




































































































Author: Бондаренко Б.И.
Tags: масла жиры воски клеящие вещества смолы камеди нефтяная промышленность переработка нефти нефтегазовое производство
Year: 1983




— Альбом —
технологических]
схем
процессов
переработки
нефти и газа
Под редакцией
Б. И. БОНДАРЕНКО
Допущено Министерством высшего и среднего
специального образования СССР в качестве
учебного пособия для студентов втузов,
обучающихся по специальности «Химическая
технология переработки нефти и газа-»
МОСКВА, «ХИМИЯ», 19S3
6П7.43
А56
УДК 665 63 (075.8)
Альбом технологических схем процессов пере-
работки нефти и газа. — Под ред. Б. И. Бондаренко.
— М.: Химия, 1983. — 128 с., ил.
Приведены технологические схемы основных процессов
переработки нефти и газа; описаны режимы работы отдельных
аппаратов и их конструктивные особенности; приведены харак-
теристики различных видов сырья и данные о качестве получае-
мых продуктов.
Учебное пособие предназначено для студентов втузов, обу-
чающихся по специальности «Химическая переработка нефти
и газа», при выполнении курсовых и дипломных проектов.
Полезно студентам старших курсов смежных специальностей,
а также инженерно-техническим работникам нефтеперерабаты-
вающей и нефтехимической промышленности.
128 с., 48 табл., 75 рис., 203£литератур.1ые'^ссылки.'
Рецензенты: ректор Башкирского государственного
университета им. 40-летия Октября доктор техн, наук, профес-
сор Р. Н. ГИМАЕВ (г. Уфа), председатель Госкомнефтепро-
дукта РСФСР В. С. ТАРАКАНОВ.
Г~' ‘ ~
2803020000-128
А 050(01)-83
54.82
@ Издательство «Химия», 128.3 г.
СОДЕРЖАНИЕ
Предисловие
Условные обозначения на схемах технологических
установок
ГЛАВА I.
ПОДГОТОВКА НЕФТЕЙ К ПЕРЕРАБОТКЕ
(В. Д. Киселев)
Установка стабилизации нефтей на промысле
Установка обессоливания и обезвоживания нефтей
на НПЗ
ГЛАВА II.
ПЕРВИЧНАЯ ПЕРЕГОНКА НЕФТИ И ВТОРИЧНАЯ
ПЕРЕГОНКА БЕНЗИНОВЫХ ДИСТИЛЛЯТОВ
Установка атмосферной перегонки нефти (Р. Б. Гун,
А. И. Львова, Б. И. Бондаренко)
Установка атмосферно-вакуумной перегонки нефти
(С. Г. Рогачев)
Установка вторичной перегонки бензинового дистиллята
(А. И. Львова)
Атмосферно-вакуумная установка с секцией вторичной
перегонки бензина (Р. Б. Гун)
Установка двухступенчатой вакуумной перегонки
мазута (Б. И. Бондаренко)
Установка вакуумной перегонки для разделения
масляных фракций гачей и петролатумов
(Б. И. Бондаренко)
ГЛАВА III.
ТЕРМОДЕСТРУКТИВНЫЕ ПРОЦЕССЫ
Установки висбрекинга тяжелого сырья
(Б. И. Бондаренко)
Установки деструктивной перегонки мазутов и гудронов
(Б. И. Бондаренко)
Установка термического крекинга для производства
термогазойля (Т. Г. Гюльмисарян)
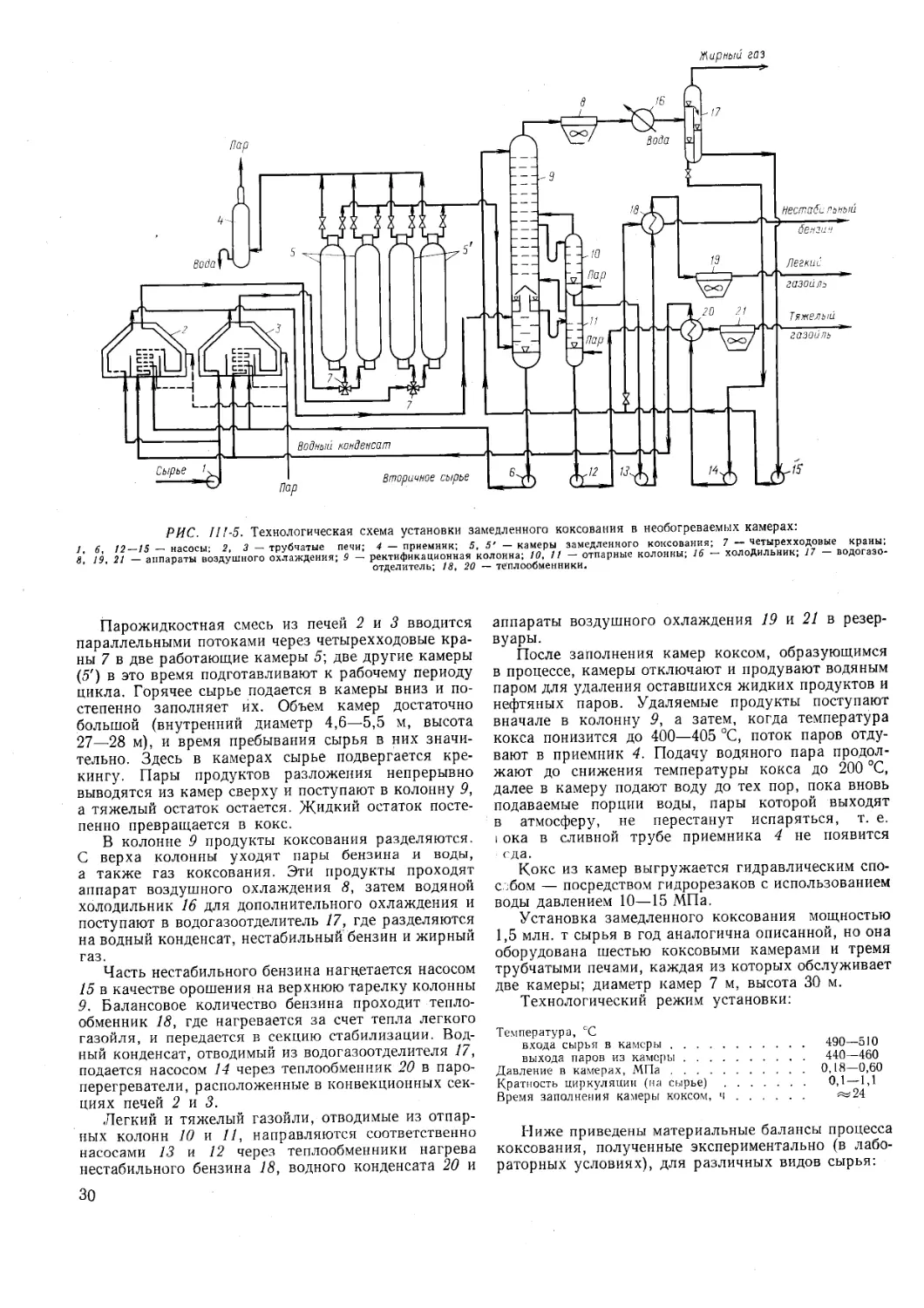
Установка замедленного коксования в необогреваемых
камерах (Т. П. Клокова)
Установка непрерывного коксования в псевдоожиженном
слое кокса (термоконтактный крекинг) (Т. П. Клокова)
Установка пиролиза нефтяного сырья (Б. Д. Киселев)
ГЛАВА IV.
ТЕРМОКАТАЛИТИЧЕСКИЕ ПРОЦЕССЫ
Каталитический крекинг (О. Ф. Глаголева)
Установка каталитического крекинга с прямоточным
реактором
Установка каталитического крекинга 1-А/ГМ
Каталитический риформинг и изомеризация
Установка риформинга со стационарным слоем
катализатора (О. Ф. Глаголева)
5 Установка риформинга с движущимся слоем
платинового катализатора (О. Ф. Глаголева) 42
С
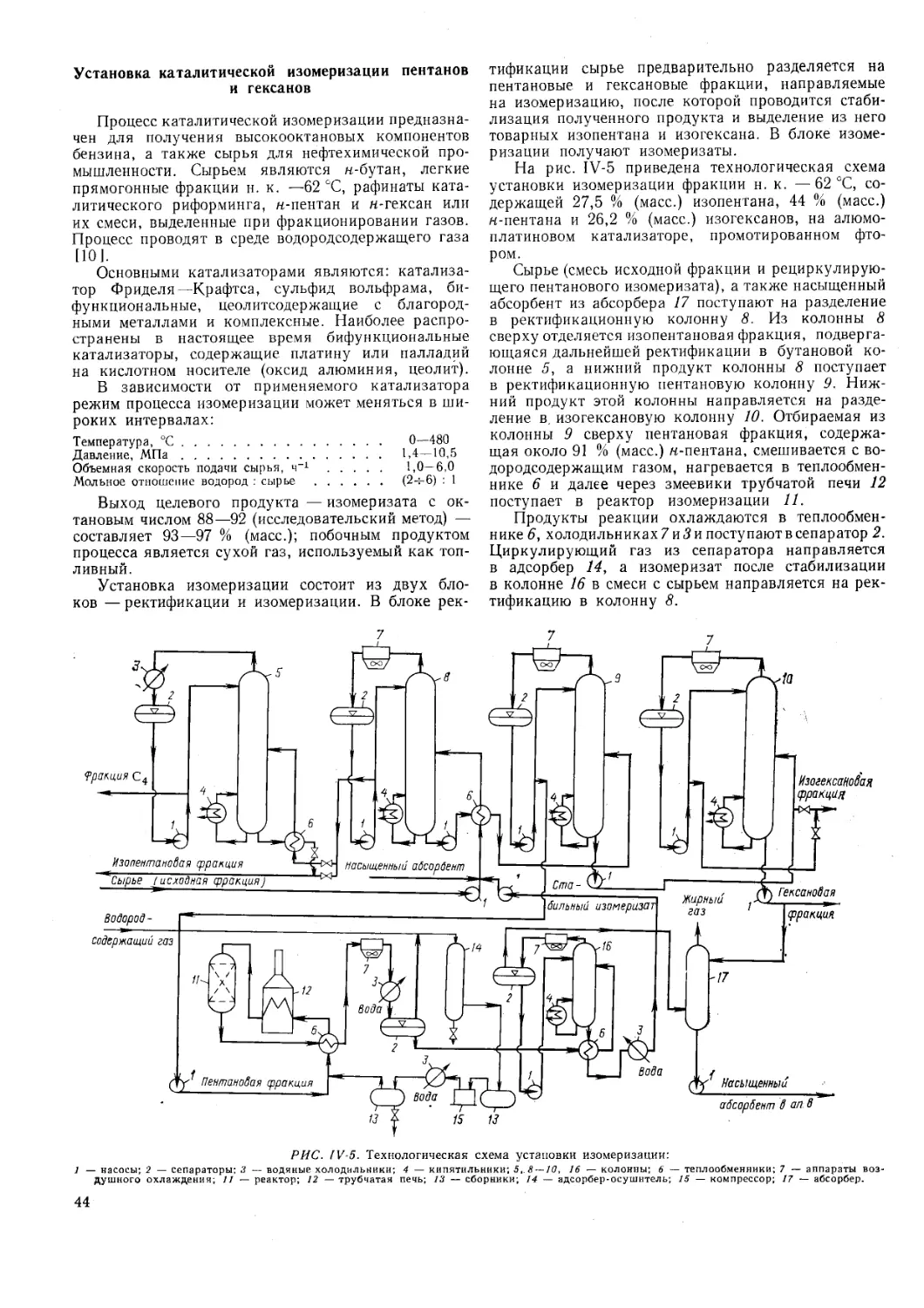
Установка каталитической изомеризации пентанов
и гексанов (Б. П. Туманян) 44
7 ГЛАВА V.
ГИДРОГЕНИЗАЦИОННЫЕ ПРОЦЕССЫ 45
7 Гидроочистка и гидрообессеривание (Б. П. Туманян) 45
Установка гидроочистки дистиллята дизельного топлива
8 (Б. П. Туманян) 46
Установка гидрокрекинга в стационарном слое
катализатора (Б. П. Туманян) 47
Установка гидрокрекинга с псевдоожиженным слоем
10 катализатора (Ал. А. Гуреев) 49
Установка гидродоочистки нефтяных масел
12 (Б. И. Бондаренко) 50
Установка гидроочистки керосина с применением
14 высокотемпературной сепарации (Б. И. Бондаренко) 52
Гидроочистка тяжелых и вакуумных газойлей
18 (5- И. Бондаренко) 53
19 ГЛАВА VI.
РАЗДЕЛЕНИЕ И ПЕРЕРАБОТКА ГАЗОВ 57
21
Установка очистки углеводородных газов от сероводорода
раствором этаноламина (Б. Д. Киселев) 57
99 Абсорбционно-газофракционирующая установка
(АГФУ) (Ал. А. Гуреев) 58
Установка сернокислотного алкилирования изобутана
бутиленами (Г. В. Урбан) 60
£<5
Установка для производства водорода методом паровой
2g каталитической конверсии легких углеводородов
(Ал. А. Гуреев) 62
26 ГЛАВА VII.
ДЕАСФАЛЬТИЗАЦИЯ НЕФТЯНЫХ ОСТАТКОВ
(Б. И. Бондаренко) 64
2g Установка одноступенчатой деасфальтизации гудронов
жидким пропаном 64
gi Установка двухступенчатой деасфальтизации гудронов
жидким пропаном 67
33
Установка деасфальтизации бензином (процесс добен) 69
ГЛАВА VIII.
37 ОЧИСТКА МАСЛЯНОГО СЫРЬЯ ИЗБИРАТЕЛЬНЫМИ
РАСТВОРИТЕЛЯМИ 70
о /
Установка очистки нефтяных масляных фракций фенолом
(О. Г. Сусанина) 71
□ О
Установка очистки нефтяных масляных фракций
39 фурфуролом (Л. М. Маркова) 73
40
Установка очистки нефтяных остатков парными
растворителями без предварительной деасфальтизации 77
41 сырья (О. Г. Сусанина)
1*
3
ГЛАВА IX.
ДЕПАРАФИНИЗАЦИЯ И ОБЕЗМАСЛИВАНИЕ
НЕФТЯНОГО СЫРЬЯ 80
Низкотемпературные процессы (Л. П. Казакова,
Т. И. Сочевко) 80
Установка депарафинизации с двухступенчатым
фильтрованием 80
Установка депарафинизации и обезмасливания 81
Установка глубокой депарафинизации масляных
рафинатов 84
Установка депарафинизации с применением
кристаллизатора смешения 85
Отделение регенерации растворителей из растворов
депарафинированного масла, гача или петролатума 87
Депарафинизация с использованием карбамида
(В. А. Матишев) 88
Установка карбамидной депарафинизации ИНХП АН
АзССР и ВНИПИнефти 89
Установка карбамидной депарафинизации ГрозНИИ
и Грозгипронефтехима 90
ГЛАВА X.
АДСОРБЦИОННЫЕ ПРОЦЕССЫ ОЧИСТКИ, ДООЧИ-
СТКИ И РАЗДЕЛЕНИЯ 93
Установка непрерывной адсорбционной очистки
масляного сырья (Л. М. Маркова) 93
Установка контактной доочистки масел отбеливающими
землями (Т. И. Сочевко) 94
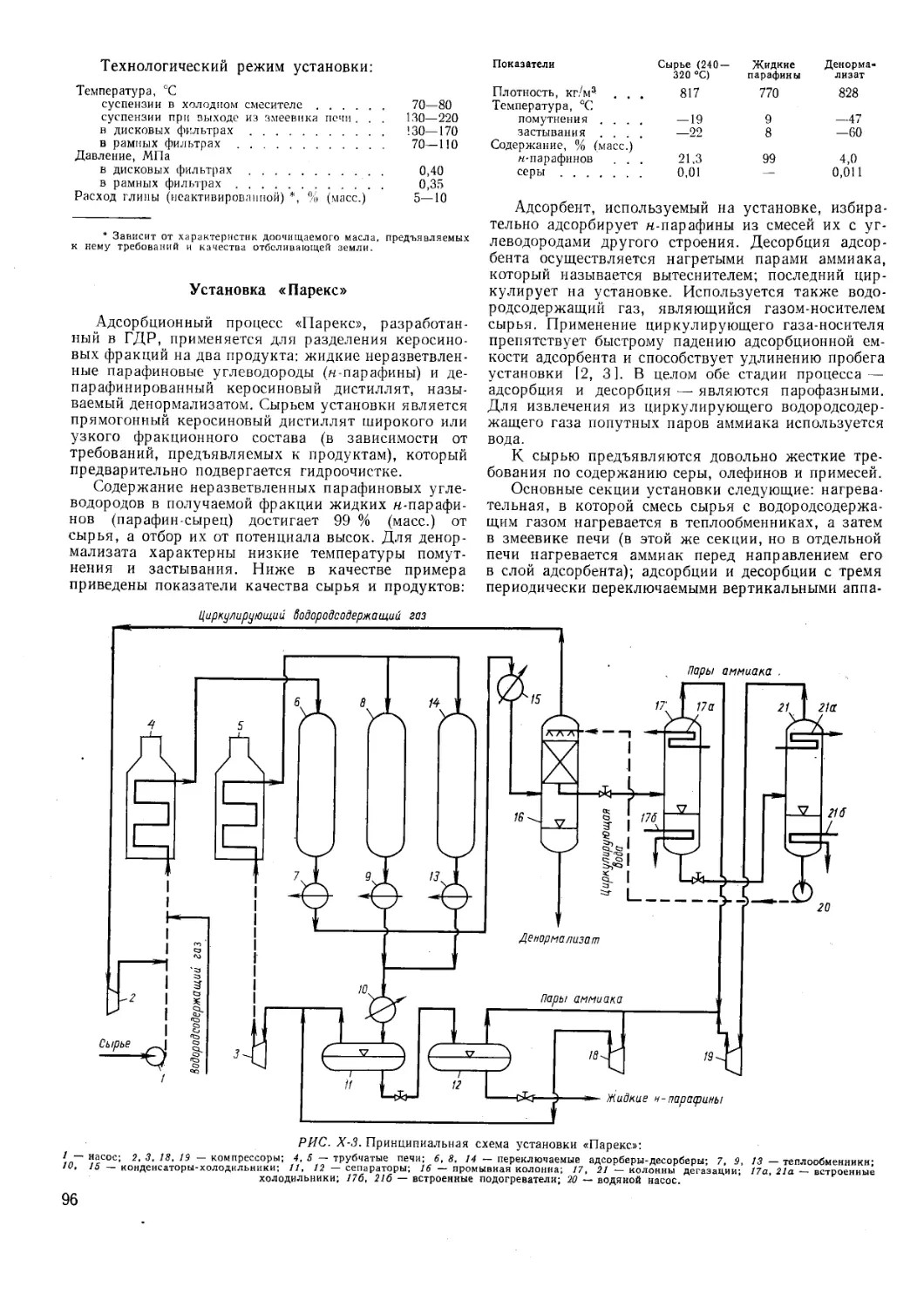
Установка «Парекс» (Б. И. Бондаренко) 96
ГЛАВА XI.
ПРОИЗВОДСТВО ПЛАСТИЧНЫХ СМАЗОК (Ю. Л. Ищук,
И. Г. Фукс, Г. Б. Фройштетер) 97
Общая характеристика технологических стадий
и процессов производства смазок 97
Установка периодического производства мыльных
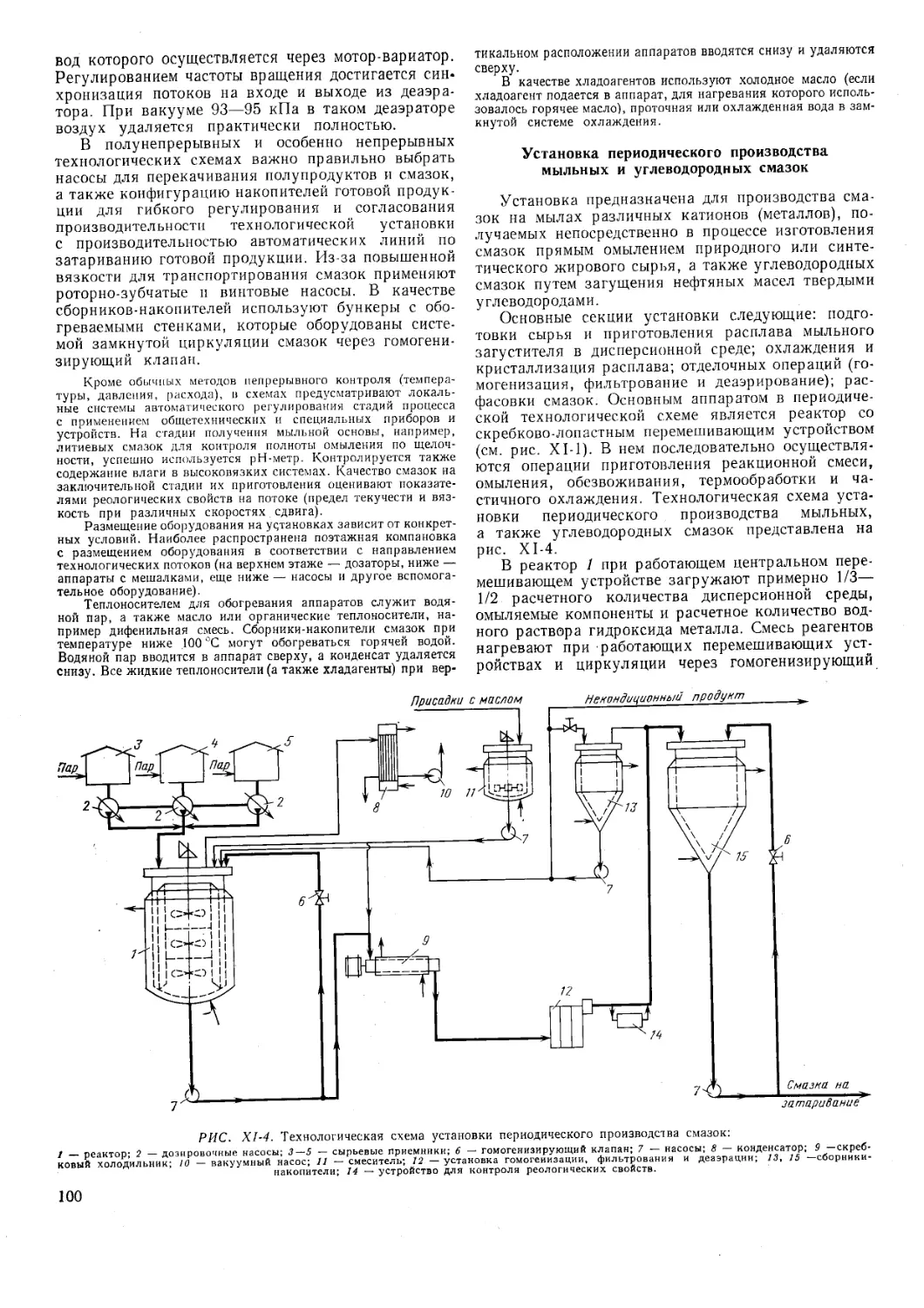
и углеводородных смазок 100
Установка периодического производства мыльных
смазок с применением контактора 101
Установка полунепрерывного производства мыльных
смазок 102
Установка полунепрерывного производства смазок на
сухих мылах 103
Установка непрерывного производства мыльных смазок 104
Установка производства смазок на неорганических
загустителях 104
ГЛАВА XII.
ПРОИЗВОДСТВО БИТУМА, ТЕХНИЧЕСКОГО УГЛЕ-
РОДА И ДРУГИХ ПРОДУКТОВ 105
Битумная установка непрерывного действия колонного
типа (Р. Б. Гун) 105
Битумная установка с реактором змеевикового типа
(Р. Б. Гун) 107
Технологическая схема производства технического
углерода термическим разложением и гранулирования
«мокрым» способом (7’. Г. Гюльмисарян) 108
Установка производства серы из технического
сероводорода (Г. И. Глазов) 111
Установка производства серной кислоты из сероводорода
(Г. И. Глазов) ИЗ
ГЛАВА XIII.
ОЧИСТКА НЕФТЕПРОДУКТОВ РАСТВОРАМИ ] ЩЕ-
ЛОЧИ (Б. Д. Киселев) 114
Очистка углеводородных газов 114
Очистка жидких углеводородов 116
Очистка раствором щелочи с применением катализатора 117
ГЛАВА XIV.
КОМБИНИРОВАННЫЕ УСТАНОВКИ ПРОИЗВОДСТВА
НЕФТЕПРОДУКТОВ (Г. И. Глазов) 118
Литература 121
Основная 121
Дополнительная 121
Приложение. Материальные балансы процессов. Качество
сырья и продуктов (Б. И. Бондаренко) 124
Гидрогенизационные процессы получения моторных
топлив 124
Процессы гидрообессеривания деасфальтизатов
и мазутов 125
Гидрогенизационные процессы переработки нефтяных
остатков 126
Гидрогенизационные процессы при получении
нефтяных масел 127
ПРЕДИСЛОВИЕ
Современные требования, предъявляемые к ассор-
тименту и уровню качества нефтепродуктов, оказали
решающее влияние на технический прогресс в области
производства нефтепродуктов, на создание более
совершенных технологических установок и произвол’
ственных комплексов. Дальнейшее углубление пере’
работки нефти требует усиления внимания, в част-
ности, к следующим процессам: каталитическому
крекингу, гидроочистке и гидрокрекингу, коксова-
нию остатков и отборного тяжелого дистиллятного
сырья, депарафинизации и обезмасливанию по совре-
менной схеме. Для получения нефтепродуктов повы-
шенного качества дальнейшее развитие получают
процессы каталитического риформинга прямогонных
бензиновых фракций, изомеризации, разделения ке-
росиновых дистиллятов с помощью цеолитов, про’
цессы производства пластичных смазок, присадок
к топливам и смазочным материалам.
Для современной нефтепереработки характерна
многоступенчатость при производстве продуктов вы-
сокого качества. Во многих случаях наряду с основ'
ными процессами проводят и подготовительные,
а также завершающие. К подготовительным техноло-
гическим процессам, например относятся: обессоли-
вание нефтей перед их переработкой, выделение узких
по пределам выкипания фракций из дистиллятов
широкого фракционного состава; гидроочистка бен-
зиновых фракций перед их каталитическим рифор-
мингом; гидрообессеривание газойлевого сырья, на-
правляемого на каталитический крекинг; деасфаль-
тизация гудронов; гидроочистка керосинового ди-
стиллята перед его абсорбционным разделением
и т. д.
На современных нефтеперерабатывающих заво-
дах можно высокоэффективно перерабатывать нефтя-
ное сырье различного состава и получать широкую
гамму продуктов заданного качества. Постоянный
рост числа схем и модифицирование установок нефте-
перерабатывающих заводов требуют их систематиза'
ции. Особую важность подобная систематизация
приобретает для студентов при выполнении курсовых
и дипломных проектов.
Настоящий альбом принципиальных технологи-
ческих схем является пособием для студентов вузов,
обучающихся по специальности «Технология пере'
работки нефти и газа», а также по смежным специаль'
ностям. Альбом, не подменяя соответствующих учеб-
ников и монографий, позволяет исполнителям курсо.
вых проектов глубже уяснить основы технологиче-
ских процессов, лучше обосновать выбранные схемы и
их аппаратурное оформление и более продуманно и
успешно составить пояснительную записку. Все это
будет способствовать повышению профессиональной
подготовки будущих молодых специалистов.
В альбом включены технологические схемы про-
цессов для получения дистиллятных моторных топ-
лив, смазочных материалов, твердых углеводоро-
дов — парафинов и церезинов, нефтяного кокса и
битума, технического углерода (сажи), водорода на
основе каталитической конверсии легких углеводоро-
дов, некоторых видов нефтехимического сырья (эти-
лен, жидкие парафины), серы и т. д. В альбом не
вошли схемы установок нефтехимических производств
вследствие многообразия технологических процессов
в данной области, их специфики и зачастую комплекс-
ности. Рассмотрены только несколько процессов
данного профиля, в основном относящихся к подго-
товке нефтяного сырья. Число процессов и способов
проведения их весьма значительно. Авторы стре-
мились собрать технологические схемы типичных и
современных процессов; число вариантных схем
ограничено.
В альбоме отражены наиболее важные характери-
стики установок и представлены их принципиальные
схемы в удобной для изучения форме. При изобра-
жении значительное внимание уделено достаточно
компактному расположению аппаратов и во избежа-
ние чрезмерно сложной обвязки на схемах не пока-
заны резервные насосы, обводные линии и клапаны
(за исключением главных редукционных). Авторы
придерживались принятых условных обозначений, и
отклонения от них были лишь в тех случаях, когда
схемы оказывались очень насыщенными, либо когда
первоисточники содержали слишком упрощенную
схему с кратким описанием, не раскрывающим
требуемые подробности.
При исполнении принципиальной схемы на чер-
теже студентам следует соблюдать требования, при-
веденные в последних действующих методических
указаниях по выполнению графической части курсо-
вых и дипломных проектов.
Указанная в альбоме кроме основной дополни-
тельная литература позволит читателю найти доста-
точно подробные сведения о процессах, осуществляе-
мых на нефтеперерабатывающих заводах.
Настоящий альбом является первым опытом боль-
шого авторского коллектива и, вероятно, не лишен
недостатков. Авторы будут признательны всем чита-
телям и организациям, которые сочтут необходимым
сообщить свои предложения и критические замеча-
ния. И те, и другие будут внимательно рассмо-
трены.
Авторы приносят благодарность профессору
Р. Н. Гимаеву и В. С. Тараканову за ценные советы
и замечания.
Авторы
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
НА СХЕМАХ ТЕХНОЛОГИЧЕСКИХ
УСТАНОВОК
Аппарат воздушного охлаждения
Кожухотрубный водяной холодильник
Холодильник погружного типа или
холодильник-конденсатор
Парогенератор неогневого типа
Сепараторы горизонтальные
Теплообменные аппараты разного назначения
Насосы центробежный
и поршневой (паровой)
Кипятильник с паровым пространством
(рибойлер)
Компрессоры центробежный и поршневой
Подогреватель паровой кожухотрубный
Кипятильник термосифонного типа
Уровни жидкости в низу колонны
и на полуглухой тарелке
6
Глава I
Подготовка нефтей к переработке
Нефть, выходящая из промысловых скважин,
несет с собой попутный газ, песок, ил, кристаллы
солей и воду в виде насыщенного раствора хлоридов.
Попутные и растворенные в нефти газы отделяются
на промысле в системе трапов-газосепараторов за
счет последовательного снижения давления от давле-
ния в скважине до атмосферного. Газ, выходящий из
сепараторов сверху, частично освобождается от увле-
ченного конденсата в промежуточных приемниках и
направляется на газобензиновые заводы или зака-
чивается в скважины для поддержания в ни£ пласто-
вого давления. После трапов-газосепараторов в неф-
тях остаются еще растворенные газы, количество
которых иногда достигает 4 % (масс.).
В трапах-газосепараторах одновременно с отделе-
нием газа происходит и отстой сырой нефти от меха-
нических примесей и основной массы промысловой
воды, поэтому эти аппараты на промыслах часто
называют отстойниками. Нефть из трапов-газосепа-
раторов направляется в отстойные резервуары
емкостью до 30—50 тыс. м3, из которых она поступает
на промысловые электрообессоливающие установки
(именуемые в дальнейшем ЭЛОУ).
На нефтеперерабатывающие заводы подается
нефть, в которой содержание хлоридов, воды и меха-
нических примесей согласно ГОСТ 9965—62 должно
быть не более:
Хлориды, мг/л .............. 40
Вода, % (масс.)............. 0,1
Механические примеси, %
(масс.).....................0,05
Однако эти требования, особенно для нефтей
новых месторождений, не всегда выполнялись, по-
этому с I января 1971 г. была разрешена поставка
нефтей на заводы в соответствии с нормативами
следующих четырех групп [1 ]:
I II III IV
Хлориды, мг/л, не более ............. 40
Вода, % (масс.), не более............ 0,2
Механические примеси, % (масс.), ие
более................................0,05
300 1800 3600
1,0 1,0 2,0
0,05 0,05 0,05
Как видно из этих данных, только нефти I группы
удовлетворяют требованиям ГОСТ 9965—62, хотя
требования к качеству нефтей, поступающих на
перегонку, еще более жесткие.
С промысловых электрообессоливающих устано-
вок нефть направляется на стабилизацию.
Установка стабилизации нефтей на промысле
Процесс физической стабилизации нефтей предна-
значен для удаления газовых компонентов. Вслед-
ствие высокого давления насыщенных паров газы
выделяются из нефти при температуре окружающей
среды, унося с собой ценные легкие компоненты
бензиновых фракций.
Ниже приведены температуры и соответствующие
им давления насыщенных паров для легких угле-
водородов:
Температура, °C ... . 0 10 20 30 40 50
Давление, МПа
этан.............. 2,31 2,92 3,65 4,50 — —
пропан............ 0,46 0,62 0,82 1,06 1,34 1,66
«-бутан........... 0,10 0,14 0,20 0,27 0,37 0,48
Такое испарение наблюдается в резервуарах, при
сливе и наливе нефтей и нефтепродуктов. При этом
потери могут достигать 5 % (масс.). Присутствие
в нефтях газов, кроме этого, способствует образова-
нию в трубопроводах паровых пробок, которые за-
трудняют перекачивание.
Установки стабилизации нефтей строятся и
эксплуатируются на промыслах. Для стабилизации
только нефтей применяют одноколонные установки,
а двухколонные установки используют для стабили-
зации нефти — в одной колонне и стабилизации
газового бензина — в другой. Последние используют
для нефтей с высоким содержанием растворенных
газов —более 1,5 % (масс.).
Технологическая схема двухколонной установки
стабилизации нефти приведена на рис. 1-1. Сырая
нефть из резервуаров промысловых ЭЛОУ забира-
ется сырьевым насосом 5, прокачивается через тепло-
обменник 6, паровой подогреватель 7 и при темпера-
туре около 60 °C подается под верхнюю тарелку
первой стабилизационной колонны 2. Эта колонна
оборудована тарелками желобчатого типа (число
тарелок может быть от 16 до 26), верхняя из которых
является отбойной, три нижних — смесительными.
Избыточное давление в колонне от 0,2 до 0,4 МПа,
что создает лучшие условия для конденсации паров
бензина водой в водяном холодильнике-конденсаторе
8. Нефть, переливаясь с тарелки на тарелку, встре-
чает более нагретые поднимающиеся пары и освобож-
дается от легких фракций. Температура низа ко-
лонны поддерживается в пределах 130—150 °C за
счет тепла стабильной нефти, циркулирующей через
змеевики трубчатой печи 1 с помощью насоса <3.
Стабильная нефть, уходящая с низа колонны, насо-
сом 4 прокачивается через теплообменники 6, где
отдает свое тепло сырой нефти. Далее нефть проходит
аппарат воздушного охлаждения 19 и поступает
в резервуары стабильной нефти, откуда она и транс-
портируется на нефтеперерабатывающие заводы.
Смесь газов и паров, выходящая с верха колонны
2, охлаждается в холодильнике-конденсаторе 8.
Газы вместе с образовавшимся конденсатом посту-
пают в газоводоотделитель 9. Несконденсированные
газы — сухой газ (в основном метан и этан) с верха
газоводоотделителя выводятся с установки. На газо-
отводном трубопроводе ставится редукционный кла-
пан 10, поддерживающий стабильное давление в аппа-
рате 9 и колонне 2.
Газоводоотделитель разделен вертикальной пере-
городкой. Из одной половины аппарата снизу с по-
мощью регулятора уровня, который соединен с кла-
паном на дренажной линии, выводится вода. №
другой половины конденсат — смесь углеводородов
забирается насосом 11 и прокачивается через тепло-
обменник 17 стабильного бензина. Здесь смесь нагре-
вается примерно до 70 °C и с такой температурой
7
РИС. 1-1. Технологическая схема установки стабилизации нефтей:
/ — трубчатая печь; 2, 13 — колонны; 3, 4, 5, 11, 20 — насосы; 6, 17 — теплообменники; 7 — подогреватель; 8, 14 — холодильники-конденса-
торы; 9 — газоводоотделитель; 10, 16 — редукционные клапаны; 12 — кипятильник; 15 — газосепаратор; 18 — холодильник; 19 — аппарат
воздушного охлаждения.
поступает в испарительную часть стабилизационной
колонны 13. Колонна имеет 30—32 желобчатые
тарелки; давление в колонне поддерживается в пре-
делах 1,3—1,5 МПа.
С верха колонны 13 уходит газ; тяжелая часть
газа (пропан, бутаны) конденсируется в водяном
холодильнике-конденсаторе 14 и отделяется в газо-
сепараторе 15 от несконденсировавшейся части. Этот
несконденсировавшийся газ выходит из газосепара-
тора сверху, проходит редукционный клапан 16
и объединяется с газом, выходящим из газоводоотде-
лителя 9. С помощью клапана 16 давление в колонне
13 поддерживается в пределах 1,2—1,5 МПа. Сжи-
женный газ, отводимый с низа газосепаратора 15,
направляется насосом 20 в приемник (на схеме не
показан). Часть газа возвращается на верхнюю
тарелку колонны 13 в виде холодного орошения,
с помощью которого температура верха колонны
поддерживается в пределах 40—50 °C. Для доста-
точно полного выделения растворенных газов темпе-
ратура низа колонны должна быть выше: 120—
130 °C. Такая температура обеспечивается рецирку-
ляцией стабильного бензина через кипятильник 12
с паровым пространством. В кипятильнике бензин
нагревается до 160—180 °C водяным паром (давле-
нием 0,3—0,5 МПа). Пары, образующиеся в кипя-
тильнике, поступают в колонну 13, а жидкость —
стабильный бензин — перетекает через перегородку
внутри аппарата 12 и под давлением системы про-
ходит теплообменник 17, холодильник 18 и далее
направляется в резервуар стабильного бензина (на
схеме не показан).
В результате стабилизации легкой нефти из нее
полностью удаляются метан, этан и на 95 % пропан,
при этом давление насыщенных паров нефти при
8
40 °C снижается с 0,85 до 0,03 МПа, что гарантирует
постоянство фракционного состава нефти при ее
транспортировании и хранении.
Установка обессоливания и обезвоживания
нефтей на НПЗ
Содержание солей в нефтях, поступающих на
нефтеперерабатывающие заводы, обычно составляет
500 мг/л, а воды —в пределах 1 % (масс.). На
переработку же допускаются нефти, в которых со-
держание солей не превышает 20 мг/л и воды 0,1 %
(масс.). Требования к ограничению содержания
солей и воды в нефтях постоянно возрастают, так как
только снижение содержания солей с 20 до 5 мг/л
дает значительную экономию: примерно вдвое увели-
чивается межремонтный пробег атмосферно-вакуум-
ных установок, сокращается расход топлива, умень-
шается коррозия аппаратуры, снижаются расходы
катализаторов, улучшается качество газотурбинных
и котельных топлив, коксов и битумов.
Большая часть воды в поступающих на НПЗ
нефтях находится в виде эмульсии, образованной
капельками воды с преобладающим диаметром 2—
5 мкм. На поверхности капелек из нефтяной среды
адсорбируются смолистые вещества, асфальтены,
органические кислоты и их соли, растворимые
в нефти, а также высокодисперсные частицы туго -
плавких парафинов, ила и глины, хорошо смачивае-
мых нефтью. С течением времени толщина адсорб-
ционной пленки увеличивается, возрастает ее меха-
ническая прочность, происходит старение эмульсии.
Для предотвращения этого явления на многих про-
мыслах в нефть вводят деэмульгаторы. Деэмульга-
торы используют и при термохимическом, и при
электрохимическом обезвоживании нефтей. Расход
деэмульгаторов для каждой нефти определяется
экспериментально — колеблется от 0,002 до 0,005 %
(масс.) на 1 т нефти.
Разрушая поверхностную адсорбционную пленку,
деэмульгаторы способствуют слиянию (коалесценции)
капелек воды в более крупные капли, которые при
отстое эмульсии отделяются быстрее. Этот процесс
ускоряется при повышенных температурах (обычно
80—120 °C), так как при этом размягчается адсорб-
ционная пленка и повышается ее растворимость
в нефти, увеличивается скорость движения капелек и
снижается вязкость нефти, т. е. улучшаются условия
для слияния и оседания капель. Следует отметить,
что при температурах более 120 °C вязкость нефти
меняется мало, поэтому эффект действия деэмульга-
торов увеличивается незначительно.
Наиболее стойкие мелкодисперсные нефтяные
эмульсии разрушаются с помощью электрического
тока. При воздействии электрического поля ка-
пельки воды, находящиеся в неполярной жидкости,
поляризуются, вытягиваются в эллипсы с противо-
положно заряженными концами и притягиваются
друг к другу. При сближении капелек силы притя-
жения возрастают до величины, позволяющей сдавить
и разорвать разделяющую их пленку. На практике
используют переменный электрический ток частотой
50 Гц и напряжением 25—35 кВ. Процессу электро-
обезвоживания способствуют деэмульгаторы и повы-
шенная температура. Во избежание испарения воды,
а также в целях снижения газообразования электро-
дегидраторы — аппараты, в которых проводится
электрическое обезвоживание и обессоливание неф-
тей — работают при повышенном давлении. На НПЗ
эксплуатируются электродегидраторы трех типов-.
цилиндрические вертикальные с круглыми гори-
зонтальными электродами и подачей нефти в меж-
электродное пространство; такие аппараты установ-
лены на электрообессоливающих установках
ЭЛОУ 10/2;
шаровые с кольцевыми электродами и подачей
нефти между ними; они нашли применение на уста-
новках ЭЛОУ 10/6 (производительностью 2 млн. т
нефти в год);
горизонтальные с прямоугольными электродами
и подачей нефти в низ аппарата под слой отстояв-
шейся воды.
Характеристики электродегидраторов приведены
ниже:
Показатели Верти- кальн ый Шаровой ЭДШ-600 Горизонтальные
1ЭГ-160 2ЭГ-160
Диаметр, м 3 10,5 3,4 3,4
Объем, м3 30 600 160 160
Допустимая температу- ра', °C ' . . 70—80 100 НО 160
Расчетное давление, МПа 0,34 0,69 0,98 1,76
Производительность, т/ч 10—12 230—250 180—190 200—250
Напряжение между элек- тродами, кВ .... 27—33 32—33 22—44 22—44
Напряженность электри- ческого поля, кВ Дм 2—3 2—3 1,0—1,5 1,0-1,5
Электрообессоливающие установки проектируют
двухступенчатыми: в электродегидраторах I ступени
удаляется 75—80 % (масс.) соленой воды и 95—
98 % (масс.) солей, а в электродегидраторах II
ступени — 60—65 % (масс.) оставшейся эмульсион-
ной воды и примерно 92 % (масс.) оставшихся солей.
Число устанавливаемых электродегидраторов при
двухступенчатом обессоливании зависит от объема и
качества (т. е. содержания воды, солей и стойкости
эмульсий) обрабатываемой нефти, от типа и произво-
дительности аппарата. Для современных электро-
обессоливающих установок проектируют только го-
ризонтальные электродегидраторы, которые входят
в состав комбинированных установок ЭЛОУ—АТ и
ЭЛОУ—АВТ. Преимуществами горизонтальных
аппаратов являются: большая площадь электродов,
следовательно, и большая удельная производитель-
ность (объем нефти на единицу сечения аппарата);
меньшая вертикальная скорость движения нефти,
а значит, и лучший отстой воды; возможность прове-
дения процесса при более высоких температурах и
давлениях. Подача сырой нефти в низ аппарата
обеспечивает ее дополнительную промывку и про-
хождение через два электрических поля: слабое —
между зеркалом воды и нижним электродом и силь-
ное — между электродами. Повышение напряжения
между электродами сверх допустимого (22—44 кВт)
нежелательно, так как это вызывает обратный эф-
фект — диспергирование капелек воды и увеличение
стойкости эмульсии.
Аппараты и технологические потоки на двух-
ступенчатой обессоливающей установке с горизон-
тальными электродегидраторами показаны на схеме
1-2. Сырая нефть насосом 1 прокачивается через
теплообменники 2, паровые подогреватели 3 (на
комбинированной установке ЭЛОУ—АТ через тепло-
обменники боковых погонов) и с температурой
ПО—120 °C поступает в электродегидратор I ступени
4. Перед насосом 1 в нефть вводится деэмульгатор,
а после подогревателей 3 — раствор щелочи, кото-
рый подается насосом 7. Кроме того, в нефть добавля-
ется отстоявшаяся вода, которая отводится из элек-
тродегидратора II ступени и закачивается в инжек-
торный смеситель 5 насосом 13. С помощью насоса 8
предусмотрена также подача свежей воды. В инжек-
торном смесителе 5 нефть равномерно перемешивается
со щелочью и водой. Раствор щелочи вводится для
подавления сероводородной коррозии для нейтрали-
зации кислот, попадающих в нефть при кислотной
обработке скважин, а вода —для вымывания кри-
сталлов солей.
Нефть поступает в низ электродегидратора 4
через трубчатый распределитель 21 с перфорирован-
ными горизонтальными отводами. Обессоленная
нефть выводится из электродегидратора сверху через
коллектор 19, конструкция которого аналогична
конструкции распределителя. Благодаря такому рас-
положению устройств ввода и вывода нефти обеспе-
чивается равномерность потока по всему сечению
аппарата. Отстоявшаяся вода отводится через дре-
нажные коллекторы 22 в канализацию или в допол-
нительный отстойник 12 (в случае нарушения в элек-
тродегидраторе процесса отстоя). Из отстойника
насосом 14 жидкая смесь возвращается в процесс.
Из электродегидратора I ступени сверху не пол-
ностью обезвоженная нефть поступает под давлением
в электродегидратор II ступени. В диафрагмовом
смесителе 10 поток нефти промывается свежей хими-
чески очищенной водой, подаваемой насосом 8.
Вода для промывки предварительно нагревается
в паровом подогревателе 9 до 80—90 °C; расход воды
составляет 5—10 % (масс.) на нефть. Обессоленная и
обезвоженная нефть с верха электродегидратора II
ступени отводится с установки в резервуары обессо-
ленной нефти, а на комбинированных установках она
9
РИС. 1-2. Аппаратурно-технологическая схема электрообессоливающей установки (ЭЛОУ):
1,7,8,13.14 — насосы; 2 — теплообменники; 3, 9 — подогреватели; 4, 11 — электродегидраторы; 5 — инжекторный смеситель; 6 — клапаны
автоматического сброса соленой воды; 10 — диафрагмовый смеситель; 12 — отстойник; 15 — смотровой фонарь.
Устройство электродегидратора: 16 — подвесные изоляторы; 17 — шины подвода электрического тока; 18 — трансформатор; 19 — коллектор обес-
соленной нефти; 20 — электроды; 21 — распределитель ввода сырья; 22 — коллектор соленой воды.
нагревается и подается в ректификационную колонну
атмосферной установки.
Уровень воды в электродегидраторах поддержи-
вается автоматически. Часть воды, поступающей
в канализацию из электродегидраторов I и II ступе-
ней, проходит смотровые фонари 15 для контроля
качества отстоя.
В таблице приведены показатели работы двух-
ступенчатых ЭЛОУ на различных нефтях.
Технико-экономические показатели работы уста-
новки ЭЛОУ 10/6 и блока горизонтальных электро-
дегидраторов на комбинированной установке
ЭЛОУ—АВТ-6 приведены ниже:
Показатели Три ЭЛОУ 10/6 Блок ЭЛОУ—АВТ-6
Производительность, тыс. т в год 6000 6000
Число электродегидраторов . . . 6 8
Расход пара на нагрев сырья, тыс. МДж 900 —
Расход электроэнергии, тыс. мВт- ч 1,64 0,79
Показатели работы ЭЛОУ на НПЗ:
Завод, нефть ( .20 \ .(плотность 1 Содержание до ЭЛОУ Содержание после ЭЛОУ Расход деэмуль- гатора (г/г)
воды, % солей, мг/л воды, % солей, мг/л
Московский НПЗ, 1,00 1220 0,1 10 Дисоль-
ромашкинская ван-|-ОЖК
(0,868) (25)
Омский НПЗ, тк>- 1,20 180 0,1 3 Дисольван
менская (0,858) Новоуфимский или ОЖК (20)
НПЗ
тюменская (0,860) арланская 1,1 0,4 200 697 0,08 0,15 6 10 | ОЖК или | сепарол (30)
(0,890)
Красг.оводский, 0,51 456 От- 49 * Дисольван
котуртепинская сут- (8)
(0,858) ствие
* Нефть промывается морской водой.
Глава II
Первичная перегонка нефти и вторичная перегонка
бензиновых дистиллятов
Установки первичной переработки нефти состав-
ляют основу всех нефтеперерабатывающих заводов, от
работы этих установок зависят качество и выходы
получаемых компонентов топлив, а также сырья для
вторичных и других процессов переработки нефти.
В промышленной практике нефть разделяют на
фракции, различающиеся температурными пределами
10
выкипания. Это разделение проводят на установках
первичной перегонки нефти с применением процессов
нагрева, дистилляции и ректификации, конденсации
и охлаждения. Прямую перегонку осуществляют при
атмосферном или несколько повышенном давлении,
а остатков — под вакуумом. Атмосферные и вакуум-
ные трубчатые установки (АТ и ВТ) строят отдельно
друг от друга или комбинируют в составе одной
установки (АВТ).
Атмосферные трубчатые установки (АТ) подраз-
деляют в зависимости от технологической схемы на
следующие группы:
1) установки с однократным испарением нефти;
2) установки с двукратным испарением нефти;
3) установки с предварительным испарением
в эвапораторе легких фракций и последующей
ректификацией.
Третья группа установок является практически
вариантом второй, поскольку в обоих случаях нефть
подвергается двукратному испарению.
Вакуумные трубчатые установки (ВТ) подразде-
ляют на две группы:
1) установки с однократным испарением мазута;
2) установки с двукратным испарением мазута
(двухступенчатые).
Вследствие большого разнообразия перерабаты-
ваемых нефтей и широкого ассортимента получаемых
продуктов и их качества применять одну типовую
схему не всегда целесообразно. Широко распростра-
нены установки с предварительной отбензинивающей
колонной и основной ректификационной атмосфер-
ной колонной, работоспособные при значительном
изменении содержания в нефтях бензиновых фракций
и растворенных газов.
Диапазон мощностей заводских установок АТ и
АВТ широк — от 0,6 до 8 млн. т перерабатываемой
нефти в год [1, 2 ]. Преимущества установок большой
единичной мощности известны: при переходе к укруп-
ненной установке взамен двух или нескольких уста-
новок меньшей пропускной способности эксплуата-
ционные расходы и первоначальные затраты на 1 т
перерабатываемой нефти уменьшаются, а производи-
тельность труда увеличивается. Накоплен опыт по
увеличению мощности многих действующих устано-
вок АТ и АВТ за счет их реконструкции, в результате
чего значительно улучшены их технико-экономиче-
ские показатели. Так, при увеличении пропускной
способности установки АТ-6 на 33 % (масс.) путем ее
реконструкции производительность труда повыша-
ется в 1,3 раза, а удельные капитальные вложения и
эксплуатационные расходы снижаются соответст-
венно на 25 и 6,5 %.
Комбинирование АВТ или АТ с другими техноло-
гическими установками также улучшает технико-
экономические показатели и снижает себестоимость
нефтепродуктов. Уменьшение удельных капитальных
затрат и эксплуатационных расходов достигается,
в частности, сокращением площади застройки и про-
тяженности трубопроводов, числа промежуточных
резервуаров и энергетических затрат, а также сни-
жением общих затрат на приобретение и ремонт обо-
рудования. Примером может служить отечественная
комбинированная установка ЛК-6у (см. гл. XIV),
состоящая из следующих пяти секций: электрообессо-
ливание нефти и ее атмосферная перегонка (двух-
ступенчатая АТ); каталитический риформинг с пред-
варительной гидроочисткой сырья (бензиновой фрак-
ции); гидроочистка керосиновой и дизельной фрак-
ций; газофракционирование.
Процесс первичной переработки нефти наиболее
часто комбинируют с процессами обезвоживания и
обессоливания, вторичной перегонки и стабилизации
бензиновой фракции: ЭЛОУ—АТ, ЭЛОУ—АВТ,
ЭЛОУ—АВТ — вторичная перегонка, АВТ — вто-
ричная перегонка.
Для удаления легких компонентов из дистилля-
тов при прохождении ими отпарных колонн исполь-
зуется открытый перегретый водяной пар. На некото-
рых установках с этой целью применяют кипятиль-
ники, обогреваемые более нагретым нефтепродуктом,
чем отводимый из отпарной колонны дистиллят.
Расход водяного пара составляет: в атмосферную
колонну 1,5—2,0 % (масс.) на нефть, в вакуумную
колонну 1,0—1,5 % (масс.) на мазут, в отпарную
колонну 2,0—2,5 % (масс.) на дистиллят.
В ректификационных секциях установок АТ и
АВТ широко применяют промежуточное циркуля-
ционное орошение, которое располагают наверху
секции (непосредственно под тарелкой вывода боко-
вого дистиллята). Отводят циркулирующую флегму
двумя тарелками ниже (не более). В вакуумных
колоннах верхнее орошение обычно циркулирующее,
и для уменьшения потерь нефтепродукта через верх
колонны для него необходимы 3—4 тарелки.
Для создания вакуума применяют барометриче-
ский конденсатор и двух- или трехступенчатые
эжекторы (двухступенчатые используют при глубине
вакуума 6,7 кПа, трехступенчатые — в пределах
6,7—13,3 кПа). Между ступенями монтируют кон-
денсаторы для конденсации рабочего пара предыду-
щей ступени, а также для охлаждения отсасываемых
газов. В последние годы широкое использование
вместо барометрического конденсатора нашли по-
верхностные конденсаторы. Применение их не только
способствует созданию более высокого вакуума в ко-
лонне, но и избавляет завод от огромных количеств
загрязненных сточных вод, особенно при переработке
сернистых и высокосернистых нефтей.
В качестве холодильников и конденсаторов-холо-
дильников широко применяют аппараты воздушного
охлаждения (АВО). Использование АВО приводит
к уменьшению расхода воды, первоначальных затрат
на сооружение объектов водоснабжения, канализа-
ции, очистных сооружений и снижению эксплуата-
ционных расходов.
Многие атмосферные колонны на современных
АТ и АВТ оснащены клапанными и S-образными
тарелками; вакуумные — клапанными, решетча-
тыми, ситчатыми . Ниже указаны число и тип тарелок
на установках:
Колонн а Число тарелок Тип тарелок
Установка АВТ
Атмосферная предвари- 28 Клапанные (верх—двух-
тельного испарения поточные, низ —четы- рехпоточные)
Атмосферная основная 49 Клапанные
Вакуумная 18 Верх — клапанные, S-об- разные, низ — решет- чатые, струйные
Отпарная 4 Клапанные
Уст Атмосферная предвари- тельного испарения а н о в к а АТ-6
верх 22 S-образные решетчатые
низ Атмосферная основная 5 (или S-образные)
верх 38 S-образные
низ 5 То же
Вторичной перегонки 60 Решетчатые
11
На установках первичной переработки нефти
достигнута высокая степень автоматизации. Так, на
заводских установках используют автоматические
анализаторы качества («на потоке»), определяющие:
содержание воды и солей в нефти, температуру
вспышки авиационного керосина, дизельного топ-
лива, масляных дистиллятов, температуру выкипа-
ния 90 % (масс.) пробы светлого нефтепродукта,
вязкость масляных фракций, содержание продукта
в сточных водах. Некоторые из анализаторов каче-
ства включаются в схемы автоматического регулиро-
вания. Например, подача водяного пара в низ отпар-
ной колонны автоматически корректируется по тем-
пературе вспышки дизельного топлива, определяемой
с помощью автоматического анализатора темпера-
туры вспышки. Для автоматического непрерывного
определения и регистрации состава газовых потоков
применяют хроматографы.
Установка атмосферной перегонки нефти
На атмосферных нефтеперегонных установках
нефть или смесь нефтей обычно разделяется на четыре
дистиллятные фракции и остаток — мазут. Побоч-
ным продуктом является смесь углеводородных га-
зов, часто содержащая сероводород, который обра-
зуется из нестойких соединений серы при нагреве
нефти.
Установка, схема которой представлена на рис.
П-1, —двухколонная (по числу основных колонн:
первая — простая, вторая — сложная, без учета
внешних отпарных колонн) с двукратным испарением
сырья. До поступления в первую ректификационную
колонну, называемую также испарительной колон-
ной, нефть нагревается только в теплообменниках,
проходя в них одним, двумя или несколькими парал-
лельными потоками. Верхним продуктом первой
колонны являются легкая бензиновая фракция и
небольшое количество газа. Остальные дистилляты,
выводимые с установки, а также мазут получаются
во второй колонне. Обе колонны обслуживаются
общей трубчатой печью. Часть нижнего продукта
испарительной колонны циркулирует между печью и
первой колонной, этим достигается снабжение ее
отгонной секции дополнительным количеством тепла.
Ниже описана технологическая схема двухступенча-
той установки атмосферной перегонки.
Обессоленная нефть, нагнетаемая насосом 8,
проходит двумя параллельными потоками группу
теплообменников 10, И, 23, 26, 29 и нагретая до
температуры 200—220 °C поступает в среднюю часть
колонны 2. Ректификационная колонна 2 работает
при избыточном давлении, достигающем на некото-
рых установках 0,45 МПа.
Пары легкого бензина (конец кипения этой фрак-
ции в одних случаях равен 85 °C, а в других — 140
или 160 °C) по выходе из колонны 2 конденсируются
в аппарате воздушного охлаждения <3. Далее конден-
сат и сопутствующие газы, охлажденные в водяном
холодильнике 4, разделяются в газосепараторе 5.
Отсюда легкий бензин насосом 7 направляется
в секцию (блок) стабилизации и вторичной пере-
гонки. Часть легкого бензина возвращается как
орошение в колонну 2.
РИС. 111. Технологическая схема установки атмосферной перегонки нефти:
1,7—9, 12, 13, 20—22 — насосы; 2, 14 — ректификационные колонны; 3, 15, 24, 27, 30 — аппараты воздушного охлаждения; 4, 16, 25, 28,
31 — холодильники; 10, 11, 23, 26, 29—теплообменники; 5, 17—газосепараторы-водоотделители; 6 — трубчатая печь; 18, 19 — отпарные колонны-
12
Из колонны 2 снизу частично отбензиненная
нефть забирается насосом 1 и подается в змеевик
трубчатой печи 6. Нагретая в змеевиках печи нефть
поступает в парожидком состоянии в основную
ректификационную колонну 14. Часть же нефти
после печи возвращается как рециркулят, или
«горячая струя», на одну из нижних тарелок колон-
ны 2.
Верхним продуктом колонны 14 является бензи-
новая фракция, более тяжелая по сравнению с отво-
димой с верха испарительной колонны 2. По выходе
из колонны 14 пары бензина, а также сопровождаю-
щие их водяные пары конденсируются в аппарате
воздушного охлаждения 15. Охлажденная в водяном
холодильнике 16 смесь разделяется в газосепараторе
17 на газ, водный и бензиновый конденсаты. Жидкая
бензиновая фракция из газосепаратора 17 (или до-
полнительного водоотделителя, не показанного на
схеме) забирается насосом 22 и подается в секцию
вторичной перегонки. Часть бензина этим же насо-
сом возвращается в колонну 14, на ее верхнюю
тарелку, как орошение.
Фракции 140—240 и 240—350 °C (или 140—220
и 220—350 °C) выводятся из отпарных колонн 18 и 19,
прокачиваются с помощью насосов 20 и 21 и охлажда-
ются в последовательно соединенных аппаратах.
Первая —керосиновая фракция —в теплообмен-
нике 23, аппарате воздушного охлаждения 24 и
водяном кожухотрубном холодильнике 25\ вто-
рая — фракция дизельного топлива — в теплооб-
меннике 26, холодильнике 27 и водяном холодиль-
нике 28.
Под нижние тарелки отпарных колонн вводится
перегретый водяной пар.
Тяжелый неиспаренный остаток нефти в смеси
с жидкостью, стекающей с последней тарелки кон-
центрационной секции колонны 14, проходя нижние
шесть тарелок в колонне, продувается перегретым
водяным паром. Мазут, освобожденный в значитель-
ной мере от низкокипящих фракций, с низа колонны
14 направляется насосом 13 через теплообменник 29
и холодильники 30 и 31 в резервуар. В колонне 14
имеются два циркуляционных орошения, тепло кото-
рых отдается нефти в теплообменниках 10 и 11.
Последовательность прохождения нефтью тепло-
обменников может быть и иной, чем показано на
схеме.
Температура и давление в основных аппаратах
установки АТ:
Температура, °C
подогрева нефти в теплообменниках .... 200—230
подогрева отбензиненной нефти в змеевиках
трубчатой печи......................... 330—360
паров, уходящих из отбензинивающей колонны 120—140
внизу отбензинивающей колонны............ 240—260
паров, уходящих из основной колонны . 120—130
внизу основной колонны................... 340—355
Давление, МПа
в отбензинивающей колонне.................... 0,4—0,5
в основной колонне.......................0,15—0,2
Материальный баланс установки зависит от по-
тенциального содержания светлых нефтепродуктов
в нефти, от требуемого ассортимента их, а также от
четкости фракционирования.
Ниже дан пример материального баланса уста-
новки АТ при переработке ромашкинской и Самот-
лорской нефтей:
Ромашкин- Самотлор-
ская нефть ская нефть
Взято, % (масс.)
Нестабильная нефть............... 100,0 100,0
Вода эмульсионная .............. 0,1 0,!
Итого............... 100,1 100,1
Получено, % (масс.)
Углеводородный газ.................... 1,0 1,1
Бензиновая фракция (н. к. —140 °C) 12,2 18,5
Керосиновая фракция (140—240 °C) 16,3 17,9
Дизельная фракция (240—350 °C) 17,0 20,3
Мазут (>350 °C) 52,7 41,4
Потери................................ 0,9 0,9
Итого............... 100,1 100,1
Обычно на верх атмосферной колонны в качестве
острого орошения подается верхний дистиллят,
а в различные точки по высоте колонны — несколько
промежуточных циркуляционных орошений (рис.
П-2 *). Промежуточное орошение чаще всего отводят
* Во избежание усложнения обвязки потоков насосы на
схеме приближены к месту вывода соответствующего дистиллята.
РИС. П-2. Варианты подачи орошения в сложную ректифи-
кационную колонну:
/—ректификационная колонна; 2, 8, 10, 13 , /4 —насосы; 8 — тепло-
обменники; 4, 5—водяные холодильники; 6 — воздушный конденсатор-хо-
лодильник; 7—приемник] орошения и водоотделитель; 9, 11, /2—от-
парные выносные колоны (стриппинги).
13
с одной из тарелок, расположенных непосредственно
ниже точки вывода бокового дистиллята (погона),
в выносную отпарную колонну (см. аппараты /7).
Другой вариант: в качестве промежуточного ороше-
ния используют сам боковой погон, который после
охлаждения возвращают в колонну выше или ниже
точки ввода в нее паров из отпарной выносной
колонны (см. аппараты 9 и 12).
Использование для теплообмена только острого
орошения неэкономично, так как верхний продукт
имеет сравнительно умеренную температуру. Приме-
няя промежуточное циркуляционное орошение, ра-
ционально используют избыточное тепло колонны
для подогрева нефти, при этом выравниваются на-
грузки по высоте колонны, и это обеспечивает опти-
мальные условия ее работы. Выбирая схему ороше-
ния для работы колонны, следует учитывать степень
регенерации тепла, влияние промежуточного ороше-
ния на четкость ректификации и размеры аппарата.
Анализ работы атмосферных колонн показал, что
оптимальной будет схема, при которой острым (верх-
ним) орошением колонны снимается около 40 %
тепла и двумя промежуточными — около 30 % каж-
дым. Режим работы колонн установки АТ-6 (числи-
тель— верх, знаменатель — низ) и их характери-
стики приведены ниже:
Колонна
о
са
Предварительная (испари-
тельная)
Основная
120 0,56
240 0,58
140 0,15
320 —
30,2 22
45,9 38
Установка атмосферно-вакуумной перегонки нефти
Установка предназначена для получения из нефти
дистиллятов бензина, керосина, дизельного топлива,
трех масляных фракций разной вязкости и гудрона
[2]. Кроме этих продуктов на установке получаются
сухой и жирный газы, сжиженный газ (рефлюкс),
легкий вакуумный газойль. На перегонку обычно
поступают нефти или смеси нефтей с содержанием
светлых дистиллятов (выкипающих до 350 °C) от
42 до 50 % (масс.).
Современные установки большой мощности со-
стоят из следующих блоков:
предварительного нагрева нефти в теплообмен-
никах;
электрообессоливания и обезвоживания нефти
(блок ЭЛОУ);
последующего нагрева в теплообменниках;
отбензинивания нефти (колонна повышенного
давления с нагревательной печью);
атмосферной колонны (с нагревательной печью и
отпарными колоннами);
фракционирования мазута под вакуумом (с нагре-
вательной печью, отпарными колоннами и системой
создания вакуума);
стабилизации и вторичной перегонки бензина на
узкие фракции.
Технологическая схема установки представлена
на рис. П-З. Исходная нефть насосом 1 несколькими
параллельными потоками (на схеме показаны четыре
потока) проходит через группу теплообменников 7, 8,
9, 10, 11, 12 и 13, где она нагревается до температуры
100—130 °C. Использование такой системы нагрева
нефти позволяет создать более эффективный тепло-
обмен. После теплообменников для усреднения тем-
пературы потоки нефти смешиваются в общем кол-
лекторе (на схеме не показан). Далее нефть снова
четырьмя параллельными потоками направляется
в две ступени электродегидраторов 14 (блок ЭЛОУ).
По выходе из блока ЭЛОУ нефть нагревается вначале
в параллельно включенных теплообменниках 15
и 16, а затем в теплообменнике 18.
Нагретая до 200—250 °C нефть поступает в отбен-
зинивающую колонну 19 по двум тангенциальным
вводам. Из этой колонны сверху уходят газы, пары
воды и легкой бензиновой фракции (с концом кипе-
ния 120—160 °C). Для конденсации паров и охлажде-
ния смеси служат аппарат воздушного охлаждения
20 и расположенный за ним водяной холодильник
21. В сепараторе 22 от сконденсированной легкой
бензиновой фракции отделяются газ и вода. Газ,
пройдя клапан, регулирующий давление в системе
колонна 19 — сепаратор 22, направляется в секцию
очистки от сероводорода, а вода с низа сепара-
тора 22, который снабжен регулятором межфазового
уровня (вода—бензин), поступает в систему очистки
сточных вод.
Циркулирующая часть бензина (орошение) воз-
вращается в колонну с помощью насоса 25, а балансо-
вое его количество отводится из этого блока и пере-
дается в блок стабилизации бензина, в колонну-
стабилизатор 59. Для поддержания температуры низа
колонны 19 частично отбензиненная нефть забирается
насосом 24, проходит змеевики печи 23 и, нагретая до
350—370 °C, возвращается в нижнюю часть колонны.
Балансовое количество отбензиненной нефти с по-
мощью насоса 26 проходит через змеевики печи 27
и с температурой 370—380 °C подается по двум
тангенциальным вводам в атмосферную колон-
ну 30.
Из колонны 30 сверху отводятся пары тяжелого
бензина и воды, а также газы разложения, образо-
вавшиеся при нагреве нефти в печи 27; они проходят
аппарат воздушного охлаждения 31 и водяной холо-
дильник 32. Полученная газожидкостная смесь газ—
бензин—вода разделяется в сепараторе 33, с верха
которого уходит газ (в топливную систему), а с низа —
водяной конденсат (отводится, дренируется, .в си-
стему очистки воды). Конденсат тяжелой бензиновой
фракции отводится насосом 44 и Вместе с фракцией
легкого бензина передается на стабилизацию. В ка-
честве орошения атмосферной колонны 30 исполь-
зуется верхнее циркуляционное орошение. Цирку-
лирующая жидкость (флегма) с третьей тарелки
(сверху) колонны 30 поступает через аппарат воздуш-
ного охлаждения 34 и водяной холодильник 37 на
прием насоса 43 и этим насосом закачивается на
верхнюю тарелку колонны.
Керосиновая фракция выводится с низа отпарной
колонны 35 насосом 42 через теплообменник 7 и
аппарат воздушного охлаждения 6 отводится с уста-
новки.
Фракция дизельного топлива выводится из отпар-
ной колонны 36 насосом 41. Тепло дизельного (Топ-
лива используется в теплообменнике-подогревателе
14
78 колонны 68, затем — в теплообменнике 9. После
охлаждения в аппарате воздушного охлаждения 4
фракция дизельного топлива отводится с установки.
Для увеличения отбора дизельного топлива в низ
колонны 30 подается перегретый (400 °C) водяной
пар. Пар подается и в отпарные колонны 35 и 36 для
удаления легких фракций.
Атмосферная колонна 30 имеет еще два циркуля-
ционных орошения. Среднее циркуляционное оро-
шение — флегма забирается с ректификационной
отборной тарелки насосом 38, прокачивается через
теплообменник 10, аппарат воздушного охлаждения
28 и возвращается в колонну 30 на три тарелки выше
отборной. Нижнее циркуляционное орошение —
флегма забирается с отборной тарелки насосом 39,
прокачивается через теплообменник 15, аппарат
воздушного охлаждения 29 и возвращается в колонну
на третью расположенную выше тарелку.
С низа атмосферной колонны 30 насосом 40
откачивается мазут, который нагревается в змеевике
вакуум-печи 56 и по двум тангенциальным вводам
подается в вакуумную колонну 48. В сечении пита-
ния этой колонны над вводом сырья установлены
отбойные тарелки для предотвращения «заноса»
капель жидкого остатка. Для орошения верха
колонны 48 используется верхнее циркуляционное
орошение: первая масляная фракция с третьей верх-
ней тарелки вакуумной колонны забирается насосом
51, прокачивается через теплообменник 12, аппарат
воздушного охлаждения 47 и после него циркулирую-
щая часть возвращается на верхнюю тарелку ко-
лонны 48. Балансовое количество первой масляной
фракции отводится с установки.
Неконденсирующиеся вверху вакуумной колонны
компоненты, представляющие смесь легких фракций,
газов разложения, паров воды и воздуха (засасывае-
мый через неплотности), выводятся из колонны 48
и охлаждаются в аппарате воздушного охлаждения
46 (его может и не быть), затем в водяной холодиль-
ник поверхностного типа 45, после которого газо-
жидкостная смесь поступает в систему создания
вакуума (см. ниже, рис. П-4).
Вторая масляная фракция выводится с низа
отпарной колонны 49 насосом 54 и после теплообмен-
ника 11, аппарата воздушного охлаждения 3 откачи-
вается с установки. Третья масляная фракция отво-
дится с низа отпарной колонны 50 и направляется
насосом 52 через теплообменник 13 и аппарат воздуш-
ного охлаждения 2 в резервуар.
Нижнее циркуляционное орошение вакуумной
колонны 48 осуществляется с помощью насоса 55,
которым флегма возвращается через теплообменники
16 и аппарат воздушного охлаждения 17 в колонну.
Для увеличения отбора третьей масляной фракции
в низ колонны 48 подают водяной пар. Гудрон с низа
колонны 48 забирают насосом 53 и откачивают с уста-
новки через теплообменники 18 и 8 и аппарат воздуш-
ного охлаждения 5.
Нестабильные бензины из сепараторов 22 и 33
насосами 25 и 44 двумя параллельными потоками
вначале проходят теплообменники 60 и 61, затем
поступают в колонну 59. Питание колонны двумя
потоками бензинов (легкого и тяжелого) в различные
секции позволяет уменьшить расход энергии на
стабилизацию бензина. В колонне 59 из бензиновой
фракции удаляются растворенные газы, которые
выводятся сверху и направляются в аппарат воздуш-
ного охлаждения 58, затем в водяной холодильник 57
и сепаратор 72. В сепараторе 72 жирный газ отделя-
ется от сконденсированных легких углеводородов,
сжиженного газа (рефлюкса). Циркулирующая часть
сжиженного газа нагнетается насосом 73 на верх
колонны 59 в качестве орошения, а балансовое коли-
чество отводится на установку газофракционирова-
ния, куда также направляют и жирный газ. Подвод
тепла в низ стабилизационной колонны 59 осуществ-
ляется циркуляцией стабильного бензина с помощью
насоса 74 через змеевик печи 75.
Стабильный бензин отбирается с низа колонны 59
и передается в блок вторичного фракционирования
в колонны 62 и 68. С верха колонны 62 отводится
фракция н. к. —85 °C, которая направляется в ко-
лонну 68 в качестве парового питания. Циркулирую-
щая часть фракции н. к. —85 °C поступает в аппарат
воздушного охлаждения 65, далее в холодильник 66,
сборник 67 и насосом 77 подается на орошение ко-
лонны 62. С низа колонны 62 фракция 85—120 °C
(или 85—180 °C) отводится с установки через тепло-
обменник 61 и аппарат воздушного охлаждения 63.
С верха колонны 68 отводится фракция н. к. —62 °C,
которая поступает в аппарат воздушного охлаждения
69, водяной холодильник 70, сборник 71, откуда
циркулирующая часть подается на орошение ко-
лонны 68, а балансовое количество отводится с уста-
новки. Тепло в низ колонны 68 подводится от тепло-
обменника 78 за счет тепла дизельного топлива.
Выводимая с низа колонны 68 фракция 62—85 °C
насосом 79 отводится с установки через теплообмен-
ник 60 и аппарат воздушного охлаждения 64.
Давление и температура в основных колоннах:
Номер колонны Давление вверху колонны (избыточ- ное), МПа Температура, °C
верха низа ввода сырья
19 0,4—0,6 150—170 240—250 180—250
30 0,07—0,10 170—190 330—350 350—370
35 0,07—0,10 — 200—250 —
36 0,07—0,10 — 280—300 —
48 7,85—8.85 * 180—200 350—360 380—400
49 7,85—8,85 * — 260—270 —
50 7,85—8,85 * — 330—350 —
* кПа.
Система создания вакуума. Вакуум в вакуумной
колонне 48 (см. рис. П-З) создается с помощью си-
стемы паровых эжекторов (рис. П-4). По выходе из
водяного конденсатора-холодильника 45 (см. рис.
П-З) газожидкостная смесь поступает в вакуумный
сепаратор 1, откуда жидкость (смесь углеводородов и
воды) стекает по вертикальной трубе (длиной более
10 м) в отстойник 2. Газы и воздух отсасываются из
сепаратора 1 тремя последовательно соединенными
эжекторами 3. Пары и газы после каждого эжектора
поступают в конденсатор 4 (поверхностного типа)
водяного пара. Образующийся конденсат стекает
в отстойник 2. После третьего эжектора и последнего
конденсатора газ отводится из системы и направля-
ется к форсункам трубчатых печей, где используется
как топливо.
В отстойнике 2 легкий газойль отделяется от воды
и далее насосом 5 откачивается с установки. Водяной
конденсат чаще всего используется для промывки
нефти в блоке ЭЛОУ.
15
/, 24—26, 38—44, 51—55, 73, 74, 76, 77, 79, 80 —
45, 57, 66, 70 — водяные конденсаторы-холодильники;
РИС. П-3. Технологическая схема высокопроизводительной
насосы; 2—6, 17, 20, 28, 29, 31, 34, 46, 47;—ttT" 63—65, 69 — аппараты воздушного
22, 33, 67, 71, 72 — сепараторы-сборники; 23, 27, 56, 75 — печи*. 30 — основная атмосферная
16
б ап. 15
в ап. Э
б ап. 7
б ап. 56
установки первичной переработки нефти:
охлаждения: 7—13, 15, 16, 18, 60, 61, 78 — теплообменники; /4 — электродегидраторы; 19 — колонна отбензинивания нефти; 2!л 32, . 37,
колонна; 35, 36, 49, 50 — отпарные колонны; 48 — вакуумная колонна; 59 —стабилизатор; 62—68 — колонны вторичного фракционирования бензина.
2 Под ред. Б. И. Бондаренко
17
РИС. 11-4. Система создания вакуума:
1 — вакуумный сепаратор; 2 — отстойник; 3 — эжекторы; 4 — конден-
сатор; 5 “ насос.
Установка вторичной перегонки
бензинового дистиллята
в водяном холодильнике И, собирается в приемнике
12. Отсюда конденсат насосом /<? направляется в ре-
зервуар, а часть фракции служит орошением для
колонны 9. Остаточный продукт — фракция 62—
85 °C — по выходе из колонны 9 снизу направляется
насосом 16 через теплообменник 28 и холодильники
29 и 30 в резервуар. В качестве верхнего продукта
колонны 20 получают фракцию 85—120 °C, которая,
пройдя аппараты 21 и 22, поступает в приемник 23.
Часть конденсата возвращается на верх колонны 20
в качестве орошения, а балансовое его количество
отводится с установки насосом 24 в резервуар.
Фракция 120—140 °C отбирается из внешней
отпарной колонны 25 снизу насосом 27. Эта фракция
после охлаждения в теплообменнике 31 и аппаратах
32 и 33 поступает в резервуар.
Нижний продукт колонны 20 — фракция 140—
180 °C — также направляется в резервуар насосом
17 через теплообменник 34 и аппараты 35 и 36.
Тепло, необходимое для работы отгонных секций
ректификационных колонн 9 и 20, сообщается соот-
ветственно кипятильниками 14 и 19, Внешняя отпар-
ная секция 25 обслуживается кипятильником 26.
В кипятильники 14 и 19 соответствующие рецирку-
ляты подаются насосами 15 и 18. Теплоносителем для
кипятильников является водяной пар.
В каждой ректификационной колонне по 60 та-
релок.
Температура и давление в основных аппаратах
установки:
Вторичная перегонка бензинового дистиллята,
представляет собой либо самостоятельный процесс,
либо является частью комбинированной установки,
входящей в состав нефтеперерабатывающего завода.
На современных заводах установки вторичной пере-
гонки бензинового дистиллята предназначены для
получения из него узких фракций. Эти фракции
используют в дальнейшем как сырье каталитического
риформинга — процесса, в результате которого по-
лучают индивидуальные ароматические углеводо-
роды — бензол, толуол, ксилолы, либо бензин с более
высоким октановым числом. При производстве аро-
матических углеводородов исходный бензиновый ди-
стиллят разделяют на фракции с температурами вы-
кипания: 62—85 °C (бензольную), 85—115 (120) °C
(толуольную) и 115 (120)—140 °C (ксилольную).
Технологическая схема одной из существующих
установок вторичной перегонки бензина приведена
на рис. II-5. Бензиновый дистиллят широкого фрак-
ционного состава, например от температуры начала
кипения и до 180 °C, насосом 37 прокачивается через
теплообменники 24, 31 и 34 и подается в первый зме-
евик печи 4, а затем в ректификационную колонну 3.
Головной продукт этой колонны — фракция н. к. —
85 °C, пройдя аппарат воздушного охлаждения 5
и холодильник 6, поступает в приемник 7. Часть
конденсата насосом 8 подается как орошение на верх
колонны 3, а остальное количество — в колонну 9.
Снабжение теплом нижней части колонны 3 осуще-
ствляется циркулирующей флегмой (фракция 85—
180 °C), прокачиваемой насосом 2 через второй
змеевик печи 4 и подается в низ колонны 3. Остаток
с низа колонны 3 направляется насосом 1 в колонну
20.
Уходящие с верха колонны 9 пары головной
фракции (н. к. — 62 °C) конденсируются в аппарате
воздушного охлаждения 10-, конденсат, охлажденный
18
Температура. °C
в колонне 3
верх ........................... 104
низ............................ 170
в колонне 9
верх........................... 78
низ............................ 122
в колонне 20
верх........................... 105
низ............................ 168
вывода фракции 120—140 °C . . 130
Давление, МПа
в колонне 3.................. 0,23—0,28
в колонне 9..................0,18—0,22
в колонне 20 . ....... 0,02—0,06
Материальный баланс установки зависит от потен-
циального содержания узких фракций в бензиновом
дистилляте, а также от четкости ректификации.
Ниже приведен материальный баланс установки
вторичной перегонки бензинового дистиллята
(н. к. — 180 °C) ромашкинской нефти:
Взято, % (масс.)
Сырье (н. к.—180 °C)........................................... 100,0
Итого..................... 100,0
Получено, % (масс.)
Головная фракция (н. к. — 62 °C)............ 10,6
Бензольная фракция (62—85 °C) ............. 14,4
Толуольная фракция (85—120 °C).............. 23,2
Ксилольная фракция (120—140 °C) 17,2
Остаток (140—180 °C)........................ 33,9
Потери ...................................... 0,7
Итого...................... 100,0
Рассмотренная схема установки вторичной пере-
гонки — одна из реализованных на нефтеперераба-
тывающем заводе [3 ].
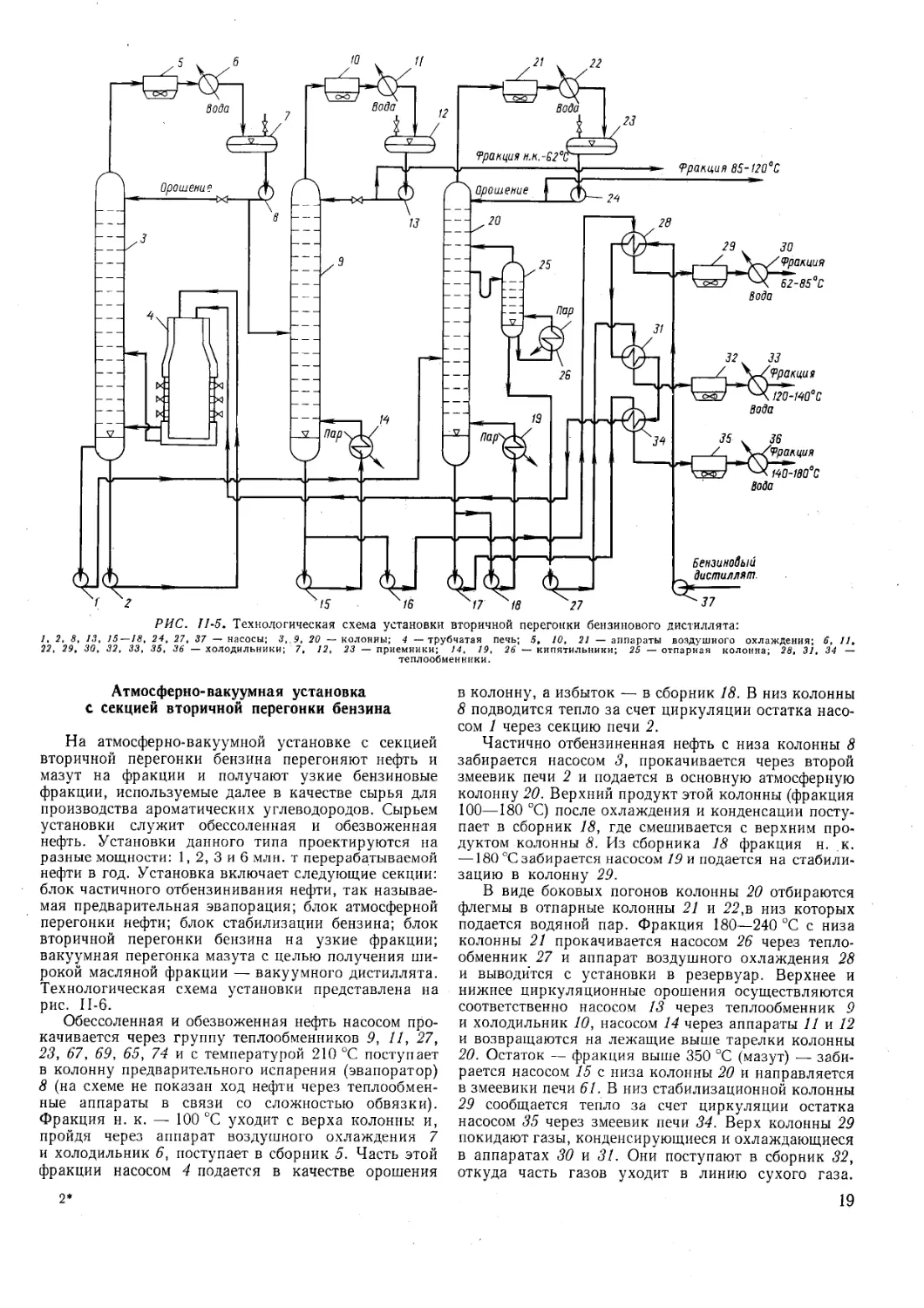
РИС. 11-5, Технологическая схема установки вторичной перегонки бензинового дистиллята:
/, 2, 8, 13, 15 — 18, 24, 27, 37 — насосы; 3,9, 20 — колонны; 4 — трубчатая печь; 5, 10, 21 — аппараты воздушного охлаждения; 6, 11,
22, 29, 30, 32, 33, 35, 36 — холодильники; 7, 12, 23 — приемники; 14, 19, 26 — кипятильники; 25 — отпарная колонна; 28, 31, 34 —
теплообменники.
Атмосферно-вакуумная установка
с секцией вторичной перегонки бензина
На атмосферно-вакуумной установке с секцией
вторичной перегонки бензина перегоняют нефть и
мазут на фракции и получают узкие бензиновые
фракции, используемые далее в качестве сырья для
производства ароматических углеводородов. Сырьем
установки служит обессоленная и обезвоженная
нефть. Установки данного типа проектируются на
разные мощности: 1,2, 3 и 6 млн. т перерабатываемой
нефти в год. Установка включает следующие секции:
блок частичного отбензинивания нефти, так называе-
мая предварительная эвапорация; блок атмосферной
перегонки нефти; блок стабилизации бензина; блок
вторичной перегонки бензина на узкие фракции;
вакуумная перегонка мазута с целью получения ши-
рокой масляной фракции — вакуумного дистиллята.
Технологическая схема установки представлена на
рис. II-6.
Обессоленная и обезвоженная нефть насосом про-
качивается через группу теплообменников 9, 11, 27,
23, 67, 69, 65, 74 и с температурой 210 °C поступает
в колонну предварительного испарения (эвапоратор)
8 (на схеме не показан ход нефти через теплообмен-
ные аппараты в связи со сложностью обвязки).
Фракция н. к. — 100 °C уходит с верха колонны и,
пройдя через аппарат воздушного охлаждения 7
и холодильник 6, поступает в сборник 5. Часть этой
фракции насосом 4 подается в качестве орошения
в колонну, а избыток — в сборник 18. В низ колонны
8 подводится тепло за счет циркуляции остатка насо-
сом 1 через секцию печи 2.
Частично отбензиненная нефть с низа колонны 8
забирается насосом 3, прокачивается через второй
змеевик печи 2 и подается в основную атмосферную
колонну 20. Верхний продукт этой колонны (фракция
100—180 °C) после охлаждения и конденсации посту-
пает в сборник 18, где смешивается с верхним про-
дуктом колонны 8. Из сборника 18 фракция н. к.
—180 °C забирается насосом 19 и подается на стабили-
зацию в колонну 29.
В виде боковых погонов колонны 20 отбираются
флегмы в отпарные колонны 21 и 22,в низ которых
подается водяной пар. Фракция 180—240 °C с низа
колонны 21 прокачивается насосом 26 через тепло-
обменник 27 и аппарат воздушного охлаждения 28
и выводится с установки в резервуар. Верхнее и
нижнее циркуляционные орошения осуществляются
соответственно насосом 13 через теплообменник 9
и холодильник 10, насосом 14 через аппараты 11 и 12
и возвращаются на лежащие выше тарелки колонны
20. Остаток — фракция выше 350 °C (мазут) — заби-
рается насосом 15 с низа колонны 20 и направляется
в змеевики печи 61. В низ стабилизационной колонны
29 сообщается тепло за счет циркуляции остатка
насосом 35 через змеевик печи 34. Верх колонны 29
покидают газы, конденсирующиеся и охлаждающиеся
в аппаратах 30 и 31. Они поступают в сборник 32,
откуда часть газов уходит в линию сухого газа.
2*
19
Фракция
1дО-24О°С
Сжиженный газ
РИС. II-6. Схема атмосферно-вакуумной установки с
1, 3, 4, 13—15, 19, 25, 26, 33, 35—37, 42, 44, 45, 49. 56, 59. 60, 71—73 — насосы; 2, 34, 61 — трубчатые печн; 5, 18, 32, 41, 48, 55 —
лаждения; 8, 20, 29, 38, 43, 52, 64 — ректификационные колонны; 9, 11, 23, 27, 58, 65, 67, 69, 74 — теп
Сжиженный газ забирается из сборника 32 насосом
33 и подается на орошение колонны 25; избыток его
выводится с установки в товарный сборник. Остаток
колонны 29 — стабильный продукт — с низа ко-
лонны подается на блок вторичной перегонки (ко-
лонны 38, 43, 52 и 64). В колонне 38 бензин разделя-
ется на верхний и нижний продукты — соответ-
ственно фракции н. к. — 85 °C и 85—180 °C. Фрак-
ция н. к. — 85 °C забирается из сборника 41 насосом
42 и возвращается как орошение в колонну 38,
а избыток этой фракции подается в колонну 43, где
она разделяется на фракции н. к. — 62 °C и 62—
85 °C.
В низ колонны 38 тепло сообщается циркуляцией
остатка насосом 36 через змеевик печи 34. Насосом 37
фракция 85—180 °C забирается с низа колонны 38 и
подается в колонну 52, где разделяется на фракции
85—120 °C (верхний продукт), 120—140 °C (промежу-
точная фракция) и 140—180 °C (нижний продукт).
Боковой погон колонны 52 направляется в отпарную
колонну 57, с низа которой фракция 120—140 °C
забирается насосом 60, прокачивается через аппарат
воздушного охлаждения 62 и выводится с установки
в резервуар. Тепло в низ колонны 52 сообщается
циркуляцией остатка (фракция 140—180 °C) насосом
44 через змеевик печи 34.
Мазут, нагретый в змеевиках печи 61, подается
в вакуумную колонну 64. Из вакуумной колонны
насосом 72 отбирается широкая масляная фракция
(350—460 °C), которая прокачивается через аппараты
69 и 70 и выводится с установки в резервуар. В низ
колонны 64 подается водяной пар, а вакуум создается
с помощью вакуум-создающего устройства 63. Оста-
ток выше 460 °C (гудрон) забирается из вакуумной
20
колонны 64 снизу насосом 73, прокачивается через
аппараты 74 и 75 и выводится с установки.
Температура и давление в основных аппаратах
установки:
Температура, °C
сырья на входе в колонну 8...................... 210
верха колонны 8................................... 80
верха колонны 20 ................................ НО
низа колонны 29................................. 140
верха колонны 29 ................................. 60
. продукта на выходе из печи 2.................. 340
продукта на выходе из печи 61 . .............. 410
Давление избыточное, МПа
в колонне 8 (наверху).......................... 0,15
в колонне 20 (наверху)......................... 0,08
в колонне 29 (наверху).......................... 0,8
остаточное в колонне 64 (наверху) *............ 6,67
* кПа.
Основные продукты и их выход (% масс, на
ромашкинскую нефть) приведены ниже:
Сухой газ............ 1,0 Фракция 180—240 . . 9,9
Фракция н. к,—62 °C 1,2 Фракция 240—350 °C 17,0
Фракция 62—85 °C 2,7 Фракция 350—460 °C 17,8
Фракция 85—120 °C 4,3 Остаток >460 °C . . 35,8
Фракция 120—140 °C 3,2 Потери ............. 0,7
Фракция 140—180 °C 6,4
Побочные продукты используются следующим
образом: фракция н. к. — 62 °C — компонент авто-
бензина либо сырье установки изомеризации, сухой
газ — в качестве топлива на установке, фракция
140—180 °C — компонент авиакеросина, остаток
>460 °C — сырье для получения окисленных биту-
мов, либо для установки коксования, либо для
получения остаточных масел.
Фракция
H.K.-ez°C
Фракция Фракция
85~120°С 120-140°С
секцией вторичной перегонки бензинового дистиллята:
сборники; б, 10, 17, 31, 40, 47, 54 — холодильники; 7, 12, 16, 24, 28, 30, 39, 46. 50, 53, 62, 66, 68, 70, 75 — аппараты воздушного ох-
лообменники; 21, 22, 57 — отпарные колонны; 51 — кипятильник; 63 — вакуум-создающее устройство.
Установка двухступенчатой вакуумной
перегонки мазута
Назначение установки двухступенчатой вакуум-
ной перегонки мазута — производство масляных ди-
стиллятов менее широкого фракционного состава
по сравнению с получаемыми на одноступенчатых
установках. Согласно проекту, выполненному инсти-
тутом Гипрогрознефть, из I ступени — из вакуумной
фракционирующей колонны — отводятся соляр,
гудрон и масляный дистиллят широкого фракцион-
ного состава (350—575 °C). Масляный дистиллят во
II ступени разделяется на три целевых дистиллята:
парафинистый (350—460 °C), автоловый (в основном
фракция 460—490 °C) и цилиндровый (начало кипе-
ния около 490 °C) [4].
Технологическая схема представлена на рис. П-7.
Мазут, нагнетаемый насосом 33, до поступления
в змеевики печи 3 нагревается вначале дистиллятами
(теплообменники 29, 28 и 22 — первый поток мазута;
25 и 24 — второй поток), а затем гудроном в тепло-
обменниках 1 и 2.
Вакуумная колонна 6 служит для разделения
мазута на соляр, масляный дистиллят широкого
фракционного состава, который собирается в вакуум-
ном приемнике 7, и гудрон, выводимый из колонны
насосом 5. Приемник 7 снабжен уравнительной ли-
нией (♦*). Соляр, отводимый с полуглухой тарелки
насосом 4, проходит последовательно теплообменник
29 и холодильник 32. После охлаждения часть его
возвращается в верхнюю зону колонны 6, а избыток
направляется в резервуар (на схеме не показан).
Масляный дистиллят забирается насосом 8 и как
теплоноситель прокачивается через аппараты: тепло-
обменник 28, паровой котел-утилизатор’23 и подогре-
ватель теплофикационной воды 21. По выходе из
холодильника 20 этот рециркулят поступает в сред-
нюю зону колонны 6. Балансовое количество масля-
ного дистиллята широкого фракционного состава из
приемника 7 насосом 9 направляется через змеевики
печи 10 в вакуумную колонну 13.
Продуктами этой колонны являются-, парафи-
нистый дистиллят, собирающийся на полуглухой
тарелке, автоловый дистиллят, отводимый насосом 17
из отпарной выносной секции (колонны 14) и цилинд-
ровый дистиллят, направляемый насосом 15 вначале
в теплообменник 24, а затем в котел-утилизатор 26
и холодильник 27.
Рециркулирующая часть автолового дистиллята,
забираемая насосом 16, охлаждается в аппаратах
11 и 12 и подается тремя потоками в среднюю зону
колонны 13. Балансовое количество автолового ди-
стиллята насосом 17 направляется через тепло-
обменник 22, котел-утилизатор 30 и холодильник 31
в резервуар.
Отводимый из колонны 13 насосом 18 парафини-
стый дистиллят, пройдя последовательно теплообмен-
ник 25, водоподогреватель 34 и холодильник 35,
частично возвращается как орошение в верхнюю
часть этой же колонны, а избыток выводится с уста-
новки в резервуар. Гудрон до вывода его с установки
через холодильник погружного типа 19 отдает свое
тепло мазуту в теплообменниках 1 и 2.
В отпарные секции вводится водяной пар. Пре-
дусмотрена его подача и в радиантные змеевики
печей. Котлы-утилизаторы рассчитаны для производ-
ства водяного пара давлением 0,6 МПа, который
далее перегревается горячими газами.
21
РИС. JI-7. Технологическая схема двухступенчатой установки вакуумной перегонки мазута:
/, 2, 22, 24, 25, 28, 29 — теплообменики; 3, 10 — трубчатые печи: 4, 5, 8, 9, 15—17, 18, 33 — насосы; 6, 13 — вакуумные колонны; 7 —
вакуумный приемник; 11, 23, 26, 30 — котлы-утилизаторы; 12, 19, 20, 27, 31, 32, 35 — холодильники; 14 — отпарная колонна; 21, 34 — подо-
' греватели.
Максимальна^ температура нагрева сырья в печи
3 — 435 °C и в печи 10 — 385 °C (без ввода в змеевики
печи водяного пара). Выходы дистиллятов и гудрона
зависят от качества сырья и четкости разделения.
Ниже приведен режим работы колонн:
Показатели Колонна 6 Колонна 13 Колонна 14
Остаточное давление, кПа верх колонны . . . 5,33 5,33
зона ввода сырья 13,33 14,53
Температура, °C верха 70—90 90
низа 390 340 320
Число тарелок в колонне 20 26 5
В отдельных случаях для дистиллятов не исклю-
чается применение аппаратов воздушного охлажде-
ния. Встречаются и другие схемы двухступенчатой
установки для разделения мазута под вакуумом.
Так, ректификационные колонны могут быть связаны
не по масляному дистилляту, как показано на схеме,
а по полугудрону [51; или вакуумная установка
может быть дополнена эвапоратором низкого давле-
ния для извлечения из гудрона дополнительного
количества дистиллята [61.
22
Установка вакуумной перегонки для разделения
масляных фракций, гачей и петролатумов
Вторичная перегонка осуществляется для приве-
дения в соответствие с требованиями стандарта
показателей качества вырабатываемого продукта или
для более успешного проведения последующих про-
цессов переработки: обезмасливания гачей, гидро-
очистки парафина-сырца и др. [7, 81.
Данная установка в цехах производства нефтя-
ных масел и твердых углеводородов служит для
проведения следующих операций:
выделения из остаточного депарафинированного
фафината головных фракций с целью повышения
вязкости и температуры вспышки получаемого оста-
точного нефтяного масла; .
разделения масляного дистиллята широкого фрак-
ционного состава на два или три компонента разной
вязкости;
концентрации петролатумов за счет удаления из
них головной фракции;
разделения гача широкого фракционного состава
на легкую (например, фракцию с пределами кипения
350—470 °C) и тяжелую части с целью исключения
перед обезмасливанием высококипящих аромата-
Охлаждающая Вада
РИС. 11-8. Технологическая схема вакуумной установки вторичной перегонки:
/ — трубчатая печь; 2 — вакуумная колонна; 3, 11, 12, 13, 15 — насосы; 4, 5 — вакуумные приемники; 6 — барометрический конденсатор;
7 — двухступенчатая вакуумная пароэжекторная система-, 8 —сборник; 9, 10 — теплообменники; 14, 16, 17 — холодильники.
ческих углеводородов и асфальтено-смолистых ве-
ществ.
Технологическая схема установки приведена на
рис. П-8. Сырье, нагнетаемое насосом 11, перед
входом в вакуумную колонну 2 нагревается в тепло-
обменниках 10 и 9 и в змеевике печи 1. Получаемые
в колонне 2 верхняя и промежуточная фракции соби-
раются соответственно в вакуумных приемниках 5
и 4. Верхняя фракция охлаждается в аппаратах 10
и 14 и насосом 13 направляется в сборник орошения
8. Отсюда насосом 12 часть этой фракции подается
на верхнюю тарелку колонны (орошение), а осталь-
ное ее количество откачивается с установки в резер-
вуар. Промежуточная фракция из приемника 4
охлаждается в холодильнике 16 и насосом 15 выво-
дится с установки.
Нижняя (остаточная) фракция забирается с низа
колонны 2 насосом 3, прокачивается через аппараты
9 и 17 и также отводится с установки.
Вакуум на установке создается двухступенчатым
пароструйным эжектором 7 с межступенчатым кон-
денсатором. К двухступенчатому эжектору подведен
рабочий водяной пар абсолютным давлением 0,8—
1,0 МПа. Более современные вакуум-создающие
системы с применением конденсатора поверхностного
типа вместо барометрического прямого контакта рас-
смотрены в работах БашНИИ НП [31. Одна из
установок данного типа была реконструирована
с целью повышения отбора гача-ректификата (про-
межуточная фракция). При реконструировании
в печи был сооружен вспомогательный змеевик для
нагрева рециркулирующего остаточного продукта
колонны; в потоки сырья и рециркулята (в змеевиках
печи) введен водяной пар; увеличен диаметр транс-
ферной линии.
Режим работы на участке подогрева депарафини-
рованного масла на одной из установок [7]:
Температура масла, °C
после теплообменника 10....................... 125
после теплообменника 9 200
при входе в колонну 2......................... 350
Остаточное давление в колонне (верх), кПа. . . . 8—10
Давление масла перед входом в змеевик печи, МПа . . 0,8
Глава III
Термодеструктивные процессы
Установки висбрекинга тяжелого сырья
Висбрекинг — процесс однократного термиче-
ского крекинга тяжелого остаточного сырья, прово-
димый в мягких условиях. Типичное сырье висбре-
кинга — мазуты, получаемые при атмосферной пере-
гонке нефтей, или вакуумные гудроны. Восприим-
чивость гудрона к висбрекингу тем выше, чем ниже
температура его размягчения и чем меньше асфальте-
нов, нерастворимых в н-пентане [1].
Висбрекинг проводится для производства преиму-
щественно жидкого котельного топлива пониженной
по сравнению с сырьем вязкости (вариант I), либо с
целью производства в повышенных количествах га-
зойля—сырья для установок гидрокрекинга и ката-
литического крекинга (вариант II). В обоих вариантах
побочными легкими продуктами являются газы и бен-
зиновые фракции, выход которых обычно не превыша-
ет 3 и 8 % (масс.) на сырье. Проведение процесса в бо-
лее жестких условиях-, что оценивается по выходу
23
бензина, может приводить к нестабильности топлив,
получаемых смешением остаточного продукта висбре-
кинга с другими компонентами тяжелого жидкого
котельного топлива. Нестабильное топливо расслаи-
вается, в нем образуется осадок [2].
При проведении висбрекинга по варианту I
характерно следующее:
сохранение в составе остаточного продукта (назы-
ваемого ниже висбрекинг-мазутом) всех жидких
фракций, кроме бензиновых;
высокий выход висбрекинг-мазута (90—93 %
масс, на сырье);
более низкие по сравнению с сырьем вязкость,
температуры начала кипения и застывания висбре-
кинг-мазута;
простота и гибкость технологической схемы уста-
новки, позволяющие перерабатывать остаточное
сырье разного качества. В результате висбрекинга
гудронов значительно сокращается расход маловяз-
кого дистиллятного разбавителя при приготовлении
котельного топлива. Содержание тяжелых бензино-
вых фракций в остаточном продукте висбрекинга
ограничивают, учитывая необходимость получения
топлива с достаточно высокой температурой вспышки.
При проведении висбрекинга по варианту II
установка дополняется вакуумной секцией, пред-
назначаемой для выделения из висбрекинг-мазута
вакуумного газойля. В результате процесса потен-
циальное содержание вакуумного газойля в сырье
повышается на 25—40 % (об.) [3].
На некоторых заводах часть тяжелого остатка,
получаемого по варианту II и являющегося нижним
продуктом вакуумной колонны, используется как
топливо на самих заводах, а избыток после разбавле-
ния маловязким продуктом, например каталити-
ческим газойлем, направляется в резервуар товар-
ного мазута нормированной вязкости. Ниже в каче-
стве примера дана характеристика сырья, используе-
мого для висбрекинга, выходы продуктов и их каче-
ство, по данным фирмы Lummus [4]:
Показатели Остаток Остаток
атмосферной вакуумной
Характеристика сырья колонны колонны
плотность при 15 °C, кг/м® . . 948,4 1024,6
температура застывания, °C . вязкость кинематическая, мм2/с 10 49
при 50 °C 175 1900
при 99 °C Выходы продуктов, % (масс.) 22 —
газ 2,5 2,5
нестабильный бензин (к. К.
175 °C)- 7,5 7,5
остаток >177 °C Характеристика остатка >177 °C 90,0 * 90,0 **
плотность при 15 °C, кг/м3 . . 924,8 995,8
температура застывания, °C . вязкость кинематическая при 4,4 40,6
99 °C, мм2/с 10 380
* 24,0 % (масс.) газойля — фракции 177—343 °C.
•• 14,0 % (масс.) газойля — фракции 177—343 ФС.
Установка висбрекинга может входить как секция
в состав комбинированной установки, например
атмосферная перегонка нефти — висбрекинг атмо-
сферного мазута -> вакуумная перегонка висбре-
кинг-мазута для выделения газойлевых фракций
или висбрекинг атмосферного мазута —♦ выделение
газойлей (в частности, под вакуумом)— термический
крекинг смеси газойлей с целью увеличения выхода
керосиновой фракции. Возможны также варианты
установок висбрекинга: на одних нагретое сырье по
выходе из печи направляется в необогреваемый
реактор, где в основном и осуществляется неглубокий
термокрекинг; на других — нагретое сырье подвер-
гается висбрекингу в обогреваемом змеевике (сокинг-
секция), расположенном во второй топочной камере
трубчатой печи.
Для висбрекинга гудронов условия процесса
такие: температура 460—500 °C; давление 1,4—
3,5 МПа. Длительность пребывания сырья в зоне
реакции определяется с помощью уравнения скорости
реакции первого порядка 15]. По данным [1],
требуемый объем реакционной зоны, т. е. того уча-
стка змеевика, где температура сырья превышает
399 °C, составляет 3,6—4,8 м3 на каждые 1000 м3
перерабатываемого жидкого сырья в сутки.
Процесс висбрекинга протекает с поглощением
тепла; теплоты эндотермических реакций неглубокой
формы термического крекинга разных образцов сырья
на 1 кг бензина с концом кипения 225 °C приведены
ниже 161:
Сырье Плот- ность сырья при 20 °C. кг/м8 Теплота реакции при различном выходе бензина, кДж/кг
5 % (масс.) ю % (масс.) 15 % (масс.)
Мазут бакинской неф- 945 1425 1380 1340
ти Мазут грозненской нефти Газойль бакинской нефти Дистиллят парафини- 904 1510 1465 1425
853 1260 1240 1270
859 1300 1470 1470
стый Битум парафинистый 1004 587 922 1006
Характеристики сырья и продуктов висбрекинга,
а также выходы продуктов приведены ниже [3, 71:
Показатели Мазут легкой аравий- ской нефти Гудрон легкой аравий- ской нефти Полу- гудрон ставро- польской нефти
Выходы продуктов, % (масс.) сероводород 0,2 0,3
газы до С4 2,1 2,2 0,8
фракции С5 и Св 1,4 1,3 1 5,6 *
фракция С.,—185 °C 4,7 4,6 /
фракция 185—371 °C 10,7 — —
остаток (>371 °C) 80,9 —— —
остаток (>185 °C) — 91,6 92.6 **
Итого 100,0 100,0 99,0
Характеристика сырья Плотность при 20 °C, кг/м3 954 1022 918
Вязкость кинематическая при 480 — 33,3 ***
50 °C, мм2/с Температура застывания, °C Коксуемость по Конрадсону, 15 41 49
7,6 20,8 4,3
% (масс.) Содержание, % (масс.) серы 3,0 4,0 0,32
азота 0,16 0,31 -—
Характеристика остаточного продукта Начало кипения, °C 371 185 180
Плотность при 20 °C, кг/м3 968 1020 896
Вязкость кинематическая при 300 6000 16,8 ***
50 °C, мм2/с Температура застывания, °C — 29 40
Содержание серы, % (масс.) 3,2 4,0 0,20
* Конец кипения 180 °C.
** Начало кипения 180 °C.
*** При 80 °C.
24
РИС. 111-1. Техноло-
гическая схема висбре-
кинг-установки с реак-
ционной камерой:
1, 7, 9, 10, 14 — насосы;
2 — трубчатая печь; 3 — ре-
актор; 4 — редукционный
клапан; 5 — холодильник;
6 — теплообменник; 8 —
фракционирующая колонна;
11 — аппарат воздушного
охлаждения; 12 — водяной
холодильник; 13 — сепара-
тор.
Октановое число бензиновой фракции висбре-
кинга находится в пределах от 58 до 68 (моторный
метод, без присадки). Содержание серы в бензиновых
и керосиновых фракциях существенно ниже, чем
в сырье; однако эти фракции обычно нуждаются
в очистке. Например, подвергая висбрекингу мазут
[мол. масса 407, плотность 938,5 кг/м3; содержание
серы 1,81 % (масс.), коксуемость 5,0 %], Самотлор-
ской нефти, получали бензин и керосин, содержащие
до очистки 0,7 и 1,0 % (масс.) серы [8].
Висбрекинг-установка с реакционной камерой
(рис. III-1) [9]. Горячий мазут,"поступающий с неф-
теперегонной установки, подается насосом 1 в змеевик
печи 2. По выходе из печи сырье подвергается висбре-
кингу в реакционной камере 3 (реакторе), работаю-
щей при давлении около 1,7 МПа. Полученная смесь
продуктов, пройдя редукционный клапан 4, направ-
ляется далее в фракционирующую колонну 8. До
входа в колонну смесь охлаждается за счет подачи
в линию холодного газойля, нагнетаемого насосом 7,
через теплообменник 6. Остальная часть охлажден-
ного газойля (рециркулят) возвращается этим же
насосом в среднюю зону колонны 8. Балансовое коли-
чество газойля отводится с установки через холо-
дильник 5.
Для конденсации бензиновых паров и охлаждения
газов, выходящих из колонны 8 сверху, служит
аппарат воздушного охлаждения 11. После него
смесь проходит водяной холодильник 12. В горизон-
тальном сепараторе 13 (он же сборник орошения)
жирные газы отделяются от нестабильного бензина.
Часть бензина подается насосом 14 на верхнюю та-
релку колонны в качестве орошения; остальное коли-
чество отводится с установки.
Легкая керосиновая фракция отбирается из ко-
лонны с промежуточной тарелки и насосом 10 выво-
дится с установки. На некоторых установках эта
фракция предварительно продувается водяным паром
в выносной отпарной колонне.
Описанная установка является частью комбиниро-
ванной установки, и с низа колонны 8 остаток —
утяжеленный висбрекинг-мазут — направляется на-
сосом 9 в вакуумную ступень.
Висбрекинг-установка с сокинг-секцией. Такая
установка отличается от рассмотренной выше глав-
ным образом тем, что процесс висбрекинга в ней
осуществляется в обогреваемом змеевике внутри
печи. Поэтому ниже рассматривается только нагре-
вательно-реакторная печь (рис. II1-2), по конструк-
ции подобная описанной в работе [101.
В левой топочной камере вдоль боковых стен и
у потолка расположены нагревательные радиантные
трубы, а в правой топочной камере — радиантные
трубы сокинг-секции, с регулируемым, но самостоя-
тельным подводом тепла в эту секцию. Уходящие из
топочных камер / и III дымовые газы поступают через
проемы внизу внутренних стен в конвекционную
камеру II. Здесь восходящий поток дымовых газов
охлаждается, отдавая тепло на нагрев сырья (при
наличии для него конвекционного змеевика), испа-
рение воды и перегрев водяного пара при размещении
в камере трубчатых элементов парового котла-утили-
затора или пароперегревателя.
Длительность пребывания сырья в сокинг-секции
зависит от его расхода (подачи в змеевик пёчи),
давления на участке паро- и газообразования,
а также от расхода водяного пара, вводимого в ра-
диантные трубы. Для подавления реакций смесь,
выходящая из сокинг-секции, охлаждается путем
ввода в нее рециркулирующей жидкости.
РИС. III-2. Схема трубчатой печи с сокинг-секцией радиант-
ного типа:
1 — топочная камера с нагревательным змеевиком для сырья; II —
конвекционная камера; III — топочная камера с сокинг-секцией.
25
Печь оснащена контрольно-измерительными при-
борами и регуляторами, такими, как: указатели
температуры (УТ) стенок радиантных труб; регу-
лятор температуры (РТ) сырья при выходе его из
нагревательного змеевика; регулятор температуры
продуктов висбрекинга при выходе их из сокинг-
секции; регулятор давления (РД) на выводной линии.
С увеличением глубины крекинга сырья и при
перегреве труб усиливается отложение кокса на
внутренней поверхности змеевика сокинг-секции,
что сокращает длительность рабочего пробега печи.
Рекомендуемые значения тепловых напряженностей
радиантных поверхностей нагрева (подсчет по наруж-
ному диаметру труб) в печах висбрекинг-установок
следующие: нагревательная секция 102—113
МДж/(м2-ч), сокинг-секция 68—80 МДж/(м2-ч).
Эти значения приемлемы при одностороннем факель-
ном облучении труб, располагаемых у потолка и
стен с шагом, равным двум диаметрам [11].
Установки деструктивной перегонки
мазутов и гудронов
Процесс деструктивной перегонки мазутов разра-
ботан ГрозНИИ для увеличения ресурсов газойле-
вых фракций — сырья для установок каталитиче-
ского крекинга. Особенность процесса — сочетание
перегонки сырья с термическим разложением его
смолистого остатка в испарителе. Если бензиновые и
керосиновые фракции образуются в основном в змее-
вике печи, то газойлевые фракции — в испарителе,
работающем при сравнительно умеренной (420—
425 °C) температуре и невысоком избыточном давле-
нии. Длительность пребывания крекируемой жидко-
сти в испарителе составляет примерно 1,5 ч. Темпе-
ратура сырья на выходе из печи равна 460—475 °C.
Установка непрерывного действия с однократным
пропуском сырья состоит из высокотемпературной
секции, которая включает нагревательную печь и
испаритель, и секций фракционирования и охлажде-
ния (рис. Ш-З).
. Мазут, поступающий с нефтеперегонной уста-
новки, насосом 8 через теплообменники 6 и 5 подается
в змеевик печи 2. Пройдя по конвекционным трубам
змеевика, мазут поступает в радиантные трубы (двух-
рядный экран). Во второй ряд радиантных труб
вводится перегретый водяной пар. По выходе из
радиантного змеевика смесь подается в нижнюю часть
испарителя 3; туда же, но ниже ввода сырья подается
и перегретый водяной пар. В испарителе 3 смесь
разделяется на паровую и жидкую фазы. Объем
испарителя достаточен для длительного пребывания
в нем жидкости, продуваемой перегретым водяным
паром.
С целью уменьшения вязкости тяжелого остатка,
отводимого из испарителя поршневым насосом 4,
предусмотрена возможность добавления разбавителя
к сырью с помощью насоса 2. В качестве разбавителя
используется часть получаемой на установке дизель-
ной фракции, предварительно охлажденной. Выходя-
щая из испарителя сверху смесь паров с небольшим
количеством крекинг-газов является теплоносителем
в теплообменнике 5; отсюда углеводородный конден-
сат, газы и пары поступают под нижнюю тарелку
ректификационной колонны 9. Между 6 и 7-й тарел-
ками этой колонны расположено внутреннее днище.
Достигнув его, восходящий поток паров направля-
ется в теплообменник 6. Образующаяся здесь жидкая
флегма стекает на 5-ую тарелку колонны, а пары
вводятся под 7-ую тарелку. Общее число тарелок
в колонне — 15.
Нижний продукт колонны представляет собой
газойль с началом кипения около 340 °C. Фракция
дизельного топлива до вывода ее из отпарной ко-
лонны 10 продувается на шести тарелках водяным
паром.
На схеме не показаны другие аппараты секции
фракционирования, такие как конденсатор-холо-
дильник для выходящих из колонны 9 сверху паров
в смеси с газами и приемник орошения.
Для процесса деструктивной перегонки терми-
ческого крекинга мазута была приспособлена одна
из установок типа «Винклер—Кох». Недостатком
рассмотренной схемы, но не процесса является весьма
слабое использование вторичного тепла, особенно
тепла тяжелого остатка, откачиваемого из испари-
РИС. III-3. Технологическая схема установки деструктивной перегонки мазута:
/ — трубчатая печь; 2,8— насосы; 3 — испаритель; 4 — поршневой насос; 5, 6 — теплообменники; 7 — холодильник; 9 — ректификационная
колонна; 10 — отпарная колонна.
26
теля. При высокой температуре исходного мазута
его можно направлять, минуя теплообменники, непо-
средственно в змеевик печи. В этом случае необхо-
димо пересмотреть схемы, в частности, с целью
рационального использования избыточного тепла и
теплообменных аппаратов.
Ниже приведен режим работы установки при
деструктивной перегонке сернистого мазута (плот-
ность при 20 °C 942 кг/м3; коксуемость 9,5 % масс.,
содержание серы 2 % масс, и фракций до 350 °C —
4,7 % масс.):
Температура сырья на выходе из печи, °C. . . . 460—475
Расход водяного пара, % (масс.) на мазут
в радиантные трубы........................ 1,5—2,0
в низ испарителя.......................... 5,5—7,0
Длительность пребывания остатка в испарителе,
мин .......................................... 40—120
Избыточное давление в испарителе, МПа .... 0,2—0,3
Скорость паров в испарителе, м/с.............. s=0,26
Удельная тепловая напряженность радиантных труб
печи, МДж/(м2-ч)..............................67,0—71,2
Выходы продуктов при обычной и деструктивной
перегонке сернистого мазута (плотностью 942 кг/м3,
2 % масс, серы) даны ниже в % (масс.) [12]:
Выход, % (масс.)
Газ...................
Бензин (к. к. 205 °C) .
Фракция 205 -350 °C .
Фракция 350—550 °C .
Остаток > 550 °C . .
Обычная Деструктивная
перегонка перегонка
— 1,70
3,84
4.7 11,83
51,9 * 60,39 **
43,4 22,24 ***
Итого: .............. 100,0 100,00
* Плотность 906 кг/м3.
** Плотность 914 кг/м3, бромное число 8,5, коксуемость
0,96 % (масс.).
*** Плотность около 1050 кг/м3.
Таким образом, выход дистиллятов увеличился
с 56,6 при обычной перегонке до 76,06 % (масс.)
при деструктивной.
Установка термического крекинга
для производства термогазойля
Основное назначение процесса термического кре-
кинга — производство сырья для технического угле-
рода. В качестве сырья используют смесь тяжелых
каталитических газойлей и дистиллятных экстрак-
тов, получаемых при селективной очистке масел.
Помимо целевого продукта — термогазойля (фрак-
ция 200—480 °C) получают также газ, бензиновую
фракцию и крекинг-остаток. Серийный термогазойль
получают по схеме, не предусматривающей фрак-
ционирования в вакууме.
Основными показателями качества термогазойля
являются индекс корреляции, содержание серы,
коксуемость, фракционный состав; вязкость и темпе-
ратура застывания [13].
Установка состоит из следующих секций:
реакторное отделение, включающее печи крекинга
легкого и тяжелого сырья и выносную реакционную
камеру;
отделение разделения продуктов реакции, которое
включает испарители высокого и низкого давления
для отделения крекинг-остатка, вакуумную колонну
для дополнительного отпаривания крекинг-остатка
с целью увеличения выхода термогазойля, комбини-
рованную колонну для загрузки печей тяжелого и
легкого сырья и газосепаратора для отделения газа
от нестабильного бензина;
отделение теплообменной аппаратуры, которое
состоит из сырьевых теплообменников типа «труба
в трубе», погружных конденсаторов-холодильников,
водяных холодильников термогазойля и крекинг-
остатка.
Технологическая схема установки представлена
на рис. Ш-4. Сырье из резервуарного парка насосом
1 прокачивается через теплообменники 20 (на схеме
показан один), где подогревается за счет тепла
крекинг-остатка. Нагретое в теплообменниках сырье
двумя потоками подается в нижнюю секцию ректифи-
кационной колонны 11.
Колонна 11 разделена полуглухой тарелкой на
две части: пары из нижней части переходят в верх-
нюю, а жидкость из верхней части накапливается
в аккумуляторе (кармане) внутри колонны.
Отсюда жидкость (легкая часть сырья) забирается
насосом 9 и подается в змеевики печи 3. А с низа
колонны 11 тяжелая часть сырья забирается насосом
10 и подается в змеевики печи 2.
Продукты крекинга по выходе из змеевиков печей
2 и 3 поступают в выносную реакционную камеру 4,
откуда переходят в испаритель высокого давления 7.
Здесь от смеси отделяется жйдкий крекинг-остаток,
который затем через редукционный клапан поступает
в испарительную колонну низкого давления 12
(испаритель).
Газы и пары по выходе из верхней части испари-
теля 7 направляются в низ колонны 11, с верха кото-
рой, уходят бензиновая фракция и газ. Пары конден-
сируются, и смесь охлаждается в холодильнике-
конденсаторе 6. Далее газожидкостная смесь разде-
ляется в газосепараторе 5 на газ и бензиновую фрак-
цию. Газ поступает на ГФУ, а балансовое количество
бензина — на стабилизацию. Насосом 8 бензин-
орошение подается на верхнюю тарелку колонны 11.
В колонне 12 в результате снижения давления из
крекинг-остатка выделяются газойлевые фракции;
несконденсированные пары из колонны 12 направля-
ются в холодильник-конденсатор 13, и конденсат
собирается в приемнике 14. Отсюда часть конденсата
насосом 15 возвращается в колонну 12 в качестве
орошения, а балансовое его количество выводится
с установки. Крекинг-остаток подается насосом 16
в вакуумную колонну 17. Целевой продукт — термо-
газойль — выводится как промежуточный продукт
с 17-й тарелки вакуумной колонны 17.
Во избежание коксования крекинг-остатка и для
улучшения транспортирования его разбавляют менее
вязким продуктом. Крекинг-остаток можно исполь-
зовать в производстве битумов, а также как связую-
щее вещество при брикетировании углей. Выход
термогазойля на сырье вакуумной колонны состав-
ляет около 72 % (масс.).
Некоторые установки термического крекинга по
получению термогазойля работают по схеме, отлич-
ной от описанной [14]. Целевой продукт отбирается
из колонны 12, выход термогазойля в этом случае
составляет 24—27 % (масс.). При индексе корреля-
ции 95—100.
27
Газы а Водяной пар л Вакуум-системе
РИС. 111-4. Технологическая схема установки термического крекинга для производства вакуумного термического газойля:
1, 16, 18 — поршневые насосы; 2,3 — трубчатые печи; 4 — реакционная камера; 5, 14 — газосепараторы; 6, 13 — холодильники-конденсаторы
7 — испаритель высокого давления; 8 — 10, 15, 19, 24 — насосы центробежные; 11, 17 — ректификационные колонны; 12 — испаритель низкого
давления; 20 — теплообменник; 21—23 — холодильники.
Режим работы основных аппаратов:
Аппарат Температура, °C Давление, МПа
Печь 2
ВХОД 390—410 5,0—5,6
выход 490—500 2,2—2.8
Печь 3
ВХОД 290—320 5,0—6,6
выход 530—550 2,3—2,9
Реакционная камера 4
верх 495—500 2,0—2,6
низ 460—470 —
Испаритель высокого давления 7
верх 450—460 1,0—1,3
низ . . . . 430—440 —
Ректификационная колонна 11
верх 180—220 —
аккумулятор 300—330 0,9—1,3
низ 390—410 —
Испарительная колонна низкого дав- ления 12
верх 170—200 —
низ 400—415 0,25—0,40
Вакуумная колонна 17
ВХОД 305—345 0,007—0,013
верх 70—90 —
низ 300—320 —
Материальный баланс установки при получении
серийного I и вакуумного II термогазойля дан ниже:
I II
Взято, % (масс.)
сырье (смесь 1:1).............................. 100,0 100,0
Итого............... 100,0 100,0
Получено, % (масс.)
Газ............................... 5,0 5,0
Головная фракция стабилизации . . 1,3 1,3
Бензиновая фракция .............. 20,1 20,1
Термогазойль . . . . 24,2 , 52,6
Крекинг-остаток .... 48,3 19,9
Потери .... 1,1 1,1
Итого.............. 100,0 100,0
Характеристика исходного сырья процесса тер-
мического крекинга при получении термогазойля:
Показатели Легкая фракция । газойля каталити- ческого крекинга Тяжелая фракция газойля каталитиче- ского крекинга Дистиллятный эк- стракт селективной очистки масел фе- нолом
Плотность при 20 °C, кг/м3 909,0 943,2 962,1
Коэффициент преломления при 20 °C 1,5236 1,5479 1,5480
Молекулярная масса Фракционный состав, °C 234 260 275
н. к. 204 273 337
5 % 228 286 351
50 % 348 372 381
90 % 383 385 431 '
95 % 397 407 444
К. к. 403 430 —
Содержание серы, % (масс.) 1,20 1,64 3,50
Коксуемость, % (масс.) 0,004 0,12 0,30
Вязкость кинематическая при 50 °C, мм2/с 4,24 7,87 6,74
Температура застывания, °C Групповой состав, % (масс.) 14 22 —
парафино-нафтеновые 49,5 34,5 10,0
ароматические 50,0 64,5 84,5
легкие 10,7 8,0 16,9
средние 8,2 9,1 28,1
тяжелые 31,1 47,4 39,5
смолистые вещества 0,5 1,0 5,5
28
Свойства и состав термогазойлей:
Показатели Термогазойль
серийный серни- стый малосер- нистый гидроочи- щенный вакуум- ный
Плотность при 20 °C, кг/м3 993,0 990,5 994,5 1028,0
Коэффициент прелом- ления при 20 °C 1,5770 1,5875 1,5834 1,5985
Молекулярная масса Фракционный состав, °C 234 230 226 246
н. к. 208 191 210 242
5 % 262 280 240 302
50 % 358 352 350 393
95 % 450 467 449 497
К. к. 484 500 460 499
Коксуемость, % (масс.) 0,84 0,80 0,35 0,90
Вязкость кинемати- ческая при 50 °C, мм2/с 9,86 15,00 11,45 22,30
Температура засты- вания, ° С 10 14 6 10
Зольность, % (масс.) 0,008 0,009 0,003 0,011
Коэффициент арома- тизованности 136 148 147 170
Индекс корреляции Групповой состав, % (масс.) 90 90 91 105
парафино-нафте- новые 22,0 21,8 18,4 13,2
ароматические 75,5 77,1 79,7 83,4
легкие 5,2 5,5 12,0 6,1
средние 13.3 6,5 15,6 12,9
тяжелые 57,0 65,1 52,1 64,4
смолистые веще- ства 2,5 1,1 1,9 3,4
Установка замедленного коксования
в необогреваемых камерах
Процесс замедленного коксования в необогревае-
мых камерах предназначен для получения крупно-
кускового нефтяного кокса как основного целевого
продукта, а также легкого и тяжелого газойлей,
бензина и газа. Сырьем для коксования служат мало-
сернистые атмосферные и вакуумные нефтяные остат-
ки, сланцевая смола, тяжелые нефти из битуминозных
песков, каменноугольный деготь и гильсонит. Эти
виды сырья дают губчатый кокс. Для получения
высококачественного игольчатого кокса используют
более термически стойкое ароматизированное сырье,
например смолу пиролиза, крекинг-остатки и катали-
тические газойли.
Основными показателями качества сырья явля-
ются плотность, коксуемость по Конрадсону и содер-
жание серы. Выход кокса определяется коксуемостью
сырья и практически линейно изменяется в зависи-
мости от этого показателя. При коксовании в необо-
греваемых камерах остаточного сырья выход кокса
составляет 1,5—1,6 от коксуемости сырья. При
коксовании дистиллятного сырья выход кокса не
соответствует коксуемости сырья, поэтому состав-
лять материальный баланс расчетным методом для
такого сырья нельзя.
Главным потребителем кокса является алюминие-
вая промышленность, где кокс служит восстановите-
лем (анодная масса) при выплавке алюминия из
алюминиевых руд. Кроме того, кокс используют
в качестве сырья при изготовлении графитированных
электродов для сталеплавильных печей, для по-
лучения карбидов (кальция, кремния) и сероугле-
рода.
Основными показателями качества кокса явля-
ются истинная плотность, содержание серы, золь-
ность и микроструктура. Для игольчатого кокса
истинная плотность должна быть не ниже 2,09 г/см3,
для кокса марки КНПС (пиролизного специального),
используемого в качестве конструкционного мате-
риала, она находится в пределах 2,04—-2,08 г/см3
[151.
Содержание серы в коксе почти всегда больше,
чем в остаточном сырье коксования. Из остатков
малосернистых нефтей получают малосернистый кокс,
содержащий, как правило, до 1,5 % (масс.) серы;
кокс из сернистых остатков содержит обычно 2,0—
4,5 % (масс.) серы, а из высокосернистых — более
4,0 % (масс.) [16].
Содержание золы в коксе в значительной мере
зависит от глубины обессоливания нефти перед ее
перегонкой.
В Советском Союзе проектируются и находятся
в эксплуатации установки замедленного коксования
мощностью 300, 600 и 1500 тыс. т сырья в год. На
рис. Ш-5 приведена установка мощностью 600 тыс. т
в год, которая включает реакторный блок, состоящий
из четырех коксовых камер, две трубчатые нагрева-
тельные печи, блок фракционирования и систему
регенерации тепла и охлаждения продуктов
[171.
Сырье — гудрон или крекинг-остаток (или их
смесь)— подается насосом 1 двумя параллельными
потоками в трубы подовых и потолочных экранов
печей 2 и 3, где оно нагревается до 350—380 °C.
Затем сырье поступает в нижнюю часть колонны 9
на верхнюю каскадную тарелку. Сюда же под ниж-
нюю тарелку поступают горячие газы и пары про-
дуктов коксования, образующиеся в двух парал-
лельно работающих камерах 5 (или 5'). В колонне
сырье встречается с восходящим потоком газов и
паров и в результате контакта тяжелые фракции
паров конденсируются и смешиваются с сырьем.
Таким образом, в нижней части колонны образуется
смесь сырья с рециркулятом, обычно называемая
вторичным сырьем. Если в сырье содержались
легкие фракции, то они в результате контакта с высо-
котемпературными парами испаряются и уходят
в верхнюю часть колонны 9.
Вторичное сырье с низа колонны 9 забирается
насосом 6 и возвращается в змеевики печи 2 и 3,
в верхние трубы конвекционной секции и правые
подовые и потолочные экраны. Эта часть труб отно-
сится к «реакционному» змеевику, здесь вторичное
сырье нагревается до 490—510 °C. Во избежание
закоксовывания труб этой секции в трубы потолоч-
ного экрана подают перегретый водяной пар, так
называемый турбулизатор, в количестве «эЗ %
(масс.) на вторичное сырье. За счет подачи турбули-
затора увеличивается скорость прохождения потока
через реакционный змеевик. Избыток перегретого
водяного пара может подаваться в отпарные колонны
10 и И.
29
Жирный газ
РИС. Ш-5, Технологическая схема установки замедленного коксования в необогреваемых камерах:
1, 6, 12—15 — насосы; 2, 3 — трубчатые печи; 4 — приемник; 5, 5' — камеры замедленного коксования; 7 — четырехходовые краны;
8, 19, 21 — аппараты воздушного охлаждения; 9 — ректификационная колонна; 10, 11 — отпарные колонны; 16 — холодильник; 17 — водогазо-
отделитель; 18, 20 — теплообменники.
Парожидкостная смесь из печей 2 и 3 вводится
параллельными потоками через четырехходовые кра-
ны 7 в две работающие камеры 5; две другие камеры
(5') в это время подготавливают к рабочему периоду
цикла. Горячее сырье подается в камеры вниз и по-
степенно заполняет их. Объем камер достаточно
большой (внутренний диаметр 4,6—5,5 м, высота
27—28 м), и время пребывания сырья в них значи-
тельно. Здесь в камерах сырье подвергается кре-
кингу. Пары продуктов разложения непрерывно
выводятся из камер сверху и поступают в колонну 9,
а тяжелый остаток остается. Жидкий остаток посте-
пенно превращается в кокс.
В колонне 9 продукты коксования разделяются.
С верха колонны уходят пары бензина и воды,
а также газ коксования. Эти продукты проходят
аппарат воздушного охлаждения 8, затем водяной
холодильник 16 для дополнительного охлаждения и
поступают в водогазоотделитель 17, где разделяются
на водный конденсат, нестабильный бензин и жирный
газ.
Часть нестабильного бензина нагнетается насосом
15 в качестве орошения на верхнюю тарелку колонны
9. Балансовое количество бензина проходит тепло-
обменник 18, где нагревается за счет тепла легкого
газойля, и передается в секцию стабилизации. Вод-
ный конденсат, отводимый из водогазоотделителя 17,
подается насосом 14 через теплообменник 20 в паро-
перегреватели, расположенные в конвекционных сек-
циях печей 2 и 3.
Легкий и тяжелый газойли, отводимые из отпар-
ных колонн 10 и 11, направляются соответственно
насосами 13 и 12 через теплообменники нагрева
нестабильного бензина 18, водного конденсата 20 и
30
аппараты воздушного охлаждения 19 и 21 в резер-
вуары.
После заполнения камер коксом, образующимся
в процессе, камеры отключают и продувают водяным
паром для удаления оставшихся жидких продуктов и
нефтяных паров. Удаляемые продукты поступают
вначале в колонну 9, а затем, когда температура
кокса понизится до 400—405 °C, поток паров отду-
вают в приемник 4. Подачу водяного пара продол-
жают до снижения температуры кокса до 200 °C,
далее в камеру подают воду до тех пор пока вновь
подаваемые порции воды, пары которой выходят
в атмосферу, не перестанут испаряться, т. е.
। ока в сливной трубе приемника 4 не появится
еда.
Кокс из камер выгружается гидравлическим спо-
собом — посредством гидрорезаков с использованием
воды давлением 10—15 МПа.
Установка замедленного коксования мощностью
1,5 млн. т сырья в год аналогична описанной, но она
оборудована шестью коксовыми камерами и тремя
трубчатыми печами, каждая из которых обслуживает
две камеры; диаметр камер 7 м, высота 30 м.
Технологический режим установки:
Температура, СС
входа сырья в камеры........................ 490—510
выхода паров из камеры .................. 440—460
Давление в камерах, МПа...................... 0,18—0,60
Кратность циркуляции (на сырье) ............. 0,1 —1,1
Время заполнения камеры коксом, ч............ ^«24
Ниже приведены материальные балансы процесса
коксования, полученные экспериментально (в лабо-
раторных условиях), для различных видов сырья:
Показатели Гудрон туймазин- ской нефти Крекинг- остаток туйма- зинской нефти Гудрон туркмен- ской нефти Смола пиролиза
Характери- стика сырья
Плотность при 990 1024 968 1083
20 °C, кг/м3 Коксуемость, 16,0 23,0 12,0 8,6
% (масс.) Содержание 2,80 3,30 0,50 0,56
серы, % (масс.)
Материаль- ный баланс
Взято, % (масс.) Сырье 100,0 100,0 100,0 100,0
Итого 100,0 100,0 100,0 100,0
Получено, % (масс.) Газ 11,0 11,0 14,4 18,1
Бензин 16,0 7,0 16,8 0,9
Легкий газойль } 49,0 ) 47,0 20,6 21,1
Тяжелый газойль 32,8
Кокс 24,0 35,0 15,4 59,9
Итого 100,0 100,0 100,0 100,0
На рис. Ш-6 приведены материальные балансы
процесса замедленного коксования прямогонного
остатка и крекинг-остатка; выходы даны в зависи-
мости от плотности сырья (при 20°С) коксования.
РИС. 111-6. Материальные балансы коксования прямогонного
остатка (а) и крекинг-остатка (б)-.
1 — газ; 2 — бензин (фр. — 200 аС); 3 — кокс; 4 — остаток выше
200 °C; потери по разности (помимо обычных, также потери, имеющие
место при пропаривании кокса и прогреве коксовых камер).
Установка непрерывного коксования
в псевдоожиженном слое кокса
(термоконтактный крекинг)
Назначением процесса термоконтактного крекинга
(ТКК) является получение дистиллятов, богатых
ароматическими углеводородами, и газа, содержа-
щего до 50 % (об.) непредельных углеводородов.
В качестве сырья используют высокосернистые неф-
тяные остатки — гудрон вакуумной перегонки или
мазут атмосферной перегонки.
Процесс может быть направлен на получение
сырья для нефтехимии: увеличенного выхода газа,
более богатого непредельными углеводородами,
жидких продуктов, из которых могут быть выделены
бензол, толуол и нафталин. Тяжелые фракции могут
являться сырьем для производства технического
углерода. В этом случае режим процесса более жест-
кий: температура в реакторе 600 °C и коксонагрева-
теле 670—700 °C. Газойли коксования используют
на некоторых заводах (иногда после гидроочистки)
как компоненты сырья установки каталитического
крекинга.
Установка термоконтактного крекинга состоит из
реакторного блока (реактор, коксонагреватель, сепа-
ратор-холодильник кокса, воздуходувка и др.) и
блока разделения (парциальный конденсатор, ректи-
фикационная колонна, отпарная колонна , газосепа-
ратор). Технологическая схема установки представ-
лена на рис. Ш-7.
Сырье — гудрон, отводимый с низа вакуумной
колонны, или мазут с низа атмосферной колонны —
подается насосом 14 в реактор 11 через систему
распылителей 9 (форсуночного типа) под уровень
псевдоожиженного слоя частиц кокса, непрерывно
циркулирующих в реакторном блоке и обеспечиваю-
щих подвод тепла в реактор. Форсунки размещаются
обычно по высоте слоя в несколько ярусов, на круп-
ных установках их число достигает 100.
Процесс крекинга осуществляется на поверхности
горячих частиц кокса при температуре (600—620 °C).
Продукты коксования — газы и пары — по выходе
из слоя проходят через систему циклонных сепарато-
ров 12 для отделения коксовой пыли и поступают
в скруббер — парциальный конденсатор 13, который
для уменьшения закоксовывания передаточных ли-
ний расположен непосредственно на реакторе 11.
На верх скруббера в качестве орошения подается
охлажденный тяжелый газойль. За счет контакта
паров продукта с тяжелым газойлем конденсируются
наиболее тяжелые компоненты паров. Сконденсиро-
ванная смесь (рециркулят) забирается с низа скруб-
бера 13 и направляется насосом 15 в реактор И.
Частицы кокса-теплоносителя с отложившимся
на них тонким слоем образовавшегося в процессе
кокса (балансового кокса) опускаются в низ отпарной
секции реактора, при этом они продуваются встреч-
ным потоком водяного пара. Далее они перемещаются
по изогнутому трубопроводу 8 (пневмотранспорт)
в коксонагреватель 5. С помощью воздуходувки 1
под распределительную решетку 6 коксонагревателя
подается воздух в объеме, необходимом для нагрева
циркулирующего кокса до заданной температуры.
Кокс нагревается за счет теплоты сгорания части
балансового кокса. Продукты сгорания (дымовые
газы) проходят двухступенчатые циклоны 4, где от
них отделяются мелкие частицы кокса, и поступают
в паровой котел-утилизатор (на схеме не показан).
31
РИС. 111’7. Аппаратурно-технологическая схема установки термоконтактного крекинга в псевдоожиженном слое кокса:
/ — воздуходувка; 2 — топка; 3 — сепаратор-холодильник; 4, 12 — циклоны; 5 — коксонагреватель; 6 — распределительная решетка;
7,\8 — линии пневмотранспорта; 9 — распределители сырья; 10 — линия подачи «горячей струи»; 11 — реактор; 13 — парциальный конденсатор
(Скруббер); 14—16, 20, 21, 29 — насосы; 17, 22, 26, ,28 — аппараты воздушного охлаждения; 18 — ректификационная колонна; 19 — отпарная
колонна; 23 — холодильник; 24 — водогазоотделитель; 25 — теплообменник; 27 — парогенератор.
Нагретый в коксонагревателе 5 кокс возвращается
по изогнутому трубопроводу 7 (пневмотранспорт)
в реактор 11. Транспортирующей средой также
является водяной пар. Поскольку количество сжи-
гаемого кокса меньше вновь образующегося, то
избыток его в виде фракции более крупных частиц
непрерывно выводится из системы через сепаратор-
холодильник 3. Менее крупные частицы возвраща-
ются из сепаратора-холодильника в коксонагре-
ватель 5. Отделение мелких частиц кокса от крупных
обеспечивается с помощью водяного пара, подавае-
мого в низ сепаратора. Выходящий с низа сепаратора
3 кокс транспортируется водяным паром в приемник
(на схеме не показан). Размеры частиц кокса, цирку-
лирующего в реакторном блоке колеблются в преде-
лах от 0,075 до 0,300 мм, а частиц балансового
кокса — от 0,4 мм и выше.
Из коксонагревателя 5 к верхнему днищу реак-
тора 11 по линии 10 подается «горячая струя» частиц
кокса. Таким образом здесь повышается концентра-
ция частиц кокса в парах: частицы, механически
воздействуя на устья циклонов 12, предотвращают их
закоксовывание.
Пары бензина и воды, а также газ коксования,
выходящие с верха колонны 18, охлаждаются в аппа-
рате воздушного охлаждения 22 и холодильнике 23
и поступают в водогазоотделитель 24. Здесь про-
исходит разделение продуктов на жирный газ, неста-
бильный бензин и водный конденсат. Бензин насосом
29 частично подается как орошение на верхнюю та-
релку колонны 18, а балансовое его количество после
теплообменника 25 направляется на стабилизацию.
С низа отпарной колонны 19 насосом 21 выводится
легкий газойль. Обычно он используется как тепло-
носитель в теплообменнике 25 для нагрева нестабиль-
ного бензина (этот бензин передается в блок физи-
ческой стабилизации, который на схеме не показан).
Далее легкий газойль доохлаждается в холодильнике
воздушного охлаждения 26 и выводится с установки.
Тяжелый газойль выводится с низа колонны 18,
насосом 20 прокачивается через парогенератор 27
и аппарат воздушного охлаждения 28. Частично
тяжелый газойль используется как орошение в скруб-
бере 13, а балансовое его количество отводится
с установки.
Избыток тепла отводится из колонны 18 промежу-
точным циркуляционным орошением (насос 16 и
аппарат воздушного охлаждения 17). Топка 2 под
давлением служит для разогрева системы при пуске.
Технологический режим реакторного блока-.
Температура в слое, °C
реактора....................................... 510—540
коксонагревателя...................... 600—620
Давление в реакторе и коксонагревателе, МПа. . 0,14—0,16
Кратность циркуляции кокс : сырье ........... 7—8
Массовая скорость подачи сырья, ч-1............ 0,6—1,0
Ниже приводятся выходы продуктов коксования
при переработке мазута и гудрона ромашкинской
нефти:
Показатели Мазут Гудрон
Характеристика сырья Плотность при 20 °C, кг/м3 967 1025
Коксуемость, % (масс.) 11,5 19,0
Содержание серы, % (масс.) 2,55 3,15
Материальный баланс Взято, % (масс.) Сырье 100,0 100,0
Итого 100,0 100,0
32
Глава IV
Термокаталитические процессы
Каталитический крекинг
Одно из ведущих мест среди вторичных процес-
сов нефтепереработки принадлежит процессу ката-
литического крекинга тяжелых дистиллятных фрак-
ций на мелкодисперсных катализаторах. Целевым
назначением процесса является получение высоко-
октанового бензина. Газы, богатые бутан-бутиле-
новой и пропан-пропиленовой фракциями, находят
широкое применение в качестве сырья для производ-
ства высокооктанового компонента бензина — ал-
килата, а также в производстве синтетического кау-
чука и в нефтехимии.
Легкий газойль каталитического крекинга ис-
пользуют как компонент дизельного топлива. Тя-
желый газойль с высоким содержанием полицикли-
ческих ароматических соединений имеет, широкое
применение как сырье для получения дисперсного
технического углерода, игольчатого кокса, а также
в качестве компонента мазутов.
Основным сырьем крекинга являются вакуумные
газойли широкого фракционного состава, например
с температурами выкипания от 300 до 500 °C. В по-
следние годы стали применять утяжеленные вакуум-
ные газойли с температурой конца кипения до 550
и даже 590 °C. Для расширения ресурсов сырья ис-
пользуют и сырье вторичного происхождения, в ча-
стности газойли коксования [1, 2].
Сырье каталитического крекинга должно обла-
дать низкой коксуемостью (не более 0,5 % масс.),
т. е. содержать немного полициклических аромати-
ческих углеводородов и смолистых веществ, вызы-
вающих быстрое закоксовывание катализатора.
Кроме того, в сырье должно быть обеспечено низкое
(не более 20—25 г/т) содержание металлов, способ-
' ных дезактивировать (отравлять) катализатор. В на-
стоящее время разрабатывают способы предваритель-
ной деметаллизации сырья. Зольность сырья кре-
кинга обычно находится в пределах 0,006—0,007 %
(масс.) [3, 4].
Использование сернистого сырья вызывает не-
обходимость его гидроочистки. Последние проекты
предусматривают оснащение установок каталити-
ческого крекинга блоком гидроочистки, в котором
соединения серы удаляются в виде сероводорода,
а также происходит общее облагораживание сырья —
очистка от соединений азота и кислорода. Содержа-
ние серы в сырье после гидроочистки снижается до
0,1—0,3 % (масс.).
На установках крекинга широко применяют
высокоактивные цеолитсодержащие катализаторы,
в которых от 10 до 25 % (масс.) кристаллических
алюмосиликатов в массе аморфной матрицы. Это поз-
воляет значительно увеличить выход бензина и по-
высить его октановое число до 82—84 (моторный ме-
тод) или 92—94 (исследовательский метод), а также
уменьшить время контакта. Катализатор должен
иметь определенный гранулометрический состав, раз-
витую поверхность, высокие пористость и механиче-
скую прочность.
Ниже приведены характеристики цеолитсо-
держащих катализаторов аморфного и марки
АШНЦ-З (числитель — свежий, знаменатель — рав-
новесный):
Показатели Аморфный АШНЦ-З
Насыпная плотность, г/м3 ........... 0,700/0,770 0,665/0,718
Индекс активности ...................... 37/32 50/47
Индекс стабильности ................ 28/— 50/—
Прочность шарика, Н..................... 19/27 18/23
Удельная поверхность, №/г .... 365/240 260/195
Удельный объем пор, см3/г .... 0,555/0,375 0,520/0,407
Средний радиус пор, нм.............. 4,2/3,2 3,3/4,2
Под глубиной каталитического крекинга пони-
мается общий выход продуктов (в % масс.), за исклю-
чением либо тяжелого газойля, либо суммы легкого
и тяжелого газойлей. Крекинг можно проводить
с различной глубиной; в одних случаях процесс
направлен на получение максимального выхода бен-
зина (вариант I), в других —наряду с бензином
получают максимальный выход средних дистилля-
тов (вариант II) [5]:
Продукты Вариант I Вариант II
Сухой газ . . . . 3,0 1,8
Пропан . . . . 1,5 0,6
Пропилен . . . . 4,1 2,3
Изобутан . . . . 5,1 2,8
н-Бутан . . . . 0,9 0,5
Бутилены ... 7,5 3,4
Бензин (С5—221 °C) ... 59,6 38,3
Легкий газойль , . . . 7,2 39,3
Тяжелый газойль . . . 3,5 3,5
Кокс . . . . 7,6 7,5
Итого ............. 100,0 100,0
Выходы продуктов каталитического крекинга и
их качество весьма существенно зависят от природы
сырья — содержания в нем ароматических, нафте-
новых и парафиновых углеводородов [6]:
Показатели Арома- тическое сырье Нафте- новое сырье Парафи- нистое сырье Деас- фаль- тизат Гидро- очищен- ный де- асфаль- тнзат
Плотность при 20 °C , кг/м3 934 0 829,7 855,0 970,5 930,9
Содержание се- ры, % (масс.) 1,8 1,0 0,5 3,5 0,3
50 % (об.) вы- кипает, °C 429 421 432 570 545
Глубина кре- кинга, % (об.) .... 70 80 85 70 70
Выход, % (об.) бензина 54,2 65,0 68,0 58,5 61,0
£CS . . . 7,5 8,5 н,о 7,9 7,9
ес4 . . . 14,8 17,0 18,5 14,2 13,7
37
Важным фактором является и температура про-
цесса; с ее повышением выход продуктов крекинга
меняется следующим образом:
Температура, °C........................... 480 538
Глубина превращения, % (масс.)......... 77,15 78,35
Выход, % (масс.)
водорода................................ 0,02 0,05
метана................................ 0,31 0,71
этилена............................... 0,42 0,59
этана................................. 0,34 0,56
пропилена ............................ 2,72 4,81
пропана ............................. 1,28 1,14
бутиленов............................. 3,52 6,78
изобутана............................. 5,17 3,86
н-бутана ............................. 1,24 1,11
бензина.............................. 57,32 56,11
легкого газойля..................... 15,51 15,85
тяжелого газойля...................... 7,65 5,85
кокса................................. 4,81 2,58
Итого.......................................100,00 100,00
Материальный баланс крекинга малосернистых
дистиллятов на цеолитсодержащем катализаторе при-
веден ниже [7]:
Показатели Вакуумный дистиллят обычный Вакуумный дистиллят утяжеленный
Р е ж и м про ц е с с а
Температура в эоне реакции, °C . 530 530
Массовая скорость подачи сырья, ч" Массовое отношение катализатор: 1 20,5 22,0
: сырье 7 : 1 8 : 1
Материальный баланс
В з я т о, % (масс.) Сырье 100,0 100,0
Итого 100,0 100,0
Получено, % (масс.)
Газ до С4 включительно . . . . . . 17,4 14,1
в том числе
пропилен . . 4,52 3,73
пропан . . 0,92 0,65
бутилены . . 5,28 4,71
изобутан . . 3,82 2,59
и-бутан . . 0,85 0,54
Автобензин (Св—195 °C) . . 45,8 44,5
Фракция 195—270 °C . . 6,9 6,5
Фракция 270—350 °C . . . 12,6 13,7
Фракция >350 °C 11,8 14,7
Кокс (выжигаемый) . . 4,5 5,5
Потери 1,0 1,0
Итого . . 100,0 100,0
Установка каталитического крекинга
с прямоточным реактором
Технологическая схема установки каталитиче-
ского крекинга с прямоточным реактором приведена
на рис. IV-1. Установка включает следующие блоки:
гидроочистки сырья — вакуумного дистиллята, ка-
талитического крекинга, ректификации, газофрак-
ционирования и стабилизации бензина. Сырье —
гидрогенизат, поступающий из секции гидроочи-
стки, — насосом 1 подается в змеевик печи 2 и за-
тем перед входом в реактор 11 смешивается с рецир-
38
кулятом и водяным паром, подаваемым на распи-
ливание. В нижней зоне прямоточного реактора 11
сырье, контактируя с горячим регенерированным
катализатором, испаряется и подвергается кре-
кингу. Основная масса катализатора отделяется от
продуктов реакции в реакторе-сепараторе 10.
Предложены различные способы отделения про-
дуктов реакции от катализатора. Так, на одной из
отечественных установок верхняя часть прямоточ-
ного реактора расширена (так называемый реактор
с форсированным псевдоожиженным слоем). Ско-
рость потока газов и паров в нем составляет при-
мерно 2 м/с. За счет меньшей скорости по сравнению
со скоростью в лифт-реакторе происходит отделе-
ние основной массы катализатора от газов и паров,
которое завершается в реакторе-сепараторе, а затем
в циклонах и электрофильтрах.
Катализатор, пройдя зону отпаривания водяным
паром, по транспортной линии 5 поступает в ре-
генератор 6 с псевдоожиженным слоем катали-
затора, куда одновременно воздуходувкой 3 через
горизонтальный распределитель подается воздух,
необходимый для регенерации катализатора. Ре-
генерированный катализатор по трубопроводу 7
опускается в узел смешения с сырьем. Пары про-
дуктов крекинга и газы регенерации отделяются от
катализаторной пыли в соответствующих двухсту-
пенчатых циклонах и объединяются в сборных ка-
мерах, расположенных в верхней части аппаратов 6
и 10. Газы регенерации проходят паровой котел-
утилизатор 9, где их тепло используется для выра-
ботки водяного пара. Затем они очищаются от
остатков пыли в электрофильтре 8 и выводятся в ат-
мосферу через дымовую трубу (на схеме не показана).
Парообразные продукты крекинга направляются
в нижнюю отмывочно-сепарационную секцию рек-
тификационной колонны 13. Здесь продукты кре-
кинга разделяются. В нижней части колонны от па-
ров отделяется увлеченная катализаторная пыль,
кроме того, происходит конденсация тяжелой части
паров (за счет подачи нижнего орошения насосом 15).
Легкий и тяжелый газойли выводятся из соответст-
вующих точек колонны 13 в отпарные колонны 19
и 19', затем насосами 18 и 22 прокачиваются через
теплообменники 12 и аппараты воздушного охлаж-
дения 20 и выводятся с установки. Часть тяжелого
газойля подается в узел смешения с катализатором
(на рециркуляцию). С низа колонны 13 насосом 17
смесь тяжелых углеводородов с катализаторной пы-
лью откачивается в шламоотделитель 14. Шлам за-
бирается с низа аппарата 14 насосом 16 и возвра-
щается в реактор, а с верха шламоотделителя вы-
водится ароматизированный тяжелый газойль (де-
кантат).
Из колонны 13 сверху отводятся пары бензина,
углеводородные газы и водяной пар; они поступают
в аппарат воздушного охлаждения 20, газоводоот-
делитель 21, где газ отделяется от конденсата бен-
зина и воды. Бензин насосом 23 частично возвра-
щается в колонну 13 в качестве острог о орошения,
а балансовое его количество направляется на стаби-
лизацию (для отделения растворенных газов).
В период пуска установки воздух в регенератор
подается через топку 4, в которой для его нагрева
под давлением сжигается топливо. В теплообмен-
никах 12 тепло отходящих потоков используется
для нагрева исходного сырья, поступающего в сек-
цию гидроочистки.
Водяной пар
РИС. IV-I. Технологическая схема установки каталитического крекинга с прямоточным реактором:
1, 15—18, 22, 23 — насосы; 2 — трубчатая печь; 3 — воздуходувка; 4 — топка; 5 — линия транспорта закоксованного катализатора; 6 — реге-
нератор; 7 — линия транспорта регенерированного катализатора; 8 — электрофильтр* 9 — котел-утилизатор; 10 — реактор-сепаратор; 11 пря-
моточный реактор; 12 — теплообменники; 13 — ректификационная колонна; 14 — шламоотделнтель; 19, 19* — отпарные колонны; 20 — аппараты
воздушного охлаждения; 21 — газоводоотделитель.
Режим работы реакторного блока:
Показатели Прямоточный реактор • Реактор- сепаратор Регенератор
Температура, °C 515—545 490—500 650—700
Давление, МПа 0,15—0,20 0,15—0,20 0,20—0,30
Скорость паров, м/с — 0,4—0,7 0,9—1,0
Массовая скорость по- 18—20 — .—
дачи сырья, ч-1 Расход пара на сырье, 0—1,0 — —
% (масс.) Скорость суспензии, 6—8 — —
М/С Плотность взвеси, 40—60 400—450 450—500
кг/м 3 Скорость выжига кок- — — 30—50
са, кг/(т*ч) Расход воздуха на вы- — — 10—12
жиг 1 кг кокса, м3
• Диаметр прямоточного реактора в зависимости от его произ-
водительности по сырью составляет 0,5—1,5 м, высота 25—30 м; время
пребывания взвеси 2—6 с; время регенерации катализатора 5—7 мин.
Установка каталитического крекинга 1-А/1-М
В схеме установки (рис. IV-2) имеются следую-
щие блоки: реакторный (реактор и регенератор,
соединенные транспортными линиями), погонораз-
делительный (основная колонна, отпарные колонны,
газоводоотделитель) и нагревательный (печь, тепло-
обменники, холодильники). Сырье насосом 22 по-
дается через теплообменные аппараты 21, где нагре-
вается за счет тепла отходящих потоков примерно
до 200 °C, в змеевик печи 9. Нагретое в печи до 260—
270 °C сырье поступает в узел смешения с катализа-
тором. Полученная суспензия под давлением водя-
ного пара перемещается по наклонному лифт-ре-
актору 6 в реактор-сепаратор 7. Одновременно в дру-
гой узел смешения подается рециркулят и по стояку 5
поступает в псевдоожиженный слой реактора 7.
Продукты крекинга (газы и пары), пройдя систему
двухступенчатых циклонов, где улавливается ката-
лизаторная пыль, вводятся в низ ректификацион-
ной колонны 13.
Из отпарной секции реактора 7 закоксованный
катализатор транспортируется в регенератор 1 по
линии 3\ сюда же подается воздух для выжига кокса
с поверхности катализатора. Регенерированный ка-
тализатор по стоякам 2 и 4 спускается в узлы сме-
шения с сырьем и рециркулятом. Газы регенерации,
пройдя систему двухступенчатых циклонов регенера-
тора, выводятся из аппарата сверху.
В колонне 13 продукты крекинга разделяются на
газ, бензин, легкий и тяжелый газойли. Газ, пары
бензина и водяной пар выводятся сверху, охлаж-
даются в аппарате воздушного охлаждения 18 и
поступают в газоводоотделитель 19.Бензин насосом 20
частично подается в качестве орошения в верхнюю
часть колонны 13, остальная его часть направляется
в блок стабилизации, а газ — в секцию фракциони-
рования.
Боковые погоны колонны 13 — легкий и тяже-
лый газойли — выводятся из колонны в соответст-
вующие секции отпарной колонны 14. С низа секции
эти фракции забираются насосами 17 и 16, прокачи-
39
РИС. IV-2. Технологическая схема установки каталитического крекинга 1-А/1-М:
1 — регенератор; 2, 4 — линии транспорта регенерированного катализатора (стояки); 3 — линия транспорта закоксованного катализатора;
5, 6 — лифт-реакторы; 7 — реактор-сепаратор; 8, 21 — теплообменники; 9— трубчатая печь; 10 — 12, 16, 17, 20, 22 — насосы; 13 — ректификаци-
онная колонна; 14 — отпарная колонна; 15 ~ шламоотделитель; 18 — аппараты воздушного охлаждения; 19 — газоводоотделитель.
ваются через теплообменники 21, где за счет их тепла
нагревается сырье, затем через аппараты воздушного
охлаждения 18 выводятся с установки в резервуары.
Часть тяжелого газойля насосом 16 подается в узел
смешения с регенерированным катализатором в виде
рециркуляра,
В нижнюю секцию колонны 13 в качестве ороше-
ния подается тяжелый газойль, выводимый насосом 11
и прокачиваемый через аппарат 5; ввод этого оро-
шения предотвращает унос катализаторной пыли.
С низа колонны 13 отбирается смесь катализатор-
ной пыли с тяжелыми жидкими продуктами кре-
кинга, которая поступает в шламоотделитель 15.
Отсюда шлам насосом 12 возвращается в реактор 7,
а декантат — ароматизированный тяжелый газойль
крекинга —отводится с установки.
В колонну 13 подается циркуляционное проме-
жуточное орошение, которое отбирается из средней
части колонны, насосом 10 прокачивается через
теплообменник 8 и возвращается на расположенную
выше тарелку.
Режим работы установки:
Реактор
Температура, °C............................... 450—510
Давление, МПа................................. 0,15—0,20
Массовая скорость подачи сырья, ч'1 ........ 1,2—3,0
Кратность циркуляции катализатора............. 2—10
Регенератор
Температура, °C................................. 620—630
Давление, МПа................................. 0,2—0,3
Каталитический риформинг и изомеризация
Одним из процессов, позволяющим улучшить
качество бензинов, а также получить ценные моно-
меры, является каталитический риформинг, широко
распространенный в современной нефтепереработке.
В настоящее время работают в основном установки
каталитического риформинга на платиновом катали-
заторе, так называемый платформинг.
Назначение процесса — производство высоко-
октанового базового компонента автомобильных бен-
зинов, а также получение индивидуальных аромати-
ческих углеводородов: бензола, толуола, ксилолов.
В результате процесса получают и водородсодер-
жащий газ (технический водород), используемый
далее в процессах гидроочистки топлив, масляных
и других фракций, а также на установках гидро-
крекинга.
Сырьем для каталитического риформинга служат
бензиновые фракции прямой перегонки: широкая
фракция 85—180 °C для получения высокооктано-
вого бензина, фракции 62—85, 85—115 и 115—150 °C
для получения бензола, толуола и ксилолов соответ-
ственно. Иногда к прямогонной широкой бензи-
новой фракции добавляют низкооктановые бензины
коксования, термического крекинга. Сера, содер-
жащаяся в сырье, вызывает отравление (дезакти-
вацию) катализатора, поэтому платформингу обычно
предшествует гидроочистка сырья. Минимальная
40
степень дезактивации катализатора достигается при
использовании сырья, содержащего 0,01 % (масс.)
серы.
При каталитическом риформинге углеводороды
нефтяных фракций претерпевают значительные прев-
ращения, в результате которых образуются арома-
тические углеводороды. Это—дегидрирование ше-
стичленных нафтеновых углеводородов, дегидроизо-
меризация алкилированных пятичленных нафтенов
и дегидроциклизация парафиновых углеводородов;
одновременно протекают реакции расщепления и
деалкилирования ароматических углеводородов, а
также их уплотнения, которые приводят к отложе-
нию кокса на поверхности катализатора. Для пре-
дотвращения закоксовывания катализатора и ги-
дрирования образующихся при крекинге непредель-
ных углеводородов в реакторе поддерживается дав-
ление водорода 3—4 МПа при получении высоко-
октанового бензина и 2 МПа — при получении ин-
дивидуальных ароматических углеводородов.
Все основные реакции протекают с отрицательным
тепловым эффектом (с поглощением тепла), причем
суммарный тепловой эффект процесса определяется
глубиной превращения углеводородов. В ходе про-
цесса температура (480—520 °C) снижается, и даль-
нейшего превращения сырья не происходит. Поэ-
тому для полного превращения сырья необходим
промежуточный подогрев смеси непревращенного
сырья и продуктов реакции и использование не-
скольких последовательных реакторов (обычно трех).
Выход высокооктанового компонента бензина со-
ставляет 80—88 % (масс.), его октановое число
80—85 (моторный метод) против 30—40 для сырья.
Основным промышленным катализатором про-
цесса риформинга является алюмоплатиновый ката-
лизатор (0,3—0,8 % масс, платины на оксиде алю-
миния); в последние годы наряду с платиной на ос-
нову наносится рений. Применение более активного
биметаллического платино-рениевого катализатора
позволяет снизить давление в реакторе с 3—4 до
0,70—1,4 МПа. Катализатор имеет форму цилиндров
диаметром 2,6 мм и высотой 4 мм.
В настоящее время наиболее распространен плат-
форминг в стационарном слое катализатора (нере-
генеративный способ); продолжительность работы
катализатора между регенерацией достигает 360 сут.
В последнее время уделяется внимание процессу
платформинга с непрерывной регенерацией движу-
щегося катализатора. В этом процессе три реактора
расположены друг над другом и выполнены в виде
одной конструкции. Катализатор из первого (верх-
него) реактора перетекает во второй, затем в третий.
Из последнего реактора катализатор подается в спе-
циальный регенератор и после регенерации вновь
поступает в первый реактор. Таким образом осу-
ществляется непрерывный процесс, при этом удается
поддерживать более высокий средний уровень актив-
ности катализатора, чем в системах со стационарным
катализатором.
Установка риформинга со стационарным слоем
катализатора
Технологическая схема установки риформинга
со стационарным слоем катализа приведена на
рис. IV-3. Установка включает следующие блоки",
гидроочистки сырья, очистки циркуляционного
газа, каталитического риформинга, сепарации га-
зов и стабилизации бензина.
Сырье насосом 12 под давлением (4,7 МПа) по-
дается на смешение с циркулирующим газом гидро-
очистки и избыточным водородсодержащим газом
риформинга. Эта газосырьевая смесь подогревается
в отдельной секции печи 16 (до 425 °C) и'поступает
в реактор гидроочистки 15. В реакторе на алюмо-
кобальтмолибденовом катализаторе разрушаются
присутствующие в сырье соединения серы, которые
удаляются затем в виде сероводорода. Одновременно
происходит очистка сырья от соединений азота и
кислорода.
Из реактора 15 парогазовая смесь выходит снизу,
охлаждается в кипятильнике 10 и холодильнике 14
и с температурой 35 °C поступает в газосепаратор 8.
Здесь смесь разделяется на жидкий гидрогенизат
и циркуляционный газ. Газ поступает в абсорбер 2
снизу на очистку от сероводорода с помощью раствора
моноэтаноламина (МЭА), затем компрессором 11
сжимается до давления 4,7—5,0 МПа и возвращается
в систему гидроочистки. Избыток циркуляционного
газа сжимается компрессором 1 ло давления 6 МПа
и выводится с установки.
Гидрогенизат из сепаратора 8 охлаждается в теп-
лообменнике 9 и поступает в отпарную колонну 7.
С верха колонны выводятся сероводород, углеводо-
родные газы и водяные пары, которые после конден-
сации и охлаждения в аппарате 6 направляются
в сепаратор 4. С низа сепаратора 4 конденсат заби-
рается насосом 5 и возвращается в колонну 7. Го-
ловной продукт (сероводород и углеводородные газы)
из сепаратора поступает в колонну 3, где он очи-
щается от сероводорода с помощью раствора МЭА.
С верха колонны 3 пары направляются во фракцио-
нирующий абсорбер 27.
Гидрогенизат выводится из колонны 7 снизу и
после кипятильника 10 и теплообменника 9 направ-
ляется насосом 13 в блок платформинга, предвари-
тельно смешиваясь с циркулирующим водород-
содержащим газом. Газопродуктовая смесь подо-
гревается вначале в теплообменнике 20, затем в со-
ответствующей секции печи 16 и с температурой
500—520 °C поступает в реактор 19. Последующий
ход смеси — реакторы 18 и 17, причем перед каждым
из реакторов она подогревается в змеевиках печи 16.
Наконец, из последнего реактора 17 газопродукто-
вая смесь направляется в теплообменник 20 и холо-
дильник 21, где охлаждается до 30 °C, и поступает
в сепаратор высокого давления 22 (3 2—3 3 МП г)
для отделения циркуляционного газа от катализа-
тора.
Циркуляционный газ под давлением 5 МПа ком-
прессором 24 возвращается в систему платформинга,
а избыток его — в систему гидроочистки. Нестабиль-
ный катализат из сепаратора 22 поступает в сепара-
тор низкого давления 23 (давление 1,9 МПа). Вы-
делившийся из катализата углеводородный газ вы-
ходит с верха сепаратора и смешивается с углеводо-
родным газом гидроочистки перед входом во фрак-
ционирующий абсорбер 27. В этот же абсорбер на-
сосом 25 подается и жидкая фаза из сепаратора 23.
Абсорбентом служит стабильный катализат (бен-
зин). В абсорбере 27 при давлении 1,4 МПа и тем-
пературе внизу 165 °C и вверху 40 °C отделяется
сухой газ.
Нестабильный катализат насосом 26 прокачи-
вается через теплообменник 31 и подается в ко-
лонну 34, где и происходит его стабилизация. Часть
продукта для поддержания температуры низа в ап-
41
й an. 21
паратах 27 и 34 циркулирует через соответствующие
секции печи 28. Головная фракция стабилизации
после охлаждения и конденсации в аппарате 32
поступает в приемник 33, откуда насосом 35 частично
возвращается в колонну на орошение, а избыток вы-
водится с установки.
Стабильный бензин с низа колонны 34 после ох-
лаждения в теплообменниках 31 и 30 насосом 29
подается во фракционирующий абсорбер 27; избыток
его выводится с установки.
Режим работы установки:
Температура, °C.............................. 480—520
Давление, МПа................................ 3—4
Объемная скорость подачи сырья, ч*1 ......... 1,5—2,0
Кратность циркуляции водородсодержащего газа,
м3/м3 сырья................................... 1500
Распределение катализатора по ступеням .... 1:2:4
Установка риформинга с движущимся слоем
платинового катализатора
В процессе платформинга фирмы UOP (США)
с движущимся катализатором, циркулирующим
между реактором и регенератором, три реактора рас-
положены друг над другом и выполнены в виде од-
ного колонного аппарата, разного диаметра по вы-
соте. Катализатор из первого (верхнего) реактора
перемещается во второй, а из второго в третий. Из
нижнего реактора катализатор транспортируется
в регенератор. . Технологическая схема установки
представлена на рис. IV-4. Сырье насосом 5 подается
в продуктовый теплообменник 6, предварительно
смешиваясь с циркуляционным водородсодержащим
газом, а затем поступает в змеевик первой секции
многосекционной печи 7. Нагретая до 520 °C газо-
сырьевая смесь вводится в реактор 2.
42
Промежуточный подогрев реакционной смеси осу-
ществляется в змеевиках следующих секций печи 7.
Продукты реакции по выходе из реактора 4 снизу
проходят систему регенерации тепла (теплообмен-
ник 6 и водяной холодильник 8), В отличие от обыч-
ных схем разделение жидкой и газовой фаз происхо-
дит в газосепараторе 9 низкого давления (1 МПа).
Газ из аппарата 9 компримируется компрессором 15
до давления 1,5 МПа, смешивается с жидкой фазой,
подаваемой насосом 11, смесь охлаждается в холо-
дильнике 13 и разделяется в газосепараторе высо-
кого давления 12. Такая последовательность сепа-
рации, вызванная низким давлением в реакционной
зоне, уменьшает унос бензина с водородсодержащим
газом и повышает содержание в газе водорода.
Водородсодержащий газ компрессором 10 по-
дается в блок гидроочистки сырья и на циркуляцию
в узел смешения с сырьем платформинга перед тепло-
обменником 6. Балансовое количество водородсодер-
жащего газа выводится с установки.
В колонне 18 осуществляется стабилизация ката-
лизата. Головная фракция стабилизации после ох-
лаждения и конденсации в аппарате 19 отделяется
в газосепараторе 20 от сухого газа и подается насо-
сом 21 на орошение стабилизатора 18, а балансовое
количество выводится с установки. Для подвода
тепла в низ стабилизационной колонны 18 служит
трубчатая печь 17. Нижний продукт колонны 18 —
стабильный катализат — выводится с установки че-
рез аппарат 14.
Из реактора 4 снизу вся масса отработанного
катализатора транспортируется в секцию регенера-
ции 1, где и происходит последовательный выжиг
кокса, оксихлорирование (для разукрупнения кри-
сталлитов платины) и добавление хлоридов (промо-
торов). Регенерированный катализатор после ох-
из ап. 3
Сухой, газ
риформинга со стационарным слоем катализатора:
6 — конденсатор-холодильник; 7 — отпарная колонна; 8, 22» 23 — газосепараторы; 9, 20, 30, 31 — теплообменники; 10 — кипятильник;
щнй абсорбер; 28 — трубчатая печь; 32 — аппарат воздушного охлаждения; 33 — приемник; 34 — стабилизационная колонна (стабилизатор)
аждения подается на верх реактора 2. Используе-
ый в качестве транспортирующего газа водород
эсстанавливает катализатор после пребывания его
окислительной среде регенератора. Систему реге-
грации при необходимости можно отключить от
гактора без нарушения режима работы установки.
Режим работы реакторов:
Температура, °C ............................ 490—520
Давление, МПа............................... 1,2—1,3
Объемная скорость подачи сырья, ч-1 ....... 1,5—2,0
Кратность циркуляции водородсодержащего газа,
м3/м3 сырья.................................. 1500—1800
Распределение катализатора по реакторам ... 1:2:4
РИС. IV-4. Технологическая схема установки риформинга с движущимся слоем катализатора:
— секция f регенерации; 2—4 — реакторы платформинга; 5, 11, 16, 21 —насосы; 6, 14 — теплообменники; 7 —многосекционная печь;
13 — холодильники; 9, 12 — газосепараторы низкого и высокого давления; 10, 15 — компрессоры; 18 — стабилизационная колонна (стабилиза-
тор); 17 — трубчатая печь; 19 — аппарат воздушного охлаждения; 20 — газосепаратор.
43
Установка каталитической изомеризации пентанов
и гексанов
Процесс каталитической изомеризации предназна-
чен для получения высокооктановых компонентов
бензина, а также сырья для нефтехимической про-
мышленности. Сырьем являются «-бутан, легкие
прямогонные фракции н. к. —62 СС, рафинаты ката-
литического риформинга, «-пентан и н-гексан или
их смеси, выделенные при фракционировании газов.
Процесс проводят в среде водородсодержащего газа
[10].
Основными катализаторами являются: катализа-
тор Фриделя—Крафтса, сульфид вольфрама, би-
функциональные, цеолитсодержащие с благород-
ными металлами и комплексные. Наиболее распро-
странены в настоящее время бифункциональные
катализаторы, содержащие платину или палладий
на кислотном носителе (оксид алюминия, цеолит).
В зависимости от применяемого катализатора
режим процесса изомеризации может меняться в ши-
роких интервалах:
Температура, °C................................ 0—480
Давление, МПа............................... 1,4—10,5
Объемная скорость подачи сырья, ч-1 ........ 1,0—6,0
Мольное отношение водород : сырье .......... (2ч-6) : 1
Выход целевого продукта — изомеризата с ок-
тановым числом 88—92 (исследовательский метод) —
составляет 93—97 % (масс.); побочным продуктом
процесса является сухой газ, используемый как топ-
ливный.
Установка изомеризации состоит из двух бло-
ков — ректификации и изомеризации. В блоке рек-
тификации сырье предварительно разделяется на
пентановые и гексановые фракции, направляемые
на изомеризацию, после которой проводится стаби-
лизация полученного продукта и выделение из него
товарных изопентана и изогексана. В блоке изоме-
ризации получают изомеризаты.
На рис. IV-5 приведена технологическая схема
установки изомеризации фракции н. к. —62 °C, со-
держащей 27,5 % (масс.) изопентана, 44 % (масс.)
«-пентана и 26,2 % (масс.) изогексанов, на алюмо-
платиновом катализаторе, промотированном фто-
ром.
Сырье (смесь исходной фракции и рециркулирую-
щего пентанового изомеризата), а также насыщенный
абсорбент из абсорбера 17 поступают на разделение
в ректификационную колонну 8. Из колонны 8
сверху отделяется изопентановая фракция, подверга-
ющаяся дальнейшей ректификации в бутановой ко-
лонне 5, а нижний продукт колонны 8 поступает
в ректификационную пентановую колонну 9. Ниж-
ний продукт этой колонны направляется на разде-
ление в, изогексановую колонну 10. Отбираемая из
колонны 9 сверху пентановая фракция, содержа-
щая около 91 % (масс.) «-пентана, смешивается с во-
дородсодержащим газом, нагревается в теплообмен-
нике 6 и далее через змеевики трубчатой печи 12
поступает в реактор изомеризации 11.
Продукты реакции охлаждаются в теплообмен-
нике 6, холодильниках/ иЗи поступают в сепаратор 2.
Циркулирующий газ из сепаратора направляется
в адсорбер 14, а изомеризат после стабилизации
в колонне 16 в смеси с сырьем направляется на рек-
тификацию в колонну 8.
РИС. IV-5. Технологическая схема установки изомеризации:
1 — насосы; 2 — сепараторы; 3 — водяные холодильники; 4 — кипятильники; 5..8 — 10, 16 — колонны; 6 — теплообменники; 7 — аппараты воз-
душного охлаждения; 11 — реактор; 12 — трубчатая печь; 13 — сборники; 14 — адсорбер-осушитель; 15 — компрессор; 17 — абсорбер.
44
Для подавления кислотной функции катализа-
тора свежий водород и циркулирующий газ предва-
рительно подвергают осушке на цеолитах типа NaA
в адсорбере 14. Концентрация водорода в циркули-
рующем газе составляет 80—85 % (об.), расход во-
дорода на процесс составляет 0,1—0,3 % (масс.)
на сырье. Катализатор регенерируют каждые 3—4мес.
путем выжига кокса.
Изопентан извлекается из газов стабилизации
в абсорбере 17, на верх которого в качестве ороше-
ния подается часть циркулирующей гексановой фрак-
ции.
Основным продуктом установки является изо-
пентановая фракция чистотой 95 % (масс.). Окта-
новое число исходного дистиллята после изомери-
зации пентановой фракции повышается с 79 до 90
(исследовательский ^етод). В общем случае сктано-
вое число легкой фракции можно повысить с по-
мощью изомеризации на 15—20 единиц.
Технологический режим установки:
Температура, °C.......................... 380—450 °C
Давление, МПа................................. 3,5
Объемная скорость подачи сырья, ч-1 1,5
Мольное отношение водород : н-пептан.......... 3:1
Кратность циркуляции .водородсодержащего газа,
м3/м3 сырья................................ 880
Кратность рециркуляции пентанового изомеризата 1,25
Температура и давление в колоннах приведены
ниже:
Показатели Колон- Колон - Колон - Колон
Температ ща, °C на 5 на 8 на 9 на 16
эвап< ратора . . 55 90 84 84
верх 1 82 77 74 68
низа 100 110 НО • 104
Давление, МПа . . . 0,6 0,5 0,3 0,15
Глава V
Гидрогенизационные процессы
Гидроочистка и гидрообессеривание
Основной целью процесса гидроочистки и гидро-
обессеривания топливных дистиллятов является
улучшение качества последних за счет удаления та-
ких нежелательных компонентов, как сера, азот,
кислород, металлорганические соединения и смо-
листые вещества, непредельные соединения.
Гидроочистку и гидрообессеривание бензиновых
фракций проводят с целью подготовки сырья для
установки каталитического риформинга. Такая пред-
варительная обработка способствует улучшению не-
которых важных показателей процесса риформинга,
а именно: глубины ароматизации сырья, октанового
числа получаемого бензина, а также увеличению
срока службы катализатора [1 ].
Гидроочистку керосиновых и дизельных фракций
проводят с целью снижения содержания серы до
норм, установленных стандартом, и для получения
товарных топливных дистиллятов с улучшенными
характеристиками сгорания и термической стабиль-
ности. Одновременно снижается коррозионная аг-
рессивность топлив и уменьшается образование осад-
ка при их хранении.
Подвергаемые гидроочистке бензиновые фрак-
ции имеют различные температурные пределы выки-
пания в зависимости от дальнейшей их переработки:
из фракций 85—180 и 105—180 °C —обычно путем
платформинга получают высококачественные бен-
зины, а из фракций 60—85, 85—105, 105—140 и
130—165 °C—концентраты соответственно бен-
зола, толуола и ксилолов. Основным продуктом,
получаемым при гидроочистке бензиновых фракций,
является стабильный гидрогенизат, выход которого
составляет 90—99 % (масс.), содержание в гидро-
генизате серы не превышает 0,002 % (масс.).
Типичным сырьем при гидроочистке керосиновых
дистиллятов являются фракции 130—240 и 140—
230 °C прямой перегонки нефти. Однако при полу-
чении некоторых видов топлив верхний предел вы-
кипания может достигать 315 °C. Целевым продук-
том процесса является гидроочищенная керосиновая
фракция, выход которой может достигать 96—97%
(масс.). Кроме того, получаются небольшие коли-
чества низкооктановой бензиновой фракции (от-
гон), углеводородные газы и сероводород.
Одной из важных областей применения гидро-
очистки является производство малосернистого ди-
зельного топлива из соответствующих дистиллятов
сернистых нефтей. В качестве исходного дистиллята
обычно используют керосин-газойлевые фракции
с температурами выкипания 180—330, 180—360
и 240—360 °C (метод разгонки стандартный). Вы-
ход стабильного дизельного топлива с содержанием
серы не более 0,2 % (масс.) составляет 97 % (масс.).
Побочными продуктами процесса являются низко-
октановый бензин (отгон), углеводородный газ, серо-
водород и водородсодержащий газ.
Гидроочистке нередко подвергают дистилляты
вторичного происхождения (газойли коксования,
каталитического крекинга, висбрекинга и т. п.) как
таковые или чаще в смеси с соответствующими прямо-
гонными дистиллятами.
Процесс гидроочистки осуществляют на алюмо-
кобальтмолибденовом (А1—Со—Мо) или на алюмо-
никельмолибденовом (А1—Ni—Мо) катализаторе при
условиях, приведенных ниже:
Показатели Бензин овые фракции Керосиновые фракции Дистилляты дизельн ых топлив
Катализатор Температура, °C Давление, МПа Объемная скорость по- дачи сырья, ч"1 Кратность циркуля- ции водородсодер- жащего газа, м3/м3 сырья А1—Со—Мо Al—Ni— Мо 380—420 2,5—5,0 1—5 100—600 А1—Со—Мо Al—Ni—Мо* 350—360 7,0 5—10 300—400 А1—Со—Мо А1—Ni—Мо 350—410 3,0—4,0 4—6 300—400
* Цеолитсодержащий.
45
Используемый водородсодержащий газ, как пра-
вило, получают с установки каталитического ри-
форминга; содержание в нем водорода колеблется
от 60 до 95 % (об.).
Технологические схемы промышленных устано-
вок гидроочистки имеют много общего и различаются
по мощности, размерам и технологическому оформ-
лению секций сепарации и стабилизации. В составе
промышленных комбинированных установок, на-
пример, на комбинированной установке ЛЦ-6у [2]
имеются секции для гидрообессеривания дистилля-
тов дизельных и реактивных топлив.
Установка гидроочистки дистиллята дизельного
топлива
Установка, предназначенная для гидроочистки
дистиллята дизельного топлива, технологическая
схема которой приведена на рис. V-1, включает ре-
акторный блок, состоящий из печи и одного реактора,
системы стабилизации гидроочищенного продукта,
удаления сероводорода из циркуляционного газа,
а также промывки от сероводорода дистиллята.
Процесс проводится в стационарном слое алюмо-
кобальтмолибденового катализатора.
Сырье, подаваемое насосом 1, смешивается с во-
дородсодержащим газом, нагнетаемым компрессо-
ром 16. После нагрева в теплообменниках 6 и 4
и в змеевике трубчатой печи 2 смесь при темпера-
туре 380 —425 °C поступает в реактор 3. Разность
температур на входе в реактор и выходе из него
не должна превышать 10 °C.
Продукты реакции охлаждаются в теплообмен-
никах 4, 5 и 6 до 160 °C, нагревая одновременно
газосырьевую смесь, а также сырье для стабилиза-
ционной колонны. Дальнейшее охлаждение газо-
продуктовой смеси осуществляется в аппарате воз-
душного охлаждения 7, а доохлаждение (примерно
до 38 °C) — в водяном холодильнике 8.
Нестабильный гидрогенизат отделяется от цир-
куляционного газа в сепараторе высокого давле-
ния 9. Из сепаратора гидрогенизат выводится снизу,
проходит теплообменник 10, где нагревается примерно
до 240 °C, а затем — теплообменник 5 и поступает
в стабилизационную колонну 11.
На некоторых установках проводится высокотем-
пературная сепарация газопродуктовой смеси.
В этом случае смесь разделяется при температуре
210—230 °C в горячем сепараторе высокого давле-
ния; уходящая из сепаратора жидкость поступает
в стабилизационную колонну, а газы и пары — в ап-
парат воздушного охлаждения. Образовавшийся
конденсат отделяется от газов в холодном сепараторе
и направляется также в стабилизационную колон-
ну 14].
Циркуляционный водородсодержащий газ после
очистки в абсорбере 18 от сероводорода водным рас-
твором моноэтаноламина возвращается компрессо-
ром 16 в систему.
В низ колонны 11 вводится водяной пар. Пары
бензина, газ и водяной пар по выходе из колонны при
температуре около 135 °C поступают в аппарат воз-
душного охлаждения 12, и газожидкостная смесь
разделяется далее в сепараторе 13. Бензин из се-
паратора 13 насосом 15 подается на верх колонны 11
в качестве орошения, а балансовое его количество
выводится с установки. Углеводородные газы очи-
щаются от сероводорода в абсорбере 22.
Гидроочищенный продукт, уходящий с низа ко-
лонны И, охлаждается последовательно в тепло-
обменнике 10, аппарате воздушного охлаждения 14
и с температурой 50 °C выводится с установки.
На установке имеется система для регенерации
катализатора (выжиг кокса) газовоздушной смесью
РИС. V-1. Технолмическая схема установки гидроочистки:
,115, 19. 21 — насосы; 2 — трубчатая печь; 3 — реактор; 4—6, 10 — теплообменники; 7, 12, 14 — аппараты воздушного охлаждения; 3 — водя-
ной холодильник; 9, 13, 17, 20 — сепараторы; 11 — стабилизационная колонна; 16 — центробежный компрессор; 13, 22 — абсорберы.
46
при давлении 2—4 МПа и температуре 400—550 °C.
После регенерации катализатор прокаливается при
550 °C и 2 МПа газовоздушной смесью, а затем си-
стема продувается инертным газом.
Установка гидрокрекинга в стационарном слое
катализатора
Процесс гидрокрекингу предназначен в основном
для получения малосернистых топливных дистил-
лятов из различного сырья. Обычно гидрокрекингу
подвергают вакуумные и атмосферные газойли, га-
зойли термического и каталитического крекинга,
деасфальтизаты и реже мазуты и гудроны с целью
производства автомобильных бензинов, реактивных
и дизельных топлив, сырья для нефтехимического
синтеза, а иногда и сжиженных углеводородных га-
зов (из бензиновых фракций). Водорода при гидро-
крекинге расходуется значительно больше, чем при
гидроочистке тех же видов сырья.
Гидрокрекинг осуществляется в одну или две
ступени на неподвижном (стационарном) слое ката-
лизатора при высоком парциальном давлении во-
дорода. По технологическому оформлению модифи-
кации процесса различаются преимущественно при-
меняемыми катализаторами. При производстве топ-
ливных дистиллятов из прямогонного сырья обычно
используют одноступенчатый вариант с рецир-
куляцией остатка, совмещая в реакционной системе
гидроочистку, гидрирование и гидрокрекинг. При
двухступенчатом'процессе гидроочистку и гидриро-
вание сырья проводят в первой ступени, а гидро-
крекинг — во второй. В этом случае достигается
более высокая глубина превращения тяжелого
сырья.
Для гидрокрекинга наибольшее распространение
получили алюмокобальтмолибденовые катализа-
торы, а также на первой ступени — оксиды или суль-
фиды никеля, кобальта, вольфрама и на второй сту-
пени — цеолитсодержащие катализаторы с платиной.
Процесс гидрокрекинга — экзотермический, и
для выравнивания температуры сырьевой смеси по
высоте реактора предусмотрен ввод холодного водо-
родсодержащего газа в зоны между слоями катали-
затора. Движение сырьевой смеси в реакторах нис-
ходящее.
Технологические установки гидрокрекинга со-
стоят обычно из двух основных блоков; реакционного,
включающего один или два реактора, и блока фрак-
ционирования, имеющего разное число дистилля-
ционных колонн (стабилизации, фракционирования
жидких продуктов, вакуумную колонну, фракцио-
нирующий абсорбер и др.). Кроме того, часто имеется
блок очистки газов от сероводорода. Мощность уста-
новок может достигать 13 000 м3/сут.
Технологическая схема одноступенчатого гидро-
крекинга с получением преимущественно дизельного
топлива из вакуумного газойля в стационарном слое
катализатора приведена на рис. V-2. Сырье, пода-
ваемое насосом 1, смешивается со свежим водород-
содержащим газом и циркуляционным газом, ко-
торые нагнетаются компрессором 8. Газосырьевая
смесь, пройдя теплообменник 4 и змеевики печи 2,
нагревается до температуры реакции и вводится
в реактор 3 сверху. Учитывая большое тепловыде-
ление в процессе гидрокрекинга, в реактор в зоны
между слоями катализатора вводят холодный во-
дородсодержащий (циркуляционный) газ с целью
выравнивания температур по высоте реактора.
Выходящая из реактора смесь продуктов реакции
и циркуляционного газа охлаждается в теплооб-
меннике 4, холодильнике 5 и поступает в сепара-
тор высокого давления 6. Здесь водородсодержащий
газ отделяется от жидкости, которая с низа сепара-
тора через редукционный клапан 9, поступает далее
в сепаратор низкого давления 10. В сепараторе 10
выделяется часть углеводородных газов, а жидкий
поток направляется в теплообменник 11, располо-
женный перед промежуточной ректификационной
колонной 15. В колонне при небольшом избыточном
давлении выделяются углеводородные газы и лег-
кий бензин.
РИС. V-2. Технологическая схема установки одноступенчатого гидрокрекинга вакуумного газойля:
9, 12, 16, 19, 23, 25 — насосы; 2, 18 — трубчатые печи; 3 — реактор; 4, И — теплообменники; 5, 14 — водяные конденсаторы-холодильники;
10, 17, 22 — сепараторы; 7 — блок очистки от сероводорода; 8 — компрессор; 9 — редукционный клапан; 13, 21 — аппараты воздушного охла-
ждения; 15, 20 — ректификационные колонны; 24 — отпарная колонна.
47
Бензин частично возвращается в колонну 15
в виде острого орошения, а балансовое его количество
через систему «защелачивания» откачивается с уста-
новки. Остаток колонны 15 разделяется в атмосфер-
ной колонне 20 на тяжелый бензин, дизельное топ-
ливо и фракцию >360 °C.
Бензин атмосферной колонны смешивается с бен-
зином промежуточной колонны и выводится с уста-
новки. Дизельное топливо после отпарной колонны 24
охлаждается, «защелачивается» и откачивается с уста-
новки. Фракция >360 °C используется в виде горя-
чего потока внизу колонны 20, а остальная часть
(остаток) выводится с установки. В случае произ-
водства масляных фракций блок фракционирования
имеет также вакуумную колонну.
Водородсодержащий газ подвергается очистке
водным раствором моноэтаноламина и возвращается
в систему. Необходимая концентрация водорода
в циркуляционном газе обеспечивается подачей све-
жего водорода (например, с установки каталитиче-
ского риформинга).
Регенерация катализатора проводится смесью
воздуха и инертного газа; срок службы катализа-
тора 4—7 мес.
Режим процесса гидрокрекинга:
Температура, °C
1 ступени .............................. 420—430
II ступени ............................... 450—480
Давление, МПа................................. 15—20
Объемная скорость подачи сырья, ч-1 ........ До 1,5
Кратность циркуляции водородсодержащего газа,
м3/м3 сырья................................... До 2000
Расход водорода, % (масс.) на сырье ..... 1,2—4,0
Материальный баланс одноступенчатого про-
цесса гидрокрекинга сернистого и высокосернистого
сырья (при следующих условиях: общее давление
5 МПа, температура 425 °C, объемная скорость по-
дачи сырья 1,0 ч'1, кратность циркуляции водород-
содержащего газа 600 м3/м3 сырья) приведен ниже.
Характеристика основных продуктов крекинга,
полученных из этого вида сырья (сернистого и высоко-
сернистого), дана в конце страницы.
В жидких фракциях углеводородов С4—Са со-
держится много изопарафинов. Бензины можно ис-
пользовать во многих случаях как компоненты авто-
мобильных топлив или направлять на каталити-
ческий риформинг. Средние дистиллятные продукты
отличаются низким содержанием серы и ароматиче-
ских углеводородов и обладают высокими характе-
ристиками горения.
Материальный баланс гидрокрекинга вакуумного
газойля легкой аравийской нефти при подготовке
Показатели Вакуумный ди- стиллят серни- стых нефтей (350-500 °C) 1 Вакуумный ди- стиллят арлан- ской нефти Дистиллят кок- сования гудро- на сернистых нефтей (200— 450 °C) IV
фракция 200 — 450 °C 11 фракция 350 — 450 °C III
Взято, % (масс.) Сырье Водород (100 %-лый Н2) 100,0 0,9 100,0 0,9 100,0 0,9 100,0 0,9
Итого 100,9 100,9 100,9 100,9
Получено, % (масс.) Бензин (н. к. —180°C) Дизельное топливо (180—360 °C) Остаток >360 °C Сероводород Аммиак Углеводородные газы Потери 2,8 43,3 49,0 2,1 0.2 2.5 1,0 4,3 73,3 17,0 2,3 0,2 2,8 1,0 3,2 49,2 41,4 3,4 0,2 2,6 1,0 5,6 70,7 18,7 20 0,16 3,24 1,0
Итого . . . . 100,9 100,9 100,9 100,9
сырья для нефтехимии (производство этилена, аро-
матических углеводородов) и компонента дизельного
топлива при разной глубине конверсии приведен
ниже *:
Показатели Менее глубокая кон версия Более глубокая конверсия
Взято, % (масс.) Вакуумный газойль . . . 100,00 100,00
Водород на реакции ..... . . . 2,12 2,60
Итого.................................. 102,12 102,60
Получено, % (масс.)
Газы до С4 (включительно) . . . 4,30 6,90
Фракция С5—85 °C 2,35 4,90
Фракция 85—193 °C 13,77 28,59
Легкий газойль (193—343 °C) . . 23,97 32,53
Тяжелый газойль (343—565 °C) . . 57,73 29,68
Итого................................ 102,12 102,60
* Nalias R. S. — Oil a. Gas J., 1980, v. 78, № 35, p. 73.
Показатели Сырье I Сырье Л Сырье III Сырье IV
бензин дизельное топливо бензин дизельное топливо бензин дизельное топливо бензин дизельное топливо
Плотность при 20 С, кг/м3 Фракционный состав, °C 783 861 777 841 781 861 769 861
н. к. 119 180 85 193 89 173 92 181
к. к. (98 %) 181 354 186 355 181 355 184 350
Иодное число, г 1/100 г 3,6 5,1 4,4 5,2 4,3 4,2 7,3 4,6
Температура застывания, °C Содержание — — 10 — —10 .— —12 — —10
серы, % (масс.) 0,02 0,12 0,02 0,17 0,02 0,05 0,02 0,09
фактических смол, мг/100 мл <5 — <5 — <5 — — —
Вязкость кинематическая, мм2/с — 5,6 —. 5,9 — 4,8 — —
Октановое (м. м.) или цетановое число 50 46 61,5 49 54 49 55 45
48;
Тяжелый газойль гидрокрекинга рассматривается
как хорошее пиролизное сырье для получения эти-
лена, а фракции С5 —85 °C и 85—193 °C, богатые
нафтеновыми углеводородами, — как превосходное
сырье для каталитического риформинга, направлен-
ного на производство ароматических углеводородов.
Легкий газойль обычно используется как компонент
дизельного топлива.
Установка гидрокрекинга с псевдоожиженным
слоем катализатора
Процесс гидрокрекинга с трехфазным псевдоожи-
женным слоем катализатора предназначен для пере-
работки нефтяных остатков с высоким содержанием
смол, сернистых и металлорганических соединений
с целью получения малосернистых нефтепродуктов:
бензина, реактивного, дизельного и котельного топ-
лив. Сырьем могут служить мазут, гудрон, тяжелые
вакуумные газойли, газойли коксования, крекинг-
остатки, высоковязкие нефти из битуминозных по-
род и др. [5].
Выходы продуктов гидрокрекинга меняются в ши-
роких пределах в зависимости от качества перераба-
тываемого сырья и глубины процесса. Одно и то же
количество катализатора дает при работе в режиме
псевдоожижения глубину разложения в среднем
на 20—30 % большую, чем в стационарном режиме,
при близком качестве получаемых продуктов. При
одинаковой глубине разложения сырья производи-
тельность псевдоожиженного слоя в три раза выше
производительности стационарного. Гидрокрекинг
дистиллятного сырья позволяет получать более ка-
чественные продукты, чем аналогичная переработка
остаточного сырья [6].
Практика нефтепереработки показывает эконо-
мическую целесообразность предварительного обла-
гораживания сырья, поступающего на гидрокрекинг:
деасфальтизации, термоконтактного крекинга, де-
структивно-вакуумной перегонки и т. п.
Промышленная установка гидрокрекинга
(рис. V-3) включает нагревательно-реакционную сек-
цию (печи, реакторы), системы очистки и циркуляции
водородсодержащего газа (газосепаратор высокого
давления, колонны осушки и очистки, водородный
компрессор) и блок газо- и погоноразделения (се-
паратор низкого давления, колонны ректификации
гидрогенизата).
Сырье установки смешивается с циркуляцион-
ным и свежим водородсодержащим газом, и газо-
сырьевая смесь нагревается последовательно в теп-
лообменнике 6 и змеевиках нагревательной печи 5.
Нагретая смесь поступает в низ реакторов 2 и 3
через распределительные решетки, обеспечивающие
равномерное распределение жидкости и газа в по-
перечном сечении реактора. Для создания псевдо-
ожиженного слоя в низ реакторов вводят рецирку-
лят.
Парожидкостная смесь после реактора II сту-
пени 3 охлаждается в теплообменнике 6 и конден-
саторе-холодильнике 7 и подается в сепаратор высо-
кого давления 8. Отделившийся от жидкой фазы во-
дородсодержащий газ проходит очистку от серово-
дорода в абсорбере 11, осушку и смешивается с сырьем.
Для восполнения водорода, израсходованного на
реакции гидрирования, в систему постоянно вводится
свежий водородсодержащий газ.
Давление жидкого гидрогенизата, поступающего
через редукционный клапан 10 в сепаратор низкого
давления 13, снижается до атмосферного. После от-
деления в сепараторе 13 газообразных углеводоро-
дов и частично сероводорода катализат, подогретый
в змеевиках нагревательной печи 15, направляется
на ректификацию во фракционирующую колонну 17.
Топливный газ
РИС. V-3. Технологическая схема установки гидрокрекинга с псевдоожиженным слоем катализатора:
/, 4, 9, 14, 23 — насосы; 2, 3 — реакторы; 5, 15 — печи; б — теплообменник; 7, 18 — холодильники; 8, 13, 19 — сепараторы; 10 — редукционный
клапан; 11 — абсорбер; 12, 16 — компрессоры; 17 — фракционирующая колонна; 20, 21 — отпарные колонны; 22 — вакуумная колонна.
4 Под ред. Б. И. Бондаренко
49
Топливный газ отводится из сепаратора 19 сверху.
С низа отпарных колонн 20 и 21 отбираются соответ-
ственно тяжелый бензин и средние дистиллятные
фракции. Вакуумная колонна 22 позволяет полу-
чить тяжелый газойль и смолистый остаток.
Технологический режим процесса гидрокрекинга
с псевдоожиженным слоем катализатора:
Давление в реакционной зоне, МПа............. 15—20
Температура, °C.............................. 400—450
Объемная скорость подачи сырья, ч"1 ......... 1—3
Кратность циркуляции водородсодержащего газа,
а» сырья......................................1000—1200
Расход катализатора, кг/м3 сырья.............0,08—0,57
В качестве катализаторов используют два типа
катализаторов — микросферический и в виде гра-
нул размером ^0,8 мм. При переработке остаточного
сырья — это алюмокобальтмолибденовый катали-
затор [удельная поверхность 400 м2/г, удельный
объем пор 0,75 см3/г, 15 % (масс.) МоО3 и 3,5 %
(масс.) СоО], а при переработке дистиллятного —
алюмоникельвольфрамовый [удельная поверхность
175 м2/г, удельный объем пор 0,33 см3/г, 6 % (масс.)
Ni и 19 % (масс.) W ].
Процесс гидрокрекинга в псевдоожиженном слое
получил широкое распространение для получения
«синтетической» нефти из высоковязких нефтей,
выделенных из битуминозных песков. При пере-
работке такой нефти на алюмокобальтмолибдено-
вом катализаторе при температуре 450 °C, давлении
водорода 10 МПа, объемной скорости подачи сырья
(по жидкому сырью) 0,9 ч-1, массовом отношении
катализатор : сырье, равном 3 : 100, и глубине прев-
ращения 62,2 % (масс.) были получены следующие
фракции:
Фракция Содержание,
% (масс.)
Св—270 °C .... 37,7
270—340 °C .... 20,2
340—500 °C .... 29,1
Выше 500 °C ... . 5,0
Итого . . . . 92,0
Гидрокрекинг в псевдоожиженном слое позволяет
перерабатывать тяжелые газойли с установок ката-
литического крекинга, работающих в режиме псевдо-
ожижения. Наличие в таком сырье тонкой катали-
заторной пыли не отражается на работе реакторов
гидрокрекинга. На ряде установок гидрокрекинга
предусмотрена предварительная деметаллизация
сырья в аппаратах с псевдоожиженным слоем деше-
вого твердого материала.
К особенностям эксплуатации установок гидро-
крекинга следует отнести склонность к осмолению
и полимеризации хранящегося в резервуарах сырья
и необходимость соблюдения мер безопасности
в связи с возможным образованием токсичных кар-
бонилов металлов при работе с катализаторами,
содержащими никель, кобальт или молибден.
При гидрокрекинге остатка вакуумной перегонки
нефти [плотностью 979,2 кг/м3, содержание серы
2,08 % (масс.), коксуемость по Конрадсону 13,0 %
(масс.), содержание фракций н. к. —524 °C —
25 % (об.) и >524 °C —75 % (об.)] было получено:
Продукты Выход,
кг/сут
Сероводород.......... 6000
Фракция Cj— Сч . . . 7000
Фракция С4—204 °C . . 27
Фракция 201—360 °C 111
Фракция 360—524 °C. 106
Фракция >524 °C . . . 83
В последнее время для устранения опасности
каналообразования в реакторах с псевдоожиженным
слоем катализатора с целью улучшения барботажа
и достижения более эффективного контакта газосырь-
евой смеси с катализатором применяют секциониро-
вание. Для регулирования теплового режима в них
используют и посекционный ввод холодного водорода.
Установка гидро доочистки нефтяных масел
Каталитическая гидродоочистка применяется в ос-
новном для уменьшения интенсивности окраски
депарафинированных рафинатов, а также для улуч-
шения их стабильности против окисления. Одно-
временно в результате гидродоочистки снижаются
коксуемость и кислотность масла, содержание серы;
температура застывания масла может повышаться
на 1 —2 °C, индекс вязкости — незначительно (на
1 —2 единицы), а вязкость масла если и уменьшается,
то мало.
Выход гидродоочищенного масла достигает 97—
99 % (масс.) от сырья. В качестве побочных про-
дуктов в относительно небольших количествах об-
разуются отгон, газы отдува и технический серо-
водород. Количество водорода, участвующего не-
посредственно в реакции, а также растворившегося
в очищенном продукте и отводимом вместе с газами
отдува, составляет 0,2—0,4 % (масс.) на сырье.
Расход технического водорода (свежего газа), по-
ступающего с установки каталитическогориформинга,
выше: от 0,6 до 1,4 % (масс.) на сырье, поскольку
в этом газе присутствуют балластные газы.
Установка гидродоочистки включает несколько
секций: нагревательную и реакторную, сепарацион-
но-стабилизационную и секцию очистки водород-
содержащего газа от сероводорода. Для установок
гидродоочистки депарафинированных рафинатов ха-
рактерен однократный пропуск сырья через реактор.
Водородсодержащий газ после очистки от сероводо-
рода снова присоединяется к исходному сырью и
непрерывно вводимому в систему свежему водород-
содержащему газу.
Во избежание понижения вязкости масла и его
температуры вспышки из масляного гидрогенизата
стремятся тщательно удалить растворенные газы и от-
гон (легкие по сравнению с маслом жидкие фракции).
В промышленности получили распространение
установки гидродоочистки масел с высокотемператур-
ной (210—240 °C) сепарацией основной массы газов
от масляного гидрогенизата, что позволяет исклю-
чить повторный нагрев гидрогенизата перед удале-
нием отгона. Технологическая схема одной из таких
установок представлена на рис. V-4 [7, 81.
Сырье, нагнетаемое насосом 22, проходит тепло-
обменник 20 и перед теплообменником 3 смешивается
с предварительно нагретыми в теплообменнике 4
газами: свежим техническим водородом и водород-
содержащим циркуляционным газом (который по-
дается компрессором 7). Газосырьевая смесь посту-
пает в змеевики печи 1 и затем в заполненный катали-
затором реактор 2, где и осуществляется процесс
гидродоочистки. Движение смеси в реакторе нисходя-
щее, слой катализатора — неподвижный, а поскольку
суммарный тепловой эффект реакций невелик, то
охлаждающий газ (квенчинг-газ) в среднюю зону
реактора на подается. На данной установке приме-
няется реактор с одним слоем катализатора. Основ-
ная масса сырья поступает в реактор в жидком со-
50
РИС. V-4. Технологическая схема установки гидродоочистки нефтяных масел: ’
1 — трубчатая печь; 2 — реактор; 3, 4, 20 — теплообменники; 5, 21, 24 — холодильники; 6 — приемник; 7 — компрессор; 8 — редукционный
клапан; 9, 14 — высоко- и низкотемпературные сепараторы высокого давления; 10 — каплеуловитель насадочного типа; 11 — отпарная колонна;
12 — каплеотбойник; 13 — дроссельный клапан; 15 — осушительная колонна; 16 — конденсатор-холодильник; 17, 19, 22 — насосы; 18 — сепа-
ратор; 23 — фильтр.
стоянии, несмотря на испаряющее действие сопровож-
дающего газа.
В высокотемпературном сепараторе высокого дав-
ления 9, куда направляется газопродуктовая смесь,
предварительно несколько охлажденная в теплооб-
меннике 3, происходит разделение смеси. Горячие
газы, охладившись в теплообменнике 4 и водяном
холодильнике 5, поступают в низкотемпературный
сепаратор высокого давления 14, а нестабильное
гидродоочищенное масло (содержащее растворенные
газы и отгон) проходит дроссельный клапан 8 и
направляется в отпарную колонну И. Здесь за счет
снижения давления и продувки водяным паром очи-
щенного продукта удаляются газы и отгон.
Выходящая из тарельчатой колонны И сверху
смесь газов и паров поступает в водяной конденса-
тор-холодильник 16. Полученная здесь трехфазная
смесь (две жидкости и газы) далее разделяется в се-
параторе 18: водный конденсат, собирающийся слева
от вертикальной перегородки, выводится из сепа-
ратора снизу; отгон из правого отсека сепаратора
забирается насосом 19 и отводится с установки.
Колонна 11 работает при небольшом избыточном
давлении.
С целью осушки масло по выходе из колонны 11
подают в колонну 15 вакуумной осушки, откуда
оно насосом 17 через сырьевой теплообменник 20,
водяной холодильник 21, фильтр 23 и доохладитель 24
выводится с установки в резервуар гидродоочищен-
ного масла. В фильтре 23 масло освобождается от
катализаторной пыли и твердых частиц — продук-
тов коррозии.
Конденсат, собирающийся в небольшом коли-
честве в низкотемпературном сепараторе высокого
давления 14, поступает по линии с дроссельным кла-
паном 13 в сепаратор 18. Водородсодержащий газ
высокого давления, уходящий из сепаратора 14
через каплеуловитель насадочного типа 10, очищается
практически при том же давлении от сероводорода
регенерируемым поглотителем в секции очистки
газа. Часть очищенного газа (отдув) отводится
если требуется, в топливную сеть. Основная же
масса газа после каплеотбойника 12 сжимается ком-
прессором 7 и, пройдя приемник 6 и теплообменник 4,
вновь смешивается с сырьем.
Схема движения газов и абсорбента (водного рас-
твора моноэтаноламина) в секции очистки газа от
сероводорода приведена на рис. VI-1 (см. далее
гл. VI).
Известны установки, на которых теплообменник 4
отсутствует и водородсодержащий газ смешивается
с сырьем перед теплообменником 20, а не перед тепло-
обменником 3.
Режим работы установки:
Остаточное давление в колонне ва-
куумной осушки, кПа...............
Перепад давления в реакторе, .МПа
Объемная скорость подачи сырья, ч"1
Расход циркуляционного газа на жид-
кое сырье, м3/м3 ..............
Концентрация Н2 в циркуляционном
газе. % (об.)....................
Катализатор .....................
13,3
«=0,1
1—3
300—500
Не менее 75
Алюмокобальтмолибде-
иовый или алюмоникель-
молибденовый (размер
таблеток 4—4,5 мм)
Температура и давление потоков в основных ап-
паратах:
Продукт Температу- Избыточное
Газосырьевая смесь при входе ра, аС давление, МПа
в змеевик печи >160 —
в реактор 280—330 <4,0
Газопродуктовая смесь в сепараторе
высокотемпературном 200—230 3,5—3,8
низкотемпературном «40 3,5—3,8
I идродоочищенное масло
перед фильтром <130 —
в отпарной колонне 190—225 «0,3
Длительность работы катализатора от Юдо 60 мес,
расход его 0,01—0,03 кг на 1 т очищенного сырья.
Катализатор регенерируют около 1,5 сут, примерно
такое же время требуется для выполнения вспомога-
4*
51
тельных операций. На ряде установок отработанный
катализатор не регенерируют, а заменяют свежим.
Многие установки гидродоочистки нефтяных масел
имеют три параллельные взаимозаменяемые техно-
логические линии для одновременной раздельной
доочистки трех масел разной вязкости. Эти линии
обслуживаются общей секцией очистки циркуляцион-
ного газа от сероводорода, а также общей системой
для проведения периодической окислительной ре-
генерации катализатора.
Установки, подобные рассмотренной, пригодны
для гидроочистки парафина-сырца с целью осветле-
ния парафина и улучшения его стабильности. Ус-
ловия для его очистки подбираются такие, чтобы
требуемое качество парафина достигалось по возмож-
ности без снижения температуры плавления и уве-
личения содержания в готовом продукте масла; со-
держание серы в очищенном продукте ниже, чем
в парафине-сырце. Важным показателем качества
многих сортов твердых парафинов является запах.
Отсутствие запаха —одно из требований стандарта
на товарный парафин высокого качества.
Установка гидроочистки керосина с применением
высокотемпературной сепарации
Установка, технологическая схема которой пред-
ставлена на рис. V-5, проектировалась согласно
первоисточнику * для понижения содержания серы
в сырье—керосине—с 0,166 до менее 0,001 %
(масс.). Пропускная способность установки по сырью
3975 м3/сут; объем катализатора в реакторе 156 м3,
внутренний диаметр реактора 3,81 м.
Сырье насосом 4 направляется через теплообмен-
ники 8 и 6 в линию смешения его с предварительно
нагретым в теплообменниках 12 и 5 водородсодержа-
щим газом. Полученная газосырьевая смесь про-
* Estefan S. L. — Hydrocarbon Processing, 1970, v. 49, N 12,
p. 85-92.
ходит змеевики печи <3 и при давлении 4,2—4,4 МПа
и температуре около 380 °C поступает в реактор 1
с неподвижным слоем катализатора. Выходящая из
реактора снизу газопродуктовая смесь охлаждается
последовательно в кипятильнике 18 и теплообмен-
никах 5 и 6 и подается в сепаратор 9. Здесь, в высоко-
температурном (горячем) сепараторе 9, смесь разде-
ляется при давлении около 3,8 МПа на жидкую и
газопаровую фазы. Жидкая фаза, представляющая
собой гидроочищенный керосин с растворенными
в нем газами и фракциями бензина (отгон), после
сепаратора 9 подвергается физической стабилиза-
ции в колонне 17.
Смесь газов и паров по выходе из сепаратора 9
(при высоком давлении) охлаждается в соединенных
последовательно теплообменниках 12 и 16. Перед
входом в теплообменник 12 в данную смесь впрыски-
ваются конденсационная вода и раствор ингибитора
коррозии, поскольку участок от теплообменника 12
и до конденсатора-холодильника 15 включительно
наиболее подвержен коррозии кислым сульфитом ам-
мония. Предпочтительно, чтобы на этом участке
при температуре охлаждающегося потока ниже
177 °C скорость движения смеси не превышала
9 м/с. Поступающая из водяного конденсатора-
холодильника 13 трехфазная смесь разделяется при
давлении 3,7 МПа и температуре около 43 °C в низко-
температурном (холодном) сепараторе 14. Отстоен-
ный от воды углеводородный конденсат, состоящий
преимущественно из бензиновых и легких керо-
синовых фракций, по выходе из сепаратора 14 на-
гревается в теплообменнике 16 и поступает в стаби-
лизационную колонну 17.
Уходящий из сепаратора 14 водородсодержащий
газ, пройдя приемник 11 с каплеотбойником, сжи-
мается компрессором 10 примерно до 4,9 МПа и
затем объединяется со свежим газом — техническим
водородом. После нагрева в теплообменниках 12
и 5 смесь газов присоединяется к нагретому сырью,
РИС. V-5. Технологическая схема установки для гидроочистки керосина с применением высокотемпературной сепарации:
/ — реактор; 2 — катализатор; 3 — трубчатая печь; 4,7 — насосы; 5, 6, 8, 12, 16 — теплообменники; 9, 14 — сепараторы; 10 — компрессор;
И — приемник; 13 — конденсатор-холодильник; 15 — аппарат воздушного охлаждения; 17 — стабилизационная колонна; 18 — кипятильник.
52
Из стабилизационной колонны 17 сверху уходят
пары отгона и газы, а снизу —очищенный керосин.
Режим работы колонны выдерживается таким, чтобы
получить продукт с нужной температурой вспышки.
Температура низа этой колонны 267 °C, давление
0,44 МПа. Перед теплообменником 12 в поток горя-
чей газопаровой смеси впрыскиваются вода и раствор
ингибитора, при этом температура смеси пони-
жается до 205 °C. Далее смесь поступает в тепло-
обменник 12. В горячем сепараторе 9 газопродукто-
вая смесь разделяется при несколько более высокой
температуре.
Режим работы установки:
Рабочие условия Темпера - тура, °C Избыточное давление, МПа
Сырье при входе в теплообменник 8. . 70 5.27
Сырье по выходе из теплообменника 5 Водородсодержащий газ перед сме- 251 5,03
шепнем с сырьем Газосырьевая смесь 264 4,77
при входе в змеевики печи 3 при входе в реактор 1 218 4,64
в начале пробега 374 4,22
в конце пробега 383 4,36
при выходе из реактора 1 , . . — 4,15
в сепараторе 9 — 3,83
Горячая газопаровая смесь при входе в теплообменник 12 Смесь — газы, углеводородный конден- 205 3 83
сат, вода — при входе в сепаратор 14 43 3,73
Гидроочищенный керосин при выходе из колонны 17 Смесь циркуляционного и свежего га- 267 0,44
зов в нагнетательной линии после компрессора 10 71 4,92
Примечания:
1. В системе циркуляции водородсодержащего газа общий перепад
давления (после и до компрессора 10) составляет 1,19 МПа, что для
данных установок не считается чрезмерным. Однако расход энергии
на сжатие компрессором циркуляционного газа увеличивается с ростом
гидравлического сопротивления системы и при проектировании вели-
чина этого сопротивления должна быть найдена достаточно точно.
2. Гидравлическое сопротивление реактора в конце рабочего
пробега существенно выше, чем в начале (0,21 и 0,07 МПа соответ-
ственно).
3. При объединении нагретых потоков сырья и газа часть сырья
переходит в парообразное состояние (испаряющим агентом является
газ), на что затрачивается тепло, поэтому температура смеси пони-
жается в данном случае приблизительно на 35 °C.
4. В наиболее высокотемпературных теплообменных аппаратах
5, 6 и 18 через трубное пространство проходит газопродуктовая^смесь,
т. е. греющая среда, а через межтрубное — нагреваемая среда.
5. Температура газопродуктовой смеси при входе ее в сепаратор
9 поддерживается постоянной за счет изменения температуры сырья
перед теплообменником 6\ часть холодного сырья можно присоеди-
нять, пользуясь обводной линией (пунктир на схеме), к предварительно
подогретому сырью, выходящему из теплообменника 8.
6. Температура возвращаемого в нижнюю зону стабилизацион-
ной колонны 17 продукта — рециркулята — регулируется изменением
количества газопродуктовой смеси, пропускаемой через кипятильник
и являющейся в данном случае теплоносителем.
7. В расчете на 1 м2 поперечного сечения реактора приходится
14,6 м’/ч сырья (в пересчете на жидкое сырье).
8. Отсутствие на установке блока очистки циркуляционного
газа от сероводорода объясняется, по-видимому, низким содержанием
серы в очищаемом керосине.
Гидроочистка тяжелых и вакуумных
газойлей *
Основное назначение процесса — гидрообессери-
вание тяжелых дистиллятов, например вакуумных
газойлей, являющихся в дальнейшем сырьем уста-
новок каталитического крекинга или компонентами
малосернистых жидких котельных топлив, а также
сырьем для производства олефинов (пиролиз в при-
* Раздел представлен в увеличенном объеме, так как про-
цесс гидроочистки тяжелых дистиллятов перспективен, а сведе-
ния по этому процессу опубликованы в многочисленных источ-
никах.
сутствии водяного пара) или высококачественного
электродного кокса.
Сырье и продукты. На очистку направляют раз-
ные по фракционному и групповому составу, а также
по содержанию серы и азота тяжелые газойлевые
дистилляты, т. е. фракции, извлекаемые при вакуум-
ной перегонке мазутов и имеющие температуру на-
чала кипения 360—400 °C и конца кипения от 520
до 560 °C (в пересчете на атмосферное давление).
Нередко тяжелые газойли смешивают с более лег-
кими газойлями, вакуумными или атмосферными
(прямогонные дистилляты с температурой начала
кипения 230—250 °C и конца кипения около 360 °C).
Значение молекулярной массы вакуумных газойлей —
смеси фракций от 350 до 500 °C (разгонка по НТК) —
обычно находится в пределах от 310 до 380 °C.
Повышение температуры конца кипения вакуум-
ного газойля, выделяемого из данного мазута, со-
провождается возрастанием вязкости (иногда до
12 мм2/с при 100 °C), а также показателя его коксуе-
мости [например, с 0,2 до 0,9 % (масс.) по Конрад-
сону, реже до 1,2 % (масс.)], увеличением содержа-
ния в нем серы и азота, смол, тяжелых ароматиче-
ских углеводородов и металлов, в частности вана-
дия, никеля и железа.
В результате же гидроочистки плотность, вяз-
кость и зольность газойля уменьшаются; коксуе-
мость по Конрадсону снижается значительно, но
температура плавления изменяется мало; большая
часть металлов (никель, ванадий) удаляется. Груп-
повой углеводородный состав изменяется в сторону
увеличения содержания моно- и полинафтеновых и
особенно моноароматических углеводородов на 10—
18 % (масс.) [13].
Характеристики нескольких образцов вакуумных
газойлей до и после гидроочистки, по данным [14],
приведены ниже:
Показатели Образцы сырья
№ I № 2 № 3 № 4 № 5
Характерис- тика сырья
Содержание серы, % (масс.) 1,76 2,20 2,80 2,80 2,96
Начало кипения, °C 398 210 371 371 (10 %) 371
Конец кипения, °C 544 588 538 538 (90 %) 566
Плотность при 15 °C, кг/м3 Характери- стика очищен- ного газойля 929 910 908 915 927
Содержание серы, % (масс.) 0,24 0,2 0,2 0,15 0,10
Начало кипения, °C 330 — 180 177 204
Плотность при 15 °C, кг/м3 889 882 888 886 * 890
Выход ** на сырье, % (масс.) 93,8 96,0 *** 96,0 96,5 96,4
Расход Н2 на реак- ции, % (масс.) на сырье 0,69 0,57 0,73 0,70
* Принятое значение.
** Определялся путем пересчета % (об.).
*** Коксуемость этого продукта равна 0,2 % (масс.) при кок-
суемости сырья 0,7 % (масс.).
53
Влияние гидроочистки на вязкость и темпера-
туру плавления показано на примере двух образцов
вакуумных газойлей [13, 14]:
Показатели Образец 1 Образец 2
сырье продукт сырье продукт
Пределы кипения, °C Содержание, % (масс.) 441—566 — 398—544 330—537
серы 1,68 0,31 1,76 0,24
азота — — 0,150 0,098
Плотность при 15 “С, кг/м3 925 907 929 889
Вязкость кинемати- ческая при 100 ‘ С, мм2/с 10,5 8,8 11,4 8,9
Температура плавле- ния, °C 35 35 40,6 37,8
Расход Н2, №УмЗ сырья 45—49 — До 71 —•
Глубина обессери- вания, % 81,7 — 86,4 —
Условия проведения процесса гидроочистки раз-
личны в зависимости от применяемого сырья и ис-
пользуемого катализатора. Вакуумные газойли под-
вергают гидрообессериванию при более высоких дав-
лениях и значительно меньших объемных или массо-
вых скоростях, чем легкие газойли.
Средние по фракционному составу дистилляты
легче обессеривать, чем вакуумные газойли; при раз-
бавлении вторых первыми катализатор используется
лучше, что позволяет снизить давление и расход
водорода [15].
С повышением в сырье содержания коксообра-
зующих соединений и металлов уменьшается актив-
ность катализатора, поэтому процесс гидроочистки
приходится вести при более высокой температуре
или с меньшей скоростью подачи сырья в реактор.
Основная часть тяжелого вакуумного газойля
поступает в реактор в жидком состоянии, несмотря
на значительную мольную концентрацию в газосырь-
евой смеси водорода и других газов, способствую-
щих испарению жидких фракций.
Максимальная температура при жидкофазном
процессе на 20 °C выше (400 вместо 380 °C) темпера-
туры для парофазного процесса, а среднее количество
циркуляционного газа больше примерно в 1,5 раза.
Ниже даны режимы работы реакторов при жидко-
фазном (капельном) и парофазном гидрообессери-
вании дистиллятов [14]:
Показатели Жидкофазный режим Парофазный режим
Сырье Керосиновые, тя- Бензиновые или
желые газой- бензино-кероси-
левые и ваку- новые дистилля-
умные дистил- ляты ты (до 250 °C)
Температура, °C ... . 300—400 300—380
Давление, МПа .... Массовая скорость пода- 3—10 2—4
чи сырья, т/(м3-ч) . . Количество циркуля- 1—5 4—6
ционного газа, м3 па
1 т сырья 50—300 40—200
В ходе межрегенерационного пробега установок
температуру в реакторах приходится повышать
в целом иногда на 30—40 °C (А/). Наблюдается также
рост перепада давления (ДР) в реакторном блоке,
что приводит к увеличению расхода энергии на пере-
мещение циркуляционного газа и сырья (при выпол-
54
нении проектов важно правильно оценить или выб-
рать значения Д/ и ДР, а также теплового эффекта
реакции).
На одной из заводских установок с тремя последовательно
соединенными реакторами при гидроочистке сравнительно лег-
кого вакуумного газойля (до 463 °C выкипает 98 % масс.),
выделенного из арланской нефти, за полтора года работы (вто-
рой цикл) температура в реакторах была повышена с 350 до 385—
390 °C; в течение этого же периода суммарный перепад давления
возрос с 0,18 до 0,45 МПа, в том числе в первом реакторе с 0,08
до 0,23 МПа при общем избыточном давлении в реакторном блоке
около 3,3 МПа. Остальные условия работы реакторов данной
установки следующие: объемная скорость подачи сырья 0,9—
1,2 ч-1; отношение циркуляционный газ: сырье 400—600 м3/м3;
концентрация водорода в циркуляционном газе 75—85 % (об.),
а содержание в нем сероводорода после моноэтаноловой очистки
0,05—0,10 % (об.); катализатор — алюмокобальтмолибденовый,
регенерированный после первого цикла работы. Содержание
серы в газойле — сырье для каталитического крекинга —
уменьшилось с 2,5—3,5 до 0,4—0,6% (масс.), а коксуемость
с 0,17 до 0,04 % (масс.) [16].
На установках для гидроочистки дистиллятов
в цилиндрических вертикальных реакторах с не-
подвижными слоями катализатора широко приме-
няют алюмокобальтмолибденовые либо алюмони-
кельмолибденовые катализаторы. При сопоставле-
нии катализаторов установлено, что А1—Со—Мо
катализаторы более эффективны в отношении уда-
ления серы, a Al— N1—Мо катализаторы —в отно-
шении удаления азота и насыщения ароматических
соединений и олефинов [17, 18]. Известны гидро-
обессеривающие катализаторы с повышенной актив-
ностью в отношении удаления азота из керосиновых
дистиллятов, атмосферных и вакуумных газойлей,
а также мазутов. Так, фирма Procatalise (Франция)
выпускает три сорта катализатора такого типа на
носителе А12О3 [19]:
Индекс катализатора Форма частиц Размер частиц мм Активные компоненты
HR 396 Экструдаты 12 Со—Мо
HR 145 Сферическая 2—4 N1—Мо
HR 346 Экструдаты 1,2 Ni—Мо
Сроки службы катализаторов (от 36 до 48 мес)
для процессов гидрообессеривания легких, тяжелых
и вакуумных газойлей одинаковые, однако произво-
дительность катализаторов различна, поскольку
гидрообессеривание каждого вида сырья ведут с раз-
ной объемной скоростью.
При гидроочистке тяжелых гайзойлей производи-
тельность за цикл равна в среднем 24 м3 сырья на
1 кг катализатора [20]. Оптимальное число циклов,
обосновываемое главным образом экономическими
соображениями, зависит от характеристик сырья,
метода регенерации катализатора, скорости паде-
ния его эффективности и т. д. Каналообразование
в слое находящегося в реакторе катализатора сокра-
щает срок его службы.
Выход очищенного газойля, включая образую-
щиеся в процессе керосиновые фракции, составляет
94—96 % (масс.) на сырье. При этом общий выход
наиболее легких углеводородов (С\—С4) обычно не
превышает 0,8 % (масс.), а бензиновой фракции —
1,5 % (масс.). Суммарный выход сероводорода и
аммиака зависит от качества исходного газойля и
глубины его очисткй. Полнота удаления серы может
достигать 97 % (масс.), но во многих случаях огра-
ничиваются 80—90 % (масс.). Содержание азота
уменьшается в меньшей степени. С увеличением со-
держания в сырье серы и с углублением его очистки
образуется больше газов и бензина, а целевого жид-
кого очищенного продукта меньше. Поскольку обра-
зующиеся при гидроочистке керосиновые фракции
чаще всего из газойля не удаляют, то целевой про-
дукт имеет пониженную температуру начала кипе-
ния. Если продукт является сырьем для установки
каталитического крекинга, то бензин к нему обычно
не присоединяют, так как последний имеет низкое
октановое число.
Ниже даны примеры гидроочистки газойля
с высоким содержанием азота и качество гидроочи-
щенного продукта по данным фирмы Chevron Re-
search, США:
Показатели Номер пробега
№ 1 № 2 № 3 № 4
Пар Температура, °C а м е т р ы 368 п р о ц е 368 с а 396 396
Давление, МПа Количество цирку- 5,3 7,0 7,0 7,0
229 253 262 607
ляционного газа, м3/м3 сырья Парциальное давле- ' 4,22 5,55 5,55 4,99
лие водорода, МПа Расход Н2, ма/м3 39 65 86 100
сырья Расход Н2, % (масс.) 0,37 0,61 0,82 0,94
К а ч е с т Плотность при во гид; 932 о г е н и 929 з а то в 919 905
15 °C, кг/м3 Анилиновая точ- 63 66 63 65
ка, °C Содержание, % (масс.) серы 0,14 0,08 0,03 0,024
общего азота 0,32 0,25 0,17 0,047
Мощность установок. Насчитывается большое
число заводских установок для гидрообессеривания
или гидроочистки газойлей, в том числе вакуум-
ных, мощностью от 1000 до 7000 т сырья в сутки.
На многих из них применяются реакторы с двумя
или тремя слоями катализатора, с аксиальным вво-
дом газосырьевой смеси и нисходящим потоком реа-
гирующей смеси. В зоны между слоями катализа-
тора вводится охлаждающий водородсодержащий
газ (квенчинг-газ)—ответвляемая часть смеси цир-
куляционного газа со свежим. Даже на крупных сов-
ременных установках обычно ограничиваются одним
реактором. Например, на одной из установок произ-
водительностью 7000 т/сут газойля с глубиной обес-
серивания 90 % (масс.) имеется только один реактор
(диаметр около 4,2 м, толщина стенок 140 мм, масса
более 200 т [21]).
Массовые скорости в змеевиках трубчатых печей. Выбор
и обоснование размеров нагревательных труб и числа параллель-
ных сырьевых потоков является важным этапом при расчете труб-
чатых печей. Значения удельной массовой скорости сырьевой
смеси в нагревательных трубах рассчитываемой печи в пределах
от 264 до 352 кг/(см2 • ч) рассматриваются как типичные для сырь-
евых печей, эксплуатируемых на установках гидроочистки и
гидрокрекинга. Значительно меньшие удельные массовые ско-
рости [79—123 кг/(см2-ч)] приводятся для труб печей (сырьевой
и повторного нагрева), нлходящих применение на установках
каталитического риформинга. Для средней удельной тепловой
напряженности поверхности радиантных труб в сырьевых печах
установок гидроочистки и гидрокрекинга типичной величиной
считается 113,5 МДж. Здесь речь идет о наружной поверхности
радиантных труб одностороннего облучения, расположенных
с шагом 2D вблизи огнеупорных стен и потолка [22].
Технологическая схема установки гидроочистки
высококипящих газойлей. На рис. V-6 представлена
схема установки для гидрообессеривания тяжелых
дистиллятов, таких, как вакуумные газойли [по
лицензии фирмы ARCO Petroleum Products [14].
На данной установке высокотемпературная сепара-
ция фаз проводится непосредственно после реактора.
Особенностью является также ориентированное
расположение частиц катализатора в реакторе, что
достигается проведением специальной операции при
заполнении аппарата катализатором.
Исходное сырье, нагнетаемое насосом 3, смеши-
вается с водородсодержащим газом (свежим и очи-
щенным циркуляционным), подаваемым компрес-
сором 1. Полученная газосырьевая смесь нагревается
последовательно в теплообменниках 6 и 12, затем
в змеевиках трубчатой печи 2. В теплообменнике 6
греющей средой является смесь газов и паров, вы-
ходящих из высокотемпературного (горячего) сепа-
ратора 5, а в теплообменнике 12 — стабильный
гидроочищенный газойль (целевой продукт уста-
новки).
РИС. V-6. Технологическая схема установки гидрообессеривания высококипящих газойлей (вариант с высокотемпературной
сепарацией фаз):
1 — компрессор; 2 — печь; 3, 14, 15 — насосы; 4 — реактор; 5,9 — сепараторы; 6, 12, 17 — теплообменники; 7, 13 — аппараты воздушного охла«
ждення; 8 — холодильник; 10, 18 редукционные клапаны; 11 — отпарная колонна; 16 — приемник.
55
Процесс гидрообессеривания протекает в реак-
торе 4 с неподвижными слоями катализатора и нис-
ходящим потоком реагирующей смеси. Для регулиро-
вания температуры по высоте реактора в одну или
большее число зон между слоями катализатора вво-
дится охлаждающий водородсодержащий газ (квен-
чинг-газ), ответвляемый от основного потока смеси
газов.
Выходящая из реактора снизу газопродуктовая
смесь разделяется в горячем сепараторе 5. Жидкость
из сепаратора направляется далее через редукцион-
ный клапан 10 в отпарную колонну 11. Газопаровая
смесь охлаждается в теплообменнике 6 и аппарате
воздушного охлаждения 7; образовавшийся при этом
углеводородный конденсат доохлаждается вместе
с газами в водяном холодильнике 8 и затем, пройдя
низкотемпературный сепаратор высокого давления 9,
присоединяется к гидроочищенным высококипящим
фракциям газойля, уходящим из сепаратора 5.
Гидрообессеренная продуктовая смесь проду-
вается в отпарной колонне 11 водяным паром с целью
удаления нижекипящих фракций (отгон) и достиже-
ния нормированной температуры вспышки.
Водородсодержащий газ по выходе из холодного
сепаратора 9 очищается в секции очистки газа от
сероводорода регенерируемым раствором этанол-
амина. С помощью компрессора 1 очищенный газ
возвращается как циркуляционный в линию смеше-
ния с сырьем. Предусмотрен вывод с установки части
очищенного газа (отдув) через клапан 18. В нагнета-
тельную линию компрессора 1 вводится свежий во-
дородсодержащий газ.
После теплообменника 12 не полностью охлаж-
денный гидрообессеренный газойль подается насо-
сом 14 в теплообменные аппараты 17 (на схеме по-
казан один) для использования избыточного тепла
и охлаждения до требуемой температуры. Отпарная
колонна 11 в данном случае является стабилизацион-
ной колонной и обслуживается конденсатором-хо-
лодильником 13. Одна часть легкой фракции (от-
гона), собирающейся в приемнике 16, насосом 15
подается как орошение в колонну 11, а другая —
выводится с установки. Из приемника 16 сверху ухо-
дят газы стабилизации.
Материальные балансы для различных видов
сырья приведены ниже. Материальный баланс гидро-
очистки вакуумного газойля арланской нефти на
пилотной установке при следующих условиях: тем-
пература 380 °C, давление 5 МПа; объемная скорость
подачи сырья 0,7 ч-1, отношение циркуляционный газ:
сырье равно 850 м3/м3 [23]:
Взято, % (масс.)
Вакуумный газойль............................. 100,00
Водород на реакции.............................. 0,56
Водород избыток ................................ 0,36
Итого.............................................. 100,92
Получено, % (масс.)
Сероводород................................ 3,23
Аммиак..................................... 0,07
Углеводородные газы........................ 0,76
Бензиновая фракция (к. к. 200 °C).......... 3,47
Очищенный газойль......................... 92,64
Характеристики исходного газойля арланской
нефти и очищенного газойля приведены ниже:
Показатели До очистки После
очистки
Плотность при 20 °C, кг/м3 .... 917 881
Содержание, % (масс.)
серы.................................. 3,20 0,17
азота.............................. 0,11 0,06
Коксуемость, % (масс.) ............. 0,22 0,08
Фракционный состав (разгонка по
ГОСТ), °C
н. к................................. 203 230
10 %................................ 349 341
50 %................................ 411 386
90 %................................ 479 452
к. к................................ 508 488
Групповой состав, % (масс.)
метано-нафтеновые углеводороды 37,2 54,0
ароматические углеводороды . . 59,5 45,0
смолы .............................. 3,3 1,0
Материальные балансы процессов гидроочистки
и легкого гидрокрекинга вакуумных газойлей с раз-
ным содержанием серы, но сравнительно близкого
фракционного состава:
Показатели
Гидроочистка [12],
вакуумный газойль
западио-сибирской
нефти
Легкий гидрокре-
кинг [14 ], вакуум
иый газойль
ближн е - восточн ой
нефти
Характеристика сырья
Пределы кипения, °C
Плотность при 15 °C,
кг/м3
Содержание серы, %
(масс.)
328—540
1,7
340—560
912
2,7
Материальный баланс
В з я то, % (масс.) Сырье Водород (100 %-ный) на реакции 100,00 0,75 100,00 1,60
Итого . . . . 100,75 101,60
Получено, %
(масс.)
Жидкие продукты в 97,40 95,30
том числе
бензиновые фрак- 1,00 (до 160 °C) 11,4 (до 180 °C)
ции
керосиновые
фракции
160—350 °C 12,10 —
180—340 °C — 21,10 ”
газойль 84,30 (>350 °C) 62,80 (>340 °C)
Углеводородные газы 1,77 3,50 ***
Сероводород и аммиак 1,58 * 2,80
Итого . . . . 100,75 101,60
* Из них 1,55 % (масс.) H2S.
** В том числе 1 % (масс.) фракции 180—230 °C.
*** До С4 включительно.
Итого............................................... 100,17
Потери при гидроочистке ........................... 0,36
Потери при перегонке............................... 0,39
Итого ............................................ 100,92
Материальные балансы и качество гидроочищен-
ных вакуумных газойлей из чекмагушской нефти
в зависимости от объемной скорости (температура
процесса 370 °C, давление 5 МПа) [24]:
56
Показатели Вакуум- ный Объемные скорости сырья, ч-1 подачи
газойль 10,0 2,0 0,5
Характеристика сырья и
гидроочищенных газойлей
Плотность при 20 "С, 915 901 893 88
кг/м5 Фракционный состав, °C н. к. 330 200 197 200
выкипает, % (об.) до 300 °C 4,0 4
до 400 °C 40,5 47 47,5 52
до 500 °C 89,0 92 84,5 94
Коксуемость по Кон- 0,33 0,19 0,11 0,1
радсону, % (масс.) Температура засты- 25 24 23 24
вания, °C Содержание, % (масс.) серы 3,02 2,16 1,54 0,64
азота 0,4 0,35 0,12 0,64
никеля и вана- 2,68 1,55 1,46 0,56
дия (г/т)
Показатели Вакуум- ный газойль Объемные скорости подачи сырья Ч”1
10,0 2,0 0,5
Материальный баланс
В з я т о, % (масс.) Вакуумный газойль Водород — 100,0 0,39 100,0 0,75 100,0 1,05
Итого . , . . — 100,39 100,75 101,05
Получено, % (масс.) Газ сухой Сероводород Гидрогенизат Потери 0,68 0,91 98,69 0,11 1,18 1,57 97,93 0,07 3,14 2,53 95,37 0,01
Итого 100,39 100,75 101,05
Глава VI
Разделение и переработка газов
Установка очистки углеводородных газов
от сероводорода раствором этаноламина
В Советском Союзе для очистки углеводородных
газов от сероводорода наибольшее распространение
получил процесс очистки моноэтаноламином (МЭА),
а за рубежом чаще используют диэтаноламин (ДЭА)
и совсем редко из-за малой поглотительной способ-
ности,— триэтаноламин (ТЭА). Если принять погло-
тительную способность по отношению к сероводо-
роду у моноэтаноламина за 100 %, то у диэтанол-
амина она составит 40 %, у триэтаноламина —
меньше 15% . Правда, с повышением давления раство-
римость сероводорода быстрее увеличивается у три-
этаноламина, так что поглотительные способности
при повышении давления абсорбции начинают вы-
равниваться.
Основными аппаратами этаноламиновой очистки
газов являются абсорбер и десорбер колонного типа
с насадкой или тарелками. Технологическая схема
типовой установки очистки углеводородных газов
от сероводорода и диоксида углерода раствором моно-
этаноламина приведена на рис. VI-1. Производитель-
ность установки по сырью 170 тыс. т/год.
Очистка газа проводится в две ступени. Посту-
пающий на очистку газ попадает в сепаратор для от-
деления сопутствующего ему конденсата. Выходя-
щий с верха сепаратора 1 газ направляется в низ
РИС. V1-1. Технологическая схема установки зтаноламиновой очистки газов:
1, 13 — газосепараторы; 2, 9 — абсорбционные колонны; 3, 10, 15 — водяные холодильники; 4. 11 — серия теплообменников; 5, 7, 12, 19 — насосы;
6, 14 — десорберы; 8, 17 — паровые кипятильники; 16 — газоводоотделитель; 18 — отгонная колонна.
57
абсорбционной колонны 2, где, поднимаясь вверх,
он контактирует на тарелках (или насадке) с 15—17%-
ным водным раствором моноэтаноламина, подавае-
мого в колонну сверху. В колонне имеется 22—24
ситчатых тарелки (или 15 м насадки из колец Ра-
шига). Насадочный абсорбер превосходит тарельча-
тый по скорости абсорбции и коэффициенту массо-
передачи в два раза. Температура в колонне 2
25—40 °C, давление 1,47—1,57 МПа. Частично очи-
щенный газ выводится из колонны сверху и подается
в низ абсорбционной колонны 9. На верх этой ко-
лонны вводится 10—12 %-ный раствор МЭА. Уст-
ройство колонны 9 аналогично устройству колонны 2;
температура в колонне 9 20—40 °C, давление 1,37 —
1,47 МПа. Если нужно снизить содержание диок-
сида углерода до 0,001 % (об.), давление на II сту-
пени очистки следует повысить до 2,45—2,94 МПа.
Выходящий с низа колонны 2 насыщенный рас-
твор МЭА нагревается в теплообменниках 4 до 80—
90 °C регенерированным раствором МЭА и поступает
в десорбер 6. Десорбер представляет собой колонный
аппарат, оборудованный 14—16 ситчатыми или же-
лобчатыми тарелками и работающий при давлении
0,15—0,20 МПа. Низ колонны отгорожен глухой
тарелкой, с которой раствор МЭА перетекает в кипя-
тильник 8, где подогревается и с температурой
около 130 °C возвращается в колонну 2 под глухую
тарелку. В десорбере удаляются остатки сероводо-
рода и диоксида углерода. Регенерированный рас-
твор МЭА насосом 7 направляется в теплообмен-
ники 4, водяной холодильник 3 и с температурой
20—30 °C возвращается в колонну 2. Туда же на-
сосом 5 подается свежий раствор МЭА.
Очищенный углеводородный газ, выходящий с
верха абсорбционной колонны 9, проходит газо-
сепаратор 13, затем выводится с установки. Насы-
щенный раствор МЭА с низа колонны 9 нагревается
в теплообменниках 11 и проходит регенерацию в де-
сорбере 14. Регенерированный раствор МЭА с низа
десорбера 14 забирается насосом 12, прокачивается
через теплообменники И и холодильник 10 и возвра-
щается на абсорбцию в колонну 9. Низ десорбера 14
подогревается за счет тепла кипятильника 17. Вы-
ходящие с верха десорбера 14 сероводород и диоксид
углерода направляются в десорбер 6. Вместе с десор-
бированными H.,S и СО, после I ступени очистки газы
проходят водяной холодильник 15, где конденси-
руются водяные пары, и попадают в газоводоотдели-
тель 16. С верха газосепаратора выводятся кислые
газы (сероводород, диоксид углерода и примеси),
а снизу — водный конденсат, который насосом 19
направляется в десорбер 6.
В результате побочных реакций моноэтаноламина
с диоксидом углерода и присутствующими в углево-
дородном газе кислородом, сероуглеродом, тиоокси-
дом углерода и другими соединениями образуется
сложная смесь, имеющая высокие температуры ки-
пения. С сероводородом, например, в присутствии
кислорода образуется тиосульфат, не регенерируе-
мый в условиях очистки моноэтаноламином. Коли-
чество образующихся побочных продуктов примерно
0,5 % (масс.) на циркулирующий раствор МЭА.
Во избежание накопления в системе нерегенерируе-
мых продуктов часть раствора МЭА с низа десорбе-
ра 14 насосом 12 направляется на разгонку в ко-
лонну 18 (часто вместо колонны ставят периодически
действующий перегонный куб), куда подается рас-
твор щелочи. Выделившиеся при разгонке водяные
58
пары и пары моноэтаноламина возвращаются в де-
сорбер 14, остаток высококипящих продуктов сбра-
сывается в канализацию. Температура в отгонной
колонне вверху 170 °C, внизу 200 °C; часто разгонку
ведут в вакууме.
Расходные показатели установки очистки моно-
этаноламином производительностью по сырью
170 тыс. т в год:
Водяной пар, тыс. т..................................56,6
Электроэнергия, тыс. кВт-ч...........................900
Раствор щелочи 42 %-нон, т.......................... 246
Вода при 25 °C, тыс. м;|........................... 2920
Моиоэтанолампп (80 %-пый), т......................... 91
Содержание сероводорода
и оксида углерода
в газе до и после очистки:
Содержание, % (в масс.) До очистки
Сероводород ......................
Оксид углерода....................
3,34 0,0008
0,67 0,08
Абсорбционно- газофракцион иру ющая
установка (АГФУ)
Назначение абсорбционно-газофракционирую-
щей установки — разделение смеси жирного газа
и нестабильного бензина на сухой газ, стабильный
бензин и в зависимости от потребностей на фракции
углеводородов С3, С4 и С5. Совместное разделение
предельных и непредельных углеводородов не-
целесообразно, так как непредельные углеводороды
ценнее и их легче отобрать с наибольшей полнотой.
Однако принципиальных отличий в схемах их
разделения нет [2].
Получаемый на установке сухой газ должен
содержать в среднем 15—25 % (об.) метана, 60 —
70 % (об.) этана и 10—15 % (об.) пропана. В про-
пановой фракции пропана должно быть не менее
96 % (об.) (марка А) или не менее 92 % (об.) (марка
Б), в изобутановой изобутана не менее 95 % (об.)
(марка А) или не менее 87 °/о (об .) (марка Б) ,в бута-
новой фракции бутана не менее 96 % (об.) (марка А)
или не менее 93 % (об.) (марка Б). Качества изо-
пентановой, пентановой и гексановой фракций
определяются соответствующими стандартами, тре-
бования к качеству стабильного бензина должны
соответствовать внутризаводским нормам [2].
В связи с жесткими требованиями, предъявля-
емыми к получаемым газам по содержанию в них
сероводорода, в схемах АГФУ предусмотрены блоки
очистки сырья от сероводорода (на схеме они не по-
казаны). Используют моноэтаноламиновую и три-
калийфосфатную очистки. Получаемый сероводород
служит ценным сырьем для химической промышлен-
ности. При эксплуатации блока очистки особое
значение имеет четкая работа теплообменника, кото-
рый часто выходит из строя в результате коррозион-
ных повреждений.
В случае дальнейшей низкотемпературной ректи-
фикации или каталитической переработки фракций,
получаемых на установке, в присутствии чувстви-
тельных к влаге катализаторов, газы необходимо
предварительно осушить (во избежание образования
гидратов или льда, а также коррозионного пораже-
ния оборудования). Осушку газов (на схеме также
не показана) осуществляют методами абсорбции
водным раствором диэтиленгликоля или адсорбции
на силикагеле, оксиде алюминия или цеолитах.
РИС. VI-2. Принципиальная схема абсорбционно-газофракционирующей установки (АГФУ):
1 — насосы; 2 — холодильники; 3 — фракционирующий абсорбер; 4 — сепаратор-каплеотбойник; 5 — трубчатая печь; 6 — теплообменник;
7. 10, 12, 13 — ректификационные колонны; 8 — аппараты воздушного охлаждения; 9 — приемники; 11 — подогреватели-кипятильники.
Жирный газ, состоящий преимущественно из
предельных углеводородов, поступает с установок
первичной переработки нефти АТ и АВТ, гидрокре-
кинга, каталитического риформинга и некоторых
других. Жирный газ, состоящий из непредельных
углеводородов, поступает с установок каталитиче-
ского и термического крекинга, пиролиза и коксова-
ния. Состав сырья определяет режим процесса,
причем это влияние состава сырья одинаково при
фракционировании предельных и непредельных угле-
водородов. Наибольшее влияние на работу фракци-
онирующего абсорбера оказывает изменение кон-
центрации углеводородов Q —С3 в жирном газе.
Например, с повышением содержания углеводоро-
дов С3 в сырье необходимо увеличить расход абсор-
бента на 10—15 % (масс.). Кроме того, следует
повысить расход водяного пара в подогревателе
колонны для отпаривания большего количества про-
пана и усиления режима охлаждения при конденса-
ции паров с верха этой колонны, а также перевода
питания колонны на лежащие выше тарелки.
Технологическая схема установки приведена
на рис. VI-2. Компримированный в две ступени
(на схеме не показано) до давления 1,2—2,0 МПа
жирный газ поступает в среднюю часть фракциони-
рующего абсорбера 3. Несколькими тарелками выше
из резервуарного парка сырьевым насосом подается
по одному из трех вводов (в зависимости от содер-
жания пентановых углеводородов). нестабильный
бензин. Обычно в абсорбере 3 имеется 40—50 таре-
лок, распределенных примерно поровну между аб-
сорбционной и десорбционной секциями. Из исполь-
зуемых в абсорберах тарелок наиболее эффективными
являются клапанные. Применение секционирова-
ния тарелок, уменьшающего эффект поперечного
перемешивания, и внедрение прямоточного взаи-
модействия фаз позволяет в 2-—3 раза повы-
сить производительность оборудования. Давление
во фракционирующем абсорбере —от 1,2 до
2,0 МПа.
С верха абсорбера 3 уходит сухой газ с содержа-
нием углеводородов С3 —С5 не более 10—15 % (об.).
В сепараторе 4 от него отделяется конденсат, а сухой
, газ направляется в заводскую топливную сеть. Аб-
сорбер оборудован системой циркуляционных оро-
шений для съема тепла абсорбции. Тепло для отпа-
ривания углеводородов Сх —С2 подается в низ
абсорбера с помощью «горячей струи». Для этого
продукт с низа абсорбера забирается насосом 1,
проходит один поток трубчатой печи 5 и вводится
в абсорбер 3 под первую ректификационную та-
релку.
Регенерированный абсорбент (ненасыщенный ста-
бильный бензин) через теплообменник 6 и холодиль-
ник 2 подается на верх абсорбера в один из трех
вводов (в зависимости от содержания углеводородов
Ci —С2 в жирном газе и во избежание уноса абсор-
бента).
Деэтанизированный бензин, насыщенный фрак-
циями С3 — С5, после подогрева в теплообменнике 6
подается по одному из трех вводов в стабилизацион-
ную колонну 7 для отделения сжиженного газа —
рефлюкса (углеводороды — пропан, бутан и пентан).
Пары рефлюкса (головная фракция стабилизации)
с верха колонны 7, сконденсировавшись в холо-
дильнике 2, поступают в приемник 9.
Тепло для отпаривания легких углеводородов от
стабильного бензина вводится в низ колонны «горя-
чей струей». Для этого бензин с низа этой колонны
забирается насосом 1, и часть его нагревается в змее-
виках трубчатой печи 5 (второй поток) и поступает
под нижнюю ректификационную тарелку колонны 7
(другая часть стабильного бензина направляется
на орошение абсорбера 3).
59
Часть конденсата из приемника 9 подается насо-
сом на орошение колонны 7, а избыток — в ректи-
фикационную колонну 10 для выделения фракции С3.
В этой колонне пропановая фракция отделяется
от изобутен-бутан-пентановой. Пары ее после кон-
денсации в аппарате воздушного охлаждения 8
поступают в приемник 9. Часть фракции С3 через
холодильник 2 выводится в товарный парк, а основ-
ное количество служит орошением, подаваемым на
верх колонны 10. Тепло в низ этой колонны подво-
дится с помощью подогревателя 11, в трубное про-
странство которого подается водяной пар. Продукт
из подогревателя направляется в колонну 12 для
отделения изобутан-бутановой фракции от пента-
новой. Низ колонны 12 также снабжен подогрева-
телем-кипятильником 11, из которого через холо-
дильник 2 в сырьевой парк отводится пентановая
фракция.
Пары изобутан-бутеновой фракции, сконден-
сировавшись в аппарате воздушного охлаждения 8
и конденсаторе 2, поступают в приемник 9, откуда
часть конденсата идет на орошение колонны 12, а
остальное количество — на питание колонны 13.
В колонне 13 отделяется изобутановая фракция;
пары ее конденсируются в аппаратах 8 и 7, стекают
в приемник 9 и, охладившись в холодильнике 2,
направляются в товарный парк. Бутановая фрак-
ция откачивается из кипятильника 11 через холо-
дильник 2.
Технологический режим АГФУ проектной мощ-
ности 417 тыс. т/год и характеристика аппаратов:
Показатели Абсор- бер 3 Колон- на 7 Колон- на 10 Колон- на 12
Давление, МПа .... 1,35 0,93 1,73 0,59
Кратность орошения . . Температура, °C — 2 : 1 3 : 1 3 : 1
верха 35 78 44 48
сечения питания 40 150 86 61
низа 130 218 107 106
Диаметр, мм Расстояние между тарел- 1800 2400 1400 1800
ками, мм — 600 450 500
Примечания:
1. Для получения индивидуальных фракций высокой степени
чистоты (99,9 % об.) необходимо большое число ректификационных
тарелок (до 200 и выше). Поэтому сооружают две колонны, работаю-
щие по одноколонной схеме, причем подогреватель имеется только
у первой колонны, а конденсатор-холодильник, сборник и ввод ороше-
ния — у второй.
2. Увеличение давления во фракционирующем абсорбере с 1,0 —
1,5 до 4,0 МПа и снижение температуры с 35 — 40 до минус 15—40 °C
позволяет получить из сухого газа этановую фракцию и обеспечить
более полное извлечение пропана (содержание пропана в сухом газе —
не более 2—3 % об.).
3. Особенностью приведенной схемы АГФУ является совмещение
стабилизации бензина с абсорбцией газа и то, что здесь абсорбентом
служит стабильный бензин.
Установка сернокислотного алкилирования
изобутана бутиленами
Установка предназначена для алкилирования
изобутана бутиленами в присутствии серной кислоты.
Сырьем процесса служит бутан-бутиленовая фракция
с газофракционирующей установки, в которой массо-
вое соотношение изобутана к бутиленам составляет
не менее 1,1 : 1. Сырьем может быть также смесь
пропилена, бутиленов и амиленов с изобутаном [3].
В качестве продуктов процесса алкилирования
получают авиационный и автомобильный алкилаты
и отработанную фракцию, которая представляет
собой в основном смесь пропана и н-бутана. Выход
алкилата в расчете на олефины составляет 160—
180 % (масс.), соотношение между авиа- и авто-
алкилатами колеблется от 0,95 : 0,05 до 0,90 : 0,10.
60
Автоалкилат образуется в основном в результате
побочной реакции при полимеризации олефинов.
Авиаалкилат плотностью при 20 °C 698—715 кг/м3
и автоалкилат имеют следующий фракционный состав
(разгонка по ГОСТ 2177—66), °C:
Температура, °C Авиаалкилат Автоалкилат
н. к. 47—57 170—175
10 % . 75-«7 173—188
20 % 83—90 174—176
50 % 100-104 177-198
90 % . . 111 — 121 204—254
к. к. . . 150—170 205—301
При работе только на бутиленовом сырье октано-
вое число авиаалкилата по исследовательскому ме-
тоду достигает 99 (без ТЭС), при работе на смешан-
ном олефиновом сырье оно составляет 92—96 (без
ТЭС), а по моторному методу 90—94 (без ТЭС).
Октановое число автоалкилата по исследователь-
скому методу равно 80—84 (без ТЭС); автоалкилат
может служить компонентом дизельного топлива.
В процессе в качестве катализатора применяют
96—98 %-ную, считая на моногидрат, серную кис-
лоту. Расход катализатора на 1 т алкилата зависит
от содержания олефинов в сырье: для пропиленового
сырья — 190 кг, для бутиленового сырья — от 80
до 100 кг, для амиленового сырья — 120 кг. Объем-
ное соотношение кислота : углеводороды поддержи-
вается в реакционной зоне от 1:1 до 2:1. По-
скольку кислотные свойства серной кислоты в рас-
творе углеводородов значительно выше, чем в воде,
снижение активности катализатора при алкилиро-
вании будет зависеть от разбавления ее водой.
Поэтому нужна тщательная осушка сырья перед
подачей в зону реакции. Концентрация кислоты
понижается также за счет накопления в ней высоко-
молекулярных соединений. Применение более кон-
центрированной кислоты приводит к окислению угле-
водородов, осмолению продуктов, выделению диок-
сида серы и снижению выхода алкилата. При мень-
шей концентрации идет реакция полимеризации
олефинов с образованием разбавленной серной кис-
лоты, корродирующей аппаратуру. В серной кислоте
должны отсутствовать примеси, такие, как соедине-
ния железа, например сульфат трехвалентного же-
леза, снижающие эффективность процесса.
Основные секции установки следующие: под-
готовка сырья, алкилирование (реакторный блок),
ректификация продуктов, поступающих из реактор-
ного блока. В секции подготовки сырья проводится
очистка углеводородных потоков от примесей. Наи-
более распространенными примесями в сырье яв-
ляются сероводород, меркаптаны и вода. Сероводо-
род и меркаптаны обычно удаляются путем щелочной
и водной промывки. В этой же секции очищаются
продукты реакции от серной кислоты, в результате от-
стоя, азатем щелочной и водной промывки алкилата.
В реакторном блоке (секция алкилирования)
проходит непосредственно процесс алкилирования.
В секции ректификации разделяются продукты реак-
ции и выделяются пропан, изобутан, н-бутан и пен-
тан, который выходит вместе с авиа- и автоалкила-
тами. Эта секция состоит из четырех ректифика-
ционных колонн: пропановой, служащей для отделе-
ния пропана от изобутана, изобутановой, в которой
отделяются изобутан и пропан от остальных продук-
тов, бутановой, служащей для отделения н-бутана
от алкилата — и колонны для вторичной перегонки,
где разделяется смесь алкилатов.
Кислота Циркулирующий.
(сбежая) изобутан
РИС, VI-3. Технологическая схема установки алкилирования:
/, 4, 7, 46, 21, 23, 27, 29, 34, 36 — насосы; 2, 8, 37 — холодильники; 3 — сепаратор; <5 — компрессор; 6 — реактор; 9, 10, 11, 15, 20; 26,
33 —приемники; 12 — колонна-депропанизатор; 13, 22, 28, 35 — кипятильники; 14 — конденсатор-холодильник; 17 — теплообменник; 18 — ко-
лонна-деизобутанизатор; 19, 25 — аппараты воздушного охлаждения; 24 — колонна-дебутанизатор; 30 — паровой подогреватель, 31 — колонна
вторичной перегонки алкилата.
Технологическая схема установки приведена
на рис. VI.3. Сырье из секции подготовки (на схеме
не показана) подается насосом 1 в холодильник 2
(здесь хладагент — испаряющийся изобутан), а за-
тем равными порциями вводится параллельно в пять
зон реактора 6. В первую зону реактора 6 вводится
циркулирующая и свежая серная кислота насосом 4
и проходит последовательно все зоны реактора.
Требуемая температура в реакторе поддержи-
вается за счет испарения пропана и части изобутана.
Пары пропана и изобутана по выходе из левой части
реактора проходят через общий коллектор в правую,
отстойную зону, откуда они поступают через сепара-
тор 3 на прием компрессора 5. Сжатая часть паров
охлаждается в холодильнике 8, и образующийся
конденсат отделяется в промежуточном приемнике 9.
Отсюда часть сжиженной пропан-изобутановой
фракции направляется в холодильник 2 для охла-
ждения сырья, а основная часть поступает в колон-
ну-депропанизатор 12.
Из этой колонны сверху выходят пары пропана
и направляются в конденсатор-холодильник 14 и за-
тем в приемник 15. Из аппарата 15 часть пропана
насосом 16 подается на верхнюю тарелку колонны 12
в качестве орошения, а избыток отводится с уста-
новки. Колонна 12 обслуживается кипятильником
13. Нижний продукт колонны 12 — изобутан —
поступает в кипятильник 13, далее в теплообмен-
ник 17, в котором охлаждающей средой является
выходящая из реактора 6 смесь продуктов реакции,
и в холодильник 2, где используется в качестве
хладагента.
Продукты реакции, подаваемые насосом 7, про-
ходят последовательно приемник 10, где осуще-
ствляется «защелачивание», затем приемник 11, где
промываются водой. Отработанный раствор щелочи
и промывная вода отводятся из приемников 10 и 11
снизу. Далее продукты реакции, пройдя теплооб-
менник 17, где нагреваются жидким изобутаном
(нижний продукт колонны 12), поступают в колонну
18 для выделения изобутана.
С верха колонны 18 отбирается изобутан, который
после конденсации в аппарате воздушного охлажде-
ния 19 собирается в приемнике 20. Отсюда часть
изобутана насосом 21 подается на верхнюю тарелку
колонны 18 в качестве орошения, а основная часть
возвращается как рециркулят в реактор 6. Нижний
продукт колонны 18 по выходе из кипятильника 22
подается насосом 23 в колонну-дебутанизатор 24.
Верхним продуктом колонны 24 является «-бу-
тан, который после конденсации в аппарате воздуш-
ного охлаждения 25 собирается в приемнике 26.
Отсюда часть н-бутана насосом 27 подается на верх-
нюю тарелку колонны 24 в качестве орошения,
и основная часть отводится с установки. Нижний
продукт колонны 24 после кипятильника 28 подается
насосом 29 через паровой подогреватель 30 в колонну
вторичной перегонки 31.
Верхним продуктом колонны 31 является авиа-
алкилат. Он конденсируется в аппарате воздушного
охлаждения 32 и собирается в приемнике 33. Отсюда
часть авиаалкилата насосом 34 подается на верхнюю
тарелку колонны 31 в качестве орошения, а основная
часть выводится с установки. Нижний продукт ко-
лонны 31 по выходе из кипятильника 35 подается
насосом 36 в холодильник 37 и выводится с уста-
новки.
Теплоносителем для всех кипятильников ус-
тановки является водяной пар давлением около
1 МПа.
61
Технологический режим процесса:
Секция алкилирования (реактор)
Температура, “С............................. О—10
Давление, МПа............................... 0,6—1,0
Мольное отношение изобутан : бутилены....... 6-4-12
Объемное соотношение между углеводородной и
сернокислотной фазами ....................... 14-1,5
Время контакта кислоты с сырьем, мин .... 20—30
Секции ректификации
Колон- Колон- Колон- Колон-
на /2 на 18 на 24 на 31
Давление, МПа .... 1,6—1,7 0,7 0,4 0,12—0,13
Температура, °C
верха............ 40—45 45—50 45—50 100—110
низа............. 85—100 95—100 130—140 200—220
Тип тарелок Колпачковые Желобчатые
Чис по тарелок .... 40 80 40 20
Расстояние между та-
релками, м........... 0,5 0,5 0,5 0,6
Диаметр колонны, м 1,6 3,0 1,6 1,8
Высота колонны, м . . 27,5 50,1 26,7 19
В качестве побочных продуктов в процессе полу-
чается пропан и я-бутан, которые можно использо-
вать в виде сжиженных газов, либо в качестве сырья
для пиролиза с целью получения газа, богатого не-
предельными углеводородами, либо как сырье
для нефтехимического синтеза.
Концентрация серной кислоты после реактора
снижается до 85—87 % (масс.). Такую кислоту
можно использовать для очистки нефтепродуктов
(в частности, масел), для производства деэмульгато-
ров или передать на регенерацию.
В настоящее время за рубежом распространен процесс фто-
ристоводородного алкилирования — производство высококаче-
ственного автомобильного алкилата взаимодействием пропилена,
бутиленов и амиленов с изобутаном. Имеется 85 действующих,
строящихся и проектируемых установок мощностью по про-
дукту от 95 до 3340 м3/сут. Процесс осуществляется при 32 °C
и 0,7—0,8 МПа; давление должно быть таким, чтобы сохранить
углеводороды и катализатор в жидкой фазе. Получаемый в ре-
зультате процесса алкилат плотностью 697 кг/м3 при 20 °C имеет
следующий фракционный состав (разгонка по Энглеру) [4]:
п. к............................. 39 °C
10 %............................. 80 °C
50 %...........................До 103 °C.
90 %...........................До 111 °C
к. к............................ 169 °C
Октановое число по моторному методу 91—94 (без ТЭС).
Реакция алкилирования протекает без побочных реакций даже
при некотором повышении температуры. Несмотря на это пре-
имущество, высокая летучесть фтористоводородной кислоты, вы-
сокая токсичность и коррозийность сдерживают широкое ее при-
менение.
Установка для производства водорода
методом паровой каталитической конверсии
легких углеводородов
Назначение установки — производство водорода,
потребность в котором возрастает из года в год
в связи с постоянным углублением процессов пере-
работки нефти, повышением требований к качеству
получаемых топлив и смазочных материалов, а также
в связи с необходимостью обессеривания энергети-
ческого топлива. В качестве сырья для получения
водорода методом паровой каталитической конвер-
сии легких углеводородов могут быть использованы
природные и заводские (сухие и жирные) газы,
а также прямогонные бензины. Этот наиболее рас-
пространенный метод производства водорода вклю-
чает три стадии; подготовку сырья к конверсии,
собственно конверсию и удаление из продуктов окси-
дов углерода [5].
62
Применяемая в настоящее время технология per
ламентирует некоторые требования к качеству сырья,
в частности по содержанию в нем соединений серы
(в газах до 100 мг/м3, в бензинах до 0,3 мг/кг), отра-
вляющих как никелевый катализатор паровой кон-
версии углеводородов, так и цинкмедный катализа-
тор низкотемпературной конверсии оксида угле-
рода. Присутствие в сырье непредельных углеводо-
родов вызывает образование углеродистых отложе-
ний на катализаторе паровой конверсии углеводо-
родов.
В промышленности получают технический водо-
род с содержанием водорода 95—98 % (об.). Произ-
водство технического водорода меньшей концен-
трации приводит к его повышенному расходу на
установке гидрокрекинга, а большей концентра-
ции — требует значительных затрат и экономически
нерентабельно [6].
Паровую конверсию углеводородов следует вести,
избегая осаждения углерода на катализаторе, спо-
собствующего его разрушению и увеличению гидра-
влического сопротивления в реакторе. Для предот-
вращения этого процесса следует поддерживать не-
кий минимальный расход водяного пара в процессе
паровой конверсии углеводородов. Теоретически этот
расход не должен быть ниже 2:1. Однако для улуч-
шения теплопередачи на практике подают до 4—5 м3
пара на конверсию 1 м3 метана.
В заводской практике для доочистки сырья для
водородных установок нашли применение три типа
процессов: очистка моноэтаноламином от сероводо-
рода, одностадийное поглощение соединений серы
поглотителем на основе оксида цинка (в случае
присутствия лишь термически нестойких соединений
серы) и двухступенчатая схема извлечения соедине-
ний серы, включающая деструктивное гидрирование
сернистых соединений с последующим поглощением
сероводорода на оксиде цинка.
Современные установки по производству водорода
обладают мощностью от 300 тыс. м3 до 3 млн. м3
водорода в сутки; для них характерны рабочие
давления в интервале 2—3 МПа.
Установка состоит из следующих секций: под-
готовки сырья (компрессор, подогреватель, аппараты
для очистки сырья от соединений серы, пароперегре-
ватель и инжекторный смеситель); паровой конвер-
сии (печь паровой конверсии и паровой котел-утили-
затор); конверсии оксида углерода в диоксид (реак-
торы средне- и низкотемпературной конверсии);
очистки технологического газа от диоксида угле-
рода (абсорбция горячим водным раствором карбо-
ната калия, регенерация и др.) и секции метаниро-
вания. Технологическая схема установки пред-
ставлена на рис. VI-4.
Сырье (газ) сжимают компрессором 9 до давления
2,6 МПа, подогревают в подогревателе, расположен-
ном в конвекционной секции печи 8, до температуры
300—400 °C и подают в реакторы 2 и 3 для очистки
от соединений серы. К очищенному газу в смесителе 7
добавляют водяной пар, перегретый до 400—500 °C
в пароперегревателе, также расположенном в кон-
векционной секции печи 8.
Полученная парогазовая смесь поступает в печь
паровой конверсии 8. Собственно процесс царовой
конверсии углеводородов проходит в вертикальных
трубчатых реакторах, заполненных катализатором
и размещенных в радиантной секции печи в один,
два или несколько рядов, закрепленных только внизу
РИС. VI-4. Технологическая схема установки для производства водорода методом паровой каталитической конверсии легких
углеводородов:
1 — дымовая труба; 2 — реактор гидрирования; 3 — адсорбер для поглощения сероводорода; 4 — воздуходувка; 5 — дымосос; 6 — теплообмен-
ники; 7 — инжекторный смеситель; 8 — печь паровой конверсии; 9, 19 — компрессоры; 10 — котлы-утилизаторы; 11, 13 — реакторы конверсии
СОвСО2;/2 — подогреватель; 14 — абсорбер для очистки от СО2; /5 — турбина; 16 — регенератор абсорбента; 17 — реактор метанирования;
18 — газосепаратор; 20 — насос.
или вверху и обогреваемых с двух сторон. Типичный
катализатор процесса — никель, нанесенный на
оксид алюминия. Парогазовая смесь с температурой
400—500 °C подается в реакционную трубу через
верхний коллектор, а конвертированный газ отво-
дится снизу. Газовые факельные горелки распола-
гаются в своде печи 8, а дымовые газы поступают
сверху в нижние борова и затем через общий боров,
расположенный в торце печи, с температурой 950 —
1100 °C —в конвекционную секцию печи. Топливом
для печи служит очищенный от сернистых соедине-
ний технологический или природный газ. Воздух,
необходимый для горения, подается воздуходувкой 4
через теплообменник 6, где он подогревается дымо-
выми газами до 300—400 °C, затем дымовые газы
отсасываются дымососом 5 и выводятся в атмосферу
через дымовую трубу 1.
Конвертированный газ, охладившийся до 400 —
450 °C в паровом котле-утилизаторе 10, поступает
в реактор 11 среднетемпературной конверсии оксида
углерода в диоксид над железохромовым катализа-
тором. После понижения температуры до 230 —
260 °C в котле-утилизаторе 10 и подогревателе воды
12 парогазовая смесь поступает в реактор 13 низко-
температурной конверсии оксида углерода над цинк-
медным катализатором.
Смесь водорода, диоксида углерода и водяного
пара охлаждают далее в теплообменниках 6 до
104 °C и направляют в абсорбер 14 на очистку горя-
чим водным раствором карбоната калия от диоксида
углерода.
Насыщенны!) диоксидом углерода раствор по-
ступает из абсорбера 14 в турбину 15, где его давле-
ние снижается примерно с 2,0 до 0,2—0,4 МПа, а за-
тем в регенератор 16. Здесь в результате подогрева
раствора в теплообменнике 6 и снижения давления
из раствора выделяется диоксид углерода и вместе
с парами воды выводится в атмосферу.
Водородсодержащий газ из абсорбера 14, подогре-
тый до 300 °C в теплообменнике 6, поступает в реак-
тор метанирования 17, где непревращенный оксид
и неудаленный диоксид углерода гидрируются с обра-
зованием метана. После метанирования водород охла-
ждается в теплообменных аппаратах 6 и 12 до 30—
40 °C и далее в сепараторе 18 отделяется от скон-
денсировавшегося водяного пара. Водород компри-
мируют компрессором 19 до давлений, требуемых
потребителю (обычно 4—15 МПа).
Конверсия углеводородов ведется при 800—
900 °C и 2,2—2,4 МПа над никелевым катализатором.
Расход природного газа составляет 1,03—1,05 м3
на 1 м3 получаемого технического водорода; расход
водяного пара — от 0,60 до 0,66 м3 на 1 м3 сухого газа.
Спецификой работы установки, требующей стро-
жайшего соблюдения правил безопасности и пра-
вил эксплуатации аппаратов, работающих под давле-
нием, является применение взрывоопасных и то-
ксичных веществ. Установка паровой каталитической
конверсии углеводородов для производства водорода
часто является составной частью установки гидро-
крекинга; ее строительство обходится примерно
в 25—30 % стоимости установки гидрокрекинга.
63
Глава VII
Деасфальтизация нефтяных остатков
Процесс деасфальтизации гудронов или концен-
тратов сжиженными низкомолекулярными углеводо-
родами, главным образом жидким пропаном, исполь-
зуется как при производстве высоковязких остаточ-
ных масел, так и компонентов сырья для каталити-
ческого крекинга и гидрокрекинга. На некоторых
заводах деасфальтизат является компонентом мало-
сернистых жидких котельных топлив.
При не очень жестких требованиях к качеству
деасфальтизата, в основном по коксуемости (2—3
вместо 1,0—1,3 % масс, по Конрадсону), например
для деасфальтизата — сырья крекинга — растворе-
ние компонентов ведут пропан-бутановой смесью,
а не техническим пропаном концентрацией 94 —
98 % (масс.). БашНИИ НП разработан процесс деас-
фальтизации остатков бензиновой фракцией, так
называемый процесс добен.
Смолы и особенно асфальтены, — компоненты
сырья, наименее растворимые в жидком пропане.
На различной растворимости составляющих компо-
нентов и основано использование пропана как де-
асфальтирующего растворителя. При температу-
рах, близких к критической температуре пропана
(около 96 °C), растворимость составных частей мас-
ляного сырья уменьшается. С повышением темпе-
ратуры процесса от 75 до 90 °C улучшается качество
деасфальтизата, но снижается его выход, так как из
раствора выделяются преимущественно компоненты
с высокими значениями плотности, коэффициента
преломления и молекулярной массы; к ним, в ча-
стности, относятся высокомолекулярные полицикли-
ческие углеводороды.
Процесс деасфальтизации остаточного сырья
техническим пропаном — жидкофазный процесс,
осуществляемый во избежание испарения раствори-
теля при давлении около 4 МПа. Выход деасфальти-
зата соответствующего качества в значительной мере
определяется характером сырья и колеблется в ши-
роком диапазоне — от 26 до 90 % (масс.). С ужесто-
чением требований к качеству деасфальтизата и уве-
личением коксуемости сырья выход деасфальтизата
уменьшается. Для одноступенчатых установок
наиболее типичными являются деасфальтизаты
вязкостью от 18 до 26 мм2/с при температуре
100 °C.
Производительность установок деасфальтизации
весьма различна — от нескольких сотен до несколь-
ких тысяч тонн сырья в сутки. На мощных установ-
ках сырье подвергают деасфальтизации в двух или
более параллельно действующих колоннах. Размеры
колонн с жалюзийными неподвижными элементами
в зонах контактирования следующие: диаметр 2,4 —
3,6 м, высота 18—23 м. Удельная нагрузка живого
поперечного сечения колонны 28—34 м3(м2'Ч); об-
щий объем сырья и пропана определяется, исходя
из их количеств и плотностей при 20 °C. Кратность
пропана к сырью (массовое соотношение 2,5 4-4,5 : 1)
выбирается тем большим, чем выше выход деасфаль-
тизата. Процесс ведут в сравнительно узком интер-
вале температур: верха колонны 75—85 °C, низа
50—65 °C.
Установка одноступенчатой деасфальтизации
гудронов жидким пропаном
Целевым продуктом одноступенчатой установки
деасфальтизации гудронов жидким пропаном
является деасфальтизат, в котором концентрация
парафино-нафтеновых углеводородов значительно
выше, чем в сырье. Пропан растворяет предпочти-
тельно парафиновые, парафино-нафтеновые и лег-
кие ароматические углеводороды, присутствующие
в гудроне или концентрате. Асфальтены, смолы
и полициклические ароматические углеводороды
концентрируются в побочном продукте — битуме
деасфальтизации, который отводится в смеси с про-
паном (30—35 % асе. на смесь) с низа деасфальти-
зационной колонны. Показатели качества деасфаль-
тизатов:
Средняя молекулярная масса . . . 500—650
Плотность при 20 СС, кг/м3 .... 895—930
Вязкость при 100 °C, мм2/с .... 18—26
Коксуемость по Конрадсону, %
(масс.)
при производстве масляного сырья 0,8—1,3
при производстве сырья для реже (до 1,6)
крекинга....................... 2—3 (и более)
Содержание металлов (никеля и ванадия) в деас-
фальтизате значительно меньше, чем в сырье; глу-
бокого же обессеривания не наблюдается.
Установка включает следующие основные сек-
ции: деасфальтизации, регенерации пропана при
высоком давлении (от 2,5 до 1,8 МПа), регенерации
пропана при низком давлении (несколько превыша-
ющем атмосферное). Технологическая схема уста-
новки представлена на рис. VII-1.
Остаточное сырье (гудрон или концентрат) насо-
сом I подается через паровой подогреватель 3 в сред-
нюю часть деасфальтизационной колонны 4. На не-
которых установках в сырье перед входом его в подо-
греватель 3 вводят пропан (умеренное количество),
причем во избежание гидравлического удара исполь-
зуют смеситель.
Сжиженный пропан, забираемый из приемника И
насосом 10, направляется через паровой подогрева-
тель 2 в нижнюю зону колонны 4. В средней части
колонны пропан в восходящем потоке контактирует
с опускающимися более нагретым сырьем и внутрен-
ним рециркулятом. В зоне контактирования рас-
положены тарелки жалюзийного или насадочного
типа. Для равномерного распределения по попереч-
ному сечению колонны сырье и пропан вводятся
в нее через распределители трубчатой конструкции
с большим числом отверстий, обращенных вниз —
для сырья и вверх — для пропана.
Раствор деасфальтизата до выхода из колонны 4
нагревается в верхнем встроенном подогревателе 5
и далее отстаивается в самой верхней зоне колонны 4
от выделившихся при нагреве тяжелых фракций,
так называемых «смол».
Пройдя регулятор давления 6, раствор деасфаль-
тизата поступает в испаритель 14, обогреваемый
водяным паром низкого давления, а затем в испари-
тель 16, обогреваемый паром повышенного давления.
•64
6
РИС. VII-1. Технологическая схема установки одноступенчатой деасфальтизации гудрона жидким пропаном:
/, 10, 21, 26 — насосы; 2, 3 — паровые подогреватели; 4 — колонна деасфальтизации; 5 — встроенный подогреватель; 6 — регулятор давления;
7 — конденсатоотводчнк; 8 — указатель уровня; 9 — регулятор расхода; // — приемник; 12, 12а — водяные конденсаторы-холодильники’ 13 —
воздушный конденсатор паров пропана; 14, 16 — испарители; 15 — каплеотбойник; 17 — компрессор; 18 — каплеуловитель; 19 — трубчатая
печь; 20 — сепаратор; 22, 27 — водяные холодильники; 23, 25 — отпарные колонны; 24 — каплеотбойник насадочного типа; 28 — конденсатор
смешения.
Водяной пар вводится в трубные пучки испарителей
14 и 16. Температура кипящего раствора в первом
из них менее высокая, чем во втором. По пути из
колонны 4 в испаритель 14 часть пропана переходит
в парообразное состояние вследствие вскипания при
снижении давления примерно с 4,0 до 2,4 МПа.
Выходящий из испарителя 16 раствор деасфаль-
тизата, содержащий относительно небольшое коли-
чество пропана (обычно не более 6 % масс.), обра-
батывается в отпарной колонне 23 открытым водяным
паром. С верха этой колонны уходит смесь пропано-
вых и водяных паров, а с низа — готовый деасфаль-
тизат, направляемый насосом 21 через холодильник
22 в резервуар. Полноту удаления пропана кон-
тролируют по температуре вспышки деасфальти-
зата.
Битумный раствор, выходящий из деасфальти-
зационной колонны снизу, непрерывно поступает
через регулятор расхода 9 в змеевик печи 19. На
выходе из этого змеевика значительная часть про-
пана находится в парообразном состоянии. Пары
отделяются от жидкости в горизонтальном сепара-
торе 20, работающем под тем же давлением, что
и испаритель 16. Остатки пропана отпариваются
открытым водяным паром в битумной отпарной ко-
лонне 25- Битум деасфальтизации откачивается
с низа этой колонны поршневым насосом 26, за кото-
рым следует холодильник 27.
Пары пропана высокого давления по выходе из
аппаратов 14, 16 и 20 поступают через каплеотбой-
ник 15 в конденсаторы-холодильники 13 и 12. Сжи-
женный пропан собирается в приемнике 11. В кон-
денсаторах-холодильниках 13 и 12 пары пропана
5 Под ред. Б. И. Бондаренко
конденсируются под давлением, близком к рабочему
давлению в аппаратах 16 и 20, т. е. при 1,7—
1,8 МПа. Этим достигается необходимый темпера-
турный перепад между теплоотдающей и охлажда-
ющей средами без применения компрессора. На не-
которых установках пары пропана, выходящие из
сепаратора 20 и освобожденные от увлекаемых ка-
пель битума, являются теплоносителем для одного
из испарителей.
Пары пропана низкого давления, выходящие
в смеси с водяным паром из отпарных колонн 23
и 25, освобождаются от водяного пара в конденсаторе
смешения 28 и затем, пройдя каплеуловитель 18,
сжимаются компрессором 17 и направляются в кон-
денсатор-холодильник 12а. Потери пропана вос-
полняются подачей его извне в приемник 11. Если
пропан вводится в деасфальтизационную колонну
через два внутренних распределителя, то пропан,
направляемый в расположенный выше распредели-
тель, предварительно нагревают до более высокой
температуры (например, до 70 °C) по сравнению
с пропаном, подаваемым через нижний распредели-
тель (на схеме показан только один распределитель
пропана).
На некоторых установках битумный раствор до
входа в змеевик печи 19 подогревают в теплообмен-
нике. Трубчатая печь ограждена противопожарной
стеной. Во избежание прогара труб змеевиков печи
очень важно обеспечить непрерывное поступление
в них достаточного количества раствора или смеси
его с экстрактом, добавленным для уменьшения вяз-
кости битума деасфальтизации. Расход топлива
зависит от его теплотворной способности, качества
65
подаваемого сырья, глубины его деасфальтизации
и других факторов и составляет в среднем 15—30 кг
на 1 т гудрона.
Для уменьшения уноса парами мелких капель
жидкости в верхних частях аппаратов 23, 25 и 28
расположены отбойные тарелки 24 насадочного типа
(слой из колец Рашига).
На установках деасфальтизации довольно боль-
шой расход водяного пара, причем предусмотрена
проверка чистоты его конденсата, поскольку при
недостаточной плотности соединений в испарителях
или подогревателях растворы, находясь под более
высоким давлением, могут проникать в зоны кон-
денсации водяного пара. На многих установках
имеется колонна щелочной очистки от сероводорода
паров технического пропана, выходящих из конден-
сатора смешения 28.
Технологический режим установки при пере-
работке сернистого смолистого гудрона:
Температура, °C
сырья при входе в колонну 4..................... 130—170
вверху колонны 4........................... 75—85
внизу колонны 4............................ 50—65
в испарителе 14............................ 60—85
в испарителе 16............................ 160—170
битумного раствора при выходе из печи . . 210—250
паров пропана на выходе из аппарата 28 . . . 30—40
Давление избыточное, МПа
в приемнике 11........................... 1,7—1,8
в колонне 4................................ 3,7—4,4
в испарителе 14........................... 2,2—2,4
в испарителе 16........................... 1,7—2,0
паров пропана на выходе из компрессора 17 1,8—2,0
Кратность пропана к сырью (по объему) . . (5—8) : 1
Удельный расход технического пропана на уста-
новках одноступенчатой деасфальтизации равен 2—
4 кг на 1 т перерабатываемого гудрона.
Ниже в таблицах приведены характеристики
и выходы деасфальтизатов, полученных одноступен-
чатой деасфальтизацией концентратов и гудронов
разного качества.
Характеристика сырья, выходы и качество деасфальтизатов. полученных одноступенчатой
деасфальтизацией гудронов и концентратов жидким пропаном
Показатели Деасфальтизат — сырье для производства нефтяных масел Деасфальтизат — сырье для каталитического кре- кинга н гидрокрекинга
образцы гудрона образцы концентрата* образцы гудрона
№ 1 [I] № 2 * № З1 [2] № 4* [3] № 5> [2] № 6 [4] 1 «* № 2 [6] № 3 [7] № 4 [81 № I •» № 2» [2] № 3« [91 № 410 [8]
Характеристика сырья
Плотность при 20 °C, кг/м9 Вязкость при 100 °C, мм2/с Коксуемость по Конрад- сону, % (масс.) 975 284 10,4 984 11,0 975 387 13,4 1010 209 16,0 985 451 17,1 1020 471» 18,0 919 46 5,9 1 942 56,4 6,0 940 68 8,1 942 83 8,4 955 204 9,1 986 116 12,1 988 15,0 1021 1078 19,7
Хара кте р и с т и к а Д е а :ф а л Ь Т И 3 а т а
Плотность при 20 °C, кг/м9 Вязкость при 100 °C. мм2/с Коксуемость по Конрад- сону, % (масс.) Выход на сырье, % (масс.) 910 26,9 1,26 48,7 926 21,4 1,05 43,6. 909 33,6 1,2 41,3 908 18,9 0,7 33,5 918 42,9 1,7 43,8 907 20,8 1,1 28,0 893 17,6 0,79 72,7 919 22,3 1,0 78,7 901 21,5 0,9 56,0 897 22,6 0,84 54,0 908 2,3 77,5 937 23,4 2,2 62,6 943 3,5 67,8 933 38,4 2,36 31,2
Хара к т е р и СТИЛ а биту м а д е а с ф а ль т и з а 1 и и
Температура размягче- ния (по КиШ), °C Выход на сырье, % (масс.) Кратность пропана к сырью (по массе) — 52 56,4 8 : I2 573 58,7 8 : I2 66,5 804 56,4 7,8 : I2 45 72 2,3 : 1 48’ 27,3 56 21,3 5 : 1 40 44,0 4,5 : 1 33 46,0 7 : I2 80 22,5 77 37,4 117 32,2 63 68,8 9,9 : I2
* ЧерноМуков Н. И. Технология переработки нефти и газа. 6-е изд., М., Химия, 1978. Ч. III. 424 с.
•• Гурвич В. Л., Сосновский И. П. Избирательные растворители в переработке нефти. М., Гостоптехиздат, 1953. 319 с.
Примечания: I. Плотность при 15 °C, вязкость при 99 °C. 2) Объемное. 3) Плотность битума деасфальтизации при 15 °C равна
1023 кг/мэ. 4) Плотность битума деасфальтизации при 15 °C равна 1054 кг/м3. 5) При 80 °C. 6) Образец № 1 получен из смолистой высокопара-
финистой нефти, Ns 2 — из нефти месторождения Сангачалы море, № 3 — из волгоградской нефти, № 4 — из смеси жирновской и коробков-
ской. 7) Плотность 999 кг/м3. 8) Гудрон западно-техасской нефти-, суммарное содержание металлов (никель, ванадий, медь, железо) в гуд-
роне 58,4 млн-1, в деасфальтизате 3,1 млн-1. 9) Гудрон канадской нефти: содержание серы в гудроне 1,46 % (масс.) в деасфальтизате 0,85 %
(масс.). 10) Гудрон иракской нефти: кратность растворителя к сырью 9,9 : 1 по объему.
66
Установка двухступенчатой деасфальтизации
гудронов жидким пропаном
Двухступенчатая деасфальтизация гудронов
жидким пропаном предназначена для получения из
остаточного сырья двух деасфальтизатов разной
вязкости. Получаемые в первой и второй ступенях
деасфальтизаты I и II далее перерабатывают раз-
дельно или в смеси в остаточные масла.
В результате перехода от одноступенчатой де-
асфальтизации к двухступенчатой выход деасфаль-
тизата при переработке гудронов увеличивается на
13—30 %, (относительных). Прирост зависит глав-
ным образом от качества сырья и предъявляемых
к продуктам требований.
На двухступенчатой установке битумный раствор
из первой колонны деасфальтизации поступает через
подогреватель во вторую колонну, в которую по-
дается дополнительно жидкий пропан. Растворы
деасфальтизата II и битума II выводятся соответ-
ственно из второй колонны сверху и снизу.
Деасфальтизаты I ступени являются сырьем для
производства остаточных масел обычно вязкостью
18—23 мм2/с (при 100 °C), а деасфальтизаты II сту-
пени — значительно более вязких масел, например
вязкостью 30—45 мм2/с (при 100 °C). В деасфальти-
затах II содержится больше ароматических угле-
водородов; они также имеют более высокие плот-
ность и коксуемость. Битум деасфальтизации —
побочный продукт двухступенчатого процесса —
имеет высокую температуру размягчения; его можно
использовать в качестве компонента сырья для произ-
водства нефтяных битумов твердых марок [8].
Главные секции установки следующие
(рис, VII-2): деасфальтизация I ступени (колонна 10
со вспомогательным оборудованием); деасфальтиза-
ция II ступени (колонна 18 и вспомогательные
аппараты); регенерация пропана при высоком давле-
нии из раствора деасфальтизата I, из раствора
деасфальтизата II, из битумного раствора II (три
секции); регенерация пропана при низком давлении
из обедненных растворов, выходящих из предыду-
щих секций регенерации.
Сырьем I ступени является гудрон или концен-
трат, а исходной смесью для II ступени — битумный
раствор, переходящий под давлением из первой
колонны снизу во вторую. На некоторых установках
деасфальтизацию сырья проводят в I ступени в двух
параллельно действующих колоннах, из которых
битумные растворы поступают в одну общую колонну
II ступени.
Сырье насосом 1 подается через паровой подогре-
ватель 4 в колонну деасфальтизации I ступени 10.
В нижнюю зону этой же колонны вводится через
холодильник 3 жидкий пропан, забираемый насо-
сом 2 из приемника 5. Пройдя верхний встроенный
подогреватель 9 и верхнюю отстойную зону, раствор
деасфальтизата I после снижения давления (при -
мерно с 4,2 до 2,7 МПа) поступает в секцию реге-
нерации пропана при высоком давлении. Требуемое
рабочее давление в колонне 10 поддерживается
с помощью редукционного клапана 5; колонна обо-
рудована тарелками жалюзийного типа.
Битумный раствор I выводится с низа колонны 10,
подогревается водяным паром в аппарате 15 и вво-
дится в колонну 18 деасфальтизации II ступени.
РИС. VH-2. Технологическая схема установки двухступенчатой деасфальтизации гудронов жидким пропаном:
1,2, 12, 13, 27, 30, 35 — насосы; 3, 6, 14, 25, 26, 36 — холодильники; 4, 15 — подогреватели; 5, 16 — приемники; 7, 17 — аппараты воздушного
охлаждения; 8 — редукционный клапан; 9 — паровой встроенный подогреватель; 10, 18 — колонны; 11 — регулятор расхода; 19 —трубчатая
печь; 20—23 — испарители; 24 — сепаратор; 28 — компрессор; 29, 31, 34 — отпарные колонны; 32 — каплеотделнтель; 33 —конденсатор
смешения.
5*
67
В этой колонне процесс осуществляется при меньшем
давлении и более низкой температуре, чем в ко-
лонне 10: за счет разности давлений, которая равна
0,4—0,7 МПа, битумный раствор I перемещается
из колонны 10 в колонну 18. Пропан в колонну 18
подается насосом 12 через холодильник 14. Колонна
18 по конструкции подобна колонне 10. Кратность
пропана к сырью для второй ступени выбирается
более высокой, чем для первой. Из раствора де-
асфальтизата I основное количество пропана вы-
деляется в последовательно соединенных испарите-
лях 21 и 22, а из раствора деасфальтизата II —
в испарителях 20 и 23. В испарителях 20 и 21, рабо-
тающих при сравнительно умеренных температурах,
в качестве теплоносителя обычно используется водя-
ной пар давлением около 0,6 МПа, а в высокотемпе-
ратурных испарителях 22 и 23 — водяной пар давле-
нием 1,0 МПа. Деасфальтизаты I и II практически
полностью освобождаются от пропана соответственно
в отпарных колоннах 29 и 31 тарельчатого типа,
где стекающие жидкости продуваются встречным
потоком водяного пара. Далее оба деасфальтизата
направляются насосами 27 и 30 соответственно через
холодильники 25 и 26 в резервуары.
Выходящие из испарителей 20 и 21 пары пропана
высокого давления (2,7—2,8 МПа) конденсируются
в аппарате воздушного охлаждения 7; конденсат
поступает через кожухотрубный водяной холодиль-
ник 6 в приемник 5. Пары, выделенные в испарите-
лях 22 и 23 (работающих при менее высоком давле-
нии — около 1,8 МПа), конденсируются в аппарате
воздушного охлаждения 17; образовавшийся здесь
конденсат стекает в приемник 16. Для восполнения
потерь в этот приемник подается технический пропан
со стороны. Из приемника 16 пропан подается
в приемник 5 насосом 13.
Битумный раствор II ступени, пройдя регулятор
расхода 11, нагревается в трубчатой печи 19; испа-
рившийся пропан отделяется от жидкости в сепара-
торе 24. Уходящие отсюда пары далее поступают
в конденсатор-холодильник 7. Обедненный битумный
раствор по выходе из сепаратора 24 продувается
водяным паром в отпарной колонне 34 (также та-
рельчатого типа).
Смеси пропановых и водяных паров, уходящие
при небольшом избыточном давлении из отпарных
колонн 29, 31 и 34, поступают в общий конденсатор-
холодильник смешения 33 с перегородками. Здесь
при контакте с холодной водой водяные пары кон-
денсируются, а пары пропана низкого давления,
пройдя каплеотделитель 32, сжимаются компрессо-
ром 28 до давления 1,7—1,8 МПа. Под этим давле-
нием пары пропана конденсируются в конденсаторе-
холодильнике 17.
Освобожденный от растворителя битум деасфаль-
тизации по выходе из отпарной колонны напра-
вляется насосом 35 через холодильник36в резервуар.
Во избежание заноса капель битума деасфальти-
зации в конденсатор-холодильник 7 выходящие из
сепаратора 24 пары пропана обычно пропускаются
через горизонтальный цилиндрический капле-
отбойник. Для удаления сероводорода часть паров
пропана проходит через колонну, заполненную вод-
ным раствором щелочи (каплеотбойник и колонна
щелочной очистки на схеме не показаны).
Ниже приведены температуры (первые час-
тные — верха, вторые — низа) и рабочие давления
в колоннах и испарителях установки [5]:
68
Аппарат
Деасфальтизационные колонны
I ступень .............
II ступень .............
Испарители 20 и 21...........
Испарители 22 и 23...........
Сепаратор 24 ................
Давление, Температура, °C
МПа
4,2—4,6 (80/88) (50/65)
3,6—4.2 (70/82) (45/60)
2,7—2,8 85
1,8 150
2,7 200/250
В качестве примера приведены условия и резуль-
таты двухступенчатой деасфальтизации пропаном
гудрона Самотлорской нефти [групповой состав этого
гудрона: содержание асфальтенов 7,7 % (масс.), смол
18,8 % (масс.) и углеводородных компонентов 73,5 %
(масс.) ]:
Характеристика сырья и деасфальтизатов
Показатели Гудрон Деасфаль- тизат I Деасфаль тизат II
Плотность пр и 20 °C,
кг/м3 . . . 983—985 926 975
Вязкость при 100 °C,
мм2/с . . . — 21—22 60—80
Коксуемость, % (масс.) 10,4—11,6 1,0—1,1 3,2—3,4
Содержание серы, %
(масс.). , . 2,18 1,7 2,0
Температура размягче-
ния по КиШ, С . <24 57—62 * 52 *
Условия деасфальтизации
Показатели I ступень II ступенс
Кратность пропана к сырью (по
объему)................•............... 8:1 10 : 1
Температура в колонне деасфальтиза-
ции, °C
верх.................................. 75 70
низ................................. 58 50
Содержание С3Н8 в техническом про-
пане, % (масс.)........................ 95,6 95,6
Выход деасфальтизата на гудрон, %
(масс.)................................ 43,6 6,0
• Для битума деасфальтизации.
Характеристика сырья, выходы и качество де-
асфальтизатов, полученных двухступенчатой де-
асфальтизацией жидким пропаном концентрата нефти
месторождения Сангачалы море и гудрона ромаш-
кинской нефти, приведены ниже [6]:
Показатели Концентрат * г Гудрон •*
I оту- пей ь 11 сту- пень I сту- пень II сту- пень
Режим работы колонны деас ф а л ь т и з а ци и
Объемное отношение 10 : 1 10 : 1 7 : 1 6 : I
пропан : сырье
Температура, °C
верха 85 70 87 82
середины 70 60 — —
низа 60 50 63 60
Давление, МПа — — 4,3 3,6
Характеристика деасфальтизата
Плотность при 20 °C, кг/м3 Вязкость при 100 °C, мм/с 915 20,0 925 46,9 20—23 30—55
Коксуемость по Кон- радсону, % (масс.) 0,6 2,2 1,1 —1,3 1,5—2,2
Выход па сырье, % (масс.) 72,5 13,6 28,4 10,0
Характеристика битума деасфальтизации
Температура размяг- чения по КиШ, ° С Выход -па сырье, % (масс.) — — 45—55 71,6 66—75 61,6
* Плотность при 20 °C 942 кг/м3, вязкость при 100 °C 56,4 мм2/с, коксуемость 6 °/0 (масс.), температура застывания 48 °C. * * Коксуемость 16 — 18 % (масс.), вязкость при 80 вС (в среднем) 608 мм2/с.
Деасфальтизат II может служить сырьем для
выработки компонента высоковязкого остаточного
масла, например типа П-28. Характеристики одного
из образцов деасфальтизата II и полученных из него
продуктов приведены ниже [4]:
Показатели Деасфальтн- эат 11 * * Очистка фенолом Депарафини- зация
рафинат । экстракт * о ч и со 2 <ч с; о о, _ h S >> С h
Плотность при 20 С, кг/м3 943,0 896,6 959 897,3 908,8
Вязкость при 100 °C, мм2/с 31,74 21,36 46,75 23,72 15,63
Коксуемость, % (масс.) 2,09 0,45 3,12 0,55 0,22
Содержание серы, % (масс.) Температура, °C 2,35 0,65 — 0,90 —
плавления 44,2 51,5 — — 61,8 ***
застывания Выход, % (масс.) — — — — 13 —
на деасфальтизат 100,0 44,2 55,8 31,5 12,7
на рафинат — — — 71,2 28,8
* Получен из гудрона сернистых нефтей.
** Масло (депарафинированный рафинат) с индексом вязкости
97 и средней молекулярной массой 509.
*** Температура каплепадения 61 °C.
Очистка проводилась в двухколонной системе фено-
лом (кратность его к сырью 3,5 : 1), а депарафини-
зация — в смеси метилэтилкетона с толуолом (60 % ф-
-ф 40 %) при кратности растворителя к рафинату,
равной 5 : 1 по объему; при этом одна часть отводи-
лась на промывку лепешки.
Вопросы, относящиеся к автоматизации и кон-
тролю процесса деасфальтизации, рассмотрены в ра-
боте [10].
Установка деасфальтизации бензином
(процесс добей) *
Основное назначение процесса — удаление ас-
фальтенов из гудрона перед его дальнейшей углу-
бленной переработкой, в частности гидрогенизацион-
ной. Нефтяной асфальтит может быть подвергнут
газификации в схемах безостаточной переработки
нефтяного сырья; его используют в производстве
нефтяных битумов и большого ассортимента различ-
ных нефтехимических продуктов, а также взамен
природного асфальтита в производстве различных
сплавов и в качестве теплогидроизоляционного мате-
риала. При температурах 140—150 °C и давлении
2,2—2,5 МПа при обработке остаточного сырья
легкой бензиновой фракцией (технической пентано-
вой фракцией) в колонном экстракционном аппа-
рате — экстракторе — образуются два слоя: раствор
деасфальтизата (около 70 % масс, бензиновой фрак-
ции и 30 % масс, деасфальтизата), который отво-
дится с верха экстрактора, и раствор асфальтита
(около 37 % масс, растворителя и 63 % масс, асфаль-
тита), который откачивается из экстрактора снизу.
Экстрактор снабжен тарелками из просечно-вытяж-
ного листа. Кратность растворителя к сырью (по
объему) составляет примерно 3,5 : 1 при выходе
асфальтита в количестве 12—15 % (масс.) на гуд-
рон [12].
* Сокращенное наименование отражает полное название
процесса: деасфальтизация остатков бензином; процесс разрабо-
тан БашНИИ НП [12].
В результате процесса из гудрона почти нацело
удаляются асфальтены, на 60—75 % тяжелые агрес-
сивные металлы и основное количество золообразу-
ющих компонентов. Коксуемость освобожденного
от асфальтенов продукта в 1,5—2 раза меньше коксу-
емости исходного сырья, абсолютная вязкость его
уменьшается в 3—4 раза. Содержание серы в де-
асфальтизате несколько меньше, чем в гудроне,
поскольку глубокого обессеривания не наблюдается.
Технологическая схема установки представлена
на рис. VII-3. Гудрон, нагнетаемый насосом 1,
подогревается в теплообменнике 2 и поступает в сырь-
евой приемник 3. Отсюда гудрон насосом 4 напра-
вляется в непрерывно действующую экстракционную
колонну 6. В нижнюю часть этого же аппарата
насосом 9 подается легкая бензиновая фракция,
предварительно нагретая под давлением в змеевиках
трубчатой печи 5. Сырье и растворитель вводятся
в экстрактор 6 через встроенные распределители.
Образующийся при встречном движении раствор
деасфальтизата до выхода из экстрактора нагревается
во встроенном подогревателе, расположенном над
распределителем сырья; с повышением температуры
этого раствора улучшается качество получаемого
деасфальтизата, но снижается его выход.
Для регенерации растворителя из раствора де-
асфальтизата используются: радиантные змеевики
в печи 8, сепаратор высокого давления 10 и отпарная
колонна 12. Под нижнюю тарелку этой колонны
подается водяной пар. Основная масса растворителя
выделяется в сепараторе 10. Уходящие отсюда пары
поступают в аппарат воздушного охлаждения 18',
образующийся в нем конденсат легкой бензиновой
фракции собирается в приемнике повышенного да-
вления 17. Выходящая из колонны 12 сверху смесь
водяных и бензиновых паров конденсируется в водя-
ном конденсаторе-холодильнике 14; смесь двух жид-
костей расслаивается в сепараторе-водоотделителе
15. Водный конденсат выводится из левой половины
этого аппарата, в правой половине собирается легкий
бензин, который насосом 16 направляется в прием-
ник 17.
Секция 21 предназначена для регенерации рас-
творителя из асфальтитового раствора, предвари-
тельно нагреваемого в конвекционном змеевике
печи 8. Связь секции 21 с приемником 17 осуще-
ствляется через сепаратор-водоотделитель 19.
Из приемника 17 растворитель насосом 9 через
змеевики печи 5 возвращается в экстрактор 6. Жид-
кий асфальтит подается в барабанный охладитель 23
шестеренчатым насосом 22. Получаемый в охлади-
теле твердый асфальтит выводится с установки.
Технологический режим установки:
Температура, °C
сырья при входе в экстрактор................ 150—160
растворителя при входе в экстрактор . . . 130—135
перепад температуры между верхом и низом
экстрактора.............................. 15—20
нагрева раствора асфальтита в печи 8 . . . 275—280
Давление избыточное, МПа
в экстракторе 6.............................. 2,2—2,5
в сепараторе 10.......................... 1,0
в отпарной колонне 12 ..................0,15—0,20
на выходе раствора асфальтита из змеевика
печи 8................................... 3,2
Часть трубопроводов на установке необходимо обогревать,
поскольку асфальтит — высоковязкий продукт. Предусматри-
ваются меры, препятствующие образованию пены. Во избежание
заметного разложения асфальтита его смесь с бензиновой фрак-
цией нагревается только в конвекционной камере печи, да и то
в прямотоке с газами сгорания.
69
РИС. VII’3. Технологическая схема установки деасфальтизации гудрона бензином (процесс добен):
1, 4, 7t 9, 13, 16, 20 — насосы; 2 — подогреватель гудрона; 3, 17 — приемники; 5, 8 — трубчатая печь; $6 — экстрактор; 10 — сепаратор высо-
кого давления; 11 — редукционный клапан; 12 — отпарная колонна; 14 — конденсатор-холодильник; 15, 19 — сепараторы-водоотделители низ-
кого давления; 18 — аппарат воздушного охлаждения; 21 — секция регенерации растворителя из асфальтитового раствора; 22 — шестеренча-
тый насос горячего асфальтита; 23 — барабанный охладитель асфальтита.
Глава VIII
Очистка масляного сырья избирательными растворителями
Процесс селективной очистки является одним
из основных процессов производства нефтяных
масел, так как позволяет существенно улучшить
важнейшие эксплуатационные свойства масел:
стабильность против окисления и вязкостно-темпера-
турные свойства. Процесс основан на избирательном
извлечении из нефтяного масляного сырья с помощью
специально подобранных растворителей таких
нежелательных компонентов, как соединения серы
и азота, полициклические ароматические и нафтено-
ароматические углеводороды с короткими боковыми
цепями, непредельные углеводороды и смолистые
вещества. В промышленных масштабах в качестве
селективных растворителей наиболее широко
используют фенол, фурфурол и парный раст-
воритель — смесь фенола и крезола с пропа-
шном [1].
' Технологическая схема любой установки селек-
тивной очистки включает секции, обеспечивающие
следующие основные операции: экстракцию компо-
нентов сырья с образованием двух фаз в аппаратах
непрерывного действия, непрерывную регенерацию
растворителя путем отгона из рафинатного и экс-
трактного раствора, обезвоживание растворителя.
В пособии описаны типовые технологические схемы
установок селективной очистки, однако в схемах
промышленных установок есть различные варианты
оформления как экстракционного отделения, так
и, главным образом, секций регенерации и обезвожи-
вания растворителя.
Все большее распространение получают укруп-
ненные комбинированные (двухпоточные) установки
очистки фенолом и фурфуролом, мощность которых
70
вдвое выше мощности типовых однопоточных уста-
новок. Особенностью таких установок является сле-
дующее: на них можно перерабатывать одновременно
и дистиллятное, и остаточное (деасфальтизат) сырье;
предусмотрена общая секция регенерации раство-
рителя из смеси дистиллятного и экстрактного рас-
творов, таким образом, экстракты этих установок
имеют широкий фракционный состав; для извлечения
фенола из паров азеотропной смеси фенол — вода
предусмотрен двухступенчатый абсорбер; осуще-
ствлен «водный контур», включающий парогенера-
тор для производства водяного пара из конденсата
паров, выходящих с верха абсорбера.
Для уменьшения потерь ценных компонентов
с экстрактом и увеличения выхода рафината, а также
с целью получения двух рафинатов разных состава
и свойств применяется двухступенчатая очистка
фенолом. В этом случае установку оснащают двумя
экстракционными колоннами. В первую по ходу
сырья подается примерно половина количества фе-
нола, требуемого для очистки, и с верха этой колонны
отводится раствор «утяжеленного» рафината. «Утя-
желенный» рафинат направляется на вторую ступень
очистки — во вторую экстракционную колонну,
куда вводится остальное количество фенола. С верха
второй колонны конечный рафинатный раствор по-
ступает на регенерацию растворителя. Экстрактные
растворы I и II ступеней очистки смешиваются
и направляются в секцию регенерации фенола из
экстрактного раствора.
Четкость разделения сырья на целевые и нежела-
тельные компоненты, а следовательно, и увеличение
выхода рафината может быть достигнуто [1 ] подачей
в низ экстракционной колонны обесфеноленного
экстракта вместо фенольной воды. Такой вариант
способствует сохранению избирательной способности
фенола и уменьшает поступление в рафинат нежела-
тельных компонентов.
При очистке легких дистиллятов с целью получе-
ния маловязких низкозастывающих масел, когда
экстракция осуществляется при сравнительно низких
(35—40 °C) температурах, в технологическую схему
установки включают холодильную систему. Холо-
дильная система предназначена для охлаждения
до 3—8 °C воды, используемой в холодильниках для
сырья и для экстрактного раствора, рециркулиру-
ющего в нижней части экстракционной колонны.
На подобных установках в секции регенерации
растворителя колонны оборудованы большим числом
тарелок, чтобы избежать уноса масляных компо-
нентов парами фенола.
В случае высокого содержания в сырье смолистых
веществ установку дополняют секцией предвари-
тельной деасфальтизации сырья и регенера-
ции растворителя из раствора битума деасфальти-
зации. •
При эксплуатации установок селективной очистки
большое внимание уделяется автоматическому
регулированию процесса. Установки оснащают
анализаторами качества на потоках: для сырья —
плотномер и вискозиметр; для рафинатного рас-
твора — анализатор содержания растворителя; для
рафината — рефрактометр, колориметр, анализатор
содержания растворителя; для экстракта — плотно-
мер, вискозиметр, анализатор содержания раствори-
теля; для сточных вод — анализатор содержания
растворителя (последнее особо важно с точки зрения
охраны окружающей среды; с этой же целью на
установках селективной очистки применяют аппа-
раты воздушного охлаждения и системы оборотного
водоснабжения). Выход рафината на сырье соста-
вляет 64—85 % (масс.), а при выработке высоко-
индексных масел 40—60 % (масс.).
Характеристики экстракционных колонн, на-
шедших применение на установках очистки масля-
ного сырья, приведены в работе [2].
Установка очистки нефтяных масляных
фракций фенолом
Назначение установки очистки нефтяных мас-
ляных фракций — получение рафината путем уда-
ления из сырья нежелательных компонентов при
помощи фенола. Выход рафината зависит от каче-
ства исходного сырья и глубины очистки. В качестве
сырья используется масляный дистиллят или де-
асфальтизат. Наряду с получением целевого про-
дукта в процессе образуется экстракт.
Основные секции установки следующие: абсорб-
ции сырьем фенола из паров азеотропной смеси
фенол — вода, экстракции, регенерации фенола
из рафинатного раствора и регенерации фенола из
экстрактного раствора Технологическая схема
установки приведена на рис. VIII-1.
Дистиллятное или остаточное сырье насосом 1
подается через теплообменник 2, где оно нагревается
примерно до- 90 °C, и паровой подогреватель 3 на
верхнюю тарелку абсорбера 5 (в абсорбере 16 таре-
лок). При входе в абсорбер температура сырья равна
ПО—115 °C. Подача сырья регулируется в зависи-
мости от уровня жидкости в нижней части абсорбера
регулятором уровня, клапан которого установлен
на нагнетательной линии насоса 1.
Под нижнюю тарелку абсорбера вводятся пары
азеотропной смеси. Нисходящий поток сырья, встре-
чаясь с поднимающимися парами, абсорбирует из
Лары азеотропной смеси
РИС. VIII-1. Технологическая схема установки очистки масляного сырья фенолом:
1, 6, 9, 11, '13, 18, 22, 29, 31, 33, 37 — насосы; 2, 17, 23, 24 — теплообменники; 3, 12 — подогреватели; 4 — конденсатор-холодильник;
5 — абсорбер; 7, 8, 26 — холодильники; 10 — экстракционная колонна; 14, 15, 28, 34 — приемники; 16, 30 — трубчатые печи; 19, 35 — аппа-
раты воздушного охлаждения; 20 — рафинатная испарительная колонна; 21 — рафинатная отпарная колонна; 25 — кипятильник; 27 — су-
шильная колонна; 32 — экстрактная испарительная колонна; 36 — экстрактная отпарная колонна; 38 — каплеотбойник.
71
них фенол. Пары воды по выходе из абсорбера по-
ступают в конденсатор-холодильник 4, образовав-
шийся конденсат используется для производства
перегретого водяного пара в системе «водного кон-
тура» (на схеме не показано).
Сырье с абсорбированным в нем фенолом заби-
рается с низа абсорбера насосом 6 и через холодиль-
ник 7 направляется в среднюю часть экстракцион-
ной колонны 10 насадочного или тарельчатого типа.
Температура верха колонны, поддерживаемая при-
мерно на 8—12 °C ниже критической температуры
растворения, обычно не превышает 115 °C для оста-
точного сырья и 50 °C для маловязкого дистиллят-
ного сырья. Создаваемый температурный градиент
между верхом и низом колонны составляет 10—
30 °C. Обычно кратность фенола к сырью ко-
леблется в пределах 1,2—2,2 при очистке масля-
ных дистиллятов и 2,5—4,0 при очистке деасфаль-
тизатов.
На верх колонны 10 насосом 13 из приемника 28
подается фенол, предварительно нагретый в паровом
подогревателе 12 до температуры на 4—8 °C выше
температуры уходящего рафинатного раствора. Для
увеличения отбора рафината (путем снижения рас-
творяющей способности фенола) в нижнюю часть
колонны 10 насосом (на схеме не показан) вводится
из приемника 15 фенольная вода, соответствующая
в данном случае составу азеотропной смеси. Коли-
чество фенольной воды в зависимости от сырья соста-
вляет 2—10 % (масс.) на фенол.
Для равномерного распределения потоков по
сечению колонны все жидкости в нее вводятся через
горизонтальные трубчатые распределители. Тем-
пература в верхней части колонны регулируется
в основном за счет изменения температуры нагрева
фенола. Регулируя количество экстрактного рас-
твора-рециркулята, которое не должно превышать
30 % (масс.) общей загрузки колонны, подаваемого
насосом 9 через холодильник 8, поддерживают
требуемую температуру низа экстракционной ко-
лонны.
В колонне 10 образуются'два слоя: рафинатный
и экстрактный. Уровень раздела фаз поддерживается
в колонне при помощи межфазового регулятора,
установленного немного выше ввода сырья в ко-
лонну. Рафинатный раствор, содержащий до 20 %
(масс.) фенола, на выходе из колонны 10 сверху
собирается в промежуточном приемнике 14. Экс-
трактный раствор, состоящий из экстракта, фенола
и практически всей вводимой в колонну воды, от-
водится с низа колонны 10 насосом 11 в секцию
регенерации растворителя.
Из приемника 14 рафинатный раствор насосом 18
подается в секцию регенерации растворителя через
теплообменник 17 (греющая среда — уходящий го-
рячий рафинат) в змеевик трубчатой печи 16. С тем-
пературой 270—290 °C парожидкостная смесь по-
ступает в испарительную рафинатную колонну 20.
Здесь отделяется основное количество фенола в виде
паров. Для предотвращения уноса рафината с парами
фенола колонна оборудована ректификационными
тарелками (6—7 штук), орошаемыми фенолом. Пары
фенола, уходящие с верха колонны 20, конденси-
руются в теплообменнике 23. Конденсат после холо-
дильника 26 собирается в приемнике сухого фе-
нола 28.
Рафинат с небольшим (2—3 % масс.) содержа-
нием фенола перетекает в рафинатную отпарную
72
1 ч
i
колонну 21, где остатки фенола отгоняются острым
водяным паром. Пары воды и фенола с верха ко-
лонны 21 поступают в аппарат воздушного охлажде-
ния 35; конденсат собирается в приемнике 34 и насо-
сом 33 подкачивается к экстрактному раствору
перед теплообменником 24. Рафинат, содержащий
не более 0,005 % (масс.) фенола, насосом 22
направляется через теплообменник 17 и кон-
цевой холодильник (на схеме не показан) в резер-
вуар.
Отводимый из колонны 10 экстрактный раствор
подается насосом И через теплообменник 24 (нагрев
горячим фенолом, уходящим из кипятильника 25)
и теплообменник 23 в сушильную колонну 27. При
поступлении в эту колонну температура экстракт-
ного раствора равна 150—160 °C. Колонна 27 раз-
делена полуглухой тарелкой на две части: верхнюю,
снабженную 12 тарелками, и нижнюю — кубовую.
В колонне 27 обезвоживается экстрактный раствор
и присоединяемый к нему водно-фенольный конден-
сат.
Из этой колонны сверху уходят пары азеотроп-
ной смеси (около 91 % масс, воды, остальное —
фенол), а снизу — безводный раствор, состоящий
из экстракта и основной массы фенола. Часть паров
азеотропной смеси, уходящей с верха колонны,
направляется в абсорбер 5, а остальное количество
поступает в аппарат воздушного охлаждения 19.
Образовавшийся здесь конденсат — фенольная
вода — поступает в приемник 15.
Экстрактный раствор, собирающийся на полу-
глухой тарелке в колонне 27, перетекает в кипятиль-
ник 25. Здесь он нагревается конденсирующимися
парами фенола, выходящими из колонны 32. В испа-
рительную экстракционную колонну 32 поступает
обезвоженный экстрактный раствор, забираемый
из сушильной колонны 27 насосом 29 и направляемый
им в змеевики печи 30 для нагрева до 250—280 °C.
Часть раствора рециркулирует между низом колонны
32 и вторым змеевиком печи 30. Осуществляя насо-
сом 31 циркуляцию раствора через змеевик в печи 30,
повышают температуру низа экстрактной колонны
примерно до 330 °C. Тем самым достигается низкое
содержание фенола в остаточном продукте колонны.
Конструктивно колонна 32 оформлена аналогично
колонне 27. Колонна 32 работает при избыточном
давлении 0,2—0,3 МПа. Температура верха колонны
равна температуре кипения фенола при рабочем
давлении; в зависимости от последнего она колеб-
лется в пределах 230—240 °C. В качестве орошения
на верхнюю тарелку колонны 32 подается фенол.
С низа колонны 32 экстрактный раствор, содержа-
щий 2—5 % (масс.) фенола, самотеком поступает
в отпарную колонну 36, где он продувается водяным
паром.
Выходящие из колонны 32 пары фенола являются
теплоносителем для кипятильника 25; после него
регенерированный фенол поступает через тепло-
обменник 24 и холодильник 26 в приемник сухого
фенола 28. Пары фенола и воды, выходящие из
колонны 36, конденсируются в аппарате 35\ конден-
сат вместе с экстрактным раствором подается в су-
шильную колонну 27. По выходе из колонны 36
экстракт направляется насосом 37 через теплооб-
менник 2 и концевой холодильник (на схеме не по-
казан) в резервуар.
Показатели очистки фенолом сырья различного
происхождения:
Волгоградская нефть Мухановская де- вонская нефть Эмбен- ская нефть Шкапов- ская нефть Ромаш- кинтгкая нефть Мангышлакская нефть
Показатели деасфаль- тизат смесь деас - фальти- затов I и II масляный дистиЛ - лят деасфаль- тизат масля - ный дис- тиллят де а с ф а л ь т и з а т деас- фальти- зат I деас- фальти- зат II маслян ый дистил- лят
Плотность при 20 °C, кг/м3 Вязкость при 100 °C, мм2/с Содержание серы, % (масс.) Коксуемость по Конрадсону, % (масс.) Кратность фенола к сырью (по массе) Температура в ко- лонне, °C верх низ Расход фенольной воды, % (масс.) от фенола Плотность при 20 °C, кг/м3 Вязкость при 100 °C, мм2/с Коксуемость, % (масс.) Содержание серы, % (масс.) Выход рафината, % (масс.) 901 21,5 0,9 2,8 : 1 95—100 80—85 3,0—5,0 880 20,1 0,31 65,0 905—908 24,8— 26,2 1,2—1,4 (2- 2,5) : 1 95—98 76—78 888 21,8 0,43 76,0 X 886 6,5 1,5 : 1 78—80 60—65 1,5—2,5 Хар 870 5,9 80,0 а р а к т е 905 21,7 1,17 Парам 2,8 : 1 73 68 5,0 актер 890 18,2 0,46 0,64 68,6 р и с т и 904 7,7 е т р ы п 2,0 : 1 84 74 12,0 < с т и к а 870 7,1 0,59 68,0 < а сыр 905 23,8 1,26 1,26 р о ц е с с (1,9- 2,0) : 1 90—94 74—80 4,0 рафин 881 20,1 0,28 71,8 ь я 884 17,4 1,17 1,1 а 3,5: 1 90 65 а т а 871 15,9 0,3 59,8 907 20,8 1,6 1,1 3,0: 1 70 62 4,5 881 16,0 0,28 0,79 60,0 881 21—23 0,4—0,6 1,4: 1 95—96 72 5,0 877 21,0 0,3—0,4 92,0— 93,0 906 60—65 2,1—2,3 3,0: 1 98 75 5,0 906 54—56 1,3—1,85 90,0 860 6,3 1,5. 1 85 60 5,0 838 5,9 86,6
Показатели очистки фенолом при получении
высокоиндексных масел из туймазинской нефти
[2, 4J.
Показатели Очищаемое сырье
мало- вязкий дистиллят средне- вязкий дистиллят вязкий дистиллят деасфаль- тизат
Хара к т е р И с тика сырья
Плотность при 20 °C, кг/м3 885 912 924 911
Вязкость при 100 °C, мм2/с 8,9 * 5,9 9,2 20,6
Коксуемость по Кон- радсону, % (масс.) — — — 0,9
Содержание серы, % (масс.) 1,7 1,6 1,8 1,5
Параметры п р о це с а
Расход фенола на сырье, % (масс.) Температура в ко- лонне, °C 350 200 400 550
верх 45 60 65 88
низ 32 40 45 68
X а р а к т е р и с т ii к а р а ф и н а т а
Плотность при 20 °C, кг/м3 838 855 867 876
Вязкость при 100 °C, мм2/с 7,7 * 4,9 6,8 15,4
Коксуемость по Кон- радсону, % (масс.) — — — 0,2
j Содержание серы, % (масс.) 0,3 0,4 0,4 —
Индекс вязкости (го- тового масла) 104 103 97 95
Выход рафината, % (масс.) * При 50 °C. 51 55 65 50
Установка очистки нефтяных масляных
фракций фурфуролом
Установка очистки нефтяных масляных фракций
предназначена для удаления из нефтяного масляного
сырья нежелательных компонентов с целью получе-
ния рафината [6]. Сырьем могут быть масляные
дистилляты или деасфальтизат. Кроме рафината на
установке получают побочный продукт — экстракт.
Выход рафината зависит от качества исходного сырья
и требуемой глубины очистки и составляет 60—90 %
(масс.), а при работе установки на высокоиндексный
компонент выход рафината понижается. Этот про-
цесс можно также использовать для очистки ди-
стиллятных дизельных и печных топлив, сырья ката-
литического крекинга, каталитических газойлей-
рециркулятов, сырья для производства техниче-
ского углерода [7].
Установка включает следующие секции: деаэра-
ции сырья, экстракции, регенерации фурфурола из
рафинатного раствора, регенерации фурфурола из
экстрактного раствора, регенерации фурфурола из
водных растворов.
В промышленности существуют как однопоточ-
ные, так и укрупненные комбинированные (двух-
поточные) установки, которые имеют по две секции
деаэрации и экстракции, по две секции регенерации
фурфурола из рафинатных растворов (что позволяет
очищать сырье одного или одновременно двух видов)
и одну секцию регенерации растворителя из экс-
трактных растворов. На рис. VIII-2 показаны техно-
логическая линия очистки одного потока сырья
(вторая линия тождественна первой) и общий блок
регенерации фурфурола из смеси экстрактных рас-
творов и водных растворов.
73
из ап. 23
РИС. VIII-2. Технологическая схема установки
1, 5, 6, 11, 14, 17, 25, 27, 30, 36—38, 46—48 — насосы; 2,~8, 18, 21, 23, 44 — теплообменники; 3 — деаэратор; 4 — приемник; 7, 9, 19,
26 г 31, 50— колонны; 20, 28 — трубчатые печи;
Сырье насосом 1 подается через теплообменник 2
в деаэратор 3. В теплообменнике оно нагревается
жидким фурфуролом, отводимым из колонны 26.
Деаэрация проводится водяным паром в вакууме
(9,97 кПа). Воздух и пары воды отсасываются с по-
мощью щ вакуум-создающей системы. Забираемое
с низа деаэратора 3 насосом 6 сырье охлаждается
в теплообменнике 8, воздушном и водяном холо-
дильниках 9 и 10 и поступает в нижнюю часть ро-
торно-дискового контактора 12. В верхнюю часть
этого контактора насосом 27 подается сухой фурфу-
рол из буферного сборника, расположенного ниже
колонны 26. Предварительно сухой растворитель
охлаждается в теплообменнике 2 и воздушном холо-
дильнике 7.
Для создания необходимого температурного гра-
диента в контакторе, а также для повышения четко-
сти разделения и увеличения выхода рафината пред-
усматривается циркуляция экстрактного раствора
через холодильник 13 и возврат насосом И псевдо-
рафината из отстойника 13' в нижнюю часть аппа-
рата. Рафинатный раствор с верха контактора 12
отводится в приемник 4, а экстрактный раствор из
правой части отстойника 13' насосом 14 напра-
вляется в секцию регенерации растворителя,
74
Фурфурол регенерируется из раствора рафината
в две ступени. Раствор рафината, отводимый из
приемника 4, подается насосом 5 через теплообмен-
ник 18 и змеевики трубчатой печи 20 в колонну 15.
В этой колонне из рафинатного раствора под ваку-
умом регенерируется основная часть фурфурола.
Температура нагрева в печи 20 не должна превышать
215 °C, так как фурфурол обладает низкой термиче-
ской стабильностью. Пары сухого фурфурола из
колонны 15 поступают в аппарат воздушного охла-
ждения 33, а затем в холодильник 34; отсюда фурфу-
рол стекает в вакуум-приемник 35. Из приемника 35
сухой фурфурол в качестве орошения подается насо-
сом (на схеме не показан) в колонны 15, 24, 29 и 32.
Избыток фурфурола направляется в секцию экс-
тракции.
Раствор рафината с низа колонны 15 перетекает
в отпарную колонну 16, где оставшийся фурфурол
удаляется с помощью острого водяного пара, подава-
емого в нижнюю часть колонны. В этой колонне
также поддерживается вакуум. Пары фурфурола
и воды с верха колонны 16 поступают в аппарат
воздушного охлаждения 41; конденсат, пройдя хо-
лодильник 40, собирается в вакуум-приемнике 39.
Насос 38 служит для подачи влажного фурфурола
очистки масляного сырья фурфуролом:
33, 41 — аппараты воздушного охлаждения; 10, 13, 34, 40, 42, 43 — холодильники; 12 — контактор; 13', 45, 49 — отстойники; 15, 16, 24,
29, 32 — эвапораторы; 35, 39 — вакуум-приемники.
в отстойник 45. Рафинат с низа колонны 16 насосом
17 через теплообменник 18 и аппарат воздушного
охлаждения 19 выводится с установки в резер-
вуар.
Фурфурол из раствора экстракта регенерируется
в четыре ступени. Раствор экстракта из отстойника
13' подается через теплообменники 8, 23 и 21 в змее-
вики трубчатой печи 20, откуда он направляется
в испарительную колонну 24 для отгонки влажного
фурфурола, работающую при давлении 0,22 МПа.
В этой колонне испаряются до 30 % (масс.) фурфу-
рола и вся влага, содержащаяся в экстрактном рас-
творе. Пары фурфурола и воды, выходящие из ко-
лонны 24 сверху, конденсируются в теплообменнике
23, и образующийся конденсат поступает в сушиль-
ную колонну 26 для обезвоживания фурфурола.
Вверху этой колонны поддерживается температура
кипения азеотропной смеси фурфурол — вода при
рабочем давлении в колонне (при 0,15 МПа около
ПО °C). В нижней части отгонной зоны колонны 26,
под нижней тарелкой и в кубовой ее части поддер-
живается температура конденсации паров фурфурола
при рабочем давлении. При понижении температуры
в нижней части колонны 26 растворитель обвод-
няется, и качество рафината ухудшается.
Раствор экстракта с низа колонны 24 насосом 25
направляется через змеевики трубчатой печи 28
(нагрев не выше 230 °C) в эвапоратор высокого да-
вления 29. Пары фурфурола из аппарата 29 конден-
сируются в теплообменнике 21, и конденсат посту-
пает в нижнюю часть сушильной колонны 26, слу-
жащей сборником сухого фурфурола. Часть паров
из эвапоратора 29, минуя теплообменник 21, на-
правляется под нижнюю тарелку колонны для
поддержания температурного режима низа ко-
лонны.
Экстрактный раствор из эвапоратора высокого да-
вления 29 насосом 30 подается в эвапоратор низкого
давления 32, где фурфурол испаряется за счет пере-
пада давления. Пары сухого фурфурола с верха
эвапоратора 32 вместе с парами сухого фурфурола
из испарительной колонны 15 конденсируются, охла-
ждаются, и конденсат стекает в вакуум-приемник 35.
Из эвапоратора 32 часть экстрактного раствора
в качестве рециркулята насосом 37 после холодиль-
ника 13 и отстойника 13' подается в низ контактора
12. Оставшийся экстрактный раствор перетекает
в отпарную колонну 31, где под вакуумом и с по-
мощью острого перегретого водяного пара проис-
ходит окончательное отпаривание фурфурола. На
75
верх колонны 31 насосом 48 подается как орошение
«легкое масло» из отстойника 49.
Пары фурфурола и воды, выходящие с верха
колонны 31, направляются в систему влажных па-
ров, отводимых из колонны 16; смесь конденсируется,
и охлажденный конденсат собирается в вакуум-
приемнике 39.
Экстракт с низа колонны 31 насосом 36 через
концевой аппарат воздушного охлаждения (на схеме
не показан) направляется в резервуар.
Обводненный фурфурол из вакуум-приемника 39
направляется в отстойник 45, где он разделяется на
два слоя: нижний — влажный фурфурол — служит
орошением колонны 26; верхний — водный слой,
содержащий 8—9 % (масс.) фурфурола, поступает
в дополнительный отстойник 49, разделенный на
три секции. Отстоявшийся фурфурол из первой сек-
ции отстойника 49 вместе с влажным фурфуролом
из отстойника 45 насосом 46 подается в колонну 26.
Водный слой из второй секции отстойника 49 насо-
сом 47 через теплообменник 44 направляется в ко-
лонну 50 для отгонки фурфурола; в низ этой колонны
для отпаривания азеотропной смеси подается острый
перегретый водяной пар. Пары воды и фурфурола
с верха колонны 50 поступают в конденсатор-холо-
дильник 43, откуда конденсат вместе с потоком
сконденсированных в холодильнике 42 паров азео-
тропной смеси из колонны 26 поступает в отстойник
45. Вода из колонны 50 уходит в спецканализацию.
При очистке дистиллятных фракций в третьей сек-
ции отстойника 49 накапливается нефтепродукт (так
называемое «легкое масло») вследствие уноса мас-
ляных компонентов парами, уходящими из отпарных
колонн. Это «легкое масло», содержащее растворен-
ный в нем фурфурол, направляется насосом 48
в отпарную экстрактную колонну 31 для регенерации
фурфурола.
Давление и температура в основных аппаратах:
Аппарат Давление Температура,
Деаэратор 3 .................... 9,97 кПа 130—140
Колонна 15........................39,9 кПа 205—210
Колонна 16........................39,9 кПа 180—200
Колонна 24 ....................... 0,22 МПа 190—200
Колонна 29 ....................... 0,25 МПа 220—230
Колонна 32 ....................... 39,9 кПа 190—200
Колонна 31........................ 39,9 кПа 180—200
Колонна 26..............,......... 0,15 МПа 170—175
(низ)
Результаты очистки фурфуролом сырья различ-
ного происхождения и разного фракционного со-
става иллюстрируются данными следующих таблиц
[6, 8, 9].
Условия и результаты очистки фурфуролом ди-
стиллятов из смеси сернистых нефтей:
Показатели 350- 420 °C * 420 — 500 °C * *
исходи ый дистил- лят рафинат исходный дистил- лят рафинат
Плотность при 20 °C, кг/м3 890—900 — 906-917 —
Вязкость при 50 °C, 16,4— 15,0- 47,8- 40,0—
мм2/с 24,6 18,4 76,4 45,0
Индекс вязкости (пос- ле депарафиниза- ции) Показатель прелом- — 85—89 — 85—90
1,4919— 1,4652— 1,5010— 1,4681 —
ления при 50 СС 1,5011 1,4721 1,5118 1,4748
КТР, °C Температура в . кон- такторе, °C 115—124 — 121—135 —
верх 104—108 — 110—115 —
низ Кратность к сырью (по объему) 83—87 — 93—96
фурфурола (1,3- 1,4) : 1 (1,6— 1,7) : 1 —
рециркулята 0,2 : 1 — (0,1- 0,2) ; 1 —
Выход рафината, % (масс.) 66,6 — 61,0 —
Отбор от потенциала, % (масс.) 86,0 78,0
*8 — 20% выкипает до 350 °C и 98 % — в интервале 412 —
458°С.
** 15—55 % выкипает до 420 °C и 98 % — в интервале 477 —
517 °C.
Технологический режим очистки деасфальтизата
фурфуролом в роторно-дисковом контакторе и ка-
чество рафината:
Температура рафинатного раствора на выходе из змеевика печи
20 равна 200—215 °C, а экстрактного раствора на выходе из змеевика
печи 28 составляет 220—230 °C.
Показатели Производительность установки, т/сут
600 700 800 850 900 950
Температура в контакторе, ° С (низ/верх) 98/132 104/135 105/135 105/138 106/138 105/140
Выход рафината, % (масс.) 70 70 72 73 73 75
Плотность при 20 °C, кг/м3 905 906 906 908 909 909
Вязкость при 100 °C, мм2/с 32—35 32—35 32—35 34—38 34—38 34-38
Коксуемость по Конрадсону, % (масс.) 0,80 0,82 0,84 0,88 0,90 0,92
П римечание. Исходная нефть — парафинистая месторождения Нефтяные Камни вязкостью 42—48 мм2/с, коксуемостью
(масс.); кратность фурфурола к деасфальтизату (по массе) 3,5 : 1; частота вращения ротора 26 об/мин.
1,6-1.8 %
76
Зависимость выхода масла и его индекса вязкости
от кратности фурфурола к сырью (по массе):
Показатели
Выход, % (масс.)
рафината
депарафиниро-
ванного рафи-
ната *
в пересчете
на рафипат
в пересчете
на сырье
Характеристика де-
парафинированного
масла
плотность при
15 °C, кг/м3
вязкость, при
99 °C, мм2/с
индекс вязкости
температура за-
стывания, °C
Сырье — веретен-
ный дистиллят
77,4
71,0
55,1
889
3,8
71
-18
67,8
67,7
45,1
876
3,7
77
-18
Остаточное сырье
(при получении
брайтстока)
55,5
68,4
38,0
863
3,6
93
— 18
2,5 : 1 1 | 7,6 : 1
82,5 69,1 69,1
54,6 54,2 47,8
45,0 37,5 33,0
923 917 908
41,7 37,8 36,1
83 88 92
— 18 — 18 — 15
• Состав растворителя: метилэтилкетон+бензол+толуол.
Установка очистки нефтяных остатков парными
растворителями без предварительной
деасфальтизации сырья
Установка для очистки концентратов (или гудро-
нов с невысокой коксуемостью) смесью пропана,
фенола и крезола предназначена для получения
остаточных масляных рафинатов высокой вязкости.
Основные секции установки следующие: экстрак-
ции сырья растворителями, регенерации раствори-
телей из рафинатного раствора, регенерации раство-
рителей из экстрактного раствора и регенерации
растворителей из водных растворов. Очистка пар-
ными растворителями осуществляется в горизонталь-
ных аппаратах — экстракторах. Экстракционное
отделение состоит из семи секций, каждая из которых
включает смеситель и отстойник. Технологическая
схема установки представлена на рис. VIII-3.
Сырье — концентрат или гудрон — подается
насосом 34 через паровой подогреватель 33 в смеси-
тель 32. Сюда же подается и рафинатная фаза, вы-
ходящая из экстрактора <35, и экстрактная фаза,
нагнетаемая насосом 22 из экстрактора 21. Из смеси-
теля смесь после охлаждения в холодильнике 29
вводится в экстрактор 27. Степень предварительного
нагрева сырья и последующего охлаждения смеси,
выходящей из смесителя 32, зависит от вида очища-
емого сырья. В смесителе необходимо обеспечить
хорошее смешение и необходимую температуру смеси (
перед ее подачей в экстрактор 27. Температура
экстракции должна быть ниже температуры* взаим-
ной растворимости компонентов, чтобы смесь пред-
ставляла две фазы.
Растворители подаются в концевые экстракторы.
До ввода в первый экстрактор 39 пропан, подаваемый
насосом 43, проходит теплообменник 42 (этот аппа-
рат может служить холодильником или подогрева-
телем); на выходе из него температура пропана под-
держивается между 37 и 47 °C.
Феноло-крезольная смесь, называемая условно
«селекто», насосом 6 через подогреватель 5 при
температуре 35—52 °C подается в экстрактор 10.
Др входа в каждый экстрактор верхний слой жидко-
сти, поступающей из предыдущей ступени, смеши-
вается с нижним слоем из последующей ступени.
В экстракторе смесь разделяется на два новых
слоя — рафинатный и экстрактный измененного
состава.
Рафинатный раствор (верхний слой) движется от
экстрактора 27 к последнему экстрактору 10. Экс-
трактный раствор (нижний слой) подается насосами
12, 15, 17, 22, 28 и 38 в противоположном направле-
нии. Таким образом в экстракторах соблюдается
противоток. В экстракторах 35 и 39 жидким про-
паном обрабатываются только экстрактные раст-
воры.
Конечными продуктами экстракции являются:
рафинатный раствор (верхний слой), выходящий из
экстрактора 10, и экстрактный раствор (нижний
слой), уходящий из экстрактора 39. Каждый раствор
под давлением, поддерживаемым в экстракторах,
направляется в свою систему регенерации раствори-
теля. В рафинатном растворе содержится 14—25 %
(масс.) рафината, 20—22 % (масс.) селекто, осталь-
ное — пропан.
Рафинатный раствор по выходе из экстрактора 10
нагревается до 125 °C в теплообменнике 25 за счет
тепла селекто, выходящего из колонны 23, и посту-
пает в верхнюю часть пропановой рафинатной ко-
лонны 14. Давление в колонне 14 поддерживается
в пределах 1,5—1,9 МПа. На верхнюю тарелку этой
колонны в качестве орошения подается пропан из
приемника 46. С верха колонны 14 отводятся пары
пропана, которые конденсируются в конденсаторе-
холодильнике 45; жидкий пропан стекает в прием-
ник 46, откуда вновь возвращается в экстракцион-
ную систему.
Температура внизу колонны 14 поддерживается
около 300 °C, для чего насосом 9 осуществляется
рециркуляция части раствора через змеевики труб-
чатой печи 5; рециркулят возвращается в колонну
при температуре 330—340 °C.
Рафинатный раствор, содержащий 0,2—0,3 %
(масс.) пропана, поступает за счет разности давлений
с низа колонны 14 в селектовую рафинатную ко-
лонну 2. Давление в этой колонне около 0,07 МПа.
Уходящая с верха колонны 2 смесь паров селекто
и пропана направляется в колонну 23. Холодным
орошением колонны 2 является селекто. Тепло,
необходимое для удаления растворителя, вносится
рафинатом, циркулирующим по схеме: низ колонны
2 -> насос 7 —> печь 8 —> колонна 2. В результате
температура низа колонны 2 поддерживается на
уровне 330—340 °C.
Балансовое количество рафината с низа ко-
лонны 2 направляется в верхнюю часть колонны Д
под нижнюю тарелку которой подается перегретый
водяной пар. Пары из колонны 1 вводятся в нижнюю
часть колонны 2, а рафинат с низа колонны 1 напра-
вляется насосом 3 в трубчатый парогенератор (на
схеме не показан), служащий для производства во-
дяного пара, затем в холодильник и в резервуар
целевого продукта. Водяной пар, получаемый в паро-
генераторе, подается в низ колонны 1 (при необхо-
димости пар пропускается через пароперегреватели
печи).
77
Пары' пропана высокою давления
Экстрактный раствор, уходящий из экстрактора
39, проходит вначале теплообменник 26, где подогре-
вается горячим селекто, уже отдавшим часть своего
тепла в теплообменнике 25, затем теплообменник 30
(нагрев за счет тепла конденсации паров селекто,
выделенных в колонне 40) и поступает в пропановую
экстрактную колонну 31. Режим работы этой ко-
лонны: давление 1,8—2,0 МПа, температура верха
60—80 °C, низа 270—305 °C, температура поступле-
ния раствора «а 150 °C. На верхнюю тарелку ко-
лонны 31 подается пропан. Температурный режим
колонны 31 поддерживается за счет циркуляции
части остатка при помощи насоса 36 через один из
змеевиков трубчатой печи 37, где раствор нагре-
вается до 310—320 С°.
Балансовое количество экстрактного раствора
с низа колонны 31 перемещается за счет разности
давлений в верхнюю часть феноло-крезольной ко-
лонны 40', здесь орошением является селекто. Режим
работы колонны 40~. давление 0,07 МПа, температура
верха 190—205 °C, низа — 270—340 °C.
Смесь паров фенола, крезола, остатков пропана
и воды, выходящая с верха колонны 40, поступает
в теплообменник 30. Образующаяся в результате
конденсации парожидкая смесь направляется в ко-
лонну обезвоживания 23. Циркуляция остатка, со-
бирающегося внизу в колонне 40, через второй змее-
вик печи 37 и вывод балансового количества его
в отпарную колонну 44 осуществляется насосом 41.
78
Перегретый водяной пар, используемый для отпари-
вания растворителя в колонне 44, вырабатывается
парогенератором (на схеме не показан), в котором
используется тепло экстракта. Пары фенола, кре-
зола и воды, выходящие из колонны 44, поступают
под нижнюю тарелку колонны 40\ экстракт после
охлаждения направляется в резервуар. Давление
в колонне 44 0,05—0,07 МПа.
Смесь (пары и жидкость) фенола и крезола, паров
воды и пропана, выходящая из теплообменника 30,
а также смесь паров, выходящих из колонны 2, по-
ступают в колонну 23. Здесь за счет избыточного
тепла паров фенола и крезола смесь разделяется
на обезвоженную смесь фенола и крезола, выводимую
с низа колонны, и на пары азеотропной смеси фенола
и крезола с водой (92 % масс, воды и 8 % масс, се-
лекто), которые выходят с верха этой колонны вместе
с газообразным пропаном.
В конденсаторе-холодильнике 19 полностью
конденсируются фенол, крезол и водяной пар. Кон-
денсат поступает в отстойник 18, с верха которого
выводится газообразный пропан. Далее пропан через
брызгоотделитёль 47 направляется на прием ком-
прессора 48 и после сжатия до давления 1,4—
1,6 МПа и сжижения в конденсаторе 45 собирается
в приемнике 46.
Образующиеся в отстойнике 18 две фазы пред-
ставляют собой раствор воды в смеси фенола и кре-
зола (нижний слой) и раствор последних в воде
из an. /4
РИС. ' VIII-3. Технологическая
схема установки для очистки неф-
тяных остатков парными раствори-
телями без предварительной деас-
фальтизации сырья:
1, i, 14, 23, 31, 40, 44 — колонны; 3,
6, 7, 9, 12, 15, 17, 20, 22, 28, 34, 36, 38,
41, 43 — насосы; 4, 46 — приемники;
5 — подогреватель; 8, 37 — трубчатые
печи; 10, 13, 16, 21, 27, 35, 39 —экстрак-
торы; 11, 32 — смесители; 18 — отстой-
ник; 19, 24—26, 29, 30, 33, 42, 45 —
теплообменники; 47 — брызгоулови-
тель; 48 — компрессор.
(верхний слой). Нижний слой насосом 20 подается
на верхнюю тарелку колонны 23 в качестве ороше-
ния. Верхний слой, содержащий 6—9 % (масс.)
селекто и 94—91 % (масс.) воды, перетекает в спе-
циальную емкость (на схеме этот узел не показан),
где соединяется с пропаном, поступающим далее
в приемник 46. Пропан улавливает селекто, а вода
после дополнительного отстоя подается в парогене-
ратор для выработки водяного пара.
Обезвоженная в колонне 23 феноло-крезольная
смесь, содержащая не более 0,5 % (масс.) воды,
подается насосом (на схеме не показан) через
теплообменники 25 и 26 и холодильник 24
в приемник 4 растворителя, циркулирующего в си-
стеме.
Показатели очистки остатков различных нефтей
парными растворителями [2]:
Остатки нефтей
Показатели волгоградской мангыш- лакской ромаш- кинской шкапов- ской эмбен - ской грознен- ской туйма- зинской •
Характеристика сырья
Плотность при 20 °C, кг/м3 937 938 942 916 977 965 932 941 932
Вязкость при 100 °C, мм'2/с Коксуемость по Конрадсону, % (масс.) 53,3 7,3 53,3 7,1 96,3 9,1 69,0 7,7 174,0 12,1 139,0 11,0 43,6 6,68 57,1 7,6 39,3 4,0
Парам е т р ы г р о ц е с с а
Расход растворителей, % (масс.) на сырье пропана селекто Температура, °C 330 * 300 5558 350 270 51-53 400 * 250 50-53 500 * 500 50-58 400 254 46—50 310 * 300—400 42-51 310 500 45—50 300 * 320 48—50 —
Характеристика рафината
Плотность при 20 °C, кг/м3 886 892 892 869 885 880 874 881 883
Вязкость при 100 °C, мм2/с 19,2 24,0 25,5 20,9 19,0 15,3 16,1 18,4 19,0
Коксуемость по Конрадсону, % (масс.) 0.26 0,45 0,25 0,43 0,22 0,28 0,26 0,25 0,27
Выход от гудрона,?/) (масс.) 59,0 65,0 52,6 54,3 42,0 35,6 61,0 51,2 32,0
* С легкой предварительной деасфальтизацией сырья.
79
Глава IX
Депарафинизация и обезмасливание нефтяного сырья
Низкотемпературные процессы
Для получения масел с низкой температурой
застывания используют процесс депарафинизации,
в результате которого из масляного сырья удаляются
твердые углеводороды. Наиболее распространен-
ным методом выделения твердых углеводородов из
нефтяного сырья является депарафинизация с по-
мощью селективных растворителей, основанная на
разной растворимости нефтяных углеводородов в рас-
творителях. Для этой цели в практике применяют
кетон-ароматическую смесь растворителей (метил-
этилкетон и толуол или ацетон и толуол), взятых
в различных соотношениях — от 30 до 60 % (масс.)
кетона и от 70 до 40 % (масс.) толуола.
Кратность растворителя к сырью зависит от вяз-
кости депарафинируемого рафината: с повышением
вязкости масляных фракций расход растворителя
увеличивается. Обычно кратность растворителя
к сырью составляет (2—3) : 1 для Дистиллятного
сырья и (3,0—4,5) : 1 для остаточного. От количе-
ства взятого растворителя зависят скорость отделе-
ния жидкой части от твердой, выход депарафиниро-
ванного масла, его температура застывания и со-
держание масла в гаче или петролатуме.
Одной из форм совершенствования процесса яв-
ляется порционная подача растворителя, при
которой создаются условия для разделения кристал-
лизацией высоко- и низкоплавких углеводородов.
При первом разбавлении сырья расход растворителя
должен быть таким, чтобы из раствора выделялись
самые высокоплавкие углеводороды, образующие
кристаллы наибольших размеров. При порцион-
ном разбавлении (2—4 порции) каждая порция
вводимого растворителя должна иметь температуру
на 2—3 °C выше температуры смеси в точке, куда
подается растворитель. Порционная подача раство-
рителя эффективна при депарафинизации и обез-
масливании дистиллятного сырья широкого фрак-
ционного состава.
При заданных темпер атуре застывания вырабаты-
ваемого масла и пропускной способности установки
по сырью к показателям, характеризующим работу
установки низкотемпературной депарафинизации,
относятся прежде всего следующие: глубина отбора
масла (% масс, от сырья), скорость фильтрования,
содержание масла в гаче (или петролатуме). Важным
показателем, в значительной мере предопределя-
ющим эксплуатационные расходы, является крат-
ность растворителя к сырью.
В заводской практике получили распространение
установки с двухступенчатым фильтрованием, где
вторая ступень предназначена для уменьшения со-
держания масла в гаче и тем самым для увеличения
выхода депарафинированного масла. На отдельных
установках с трехступенчатым фильтрованием полу-
чают два целевых продукта: депарафинированный
рафинат и технический парафин; побочным продук-
том является слоп-вокс. На установках обезмаслива-
ния, вырабатывающих из гача парафин-сырец, а из
петролатума — церезин-сырец, обычно используют
как способ перекристаллизации (первая ступень),
так и способ отмывки (вторая ступень).
80
В представленных схемах депарафинизации охла-
ждение суспензии проводится аммиаком и этаном;
взамен аммиака применяют также пропан. Глубина
охлаждения суспензии определяется температурой
застывания товарного масла с учетом температур-
ного градиента депарафинизации, зависящего от
используемого растворителя.
Установка депарафинизации обслуживается за-
крытой дыхательной системой инертного газа.
Все приемники на установке депарафинизации, где
находится растворитель, а также газовое простран-
ство фильтров заполнены инертным газом. Это пред-
отвращает образование взрывоопасной смеси рас-
творителя с воздухом и сокращает потери раствори-
теля. Инертный газ служит также для подсушки
и отдувки твердого осадка (лепешки) от фильтроваль-
ной ткани в вакуум-фильтрах непрерывного дей-
ствия барабанного типа.
Установка депарафинизации
с двухступенчатым фильтрованием
На установке депарафинизации с двухступенча-
тым фильтрованием получают масла с низкой тем-
пературой застывания —депарафинированное масло,
а на второй ступени дополнительно извлекают масло
из гача или петролатума (побочный продукт). Сырьем
установки служат рафинаты селективной очистки;
целевой продукт — депарафинированное масло. Вы-
ход депарафинированного масла составляет 65—
80 % (масс.) от сырья.
Основные отделения установки следующие:
кристаллизации, фильтрования, регенерации р ас-
творителя из раствора депарафинированного масла
и растворов гача или петролатума. Технологическая
схема установки кристаллизации и фильтрования
представлена на рис. IX-1.
Сырье — рафинат — насосом 10 через водяной
холодильник 11 подается в регенеративные кристал-
лизаторы 13—16, где охлаждается фильтратом, полу-
ченным в I ступени фильтрования. Число кристал-
лизаторов зависит от пропускной способности уста-
новки. Сырье разбавляется холодным растворителем
в трех точках: на выходе его из кристаллизаторов 13,
14 и 15. Растворитель подается насосами из приемни-
ков сухого и влажного растворителей (на схеме не
показано). Из регенеративных кристаллизаторов
раствор сырья поступает в аммиачные кристаллиза-
торы 18—20, где за счет испарения хладагента (ам-
миак или пропан), поступающего из приемника 24,
охлаждается до температуры фильтрования.
Охлажденная суспензия твердых углеводородов
в растворе масла поступает в приемник 1, а оттуда
самотеком в вакуумные фильтры 2 ступени I. Уро-
вень суспензии в вакуумных фильтрах регулируется
регулятором уровня, который связан с линией ее
подачи. Фильтрат I ступени (раствор депарафиниро-
ванного масла) собирается в вакуум-приемнике 7,
откуда насосом 17 подается противотоком к раствору
сырья через регенеративные кристаллизаторы, а за-
тем через теплообменник 12 для охлаждения влаж-
6
Инертный газ:-
"У Влажный растворитель
22
-20 2f-~
I_______________________________
Раринат
25
Раствор гача
(петролатума)
Раствор депара-
финированного
)--------
масла
РИС. IX-1. Технологическая схема установки депарафинизации с двухступенчатым фильтрованием:
/,'4, 24 — приемники; 2,5 — вакуумные фильтры; 3, 6 — сборники; 7, 8 — вакуум-приемники; 9, 10, 17, 23 — насосы; 11 — водяной холодиль-
ник; 12 — теплообменник; 13—16 — регенеративные кристаллизаторы; '18—22 — аммиачные кристаллизаторы*, 25 — компрессор*, —си-
стема инертного газа»
Сухой раст-
воритель
Влажный
растворитель
/3^
Инертный,
газ
кого растворителя и направляется в секцию регене-
рации растворителя. Осадок промывается холодным
растворителем, предварительно охлажденным
в кристаллизаторе 22.
Осадок, снятый с фильтров I ступени, разба-
вляется растворителем, и полученная суспензия
собирается в сборнике 3. Отсюда суспензия насосом 9
подается в приемник 4 для снабжения вакуумных
фильтров 5 ступени II. Фильтрат II ступени посту-
пает в вакуум-приемник 8, откуда насосом 23 через
кристаллизатор 21 подается на конечное разбавле-
ние охлажденной суспензии, выходящей из кристал-
лизатора 20. Осадок с фильтров II ступени разба-
вляется растворителем и собирается в сборнике 6;
далее суспензия направляется в отделение регенера-
ции растворителя.
Температуры фильтрования для дистиллятного
и остаточного сырья приведены ниже (°C):
Дистиллят- Остаточн ое
ное сырье сырье
I ступень.........—25-ь—28 —23-—25
II ступень.........—15ч—18 —13ч—15
Установка депарафинизации и обезмасливания
Установка депарафинизации и обезмасливания
предназначена для получения масел с низкой тем-
пературой застывания при одновременном выделении
парафина или церезина. При осуществлении этих
процессов на совмещенной установке снижаются
эксплуатационные расходы, расходы пара и элек-
троэнергии, улучшаются по сравнению с раздельно
работающими установками и другие технико-эконо-
мические показатели.
Сырьем являются рафинаты селективной очистки.
Целевой продукт — депарафинированное масло
с низкой температурой застывания, парафин или
церезин, а побочным продуктом являются отходы
обезмасливания. Выход депарафинированного
масла составляет 65—85 % (масс.), парафина или
церезина 12—15 % (масс.) и отходов от обезмаслива-
ния, или слоп-вокса, 6—18 % (масс.).
Основные отделения установки следующие:
кристаллизации, фильтрования, регенерации рас-
творителя из растворов депарафинированного масла,
парафина или церезина и отходов обезмасливания.
Технологическая схема установки отделения кри-
сталлизации и фильтрования представлена на
рис. IX-2.
Сырье — рафинат — насосом 14 через водяной
холодильник 15 подается в регенеративные кристал-
лизаторы 16—19, где охлаждается фильтратом, по-
лучаемым в I ступени фильтрования. На выходе
6 Под ред. Б. И. Бондаренко
81
РИС. IX-2. Технологическая схема установки депарафинизации и обезмасливания:
/, 4, 7t 22 — приемники; 2, 5, 8 — вакуумные фильтры; 3, 6, 9,я 31 — сборники; (10, /О', 12 — вакуум-приемники; // — компрессор; 13, 14*
21, 28, 29 — насосы; 15 —• водяной холодильник; 16—19 — регенеративные кристаллизаторы;. 20, 30 — теплообменники; 23—27 — аммиачные
кристаллизаторы; ► — система инертного газа.
из кристаллизаторов 16—18 сырье разбавляется
холодным растворителем. Растворитель подается
насосами из приемников сухого и влажного раство-
рителей (на схеме не показано). Из регенеративных
кристаллизаторов раствор сырья поступает в ам-
миачные кристаллизаторы 23—25, где за счет испа-
рения хладагента (аммиак или пропан), поступа-
ющего из приемника 22, охлаждается до температуры
фильтрования. Охлажденная суспензия твердых
углеводородов в растворе масла поступает в прием-
ник 1, а оттуда — самотеком в вакуумные фильтры 2
ступени I. Уровень суспензии в вакуумных фильтрах
регулируется регулятором уровня, который связан
с линией ее подачи. Фильтрат I ступени (раствор
депарафинированного масла) собирается в вакуум-
приемнике 10, откуда насосом 21 подается противо-
током к раствору сырья через регенеративные кри-
сталлизаторы. Затем через теплообменники 20 и 30,
где охлаждаются влажный и сухой растворители,
поступает в сборник 31. Отсюда раствор депарафи-
нированного масла направляется в секцию регене-
рации растворителя.
Осадок на фильтре промывается холодным рас-
творителем. Растворитель предварительно охла-
ждается в кристаллизаторе 27. Осадок, снятый
с фильтров I ступени, разбавляется растворителем,
82
и полученная суспензия собирается в сборнике 3.
Отсюда суспензия насосом 13 подается в приемник 4
для снабжения вакуумных фильтров 5 ступени II.
Фильтрат II ступени поступает в вакуум-прием-
ник 10' и оттуда насосом 28 через кристаллизатор 26
подается на конечное разбавление охлажденной сус-
пензии, выходящей из кристаллизатора 25. Осадок
с фильтров ступени II разбавляется растворителем
и собирается в сборнике 6. Отсюда суспензия насо-
сом 29 подается в приемник 7 для снабжения ва-
куумных фильтров 8 ступени III. Фильтрат III сту-
пени собирается в вакуумном приемнике 12 и далее
направляется в секцию регенерации растворителя.
Осадок с фильтров III ступени разбавляется раство-
рителем, собирается в сборнике 9 и далее напра-
вляется в секцию регенерации растворителя.
Температуры фильтрования для дистиллятного
и остаточного сырья приведены ниже (°C):
Дистиллят- Остаточное
ное сырье сырье
I ступень .... —25ч—28 —23н—25
II ступень .... —5-;—10 —Зч—5
III ступень 0-=—5 4-5-ь-|-8
Показатели процесса депарафинизации ряда
рафинатов, а также процесса обезмасливания гачей
и петролатумов приведены ниже (I—91.
Показатели депарафинизации рафинатов (двухступенчатое фильтрование):
Показатели Дистиллятные рафинаты (двухступенчатое фильтрование) Остаточные рафинаты
парафинистая сер- нистая смолистая нефть парафинистая малосернистая малосмолистая нефть высокопарафини- стая малосерни- стая нефть высокойарафипи» стая сернистая 1 нефть парафинистая мало- сернистая малосмо- листая нефть ; высокопарафинистая малосернистая смо- листая нефть парафинистая серни- стая смолистая нефть
из мало- вязкой фракции из фрак- ции ши- рокого состава из вязкой фракции из сред- невязкой фракции из вязкой фракции
Плотность при 20 °C, кг/м3 Вязкость, мм2/с при 100 °C Показатель преломления при 20 °C Температура застывания, °C Коксуемость по Конрадсону, % (масс.) Хар Плотность при 20 °C, кг/м3 Вязкость при 100 °C, мм2/с Индекс вязкости Температура застывания, °C Коксуемость по Конрадсону, % (масс.) Кратность растворителя к сырью (по массе) Состав растворителя, % (масс.) ацетон метилэтилкетон бензол толуол Температура депарафинизации, °C Выход, % (масс.) 856 11,0 * 1,4630 27 0,55 актер! 870 13 * 80—85 —30 3 : 1 40 30 30 —35 64—65 X а р а к 878 6,4 1,4740 37 0,8 с т и к а 7,5 —14 Пара 3,5 : 1 30 40 30 —25 77 т е р и с т 870 6,3 1,4725 36 I е п а р а 880 7,1 —18 0,07 метры 3 : 1 30 35 35 —26 84 и к а с ь 5,0 1,4748 33 ф и н и р 5,5 88 — 17 п р о ц е 3 : 1 75 25 —23 78 р ь я 6,3 37 □ в а н н о 7,7 108 — 10 с с а 5,7 : 1 30 70 —27 50 886 7,8 38 го мае 900 9,0 82 —16 0,15 6 '. 1 35 65 — 18 78 888 22,4 1,4790 40 0,3 л а 893 24,7 — 16 0,4 4.1 30 35 35 —28 82 869 20,9 1,4921 59 0,43 881 19,5 ** 102 —15 30 35 1 35 J —25 51 905 28,1 45 1,35 914 33,9 81 —15 1,6 4 •. 1 35 65 -18 80
• При 50 °C.
*• Для мангышлакской нефти вязкость н коксуемость депарафинированного масла ниже вязкости и коксуемости исходного рафината.
Показатели депарафинизации рафинатов, полученных из сернистой парафинистой высокосмолистой
нефти (трехступенчатое фильтрование):
Показатели Рафинат из ди- стиллята средней вязкости Рафинат из вяз- кого ди- стиллята Остаточ- ный ра- финат * Показатели Рафинат из ди- стиллята средней вязкости Рафинат из вяз- кого ди- стиллята Остаточ- ный ра • финат *
Характер4 ис тика С Ь р Ь Я Характеристи к а С Л О П -в о к с а
Плотность при 20 °C, кг/м3 861 880 880 Вязкость при 100 °C, мм2/с 3,7 4,2 12,8
Вязкость при 100 °C, мм2/с 13,1 * 7,9 17,0 Температура плавления, °C Содержание масла, % (масс.) 24,0 31,0 35,0
Показатель преломления при 1,4680 1,4760 1,4785 71,0 27,0 26,4
50 °C Температура плавления, °C Коксуемость по Конрадсону, % 30 44 47 . Параметры проце 2 с а
— 0,014 0,42 Кратность растворителя к 4,8 : I — 7,6 : 1
(масс.) сырью (по массе)
Содержание парафина, % 17,7 — 24,0 Состав растворителя, % (масс.)
(масс.) ацетон 35—37 35—37 35—37
бензол 32—35 32—35 32—35
Характеристика де 1 ар афи ь и р о в а ИНОГО толуол 28—33 28—33 28—33
масла Температура фильтрования, °C
Вязкость, мм2/с при 50 °C при 100 °C 16,3 4,4 47,9 9,0 151,9 20,1 I ступень II ступень III ступень Выход, % (масс.) —25 — 11 —2 —26 —7 — 1 —25 —5 +8
Температура застывания, °C — 15 —14 — 15 депарафинированного мае- 79,2 75,6 72,0
Характеристика п а р а ф и н а (ц е р е з и н а) ла парафина 15,9 14,4 11,2
Температура плавления, °C 50,0 60,0 65-67 слоп-вокса 4,9 10,0 16,8
Содержание масла, % (масс.) 1,7—2,0 1,8 —
* При 50 °C.
6*
83
Показатели процесса обезмасливания гачей и
петролатумов:
Показатели
Гачи
парафинистая сернистая смолистая малосернистая высокопарафини- стая, из фракции средней вязкости
о - ^»= 5- «о о £ S * £ СО я я К Л 5 из широ- кой фракции
Петролатумы
Характеристика сырья
Температура плав- 30—35 54
ления, °C
Содержание пара- 65 84
фина, % (масс.)
43—48
17—36 **
74,0 *
63 *
15,8 **
Характеристика парафина
(церезин а)-с ы р ц а
Температура плав- ления (капле- падения), °C Содержание масла, % (масс.) 42—46 1,0 58 0,9- 1,8 52-58 0,2-0,6 80 75 0,8
П а Кратность раство- раме т р ы 8 : 1 п р о ц е 10 : 14 : 1 : с а 16 : 1 10 : 1
рителя к сырью (по массе) Состав раствори- теля, % (масс.) ацетон 50 35—40
метилэтилке- 70 — 55—65 60 —
тон бензол 30 50 60—65
тол уол — — 35—45 40 —
Температура обез- 0-5 -54- 5—10 13—16 19—22
масливания, °C Выход, % (масс.) 35 4-2 62,5 63 39—41 23,5
* Температура каплепадения.
** Содержание масла.
Установка глубокой депарафинизации
масляных рафинатов
Установка глубокой депарафинизации пред-
назначена для получения низкозастывающих масел,
но процесс отличается от обычной депарафинизации
тем, что на конечной стадии охлаждения в качестве
хладагента используют сжиженный этан [10]. Про-
цесс проводят в растворе кетон —толуол при тем-
пературах конечного охлаждения и фильтрования
от —62 до —64 °C. В качестве сырья служат рафи-
наты низкокипящих масляных фракций. Целевой
продукт — депарафинированное масло с темпера-
турой застывания от —45 до —55 °C, побочный
продукт — гач. Выход депарафинированного масла
составляет 55—65 % (масс.) от сырья. В результате
процесса показатели качества депарафинированного
масла изменяются более резко, чем при обычной
депарафинизации.
Основные отделения установки следующие:
кристаллизации, фильтрования, регенерации рас-
творителя из растворов депарафинированного масла
и гача. Отделение регенерации растворителя не
отличается от аналогичного для обычных установок
депарафинизации. Отделения кристаллизации и
фильтрования имеют специфические особенности,
в частности использование двух хладагентов:
сжиженного аммиака для охлаждения раствора
сырья до —33 —34 °C и этана для охлаждения
до —58-:—60 °C (температура фильтрования).
Технологическая схема установки (отделения
кристаллизации и фильтрования) представлена на
рис. IX-3.
Сырье — рафинат — насосом Р через водяной
холодильник 10 подается в регенеративные кристал-
лизаторы первой группы 13, 14 (число кристаллиза-
торов зависит от пропускной способности установки),
где охлаждается фильтратом, полученным в I сту-
пени фильтрования. Сырье разбавляется раствори-
телем в двух точках — на выходе его из кристалли-
заторов 13 и 16, а после кристаллизатора 19 —
фильтратом II ступени. Растворитель (сухой и влаж-
ный) подается насосами 25 и 11 из приемников сухого
и влажного растворителей (на схеме не показаны).
Из первой группы регенеративных кристаллизаторов
суспензия сырья поступает в аммиачные кристал-
лизаторы 16 и 17, где за счет испарения хладагента
(аммиак или пропан), поступающего из приемника
15, охлаждается до температуры —30-н—32 °C. Да-
лее суспензия сырья охлаждается в регенеративных
кристаллизаторах второй группы 19 и 20, после
чего суспензия поступает в этановый кристаллиза-
тор 22, где охлаждается до температуры фильтро-
вания.
Охлажденная суспензия твердых углеводородов
в растворе масла поступает в приемник 1, а оттуда —
самотеком в вакуумные фильтры 2 ступени I. Уро-
вень суспензии в вакуумных фильтрах регулируется
регулятором уровня, который связан с линией ее
подачи. Фильтрат I ступени (раствор депарафиниро-
ванного масла) собирается в вакуум-приемнике 8,
откуда насосом 21 противотоком раствору сырья
подается через регенеративные кристаллизаторы
13, 14, 19 и 20 в теплообменники 12 и 26 для охла-
ждения влажного и сухого растворителя и далее
в приемник 27. Отсюда раствор депарафинирован-
ного масла направляется в отделение регенерации
растворителя. Осадок промывается холодным
растворителем, подаваемым насосом 25.
Растворитель предварительно охлаждается в кри-
сталлизаторе 24. Осадок, снятый с фильтров I сту-
пени, разбавляется растворителем, и полученная
суспензия собирается в сборнике 5; из него суспен-
зия насосом 18 подается в приемник 4 для снабжения
вакуумных фильтров 5 ступени II.
Фильтрат II ступени поступает в вакуум-прием-
ник 8', откуда направляется на разбавление сырь-
евой суспензии, выходящей из кристаллизатора 19.
Осадок, снятый с фильтров II ступени, разбавляется
растворителем; полученная здесь суспензия соби-
рается в сборнике 6 и направляется в секцию регене-
рации растворителя.
Температуры фильтрования (°C):
I ступень ........—62—64
II ступень .......—55—58
84
Инертной еаз
РИС. IX-3. Технологическая схема установки глубокой депарафинизации (отделения кристаллизации и фильтрования):
/, 4, 15, 23, 27 — приемники; 2, 5 — вакуумные фильтры; 3, 6 — сборники; 7 — компрессор; 8, 8' — вакуум-приемники; 9, 11, 18, 21, 25 —насосы;
10 — водяной холодильник; 12, 26 — теплообменники; 13, 14, 19, 20 — регенеративные кристаллизаторы; 16, 17 — аммиачные кристаллиза-
торы; 22, 24 — этановый кристаллизатор; 12, 26 — теплообменники; — система инертного газа.
Показатели Образцы рафинатов Образцы рафинатов
№ 1 № 2 показатели № 3 № 1 № 2 № 3
Характеристика сырья
Плотность при 20 °C кг/мч Вязкость при 50 °C, мм2/с Показатель преломления при 20 °C Температура застывания, °C 830 6,7 1,4650 18 850 6,7 1,4650 18 845 6,5—7,5 1,4670
Характеристика м а е п а р а а с л а ф и н и р ованного
Плотность при 20 °C, кг/м3 848 860
Вязкость при 50 °C, мм2/с 8,3 8,5 7,5-8,5
Индекс вязкости 75 80
Температура застывания, °C —55 —45 —45-ь—50
Показатель преломления при 20 °C 1,4750 1,4750 1,4770
Показатели глубокой депарафинизации дистил-
лятных масловязких рафинатов, полученных из
парафинистой сернистой смолистой нефти, (двух-
ступенчатое фильтрование) приведены в таблице.
Параметры процесса
Кратность растворителя к 5 : 1 5 : 1 4,1 : 1
сырью (по массе) Состав растворителя, % (масс.)
ацетон — — 35
метил угилкетон 60 60
бензол — —
ТОЛУОЛ 40 40 > оо
Температура депарафини- зации, °C —60 —50 -60
Выход, % (масс.) 54—65 64—65 60—66
Установка депарафинизации с применением
кристаллизатора смешения
Установка предназначена для получения нефтя-
ных масел с низкой температурой застывания, но
в этом процессе кристаллизация твердых углеводо-
родов проходит не в регенеративных кристаллиза-
85
торах, как обычно, а в кристаллизаторе смешения
[11 — 13].
Кристаллизатор смешения представляет собой
аппарат колонного типа, разделенный на че-
тыре секции, куда подается растворитель; аппарат
оборудован перемешивающим устройством и отра-
жателями, способствующими лучшему контакту
сырья с растворителем. По этому новому методу
депарафинизации холодный растворитель вводится
в нагретое сырье (порциями). Такое порционное
введение способствует образованию крупных кри-
сталлов твердых углеводородов, что повышает ско-
рость разделения суспензии на фильтрах и снижает
содержание масла в гаче. Кроме того, скорость охла-
ждения сырья в кристаллизаторах смешения в 2—
2,5 раза выше скорости в скребковых кристаллиза-
торах. L
Сырьем установки являются рафинаты селектив-
ной очистки; целевой продукт — депарафинирован-
ное масло, побочный продукт — гач или петро-
латум. Выход депарафинированного масла состав-
ляет 56—80 % (масс.) от сырья в зависимости от
содержания твердых углеводородов в перерабаты-
ваемом сырье.
Основные отделения установки: кристаллизация,
фильтрование, регенерация растворителя из раствора
депарафинированного масла и растворов гача и
петролатума. Технологическая схема установки (от-
деления кристаллизации и фильтрования) представ-
лена на рис. IX-4.
Сырье — рафинат — нагревается в паровом по-
догревателе 1 и поступает в кристаллизатор смеше-
ния 2, в верхнюю часть которого вводится несколь-
кими порциями растворитель, предварительно ох-
лажденный в теплообменнике 16 и аммиачном холо-
дильнике 5. В нижнюю часть кристаллизатора 2
насосом 14 также несколькими порциями из вакуум-
приемника 12 подается фильтрат, получаемый во
II ступени фильтрования. Суспензия твердых угле-
водородов, выходящая из кристаллизатора 2 сверху,
охлаждается в аммиачных кристаллизаторах 3 и 4
за счет испарения хладагента (аммиак или пропан)
до температуры фильтрования и собирается в прием-
нике 6, откуда самотеком поступает в фильтры 7
ступени I. Уровень суспензии в вакуумных фильтрах
регулируется регулятором уровня, связанным с ли-
нией ее подачи. Фильтрат I ступени (раствор депа-
рафинированного масла) поступает в вакуум-прием-
ник 11, откуда насосом 13 подается через теплооб-
менник 16, где охлаждается растворитель для раз-
бавления сырья, в приемник 18, из которого раствор
депарафинированного масла направляется в секцию
регенерации растворителя.
Осадок на вакуумном фильтре промывается рас-
творителем, предварительно охлажденным в аммиач-
ном холодильнике 17. Затем осадок подсушивается,
отдувается инертным газом от фильтровальной ткани,
снимается ножом, разбавляется растворителем и
выводится шнеком в приемник 8. Из приемника 8
насосом 9 он подается в приемник 10, откуда суспен-
зия самотеком поступает на вакуумные фильтры 15
ступени II.
Фильтрат II ступени собирается в вакуум-при-
емнике 12 и затем насосом 14 подается в кристаллиза-
РИС. IX-4. Технологическая схема установки депарафинизации с применением кристаллизатора смешения:
1 — паровой подогреватель; 2 — кристаллизатор смешения; 3, 4 — аммиачные кристаллизаторы; 5, 17 — аммиачные холодильники; 6, 5, 10л
18, 19 — приемники; 7, 15 — вакуумные фильтры; 9, 13, 14 — насосы; 11, 12 — вакуум-приемники; 16 — теплообменник; 20 — компрессор;
— система инертного газа.
86
тор смешения 2 для разбавления сырья. Осадок
на вакуумном фильтре промывается растворителем,
подсушивается и отдувается инертным газом, далее
разбавляется растворителем и собирается в прием-
нике 19, откуда направляется в секцию регенерации
растворителя. Вакуум на фильтрах создается за
счет отсоса инертного газа из приемников 11
и 12.
Температурный режим фильтрования для ди-
стиллятного и остаточного сырья приведен ниже
(°C):
I ступень
II ступень
Дистиллят-
ное сырье
-20 ч-—32
— 10ч—15
Остаточное
сырье
— 184—30
—8-н —15
Отделение регенерации растворителей
из растворов депарафинированного масла,
гача или петролатума
Регенерация растворителя из раствора депара-
финированного масла осуществляется в четыре сту-
пени. На рис. IX-5 представлена технологическая
схема одного из отделений, применяемая на завод-
ских установках депарафинизации нефтяного масля-
ного сырья.
Раствор депарафинированного масла (фильтрат)
подается насосом 1 через теплообменники 4, 5 и
паровой подогреватель 8 в колонну 10. Здесь пары
растворителя отделяются от жидкости и уходят из
колонны; далее пары растворителя конденсируются
в межтрубном пространстве теплообменника 4 и
в аппарате воздушного охлаждения 3. По выходе
из водяного холодильника 2 конденсат поступает
в приемник сухого растворителя (на схеме не по-
казан). Отводимая с низа колонны 10 жидкость на-
сосом 11 подается через трубное пространство паро-
вого подогревателя 12 в колонну 9, в которой под-
держивается давление 0,20—0,35 МПа. Пары рас-
творителя, выходящие из колонны 9, охлаждаются
и конденсируются в теплообменнике 5 и аппарате 7.
Конденсат, пройдя водяной холодильник 6, соби-
рается также в приемнике сухого растворителя.
Остаток с низа колонны 9, пройдя за счет перепада
давления клапан и трубное пространство парового
подогревателя 14, поступает в парожидком состоя-
нии в колонну 15. Пары из колонны 15 объединяются
с парами, выходящими из колонны 10.
Обедненная растворителем жидкость перетекает
из колонны 15 через гидравлический затвор и паро-
вой подогреватель 17 в отпарную колонну 16, из
которой остатки растворителя удаляются острым
водяным паром. Депарафинированное масло, отво-
димое из колонны 16 снизу, направляется через
холодильник в промежуточный резервуар (на схеме
не показан).
Основное количество растворителя регенери-
руется в первых двух ступенях (колонны 10 и 9)
при температурах соответственно около 100 и 155—
170 °C. Во избежание «замасливания» растворителя
на верхние тарелки колонны в качестве орошения
подается растворитель.
Смесь паров растворителя и воды по выходе из
колонны 16 конденсируется в конденсаторе-холо-
дильнике 13. Отсюда конденсат направляется в от-
стойник 22, из которого верхний слой (вода в раство-
рителе) перетекает в приемник влажного раствори-
теля 21.
Регенерация растворителя из раствора гача (пе-
тролатума) осуществляется в три ступени. Раствор
гача насосом 20 подается в паровой подогреватель 19.
Образующиеся в нем пары отделяются от жидкости
в колонне 18. Пары растворителя по выходе из
колонны 18 конденсируются в водяном кожухотруб-
ном конденсаторе-холодильнике 24; конденсат сте-
кает в приемник влажного растворителя. Остаток
с низа колонны 18 насосом 25 через паровой подо-
греватель 26 подается в колонну 28. Отделившиеся
здесь пары растворителя присоединяются к парам,
выходящим из колонны 18.
Остаток с низа колонны 28 нагревается в паровом
подогревателе 30 и далее обрабатывается водяным
паром в отпарной колонне 29. Для конденсации
смеси паров растворителя и воды, уходящих из ко-
лонны 29 сверху, служит конденсатор-холодиль-
ник 27; конденсат поступает в отстойник 22. Гач
с низа колонны 29 направляется через холодильник
в резервуар (на схеме не показан).
Обводненный растворитель в отстойнике 22 раз-
деляется на два слоя. Верхний слой (вода в раство-
рителе) перетекает в приемник влажного раствори-
теля 21, где растворитель дополнительно отстаи-
вается от воды. Нижний слой (растворитель в воде),
содержащий до 15 % (масс.) растворителя, подается
насосом 31 в кетоновую колонну 32. Уходящая
из этой колонны смесь паров растворителя и воды
конденсируется в конденсаторе-холодильнике 23,
конденсат стекает в отстойник 22. Избыток воды
отводится из колонны 32 снизу в канализацию.
Изменяя подачу водяного пара под нижнюю та-
релку колонны 32, регулируют ее температурный
режим. Температура в верху колонны 80—90 °C,
внизу—около ПО °C, давление избыточное не-
большое.
Теплоносителем для подогревателей 8, 12, 14,
19, 26 и других аппаратов является водяной
пар.
Основное количество растворителя из раствора
гача регенерируют в первой ступени (колонна 18
с обслуживающим ее подогревателем 19) при тем-
пературе около ПО °C и избыточном давлении до
0,07 МПа. В каждой из колонн 16, 29 и 32 по 16—
20 тарелок. Главным назначением колонн 9, 10,
15, 18 и 28 является разделение входящей смеси на
паровую и жидкую фазы. В верхних зонах этих
колонн располагают 2—4 тарелки, на которые в ка-
честве орошения подают растворитель, что пре-
пятствует уносу парами капелек масла или гача.
Температура масла в низу колонны 16 и гача на вы-
ходе из колонны 29 равна 155—165 °C.
87
Депарафинизация с использованием
карбамида
Депарафинизация с использованием карбамида
отличается от депарафинизации избирательными рас-
творителями возможностью проведения процесса при
положительных температурах. Здесь приводятся два
варианта принципиальных схем процесса карба-
мидной депарафинизации, нашедших применение
в отечественной нефтеперерабатывающей промыш-
ленности: схема процесса, разработанного Институ-
том нефтехимических процессов Академии наук
Азербайджанской ССР (ИНХП) и запроектирован-
ного ВНИПИнефти, и схема процесса, разработан-
ного Грозненским нефтяным научно-исследователь-
ским институтом (ГрозНИИ) и запроектированного
Грозгипронефтехимом. Схемы различаются агрегат-
ным состоянием карбамида, подаваемого в зону
реакции комплексообразования, и, как следствие,
аппаратурным оформлением реакторного блока,
а также секций разделения твердой и жидкой фаз
и регенерации основных реагентов. Кроме того,
используются различные активаторы и раствори-
тели, хотя в обоих вариантах целевыми являются
одни и те же продукты: низкозастывающие дизель-
ные топлива или легкие масла и жидкие парафины.
Агрегатное состояние карбамида влияет и на
температурный режим процесса. По варианту ИНХП
АН АзССР используют насыщенный раствор карба-
мида в смеси воды и изопропанола. Особенностью
реакции комплексообразования в таких условиях
является быстрое уменьшение концентрации карба-
мида за счет его вступления в комплекс с нормаль-
ными парафиновыми углеводородами исходного
сырья. Поэтому для поддержания более или менее
постоянной концентрации карбамида в зоне реакции
комплексообразование проводят в переменном тем-
пературном режиме. На входе в реакторный блок
88
реакционная смесь имеет температуру «40 °C, а на
выходе из него — не более 25 °C.
В процессе ГрозНИИ используют кристалличе-
ский карбамид, и, поскольку он обладает максималь-
ной активностью по сравнению с растворами, ком-
плексообразование проводят при постоянной тем-
пературе.
Процесс карбамидной депарафинизации широко
распространен и за рубежом. Одним из технологи-
чески наиболее гибких вариантов является процесс,
разработанный фирмой Edeleanu Gesellschaft
(ФРГ), позволяющий подвергать депарафинизации
сырье, содержащее углеводороды С1П—С40, т. е. неф-
тяные фракции от легких керосинов до тяжелых
вакуумных газойлей. В этом варианте в качестве
основного реагента используют водный, насыщенный
при 70 °C раствор карбамида. Дихлорметилен СН2С12,
являющийся вторым реагентом, выполняет роль
активатора и растворителя и, кроме того, выкипая
при 41 °C, служит регулятором теплосъема в стадии
комплексообразования. За счет его испарения в зоне
реакции поддерживается температура в пределах
30—45 °C. Принципиальная схема процесса приве-
дена в работе [14, с. 146], а его специфические
особенности — в работе [15].
Наименее отработанным участком в процессе,
осуществляемом по непрерывной схеме с примене-
нием кристаллического карбамида, является пере-
мещение последнего в системе. В МИНХ и ГП им.
И. М. Губкина была предложена схема полупериоди-
ческого процесса с четырьмя реакторами, работа-
ющими в сменно-циклическом режиме [16]. В каж-
дом из реакторов со стационарным слоем карбамида
последовательно протекают стадии комплексообразо-
вания, промывки комплекса, его разложения и
охлаждения с подготовкой к следующему циклу
работы. Достоинствами этого процесса являются:
возможность работы на сырье весьма широких пре-
делов выкипания (от бензинов до вакуумных дистил-
РИС. IX-5. Технологическая схема от-
деления регенерации растворителя на уста-
новке депарафинизации рафинатов:
/, //, 20, 25, 31 — насосы; 2, 6 — водяные
холодильники; 3—7 — аппараты воздушного
охлаждения; 4, 5 — теплообменники; 8, 12,
14, 17, 19, 26, 30 — паровые подогреватели;
9, 10, 15 — колонны для сепарации паров
сухого растворителя; 16, 29 — отпарные ко-
лонны; 13, 23, 24, 27 — конденсаторы-холо-
дильники; 18, 28 — колонны в секции реге-
нерации растворителя из раствора гача (или
петролатума); 21 — сборник; 22 — отстойник;
<32 — кетоновая колонна.
лятов с температурой конца кипения 420—450 °C),
а также при определенных технологических усло-
виях — выделение из углеводородного сырья ин-
дивидуальных парафинов высокой степени чистоты.
Установка карбамидной депарафинизации
ИНХП АН АзССР и ВНИПИнефти
Установка предназначена для получения зимних
или арктических дизельных топлив и низкоплавких
парафинов. Сырьем являются прямогонные фракции
нефти: 200—320, 200—350 и 240—350 °C. На уста-
новке используют спиртовой раствор карбамида и
растворитель-активатор — изопропанол. Выход де-
парафинированного продукта (депарафината) состав-
ляет 84—86 % (масс.) на сырье, общие потери про-
цесса не превышают 0,6—0,7 % (масс.). Зимнее
дизельное топливо имеет температуру застывания
минус 45 °C, а арктическое — минус 60 °C. Депрес-
сия температуры застывания 35—40 °C, температуры
помутнения 28—35 °C [17].
Установка состоит из следующих основных от-
делений: реакторного, в котором сырье контакти-
рует с раствором карбамида и образуется комплекс;
отстоя и разложения комплекса с выделением про-
дуктов депарафинизации и регенерацией карбамид-
ного раствора; промывного, в котором спирт отмы-
вают от продуктов депарафинизации. Кроме того,
имеются блоки насыщения сырья спиртом, насыще-
ния спиртом циркулирующей промежуточной фрак-
ции, разгонки парафинов и ректификации спирта.
Технологическая схема установки представлена на
рис. IX-6 (блок ректификации представлен условно,
а остальные блоки не показаны).
Сырье, подаваемое насосом 1, в диафрагмовом
смесителе 14 смешивается и насыщается спиртом,
который вводят насосом 2. Смесь, нагретая далее
в теплообменнике 15, поступает в отстойник 16.
«Тощий». спиртовой раствор с низа отстойника 16
направляется в сборник слабого спирта 30. Из от-
стойника 16 сырье, насыщенное спиртом, насосом 3
подается в холодильник реакционной смеси 17.
Перед холодильником 17 в сырье насосом 8 подают
циркулирующий раствор карбамида. Охлажденная
до 40 °C реакционная смесь и циркулирующий ком-
плекс I ступени насосом 4 направляется в реактор-
ные блоки 18 и 18' (I и II ступени комплексообра-
зования). По выходе из реактора 18' охлажденный
до 25 °C поток разделяется на два: «циркулирующий
комплекс» возвращается на прием насоса 4, а основ-
ное количество поступает в отстойник 19. Реактор-
ные блоки 18 и 18' представляют собой последова-
тельно работающие батареи теплообменников типа
«труба в трубе». Реакционную смесь охлаждают
водой, подаваемой из приемника 16' насосом 5 по-
следовательно к реакторам II и I ступеней.
В отстойнике 19 спиртовой раствор депарафината
отстаивают от комплекса, который затем промывают
промежуточной фракцией. Промытый комплекс из
нижней секции отстойника 19 насосом 6 направляют
в подогреватель 21, откуда продукты разложения
комплекса — спиртовой раствор парафина и карб-
амидный раствор — поступают в отстойник 22.
Карбамидный раствор из отстойника 22 перетекает
в сборник 23, а спиртовой раствор парафинов по-
ступает на отмывку спирта.
Парафин и спиртовой раствор промывки, нагне-
таемый насосом 9 из отстойника 29 ступени II,
проходят смеситель 24, холодильник 25 и поступают
в отстойник 26 ступени I. Далее парафин, промытый
водой в смесителе 27 и подогревателе 28, поступает
в отстойник 29 ступени II, откуда насосом 10 его
направляют в блок разгонки.
Депарафинат с растворенным спиртом перете-
кает из отстойника 19 в сборник 20. Из сборника он
забирается насосом 7 и подается в диафрагмовый
смеситель 31 для отмывки спиртовым раствором,
подаваемым насосом 11 из отстойника 35 ступени II.
89
- растворитель
/
Активатор
v ——>>
Дизельное
топливо
Живкии
Активатор-растворитель
в процесс
РИС. IX-6. Технологическая схема установки карбамидной депарафинизации ИНХП АН АзССР:
J—13 — насосы; 14, 24, 27, 31, 34, 36 — диафрагмовые смесители; 15, 28, 32 — паровые подогреватели; 17, 25, 37— холодильники; 16, 19, 22,
26. 29, 33, 35, 38, 40 — отстойники; 16', 20, 23, 30 — приемники; 18, 18'. 21 — реакторы типа «труба в трубе». 39 — каплеукрупнитель.
Пройдя подогреватель 32, смесь разделяется в от-
стойнике 33 ступени I. С низа отстойника 33 раствор
промывки отводится в сборник 30. Во II ступени
в смесителе 34 депарафинат отмывается от спирта
раствором промывки, подаваемым насосом 12 из
отстойника 38 ступени III. Смесь затем разделяется
в отстойнике 35. Далее депарафинат с подаваемой
извне водой, пройдя смеситель 36 и холодильник
37, поступает в отстойник 38 ступени III. После
каплеукрупнителя 39 и дополнительного отстой-
ника 40 депарафинат (дизельное топливо) насо-
сом 13 направляется в резервуар.
Технологический режим установки следующий:
Продолжительность стадий, мин
комплексообразования.......................... 60
разложения комплекса..................... 30
Температура, СС
комплексообразования......................... 40—25
разложения комплекса................... 60—65
Кратность раствора карбамида к сырью (по массе) (3,5—3,8) : 1
Расход, кг/т сырья
карбамида ................................... 3—3,6
изопропанола............................. 4,5—6
Установка карбамидной депарафинизации
ГрозНИИ и Грозгипронефтехима
Установка предназначена для получения зимних
или арктических дизельных топлив, маловязких
масел, а также жидких или мягких парафинов.
В качестве сырья на установке используют следу-
ющие прямогонные нефтяные фракции: 180—320,
200—320, 180—350, 200—350, 200—375, 240—350
и 325—400 °C. Выходы депарафинированных про-
дуктов (депарафинатов) различны и составляют:
90
80—82 % (масс.) зимних дизельных топлив с тем-
пературой застывания —45 °C из нефтей типа ман-
гышлакской или ставропольской парафинистой;
85—88 % (масс.) из нефтей типа ромашкинской или
западно-сибирских; 82—85 % (масс.) арктических
дизельных топлив с температурой застывания —60 °C’
75—80 % (масс.) трансформаторного или веретен-
ного масла. Общие потери процесса по сырью равны
0,5—0,7 % (масс.). Жидкий или мягкий парафин
без дополнительной очистки содержит 95—98 %
(масс.) комплексообразующих веществ и 0,5—
2,0 % (масс.) ароматических углеводородов; его
можно использовать как сырье для нефтехимиче-
ского синтеза. Депрессия температуры застывания
составляет 25—33 °C, температуры помутнения —
22—27 °C [10].
Установка включает следующие основные секции:
реакторную, в которой сырье или его бензиновый
раствор контактирует с кристаллическим карбами-
дом в присутствии активатора (метанола) с обра-
зованием комплекса; промывки и разделения на
твердую и жидкую фазы, где оба процесса проте-
кают в саморазгружающихся центрифугах (во II
или в III ступени центрифугирования); разложения,
где комплекс разделяется (разрушается) при нагре-
вании в среде растворителя на кристаллический
карбамид и жидкий или мягкий парафин; промыв-
ную, в которой метанол и следы карбамида отмы-
вают водой от растворов депарафината и парафина.
В схему входят также блоки ректификации, где
регенерируют бензин и метанол (от депарафината,
парафина и воды соответственно) для возвращения
в процесс, и осушки депарафината и парафина после
регенерации растворителя и активатора (показаны
условно. Технологическая схема установки пред-
ставлена на рис. IX-7.
Сырье насосом 1, активатор насосом 2 и (если
необходимо понизить вязкость сырья) растворитель
(бензин Бр-1) насосом 3 подаются в реактор комплек-
сообразования И. Туда же поступает рециркулят I
из центрифуг 14 ступени III центрифугирования,
представляющий собой часть бензинового раствора
депарафината и 80 %-ную суспензию (пульпу) кри-
сталлического карбамида в этом растворе. В реак-
торе 11 при механическом перемешивании проте-
кает реакция комплексообразования. Теплота экзо-
термического процесса комплексообразования пере-
дается через рубашку холодной воде.
Пульпа комплекса в углеводородной среде не-
прерывно отводится из нижней зоны реактора И
насосом 4 в центрифуги .9 ступени I, куда для промыв-
ки комплекса насосом 3 подается также раствори-
тель.
Промытый комплекс из центрифуги 9 и частично
из центрифуги 15 ступени III поступает в реактор
разложения комплекса 12, куда из центрифуг 15
отводится некоторое количество раствора парафина
в бензине — рециркулят II. В реакторе 12, идентич-
ном по конструкции реактору 11, при механическом
перемешивании комплекс разлагается. Для разло-
жения комплекса в рубашку реактора 12 вводится
глухой водяной пар.
Карбамидная пульпа в бензиновом растворе па-
рафина из реактора 12 насосом 5 подается в центри-
фуги 10 ступени II, откуда карбамид возвращается
в реактор 11.
Раствор депарафината в бензине из центрифуг 9
направляется в промежуточный приемник 18, от-
куда насосом 7 подается в центрифуги 14 ступени III.
Здесь дополнительно отделяется карбамидный ком-
плекс от раствора депарафината, направляемого из
этой центрифуги в колонну 17. Колонны 17 и 20
являются скрубберами тарельчатого типа. В ко-
лонне 17 от бензинового раствора депарафината
отмывается водой метанол со следами растворенного
в нем карбамида. Раствор парафина в бензине из
центрифуг 10 ступени II поступает в промежуточный
приемник 16, откуда он насосом 6 подается в центри-
фугу 15 ступени III. В центрифуге 15 дополнительно
отделяется карбамид от бензинового раствора пара-
фина, направляемого далее в колонну 20. В ко-
лонне 20 от бензинового раствора парафина водой
отмывается метанол со следами карбамида, раство-
ренного в метаноле.
Водно-метанольный раствор с низа колонн 17
и 20 забирается насосами 8 и направляется в блок
ректификации, откуда регенерированный метанол
возвращается в процесс, а вода — в колонны 17
и 20. С верха колонны 17 выводится раствор депа-
рафината в бензине и после парового подогрева-
теля 19 направляется в блок ректификации. В блок
ректификации поступает и раствор парафина в бен-
зине, выходящий с верха колонны 20 и нагреваемый
в паровом подогревателе 21. Из блока ректификации
бензин возвращается в процесс, а депарафинат и
жидкий или мягкий парафин направляется в блок
осушки и далее — в резервуар (или на компаун-
дирование).
РИС. 1Х-7. Технологическая схема установки карбамидной депарафинизации ГрозНИИ:
1—8 — насосы; 9, 10, 14, 15 — центрифуги; 11 — реактор комплексообразования; 12 — реактор разложения комплекса; 13 — конденсатоотвод-
чик; 16, 18 — промежуточные приемники; 17, 20 — скрубберы; 19, 21 — паровые подогреватели.
91
Технологический режим установки:
Продолжительность стадий, мин
комплексообразования ........................ 30
промывки и разделения фаз .................. 15
разложения комплекса........................ 15
Температура, "С
комплексообразования и промывки ком-
плекса .......................................... 20
разложения комплекса........................ 70 - 85
Кратность реагентов к сырью, % (масс.)
карбамид кристаллический....................(70—120) : 100
активатор .................................. 2 : 100
бензин на разбавление сырья............ (О—100) : 1 Со
бензин на разбавление комплекса .... (140—200) : 100
Расход, кг/т сырья
карбамида................................... 1,8—2,0
бензина ............................... 3,2—3,8
метанола............................... 0,02—0,03
Надежность процесса в значительной мере за-
висит от содержания влаги в сырье и растворителе.
В случае превышения нормы влагосодержания (0,7—
1,5 % масс, на стадии комплексообразования, 0,2—
0,5 % масс, на стадии промывки и 0,1 % масс, на
стадии разложения комплекса) начинается посте-
пенное осаждение, налипание или комкование твер-
дой фазы, закупоривание коммуникаций, насосов
и другого оборудования, что ведет к остановке про-
цесса. Избыточную влагу отделяют в электроотде-
лителе, а регенерированный растворитель предва-
рительно отстаивают в резервуаре.
Выходы и качество продуктов, получаемых при
депарафинизации дизельных фракций на установке
ИНХП АН АзССР и ВНИПИнефти [18]:
Показатели Гидроочи- щенное сырье из сернистых, нефтей Негидроочищенное сырье из мангыш- лакской нефти
фракция 190 — 310 °C фракция 190 — 350 °C
Выход, % (масс.)
депарафинированного ди- зельного топлива 80 70 67
жидкого парафина 8—10 14—16 17—18
промежуточной фракции 9—11 13—15 14—15
Характеристика де парафинирова ИНОГО
дизельног о т о п л и в а
Плотность, кг/м3 831 800 807
Пределы выкипания, °C Температура, °C 187—355 177—310 185—345
застывания —35 —40 7
помутнения —25 — 18 —16
вспышки 65 51 56
Содержание общей серы, % (масс.) 0,120 0,040 0,045
Дизельный индекс 56 69 72
Цетановое число 42 50 54
Кислотность, мг КОН/100 г 0,19 0,87 0,87
Продолжение
Показатели Гидроочи- щенное сырье из сернистых нефтей Негидроочищенное сырье из мангыш- лакской нефти
фракция 190— 310 °C фракция 190— 350 °C
Характеристика ж И Д К О Г О пара ф и н а
Плотность, кг/м3 800 770 780
Пределы выкипания, °C 255—350 260—322 256—345
Температура застывания, °C Содержание, % (масс.) 16 12 18
ароматических углеводо- родов 0,48 0,40 0,45
серы 0,050 0,035 0,040
комплексообразующих уг- леводородов 92 93 93
н-алканов (в комплексооб- разующих) 97 99 99,2
Выходы и качество сырья и продуктов, получае-
мых при депарафинизации дизельных фракций на
установке ГрозНИИ и Грозгипронефтехима [18, 20]:
Показатели Фракции ромаш- кинской нефти Фракции туйма- зинской нефти
240 — 350 °C 240 — 350 °C (гидро- очищен - ная) 200 — 320 °C 240 — 350 °C
Выход, % (масс.)
дизельноо топли- ва 85—89 85—87 84—85 84—85
жидкого пара- фина Хара 11 — 12 к т е р и с 12—18 тика с ь 14—15 I р ь я 14—15
Плотность, кг/м3 855 845 830 860
Температура засты- вания, °C Цетановое число Содержание, % (масс.) — 10 -10 —25 —10
54 56 48 53
серы 1,32 0,20 0,60 1,10
комплексообразу- ющих углево- дородов 13 14 16 16
Характеристика депарафи д и з е л ь и о го т о п л и пиров а-иного в а
Плотность, кг/м3 868 850 835 878
Температура засты- вания, °C -35 —35 —46 -35
Цетановое число 50 51 45 46
Содержание серы, % (масс.) 1,40 0,25 0,70 1,15
Характерис гика ж и Д К О Г о параф ина
Плотность, кг/м3 768 768 820 783
Температура плавле- ния, °C Содержание, % (масс.) 16 16 14 23
ароматических углеводородов 0,5 0,5 0,5 0,5
комплексообра- зующих угле- водородов 75—85 75-85 75—85 75-85
«-алканов в ком- плексообразу- ющих 98 98 97 98
92
Глава X
Адсорбционные процессы очистки, доочистки и разделения
Установка непрерывной адсорбционной очистки
масляного сырья
Процесс непрерывной адсорбционной очистки,
разработанный ВНИИ НИ [1—31, предназначен
для получения высококачественных продуктов и
используется главным образом для следующих
целей:
очистки масляных дистиллятов различной вяз-
кости и остаточного сырья (деасфальтизатов I и
II ступеней) с получением после депарафинизации
рафинатов базовых масел и масляных компонентов
с индексом вязкости до 100;
очистки ароматизированных концентратов с по-
лучением высокоароматизированных масел;
глубокой деароматизации маловязких нефтяных
масел и жидких парафинов.
Выход очищенных продуктов колеблется от 50
до 90 % (масс.).
Адсорбционную очистку с движущимся адсор-
бентом можно использовать и для доочистки депара-
финированных остаточных и дистиллятных масел,
парафинов и церезинов (при этом выход доочищенных
продуктов составляет 92—99 % масс.), а также для
очистки и разделения продуктов органического син»
теза.
Основные секции установки следующие: адсорб-
ции и десорбции; отпаривания растворителя из
пульпы засмоленного адсорбента; регенерации адсор-
бента; регенерации растворителя из растворов ра-
финатов I и II. Технологическая схема установки
представлена на рис. Х-1.
Сырье, забираемое насосом 12 из резервуара,
смешивается в диафрагмовом смесителе 13 с раство-
рителем, подаваемым насосом 22. Раствор сырья
далее охлаждается в холодильнике 14 до темпера-
туры адсорбции и поступает через перфорированный
горизонтальный маточник в нижнюю часть адсор-
бера 9. Здесь раствор сырья поднимается, а на-
встречу ему опускается сплошным слоем адсорбент;
при этом из масляного сырья извлекаются нежела-
тельные компоненты (тяжелые ароматические угле-
водороды, смолистые вещества и частично соедине-
ния серы). Адсорбент непрерывно подается из бун-
кера-разгрузителя 10 в верхнюю часть адсорбера
через распределительное устройство. Изменяя про-
изводительность установки (скорость потока рас-
твора сырья) и тем самым время контактирования,
можно регулировать качество очищенного и десор-
бированного продуктов (рафинатов I и II).
Суспензия отработанного адсорбента перетекает
в десорбер 8, где происходит десорбция рафината II
растворителем, предварительно нагретым в тепло-
обменнике 15 и подогревателе 11. В адсорбер и де-
сорбер, ниже подачи раствора сырья и нагретого
растворителя, для создания гидравлического затвора
вводится растворитель. Далее суспензия адсорбента
опускается в ступенчато-противоточную сушилку 7
с псевдоожиженным слоем. Псевдоожижение массы
частиц адсорбента создается с помощью водяного
пара (давлением 1 МПа). Для сообщения тепла,
необходимого для сушки, внутри аппарата имеются
обогревательные змеевики. Пары растворителя и
воды, выходящие с верха сушилки 7, охлаждаются
и конденсируются в теплообменнике 15 и холодиль-
нике 25. Затем смесь конденсатов направляется
в водоотделитель 24. Растворитель из водоотдели-
теля 24 поступает в приемник 23.
Сухой «засмоленный» адсорбент из сушилки 7
системой пневмотранспорта подается в разгрузи-
тель 3. В ступенчато-противоточном регенераторе 4
адсорбент регенерируется в псевдоожиженном слое.
Псевдоожижение создается воздухом, подаваемым
воздуходувкой 1 через печь 2. Избыточное тепло
в регенераторе используется для производства водя-
ного пара.
Регенерированный адсорбент охлаждается (в псев-
доожиженном слое) в холодильнике 5, где его тепло
используется для подогрева очищенной воды. Охла-
жденный адсорбент пневмотранспортером подается
в бункер-разгрузитель 10. Отсюда он опускается
в адсорбер 9. В систему пневмотранспорта воздух
подается воздуходувкой 6.
Раствор рафината I, уходящий из верхней зоны
адсорбера 9, поступает через фильтры (на схеме не
показаны), теплообменник 16 и паровой подогрева-
тель 20 в атмосферную колонну 17. Пары раствори-
теля, выходящие с верха колонны 17, конденсируются
и охлаждаются в теплообменнике 16 и холодиль-
нике 27. Конденсат собирается в приемнике 23.
Необходимое для работы колонны тепло сообщается
через кипятильник 18. Раствор рафината I из ки-
пятильника 18 подается насосом 19 в отпарную
колонну 21. Рафинат I с низа колонны 21 через
фильтр-пресс 40 и холодильник 43 отводится с уста-
новки насосом 31.
С верха десорбера 8 раствор рафината II посту-
пает в трехступенчатую секцию регенерации. Рас-
творитель из раствора рафината II отгоняется в ис-
парителе 32, в атмосферной колонне 34 и отпарной
колонне 38. Другими аппаратами в этой секции яв-
ляются: кипятильник <35, конденсаторы-холодиль-
ники 28 и <37, фильтр-пресс 41 и холодиль-
ник 42.
Температура в основных аппаратах:
Адсорбер 9 .................. 40—50 °C
Десорбер 8 ................... 70—75 °C
Сушилка 7 ...................130—160 °C
Регенератор 4................G00—650 °C
Разбавление сырья растворителем составляет от
1 : 0,5 до 1 : 4 по объему для получения раствора
сырья с вязкостью не более 2,5—3 мм2/с при рабочей
температуре процесса. В качестве растворителя
можно применять бензин марки Бр-1 или деарома-
тизированную бензиновую прямогонную фракцию
с пределами кипения 80—120 °C. Кратность адсор-
бента к сырью от 0,5 : 1 до 5 : 1 по массе; в качестве
адсорбента используют микросферический синтети-
ческий алюмосиликат (частицы размером 0,2—
0,8 мм).
93
РИС. Х-1. Технологическая схема установки непрерывной
1,6— воздуходувки; 2 — печь; 3, 10 — бункера-разгрузители; 4 — регенератор; 5, 14, 25, 26, 27, 28, 30, 37, 42, 43 — холодильники;
29 — теплообменники; 17, 21, 34, 38 — колонны; 18, 35 — кипятильники; 23 — приемник;
Установка контактной доочистки масел
отбеливающими землями
Процесс контактной доочистки является завер-
шающей стадией производства масел и предназначен
для улучшения цвета масла и снижения коксуе-
мости. В основу процесса положена способность
естественных глин адсорбировать на своей поверх-
ности различные вещества. При контактной доочистке
применяют тонкодисперсный адсорбент — частицы
размером около 0,1 мм.
Целевой продукт процесса — доочищенное базо-
вое масло, побочный — отгон (смесь легких масля-
ных фракций, продуктов разложения и т. п.). Отхо-
дом является отработанная земля, пропитанная мас-
лом, содержание которого колеблется в зависимости
от вязкости масла от 15 до 50% (масс.) на адсорбент;
выход доочищенного масла 96—98% (масс.) на сырье.
Установка включает следующие секции: контак-
тирования (основные аппараты: холодный смеси-
тель, трубчатая печь, отпарная колонна) фильтро-
вания (основные аппараты: горячий смеситель, ди-
сковые и рамные фильтры. Технологическая схема
установки представлена на рис. Х-2.
Сырье — депарафинированное масло — насо-
сом 1 подается через паровой подогреватель 2 в хо-
94
лодный смеситель 3. В смесителе, оборудованном
турбомешалкой, масло смешивается с молотой гли-
ной, транспортируемой шнековым дозатором. Из сме-
сителя суспензия насосом 4 направляется через
теплообменник 5 в змеевик печи 6 и далее в испари-
тельную колонну 7. В низ колонны для перемешива-
ния и удаления легких компонентов подается острый
водяной пар. Отходящая с верха колонны смесь па-
ров проходит в конденсатор 9 и поступает в прием-'
ник 10. Конденсат из приемника 10 насосом 11
возвращается на орошение в колонну 7. Водяной пар
конденсируется в конденсаторе смешения 12. Из ко-
лонны 7 суспензия масла с глиной подается насо-
сом 8 через теплообменник 5 в горячий смеси-
тель 13. Предусмотрена рециркуляция части су-
спензии.
Секция фильтрования, обслуживаемая насосами
14 и 18, представлена двумя типами фильтров:
дисковые фильтры 15 — фильтры грубой очистки —
и рамные фильтры 19 — фильтры тонкой очистки.
Из приемника 13 насосом 14 суспензия подается
вначале на дисковые фильтры 15. Масло, очищенное
от глины, проходит через холодильник 16 и посту-
пает в приемник 17, откуда насосом 18 подается
в рамные фильтры 19. Очищенное масло поступает
в приемник 20, а оттуда в резервуар.
из an. 16
адсорбционной очистки масляного сырья:
7—сушилка; 8 — десорбер; 9 — адсорбер; 11, 20 — паровые подогреватели; 12, 19, 22, 31,33,36, 39 — насосы; /3 —'смеситель: 15. 16.
24 — водоотделитель; 32 — испаритель; 40, 41 — фильтр-прессы.
Доочищенное
масло
РИС. Х.-2. Технологическая схема установки контактной доочистки масел отбеливающими землями:
18 — насосы; 2 — подогреватель; 3, 13 — смесители; 5 — теплообменник; 6 — печь; 7 — испарительная колонна; 5, 12 —кон-
денсатор; 10, 17, 20 — приемники; 15, 19 — фильтры; 16 — холодильник»
95
Технологический режим установки:
Температура, °C
суспензии в холодном смесителе............... 70—80
суспензии при выходе из змеевика печи . . . 130—220
в дисковых фильтрах...................... 130—170
в рамных фильтрах ....................... 70—НО
Давление, МПа
в дисковых фильтрах......................... 0,40
в рамных фильтрах...................... . 0,35
Расход глины (неактивированной) *, % (масс.) 5—10
* Зависит от характеристик доочищаемого масла, предъявляемых
к нему требований и качества отбеливающей земли.
Установка «Парекс»
Адсорбционный процесс «Парекс», разработан-
ный в ГДР, применяется для разделения керосино-
вых фракций на два продукта: жидкие неразветвлен-
ные парафиновые углеводороды (н-парафины) и де-
парафинированный керосиновый дистиллят, назы-
ваемый денормализатом. Сырьем установки является
прямогонный керосиновый дистиллят широкого или
узкого фракционного состава (в зависимости от
требований, предъявляемых к продуктам), который
предварительно подвергается гидроочистке.
Содержание неразветвленных парафиновых угле-
водородов в получаемой фракции жидких «-парафи-
нов (парафин-сырец) достигает 99 % (масс.) от
сырья, а отбор их от потенциала высок. Для денор-
мализата характерны низкие температуры помут-
нения и застывания. Ниже в качестве примера
приведены показатели качества сырья и продуктов:
Циркулирующий водарадсоЗержащий газ
Показатели Сырье (240 — 320 °C) Жидкие парафины Денорма- лизат
Плотность, кг/м3 . . . 817 770 828
Температура, °C помутнения . . . . —19 9 —47
застывания . . . . —22 8 —60
Содержание, % (масс.) н-парафинов . . . 21,3 99 4,0
серы 0,01 — 0,011
Адсорбент, используемый на установке, избира-
тельно адсорбирует н-парафины из смесей их с уг-
леводородами другого строения. Десорбция адсор-
бента осуществляется нагретыми парами аммиака,
который называется вытеснителем; последний цир-
кулирует на установке. Используется также водо-
родсодержащий газ, являющийся газом-носителем
сырья. Применение циркулирующего газа-носителя
препятствует быстрому падению адсорбционной ем-
кости адсорбента и способствует удлинению пробега
установки [2, 3]. В целом обе стадии процесса —
адсорбция и десорбция — являются парофазными.
Для извлечения из циркулирующего водородсодер-
жащего газа попутных паров аммиака используется
вода.
К сырью предъявляются довольно жесткие тре-
бования по содержанию серы, олефинов и примесей.
Основные секции установки следующие: нагрева-
тельная, в которой смесь сырья с водородсодержа-
щим газом нагревается в теплообменниках, а затем
в змеевике печи (в этой же секции, но в отдельной
печи нагревается аммиак перед направлением его
в слой адсорбента); адсорбции и десорбции с тремя
периодически переключаемыми вертикальными аппа-
РИС. Х-3. Принципиальная схема установки «Парекс»:
1 — насос; 2, 3, 18, 19 — компрессоры; 4, 5 — трубчатые печи; 6, 8, 14 — переключаемые адсорберы-десорберы; 7, 9, 13 — теплообменники;
10, 15 — конденсаторы-холодильники; 11, 12 — сепараторы; 16 — промывная колонна; 17, 21 — колонны дегазации; 17а, 21а — встроенные
холодильники; 176, 216 — встроенные подогреватели; 20 — водяной насос.
96
ратами (один — адсорбер, а два других в данный
период — десорберы); сепарации с двумя параллель-
ными линиями; эта секция предназначена для раз-
деления смесей, выходящих из адсорбера (линия
«денормализата») и из двух аппаратов, эксплуати-
руемых в данный промежуток времени как десор-
беры (линия н-парафинов). Технологическая схема
установки представлена на рис. Х-3; здесь три кон-
тура циркуляции: водородсодержащего газа, ам-
миака — вытеснителя — и воды, поглощающей пары
аммиака в промывной колонне.
К сырью, подаваемому насосом 1, присоеди-
няются свежий и циркулирующий водородсодержа-
щий газ (нагнетается компрессором 2). После на-
грева в теплообменниках (условно показано пунктир-
ной линией, ведущей к печи 4) и змеевике печи 4
смесь поступает в адсорбер 6 с неподвижным слоем
адсорбента, извлекающим из сырья н-парафины.
По выходе из адсорбера денормализат в смеси с во-
дородсодержащим газом и аммиаком (остатка от
предшествующей операции — десорбции) охлажда-
ется в теплообменнике 7. Пройдя далее конденса-
тор-холодильник 15, смесь разделяется в промывной
колонне 16 на две части: жидкую — охлажденный
конденсат денормализата — и газопаровую. В верх-
ней части колонны 16 пары аммиака поглощаются
циркулирующей водой, поступающей далее в две
последовательно соединенные колонны 17 н 21 для
дегазации. Здесь из водного раствора удаляется ам-
миак; пары аммиака после ступенчатого сжатия
компрессорами 18, 19 и 3 используются в процессе
десорбции.
Выходящий из верхней части колонны 16 водо-
родсодержащий газ сжимается компрессором 2 и
как рециркулят присоединяется к сырью.
Работающие в стадии десорбции аппараты 8 и 14
продуваются перегретым в змеевике печи 5 газооб-
разным аммиаком. Последний в смеси с вытеснен-
ными н-парафинами проходит теплообменники 9 и
13, а затем конденсатор-холодильник 10', конденсат
отделяется от газообразного аммиака в сепараторе 11.
В работающем при менее высоком давлении сепара-
торе 12 из жидкости выделяется растворенный
аммиак. Вспомогательным компрессором 18 аммиак
подается на прием компрессора 3 повышенного давле-
ния. В секции адсорберов — десорберов коммуника-
ции системы автоматического переключения аппара-
тов с одной операции на другую не показаны.
Режим процесса парофазной адсорбции: темпе-
ратура 300—400 °C, давление 0,5—1,0 МПа; длитель-
ность адсорбции примерно в два раза меньше про-
должительности десорбции. Между этими стадиями
в течение непродолжительного времени адсорбент
продувается. Окислительную регенерацию адсор-
бента проводят обычно после 6000—8000 ч его экс-
плуатации [2, 3].
Глава XI
Производство пластичных смазок
Общая характеристика технологических стадий и процессов производства смазок
В производстве пластичных смазок применяют
периодические, полунепрерывные и непрерывные
процессы [1—3], технологические схемы которых
многообразны. Однако разли«ия во многих случаях
обусловлены лишь разным аппаратурным оформле-
нием. Это позволяет относительно небольшим числом
технологических схем (в пособии рассмотрено шесть)
охватить основные варианты процессов производ-
ства смазок.
Процесс производства смазок на мыльных за-
густителях, который является в отличие от других
нефтехимических процессов по существу безотход-
ным производством, состоит из следующих основных
стадий: дозирования сырья, приготовления и термо-
механического диспергирования загустителя, охла-
ждения расплава, гомогенизации, фильтрования,
деаэрации и расфасовки [2]. Получающийся некон-
диционный продукт отправляют на переработку.
Дозирование сырья. Исходные компоненты дози-
руют обычно в жидком виде. В периодических и
полунепрерывных процессах используют объемные
дозирующие устройства, недостаточная точность ра-
боты которых устраняется смешением компонентов
в реакторе с мешалкой. Широкое применение на-
ходят многокомпонентные дозирующие насосы с сум-
мирующими устройствами, которые автоматически
поддерживают необходимое соотношение компонен-
тов и отключают насосы после заполнения мешалок.
В непрерывных процессах дозирующие насосы —
обязательный элемент производства. Они пригодны
и для дозирования суспензий сыпучих реагентов
(в частности, извести пушонки) в дисперсионной
среде. Точность дозирования насосами ±3 %, что
обеспечивает заданную концентрацию загустителя
с отклонениями не более ±0,5 %.
Приготовление и термо-механическое дисперги-
рование загустителя, С омыления жиров или нейтра-
лизации жирных кислот начинается процесс получе-
ния смазок. После окончания омыления из мыльно-
масляной суспензии полностью (для гидратированных
кальциевых и кальциево-натриевых смазок до опре-
деленного предела) удаляют влагу. При производстве
смазок на сухих мылах мыльно-масляную суспензию
получают непосредственным смешением компонен-
тов в заданных соотношениях. Затем суспензию
нагревают до получения однородного расплава.
Известны способы получения смазок, когда мыльно-
масляную суспензию нагревают при сравнительно
невысокой температуре — проводят лишь набуха-
ние мыла в масле. Такой способ получил название
«холодной варки» или низкотемпературного про-
цесса производства.
На стадии охлаждения расплава загустителя
в масле формируется структура смазок. Изменяя
режим охлаждения (быстрое, медленное или изотер-
мическая кристаллизация), можно воздействовать
на размеры и форму дисперсных частиц структур-
ного каркаса смазок и, следовательно, изменять их
7 Под ред. Б. И. Бондаренко
97
свойства. Широкое распространение получили ком-
бинированные методы охлаждения (быстрое и мед-
ленное): расплав охлаждается при смешении с не-
использованной частью масла (примерно 1/3 расчет-
ного количества), температура которого (50—70 °C)
ниже температуры расплава (180—230 °C); далее
охлаждение ведут с помощью хладагента, подавае-
мого в рубашку реактора или скребкового аппарата.
Гомогенизация [2—5] повышает равномерность
распределения загустителя в масле, улучшает внеш-
ний вид, а также коллоидную и механическую
стабильность смазок. В простейшем случае гомоге-
низацию осуществляют продавливанием смазки через
сетку или систему сит, через узкие (30—50 мкм)
зазоры вальцовочных машин. Широко распростра-
нены методы однократной гомогенизации на заклю-
чительной стадии производства смазок [41. Однако
в непрерывных процессах успешно применяют и
многократную гомогенизацию на каждой технологи-
ческой стадии за счет циркуляции продукта через
гомогенизирующие клапаны при относительно низ-
ком перепаде давления, что исключает применение
специальных аппаратов.
Для удаления механических примесей смазки
фильтруют, продавливая их через устройство с ме-
таллическими сетками или используя самоочища-
ющиеся фильтры.
В результате деаэрации — удаления попавшего
при изготовлении смазки воздуха — улучшается
внешний вид, повышается химическая стабильность
и плотность смазок [5]. При получении смазок на
сухих мылах во время дозирования сухого мыла
в нее попадает много воздуха, который удаляется
из расплава при повышенных температурах. При
получении мыла в процессе производства смазки
часть воздуха уходит вместе с парами воды, а остав-
шуюся часть удаляют на заключительной стадии
РИС. XI-1. Реактор со скребково-лопастным перемешивающим
устройством:
1 — корпус резктора; 2 — рубашка для теплоносителя; 3 — рамная
мешалка; 4 — лопасть для перемешивания с самостоятельным приво-
дом; 5 — ввод термопар; 6 — скребок с креплением.
после гомогенизации- Воздух может попасть в смазку
при гомогенизации, если ее проводят при атмосфер-
ном давлении (например, на вальцовочных машинах).
Удаляют воздух из тонкого слоя смазки (200—
500 мкм) в вакууме до 95 кПа.
В непрерывных процессах — при более тщатель-
ной подготовке исходных компонентов и проведении
процесса под давлением — необходимость в деаэра-
ции и фильтровании обычно отпадает.
При организации технологического процесса, вы-
боре оптимального аппаратурного оформления и ме-
тодов контроля учитывают реологические и тепло-
физические свойства полупродуктов производства
смазок.
Ниже показано влияние температуры на реоло-
гические и теплофизические свойства мыльно масля-
ной дисперсии по стадиям процесса для смазки на
12-оксистеарате лития (литол-24):
Темпе- ратура, °C Вязкость, (Па-с) Плот- ность, кг/ма Тепло- провод- ность. Вт/(м- К) Теплоем- кость, кДж/(кг- К)
при 10 с-> при 100 с-1
so 0,62 0,072 861 0,150 2,427
90 0,71 0,085 853 0,149 2,477
100 1,24 0,131 868 0,158 3,150
150 32,30 4,230 814 0,129 2,612
Ввод ОДНОЙ трети масла
150 2,42 0.48 821 0,133 2,701
180 7,40 1,11 790 0,122 2,800
210 5,02 0,68 762 0,111 2,980
Аппаратурное оформление процесса производства смазок
в значительной степени определяется реологическими свойствами
(прежде всего их вязкостью) смазок и промежуточных продук-
тов. Для таких смазок, как литол-24, и для мыльных смазок от-
мечается резкое (в 50—80 раз) увеличение вязкости в процессе
термо-механического диспергирования и ее зависимость от ско-
рости деформирования. Поэтому к конструкции перемешиваю-
щего устройства реактора, в котором совмещаются стадии омы-
ления, обезвоживания, получения и выдержки расплава, а также
предварительного охлаждения, предъявляют сложные требова-
ния. Скребково-лопастные мешалки с переменным числом обо-
ротов позволяют на каждой стадии менять режим перемешива-
ния. Высокая эффективность этих перемешивающих устройств
и гибкое регулирование интенсивности перемешивания сокра-
щают длительность процесс!?, повышают качество смазок и вос-
производимость свойств отдельных партий.
На рис. XI-1 показан реактор со скребково-лопастным пере-
мешивающим устройством емкостью. 10 м3, поверхностью тепло-
обмена 20 м2.
Привод перемешивающих устройств реактора осуществ-
ляется двухскоростным мотором редуктором мощностью 40 кВт
и специальной раздаточной коробкой с двумя соосными выход-
ными валами, что обеспечивает противоположно направленное
вращение центрального и периферийного перемешивающих
устройств, а также возможность раздельной работы каждого
из них.
Сократить длительность стадии омыления жиров можно
повышением температуры. Из-за наличия воды процесс проводят
под давлением до 1 МПа в контакторах-автоклавах [2]. Вяз-
кость системы на стадии омыления невелика, и в контакторах
применяют высокоскоростные мешалки (например, контакторы
типа «Стратко» при производстве мыльных смазок за рубежом).
Нагретая в контакторах до 150—170 °C смесь после омыления
направляется в реакторы, работающие при атмосферном давле-
нии. В результате дополнительного нагревания в реакторах уда-
ляется влага и осуществляется термо-механическое диспергиро-
вание образующегося мыльного загустителя.
Удаление влаги из мыльно-масляной дисперсии в большом
объеме реактора — длительная операция. В настоящее время
разработан выпарной аппарат [6], в котором смесь нагревается
(под давлением) до 150—160 °C, и основная влага испаряется
в камере распыла с последующим глубоким обезвоживанием
в стекающей пленке прн подводе тепла через стенку. Подобный
аппарат используется при производстве литиевых, комплексных
кальциевых, кальциевых гидратированных и других мыльных
смазок.
98
Свойства мыльных смазок и осо-
бенно комплексных кальциевых зави-
сят от температурного режима приго-
товления (максимальная температура
нагревания,
мообработки) и
введения комплексообразующих
понентов.
температуры
тельности ее
комплексных
готовленных
жирных кислот С1о—Сй0
кислоты, свидетельствуют
данные:
Температура нагревания, °C
Время выдержки, мин. .
Предел прочности при 50 С,
Па...................
Вязкость при 50 °C 100 с-1,
Па-с.................
Отпрессовываемость масла,
Нагревание или охлаждение высоко-
вязкого мыльно-масляного концентрата
эффективно лишь в теплообменных ап-
паратах специальной конструкции.
Например, в трубчатых скребковых
теплообменных аппаратах поверхность
постоянно очищается, т. е. устраняет-
ся отрицательное влияние повышенной
адгезии, и, кроме того, возможно приложение высо-
ких сдвиговых напряжений, снижающих вязкость.
На рис. XI-2 показан двухкорпусный скребковый
аппарат с поверхностью теплообмена 3,5 м2.
В каждом корпусе расположен вращающийся вал с че-
тырьмя «плавающими» скребками, которые под действием центро-
бежной силы и давления перемешиваемой жидкости плотно при-
жимаются к хромированной поверхности цилиндра идаметром
Исходная
• смазка
продолжительность тер-
последовательности
ком-
О влиянии максимальной
нагревания и продолжи-
воздействия на свойства
кальциевых смазок, при-
на основе синтетических
и уксусной
следующие
180
10
200
10
200
60
225
10
360
440
640
700
2,2
10,6
3,2
4,9
4,9
3,0
6,0
4,2
Хладоагент
РИС. Xf-2. Скребковый двухкорпусный теплообменный аппарат.
РИС. XI-3. Вакуумный деаэратор.
0,35 м и длиной 1,67 м; полезный (свободный) объем цилиндра —•
0,05 м3. Привод — индивидуальный, через редуктор; частота вра-
щения в первом по ходу продукта (при охлаждении) корпусе
и = 240, во втором — 180 об/мин, соответственно мощность элек-
тродвигателя в первом корпусе — 17 кВт, во втором — 220 кВт.
При нагревании порядок последовательного включения корпу-
сов — обратный. При охлаждении в рубашку аппарата (в каж-
дый корпус отдельно) подается охлажденная и очищенная от при-
месей и солей вода, а при нагревании — масло или другой жид-
кий теплоноситель. Производительность аппарата при охлаж-
дении смазок в диапазоне температур от 200 до 60 °C составляет
2000—2500 кг/ч, соответственно расход охлаждающей воды с на-
чальной температурой 5 °C — до 20 м3/ч. При нагревании произ-
водительность аппарата на 20—25 % выше, чем при охлаждении,
при условии сохранения разности температур смазка — тепло-
носитель (хладоагент).
В промышленных условиях при охлаждении ли-
тиевых смазок коэффициент теплопередачи состав-
ляет 600—650 Вт/(м2-К), что примерно в 20 раз
выше, чем в трубчатых теплообменных аппаратах.
Перспективным и эффективным для нагревания и
охлаждения смазок в непрерывных схемах является
змеевиково-скребковый аппарат.
Для гомогенизации смазок применяют клапанные
гомогенизаторы (производительность 3,0—3,5т/ч при
максимальном давлении продавливания до 50 МПа)
и гомогенизаторы типа коллоидной мельницы (произ-
водительность 1,0—3,0 т/ч зависит от зазора между
ротором и статором, скорости подачи и состава
смазки) [4, 7 I. Для литиевых смазок можно реко-
мендовать оба типа гомогенизаторов; при ограни-
ченном давлении (до 20 МПа) в клапанных гомоге-
низаторах для комплексных кальциевых смазок
предпочтительно применять гомогенизаторы типа
коллоидной мельницы.
В промышленности используют деаэратор, раз-
работанный ВНИИПКнефтехимом (рис. XI-3), про-
изводительностью 1—3 т/ч с регулируемым зазором
в пределах 0,1—0,5 мм. Из нижней части вакуумной
камеры (емкость 0,16 м3) деаэрированный продукт
непрерывно отбирается шестеренчатым насосом, при-
7*
99
вод которого осуществляется через мотор-вариатор.
Регулированием частоты вращения достигается син-
хронизация потоков на входе и выходе из деаэра-
тора. При вакууме 93—95 кПа в таком деаэраторе
воздух удаляется практически полностью.
В полунепрерывных и особенно непрерывных
технологических схемах важно правильно выбрать
насосы для перекачивания полупродуктов и смазок,
а также конфигурацию накопителей готовой продук-
ции для гибкого регулирования и согласования
производительности технологической установки
с производительностью автоматических линий по
затариванию готовой продукции. Из-за повышенной
вязкости для транспортирования смазок применяют
роторно-зубчатые п винтовые насосы. В качестве
сборников-накопителей используют бункеры с обо-
греваемыми стенками, которые оборудованы систе-
мой замкнутой циркуляции смазок через гомогени-
зирующий клапан.
Кроме обычных методов непрерывного контроля (темпера-
туры, давления, расхода), в схемах предусматривают локаль-
ные системы автоматического регулирования стадий процесса
с применением общетехнических и специальных приборов и
устройств. На стадии получения мыльной основы, например,
литиевых смазок для контроля полноты омыления по щелоч-
ности, успешно используется pH-метр. Контролируется также
содержание влаги в высоковязких системах. Качество смазок на
заключительной стадии их приготовления оценивают показате-
лями реологических свойств на потоке (предел текучести и вяз-
кость при различных скоростях сдвига).
Размещение оборудования на установках зависит от конкрет-
ных условий. Наиболее распространена поэтажная компановка
с размещением оборудования в соответствии с направлением
технологических потоков (на верхнем этаже — дозаторы, ниже —
аппараты с мешалками, еще ниже — насосы и другое вспомога-
тельное оборудование).
Теплоносителем для обогревания аппаратов служит водя-
ной пар, а также масло или органические теплоносители, на-
пример дифенильная смесь. Сборники-накопители смазок при
температуре ниже .100 °C могут обогреваться горячей водой.
Водяной пар вводится в аппарат сверху, а конденсат удаляется
снизу. Все жидкие теплоносители (а также хладагенты) при вер-
тикальном расположении аппаратов вводятся снизу и удаляются
сверху.
В качестве хладоа гентов используют холодное масло (если
хладоагент подается в аппарат, для нагревания которого исполь-
зовалось горячее масло), проточная или охлажденная вода в зам-
кнутой системе охлаждения.
Установка периодического производства
мыльных и углеводородных смазок
Установка предназначена для производства сма-
зок на мылах различных катионов (металлов), по-
лучаемых непосредственно в процессе изготовления
смазок прямым омылением природного или синте-
тического жирового сырья, а также углеводородных
смазок путем загущения нефтяных масел твердыми
углеводородами.
Основные секции установки следующие: подго-
товки сырья и приготовления расплава мыльного
загустителя в дисперсионной среде; охлаждения и
кристаллизация расплава; отделочных операций (го-
могенизация, фильтрование и деаэрирование); рас-
фасовки смазок. Основным аппаратом в периодиче-
ской технологической схеме является реактор со
скребково-лопастным перемешивающим устройством
(см. рис. XI-1). В нем последовательно осуществля-
ются операции приготовления реакционной смеси,
омыления, обезвоживания, термообработки и ча-
стичного охлаждения. Технологическая схема уста-
новки периодического производства мыльных,
а также углеводородных смазок представлена на
рис. XI-4.
В реактор 1 при работающем центральном пере-
мешивающем устройстве загружают примерно 1/3 —
1/2 расчетного количества дисперсионной среды,
омыляемые компоненты и расчетное количество вод-
ного раствора гидроксида металла. Смесь реагентов
нагревают при работающих перемешивающих уст-
ройствах и циркуляции через гомогенизирующий
РИС. XI-4. Технологическая схема установки периодического производства смазок:
/ — реактор; 2 — дозировочные насосы; 3 — 5 — сырьевые приемники; 6 — гомогенизирующий клапан; 7 — насосы; 8 — конденсатор; 9 —скреб-
ковый холодильник; 10 — вакуумный насос; 11 — смеситель; 12 — установка гомогенизации, фильтрования и деаэрации; 13, 15 -сборники-
накопители; 14 — устройство для контроля реологических свойств.
100
клапан 6 (производительность 2—5 т/ч в зависимости
от состава сырьевых компонентов). При этом проис-
ходит омыление жировой основы и образование
мыла. Когда процесс омыления закончен (контроли-
руется по содержанию свободной щелочи), темпе-
ратуру смеси повышают до полного или частичного
удаления влаги; реактор на этой стадии подключают
к вакуумной системе через конденсатор 8. Конец
удаления влаги контролируют по ее содержанию
в реакционной смеси. Дальнейшее проведение про-
цесса зависит от типа смазки. Если смазки не подвер-
гают гомогенизации, то мыльно-масляный концен-
трат охлаждают, подавая тонкую струю оставшегося
масла при интенсивном перемешивании, после чего
смазку направляют непосредственно в тару или
в накопители 13, 15. Подобным образом готовят
гидратированные кальциевые смазки (солидолы); для
доохлаждения в рубашку реактора подают хлад-
агент.
Для литиевых, комплексных кальциевых и дру-
гих смазок процесс продолжают. Мыльно-масляный
концентрат при непрерывном перемешивании на-
гревают до температуры термообработки (200—
250 °C), при которой выдерживают его от 0,5 до
1,5 ч. Затем при работающем перемешивающем
устройстве загружают оставшуюся часть масла, по-
давая его тонкой струей, и понижают температуру
в реакторе до 175—180 °C. При этой температуре
расплав выдерживают в течение установленного
технологической картой времени (в пределах часа).
Дополнительно охлаждают расплав до 160—165 °C,
затем дозировочным насосом 2 из смесителя 11 по-
дают присадки, предварительно растворенные (сме-
шанные) в масле. Если присадки не термостабильны
и не выдерживают высоких температур, то их вводят
после второй ступени охлаждения при 100—ПО °C.
Вновь охлаждают смазку до 50—60 °C в скребко-
вом холодильнике 9, в рубашку которого подается
хладагент — охлажденная до 3—5 °C вода, циркули-
рующая в замкнутой системе скребковый аппарат—»
холодильная установка —» скребковый аппарат. При-
менение разомкнутой системы охлаждения возможно
только при глубокой очистке воды, не загрязняющей
поверхность охлаждения. Применение в замкнутой
схеме в качестве хладагента рассола с температурой
до —10—е—15 °C нецелесообразно из-за резкого уве-
личения вязкости продукта в пристенном слое,
повышенного расхода мощности на привод и в итоге
ухудшения условий охлаждения за счет большого
выделения тепла диссипации.
Смазка, пройдя последовательно гомогенизатор,
фильтр и деаэратор (установка 12), поступает
в сборник-накопитель 15, из которого расфасовы-
вается в тару. Некондиционный продукт через
сборник-накопитель 13 возвращается для доработки
или выводится с установки.
Цикл в периодической технологической схеме
можно сократить за счет совместной подачи реаген-
тов дозировочными насосами (при этом перед реак-
тором устанавливают смеситель), а также снижения
времени обезвоживания при подводе дополнитель-
ного тепла через теплообменник, который вклю-
чается в циркуляционную систему реактора. Перио-
дический процесс универсален, позволяет произ-
водить на данной установке любые мыльные и угле-
водородные смазки. Последние получают при ра-
боте только первой секции установки: после обез-
воживания твердых углеводородов (парафина, це-
резина, или петролатума) при 105—ПО °C их рас-
творяют в масле с последующим охлаждением (как
правило, непосредственно в таре, или сливая на
специальный холодильный барабан). Указанная тех-
нологическая схема рекомендуется при относительно
небольших объемах производства смазок — от 1 до
2 тыс. т в год.
Установка периодического производства
мыльных смазок с применением контактора
Более совершенной является схема производства
смазок на мыльных загустителях (при использова-
нии природных жиров — глицеридов кислот) пе-
риодическим способом с применением на стадии
омыления жиров контактора. Установка предназна-
чена для производства мыльных смазок различного
типа. Наряду с получением мыльного загустителя
непосредственно в процессе производства смазок
(прямое омыление) можно приготовить загуститель,
катионом которого являются тяжелые металлы, на-
пример свинец, по реакции двойного обмена через
натриевые мыла. Иногда такой процесс является
периодическим и осуществляется в две или три
ступени.
Установка включает следующие основные сек-
ции: подготовки сырья и приготовления мыльной
основы; термо-механического диспергирования загу-
стителя в дисперсионной среде; охлаждения рас-
плава; отделочных операций (гомогенизация, филь-
трование и деаэрирование). Технологическая схема
установки представлена на рис. XI-5.
Сырьевые компоненты смазок (расплавленные
жиры, водный раствор — суспензия — гидроксида
металла; дисперсионная среда) дозировочным! на -
сосами 2 в требуемых соотношениях подаются в кон-
тактор 1, работающий при избыточном давлении до
1 МПа. В контакторе (иногда называемом автокла-
вом) при повышенной температуре (100—200 °C)
в зависимости от типа смазки в течение 20—40 мин
протекает реакция омыления жиров с образованием
мыльно-масляной основы. Контактор обогревается
горячим теплоносителем, циркулирующим через ру-
башку аппарата. Горячая реакционная смесь из
контактора 1 поступает в параллельно (при необ-
ходимости и последовательно) работающие реак-
торы 7 и 11 со скребково-лопастным перемешива-
ющим устройством. В этих аппаратах мыльная
основа разбавляется при нагревании остальным коли-
чеством масла (или его частью). Реакторы оборудо-
ваны системой для удаления паров воды и их кон-
денсации.
Большинство мыльных смазок после термо-ме-
ханического диспергирования загустителя и выва-
ривания воды в реакторах 7 и 11 (продолжительность
этой стадии 2—4 ч) охлаждается в скребковом хо-
лодильнике 13. Растворы или суспензии добавок
(присадки, наполнители) в зависимости от их назна-
чения, состава и свойств подаются дозировочным
насосом 2 или при циркуляции расплава в реактор 7
и 11, или на стадии охлаждения в холодильник 1 3.
Полученная смазка подвергается гомогенизации,
фильтрованию и деаэрированию на установке 15.
После контроля реологических свойств (устрой-
ство 16) смазка проходит все последующие стадии
(см. схему XI-4).
При производстве смазок на металлических мылах
по реакции двойного обмена в контакторе 1 готовят,
101
1 — контактор; 2 — дозировочные насосы; 3—5 ~ сырьевые приемники; б — насосы; 7,11 — реакторы; — конденсатор; 9 — гомогенизиру-
ющие клапаны; 10 — вакуумный насос; 12 — смеситель; 13 — скребковый холодильник; 14 — сборники-накопители; 15 — установка гомогени-
зации, фильтрования и деаэрации; 16 — устройство для контроля реологических свойств .
как правило, натриевое мыло, из которого в реак-
торе 7 при его взаимодействии с соответствующей
водорастворимой солью тяжелого металла получают
требуемое мыло. В этом случае мыло смешивается
с маслом в реакторе 11, куда полученный мыльный
концентрат поступает после отмывки водораство-
римых солей. В реакторе И проводят термо-меха-
ническое диспергирование загустителя в масле и
выпаривание воды. После охлаждения расплава
смазка подвергается отделочным операциям и рас-
фасовывается.
Использование контактора при производстве оте-
чественных смазок широкого распространения не
получило (в отличие от зарубежных схем произ-
водства). Включение контактора в схему установки
по производству смазок, где в качестве омыляемого
сырья используют глицериды, существенно сокра-
щает время их приготовления [8 I.
Установка полунепрерывного производства
мыльных смазок
Установка полунепрерывного производства со-
четает преимущества периодического и непрерыв-
ного способов, учитывает специфику производства
мыльных смазок и обеспечивает максимально воз-
можную производительность при оптимальном ка-
честве готовой продукции. Назначением установки
является производство мыльных смазок любого типа
на основе стеариновой и 12-оксистеариновой кисло-
тах, на природных и синтетических жирах. В ка-
честве дисперсионной среды можно использовать
нефтяные и синтетические масла, а также их смеси
(в зависимости от области применения смазок и
предъявляемых к ним требований).
Основные секции установки следующие: подго-
товки сырья и приготовления увлажненной мыльно-
102
масляной реакционной смеси; выпаривания воды и
термо-механического диспергирования загустителя
в масле; охлаждения и кристаллизации расплава;
отделочных операций. Технологическая схема уста-
новки с применением современного оборудования
и устройств для контроля качества полупро-
дуктов и готовой смазки на потоке приведена на
рис. XI-6.
Подготовленные сырьевые компоненты подаются
из приемников дозировочным насосом 6 в реакторы 1
с высокооборотными мешалками, позволяющими соз-
дать интенсивное перемешивание маловязкой суспен-
зии. Омыленную реакционную смесь, которую гото-
вят попеременно в одном из параллельно действу-
ющих реакторов 1, подают дозировочным насосом 6
в выпарной аппарат 9. Здесь в вакууме смесь обез-
воживается полностью (если это необходимо) за
счет многократной циркуляции смеси через тепло-
обменник 11. Содержание влаги контролируют вла-
гомером 12. Из циркуляционного контура обезво-
женную смесь насосом 6 через скребковый (из-за
высокой вязкости обезвоженного продукта) нагре-
ватель 14 перекачивают на термообработку в реак-
тор 15.
Реактор оборудован скребково-лопастным пере-
мешивающим устройством. В реакторе 15 при тем-
пературе термообработки смазку выдерживают за-
данное по технологической карте время. Затем при
работающем перемешивающем устройстве в аппарат
закачивают оставшуюся часть масла. Температуру
смеси понижают до 175—185 °C, и при этой темпе-
ратуре проводят изотермическую кристаллизацию.
Если необходимо, смазку частично охлаждают до
160—165 °C, после чего насосом 6 из смесителя 16
вводят присадки. Подача концентрата присадок воз-
можна и после первой ступени охлаждения в холо-
дильнике 17.
РИС. Х1‘6. Технологическая схема установки полунепрерывного производства смазок на мыльных загустителях:
/, 15 — реакторы; 2 — насосы; 3—5 — сырьевые приемники; 6 — дозировочные насосы; 7 — гомогенизирующие клапаны; 8 — рН-метр;
д — выпарной аппарат; 10 — конденсатор; 11 — трубчатый теплообменник; 12 — влагомер; 13 — вакуумный насос; 14 — скребковый нагрева-
тель; 16 — смеситель; 17 — скребковый холодильник; 18, 21 — сборники-накопители; 19 — установка гомогенизации, фильтрования и деаэрации;
20 — устройство для контроля реологических свойств.
На этом периодический цикл в реакторе 15 за-
канчивается. Затем содержимое реактора 15 дози-
ровочным насосом 6 подается в скребковый холо-
дильник 17, установку 19 (гомогенизация, фильтро-
вание и деаэрация) и сборник-накопитель готовой
смазки 21. Качество смазки контролируют с помощью
устройства 20. Некондиционная смазка собирается
в накопителе 18, откуда она может поступить на
дополнительную обработку.
Число периодических реакторов 15 и их емкость
подбирают таким образом, чтобы при заданной про-
изводительности обеспечить непрерывную работу
узла обезвоживания, а также всех аппаратов после
реактора 15. Длительный опыт работы установок
полунепрерывного действия по производству смазок
массового назначения подтверждает перспективность
их широкого применения. Производительность уста-
новок от 2 до 10 тыс. т в год.
Установка полунепрерывного производства
смазок на сухих мылах
На сухих мылах в промышленных условиях
производят натриевые, литиевые и алюминиевые
смазки. Процесс заключается в термо-механическом
диспергировании мыльного загустителя в диспер-
сионной среде до образования однородного расплава
с последующим охлаждением и отделочными опе-
рациями.
Установка состоит из следующих основных сек-
ций: приготовления воздушно-сухого мыла; при-
готовления суспензии загустителя в дисперсионной
среде, термо-механического диспергирования загу-
стителя с образованием однородного расплава и его
охлаждения, отделочные операции. Технологиче-
ская схема полунепрерывного производства литие-
вых смазок на сухих мылах в том варианте, в каком
она реализована для производства смазок литол-24,
показана на рис. XI-7.
Сухое мыло может быть получено на установку
готовым или приготовлено непосредственно в про-
цессе производства смазки. В последнем случае
омыляемое сырье и водный раствор щелочи (суспен-
зия) в необходимых количествах смешиваются в по-
переменно действующих реакторах, снабженных вы-
сокооборотным перемешивающим устройством и ру-
башкой для подачи теплоносителя. После заверше-
ния реакции омыления или нейтрализации (для
жирных кислот) водная пульпа мыла поступает на
сушку в вакуумный барабанный аппарат непрерыв-
ного действия. Сухое мыло эрлифтом подается в бун-
кер, а затем уже весами 5 дозируется в один из двух
параллельно установленных реакторов 1, куда пред-
варительно дозировочным насосом 2 закачивается
примерно 2/3 необходимого количества нефтяного
масла. После тщательного перемешивания смесь
насосом 2 прокачивается через электрический труб-
чатый нагреватель 8, где нагревается до 200—
210 °C и далее смешивается с остатком масла и масля-
ным раствором присадок в смесителе 9. Затем смесь
поступает в деаэратор 10, в циркуляционном кон-
туре которого установлен гомогенизирующий кла-
пан 6. В деаэраторе из мыльно-масляного расплава
удаляется воздух, после чего расплав направляется
для охлаждения в скребковый холодильник 12.
Охлажденная смазка поступает в сборник-накопи-
тель 16, а некондиционный продукт через сборник-
накопитель 15 направляется на переработку или
откачивается с установки.
103
РИС. XI-7. Технологическая схема полунепрерывного производства смазок на сухих мылах:
1 — реакторы; 2 — дозировочные насосы; 3, 4 — сырьевые, приемники; 5 — весы; '6 — гомогенизирующие клапаны; 7 — насосы; 8 — трубчатый
теплообменник; 9, 14 — смесители; 10 — деаэратор; 11 — вакуумный насос; 12 — скребковый холодильник; 13 — устройство для контроля реоло-
гических свойств; 15, 16 — сборники-накопители.
Описанная схема производства смазок на сухих
мылах оказалась в целом неэкономичной и широкого
распространения для производства смазок массового
назначения не получила.
Установка непрерывного производства
мыльных смазок
При увеличении производительности установок
свыше 10 тыс. т в год начинают сказываться отрица-
тельные стороны полунепрерывных технологических
схем, обусловленные применением на стадии перио-
дических процессов громоздких и металлоемких
аппаратов с мешалками. Необходимость цикличе-
ского включения этих аппаратов создает трудности
регулирования процесса. Эти недостатки устра-
няются в непрерывной технологической схеме.
Установка включает систему непрерывного дози-
рования исходных компонентов, оригинальный реак-
тор для получения мыльной основы, новые кон-
струкции скребковых аппаратов для нагревания и
охлаждения в широком диапазоне температур, при-
боры контроля процесса по стадиям и новые методы
автоматического регулирования прочностных и вяз-
костных свойств, которые измеряются специальным
устройством на потоке.
Основные секции установки следующие: смеше-
ния компонентов и приготовления дисперсии мыль-
ного загустителя в дисперсионной среде; обезвожи-
вания и термического диспергирования загустителя
с образованием однородного расплава; охлаждения
расплава и гомогенизации смазки.
Установлено, что для литиевых смазок много-
кратная циркуляция через гомогенизирующий кла-
104
пан при низком давлении дает такой же эффект, как
и однократная обработка при высоком давлении
в клапанных гомогенизаторах, поэтому его в схеме
не предусматривают. Для комплексных кальцие-
вых смазок гомогенизация через клапан при низком
давлении оказывается недостаточной, и на заклю-
чительной стадии устанавливают клапанный гомо-
генизатор высокого давления или коллоидную мель-
ницу. В остальном технологическая схема произ-
водства комплексных кальциевых смазок остается
практически без изменений. Применение непрерыв-
ной схемы для производства смазок массового назна-
чения обеспечивает существенные технико-экономи-
ческие преимущества: сокращение металлоемкости
основного оборудования в 5—6 раз, объема произ-
водственных помещений в 3—4 раза, капитальных
затрат на 25—30 %, снижение себестоимости гото-
вой продукции на 7—8 %.
Установка производства смазок
на неорганических загустителях
Производство смазок на неорганических загу-
стителях (осажденных и пирогенных силикагелях,
бентонитовых глинах) отличается от производства
мыльных смазок. Смазки готовят механическим
диспергированием гидрофобизированных загустите-
лей в масле, используя смесители и гомогенизаторы.
В случае смазок на осажденном силикагеле загусти-
тель приготавливают непосредственно на установке.
В производстве смазок на пирогенном силикагеле
используют готовый загустител ь, модифицированный
различными ПАВ.
РИС. XI-8. Технологическая схема производства смазок на немыльных загустителях:
1,9 — смесители; 2 — дозировочный насос; 3, 6, 8 — сырьевые приемники,• 4 — насос; 5 — дозаторы; 7 — гомогенизирующие клапаны;
10 — конденсатор; И — вакуумный насос; 12, 15 — сборники-накопители; 13 — установка гомогенизации, фильтрования и деаэрации;
14 — устройство для контроля реологических свойств.
Установка включает следующие основные секции:
смешения компонентов смазки с образованием одно-
родной дисперсии и отделочных операций. Тех-
нологическая схема установки по производству
силикагелевой смазки графитол представлена на
рис. XI-8.
В смеситель 1 дозировочным насосом 2 закачи-
вают масло, включают перемешивающее устройство
и обогрев аппарата. Затем через дозатор 5 загру-
жают первую порцию (80 % масс, расчетного коли-
чества) модифицированного аэросила. Загрузка ве-
дется порциями в течение 8 ч, причем масса порции
постепенно уменьшается от 5 до 1 кг. Смесь масла
и загустителя перемешивается и циркулирует в си-
стеме: смеситель 1 —> насос 4 —> смеситель 1.
После окончания загущения масла аэросилом
смесь из смесителя 1 насосом 4 перекачивают в сме-
ситель 9, в который при помощи дозатора 5 загру-
жают графит. Температуру смеси повышают до
105 °C и удаляют влагу, попавшую с исходными
компонентами, подключая смеситель 9 к вакуумному
насосу 11 через конденсатор 10. Затем в смеситель 9
загружают остальную (20 %) часть загустителя.
Смесь перемешивается и циркулирует до получения
однородной массы. После этого она подвергается
гомогенизации, фильтрованию и деаэрации на уста-
новке 13. Готовую смазку перекачивают в сборник-
накопитель /5, в циркуляционном контуре которого
установлен гомогенизирующий клапан 7. Из сбор-
ника-накопителя смазка, если она удовлетворяет
техническим условиям, что контролируется устрой-
ством 14, насосом 4 подается на затаривание и упа-
ковку. Некондиционный продукт поступает на пере-
работку либо выводится с установки.
Глава XII
Производство битума, технического углерода
и других продуктов
Битумная установка непрерывного действия
колонного типа
Битумная установка непрерывного действия ко-
лонного типа предназначена для получения окислен-
ных нефтяных битумов. В качестве сырья служат
гудроны, полугудроны, асфальты деасфальтизации
нефтяных остатков, остатки термического крекинга
и их смеси, а для тяжелых нефтей — мазуты (остатки
выше 350 °C). Продуктами являются дорожные,
строительные, кровельные и специальные вязкие
битумы с температурой размягчения (по КиШ) до
130 °C и глубиной проникания иглы при 25 °C
(100 г, 5 с) до 0.
Дорожные битумы вязкие вырабатывают девяти
марок (ГОСТ 22245—76) с глубиной проникания
иглы при 25 °C в пределах (40—300)-0,1 мм и при
0 °C выше 13'0,1 мм, температурой размягчения
105
РИС. Х11И. Технологическая
схема битумной установки ко-
лонного типа непрерывного дей-
ствия:
/, 6 — теплообменники; 2 — воз-
душный ресивер; 3 — компрессор;
4 — реактор колонного типа; 5,
8 — насосы; 7 — аппарат воздуш-
ного охлаждения; 9 — конденсатор
смешения; 10 — топка.
выше 33 "С (по КиШ), растяжимостью при 25 °C
выше 40 см, температурой хрупкости ниже минус
10 °C. Строительные битумы выпускают трех марок
(ГОСТ 6617—76), кровельные — трех марок
(ГОСТ 9548—74), специальные изоляционные также
трех марок (ГОСТ 9812—74), специальные битумы
для лакокрасочных продуктов, шинной, электро-
технической и других отраслей (ГОСТ 21822—76).
Выход дорожных окисленных вязких битумов на
сырье (гудрон) около 98 % (масс.), строительных
94—96 % (масс.).
Установка включает следующие основные секции:
подготовки сырья до требуемой температуры (при
переработке гудрона, поступающего непосредственно
с вакуумной установки, необходимо его охлаждение
до требуемой температуры с использованием тепла
на нагрев нефти в теплообменниках); окисления
в колоннах (реакторы колонного типа непрерывного
действия); конденсации паров нефтепродуктов, воды,
низкомолекулярных альдегидов, кетонов, спиртов
и кислот, а также их охлаждение; сжигания газо-
образных продуктов окисления. Технологическая
схема установки представлена на рис. XII-1.
Сырье — гудрон — с низа вакуумной колонны
подается в теплообменники 1 и далее поступает
в верхнюю часть окислительной колонны 4 (на 1 м
ниже уровня продукта). В низ окислительной ко-
лонны компрессором 3 через воздушный ресивер 2
подается сжатый воздух (через маточник). Гудрон
движется вниз, а воздух наверх, и при их тесном
контакте протекает процесс окисления сырья. В ре-
зультате окисления масла переходят в смолы,
смолы — в асфальтены. Кислород воздуха, взаимо-
действуя с водородом, содержащимся в сырье, об-
разует водяные пары. Возрастающая потеря водо-
рода сопровождается полимеризацией сырья и его
сгущением. Основное количество кислорода уносится
с уходящими газами в виде паров воды и в меньшем
количестве — в виде диоксида и оксида углерода
или других соединений.
Химически связанный кислород в окисленном
битуме распределяется следующим образом: от 40
до 60 % (масс.) в виде сложноэфирных групп
(—COOR), остальное количество примерно поровну
между гидроксильными (—ОН), карбоксильными
(—СООН) и карбонильными (- СО) группами.
Предусматривается возможность подачи воды на
верхнюю паровую часть колонны для съема тепла
реакции дополнительно к понижению температуры
106
сырья на входе в колонну и использование тепла
реакции на нагрев сырья. На верх колонны можно
также подавать водяной пар для понижения концен-
трации кислорода в газообразных продуктах. Отра-
ботанный воздух, газообразные продукты окисления
покидают колонну сверху и поступают в нижнюю
часть конденсатора смешения 9. Смесь движется
снизу вверх навстречу воде, которая конденсирует
часть паров нефтепродуктов, воды и паров кисло-
родсодержащих соединений. Конденсат с низа кон-
денсатора 9 удаляется, а нефтепродукты в виде так
называемого «черного соляра» улавливаются в ло-
вушке либо непосредственно из аппарата насосом 8
откачиваются в сборник топлива. Черный соляр
используется в качестве компонента топочного ма-
зута. Несконденсированная часть — азот, оксид и
диоксид углерода, следы кислорода —• поступает
в топку 10 на сжигание. Образующиеся дымовые
газы через вытяжную трубу выводятся в атмо-
сферу.
Готовый битум насосом 5 забирается с низа окис-
лительной колонны 4 через теплообменники 6 би-
тум'— нефть и аппарат воздушного охлаждения 7
в битумораздаточники. Для повышения адгезионных
свойств дорожных битумов можно вводить поверх-
ностно-активные вещества до 5 % (масс.) — дозиро-
вание в потоке, затем его смешение в потоке и ме-
шалке (на схеме не показано).
На установке имеются устройства для автомати-
ческого регулирования расхода сырья, давления и
расхода сжатого воздуха, температуры и уровня
жидкой фазы в окислительной колонне, а также
приборы и средства для контроля и регистрации
температуры продуктов в трех точках окислитель-
ной колонны, сырья, поступающего в окислительную
колонну, и товарного битума после аппарата воздуш-
ного охлаждения.
Предусмотрен вариант работы установки с при-
емом сырья в переработку из резервуара. В этом
случае сырье подогревается до требуемой темпера-
туры в змеевике печи.
Если необходима одновременная выработка би-
тумов различных марок, на установке монтируют до
пяти окислительных колонн, работающих самостоя-
тельно. На каждой колонне получают товарный
битум соответствующей марки. Остальные секции
установки — подготовка сырья, конденсация паров
и сжигание газообразных продуктов окисления —
могут быть общими.
Технологический режим установки:
Температура в колонне, °C
сырья (на входе) ............................ 140—200
жидкой фазы (в нижней части) ............ 240—270
то же, в средней части .................. 240—270
в верхней части (газовое пространство) . . . 180—210
Температура товарных битумов на выходе из хо-
лодильника, °C............................... 180—220
Давление избыточное в колонне, МПа........... 0,005—0,30
Удельный расход сжатого воздуха на окисление,
м3/т сырья
для получения дорожного битума марки
БНД 60/90 ............................. 35—60
то же, марки БНД 40/60 ................ 60—80
для получения строительного битума марки
БН 70/30 ....................80—120
то же, марки БН 90/10 ................... 120—200
Расход сырья, т/ч............................ 20—60
Продолжительность пребывания сырья в зоне реак-
ции (продолжительность окисления), ч
для дорожного битума марки БНД 60(90 . . 1,0—2,0
то же, марки БНД 40/60 .................. 1,5—2,5
для строительного битума марки БН 70/30 2,5—3,0
то же, марки БН 90/10.................... 3—4
Допустимая скорость движения паров в свободном
сечении колонны, м/с...........................Не более 0,2
Содержание кислорода в газообразных продуктах
окисления, % (масс.)......................... 0,2—4,0
Для защиты окружающей среды предусмотрена
печь для дожита несконденсированных газообраз-
ных продуктов окисления, устанавливают аппараты
воздушного охлаждения. Для безопасности эксплуа-
тации установки предусматривают устройства авто-
матической блокировки, с помощью которых процесс
окисления прекращается (прекращается подача сжа-
того воздуха) в следующих случаях: превышение
сверх допустимой температуры (270 °C) жидкой фазы
в окислительной колонне; снижение менее 15 °C
разности температуры между жидкой и паровой фа-
зами; превышение сверх нормы (4—5 % масс.) со-
держания кислорода в газообразных продуктах
окисления и увеличение давления в окислительной
колонне сверх допустимого. Предусматривается
также монтаж на окислительной колонне взрывного
и предохранительного клапанов и подача при не-
обходимости водяного пара в эту колонну.
Битумная установка с реактором змеевикового
типа
На битумной установке с реактором змеевикового
типа получают окисленные нефтяные битумы.
Сырьем служат гудроны, полугудроны, а для тяже-
лых нефтей остатки выше 350 °C — мазуты. Про-
дуктами являются дорожные, строительные, кро-
вельные и специальные вязкие битумы с темпера-
турой размягчения (по КиШ) до 100 °C, глубиной
проникания иглы при 25 °C (100 г, 5 с) до 5-0,1 мм.
Выход дорожных окисленных вязких битумов на
сырье составляет около 98 % (масс.), строительных
94—96 % (масс.).
Основные секции установки следующие: нагрева
сырья в змеевике печи; реакторный блок (реактор
змеевикового типа); разделения газовой и жидкой
фаз; конденсации и охлаждения паров нефтепродук-
тов и воды; сепарации; сжигания газообразных
продуктов окисления. Технологическая схема уста-
новки представлена на рис. XI1-2.
Сырье — гудрон — из резервуара забирается
поршневым насосом 1 и подается в змеевик трубча-
той печи 2 для нагрева до температуры 260—270 °C.
Затем сырье поступает в сборник 3 (возможен ва-
риант схемы без сборника). Отсюда оно забирается
поршневым насосом 4 и подается в смеситель 5.
Туда же поршневым насосом 9 подают рециркули-
рующий окисленный продукт и сжатый до 0,7 —
0,8 МПа воздух от компрессора 8.
Полученная смесь подается из смесителя 5 в ре-
актор 6. Реактор представляет собой змеевик из
вертикальных труб длиною 150—400 м. Процесс
окисления сырья кислородом воздуха начинается
в смесителе 5 (в пенной системе) и продолжается
в змеевике реактора 6. Для съема тепла экзотерми-
ческой реакции окисления в межтрубное простран-
ство реактора 6 вентилятором подается воздух.
Смесь продуктов реакции из реактора 6 поступает
в испаритель 10, в котором газы отделяются от жид-
кости. Отработанный воздух, газоо фазные продукты
окисления, пары нефтепродуктов и воды направ-
ляются через аппарат воздушного охлаждения 11
в сепаратор 14. С верха сепаратора отработанный
воздух, газообразные продукты окисления и не-
сконденсированная часть паров воды и нефтепродук-
тов отводится в топку 16 для дожига газов окисле-
ния перед выводом их в атмосферу.
Сконденсированная основная часть паров неф-
тепродуктов (отгон, или так называемый «черный
соляр») собирается в нижней части сепаратора 14,
откуда центробежным (или поршневым) насосом
отводится через холодильник в сборник топлива.
Черный соляр используется в качестве компонента
топочного мазута. В испарителе 10 накапливается
окисленный битум. С низа испарителя 10 битум за-
бирается поршневым насосом 9 и подается в качестве
рециркулята в смеситель 5. Коэффициент рецирку-
ляции зависит от марки получаемого товарного
битума. Избыток окисленного битума забирается
поршневым насосом 12 и направляется через аппа-
рат воздушного охлаждения 13 в приемники битума
(битумораздаточники).
РИС. Х11-2. Технологическая схе-
ма битумной установки с реактором
змеевикового типа окисления сырья
в пенном состоянии:
1, 4, 9, 12, 15 — насосы; 2 — печь;
3 — сборник; 5 — смеситель; 6 — ре-
актор; 7 — воздушный ресивер; 8 —
компрессор; 10 — испаритель; 11, 13 —
аппараты воздушного охлаждения;
14 — сепаратор; 16 — топка.
107