов теплообменных аппаратов с достаточной для
практики точностью (табл. 5. 1 и 5. 2).
, ТАБЛИЦА 5. 2
Показатели работы пародистиллятных теплообменников
Потоки Температура потоков, °C Скорость по- тока, м/сек Коэффициент теплопередачи, ккал/м2-ч- град.
Тип тепло- обменного аппарата в трубном пространстве в корпусе 1 охлажда- ющихся нагрева- ющихся в трубах в корпусе
Трубчатые вертикальные; трубки 16 X 19 мм То же » Трубчатые горизонталь- ные ‘ То же Нефть » » » » Пары ли- гроина и воды' Пары соля- ’ - рового ди- стиллята и воды То же Пары бен- зина и воды. Пары керо- сина и воды 460-127 196-163 235-188 97-92 235-175 39—89 56—125 86-158 ,28—65 65-128 0,97 9,00 200 к 116 - 59 27,4 50,6
86
ГЛАВА 6
ОГНЕВОЙ НАГРЕВ
1. Данные к расчету
трубчатых печей
На нефтеперерабатывающих уста-
новках трубчатая печь служит
основным аппаратом для высокотем-
пературного огневого нагрева сырья
и его паров, а в некоторых процессах,
например для термического крекинга
и риформинга, часть печного змеевика
является реактором, в котором протекает процесс крекинга (рас-
щепления) углеводородов нефтяного сырья.
Большинство современных трубчатых печей радиантно-конвек-
ционного типа, т. е. печь имеет камеру радиации и камеру конвек-
ции, разделенные перевальной стеной. Если на установке требуется
большая тепловая мощность отдельных участков печного змеевика
или различная теплонапряженность, трубчатая печь может иметь
несколько камер радиации и камер конвекции.
При сжигании топлива в камере сгорания (камере радиации)
образуется факел, от температуры, размеров и формы которого за-
висит теплоотдача, т. е. количество тепла, передаваемого Нефтепро-
дукту, движущемуся в трубах печи. В свою очередь температура,
размер и форма факела зависят от теплоты сгорания топлива, кон-
струкции' и расположения форсунок, количества подаваемого воз-
духа и его температуры.
В качестве топлива обычно используется топочный мазут (котель-
ное топливо) или газ, подаваемые в топку печи посредством форсу-
нок, установленных в каме'ре радиации. С целью уменьшения коэф-
фициента избытка воздуха ‘ форсунки в ряде печей устанавливают
в карборундовых муфелях, которые каталцзируют процесс горения
и уменьшают длину факела. Для интенсивного и полного сгорания
жидкое топливо, вводимое в печь, должно быть подвергнуто однород-
ному и тонкому распыливанию. Недостаточно тонкое распыливание
топлива ухудшает условия его горения, удлиняет факел и прицрдит
к химической неполноте сгорания топлива.
Воздух, необходимый для сгорания топлива, желательно подво-
дить к устью форсунок для уменьшения длины факела и улучшения
условий сгорания тоцлива. Газообразное топливо целесообразно
смешивать с воздухом непосредственно в форсунке (специальной
конструкции), что обеспечит полное сгорание топлива при незна-
чительном избытке воздуха и небольшой длине факела.
87
Большой избыток воздуха в топке облегчает горение топлива,
однако при чрезмерной подаче воздуха охлаждается и удлиняется
факел и более интенсивно окисляется металл труб, увеличиваются
потери тепла с отходящими дымовыми газами.
Недостаточная подача воздуха ведет к неполному сгоранию топ-
лива, удлинению факела с образованием сажи и копоти в камере
радиации, что вызывает перерасход топлива.
Повышение температуры воздуха, подаваемого в топку, способ-
ствует увеличению скорости горения и температуры факела при умень-
шении длины последнего и вместе с тем обеспечивает экономию топ-
лива. Коэффициент избытка воздуха а для трубчатых печей обычно
колеблется в пределах а = 1,05 4-1,4.
Факел представляет собой струю раскаленных газов со взвешен-
ными в ней частичками сажи размером около 0,0003 мм, которые
и вызывают свечение факела. Факел имеет высокую температуру
(около 1000—1500° С) и излучает часть своего тепла на более хо-
лодные поверхности труб и стены камеры радиации. Количество
лучистого тепла, переданного факелом, зависит не только от темпе-
ратуры, но и от величины его поверхности. Поэтому увеличение числа
форсунок до определенного предела, допустимого конструктивными
возможностями, предпочтительно, хотя и затрудняет их эксплуата-
цию.
Стены камеры также поглощают тепло, поэтому их температура
повышается и они в свою очередь сами излучают тепло на радиант-
ные трубы.
Дымовые газы, состоящие из углекислого газа (СО2), водяного
пара (Н2О), сернистого ангидрида (SO2), азота (N2), кислорода (О2),
имеют высокую температуру и также излучают тепло. Но если из-
лучение трехатомных газов (СО2, Н2О, SO2) достаточно велико, то
излучение двухатомных газов (N2, О2) ничтожно. Поток дымовых га-
зов по мере движения к перевальной стене вызывает циркуляцию
частиц газа у поверхности радиантных труб, и будучи более нагре-
тым, чем радиантные трубы печи, отдает часть своего тепла и путем
принудительной конвекции.
Таким образом, радиантные трубы получают тепло радиацией от
светящегося факела, от раскаленной кладки печи, от трехатомных
газов, движущихся от факела к перевалу, а также за счет свободной
и принудительной конвекции дымовых газдв.
Теплопередача в камере сгорания (радиации) в основном зависит
от температуры факела, вида топлива и способа его сжигания, вели-
чины, поверхности радиантных труб и их расположения. Увеличение
пове’рхности радиантных труб способствует снижению температуры
дымовых газов на перевале, так как съем тепла в камере радиации
возрастает и при этом увеличивается тепловая напряженость' ради-
антных труб.
Величина тепловой напряженности поверхности нагрева в трубча-
тых печах и подбор ее обусловлены стойкостью нагреваемого продукта
к разложению и коксованию. Выбор меньшей величины тепловой
38
напряженности поверхности нагрева для передачи одного и того же
количества тепла приводит к увеличению размеров печи. Очевидно,
более целесообразно повышать температуру дымовых газов на перева-
ле, с тем чтобы тепловая напряженность поверхности нагрева в камере
радиации была оптимальной, т. е. не происходило разложения и
коксования нагреваемого продукта. С этой целью степень экраниро-
вания, т. е. отношения экранированной поверхности стен топки тру-
бами к общей поверхности стен камеры радиации, в современных
печах принимается от 35 до 50%.
Эффективность поглощения тепла радиантными трубами зависит
от расстояния между осями труб и числа их рядов. С увеличением
расстояния между осями радиантных труб эффективность использо-
вания тепла уменьшается.
На основании обследования работы большого числа трубчатых
печей было установлено, что в случае двухрядного экрана доля
тепла, передаваемого первому ряду, при расстоянии между осями
труб, равном двойному диаметру, составляет 68%, а второму ряду
30%. Общее количество тепла, передаваемого двум рядам труб,
достигает 68 +30 = 98%, а однорядный экран воспринимает 88%
тепла, или на 10 % меньше, чем двухрядный примерно с вдвое боль-
шей поверхностью труб. Поэтому в настоящее время в большинстве
трубчатых печей устанавливают однорядные экраны; двухрядные
экраны целесообразно устанавливать там, где необходима низкая
тепловая напряженность, присущая второму ряду экранных труб,
например реакционные секции термического крекинга и др.
Температура дымовых газов над перевальной стеной обычно
поддерживается 700—850° С, т. е. достаточно высокая для того,
чтобы передать часть тепла радиацией верхним рядам труб конвек-
ционной камеры. Но основное количество тепла в камере конвекции
передается за счет принудительной конвекции дымовых газов (созда-
ваемой дымовой трубой или дымососом).
Эффективность передачи тепла конвекцией зависит от следующих
факторов;
а) температуры дымовых газов;
б) скорости и характера движения дымовых газов,
в) содержания трехатомных газов (СО2, Н2О, SO2),
г) наружного Диаметра труб и температуры их поверхности,
д) величины поверхности теплообмена.
Увеличение скорости движения потока дымовых газов достигается
уменьшением до определенного минимума ширины камеры конвек-
ции и расстояния между осями труб. Однако это вызывает увеличе-
ние высоты камеры конвекции и соответственно сопротивления движе-
нию дымовых газов, что и предопределяет выбор допустимой скорости
движения дымовых газов.
Скорость движения дымовых газов в камере конвекции для боль-
шинства печей составляет 3—4 м!сек. Трубы в камере конвекции
обычно располагают в шахматном порядке, что обеспечивает тур-
булентность движения дымовых газов. С уменьшением диаметра
8»
X,
труб улучшается теплопередача, увеличивается поверхность тепло-
обмена и в то же время увеличиваются потери напора в трубах
печи, т. е. повышается давление на печном насосе. В большинстве
случаев диаметр труб в камере конвекций меньше, чем в камере ра-
диации. Для увеличения поверхности нагрева в конвекционной ка-
мере зачастую применяются оребренные трубы.
Чем ниже температура дымовых газов, отходящих из конвекцион-
ной камеры, тем больше тепла воспринято нагреваемым нефтепродук-
том. Обычно принимают температуру дымовых газов по выходе из
конвекционной камеры на 100—150° С выше температуры сырья,
поступающего в печь. Но так как температура поступающего в печь
сырья бывает достаточно высокой, примерно 160—200° С, а для
некоторых процессов достигает 250—300° С, то для утилизации тепла
дымовых газов устанавливают воздухоподогреватель (рекупера-
тор), в котором подогревается воздух, идущий в топку печи. При на-
личии воздухоподогревателя и дымососа возможно охлаждение ды-
мовых газов перед выпуском их в дымовую трубу до температуры
150° С. При естественной тяге эта температура не менее 250° С.
С целью снижения температуры дымовых газов над перевальной
стеной в радиантно-конвекционных печах старой конструкции, осо-
бенно печах термического крекинга, применяют рециркуляцию
дымовых газов. Более холодные дымовые газы из борова печи воз-
вращают в камеру сгорания, что приводит к перераспределению тепла
между камерами. В камере конвекции снижается тепловая напря-
женность верхних труб, но ввиду увеличения объема дымовых газов
скорость их увеличивается, при этом улучшается теплопередача
по всей камере конвекции. Коэффициент рециркуляции' в трубчатых
печах колеблется в пределах 1—3.
Змеевик трубчатых печей выполнен из бесшовных цельнотянутых
труб диаметром от 60 до 152 мм. Отдельные трубы связаны в змеевик
с помощью двойников (ретурбендов). Длина труб колеблется от
6—7 до 15 м. Увеличение длины труб способствует снижению затрат
металла на змеевик и уменьшает число соединений. В зонах высоких
температур (камеры радиации) устанавливают трубы цз легирован-
ной стали, в зонах невысоких тепловых напряжений (конвекционные
камеры) — из углеродистой стали.
Нефтепродукт в трубах печи движется с различной скоростью:
на входе в конвекционную камеру, в пределах 0,5—2,5 м/сек, а при
переработке газов и паров 20—150 м/сек (пиролиз газа). Скорость
продукта на выходе из печей достигает больших величин в резуль-
тате испарения части
2. Процесс горения
топлива и понятие
об избытке воздуха
сырья в змеевике печи.
Горение топлива есть реакция активного
химического окисления элементов топлива
кислородом воздуха. Чтобы топливо выде-
лило всю тепловую энергию, необходимо,
чтобы реакция окисления (горения) прошла до конца. Основные
'элементы топлива (твердого, жидкого и газообразного) — углерод
и водород, сгорая, превращаются соответственно в углекислый газ
90
С02 и воду Н2О. В случае неполного сгорания углерод окисляется
до окиси углерода СО.
Реакции горения выражаются следующими химическими уравне-
ниями:
С + О2 = СО2
2С + О2 = 2СО
2Н2 + О2 = 2Н2О
s+o2=so2
При полном сгорании углерода (до СО2) выделяется 8140 ккал[кг
тепла, а при неполном (до СО) 2473 ккал/кг, т. е. в три с лишним раза
меньше, чем при полном сгорании. Степень полноты сгорания угле-
рода газообразного топлива зависит от количества и температуры
подаваемого в топку воздуха. Полнота сгорания жидкого топлива
зависит также от тднкости распиливания топлива.
Как видно из уравнений химических реакций, для превращения
1 кмоля С в СО2 требуется 1 кмоль О2 и при этом получается
1 кмоль СО2; для превращения 1 кмоля С в СО требуется 0,5 кмолей
О2 и при этом получается 1 кмоль СО; для превращения 1 кмоля
Н2 в Н2О требуется 0,5 кмолей О2 и при этом получается 1 кмоль
Н2О.
Таким образом, зная элементарный состав топлива, можно опре-
делить теоретическое количество воздуха, необходимого для сгорания
1 кг топлива. При определении элементарного состава жидкого
топлива можно приближенно принять, что оно состоит только из во-
дорода и углерода. Тогда, зная плотность жидкого топлива, можно
определить содержание водорода в нем по формуле
Н ^26-15^ % вес., (6.1)
где о Л —плотность топлива при 15° С, отнесенная к плотности воды
при 15° С.
ТАБЛИЦА в. i
Средние температурные поправки плотности на 1° С для нефтей
и нефтепродуктов - .
Плотность - продукта Цоправка Плотность продукта Поправка
0,690—0,700 0,000910 - 0,860—0,870 0,000686
0,700—0,710 0,000897 0380—0,890 0,000660
- 0,720—0,730 0,000870 0,900—0,910 0,000633
0,740—0,750 ‘ '0,000844 0,920—0,930 0,000607
0,760-0,770 0000818 0,940—0,950 0,000581
0,780—0,790 0,000792 ' 0,960—0,970 0,000554
0,800—0,810 0,000765 0,980—0,990 0,000528 ~
0,820—0,830 ' 0,000738 0,990—1,000 0,000515
0,840—0,850 0,000712 - -
В нефтепереработке плотность нефтепродукта обычно определяют
при 20° С, поэтому пересчет Q4°bQ15 производится по формуле
е” = еГ+5«, (6.2)
где а — температурная поправка, определяемая либо расчетным
путем, либо по табл. 6. 1.
Элементарный состав газообразного топлива в кг на 1 кг топлива
может быть вычислен из следующих уравнений:
Г< _ГЭ V сг г
~ Мер Ис<ж‘
1 чд '
N = 14^
Mi
~мГ
nOiXi 16
Mi ~ Мср
__ 14
Mi Мср
nSjXi _ 32
Mi МСр
ПщХг
11
(6.3)
^S^i,
где С, Н, О, N, S — содержание в топливе соответственно углерода,
водорода, кислорода, азота и серы в % вес. или % мол. (% объемн.);
пс , пн , nQ b nN , — число атомов углерода, водорода, кислорода,
азота и серы в молекулах отдельных компонентов, входящих в состав
газообразного топлива;
xi и — содержание каждого компонента газообразного топлива
в % вес. или % мол. (% объемн.);
Mi — молекулярный вес компонентов топлива;
7ИСр — средний молекулярный вес газа;
12, 1, 16, 14, 32 — атомные веса соответственно С, Н, О, N и S; знак
5 обозначает сумму.
Все расчеты, связанные с определением расхода воздуха и состава
дымовых газов, удобно проводить в молях на 1 кг топлива.
По уравнениям (6. 1) и (6. 3) определяют элементарный состав
жидкого и газообразного топлив в % вес. Если'известно содержание
соответствующих элементов топлива в % вес., то пересчет их содержа-
ния в моли на 1 кг топлива производится по формулам:
/-< / С Qt 1 О
12 • 100 ’ 32 • 100 ’
it' ~ Н дг, __ N п/ S
2-100 ’ 28- 100 ’ 32-100’
(6.4)
где С, 1Г, O', N' и S' — содержание в топливе соответствующих эле-
ментов в молях на 1 кг топлива; остальные обозначения см. выше.
92
Теоретическое количество кислорода, как следует из уравнений
химических реакций окисления (горения) 1 кг топлива, определяется
из следующего выражения:
ОТ = С' + ±Я'+5'_О', (6.5)
где От — теоретическое количество кислорода, необходимое для пол-
ного сгорания 1 кг топлива.
Так как содержание кислорода в воздухе составляет 21 % (объем-
ных или мольных), то теоретическое количество воздуха, необходимое
для сгорания 1 кг топлива (Zo), составит
£»=W- <6-6)
Практически для обеспечения полноты сгорания топлива в печь
необходимо подавать некоторый избыток воздуха. Для жидкого
топлива этот избыток превьппает теоретическое количество на 15—
40 %, для газообразного в печах с беспламенными панельными горел-
ками на 5—10 %. Этот избыток обозначают буквой а и называют коэф-
фициентом избытка воздуха. Коэффициент избытка воздуха выра-
жается в долях единицы. При теоретическом количестве воздуха
а = 1,00, при избытке воздуха, например, 25% а = 1,25.
Таким образом, практический расход воздуха L составит
L = Loa молъ/кг. (6. 7)
Молекулярный вес воздуха равен 29, тогда практический расход
воздуха L' в кг на 1 кг топлива составит
L' = 29 L кг/кг. ' (6. 8)
Одна килограмм-молекула любого газообразного вещества при
нормальных условиях1 * занимает объем 22,4 ж3. Тогда фактический
объем воздуха V, необходимый для сгорания 1 кг топлива, составит
V = 22,4 L м31кг. (6. 9)
Теоретическое количество воздуха, необходимое для сгорания
1 кг топлива, о достаточной для практических расчетов точностью
при известном элементарном составе топлива можно определить и
по уравнению
L'o = 0,115 С + 0,345 Н + 0,043 (S-О) кг/кг, (6. 10)
где Lo — теоретический расход воздуха на сгорание 1 кг топлива.
1 Здесь и далее для газов объемы даются при нормальных условиях, кроме
особо оговоренных случаев.
93
* к
Иногда для расчетов необходимо знать тот же расход воздуха,
выраженный в объемных единицах (ж3). В этом случае теоретиче-
ский расход воздуха Vo, выраженный в м3, равен
Vo = 0,089 С + 0,267 Н + 0,033 (S-О) м3/кг. (6. 11)
Состав дымового газа, образовавшегося при сгорании 1 кг сухого
топлива, определяют из следующих уравнений:
моль!кг-> (6.12)
тп п — + молъ/кг, (6.13)
xigO 18 \ у
?nN2= Z/-0,79-f~Ar' молъ/кг, f (6.14)
т0^ = Ь — ОТ= (а— 1) 0Т4-0' молъ/кг, (6.15)
молъ/кг-> (6.16)
где wCq2, ffi)l2o> то2> mso2 — количество образующихся при
сгорании 1 кг топлива соответ-
ственно углекислого газа СО2,
водяного пара Н2О, азота N2,
свободного кислорода О2 и сер-
нистого газа SO2;
— расход пара на распиливание
жидкого топлива в форсунках;
обычно Зф —0,44-0,5 кг на 1 кз
топлива;
0,79 — содержание азота в 1 моле воздуха.
Общее количество дымовых газов, образующихся при сгорании
1 кг топлива, определяется как сумма произведений мольных содер-
жаний компонентов дымовых газов на их молекулярные веса, т. е.
<4 г = ^СОг^СОг WH2O^H2O + + то2^02 + WSO2^SO2 кг!кг'
V : (6.17)
Объем дымовых газов определяется как произведение 22,4 на
сумму мольных содержании компонентов, т. е.
V = 22,4 (?пгп т„ n-f-4-mn -f-m ) м3. • (6.18)
д. г ’ \ СО2 1 НзО 1 Ng 1 Ог 1 SO2/ 4 '
Количество дымовых газов, образующихся при сгорании 1 Кг
топлива, можно определить пр уравнению
Од. г — 1 ~Ь a Lq + кг/кг. (6.19)
Плотность дымовых газов при нормальных условиях, т. е. при
0°С и 760 мм рт. ст., определяется но формуле
= кг/м3. (6.20)
Ид. г
94
*•,>'< Л ’ ’ , s'" >к-’ ^41 ' > ’'’•Ml'-’. ’ - ' L и , . .U •< Н
>
Плотность дымовых газов при температуре t определяется по
формуле
е^еояз^кг/*3- (6.21)
Теплосодержание дымовых газов qt, образующихся при сгора-
нии 1 кг топлива, при температуре t°C определяется по следующей
формуле:
gj = [тСо2сСОа+ ^н2осн2о + то2со2 + (mN2 + mco) cn2] * ккал!кг,
(6. 22)
где лг^, mjl2o’ mo2’ т'^ тсо — количества соответствующих газов,
образующихся при сгорании 1 кг
топлива, в кг;
ссо2’ сн2о’ со2 cn2 — средние удельные теплоемкости
этих газов в пределах температур
* от 0° С до t °C в ккал!кг-град.
В табл. 6. 2 приведены значения средней весовой теплоемкости
(при постоянном давлении) основных компонентов, входящих в со-
став дымовых газов, в зависимости от температуры.
Зная элементарный состав топлива, можно определить и наиболее
важную его качественную характеристику — теплоту сгорания,
ТАБЛИЦА 6. 2
Средняя весовая теплоемкость газов при постоянном давлении1
(в ккал/кг - град) "" "
Температура, °C со2 Н2О о2 n2 СО
0 0,195 0,444 0,218 0,248 0,248
100 0,207 0,447 0,220 0,248 0,249
200 • 0,217 0,452 0,223 0,249 0,250
300 0,227 0,458 0,227 0,250 0,252
400 0.235, 0,465 0,230 0,252 0,254
500 0,242 0,472 0,234 0,255 0,257
600 , 0,248 0,480 0,237 0,257 0,259
700 0,254 0,488 0,240 0,260 0,262
800 , 0,259 0,496 0,243 0,262 0,265
900 0,264 0,504 0,245 0.2С5 0,267
1000 0,268 0,512 0,247 0,267 0,270
1100 0,272 0,520 0,249 0,269 0,272
1200 0,275 0,528 0,251 0,271 0,274
1300 0,278 0,536 0,253 0,273 0,276
1400 0,281 0,543 0,254 0,275 0,278
1500 0,284 ——- - « - . 0,550 0,256 0,277 ’ 0,280
1 Н. Ф. Дубовкин. Справочник по углеводородным газам и их продуктам сго-
рания. Госэнергоиздат, 1962.
'5
т. е. количество тепла, выделяющегося при полном сгорании топлива.
Различают высшую и низшую теплоту сгорания топлива.
Высшей теплотой сгорания QB топлива называется количество
тепла, выделяющегося при полном сгорании 1 кг топлива и охлажде-
нии продуктов сгорания до начальной температуры топлива с кон-
денсацией водяного пара, находящегося в продуктах сгорания.
Низшей теплотой сгорания Qs называется количество тепла,
выделяющегося при полном сгорании 1 кг топлива и охлаждении
продуктов сгорания до начальной температуры, но в предположении,
что влага остается в продуктах сгорания в парообразном состоя-
нии.
Так как в трубчатых печах дымовые газы выводятся в дымовую
трубу при температурах не ниже 250° С, то тепло конденсации
водяного пара не используется^ Поэтому в практических расчетах
под рабочей теплотой сгорания (?р топлива подразумевают низшую
теплоту сгорания.
Qp для жидких топлив определяется из уравнения
Qp = 81 С + 246Н + 26 (S-О) ккалЫг, (6. 23)
где С, Н, S, О — весовое содержание соответствующих элементов
в топливе.
Для газообразных топлив Qp можно определить, например, из
следующего уравнения:
Qp = 286,7 Н2 + 24,15 СО + 119,5 СН4 + 112,7 С2Н4 + 113,5 С2Н6 -f-
+ 35,77 H2S. (6. 24)
ТАБЛИЦА 6. 3
Теплота сгорания различных топлив
• Топливо Рабочая теплота сгорания топлива
ккал/кг ккал/мЗ
Дрова 2 800—2 980 U.
Торф 2 150—3 760 ——“•
Бурый уголь подмосковный .... 2 740-3 440 —1
Каменный уголь 5 450—6 950 —,
Антрацит донецкий 7 350
Мазут топочный 9 820—10 600 —
Бензин 10 500—11000 — <
Керосин 11000, —'
Нефть 10 590 —
Природный газ с содержанием СН4
98% 11660 8 470
Окись углерода 2 416 3 020
Газы заводов СК с содержанием Н2 л
74% 9 750 • 3 760
Водород 27 700 2 570
96
При практических расчетах по укрупненным показателям не
будет большой ошибкой, если Qp газообразного топлива принимать
в среднем равной 11 000 ккал)кг.
В табл. 6. 3 приведена теплота сгорания различных топлив.
Пример 6. 1. Определить элементарный состав мазута плотностью Q*0 »
= 0,965.
Решение. По формуле (5.' 2) имеем
6^ = 0,965 4-5».
По табл. 6. 1 а - 0,000554; тогда = 0,965 4- 5 • 0,000554 = 0,9678.
Содержание водорода по формуле (6. 1)
Н 26 — 15qJ6 = 26-15- 0,9678 = 11,5% вес.
Следовательно, содержание углерода
С = ЮО—11,5 = 88,5% вес.
Пример 6. 2. Рассчитать процесс горения мазута, элементарный состав
которого приведен в примере 6.1. На распиливание топлива в форсунки подается
водяной пар в количестве z = 0,5 кг на 1 кг топлива.
Решение. По формулам (6. 4) определим мольное содержание углерода
и водорода в 1 кг разута:
с'=-т=wi2 =°’0738
Теоретическое количество кислорода, необходимое для сгорания 1 кг ма-
зута, по формуле (6.5) равно
О? — С 4—— Н' 4* S' —О' молей на 1 кг топлива.
Так как в нашем примере в мазуте отсутствуют сера и кислород, то формула
упрощается:
1 0 0с>75
= = 0,07384—'-z— = 0,10255 моля на 1 кг топлива.
Теоретическое количество воздуха на сгорание 1 кг мазута находим по фор-
муле (6. 6)
т От 0,10255 n .QQ .
£»= о5Г=_б51_=0’489 мль,кг'
То же в кг на 1 кг топлива (по формуле 6. 8)
Lq = 29L0 = 29 • 0,489 = 14,2 кг на 1 кг топлива.
По эмпирической формуле (6. 10) этот же расход воздуха составит
L’q = 0,0115 С 4- 0.345Я + 0,043 (S - О) = 0,115 • 88,5 4* 0,345 • 11,5 ==
= 14,15 кг/кг, т. е. почти равен рассчитанному по элементарному составу мазута.
Обычно содержание в топливе серы (S) и кислорода (Ог) нам неизвестно,
поэтому погрешность при расчете по формуле (6. 10) может достигать 10%,
Примем коэффициент избытка воздуха а = 1,3, тогда практическое коли-
чество воздуха на сгорание 1 кг мазута по формулам (6. 7), (6. 8);и (6. 9) составит:
L = Loa = 0,489 • 1,3 = 0,635 моля на 1 кг топлива;
L’ = 29L = 0,635 • 29 = 18,43 кг на 1 кг топлива;
V = 22,4 L = 22,4 • 0,635 — 14,2 м3 на 1 кг топлива.
По формулам (6. 12) — (6. 16) определим состав дымовых газов:
углекислого газа
m = С = 0,0738 моля на 1 кг топлива;
СОа
7 Заказ 1705.
97
водяного пара
г. 0 5
тн<.л = #'4—77г = 0,0575 4—777-= 0,0853 моля на 1 кг топлива;
X12U 18 18
азота 1
mN == L • 0,79 + N' = 0,635 • 0,79 4- 0 = 0,5020 моля на ’ 1 кг топлива;
свободного кислорода
/пО2 — (а — 1) От 4- О' = (1,3—1) • 0,10255 = 0,0308 моля на 1 кг топлива.
Суммарное количество дымовых газов, образующихся при сгорании 1 кг
мазута, по формуле (6. 17) равно
Сд. г = тСО2МСО2 + mH2O^H2o+7nN2^N2 + тО2МО2 =
= 0,0738 • 44 4- 0,0853 • 18 4~ 0,5020 • 28 4г 0,0308 • 32 = 19,82 кг на 1 кг
топлива.
То же по формуле (6. 19):
Од г= 1 4-4-2ф= 1 4-1,3 * 14,24-0,5= 19,95 кз на 1 кг топлива.
Объем дымовых газов определяем по формуле (6. 18)
^д. г=22-'4 (^сОг + ^Нго+^г + ^Ог)”
= 22,4 (0,738 4- 0,0853 4- 0,5020 4- 0,0308) = 15,5 л3/кг.
Плотность дымовых газов находим по формуле (6. 20)
Сд г 19,82 , оо . о
в»=1^7=Т&5—‘•28,и/>-
Определим,по формуле (6, 23) рабочую теплоту сгорания топлива Qp.
<>р = 81С 4- 246Й 4- 26 (S—б)=81 • 88,54-246-11,54-26 (0—0) «И0 000 пкал/кг.
Пример 6. 3. Определить теоретическое количество воздуха, необходимого
для сжигания 1 м3 сухого газа следующего состава (в % объемн.): СО2 —2,0,
СН4 —93,9, С2Н6—2,1, С3Н8 — 1,0 и высшие 1,0.
Решение. Определим средний молекулярный вес газа. Так как для
газообразных смесей объемные и мольные доли совпадают, найдем число кило-
молей компонентов газа:
СО2 . '.........
СН4 ........
С2Нв ...........
с5н8 . : . ; .
Высшие (C4Ht0) • •"
0,020-44 = 0,88
0,939- 16=15,00
0,021-30 = 0,63
0,010-44 = 0,44
0,010-58 = 0,58
Итого............. 1,000 17,53
Вес одной килограмм-молекулы газа G = 17,53 кг, следовательно, средний
молекулярный вес газа Мсо = 17,53, плотность его о == 17,53 : 22,4 ==
₽ 0,783 кг/м3.
По формулам (6. 3) определим элементарный состав газа:
углерода
' г 12 V1 '
С = ——— > n xi —
Мср 1
12
«= (1 - 0,0204-1 - 0,9394-2 • 0,0214-3 • 0,0104-4 • 0,010) = 0,732;
1 / ,53
98
' » W +1* . (I
-i’- к * |f 4,+
водорода
Н = -Л— ген х{ =
Жр Хм Hi 4
= ~гАт <4 * 0.939+6 • 0,021+8 • 0,010 +10 * 0,010) = 0,232;
1 I >ио
кислорода
О.^Е’о^-Л №=°Л*
Проверка:
С + Н + О =0,732 + 0,232 + 0,036 = 1,000.
Число киломолей элементов в 1 кг газа определяем ПО формуле (6. 4)
С' = -^- = 0,0611;
Я' = -^~- = 0,116;
О' = -^§6. = 0,00114.
Теоретическое количество кислорода, необходимого для сгорания 1 кг
газа, находим по формуле (6. 5)
1 0116
От = с’ +4-Я'+5'- О' = 0,0611 + + 0-0,00114 = 0,1179 кмоль/кг,
3 77
или 0,1179*32 = 3,77 кг Оа; расход воздуха равен = 17,95 кг на 1 кг
VvuX
газа.
В примере расчет выполнен на 1 кг газа. Так как обычно расход газа считают
в л3, то, зная плотность газа (р = 0,783 кг/л3), нетрудно определить теоретиче-
ское количество воздуха, необходимого для сгорания 1 л3 газа:
17,95 X 0,783 = 14,08 кг на 1 л3 газа.
Пример 6. 4. Построить график I — t (теплосодержания дымовых газов^
при коэффициенте избытка воздуха а =1,1 для топливного газа (элементарный
состав газа дан в примере 6. 3).
Решение. .Состав дымовых газов при коэффициенте избытка воздуха
а = 1,1 определяем по формулам, (6. 12) — (6. 16) в киломолях на 1 кг топлива:
/ ^со2=^/=:0|0611;
тн2о=я'+^-=°’116+0=°’11б;
т=£.°,79+ДГ' = « 0,79 = 1,1 -0,79 = 0,486;
® v,Zl
mO2 = (а— 1) От + О' = (1,1 -1) 0,1179 + 0,0011 = 0,0129.
Объем дымовых газов подсчитаем по формуле (6. 18)
Уд.г = 22,4 (0,0611 + 0,1160 + 0,4860 + 0,0129) = 15,10 м3 на 1 к» топлива.
Количество дымовых газов находим по формуле (6. 17)
Сд. г = mCO2^CO2+mH2O^H2O + +mO2^O2==
= 0.Q611 * 44 + 0,116 • 18 + 0,486 * 28 + 0,0129 * 32 = 18,80 к? на 1 кг
топлива.
7*
99
Плотность дымовых газов при нормальных условиях
е=
£д- г
Гд-г
18,80 _.
= 15> = 1'24 Кг1м •
По формуле (6. 22) определяем теплосодержание дымовых газов, образу-
ющихся при сгорании 1 кг газа, для различных температур при коэффициенте
избытка воздуха а = 1,1.
Расчет сводим в табл. 6. 4.
ТАБЛИЦА 6.4
Компоненты газа Вес, кг на I кг топлива Теплосодержание в ккал/кг при температуре
100 °C 300 °C 500 °C 700 °C Оо 006 Do ООН Оо ооет
со2 0,0611-44=2,69 2,69-0,207-100 = 56 183 325 478 639 805 972
Н2О 0,116 • 18 = 208 2,08-0,447- 100 = 93 286 491 710 943 1190 1449
n2 0,486-28= 13,62 13,62-0,248- 100 = 338 1021 1736 2479 3249 4030 4835
О2 0,0129-32=0,413 0,413 - 0,220-100 = 9 28 48 69 92 ИЗ 136
Всего 18,80 496 1518 2600 3736 4923 6138 7392
На основании данных табл. 6. 4 на графике рис. 6. 1 строим кривую 1,
иоказывающую зависимость теплосодержания дымовых газов, образующихся
Рис. 6. 1. Теплосодержание дымовых газов в зависи-
мости от коэффициента избытка воздуха.
1 — топливный газ; 2 и 3 — топочный мазут.
при сгорании 1 кг газа, от температуры при коэффициенте избытка воздуха
а = 1,1. Кривые 2 и 3 построены для примеров 6. 1 и 6. 2 при а = 1,2 и а = 1,4.
График i — t позволяет определить теплосодержание дымовых газов, обра-
зующихся при сгорании 1' кг топлива, при любых температурах для заданного
коэффициента избытка воздуха.
100
Сырье или дистилляты нагреваются в пе-
3. Коэффициент
полезного действия
печи
чи за счет тепла, выделяющегося при сгора-
нии топлива. Кроме тепла, получаемого при
сгорании топлива Qp, в печь поступает явное
тепло, вносимое топливом qT, воздухом qB
и форсуночным паром q$.
Следовательно, приход тепла можно выразить уравнением
фприх — Qp + 5т 5в “Ь 5ф ккал/кг.
(6.25)
Тепло, вносимое топливом, воздухом (без предварительного подо-
грева), паром, обычно невелико и им можно пренебречь, тогда
<?прих = Qp- При подогреве воздуха в воздухоподогревателе qn
представляет значительную величину и пренебрегать ею нельзя.
Тепло, выделяющееся при сгорании топлива, затрачивается:
1) на нагрев и испарение сырья; при наличии пароперегревателя
и на перегрев водяного пар.а, а если печь реакционно-нагреватель-
ная, то и на компенсацию тепла реакции (полезное тепло диол);
2) на потери в окружающую атмосферу через кладку печи, ретур-
бенды (5ТОт);
3) на потери тепла с уходящими дымовыми газами (qr).
Следовательно, расход тепла
(?расх = 5пол 5пот 5г- (6.26)
Согласно закону сохранения энергии
^?прих = Qpacx
или согласно (6. 25)
Qp ~ 5йОЛ “F 2пот “h 5г»
откуда
5пол = Qp 5пот (6.27)
Отношение полезного тепла qno}1 к рабочей теплоте сгорания
топлива называется коэффициентом полезного действия нагревателя
и выражается следующей формулой:
^ = -^100%. (6.28)
vp
7
Следовательно, к. п. д. нагревателя равен
Ян = 100%. ' (6.29)
Тепловые потери через кладку, ретурбенды, взрывные и смотро-
вые окна составляют 4—8%, из них в камере радиации 3—6%, в ка-
мере конвекции 1—2% от рабочей теплоты сгорания топлива, т. е.
(0,04-0,08) (?р.
Тепловые потери с уходящими дымовыми газами в основном
зависят от их температуры. Чем выше температура сырья на входе
101
* 4 —
в трубчатую печь, тем выше температура уходящих дымовых газов
и тем больше величина тепловых потерь с дымовыми газами. При
расчете трубчатых печей температуру уходящих дымовых газов при-
нимают на 100—150° С выше температуры сырья на входе в печь,
т. е. tr = tc + 100 4- 150° С.
Если температура уходящих дымовых газов высока, для умень-
шения тепловых потерь с дымовыми газами qr, т. е. для повыше-
ния к. п. д. печи, в борове ее устанавливают воздухоподогреватель
(рекуператор), откуда нагретый воздух подают к форсункам. Если
же температура уходящих дымовых газов не превышает 250° С,
устанавливать ракуператор экономически нецелесообразно, так как
при снижении температуры ниже указанной ухудшается тяга и тре-
буется либо установка дымососа, либо увеличение Высоты дымовой
трубы.
При наличии воздухоподогревателя к. п. д. печи определяется
формулой
= 9р-?!!2Т--?г + рт.(£;-£.) 1(Х)% , (6. 30)
VP
где g — количество воздуха, подаваемого к форсункам для про-
цесса горения, в кг на 1 кг топлива;
с — теплоемкость воздуха; с 0,24 ккал!кг-град',
и tx — начальная и конечная температуры нагреваемого в воздухо-
подогревателе воздуха в °C.
Для современных печей к. п. д. находится в пределах от 0,65 до
0,85. При равных мощностях нагревателей он выше для печей с бес-
пламенными панельными горелками ввиду меньших значений коэф-
фициента избытка воздуха и поверхности кладки.
Происходящее в трубах печи испарение
4. Тепловая
нагрузка печи
и расход топлива
сырья в зависимости от давления и темпе-
ратуры может быть полным или частичным.
Если давление на входе в печной змеевик до-
статочно высокое, а температура сырья сра-
внительно низкая, то сырье в большинстве случаев находится
в жидкой фазе. На выходе .из печи давление бывает небольшим,
а температура высокой, поэтому сырье обычно бывает в двухфазном
(паровом и жидком) состоянии. Количество сырья, находящегося
в паровой фазе на дыходе из печи, называется долей отгона. Доля
отгона является безразмерной величиной и измеряется в долях еди-
ницы.
Вся полезная тепловая нагрузка печи в общем случае может быть
представлена в следующем виде:
С? по л = “I* (?в. п ккал/ч. (6- 31)
Количество тепла, сообщаемого сырью в трубах печи, опреде-
ляется формулой
<2с= Geqf2 + G (1 — e)q™ — Gq™ ккал/ч
102
или
Qg = G [едГа 4- (1 — е) q% — g®] ккал/ч. (6.32)
Если в трубах печи протекают реакции крекинга, то тепло реак-
ций определяется из формулы
^реакц—G (Жб-|-а:г) ^реакц ккал/ч. (6.33)
Количество тепла, получаемого^в печи водяным паром, опреде-
ляется по уравнению
(?i.n = z[(l—x)l-\-c(ti— t3)] ккал/ч. (6.34)
В приведенных выше формулах приняты следующие обозначения:
^пол — полезная тепловая нагрузка в печи в ккал/ч;
(>с — количество тепла, воспринимаемого сырьем в печи,
в ккал/ч;
^реакц — количество тепла, идущего на компенсацию эндотерми-
ческой реакции крекинга, в ккал!ч;
G — производительность печи в кг/ч;
в — доля отгона сырья в печи при однократном испарении
(в долях единицы);
— теплосодержание паров при температуре сырья на вы-
ходе из печи в ккал/кг;
(1—е) — доля жидкого остатка, т. е. количество жидкости после
испарения части сырья в печи (в долях единицы);
q™ — теплосодержание жидкости при температуре сырья на
выходе из печи в ккал/кг; ‘ *
gj — теплосодержание жидкости при температуре сырья на
1 входе в печь в ккал/кг;
#6 и хг — выходы бензина и газа в долях единицы;
z — количество перегреваемого водяного пара в кг/ч;
t3 — температура насыщенного водяного пара в °C;
с — удельная теплоемкость водяного пара в ккал!кг* град;
(1 —х) — влажность насыщенного пара в долях единицы;
I — скрытая теплота испарения воды в ккал!кг (/=540 ккал/кг);
#реакц — тепловой эффект «реакции крекинга в ккал на 1 кг смеси
z бензина и газа.
Зная тепловую нагрузку нагревателя, нетрудно рассчитать pacj
ход топлива по формуле
(6.35)
vp чн
J
где Q — тепловая нагрузка печи в ккал/ч;
Qv — рабочая теплота сгорания топлива в ккал/кг;
т]Н — к. п. д. печи.
103
5. Проверочные
расчеты поверхности
нагрева и размеров
трубчатой печи
чина которой зависит
В трубчатых печах тепло передается на-
греваемому нефтепродукту в основном в ка-
мере радиации, которая одновременно слу-
жит и топочной камерой. Сложность опреде-
ления поверхности радиантных труб, вели-
от большого числа факторов, способствовала
появлению многочисленных аналитических и эмпирических ме-
тодов ее расчета. Из аналитических методов расчета поверхности
радиантных труб в настоящее время наиболее точным является
метод Н. И. Белоконя. При этом методе учитываются все основные
факторы, влияющие на теплопередачу в камере радиации трубчатой
печи, но он отличается сложностью.
В наших примерах мы воспользуемся эмпирической формулой
А. М. Гурвича
QpB *1т
-----------^2
А л01
А <2и / g 1
(6. 36)
Где Н — заэкранированная поверхность Кладки, равная плоской
поверхности, заменяющей трубы, в ж2;
Qp — рабочая теплота сгорания топлива в ккал/кг;
В — расход топлива в кг!ч\
Т]т— коэффициент эффективности топки (можно принять т]т =
- О, 98);
к — коэффициент формы радиантной поверхности, показываю-
щий, насколько эффективно поглощается тепло радиантными
трубами (при данном расположении последних) по сравне-
нию с поглощением тепла плоской поверхностью, по вели-
чине равной заэкранированной поверхности кладки печи;
Qn — количество тепла (излучения), поглощаемого радиантными
трубами, в ккал/ч'
g— количество воздуха, подаваемого для горения топлива, плюс
количество рециркулирующих газов в кг на 1 кг топлива;
А о — радиационный фактор, определяемый формулами:
а) для 2500 ккал/кг (?Р Цт 9000 ккал/кг
— 0,75 Qp Цт
б) для 9000 ккал/кг < Qp Цт
Ао = 0,36 $рЦт + 3500
(6.37)
Коэффициент к зависит от расстояния между осями труб и числа
их рядов. При расстоянии между осями труб, равном двойному диа-
метру, для двухрядного экрана к — 0,98, для однорядного к = 0,88.
Количество тепла, поглощаемого радиантными трубами, опреде-
ляется из теплового баланса камеры радиации.
Приход тепла в камере радиации (в ккал/ч)\
1) выделяется при горении топлива BQ$\
104
2) поступает с горячим воздухом, подаваемым для горения,
^?^Св£в;
3) явное тепло топлива Bq™;
4) поступает с водяным паром, подаваемым на распиливание
топлива,
Расход тепла из камеры радиации (в ккал/ч):
1) поглощается радиантными трубами Qn;
2) потери с дымовыми газам» в конвекционную камеру Bq?;
3) потери тепла через стенки радиантной камеры в атмосферу В qnoT
QnoT = 0,7 #пот (0,04 — 0,06) Qv ккал на 1 кг топлива.
По условиям теплового баланса приход тепла равен расходу,
т. е.
BQ» + BgcBtB BqT 4" Bzc$t$ — Qth -}- Bqt -f- BqnoT.
Отсюда количество тепла, поглощаемого радиантными трубами,
равно
Qu — BQ-p -|— BgcBtB BqT Bzc$t$ — Bqt — Bq^o^ ккал/ч
или
Qu — В (^p gcBtB 4~ — Qt (/пот) ккал/ч. (6.38)
В этих формулах приняты следующие обозначения:
св и вф — удельная теплоемкость воздуха и пара в ккал/кг* град;
tBw. 1ф — температуры воздуха и пара, с которыми они поступают
к форсункам, в °C;
qrt — теплосодержание дымовых газов, которое они имеют над
перевальной стенкой, в ккал на 1 кг топлива;
q™ — теплосодержание жидкого топлива в ккал/кг;
z — расход форсуночного пара в кг на 1 кг топлива.
Количество тепла, поглощаемого радиантными трубами, можно
определить и по уравнению
Qa = В (Qp Цт ~ Qt) ккал/ч, (6. 39)
где цт — к- п. Д- топки, обычно равный 0,95—0,98.
Опредейив по формуле (& 36) величину плоской поверхности Н,
эквивалентной рабочей поверхности труб, находим полную поверх-
ность /’р самих радиантных труб:
в случае однорядного экрана
Л. = 3,14 4 м2’
в случае двухрядного экрана
Fp-3,14# м2.
105
1 Поверхность радиантных труб можно определить по следующей
формуле
/р = -2=- *«, (6.40)
Ор
где Qa — количество тепла, Поглощаемого радиантными трубами,
в ккал/ч;
ор — тепловая напряженности» радиантных труб в ккал/м2-ч.
Тепловая напряженность радиантных труб колеблется в пределах
15000—40 000 ккал/м? • ч для однорядного и 16 000—25 000 ккал/м2 • ч
цля двухрядного экрана.
Для определения размеров топочной камеры исходим из того,
что напряженность зеркала горения, т. е. количество килограммов
топлива, приходящегося на 1 м2 поверхности зеркала горения в 1 ч,
в трубчатых печах нефтеперерабатывающих заводов обычно состав-
ляет 20—25 кг/м2 • ч.
' Площадь зеркала горения определяется формулой
= №, (6.41)
где F3 — площадь зеркала горения в м2;
В — часовой расход топлива в кг/ч;
а8 — напряженность зеркала горения в кг/м2 • ч.
Длина топочной камеры лимитируется длиной факела. В свою
очередь длина факела в основном зависит от степени дисперсности
топлива и количества подаваемого на сгорание воздуха. При нека-
чественном распыливании топлива догорание его может происходить
в камере конвекции, при этом не только увеличивается недожог
топлива, но и возникает угроза прогара конвекционных труб. Прак-
тикой эксплуатации трубчатых печей установлено, что для полного
сгорания жидкого топлива длина топочной камеры должна быть не
менее 4—5 м.
Ширину топочной камеры можно определить из следующего
уравнения
откуда
I *
где Ь — ширина топочной камеры в м\
I — длина топочной камеры в м.
Объем топочной камеры определяется формулой
7 = (6.42>
106
~ 'л f ”
'l /<• ’5 х I « и
где В — расход топлива в кз/ч;
Qp — теплота сгорания топлива в ккал!кг\
от — тепловая напряженность топочной камеры в ккал/м3-ч.
Тепловой напряженностью топочной камеры (топочного про-
странства) называется количество тепла, полученного при сгорании
топлива, приходящееся на 1 м3 топки (камеры радиации) в 1 ч.
От в трубчатых печах нефтеперерабатывающих установок обычно
составляет 30 000—70 000‘ ккал/м3 • ч.
Высота топочной камеры определяется из уравнения
V = hlb,
отсюда
где h — высота топочной камеры в м.
Перейдем к методике расчета конвекционной камеры.
Конвекционные трубы получают тепло за счет конвекции дымовых
газов, радиации от стенок кладки и излучения трехатомных газов.
Как было отмечено в начале главы, теплопередача в камере конвек-
ции зависит от скорости и температуры дымовых газов, а также тем-
пературы сырья, диаметра труб и их компоновки. Скорость дымовых
газов в конвекционной шахте обычно колеблется в пределах 3—
4 м/сек, а в дымовой трубе 4—6 м/сек.
С целью улучшения теплопередачи целесорбразно уменьшать
диаметр конвекционных труб, если это'не вызовет увеличения потери
напора. Обычно допустимые потери напора устанавливаются при
скорости нефтепродукта на входе в печь 0,5—2,5 м/сек, а для устано-
вок термического крекинга 2—3 м/сек. Указанные скорости обеспе-
чивают турбулентное движение сырья в трубах печи, что уменьшает
возможность коксования и прогара труб. Секундный объем сырья при
входе в нечь определяем по формуле
' Е=“збо^Г м3,сек’ (6ЛЗ)
где V — секундный объем в м3/сек\
G — производительность печи в кз/ч;
pt — плотность сырья при температуре па входе в печь в кг/м3.
Далее, ^ная секундный расход сырья, задаемся диаметром кон-
векционных труб d (в соответствии с существующими стандартами)
и определяем скорость сырья на входе в цечь по формуле
——5Г- м/сек. (6.44)
nd1 47
Если величина полученной скорости соответствует допустимой,
то принятый диаметр приемлем, в противном случае выбирают
новый диаметр или принимают решение о направлении сырья в печь
двумя потоками. / * ’ ’ - .
107
Поверхность конвекционных труб FK определяется следующей
формулой:
(6.45)
г __ Qk
Aicp^ *
где QK — количество тепла, полученного сырьем в конвекционных
трубах, в ккал/ч',
A kp — средняя логарифмическая разность температур сырья
и дымовых газов в конвекционной камере в °C;
• к — коэффициент теплопередачи в ккал/м2 • ч • град.
Для камеры конвекции обычно к = 20 4-40 ккал/л2 • ч • град.
Поверхность конвекционных труб можно определить, задаваясь
тепловой напряженностью, по формуле
г _ <?к
Г к — — ,
<УК
(6.46)
где а к — тепловая напряженность конвекционных труб, обычно
равная 8000—12 000 ккал/м2 • ч.
Количество тепла, полученного сырьем в конвекционной секции,
определяется по уравнению
Qk Q
где Q — тепло, полученное сырьем при прохождении всего змее-
вика печи, в ккал/ч [см. формулы (6. 31), (6. 32), (6. 33)
, и (6. 34)];
QB —/ тепло, полученное сырьем в радиантных трубах, в ккал/ч
[см. формулы (6.38) и (6.39)]. '
Температура сырья на выходе из конвекционной секции найдется
из теплового баланса потока сырья, проходящего конвекционную
камеру:
<2к = = G(j£ -<£),
откуда
Й = + -%- «мл/кг, (6.41)
где G — производительность печи в кг/ч\
д^ — теплосодержание сырья на входе из конвекционной
камеры, в ккал/кг',
q™ — теплосодержание сырья на входе в печь в ккал/кг.
По теплосодержанию д^ определяем температуру сырья на вы-
ходе из конвекционной камеры, пользуясь таблицами I и II (см. при-
ложение) .
Пример 6. 5. Определить тепловую мощность и проверить расчет поверх-
ности радиантных и конвекционных труб двухкамерной печи с наклонным сво-
дом для нагрева от 180 до 330° С 150 000 кг/ч нефти плотностью = 0,88.
108 '
Доля отгона на выходе из печи е = 0,4, плотность паров отгона = 0,86.
плотность остатка q|° = 0,910. Диаметр труб в камере радиации 152 X 6 мм,
в камере конвекции 127 X 6 мм, полезная длина труб 11,5 м, количество труб
соответственно 90 и 120 штук. Состав топлива и теоретический расход воздуха
такой же, как в примерах 6. 1и6. 2; теплосодержание дымовых газов при избытке
воздуха а — 1,4 найти по рис. 6. 1. Температура дымовых газов на перевале
750° С.
Решение. Определим тепловую нагрузку печи по формуле (6. 32)
Q=G [е<$30 +(!-₽) ?зЗО~518о]-
Теплосодержания нефти при температурах 180 и 300° С и паров отгона прж
330° С по табл. I и II равны:
д®80 = 85,66 • 1,064 = 91,30 ккал/кг;
?330 “ 177,09 • 1,046= 186,00 ккал/кг",
q”SQ = Ю1,42 • 3,136-73,8= 244,20 ккал/кг',
Q = 150 000 (0,4 • 244,2 + 0,6 • 186,0 — 91,3) =
= 17 680 000 ккал/ч.
Определим коэффициент полезного действия печи. Принимаем температуру
отходящих дымовых газов на 150° С выше температуры поступающей нефтж
tT = tc + 150 = 180 + 150 = 330° С.
Теплосодержание дымовых газов при а = 1,4 и tP = 330° С находим по
рис. 6. 1
^330 = 2000 ккал/кг.
f
Принимаем потери в окружающую среду равными 8%, тогда по формуле
(6. 29) имеем
еР-еРо.оз-^100= юеюо-о.о8иоооо-2ооо.100=72|0%.
Часовой расход топлива определяем по формуле (6. 35)
Q _ 17 680 000
<?р Пн "Ю 000 • 0,720
= 2455 кг/ч.
Определим количество тепла, поглощаемого радиантными трубами, по фор-
муле (6. 38), если температура воздуха, поступающего в топку, /в = 10° С,
температура топлива tT = 70° С, температура пара у устья фореунки 160° С,
расход'пара 0,6 кг на 1 кг топлива и потери тепла из радиантной камеры в окру-
жающую среду 6%, т. е. 0,06 QpB.
Qn=B -0,06 <?р),
где g — количество воздуха, приходящегося на 1 кг топлива; при избытки
воздуха а = 1,4 g = 14,2 • 1,4 = 19,9 кг на 1 кг топлива;
св — теплоемкость воздуха, равная 0,24 ккал/кг • град;
«в — температура воздуха, равная 10° С;
д® — теплосодержание жидкого топлива; при t = 70° С д® = 31,0 ккал/кг;
z — расход пара на распыливание топлива (0,6 кг на 1 кг топлива);
109
с$ — теплоемкость водяного пара, равная 0>45 ккал/кг - град; •
<ф — температура водяного пара, равная 160° С;
Qp — рабочая (низшая) теплота сгорания топочного мазута, равная
10 000 ккал/кг;
— теплосодержание дымовых газов на перевале; при 750° С оно равно
4400 ккал/кг (см. рис. 6. 1).
Подставив эти величины в формулу (6. 38), получим
(?и ~ 2455 (10 000 Ч- 14,2 - 1,4 • 0,24 • 10,0 + 31,0 + 0,6 - 0,45 - 160 —
— 0,06 • 10 000 — 4400) = 12 600 000 ккал/ч.
Радиационный фактор по формуле (6. 37)
Л 0 = 0,36 <2Р + 3500 == 0,36 • 10 000 • 0,98 + 3500 = 7028.
Плоская поверхность, эквивалентная рабочей|поверхности радиантных труб
для однорядного экрана определяется по формуле (6. 36)
QVB %________=
Qp# Пт____Д Ло_
Qh g
Я=—
к
0,88
10 000-2455-0,98
10 000 • 2455 • 0,98 , 7028
12 600 000 ' Ч 14,2-1,4
-« = 258 №.
в
Полная
будет равна
поверхность радиантных труб, соответствующая • эквивалентной,
Среднюю
Fp = 3.14-^- = 405 №.
тепловую напряженность при Fv = 405 № находим по формуле
<?и 12 600 000 _
(Гр = =-----7Лг--— 31100 ккалм? • ч.
* Fv 405
Поверхность радиантных труб согласно условиям примера составляет
/ F' =90-0,152-3,14-11,5 = 495 №.
Средняя тепловая напряженность при Fp = 495 № составит
12 600600 , 2
<уп =---т—=---= 25 500 ккал/м* -ч.
₽ 495
Таким образом, необходимая поверхность нагрева радиантных
труб, рассчитанная по формуле (6.36), составляет Fp = 405 м2
и соответствующая напряженность труб огр = 31 100 ккал/м2 • ч,
а фактически в печи Fp — 495 л2 и соответственно напряженность
равна о р = 25 500 ккал/м* • ч. Расхождение примерно на 20 %
между расчетными и фактическими величинами вызвано тем, что эмпи-
рйческая формула применима лишь для условий, близких к тем, на
основе которых выведена формула (6. 36). В данном случае расчетная
тепловая напряженность радиантных труб несколько завышена, что,
собственно, и привело к отклонению расчетной поверхности от факти-
ческой на 20%.
110
Следует отметить, что фактическая Op = 25 500 ккал/м2 * ч нахо-
дится в пределах, допустимых для печей такого типа*
Тепловая нагрузка камеры конвекции
= 17 680 000 — 12 600 000 = 5 080 000 ккал1ч.
Теплосодержание нефти на выходе из конвекционной камеры
определяется по формуле (6* 47)
й = Ло + ^ = 91,3 + ^^ = 125,2О
vs»
Соответствующая этому теплосодержанию температура £2=236° С.
Средняя логарифмическая разность температур нефти и дымовых
газов в конвекционной камере:
750оСДЬ1МОПЫ^-Га^330°С
’ 236° С ^ефть 180° С
дгб = 514°С^ Д«м=150°С
По формуле (4. 33) А tCp = 294° С.
Принимая коэффициент теплопередачи поверхности конвекционных труб
к = 30 ккал/л2 • ч • град из практических данных, определим необходимую
поверхность конвекционных труб:
‘ Fk Дгср*
5080000 ___ *
~29Гзб- = 575
Фактическая поверхность конвекционных труб печи согласно условиям
примера составляет
F'K = 120 • 0,127 * 3,14 • 11,5 =; 550 ж2,
т. е. отвечает расчетной. Затем определим скорость нефтепродукта на входе в печь
при диаметре труб 115 X б мм. Объем сырья
----
OuUtglSQ
150 000
3bU0 • 775
= 0,0537 ж3/сек..
Сечение трубы
4 4
Скорость на входе
V О.С537
Ю= 5-=бИЛ=Ы5л,/И'- ... .•
Так как скорость на входе в конвекционную камеру превышает допустимую
(0,5—2,5 м/сек), то направляем нефть двумя потоками, при этом '
22— = 2,57 м/сек. ’ : '
2
111
В настоящее время широко внедряются
6. Печи
беспламенного
горения1
лей диаметром 20 мм
в промышленность печи с излучающими сте-
нами из беспламенных панельных горелок
(рис. 6. 2). Каждая горелка размером
500 X 500 X 230 мм имеет 100—169 тунне-
и выполнена из керамики, которая катали-
зирует процесс горения. Газообразное топливо, поступающее в го-
релку, инжектирует необходимый для горения воздух, затем газо-
воздУшная смесь поступает в распределительную камеру горелки,
а из нее* в туннели. На 1 м2 излучающей поверхности приходится от
400 до 1250 туннелей, столько
же имеется и факелов. Но
так как сгорание топлива
происходит в самих тунне-
лях, то поверхность горелки
раскаляется без видимого
пламени. Интенсивность те-
плоотдачи от излучающих
стен в 2—3 раза больше, чем
от факела.
Трубчатке печи с излуча-
ющими стенами из панельных
Рис. 6. 2. Беспламенная панельная го-
релка.
1 —распределительная камера;2—трубка;
8 — керамическая призма с туннелями; 4 —
корпус инжектора; б — регулятор воздуха;
6 — газовое сопло.
горелок имеют тпирокии диа-
пазон теплопроизводитель-
ности: от 6 до 20 млн. ккал/ч.
Они применяются в качестве
нагревательных и нагрева-
тельно-реакционных печей.
Повышение теплопроизводительности в основном достигается увели-
чением длины печных труб с 6 до 18 м. Увеличение высоты печи не-
желательно, так как затрудняет эксплуатацию беспламенных панель-
ных горелок.
Стены радиантной камеры печи целиком собираются из беспламен-
ных панельных горелок и находятся на расстоянии 600—1000 мм
от трубного экрана, который может быть одно- и двухрядным.
Печи этого типа могут быть с нижним расположением радиантной
и верхним — конвекционной камер (см. рис. 6. 3) и наоборот. Основ-
ные преимущества печи беспламенного горения:
1) низкий коэффициент избытка воздуха а = 1,06 -г-1,1;
2) высокий к. п. Д.: цн = 0,80 -т-0,82 (против 0,60 4-0,75 у су-
ществующих печей);
3) высокая и равномерная тепловая напряженность труб радиант-
ного экрана, достигающая 50 000 ккал/м2 ♦ ч против 15 000—
35 000 ккал/м* • ч у существующих печей, т. е. в 1,5 раза выше;
стойь большое значение тепловой напряженности возможно благо-
1 См., например, Ц. А. Бахшиян. Трубчатые печи с излучающими сте-
нами топки. ГОСИНТИ, Москва, 1960.
112
даря высокой и равномерной теплоотдаче излучением от раскаленных
поВерхнортей панельных горелок;
4) высокая тепловая напряженность в радиантной камере, что
приводит к значительному снижению температуры дымовых газов,
покидающих топку (на 100—200° С), по сравнению с существующими
печами при равных тепловых напряженностях радиантных труб;
5) равномерный нагрев труб радиантного экрана как по окруж-
ности, так и по длине благодаря двухстороннему обогреву;
6) малая тепловая инерция, что дает
возможность быстро менять температуру
нагрева;
7) значительно меньшие потери тепла
в атмосферу через кладку печи, чем у су-
ществующих печей, ввиду меньшей поверх-
ности кладки и того, что стены топки,
собранные из панельных горелок, охла-
ждаются газо-воздушной смесью, поступа-
ющей на сжигание.
Печи беспламенного горения занимают
площаДь в 2—3 раза меньшую, чем типо-
вые двухскатные печи, а объем их в 5—
7 раз меньше; для строительства их тре-
буется вдвое меньше материалов, чем для
типовых печей. Рассмотрим некоторые осо-
бенности расчета таких печей.
Пример 6. 6. Определить поверхность ради-
антных и конвекционных труб и размеры печи
беспламенного горения производительностью
G = 125 000 кг/ч по нефти плотностью q2^ =
— 0,85. Нефть нагревается от 170 до 330° С, доля
= 0,55, плотность отгона р20 = 0,82, плотность остатка = 0,87. Темпера-
тура на перевале ip = 700° С. Состав топливного газа и теоретический расход
воздуха такие же, как в примере 6. 3. Рабочая теплота сгорания топлива
Qp = 11 700 ккал/кг.
Решение. Определим к. п. д. печи, если температура дымовых газов
на выходе из конвекционной камеры
tc = tc + 150 = 170 Ч- 150 = 320° С.
Теплосодержание дымовых газов при этой температуре и а = 1,1 по рис. 6. 1
<7з2о = 1635 ккал на 1 кг топлива.
Потери в окружающую среду примем равными 5%, тогда
1р0= 11700- 005-у 700-1635 )w=gu>%.
Рис. 6. 3. Печь беспламен-
ного горения.
1 — трубный змеевик; 2 —
излучающая стена; з — коллек-
тор топливного газа.
отгона на выходе из печи е =
Удельные теплосодержания нефти при 170 и 330° С и паров отгона при 330° С
находим по табл. I и II (см. приложение):
^170 ~ 80»21 * 1»082 = 86,80 ккал/кг’,
?330 ~ 177,09 • 1,070 — 190,20 ккал/кг\
?330 = 101,42 • 3,176 — 73,8 = 248,20 ккал/кг.
8 Заказ 1705.
113
Тепловая нагрузка печи
Q — G [е<?зз о 1~(1~е)9ззо ?по]-
= 125 000 [0,55 - 248,2 + (1 — 0,55) • 190,2 + 86,80) J = 16 200 ООО ккал/ч.
Теплопроизводительность Газовых горелок определяется по формуле
' Crop — — ккал/ч, (6. 48?
. Пн
где Q — тепловая нагрузка печи в ккал/ч;
т|ц — к. п. д. печи (нагревателя).
<2 0 =-£_=!9_^£-229 = 2ООООООО ккал!ч.
Пн 0,81
Расход топлива
Crop _ 20 000 000 _
Qt, ~ 11 700 -1715 '
Количество тепла, переданного радиантным трубам, находим по формуле
(6. 39)
<?и «= В (<2р Пн - tf) = 1715 (11 700 • 0,95 - 3736) = 12 700 000 ккал/ч,
где q* — теплосодержание дымовых газов на входе в камеру конвекции при
t = 700° С.
Зададимся тепловой напряженностью радиантных труб в 1,5 раза большей»
чем в обычных нагревательных трубчатых печах, т. е.
а; = 1,50р,
где Ор— тепловая напряженность радиантных труб в печи беспламенного горе-
' ния в ккал/м2 • ч;
Ор — тепловая напряженность радиантных труб в трубчатых печах с пла-
менным горением (см. табл. 6. 5).
Ор *= 1,5 Ор = 1,5 • 30 000 = 45 000 ккал/м2 • ч.
ТАБЛИЦА 6. $
Допустимые тепловые напряженности поверхности нагрева
радиантных труб в зависимости от назначения трубчатого
нагревателя
Установки Средняя тепловая напряжен- ность, ккалул2- ч
Атмосферная перегонка сырой нефти Вакуумная перегонка мазута . . . Вторичная перегонка пресс-дистил- ' лята Крекинг . Вторичная перегонка смазочных масел 24000—30000 (местная до 35000) 20000-27000 24000 : 14 700—25 000, в зоне реакции 14000 14 700-17 300
114
Необходимая поверхность нагрела по формуле (6. 40)
» _ <?и _12 700 000
. ----45000----282 Ж-
°р
Для определения количества труб в печи необходимо задаться их диаметром
и определить скорость нефти на входе в печь. Примем диаметр печных труб d =
— 127 X 6 мм и их длину I = 18 м. Полезная длина трубы 17,5 м.
Сечение трубы диаметром 127'X 6 мм находим по формуле
_ лй2 3,14.0,1152 nmn. 2
о = —т— =-----;-----= 0,0104 ла.
4 4
Секундный объем сырья на входе в печь
V 36OUQt ’
где ре — плотность сырья при температуре на входе в печь (см. рис. 3. 1);
(?170 = 745 кг/л3.
У = “360^------= 0,0466 м3/сек'
obOOQi7$ ЗоОО •
Скорость сырья на входе в печь
V 0,0466 . ,о ,
в=Т=сШ=448 м1сек'
При двух потоках сырья скорость равна 4,48 : 2 — 2,24 м/сек, что допустимо.
Число труб в радиантной камере печи ’ .
= Гр______________282 = '
П 1л а 17,5 • 3,14 -0,127 —
Количество тепла, переданное нефти в конвекционной камере
Qk = Q — Qu = 16 200 000 — 12 700 000 = 4 500 000 ккал/ч.
Теплосодержание нефти на выходе из конвекционной камеры
=^ + ^70== 4-86,80= 122,80 ккал/кг.
Соответствующая этому теплосодержанию температура tK = 228° С. Средняя
логарифмическая разность температур нефти и дымовых газов в конвекционной
камере
700° с дымовые газы 320о с
228*£ нефть 170° С
Д/6-472° С*" Д/м=150°С’
По-формуле (4.33) средняя разность температур Д/ср = 280°С. При-
нимай коэффициент теплопередачи конвекционных труб к 30 ккал/м* • ч •
. град, определим необходимую поверхность конвекционных труб ;
р О" .4 500 000 _
Fk ’ Atepfc ~ 280-30 536 *
8*
115
Число труб в конвективном пучке
_ FK _ 536 __
П aid 3,14-0,127-17,5 '7‘
Зная число труб в радиантном и конвективном пучках, определим размеры
печи. Расстояние между панельными горелками и трубным экраном примем рав-
ным 1000 мм. На поду печи разместим 6 труб. Остальные 34 трубы разместим
двухрядным экраном. Высота камеры радиации, если расстояние между осями
труб примем равным 2d,
hp = 2dn = 2 • 0,127 • 17 = 4,3 м,
где /гр — высота камеры радиации в м;
d — наружный диаметр труб в м;
п — число труб.
Для камеры конвекции число труб в ряду примем равным 4. Тогда число
рядов и' = 77 : 4 = 19,2, примем п' = 20 и определим высоту камеры конвекции
hK = (п'~ 1) 2d + d = (20 — 1) 0,25 + 0,127 = 4,87 м,
где Лк — высота камеры конвекции в м.
Теплопроизводительность горелок Qrop = 20 000 000 ккал/ч. Так как печи
беспламенного горения двухстороннего излучения, то на каждую сторону прихо-
дится 20 000 000 : 2 = 10 000 000 ккал/ч.
Примем число рядов панельных горелок равным 2, тогда необходимое
число горелок на одну сторону печи размером 500 X 500 мм при длине печи 1П =
= 17 м будет
я гор = кт” • 2 = 17 • 2 2 = 68.
и,о
Теплопроизводительность каждой горелки
' 10 000000
*?гор =--бб----=147 000 ккаЛ/4-
к Оо
По табл. 6. 6 выбираем горелки типа ГБП4а теплопроизводительностыо
140 000 ккал/ч каждая.
ТАБЛИЦА 6.6
Основная характеристика беспламенных панельных горелок
Гипронефтемаша
Тип горелки Размеры излучающей стены, мм Теплопроизво- дительность горелки, гыс. ккал-ч Тип горелки Размеры излучающей стены, мм Теплопроизво- дительность горелки, тыс. ккал-ч
ГБП1а 500 X 500 35 ГБП16 605 X 605 ч 55
ГБП2а 500x500 60 . ГБП26 605 X 605 120
ГБПЗа 500X500 85 ГБПЗб 605 X 605 200
ГБП4а •500X500 140 ГБП46 605 X 605 280
ГБП5а 500x500 200 ГБП56 605 x 605 400
ГБПба 500 X 500 240 ГБП66 605 X 605 550
ГБП7а 500x500 320 ГБП76 605X605 750
ГБП8а 500 X 500 380 ГБП86 605 X 605 1000
ГБП9а 500X500 600
ГБПЮа 500 X 500 700
116
Пример 6. 7. Определить поверхность и число труб печи беспламенного
горения для термического крекинга флегмы. Производительность печи 50 000 кг/ч
флегмы относительной плотностью = 0,880, молекулярный вес флегмы
Мф = 230, средняя молекулярная температура кипения f £ ср = 260° С.
Выход газа 6%, бензина 21%. Относительная плотность бензина Q^° = 0,750,
молекулярный вес его Mq = 110, средняя молекулярная температура кипения
t®. ср = 130° С. Давление на входе в печь рвх = 50 ат, на выходе из печи
Рвых = 35 ат. Температура на входе в печь iBX = 350° С, на выходе из печи
^вых = 505° С.
Решение. Определим тепловую нагрузку печи.
Для определения тепловой нагрузки печи необходимо выяснить, в каком
состоянии — парообразном или жидком — находится продукт на выходе из
Рис. 6. 4. / Критическая темпера- Рис. 6. 5. Поправка теплосодержания не-
тура нефтяных фракций. фтепродуктов в зависимости от давления.
печи при давлении 35 ат. По рис. 6. 4 для средней молекулярной температуры
кипения флегмы (260° С) и бензина (130° С) находим соответственно их критиче-
ские температуры £*р = 455° Си г®р = 320° С. Так как критические темпера-
туры значительно ниже температуры на выходе из печи (£вых = 505° С), то весь
продукт на выводе из печи находится в паровой фазе. Известно, что теплосодер-
жание паров нефтепродуктов понижается с повышением давления. Определим
поправку теплосодержания на давление (см. главу двенадцатую).
Абсолютная критическая температура флегмы
Т* = ** + 273 = 455 + 273 = 728° К.
пр пр * •
Абсолютная температура системы
Т = *вых + 273 = 505 + 273 = 778° К.
Приведенную температуру флегмы находим по формуле (12. 5)
тФ _
Пр~
Т
778
728
1,07.
\
Определим критическое давление флегмы по формуле (12. 6)
Ркр —
Т’кр
117
1 *• * W1- lit
тде Ркр‘— критическое давление в ат\
к — коэффициент, зависящий от характера фракции и равный 6,8;
Ткр — критическая .температура, 728° К;
Л/ф — молекулярный вес флегмы, 230.
Т 7?8
^=кт^=ы-^=2^ат-
Приведенное давление ‘
п _ Р
Рцр — ~—
Ркр
35
21,5
= 1,63.
По графику рис. 6. 5 определим поправку теплосодержания на давление
\НМ
Т
= 5,1,
где
АЯ — теплосодержание при атмосферном давлении минус теплосодержание
при повышенном давлении, т. е. искомая поправка;
М — молекулярный вес паров;
Т — абсолютная температура.
ДЯ =
5,1-778
230
= 17,20 ккал)кг.
Теплосодержание флегмы на входе в печь находим по табл. I и II (см. при-
ложение)
^350 ~ 190,66 • 1,064 = 203,00 ккал]кг.
Теплосодержание паров на выходе из печи с учетом поправки на давление
-определяем по табл. III и IV (см. приложение)
^505 ~ 1^9’95 • 3,116 — 73,8 — 17,2 = 348,00 ккал/кг.
Определим тепловую нагрузку печи по формулам (6. 32) и (6. 33)
Q = G [₽?505 ~Ь(1 ~~₽) 95О5~^35о] + С(хб + хг) ^реакц.
Так как на выходе из печи весь продукт находится в паровой фазе, т. е.
« = 1,0, приведенная выше формула упрощается;
Q — G ( ?505 + (^б + ^г) ^реакц-—
'*= 50 000 (348,0 - 203,0) + 50 000 (0,21 + 0,06) • 250 *= 7 250 000 + 3 375 000 =
= 10 625 000 ккал/кг.
Принимаем, что температура отходящих дымовых газов на 150° С выше
температуры входа сырья в печь, т. е.
iP = 4- 150 = 350 + 150 =₽ 500° С.
Во избежание больших потерь тепла с дымовыми газами целесообразно на
выходе дымовых газов из камеры конвекции установить котел-утилизатор.'
Тйыосодержание дымовых газов при избытке воздуха а = 1,1 и tr = 500° С
^500 2600 ккал/кг.
Примем потери в окружающую среду О,О5Х2р, тогда к. п. д. печи
„ Cp-O.OSgp-^oo 11700 - 0,05- 11 700 — 2600
Чи=-----------------100 =------------------------100 = 73/».
118
Теплопроизводительность газовых горелок
л О 10*625 000
Crop — — —Q -----О^Ю 000 ккал/ч.
Расход топлива
n Crop 14'000 000 ДГ|/О
в—^—йтйо—1248 'м/-
Определим тепловую нагрузку нагревательной и реакционной секций. Так
кай в камере радиаций тепло передается в
брегая теплопередачей конвекцией, можно ус-
ловно считать, что тепло, выделившееся при
сгорании топлива, распределяется между на-
гревательным и реакционным змеевиками (схе-
му печи см. рис. 6. 6). Принимаем темпера-
туру продукта на входе в реакционный змее-
вик 495° С4 а давление 42 ат, тогда
г _ 495+273 _ 42
ир 72а
&ЯМФ =5,д.
основном излучением, то, прене-
1,055; Рпр— "21'5"— 1»95;
' 5,9(495 + 273) _
АЯ==------230
= 19,7 ккал/кг.
Теплосодержание флегмы при темпера-
туре 495° С и атмосферном давлении равно
^495 = 138,46 * З.ИЗ—73,8 = 357,7 кйал/кг.
Теплосодержание флегмы с поправкой на
давление в 42 ат
9495 = 347,7 —19,7 = 338,0 ккал/кг.
Так как практически реакции крекинга
происходят до входа сырья в реакционный
змеевик, то в нагревательной (радиантной)
секции в зависимости от бензинообразования
часть тепла расходуется на реакции крекинга.
Примем бензинообразование в нагревательной
секций = 14,2% от общего количества бен-
зина, тогда тепло; сообщенное продукту в кон-
векционной и радиантной (нагревательной)
секциях, определится из уравнения
^Н+к^ ( ^495 ?35о)-Ь& (*б+*г) (?реакцхб«
2436
Рис. 6. 6. Эскиз печи беспла-
менного горения.
1 — конвекционные s трубы; 2 г-
реакционный вмеевик; з — ради-
антные трубы; 4 — излучающие-
стены из панельных горелок.
Примем Среакц из опытных данных равным 250 ккал на 1 кг смеси бензина
н газа:
+ к = 50 000 (338,0 — 203,0) + 50 000 (0,21 + 0,06). 250 • 0,142 г
- 6 750 000 + 480 000 = 7 230 000-ккал/ч.
Тепловая нагрузка реакционной секции
Qp. с= Ю 625 000 — 7 230 000 = 3 395 000 ккал/ч.
Теплопроизводительность газовых горелок:
119
а) в нагревательной секции
'н+к 7 230 000 ’ пппл . .
— п — = 9 900 000 ккал/ч;
V, / OV
<?гор Пн
6) в реакционной секции:
' О' _Ср. с_ 3 395000
^гор
----- =4650000 ккал/ч.
Цн 0,730
• Соответственно расход топлива:
v „ Crop 9 900 000
. а)Вн+"=’ёГ'=-----------
б)Вр.о=-^
VP
Зададимся температурой дымовых газов после нагревательной секции ка-
меры радиации £н. с = 850° С, а после реакционной секции tp. с = 750° С.
Теплосодержание дымовых газов по рис. 6. 1 при а — 1,1
gg50 —4650 ккал/кг, g^5o=4O67 ккал/кг.
11700-= 846 К3/ч;
4650000 ,
11700 -397 «г/ч-
Тепло, переданное радиацией в нагревательной секции, находим по фор-
муле (6. 39):
Qw = 84б (11 700 • 0,95 — 5000) = 5 175 000 ккал/ч;
Qa = 397 (И 700 • 0,95 — 4067) = 2 800 000 ккал/ч.
Тепло, переданное продукту конвекцией:
Ск = (Qh + к" Сн) + (Ср с- Си) = (7 230 000 - 5 175 000) + (3 395 000 -
— 2 800 000) = 2 055 000 + 595 000 = 2 650 000 ккал/ч.
Определим поверхность конвекционных, радиантных и реакционных труб
по формулам (6. 40) и (6. 46), если примем тепловую напряженность конвекцион-
ных труб ок = 9000 ккал/м* • ч, радиантных труб ои = 35 000 ккал/м* - ч,
реакционных труб пр. с = 20 000 ккал/м* • ч.
Поверхность конвекционных труб
„ <2к 2 650 000
Г к
ак
9000
= 294 ^2;
радиантных труб
Е> __Си
^и = -Г-
5175 000 2.
35000 148 ’
реакционных труб
3 395000 „
-^оббб~ = 169л-
V Ср. С
^р. с —“
°р. С
При полезной длине трубы Z = 17,5 м и наружном диаметре трубы dH =
= 0,102 м число труб составит:
для камеры конвекции
FK 294 _к
”к~ ndal 3,14.0,102.17,5 ’
294
148
для камеры радиации
__ F и i'to _Qy.
-3,14-0,102.17,5
120
для реакционной секции
169
п = Fp- с = = 41
р’с ndHl 3,14-0,102-17,5 й
Компоновку труб печи беспламенного горения термического крекинга
флегмы см. на рис. 6. 6.
Пример 6. 8. Производительность трубчатой печи G — 50 000 кг/ч мазута
с относительной плотностью q|° = 0,930. Расход топлива В = 1150 кг/ч, или
2,3% на сырье. Теплота сгорания топлива Qp = 11 700 ккал {кг', к. п. д.
печи т]н = 0,70.
Предварительно мазут нагревается-в теплообменных аппаратах от темпера-
туры h = 20° С до ti = 220° С. Коэффициент регенерации тепла на установке
Лрег =54,5%. Температура отходящих из конвекционной камеры дымовых
газов
= *з + 180 = 220 + 180 = 400° С.
Определить:
а) необходимую поверхность воздухоподогревателя, если использовать
тепло дымовых газов, охладив их до температуры t$ = 250° С; х
б) новый коэффициент регенерации тепла.
Для решения используем данные примеров 6. 3 и 6. 4.
а) Теплосодержание дымовых газов при U = 400° С и f3 = 250° С опреде-
лим по рис. 6. 1
qi = 2067 ккал)кг‘, q$ = 1268 ккал/кг.
Тепло, выделенное продуктами горения в воздухоподогревателе:
?в = (?4 — <?з) = 2067 — 1268 = 799 ккал)кг.
Принимаем к. п. д. воздухоподогревателя цв = 0,90, тогда тепло, передан-
ное воздуху:
А^в = дв Лв = 799 • 0,90 — 720 ккал)кг.
Примем начальную температуру воздуха £н = 20° С, конечную £к
определим из формулы
^к = ^н+ 2/' > (6. 49)
где а — коэффициент избытка воздуха, а = 1,1;
G — теоретически необходимый расход воздуха для сгорания 1 кг топлива^
G — 17,95 кг/кг;
св — средняя теплоемкость воздуха, св = 0,25 ккал/кг • град.
Определим среднюю разность температур Aicp
400° С— °В/е Га3- 250° С
174° С воздух 20° С
А*б = 236° С" AfM = 230°C '
Так как -^^- = ||^ = 1,02<2, то по формуле (4.34)
А*ср 236 + 230 = 233° С.
12 1
’К'?5- >- 7. Г'- )/; 7 ч.
Тепловая нагрузка воздухоподогревателя
Q — qBB = 799 • 1150 = 919 000 ккал/ч
Коэффициент теплопередачи воздухоподогревателя к примем равным*
15 ккал/м2 • ч • град, тогда поверхность воздухоподогревателя
F==T<^ = 262 •и3,
15 - 230
Выбираем трубчатый воздухоподогреватель Оргэнерго с поверхностью 300ла,
длиной труб I = 4 м.
б) Определим новый коэффициент регенерации тепла.
Количество тепла, приобретаемое 100 кг мазута в теплообменниках при
яагреве от 20 до 220° С:
Ф = 100 ( 3220“ ?2о) •
По табл. I и II (см. приложение) находим теплосодержание мазута при
Jti = 20° С и t2 = 220° С:
?220 = 108,26 • 1,035 = 111,20 ккал/кг;
?2о = 8,22 • 1,035 = 8,55 ккал/кг,
тогда
<?!= 100 (111,20 — 8,55) = 10 265 ккал/ч.
Экономия топлива
В ~QV~ 11 700 -79кг/4*
или расход топлива при наличии воздухоподогревателя составит
1071
В = 1150—79 = 1071 кг/ч, т. е. 100 = 2,14% от сырья.
Коэффициент регенерации тепла по формуле (5. 5)
tper = ^5:(11 700.0.7) 100 = 585%>
2,14
/
и?, е. коэффициент регенерации тепла Повысился на 58,5 — 54,5 = 4,0%.
ГЛАВА 7
ПРОЦЕССЫ
КОНДЕНСАЦИИ
И ОХЛАЖДЕНИЯ
1. Общая схема расчета
Готовые нефтепродукты и дистил-
ляты, полученные на нефтеперера-
батывающих установках, после реге-
нерации их тепла в теплообменных
аппаратах необходимо дополнительно-
охлаждать для безопасности транс-
порта и хранения. Жидкие нефтепро-
дукты доохлаждают в холодильниках,> а продукты, поступающие
в паровой фазе, — в конденсаторах-холодильниках. Общая схема рас-
чета этих аппаратов такова:
а) определяют тепловую нагрузку аппарата;
б) устанавливают расход охлаждающей воды;
в) определяют необходимую поверхность охлаждения или конден-
сации.
Тепловую нагрузку холодильников определяют по топ же мето-
дике, что и теплообменных аппаратов (см. главу пятую).
Зная количество нефтепродукта, его температуру на входе в аппа-
рат и на выходе из аппарата, определим тепловую нагрузку холодиль-
ника, т. е. количество тепла, выделяющегося при охлаждении потока»
по формуле (5. 1)
где G — количество охлаждаемой жидкости в кг/ч;
9^ И 9^ — теплосодержание жидкости соответственно на входе1
в холодильник и на выходе из холодильника
- в ккал/кг.
Несколько сложнее формула для определения тепловой нагрузки:
конденсаторов-холодильников, так как в эти аппараты обычно посту-
пают в паровой фазе два кдмпонента — нефтяные и водяные пары.
Поэтому тепловая нагрузка аппарата складывается из двух величин
Q = Qh. и -J- С?в. п ккал/ч. (7. 1^-
Рассмотрим первое слагаемое — п (нефтяных паров). Нефте-
продукт поступает в аппарат в парообразном состоянии при темпера-
туре fi. Так как любой нефтепродукт является смесью большого
числа различных углеводородов с различными температурами
123-
кипения, то и конденсация его происходит постепенно, а тепловая
нагрузка аппарата выразится уравнением
Qh. п = Gh. п ( qtx— Qt%} ккал/ч, (7. 2)
где Ся.п —'количество нефтяных паров в кг/ч\
— теплосодержание нефтяных паров при температуре на
входе в аппарат в ккал/кг\
— теплосодержание жидкого нефтепродукта при темпера-
туре на выходе из аппарата в ккал/Кг.
Рассмотрим второе слагаемое — (7В.п (водяного пара). Поступа-
ющий в аппарат перегретый водяной пар необходимо охладить до
температуры конденсации. Водяной пар поступает в аппарат в смеси
с парами нефтепродуктов. Как и для любой системы, состоящей из двух
и более компонентов, давление паров нефтепродуктов в присутствии
водяного пара при прочих равных условиях понижается (см. гл. 8),
а температура конденсации (испарения) каждого компонента
в смеси всегда ниже, чем температура паров на входе в аппарат.
Обычно в смеси бензиновых и водяных паров температура кон-
денсации водяного пара равна примерно 80° С. Известно, что тепло-
емкость воды равна 1 ккал/кг • град, а водяного пара примерно
0,5 ккал/кг • град, т. е. для охлаждения 1 кг водяных паров до темпе-
ратуры их конденсации iK необходимо отнять тепла 0,5 (ii — iK) ккал
на 1 кг водяного пара.
Чтобы сконденсировать водяные пары при температуре их конден-
сации, необходимо отнять скрытую теплоту конденсации (испаре-
ния) Z при данной температуре и далее доохладить конденсат от темпе-
ратуры ZK до температуры выхода смеси из аппарата Z2.
Таким образом, второе слагаемое уравнения (7. 1) выражается
формулой
Qb. п ~ 2 [0,5 (Zj — ZK) +1~Ь (Zk — Z2)], (7.3)
где z — количество водяных паров в кг/ч',
0,5 — теплоемкость водяных паров в ккал/кг • град’,
t} — температура паров, поступающих в аппарат, в ° С;
iK — температура конденсации водяного пара при данных
условиях в °C;
I — скрытая теплота испарения при данных условиях в ккал/кг’,
t2 — температура жидкости на выходе из аппарата в °C.
Количество тепла, воспринимаемого охлаждающей водой (нагре-
ваемый -поток), определяется по формуле, аналогичной формуле
(5. 2):
<?2 = g(Z4 —£3) ккал/ч, (7.4)
где g — расход охлаждающей воды в кг/ч;
i4 и t3 — температура отходящей и охлаждающей воды в °C.
Для конденсаторов-холодильников погружного типа температура
отходящей воды обычно не превьппает 55—60° С, поэтому при их
124
л
расчете тепловые потери в окружающую среду не учитывают, т. е.
принимают, что количество тепла, выделяющегося при охлаждении
потока, численно равно количеству тепла, воспринимаемого охла-
ждающей водой. Из уравнений (5. 1) и (7. 1) нетрудно рассчитать
расход охлаждающей воды.
Так как Qr = можно написать
Qi = g — %),
откуда
При определении расхода воды на охлаждение нефтепродуктов
следует исходить из того, что этот расход должен быть минимальным;
если расход охлаждающей воды будет ниже установленного мини-
мума, это приведет к недопустимому повышению температуры воды,
при котором происходит интенсивная кристаллизация и выпадение
солей на поверхности труб, что резко ухудшает условия теплопере-
дачи. Подача же большого количества воды вызывает излишние за-
траты электроэнергии. В связи с этим обычно оптимальным считается
расход, несколько превышающий минимальный. В тех случаях,
когда по условиям процесса необходим большой расход воды, жела-
тельно отработанную воду использовать в других холодильниках,
где не требуется охлаждения до столь низкой температуры, как в кон-
денсаторах-холодильниках для легких нефтепродуктов.
Минимальный расход охлаждающей воды находят по температуре,
при которой не происходит кристаллизации и выпадения солей,
и по ее исходным качествам (стабильность воды). Наихудшей является
морская вода, содержащая до 3,8% солей. Воды рек обычно содер-
жат до 1 % солей, и в этом отношении более приемлемы, чем морская.
Наилучшей является дистиллированная вода (паровой конденсат),
в которой почти отсутствуют соли.
Опытами установлено, что процесс выпадения кристаллов содей
для обычной (водопроводной) охлаждающей воды, как правило,
начинается -при температуре 55° С.
Следует иметь в виду, что в конденсаторах и холодильниках по-
гружного типа из-за небольшой скорости движения воды температура
последней у поверхности труб на 10—15° С выше, чем на выходе из,
аппарата. В трубчатых холодильниках, где скорости движения
воды сравнительно высоки, эта разность температур составляет 3—
5° С. Исходя из этого, целесообразно температуру отходящей воды
для погружных конденсаторов и холодильников принимать равной
40-45° С.
Для определения необходимой поверхности охлаждения по из-
вестным свойствам охлаждаемых потоков и условиям работы аппа-
рата подбирают коэффициент теплопередачи и по формуле (4. 28)
находят искомую поверхность.
В настоящее время в нефтеперерабатывающей промышленности
находят все большее применение конденсаторы и холодильники
125
7Х>, F. %ч, Ч.-’. ,
воздушного охлаждения (рис. 7.1). Конденсаторы и холодильники воз-
душного охлаждения не загрязняются и не подвергаются коррозии;
трубы их изготавливают либо из цветных металлов, либо из стали.
Эти аппараты особенно удобны в районах, где испытывается недоста-
ток охлаждающей воды или вода загрязнена и требуется ее дополни-
тельная очистка.
При решении вопроса о целесообразности применения аппаратов
воздушного охлаждения необходимо исходить из следующих сообра-
жений.
Рис. 7. 1. Горизонтальный воздушный холодильник.
1 — двигатель вентилятора; 2 — муфта сцепления; з — редуктор; 4 —
кольцевой диффузор; 5 — кольцевая коническая камера; 6 — огражде-
ние вентилятора; 7 — ребристые трубы; 8 — патрубки коллекторов; 9 —
коллекторы; 10 — лопасти вентилятора.
1. Применение воздушных холодильников наиболее целесообразно
при недостатке или высокой стоимости охлаждающей воды, осо-
бенно в районах с ограниченными водными ресурсами, где требуется
организация системы оборотного водоснабжения, либо перекачка
значительных количеств охлаждающей воды на большие расстояния.
2. Средняя годовая температура окружающего воздуха должна
быть по возможности низкой, что обеспечит более эффективную работу
аппаратов воздушного охлаждения,
3. Применение аппаратов воздушного охлаждения особенно эффек-
тивно при высоких температурах конденсации, так как в этих усло-
виях в аппаратах с водяным охлаждением резко возрастает скорость
отложения накипи на трубах. Кроме того, при высокой конечной
температуре охлаждаемого потока увеличивается средняя разность
температур теплообменивающихся потоков, что улучшает условия
теплообмена.
126
Для увеличения коэффициента теплопередачи в аппаратах воздуш-
ного охлаждения применяются ребристые трубы. Ребра, изготовля-
ются из меди или алюминия.
Для подачи воздуха в аппаратах воздушного охлаждения приме-
няются лопастные пропеллерные вентиляторы большой производи-
тельности.
Трубный пучок в конденсаторах воздушного охлаждения имеет
прямоугольную форму и состоит из 3—6 рядов труб, размещенных
по треугольнику. Длина труб от 1,2 до 9 л. Трубы развальцовываются
в коллекторе.
Горизонтальные воздушные конденсаторы занимают гв 4—10 раз
большую площадь, чем погружные аппараты водяного охлаждения
одинаковой производительности, поэтому они выполняются или ша-
трового типа, или многоярусного.
В условиях жаркого климата для улучшения коэффициента тепло-
передачи воздух перед входом в трубные пучки должен увлажняться,
а в случае внезапной остановки электродвигателя автоматически
осуществляется подача воды на орошение в маточник; тогда конден-
саторы воздушного охлаждения работают как оросительные тепло-
обменные аппараты. Наибольшая эффективность работы достигается
при использовании конденсаторов воздушного охлаждения для съема
основной части тепла и погружных холодильников для доохлаж-
дения.
Коэффициент теплопередачи для конденсаторов воздушного охла-
ждения колеблется в пределах 10—50 ккал/м* • ч • град.
Пример 7. 1. Определить необходимую поверхность охлаждения и расход
воды для" холодильника погружного типа, в котором охлаждается 10 000 кг/ч,
керосина относительной плотностью р|° = 0,85 от 115 до 50° С, а охлаждающая
вода нагревается от 20 до 40° С,
Решение, а) Определим тепловую нагрузку керосинового холодильника
Q~Gv. (' ~?5о) •
Теплосодержание керосина при 115 и 50° С:
^11 & = 51,70 * 1,082 = 56,0 ккал/кг\
950 = 2146» 1,082 = 22,8 ккал/кг,
тогда
Q= 10 000 (56,0 - 22,8) = 332 000 ккал/ч.
б) Определим расход охлаждающей воды
g= —^6 600 кг/ч, или 16,6'Л43/ч,
в) Согласно данным табл. 7. 2 примем значение к — 80 ккал/м2 ч • град.
Схему теплообмена выбираем противоточную
415° С 5ЭоС
40° С вода 20° С
Д/0 = 75° С ~ AZM = 30° С '
127
По графику рис. 4. 11 Д icP ~ 50° С.
Требуемая поверхность охлаждения.
Q _ 332000
fczWcp 80 — 50 '
Труба диаметром 1Q0 мм и длиной I = 3 м имеет поверхность охлаждения
/ = 1 № (без учета двойников); следовательно, на холодильник потребуется
83 трубы. При расположении в длину по 2 трубы, по высоте ящиков в И рядов
и по ширине в 4 ряда/в ящике холодильника разместится 2x11 X 4 = 88 труб,
что вполне обеспечивает расчетную поверхность.
Пример 7. 2. Определить расход охлаждаюйщй воды и поверхность конден-
сатора-холодильника для конденсации и охлаждения смеси бензиновых и водя-
ных паров от 110 до 70° С и от НО до 35° С.
Количество бензиновых паров Gq = 20 000 кг/ч, относительная плотность
бензина = 0,750. Количество водяных паров z = 2000 кг/ч. Температура
конденсации смеси бензиновых и водяных паров tK = 80° С. Температура охла-
ждающей воды 10° С.
Решение. Вначале определим тепловую нагрузку аппарата при конден-
сации и охлаждении смеси паров от НО до 70° С. Эта нагрузка по формуле (7. 1)
для нашего случая равна
VI — хб “Г хв. п>
Первое слагаемое Qq по формуле (7. 2) равно
( ?1ю — ?то) •
Теплосодержания паров и жидкого бензина по табл. I, II, III и IV (см.
приложение) равны:
= 63,88 • 3,246 — 73,8— 132,7 ккал/кг-,
?70 ~ 30,26 • 1,151 = 33,7 ккал/кг,
тогда
@6 = 20 000(132,7 — 33,7) = 1 980 000 ккал/ч.
Второе слагаемое QB. п по формуле (7.3) равно
@в. n = z [0,5 (£i — £к) +I + (^к—М]’
где I ~~ скрытая теплота испарения; при tK = 80° G I = 550 ккал/кг»
QB. п = 2000 [0,5 (НО — 80) + 550 + (80 70)] = 1 150.000 ккал/ч.
Общая тепловая нагрузка аппарата
Qi = Qo + Qb. п = 1 980 000 4- 1 150 000 = 3 130 000 ккал/ч.
Примем температуру отходящей воды t = 40° С, тогда ее расход по формуле
(7.5) С
g= 300 кг/ч, или 104,3 м3/ч.
40 —10
Необходимая поверхность охлаждения при противоточной схеме теплооб-
мена
пары бензина и воды jqo q
10° С
110° С'
_____40° С Охлаждающая вода
Д£6 = 70° С Д£м = 60°С
Так как = 1,17 <2, то Д£ср = Z2ii0 = 65° С.
I Aim W 2
128
Требуемая поверхность охлаждений, если но данным табл.- 7. 3 принять
к = 130 ккал/л2 • ч • град".
Qi 3130000 _
F ЛД£Ср 130 - 65 370 ’
Аналогично по известной нам методике рассчитаем конденсатор-холодильник
при охлаждении смеси паров от 110 до 35° С. Суммарная тепловая нагрузка
аппарата в этом случае составит
Qi = 3 490 000 ккал/ч.
При определении необходимой поверхности охлаждения коэффициент тепло-
передачи принимаем равным 130 ккал/м2 • ч град, т. е. таким же, как й в пер-
вом варианте; Д £ср = 44° С. Тогда искомая поверхность F — 610 л2. '
Как видно из расчета, (3 130 000 : 3 490 000) 100 = 90% тепла снимается
при конденсации паров, в то же время на завершение процесса Доохлаждения
необходимо резко увеличить поверхность аппарата (в нашем случае на 610—
—370 = 240 л2, или на 65%).
Пример 7. 3. По условиям примера 7. 2 определить поверхность конденса-
тора-холодильника воздушного охлаждения, если одна трубка диаметром 38 X
X 3 мм и длиной I — 3 м имеет поверхность 0,387 л2, а та же оребренная трубка
имеет поверхность f = 2,78 л2. Интервал нагрева воздуха примем от 5 до 35° С.
По примеру 7. 2 тепловая нагрузка аппарата при охлаждении смеси паров
от 110 до 70° С составляет Q = 3 130 000 ккал/ч. Определим количество воздуха,
которое необходимо подать через трубный пучок конденсатора-холодильника.
По уравнению теплового баланса имеем
@1=VhQbcb(^2 (7.6)
где Qi — количество тепла, отдаваемое горячими продуктами, в ккал/ч;
Ун — объем воздуха, нагнетаемого вентилятором, в л3/ч;
рв — плотность воздуха при нормальных условиях (р = 760 мм рт. ст,
и t = 0° С), QB = 1,29 кг/л3;
св— теплоемкость воздуха; обычно принимается св = 0,24 ккал/кг X
Хград;
h и h — соответственно температуры холодного и нагретого воздуха, в ° С.
Из уравнения (7, 6) имеем
у _ Q1____________ 3 130 000 _ м3/ч
Vb евСв(«2 —Ц) 1,29-0.24(35-5) 336°00- f '
. По каталогу выбираем вентилятор УК-2 ЦАГИ с наружным диаметром ко-
леса d — 2800 лл, который нри 425 об/мин подает 330 000 л3/ч воздуха. В кон-
денсаторах воздушного охлаждения предусмотрен перекрёстный ток теплообме-
нивающихся потоков, поэтому среднелогарифмическая разность температур
будет всегда ниже, чем для противоточной схемы теплообмена. Примем Д /ср —
= 0,8 от Д tcp противотока *. '
Для противотока имеем
110° С паРы бензина и воды jqo с
35° С охлдждмици* В°ЗДУХ go Q
Д*б = 75°С Д*М = 65°С
Так как = — = 115 < 2, то Д/Ср = 7Ц—- = 70° С.
Aim .00 2
г Для точного определений Д tPp можно воспользоваться книгой: Михеев М. Д-
Осиовы теплопередачи. Госэнергоиздат, 194ft.
9 Заказ 1705. 129
Примем коэффициент теплопередачи к = 40 киал/м2 • град, тогда необходи-
мая поверхность охлаждения
3 130 000 .... ,
F 0,8/сД^ср 0,8-40-70 ’
а количество оребренных трубок составит
F 1400 ___
"=~''^78“=500,ПТ'- '
В заключение этой главы приводим
в табл. 7. 1—7. 5 коэффициенты теплопере-
дачи для конденсаторов и холодильников,
полученные в результате обследования ряда
нефтеперерабатывающцх установок. Этими коэффициентами можно
пользоваться для проверочных и укрупненных расчетов.
2. Показатели работы
конденсаторов
и холодильников
ТАБЛИЦА 7.1
Показатели работы конденсаторов погружного типа по материалам
обследования ряда установок
Продукт Интервал охлажде- ния продукта, °C Интервал нагрева воды, °C Коэффициент теплопередачи, ккал/м2-ч-град Напряжен- ность поверхности охлаждения, ккал/м2-ч Скорость паров при входе в аппарат, м/сек
Бензин водяные 165-43 21-45 54 2938 6,78
пары 83-45 29-45 103 — —
- 96—40 28-40 82,7 — —
Лигроин 4- водяные 168—80 29—45 105,6 —“• —
пары 119-40 28-45 186,0 — —
119-46 30-55 198,0 — ' —
ТАБЛИЦА 7.2
Показатели работы холодильников погружного типа по материалам
обследования ряда установок
Продукт Интервал охлажде- ния продукта, °C Интервал нагрева воды, °C Коэффициент теплопередачи, ккал/м2-ч-град Напряжен- ность поверхности охлаждения, ккал/м2-ч Скорость движения продукта, м/сек
Бензин 53-32 22—26 73,5 1230 0,26
Лигроин 183-78 24-48 122 10 933 —
» 104-46 21-56 107,6 5 334 —
Керосин 125-64 21-46 56,3 3152 —
» 95-98 20-32 89,0 4 450 1,11
Соляровый дистиллят 297-45 25-36 29,6 2 660 —
То же 300—/8 24—37 36,5 4 826
Мазут 163—123 25—48 55,5 5 460
» 145—95 24-48 86,0 7 229 —
» 130-94 29-45 124,0 — . —»
Дизельное топливо 90-51 24-42 56,6 2034 —
Тяжелый, газойль . . 175-55 35-42 18,1 1085 —
130
ТАБЛИЦА 7.3
. Показатели работы бензиновых конденсаторов погружного типа1
по материалам обследования ряда установок
(по данным А. И. Скобло)
Установки ’ Интервал охлаждения продукта, °C Интервал нагрева воды, °C Коэффициент теплопередачи, ккал/м2 • ч • град Напряжен- ность 2 поверхности охлаждения, ккал/м2 •ч
Атмосферная установка, 108-22 17-65 220 3900/3120
Грозный 100—17 14—39 205 3900/3120
Атмосферная установка, 100-44 7-33 146 7400/5920
Баку 108-44 7-45 113 5500/4450
• 106-58 22-44 132 6300/5090
Крекинг-установка, Гроз- 180—18 14—34 85 3340/2670
ный
1 Диаметр холодильных труб 100 X 125 мм.
2 Напряженность отнесена к внутренней и наружной поверхностям, коэффициент
теплопередачи — только к внутренней.
ТАБЛИЦА 7.4
Показатели работы заводских холодильников погружного типа
(по данным Б. И. Бондаренко и Д. И. Скобло)
Охлаждаемый продукт Интервал охлажде- ния . продук- та, °C Интервал нагрева воды, °C Коэффициент теплопередачи, ккал/м2-ч-град Напряжен- ность поверх- ности охлажде- ния, ккал/м2-ч Скорость движения продукта, см/сек
Керосин 177—42 11-46 373 25 400 174
» 137-40 15-45 197 9 850 68
» 195-45 19-42 88 6 100 8,7
Соляровый дистиллят 227—38 17—55 167 12 700 42
То же 226—38 19-42 56,2 3 640 34
» 108-42 11—27 34 1840 6,0
Мазут . . : 149-100 17-45 70 6 500“ 104
» 140-53 ‘ 16—53 113 6 600 186
Битум 372—237 19-45 95 25 800 33
Крекинг-мазут 418—112 13-96 116 23 000 76
Пресс-дистиллят . . . . 66-37 17-42 63 1400 8,2
То же 90-38 21—40 66 2 050 6,7
Веретенный дистиллят 89-28 11—27 19 700 3.0 .
Машинный » 117—53 11—27 25 1 640 6J3
Легкий цилиндровый ди- стиллят 162—96 11—27 19 2046 4,0
Тяжелый цилиндровый дистиллят 154-88 11-26 13 975 4,0
Гудрон 393-218 11—71 75 23 200 40,0*
9*
131
TAS ЛИЦА 7. 5
Показатели работы заводских трубчатых холодильников
(но данным Б. И. Бондаренко)
Охлаждаемый дистиллят Интервал охлажде- ния продукта, °C Интервал нагрева воды, °C Коаффициент теплопередачи, ккал/м%‘4‘град Напряжен- ность поверхности охлаждения, ккал/мЪ-ч Скорость движения продукта, см/сгк
Автоловый 296—56 16-40 248 29 500 4,1
Веретенный .... 225-44 16-40 107 8 420 2,9
Цилиндровый .... 249—73 19—29 62 7 350 1,6
Парафинистый . . . 155-48 14-45 59,5 1310 , 6,9
Лигроиновый .... 91-32 16—24 140 4 770 2,0
Керосиновый .... 141—41 16—50 232 И 730 4,5
» .... 193—26 14-27 137 12 000 2,7
» . . 193-33 14-34 239 21 500 4,9
Цилиндровый .... 94-61 27—51 130 5 083 30,0
Примечание. Данные для первых восьми холодильников относятся к грознен-
ским установкам Скорость движения воды (во всех случаях вода течет по трубкам) от 0,3
до 1,0 м/сек Эти холодильники имеют трубки диаметром 16 х 19 мм из адмиралтейского
сплава (медь, пинк и олово) Для девятого холодильника (цилиндрового дистиллята) дан-
ные получены на высоковакуумной установке (Баку), тип холодильника «Бакинский
рабочий». F = 52 .м2.
лг *
ГЛАВА 8
ПРОЦЕСС
РЕКТИФИКАЦИИ
1. Назначение процесса
ректификации
бензин, керосин, дизельное
Нефть представляет собой чрез-
вычайно сложную смесь различных
углеводородов. Основным методом их
разделения на фракции служит про-
цесс ректификации, осуществляемый
в аппаратах колонного типа. В про-
цессе ректификации нефти получают
топливо, различные дистиллятные масла;
из естественных и заводских газов — отдельные углеводороды или
их смеси—пропан,- бутан, этан-этиленовую, пропан-пропиленовую,
бутан-бутиленовую фракции и др. (
Для получения целевых продуктов, отвечающих заданным каче-
ствам, необходимо поддерживать в ректификационной колонне опре-
деленный технологический режим, который зависит не только от тем-
пературы и давления, но и от количества и качества подаваемых
в колонну сырья и орошения.
При ректификации взаимодействуют две фазы — жидкая и паро-
газовая, между которыми осуществляется многократный противо-
точный тесный контакт на специальных устройствах (тарелках или
насадке) различной конструкции! Чтобы управлять процессом ректи-
фикации, необходимо прежде всего ознакомиться с основными зако-
нами, положенными в
2. Основные
понятия
и определения
Система, фаза,
компоневт
основу этого процесса.
В процессе работы на технологических
установках приходится сталкиваться с опре-
деленными объемами веществ в различных
.аппаратах и коммуникациях. Совокупность
веществ, находящихся в каждом отдельном
аппарате, называется системой. В более ши-
роком смысле можно считать системой совокупности всех веществ,
находящихся в аппаратах установки в целом, поскольку они обособ-
лены^от окружающего пространства. Различают системы гомоген-
ные (однородные) и гетерогенные (разнородные).
Гомогенной называется такая система, которая на всем своем про-
тяжении (во всем объеме) не имеет поверхностей раздела й в каждой
своей части обладает идентичными физическими свойствами и хими-
ческим составом. Примером гомогенной системы может быть чистая
нефть, находящаяся в дегидраторе установки, или' безводное дизель-
ное топливо в змеевике холодильника.
133
Гетерогенной называется система, состоящая из частей, облада-
ющих различными физическими и, возможно, различными химиче-
скими свойствами, причем эти части отделены друг от друга ограни-
чивающими поверхностями. Например, если в дегидраторе находятся
нефть и вода или в ректификационной колонне имеются нефтепродукты
в виде жидкости и паров, то такие системы называются гетероген-
ными. Подобную же систему образуют лед, вода и пар; в этой системе
три части, каждая из них, являясь гомогенной, может быть механи-
чески отделена от других.
Фаза. Как уже указывалось, гетерогенная система состоит из
частей, каждая из которых является гомогенной и отделена от осталь-
ных частей ограничивающими поверхностями. Эти гомогенные физи-
чески различные и механически отделимые части называются фазами.
Например, в дегидраторе нефтеперегонной установки обычно
имеются всегда дйе жидкие фазы (вода и нефть), которые можно
легко отделить; точно так же в экстракционной колонне или контак-
торах установок селективной очистки имеются две жидкие фазы —
рафинатный и экстрактный растворы.
В ректификационной колонне также имеются две фазы — жидкие
нефтепродукты и их пары (иногда вместе с водяным паром). Необхо-
димо учесть, что фаза должна быть физически и химически гомоген-
ной, но не обязательно химически простой. Так, например, во фрак-
ционирующих колоннах газообразная смесь различных углеводоро-
дов и водяных паров представляет собой одну фазу.
Таким образом, во всех случаях парогазовая фаза может быть
только одна, поскольку газы смешиваются друг с другом во всех
отношениях. Жидкие растворы различных углеводородов или рас-
творы солей могут представлять собой в определенных условиях одну
фазу. Однако гетерогенная смесь твердых веществ представляет
столько же фаз, сколько в нее входит веществ.
Компоненты — химически индивидуальные вещества, входящие
в состав системы. Например, в случае системы лед — вода — пар
число компонентов системы равно 1.
Нефть представляет собой сложную смесь большого числа различ-
ных химически индивидуальных веществ, и число компонентов в ней
чрезвычайно велйко. Оперировать с большим числом компонентов
затруднительно, а иногда и невозможно, поэтому для упрощения
можно принять каждый получаемый (например, в результате про-
цесса ректификации) дистиллят за отдельный компонент. Если в рек-
тификационной колонне атмосферной установки получают следу-
ющие фракции: бензин, лигроин, керосин, дизельное топливо и мазут,,
то число компонентов данной системы можно условно принять рав-
ным 5.
Ректификация, или разделение смеси углеводородов нефти на
отдельные фракции, происходит при наличии двух и более соприкаса-
ющихся фаз, причем жидких фаз может быть несколько, а парогазо-
вая будет одна, так как газы и пары смешиваются в любых соотноше-
ниях. 'Благодаря тесному контакту между жидкой и парогазовой
134
фазами молекулЛ из одной фазы переходят в другую. Может насту-
пить такой момент, когда количество молекул, переходящих из одной
фазы в другую за единицу времени, станет равным числу молекул,
возвращающихся в данную фазу. Тогда состав фаз останется неизмен-
ным. Такое состояние фаз называется равновесным и устанавливается
оно только при условии равенства температур и давлений жидкости
и пара. Для нарушения состояния равновесия необходимо изменить
в системе либо давление, либо температуру, либо состав фаз.
Следует иметь в виду, что состояние равновесия не зависит от
количества вещества в фазе и при удалении из системы части жидкой
или парогазовой фазы равновесие сохраняется. Систему, находя-
щуюся в равновесии, можно охарактеризовать несколькими незави-
симыми переменными, которыми можно задаваться или которые
можно регулировать по желанию независимо друг от друга. Эти неза-
висимые переменные (к ним относятся давление, температура
и концентрация компонентов) называются степенями свободы.
Правило фаз математически выражается равенством '
L = п 4- 2 - N, (8. 1)
где L — число степеней свободы;
п — число компонентов, т. е. число химически индивидуальных
веществ, входящих в состав системы;
N — число фаз, т. е. число составных частей системы, которые
можно отделить от системы механическим способом.
Покажем, как правило фаз позволяет решить многие практические
вопросы.
Пример 8. 1. Сколькими независимыми переменными необходимо задаться,
чтобы знать свойства 1) насыщенного водяного пара и 2) перегретого водяного
пара?
Решение, а) Для насыщенного и перегретого водяного пара число ком-
понентов п = 1. Для насыщенного водяного пара число фаз N = 2, так как со-
стояние насыщения характеризуется наличием жидкости и пара. Тогда по пра-
вилу фаз для насыщенного водяного пара £ = 1 4“ 2 — 2 = 1. Это значит,
что вода или пар в состоянии равновесия вполне определяются одним из незави-
симых переменных — давлением или температурой. Действительно, если мы обра-
тимся к таблицам насыщенного водяного пара, то увидим, что, задавшись или тем-
пературой, или давлением, мы можем однозначно определить все свойства воды
и пара.
б) Для перегретого водяного пара число фаз N = 1, тогда
£=14-2-1 = 2.
Это означает, что состояние перегретого водяного пара характеризуется
двумя переменными (давлением и температурой).
•Пример 8. 2. Какие измерительные приборы необходимы для контроля
работы верха ректификационнЪй колонны, разделяющей широкую бензиновую
фракцию на бензин и лигроин? Ректификация ведется без водяного пара.
Решение. Принимая условно за один компонент бензин, а за другой —
лигроин, получим число компонентов п = 2; число фаз £ = 2. Отсюда по формуле
4k
£ = п4-2 — JV = 2-}-2 — 2 = 2.
135
Это значит, что для наблюдения за работой верха колонА необходимо иметь
термометр и манометр и по их показаниям регулировать процесс.
Пример 8. 3. Какое количество измерительных приборов нужно иметь на
колонне для разделения широкой фракции бензина и регулирования процесса
получения бензина при работе колонны с перегретым водяным паром?
Решение. Имеем: число компонентов п = 3 (два нефтяных компонента
и водяной пар), число фаз N = 2, так какшары воды и нефтепродукта образуют
одну фазу, в жидкой фазе воды нет. Следовательно:
£ = 34*2 — 2 = 3.
Таким образом, правило фаз точно указывает, что для регулирования работы
такой колонны необходимы три измерительных прибора: нужно следить за темпе-
ратурой и давлением на верху колонны, а также еще за одним независимым пере-
менным. Третьим независимым переменным может служить, например, парциаль-
ное давление водяных паров на верху колонны (т. е. та часть общего давления,
которая приходится на долю водяного пара). Парциальное давление водяного
пара зависит от его относительного содержания в смеси с углеводородными па-
рами, поэтому на практике ведут наблюдение за расходом водяного пара, пода-
Молекулярный вес вещества показывает,
во сколько раз одна молекула данного
вещества тяжелее одного атома водорода или
г/16 части атома кислорода. Зная химическую
формулу молекулы вещества, т. е. сколько тех
или иных атомов содержится в его одной молекуле, нетрудно опреде-
лить его молекулярный вес. Молекулярный вес воды Н2О равен
2 • 14-1* 16 = 18, молекулярный вес бензола С6Нв равен 6 • 12 4-
4» 6 • 1 = 78.
Для нефтяных фракций, которые представляют собой смесь боль-
шого числа молекул различных углеводородов, молекулярный вес оп-
ределяют опытвым путем или рассчитывают по эмпирическим форму-
лам*. Б. П. Воиновым предложена следующая формула для определения
молекулярного веса нефтепродуктов:
М = 60 4- 0,3 t 4- 0,001 J2, (8.2)
где t — средняя температура кипения нефтепродукта.
Результаты вычислений по этой формуле расходятся с лаборатор-
ными определениями на 3—5%. Средняя температура кипения узких
фракций определяется как средняя арифметическая температура
[<ОР = -Ц^, (8.3>
где ta и tK — температуры соответственно начала и конца кипения
нефтяной фракции.
Средняя объемная температура кипения широкой фракции может
быть вычислена, если известны результаты разгонки нефтепродуктов
в стандартных условиях, по формуле
f _____ *1о + г2о4-- • •-Мот' /О ZV
Сср. об g > \о.
где f10, ..., /90 — температура отгона 10, 20, ..., 90% объемн.
фракции.
136
ваемого в колонну.
Молекулярный вес
нефтепродуктов
. •>/ ,.А ' > “ •*- • * ‘ '^7 ‘ * •”*- <л„ _ •• -' v V JX
ханизм разделения двухкомпонентной (бинарной) смеси НКК1
И ВКК.
Интенсивное взаимодействие на тарелке колонии между восходя-
щими парами и нисходящей жидкостью, которые неравновесны1 * *,
приводит к тому, что потоки обмениваются веществом и теплом.
В результате этого взаимодействия в системе происходит перерас-
пределение компонентов между фазами, пары частично конденси-
руются, а жидкость частично испаряется, причем из паров конден-
сируются преимущественно ВКК, а из жидкости испаряется в основ-
ном НКК, таким образом, стекающая жидкость обогащается ВКК,
а восходящие пары обогащаются НКК.
Такой контакт между фазами может привести парожидкую сис-
тему в состояние равновесия, т. е. установятся равновесные значе-
ния составов фаз и прекратится процесс их взаимодействия (идеаль-
ный контакт; теоретическая тарелка). Фактически система не дости-
гает равновесного состояния. Пары и жидкость отделяются друг от-
друга и далее снова- контактируются на последующих тарелках
с другими неравновесными жидкими и паровыми потоками.
9 Повторяя многократно контактирование восходящего потока
паров в колонне с нисходящей жидкостью непрерывно на насадке,
либо ступенчато на тарелках, можно достичь существенного измене-
ния составов взаимодействующих фаз, в результате выходящие-
из колонны пары доводятся до желаемой концентрации НКК (почти
чистый НКК), а жидкость, отводимая из нижней части колонны,
состоит преимущественно из ВКК.
3 Пары с верха колонны поступают в конденсатор, где они конден-
сируются; часть конденсата возвращается на верх колонны в каче-
стве орошения для создания нисходящего потока жидкости в колонне^
Такое орошение колонны называется холодным или острым.
Нисходящий поток жидкости в колонне можно создать также-
путем отнятия определенного количества тепла на верху колонны
и конденсации части паров над первой тарелкой колонны в специ-
альном (парциальном) конденсаторе: такое орошение колонны назы-
вается горячим. Применяется также циркуляционное оршение
й колоннах, сущность которого будет пояснена ниже на при-
мерах. ,
/Ректификационная колонна состоит из концентрационной части,.,
расположенной над вводом сырья, отгонной, находящейся ниже-
ввода сырья, и питательной секции, расположенной между ними.
Для обеспечения процесса ректификации» в отгонной части колонны
требуется создать восходящий поток паров, обычно называемый
паровым орошением. Для этого часть жидкости в низу колонны
необходимо испарить при помощи кипятильника! либо путем ввода
в низ4 колонны перегретого водяного пара.
1 Такие условия обеспечиваются, когда температура жидкости ниже тем-
пературы паров (если обе фазы находятся при одном и том же давлении), при
этом жидкость содержит НКК больше, чем жидкость, равновесная этим парам.
153.
5. Материальный
и тепловой балансы
колонны
Материальный и тепловой балансы рек-
тификационной колонны или какой-либо
части ее составляются для установившегося
режима на'ЬсноВе того, что сумма материаль-
ных и тепловых потоков, поступающих в си-
стему, равна сумме материальных и тепловых потоков (с учетом
их потерь), покидающих систему.
Материальный баланс ректификационной колонны может быть
составлен в весовых и мольных единицах, при этом уравнения мате-
риального баланса имеют один и тот же вид. На основе определения
Рис. 8. 3. К материальному и тепло-
вому балансу ректификационной ко-
лонны.
&ор>4ор>1-ор
^:0влв> 9в
материального баланса для всей
колонны можно написать (см.
рис. 8. 3)
L = D 4- R, (8. 30)
где L — количество сырья в
кг!ч\
D — количество ректифика-
та, отводимого с верха
колонны в кг/ч;
R — количество остатка, от-
водимого с низа колон-
ны в кг!ч.
Если составление материаль-
ного баланса колонны не пред-
ставляет затруднений, так как
в процессе работы установки
обычно известно количество по-
ступающего сырья и отводимых
продуктов, то составление тепло-
вого баланса несколько слож-
нее. Сырье, поступающее в колонну после нагрева в трубча-
той печи или в каком-либо другом нагревателе, в общем случае на-
ходится в двухфазном состоянии. Теплосодержание его зависит не
G
только от температуры, но и от весовой доли отгона е = т. е. от
till (ц>
веса нефтепродукта, перешедшего в пар при данных условиях.
- Кроме тепла, вносимого в колонну сырьем, для создания вос-
ходящего парового орошения в отгонную часть колонны вводится
некоторое количество тепли Q в. Таким образом, при установившем-
ся режиме приходными статьями теплового баланса колонны являют-
ся тепло Ql, вносимое сырьем, и тепло QB, подводимое в низ ко-
лонны (тепло кипятильника или перегретого водяного пара).- Для
атмосферных колонн расход перегретого водяного пара составляет
4—6%, для вакуумных 5—8% на вводимое сырье.
Расходными статьями теплового баланса являются тепло QD,
отводимое из колонны парами ректификата, тепло QR, отводимое
154
жидким остатком, и тепло Qd, уносимое орошением. В общем вид&
для всей ректификационной колонны уравнение теплового баланса
принимает вид
Qr.+QB = QD-i <8-31)
или
Leg” + L (1 - е) + GB (gBi - gBJ = + +
+ Gon(9<nD-?d), (8.32)
где L — количество сырья в кг/ч',
е — весовая доля отгона;
— теплосодержание паров сырья при входе в колонну
в ккал/кг;
Qto — теплосодержание неиспарившегося (жидкого) сырья
при входе в колонну в ккал/кг\
GB — количество циркулирующего теплоносителя или пере-
гретого водяного пара, подаваемого в низ колонны
в кг/ч\
qBi и qB^ — теплосодержание циркулирующего теплоносителя соот-
ветственно па входе и выходе из колонны или пере-
гретого водяного пара в ккал/кг’,
D — количество паров ректификата, уходящих из колонны
в кг/ч\
q™ — теплосодержание паров ректификата в ккал/кг',
R — количество остатка, отходящего с низа колонны в кг/ч;
q7^ — теплосодержание остатка в ккал/кг\
СгОр — количество орошения, подаваемого на верх колонны
в кг/ч\
qd — теплосодержание орошения в ккал/кг.
Пример 8. 13. Определить количество тепла
отнимаемого орошением в верхней части колонны,
6. Примеры расчета если в качестве орошения подается часть ' получа-
КОЛОННЫ / емого из колонны бензина (G — 30 000 кг/ч*
q = 0,750), имеющего температуру 40° С. Пары и»
верхней части колонны отводятся при температуре 110° С.
Решение. Определим по табл. III и IV (см. приложение) теплосодержа-
ние паров бензина при 110° С
д“о = 63,88-3,246—73,8 =--134,20 ккал!кг.
Определим теплосодержание жидкого бензина при 40° С
д® = 16,77 • 1,151= 19,30 ккал/кг.
Поскольку орошением, подаваемым на верх колонны, является целевой3
продукт, получаемый с верха колонны, то он целиком испаряется при темпера-
туре верха колонны и уходит из нее, т. е. в данном примере количество тепла,,
отнимаемого острым орошением, численно равно теплу, затрачиваемому на испа-
рение 30 000 кг бензина.
Теплота испарения бензина Iq (см. главу • вторую)'равна
15S
Следовательно, тепло верхнего орошения колонны можно вычислить из
равенства
<?оР’=Gop-g®) = 30000(134,20-19,30) = 3 440000 ккал/ч.
Пример 8. 14. Определить (см. рис. 8. 4) тепловую мощность нагреватель-
.ной печи 1 для обеспечения парового орошения в отгонной части колонны 2
установки вторичной перегонки широкой фракции бензина, исходя из следу-
ющих данных: производительность установки L = 50 000 кг/ч широкой фракции
бензина относительной плотностью = 0,770; температура сырья на входе
и ректификационную долонну 120° С, при этом 30% сырья поступает в виде
~ В+Сор -70000*20000-
L-^ООООкг/ч
tr-120°C
Лигроин
^ООООкг/ч
и Gpp ~20000кг/ч
t2^0°C
t3*1b5°C
Рис. 8. 4. К примеру 8, 14.
«аров (q|° = 0,735) а 70% в виде неиспарившегося остатка (q2°= 0,785);
количество получаемого бензина-дистиллята на установке D = 20 000 кг/ч,
плотность его = 0,740; температура паров бензина на верху колонны 100° С)
количество подаваемого орошения на верх колонны (целевого бензина) GOp *
= 20 000 кг/ч (q2° = 0,740) при температуре 40° С. Температура лигроина
ж низу колонны 145° С (исходные данные примера взяты из практики эксплуата-
ции аналогичных установок).
> Решение. Пренебрегая потерями при вторичной? перегонке, определим
®ыход остатка . *
7? - L — D = 50 000—20 000 = 30 000 кг/ч.
Следовательно, фракция бензина состоит из 40% бензина и 60% лигроина.
Зная состав сырья и плотности бензина и сырья, определим плотность лигроина
•согласно формуле (8. 15):
100 _ 40 , 60
0,770 0,740 + о*»
«4 лигр
откуда
0 4 лигр = 40 = °’790’
"OJ70 0Ж
Составим тепловой баланс колонны согласно исходным данным примера,
приведенным также на рис. 8. 4. Предварительно определим величины тепло-
156
содержаний для наших потоков. По табл. Ш и IV (см. приложение) теплосодер-
жание паровой фазы сырья (отгона) при температуре 120° С, плотности =
— 0,735 и поправке на плотность Ъ = 3,260
q 120 — 65,30 • 3,260 — 73,8 = 138,70 ккал/кг.
Теплосодержание жидкой фазы сырья (остатка) при I = 120° С, —
= 0,785 и поправке на плотность а = 1,126 по табл. I и II (см. приложение)
фавн о
д^20 ~ 54,19* 1,126 = 61,0 ккал/кг.
Теплосодержание паров бензина при 100° С, = 0,740 и поправке
на плотность b = 3,255
q™0 0 = 62,50 • 3,255 — 73,8 = 129,20 ккал/кг.
Теплосодержание жидкого бензина при 40° С, q|° = 0,740 и поправке на
.плотность а — 1,159
= 16,77 • 1,159= 19,40 ккал/кг. -
Теплосодержание жидкого лигроина при 145° С, = 0,790 и поправке
яа плотность а = 1,129
= 66,81- 1,22 = 75,0 ккал/кг.
Вычислив необходимые теплосодержания потоков, можно перейти к соста-
влению теплового баланса колонны. Для упрощения расчета можно пренебречь
тепловыми потерями колонны в окружающую среду.
Приход теййа в колонну:
1) с парами при температуре 120° С
50 000 • 138,70 = 2 080 000 ккал/ч;
1UU
2) с остатком неиспарившейся жидкости при 120? С
70
— 50 000 • 61,00 = 2 135 000 ккал/ч;
100
3) с орошением при 40° С
20 000 • 19,4 «» 388 000 ккал/ч.
Всего поступает тепла в колонну 4 603 000 ккал/ч. ~
Расход тепла из колонны:
1) с- парами бензина и орошения с верха колонны при 100° С
(20 000 + 20 000) • 129,2 = 5 168 000 ккал/ч;
2) с остатком лигроина с низа колонны при 145° С
30 000 • 75,00 — 2 250 000 ккал/ч.
Всего из колонны уходит тепла 7 418 000 ккал/ч.
Из приведенных данных видно, что тепла из колонны уходит на 7 418 000—
— 4 603 000 = 2 815 000 ккал/ч больше, чем поступает. Это количество тепла
и должно быть внесено в колонну циркулирующим через лечь.1 остатком
лигроина. Учитывая потери тепла колонной в окружающую среду, необходимо
тепловую мощность печи взять с некоторым запасом, примерно 3 000 000 ккал/ч.
157
9
Пример 8. 15. Сопоставить два режима работы вакуумной колонны уста-*
новки по перегонке мазута для случаев, когда применяется только острое ороше-
ние и комбинация острого с циркуляционным, исходя из следующих данных:
производительность установки 75 000 кг/ч мазута относительной плотностью
Q 4°= 0,930; мазут поступает в вакуумную колонну из печи при температуре
420° С; доля отгона сырья в печи е = 0,45; относительная плотность пара
6 4°пар = °’920’ жидкого остатка е|°жидк = 0,938.
Из колонны получают:
1) газойль + потери (в виде паров) 8% = 0,870); температура верха
колонны 170° С;
Пары газойля (D+G)+Водяной naptfi
СТ ' У=Я%, z-8%
Gop=* ______________
t=70°C
Дистиллят адтола 6
t=200°C * =27О°С, 8ыхИд35%
Циркуляцию
t-300°C
орошение
Сырье L-100%
t^20°Cr
’ * Сырье
Дистиллят адтола 18
t=360°C, Выход 22%.
водяной пар
1=8% на
^ырье, t=W0°C
Гудрон t=kOQ°C, Вых од 35%
Рис. 8. 5. К примеру 8. 15.
2) дистиллят автола 6 (АС-6) — жидкий боковой поток 35%, q2° =
= 0,920, t = 270° С;
3) дистиллят автола 18 (АК-15) — жидкий боковой поток 22%, =
= О ОЧП t = ЧКО° С«
4) гудрон (в остатке) 35%, t — 400° С.
Всего 100%.
Кроме того, расход водяного Пара равен 6% на сырье при температуре
пара 400° С; давление на выходе из пароперегревателя 0,5 кГ]см*. Вакуум на
верху колонны 680 мм рт. ст.; температура острого орошения 70° С. Колонна
орошается газойлем. Количество циркуляционного орошения 50 000 кг/ч,
относительная плотность tero q|° = 0,915. • Температура циркуляционного
орошения на выходе из колонны 300° С, на входе в колонну 200° С. Определить
экономию топлива для случая применения циркуляционного орошения.
Для удобства проведем расчет на 100 кг сырья, а затем перейдем к часовому
количеству. Составим эскиз колонны с указанием всех материальных потоков
(рис. 8. 5).
1. Определим относительную плотность гудрона согласно формуле (8. 15)
100 8 35 22 35
‘0,930 "" 0,870 + 0,920 + 0,930 + о20
«4 гудр
158
откуда относительная плотность гудрона
^20 _______________35_____________ __Л 0^9
V4 гудр 100 8 35 22 -u,yoz.
0,93 0,870 + 0,920 + 0,930
2. Для определения количества орошения необходимо составить тепловой
баланс колонны. Потерями тепла в окружающую среду пренебрегаем, что даст
нам некоторый запас в расчете. Для составления баланса предварительно по
табл. I, II, III и IV (см. приложение) определим теплосодержания потоков:
а) теплосодержание паров сырья на входе в колонну при t = 420° С и
S4°nap = 0,920
<?42о = 120,68 • 3,076—73,8 = 296,20 ккал/кг’,
б) теплосодержание жидкого сырья на входе в колонну при температуре
г=420» С и е|°жидк = 0.938
^420 = 240,70 • 1,030 — 254,50 ккал/кг;
в) теплосодержание паров газойля на верху колонны при t — 170° С и
§4° - 0,870
= 72,78 • 3,126—73,8 = 153,70 ккал/кг;
г) теплосодержание жидкого газойля (орошения) при t = 70° С и =
0,870
#70 ~ 30,26* 1,070 = 32.40 ккал!кг\
д) теплосодержание дистиллята автола 6 при t — 270° С и q^0 = 0,920
^270 ~ 1^8,33 •' 1,040 = 143,90 ккал1кг',
е) теплосодержание дистиллята автола 18 при t = 360° С и q|° = 0,930
®зко = 197,57 • 1,035 — 204,20 ккал/кг}
ж) теплосодержание гудрона при t = 400° С и q|° == 0,952
<?4оо = 226,0- 1,023 = 231,00 ккал1кг\
з) теплосодержание циркуляционного орошения при t = 300° С и =
= 0,915
^300 = 157,35 • 1,043 = 164,10 ккал!кг’,
и) то же при t = 200° С
^200 ~ 96,80 • 1,043 = 100,90 ккал1кг\
к) теплосодержание перегретого водяного пара на входе в колонну при
t — 400° С и давлении по манометру 0,5 кГ)см^
Л. wo — 782г9 ккал/кг}
л) теплосодержание водяного пара при температуре 170° С на верху колон-
ны и остаточном давлении 760—680 = 80 мм рпг. ст.
Яос1= 9,1 кГ/см2’, Л17о ~ 664,00 ккал/кг1.
1 При более точных расчетах надо учесть, что парциальное давление водяных паров
меньше я = 0,1 кГ/см2.
159
3. Тепловой баланс колонны без учёта циркуляционного орошения.
Приход тепла в колонну (на 100 кг сырья):
а) с испаренной частью сырья при 420° С
45 • 296,20 = 13 350 ккал;
б) с жидким остатком сырья при 420° С
55 • 254,50 = 13 980 ккал;
в) с водяным паром при 400° С
м 8 • 782,90 — 6260 ккал.
Всего поступает в колонну без учета тепла, вносимого острым ороше-
нием (на 100 кг сырья), 33 590 ккал.
Расход тепла из колонны (на 100 кг сырья):
а) с парами дистиллята газойля при 170° С
8 • 153,70 = 1230 ккал;
б) с дистиллятом автола 6 при 270° С
35 • 143,90 = 5035 ккал;
в) с дистиллятом автола 18 при 360° С
22 • 204,20 = 4490 ккал;
г) с гудроном при 400° С
35 • 231,00 = 8090 ккал;
д) с водяным паром с верха колонны при 170° С
8 • 664,00 = 5310 ккал.
Всего уходит из колонны без учета тепла, уносимого острым орошением,
уходящим в виде паров с верха колонны (на 100 кг сырья), 24 155 ккал.
Превышение прихода тепла над расходом 33 590 — 24 155 = 9*435 ккал
на каждые 100 уг сырья должно быть отнято при помощи острого орошения.
4. Часовое количество тепла, отнимаемое орошением, получается умноже-
нием результата, найденного для 100 кг сырья, на величину 75 000 : 100 = 750,
т. е. тепло орошения колонны при этом составит
Qop = 750 - 9435 = 7 076 200 ккал/ч.
5. Определение необходимого количества острого орошения пля колОнцы.
Количество тепла, отнимаемого каждым килограммом гааюйля, подава-
емого на верх колонны при 70° С, составляет
? = ?17О~~?То== 153,7 — 32,40= 121,30 ккал/кг.
Необходимое количество газойля для орошения колонны определится и&
равенства 1
г -
°₽ л11
«170 «70
7 076000 ,
-Тадо”^58339
Подавать такое количество орошения на верх колонны экономически нецеле-
сообразно, так как при этом не только увеличатся затраты на электроэнергию-
для работы насосов, подающих орошение и охлаждающую воду в конденсаторы-
холодильники, но и потребуется увеличить поверхность последних.
160
Определим, на сколько уменьшится потребность в остром орошении в случае
применения дополнительного циркуляционного орошения. Количество тепла,
отводимого из колонны циркуляционным орошением, составит
<?ц. ор = вц. ор (чТо0 - ?200) - 50 W С164’1 ~ 100»9) = з 160 000 ккал/ч.
Следовательно, количество тепла, снимаемого острым орошением: ।
<?ор = Сор" Сц. Ор= 7 076 200 — 3 160 000 = 3 916 200 ккал)ч.
Количество острого орошения колонны
ор
, _ _ 3916 200
°ор- „и ж — 121,30 “ 32 280 К‘‘Ч-
4170 q70
Таким образом, количество острого орошения при дополнительном цирку-
ляционном орошении уменьшится на 58 330 — 32 280 = 26 050 кг/ч.
Производительность насоса для подачи орошения в этом случае, если при-
нять £ор = 70° С и плотность газойля q70 = 83 5 кг/jn3, составит
„ 32 280 _Q„ 3.
g 835~ = 38,6 М /Ч'
Тепло, отводимое из колонны циркуляционным орошением, обычно исполь-
зуется для нагрева сырья, в результате чего экономится топливо. Пренебрегая
незначительными потерями тепла в теплообменниках циркуляционного ороше-
ния, определим экономию топлива, если известно, что к. п. д. печи на уста-
новке Цн - 0,70, число рабочих дней установки в году 330, теплота сгорания
топлива (топочный мазут) (?р — 10 000 ккал/ч. По формуле (6. 35)
В= 330 • 24 л a non OfTF “ 3 580 909 кг)год, или 3580 т/год.
1U иии • и,/
Циркуляционное орошение можно также совместить с одним из боковых
потоков, отводимых из колонны, для чего дистиллят прокачивают насосом
через теплообменники и возвращают в колонну (см. рис. 8. 6), а балансовое
количество дистиллята через холодильники откачивают в мерник.
Пример 8. 16. В отпарную колонну поступает смесь рафината деасфальти-
зации и пропана в количестве L = 15 000 кг/ч при температуре 150° С. Весовое
содержание пропана в смеси 5%, относительная плотность рафината q^0 =
= 0,920. В колонну подается 3% на сырье водяного пара при температуре t =
= 200° С под давлением 2 ат. Температура верха колонны tD = 140° С. Опреде-
лить температуру рафината (остатка), отходящего с низа колонны, если содер-
жание в нем пропана 0,1%. Примем тепловые потери <2пот — 80 000 ккал/ч.
Решение. Составим материальный баланс колонны.
В колонну поступает:
пропан
G == L - 0,05 = 15 000 • 0,05 = 750 кг/ч;
рафинат
R = L — D = 15 000 — 750 = 14 250 кг/ч;
водяной пар
z = L • 0,03 = 15 000 • 0,03 = 450 кг/ч.
Уходит из колонны: ф
рафинат (остаток)
R = 14 250 кг/ч.
И Заказ 1705.
Принимая, что рафинат при температуре 150° С нелетуч, считаем
что с верха колонны уходят только пары пропана и воды.
Тогда:
нропана в парах
D = G - L • 0,001 = 750 - 15 000, • 0,001 = 735 кг/ч;
жидкого пропана
g = G — D = 750 — 735 = 15 кг/ч;
водяного пара
z = 450 mjn.
Пары газойля (В4 Gop)+ водяной пар (1)
Водяной пар
Zz8% на
сырье,t=kDO°C
Сырье L*100%
t^20°C
D=8%, z~8%
Сор
t=7b°C
Дистиллят автола 6
t=150°C Выюд35%
Цирк op tz270°C
Сырье
Дистиллят автола 18______
Выход 22%
Гу дрон
f-bOO°C
Выход 35%
Рис. 8. 6. К примеру 8. 15.
Зная количества поступающих и уходящих продуктов, составим тепловой
баланс колонны:
+ + Р714о + 2Ц40 + £пот + 27^'
Ввиду незначительного количества пропана, уходящего с низа колонны,
примем последний член уравнения равным нулю и из равенства найдем теплосо-
держание рафината:
Ж _ jR715o+<?7?5o+zfz2oo““(Z>9l4o + Z^i4o + <?nOT) .
%--------------д
Теплосодержание рафината при tL = 150° С и а = 0,140
д^50= 69,56 • 1,040 = 72,40 кклл/кг.
Теплосодержание пропана1 при tL = 150° С ^50 — 169,00 ккал]кг, при
tD = 140° С д"40 = 163,20 ккал!кг. *
1 Теплосодержание пропана взято из «табл. 10, 3 (см, главу десятую).
162
* A
Теплосодержание водяного пара при t = 200° С и р = 2 ат <Жа(Н> =* *
= 685,40 ккал/кг.
Теплосодержание водяного пара при t = 140° С и давлении в колонне л =*
— 1,5 ат с учетом парциального давления паров пропана г2д40 = 668,00 ккал/кг.
Подставляя эти данные, получим
ж 14 250 • 72,4 + 750 • 169 450 • 685,4 - (735 • 163,2 + 450 • 668/)+80 000)
qtR 14250
= 67,70 ккал/кг.
7. Определение
размеров колонны
Этому теплосодержанию соответствует температура = 141,1° G.
Основными показателями для определе-
ния размеров колонны являются скорость
движения паров и расстояние между тарел-
ками. При слишком больших скоростях дви-
жения паров в колонне может происходить
нежелательное явление уноса парами капелек жидкости с тарелок.
Это же может происходить й при небольшом расстоянии между та-
релками. В расчетах рекомендуется использовать следующие пра-
ктические данные о допустимых линейных скоростях паров: в атмо-
сферных колоннах 0,4—0,9 м/сек-, в вакуумных колоннах 1,5—
3,5 м/сек-, в колоннах, работающих под давлением, 0,2 — 0,7 м/сек.
Для определения диаметра колонны вычисляют максимальный
объем паров, проходящих цо сечению колонны, по формуле
v=22-4 тет! (4+<8- 33)
*
где t — температура паров в °C;
л — абсолютное давление в колонне в мм рт. ст.;
G — количество нефтяных паров в кг/ч;
z — количество водяных паров в кг/ч;
М — молекулярный вес нефтяных паров'
18 — молекулярный вес воды.
Определив максимальный объем паров, проходящих по сечению
колонны, находят требуемый диаметр колонны из следующего ра-
венства: ' .
W 4 ’ < I
откуда
- <8-34)
где D — диаметр колонны в м;
V — объем паров в мУсек;
w — допустимая скорость паров в м/сек.
И*
!€3
Допустимую скорость паров в колонне можно определить по
формуле
w = 0,03441^“, ’ (8.35)
где — плотность жидкости при температуре в колонне в кг/ж3;
рп — плотность паров (нефтяных + водяных) в кг/м3.
Расстояние между тарелками обычно колеблется в пределах
0,4 — 0,9 м. Необходимое число тарелок в колонне в основном опре-
деляется следующими факторами:
1) разностью температур кипения разделяемых фракций или
компонентов;
2) четкостью ректификации;
3) количеством подаваемого острого орошения и паров.
Чем меньше разность температур кипения разделяемых фракций
или компонентов, тем больше требуется тарелок для обеспечения
заданной чистоты получаемых при ректификации продуктов. С уве-
личением количества подаваемого орошения требуемое число таре-
лок уменьшается. Но увеличение количества орошения вызывает
повышение эксплуатационных расходов’ на привод насосов и допол-
нительные поверхности охлаждения, поэтому при выборе числа
тарелок и количества подаваемого орошения исходят из оптималь-
ных капитальных и эксплуатационных затрат.
В табл. 8. 7 приводится число тарелок, рекомендуемых для раз-
личных случаев ректификации на основании практических данных.
ТАБЛИЦА 8. 7
Рекомендуемое число тарелок для ректификационных колонн
Назначение тарелок Число тарелок
в концентра- ционной части колонны в отпарных секциях
Отделение бензина от керосина 6-8 4-6
Отделение керосина от дизельных топлив . . . 4—6 4
Ректификация полу мазута — 4-6
Разделение широкой фракции бензина на бензин и лигроин 12—14 8—10
Вакуумные колонны (на каждую масляную фракцию) 4 —
Пример 8. 17. Определить диаметр ректификационной колонны установки
каталитического крекинга, если принять, что:
а) максимальный объем паров находится в верхней части колонны;
б) количество паров нефтепродукта Gi = 50 000 кг]ч, молекулярный вес
его М = 120 и рго — 790 кг)м3;
в) количество газа G.2 = 75 000 кг/ч, молекулярный вес его М = 40;
г) количество водяных паров z — 3000 кг/ч;
д) абсолютное давление на верху колонны равно 950 мм рт. ст.;
е) температура на верху колонны равна 150° С.
164
Решение. По формуле (8. 33) найдем объем паров на верху колонны
(273 + 150) 760 [ 50 000 7500
V 3600-273 ’ 950 \ 120 + 40
3000 \ ,
——- 1 = 6,1 мА]сек.
18 /
Плотность жидкости на тарелке при 150° С, если q2o — 790 кг]м\ по
рис. 3. 1 равна qi50 — 689 кг]м3.
Плотность паров определится из равенства
Gi+G2 + z 50000 + 7500 + 3000 _ . 3
зииок =--------зюоЛм-------=2’/3 кг1*
Допустимую скорость паров находим по формуле (8. 35)
W = 0,0344 ]/ 1^ = 0,547
м] сек.
Диаметр колонны по формуле (8. 34) составит
/V f 6,1
— = 1,1281/ -т+— = 3,74 м.
w У 0,547
Если принять диаметр этой колонны равным, например, 4,0 м, то скорость
паров в колонне будет меньше допустимой и колонна не будет лимитировать
увеличение производительности.
ГЛАВА 9
ПРОЦЕССЫ
КАТАЛИТИЧЕСКОГО
КРЕКИНГА
И РИФОРМИНГА
1. Реакторный блок
установки каталитического
крекинга с циркулирующим
пылевидным катализатором
Основными аппаратами установки
каталитического крекинга явля-
ются реактор и регенератор, в ко-
торых непрерывно циркулирует
пылевидный алюмосиликатный ката-
лизатор (рис. 9. 1). В реакторе нефтя-
ное сырье подвергается каталитиче-
скому крекингу в кипящем слое
катализатора, в результате чего об-
разуются жидкие и газообразные
продукты крекинга, а поверхность катализатора покрывается коксом.
С увеличением количества кокса на поверхности катализатора ак-
тивность последнего снижается. Для восстановления активности
отработанный катализатор подвергается регенерации горячим возду-
хом при температуре кипящего слоя в регенераторе 550—580° С.
Отработанный катализатор перемещается из реактора в регене-
ратор по транспортной линии воздухом, подаваемым на выжиг
кокса. Регенерированный катализатор под действием собственного
веса опускается в узел смешения, откуда транспортируется в реак-
тор по соответствующей линии потоком сырья. На входе транспорт-
ных линий в реакторе и регенераторе установлены распределитель-
ные решетки для раздробления потоков газовой и паровой фаз на
струи. Этим достигается равномерное распределение потоков, благо-
даря чему в кипящем слое катализатора в реакторе и регенераторе
создается тесный контакт между газопаровой фазой и частицами
Катализатора.
При равномерном распределении струй в кипящем слое катализа-
тора все частицы его принимают одинаковое участие в реакции ката-
литического крекинга и в регенерации отработанного катализатора.
Длй улавливания частиц катализатора, унесенных. паровой и
газовой фазами с поверхности кипящего слоя, в реакторе и регене-
раторе установлены циклонй. Работа циклонов в основном зависит
от их конструкции и от линейной скорости газопаровой фазы при
входе в циклоны. Вместе с тем режим сепарации катализатора в ци-
клонах зависит от стабильности работы реактора, плотности и
размеров частиц катализатора, а также от расстояния между поверх-
ностью кипящего слоя и плоскостью ввода смеси в циклоны.
166
Плотность кипящего слоя алюмосиликатного катализатора зави-
сит от линейной скорости газовой фазы в свободном сечении реак-
Рис. 9. 1. Схема реакторного блока установки каталитического крекинга с цир-
кулирующим пылевидным катализатором.
I — реактор; II — регенератор. 1 и 1' — циклоны реактора и регенератора; 2 и 2' — рас-
пределительные решетки реактора и регенератора; 3 и з'— стояки реактора и регенератора;
4 и 4' — транспортные линии реактора и регенератора; 5 и 5' — регулирующие клапаны
реактора и регенератора.
тора. При повышении линейной скорости газовой фазы от 0,1 до
0,3 м/сек плотность кипящего слоя катализатора понижается от
480 до 430 кг/м*.
Ни?йе приводятся основные определения и уравнения для рас*
чета процесса.
Объем кипящего слоя катализатора в ре-
акторе зависит от производительности уста-
2. Расчет реактора новки, активности и плотности катализатора.
От активности катализатора зависит весовая
или объемная скорость подачи сырья.
Весовой (массовой) скоростью называется отношение количества
сырья-» поступающего в реактор в единицу времени, к количеству
катализатора в кипящем слое реактора:
е = (9.1)
Ок
167
где с — весовая скорость сырья;
Gc — количество сырья, поступающего в реактор в единицу
времени, в кг!ч\
GK — количество катализатора в кипящем слое реактора в кг.
Размерность весовой скорости сырья:
г , кг/ч 1 —1
С =----— =— = 4 .
кг ч
Отношение объема сырья, поступающего в реактор в единицу
времени, к объему кипящего слоя катализатора в реакторе назы-
вается объемной скоростью сырья, т. е.
(9.2а)
v к
где V — объемная скорость Сырья;
Рс — объем сырья, поступающего в реактор в единицу времени,
в м3/ч;
VK —- объем кипящего слоя катализатора в реакторе в м3.
Размерность объемной скорости сырья:
Ге=^=± = ч-.,
mj ч
Количество сырья, поступающего в реактор, и катализатора
в кипящем слое реактора определяется формулами:
Gc^VcQc, (9.26)
Gx = Рк Qk,
где qc — плотность сырья;
QK — плотность кипящего слоя катализатора в реакторе.
Подставив в формулу (9. 1) значения Gc и GK из формулы (9. 26),
получим
_ Gc ^с Qc Ус _ Qc
Gk Fk qk Fk Qk ’
7C T7
а так как ~~ — V,
V к 4
TO
c = V-Si-,
Qk
или -
C QK = P Qc« (9. 3)
Формула (9. 3) показывает, что произведение вЪсовой скорости
сырья/поступающего в реактор, на плотность кипящего слоя ката-
лизатора в реакторе равно произведению объемной скорости сырья
на плотность сырья. Весовая скорость сырья зависит оа активности
168
алюмосиликатного катализатора, температуры каталитического кре-
кинга и требований, предъявляемых к качеству получаемого бензина.
Исследованием процесса каталитического крекинга нефтяного
сырья установлено, что весовая скорость сырья при работе на естест-
венном алюмосиликатном катализаторе равна 0,3—0,35 ч-1, на син-
тетическом 0,7—1,0 ч-1.
Объем кипящего слоя катализатора в реакторе зависит от актив-
ности катализатора (или весовой скорости сырья), плотности кипя-
щего слоя катализатора и производительности установки и опреде-
ляется формулой
= (9.4)
с 6к
. 2Z3±£«.™ mVc№,
ы! о ЗТ
Секундный объем газопаровой фазы в реакторе зависит от глу-
бины крекинга и определяется формулой
тт / Gr Go । ^кер i G$ । Gz \ 22,4
kceR“ \ Мг T Мб T Мкер *" Ma 18 / 3600
(9.5)
где Gr, Go, GKep, Сф — получаемые количества соответственно кре-
кинг-газа, бензина, керосина и флегмы
в кг/ч;
Gz—расход водяного пара в кг!ч;
МГ, Мо, Мкер, — средние молекулярные веса соответственно
, крекинг-газа, бензина, керосина и флегмы;
tK — температура кипящего слоя катализатора
в реакторе в °C;
тс — абсолютное давление газопаровой фазы в
реакторе в мм рт. ст.
Диаметр реактора зависит от производительности установки
и линейной скорости газопаровой фазы и определяется по формуле
(9.6)
где D — диаметр реактора в м;
Кзек — секундный объем газопаровой фазы в реакторе в м3/сек;
v — линейная скорость газопаровой фазы в свободном сечении
реактора в м!сек.
Высота кипящего слоя катализатора в реакторе (см. рис. 9. 1)
' <9-7>
где Нг — высота кипящего слоя катализатора в реакторе в м;
FK — объем кипящего слоя катализатора в реакторе в л£3;
D — диаметр реактора в м.
Практические расчеты рассмотрены ниже.
169
3. Работа
регенератора и его
расчет
В кипящем слое катализатора в регене-
раторе подвергается выжигу кокс, находя-
щийся на поверхности отработанного катали-
затора, горячим воздухом при температуре
550-580° С.
Исследованиями установлено, что в 1 м3 кипящего слоя каталй-
затора в течение 1 ч выжигается 12—15 кг кокса. Эта величина обо-
значается q и называется коксосъемом регенератора установки ката-
литического крекинга с циркулирующим алюмосиликатным катали-
затором (а = 12 Ч- 15 кг!м3 • ч кокса).
Часовое количество кокса, полученного^ при каталитическом
крекинге нефтяного сырья, определяется (формулой
Gboko=Go^, (9.8)
где Gc — количество нефтяного сырья в кг/ч\
а к — выход кокса в % вес. от сырья.
Кокс является продуктом уплотнения высокомолекулярных (в
основном конденсированных ароматических) углеводородов, содер-
жание водорода в нем колеблется от 4,0 до 5,6 % вес.
При выжиге кокса с отработанного катализатора получаются
СОг, СО и НаО.
Как показывает опыт эксплуатации установок каталитического
крекинга, при регенерации отработанного катализатора 90—95%
углерода превращается в СО2, а остальное количество в СО. Необ-
ходимое количество воздуха для сжигания 1 кг кокса определяется
следующими химическими уравнениями:
C-J-O2—>СО2
2С4-О2-*2СО
2Н2 О2 —> 2Н2О
Число киломолей углерода В 1 кг кокса
„ __ 0,9444-0,960'
G ~ 12 •
Число киломолей водорода в 1 кг кокса
0,0404-0,056
пна- "Г -
Теоретическое количество кислорода, необходимое для сжига-
ния 1 кг кокса:
gOt = 1(0,90 4- 0,95) пс+ (0,05 -? 0,10)пс : 2 + : 2]. 32 кг. (9.9)
Теоретическое количество воздуха, необходимое для сжигания
1 кг кокса:
170
где gOa — теоретическое количество кислорода, необходимое для
сжигания 1 кг кокса, в кг;
23 — содержание кислорода в воздухе в % вес.
Из опыта эксплуатации установок каталитического крекинга
нефтяного сырья известно, что для сжигания 1 кг кокса, находяще-
гося на поверхности отработанного катализатора, требуется от 12,5
до 13,5 кг воздуха.
Необходимое количество воздуха для регенерации отработанного
катализатора определяется фррмулой
^ВОЗД — ^КОКС^ВОЗД» (9- 11)
где Съозд — расход воздуха в кг/ч;
<гкакс — количество кокса, полученного при каталитическом
, крекинге нефтяного сырья, в кг!ч\
^возд — количество воздуха, требующееся для выжига 1 кг
кокса; £Возд = 12,5 4- 13,5 кг/кг.
Количество продуктов сгорания кокса определяется в соответ-
ствии с приведенными выше химическими уравнениями по формуле
„ = (0,90Ч-0,95) ncMCOs + (0,05 4-0,10)«c<0 + пнДн>0+
+^-^a+?01(a-1)]GMK0- (9-12)
где Сгд. г — количество дымовых газов в кг/ч;
МСОа, >со. ^н2о—молекулярные веса СО2, СО и Н2О;
77 — содержание азота в воздухе в % вес.;
а — коэффициент избытка воздуха;
77
^о2'^з"а — количество азота в дымовых газах, приходя-
щееся на 1 кг кокса, в кг; _
— количество избыточного кислорода в дымовых
газах, приходящееся на 1 кг кокса, в кг.
Секундный объем дымовых газов, полученных цри регенера-
ции отработанного катализатора (в мЧсек), определяется фор-
мулой
Гд г = 22,4 (0,90 4- 0,95) nQ + (0,05 4- 0,10) пс 4- «Н2 +
I г п I ^Оа (а ^кокС 273-Нр 760 /Q
+го,аЕ-“ + ю1“ 1) -3600----------273----5Г*
* ’ м ''и
где AfNa, МО2 — молекулярные веса азота и кислорода;
tp— температура кипящего слоя катализатора в реге-
нераторе в °C;
я — абсолютное давление газов в регенераторе в мм
рт. ст.4
171
a — количество азота в дымовых газах, приходящееся
« _2L_
go2 23MNa
на 1 кг кокса, в молях;
^°2- (а — 1) — количество избыточного кислорода в дымовых газах,
м оа
приходящееся на 1 кг кокса, в молях.
Объем кипящего слоя катализатора в регенераторе определяется
формулой
у, = , (9 14)
где Ук — объем кипящего слоя катализатора в регенераторе в ж3;
Скоке — количество кокса, полученного при каталитическом
крекинге нефтяного сырья, в кг/ч;
а — коксосъем в регенераторе в кг/м3 • ч.
Диаметр регенератора определяется по формуле
<9-15>
где Уд. г — секундный объем дымовых газов в регенераторе в м'Чсек;
v — скорость дымовых газов в свободном сечении регенера-
тора; v = 0?3 4- 0,5 м/сек.
Высота кипящего слоя катализатора в регенераторе (см. рис. 9. 1)
определяется формулой
(9-16)
где — высота кипящего слоя катализатора в регенераторе.
Количество катализатора в кипящем слое регенератора опреде-
ляется по формуле
Gk = VkQiK2, (9.17)
гд&.Ук — объем кипящего слоя катализатора в регенераторе в ju3;
— плотность кипящего слоя катализатора в регенераторе;
Qi = 400 430 кг/м?.
Теплота сгорания кокса определяется формулой
# ~ а1^соа а2#со ~ЬЛ8^нао» (9.18)
где q — теплота сгорания кокса в ккал/кг;
а± — доля углерода в коксе, сгорающего в СОг;
«2 — доля углерода в коксе, сгорающего до СО;
а3 — содержание водорода в коксе;
?соа —количество тепла, выделяемого при сгорании 1 кг угле-
рода в СОг; qrr. -—8137 ккал/кг;
172
занных выше величин:
аг = 0,85 4- 0,90;
4. Тепловой баланс
регенератора
gf0 — количество тепла, выделяемого при сгорании 1 кг угле-
рода в GO; qco = 2450 ккал/кг',
^н2о — количество тепла, выделяемого при сгорании 1 кг
водорода в Н2О; <7Hsj0 = 28 905 ккал!кг.
Опытами Д. А. Гусейнова установлены следующие значения ука-
й2 = 0,05 4- 0,10; а3 = 0,046 + 0,056.
Отработанный (закоксованный) катализа-
тор из реактора при температуре в коли-
честве G’u.it поступает в регенератор, где
при температуре t2 подвергается регенера-
ции. При этом кокс горит и превращается
в СО2, СО и Н2О. Дымовые газы (СО2, СО, Н2О, О2 и N2) при тем-
пературе t3 с верха регенератора поступают в котел-утилизатор,
а регенерированный катализатор при температуре i2 возвращается
в реактор.
В регенератор при температуре i4 непрерывно вводится необхо-
димое количество воздуха. Часть тепла, выделяющегося при сгора-
нии кокса, переходит в реактор с циркулирующим катализатором,
а часть используется в котле-регенераторе для получения водяного
пара высокого давления.
Т^ким образом, в регенератор поступает тепло в следующих
количествах.
1. Тепло, выделяющееся при сгорании кокса:
Q = GK0KCq ккал/ч, (9.19)
где Gkokc — количество кокса, полученного при каталитическом
крекинге нефтяного сырья, в кг/ч\
q — теплота сгорания кокса, равная 8400—7900 ккал/кг.
2. Тепло, поступающее с отработанным катализатором из реак-
тора:
~ (^Д. КС1 GkokcC-j) (9- 20)
где Сд. к— количество катализатора, циркулирующего между реак-
тором и регенератором, в кг!ч\
Cj и с2 — теплоемкости катализатора и кокса в ккал/кг • град\
— температура отработанного катализатора при поступлении
в регенератор.
Количество катализатора, циркулирующего между реактором и
регенератором, определяется по формуле
Сд. к — nGc кг/ч, (9.21)
где п — кратность циркуляции катализатора;
Gc — часовая производительность установки по сырью в кг/ч.
173
3. Тепло, поступающее с воздухом, необходимым для выжига
кокса:
^3 = ^K0Kcgc3^ ккал/ч, (9.422)
где# — количество воздуха, необходимого для выжигй 1 кг кокса,
в, кг/кг;
с3 — теплоемкость воздуха при температуре в ккал/кг • град.
Из регенератора уходит тепло в следующих количествах.
1. С дымовыми газами
1
/п /44 Л , 28 ,18
GkokcI 12 VCO2+ 12 Я2СС0 + 2 азСНаО
+ + znOacO2 h ккал/ч>
(9. 23)
где соо2’ ССО’ сна0’ cn2 и % - теплоемкости СО2, СО, Н2О,
N2 и О2 при температуре /3
в ккал/кг - град;
wNa и mQt — количество N2 и О2 в дымовых
газах в кг/ч;
t3 — температура верха регенератора,
в °C;
“12 — количество СО2, полученное при
сгорании 1 кг кокса, в кг/кг;
28
-^2 а2 — количество СО, полученное при
сгорании 1 кг кокса, в кг/кг;
18
— а3 — количество Н2О, полученное при
сгорании 1 кг кокса, в кг/кг.
2. С циркулирующим катализатором
Q'2 = (?ц.ккал/ч, (9.24)
где сх — теплоемкость катализатора в ккал/кг • град;
— температура кипящего слоя катализатора в регенераторе
в °C.
3. Количество тепла, передаваемое в Котел-регенератор Q3.
4. Потери тепла в атмосферу (по формуле (4. 2) ]
, t— t
где 1 — коэффициент теплопроводности изоляции, равный
0,9 ккал/м • ч •. град;
3 —толщина изоляции регенератора, равная 0,25 м;
F — поверхность регенератора в
ij и — температуры стенки регенератора и окружающей атмо-
сферы в ®С.
174
Тепловой баланс регенератора:
Qi 4- Qi 4- Qa = Qi + Qz 4- Qs 4- Qt
или
GrOKcQ 4“ (£ц. K^l 4“ ^KOKcC2) tl 4- ^КОКС^З^ —
^нокс I "12 а!ССО2 ~12 а2ССО 4~ 12* asCH2O ) “Ь
’ ! * i
-4- m e 4-mn с 11 4- G,, .с f2-f-Q' -f-ЛF 1 -. (9.25)
’ Na N2 1 O2 O2J 3 1 ц. к i & 1 x 3 1 0 * ' '
Из теплового баланса регенератора определяется количество из-
быточного тепла, передаваемое в котел-регенератор
В реактор поступают нагретое сырье при
-гр „ - температуре i0 в количестве Gc, регенериро-
ванный катализатор при температуре i2 в ко-
реактора личестве Сц.к и водяной пар прй температуре t5
• в количестве Gz. В реакторе на поверхности
катализатора нефтяное сырье при температуре кипящего слоя t2
подвергается каталитическому крекингу.
Газы и пары продуктов каталитического крекинга при темпера-
туре i6 с верха реактора поступают в ректификационную колонну,
а с низа реактора отработанный катализатор направляется в регене-
ратор (см. рис. 9. 1).
В реактор поступает тепло в следующих количествах.
1. С нагретым сырьем
Qi=Ga[(l—e)q™0 + eqt0] ккал/ч, (9.26)
где Gc — количество сырья в кг/ч;
е — доля отгона;
q%— теплосодержание жидкой фазы сырья при температуре tQ
в ккал/кг;
qt0— теплосодержание паровой фазы сырья при температуре
в ккал/кг.
2. С регенерированным катализатором
Q2 — GcneJz ккал/кг. (9.27)
3. С водяным паром
<2з= Gzqf6 ккал/ч, (9.28)
- *
где G? у- количество водяного пара, вводимого в реактор» в кг/ч;
‘ — теплосодержание водяного пара при температуре ts
в ккал/кг.
175
Из реактора уходит тепло в следующих количествах.
1. С парами и газами продуктов каталитического крекинга и
водяным паром
Ql~ G^Qte “b^nepQie2 4" G$qtf GrCPt6-\- Gzqtg Ккал/ч, (9.29)
где Gq—количество бензина в кг/ч;
&кер — количество керосина в кг/ч;
Сф — количество флегмы в кг/ч;
Gr — количество крекинг-газа в кг/ч;
Gz — количество водяного пара, вводимого в реактор,
в кг/ч;
qFJ, qt* и qfg—теплосодержание паров соответственно бензина, ке-
росина и флегмы при температуре t# в ккал/кг;
д//—теплосодержание водяною пара при температуре £6
в ккал/кг;
сГ — теплоемкость крекинг-газа при температуре ta
в ккал!кг-град.
2. С отработанным катализатором
Q = (бгц. k^i 4~ £гкоксс2) ккал/ч. (9. 30),
3. .На реакцию каталитического крекинга нефтяного сырья
Qz —Get ккал/ч, (9.31)
где Gc — количество бензина в кг/ч;
i — теплота реакции каталитического крекинга (считая на
1 кг бензина); i — 90 4- 120 ккал/кг.
Потери тепла в атмосферу
Q4 ккал/ч;
обычно они составляют 4—6 % от балансового количества тепла.
Тепловой баланс реактора:
(?14~ (?г4~ Qz = Qi + Qz Qa 4 Qt
ИЛИ
[О — е) Qto Н- ей] + GcPCitz 4- Gz(/t5 = G6q^ GKep^?ea 4- ^ф^Гв3 4“
4~ GrCrt6 4~ GzQte 4* (£ц. «Ci 4- ^коксСг) ti 4* G^i 4~ Q(9.32)
Из теплового баланса реактора определяется количество тепла
Qi, вносимого в реактор сырьем.
176
.. т, „ На регулирующий клапан стояка реак-
6. Газодинамический тора (см рис g 1} дайствуют давление
расчет реакторного плотного слоя катализатора в стояке, давле-
олока ние КИПЯщег0 СЛоя катализатора в реакторе
и давление газопаровой фазы над кипящим слоем
Л1 = H2Y2И-#iYi4~ АРХ4- Pit (9.33)
где л г — общее давление на регулирующий клапан, установленный
на стояке реактора, в кГ/см?;
Hz — высота стояка в ел;
у2 — удельный вес катализатора в стояке в кПсм3;
Hi — высота кипящего слоя катализатора в реакторе в слг,
Y1 — удельный вес кипящего слоя катализатора в реакторе
в кГ/см3;
A Pi — потери давления газопаровой фазы в циклонах, A Pi =
= 0,01-5- 0,02 кГ/сл2;
Р± — давление газопаровой фазы на выходе из реактора в кГ1см2;
Н1У1 — давление кипящего слоя катализатора в кГ1см2;
— давление плотного слоя катализатора в стояке в кГ!см2.
Давление после регулирующего клапана стояка реактора равно
сумме потерь напора газокатализаторной фазы в транспортной ли-
нии, распределительной решетке, кипящем слое катализатора в реге-
нераторе, в циклонной системе регенератора плюс давление дымо-
вых газов на' выходе из регенератора (см. рцс. 9. 1):
Я2 = АР6 + АР3 -\-Н1 ух 4- APj 4-jPj,
(9.34)
где л2 — давление после регулирующего клапана, установленного
в стояке реактора, в кГ/см2;
&Р6 — потери напора в транспортной линии в kTIcm2;
&Р3 — потери напора в распределительной решетке, АР3 = 0,03 4-
4-0,05 кГ!с^\
Нг — высота кипящего слоя катализатора в регенераторе в см;
ух — удельный вес кипящего слоя катализатора в регенераторе
в кГ/см3;
^Рг — потери напора в циклонной системе регенератора, APt —
- =0,014-0,02 кПсм?;
Pt — давление дымовых газов на выходе из регенератора в кГ/см2,
Катализатор перемещается из реактора в регенератор, когда
давление системы на регулирующий клапан стояка реактора больше,
чем давление после клапана, на 0,25—0,30 ат, т. е.
jtj = л2 + 0,25 4- 0,30
или
#2 Y2 4“ #1 Yi 4~ APiPi — АР64~ АР3 4- yt 4-
4-- ар;'+ Р[ + 0,25 4-0,30. (9. 35)
12 Заказ 170В.
177
. *> ; - 44 ' - *V'-'~ >‘4
Из формулы (9. 35) определяется высота стояка реактора Н2.
На регулирующий клапан стояка регенератора действуют давление
плотного слоя катализатора в стояке, давление кипящего слоя ката-
лизатора в регенераторе и давление газовой фазы над кипящим слоем
(см. рис. 9.1):
=н'ъ у.+я; у; <ар;+p'v (9. зб>
где — давление на регулирующий клапан стояка регенератора
в кГ!с^\ ,
Нъ — высота стояка регенератора в см\
у2 — удельный вес катализатора в стояке регенератора в кГ/слР.
Остальные обозначения те ще, что в формуле (9. 34).
Давление после регулирующего клапана стояка регенератора
равно сумме потерь напора парокатализаторной фазы в транспорт-
ной линии, распределительной ^решетке, кипящем слое катализатора
в реакторе, в циклонной системе плюс давление газопаровой фазы
на выходе из реактора:
л2= АРв АР34- Hi Yi+ &Pi-{-Pi, (9.37)
где л2 — давление после регулирующего клапана в кПс^\
&Рв — потери напора в транспортной линии в кГ1см2\
&Р3 — потери напора в распределительной решетке реактора
в кГ!см2.
Катализатор транспортируется из регенератора в реактор, когда
давление системы на регулирующий клапан стояка регенератора
больше, чем давление после клапана, на 0,25—0,30 ат, т. е.
лх — л 2 0,25 4- 0,30
или
я', +я; <+ар;+?;=ар;+ар3 ч
+Ях ух А Л + Л + 0,254- 0,30. (9.38)
Из формулы (9. 38) определяется высота стояка регенератора Hz.
Формулы (9. 35) и (9. 38) показывают, что высота стояка обратно
пропорциональна удельному весу катализатора в стояке. Удельный
вес катализатора в стояке должен быть 0,000550—0,000650 кГ1см3.
Объем инертного газа, который требуется для доведения плотности
катализатора в стояке до требуемой величины, определяется следую-
щим образом.
Обозначив объемную концентрацию газа в стояке х, объемную
концентрацию катализатора 1—xt истинную плотность катализатора
qk» вес катализатора, выводимого из аппаратов, GK, плотность газа
Qr, объем газа, подаваемого в стояк V, плотность транспортируемого
катализатора q 2, получим следующую формулу
(1—я:) Qk “h # Qr == Q2* (9.39)
178
< 'x -
/4, 1-^/* *x-‘’ V 1
Отсюда объемная концентрация газа
х =
Qk-Q2
Qk— Qr
Объем катализатора, выводимого из аппаратов:
7,=-2s- .
ев
(9. 40)
Объем инертного газа, необходимого для доведения плотности
катализатора до р2, определяется формулой
Ск X _ Gk . Qk ба
Qk 1 — X ~ Qk Q2 — Qr
(9.41)
Потери напора в транспортной линии в основном зависят от кон-
центрации катализатора и длины транспортной линии. Перепад да-
вления на 1 м транспортной линии в зависимости от концентрации
катализатора в газокатализаторпой фазе колеблется от 2 до
3,5 мм рт. ст.
Потери напора в распределительной решетке в основном зависят
от концентрации катализатора и колеблются в пределах 18—
35 мм рт. сгЛ. /
Линейная скорость паровой и газовой фаз в транспортных ли-
ниях реактора и регенератора равна 6,5—7,5 м!сек, концентрация
катализатора в транспортных линиях 12—18 кг/м3, удельный вес
кипящего слоя катализатора в реакторе 410—470 кГ!м*, в регенера-
торе 400—450 кГ/м\ коэффициент скольжения в транспортной
линии 1,6—2,0.
Пример 9. 1. Определить необходимое количество синтетического алюмо-
силикатного катализатора в реакторе и диаметр реактора для установки ката-
литического крекинга с циркулирующим пылевидным катализатором произво-
дительностью по сырью (керосийо-соляровой фракции) 1200 т/су тки.
При крекинге указанной фракции получаются следующие продукты (в %
вес. на сырье):
бензин ........................25
керосин........................30
флегма ........................26
крекинг-газ....................14
кокс .......................... 4
потери ........................ 1
Молекулярные веса фракций: Mq — 110, Мкер — 180, Мф — 260, Мг =
— 32. В реактор подается 2% на сырье водяного пара для десорбции. Темпера-
тура катализатора в зоне реакции 450° С, давление над кипящим слоем катали-
затора 1050 мм рт. cm. v
Решение. Производительность установки по сырью
Gc —
1200 • 1000
24
— 50 000 кг/ч.
12*
179
Количество вырабатываемого бензина
б?б = 0,25 Gc = 0,25 • 50 000 = 12 500 кг/ч, или ^22. = 3,47 кг/сек.
OOvV
Количество керосина
Скер = 0,30 Gc = 0,30-50 000 = 15 000 кг/ч, или = 4,16 кг/сек.
ооии
Количество флегмы
13 000
Сф = 0,26 Gc = 0,26’50 000 = 13 000 кг/ч, или 3,61 кг[сек.
зьоо
Количество крекинг-газа
Gr = 0,14 Gc = 0,14-50 000 = 7000 кг/ч, или 3222" — 1,94 кг]сек.
ЗЬОО
Количество кокса
б? кокс = 0,04 Gc = 0,04 • 50 000 = 2000 кг/ч.
Расход водяного пара
Cz = 0,02-50 000= 1000 кг/ч, или 4222 =0,278 кг]сек.
Принимая весовую скорость сырья, поступающего в реактор, с — 0,7ч~ ,
определим количество катализатора, находящегося в зоне реакции, по фор-
муле (9. 1)
Gr
Gc
с
50 000
0,7
= 71 450 кг.
Определим секундный объем паров в реакторе по формуле (9. 5)
У ___/ Gr Ge . б?кер Сф . Gz \ 22,4 2734-1 760 _
сек~ДМг + >7 + МКеР + Мф + 18 ) 3600 ' “273 л" —
/ 1,94 . 3,47 , 4,16 . 3,61 . 0,278 \„, 273 + 450 760 с
= (-3r + -ilcT+W+W+-18- 22Л“273-------Ю50 =6’25 м /еек
\ / \
Линейную скорость паров в свободном сечении реактора принимаем
v = 0,3 м/сек, тогда по формуле (9.6) требуемый диаметр реактора составит
D
"I/" 4Vсек _
V У ЛУ
4 • 6,25
3,14-0,3
= 5,15 м.
Принимая из практических данных плотность кипящего слоя катализатора
420 кг/мъ, требуемый объем последнего в реакторе найдем по формуле (9- 4)
. Сс 50000 _ ,
V‘ cq„ 0,7 - 420 170
Высоту кипящего слоя катализатора в реакторе определяем по фор-
муле (9- 7)
Н1~ nD2 3,14-5,152 8,17 '
Пример 9. 2. Определить количество воздуха, подаваемого в регенератор,
объем кипящего слоя и массу катализатора, а также диаметр регенератора для
установки каталитического крекинга производительностью по сырью (керосино-
соляровой фракции) 1200 т]сутки. Выход кокса равен 4% на сырье.
180
&
Давление над кипящим слоем катализатора в регенераторе 1000 мм рт. ст.,
температура в зоне регенерации 550° С.
Решение. Количество кокса, выжигаемого в регенераторе:
Скоке —
1200-1000-0,04
24
= 2000 кг/ч.
Количество воздуха, необходимое для выжига этого количества кокса,
определяем по формуле (9. 11), принимая £возд = 13 кг/кг:
Своза = Скоке ?возд = 2000 • 13 = 26 000 кг/ч, или 26 = 20 200 м3/ч
(при 0° С и 760 мм рт. ст.).
Объем кипящего слоя катализатора в регенераторе определим по формуле
(9. 14), принимая коксосъем о — 14 кг/м3 • ч:
F^= Скоке = 2000 = 3
к о 14
Принимая из практических данных плотность кипящего слоя катализатора
равной 410 кг/м3, вычислим количество его, находящееся в регенераторе:
С' = V' о' = 143 • 410--- 58 600 кг.
ndl К '•‘К
Количество дымовых газов в регенераторе
Сд. г ~ Скоке Ч- Свозд = 2000 + 26 000 = 28 000 кг/ч
Объем дымовых газов при нормальных условиях
V ' Сд*г 28 000 3
Кд.г = —-— = . оп- = 21700 м3 ч.
Од. г 1,29
Секундный объем дымовых газов в регенераторе
реек Лд-г 273+ ^р 760 21 700 273 + 550 760 ~ я, .
д-г 3600 2’73 * л 3600 ’ 273 ’ 1000 '
Принимая линейную скорость дымовых газов в свободном сечении регене-
ратора 0,4 м/сек, вычисляем требуемый диаметр регенератора по формуле (9. 15)
D
4 усек
Д- г
Л V
4 • 13,8
3,14-0,4
-= 6,64 м.
Высота кипящего слоя катализатора в регенераторе по формуле (9. 16)
, 4У'К _ 4.143
1 л D2 3,14 • 6,64а 4’ 3 М‘
Пример 9. 3. Определить температуру сырья, поступающего в реактор уста-
новки каталитического крекинга с циркулирующим пылевидным катализатором
производительностью 850 т/сутки керосино-соляровой фракции. Относительная
плотность сырья Q6 — 0,860.
181
При крекинге керосино-соляровой фракции получаются следующие про-
дукты (в % вес. на сырье):
бензин '......................40
керосин.......................15
флегма .......................26
крекинг-газ...................14
кокс ......................... 4
потери ....................... 1
Молекулярные веса фракций: Mq — 120, ЛГкер = 180, Мл = 260, Мг ==
= 32.
Относительные плотности их: go — 0,750, QKep ~ 0,830, ()ф — 0,860, Qr =
— 1,22 кг/м*. Химический состав кокса: С 96% вес., Нг 4% вес. При горении
кокса 90% углерода превращается в СО2, а 10% в СО. Кратность циркуляции
катализатора равна 5, температура кипящего слоя катализатора в реакторе
470° С, в регенераторе 580° С, температура продуктов крекинга на выходе из
реактора 450° С, теплота реакции каталитического крекинга 105 ккал на 1 кг
бензина. В транспортную линию реактора и в десорбер вводится водяной пар 5
и 3% на сырье соответственно. Температура перегретого водяного пара, вводи-
мого в реактор, равна 450° С.
Решение. Производительность установки по сырью
850 • 1000
35 410 кг]ч.
Количество бензина
G6 = Gc • 0,4 = 35 410 • 0,4 = 14 164 кг/ч.
Количество керосина
СКер — Gc ‘ 0,15 = 35 410 • 0,15 = 5311 кг/ч.
Количество флегмы
бф = Gc • 0,26 = 35 410 • 0,26 = 9208 кг/ч.
Количество крекинг-газа
Gv = Gc • 0,14 = 35 410 • 0,1-4 = 4960 кг/ч.
Количество кокса
^кокс = Gc • 0,04 = 35 410 • 0,04 1416 кг/ч.
Расход водяного пара
Gz ~ Gc (0,05 + 0,03) = 35 410 * о’08 = 2832 кг/ч.
Определяем теплоту сгорания кокса по формуле (9.*18)
q «19сог+ а2 7со+ яз?Н2О °’96 : °’9 • 8137 + -0’96 • °’4 • 2450 + °’04 Х
’ Х28 905 = 8422 ккал/кг.
Массу катализатора, циркулирующего между реактором и регенератором,
определяем по формуле (9. 21)
Сц. к — nGc ~ 5 35 410 = 177 050 кг/ч.
Составим тепловой баланс реактора.
1. Количество тепла, уходящего с верха реактора с газами и парами про-
дукте® каталитического крекинга и водяным паром, находим по формуле (9. 29)
<?> <*& + Ми + + М «»+ G&.
182
Теилосодержания паров бензина, керосина и флегмы определяем по фор-
муле Уира и Итона (см. табл. III и IV в приложении):
9^0 — 127,60 • 3,246—73,8 = 340 ккал[кг\
345о= 127,60 «3.166-73,8 = 330 ккал/кг",
дПз = 427,60 • 3,136 — 718 = 326 ккал/кг.
450 *
Теплосодержание перегретого водяного пара при температуре 450° С равно
=833,6 ккал/кг.
450
Принимаем теплоемкость крекинг-газа сг = 0j38 ккал /кг • град. Подста-
вив найденные величины в формулу (9. 29), определяем количество тепла, уне-»
сенного парами и газами с верха реактора:
Q' = 14 164 • 340 + 5311 • 330 4- 9208 • 326 + 4960 • 0,38 • 450 4-
4-2832-833,6= 12 770 000 ккал/ч.
2. Количество тепла, уносимого с отработанным катализатором:
(?' = (KCj 4- Gkokcc2) t = (177 050 - 0,220 4-1416 • 0,42) 470 = 18 550 000 ккал/ч.
3. Количество тепла, затраченного на реакцию каталитического крекинга
нефтяного сырья, вычисляем по формуле (9. 31)
(/ = G6i = 14 164 - 105 = 1 485 000 ккал/ч.
4. Потери тепла в атмосферу принимаем равными 5% от балансового коли-
чества тепла (из практических данных)
4=(4+4+4И05=
= (12 770 000 +18 550 0004-1485 000) • 0,05 = 1,640 000 ккал/ч.
Общее количество тепла, уходящего из реактора:
(/4- (>' + (/ + Q' = 12 770 000 +18 550 000 4-
4-1 485 000 4-1 640 000 = 34 445 000 ккал/ч.
В "реактор поступает тепло:
1) с нагретым сырьем Qi;.
3) с регенерированным катализатором
= Gcncih = 35 410 • 5 • 0,22 • 580 = 22 600 000 ккал/ч;
3) с водяным паром ‘
= 2832* 833,6 = 2 360 000 ккал/ч.
Общее количество тепла, вводимого в реактор, равно
Qi 4- 22 600 000 4- 2 360 000 ккал/ч.
Из теплового баланса реактора определяем количество тепла, вносимого
сырьем: ' '
Qi 4- 22 600 000 4- 2 360 000 = 34 445 000 ккал/ч. ‘ .
Отсюда
#1 = 34 445 000 — 22 600 000 — 2 360 000 = 9 485 000 ккал/ч.
183
Теплосодержание нефтяного сырья при входе в реактор
9 485 000 .
-Gr=~ 35 410~=267 ККМ1кг’
что соответствует температуре t0 — 370° С (по табл. III и IV, см. приложение).
Из этого примера нетрудно установить, что чем больше кратность циркуля-
ции катализатора, тем меньше должна быть температура нагрева сырья.
Пример 9. 4. Определить высоты стояков регенератора и реактора, обеспе-
чивающие стабильную циркуляцию катализатора между этими аппаратами
установки каталитического крекинга с пылевидным циркулирующим алюмоси-
ликатным катализатором производительностью по сырью (вакуумному отгону)
1600 т/сутки. Температура начала кипения вакуумного отгона 350° С, конца
кипения 500° С. Температура кипящего слоя катализатора в реакторе 500° С,
в регенераторе 580° С. Абсолютное давление газопаровой фазы на выходе из
реактора 1000 мм рт. ст., на выходе из регенератора 850 мм рт. ст.
При каталитическом крекинге вакуумного отгона получаются следующие
продукты (в % вес. на сырье):
бензин ......................34
легкий газойль ............. 20
тяжелый газойль ...........20,3
крекинг-газ.................21
кокс .......................3,7
Весовая скорость подачи сырья равна 0,7 ч~*. Потери составляют 1% на
исходное сырье. В транспортную линию реактора вводится водяной пар в коли-
честве 10% на сырье, в десорбер реактора в количестве 3% на сырье. Молеку-
лярный вес фракций: Mq — НО; МГ = 24; Мл. г = 180; Л7Т. г = 260. Длина
транспортных линий: реактора 30 м, регенератора 40 м.
Кратность циркуляции катализатора равна 3,5.
Решение. Количество сырья
_ ' 1600 • 1000 сс „ПА , '
Gc —----------=66 700 кг/ч.
Z4
Количество бензина
Go = 0,34 • 66 700 = 22 600 кг/ч.
Количество легкого газойля
Сл. г = 0,20 • 66 700 = 13 340 кг/ч.
Количество тяжелого газойля
Ст. Р = 0,203 • 66 700 = 13 520 кг/ч.
Количество крекинг-газа
Сг = 0,21 • 66 700 = 14 000 кг/ч.
Количество кокса
Скоке = 0,037 • 66 700 = 2460 кг/ч.
Расход водяного пара, вводимого в реактор:
Cz = (0,10 + 0,03) • 66 700 = 8700 кг/ч.
Секундный объем паров в реакторе
у _____/ Go . Сг । С л. г । Ст. г . Gz \ 22,4
секДмб + МГ + Мл.г Мт.г + 18 / 3600
/22 600 14000 ,13 340 13 520 , 8700 \ 22,4
Д 110 + 24 + 180 + 2б0 ф 18 / 3600
= 18,7 мР/сек.
273 4- Ц 760
• 273 'л
273 + 500 760
273 ‘ 1000
184
Принимаем линейную скорость паров в свободном сечении реактора =
0,4 м/сек и определяем диаметр реактора по формуле (9. 6)
4-18,7
3,14-0,4
D
7,7 м.
Принимаем, что плотность кипящего слоя катализатора равна 410 кг/м3,
определяем объем слоя в реакторе по формуле (9. 4)
т/ 66 700
0,7-Iw = 2?"‘ *
Высота кипящего слоя катализатора в реакторе по формуле (9. 7)
Я1 ~ 1 — 5,0 м — 500 см.
3,1ч • 7,72
Необходимое количество воздуха для регенерации отработанного катали-
затора по формуле (9. И)
Свозд = 13 • 2460 = 32 000 кг/ч, или Увозд = = 24 800 м3/ч.
1
Объем кипящего слоя катализатора в регенераторе найдем по формуле
(9. 14), принимая коксосъем о = 14 кг/м3 • ч:
Т7/ 2460 _ о
=-77—— 175,5 л*3-
к 14
Определяем количество его (массу) в регенераторе (плотность кипящего
слоя катализатора принята 410 кг/м3) по формуле (9. 17)
<ат = Гк * Qk=175,5- 410= 72 000 кг.
пси М
Количество дымовых газов ,
Сд. г = б?кокс + возд = 2460 -J-32 000 = 34 460 кг/ч. f
Объем дымовых газов при нормальных условиях
у =_£д^ = §|^. = 26 700 м3/ч.
Од. г 1,29
Определяем секундный объем дымовых газов в регенераторе при t =
= 580° С
сек _ 26 700 273 + 580 760
д-г 3600 ' 273 ’ 850
20,6 м3/сек.
Принимая линейную скорость дымовых газов в свободном сечении регене-
ратора 0,40 м/сек, определим диаметр регенератора по формуле (9. 15)
Высота кипящего слоя катализатора в регенераторе по формуле (9. 16)
гг> 4-175,5 _
И = 3,14-8,02» =3’55 Л“355 См-
185
Высота стояка регенератора (см. рис. 9. 1) определяется по формуле (9. 38)
< у' +Н' у' + ДР' + Р' = АР' + ДР + И у + ДР + Р + 0,3,
6 А Д 1 Д О v Д 1 Д Д
отсюда
лр;+дрз+я1Т1+др1+р1+о,з-я;т;-лр;-р;
8 у'
*2
Потери напора в транспортной линии
= ^7з1^=0’13 кГ/см^ (9’ 37’ а)
где I — длина транспортной линии в м;
&р — потери напора на 1 м транспортной линии в мм рт. ст."'
Потери напора в распределительной решетке принимаем 0,05 кГ/см*, в ци-
клонной системе 0,02 кГ1см2.
&Р3 — 0,5 кГ1смъ‘, &Р^ — ДР1 = 0,02 кГ]см%.
Давление паров на выходе из реактора
Pi = 4^4 = 1,36 кГ/см*.
/36
Давление газов на выходе из регенератора
р>и=1’16 кг!см2-
Принимаем из практических данных плотность кипящего слоя катализа-
тора Qi = 400 кг)м2 — 0,00040 кг/см3, плотность слоя катализатора в стояке
реактора q' — 550 кг[м* = 0,00055 mjcM3.
Значения соответствующих удельных весов численно совпадают с величи-
нами Qi и q2. #
Подставляя найденные величины в формулу (9. 38), определяем высоту
стояка регенератора
_ 0,13 + 0,05+500 • 0,0004 + 0,02 +1,36+0,3—355 • 0,00040 — 0,02—1,16 =
8 0,00055
== 1340 см ш 13,5 м.
Высоту стояка реактора определяем по формуле (9. 35)
Я2 У2 + НЛ 1 + + Л = дРв + ДРз + <Y? + ДР1 + + °>3’
A A k , L к к V о Дд Д 1
отсюда
арв+др;+н' Y;+др;+р' + о,з-н Y - др - р
ТТ о О Д 1 Д Д Д х Д Д
2“ У2
Потери напора газокатализаторной фазы в транспортной линии подсчиты-
ваем по формуле (9. 37, а)
АР; =-^1^ = 0,174 кГ/см*..
t u /оо
Принимаем потери напора в распределительной решетке
др; = 0,05 пГ/см*.
186
ц «ч < -», I
* «ч.? f
Потери напора в циклонной системе
APt = ДР* = 0,02 кГ/см*.
Подставив найденные величины в формулу (9. 35), определяем высоту стояк*
реактора
„ 0,174+ 0,05+ 355-0,00040+ 0,02+ 1,16+ 0,3-500-0,00041 — 0,02—1,36 _
2~ 0,00055
= 475 CM^t 5 м
Пример 9. 5. Определить объем инертного газа, вводимого в стояк регене-
ратора для доведения плотности катализатора до q2 = 550 кг/л<3 на установке
каталитического крекинга с циркулирующим пылевидным алюмосиликатным
катализатором производительностью 1700 т/сутки вакуумного отгона. Крат-
ность циркуляции катализатора равна 5, насыпная плотность его qk = 750 кг/м3,
плотность инертного газа (дымовых газов) при нормальных условиях рг —
= 1,29 кг/м3.
Решение. Количество сырья
„ 1700-1000 ^,ААА ,
Gc—-----тг,--= 71000 кг/ч.
24
Количество катализатора, циркулирующего между реактором и регенера-
тором:
GK = п Gc = 5 • 71 000 = 355 000 кг/ч.
Количество инертного газа, вводимого в стояк регенератора, определяем
по формуле (9. 41)
у Gjt Qk Q2 ___ 355000 750 550 3,
{ ~ QK ’ Q2-Qr ~ 750 ’ 550-1,29“17J '
•
Пример 9Л 6. Определить количество тепла, отдаваемого дымовыми газами
в котле-регенераторе и котле-утилизаторе, и количество пресной воды, вводи-
мой в указанные котлы установки каталитической очистки с циркулирующим
пылевидным алюмосиликатным катализатором производительностью
800 т/сутки бензина. При каталитической очистке выход кокса составляет 3,0%
на сырье,'температура кипящего слоя катализатора в регенераторе 580° С,
в реакторе 450° С, кратность циркуляции катализатора между реактором и реге-
нератором равна 4. Состав Кокса:-96% углерода и 4% водорода. При регенера-
ции отработанного катализатора 90% углерода превращается в СО2. В котле-
утилизаторе дымовые тавы охлаждаются от 550 до 250° С. В котлы поступает
химически очищенная вода при температуре 20° С и превращается в насыщенный
водяной пар под давлением 15 ат. В регенератор вводится воздух при темпера-
туре 350° С.
Решение. Количество сырья
„ 800-1000 _nzAA ,
Gc =----57---= 33 400 кг/ч.
»
Количество кокса
блоке = 0,03 • 33 400 = 1002 кг/ч.
Теоретическое количество кислорода, необходимое для выжига 1 «е кокса,
определяем по формуле (9. 9) -
?О,-+пу-+04 32 = 2,76 м.
187
Теоретическое количество воздуха, необходимого для выжига 1 кг кокса,
определяем по формуле (9.10)
100 о_р 100
#возд ^02 23 2’76 23 Кй‘
Количество воздуха, необходимого для выжига кокса, определяем по фор-
муле (9. И)
Свозд — 13 • 1002 — 13 026 кг/ч.
Количество свободного кислорода в дымовых газах
/13 \
w°2= ) 2,76-1002 = 236 кг/ч.
Количество азота в дымовых газах
mN2 = Свозд ’ °’77 = 13 026 • °’77 = 10 020 Bg/4-
Количество циркулирующего катализатора
Сц. к = 4-33 400 = 133 600 кг/ч. <
Теплота сгорания кокса по формуле (9. 18)
Л = 0,96 • 0,9 • 8137 +0,96 • 0,1 • 2450 +0,04 - 28 905 = 8405 ккал, кг.
Количество тепла, выделенного при сгорании кокса:
Qi — 1002 • 8405 = 8 421 810 ккал/ч.
Количество тепла, внесенного в регенератор с отработанным катализатором,
по формуле (9. 30)
Q2 = (133 600 • 0,220 +1002 • 0,42) • 450 = 13 450 000 ккал/ч.
Тепло, внесенное в регенератор воздухом при температуре 350° С, опре-
деляем по формуле (9. 22)
Q9 = 13 026 • 0,250 - 350 = 1 140 000 ккал/ч»
Тепло, уносимое из регенератора дымовыми газами, находим по формуле
(9. 23) 1
Q' = ГЮ02 (0,96 • °’9 • 0,246 + -^- • 0,96 - 0,1 • 0,258+ ~ 0,04 • 0,476^] +
* у }
+ 10 020-0,256 + 236-0,235 550 = 2 000000 ккал/ч.
Количество тепла, унесенного из регенератора регенерированным катали-
затором:
Q' = 133 600 • 0,220 • 580 = 17 000 000 ккал/ч.
Потери тепла в атмосферу
(?' = (^ + С2 + Qa) 0,04 = (8 421 810 +13 450 000+1 140 000) 0,04 =
= 922 000 ккал/ч.
1 Теплоемкости компонентов дымовых газов взяты по справочной табл. 6. 2.
188
Количество тепла, передаваемого в котле-регенераторе горячим катализа-
тором пресной воде (т. е. тепловую нагрузку котла-регенератора), опре-
деляем из теплового баланса регенератора
+ Q3—Q. + Q„ + (?3 + С4-
Подставляем величины:
8 421 810 +13 450 ООО +1140 000 = 2 000 000 +17 000 000 + 922 000 + .
Отсюда
Количество химически
определяется по формуле
= 3 089 810 ккал!ч.
очищенной воды, подаваемой в котел-регенератор
<?' _ 3 089 810 /ТОЛ_/„
6б7-2-20
Количество тепла, передаваемого в котле-утилизаторе горячими дымовыми
газами пресной воде, т. е. тепловая нагрузка котла-утилизатора, определяется
по формуле
(44 1 28 , 18 \ .
Q— Скоке l-jg- Vco2 ^^2 Vco+^r Vh2o +
+mN2%+/nO2cO2
+ /7lN2CN2 + 7raO2 * CO2
/ 44 ' i ' i 18 ' \ I
(?кокс VcO2 + ^2’ Vco +~2~ Vh20 ) +
1002 0,96 • 0,9 • 0,246 + 0,96 • 0,1 • 0,258 +
I I 1 di
+ 9,0 • 0,04-0.476 j +10 020 • 0,258 + 236 • 0,235 550- 1002 -JJ- 0,96-0,9 0,222 +
/ I \ 1 di
9Q * \ 1
• +— 0,96 • 0,1 • 0,251 + 9 • 0,04 • 0,455 +10 020 - 0,250 + 236 • 0,223 250= .
A di j I
= 1 127 000 ккал[ч.
Количество химически очищенной воды, подаваемой в котел-утилизатор;
_ 1 127 000
Gb~ 667,2 — 20
1740 кг!ч.
7. Реакторный блок
установки
каталитического
крекинга
с циркулирующим
крупнозернистым
катализатором
реактора. Из бункера
В основных аппаратах установки катали-
тического крекинга с циркулирующим кру-
пнозернистым катализатором — реакторе и
регенераторе — непрерывно циркулирует
таблетированный или сферический алюмо-
силикатный катализатор (рис. 9. 2). Пары
нефтяного сырья из трубчатой печи посту-
пают в верхнюю часть реакционной зоны
реактора регенерированный катализатор по
напорному стояку непрерывно поступает в реакционную зону и
вместе с парами сырья движется прямотоком вниз. Отработанный
катализатор из зоны реакции поступает в отпарную секцию и
189
освобождается от легких углеводородов. Пары продуктов каталити-
ческого крекинга и крекийг-газ отделяются в сепарационном уст-
ройстве от катализатора и вместе с водяным паром направляются
в ректификационную колонну.
Рис. 9. 2. Схема реакторного блока установки каталитического крекинга с цир-
кулирующим крупнозернистым катализатором.
1 — реактор; 2 — регенератор; з — бункер регенератора; 4 — бункер реактора; 5 — ем-
кость для катализатора; 6 — отпарная секция; 7 — змеевики водяного охлаждения; 8 —>
циклонный сепаратор регенерированного катализатора; £ — циклонный сепаратор отрабо-
танного катализатора; iff w 11 —дозеры; 12, 13 и 14 —топки под давлением для подо-
грева воздуха.
Отработанный катализатор с низа реактора самотеком напра-
вляется в дозер, из которого сжатым горячим воздухом, поступающим
из топки под давлением, подается в циклонный сепаратор регенера-
190
тора. Из циклонного сепаратора отработанный катализатор самоте-
ком опускается в бункер, из которого распределяется по сечению
регенератора.
Регенератор разделен на ряд самостоятельных секций (зон).
В каждую зону вводится воздух, а из нее отводятся газы регенера-
ции. Для поддержания установленной температуры и использования
тепла, выделяющегося при регенерации отработанного катализа-
тора, в секциях регенератора смонтированы змеевики. По ним прока-
чивается химически очищенная вода, из которой получается водяной
пар высокого давления.
Регенерированный катализатор с низа регенератора направляется
в дозер, из которого сжатым горячим воздухом подается в циклон-
ный сепаратор реактора. Из циклонного сепаратора регенерирован-
ный катализатор самотеком поступает в бункер реактора.
Объем, занимаемый алюмосиликатным
таблетированным или сферическим катали-
s. Расчет реактора затором в зоне реакции, определяется по
формуле
FPaT = Vcv м*, (9. 42)
где Vc — производительность установки каталитического крекинга
по сырью в м3/ч;
v — объемная скорость подачи сырья в зону реакции в ч-1.
Объемная производительность установки определяется ро ф ор-
муле /
Vc = «?/ч, (9.43)
где Gc — производительность установки по сырью в кг/суткщ
q 2о — плотность сырья при 20° С в кг!м3.
Объемная скорость подачи сырья в реактор v = 0,7 4-0,8 ч-1.
Линейная скорость катализатора в зоне реакции определяется
формулой
Vk = •— м/сек, (9.44)
где Л — высота активного слоя катализатора в реакторе в м;
г — время пребывания катализатора в зоне реакции в сек.
Высота активного слоя катализатора в зоне реакции изменяется
в пределах 4—5 м, время пребывания таблетированного катализа-
тора в зоне реакции составляет 33—38 мин, а сферического жатали-
затора 42—48 мин. Количество катализатора, циркулирующего
между реактором и регенератором, определяется по'формуле
Vr, к = nVc, (9.45)
где Уд. к — количество циркулирующего катализатора в м3/ч;
п — объемная кратность циркуляции катализатора;
Vc производительность установки по сырью в м3!ч.
191
Объемная кратность циркуляции таблетированного катализатора
колеблется в пределах 2,2—2,5, а сферического катализатора 1,75—
2,00.
Диаметр реактора определяется по формуле
D = V, (9 46)
г 3600л
Секундный объем паров сырья на верху зоны реакции опре-
деляется формулой
’ = шИГ 23’1 У м3/сек’ <9'47
где М — молекулярный вес сырья;
у — температура верха зоны реакции; = 450 4- 480° С;
Gc — производительность установки по сырью в кг/ч\
Л1 — абсолютное давление паров на верху зоны реакции в кГ/см3.
Плотность паров сырья на верху зоны реакции определяется фор-
мулой
I_______Gg
6/1 “ 3600F*
кг/м3.
(9. 48)
Секундный объем паров продуктов каталитического крекинга
и крекинг-газа в низу зоны реакции определяется формулой
Гп , Л2_ . _Gg_ < 273 4-^2
Усек у Mi + М2 । М3 । Mi ) 3000 273
X — мй/сек,
Л2
(9. 49)
где Oj, а2, а3, — выходы соответственно бензина, легкого и тяже-
лого газойлей и крекинг-газа на исходное сырье
в долях единицы;
Мх, М3, М3, , их молекулярные веса;
i2 — температура низа зоны реакции в °C;
л 2 — абсолютное давление паров и газов в низу зоцы
реакции в кГ/см?.
Плотность смеси паров продуктов каталитического крекинга и
крекинг-газа в низу зоны реакции определяется формулой
е” = —^4г • (9- 50)
3600
I В формуле (9. 47) в отличие от уравнений (8. 27) и (9. 5) фигурирует мно-
житель 23,1 вследствие того, что в формуле (9. 47) абсолютные давления даны
в кГ/см*, при этом 22,4-^~- = 23,1.
7
192
Потери давления газопаровой фазы для верхней части зоны реа-
кции определяются по формуле ГрозНИИ^
ДЛ = 0,83у?1г?1’59, (9.51)
где Д щ — потеря давления газопаровой фазы на каждый метр вы-
соты верхней части зоны реакции в м вод. ст.’,
— удельный вес газопаровой фазы в верхней части зоны
реакции в кГ/м3’, ' '
v — линейная скорость газопаровой фазы в верхней части зоны
реакции в м/сек.
Потеря давления газопаровой фазы для нижней части зоны реак-
ции также определяется по формуле (9. 51)
Др2 = 0,83у" р*'59 , (9.52)
гдеДр2— потеря давления газопаровой фазы на каждый метр вы-
соты нижней части зоны реакции в м вод. ст.’,
уЦ — удельный вес газопаровой фазы в нижней части зоны
реакции в кГ/мъ\
vz — линейная скорость газопаровой фазы в нижней части зоны
реакции в м/сек.
Линейные скорости газопаровой фазы в верхней и нижней частях
зоны реакции определяются формулами:
У1
л = -^, (9-53)
(9.54)
где F — площадь сечения реактора в .м2;
Усек и Усек — секундные объемы газопаровой фазы в верхней и ниж-
ней частях зоны реакции в м3/сек.
"Средняя величина потери давления на каждый метр высоты зоны
реакции в м вод. ст.
АрС1,= .Др-±^-. (9.55)
Потери давления в зоне реакции в м вод. ст.
&P = hApcp, (9.56)
где h — высота слоя катализатора в зоне реакции в м.
Высота4 напорного стояка, обеспечивающая нормальное посту-
пление катализатора в зону реакции, определяется формулой
И = —к м, (9.57)
где ДР — потери напора в зоне реакции в м вод. ст.\
л — давление газопаровой фазы при выходе из реактора,
13 Заказ 1705.
193
1'*'w
/ 4 * ** 4 f , Lf j* * T А ч -i ^л Л ^ * t f >•-
я =5 4- 6 м вод. cm.-,
к — коэффициент запаса; для таблетированного катализатора
к = 1,3, а для сферического к = 1,6;
у — относительный насыпной вес катализатора* в стояке;
для таблетированного катализатора у = 0,600, а для
сферического у = 0,760.
Скорость движения таблетированного катализатора в напорном
стояке колеблется в пределах 0,35—0,40 м/сек и сферического ката-
лизатора 0,27—0,30 м/сек. •
Диаметр напорного стояка определяется формулой
0-58)
где Гц. к — количество циркулирующего катализатора в м*/ч',
v — скорость движения катализатора в стояке в м/сек.
Максимальное количество катализатора, которое может пропу-
скать -стояк, определяется по эмпирической формуле ,
GK = 0,0168 d2’961#0’04,
(9.59)
где Ск — количество катализатора в кг/ч\
d — диаметр напорного стояка в мм\
Н — высота напорного стояка в м.
Отработанный катализатор в зонах реге-
9. Расчет нерауора подвергается регенерации горячим
регенератора воздухом при температурах 480—600° С. В I и
II зонах выжигается по 12% кокса от об-
щего его количества, в III, IV и V зонах по
14%, в VI зоне 12%, в VII зоне 10% и в VIII зоне 12%.
В коксе, отложившемся на катализаторе, содержание водорода
колеблется в пределах 5,5—6,0%, углерода 94,0—94,5%.
Как показывает опыт эксплуатации установок каталитического
крекинга с циркулирующим крупнозернистым катализаторам,: при
регенерации отработанного катализатора 33—35 % углерода превра-
щается в СО и 65—67% в СОг. Коэффициент избытка воздуха соста-
вляет 1,7—1,8, т. е. для выжига 1 кг кокса подается 19,7—20,9 кг
воздуха.
Расход воздуха для выжига кокса определяется формулой
СвО8Д == КОКС^ВОВд кг/ч, (9.60)
где Сйокс — количество кокса в кг/ч\
’ &озд — количество воздуха, необходимое для выжйга 1 кг кокса,
£возд = 19,7 -г 20,9 кг/кг.
194
Площадь поперечного сечения регенератора
/• = .„2
ЗбОО^к
F = ab,
— линейная скорость катализатора в регенераторе; vK изме-
няется в пределах 0,00275—0,0032 м!сек;
— ширина регенератора в м;
b — длина регенератора в м.
Высота зоны регенерации катализатора в регенераторе опре-
деляется формулой
(9.61)
или
где vu
а
Н1 = ТРк,
(9.62)
где Нг — высота регенератора в л;
т — время пребывания катализатора в регенераторе; для табле-
тированного катализатора т = 4200 4- 4800 сек, а для сфе-
рического т = 5100 4- 5800 сек.
Общая высота регенератора Н = -f- 12 м.
В регенератор для выжига кокса подается воздух из топки под
давлением с температурой t = 350 4- 400° С. Количество тепла, не-
обходимого для нагрева воздуха; вводимого в регенератор, от 0° С
до £, определяется формулой
Q *= #возд^ ккал/ч, (9.63)
где Свозд — количество воздуха, вводимого в регенератор, в кг/ч;
с — теплоемкость воздуха в ккал!кг • град;
t — температура воздуха (350—400® С). -
Расход топлива для нагрева воздуха от 0° С до t определяется
формулой
В = -Л^кг/ч, (9.64)
где Q — количество тепла для нагрева воздуха в ккал!ч но формуле
(9. 63);
Qp — рабочая теплота сгорания топлива в ккал/кг;
-пт — к. п.щ. топки под давлением, который принимается равным
0,98.
Количество воздухе, необходимое Для горения топлива:
Свозд= -В^возд кг/ч, (9.65)
где В — расход топлива в кг/ч;
^возд ~ количество воздуха, необходимое для сгорания 1 кг топлива;
§Гвозд === 11,6 — 12,0 кг/кг.
13*
195
Количество дымовых газов, уходящих из регенератора, опре-
деляется формулой
Сд. г — G возд + Свозд + G коне + В кг/ч. (9. 66)
Часовое количество воздуха и дымовых газов, поступающих из
топки под давлением в зоны регенератора:
С ВОЗД — СвОЗД СВОЗД 4" В кг/ч. (9. 67)
Отработанный катализатор из циклон-
10. Тепловой баланс ного сепаратора поступает в регенератор при
регенератора температуре Z, в количестве Сц. ки подвер-
гается регенерации при температурах от
i' == 480° С до С. При этом кокс
горит и превращается в СО2, СО и Н2О. Дымовые газы (СО2, СО,
, + t9
Н2О, О2 и N2) при температуре £ср = ——— из регенератора по-
студают в дымовую трубу. В регенератор непрерывно вводится смесь
воздуха и дымовых газов в количестве СВОзд при температуре £3.
Часть тепла, выделяющегося при горении кокса, переходит в реак-
тор с циркулирующим катализатором, другая часть используется
для выработки водяного пара высокого давления.
Следовательно, в регенератор поступает тепло:
1) выделяемое при горении кокса [по формуле (9. 19) ]
Qr = GuoKcq ккал/ч,
где q — теплота сгорания кокса, равная 7950 ккал/кг\
2) с отработанным катализатором из циклонного сепаратора [по
формуле (9. 20)]
С?2 = (Сц> hCj 4~ Скоке ^2)^1 ккал!ч‘,
3) со смесью воздуха и дымовых газов из топки под давлением
<2з = [Своздсз +-(СВозд 4~ 7?) £4] ккал/ч, • (9. 68)
где Свозд, Свозд и В — то же, что и в формулах (9. 60), (9. 64) и (9.65);
с3 — теплоемкость воздуха; с3 = 0,24 ккал/кг • град',
с4 — теплоемкость* дымовых газов; с4 —
, =0,25 ккал/кг • град’,
t3 — температура смеси воздуха и дымовых газов;
£3 = 350 4- 400° С.
Из регенератора уходит тепло:
1.) с дымовыми газами
Qi — Сд. гС4£ср ккал/ч, (9.69)
где £Ср — средняя температура дымовых газов, выходящих из Зон
регенератора; £Ср — + йС;
196
2) с циркулирующим катализатором [по формуле (9.24)1
(?2 = £ц. кС1*2 ккал/ч;
3) потери тепла в атмосферу [по формуле (4. 2) ]
Оо = X F 1 ккал/ч,
о
где X — коэффицйент теплопроводности изоляции регенератора;
X = 0,9 ккал/м • ч • град-,
t — температура стенки регенератора; t = ------- С;
I" — температура окружающего воздуха; t" = 30° G;
F — поверхность регенератора в ;и2;
4) передается в змеевиках регенератора воде Q4 ккал/ч (опре-
деляется из теплового баланса).
Тепловой баланс регенератора
(?i + (?2 + (?з = (?i + (?2 + (?з +
Средняя тепловая напряженность змеевиков в зонах регенератора е
из опыта эксплуатации установок каталитического крекинга соста-
вляет (в ккал/м2 ♦ ч):
зоны I, II и VI . . 15 900-18 600
» III, IV и V 18 600-21800
зона VII........... 13300-15500
» VIII........... 7 850—8 850
» IX ............ 4050-4 900
Средняя тепловая напряженность змеевиков для всего регенератора
е = 13 300 + 15 500 ккал/м? • ч.
Средние коэффициенты теплопередачи к для змеевиков регене-
ратора по зонам равны (в ккал/м2 • ч • граду.
зоны I, II и VI .... 49-57
» III, IV и V ... 49-57
зона VII........40-43
» VIII.........24-27
» IX.........12,5-15,0
Средний коэффициент теплопередачи для всех змеевиков регене-
ратора
к = 38,3 + 44,5 ккал/м^ ♦ ч • град.
Поверхность змеевиков регенератора определяется формулой
(9.70)
197
(9.71)
регене-
выходе
4 ' „Л 'I ’ Й 441 * j} ^7*4 - ” «£ г’^'Ч ч< ° ’’лъ"'*''!' V ’’ ''СА^Й»Л^г#
Количество воды, подаваемой в змеевики регенератора:
<?'
__ v4
В------------ ,
®НаО~'?Н2О
где Qколичество тепла, передаваемого через змеевики
ратора, в’ ккал/кг", *
^н2о — теплосодержание насыщенного водяного пара на
из змеевиков регенератора при давлении р в ккал/кг;
й2о “ теплосодержание воды при поступлении в змеевики реге-
нератора в ккал/кг.
В реактор поступает тепло:
11. Тепловой баланс 1) с парами нефтяного сырья [по фор-
реактора муле (9. 26) ]
Qi~ Gcqt0 ккал/ч (е = 1);
2) с регенерированным катализатором [по формуле (9. 27) ]
Q 2=
где $4 — температура регенерированного катализатора при посту-
плении в реактор в °C; £4—/2—• Ai (А/— понижение температуры
катализатора в пневмотранспортной линии от регенератора к реак-
тору, равное 6—7° С);
3) с водяным паром, вводимым в отпарную секцию реактора (по
формуле (9. 28) ]:
<?з = Gzqts ккал/ч.
Из реактора уходит тепло:
1) с парами и газами продуктов каталитического крекинга и
водяным паром [по формуле (9. 29) J
Qx — Сб^Гв14“ ^кер?Г8а 4“ G^qff 4~ GrcTt9 4- Gzqt* ккал/ч",.
2) с отработанным катализатором [по формуле (9. 30) ] '
— (Сц. к^х 4" ^кокссг) ккал/ч\
3) расходуется на реакцию каталитического крекинга нефтяного
сырья
/ = ккал/ч, ’ . (9.71, а)
где I — теплота реакции каталитического крекинга, отнесенная к об-
щему количеству сырья; i = 35 ккал/кг;
198
' X-^v i®L*b - J»-’*? И/« j » i i Т 'i.ij’M^a ДЪ&Г ’» . А‘ц*
4) потери тепла реактором в атмосферу {по формуле (4. 2) ]
, ff_/"
। до F — поверхность реактора в л*2;
X — коэффициент теплопроводности изоляции реактора; X =
= 0,9 ккал1м • ч • град;
6 — толщина слоя изоляции реактора в л;
Г и I" — температура стенки реактора и окружающей атмосферы
в °C.
Тепловой баланс реактора:
(?i + (?4 + (?з = (?1 + (?2 4~ (?з + Qr
Из теплового баланса реактора определяется количество тепла,
поступающего в реактор с сырьем, Q± ккал/ч.
Пример 9. 7. Определить размеры зоны реакции и напорного стояка уста-
новки каталитического крекинга с циркулирующим сферическим алюмосили-
катным катализатором производительностью 800 т/сутки сырья (керосино-
соляровой фракции). Относительная плотность сырья = 0,870, молекуляр-
ный вес Мс — 220.
При крекинге керосино-соляровой фракции указанных качеств получаются
следующие продукты (в % вес. на сырье).
бензин ......................35
керосин..................... 20
фдегма ......................26
крекинг-газ . ............14,5
кокс......................... 4
потери . ............... . 0,5
Молекулярные веса продуктов крекинга: — НО, 7Икерч<= 180, Мф —
= 260, Мс = 22. Температура в верхней части зоны реакции 485° С, в нижней
460° С, давление газопаровой фазы на выходе из реактора 0,5 ат, в верхней
части зоны реакции 0,55 ат (по манометру).
Решение. Производительность установки по сырью
' Gc = = 33 300 кг/ч.
Количество вырабатываемого бензина
Сб-0,35-33 300-= И 650 кг/ч.
Количество керосина
<?кер = 0,20*33 300= 6 660 кг/ч.
Количество флегмы '
. вф *= 0,26 ’ 33 300 = 8 650 кг/ч.
Количество крекцнг-газа
Gf=0,145 • 33 300 = 4 830 кг/ч.
Количество кокса
Скоке = 0,04• 33 300= 1 332 кг/ч.
199
Объем керосино-соляровой фракции (сырья)
Т7 33 300 з .
Го = 7Г=-870Г = 38.3
^*4
Объем алюмосиликатного катализатора в зоне реакции [по формуле (9. 42)1
укат= Fcv= 38,3-0,7 = 26,8 м3.
Линейную скорость сферического катализатора в зоне реакции определим
по формуле (9-44), принимая h = 4,5 м и тГ=45 мин:
h 4,5
—- = = 0,00167 м/сек = 1,67 мм/сек.
t 45 • 60 ""
Количество циркулирующего между реактором и регенератором катализа-
тора найдем по формуле (9.45), принимая п=1,75:
Уц.к = пУс= 1,75-38,3 = 67 м3/ч.
Диаметр реактора по формуле (9. 46)
в= У ~з&= V3600 - 3Л 6о,обш =м8 -
Секундный объем паров сырья на верху зоны реакции по формуле (9. 47)
273 +1 1 _ 33 300
273 * Лх 3600-220 3,1 Х
.-— = 1,74 м3/сек.
1)ОО
Плотность паров сырья на верху зоны реакции по формуле (9. 48)
I Gc 33 300 с’ , , ч
Qi, =----г—кг[м3.
1 3600 У* 3600-1,74
t-C-K
V1 = 23 1
сек 3600М ’
v 273 + 485
Х 273
Секундный объем паров
газа в низу зоны реакции по
т/П __ / ai t а2
273 л2
• -^=- = 4,54 м3!сек.
1,5
продуктов каталитического крекинга и крекинг-
формуле (9. 49)
. аз I at \ Gc . 273 + ^2 1 _
[ Mi т ' М3 Mt ] 3600
0,20 0,26 0,145 \ 33 300 > 273 + 460
180 + 260 + 28 3600 273
Плотность смеси паров продуктов каталитического крекинга и крекинг-
газа в низу зоны реакций по формуле (9.50) -
№ Gc 33 300 о л z /з
Qf» =------т,--= =2,04 кг/м. .
а 3600Усек ЗбиО-4^4
иск
344 - 3^= °454 М/е‘К;
Линейные скорости газопаровой фазы в верхней и нижней частях зоны
реакции по формулам (9. 53) и (9. 54) соответственно равны:
^сек 4 • 1,74
V4
4 • 4,54
F -~3,14.3.8> =0-40 м/СеК-
200
Потеря давления на 1 м высоты верхней части зоны реакции но фор-
муле (9. 51)
vJ’59 = 0^3-5,34-0,1541,59 = 0,22 м вод. ст.
Потеря давления на 1 м высоты нижней части зоны реакции Ъо фор-
муле (9. 52)
Др2 = 0,83 у** i+59 = 0,83» 2,04 -0,401’59 = 0,39 м вод. ст.
Средняя величина потери давления на 1 м высоты зоны реакции по фор-
муле (9. 55)
. ДР1 + ДР2 ' 0,22-j-0,39 Л „
ДРср =-------------------------= 0,30 м вод. ст.
di di
Потеря давления газопаровой фазы в зоне реакции по формуле (9. 56)
ДР = h Ар = 4,5 • 0,3= 1,35 м вод. ст.
Высоту напорного стояка найдем по формуле (9. 57), приняв относитель-
ный^ насыпной вес катализатора у = 0,76:
и Д^ + л г 1,35 + 5,0 . е . ,,
Н =-------!— к — ——— 1,6 = 13,4 м 14 м.
у 0,76
Диаметр напорного стояка вычислим по формуле (9. 58), приняв v =
0,28 Mjcen'.
4Уц. к
3600л v
4-67
3600-3,14-0,28
0,291 м^ЗОО мм.
Максимальное количество катализатора, которое может пропустить стояк,
определим по формуле (9. 59)
GK = 0,0168 й2,96Я°>04 = 0,0168 • 3002’96 • 14°’°4 = 390 000 кг/ч.
Пример 9. 8. Определить размеры регенератора установки каталитической
очистки с циркулирующим таблетированным алюмосиликатным катализатором
производительностью 640 т^утки бензина с к. к. 240° С. Плотность бензина
q20 = 760 кг)м9. При каталитической очистке бензина выход кокса составляет
3% вес. от исходного сырья. Отработанный катализатор поступает в регенера-
тор при температуре 450° С, горячий воздух при температуре 350° С. В трубы
змеевиков подается химически очищенная вода при температуре 20° С и превра-
щается в насыщенный водяной пар под давлением 25 ат. Регенерированный
катализатор выходит из регенератора при температуре 590Q С. Температура
окружающей среды t” принята в расчете минус 30° С.
Решение. Производительность установки по сырью
„ 640*1000 ’
Gc:1= 1 q , —26 700 кг/ ч •
24
или
Количество кокса
Скоке “ 0,03 * 26 700 = 801 кг/ч.
Количество циркулирующего между реактором и регенератором катализа-
тора найдем по формуле (9. 45), принимая объемную кратность циркуляции
п — 2,3:
Уц. к— nVc 2,3 • 35,2 = 81 м3/ч.
201
(ft U J
X,’,> * '• . 'V4' . «V4»>
iL"
или -
Сц. к = 81 • 600* = 48 600 кг/ч.
• Расход воздуха для выжига кокса определяем по формуле (9.60)
<?возд — 801 • 20 ~ 16 020 кг/ч
или
Т7 _ 16020. 3,
Рвозд----^ 29---12 400 м3/ч.
Площадь поперечного сечения регенератора вычисляем по формуле (9. 61),
принимая v — 0,003 м/сек'.
р — к —___________§1____— у 5 мч
3600v 3600 - 0,003 '* '
Принимаем ширину регенератора 2,5 м, длину 3 му
Высоту зоны регенерации катализатора в регенераторе найдем по формуле
(9. 62), принимая т = 4600 сек'. •
Hi = т i?K — 4600 • 0,003 — 13,8 м 14 м.
Общая высота регенератора Н — Hi 4- 12 = 14 4- 12 — 26 м.
Количество тепла, необходимого для нагрева вводимого в регенератор воз-
духа до 350° С, определим по формуле (9. 63)
Q — СВОзд ci = 16 020 • 0,24 • 350 — 1 350 000 ккал/ч.
Расход топлива для нагрева воздуха от 0 до 350° С определяем ио формуле
(9. 64)
„ Q . 1350000 '
В Qp4r 9000-0,98 “М53 "г/Ч‘
Теплота сгорания топлива принята 9000 ккал/кг с учетом того, что воздух,
Необходимый для горения топлива, подается нагретым. Количество воздуха,
необходимого для горения топлива, находим по формуле (9. 65) -
СВозд = "Сквозя ~ 1^3 • 12 = 1836 кг/ч.
Количество дымовых газов, уходящих йз регенератора, рассчитываем по
формуле (9. 66)
Сд. г=Свозд + Свозд+Скоке+= 16 020 +1836 +801 +153 = 18 810 кг/ч.
Количество смеси воздуха и дымовых газов, поступающей из толки под
давлением в зоны регенератора, определяем по формуле (9. 67)
Сво8д = £Воэд+Св03д4-2? = 16020-J-1836-f-153 = 18009 кг/ч.
Количество тепла, выделяющегося при горении кокса, находим по формуле
(9. 19)
Ci =Скокс? =801 • 7950= 6 370 000 йкал/ч.
Количество тепла, внесенного в регенератор отработанным катализатором,
определяем по формуле (9. 20) * . '
фа == (€7ц. rCj 4* Скоков) = (48 600 - 0,22 4* 801 ♦ 0,42) • 450=4 970 000 ккал/ч.
* 600 —насыпная плотность катализатора в кг/м?.
202
&V *
Количество тепла, внесенного в регенератор смесью воздуха и дымовых
। плов из топки под давлением, вычисляем по формуле {9. 68)
V3— рвоздсЗ'гЧСгвозд“Г£?; с4] <,3’=
= [16 020 • 0,24+(1836+153) 0,42] • 350=1 643000 ккал/ч.
Количество тепла, унесенного из регенератора дымовыми газами, опре-
делим по формуле (9. 69)
</ = Сп гс4 Сп =18 810 - 0,25 48О.+ 5?2. = 2 520 000 ккал/ч.
1 А* А * Vp х
Количество тепла, унесенного с циркулирующим катализатором, находим
по формуле (9. 24) * -
Qr = Сц. к cit' = 48 600 • 0,22 • 590 = 6 325 000 ккал/ч.
Потери тепла регенератором в окружающую атмосферу вычисляем по фор-
муле (4. 2) .
<23 ±= X F *' ~е' = 0,9 • 2 • 26 (3 + 2,5) • = 640 000 ккал/ч.
О 0,^0
Количество тепла, передаваемого змеевикам регенератора, определяем из
I еплового баланса последнего
^=<21+са+с8-с;-са-<=
= 6 370 000 + 4 970 000 +1 643 000 - 2 520 000 - 6 325 000 — 640 000 =
=3 498 000 ккал/ч.
Поверхность змеевиков регенератора находим по формуле (9. 70)
е; , 3 498000 ,
f 80р 14300 244 ’
Количество воды, Подаваемой в змеевики регенератора, вычислим по фор-
муле (9. 71) при р = 25 ат
Ь;
3498 000 ,
669,5.-го 5=5480 кг14'
12. Расчет
реакторного блока,
установки
каталитического
риформинга
в „п „ж
®н2о"~Янао
'-С целью повышения качества низкоок-
тановые бензины подвергают каталитиче-
скому риформингу над таблетированным алю-
моплатиновым катализатором в стационарной
системе. При этом повышается содержание
•ароматических углеводородов в бензине и ок-
тановое число последнего (до 77—78 пунктов по моторному методу).
Реакция ароматизации бензина протекает с отрицательным теп-
ловым'эффектом, вследствие чего температура в реакторе снижается.
Для проведения каталитического риформинга низкооктанового бен-
зина при заданных температурах предусматривается ступенчатый
реакторный блок и межступенчатый подогрев продуктов реакции
в трубчатых печах. Реакторный блок состоит из трех реакторов
каталитического риформинга и двух печей для подогрева продуктов
реакции.
203
Схема реакторного узла дана на рис. 9. 3.
Реакторный блок эксплуатируется по следующему режиму.
Температура, °C................................. 470—520
Давление, ат.................................... 40—45
Объемная скорость сырья, м3/м*-ч................ 1,5
Отношение объема циркулирующего газа к- объему
сырья........................................... 1: 1500
Продолжительность цикла.........................3 месяца
Срок службы алюмоплатинового катализатора .... 1 год
Количество кокса на катализаторе, % вес............. 3—5
Температура регенерации катализатора, °C:
I ступень....................................... 300—350
II *» 380-420
III » ............................ ... . 450—500
Давление при регенерации, ат..............*..... 10
Содержание кислорода на входе-в Р-1, % объемн. 0,4—2,0
Продолжительность регенерации (выжига кокса) ... 3 суток
Рпс. 9. 3. Реакторный блок установки каталитического рифор-
МИН Г
Р-1, Р-Й, Р-3 — реакторы; П-1, П-2, П-3 — печй.
(9. 72)
Количество рабочих циклов установки каталитического рифор-
минга составляет
дг__ 365 ^2
7V .90^-3 ’
где 365 — число суток в году;
пг — число суток капитального ремонта в году (пх = 30);
п2 — число суток для проведения текущего ремонта установки
и перегрузки катализатора (па=15).
204
Число рабочих суток в году 9QN, число суток, затрачиваемых
п году на регенерацию катализатора, равно 3N.
Производительность установки по сырью
Gc = 9O-247V кг!ч> (9.73)
где L — годовая производительность {кг!год).
Необходимое количество циркуляционного газа в ж3/ч при 0° С
и 760 мм рт. стгИ.
Гв.г = -^-п, (9.74)
Ус
где qc — плотность сырья при 20° G;
п — соотношение объемов циркуляционного газа и сырья;
п = 1500.
Объем стационарного слоя катализатора в трех реакторах
(9.75)
где Преак — реакционный объем трех реакторов вг%3;
v — объемная скорость сырья; v = 1,5 ч~1.
Количество катализатора в реакторах
^кат— KpeaitQ? (9. 75, а)
где q — насыпная плотность катализатора, равная 550—650 кг/м9.
В первом реакторе каталитическому риформингу подвергается
около 58% исходного сы^ья, в результате чего образуется около
6,7% газа и 51,3% катализата. Во втором реакторе риформингу под-
вергается около 28% исходного сырья и образуется около 3,5%
газа и 24,5% катализата. В третьем реакторе каталитический рифор-
минг претерпевает около 14% исходного сырья и образуется около
12,5% катализата и 1,5% газа. Таким образом, выход катализата
составляет около 88,3% вес. и газа 11,7% вес. на-исходное сырье.
Теплота реакции каталитического риформинга бензина соста-
вляет 80—105 ккал на 1 кг смеси газа и катализата. Количество
тепла, необходимого для реакций риформинга бензина, определяется
из теплового баланса реакторного блока.
Приход тепла в реакторный блок
1. Количество тепла, внесенного сырьем и циркулирующим газом:
Gcq^ + Тц. гсЛ ккал/ч, (9.76)
где Gc — количество сырья в кг/ч;
q? — теплосодержание паров бензина при = 450* С в ккал/кг\
Иц. г — количество циркулирующего газа в м3/ч’,
205
/
q — удельная теплоемкость циркулирующего газа; при h =
= 450° С сх — 0,380 ккал/кг • град,
2. Количество тепла, внесенного из печей П~1, П~2ъП-3, равно
ккал/ч.
Расход тепла из реакторного блока
1. Количество тепла, унесенного парами катализата, газами реак-
ции и циркулирующие газом из реакторного блока:
Q1= ^кат^2 4~ Vц, rCjtz ккал/ч, (9.77)
где (rItaT — количество катализата в кг/ч;
qf2— теплосодержание паров катализата при f2 = 510 в ккал/кг;
Vr — количество реакционного газа в м3/ч\
с2— теплоемкость газа; при £2 = 510 сг~ 0,595 ккал/кг • гра$
(плотность реакционного газа при 0°С и 760 мм рт. ст.
равна 0,685—0,690 кг/м3).
2. Количество тепла, затраченного на реакции риформинга:
= ккал/ч, . (9.78)
где i — теплота реакций каталитического риформинга; i = 80 4-
4-105 ккал/кг.
3. Потери тепла в окружающую атмосферу JQ3 ккал/ч.
Тепловой баланс реакторного блока:
Qi + Фа + Фз-
Отсюда
(?2 — (?1 + (?а + @з — Q1'
Пример 9. 9. Определить реакционный объем реактора и тепловую нагрузку
печей реакторного. блока установки каталитического риформинга производи-
тельностькь 300 000 т]го& низкооктанового бензина. Относительная плотность
бензина =754 #г/мв. В реакторный блок поступает смесь паров бензина и
циркуляционного газа при температуре 450° С. В реакторах бензин полностью
подвергается риформингу, и при темйературе- 510° С смесь паров продуктов
реакции и циркуляционного газа выводится из третьего реактора. Выход катали*
зата составляет 88,3% вес. и газа 11,7% вес. на сырье.
Решение. Число рабочих Циклов установки в году находим по формуле
(9. 72)
лг ,365—30—15 •
' °3/‘4'
Число рабочих суток установки в году , >
90 ♦ 3,44 = 310 суток.
Производительность установки по сырью определим по формуле (9. 73)
у, L 300000 ;
= -ВОТЙТГ = «ГНТадГ=4013 т,ч~40 300
ж
Необходимое количество циркуляционного газа вычисляем по формуле (9.74)
Гц. г - — п = • 1500 = 8000 м3/ч.
Ос 0,754
Объем стационарного слоя катализатора в трех реакторах находим по фор-
муле (9. 75) х
v Gc 40300 ' <«-7 з ОС з
Греак — “ —Т~с~ = 33>7 м — 36 м .
. Qcy 754-1,5
Принимаем реакторы со следующими реакционными объемами: I реактор —
И м3-, II - 11 л+; И>— 14 лЛ.
Приняв диаметр реактора D — 2,6 м, определяем общую высбту стационар-
ного слоя катализатора
Количество алюмоплатинового катализатора в реакторах находим по фор-
муле (9. 75,а)
36 - 600 = 21 600 кг. ч
Теплосодержания паров катализата при 450 и 510° С соответственно равны
9450 = 341 ккал/кг и д^10 = 378 ккал!кг.
Количество тепла, внесенного сырьем и циркуляционным газом, вычисляем
но формуле (9. 76)
Q1 = Gc^ + Уд. гс1 *1 = 40 300 *341+80 000 • 0,380 • 450 =
= 27 350000 ккал/ч.
Количество тепла, унесенного парами катализата, газами реакции и цирку-
ляционным газом из реакторного блока, определяем по формуле (9. 77)
Q\ = <?ка Д + Fr с2 *2 + Гц. гс1 *2 = 40 300 * 0,883 ’ 3?8 +
+4°-3?L?’117 0,585• 510+80000i 0,380- 510 = 31 018000 ккал/ч.
. 0,685
(Здесь 0,685 — плотность газов, образовавшихся при реакции, в кг/j»3; 0,380 —
их средняя удельная теплоемкость в ккал[кг • град.)
Количество тепла, затраченного на реакции риформинга, вычисляем по
формуле (9, 78) .•
1?'=^ = 40300 - 90 = 3 627 000 ккал/ч.
Потери тепла в юКружающую атмосферу принимаем равными 2% от количе-
ства тепла, унесенного из реакторного блока парами и газами:
<?' = 0,02 • Q' = 0,02 - 31 018 000 = 620 360 ккал/ч.
Количество тепла, внесенного в реакторный блок из печей:
’ <)^+ <?' +<2' 31018 000 + 3 627 000 + 620 360 - 27 350000 = "
„ =7 918 360 ккал/ч.
f ~
г
ГЛАВА 10
ПРОЦЕССЫ ОЧИСТКИ
МОТОРНЫХ топлив
И СМАЗОЧНЫХ МАСЕЛ
1. Аппараты периодического
действия
На установках кислотно-щелочной
и кислотно-контактной очистки
нефтепродуктов еще довольно ши-
роко распространены аппараты пе-
риодического действия: мешалки,
фильтры, смесители турбинного ти-
па и др. В основу расчета произво-
дительности аппаратов периодического действия кладется продолжи-
тельность полного цикла работы аппарата.
Продолжительность цикла определяют путем проведения тщатель-
ного хронометража процесса в практиче-
ских условиях работы аппарата.
Мешалки. Одним из наиболее распро-
страненных аппаратов периодического
действия является мешалка (рис. 10. 1),
служащая одновременно и отстойником.
Для обеспечения удовлетворительного
отстоя кислого гудрона или щелочных
отходов рекомендуются следующие кон-
структивные размеры мешалок такого
типа (см. рис. 10. 1):
D = 1,25 Я,
Лк =0,5 D.
Рис. 10. 1. Мешалка.
Высота свободного пространства ме-
шалки с учетом колебаний' уровня при
перемешивании принимается равной 0,5—0,6 л, тогда рабочая вы-
сота цилиндрической части мешалки Др = Н— (0,5 4- 0,6) м.
Рассмотрим расчеты мешалок и других аппаратов периодического
действия на конкретных примерах.
Пример 10. 1. Выполнить проверочный расчет мешалок для кислотной
обработки дистиллятов автотракторных масел в количестве 1950 т^утки. Плот-
ностью 04°= 0,920 при температуре обработки масла 45° С и продолжительности
цикла работы мешалок 20 ч; в том числе:
а) загрузка дистиллята в мешалку 3 ч;
б) подача кислоты для подсушки и перемешивание 0,5 ч;
в) отстой первой порции гудрона 2 ч;
208
г) спуск гудрона 0,5 ч;
д) подача кислоты для вторичной обработки и перемешивание 2,5 ч;
е) отстой носле вторичной обработки кислотой 4,0 ч;
ж) спуск второй пропорции гудрона 1 ч;
з) дополнительный отстой и окончательный спуск гудрона 4,5 ч;
и) откачка кислого масла из мешалки на дальнейшую обработку 2 ч.
Расход кислоты на очистку составляет 4%; плотность кислоты при 45° С
Vis = 1800 кг/м3', время, затрачиваемое на ремонт мешалок, составляет 5% от
продолжительности цикла.
Определить, обеспечат ли указанную производительность имеющиеся на
установке 10 мешалок диаметром D = 7 м, высотой Н = 5,6 м. •
Решен и,е. а) С учетом затраты на ремонт мешалок 5 % времени расчет-
ная продолжительность цикла составит
20 + 0,05 - 20 = 21 ч.
б) Определим общий суточный объем дистиллята и серной кислоты, исходя
из заданных производительности и расхода кислоты (принимая, что кислота
подается в один прием). Плотность дистиллята при 45° С по рис. 3. 1 q46 =
- 905 кг/м3, плотность серной кислоты (по заданию) q46 = 1800 кг/м3.
Общий объем сырья и реагента
Т7 1950-1000 .0,04-1950-1000 ч/
Гобщ=-----905---- ------1800----= 2200 М /сутки-
в) Необходимый полезный (рабочий) объем мешалок, исходя из расчетной
продолжительности цикла 21 ч: -
Т7 2200-21 ,_о_ 3.
►'раб—----24---= 1925 м3/сутки
или объем одной мешйлки
Т7 1925 з
► р — —77.— —192,5 м .
10
Если учесть, что в конусе мешалки имеется постоянный остаток нефтепро-
дукта и принять рабочую высоту цилиндрической части аппарата
hp = H — 0,5 м, т. е. /гр = 5,6^-0,5 = 5,1 м,
то фактический рабочий объем каждой мешалки составит
, rtD2 3,14.7,02
p==ftp_—=5,1—-—
196,3 м3.
Следовательно, имеющиеся 10 мешалок обеспечат указанную производи-
тельность при заданной продолжительности цикла.
Из приведенного проверочного расчета видно, что производитель-
ность мешалок зависит от продолжительности цикла. Если без ущерба
для качества обработки масла сократить продолжительность цикла,
например уменьшить время загрузки дистиллята или откачки кис-
лого масла из мешалки, то этим достигается соответственное увели-
чение производительности каждой мешалки и установки в целом.
Фильтры. На нефтезаводах пока еще эксплуатируются цилиндри-
ческие дисковые фильтрпрессы периодического действия. Полезная
длина их равна 3,7 м, внутренний диаметр 0,96 м. В корпусе фильтра
закреплено 36 круглых дисков (d = 0,9 м) с общей фильтрующей
14 Заказ 1705.
209
поверхностью F = 45,6 л2. Производительность фильтра составляет
300—600 кг/да2 • ч (считая только на полезное время фильтрования).
Пример 10. 2. На установке имеется четыре рабочих фильтрпресса указан-
ной выше конструкции с фильтрующей поверхностью каждого F =45,6 да2.
Определить пропускную способность установки при условиях, что:
а) производительность фильтра g = 500 кг/м2, • ч (на полезное время
фильтрования);
б) фильтровальное отделение обеспечивается контактированным маслом
равномерно в течение суток;
в) число дефектных дисков, выключаемых обычно во время работы фильтра,
составляет не более 10%; ,
г) цикл работы фильтра состоит из следующих операций:
опрессовка воздухом....................................5 мин
накопление лепешки на дисках (ход мутного масла)' . . 5 мин
фильтрование.........................................50 м ин
продувка фильтра воздухом ...........................10 мин
очистка глины и сборка фильтра.......................15 мин
Всего 85 мин.
Решение, а) Определяем, исходя из условий, полезную фильтрующую
поверхность четырех фильтров
^полезн = °’9 • 4F= 0,9 • 4 • 45,6 = 164 да2.
б) Производительность всех четырех фильтров за время полезного филь-
трования в час
С1=^полезн = 500 •164 = 82 000 кг!4’
в) Суточная производительность устайовки, исходя' из заданного цикла
работы фильтров: ’ '
" - 50 ’
G = 24 • 82 000= 1 160000 кг/сутки, или 1160 т/сутки.
о5
Турбосмесители. Для контактирования смазочного масла с отбе-
ливающей глиной на многих заводах применяются дурбосмесители,
которые обычно работают периодически. Ниже приводится пример
определения необходимого количества смесителей при заданной про-
должительности дикла работы аппарата.
Пример 10. 3. Определить, сколько требуется турбосмесителей на установке
контактного фильтрования производительностью 1600 т/сутки рафината селек-
тивной очистки, исходя из следующих' условий:
а) расход отбеливающей глины равен 6%, насыпная плотность глины
1050 кг/м3',
б) цикл работы турбосмесителя: - (
закачка рафината и подача отбеливающей глины 1,5 ч
перемешивание . "............................0,5 «
откачка смесй через речь .................... 2 ч
В сеГо . . . 4 ч
, о ' . j
в) размеры турбосмесителя: внутренний диаметр D — 3,62 да; высота Н =*
— 7,46 да;
г) температура обработки рафината 40° С, плотность рафината о» —
905 кг/м3.
210
-1
Решение, а) Определим общий объем каждого турбосмесителя, Пре-
небрегая объемам, занимаемым смесительными устройствами:
v
* общ
л/)2 „ 3,14-3,62%
= -----4 —
ма.
б) Полезный объем турбосмесителя (с учетом устранения переливов во время
колебания уровня в аппарате при перемешивании и включая объем, занимаемый
смесительными устройствами) принимаем равным 90% от общего, т. е.
Удолезн = 0,0 • 77,0 — 69,2 Л13,.
в) Расход отбеливающей глины равен
0,06_ • 1 600 000 = 96 000 кг/сутки, или 96 т/сутки.
г) Общий объем смеси масла с глиной за 1 сутки
1 600000 . 96000 ло_с_ 3;
Гобщ = —-эоу—+-1050" = 1856,5=1857 М /сутки'
д) Определим пропускную способность каждого турбосмесителя (заданной
конструкции).
Количество циклов работы турбосмесителя за сутки
24 : 4 = 6 циклов.
Следовательно, пропускная способность турбосмеситейя равна
^^полезн ~ ' 69’2 ~ м3/сутки.
е) Необходимое количество турбосмесителей составит
^общ 1857 . а
„ = -1й- = _й5- = 4,47 (5 шт.).
Следовательно, требуется пять турбосмесителей, и на случай ремонта реко-
мендуется предусмотреть один резервный, т. е. всего 6 шт. Приняв пять рабочих
аппаратов, будем иметь запас против заданной производительности
^^100=11,7%.
2. Расчет
экстракционной .
колонны установки
ч деасфальтизации
пропаном
За последнее время все большее распро-
странение при производстве остаточных ма-
сел получает деасфальтизация гудронов жид-
ким' пропаном, так как последний является
наилучтпим и наиболее экономичным избира-
тельным растворителем по сравнению С дру-
гими нефтяными углеводородами: этан имеет высокую избиратель-
ность и низкую растворяющую способность по отношению, к смоли-
стым и другим высокомолекулярным соединениям, а бутан,- наоборот,
низкую избирательность (селективность) и более высокую раство-
ряющую способность, чем пропан.
14*
211
Пропан является предельным углеводородом нормального строе-
ния и имеет следующие основные свойства.
Молекулярный вес.....................................44
Плотность, кг/л18:
жидкости при температуре —42,06° С............. 582,4
» » » 4-20° С................ 500
пара по отношению к воздуху .................. 1,52
Температура кипения при атмосферном давлении г, °C . . —42,06
Теплоемкость, ккал/кг • град’.
жидкого пропана при температуре 4-20° С ....... 0,6070
насыщенного пара пропана при температуре 0° С . . 0,370
насыщенного пара пропана при температуре 4~20°С 0,390
Теплота испарения, ккал/кг’.
при температуре —42,06° С...........................100,4
» » 4-20° С..............................83,5
Растворяющая способность и избирательность жидкого пропана
по отношению к различным соединениям нефтяного сырья различ-
ные. Твердые углеводороды — парафины и церезины — при низких
температурах (—40 4 45° С) плохо растворяются в жидком пропане;
с повышением температуры растворимость их увеличивается. Жидкие
углеводороды парафинового основания хорошо растворяются в жидком
пропане в широком интервале температур. Растворимость в пропане
парафиновых, нафтеновых и ароматических углеводородов зависит от
молекулярного веса последних и температуры обработки. С повыше-
нием молекулярного веса и понижением температуры обработки
растворимость углеводородов в пропане уменьшается.
Высокомолекулярные полициклические углеводороды плохо рас-
творяются в пропане. С повышением температуры обработки раство-
римость их в пропане уменьшается.
Асфальто-смолистые вещества очень плохо растворяются в про-
пане, а асфальтены практически не растворяются. При темпера-
турах обработки выше 40° С они начинают незначительно раство-
ряться в пропане. Это свойство и позволяет применять пропан в ка-
честве деасфальтирующего и Обессмоливающего растворителя для
очистки масляных фракций; желательные углеводороды переходят
в-раствор, а нежелательные выделяются.Процесс деасфальтизации
гудрона или полугудрона основан на различнбТ'рЗПЗ^воряюЩПЙГбйо-
собности жидкого пропана по отношению к жидким углеводородам
и асфальто-смолистым веществам.
Деасфальтизация сырья на современных установках проводится
в противоточных экстракционных колоннах. Выход и качество деас-
фальтизата зависят от углеводородного состава сырья, соотношения
пропан : сырье и температурного режима экстракции. Для каждого
вида сырья отношение веса Пропана к весу сырья и температурный
режим экстракции определяются исследовательскими и экспери-
ментальными данными.
1 Давление насыщенного пара пропана в зависимости от температуры и те-
пловые свойства этого углеводорода приводятся в справочниках по газовому
делу, а также в книге В. Л. Гурвича и Н. П. Сосновского «Избирательные рас-
творители в переработке нефти». Гостоптехиздат, 1953.
242
Экстракционная колонна (рис. 10. 2) представляет собой полый
цилиндр, рассчитанный на рабочее давление 40 ат при температуре
смеси пропан — масло ВО ° С. Колонна разделена глухой перегород-
кой на две части: нижнюю — экстракционную и верхнюю — отстой-
ную. В экстракционной части помещена насадочная (или жалюзий-
ная) тарелка, под насадкой — маточник для ввода пропана, над
насадкой — маточник для ввода сырья.
В экстракционной части колонны про-
исходит процесс деасфальтизации гудрона
пропаном, в результате которого образуются
два раствора — масляный и битумный. Би-
тумный раствор отводится с низа колонны.
Масляный раствор поднимается вверх и че-
рез подогреватель поступает в отстойную
часть, где при повышенной температуре от-
стаиваются полициклические высокомолеку-
лярные соединения, которые по переточной
линии отводятся на верх экстракционной
части колонны. С верха отстойной части ко-
лонны отводится масляный раствор.
Скорость потока смеси пропан — масло
в экстракционной колонне колеблется в пре-
делах 35—40 м3/м? • ч, линейная скорость
смеси в свободном сечении экстракционной
части колонны равна 9,3 — 11,3 мм/сек, в на-
садочных тарелках 40—56 мм/сек', линейная
скорость масляного раствора в отстойной ча-
сти колонны 6,0—7,0 мм/сек. Время контакта
сырья (гудрона) и жидкого пропана в наса-
дочном слое составляет 110—130 сек, время
отстоя масляного раствора в отстойной части
колонны 570—670 сек.
Диаметр экстракционной колонны D опре-
деляется из следующей формулы:
л D2
7V
3
Рис. 10. 2. Экстракцион-
’ ная колонна.
1 — подача сырья; (2 — по-
дача жидкого пропана; 3 —
выход масляного раствора;
4 — выход битумного рас-
твора; 5 — теплообменник
для масляного раствора;
6 — переточная линия.
(10:1)
отсюда
D=2
_ I
Qn ’
л V
где D — диаметр экстракционной колонны в л;
Сгс — производительность установки по сырью в кг!ч\
qc — плотность сырья при средней температуре в экстракцион-
ной колонне в кг!м3\ '
Gn — количество пропана, вводимого в экстракционную колонну,
в кг/ч',
213
ч ’у, г-?-"’ ‘ '"’н-. ''г.'" " » ' •*'
Qn — плотность жидкого пропана при средней температуре в экс-
тракционной колонне в ка/№; .
V — скорость потока смеси в экстракционной части колонны,
у = 35 ч-40 м3/м? • ч.
Часовое количество пропана, вводимого в экстракционную Ко-
лонну, определяется формулой
Gn=nGc, (10.2)
где п — отношение веса пропана к весу сырья, которое колеблется
в пределах 3,5—5,0.
Высота экстракционной колонны определяется по формуле
Н = hi И- Л2 4- Лз 4- hi 4~ hi м, (10. 3)
где h^ — высота опорной обечайки колонны, равная 1,0—1,2 м;
hz — расстояние от днища до насадки или жалюзийной тарелки,
равное 3,0—3,2 л;
h3 — высота насадочного слоя или жалюзийной тарелки в м;
hi — расстояние от насадки до верха экстракционной части
колонны, равное 3,3—3,5 л;
hi — расстояние от верха экстракционной части до верха
колонны (высота отстойной части колонны).
Высота насадочного слоя определяется формулой
h^tiW^ (10.4)
где Tj — время контакта сырья и пропана в насадочном слое, Ti =
= 110 4- 130 сек\
W-l — линейная скорость потока в насадочном слое, равная
0,046—0,056 м/сек.
Высота отстойной части экстракционной колонны определяется
формулой
h5 = i2W2, (10.5)
где т2 — время отстоя' масляного раствора в отстойной части ко-
лонны', равное <570—670
ТГ2 — линейная скорость масляного раствора в отстойной части
колонны, равная 0,006-—0,007 м/сек.
Пример 10.4. Определить диаметр и высоту экстракционной колонны
установки деасфальтизации гудрона жидким пропаном производительность?).
400 т/сутки сырья. Плотность сырья (гудрона) €>20 = 945 кг7&3, отношение веса
пропана к весу гудрона равно 5 1, температура в верху экстракционной части
50° С, внизу 44° С, в верху колонны 55° С, давление в колонне 32 ат. Выход
деасфальтизата составляет 60% на Исходное сырье. Состав масляного раствора:
15% деасфальтизата и 85% пропана. Плотность деасфальтизата 912 кг/м3.
Решение. Производительность установки по сырью
400 • 1000 , „ ,
Gc=----s,--— 16 700 кг ч.
' 24
214
J
Количество npojaatfa, вводимого в экстракционную колонну:
Gn = nGc = 5 *16 700 = 8&500 кг/ч.
Средняя температура потока (смеси) в экстракционной части колонны
(ср = ^±^=^±5“=47»С.
Плотность гудрона при 47° С (по рис. 3-1) Q°7 = 930 кг/л^3. Плотность про-
пана при 47®С Q” =463 кг/ле8.
Диаметр экстракционной колонны определяем по формуле (10.1). ,
/( Gc I Gn \ т/ „ _ /~I 16 700 . 83 500 \ , „ .. /Л о
-------------: л V = 2 1 / — 77^— : 3,14 • 40 = 2,52 м.
\ Qc Qn ) у \ 930-463 )
Высоту насадочного слоя определяем по формуле (10. 4)
' ^==^171 = 120-0,05 = 6 м.
Высоту отстойной части экстракционной колонны подсчитываем по фор-
муле (10. 5),
й5 — т2И’2 = 640 • 0,0065 = 4,15 м.
Высоту экстракционной колонны находим по формуле (10. 3)
Н = 7ц ч- hz 4~ йз 4" ht + h*, — 1,0 4- 3,0 4- 6,0 4~ 3,3 4“ 4,15 =17,45 м.
Пример 10. 5. Определить производительность установки деасфальтизации
гудрона жидким пропаном при следующих условиях: диаметр экстракционной
колонны равен 3 м; температура верха экстракционной части колонны равна
70° С, низа 60° С; плотность при 20° С равна Qgo = ^56 кг/ма; соотношение про-
пан : гудрон равно 4:1.
Решение. Средняя температура потока в экстракционной части колонны
^ = -^2-=65°С.
Плотность сырья, (гудрона) при 65° С
= 1-|-0,000567 (65 - 20) = 932 Кг'мЭ’
Плотность пропана при 65° С Qg5 = 442 кг/м3.
Производительность установки но сырью определяем по формуле (10-1)
> я Da _/ V V- 3’14’32 -I G° д_ 4GC\ ' .
4 \ Qc Он / 4 ^932z' 442
отсюда
Gc = 27 900 кг/ч или Gc=27 900 • 24 = 670 000 кг/сутки.
215
3. Расчет
испарителей
пропана
Испарители масляного и битумного рас-
творов представляют собой полые цилиндры
диаметром 1,8 м, длиной 6,8 м и толщиной
стенки 2,4 см. Эти аппараты являются ко-
тлонадзорными и рассчитаны на рабочее да-
вление в корпусе 25 ат при 150° С. В корпусе испарителя поме-
щен трубный пучок, поверхность нагрева которого равна 200 м2.
В трубный пучок испарителй подается для подогрева раствора во-
дяной пар. В корпус испарителя вводится масляный или битумный
раствор. Растворы нагреваются до требуемой температуры и при
этом испаряется определенное количество пропана. Газообразный
пропан с верха испарителя отводится в конденсатор-холодильник.
Концентрация пропана (весовая) в масляном и битумном раство-
рах постепенно снижается от 0,85—0,65 до 0,045—0,050. Весовая
концентрация пропана х в уходящем из испарителя масляном рас-
творе определяется формулой
(10. 6)
где Mi — молекулярный вес пропана, равный 44;
М% — молекулярный вес масла (деасфальтизата);
К — константа равновесия пропана при данных температуре
и давлении.
Константой равновесия называется отношение молекулярной
концентрации компонента в газовой фазе к молекулярной концен-
трации данного компонента в жидкой фазе:
/
у
К^Ц-, (10.7)
X
1
где у — молекулярная концентрация компонента в газовой фазе;
хх — молекулярная ^концентрация компонента в жидкой фазе.
Как было показано выше, величина константы равновесия зави-
сит от температуры и давления. С повышением температуры вели-
чина К увеличивается, а с повышением давления уменьшается.
В табл. 10. 1 даны значения величин константы равновесия пропана
при разных температуре и давлении.
Тепловая нагрузка испарителя, т. е. количество тепла, отдавае-
мого теплоносителем (водяным паром) раствору в течение часа,
определяется следующим образом.
Обозначим часовое количество раствора (масляного или битум-
ного), поступающего в испаритель, буквой б?р, весовую концентра-
цию пропана в растворе^ поступающем в испаритель, х1Ь весовую кон-
центрацию масла или битума 1 — х1У весовую тГонцентрацию пропану
в уходящем из испарителя растворе ж2, весовую концентрацию масла
или битума в этом,же растворе 1 — х2, теплосодержание перегретого
пара пропана при температуре выходящего из испарителя пропана
216
ТАБЛИЦА 10.1
Константы равновесия пропана <
Тем- пера- тура, °C Величина К при общем абсолютном давлении, ат
8 10 12 14 16 18 20 22 24 26 28 30 32 34
10 0,86 0,70 0,62 0,56 0,51 0,47 0,43 0,41 0,40 0,38 0,37 0,36 0,35 0,34
20 1,03 0,86 0,73 0,64 0,60 0,56 0,52 0,49 0,47 0,45 0,43 0,42 0,41 0,40
30 1,23 1,03 0,87 0,78 0,75 0,67 0,62 0,60 0,58 0,57 0,54 0,52 0,50 0,48
40 1,50 1,26 1,10 0,98 0,88 0,81 0,74 0,71 0,68 0,65 0,63 0,61 0,59 0,57
50 1,77 1,50 1,31 1,17 1,05 0,85 0,87 0,83 0,79 0,75 0,72 0,69 0,67 0,65
60 2,11 1,75 1,50 1,31 1,19 1,10 1,02 0,96 0,90 0,85 0,82 0,80 0,78 0,76
70 2,40 1,98 1,64 1,47 1,34 1,24 1,16 1,09 1,02 0,96 0,92 0,90 0,87 0,84
80 2,62 2,20 1,89 1,65 1,49 1,36 1,26 1,19 1,12 1,06 1,02 0,99 0,96 0,93
90 2,92 2,42 2,07 1,80 1,62 1,48 1,36 1,30 1,24 1,18 1,13 1,08 1,04 1,00
100 3,10 2,60 2,23 1,94 1,74 1,57 1,42 1,35 1,29 1,23 1,19 1,15 1,11 1,08
110 3,28 2,73 2,35 2,10 1,84 1,67 1,53 1,46 1,39 1,32 1,27 1,23 1,19 1,15
120 3,42 2,93 ,2,50 2,23 2,03 1,84 1,70 1,60 1,51 1,42 1,37 1,33 1,29 1,29
130 3,77 3,12 2,68 2,36 2,15 1,98 1,82 1,71 1,60 1,50 1,45 1,40 1,35 1,30
140 4,10 3,37 2,87 2,50 2,29 2,10 .1,04 1,82 1,70 1,59 1,53 1,48 1,43 1,38
150 4,35 3,65 3,15 2,78 2,50 2,30 2,10 1,97 1,84 1,72 1,65 1,58 1,51 1,44
160 4,65 3,87 3,3Q 2,90 2,67 2,40 2,20 2,09 1,96 1,84 1,76 1,68 1,61 1,54
170 4,94 4,15 3,15 2,28 2,57 2,37 2,23 2,09 1,96 1,89 1,82 1,76 1,70
180 5,24 4,37 3,75 3,32 2,98 2,71 2,48 2,34 2,21 2,08 2,00 1,92 1,84 1,77
190 5,55 4,58 3,93 3,45 3,08 2,82 2,60 2,46 2,33 2,20 2,11 2,02 1,93 1,85
200 5,80 4,85 4,17 3 67 3,30 3,00 2,80 2,64 2 48 2,32 2,24 2,16 2,08 2,00
210 6,00 5,05 4,35 3,73 3,45 3,15 2,90 2,74 2,58 2,43 2,34 2,25 2,16 2,08
220 6,30 5,30 4,55 4,00 3,60 3,28 3,00 2,84 2,68 2,53 2,43 2,34 2,25 2,16
230 6,65 5,58 4,80 4,25 3,83 3,48 3,21 3,01 2,82 2,63 2,53 2,44 2,35 2,26
Ч <7npt2, теплосодержание жидкого пропана при температуре по-
ступающего в испаритель раствора q™ptv теплосодержание жид-
кого пропана при температуре уходящего из испарителя раствора i2
qm теплосодержание деасфальтизата (масла) или битума при tr
ПР 2
д®, при температуре /2 q™>, тогда:'
2
часовое количество пропана в растворе,» поступающем в испари-
тель, равно CrpZf,
часовое количество деасфальтизата или битума в растворе, посту-
пающем в испаритель:
часовое количество раствора, уходящего из испарителя:
' (10.7а)
1 *2
часовое количество пропана в уходящем растворе
Gp- (10-76)
1 —#2
217
часовое количество паров пропана, уходящих с верха испарителя;
бл - Gp Gv (z, - ХЛ. (16.7в)
В испаритель поступает тепло:
1) с раствором/ состоящим из пропана и масла:
^p^iVnp <i + ^р (1 ж1) Qti *= Gp [ж17пр <i И- (1 ж1) 7<i] > (Ю* 7г)
2) с водяным паром
Из испарителя уходит тепло;
1) с раствором
Ср / -F Gp (1 - xj (fi = Gp [4^ +
+ (l~*i)9/1J (10. 7д)
2) с перегретыми парами пропана <
Gp (xj------ дпр. t2; (10. 7е)
\ 1 —““•4'2 ]
Z '
3) теряется в атмосферу (3—5% от количества тепла, внесенного
водяным паром)
<?п = 0,03 - 0,05 Q,
Тепловой баланс испарителя:
Gp [^igSpti + (l — Xj) <?*] -{- Q = Gp ~~ ОД™ / + (1 — ^i) 9*/
_ i x2 np 2 v 2 .
+ G’dxi— хЛ Qnp ta+ Qn.
Из теплового баланса испарителя определяем количество тепла,
внесенного водяным паром в испаритель в течение часа:
+ (1-*1) (9./~9?)] 1.05.
1 2
(10.8)
Теплосодержания жидкого пропана, а также насыщенного и пере-
гретого паров в зависимости от температуры и давления приведены
в табл. 10. 2 и 10. 3.
218
ТАБЛИЦА 10.2
Теплосодержание жидкости и насыщенного пара
пропана
Темпе- ратура , °C Теплосодержание, ккал/кг Темпе- ' ратура, °C Теплосодержание, ккал/кг
жидкости пара жидкости пара 1
0 90,3 60 40,5 103,8
10 6,1 93,1 70 49,0 104,6
20 12,3 95,8 80 58,8 105,0
30 18,5 98,2 90 71,5 104,0
40 25,1 W0,4 96,8 95,0 95,0
50 32,5 102,2 — — —
ТАБЛИЦА 10. 3
Теплосодержание перегретого пара пропана
Темпера- тура, °C Теплосодержание в ккал/кг при абсо- лютном давлении, ат Темпера- тура, °C Теплосодержание в ккал/кг при абсолютном давлении, ат
1 > 10 20 30 45 I 10 20 30 45
0 93,5 200 200,0 196,5 193,0 190,0 184,0
25 103,5 97,0 — - — II- 225 216,5 213,5 210,0 207,0 201,5
50 115,0 1095 — 250 233ХУ 230,0 227,0 224,0 219,5
75 127,0 122.0 115,0 —— 275 250,0 247,0 244,5 242,0 237,5
100 141,6 136,0 130/) 124,0 107,0 300 267,0 264,0 262,0 260,0 256,0
125 154,5 150,0 145,0 140,0 130,5 325 284,5 282,0 280,0 278,0 275,0
150 175 169,0 184,0 165,0 180,5 160,5 177,0 156,0 173,0 149,0 1670 350 302,5 300,0 298,5 296,5 294,0
Расход водяного пара в испарителе q определяется формулой
' (Ю-9)
где f — теплосодержание водяного пара, поступающего в трубный
пучок испарителя, в, кклл/ке;
q* — теплосодержание парового, конденсата при выходе из
трубного пучка испарителя в ккал/кг.
Коэффициент теплопередачи к поверхности трубного пучка испа*
риТеля определяется из формулы (4. 28)
*
& =’— ккал1л^ • ч • град, (10.10)
г
где Q — тепловая нагрузка испарителя в ккал!ч\
F поверхность трубного пучка в л2;
A tcp — средняя разность температур [см. формулы (4. 33) и (4. 34) J.
21»
Пример 10. 6. Определить весовую концентрацию пропана в масляном рас-
творе при температуре 80° С и давлении 20 ат, если молекулярный вес масла
(деасфальтизата) равен 400.
Решение. По табл. 10. 1 определяем величину константы равновесия
пропана при температуре 80° С и давлении 20 ат
К =х1,26.
По формуле (10. 6) определяем весовую концентрацию пропана в масляном
растворе
Mi __ 44 _ .
X1 ~ М2(^-1)4->1 “ (1,26-1)400+44 “°’314’
Пример 10. 7. Определить расход водяного пара в испарителях масляного
растворана установке деасфальтизации гудрона жидким пропаном производитель-
ностью 500 т/сутки. Плотность сырья (гудрона) Q20= кг/м9, отношение веса
пропана к весу гудрона равно 4:1, температура верха экстракционной колонны
55° С, давление в колонне 32 ат. Выход деасфальтизата составляет 64% вес.
на гудрон. Масляный раствор, отводимый с верха экстракционной колонны,
состоит из 85% вес. пропана и 15% вес. деасфальтизата (масла). Плотность масла
б2о = 920 кг/лг3. На установке имеется четыре испарителя масляного раствора,
в которых поддерживается следующий режим:
в первом испарителе t — 80° С, р = 26 ат (абс.)
во втором » t — 100° С, р — 22 » »
в третьем » t = 120° С, р — 20 » »
в четвертом » t — 150° С, р — 18 » »
В трубный пучок испарителя вводится насыщенный водяной пар при абсо-
лютном, дав лении 17 ат.
Молекулярный вес деасфальтизата 420.
Решение. Производительность установки по сырью
Gc —
500 • 1000
24
= 20 800 кг]ч.
Количество пропана, вводимого в экстракционную колонну:
Gn — п Gc — 4 • 20 800 — 83 200 кг!ч.
Количество деасфальтизата (масла) 3
GM = 20 800 • 0,64 — 13 300 кг!ч.
Количество масляного раствора
Gp=-^^ = 89000 кг/ч.
и
Количество жидкого пропана в масляном растворе при входе в первый испа-
ритель
Gnp = 89 000 • 0,85 = 75 700 кг/ч.
Расчет первого испарителя масляного раствора. Константа равновесия про-
пана при температуре t — 80° С и абсолютном давлении р = 26 ат К = 1,06.
Весовая концентрация пропана в масляном растворе при выходе из первого
испарителя по формуле (10. 6) равна
44
(^-1)М2 + М1 = (1,06—1)420 + 44 = 0,636 ’
220
Количество паров пропана, уходящих с верха первого испарителя, опреде-
ляется по формуле (10. 7в)
= 89000 (0,85- / "Off/ 0,636^1 = 52500 кг/ц.
\ 1—х% ) !—о.ьзь /
Количество пропана, уходящего с раствором из первого испарителя во вто-
рой (по балансу):
75 700 — 52 500 = 23 200 кг/ч.
Теплосодержания деасфальтизата при температурах = 55° С и / = 80° С
(табл. I и II, см. приложение):
5^ = 23,39-1,04 = 24,3 ккал/кг-,
q™ =34,83 • 1,04 = 36,2 ккал/кг.
2
Теплосодержания жидкого пропана при t = 55° Си t = 80° С по табл. 10.2
равны:
7пр ^ = 36,5 ккал/кг; 5^f2 = 58,8 ккал/кг.
Теплосодержание перегретого пара пропана при — 75° С и р = 26 ат
(температура паров пропана в испарителе обычно па 5—10° С ниже, чем темпе-
ратура раствора в испарителе) по табл. 10. 3
7npt2 = 112 ккал!кг-
Количество тепла, внесенного водяным паром в первый испаритель, опре-
деляй по формуле (10. 8)
Q = 89 000 0,85 (112-36,5) - / ~ 0,Д5с 0,636 (112- 58,8) + (1 -0,85) X
1 — Ihbou
X (36,2 — 24,3) 1,05=4870000 ккал/ч.
Расход водяного пара в первом испарителе определяем по формуле (10. 9)
Q 4 870 000 ,п__п .
Z^-7 = 667,2 - 203^=1057° Кг/Ч-
*1 =
Средняя разность температур потоков в первом испарителе
водяной пар^ 200о с
масляный раствор
и и G
А^б = 145° С
12О+145 = 133°С.
4U
200° С
80° С
А«м = 120° С
А*ср
Коэффициент теплопередачи трубного пучка первого испарителя
, Q 4870000 ,о_ . . _
k- - П3Т200 =183 4 *faS-
Остальные испарители рассчитываются по той же методике.
221
Расчет второго испарителя, Константа равновесия пропана при температуре
t = 100° С и абсолютном давлении р == 22 ат К = 1,35.
Весовая концентрация пропана в масляном растворе при выходе из второго
испарителя
44
Х* = (1,35-1) 420 + 44 = 0,23 ‘
Количество масляного раствора, поступающего во второй испаритель:
Gp = GM + Gnp = 13 300 + 23 200 = 36 500 кг/ч.
Количество паров пропана, уходящих с верха второго испарителя:
Gp (ai - =36500 (0,636- I"0’6»36 0,23^1 = 19200 кг/ч.
\ 1 ^-2 1 \ 1—0,А5 /
Количество пропана, уходящего с раствором из второго испарителя в тре-
тий:
23 200 — 19 200 = 4000 кг/ч.
Теплосодержание деасфальтизата при t — 100° С
=44,35.1,04 = 46,0 ккал/кг.
а
Теплосодержание жидкого пропана (в растворе) при t = 100° С
qm >
пр t =97,0 ккал/кг.
2
Теплосодержание перегретого пара пропана при t = 95° С и р =* 22 ат
«npta = 128,8 ккал/кг.
Количество тепла, внесенного водяным паром во второй испаритель:
<2 = 36 500 Г0,636 (128,8 - 58,8) — 0,23 (128,8 - 97,0) +
+ (1 — 0,636) • (46,0 — 36,2) 11,05 = 1 750 000 ккал/ч.
Расход водяного пара во втором испарителе
1 750000 „„ .
811 667,-2.-203,6 3770 К3/Ч'.
Средняя температура потоков во втором -испарителе
2оо»с 2о0ос
100° С масляный раствор 80° С
' Д*м=100°С Д *6=120° С
А. 100+120 4,лол .
Д tcp ---—------ 1 ю° с.
Коэффициент теплопередачи трубного щучка второго испарителя
, 175 000 ОЛ , „ ' я
к — —- 9 = 80 ккал/м? • ч • град.
11U* wuv
222
Расчет третьего испарителя. Количество масляного раствора, поступа-
ющего в третий испаритель:
Gp — Gm + Gnp = 13 300 4- 4000 = 17 300 кг/ч.
Константа равновесия пропана при t — 120° С и р = 20 ат К = 1,70.
Весовая концентрация пропана в масляном растворе при выходе из третьего
испарителя по формуле (10. 6) равна
“ (1,70-1)4204-44 “ °13’
Количество паров пропана, уходящих с верха третьего испарителя, по
формуле (10. 7в) ;
'Gp (Xi - яЛ = 17 300 (0,23-*~-в~|- • 0,1з) = 1990 кг/ч.
\ 1—«2 / I 1—0,13 /
Количество пропана, уходящего с раствором с низа третьего испарителя
в четвертый (по балансу), равно
4000 — 1990 = 2010 кг/ч.
Теплосодержание деасфальтизата при t = 120° С
= 54,19 • 1,04 = 56,3 ккал/кг.
2
Теплосодержание жидкого пропана при t = 120° С
, = 123,0 ккал/кг.
ПР/8 _ ' "
Теплосодержание перегретого пара пропана при t = 115° G и р ~ 20 ат
дп / = 142,0 ккал)кг.
Количество тепла, внесенного водяным паром в третий испаритель:
1 —0,23
Q= 17 300 0,23 (142,0 - 97)-t 0,13 (142,0—123,0) +
4-(1 — 0,23)456,3—46) 1,05 = 287 000 ккал!ч.
Расход водяного пара в третьем испарителе
2Й7000 ' a.Q .
, 8111 667;2—203,6 613 кг1ч‘
Средняя ревность температур потоков в третьем испарителе
водяной пар
200° С
120° С
200° С
100° С
масляный раствор
Д«б = Ю0°С
дгм=8о°С
Д/ср = 90°С
Коэффициент теплопередачи трубного пучка третьего испарителя
, 287 000 лс . , я
к ~ = *6 ккал/м2 • ч • град.
223
Расчет четвертого испарителя. Количество масляного раствора, поступа-
ющего в Четвертый испаритель:
Ср = См + Спр = 13 300 + 2010 = 15 310 кг/ч.
Константа равновесия пропана при t = 150° С и р = 18 ат К = 2,30.
Весовая концентрация пропана в масляном растворе при выходе из четвер-
того испарителя
44
Z2 = (2,30 —1)-420 + 44 : = °’075’
Количество паров пропана' уходящих с верха четвертого испарителя
* ч
Ср (ъ - хЛ = 15 310 10,13-,0,075) = 920 кг]ч.
\ 1—^2 / \ 1,
Количество пропана, уходящего с низа четвертого испарителя в отпарную
колонну:
2010 — 920 = 1090 кг/ч.
Теплосодержание деасфальтизата при t = 150° С
q™, = 69,56 • 1,04= 72,5 ккал/кг.
2
Теплосодержание жидкого пропана при t = 150° Q
, = 144,0 ккал/кг.
пр t
, 2
Теплосодержание перегретого пара пропана при t = 145° С и р = 18 ат
5пр t2 = 162,0 ккал/кг.
Количество тепла, внесенного водяным паром в четвертый испаритель:
1______________________________________0 1 ч
2 = 15 310 0,13(162,0- 123,0)- 0,075(162,0-144,0) +
+ (1 — 0,13)- (72,5 —56,3) 1,05= 285000ккал/ч.
Расход водяного пара в четвертом испарителе
285 000 елг7 , ,
9IV “667,2-203,6 ~617 Кг'4'
Средняя разность'температур потоков в четвертом испарителе
водяной пар
масляный раствор
200° С
120° С
200° С
150° С
Мб = 80° С
Д+ = 50° С
Д^ср — 65° С
Коэффициент теплопередачи трубного пучка четвертого испарителя
, 285 000 „ , „ -
к ~ л г — 22 ккал/м* • ч • град. -
65 - 200 •
224
Из приведенного расчета четырех испарителей видно, что наибольшая на-
грузка приходится на первый испаритель, где расход водяного пдра мак-
симальный (10 570 кг/ч) и коэффициент теплопередачи наибольший (к —
— 183 ккал/м2 • ч • град); соответственно минимальная нагрузка приходится
на четвертый испаритель, где расход водяного пара составляет всего 617 кг/ч/
и к — 22 ккал/м2 • ч • град.
Если снизить температуру в первом испарителе, например до 70° С (при
том же давлении 26 ат), несколько снизится нагрузка на первый испаритель,
уменьшится расход водяного пара и снизится к, при этом в остальных испарите-
лях соответственно эти показатели возрастут.
Экстракцией называется процесс разде-
ления смеси компонентов при помощи рас-
творителя, избирательно растворяющего
только извлекаемые компоненты.
При экстракции тех или иных компоцен-
тов из твердого вещества, путем обработки
его растворителем, образуется система твер-
дое вещество — жидкость.
4. Процесс
экстракции и расчет
экстракционных
колонн очистки
дистиллятов масел
избирательными
растворителями
В нефтепереработке распространен в основном процесс экстрак-
ции в системе жидкость — жидкость, который будет рассмотрен
ниже.
Процесс экстракции масляных дистиллятов избирательными
растворителями основан па способности растворителя избирательно
растворять различные компоненты масел. Растворимость компо-
нентов смазочных масел в избирательных растворителях зависит
от свойств последних, отношения объема растворителя к объему масла
и температуры, при которой ведется процесс.
При комнатной температуре небольшие количества избиратель-
ных растворителей полностью растворяются в смазочном масле.
С увеличением количества растворителя при определенном объемном
соотношении образуются две жидкие фазы. Верхняя фаза предста-
вляет собой масло с небольшой примесью растворителя, а нижняя —
раствор нежелательных компонентов масла в избирательном раство-
рителе. Верхняя жидкая фаза называется рафинатным раствором,
а нижняя — экстрактным раствором.
При больших соотношениях объемов избирательного растворителя
и масла объем экстрактного раствора возрастает; по достижении
определенного соотношения масло полностью растворяется в изби-
рательном растворителе и система из двух жидких фаз превращается
в однофазную.
С повышением температуры системы, состоящей из рафинатного
и экстрактного растворов, объем последнего возрастает за счет
уменьшения объема рафинатного раствора, и по достижении опре-
деленной температуры масло полностью смешивается с избиратель-
ным растворителем. Температура, при которой происходит такое сме-
шение, называется критической температурой растворения. Крити-
ческие температуры растворения зависят от углеводородного состава
смазочного масла, соотношения объемов масла и избирательного рас-
творителя и свойств последнего.
15 Заказ 1705.
225
На нефтеперерабатывающих заводах в качестве избирательных
растворителей для очистки дистиллятов смазочных масел применя-
ются фурфурол, фенол, крезол, нитробензол и хлорекс.
Избирательную очистку масляного дистиллята при помощи
растворителя можно вести в основном тремя способами: однократ-
ным прямоточным, многократным прямоточным и противоточным.
При однократном прямоточном способе масляный дистиллят приво-
дится в тесный контакт со всем количеством избирательного раство-
рителя; при этом образуются две фазы — экстрактная и рафинатная,
между которыми распределяется извлекаемое вещество по закону
равновесного распределения. Этот закон гласит, что отношение объем-
ных концентраций извлекаемого вещества в двух образовавшихся
фазах при данной температуре есть величина постоянная и не зави-
сящая от количества этого вещества.
Обозначая объемные концентрации извлекаемого вещества в ра-
финатной фазе через сх, в экстрактной фазе — через с2, получим
следующее математическое выражение закона равновесного распре-
деления извлекаемого вещества:
* = 77. (10.11)
где к — коэффициент распределения.
Этот закон справедлив для процесса экстрагирования, когда рас-
творитель и масло взаимно не растворимы или мало растворимы.
Обычно, такое допущение принимают при расчетах экстракции неф-
тяного сырья.
При многократном прямоточном способе экстрагирования рас-
творитель смешивают с масляным дистиллятом в несколько приемов,
отделяя в каждой ступени экстрактный раствор. С увеличением числа
ступеней подачи отдельных порций растворителя (при одном и
том же расходе) эффективность избирательной очистки повышается,
в результате чего увеличивается выход и улучшается качество рафи-
ната.
При противоточном способе экстрагирования происходит массо-
обмен извлекаемого вещества между двумя встречными потоками —
растворителя и масляного дистиллята, в результате чего постепенно
нежелательные компоненты переходят в экстрактный раствор. Про-
тивоток избирательного растворителя и масляного дистиллята- осу-
ществляется или в аппаратах ступенчатой экстракции, состоящих
из ряда смесителей и отстойников (рис. 10. 3), или в экстракцион-
ных колоннах (рис. 10. 4).
Диаметр экстракционной колонны D определяется по формуле,
аналогичной формуле (10. 1)
у \0с Ор/
где€гс — производительность установки по сырью в яа/ч;
qc — плотность сырья при температуре экстрагирования в яа/л8;
226
Gp — количество избирательного растворителя, вводимого в экст-
ракционную колонну, в кг/ч;
qp — плотность избирательного растворителя в кг/м3;
V — скорость потока смесив экстракционной колонне в м3/м3 • ч.
Ш
Рис. 10. 3. Принципиальная схема четырехступенча-
того противоточного процесса экстракции.
1, 2, 3 и 4 — .экстракторы, 5, в, 7 и 8 — смесители. Линии:
I — масляный_дистиллят, II — избирательный растворитель;
III —рафинатный раствор; IV—экстрактный раствор.
Часовое количество избирательного, растворителя, вводимого
в экстракционную колонну, определяется формулой
Gp = nGc, (10.13)
где п — соотношение количеств
избирательного растворителя и
сырья, определяемое эксперимен-
тальным путем (п =Ч,8Ч=^75).
Скорость потока смеси в экст-
ракционной колонне при очи-
стке масляного дистиллята фур-
фуролом колеблется в пределах
6,5—13 м3/м3 • ч, а при очистке
фенолом 10—12 м3/м2 • ч.
Высота экстракционной ко-
лонны Н для фурфурольной очи-
стки определяется формулой
Н — (10.14)
где hj, — расстояние между верх-
ней тарелкой и днищем
колонны (высота отстой-
ной части для рафинат-
ного раствора) в м;
h2 — расстояние между верхней
Рис. 10. 4. Экстракционная колонна.
I — масляный дистиллят; II — избира-
тельный растворитель; III. — рафинат-
ный раствор; IV — экстрактаый раствор.
и нижней тарелками в м;
hz ~ (п — 1) h (здесь п — число тарелок; h — расстояние
между тарелками в м); s '
h3 ~ расстояние от днища колонны до нижней тарелки (высота
отстойной части для экстрактного раствора) в м;
hi — высота опорной обечайки в м.
15*
227
Высота отстойной части колонны для рафинатного раствора
определяется формулой
Л1 = Ь^1, (10.15)
гдеУр.р — количество рафинатного раствора в л3/ч;
тг — время отстоя рафинатного раствора в отстойной части
колонны; п = 1,2.4- 1,5 ч;
F — площадь поперечного сечения колонны вл2.
Высота отстойной части колонны для экстрактного раствора
= (10.16)
где Va. р — количество экстрактного раствора в л3/ч;
т2 — время отстоя экстрактного раствора в отстойной части
колонны; т2 = 0,5 4- 1,0 ч;
F — площадь поперечного сечения колонны в л3.
Часовые количества рафинатного и экстрактного растворов опре-
деляются формулами:
1'р ? (10.17)
браф хрр
Ь. Р -= - Ср“1' (1.~, (10.18)
’’ еР *еР
гдеСграф — часовое количество рафината в кг/ч;
рраф — плотность рафината при температуре на верху колонны
в кг/м3;
х — весовая концентрация рафината в рафинатном растворе;
Gq — количество экстракта в кг/ч;
q9 — плотность экстракта при температуре в низу колонны
в кг/л3;
qp — плотность избирательного растворителя при температуре
на верху колонны в кг/л3;
Qp — плотность избирательного растворителя при температуре
в низу колонны в кг/л3.
Пример 10. 8. Определить высоту и диаметр экстракционной колонны уста-
новки избирательной очистки дистиллята автола 10 фурфуролом производи-
тельностью 1000 т/сутки. Температура на верху колонны 85° С, в низу колонны
55° С, соотношение количеств фурфурола и масляного дистиллята 2:1, плот-
ность дистиллята р^ = 925 кг/м3, выход рафината 75% на исходное сырье.Плот-
ность рафината р^ — ^05 кг/м3. Весовая концентрация рафината в рафинатном
растворе 0,84, плотность экстракта р^0 = 983 кг/м3.
Решение. Производительность установки по сырью
Gc —
1 000 000
24
= 41 700 кг/ч.
228
Средняя температура потока в экстракционной колонне
Плотность дистиллята автола 10 и фурфурола при 70° С соответственно
р°о ~ 896 кг/м3, = 1060 кг/лг3.
Количество фурфурола, подаваемого в экстракционную колонну, по фор-
муле (10. 13)
Gp = nGc = 2 - 41 700 = 83 400 кг/ч.
Диаметр экстракционной колонны по формуле (10. 12)
D = 2 = 21/4,0
I/ \ Qc Qp J |/ \ 896 1960 /
Количества рафината и экстракта соответственно равны:
Сраф = 0,75 • 41 700 = 31 400 кг/ч; Сэ = 41 700 — 31 400 = 10 300 кг/ч.
Плотности рафината при 85° С, экстракта при 55° С и фурфурола при 55
t/85° С соответственно равны:
Q?^ — 870 кг/м3; оэ_ = 967 кг/м3; о* — 1090 кг/л3; о* = 1030 кг/м3.
^85 S? ^55 85
Количества рафинатного и экстрактного растворов подсчитаем по формулам
(10. 17) и (10. 18):
„ _ Сраф . Сраф(1-») _ 31400 31400(1-0,84) 3
р' Р ” ‘бра? +--“ “870 - + 0,84-1030 “ 41’89 М ''
г _Сэ,Ср Сраф (1-*) _ 1030 , 83 400 3140(1-0,84) ..
Э'Р Q3 q’ zq’ 967 + 1090 0,84-1090 81,7 ’ Z*
Высоту отстойной части колонны для рафинатного раствора определяем по
формуле (10. 15)
ь УррТ, 4-41,89-1.2
ht-----F--------3,14 4> “ 4
а высоту отстойной части колонны для экстрактного раствора по формуле (10. 16)
, Г9.рТ2 4-81,74-0,75
h3 = —— == -314.42 = 4,86^5 м.
В экстракционной колонне шесть насадочных тарелок, расстояние между
ними 2,1 м, высоту опорной обечайки принимаем 1,2 м, тогда общая высота
колонны по формуле (10. 14)
Н = hi 4- h2 + h3 4- = 4 4- (6 - 1) 2,1 4- 5 / 1,2 = 20,7 м « 21 м.
Пример 10. 9. Определить диаметр и высоту Экстракционной колонны уста-
новки избирательной очистки деасфальтизата фенолом производительностью
800 т/сутки сырья. Температура верха колонны 110° С, низа колонны 60° С,
соотношение количеств фенола и деасфальтизата равно 3,5 : 1, плотность сырья
(деасфальтизата) кг/^3, выход рафината 75% на исходное сырье, плот-
ность рафината gl^* ^902кг/л3, весовая концентрация рафината в рафинат-
ном растворе 0,80.
229
Решение. Производительность установки^ о сырью
800000 ОО-.ЛЛ .
Gc = —------=*= 33 400 кг/ч.
24 /
Средняя температура потока в экстракционной колонне
(ср = Ио±во = 8500 .
ПлотностБ деасфальтизата и фенола при^85\С
в? = 885 кг/м3 и (А — 1030 кг/м3.
г
Количество растворителя (фенола), подаваемого в экстракционную колонну:
Gp = 3,5 • 33 400 = 117 000 кг/ч.
Диаметр экстракционной колонны
п о / /33400 . 117 000 \ . .... ,, ,
0 = 2 У (-885-+-Ш-):ЗЛ4-11=4’20л*-
Плотность экстракта находим из формулы (8. 15)
1000 = 0,75* £ 0,25
920 9G2 + оэ ’
у20
отсюда
б!о == 987 вг/л1/
Количества рафината и экстракта равны соответственно:
б?раф — 0,75 • 33 400 = 25 100 кг/ч,
G* = 0,25 . 33 400 = 8300 кг/ч.
Плотности рафината при 110° С, экстракта при 60° С и фенола при 60 и
110° С соответственно равны: «,
С* = 855 кг/-и3; Ово ~ кг/м3', = 1040 кг/м3; — 990 кг/м3.
Количества рафинатного и экстрактного растворов из формул (10-17) и
(10.18):
т. 25 100 25 100 (1 -0,80) __
“ -85Г +-----0,80-990 = 35’73 М /Ч’
8300 . 117000 25100(1—0,80) ..... я,
^•Р = -970-+-Й4б--------0,80-1040 115’27 М '4'
Высота отстойной части колонны для рафинатного раствора
* .... 4-35,73-1,2 о.
3,14- 4^ ~3,1 М’
Высота отстойника экстрактного раствора
, _ 4-115,27-0,75
, , 3 3,14-4,2»
В экстракционной колонне 25 тарелок, расстояние между ними 0,7 м, тогда
высота колонны
г
** 6,2 м.
Н = 3,1 4- (25 — 1)0,7 +26,2 + 1,2 = 27,3 м.
230
Характеристика колонн очистных установок
ТАВЛЙЦАЧО. 4
Показатели ч Колонны установок
фурфурольной очистки фенольной очистки
рафинат- - ная фурфу- рольная экстрактные сушильная феноль- ная отпарная экстрактная рафинатные
испари- тельная отпарная испари- тельная отпарная
1- 2 3 4 5 6 7 8 9 10
Число! тарелок:
колпачковых 20—22 18-20 6 18 20 20-24 16—20 6 16-18
каскадных 3 3 — —— —— -3 —
Общая высота колонны, м Расстояние между тарелка- 19-20 0,7 — * —— — — — — —
ми, м — — — — — — —— —
Скорость паров, м/сек: 0,5—0,6 —. — — —
в свободном сечении . . 0,5—0,6 — — — — ——
в шлемовой трубе . . . . 20-25 25-30 — — — — — — ——
Температура, °C:
на верху колонны . . . 170—175 125—135 175—180 .160—165 130—135 —- 180—190 190—200
в низу колонны . . . 180-190 190—200 190—200 180—185 145—150 -— 210—220 — 210—220
бокового погона . . . — 165—170 — — . — — , ...ь —
Остаточное давление, мм
рт. ст.......... Расход водяного пара, по- — — — — — 150—200 мт. ! —
даваемого в низ колонны, % на рафинат или эк- стракт 3—4 — 7-8 — —— 2,5—3 — 2,5—3
5. Колонны для
отгонки
избирательных
растворителей
Отгонка избирательного растворителя
из рафинатного и экстрактного растворов
на установках очистки дистиллятов масел
фурфуролом осуществляется в рафинатной
и фурфурольной колоннах и в испаритель-
ной и отпарной экстрактных колоннах.
Отгонка избирательного растворителя и воды из экстрактного
раствора на установках очистки фенолом дистиллятов масел и деас-
фальтизатов осуществляется в сушильной, фенольной и экстрактной
отпарной колоннах, а из рафинатного раствора в испарительной и
отпарной рафинатных
Характеристика
в табл. 10. 4.
колоннах.
колонн очистных установок приводится
Расчет рафинатной
колонны
Состав поступающего в колонну рафи-
натного раствора определяется из формулы
(8. 23)
паров избирательного растворителя при темпе-
ра входе в колонну);
где Рг — давление
ратуре t0
— молекулярная концентрация (мольная доля) избирательного
растворителя в рафинатном растворе;
1 — — молекулярная концентрация (мольная доля) рафината
в рафинатном растворе;
Р2 — давление паров рафината при температуре i0;
л'— общее давление в рафинатной колонне.
При температуре i0 давление паров масла Р2 незначительно,
им можно пренебречь, тогда формула (8. 23) будет иметь вид
= л
откуда
' л
*1 ~ Рх •
(10.19)
Весовая концентрация (доля) избирательного растворителя опреде-
ляется из формулы (8. 14) пересчета весовых и молекулярных кон-
центраций
х МЛ
где Мр — молекулярный вес избирательного растворителя;
Л/раф — молекулярный вес рафината.
Секундный объем паров избирательного растворителя и водяного
пара в верхней части рафинатной колонны определяется ио формуле
(8. 33)
v /Gp Z \ 22,4 273-Нв , 760 3
V “Up 3600 ^73 Гм/Сек'
232
где Gp—количество избирательного растворителя, уходящею
с верха рафинатной колонны, в кг!ч\
z — количество водяного пара, вводимого в рафинатную колон-
ну, в кг!ч\
tB — температура на верху рафинатной колонны в °C;
л — абсолютное давление на верху колонны (л = 800 ммрт. ст-)*
Плотность смеси паров избирательного растворителя и воды на
верху колонны
уп 3600 V '
Допустимая скорость в свободном сечении колонны определяется
по формуле (8. 35)
w -0,0334
/бж
Qn
где (Ък, Qu — плотности жидкого и парового потоков в кг 1м*.
Диаметр колонны D определяется из формулы (8. 34)
Расчет фурфурольной
колонны
колонны подается в
Экстрактный раствор, полученный при
избирательной очистке масляного дистиллята
фурфуролом, нагревается в теплообменниках
до 140—145° С и поступает в фурфурольную
колонну. В верхнюю часть фурфурольной
качестве орошения водный фурфурол из водо-
отделителя, чтобы извлечь фурфурол из водного фурфурола. В ниж-
нюю часть фурфурольной колонны вводится необходимое количество
тепла, для чего осуществляется циркуляция экстрактного раствора
по схеме: колонна — печь — колонна. В виде бокового потока (с 4-й
или 5-й тарелки) из колонны отводится жидкий фурфурол (рис. 10. 5).
С верха колонны пары фурфурола и водяной пар поступают в кон-
денсатор-холодильник, где они конденсируются, охлаждаются до
35—40° С, и направляются в водоотделитель. В водоотделителе
образуются два слоя: нижний — водный фурфурол и верхний — фур-
фурольная вода. Фурфурольная вода, состоящая из 8—9% фурфу-
рола и 91—92% воды, Забирается насосом и подается в колонну
водного раствора фурфурола, а водный фурфурол, состоящий из
8—9% воды и 91—92 % фурфурола, подается насосом в верхнюю часть
фурфурольной колонны. С низа фурфурольной колонны экстракт-
ный раствор прокачивается через трубчатую печь в экстрактную
колонну.
Введем следующие обозначения:
количество экстрактного раствора, поступающего в фурфуроль-
ную колонну, Ga. р;
233
количество фурфурола и экстракта в этом растворе соответ-
ственно С* и Ц;;
количество фурфурола, отводимого из колонны в виде жидкого
бокового потока, Сф ;
количество водного фурфурола, подаваемого в колонну в каче-
стве орошения, g0;
количество фурфурола и воды
в водном фурфуроле соответст-
венно С?ф и z;
количество паров, отводимых
с верха колонны, D\ .
количество фурфурола в парах
Сф;
количество экстрактного рас-
твора, отводимого с низа колонны,
Сгэ.р>
количество фурфурола в этом
растворе Сф ;
весовая концентрация фурфу-
рола в смеси паров, отводимой
с верха колонны, у;
весовая концентрация фурфу-
рола в водном фурфуроле ж;
весовая концентрация воды
в водном фурфуроле 1 — ж;
весовая концентрация воды
в смеси паров 1 — у\
весовая концентрация фурфу-
рола в отходящем экстрактном
Рис. 10. 5. Схема работы фурфу- Раст®°Ре
рольной колонны. молекулярная концентрация
, * * „.о фурфурола в отходящем экстракт-
ном растворе хп.
Для материальных потоков фурфурольной колонны (см. рис. 10.5)
будем иметь следующие уравнения.
Количество водного фурфурола, подаваемого в колонну в каче-
стве орошения:
f W4-
' ё0 = ^кг/ч. ч (10.20)
Количество воды в водном фурфуроле, подаваемом в колонну:
4 z'=g0(l — х) кг/ч.
Подставив в это уравнение значение g0 из^уравнения^Ю. 20),
получим
(ю.21)
234
Молекулярная концентрация фурфурола в паровой фазе опреде-
ляется из формулы (8. 24)
где — давление паров фурфурола при температуре tB.
Весовая концентрация фурфурола в паровой фазе определяется
из формулы (8. 44)
. МФУ'
У + 18(1 — у')
Количество фурфурола в смеси паров, отводимой с верха колонны:
Сф = 1)укг/ч. ’ (10.22)
Количество водяных паров в потоке D равно
z = D(l~y).
Приравняв последнее уравнение с уравнением (10. 21), получим
D (1 - ») = Gi ,
откуда
кг/ч. (10.23)
Ж (1—1/) v '
Подставив значение D в уравнение (10. 22), получим
, Сф(1-х)у
= - 7(iZZyj-- кг/4- (10.24)
Молекулярная концентрация фурфурола в экстрактном растворе,
отходящем с низа колонны при температуре tH, определяется форму-
лой (10. 19), а весовая концентрация фурфурола из следующей фор-
мулы:
Л/ф«н
Хд = — ——---——/
где Мъ — молекулярный вес экстракта;
1 — Хд — молекулярная концентрация экстракта в растворе.
Количество экстрактного раствора, вводимого с низа колонны,
равно
G',. р - кг/ч- (Ю- 25)
А «♦'Н
Количество фурфурола, выводимого с низа колонны с экстракт-
ным раствором':
G'"'= Сэ.р^н кг/ч. (10.26)
235
Количество фурфурола, отводимого из колонны в виде жидкого
бокового потока (по балансу):
G$ = £ф4~£ф— ^ф —G$ кг/ч. (10.27)
Секундный объем паров на верху колонны из формулы (8. 33)
/ ^ф . z \ 22,4 273+ ts
96 "*"18’/ 3600 273
760
л
м2/сек.
Секундный объем паров под тарелкой отбора жидкого фурфурола
(по балансу)
т/ +£ф~£ф 22,4 273 + * 760
VK = J — м^/сек,
96
где t — температура паров под тарелкой отбора жидкого фурфурола
(t = 175 '+ 180° С);
л — абсолютное давление в колонне в мм рт. ст.
Диаметр колонны определяется по максимальному секундному
объему в аппарате
Тепловой баланс
колонны
[формула (8.34)].
В колонну поступает тепло (см. рис. 10. 5):
1) с экстрактным раствором
(?i — GaQto1 4~ GfyQtQ2 ккал/ч'Т
2) с водным фурфуролом
Qz ~ G$q™ 4~ zcti ккал/ч\
3) из трубчатой печи ккал!'ч.
Из колонны уходит тепло:
1) с парами фурфурола и воды
Qi = ккал/4',
2) с жидким фурфуролом
(?з= ккал/ч\
3) с экстрактным раствором
<2з=ккал/4;
4) потери тепла в окружающую атмосферу по формуле (4. 2)
Q^ — KF - у- ккал/ч.
Тепловой баланс колонны представится следующим равенством:
Qi + 4- Qs ~ Qi 4- Qz 4- +Qv
236
Из теплового баланса колонны определяется необходимое коли-
чество тепла для ввода в колонну из трубчатой печи.
Пример 10. 10. Определить диаметр рафинатной колонны установки избира-
тельной очистки дистиллята автола 10 фурфуролом, если производительность
ее по сырью равна 1200 т]сутки, выход рафината составляет 76% на сырье, со-
держание рафината в рафинатном растворе 84%, плотность рафината =•
= 904 кг]м\ молекулярный вес Мраф = 420. В рафинатную колонну вводится'
водяной пар в количестве 4% на рафинат. Рафинатный раствор в печи нагре-
вается до 225° С. Абсолютное давление на верху колонны равно 800 мм рт. ст.,
температура 17.0° С. Содержание фурфурола в отходящем из колонны рафинате
0,01% вес.
Решение. Абсолютное давление насыщенных паров фурфурола при
225° С равно 4,5 ат. Молекулярная концентрация фурфурола в рафинатном
растворе при поступлении в колонну по формуле (10. 19)
х = —___§22__— о 234
1 Pi 4,5-760 ’
Весовая концентрация фурфурола в рафинатном растворе при поступлении
в колонну согласно формуле (8. 14)
Мр\ 96,0-0,234 ПЛСС СС(1/
Ж1 = ---->-----------ГГ— ПР М А ПО > Т'Т.»;=0,065, или 6,5%.
4-ЛГqrfl 1-х 9Ь,0-0,234 {-420(1—0,234)
Р 1 1 раф \ i)
Концентрация фурфурола в рафинатном растворе снижается от 6,5 до 0,01%
в результате отпарки водяным паром в рафинатной колонне.
Количество рафината
_ „ 1200-1000-0,84 ,
<7раф =-----24-----= 42 000 кг1ч-
Количество рафинатного раствора
Количество фурфурола в рафинатном растворе при поступлении в колонну
<7ф = 50 000 — 42 000 — 8000 кг/ч.
Количество фурфурола в отходящем из колонны рафинате
' £рафжн 42 000 • 0,0001 о
<4 = = - 1,0 - 0,0001 = 4’2 кг14-
Количество паров фурфурола, отводимых с верха колонны:
GФ = ~СФ = 80004,2 = 7995)8 кг!ч‘
Расход водяного пара, уводимого в колонну:
z = бграф • 0,04 = 42 000 • 0,04 = 1680 кг/ч.
Секундный объем паров фурфурола и воды в верхней части колонны по фор-
муле (8. 33)
,7 / <?Ф I z \ 22,4 273-Нв 760 / 7995,8 1680 \
\Мф + 18 )' 3600 ' 273 * л — 96 ' 18 у Х
22,4 2734-170
3600 * 273
760 з /
— =1,7.43/^.
237
Плотность смеси паров фурфурола и воды на верху колонны
Сф+z 7795,8 + 1680 ' п . 8
Сд=-36ООУ= 1,7.3600 °1159 кг'м
Плотность рафината при f = 170° С (см. рис. 3. 1).
• <£о=825 кг^3'
Допустимая скорость паров в свободном сечении колонны по фор-
муле (8-35),
ip-0,0334 1/^ = 0,0344 ]/ -^=0,79 м!сек.
г Qn г 1,59
Приняв w = 0,6 м)сек, диаметр колонны определим по формула (8-34),
4-1,7
3,14-0,6
1,9 м.
Принимаем D = 2,0 м. '
Пример 10. И. Определить диаметр фурфурольной колонны и количество
тепла, которое необходимо ввести в нее из трубчатой печи. Производительность
установки по сырью 1200 т]су тки дистиллята автола АС-15. Процесс экстраги-
рования осуществляется при соотношении весов фурфурола и сырья (дистиллята
автола) бф : Gc — 2,8 : 1, выход рафината составляет 72% на исходное сырье,
содержание фурфурола в рафинатном растворе, выводимом из экстракционной ко-
лонны, 20%, молекулярные веса сырья Мс = 440, рафината Мраф = 400. Тем-
пература конденсата в водоотделителе 35° С, экстрактного раствора при
входе в фурфурольную колонну 135° С, температура на верху фурфурольной:
колонны 12£г С, в низу колонны 200° С, абсолютное давление на верху колонны
800 мм рт. ст., в низу колонны 850 мм рт. ст. Температура в низу экстрак-
ционной колонны 210° С, содержание фурфурола в отходящих рафинате
и экстракте из рафинатной и отпарной колонн хн = 0,01% вес.
Реш е н и е. Количество рафината и экстракта:
„ 1200-1000-0,72 ОСААА , .
£?раф —------тт------— 36 000 кг/ч,
ы тс
_ 1200-1000-0,28 .,АПЛ ,
Сэ =-------—------= 14000 кг/ч.
Количество рафинатного раствора
„ 36000 ,КЛЛЛ .
Cf P = -630" = 45000
Количество фурфурола, вводимого в экстракционную колонну:
1200- 1000 - 2,8 „,АААА ,
Сф =------------------------------— = 140000 кг/ч.
24
Количество фурфурола в рафинатном и экстрактном растворах:
= 45 000 — 36 000 = ^б(Х> кг/ч; •
140 000—9000 = 131000 кг/ч.
Количество экстрактного раствора
G' = 14 000 + 131 000 = 145 000 кг/ч.
О • *
238
Молекулярный вес экстракта определяется из формулы (8. 11)
1 ЖР I жэ .
Мй
1 _ 0,72 0,28
440 - 400 + Мэ ’
откуда
М9 = 582.
Молекулярная концентрация фурфурола в экстрактном растворе, посту-
пающем в отпарную колонну (t = 215° С):
/ = 2L = _J22__=o29
1 Pi 3,625-760 U’ У‘ '
Pi (абс.) для фурфурола при t = 215° С равно 3,625 ат (см. справочник
В. Л. Гурвич и Н. П. Сосновский. Избирательные растворители в переработке
нефти. Гостоптехиздат, 1953).
Весовая концентрация фурфурола в экстрактном растворе, поступающем
в отпарную колонну, из формулы (8. 14)
96 • О 29
М^ + м;(1-Л= 96-0^9 + 582-0,71™
Количество паров фурфурола, поступающих в конденсатор-холодильник
из отпарной колонны, определяется из материального баланса последней.
Количество экстрактного раствора, поступающего в отпарную колонну
Сэ •
1
1—хх'
' Колинество фурфурола в экстрактном растворе, поступающем в отпарную
колонну
=
Количество фурфурола в выходящем из отпарной колонны экстракте
‘ / — с Хп
1 — хп'
Количество паров фурфурола, выходящих с верха отпарной колонны:
— a ( X1_________\ znnn. I 01063______0,0001 \ _ ~ _ ,
Сэ^1-»1 1-Ян/ 14000 \1-0,063 1-0,0001/ 940 7
Количество фурфурола в рафинате, выходящем из рафинатной колонны,
составляет
f z z
£ф = £раф •
Количество паров фурфурола, поступающего в конденсатор-холодильник
из рафинатной колонны, определяется из материального баланса последней:
СФ1=cj - Сраф =Ьо- 36 000 ,2X1 =®»6 Вг/ч.
239
Молекулярная концентрация фурфурола в смеси паров, выходящей с верз^а
фурфурольной колонны (£в = 125° С):
Рф 228
0,285.
(Рф ~ 228 мм рт. ст. по упомянутому выше справочнику Гурвича и Соснов-
ского). ~гг’- ~
Весовая концентрация фурфурола в смеси его с водяным паром, отводдмой
с верха фурфурольной колонны;
' МфУ[__________96 • 0,285
Мфу' + 18(1 —у') ~ 96 • 0,285-}-18 • 0,715
Весовая концентрация фурфурола в водном фурфуроле при t — 35° С
х = 0,94 (по справочнику Гурвича и Сосновского). -
Количество паров фурфурола, поступающих в конденсатор-холодильник из
фурфурольной колонны:
откуда
СФ-(СФ1 + СФ2)
(1-^1) , (1 — Л) г"
М1-*/1) 1 ^1(1— У1) ф’
СФ- (СФ1+ %);
х _ (1-0,94) • (940 + 8996) 0,682
Сгф — 7Г7Г5 /ч лла 1' — 1О/О
кг/ч.
0,94 — 0,682 -
Количество фурфурола в водном фурфуроле, подаваемом в фурфурольную
колонну в качестве орошения:
СФ = СФ1 + СФ2+СФ= 940 + 8996 + 1576=11 512
Количество воды в водном фурфуроле, подаваемом в колонну,чпо формуле
(10. 21)
, = Сф = И 512 1^-^кг/ч^
• - <
Количество паров смеси, выходящей .с верха колонны:
P = 1576 -4-735 = 2311 кг 1ч.
Молекулярная концентрация фурфурола в экстрактном растворе, отводи-
мом из фурфурольной колонны (£н = 200° С), по формуле (10. 19)
‘ ' л _ 850 _п/_
Жн Pj 2,50-760 °’45'
Pi — 2,50 ат по справочнику Гурвича и Сосновского).
Весовая концентрация фурфурола в том же экстрактном растворе
= мржн - 96 • 0,45
Жн. -4-МЛ1-4) ~ 96-о,45-F582-6,55
Р Н I d у п )
240
Количество экстрактного раствора, отводимого с низа колонны, по уравне-
нию (10. 25)
_ Сэ 14000 ,
* п— л — л лип —15900 кг/ч,
э. р 1 — хн 1—0,119
Количество фурфурола, отводимого с низа колонны:
Сф' —15 900-14 000 = 1900 кг/ч.
Количество фурфурола, отводимого в качестве бокового погона, по уравне-
нию (10. 27)
Сф=Сф + Сф —Оф —Сф'^ПЮОО + И 512-1576-1900 = 139 036 кг/ч.
Объем паров на верху колонны по формуле (8. 33),
т/ / 1576 , 735 \ 22,4 273 + 125 760 п 3.
г- = ~96- + ПГ ' -3600- ' ”^73~' -800- = °’'"0 м /С“-
Объем паров под тарелкой отбора жидкого фурфурола
т/ 139 036 + 1576 — 11512 273 + 180 760 ,о/с 3/
Гя =-------+збОО--------22’4 • -850-=12/15
Приняв скорость парОв в свободном сечении колонны 0,7 м/сек, находим
диаметр колонны по формуле
л 1/4-12,45 . „
V мГо5=4’7° *•
Высота колонны
Н = 1,2 + 21 • 0,6 + 1,4 + 4,0 = 19,2 м. _
Л
Составим тепловой баланс колонны.
В колонну поступает тепло:
1) с экстрактным раствором
+ Сф?®2 = 14 000 • 61,79 +131 000 • 56,4 = 8 270 000 ккал/ч-,
2) с водным фурфуролом
С2 = Сф9® —zc - 35 = 11 286 • 13,25 + 720: 1 • 35 = 174400 ккал/ч-,
3) из трубчатой печи Qs. ' —
Всего поступает в колонну тепла
8 270 000 + 174 400 + Q3 = 8 444 400 + Q3.
Из колонны уходит тепло:
1) с парами фурфурола и воды
=G*?nA+2gn2 = 1350 • 165,8 + 720 • 648,1 690 000 ккал/ч-,
1 Ф 125 12 >
2) с жидким .боковым погоном фурфурола
(/ = Сф?®0 = 139 036 • 73,7 = 10 240 000 ккал/ч-,
3) с экстрактным раствором
Q' = g'= 1900 • 88 +14 000 • 96,8 = 1 520000 ккал/ч‘,
3 Ф 200 & 200
16 Заказ 1705.
241
4) теряется в окружающую атмосферу (по формуле (4.2)]
Q' = о,7 • 3,14 • 4,8 • 19,2 = 425 000 ккал/ч.
4 0,1
(1 = 0,7 ккал/м • ч • град’, t = 200° С; *2 = — 10° С; толщина’изоляции б =
— 0,1 м).
Всего уходит из колонны тепла
690 000 10 240 000 + 1 520 000 -}- 425 000 = 12 875 000 ккал/ч.
Так как количество тепла, поступающего в колонну с соответствующими
потоками, равно количеству тепла, уносимого из колонны, то
8 444 400 4- Q3 = 12 875 000,
откуда
Q3 = 12 875 000 - 8 444 400 = 4 430 600 ккал/ч.
Комплексная технологическая схема про-
изводства нефтепродуктов и особенно масел
из парафинистых нефтей включает процесс
депарафинизации для снижения температуры
застывания нефтепродуктов.
называется удаление твердых парафиновых
6. Расчет
кристаллизаторов
установок
депарафинизации
Депарафинизацией
углеводородов из нефтепродукта. Этот процесс включает ряд опе-
раций по обработке нефтяного сырья:
1) смешение сырья с соответствующим растворителем;
2) термическая обработка смеси сырья с растворителем;
3) охлаждение смеси до требуемой температуры, при которой кри-
сталлизуются твердые углеводороды;
4) отделение твердых углеводородов на фильтрах или центри-
фугах.
Смешение нефтяного сырья с растворителем проводится в спе-
циальных резервуарах, оборудованных смесительными устройст-
вами, или непосредственно в трубопроводах. Дозировка раствори-
теля и место подачи последнего регламентируются технологической
картой на каждой установке. Из указанных выше операций процесса
депарафинизации здесь рассмотрим только кристаллизацию. Аппа-
раты, в которых выделяются (кристаллизуются) твердые парафино-
вые углеводороды, называются кристаллизаторами.
Кристаллизаторы,, в которых используется холод продуктов,
отходящих с установки (холодный фильтрат депарафинированного
масла и др.), называются регенеративными, в отличие от тех кристал-
лизаторов, в которых для охлаждения применяется специальный
хладагент (аммиак, пропан и др.).
Кристаллизаторы конструктивно оформляются по типу теплооб-
менных аппаратов: например, аммиачные. кристаллизаторы обычно
по типу горизонтальных теплообменников «труба в трубе», а пропа-
новые кристаллизаторы — по типу вертикальных теплообменников
смешения.
В горизонтальных аппаратах типа «труба в ^рубе» раствор ма-
сляного сырья проходит по внутренним трубам, в которых монти-
242
руются вращающиеся скребки для очистки внутренних стенок труб
от осевщего парафина и обеспечения должного теплообмена.
Рассмотрим на примере расчет регенеративных кристаллиза-
торов.
Пример 10. 12. 1. Определить, до какой температуры охлаждается в реге-
неративных кристаллизаторах раствор рафината, поступающий в кристаллиза-
торы при температуре 45s С, если: •
а) производительность установки Gi = 40 000 кг/ч рафината, относительная
плотность которого q|°= 0,900;
б) в качестве растворителя применяется смесь метилэтидкетона (МЭК) 60%,
бензола 20% и толуола 20% (в количестве 300% вес. на рафинат);
в) выход депарафинированного масла на рафинат составляет 72% вес.;
г) содержание растворителя в растворе депарафинированного масла
250% вес. на рафинат;
д) выход гача (плюс потери) составляет 28%, содержание твердых парафи-
новых углеводородов в гаче —86%;
е) раствор депарафинированного масла поступает в регенеративные кри-
сталлизаторы при температуре минус 30° С и нагревается в них до 4-15° С;
ж) потери тепла в кристаллизаторах составляют 3%;
з) из общего количества твердых парафиновых углеводородов, удаляемых
из рафината, 60% выделяется в регенеративных кристаллизаторах;
и) в кристаллизаторы подается раствор рафината в весовом соотношении
рафинат : растворитель 100 : 150% вес.;
к) поверхность охлаждения регенеративных кристаллизаторов F = 1000 м2.
2. Определить коэффициент теплопередачи регенеративных кристаллиза-
торов.
Решение. а) Имеем из условий задачи:
1) Количество рафината
Gi = 40 000 кг/ч",
2) количество растворителя, подаваемого в кристаллизаторы с рафинатом
G2 = 1,5 • 40 000 = 60 000 кг/ч;
3) количество раствора рафината, поступающего в кристаллизаторы:
G = Gi + <?2 = 40 000 + 60 000 = 100 000 кг/ч;
4) количество депарафинированного масла
G3 = 0,72 • 40 000 = 28 800 кг/ч;
5) количество растворителя в растворе депарафинированного масла
= 2,5 • 40 000 == 100 000 кг/ч-
6) количество раствора депарафинированного масла-
. G' = Ga + Gt = 28 800 -f- 100 000 = 128 800 кг/ч',
7) количество гача (плюс потери)
Ga = 40 000 — 28 800 = 11 200 кг/ч;
8) количество твердых парафиновых углеводородов в гаче
Ge - 0,86 • И 200 = 9650 кг/ч;
9) количество твердых парафинов, которые кристаллизуются в регенера-
тивных кристаллизаторах:
G7 = 0,6 • 9650 = 5790 кг/ч.
16*
243
б) Определим количество тепла, воспринимаемого раствором депарафини-
рованного масла при нагреве его от минус 30° С до +15° С за счет охлажда-
ющегося раствора рафината; потери тепла в аппарате 3%.
<2 = 0,97 G (?+!5 ~ккал/ч. (а)
В этом уравнении теплосодержания депарафинированного масла 9^15
и 7—30 ’ исходя из состава последнего, следует определить по уравнению
ж_ Сраф ?раф, ^МЭК ЛЭК, Ст т Сб б
q*~ 100 ‘ ^ЛбО * ^100^+100^’ (0)
где Сраф — количество рафината в растворе депарафинированного
масла в %;
Ql3K — количество МЭК (метилэтилкетона) в том же растворе в % ;
С? — количество толуола в том же растворе в %;
Св — количество бензола в том же растворе в ?-о;
q® — соответственно их теплосодержания в ккал/кг.
Определим состав раствора.
Выше было найдено, что в растворе депарафинированного масла имеется
Сз = 28 800 кг/ч депарафинированного масла, следовательно
CP“*=S)1OO=22'4%'
Из условия задачи известно, что растворитель состоит из 60% МЭК, 20%
бензола и 20% толуола, следовательно, 100 000 кг растворителя в растворе
депарафинированного масла содержат 60 000 кг МЭК, 20 000 кг толуола и
20 000 кг бензола, тогда концентрация отдельных компонентов в растворе со-
ставит:
_ 60 000 4nn_/Rft0/.
^МЭК 128 800 46,6%,
Ст - Сб = 100 = 15,5 %.
Найдем теплосодержания раствора при 4-15 и —30° С, предварительно опре-
делив теплосодержания компонентов. Имеем согласно табл. I и II (см. приложе-
ние) для = 0,900:
> 7?5$ ~ 6,14 • 1,052 = 6,47 ккал/кг]
дР_аФ0 = (-11,73) 1,052 = —12,4 ккал/кг.
По справочнику «Избирательные растворители» В. Л. Гурвича и Н. П. Сос-
вовского имеем:
для бензола
915 = 6,1 ккал/кг; ?£30 = —9,55 ккал/кг',
для толуола
9^5 = 5,85 ккал/кг] 9L30 ——11,4 ккал/кг\
Для МЭК
9^РК = 7,8 ккал/кг’, q^f^ = —15,2 ккал/кг.
244
Теплосодержания раствора депарафинированного масла при +15° С и — 30°С:
да р _ 4:6)6 _ о . 15,5 £ Ос । 15>5 ~ в
5="100" 6,47+Лоб" 7)8+“1бб"5,85+"1бб“ 6,1 ~ 6,94 ккал{кг'
«^30 = -^-<-12.'i) + -^<-1M’ + w (-Н4)+п$(-9-55) = -13
Подставив найденные величины теплосодержаний в уравнение (а), получим
Q = 0,97 G’(д^ - д™30) = 0,97 • 128 800 [6,94 - (-13,0)] = 2 480 000 ккал/ч.
\
Таким образом, от рафинатх^ого раствора передается 2 480 000 ккал/ч рас-
твору депарафинированного масла.
в) Количество тепла, выделяющегося при кристаллизации парафинов:
Q2 = G7 • 39 = 5790 • 39 = 226 000 ккал/ч,
где 39 — скрытая теплота кристаллизации твердых парафинов в ккал/кг.
г) Количество тепла Qi, выделяющегося при охлаждении раствора рафината
ох, 45° С до tx, составит
Qt = Q _ q2 = 2 480 000 — 226 000 = 2 254 000 ккал/ч.
д) Температура раствора рафината на выходе из регенеративных кристал-
лизаторов определится из следующего теплового баланса:
ИЛИ
—<?,=с (?»”—г«)-
1 ' 45 /
где G — количество раствора рафината в кз/ч;
q™— теплосодержание раствора рафината на входе в регенеративные кри-
сталлизаторы при 45° С в ккал/кг\
д™ — теплосодержание раствора рафината на выходе из регенеративных
кристаллизаторов в ккал/кг.
По аналогйи с уравнением (б)
ж_£раф раф . ^МЭК МЭК _д_ т , Q б ,
ЮО 7 45 "г 100 ‘ 100 ^45 ' ЮО gi5 ' •
Для определения д® необходимо определить состав раствора рафината-
Имеем (?=100 000 кг/ч.
Количество рафината Gi — 40 000 кг/ч или Сраф = • 100 = 40%-
Количество растворителя G2 = 60000 кг/ч, в том числе: МЭК 0,6-60000 =
= 36 000 кг/ч, т. е. С*мэк = 100= 36%, толуола 0,2- 60000= 12 000 кг/ч,
12 000
бензола 0,2- 60 000 = 12000 кг/ч, т. е, — 100=12%.
Теплосодержания компонентов раствора при 45° С определяем, как и выше:
д^* = 18,96 • 1,052 = 49,9 ккал/кг",
д^ЭК = 24 ккал/кг",
д* = 18 ккал/кг;
д® = 18 6 ккал/кг. /
245
Подставив известные величины/ получим
40 36 19 19
С=100 19’9+1бо 24’°+Ж 18’°+Ж18’6=21 ккал1к*-
-Q^Gq^-Gq*
— 2 254 000 = 100 000 qf —100 000 • 21,0,
откуда
Ж -2 254 0004-2100 000 . с,
% =---------100000“------= - !’54 ккал/Кг-
л
Зная теплосодержание, можно путем подбора по уравнению (б) найти темпе-
ратуру раствора; она составляет —3° С.
е) Определим коэффициент теплопередачи кристаллизаторов.
, /гпп раствор рафината
4-45° С ----------------------------------
' раствор деп, масла
т 15 С
Д£б + 30° С
— 3°С
-30° С
Д*М + 27°С
Средняя разность температур
Afcp== 30+.27- =28,5° С.
Коэффициент теплопередачи кристаллизаторов
, Q 2 480000 _ . _ я -
k “ TS^ = 1000.28,5 = 87 ККаЛ/М ' 4'
Пример 10. 13. Определить количество тепла, выделяющегося в аммиачных
кристаллизаторах при охлаждении раствора рафината от температуры -f-0° С
до минус 30° С. Количество рафината Gi = 40 000 кг/ч; = 0,900; количество
растворителя G% = 120 000 кг/ч; состав его такой же, как и в предыдущем при-
мере. Количество парафина, кристаллизующегося в аппарате, 64 = 5000 кг/ч.
Решение, а) Определим состав раствора рафината, поступающего в ам-
миачные кристаллизаторы. '
Общее количество раствора
G = Gi + Gz = 40 000 + 120 000 = 160 000 кг/ч.
Состав раствора:
V. „ 40 000 пе0/
рафинат Сраф = 16Q0()Q 100 = 25 %;
МЭК 0,6• 120000 = 72000кг/ч; = -^О99-100 = 45%;
JL vuu
толуол и бензол 0,2 • 120 000 = 24 000 кз/ч;
с’=с»₽,«1(й=,5«-
б) Теплосодержание раствора рафината при *—30° С определяем по уравне-
нию (б), пользуясь теми же справочным^ данными, что и в предыдущем примере:
^30=^ (-15Д+^(-11.4) + ^(-9,5)=-13,1 iwm/w.
246
Имеем:
7. Расчет
отстойников для
очистки моторных
топлив
3^ = 0; 9^зо= —13,1 ккал/ кг.
в) Количество тепла Q, выделяющегося при охлаждении раствора рафината
от 0 до —30° С, с учетом кристаллизации парафина
Q = G (д™— зо) + • 39 ккал/ч,
Q = 160 000 [0 — (—13,1)] + 5000.39 = 2 291 000 ккал/ч.
По этой величине Q подбирается по каталогу соответствующий компрес-
сор для подачи аммиака в кристаллизатор.
Расчет отстойников для очистки моторных
топлив рассмотрим на конкретном примере.
Пример 10.14. Провести проверочный расчет
отстойных аппаратов установки по выщелачиванию
дизельного топлива летнего (ДЛ) плотностью
q|° = 0,850, если:
а) производительность аппаратов G = 60 000 кг/ч;
б) содержание нафтеновых кислот в дизельном топливе 0,7% вес., кислот-
ность 130 мг КОН на 100 мл дистиллята;
в) Температура топлива в отстойниках 90° С;
г) выщелачивание происходит в трех отстойниках;
д) извлечение нафтеновых кислот принять условно 100% при избытке ще-
лочи 7%;
е) на-установке применяется 5%-ный раствор едкого натра;
ж) содержание неомыляемых в щелочпык отходах, отводимых с установки,
составляет 30% от количества нафтеновых кислот;
з) .смена щелочи в отстойниках и соответственно вывод щелочных отходов
производится 1 раз в 4 ч;
ц) размеры отстойников: диаметр 3,0 м, длина 8,0 м, объем (без учета сфери-
яеских днищ) Уо = 56,5 м8.
Решение, а) Определим расход щелочи на установке.
По условию кислотность дистиллята составляет 130 мг КОН, или 0,13 г
КОН на 100 мл (т. е. 85 г) продукта, а избыток щелочи равен 7%. Так как тех-
ническая каустическая сода содержит чистого едкого натра 92 %, расход ее на
0,13-40.1>07,Ап л
выщелачивание указанного дистиллята составит gr = • - 100 = 0,127 =
— 0,13% в сухом видена дистиллят (здесь 40 и 56 — молекулярные веса соответ-
ственно NaOH и КОН).
б) Количество нафтеновых кислот и органической части, отводимых и? ди-
зельного топлива в щелочные отходы, по условию составляет g2 = 0,7 4* 0,7 -
• 0,3 = 0,91% на дистиллят или для каждого отстойника g'^ = 0,3%.
в) Количество щелочных отходов при условии применения на установке
0 13
5%-ного раствора едкого натра ga = 0,92 + 0,91 = 3,30% на дистиллят.
При проведении выщелачивания в трех отстойниках щелочных отходов на
, з зо
каждый отстойник приходится gg — -у- 1,1% на дистиллят.
г) Объем дистийлята дизельного топлива при G = 60 000 кг/ч, q20 —
— 850 кг/м3, а при t = 90° С р90 = 780 кг/м9 (см. рис. 3. 1) и с учетом перехода
в щеЛочные отходы нафтеновых кислот и органической части в каждом отстой-
нике 0,3% составит
Pi = 0,997 ^^- = 76,7 м9/ч.
<ov /
247
Объем щелочных отходов в первом отстойнике перед их выводом опреде
лим, приняв для них р9о = 1000 кг/м3 и имея в виду, что в каждом отстойнике
образуется щелочных отходов 1,1% на дистиллят:
V2 = 0,011 • 60 000 = 0,66 м3/ч.
1000
При выводе щелочных отходов из отстойника 1 раз за 4 ч максимальный
объем их в отстойнике
V' = 4 «0,66 = 2,64 м3/ч.
а
Общий объем дистиллята и щелочных отходов в" первом отстойнике
y=V у' -76,7 + 2,64 = 79,34 м3/ч.
1 а
д) Время пребывайия в первом отстойнике, если объем отстойника Уо =
= 56,5 м3:
56,а ~
т= 60 = 42,6 мин.
79,34
е) Определим максимальную скорость движения дизельного топлива в от-
стойнике.
Время пребывания т = 42,6 мин, или 42,6 • 60 = 2556 сек; объем дистил-
лята и максимальный объем щелочных отбросов V = 79,34 м3/ч; сечение отстой-
ника
4 4
Тогда
w =
79,34
’ „учл =0,0044 м/сек. или 4,4 мм/сек.
• 7 >vb
Если при такой скорости обеспечивается достаточно полный отстой щелоч-
ных отходов, то можно
8. Расчет
колонны для
осушки дизельных
топлив
увеличить производительность аппаратов.
Технологическая схема производства ди-
зельных топлив на ряде заводов включает
процесс осушки этих топлив.
Заслуживает внимания конструкция су-
шильной колонны, разработанная на одном
из бакинских заводов (рис. 10. 6).
Дизельное* топливо из отстойников установки выщелачивания
топлива поступает в колонну. При этом содержание воды в нем
0,03—0,1% и температура 80—85° С. В результате взаимодействия
стекающего по тарелкам дизельного топлива и противоточно движу-
щегося воздуха, подаваемого в нижнюю часть колонны, происходит
удаление воды из топлива.
Рассмотрим на примере проверочный расчет сушильной колонны
для дизельного топлива.
Пример 10. 15. Для сушки дизельного топлива воздухом применяется
центробежный вентилятор ВВД Я» 9 с номинальной производительнобтью
12 000 м3/ч, фактическая его производительность 9200 м3/ч (по данным замеров
при обследовании установки). Дизельное топливо поступает в колонну при
t = 85° С с содержанием воды 0,06% вес.
248
Путем определения содержания воды в отходящем из колонны дизельном
топливе установлено, что максимальная пропускная способность колонны
при указанной подаче воздуха вентилятором составляет 65 000 кг/ч (при более
высокой производительности колонны дизельное топливо отходит из колонны со
следами воды).
Определить:
1) расход воздуха на 1 кг дизельного топлива (удельный расход);
2) скорость воздуха в свободном сечении сушильной части колонны, если
воздух нагревается в результате контакта с дизельным топливом на тарелках
до 70° С;
3) скорость воздуха в верхней (скруббер-
ной) части колонны, если он охлаждается во-
дой до 30° С;
. 4) влагосодержание воздуха на верху
сушильной части колонны (до поступления
в-скрубберную часть), если воздух забирается
при температуре 20° С и относительной влаж-
ности ф = 70%.
Решение, а) Удельный расход воз-
духа для осушки дизельного'топлива, если
общий расход воздуха составляет 9200 м3/ч,
а количество дизельного топлива, поступа-
ющего в колонну, 65 000 кг/ч'.
9 200
I = АА7Г= 0,142 л3 на 1 кг топлива
65 000
или
I = 0,142 • 1,29 — 0,182 кг на 1 кг топлива,
где 1,29 — плотность воздуха при нормаль-
ных условиях.
б) Скорость воздуха в свободном сечении
сушильной части колонны при температуре
воздуха t = 70° С и диаметре сушильной ча-
сти колонны D = 3,2 м
_ 9 200(273 4-70)4 л/л ,
Wc 3 600 • 273 • 3,14 • 3,22 °’40 м/сек-
Рис. 10. 6. Сушильная ко-
лонна.
1 — ввод влажного топлива; 2 —
ввод воздуха; 3—выход обезвожен-
ного топлива; 4 — ввод воды; 5 —
выход отработанной воды и уло-
вленного нефтепродукта; 6 — выход
отработанного воздуха.
При этой скорости воздуха дизельное топливо отходит из колонны без влаги,
вместе с тем в отходящем из колонны воздухе не содержится увлеченных капель
нефтепродукта, поэтому величина найденной скорости может считаться опти-
мальной.
в)4 Скорость воздуха в верхней скрубберной части колонны, ерли темпера-
тура воздуха 30° С, а диаметр скрубберной части колонны Di = 4,5 м:
9 200 (2734-30)4
3 600 • 273 • 3,14 • 4,52
0,202 м/сек.
Следовательно, в скрубберной части скорость воздуха почти в 2 раза меньше,
чем в сушильной части. Это предусмотрено конструкцией с целью создания усло-
вий для полного осаждения механически увлеченных воздухом капелек дизель-
ного топлива (из сушильной части колоццы) и предотвращения потерь нефтепро-
дукта. Если при найденнойвыше скорости не наблюдается потерь нефтепродукта,
можно эту скорость считать оптимальной.
г) Определим влагосодержание воздуха на выходе из сушильной части ко-
лонны. Для этого найдем влагосодержание воздуха xi на входе в колонну.
По условию температура воздуха равна 20° С и относительная влаж-
ность (согласно замеру психрометром) ф — 70%. Имеем по диаграмме при
249
^> = 70% и t = 20° С влажность воздуха1 xi — 0,012 кг влаги на 1 кг
сухого воздуха.
Определим количество влаги, содержащейся в 1 кг дизельного топлива,
поступающего в колонну:
0,0'6.
100
= 0,0006 кг влаги на 1 кг
топлива.
Количество влаги, удаляемой 1 кг воздуха (расход воздуха на 1 кг топлива
равен 0,182 кг}кг)’.
= 0,0033 кг/кг.
ОЛо^
Влагосодержание воздуха на выходе из сушильной части колонны
х% — + 0,0033 = 0,012 + 0,0033 = 0,0153 кг влаги на 1 кг воздуха.
1 А Г Касаткин. Основные процессы и аппараты химической технологии. Госхимиз-
дат, 1960
ПРОЦЕСС
АЛКИЛИРОВАНИЯ
1. Расчет процесса синтеза
технического изооктана
фракции и циркулирующего
отводятся продукты
Синтез технического изооктана
(авиаалкилата) осуществляется в
контакторе (реакторе) путем алкили-
рования изобутана бутиленами и ами-
ленами в присутствии крепкой сер-
ной кислоты. В реактор непрерывно
вводится смесь бутан-бутиленовой
изобутана с серной кислотой; из
алкилирования, непрореагиров'авшие
углеводороды и отработанная серная кислота.
Указанная углеводородная смесь до ввода в реактор перемеши-
вается в .специальном смесителе. Бутан-бутиленовая фракция (сырье)
Представляет собой смесь пропана, н-бутана, изобутана, и-бутилена,
изобутилена, амилена и изопентана с мольным соотношением изо-
бутан : бутилены в пределах от 1,25 : 1 до 1,36 :1.
Циркулирующая изобутановая фракция представляет собой смесь
пропана (2,8—3,2%), изобутана (87,5—88,5%) и н-бутана (8,5—
9,5%). В углеводородной смеси мольное соотношение изобутан : бу-
тилены колеблется в пределах от 5,3 : 1 до 5,5 : 1, мольное соотно-
шение изобутан : амилен от 7,2 : 1 до 7,5 : 1. Объемное соотноше-
ние серной кислоты и углеводородной смеси составляет 65 : 35,
т. е. 1,86 : 1. Крепость свежей серной кислоты 98—99%, отработан-
ной кислоты 85—90%.
- Алкилирование ведется при температуре -}-10о С. При указанных
условиях бутилены полностью и около 95% амиленов вступают
в реакцию алкилирования с изобутаном, образуя технический изоок-
тан (авиаалкилат) и полимеры (мотоалкилат).
Выход технического изооктана составляет 93—94%, а поли-
меров 6—7% вес. на продукты алкилирования. Схема потоков
в реакционном узле приведена на рис. 11. 1.
Выход широкой фракции продуктов алкилирования (смесь тех-
нического изооктана и Полимеров) Gja. ф без учета потерь определяется
формулой ч
Gm.ф— Gx fl + G2 (1 + кг/ч, (11.1)
где Gt — аШличество бутиленов, поступающих в реактор, в кг!ч\
G3 — количество амилена, поступающего в реактор, в кг/ч\
251
М*
М3
П1
Мх — молекулярный вес бутилена (56);
— молекулярный вес изобутана (58);
— молекулярный вес амилена (70);
— доля амилена, вступающего в реакцию алкилирования
(0,95).
X 4
Рис. 11. 1. Схема потоков в узле реактора при производ-
стве технического изооктана.
Количество технического изооктана
G3 ~ С?ш. ф т|з кг/ч, (11.2)
гдец2 — выход технического изооктана на продукты алкилирования
(0,93-0,94).
Количество мотоалкилата
G^ — Gni. ф Цз ка/ч, (11.3)
где ц3 — выход мотоалкилата на продукты алкилирования (0,06—
0,07).
Количество
амилена, переходящего в кислый гудрон:
— Gz (1 — Ц1) кг/ч. (И. 4)
олефинов, вступающих в реакцию алкилирования:
G6 = Gi Сгт^ка/ч. (11.5)
изобутана, вступающего в реакцию алк^гирования:
G7 = &ш. ф— Ge кг^4- (И- С))
Количество
Количество
252
Количество непрореагировавшего изобутана
G9 = G8 — G~ кг/ч. (И. 7)
Количество изобутана, поступающего в реактор:
6710 = (П1 ’Ж' + ”2 Д) KS‘4' (! 1 • 8)
где nt — мольное соотношение изобутан : бутилены;
п2 — мольное соотношение изобутан : амилены. ч
Количество изобутана, циркулирующего в системе:
Gu = G^q — G8 кг/ч. (1-1 •
Количество изобутана, выходящего из реакторов:
(?12 — G10 — Gi кг/ч. (11. 10)
Расход свежей серной дшслоты
' G13 = ф. §1 кг/ч, (11. 1*1)
где — удельный расход свежей серной кислоты в кг на 1 кг широ-
кой фракции продуктов'алкилирования (0,21 кг/кг).
Количество отработанной серной кислоты
С1Х = С13 -р G5 кг/ч. (11. 12)
Количество серной кислоты, подаваемой в реактор:
гс к=(^ + 21.+А+с» 4. GjjXi.se м3-ч, (11.13)
\ Qo Qi Qa Qio Qis Qie ) V 7
где Go — количество пропана, поступающего в реак-
тор, в кг/ч;
Оо» Q1, Q2, Qio, Qis, Qхе — плотности соответственно пропана, бути-
' — лена, амилена, изобутана, |пентанов и «-бу-
тана, при температуре t = 10° С в кг/м3;
G15 — количество пентанов, поступающих в реак-
тор, в кг/ч;
Gig — количество «-бутана, поступающего в реак-
тор, в кг/ч;
1,86 — соотношение объемов кислоты и углеводо-
• родной смеси.
Количество циркулирующей серной кислоты
Гц.и = Гс.„-=-^-*3/ч, (11.14)
2е- к
где qc. к — плотность свежей серной кислоты в кг/м3.
Количество полуотработанной серной кислоты
= (11.15)
253
* *
* di
Средний объем продуктов, проходящих через' реакторы:
у=^1^з_ + А + ^2 4-^.1^ ^3/ч< (11 Л6)
Qo Уз У4 Qio Q15 ‘ Qie v
Объем реакционной зоны
yp==Vx мз} ' (11.17)
где т — время контакта (т — 20 4- 30 мин). ч
Количество реакторов
» = ^,- (И-18)
кр
где Vp — объем реакционной зоны одного реактора (Vp = 18,5 Jt3).
Алкилирование изобутана олефинами протекает с выделением
тепла. Количество тепла, снимаемого хладагентом (жидким пропа-
ном или аммиаком) для поддержания температуры реакционной
зоны 10° С, определяется формулой
Q (^о ^2 Н~ ^15 *1“ ^1б) ci (^i — Ю) ~Ь
4~ Gc. к ^2 (^2 — 10) 4~ G^q Qn ккал/ч, (11.19)
где сх — средняя теплоемкость углеводородной смеси в ккал/кг х
X град (сх = 0,5);
с2 — теплоемкость серной кислоты в ккал/кг • град (с2 = 0,35);
fx — температура углеводородной смеси при поступлении в реак-
тор (tx = 25° С);
i2 — температура серной кислоты при поступлении в реактор
(£2 = 35°С);
Gc.k — количество серной кислоты, подаваемой в реактор, в кг/ч;
q — теплота реакции алкилирования на 1 кг олефинов, вступа-
ющих в реакцию (q = -550 ккал/кг);
Qn — потери тепла реакторами в окружающую среду, которые
определяются по формуле (4. 2), в ккал/ч.
Охлаждающая поверхность реакторов рассчитывается согласно
формуле (4. 28)
где к — коэффициент теплопередачи (к — 450 4- 550 ккал/м2 • ч х
X град);
О — разность температур хладагента и смеси, находящейся в зоне
реакции:
10оС ;
Af = 10°G Дг = 10°С
# = 10° С.
254
Количество хладагента, подаваемого в охлаждающие змеевики
реакторов:
Gx.a = -?- кг/ч,
»
(11.20)
где i — теплота испарения хладагента в ккал/кг.
Пример И. 1. Определить количество реакторов и количество хладагента,
подаваемого в реакторы установки алкилирования изобутана бутиленами про-
изводительностью 240 т/су тки бутан-бутиленовой-фракции. Углеводородный
состав бутан-бутиленовой фракции в % вес.: прошш 2,0, бутилены 19,8, изобу-
тан 32,5, н-бутан 17, амилены 4,5, пентаны 24,2. ,
Решение. Производительность установки по сырью
240-1000 ,nnnn ,
G =------------------------—- = 10 000 кг/ч.
24
Количество пропана, бутиленов, изобутана, к-бутана, амиленов и пентанов,
поступающих на алкилирующую установку:
v Go = 10 000 - 0,02 = 200 кг/ч; Gi = 10 000 • 0, 198 = 1980 кг/ч;
Ga = 10 000 - 0,325 = 3250 кг/ч; G19 = 10 000 - 0,17 = 1700 кг/ч;
Ga = 10 000 - 0,045 = 450 кг/ч; G15 = 10 000 -0,242 = 2420 кг/ч.
Выход широкой фракции продуктов алкилирования по формуле (И. 1)
Сш.ф = 198о( 1 +-ff-4- 0,95-450 fl-г ^ = 4814 «г/ч.
v \ 56 / \ 70 /
Количество технического изооктана по уравнению (11. 2)
G3 = 4814 • 0,935 = 4500 кг/ч.
Количество мотоалкилата по уравнению (11. 3)
Gt = 4814 • 0,065 = 314 кг/ч.
1 <
Количество амиленов, поглощаемых серной кислотой, по уравнению (И. 4)
G8 = 450 (1 — 0,95) = 22,5 кг/ч.
Количество олефинов, вступающих в реакцию алкилирования, по уравне-
нию (И. 5)
Ge = 1980 + 450 • 0,95 = 2408,0 кг/ч.
Количество изобутана, вступающего в реакцию алкилирования, по уравне-
нию (11.6)
G7 = 4814 — 2408,0 = 240^ кг/ч.
Количество непрореагировавшего изобутана по уравнению (11. 7)
G9 = 3250-2406 = 844 кг/ч.
* Количество изобутана, поступающего в реактор, по уравнению (И. 8)
_ . /_ _ ,1980 , „ г. 450\ ,
Gj3 ~ I 6»5 __—}— 7,5 158 — 11 550 кг ч.
\ оо 7U /
Количество изобутана, Циркулирующего в системе, по уравнению (И. 9)
Gii = 11 550 - 3250 = 8300 кг/ч. _ , л
' О»*-
255
Циркулирующая изобутановая фракция состоит из пропана (3%
изобутана (88% вес.) и к-бутана (9% вес.).
Количество циркулирующей изобутановой фракции
Gn=^=6^ = 9^
Количество пропана в циркулирующей изобутановой фракции
б' = ^'1 • 0,03 = 9433 • 0,03 = 283 кг/ч.
Количество н-бутана в циркулирующей изобутановой фракции
С16 = 9433 • 0,09 = 850 кг/ч.
Количество изобутана, выходящего из реактора, по уравнению (
G12 = И 550 - 2406 = 9144 кг/ч.
Расход свежей серной кислоты но формуле (11. И)
G13 = 4814 • 0,21 = 1009 кг/ч.
Количество отработанной серной кислоты по формуле (И. 12)
Си = 1009 + 22,5 = 1031,5 кг/ч.
Объем серной кислоты, подаваемой в реактор, по формуле (И. 13)
/200 + 283 1980 450 , 11 550 , 2420 1700 + 850+
’С’КД 520 + 600 + 640 1 610 640 610 J 1,ЙЬ
или вес серной кислоты
Gc. к — Fc. kQc. к — 58,7 • 1800 = 106 000 кг)ч.
Количество циркулирующей серной кислоты по формуле (И. 14)
1009
Рц. К =-58,7—^ = 58,10 л€3/ч.
Количество полуотработанной серной кислоты по формуле (И. 15)
к; „ = 58,10 + + =58.07 м>/ч.
Средний объем продуктов, проходящих через реакторы^доформуле
v 200 /283 . 45ро\ 3-14 ./2Ш, 1700^ 850 , 9143,5 \КГ++
v = 520 + -71Г + ~ + Tio- +8’07l=
= 88,80 м3/ч.
Объем реакционной зоны по формуле (Ц. 17)
Vp = V х = 88,8 • 0,5 = 44,40 .н3.
Количество реакторов по формуле (11Л18)
44,40 _ ,л о
В = 18У0 = 2'4Ота3-
256
Количество тепла, которое снимается хладагентом для поддержания темпе-
ратуры реакционной зоны 10° С, находим по формуле (11. 19), приняв % =
— 0,7 ккал/м • ч • град, t — t" = 40° С — 10° С; б = 0,1 м‘.
Q = (200 + 283 + 19804- 4бЬ + 11 500 + 2420 + 1700 + 850) 0,5 (25 —
— 10) + 106 000 • 0,35 (35 — 10) 4- 2408,0 • 550 + 0,7 3,14 • 3,4 • 3 =
— 1 802 000 ккал/ч.
" *
Охлаждающая поверхность трех реакторов
1 802 000
500 • 10
361 м2.
Поверхность охлаждения для одного реактора
F _361
3 “ 3
120 л2.
Количество хладагента (жидкого пропана), подаваемого в охлаждающие зме-
евики реакторов, по формуле (11. 20), если принять для пропана при температуре
в зоне реакции 10° С i = 87 ккал/кг1:
„ 1802 000 ОА_АА ,
(тх. а —---------— 20 700 кг/ч
О /
Синтез алкилбензолов — этилбензола
2. Расчет процесса
синтеза
алкилбензолов
и изопропилбензола — осуществляется путем
алкилирования бензола этиленом и пропиле-
ном в реакторах в присутствии хлористого
-алюминия или серной кислоты.
На установке синтеза этилбензола в реактор вводятся этан-эти-
леновая фракция, чистый бензол и комплекс, состоящий из хлори-
стого алюминия, диэтилбензола и хлорэтана.
Процесс алкилирования бензола этиленом проводится при сле-
дующих условиях:
1) мольное отношение этилен : бензол равно 0,5 : 1;
2) расход хлористого алюминия на полученный этилбензол
составляет 2,5%;
3) расход дихлорэтана на углеводородную смесь 0,05%;
4) температура в зоне реакции 130—140° С;
5) давление в реакторе избыточное (по манометру) 4—5 ат\
6) скорость газа в свободном сечении реактора 0,25—0,30 м/сек.
При указанных условиях алкилирования степень превращения
бензола в этилбензол составляет 35%, в диэтилбензол 13,0 %, в поли-
этилбензол • 1,9% и 49,0—49,2% бензола не вступает в реакцию.
Степень превращения этилена в этилбензол составляет 92%, в ди-
этилбензол и полиэтилбензол 8%. Диэтилбензол возвращается
в реактор с комплексом.
На установке по синтезу изопропилбензола в реактор вводятся
пропан-пропиленовая фракция, чистый бейзол и комплекс.
1 В. Л. Гурвич и Н. П. Сосновский. Избирательные растворители в перера-
ботке нефти. Гостоптехиэдат, 1953, стр. 13, табл. 6.
17 Заказ 1705. 257
V^J1 1 ?r w7
“
gz
бензол
G3=G*SG5
АлкилёГт
GO~G1____ж
Пропан
-h_________
Отработанный
' Л1С1з ж
Циркулирующий
бензол
Процесс алкилирования бензола пропиленом ведется при следу-
ющих условиях: *
1) мольное отношение пропилен : бензол равно Q,5 ! 1;
2) расход хлористого алюминия на полученный изопропилбен-
зол обставляет 2%;
3) температура в зоне реакции 100° С;
4) давление в реакторе избыточное (по манометру) 5 ат;
5) скорость газа в сво-
бодном сечении реактора
0,12—0,15 м/сек;
6) время пребывания
пропан-пропиленовой фра-
кциив реакторе 70—90 сек.
Схема потоков в реак-
ционном узле дана на
рис. 11. 2.
При перечисленных вы-
ше условиях алкилирова-
ния выход продуктов ал-
килирования на взятый
в реакцию бензол соста-
вляет 154%, выход ал-
килбензольной фракции
135%, полимеров 17%.
Использование этилена
достигает 100%.
Количество пропилена
в пропан-пропиленовой
фракции, поступающей на алкилирующую установку:
С?! = GQa кг/ч, (И. 21)
где.бго — количество пропан-пропиленовой фракции .(сырья) в кг/ч;
а — содержание пропилена в сырье.
Количество бензола» подаваемого в реактор:
: ' е*=Йтз*г/ч’ - <1122>
где Мг — молекулярный вес пропилена (42);
М2 — молекулярный вес, бензола (78).
Подставляя значения Мt и в формулу (1L 22), получим
G2=-S-= 3,71 ДЛ, т. е. G,=3,71 Gx. (11.23>-
Выход продуктов алкилирования
Ga = 1,54 G2.
оьа
4000
Пропан-пропиленовая
фракция
Ряс. 11.2. Схема потоков в узле реактора при
производстве изопропилбензола.
(11, 24)
/,«<*«,- v r.
“• w
Выход алкилбензольной фракции
G4 = 1,35 G3.
Выход полимеров
G6 = 0,17G?.
(11. 25)
(11. 26)
В этих формулах G3 количество продуктов алкилирования
в кг/ч;
Gi, — количество алкилбензольной фракции
в кг/ч;
G5 — количество полимеров в кг/ч.
Расход хлористого алюминия
G6 = 0,02 G4.
Секундный объем газов на входе в реакционную зону реактора
V— ( Gl I £q~gi \ 23,1 .273+*. _L ър/сек (11 27V
V ~ Mi + J M3 J 3600 273 л (11.^0
где Go — Gx — количество пропана в сырье в кг/ч;
Л/3 — молекулярный вес пропана (44);
t — температура в зо.не реакции (100° С);
л — абсолютное давление в зоне реакции (5 ат).
Диаметр реактора
высота реактора
(11.28)
Н — т w м,
где w — скорость пропан-пропиленовой фракции в свободном сече-
нии.реактора в м!сек\
т — время пребывания пропан-пропиленовой фракции в. реакторе
в сек.
Пример 11.12. Определитьдиаметр и высоту реактора и часовое количество
технического изопропилбензола (алкилбензольной фракции) для установки ал-
килирования бензола пропиленом в присутствии хлористого алюминия про-
иаводительностью-150 т/сутки пропан-пропиленовой фракции, состоящей из
30% вес. пропилена и70% вес. пропана. Температура в реакторе 100° С, давле-
ние 5 ат.
Решение. Количество пропан-пропиленовой фракции
„ 150-1000 ' .
, Go=-—тгг---= 6250 кг/ч.
сл
Количество пропилена в пропан-пропиленовой фракции по формуле (И. 21)
Gi = 6250 • 0,3 = 1875 кг/ч.
Количество чистого бензола, подаваемого в реактор, по формуле (11. 23)
<?2 «= 3,71 - 1875 = 6950 кг/ч.
17*
259
t +’ л
1и V
Выход продуктов алкилирования по формуле (11. 24)
' Gs = 1,54 . 6950 « 10 710 кг/ч.
Выход алкилбензольной фракции ио формуле (11. 25)
Gt, = 1,35 • 6950 = 9380 кг/ч.
Выход полимеров по формуле (11. 26)
G6 = 0,17 ♦ 6950 = 1180 кг/ч.
Секундный объем газов’на входе в реактор по формуле (Ц. 27)
6250 -1875 \ 23,1 273 + 100 . 1 _ ,,
----44 W--------273 Г-0’259 * ' '
v =
Диаметр и высоту реактора определяем по формуле (11. 28), принимая время
пребывания в реакторе х = 80 сек и w = 0,12 м/сек:
n 1 / 4 • 0,259 „ .
D= И 3+ПМ2 =1’66-'*’
Я = 80 • 0,12 = 9,6
Расход хлористого алюминия
G6 = 0,02 • 9380 = 187,6 кг/ч.
л . .ti- t ,~* , ><•«•>, • t
« - > ’S’ - .
* ' X
ГЛАВА 12
i
ПРОЦЕССЫ
СТАБИЛИЗАЦИИ,
АБСОРБЦИИ
И ДЕСОРБЦИИ
Г'азообразные углеводороды, вхо-
1 дящие в состав природных газов,
а также газов, образующихся в про-
цессах переработки нефти (при тер-
мическом и каталитическом крекинге
и пиролизе различных видов нефте-
продуктов), являются сырьем для
промышленности нефтехимического синтеза. Так, например, из эти-
лена получают полиэтилен, этиловый спирт, из пропилена — глице-
рин, кумол, из бутиленов — изооктан, дивинил, бутилкаучук и др.
Примерный состав заводских газов нефтепереработки приведен
в табл. 12. 1.
ТАБЛИЦА 12. 1
Состав газов деструктивной переработки нефти1
Состав газов, % объемн.
Компоненты термиче- ского кре- кинга ма- зута катали- тического крекинга пиролиза жидких нефтяных фракций пиролиза н-бутана (820° С) электро- крекинга (1600° С)
Водород * • . . 4 8,7 3,6 11,1 13,8 57,0
Метан . . . . . 50,0 10,0 36,2 40,5 27,8
Этан , . ✓ • • • • 4 1М 7,6 11,6 3,6 —
Этилен 2,9 1,6 22,5 30,8 , 1,0
Пропан 17,9 11,3 3,0 0,5 ——
Пропилен 9,8 8,5 12,1 7,1 —
Изобутан 4,6 24,8 -— 1 2 —
н-Бутан 5,0 4,9 0,5 —-‘
Бутилены ..... 3,8 14,0 1,6 ——
Изопентан 3,7 4,4 —
н-Пеятан 0,6 1,5 .—
Амилены * • . . . 0,3 1,5 .— 0,2
Высшие 2,2 3,4 1,4
Ацетилен — — — 14,0
1 Примерный состав природных газов см. в книге В. Е. Баринова «Газофракциони-
рующие установки». Гостоптехиздат, 1962.
261
Основная масса углеводородных газов на установках деструктив-
ной переработки нефти отделяется от жидкости — бензина и воды —
в газосепараторах. Некоторая часть их, в основном пропан-пропиле-
новая и бутан-бутиленовая фракции (С3 — С4), остается в бензине
и значительно повышает давление его паров против общепринятых
стандартов. Это особенно характерно для бензина, получающегося
в процессе термического крекинга под высоким давлением.
Бензин с растворенными в нем газами нестабилен, и применение
его в качестве моторного топлива приводит к образованию газовых
пробок в топливоподводящей системе двигателя и к большим потерям
при хранении и транспорте.
Для доведения давления паров бензинов до нормы, соответству-
ющей ГОСТ, бензины подвергают стабилизации.
В процессе стабилизации, проводимом при повышенном давлении
(7—14 ат), из нестабильного бензина отгоняют пропан-пропилено-
вую и бутан-бутиленовую фракции. Давление паров авиабензинов
доводят до 240—340 рт. ст., автобензинов до 500—600 щм рт. ст.
(при 33° С).
Углеводородные газы из газосепаратора и стабилизатора напра-
вляются на дальнейшую переработку — газофракционирование —
для разделения на соответствующие фракции, а при необходимости
и на отдельные компоненты. Разделение газовой смеси на компоненты
или фракции непосредственно из газовой фазы связано с большими
трудностями. Более просто и экономически целесообразно проводить
разделение двухфазной системы жидкость — газ, для чего часть
углеводородных газов ожижают.
Ожижение (конденсацию) углеводородных газов проводят пони-
жением их температуры (охлаждением) при повышении давления.
Чем выше молекулярный вес газообразного углеводорода, тем ниже
может быть давление и выше температура, при которой произойдет
ожижение. Для ожижения низкомолекулярных углеводородов (ме-
тана, этана) требуется глубокое охлаждение (порядка —100° С) и вы-
сокое давление (до 42 ат). Двухфазную систему жидкость — газ
можно получить, используя метод абсорбции, т. е. поглощения жид-
костью (растворителем) газообразных углеводородов. В отличие от
конденсационного метода ожижения в случае абсорбции темпера-
тура охлаждения достигает —42° С при 42 ат.
При расчетах процеесов . массообмена под высоким давлением,
проведенных по законам Рауля и Дальтона, получаются отклоне-
ния, так как эти законы справедливы только для идеальных газов.
Напомним, что по условию равновесия двухфазной системы жид-
кость — пар общее давление насыщенных паров жидкой фазы
должно быть равно общему давлению в паровой фазе.
Уравнения закона Рауля и Дальтона можно использовать для
расчета систем, работающих под высоким давлением, если в эти
уравнения внести соответствующие поправки. Давление насыщен-
ных паров жидкости заменяется исправленным давлением паров,
называемым фугитивностью жидкости, а общее давление системы —
262
исправленным давлением, называемым фугитивностью паров. В»этом
случае уравнения законов Рауля и Дальтона принимают следующий
вид:
(12.1)
p = fpx'. (12.2)
Для условия равновесия
Ъу' = fpx', (12.3)
Рис. 12. 1. График для определения коэффициента активности.
где /л — фугитивность паров;
/р — фугитивность жидкости;
р — парциальное давление насыщенных паров компонента;
х’ — мольная концентрация компонента в жидкой фазе;
у' — мольная концентрация компонента в паровой фазе.
При низких давлениях и высоких температурах реальный газ
приближается к состоянию идеального газа, а величина / прибли-
жается к величине р. Так как для идеального газа f — р, то и размер-
4
пости фугитивности и давления совпадают. Отношение у = -4- на-
р
зывается коэффициентом активности и определяется По графику
рис. 12. 1 в зависимости от приведенных давления и температуры.
Приведенным давлением рПр называется отношение абсолютного
давления нефтепродуктов к их критическому давлению
Рпр=-/-. ' (12.4)
Ркр
где р — абсолютное давление;
Ркр — критическое давление.
263
Приведенной температурой Тпр
ной температуры нефтепродуктов
называется отношение абсолют-
к их критической температуре
i т
Т’пр = "У ,
1 кр
где Т — абсолютная температура системы;
Ткр — критическая температура.
Критической температурой называется такая температура, выше
которой пар не может быть сконденсирован, т. е. переход
пара’ в жидкое состоя-
ние невозможен ни при
каком давлении. Крити-
ческая температура не-
фтепродуктов зависит
от плотности вещества и
средней температуры
кипения. С увеличением
плотности и
температуры
критическая
тура нефтепродуктов по-
вышается. Критическим
давлением называется
такое давление, выше
которого жидкость не
может быть испарена.
Критическая температура нефтепродуктов определяется по кри-
вым, приведенным на рис. 6, 4, критическая температура нефтяных га-
зов — по кривой рис.-12. 2,
критическое давление га-
зов — по кривой рис. 12. 3.
Критическое давление не-
фтяных фракций опреде-
ляются формулой
- (12.6)
Рис.
12. 2. График зависимости критической
температуры от молекулярного веса.
(12. 5)
средней
кипения
темпера-
Рис. 12. 3, График зависимости критического
давления газа от молекулярного весаф
гДе Ркр — критическое да-
вление;
Ткр — критическая тем-
' пература;
М — мойёкулярнйй
вес фракции;
к — коэффициент,^зависящий от характера фракции.
Для светлых нефтепродуктов прямой перегонки к = 6,3 4- 6,4,
для крркинг-керосина и флегмы к = 6,8 4- 7,0. При вычислении
фугитивности паров и жидкости откладывают значение нриведен-
234
ного давлейия (см. рис. 12. 1} и восстанавливают перпендикуляр
до пересечения с кривой, соответствующей значению приведенной
температуры. Из точки пересечения " опускают перпендикуляр
к оси f/p.
Пример 12. 1. Определить фугитивность паров и жидкости для газов терми-
ческого крекинга и автомобильного бензина, отходящих с верха колонны, если
температура верха колонны t 190? С, давление в ней л = 6 ат, критическая
температура бензина i®p = 220° С, критическая температура крекинг-газа
£Гр = 100° С, критическое давление бензина р®р == 37 ат, критическое давле-
ние крекинг-газа р£р = 44 ат, давление насыщенных бензиновых паров при
190° С р® = 3 ат, давление насыщенных паров крекинг-газа рг = 90 ат.
Решение. Критическая температура бензина
Гкр = *кр + 273 = 220 + 273 = 493° К •
Температура системы
Т = t + 273 = 190 4- 273 = 463° К.
Приведенная температура бензина
Приведенное давление бензина
' 4==4- = 4-=0,081.
о?р
По кривой рис. 12/ 1 для значений 7^ = 0,94 и р®р = 0,081 находим, что
коэффициент активности жидкости (бензина)
/6
у = 4 = 0,97,
Р
откуда фугитивность жидкого бензина
±= у р6= 0,97 • 3 = 2,91 ат.
Критическая температура крекинг-газа
Гкр = ^р + 273 =100 + 273 = 373° К •
Приведенная температура крекинг-газа
Т _ Т _ 463
'пр тг “ 373
' кР
Приведенное давление крекннг-газа
„ _ Рг . 90
Рпр -
^кр
1,24.
= 2,05.
1
265
По кривой рис. 12.1 для значений Т£р = 1,24 и рпр=2,О5 находим, что,
коэффициент активности крекинг-газа в жидком состоянии
/г
у = ^ = 0,68,
1 рг
откуда
/р = У Р — 0,68 • 90= 61 ат.
Приведенное давление бензина относительно давления в системе
Япр = -б-=з7 = 0,162‘ "
^кр
По кривой рис. 12. 1 для значений 7^ = 0,94 и л®р = 0,162 находим коэф-
фициент активности
/6
у = — = 0,92,
л
откуда
= Vя = 0,92- 6 = 5,52 ат.
Приведенное давление крекинг-газа по отношению к давлению в системе
_г _________________________ л ___ 6 __ „„
япр г — 44 °’136,
* кр
По кривой рис. 12-1 для значений 7^ = 1,24 и л£р = 0,136 коэффициент
активности
откуда
frn = ул = 0,97 -6 = 5,82 ат.
Следует иметь в виду, что. при расчетах, связанных с опре-
делением температуры системы, состава фаз и др., пользуются вели-
чиной константы фазового равновесия, которую можно определить
из уравнения (12. 3), преобразовав его следующим образом:
-£- = -4- = *, (12-7)
1 л
где к — константа фазового равновесия, или коэффициент распреде-
ления, показывающий соотношение между мольными концентра-
циями компонента в паровой и жидкой фазах при данных темпера-
туре и давлении.
Кроме того, значение констант фазового равновесия для ряда угле-
водородов можно определять из графиков, таблиц и номограмм.
На рис. 12. 4 приведена номограмма для определения констант фа-
зового равновесия углеводородов от метана (СН4) -до н-декана
(С1аН2а).
266
При абсорбционно-ректификационном
методе разделения углеводородные газы аб-
сорбируются (поглощаются) жидким абсор-
бентом, из которого выделяются в дальней-
2. Расчет процессов
абсорбции
и десорбции
Гшем путем десорбции (отпарки) водяным па-
ром. Выделившиеся при десорбции газы разделяют в ректифика-
ционных колоннах на отдельные фракции или компоненты. В неко-
торых случаях разделение на фракции проводят непосредственно из
насыщенного абсорбента без предварительного процесса десорбции.
При переработке газов с небольшим содержанием легких углево-
дородов (метан, этан, этилен) целесообразно процесс абсорбции —
десорбции проводить в одном аппарате — фракционирующем абсор-
бере, в этом случае верхняя часть аппарата является абсорбером,
нижняя — отпарной колонной.
Процесс абсорбции обычно протекает при сравнительно низкой
температуре (30—40° G) и высоком давлении (10—15 ат), причем
для того, чтобы происходил процесс поглощения углводородов из
газа абсорбентом, необходимо, чтобы парциальное давление извле-
каемого компонента в газовой смеси было выше, чем в жидком аб-
сорбенте.
В качестве абсорбента рекомендуется применять жидкости, об-
ладающие сравнительно низким молекулярным весом и достаточно
высокой плотностью. Явление абсорбции сопровождается выделением
тепла, количество которого принимают равным скрытой теплоте ис-
парения (конденсации) абсорбированных углеводородов. ’
противоположность процессу абсорбции процесс десорбции
проводят при умеренно повышенных температурах (160—180° С)
и пониженном давлении^—8 ат), причем для того, чтобы происхо-
дил процесс десорбции углеводородов из насыщенного абсорбента,
необходимо, чтобы парциальное давление извлекаемого компонента
в газовой фазе было ниже, чем в жидкой фазе. Для этого в качестве
десорбирующего агента применяют водяной пар.
| Число тарелок в абсорбере, достаточное для обеспечения приня-
той степени излечения, обычно не превышает 12—16. Число таре-
лок в ректификационных колоннах для разделения газов достигает
40—50 и более, так как раздость температур кипения разделяемых
фракций или компонентов невелика и для их четкого разделения тре-
буется значительное число тарелок (контактов). Скорость газового
потока в абсорбере и газофракционирующих колоннах, работающих
• нод давлением, колеблется в пределах 0,1—0,5 м!сек.
‘При расчете процесса абсорбции необходимо установить коэффи-
циент извлечения компонентов газа абсорбентом. Коэффициентом
извлечения, <р называется от^шение числа молей данного компонента,
извлеченного в абсорбере, к числу его молей в исходном (жир-
ном) газе. Коэффициент извлечения при заданном режиме абсорб-
ции зависит от физико-химических свойств и количества извлекаемых
компонентов, а также количества и качества подаваемого' абсор-
бента. Повышение давления в абсорбере и увеличение количества
271
абсорбента способствуют повышению коэффициента извлечения."
Однако подача большого количества тощего абсорбента вызывает уве-
личение эксплуатационных расходов, поэтому при расчете абсорбера
необходимо исходить из максимально возможного извлечения при
оптимально^: расходе абсорбента.
Количественное соотношение между подаваемым на абсорбцию
тощим абсорбентом и жирным (сырым) газом выражается уравнением
А = -ёг . (12- Ю)
где А — фактор абсорбции данного компонента, равный отношению
числа молей тощего абсорбента к произведению константы
Рис. 12. 5. График зависимости между
числом теоретических тарелок абсорбе-
ра, коэффициентом извлечения <р и фак-
тором абсорбции.
равновесия на число
' молей сырого (жирного)
газа;
L — количество тощего аб-
сорбента в моль/ч\
к — константа равновесия
данного, компонента
(см. рис. 12. 4);
G — количество сырого газа
в молъ/ч.
Отношение L/G = Д, опреде-
ляет удельный расход абсор-
бента, тогда из формулы (12. 10)
следует
Ц = Ак, (12.11)
Где Lo — удельный расход аб-
сорбента в моль/моль.
Если в уравнении (12. 10) отношение L/G заменить на Хо, то фор-
мула примет вид
л=-4- •
К
(12.12)
/ На рис. 12. 5 представлен график Кремсера, дающий зависимость
между фактором абсорбции А, коэффициентом извлечения ф и чи-
слом тарелок в абсорбере.
При расчете процесса абсорбции для наиболее летучего из извле-
каемых компонентов, обычно для пропана или бутана, задаются коэф-
фициентом извлечения ф и по величине ф и принятому числу та-
релок в абсорбере по графику рис. 12. 5 определяют'фактор абсорб-
ции этого компонента. Зная температуру и давление в абсорбере,
определяют для выбранного компонента константу фазового равно-
весия и находят затем по формуле (12. 11) удельный расход абсор-
бента, величина которого при данных условиях постоянна. >
Определив константы фазового равновесия всех остальных компо-
нентов газа, вычисляют далее по формуле (12. 12) факторы абсорб-
272
ции для каждого из них, а затем по графику рис. 12. 5 коэффициенты
йзвлечения. На основании полученных данных составляется мате-
риальный баланс процесса абсорбции.
Процесс десорбции поглощенных компонентов из насыщенного
(жирного) абсорбента рассчитывается также с применением графика
Крёмсера (рис. 12. 5).
Удельный расход десорбирующего агента (водяного пара) опре-
деляется при помощи расчетного уравнения десорбции
' (12.13)
где S — фактор десорбции;
G' — количество десорбирующего агента в моль/ч;
L’ — количество насыщенного абсорбента в моль/ч.
Удельный расход десорбирующего агента
(12.14)
а при подстановке в уравнение (12. 13) фактор десорбции выражается
равенством
S = L'ok. (12.15)
При расчете процесса десорбции задаются коэффициентом извле-
чения наименее летучего из извлекаемых компонентов, обычно пен-
тана, принимая <р = 0,99.
График рис. 12. 5 составлен для расчета процессов абсорбции
тощих углеводородных газов, исходя из положения, что паровые
потоки по высоте колонны не претерпевают больших количественных
изменений.
При расчете процесса абсорбции жирных газов это. условие нару-
шается, однако для укрупненных расчетов можйЪ без больших оши-
бок пользоваться указанным графиком.
Пример 12. 7. Рассчитать процесс абсорбции газов термического крекинга,
если в абсорбер поступает Уи =6000 м3/ч газа следующего состава (в % объемы.):
метана — 40, этана—12, этилена — 5, пропана — 17, пропилена — 8, изобута-
на — 5, к-бутана — 6, изопентана — 4, и-пентана — 1, гексана — 2. Температу-
ра жирного (сырого) газа и абсорбента на входе в абсорбер t = 35° С, абсолют-
ное давление л = 15 ат. Плотность абсорбента q = 875 кг/м3, молекулярный
вес М — 130. Число тарелок в абсорбере 12. Коэффициент извлечения хГропана
<р = 0,6. Диаметр абсорбера D =?= 1,0 л.
Решение. Так как 1 моль любого газа по закону Авогадро занимает
объем 22,4 л8,. то в абсорбер поступает
, r V 6000
G ~ о'о Т =~ оо7~ = 268 моль/ч сырого газа.
. . Определим количество, поступающих в абсорбер компонентов газа в молях
И килограммах. Так как для газовых компонентов объемные и мольные кон-
центрации совпадают, то для определения веса компонентов в молях необходимо
мольную концентрацию умножить на число молей сырья, например для метана
имеем
0,40 • 268 = 107 моль/ч.
18 Заказ 1705.
273
При умножении числа молей каждого компонента на его молекулярный вес
получим вес компонента в килограммах. Весовой и мольный составы сырого
(исходного) газа приведены в табл. 12. 3 (столбцы 5 и 6).
Расчет процесса абсорбции проводим в следующем порядке.
1. По графику рис. 12. 4 находим константы фазового равновесия компо-
нентов сырого газа при температуре t = 35° С и давлении л — 15 ат (столбец 7).
2. Определяем факторы абсорбции компонентов. По заданному коэффициен-
ту извлечения пропана ср = 0,60 и числу тарелок в абсорбере 12 по графику рис.
12. 5 находим фактор абсорбции пропана Аз = 0,60. По формуле (12. 11) опре-
деляем удельный расход абсорбента Lo = Азкз = 0,6 • 0,87 = 0,522 моля на
1 моль сырого газа. Затем по формуле (12. 12) определяем факторы абсорбции
. 0,522 пп._
всех остальных компонентов, например для метана Ai = ур = 0,045
и т. д. (см. столбец 8, табл. 12. 3).
3. По известному фактору абсорбции и числу тарелок в абсорбере, пользу-
ясь графиком рис. 12. 5, определяем коэффициенты извлечения ср каждого
компонента (столбец 9, табл. 12. 3). Вычисляем количество извлеченных молей
каждого компонента, умножая соответствующий коэффициент извлечения <р
на число молей данного компонента в сырье, так как по определению
число извлеченных молей
Ф =-------------=-----------
число молей в сырье
(столбец 10, табл. 12. 3).
Дальнейший расчет нетрудно уяснить из баланса
ство поступающего в абсорбер тощего абсорбента
L = GL0 = 268 • 0,522 = 140 молъ/ч
или
g = 140 • 130 — 18 200 кг)ч, т. е.
Расход тощего абсорбента в м3 составит
, g 18 200 onQ '
' = 7 = 1тГ=М*;’'
Из тайл.
12. 3 средний молекулярный вес сырого
МС.Г = Л“- = 33,9;
Zoo
извлеченного
газа
по табл. 12. 3. Количе-
18,2 пг/ч.
газа
иг 5090
Mb"“=-99S5-51,
сухого газа
м 3997
Мое*-----168Ж"23’7’
Скорость
V
w =
газового потока в верхней части абсорбера
V (273 + 01 ’ 6000 (273 + 35)-1 _.с ,
F 3600 • 273 • 0,785* • л ’ 3600 • 273-0,785 • 15 1 '
Пример 12. 8. Определить расход водяного пара для десорбции насыщенного
абсорбента. Данные для расчета взять из примера 12. 7. Число тарелок в десор-
бере п = 8, средняя температура t = 170° С, среднее давление л = 7 ат. Ко-
эффициент извлечения пентана <р = 0,99.
* 0,785 .и2 — свободное сечение колонны (D =1,0 м).
274
ТАБЛИЦА 12. 3
Mb QO * to сл — Материальный баланс абсорбции газов
д д’ £ Компоненты ♦ Молекулярный вес М Сырой газ Константа равнове- сия при п=15 ат, t=35° С Фактор абсорбции А Коэффициент извле- чения <р Извлечено Сухой газ
мольная кон- центрация х' моль/ч кг/ч моль/ч кг/ч моль/ч а кг/ч
1 2 3 4 5 6 7 8 9 10 = 5X9 11 = 10X3 12 = 5-10 13 = 6-11
1 2 3 4 5 6 7 8 9 10 Метан Этан Этилен Пропан Пропилен Изобутан н-Бутан Изопентан и-Пентан • • • Гексан 16 30 28 44 42 58 58 72 72 84 0,40 0,12 0,05 0,17 0,08 0,05 0,06 0,04 0,01 0,02 107,00 32,00 13,40 46,00 21,40 13,40 16,10 . 10,70 2,68 5,32 1710 960 375 2020 900 га 935 770 лйз 447 11,6 2,53 3,75 0,87 0,98 0,40 0,28 0,30 0,098 0,04 0,045 0,206 0,139 0,600 0,522 1,23 1,86 1,74 5,22 13,0 0,05 0,19 0,15 0,6 0,5 0,98 1 1 1 1 5,35 6,10 2,00 27,60 10,70 13,10 16,10 10,70 2,68 5,32 86,0 183,0 56,0 121,0 450,0 760,0 935,0 770,0 193,0 447,0 101,65 25,90 11,40 18,40 10,70 0,30 1624 777 319 810 450 17
Итого 1,00 268,00 9087 — — — 99,65 5090 168,35 3997
-» ^ъ£??Г^пй9^^ “ '^V*74?i'VV',~ *4'^ 1 4 Р&Г 1 JA Г rf£T
•••• '. r-
~:4
Решение. По графику рис. 12. 5, исходя из чирйа тарелок п = 8, и пг
коэффициенту извлечения пентана ф = 0,99 определяем фактор десорбцИ
S = 1,3. Константа фазового равновесия пентана при t = 170° С и л = 7 а
к = 2,3. - 4
Из примера 12. 7 имеем: количество тощего абсорбента L = 140,00 моль/ч
(или g = 1820 кг/ч), количество извлекаемых компонентов газа g' <=*
= 99,65 моль/ч (или 5090 кг/ч), т. е. L' = 140,00 99,65 = 239,65 моль/ч.
Из уравнения (12. 13) количество десорбирующего агента
S 13
G' = 4- L' = 4^- (140 + 99,65) = 135,4 моль/ч
или 135,4 • 18 = 2440‘ кг/ч (где 1£ — молекулярный вес воды).
Удельный расход водяного Пара по формуле (12. 14)
L' = -^7- = = 0,105 кг на 1 кг насыщенного абсорбента.
и Lj Zo ^уи
>4
I,
"'»Л J * I Д „ л' ,’ ,,/ ,j ' t. J, Л _
ГЛАВА 13
ПРОЧАЯ АППАРАТУРА
ТЕХНОЛОГИЧЕСКИХ
УСТАНОВОК
1. Расчет отстойников
для нефти и нефтепродуктов
ТЭыделение взвешенных твердых ча-
-D стиц (песок, глина) и капель воды
из нефти и нефтепродуктов произво-
дится путем отстаивания. Скорость
отстаивания может быть определена
по формуле Стокса
м/сек’ (13Л>
где q4 — плотность взвешенных частиц в ке/л3;
— плотность жидкости (среды) в кг 1м3',
d — диаметр взвешенной частицы в м\
v — кинематическая вязкость жидкости (среды) в м?!сек\
g ускорение силы тяжести в м/сек2.
Как следует из уравнения (13. 1), процесс отстаивания нужно
проводить при повышенной температуре, так как при этом умень-
шается вязкость среды v, увеличиваемся разность плотностей (q4—
q«), а следовательно, увеличивается и скорость отстаивания w. Пож-
атому обычно нефть направляют в отстойники после предваритель*-
ного нагрева ее в теплообменных аппаратах.
Для предотвращения испарения нефти в аппарате отстаивание
должйо происходить при повышенном давлении.
Для процесса отстаивания требуетря определенное время,, доста-
точное для осаждения взвешенных частиц и капелек воды на дно
аппарата, и вместе с тем соответствующая скорость движения жидко-
сти через отстойник, обусловливающая ламинарный режим потока.
Для обеспечения ламинарного режима в аппарате диаметр отстой-
нйка D (без перегородок) 1 рассчитывается по формуле
D = (13.-2)
lo^uV * - —
V — расход нефтепродукта в м3/сек;
. .V — кинематическая вязкость нефтепродукта в м?/сек.
1 Отстойники с продольными перегородками предназначаются для устране-
ния вихревого движения в аппарате. В эксплуатации они неудобны ине полу*
чили распространения на Заводах. ~
27У
Йа старых нефтеперегонных установках нефть поступала в от-
стойник после предварительного нагрева во всех теплообменниках
до температуры 160—170° С. Из графика рис. 3. 2 видно, например,
что при температурах 50—75° С величина вязкости резко снижается,
а при температурах 90—120° С и выше падение вязкости замедляется.
Дальнейшее повышение температуры дает лишь незначительное
уменьшение вязкости.
Из приведенных соображений следует, что благоприятные усло-
вия обезвоживания нефти в отстойнике можно обеспечить уже при
Температуре 90—110° С. Поэтому на современных установках от-
стойники включаются в систему после части теплообменников, где
обеспечивается температура нефти порядка 90—110° С, а через
остальные теплообменники установки пропускается уже обезвожен-
ная нефть после отстойников. Такая схема более рациональна, так
как при этом в теплообменниках с наиболее высокими температу-
рами проходит нефть с небольшим содержанием солей и грязи. Время
отстоя нефти в горизонтальных отстойниках колеблется от 30 до
90 мин. Практические данные о работе отстойников приводятся
в табл. 13. 1.
ТАБЛИЦА 13. 1
Характеристика отстойников
Установки Размеры Отстойников Число ОТСТОЙ- НИКОВ Время и усло- вия ОТСТОЯ Скорость нефти, м/сеп Содержание воды и грязи, % вес.
диа- метр, м длина, м объем, л»з до от- стоя после ОТСТОЯ
Атмосферная 2,0 10,7 34,0 2
» 1,96 9,7 29,4 4
» 2,59 10,67 56 2
Атмосферно-ва- куумная 1,35 12,17 17,4 1
То же 2,44 6,10 28,7 1
Т 35 мин, t = № С, р — 5 4- 6 ат 0,00495 1,25 0,86
т = 31 мин, 120° С, р = 6ч-8 ат 0,0052 0,80 0,40
т = 70ч- -т-90 мин, if —80 4- 4-90°С, р — 10-ь И ат
1=18 4- 4- 25 мин, t^= 150° С, р = 13 4- 14 ат 0,01 0,95 0,52
х — 72 мин, / = 58° С, р = 8 4- 9 ат 0,0017 — —
Рассмотрим типовой пример расчета отстойников для нефти.
Пример 13. 1. Рассчитать число и размеры (диаметр и длину) горизонталь-
ных отстойников для установки производительностью 3000 mfcymKu нефти.
Установка должна работать как на легкой бибиэйбатской нефти (р|° = 0,375),
278
так и на смеси балаханской тяжелой с бинагадинской = 0,913). Кривые*
вязкости данных нефтей приведены на рис. 3. 2. Температура предварительного
нагрева нефти в теплообменниках при работе на легкой нефти 160° С, при работе
на тяжелой нефти 175° С.
Решение. Из соображений, приведенных выше, для обеспечения работц
части теплообменников на обезвоженной нефти принимаем температуру в от-
стойниках равной 100° С. Так как установка должна работать и на легкой и на
тяжелой нефти, то расчет следует вести на нефть, для которой потребуются
максимальные размеры аппарата. До выяснения вопроса, для какой нефти по-
требуются отстойники максимальных размеров, будем вести расчет параллельно
на обе нефти.
Определение секундного расхода нефти. Плотность нефти при 100° С опреде-
ляем по рис. 3. 1. Для легкой нефти (q^0 = 0,875) q100= 820 кг/м2\ для тяжелой
нефти (q2° = 0,913) Qioo = 860 кг/м3.
Секундные объемы нефтей:
для легкой
Т7 3 000 000 АП._, 8. ,
Ул = 24-3600.820 = °’0424 " ,С№’
для тяжелой
„ 3000000
Ут=24-30о0-86о = 0,0404 м1сеК'
Определение диаметра отстойника. Кинематические вязкости нефтей при
100° С согласно рис. 3. 2:
для легкой нефти
v1Oo = 0,0264 см2/сек = 0,00000264 м2/сек\
для тяжелой нефти
v100 ~ 0,0652 см2/сек = 0,00000652 м2/сек.
перевода величины см2/сек в м2/сек необходимо первую величину раз*
делить на 10 000, так как 1 м2 7й! 0 000 см2.
Диаметр отстойника определяется по формуле (13. 2):
для легкой нефти
~ V _ 0,0424
1820v 1820 • 0,00d00264 ’ ’
для тяжелой нефти
V 0,0404
1820v 1820 • 0,00000652
Из этого расчета видно, что для легкой нефти требуются аппараты бблыпих
размеров, чем для тяжелой, поэтому дальнейший расчет следует вести на легкую
нефть. Кроме того, из расчета видно, что если установить один отстойник, то
диаметр его должен быть чрезвычайно большим — около 9 м. Поэтому число
отстойников принимаем равным 4 и включаем их в схему параллельно. При
ртом потребуются отстойники диаметром
V _ 0,0424
4-1820V 4-1820-0,00000264 '
Определение длины отстойника. Скорость движения нефти В отстойнике
V '
w м/сек.
— 3,40 м.
279
*ьЛ'’‘ ' 7 v.-r^-1 f ’'J'-'4'J ' ‘4®*„ и.’г/"4 C vl’ ?''
* ‘ v ' t -r • Г 4 r- -y- -F » V' W t* № ' "*
Имеем для одного отстойника:
I' = —^- = 0,0106 мя/сек‘,
4
л=Л^=_Ц4_?^ = 33л1.
6 4
w = -^- = = 0,00279 м/сек =±= 2,8 мм!сек.
< 3»о
Приняв на основании практических данных время отстоя в отстойниках
х = 60 мин (3600 сек), определим длину их из уравнения
S = wx, (13.3)
где S — длина отстойника в м;
w — скорость движения нефти в отстойнике в м/сек',
т — время пребывания нефти в отстойнике в сек.
Подставив известные величины шит, получим
5 = w х = 0,00279 • 3600 = 10 м.
Итак, для данной установки требуется четыре отстойника диаметром 2,2 м
и длиной 10 м каждый.
Расчет водоотделителей рассмотрим на конкретном примере.
Пример 13. 2- Рассчитать водоотделитель, служа-
щий одновременно промежуточной емкостью для бен-
зина, идущего на орошение колонны (рис. 13. 1).
В водоотделитель поступает смесь, состоящая из
12 000 кг/ч бензина плотностью = 0,750 и воды
в количестве 800 кг/ч, температура смеси 35° С.
Решение, а) Определим секундный объем смеси. Плотность воды при-
нимаем равной 1, т. е. 1000 кг/м3-, а плотность бензина при 35° С находим по
рис. 3. 1
2. Расчет
водоотделителей
) Оз = 0,740 г/см3 — 740 кг/м3.
Секундный объем смеси
12 000 8000
Т7 740 + 100U 16,22+8 ПЛЛС,К а.
V =---- oftnn------= —= 0,00675 м3/сек.
3600 3bUU
б) Скорости в водоотделителе принимаются из практических данных в пре-
делах w — 3 -г- 5 мм/сек = ОДЮЗ 0,005 м/сек. Приняв скорость в водоотдели-
теле 0,003 м/сек, находим необходимое сечение аппарата
г- —
W
__ 0,00675
0,и03
5=2,25 -и2.
Этому сечению соответствует расчетный диаметр водоотделителя D =
= 1,69 м. Принимаем Р = 1,70 м. Практически, сечение водоотделителя
3,14.1,70» ^2|27ж3-
4 4
Определение высоты, водоотделителя. Рабочую высоту водоотделителя рас-
считываем, исходя из времени пребывания, необходимого и достаточного для
полного разделения смеси в аппарате. Из практических данных полное разделе-
ние смеси воды и бензина протекает в течение 15-г20 мин. Приняв время пребы-
вания смеси в водоотделителе 20 мин и скорость w = 0,003 м/сек, Найдем рабо-
чую высоту водоотделителя (см. рис. 13. 1)
= u?t = 0,003 20 • 60 « 3,6 м.
280 “
, * ч И?. „
"'I’> f 1 1 ' '
Ч. л > VViWAZXp fl.’k <v ' V »IC^, lv'w?.' /'ч
Высота водяной «пОдушки» для устранения потерь бензина с отходящей
водой принимается hR = 0,4 4-0,6 м = 0,5 м.
Расстояние от днища аппарата до оси водоотводящей трубы 7гм = 0,3 м,
высота парового пространства аппарата /гп = 0,8 м. Общая высота аппарата со-
ставит
Нобщ = йр + hB 4~ hit + Лп = 3,6 4- 0,5 -f- 0,3 4- 0,8 = 5,2 м.
Определение высоты стояка водоотводящей трубы. Высоту стояка водоот-
водящей трубы (см. рис. 13. 1) обычно рассчитывают, исходя из условия равно-
весия слоя чистой воды в стояке и суммы слоев бензина плюс воды в аппарате.
Формула для определения вы-
соты стояка водоотводящей трубы
/г —Лр-^2- 4-йв, (13.4)
Qb
где йр — рабочая высота водоотде-
лителя в м;
ha— высота водяной «подушки»
в М‘,
рп— плотность продукта в кг[м3;
qb—плотность воды в кг/м3.
Подставив известные величины
из предыдущего.расчета в формулу
(13. 4), получим
h = 3,6 • 0,74 + 0,5 = 2,66 +
4- 0,5 = 3,16 л.
Рис. 13. 1. Схема водоотделителя.
Так как практически уровни
в аппарате могут несколько ко-
лебаться, то в ряде случдеС (при повышении давления в аппарате)
возможна большая утечка бензина в канализацию. Для предупре-
ждения утечки на водоотводящем стояке устанавливается задвижка,
которой вручную регулируется отвод воды и, следовательно, уровни
внутри аппарата.
. Для автоматического урегулирования уровня водяной «подушки»
водоотделители оборудованы специальными регуляторами уровня.
Газы отделяют от бензина в газосепара-
торах. Для отделения капель бензина от газа
в сепараторах предусматривается:
1) резкое снижение скорости движения
смеси, при которой газ выделяется и не
кает с собой частиц жидкости;
2) изменение направления движения, в результате чего
3. Расчет
газосепаратора
увле-
более
тяжелые частицы жидкости отделяются от газа и оседают в газо~
сепараторе. Оптимальная скорость газа в газосепараторе 0,1—
0,15 м/сек.
Пример 13. 3. Объем газа, поступающего в газосепаратор, У = 0,28 л3 Асек.
Диаметр сепаратора D = 1,8 м. Определить скорость газового потока, в сепара-
торе.
281
Решение, а) Поперечное сечение сепаратора
р лй2 3,14 • 1,82
f= —=------------------------------
= 2,54 ла.
4
0,28 пл ,
7,-еТ ~ 0,11 м]сек.
Дэ4
w ==
4. Расчет
барометрических
конденсаторов
разделе остановимся
Вакуум создается
Неснонденсированные
Рис. 13. 2. Схема барометри-
ческого конденсатора.
б) Скорость газового потока в сепараторе
V_
F
С расчетами основной типовой аппара-
туры вакуумной установки — печей, ко-
лонны, теплообменников и холодильников —
мы уже ознакомились выше. В настоящем
на расчетах вакуумсоздающей аппаратуры,
в аппаратуре обычно комбинированно — путем
конденсации водяных и углеводородных паров, отходящих с верха
колонны в конденсатор, и непрерыв-
ного отсоса газов и неконденсиру-
ющихся паров из конденсатора.
Конденсация паров, отходящих
с верха колонны, осуществляется преи-
мущественно в конденсаторах смешения.
Эти конденсаторы снабжены барометри-
ческой трубой высотой не менее 10 м
для стока конденсата и охлаждающей
воды и называются барометрическими.
Барометрические конденсаторы бывают
прямоточные и противоточные. На не-
фтеперерабатывающих заводах в основ-
ном применяются противоточные ба-
рометрические конденсаторы, так как
они имеют ряд преимуществ перед пря-
моточными, а именно: более полно
происходит процесс конденсации и по-
этому объем паров и газов, отсасывае-
мых из конденсатора, уменьшается; тем-
пература отсасываемых газов ниже
температуры отходящей воды; меньше
расход воды,
конденсатора приведена на рис. 13. 2.
Схема барометрического
Пары поступают в нижнюю часть конденсатора и поднимаются вверх
навстречу стекающец в виде капель или пленок охлаждающей воде.
Образовавшийся конденсат вместе с охлаждающей водой автомати-
чески удаляется через барометрическую трубу в барометрический
колодец. Воздух и неконденсирующиеся газы собираются в верхней
части конденсатора, откуда они отсасываются вакуум-насосами или
эжекторами.
Остаточное (т. е. абсолютное) давление в барометрическом кон-
денсаторе зависит от .температуры конденсата и отходящей воды и
282
не может быть ниже давления насыщенного водяного пара при дан-
ной температуре. Так как в конденсатор вместе с паром и охлажда-
ющей водой поступают неконденсирующиеся газы разложения и
воздух, то остаточное давление в конденсаторе складывается из давле-
ния паров воды, неконденсирующихся газов и воздуха. Следова-
тельно, вакуум в барометрическом конденсаторе лимитируется тем-
пературой воды, отходящей из аппарата. Чем ниже остаточное
давление на верху колонны, тем ниже должна быть температура
воды, отходящей из барометрического конденсатора.
На графике (рис. 13. 3) показана зависимость между темпера-
турой воды, отходящей из барометрического конденсатора, и мини-
Абсолютное давление,мм рт ст
, Рис. 13. 3. Зависимость давления от температуры
отходящей воды.
мально возможным остаточным давлением на верху колонны (график
lie учитывает потерь напора в шлемовых трубах и в конденсаторе).
На некоторых установках к вакуумсоздающей аппаратуре отно-
сится, кроме того, предварительный эжектор, включаемый в систему
до барометрического конденсатора и предназначенный для нагнета-
ния паров и газов из колонны в барометрический конденсатор. Такая
вакуумсоздающая аппаратура называется трехступенчатой: первая
ступень — предварительный эжектор, вторая — барометрический
конденсатор и третья — вакуум-насос или пароструйные эжекторы.
В этом случае вакуум на верху колонны практически не зависит от
температуры отходящей из барометрического конденсатора воды.
Пример 13. 4. Исходные дацные: производительность вакуумной установки
1200 треушки мазута; расход водяного пара, поступающего в колонну, 6% от
сырья; начальная температура охлаждающей воды 25° С. Температура смеси
паров и газов, поступающих в барометрический конденсатор, 90° С; абсолютное
давление в конденсаторе 50 мм рт. ст.
Определить:
1) расход охлаждающей воды;
2) высоту барометрической трубы (см. рис. 13. 2);
3) диаметр барометрического конденсатора;
4) производительность вакуум-насоса или отсасывающих эжекторов.
283
./.г < ' ‘5г * -'Л
г^й}4' av
f* ’ЗЫ- н?лА\> • * >- ' .
Решение, а) Определим количество водяных паров, подлежащих кон-
денсации в барометрическом конденсаторе. Производительность установки по
сырью равна
= 50 т/ч, или 50000 кг/ч.
24
/ Расход пара, поступающего в колонну (6% от сырья):
zB. п = -А 50 000 = 3000 кг/ч = = 166,5 кмоль 1ч,
где 18 — молекулярный вес водяного пара.
Кроме водяных паров, в конденсатор смешения поступают неконденсирую-
щиеся (перманентные) газы, количество которых принимается из опыта работы
вакуумных установок — 0,1% от сырья, что составит
Gn- г —
01 50
• 50 000 = 50 к/гч = —- = 1,72 кмоль/ч
ЮО Zy
(молекулярный вес перманентных газов принят, как и для воздуха, равным 29).
Вместе с газами в конденсатор поступает воздух, проникающий в аппара-
туру» находящуюся под вакуумом, через неплотности соединений; количество
воздуха по практическим данным составляет 0,4% от веса водяного пара, посту-
пающего в колонну:
0 4 12
Свозд = 77^7 3000 = 12 кг/ч, или — = 0,42 кмоль/ч.
1W Z9
Таким образом, всего в барометрический конденсатор поступает
166,5 + 1,72 + 0,42 — 168,64 кмоль]ч.
Зная общее число килограмм-молекул, поступающих в конденсатор, не-
трудно определить молекулярный состав этой смеси паров и газов.
Молекулярная концентрация водяных паров
_ 166.5
У 168,64 ' °’987’
Молекулярная концентрация газов
= 0,013.
168,64
Парциальное давление водяных паров
Рв. п = л У' = 50 • 0,987 = 49,35 мм рт. ст.
• Парциальное давление газов
рг = 50 • 0,013 — 0,65 мм рт. ст.
Из паровых таблиц следует, что давление водяных паров 49,35 мм рт. ст.
соответствует температуре t ~ 38° С. Допустив запас 5° С, примем температуру
отходящей воды равной '33° С.
Расход воды, подаваемой в противоточный барометрический конденсатор,
определяется по формуле
о zb. п (? — ch) ~t~ Сгаз • 0»5 (is—ч в-,
c(fa-^) ’
где h — температура поступающей воды в °C;
— температура отходящей воды в °C;
284
* ' —5 '<> J.'*4 '*.'X? fgV 5,?.’ irf-. ',*';>{ „* л? ' -к<»т.^ _jy «4
ta — температура поступающей смеси водяных паров и газов в °C;
f< — температура газов, отсасываемых ,с верха барометрического конденса-
тора, в °C (U я» h °C);
с — теплоемкость воды, равная 1 ккал/кг • град;
q— количество тепла, содержащегося в 1 кг водяного пара, поступающего
в барометрический конденсатор, в ккал/кг;
z — количество водяных паров в кг[ч;
0,5 — теплоемкость газов в ккал/кг • град.
Первое слагаемое в числителе формулы (13. 5) представляет собой количество
тепла, которое необходимо отнять от поступающих в барометрический конден-
сатор паров воды, чтобы сконденсировать и охладить их до температуры <2”,
второе слагаемое — количество тепла, которое необходимо отнять от газов (газы
разложения и воздух), чтобы охладить их до температуры ti ti. Для вычис-
ления по формуле (13. 5) необходимого количества охлаждающей воды, подавае-
мой в барометрический конденсатор, нам уже известны все величины, за исклю-
чением q — количества тепла, содержащегося в 1 кг водяного пара.
Выше мы вычислили, что парциальное давление водяных паров, поступаю-
щих в барометрический конденсатор, равно 49,35 мм рт. ст. и соответствующая
этому давлению температура t = 38° С. Так как пары поступают в барометри-
ческий конденсатор при температуре 90° С, следовательно, они перегреты на
90—38 = 52° С. Обратившись к паровым таблицам, найдем, что теплосодержа-
ние 1 кз водяного пара при t = 38° С равно 613,9 ккал/кг, кроме того, тепло
перегрева от 38 до 90° С составляет 0,47 (90—38) ккал/кг, следовательно:
q = 613,9 -{- 0,47 (90 — 38) = 638,3 ккал/кг
(0,47 — удельная теплоемкость перегретого пара при данном давлении).
Подставив известные величины в формулу (13. 5), определим расход воды
в барометрическом конденсаторе
В 3000 (638,3 - ЭД) ±62 0,5 (ЭД - 25) =
33 — 25
б) Высота барометрической трубы определяется по формуле
10,33-^+h 4-0,5 -н, (13.6)
где Ъ — вакуум в конденсаторе, равный 760—50 = 710 мм рт. ст.;
h — необходимый напор для преодоления сопротивлений и сообщения от-
ходящей воде требуемой скорости движения, обычно h = 0,7 -5-1,0 м;
0,5 — коэффициент запаса для устранения возможности залива водой паро-
вого штуцера барометрического конденсатора при колебаниях давле-
ния атмосферы.
710 '
Я = 10,33—4- 1,0 4-0,5 = 9,68 4- 1,0 4- 0,5 = 11,18 = 11,2 м.
1&J
в) Диаметр барометрического конденсатора определяем, исходя из допусти-
мой скорости движения паров и газов в нем, которая принимается равной
35—50 м/сек; при этом производительность конденсатора принимаем в 1,5
раза больше фактической или проектной.
Секундный объем смрси паров и газов, поступающих в конденсатор, опре-
делим по уравнению (8. 27)
' У — 22 4 I2™ — * 760 { Сгаз 4- Zb‘ п 4t8/ сек
У 22,4 273 36ООл м 4- is j м / к’
где я — абсолютное давление в аппарате в мм рт. ст.;
t — температура поступающей смеси водяных паров и газов в °C;
2В. п и бгаз — соответственно количество водяных паров и газов в кг/ч;
18 — молекулярный вес воды;
М — молекулярный вес-воздуха и газов разложения, равный 29.
t ‘ 285
J
Подставим в формулу известные величины (zB. п=3000 кг/ч; Gra3 — 62 кг/ч
F noz (279 + 90)760 /62
’ 273 • 3600 -50 I 29
21,2 м3/сек.
Если принять производительность конденсатора в 1,5 раза больше проект-
ной, то секундный объем паров
V = 1,5 • 21,2 = 31,8 м3/сек. -
При скорости движения газов и паров в конденсаторе 40 м/сек необходимая
площадь сечения
/г = 31^8 = о,794 м3,
40
что соответствует диаметру конденсатора
4 • 0,794
3,14
= 1,01 м, или округленно D = i м.
5. Определение
производительности
вакуум-насоса или
эжекторов
Производительность вакуум-насоса или
эжектора должна соответствовать количе-
ству поступающих в аппараты неконденси-
рующихся газов и воздуха, проникающего
через неплотности соединений и выделяю-
щегося из охлаждающей воды.
В примере 13. 4 было вычислено^ количество воздуха, засасываемого через-
неплотности аппаратуры, равно 12 кг/ч\ количество газов разложения 50 кг/ч,
т. е. всего 12 + 50 — 62 кг/ч.
Продолжим этот пример. Остается вычислить количество воздуха, выделя-
ющегося из охлаждающей воды.
По данным А. Г. Касаткина1, 1 кг воды при 0° С и 760 мм рт. ст. содержит
в среднем около 2% (по объему) атмосферного воздуха, что соответствует содер-
жанию 0,000025 кг воздуха на 1 кг воды (плотность воздуха рвозд = 1,25 кг/м3).
Следовательно, количество воздуха, выделяемого охлаждающей водой, составит
0,000025 • В = 0,000025 • 227 000 = 5,66 кг/ч.
Общее количество газов, которое необходимо откачать вакуум-насосом или
эжекторами:
&газ = 62 + 5,66 = 67,66 кг/ч.
Температура отсасываемых газов равна примерно температуре поступающей
воды, т. е. h = 25° С.
Остаточное давление в конденсаторе равно 50 мм рт. ст. Парциальной
Давление водяного пара при 25° С согласно паровой таблице равно рв, п “
= 23,8 мм рт. ст. Парциальное давление воздуха и газов разложения равно
Рвозд — 50—23,8 = 26,2 мм рт. ст.
Объем воздуха и газов разложения, подлежащих отсасыванию, по уравне-
нию (8. 27)
У-224 273 + Ч 760 J273 + 25), 760 67,66
А 273 рвоэд М 2,4 273 26,2 29 1ЬЪ0 ' ’
1650 _ о ,
или - -- =27,5 м3/мин.
60
Соответственно этой производительности подбираются по каталогам заводов-
изготовителей вакуум-йасосы или пароструйные эжекторы.
1 А. Г, Касаткин. Основные процессы и аппараты химической технологии. Гос-
химиздат, 1959, стр. 362.
286
6. Испытание
вакуумной колонны
на герметичность
Испытание на герметичность вакуумной
колонны проводится следующим образом.
На барометрической трубе барометрического
конденсатора в нижней части устанавли-
вают заглушку. Все задвижки на боковых
потоках в низу колонны и на входе сырья, водяного пара и орошения
в колонну закрывают и включают эжекторы или вакуум-насос. По-
-сле доведения остаточного давления в колонне до 35—40 мм рт. ст.
эжекторы или вакуум-насос выключают и перекрывают задвижками,
при этом ведутся наблюдения за изменением остаточного давления
(вакуума) в колонне.
Пример 13. 5. При испытании вакуумной колонны на герметичность было
установлено, что падение вакуума за 1 ч составляет 6 мм рт. ст. Объем вакуум-
ной колонны с барометрическим конденсатором V = 450 м3. Температура воз-
душной среды в колонне к концу испытания была 25° С. Требуется, определить
количество засасываемого в колонну воздуха.
Решение. Известно, что газ способен проникать в пространство, зани-
маемое другими газами, и развивать в нем такое давление (называемое парциаль-
ным, или частичным), какое он имел бы, если бы один занимал объем всей смеси
при данной температуре. Общее давление смеси газа в аппарате равно сумме их
парциальных давлений.
Следовательно, если в конце испытания колонны на герметичность (через
1 ч) остаточное давление в ней увеличилось на 6 ммрт. ст., то это соответ-
ствует парциальному давлению проникшего в колонну воздуха.
Объем воздуха, проникшего в колонну за время испытания (приведенного
к 0° С и давлению 760 мм рт. ст.), подсчитываем по формуле
V0 = V
&Р
760
273
273 t
м3/ч,
(13. 7)
где V — объем вакуумной колонны, в м3;
&р — падение вакуума в/ колонне за время испытания (1 ч) в ммрт. ст.;
t — температура воздуха в колонне в конце испытания в °C.
Подставив известные величины в формулу (13. 7), получим
= = 450. — ^^ =3,25 м*/ч-
7Ь0 273-г£ 7Ь0 273-f-25
Так как плотность воздуха, при 0° С и 760 мм рт. cm. q0 = 1,293 кг/ле3,
то количество засасываемого в колонну воздуха составит
б'возд = Qo^o = 1,293 . 3,25 = 4,21 кг!ч,
что допустимо,
ГЛАВА 14
Квалифицированным рабочим при-
ходится проверять результаты
своей работы по извлечению важней-
ПРОИЗВОДСТВЕННЫЕ ших продуктов из церерабатываемого
РАСЧЕТЫ ' сырья, определять производственные
потери, а также рассчитывать расход
компонентов для компаундирования
нефтепродуктов или состав образующейся при этом-смеси, обеспе-
чивающей требуемые качества товарной продукции по ГОСТ, и т. д.
Рассмотрим наиболее распространенные производственные расчеты.
Для расчета производственных потерь
1. Определение необходимо составить материальный баланс
производственных за сменУ или по данной операции и выявить.
F потерь при этом невязку баланса — разницу между
количествами взятого в переработку сырья
и полученной продукции. Рассмотрим примеры.
Пример 14. 1. Определить производственные потери, если на переработку
поступило за смену 300 т сырья, из которого получено:
жирного газа.................................. 54,0 m (18%)
нестабильного бензина......................... 138,0 m (46%)
легкого каталитического газойля .............. 69s0m(23%)
тяжелого каталитического газойля ................ 26.4 m (8,8%
Всего . . . . 287,4 m (95,8%)
Решение. Составим баланс производства.
Поступило на переработку сырья.................... 300 m (100%)
Получено продуктов крекинга (газ-|-дистилляты) 287.4 т (95.8%)
Разница составляет.......... 12,6 m (4,2%)
Эта величина (невязка баланса) и характеризует производственные потери-
Пример 14. 2. Поступило на э гилосмесительную установку для компаунди-
рования авиационного бензина Б-95/130 (в т):
бензин каталитического крекинга..................... . 1900,0
алкилбензин..................................................................................., . . 48,0
алкилбензол ................................................................................... 40,0
этиловая жидтость.............................................................................. 12,0
присадка (параоксидифениламин)...................... 0,1
Всего........... 2000,1
288
X
' *
После смешения указанных компонентов в резервуар поступило 1999 т
бензина. Определить потери на этилосмесительной установке.
Решение. Составим баланс смешения.
Поступило на смешение компо-
нентов ......................... 2000,4 пг
Получено авиационного бензина 1999,0 m.
- --- --Z_____
Невязка (потери) . . . 1,1 т, или 0.55%.
2. Отбор
целевых продуктов
на установке
Выход важнейших продуктов можно
определить из материального баланса про-
изводства за определенный промежуток вре-
' мени.
Пример 14. 3. В нефти по лабораторным данным содержится 6,15% бензин t
с к. к. 130° С, а всего фракций, выкипающих до 350° С, 43,5%. При перера-
ботке этой нефти на установке получено 6,35% бензина и 42,6% фракций, вы-
кипающих до 350° С (сумма светлых нефтепродуктов). Определить отбор бензина
и светлых нефтепродуктов от потенциала (в процентах).
Решение. Отбор бензина от потенциала составляет
6 '5
~ 100= 98,5%.
6,45
2. Отбор бутанов
3. Компаундирование
нефтепродуктов
Отбор фракций, выкипающих до 350° С (сумма светлых нефтепродуктов),
составляет
42 6 -
100 = 98,0%.
4з,5
Пример 14. 4. На газобензиновой установке перерабатывается естественный
газ, в котором по данным лаборатории содержится 3,1 % пропана, 2,82% бутанов
и 3,03% высших. При переработке этого газа на установке получено 1,73% про-
пана, 2,70% бутанов и 3% вЫсших (в виде газового бензина). Определить-отбор
от потенциала указанных продуктов (в процентах).
Решение. 1. Отбрр пропана
1.73 ' -
444 100=55.7%.
3,1
2 70
444 100=95,8%.
1^-100 = 99%.
Как известно, основная масса нефтепро-
дуктов, выпускаемых пефтеперерабатыва-
ющей промышленностью, приготовляется пу-
, тем компаундирования тех или иных компо-
нентов и различных присадок. Чтобы осу-
ществить компаундирование нефтепродуктов наиболее эффективно,
t. е. с минимальной затратой дефицитных компонентов, требуется
предварительно рассчитать необходимый состав смеси. Рассмотрим
йа примерах наиболее распространенные расчеты по компаундиро-
ванию нефтепродуктов.
3- Отбор высших
19 Заказ 1705.
289
Компаундирование
бензинов
Расчеты по компаундированию бензинов
преимущественно сводятся к определению^
состава смеси, обеспечивающей основные
качества топлива, нормируемые ГОСТ (окта-
новое число и сортность на богатой смеси).
Пример 14. 5. Требуется определить состав авиационного бензина Б-95/130
(без учета этиловой жидкости), который получается на базе прямогонного бен-
зина с октановым числом 92, алкилбензола с октановым числом смешения 99 и
алкилбензина с октановым числом смешения 104. (Октановые числа даны по
моторному методу с 3,3 г ТЭС на 1 кг топлива).
Решение. Так как при изготовлении бензина необходимо ориентиро-
ваться на минимальный расход дорогостоящих компонентов и учитывая, что
алкилбензол по стоимости ниже алкилбензина, подбираем такую смесь, в кото-
рой концентрация алкилбензола была бы максимально возможной.
Для упрощения приведем расчет на 100 т базового прямогонного бензина,
приняв количество алкилбензола 30 т, на 100 т базового бензина, тогда по усло-
вию примера можно написать равенство:
100 • 92 + 30 • 99 4- х • 104 = (100 + 30 + х) 95,
Где х количество алкилбензина в смеси.
Решая это уравнение относительно х, получим х = 20, т. е. к 100 т базового
бензина следует добавить 30 т алкилбензола и 20 и алкилбензина. Следова-
тельно, в этом случае содержание компонентов в авиабензине будет такое:
базовый бензин прямой гонки................... 100 т (66,7%)
алкилбензол..................................... 30 m (20,0%)
алкилбензин..................................... 20 т (13,3%)
Всего.......... 150 m (100%)
По ГОСТ в авиабензине Б-95/130 допускается содержание алкил-
бензола не более 20,0%, следовательно, рассчитанная смесь удовле-
творяет требованиям стандарта.
В примере 14. 5 для алкилбензола и алкилбензина даны октано-
вые числа смешения, поэтому в данном случае октановое число смеси
подсчитывалось по обычному правилу смешения. Рассмотрим пример
расчета октанового числа смешения.
Пример 14. 6. Вычислить октановое число смешения (смесительную харак-
теристику) алкилбензола, если смесь, состоящая из 80% базового бензина с окта-
новым числом 92,5 и 20% алкилбензола, имеет октановое число 93,8 пункта
(по моторному методу с 3,3 г ТЭС на 1 кг топлива).
Решение. Применяя правило смешения, определим смесительную харак-
теристику алкилбензола из следующего равенства:
80 • 92,5 + 20 • х = 100 • 93,8,
ГД© х — октановое число смешения алкилбензола.
Решая это уравнение,- получим
100-93,8-80-92,5
*=------------------= 99 Л
(по моторному методу с 3,3 г ТЭС на 1 кг топлива).
Пример 14. 7. Определить состав авиационного бензина Б-100/130 (без
учета этиловой жидкости), октановое число которого должно быть по ГОСТ
равно 98,6 пункта, если этот бензин состоит из базового бензина каталитиче-
ского крекинга с октановым числом 95 и алкилбензина с октановым числом сме-
шения 105 (октановые числа по моторному методу с 2,7 з ТЭС на 1 кг топлива).
290 '
Решение. Применяя правило «мешения, получим равенство:
100 • 98,6 = (100 — х) 95 + х - 105,
где х — процентное содержание алкилбензина в авиационном бензине Б-100/130.
Решая уравнение, получим х = 36%.
Таким образом, авиабензин Б-100/130 состоит из 64% бензина каталитиче-
ского крекинга и 36% алкилбензина.
Пример 14. 8. Определить состав автомобильного бензина А-72, который
получается при смешении бензина прямой перегонки с октановым числом 62
с бензином каталитического крекинга, октановое число которого 82 (по иссле-
довательскому методу без ТЭС). По ГОСТ для автомобильного бензина А-72
октановое число по исследовательскому методу должно быть не менее 76 %
Решение. Из условия примера, обозначив через х процентное содер-
жание бензина каталитического крекинга в автомобильном бензине, напишем
следующее равенство:
100 • 76 = (100 — х) 62 4- х • 82,
откуда х = 70.
Следовательно, автомобильный бензин А-72 состоит из 70% бензина катали-
тического крекинга и 30% бензина прямой гонки.
4. Расчеты по
этилированию
бензинов
Авиационные бензины основных сортов
по ГОСТ 1012-54 Б-100/130, Б-95/130
и Б-91/115 выпускаются этилированными
с содержанием ТЭС соответственно не
более 2,7, 3,3 и 2,5 г на 1 кг бензина.
Ряд сортов автомобильных бензинов по ГОСТ 2084-56 выпу-
скается также с этиловой жидкостью, например бензин А-66 с со-
держанием ТЭС не более 0,82 г на 1 &г бензина и А-76 не более
0,414 г на 1 кг бензина. Экспортные автомобильные бензины выну*
скаются в зависимости от сорта с содержанием ТЭС от 0,6 до
0,75 мл!кг.
В СССР этиловые жидкости (ГОСТ 988-58) выпускаются следу-
ющих марок: Р-9, 1-ТС и П-2; содержание ТЭС в них соответственна
должно быть не менее 54,0—58,0% вес.
По антидетонационному эффекту 1 мл этиловой жидкости Р-9
равноценен 0,8 мл жидкости 1-ТС и 0,9 мл жидкости П-2. Знад
марку применяемой этиловой жидкости и норму расхода ее на 1 кг
бензина, определяют требуемое количество этиловой жидкости.
Если по техническим условиям на бензин содержание ТЭС
выражено в г на 1 кг бензийа, то необходимый вес этиловой
жидкости на данное количество неэтилированного бензина опре-
деляется по формуле
£ = т~~~—и
/ 1000-
I с /
(14.1)
-1 При этом октановое число бензина по моторному методу должно быть не меньше 72;
если смесь заведомо удовлетворяет норме октанцвого числа по исследовательскому мето-
ду и, наоборот, не обеспечивает требуемое октановое число по моторному методу, то сле-
дует рассчитать состав смеси, исходя из октановых чисел компонентов по моторному ме-
тоду.
19*
291
где b — норма содержания ТЭС в г на 1 кг бензина;
с — концентрация ТЭС в этиловой жидкости в долях единицы';
G — количество неэтилированного бензина в кг.
Рассмотрим на .конкретных примерах производственные расчеты
по этилированию бензинов.
Пример 14.9. Требуется приготовить авиационный бензин Б-95/130 из
имеющейся смеси базового бензйна с высокооктановыми компонентами весом
всего G == 2000 т путем добавления этиловой жидкости Р-9. Определить необ-
ходимое для этого количество этиловой жидкости и вес готового авиабензина.
Решен ще. По ГОСТ 1012-54 норма содержания’ ТЭС Ъ = 3,3 г на 1 кг
бензина. По ГОСТ 988-58 концентрация ТЭС в этиловой жидкости Р-9 составляет
не менее 54% вес., т. е. с = 0,54.
Количество неэтилированного бензина по условию
G - 2000 т = 2 • 103 т = 2 • 10® кг.
Применяя уравнение (14. 1), определим необходимый вес этиловой жидкости
Количество этилированного бензина Б-95/130 составит
Gi = G + g - 2000 + 12,3 = 2012,3 т.
Пример 14. 10. В резервуаре” имеется 1500 т бензина Б-91/115. После дли-
тельного хранения содержание ТЭС в нем оказалось 2,72 г на 1 кг бензина.
Какое количество неэтилированного бензина соответствующего качества тре-
буется добавить, чтобы довести содержание ТЭС в бензине до нормы по ГОСТ
1012-54 (не более 2,5 г на 1 кг бензина).
Решение. Поскольку общее количество этиловой жидкости в резер-
вуаре не изменяется, а изменяется лишь ее содержание в 1 кг бензина в резуль-
тате добавления некоторого количества неэтилированного бензина, можно напи-
сать следующее равенство:
1500 • 1000 - 2,72 == (1500 + ж) 1000 • 2,50
откуда
х — 132 000 кг = 132 т
т. е. в резервуар необходимо добавить 132 кг неэтилированного бензина, чтобы
содержание ТЭС в нем снизилось до 2,50 г на 1 кг бензина. Учитывая, что 2,50 г
ТЭС на 1 кг бензина является верхним пределом нормы, лучше рассчитать с не-
которым запасом, например на содержание ТЭС 2,48 г на 1 кг бензина, тогда
Откуда
1500 • 1000 • 2,72'= (1500 + х) 1000.2,48
х 445 000 кг = 145 т.
Рассмотрим другой пример, когда по каким-либо причинам содер*-
жание ТЭС в бензине значительно снижено против нормы. Обычно
® таких случаях вместе с недостающим количеством этиловой жидко-
сти добавляется также определенное количество неэтилированног©
j * i f Айи* ' ?> '** fjAt 3^ (1 ’^_‘1 ’'•**-*--i
> 3 \ <
бензина. Добавляемый в этом случае бензин используется для вытес-
нения из системы трубопроводов этилосмесительной установки до-
полнительно введенной этиловой жидкости.
Пример 14. 11. В резервуар, где имеется 500 т бензина с содержанием ТЭС
2,3 г на 1 кг, необходимо добавить этиловую жидкость вместе с неэтилирован-
цыми компонентами, всего 200 т, с тем чтобы приготовить 700 т бензина
Б-100/130. Определить необходимые количества этиловой жидкости и компо-
нента авиабензина для этой операции. Сорт применяемой этиловой жидкосТи
Р-9 (содержание ТЭС не менее 54%). Норма содержания ТЭС в бензине Б-100/130
(ГОСТ 1012^54) 2,7 г на 1 кг бензина.
Решение, а) Количество этиловой жидкости, содержащейся:
1) в исходном бензине
_ 2,3-500 000
gl 0,54 • 1000
= 2125 кг;
2) в готовом бензине Б-100/130
Й2 =
2,7-700000
0,54-1000
= 3500 кг.
б) Количество этиловой жидкости, которое необходимо добавить в резервуар
g2—gi = 3500—2125 = 1375 кг.
в) Количество бензина, поступающего в резервуар вместе с этиловой жид-
костью:
& = 200 000 — 1375 = 198 625 кг = 198,6 т.
Рассмотрим примеры по этилированию экспортных автомобиль-
ных бензинов, для которых нормируется содержание этиловой жидко-
сти в мл на 1 кг бензинах. Необходимое количество этиловой жидко-
сти для этого случая определяется по формуле
где а — норма содержания этиловой жидкости в мл на 1 кг бензина;
о — плотность этиловой жидкости в г/см3\
G — количество неэтилированного бензина в кг. <
Пример 14. 12. -Определить необходимое количество этиловой жидкости
(Р-0) для этилирования 1500 т автомобильного бензина с октановым числом 87,
В котором содержание ТЭС по норме не, должно быть больше 0,7 мл/кг. Плот-
ность этиловой жидкости Р-9 q = 1,5 г/см3.
Решение. По формуле (14. 2) необходимое количество этиловой жидко-
сти
_ a q G _ 0,7 • 1,5 *1500 • 1000_ 1575000
8~ (lUOO-яр) 1OUO-O,7-1,5 “ 998,95 ~178K3-
I
Пример 14. 13. В резервуаре имеется 1200 т бензина с октановым числом
87 и содержанием ТЭС 0,76 мл/кг. Какое количество неэтилированного бензина
необходимо добавить, чтобы снизить содержание ТЭС до нормы (0,7 мл/кг).
f , -. .
i Следовало бы размерность нормы содержания этиловой жидкости в бен-
зине давать в см?] кг, но поскольку в Технических условиях на бензины пока
применяется' мл/кг, приводим эту размерность.
7 293
Решение, Как и в примере (14. 10), можно написать равенство:
1200 • 1000 . 0,76 = (1200 + х) 1000 • 0,7,
Откуда
х = 102 700 кг, или 102,7 т.
Следовательно, в резервуар нужно добавить 102,7 т неэтилированного
бензина, чтобы содержание этиловой жидкости в бензине снизилось до 0,7 мл/кг.
Пример 14.14. В резервуаре имеется 300 т автомобильного бензина е окта-
новым числом 83 и содержанием ТЭС 0,6 мл/кг. Требуется в этой емкости при-
готовить 500 т, бензина с октановым числом 93 (норма содержания ТЭС
0,73 мл/кг). Определить, сколько требуется добавить в этот резервуар этило-
вой жидкости Р-9 и компонентов автомобильного бензина. Плотность этиловой
жидкости р = 1,5 г/см3.
Решение, а) Количество требующейся по условию этиловой жидкости
Р-9 для приготовления бензина определится из равенства
300 000 (0,73 - 0,6) + 200 000 • 0,73 t _ с п „о
g=---------1---------------------- 1,5 = 277,5 иг 0.28 т.
WOO
б) Необходимое количество компонентов автобензина с октановым числом
93 для приготовления бензина по условию составит
G = 200,0—0,28 = 199,72 т.
5. Определение
давления насыщен-
ных паров смеси
нее 240 мм рт. ст.,
Для авиационных бензинов нормируется
по ГОСТ нижний и верхний пределы давле-
ния насыщенных паров. Так, для Б-100/130,
Б-95/130 и Б-91/115 пижний предел давле-
ния насыщенных паров должен быть не ме-
верхний предел — не более 360 мм рт. ст.,
а для автомобильных бензинов только верхний предел — не более
500 мм рт. ст. при 38° С.
Рассмотрим пример расчета давления насыщенных паров бензина.
Пример 14. 15. Для приготовления автомобильного бензина А-72 берется
90% вес. бензина термического крекинга и 10% вес. газового бензина. Опреде-
лить давление насыщенных паров готового бензина при 38° С, если давление
паров крекинг-бензина при этой же температуре составляет 400 мм рт. ст.
и молекулярный вес его равен 115, а давление насыщенных паров газового бен-
вина при 38° С рйвно 650 мм рт. ст. и молекулярный вес 80.
Решение, а) Определим количество молей каждого компонента в смесй.
Число молей бензина термического крекинга
щ=~=о,782;
число молей газового бензина
^ = ^ = 0,125.
Общее число молей в смеси
0,782 4- 0,125 = 0,907.
б) Находим молекулярные концентрации компонентов в смесиг
Бензина термического крекинга
газового бензина
0,782 _
0,907
0,862;
0,125 _
*2 0.907
0,138.
294
Сумма концентраций равна 1,000.
в) Парциальное давление насыщенных паров определим по закону Рауля.
Бензина термического крекинга
pi = 0,862 • 400 = 345 мм рт. ст.',
газового бензина
p-z = 0,138 • 650 — 90 мм рт. ст.
Общее давление насыщенных паров готового бензина А-72
= 345 4- 90 = 435 мм рт. ст.
При компаундировании масляных фрак-
ций и топочных мазутов качество получен-
ной смеси оценивается в основном по ее
вязкости. Для расчета вязкости смеси обычно
пользуются номограммой Г. В. Виногра-
Эта номограмма состоит из двух шкал —
На левой двойной шкале даны кинематические
Jt
6. Компаундирование
масел и темных
нефтепродуктов
дова (рис. 14. 1). !
левой и правой,
вязкости в сст от 2 до 1 • 105 и соответствующие им условные
вязкости в °ВУ от 1,12 до 1 • 104. На правой шкале дается содер-
жание в смеси более вязкого компонента (В) от 0 до 100% вес. Ниже
даются примеры, решенные с применением этой диаграммы.
Пример 14. 16. Определить кинематическую вязкость v смеси, состоящей
из 700 т автола вязкостью v = 17 сст. и 430 т автола вязкостью v = 13 сст,
и установить, будет ли удовлетворять ее значение норме, предусморренной для
автола АК-15 (v100— 15 сст).
Решение. Определим весовое содержание х в смеси более вязкого ком-
понента. Общий вес смеси равен 700 4- 430 *= ИЗО т.
, 1 = TiJo 100 = 62%’
т. е. в смеси содержится 62% автола вязкостью 17 сст. Пользуясь номограммой
рис. 14. 1, определим вязкость такой смеси. Соединим точку левой шкалы, соот-
ветствующую вязкости автола 13 сст, прямой линией с точкой 0% правой шкалы,
а точку 17 сст левой шкалы с точкой 100% правой шкалы. Затем, соединив пря-
мой точку пересечения этих линий с точкой 62% правой шкалы и продолжив
ее до пересечения с левой шкалой, определим по ней вязкость смеси v =
== 15,5 сст (построения на диаграмме сделаны сплошными линиями).
Следовательно, при смешении -указанных масел в соотношении 62% более
вязкого и 38% менее вязкого автола получится стандартный автол АК-15.
При помощи этой номограммы можно решать и обратную задачу; опреде-
лять процентное содержание в смеси более вязкого компонента, если известны
вязкости смеси и смешиваемых фракций. Например, если требуется определить
состав смеси из указанных компонентов, вязкость которой v10u = 15,5 сст, то,
произведя построение двух линий, как в предыдущей задаче, и соединяя затем
точку левой шкалы, соответствующую вязкости смеси 15,5 сст, с точкой пересе-
чения прямых линий и продолжая ее до правой шкалы, получим ответ: содер-
жание в смеси более вязкого автола 62%.
Рассмотрим'более сложный пример, когда число смешиваемых компонентов
более двух.
Пример 14. 17. Имеется 300 т соляровых фракций вязкостью v50 — 8 сст,
1000 т мазута прямой перегонки (v50 = 150 сс т) и мазут вязкостью ВУ50 —
— 40,0. Необходимо установить, сколько следует добавить к смеси первых двух
компонентов третьего более вязкого компонента, чтобы получить мазут флот-
ский марки 12 (ВУб0 = 12,0).
Решение, а) Определим содержание более вязкого компонента —
мазута прямой перегонки — в смеси его с соляровой фракцией. Общее коли-
295
w»'f
* S И ft
ix
VtCCiff By
*1O&
1,fS
95
75
65
55
25
20
<5
6
7
О
О
10
:Ч
Ы'
110^-
k--<
7*0*-.
5
t* 90
4
!• 80
1.l4
Г ?0
r 60
15
2,5
70
? 50
e- *f$
> 40
Г 35
3^200
<0
7Ю
Рис.14. 1. Номограмма для расчета вязкости смесей нефтепродуктов.
5 Ю
<iO-
50^
150- -
гоо^ ;
500* <
. J '^500
5 Ю-.:
Ю0\
. Содержание брлве Osjkqw компонента (8), °/о вес.
1.25
<,b
^0
^0
^-^tfO
400+ Г 50
500^
Ь 30
2^
чество смеси 300
равно
4- 1000 = 1300 т, тогда процентное содержание мазута будет
w,00=7™-
б) Выполним1 на номограмме рис. 14. 1 такое же построение, как и в преды-
дущем примере, и определим сначала вязкость смеси первых двух компонентов-
v о — 64 сст (ВУ60 = 8,80) — это построение на номограмме показано штри-
ховыми линиями. По условию необходимо изготовить флотский мазут с ВУ50 =
= 12,0.
в) Далее проводим на номограмме рис. 14. 1 аналогичное построение: со-
единяем точку левой шкалы, соответствующую вязкости ВУ50 — 8,ВО, прямой
линией с точкой 0% правой шкалы, а точку ВУ50 = 40 с точкой 100% правой
шкалы. Затем, соединив прямой полученную точку пересечения этих линий
с точкой В У so = 12 левой шкалы и продолжив эту линию до пересечения с пра-
вой шкалой — процентного содержания более вязкого компонента, определим
на ней содержание^ последнего 20,5% вес. (построение на номограмме штрих-
пунйтирными линиями). Содержание менее вязкого компонента в смеси соста-
вляет 100—20,5 — 79,5% вес.
Количество более вязкого мазута (ВУ50 — 40,0), добавляемого к первым
двум компонентам, определяется из соотношения
1300 т -- 79,5%
< х ----- 20,5%
откуда
1300 • 20,5
Х '^79?5
= 336 т.
г) Полученный флотский мазут имеет состав:
соляровые фракции ................. . .
облегченный мазут.....................
утяжеленный мазут ....................
300 т (18,35%)
1000 m (61,15%)
336 m (20,50%)
Всего.......... 1636 m (100,00%)
Для некоторых смазочных масел и мотор-
7. Расчет плотности
смесей
нефтепродуктов
ных топлив нормируется величина плотно-
сти. Если плотность не соответствует нормег
то для увеличения или уменьшения ее неф-
тенродукт смешивают с другим, имеющим
соответственно ббльшую или меныйую плотность.
Рассмотрим пример расчета плотности смеси масел.
Пример 14. 18. Имеется 1000 т смазочного масла плотностью 917 кг/м3‘,
необходимо довести плотность масла до 915 кз/jh3, -используя для этого масло
Плотностью 910 кг)м3 (температуры масел одинаковы). Определить, сколько надо»
добавить масла Плотностью 910 кг/м3.
Решение. Известно, что объем смеси нефтепродуктов равен сумме объ-
емов смешиваемых компонентов при условии, если температуры цх одинаковы,,
поэтому можно написать равенство: у
10000004-я 1000000 «
915 ~ 917 + 910 ’
откуда х =» 386 000 кг, или 386 т, т. е. второго масла необходимо доба-
вить 386 л».
297
8. Проверка
эффективности
использования
реагентов
Представляет интерес проверить эффек-
тивность использования реагентовдля ко-
торых возможно сопоставить теоретический
расход с практическим.
Рассмотрим такой пример.
Пример 14. 19. На установке подвергнуто выщелачиванию 6000 пг керосина.
Исходная кислотность дистиллята керосийа 75 лег КОН; конечная кислотность
керосина 4 мг КОН; плотность керосина р.,0 = 0,840 г/слс3. На выщелачивание
итого керосина израсходовано 70 м3 раствора щелочи крепостью 8° Вё. Тре-
буется определить, на сколько практический расход щелочи больше теоретиче-
ского.
Решение, а) Исходя из кислотностей керосина, определим теорети-
ческий расход щелочи. Необходимо отметить, что расходы обычно вычисляются
в процентах на твердую каустическую соду, т. е. на твердый технический едкий
натр, учитывая, что содержание едкого натра в технической каустической соде
составляет 92%.
Для расчета необходимо вспомнить, что кислотность нефтепродукта есть
количество миллиграммов КОН, пошедшее на нейтрализацию 100 см3 нефте-
продукта. На производстве обычно применяется едкий натр, а не едкое кали,
поэтому необходимо установить переводной коэффициент для перехода от КОН
к NaOH. Молекулярный вес NaOH равен 40, молекулярный вес КОН равен 56.
Исходя из этого, для перехода к кислотности в миллиграммах NaOH от кислот-
ТАБЛИЦА 14.1
Плотность щелочи и содержание NaOH в растворе в зависимости
от его крепости
Крепость раствора,°Ве Плотность, й/С-НЗ Содержание NaOH, % Крепость раствора, °Ве Плотность, г/см3 Содержание NaOH, %
1 1,007 0,59 26 1,220 19,65
2 ' 1,014 1.20 27 1,231 20,60
3 1,022 1,85 28 1,241 21.55
4 1,029 2,50 29 1,252 22,50
5 1,036 3,15 30 1,263 23,50
6 1,045 3,79 31 1,274 24,48
7 1,052 ~ 4,50 32 1,285 25.50
8 1,060 5,20 33 1,297 26,58
-9 1,067 5,86 34 1,308 27.65
10 1.075 6,58 35 1,320- 28.83
11 1,083 7,30 36 1,332 30,00
12 1,091 8,07 37 1,345 31,20
13 1,100 8,78 . 38 1,357 32,50
14 1,108 9,50 39 1,370 33,73
15 1,116 10,30 40 1,383 36,00
16 1,125 11,06 41 1,397 36,36
17 1,134 11,90 42 ’ 1,410 37,65
18 1,142 12,69 43 1,424 39,06
19 1,152 13,50 44 1,438 4047
20 1.162 14,35 45 1,453 42,02
21 1,171 15,15 46 1,468 43,58
22 1,180 16,00 47 1,483 45,16
23 1,190 16,91 48 1.498 46,75
24 1,200 17,81 49 1,514 48,41
25 1,210 18,71 50 1,530 50,10
298
I
ности в миллиграммах КОН, даваемой лабораторией, необходимо разделить вели-
5 j
мину кислотности в миллиграммах КОН на — = 1,4.
Согласно условию нейтрализованная кислотность керосина составляет 75—
— 4 = 71 лг КОН, или 0,071 г КОН; этой величине соответствует кислотность
в граммах NaOH — 0,0507 г
или в пересчете на сухую каустическую-
0,0507- 100
92
соду
= 0,0551 г (сухого едкого натра).
Из приведенного выше определения кислотности нефтепродуктов следует,
.что в нашем случае для снижения кислотности 100 см3 или 100 см3 ХО,84 г/см3 =
= 84 г керосина требуется затратить 0,0551 г сухой каустической соды.
Следовательно, теоретический расход соды будет
_ 0,0551 • 100
£теор —--------------— 0,0655 %.
б) Определим фактический расход каустической соды при выщелачивании
на установке в промышленных условиях.
Согласно условию на выщелачивание 6000 иг керосина израсходовано 70 jt8
раствора NaOH крепостью 8° Вё. По табл. 14. 1 находим, что плотность раствора
NaOH крепостью 8° Вё равна 1,06 г/см3, или 1060 кг/м3, и в этом растворе со-
держится 5,2% NaOH.
На изготовление 70 м3 указанного раствора 92%-ной сухой каустической
с'оды требовалось
70 • 1060 4т7Г ’ = 4200 кг‘
Ю0 92
Следовательно, практический расход сухой каустической соды
_4200-100
gn₽— 6 000 000
0,07%.
в) Отношение практического расхода щелочи к теоретическому равно
0,07
О,ОЬ55
1,07.
Таким образом, практический расход щелочи больше теоретического в 1,07
раза, или, приняв теоретический расход за 100%, найдем, что практический
расход равен 1,07 • 100 = 107%.
л* № ” » ? < '$&* « л
л» £?> «<Я* J *
ПРИЛОЖЕНИЕ
ТАБЛИЦА I
Теплосодержание жидкого нефтепродукта плотностью Q*0 =0,998
Z® = 0,403 t+0,000405 *a
t, °C if Ai® на 1 гра- дус t, °C .ж ч Агж на 1 гра- дус
1 2 3 • v i 2 3
-50 —19,14 0,364 60 25,63 0,454
-45 -17,31 0,368 65 27,90 0,458
-40 -15,47 0372 70 30,26 0,462
—35 -13,61 0,376 75 32,53 0,466
—30 —11,73 0,380 80 34,83 0,470 *
—25 —9,82 0,384 85 37,11 0,474
—20 -7,90 0,388 90 39,55 0478
—15 -5,95 0,392 95 41,94 0,482
—10 -3,99 0,396 100 44,35 0,486
-5 -2,00 0,400 105 46,78 0,490
0 0,00 0,405 110 49,23 0,494
5 2,03 0,409 115 51,70 0498
10 4,07 0,413 * 120 54,19 0302
15 6,14 0,417 125 56,70 0306
20 8,22 0,421 ' 130 5923 0,510.
- 25 10,33»’ 0,425 135 61,79 0,514
30 12,46 0,429 140 64,36 0,518
35 14,60 0,433 145 66,81' 0522
40 16,77 0,437 150 -6956 . 0,527
45 18,96 0,441 155 72,20 0,531.
50 - 21,16 0,446 160 74,85 * 0,535
55 *23,39 0,450 165 77,52 0,539
.300
л Ч*
4^8» 5
IB
Продолжение табл. I
t, °0 Дгж на 1 гра- дус i, °C .ж Д1ж на 1 гра- дус
1 2 3 1 2 3
170 80,21 365 201,05
175 82,93 0,543 370 204,55'"'"’ 0,701
180 85,66 0,547 375 208,08 0,705
185 88,42 0,551 380 211,62 0,709
190 91,19 0,555 385 215,19 0,712
195 93,99 0,559 390 218,72 0,717
200 96,80 0,563 395 ' 222,38 0,721
205 99,64 0,567 400 226,0 0,725
210 102,49 0,571 405 229,65 0,729
215 105,37 0,575 410 233,31 0,733
220 108,26 0,579 415 237,00 0,737
225 111,18 0,583 420 240,70 0,741
230 114,11 0,587 425 244,43 0.745
235 117,07 0,591 430 248,17 0,749
240 120,05 - - 0,596 435 251,94 0,753
245 123,05 0,600 440 255,73 0,757
250 126,06 0,604 445 259,54 0,761
255 129,09 0,608 450 263,36 0,765-
, 260 132,16 0,612 455 267,10’ 0,769
265 135,24 0,616 460 271,08 0,774
270 138,33 0,620 465 274,96 0,778
275 141,45 0,624 470 27835 0,782
280 144,59 [ 0,628 475 28230 0,786
285 147,75 0,632 480 286,75 0,790
290 150,93 0,636 485 290,72 0,794
295 . 154,13 0,640 490 294,71 0,798
300 15735 0,644 495 293,72 0,802
305 160,59 0,648 500 р 302,75 0,806-
ЗЮ 16335 0,652 505 30630 0,810
315 167.13 z 0,656 510 310,90 0,815-
320 17043 - 0,660 515 314,97 0313
325 173,75 0,664 520 319,07 0,824
330 177,09 0,668 525 323,19 0,828
.335 180,46 0,672 530 32738 0333’
- 340 18334 0,676 535 331,54 - 0,837
345 187,24 0,680 540 335,72 0342
350 19036 0,684 545 339,92 0,846
355 19434 0,689 550 344,16 0351
360 19757 0,693
0,697 -
301
ТАБЛИЦА II
Поправки на плотность жидких нефтепродуктов а = —гт=--.. =
У 0,9952 0,00806”
' 20 '' а Да “ОоГ 20 С4 а Да 0,001
1 2 3 4 5 6
0,60 1,285 1 0,80 1,115
0,61 1,274 0,81 г 1,108
<0,62 1,264 0,001 0,82 1,101 0,0007
0,63 1,254 0,83 , 1,094
0,64 1,244 0,84 1,083
0,65 1,235 0,85 1,082
0,66 1,226 * 0,86 1,076
0,67 1,217 0,87 1,070
0,68 1,208 0,0009 0,88 ’ 1,064
0,69 1,199 0,89 1,058 0,0006
0,70 1,191 0,90 1,052
0,91 1,046
0,71 1,183 0,92 1,040
0,72 1,174 0,93 1,035
0,73 1,167 0,0008 0,94 1,029 , 1
' 0,74 1,159 0,95 1,024
0,75 1,151
t ' 0,96 1,019
0,76 1,144
0,97 1,014 0,0005
0,77 1,136 0,98 1,008
0.78 1,129 0,0007 0,99 1,003
0,79 1,122 1,00 0,998
302
ТАБЛИЦА III
Условное теплосодержание 1 кг нефтяных паров в зависимости от температуры
(величина i" = 50,2+0,109 z+ 0,00014 £2)
i, °C <7 Аг11 на 1 градус t, °C Дгп ' на 1 градус
1 2 3 1 2 3
0 50,2 0,110 150 69,70 0,152
5 50,75 0,111 155 70,46 , 0,153
10 51,30 0,113 160 71,22 0,155
15 51,87 0,114 165 72,00 0,156
20 52,44 0,115 170 72,78 0,157
25 53,01 0,117 175 73,56 0,159
30 53,60 0,118 180 74,36 0,160
35 54,19 0,120 185 75,15 0,162
40 54,78 * * ч 0,121 190 75,96 0,163
45 55,39 0,122 195 76,78 0,164
50 56,00 ’ - 0,124 200 77,60 0,166
55 56,62 0,125 205 78,43 0,167
,60 57,24 0,126 210 79,26 0,169
65 ’ 57,87 0,128 215 80,11 0,170
70 58,52 0,129 220 80,96 0,171
' 75 59,16 0,131 225 81,81 0,173
80 59,82 0,132 230 82,68 0,174
85 60,48 0,134 235 83,58 0,170
90 61,14 0,135 240 84,42 0,177
95 61,82 0,136 245 85,31 0,178
100 62,50 0,138 250 86,20 0,180
105 63,19 0,139 255 87,10 0,181
НО 63,88 0,141 260 88,00 0,183
. -115 64,59 0,142 265 88,92 0,184
120 6530 0,143 270 89,84 0,185
125 66,01 0,145 275 "90,76 0,187
130 , 66,74 0,146 280 91,70 +,188
135 67,47 0,148 285 92,64 0,190
140 68,20 0,149 - 290 93,59 - 0,191
145 68,95 0,150 295 94,54 0,192
303
Продолжение табл, ill
t, °C гп Ч Дгп на 1 градус f, °C д<п на 1 градус
1 2 3 1 2 3
300 95,50 0,194 430 122,96 0,230
305 96,47 0,195 435 124,11 0,232
310 97,44 0,197 440 125,26 0,233
315 98,43 0,198 445 126,43 0,234
320 99,42 0,199 450 127,60 0,236
325 100,41 0,201 455 128.78 0,237
' 330 101,42 0,202 460 129,96 0,238
335 102,43 0,204 465 131,15 0,240
. 340 103,44 0,205 470 132,36 0,241
345 104,47 0,206 475 f 133,56 0,243
350 105,50 0,208 480 134,78 0,244
355 106,54 0,209 485 136,00 0,246
360 107,58 0,211 490 137,22 0,247
365 108,64 0,212 495 138,46 0,248
370 109,70 0,213 500 139,70 0,250
375 110,76 0,215 505 140,95 0,251
380 111,84 0,216 510 142,20 0,253
385 112,92 “ 0,217 515 143,47 0,254
390 114,00 0,219 520 144,74 0,255
395 115,10 0.220 .525 146,01 0,256
400 116,20 0,222 530 147,30 0,258 .
405 117,31 0,223 535 148,59 0,259
410 118,42 0,225 540 149,88 0,261
415 119,55 0,226 . 545 151,19 0,262
420 120,68 0,227 550 152,50
425 121,81 0,229
Примечание. После умножения величин на b (из табл. IV) не забудьте вы-
честь 73,8*
304
- ТАБЛИЦА IV Поправки теплосодержания паров нефтепродукта в зависимости от плотности 5 = 3,992 — 0,9952 оа* 4
' «г Ъ °1° ь
1 2 1 2
0,60 3,395 0,80 3,196
0,61 3,385 0,81 3,186
0,62 3,375 0,82 3,176
0,63 3,365 033 3 166 .
0,64 СзД55> 0,84 3,156
0,65 3,345 0,85 3,146
0,66 3,335 0,86 ,t 3,136
0,67 3,325 0,87 3,126
0,68 ’ 3,315 0,88 3,116
0,69 3,305 0,89 3,106 л
0,70 3,295 0,90 3,096
0,71 3,285 0,91 3,086
0,72 3,275 0,92 3,076
0,73 3^65 0,93 3,066
0,74 3,255 0,94 * 3,056
0,75. 3,246 0,95 3,046
0,76 3,236 0,93 3,037
0,77 3,226 0,97 3,026
0,78 3,216 0,98 3,016
0,79 3,206 0,99 1,00 3,007 ,2,997
Примечание. При уменьшении значения q20 на
4
0,001 коэффициент Ь возрастает на 0,001 и обратно.
20 Заказ 1705
305
СОДЕРЖАНИЕ
Стр.
Предисловие .......................................................... 3
Глава 1. Единицы измерения............................................ 5
Глава 2. Основы тепловых расчетов.................................. 15
1. Приближенные тепловые расчеты для воды и водяного пара 15
2. Паровые таблицы ............................................ 17
3. Расчет теплосодержания нефтепродуктов ................. 20
4; Таблицы теплосодержания нефтепродуктов и приемы вычисли-
тельных операций......................................... 21
Глава 3. Основы гидравлики и гидравлические расчеты.................. 25
1. Основные свойства жидких нефтепродуктов .................... 25
2. Гидростатическое давление .................................. 29
3. Средняя скорость жидкости .................................. 31
4. Режим движения жидкости .................................... 33
5. Определение потерь напора при движении жидкости............. 37
6. Средняя температура потока ................................. 40
7. Давление па выкиде насоса .................................. 42
8. Производительность и мощность насоса ................. 45
Глава 4. Элементы теплопередачи ..................................... 49
1. Теплопроводность ........................................... 50
2* Тепловое излучение (радиация) ...................... . 53
3. Конвекция................................................... 56
4. Теплопередача через плоскую стенку......................... 58
5. -Пути интенсификации процесса теплопередачи................. 61
6. Тепловая изоляция .......................................... 63
7. Схемы движения жидкостей при теплообмене.................... 63
8. Теплообмен смешением . -................................... 65
9. Определение средней разности температур..................... 65
10. Понятие об экзотермическом и эндотермическом процессах 68
Глава 5. Регенерация тепла и расчет теплообменных аппаратов .... 70
1. Тепловой расчет поверхностных теплообменных аппаратов 71
2. Примерные расчеты по интенсификации процесса теплообмена 74
3. Понятие о коэффициенте регенерации тепла на установке ... 84
Глава 6. Огневой нагрев ............................................. 87
1. Данные к расчету трубчатых печей............................ 87
2. Процесс горения топлива и понятие об избытке воздуха . . . . 90
3. Коэффициент полезного действия печи........................ 101
4. Тепловая нагрузка печи и расход топлива.................... 102
5. Проверочные расчеты поверхности нагрева и размеров трубчатой
печи ............... . . .'............................... 104
6. Печи беспламенного горения ................................ 112
зов 4
Стр.
Глава 7. Процессы конденсации и охлаждения....................... 123
1. Общая схема расчета .................................... 123
2. Показатели работы конденсаторов и холодильников......... 130
Глава 8. Процесс ректификации ................................... 133
1. Назначение процесса ректификации ....................... 133
2. Основные понятия и определения.......................... 133
3. Однократное испарение и конденсация как методы разделения 149
4- Процесс ректификации ................................... 132
5. Материальный и тепловой балансы колонны................. 154
6. Примеры расчета колонны .....................;.......... 155
7. Определение размеров колонны ........................... 163
Глава Процессы каталитического крекинга и риформинга................ 166
1. Реакторный блок установки каталитического крекинга с цир-
кулирующим пылевидным катализатором ........................... 166
2. Расчет реактора ........................................... 167
3. Работа регенератора и его расчет........................... 170
4. Тепловой баланс регенератора .............................. 173
5. Тепловой баланс реактора .................................. 175
6. Газодинамический расчет реакторного блока ................. 177
7. Реакторный блок установки каталитического крекинга с цир-
кулирующим крупнозернистым катализатором ..................... 189
8. Расчет реактора ........................................ . . 191
9. Расчет регенератора ...................................... 194
10. Тепловой баланс регенератора .............................. 196
11. Тепловой баланс реактора .................................. 198
12. Расчет реакторного блока установки каталитического рифор-
минга ........................................................ 203
Глава 10. Процессы очистки моторных топлив и смазочных масел . . . 208
1. Аппараты периодического действия......................... 208
2. Расчет экстракционной колонны установки деасфальтизации
пропаном.................................’. . .............. 211
3. Расчет испарителей пропана .............................. 216
4. Процесс экстракции и расчет экстракционных колонн очистки
дистиллятов масел избирательными растворителями . . 225
5. Колонны для отгонки избирательных растворителей ..>... 232
6. Расчет кристаллизаторов установок депарафинизации .... 242
7. Расчет отстойников для очистки моторных топлив........... 247
8. Расчет колонны для осушки дизельных топлив ....... 248
Глава 11. Процесс алкилирования ................................... 251
1. Расчет процесса синтеза технического изооктана . ......... 251
2. Расчет процесса синтеза алкилбензолов ................... 257
Глава 12. Процессы стабилизации, абсорбции и десорбции.............. 261
1. Расчет стабилизационной колонны ........................... 267
2. Расчет процессов абсорбции и десорбции . . . >............. 271
Глава 13. Прочая аппаратура технологических установок............... 277
1. Расчет отстойников для нефти и нефтепродуктов.............. 277
2. Расчэт водоотделителей .................................... 280
3. Расчет газосепаратора ..................................... 281
20*
307
*'- » »»'1Ъ • »«
Стр
4. Расчет барометрических конденсаторов ................... 28
5. Определение производительности вакуум-насоса или эжекторов 28
6. Испытание вакуумной колонны на герметичность.......... 287
Глава 14. Производственные расчеты ............................ 288
1. Определение производственных потерь ................... 288
, 2. Отбор целевых продуктов на установке :............. . 28
3. Компаундирование нефтепродуктов .......................• 289
4. Расчеты по этилированию бензинов ...................... 29t
5. Определение давления насыщенных паров смеси............ 294
6. Компаундирование масел и темных нефтепродуктов.......... 29
7. Расчет плотности смесей нефтепродуктов................. 297
8. Проверка эффективности использования реагентов.......... 29
Приложение .................................................... 3
Джебраил Алекперович Гусейнов, Шемарий Шимонович Спектор,
Лев Зеликович Вайннер
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ. ПРОЦЕССОВ ПЕРЕРАБОТКИ НЕФТИ
М., Издательство «Химия», 1964 г.
Ведущий редактор К. Ф. Клейменова - Технический редактор 3. И. Яковлева
tT-10388. Подписано к печати 16/IX 1964 г. Формат 60 х (MP/ie-
Печ. л, 19,25 + 1 вкл. Уч.-изд. л. 19,82. Тираж 5400 экэ. Зак. № 1705/025.
Цена 1 р. 14 к. '
Объявлено в темплане б. Гостоптехиздата 1964 г. М 59.
Издательство «Химия». Москва, К-12, Новая площадь, 10.
Ленинградская типография М 14 «Красный Печатник» Главполиграфирома'
Государственного комитета Совета Министров СССР по печати. Московский проспект, 91.