/



















































































Tags: металлорежущие станки станки




Text
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ
СТАНОК
Модель 7Б35
Руководство к станку
Содержание
I. Назначение и область применения станка .............. 3
П. Распаковка и транспортировка станка................. 3
Ш. Фундамент станка, монтаж и установка..........,...... 3
1У .Подготовка станка к первоначальному пуску........... 6
У . Паспорт станка..................................... 8
Основные данные.................................. ю
Спецификация принадлежностей и приспособлений.... 18
Спецификация подшипников качения.................. 20
Спецификация основных узлов станка ............... 23
Спецификация рукояток управления ................. 24
Спецификация зубчатых и червячных колес, червя?-
ков и цепных звездочек, гаек и винтов ...*... 27
Описание кинематических цепей станка ............. 31
У1 .Описание станка ................................... 38
Общая компановка и особенности ................... 38
Специфические пгобенности отдел'чых узлов......... 39
УП.Электрооборудование станка ........................ 65
Управление электродвигателем .................... 71
Обслуживание электрооборудования станка ......... 71
Спецификация электрооборудования ................ 73
УШ.Смазка станка..................................... 77
Спецификация мест смазки ........................ 77
IX .Первоначальный пуск станка......................... 82
X .Настройка, наладка станка и рзжим работы .......... 83
XI .Регулирование станка .............................. 87
ХП. Перечень быстроизнашивающихся деталей и их
чертех" .............................................. 88
I.НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ СТАНКА
Поперечно-строгальный станок модели 7Б35 предназначен
для обработки резцом горизонтальных, вертикальных и наклон-
ных плоских и фасонных поверхностей с наибольшей длиной обра-
ботки 500 мм, а также для прорезания всевозможных прямолиней-
ных пазов, канавок и выемок.
П. РАСПАКОВКА И ТРАНСПОРТИРОВКА СТАНКА
При распаковке станка надо следить за тем, чтобы не
повредить станок распаковочным инструментом, для чего вна-
чале снимается верхний щит упаковочного ящика, а затем бо-
ковые.
Транспортировку станка в распакованном виде надо
производить согласно схеме, приведенной на рис.2. Чтобы, не
помять канатом детали станка, в соответствующих местах под
канат устанавливаются подкладки.
Диаметр штанги для подъема станка должен быть не менее
30 мм.
Ш. ФУНДАМЕНТ СТАНКА,МОНТАЖ И УСТАНОВКА
(см.рис Л)
Точность работы станка в значительной мере зависит от
правильной установки. Станок устанавливается на прочном
3
Рис.I. Схема транспортировки станка
Рис.2. Схема транспортировки станка в распа? данном виде
основании, устраняющем вибрации станка при работе, и укреп-
ляется фундаментными болтами. Глубина заложения фундамента
принимается в зависимости от грунта.
При установке на бетонном полу, покоящемся на грунте,
для фундаментных болтов предварительно пробиваются колодцы
соответствующей глубины. При установке станка на бетонном
полу междуэтажного перекрытия для фундаментных болтов проби-
ваются сквозные отверстия.
Устанавливать станок на деревянном полу не рекоменду-
ется, в этом случае под опорную поверхность станка должен
быть выложен фундамент глубиной от 500 до 600 мм. При уста-
новке станка на основание необходимо тщательно выверить
уровнем, устанавливаемым на столе станка, горизонтальность
положения станка. Регулирование установки производится лег-
ким подколапиванием стальных установочных клиньев, уклады-
ваемых под плиту станка /ширина клиньев 40-60 мм, угол нак-
лона - 5 градусов/.
При установке станка на фундамент - опорную поверхность
стойки стола на фундаментной плите надо устанавливать и выве-
рять параллельно верху стола /рис.З/.
После выверки станка фундаментные болты заливаются це-
ментным раствором с содержанием цемента и песка в отношении
I : 3. Для лучшего схватывания места, заливаемые раство-
ром, должны быть увлажнены.
Гайки фундаментных болтов должны затягиваться после за-
твердевания раствора плавно, равномерно и не слишком сильно
во избежание деформации деталей станка.
5
После затяжки гаек станок еще раз проверяется при по-
мощи уровня, затем цементный раствор подливают под плиту
станка и производят отделку цоколя фундамента.
Рис.З Выверка фундаментной плиты станка на парал-
лельность горизонтальному перемещению стола
1У. ПОДГОТОВКА СТАНКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ
Антикоррозийные покрытия, нанесенные перед упаковкой
станка, следует удалять с помощью авиационного бензина,
уайт-спирита или керосина: ПрИ этом необходимо следить,
чтобы брызги не попадали на окрашенные поверхности станка.
Перед пуском станка необходимо залить в него 20
литров масла для смазки.
Места заливки масла и качество масла указаны в разде-
ле "Смазка станка". (Марка масла - машинное "Л" ГОСТ 1707-51).
6
Рис.4о Установочный чертеж:
I - уровень пола; 2 - установочные клинья;
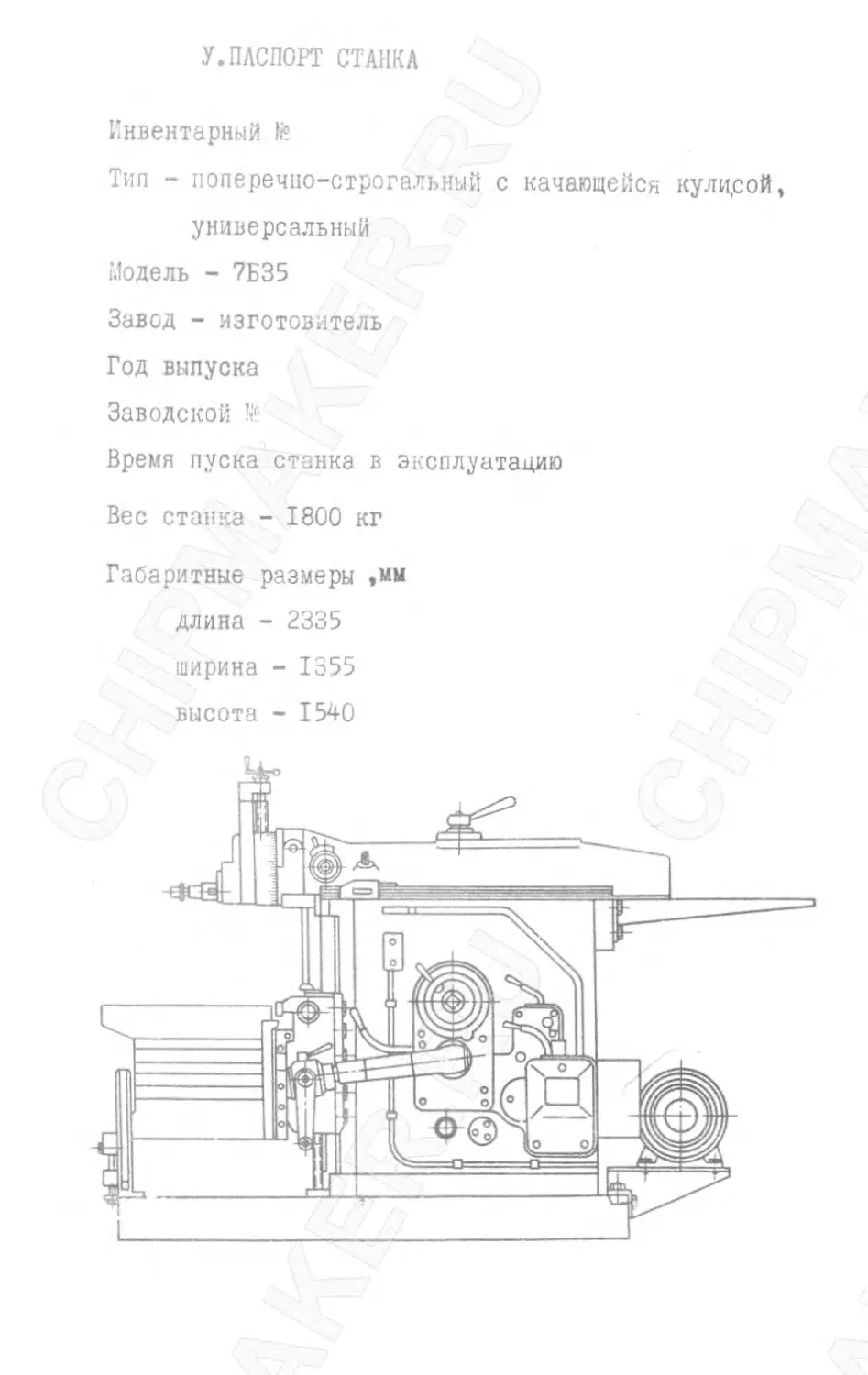
У.ПАСПОРТ СТАНКА
Инвентарный №
Тип - поперечно-строгальный с качающейся кули,сой»
универсальный
Модель - 7Б35
Завод - изготовитель
Год выпуска
Заводской №
Время пуска станка в эксплуатацию
Вес станка - 1800 кг
Габаритные размеры »мм
длина - 2335
ширина - 1355
высота - 1540
Рис.5. Основные данные станка.
9
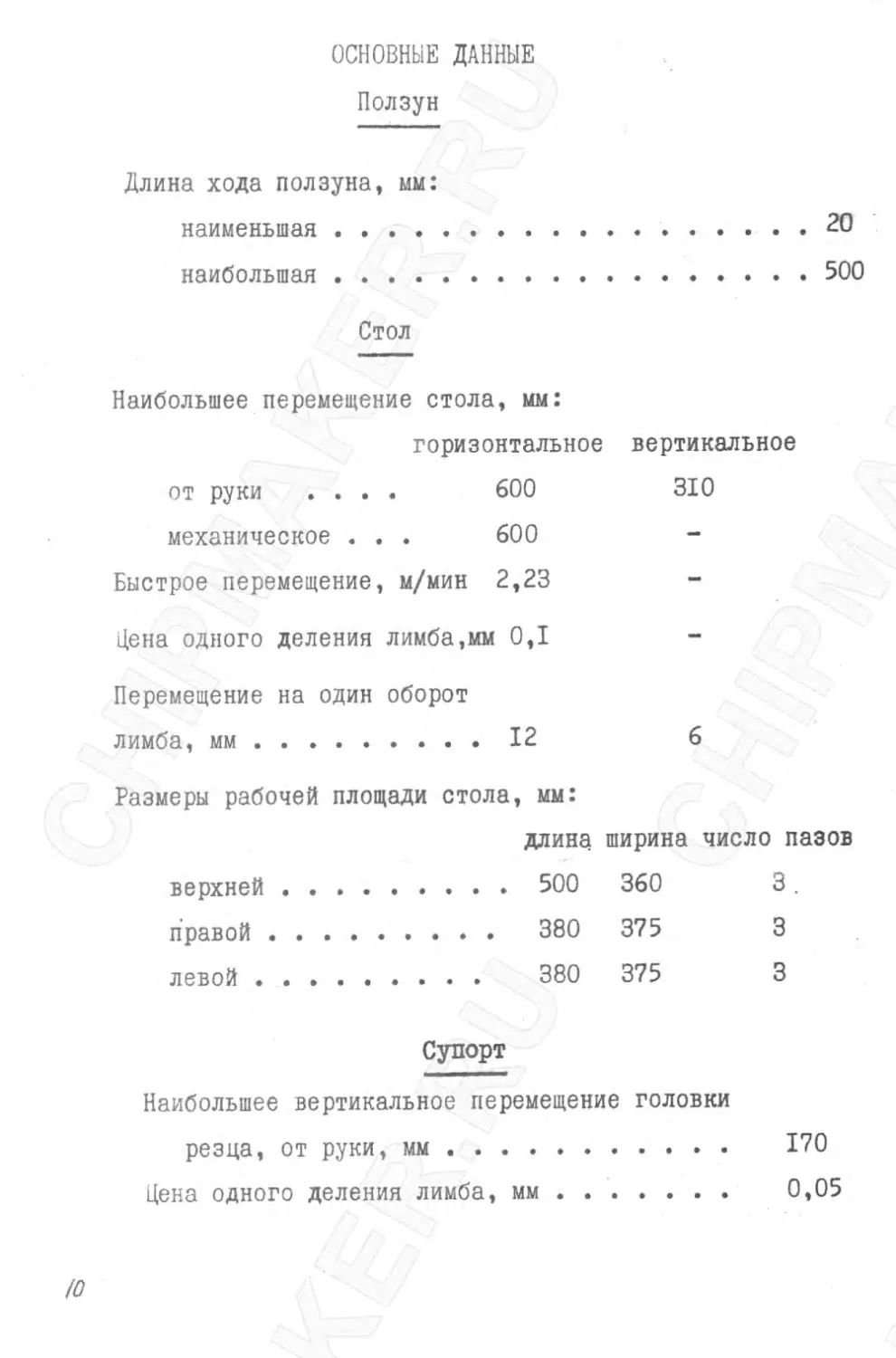
ОСНОВНЫЕ ДАННЫЕ
Ползун
Длина хода ползуна, мм:
наименьшая....................................20
наибольшая.....................................500
Стол
Наибольшее перемещение стола, мм:
горизонтальное вертикальное
от руки .... 600 310
механическое . . . 600 —
Быстрое перемещение, м/мин 2,23 —
Цена одного деления лимба,мм [ 0,1 —
Перемещение на один оборот лимба, мм 12 6
Размеры рабочей площади стола, мм:
длина ширина число пазов
верхней .... 500 360 3 .
правой . . . . 380 375 3
левой ... 380 375 3
Супорт
Наибольшее вертикальное перемещение головки
резца, от руки, мм........................... 170
Цена одного деления лимба, мм.................. 0,05
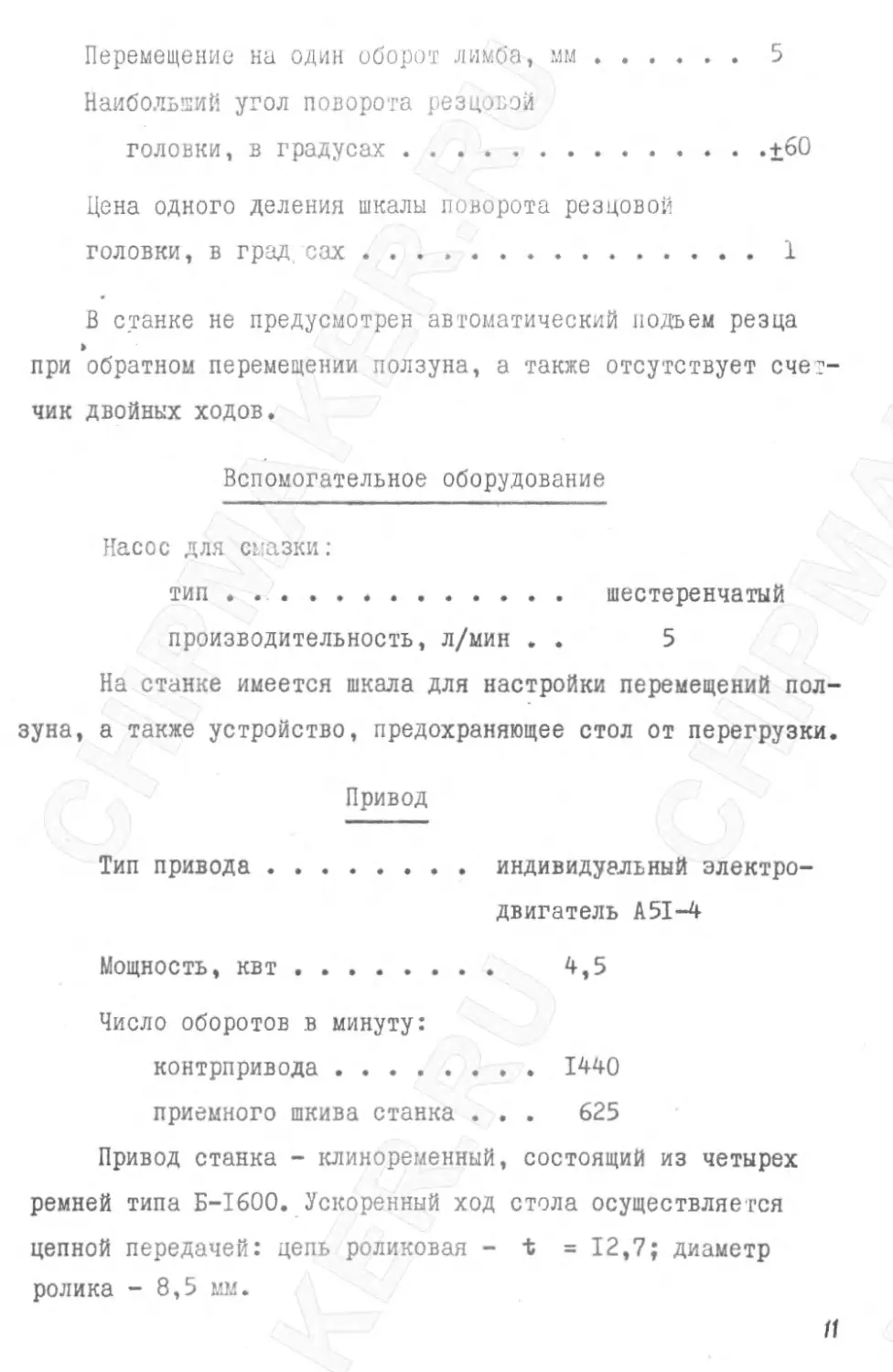
Перемещение на один оборот лимба, мм ........... 5
Наибольший угол поворота резцовой
головки, в градусах.............................±60
Цена одного деления шкалы поворота резцовой
головки, в град, сах...............................1
В станке не предусмотрен автоматический подъем резца
при обратном перемещении ползуна, а также отсутствует счет-
чик двойных ходов.
Вспомогательное оборудование
Насос для смазки:
тип............................ шестеренчатый
производительность, л/мин . . 5
На станке имеется шкала для настройки перемещений пол-
зуна, а также устройство, предохраняющее стол от перегрузки.
Привод
Тип привода ................ индивидуальный электро-
двигатель A5I-4
Мощность, квт................ 4,5
Число оборотов в минуту:
контрпривода ................ 1440
приемного шкива станка . . . 625
Привод станка - клиноременный, состоящий из четырех
ремней типа Б-1600. Ускоренный ход стола осуществляется
цепной передачей: цепь роликовая - t = 12,7; диаметр
ролика - 8,5 мм.
И
Муфты трения
Материал поверхностей трения ......... феррадо-сталь
Размер поверхности трения, мм :
наименьший диаметр .................. 95
наибольший диаметр ................. 165
ширина ............................... 3
Муфта работает всухую
Механизм главного движения
ступеней Положение рукояток Число двойных ходов в мин. Расчетный кпд
перебора блока
I 12 12,3 тяговое —
усилие
2 18 17,7 на ползу- —
а не ограни- •
3 25 25 чено до —
4 35 34,5 1800 кг м
5 49 49 —
6 71 71 —
7 Б 100 100 50,7
8 138 138 36
Работа на станке при п =138 и l =500,450,400,350,
300, 250, при п =100 и L =350, 400, 450, 500 и при
п =71 и L = 450,500 ограничена расчетом.
11
График числа двойных кодов стола
скоростей резания
Скорость резания И; м/мин (при кривошипном приводе)
Число дв.ходов в мин. п (при гидравлическом приводе)
Заключение по силовому
расчету станка
Слабым звеном на рабочем ходу при п =12,3 + 49 дв.ход
в мин. является палец кулисной шестерни, а при п. =71+100
- ременная передача. На холостом ходу, слабым звеном при
n = 138 дв.ход. в минуту является палец кулисной шестерни.
ТАБЛИЦА СРЕДНИХ СКОРОСТЕЙ РАБОЧЕГО ХОЛА И УСИЛИЙ
В ЗАВИСИМОСТИ ОТ ДЛИНЫ СТРОГАНИЯ
Длина хода пол- зуна в мм Угол рабочего Число двойных ходов ползуна
дусах п =12 П - ’ :7,7 п = 25
v : РХ м/мин | Р кг Y рх м/мин Р кг v рх м/мин Р кг
50 184°8' 1,21 2500 1,74 2500 2,45 2500
100 188°12' 2,33 2500 3,45 2500 4,8 2500
150 192°18' 3,46 2500 5,0 2500 7.0 2170
200 195°28' 4,5 2500 6,5 2320 9,15 1700
250 200°38 1 5,55 2500 8 1910 11,3 1400
300 204°44' 6,5 2300 5,4 1630 13,1 1190
350 208°58' 7,45 2200 10,7 1425 15,1 1040
400 213°08 ' 8,3 1850 12 1300 17 900
450 217°56' 9,15 1610 13,2 1180 18,5 860
500 222°50 ' 10 1560 14,4 1100 22 800
ПОЛЗУНА,ДОПУСКАЕМЫХ ПО НАИБОЛЕЕ СЛАБОМУ ЗВЕНУ,
/ ДЛЯ СТАНКОВ С КРИВОШИПНЫМ ПРИВОДОМ/
в минуту
п =34,5 п =49 а =71 а = 100 п = I 38
v рх Р v рх Р vpx Р vpx Р vpx Р
м/мин кг л/мин кг м/мин. кг м/мин кг м/мин кг
3,6 2500 4,82 2500 6,99 2100 9,8 1500 13,7 1050
Ы- 2240 9,5 1560 13,6 1085 19 770 21,8 540
П,1 1525 14 1070 20,2 740 28 525 39,4 370
14,5 1190 18,2 830 19,8 580 37 410 51,5 288
15,7 935 22,2 690 32,5 475 45 340
18,4 835 26 585 37,5 405 52,5 238
21 730 29,9 515 43 355
27 570 33,4 470 48 325
29,6 605 36,7 425
28,2 565 40 395
Механизм подачи
Подачи за один двойной ход ползуна,мм
Установки на число зубьев храпового колеса I 2 3 4 5 6 7 8 9 10 II 12 13 14 15 16
Горизонтальная по- дача стола 0,3 0,6 0,9 1,2 1,5 1,8 2,1 2,4 2,7 3 3,3 3,6 3,9 4,2 4,5 4,8
Вертикальная по- дача суппорта 0,167 0,334 0,5 0,668 0,834 1,0 L
Эскиз управления механизмом подач
Насос
Тип ................................ шестеренчатый
Число оборотов в мин.............- . 625
Сорт масла и вязкость .............. машинное ”Л”
Число зубьев (лопастей поршня). . . 12
Ширина зубчатого колеса или лопасти,мм 20
Межосевое расстояние зубчатых колес, мм 30
Радиус начальной окружности шестерни с
внешним зубом, мм...................... 15
Высота головок зубьев с внешним зубом,мм 2,5
Спецификация принадлежностей и приспособлений
Казна- • Наименование Обозначе- ние по Основная характе- ристика Коли- ПРР п
чение ГОСТу, чертеж и т.д. наименование параметра и единицы из— мерения/диа- метры, мм, вес, кг и т.д. размер, показа- тель и т.д.
Кожух для ремней 352131 — I
Ключ гаечный И 91-I 22x24
двусторонний И 91-I 27x30 I
Рукоятка с вы-
талкивателем 359002 — I
Рукоятка криво- шипа Электродвига- тель с пуско- вой аппарату- рой, компл. Аппаратура местн.освещен. 359034 4,5 квт МПКС-210 A5I-4 1440 об/мин 380е,КС1-22 •ч» I I
компл. АМО-1 — I
Ремень клино- ГОСТ
вой приводной 1284-45 Б—1600 4
Шпри^ для маслг Тиски станочные 1 ГОСТ 3643-54 ГОСТ 4045-54 Емкое Ti 200 см2 1У-250 т ж < • I
Назна- чение Найдено анис Сбо-'чачс- ние по ГОСТуt чертеж и т.д.
Рукоятка для тисков Болты крепле- ния тисков K29-I
Гайки крепле- ния тисков Ш-1
Шайбы крепле- ния K5I-I
Основная характе- ристика Коли- чество
наименование параметра л единицы из- мерения/ диа- метры ’.Ш, вес,кг Т.д. размер показа- тель и т.д.
I
М1бх7О '+
MI6 4
16 4
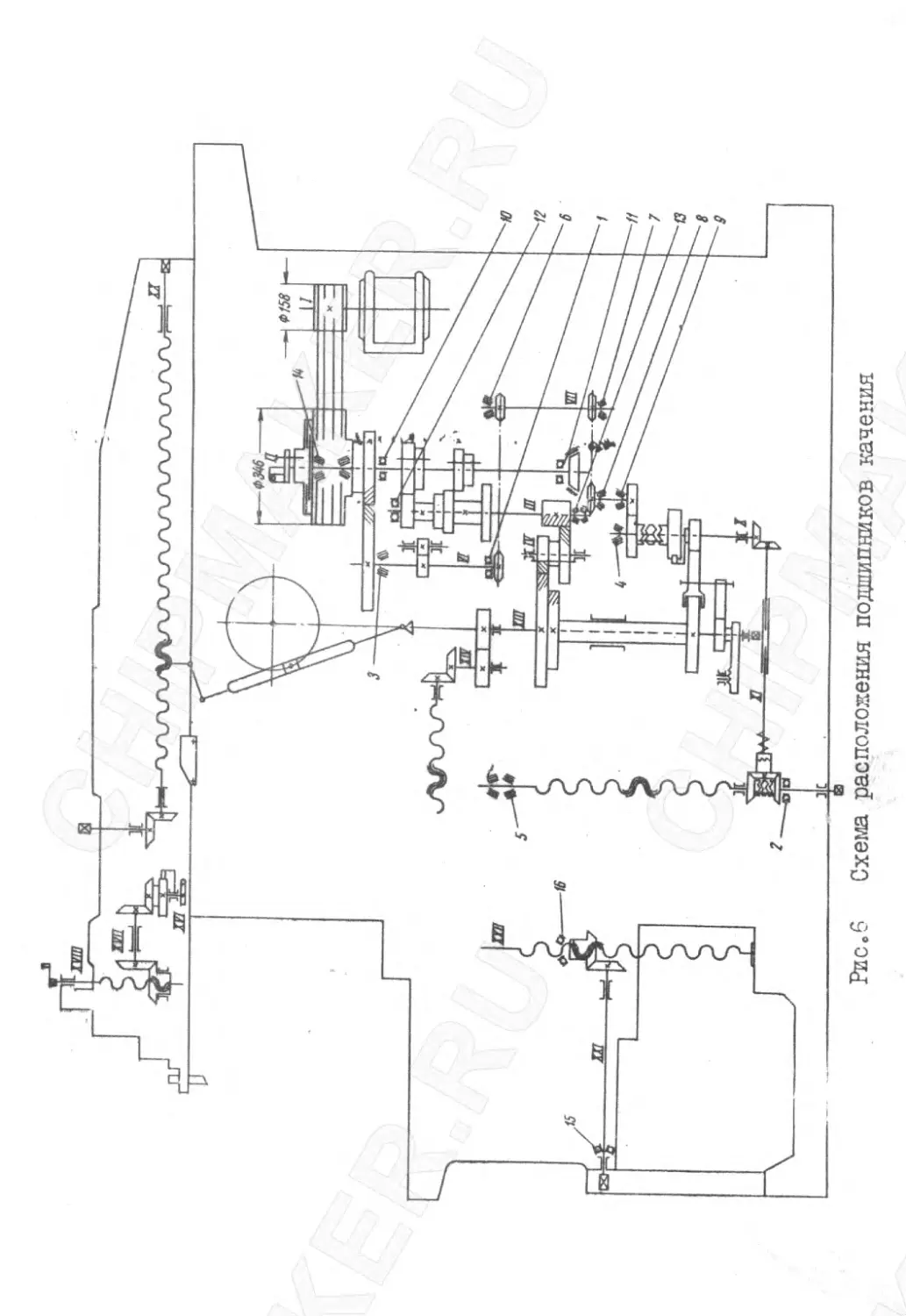
СПЕЦИФИКАЦИЯ ПОДШИПНИКОВ КАЧЕНИЯ
(см.рис.6)
Тип подшипников № по ГОСТу Групп; точно- сти г j Размер К-во Место Иэ уста- _ нов- .ки 1 ПО ме
Роликоподшипник Коробка
конический 7514 н 70x125x33 2 скоростей 14
Шарикоподшипник радиальн.одно- 405 II 25x80x21 I /• 12
рядн. Роликоподшипник конический 307 н 35x80x21 2 и 11,10
7507 н 35x72x24 2 п 1В
— и — 7204 н 20x47x15 I II 6
— т — 7305 н 25x62x18 I It 7
_ П _ 7305 н 25x62x18 2 ft 8,9
7204 н 20x47x15 I II 3
Шарикоподшипник радиальный одно- рядный 302 н 15x42x13 I If I
Шарикоподшипник упорный одноряд. Роликоподшипник 8208 н 40x68x19 I СТОЛ 16
кинический 7204 н 20x47x15 2 II 5
Шарикоподшипник раднальн.одноряд Шарикоподшипник 205 н 25x52x15 I If 2
упорный однорядн ,8206 н 30x53x16 I It 15
Роликоподшипник
конический 7204 н 20x47x15 I механизм подачи 4
20
____________________И____;__________________________
В
Рисо6 Схема расположения подшипников качения
4
Рис.7. Общий вид станка
СПЕЦИФИКАЦИЯ ОСНОВНЫХ УЗЛОВ СТАЧКА
(рис.7)
№№ пп №№ групп Наименование узлов К-во на I станок Примечание
I 351001 Станина I
2 352001 Коробка скоростей I
3 358001 Электрооборудование I
4 355001 Механизм подачи стола I
5 356001 Стол I
6 354001 Кулисный механизм I
7 8 353I0I 353301 Супорт Механизм вертикальной подачи супорта I I
9 353001 Ползун I
ю 359001 357001 Принадлежности Централизованная смазка I
356101 Поворотный стол I Выполняется по особому заказу и за отдельную плату
23
].'п
и п
(рис.8)
Рис.8. Схема управления
Спецификация рукояток управления
Наименование и назначение
I
2
3
4
5
б
7
8
Рукоятка включения фрикциона
Рукоятка зажима ползуна
Рукоятка установки величины подач
Рукоятка ускоренного перемещения
Квадрат для установки длины хода ползуна
Рукоятка переключения перебора
Рукоятка переключения скоростей
Точный упор стола
9
10
Рукоятка ручного перемещения стола
Рукоятка вертикального перемещения стола
Рукоятка реверсирования подач
24
№ № Наименование и назначение
п п
12 Болт зажим? вертикальных салазок
13 Гайка зажима поворотной доски
14 Рукоятка зажима супорта салазок
15 Рукоятка вертикального перемещения супорта
16 Рукоятка зажима супорта
17 Рукоятка установки величины автоматической подачи супорта
18 Рукоятка перемещения ползуна
19 Упор автоматической подачи супорта
53/K0t-6n*)
Ф346
/12*2,5) /«
'» V/
12/46*2)
851 -4
/15*4,5)43
M/t-d)
/27*2,5/35
/12*4,5) 42
'9/25*25)
'37/36*2,5)
38/25*2,5)
34/27*2)
/38*3,5) 7
/43*3,.5) 8
/Ф301-6мн)27
/18*2,5)26'
^II8-2,$25'X
/18*2,5)24
/16*2,5)23
) '107*4,5)21
^/80*4)22 ""
')40/Ф36(-6мм)
/28*35)5
/12*25)15
30 2'60 m‘2
362-9
33/30*2]
,2>2) 43
/22*2) 47
:2-r52 45
/22*2)52
1/33*3,5)
2/28*3.5)
6/33*3,5)
3/23*3,5/
4/18*3,5)
17/32*12,7)
16/15*12,7)
11/16*4,5lfi--9e59
9/15*4)
18/15*12,7)
-19/15* 12,7)
-20/16*2,5)
-29/40*2,5)
-32/2-19)
-31/30*2)
L/48*4) 10 » *|
46:33*2) 51/22*2)
Рис.9. Кинематическая схема
Спецификация зубчатых и червячных колес, червяков и
цепных звездочек гаек и винтов
(рис.9)
Узел № № по схеме (лист) Число зубцов или за- ходов Модуль или шаг в мм Угол винто- вой ли- нии в градусах Ширина обода в мм Материал Терми- Твер- обра-Я дость ботка Примечание
Коробка I 33 3.5 20 СтЛОх 40х твч-54 52-56
скорое- 2 28 3.5 21 Ст.40х 40х твч-54 52-56
тей 3 23 3.5 — 20 Ст.40х 40х твч-54 52-56
4 18 3,5 21 СтЛОх 40х твч-54 52-56
5 28 3,5 — 20 СтЛОх 40х твч-54 52-56
б 33 3,5 21 СтЛОх 4Qx твч-54 52-56
7 38 3,5 20 СтЛОх 45 твч-54 52-56
8 43 3,5 — 20 СтЛОх 45 твч-54 52-56
9 15 4 24° 21' 112 СтЛОх 40х твч-54 52-56
10 48 4 п 30 СтЛОх 40х твч-54 52-56
II 16 *.5 9°59' 45 СтЛОх 40х твч-54 52-56
• 12 46 2 I8°2l' 18 Ст Л 5 45 твч-54 52-56
Узел №№ по схеме г Число зубцов ’ или за- ходов Модуль . или шаг в мм Угол винто- вой ли- нии в градусах
13 46 2 18°21/
14 J2 2.5 —
15 12 2,5
16 15 12,7 «»
17 32 12,7 —
18 15 12,7 •»
19 15 12,7 —
20 16 2,5
Кулисный 21 107 4,5 9°59f
механизм 22 80 4 24°21 '
23 16 2,5 —
24 18 2,5 —
25 18 2,5 «*
Ширина обода в мм Материал Терми- ческая обра- ботка Твер- дость Приме- чание
20 Ст.45 45 твч-54 52-53
20 Ст.45 45у 240- 220-250
20 Ст.45 45у 240- 220-250
7,4 Ст.40х 40х твч-54 52-56
7,4 Ст.40х 40х твч-54 52-56
7,4 Ст.40х 40х твч-54 52-56
7,4 Ст.40х 40х твч-54 52-56
15 Ст. 45 45 твч-54 52-56
45 Ст. 45 45у 235- 220-250
30 Ст.45 45у 220-250 52-56
20 Ст.45 45 твч-54 —
14 Ст.45 — «в
Ст.45 —
Узел N"№ по схеме Число зубцов или за- ходов Модуль или шаг в мм Угол винто- вой ли- нии в градусах
26 18 2,5 —
27 I 6 —
28 I 6 —
Механизм 29 40 2,5 —
подачи 30 60 2 —
31 30 2 —
32 19 9,585 —
33 30 2 —
34 27 2 —
35 27 2,5 —
Стол 36 9 2,5 —
37 36 2,5 —
38 25 2,5 —
39 25 2,5 —
Ширина обода в мм Материал Терми- ческая обра- ботка Твер- дость Приме- чание
Ст.45 — —
— СтЛОх 40х-у 230-260
— Ст.45 — —
12 СтЛОх 40х твч-54 52-56
12 Ст. 35 — — Сектор
14 Ст.45 45 твч-54 52-56
СтЛОх — —
Ст.45 45 твч-54 52-56
— Ст.45 45 твч-54 52-56
10 Ст.45 — —
10 Сч.40 — — Сектор
— Ст.45 45 твч-54 52-56
— СтЛ5 45 твч-54 52-56
— Ст.45 45 твч-54 52-56
Q> Узел №№ по схеме Число зубцов или за- ходов Модуль или шаг в мм Угол винто- вой ли- нии в градусах
Супорт 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 2 2 12 15 I 45 33 22 22 22 I 22 22 2 2 I 6 6 4,5 4,5 6 8 2 2 2 2 5 2 2 6 6 5 —
Ширина обода в мм Материал Терми- ческая обра- ботка Твер- дость Приме чание
— Ст.25 — —
80 Сч.Щ — —
— Ст.45 — —
— Ст.45 — —
— Ст.45 — —
— Ст.40х Твч 52-56
— Ст. 4 5 —
— Ст.45 — —
- Ст.45 — —
— Ст.45 — —
— Ст.45 45у 235 220-250
— Ст. 4 5 — —
— Ст.45 — —
— Ст.45 — —
48 Ст.45 — —
52 Сч.40 — —
— — — - Кулачок 1
Описание кинематических цепей станка
(см.рис.9)
Цепь главного движения
Движение от электродвигателя передается через клино-
ременную передачу на приводной шкив станка.
Число оборотов приводного шкива:
’ пр = 1440 • 0,985 -Ий = 625 об/мин
336
При включении дисковом фикционной муфты вращение от
приводного шкива передается на первый вал коробки скоростей
с двумя блоками зубчатых колес 1-2 и 3-4, переключением
которых передаются четыре ступени скоростей второму валу
коробки. Зубчатое колесо 9 с удлиненным зубом, заклиненное
на втором валу коробки скоростей, находится в постоянном
зацеплении с колесом 10 передвижного блока зубчатых колес
10—II, зацепляющихся с одним из па^ы кулисных колес 21-22.
Переключением блока зубчатых колес 10—II удваивается полу-
ченное ранее количество скоростей.
Кулисный механизм преобразует вращательное движение,
получаемое от коробки скоростей, в прямолинейное возвратно-
поступательное движение ползуна. При этом качающаяся кулиса
сообщает ползуну неравномерную скорость хода, наибольшая
скорость рабочего хода ползуна достигается при среднем по-
ложении кулисы, наименьшая - при крайних ее положениях.
Скорость холостого хода ползуна значительно выше,
чем рабочего, что обеспечивает экономию времени, затрачп- '
Л
ваемого на непроизводительные холостые ходы станка.
Расчет чисел двойных ходов ползуна в минуту:
I ступень N-i =625 . -18 • -- = 12,39 дв.ход.в мин.
1 43 . 48 . 107
п ступень Ng=625 . 23 . 15 . 16 - 17 7 tt
38 . 48 . 107
ш ступень Nj=625 . 28 . 15 . 16 = 24,95 и
33 . 48 . 107
1У ступень N4=625 . 33 . 15 . 16 = 34,41 и
28 . 48 . 107
У ступень Nr = 625 . -8 *• ^8 = 49,25 ”
5 43 . 48 . ал
У1 ступень Ng =625 . £Э ’ -« 71,0
38 . 48 . 80
УП ступень Nr? =625 . I8- « 15 -• ^-8- = 100,0
‘ 33 . 48 . 80
УШ ступень No =625 . 3^.*-11 л-!8 = 138,39 -
0 28 . 48 . 8и
Кинематические цепи при этом будут состоять из сле-
дующих зубчатых колес:
I ступень - 4,8,9<I0iII./I;
П ступень - 3,7,9,10,11,21;
Ш ступень - 2,6,9,10,11,21;
1У ступень - 1,5,9,10,11,21;
У ступень - 4,8,9,10,10,22;
У1 ступень - 3,7,9,10,10,22;
УП ступень - 2,6,9,10,10,22;
УШ ступень - 1,5,9,10.10,22
32
Цепь подач стола
Укрепленный на валу кулисного механизма кулачок пово-
рачивает зубчатый сектор 30, сцепляющийся с зубчатым коле-
сом 31; последнее через поводок и сидящую на нем собачку
поворачивает храповое колесо 32, соединенное посредством
кулачковой муфты с валом конического колеса 33. Коническое
колесо 33 сцепляется с колесом 34, от которого движение пе-
редается через вал коническому колесу 37. Включением кулач-
ковой муфты с одним из конических колес 38 или 39 сообщается
вращение ходовому винту 40 и реверсирование движения стола
Величина подачи стола зависит от угла поворота храпово-
го колеса, т.е. от количества захватываемых собачкой зубьев.
Расчет подач стола
Кинематическая цепь подач стола: 30, 31, 32, 33, 34,
37, 38, (или 39), винт и гайка, переменное 32.
3 . _1_ 30 . 36 . 2 . 6 = 0,3 мм
1 64 27 . 25
ш 2 30 . 36 . 2 . 6 = 0,6 мм
2 64 27 . 25
3 ж 3 30 . 36 « • 2 • 6= 0,9 мм
5 64 27 . 25
3 - 30 . 36
4 64 27 . 25
5 30 . 36
5" 64 27 . 25
з я _б_ зо . 36
6 64 27 . 25
_ 7 30 . 36
7 64 27 . 25
8 30 . 36
Зв“ 64 27 . 25
. 2 . 6 = 1,2 мм
. 2 . 6 = 1,5 мм
.2.6 = 1,8 мм
.2.6= 2,1 мм
.2.6= 2,4 мм
s9-
SlO-
64
10
64
30 . 36
27 . 25
30 . 36
27 . 25
. 2 . 6 = 2,7 мм
. 2 . 6 = 3,0 мм
3V
II
64
30 . 36
27 . 25
•2.6 =
3,3
мм
s12
12
64
30 . 36
27 . 25
3,6
мм
s15
13
30 . 36
3,9
мм
64
27 . 25
S14
14
64
30 . 36
27 . 25
4,2
мм
2
2
2
6 =
6 =
6 =
e. 15 30 . 36
Sl5" 64 27 . 25
16 30 . 36
Sl6‘ 64 27 . 25
2 . 6 = 4,5 мм
2 . 6 = 4,8 мм
Цепь подач супорта
При обратном (холостом) ходе ползуна рычаг механизма
подач, попадая на специальный кулачок, установленный на вер-
хней плоскости станины, поворачивает храповое колесо 45,
соединенное при помощи штифта и собачки с коническим коле-
сом 46. Дальше движение передается на конические колеса 47,
48, 49.
Коническое колесо 49 служит гайкой для винта подачи
супорта.
Расчет подач супорта
Кинематическая цепь подач супорта: 45, 46,47,48,49,
винт 50 и гайка 55 (рис.9), переменное 45.
Зг I 33 22 4 • 22 22 . 5 = 0,167 мм
45
я « 2 33 • 22 . 5 — 0,334 мм
Ь2 45 22 • 22
S “ 3 .33. ♦ 22 . 5 0,501 мм
3 45 22 • 22
a m 4 33 • 22 . 5 0,666 мм
4 45 22 • 22
5 33 • 22 , 5 0,834 мм
V 45 22 • 22
Sr= 6 33 • 22 . 5 1,000 мм
45 22 • 22
Механизм установки вылета ползуна
Вращением кривошипной рукоятки, надеваемой на квадрат-
ный конец валика зубчатого колеса 51, а также через кони-
ческое колесо 52, винт и гайку, перемещают ползун относитель-
но обрабатываемого изделия. Этим самым устанавливают вылет
ползуна.
Механизм вертикального перемещени,{ стола
Вертикальное перемещение стола осуществляется враще-
36
нием от руки при помощи кривошипной рукоятки валика с кони-
ческим колесом 42, валик передает движение коническому коле-
су 43, которое служит гайкой для неподвижного винта.
Механизм установки длины хода ползуна
Длину хода ползуна регулируют в пределах 0-500 мм и
изменяют смещением пальца камня кулисы относительно центра
вращения вала кулисного механизма.
Для этого поворачивают кривошипной рукояткой валик с
зубчатым колесом 23 и зубчатые колеса 24,25,26,действуя
на винт 27 и гайку.
Механизм быстрого (ускоренного) перемещения
стола
Приводной шкив станка, соединенный с косозубым колет-
сом 12, находящимся в зацеплении с колесом 13, передает
движение зубчатым колесам 14-15 маслонасоса. На валу зубча-
того колеса 13 установлена звездочка 16, она соединена цепью
со звездочкой 17, сидящей на одном валу со звездочкой 18,
соединенной цепью со звездочкой 19 следующего валика. На
валике звездочки 19 установлено зубчатое колесо 20, сцепля-
ющееся с колесом 29; последнее при включении кулачковой
муфты сообщает быстрое движение столу через конические ко-
леса 33, 34, 37, 38 (или 39) и винтовую пару.
Цепь ускоренного передвижения стола: 12, 13,16,17,18,
19, 20,29, 33,34, 37, 38 (или 39), винт и гайка.
V = 625 . -д- 30 »36 . 2.6=2,2 м/мин
46 . 32 . 15 . 40 . 27 . 25
37
У1 . ОПИСАНИЕ СТАНКА
Общая компановка и особенности
Поперечно-строгальный станок модели 7Б35 состоит из
основных узлов, обозначенных на общем виде, спецификация
которых приведена на рис.7 . На правой стороне станка смон-
тирована чугунная коробка подач, в которой находится меха-
низм горизонтальной подачи стола.
К передней части станка крепится узел стола, состоящий
из поперечины, салазок и сп,ола.
На задней части станка на чугунном кронштейне установ-
лен электродвигатель.
На верхних направляющих станины собран узел ползуна, в
котором вмонтирован механизм вертикальной механической подачи
супорта с правой стороны, а в передней его части укреплен
супорт.
Кулисный механизм, коробка скоростей и узел смазки смон-
тированы внутри станины.
Станок совершает следующие механические движенма:
I. Возвратно-поступательные движения ползуна, являющие-
ся главным движением, имеющие 8 различных скоростей (двой-
ных ходов ползуна в мин,).
2. Вспомогательные движения стола в горизонтальной
плоскости, осуществляющие подачу обрабатываемого изделия
(движение подачи и ускоренное горизонтальное перемещение сто-
ла) .
3. Движение вертикальной подачи супорта резца.
На станке от руки перемещаются:
за
I. Палец кулисы - при изменении длины хода ползуна
(при настройке).
2. Гайка ползуна - при изменении вылета ползуна (при
настройке).
3. Стол в вертикальной плоскости - при установке изде-
лия на станке (при настройке).
4. Стол в горизонтальной плоскости (при настройке).
5. Супорт для наклона резца по отношению к обрабатывае-
мой поверхности (при настройке).
Специфические особенности отдельных узлов
Станина (узел I)
Станина станка I (рис.10) представляет собой литой
корпус коробчатой формы, укрепленный на фундаментной плите
2, которая крепится болтами к фундаменту.
Прочность и жесткость станины обеспечивается нали-
чием внутренних ребер.
К верхней части станины прикрепляются привертные
направляющие планки формы ласточкина хвоста, по которым
перемещается ползун.
Одна из планок регулируется винтами на боковой стенке
станины, что обеспечивает плотность посадки ползуна и на-
правляющих.
На передней стенке станины расположены плоские направ-
ляющие для вертикального перемещения стола.
В стенках станины расточены отверстия для установки ва-
лов коробки скоростей и кулисного механизма, основные дета-
ли которых размещаются внутри станины.
39
s
6
Рис.10, Станина
На задней стенке станины установлен кронштейн 4 для
креплении электродвигателя.
В боковой и задней стенках станины расположены закрытые
крышками люки 7 и 8, служащие для монтажа и осмотра механиз-
мов, размещенных в станине.
С левой стороны в передней стенке станины имеется отвер-
стие 6 диаметром 70 мм, предназначенное для пропуска длинных
валов при их обработке на станке (например, при строгании*
шпоночных пазов и т.п.).
Для отвода масла, стекающего с направляющих ползуна,
на задней стенке станины, установлен лоток 5.
На фундаментной плите 2 находится резьбовая пробка 3
Для контроля уровня масла в станке.
Коробка скоростей (узел 2)
Коробка скоростей (рис.II) передает движение от электро-
двигателя к ползуну, сообщая последнему восемь различных ско-
ростей при постоянной скорости электродвигателя. Механизм ко-
робки скоростей смонтирован внутри пустотелой станины и сос-
тоит из трех параллельно расположенных валов, два из которых
вращаются в подшипниках качения, а третий установлен неподвиж-
но и служит осью. На валах насажены зубчатые колеса, с помо-
щью которых осуществляется передача движения и получение
восьми скоростей ползуна.
Передача вращения от электродвигателя А51-4 к приводно-
му валу 8 коробки скоростей производится через клиноременную
передачу, состоящую из ведущего шкива 16,закрепленною на
4/
-- >4 г* а я
валу электродвигателя, четырех клиновых ремней и приводного
шкива 15, свободно вращающегося в конических роликоподшипни-
ках. Последние установлены на консольной втулке 9, наглухо
закрепленной в станине, что разгружает приводной вал 8 от
действия изгибающих усилий, вызываемых клиноременной пере-
дачей.
Регулирование вращения приводного шкива достигается
затягиванием круглой гайкой 7 со стопорным винтом.
Вращение приводного шкива должно осуществляться по на-
правлению, показанному стрелкой, имеющейся на кожухе переда-
чи.
Передача вращения и крутящего момента от приводного
шкива на валы коробки скоростей, а также включение и отклю-
чение механизма коробки скоростей осуществляется дисковой
фрикционной муфтой, установленной на первом валу коробки
скоростей.
Фрикционная муфта состоит из стального диска 2,прик-
репленного винтами к торцу приводного шкива. С двух сторон
диска приклепаны пластины феррадо. На шлицах вала 8 уста-
новлен чугунный корпус муфты 6 с шайбой 5 и регулировочным
кольцом II.
Управление муфтой производится от введенной наружу
рукоятки I (рис.12), на ось которой насажена вилка 6.
При повороте рукоятки вилка 6 перемещает по вал/
8 муфту 35 (рис.II), соединенную посредством штыря 36 с
тягой 34, проходящей внутри полого вала 8. На конце этой
тяги имеется гайка 10 с шарнирными рычажками 4 и 3.
Для включения фрикциона необходимо рукоятку управле-
45
Рис.12. Механизм рукояток переключения
ния повернуть на себя. При этом тяга 34 в полом валике
переместится влево^ и рычажки 4 и 3 прижмут торцами муфту 6
и шайбу 5 к диску 2 на приводном валу.
При повороте рукоятки от себя тяга переместится впра-
во, рычажки отойдут от шайбы, а шайба под действием пружины
13 отойдет от диска. Корпус муфты отодвинется по шлицевому
валу от диска; в этот момент приводной шкив будет вращаться
вхолостую.
При включении фрикционной муфты тяга 34, соединенная
с конусной муфтой 35, заводит ее в конусную втулку 38 и
таким образом осуществляет торможение механизма коробки
скорое гей.
Регулирование степени сцепления дисков фрикционной
муфты осуществляется затягиванием регулировочного кольца II.
Штифт 12 кольца заходит в' отверстие на муфте 6 и фиксирует
требуемое положение.
Первый вал 8 коробки установлен на двух шариковых ра-
диальных подшипниках. У левого подшипника помещена круглая
гайка 37, посредством которой осуществляется регулирование
подшипников.
Правый конец вала имеет дополнительную опору в виде
втулки 14, являющуюся подшипником скольжения.
На средней шлицевой части вала установлены два блока
зубчатых колес (в каждом блоке два колеса). Эти два блока
управляются одной рукояткой переключения скоростей 3
(рис.12), установленной снаружи станка.
При повороте рукоятки, находящейся в своем верхнем
положении, под действием пружины 33^посредством укреплен-
ного на рукоятке пальца 32, заходящего в паз валика перек-
лючения 25, передвигают валик, а вместе с ним вилку 24,
охватывающую блок зубчатых колес 31 и 30.
Три верхних положения рукоятки переключения скоростей,
45
соответствующие включению первой и второй ступени блока и
его нейтральному (выключенному) положению, фиксируются вали-
ком 25, имеющим соответствующие выемки, в которые заходит
под действием пружины шарик, находящийся в специальном
гнезде станины.
Нажав сверху на рукоятку переключения скоростей и
преодолевая сопротивление пружины 33,переводят рукоятку
в нижнее положение. Поворачивая ее в этом положении, пере-
мещают блок 20 и 21 при помощи вилки 22 , закрепленной на
валике-переводке 23,и посредством пальца 32; при этом
палец 32 уже зашел в паз валика переключения. Здесь также
имеется шариковая фиксация трех положений блока зубчатых
колес, соответствующих двум ступеням включения и нейтраль-
ному положению.
Второй вал коробки скоростей получает четыре ступени
чисел оборотов.
Вал вращается с одной стороны на конических роликовых
подшипниках, а с другой стороны- на радиальном шарикоподшип-
нике.
Два блока зубчатых колес заклинены на валу неподвижно
и зацепляются с зубчатыми колесами передвижных блоков пер-
*
вого вала. За одно целое со вторым валом выполнено удлинен-
ное косозубое колесо; оно передает вращение колесу 43, укреп-
ленному на передвижной вращающейся втулке 42 зубчатого коле-
са, установленного на оси 41, которая неподвижно укреплена
в боковых отверстиях станины. Втулка 42 имеет вставные вкла-
дыши 40 - опоры скольжения на оси 41. На ободе втулки наре-
заны спиральные зубья.
производят поворот рукоятки
под действием пружины руко-
штифтом 4. На оси рукоятки
При передвижении блока зубчатых колес 43 и 42 по оси
41 зубчатое колесо 43 находится в постоянном зацеплении с
колесом 39, блок зацепляется соответствующим зубчатым вен-
цом кулисного механизма. Таким образом,при помощи данного
перебора удваиваются полученные ранее четыре ступени чисел
оборотов.
Передвижение блока 43-42 производится рукояткой пере-
ключения перебора 2 (см.рис.12). Переключение осуществляется
поворотом вниз рукоятки перебора; при этом включается фик-
сирующий штифт рукоятки. Затем
в одно из крайних положений,
ятка поднимается и фиксируется
насажено зубчатое колесо 5, которое зацепляется зубьями
валика-рейки 45 (см.рис.II) и перемещает последний в осевом
направлении. На валике 45 укреплена вилка 44, передвигающая
блок зубчатых колес 43 и 42.
Приводной шкив 15 с укрепленным на нем зубчатым коле-
сом 17 приводит в действие через колесо I шестеренчатый на-
сос, вращая его зубчатые колеса 47 и 48.
На валу насоса для масла закреплена звездочка 46, сое-
диненная цепной передачей со звездочкой 18 на промежуточною
валике 19. От валика 19 движение передается через звездочку
28 и вторую цепную передачу на валик 26 со звездочкой 27 и
зубчатым колесом 29; последнее через механизм коробки подач
сообщает ускоренное движение столу.
47
Рис.13. Ползун и супорт
Ползун и супорт (узлы 3,31 и 33)
Ползун (рис.13) представляет собой пустотелую чугун-
ную отливку, снабженную внутри ребрами жесткости.
Снизу ползун имеет наклонные направляющие, которыми
он скользит по направляющим формам ласточкина хвоста, обра-
зованным станиной и клиньями.
Подвижной клин должен быть отрегулирован так, чтобы
ползун совершал свое возвратно-поступательное движение лег-
ко и без всякой качки.
Прямолинейное возвратно-поступательное движение пол-
зуна осуществляется кулисой, соединенной с ползуном посред-
ством серьги 3, пальца 2, гайки I, винта 23 и шпильки 21.
К передней части ползуна крепится супорт (резцовая
головка).
Крепление головки осуществляется хомутом, обжимающим
конусное кольцо; хомут затягивается валиком 24 с резьбой
при помощи кривошипной рукоятки, надеваемой на выступающий
квадратный конец валика 24.
В боковом гнезде ползуна монтируется механизм автома-
тической вертикальной подачи супорта.
При работе, помимо установки ползуна на нужную длину
хода и на число двойных ходов в минуту, требуется также
установить вылет ползуна, обеспечивающий обработку в требу-
емом месте. Для этого следует поставить ползун в крайнее
переднее положение и, если вылет окажется недостаточным,
отвернуть рукоятку 22, надеть кривошипную рукоятку на
квадрат валика 4 и вращать валик до установки необходимого
вылета. ’ *
При вращении валика 4 приводятся в движение конические
зубчатые колеса 5 и 20; последние приводят во вращение винт
23, который, перемещаясь посредством гайки I, устанавливает
ползун в нудное положение относительно обрабатываемого изде-
лия.
Сверху ползуна имеется продолговатый паз, через который
проходит шпилька 21, связывающая ползун с кулисным механиз-
мом.
После установки нужного вылета гайку I закрепляют руко-
яткой 22.
Супорт (резцовая головка) своим поворотным кругом цен-
трируется по ползуну и прикрепляется к нему посредством хо-
мута 17, обжимающего конусное кольцо 18. При работе с пово-
ротом супорта (резцовой головки) на угол £ 60° супорт
должен оставаться вне корпуса станины в течение всего рабо-
чего цикла ползуна.
На поворотном круге нанесены градусные деления от 90°
до 30° с рабочей стороны.
Спереди поворотный круг имеет направляющие в форме
ласточкина хвоста, по которым перемещаются салазки супорта.
Супорт имеет ручную и автоматическую подачи.
Ручная подача осуществляется рукояткой 16 посредством
винта 15 и гайки, неподвижно связанной с поворотным кругом.
Для работы с подачей от руки необходимо выключить ру-
кояткой I (см.рис.1ч) механизм автоматической подачи.
Для работы с автоматической подачей надо включить меха-
низм автоматической подачи. При вращении конического зубча-
50
того колеса (рис.13), валика 7, конических колес 13 и 8
будет перемещаться винт 15 супорта, а вместе с ним и супорт.
При автоматической подаче супорт осуществляет только
одно направление движения - вниз.
Для отсчета величины перемещения супорта винт его снаб-
жен лимбом с ценой деления - 0,05 мм. Полный оборот винта
соответствует перемещению супорта на 5 мм.
При работе без подачи следует зажимать супорт при помо-
щи установленного сбоку винта с рукояткой 25; этим устраня-
ется произвольный отжим супорта в результате выбора имеющих-
ся в механизме незначительных зазоров.
Бековой клин 6 супорта должен быть отрегулирован вин-
тами, установленными на его торцах так, чтобы супорт пере-
мещался по направляющим легко и без всякой качки.
К салазкам супорта прикреплена поворотная доска 9, до-
пускающая поворот на угол до ± 15°.
К поворотной доске шарнирно крепится откидная доска
12 с резцедержателем II, служащая для свободного скольжения
резца по обрабатываемой заготовке при обратном ходе ползуна.
При строгании горизонтальных плоскостей поворотный круг уста-
навливается на 90°, поворотная доска 9 устанавливается в
среднее положение.
При строгании вертикальных плоскостей поворотный круг
остается на 0°, а поворотная доска поворачивается верхним;
концом в сторону от обрабатываемой поверхности для того,
чтобы при холостом ходе резец мог скользить по обрабатывае-
мой детали.
Для поворота доски 9 (рис.13) ослабить гайку 14. Для
3/
строгания наклонных плоскостей поворотный круг надо устано-
вить на угол, соответствующий углу наклона обрабатываемой
плоскости к горизонтали.
Поворотная доска при этом поворачивается верхним кон-
цом по дугообразному пазу доотказа в сторону от обрабаты-
ваемой поверхности.
В нижней части поворотной доски укреплена плоская пру-
жина 10, препятствующая чрезмерному отбрасыванию откидной
доски 12 при больших числах двойных ходов ползуна. Пружина
10 служит также опорой, поддерживающей откидную доску при
выводе резца из соприкосновения с обрабатываемой поверх-
ностью во время работы станка.
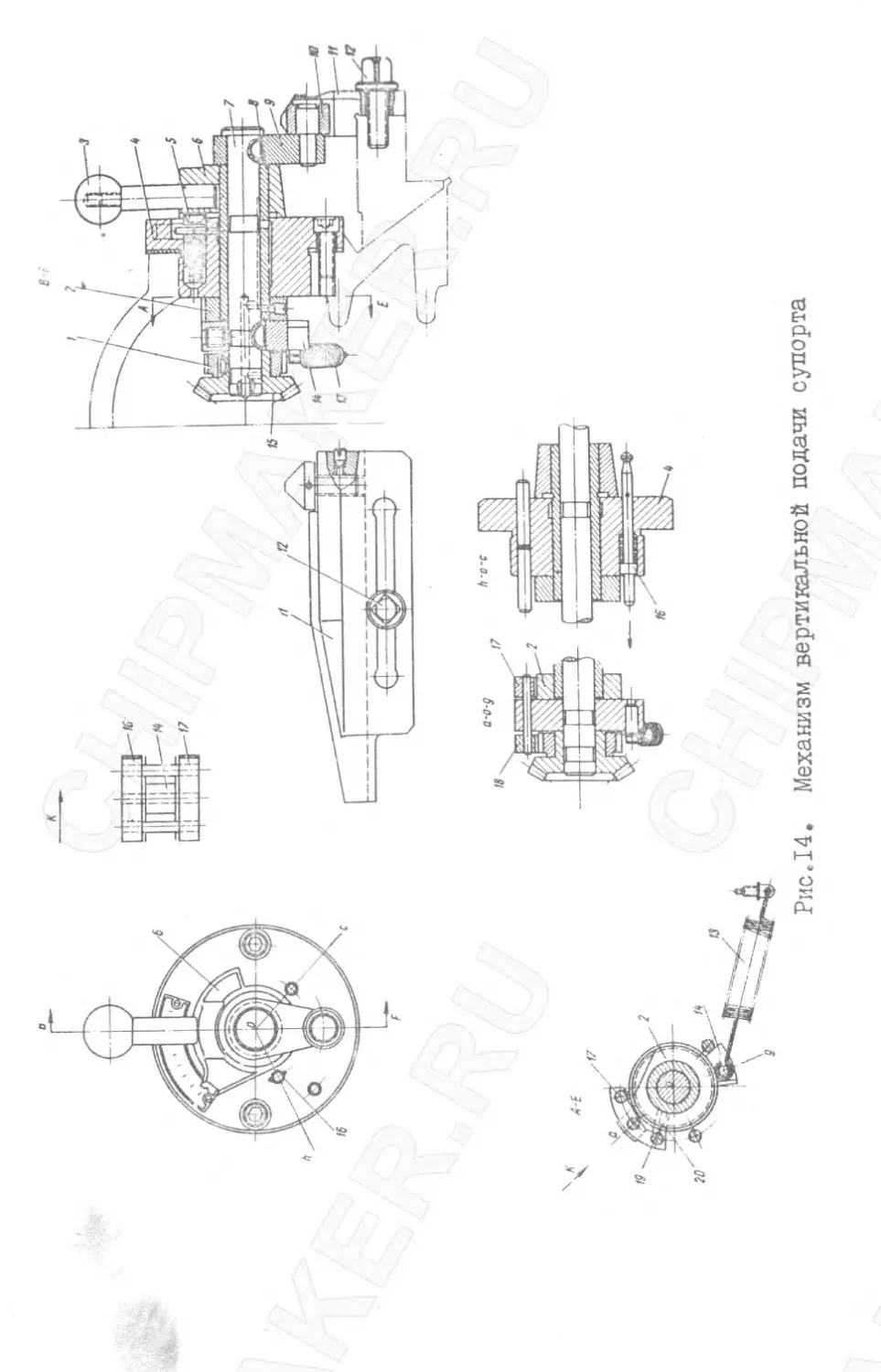
Механизм автоматической подачи супорта (рис.14) рас-
положен на боковой стороне ползуна.
Движение автоматической подачи осуществляется при
обратном (холостом) ходе ползуна, когда рычаг 9 своим ро-
ликом 10 находит на кулачок II. Кулачок II привертывается
винтом 12 к боковой стороне клиновой планки станины и, в
зависимости от величины хода и вылета ползуна, может пере-
ставляться вдоль клиновой планки.
При набегании ролика 10 на кулачок II рычаг 9, закли-
ненный на валике 7, поворачивает этот валик (по часовой
стрелке), а вместе с ним и рычаг 14, заклиненный с валиком
7. Собачка 18 и планка 17 связаны между собой двумя крайни-
ми штифтами неподвижно, а третьим средним штифтом связаны с
двух сторон рычагом 14 на подвижной посадке.
Таким образом, 3-й штифт служит осью вращения для
тесно связанных между собой собачки 18 и планки 17.
52
к
e-r
Рис.14. Механизм вертикальной подачи супорта
Собачка 18 сцепляется с храповым колесом 1, которое
Заклинено на ступице конической шестерни 15. Планка 17 опи-
рается на кольцо 2. Сцепление собачки 18 с храповым колесом
1 обеспечивается опорой 20 и пружиной 19, сидящей в гнезде
рычага 14, и постоянно действует на собачку 18 и планку 17.
Кольцо 2 сидит на трубе 8 неподвижно и поворачивается тогда,
когда поворачивается труба 8 рукояткой 3. На наружной по-
верхности кольца 2 имеется фрезерованный скос.
Зацепление собачки 18 с храповым колесом 1 происходит
в момент, когда планка I? своим опорным зубом сходит с по-
верхности кольца 2 и попадает на срезанный его участок. По-
лученное движение передается таким образом супорту, т.е.
происходит автоматическая его подача. При рабочем ходе пол-
зуна под действием спиральной пружины 13 происходит повора-
чивание рычага 14 и валика 7 в обратном направлении (против
часовой стрелки). Рычажок 9 возвращается в свое исходное
положение, вместе с рычагом 14 собачка 18 проскальзывает
по зубьям храповика,и планка 17 своим опорным зуоом заходит
на наружную поверхность кольца 2, вследствие чего автомати-
ческой подачи супорта не происходит. Изменение величины по-
дачи осуществляется соответствующим поворотом сектора 6 и
вместе с ним и кольца 2. Этим самым изменяется число зубцов,
захватываемых собачкой за один двойной ход ползуна.
Фиксация положения выбранной подачи производится за-
щелкой 5, заходящей под действием пружины в торцевые канавки
сектора 6.
Выключение механизма автоматической подачи супорта про-
изводится путем поворота сектора ь в положение "подача
выключена".
5Q
число двойных ходов, мин. Величина подачи супорта , мм
12 18 25 34,5 49 71 100 138 0,166 0,166 0,166 0,156 0,33 0,33 0,33 0,33 0,50 0,50 0,50 0,50 0,66 0,66 0,66 0,66 0,66 0,83 0,83 0,83 0,83 0,83 1,0 1,0 1,0 1,0 1,0 1,0
Механизм автоматической подачи супорта работает при
двойных ходах, ограниченных таблицей.
При этом кольцо 2 поворачивается в положение, при ко-
тором зуб планки 17 не заскакивает в заниженной части повер-
хности кольца 2 и собачка 18 не зацепляется с храповым коле-
сом 1, механическая подача прекращается, что позволяет осу-
ществлять подачу супорта от руки.
Для предохранения механизма от поломки (на случай,
когда рычаг 9 перескочит кулачок II) при обратней ходе пол-
зуна, т.е. при его рабочем ходе, в корпусе 4 установлен фик-
сатор 16, который заскакивает в отверстие рычага 14 и фикси-
рует его в таком положении, что исключает возможность задева-
ния рычага 9 о кулачок II при рабочем ходе.
Механизм вертикальной подачи супорта работает только в тех
случаях,когда ход ползуна более 150 мм.
55
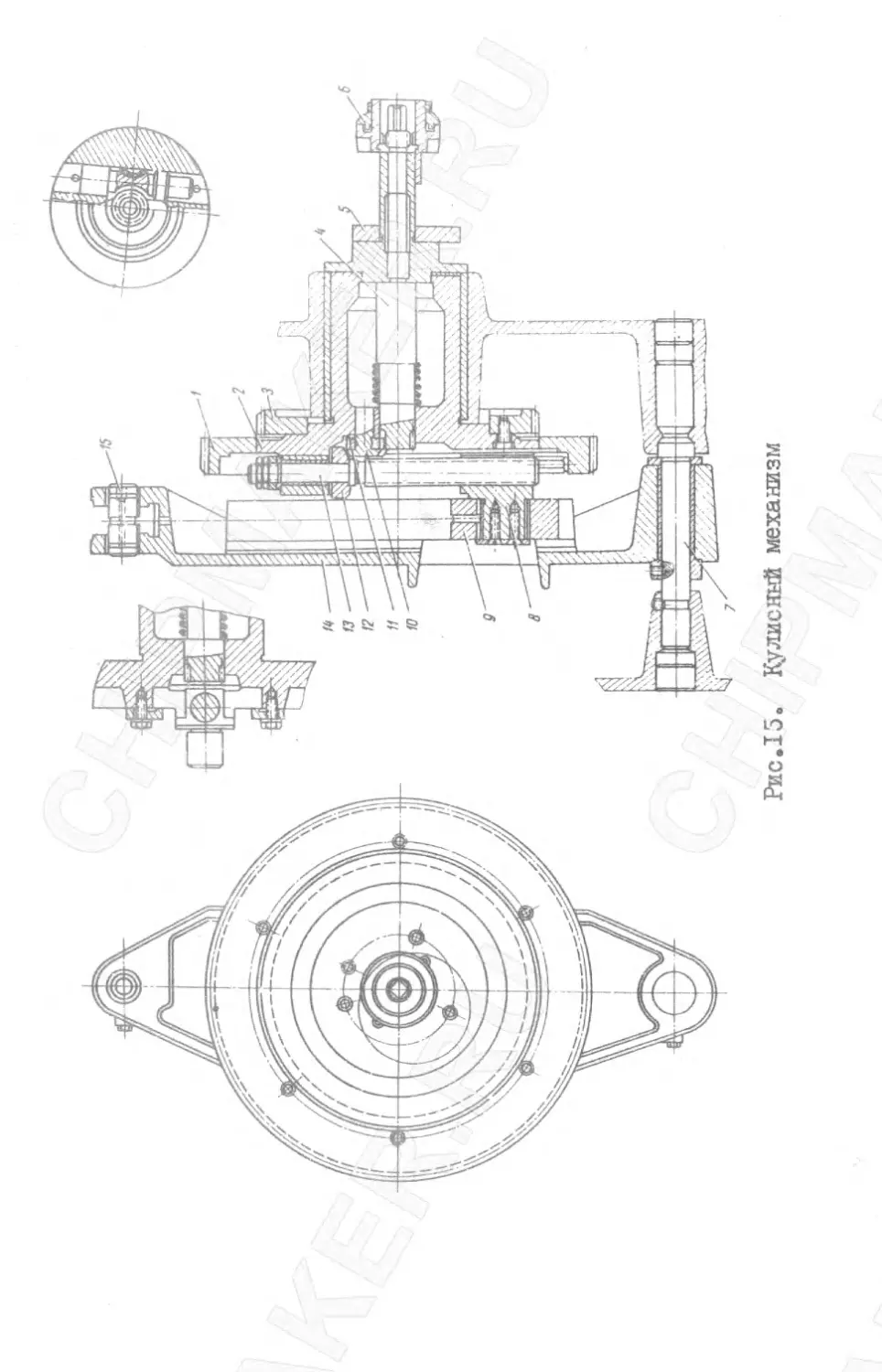
Кулисный механизм
Кулисный механизм (рис.15) преобразует вращательное
движение кулисных зубчатых колес в возвратно-поступательное
прямолинейное движение ползуна.
Кулисный механизм монтируется внутри станины станка и
получает движение от коробки скоростей при зацеплении зубча-
того венца I или 3 с соответствующими зубчатыми колесами ко-
робки скоростей. Косозубые венцы 1-3 привернуты к корпусу 2
кулисного барабана и передают ему вращательное движение с
восьмью ступенями чисел оборотов в минуту.
На торце корпуса кулисного барабана в призматических
направляющих установлен палец 8 кулисы, на котором насажен
камень 9 кулисы, входящей также в направляющие прорези, рас-
положенные вдоль кулисы 14.
При вращении корпуса 2, а вместе с ним кулисного паль-
ца 8, последний описывает окружность, увлекая за собой ка-
мень 9, который перемещается в направляющих кулисы и заст
ляет ее качаться вокруг нижней оси 7.
Верхний конец кулисы шарнирно связан при помощи серь-
ги, надетой на палец 15, с ползуном. Кулиса, совершающая
качательное движение, сообщает ползуну прямолинейное возврат-
но-поступательное движение. Длина хода ползуна регулируется
перемещением пальца 8 кулисы относительно центра корпуса.
Длину хода ползуна изменяют поворотом кривошипной ру-
коятки, надеваемой на выступающий квадрат этого вала. На
конце вала ч нарезаны зубья, которые зацепляются с зубчатым
колесом II, заклиненным на конической шестерне валика 10,и
56
Рис.I5
Кулисный механизм
вращение передается конической шестерне 12, заклиненной
на валу 13, который входит своим резьбовым концом в гайку
кулисного пальца. Вращая винт, перемещают палец кулисы отно-
сительно юнтра корпуса.
Алина хода ползуна отмечается лимбом 6, на котором про-
тив пулевой риски устанавливается деление с цифровым обозна-
чением получаемой длины хода.
Механизм подачи стола
Механизм подачи стола осуществляет горизонтальную
подачу стола, а также его ускоренное перемещение.
Механизм подачи стола смонтирован в отдельном чугун-
ном корпусе, установленном на боковой стенке станины со
стороны выступающего конца кулисного вала.
Движение механизма подачи передается от эксцентрика
5, насаженного на выступающий конец кулисного вала и враща-
ющегося вместе с ним (рис.15).
В'ращаясь, эксцентрик своей периферией соприкасается с
роликом 9 (рис.16) рычага-сектора 3 и поворачивает его вок-
руг оси 2, закрепленной в корпусе коробки подачи.
Зубчатый сектор 3 поворачивает свободно сидящее на валу
7 зубчатое колесо 8, связанное с поводком 14. Поводок 14
имеет ось 15, на которой установлена собачка 4, упирающаяся
в зубья храпового колеса 17. На торце этого колеса имеются
кулачки, входящие в зацепление с кулачками муфты 16, сидящей
на шлицах вала 7. На этом же валу заклинено коническое зубча-
тое колесо 6, находящееся в зацеплении с зубчатым колесом
53
Рис,16. Механизм подачи стола
lb, установленным па валу подачи, передающем движение столу.
Обратный отвод рычага-сектора производится пружиной 5,
при этом собачка 4 проскальзывает по скошенным зубьям храпо-
вого колеса 17,и движение подачи не производится.
Подача стола происходит только при холостом (обрат-
ном) движении ползуна.
Установка величины подачи производится поворота-
корпуса 10 при помощи рукоятки II.
Положение выбранной подачи фиксируется защелкой 12,
заходящей под действием пружины в торцевые канавки на кор-
пусе 10.
Величина выбранной подачи указывается на шкале 26,
укрепленной на корпусе 10.
Изменение величины подачи осуществляется путем удале-
ния или приближения плеча с роликом рычага-сектора 3 к дис-
ку эксцентрика, в результате чего меняется угол поворота
рычага; собачка 4 при этом захватывает большее или меньшее
число зубьев храпового колеса 17.
Величина подачи зависит от количества зубьев, через
которые перескакивает собачка по храповому колесу.
Для отвода рычага-сектора от диска эксцентрика повер-
нуть рукоятку II корпуса 10, скрепленного с зубчатым коле-
сом 13. Последнее зацепляется с зуочатым сектором, сидящим
на оси 2, который упирается при повороте в выступающую ось
ролика 9 на рычаге-секторе 3. Преодолевая сопротивление пру-
жины 5, сектор 1 отводит рычаг-сектор от диска эксцентрика,
вследствие чего величина подачи уменьшается; при полном же
bo
отводе рычага-сектора подача прекращается.
В механизме подач стола имеется устройство для автома-
тического быстрого перемещения стола.
Движение для быстрого перемещения стола сообщается зуб-
чатым колесом 29, закрепленным на валу у коробки скоростей
(см.рмс.П). Это зубчатое колесо находится в зацеплении с
зубчатым колесом 24, свободно сидящим на валу 7 механизма
подачи (см.рис.16). Включение механизма быстрого перемещения
стола производится путем поворота "на себя" рукоятки 25, при
этом палец 2D рукоятки, поворачиваясь, толкает (в торец) ва-
лик 21 с укрепленной на нем вилкой переключения 22.
Вилка переключения 22 перемещает кулачковую муфту 16,
сидящую на шлицах валика 7, расцепляет ее с храповым коле-
сом 17 механизма подачи и сцепляет с зубчатым колесом 24.
я
Вращение зубчатого колеса 24 рередается валику 7 и через
пару конических зубчатых колес 6 и 18 на вал подачи стола •
Для выключения механизма быстрого перемещения стола
следует отпустить рукоятку 25, которая под нажатием пружины
23 повернется в свое исходное положение, а кулачковая муфта
16 отключит зубчатое колесо 24 и включит храповое колесо 17
механизма подачи.
Если рукоятка 25 будет иметь излишний люфт, то следует
его выбрать соответствующим подвинчиванием регулировочного
винта 19 в корпусе механизма подач.
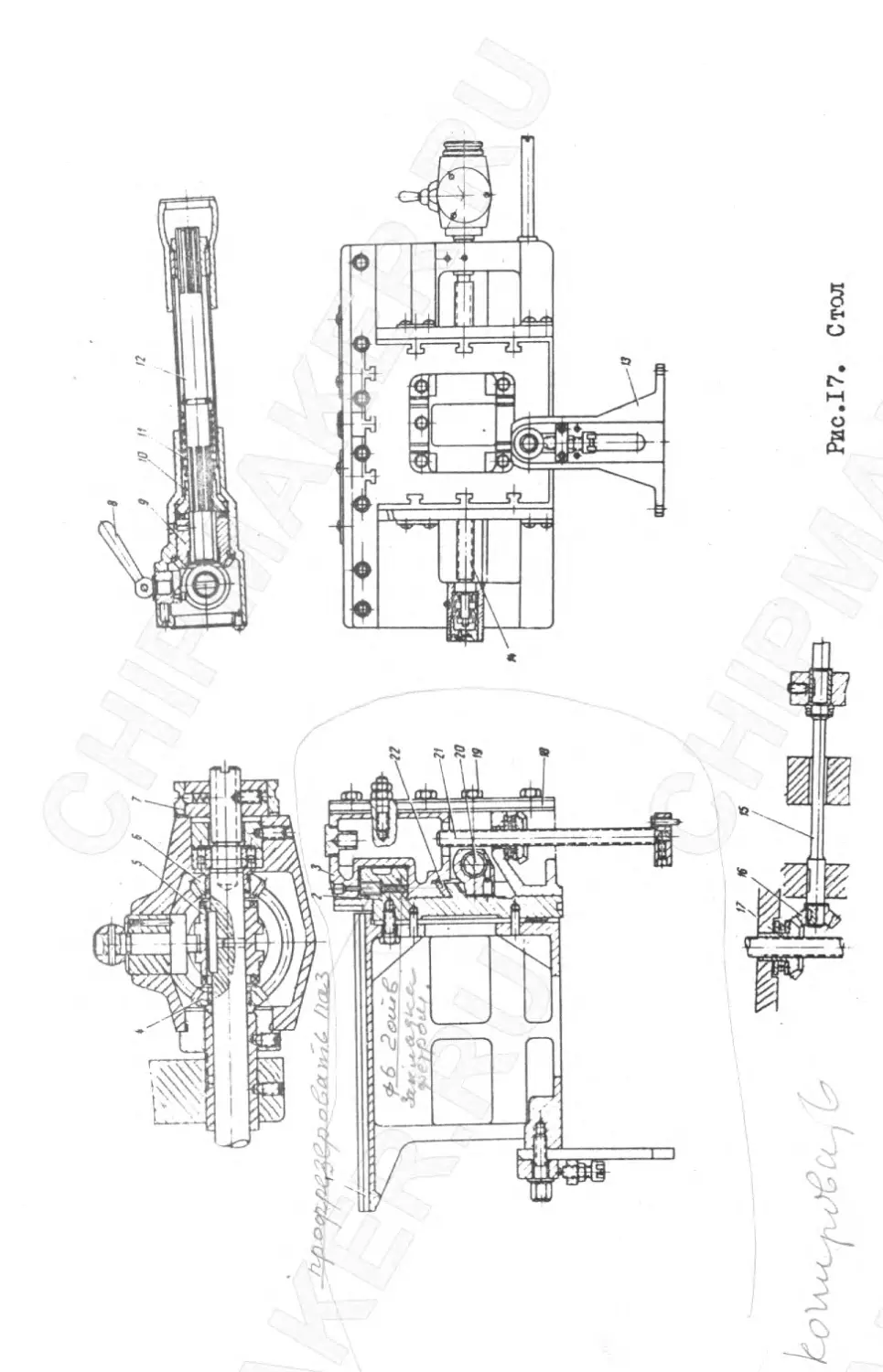
Стол
Стол (рис.17) служит для установки и закрепления обра-
батываемых изделий.
6!
Рис.17. Стол
Крепление изделий на столе осуществляется болтами с
квадратной головкой, входящими в Т-образные пазы. Мелкие
изделия закрепляются в тисках, устанавливаемых на столе.
Узел стола состоит в основном из стола 1 коробчатой
формы, горизонтальных салазок (каретки) 2 и вертикальных
салазок (поперечины) 3.
Стол имеет горизонтальное и вертикальное перемещения.
Горизонтальное перемещение стола осуществляется автома-
тически и от руки.
Для перемещения стола от руки необходимо отключить ме-
ханизм автоматической подачи, повернув рукоятку 8 в среднее
(нейтральное) положение, и ввести кривошипную рукоятку в сое
динение со шлицевым пазом на торце ходового винта подачи 14.
Поворачивая посредством кривошипной рукоятки винт подачи,
входящий в гайку 20, закрепленную на горизонтальных салаз-
ках 2 с установленным на них столом I, перемещают последние
в горизонтальном направлении.
Если кривошипную рукоятку отпустить, то под действием
пружины и толкателя она выйдет из шлицевого соединения и
будет свободно сидеть в отверстиях ходового винта. Это га-
рантирует безопасность при включении автоматической подачи
без удаления с винта кривошипной рукоятки.
Для отсчета величины перемещения стола на выступающем
конце ходового винта установлен лимб 7 с ценой деления
0,1 мм.
Полный оборот лимба сосответствует перемещению стола
на 12 мм.
Горизонтальные салазки должны перемещаться по направ-
63
ляющим поперечины легко, но с плотный к ним прилеганием, что
регулируется подтягиванием клина 22. Стол имеет два автома-
тических движения - рабочую подачу (прерывистое) и подвод
стола (непрерывно-ускоренное).
Передача движения от механизма подачи происходит
через валик 12 и коническое зубчатое колесо 9, сцепляющееся
с коническими зубчатыми колесами 4 и 6, свободно сидящими
на конце ходового винта 14 подачи. Поворотом рукоятки 8 ку-
лачковая муфта 5, установленная на скользящей шпонке на хо-
довом винте 14, перемещается и своими кулачками соединяется
с одним из конических зубчатых колес 4 и 6, этим осуществля-
ется правое или лзвое направление вращения ходового винта и
реверсирование движения стола.
При повороте рукоятки 8 указывается одновременна нап-
равление движения (подачи) стола.
Коническое зубчатое колесо 9 соединяется с валиком 12
при помощи кулачковой муфты 10 со скошенными зубьями на тор-
цах, прижимаемой пружиной II.
При перегрузке механизма подачи муфта, отжимая пружи-
ну, будет проскакивать по скошенным зубьям на торце кони-
ческого зубчатого колеса, не передавая дальнейшего перемеще-
ния столу.
Ускоренное перемещение стола осуществляется через ру-
коятку 25 (см.рис.16) и передается по той же кинематической
цепи, что и рабочие подачи.
При больших нагрузках следует применять подставку 13,
поддерживающую передний край стола, отрегулировав ее по
высоте винтами.
6*
Для правильной работы подставки необходимо при уста-
новке станка на фундамент выверять на параллельность гори-
зонтальное перемещение стола относительно площадки на фун-
даментной плите, по которой передвигается подставка 13.
Вертикальное перемещение стола осуществляется только
от руки. Вращая кривошипной рукояткой вал 15 с коническим
зубчатым колесом 16, передают вращение коническому зубчато-
му колесу-гайке 17, сидящей в отверстии поперечины 3. Зубча-
тое колесо-гайка, навинчиваясь на неподвижно закрепленный
винт 21, опускает или поднимает поперечину, перемещая ее по
вертикальным направляющим станины, к которым поперечина при-
жимается планками 18.
При строгании эти планки затягиваются до отказа гайками
19.
УП. ЭЛЕКТРООБОРУДОВАНИЕ СТАНКА
Электродвигатель
Станок оборудован электродвигателем I (см.рис.18-20)
трехфазного тока с короткозамкнутым ротором.
Тип электродвигателя - А51-4 на 220/380 в мощностью
4,5 квт, 1440 об/мин.
Электродвигатель устанавливается сзади станка на крон-
штейне и соединен с приводным шкивом коробки скоростей кли-
ноременной передачей. Натяжение ремней регулируется перемеще-
нием двигателя вдоль кронштейна, имеющего для этой цели уд-
линенные пазы для крепежных винтов.
Шкив электродвигателя должен вращаться по направлению
стрелки, имеющейся на кожухе привода.
65
Магнитный пускатель
Управление электродвигателем осуществляется при помощи
нереверсивного магнитного пускателя 3. Контактор пускателя
приводится в действие от электромагнита, на котором уста-
навливается катушка на напряжение 220 или 380 в в зависи-
мости от напряжения сети.
Защита от падения напряжения осуществляется катушкой
контактора, которая при понижении напряжения в сети до 50-
60% от номинального автоматически отключает двигатель.
Включение электродвигателя возможно при напряжении
не ниже 85% нормального,
От коротких замыканий двигатель защищается плавкими
предохранителями, устанавливаемыми вне станка самим потре-
бителем.
Магнитный пускатель устанавливается сзади станины.
К"опочная станция
Включение и выключение электродвигателя производится
нажатием кнопок "Пуск” и "Стоп*1 кнопочной станции 4, укреп-
ленной на боковой стенке станины станка.
в целях безопасности работы иа станке предусмотрено
местное освещение низкого напряжения (не выше *0 в).
Комплект аппаратуры местного освещения 5 состоит из
понижающего трансформатора с выключателем и шарнирного
кронштейна с’ рефлектором и лампочкой 6.
Спецификация электрооборудования приведена на стр.73 - 75,
б с
Рис. 18. Монтажная электросхема:
I - электродвигатель A5I-4; 2 - металлический
рукав, гибкий РЗ-Ц-Х015; 3 - магнитный пускатель
МПК0-210; 4 - кнопочная станция KCI-22; 5 - ап-
парат местного освещения АМОЗ; 6 - арматура мест-
ного освещения АМЭ-1; 7 - металлический рукав,
гибкий РЗ-Ц-Х0Ю
t —о о-
I - Нормально-открытые контакты
2 - Нормально-закрытые контакты
3 - Катушка аппарата
Рис.19. Принципиальная электросхема
Услов- ные обозна- чения Назначение или наименование аппарата Число и ис- полнения контактов
МП Магнитный пускатель ЗН.О. IH.G.
4.КУ Кнопка "Пуск" IH.0.
гюг Кнопка ’’Стоп" IH.3.
тп Трансформатор местного освещения
л Лампа накаливания
м Электродвигатель A5I-4
ВТ Выключатель местного освещения с
пв предохранителем Пакетный выключатель (рубильник) IH.0.
п Предохранители
I - электродвигатель A5I-4; 2 - металлический
рукав РЗ-Ц-Х0И; 3 - магнитный пускатель МПЮ-210;
4 - кнопочная станция; 5 - аппарат местного освещения;
6 - арматура местного освещения; 7 - трубка изоляционная 09,
Управление але к т ред в и гат е л е и
Включение электродвигателя производится кратковремен-
ным нажатием кнопки "Пуск", которая замыкает цепь магнитной
катушкой пускателя.
катушка контактора притягивает сердечник и замыкает
главные и вспомогательные контакты. Главные контакты соеди-
няют электродвигатель с сетью, а вспомогательные - создают
в цепи катушки электромагнита соединение, параллельное
кнопке "Пуск". Тогда дальнейшее нажатие кнопки "Пуск" будет
излишне, так как питание катушки происходит после этого
чере<, цепь вспомогательных контактов.
Выключение электродвигателя осуществляется нажатием
кнопки" топ", которая разрывает цепь катушки пускателя,
вследствие чего сердечник отпадает и разъединяет все кон-
такты.
Принципиальная электросхема станка показана на рис.19.
При длительных остановках станка (установка деталей,
инструмента и т.д.) электродвигатель необходимо выключать
кнопкой "Стоп".
Обслуживание электрооборудования
станка
Перед осмотром электрооборудования необходимо пол-
ностью отключить станок от питающей сети.
Станок должен быть обязательно заземлен, согласно
требованиям техники безопасности, к общезаводской сети за-
земления.
Необходимо периодически проверять наличие и исправ-
ность проводов заземления. 7/
Электродвигатель должен содержаться в чистоте и перио-
дически очищаться от пыли и грязи. Обмотку электродвигателя
следует очищать сухой тряпкой и продувать ручным мехом.
Промывать обмотку бензином или керосином не допуска-
ется, так как они разъедают изоляцию и сокращают срок служ-
бы электродвигателя.
Один раз в год электродвигатель должен быть разобран
и капитально прочищен специалистом.
Не реже двух раз в юд необходимо проверять шарикопод-
шипники и заменять в них смазку. В случае износа подшипников
до 0,1 мм их нужно заменить новыми. Смазка шарикоподшипников
должна производиться нейтральным смазочным веществом (таво-
том). Не реже одного раза в декаду надо проверять состояние
проводов, подводящих ток к электродвигателю, и места их
присоединения.
Контакты должны быть плотно прижаты во избежание наг-
рева и окисления.
Все детали пускателя должны тщательно очищаться от
пыли,грязи и нагара. Смазка контактов воспрещается. При
подгорании контактов или потемнении их поверхностей от пе-
регрева необходимо контакты слегка зачистить бархатным на-
пильником.
Поверхность стыка сердечника якоря пускателя надо во
избежание коррозии периодически смазывать машинным маслом
и затем насухо вытирать, чтобы смазка не вызвала прилипания
якоря и сердечнику и гудения магнитной системы. Сильное гуде-
ние магнитной системы происходит;
72.
1. При неплотном прилегании якоря к сердечнику ;
если плохо затянуты ванты, крепящие якорь и сердсч-
ник ;
3. Если оборван короткозамкнутый виток ;
4. При чрезмерном давлении на контактах .
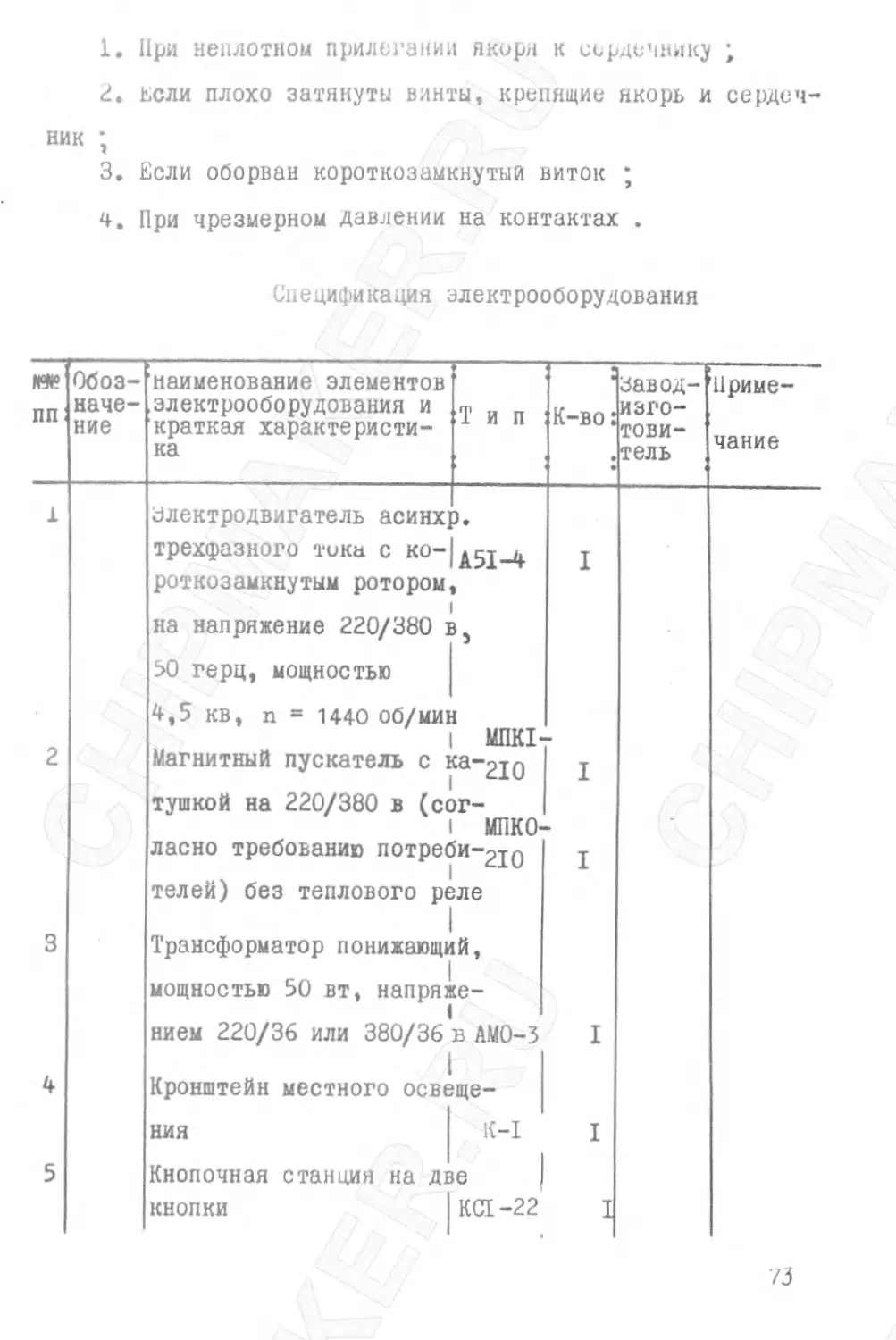
Спецификация электрооборудования
ПП Обоз- наче- ние наименование элементов .электрооборудования и краткая характеристи- ка Т и п • К-во: • завод- изго- тови- тель Приме- чание
1 2 3 4 5 Электродвигатель асинх' трехфазного тика с ко- роткозамкнутым ротором на напряжение 220/380 i 50 герц, мощностью 4,5 кв, п = 1440 об/ми! Магнитный пускатель с 1 тушкой на 220/380 в (с< ласно требованию потрес телей) без теплового ре Трансформатор понижающз мощностью 50 вт, напряз нием 220/36 или 380/36 Кронштейн местного осве ни я Кнопочная станция на Д1 кнопки э. A5I-4 >» 1 МПК1- <а”210 эг- мпко- 5и"21О эле 1Й, ке- в АМО-3 эще- K-I зе KCI-22 I I I I I I
75
№ пп Обоз- наче- ние Наименование элементов электрооборудования и краткая характеристика Тип К-во Завод-
изго- тови- тель Приме- чание
6 Лампа осветительная, напряжением 36 в, мощ- ностью 50 вт M0I4 I
7 Провод медный устано- ПГВ
вочный с винилитовой
изоляцией, гибкгй, I,5мм2 бм
сечение
8 Провод медный, устано- ПГВ
вочный с винилитовой 1мм2 9,5м
изоляцией, гибкий, ПГВ
сечение 4мм б м
9 Металлорукав гибкий негерметичный из стальной оцинкованной ленты с х/б уплотне- нием, внутр.диам.10мм РЗ-Ц-Х 3,5м
10 Металлорукав гибкий не- РЗ-Ц-Х 2 м
герметичный из стальной оцинкованной ленты с х/б уплотнением,внутр, диам.15 мм Внутренний диаметр 12 мм РЗ-Ц-Х 2 м
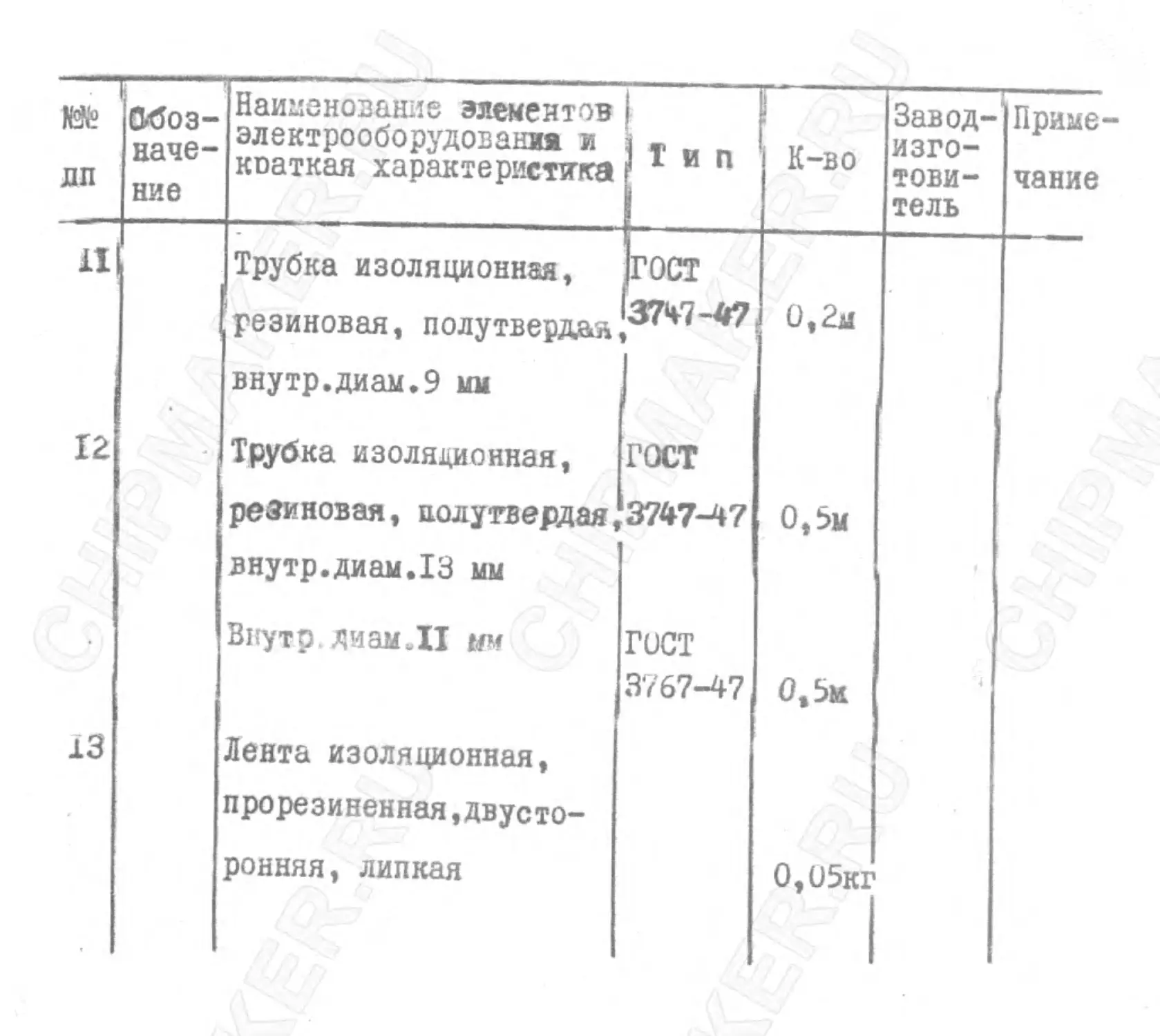
—1 дп Обоз- наче- ние Наименование элементов электрооборудования и коаткая характеристика | Т и п К-во Завод- изго- тови- тель Приме- чание
ill Трубка изоляционная, ГОСТ
резиновая, полутвердая. 3747-47 0,2м
внутр.диам.9 мм
12 Трубка изолядионная, ГОСТ
резиновая, полутвердая, внутр.диам.13 мм 3747-47 0,5м
• Внутр. ДиамЛ! мм ГОСТ 3767-47 0,5м 4
13 Лента изоляционная, прорезиненная,двусто- ронняя, липкая 0,05ki
Рис.21. Схема смазки
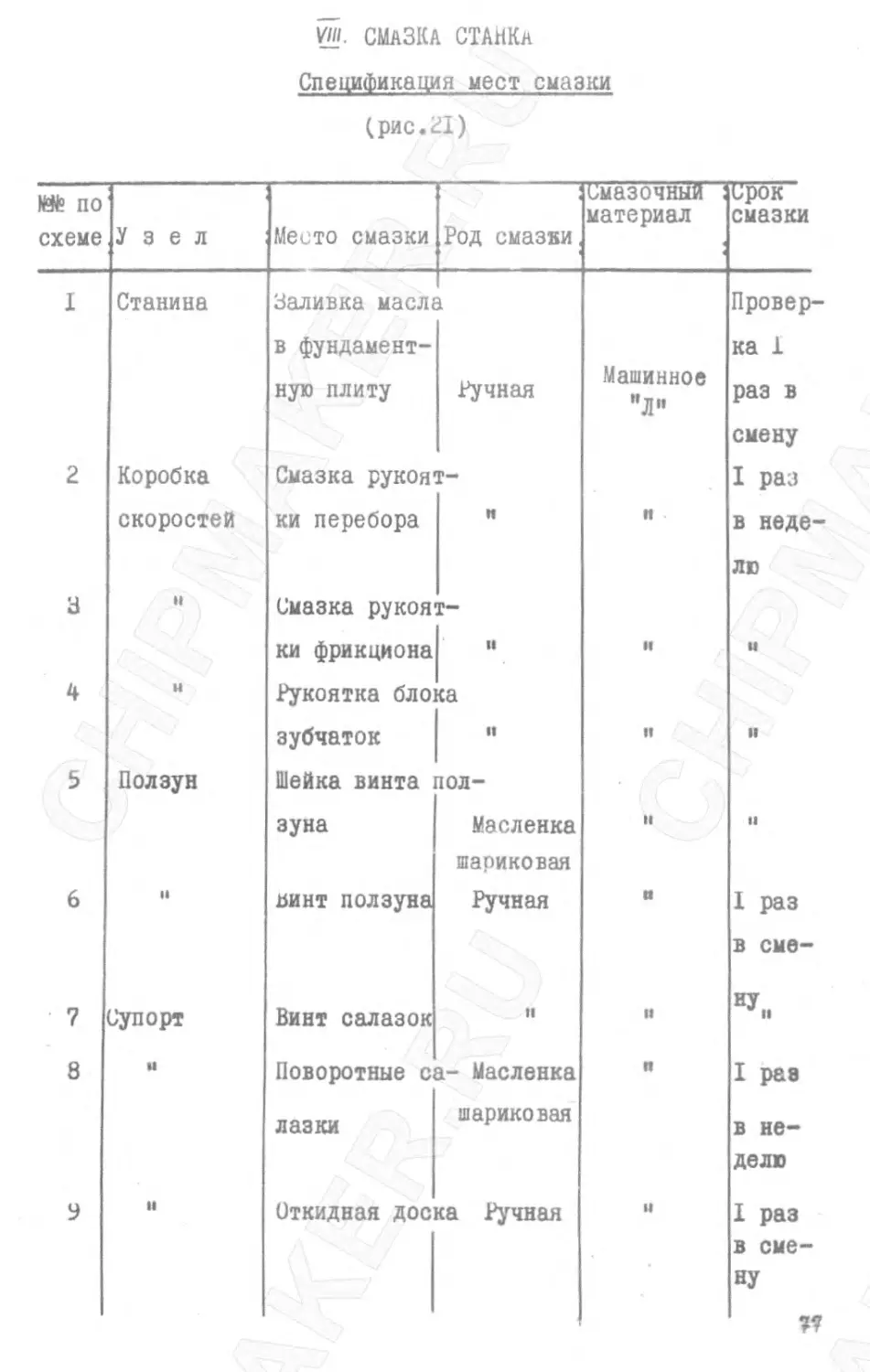
VIII. СМАЗКА СТАНКа
Спецификация мест смазки
(рис.21)
№№ по смазочный : срок
Место смазки Род смазки материал смазки
схеме Узел
I Станина Заливка масл< 1 Провер-
в фундамент- Ручная Машинное ка 1
ную плиту ”Л" раз в
смену
2 Коробка Смазка рукоя* г- I раз
скоростей ки перебора и п в неде-
лю
а II Смазка рукоя г-
ки фрикциона и II II
4 И Рукоятка бло са
зубчаток и II II
5 Ползун Шейка винта пол-
зуна Масленка II II
шариковая
6 II ъинт ползуна Ручная II 1 раз
в сме-
7 Супорт Винт салазок и II ну и
8 II Поворотные с а- Масленка и I рев
лазки шариковая в не-
делю
9 II Откидная дос ка Ручная II I раз
в сме-
ну
K’r- по: :Место смазки Род смазки Смазочный материал (’рок смазки
схеме: Узел
10 Сулоpi Ось откидном
доски Ручная Машинное "Л" I раз в сме- ну
II и Салазки II It II
12 механизм Масленка
верт.пода- шариков. It tf
чи супорта Валик
13 Механизм
подачи Втулка II II 2 раза
в смену
14 Стол Втулка II II Т раз в смену
15 и Винт горизон-
тальной пода-
чи стола Ручная II и
16 и Трензель и II I раз
в неде-
ЛЮ
17 и Шейка винта Ручная Солидол При сборке и ремонте
18 и шейка винта горизонтальной подачи Масленка шариков. 1* I раз в смену
№№ по схеме Узел Место смазки Род смазки Смазочный материал Срок смазки
19 Стол Направляющие Ручная Солидол I раз в
стойки смену
20 п Направляющие Маслен- и и
горизонталь- ных салазок ка
21 * п Направляющие верхних сала- зок п и и
22 и Гайка и упор- ный подшипник II и II
23 Электро. Подшипники Ручная Конста- I раз в
двига- тель лин УТ-1 3 меся- ца
Надежность работы станка в значительной степени за-
висит от систематической и своевременной смазки всех тру-
щихся поверхностей его деталей.
Станок необходимо смазывать чистым, хорошим по ка-
честву машинным маслом.
Все механизмы,размещенные в станине станка,имеют
централизованную систему смазки (рис.22). Масло зали-
вается в нижнюю полость станины и оттуда шестеренчатым
насосом подается к отдельным трущимся местам. Зубчатые
колеса коробки скоростей смазываются от трубки распы-
лителя.
Необходимое давление в системе 1т1,5 атм, которое
регулируется винтом 20 (рис.22) и замеряется манометром,
устанавливаемом в штуцер 21.
В случае течи масла в направляющих клиньев и пол-
зуна необходимо отрегулировать зазор в направляющих -
0,03 мм.
!6
Рис. 22. Места смазки
Спецификация мест смазки
при помощи шестеренчатого насоса
№№ пп Наименование смазывае- мых деталей К-во смазь ваем. мест | Система смазки При- меча- ние
I. Смазка направляющих левой Под давле-
стороны станины I нием
2. Смазка направляющих лево-
го клина I _П_
Зс Смазка кулисного камня I _П_
4. Смазка осей серьги 2 _ II _
5. Смазка направляющих левой стороны станины I _н_
6. Смазка направляющих лево-
го клина I _ 11 _
7. Смазка вала фрикциона I Капельная
1 8. Смазка оси кулисы I Под давле-
- нием
9. Смазка оси прибора I _ и _
•10. Смазка коробки скоростей I Разбрызги-
ванием
1Г. Смазка вала ускоренного перемещения стола I Капельная
12. Смазка коробки подач I _ п_
13. Смазка роликов фрикциона I _11_
14. Смазка направляющих пра- вого клина I Под давле- нием
15. Смазка направляющих пра- вой стороны станины I _П_
16. Смазка направляющих пра-
вого клина I _п_
17. Смазка направляющих пра- вой стороны станины I _||_
18. Смазка ролика механизма подач I _п_
19. Смазка корпуса кулисного Под давле-
механизма I нием
Смазка супорта и стола осуществляется применением руч-
ной масленки и шприц-масленки для заливки шариковых масле-
нок.
Спецификация всех мест смазки станка приведена на стр.
77 - 79.
Для смазки станка рекомендуется применять масло машин-
ное ”Л”.
Норма расхода масла за восемь часов работы станка
(без учета масла на первоначальную заливку картера станины)
составляет 150 г.
Маслофильтр необходимо один раз в месяц снимать и про-
чищать .
на холостом ходу необходимо прокачать масло ко всем
трущимся частям. Контроль за поступлением масла осуществля-
ется через специальные устройства (.лазки).
IX. ПЕРВОНАЧАЛЬНЫЙ ПУСК СТАНКА
Перед первоначальным пуском станка должны быть выпол-
нены все указания, относящиеся к первоначальному пуску,
изложенные в разделах "Смазка станка", "Электрооборудова-
ние станка".
Необходимо проверить положение рукояток управления и
ознакомиться с их назначением, проверить от руки работу
всех механизмов станка.
После подключения к сети станок должен быть проверен
на холостом ходу, после чего можно приступить к настройке
станка для работы.
12
X. НАСТРОЙКА, НАЛ ОКА СТАН ' .
И РЕГБИ?.* РАБОН!
Настройку станка следует начинать лишь после вниматель-
ного ознакомления с настоящим руководством.
Обрабатываемое дзделие закрепляется непосредственно на
столе станка посредством болтов и прихватов или в машинных
тисках, устанавливаемых на столе станка.
Размеры стола для установки изделия приведены в пас-
порте станка.
Режущий инструмент (резец) закрепляется в резцедержа-
теле супорта.
Настройка главного движения
Установку чисел двойных ходов ползуна в минуту произ-
водят соответствующим поворотом рукояток переключения ко-
робки скоростей, согласно рис.23.
Затем при помощи кривошипной рукоятки (рис.8), надева-
емой на квадрат кулисного вала 5, перемещают палец кулисы
до совпадения его оси с осью вращения кулисного барабана,
что соответствует установке нулевого деления на риске
лимба.
Отпустив рукоятку зажима ползуна 22 (рис.13) и вращая
кривошипной рукояткой квадрат валика 4, перемещают ползун,
подводя резец к обрабатываемой поверхности изделия, после
чего зажимают рукоятку ползуна 22.
Поворачивая кривошипной рукояткой квадрат валика 5
(рис.8),производят смещение оси кулисного камня относитель-
Л
к Положение руко- Число
сту- яток переключе- двой-
пени ния перебора и ных
блоков зубчатых ходов
колес пол-
зуна в мин
К? Положение руко- Число
сту- яток переключе- двой-
пени ния перебора и ных
блоков зубчатых ходов
колес пол- зуна в глин
Рис.23. Переключение рукояток коробки скоростей
№
но оси вращения кулисного барабана; Этим самым устанавли-
вают величину хода ползуна - длину строгания; цифровое ее
значение указывается лимбом.
включение коробки скоростей производится поворотом
рукоятки фрикциона ' ia себя".
Пуск электродвигателя осуществляется нажатием кнопки
"Пуск" кнопочной станции.
Настройка подач стола
величина подачи стола устанавливается в зависимости
от величины снимаемого припуска и требуемой чистоты обра-
ботки.
Поворотом рукоятки 3 (рис.8) устанавливают требуемую
подачу стола; все величины подач стола указаны на табличке,
укрепленной на диске рукоятки 3.
Направление подачи стола производится поворотом руко-
ятки 8 (рис.17).
Быстрый подвод и отвод стола осуществляется поворотом
“На себя" рукоятки 25-(рис.16).
положение рукояток переключения
коробки скоростей
№ сту-: пени : Перебор I Рукоятка блока 11 Число двойных ходов в мин
1 Влево Влево вверх 12,3
2 Влево Вправо вверх 17,7
3 Влево Влево вниз 25,0
№ сту- пени Перебор 1 Рукоятка блока П Число двой- :ных ходов в мин
4 Влево Вправо вниз 34,5
5 Вправо Влево вверх 49,0
6 Вправо Вправо вверх 71,0
7 Вправо Влево вниз 100,0
8 Вправо Вправо вниз 138,0
Настройка супорта
Глубина резания определяется соответствующим переме-
щением супорта с установленным резцом.
Величину глубины резания можно отсчитать на лимбе
супорта с ценой деления 0,05 мм. Полный оборот винта соот-
ветствует перемещению супорта на 5 мм.
Глубина резания выбирается в зависимости от величины
снимаемого припуска и требуемой чистоты обработки.
При пользовании автоматической подачей супорта необ-
ходимо установить,в соответствии с ходом ползунами закрепить
на станке кулачок 11 (см.рис.14), повернуть рукоятку авто-
матической подачи 3 на требуемую подачу, обозначенную на
шкале диска рукоятки.
При строгании наклонных плоскостей необходимо повер-
нуть супорт на угол, соответствующий углу наклона обрабаты-
ваемой плоскости и горизонтали.
Поворотная доска супорта своим верхним концом повора-
чивается по дугообразному пазу в сторону от обрабатываемой
поверхности.
При больших сечениях снимаемой стружки необходимо сле-
дить, чтобы усилия резания не превышали указанных в таблице
усилий, допускаемых на ползуне.
Усилие резания можно приближенно определить по формуле:
P=p.f
2
гдегт -сечение снимаемой стружки в мм ; f = s*t
(подача х глубина резания); Р - удельное давление резания
определяется в зависимости от обрабатываемого материала.
XI. РЕГУЛИРОВАНИЕ СТАНКА
При работе наиболее трущиеся части станка изнашиваются >
и станок теряет свою точность.
Для компенсации износа предусмотрена регулировка следу-
ющих частей:
Направляющих ползуна /затяжкой болтов/
Направляющих супорта /затяжкой винта/
Направляющих стола /затяжкой болтов/
Направляющих планок салазок /затяжкой болтов/
Направляющих поперечины /затяжкой болтов/
Направляющих пальца кулисы /затяжкой винтов/
Проверку точности станка производят согласно акту при-
емки.
Регулировка фрикционной муфты осуществляется путем на-
винчивания или отвинчивания ползушки на тяге фрикциона.
Регулировка давления в маслосистеме осуществляется под-
винчиванием •регулировочного винта.
81
Регулировка натяжения ремня производится путем передви-
жения электромотора по продолговатым пазам кронштейна, на
котором устанавливается электромотор, и его положение фик-
сируется затяжкой болтов.
XII. ПЕРЕЧЕНЬ
БЫСТРОЙ ЗН АШИ В АЮЩИХСЯ ДЕТАЛЕЙ И ИХ ЧЕРТЕЖИ i
чертежа Узел Наименование деталей Количест- во на ста- нок Материал
352023 Корпус насоса I СЧ. 40
352074 Шестерня насоса I Ст. 45
352077 Шестерня насоса I Ст. 45
352123Т Блок шестерен I СтЛОх
352124Т Блок шестерен I СтЛОх
353120 Поворотная доске I СЧ. 40
353III Откидная доска I СЧ. 40
353147 Ось I Ст. 45
353135k Винт I Ст. 45
353122 Гайка I СЧ. 40
354035 Камень I Ст. 40х
355051 Храповое колесо I Ст. 40х
355050 Собачка I Ст. 40х
Рис. 24. Корпус насосал
А - два отверстия под конический штифт
просверлить и развернуть при сборке
В - 4 отверстия 0 9 сверлить насквозь
Рис. 25. Шестерня насоса:
модуль....................... 2,5
число зубьев..................12
угол зацепления... .......... 20°
зацепляется с деталью Л? 352077 -0,05
длина общей нормали.......... 11,49“°*^4
А - паз под шпонку делать против зуба
Ф35х
у 8«
Рис. 26. Шестерня насоса
модуль........................
число зубцов..................
угол зацепления...............
зацепляется с деталью № 352074
длина общей нормали...........
2.5
I2f)
20°
-0,08
II,49“0,14
I. Предельное колебание межосевого расстояния при
плотном зацеплении венцов I и II с измерительным коле-
сом: на одном зубе не более - 0,05 мм; за оборот
колеса - 0,12 мм. 2. Материал - Сталь 40Х. 3. Термо-
обработка - закалка т.в.ч., твердость 54нс
Модуль Число зубь- ев Угол ис- ход- ного кон- тура Зацеп- ляется с де- талью Степень точнос- ти ГОСТ 1643-56 Длина общей нормали
Венец I 3,5 18 20° 2120 8-10 26.71.0Д! -0,20
Венец II 3,5 23 20° 2119 III 26.97.0,14 -0,21
Рис. 27 Блок шестерен
2. Предельное колебание межосевого расстояния при
плотном зацеплении венцов I и II с измерительным колесом:
на одном зубе не более - 0,05 мм; за оборот колеса -
0,13 мм. 2. Материал - Сталь 40Х. 3. Термообработка -
закалка т. в. ч., твердость 54Rc
Модуль Число зубь- ев Угол ис- ход- ного кон- тура Зацеп- ляется с де- талью Степень точнос- ти ГОСТ 1645-56 Длина общей нормали
Венец I 3,5 28 20° 2122 8-10 37,54.0,13 -0,21
Венец II '3,5 33 20° 2121 8-10 37>78-0,16 -0,24
Рис. 28. Блок шестерен
91
125
Рис.29. Поворотная доска
Рис,31.
Храповое колесо
Рис.32. Собачка
Рис.33. Винт
Камень
2xtf°
LAO,05
52 -----
Рис. 35. Гайка
А - просверлить и развернуть под конический штифт при сборке
'SSSSSSSSSSSJ&JSSSSSJ
Рис.38. Ось:
А - конусность I : 50
В - центровое гнездо недопустимо
Внешторгиздат. Заказ № 3508 ст