/






































































































































Text
Росс Твег
ПРИС П ОСОБЛЕН И Я
ДЛЯ РЕМОНТА АВТОМОБИЛЕЙ
ТО и ремонт своими силами
Автомобили ВАЗ, ГАЗ, «Москвич», ЗАЗ, иномарки
Чертежи для изготовления приспособлений
Технология применения
РЕМОНТИРУЕМ
Адреса фирменных магазинов «За рулем»:
в Москве: ул. Бакунинская, 72, тел. 261-22-95;
ул. Долгоруковская. 36, тел. 973-14-00;
ул. Краснопрудная, 30/34, тел. 264-92-94
в Воронеже: ул. Хользунова. 112, тел. (0732) 14-34-90
в Кирове: ул Степана Халтурина, 2. тел. (8332) 56-50-16
в Перми: ул. Боровая, 24. тел. (3422) 22-72-04
в Харькове: Харьковский книжный рынок, пер. Кравцова, 19, тел. 8 (0572) 17-04-71
Любую книгу издательства «За рулем»
можно найти и заказать по адресу в Интернете http://knigi.zr.ru
По вопросам оптовых приобретений обращайтесь по телефонам: (095) 261-37-61; 261-07-23
Содержание
К читателю.......................................................................................5
Часть I. ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ С ИХ ИСПОЛЬЗОВАНИЕМ
1. Двигатель....................................................................................6
1.1. Запрессовка поршневого пальца в верхнюю головку шатуна...................................................
1.2. Контроль запрессовки и выпрессовка поршневых пальцев.....................................................
1.3. Рассухариватели клапанов.................................................................................
1.4. Притирка клапанов........................................................................................
1.5. Съемники шкивов..........................................................................................
1.6. Выпрессовка и запрессовка клапанных втулок...............................................................
1.7. Установка и снятие маслоотражательных колпачков..........................................................
1.8. Приспособление для замены цепи привода валов (распределительного и вспомогательных агрегатов)............
1.9. Правка шатунов...........................................................................................
1.10. Ключи для проворачивания коленчатых валов...............................................................
1.11. Извлечение подшипников из коленчатого вала и их запрессовка.............................................
2. Трансмиссия..................................................................................................
2.1. Контроль сцеплений.......................................................................................
2.2. Приспособления для замены игольчатых подшипников карданных шарниров......................................
2.3. Универсальный ключ для фланцев и ступиц..................................................................
2.4. Приспособление для ремонта и регулировок редуктора ВАЗ-2101...-2107......................................
2.4.1. Подтягивание гайки ведущей шестерни (хвостовика)...................................................
2.4.2. Замена сальника ведущей шестерни...................................................................
2.4.3. Снятие редуктора...................................................................................
2.4.4. Закрепление редуктора..............................................................................
2.4.5. Замена заднего подшипника ведущей шестерни.........................................................
2.4.6. Замена переднего подшипника ведущей шестерни.......................................................
2.4.7. Замена подшипников коробки дифференциала...........................................................
2.4.8. Затягивание подшипников ведущей шестерни...........................................................
2.4.9. Предварительный натяг подшипников коробки дифференциала и регулировка бокового зазора в зацеплении.
2.4.10. Замена шестерен дифференциала.....................................................................
2.4.11. Замена зубчатой пары главной передачи.............................................................
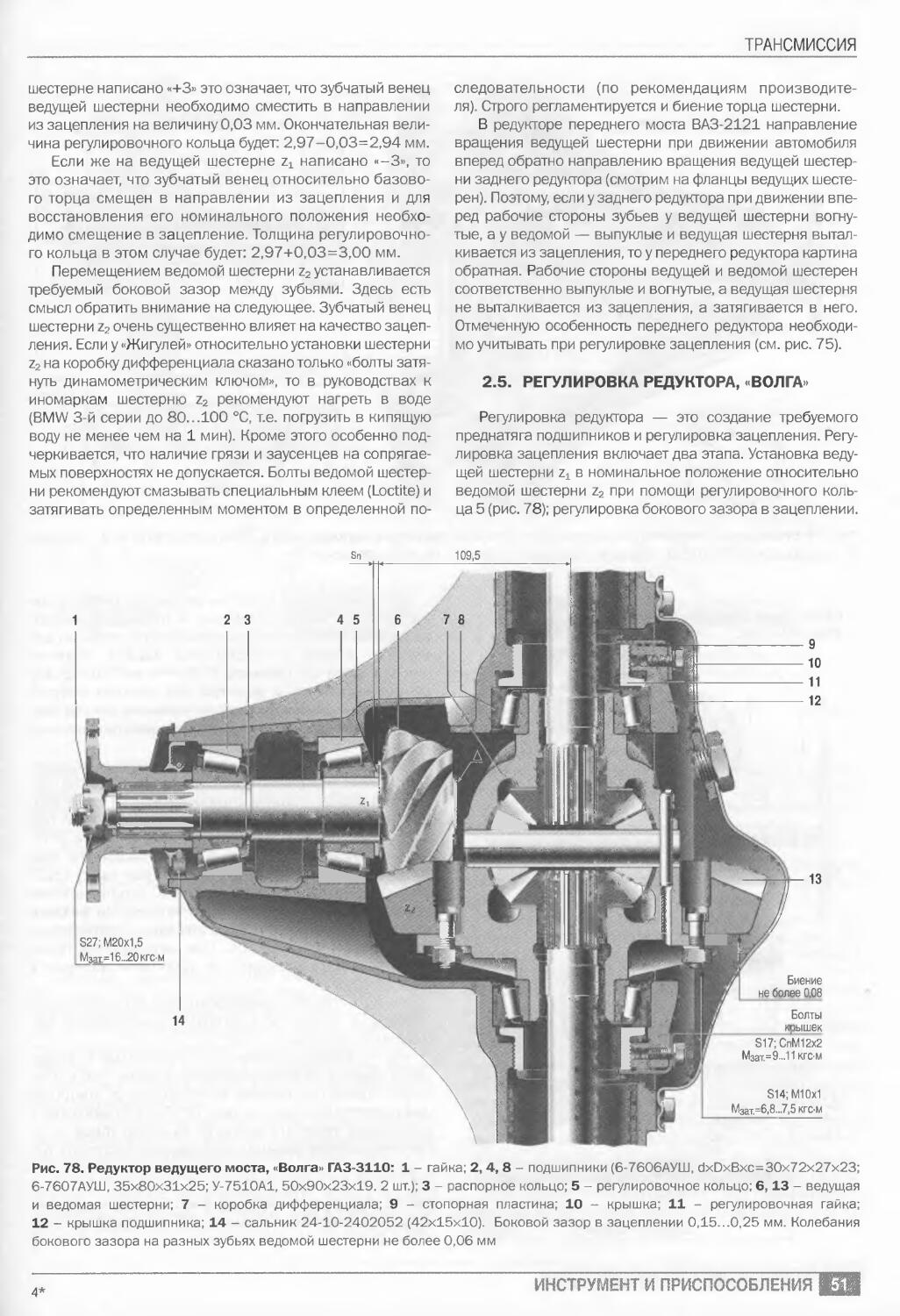
2.5. Регулировка редуктора, «Волга»...........................................................................
2.6. Универсальный съемник для выпрессовки полуосей...........................................................
2.7. Выпрессовка и контроль запрессовки запорного кольца полуоси..............................................
3. Ходовая часть................................................................................................
3.1. Ключи для амортизаторных стоек...........................................................................
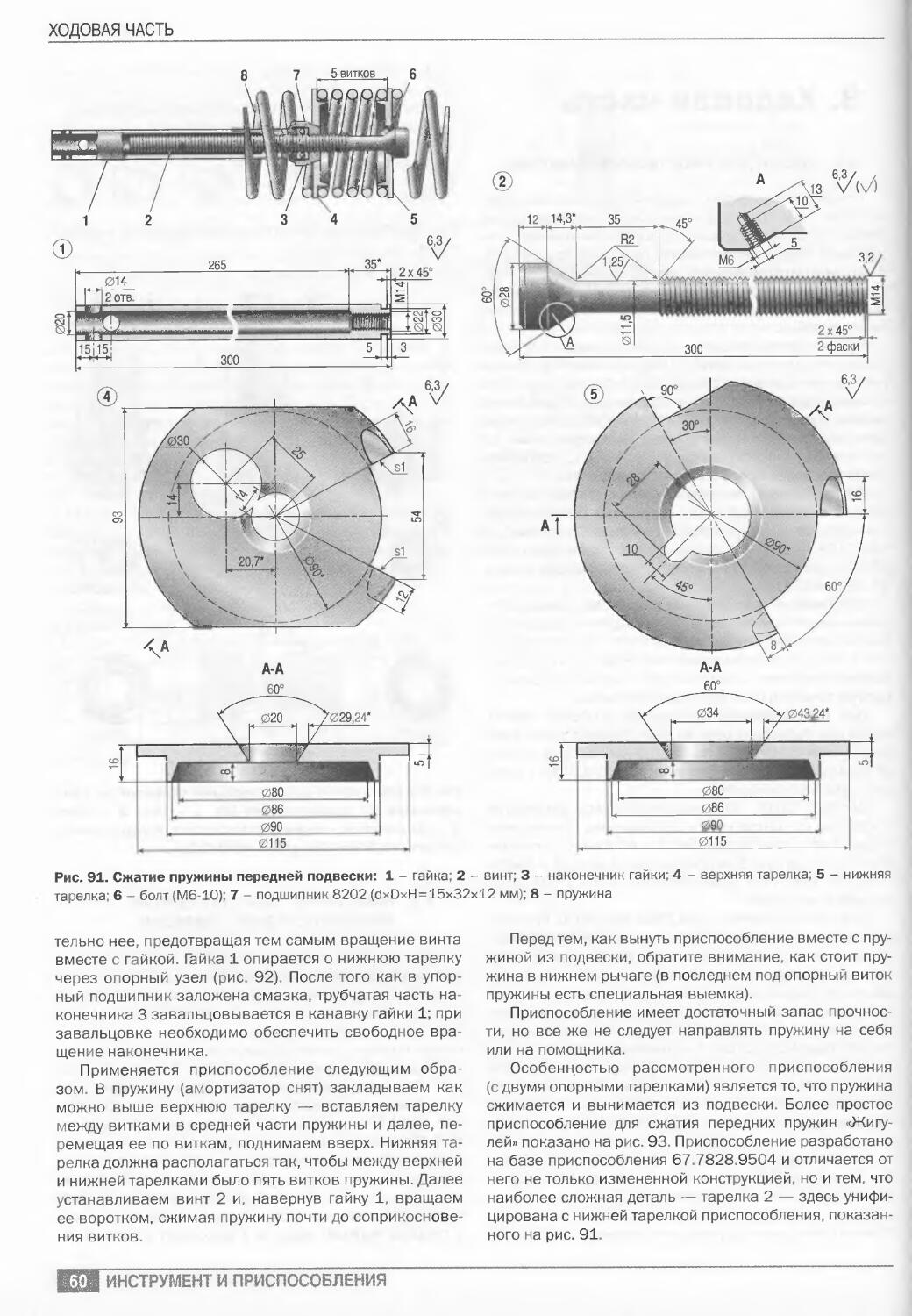
3.2. Приспособления для снятия пружин передней подвески.......................................................
3.3. Приспособления для замены колесных подшипников...........................................................
3.3.1. Замена наружного подшипника ступицы переднего колеса, «Жигули».....................................
3.3.2. Замена подшипников ступиц передник колес, «Москвич-2141»...........................................
3.3.3. Замена подшипников ступиц задних колес, •Москвич-2141».............................................
3.3.4. Съемники стопорных колец...........................................................................
-чд)0)(5)СТ>СЛСЛСЛ OlUlUlJbJbJbJbJbJbJbJbOJWWWWWWW ЮЮЮЮЮННН: ОСО-ЧСЛСЛСОСОФ СО-Ч-ЧФСОООФГОСОООО)
з
3.4. Приспособления для замены сайлент-блоков...............................................71
3.4.1. Амортизатор передней подвески ВАЗ-2101...-2107...................................71
3.4.2. Рычаги передней подвески ВАЗ-2101...-2107........................................71
3.4.3. Штанги задней подвески ВАЗ-2101.. .-2107.........................................73
3.4.4. Замена сайлент-блоков ВАЗ-2108...-2110...........................................74
3.4.5. Передняя подвеска. «Москвич-2141»................................................74
4. Рулевое управление........................................................................76
4.1. Выпрессовка пальцев шаровых шарниров...................................................76
4.2. Замена шарниров рулевых тяг, «Газель»..................................................77
5. Тормозная система.........................................................................78
5.1. Восстановление подвижности поршней.....................................................78
5.2. Извлечение поршней из тормозных цилиндров..............................................78
5.3. Съемники тормозных барабанов...........................................................79
6. Кузов.....................................................................................82
6.1. Ремонт передних лонжеронов, «Жигули»...................................................82
6.2. Ремонт стойки передка, «Жигули»........................................................86
7. Различные съемники и приспособление для прошивки отверстий................................87
7.1. Универсальный съемник..................................................................87
7.2. Съемник подшипников и шестерен.........................................................87
7.3. Приспособление для прошивки отверстий в прокладках.....................................88
Часть II. ОСНАСТКА
ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ С ЕЕ ИСПОЛЬЗОВАНИЕМ
8. Гидравлический пресс с домкратом грузоподъемностью 5 тс (50 кН) и основные операции, выполняемые на нем........................................................91
8.1. Выпрессовка поршневых пальцев..........................................................91
8.2. Замена сайлент-блоков..................................................................91
8.2.1. Штанги заднего моста. «Жигули»...................................................91
8.2.2. Передняя подвеска, «Жигули»......................................................94
8.2.3. Передняя подвеска, «Москвич-2141»................................................96
8.2.4. Амортизатор передней подвески, «Жигули»..........................................96
8.2.5. Рычаг и кронштейн реактивной штанги передней подвески, «Таврия»..................97
8.2.6. Амортизатор задней подвески, «Таврия»............................................97
8.3. Замена двухрядных подшипников..........................................................98
8.3.1. Передние колеса, «Самара-, ВАЗ-2110, «Таврия»; задние колеса, «Москвич-2141».....98
8.3.2. Задние колеса, «Самара»..........................................................99
8.3.3. Передние колеса, «Москвич-2141».................................................100
8.3.4. Задние колеса, -Москвич-2141»...................................................101
8.4. Восстановление отверстий под сайлент-блоки в рычагах передней подвески, «Жигули»......103
9. Гидравлический пресс с домкратом грузоподъемностью 12 тс (120 кН) и основные операции, выполняемые на нем.......................................................104
9.1. Замена подшипника полуоси, «Жигули», «Волга»..........................................104
9.2. Замена сайлент-блоков подвески, «Газель»..............................................104
10. Гидравлический пресс с домкратом грузоподъемностью 12 тс (120 кН) рамный.....109
11. Подъемник-опрокидыватель.................................................................113
11.1. Подготовка автомобиля к подъему......................................................116
11.2. Приспособление для подъема, снятия и установки двигателя.............................116
11.3. Подготовка автомобиля к снятию двигателя.............................................117
11.4. Меры безопасности при работе с подъемником-опрокидывателем...........................117
12. Ручной подъемник грузоподъемностью 2 тс (20 кН)..........................................118
13. Подъемник для смотровой канавы...........................................................123
14. Стенды для двигателей, коробок передач, ведущих мостов, головок блоков цилиндров.....125
14.1. Универсальный стенд..................................................................125
14.1.1. Опоры для двигателей ВАЗ.....................................................126
14.1.2. Траверса для блоков цилиндров. «Москвич». «Волга»............................127
14.1.3. Траверса для коробок передач ВАЗ-2108...-2110................................127
14.1.4. Универсальная траверса для коробок передач....................................128
14.1.5. Оснастка к стенду для закрепления мостов. «Волга», УАЗ.......................128
14.1.6. Оснастка к стенду для закрепления коробок передач и раздаточных коробок, УАЗ..130
14.2. Стенд для головок блоков цилиндров....................................................131
14.2.1. Рассухаривание клапанов.......................................................132
14.2.2. Контроль зазоров в соединении втулка—клапан...................................132
Приложения I. Изготовление инструмента и оснастки...................................................................135
II. Техника безопасности при ремонте........................................................136
К читателю
Каким бы совершенным ни был автомобиль, годы и дороги берут свое и неминуемо возникает потребность в его ремонте. Обслуживание и ремонт автомобилей на фирменных станциях (СТО), прежде всего, очень дороги — стоимость нормо-часа (особенно для иномарок) достигает $ 50 и выше; цена некоторых запасных частей подчас сравнима с ценой подержанного автомобиля. Немало стоят и фирменные инструменты и приспособления. Как правило, такие СТО занимаются автомобилями одной или нескольких марок. Но, к сожалению, для большинства автовладельцев их услуги достаточно дороги.
Совсем иначе обстоят дела в небольших мастерских автосервиса, доступных многим автолюбителям. Здесь ремонтируются автомобили разных марок, а используемые при этом инструмент, приспособления и оснастка большей частью должны быть универсальными, простыми в изготовлении и недорогими.
Данная книга и призвана помочь специалистам малого автосервиса. В ней рассмотрены приемы качественного обслуживания и ремонта с минимальными затратами (при обеспечении безопасности выполняемых работ) широко распространенных в России автомобилей ВАЗ, ГАЗ, ЗАЗ, «Москвич», УАЗ, иномарок разных моделей и лет выпуска.
Все приспособления (и в этом самая большая ценность книги для автомобилиста-практика, занимающегося ремонтом своими силами) можно изготовить по чертежам, приведенным на страницах издания.
Не менее ценно (особенно для читателей, проживающих вдали от промышленных центров), что изготовить приспособления можно на широко распространенных (также и в небольших мастерских) универсальных металлообрабатывающих станках; в некоторых случаях необходимы сварка и термообработка. Для этого не нужны дефицитные или дорогие материалы.
Изготовивший приспособления найдет в книге подробное описание их практического применения, в работе также помогут сведения о посадках сопрягаемых деталей.
Книга состоит из двух частей. В первой приведены чертежи и способы применения инструмента и приспособлений, используемых при обслуживании и ремонте двигателя, трансмиссии, ходовой части и т.д. Во второй части представлена более сложная оснастка — прессы с гидравлическими домкратами, опрокидыватели, подъемники, стенды для ремонта двигателей, головок блоков отечественных и зарубежных автомобилей.
Книга написана на основе опыта работы небольших мастерских автосервиса, широко распространенных ныне. В подобных мастерских, как правило, один подъемник, одна смотровая канава, различное слесарное и другое оборудование и три-четыре слесаря-универсала.
Большинство из описанных в книге инструмента, приспособлений и оснастки разработаны автором и выдержали проверку практикой в течение многих лет их использования. Заимствованное из других источников, как правило, подвергалось усовершенствованию на основе опыта эксплуатации.
Часть I
ИНСТРУМЕНТ
И ПРИСПОСОБЛЕНИЯ
ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ С ИХ ИСПОЛЬЗОВАНИЕМ
1. Двигатель
1.1. ЗАПРЕССОВКА ПОРШНЕВОГО ПАЛЬЦА В ВЕРХНЮЮ ГОЛОВКУ ШАТУНА
В двигателях «Жигулей» поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении должен быть примерно 0,04 мм В соединении палец—поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 °C, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
У двигателей ВАЗ-2101, -2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2+од мм. Для двигателей ВАЗ-2105, -2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7+01 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более. Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда.
Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое (рис. 1).
Регулируемый размер А* вычисляется по формуле
А=0,5 (D-B-C+27) мм,
где В - длина пальца;
С - расстояние между внутренними торцевыми плоскостями бобышек поршня;
D - диаметр цилиндра;
27 - ширина верхней головки шатуна (выдерживается точно).
Пример расчета: D=79; В=67,3; С=31,2.
А=0,5 (79-67,3-31,2+27) = 3,75 мм.
Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7+01 мм.
Напомним, что винт 7 (см. рис. 1) затягивается неплотно, чтобы не произошло заклинивания при удлинении пальца от контакта с нагретой головкой шатуна. При запрессовке (установке) пальца поршень должен прижиматься к верхней головке шатуна, как показано на рис. 1. Операция должна проводиться очень быстро, так как быстро охлаждающийся шатун может «схватить» палец до полной его запрессовки, а в охлажденном шатуне положение пальца уже не изменить.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы.
Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
* Здесь и далее в тексте и на рисунках все размеры в мм.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 1. Запрессовка поршневого пальца в верхнюю головку шатуна, ВАЗ: 1 - оправка; 2 - регулировочная гайка; 3 - поршень; 4 - палец; 5 - направляющая втулка; 6 - шатун; 7 - винт
Рис. 2. Оправка для запрессовки поршневого пальца, ВАЗ
В результате, стержень оправки приспособления диаметром 14,9±0,03 мм или просто не вставить в палец или, из-за очень плотной посадки, не извлечь из пальца при снятой направляющей втулке примерно в течение 30 мин. Попытки «подкорректировать» отверстие рассверливанием оканчивается неудачей. Палец цементирован и закален ТВЧ, при этом и поверхность отверстия оказывается повышенной твердости.
Для описанных случаев надо изготовить короткую оправку (рис. 2) с диаметром стержня 14,5 мм. (Кстати, встречаются пальцы, где невоз
можно вставить оправку и с диаметром стержня в 14 мм.)
На оправке (см. рис. 2) палец не фиксируется. Другой вариант короткой оправки, но с фиксацией пальца показан на рис. 3.
Технология запрессовки (установки) пальца короткими оправками. Поршень кладем на деревянную подкладку (см. рис. 3). Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть. Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна (усилие незначительное) так, чтобы палец выступал из поршня на 5...7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком.
Если палец просто проваливается до деревянной подкладки, это в подавляющем большинстве случаев означает, что шатун непригоден для перепрессов-ки пальца.
Пригодность шатунов для перепрессовки проверяется при помощи приспособления, рассмотренного ниже. Расчетный натяг в соединении палец — верхняя головка шатуна у «Жигулей» должен быть в пределах 0,010...0,042 мм. Не следует забывать и о проверке соединения палец — бобышка поршня (расчетный зазор 0,008...0,016 мм).
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 3. Запрессовка поршневого пальца в верхнюю головку шатуна, ВАЗ: 1 - оправка; 2 - регулировочная гайка (рис. 1); 3 - винт; A=0r5(D-B-C+27) мм; при D=76 мм: А=0,5[103-(В+С)] мм; при D=79 мм: А=0,5[106-(В+С)] мм
1.2. КОНТРОЛЬ ЗАПРЕССОВКИ И ВЫПРЕССОВКА ПОРШНЕВЫХ ПАЛЬЦЕВ
Натяг в соединении палец — верхняя головка шатуна при температуре 20 °C должен быть таким, чтобы палец не перемещался в головке шатуна при осевой нагрузке в 400 кгс. Усилие выпрессовки может достигать более 800 кгс.
Для контроля запрессовки и для выпрессовки пальцев предлагается более простое приспособление (рис. 4), чем рекомендуемое заводом А.95615. Детали 6, 9 привариваются к ребру 8. Гайка (рис. 5) собирается с подшипником 8202 (dxDxH=15x32x12 мм; С0=18 247 Н = 1860 кгс). После установки опоры 1 трубчатая часть гайки 2 завальцовывается в канавку опоры. Перед завальцовкой подшипник следует смазать.
Контроль запрессовки. Прикладываемое осевое усилие определяется по моменту затяжки гайки 7 (см. рис. 4). Момент измеряется динамометрическим ключом. Связь между прикладываемым крутящим моментом М и развиваемым осевым усилием Q определяется по формулам:
M=0,23Qd кгс*м;
Q=4,35 M/d кгс,
где d - номинальный диаметр резьбы, м (в нашем случае резьба М14; d=0,014 м).
Так, при Q=400 кгс (3,924 кН) получим
М = 0,23*400*0,014 = 1,288 кгс*м или 12,64 Н-м.
Перемещение пальца 4 (см. рис. 4) контролируется по перемещению головки винта 5 индикатором, закрепленным на стойке 1 кронштейна винтом М6-10.
Посадка пальца в шатуне будет соответствовать норме, если после прекращения действия динамометрического ключа и возвращения гайки 7 (см. рис. 4) в первоначальное положение стрелка индикатора возвратится к нулевой отметке. В случае проскальзывания пальца (М=1,3 кгс»м; Q=400 кгс) в верхней головке шатуна необходимо заменить шатун.
Выпрессовка. Выпрессовку пальца рекомендуется проводить на прессе с использованием оправки А.60308, центрируемой по отверстию в пальце и опоры с цилиндрической выемкой. Одновременно определяется пригодность шатуна. Обычно палец выпрессовывается при моменте 2.8...4,5 кгс«м, что соответствует осевой силе 870...1398 кгс.
Окончательно пригодность шатуна определяется после проверки его на деформацию на поверочной плите или с помощью лекальной линейки.
После затягивания гаек болтов крышки шатун зажимается в тисках за боковые поверхности нижней головки через прокладки из мягкого металла. Зажимать шатун за стержень, а тем более за верхнюю головку, нельзя во избежание его деформации (скручивания).
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 4. Проверка запрессовки поршневого пальца в верхнюю головку шатуна, ВАЗ: 1 - кронштейн индикатора; 2 - поршень: 3 - шатун; 4 - палец; 5 - винт; 6 - основание приспособления; 7 - гайка в сборе; 8 - ребро; 9,10 - пластины; 11 - винт; 12 - шпилька; 13 - гайка М8 (2 шт.)
относительную подвижность
Рис. 5. Гайка в сборе (поз. 7 рис. 4): 1 - опора; 2 - гайка;
3 - подшипник 8202 (dxDxB=15x32x12)
1.3. РАССУХАРИВАТЕЛИ КЛАПАНОВ
Рассухариватели или приспособления (съемники) для сжатия пружин клапанов и освобождения сухарей с целью извлечения последних могут быть самых различных конструкций.
Так, для «Жигулей» рекомендуются два приспособления: переносное A.60311/R и стационарное 02.7823.9505. Стационарное приспособление — это, по сути дела, стенд для разборки головки блока цилиндров. У приспособления A.60311/R одно преимущество — им можно рассухаривать клапаны, не снимая головку. При снятой головке использовать его не имеет смысла.
Известен и «ударный способ», когда, установив свечной (трубчатый) ключ на тарелку пружин, наносят по нему резкий удар молотком. Этот способ скорее напоминает фокус, который, к сожалению, не всегда удается Наихудшие последствия — гнется клапан, обламывается тарелка. Кроме того, сухари могут «улететь», а удар прийтись по руке или головке блока. Рассухаривание при ударе должно происходить за счет инерции клапана, который не столь уж и массивен, а опоры у клапана в момент удара нет.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 7. Рассухариватель клапанов, «Самара»: 1 - скоба;
2 - опора; 3 - винт (рис. 6); 4 - гайка (рис. 6)
Рис. 6. Рассухариватель клапанов, ВАЗ-2101...-2107:
1 - скоба; 2 - опора; 3 - винт; 4 - гайка
Рассухаривание при снятой головке удобнее проводить винтовыми приспособлениями. По быстродействию эти рассухариватели уступают рычажным с эксцентриками, а вот по простоте конструкции и долговечности, что более существенно, значительно превосходят их.
Разработаны и применяются четыре винтовых рас-сухаривателя для «Жигулей» (рис. 6), «Самар» (рис. 7), «Москвичей» и «Волг« (рис. 8) и универсальный со
Рис. 8. Рассухариватель клапанов, «Москвич» (двигатель УЗАМ-331.10), «Волга» (двигатель ЗМЗ-402): 1 - скоба;
2 - пластина; 3 - упор; 4 - винт (рис. 6); 5 - гайка (рис. 6)
ю
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 9. Универсальный рассухариватель клапанов со сменными упорами: 1 - скоба; 2 - втулка; 3 - болт М6-10; 4 - упор;
5 - винт (рис. 6); 6 - гайка (рис. 6)
сменными упорами (рис. 9). Все рассухариватели используются и для двигателей иномарок с клапанными механизмами, имеющими рычаги (рокеры) или без рычагов с цилиндрическими толкателями, на которые непосредственно воздействуют кулачки распределительного вала.
Скобы рассухаривателей позволяют, как правило, располагать их с двух сторон головки блока. При этом можно не отсоединять от головки впускные трубопроводы и выпускные коллекторы.
У всех рассухаривателей одинаковые винты и гайки. Гайки (см. рис. 6...9) привариваются к скобам, для их ориентации используются пазы. Приваривая упоры (см. рис. 6, 7), пластину с упором (см. рис. 8), втулку (см. рис. 9), необходимо обеспечить соосность соответствующих деталей.
Например, у рассухаривателя, показанного на рис. 6, цилиндрические поверхности (018, 044 мм) упора 1 должны быть соосны с резьбой (М16) и цилиндрической поверхностью (030 мм) гайки 4.
При рассухаривании необходимо следить за тем, чтобы винт опирался на центр тарелки клапана и не смещался к- ее краям. (Были случаи, когда при небрежной работе край тарелки клапана отламывался.)
При работе с универсальным рассухаривателем (см. рис. 9) первоначально «пройдитесь» упором 4 по клапанам и убедитесь, что упор нормально становится на тарелке пружин. Если упор не встал в исходное положение (мешают ребра, приливы головки), винт будет стремиться соскользнуть с тарелки клапана. Возможно, для правильной установки на упорах придется снять соответствующие фаски.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
11
ДВИГАТЕЛЬ
1.4. ПРИТИРКА КЛАПАНОВ
Притирка — точная доводочная операция, вследствие которой получаются герметичные соединения. Металл сопрягаемых поверхностей снимается мелкозернистыми абразивными порошками или пастами, которые наносятся непосредственно на притираемые поверхности. Клапаны притирают после ручного фрезерования седел. В случае, когда фаски седел и клапанов отшлифованы, притирать клапаны не нужно — это только ухудшит геометрию контакта деталей. Если фрезерование седла выполнено качественно, то и в этом случае притирка может не потребоваться или займет всего несколько минут.
Абразивные материалы различают по зернистости, т.е. по размерам зерен. Последние, в зависимости от размеров, делят на следующие группы (в порядке уменьшения размеров зерна): шлифовальные зерна, шлифовальные порошки и микропорошки.
Для притирки клапанов используются только микропорошки, указанные в табл. 1
Размеры зерен, мкм
Таблица 1. Микропорошки
Обозначение зернистости
М40 28...40
М28 28...20
М20 20...14
М14 14 ..10
М10 10...7
М7 7...5
М5 5...3
В зависимости от состояния притираемых поверхностей чаще применяют микропорошки от М14 (зерна 10...14 мкм) до М40 (зерна 28...40 мкм). Микропорошок М14 смешивают с моторным маслом, а М40 — с трансмиссионным. Полученные пасты наносят на фаску тарелки клапана Стержень клапана смазывают чистым моторным маслом Обычно притирка клапана длится не более 1...2 мин.
Притирать клапаны следует очень аккуратно, не снимая с рабочих фасок клапанов и седел слишком
Рис. 10. Цанговое приспособление для притирки клапанов: 1 - цанга; 2 - гайка; 3 - ручка
12
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 11. Приспособление для притирки клапанов с винтовым креплением клапана: 1 - клапан; 2 - корпус; 3 - винт М6-18;
4 - ручка; 5 - стержень
много металла, так как это уменьшает число возможных ремонтных воздействий на седла и клапаны и тем самым сокращает общую продолжительность их службы. При особо тщательной притирке меняют не только микропорошок, но и уменьшают его содержание в притирочной пасте, а с момента, когда притираемые поверхности примут ровный серый цвет, притирку ведут на чистом масле.
Рекомендуют заканчивать притирку и пастой ГОИ, смешанной с керосином. При этом на клапане появится блестящая полоска. Пасты ГОИ также различаются по зернистости. Грубые пасты ГОИ имеют светло-зеленый, средние — темно-зеленый и тонкие — зеленовато-черный цвет. Тонкие пасты ГОИ
считаются лучшим абразивным материалом для окончательной притирки.
Чем более мелкозернистый абразивный материал, тем притирка будет более качественной, хотя и более длительной.
Клапаны притирают одновременно на специальном станке, при помощи электродрели или вручную.
Наиболее «древний» способ притирки — коловоротом с присоской. Под клапан лучше поставить слабую пружину, которая сможет поднять его. При отсутствии присоски на тарелку клапана битумом приклеивают текстолитовый кружок с прорезью в середине. Клапан поворачивают в одну и другую сторону, уменьшая давление в конце каждого поворота так,
Таблица 2. Диаметры стержней клапанов
Автомобиль/двигатель Диаметры, мм: впускных клапанов выпускных клапанов
Mazda-323/В 7-0,015 ' -0.030 7-0.020 ' -0,035
BMW 3-й серии/6 цил. 6,975_о.о15 6,960-0.015
ЛуАЗ-969 М О-0,033 0-0.045 о-0.063 0-0,075
«Таврия» ЗАЗ-1102 О-0.033 0-0.045 о—0.063 0-0.075
«Москвич-21412» О-0,013 0-0.027 О-0.032 0-0.047
ВАЗ-2101...-2110 8-0.015 8-0.015
«Волга»/ЗМЗ 4062.10 8-0.02 8-0.02
Mazda-323/Е 0+0,045 °+0.035 0+0,045 °+0.025
BMW 3-й серии/4 цил. 0-0,025 0-0.040 О 0.040 0-0.055
Volvo-440, -460, -480 8-0.015 8-0.015
Mercedes-Benz-200, -230, -260, -300 О-0.030 0-0.045 Q-0.040 *7-0.062
Opel Rekord E 9-0.013 Q-0,035 *7-0.048
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
13
ДВИГАТЕЛЬ
М8
Рис. 12. Приспособление для притирки клапанов с рычажным креплением: 1 - зажим; 2 - оправка; 3 - клапан
чтобы пружина смогла приподнять клапан. Подъем и опускание клапана на седло позволяют возвращать к фаске седла пасту, вытесненную во время притирки. Угол поворота клапана должен быть в пределах 45...90°, причем при каждом повороте в одну сторону смещают сектор поворота. Таким образом клапан через некоторое время сделает полный оборот. Ни в коем случае не рекомендуется клапан проворачивать вкруговую, так как в этом случае возможно появление кольцевых рисок и герметичности не будет. Описанный способ притирки применялся чаще, когда в тарелках клапанов предусматривались шлицы (пазы). В настоящее время практически у всех автомобилей тарелки клапанов шлицев не имеют и притирка осуществляется при помощи специальных приспособлений с захватом клапана за конец стержня. При этом клапан для контакта с седлом поднимается вверх (в случае с коловоротом он опускался).
Приспособления с захватом клапана за конец стержня показаны на рис. 10...12. Наиболее удобным является цанговое приспособление (см. рис. 10). Такие приспособления выпускаются со сменными цангами под клапаны со стержнями различных диаметров.
Более простое, но менее удобное приспособление показано на рис. 11. Если затягивание цанги приспособления на рис. 10 производят гайкой с верхним шестигранником, то здесь затягивают винты, расположенные внизу. А в случаях с цилиндрическими толкателями винты оказываются в их колодцах.
В приспособлении, показанном на рис. 12, затягивать что-либо не требуется. Стержень клапана зажимается за канавку на его конце, что довольно удобно, но в целом приспособление получается сложным.
Приспособления, изображенные на рис. 10...12, предназначены для клапанов с диаметрами стержней 8 мм. Клапаны с такими стержнями имеют наибольшее распространение (табл. 2). Для изготовления приспособлений для притирки клапанов со стержнями 7 и 9 мм достаточно у деталей 1 (см. рис. 10) и 2 (см. рис. 11,12) изменить диаметр 8+0Д мм на 7+°.i или 9+од мм соответственно.
Приспособление для притирки клапанов при помощи дрели (рис. 13) представляет собой кривошипно-кулисный механизм.
Порядок сборки приспособления приведен ниже, а характер соединения его деталей — в табл. 3.
14
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 13. Приспособление для притирки клапанов при помощи электродрели: 1 - валик дрели; 2, 8 - крышки; 3,10,12 - штифты; 4 - кулиса; 5 - корпус; 6 - втулка; 7 - валик присоски; 9 - рычаг; 11 - диск кривошипа; 13 - винт М4-5 (2 шт.); 14 - болт М8-25 (2 шт.); 15 - пружинная шайба (2 шт.)
Порядок сборки приспособления на рис. 13.
1. Штифты 10 и 12 запрессовывают соответственно в детали 9 и 11.
2. Собирают детали 1 и 2, на деталь 1 напрессовывают деталь 11 со штифтом 12. Деталь 1 должна свободно вращаться в детали 2.
3. Аналогично (см. п. 2) собирают детали 7, 8 и 9.
4. В деталь 8 запрессовывают штифт 3, устанавливают детали 6, 4, 5 и деталь 2 в сборе с деталями 1, 11, 12.
5. Внутрь механизма закладывают смазку.
6. Детали 2 и 8 в сборе стягивают болтами М8-30.
Таблица 3. Соединения деталей приспособления на рис. 13
Детали поз. Посадка Характер соединения
1, 2 и 7, 8 Н9(+о.си>з) Чяяпп* m,n °-016 оазор. ГПЭХ0Д02
9,10 и 11,12; 3, 2 (8) 06.5 ИА*0-015) z8(:» |_|отс>г- min 0.027 натяг. max0064
10, 4 и 12, 4 06,5 РЮ(» г6(» 0.021 оаЗОр. maxQ Qyg
1,11 и 7, 9 08 Н7(+0015) *8(Ж) Мята г* 01,0 0,027 ПО!Ml . max0064
5 и 2, 8 065 Н9(*0-074) fQ(-0 030\ ^'-0,104' Ооолгт min 0.030 оазор. max0178
Вращательное движение от электродрели передается на валик 1, диск 11 с кривошипом (штифтом) 12 и преобразуется в качательное движение кулисы 4, которое, в свою очередь, преобразуется в требуемое качательное движение рычага 9.
Рычаг 9 соединен с валиком 7, который и обеспечивает движение притирки. Соединение валика 7 с клапаном осуществляется при помощи присоски.
Притирка клапана происходит следующим образом. Одной рукой держим дрель, а другой держимся
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
за корпус 5. Прижимать клапан не требуется, достаточно веса дрели. Приспособление при работе постепенно поворачиваем, перенося зону притирки. Внешним признаком конца притирки, как отмечалось, является получение ровной непрерывной матовой или блестящей полосы шириной 1...2 мм на рабочих поверхностях клапана и его седла.
После притирки тщательно промывают клапаны и седла, чтобы паста не попала на рабочие поверхности стержня клапана и втулки, в противном случае произойдет интенсивный износ последних.
Герметичность притертых клапанов проверяют различными способами. Часто советуют делать это при помощи керосина, налитого в камеру сгорания. Если клапаны, собранные с пружинами, в течение 3...6 мин не пропускают керосин, считается, что притирка выполнена нормально. В случае пропуска керосина притирку повторяют.
Поступают и иначе: керосин заливают в небольшом количестве с другой стороны — во впускные и выпускные каналы. Примерно через минуту керосин
сливают. На стыке седла с клапаном не должно быть капель, допускается лишь узкая смоченная полоска. Как показала практика, стремиться к полной герметичности клапанов не обязательно. При работе двигателя клапаны сами прирабатываются к седлам.
Менее трудоемкая проверка герметичности клапанов «на карандаш». Мягким карандашом наносят на фаску клапана 6...8 радиальных линий. Установив клапан, нажимают на его тарелку и немного поворачивают в обе стороны. Если притирка нормальная, линии будут стерты.
1.5. СЪЕМНИКИ ШКИВОВ
Съемник шкива генератора оригинальной конструкции представлен на рис. 14. У съемника сменные захватные полукольца, что позволяет использовать его для различных генераторов.
Снять шкив коленчатого вала, например, двигателя «Жигулей» бывает не так просто. Шкив имеет большой диаметр; усилие, прикладываемое к его
Рис. 14. Съемник шкива генератора: 1 - захват; 2 - тяга; 3 - траверса; 4, 5 - винты (винт 4, см. рис. 16). У захвата 1 размеры без рамок - для генераторов автомобилей ВАЗ; в рамках - для генераторов Bosch
16
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 16. Универсальный съемник шкива коленчатого вала: 1 - планка; 2 - шпилька (2 шт.); 3 - гайка (4 шт.); 4 - винт; 5 - зацеп
2. Заказ № 927.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
W
ДВИГАТЕЛЬ
ободу, перекашивает его, что в свою очередь затрудняет снятие. К тому же, нет возможности использовать в качестве опоры для рычага (например монтажной лопатки) крышку привода распределительного механизма во избежание ее повреждения, т.к. она выполнена из алюминиевого сплава. Приходится перемещать шкив забиванием с двух сторон деревянных клиньев, не допуская перекоса.
Задача упрощается, если воспользоваться съемником, показанным на рис. 15. Он предназначен только для «Жигулей», универсальный съемник представлен на рис. 16.
Шкив генератора рекомендуется снимать специальным съемником, в противном случае его очень легко повредить. Приспособление 67.7823.9504 для съема шкивов генераторов всех автомобилей ВАЗ состоит из обычного съемника и захвата. Конструкция его довольно сложная.
1.6. ВЫПРЕССОВКА И ЗАПРЕССОВКА КЛАПАННЫХ ВТУЛОК
Геометрические параметры и материал втулок.
У бензиновых автомобильных двигателей температура впускного клапана достигает 400 °C, а выпускного более 800 °C. Впускные клапаны омываются топливовоздушной смесью, а выпускные — отработавшими газами.
При этих условиях втулки клапанов должны прочно сидеть в головке блока цилиндров, осуществлять смазку и обеспечивать отвод тепла от стержня клапана. Требования к геометрии направляющих втулок и характеру их сопряжений по наружному диаметру (D) в
Рис. 17. Чугунные направляющие втулки впускных (а) и
выпускных (б) клапанов, ВАЗ. Размеры d и D см. в табл. 4
головке блока и по внутреннему диаметру (d) со стержнем клапана строго нормированы (рис. 17, 18, табл. 4).
На рис. 17 представлены направляющие втулки клапанов двигателей ВАЗ. Втулки впускного и выпускного клапанов легко отличить: у втулки впускного винтовая канавка для удержания масла нарезана на половину длины втулки, что уменьшает поступление масла в камеру сгорания, а втулка выпускного для лучшего отвода тепла сделана более длинной.
Для головок блоков цилиндров из алюминиевых сплавов втулки изготавливают из чугуна (двигатели ВАЗ, см. рис. 17), из латуни или бронзы (см. рис. 18).
Бронзовые и латунные втулки обеспечивают более интенсивный отвод тепла от стержня клапана и лучше
Таблица 4. Размеры направляющих втулок клапанов, мм (d - внутренний диаметр, D - наружный диаметр)
Автомобиль Клапан d, D (см. рис. 17,18) Сопряжение Длина
ВАЗ Впускной d 8,022...8,040 Зазор 0,022...0,055 Предельный зазор 0,15 42
D 14,040...14,058 Натяг 0,063...0 108
Выпускной d 8,029...8,047 Зазор 0,029...0,062 Предельный зазор 0,15 47,5
D 14,040...14,058 Натяг 0 063...0,108
Mercedes-Benz-200, -230, -260, -300 серии W124 Впускной d 8,000...8,015 Зазор 0,03...0,06 42
D 14,023...14,031 Натяг 0,012...0,013
Выпускной d 9,000...9,015 Зазор 0,040...0,077 48
D 14,023...14,031 Натяг 0,012...0,013
1-й рем. D 14,200...14,211 Натяг 0,029...0,051 —
2-й рем. D 14,400...14,411
Mazda 323 двигатель Е Впускной d 8,063...8,088 Зазор 0,018...0,053
(1985-1989 гг.) Выпускной d 8,063...8,078 Зазор 0,018...0,053
двигатель В Впускной d 7,010...7,030 Зазор 0,025...0,060
Выпускной d 7,010...7,030 Зазор 0,030...0,065
BMW 3-й серии 4-цил. двигатель Впускной d g+0,015 Зазор 0,025...0,055 50,5
(1983-1990 гг.) Выпускной D л /1 +0,044 -L^+0.033 Натяг 0,015...0,044
1-й рем. D 4/14 +0,044 ХЧ,Х+0.033
2-й рем. D 4 Л O+0.044 +0.033
3-й рем. D 4 Л Q+0.044 14,0+0,033
6-цил. двигатель Впускной d 7+0.015 Зазор 0,025...0,055 45
Выпускной D 4 Q+0.044 X 0+0.038 Натяг 0,015...0,044
1-й рем. D 4 0 4 +0.044 XO,X+0,033
2-й рем. D 4 Q О+0.044 XO,Z+o.033
3-й рем. D 4 Q Q+0.044 XO, 0+0.033
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 18. Латунные направляющие втулки клапанов, ВАЗ
работают в условиях недостаточной смазки. Их обычно устанавливают в более форсированных двигателях, в которых условия смазки стержней выпускных клапанов весьма неблагоприятны из-за высокой температуры последних, а стержней впускных клапанов — вследствие выдувания и смывания масла топливовоздушной смесью, постоянно находящейся во впускном трубопроводе под пульсирующим давлением. Латунь лучше чем чугун работает в условиях ограниченной смазки, ее теплопроводность (см. табл. 5) в два раза выше, чем у чугуна.
У латунных втулок есть смысл изменить посадочную поверхность под маслоотражательный колпачок, удалить канавку под стопорное кольцо и сделать ребро охлаждения, которое одновременно является и фиксатором положения втулки в головке блока цилиндров.
Латунные клапанные втулки применяются в двигателях автомобилей Audi, BMW, Volvo.
Вышеперечисленные свойства латуни позволяют отказаться от винтовых канавок в отверстиях клапанных втулок и сделать втулки впускных и выпускных клапанов одинаковой длины. Так сделано у упомяну
тых выше иномарок. У части иномарок одинаковыми (короткими) делают ремонтные латунные втулки.
Латунные втулки позволяют уменьшить рабочий зазор в паре втулка — стержень клапана, что уменьшает расход масла. Большой коэффициент теплопроводности латуни способствует быстрой передаче тепла от стержня клапана к головке блока цилиндров и далее к охлаждающей жидкости. При выборе марки латуни необходимо иметь в виду, что латуни с большим содержанием цинка более дешевые, лучше обрабатываются резанием, лучше прирабатываются и меньше изнашиваются. Вместе с тем у этих латуней меньше теплопроводность. Более низкая температура латунных втулок способствует более длительной работе маслосъемных колпачков, что также уменьшает расход масла.
К сожалению, у латунных втулок есть и минусы. При нормальном рабочем зазоре «разогретой» втулки зазор у «неразогретой» слишком велик. Так у Audi (латунные втулки) в соединении втулка — клапан зазор у впускных клапанов 0,1 мм, у выпускных 0,13 мм. Тогда как у автомобилей ВАЗ (чугун) соответственно 0,022...0,055 мм и 0,029...0,062 мм, т.е. примерно в два раза меньше. Попытка уменьшить этот зазор всегда приводит к заклиниванию (схватыванию) стержней клапанов латунными втулками.
При изготовлении втулок необходимо обеспечить максимальную соосность внутреннего отверстия (под стержень клапана) и наружных посадочных поверхностей (в головку и под колпачок). Заметим, что у чугунных втулок, поступающих в запасные части, несоос-ность встречается довольно часто.
Если головка блока цилиндров чугунная, то установка специальных направляющих втулок клапанов не обязательна, отверстия под клапаны выполнены непосредственно в головке.
Размеры втулок даны на рис. 17 и 18, в табл. 4 Усилие запрессовки латунных втулок (см. рис. 18) в 2...3 раза меньше, чем чугунных (см. рис. 17). Процесс их запрессовки — легкое постукивание по оправке.
На втулку (см. рис. 18) колпачок напрессовывают нажатием руки на специальное приспособление. А вот спрессовывается колпачок в этом случае значительно труднее, чем со втулки (см. рис. 17).
Определение технического состояния втулок. Пригодность втулки рекомендуется определять по зазору в сопряжении втулка-стержень клапана. Измеряется диаметр стержня и диаметр отверстия во втулке, вычисляется зазор и его величина сравнивается с предельно допустимыми (см. табл. 4). Обычно у отечественных автомобилей предельно допустимый зазор у впускных клапанов 0,15 мм, у выпускных 0,20 мм.
Таблица 5. Тепловые характеристики материалов
Материал
Чугун
Сталь
Бронза, латунь
Алюминий
Коэффициент линейного расширения а,
V»
12-10-6
12.106
19.10-6
24-10-6
Коэффициент теплопроводности 1
35
40
70
150
Вт ’ М‘°С
Примечания. 1. Показатели материалов средние в интервале температур 0...200 °C.
2. 1 = 1,163 (Вт “ Ватт- ккал _ килокалория, м - метр, ч - час)
2*
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
19
ДВИГАТЕЛЬ
Рис. 19. Проверка зазора между стержнем и направляющей втулкой клапана: а -положение клапана в направляющей втулке при замере перемещения S; б - замер перемещения S при помощи индикатора
Удобно замерять зазор в сопряжении втулка—клапан следующим образом (рис. 19). Клапан приподнимается над седлом до положения, показанного на рис. 19,а. Нажимаем на клапан в одну сторону и устанавливаем индикатор так, чтобы он опирался ножкой в цилиндрический поясок тарелки клапана. Ставим шкалу индикатора на ноль. Нажимаем на клапан в другую сторону (рис. 19,6) и считываем показания индикатора. Величину зазора в сопряжении втулка—клапан по схеме на рис. 19,а можно оценить и без индикатора, «на ощупь», так как величина косвенного зазора S значительно больше действительного. При пересчете действительных зазоров в косвенные для автомобилей ВАЗ получены следующие величины. Для впускных клапанов зазоры S будут 0,7...0,8 мм, предельно допустимые 1,3 мм. Для выпускных клапанов зазор S 0,5...0,7 мм, предельный 1,0 мм. Уменьшение зазоров S в случае выпускных клапанов связано с увеличенной длиной их втулок (см. рис. 17).
Если зазоры больше нормы, сначала заменяем клапаны. Если чрезмерный зазор не устраняется
только заменой клапана, рекомендуется заменить и направляющую втулку.
Направляющая втулка на вид сравнительно простая деталь, однако с ее помощью базируется клапан, и он должен занять вполне определенное положение относительно седла. Геометрия втулки — это не только ее основные размеры, которые можно измерить штангенциркулем, микрометром. В понятие геометрии входит: шероховатость (чистота поверхности), волнистость, точность формы поверхности и точность расположения поверхностей относительно друг друга.
Втулки, поставляемые в запасные части, зачастую непригодны для установки. Часто несоосность цилиндрических поверхностей (d, D) втулки видна невооруженным глазом по разностенности, по заход-ной фаске. Втулки чаще запрессовываются в головку с большим натягом, а бывает, что вставляются почти от руки.
После запрессовки втулки необходимо развертывать. Развертывание — завершающая обработка просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий с малой шероховатостью (Ra=0,32...1,25 мкм). Развертывание не изменяет положение оси отверстия. Поэтому, если втулка по своей геометрии непригодна к установке, но все же установлена, то после обработки седел фрезами, которые базируются направляющими стержнями по отверстиям во втулках удалить с фасок нагар и наклеп не удается. Фреза «цепляет» седло одним зубом. В таких случаях обычно пытаются исправить положение наклоном развертки в отверстии втулки. В конце такой «обработки» зазор в сопряжении втулка—клапан (с новой втулкой) становится равным зазору при старой втулке и вся работа теряет смысл.
Замена втулок. Чаще рекомендуются «ударные» методы, ниже будут рассмотрены способы замены клапанных втулок при помощи винтовых приспособлений с максимальной унификацией деталей.
Выпрессовка втулки клапана «Жигулей» показана на рис. 20. Поскольку шпильки крепления корпу-
Рис. 20. Выпрессовка втулки клапана, ВАЗ-2101...-2107: 1 - втулка клапана: 2 - головка блока цилиндров; 3 - опора;
4, 7 - гайки; 5 - шпилька; 6 - наконечник
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 21. Запрессовка втулки клапана, ВАЗ-2101...-2107:
1 - упор; 2 - гайка (рис. 20); 3 - головка блока цилиндров;
4 - шпилька (рис. 20); 5 - наконечник; 6 - втулка клапана
Рис. 23. Запрессовка втулки клапана, «Самара», «Ока»:
1 - упор (рис. 21); 2 - гайка; 3 - головка блока цилиндров; 4 - наконечник; 5 - шпилька; 6 - втулка клапана (поз. 2, 4, 5, см. рис. 20)
Рис. 22. Выпрессовка втулки клапана, «Самара», «Ока»:
1 - втулка клапана; 2 - головка блока цилиндров; 3 - опора;
4 - гайка; 5 - шпилька; 6 - наконечник (поз. 3...6, см. рис. 20)
Рис. 24. Выпрессовка втулки клапана, «Москвич»: 1 - головка блока цилиндров; 2 - наконечник; 3 - втулка клапана; 4 - шпилька; 5 - опора; 6 - гайка (поз. 2, 4, 6, см. рис. 20)
са распределительного вала вывернуть бывает не так-то просто, есть смысл для крайних клапанов изготовить укороченную шпильку 5 (размеры в скобках) и низкую гайку 7.
Запрессовка новой клапанной втулки (рис. 21) производится при помощи шпильки 5 (см. рис. 20), гайки 4, упора 1 (см. рис. 21) и наконечника 5.
Выпрессовка (рис. 22, 24) и запрессовка (рис. 23, 25) втулок автомобилей «Самара», «Ока» и «Москвич-21412» производится при помощи тех же самых приспособлений, что и для «Жигулей» (см. рис. 20, 21).
При ремонте головок блоков «Москвичей-21412» и «Волг» ГАЗ-31029 приходится сталкиваться с трудностями, когда без предварительного рассверливания втулок просто не обойтись. Причина столь прочной посадки втулок — очень большие натяги в соединении. Дело в том, что головки нагревают до 160...175 °C, а втулки охлаждают в двуокиси углерода («сухой лед») до -40...-45 °C. При таких условиях втулки практически вставляют в отверстия головок, а не запрессовывают (головки двигателей воздушного охлаждения рекомендуют нагревать до 190...210 °C — ЛуАЗ-969М, без охлаждения втулок).
Рис. 25. Запрессовка втулки клапана, «Москвич»: 1 - опора гайки (рис. 21); 2 - гайка; 3 - головка блока цилиндров; 4 - наконечник; 5 - шпилька
Втулки, поставляемые в запасные части, часто приходится протачивать для уменьшения наружного диаметра на величину до 0,3 мм.
При натягах в соединении втулка—головка до 0,15 мм и более (что примерно в два раза больше рекомендуемых значений) происходит что-то вроде сварки втулок с головкой В этом случае выпрессо-вать втулки ударным методом не удается, а оправки становятся как грибы со шляпками. При выпрессов-
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
21
ДВИГАТЕЛЬ
Рис. 26. Выпрессовка втулки клапана после рассверливания, «Москвич-21412»: 1 - головка блока цилиндров; 2 - наконечник;
3 - втулка клапана; 4 - шпилька; 5 - опора; 6 - гайка. Втулка 015$g^; отверстие 015:^. Натяг в соединении 0.025...0,064
ке таких втулок на прессе на них остается металл головки блока.
Если рекомендуемые натяги в соединении втулка — головка у автомобилей ВАЗ 0,063...0,108 мм, у «Москвичей» и «Волг» соответственно 0,025...0,064 мм и 0,027...0,087 мм, т.е. меньше; но более тяжелые случаи выпрессовки встречаются именно у последних. Возможно, это связано с большими диаметрами втулок (ВАЗ — 14 мм, «Москвич» — 15 мм, «Волга» — 17 мм).
При рассверливании втулок уменьшается толщина их стенок и давление прижатия втулок к стенкам отверстий в головке. Рассверливание рекомендуется проводить вплоть до толщины стенки втулки 1мм.
Выпрессовка рассверленных втулок при помощи винтовых приспособлений показана на рис. 26, 27. В приспособлениях различными являются только наконечники 3. Шпильку с резьбой М12х1,5 изготавливают из достаточно прочной стали с термообработкой. Например, используется сталь 38ХГСА с термообработкой — улучшением (закалка с высоким отпуском).
Если резьба шпильки накатывается (не нарезается), то ее прочность на разрыв увеличивается примерно на 25 %.
Многие знакомы с такими механическими характеристиками как прочность, деформируемость, упругость; менее известна такая характеристика как энергоемкость или способность запасать упругую энергию. Стали, применяемые для изготовления прочных шпилек, как раз имеют повышенную энергоемкость. В результате при обрыве резьбового конца шпильки он вместе с навернутым на него наконечником буквально выстреливает. Последнее необходимо иметь ввиду при особо тяжелой выпрес-совке втулок.
Вертикальное расположение втулок в головке цилиндров двигателя «Волги» позволяет довольно просто выпрессовать их на прессе (рис. 28). При
Рис. 27. Выпрессовка втулки клапана с рассверливанием, «Волга» ГАЗ-31029: 1 - наконечник; 2 - головка блока цилиндров; 3 - втулка клапана; 4 - шпилька; 5 - опора; 6 - гайка (поз. 1, 4...6 см. рис. 26). Втулка 017,O2t°-^|; отверстие 01710,021. Натяг в соединении 0,027...0,087
этом может быть использована оправка, свинчиваемая из двух деталей 2 и 3 или специальная оправка 5 (одна деталь).
22
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 28. Выпрессовка втулки клапана, «Волга» ГАЗ-31029: 1 - головка блока цилиндров; 2 - верхняя часть оправки; 3 - нижняя часть оправки; 4 - втулка клапана; 5 - специальная оправка. Втулка 017,02*°^; отверстие 017±О,О21. Натяг в соединении 0,027...0,087
1.7. УСТАНОВКА И СНЯТИЕ МАСЛООТРАЖАТЕЛЬНЫХ КОЛПАЧКОВ
При напрессовке колпачков приходится часто сталкиваться с недостаточной обзорностью места работы, особенно, когда клапаны приводятся в действие непосредственно кулачками распределительного вала через цилиндрические толкатели без промежуточных рычагов.
«Собирательный образ» чаще всего встречающихся колпачков представлен на рис. 29, здесь же нанесены предельные размеры.
Браслетные пружины колпачков бывают диаметрами 1,2; 1,3; 1,5; 1,6 мм. При диаметре 1,6 мм пружину при запрессовке колпачка лучше снять. Посадочный диаметр (внутренний), по крайней мере у колпачка отечественного производства, должен быть равен 10,45+0Д5 мм, но встречаются колпачки с диаметром 10,4 мм. Здесь большую роль играет не только величина посадочного диаметра, но и форма внутренней поверхности. Для облегчения напрессовки посадочную поверхность колпачка выполняют с кольцевыми выступами (канавками), показанными на рис. 29, б.
Колпачки рекомендуется напрессовывать с использованием оправок. Наиболее часто применяемые оправки для автомобилей ВАЗ представлены на рис. 30.
У автомобилей ВАЗ напрессовывать маслоотражательные колпачки на втулки клапанов рекомендуется оправкой 41.7853.4016 (рис. 30, а). Использование этой оправки связано с определенными проблемами. Дело в том, что оправка имеет коническую поверхность (диаметры 13,2+01 и
Рис. 29. Маслоотражательные колпачки направляющих втулок клапанов с номинальным диаметром стержня 8 мм: а - предельные максимальные размеры; б - предельные минимальные размеры. Стрелкой отмечены поверхности колпачков, взаимодействующие с оправкой
14,2+я1 мм, расстояние между ними 14 мм), взаимодействующую с фланцем арматуры колпачка (013 8.. .14,4 мм). При натяге 0,3...0,5 мм в соединении втулка—колпачок проблем практически не возникает, а вот при меньших натягах в упомянутом соединении колпачок (фланец арматуры) заклинивает в оправке и не извлекается оттуда. Большая длина оправки (160 мм) не позволяет установить колпачок на втулку выпускного клапана 4-го цилиндра без предварительного вывертывания шпильки крепления корпуса подшипников распределительного вала. Вывернуть шпильку из алюминиевой головки — часто задача непростая.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
23
ДВИГАТЕЛЬ
Рис. 30. Оправки для установки маслоотражательных колпачков: а - оправка 41.7853.4016 (ВАЗ 2101...-2109), б - оправка 41.7853.4016 (ВАЗ-1111, -1113 «Ока»); в, г - оправки (ВАЗ 2101...-2107)
При этом необходимо иметь в виду, что шпилька изготовлена из стали с пределом прочности 80...100 кгс/мм2 (к примеру, у используемой обычно стали 45 этот предел не более 70 кгс/мм2).
На автомобилях ВАЗ-2101...-2107 рекомендуется напрессовывать колпачки после установки клапана, а чтобы не повредить колпачок кромками канавки под сухари, следует использовать оправку 41.7851.4003 (рис. 31, а).
Удобнее все же сначала напрессовать на втулку клапана колпачок, а уже потом устанавливать клапаны. Кстати, так и рекомендуется делать у ВАЗ-2108...-2110. Здесь дело, вероятно в том, что канавка под сухари на стержнях клапанов «Жигулей» одна и имеет острые кромки, а у клапанов «Самар» их три, но с закругленными кромками.
На практике для автомобилей ВАЗ часто применяют оправку, показанную на рис. 32, а. В оправке использован стержень от старого клапана любого двигателя ВАЗ. Кромки под сухари должны быть притуплены.
Возможен и такой способ. Отверстие в колпачке с браслетной пружиной имеет диаметр 6,7...6,8 мм, а если пружину снять, диаметр отверстия будет уже 6,87 ..7 мм. Уменьшение натяга, а, главное, увеличение податливости уплотняющей кромки колпачка сводит к минимуму вероятность ее повреждения. Устанавливать пружину на колпачок поможет оправка, показанная на рис. 31, б.
При установке колпачков часто, особенно у иномарок, стучать по оправке молотком совсем не требуется — достаточно просто нажать на нее рукой.
Рис. 31. Оправки для установки маслоотражательных колпачков (а) и браслетных пружин (б)
Рис. 32. Оправки для напрессовки маслоотражательных колпачков для автомобилей: а - ВАЗ, б - ВАЗ-2101...-2107, в - ВАЗ-2108...-2110
Ручные оправки показаны на рис. 32, б, в. Они предназначены для напрессовки колпачков при установленных клапанах. Эти оправки легко преобразовать в оправки иного типа, показанного на рис. 32, а.
Ручные оправки для напрессовки колпачков удобнее использовать, когда посадочные поверхности клапанных втулок и колпачков имеют вид, показанный на рис. 18 и 29, б соответственно. В этом случае колпачок (010,4 мм) «надевается» на втулку (010,8 мм) нажатием руки на оправку с натягом на сторону в 0,2 мм.
Оправка, рекомендуемая для «Жигулей» (см. рис. 27, а), слишком массивна, что способствует потере чувства меры при ударе по ней, а большая длина не позволяет ей, как и оправке 41.7853.4016 (см. рис. 30, а), установить колпачок на втулку выпускного клапана 4-го цилиндра, не вывернув шпильку (см. выше).
1ИИ ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 33. Напрессовка колпачка при помощи регулируемого универсального приспособления: 1 - упор; 2 - цанга; 3 - гайка; 4 - колпачок; 5 - втулка клапана
Рис. 34. Снятие колпачка при помощи универсального приспособления: 1 - цанга (рис. 33); 2 - наружная гайка;
3 - гайка (рис. 33); 4 - колпачок
И это не все Если внимательно присмотреться к предельным размерам колпачков (см. рис. 26) и соответствующим размерам оправок (см. рис. 27, а, б, в), то становится ясно, почему иногда запрессовка колпачков кончается для них плохо.
Оправка должна контактировать с плоскостью колпачка, отмеченной на рис. 29 стрелками. Именно в этом случае
М12
жательных колпачков
усилие передается на металлическую часть колпачка (арматуру). В противном случае возможно смятие браслетной пружины, деформация фланца арматуры, отрыв от нее резины. Иногда фланец арматуры так заклинивает в оправке, что при попытке убрать последнюю с втулки клапана снимается и напрессованный колпачок.
Как было уже сказано выше, колпачки можно «надевать» на втулки клапанов просто рукой или при помощи оправок (см. рис. 32, б, в), что и принято на многих двигателях. Однако для легкого «надевания» колпачка на втулку клапана у последней необходимо изменить место посадки колпачка (см. рис. 18).
Посадку (напрессовку) колпачка на втулку удобно производить при помощи регулируемого универсального приспособления (рис. 33). Перед напрессовкой, вращая гайку 3 (см. рис. 33), «настраивают» цангу 2 под данный колпачок. Контакт цанги с колпачком должен происходить, как отмечалось выше, по плоскости колпачка, отмеченной на рис. 29 стрелками. Установив колпачок на втулку и нажав на упор 1 (см. рис. 33), рукой напрессовываем колпачок. Если конструкция втулок обычная, возможно потребуется легкое постукивание молотком (металлическим стержнем) по упору 1. Посадочное место втулки смазывается моторным маслом.
При снятии старых колпачков (рис. 34) цанга 1 защелкивается на колпачке 4 и затягивается при помощи воротка
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
25
ДВИГАТЕЛЬ
гайкой 3. Далее, придерживая верхним воротком цангу 1, вторым воротком вращаем гайку 2.
Для снятия колпачков можно также использовать инерционное приспособление (рис. 35), изготовленное с использованием старых плоскогубцев.
1.8. ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАМЕНЫ ЦЕПИ ПРИВОДА ВАЛОВ (РАСПРЕДЕЛИТЕЛЬНОГО И ВСПОМОГАТЕЛЬНЫХ АГРЕГАТОВ)
При вытягивании цепи сдвигаются назад фазы газораспределения. Изношенная цепь, кроме того, сильнее шумит.
Звенья новой цепи, находясь в зацеплении с зубьями звездочки, располагаются в виде сторон многоугольника. Поэтому даже при равномерном вращении ведущей звездочки цепь движется неравномерно. С износом шарниров или вытягиванием цепи увеличивается ее шаг. Цепь на звездочках «поднимается», нормальное зацепление нарушается, динамические нагрузки в связи с пульсацией скорости увеличиваются. При сближении частот возмущающих импульсов с частотой собственных колебаний (резонанс) поперечные колебания цепи могут вызвать обрыв успокоителя.
Когда же заменять цепь? Лучше ориентироваться по натяжителю. Исчерпана возможность регулировки натяжения (цепь «вытянулась» более чем на 4 мм) — значит, необходима замена. И, конечно, цепь всегда заменяют, если есть явные признаки ее повреждения — сколы пластин, трещины на роликах.
У «Жигулей» применяются цепи с числом звеньев 114 (двигатели ВАЗ-2101, -21011) и 116 (двигатели ВАЗ-2103, -2106). Различить их просто, достаточно сложить и обратить внимание на концы. У цепи с 114 звеньями концы будут различные, а у цепи с 116 звеньями — полностью одинаковые.
Наименее трудоемкий способ замены, чаще используемый на практике — это установка новой цепи с использованием старой. Если старая цепь не перескочила через зубья звездочек в связи с вытягиванием, тогда замена старой цепи на новую не нарушит фаз газораспределения.
Замена цепи — работа непростая, выполнять ее лучше вдвоем.
Соединение новой и старой цепей производится после их разъединения. Разъединение лучше начать с новой цепи, используя приспособление, показанное на рис. 36. Предварительно следует вывернуть все свечи зажигания. Цепь 2 при помощи упора 1 зажимается в корпусе 5 приспособления так, чтобы головки оси (расклепанные концы) оказались в отверстиях упора 1 и корпуса 5.
Выпрессовываем ось 3 винтом 6 и выталкивателем 4. Выпрессовывать ось нужно до положения, показанного на рис. 37, а, т.е. не до конца. Контролируется величина вы-прессовки по появлению торца головки оси в плоскости А упора 1 (см. рис. 36) или по положению выталкивателя 4 относительно корпуса 5, риска Б. Обратите внимание на концы А и Б разъединенной цепи (рис. 37, а). Если бы выпрес-совывалась любая из соседних осей, концы А и Б поменялись бы местами.
Для разъединения старой цепи и соединения ее с новой снимаем крышку головки блока цилиндров. Для ослабления цепи можно вообще снять натяжитель или, ослабив его колпачковую гайку, монтажной лопаткой отвести от цепи башмак натяжителя и вновь затянуть колпачковую гайку. При разъединении старой цепи и последующем соединении ее с новой не допускайте перестановки ее на звездочках. Разъединяют цепь на звездочке распределительного вала так, чтобы на звездочке со стороны ведущей ветви осталась ее большая часть. Если при разъединении новой цепи было совершенно безразлично, ось какого шарнира выпрессовывать. то при разъединении старой цепи это уже не безразлично.
Рис. 36. Приспособление для выпрессовки оси шарнира цепи: 1 - упор (заготовка - круг 020 или шестигранник S17); 2 - цепь;
3 - ось шарнира; 4 - выталкиватель; 5 - корпус; 6 - винт; А - плоскость упора; Б - риска для контроля выпрессовки оси шарнира
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 37. Разъединение цепей: а - новой (А и Б - концы цепи); б - старой цепи на звездочке распределительного вала (А - места, где цепь можно разъединять)
Рис. 38. Соединение новой цепи приспособлением, показанным на рис. 36: а - при помощи выталкивателя 2 и упора 1; б - при помощи винта 6:1 - упор; 2 - выталкиватель; 3 - ось шарнира: 4 - цепь; 5 - корпус; 6 - винт
Конец А новой цепи (см. рис. 37, а) будет соединяться с концом Б старой, коленчатый вал будем проворачивать в направлении его вращения при работе двигателя (на рис. 37 перемещение слева направо). Старую цепь можно разъединить на звездочке распределительного вала только в местах А (рис. 37, б). Разъединив старую цепь так же как новую, соединяем конец Б старой цепи с концом А новой и запрессовываем ось шарнира.
При проворачивании помощником коленчатого вала (свечи вывернуты) в направлении его вращения при работе двигателя, новая цепь постепенно будет занимать место старой, а старая извлекаться из двигателя.
Далее старая цепь отсоединяется от новой, а новая соединяется (запрессовывается ось шарнира) на звездочке распределительного вала. На рис. 38 показаны два способа запрессовки — упором 1 и выталкивателем 2 (рис. 38, а) и винтом 6 (рис. 38, б). Соответствующий конец оси расклепывается.
После замены цепи проверяют фазы газораспределения и проводят установку момента зажигания. При правильной установке фаз газораспределения прилив на корпусе подшипников распределительного вала должен быть напротив лунки на звездочке вала, а метка на шкиве коленчатого вала напротив длинной метки на
крышке привода распределительного вала*. Значительное несовпадение меток (на одно — два звена цепи) приведет у многих двигателей к ударам клапанов о поршень. И последнее. Распрессовывать цепь нет смысла, если необходима замена башмака натяжителя.
1.9. ПРАВКА ШАТУНОВ
Известно, что деформированный шатун приводит к увеличению расхода масла из-за перекоса поршня и колец в цилиндре. Кроме этого увеличивается шум и, самое главное, снижается ресурс деталей, связанных с деформированным шатуном. У шатуна деформируется, как правило, стержень. Наличие деформации легко проверяется на поверочной плите или при помощи лекальной линейки. В первом случае шатун качается, во втором случае идет проверка «на просвет» у головок. Считается, что максимальная деформация (изгиб, непараллельность осей головок шатуна) не должна превышать половины диаметрального зазора между поршнем и цилиндром. При зазоре 0,05...0,08 мм максимальная деформация не должна быть более 0,025.. .0,040 мм на длине, равной диаметру цилиндра. Деформированные шатуны подлежат правке или замене. В тех случаях, когда на шатуне обнаружена трещина, шатун заменяется обязательно.
Приспособление (рис. 39) предназначено для проверки и правки шатунов двигателей отечественных и зарубежных автомобилей, имеющих одинаковую ширину верхней и нижней головок. Оно закрепляется на краю верстака тремя болтами так, чтобы площадка под нижнюю головку шатуна была на краю верстака. Правка на приспособлении позволяет восстановить параллельность осей головок шатуна и устранить скручивание стержня или скрещивание осей головок. Верхняя головка шатуна зажимом 9 притягивается к основанию 1. На нижнюю головку воздействуем через упорный подшипник опорой 3, вращая гайку 4 на болте 12. Требуемая деформация стержня осуществляется передвижным упором 7. Для устранения скрещивания осей головок или скручивания стержня шатуна последний поворачиваем на приспособлении верхней головкой в другую сторону и зажимаем только за нижнюю головку. В верхнюю головку вставляем стержень длиной 0,5...0,8 м и, действуя им как рычагом, устраняем скручивание стержня шатуна.
При значительной правке шатун желательно подвергнуть отжигу с нагревом до 180.. .200 °C, выдержкой 3.. 4 ч и охлаждением вместе с печью. При отжиге снимаются остаточные напряжения после деформации и повышается пластичность материала шатунов.
1.10. КЛЮЧИ ДЛЯ ПРОВОРАЧИВАНИЯ КОЛЕНЧАТЫХ ВАЛОВ
При регулировках клапанов и зажигания необходимо проворачивать коленчатый вал. Эти операции можно выполнять ключом, показанным на рис. 40, а. Изгиб ключа корректируется, как говорят, по месту.
На «Жигулях» с электровентилятором системы охлаждения добраться до гайки носка коленчатого вала сложнее. Здесь поможет ключ, представленный на рис. 40, б.
* В действительности при совпадении верхних меток нижние метки расходятся на 8...13 мм по наружному диаметру шкива распределительного вала, даже на новых автомобилях: для ликвидации этого выпускаются составные звездочки.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
27
ДВИГАТЕЛЬ
Рис. 39. Приспособление для правки стержня шатунов: 1 - основание; 2 - шатун; 3 - опора; 4 - гайка; 5 - упорный подшипник (8205); 6 - винт; 7 - упор; 8 - болт зажима; 9 - зажим; 10 - шайба; 11,12 - болты
Рис. 40. Ключи для проворачивания коленчатых валов, ВАЗ-2101... -2107 без электровентилятора (а) и с электровентилятором (б)
28
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ДВИГАТЕЛЬ
Рис. 41. Съемник подшипников передней опоры первичного вала, ВАЗ-2101...-2107 (6-180502 К1УС9, dxDxB=15x34x14), «Волг» (6203 2RS СЗ DL, dxDxB=17x40x12): 1 - подшипник; 2 - лапка; 3 - пластины; 4 - стержень; 5 - груз; 6, 7 - гайки; 8 - винт(М6-25)
Рис. 42. Съемник подшипника: 1 - винт; 2 - цанга; 3 - ключ; 4 - коленчатый вал; 5 - подшипник (6203 2RS СЗ DL, dxDxB=17x40xl2)
1.11. ИЗВЛЕЧЕНИЕ ПОДШИПНИКОВ ИЗ КОЛЕНЧАТОГО ВАЛА И ИХ ЗАПРЕССОВКА
При классической схеме трансмиссии (задний привод) подшипник передней опоры первичного (ведущего) вала коробки передач располагается в углублении коленчатого вала. Подшипники бывают шариковые и роликовые. Для извлечения этих подшипников из коленчатого вала применяют различные приспособления. Одно из них, инерционное, представлено на рис. 41. Приспособление предназначено для «Жигулей», «Волг« и многих иномарок. Лапки 2 съемника дорабатываются по месту.
Для извлечения подшипника устанавливаем лапки в отверстие подшипника и фиксируем их при помощи отвертки, которая вставляется между лапками. Далее грузом 5 выпрессовываем подшипник. Лапки можно изготовить из стали 45 с термообработкой (35...40 HRC3).
Подшипники «Волг« большего размера и выпрессо-вываются часто с трудом. В таких случаях можно воспользоваться винтовым приспособлением (рис. 42). Цанга 2 вставляется в подшипник, на нее одевается ключ 3 и ввертывается винт 1. Винт упирается в коленчатый вал и смещает цангу вместе с подшипником 5 влево. От вращения цанга 2 удерживается ключом 3.
Рис. 43. Оправки для запрессовки подшипников 6-180502 К1УС9, dxDxB = 15x35x14 (а) и 6203 2RS СЗ DL, dxDxB = 17x40xl2 (б)
Если цангу 2 снабдить шестигранником, то ключ 3 не потребуется.
Для запрессовки подшипников «Жигулей» и «Волг« применяем оправки, показанные на рис. 43.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
29
ТРАНСМИССИЯ
2. Трансмиссия
2.1. КОНТРОЛЬ СЦЕПЛЕНИЙ
Диафрагменные сцепления отечественных легковых автомобилей ВАЗ и ГАЗ можно проконтролировать, используя один и тот же стенд (рис. 44). Он закрепляется на верстаке тремя болтами М8.
Контроль сцепления (на рис. 44 показано сцепление ВАЗ-2108) производится на основании 1, имитирующем маховик двигателя с ведомым диском
сцепления. Обычно рекомендуется имитировать ведомый диск кольцом (ВАЗ) или шайбами («Волга»). Кольцо у «Жигулей» принимается толщиной 8,2 мм, у «Самары» — 8,3 мм, а толщины трех шайб у «Волги» — 8 мм. У основания 1 (рис. 44) этот размер принят 8,25 мм, что учтено при подсчете соответствующих контролируемых размеров.
Закрепив винтами 2 сцепление 6 на основании 1, при помощи гайки 4, вращаемой динамометричес-
Рис. 44. Контроль сцеплений: 1 - основание; 2 - винт (6 шт.); 3 - втулка; 4 - гайка; 5 - штангенциркуль; 6 - сцепление; 7 - болт; А, Б, В - контролируемые размеры
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
Таблица 6. Контрольные параметры сцеплений
Автомобиль Усилие Q, кгс Момент М кгс-м Контролируемые размеры, мм:
А Б В
«Жигули» <140 <0,64 31,8.. 34,8; 39,8 max 8 1,6...1,7; 1,4 min
«Самара» <137,8 <0,63 24,4...26,4; 34,8 max 7±0,1 >1,4
«Волга» ГАЗ-3110 >200 >0,92 34,5±2 8,5 >1.3
ним ключом и опирающейся через опорную втулку 3 на лепестки нажимной пружины, выполняют три хода выключения сцепления («Самара»), четыре («Жигули»), у «Волги» число выключений не оговаривается. При этом контролируются: прикладываемое усилие Q; размеры А (см. рис. 44) — расстояние от основания до плоскости концов лепестков пружин («Самара», «Волга») или до поверхности фрикционной накладки упорного фланца («Жигули»); Б — ход выключения сцепления; В — перемещение нажимного диска (табл. 6).
Усилие Q контролируется по прикладываемому моменту М на динамометрическом ключе. При смазанных резьбе и торце гайки величина M=0,23Q*d кгс»м, где d — номинальный диаметр резьбы в метрах. Например, Q=137,8 кгс, d=0,028 м, получим М = 0,386 кгс»м.
Размеры А и Б контролируются глубиномером штангенциркуля (см. рис. 44), В — щупами.
Пример контроля сцепления «Самары» (см. рис. 44).
Выполняем три хода выключения сцепления, воздействуя на лепестки нажимной пружины силой не более 137,8 кгс (М=0,386 кгс«м), и замеряем каждый раз ход выключения сцепления и перемещение нажимного диска (размер В). Ходу выключения Б=7±0,1 мм концов лепестков должен соответствовать ход диска В > 1,4 мм. Замеряем размер А: для нового сцепления он должен быть в пределах 24,4...26,4 мм, для изношенного — больше. Если он достигает 34,8 мм или перемещение нажимного диска будет меньше 1,4 мм, кожух сцепления в сборе с диском заменяется.
Основание стенда может быть использовано также в качестве поверочной плиты, например, для проверки шатунов.
2.2. ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАМЕНЫ ИГОЛЬЧАТЫХ ПОДШИПНИКОВ КАРДАННЫХ ШАРНИРОВ
Ремонт карданного шарнира обычно заключается в замене игольчатых подшипников, уплотнений и крестовины, для чего шарнир необходимо разобрать. Подшипники в проушинах вилок установлены с натягом (у «Жигулей» натяг 0,005...О 038 мм), поэтому при разборке и сборке шарнира их приходится соответственно выпрессовывать и запрессовывать.
Наиболее часто встречающиеся конструкции карданных шарниров легковых автомобилей представлены на рис. 45, 46, основные размеры и предельно допустимые износы узлов карданных передач приведены в табл. 7 и 8. Соединительным звеном в карданном шарнире является крестовина, которая служит также и для центрирования, так
Рис. 45. Фиксация подшипника карданного вала в проушине вилки стопорными кольцами радиальной сборки («Москвич», «Волга», УАЗ, ЛуАЗ и др.): А - контролируемый размер вилки
Рис. 46. Карданный шарнир со стопорным кольцом осевой сборки: 1 - вилка; 2 - стопорное кольцо; 3 - игольчатый подшипник; 4 - сальник; 5 - крестовина; 6 - игла подшипника; 7 - стопорное кольцо осевой сборки. Для ВАЗ-2101...-2107 предельное значение размера А > 64,36 мм
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
31
ТРАНСМИССИЯ
Таблица 7. Карданные передачи автомобилей ГАЗ, УАЗ и ЛуАЗ (игольчатые подшипники). Основные размеры сопрягаемых деталей и пределы допустимых износов
Сопрягаемые детали Отверстие, мм Вал, мм Посадка, мм Допустимый износ, мм
Вилка карданного шарнира — ОН -0.014 •5 V-0,035 30_0 009 Натяг 0,005...0,035 Проворачивание
корпус игольчатого подшипника не допускается
Подшипник крестовины (диаметр отверстия по иглам) — крестовина (диаметр шипа) 1 А 0+0,055 ЛО, 0+0,015 16,3-0,015 Зазор 0,015...0,067 16,26; зазор 0,1
Скользящая вилка — карданный вал (боковые поверхности шлицев по делительной окружности) О Л Л +0,084 о,±ч.+0035 О -1 /1-0.035 О, ЛЧ--0,085 Зазор 0,07 Зазор 0,25
Скользящая вилка — карданный вал (по наружному диаметру шлицев вала), диаметры 43+0.05 л О-0.025 '+'3-0,050 Зазор 0,032...0,150 Зазор 0.5
Скользящая вилка (внутренний диаметр шлицев) — шлицевой конец вала (гладкая шейка), диаметры 37+0.17 О "7-0,050 ° < -0.089 Зазор 0,050...0,259 Зазор 0,3
Таблица 8. Карданные передачи автомобилей ВАЗ-2101...-2107.
Основные размеры сопрягаемых деталей и пределы допустимых износов
Сопрягаемые детали Отверстие, мм Вал, мм Посадка, мм Допустимый износ, мм
Вилка карданного шарнира — 23,803... 23,841_0 023 Натяг 0,005...0,038 Проворачивание
корпус игольчатого подшипника 23,823 не допускается. Вилка, отв. 23,823
Подшипник крестовины (диаметр отверстия 14,733+0-037 14,725_001 Зазор 0,008...0,055 Зазор 0,1;
по иглам) — крестовина (диаметр шипа) шип 14,715
Скользящая вилка — карданный вал 2,63+0W 2,56_004 Зазор 0,07...0,15 Зазор 0,3
(боковые поверхности шлицев) (паз) (выступ)
Центрирующая втулка фланца эластичной муфты — центрирующее кольцо ведомого вала 28 +0.021 28_0013 Зазор 0,000. ..0,037 Зазор 0,034
Подшипник — корпус промежуточной опоры со+0,009 oz-0.021 52_о,о1з Зазор 0,022; натяг 0,021 Зазор 0,022
Хвостовик переднего карданного вала — 25_0 01 ПС+0.015 z'-'+0.002 Натяг 0,002...0,025 Проворачивание
подшипник промежуточной опоры не допускается
как соединяемые шарниром валы опираются через вилки на шипы крестовины (осевой зазор 0,01...0,04 мм). Центрирование осуществляется по торцам шипов, что учитывается при назначении допусков на расстояние между ними, а также допусками на соответствующие размеры вилки и корпусов подшипников. Требуемый осевой зазор при регламентируемом размере А (см. рис. 45, 46) обеспечивается подбором стопорных колец необходимой толщины.
Разобрать карданный шарнир можно несколькими способами. Иногда после снятия стопорных колец подшипников последние извлекаются из вилок за считанные минуты «инерционным методом»: ударами вилкой о твердое основание. Но это удается, если посадка подшипников в проушинах вилок уже почти без натяга. При нормальной посадке подшипник приходится выпрессовывать.
Разбирать и собирать шарниры с использованием молотка не следует, при этом неизбежно нарушается соосность отверстий в вилках, что приводит к ускоренному износу подшипников и цапф крестовины.
Рекомендуется использовать оправки, кольца (рис. 47, табл. 9) и тиски. Однако на практике их не всегда удобно применять (с учетом длины карданных валов порядка 1,5 м). Значительно проще разобрать и собрать шарниры при помощи приспособлений (струбцин), показанных на рис. 48 и 49.
Основные правила разборки шарниров «Жигулей»:
часть посадочной поверхности (по крайней мере одного из пары подшипников), выступающая из отверстия в проушине вилки, должна быть очищена от грязи и ржавчины;
перед разборкой шарнира зафиксируйте — в какой канавке стояло каждое стопорное кольцо, чтобы при сборке кольца установить на свои места;
Таблица 9. Размеры оправок и колец для разборки и сборки карданных шарниров
Автомобили Диаметры, мм: Высота, мм:
А В С Н2
ЗАЗ-968, «Москвич-412», -2140 27 29 39 18 20
ВАЗ-2101...-2107 22,5 25 35 18 20
«Волга» ГАЗ-24, -31029; «Газель» ГАЗ-3302 27 32 40 15 15
УАЗ-2206, -3151, -3152, -3303, -3741, -3962, ЛуАЗ-969М 26 32 40 15 15
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
0А
Рис. 47. Оправки и кольца для разборки и сборки кардан-
ных шарниров (размеры А, В, С, Hv Н2 см. в табл. 9)
Рис. 48. Приспособление (струбцина) для выпрессовки и запрессовки подшипников карданных шарниров («Волга», «Газель», УАЗ, ЛуАЗ): 1 - гайка; 2 - скоба; 3 - втулка; 4 - винт; 5 - упор; 6 - планка (10x30x100 мм)
кольца при снятии могут «улететь», поэтому, сжимая кольцо круглогубцами («Жигули») одной рукой, в другой держите ветошь, прикрывая «место действия»;
кольцо нельзя излишне сжимать или растягивать, оно может сломаться;
после снятия стопорных колец тщательно очистите от грязи и ржавчины отверстия в вилках шарниров;
диаметр отверстий в проушинах вилок должен быть не более 23,823 мм, в противном случае отверстия разобьются очень быстро;
обмятие канавок под стопорные кольца допускается до максимального размера между наружными стенками канавок соосных отверстий — 64,36 мм (см. рис. 46, размер А), в противном случае даже при
Рис. 49. Приспособление (струбцина) для выпрессовки и запрессовки подшипников карданных шарниров ВАЗ-2101...-2107:1 - гайка (2 шт.); 2 - скоба; 3 - планка; 4 - винт (2 шт.)
самых толстых кольцах (размеры колец 1,50...1,62; шаг 0,3 мм) не обеспечить требуемый осевой зазор крестовины в пределах 0,01...0,04 мм.
Разборка карданного шарнира (см. рис. 45). Отверткой снимают стопорные кольца с подшипников крестовины. Если кольцо проворачивается, то используют вторую отвертку, уперев ее в другой конец кольца. При выпрессовке подшипников в тисках с использованием оправок и колец (см. рис. 47) или струбцины (см. рис. 48) пресс-масленка крестовины, во избежание ее поломки при выпрессовке, должна находиться вверху (направлена в сторону оправки).
Выпрессовываем верхний подшипник из вилки и снимаем его с крестовины. Одновременно с выпрес-совкой верхнего подшипника выпрессовать нижний не удается, так как смещению крестовины вниз мешают уплотнения подшипников второй вилки. Вынимаем из первой вилки вторую с крестовиной и подшипниками. Второй подшипник первой вилки выпрессовываем также внутрь, предварительно повернув вилку подшипником вверх.
Сборка карданных шарниров особого труда не представляет, так как иглы удерживаются в подшипниках (см. рис. 45).
Крестовину вводим в вилку и в отверстия проушин вставляем подшипники, надевая их на шипы крестовины. Помещаем проушину с крестовиной и подшипниками в струбцину, предварительно установив на втулку струбцины упор 5 (см. рис. 48).
3. Заказ Ns 927.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Ж
ТРАНСМИССИЯ
Запрессовываем подшипники одновременно, пока торец одного из них не станет заподлицо с торцем проушины. При запрессовке подшипников крестовину рекомендуется покачивать. Легкими ударами молотка вставляем стопорное кольцо (см. рис. 45) в канавку подшипника.
Вынимаем из втулки 3 струбцины упор 5 и устанавливаем вилку так, чтобы подшипник со стопорным кольцом оказался над втулкой струбцины. Винтом струбцины смещаем наиболее глубоко запрессованный подшипник назад (от центра крестовины) так, чтобы стопорное кольцо уперлось во внутренний торец проушины вилки.
Вставляем второе стопорное кольцо и поворачиваем оба кольца концами внутрь вилок. Так же собирается и вторая пара подшипников. После сборки шарнира проверяем легкость его вращения. Момент сопротивления повороту вилки не должен превышать 0,2 кгс»м. При тугом вращении рекомендуется слегка ударить медным молотком в основание проушины против «тугого» подшипника.
Разборку карданного шарнира, изображенного на рис. 46, при помощи струбцины, показанной на рис. 49, можно проследить, обратившись к рис. 50 (выпрессовка второй пары подшипников — одна вилка уже отсоединена).
Извлекаем стопорные кольца подшипников одной вилки. Если есть возможность, лучше струбцину зажать в тисках за планку, приваренную к ее скобе посередине (см. рис. 49).
Устанавливаем шарнир в струбцину, карданные валы располагаются на верстаке. Винтом 5 (см. рис. 50) выпрессовываем внутрь вилки 3 подшипник 4. При этом подшипник 2 также будет перемещаться вместе с крестовиной. Винт 1 служит упором. Дело в том, что как только подшипник 4 выйдет из проушины (контролируем по канавке на шестиграннике винта 5), выпрессовка прекращается. Подшипник 2 должен остаться в проушине вилки. Снимаем подшипник 4 с шипа крестовины и вынимаем вторую вилку с крестовиной из подшипника 2 и из струбцины. Корпус подшипника 2 также выпрессовывается внутрь вилки. Если выпрессовывать подшипник 4 до тех пор, когда оба подшипника выйдут из проушины вилки, тогда обойма уплотнения подшипника 2 будет смята.
Ни в коем случае нельзя выпрессовывать (выбивать) подшипник, оказавшийся внутри вилки, через посадочное отверстие наружу, так как у корпуса подшипника с глухой стороны нет заходной фаски и повреждения посадочной поверхности в отверстии вилки не избежать.
Более сложной операцией является запрессовка подшипников. Длинные карданные валы мешают точной относительной ориентации вилок, корпусов подшипников, игл, шипов крестовины.
Сборка карданного шарнира осложняется и тем, что здесь иглы в корпусе подшипника удерживаются только на смазке и попытка запрессовать подшипники способом, рассмотренным выше, чаще всего кончается неудачей (сломанной иглой, повреждением сальника), так как осуществить посадку подшипников сразу по четырем поверхностям при неудер-живаемых иглах практически невозможно.
Рис. 50. Выпрессовка подшипника из второй вилки карданного шарнира (первая отсоединена), вилка и крестовина условно повернуты на 90°: 1, 5 - винты (страхующий, выпрессовывающий); 2 - подшипник (невыпрессовываемый); 3 - вилка карданного вала; 4 - подшипник (выпрессовыва-емый); 6 - струбцина
При помощи приспособления запрессовка выполняется так. Крестовину с установленными уплотнениями вводят в вилку и на верхний шип крестовины 2 (рис. 51) устанавливают подшипник 4 (со смазкой все должно быть в порядке в отношении ее количества и качества). Винтом 1 удерживаем крестовину 2 в максимально поднятом положении. Корпус подшипника 4 прижат через крестовину 2 к винту 5. Отворачивая винт 1 и заворачивая винт 5, вводим корпус подшипника 4 заходной фаской в отверстие проушины и запрессовываем подшипник. Об окончании запрессовки можно судить по положению канавки на винте 5. Запрессовка подшипника 4 винтом 5 при постепенном опускании вниз винта 1 полностью исключает выпадение или перекос игл подшипника.
Переворачиваем вилку со струбциной, запрессовываем второй подшипник и устанавливаем стопорные кольца.
Запрессовка подшипников второй вилки производится аналогично. Струбцина в этом случае, как отмечалось выше, зажимается в тисках.
После окончания сборки карданного шарнира обстучите вилки молотком с пластмассовым бойком, осуществляя упор через крестовину на другую вилку. Под действием удара и упругого сжатия уплотнений зазор между корпусом подшипника и стопорным кольцом исчезнет, а зазор между торцем шипа и донышком корпуса подшипника появится. Появившие-
34
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
Рис. 51. Запрессовка подшипника в первую вилку:
1, 5 - винты (упорный, запрессовывающий); 2 - крестовина;
3 - вилка карданного вала; 4 - подшипник; 6 - струбцина
ся зазоры необходимы для прохода смазки из полости в углублении шипа к иглам
Желательно после первых поездок осмотреть шарниры, обратив внимание на положение стопорных колец. Если стопорное кольцо выходит из канавки (не было посажено в нее как следует), осевой зазор крестовины будет более 1,5 мм. Задний шарнир начнет гудеть так, что не заметить этого просто невозможно. Сигналы неблагополучия переднего карданного шарнира можно и не заметить. Кольца сажают на место без снятия карданных валов.
Во многих книгах описано, как при помощи калибра подобрать стопорные кольца (см. рис. 46) у шарниров автомобилей ВАЗ. На практике обычно, как сказано выше, каждое кольцо просто устанавливают в ту же канавку, где оно было.
Что же касается подбора колец, то обратим внимание на крайний случай, который даже с теоретической точки зрения встречается редко. Если при необходимости установки самых толстых колец (1,62 мм) установили кольца самые тонкие (1,53 мм), то суммарный осевой зазор будет всего 0,18 мм (1,62-1,53=0,09*2=0,18 мм). Любая забоина в канавке или просто ржавчина уменьшают зазор на соизмеримую величину.
Иглы при сборке шарнира нельзя путать — они подобраны для каждого подшипника так, чтобы их диаметры не отличались более чем на 0,004 мм.
Если при сборке сломалась или потерялась одна игла, необходим новый подшипник. Без иглы в одном подшипнике собирать шарнир нельзя — остальные иглы перекосятся, пятно контакта будет нарушено и подшипник выйдет из строя.
2.3. УНИВЕРСАЛЬНЫЙ КЛЮЧ ДЛЯ ФЛАНЦЕВ И СТУПИЦ
При отворачивании гаек хвостовиков (ведущих шестерен редукторов ведущих мостов) приходится удерживать от вращения (блокировать) фланец вилки карданного вала. Для различных автомобилей соответствующие руководства рекомендуют в каждом случае свой специальный ключ.
Можно обойтись всего одним универсальным ключом (рис. 52). На рычаге 2 ключа при помощи рас клепываемой оси 4 закреплена откидная серьга 3. В рычаг и серьгу запрессованы штифты 1. Этим ключом можно воспользоваться и для блокировки ступицы колеса переднеприводных автомобилей при отворачивании гайки крепления наружного ШРУСа приводного вала к ступице.
Рис. 52. Универсальный ключ для фланцев хвостовиков и ступиц: 1 - штифт (2 шт.); 2 - рычаг; 3 - серьга; 4 - ось (2 шт.)
3*
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
35
ТРАНСМИССИЯ
2.4. ПРИСПОСОБЛЕНИЯ ДЛЯ РЕМОНТА И РЕГУЛИРОВОК РЕДУКТОРА ВАЗ-2101...-2107
Здесь представлен полный комплект приспособлений для разборки, сборки и регулировки редукторов наиболее распространенных задне- и полноприводных автомобилей ВАЗ. Все изложенное в значительной мере может быть использовано и для других отечественных и зарубежных автомобилей.
Данные по редукторам автомобилей ВАЗ представлены в табл. 9.
2.4.1. ПОДТЯГИВАНИЕ ГАЙКИ
ВЕДУЩЕЙ ШЕСТЕРНИ (ХВОСТОВИКА)
Предварительный натяг в подшипниках ведущей шестерни создается при помощи гайки S24; М16х1,5 с нейлоновой вставкой. Он необходим для обеспечения точного вращения ведущей шестерни, а следовательно, и сохранения правильного зацепления шестерен. Гайка затянута значительным моментом 12...26 кгс*м. При ключе с плечом =300 мм это соответствует усилию =36...72 кгс, затянуть это соединение непросто. Именно такое усилие нейлоновая вставка, мелкая резьба и упруго деформируемая распорная втулка подшипников препятствуют самоотворачиванию гайки.
Однако, постепенно затяжка гайки начинает ослабевать, упругая распорная втулка разгружается и натяг в резьбе пропадает.
Особенностью гипоидных передач задних ведущих мостов является то, что при движении вперед ведущая шестерня как бы выталкивается из зацепления, а при заднем ходе и торможении двигателем — втягивается. Главная передача переднего моста «Нивы» работает наоборот — при движении вперед ведущая шестерня втягивается в зацепление. Любое перемещение ведущей шестерни нежелательно. Но особенно плохо, если втягивание в зацепление происходит при ослабленном натяге подшипников. Передача заклинивает (защемляется), нагрузки на подшипники резко возрастают.
Первым сигналом, что гайка ослабла, является гудение главной передачи заднего моста при торможении двигателем (колеса вращают двигатель). Это гудение бывает слышно и при переключении передач «вверх» (I...IV), когда двигатель слегка притормаживается, и при переключении «вниз» (IV...1), когда разгоняется. При движении накатом гудения обычно нет, так как нет нагрузки. От колес вращается только ведущая шестерня (здесь она уже — ведомая), карданный вал и ведомый (вторичный) вал коробки передач.
Таблица 9. Редукторы автомобилей ВАЗ
До гудения желательно дело не доводить, а при любой ситуации, когда снят карданный вал, проверить затяжку гайки ведущей шестерни. Проделать эту операцию можно, приподняв только одно колесо без подъемника или канавы. Но «удобств» будет меньше, а сил и нервов потратите больше. Не забудьте про подставки и клинья (упоры) под колеса.
Прежде всего очищаем от грязи горловину редуктора, фланцы ведущей шестерни и карданного шарнира. Чтобы добраться до гайки (S24; М16х1,5), необходимо разъединить фланцы и отвести в сторону карданный вал. Он балансируется отдельно от ведущей шестерни с фланцем и все же пометьте краской или керном относительное положение фланцев.
Гайки (S13, М8) фланцевых болтов со специальными головками, которые предстоит отвернуть, требуют очень внимательного отношения. Здесь накидным ключом или головкой не воспользоваться. Обычный открытый (рожковый) ключ «на 13» (S13) должен быть новым или, во всяком случае, плотно охватывать грани гайки. Можно изготовить из ключа S12 «плотный» ключ S13. Дело в том, что гайки болтов фланцев могут быть затянуты моментом до 3,5 кгс»м (при плече ключа 150 мм — усилие =21 кгс). Если учесть, что коэффициент трения покоя всегда больше коэффициента трения скольжения, усилие на ключе будет немалым. При малейшей «слабине» ключа шестигранник гайки будет быстро смят («зализан»).
При закруглении углов граней гайки, как правило, используют молоток и зубило. Если заменить гайку после этого нечем, приходится обрабатывать ее грани под шестигранник S12.
Начинаем отворачивать ту гайку, которая находится в удобном положении (далее проворачиваем карданный вал), не забывая о болте. Дело в том, что коническая головка болта — с лыской, при этом болт упирается в специальную фрезеровку фланца и удерживается от проворачивания. Здесь нет смысла, вращая гайку, вместе с ней вращать и болт, сминая при этом кромки. Лучше своевременно заклинить головку болта отверткой.
Когда отвернуты все гайки, вынуты болты и при отводе фланца карданного вала между фланцами обнаружено масло — это первый признак того, что гайка хвостовика отвернута и горячее масло через незажатые торцы деталей и шлицевое соединение легко проникло в межфланцевое пространство (рис. 53).
Второй признак ослабления затяжки гайки — наличие осевого зазора ведущей шестерни. Возьмитесь двумя руками за фланец и перемещайте его назад—вперед (автомобиль при этом на подставке, под колесами — упоры).
Обозначение Метка U=Z2/ZX
2106-2402010 6 3,9=43/11
2103-2402010 3 4,1=41/10
2101-2402010 - 4,3=43/10
2121-2402010 2 4,1=41/10
2102-2402010 У 4,44=40/9
Модели автомобилей
-2106, -21065, -2107, -21074
-2103, -2104, -21043, -2105, -21053, -21061, -21063, -21072
-2101, -21011, -21013
-2121
-2102, -21021
36
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
Рис. 53. Установка ведущей шестерни: 1 - жесткая распор ная втулка; 2 - стопорная втулка; 3 - подшипник 6 7705У (dxDxBxC=28x67x20,5xl6); 4 - подшипник 6 7807У (dxDxBxC=34,925x73,025x26,987x22); А - базовый торец
Гайка ведущей шестерни может оказаться отвернутой на полный оборот и более (1 оборот — осевое перемещение — равно шагу резьбы, т.е. 1,5 мм). Здесь уже о преднатяге речи не идет и вам повезло, что редуктор еще работает.
Итак, вы добрались до гайки хвостовика, но прежде чем затягивать, есть смысл ее отвернуть. Часто это можно сделать руками без использования ключа. Но может потребоваться ключ и не один. Отвернуть гайку можно, только придерживая фланец ведущей шестерни. Для удержания фланца применяют специальный (см. рис. 70) или универсальный ключ (см. рис 52). Если подтягивание гайки — «одноразовое явление», а специального ключа нет, можно обойтись двумя болтами М8 и воротком (металлическим стержнем). Болты вставляют в отверстия фланца, а вороток располагают между болтами перед фланцем. Если вороток расположить за фланцем, можно случайно надавить на грязеотражатель, после чего потребуется его закрепление на фланце. Отвернув гайку, необходимо удалить масло с резьбы гайки и хвостовика шестерни, что значительно повысит коэффициент трения, а следовательно, и момент сопротивления отворачиванию гайки. Установить лучше новую гайку, так как в нейлоне вставки отпечаталась резьба хвостовика шестерни, что снизило сопротивление самоотворачиванию гайки. Гайку необходимо затягивать, как отмечалось выше, моментом 12...26 кгс*м, контроль затягивания осуществляется по моменту сопротивления вращению ведущей шестерни — 4...6 кгс»см. Так как «в чистом виде» этот момент не замерить (редуктор не снят), замеряем его при ослабленной гайке и, добавив к полученной величине 4. .6 кгс*м, получаем контролируемый момент суммарного сопротивления.
Рис. 54. Распорная втулка подшипников хвостовика: а - новая; б - деформированная
Проще всего измерить момент при помощи пружинных весов (безмена). Так, если момент сопротивления составляет 4...6 кгс»см, а крючок весов зацеплен за отверстие фланца, то усилие на весах должно быть 1,1...1 7 кгс Напомним, что замеряется момент сопротивления вращению, а не момент трогания, который значительно выше. Все эти замеры могут показаться сложными, но они необходимы для надежной работы редуктора.
Теперь рассмотрим случаи, когда не обойтись только затягиванием гайки. Речь пойдет также о диагностике состояния редуктора (подшипников, зацепления).
1. Вращая ведущую шестерню за фланец, ощущаем равномерное периодическое нарастание и ослабление момента сопротивления — «перебор роликов». Это явление тем сильнее, чем больше преднатяг, если подняты оба колеса и, конечно, в том случае, когда редуктор снят и из его картера извлечена коробка дифференциала с ведомой шестерней. «Перебор роликов» — это нарушение геометрии дорожек качения и роликов подшипника, признак того, что если редуктор еще не «загудел», то это вот-вот случится. В последнем случае дело может усугубиться появлением волн на зубьях шестерен: тогда гудение перейдет в вой — и дефект (волны на зубьях) уже не устранить. Если, вращая ведущую шестерню, вы замечаете нарастание и ослабление момента сопротивления только в одном месте по углу поворота, это значит, что на наружных дорожках подшипника (или подшипников) начался питтинг — появились «язвочки». Здесь также необходима разборка редуктора.
2. Гайка хвостовика затянута уже максимальным моментом (26 кгс*м), а преднатяга в подшипниках все нет; более того, может быть и осевой зазор Дело в том, что «дозирует» преднатяг подшипников их распорная втулка (рис. 54,а). По мере износа подшипников втулка может оказаться слишком длинной, при этом «осадить» ее, затягивая гайку моментом более 26 кгс»м, нельзя — она примет вид, показанный на рис. 54,6, т.е. полностью выйдет из строя. Здесь выход только один — после разборки редуктора и оценки состояния подшипников ведущей шестерни сделать втулку короче. Об этом речь ниже.
3. При моменте затяжки гайки менее 12 кгс«м момент сопротивления резко возрастает. Это говорит чаще всего о том, что втулка свое отработала — «села» (см. рис. 54, б) и необходима ее замена. Возможен и такой случай — обмятие и износ торцев деталей сделали всю цепь и саму втулку короче. «Удлинить» втулку можно, воспользовавшись шайбами-прокладками, установленными у торцев втулки.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
37
ТРАНСМИССИЯ
Можно ли предотвратить отворачивание гайки хвостовика? Вариант стопорения представлен на рис. 53. Гайка через втулку 2 опирается на фланец карданного шарнира. Размер втулки 12 мм может потребовать уточнения (подгонки) по месту. Необходимый размер можно определить при помощи пластилина, соединив фланцы двумя болтами
Штатная распорная втулка (см. рис. 54, а) играет роль пружинной шайбы (одно из средств стопорения гайки хвостовика), но пружинные шайбы, как правило, разрезные и выполняют свою роль гораздо лучше. Вместо пружинной распорной втулки (см. рис. 54, а) можно применить жесткую распорную втулку 1, (см. рис. 53). При отсутствии распорной пружинной втулки жесткую изготовить значительно проще.
Редуктор с жесткой распорной втулкой применен на заднеприводных «Москвичах» и автомобилях ИЖ.
2.4.2. ЗАМЕНА САЛЬНИКА
ВЕДУЩЕЙ ШЕСТЕРНИ
Сальник ведущей шестерни работает в тяжелых условиях. Так при движении со скоростью 80...90 км/ч температура редуктора достигает 90 °C уже через 15 мин. Большой перепад температур (в связи с нагревом и охлаждением воздуха внутри редуктора и соответственно с увеличением и уменьшением его объема) потребовал установки сапуна.
С другой стороны, ведомая шестерня при больших скоростях движения вращается с частотой более 1000 мин-1. Наличие на ней зубьев делает ее эффективным насосом, который забрасывает масло в верхний канал и подает его в пространство между подшипниками и далее к сальнику. В свою очередь, конические роликовые подшипники также обладают насосным действием. При этом задний подшипник выбрасывает масло в картер, а передний — к сальнику. Для защиты сальника имеется маслоотражатель и боковой канал для отвода масла в картер.
Тяжелые условия работы сальника объясняют и некоторые допущения. Допускается масляное запотевание горловины картера и даже образование отдельных капель в количестве, не превышающем определенную норму. Поэтому, если сапун забит грязью или при сборке редуктора забыли установить маслоотражатель, то сальнику масла уже не удержать. Для очистки сапуна достаточно повернуть его колпачок на 2...3 оборота.
Причиной поступления масла через сальник может быть его чрезмерно высокий уровень в картере. Залить масла больше, чем нужно, «удается», если машина стоит на наклонной эстакаде передком вниз.
Необходимость замены сальника определяется по снижению уровня масла в картере заднего моста до уровня, нарушающего нормальную работу редуктора при пробеге (после заливки масла) до 30 тыс. км.
Состояние сальника можно определить так. Вывешивается задний мост и ставится на подставки, пускается двигатель, включается IV или V передача, масло прогревается до 80...90 °C. После чего при скорости 100 км/ч (по спидометру) определяется утечка масла за 15 мин — более 5 капель является признаком неисправности сальника.
Но на практике обычно используют другие признаки. Как правило, если сальник пропускает масло, под автомобилем можно обнаружить масляную лужицу. Осматривать машину снизу приходится минимум один раз за 10 тыс. км (смена масла в двигателе) — не заметить, что картер редуктора и днище кузова над фланцем ведущей шестерни все в масле, невозможно.
Далее будет рассмотрена замена сальника с минимальными затратами труда, то есть без снятия редуктора и, соответственно, колес, тормозных бара банов, отворачивания гаек крепления щита тормоза к балке моста и выведения полуосей из коробки дифференциала.
Как отвернуть гайку хвостовика ведущей шестерни и как ее затянуть, было описано в подразд. 2.4.1. Едино венное отличие — при затяжке гайки и при контроле момента сопротивления вращению ведущей ше стерни к ранее замеренному моменту (при ослаблен- j ной гайке) добавляется кроме момента 4...6 кгс*см (преднатяг подшипников), еще 1...2 кгс«см (сопротивление нового сальника).
Приобретая сальник, надо обратить внимание на следующее. Во-первых, сальники 2101-2402052-01 и 2121-2402052 внешне мало отличаются. Различие — в винтовых насечках и в направлениях вращения валов, которое указано на сальниках стрелками. При движении вперед карданные валы и ведущие шестерни вращаются по часовой стрелке, если смотреть на автомобиль спереди. А если посмотреть на ведущую шестерню переднего моста «Нивы» со стороны ее фланца, вращение происходит против часовой стрелки. Если вместо сальника 2101-2402052-01 установим 2121-2402052, возможна утечка масла и даже попадание воды внутрь редуктора. Обратите также внимание на рабочие кромки — они бывают некачественно обрезанными.
Разъединив фланцы карданного шарнира и ведущей шестерни, отводим карданный вал в сторону и отворачиваем гайку хвостовика. Снимаем фланец ведущей шестерни. Обращаем внимание на поверхность (038 мм), контактирующую с сальником. Она должна быть отполирована. Если рабочая кромка сальника выработала глубокую риску, сальник лучше запрессовать со смещением от прежнего положения на 1...1.5 мм.
Как извлечь сальник? Конечно, его можно «выдрать» подходящим крючком, ободрав попутно руки. Но можно сделать это легко, воспользова£ шись приспособлением, показанным на рис. 55. Лапки 1 приспособления устанавливаем в пазы шлицев хвостовика шестерни, как показано на рис. 55, а, вверху. После того как лапки установлены в пазах (рис. 55, а, внизу), выводим их на наружный диаметр шлицев (рис. 55, б). Далее устанавливаем винт 3 с гайкой 2 и, вращая винт, выпрессовываем сальник: Необходимо учесть, что винт приспособления упирается в ведущую шестерню которая, перемещаясь внутри редуктора, в свою очередь упирается в коробку дифференциала. Если шестерня «попала» в окно коробки дифференциала, то хода винта не хватит. Необходимо провернуть ведомую шестерню примерно на 90°.
Перед запрессовкой кромки нового сальника и посадочную поверхность в горловине картера смазываем трансмиссионным маслом. Сам процесс запрессовки, особенно если это делается впервые —
38
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
Рис. 55. Замена сальника ведущей шестерни: а - установка приспособления; б - выпрессовка старого сальника; в - размеры сальника; 1 - лапка (2 или 3 шт.); 2 - гайка; 3 - винт; 4 - сальник (2101-2402052-1, dxDxB=35,8x68x12; 2121-2302052, 35,8x68x12)
Рис. 56. Замена сальника ведущей шестерни, запрессовка нового сальника оправкой 1 (а) и оправкой 2 (б)
дело довольно тонкое. В связи с большим натягом в соединении сальник постоянно перекашивается, поэтому, используя оправку 2 (рис. 56, б), необходимо быть внимательным. Оправка довольно массивная — под стать ей должен быть и молоток. Шлицевой конец хвостовика шестерни опорой не служит, так как подшипники не затянуты. Поза неудобная, руки вверху. Поэтому оправкой 2 удобно пользоваться, когда редуктор снят и разобран (нет ведущей шестерни).
Более просто проходит запрессовка в описанной ситуации с применением оправки 1 (рис. 56,а), при этом используются штатные шайба и гайка. Запрессовка проходит без использования молотка, при постоянном контроле. Размер «А» должен быть одинаков со всех сторон.
2.4.3. СНЯТИЕ РЕДУКТОРА
Для снятия редуктора необходимо примерно на 70 мм выдвинуть полуоси из коробки дифференциала. Они внутренними концами входят в полуосевые шестерни, а наружными опираются на шариковые подшипники. Чтобы добраться до полуосей, необхо
димо снять тормозные барабаны. Предварительно ставим упоры под передние колеса, ослабляем болты крепления колес, вывешиваем задний мост, снимаем колеса. Очищаем выступающий из барабана поясок посадочного цилиндра полуоси и смачиваем это место специальным препаратом (например, проникающей жидкостью WD-40). Если препарата нет, можно воспользоваться тормозной жидкостью, дизельным топливом, керосином. Пока действует жидкость, отпускаем ручной тормоз и, отвернув обе гайки, полностью освобождаем его передний трос. Последняя операция максимально облегчит последующую установку тормозных барабанов.
Снятие тормозных барабанов подробно описано в гл. 5.
Барабаны сняты. Теперь необходимо отвернуть 4 гайки (S17; М10х1,25), находящиеся в условиях повышенной коррозии, поэтому воспользуемся проникающими жидкостями. Гайки отворачиваются через отверстия 024 мм во фланце полуоси с использованием удлинителя (L 100 мм). Болты имеют головку с шестигранником 17 (S17), но одна грань сфре-зерована на 1 мм, получается как бы размер «под
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
39
ТРАНСМИССИЯ
ключ» на 16 мм. Этой лыской головка болта удерживается от проворачивания, опираясь в выштамповку тормозного щита. Если головки болтов не прижаты к тормозному щиту, болт может провернуться, что потребует его стопорения. Учитывая изложенное, на болт и гайку не нажимайте, а лучше рукой удерживайте болт прижатым головкой к тормозному щиту
Гайки отвернуты, болты остаются на месте. Теперь можно спрессовывать полуось в сборе с маслоотражателем, пластиной подшипника, самим подшипником и запорным кольцом. Точнее, выпрессо-вывается из гнезда балки только подшипник. Теоретически (по чертежам) в этом соединении может быть зазор до 0,045 мм или натяг до О 005 мм. Но в случае коррозии здесь могут появиться такие натяги, что дело доходит даже до срезания тормозного щита и нагрева соединения паяльной лампой.
Приходилось наблюдать, как полуось выпрессовывали за 2 3 с при помощи рычага (лома) — упор осуществлялся в тормозную колодку и фланец полуоси. Но для этого нужна определенная сноровка.
Как показывает практика, полуоси лучше всего выпрессовывать съемником (см. ниже подразд. 2.5).
Когда полуоси выдвинуты примерно на 70 мм или сняты, после отсоединения карданного вала и слива масла можно приступать к отвертыванию восьми болтов (S13; М8), крепящих редуктор к балке заднего моста. Напомним, что лучше воспользоваться новой головкой, так как болты завернуты с герметиком и затянуты значительным моментом (3,6...4,4 кгс*м). Вынимая редуктор из балки заднего моста, постарайтесь не повредить прокладку. Она остается там,
где прилипла ее большая часть. Будьте осторожны, редуктор достаточно тяжелый!
2.4.4. ЗАКРЕПЛЕНИЕ РЕДУКТОРА
При разборке и последующей сборке редуктора приходится затягивать гайки значительным моментом до 26 кгс»м, когда усилие на ключе с плечом 300 мм около 85 кгс; кроме того, как отмечалось, и сам редуктор довольно тяжелый. Здесь не обойтись без подручных средств. В первую очередь желательно иметь большие тиски. Однако и они полностью проблему не решают. Конфигурация картера редуктора такова, что надежно зажать его в тисках не так просто — он может вывернуться из тисков и упасть на ноги.
Проблемы с закреплением редуктора в тисках решают приспособления, показанные на рис. 57, 58, позволяющие закрепить редуктор минимум в 12 положениях. Их можно использовать в качестве подставок для редукторов. Изменяется не только положение приспособления с редуктором в тисках, но и положение редуктора относительно приспособления. Редуктор может закрепляться на приспособлении или в положении, когда ближе к тискам оказывается ось ведущей или ведомой шестерни.
Выбор приспособления (см. рис. 57, 58) зависит от размеров тисков и места их расположения на верстаке. Так как деталей 3 получается две, можно изготовить два приспособления. В этом случае потребуется четыре пластины 16x100x165 мм. Для закрепления приспособлений на верстаке в пластинах 1 можно сделать отверстия.
Рис. 57. Приспособление для закрепления редуктора в тисках: 1,2 - пластины; 3 - фланец
ЭД
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
Рис. 58. Приспособление для закрепления редуктора в тисках: 1,2 - пластины; 3 - фланец
Рис. 59. Винт крепления редуктора к приспособлениям, показанным на рис. 57, 58
Приспособление закрепляется двумя болтами на фланце редуктора, при этом используются крайние отверстия с резьбой М8 в деталях 3 (см. рис. 57, 58). Далее губки тисков раздвигают примерно на 20 мм и вертикальная пластина 1 вставляется в тиски, после чего приспособление с редуктором можно уже не придерживать и затянуть винт тисков. (В деталях 3 можно выполнить только два крайних отверстия с резьбой М8, другие два являются запасными.) Пазы в деталях 2, 3 делаются заранее, до сварки деталей. Размеры и расположение пазов учитывают все варианты закрепления редуктора. Редуктор удобнее закреплять на приспособлениях не болтами, а двумя винтами (рис. 59).
2.4.5. ЗАМЕНА ЗАДНЕГО ПОДШИПНИКА ВЕДУЩЕЙ ШЕСТЕРНИ
Задний роликовый конический подшипник ведущей шестерни 6-7807У является наиболее нагруженным — на него приходится основная нагрузка от зацепления. Кроме того, в зацеплении меняется направление сил, действующих вдоль оси ведущей шестерни. Происходит это не только при смене направления движения (вперед, назад), но и при переключении передач.
Хотя далее речь пойдет о замене заднего подшипника ведущей шестерни, не исключается необходимость в оценке общего состояния редуктора, который спроектирован так, что ресурс всех подшипников примерно одинаков. Поэтому и заменять их, как правило, приходится одновременно.
Внутреннее кольцо заднего подшипника в сборе с роликами и сепаратором напрессовано на ведущую шестерню с натягом от 0,008 до 0,035 мм. При
обмятии, износе сопряженных поверхностей происходит уменьшение натяга, однако проворачивание внутреннего кольца подшипника на хвостовике шестерни не допускается. Наружное кольцо подшипника не вращается, оно установлено в картере редуктора, поэтому радиальные усилия от зацепления воспринимаются только одной зоной дорожки качения. Для равномерного износа последней предусматривается возможность некоторого проворота кольца. В соединении может быть натяг до 0,06 мм или зазор до 0,023 мм, предельный зазор установлен в 0,025 мм. Для того, чтобы добраться до ведущей шестерни, необходимо отвернуть гайку ее хвостовика, снять шайбу и фланец. С другой стороны редуктора, отвернув два болта (S10, Мб), снимаем пружинные шайбы и стопорные пластины регулировочных гаек подшипников коробки дифференциала. Прежде чем отворачивать 4 болта (S14; М10х1,25), пометим керном вблизи разъема картер, крышки и регулировочные гайки: с одной стороны ставим по одной точке на крышке, картере и гайке, а с другой стороны — по две. Отвернув 4 болта, крепящих с пружинными шайбами крышки коробки дифференциала, снимаем крышки, регулировочные гайки и наружные кольца роликовых подшипников. Для того, чтобы в последующем при сборке не поменять местами наружные кольца, к кольцу подшипника со стороны ведомой шестерни (фланца коробки дифференциала) привяжите бирку с буквой «Ш» (шестерня). Вынимаем из картера редуктора коробку дифференциала (в комплекте с ведущей шестерней и внутренними кольцами подшипников) и ведущую шестерню (в сборе с регулировочным кольцом, с внутренним кольцом заднего подшипника и с распорной втулкой). В картере редуктора остаются передний подшипник, маслоотражатель, сальник и наружное кольцо заднего подшипника.
Подшипник 6-7807У необходимо заменить, если, сепаратор не удерживает ролики на внутреннем кольце; внутреннее кольцо спадает с хвостовика ведущей шестерни; на дорожке качения появились язвочки (питтинг) или началось аварийное разрушение поверхности; началось разрушение рабочей поверхности хотя бы одного ролика.
Главное при снятии и установке подшипников — не повредить посадочные места. Наиболее уязвимы
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
41
ТРАНСМИССИЯ
Рис. 60. Выпрессовка внутреннего кольца заднего подшипника ведущей шестерни: 1 - винт; 2 - траверса; 3 - торцевой винт (2 шт.); 4 - тяга (2 шт.); 5 - обойма; 6 - вкладыш; 7 - подшипник 6-7807У
посадочные поверхности картера редуктора и коробки дифференциала Их повреждение происходит при установке колец с перекосом. Установка колец попеременными ударами то по одному краю, то по противоположному — грубейшая ошибка при выполнении этой операции
Выпрессовка внутреннего кольца заднего подшипника ведущей шестерни показана на рис. 60. В щель между шестерней и внутренним кольцом подшипника, образованную регулировочным кольцом, устанавливаем вкладыши 6. Со стороны зубчатого венца надеваем на вкладыши обойму 5. В обойму вставляем тяги 4 и соединяем их между собой траверсой 2 и винтами 3. Выпрессовка производится при помощи винта 1.
Выпрессовку наружных колец подшипников из картера редуктора рекомендуется производить оправкой А.70185; предварительно необходимо извлечь сальник, маслоотражатель и внутреннее кольцо переднего подшипника. Кроме этого, при вы-прессовке кольца заднего подшипника обязательно нужно выпрессовать и кольцо переднего. Оправка со съемными вкладышами для независимой вы-
прессовки наружных колец показана на рис. 61 В верхней части рисунка показана выпрессовка наружного кольца заднего подшипника (не изображены сальник, маслоотражатель и передний подшипник). Диаметр держателя 1 вкладышей 3 и 5 позволяет выпрессовать наружное кольцо подшипника 6-7807 через подшипник 6-7705У.
Со стороны ведомой (большой) шестерни вводим в горловину картера вкладыш 3 и устанавливаем его в пазы упорного уступа наружного кольца. Далее со стороны переднего подшипника вставляем пазом вперед держатель 1. Убедившись, что вкладыш в пазах (поворачиваем его рукой со стороны выпрессовываемого кольца), ударами молотка по держателю извлекаем наружное кольцо подшипника из картера редуктора.
На рис. 61, снизу, показана и выпрессовка наружного кольца переднего подшипника. С держателем 1 используется вкладыш 5. При этом происходит извлечение из картера внутреннего кольца переднего подшипника с маслоотражателем и сальником. Другой способ выпрессовки описан ниже.
Запрессовка внутреннего кольца заднего подшипника (рис. 62) производится при помощи того же
42
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
Рис. 61. Выпрессовка наружных колец подшипников ведущей шестерни: 1 - держатель вкладышей; 2 - кольцо подшипника 6-7807У; 3, 5 - вкладыши; 4 - кольцо подшипника 6-7705У
Рис. 62. Запрессовка внутреннего кольца заднего подшипника: 1 - винт; 2 - траверса; 3 - торцевой винт; 4 - тяга; 5 - обойма; 6 - вкладыш; 7 - внутреннее кольцо подшипника 6-7807У в сборе (поз. 1...5 см. рис. 60)
самого приспособления, что и выпрессовка. Только вместо двух вкладышей используется один вкладыш 6.
Запрессовку наружного кольца заднего подшипника рекомендуется производить при помощи оправки А.70171. Избежать перекоса кольца в связи с его расположением в глубине редуктора и возможностью зазора в соединении удается только при наличии опыта. Проще установить кольцо без перекосов при помощи приспособления, показанного на рис. 63. Упор 1, при наличии сальника, устанавливается другой стороной (см. рис. 63 справа вверху).
Рис. 63. Запрессовка наружного кольца заднего подшипника: 1 - упор; 2 - винт; 3 - кольцо подшипника 6-7807У; 4 - оправка
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
43
ТРАНСМИССИЯ
Отв.0(72,97О...73,О1О)
‘Вал073^5
В соединении: зазор max 0,023; натяг max 0,060; предельный зазор 0,025
Рис. 64. Запрессовка наружных колец подшипников ведущей шестерни: 1, 4 - оправка (рис. 63); 2 - винт (рис. 63); 3 - кольцо подшипника 6-7807У
В случае, когда устанавливается два кольца, удобно воспользоваться приспособлением, изображенным на рис. 64. Здесь вместо упора используется оправка 1.
2.4.6. ЗАМЕНА ПЕРЕДНЕГО ПОДШИПНИКА ВЕДУЩЕЙ ШЕСТЕРНИ
Роль переднего подшипника, как опоры ведущей шестерни, существенна — он удерживает ведущую шестерню и не дает ей переместиться при действии затягивающей силы. В связи со своим назначением передний подшипник имеет угол конуса 20°, тогда как задний — 18°.
В случае, если подшипник не удерживает ведущую шестерню (например, при разрушении или износе сепаратора, когда часть роликов сгруппируется в одном месте), она, под действием затягивающей силы, устремляется в зацепление (к оси ведомой шестерни). Из-за этого на коробке дифференциала зубьями ведущей шестерни нарезаются винтовые канавки, ломаются зубья шестерен, выходят из строя подшипники, более того, могут быть повреждены даже вилки заднего карданного шарнира.
Во всех книгах по «Жигулям» рекомендуется такой порядок замены переднего подшипника: из картера редуктора извлечь сальник, маслоотражатель и внутреннее кольцо переднего подшипника, выпрес-совать наружное кольцо. Под словами «извлечь сальник» понимается приведение его в полную негодность. Удобнее воспользоваться приспособлениями, показанными на рис. 65. Приспособлением на рис. 65, а выпрессовываем сальник, маслоотражатель и внутреннее кольцо переднего подшипника. Сальник, как правило, из строя не выходит. Еще более удобно приспособление на рис. 65, б. Здесь, кроме перечисленного, выпрессовывается и наружное кольцо переднего подшипника, т.е. подшипник в сборе. Оправка 4 (см. рис. 65, б), более сложная по форме, вводится в картер редуктора со стороны заднего подшипника и устанавливается
Рис. 65. Выпрессовка внутреннего кольца (а) и всего переднего подшипника (б) ведущей шестерни: 1, 4 - оправки; 2 - упор; 3 - винт (рис. 55); 5 - подшипник 6-77О5У; 6 - сальник 2101-2402052-01
своими выступами в пазы выступа картера, в который упирается наружное кольцо переднего подшипника. Оправка устанавливается и при запрессованном в картер редуктора наружном кольце заднего подшипника.
2.4.7. ЗАМЕНА ПОДШИПНИКОВ КОРОБКИ ДИФФЕРЕНЦИАЛА
Внутренние кольца подшипников коробки дифференциала легко выпрессовываются при помощи съемника, показанного на рис. 66. В соединении предусмотрен натяг от 0,006 до 0,037 мм, проворачивание кольца не допускается. Как правило, в первую очередь теряет натяг внутреннее кольцо подшипника под фланцем коробки дифференциала (под ведомой шестерней). Лапки 2 вводятся в специальные выемки в коробке дифференциала и закрепляются винтами 5 на траверсе 1. Винт 6 упирается в упор 3 и внутреннее кольцо подшипника смещается вправо.
Установку внутренних колец подшипников коробки дифференциала можно производить одновременно (рис. 67). Это приспособление можно использовать в случае, когда коробка пустая, т.е. без шестерен. Если она собрана, придется воспользоваться деталями 2, 3 (см рис. 67) и молотком. Можно применить и оправку (рис. 68).
44
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
min 0,006;
max 0,037;
Вал0(33,006-33,025)
Рис. 66. Съемник внутреннего кольца подшипника коробки дифференциала: 1 - траверса; 2 - лапка; 3 - упор; 4 - кольцо подшипника 6-7707У; 5,6 - винты (рис. 60, 55)
2.4.8. ЗАТЯГИВАНИЕ ПОДШИПНИКОВ ВЕДУЩЕЙ ШЕСТЕРНИ
Предварительный натяг подшипников необходим для ограничения осевых смещений ведущей шестерни рабочими нагрузками. Ошибочно считают, что предварительный натяг в подшипниках обеспечивается распорной (пружинной) втулкой, которая упруго деформируется при затягивании гайки ведущей шестерни. В действительности назначение распорной втулки иное. Если ее удалить, то при затяжке гайки хвостовика момент сопротивления проворачиванию ведущей шестерни нарастает настолько быстро, что, при практически недотянутой гайке хвостовика ведущую шестерню уже не провернуть.
Рис. 68. Оправка для запрессовки внутренних колец подшипников дифференциала
Распорная втулка скорее не обеспечивает, а нормирует предварительный натяг подшипников. Главное же ее назначение — обеспечить затяжку гайки моментом 12...26 кгс«м. Распорная втулка играет роль, аналогичную роли пружинной шайбы в обычном резьбовом соединении. Что касается подшипников, то тут действие ее обратное — втулка стремится сместить внутренние кольца и увеличить осевые зазоры.
Гайку (S24; М16х1,5) затягиваем моментом 12...26 кгс»м. Величина момента затяжки определяется моментом сопротивления проворачиванию ведущей шестерни, который должен быть равен для новых подшипников 16...20 кгс»см, а для приработанных (пробег более 30 км) — 4...6 кгс«см.
Если воспользоваться пружинными весами (безменом), зацепив их крючок за отверстие во фланце (на 070 мм, рис. 53), то на весах должно быть усилие 4,6...5,7 кгс (момент 16...20 кгс«см) или 1,1...1,7 кгс (момент 4...6 кгс«см).
Если минимальный момент затяжки 12 кгс«м обеспечить не удается, то это говорит о том, что либо распорная втулка коротка, либо она «не держит нагрузки» и приняла вид, показанный на рис. 54, б. В последнем случае упругие деформации превысили допустимые, появились необратимые пластические деформации, распорная втулка стала полностью непригодной.
Если при максимальном моменте затяжки 26 кгс«м в подшипниках (см. рис. 53) нет преднатяга, это означает, что втулка слишком длинная и ее нужно укоротить, воспользовавшись абразивным бруском или шлифовальной шкуркой, положенной на ровную поверхность. Можно ли в каждом конкретном случае
Рис. 67. Запрессовка внутренних колец подшипников коробки дифференциала: 1 - винт; 2 - упор; 3 - оправка
3
В соединении натяг: min 0,006;
max 0,060;
проворачивание не допускается
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
45
ТРАНСМИССИЯ
Рис. 69. Раздвижная втулка: 1 - гайка; 2 - втулка
определить, какая нужна втулка? Это делают при помощи раздвижной втулки, показанной на рис. 69.
Если был заменен сальник, то момент сопротивления проворачиванию ведущей шестерни должен быть увеличен на 2...3 кгс«см. Для приработанных подшипников (пробег более 30 км) момент составит 6...9 кгс«см (усилие на пружинных весах 1,7...2,6 кгс), при новых подшипниках — 18...23 кгс*см (усилие 5,1...6,6 кгс).
При отсутствии универсального ключа (см. подразд. 2.3) для удержания от вращения фланца ведущей шестерни можно изготовить специальный ключ для «Жигулей», показанный на рис. 70.
2.4.9. ПРЕДВАРИТЕЛЬНЫЙ НАТЯГ ПОДШИПНИКОВ КОРОБКИ ДИФФЕРЕНЦИАЛА
И РЕГУЛИРОВКА БОКОВОГО ЗАЗОРА В ЗАЦЕПЛЕНИИ
Помещаем в картер редуктора предварительно собранную коробку дифференциала в комплекте с наружными кольцами подшипников. Устанавливаем две регулировочные гайки (М64х1,5) так, чтобы они соприкасались с наружными кольцами подшипников (рис. 71). Устанавливаем крышки подшипников и затягиваем болты (S14; М10х1,25) моментом 4,4...5,5 кгс«м.
Предварительный натяг подшипников коробки дифференциала и регулировка бокового зазора в зацеплении шестерен главной передачи осуществляются одновременно. Эти операции рекомендуется производить при помощи приспособления A.95688R и ключа А.55085. Можно использовать более простое приспособление и ключи, представленные на рис. 71...73. Стержни 2 и 3 (см. рис. 71) вворачиваются в стойки 1, которые ввернуты в отверстия под болты (S10; Мб), крепящие стопорные пластины. При помощи гаек стержни 2 и 3 устанавливаются на стойках так, чтобы зазор А между ними равнялся нулю (соприкосновение без усилия). Вращая руками (положив на зубчатый ве-
Рис. 70. Ключ для удержания от вращения фланца ведущей шестерни при отворачивании и заворачивании гайки (S24; M16xl,5): 1 - рычаг; 2 - штифт
нец ветошь) ведомую шестерню, находим место зацепления с минимальным боковым зазором. При покачи вании ведомой шестерни должен быть слышен стук или ощущаться боковой зазор. Равномерно и последовательно проворачиваем регулировочные гайки, при этом крышки подшипников коробки дифференциала расходятся, соответственно начнут расходиться и стержни 2 и 3. Это расхождение контролируем по размеру А (см. рис. 71). Если подшипники новые, размер А должен быть около 0,45 мм, при приработанных подшипниках (пробег более 30 км) — около 0,35 мм.
При наличии большого штангенциркуля можно непосредственно замерить расхождение крышек подшипников после затягивания гаек (см. рис. 71, размер В). Расхождение должно быть в пределах 0,20...0,25 мм.
Регулируя преднатяг, постоянно контролируем боковой зазор в зацеплении, покачивая ведомую шестерню. Если боковой зазор исчезает, необходимо больше подтягивать левую регулировочную гайку, при этом возможно потребуется ослаблять правую (см. рис. 71).
При получении требуемого зазора А или расхождения крышек В снимаем левую часть приспособления. Если приспособление не устанавливалось, устанавливаем его правую часть, стойку и стержень 3, в котором болтом Мб закрепляем индикатор. Ножка индикатора должна упираться в боковую поверхность зуба ведомой шестерни у края зуба (см. рис. 71). Боковой зазор должен быть в пределах 0,08...0,13 мм. Как правило, стремимся сделать зазор минимальным (0,08 мм) в самом «тесном» месте зацепления. Во всех случаях после регулировки бокового зазора необходимо провести простейшую проверку— ведомая шестерня должна проворачиваться рукой в обе стороны.
Если боковой зазор не укладывается в норму (0,08...0,15 мм) после регулировки преднатяга подшипников, то одну регулировочную гайку отворачиваем, другую — заворачиваем на одинаковые углы. Напомним, заворачивание левой гайки увеличивает боковой зазор, а правой — уменьшает. Шаг регулировочных гаек (заметим, что название условное, т.к. гайка — деталь с внутренней резьбой) равен 1,5 мм. Число внутренних выступов (впадин) гайки — 12, поэтому поворот гайки на один шаг по выступу (впадине) даст
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
Рис. 71. Контроль предварительного натяга подшипников коробки дифференциала и бокового зазора в зацеплении шестерен: 1 - стойка; 2, 3 - стержни
Рис. 72. Ключ для проворачивания регулировочных гаек подшипников коробки дифференциала (старая тормозная колодка передних тормозов)
осевое перемещение гайки, равное 0,125 мм (1,5:12=0,125 мм), поворот на полшага соответственно даст осевое перемещение в 0,0625 мм.
После окончания регулировки гайки стопорятся пластинами с одним или двумя выступами. Поэтому в процессе регулировки бокового зазора (0,08...0,13 мм) необходимо обращать внимание на положение выступов (впадин) гайки относительно отверстия Мб в крышке подшипника, предназначенного для крепления стопорной пластины болтом Мб. Подгибать стопорные пластины под регулировочные гайки не следует. Известен случай, когда отломившаяся часть пластины во время движения автомобиля попала в зацепление и вывела из строя весь редуктор.
Рис. 73. Ключ для проворачивания правой регулировочной гайки подшипника коробки дифференциала переднего моста ВАЗ-2121
2.4.10. ЗАМЕНА ШЕСТЕРЕН ДИФФЕРЕНЦИАЛА
Дифференциал — конический, двухсателлитный. Сателлиты — это конические шестерни (z=10), установленные на оси в коробке (корпусе) дифференциала (рис. 74). От выпадения ось сателлитов удерживается ведомой шестерней, которая перекрывает отверстия оси в коробке. Полуосевые шестерни (z=16) установлены в цилиндрических гнездах коробки и опираются на нее через опорные шайбы. При работе дифференциала, когда полуосевые шестерни вращаются относи-
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
47
ТРАНСМИССИЯ
1 х45°
Пример надписи
"ВАЗ 2103 10/41 4875"
Зазорь min 0,032; max 0,079;
2 фаски
М10 х 1,25
предельный
предельный при износе 0,1 Отв. 016Ж
Вал 016.0,012
Зазор max 0,028; натяг max 0,008;
Отв. 034;^
предельный при износе 0,2
при износе 0,07
Отв. 016Х
Вал 016-o,oi2
(Zi = 10; Z2 = 41; Осевой люфт 0...0.1; момент
4875 - номер зубчатой пары) сопротивления вращению не более 1,5 кгс-м
Рис. 74. Установка ведомой шестерни на коробку дифференциала при помощи установочных винтов 1
Z2 ]ВаЛ 034-0,025
Зазоры: min 0,020; max 0,125;
тельно коробки, опорные шайбы вращаются вместе с ними.
Подбором опорных шайб по толщине s (см. рис. 74) устанавливается осевой люфт шестерен полуосей в пределах О...0,1 мм. В некоторых книгах по ремонту автомобилей ВАЗ указано, что момент сопротивления вращению шестерен дифференциала не должен превышать 1,5 кгс«м, что соответствует усилию на максимальном диаметре зубчатого венца полуосевой шестерни примерно 45 кгс. Очевидно, здесь речь уже идет не о люфте, равном нулю, а о каком-то преднатяге. На практике коробку дифференциала с преднатягом шестерен просто не собрать.
Все номинальные и предельно допустимые при износе зазоры приведены на рис. 74. Увеличение зазоров более предельно допустимых может вызвать шум при движении автомобиля на повороте, а стуки при трогании автомобиля или при переключении передач обычно связаны с износом оси сателлитов и отверстий в коробке дифференциала и сателлитов. Постоянный шум при движении может исходить от дифференциала в случае износа подшипников или шлицевого соединения шестерен с полуосями.
Для разборки дифференциала необходимо отвернуть 8 болтов (S17; М10х1,25), крепящих ведомую шестерню к фланцу коробки. Болты затянуты значительным моментом (8,5.. .10,5 кгс«м) и если учесть, что для отворачивания болтов потребуется еще больший момент, коробку дифференциала необходимо закрепить в тисках. Закрепление осуществляется по плоскостям окон коробки.
Перед снятием шестерни пометим ее положение относительно коробки. Краской или керном поставим метку на наружном диаметре фланца коробки против какой-либо буквы или цифры, выбитых на конической поверхности ведомой шестерни (поставить метку на шестерне не удастся — у нее слишком твердая поверхность).
Ось сателлитов, как правило, выбивать не требуется, она вынимается свободно. Сателлиты поворачиваются в сторону окон, через которые вынимаются они и полуосе-
вые шестерни с опорными шайбами. Зафиксируйте места установки полуосевых шестерен с опорными шайбами. Обратите внимание на торцевые поверхности шайб, чтобы стало понятно — относительно какой детали она вращается. С неизношенной стороны, в случае необходимости, можно установить дополнительную шайбу (прокладку).
Все трущиеся поверхности должны быть блестящие, чистые и гладкие, как отполированные. Если имеются следы незначительного заедания (схватывания), эти повреждения поверхностей рекомендуется устранить шлифовальной шкуркой зернистостью 10-М40.
Особенно внимательно осмотрите сателлиты — при наличии любых трещин, сколов они уже не пригодны для дальнейшего использования.
Обычно наиболее заметен износ оси сателлитов. Стуки при трогании и переключении передач отчетливо слышны при минимальном диаметре оси в местах сопряжений 15 мм (размер диаметра оси 16_o,oi2 мм). Как правило, ось продают в комплекте с шестернями и опорными шайбами, поэтому перечисленные детали и заменяют комплектом.
Выход из строя коробки дифференциала— довольно редкое явление. Это может произойти, например, при заедании (схватывании) сферических поверхностей коробки и сателлита, в результате которого наиболее сильно повреждается сферическая поверхность коробки.
При сборке дифференциала устанавливаем через окна полуосевые шестерни с опорными шайбами. Через окно вводим сателлит в зацепление с полуосевыми шестернями. В отверстие сателлита вставляем ось, а с другой стороны на ось устанавливаем второй сателлит и, при необходимости проворачивая шестерни, вводим второй сателлит в зацепление с полуосевыми шестернями. Придерживая сателлиты, вынимаем ось и проворачиваем все шестерни (безотносительного их движения) так, чтобы сателлиты вошли в коробку дифференциала и их отверстия совпали с отверстиями коробки. Вставив ось сателлитов, замеряем осевой люфт полуосевых шестерен.
Осевой люфт полуосевых шестерен должен быть в пределах О...0,1 мм. При увеличенном люфте заменяют опорные шайбы на более толстые. Если при шайбах максимальной толщины 2,1 мм не удается получить люфт в пределах О...0,1 мм, рекомендуется заменить шестерни.
Люфт может быть увеличенным не только из-за износа зубьев шестерен, но и при износе сферических поверхностей сателлитов и коробки. Кроме этого на практике приходится иметь дело с запасными частями, у которых размеры уже могут быть равны предельно допустимым (см. рис. 74). Поэтому осевой люфт обычно устанавливается в два-три раза больше допустимого (0,2...0,3 мм) по той причине, что устранить его или уменьшить более толстыми опорными шайбами или дополнительными шайбами не удается. При уменьшении люфта сборка дифференциала затрудняется или становится невозможной.
Собрав дифференциал, тщательно смазываем все трущиеся поверхности трансмиссионным маслом, перемещая шестерни в пределах люфта.
Устанавливаем ведомую шестерню. Посадка шестерни на коробку довольно плотная, при этом притянуть ее к фланцу коробки штатными болтами не удается, они слишком коротки. Точнее и проще происходит посадка шестерни при использовании двух винтов 1 (см. рис. 74). Напомним, что шестерню лучше установить так, как она стояла до разборки.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
2.4.11. ЗАМЕНА ЗУБЧАТОЙ ПАРЫ ГЛАВНОЙ ПЕРЕДАЧИ
В каких случаях требуется заменить зубчатую пару? Разрушение подшипников, попадание обломков в зацепление приводит к частичному разрушению зубьев. В этом случае, если даже заменить все детали редуктора, но оставить зубчатую пару, гудения редуктора не избежать. Если при замене подшипников обнаружен значительный износ пары, толщина зуба по диаметру выступов sa ведущей шестерни (см. рис. 53), приближается к 1 мм, или есть выкрашивание (питтинг) на рабочих поверхностях зубьев любой шестерни, в этом случае зубчатую пару также следует заменить.
На что обратить внимание при покупке зубчатой пары? В первую очередь на числа зубьев шестерен (см. табл. 8), на соответствие номеров на конической поверхности ведущей шестерни (см. рис. 53) и на ведомой шестерне (см. рис. 74).
Зубчатые пары подобраны на заводе-изготовителе по шуму и контакту. Проводится подбор ведущих шестерен к ведомым, поэтому на конической поверхности ведомой шестерни (см. рис 74) номер пары выбит, а на конической поверхности в средней части хвостовика ведущей шестерни он написан от руки электрографом (см. рис. 53). Под номером пары также электрографом написана величина отклонения ведущей шестерни от номинального положения. Отклонение записывается в сотых долях миллиметра со знаком«+»или«-». Например, запись «-6» означает, что шестерня (zj изготовлена так, что для нормального зацепления ее необходимо вдвинуть в зацепление (сблизить шестерни) на величину 0,06 мм.
Собственно знаки «-» и «+» означают смещение зубчатого венца ведущей шестерни (zj относительно ее базового торца А (см. рис. 53). Упрощенно можно представить ситуацию так, что знак «-» говорит о том, что торец А подрезан слишком много. Зубчатый венец zT в редукторе «отодвинется» от зубчатого венца z2. Знак«+»говорит о том, что торец А подрезан слишком мало, в результате зубчатый венец zx в редукторе вдвинется в зубчатый венец z2. Компенсатором отмеченного смещения венца является регулировочное кольцо толщиной s (см. рис. 53).
Ранее были рассмотрены все вопросы, связанные с обслуживанием и ремонтом редуктора, кроме одного — установки ведущей шестерни. Правильное положение последней относительно ведомой шестерни обеспечивается, как отмечалось, подбором толщины s регулировочного кольца, устанавливаемого между опорным торцем ведущей шестерни и внутренним кольцом заднего подшипника хвостовика. Этим кольцом компенсируется не только смещение зубчатого венца, но и смещение оси ведомой шестерни (z2) относительно того же базового торца А. В запасные части регулировочные кольца для ведущей шестерни поставляются толщиной от 2,55 до 3,35 мм с шагом 0,05 мм. Другими словами, толщина регулировочного кольца s может быть равна 2,95±0 4 мм. Обратите внимание на эти цифры.
Подбор кольца с использованием оправки А.70184 и приспособления А.95690 — довольно сложная процедура Необходимая толщина кольца s вычисляется по результатам замеров (компенсация смещения оси z2) и по отклонению зубчатого венца Zj относительно базового торца А. Отклонение зубчатого венца обычно лежит в пределах ±0,15 мм (на хвостовике предельные отклонения будут записаны так: «+15» и «-15»). Обратите внимание и на эти цифры.
Окончательная проверка качества зацепления шестерен главной передачи проводится по пятну контакта на рабочих поверхностях зубьев ведомой шестерни
(рис.75). Перед проверкой на пятно контакта должны быть отрегулированы предварительный натяг подшипников и боковой зазор в зацеплении.
Для того чтобы пятна контакта на зубьях ведомой шестерни были хорошо видны, их смазывают тонким слоем краски, после чего проворачивают шестерни; при этом ведомую шестерню притормаживают. Можно поступить и иначе. Рабочую поверхность зубьев ведомой шестерни смазывают трансмиссионным маслом. В местах контакта масло «вытирается» рабочими поверхностями зубьев ведущей шестерни и «сухие» пятна на контакте хорошо видны в отраженном свете.
Зацепление считается нормальным, если на обеих сторонах зубьев ведомой шестерни пятно контакта будет равномерно расположено ближе к узкому торцу зуба, занимая 2/3 его длины и не выходя на вершину и основание зуба. Пятно контакта смещают ближе к узкому торцу зуба с целью создания «преднатяга», при ходе вперед ведущая шестерня выталкивается из зацепления (у переднего редуктора ВАЗ-2121 — «втягивается»). Смещение пятна контакта от правильного положения к краям зуба приводит к нежелательной концентрации нагрузки. Пятно контакта смещается при перемещении любой шестерни. При этом смещение zt изменяет положение пятна контакта в основном вдоль зуба, а смещение z2 — по высоте зуба. Смещение z2 ограничено необходимостью получения нормального бокового зазора в зацеплении (О 08...0,13 мм).
Речь идет о пятнах контакта при зацеплении новой пары; в действительности, после приработки, пятна контакта имеют вид, представленный на рис. 76.
Отклонение со знаком
4. Заказ Ns 927.
Рис. 75. Регулировка зацепления по пятну контакта: а, б - неправильный контакт в зацеплении шестерен - отодвинуть ведущую шестерню от ведомой, уменьшить толщину регулировочного кольца (отклонение ведущей шестерни от номинального положения со знаком «+»); в, г - неправильный контакт - придвинуть ведущую шестерню к ведомой, увеличив толщину регулировочного кольца (отклонение со знаком «-»); д - правильный контакт в зацеплении шестерен
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
.49
ТРАНСМИССИЯ
Рис. 76. Пятна контактов на зубьях приработанных шестерен (zx - ведущая, z2 - ведомая): а - вогнутая сторона, рабочая при ходе вперед и при торможении двигателем при ходе назад; б - выпуклая сторона, рабочая при ходе назад и при торможении двигателем при ходе вперед; в - выпуклая сторона, рабочая при ходе вперед и при торможении двигателем при ходе назад; г - вогнутая сторона, рабочая при ходе назад и при торможении двигателем при ходе вперед
Теперь вернемся к тем цифрам, на которые советовали обратить внимание. Отклонение зубчатого венца от базового торца А (см. рис. 53) в ±0,15 мм при усилии в зацеплении порядка 1000 кгс с окончательным контролем по пятну контакта просто несерьезно. Обычно же эти отклонения не превышают 0,04...0,06 мм, что соизмеримо с осевой деформацией подшипников. Если обратиться к размеру s компенсатора смещений — регулировочного кольца (см. рис. 71) и взять крайние значения 2,55
и 3,35 мм, то можно заметить, что речь идет о смещении всего в 0,8 мм. Другими словами, если представить такой невероятный случай, что, например, стояло кольцо толщиной 2,55 мм, а требуется кольцо толщиной 3,35 мм, то максимальное смещение для этого случая будет 0,8 мм. При окончательной проверке по пятну контакта (рис. 75) это смещение заметить трудно. Чаще всего толщина регулировочного кольца около 3 мм, а это означает, что требуемое смещение будет не более 0,4 мм. Необходимость такого смещения по пятну контакта просто не уловить.
Определение толщины s регулировочного кольца. Оправка 1 (рис. 77) устанавливается в картер редуктора с подшипниками и фланцем, (айка фланца затягивается моментом 0,8.. .1,0 кгс«м. Если плечо воротка (ключа) «0,5 м, усилие должно быть 1,6...2,0 кгс. Вместо подшипников коробки дифференциала устанавливается калибр 5. Момент затяжки болтов крышек подшипников дифференциала 5,2...5,5 кгс»м. Между оправкой 1 и калибром 5 устанавливаем любое имеющееся регулировочное кольцо 4 и при помощи плоских щупов определяем величину расстояния от оправки 1 до калибра 5. При «правильном» картере редуктора этот размер должен быть 2,95±0,4 мм. Найденная величина толщины кольца (например 2,97 мм) не является окончательной. Необходимо еще учесть точность расположения зубчатого венца ведущей шестерни (zx) относительно ее базового торца А (см. рис. 53). Это отклонение, как отмечалось выше, написано электрографом на конической поверхности шестерни.
Отклонение со знаком «плюс» означает, что зубчатый венец излишне «вдвинут» в зацепление, со знаком «минус» — напротив, излишне «выдвинут» из него. Так, если на
Рис. 77. Подбор регулировочного кольца ведущей шестерни: 1 - оправка; 2 - картер редуктора; 3 - крышка подшипника дифференциала; 4 - регулировочное кольцо; 5 - контрольный калибр
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
шестерне написано «+3» это означает, что зубчатый венец ведущей шестерни необходимо сместить в направлении из зацепления на величину 0,03 мм. Окончательная величина регулировочного кольца будет: 2,97-0,03=2,94 мм.
Если же на ведущей шестерне zx написано «-3», то это означает, что зубчатый венец относительно базового торца смещен в направлении из зацепления и для восстановления его номинального положения необходимо смещение в зацепление. Толщина регулировочного кольца в этом случае будет: 2,97+0,03=3,00 мм.
Перемещением ведомой шестерни z2 устанавливается требуемый боковой зазор между зубьями. Здесь есть смысл обратить внимание на следующее. Зубчатый венец шестерни z2 очень существенно влияет на качество зацепления. Если у «Жигулей» относительно установки шестерни z2 на коробку дифференциала сказано только «болты затянуть динамометрическим ключом», то в руководствах к иномаркам шестерню z2 рекомендуют нагреть в воде (BMW 3-й серии до 80...100 °C, т.е. погрузить в кипящую воду не менее чем на 1 мин). Кроме этого особенно подчеркивается, что наличие грязи и заусенцев на сопрягаемых поверхностях не допускается. Болты ведомой шестерни рекомендуют смазывать специальным клеем (Loctite) и затягивать определенным моментом в определенной по
следовательности (по рекомендациям производителя). Строго регламентируется и биение торца шестерни.
В редукторе переднего моста ВАЗ-2121 направление вращения ведущей шестерни при движении автомобиля вперед обратно направлению вращения ведущей шестерни заднего редуктора (смотрим на фланцы ведущих шестерен). Поэтому, если у заднего редуктора при движении вперед рабочие стороны зубьев у ведущей шестерни вогнутые, а у ведомой — выпуклые и ведущая шестерня выталкивается из зацепления, то у переднего редуктора картина обратная. Рабочие стороны ведущей и ведомой шестерен соответственно выпуклые и вогнутые, а ведущая шестерня не выталкивается из зацепления, а затягивается в него. Отмеченную особенность переднего редуктора необходимо учитывать при регулировке зацепления (см. рис. 75).
2.5. РЕГУЛИРОВКА РЕДУКТОРА, «ВОЛГА»
Регулировка редуктора — это создание требуемого преднатяга подшипников и регулировка зацепления. Регулировка зацепления включает два этапа. Установка ведущей шестерни в номинальное положение относительно ведомой шестерни z2 при помощи регулировочного кольца 5 (рис. 78); регулировка бокового зазора в зацеплении.
Sn
109,5
1 2 3 4 5 6 z 7 8
Биение не более 0,08
Болты крышек S17; СпМ12х2 Мзат.=9...11 кгсм
S27; М20х1,5
М3ат=16-20 кгс-м
S14; М10х1
Мзат.=6,8...7,5 кгс-м
Рис. 78. Редуктор ведущего моста, «Волга» ГАЗ-3110: 1 - гайка; 2,4, 8 - подшипники (6-7606АУШ, dxDxBxc=30x72x27x23; 6-7607АУШ, 35x80x31x25; У-7510А1, 50x90x23x19. 2 шт.); 3 - распорное кольцо; 5 - регулировочное кольцо; 6,13 - ведущая и ведомая шестерни; 7 - коробка дифференциала; 9 - стопорная пластина; 10 - крышка; 11 - регулировочная гайка; 12 - крышка подшипника; 14 - сальник 24-10-2402052 (42x15x10). Боковой зазор в зацеплении 0,15...0,25 мм. Колебания бокового зазора на разных зубьях ведомой шестерни не более 0,06 мм
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
Рис. 79. Определение толщины регулировочного кольца sn редуктора ведущего моста, «Волга» ГАЗ-3110: 1, 2 - оправки;
3 - планка (sr=A+B-C-0,5 D-109,5); 4 - гайка (S27, М20х1,5, Мзат_=16...2О кгс«м)
Для вычисления толщины регулировочного кольца необходимы две оправки и планка. В качестве первой оправки используем старую ведущую шестерню. Шейку шестерни под задний подшипник шлифуем до размера 035-°-010 мм. Шлифовку можно выполнить и вручную при помощи шкурки. Шлифуем до момента, когда внутреннее кольцо заднего подшипника будет свободно одеваться на шестерню.
Выпрессовав наружные кольца старых подшипников, запрессовываем кольца новых. В картер редуктора устанавливаем оправку (рис. 79) с внутренним кольцом в сборе заднего подшипника, но без регулировочного и распорного колец. После установки внутреннего кольца в сборе переднего подшипника, фланца и шайбы затягиваем гайку (S27; М20х1,5) до появления момента сопротивления вращению оправки 17,5...22,5 кгс*см. На радиусе отверстий фланца (R=4 см) это будет соответствовать усилию 4,4...5,6 кгс. При затягивании гайки проворачиваем оправку для установки роликов в подшипниках.
Вместо коробки дифференциала устанавливаем оправку 2, болты (S17; СпМ12х2) затягиваем моментом 2...3 кгс»м.
Расчет толщины регулировочного кольца sn редукторов «Волг» и «Газелей» проводится иначе, чем у «Жигулей». Здесь при расчете sn используется контрольный размер 109,5 мм (см. рис. 78, 79), учитывающий и отклонение зубчатого венца от базового торца — D. Регулировочным кольцом необходимо обеспечить по-
Рис. 80. Определение размеров В и С для вычисления толщины регулировочного кольца sn: 1,2 - оправки; 3 - планка; 4, 5 - винты
52
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
Рис. 81. Выпрессовка внутреннего кольца в сборе заднего подшипника ведущей шестерни: 1 - винт; 2 - траверса;
3 - болт (2 шт.); 4 - тяга (2 шт.); 5 - захват; 6 - винт (2 шт.); 7 - внутреннее кольцо подшипника в сборе
ложение переднего (базового) торца зубчатого венца ведущей шестерни на расстоянии 109,5 мм от оси дифференциала (ведомой шестерни). Место, где записана величина А, показано на рис. 78.
Толщина кольца вычисляется по формуле:
sn=A+B-C-0,5D-109,5,
где А — высота головки шестерни; В и С - замеряемые размеры; D — диаметр средней части оправки (см. рис. 79).
Замеры производим при помощи планки 3 (см рис. 79), глубиномером штангенциркуля или специальным глубиномером. Если мост с автомобиля не снимается, размеры В и С можно зафиксировать при помощи планки 3 с резьбовыми отверстиями (рис. 80) и двух винтов 4, 5, а далее, сняв планку с винтами с фланца картера редуктора, произвести необходимые замеры.
Все приспособления, применяемые при ремонте редукторов «Волг» и «Газелей», в основном аналогичны рассмотренным выше для «Жигулей».
Наиболее сложная операция при ремонте редукторов — выпрессовка внутреннего кольца заднего подшипника ведущей шестерни. Здесь натяг должен быть в пределах 0,003...0,032 мм, т.е. может отли
чаться более чем в 10 раз. У работавшего редуктора случается, что внутреннее кольцо заднего подшипника легко снимается руками, но бывает дело доходит и до «болгарки».
Для выпрессовки и запрессовки внутреннего кольца заднего подшипника разработано унифицированное приспособление для «Волг», «Газелей», автомобилей ВАЗ-2101...-2107 и «Нивы».
Выпрессовка внутреннего кольца заднего подшипника ведущей шестерни показана на рис. 81. Захват 5 закрепляется при помощи двух болтов 1 (рис. 82) на шестерне. Детали 2 захвата различные для ВАЗов, < Волг« и «Газелей». В случае, если захват не устанавливается на шестерне (это чаще всего относится к «Волгам» и «Газелям»), необходимо тупым зубилом сдвинуть внутреннее кольцо подшипника. Регулировочные кольца автомобилей ГАЗ более тонкие и имеют две лыски — места установки зубила для сдвига внутреннего кольца подшипника.
На захвате двумя винтами 6 (см. рис. 81) крепим тяги 4, а болтами 3, используя соответствующие отверстия в тягах, закрепляем траверсу 2. Выпрессовка внутреннего кольца подшипника производится винтом 1.
При запрессовке внутренних колец подшипников (рис. 83) используется вкладыш 6 для всех трех за хватов.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
53
ТРАНСМИССИЯ
Рис. 82 Захват: 1 - болт (2 шт.); 2 - детали захвата. Размер в скобках для захвата «Волги»
Рис. 83. Запрессовка внутреннего кольца в сборе заднего подшипника ведущей шестерни универсальным приспособлением:
1 - винт; 2 - траверса, 3 - болт (2 шт.); 4 - тяга (2 шт.); 5 - захват; 6 - вкладыш; 7 - внутреннее кольцо подшипника в сборе; 8 - винт
044
Ж'
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
2.6. УНИВЕРСАЛЬНЫЙ СЪЕМНИК ДЛЯ ВЫПРЕССОВКИ ПОЛУОСЕЙ
Выпрессовка полуосей заднеприводных автомобилей, особенно если это делается первый раз после длительной эксплуатации, может оказаться довольно сложной задачей. «Держит» полуось в балке заднего моста подшипник.
У «Москвича-2140» посадка наружного кольца (072 мм) подшипника в балке моста выполняется с зазором О...0,043 мм, у «Жигулей» (072 мм) зазор также может быть 0,043 мм, но возможен и натяг до 0,005 мм. У «Волги» (090 мм), где все сделано «очень крепко», зазор может достигать 0,038 мм, а натяг — 0,012 мм. А если подшипник «закис» (окисление контактирующих поверхностей с резким увеличением объема окислов по сравнению с объемом «породившего» их металла), тогда извлечение полуоси уже не задача, а проблема.
Извлечь полуось можно различными способами. Простейший из них — с использованием колеса. Например, у «Жигулей» это делается так. После всех подготовительных работ (снятия тормозного барабана, колодок, отворачи
вания гаек болтов, крепящих пластину с маслоотражателем и щит тормоза) к фланцу полуоси вновь крепится колесо, но другой стороной. Так как барабан снят, а диск повернут углублениями в зоне болтов в сторону конуса болта, колесо в осевом направлении может перемещаться на величину до 10 мм. Этот «разбег», да плюс масса колеса обеспечивают достаточно большую «выдергивающую» силу инерции. Однако, этот способ выпрессовки полуосей не всегда приводит к желаемому результату, кроме того, что он не совсем удобен, удар при этом способе приходится по посадочным конусам в диске, определяющим положение колеса. У «Жигулей» и «Волг» полуоси рекомендуется извлекать ударными приспособлениями, у «Москвича» — при помощи двух длинных болтов (60...65 мм).
На наш взгляд, ударные съемники удобнее. Единственный недостаток — эти съемники не универсальны. Для каждого автомобиля рекомендуется свой.
Съемник для «Жигулей» А.47017 с грузом примерно 1,5 кг пригоден в основном для новых автомобилей.
Любые проблемы по выпрессовки полуосей удается решить съемником, показанным на рис. 84 с грузами в
Рис. 84. Съемник полуосей (ВАЗ, «Москвич», «Волга»): 1 - фланец; 2 - ступица фланца; 3 - груз; 4 - штанга; 5 - гайка
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
Рис. 85. Фланец съемника полуосей, «Волга» ГАЗ-3110
4 и 7 кг. Последний груз достаточно тяжелый и используется редко, обычно хватает груза в 4 кг.
У съемника (см. рис. 84) штанга 4 имеет одинаковые концы с резьбой М20. Груз здесь, в отличие от рекомендуемых съемников («Жигули», «Волга»), держат двумя руками за переднюю часть.
На фланце 1 выполнены четыре группы отверстий для крепежа:
«Жигули» — 098; 4 отв. 013;
«Москвич» — 0115; 5 отв. 013;
«Волга» ГАЗ-31029 — 0139,7; 5 отв. 015;
«Нива» — 0139,7; 5 отв. 013.
Фланец 1 приваривается к ступице 2, при этом четыре лыски на ступице 2 (см. рис. 84, размер 66 мм) рас
полагаются напротив отверстий под крепежные болты «Жигулей» (098 мм).
Для расширения универсальности съемника (для выпрессовки полуосей «Волги ГАЗ-3110») был изготовлен специальный фланец (рис. 85), устанавливаемый вместо фланца 1 (см. рис. 84).
2.7. ВЫПРЕССОВКА И КОНТРОЛЬ ЗАПРЕССОВКИ ЗАПОРНОГО КОЛЬЦА ПОЛУОСИ
Для замены подшипника полуоси необходимо снять запорное кольцо Его можно сбить молотком, предвари тельно нагрев кольцо паяльной лампой, сточив на наждаке или распилив ножовкой. Но так полуось легко повредить.
Достаточно простое приспособление для выпрессовки запорного кольца вместе с подшипником полуосей «Жигулей» представлено на рис. 86. В отверстия фланца полуоси, предназначенные для болтов крепления колес, ввертываются два упора 1. На подшипник 6 надевается скоба 2, как показано на рис. 86. Выпрессовка производится винтами 3, при этом запорное кольцо выпрессовывается подшипником 6. Винты и упоры необходимо обработать термически до твердости 40...45 HRC3.
Более сложное приспособление (стенд) представлено на рис. 87. Приспособление позволяет не только выпрессовывать запорное кольцо с подшипником, но и контролировать его запрессовку. После запрессовки кольца (усилие запрессовки для «Жигулей» не более 6000 кгс) необходимо убедиться в том, что оно не будет смещаться под осевой нагрузкой в 2000 кгс. Проверку рекомендуется проводить при помощи приспособления A.95601/R. Приспособление это достаточно сложное, с
Рис. 86. Выпрессовка запорного кольца подшипника: 1 - упор; 2 - скоба; 3 - винт; 4 - полуось; 5 - запорное кольцо;
6 - подшипник; 7 - маслоотражатель в сборе с прокладкой и пластиной
•56^
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТРАНСМИССИЯ
Рис. 87. Стенд для выпрессовки запорного кольца подшипника полуоси и проверки качества его напрессовки:
1 - полуось в сборе с подшипником и запорным кольцом; 2 - гайка (4 шт.); 3 - тяга (2 шт.); 4, 9 - болты (2+2 шт.); 5 - винт; 6 - опора; 7 - шарик (016 мм); 8 - разъемная опора
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
57
ТРАНСМИССИЯ
литой массивной станиной и предназначено только для контроля запрессовки запорного кольца.
Предлагаемое приспособление (см. рис. 87) более универсально (можно производить контроль запрессовки и выпрессовку) и более простое. Оно закрепляется на верстаке при помощи двух болтов М10, ввертываемых в болты 4. Полуось 1 устанавливается в разъемную опору 8, шлицевой конец ее входит во втулку опоры 6. Далее, положив верхнюю тягу 3, затягиваем гайки 2. В разъемной опоре 8 углубления выполнены так, что усилие выпрессовки будет передаваться прежде всего на запорное кольцо, что и требуется при контроле запрессовки.
При выпрессовке после сдвига запорного кольца начинает перемещаться и подшипник. Отсутствие смещения запорного кольца под осевой нагрузкой в 2000 кгс контролируется индикатором по перемещению фланца полуоси. Индикатор выставляется на ноль при крутящем моменте на винте 5 примерно 2...5 кгс-м (для выборки зазоров и создания «жестких стыков»). Перемещение стрелки индикатора при увеличении осевой силы еще не говорит о смещении запорного кольца относительно полуоси — это результат упругих деформаций деталей приспособления.
После достижения момента 9,6 кгс«м или усилия на ключе (S27) 32 кгс отворачиваем винт 5 и убеждаемся, что стрелка индикатора вернулась в нулевое положение. Возвращение стрелки и говорит об отсутствии смещения запорного кольца.
Осевое усилие (2000 кгс) контролируют динамометрическим ключом по моменту затяжки винта приспособления. С учетом параметров метрической резьбы и при коэффициенте трения в резьбе 0,1 этот момент
Посадка запорного кольца 7g/-o,ioo\ на полуось-030
В соединении натяг: min 0,102;
max 0,155
Рис. 88. Запорная втулка
будет равен М=0,2 Q-d=9,6 кгс«м, где Q=2000 кгс, d=0,024 м, номинальный диаметр резьбы. При «плече» ключа S27, равном 300 мм и осевом усилии 2000 кгс получим на ключе 32 кгс. Для уменьшения трения и для того, чтобы не повредить центровое отверстие полуоси, в винт 5 устанавливается и завальцовывается шарик диаметром 15,875 мм (5/8") или 16 мм, из старых подшипников или ШРУСов. Тяги 3 можно изготовить из любой стали.
Для запрессовки подшипника и втулки потребуется труба длиной 600 мм с внутренним диаметром 30,5...32 мм, можно воспользоваться и водо(газо)проводной трубой 1 1/4 дюйма (наружный диаметр — 42,3 мм, внутренний — 34,3 мм).
Если «фирменный» запорной втулки нет, ее можно изготовить (рис. 88).
Перед запрессовкой втулку нагревают до 285.. .325 °C. Температуру определяют по сине-фиолетовому цвету побежалости. Если цвет каления красный и различим в темноте, то это уже около 500 °C.
58
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ХОДОВАЯ ЧАСТЬ
3. Ходовая часть
3.1. КЛЮЧИ ДЛЯ АМОРТИЗАТОРНЫХ СТОЕК
Основным элементом передней подвески (типа МакФерсон) является телескопическая амортизаторная стойка, которая соединена с кузовом при помощи специальной опоры, закрепленной на стойке брызговика. В корпусе амортизаторной стойки смонтирован телескопический гидравлический амортизатор. Шток амортизатора при помощи гайки крепится к верхней опоре на брызговике.
При снятии стойки с автомобиля необходимо отворачивать гайки штоков. Гайки — обычные шестигранные с размерами «под ключ» 17,19, 21, 22, 27 мм. А вот форма и размеры концов штоков у различных автомобилей весьма разнообразны (рис. 89). Концы штоков могут быть с наружным и внутренним шестигранником, со шлицем под отвертку, цилиндрическими (с одной или двумя лысками), с многогранным отверстием.
Для отворачивания гайки штока, как правило, применяют специальный ключ, удерживая при этом другим ключом шток от проворачивания. Например, у ВАЗ-2108, -2109 это специальные ключи для гайки 67.7812.9533 (S22) и ключ-контропора для штока 67.7812.9535.
Зарубежные инструментальные фирмы вместо специальных ключей выпускают, по сути дела переходники*. Мы также предлагаем для ВАЗ-2108, -2109 переходник 4 (рис. 90) с шестигранниками S22. У контропоры 3 имеется углубление, охватывающее конец штока (цилиндр с двумя лысками) и наружный шестигранник.
При использовании контропоры особенно важно, чтобы она полностью села на шток. Именно здесь чаще всего и происходит срыв лысок, граней и т.д. Для контроля посадки контропоры 3 на шток в переходнике 4 делается одно или два окна.
Для ВАЗ-2108, -2109 используют два комплекта, состоящих из контропоры и переходника. Применение первого показано на рис. 90. Его особенностью является то, что детали 3, 4 соединены на резьбе и выступают как один узел. Шаг резьбы (1,5 мм) у них такой же, как и на штоке.
При отворачивании гайки 2 (см. рис. 90, а, б) исходное положение деталей 3 и 4 контролируется по канавке на детали 3 (указана стрелкой). Когда гайка 2 «стронута» и начинается ее отворачивание, деталь 4 перемещается по резьбе детали 3. В конце отворачивания гайки, когда усилие вращения небольшое, гайка начинает «снимать» со штока деталь 3, которая одновременно начинает поднимать деталь 4, «снимая» ее с гайки.
При заворачивании гайки переходник и контропору ориентируем по верхней канавке (рис. 90, в). К моменту окончания затягивания гайки (6,72...8,3 кгс«м) лыски штока и шестигранник гайки используются на всю высоту.
Второй комплект проще по конструкции: на деталях 3 и 4 (см. рис. 90) не нарезается резьба М18х1,5 — вместо нее отверстие и цилиндр (018).
* Головка с внутренним и наружным шестигранниками.
Со ей ай
а
Рис. 89. Форма концов штоков амортизаторов передних
стоек
Рис. 90. Гайка штока стойки передней подвески (а), отворачивание (б), заворачивание (в): 1 - шток; 2 - гайка; 3 - контропора; 4 - переходник (размеры в прямоугольниках для приспособления без резьбы М18х1,5)
3.2. ПРИСПОСОБЛЕНИЕ ДЛЯ СНЯТИЯ ПРУЖИН ПЕРЕДНЕЙ ПОДВЕСКИ
При ремонте передней подвески приходится снимать и устанавливать пружины. Снять и установить пружину можно при. помощи простейших стяжек или вообще без всяких приспособлений, используя вес автомобиля, лом и другие подручные средства. Но при этом можно получить травму от выскочившей пружины.
Заднеприводные автомобили. Приспособление (рис. 91), предназначенное для снятия передних пружин «Жигулей», разработано на основе приспособления A.74174R и отличается от последнего более простой конструкцией. Опыт длительной эксплуатации приспособления подтвердил его эффективность и безопасность. Оно состоит из верхней 5 и нижней 4 тарелок, гайки 1 и винта 2. В головку винта 2 ввернут болт 6 (S10, М6-10), который входит наружным концом в прорезь верхней тарелки и фиксирует винт относи-
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
59
ХОДОВАЯ ЧАСТЬ
Рис. 91. Сжатие пружины передней подвески: 1 - гайка; 2 - винт; 3 - наконечник гайки; 4 - верхняя тарелка; 5 - нижняя тарелка; 6 - болт (М6-10); 7 - подшипник 8202 (dxDxH = 15x32x12 мм); 8 - пружина
тельно нее, предотвращая тем самым вращение винта вместе с гайкой. Гайка 1 опирается о нижнюю тарелку через опорный узел (рис. 92). После того как в упорный подшипник заложена смазка, трубчатая часть наконечника 3 завальцовывается в канавку гайки 1; при завальцовке необходимо обеспечить свободное вращение наконечника.
Применяется приспособление следующим образом В пружину (амортизатор снят) закладываем как можно выше верхнюю тарелку — вставляем тарелку между витками в средней части пружины и далее, перемещая ее по виткам, поднимаем вверх. Нижняя тарелка должна располагаться так, чтобы между верхней и нижней тарелками было пять витков пружины. Далее устанавливаем винт 2 и, навернув гайку 1, вращаем ее воротком, сжимая пружину почти до соприкосновения витков.
Перед тем, как вынуть приспособление вместе с пружиной из подвески, обратите внимание, как стоит пружина в нижнем рычаге (в последнем под опорный виток пружины есть специальная выемка).
Приспособление имеет достаточный запас прочности, но все же не следует направлять пружину на себя или на помощника.
Особенностью рассмотренного приспособления (с двумя опорными тарелками) является то, что пружина сжимается и вынимается из подвески. Более простое приспособление для сжатия передних пружин «Жигулей» показано на рис. 93. Приспособление разработано на базе приспособления 67 7828 9504 и отличается от него не только измененной конструкцией, но и тем, что наиболее сложная деталь — тарелка 2 — здесь унифицирована с нижней тарелкой приспособления, показанного на рис. 91.
60
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ХОДОВАЯ ЧАСТЬ
1 - гайка; 2 - наконечник
У приспособления (см. рис. 93) гайка винта 4 через подшипник 6 и опору 3 опирается на место крепления штока амортизатора. После сжатия пружины она остается на автомобиле, из подвески извлекаются только рычаги.
Подшипник 6 наполняется смазкой и далее, как и в рассмотренном ранее приспособлении, трубчатая часть гайки 4 завальцовывается на токарном станке в канавку опоры 3 с сохранением относительной подвижности соответствующих деталей.
Гайка 4, собранная с подшипником и опорой, наворачивается на винт 8, по отверстию в гайке сверлится отверстие в винте. В отверстие вставляется штифт, концы которого расклепываются. В гайку 7 ввернут болт 1 для предотвращения вращения гайки относительно опорной тарелки 2.
Переднеприводные автомобили. При работе с амортизаторными стойками передней подвески переднеприводных автомобилей для сжатия пружин приходится использовать «внешние» приспособления, так как внутрь пружины попасть невозможно. Простейшее «внешнее» приспособление — две стяжки (рис. 94, 95). Захваты закрепляют на витках, когда автомобиль стоит на колесах (пружины сжаты).
Трубчатая часть гайки 1 (см. рис. 94) завальцовывается в канавку опоры 2 с сохранением относительной подвижности. Перед завальцовкой подшипник заполняем смазкой. Ввернув тягу 4 в захват 5, по отверстиям в захвате сверлим тягу. Проволоку 04, L38 расклепываем с двух сторон.
Стяжка с правой и левой резьбой на концах и шестигранником посередине дана на рис. 95.
Универсальное приспособление (рис. 96) позволяет сжать пружину не только у ВАЗ-2108, -2109, но и у многих иномарок. В гайку 2 устанавливается упорный подшипник, заполненный смазкой. Трубчатая часть гайки 2
Рис. 92. Опорный узел гайки: гайки; 3 - подшипник
Рис. 93. Приспособление для сжатия пружин передней подвески: 1 - болт (S10, М6-8); 2 - тарелка (рис. 91); 3 - опора;
4 - верхняя гайка; 5 - штифт; 6 - подшипник 8104 (20x35x10 мм); 7 - нижняя гайка; 8 - винт
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ХОДОВАЯ ЧАСТЬ
Рис. 94. Сжатие пружины стяжками: 1 - гайка с подшипником 8104 (dxDxH=20x35x10 мм); 2 - опора; 3, 5 - захваты; 4 - тяга
Рис. 95. Стяжка: 1, 3 - зацепы; 2 - винт
62
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ХОДОВАЯ ЧАСТЬ
Рис. 96. Универсальное приспособление для сжатия пружин передней подвески «Самар» (а); б - планки с полукольцами в сборе (сварка); в - соединение тяги и захвата: 1 - опора (2 шт.); 2 - гайка (2 шт.) в сборе с подшипником (dxDxH=15x32x12 мм); 3,5 - планки (длинная, поз. 3 - 145 мм, 2 шт.; короткая, поз. 5-80 мм, 2 шт.); 4 - полукольца; 6 - захват; 7 - тяга; 8 - штифт
завальцовывается на токарном станке в канавку опоры 1 так, чтобы сохранилась относительная подвижность гайки и опоры. Полукольца 4 свариваются с планками 3 и 5 (рис 96, б). Тяги 7 вворачиваются в захваты 6 и фиксируются от проворачивания штифтом (проволокой, рис. 96, в). Предварительно в тягах сверлятся отверстия диаметром 3 мм по имеющимся отверстиям в захватах.
Амортизаторные стойки могут отличаться не только наружными диаметрами пружин, числом витков, диаметрами прутков, из которых они навиты, но также углами наклона оси пружины к оси самой стойки Кроме цилиндрических пружин с постоянным шагом навивки у зарубежных автомобилей встречаются пружины с переменным диаметром или шагом, а также с переменным диаметром прутка. Существенно может отличаться и «обста
новка» вокруг амортизаторных стоек. Для охвата всего этого разнообразия в качестве устройства для сжатия пружин применяется приспособление типа «клещи», (рис. 97).
К рычагам 7 и 9 привариваются серьги 1 и 3, соединяемые пальцем 2. Палец в серьгах фиксируется шплинтом В средней части рычагов устанавливаются гайка 4 в сборе и гайка 11. Детали 4,11 крепятся к рычагам 7, 9 гайками 6 так, чтобы они имели возможность поворачиваться относительно рычагов. Гайка 5, подшипник и опора 5 собираются в узел завальцовкой трубчатой части гайки в канавку опоры так, чтобы гайка и опора могли свободно вращаться относительно друг друга Перед завальцовкой в подшипник закладывается смазка.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Ж
ХОДОВАЯ ЧАСТЬ
Рис. 97. Приспособление для сжатия пружин типа «клещи»: 1, 3 - серьги; 2 - палец; 4 - гайка в сборе с подшипником 8104 (dxDxH=20x35x10 мм) и опорой 5; 6 - гайки (4 шт.); 7,9 - рычаги; 8 - захват (2 шт.); 10 - винт (рис. 94); 11 - нижняя гайка; 12 - верхняя гайка
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ХОДОВАЯ ЧАСТЬ
3.3. ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАМЕНЫ КОЛЕСНЫХ ПОДШИПНИКОВ
3.3.1. ЗАМЕНА НАРУЖНОГО ПОДШИПНИКА СТУПИЦЫ ПЕРЕДНЕГО КОЛЕСА, «ЖИГУЛИ»
Подшипники ступиц передних колес, как правило, отличаются размерами и ресурсом (рис. 98).
Подшипник Основные размеры, мм Посадки по диаметрам, мм
d D В С d D
6-7804У 19,05 45,237 16,637 12 Зазор 0,005...0,028 Натяг 0,013...0,063
6-7807У 26 57,15 17,462 14 Зазор 0,000...0,013 Натяг 0,000...0,038
Рис. 98. Подшипники ступицы переднего колеса ВАЗ-2101...2107
Рис. 99. Выпрессовка наружного кольца подшипника ступицы переднего колеса: 1 - опора; 2 - цанга; 3 - винт (3 шт.); 4 -втулка
5. Заказ № 927.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ХОДОВАЯ ЧАСТЬ
Рис. 100. Снятие наружного кольца подшипника с цанги:
1 - втулка; 2 - наружное кольцо подшипника; 3 - цанга
Динамическая грузоподъемность подшипника 6-7804У примерно в 1,5 раза меньше динамической грузоподъемности подшипника 6-7807У. Замечено, что если были сильные удары колесом, то это в первую очередь сокращает срок службы меньшего (наружного) подшипника. В результате наружный подшипник ступицы колеса приходится заменять чаще, чем внутренний.
Признаком необходимости замены подшипника обычно является появление на его дорожках качения или роликах язвочек, местного выкрашивания металла (питтинга) При этом вывешенное колесо вращается неравномерно, особенно это заметно при минимальных осевых зазорах. При износе подшипников отрегулировать зазор в них (норма 0,02...0,08 мм; предельно допустимый 0,15 мм) часто становится невозможным. После регулировки с минимальным осевым зазором или даже с небольшим натягом очень быстро появляется осевой зазор более 0,15 мм. Попытка убрать этот зазор более сильной затяжкой гайки приводит к сколу внутреннего кольца наружного подшипника.
Для замены наружного подшипника обычно снимают суппорт тормоза, диск и ступицу, но при этом можно повредить сальник. Используя приспособление, показанное на рис. 99, подшипник удается заменить за 15 мин.
Извлечь внутреннее кольцо подшипника в сборе с сепаратором и роликами не представляет особого труда (см. посадки колец подшипников, рис. 98). А вот с наружным кольцом дело сложнее, здесь в соединении натяг.
Для замены наружного подшипника приподнимаем домкратом колесо, снимаем колпак ступицы, отворачиваем гайку (левая — М18х1,5; правая — M18xl,5LH; S27), снимаем шайбу и внутреннее кольцо подшипника с роликами и сепаратором. Протираем в ступице наружное кольцо подшипника (см. рис. 99), устанавливаем на ступицу опору 1 приспособления. «Защелкиваем» в кольце подшипни-
Рис. 101. Детали (вариант) для приспособления, показанного на рис. 99 (заменяют дет. О, 2, 4): 1 - шайба;
2 - цанга; 3 - втулка
Рис. 102. Оправка для запрессовки наружного кольца подшипника 6-7804У в ступицу переднего колеса
ка цангу 2 (возможно потребуется молоток и деревянная подкладка). В цангу 2 вставляем втулку 4. При помощи винтов 3 выпрессовываем кольцо подшипника. Чтобы снять кольцо с цанги 2, вынимаем втулку 4 и, воспользовавшись ей, как показано на рис.100, снимаем кольцо подшипника с цанги. Снять кольцо можно, воспользовавшись таким же кольцом от старого подшипника. Заметим, что форма втулки 1 (см рис. 100) определяется и использованием ее для снятия кольца. Втулка может иметь более простую форму.
Детали 2, 4 приспособления (см. рис. 99) можно заменить деталями, представленными на рис. 101.
При запрессовке наружного кольца нового подшипника удобно воспользоваться оправкой, показанной на рис. 102
Заменяя наружный подшипник, необходимо оценить состояние и внутреннего. Делается это наощупь. Вращаем ступицу, прижав ее к внутреннему подшипнику (наружный снят); если ощущается неравномерное вращение, «перебор роликов», то необходима замена подшипника.
Продлить срок службы подшипников можно тщательной регулировкой осевого зазора, который, как отмечалось выше, должен быть равен 0,02...0,08 мм. Практически осевой зазор 0,02 мм — это полное отсутствие качки ступицы (колеса) относительно поворотного кула
66
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ХОДОВАЯ ЧАСТЬ
на (цапфы). Лучше всего качать колесо двумя руками, находящимися в вертикальной плоскости. При этом важно не спутать «качку» в шаровых опорах и рулевых шарнирах, рулевом механизме, маятниковом рычаге с качкой в связи с осевым люфтом в подшипниках ступицы.
Гайку затягиваем до полного исчезновения качки, проворачивая при этом колесо. Стопорим гайку обмяти-ем ее пояска только с одной стороны. После первых поездок вновь проверяем наличие зазора в подшипниках и при необходимости подтягиваем гайки и стопорим их обмятием пояска в две канавки.
Чаще всего подшипники колес выходят из строя (контактная усталость металла — питтинг) из-за несвоевре
менного устранения большого осевого зазора в подшипниках. При наличии зазоров динамические нагрузки могут возрасти в 2...3 раза. Необходимо помнить и о том, что перетягивание подшипников (вместо зазора — натяг) может привести при интенсивном и частом торможении (перегреве ступицы) к заклиниванию подшипников.
3.3.2. ЗАМЕНА ПОДШИПНИКОВ СТУПИЦ ПЕРЕДНИХ КОЛЕС, «МОСКВИЧ-2141»
Для замены подшипника 6 (рис. 103) необходимо снять поворотный кулак 2. Вывешиваем и снимаем колесо, тормозной диск 8. Отсоединяем поворотный кулак
1
2
8
3
4
5
6
7
Рис. 103. Передняя подвеска, «Москвич-2141»: 1 - телескопическая стойка; 2 - поворотный кулак; 3 - ступица; 4 - наружный ШРУС; 5 - гайка (S30; М20х1,5); 6 - подшипник 6-256908Е2С17 (37x72x37 мм); 7 - стопорное кольцо; 8 - тормозной диск; 9 - шаровой шарнир; 10 - гайка; 11 - рычаг подвески
5*
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ХОДОВАЯ ЧАСТЬ
Рис. 104. Снятие поворотного кулака, «Москвич-2141»: 1 - поворотный кулак; 2 - ШРУС; 3 - ступица; 4 - захват (2 шт.); 5 - болт М8-20; 6 - траверса; 7 - винт
Рис. 105. Выпрессовка ступицы переднего колеса, «Москвич-2141»: 1 - поворотный кулак; 2 - внутреннее кольцо подшипника; 3 - штифт (3 шт.); 4 - ступица; 5 - диск (дет. приспособления см. рис. 104)
от амортизаторной стойки 1, снимаем скобу тормоза (на рис. 103 не показана).
Отворачиваем гайку 5 (S30; М20х1г5) и гайку 10 крепления пальца шарового шарнира 9 к рычагу подвески 11. Выпрессовываем палец из рычага.
Поворотный кулак в сборе со ступицей снимаем при помощи приспособления, показанного на рис. 104. Теперь, когда снятый узел в руках, выпрессовываем сту-
Рис. 106. Оправка для выпрессовки старого подшипника ступицы из поворотного кулака, <Москвич-2141»
пицу из внутренних колец подшипника (рис. 105), используя съемник, три штифта 3 и диск 5. Штифты 3 проходят через отверстия в ступице 4.
Следующая операция — выпрессовка наружного кольца подшипника из поворотного кулака. Сняв стопорное кольцо 7 (см. рис. 103) при помощи молотка и оправки (рис. 106), выбиваем наружное кольцо подшипника, воздействуя на него через внутреннее кольцо и шарики.
После очистки деталей (особенно посадочных мест) приступаем к сборке узла. Новый подшипник 6-256908Е2С17 (dxDxB=37x72x37 мм) запрессовываем в поворотный кулак (рис. 107). В приспособлении на рис. 107 используются опорный узел и его детали, показанные на рис. 108. Подшипник 8105 (dxDxH=25x42x11 мм) заполняется смазкой и устанавливается в гайку 3. Далее, на станке трубчатая часть гайки завальцовывается в канавку опоры 1, при завальцовке необходимо обеспечить относительную подвижность гайки и опоры.
Далее запрессовываем ступицу в подшипник (рис. 109). Здесь используется новая деталь — оправка 2, опирающаяся на внутреннее кольцо подшипника.
Напомним, что для двухрядных подшипников особенно важно затягивание гайки 5 (см. рис. 103) требуемым моментом. Так, в рассматриваемом узле (подшипник 6-256908Е2С17) гайка ступицы затягивается моментом 18...20 кгс»м.
68
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ХОДОВАЯ ЧАСТЬ
Рис 107. Запрессовка нового подшипника ступицы переднего колеса, «Москвич-2141»: 1 - винт (рис. 104); 2 - оправка; 3 - наружное кольцо подшипника; 4 - поворотный кулак; 5 - опора; 6 - упорный подшипник; 7 - гайка
Рис. 108. Опорный узел приспособления: 1 - опора; 2 - упорный подшипник 8105 (dxDxH=25x42x11 мм); 3 - гайка
Рис. 109. Запрессовка ступицы переднего колеса в подшипник, «Москвич-2141»: 1 - винт (рис. 104); 2 - оправка; 3 - наружное кольцо подшипника; 4 - ступица; 5 - опорный узел (рис. 108)
3 3.3. ЗАМЕНА ПОДШИПНИКОВ СТУПИЦ ЗАДНИХ КОЛЕС, «МОСКВИЧ-2141»
Вывесив заднее колесо, снимаем его. Затем отворачиваем фиксаторы 10 (рис. 110), демонтируем тормозной барабан 2 и колодки 11. Сняв колпачок ступицы, отворачиваем гайку 8 (S32; М22х1,5). Чтобы не повредить резьбу цапфы, перед отворачиванием гайки необходимо устранить замятие буртика гайки в пазы цапфы.
Далее съемником 1 (рис. 111) снимаем ступицу 2 вместе с подшипником с цапфы 6. Кольца подшипника установлены с натягом в ступице и на цапфе. Поэтому внутреннее кольцо 5 (одно) остается на цапфе.
Рис. 110. Подшипниковый узел заднего колеса, «Москвич-2141»: 1 - колесо; 2 - тормозной барабан; 3 - ступица; 4 - болт; 5 - стопорное кольцо; 6 - подшипник; 7 - шайба; 8 - гайка; 9 - цапфа подшипника; 10 - фиксатор; 11 - тор-
мозная колодка
Рис. 111. Демонтаж ступицы заднего колеса, «Москвич-2141»:
1 - съемник (рис. 104); 2 - ступица; 3 - наружное кольцо подшипника; 4, 5 - внутренние кольца подшипника; 6 - цапфа подшипника; 7 - балка задней подвески
Отвернув четыре болта, крепящих цапфу с тормозным щитом к фланцу балки задней подвески, снимаем их. Теперь при помощи молотка, штифтов 3 (см. рис. 112), диска 4 удаляем «остатки» подшипника с цапфы 1.
Чтобы извлечь из ступицы наружное кольцо подшипника, вынимаем стопорное кольцо 5 (см. рис. 110), устанавливаем сепаратор с шариками и внутреннее кольцо 5 подшипника (см. рис. 111) и при помощи оправки (рис. 106) выбиваем наружное кольцо. Диаметр выступающей части оправки 33,5 мм определяется размером подшипника заднего колеса 6-256907Е2С17 (dxDxB=34x64x37 мм).
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
69
ХОДОВАЯ ЧАСТЬ
Рис. 112. Снятие внутреннего кольца подшипника с цапфы, «Москвич-2141»: 1 - цапфа; 2 - кольцо; 3 - штифт (3 шт., рис. 105); 4 - диск (рис. 105)
Рис. 113. Запрессовка нового подшипника в ступицу заднего колеса, «Москвич-2141»: 1 - винт приспособления (рис. 104); 2 - оправка; 3 - подшипник; 4 - ступица; 5 - гайка с опорой в сборе (рис. 108)
Рис. 114. Напрессовка ступицы с подшипником на цапфу:
1 - удлинитель; 2 - гайка в сборе (рис. 108); 3 - втулка;
4 - ступица; 5 - подшипник; 6 - цапфа подшипника
Новый подшипник запрессовываем в ступицу, используя то же приспособление, которое применяли для подшипников передних колес, но только с новой оправкой 2 (см. рис. 113). Запрессовав подшипник, устанавливаем стопорное кольцо.
Напрессовка ступицы с подшипником на цапфу показана на рис. 114. Здесь используются две новые детали — удлинитель 1 и втулка 3.
Гайка ступицы предназначена для разового использования. Затянув новую гайку моментом 14...16 кгс»м, заминаем буртик гайки в пазы цапфы.
3.3.4. СЪЕМНИКИ СТОПОРНЫХ КОЛЕЦ
С применением двухрядных подшипников в ступицах колес появились и стопорные кольца. Ранее кольца таких (больших) размеров применялись только в коробках передач, т.е. в «защищенном месте». Стопорные кольца в ступицах колес (двухрядные подшипники с уплотнениями) подвержены действию воды, грязи и соли. И если только что установленное кольцо можно легко извлечь самыми различными инструментами, в том числе и обычными круглогубцами, то извлечение кольца после двух-трех лет эксплуатации может стать проблемой.
Для извлечения стопорных колец обычно используются круглогубцы с загнутыми концами. Такой инструмент выпускают известные фирмы Stahlwille, Klann и другие. Так, фирмой Klann предлагается съемник KL-0192-5 для колец, предназначенных для отверстий 040...100 мм и съемник KL-0192-6 для 085...165 мм.
Съемники достаточно дорогие (до $100), в то же время, как показывает практика, «закисшие» кольца ими часто не снять. А прикладывая чрезмерные усилия, даже фирменный инструмент можно вывести из строя. Чтобы этого не произошло, кольца предварительно смачивают проникающей жидкостью и «расшевеливают» в канавке.
Для снятия и установки колец можно воспользоваться более простым и дешевым приспособлением (рис. 115). Штифты 5 и 6 запрессовываются соответственно в корпус 2 и в ползун 1. Длина штифтов достаточна для извлечения глубоко-сидящих колец. Сжатие колец производится вращением ключом болта 4. При этом приспособление может при необходимости удерживаться другим ключом за такой же болт, ввернутый в ползун 1. Съемник предназначен для наиболее распространенных стопорных колец ступиц колес переднеприводных автомобилей, размеры которых приведены на рис. 116.
Рис. 115. Съемник стопорных колец: 1 - ползун; 2 - корпус;
3 - шайба; 4 - болт М8-30 (2 шт.); 5,6 - штифты (L 27 мм, L 43 мм)
70
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ХОДОВАЯ ЧАСТЬ
Размеры подшипника d х D х В, мм Размеры кольца в свободном состоянии
А В S
30 х 60 х 37 63,8...64,1 16,0.-16,5 1,95... 2,1
34 х 64 х 37 72.0...72.7 16.5...17.0 2,46... 2,5
37 х 72 х 37 76,3...76,5 20,0-20,8 2,4...2,5
42 х 75 х 37 79,8-80,1 18,0.-21,7 2,5...2,6
Рис. 116. Примерные размеры стопорных колец в свободном состоянии, применяемых с двухрядными подшипниками
3.4. ПРИСПОСОБЛЕНИЕ
ДЛЯ ЗАМЕНЫ САЙЛЕНТ-БЛОКОВ
3.4.1. АМОРТИЗАТОР ПЕРЕДНЕЙ ПОДВЕСКИ ВАЗ-2101...-2107
Прежде чем заменять сайлент-блоки, важно убедиться в необходимости этого, так как после выпрессовки они уже практически непригодны.
Сайлент-блоки заменяют, если их резиновые втулки имеют разрывы, одностороннее выпучивание, подрезы и износ по торцам. Предельная эксцентричность сайлент-блоков — 2,5 мм (смещение наружного диаметра шайбы относительно наружного диаметра фланца наружной втулки сайлент-блока). При эксцентричности более 2,5 мм, как правило, уже невозможна дальнейшая регулировка развала колес (удалены все шайбы из-под оси нижнего рычага).
Через сайлент-блок осуществляется крепление амортизатора к нижнему рычагу передней подвески. Гайки болтов креплений затягиваются при загруженном автомобиле. Этим увеличивается срок службы сайлент-блоков: в эксплуатации максимальные напряжения в резиновых втулках сайлент-блоков от кручения не будут суммироваться с напряжениями, возникающими от ударов колес о неровности дороги.
В рассматриваемом случае гайку (10x1,25; момент затягивания 5,1...6,3 кгс«м) болта крепления затягивают только тогда, когда амортизатор снят, иначе к ней нет доступа, так как крепление амортизатора к нижнему рычагу не непосредственное, а через кронштейн. Поэтому, сняв амортизатор, прежде чем отворачивать гайку болта крепления, обратите внимание на положение кронштейна.
Рис. 117. Замена сайлент-блока амортизатора передней подвески, ВАЗ: 1 - болт; 2 - гайка; 3 - упор; 4 - амортизатор;
5 - сайлент-блок; 6 - оправка
Выпрессовка старого и запрессовка нового сайлент-блока нижнего крепления амортизатора к рычагу передней подвески «Жигулей» показана на рис. 117. Наиболее ответственная операция — запрессовка нового сайлент-блока. Здесь очень легко смять тонкую наружную металлическую втулку.
Обратите внимание, что на наружной втулке с одной стороны есть специальная заходная фаска. Этой фаской сайлент-блок устанавливается в проушину амортизатора Запрессовка производится вращением болта 1, гайка 2 (S22) при необходимости удерживается от вращения После запрессовки сайлент-блок должен выступать из проушины с двух стор н на одинаковую величину — примерно на 1 мм (см. рис. 117).
При наличии тисков в них можно зажать гайку 2 или вообще производить запрессовку без винта 1 и гайки 2, используя только упор 3 и оправку 6.
3.4.2. РЫЧАГИ ПЕРЕДНЕЙ ПОДВЕСКИ ВАЗ-2101...-2107
Посадки в соединениях сайлент-блоков с рычагами приведены в табл. 9.
Таблица 9. Посадки в соединениях сайлент-блоков с рычагами передней подвески «Жигулей»
Соединение Отверстие, мм Вал, мм Посадка, мм
Верхний рычаг — сайлент-блок 29,5:8:21 29,5+01 Натяг 0,05.-0,25
Сайлент-блок — ось верхнего рычага 14+0.1 14-0,18 Зазор 0,00.-0,28
Нижний рычаг— сайлент-блок 32,5++&1 Натяг 0,1...0,3
Сайлент-блок — ось нижнего рычага 16,5+01 16,5:8:21 Зазор 0,02.-0,25
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
71
ХОДОВАЯ ЧАСТЬ
Рис. 118. Выпрессовка сайлент-блока верхнего рычага: 1 - винт; 2 - шайба; 3 - рычаг; 4 - сайлент-блок; 5 - стакан; 6 - гайка
Для замены сайлент-блоков приподнимаем домкратом и снимаем колесо, под нижний рычаг ставим подставку и опускаем автомобиль. Вынимаем, отвернув гайку, ось верхнего рычага. Разворачиваем рычаг сай-лент-блоками наружу.
Выпрессовка верхних сайлент-блоков (рис. 118). Стакан 5 размещен снаружи рычага, в него будет выходить выпрессовываемый сайлент-блок; шайба 2 находится внутри рычага, именно она выпрессовывает сайлент-блок, проходя через посадочное отверстие 029,5:од5 рычага. За проходом шайбы необходимо наблюдать.
Запрессовка верхних сайлент-блоков (рис. 119). Используются те же детали (1, 2 и 6, см. рис. 118), что и при выпрессовке, новая деталь — опорная чашка 5. Стакан 2 находится снаружи, деталь 5 нажимает на фланец сайлент-блока 4 и запрессовывает его в рычаг 3.
Для упрощения ориентировки «снаружи рычага», «внутри рычага» обратите внимание на отбортовку посадочного отверстия в рычаге — отбортовка всегда направлена вовнутрь рычага.
Выпрессовка нижнего сайлент-блока показана на рис. 120. Отвернув гайки оси, наворачиваем на ее конец винт с внутренней и наружной резьбами. Установив стакан и навернув гайку на винт, начинаем вращать ее ключом (S27), удерживая винт воротком, при этом проушина рычага спрессовывается вместе с сайлент-блоком. Противоположный сайлент-блок будет перемещаться вместе с рычагом по оси.
Случается, что внутренние втулки сайлент-блоков, приржавев, остаются на оси. Сбивать их необходимо аккуратно — так, чтобы не повредить другие детали.
Рис. 119. Запрессовка сайлент-блока верхнего рычага: 1 - гайка (рис. 118); 2 - стакан (рис. 118); 3 - рычаг; 4 - сайлент-блок; 5 - опорная чашка; 6 - винт (рис. 118)
Рис. 120. Выпрессовка сайлент-блока нижнего рычага: 1 - винт; 2 - гайка; 3 - стакан; 4 - сайлент-блок; 5 - рычаг; 6 - ось
Запрессовка нижнего сайлент-блока показана на рис. 121. Здесь используется гайка 1, применяемая при выпрессовке и запрессовке верхних сайлент-блоков. Перемещение рычага 4 предотвращается упором 5.
Замену сайлент-блоков удобнее производить, когда рычаги сняты с автомобиля, но в этом случае для замены нижних сайлент-блоков потребуется распорка (рис. 122).
Гайки осей рычагов затягиваются моментом: верхние 5,8...9,4 кгс«м; нижние 6.5...10,5 кгс»м. Для того, чтобы резиновые втулки сайлент-блоков при полной нагрузке автомобиля еще дополнительно не нагружать кручением, гайки затягивают, нагрузив автомобиль так, чтобы спереди от поперечины под двигателем до дороги было 122 мм, а сзади до низа задних лонжеронов — 422 мм.
Й2?
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ХОДОВАЯ ЧАСТЬ
Рис. 121. Запрессовка сайлент-блока нижнего рычага:
1 - гайка (рис. 118); 2 - опорная чашка; 3 - сайлент-блок;
4 - рычаг; 5 - упор; 6 - ось
Рис. 122. Распорка
3.4.3. ШТАНГИ ЗАДНЕЙ ПОДВЕСКИ ВАЗ-2101...-2107
Прежде чем заменять сайлент-блоки штанг задней подвески, оцените состояние деталей. Если штанги погнуты, имеют трещины, сильно заржавели, изношены их проушины и стальные втулки, тогда лучше штанги в сборе с сайлент-блоками заменить новыми.
Сайлент-блоки штанг — полностью разборные. Роль внешней обоймы выполняют проушины штанг, а резиновые и стальные втулки — отдельные детали. Резиновые втулки у штанг различные (рис. 123). Иногда при отсутствии нужных втулок их заменяют другими. Этого делать не следует.
Выпрессовка и запрессовка деталей сайлент-блоков производится в основном с использованием одних и тех же деталей.
Резиновые втулки запрессованы в шарнирах штанг со значительным натягом, поэтому, если стальные и резиновые втулки извлекаются свободно, — это говорит о том, что с заменой вы запоздали.
Рис. 123. Резиновые втулки сайлент-блоков нижних штанг (2101-2919042-10), верхних и поперечной штанг (2101-2919108-10)
Рис. 124. Выпрессовка стальной втулки из сайлент-блока штанги: 1 - винт; 2 - втулка; 3 - штанга; 4 - опорная втулка;
5 - опора; 6 - гайка
У каждой штанги заменяются оба сайлент-блока. Большему износу, как правило, подвержены шарниры, соединяющие штанги с задним мостом и первыми воспринимающие удары.
Выпрессовка стальной втулки показана на рис. 124, выпрессовка резиновой втулки — на рис. 125. Все детали приспособления на рис. 124 используются и при выпрессовке резиновой втулки (см. рис. 125), добавляется только шайба 2.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
УЗ
ХОДОВАЯ ЧАСТЬ
Рис. 125. Выпрессовка резиновой втулки: 1 - винт;
2 - шайба; 3 - штанга; 4 - резиновая втулка; 5 - опорная
Рис. 127. Запрессовка стальной втулки: а - начало запрессовки; б - конец запрессовки (дет. 1, 6, 7 см. рис. 124; дет. 4, см. рис. 126)
втулка; 6 - опора; 7 - гайка (дет. 1, 5...7 см. рис. 124)
Рис. 126. Запрессовка резиновой втулки сайлент-блока: 1 - винт; 2 - шайба (рис. 125); 3 - резиновая втулка; 4 - направляющая втулка; 5 - штанга; 6 - опорное кольцо; 7 - опора; 8 - гайка (дет. 1, 7, 8 см. рис. 124)
При запрессовке новой резиновой втулки (рис. 126) лучше воспользоваться жидкостью для мытья посуды, смочив проушину штанги 5 и втулку. В приспособлении использованы две новые детали — 4 и 6.
Запрессовка стальной втулки 2 (рис. 127) также с жидкостью для мытья посуды производится в два приема с использованием наконечников 5. Один наконечник предназначен для больших втулок, другой — для маленьких. Сначала втулки запрессовываем не до конца, а до упора наконечника 5 в опору 6 (см. рис. 127, а). Далее, отвернув гайку 7, заменяем опорное кольцо на опорную втулку (см. рис. 127,6) и заканчиваем запрессовку втулки 2, обеспечив ее симметричное положение в шарнире.
3.4.4. ЗАМЕНА САЙЛЕНТ-БЛОКОВ
ВАЗ-2108...-2110
Амортизаторы задней подвески переднеприводных ВАЗов крепятся к кузову через резиновые подушки (штырьевое крепление). Внизу же амортиза-
Для втулок верхних и поперечной штанг (см. рис. 123) 0,63
торы крепятся к кронштейнам продольных рычагов при помощи болтов с гайками через сайлент-блоки.
В случае, если резиновые втулки нижних проушин амортизаторов растрескались, выдавились, стали эксцентричными, заменяют весь сайлент-блок.
Это проще сделать на подъемнике или смотровой канаве, отсоединив только нижнее крепление амортизаторов. При этом амортизаторы будут висеть на верхних креплениях, а балка задней подвески с проушинами кронштейнов для крепления амортизаторов на продольных рычагах уйдет вниз.
Выпрессовку старых сайлент-блоков и запрессовку новых проводим, воспользовавшись винтовыми приспособлениями (рис. 128,129). При запрессовке нового сайлент-блока его и конусную втулку 4 (см. рис. 129) смазываем жидкостью для мытья посуды.
Если амортизатор снят с автомобиля, можно воспользоваться прессом (рис. 130). При этом винт с гайкой заменяется оправкой 3.
3.4.5. ПЕРЕДНЯЯ ПОДВЕСКА, «МОСКВИЧ-2141»
Выпрессовка и запрессовка сайлент-блока рычага передней подвески «Москвича-2141» показана на рис. 131. При запрессовке сайлент-блока необходимо обеспечить совмещение торца наружной втулки (обоймы) шарнира с торцом проушины рычага.
74
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ХОДОВАЯ ЧАСТЬ
Рис. 128. Выпрессовка сайлент-блока амортизатора задней подвески ВАЗ-2108...2110: 1 - винт; 2 - стакан; 3 - амортизатор; 4 - сайлент-блок; 5 - гайка
Рис. 129. Запрессовка сайлент-блока амортизатора задней подвески ВАЗ-2108...2110: 1 - винт (рис. 128); 2 - упор; 3 - амортизатор; 4 - конусная втулка: 5 - сайлент-блок; 6 - гайка (рис. 128)
Рис. 130. Выпрессовка (а) и запрессовка (б) сайлент-блоков на прессе, ВАЗ-2108...2110: 1 - стакан (рис. 128); 2 - амортизатор; 3 - оправка; 4 - сайлент-блок; 5 - конусная втулка (рис. 129); 6 - упор (рис. 129)
Рис. 131. Приспособление для замены сайлент-блоков:
1 - винт; 2 - стакан; 3 - сайлент-блок; 4 - рычаг подвески; 5 - оправка
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
75
РУЛЕВОЕ УПРАВЛЕНИЕ
4. Рулевое управление
4.1. ВЫПРЕССОВКА ПАЛЬЦЕВ ШАРОВЫХ ШАРНИРОВ
Пальцы шаровых шарниров закрепляются в рычагах поворотных кулаков, в рулевой сошке и маятниковом рычаге при помощи конических соединений, затягиваемых гайками. Эти соединения (конусность 3:25, угол 6°52') самотормозящиеся. Степень «самоторможения» конического соединения зависит в первую очередь от угла конусов и усилия их затягивания.
Заметим, если когда-то на «Жигулях» (гайка М14х1,5) рекомендовали момент затяжки 5,1...6,3 кгс«м, то позже он был снижен до 4,3...5,4 кгс«м. У переднеприводных автомобилей ВАЗ гайка (М12х1,25) шарового пальца рулевой тяги затягивается моментом 2,76...3,41 кгс»м. Затягивать гайки шаровых пальцев без динамометрического ключа нельзя.
Как же выпрессовать пальцы шаровых шарниров рулевого управления? Иногда, например, при снятии
средней и боковых рулевых тяг «Жигулей» обходятся вообще без приспособлений. Отвернув гайки пальцев, наносят удар острым концом молотка по сошке (маятниковому рычагу) чуть выше шарнира средней тяги. Часто хватало двух ударов, и палец выпадал. Для рассматриваемого способа необходима эстакада или смотровая канава. При неумелом проведении операции маятниковый рычаг может оказаться деформированным. В этом случае спица рулевого колеса может уйти от горизонтального положения при движении по прямой. Да и бить молотком по столь ответственным деталям рулевого привода вряд ли полезно для них.
Выпрессовка пальцев шаровых шарниров крайних рулевых тяг «Жигулей» из рычагов поворотных кулаков съемником А.47052 не представляет особого труда. Он надежный, доступ к шарниру свободный.
Съемник А.47035, рекомендуемый для выпрессовки пальцев из сошки и маятникового рычага, более сложный и менее надежный. Подвижная система приспособления
Рис. 132. Универсальный винтовой съемник пальцев рулевых тяг: 1 - винт; 2 - рычаг; 3 - захват
Ж
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
РУЛЕВОЕ УПРАВЛЕНИЕ
Рис. 133. Выпрессовка шарниров рулевых тяг, «Газель»:
1 - тяга; 2 - оправка; 3 - шарнир; 4 - опора
Рис. 134. Запрессовка шарниров рулевых тяг, «Газель»:
1 - опора; 2 - тяга; 3 - оправка; 4 - шарнир
А.47035 (с рычагом, коромыслом, серьгами) вообще-то и не нужна, что подтверждается конструкцией универсального винтового съемника, показанного на рис. 132. Принцип его действия основан на том, что при выпрессовке необходимо только стронуть палец в его коническом гнезде. В связи с большей жесткостью съемника и большим диаметром винта у рассматриваемого съемника для компактности плечо рычага уменьшено до 1,6 (60:37=1,6), у съемника А.47035 оно равно 1,7 (74:43=1,7).
Захват 3 вставляем, отжав резиновый чехол, под гнездо пальца шарнира. На палец и захват устанавливаем рычаг 2 и, вворачивая винт 1, выпрессовываем палец шарнира.
Выпрессовка пальцев значительно облегчается, если смочить их проникающей жидкостью (керосин, WD-40). На перетянутые пальцы целесообразно наложить на несколько часов «компресс» из ветоши, смоченной этими жидкостями.
4.2. ЗАМЕНА ШАРНИРОВ РУЛЕВЫХ ТЯГ, «ГАЗЕЛЬ»
У «Газелей» две рулевых тяги. Продольная соединяет сошку с рычагом поворотного кулака левого коле
са, а поперечная — рычаг поворотного кулака с рычагом рулевой трапеции у правого колеса. Поперечная тяга имеет левый и правый наконечники для регулировки схождения колес.
Все четыре шарнира рулевого управления одинаковые. У продольной тяги они запрессованы непосредственно в концы тяг, у поперечной — в наконечники.
Резьбовые концы шаровых пальцев продольной тяги направлены в одну сторону, а у поперечной оси шарниров располагаются под углом 90°.
Выбивают шарниры ударом молотка по пальцу шарнира, оперев тягу или наконечники на жесткую опору. Но это не всегда удается, часто палец выбивает донышко шарнира, а корпус шарнира остается в тяге или в наконечнике.
Удобнее проводить выпрессовку шарниров с применением оправки 2 (рис. 133) и опоры 4 на прессе или воспользовавшись молотком.
Более ответственная операция — запрессовка новых шарниров. Здесь желательно использование пресса, а применение оправки 3 (рис. 134) и опоры 1 при этом необходимо.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
77
ТОРМОЗНАЯ СИСТЕМА
5. Тормозная система
5.1. ВОССТАНОВЛЕНИЕ ПОДВИЖНОСТИ ПОРШНЕЙ
Если при торможении автомобиль явно уводит от прямолинейного движения, чаще всего это признак заклинивания или подклинивания поршней в тормозных цилиндрах в связи с коррозией их рабочих поверхностей.
Поршни заклинивают и в задних, и в передних тормозных цилиндрах. Особенно благоприятные условия для заклинивания у передних дисковых тормозов. Здесь значительно больше нагрев, а тормозная жидкость, как известно, гигроскопична, в ней практически всегда присутствует влага.
Если к тому же вы давно не меняли тормозную жидкость, то воды в ней может быть более 5 %. Последнее очень опасно и не в связи с заклиниванием поршней. При интенсивном торможении, например на горной дороге, из-за сильного нагрева тормозных механизмов жидкость закипит, и рабочие тормоза станут неработоспособными.
Если поршни цилиндров барабанных тормозов возвращаются после торможения в исходное положение пружиной, стягивающей колодки, то колодки дисковых тормозов отводятся от диска только за счет упругости резиновых уплотнительных колец и торцевого биения диска.
При «прихватывании» поршней в тормозных цилиндрах можно заменить не только тормозную жидкость, но и цилиндры с поршнями. Однако, практика показывает, что они еще могут послужить — достаточно сменить тормозную жидкость и «раскачать» поршни в цилиндрах.
В случае задних тормозных цилиндров все просто — эти цилиндры сквозные, а вот передние — глухие.
«Раскачать» поршни в передних цилиндрах дисковых тормозов можно различными способами. Самый простой: подручными средствами утапливаем поршень в цилиндр, после чего, нажав на педаль тормоза, возвращаем его обратно. И так, пока поршень не восстановит необходимую подвижность. При «раскачке» поршня нельзя опираться инструментом на диск (чугунный), его легко повредить.
При незначительном заклинивании «раскачать» поршни можно быстрее, поместив между ними и диском резиновые прокладки, выполняющие роль пружин.
В более сложных случаях поршни «раскачивают» при помощи приспособления, показанного на рис. 135. При его применении снимают суппорт и вынимают тормозные колодки. Затем отсоединяют шланг тормоза. При вращении винта 3 воротком лапки 1 и 2 расходятся, утапливая поршни в цилиндры. Винт 3 имеет на концах правую и левую резьбу. Фиксация приспособления осуществляется винтами М6-20, завернутыми в одну из лапок.
5.2. ИЗВЛЕЧЕНИЕ ПОРШНЕЙ ИЗ ТОРМОЗНЫХ ЦИЛИНДРОВ
Если «раскачать» поршень в тормозном цилиндре не удалось или предполагается серьезный ремонт тормозной системы с заменой уплотнений, поршни необходимо извлечь.
Рис. 135. Приспособление для «раскачивания» поршней в тормозных цилиндрах: 1, 2 - лапки, 3 - винт
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТОРМОЗНАЯ СИСТЕМА
Рис. 136. Съемник тормозного барабана: 1 - захват (3 шт.); 2 - винт; 3 - резьбовая втулка; 4 - ступица; 5 - тормозной барабан
Рекомендуемый обычно способ извлечения поршней, заключающийся в подводе сжатого воздуха, прост и удобен. Но, во-первых, необходимо иметь сжатый воздух, а, во-вторых, воздух под давлением (в отличие от жидкости) — аккумулятор энергии. Последнее делает рассматриваемый способ небезопасным.
На «Жигулях» поршень можно извлечь легкими постукиваниями молотка по стержню (05 мм, L 50 мм). Но для того, чтобы стержнем добраться до поршня, необходимо просверлить по оси цилиндра отверстие диаметром 5 мм (потом в отверстии нарезается резьба Мб для установки винта-заглушки).
5.3. СЪЕМНИКИ ТОРМОЗНЫХ БАРАБАНОВ
Тормозной барабан «Жигулей» после длительного нахождения на полуоси снимается тяжело. Во-первых, продукты окисления металлов значительно больше по объему, чем металл и в соединении полуось — барабан вместо посадки с зазором получается натяг. Во-вторых, обычный способ снятия барабана (кстати, требующий терпения) — это удары молотком через деревянный брусок по ободу поворачиваемого барабана. При таком воздействии на барабан кроме полезной сдвигающей силы появляется вредный защемляющий момент.
Известно много способов снятия барабанов. Единственный способ, которым никому ни разу не удалось
снять «засидевшийся» барабан — это способ, рекомендуемый и предусмотренный конструкторами — двумя штифтами-болтами (S10, М8).
Снимают барабаны, нагревая соединение высокотемпературным феном, а то и паяльной лампой. Иногда дело доходит и до расплавления барабана.
«Скоростной метод» — торможение вращающегося барабана — небезопасен, барабан может слететь с полуоси. Вывешивать необходимо оба задних колеса, в противном случае при торможении автомобиль сорвется с подставки. Торможение должно быть достаточно резким. Воздействие на педаль тормоза с ударом приводит к тому, что один из тормозных шлангов может лопнуть (обычно левый).
Все проблемы, связанные со снятием тормозных барабанов «Жигулей», ушли в прошлое после изготовления съемника, показанного на рис. 136. При снятии самых «крепко сидящих» барабанов усилие, прикладываемое к воротку винта 2, незначительно. Самое главное при работе со съемником — не забыть отвернуть упомянутые выше штифты-болты, иначе барабан лопнет.
Три захвата 1 закреплены на ступице 4 с помощью болтов Мб так, что возможно их перемещение в радиальном направлении. Гайка 3 ослаблена. Съемник надеваем на барабан, центрируем его по выступающему пояску полуоси и, сдвинув захваты к центру, охватываем ими закраину барабана, как показано на рис. 136. Гайкой 3 при-
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
79
ТОРМОЗНАЯ СИСТЕМА
Рис. 137. Съемник тормозных барабанов: 1, 2 - захваты; 3, 5 - винты; 4 - гайка захватов; 6 - упор захвата; 7 - болты с гайками; 8 - тормозной барабан; 9 - упор
086
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
ТОРМОЗНАЯ СИСТЕМА
жимаем захваты к ступице 4. Вращая воротком винт 3, который опирается в полуось, спрессовываем барабан 5.
К «колесным проблемам» можно отнести снятие не только тормозных барабанов, но и поворотных кулаков и ступиц. Большинство их съемников — приспособления в известной мере специальные. А для мелких мастерских и индивидуального использования желателен универсальный инструмент. К таким может быть отнесен съемник, показанный на рис. 137. По сути дела, здесь объединены два съемника. Один с захватами 2 для съема поворотных кулаков и ступиц, другой с захватами 1 — для различных тормозных барабанов.
Захваты 1 и 2 соединены шарнирно. При снятии тормозных барабанов «настройка» съемника производится при помощи винтов 5. Цель «настройки» — обеспечить прилегание губок захватов к торцевой плоскости тормозного барабана. При снятии передних тормозных барабанов используется упор 9.
Рис. 138. Вороток: 1 - стержень; 2 - шайба (2 шт.). После установки шайб концы стержня расклепываются
При работе с поворотными кулаками (переднеприводных автомобилей) и ступицами большие внешние захваты 1 (см. рис. 137) снимаются и съемник используется только с внутренними захватами 2.
К внешним захватам приварены пластины. Чертежи воротка с двумя шайбами даны на рис. 138.
6. Заказ № 927.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
81
КУЗОВ
6. Кузов
6.1. РЕМОНТ ПЕРЕДНИХ ЛОНЖЕРОНОВ, «ЖИГУЛИ»
При пробеге более 100 тыс. км следует регулярно осматривать передние лонжероны и поперечину передней подвески (обычно называемую просто балкой) — на них могут появиться трещины, которые, как правило, приводят к серьезной аварии. Конечно, не всегда можно обнаружить трещины при внешнем осмотре, но всегда есть «предварительные сигналы», которые не заметить просто нельзя, а заметив, необходимо принять меры.
Вот об этих предварительных сигналах и мерах и пойдет речь.
Автомобиль «опирается» на дорогу через пружины (рис. 139). В свою очередь, удары со стороны дороги, воспринимаемые колесами, передаются на кузов рычагами и также через пружины. Если теперь представить, что пружина (см. рис. 139) сжата, то нетрудно заметить, что оси верхнего и нижнего рычагов будут, при местных деформациях кузова, перемещаться в направлениях, указанных стрелками. В результате этих перемещений происходит изменение углов установки передних колес
и, в первую очередь, изменение угла развала — он уменьшается.
Для «Жигулей» под нагрузкой после пробега более 3 тыс. км развал должен быть в пределах от 10' до 50', что соответствует развалу без нагрузки от минус 15" (отрицательный развал) до 25'. Отклонение от нормы углов развала колес (как правило, уменьшение развала) ликвидируется изъятием шайб между осью нижнего рычага и поперечиной у болтов.
Но вот наступает момент, когда шайб уже нет и удалять нечего. Замена резинометаллических шарниров (сайлент-блоков) и шаровых опор также не помогает.
Что же случилось и где «все это» начинается? Известно, с какой силой коленчатый вал проворачивает трансмиссию, с такой же силой (реакция) двигатель стремится повернуться в противоположную сторону. Реактивный момент сжимает правую опору двигателя и растягивает левую. Все беды и начинаются елевой опоры (если смотреть с места водителя). Металлические детали опоры отрываются от резиновых — в результате опора уже не работает на растяжение и двигатель начинает «подпрыгивать». Любые «лишние подвижности» (зазоры) в
3 4 5
Рис. 139. Поперечный разрез по передней подвеске левого колеса, ВАЗ-2101...-2107: 1 - стойка передка; 2 - брызговик; 3 - левый передний лонжерон; 4 - гайка (S22; М12х1,25), приваренная к уху поперечины; 5 - верхний горизонтальный болт(519, М12х1,25); 6 - усилитель лонжерона; 7 - поперечина; 8 - нижний вертикальный болт (S19, М12х1,25, 2 шт.)
«2
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
КУЗОВ
578
611±1
Рис. 140. Появление трещины (1) на левом лонжероне
соединении — это увеличение нагрузки, в связи с динамикой, в 2...3 раза.
Узнать, целы ли подушки опор двигателя проще всего следующим образом. Поднимаем домкратом левое колесо, под картером сцепления устанавливаем под ставку. Опускаем левое колесо, двигатель поднимается, наблюдаем за опорами. Если они растягиваются — все нормально, если металлические детали отделились от резиновых подушек — опоры необходимо заменить.
Первым, как правило, не выдерживает левый лонжерон (рис. 140). Поперечина двумя нижними вертикальными болтами начинает «вырывать» нижнюю полку лонжерона (см. рис. 140, вид А). Это происходит в результате усталости металла, но, естественно, может иметь место и при внезапных ударах (колесо попало в яму), при достаточно большой скорости движения ав томобиля. Процесс «вырыва» нижней полки лонжерона может быть значительно ускорен и в связи с повреждением металла лонжерона в результате коррозии (изнутри).
Нижние трещины (см. рис. 140) не видны (т.к. закрыты поперечиной), но они, как отмечалось, «сигнализируют» о себе уводом автомобиля от прямолинейного движения, односторонним износом шин. Появление трещин на одном лонжероне ускоряет появление трещин и на другом, ведет к отрыву «ушей» поперечины. Отрыв при-
Рис. 141. Левый лонжерон (штриховой линией показано окно, вырубаемое в нижней полке лонжерона. Размеры см. на рис. 143)
варенных к поперечине верхних гаек (см. рис. 140) всегда сопровождается появлением стуков при торможении, а это уже «последний звонок».
Если на все перечисленное не обращать внимание, то дело кончается обычно тем, что однажды при резком торможении из поперечины вырывается передний нижний горизонтальный болт или, при срезе резьбы, срывается гайка. Оставшемуся одному (заднему) болту ось нижнего рычага уже не удержать. Происходит отрыв оси, деформация нижнего рычага, колесо «подламывается».
Когда «формирование» трещины на нижней полке закончилось, нет смысла дожидаться, когда она перейдет на вертикальную стенку (см. рис. 140, вид А, стрелки), необходимо принимать меры. Как обнаружить трещины на нижней полке лонжерона, ведь снаружи их не видно? Возможно это только при снятии поперечины. Поперечину можно снять, приподняв двигатель описанным выше способом (подставка под картер сцепления).
О том, что трещины уже есть, можно судить и по косвенным признакам. Трещины, показанные на виде А рис. 140, как правило, «сигнализируют» о себе. Автомобиль «ведет» в сторону, начинается интенсивный износ внутренних дорожек шин передних колес (отрицательный развал).
Если трещины уже видны и вышли на вертикальные стенки лонжеронов, появились трещины вокруг приваренных гаек у верхних «ушей» поперечины (см. рис 140, верхний горизонтальный болт), необходимо приступать к ремонту.
6*
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
83
КУЗОВ
Рис. 142. Детали для ремонта левого лонжерона: 1 - болты 2101-100327 (2 шт.); 2 - верхняя пластина; 3 - втулки (2 шт.); 4 - нижняя пластина
В общих чертах предлагаемый способ ремонта, подробно описанный ниже, заключается в том, что вырубается нижняя полка лонжерона, а в верхней горизонтальной полке сверлятся два отверстия. Устанавливаются две накладки (снизу и сверху) и лонжерон стягивается двумя болтами с дистанционными втулками.
Итак, первое, что необходимо сделать — вырубить «дефектное место» в нижней полке лонжерона и удалить его вместе с двумя закладными болтами. Для того, чтобы описанную операцию производить более грамотно, обратите внимание на то, как устанавливаются закладные болты (рис. 141).
К горизонтальной площадке усилителя приварена специальная пластина, концы которой охватывают квадратные головки закладных болтов. К вертикальной стенке, прилегающей к лонжерону, приварена дистанционная втулка верхнего горизонтального болта (см. рис. 140).
Прежде чем приступить к ремонту, следует обзавестись необходимыми деталями. Все детали (для одного лонжерона) представлены на рис. 142.
На головках всех болтов крепления поперечины и нижней оси нанесена цифра «80», что обозначает предел прочности материала болта на разрыв — не менее 80 кгс/мм2 (СтЗ — 40 кгс/мм2; сталь 45 нормализованная — 60 кгс/мм2; сталь 40Х с закалкой и отпуском — 100 кгс/мм2). Болты проще не вытачивать, а купить готовые, предназначенные для крепления головки к блоку цилиндров (2101-1003271), имеющие прочность «100».
Дистанционные втулки изготавливают из обычной водопроводной трубы 1/2 дюйма.
Обычно при ремонте меняют и поперечину. А если автомобиль уже прошел 200 тыс. км, это нужно сделать
Рис. 143. Левый лонжерон, разметка отверстий в верхней полке по пластине, показанной на рис. 142, (а) и «окна» в нижней полке (6)
обязательно. Один из способов проверки поперечины — замер ее ширины у передних нижних болтов (см. рис. 140). Предельные значения — 610 и 612 мм. Ширину поперечины проверяют на автомобиле, когда он находится под нагрузкой. На снятой поперечине размер может быть примерно 613 мм.
Разметку двух отверстий диаметром 14 мм в верхней и «окна» в нижней полках лонжерона производим по отверстию в вертикальной стенке (рис. 143). Вплотную к отбортовке верхней горизонтальной полки лонжерона устанавливаем пластину длиной 120 мм (см. рис. 143, а) так, чтобы середина пластины находилась над отверстием. Находим центры отверстий и сверлим их (диаметр 14 мм).
«Окно» в нижней полке (см. рис. 143, б) имеет ширину 40 и длину 160 мм, располагается вплотную к отбортовке нижней горизонтальной полки.
Особой точности при сверлении отверстий и вырубке «окна» не требуется, так как все детали будут устанавливаться по поперечине, а последняя — в свою очередь — по лонжеронам. Вырубку «окна» удобнее производить, когда автомобиль стоит на опрокидывателе, но в этом случае необходимо снимать двигатель. Менее удобна вырубка «окна» снизу, но тогда двигатель только приподнимается (с помощью подставки под картер сцепления).
84
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
КУЗОВ
Рис. 144. Усилитель стойки передка (левый 1 и правый 2 уголки). Стрелкой показано направление движения автомобиля
Устанавливаем поперечину (обычно она входит плотно) между лонжеронами и закрепляем ее горизонтальными болтами (см. рис. 140). Между поперечиной и лонжеронами могут быть установлены регулировочные шайбы (2101-2904222) с прорезями, такие же, какие устанавливаются под болты оси нижнего рычага.
Порядок сборки следующий. После установки верхней накладки с болтами надеваем на болты дистанционные втулки и, установив нижнюю накладку и поперечину, затягиваем, как отмечалось, верхние горизонтальные болты. Последними затягиваются гайки вертикальных болтов. Моменты затяжки горизонтальных болтов 8...10 кгс»м, гаек вертикальных болтов 6,8...8,4 кгс»м.
При затягивании гаек вертикальных болтов нижняя накладка, прогибаясь, начинает упираться в дистанционные втулки (отрезки труб) или, если втулки не устанавливались, в «остатки» кронштейна усилителя (см. рис. 141).
Собранная конструкция получается довольно жесткой, поэтому можно спокойно доехать, например, до места сварки. На отремонтированном таким образом автомобиле (без сварки) пробег составил более 40 тыс. км без всяких отрицательных последствий. Но все же лучше приварить накладки, особенно нижние. Сварка осуществляется только по длинным сторонам накладок, вдоль лонжеронов. При этом концы длинных нижних накладок необходимо прижать к нижней полке лонжерона.
Иногда для того, чтобы воспрепятствовать перемещению осей верхних рычагов (см. рис. 139), между брызговиками сверху устанавливают специальную регулируемую распорку. Если автомобиль старый, то с распоркой необходимо быть осторожным, так как можно оторвать лонжероны.
Закончив ремонт лонжеронов и замену поперечины, обратите внимание — нет ли трещин на внешней стороне брызговика перед стойкой. При наличии трещин необходимо приварить левый (передний) и правый (задний) угольники (рис. 144). Скос под углом 45° — под верхний рычаг.
Следует помнить, что состояние лонжеронов и поперечины напрямую связано с безопасностью движения, поэтому при появлении любых стуков под капотом авто-
Рис. 145. Трещина (1) в брызговике переднеголевого крыла.
Стрелкой показано направление движения автомобиля
мобиля лучше сразу разобраться, что же является их источником.
Еще одно место традиционных поломок лонжерона — участок, на котором крепится рулевой механизм (рис. 145). Концы трещины засверливают сверлом диаметром 3 мм, чтобы предотвратить ее дальнейшее развитие. Трещину заваривают и зачищают заподлицо. Основание переднего лонжерона армируют усилителем (рис. 146).
Шаблон накладки вырезают из картона, примеряют по месту и только после этого накладки изготавливают из металла. На сечениях Г-Г, Д-Д и далее показано, как накладка должна прилегать к деталям кузова. Готовую накладку можно установить на место, затянув три гайки болтов крепления рулевого механизма (момент 3,4...4,0 кгс»м) и после этого при необходимости доехать к месту сварки.
Если надо усилить оба лонжерона, то правая накладка будет зеркальным отражением, отверстий же 012 мм потребуется только два.
Отверстия 04...6 мм (всего их 14) предназначены под «заклепочный» шов сварки, их разделывают зенковкой или соответствующим сверлом с внешней стороны.
Поверхность Б для улучшения прилегания накладки к лонжерону (см. сечение 3-3) должна быть скруглена радиусом -1,5 мм или здесь делают фаску 1,5x45°.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
КУЗОВ
Рис. 146. Усилитель оснований передних лонжеронов (на сечениях показано прилегание усилителя к деталям передка кузова)
Сначала проваривают «точки» (14 отверстий). Стороны А и Б (см. рис 146) проваривают прерывистым швом примерно 10 мм, располагая швы между «точками».
Перед сваркой (особенно стороны Б) не забудьте удалить из салона коврик, утеплитель и наблюдайте за состоянием мастики — она может загореться.
6.2. РЕМОНТ СТОЙКИ ПЕРЕДКА, «ЖИГУЛИ»
В стойке передка «Жигулей» чаще всего появляются трещины у опорной площадки пружины диафрагмы 3 (рис. 147). Если диафрагма 3 с колпаком 2 (крепление штока амортизатора) начнет перемещаться относительно брызговика 1, амортизатор перестанет нормально работать, а его шток при перекосе может просто сломаться.
Усилитель диафрагмы 4 (см. рис. 147) тщательно подгоняют так, чтобы его можно было забить до упора в диафрагму, приваренную к стойке 5. Часто бывает так, что середина диафрагмы деформирована. В этом случае, прежде чем устанавливать на место усилитель, выправьте диафрагму 3. Если же диафрагма практически оторвалась от стойки вместе с колпаком (на рис. 147 трещины показаны стрелками), то сначала выбивают диафрагму и усилитель приваривают к ее части, оставшейся с колпаком, а потом уже этот узел забивают в стойку.
Усилитель к стойке желательно приварить, для этого достаточно пяти швов длиной по 20 мм. Катет шва обычно не более толщины свариваемого металла, здесь не более 1,5...2 мм
Рис. 147. Установка усилителя диафрагмы (верхней опоры передней пружины): 1 - брызговик; 2 - колпак; 3 - диафрагма;
4 - усилитель диафрагмы; 5 - стойка передка; 6 - усилитель, приваренный к диафрагме
86
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
РАЗЛИЧНЫЕ СЪЕМНИКИ И ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОШИВКИ ОТВЕРСТИЙ
7. Различные съемники и приспособление для прошивки отверстий
7.1. УНИВЕРСАЛЬНЫЙ СЪЕМНИК
При разборке различных узлов автомобилей самых разнообразных моделей существенную помощь может оказать съемник, представленный на рис. 148. Два комплекта захватов, которые могут устанавливаться в одну из двух канавок гайки съемника, значительно увеличивают зону сервиса.
Фиксация снимаемой детали тремя захватами обеспечивает спрессовку ее без перекосов. Упорами для захватов служат гайки 4 и 5. Если захваты изготовлены из термообработанной стали 45, то усилие, развиваемое при выпрессовке, может достигать более 1000 кгс.
На рис. 148 захваты показаны в положении, которое они занимают при снятии деталей с вала. Если захваты в канавках перевернуть зацепами в обратную сторону от оси съемника, он мо
жет быть использован для выпрессовки деталей из отверстия.
7.2. СЪЕМНИК ПОДШИПНИКОВ И ШЕСТЕРЕН
При работе с КП переднеприводных автомобилей с цилиндрической главной передачей (поперечное расположение двигателя) и гипоидной (продольное расположение) было замечено, что один из используемых съемников после соответствующей доработки (рис. 149) оказался наиболее универсальным, позволяющим в той или иной степени разбирать первичные и вторичные валы этих КП.
Съемник имеет захваты с губками трех толщин и невращающийся наконечник винта. Последнее особенно важно для валов с центральным резьбовым отверстием — при выпрессовке не происходит повреждения первого витка резьбы.
Рис. 148. Универсальным съемник: 1, 2 - захваты (по 3 шт.); 3 - винт; 4, 5 - гайки; 6 - опора
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
РАЗЛИЧНЫЕ СЪЕМНИКИ И ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОШИВКИ ОТВЕРСТИЙ
Рис. 149. Съемник подшипников и шестерен: 1 - винт; 2 - траверса; 3 - захват (2 шт.); 4 - винт М4-5 (2 шт.); 5 - наконечник; 5а - вариант наконечника; 6 - шарик (016 мм)
Использование трапецеидальной резьбы и не-вращающихся наконечников повышает КПД механизма, что, в свою очередь, требует приложения меньших усилий, соответственно уменьшается и износ резьбы. Диапазон работы съемника (геометрическая зона применения) определяется размерами Si и S2. Так, для захватов с размером А=200 мм и наконечником с размером S3=45 мм получим Si=-37 мм, S2=+lll мм. Знаки «+» и «-» говорят о положении наконечника относительно губок захвата.
Использование захватов увеличенной длины (размер А=250 и 315 мм) и наконечников 5а (размер S3=75 и 100 мм) значительно расширяют область применения съемника (см. табл, на рис 149).
Универсальный съемник представлен на рис. 150 (см с. 90). Захват 5 здесь выполнен с двумя лапками, — если концы захвата одинаковы, то второй выполняет роль запасного, достаточно ввернуть винт в гайку 1 с другой стороны. Лапки захватов можно сде
лать различными для разных работ и повернуть их в разные стороны, чтобы не требовалось переставлять винт. Если вместо расклепываемых осей воспользоваться болтами с гайками и набором захватов, диапазон применения съемника расширится.
7.3. ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОШИВКИ ОТВЕРСТИЙ В ПРОКЛАДКАХ
После разборки агрегатов часто приходится изготовлять новые прокладки.
Приспособление, показанное на рис. 151, позволяет прошивать отверстия в прокладках, применяемых на автомобилях. Основные детали приспособления — верхняя 5 и нижняя 7 плиты. Плиты фиксируются относительно друг друга при помощи направляющих пальцев 10. Верхняя плита приподнимается над нижней при помощи пружин, а прижатие верхней плиты и прокладки к нижней плите осуществляется подпружиненными поворотными упорами 3.
88
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
РАЗЛИЧНЫЕ СЪЕМНИКИ И ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОШИВКИ ОТВЕРСТИЙ
Пробиваемые отв. 0, мм: 8,10,11,12,13,14,15,16,17,18,19,20,22,25,30, 35,40, 50.
А
3
033
0,63/ , 0,63/ V (v)
04
2
s40HRC3
02OR6 (Х)[ e ~40 HRC3
9 ^JO-чИ 12^^13
Рис. 151. Приспособление для прошивки отверстий в прокладках: 1 - гайка (2 шт.); 2 - чашка (2 шт.); 3 - поворотный упор (2 шт.);
4 - ось прижима (2 шт.); 5 - направляющая плита (верхняя); 6 - пуансон; 7 - матрица (нижняя плита); 8 - рычаг прижима (2 шт.);
9 - пружины; 10 - направляющие пальцы (4 шт.)
й40НРСэ
г'^023Н7(+0'021)
Верхняя плита (30 х 120 х 350)
Фаски в отв. 1 х 45'
О'С’С’О'СФ
016
350
А-А
4 отв, 02OF7CT |
2 отв.031
~50HRC3
d D d D
8g6(® 12 16д6(Ж) —*—
Юдб— 14 17д6— 24
ЦдбО 16 18д6 24
12д6 — 19д6— 26
13д6— 18 20д6 —•—
14д6— 20 22д6— 28
15д6— 22
6
2 di
031
№ отв. 0 X У № отв. 0 X У
1 50F7 95 60 11 14F7 220 20
2 25F7 145 60 12 15F7 245 20
3 30F7 180 60 13 16F7 270 20
4 35F7 220 60 14 8F7 75 100
5 40F7 265 60 15 16F7 115 100
6 10F7 75 20 16 17F7 145 100
7 10F7 115 20 17 18F7 175 100
8 11F7 145 20 18 19F7 205 100
9 12F7 170 20 19 20F7 235 100
10 13F7 195 20 20 22F7 275 100
d di D
25д6(Х) 23 35
ЗОдб 28 40
35g6(ffi) 33 45
40д6 38 50
50д6— 48 60
50 ННСЭ
Нижняя плита (30 х 120 х 410)
8 9 . 10 11 12
№ отв. 0 di X У
1 50Н6 52 125 60
2 25Н6 27 175 60
3 30Н6 32 210 60
4 35Н6 37 250 60
5 40Н6 42 295 60
6 10Н6 12 105 20
7 10Н6 12 145 20
8 11Н6 13 175 20
9 12Н6 14 200 20
10 13Н6 15 225 20
11 14Н6 16 250 20
12 15Н6 17 275 20
13 16Н6 18 300 20
14 8Н6 10 105 100
15 8Н6 10 145 100
16 17Н6 19 175 100
17 18Н6 20 205 100
18 19Н6 21 235 100
19 20Н6 22 265 100
20 22Н6 24 305 100
310
Фаски 2 х 45° в 4 OTB.02OR6 и в 2 отв. М20 х 1,5
А-А
2x45°
I” 2 фаски
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
89
РАЗЛИЧНЫЕ СЪЕМНИКИ И ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОШИВКИ ОТВЕРСТИИ
Рис. 150. Универсальный съемник с захватами на серьгах: 1 - гайка; 2 - винт; 3 - пластина (2 шт.); 4 - серьга (4 шт.);
5 - захват (2 шт.); 6 - ось (4 шт.)
Отверстия прошиваются молотком и пуансонами 6. Все пружины, применяемые в приспособлении — это старые наружные клапанные пружины двигателей ВАЗ-2108. При их использовании есть возможность воспользоваться и шайбами толкателей, подбором которых регулируются зазоры в механизме
газораспределения. При помощи этих шайб увеличивается сжатие и, следовательно, усилие пружин.
В упорах 3 под пружинами могут быть установлены упорные подшипники 8103 (dxDxH = 17x30x9 мм). В этом случае ось прижима 4 изготавливается по размерам, заключенным в скобки.
90
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Часть 11
ОСНАСТКА
ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ С ЕЕ ИСПОЛЬЗОВАНИЕМ
8. Гйдравлическии пресс с домкратом грузоподъемностью 5 тс (50 кН) и основные операции, выполняемые на нем
Использование гидравлических прессов в автосервисе распространено довольно широко. На них можно производить выпрессовку и запрессовку деталей самых различных узлов автомобилей.
Прежде чем приступать к изготовлению пресса, необходимо подобрать домкрат. На рис. 152 приведены чертежи пресса с использованием наиболее распространенных в отечественной практике гидравлических домкратов автоагрегатных заводов ШААЗ (Шадринск, Россия) и БААЗ (Барановичи, Белоруссия). Главное достоинство этих домкратов — в их относительной дешевизне, они примерно в два раза дешевле таких же по грузоподъемности домкратов зарубежных фирм (например, американской фирмы Torin Jacks, выпускающей гидравлические домкраты Bottline Jacks 14 видов грузоподъемностью от 2 до 50 тс). Отличие домкратов — в расположении насосного узла: перед цилиндром (ШААЗ) или сбоку (БААЗ). В последнем случае возможны два варианта установки домкрата: плоскость качания рычага либо перпендикулярна плоскости осей стоек 2, либо параллельна ей.
Ниже приведены основные операции и чертежи соответствующих оправок.
8.1. ВЫПРЕССОВКА ПОРШНЕВЫХ ПАЛЬЦЕВ
Выпрессовка поршневого пальца из верхней головки шатуна показана на рис. 153. Усилие выпрессовки от домкрата передается через оправку 1 на поршневой палец 6. Шатун 3 под действием нагрузки упирается в бобышку поршня 2. Поршень удерживается от перемещения верхней плитой пресса и опорой 5, прикрепленной к плите винтами 4.
Радиус цилиндрической поверхности опоры 5 выполнен на 1...6 мм больше радиуса поршня. Детали (оправка 1 и опора 5) предназначены для выпрессовки паль
цев 022 мм из шатунов поршней 076...82 мм. При необходимости можно изготовить три опоры — на весь диапазон поршней двигателей легковых автомобилей (065...105 мм). Диаметр центрального отверстия в верхней плите должен обеспечивать проход пальца.
8.2. ЗАМЕНА САЙЛЕНТ-БЛОКОВ
Наиболее ответственная операция при замене сайлент-блоков — их запрессовка.
В тех случаях, когда сайлент-блок представляет собой собранный узел с внутренней и наружной металлическими втулками, при запрессовке необходимо обратить особое внимание на точное центрирование (соосность) соединяемых деталей. Для облегчения запрессовки посадочные поверхности смазывают индустриальным маслом ИГП-30 или жидкостью для мытья посуды.
Чтобы не повредить резиновые втулки, при их запрессовке в проушины или металлических втулок в резиновые (сайлент-блок не является отдельным узлом), соответствующие поверхности также смазывают (обычно жидкостью для мытья посуды).
8.2.1. ШТАНГИ ЗАДНЕГО МОСТА, «ЖИГУЛИ»
Выпрессовка сайлент-блоков. Особенностью сайлент-блоков штанг является то, что резиновые втулки прижимаются к коническим поверхностям проушин штанг за счет своей деформации (013; 014,5) стальными втулками (020). В свободном же состоянии у резиновых втулок в среднем наружный диаметр (030, см. рис. 123) на 2 мм меньше минимального диаметра проушин штанг (032).
Во всех случаях, когда со стороны заднего моста слышны шум и стуки в подвеске, или явно ощущается
ОСНАСТКА
91
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 5 ТС (50 КН)
Рис. 152. Гидравлический пресс с домкратом грузоподъемностью 5 тс: 1 - нижняя плита; 2 - стойка (2 шт.); 3 - втулка (2 шт.); 4 - средняя плита; 5,6 - гайки (4 шт.); 7 - домкрат; 8 - шпилька-штифт (2 шт.); 9 - верхняя плита; 160 мм - ход плунжера домкрата; 305 мм - предельное положение плиты
5 - опора; 6 - палец
¥92
ОСНАСТКА
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 5 ТС (50 КН)
Рис. 154. Выпрессовка стальной втулки из сайлент-блока штанги: 1 - оправка; 2 - втулки нижних штанг (большие) 2101-2919042-10; втулки верхних и поперечной штанги (маленькие) 2101-2919108-10; 3 - держатель опоры; 4 - винт (2 шт., см. поз. 4 рис. 153); 5 - опора; 6 - втулка сайлент-блока
Рис. 155. Выпрессовка резиновой втулки сайлент-блока:
1 - оправка (рис. 154); 2 - втулка; 3 - опора (рис. 154);
4 - втулки нижних штанг (большие) 2101-2919042-10
увод автомобиля от прямолинейного движения, следует обратить внимание на штанги, их сайлент-блоки и кронштейны балки заднего моста и кузова.
Но шума и стуков лучше не дожидаться — меры следует принять незамедлительно, если резиновые втулки сайлент-блоков имеют разрывы, вспучивания, какая-либо штанга погнута, а у кронштейнов обнаружены трещины.
При эксплуатации автомобиля на горных дорогах интенсивнее изнашиваются сайлент-блоки поперечной штанги, быстрее появляются и трещины в зоне крепления кронштейна к кузову. Износ сайлент-блоков поперечной штанги приводит к большему нагружению на изгиб продольных штанг. Трещины чаще появляются у проушин нижних продольных штанг.
Выпрессовка стальной втулки показана на рис. 154. Деталь 5 крепится к верхней плите гидравлического пресса при помощи кольца 3 и двух винтов 4. Если обе
Рис. 156. Запрессовка резиновой втулки сайлент-блока: 1 - оправка (рис. 154); 2 - втулка (рис. 155); 3 - направляющая втулка с внутренним конусом; 4 - опора (рис. 154); 5 - втулка 2110-2919042-10
втулки (резиновая и стальная) сильно изношены, тогда стальная извлекается очень легко.
При выпрессовке резиновой втулки (рис. 155) используются те же самые детали, что и при выпрессовке стальной втулки (поз. 1, 3, 4 и 5 на рис. 154), дополнительной деталью здесь будет только втулка 2 (см. рис. 155).
Запрессовка сайлент-блоков. Первыми в проушины штанг запрессовываются резиновые втулки (рис. 156). Детали используются те же, что и при выпрессовке, кроме направляющей втулки 3 с внутренним конусом.
Так как с наибольшим натягом (на 0 до 7 мм) в сай-лент-блоках посажены стальные втулки 6 (см. рис. 154),
ОСНАСТКА
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 5 ТС (50 КН)
030
020
мю
® 6^(0
012,6*. „ R1
050+01
013,4'
R2
022(26)
035
055
011
018
Поз. 3:
2101-2919042-10 втулка продольной нижней штанги (большая)
2101-2919108-10 втулка продольной верхней и поперечной штанг (маленькая)
Рис. 157. Запрессовка втулки: 1 - оправка (рис. 154);
2 - стальная втулка; 3 - резиновая втулка; 4 - опора
022 - для маленьких втулок 8а
026 - для больших втулок 8б
Рис. 158. Положение лонжерона кузова 1 (125 мм) относительно балки заднего моста при затягивании гаек (М12х1,25) болтов сайлент-блоков
(рис. 154); 5 - держатель опоры (рис. 154); 6 - винт; 7 - упор; 8 - наконечник (8а - для маленьких втулок 2101-2919108-10, 86 - для больших втулок 2101-2919042)
для их запрессовки необходимо использовать наконечники 8 (рис. 157).
Втулку 2 запрессовываем в резиновую втулку так, чтобы ее концы выступали из сайлент-блока на одинаковую величину. Глубина запрессовки определяется упором наконечника 8 в винт 6 Глубину заворачивания винта 6 определяем опытным путем или методом постепенного приближения. Вначале винт 6 вворачиваем явно на большую величину, чем нужно. Далее находим соответствие между перемещением втулки 3 в сайлент-блоке и числом оборотов выворачиваемого винта 6 (у резьбы МЮ шаг 1,5 мм).
Для более длительного срока службы сайлент-блоков при установке на автомобиль штанг с новыми резиновыми втулками надо сделать так, чтобы наибольшие напряжения в резиновых втулках от толкающих, тормозных, реактивных и инерционных нагрузок не суммировались с наибольшими напряжениями кручения.
Для этого нагружаем заднюю часть автомобиля так, чтобы расстояние от балки заднего моста 2 (рис. 158) до лонжерона кузова 1, измеренное в 100 мм от кронштейна поперечной штанги 3, составляло 125 мм. После этого затягиваем динамометрическим ключом (момент 66,7.. .82,4 Н»м или 6 8.. 8 4 кгс-м) гайки болтов крепления штанг.
8.2 2. ПЕРЕДНЯЯ ПОДВЕСКА, «ЖИГУЛИ»
Сайлент-блоки ерхних рычагов. Обычно признаками необходимости замены сайлент-блоков передней подвески является выпучивание или разрыв резиновой втулки сайлент-блока или явная его эксцентричность
Рис. 159. Контроль состояния сайлент-блока рычага передней подвески: радиальное смещение А - не более 2,5 мм; осевой размер В-в пределах 1,5.. .5 мм для верхних рычагов и 3.. .7,5 мм для нижних
(не следует доводить дело до того, когда появится шум и стуки, а резиновые втулки сайлент-блоков будут пробиты до соприкосновения металлических деталей).
Рекомендуется контролировать соосность деталей сайлент-блоков верхних и нижних рычагов подвески по радиальным (А) и осевым (В) смещениям (рис. 159) Смещение А не должно быть более 2,5 мм. Осевое смещение В для сайлент-блоков верхнего рычага должно быть 1,5...5 мм.
Признаками необходимости замены сайлент-блоков могут быть также самовозбуждающиеся угловые колебания передних колес при движении, невозможность отрегулировать углы их установки в заданных пределах.
94
ОСНАСТКА
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 5 ТС (50 КН)
Рис. 160. Выпрессовка сайлент-блока верхнего рычага
передней подвески, ВАЗ: 1 - стакан с пазом; 2 - оправка
Рис. 162. Выпрессовка сайлент-блоков нижнего рычага передней подвески, ВАЗ: 1 - стакан; 2 - упор; 3 - сайлент-блок 2101-2904040
Рис. 161. Запрессовка сайлент-блока верхнего рычага передней подвески, ВАЗ: 1 - опора; 2 - стакан с пазом (рис. 160). Натяг в соединении 0,05...0,25 мм
Выпрессовка сайлент-блоков верхнего рычага (рис. 160) — это, по сути дела, спрессовка рычага с сайлент-блока с использованием стакана 2 с пазом и оправки 1.
Перед запрессовкой нового сайлент-блока (рис. 161) следует проверить размеры посадочных поверхностей. В соединении должен быть натяг в пределах 0,05...0,25 мм. При запрессовке стакан 2 с пазом находится сверху, а в перемещаемую домкратом среднюю плиту вворачивается опора 1.
Сайлент-блоки нижнего рычага. Они испытывают значительно большие нагрузки. Именно через нижние рычаги, пружины и колеса кузов «опирается» на дорогу. Они же первыми воспринимают от нее удары.
Пригодность сайлент-блоков нижних рычагов оценивается в принципе, так же как и верхних. Допускаемое смещение А (см. рис. 159) здесь такое же, как и для сайлент-блоков верхних рычагов — 2,5 мм. А вот осевой размер В должен быть в пределах 3...7,5 мм. В процессе эксплуатации проушины нижнего рычага, как правило, расходятся, и размер В уменьшается.
Рис. 163. Запрессовка сайлент-блоков нижнего рычага передней подвески, ВАЗ: 1 - сайлент-блок; 2 - оправка;
3 - распорка (рис. 122); 4 - втулка
Нижние рычаги перед заменой сайлент-блоков необходимо тщательно осмотреть. Трещины чаще всего появляются вблизи шарового шарнира.
При выпрессовке сайлент-блока нижнего рычага (рис. 162) упор 2 вставляем в верхнюю плиту, а в подвижную (среднюю) ввинчиваем стакан 1. Выпрессовка сайлент-блока — это, по сути, и спрессовка с него рычага.
Перед запрессовкой нового сайлент-блока проверьте посадочные диаметры, необходимый натяг в соединении должен быть в пределах 0,1...0,3 мм. При запрессовке нового сайлент-блока в нижний рычаг (рис. 163) потребуется оправка 2 в верхней плите, распорка 3 (см. рис. 122) и втулка 4 (на средней, подвижной плите).
ОСНАСТКА
95
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 5 ТС (50 КН)
После замены сайлент-блоков и сборки подвески окончательную затяжку гаек (М 14x1,5) осей рычагов рекомендуется проводить так. Нагружаем автомобиль, чтобы спереди расстояние, измеренное под серединой поперечины до площадки, на которой стоит автомобиль, было 188 мм, а сзади — от лонжеронов до балки заднего моста — 125 мм (рис. 158).
Момент затяжки гаек (М14х1,5) осей верхних рычагов 57...92,2 Н«м (5,8...9,4 кгс«м), а гаек нижних рычагов 63,8...103 Н«м (6,5...10,5 кгс«м).
8.2.3. ПЕРЕДНЯЯ ПОДВЕСКА, «МОСКВИЧ-2141»
Замену сайлент-блоков (всего их два) у «Москвича» производят, если они изношены или повреждены.
Выпрессовка (рис. 164) и запрессовка (рис. 165) проводятся при помощи комплекта из трех деталей.
Запрессовка сайлент-блока в проушину рычага (рис. 165) производится до совмещения торца наружной
Рис. 164. Выпрессовка сайлент-блока из рычага подвески, ВАЗ:
1 - опора (рис. 164); 2 - оправка; 3 - сайлент-блок; 4 - рычаг
втулки сайлент-блока с торцом проушины рычага. Оправка 3 при этом упирается в торец проушины рычага.
Перед запрессовкой измерьте диаметр отверстия в рычаге и диаметр наружной втулки сайлент-блока. Натяг в соединении должен быть в пределах 0,1...0,3 мм.
8.2.4. АМОРТИЗАТОР ПЕРЕДНЕЙ ПОДВЕСКИ, «ЖИГУЛИ»
Выпрессовка сайлент-блока или шарнира амортизатора (2101-2905448) из нижней проушины амортизатора (рис. 166) особого труда не представляет. Тем более, что сайлент-блок заменяется на новый.
При запрессовке нового сайлент-блока (рис. 167) необходимо точное центрирование, иначе легко смять тонкую наружную стальную втулку.
Рис. 166. Выпрессовка сайлент-блока из амортизатора, ВАЗ: 1 - оправка; 2 - упор; 3 - амортизатор; 4 - сайлент-блок 2101-2905448
Рис. 167. Запрессовка сайлент-блока в амортизатор, ВАЗ: 1 - оправка (рис. 166); 2 - упор (рис. 166); 3 - амортизатор; 4 - сайлент-блок 2101-2905448
ОСНАСТКА
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 5 ТС (50 КН)
8.2.5. РЫЧАГ И КРОНШТЕЙН РЕАКТИВНОЙ ШТАНГИ ПЕРЕДНЕЙ ПОДВЕСКИ, «ТАВРИЯ»
Выпрессовка сайлент-блоков передней подвески (рис. 168) производится при помощи оправок 2 и упора 1.
Запрессовка сайлент-блоков (рис. 169) осуществляется с использованием оправок 2, упора 1 и направляющей втулки 3. Оправки 2 для рычага и кронштейна реактивной штанги различные (см. размеры в скобках).
При замене сайлент-блоков следует обратить внимание на состояние рычага и реактивной штанги. В случае их деформации они рихтуются или заменяются новыми.
Перед запрессовкой сайлент-блоки, рычаг (кронштейн), направляющую втулку 3 (см. рис. 169) реко-
Рис. 168. Выпрессовка сайлент-блока, ВАЗ: 1 - оправка;
2 - упор
мендуется обильно смазать жидкостью для мытья посуды.
После запрессовки буртики сайлент-блоков должны равномерно выступать с обеих сторон рычага (кронштейна), а резина равномерно прилегать по всей окружности.
8.2.6. АМОРТИЗАТОР ЗАДНЕЙ ПОДВЕСКИ, «ТАВРИЯ»
При выпрессовке сайлент-блока (рис. 170) используем оправку 2 и упор 1.
При запрессовке (рис. 171) упор 1 тот же самый, а вот оправка 2 — другая. Она вместе с сайлент-блоком перемещается до упора в амортизатор. Этим гарантируется одинаковое выступание сайлент-блока из проушины амортизатора.
Рис. 170. Выпрессовка сайлент-блока из амортизатора,
ЗАЗ: 1 - оправка; 2 - упор; 3 - амортизатор
Рис. 169. Запрессовка сайлент-блока, ВАЗ: 1 - оправка (рис. 168); 2 - упор (рис. 168); 3 - направляющая втулка
Рис. 171. Запрессовка сайлент-блока в амортизатор, ЗАЗ: 1 - оправка (рис. 170); 2 - упор; 3 - амортизатор
033,5
038,5
041,5
7. Заказ № 927.
ОСНАСТКА
97s
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 5 ТС (50 КН)
8.3. ЗАМЕНА ДВУХРЯДНЫХ ПОДШИПНИКОВ
Двухрядные подшипники, широко применяемые в ступицах современных автомобилей, не требуют обслуживания — регулировок и смазки. Ступицы с ними компактнее.
Так, в обычной ступице переднего колеса «Жигулей» с двумя коническими роликовыми подшипниками внутренние кольца подшипников насажены на поворотную цапфу с зазорами до 0,023 мм (внутренний подшипник) и до 0,038 мм (наружный). Наружные кольца в ступице — с натягом соответственно до 0,038 и 0,063 мм. Нормальный осевой зазор должен быть в пределах 0,02...0,08 мм, максимально допустимый в эксплуатации — 0,15 мм.
Отсутствие осевого зазора (из-за значительного осевого размера ступицы и соседства с дисковым тормозом) приведет к заклиниванию подшипников. В то же время, при отсутствии нагрева большие осевые зазоры — это динамические нагрузки. Вследствие этого подшипник «теряет геометрию», не поддается регулировке. Даже при регулировке с осевым натягом через короткое время появляется зазор, превышающий допустимый.
У двухрядных подшипников кольца устанавливаются с натягом. У внутреннего кольца (соединение со ступицей) натяг до 0,03 мм, у наружного (соединение с поворотным кулаком) — натяг до 0,06 мм.
Двухрядные подшипники имеют осевой зазор (относительное перемещение наружного и внутренних колец) в пределах 0,060...0,085 мм. Последний при затяжке внутренних колец крепежной гайкой уменьшается в среднем до 0,04 мм и, что особенно важно, сохраняется в эксплуатации длительное время.
Требуемый зазор обеспечивается моментом затягивания.
Посадка колец двухрядных подшипников с натягом; узкий торец наружного кольца, а также высокая стоимость подшипников требуют внимательного подхода к их замене. При этом абсолютно неприемлем «ударный способ».
Двухрядные подшипники нельзя снимать и вновь устанавливать. При спрессовке подшипника со ступицы он разбирается (разрушается), одно внутреннее кольцо остается на ступице.
8.3.1. ПЕРЕДНИЕ КОЛЕСА,
«САМАРА», ВАЗ-2110, «ТАВРИЯ»;
ЗАДНИЕ КОЛЕСА, «МОСКВИЧ-2141»
В ступицах передних колес «Самар», а также ВАЗ-2110, «Таврии», и в задних ступицах «Москвича-2141», «Святогора» стоят подшипники 6-256907Е1С17 (dxDxB=34x64x37 мм).
Внутренние кольца в соединении со ступицей имеют натяг 0,002...0.028 мм, наружное кольцо в соединении с поворотным кулаком 0,019...0,060 мм.
При отсоединении поворотного кулака в сборе со ступицей от кронштейна телескопической стойки следует нанести метки взаимного расположения на головке регулировочного болта (верхнего) и на кронштейне стойки. Совмещение этих меток при сборке обеспечит сохранение развала передних колес.
При выпрессовке ступицы 3 (рис. 172) используем оправку 1. Поворотный кулак удерживается от перемещения упором в верхнюю плиту пресса.
Наружную половину внутреннего кольца, оставшуюся на ступице, снимаем универсальным съемником — для этого в ступице предусмотрены специальные выемки.
Рис. 172. Выпрессовка ступицы колеса из подшипника, ВАЗ: 1 - оправка; 2 - поворотный кулак; 3 - ступица; 4 - подшипник 6-256907 Е1С17 (dxDxB=34x64x37 мм)
Рис. 173. Выпрессовка подшипника из поворотного кулака стойки, ВАЗ: 1 - оправка (рис. 172), 2 - поворотный кулак; 3 - упор; 4 - подшипник 6-256907 Е1С17 (dxDxB=34x64x37 мм); 5 - оправка
После снятия стопорных колец выпрессовываем подшипник (рис. 173) из поворотного кулака. В этом случае на оправку 1 устанавливается оправка 5. Поворотный кулак опирается на верхнюю плиту через упор 3.
Запрессовка нового подшипника (рис. 174) производится после установки наружного стопорного кольца с использованием тех же оправок 1 и 5. Поворотный кулак 2 опирается непосредственно на верхнюю плиту.
Установив внутреннее стопорное кольцо, запрессовываем ступицу (рис. 175) при помощи опоры 1. Ступица может опираться непосредственно на верхнюю плиту или, для лучшего центрирования ее по подшипнику, на оправку 4.
После установки поворотного кулака в сборе со ступицей на автомобиль внутренние кольца подшипника затягиваются крепежной гайкой М20х1,5 моментом 225,6...247,2 Н»м (23,0...25,2 кгс-м).
ж
ОСНАСТКА
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 5 ТС (50 КН)
Рис. 174. Запрессовка подшипника в поворотный кулак, ВАЗ: 1, 4 - оправки (рис. 172, 173); 2 - поворотный кулак; 3 - подшипник 6-256907 Е1С17 (dxDxB=34x64x37 мм)
Рис. 175. Запрессовка ступицы колеса в подшипник, ВАЗ:
1 - опора; 2 - поворотный кулак; 3 - ступица; 4 - оправка;
5 - подшипник 6-256907 Е1С17 (dxDxB=34x64x37 мм)
8.3.2. ЗАДНИЕ КОЛЕСА, «САМАРА»
В ступицах задних колес «Самар» устанавливаются подшипники 6-256706Е1С17 (dxDxB=30x60x37 мм). В соединениях колец подшипника с цапфами (осями) и ступицей натяги соответственно 0,002...0,023 и 0,019...0,060 мм.
При замене подшипника сначала выпрессовываем цапфу (ось) (рис. 176). Внутреннюю половину внутреннего кольца подшипника спрессовываем с цапфы также универсальным съемником, воспользовавшись специальными лысками на цапфе.
При выпрессовке цапфы ступица опирается на верхнюю плиту через стержни, пропущенные через отверстия во фланце цапфы.
Сняв стопорное кольцо, выпрессовываем подшипник (рис. 177). Перед этим следует тщательно очистить
Рис. 176. Выпрессовка цапфы (оси) из подшипника, ВАЗ:
1 - оправка; 2 - ступица; 3 - цапфа (ось); 4 - подшипник 6-256706Е1С17 (dxDxB=30x60x37 мм); 5 - упор
Рис. 177. Выпрессовка подшипника из ступицы, ВАЗ:
1 - оправка; 2 - ступица; 3 - упор; 4 - подшипник 6-256706Е1С17 (dxDxB = 30x60x37 мм)
внутреннюю полость ступицы, чтобы подшипник при выпрессовке не повредил ступицу.
При запрессовке подшипника в ступицу (рис. 178) оправка 1 давит только на наружное кольцо подшипника.
Установив стопорное кольцо, запрессовываем в подшипник цапфу (рис. 179). Подшипник внутренним кольцом опирается на оправку 1, а цапфа на верхнюю плиту пресса. Гайку (М20х1,5) цапфы затягивают моментом 186...225 Н (19...23 кгс«м), поворачивая ступицу в обоих направлениях, после чего гайку стопорят.
7*
ОСНАСТКА
99
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 5 ТС (50 КН)
Рис. 178. Запрессовка подшипника в ступицу колеса, ВАЗ:
1 - оправка; 2 - ступица; 3 - подшипник 6-256907Е1С17 (dxDxB=30x60x37 мм)
Рис. 179. Запрессовка цапфы в подшипник ступицы колеса,
ВАЗ: 1 - оправка; 2 - ступица; 3 - цапфа; 4 - подшипник 6-256907Е1С17 (dxDxB=30x60x37 мм)
Рис. 180. Выпрессовка ступицы колеса из подшипника, «Москвич»: 1 - оправка; 2 - поворотный кулак; 3 - ступица; 4 - опора; 5 - штифт (3 шт.); 6 - подшипник 6-256907Е1С17 (dxDxB=37x72x37 мм)
8.3.3. ПЕРЕДНИЕ КОЛЕСА, «МОСКВИЧ-2141»
Выпрессовка ступицы 3 колеса (рис. 180) из внутренних колец подшипника 6-256907Е1С17 (dxDxB=37x72x37 мм) производится при помощи оправки 1 и трех штифтов 5 с опорой 4.
Перед выпрессовкой подшипника из поворотного кулака (рис. 181) следует извлечь стопорное кольцо и очистить внутреннюю полость поворотного кулака, чтобы исключить задиры и сколы кромок. Выпрессовка производится оправкой 1, опирающейся на внутреннее кольцо подшипника 4.
При запрессовке нового подшипника 4 (рис. 182) используются оправки 1 (см. поз. 1 рис. 180) и 2 (см. рис. 182). Оправка 2 опирается на наружное кольцо подшипника 4. Перед запрессовкой рекомендуется тщательно очистить и осмотреть посадочную поверхность под подшипник в поворотном кулаке (на ней не должно быть сколов, задиров и других повреждений), смазать ее любой смазкой.
Запрессовав подшипник (наружное кольцо) в поворотный кулак до упора в буртик, устанавливаем стопорное кольцо.
Подшипник, подсобранный с поворотным кулаком, напрессовываем по внутренним кольцам на ступицу 3
Рис. 181. Выпрессовка подшипника из поворотного кулака, «Москвич»: 1 - оправка; 2 - поворотный кулак; 3 - упор; 4 - подшипник 6-256908Е2С17 (dxDxB=37x72x37 мм)
(рис. 183), используя оправки 1, 5. Оправка 5 опирается на внутреннее кольцо подшипника 4.
Гайки (М20х1,5) ступиц передних колес — самоконт-рящиеся с обжатым по эллипсу буртиком, многоразового использования. Момент затяжки гаек 176,6...196,2 Н*м (18...20 кгс»м).
ОСНАСТКА
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 5 ТС (50 КН)
Рис. 182. Запрессовка подшипника в поворотный кулак, «Москвич»: 1 - оправка (рис. 180); 2 - оправка; 3 - поворотный кулак; 4 - подшипник 6-256908Е2С17 (dxDxB=37x72x37 мм)
Рис. 183. Запрессовка ступицы колеса в подшипник, «Москвич»: 1 - оправка (рис. 180); 2 - поворотный кулак; 3 - ступица; 4 - подшипник 256908Е2С17 (dxDxB=37x72x37MM); 5 - оправка
8.3.4. ЗАДНИЕ КОЛЕСА, «МОСКВИЧ-2141»
Перед отворачиванием гайки (М22х1,5) ступицы для сохранения резьбы цапфы рекомендуется устранить замятие буртика гайки в пазы цапфы.
Выпрессовку цапфы (рис. 184) проводим при помощи оправки 1, трех штифтов 5 (в цапфе есть три отверстия 06,5 мм) и опоры 4 (см. рис. 180). Так как цапфа подсобрана со щитом тормоза, ее выпрессовку и запрессовку можно производить только на гидравлическом прессе из домкрата, описанном ниже или при помощи винтовых приспособлений.
Перед выпрессовкой подшипника 6-256907Е2С17 (dxDxB=34x64x37 мм) необходимо очистить внутреннюю полость ступицы. Выпрессовка (рис. 185) производится оправкой 1 с использованием упора 3.
Рис. 184. Выпрессовка цапфы из подшипника, «Москвич»:
1 - оправка; 2 - цапфа; 3 - подшипник 6-256907Е2С17 (dxDxB=34x64x37 мм); 4 - опора (рис. 180); 5 - штифт (3 шт., рис. 180); 6 - ступица
Рис. 185. Выпрессовка подшипника из ступицы, «Москвич»: 1 - оправка; 2 - ступица; 3 - упор; 4 - подшипник 6-256907Е2С17 (dxDxB = 34x64x37 мм)
Запрессовка подшипника 3 (рис. 186) в ступицу 2 производится оправкой 1, воздействующей на наружное кольцо подшипника.
После запрессовки подшипника в ступицу устанавливаем стопорное кольцо и в собранный узел запрессовываем цапфу 3 (рис. 187), подсобранную со щитом тормоза. Оправка 1 воздействует на внутреннее кольцо подшипника 4.
Гайка ступицы (М22х1,5) разового использования, после затягивания ее моментом 137,3...157 Н«м (14...16 кгс«м) буртик гайки заминается в пазы цапфы.
ОСНАСТКА
101
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 5 ТС (50 КН)
Рис. 186. Запрессовка подшипника в ступицу колеса, «Москвич»: 1 - оправка; 2 - ступица; 3 - подшипник 6-256907Е2С17 (dxDxB=34x64x37 мм)
Рис. 189. Выпрессовка подшипника из поворотного кулака, «Москвич»: 1 - оправка (рис. 188); 2 - поворотный кулак; 3 - упор; 4 - подшипник6-256907Е2С17 (dxDxB=30x60x37 мм); 5 - оправка
Рис. 187. Запрессовка цапфы в подшипник ступицы колеса, «Москвич»: 1 - оправка; 2 - ступица; 3 - цапфа; 4 - подшипник 6-256907Е2С17 (dxDxB=34x64x37 мм)
Рис 190. Запрессовка подшипника в поворотный кулак, «Москвич»: 1, 5 - оправки (рис. 188,189); 2 - поворотный кулак; 3 - подшипник 6-256907Е2С17 (dxDxB=30x60x37 мм)
Рис. 188 Выпрессовка ступицы колеса из подшипника, «Москвич»: 1 - оправка; 2 - поворотный кулак; 3 - ступица; 4 - подшипник 6-256907Е2С17 (dxDxB=30x60x37 мм)
Рис. 191. Запрессовка ступицы колеса в подшипник, «Москвич»: 1 - опора: 2 - поворотный кулак; 3 - ступица, 4 - оправка; 5 - подшипник 6-256907 Е2С17 (dxDxB=30x60x37 мм)
ИИ ОСНАСТКА
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 5 ТС (50 КН)
Выпрессовываем ступицу 3 (рис. 188) оправкой 1 с упором в поворотный кулак 2. При разборке подшипника, если наружная половина внутреннего кольца осталась на ступице, ее снимают универсальным съемником. Для этого в ступице имеются специальные выемки.
Сняв стопорные кольца, оправками 1 и 5 (рис. 189) выпрессовываем подшипник из поворотного кулака. Последний опирается на упор 3.
Установив наружное стопорное кольцо, запрессовываем в поворотный кулак новый подшипник 3 (рис. 190). При этом используем две оправки 1 и 5 (см. рис. 188, 189). Оправка 5 опирается на наружное кольцо подшипника.
Установив внутреннее стопорное кольцо, оправкой 4 (рис. 191) запрессовываем ступицу 3 во внутренние кольца подшипника, опирающиеся на опору 1.
Установив поворотный кулак в сборе со ступицей на автомобиль, затягиваем гайку (М20х1,5) ступицы моментом 196...235 Н«м (20...24 кгс«м). После затягивания гайки крепления ступицы колеса обжимаем ее поясок в оба паза хвостовика корпуса ШРУСа.
Гайку рекомендуется устанавливать новую.
8.4. ВОССТАНОВЛЕНИЕ ОТВЕРСТИЙ ПОД САЙЛЕНТ-БЛОКИ В РЫЧАГАХ ПЕРЕДНЕЙ ПОДВЕСКИ, «ЖИГУЛИ»
При обжатии используются опора 1 и оправки 3 для верхнего и нижнего рычагов. Оправки 3, в зависимости от необходимой величины обжатия, устанавливаются одной или другой стороной.
После обжатия отверстия в проушинах рычагов должны по форме максимально приближаться к цилиндрическим, чего можно достичь обжатием в три приема.
Сначала обжимаем проушины, положив на них оправки 3 (см. рис. 192) конусом с большим диаметром (035.5; 037,5 мм), до момента, когда можно будет воспользоваться перевернутыми оправками (034,3; 036,3 мм). Последнее обжатие проводим, вновь перевернув оправки.
Сайлент-блоки в проушины рычагов передней подвески запрессовываются с натягом. В верхних рычагах натяг 0,05...0,25 мм, в нижних 0,1...0,3 мм.
При замене сайлент-блоков в рычагах передней подвески всегда необходимо проконтролировать соответствующие размеры (рис. 192).
Если натяг ниже минимальной величины (бывают случаи, когда сайлент-блоки вообще легко вставляются в отверстия проушин), узел неработоспособен Резиновая втулка уже работать не будет, в проушинах рычагов будут проворачиваться сайлент-блоки. В результате выйдут из строя и сайлент-блоки, и рычаги.
Требуемый натяг в соединениях сайлент-блоков с рычагами восстанавливают обжатием посадочных мест в рычагах (рис. 193).
Нижний рычаг натяг 0,1... 0,3
Верхний рычаг натяг 0,05... 0,25
Рис. 192. Посадки сайлент-блоков в рычагах передней подвески, ВАЗ
Рис. 193. Обжатие посадочного места сайлент-блока в рычаге передней подвески, ВАЗ: 1 - опора; 2 - рычаг;
3 - оправка
ОСНАСТКА
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 12 ТС (120 КН)
9. Гидравлический пресс с домкратом грузоподъемностью 12 тс (120 кН) и основные операции, выполняемые на нем
Гидравлический пресс с домкратом, показанный на рис. 194, позволяет выполнять многие работы при ТО и ремонте автомобилей. Возможности пресса расширяет «надстройка» (рис. 195).
В связи с большими габаритными размерами и прилагаемыми усилиями пресс необходимо закрепить на основании (верстаке) при помощи анкерных болтов и гаек.
9.1. ЗАМЕНА ПОДШИПНИКА ПОЛУОСИ, «ЖИГУЛИ», «ВОЛГА»
Подшипник полуоси заменяется, если его осевой люфт превышает 0,7 мм.
Снимать и устанавливать запорное кольцо подшипника полуоси рекомендуется только при помощи пресса.
Для выпрессовки запорного кольца полуоси захватом 2 (рис. 196) болтами 5 зажимаем подшипник и устанавливаем полуось с захватом на опоры 1. Снятое запорное кольцо 3 заменяется новым. Если посадочная поверхность полуоси повреждена, имеет риски, ее, возможно, придется заменить.
При сборке полуоси на нее устанавливаются соединенные между собой двумя винтами маслоотражатель и пластина крепления подшипника с прокладкой, напрессовывается подшипник (натяг 0,002...0,025 мм).
Подшипник напрессовываем на полуось при помощи трубы размером l1//' (наружный диаметр 42,3 мм, внутренний диаметр может быть 34,3; 35,9; 36,7 мм, длина 600 мм).
Полуось устанавливается на пресс (см. рис. 195) на опору (рис. 197, а). Верхняя плита 4 (см. рис. 195) поворотом на одной стойке 3 (правой) отводится в сторону.
Запорное кольцо обычно нагревают паяльной лампой, но лучше нагревать его в электропечи до температуры 300 °C с тем, чтобы в момент запрессовки на полуось температура кольца была 220...240 °C.
Устанавливаем нагретое запорное кольцо, трубу и на конец полуоси — оправку (рис. 197, б), возвращаем в исходное положение плиту 4 (см. рис. 195). Запрессовываем кольцо.
Усилие запрессовки не должно превышать 58,8 кН (6000 кгс). Выполнив запрессовку запорного кольца, рекомендуется проверить — не смещается ли оно под действием осевой нагрузки 19,6 кН (2000 кгс).
Запорное кольцо напрессовывается на полуось с натягом 0,087...0,150 мм. Если требуемый натяг не
обеспечивается запорным кольцом, его можно изготовить заново (рис. 198).
Выпрессовка подшипника и запорной втулки полуоси «Волги» показана на рис. 199 Запрессовка аналогична «Жигулевской».
9.2. ЗАМЕНА САЙЛЕНТ-БЛОКОВ ПОДВЕСКИ, «ГАЗЕЛЬ»
Передние (рис. 200, а) и задние (рис. 200, б) подвески «Газели» (ГАЗ-2705 и модификации) — это продольные полуэллиптические рессоры с гидравлическими амортизаторами. Крепление передних концов рессор к раме, задних концов к серьгам, а последних к раме осуществляется при помощи двенадцати одинаковых по конструкции сайлент-блоков 3302-2902027 (рис. 200, в).
При замене сайлент-блоков следует учесть, что хотя они и одинаковы, их посадки в ушках рессор и задних съемных кронштейнах серег различны. Если натяг в соединениях ушко рессоры—сайлент-блок составляет 5 мм (на диаметр), то в соединении кронштейн—сайлент-блок всего 2,7 мм.
Выпрессовка старых сайлент-блоков (рис. 201) производится при помощи оправки 1 и втулки 3. Оправки для ушков рессор имеют наружный диаметр 49,5_o.i мм, для кронштейнов — 51,8_0.i мм.
Более ответственная и сложная операция — запрессовка новых сайлент-блоков. Перед запрессовкой их рекомендуется смазывать жидкостью для мытья посуды.
Запрессовка сайлент-блока производится в два этапа. На первом (рис. 202) оправка 1 опирается на сайлент-блок торцем цилиндра 056_О-1 мм. На рис. 202 показано окончание первого (подготовительного) этапа запрессовки, когда еще нет ни рессоры, ни кронштейна.
Второй этап (рис. 203) — это непосредственно запрессовка сайлент-блока в ушко рессоры или в кронштейн (показана запрессовка в задний кронштейн передней рессоры). Здесь оправка перевернута, цилиндр 056_о.1 вверху, а цилиндр 051_o.i внизу.
Все детали, предназначенные для замены сайлент-блоков, рекомендуется изготавливать из стали 40Х (32...36 HRC3). Более твердые оправки прослужат дольше, особенно желательна повышенная твердость у конусной втулки 2 (см рис. 202, 203). Но здесь надо знать меру — иногда закаленные детали при запрессовке разлетались, что небезопасно.
Затягивание гаек болтов сайлент-блоков производят моментом 118...147 Н«м (12...15 кгс«м) при выпрямленных рессорах.
104
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 12 ТС (120 КН)
Рис. 194. Гидравлический пресс с домкратом грузоподъемностью 12 тс (120 кН): 1 - нижняя плита; 2 - стойка (2 шт.); 3 - втулка (2 шт.); 4 - средняя плита; 5 - верхняя плита; 6, 7,12 - гайки; 8 - рычаг; 9 - домкрат; 10 - маховичок; 11 - винт; 13 - шайба; 14 - ребро (2 шт.)
ОСНАСТКА
105
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 12 ТС (120 КН)
Рис. 195. Гидравлический пресс с домкратом грузоподъемностью 12 тс с надстройкой, разборка и сборка полуоси: 1 - гидравлический пресс без верхней плиты (рис. 194); 2 - муфта; 3 - дополнительные стойки; 4 - верхняя съемная плита
Рис. 196. Выпрессовка подшипника и запорной втулки полуоси ВАЗ-2101...-2107: 1 - опора (2 шт.); 2 - захват; 3 - запорная втулка; 4 - полуось в сборе; 5 - болт захвата (2 шт.); 6 - подшипник 6-180306К19С17 (dxDxB=30x72xl9 мм)
106
ОСНАСТКА
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 12 ТС (120 КН)
Рис. 197. Опора (а) и оправка (б)
Рис. 198. Запорное кольцо
Рис. 200. Подвеска «Газели»: а - передняя; б - задняя;
1 - сайлент-блок 3302-2902027
Рис. 199. Выпрессовка подшипника и запорной втулки полуоси, «Волга» ГАЗ-3110: 1 - опора (рис. 196); 2 - захват; 3 - запорная втулка; 4 - полуось в сборе: 5 - болт захвата (рис. 196); 6 - подшипник 6-160-308АУШ (dxDxB=40x90x23 мм)
ОСНАСТКА
107
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 12 ТС (120 КН)
Рис. 201. Выпрессовка сайлент-блока подвески, «Газель»: 1 - оправка; 2 - сайлент-блок 3302-2902027; 3 - втулка
1 х45° ‘2 фаски
Рис. 202. Запрессовка сайлент-блока подвески, «Газель» (1-й этап): 1 - оправка; 2 - конусная втулка; 3 - сайлент-блок 3302-2902027; 4 - втулка
Рис. 203. Запрессовка сайлент-блока подвески, «Газель» (2-й этап): 1 - оправка; 2 - конусная втулка; 3 - сайлент-блок 3302-2902027; 4 - втулка (дет. 1, 2, 4 см. рис. 202)
108
ОСНАСТКА
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 12 ТС (120 КН) РАМНЫЙ
10. Гидравлический пресс с домкратом грузоподъемностью 12 тс (120 кН) рамный
Рамные прессы с гидравлическими домкратами выпускаются рядом фирм. Здесь представлен пресс оригинальной конструкции и даны чертежи всех его деталей
(рис. 204). Это стационарный пресс, на котором можно выполнять практически любые «прессовые» работы, встречающиеся в автосервисе.
Рис. 204. Гидравлический пресс с домкратом грузоподъемностью 12 тс (120 кН) рамный: 1 - основание (2 шт.);
2 - траверса (2 шт.); 3 - опора траверсы (2 шт.); 4 - швеллер (4 шт.); 5 - косынка (8 шт.); 6 - верхний лист; 7 - стойка (2 шт.);
8 - лист (4 шт.); 9 - болт М8 (L50, 1_о15 (2 шт.); 10 - гайка М8 (2 шт.) (продолжение на с. 110)
ОСНАСТКА ОД
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 12 ТС (120 КН) РАМНЫЙ
Рис. 204 {продолжение): 11 - пружина (2 шт.); 12 - винт (2 шт.); 13 - втулка (2 шт.); 14, 24, 29 - листы; 15,16 - гайки (4+4 шт.); 17 - домкрат; 18 - вкладыш; 19 - рычаг; 20 - болт М8-20 (2 шт.); 21 - тяга; 22 - штифт; 23 - шплинт 2x15 (2 шт.); 25 - опора домкрата; 26 - швеллер; 27, 35 - листы (по 2 шт.); 28 - втулка; 30 - болт; 31 - гайка (окончание на с. 111)
ЯК
ОСНАСТКА
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 12 ТС (120 КН) РАМНЫЙ
Рис. 204 (окончание): 32 - пуансон; 33 - маховичок; 34 - кольцо. Узлы пресса см. на рис. 205...209
Домкрат 17 подвешен на пружинах 11. В зависимости от габаритов обслуживаемого узла зона сервиса домкрата меняется путем перестановки траверс 2. Сварные узлы пресса показаны отдельно на рис. 205...209, где сохранены обозначения деталей, принятые на рис. 204.
Работа на прессе производится следующим образом. С учетом габаритных размеров узла и возможности использования хода домкрата (165 мм) на раме (см. рис. 205, 204) переставляются траверсы 2 (см. рис. 204) с опорой (см. рис. 208, 204). Опора закрепляется на траверсах при помощи болта 30 (см. рис. 204) и гайки 31.
Домкрат приводится в действие деталями 18,19 и тягой (см. рис. 209). В короткий рычаг домкрата с отверстием вставляется вкладыш 18, к нему болтом М8 крепится
рычаг 19. На рычаг 19 подвешивается тяга и закрепляется при помощи шплинта (отверстие в штифте 22).
При перемещении тяги вверх-вниз (при завернутом клапане) корпус домкрата и пуансон 32 (см. рис. 204) опускаются вниз. Пуансон 32 всегда центрируется по втулке 28, которая запрессована в верхний лист 6 рамы пресса.
В исходное положение домкрат возвращается пружинами 11. Клапан домкрата открывается при вращении маховичка 33.
В качестве примера использования пресса на рис. 210, 211 показана замена подшипника полуоси автомобилей ВАЗ-2101...-2107. Детали 5 (см. рис. 210, 211) и 6 (см. рис. 210) даны на рис. 197. Выпрессовка подшипника (см. рис. 211) производится при помощи деталей 1 и 2.
Рис. 205. Рама пресса (поз. см. рис. 204)
Рис. 206. Верхняя траверса пресса (поз. см. рис. 204)
Рис. 207. Опора домкрата пресса (поз. см. рис. 204)
ОСНАСТКА
111
ГИДРАВЛИЧЕСКИЙ ПРЕСС С ДОМКРАТОМ ГРУЗОПОДЪЕМНОСТЬЮ 12 ТС (120 КН) РАМНЫЙ
Рис. 208. Опора пресса (поз. см. рис. 204)
Рис. 209. Тяга пресса со штифтом (поз. см. рис. 204)
Рис. 210. Запрессовка запорного кольца подшипника полуоси: 1 - полуось;
2 - подшипник 6-180306К1УС17, (dxDxB=30x72xl9 мм); 3 - запорное кольцо;
4 - труба 1 у4"; 5 - оправка (рис. 197); 6 - опора
Рис. 211. Выпрессовка запорного кольца подшипника полуоси, ВАЗ: 1 - опора; 2 - полукольца; 3 - полуось; 4 - оправка (рис. 197); 5 - запорное кольцо (рис. 198); 6 - подшипник 6-180306К1УС17 (dxDxB=30x72xl9 мм)
ОСНАСТКА
ПОДЪЕМНИК-ОПРОКИДЫВАТЕЛЬ
11. Подъемник-опрокидыватель
Подъемник-опрокидыватель предназначен для ВАЗ-2101...-2107, но может быть использован для любого автомобиля массой около 1000 кг.
Подъемник позволяет поднять автомобиль и повернуть его в любую сторону на 30°, 60°, 90° (рис. 212, а) при выполнении сварочных работ, обработки днища, снятия и установки карданного вала, редуктора заднего моста и т.д.
Подняв передок (рис. 212, б), можно заменить сцепление, рулевые тяги, отвернуть болты картера. Подняв задок автомобиля, заменяют пружины, штанги, задний мост, глушитель (рис. 212, в).
При помощи стоек подъемника и дополнительного приспособления (рис 212, г) снимают и устанавливают двигатель. Автомобиль при выполнении этих работ пе-
Рис. 212. Подъемник-опрокидыватель: а - подъем на двух стойках; б, в - подъем на одной стойке, г - снятие и установка двигателя. Узлы и детали подъемника см. на рис, 213...223
рекатывается вручную. При замене поперечины двигатель только приподнимается.
Подъемник состоит из стоек с встроенными передачами винт—гайка и опорными узлами.
Узлы и детали подъемника, их варианты приведены на рис. 213...222; нумерация на рисунках 213. .221 сквозная.
Стойка. Стоек две, отличаются они только закрепленными на них траверсами Траверсы различаются по месту расположения (передние и задние), а также по типу автомобилей —для ВАЗ-2101...-2103, -2106 и -2104, -2105.
Винт 1 (рис. 213) имеет в верхней части шестигранник, вращая который и перемещают гайку 12 с закрепленной на ней передней траверсой 7 или задней 8. Винт через опору 2 опирается на подшипник 8105 (dxDxH =25x42x11 мм). Опора 2 соединена с винтом 1 при помощи штифта 14 К гайке 12 двумя винтами 6 крепится квадратный лист 5. На оси гайки 12 прорезной гайкой 11 и шайбой 10 закрепляется пластина 4 с приваренной траверсой 7 (передней) или 8 (задней).
В пластине 4 (рис. 213, 214) имеется семь отверстий, предназначенных для фиксации пластины болтом М8 относительно квадратного листа 5 (рис. 214) и, следовательно, относительно стойки.
Рис. 213. Передача винт—гайка подъемника-опрокидывателя: 1 - винт (рис. 216); 2 - опора (рис. 216); 3 - стойка (рис. 217); 4, 5 - пластины (рис. 214); 6 - винт (2 шт., рис. 214); 7 - передняя траверса (рис. 219); 8 - задняя траверса (рис. 219); 9 - диафрагма; 10 - шайба (рис. 214); 11 - прорезная гайка (рис. 214); 12 - гайка (рис. 215); 13 - опорный лист (рис. 216); 14 - штифт (06, L42 мм); 15 - колпак (рис. 216). На рис. 214...221 даны также поз. 16. 42 (нумерация на рис. 213.. .221 сквозная)
6. Заказ N? 927.
ОСНАСТКА
113
ПОДЪЕМНИК-ОПРОКИДЫВАТЕЛЬ
Рис. 214. Сварка деталей подъемника-опрокидывателя: 4, 5 - пластины; 6 - винт(2 шт.); 7 - передняя траверса (рис. 219); 8 - задняя траверса (рис. 219); 10 - шайба; 11 - прорезная гайка; 26 - диафрагма; 27 - лист
Рис. 215. Гайка 12 подъемника-опрокидывателя
Стойка 3 (рис. 217) представляет из себя швеллер с пазом. К стойке сверху приваривается деталь 13 (см. рис. 213). В стойку вваривается диафрагма 9 (см. рис. 213, 217). В нижней части стойки к торцу приваривается основание 24 и два ребра 25 (рис. 218). Над пазом (34x52 мм, см. рис. 217,218) привариваются две детали 16, деталь 20 и четыре ребра 22. К деталям 16 предварительно привариваются бобышки 18, после чего одновременно в двух деталях 16 и 18 нарезается резьба МЮ (см. рис. 218).
Стойки при помощи четырех болтов М10-25 крепятся к швеллеру основания 19 (см. рис. 218).
Основание. Основание каждой стойки состоит из двух швеллеров 19 (см. рис. 218) и 23. На рис. 218 швеллер 23 для удобства нанесения размеров показан в перевернутом виде. К швеллеру 19 на концах приварены пластины 20, а в средней части по размерам, приведенным на рис. 218, сверлятся четыре отверстия 010,5. Они используются для крепления стойки на швеллере 19 (болты М10-25 с обычными и пружинными шайбами).
Швеллер 23 вставляется в отверстие, образованное стойкой 3 и основанием 24. К концам швеллера 23 болтами (М8-25) с гайками крепятся опоры, сваренные из деталей 20, 21 (см. рис. 217). Швеллер с опорами закрепляется при помощи болтов 17. При ослаблении болтов швеллер 23 можно перемещать относительно другого швеллера основания 19.
Рис. 216. Детали подъемника-опрокидывателя: 1 - винт;
2 - опора; 13 - опорный лист; 14 - штифт (06, L 42 мм); 15 - колпак
Траверсы. Траверсы для автомобилей ВАЗ-2101, -2102, -2103, -2106 передние 7 и задние 8 (см. рис. 213, 219) представляют из себя швеллеры № 5 различной длины.
ОСНАСТКА
ПОДЪЕМНИК-ОПРОКИДЫВАТЕЛЬ
Рис. 217. Стойка и опорный узел подъемника-опрокидывателя: 3 - стойка 9 - диафрагма; 16,20 - пластины; 17 - болт; 18 - бобышка; 19, 21, 23 - швеллеры; 22 - косынка
Рис. 219. Траверсы подъемника-опрокидывателя для ВАЗ-2101, -2103, -2106 (для ВАЗ-2102 размеры в скобках): 7,8 - траверсы; 26 - диафрагма; 27 - лист; 28 - пластина; 29 - палец
Рис. 218. Стойка и опорный узел подъемника-опрокидывателя: 3 - стойка 16 - пластина; 18 - бобышка; 19,23 - швеллеры; 24 - пластина; 25 - косынка
В траверсы вварены диафрагмы 26 (см рис. 214, 219), а к торцам приварены пластины 27 (см. рис. 214, 219) Траверсы, как отмечалось выше, привариваются к пластинам 4 (см. рис. 213, 219).
Траверсы крепятся к автомобилю после снятия бамперов с кронштейнами при помощи пластин 28 и пальцев 29 (см. рис. 219). Фиксируются пальцы 29 в траверсах болтами М8-25, которые через отверстия в траверсах вворачиваются в пальцы
Траверсы для автомобилей ВАЗ-2104, -2105, -2107 имеют несколько другую конструкцию (см. рис. 220, 221) в связи с отличием бамперов и их креплений. Если в рассмотренных случаях (ВАЗ-2101... -2103, -2106) траверсы при помощи пластин крепились непосредственно к передним и задним лонжеронам, то здесь есть смысл воспользоваться промежуточными деталями, соединяющими бамперы с лонжеронами.
Крепление траверсы (см. рис. 220) внизу справа аналогично рассмотренным. Здесь вместо пластины 28 (см. рис. 219) появляется изогнутая пластина 32 (рис. 220).
Второй вариант крепления траверсы показан на рис. 218 внизу слева Здесь не используются детали 26,27, 29 и 32, но появляется палец 35, приваренный к траверсе.
Третий вариант крепления траверс для ВАЗ-2104, -2105, -2107 показан на рис. 221. Особенность крепления в том, что не используются отверстия для крепления бампера, а у «переходной детали» («переход» от бамперов к лонжеронам) используется отверстие, предназначенное для буксировки. Для того, чтобы воспользоваться этими отверстиями, к траверсе приваривают пластины 38, к ко-
ОСНАСТКА
8*
ПОДЪЕМНИК-ОПРОКИДЫВАТЕЛЬ
1-й вариант крепления траверсы
Рис. 220. Траверсы подъемника-опрокидывателя для ВАЗ-2105, -2107 (для ВАЗ-2104 размеры в скобках): 26 - диафрагма; 27 - лист; 29 - палец; 30, 31, 33, 34 - траверсы; 32 - пластина; 35 - палец
торым в свою очередь приваривают изогнутые пластины 39 и 40. Крепление траверс производится болтами 41 и гайками 42. Гайки на болтах фиксируются шплинтами.
11.1. ПОДГОТОВКА АВТОМОБИЛЯ К ПОДЪЕМУ
Сначала снимаем аккумуляторную батарею. Бензин из бака, особенно если его более половины объема, лучше слить. Когда при повороте автомобиля на подъемнике-опрокидывателе бак оказывается вверху, бензин может оказаться в картере двигателя. Если потребуется снимать колеса, то до подъема автомобиля необходимо ослабить болты их крепления.
Из автомобиля вынимаем все, что может перемещаться при подъемах и поворотах, запираем двери. Из багажника убираем инструмент, домкрат, запасное колесо. Если предполагается снимать задний бампер, то необходимо отсоединить провода, идущие к фонарю освещения номерного знака.
Бамперы (ВАЗ-2101...-2103, -2106) снимаем с деталями их крепления к лонжеронам (4 болта S13, М8). У ВАЗ-2104, -2105, -2107 снимаем только бамперы.
У ВАЗ-2101...-2103, -2106 болтами, отвернутыми при снятии бамперов, крепим к лонжеронам пластины
Рис. 221. Траверсы подъемника-опрокидывателя для ВАЗ-2105, -2107 (для ВАЗ-2104 размеры в скобках): 36, 37 - траверсы; 38...40 - пластины; 41 - болт; 42 - гайка
(см. рис. 219). Устанавливаем стойки с траверсами и винтами 1 (см. рис. 213), перемещаем траверсы в положение, когда их можно будет соединить пальцами 29 (см. рис. 219) с пластинами 28. Пальцы фиксируются в траверсах болтами М8-25. Такими же болтами траверсы фиксируются относительно стоек (отверстия в пластине 4 и два резьбовых отверстия в квадратной пластине 5 — см. рис. 214).
11.2. ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДЪЕМА, СНЯТИЯ И УСТАНОВКИ ДВИГАТЕЛЯ
Приспособление (рис. 222) используется как дополнительное для того, чтобы приподнять двигатель (например, при замене поперечины передней подвески), снять и установить его.
Со стоек снимаем траверсы. Для этого расшплинто-вываем и отворачиваем гайку 11 (см. рис. 213), снимаем шайбу 10. Вместо траверс на стойках устанавливаем опоры поперечины — они крепятся на стойках и фиксируются так же, как и траверсы.
Опоры состоят из листа 5 (см. рис. 222), привариваемой к нему скобы 4 и трубы 3, вставляемой в отверстие скобы и свариваемой с ней. Поперечина 2 имеет две приваренных шайбы 1, половинки такой же шайбы приварены посередине поперечины. Назначение «половинок» — фиксация троса (веревки).
Так как стойки будут стоять уже не спереди и сзади автомобиля, а по бокам (см. рис. 212, г), швеллеры 23 (см. рис 217) опорных узлов стоек необходимо сдвинуть соответствующим образом.
116
ОСНАСТКА
ПОДЪЕМНИК-ОПРОКИДЫВАТЕЛЬ
265
Рис. 222. Приспособление для подъема, снятия и установки двигателя подъемником-опрокидывателем: 1 - шайба;
2, 3 - трубы; 4 - скоба; 5 - лист
11.3. ПОДГОТОВКА АВТОМОБИЛЯ К СНЯТИЮ ДВИГАТЕЛЯ
Снимаем капоте петлями (четыре болта М8, S13), отворачиваем гайки (M10xl,25; S17) подушек опор двигателя и четыре болта (M12xl,25; S19) крепления картера сцепления к двигателю.
Снимаем радиатор (предварительно слив охлаждающую жидкость), аккумуляторную батарею. Отсоединяем провода от распределителя зажигания, генератора, стартера (реле), датчиков температуры и давления, электромагнитного запорного клапана карбюратора и электровентилятора (если они есть).
Отсоединяем тягу привода дроссельных заслонок, сняв скобу крепления тяги, а также трос управления воздушной заслонкой карбюратора (два винта).
От топливного насоса отсоединяем шланг подачи топлива, от двигателя — шланги подвода и отвода охлаждающей жидкости к отопителю. Если радиатор сниматься не будет, тогда необходимо отсоединить верхний и нижний шланги бачков радиатора и снять кожух вентилятора.
Отворачиваем четыре гайки (М8, S13) приемной трубы глушителя.
Под автомобилем необходимо отсоединить гибкий вал спидометра от коробки передач (не потеряйте шайбу, конец вала оберните пленкой и завяжите шпагатом) и провод «массы» двигателя от картера сцепления (болт М8, S13).
Отцепляем оттяжную пружину от вилки выключения сцепления и снимаем шплинт с толкателя цилиндра привода выключения сцепления. Отворачиваем два болта (М8, S13) и отсоединяем цилиндр от картера сцепления.
Отворачиваем болт крепления хомута приемной трубы к кронштейну на коробке передач, ослабляем хомут
соединения приемной трубы с трубой глушителя, снимаем коробку и приемную трубу.
При подъеме двигателя один конец троса крепится за проушину, установленную на передней шпильке крепления выпускного патрубка системы охлаждения в передней части двигателя справа, а второй — за картер перед маховиком или за отверстие с левой стороны крепления картера сцепления (при снятой коробке передач центрирующую втулку лучше вынуть).
11.4. МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ПОДЪЕМНИКОМ-ОПРОКИДЫВАТЕЛЕМ
Стойки должны стоять вертикально, болты 17 (см. рис. 217) должны быть затянуты. При работе с двумя стойками (см рис. 212, а, г) подъем желательно производить вдвоем с помощником. На полках швеллеров стоек с внешней стороны лучше нанести краской риски, как показано на рис. 223: длинные через 100 мм, короткие — между длинными. Риски помогут ориентироваться в величинах подъема на каждой стойке. Максимальная разность подъема — не более 100 мм.
Во всех случаях, только приподняв автомобиль с колесами, есть смысл покачать его на подъемнике вдоль и поперек. Наибольшую опасность представляет слабый грунт и сильный порывистый ветер (более 10 м/с), если подъем осуществляется вне гаража.
Нельзя прикладывать чрезмерных усилий при вращении винтов подъемника, лучше разобраться — в чем дело. При работе с подъемником не требуется больших усилий даже при повороте автомобиля, так как ось вращения проходит вблизи его центра тяжести.
Двигатель примерно в 10 раз легче автомобиля, однако при установке стоек необходимо выполнение требований, описанных выше. Автомобиль, как отмечалось, подкатываем под приспособление («вкатываем в ворота»), под колеса ставим упоры Так как расстояние между стойками при работе с двигателем меньше, «несоответствие подъема» на разных стойках должно быть не более 50 мм; контролируем его по рискам (см. рис. 223).
После того, как двигатель поднят, автомобиль откатываем назад и двигатель опускаем Установку двигателя на автомобиль производим в обратной последовательности.
Рис. 223. Нанесение рисок на полке стойки подъемника-опрокидывателя: 1 - стойка (швеллер № 8); 2 - риски
ОСНАСТКА
117
РУЧНОЙ ПОДЪЕМНИК ГРУЗОПОДЪЕМНОСТЬЮ 2 ТС (20 КН)
12. Ручной подъемник грузоподъемностью 2 тс (20 кН)
При ТО и ремонте легковых автомобилей, как правило, используются двухстоечные электромеханические подъемники и смотровые канавы. При работе с автомобилем на канаве приходится спускаться в нее и подниматься из нее, эстакада — громоздкое сооружение, обычно находящееся вне помещения. В этих случаях не обойтись без домкрата.
Длительная практика с использованием канавы, подъемника и наружной эстакады навела на мысль создать что-то «среднее» своими силами. К тому же, двухстоечные подъемники очень дорогие. А бронзовые вкладыши основных гаек с трапецевидной резьбой Тг 44x6 изнашиваются примерно за год при работе в одну смену, что неудобно и небезопасно.
Ручной подъемник с двумя колоннами (стойками), показанный на рис. 224, устанавливается у смотровой канавы глубиной всего 0,5 м, высота подъема составляет 1 м. В нем использованы два старых редуктора «Жигулей» и две полуоси.
Основные сварные узлы подъемника — колонна 1, тележка 2, опора редуктора 3 и лапа 4.
Колонна (рис. 225...229) может быть целиком сварной, возможно использование гнутого профиля (см. рис. 227, вариант).
Основные размеры, которые необходимо обеспечить при сварке — это 160 и 120 мм (размеры роликов тележки).
Листы 20x89x1382 мм (см. рис. 227) привариваются с двух сторон швами длиной 40...60 мм с шагом 100...150 мм. Лист 12x298x1382 мм приваривается снаружи и на концах изнутри.
Приварку платиков (см. рис. 229) лучше производить, воспользовавшись опорой редуктора.
Катеты швов примерно равны толщине наиболее тонкого из свариваемых листов. При сварке толстых листов (20 мм) катет сварного шва 8...10 мм.
Тележка (рис. 230, 231) имеет неразборную конструкцию. Пальцы 10 (сталь 35) с надетыми роликами 9 привариваем к соответствующим листам. Отверстия под пальцы лучше обрабатывать, когда тележка сварена.
Сварку опоры редуктора (рис. 232) производим, закрепив детали 3 на редукторе (корпусе).
Сварку лапы (рис. 233) осуществляем швом с катетом 10 мм по всей высоте пластины 5
Сборка колонн подъемника производится через верх при снятой опоре 3 редуктора (см. рис. 225, 226). Предварительно тележка собирается с опорой 7, гайками — основной 8 и страхующей 9, винтом 10.
На винте закрепляем гайкой 6 доработанную старую полуось 5. Под винт устанавливаем подшипник и шарик (см. рис. 225).
Все трущиеся детали смазываем графитовой смазкой.
Последними на колонне закрепляются опора 3 и редуктор 15 (см. рис. 226).
Рычаг 12 крепится к фланцу ведущей шестерни редуктора болтами с гайками М8. Плечо рычага можно изменить.
Резьба бронзового вкладыша основной гайки рассчитана на длительный срок службы (при своевременной смазке срок не ограничен). Однако, с целью полной безопасности в тележки колонн установлены предохранительные стальные гайки 9 (см. рис. 225). По мере износа резьбы основной гайки 8 она будет смещаться по винту 10 вниз, уменьшая контролируемый зазор А. Исчезновение зазора А означает, что нагрузку приняла на себя предохранительная гайка 9. В этом случае необходима замена бронзового вкладыша основной гайки. Длительная работа с использованием стальной гайки приведет к износу винта.
Рис. 224. Ручной подъемник грузоподъемностью 2 тс (20 кН) с двумя колоннами (стойками)
ОСНАСТКА
РУЧНОЙ ПОДЪЕМНИК ГРУЗОПОДЪЕМНОСТЬЮ 2 ТС (20 КН)
Рис. 225. Колонна ручного подъемника, вид со стороны лап (тележка в верхнем положении. Редуктор не показан. А - контролируемый зазор. В рамках обозначения сварных узлов): 1 - колонна (2 шт.); 2 - тележка (2 шт.); 3 - опора редуктора (2 шт.); 4 - лапа (2 шт.); 5 - полуось (2 шт.); 6 - гайка (2 шт.); 7 - опора основной гайки (2 шт); 8 - основная гайка (2 шт.); 9 - страхующая гайка (2 шт.); 10 - винт (2 шт). Под винтом - подшипник 7510 (dxDxBc=50x90x23,5x19 мм) и шарик 7/8* (22, 225 мм); 11 - кольцо (2 шт.); 12 - рычаг (2 шт.); 13 - ось ручки (2 шт.); 14 - ручка (2 шт.); 15 - редуктор (2 шт); 16 - палец (2 шт.). Поз. 4 и 12. .16 см. рис. 226
ОСНАСТКА
119/;
РУЧНОЙ ПОДЪЕМНИК ГРУЗОПОДЪЕМНОСТЬЮ2ТС(20 КН)
Рис. 226. Колонна 1 ручного подъемника в сборе, вид сбоку (тележка в нижнем положении. В рамках обозначения сварных узлов). Обозначения - в подписи к рис. 225.
Рис. 227. Остов колонны 1 ручного подъемника (2 шт.).
Детали колонны показаны на рис. 227...229: лист 20x89x1382 мм (2 шт.); лист 12x160x1382 мм - 2 шт.; лист 12x298x1382 мм; платик 10x30x85 мм (4 шт.); основание 20x450x615 мм; ребро 12x100x150 мм (3 шт.)
Рис. 228. Приварка остова колонны 1 ручного подъемника к основанию и ребер (3 шт.) к остову колонны и основанию
Ж
ОСНАСТКА
РУЧНОЙ ПОДЪЕМНИК ГРУЗОПОДЪЕМНОСТЬЮ 2 ТС (20 КН)
Рис. 230. Тележка ручного подъемника в сборе (поз. 2 рис. 225) и ее детали: 1 - пластины роликов 0160 мм (2 шт.); 2 - лист 12x65x100 мм (2 шт.); 3 - лист 12x100x130 мм (2 шт.); 4 - опора ролика 0120 мм (2 шт.); 5 - пластина (2 шт.); 6 - ребро; 7 - опора рычагов; 8 - ролик 0120 мм (2 шт.); 9 - ролик 0160 мм (4 шт.); 10 - ось ролика (6 шт.)
9. Заказ № 927.
ОСНАСТКА
121
РУЧНОЙ ПОДЪЕМНИК ГРУЗОПОДЪЕМНОСТЬЮ 2 ТС (20 КН)
Рис. 231. Остов тележки ручного подъемника (поз. см.
рис. 230)
Рис. 232. Опора редуктора ручного подъемника (поз. 3 рис. 225): 1 - основание; 2 - ребро (2 шт.); 3 - стойка (2 шт.)
Рис. 233. Лапа ручного подъемника (поз. 4 рис. 225): 1 - винт (2 шт.); 2 - гайка (2 шт.); 3 - опора (2 шт.); 4 - резиновая подушка (2 шт.); 5 - пластина (2 шт.); 6 - проушина (2 шт.)
КЖ ОСНАСТКА
ПОДЪЕМНИК ДЛЯ СМОТРОВОЙ КАНАВЫ
13. Подъемник для смотровой канавы
Электромеханический подъемник промышленного производства — удобное, но сложное и дорогое сооружение, особенно для «Газелей» и УАЗов. У смотровой канавы, которая проще и доступнее — свои недостатки. Так, если при наличии соответствующего подъемника можно обойтись и без канавы, то при работах на канаве без частичного подъема автомобиля не обойтись. Когда же при ремонте переднего моста приходится видеть под ним доски, кирпичи, домкрат и т.п. — это явно небезопасно.
Проблему можно решить при помощи специального подъемника (рис. 234) с использованием съемного домкрата, перемещаемого вдоль и поперек смотровой канавы.
Домкрат 1 перемещается поперек канавы по траверсе 2. В свою очередь, траверсу 2 можно передвигать вдоль канавы. Кроме этого, траверсу можно перевернуть, что смещает зону сервиса домкрата. К примеру, подвести его под передний мост «Газели» (расстояние от пола до балок мостов: передней =190 мм, задней =380 мм).
Траверса (рис. 235) состоит из двух опор 2 и двух пластин 1. Размеры даны для смотровой канавы, представленной на рис. 234. Уголки по краю канавы 100x100x10 мм или 100x100x12 мм, ширина канавы 1000 мм. При других размерах смотровой канавы необходима корректировка размеров пластин.
Пластины 1 (см. рис. 235) привариваем к опорам 2, при этом для каждой пластины достаточно всего два шва снаружи (один шов на рис. 235 обозначен односторонней стрелкой).
Рис. 234. Подъемник для смотровой канавы: 1 - домкрат;
2 - траверса
Домкрат (рис. 236) обеспечивает высоту подъема 370 мм (у гидравлических домкратов грузоподъемностью 5 и 12 тс — всего 165 мм), что более чем достаточно при работе с любыми автомобилями. Гайка 2 имеет канавку, куда вставляются и привариваются две пластины 6. Длина двухсторонних швов по хорде не более 60 мм. Верхняя часть домкрата имеет опору 3, которая опирается на винт 7 через шарик 4 (021,4 мм, от старого ШРУСа ВАЗ). Перед закреплением опоры 3 на винте 2 тремя болтами 5 (М6-16) смазываем шарик. Болты 5 заворачиваем так, чтобы опора 3 могла вращаться на винте. Резьбовые отверстия (4 отв. М8) в пластинах 6 предназначены для болтов, предотвращающих вращение гайки.
Рис. 235. Траверса подъемника для смотровой канавы: 1 - пластина (2 шт.); 2 - опора (2 шт.)
9*
ОСНАСТКА
123
ПОДЪЕМНИК ДЛЯ СМОТРОВОЙ КАНАВЫ
Рис. 236. Домкрат подъемника для смотровой канавы: 1 - рычаг; 2 - гайка; 3 - опора; 4 - шарик (021,4 мм); 5 - болт М6-16; 6 - пластина (2 шт); 7 - винт
124
ОСНАСТКА
СТЕНДЫ ДЛЯ ДВИГАТЕЛЕЙ, КОРОБОК ПЕРЕДАЧ ВЕДУЩИХ МОСТОВ, ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ
14. Стенды для двигателей, коробок передач, ведущих мостов, головок блоков цилиндров
При разборке и сборке двигателем, коробок передач, мостов их приходится постоянно поворачивать. Выполнение этих операций с тяжелыми узлами на верстаке не только неудобно, но и небезопасно. Все проблемы решаются при использовании специальных стендов.
14.1. УНИВЕРСАЛЬНЫЙ СТЕНД
Этот стенд (рис. 237) при оснащении его дополнительным оборудованием может быть использован при разборке, сборке и регулировках двигателей, коробок и задних мостов всех отечественных легковых автомобилей и иномарок. Его можно перемещать по мастерской
(гаражу), а это позволяет более рационально использовать производственные площади.
Что же касается более легких головок блоков цилиндров из алюминиевых сплавов, ремонт их достаточно сложен и здесь также желательно использование стенда.
Основание стенда 1 и стойки 2 изготавливаются из швеллера № 10. При сварке стенда необходимо выдержать размер 755_5 мм.
При установке на стенде двигателей (блоков цилиндров) используются опоры 4 или специальные траверсы (см. ниже). КП крепятся на траверсах, устанавливаемых на стенд. Для крепления мостов используются специальные детали.
Рис. 237. Универсальный стенд: 1 - основание; 2 - стойка (2 шт.); 3 - подшипник (2 шт.); 4 - опора двигателя (см. рис. 238. 2 шт.); 5 - болт (4 шт.); 6 - палец-фиксатор (2 шт.); 7 - накладка (2 шт.)
ОСНАСТКА
125
СТЕНДЫ ДЛЯ ДВИГАТЕЛЕЙ, КОРОБОК ПЕРЕДАЧ, ВЕДУЩИХ МОСТОВ, ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ
14.1.1. ОПОРЫ ДЛЯ ДВИГАТЕЛЕЙ ВАЗ
Двигатели (блоки цилиндров) устанавливаются на стенд (см. рис. 237) при помощи опор (рис. 238), которые крепятся к блоку четырьмя гайками М8. У «Жигулей» это места
крепления кронштейнов левой и правой опор двигателя. На стенд при помощи опор можно устанавливать двигатели (блоки цилиндров) автомобилей ВАЗ и многих иномарок.
Детали опор—диск 4 (см. рис. 238) и цапфа 5 — используются для всех траверс.
Рис. 238. Опора двигателя для универсального стенда (поз. 4. рис. 237, 2 шт.): 1 - фланец; 2 - пластина; 3 - ребро (2 шт.); 4 - диск; 5 - цапфа
Рис. 239. Траверса блоков цилиндров, «Москвич», «Волга»: 1 - цапфа (рис. 238. 2 шт.); 2 - диск (рис. 238, 2 шт.); 3 - пластина;
4 - ребро (2 шт.); 5 - плита. Траверса показана в положении установки на блок
126
ОСНАСТКА
СТЕНДЫ ДЛЯ ДВИГАТЕЛЕЙ, КОРОБОК ПЕРЕДАЧ, ВЕДУЩИХ МОСТОВ ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ
14.1.2. ТРАВЕРСА ДЛЯ БЛОКОВ ЦИЛИНДРОВ, «МОСКВИЧ», «ВОЛГА»
При ремонте двигателей УЗАМ-331.10 и ЗМЗ-402 для установки их на стенд (см. рис. 237) используется траверса, показанная на рис. 239. Крепление блоков к траверсе осуществляется при помощи шпилек, предназначенных для крепления головок, втулок (рис. 240, 241) и штатных гаек.
На рис. 239 траверса показана в положении, в котором она устанавливается на блоки для закрепления. После закрепления траверса с блоком устанавливается на стенд
14.1.3. ТРАВЕРСА ДЛЯ КОРОБОК ПЕРЕДАЧ
ВАЗ-2108...-2110
Траверса (рис. 242) представляет собой поперечину 3 с приваренными цапфами 1 и дисками 2. Пластины 5 и 7 по форме одинаковы, но с различной ориентацией ступенчатых отверстий (014 и 018 мм). На рис. 242 показана левая пластина 5, форму отверстия см. на сечении А-А. Здесь же показано отверстие в правой пластине 7. К левой пластине приваривается болте размерами А=75 мм, Б=67 мм. Обратите внимание на расположение второго
Рис. 240. Втулка для крепления блока на траверсе стенда, «Москвич» (10 шт.)
95 (5 шт.)
Рис. 241. Втулки для крепления блока на траверсе стенда, «Волга» (5+5 шт.)
Рис. 242. Траверса для коробок передач, ВАЗ-2108...-2110: 1 - универсальный стенд; 2 - цапфа (рис. 238,2 шт.); 3 - диск (рис. 238,
2 шт.); 4 - траверса; 5 - левая пластина; 6 - болт (3 шт.); 7 - правая пластина; 8 - гайка шпильки КП; 9 - гайка болта 6 (3 шт.)
ОСНАСТКА
127
СТЕНДЫ ДЛЯ ДВИГАТЕЛЕЙ, КОРОБОК ПЕРЕДАЧ, ВЕДУЩИХ МОСТОВ, ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ
ступенчатого отверстия. К правой пластине привариваются два болта с размерами А=75 мм, Б=67 мм и А=95 мм, Б=87 мм. Здесь обратите внимание, в какое отверстие и как устанавливается длинный болт.
Детали 2 и 3 привариваем к детали 4. Пластины 5 и 7 крепим к КП при помощи гаек для болтов пластин и гайки для шпильки картера коробки. КП с закрепленными пластинами устанавливаем на траверсу, закрепленную на стенде, и прихватываем сваркой пластины к траверсе. После снятия КП с траверсы производим окончательную обварку.
14.1.4. УНИВЕРСАЛЬНАЯ ТРАВЕРСА ДЛЯ КОРОБОК ПЕРЕДАЧ
Универсальная траверса, применимая практически для всех КП легковых автомобилей, состоит из собственно траверсы (рис. 243) с приваренными деталями 2...6 (рис. 244) и поворотного стола (рис. 245).
КП можно установить на поворотный стол, закрепить прижимами 3 с винтами 4 и далее поворотный стол с КП установить и закрепить винтами 6 на траверсе.
На траверсе (см. рис. 244) без поворотного стола можно устанавливать КП переднеприводных автомобилей ВАЗ. Для этого служат приваренные бобышки 3, болты крепления КП (см. рис. 244) и гайка для шпильки картера КП (рис. 242). Прихватку бобышек 3 (см. рис. 244) к опорной плите траверсы 6 (2 шт.) и к листу 4 (1 шт.) лучше произвести после установки КП.
Рис 243. Траверса с цапфами и дисками: 1 - цапфа (рис. 238, 2 шт.); 2 - диск (рис. 238, 2 шт.); 3 - пластина 10x80x710 мм
14.1.5. ОСНАСТКА К СТЕНДУ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАДНИХ МОСТОВ, «ВОЛГА», УАЗ
При ремонте задних мостов дело сводится к замене подшипников полуосей и подшипников редуктора, замене шестерен и регулировкам преднатяга подшипников и зацепления шестерен. Если задний мост как у «Жигулей», то проблем с его снятием нет — редуктор извлекаем из моста и работаем с ним на верстаке.
Другое дело, когда редуктор представляет собой одно целое с мостом («Волга» ГАЗ-3110 и др.) — работать приходится под автомобилем.
Еще труднее с разъемными мостами (ГАЗ, УАЗ). Разъединять их при регулировках приходится несколько раз. Их картер и крышка довольно тяжелые, как и дифференциал в сборе, который может выпасть из них.
Деталь Размеры, мм Кол-во
1 А=80 Б=60 2 шт.
2 А=100 Б=80 1 шт.
Рис. 244. Универсальная траверса для коробок передач: 1 - траверса; 2 - палец; 3 - бобышка (3 шт.); 4 - лист с отверстием; 5 - лист (10x80x205 мм); 6 - опорная плита траверсы; 7 - болт для крепления КП переднеприводных автомобилей ВАЗ
^ОСНАСТКА
СТЕНДЫ ДЛЯ ДВИГАТЕЛЕЙ, КОРОБОК ПЕРЕДАЧ, ВЕДУЩИХ МОСТОВ, ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ
Рис. 245. Поворотный стол: 1 - опора; 2 - стойка (4 шт.); 3 - прижим (4 шт.); 4,6 - винты (8 шт. и 2 шт.); 5 - гайка стопора (2 шт.); 7 - винт М4-8 (16 шт.); 8 - пластина (8 шт.); 9 - ребро (2 шт.)
Заменять подшипники, зубчатую пару, подбирать регулировочные и распорные кольца, регулировать зацепление значительно удобнее и безопаснее, когда мост закреплен на стенде (см. рис. 237).
Крепление на стенде неразъемного моста показано на рис. 246,а. У подшипников 3 (см. рис. 237) снимаем крышки и вместо них болтами 5 крепим основания 4 (см. рис. 246). К основаниям 4 болтами 5 (S22, М16-45) крепятся зажимы 3. В два зажима 3 при снятых крышках устанавливаем мост и закрепляем его при помощи крышек зажимов и болтов 6 (S22; М16-90).
На стенде мост для удобства проведения работ можно повернуть в любое положение. Особенно облегчается работа с коробкой дифференциала. Ведь при ремонте неразъемного моста, когда редуктор не снимается,
на смотровой канаве или эстакаде этот довольно тяжелый узел может упасть на ноги.
Кроме этого, при обычном положении моста при ослаблении болтов крышек подшипников дифференциала (для регулировки бокового зазора в зацеплении и преднатяга подшипников) изменяется боковой зазор после затягивания болтов, что значительно усложняет регулировку.
При работе же на стенде дифференциал устанавливается не сбоку, а сверху и боковой зазор в зацеплении при затягивании болтов крышек подшипников не изменяется.
При работе с разъемными мостами, например с мостами УАЗов, закрепляем их на стенде, как показано на рис. 246, а (работаем со ступицами колес, ведущей шестерней). При сборке удобно закрепить половину моста (картер главной передачи) так, как показано на рис. 246, б.
ОСНАСТКА
129
СТЕНДЫ ДЛЯ ДВИГАТЕЛЕЙ, КОРОБОК ПЕРЕДАЧ, ВЕДУЩИХ МОСТОВ. ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ
Рис. 246. Дополнительная оснастка к универсальному стенду (рис. 237) для ремонта неразъемных (а) и разъемных (б) ведущих мостов, «Волга», УАЗ: 1 - стенд; 2 - мост; 3 - зажим; 4 - основание; 5,6 - болты (S22, М16-45,4 шт. и S22, М16-90, 4 шт.)
В картер вставляем дифференциал в сборе и сверху устанавливаем вторую половину моста (крышку картера).
Детали, используемые для крепления мостов на универсальном стенде (рис. 237) в положениях, представленных на рис. 246 одни и те же, только собираются различным образом.
Так как для крепления половины разъемного моста (см. рис. 246, б) используется только одна стойка стенда, две детали крепления моста можно упростить; в одном основании 4 не делать выемку (R40), а в крышке зажима 3 не выполнять два резьбовых отверстия под болты 5 (S22; М16-45).
14.1.6. ОСНАСТКА К СТЕНДУ
ДЛЯ ЗАКРЕПЛЕНИЯ КОРОБОК ПЕРЕДАЧ И РАЗДАТОЧНЫХ КОРОБОК, УАЗ
При ремонте КП и раздаточных коробок (РК) УАЗов возникают трудности в связи с тем, что картеры узлов — чугунные и соединены между собой при помощи стального листа толщиной 6 мм. Узел достаточно тяжелый.
Ремонт узла облегчается, если его закрепить на траверсе (рис. 247). Отверстия в траверсе 7 позволяют крепить узел как показано на рисунке или с поворотом на 90°.
1ЙФ1 ОСНАСТКА
СТЕНДЫ ДЛЯ ДВИГАТЕЛЕЙ, КОРОБОК ПЕРЕДАЧ, ВЕДУЩИХ МОСТОВ ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ
Рис. 247. Стенд для ремонта коробок передач и раздаточных коробок, УАЗ: 1 - стенд (рис. 237); 2 - диск (рис. 237);
3 - цапфа (рис. 237); 4 - коробка передач в сборе с раздаточной коробкой; 5, 6 - листы; 7 - траверса; 8 - болт; 9 - гайка
14.2. СТЕНД ДЛЯ ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ
Стенд предназначен для ТО и ремонта головок блоков цилиндров отечественных легковых автомобилей.
Для крепления на стенде всех головок, кроме головки «Москвича», используются шпильки впускной трубы и выпускного коллектора. Для крепления головки «Москвича» используют только шпильки впускной трубы.
Стенд (рис. 248) состоит из трех узлов: основания, поворотной части и ползуна с планкой (последние на рисунке не показаны). Основание стенда включает в себя детали 1.. .3.
Поворотную часть стенда (детали 4...8) цапфами 4 устанавливаем в пазы стоек 2. Фиксацию поворотной части в требуемом положении осуществляем стопорными винтами 3.
Основная и наиболее сложная деталь поворотной части — несущая пластина 6. На рис. 249 для того, чтобы не
Рис. 248. Стенд для обслуживания и ремонта головок блоков цилиндров: 1 - основание; 2 - стойка (2 шт.); 3 - стопорный винт (2 шт.); 4 - цапфа (2 шт.); 5 - пластина (2 шт.); 6 - несущая пластина; 7 - опора направляющей (2 шт.); 8 - направляющая
ОСНАСТКА
131
СТЕНДЫ ДЛЯ ДВИГАТЕЛЕЙ, КОРОБОК ПЕРЕДАЧ, ВЕДУЩИХ МОСТОВ, ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ
Рис. 249. Разметка отверстий и пазов в несущей пластине
Рис. 250. Гайки для крепления головок блоков цилиндров на стенде: а - ВАЗ (8 шт.); б - «Москвич» (8 шт.); в - «Волга» (6 шт.). Размеры под ключ - S17 или S19
запутаться в отверстиях и пазах, показана их разметка отдельно для каждой из четырех головок блоков цилиндров.
Сваривая поворотную часть, обратите внимание на расположение несущей пластины 6 (см. рис. 248). Проще всего ориентироваться по пазу шириной 60 мм (см. раз-метку на рис. 249) для «Москвича». Сторона несущей пластины, показанная на рис 249, на рис. 248 невидима.
Для крепления головок к несущей пластине используются гайки (рис. 250). Для того чтобы быстро находить «свои» отверстия в несущей пластине для каждой головки, у центральных отверстий лучше выбить или нанести буквы. Например, если устанавливается головка «Самары», то центральной шпилькой вы попадаете в отверстие с буквой «С», «М» — «Москвич», «В» — «Волга» и т.д.
14 2 1 РАССУХАРИВАНИЕ КЛАПАНОВ
Ползун со штангой (рис. 251, см. с. 133) предназначен для рассухаривания клапанов или для извлечения сухарей и снятия клапанных пружин. Ползун 3 перемещается по направляющей 1. В ползуне может перемещаться штанга 4. Фиксация штанги в ползуне осуществляется стопорным винтом 5. На конце штанги установлена поворотная гайка 10 с винтом 6. Поворотная гайка крепится на штанге 4 при помощи деталей 7 и 9. Стопорение поворотной гайки в нужном положении осуществляется винтом 8. Перемещением ползуна 3 по направляющей 1 штанги 4 в ползуне и поворотом гайки 10 винт 6 устанавливаем соосно с соответствующим клапаном. Сжатие пружин клапана и освобождение сухарей осуществляем винтом 6 через рассухариватель 11. Клапан при необходимости придерживаем рукой.
Штанги (см. рис. 251) изготавливаем две — длиной 300 и 405 мм. Длинная штанга используется только для рассухаривания выпускных клапанов головки блока цилиндров двигателя УЗАМ Во всех остальных случаях более удобно работать с короткой штангой.
Обычно при рассухаривании клапанов опорные тарелки пружин отделяются от сухарей, как отмечалось выше, при удержании клапана рукой. Но известны и случаи, когда сухари «приваривались» к тарелкам. При рассухаривании клапанов на стенде в таких случаях сжимают пружины клапана и, подложив под клапан ветошь, наносят резкий удар через проставку из мягкого металла по центру тарелки.
14.2.2. КОНТРОЛЬ ЗАЗОРОВ
В СОЕДИНЕНИИ ВТУЛКА—КЛАПАН
Зазор А в соединении втулка—клапан (рис. 252, а) замерить непросредственно сложно. А вот косвенно, замерив перемещение тарелки клапана Dm, — значительно проще (рис. 252, б). Расчет взаимосвязи зазора D и пере-
Рис. 252. Зазор Д между стержнем клапана и втулкой (а) и контроль зазора по перемещению Dm тарелки клапана (б)
132
ОСНАСТКА
СТЕНДЫ ДЛЯ ДВИГАТЕЛЕЙ, КОРОБОК ПЕРЕДАЧ, ВЕДУЩИХ МОСТОВ, ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ
Рис. 251. Дополнительное устройство для стенда головок блоков цилиндров: 1 - направляющая; 2 - пластина (приварена к ползуну); 3 - ползун; 4 - штанга; 5, 8 - стопорные винты; 6 - винт рассухаривателя; 7 - гайка; 9 - ось поворотной гайки; 10 - поворотная гайка; 11 - рассухариватель
Рис. 253. Проверка зазора между стержнем клапана и втулкой: 1 - стенд головок блоков цилиндров (рис. 248, 251); 2 - головка блока; 3 - крепление индикатора (рис. 254); 4 - индикатор; 5 - горизонтальная штанга; 6 - соединение штанг (рис. 255); 7 - вертикальная штанга со скобой (рис. 256)
ОСНАСТКА
Ж
СТЕНДЫ ДЛЯ ДВИГАТЕЛЕЙ, КОРОБОК ПЕРЕДАЧ, ВЕДУЩИХ МОСТОВ, ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ
Рис. 254. Крепление индикатора: 1 - горизонтальная штанга;
2 - шпилька; 3 - гайка; 4 - держатель; 5 - болт Мб; 6 - индикатор
Рис. 255. Соединение штанг приспособления: 1 - зажим штанг; 2 - гайка (рис. 254); 3 - шпилька (рис. 254); 4 - штанги (рис. 253)
мещения Dm (из среднего положения клапана в крайнее) даст зависимость Дт/Д«2,1. Полное перемещение из одного крайнего положения до другого составит 2Дт.
При предельно допустимом зазоре Д, равном 0,15 мм, перемещения в соединениях втулка—клапан должны быть в пределах(2Дт): автомобили ВАЗ 0,022...0,055 мм, «Москвич-21412» 0,021...0,053 мм, «Волга» 0,050...097 мм.
Измерить зазоры (2Дт) на стенде для головок блоков цилиндров можно, воспользовавшись приспособлением (рис. 253). Его отдельные узлы показаны на рис. 254...256.
Если изготовить основание, показанное на рис. 257, то детали приспособления можно использовать отдельно от стенда как стойку индикатора.
Рис. 256. Вертикальная штанга приспособления со скобой:
1 - винт; 2 - скоба; 3 - штанга
Рис. 257. Основание стойки индикатора
ОСНАСТКА
Приложения
I. Изготовление инструмента и оснастки
При рассмотрении конструкции инструментов, приспособлений и оснастки, как правило, сообщались основные технологические сведения, однако следует обратить внимание еще на ряд моментов.
Желательно, чтобы изготовитель знал назначение инструмента или приспособления — ведь вам нужно получить не отдельные детали «россыпью», а работающее приспособление.
Особой точности, как правило, при изготовлении деталей приспособлений не требуется, важно обеспечение требуемого сопряжения соединяемых деталей или посадки. Например, не столь важно, какие размеры у деталей, а существенно, чтобы посадка была с натягом.
Часто на приведенных чертежах можно встретить одинаковые размеры соединяемых деталей, например, у вала и отверстия (размер 020). Отклонения при изготовлении, как правило, предусматриваются «в тело», т.е. фактический диаметр отверстия должен быть больше, а вала — меньше. Если же детали изготовят так, что вал не вставить в отверстие и потребуется подгонка, это вполне допустимо при индивидуальном производстве.
Шероховатость (чистота) поверхностей деталей. Величина шероховатости поверхностей деталей регламентируется только одним параметром Ra (Ra — среднее арифметическое отклонение профиля — микрогеометрия). Для ручного инструмента шероховатость поверхностей Ra обычно не менее 6,3 мкм. Как правило, при точении и шлифовании Ra значительно ниже. Для примера рассмотрим любой подшипник ведущего моста или коробки передач. Здесь значения Ra такие: торец колец — 2,5 мкм, внутренняя поверхность внутреннего кольца — 1,25 мкм, наружная поверхность наружного кольца — 0,63 мкм, дорожки качения, ролики, шарики (по сути дела зеркальные поверхности) — 0,32 мкм.
Материалы. Чаще всего для изготовления инструментов и приспособлений используют стали. Самые дешевые стали — углеродистые общего назначения (ГОСТ 380-94), наиболее распространенная марка Ст. 3. (Ст — сталь, 3 — условный номер). Стали болеедорогие — конструкционные углеродистые качественные (ГОСТ 1050-88). Например, сталь 45 (45 — содержание углерода в сотых долях процента, здесь —
0,45%). Далее идут легированные конструкционные стали (ГОСТ 4543-71), их свойства улучшены легирующими элементами, например, хромом, никелем, ванадием и т.д.
Непрофессиональный (гаражный, сравнительно редко используемый) инструмент изготавливают из стали 45. Этот инструмент дешевле, но имеет и недостаток—он не пригоден для интенсивного использования в условиях автосервиса. В последнем случае применяется профессиональный инструмент, изготовленный из легированных термообработанных сталей. Как показывает практика, в условиях автосервиса дорогой инструмент, в конечном счете, обходится дешевле.
Термообработка. Как уже говорилось, свойства сталей можно значительно улучшить соответствующей термообработкой.
Поручать эту операцию следует только опытному специалисту, который сможет обеспечить оптимальное сочетание механических характеристик.
Термическое упрочнение обычно состоит из закалки и последующего отпуска. При закалке (нагрев до 900...1000 °C и быстрое охлаждение) получают структуру металла наивысшей твердости, а при последующем отпуске понижают твердость и повышают пластичность.
В зависимости от температурного интервала принято различать три вида отпуска: низкий (120...250 °C), средний (350...450 °C) и высокий (500...680 °C). Продолжительность низкого отпуска обычно 0,5...2 ч (при 120 °C до 10...15 ч), среднего и высокого 1...2 ч.
При изготовлении профессионального инструмента чаще всего используют легированные стали и проводят комплексную термическую обработку, состоящую из закалки и высокого отпуска, называемую улучшением.
Сварка. Этот процесс также следует поручать опытному специалисту. После сварки изделие нельзя быстро охлаждать — швы покроются сетью мелких трещин. Рамы чаще всего сваривают из листа, швеллеров, уголка и т.д., материал Ст. 3. Катет шва обычно равен толщине более тонкой детали.
Всю оснастку, связанную с подъемом автомобиля и его узлов, обязательно испытывают. Обращайте внимание на это при всех случаях подъема тяжести.
ПРИЛОЖЕНИЯ
*31
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ
II. Техника безопасности при ремонте
Помещение, где проводятся ремонтные работы, должно хорошо проветриваться, дверь — легко открываться как изнутри, так и снаружи. Проход к двери всегда держите свободным.
Топливосмазочные и легковоспламеняющиеся вещества храните в небьющейся таре на полу или на полках с отбортовками. Если бензин или растворитель разлился, не включайте и не выключайте освещение во избежание воспламенения их паров от искры между контактами выключателя (электродвигатели и нагревательные приборы отключите немедленно); проветрите помещение. Разлитое масло засыпьте песком или опилками. Промасленную ветошь храните отдельно, желательно в металлическом ящике — существует опасность возгорания! Для освещения помещения по возможности используйте атмосфероизолированные (герметичные) светильники, люминесцентные лампы. Желательно также иметь сеть низкого напряжения (до 36 В) для работ на улице и на неизолированном полу, в смотровой канаве и т.п.
Сварочные баллоны используйте только со штатными редукторами. Категорически запрещается смазывать вентиль кислородного баллона или подносить к нему промасленную ветошь — это может вызвать взрыв.
При работе с газосваркой необходимы очки с темными стеклами. Для электросварки нужна маска со специальным светофильтром. Очки с прозрачными стеклами или маска обязательны при работе с отрезной машинкой («болгаркой»), электроточилом, желательны при сверлении и слесарных работах.
На время сварочных работ запаситесь огнетушителем (лучше углекислотным), его желательно иметь в гараже. Перед электросваркой отключите все электронные блоки управления от бортовой сети автомобиля, а «массовый» контакт сварочного провода располагайте как можно ближе к месту сварки. Проследите за тем, чтобы ток не проходил через подвижные (подшипники, шаровые опоры) или резьбовые соединения — они могут быть повреждены.
При ремонте цепей электрооборудования или опасности их повреждения (сварка, рихтовка вблизи жгутов проводов) отсоединяйте клемму «минусового» провода от аккумуляторной батареи.
Не открывайте пробки радиатора, расширительного бачка на горячем двигателе — возможны ожоги. На работающем двигателе (а также при включенном зажигании) не отсоединяйте провода и приборы системы зажигания — возможно поражение электрическим током.
Берегите пальцы от работающих механизмов и их приводов. лопастей электровентилятора системы охлаждения двигателя (все работы с ним производите только при обесточенной цепи его питания). При работах вблизи алюминиевого радиатора соблюдайте осторожность — его пластины очень острые. Желательно работать в кожаных перчатках, либо прикрыть радиатор куском картона или фанеры.
При работе в моторном отсеке термические ожоги можно получить от неостывших радиатора, термостата, головки блока цилиндров, выпускного коллектора, приемной трубы, выплеснувшейся охлаждающей жидкости (или струи пара).
Не применяйте неисправный инструмент: рожковые ключи с «раскрывшимся» зевом или смятыми губками, отвертки со скругленным или скрученным жалом, пассатижи с незакрепленными пластмассовыми ручками, молотки с плохо насаженными бойками и т.п. Для защиты рук от порезов и ушибов во время «силовых» операций надевайте перчатки
(лучше кожаные). Предпочтительней тянуть ключ на себя, чем нажимать на него — так меньше риск получить травму.
Находясь под автомобилем и работая с инструментальными головками, необходимо помнить, что головка после окончания операции завинчивания может остаться на гайке, болте и неожиданно упасть.
Для подъема автомобиля по возможности пользуйтесь ромбическими или гидравлическими домкратами взамен штатного — они более устойчивы и надежны. Поднимая или опуская автомобиль (на домкрате или подъемнике), никогда не находитесь под ним. Предварительно убедитесь, что соответствующие силовые элементы кузова (усилители пола, пороги) достаточно прочны. Используйте для подъема автомобиля только указанные заводом-изготовителем места опоры. Запрещается вывешивать автомобиль на двух или более домкратах. Запрещается нагружать или разгружать автомобиль, стоящий на домкрате (садиться в него, снимать или устанавливать двигатель, пружины подвески и т.п.), если под ним находятся люди. При ремонте автомобиля со снятым двигателем (силовым агрегатом) учитывайте, что разве-совка по осям изменилась: при вывешивании на домкрате такой автомобиль может неожиданно сместиться. Работайте только на ровной нескользкой площадке, под невывешенные колеса подкладывайте упоры. Если автомобиль вывешен на подъемнике-опрокидывателе вне гаража, необходимо учитывать силу ветра.
При работе двигателя выделяется ядовитый оксид углерода (угарный газ), не имеющий цвета и запаха. Отравиться им можно даже в открытом гараже, поэтому перед пуском двигателя обеспечьте принудительную вытяжку отработавших газов за пределы гаража. При ее отсутствии пускать двигатель следует на короткое время, надев на выпускную трубу отрезок шланга — при этом система выпуска и ее соединение со шлангом должны быть герметичны!
Лучше всего, если пол гаража имеет небольшой уклон и автомобиль из гаража просто выкатывается, а потом уже пускается двигатель.
Отработанные моторное и трансмиссионное масла содержат канцерогенные соединения. Замасленные руки вытрите ветошью, затем протрите специальным средством для чистки рук (или подсолнечным маслом) и вымойте теплой водой с мылом. Нельзя мыть промасленные руки горячей водой — вредные вещества легко проникают через кожу! Облитые бензином руки вытрите чистой ветошью и вымойте с мылом.
Охлаждающая и тормозная жидкости при попадании внутрь организма могут вызвать отравление. Если это случилось, нужно немедленно вызвать рвоту, промыть желудок, при тяжелом отравлении принять солевое слабительное, обратиться к врачу. При попадании этих жидкостей на руки необходимо смыть их большим количеством воды.
Попавший на кожу электролит вызывает жжение, покрас нение. Смойте его большим количеством холодной воды (нельзя смывать его мылом!), затем промойте руки раствором питьевой соды или нашатырного спирта. Помните, что серная кислота даже в малых концентрациях разрушает органические волокна — берегите одежду! При работе с аккумуляторной батареей (электролит почти всегда присутствует и на ее поверхности) надевайте очки, защитную одежду и резиновые перчатки.
Бензин, масла, резинотехнические изделия, пластмассы и тормозная жидкость, свинцовые аккумуляторы крайне медленно перерабатываются в природе. Берегите окружающую среду, берегите свое здоровье!
ПРИЛОЖЕНИЯ