/






Author: Бруштейн Б.Е. Дементьев В.И.
Tags: металлургия металлы токарные станки токарное дело
Year: 1948




Text
УЧЕБНИКИ ДЛЯ Ф.З.О.
Б.Е.БРУШТЕЙН и В.И.ДЕМЕНТЬЕВ
основы
ТОКАРНОГО ДЕЛА
МАШГИ 3 4948
МИНИСТЕРСТВО ТРУДОВЫХ РЕЗЕРВОВ СОЮЗА ССР
Доц. Б. Е. БРУШТЕЙН и доц. В. И. ДЕМЕНТЬЕВ
основы
ТОКАРНОГО ДЕЛА
(ДЛЯ ТОКАРЕЙ ПО МЕТАЛЛУ
НА ОПЕРАЦИОННЫХ РАБОТАХ)
Одобрено
Ученым советом профтехнического образования
Министерства трудовых резервов СССР
в качестве учебника для школ ФЗО
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1948
Scan AAW
Книга написана в соответствии с учебным пла-
ном и программой, утвержденными Министерством
трудовых резервов СССР, и является учебником
для подготовки в школах фабрично-заводского
обучения токарей по металлу (на операционных
работах).
Рецензент инж. А. С. Колманом
Редактор М. Я. Билинский
Главная редакция
по истории техники, экономике и организации производства
Главный редактор С. Я. АНДЕЛЬМАН
ПРЕДИСЛОВИЕ
Настоящий учебник составлен в соответствии с учебным пла-
ном и программой, установленными Министерством трудовых
резервов для подготовки в школах фабрично-заводского обучения
токарей по металлу (на операционных работах). Объём материала
в целом и его распределение по темам отвечает количеству часов,
отводимых программой на классные занятия, когда, собственно,
учебник и используется по прямому назначению.
Однако весьма небольшая длительность этих занятий — об-
стоятельство, поставившее авторов перед некоторыми трудностя-
ми. Задача состояла в том, чтобы при всей сжатости изложения
дать по каждой теме вполне достаточные сведения, притом полно-
стью согласованные с элементами производственного обучения.
Кроме того, требовалось все сведения давать в наиболее нагляд-
ной и доступной учащемуся форме, излагать их популярно, но
без нарочитого упрощения.
Авторы полагают, что они подошли близко к решению обеих
задач, однако окончательное слово остается за мастерами-препо-
давателями школ ФЗО. Чрезвычайно желательно, чтобы мастера
использовали учебник в качестве активного средства обу-
чения, а не видели в нём лишь необязательное книжное пособие,
к которому можно прибегать только при надобности — от случая
к случаю. Только при этом условии учащиеся наряду с производ-
ственными навыками токаря приобретут и элементарные теорети-
ческие познания, совершенно необходимые для их дальнейшего
роста. Работая над книгой, авторы стремились к тому, чтобы
мастера находили в ней материал для подготовки к каждому ввод-
ному занятию, а учащиеся с помощью этого материала прочно за-
крепляли свои знания.
Нет необходимости подробно останавливаться на содержании
и построении книги, поскольку они в общем отвечают установлен-
1* 3
ной программе обучения. Следует лишь указать, что авторы уде-
лили весьма значительное место вопросам технологии обработки
на токарном станке — предмету, который по существу является
центральным во всём учебном комплексе для токаря. Попутно
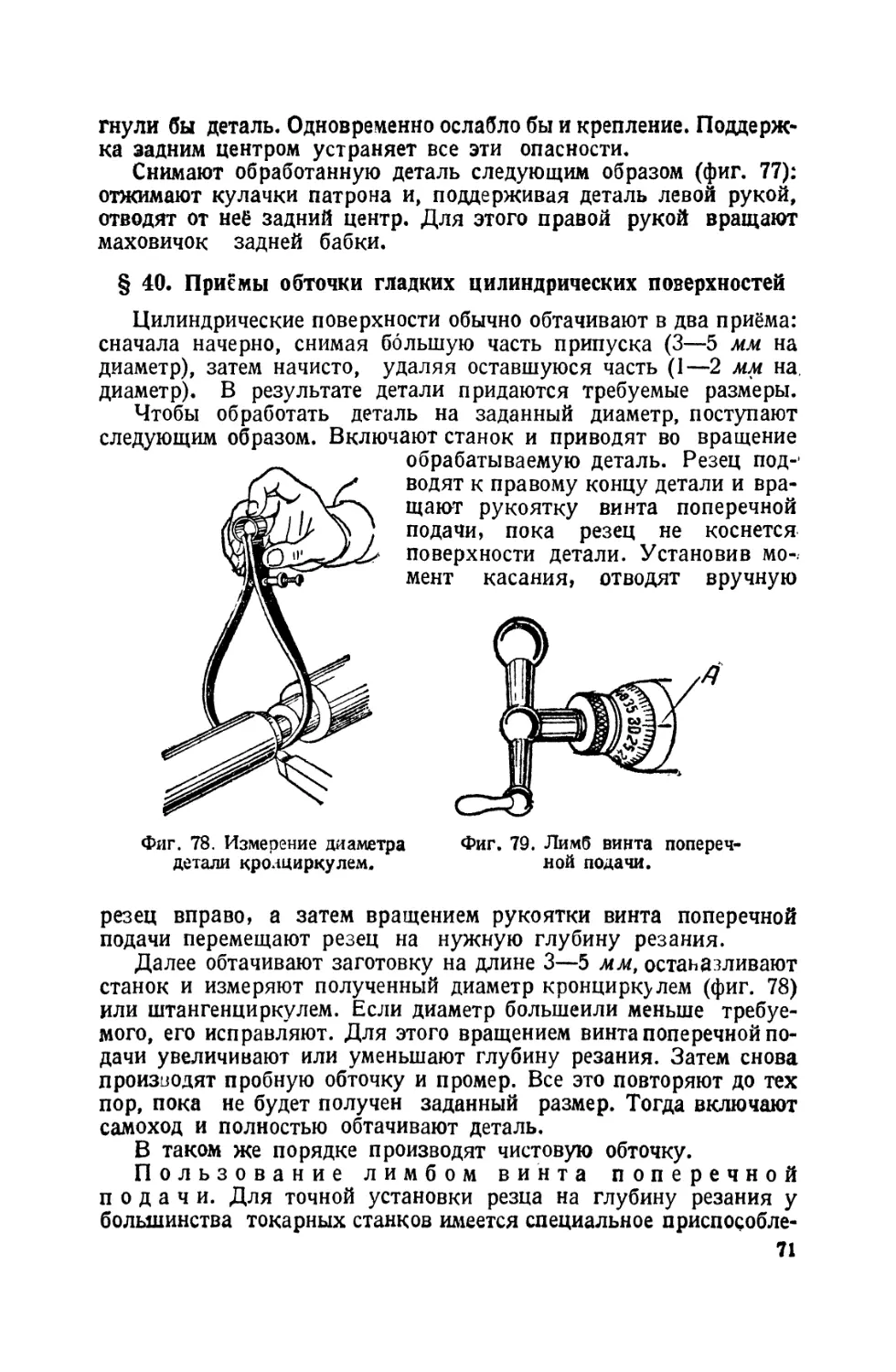
заметим, что в некоторых других книгах для подготовки токарей
в школах ФЗО как раз вопросы технологии менее всего освещены.
Авторы сочли также возможным не включать в учебник сведений
о металлах и их свойствах, имея в виду, что в ближайшее время
будет выпущен общий учебник по материаловедению для школ
ФЗО, готовящих рабочих по холодной обработке металлов.
ВВЕДЕНИЕ
Весь советский народ развернул социалистическое соревнова-
ние за выполнение послевоенной Сталинской пятилетки в четыре
года. Необходимо не только восстановить всё то, что было разру-
шено во время войны врагом, но и развивать дальше все отрасли
нашего народного хозяйства, сделать наше социалистическое го-
сударство ещё более крепким и могучим.
Новых больших достижений’ждёт страна от машиностроитель-
ной промышленности, призванной обеспечить все отрасли народ-
ного хозяйства нужными для их дальнейшего развития машинами
и оборудованием. Чем больше будет у нас хороших машин, тем
скорее будут расти богатства нашей Родины, тем больше укрепим
обороноспособность нашей страны. Вот почему с таким большим
воодушевлением трудится огромная армия советских машино-
строителей, среди которых почётное место занимают токари по
металлу.
Токарь по металлу — очень важная и вместе с тем интересная
специальность. Токарь управляет сложным станком, изготовляя
детали для самых разнообразных машин и приборов.Без участия
токарей- нельзя выпустить ни одной машины, без них не может
обойтись ни одна, даже самая маленькая механическая мастер-
ская. Умелый токарь-станочник, знающий свое дело, — почёт-
ный человек в нашей стране.
Государство тратит очень большие средства на подготовку
токарей по металлу в школах и училищах Министерства трудовых
резервов. Учащийся должен стараться усердно учиться мастер-
ству, добиваться высокой квалификации. Для этого ему предо-
ставлены все возможности. В странах, где хозяйничают капита-
листы, миллионы молодых ребят только мечтают о таком счастье.
Чтобы стать токарем по металлу, нужно знать немало.
Прежде всего токарь должен отлично изучить токарный ста-
нок — все его части и детали, их взаимную связь и их действие.
Токарь должен знать, какие операции производятся натокар-
НРМ станке и как правильно выполнять каждую из них.
Токарю приходится иметь дело с режущими и измерительными
инструментами, с различными приспособлениями к станку, сле-
довательно, он должен знать их устройство, назначение, действие.
Само название «токарь по металлу» говорит о том, что токарь
обрабатывает на своем станке металлические детали и
изделия. Стало быть, он должен иметь представление о металлах,
с какими он чаще всего встречается при работе, знать их основные
свойства.
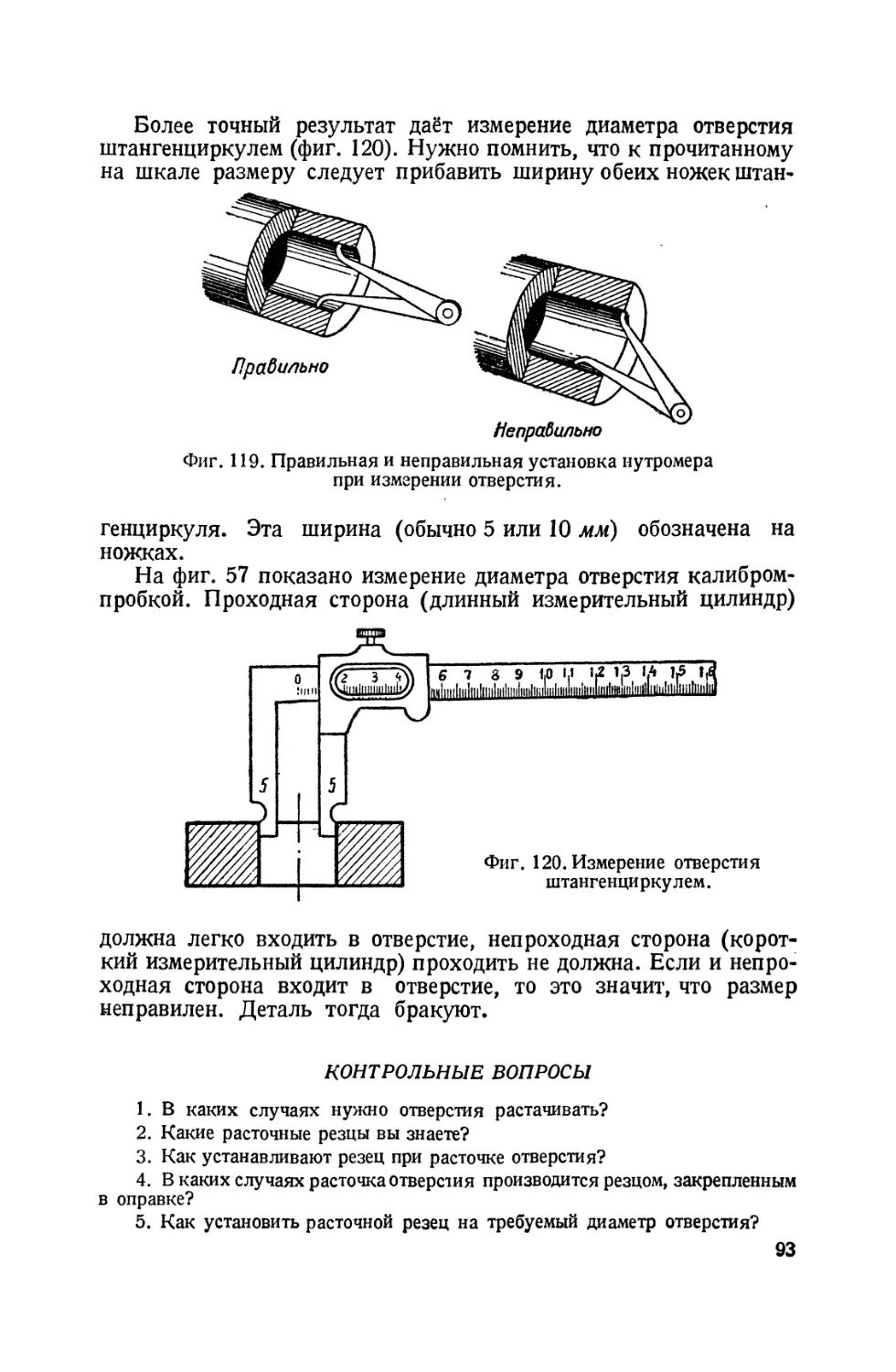
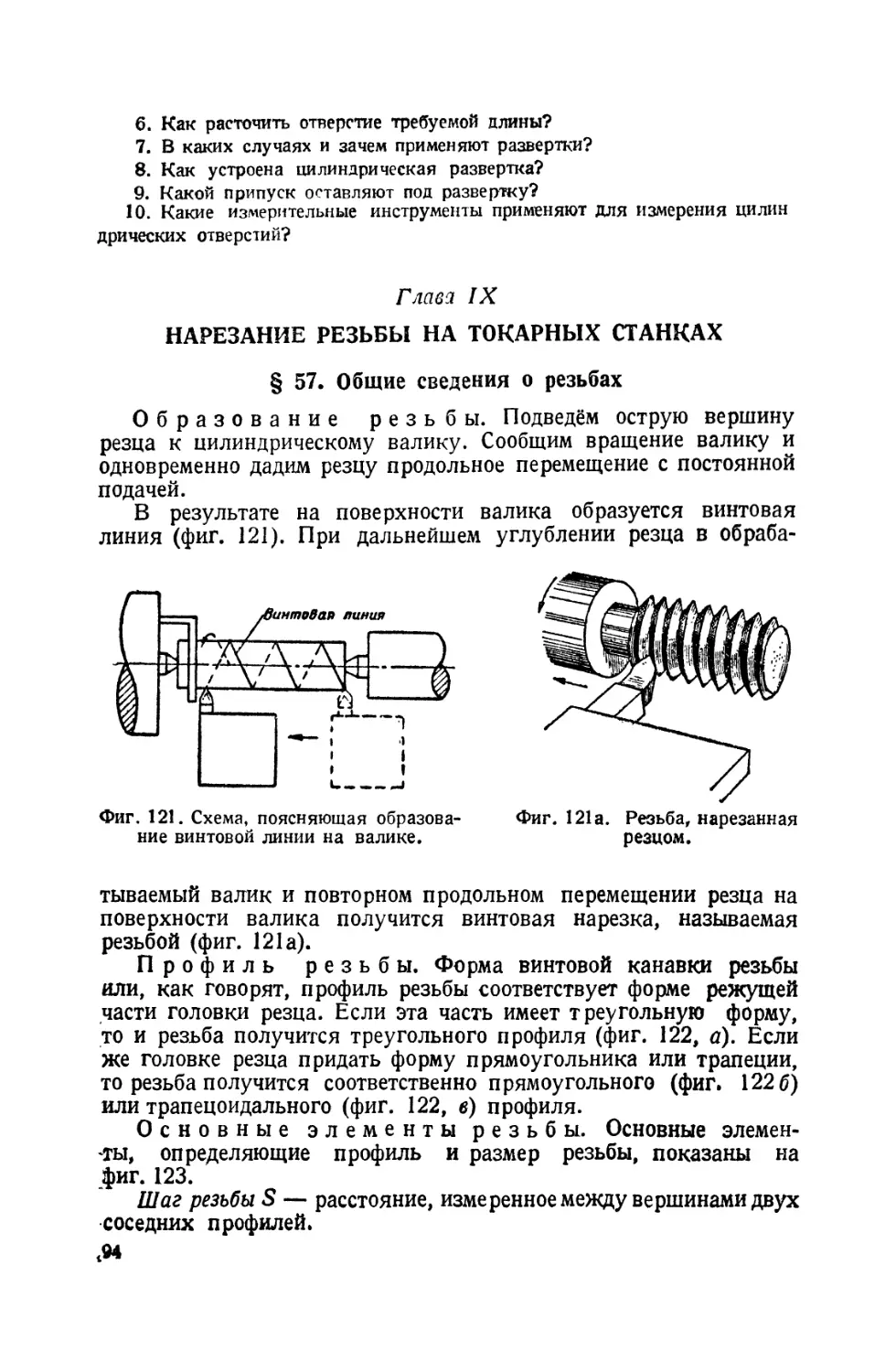
Сказанным далеко не исчерпываются требования, предъявляе-
мые к токарям. Токарь должен ещё уметь читать чертежи, по ко-
торым ведётся обработка; уметь правильно организовать своё
рабочее место; знать, почему получается брак и как его предот-
вратить; понимать, какими способами можно экономить материал.
Всему, что было перечислено выше, учащийся научится в
школе, если он будет добросовестно относиться к своим обязан-
ностям и соблюдать образцовую дисциплину. Быть дисциплини-
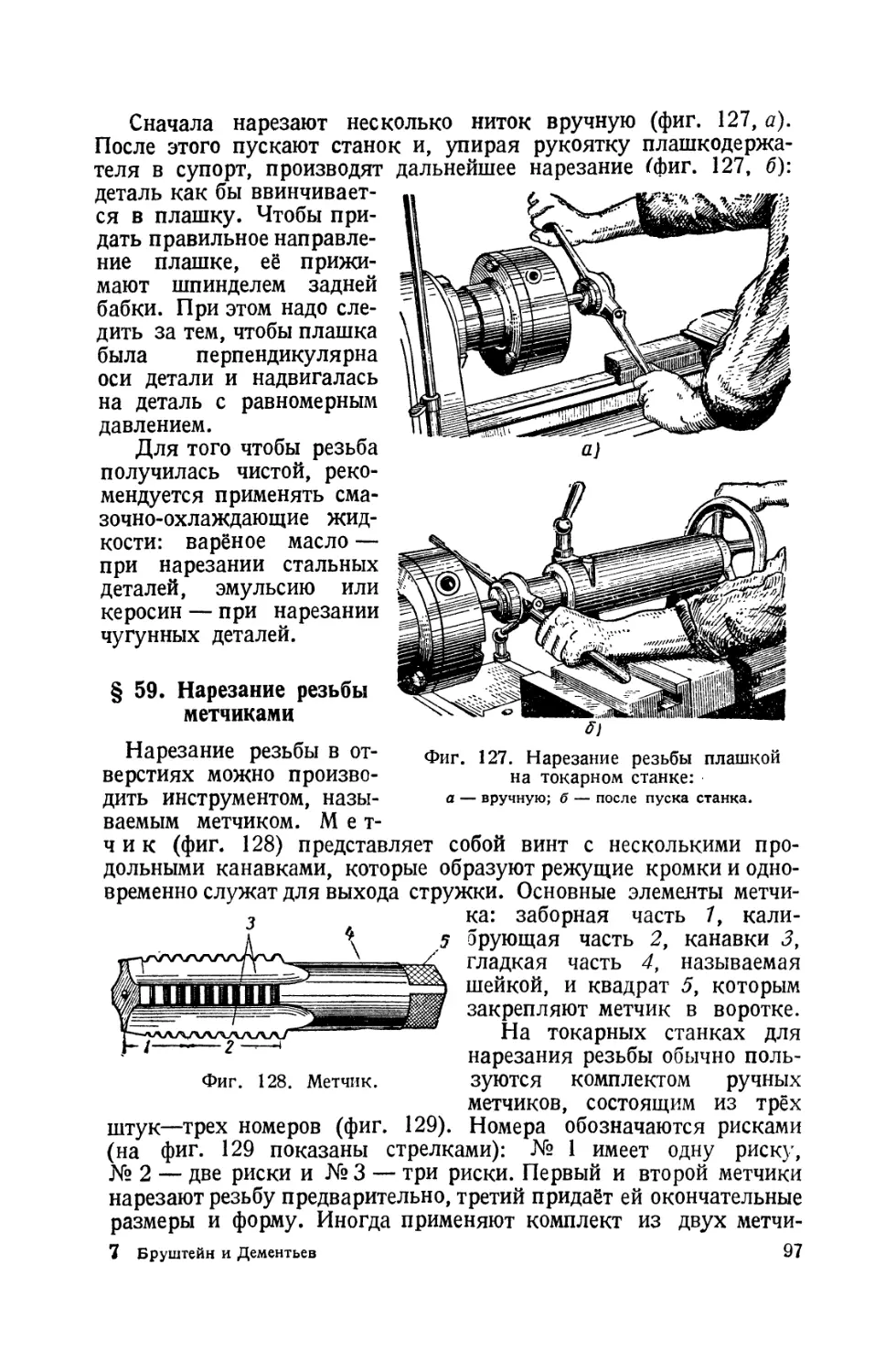
рованным — значит быть всегда подтянутым, любить чистоту
и порядок, каждое задание выполнять внимательно и аккуратно,
заботливо ухаживать за своим станком.
Вот рядом стоят два станка. Один из них получает заботливый
уход, а другой такого ухода не получает. Первый станок будет
работать без перебоев и давать много деталей отличного качества,
тогда как на втором станке то и дело будут возникать неполадки
и задержки, и задания не будут выполняться.
Заботливо ухаживать за станком — значит регулярно сма-
зывать его трущиеся части, постоянно его очищать от грязи, струж-
ки, масла, оберегать его от повреждений.
Возьмём другой пример — два рядом расположенных рабочих
места. На одном в беспорядке перемешались заготовки и готовые
детали, разбросан инструмент, всюду валяются обтирочные кон-
цы и тряпки, пол усеян стружкой, залит маслом и охлаждающей
жидкостью. Попав в такую обстановку, даже самый лучший ра-
бочий растеряется. При каждом движении он обо что-нибудь спотк-
нётся, и чтобы найти нужный предмет, ему придётся долго его ис-
кать.
Понятно, что на таком плохо организованном рабочем месте
нельзя давать высокую выработку.
Другое дело — рабочее место, где всё содержится в отличном
порядке. Здесь рабочий не скользит по грязному полу, ни за что
не задевает, ему не нужно тратить времени на поиски необходимых
предметов (ключа, инструмента и др.), — все находится
на своём месте.
Разумеется, что токарь, хорошо организовавший своё рабочее
место, всегда будет не только выполнять, но и перевыполнять
производственные задания.
Порядок, чистота, внимательность на производстве нужны
ещё потому, что они делают работу безопасной. Совершенно яс-
но, что на сухом, чистом, ничем не загроможденном полу нельзя
упасть и ушибиться. Точно так же, если одежда плотно облегает
тело, можно не бояться захвата её вращающимися частями стан-
ка и, следовательно, работать более уверенно.
6
Необходимо помнить, что работа станочника не терпит показ-
ного удальства. Токарь всегда должен быть осторожным и преду-
смотрительным. Всякие рабочие движения в опасных местах
нужно производить спокойно и обдуманно. При неосторожности
возможны несчастные случаи. У рабочих аккуратных, которые
относятся со вниманием к своей работе, несчастных случаев обычно
на бывает.
На токарных станках опасные места имеют оградительные
устройства. Однако они приносят пользу лишь тогда, когда на-
ходятся в полной исправности. Следовательно, надо постоянно
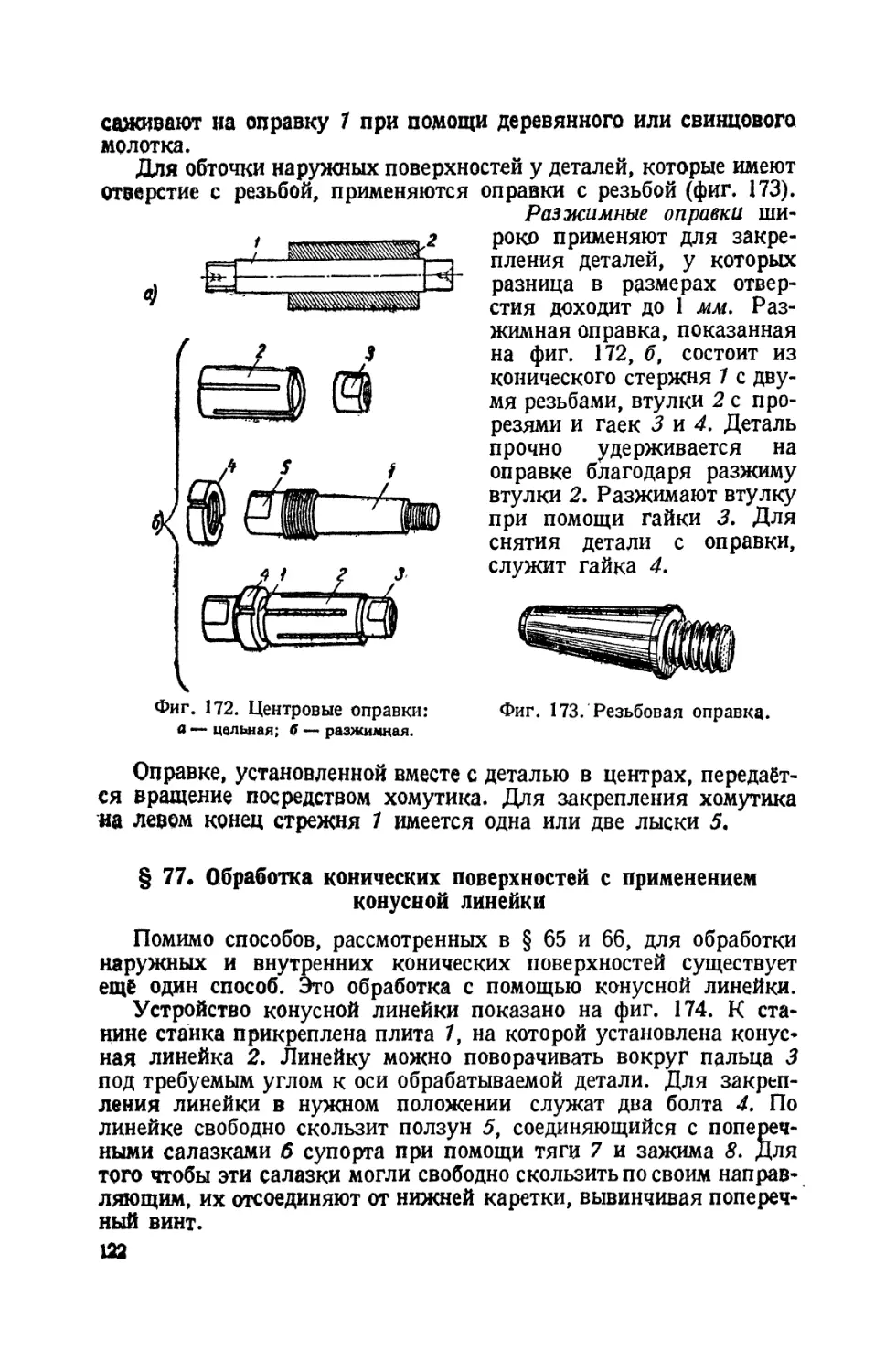
следить за состоянием ограждений, каждый день проверять, пра-
вильно ли они действуют.
Безопасной работе учат правила техники безопасности. Каж-
дый токарь, и тем более токарь молодой, начинающий, обязан
хорошо знать эти правила и строго их выполнять.
* *
*
Итак, учащийся ФЗО, ты приступаешь к учёбе и труду. Через
полгода ты придёшь на производство, где вместе со всем завод-
ским коллективом станешь бороться за выполнение Сталинской
пятилетки в четыре года. Будь достойным членом этого коллек-
тива!
Продолжай учиться токарному мастерству, непрерывно повы-
шай свою квалификацию. Равняйся на стахановцев — передо-
вых, лучших рабочих завода. Веди с ними дружбу, присматри-
вайся к их методам работы, перенимай их опыт. И тогда быстро
сам займешь место в стахановских рядах.
РАЗДЕЛ ПЕРВЫЙ
ОСНОВНЫЕ ПОНЯТИЯ О ТОКАРНОМ ДЕЛЕ
Глава I
УСТРОЙСТВО ТОКАРНЫХ СТАНКОВ
§ 1. Основные типы токарных станков
На машиностроительных заводах токарные станки составляют
наиболее многочисленную группу оборудования. В зависимости
от их устройства токарные станки можно разделить на несколько
типов.
1. Токарно-винторезные станки. Предназначены для выпол-
нения всех основных токарных работ, а именно: для цилиндри-
ческой обточки деталей, обточки на конус, торцовой обточки,
расточки, нарезания резьбы резцами. Станки этого типа, назы-
ваемые универсальными, распространены особенно ши-
роко. На них могут работать только токари высокой квалифика-
ции.
2. Токарные станки, не имеющие ходового винта. Применяют-
ся для выполнения всех основных токарных работ, кроме наре-
зания резьбы резцами.
3. Тяжелые токарные станки. Служат для обработки круп-
ных деталей. У этих станков центры расположены высоко над
станиной и расстояние между центрами большое.
4. Мелкие токарные станки. Применяются для обработки мел-
ких деталей.
5. Токарные станки специального назначения. На этих станках
обрабатывают детали ' специальной формы, например, коленчатые
валы, кулачковые валики и др.
Основными станками токарной группы считаются токарно-вин-
торезные станки, устройство которых мы и рассмотрим.
§ 2. Устройство простого токарно-винторезного станка
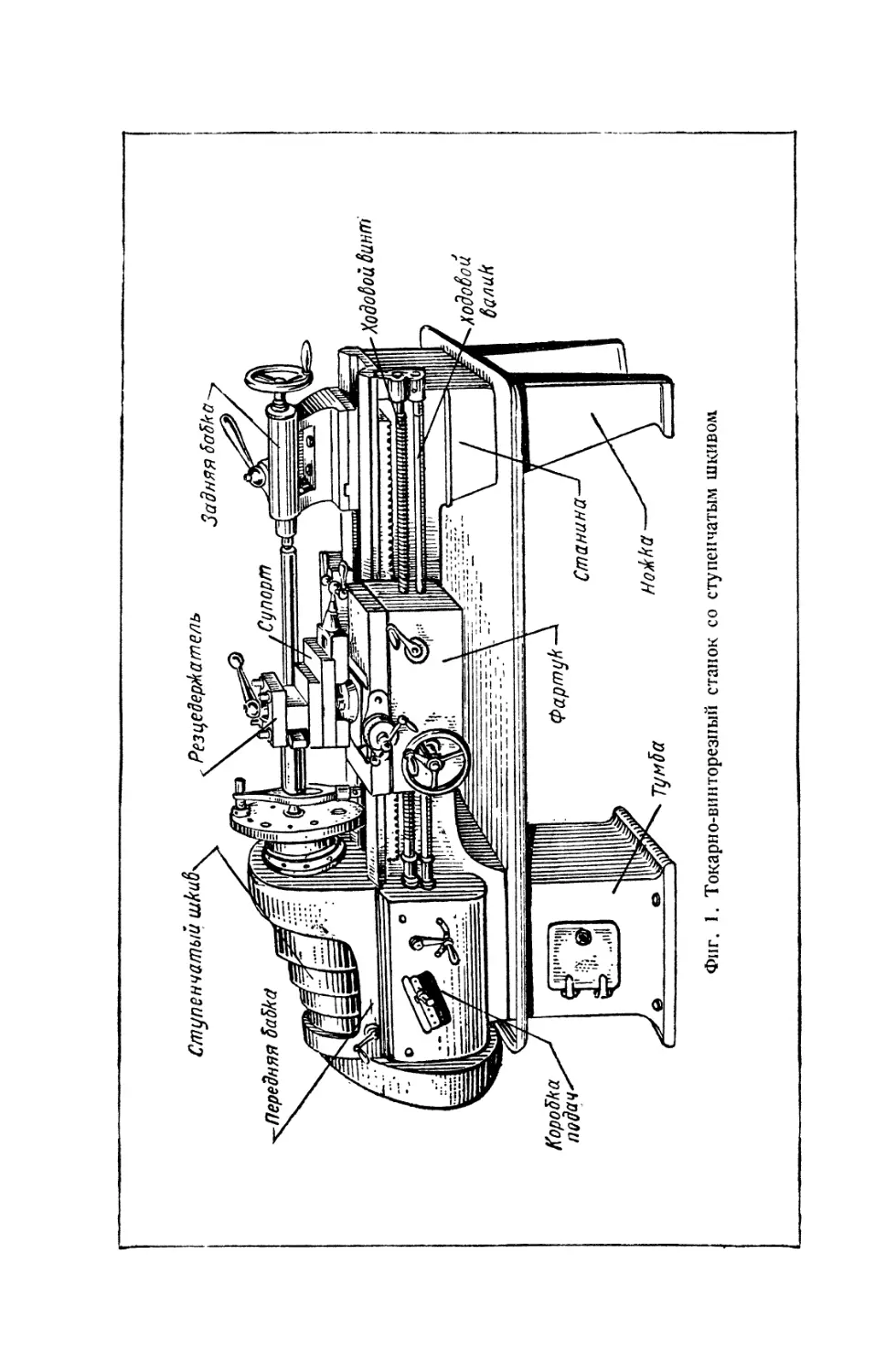
На фиг. 1 изображён токарно-винторезный станок со ступен-
чатым шкивом. На нём обрабатываемую деталь устанавливают
в центрах, вводя их заострённые концы в отверстия, высверленные
на торцах детали. Центров два — левый и правый. Левый центр
установлен в шпинделе передней бабки и вращается вме-
сте с ним, правый центр установлен в неподвижном шпин-
деле задней бабки.
&
Фиг. 1. Токарно-винторезный станок со ступенчатым шкивом
На шпиндель передней бабки навинчен поводковый патрон —
специальное устройство, которое вращает деталь посредством за-
креплённого на ней хомутика. Для того чтобы можно было сооб-
щить шпинделю необходимое число оборотов в минуту, в корпусе
передней бабки имеется специальный механизм. Он состоит из
ступенчатого шкива, сидящего на шпинделе. Надевая ремень на
ту или другую ступень шкива, тем самым изменяют число обо-
ротов шпинделя. В новейших станках для изменения числа обо-
ротов применяется особый механизм, расположенный в корпусе
передней бабки (фиг. 2). Его называют коробкой ско-
ростей.
Заднюю бабку можно перемещать вдоль станины и закреплять
в разных местах станины в зависимости от длины обрабатываемой
детали.
Резец закрепляется в резцедержателе на супорте (фиг. I).
Супорту можно сообщать движение вдоль и поперёк станины. Для
этого пользуются механизмами, расположенными в фартуке. Фар-
тук прикреплён к нижней плите супорта.
Для изменения скорости движения супорта служит механизм,
заключённый в коробке подач. Он получает движение
от вращающегося шпинделя посредством ряда шестерён, закрытых
защитным кожухом. Механизм коробки подач приводит во враще-
ние ходовой винт, при помощи которого производится нарезание
резьб, и ходовой валик, через который передаётся движение су-
порту при других токарных работах.
Для нарезания резьб помимо механизма, расположенного вну-
три коробки подач, имеется механизм, называемый гитарой
сменных шестерён. На фиг. 1 и 2 шестерни закрыты
кожухом.
§ 3. Станина
Назначение станины. Все узлы и механизмы токарного станка
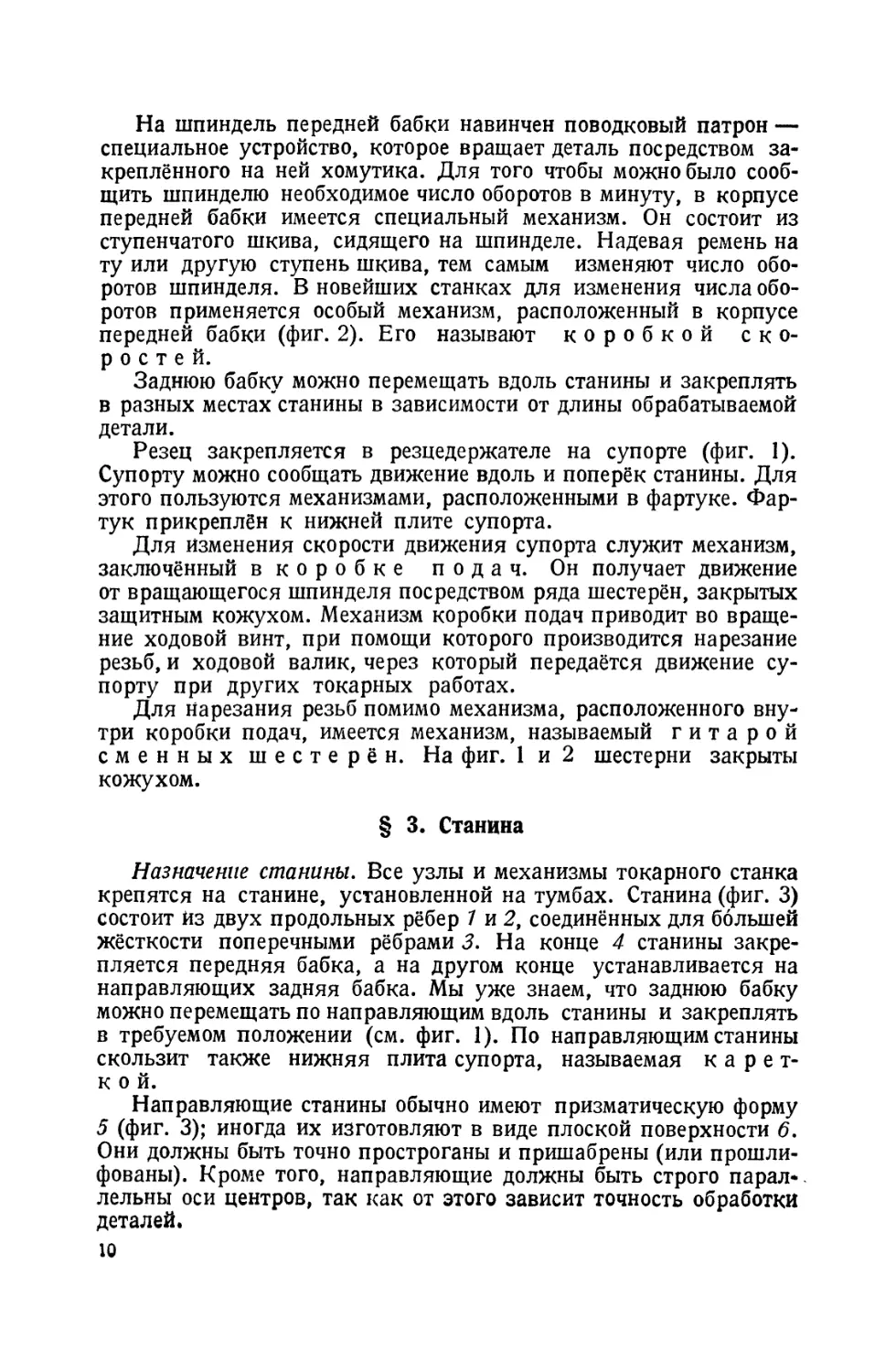
крепятся на станине, установленной на тумбах. Станина (фиг. 3)
состоит Из двух продольных рёбер 1 и 2, соединённых для большей
жёсткости поперечными рёбрами 3. На конце 4 станины закре-
пляется передняя бабка, а на другом конце устанавливается на
направляющих задняя бабка. Мы уже знаем, что заднюю бабку
можно перемещать по направляющим вдоль станины и закреплять
в требуемом положении (см. фиг. I). По направляющим станины
скользит также нижняя плита супорта, называемая карет-
кой.
Направляющие станины обычно имеют призматическую форму
5 (фиг. 3); иногда их изготовляют в виде плоской поверхности 6.
Они должны быть точно простроганы и пришабрены (или прошли-
фованы). Кроме того, направляющие должны быть строго парал-
лельны оси центров, так как от этого зависит точность обработки
деталей.
ю
Коробка е^ростеи
Задняя бабка
Сипорт
подач
Станина
Ходовой
бинт
Ходовой
валик
_ 2 С’“°К ' КОРОб,<ОВ
Фиг. 2. юкарпм сКОрОстея.
Уход за станиной. Направляющие станины нужно смазывать
каждый день перед началом работы. Их надо очень внимательно обе-
регать от повреждений. На направляющие нельзя класть обрабаты-
ваемых деталей, режущего и измерительного инструмента. За-
крепляя на станке крупные
Фиг. 3. Станина токарного станка.
детали, необходимо положить на ста-
нину деревянную подкладку,
чтобы защитить направляющие
от повреждений.
По окончании работы нужно
удалить с направляющих эмуль-
сию и грязь. Для этого их насухо
протирают и затем смазывают
тонким слоем масла.
§ 4. Передняя бабка
Передняя бабка токарного
станка включает в себя шпиндель
с его подшипниками и ряд меха-
низмов: для вращения шпинделя и
сообщения ему различных оборо-
тов, для изменения направления
вращения шпинделя и для оста-
новки станка. На конце шпинделя, выступающем из бабки, плотно
навинчивают кулачковый или поводковый патрон, посредством
которого сообщается вращение обрабатываемой детали. Если
деталь обрабатывают в центрах, т. е. с применением поводкового
патрона, то для ее установки вставляют в отверстие шпинделя
центр.
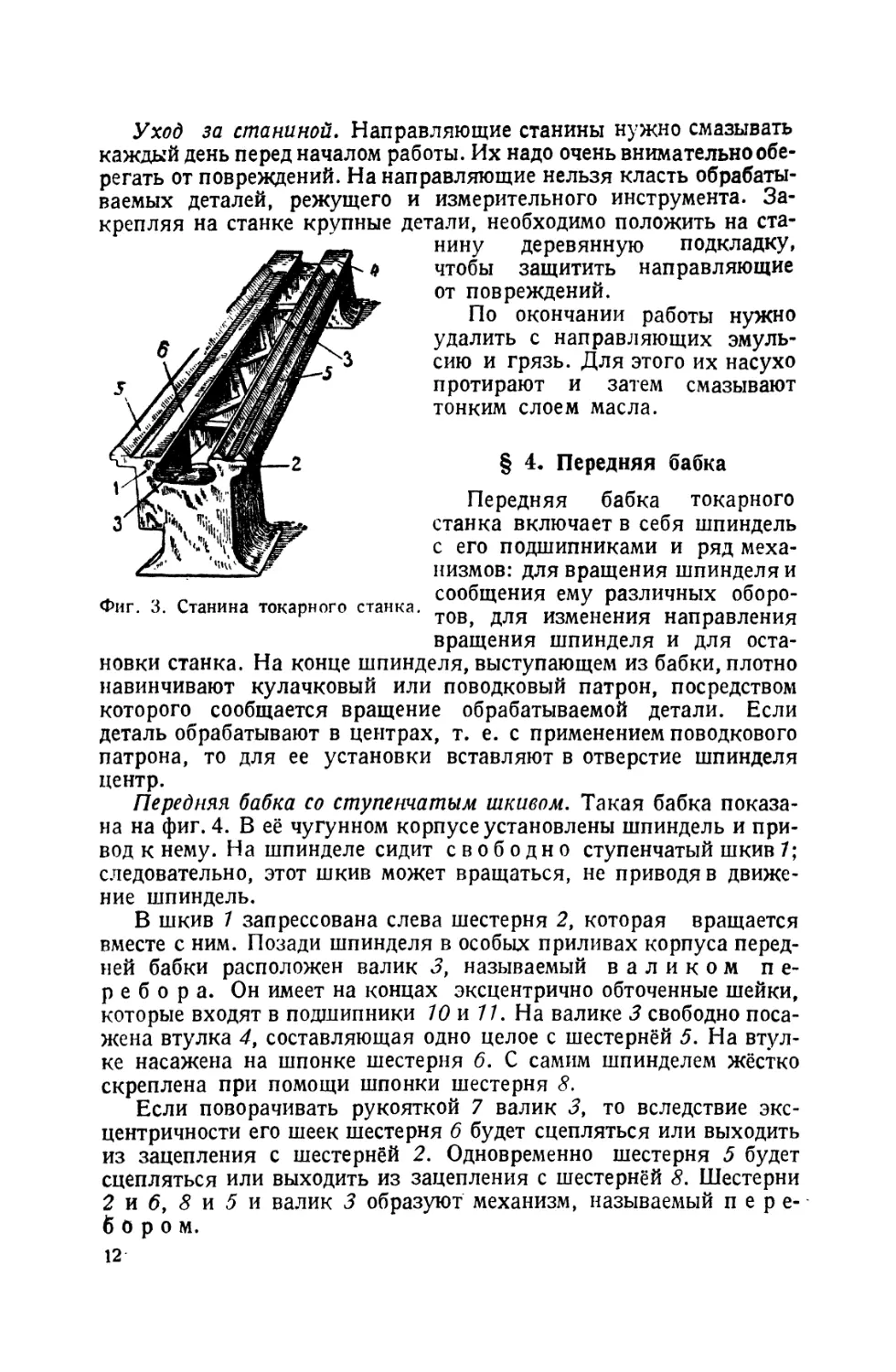
Передняя бабка со ступенчатым шкивом. Такая бабка показа-
на на фиг. 4. В её чугунном корпусе установлены шпиндель и при-
вод к нему. На шпинделе сидит свободно ступенчатый шкив 1;
следовательно, этот шкив может вращаться, не приводив движе-
ние шпиндель.
В шкив 1 запрессована слева шестерня 2, которая вращается
вместе с ним. Позади шпинделя в особых приливах корпуса перед-
ней бабки расположен валик 3, называемый валиком пе-
ребора. Он имеет на концах эксцентрично обточенные шейки,
которые входят в подшипники 10 и 77. На валике 3 свободно поса-
жена втулка 4, составляющая одно целое с шестерней 5. На втул-
ке насажена на шпонке шестерня 6. С самим шпинделем жёстко
скреплена при помощи шпонки шестерня 8.
Если поворачивать рукояткой 7 валик 3, то вследствие экс-
центричности его шеек шестерня 6 будет сцепляться или выходить
из зацепления с шестернёй 2. Одновременно шестерня 5 будет
сцепляться или выходить из зацепления с шестернёй 8. Шестерни
2 и б, 8 и 5 и валик 3 образуют механизм, называемый пере-
бором.
12
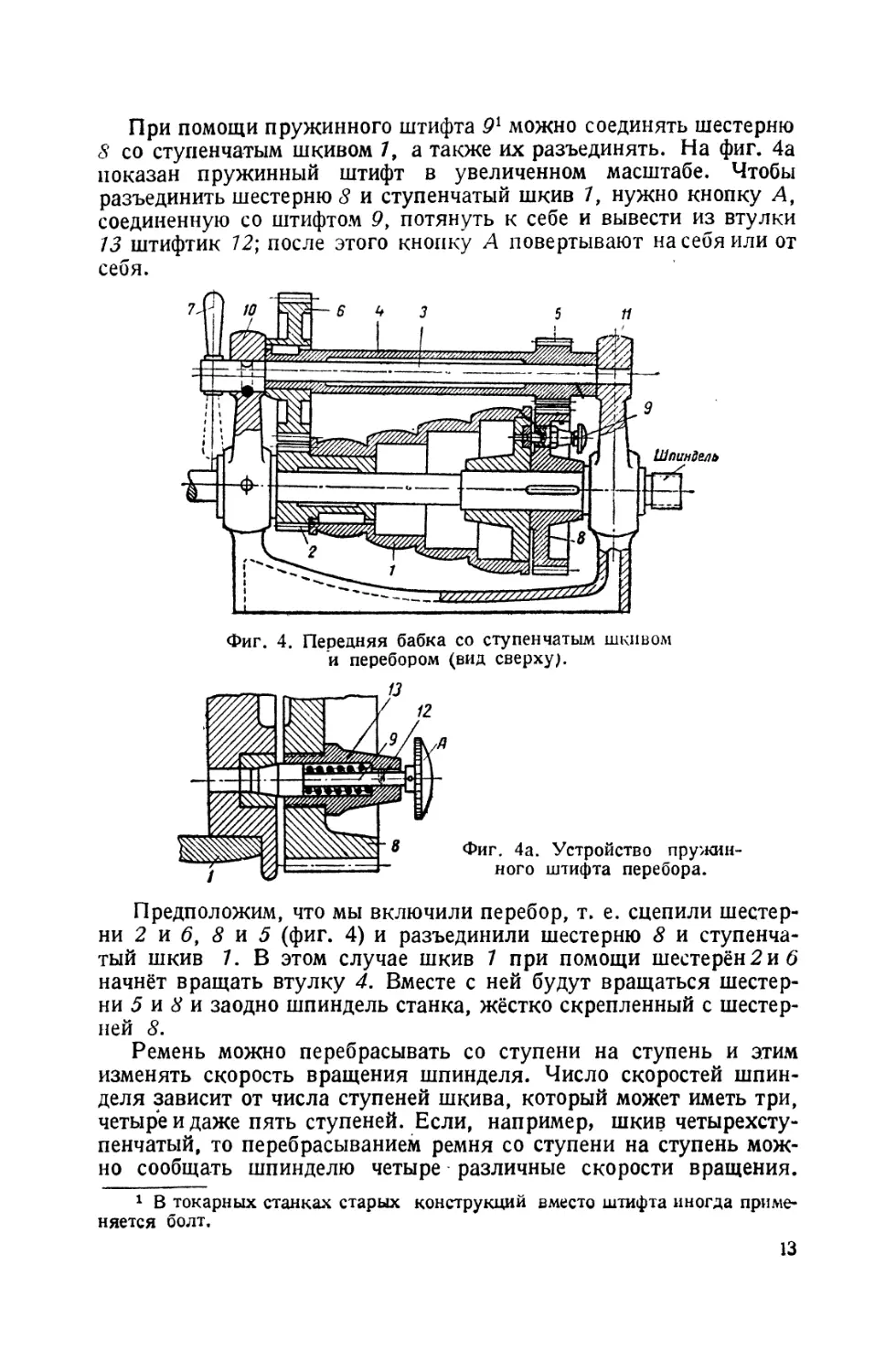
При помощи пружинного штифта О1 можно соединять шестерню
8 со ступенчатым шкивом 7, а также их разъединять. На фиг. 4а
показан пружинный штифт в увеличенном масштабе. Чтобы
разъединить шестерню 8 и ступенчатый шкив 7, нужно кнопку А,
соединенную со штифтом 9, потянуть к себе и вывести из втулки
13 штифтик 12; после этого кнопку А повертывают на себя или от
себя.
Фиг. 4. Передняя бабка со ступенчатым шкивом
и перебором (вид сверху).
Фиг. 4а. Устройство пружин-
ного штифта перебора.
Предположим, что мы включили перебор, т. е. сцепили шестер-
ни 2 и 6, 8 и 5 (фиг. 4) и разъединили шестерню 8 и ступенча-
тый шкив 7. В этом случае шкив 7 при помощи шестерён 2 и <5
начнёт вращать втулку 4. Вместе с ней будут вращаться шестер-
ни 5 и 8 и заодно шпиндель станка, жёстко скрепленный с шестер-
ней 8.
Ремень можно перебрасывать со ступени на ступень и этим
изменять скорость вращения шпинделя. Число скоростей шпин-
деля зависит от числа ступеней шкива, который может иметь три,
четыре и даже пять ступеней. Если, например, шкив четырехсту-
пенчатый, то перебрасыванием ремня со ступени на ступень мож-
но сообщать шпинделю четыре различные скорости вращения.
1 В токарных станках старых конструкций вместо штифта иногда приме-
няется болт.
13
Каждую из скоростей по желанию можно уменьшить; это дости-
гается включением перебора.
Таким образом, при помощи четырехступенчатого шкива и
перебора можно сообщить шпинделю восемь различных скоростей.
Токарно-винторезные станки со ступенчатым шкивом и пере-
бором в последние годы вытесняются более совершенными станка-
ми с коробками скоростей (см. фиг. 2). Ступенчатые шкивы соз-
дают ряд неудобств. Главное из них состоит в том, что переброс-
ка ремня с одной ступени на другую отнимает сравнительно мно-
го времени даже у опытных рабочих. Между тем переключение
скорости шпинделя рычагами коробки скоростей производится
быстро, без затруднений.
Передняя бабка с коробкой скоростей. На фиг. 2 показан то-
карно-винторезный станок, у которого число оборотов шпинде-
ля изменяется не ступенчатошкивным приводом, а при помощи
механизмов, заключённых в коробке скоростей. Эти механизмы
состоят из ряда шестерён с различным числом зубьев. Необходи-
мое число оборотов шпинделя получают сцеплением соответствую-
щих шестерён посредством рычагов 7, 2 и 3. Станок приводится
в движение от отдельного электромотора.
§ 5. Шпиндель
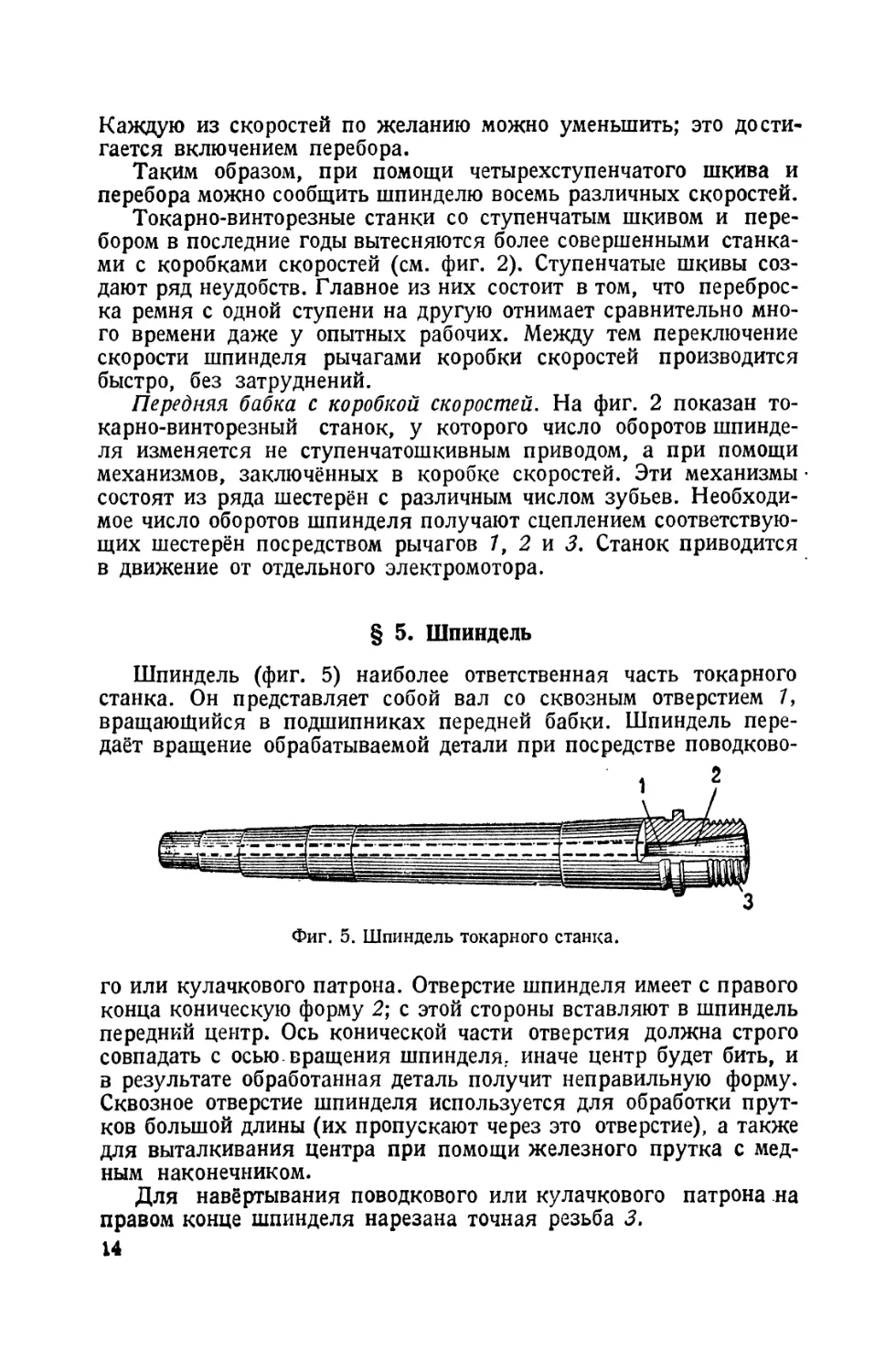
Шпиндель (фиг. 5) наиболее ответственная часть токарного
станка. Он представляет собой вал со сквозным отверстием 7,
вращающийся в подшипниках передней бабки. Шпиндель пере-
даёт вращение обрабатываемой детали при посредстве поводково-
Фиг. 5. Шпиндель токарного станка.
го или кулачкового патрона. Отверстие шпинделя имеет с правого
конца коническую форму 2; с этой стороны вставляют в шпиндель
передний центр. Ось конической части отверстия должна строго
совпадать с осью вращения шпинделя., иначе центр будет бить, и
в результате обработанная деталь получит неправильную форму.
Сквозное отверстие шпинделя используется для обработки прут-
ков большой длины (их пропускают через это отверстие), а также
для выталкивания центра при помощи железного прутка с мед-
ным наконечником.
Для навёртывания поводкового или кулачкового патрона на
правом конце шпинделя нарезана точная резьба 3.
14
§ 6. Устройство подшипников шпинделя
Шпиндель определёнными своими участками (шейками) опи-
рается на п о д ш и п н и к и. Он не должен иметь в подшипниках
никакой слабины и вместе с тем свободно вращаться. Это обеспе-
чивается применением подшипников особой конструкции. В то-
карных станках шпиндели обычно вращаются в подшипниках
скольжения. Однако в новейших станках стремятся применить
подшипники качения (шариковые или роликовые), которые яв-
ляются более совершенными.
Подшипники скольжения
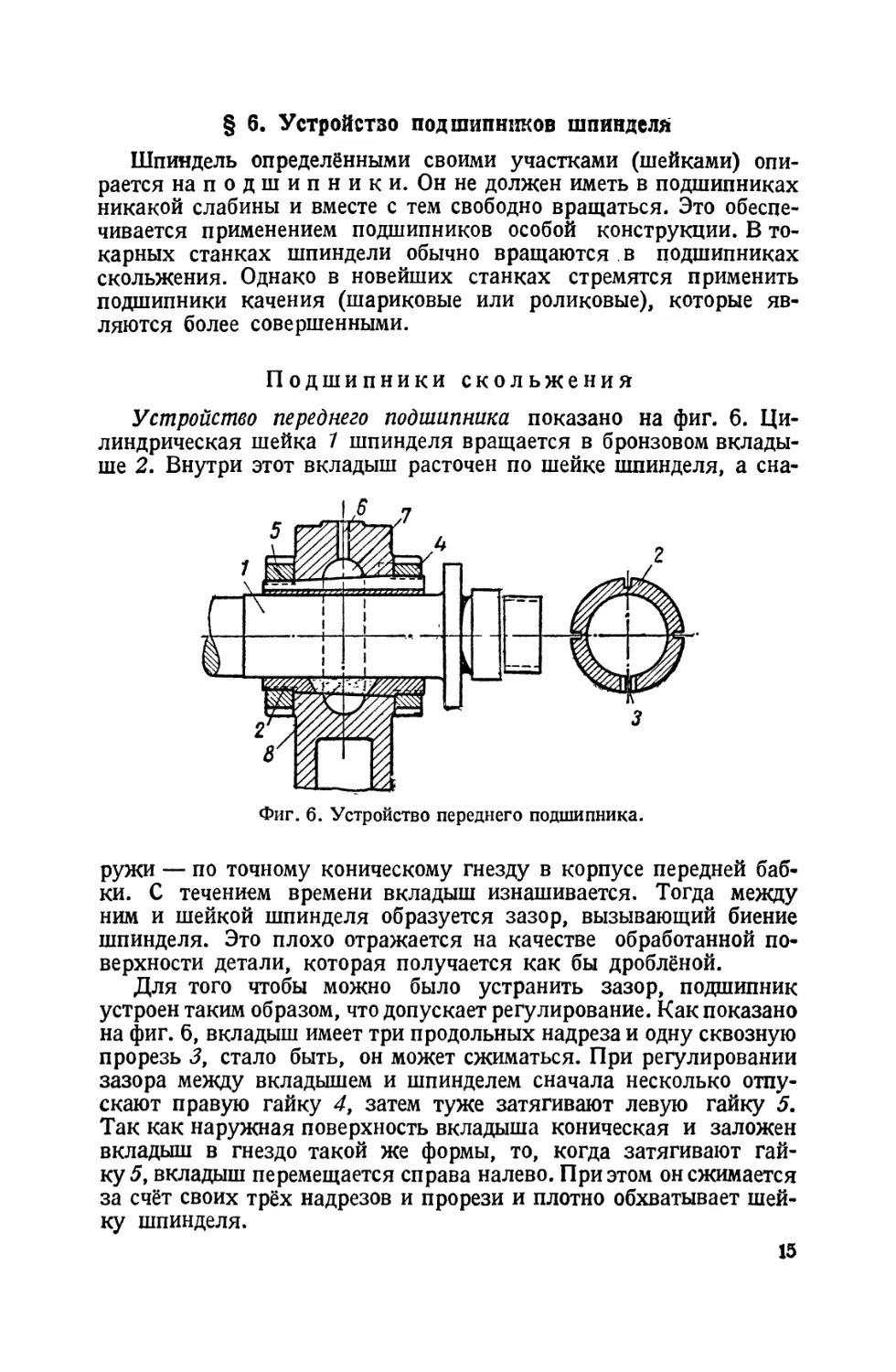
Устройство переднего подшипника показано на фиг. 6. Ци-
линдрическая шейка 1 шпинделя вращается в бронзовом вклады-
ше 2. Внутри этот вкладыш расточен по шейке шпинделя, а сна-
Фиг. 6. Устройство переднего подшипника.
ружи — по точному коническому гнезду в корпусе передней баб-
ки. С течением времени вкладыш изнашивается. Тогда между
ним и шейкой шпинделя образуется зазор, вызывающий биение
шпинделя. Это плохо отражается на качестве обработанной по-
верхности детали, которая получается как бы дроблёной.
Для того чтобы можно было устранить зазор, подшипник
устроен таким образом, что допускает регулирование. Как показано
на фиг. б, вкладыш имеет три продольных надреза и одну сквозную
прорезь 3, стало быть, он может сжиматься. При регулировании
зазора между вкладышем и шпинделем сначала несколько отпу-
скают правую гайку 4, затем туже затягивают левую гайку 5.
Так как наружная поверхность вкладыша коническая и заложен
вкладыш в гнездо такой же формы, то, когда затягивают гай-
ку 5, вкладыш перемещается справа налево. При этом он сжимается
за счёт своих трёх надрезов и прорези и плотно обхватывает шей-
ку шпинделя.
15
Затяжка должна быть не слишком тугой; её нужно делать с
таким расчётом, чтобы шпиндель после затяжки можно было легко
провернуть. Если же шпиндель оказывается сильно зажатым, сле-
дует ослабить гайку 5 и подтянуть гайку 4. Закончив регулиров-
ку, обе гайки туго затягивают.
Вкладыш изнашивается значительно медленнее, если он по-
стоянно и равномерно смазывается. Смазка подаётся через мас-
лёнку, ввёрнутую в отверстие б. Отсюда по кольцевой выемке 7
масло стекает в резервуар в нижней части подшипника. В сквоз-
ную прорезь 3 вкладыша напротив резервуара закладывают ку-
сочек войлока 8. Войлок, впитывая в себя масло, непрерывно
смазывает вращающуюся шейку подшипника.
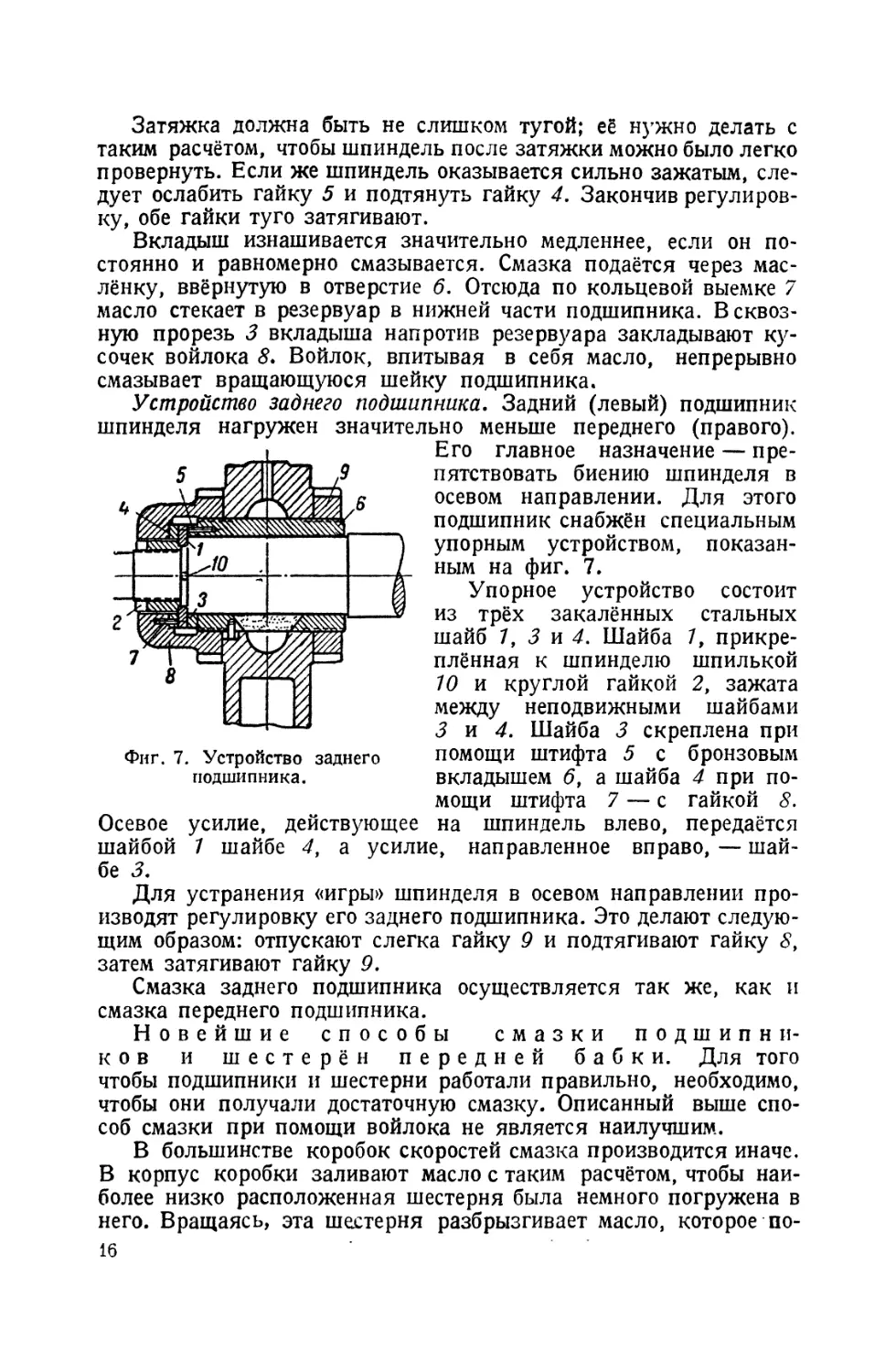
Устройство заднего подшипника. Задний (левый) подшипник
шпинделя нагружен значительно меньше переднего (правого).
бе 3.
Его главное назначение — пре-
пятствовать биению шпинделя в
осевом направлении. Для этого
подшипник снабжён специальным
упорным устройством, показан-
ным на фиг. 7.
Упорное устройство состоит
из трёх закалённых стальных
шайб 1, 3 и 4. Шайба 7, прикре-
плённая к шпинделю шпилькой
10 и круглой гайкой 2, зажата
между неподвижными шайбами
3 и 4. Шайба 3 скреплена при
Фиг. 7. Устройство заднего помощи штифта 5 с бронзовым
подшипника. вкладышем 6, а шайба 4 при по-
мощи штифта 7 — с гайкой 8.
Осевое усилие, действующее на шпиндель влево, передаётся
шайбой 7 шайбе 4, а усилие, направленное вправо, — шай-
Для устранения «игры» шпинделя в осевом направлении про-
изводят регулировку его заднего подшипника. Это делают следую-
щим образом: отпускают слегка гайку 9 и подтягивают гайку 8,
затем затягивают гайку 9.
Смазка заднего подшипника осуществляется так же, как и
смазка переднего подшипника.
Новейшие способы смазки подшипни-
ков и шестерён передней бабки. Для того
чтобы подшипники и шестерни работали правильно, необходимо,
чтобы они получали достаточную смазку. Описанный выше спо-
соб смазки при помощи войлока не является наилучшим.
В большинстве коробок скоростей смазка производится иначе.
В корпус коробки заливают масло с таким расчётом, чтобы наи-
более низко расположенная шестерня была немного погружена в
него. Вращаясь, эта шестерня разбрызгивает масло, которое по-
16
падает на другие шестерни, а также в подшипники коробки ско-
ростей.
В новейших коробках скоростей масло подаётся в подшипники
шпинделя по трубкам принудительно, т. е. под давлением. Для
-этого имеется специальный насос, который приводится в дей-
ствие от одного из валиков коробки скоростей. Такая система смаз-
ки позволяет значительно увеличить допустимое число оборотов
шпинделя в минуту.
, Уход за подшипниками. Во время работы стан-
ка токарь должен следить за состоянием подшипников. Если под-
шипники чрезмерно нагрелись, он обязан немедленно остановить
станок и доложить о случившемся мастеру. Продолжать работу
нельзя. Это может привести к заеданию шпинделя и даже к полом-
ке станка.
Чтобы устранить биение шпинделя, нужно затянуть подшип-
ники. Но самому этого делать нельзя, надо вызвать ремонтного
слесаря или мастера.
Подшипники качения
В подшипниках скольжения происходит сильное трение шеек
цилиндра (вала) о вкладыши подшипника, кроме того, велик
расход смазки. Эти недостатки значительно меньше у подшип-
ников качения.
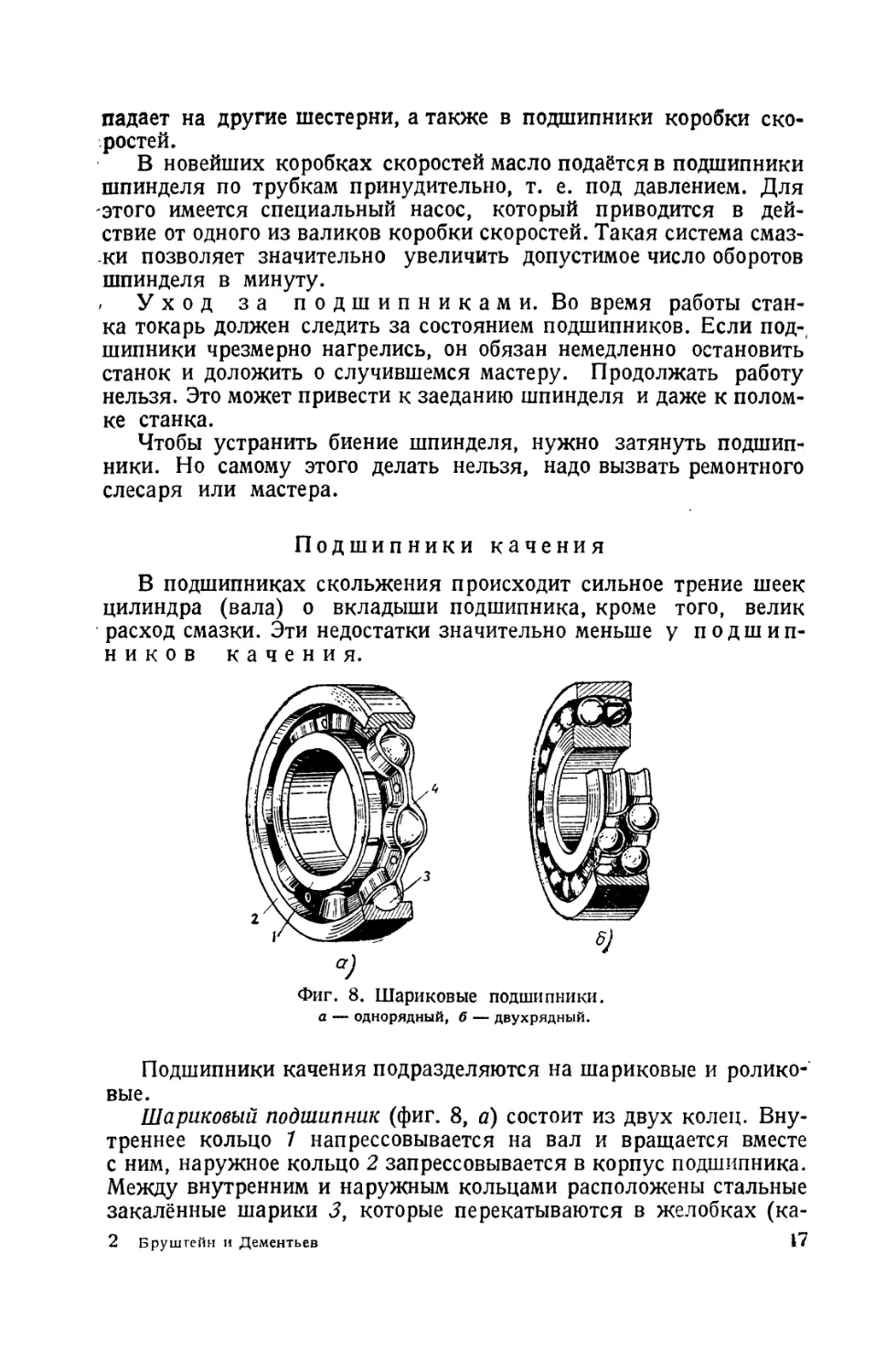
Фиг. 8. Шариковые подшипники.
а — однорядный, б — двухрядный.
Подшипники качения подразделяются на шариковые и ролико-
вые.
Шариковый подшипник (фиг. 8, а) состоит из двух колец. Вну-
треннее кольцо 7 напрессовывается на вал и вращается вместе
с ним, наружное кольцо 2 запрессовывается в корпус подшипника.
Между внутренним и наружным кольцами расположены стальные
закалённые шарики 3, которые перекатываются в желобках (ка-
2 Бруштейн и Дементьев 1/
навках) колец. Этим и объясняется, почему подшипники данного
типа называются подшипниками качения. Шарики 3 помещаются
в гнёздах сепаратора (обоймы) 4 и отстоят друг от друга на рав-
ных расстояниях.
Шариковые подшипники подразделяются на одноряд-
ные (фиг. 8, а), двухрядные (фиг. 8, б) и упорные
(фиг. 9). Подшипники первых, двух видов служат для восприятия
Фиг. 9. Упорный шариковый
подшипник.
Фиг. 10. Роликовый
подшипник.
нагрузок, действующих поперёк оси вала, а упорные подшип-
ники — для восприятия нагрузки, направленной вдоль оси вала.
Роликовые подшипники. К подшипникам качения относятся
также роликовые подшипники (фиг. 10). Они отличаются от шари-
ковых подшипников тем, что у них между наружным и внутрен-
ним кольцами вместо шариков помещены закалённые стальные
ролики — конические или цилиндрические. Ролики допускают
большую нагрузку, чем шарики, кроме того, они более долговечны.
§ 7. Приводы к токарным станкам
Механизмы, приводящие станок в движение, называются при-
водом станка. Приводы можно разделить на два типа: трансмис-
сионный (групповой) и индивидуальный (отдельный).
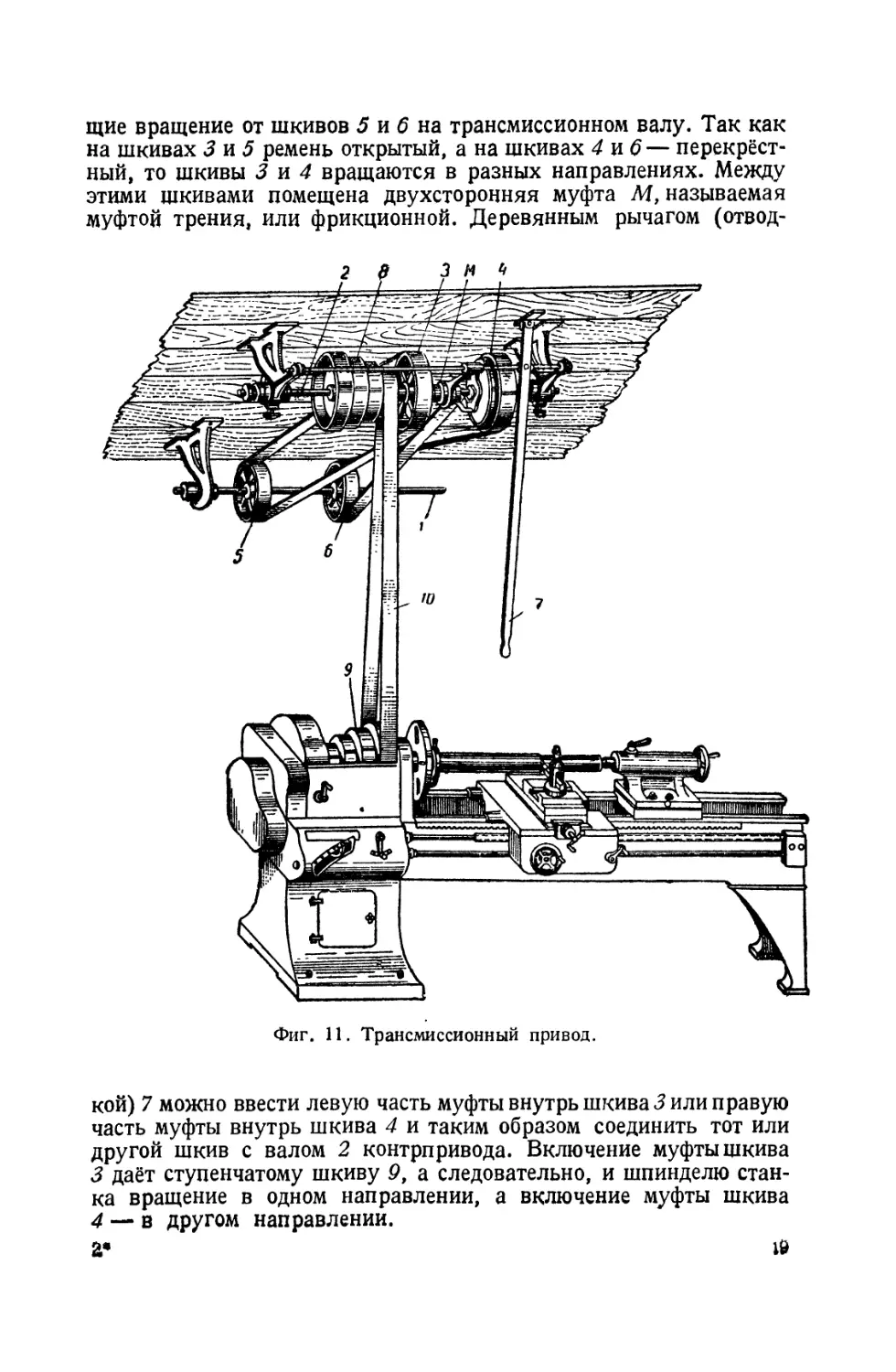
Трансмиссионный привод. Привод данного типа сообщает
движение целой группе станков, причём это движение передаёт-
ся от одного общего вала, который называется трансмиссионным
валом. Рассмотрим показанное на фиг. 11 устройство трансмис-
сионного привода ступенчатошкивных токарно-винторезных стан-
ков.
В подшипниках подвесок, укреплённых на потолке, вращается
общий трансмиссионный вал 1 (на фиг. 11 он как бы оборван). От
него через контрприводы, отдельные для каждого станка, полу-
чают вращение ступенчатые шкивы 9 всех расположенных рядом
станков. В контрприводе, тоже укреплённом на потолке, имеется
короткий вал 2. На нём свободно насажены шкивы 3 и 4, получаю-
18
щие вращение от шкивов 5 и б на трансмиссионном валу. Так как
на шкивах 3 и 5 ремень открытый, а на шкивах 4 и б — перекрёст-
ный, то шкивы 3 и 4 вращаются в разных направлениях. Между
этими шкивами помещена двухсторонняя муфта М, называемая
муфтой трения, или фрикционной. Деревянным рычагом (отвод-
Фиг. И. Трансмиссионный привод.
кой) 7 можно ввести левую часть муфты внутрь шкива 3 или правую
часть муфты внутрь шкива 4 и таким образом соединить тот или
другой шкив с валом 2 контрпривода. Включение муфты шкива
3 даёт ступенчатому шкиву 9, а следовательно, и шпинделю стан-
ка вращение в одном направлении, а включение муфты шкива
4 — в другом направлении.
а* 19
Ступенчатый шкив 91, свободно сидящий на шпинделе станка,
получает вращение непосредственно от ступенчатого шкива 8
на валу 2 контрпривода. Для передачи вращения служит ремень 10.
Пока отводка 7 находится в среднем (нейтральном) положении,
т. е. пока муфта М не включена, вал 2 контрпривода не вра-
щается и ступенчатый шкив 8 неподвижен. Следовательно, от-
водка 7 служит не только для изменения направления вращения
шпинделя, но главным образом для включения (пуска) и останов-
ки механизмов станка.
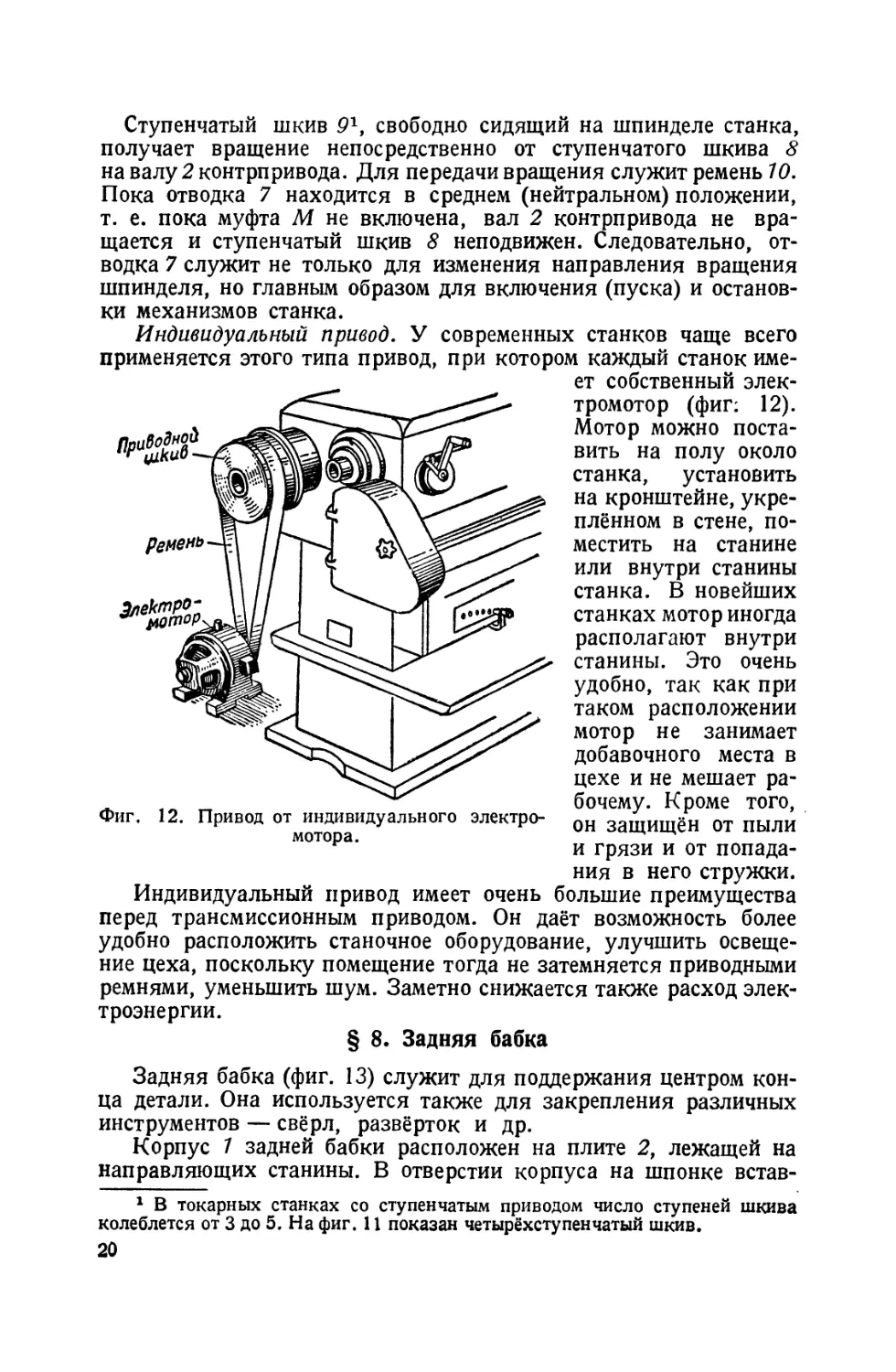
Индивидуальный привод. У современных станков чаще всего
применяется этого типа привод, при котором каждый станок име-
ет собственный элек-
тромотор (фиг; 12).
Мотор можно поста-
вить на полу около
станка, установить
на кронштейне, укре-
плённом в стене, по-
местить на станине
или внутри станины
станка. В новейших
станках мотор иногда
располагают внутри
станины. Это очень
удобно, так как при
таком расположении
мотор не занимает
добавочного места в
цехе и не мешает ра-
бочему. Кроме того,
он защищён от пыли
и грязи и от попада-
Фиг. 12. Привод от индивидуального электро-
мотора.
ния в него стружки.
Индивидуальный привод имеет очень большие преимущества
перед трансмиссионным приводом. Он даёт возможность более
удобно расположить станочное оборудование, улучшить освеще-
ние цеха, поскольку помещение тогда не затемняется приводными
ремнями, уменьшить шум. Заметно снижается также расход элек-
троэнергии.
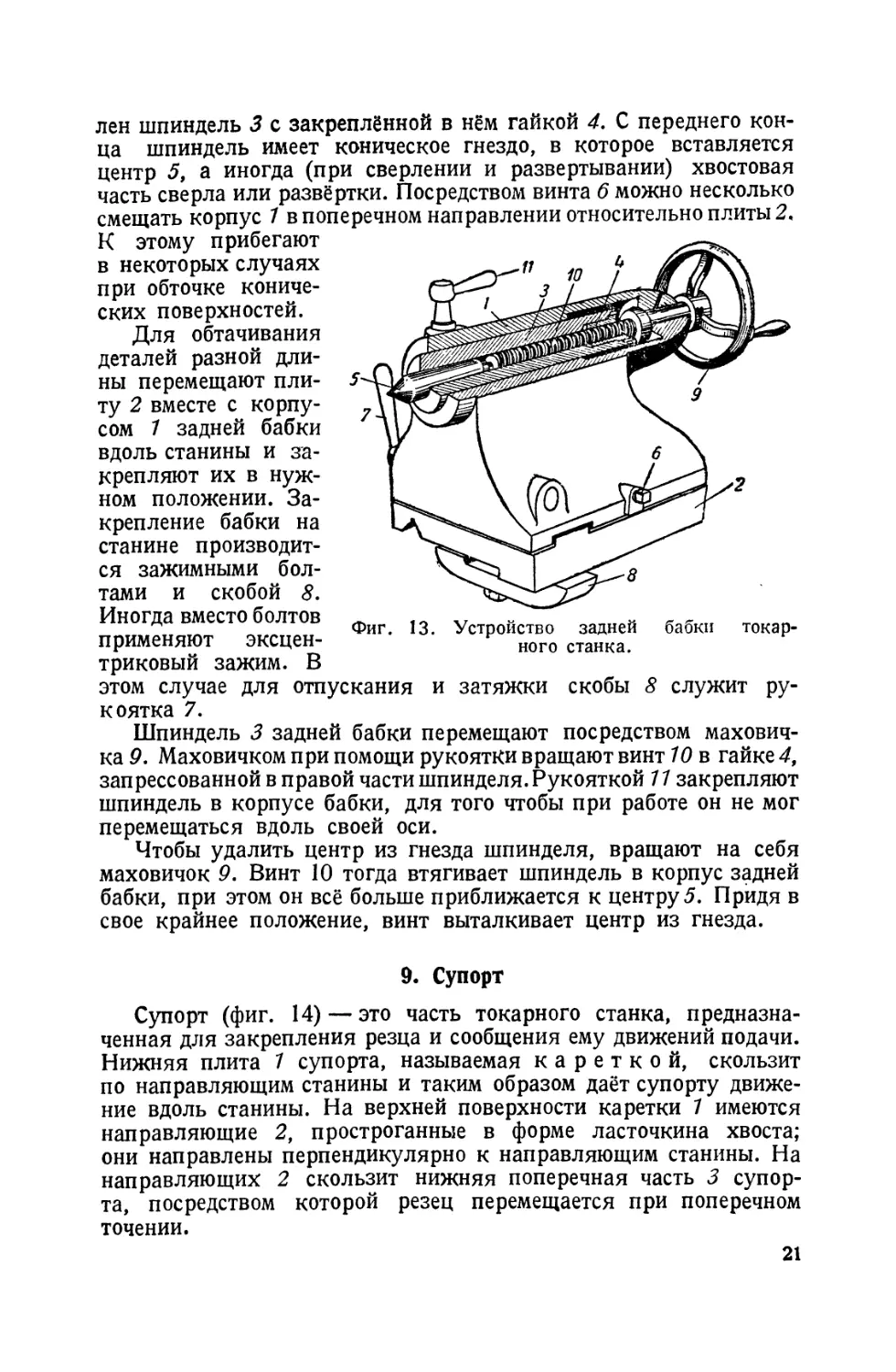
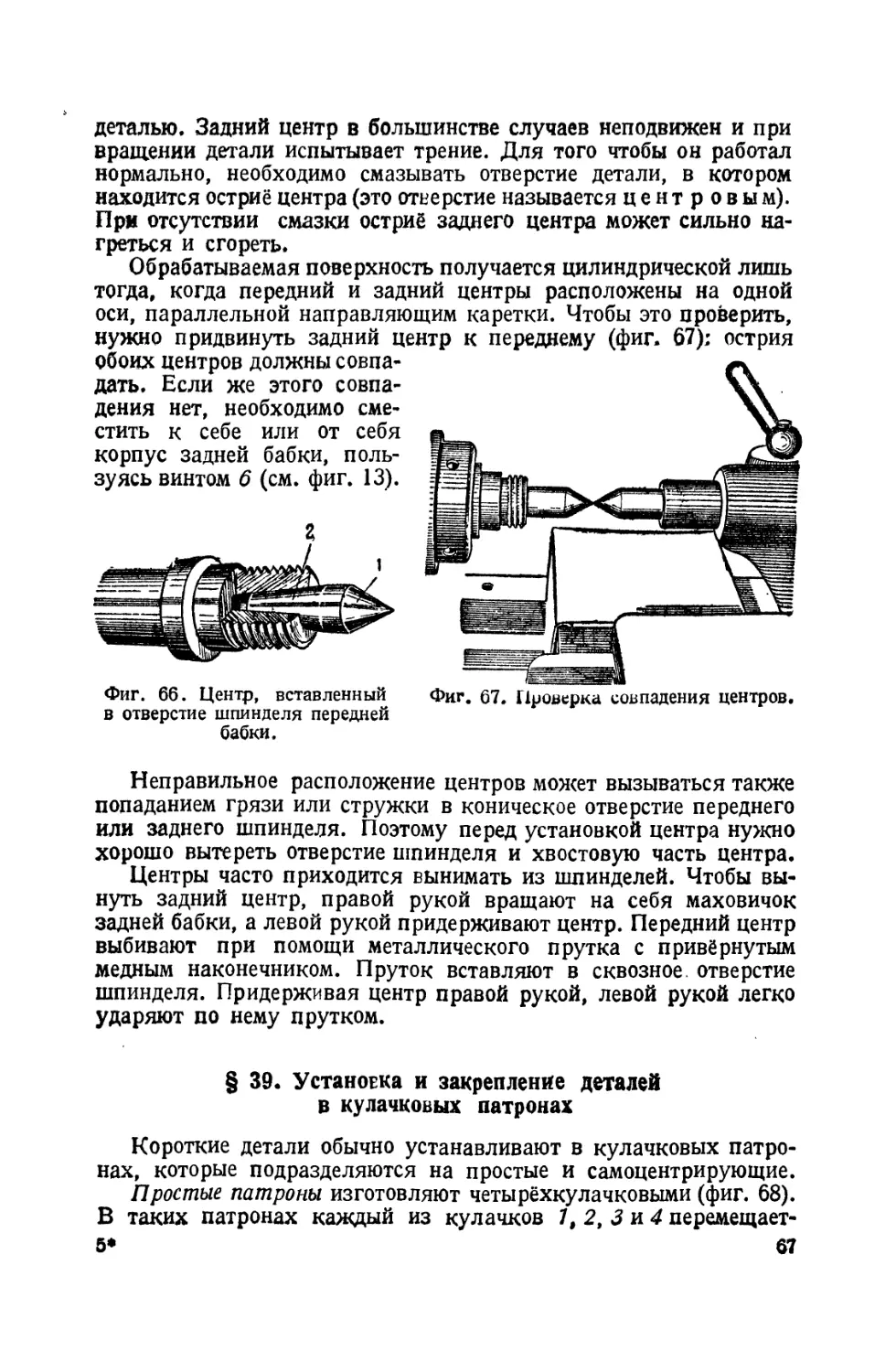
§ 8. Задняя бабка
Задняя бабка (фиг. 13) служит для поддержания центром кон-
ца детали. Она используется также для закрепления различных
инструментов — свёрл, развёрток и др.
Корпус 1 задней бабки расположен на плите 2, лежащей на
направляющих станины. В отверстии корпуса на шпонке встав-
1 В токарных станках со ступенчатым приводом число ступеней шкива
колеблется от 3 до 5. На фиг. 11 показан четырёхступенчатый шкив.
20
лен шпиндель 3 с закреплённой в нём гайкой 4. С переднего кон-
ца шпиндель имеет коническое гнездо, в которое вставляется
центр 5, а иногда (при сверлении и развертывании) хвостовая
часть сверла или развёртки. Посредством винта б можно несколько
смещать корпус 1 в поперечном направлении относительно плиты 2.
К этому прибегают
в некоторых случаях
при обточке кониче-
ских поверхностей.
Для обтачивания
деталей разной дли-
ны перемещают пли-
ту 2 вместе с корпу-
сом 1 задней бабки
вдоль станины и за-
крепляют их в нуж-
ном положении. За-
крепление бабки на
станине производит-
ся зажимными бол-
тами и скобой 8.
Иногда вместо болтов
применяют эксцен-
триковый зажим. В
этом случае для отпускания и затяжки скобы 8 служит ру-
коятка 7.
Шпиндель 3 задней бабки перемещают посредством махович-
ка 9. Маховичком при помощи рукоятки вращают винт 10 в гайке 4,
запрессованной в правой части шпинделя. Рукояткой 11 закрепляют
шпиндель в корпусе бабки, для того чтобы при работе он не мог
перемещаться вдоль своей оси.
Чтобы удалить центр из гнезда шпинделя, вращают на себя
маховичок 9. Винт 10 тогда втягивает шпиндель в корпус задней
бабки, при этом он всё больше приближается к центру 5. Придя в
свое крайнее положение, винт выталкивает центр из гнезда.
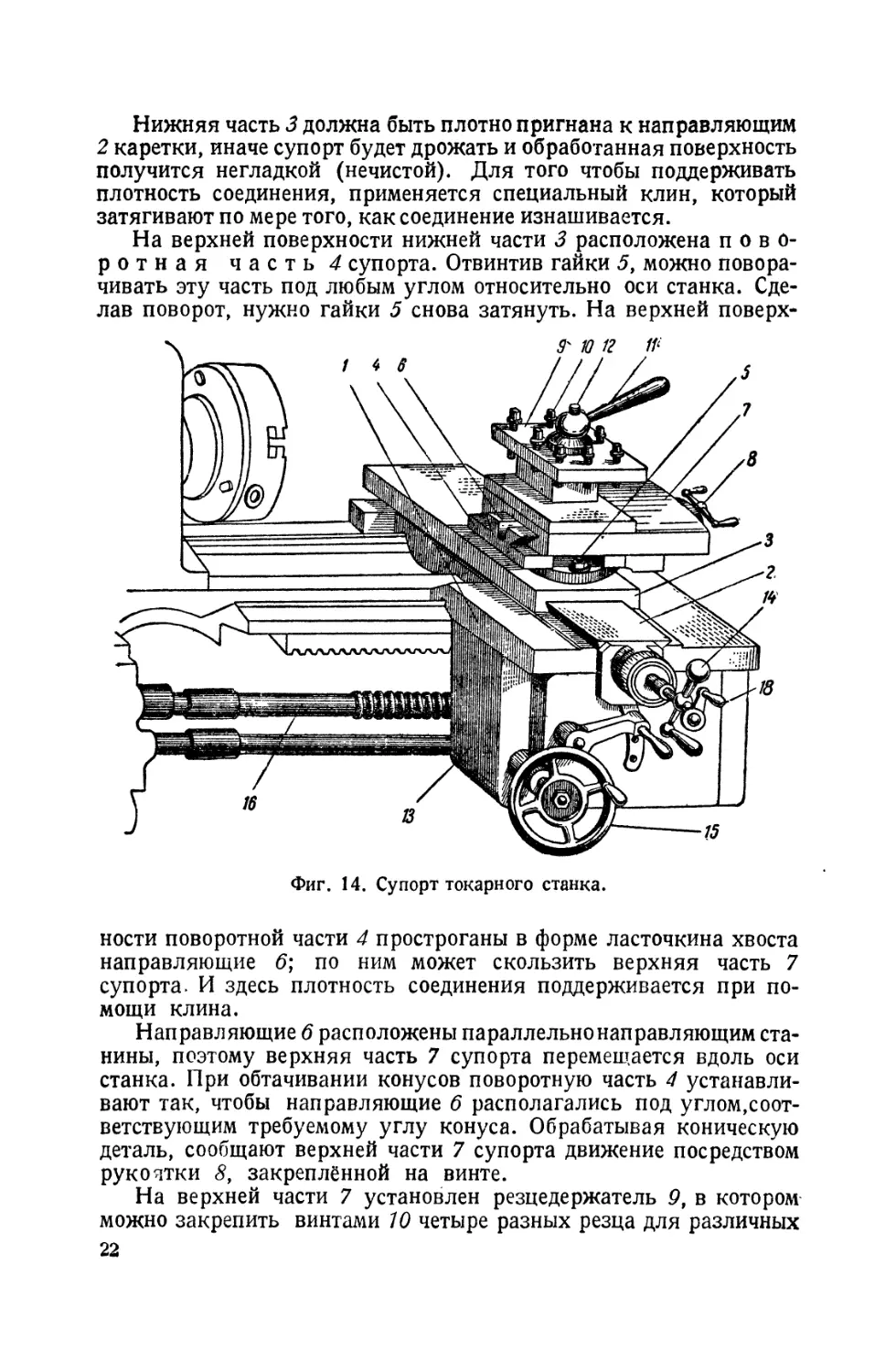
9. С упорт
Супорт (фиг. 14) — это часть токарного станка, предназна-
ченная для закрепления резца и сообщения ему движений подачи.
Нижняя плита 1 супорта, называемая кареткой, скользит
по направляющим станины и таким образом даёт супорту движе-
ние вдоль станины. На верхней поверхности каретки 1 имеются
направляющие 2, простроганные в форме ласточкина хвоста;
они направлены перпендикулярно к направляющим станины. На
направляющих 2 скользит нижняя поперечная часть 3 супор-
та, посредством которой резец перемещается при поперечном
точении.
21
Нижняя часть 3 должна быть плотно пригнана к направляющим
2 каретки, иначе супорт будет дрожать и обработанная поверхность
получится негладкой (нечистой). Для того чтобы поддерживать
плотность соединения, применяется специальный клин, который
затягивают по мере того, как соединение изнашивается.
На верхней поверхности нижней части 3 расположена пово-
ротная часть 4 супорта. Отвинтив гайки 5, можно повора-
чивать эту часть под любым углом относительно оси станка. Сде-
лав поворот, нужно гайки 5 снова затянуть. На верхней поверх-
Фиг. 14. Супорт токарного станка.
ности поворотной части 4 простроганы в форме ласточкина хвоста
направляющие <5; по ним может скользить верхняя часть 7
супорта. И здесь плотность соединения поддерживается при по-
мощи клина.
Направляющие 6 расположены параллельно направляющим ста-
нины, поэтому верхняя часть 7 супорта перемещается вдоль оси
станка. При обтачивании конусов поворотную часть 4 устанавли-
вают так, чтобы направляющие 6 располагались под углом,соот-
ветствующим требуемому углу конуса. Обрабатывая коническую
деталь, сообщают верхней части 7 супорта движение посредством
рукоятки 8, закреплённой на винте.
На верхней части 7 установлен резцедержатель 9, в котором
можно закрепить винтами 10 четыре разных резца для различных
22
видов обработки. Такой резцедержатель называют резцовой
головкой. Закончив один вид обработки (например, обточ-
ку), головку поворачивают вокруг ее оси и устанавливают следую-
щим резцом в положение, необходимое для нового вида обработки
(например, нарезания резьбы). Для освобождения головки от зажи-
ма и её поворота служит рукоятка 77, связанная с гайкой, сидя-
щей на винте 72. Этой же рукояткой зажимают головку после её
поворота.
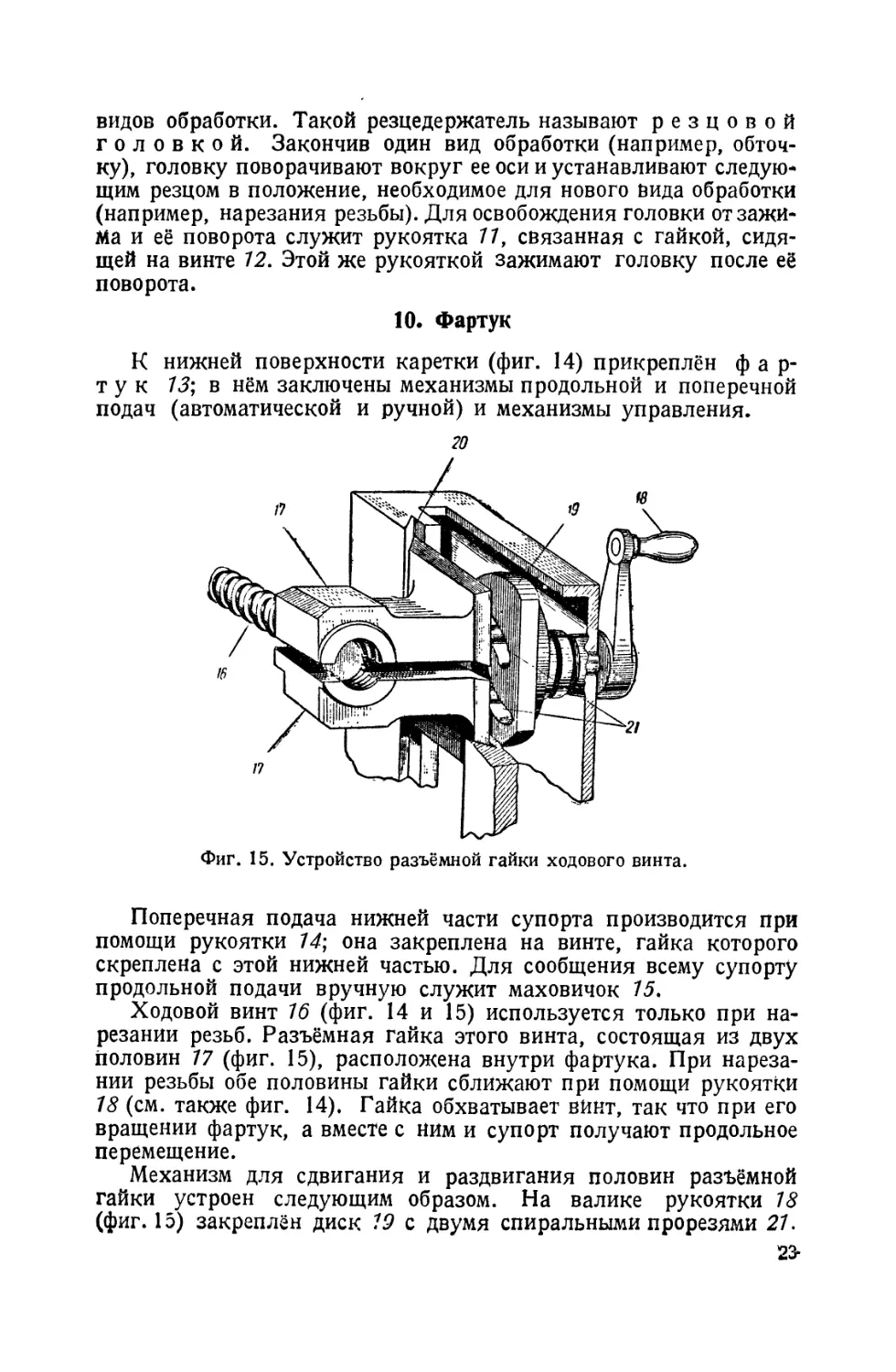
10. Фартук
К нижней поверхности каретки (фиг. 14) прикреплён фар-
тук 13; в нём заключены механизмы продольной и поперечной
подач (автоматической и ручной) и механизмы управления.
Фиг. 15. Устройство разъёмной гайки ходового винта.
Поперечная подача нижней части супорта производится при
помощи рукоятки 14; она закреплена на винте, гайка которого
скреплена с этой нижней частью. Для сообщения всему супорту
продольной подачи вручную служит маховичок 15.
Ходовой винт 16 (фиг. 14 и 15) используется только при на-
резании резьб. Разъёмная гайка этого винта, состоящая из двух
половин 77 (фиг. 15), расположена внутри фартука. При нареза-
нии резьбы обе половины гайки сближают при помощи рукоятки
18 (см. также фиг. 14). Гайка обхватывает винт, так что при его
вращении фартук, а вместе с ним и супорт получают продольное
перемещение.
Механизм для сдвигания и раздвигания половин разъёмной
гайки устроен следующим образом. На валике рукоятки 18
(фиг. 15) закреплён диск 19 с двумя спиральными прорезями 27.
23-
В прорези входят пальцы нижней и верхней половин разъёмной
гайки. При повороте диска 19 рукояткой 18 прорези заставляют
пальцы сближаться или раздвигаться. Половины гайки при этом
скользят в направляющих 20 фартука, имеющих форму ласточ-
кина хвоста.
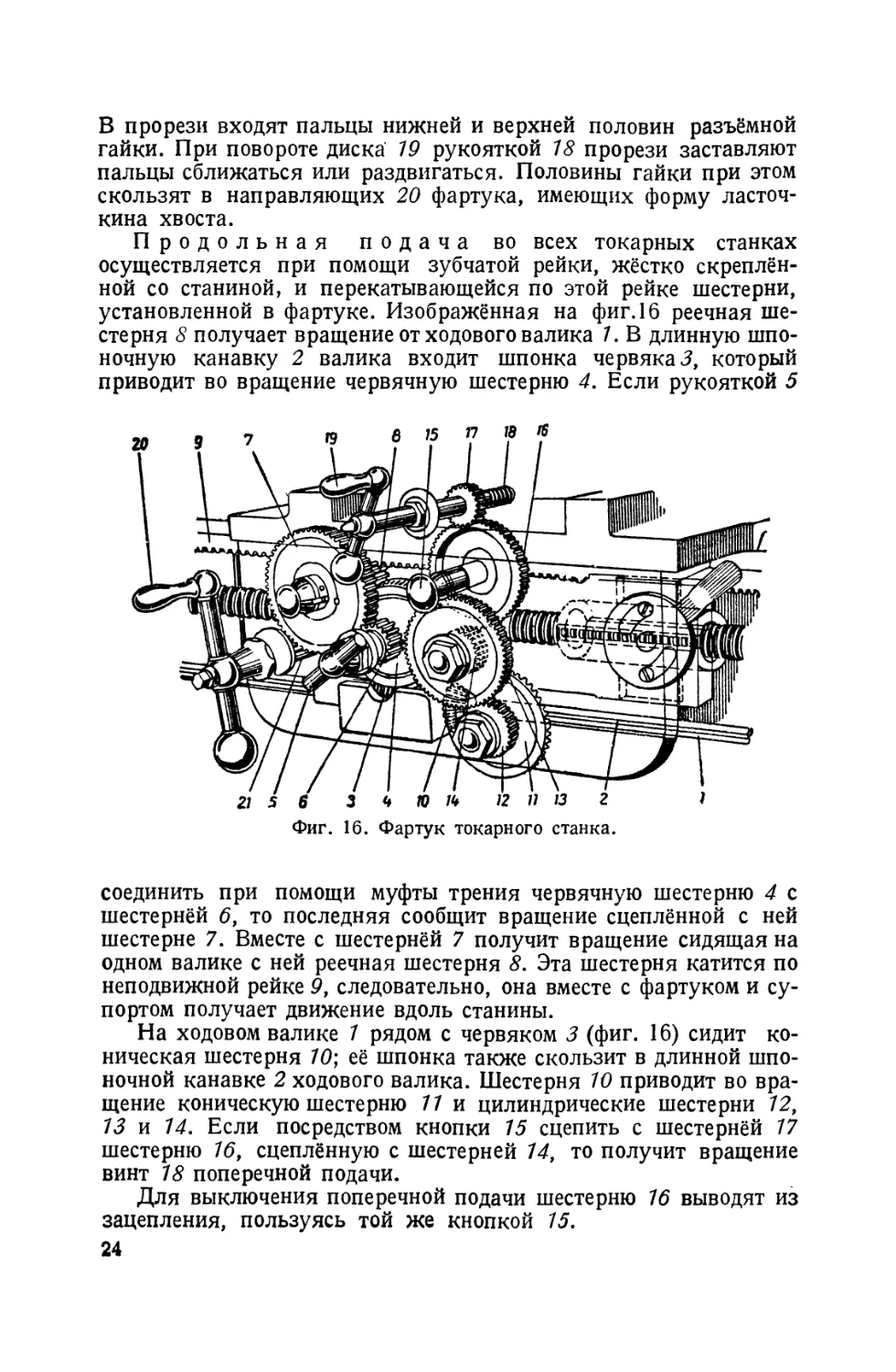
Продольная подача во всех токарных станках
осуществляется при помощи зубчатой рейки, жёстко скреплён-
ной со станиной, и перекатывающейся по этой рейке шестерни,
установленной в фартуке. Изображённая на фиг. 16 реечная ше-
стерня 8 получает вращение от ходового валика 7. В длинную шпо-
ночную канавку 2 валика входит шпонка червяка 3, который
приводит во вращение червячную шестерню 4. Если рукояткой 5
Фиг. 16. Фартук токарного станка.
соединить при помощи муфты трения червячную шестерню 4 с
шестерней 6, то последняя сообщит вращение сцеплённой с ней
шестерне 7. Вместе с шестернёй 7 получит вращение сидящая на
одном валике с ней реечная шестерня 8. Эта шестерня катится по
неподвижной рейке 9, следовательно, она вместе с фартуком и су-
портом получает движение вдоль станины.
На ходовом валике 7 рядом с червяком 3 (фиг. 16) сидит ко-
ническая шестерня 70; её шпонка также скользит в длинной шпо-
ночной канавке 2 ходового валика. Шестерня 70 приводит во вра-
щение коническую шестерню 77 и цилиндрические шестерни 12,
13 и 14. Если посредством кнопки 15 сцепить с шестернёй 77
шестерню 16, сцеплённую с шестерней 14, то получит вращение
винт 18 поперечной подачи.
Для выключения поперечной подачи шестерню 16 выводят из
зацепления, пользуясь той же кнопкой 15.
24
Ручная поперечная подача производится рукояткой 19,
а ручная продольная — рукояткой 20 через шестерни 27,
7 и 8.
На токарном станке недопустимо включать механизм продоль-
ной подачи от ходового валика одновременно с замыканием разъём-
ной гайки на ходовом винте; это обязательно ведёт к поломке ме-
ханизма фартука. Для предотвращения таких случаев на станках
имеется специальный механизм, называемый блокировоч-
ным. Он не даёт возможности повернуть рукоятку разъёмной
гайки, если включена подача от ходового валика, или повернуть
рукоятку включения автоматической продольной подачи, если
разъёмная гайка на ходовом винте замкнута.
§ 11. Механизмы подачи
Механизмы, сообщающие резцу движение подачи, приводятся
в действие от шпинделя станка.. Они расположены между шпин-
делем и супортом, несущим резец, и связаны общим движением.
Фиг. 17. Устройство трензеля.
Механизмы подачи включают в себя: 1) механизм для изменения
направления подачи, называемый реверсивным; 2) гитару
со сменными шестернями, которыми пользуются при нарезании
различных резьб; 3) коробку подач; 4) фартук, в котором распо-
ложены механизмы, преобразующие вращательное движение хо-
дового валика и ходового винта в поступательное движение рез-
ца; 5) супорт, служащий для перемещения резца.
Не во всех станках имеются все перечисленные механизмы.
Например, в станках, предназначенных исключительно для на-
резания точных резьб, отсутствует коробка подач, и подачи здесь
переключают сменой шестерён гитары.
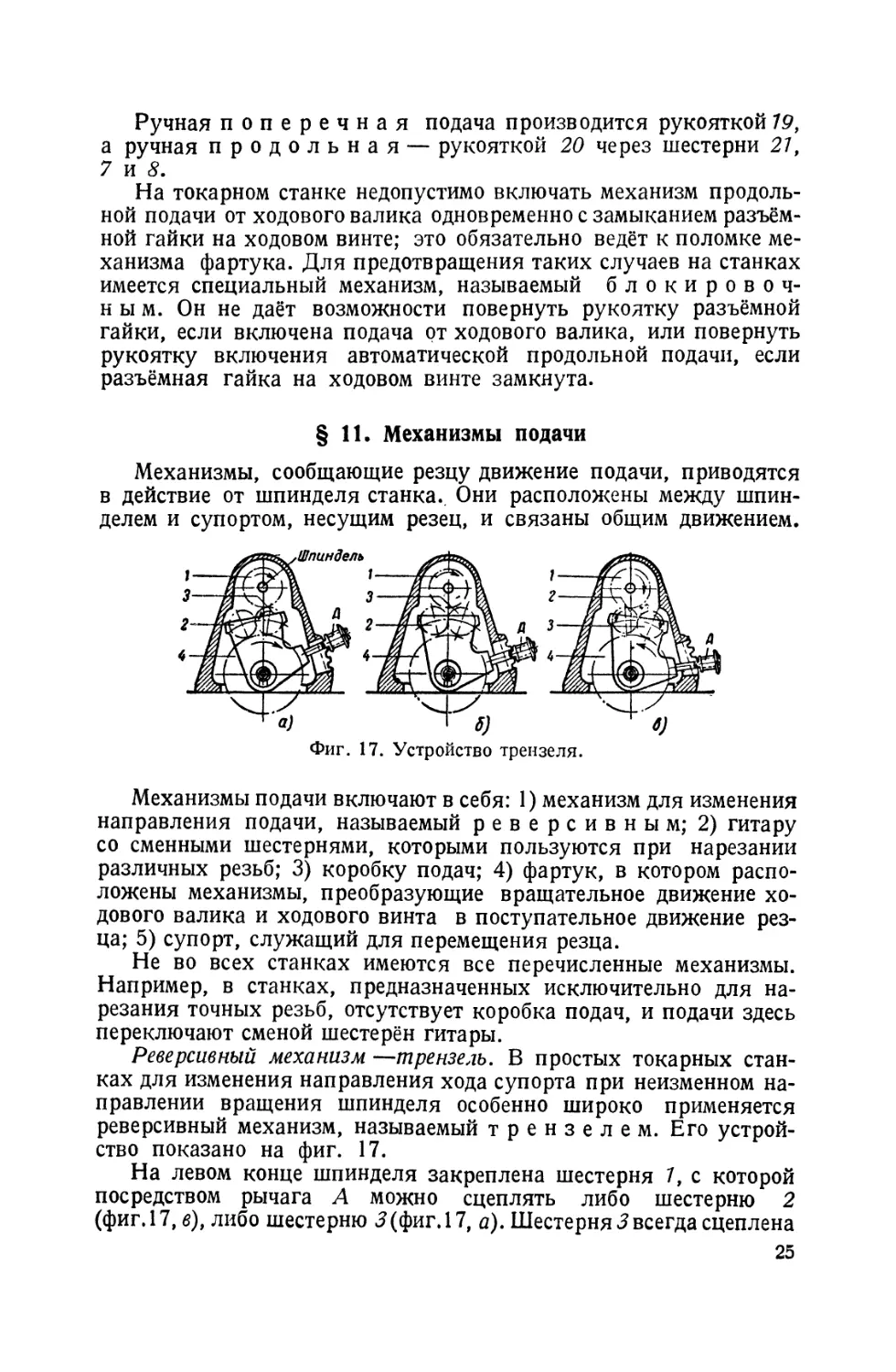
Реверсивный механизм —трензель. В простых токарных стан-
ках для изменения направления хода супорта при неизменном на-
правлении вращения шпинделя особенно широко применяется
реверсивный механизм, называемый трензелем. Его устрой-
ство показано на фиг. 17.
На левом конце шпинделя закреплена шестерня 7, с которой
посредством рычага А можно сцеплять либо шестерню 2
(фиг. 17, в), либо шестерню 3 (фиг. 17, а). Шестерня 3 всегда сцеплена
25
с шестернёй 2 и с шестернёй 4. Если сцепить с шестернёй 1 шес-
терню 2, то вращение к шестерне 4 будет передаваться через две
промежуточные шестерни 2 и 3; в этом случае шестерня 4 бу-
д
в этом случае шестерня 4 бу-
дет вращаться по стрелке,
показанной на фиг. 17, в.
Если же сцепить шестерню 1
с шестернёй 3 (фиг. 17, а),
го шестерня 4 получит вра-
щение только
промежуточную
Следовательно,
стерня 4 уже будет вра-
щаться в обратном направле-
нии. Мы можем рычаг А
закрепить в среднем поло-
жении, как показано на
фиг. 17, б. В этом случае
шестерни 2 и 3 не будут
сцеплены с шестернёй 7,
выключен.
через одну
шестерню,
сейчас ше-
Шпиндель
11 9 7 Ю"‘
Фиг. 19. Устройство гитары токарного
станка.
Фиг. 18. Реверсивный механизм.
т. е. механизм подачи будет
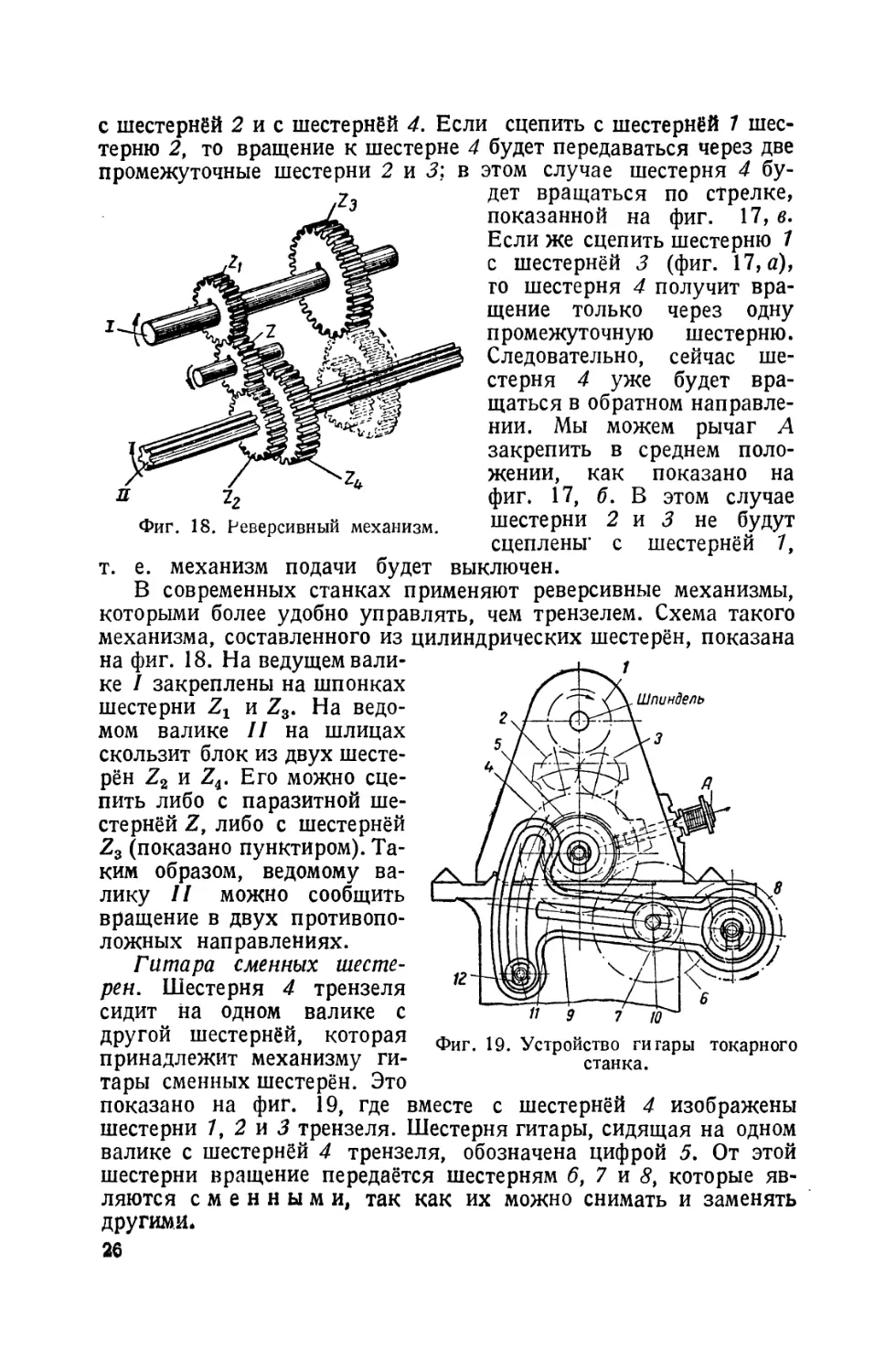
В современных станках применяют реверсивные механизмы,
которыми более удобно управлять, чем трензелем. Схема такого
механизма, составленного из цилиндрических шестерён, показана
на фиг. 18. На ведущем вали-
ке 7 закреплены на шпонках
шестерни Zx и Zs. На ведо-
мом валике 7/ на шлицах
скользит блок из двух шесте-
рён Z2 и Z4. Его можно сце-
пить либо с паразитной ше-
стернёй Z, либо с шестернёй
Z3 (показано пунктиром). Та-
ким образом, ведомому ва-
лику II можно сообщить
вращение в двух противопо-
ложных направлениях.
Гитара сменных шесте-
рен. Шестерня 4 трензеля
сидит на одном валике с
другой шестернёй, которая
принадлежит механизму ги-
тары сменных шестерён. Это
показано на фиг. 19, где вместе с шестернёй 4 изображены
шестерни 7, 2 и 3 трензеля. Шестерня гитары, сидящая на одном
валике с шестернёй 4 трензеля, обозначена цифрой 5. От этой
шестерни вращение передаётся шестерням 6, 7 и 8, которые яв-
ляются сменными, так как их можно снимать и заменять
другими.
26
Для того чтобы шестерни с другими числами зубьев сцепились
между собой, пользуются устройством 9, которое называется при-
клоном. Переставив ось шестерён б и 7 вдоль прямого паза
11 приклона, поворачивают последний около оси шестерни 8.
После того как сцепление достигнуто, закрепляют ось шестерён
б и 7 болтом 10, а приклон — болтом 12.
В простейших станках шестерня 8 гитары обычно расположе-
на на ходовом винте. В более совершенных станках она закреплена
на первом валике коробки подач. Если станок не имеет короб-
ки подач, изменяют величину подачи только сменой шестерён на
гитаре. Этот способ менее удобен, так как отнимает много вре-
мени.
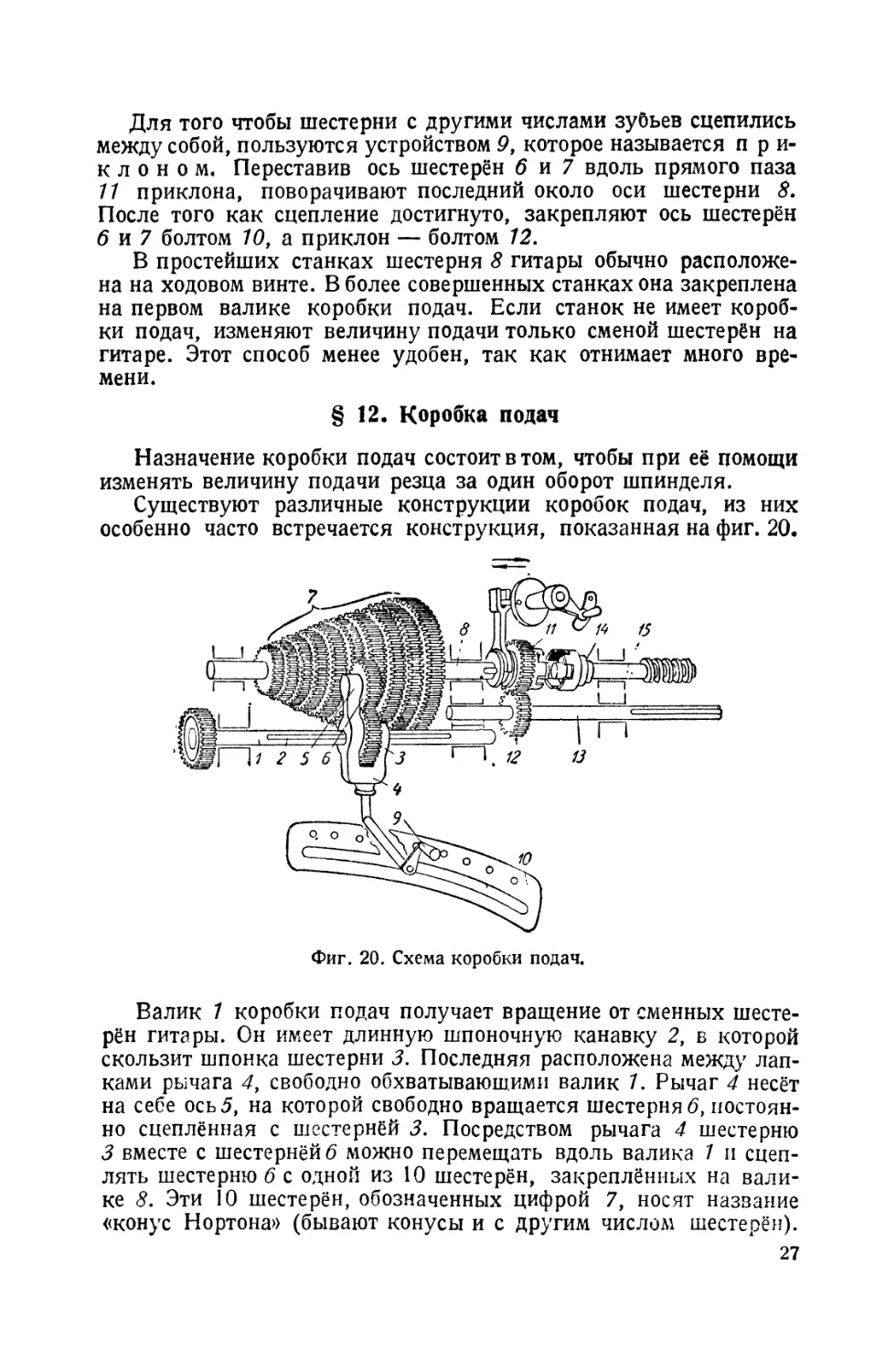
§ 12. Коробка подач
Назначение коробки подач состоит в том, чтобы при её помощи
изменять величину подачи резца за один оборот шпинделя.
Существуют различные конструкции коробок подач, из них
особенно часто встречается конструкция, показанная на фиг. 20.
Фиг. 20. Схема коробки подач.
Валик 1 коробки подач получает вращение от сменных шесте-
рён гитары. Он имеет длинную шпоночную канавку 2, в которой
скользит шпонка шестерни 3. Последняя расположена между лап-
ками рычага 4, свободно обхватывающими валик 7. Рычаг 4 несёт
на себе ось 5, на которой свободно вращается шестерня б, постоян-
но сцеплённая с шестернёй 3. Посредством рычага 4 шестерню
3 вместе с шестернёй б можно перемещать вдоль валика 1 и сцеп-
лять шестерню б с одной из 10 шестерён, закреплённых на вали-
ке 8. Эти 10 шестерён, обозначенных цифрой 7, носят название
«конус Нортона» (бывают конусы и с другим числол! шестерён).
27
Таким образом, рычаг 4 имеет 10 положений по числу шесте-
рён конуса Нортона. В каждом из этих положений он удержи-
вается штифтом 9, который вводят в соответствующее отверстие
передней стенки 10 коробки подач.
При перестановках рычага 4, т. е. при сцеплении шестерни б
с той или иной шестерней конуса Нортона, соответственно изменяет-
ся скорость вращения валика 8. На правом конце этого валика
на скользящей шпонке расположена шестерня 77, имеющая на
правом торце зубья. Шестерню 77 можно сцепить с шестерней 12,
закреплённой на ходовом валике 13. Если шестерню 77 сместить
вправо вдоль валика 8, то она выйдет из зацепления с шестернёй 72.
Своими торцевыми зубьями она сцепится с кулачковой муф-
той 14, жёстко сидящей на ходовом винте 15. В результате и ва-
лик 8 окажется соединённым с ходовым винтом. Понятно, что
при включении ходового винта ходовой валик 13 будет оставаться
неподвижным, так же как при включении ходового валика будет
оставаться неподвижным ходовой винт.
К стенке коробки подач обычно прикреплена табличка, на ко-
торой показано, какие подачи или какие шаги резьб получаются
при каждом из 10 положений рычага 4.
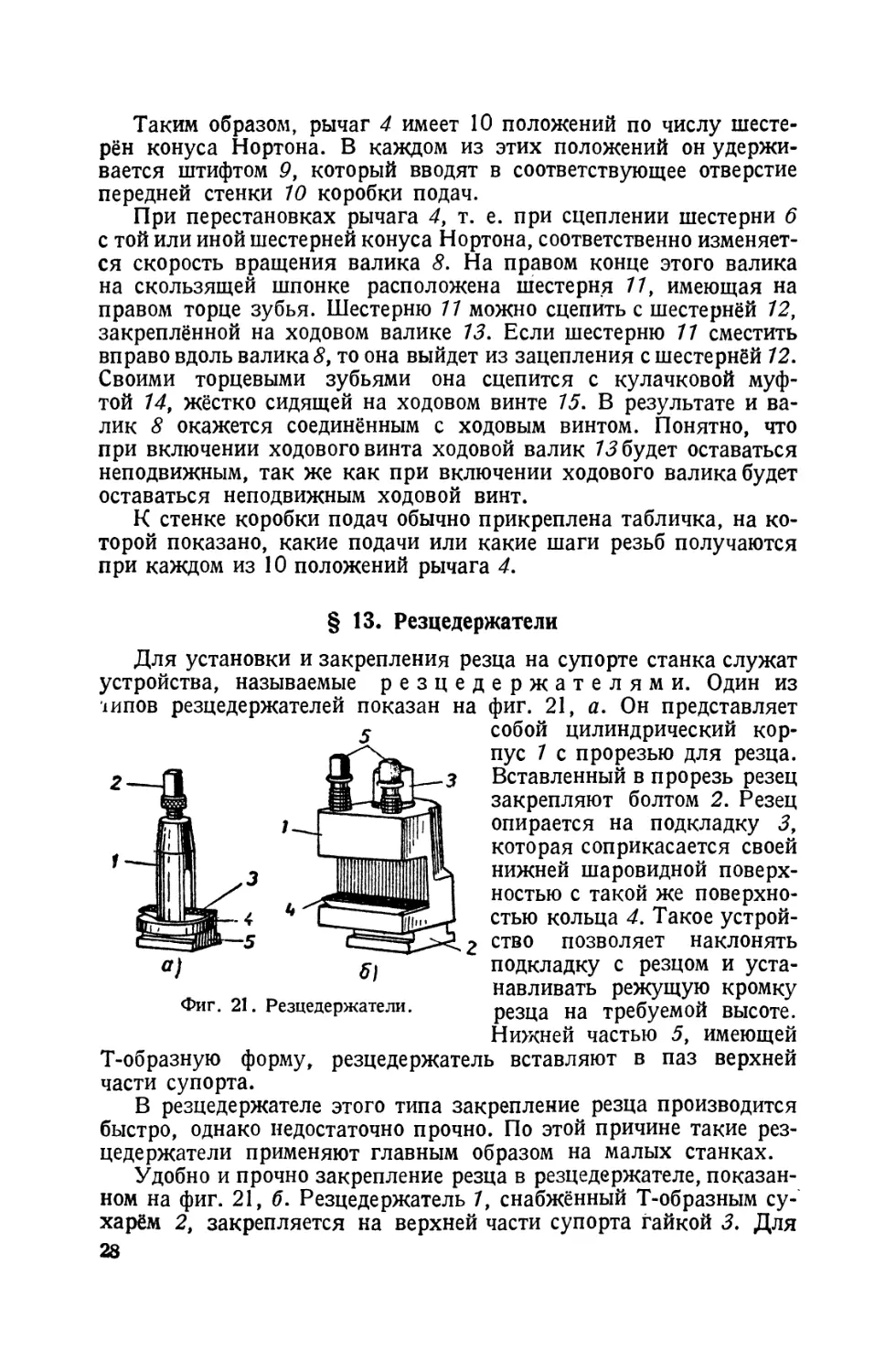
§13. Резцедержатели
Для установки и закрепления резца на супорте станка служат
устройства, называемые резцедержателями. Один из
фиг. 21, а. Он представляет
собой цилиндрический кор-
пус 7 с прорезью для резца.
Вставленный в прорезь резец
закрепляют болтом 2. Резец
опирается на подкладку 3,
которая соприкасается своей
нижней шаровидной поверх-
ностью с такой же поверхно-
стью кольца 4. Такое устрой-
ство позволяет наклонять
подкладку с резцом и уста-
навливать режущую кромку
резца на требуемой высоте.
Нижней частью 5, имеющей
чипов резцедержателей показан на
5
Фиг. 21. Резцедержатели.
Т-образную форму, резцедержатель вставляют в паз верхней
части супорта.
В резцедержателе этого типа закрепление резца производится
быстро, однако недостаточно прочно. По этой причине такие рез-
цедержатели применяют главным образом на малых станках.
Удобно и прочно закрепление резца в резцедержателе, показан-
ном на фиг. 21, б. Резцедержатель 7, снабжённый Т-образным су-
харём 2, закрепляется на верхней части супорта гайкой 3. Для
28
регулирования положения резца в резцедержателе имеется под-
кладка 4. Закрепляют резец двумя болтами 5. Резцедержатель
этого типа применяется как на малых станках, так и на станках
средних размеров.
На фиг. 14 был показан резцедержатель (резцовая головка),
особенно часто встречающийся на токарных станках средних и
крупных размеров. В таком резцедержателе можно установить че-
тыре резца. Каждый резец закрепляют двумя-тремя болтами.
§ 14. Основные правила техники безопасности
при работе на токарном станке
Для безопасной работы на токарном станке необходимо стро-
го соблюдать следующие основные правила:
1. Не приступать к работе на станке до получения инструк-
тажа.
2. Перед включением мотора выключить все рычаги управле-
ния, установив их в нейтральном положении.
3. Во время работы не оставлять станок без надзора.
4. При всякой хотя бы временной приостановке работы станок
останавливать.
5. Точно так же останавливать станок при установке, измере-
нии и снятии обрабатываемых деталей, при смене режущего ин-
струмента, чистке и смазке станка, а также при уборке стружки.
6. При обработке металлов, дающих мелкую отскакивающую
стружку, надевать защитные очки.
7. Убирать стружку со станка только специальными крючками
или щётками.
8. Работать в спецодежде, плотно облегающей тело; работни-
цы, кроме того, должны повязывать волосы и убирать концы ко-
сынок.
9. Во время работы станка не снимать предохранительных
устройств, ограждающих ремни и шестерни.
10. Ремни на шкивах перебрасывать только наводкой.
11. Соблюдать чистоту и порядок на рабочем месте.
Категорически запрещается:
а) оставлять торцевой ключ вставленным в патрон;
б) тормозить руками вращающийся патрон;
в) производить замеры обрабатываемых деталей на ходу станка;
г) переключать на ходу кулачковые муфты и шестерни;
д) пользоваться направляющими станка как опорой для правки
деталей.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие станки называются токарно-винторезными?
2. Из каких основных частей состоит токарно-винторезный станок?
3. Для чего служат направляющие станины?
4. Каково назначение передней бабки?
29
5. Для чего предусматривается вращение шпинделя с различной скоростью?
6. Как устроен перебор?
7. Сколько скоростей имеет шпиндель станка с четырёхступенчатым шки-
вом и перебором?
8. Что произойдёт, если выключить одновременно перебор и штифт 9, сое-
диняющий шестерню 8 со ступенчатым шкивом (см. фиг. 4)?
9. Как сообщить шпинделю вращение в обратную сторону?
10. Для чего служит коробка скоростей?
11. Каково назначение задней бабки?
12. Каким образом перемещается корпус задней бабки по основной плите?
13. Как закрепляется шпиндель задней бабки?
14. Как вынуть задний центр?
15. Как вынуть передний центр?
16. Из каких основных частей состоит супорт?
17. Для чего служит поворотная часть супорта?
18. Для чего служит фартук? Из каких частей он состоит?
19. Какое назначение имеет ходовой валик?
20. Для чего служит ходовой винт?
21. Как устроена разъёмная гайка ходового винта?
22. Как передаётся движение от шпинделя к ходовому валику и к ходовому
винту?
23. Для чего предназначен трензель и как он устроен?
24. Как устроена коробка подач (фиг. 20)?
25. Почему нельзя включать одновременно подачу от ходового валика и хо-
дового винта?
26. Для чего служат сменные шестерни?
Глава II
ОСНОВНЫЕ ПОНЯТИЯ о ПРОЦЕССЕ РЕЗАНИЯ МЕТАЛЛОВ
И ТОКАРНЫХ РЕЗЦАХ
§ 15. Назначение обработки металлов резанием
В машиностроении в качестве основных материалов применяют-
ся металлы. Значительно Меньше используются дерево, пластмас-
са, резина и другие неметаллические материалы.
Металлические, как и все другие, детали машин должны иметь
определённую форму и размеры. Эта форма и размеры им могут быть
приданы следующими способами:
1) ковкой, штамповкой и прокаткой металлов;
2) отливкой жидкого металла в формах;
3) обработкой металлов резанием.
Первыми двумя способами получают заготовки в виде поковок,
штамповок, проката и литья. Заготовки обычно имеют неровные
поверхности, они неточны по форме и размерам. В таком грубом
виде их очень редко используют в качестве деталей машин.
30
Окончательную форму и размеры большинство деталей полу-
чает в результате обработки резанием на металлорежущих станках.
На этих станках заготовки обрабатывают различными режущими
инструментами — резцами, свёрлами, метчиками и т. п. Инстру-
менты срезают с заготовок лишний металл, называемый при-
пуском на обработку. Этим они им придают требуе-
мую форму, правильные размеры и гладкие поверхности, т. е.
превращают заготовки в детали машин.
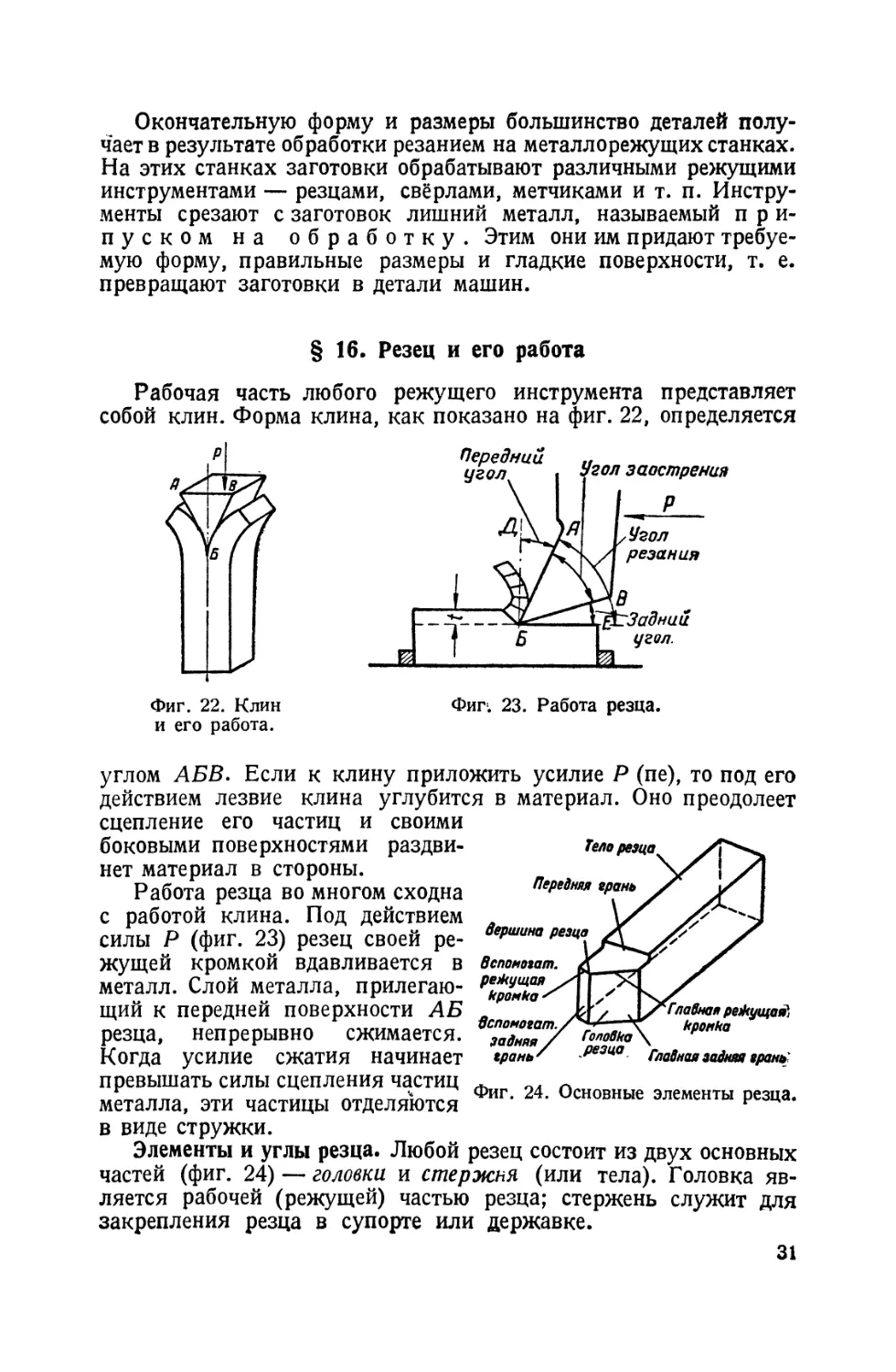
§ 16. Резец и его работа
Рабочая часть любого режущего инструмента представляет
собой клин. Форма клина, как показано на фиг. 22, определяется
Фиг. 22. Клин
и его работа.
Фиг; 23. Работа резца.
вершина резца
вспомогат.
реЖущая
кромка
вспомогат.
Задняя
орано
Тело резца
Передняя орано
Гпавная реЖущая^
кромка
Гз лодка
резца гладная задняя орано
Фиг. 24. Основные элементы резца.
углом АБВ. Если к клину приложить усилие Р (пе), то под его
действием лезвие клина углубится в материал. Оно преодолеет
сцепление его частиц и своими
боковыми поверхностями раздви-
нет материал в стороны.
Работа резца во многом сходна
с работой клина. Под действием
силы Р (фиг. 23) резец своей ре-
жущей кромкой вдавливается в
металл. Слой металла, прилегаю-
щий к передней поверхности АБ
резца, непрерывно сжимается.
Когда усилие сжатия начинает
превышать силы сцепления частиц
металла, эти частицы отделяются
в виде стружки.
Элементы и углы резца. Любой резец состоит из двух основных
частей (фиг. 24) — головки и стержня (или тела). Головка яв-
ляется рабочей (режущей) частью резца; стержень служит для
закрепления резца в супорте или державке.
31
Головка состоит из нескольких элементов. Различают перед-
нюю грань резца — поверхность, по которой сходит стружка, и
задние грани — поверхности, обращённые к обрабатываемой детали.
Одна из задних граней называется главной, а другая —
вспомогательной.
От пересечения передней и задних граней получаются режу-
щие кромки. Различают главную режущую кромку и вспо-
могательную режущую кромку. Пересечение главной и
вспомогательной режущих кромок называется вершиной резца;
её делают обычно закруглённой. Основную работу резания выпол-
няет главная режущая кромка.
Вернёмся к фиг. 23. Угол АБВ, который образуется между
передней гранью АБ и главной задней гранью БВ резца,назы-
вается углом заострения резца. Чем острее этот угол, тем легче
врезается резец в обрабатываемый металл.
На чертеже видно, что задняя грань БВ резца почти на всём
своём протяжении не касается поверхности БЕ обрабатываемой
детали. Это очень важно. Если бы касание имело место, то полу-
чилось бы сильное трение, вредное для работы резца.
Угол В БЕ, образуемый главной задней гранью Б В резца и
поверхностью БЕ детали, называется задним углом резца.
Угол АБЕ, образуемый передней гранью АБ резца и поверх-
ностью БЕ обрабатываемой детали, называется углом резания.
Для облегчения схода стружки по передней грани АБ резца и
уменьшения трения между стружкой и резцом переднюю грань у
большинства резцов делают наклонной к линии БД под углом ДБ А.
Этот угол называется передним углом резца.
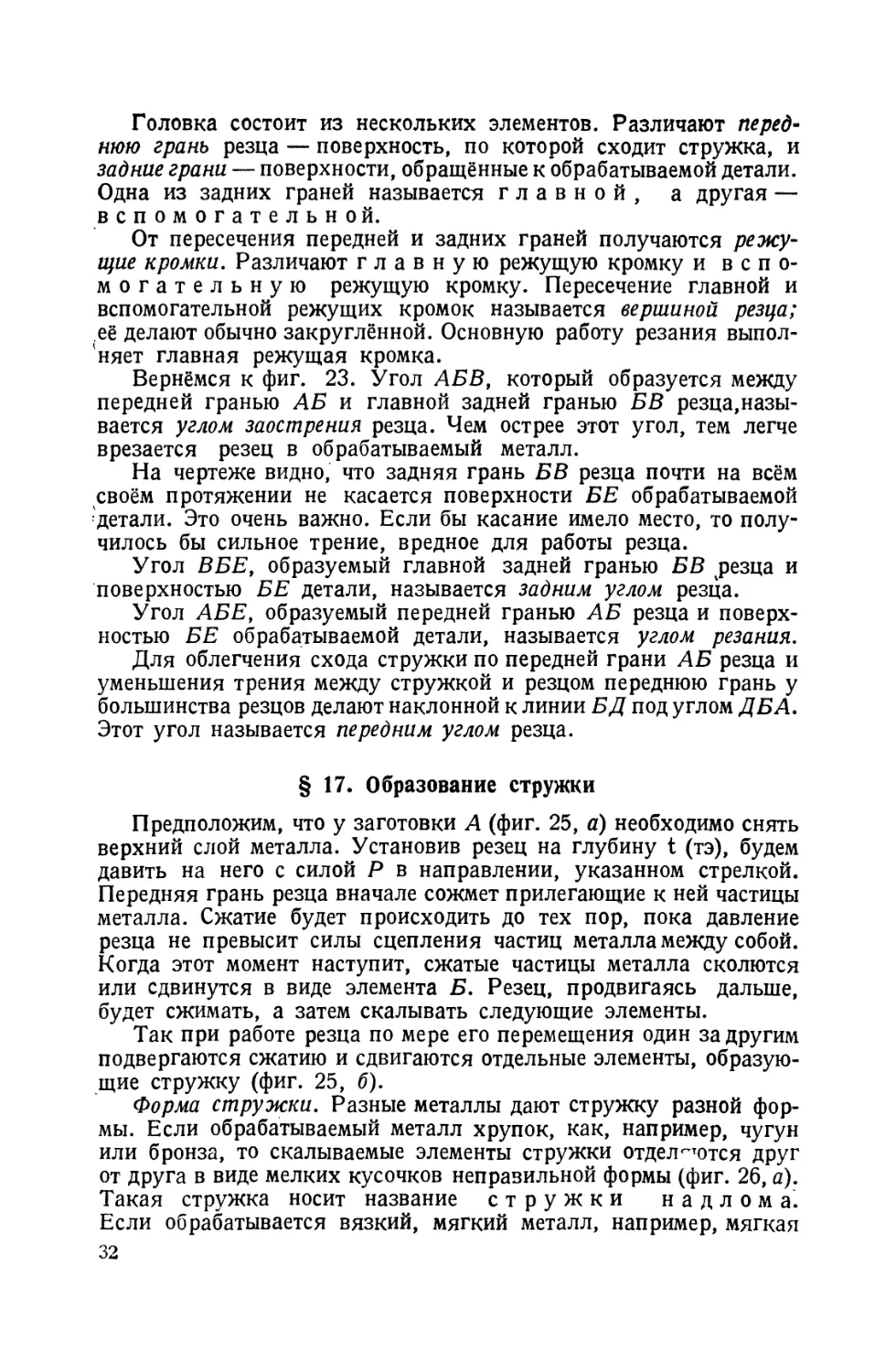
§ 17. Образование стружки
Предположим, что у заготовки А (фиг. 25, а) необходимо снять
верхний слой металла. Установив резец на глубину t (тэ), будем
давить на него с силой Р в направлении, указанном стрелкой.
Передняя грань резца вначале сожмет прилегающие к ней частицы
металла. Сжатие будет происходить до тех пор, пока давление
резца не превысит силы сцепления частиц металла между собой.
Когда этот момент наступит, сжатые частицы металла сколются
или сдвинутся в виде элемента Б. Резец, продвигаясь дальше,
будет сжимать, а затем скалывать следующие элементы.
Так при работе резца по мере его перемещения один за другим
подвергаются сжатию и сдвигаются отдельные элементы, образую-
щие стружку (фиг. 25, б).
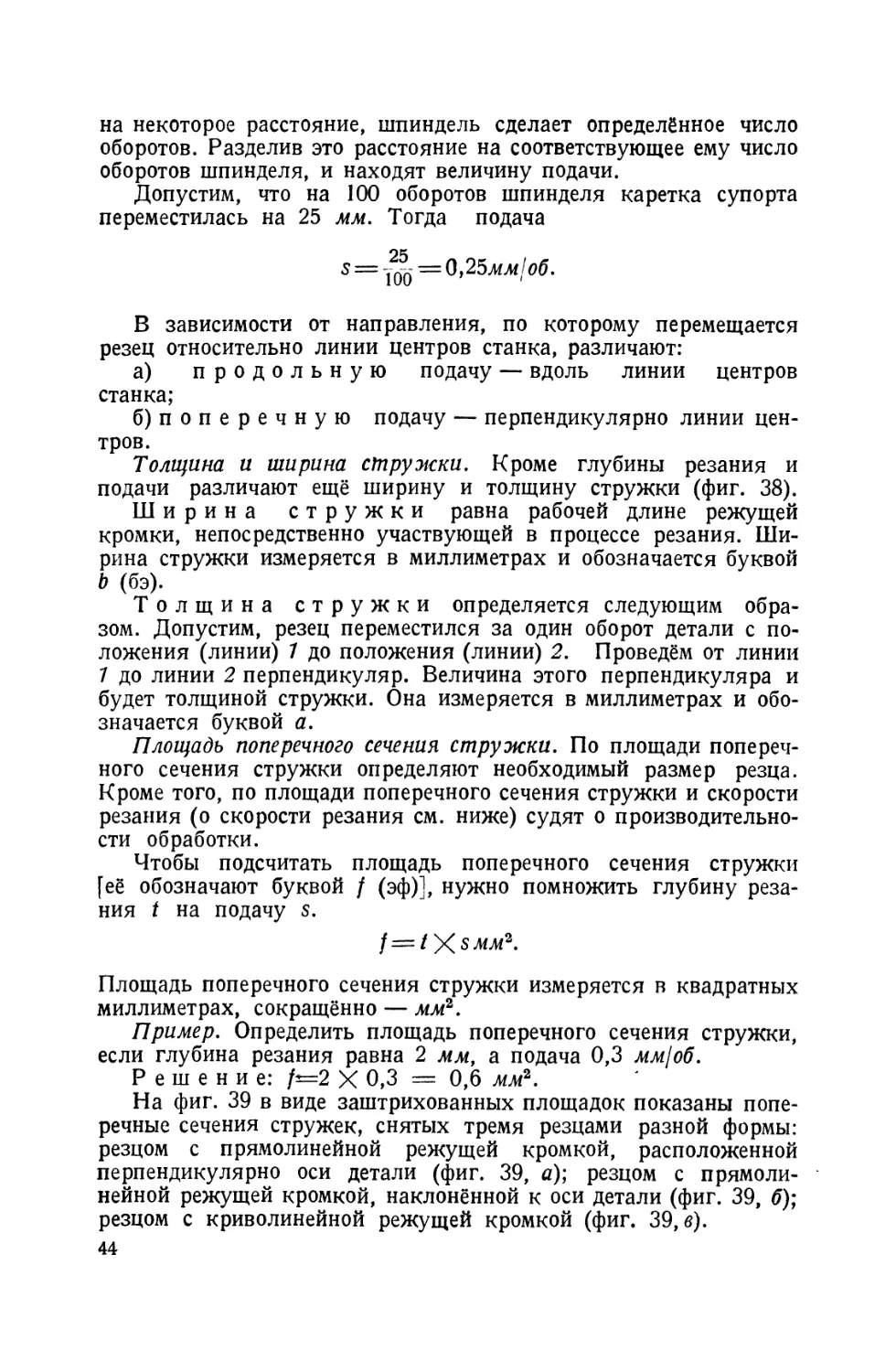
Форма стружки. Разные металлы дают стружку разной фор-
мы. Если обрабатываемый металл хрупок, как, например, чугун
или бронза, то скалываемые элементы стружки отделяются друг
от друга в виде мелких кусочков неправильной формы (фиг. 26, а).
Такая стружка носит название стружки надлома.
Если обрабатывается вязкий, мягкий металл, например, мягкая
32
сталь или алюминий, и снимается стружка небольшой толщины,
то отдельные элементы стружки не отделяются друг от друга, а
сдвигаются и завиваются в виде ленты (фиг. 26, б). Такая стружка
называется сливной. Та сторона сливной стружки, которая
прилегает к передней грани резца, получается совершенно глад-
кой; противоположная сторона имеет небольшие зазубрины.
При обработке твёрдых, но вязких металлов, .например,
твёрдой стали, образуется стружка скалывания
(фиг. 26, в). Она состоит из отдельных элементов, слабо связанных
друг с другом.
Фиг. 25. Образование стружки. Фиг. 26. Формы стружки*
а — стружка надлома; б — слив-
Рассмотренные формы стружки ная стружклЫва7иЯт.ружка ска'
не остаются постоянными; они могут
изменяться с изменением условий резания. Чем мягче обрабаты-
ваемый металл и чем меньше толщина стружки и угол резания,
тем больше форма стружки приближается к сливной. Чем тверже
обрабатываемый металл и чем больше толщина стружки и угол
резания, тем больше форма стружки приближается к стружке
скалывания.
По форме стружки можно судить о качестве обработанной
поверхности. Если стружка получается сливной, то это значит,
что обработанная поверхность будет чистой и гладкой. Качество
поверхности будет хуже, если обработка её сопровождается обра-
зованием стружки скалывания. Признак наиболее плохого ка-
чества поверхности — образование стружки надлома.
3 Бруштейн и Дементьев 33
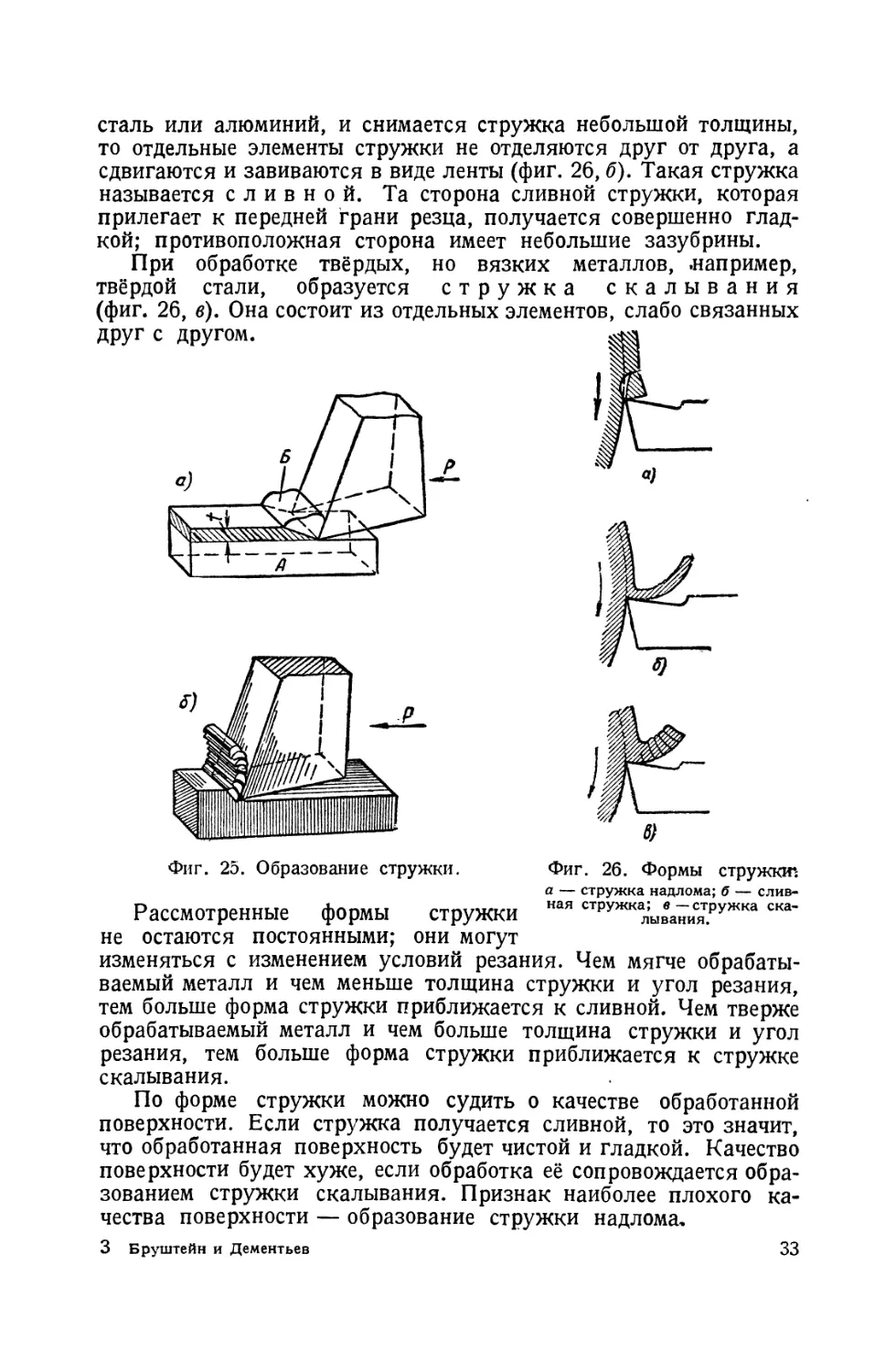
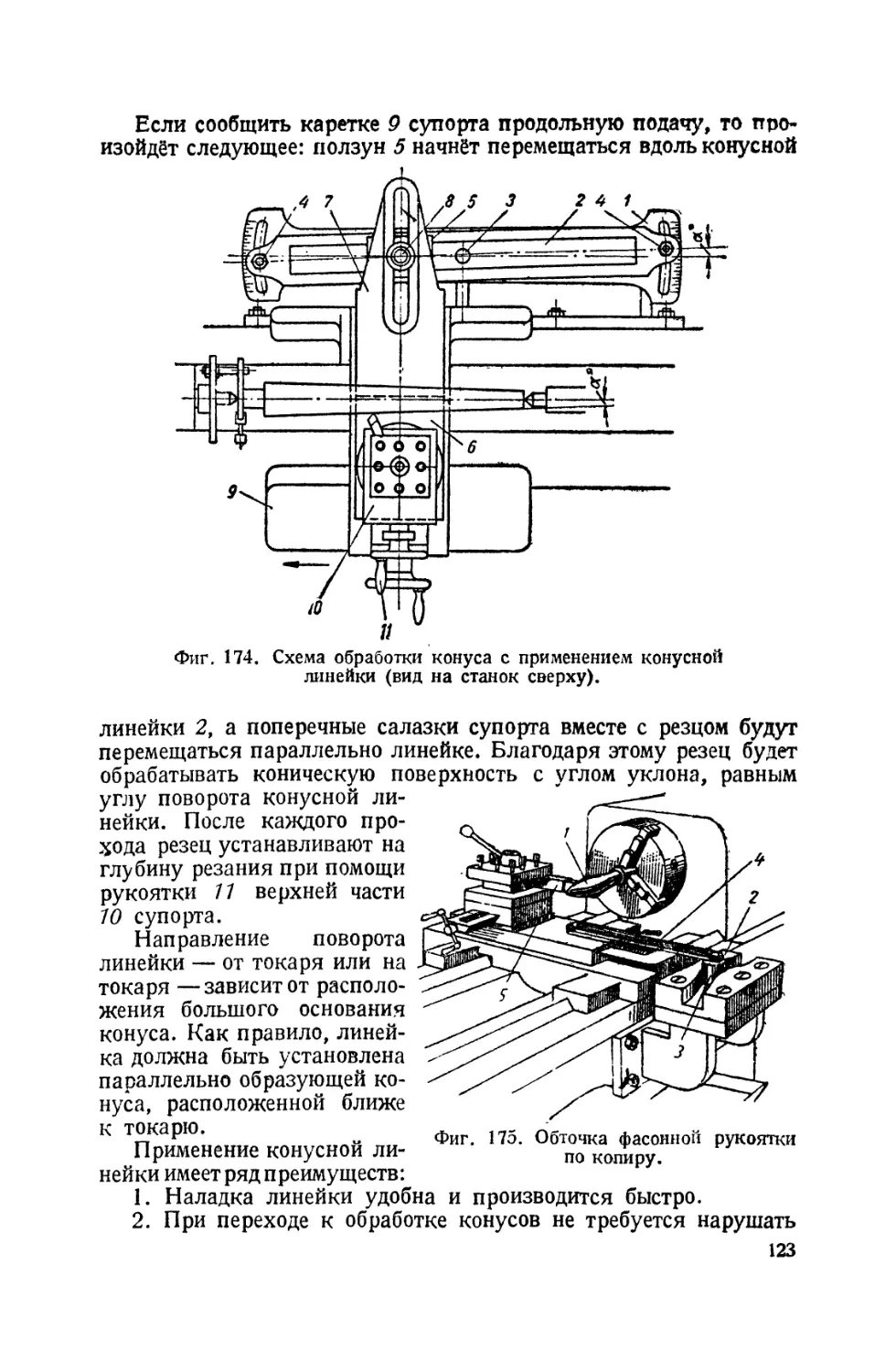
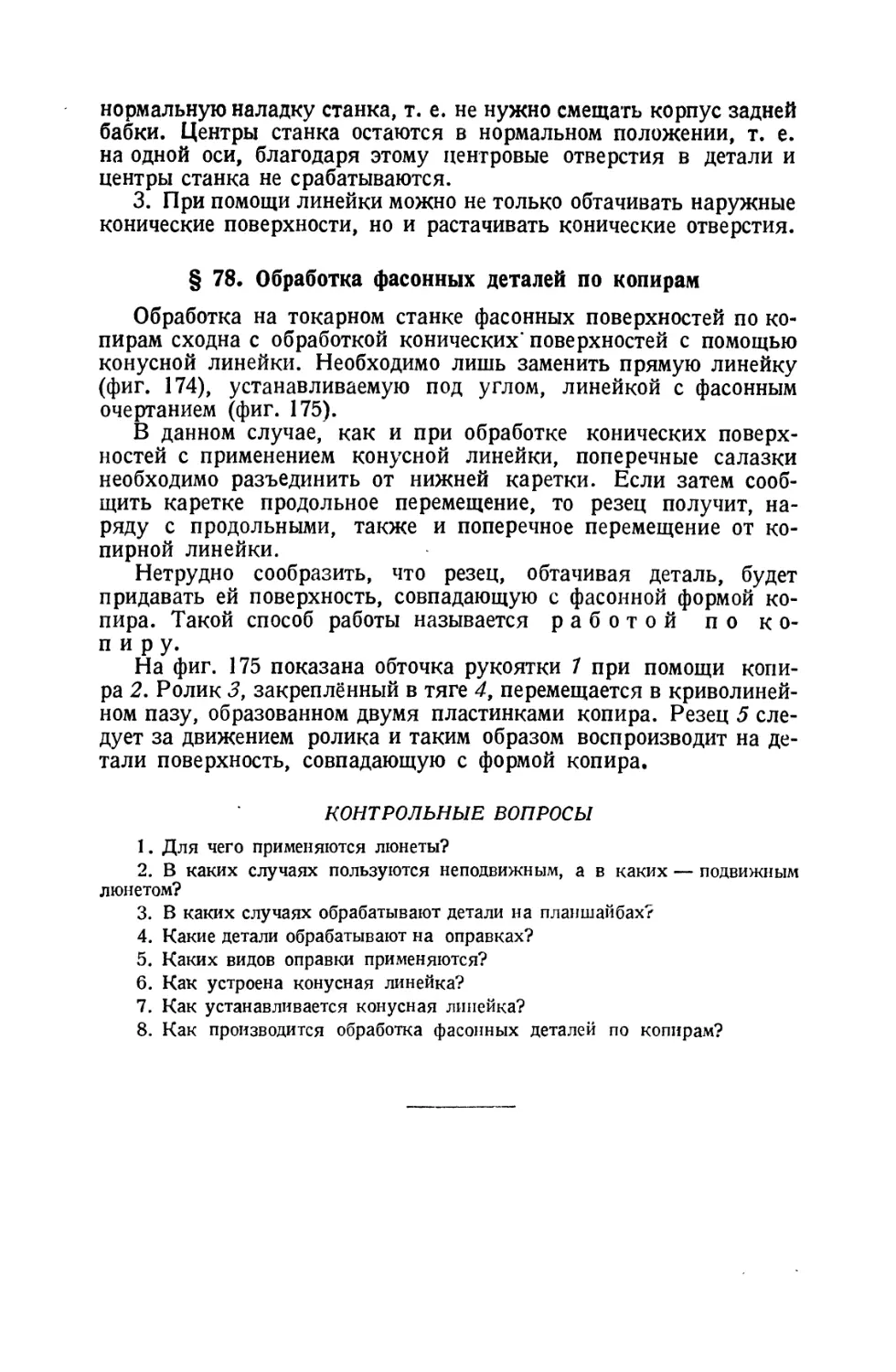
§18. Поверхности обработки
Обрабатываеная Поверхность
поверхность I резания
4\ ^Обработанная
поверхность
Поперечная подача.
Фиг. 27. Поверхности и плоско-
сти при работе токарного резца.
Продольная
подача
Основная плоскость
При работе на токарных станках обрабатываемая деталь вра-
щается, резец в это время перемещается в продольном или попе-
речном направлении (фиг. 27). Вращение обрабатываемой детали
называется главным движением, а перемещение резца относитель-
но детали.— движением подачи. В результате этих двух движений
резец срезает с обрабатываемой
детали излишки металла и при-
даёт ей нужные форму и размеры.
На обрабатываемой детали
различают три вида поверхности
(фиг. 27): обрабатываемую, обра-
ботанную и поверхность резания.
Обрабатываемой поверхностью
называется поверхность детали, с
которой снимается стружка.
Обработанной поверхностью
называется поверхность детали,
полученная после снятия стружки.
Поверхностью резания назы-
вается поверхность, образуемая
на обрабатываемой детали непо-
средственно режущей кромкой резца.
Необходимо также различать плоскость резания и основную
плоскость (фиг. 27).
Плоскостью резания называется плоскость, касательная к
поверхности резания, проходящая через режущую кромку резца.
В этой плоскости происходит работа резца.
Основной плоскостью называется плоскость, параллельная про-
дольной и поперечной подачам резца. У токарных резцов с прямо-
угольным телом за эту плоскость можно принять горизонтальную
опорную поверхность резца.
Плоскость
резаная /у
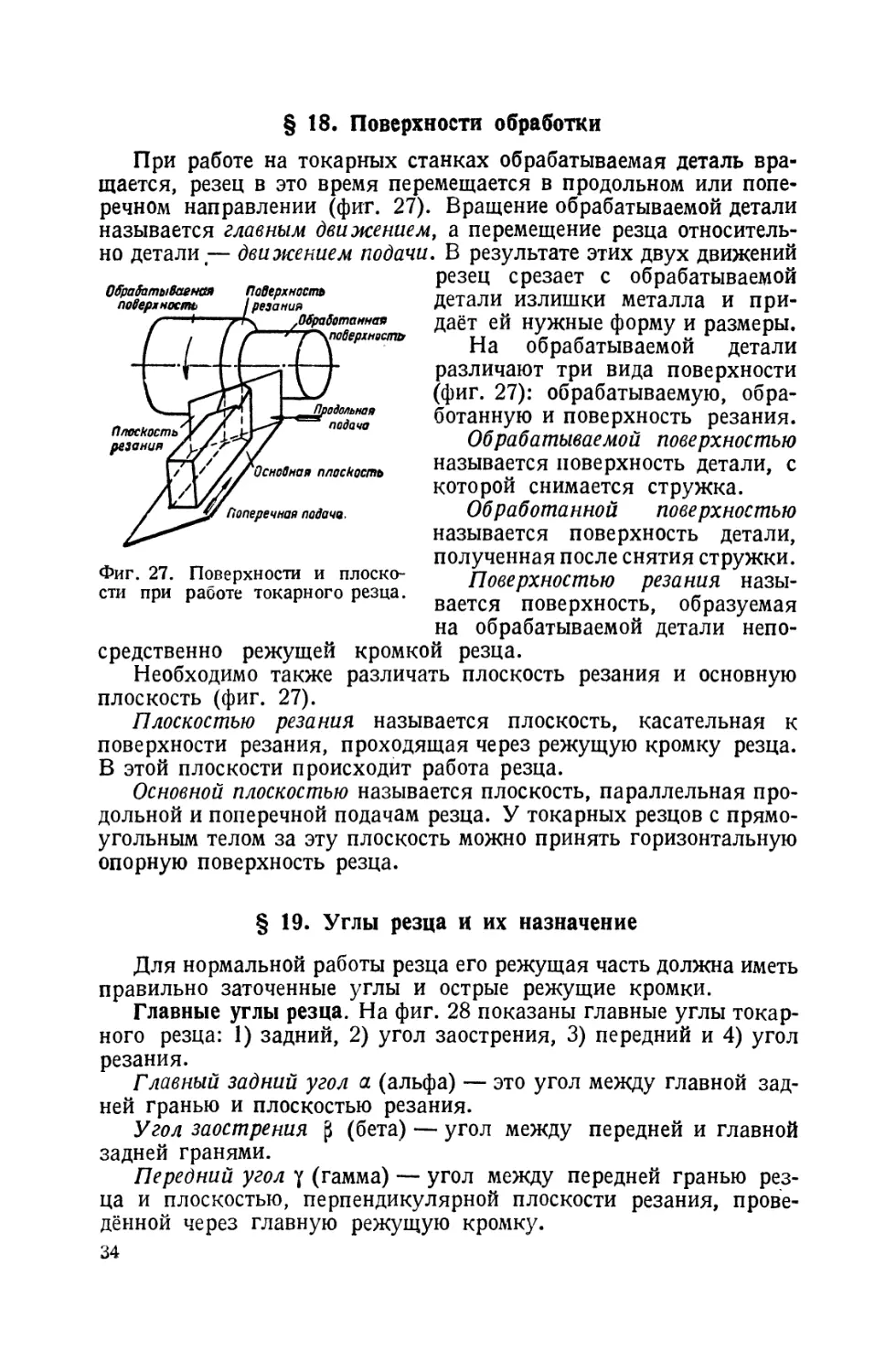
§ 19. Углы резца и их назначение
Для нормальной работы резца его режущая часть должна иметь
правильно заточенные углы и острые режущие кромки.
Главные углы резца. На фиг. 28 показаны главные углы токар-
ного резца: 1) задний, 2) угол заострения, 3) передний и 4) угол
резания.
Главный задний угол а (альфа) — это угол между главной зад-
ней гранью и плоскостью резания.
Угол заострения (бета) — угол между передней и главной
задней гранями.
Передний угол у (гамма) — угол между передней гранью рез-
ца и плоскостью, перпендикулярной плоскости резания, прове-
дённой через главную режущую кромку.
34
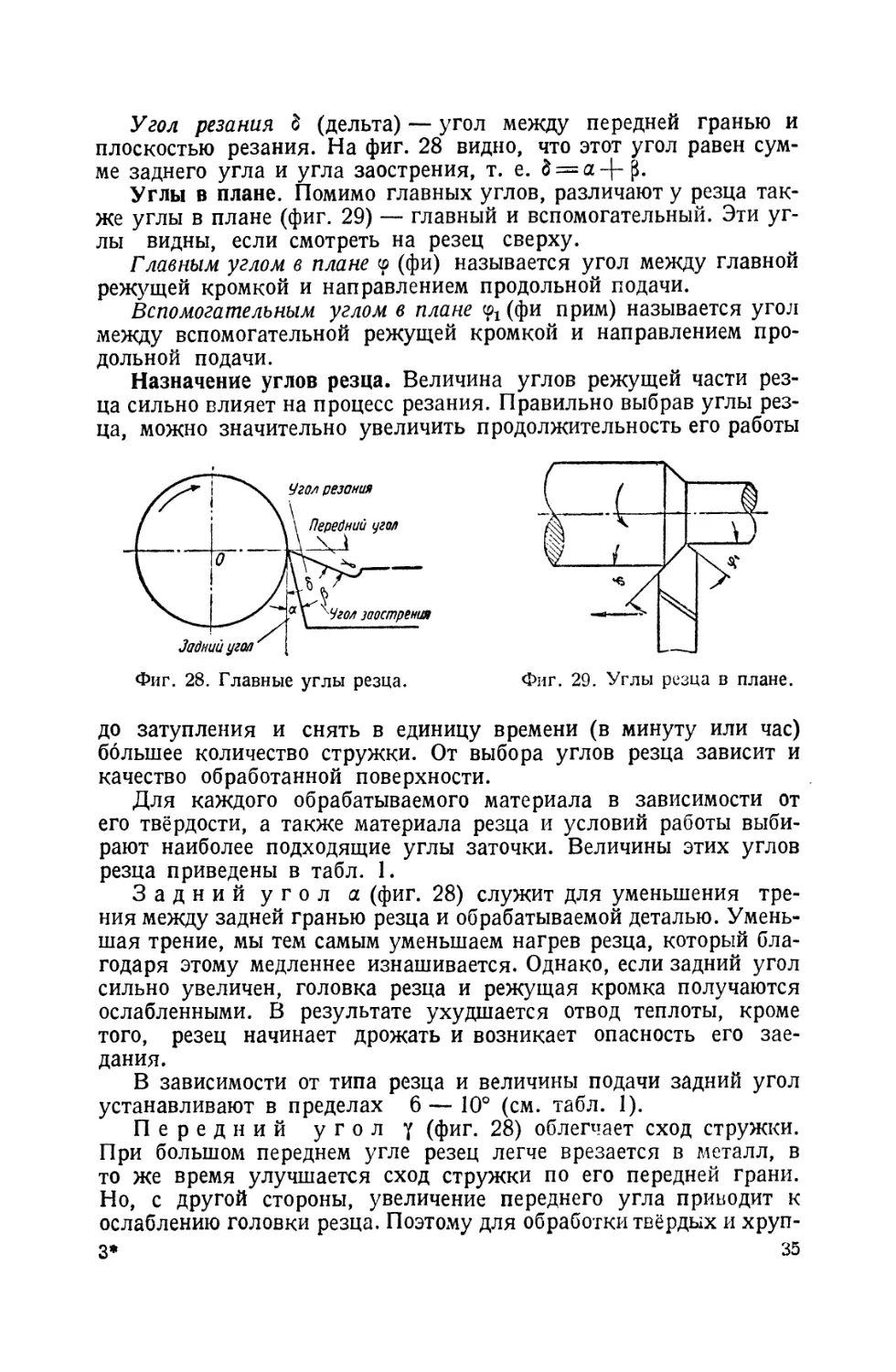
Угол резания д (дельта) — угол между передней гранью и
плоскостью резания. На фиг. 28 видно, что этот угол равен сум-
ме заднего угла и угла заострения, т. е. 8 = а-|-|.
Углы в плане. Помимо главных углов, различают у резца так-
же углы в плане (фиг. 29) — главный и вспомогательный. Эти уг-
лы видны, если смотреть на резец сверху.
Главным углом в плане <о (фи) называется угол между главной
режущей кромкой и направлением продольной подачи.
Вспомогательным углом в плане (фи прим) называется угол
между вспомогательной режущей кромкой и направлением про-
дольной подачи.
Назначение углов резца. Величина углов режущей части рез-
ца сильно влияет на процесс резания. Правильно выбрав углы рез-
ца, можно значительно увеличить продолжительность его работы
Фиг. 28. Главные углы резца.
Фиг. 29. Углы резца в плане.
до затупления и снять в единицу времени (в минуту или час)
ббльшее количество стружки. От выбора углов резца зависит и
качество обработанной поверхности.
Для каждого обрабатываемого материала в зависимости от
его твёрдости, а также материала резца и условий работы выби-
рают наиболее подходящие углы заточки. Величины этих углов
резца приведены в табл. 1.
Задний угол а (фиг. 28) служит для уменьшения тре-
ния между задней гранью резца и обрабатываемой деталью. Умень-
шая трение, мы тем самым уменьшаем нагрев резца, который бла-
годаря этому медленнее изнашивается. Однако, если задний угол
сильно увеличен, головка резца и режущая кромка получаются
ослабленными. В результате ухудшается отвод теплоты, кроме
того, резец начинает дрожать и возникает опасность его зае-
дания.
В зависимости от типа резца и величины подачи задний угол
устанавливают в пределах б — 10° (см. табл. 1).
Передний угол у (фиг. 28) облегчает сход стружки.
При большом переднем угле резец легче врезается в металл, в
то же время улучшается сход стружки по его передней грани.
Но, с другой стороны, увеличение переднего угла приводит к
ослаблению головки резца. Поэтому для обработки твёрдых и хруп-
s’ 35
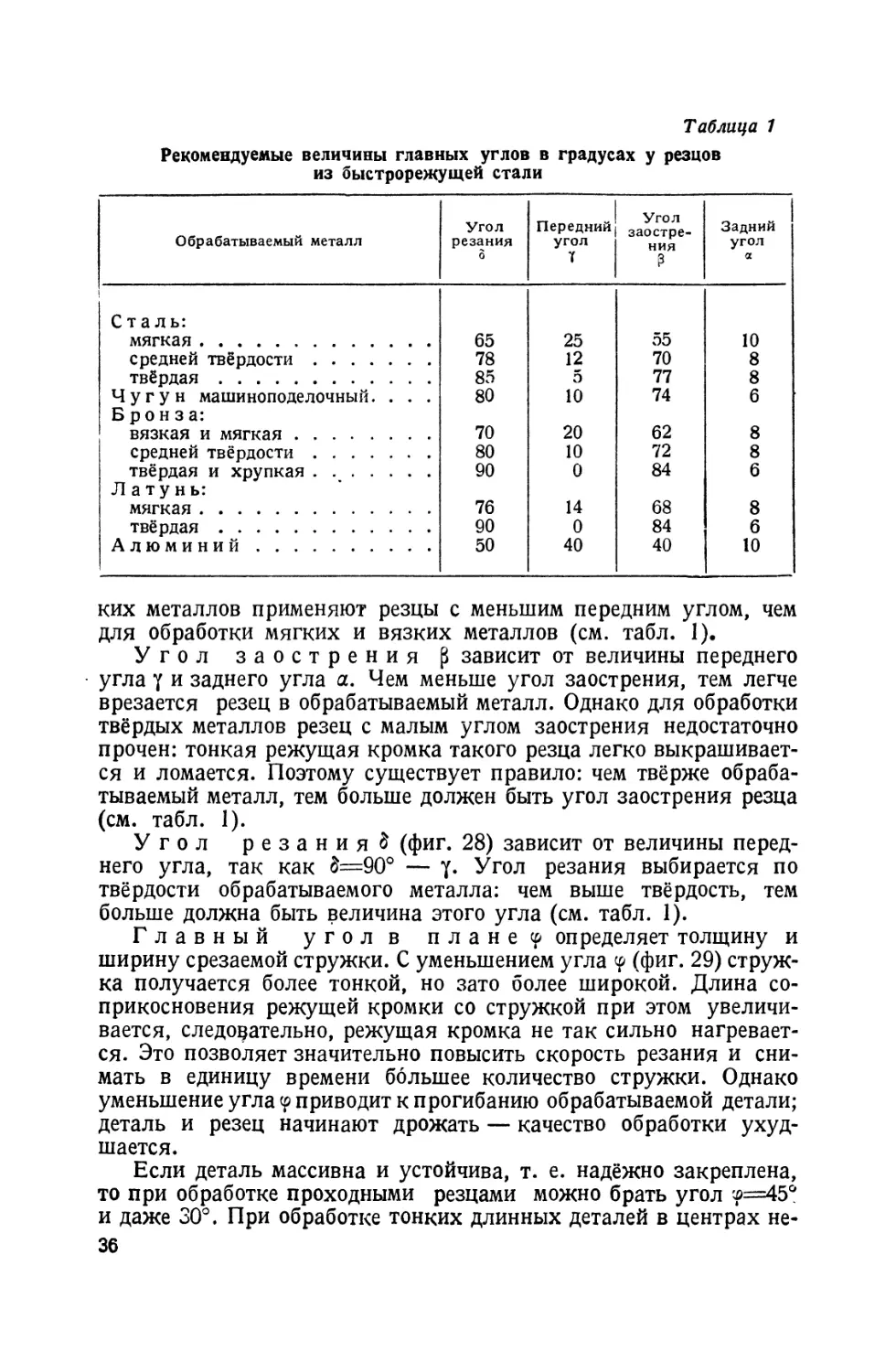
Таблица 1
Рекомендуемые величины главных углов в градусах у резцов
из быстрорежущей стали
Обрабатываемый металл Угол резания 0 Передний| угол | т 1 Угол заостре- ния 3 Задний угол а
Сталь: мягкая 65 25 55 10
средней твёрдости 78 12 70 8
твёрдая 85 5 77 8
Чугун машиноподелочный. . . . 80 10 74 6
Бронза: вязкая и мягкая 70 20 62 8
средней твёрдости 80 10 72 8
твёрдая и хрупкая . . 90 0 84 6
Латунь: мягкая 76 14 68 8
твёрдая 90 0 84 6
Алюминий 50 40 40 10
ких металлов применяют резцы с меньшим передним углом, чем
для обработки мягких и вязких металлов (см. табл. 1).
Угол заострения р зависит от величины переднего
угла у и заднего угла а. Чем меньше угол заострения, тем легче
врезается резец в обрабатываемый металл. Однако для обработки
твёрдых металлов резец с малым углом заострения недостаточно
прочен: тонкая режущая кромка такого резца легко выкрашивает-
ся и ломается. Поэтому существует правило: чем твёрже обраба-
тываемый металл, тем больше должен быть угол заострения резца
(см. табл. 1).
Угол резания 5 (фиг. 28) зависит от величины перед-
него угла, так как §=90° — у. Угол резания выбирается по
твёрдости обрабатываемого металла: чем выше твёрдость, тем
больше должна быть величина этого угла (см. табл. 1).
Главный угол в планер определяет толщину и
ширину срезаемой стружки. С уменьшением угла (фиг. 29) струж-
ка получается более тонкой, но зато более широкой. Длина со-
прикосновения режущей кромки со стружкой при этом увеличи-
вается, следовательно, режущая кромка не так сильно нагревает-
ся. Это позволяет значительно повысить скорость резания и сни-
мать в единицу времени большее количество стружки. Однако
уменьшение угла у приводит к прогибанию обрабатываемой детали;
деталь и резец начинают дрожать — качество обработки ухуд-
шается.
Если деталь массивна и устойчива, т. е. надёжно закреплена,
то при обработке проходными резцами можно брать угол ?=45°
и даже 30°. При обработке тонких длинных деталей в центрах не-
36
обходимо применять резцы с углом в плане, равным 60, 75 и даже
90°. Это делается для того, чтобы детали не прогибались и не дро-
жали.
Вспомогательный угол в плане ©j (фиг. 29)
уменьшает трение вспомогательной задней грани резца об
обработанную поверхность детали. Этот угол рекомендуется де-
лать в пределах 10—20°. При такой величине угла ®х резец рабо-
тает более продолжительное время.
§ 20. Токарные резцы
Токарные резцы подразделяются:
1) по характеру обрабатываемой поверхности — на обдирочные
и чистовые;
2) по направлению подачи — на правые и левые;
3) по выполняемой работе — на проходные, подрезные, отрез-
ные, резьбовые, расточные и фасонные (см. раздел второй);
4) по способу изготовления — на цельные, наварные и напай-
ные.
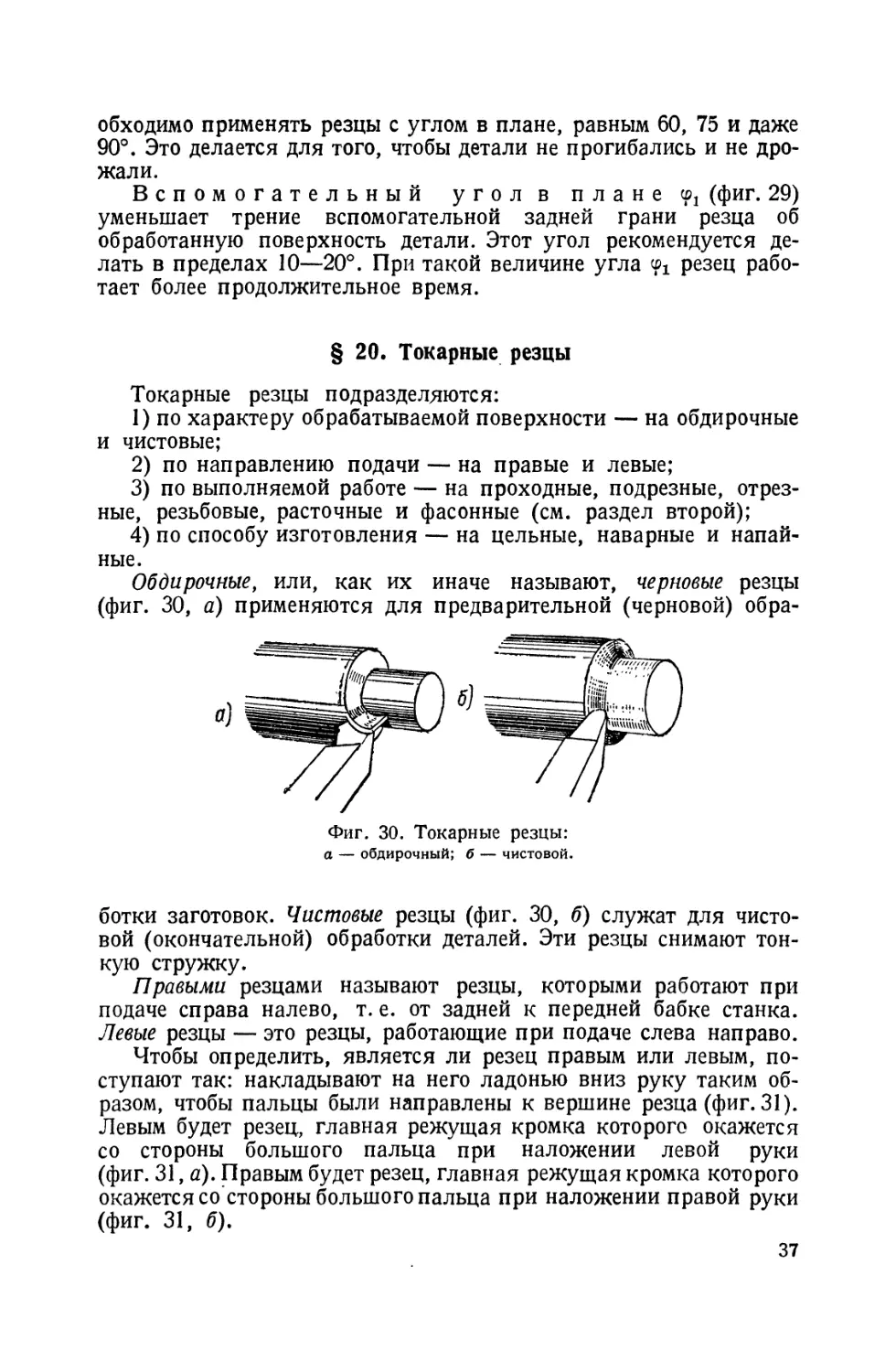
Обдирочные, или, как их иначе называют, черновые резцы
(фиг. 30, а) применяются для предварительной (черновой) обра-
Фиг. 30. Токарные резцы:
а — обдирочный; б — чистовой.
ботки заготовок. Чистовые резцы (фиг. 30, б) служат для чисто-
вой (окончательной) обработки деталей. Эти резцы снимают тон-
кую стружку.
Правыми резцами называют резцы, которыми работают при
подаче справа налево, т. е. от задней к передней бабке станка.
Левые резцы — это резцы, работающие при подаче слева направо.
Чтобы определить, является ли резец правым или левым, по-
ступают так: накладывают на него ладонью вниз руку таким об-
разом, чтобы пальцы были направлены к вершине резца (фиг. 31).
Левым будет резец, главная режущая кромка которого окажется
со стороны большого пальца при наложении левой руки
(фиг. 31, а). Правым будет резец, главная режущая кромка которого
окажется со стороны большого пальца при наложении правой руки
(фиг. 31, б).
37
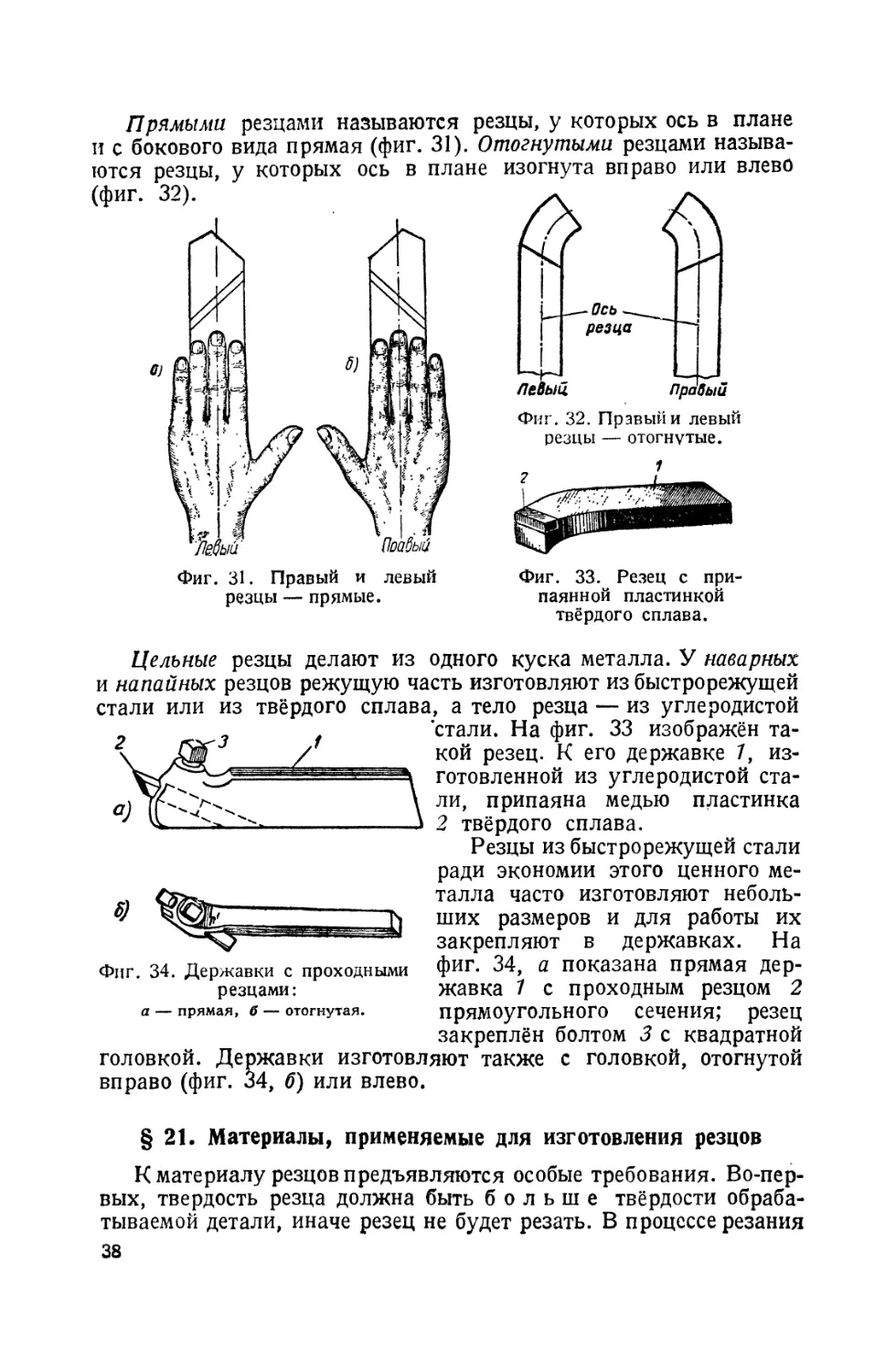
Прямыми резцами называются резцы, у которых ось в плане
и с бокового вида прямая (фиг. 31). Отогнутыми резцами называ-
ются резцы, у которых ось в плане изогнута вправо или влево
Фиг. 31. Правый и левый
резцы — прямые.
Фиг. 33. Резец с при-
паянной пластинкой
твёрдого сплава.
Цельные резцы делают из одного куска металла. У наварных
и напайных резцов режущую часть изготовляют из быстрорежущей
стали или из твёрдого сплава, а тело резца — из углеродистой
стали. На фиг. 33 изображён та-
кой резец. К его державке 1, из-
готовленной из углеродистой ста-
ли, припаяна медью пластинка
2 твёрдого сплава.
Резцы из быстрорежущей стали
ради экономии этого ценного ме-
талла часто изготовляют неболь-
ших размеров и для работы их
закрепляют в державках. На
фиг. 34, а показана прямая дер-
жавка 1 с проходным резцом 2
прямоугольного сечения; резец
закреплён болтом 3 с квадратной
головкой. Державки изготовляют также с головкой, отогнутой
вправо (фиг. 34, б) или влево.
Фиг. 34. Державки с проходными
резцами:
а — прямая, б — отогнутая.
§ 21. Материалы, применяемые для изготовления резцов
К материалу резцов предъявляются особые требования. Во-пер-
вых, твердость резца должна быть больше твёрдости обраба-
тываемой детали, иначе резец не будет резать. В процессе резания
38
рабочая часть режущего инструмента нагревается. Стало быть,
материал резца, во-вторых, должен обладать способностью сохра-
нять свою твёрдость при высоких температурах нагрева. В-третьих,
режущая кромка резца должна хорошо сопротивляться износу
от истирания.
В настоящее время существует много различных инструмен-
тальных сталей и сплавов, пригодных для изготовления резцов.
Углеродистая инструментальная сталь—
самая дешёвая из инструментальных сталей. Для режущих
инструментов применяют углеродистую сталь с содержанием
углерода до 1,4%. Эта сталь мягка, но после термической
(тепловой) обработки, т. е. после закалки и отпуска, резцы, из-
готовленные из неё, приобретают хорошую твёрдость. Однако они
её теряют, когда температура нагрева резцов в процессе резания
достигает 200—240°. По этой причине резцы из углеродистой ста-
ли нельзя использовать для работы на высоких скоростях реза-
ния. При таких скоростях температура значительно выше.
В настоящее время резцы из углеродистой стали применяют
’ мало. Ими пользуются главным образом для обработки цветных
металлов и сплавов (меди, латуни, бронзы и др.) и чистовой об-
работки не очень твёрдых сталей.
Быстрорежущие с тали отличаются от углеро-
дистых тем, что в них входят так называемые легирующие (улуч-
шающие) элементы — вольфрам, хром и ванадий. Эти элементы
придают стали после термической обработки (закалки и отпуска)
хорошие режущие качества — твердость, красностойкость и из-
носоустойчивость. Основным достоинством резцов из быстрорежу-
щей стали является красностойкость. Так называется
способность стали сохранять свою твёрдость и режущие свойства
при нагреве в процессе резания до температуры 560—600°. Бла-
годаря этой способности резцы из быстрорежущей стали допу-
скают в 3—4 раза большие скорости резания, чем резцы угле-
родистые.
Малолегированные быстрорежущие ста-
л и. В связи с дефицитом (недостатком) вольфрама резцы изготов-
ляют также из инструментальных сталей, в которые вольфрам
вовсе не входит или рходит в небольших количествах. Зато дру-
гих, менее дефицитных, легирующих элементов эти стали содер-
жат больше, чем быстрорежущие стали. Их называют малолегиро-
ванными быстрорежущими сталями или сталями-заменителями.
Изготовленные из них резцы после закалки и отпуска стойки про-
тив нагрева во время работы, а следовательно, и против износа:
иногда они не уступают в этом отношении резцам из быстрорежущей
стали.
Твёрдые сплавы. В настоящее время на станках
приходится обрабатывать детали из чрезвычайно твёрдых метал-
лов — отбелённого чугуна, стального литья с твёрдой коркой,
закалённой стали. При резании их даже резцы из лучшей быстро-
39
режущей стали быстро затупляются. Для обработки таких дета-
лей применяют особые резцы. Их режущую часть делают из твер-
дых сплавов, которые обладают не только высокой твердостью при
повышенных температурах, но и высокой износоустойчивостью.
Твёрдые сплавы (их часто называют «победитами») не являют-
ся сталями, так как они не содержат железа. Их изготовляют из
порошков вольфрама и титана, соединённых с углеродом. Соеди-
нение углерода с вольфрамом называется карбидом вольфрама, а
с титаном — карбидом титана. В качестве связывающего вещества
в порошки добавляют кобальт. Смесь прессуют под высоким дав-
лением, получая небольшие пластинки, которые затем спекают
при температуре около 1400°. Такие пластинки не требуют термо-
обработки; после спекания они имеют очень высокую твердость.
Окончательно приготовленные пластинки припаивают медью к
державкам из углеродистой стали (см. фиг. 33).
Твёрдосплавные пластинки сохраняют свою твёрдость при
нагреве до 800° й выше, поэтому резцы, оснащённые такими плас-
тинками, допускают в 3—4 раза большие скорости резания, чем
резцы из быстрорежущей стали. Недостатком пластинок из твёрдых
сплавов является их хрупкость; они легко выкрашиваются,
а при работе, сопряжённой с ударами, даже ломаются. Поэтому
для такой работы применяют пластинки из более вязких твёрдых
сплавов (с большим количеством кобальта), которые лучше проти-
востоят ударам.
22. Способы изготовления резцов
По способу изготовления резцы делятся на цельные, наварные
и напайные.
Цельн ые резцы изготовляют из одного куска инструментальной
углеродистой стали, а в некоторых случаях из быстрорежущей
стали. Предварительную (неокончательную) форму придают рез-
цу путём отковки. Этой операции подвергают только отогнутые
резцы; прямые резцы, изготовляемые из прутка, ковки не требуют.
Следующей операцией является первая заточка резца шлифо-
вальным кругом всухую; при этом головке резца придаётся фор-
ма лишь близкая к окончательной. Резцы, затем подвергают за-
калке и отпуску, а потом второй — окончательной — заточке
шлифовальным кругом с охлаждением. Во время последней опе-
рации головке резца придают необходимые углы, а также острые,
без зазубрин и завалов, режущие кромки.
Наварные и напайные резцы (фиг. 33). Наварные и напайные
резцы изготовляют иначе. Режущую часть делают из быстрорежу-
щей стали или твёрдого сплава, а тело (стержень) резца — из
углеродистой стали. На переднем конце стержня прострагивают
неглубокую выемку и к ней плотно пригоняют режущую пластин-
ку. Присоединяют пластинку к стержню наваркой или напайкой.
Такое соединение отличается высокой прочностью.
40
Из сказанного можно заключить, что в напайных и наварных
резцах более выгодно используется дорогостоящий режущий ма-
териал.
§ 23. Заточка резцов
На хорошо организованных заводах заточка резцов обычно
производится в инструментальных цехах. Здесь имеются спе-
циальные станки для заточки, приборы для контроля качества
заточки и специально обученные рабочие. Такая система (поря-
док) называется централизованной заточкой.
Однако не на всех машиностроительных и ремонтных пред-
приятиях существует централизованная заточка. Следовательно,
каждый токарь должен уметь затачивать себе резцы.
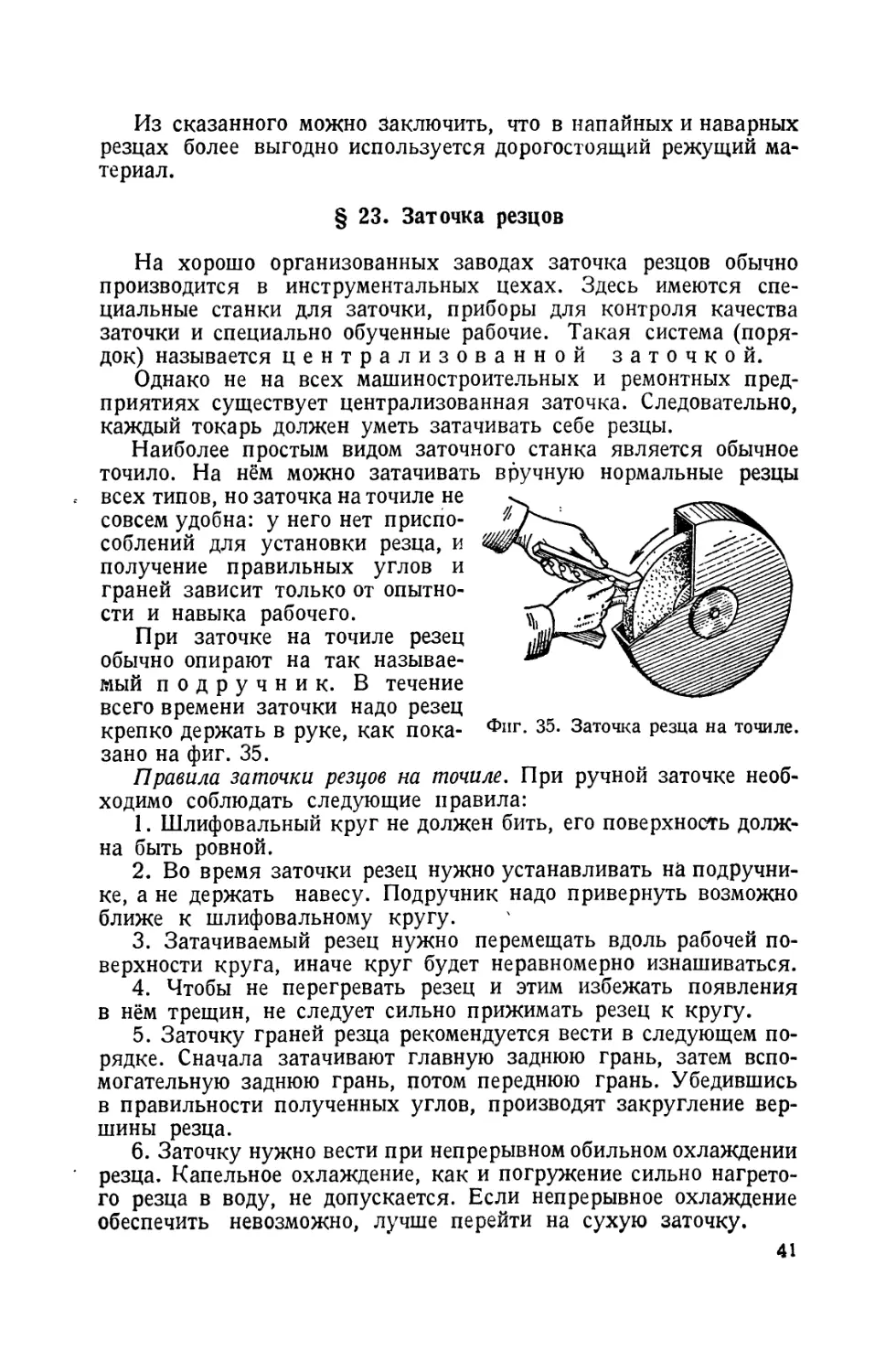
Наиболее простым видом заточного станка является обычное
точило. На нём можно затачивать вручную нормальные резцы
всех типов, но заточка на точиле не
совсем удобна: у него нет приспо-
соблений для установки резца, и
получение правильных углов и
граней зависит только от опытно-
сти и навыка рабочего.
При заточке на точиле резец
обычно опирают на так называе-
мый подручник. В течение
всего времени заточки надо резец
крепко держать в руке, как пока- Фпг- 35- Заточка резца на точиле,
зано на фиг. 35.
Правила заточки резцов на точиле. При ручной заточке необ-
ходимо соблюдать следующие правила:
1. Шлифовальный круг не должен бить, его поверхность долж-
на быть ровной.
2. Во время заточки резец нужно устанавливать на подручни-
ке, а не держать навесу. Подручник надо привернуть возможно
ближе к шлифовальному кругу.
3. Затачиваемый резец нужно перемещать вдоль рабочей по-
верхности круга, иначе круг будет неравномерно изнашиваться.
4. Чтобы не перегревать резец и этим избежать появления
в нём трещин, не следует сильно прижимать резец к кругу.
5. Заточку граней резца рекомендуется вести в следующем по-
рядке. Сначала затачивают главную заднюю грань, затем вспо-
могательную заднюю грань, потом переднюю грань. Убедившись
в правильности полученных углов, производят закругление вер-
шины резца.
6. Заточку нужно вести при непрерывном обильном охлаждении
резца. Капельное охлаждение, как и погружение сильно нагрето-
го резца в воду, не допускается. Если непрерывное охлаждение
обеспечить невозможно, лучше перейти на сухую заточку.
41
7. Нельзя производить заточку на точилах, у которых снят
защитный кожух. На время заточки нужно надевать предохрани-
тельные очки.
Доводка резцов. После заточки резца на его режущей кромке
остаются мелкие зазубрины, заусенцы, риски. Их устраняют до-
водкой при помощи мелкозернистого оселка, смачиваемого мине-
ральным маслом. Лёгкими движениями оселка сначала доводят
задние грани резца, а затем его переднюю грань.
Рабочую поверхность резцов с пластинками твердых сплавов
доводят на чугунных вращающихся дисках при помощи специаль-
ных паст.
§ 24. Контроль заточки резцов
Контроль резцов заключается в проверке углов заточки и ка-
чества доводки режущих кромок.
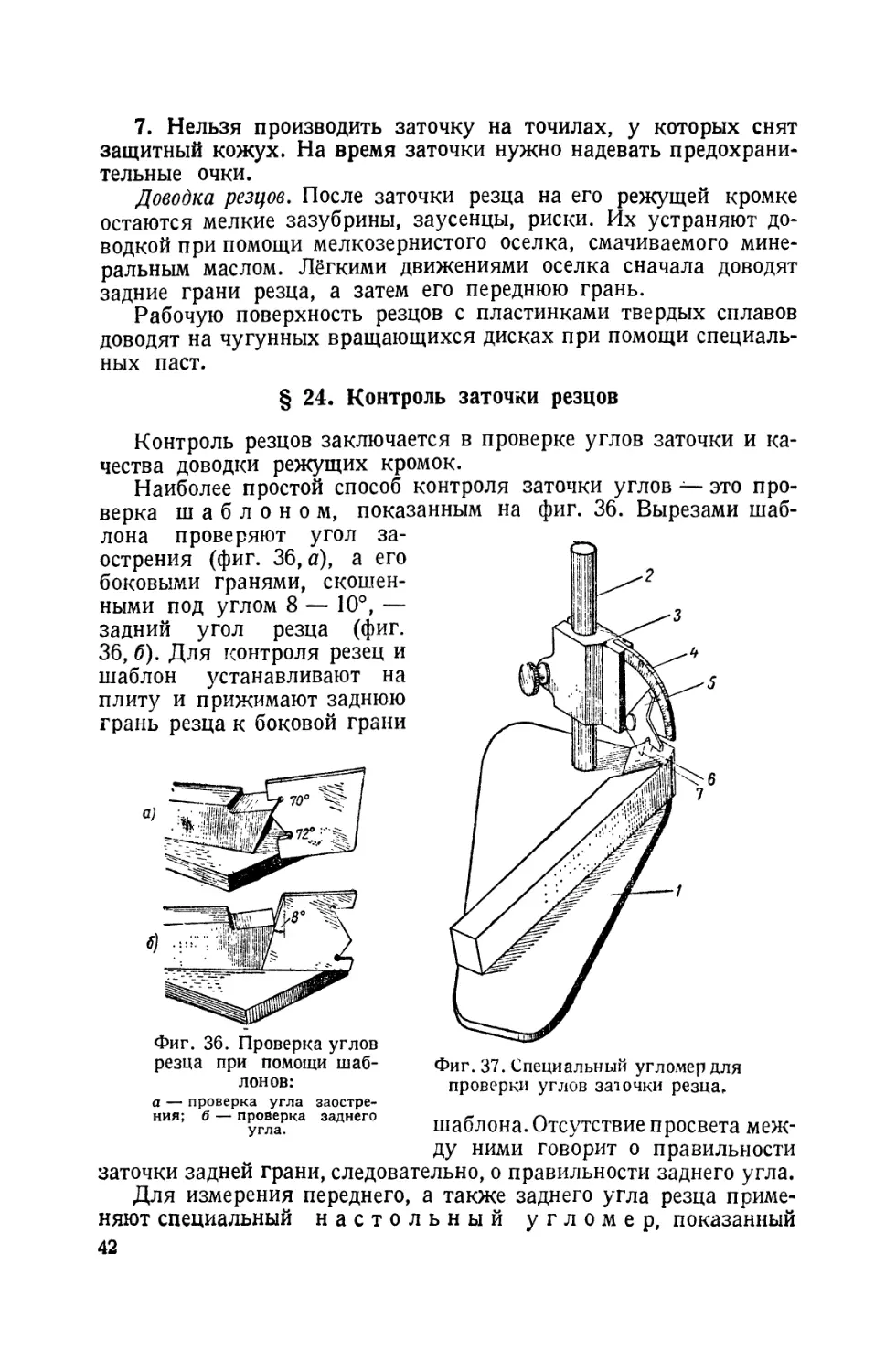
Наиболее простой способ контроля заточки углов — это про-
верка шаблоном, показанным на фиг. 36. Вырезами шаб-
лона проверяют угол за-
острения (фиг. 36, а), а его
боковыми гранями, скошен-
ными под углом 8 — 10°, —
задний угол резца (фиг.
36, б). Для контроля резец и
шаблон устанавливают на
плиту и прижимают заднюю
грань резца к боковой грани
Фиг. 36. Проверка углов
резца при помощи шаб-
лонов:
а — проверка угла заостре-
ния; б — проверка заднего
угла.
Фиг. 37. Специальный угломер для
проверки углов заточки резца,
шаблона. Отсутствие просвета меж-
ду ними говорит о правильности
заточки задней грани, следовательно, о правильности заднего угла.
Для измерения переднего, а также заднего угла резца приме-
няют специальный настольный угломер, показанный
42
на фиг. 37. Он состоит из чугунной плиты (основания) 1 с верти-
кальной стойкой 2. По стойке перемещается вверх и вниз ползунок
3, на котором закреплен диск 4 с делениями. С диском связан
рычаг 5, нижняя часть которого сделана в виде угломера с двумя
гранями, расположенными под углом 90°. Верхний конец ры-
чага с нанесённой на нём риской скользит вдоль делений диска 4.
При контроле устанавливают резец основной плоскостью на
плите 7. Чтобы измерить передний угол, нужно приложить грань
6 угломера (рычага) к передней грани резца (фиг. 37); для изме-
рения заднего угла прикладывают грань 7 угломера к задней гра-
ни резца. То деление на диске 4, с которым совпадает риска ры-
чага 5, показывает величину проверяемого угла.
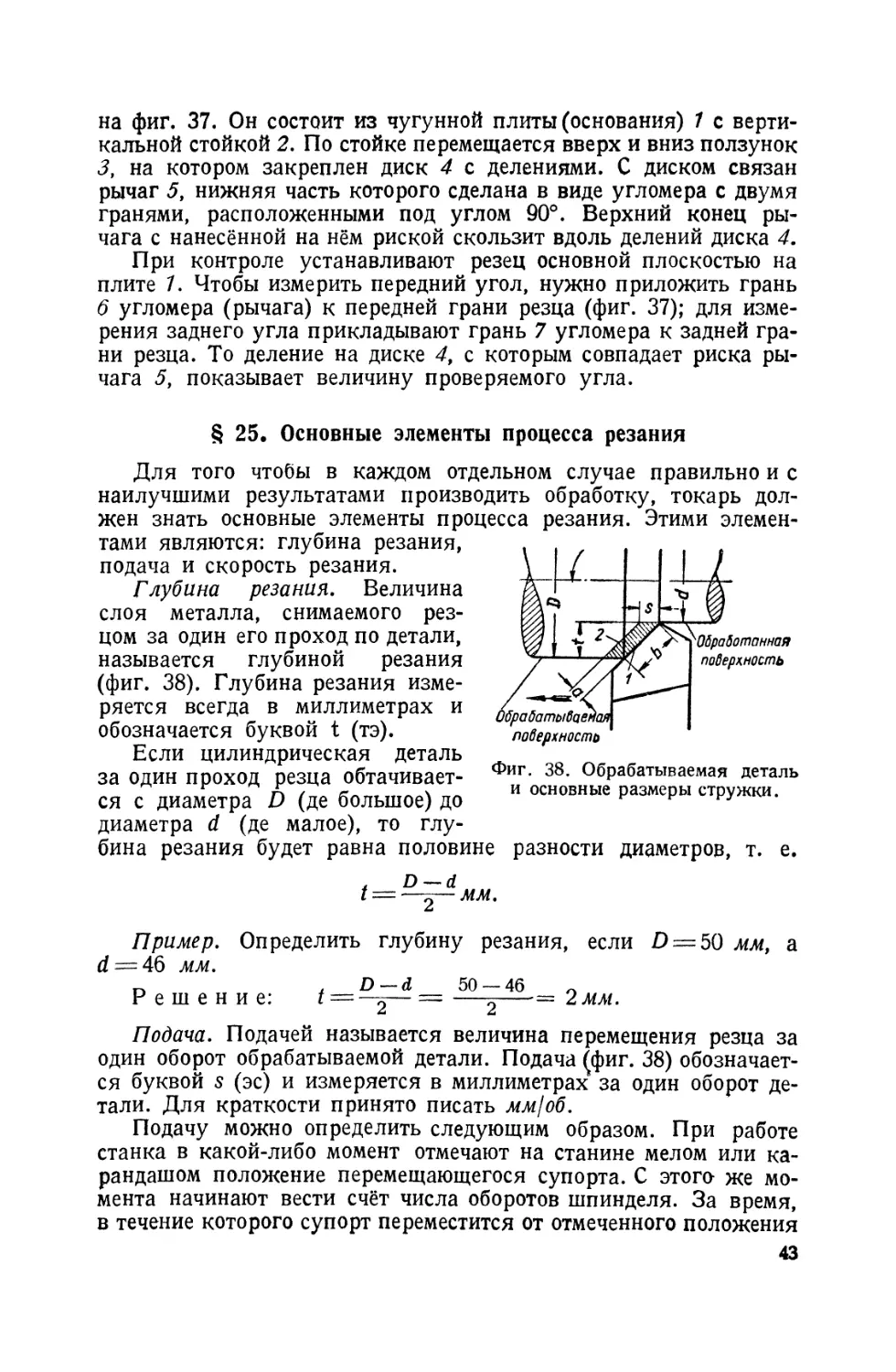
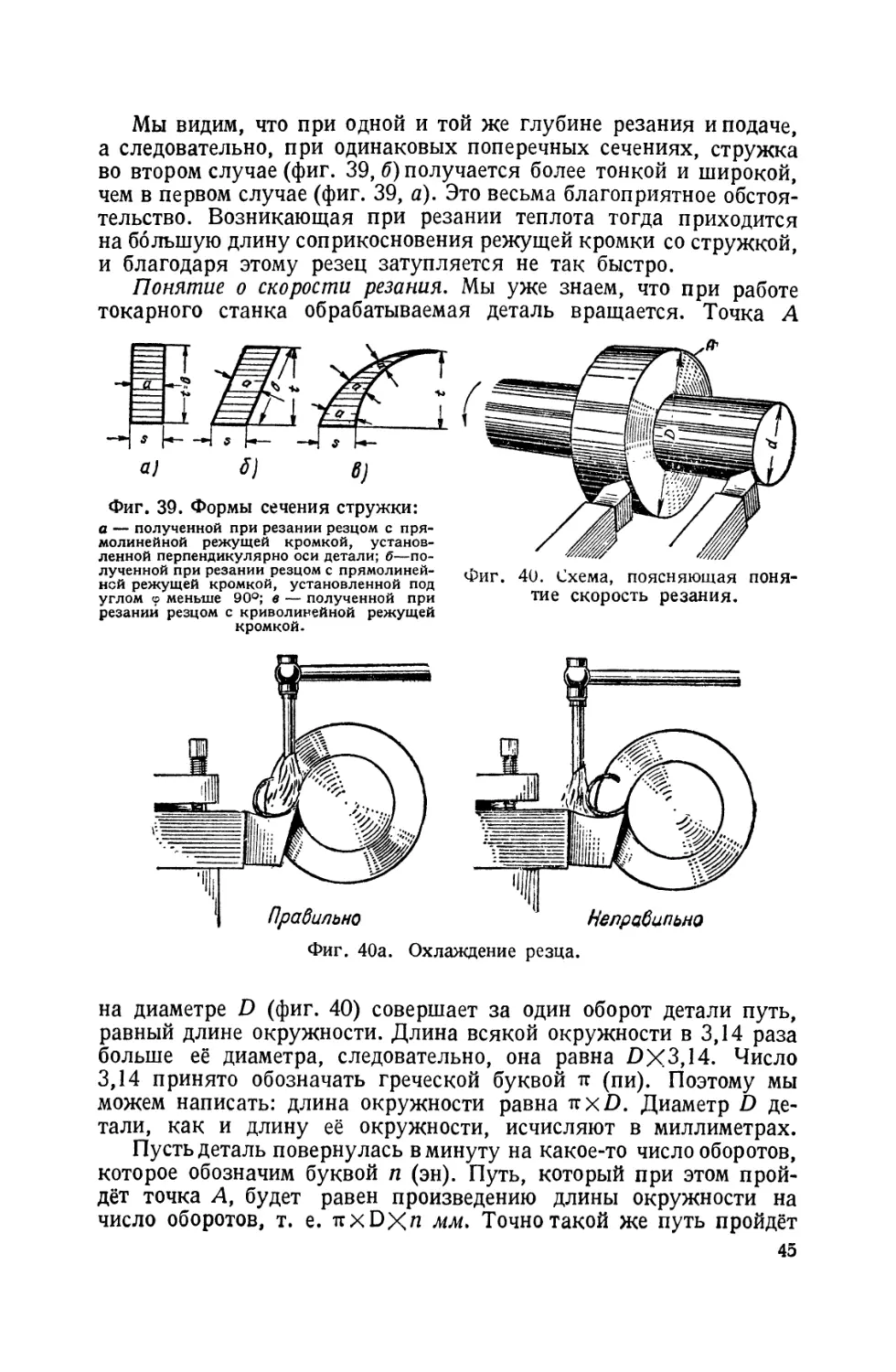
§ 25. Основные элементы процесса резания
поверхность
Фиг. 38. Обрабатываемая деталь
и основные размеры стружки.
Для того чтобы в каждом отдельном случае правильно и с
наилучшими результатами производить обработку, токарь дол-
жен знать основные элементы процесса резания. Этими элемен-
тами являются: глубина резания,
подача и скорость резания.
Глубина резания. Величина
слоя металла, снимаемого рез-
цом за один его проход по детали,
называется глубиной резания
(фиг. 38). Глубина резания изме-
ряется всегда в миллиметрах и
обозначается буквой t (тэ).
Если цилиндрическая деталь
за один проход резца обтачивает-
ся с диаметра D (де большое) до
диаметра d (де малое), то глу-
бина резания будет равна половине разности диаметров, т. е.
. D — d
t — —мм.
Пример. Определить глубину резания, если D = 50 мм, а
d = 46 мм.
n . D— d 50 — 46 „
Решение: t — ---= 2 мм.
Подача. Подачей называется величина перемещения резца за
один оборот обрабатываемой детали. Подача (фиг. 38) обозначает-
ся буквой $ (эс) и измеряется в миллиметрах^ за один оборот де-
тали. Для краткости принято писать мм/об.
Подачу можно определить следующим образом. При работе
станка в какой-либо момент отмечают на станине мелом или ка-
рандашом положение перемещающегося супорта. С этого же мо-
мента начинают вести счёт числа оборотов шпинделя. За время,
в течение которого супорт переместится от отмеченного положения
43
на некоторое расстояние, шпиндель сделает определённое число
оборотов. Разделив это расстояние на соответствующее ему число
оборотов шпинделя, и находят величину подачи.
Допустим, что на 100 оборотов шпинделя каретка супорта
переместилась на 25 мм. Тогда подача
s — = 0,25 л/ м! об.
В зависимости от направления, по которому перемещается
резец относительно линии центров станка, различают:
а) продольную подачу — вдоль линии центров
станка;
б) поперечную подачу — перпендикулярно линии цен-
тров.
Толщина и ширина стружки. Кроме глубины резания и
подачи различают ещё ширину и толщину стружки (фиг. 38).
Ширина стружки равна рабочей длине режущей
кромки, непосредственно участвующей в процессе резания. Ши-
рина стружки измеряется в миллиметрах и обозначается буквой
b (бэ).
Толщина стружки определяется следующим обра-
зом. Допустим, резец переместился за один оборот детали с по-
ложения (линии) 7 до положения (линии) 2. Проведём от линии
7 до линии 2 перпендикуляр. Величина этого перпендикуляра и
будет толщиной стружки. Она измеряется в миллиметрах и обо-
значается буквой а.
Площадь поперечного сечения стружки. По площади попереч-
ного сечения стружки определяют необходимый размер резца.
Кроме того, по площади поперечного сечения стружки и скорости
резания (о скорости резания см. ниже) судят о производительно-
сти обработки.
Чтобы подсчитать площадь поперечного сечения стружки
[её обозначают буквой / (эф)], нужно помножить глубину реза-
ния t на подачу s.
/=/ Х«льч2.
Площадь поперечного сечения стружки измеряется в квадратных
миллиметрах, сокращённо — мм2.
Пример. Определить площадь поперечного сечения стружки,
если глубина резания равна 2 мм, а подача 0,3 мм/об.
Решение: /=2 X 0,3 = 0,6 мм2.
На фиг. 39 в виде заштрихованных площадок показаны попе-
речные сечения стружек, снятых тремя резцами разной формы:
резцом с прямолинейной режущей кромкой, расположенной
перпендикулярно оси детали (фиг. 39, а); резцом с прямоли-
нейной режущей кромкой, наклонённой к оси детали (фиг. 39, б);
резцом с криволинейной режущей кромкой (фиг. 39, в).
44
Мы видим, что при одной и той же глубине резания и подаче,
а следовательно, при одинаковых поперечных сечениях, стружка
во втором случае (фиг. 39, б) получается более тонкой и широкой,
чем в первом случае (фиг. 39, а). Это весьма благоприятное обстоя-
тельство. Возникающая при резании теплота тогда приходится
на большую длину соприкосновения режущей кромки со стружкой,
и благодаря этому резец затупляется не так быстро.
Понятие о скорости резания. Мы уже знаем, что при работе
токарного станка обрабатываемая деталь вращается. Точка А
а) Я) в)
Фиг. 40. Схема, поясняющая поня-
тие скорость резания.
Фиг. 39. Формы сечения стружки:
а — полученной при резании резцом с пря-
молинейной режущей кромкой, установ-
ленной перпендикулярно оси детали; б—по-
лученной при резании резцом с прямолиней-
ной режущей кромкой, установленной под
углом <р меньше 90°; в — полученной при
резаний резцом с криволинейной режущей
кромкой.
Фиг. 40а. Охлаждение резца.
на диаметре D (фиг. 40) совершает за один оборот детали путь,
равный длине окружности. Длина всякой окружности в 3,14 раза
больше её диаметра, следовательно, она равна £>ХЗ,14. Число
3,14 принято обозначать греческой буквой л (пи). Поэтому мы
можем написать: длина окружности равна пхО. Диаметр D де-
тали, как и длину её окружности, исчисляют в миллиметрах.
Пусть деталь повернулась в минуту на какое-то число оборотов,
которое обозначим буквой п (эн). Путь, который при этом прой-
дёт точка А, будет равен произведению длины окружности на
число оборотов, т. е. ttxDXh мм. Точно такой же путь пройдёт
45
в одну минуту режущая кромка резца по поверхности обрабаты-
ваемой детали.
Длина пути, пройденная в одну минуту режущей кромкой рез-
ца относительно обрабатываемой поверхности детали по напра-
влению главного движения, называется скоростью резания.
Скорость резания обозначают буквой у(ве) и измеряют « мет-
рах в минуту, сокращенно м/мин. Однако диаметр детали обычно
даётся в миллиметрах, которых в одном метре насчитывается ров-
но тысяча. Поэтому для определения скорости резания нужно
произведение itXDXn разделить на 1000. Это можно записать
в виде формулы:
,,__»ХОХ"
v 1000 м1мин->
где тг = 3,14;
D — диаметр детали в мм;
п — число оборотов детали в минуту.
Пример 1. Обрабатываемый валик диаметром D = 100 мм
(фиг. 40) делает 150 оборотов в минуту, т. е. л=150 об/мин. Опре-
делить скорость резания.
D лХДХп 3,14 X 100X150 . i
Решение: v = —- =47,1 м/мин.
Пример 2. Определить скорость резания при тех же условиях,
если диаметр валика d = 50 мм (фиг. 40).
Ответ: о = 23,55 м/мин.
§ 26. Охлаждение резца
В процессе резания выделяется большое количество теплоты.
Под её действием режущий инструмент нагревается, теряет свою
твёрдость и затупляется. Чтобы уменьшить затупление резца
и продлить срок его службы, прибегают к охлаждению резца жид-
костью. Охлаждение должно быть обильным, в среднем около
12 литров (одно ведро) в минуту при среднем размере резца.
Особенно выгодно охлаждать резцы при обработке вязких ме-
таллов, например, стали. Хрупкие металлы, такие, как чугун
или бронза, обычно обрабатывают всухую или подвергая их
охлаждению струёй воздуха.
В качестве охлаждающих жидкостей применяют мыльную и
содовую воду, специальные жидкости, называемые эмульсиями,
а иногда минеральное и растительное масла. Последние обла-
дают хорошими смазывающими свойствами, которые способ-
ствуют получению гладкой обработанной поверхности. Это осо-
бенно важно при выполнении таких работ, как нарезание резьбы,
чистовая отделка, фасонная обработка и др.
Для того чтобы охлаждение дало хорошие результаты, необхо-
димо соблюдать следующие правила:
1) направлять поток охлаждающей жидкости на стружку в
том месте, где она отделяется от обрабатываемой детали
46
(фиг. 40а), так как именно здесь образуется наибольшее коли-
чество теплоты;
2) начинать подачу охлаждающей жидкости в первый же мо-
мент процесса резания, а не спустя некоторое время, иначе в силь-
но нагретом резце могут появиться трещины.
Таблица 2
Выбор смазочно-охлаждающей жидкости в зависимости от вида обработки
Обрабатываемый материал
Вид обработки сталь поде- лочная серый чугун латунь бронза медь
Смазочно-охлаждающие жидкости
Наружная обточ- ка Расточка Сверление и зен- керование Развёртывание Нарезание резь- бы Эмульсия Сурепное масло Эмульсия Эмульсия или суреп- ное масло Эмульсия Всухую Всухую Сурепное масло Всухую Сурепное масло Всухую Всухую или эмульсия Эмульсия То же » » Всухую
В таблице 2 перечисляются различные смазочно-охлаждающие
жидкости и указывается их назначение.
§ 27. Основные сведения о силах, действующих на резец
Чтобы снять стружку с обрабатываемого металла, необхо-
димо преодолеть силу, сцепляющую частицы металла между
собой. Поэтому, когда режу- - _ «
щая кромка резца врезается в
обрабатываемый материал и
происходит отделение стружки,
резец испытывает давление со
стороны материала и со стороны
стружки (фиг. 41).
Сверху вниз на резец давит
сила Рг, которая стремится от-
жать резец вниз. Эта сила на-
зывается силой резания.
В горизонтальном напра-
влении, противоположном дви-
жению продольной подачи, на
Фиг. 41. Силы, действующие на резец.
резец давит сила Рх, называемая силой подачи. Эта сила
стремится отжать резец в сторону задней бабки.
47
В горизонтальной плоскости, в направлении, противополож-
ном поперечной подаче, на резец давит сила Ру. Эта сила направ-
лена по радиусу, а потому называется радиальной силой.
Сила Ру стремится оттолкнуть резец от обрабатываемой детали.
Все перечисленные силы измеряются в килограммах.
Наибольшая из трёх сил — сила резания; она нагружает де-
тали механизма передней бабки, а также резец. Опытами уста-
новлено, что сила резания зависит главным образом от твёрдости
обрабатываемого материала, размеров сечения снимаемой струж-
ки, формы резца и охлаждения.
Влияние твёрдости материала. Чем выше
твёрдость обрабатываемого металла, тем больше сила резания.
Влияние углов заточки. С увеличением перед-
него угла у сила резания уменьшается и отделение стружки про-
текает легче. Но это не значит, что передний угол можно делать
сколько угодно большим. При слишком большом переднем угле
прочность резца понижается; такой резец быстро изнашивается
и нередко даже ломается. Поэтому чем твёрже и крепче обрабаты-
ваемый материал, тем меньше должен быть передний угол резца.
Выше было сказано, что с уменьшением угла в плане при той
же глубине резания и подаче стружка получается тонкой и широ-
кой. Это благоприятно сказывается на резце. Однако установле-
но, что чрезмерное уменьшение угла <₽ влечёт за собой повышение
силы резания Рг, а также силы Ру. Деталь начинает дрожать,
резец портится, качество обработанной поверхности ухудшается.
Из этого следует, что, несмотря на выгодность работы с очень
тонкими и широкими стружками, нельзя сильно уменьшать угол
в плане ср, особенно при обработке длинных и тонких деталей в
центрах. Действительно, при обработке таких деталей применяют
резцы с углом в плане 60°, а иногда даже 90°.
Влияние смазочно-охлаждающих жидко-
стей. Применение таких жидкостей даёт возможность умень-
шить силу резания. .Она тем больше понижается, чем выше сма-
зывающие свойства жидкости.
§ 28. Износ резцов
Во время работы резца выделяется большое количество тепло-
ты. Она распределяется между стружкой, резцом, обрабатывае-
мой деталью и окружающей средой. В резец поступает около 20%
всей теплоты, которая, как увидим дальше, играет определён-
ную роль.
Режущая кромка резца во время работы всё больше затупляет-
ся и, наконец, наступает момент, когда резание становится не-
возможным. Затупление вызывается в основном двумя причи-
нами. Первая причина — истирание режущей кромки вследствие
трения стружки о переднюю грань резца и трения детали о зад-
нюю грань резца. Вторая причина — поступление в резец тепло-
48
ты, о которой говорилось выше. При её недостаточном отводе эта
теплота делает резец более мягким. По этой причине затупление
резца идёт более быстро и он в конце концов становится непригод-
ным для дальнейшей работы.
При малой скорости резания, когда в резец поступает неболь-
шое количество теплоты, он работает долгое время, постепенно
разрушаясь от истирания. При большой скорости резания, ког-
да выделяется большое количество теплоты, затупление резца
наступает быстро: резец, как говорят, теряет стойкость.
29. Стойкость резца
Под стойкостью резца подразумевают продолжительность его
непрерывной работы до затупления. Стойкость резца принято из-
мерять в минутах.
На стойкость резца влияют: твёрдость и крепость обрабаты-
ваемого материала; материал резца и качество его термообработ-
ки; размеры резца; его углы и форма граней; скорость резания;
размеры и форма поперечного сечения стружки; охлаждение.
1. С увеличением твёрдости и крепости обрабатываемого ма-
териала стойкость резца понижается. Объясняется это тем, что
твёрдый материал оказывает большое давление на резец. С повы-
шением давления возрастает сила трения, а следовательно, и ко-
личество выделяющейся теплоты.
2. Стойкость резца в значительной степени зависит и от мате-
риала, из которого он изготовлен. Наибольшей стойкостью обла-
дают резцы, оснащённые пластинками твёрдых сплавов. Значитель-
но меньшую стойкость имеют резцы из быстрорежущей стали.
Наименее стойки резцы из углеродистой инструментальной
стали.
3. Изменяя углы замочки и форму передней грани, можно по-
высить стойкость резцов и их производительность. Величины уг-
лов заточки для резцов из быстрорежущей стали нужно выбирать
в зависимости от обрабатываемого материала (см. табл. I).
Стахановцы доказали, что для обработки вязких металлов
целесообразно применять резцы с выемкой на передней грани.
Тогда стружка легко завивается и стойкость резца возрастает.
4. На стойкость резца влияют также его размеры. Чем массив-
нее резец, т. е. чем больше его сечение, тем лучше отводит он теп-
лоту от режущей кромки, следовательно, тем больше его стой-
кость.
5. Особенно сильно влияет на стойкость резца скорость реза-
ния. Иногда даже самое незначительное увеличение её приводит
к быстрому затуплению резца. Это необходимо учитывать при
выборе скорости резания.
б. На стойкость резца оказывает влияние площадь поперечно-
го сечения стружки. С её увеличением стойкость резца понижает-
ся. Опытами установлено следующее: при одном и том же сечении
4 Бруштейн и Дементьев 49
стружки бдлыиая глубина резания и меньшая подача обеспечивают
бдльшую стойкость резца, нежели меньшая глубина резания при
соответственно большей подаче.
7. Очень выгодное средство повышения стойкости инструмен-
та—применение охлаждающих жидкостей. Если охлаждающая
жидкость обладает ещё и смазывающими свойствами, то она умень-
шает трение, во-первых, между резцом и стружкой и, во-вторых,
между резцом и обрабатываемой деталью.
30. Влияние различных факторов на скорость резания
Не со всякой скоростью резания выгодно вести обработку. Мы
знаем, что обработка с высокой скоростью резания даёт возмож-
ность снимать в единицу времени (минуту, час) большое количество
стружки. Это как будто выгодно, так как достигается большая
производительность. Однако при высоких скоростях резания ре-
зец сильно нагревается; он тогда быстрее теряет свою твёрдость,
быстрее затупляется, так что его часто приходится перетачивать.
Можно, разумеется, работать на низких скоростях резания.
Но в этом случае количество стружки, которое будет снимать ре-
зец в единицу времени, уменьшится настолько, что резание будет
непроизводительным. Оно станет, как принято говорить, экономи-
чески невыгодным.
Экономически выгодной считается такая скорость резания,
при которой срок службы до затупления (т. е. стойкость) резца
из быстрорежущей стали составляет 60 мин.1 Такая скорость
резания называется экономической скоростью резания.
Величина экономической скорости резания выбирается по таб-
лицам и зависит от многих факторов. Из них наиболее важными яв-
ляются:
1) свойства обрабатываемого материала;
2) качество материала резца;
3) глубина’ резания;
4) подача;
5) размеры резца и углы заточки;
6) охлаждение.
Свойства обрабатываемого материала.
Чем твёрже обрабатываемый материал, тем больше выде-
ляется тепла в процессе резания. Поэтому твёрдый материал нельзя
обрабатывать с такой же высокой скоростью резания, как мате-
риал мягкий.
Качество материала резца. Мы уже знаем,
что обработка с большой скоростью резания сопряжена с образо-
ванием значительного количества теплоты. Она вызывает затуп-
ление резца, которое наступает тем скорее,. чем выше скорость
1 Для резцов с пластинками твёрдого сплава экономическая стойкость
может быть принята равной 90 мин.
50
резания. Резцы из быстрорежущей стали допускают значительно
более высокую скорость резания, чем резцы из углеродистой ста-
ли. Еще бблыпую скорость, превышающую в несколько раз ско-
рость резания резцами из быстрорежущей стали, допускают рез-
цы с пластинками твёрдого сплава.
Размеры стружки. С увеличением площади попереч-
ного сечения стружки возрастает количество выделяющейся теп-
лоты. Понятно, что в этих условиях резец затупляется быстрее.
Однако установлено, что увеличение сечения стружки, скажем,
в два раза, меньше влияет на стойкость резца, чем такое же повы-
шение скорости резания. Иначе говоря, затупление резца будет
происходить быстрее, если мы увеличим в какое-то количество
раз скорость резания, и медленнее, если во столько же раз уве-
личим сечение стружки.
Разумеется, для повышения производительности выгоднее при-
бегать к тому из этих двух средств, при котором резец будет за-
тупляться медленнее. Отсюда можно сделать важный практиче-
ский вывод: при обдирке для увеличения производительности резца
при одной и той же стойкости выгодно увеличивать площадь
поперечного сечения стружки и соответственно снижать скорость
резания.
При чистовой обработке резец снимает незначительный слой
металла при небольшой подаче. В этом случае выделяется неболь-
шое количество теплоты. Стало быть, при чистовой обработке
скорость резания может быть значительно увеличена против ско-
рости . резания при обдирочной работе.
Глубина резания и подача. Выше мы устано-
вили, что на стойкость резца влияет площадь поперечного сече-
ния стружки. Размер этой площади обусловливается двумя вели-
чинами. Вспомним, что она представляет собой произведение из
глубины резания на подачу (/=/ xsmm2). По какому же пути
нам выгоднее здесь итти?
Опыты показывают, что увеличение глубины резания значитель-
но меньше влияет на стойкость резца, чем такое же увеличение
подачи. Поэтому для того чтобы повысить производительность
резца за время его работы до затупления, выгоднее увеличивать
глубину резания, чем подачу.
Охлаждение. Особенно выгодно применять охлаждение
при обработке вязких металлов с большим сечением стружки.
В этом случае при одной и той же стойкости резца удаётся повысить
скорость резания на 15—25%.по сравнению с обработкой без
охлаждения.
При обработке хрупких металлов (чугун и бронза) влияние
охлаждения на скорость резания значительно меньше. При обра-
ботке чугуна применение охлаждающей жидкости даже создаёт
некоторые неудобства: мелкая стружка, смешиваясь с жидкостью,
образует грязь, которая засоряет охлаждающую систему станка.
Чугун и бронзу обычно обрабатывают без охлаждения.
4*
51
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие стружки образуются при обработке вязких и хрупких металлов?
2. Как называются главные углы резца?
3. Какое назначение имеют у резцов углы: заострения, резания, передний и
задний?
4. Как называются основные части резца?
5. Как называются элементы головки резца?
6. От чего зависит величина угла заострения резца?
7. Чему равен угол резания, если передний угол резца равен 15°, 25°, 0°?
8. Как отличить правый резец от левого?
9. Из каких материалов изготовляют резцы?
10. В чём преимущество резцов, оснащённых твёрдыми сплавами? Для
обработки каких металлов их применяют?
11. Как производится заточка резца?
12. Как проверить правильность заточки резца?
13. Какие правила техники безопасности небходимо соблюдать при заточке
резца?
14. Что такое глубина резания и как она определяется?
15. Что такое подача?
16. Что называется скоростью резания?
17. Как подсчитать скорость резания, если известны диаметр обрабатывае-
мой детали и число её оборотов в минуту?
18. Как подсчитать число оборотов детали в минуту, если заданы скорость
резания и диаметр детали?
19. Для чего применяют при резании металлов охлаждающие жидкости?
Как нужно направлять струю жидкости? Каким должен быть расход жидкости?
20. Почему чугун обрабатывают без охлаждения (всухую)?
21. Что такое стойкость резца?
22. Какие факторы влияют на стойкость резца?
23. Какие факторы влияют на выбор скорости резания?
Глава III
ИЗМЕРИТЕЛЬНЫЕ И ПРОВЕРОЧНЫЕ ИНСТРУМЕНТЫ
Понятие об измерительном инструменте. Для измерений и
для проверки размеров обработанных деталей токарю приходится
пользоваться различными измерительными инструментами. Гру-
бо обработанные детали измеряют линейками, кронциркулями и
нутромерами. Измерение деталей, обработанных с высокой точ-
ностью, производится штангенциркулями, микрометрами и другими
инструментами.
§ 31. Измерительная линейка. Кронциркуль. Нутромер
Измерительная (масштабная) линейка (фиг. 42) служит для
измерения длины, а также диаметров деталей. Наиболее распро-
52
странены стальные линейки длиной от 150 до 300 мм с милли-
метровыми делениями.
Длину измеряют, прикладывая линейку к обрабатываемой дета-
ли. Начало делений, или нуль, совмещают с одним йз концов де-
Фиг. 42. Измерительная линейка.
тали, затем отсчитывают деление, с которым совпадает второй
конец детали.
Возможная точность измерения линейкой — 0,5 мм.
Фиг. 43. Кронциркули:
а — обыкновенный; б — пружинный.
Фиг. 44. Нутромеры:
а — обыкновенный; б) пружинный.
Кронциркуль (фиг. 43,а) — наиболее простой инструмент для
грубых измерений наружных размеров.
Кронциркуль состоит из двух изогнутых ножек, которые си-
дят на одной оси и могут вокруг неё вращаться. При измерении
Фиг. 45. Определение размера, измеренного крон-
циркулем, по измерительной линейке.
они своими губками должны касаться наружных поверхностей де-
тали. Для того чтобы установить ножки на необходимый размер,
их сдвигают или раздвигают лёгким постукиванием об измеряемую
53
деталь или другой твердый предмет. Размер, снятый с детали,
переносят на измерительную линейку. Это показано на фиг. 45.
На фиг. 43, б изображён кронциркуль другого устройства. Он
снабжён пружиной и установочным винтом, которым регулирует-
ся развод ножек. Преимущество этого кронциркуля в том, что нож-
ки, установленные на размер, не сбиваются с развода при ка-
ком-либо неосторожном ударе; пружина возвращает их в то по-
ложение, которое им было придано. Кроме того, отпадает надоб-
ность в регулировании развода ножек постукиванием.
Нутромер. Для грубых измерений внутренних размеров слу-
жат нутромеры — простой (фиг. 44, а) и пружинный (фиг. 44, б).
Устройство их сходно с устройством кронциркулей.
§ 32. Штангенциркуль
Измерительная линейка, кронциркуль, нутромер, как указы-
валось, являются грубыми измерительными инструментами. Боль-
шую точность измерений даёт штангенциркуль (фиг. 46).
Фиг. 46. Штангенциркуль.
Им можно измерять как наружные, так и внутренние размеры
обрабатываемых деталей. При работе на токарном станке штан-
генциркулем пользуются также для измерения толщин и глубин.
Штангенциркуль состоит из стальной линейки 7 с делениями
и двух ножек 2 и 3. Ножка 2 составляет одно целое с линейкой,
а ножка 3 — одно целое с движком 4, скользящим по линейке.
Винтом 5 можно закрепить движок на линейке в любом положе-
нии.
На движке 4 вырезано продолговатое окно с наклонной гранью.
На этой грани внизу нанесена шкала 7 с делениями, называемая
нониусом. Нониус позволяет производить измерения с
точностью до 0,1 мм, а в более точных штангенциркулях — до
0,02 мм. Если на движке нет нониусных делений,то измерение
штангенциркулем можно делать с точностью до 0,5 — 1 мм.
Устройство нониуса. Шкала нониуса (фиг. 47)
разделена на десять равных частей и занимает длину, равную
девяти делениям, или 9 мм, шкалы линейки. Следовательно,
одно деление нониуса составляет 0,9 мм. Это значит, что каждое
деление нониуса короче каждого деления линейки на 0,1 мм.
54
Если сомкнуть вплотную ножки штангенциркуля, то первое
деление нониуса не дойдёт до первого деления линейки на 0,1 мм;
второе деление нониуса не дойдёт до второго деления линейки
на 0,2 мм; третье деление нониуса не дойдёт до третьего деления
9-е деление линейки-
t-е деление линейки
Ьнч'Л1, и
1-е деление нониуса ,
Л Деления линейки
I । । III I-
Делении нониуса
Фиг. 47. Шкала нониуса и шкала линейки штангенциркуля
линейки на 0,3 мм и т. д. Десятое деление нониуса будет точно
совпадать с девятым делением линейки.
Сдвинем первое деление нониуса (не считая нулевого) вправо
так, чтобы оно совпало с первым делением линейки (фиг. 48, а).
Между ножками штангенциркуля
получится зазор, равный 0,1 мм.
При совпадении второго деления
нониуса со вторым делением ли-
нейки зазор составит 0,2 мм, при
совпадении третьего деления но-
ниуса с третьим делением линейки
зазор будет 0,3 мм и т. д. Следо-
вательно, деление нониуса, совпа-
дающее с делением линейки, по-
казывает число десятых
долей миллиметра.
Результаты измерения штан-
Линейка
О 5 ю
дониуц
Линейка
15 го 25
kotiuyc
генциркулем с нониусом отсчитьь
вают следующим образом.
1. Предположим, что нулевое
деление нониуса точно совпало
с каким-либо делением линейки.
Это деление линейки покажет
действительный размер детали в
Линейка.
15 20 25
Ноницс
Фиг. 48. Отсчёты по нониусу
штангенциркуля:
а — установка нониуса на размер
0,1 мм; б — положение нониуса при
размере 15 мм; в — положение нониуса
при размере 15,6 мм.
целых миллиметрах;
шкала нониуса в данном случае
не используется. На фиг. 48, б
дан пример отсчёта при действи-
тельном размере детали, равном
15 мм.
2. Допустим, что нулевое деление нониуса не совпало точно
с делением линейки (фиг. 48, в), а оказалось между какими-
либо двумя делениями линейки. Ближайшее слева деление пока-
жет целое число миллиметров (в данном случае 15); десятые доли
миллиметра мы отсчитаем дополнительно по нониусу. Число
этих доль нам покажет то деление нониуса (за исключением ну-
левого), которое совпадает с каким-либо делением линейки. На
фиг. 48, в совпадает шестое деление нониуса. Следовательно, дей-
ствительный размер детали 15-|-0,6= 15,6 мм.
Такую же точность измерения (до 0,1 мм) даёт штангенциркуль,
изображённый на фиг. 49. Этот инструмент (его называют штан-
Фиг. 49. Штангенциркуль типа «Колумбус».
генциркуль «Колумбус») соединяет в себе собственно штангенцир-
куль, нутромер и глубиномер. Длинными ножками 2 и 3 можно
измерять наружные диаметры деталей, а короткими ножка-
ми 6 и 7 — диаметры отверстий. Глубина измеряется при помощи
тонкого стержня 8, скреплённого с движком 4. Движок можно пере-
мещать по линейке 7 и закреплять винтом 5.
При измерении наружных диаметров деталь помещают между
плоскостями ножек 2 и 3, как показано на фиг. 49. Для измерения
5 6 внутренних размеров деталей
Фиг. 50. Штангенциркуль повы-
шенной точности.
пользуются верхними, короткими,
ножками 6 и 7. Их вставляют в
измеряемое отверстие, затем раз-
двигают настолько, чтобы они
пришли в соприкосновение со
стенками отверстия. При измере-
нии глубины вводят в отверстие
стержень 8; своим тонким концом
он должен касаться торцевой
стенки отверстия. На сколько
углубится стержень 8, на столько
же передвинется движок с ножкой 3.
Результаты измерения определяют по шкале линейки 7 при
помощи нониуса.
На фиг. 50 показан штангенциркуль с нониусом, позволяющим
отсчитывать размеры с точностью до 0,02 мм. Подвижная ножка 7
штангенциркуля скреплена с движком 2. Вторая, неподвижная,
ножка составляет одно целое с линейкой 7. Винтом 4, который
называется микрометрическим, движок связан с ползунком 3.
При помощи ползунка и микрометрического винта ножки штан-
генциркуля точно устанавливаются на необходимый размер.
56
Измерение производят следующим образом. Сначала освобож-
дают винты 5 и 6, закрепляющие движок 2 и ползунок 3 на
линейке 7. После этого устанавливают измерительные поверх-
ности ножек штангенциркуля на требуемый размер. Эта установ-
ка — приблизительная. Для окончательной установки надо
винтом 6 закрепить ползунок 3 и при помощи микрометрического
винта 4 подвести ножку 1 точно по размеру. Сделав точную установ-
ку ножек, закрепляют движок винтом 5.
На фиг. 50 видно, что расстояние между двумя соседними де-
лениями на измерительной линейке составляет 0,5 мм. Нониусная
шкала по длине равна 24 делениям измерительной линейки, т. е.
12 мм, но разделена эта шкала на 25 одинаковых частей. Следо-
0,5 1 л
вательно, точность нониуса составляет: = gy = 0,02 мм.
Отсчёт на этом штангенциркуле ведётся по тем же правилам,
которые были изложены выше. Разница лишь в том, что в данном
случае деление нониуса, совпадающее с одним из делений масштаб-
ной линейки, будет показывать не десятые, а сотые доли миллимет-
ра. Допустим, 12-е деление нониуса совпадает с каким-либо деле-
нием линейки. Тогда показание нониуса будет 12x0,02 = 0,24 мм.
Правила пользования штангенцирку-
лем. Для получения правильных показаний требуется:
1) перед измерением очистить измерительные поверхности но-
жек штангенциркуля от пыли и смазки;
2) прижимать измерительные плоскости к детали с небольшим
усилием;
3) измерять детали только после их охлаждения;
4) производить обмер после остановки станка.
Закончив измерение, нужно штангенциркуль тщательно обте-
реть, смазать и уложить в футляр.
§ 33. Микрометр
Микрометр (фиг. 51) служит для точных измерений наружных
размеров деталей — диаметров, толщин и длин. Этот инструмент
состоит из стальной скобы 1, которая с одной стороны имеет не-
подвижную пятку 2 с измерительной поверхностью, а с другой
стороны несет гильзу 3. В трубке с внутренней резьбой, плотно
вставленной в гильзу, движется микрометрический винт 4 с шагом \
равным 0,5 мм; слева винт заканчивается закалённой измеритель-
ной поверхностью 8. Снаружи гильзу обхватывает барабан 5,
жёстко соединённый с винтом 4. Таким образом, при вращении
барабана вращается и этот винт, перемещая вперёд или назад свою
измерительную поверхность 8.
На правом конце винта 4 имеется особое приспособление 6,
называемое трещёткой. Оно служит для точной установки микро-
1 Понятие о шаге см. § 57.
57
метра на действительный размер детали. Трещётку вращают паль-
цами правой руки. Как только измерительные поверхности микро-
метра пришли в соприкосновение с деталью, трещётка начинает
издавать лёгкий треск. Это означает, что размер достигнут. Для
закрепления винта 4 в нужном положении имеется стопорное
кольцо 7.
На наружной поверхности гильзы 3 расположена продольная
риска. Выше и ниже этой риски имеются две шкалы: верхняя с
миллиметровыми делениями и нижняя — со штрихами, которые
делят каждый миллиметр верхней шкалы пополам. На скошенной
части барабана по окружности также нанесены деления, причём
они отстоят друг от друга на одинаковом расстоянии. Таких де-
лений обычно бывает 50.
С каждым полным оборотом барабана 5 относительно гильзы
3 винт 4 также повёртывается на один оборот. При этом его изме-
рительная поверхность 8 перемещается вдоль оси на величину,
равную шагу винта, т. е. на 0,5 мм. Когда же барабан повёрты-
вается относительно гильзы только на одно деление по окружности,
т. е. на 1/80 часть оборота, измерительная поверхность винта пере-
мещается на 1/80 шага винта, т. е. на 0,5:50=0,01 мм. Следователь-
но, цена каждого деления барабана 0,01 мм.
Когда измерительные поверхности сомкнуты, нулевой штрих
барабана должен точно совпадать с продольной риской гильзы
и с нулевым штрихом на гильзе. Это положение называется н у-
левым. Если повёртывать барабан на себя, то штрихи на его
скошенной части будут один за другим пересекать продольную
риску гильзы. В это же время крайняя кромка барабана будет пере-
мещаться вдоль этой риски, т. е. вдоль линии расположения по-
перечных штрихов шкалы гильзы.
Для отсчёта показаний микрометра сперва смотрят по шкалам
гильзы, на сколько отошла вправо от её нулевого деления край*
Б8
няя кромка барабана. По верхней шкале определяют целое
число миллиметров, а по нижней — половины миллиметров. Для
отсчёта сотых долей миллиметра пользуются делениями на скошен-
ной части барабана.
Допустим, нам нужно установить по микрометру размер,
равный б,36 мм. Для этого необходимо, поворачивая барабан,
переместить его крайнюю кромку на шесть делений правее нуля
(фиг. 52, а), затем дополнительно повернуть- барабан так, чтобы
Зб-е деление по его окружности совпало с продольной риской
гильзы.
Другие примеры отсчёта (6,34 и 6,84 мм) показаны на
фиг. 52, бив.
Фиг. 52. Примеры отсчёта Фиг. 53. Измерение детали микро-
по микрометру: метром.
а — размера 6,36 мм; б — размера
6,34 мм; в — размера 6,84 мм.
Для измерения деталей применяют микрометры разных раз-
меров: 0-и 25леи; 25-^50л/м; 50-J- 75 мм; 75-МООлм< и т. д.,
но винт микрометра любого размера может перемещаться только
на 25 мм. Поэтому, прежде чем измерить деталь, надо прибли-
зительно определить ее размер и взять нужный микрометр.
Приёмы измерения. Приступая к измерению, прежде
всего отпускают стопорное кольцо 7. Затем берут микрометр
левой рукой за скобу и наводят его на измеряемую деталь (фиг. 53).
Большим и указательным пальцами правой руки вращают ба-
рабан микрометра до тех пор, пока измерительные поверхности
не коснутся слегка поверхности детали. После этого делают точ-
ную установку винта трещёткой и закрепляют винт стопорным
кольцом.
Правила пользования микрометром. При
работе с микрометром необходимо:
1) содержать в чистоте его измерительные поверхности;
69
2) прекращать вращение барабана, как только руке передалось
лёгкое, но чувствительное прикосновение измерительных поверх-
ностей к детали; дальше производится точная установка винта
трещёткой;
3) предохранять микрометр от нагрева, следовательно, не
держать его долго в руке и не хранить вблизи отопительных при-
боров;
4) не измерять вращающихся деталей, а также деталей, нагрев-
шихся во время обработки на станке.
После работы надо микрометр тщательно протереть и смазать.
Хранить его нужно в особом футляре.
§ 34. Предельные измерительные инструменты
Предельные калибры и их назначение.
Изготовить партию деталей с совершенно одинаковыми, задан-
ными чертежом, размерами невозможно; обязательно будут откло-
нения в большую или меньшую сторону. Понятно, чем меньше эти
Фиг. 54. Двухсторонняя
предельная скоба.
Фиг. 55. Односторонняя
скоба.
отклонения, тем лучше. Но так как они неизбежны, то задаются
ими заранее, т. е. устанавливают допустимые (крайние) пределы
отклонений. Между этими пределами должен находиться дей-
ствительный размер детали, иначе деталь бракуется как негодная.
На заводах, где детали изготовляются в большом количестве
(массовое производство), для проверки того, не выходят ли раз-
меры детали за точно установленные пределы, пользуются специ-
альным инструментом — предельными калибрами.
Калибры для проверки валов называются скобами, а для проверки
отверстий — пробками.
Измерение предельными скобами. На фиг. 54 показана двухсто-
ронняя предельная скоба, одна сторона которой даёт наимень-
ший допускаемый, а другая — наибольший допускаемый размер
детали. Если измеряемый вал проходит в большую сторону ско-
бы, стало быть, его размер не превышает допустимого. Если же
вал проходит также в меньшую сторону скобы, то это значит, что
60
диаметр слишком мал, т. е. меньше допустимого. Такой вал
является браком.
Сторона скобы с меньшим размером называется непроход-
ной, противоположная сторона с большим размером — про-
ходной. Вал признается годным, если скоба, опускаемая на
него проходной стороной, скользит вниз под влиянием своего
веса (фиг. 54) и если в непроходную сторону вал не проходит.
Для проверки валов больших диаметров применяют односторон-
ние скобы (фиг. 55). У них нижний размер Я (проходной) служит для
промера наибольшего допускаемого диаметра детали, а верхний
размер Н (непроходной) — для промера наименьшего допускае-
мого диаметра детали.
Измерение предельными пробками. Для контроля диаметров
отверстий применяют предельные калибры-пробки. Такой калибр
(фйг. 56) состоит из проходной проб-
ки 7, непроходной пробки 2 и рукоят-
ки 3. Проходная сторона 7 (длинный
измерительный цилиндр) должна легко
3
Фиг. 56. Предельный калибр-пробка. Фиг. 57. Измерение пре-
дельной пробкой отверстия
в детали:
ВХОДИТЬ В ОТВерСТИе. Если же И непро- а — проходная сторона легко
ходная сторона 2 (короткий измери- ходаая !торонаСТнее:входэтНвПо?1
тельный цилиндр) ВХОДИТ В отверстие, верстие.
то деталь бракуют.
На фиг. 57 показано измерение отверстий предельной пробкой
на токарном станке.
Правила пользования предельными ка-
либрами. С предельными калибрами необходимо бережно об-
ращаться. Их нужно правильно хранить, смазывать после употреб-
ления, не подвергать ударам и сотрясениям, оберегать от забоин
и царапин.
Производя проверку размеров предельными калибрами, необ-
ходимо:
1) производить измерения без усилий (фиг. 54 и 57);
2) перед измерениями тщательно очищать от грязи, стружки и
пыли измеряемую поверхность деталей и измерительную поверх-
ность калибра;
61
3) следить за тем, чтобы деталь и калибр (скоба, пробка) при
измерении имели одну и ту же температуру.
Температура помещения, детали и калибра должна равнять-
ся 20°. Только при этой температуре калибры показывают пра-
вильный размер.
§ 35. Индикатор
Индикатор — это прибор, которым измеряют небольшие от-
клонения диаметра или высоты деталей от заданных, а также от-
клонения от требуемой формы детали.
Индикатор (фиг. 58) состоит из металлического корпуса 1,
в котором заключён механизм прибора. Через корпус проходит
„ стержень 2 с выступаю-
щим наружу наконечни-
ком. Если нажать на
стержень снизу вверх, то
он повернёт стрелку 3,
которая передвинется по
циферблату.
Циферблат индикатора
имеет 100 равных деле-
ний. Поворот стрелки 3
на одно деление соответствует перемещению стержня 2 на 1/100 мм.
Следовательно, при перемещении стержня на 1 мм стрелка 3
сделает по циферблату полный оборот. Для отсчёта количества
целых оборотов служит маленькая стрелка 4.
Корпус индикатора с механизмом закрепляют на стержне 5 и
при помощи стержня 6 и муфты 7 устанавливают на стойке 8. За-
крепление стержня б с индикатором на стойке в нужном по вы-
соте положении производится винтом 9. Стойку 8 укрепляют в пазу
10 плиты 11 гайкой 12.
Для того чтобы измерить отклонение детали от заданного раз-
мера, подводят к ней наконечник индикатора. Как только наконеч-
ник приходит в соприкосновение с измеряемой поверхностью, заме-
чают начальное показание стрелки 3 на циферблате. Затем начинают
медленно передвигать индикатор по измеряемой поверхности, или,
62
наоборот, перемещают деталь относительно наконечника. Если
на поверхности детали имеется выпуклость или впадина, стержень
индикатора переместится и вызовет поворот стрелки 3. Одновре-
менно передвинется и стрелка 4. Отклонение стрелки 3 от своего
начального положения покажет величину выпуклости (впадины)
в сотых долях миллиметра, а отклонение стрелки 4 — в целых мил-
лиметрах.
§ 36. Щупы
Щупы (фиг. 59) применяют для определения величины зазоров
между прилегающими поверхностями. Это — набор стальных
пластинок толщиной от 0,03 до 2 мм, надетых на ось обоймы. В на-
боре может быть от 7 до 20 пластинок.
При пользовании щупами необходимо бережно с ними обращать-
ся. Щуп нельзя вдвигать в зазор с усилием; он может легко со-
гнуться.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое измерительные линейки, для чего ихттрименяют?
2. В каких случаях пользуются кронциркулем и нутромером? Как произво-
дится измерение этими инструментами?
3. Как устроен штангенциркуль?
4. Как устроен нониус штангенциркуля, какую точность измерений он даёт?
5. Как прочитать показания нониуса?
6. Как устроен микрометр?
7. Чему равняется шаг винта микрометра?
8. Как устроен нониус на микрометре?
9. Для чего нужны предельные калибры?
10. Каково назначение проходной и непроходной сторон предельных калиб-
ров? Как проверить правильность размера предельной пробкой?
11. От чего зависит точность измерения? При какой температуре следует
производить точное измерецие?
12. Почему нельзя измерять обрабатываемую деталь на ходу, т. е. при её
вращении на станке?
13. Как устроен индикатор? Каково его назначение?
14. Что такое щупы и как ими пользуются?
15. В чём состоит уход за измерительными инструментами?
РАЗДЕЛ ВТОРОЙ
ОСНОВНЫЕ ВИДЫ ТОКАРНЫХ РАБОТ
Глава IV
ОБТОЧКА ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Общее понятие о цилиндрической по-
верхности. Если прямоугольник АБВГ (фиг. 60) вращать
вокруг стороны ВГ, то сторона АБ опишет поверхность, ко-
торая называется цилиндрической по-
верхностью.
Любая точка, лежащая на такой поверх-
ности, находится на одинаковом расстоянии от
оси вращения ВГ, называемой осью ци-
линдра.
Большинство деталей, применяемых в машино-
строении, имеет цилиндрические поверхности,
обрабатываемые на токарных
станках. Такими деталями яв-
Фиг. бо. Цилиндр, ляются, например, валики,
втулки и др.
Фиг. 61. Обдирочные резцы:
а — прямой; б — отогнутый.
§ 37. Резцы для обточки
и их установка
Обдирочные (черновые) резцы,
как прямые (фиг. 61, а), так
и отогнутые (фиг. 61, б) изгото-
вляют массивными, с длинной
режущей кромкой. При обточке
устойчивых деталей применяют
резцы с режущей кромкой, рас-
положенной под углом 45° к оси
детали. Детали неустойчивые
(тонкие и длинные) обрабатывают резцами с режущей кромкой,
расположенной под углом 60 и даже 90°. Детали тогда меньше
изгибаются и испытывают меньшее дрожание.
Чистовые резцы. На фиг. 62, а показан чистовой проходной
резец. Такие резцы, отличающиеся от черновых большим радиусом
64
закругления вершины (2—5 мм), применяются для чистовых работ
с малой подачей.
На фиг. 62, б изображён чистовой резец с широкой режущей
кромкой, параллельной оси обрабатываемой детали. Такой рез^ц
Фиг. 62. Чиповые резцы:
а — нормальный; б — с широкой режущей
кромкой.
Фиг. 63. Правильное и непра-
вильное положения резца.
позволяет снимать тонкую стружку при большой подаче и даёт
чистую и гладкую обработанную поверхность.
Установка и закрепление резца. Перед тем как приступить к
обточке, нужно правильно установить резец в резцедержателе.
Выступающая часть резца
всяком случае не более
двойной высоты го-
ловки.
На фиг. 63 показано
правильное и непра-
вильное положения
резца.
В большинстве слу-
чаев требуется так
устанавливать резец, м
чтобы его вершина нахо-
дилась на высоте цент-
ров. Тогда сохраняются
правильные углы резца
должна быть возможно короче, во
Фиг. 64. Установка резца при помощи
подкладок.
и резание происходит
легко.
Для установки рез-
цов применяют подкладки — стальные пластинки разной
толщины. Подкладки (одну-две, не больше) помещают под
всей опорной поверхностью резца. На фиг. 64 показаны
правильная и неправильная установка резца при помощи под-
кладок.
Убедившись, что резец установлен правильно, т. е. что вер-
шина, его расположена на высоте центров и его вылет из резце-
держателя не велик, прочно закрепляют резец в резцедержателе
болтами.
5 Бруштейн и Дементьев
65
§ 38. Установка деталей в центрах
Длинные детали обычно обтачивают в центрах (фиг. 65). Для
передачи вращения от шпинделя передней бабки к детали приме-
няют устройство, называемое поводковым патроном,
и ещё одно приспособление — хомутик. Патрон 1 навин-
чивают на шпиндель станка, а хомутик 3 закрепляют болтом 2
Фиг. 65. Установка детали в центрах с использованием отогнутого хомутика.
на детали. Отогнутый конец хомутика вставляют в паз патрона
(фиг. 65), а если хомутик прямой, то его упирают в палец патрона
(фиг. 65а).
Основными принадлежностями токарного станка являются цен-
тры. Их вытачивают из углеродистой стали, закаливают и шлифуют.
Центр (фиг. бб) состоит из конуса 1 с углом в 60° и конического
хвоста 2. Хвост должен точно подходить к коническому отвер-
стию шпинделя как передней, так и задней бабки станка.
Передний и задний центры работают в разных условиях. Пе-
редний центр вращается вместе со шпинделем и обрабатываемой
66
деталью. Задний центр в большинстве случаев неподвижен и при
вращении детали испытывает трение. Для того чтобы он работал
нормально, необходимо смазывать отверстие детали, в котором
находится остриё центра (это отверстие называется центровым).
При отсутствии смазки остриё заднего центра может сильно на-
греться и сгореть.
Обрабатываемая поверхность получается цилиндрической лишь
тогда, когда передний и задний центры расположены на одной
оси, параллельной направляющим каретки. Чтобы это проверить,
нужно придвинуть задний центр к переднему (фиг. 67); острия
обоих центров должны совпа-
дать. Если же этого совпа-
дения нет, необходимо сме-
стить к себе или от себя
корпус задней бабки, поль-
зуясь винтом 6 (см. фиг. 13).
2
Фиг. 66. Центр, вставленный Фиг. 67. Проверка совпадения центров,
в отверстие шпинделя передней
бабки.
Неправильное расположение центров может вызываться также
попаданием грязи или стружки в коническое отверстие переднего
или заднего шпинделя. Поэтому перед установкой центра нужно
хорошо вытереть отверстие шпинделя и хвостовую часть центра.
Центры часто приходится вынимать из шпинделей. Чтобы вы-
нуть задний центр, правой рукой вращают на себя маховичок
задней бабки, а левой рукой придерживают центр. Передний центр
выбивают при помощи металлического прутка с привёрнутым
медным наконечником. Пруток вставляют в сквозное, отверстие
шпинделя. Придерживая центр правой рукой, левой рукой легко
ударяют до нему прутком.
§ 39. Установка и закрепление деталей
в кулачковых патронах
Короткие детали обычно устанавливают в кулачковых патро-
нах, которые подразделяются на простые и самоцентрирующие.
Простые патроны изготовляют четырёхкулачковыми (фиг. 68).
В таких патронах каждый из кулачков 1,2,3 и 4 деремещает-
5* 67
ся независимо от остальных. Это позволяет устанавливать и
выверять различные детали как круглой, так и некруглой
формы.
Выверку детали при её установке в четырёхкулачковом патро-
не производят следующим способом. Детали сообщают вращение.
Зажав в пальцах правой руки кусочек мела, осторожно подводят
его к детали, как показано на фиг. 69. Следы мела на поверхности
детали покажут, какая её часть больше выступает. Это и нужно
выяснить.
Остановив вращение, приступают к установке детали
в правильном положении. Регулируя кулачки, наконец, доби-
ваются того, что мел оставляет на детали следы по всей её окруж-
ности. После этого деталь окончательно закрепляют всеми четырь-
мя кулачками.
Фиг. 68. Простой четырёхкулач-
ковый патрон.
Фиг. 69. Проверка уста-
новки детали при помо-
щи мела.
После закрепления детали нужно обязательно вынуть из пат-
рона торцевой ключ. Если этого не сделать, то при пуске станка
•может произойти поломка патрона и других частей станка, кроме
того, рабочий подвергается опасности получить увечье.
: Самоцентрирующие патроны могут быть с двумя, тремя и че-
тырьмя кулачками. Они очень удобны в работе, так как все кулач-
ки перемещаются одновременно. В этих патронах круглая деталь
устанавливается и зажимается точно по оси шпинделя.
На фиг. 70 показан общий вид трёхкулачкового патрона, а на
фиг. 71 — его устройство. Кулачки перемещают ключом, который
вставляют в четырёхгранное отверстие 7 (фиг. 71) одной из трёх
конических шестерён 2. Эти шестерни сцеплены с большой кони-
ческой шестернёй 3. На ней нарезана поперечная спиральная резь-
ба 4, причём в канавки резьбы входят своими нижними выступами
все три кулачка. Когда ключом повёртывают какую-либо из ше-
стерён 2, вращение передаётся шестерне 3. Вращаясь, она посред-
ством спиральной резьбы перемещает по пазам корпуса патрона
одновременно все кулачки. Перемещение может происходить по
68
направлению к центру патрона — тогда деталь зажимается, или
от центра — тогда деталь освобождается. Это зависит от того,
в какую сторону повёртывают ключом шестерню 2.
Фиг. 70. Трёхкулачковый самоцентрирую- Фиг. 71. Шестерни и ку-
щий патрон. лачки самоцентрирукяцего
патрона.
Двухкулачковые и четырёхкулачковые самоцентрирующие па-
троны применяются значительно реже, чем трёхкулачковые.
Навинчивание и свинчивание кулач-
ковых патронов. Прежде
чем навинтить патрон на шпин-
дель, нужно проделать следующее:
тщательно протереть концами,
смоченными в керосине, резьбу на
шпинделе и в отверстии патрона,
а затем смазать их маслом. Лёгкий
Фиг. 73. Навинчивание тяжёлого
патрона на шпиндель.
патрон подносят обеими руками к
концу шпинделя (фиг. 72) и
Фиг. 72. Навинчивание лёгкого
патрон^ на шпиндель.
навинчивают до отказа. Тяжёлый патрон рекомендуется положить
на доску, как показано на фиг. 73. Подведя его отверстие к
концу шпинделя, навинчивают патрон до отказа, как в первом
случае. Навинчивание и свинчивание тяжёлого патрона лучше
производить при помощи подсобного рабочего.
69
Свинчивание патрона производится несколькими способами:
1. Вставляют в патрон ключ и обеими руками производят ры-
вок на себя (фиг. 74); когда патрон провернётся, его свинчивают
руками.
Фиг. 74. Свинчивание патрона
при помощи ключа.
Фиг. 75. Свинчивание патрона
при помощи бруска.
2. Под один из кулачков подставляют деревянный брусок.
Рукой подавая ремень рывками книзу (фиг. 75), добиваются, что-
бы от ударов кулачка о брусок патрон провернулся. После этого
его свинчивают руками.
Какие бы то ни было другие способы свинчивания, связанные
с резкими ударами по патрону или по кулачкам, недопустимы.
Фиг. 76. Установка и закрепление Фиг. 77. Снятие детали, закреплённой
детали в патроне и заднем центре. в патроне и заднем центре.
Установка и закрепление деталей в на-
тр е и е с поддержкой задним центром. Этот
способ применяют при обработке длинных деталей (фиг. 76), кото-
рые недостаточно закрепить только в патроне. При таком крепле-
нии вес выступающей из патрона части детали и усилие резца изо-
70
гнули бы деталь. Одновременно ослабло бы и крепление. Поддерж-
ка задним центром устраняет все эти опасности.
Снимают обработанную деталь следующим образом (фиг. 77):
отжимают кулачки патрона и, поддерживая деталь левой рукой,
отводят от неё задний центр. Для этого правой рукой вращают
маховичок задней бабки.
§ 40. Приемы обточки гладких цилиндрических поверхностей
Цилиндрические поверхности обычно обтачивают в два приёма:
сначала начерно, снимая большую часть припуска (3—5 мм на
диаметр), затем начисто, удаляя оставшуюся часть (1—2 мм на.
диаметр). В результате детали придаются требуемые размеры.
Чтобы обработать деталь на заданный диаметр, поступают
следующим образом. Включают станок и приводят во вращение
обрабатываемую деталь. Резец под-'
водят к правому концу детали и вра-
щают рукоятку винта поперечной
подачи, пока резец не коснется
поверхности детали. Установив мо-.
мент касания, отводят вручную
Фиг. 78. Измерение диаметра
детали кронциркулем.
резец вправо, а затем вращением рукоятки винта поперечной
подачи перемещают резец на нужную глубину резания.
Далее обтачивают заготовку на длине 3—5 мм, остаьазливают
станок и измеряют полученный диаметр кронциркулем (фиг. 78)
или штангенциркулем. Если диаметр большеили меньше требуе-
мого, его исправляют. Для этого вращением винта поперечной по-
дачи увеличивают или уменьшают глубину резания. Затем снова
производят пробную обточку и промер. Все это повторяют до тех
пор, пока не будет получен заданный размер. Тогда включают
самоход и полностью обтачивают деталь.
В таком же порядке производят чистовую обточку.
Пользование лимбом винта поперечной
подачи. Для точной установки резца на глубину резания у
большинства токарных станков имеется специальное приспособле-
71
ние. Оно расположено у рукоятки винта поперечной подачи и
представляет собой втулку, на которой по окружности нанесены
деления (фиг. 79). Эта втулка с делениями называется лимбом.
Число делений на лимбе может быть различным, следователь-
но, различной будет и величина поперечного перемещения резца
при повороте лимба на одно деление.
Неправильно
Не останавливай
станок прежде
чем выключишь
подачу.
Жестко закреп-
ляй резец врезце-
ч держателе
Правильно
Неправильно
При работе с ох-'
лаЖдением обес-
печь обильную
струю жидкость
Bbmem резца
должен быть воз-
можно меньшим
Не доводи инстру*
мент до чрезмер-
ного затупления.
Предохраняй
инструмент от
ударов.
Фиг. 79а. Основные правила работы резцами,
оснащенными пластинками твёрдого сплава.
Предположим, что лимб разделен на 100 равных частей, а
винт поперечной подачи имеет резьбу с шагом 1 в 5 мм. При пол-
ном обороте рукоятки винта, т. е. при её повороте на все 100 де-
лений лимба, супорт с резцом передвинется в поперечном напра-
влении на 5 мм. Если же мы повернём рукоятку на одно деление,
то перемещение супорта составит 5:100=0,05 мм. Число 0,05
называется ценой деления. Цена деления обычно про-
ставляется на лимбе.
1 Понятие о шаге см. § 57.
72
Деления отсчитывают от риски А на неподвижной гайке вин-
та (на фиг. 79 эта риска совпадает с 30-м делением либма).
Следует иметь в виду, что при перемещении резца в попереч-
ном направлении на какую-либо величину диаметр детали после
прохода резца уменьшится на эту величину, помноженную на
два. Почему это произойдет? Предлагается самим учащимся отве-
тить на этот вопрос.
Устанавливая резец на глубину резания при помощи винта
поперечной подачи, необходимо также учитывать зазор между
винтом и его гайкой. Если упустить это из виду, то диаметр дета-
ли будет отличаться от заданного.
Уход за резцом. Для того чтобы резец хорошо рабо-
тал, его нужно содержать в образцовом состоянии.Существует ряд
правил обращения с резцами, которых токарь должен строго при-
держиваться. Перечислим основные
правила.
1. Не перетачивать резцы по
своему усмотрению.
2. Правильно устанавливать резец
в резцедержателе (см. § 37).
'3. Включать охлаждение, как
только резец начал резать.
4. Следить за остротой режущих
кромок, чаще зачищать резец осел-
ком.
5. Не доводить резец до сильного
затупления.
6. Прежде чем остановить станок,
необходимо выключить самоход и
отвести резец, для того чтобы он
освободился от стружки. Этим режу- фиг/ 80. Измерение диаметра
щая кромка предохраняется от раз- детали штангенциркулем,
рушения, а резец от поломки.
7. Нельзя отводить супорт, если станок по какой-либо при-
чине сам остановился в момент, когда производилось резание.
В таких случаях попытки отвести супорт обязательно кончаются
разрушением режущей кромки, особенно если резец оснащён
пластинкой твёрдого сплава. Чтобы избежать этих последствий,
нужно: а) один за другим (начиная с заднего) отвернуть крепёж-
ные болты резцедержателя; б) вынуть резец из резцедержателя
и освободить его от стружки; в) отвести супорт.
На фиг. 79а показаны основные правила работы резцами,
оснащёнными пластинками твёрдого сплава.
Измерение деталей при обточке цилин-
дрических поверхнос тей. При черновой обточке
цилиндрических поверхностей измеряют детали кронциркулем
(см. фиг. 78) или простым штангенциркулем (фиг. 80). При чисто-
вой обточке измерения делают штангенциркулем повышенной точ-
73
Мости или микрометром. Измеряя перечисленными инструментами
наружные цилиндрические поверхности, нужно располагать ножки
инструментов строго в плоскости, перпендикулярной оси измеряе-
мой детали. Если чуть скосить ножки, результаты измерений
будут неправильными.
§ 41. Виды брака при обточке цилиндрических поверхностей
и меры их предупреждения
При обточке цилиндрических поверхностей возможны следую-
щие виды брака:
1) Часть поверхности детали осталась не задетой резцом;
2) размеры обточенной поверхности неверны;
3) обточенная поверхность получилась конической;
4) обточенная поверхность получилась нечистой.
Первый вид брака получается из-за малого припуска на обра-
ботку, неправильной установки детали в патроне или в центрах,
а также в результате смещения заднего центра.
Устранить причины этого вида брака можно: а) увеличением
припуска на обработку; б) правильной выверкой детали при её уста-
новке в патроне или в центрах; в) установкой центров на одной оси.
Неверные размеры обточенной поверхности получаются обычно
вследствие неточной установки резца на глубину резания или
неправильного измерения. Конусность обточенной поверхности
является результатом смещения заднего центра относительно
переднего. Чтобы устранить причину этого вида брака, нужно
правильно устанавливать корпус задней бабки на его плите.
Нечистая обточка поверхности может вызываться рядом при-
чин. К ним относятся: чрезмерно большая подача резца, примене-
ние резца'с неправильными углами, плохая заточка резца, боль-
шая вязкость материала детали, дрожание резца и детали и др.
Большинство этих причин устранимо. Исправить брак можно
зачисткой обработанной поверхности шкуркой или путём опиловки
напильником.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Чем отличаются черновые резцы от чистовых?
2. Как устанавливают резец в резцедержателе?
3. Как устанавливают детали при дбточке цилиндрических поверхностей?
4. Какие хомутики применяются на токарных станках?
5. В чём различие между условиями работы переднего и заднего центров?
6. Как вынуть передний и задний центры?
7. Как проверить правильность установки центров для обточки цилиндри-
ческой поверхности?
8. Как произвести выверку детали при ее установке в четырёхкулачковом
патроне?
9. Чем отличается сакоцентрируюший патрон от простого?
10. Как производится навинчивание и свинчивание кулачкового патрона?
74
И. Как обтачивают гладкие цилиндрические поверхности?
12. Как установить резец на требуемый размер детали?
13. Каково назначение лимба у винта поперечной подачи?
14. Как подсчитать цену одного деления лимба?
15. Какие инструменты применяются для измерения цилиндрических по-
верхностей? Как ими пользуются?
16. Какие виды брака возможны при обточке цилиндрических поверхностей?
Как устранить причины брака?
Глава V
ПОДРЕЗКА ТОРЦОВ И УСТУПОВ
§ 42. Подрезные резцы и их установка
Фиг. 81. Подрезные резцы:
а — прямой; б — отогнутый.
Подрезными резцами подрезают торцы и уступы. Эти резцы
(фиг. 81) имеют длинную режущую кромку 1, устанавливаемую
под углом 5° к подрезаемой поверхности, и короткую кромку 2.
Короткая кромка сильно скошена.
Это делается для того, чтобы можно
было подвести вершину резца ближе
к центру детали, когда подрезка ве-
дётся в центрах.
Подрезные резцы подразделяются
на правые и левые, прямые и отог-
нутые. На фиг. 81, а показан правый
прямой подрезной резец, а на фиг.
81, б — правый отогнутый. Отогну-
тые резцы применяют для подрезки
торцов или уступов в трудно доступ-
ных местах. Ими пользуются, например, в тех случаях, когда
резец приходится подводить вплотную к патрону.
Установка резца. Вершину подрезного резца нуж-
но устанавливать точно по высоте центров. Если она расположена
ниже центра, то посредине сплошного торца останется неподрезан-
ный уступ. Если же вершина находится выше центра, резец может
сломаться.
При подрезке уступов с продольной подачей режущая кромка
резца должна быть строго перпендикулярна оси детали. Установка
резца производится по угольнику (фиг. 82) или по образцу, т. е.
по детали, ранее получившей точную обработку.
§ 43. Установка и закрепление деталей при подрезке торцов
и уступов
При подрезке торцов и уступов детали устанавливают и за-
крепляют несколькими способами. Короткие детали закрепляют
в патронах (фиг. 83), длинные детали (прутки, валы, оси и др.)
обычно устанавливают в центрах. Крупные и одновременно длин-
75
ные детали устанавливают и закрепляют в патроне, а их высту-
пающую часть поддерживают задним центром.
При установке детали в патроне нужно проверить правиль-
ность расположения её подрезаемой поверхности относительно
оси шпинделя. Это делают на-глаз или мелом. Если торец детали
бьёт, необходимо исправить установку.
Фиг. 82. Проверка установки подрезного резца по угольнику.
§ 44. Приемы подрезки торцов и уступов
При подрезке торцов лучше вести работу с подачей, направ-
ленной от центра детали к её наружной поверхности (фиг. 84, а).
Подрезной резец тогда режет длинной режущей кромкой 1. Реза-
Фиг. 83. Подрезка торца у де-
тали, закреплённой в патроне.
Фиг. 84. Подрезка торцов:
а — подача направлена от центра; б — подача
направлена к центру.
ние идет спокойно, и обработанная поверхность получается чи-
стой и ровной.
Если подрезка ведётся с подачей резца от наружной поверх-
ности детали к её центру, резание совершается короткой режу-
76
припуск не
превышает
Фиг. 85. Полуцентр, установ-
ленный в шпинделе задней
бабки.
щей кромкой 2 (фиг. 84, б). В этом случае подрезаемая поверх-
ность получается менее чистой и обычно немного вогнутой. При
чистовой подрезке торцов, когда
1 мм, направление подачи резца (к
центру или от центра) не имеет суще-
ственного значения.
Для подрезки торцов у деталей,
обрабатываемых в центрах, обык-
новенный задний центр непригоден.
Резец задевал бы за него, и режущая
кромка получала бы повреждения.
Чтобы избежать этого, ставят вместо
обыкновенного центра так назы-
ваемый полуцентр (фиг. 85).
У деталей, закреплённых в па-
тронах, целесообразно подрезать
торцы не подрезным, а проходным
резцом. Последний имеет более мас-
сивную головку и поэтому допускает
более производительную работу.
Подрезку уступов производят с
продольной или поперечной подачей.
Если величина уступа не превышает
5—6 мм, то обычно применяют продольную подачу. При боль-
шой величине уступа работа с продольной подачей влечёт за
собой дрожание и изгиб резца из-за
большого сечения стружки. Такие
уступы нужно подрезать с попереч-
ной подачей (фиг. 86).
Фиг. 86. Подрезка усту- Фиг. 87. Про-
па с поперечной пода- верка прямоли-
чей. нейности торца
линейкой.
Фиг. 88. Проверка расположе-
ния уступа вала по длине:
а — линейкой; б — нутромером.
Приёмы измерения торцов и уступов.
Прямолинейность торцовой поверхности можно проверить линей-
кой, как показано на фиг. 87. При наличии зазора можно опреде-
лить его величину на-глаз или же мерной пластинкой —
щупом.
77
Правильность расположения уступа по длине вала проверяют
линейкой (фиг. 88, а}, нутромером (фиг. 88, б) или специально из-
готовленным шаблоном.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каким образом устанавливают и закрепляют детали при подрезке торцов
и уступов?
2. Какие особенности имеет конструкция подрезного резца?
3. Как правильно установить подрезной резец?
4. Когда применяют прямой и когда отогнутый подрезной резец?
5. В каком направлении — к центру или от центра — должна быть пода-
ча при подрезке торца?
О* Как проверить прямолинейность подрезанного торца?
Глава VI
ВЫТОЧКА НАРУЖНЫХ КАНАВОК И ОТРЕЗКА
§ 45. Резцы для выточки наружных канавок и отрезки.
Для выточки канавок применяют канавочные резцы. Их тоже
изготовляют прямыми (фиг. 89, а) и отогнутыми ((фиг. 89, б). Ре-
жущую кромку резца делают узкой — соответственно ширине
Фиг. 89. Канавоччые резцы:
а — прямой; б —• отогнутый.
канавки. Высота его головки в несколько раз превышает ши-
рину режущей кромки. Благодаря этому прочность резца воз-
растает.
Отрезку производят отрезными резцами. Они похожи на кана-
вочные резцы, но имеют более узкую режущую кромку и более
длинную головку. Длина головки должна быть немного больше
половины диаметра отрезаемого прутка (детали).
Ъ
Канавочные и особенно отрезные резцы нужно устанавливать
строго на высоте центров. Расположение их выше или ниже оси
центров может привести к поломке резцов.
§ 46. Приёмы выточки наружных канавок и приёмы отрезки
Для выточки канавок и отрезки устанавливают детали в патро-
не либо в центрах, или же в патроне с поддержкой задним центром.
При отрезке от прутка последний вставляют в отверстие шпин-
Фиг. 90. Отрезка детали Фиг. 91. Поломка резца пои непра-
от прутка. вильном разрезании детали, устано-
вленной в центрах.
перемещением нижнеи поперечной
Фиг. 92. Измерение диаметра канавки
кронциркулем.
деля и закрепляют в патроне так, чтобы длина выступающей
части а (фиг. 90) не превышала диаметра прутка.
При выточке канавок, как и при отрезке, подводят резец
к поверхности заготовки и
части супорта вручную по-
дают резец к центру. Это
нужно делать плавно, без
рывков. Нельзя допускать
дрожания резца или детали,
так как иначе резец может
сломаться.
Деталь, установленную в
центрах или в патроне с
поддержкой задним центром,
нельзя разрезать до оси.
Если об этом позабыть, то в
месте прореза образуется
очень тонкий, стало быть,
очень слабый стержень. От
давления резца и веса отрезаемой части стержень сломается и
защемит резец. Это обычно кончается поломкой резца (фиг. 91).
В месте прореза нужно оставлять стержень тем большего диа-
метра, чем длиннее и тяжелее отрезаемая часть. Надрезав деталь,
снимают её с центров и, зажав в тиски, отрезают ножовкой.
79
Приёмы измерения наружных канавок.
Диаметр канавок измеряют кронциркулем (фиг. 92) или штанген-
циркулем (фиг. 92а). Часто измеряют не диаметр канавки, а ее
Фиг. 92а. Измерение диаметра канавки штангенциркулем.
глубину, пользуясь для этого линейкой, шаблоном или штанген-
циркулем типа «Колумбус». Ширину канавки промеряют линейкой,
кронциркулем или шаблоном.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. В чём особенности конструкции канавочного и отрезного резцов?
2. Почему нельзя отрезать до оси заготовку, установленную в центрах или
закреплённую в патроне с поддержкой задним центром?
3. Как и чем измеряют расположение канавок, вытачиваемых на детали?
4. Как проверяют ширину и глубину вытачиваемой канавки?
Глава VII
СВЕРЛЕНИЕ, РАССВЕРЛИВАНИЕ И ЗЕНКЕРОВАНИЕ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ. ЦЕНТРОВКА
§ 47. Свёрла и их закрепление
Сверление отверстий производят перовыми и спиральными
свёрлами.
Перовое сверло показано на фиг. 93. Его режущая часть пред-
ставляет собой плоскую лопатку 7, переходящую в стержень 2.
Две режущие кромки 3 и 4 наклонены друг к другу под углом
118—120°.
so
Спиральные свёрла работают более производительно, чем пе-
ровые. Спиральное сверло (фиг. 94) состоит из рабочей части 1
и хвостовика 2. Рабочая часть представляет собой цилиндр с
двумя спиральными канавками 3 для стружек и двумя спираль-
ными ленточками (фаска-
ми). Конец сверла заточен
на конус и имеет две ре-
жущие кромки 4. Режу-
щие кромки соединены по-
перечной кромкой 5,
которая называется п е-
ремычкой. Угол при
вершине сверла обычно
равен 118—120°.
Диаметр просверливае-
мого отверстия всегда
должен быть равен диаметру сверла (фиг. 95, а). Для этого
необходимо, чтобы режущие кромки сверла имели одинаковую
Фиг. 94. Спиральное сверло.
длину и одинаковый наклон к оси, т. е. чтобы сверло было
правильно заточено. Если же одна кромка длиннее другой
Фиг. 95. Отверстия, полученные при
сверлении:
а — правильно заточенным сверлом;
б — неправильно заточенным сверлом.
Фиг. 96. Патрон для закре-
пления свёрл с цилиндриче-
ским хвостом.
(фиг. 95, б), то диаметр отверстия получается больше диаметра
сверла, следовательно, неправильным.
Закрепление сверла. Свёрла с цилиндрическим
хвостом закрепляют в шпинделе задней бабки посредством специаль-
ных патронов (фиг. 96). Свёрла с коническим хвостом вставляют
непосредственно в отверстие шпинделя. Если же конус хвостовой
6 Бруштейн и Дементьев 81
части меньше конического отверстия шпинделя, то применяют так
называемую переходную втулку (фиг. 97).
Перед тем как вставить сверло в шпиндель задней бабки,
необходимо тщательно очистить от грязи конус сверла, а также
отверстие шпинделя.
§ 48. Приёмы сверлений
Фиг. 97. Переходная втулка со вста-
вленной в ней хвостовой частью инстру-
мента:
7 — переходная втулка; 2 — хвостовая часть
Сначала коротким сверлом надсверливают на торце детали
неглубокое отверстие. Затем вставляют в шпиндель задней бабки
длинное сверло и приступают
к сверлению. Входя в над-
сверлённое отверстие, сверло
лучше направляется, т. е.
его меньше уводит в сторо-
ну. Для того чтобы сверло
не проворачивалось, наде-
вают на его конец хомутик,
который упирают в супорт
(фиг. 98).
Подачу сверла произво-
дят перемещением шпинделя
задней бабки. Для этого рав-
номерно вращают маховичок, как показано на фиг. 98. При
сверлении глухих (несквозных) отверстий заранее отмечают на
сверле мелом требуемую длину отверстия. Производя сверление,
перемещают шпиндель, пока сверло не углубится в деталь до
.метки.
Фиг. 98. Закрепление хомутика на хвостовой части сверла и перемещение
шпинделя задней бабки при подаче -сверла.
Для увеличения стойкости сверла рекомендуется направлять
на него струю охлаждающей жидкости — эмульсии. Это очень по-
лезно при сверлении отверстий в стальных деталях. Сверление
отверстий в деталях из чугуна И бронзы можно производить без
охлаждения.
Время от времени нужно выводить сверло из отверстия и уда-
лять из канавок стружку. Если этого не делать, сверло сломается.
82
Чтобы остановить станок во время сверления, нужно прежде
всего вывести сверло из отверстия. Останавливать станок в то
время, когда сверло находится в отверстии, нельзя: это может
привести к заеданию сверла и его поломке.
§ 49. Рассверлизание
В тех случаях, когда необходимо получить отверстие диамет-
ром свыше 30 мм, сверление обычно ведут в два приёма: сначала
просверливают отверстие небольшого диаметра, а затем его рас-
сверливают вторым сверлом до требуемого размера. Следователь-
но, рассверливанием называется увеличение диаметра предва-
рительно просверлённого отверстия сверлом большего диаметра.
Отверстия, полученные отливкой или штамповкой, не рекомен-
дуется рассверливать. Центр таких отверстий почти никогда не
совпадает с осью сверла и поэтому сверло сильно уводит.
§ 50. Брак при сверлении и меры его предупреждения
Основная причина брака при сверлении — увод сверла от тре-
буемого направления. Это чаще всего наблюдается при сверлении
длинных отверстий. Увод свёрл происходит: 1) при работе длин-
ными свёрлами; 2) при работе неправильно заточенными свёрла-
ми, у которых одна режущая кромка длиннее другой; 3) при свер-
лении металла, который имеет раковины или содержит твёрдые
включения.
Увод сверла в первом случае можно уменьшить предвари-
тельным надсверливанием отверстия коротким сверлом того же
диаметра.
Увод сверла из-за неправильной заточки всегда легко преду-
предить. Для этого нужно только своевременно проверять заточ-
ку сверла при помощи шаблона.
Если же на пути сверла в материале детали встречаются ра-
ковины или твёрдые включения, необходимо уменьшить подачу.
Этим уменьшится, во-первых, увод сверла и, во-вторых, опасность
его поломки.
§ 51. Зенкерование цилиндрических отверстий
Для увеличения диаметров отлитых, откованных или предва-
рительно просверлённых отверстий применяют помимо расточных
резцов1 спиральные зенкеры (фиг. 99). Они очень похожи на спи-
ральные свёрла, но в отличие от них имеют по три или четыре режу-
щие кромки и такое же количество спиральных ленточек (фасок).
Благодаря этому зенкер лучше направляется в отверстии и обра-
батывает его более точно.
1 О расточке отверстий см. § 53 и 54.
6*
83
Зенкеры с четырьмя режущими кромками (фиг. 100) делают
обычно насадными. Такой зенкер отверстием насаживают
на оправку, которую вставляют в шпиндель задней бабки.
Фиг. 99. Спиральный зенкер с тремя режущими Фиг. 100. Зенкер с че-
кромками. тырьмя режущими кром-
ками.
При зенкеровании отлитого отверстия необходимо сперва
расточить его на длину 5—10 мм резцом; тогда зенкер получает
в отверстии правильное направление (фиг. 101).
Фиг. 101. Подготовка отверстия к зенкерованию и зенкерование:
а — расточка отверстия; б — обработка расточенного отверстия зенкером.
Зенкерование отверстий в стальных деталях рекомендуется
производить с охлаждением эмульсией. При зенкеровании чугуна
и бронзы охлаждение не применяется.
§ 52. Центровка
Назначение и формы центровых отвер-
стий. Обточка в центрах — наиболее распространённый спо-
соб обработки деталей на токарных станках (см. фиг. 65). Кони-
ческие острия центров вводятся в центровые отверстия в торцах
деталей.
На фиг. 102, а показано нормальное центровое отверстие. Оно
состоит из цилиндрической и конической частей. Угол конической
части, который должен соответствовать углу конуса центра, обыч-
но равен 60°. При обработке крупных и тяжёлых деталей этот угол
доводят до 75 и даже 90°. Цилиндрическая часть отверстия служит
для свободного расположения в ней вершины центра и помещения
небольшого количества смазки.
84
7Я7777
/////&<
a!
61
Фиг. 102. Формы центровых отверстий:
а — без предохранительного конуса; б — с пре-
дохранительным конусом
отверстия будет не совсем точной,
6
Фиг. 103. Центровые отверстия:
а — правильное; б, в, г> и д — неправильные
по размерам; е и ж — неправильные по распо-
ложению.
На фиг. 102, б показана другая, более совершенная форма
центрового отверстия. Мы здесь различаем два конуса: основной
с углом в 60° и предохранительный с углом в 120°. Предохранитель-
ный конус защищает основ-
ной конус от забоин.
Размеры центровых от-
верстий выбирают в зависи-
мости от диаметра заготовки,
пользуясь специальными таб-
лицами.
На фиг. 103 показано пра-
вильное (фиг. 103, а) и непра-
вильные центровые отвер-
стия. На фиг. 103, б центро-
вое отверстие не имеет ци-
линдрической части. Установ-
ка детали при помощи такого
кроме того, будет выдавливаться смазка. Это неизбежно приведёт
к быстрому нагреву центра и, возможно, к его сгоранию.
На фиг. 103, виг изображены центровые отверстия, у ко-
торых угол конуса не соответствует углу у вершины центра. В та-
ких отверстиях центр соприкасается с деталью по узкой полоске,
что вызывает биение дета-
ли. В результате отвер-
стие быстро разрабаты-
вается, центр изнаши-
вается.
Точно так же нельзя
допускать, чтобы длина
центрового отверстия пре-
вышала требуемую. Боль-
ший диаметр такого отвер-
стия совместился бы с
диаметром детали (фиг.
103, д) и тогда нельзя было
бы вести обточку: резец
упирался бы в задний
центр.
Если центровое отвер-
стие смещено относительно
оси детали (фиг. 103, ё), то
часть наружной поверхно-
сти детали может остать-
ся необработанной. Если же центровое отверстие засверлено
косо (фиг. 103, ж), то деталь при вращении будет бить и центр
быстро сработается.
Разметка центровых отверстий. Для того
чтобы просверлить центровые отверстия, сначала размечают на
85
торнах детали их точное положение. Разметку делают специальным
разметочным циркулем (фиг. 104, а), предварительно закрасив
торцы детали мелом. Раздвинув циркуль на расстояние, несколько
большее или меньшее радиуса детали, прикладывают его изог-
Фиг. 104. Разметка цент-
рового отверстия:
а — разметка при помощи разме-
точного циркуля; б и в разме-
точные риски;
нутую ножку к окружности торца и заострённой ножкой прочер-
чивают дугу около центра торца. Таким же способом проводят
ещё три дуги, каждый раз переставляя изогнутую ножку цирку-
ля примерно на 1/4 окружности торца.
Начерченные четыре дуги образуют криволинейный четыре-
угольник. Если раствор ножек циркуля больше радиуса заготов-
Фиг. 105. Накернивание:
а — правильно; б — неправильно.
ки, четы реугольник будет иметь вид, показанный на фиг. 104, б,
а если раствор ножек меньше радиуса заготовки, получится четы-
реугольник, изображенный на фиг. 104, в. Центр отверстия ле-
жит внутри четыреугольника. Его намечают на-глаз и накерни-
вают, т. е. пробивают в нём углубление металлическим заострён-
ным стерженьком, называемым керном. Керн нужно поставить
86
вертикально (фиг. 105, а), но ни в коем случае не наклонно
(фиг. 105, б).
Центровые отверстия можно размечать также при помощи цен-
трового угольника, так называемого центроискателн
(фиг. 106). Приложив к детали центроискатель, проводят чертил-
Фиг. 106. Разметка центрового отверстия
при помощи центроискателя.
Фиг. 106а. Накернивание цент-
рового отверстия без разметки
кой риску, затем повёртывают деталь или центроискатель пример-
но на 90° и проводят вторую риску. Тоже проделывают на другом
торце. После разметки производят накернивание обоих торцов.
Центровое углубление можно накернить с необходимой точ-
ностью и без разметки. Для этого нужно применить специальное
Фиг. 107. Последовательность обработки центрового
отверстия:
а — сверление; б — раззенковывание.
приспособление, показанное на фиг. 106а. Приспособление, на-
зываемое колоколом, устанавливают на торец детали вер-
тикально и ударом молотка по керну намечают центровое углуб-
ление.
87
Приёмы центровки. Центровое отверстие сначала
просверливают спиральным сверлом (фиг. 107, а), затем кониче-
ской зенковкой раззенковывают его на конус (фиг. 107, б). Ещё
лучше пользоваться комбинированным сверлом, которое объеди-
Фиг. 108. Комбинированные центровые свёрла:
а — без предохранительного конуса; б — с предохранительным конусом.
Фиг. 109. Сверление центрового
отверстия сверлом, установленным
в шпинделе задней бабки.
няет в себе и спиральное сверло и коническую зенковку (фиг. 108).
Центрование таким сверлом на много производительнее.
На токарном станке сверление центровых отверстий произво-
дится следующими способами:
1. Деталь закрепляют в трёх-
или четырёхкулачковом самоцен-
трирующем патроне и в шпиндель
задней бабки вставляют патрон с
комбинированным сверлом (фиг.
109). Подачу осуществляют вруч-
ную, вращая маховичок задней
бабки.
2. Патрон с комбинированным
сверлом вставляют в шпиндель
передней бабки вместо центра
(фиг. НО). Левой рукой напра-
вляют деталь 2 накерненными
углублениями на задний центр и на сверло 7. Правой рукой мед-
ленно вращают маховичок 3 и производят подачу детали влево
до тех пор, пока центровое отверстие не будет просверлено на
Фиг. ПО. Сверление центрового отверстия сверлом,
установленным в шпинделе передней бабки.
требуемую длину. Таким же способом центруют второй торец.
Если деталь трудно удержать от вращения рукой, то на деталь
надевают хомутик, упирая его конец в супорт. В процессе сверле-
ния рекомендуется 2—3 раза выводить сверло из отверстия для
удаления стружки.
88
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие типы свёрл применяют для работы на токарных станках? В чём
состоят особенности их конструкции?
2. Как правильно заточить спиральное сверло?
3. Как отразится на размере отверстия неправильная заточка сверла?
4. Как закрепляют сверло при работе на токарных станках?
5. Какие существуют приёмы сверления?
6. Как получить заданную глубину сверления?
7. Когда применяют рассверливание?
8. Какое охлаждение применяют при сверлении и рассверливании?
9. Какие виды брака возможны при сверлении? Как устранить причины
брака?
10. В каких случаях применяют зенкеры?
11. Чем отличается зенкер от сверла?
12. Как закрепляют зенкер в отверстии шпинделя?
13. Как предупредить увод зенкера?
14. Для чего нужны центровые отверстия?
15. Какую форму должны иметь центровые отверстия?
16. Как размечают центровые отверстия?
17. Каким способом производят центровку отверстий?
18. Какие требования предъявляются к центровым отверстиям?
Глава VIII
РАСТОЧКА И РАЗВЕРТЫВАНИЕ ЦИЛИНДРИЧЕСКИХ
ОТВЕРСТИЙ
Отверстия, предварительно подготовленные в заготовках от-
ливкой, ковкой, штамповкой, подвергают дальнейшей обработке —
расточке, а иногда развёртыванию. Так как спиральное сверло
не обеспечивает хорошей чистоты и точности отверстия, то ино-
гда подвергают расточке и отверстия, полученные сверлением.
Если нужно, эти отверстия также развёртывают. Каждый из
перечисленных видов обработки применяют в зависимости от тре-
буемой чистоты и точности отверстий.
§ 53. Резцы для расточки отверстий
Резцы для расточки из-
готовляют из прутка прямо-
угольного сечения; стержню
резца на участке, примыкаю-
щем к головке, придают от-
ковкой круглую форму
(фиг. 111). Форму головки
резца подбирают в зависимо-
сти от рода отверстия. Для
Фиг. 111. Расточной резец.
расточки сквозных отверстий применяют резцы с головкой,
показанной на фиг. 112, а, а для глухих отверстий — резцы с го-
89
ловкой, изображённой на фиг. 112,6, Внутренние канавки в
отверстиях вытачивают канавочными расточными резцами
(фиг. 113), у которых ширина режущей кромки соответствует
ширине канавки. Головка и стержень расточных резцов должны
быть меньше диаметра отверстия.
Фиг. 112. Черновая расточка:
а — сквознрго отверстия; б — глухого отверстия.
Установка и закрепление расточных
резцов. Наиболее надёжно закрепление резца в резцедержате-
ле, установленном на супорте (фиг. ИЗ). Режущую кромку сле-
дует располагать на высоте центров или немного выше линии цен-
тров (примерно на Vino диаметра отверстия),* пользуясь подклад-
ками. Выступающая из резцедержателя часть резца должна быть
Фиг. 113. Канавочный расточной
резец.
Фиг. 114. Обработка расточным рез-
цом в массивной оправке.
не менее длины растачиваемого отверстия. Это необходимо учиты-
вать при закреплении резца в резцедержателе.
Так как сечение резца, применяемого для расточки отверстий
малого диаметра, очень мало, а вылет резца — большой, резец
при работе пружинит. Когда его режущая кромка попадает на
очень твёрдые места, он отжимается, в мягких местах резец, на-
оборот, глубже врезается в металл. При этом он испытывает дро-
жание. Чтобы устранить дрожание, опасное для инструмента,
90
отверстия большой длины растачивают резцами, закрепленными
в массивных оправках (фиг. 114). Этим достигаются две цели:
резец приобретает большую устойчивость и в то же времь эко-
номится ценная инструментальная сталь. Оправки изготовляют
из более дешёвой машиноподелочной углеродистой стали.
§ 54. Приемы расточки
Приступая к расточке отверстия, нужно резец правильно уста-
новить и надёжно закрепить в резцедержателе. Как и при наруж-
ной обточке, резец сперва углубляют в деталь на требуемый
размер, пользуясь лимбом винта поперечной подачи супор-
та. После этого производят пробную расточку отверстия на дли-
не 3—5 мм и измеряют полученный диаметр нутромером (фиг. 115)
Фиг. 115. Измерение отверстия Фиг. 116. Расточка глухого отверстия,
нутромером.
или штангенциркулем. Если диаметр больше или меньше задан-
ного, то его исправляют, пользуясь указанным выше лимбом.
Получив, наконец, правильный размер, включают самоход и раста-
чивают отверстие на всю длину.
Если растачивается глухое отверстие, то заранее отмечают
мелом его длину на резце (фиг. 116). Как только резец углубился
в отверстие до метки, выключают подачу.
§ 55. Развёртывание цилиндрических отверстий
Очень часто приходится обрабатывать отверстия, которые
должны быть особенно точными по размерам и иметь очень чистую
поверхность. Такие отверстия после
расточки резцом или зенкером допол-
нительно обрабатывают чистовым резцом
или развёрткой.
Развёртка (фиг. 117) представляет
собой многозубый режущий инстру-
мент с большим количеством режущих
кромок, расположенных на цилиндре
и скошенных к торцу. Скошенной
частью режущих кромок развёртка
Фиг. 117. Развёртки:
а — цельная; б— насадная.
91
снимает небольшой слой металла, а той частью кромок, которая
расположена непосредственно на цилиндре, она сглаживает
(калибрует) стенки отверстия.
Отверстия диаметром до 25 мм обрабатывают обычно цель-
ными развёртками (фиг. 117, а), а отверстия диаметром больше
25 лш — насадными развертками (фиг. 117, б). Как и на-
садные зенкеры, их насаживают на оправки, которые вставляют
в шпиндель задней бабки. На фиг. 118 показана насадная развёрт-
ка на оправке.
Приёмы развертывания цилиндриче-
ских отверстий. До развёртывания нужно отверстие
расточить на такой размер, чтобы развёртке осталось снять лишь
небольшой слой металла. Припуск по диаметру на развёртывание
должен быть не больше 0,3 мм. В некоторых случаях, когда к
Фиг. 118. Насадная развёртка на оправке.
точности и качеству отверстий предъявляются особенно высокие
требования, развёртывание производят двумя развёртками —
черновой и чистовой. Первая снимает большую часть
припуска, вторая — меньшую часть.
Развёртку вставляют хвостовой частью в отверстие шпинделя
задней бабки или в качающуюся оправку, вставляемую в то же от-
верстие. Такая оправка обеспечивает совпадение оси развёртки
с осью отверстия, что необходимо при обработке очень точных от-
верстий.
Развёртывание производят следующим образом. Включив ста-
нок, вводят режущую часть развёртки в отверстие, затем, пе-
ремещая шпиндель задней бабки, равномерно вдвигают развёртку
на требуемую длину.
При развёртывании стали очень полезно применять для
охлаждения эмульсию или сурепное масло (см. табл. 2, стр. 47).
Развёртывание чугуна производится без охлаждения.
§ 56. Измерение цилиндрических отверстий
Цилиндрические неточные отверстия измеряют нутромером,
а точные — штангенциркулем и калибрами-пробками.
На фиг. 115 показано измерение отверстия нутромером. Нутро-
мер нужно устанавливать так, чтобы его ось совпадала с осью от-
верстия, иначе результаты измерения будут неверны. Правильное
и неправильное пользование нутромером показано на фиг. 119.
Чтобы определить размер, снятый нутромером, измеряют величи-
ну развода его ножек, каки у кронциркуля (см. фиг. 45).
92
Более точный результат даёт измерение диаметра отверстия
штангенциркулем (фиг. 120). Нужно помнить, что к прочитанному
на шкале размеру следует прибавить ширину обеих ножек штан-
Фиг. 119. Правильная и неправильная установка нутромера
при измерении отверстия.
генциркуля. Эта ширина (обычно 5 или 10 мм) обозначена на
ножках.
На фиг. 57 показано измерение диаметра отверстия калибром-
пробкой. Проходная сторона (длинный измерительный цилиндр)
должна легко входить в отверстие, непроходная сторона (корот-
кий измерительный цилиндр) проходить не должна. Если и непро-
ходная сторона входит в отверстие, то это значит, что размер
неправилен. Деталь тогда бракуют.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. В каких случаях нужно отверстия растачивать?
2. Какие расточные резцы вы знаете?
3. Как устанавливают резец при расточке отверстия?
4. В каких случаях расточка отверстия производится резцом, закрепленным
в оправке?
5. Как установить расточной резец на требуемый диаметр отверстия?
93
6. Как расточить отверстие требуемой длины?
7. В каких случаях и зачем применяют развертки?
8. Как устроена цилиндрическая развертка?
9. Какой припуск оставляют под развертку?
10. Какие измерительные инструменты применяют для измерения цилин
дрических отверстий?
Глава IX
НАРЕЗАНИЕ РЕЗЬБЫ НА ТОКАРНЫХ СТАНКАХ
§ 57. Общие сведения о резьбах
Образование резьбы. Подведём острую вершину
резца к цилиндрическому валику. Сообщим вращение валику и
одновременно дадим резцу продольное перемещение с постоянной
подачей.
В результате на поверхности валика образуется винтовая
линия (фиг. 121). При дальнейшем углублении резца в обраба-
Фиг. 121а. Резьба, нарезанная
резцом.
Фиг. 121. Схема, поясняющая образова-
ние винтовой линии на валике.
тываемый валик и повторном продольном перемещении резца на
поверхности валика получится винтовая нарезка, называемая
резьбой (фиг. 121а).
Профиль резьбы. Форма винтовой канавки резьбы
или, как говорят, профиль резьбы соответствует форме режущей
части головки резца. Если эта часть имеет треугольную форму,
то и резьба получится треугольного профиля (фиг. 122, а). Если
же головке резца придать форму прямоугольника или трапеции,
то резьба получится соответственно прямоугольного (фиг. 122 6)
или трапецеидального (фиг. 122, в) профиля.
Основные элементы резьбы. Основные элемен-
-ты, определяющие профиль и размер резьбы, показаны на
фиг. 123.
Шаг резьбы S — расстояние, измеренное между вершинами двух
соседних профилей.
Наружный диаметр d0 резьбы — расстояние между крайними
наружными точками резьбы в направлении, перпендикулярном оси.
Внутренний диаметр d1 резьбы—
расстояние между крайними внутрен-
ними точками резьбы в направлении,
перепендикулярном оси.
Средний диаметр dcp резьбы —
расстояние между двумя противоле-
жащими параллельными боковыми
сторонами профиля резьбы, йзмерен-
О ное перпендикулярно её оси.
Фиг. 122. Профили резьб:
а — треугольная резьба;
# прямоугольная: в — тра-
пецеидальная.
ФйГ. 123. Элементы резьбы.
Угол а (альфа) профиля — угол между двумя боковыми сто-
ронами профиля.
Глубина резьбы — высота выступа, измеренная перпендикуляр-
но оси винта.
» Виды треугольной резьбы.
Треугольная резьба подразде-
ляется на метрическую и
дюймовую.
Фиг. 124а. Одноходовая й мно-
гоходовая резьбы:
I — одноходовая; двухходовая;
И1 —- четырехходовая.
ФйГ. 124. Правая и левая
резьбы.
Метрическая резьба имеет профиль в виде равностороннего
треугольника с углом профиля, равным 60°. Все размеры этой
резьбы даются в метрических мерах, т. е. миллиметрах.
95
Дюймовая резьба имеет профиль в виде равнобедренного тре-
угольника с углом профиля равным 55°. Наружный диаметр этой
резьбы даётся в дюймах, а вместо шага указывается число ниток на
длине в 1 дюйм. В СССР дюймовая резьба применяется редко и
постепенно заменяется метрической.
Правая и левая резьбы. Если посмотреть на торец нарезанной
части валика, легко установить, как направлена нитка резьбы:
по ходу часовой стрелки или против него. Резьба с направлением
нитки по ходу часовой стрелки (фиг. 124, верхний нарезанный
валик) называется правой, а с направлением нитки против часо-
вой стрелки (фиг. Г24, нижний нарезанный валик) — левой. Наи-
более употребительна правая резьба.
Одноходовая и многоходовая резьбы. Если резьба нарезана в
виде одной винтовой канавки, то она называется одноходо-
вой. Иногда применяют резьбы, нарезанные в виде двух, трёх
и более винтовых канавок, расположенных на равных расстояниях
одна от другой. Такие резьбы называют соответственно двух-
ходовыми, трехходовыми и многоходовы-
м и. На фиг. 124а показаны одно- двух-и четырёхходовая резьбы.
Для того чтобы узнать, сколько ходов имеет резьба, нужно со-
считать число концов ниток на торце валика, на котором резьба
нарезана.
§ 58. Нарезание резьбы плашками
Этим инструментом можно нарезать наружную треугольную
резьбу. Плашка (фиг. 125) представляет собой закалённую гай-
ку с отверстиями 1 для выхода стружки и режущими кромками 2,
Фиг. 125. Плашки:
а — цельная; б — разрезная.
Фиг. 126. Плашкодержатель.
расположенными между отверстиями. Круглые плашки изготовляют
цельными (фиг. 125, а) и разрезными (фиг. 125, б).
Более точную резьбу дают цельные плашки, зато разрезные до-
пускают регулировку своего диаметра и поэтому дольше служат.
Приёмы нарезания резьбы плашками. Пла-
шки вставляют в плашкодержатель с одной рукояткой (фиг. 126)
или с двумя рукоятками (фиг. 127) и закрепляют винтами.
Нарезаемую деталь закрепляют в патроне. Предварительно её
обтачивают по заданному размеру и снабжают фаской, для того
чтобы облегчить врезание плашки в деталь.
96
Сначала нарезают несколько ниток вручную (фиг. 127, а).
дальнейшее нарезание (фиг. 127, 6):
а)
После этого пускают станок и, упирая рукоятку плашкодержа-
теля в супорт, производят
деталь как бы ввинчивает-
ся в плашку. Чтобы при-
дать правильное направле-
ние плашке, её прижи-
мают шпинделем задней
бабки. При этом надо сле-
дить за тем, чтобы плашка
была перпендикулярна
оси детали и надвигалась
на деталь с равномерным
давлением.
Для того чтобы резьба
получилась чистой, реко-
мендуется применять сма-
зочно-охлаждающие жид-
кости: варёное масло —
при нарезании стальных
деталей, эмульсию или
керосин — при нарезании
чугунных деталей.
§ 59. Нарезание резьбы
метчиками
Фиг. 127. Нарезание резьбы плашкой
на токарном станке:
а — вручную; б — после пуска станка.
Нарезание резьбы в от-
верстиях можно произво-
дить инструментом, назы-
ваемым метчиком. Мет-
чик (фиг. 128) представляет собой винт с несколькими про-
дольными канавками, которые образуют режущие кромки и одно-
временно служат для выхода стружки. Основные элементы метчи-
ка: заборная часть 1, кали-
брующая часть 2, канавки 3,
гладкая часть 4, называемая
шейкой, и квадрат 5, которым
закрепляют метчик в воротке.
На токарных станках для
нарезания резьбы обычно поль-
зуются комплектом ручных
Фиг. 128. Метчик.
метчиков, состоящим из трёх
штук—трех номеров (фиг. 129). Номера обозначаются рисками
(на фиг. 129 показаны стрелками): № 1 имеет одну риску,
№ 2 — две риски и № 3 — три риски. Первый и второй метчики
нарезают резьбу предварительно, третий придаёт ей окончательные
размеры и форму. Иногда применяют комплект из двух метчи-
7 Бруштейн и Дементьев
97
ков, из которых № 1 служит для предварительного, а № 2 —
для окончательного нарезания.
Подготовка отверстия под резьбу. Не-
большие отверстия обычно нарезают сразу же после сверления,
большие сначала раста-
чивают. Следует иметь в
виду, что если диаметр
отверстия под резьбу
по сравнению с наруж-
ным диаметром метчика
слишком мал, то нитки
резьбы сминаются и
даже срываются. При
этом часто происходит
поломка метчика.
Диаметры отверстий
под резьбу, нарезаемых
метчиками, выбирают
по специальным табли-
Фиг. 129. Комплект метчиков. ЦЭМ.
Приёмы наре-
зания резьбы метчиками. Метчик устанавливают так,
как показано нафиг. 130. Его заборную часть вводят в нарезаемое
отверстие; хвостовая часть поддерживается центром задней бабки.
Для того чтобы метчик не провёртывался, на его квадрат закре-
пляют хомутик, упирая его в площадку супорта.
Фиг. 130. Установка метчика при нарезании резьбы
на токарном станке.
Для нарезания первых ниток резьбы нужно осторожно и равно-
мерно перемещать шпиндель задней бабки маховичком. Как толь-
ко метчик врежется в отверстие детали, он дальше уже будет про-
двигаться благодаря её вращению. Однако перемещение шпинделя
задней бабки нужно продолжать. Это необходимо для того, чтобы
98
поддерживать хвостовую часть метчика и точно направлять мет-
чик по оси отверстия.
Охлаждение при нарезании резьбы метчиком должно быть обиль-
ным. В качестве смазочно-охлаждающих веществ рекомендуются:
для нарезания стальных деталей — вареное масло, а деталей из
чугуна — эмульсия или керосин.
§ 60. Нарезание треугольной резьбы резцами
Резцы для нарезания треугольной резь-
б ы. Форма режущей части резьбового резца должна строго
соответствовать профилю резьбы. Это значит, что угол при вер.
Фиг. 131. Резьбовые резцы:
а — для нарезания наружной резьбы; б— для нареза-
ния внутренней резьбы.
шине резца должен быть равен: для метрической резьбы 60°, а
для дюймовой резьбы 55°. На фиг. 131, а показан резец для
нарезания наружной треугольной резьбы, а на фиг. 131, б —
Фиг. 132. Установка резьбового резца:
а — правильная; б — неправильная.
резец для нарезания внутренней треугольной резьбы. Для того
чтобы после переточек не изменялся профиль резца, его передний
угол делают равным нулю.
7* 99
Фиг. 133. Установка резьбового
резца по шаблону.
Установка резьбового резца. Вершину резь-
бового резца нужно устанавливать на высоте центров, иначе про-
филь резьбы получится неточным. Кроме того, режущая часть
резца должна быть перпендикулярна оси детали (фиг. 132, а).
Если это условие нарушить, резьба окажется смещённой набок
(фиг. 132, б).
Резец устанавливают в резцедержателе при помощи шаблона,
как показано на фиг. 133. Правильность установки проверяют так:
1) прикладывают шаблон к поверхности детали горизонтально,
точно на высоте оси детали; 2) вводят резец в вырез шаблона;
3) на просвет определяют, есть ли зазор между режущими кромками
резца и вырезом шаблона. Если зазор имеется, то перестановкой
резца его устраняют. После этого
резец прочно закрепляют в резце-
держателе.
Подготовка станка
для нарезания резьбы.
Для нарезания резьбы резцом
необходимо, чтобы его подача за
один оборот шпинделя была точно
равна шагу резьбы. Подача резца
должна осуществляться самоходом
от ходового винта; тогда резьба
будет иметь точный шаг по всей
своей длине.
На большинстве токарно-вин-
торезных станков необходимую
величину подачи резца получают
соответствующим переключением
рукояток коробки подач. На стан-
ках, не имеющих коробки по-
шестерни, которые передают
вращение ходовому винту от шпинделя. Их меняют в зависимости
от требуемого шага резьбы. На фиг. 134, а показана установка
одной пары, а на фиг. 134, б—двух пар сменных шестерён.
В первом случае сменными являются шестерни 7 и 2, во втором
случае — шестерни 7 и 2, 3 и 4.
Токарно-винторезные станки чаще всего снабжаются набором
сменных шестерён с числом зубьев 20, 20, 25, 30, 35 и т. д. до 120.
К ним придаётся еще одна шестерня со 127 зубьями. Такой на-
бор сменных шестерён называется пятковым.
Сменные шестерни гитары подбирают по специальным таб-
лицам.
Приёмы нарезания треугольной резьбы
резцами. После наладки станка, установки и закрепления
резца начинают нарезать резьбу, незначительно углубив резец.
На поверхности детали получается винтовая риска, шаг которой
проверяют линейкой или резьбомером. На полную глубину резьбу
100
дач, применяют сменные
нарезают за несколько проходов резца. Перед началом каждого
прохода незначительно углубляют резец в тело детали.
После окончания прохода нужно возвратить резец в перво-
начальное положение и добиться, чтобы он точно попал в ка-
Фиг. 134. Установка на токарно-винторезном станке сменных
шестерён:
а — одной пары; б — двух пар.
навку резьбы. Только при этом условии нарезание пойдёт нор-
мально. Нарушив данный порядок, легко сразу же испортить
резьбу.
Фиг. 135. Резьбоуказатель.
Фиг. 135а. Нарезание треугольной
резьбы гребёнкой.
Начальное положение для нарезания резьбы можно найти
точно и быстро при помощи специального приспособления —
рез ьбоу казат е ля (фиг. 135).
Резьбоуказатель закреплён на каретке супорта. Он состоит
из вертикального валика, на нижнем конце которого укреплено
червячное колесо 7. Во время нарезания резьбы это колесо
.101
постоянно находится в зацеплении с ходовым винтом 2 и вращается
от него. От червячного колеса вращение передается через валик
циферблату 3 с делениями, которые могут совпадать с неподвиж-
ной риской, имеющейся на каретке.
При первом проходе резца включают разъёмную гайку, как
только какое-либо из делений циферблата совпадёт с неподвиж-
ной риской. При каждом следующем проходе разъёмную гайку
включают в тот момент, когда с риской совпадает то же деление
циферблата. Следовательно, это деление циферблата нужно хорошо
запомнить в начале первого про ода.
Охлаждение резца. При нарезании резьбы полезно
применять смазывающие и охлаждающие жидкости. Охлаждение
должно быть обильным. Оно оберегает резец от затупления и спо-
собствует получению чистых боковых поверхностей резьбы.
При нарезании с альных деталей рекомендуются эмульсия и ва-
рёное масло. Чугунные детали можно нарезать всухую.
§61. Нарезание треугольной резьбы гребёнками
«)
Фиг. 136. Гребёнки для нарезания
треугольной резьбы:
а — правой; б — левой.
Наружную и внутреннюю треугольные резьбы можно нарезать
также гребёнками (фиг. 13 j а). Гребёнка представляет со^ой
резьбовый инструмент с несколькими режущими зубьями (от 4
до 8). Она выполнена так, что
каждый следующий зуб режет
глубже предыдущего; послед-
ние зубья имеют полный про-
филь резьбы.
Гребёнками можно нарезать
как правую, так и левую резь-
бы. На фиг. 136, а показана
гребёнка для нарезания правой
резьбы, а на фиг. 136, б—
для нарезания левой резьбы.
Закрепляют гребёнки в держав-
ках (фиг. 13„а) и устанавли-
вают их точно на высоте центров.
При нарезании резьбы гребёнками достигается выигрыш во
времени. Это объясняется тем, что требуемое число проходов
уменьшается по сравнению с нарезанием резцами. Важно и то,
что, благодаря распределению работы между несколькими зубьями
гребёнки, этот инструмент служит дольше, чем резьбовые резцы.
Однако нарезанная гребёнкой, резьба часто получается с шерохо-
ватой и надорванной поверхностью.
Гребёнки применяются главным образом при обработке боль-
шого количества деталей. Их используют также для предваритель-
ного нарезания резьбы, которую затем более точно нарезают резь-
бовым резцом.
102
Фиг. 137. Измерение шага резьбы:
а — линейкой; б— резьбомеров.
§ 62. Измерение резьбы
Резьбу измеряют линейкой, резьбомером, резьбовыми калибра-
ми и другими измерительными инструментами.
Линейкой и резьбомером измеряют шаг наружной и внут-
ренней резьбы. Линейку прикладывают к резьбе на длине несколь-
ких шагов (фиг. 137, а), например, десяти. Разделив полученную
общую длину на чис-
ло шагов, находят
размер одного шага.
При измерении дюй-
мовой резьбы опре-
деляют число шагов,
которое приходится
на дюйм. Один дюйм
равен 25,4 мм.
Резьбом е р
(фиг. 137,6) представ-
ляет собой набор
пластинок с выреза-
ми, точно соответ-
ствующими профилю
резьбы определённо-
го шага. На каждой
пластинке выбиты
цифры, указывающие
шаг резьбы в милли-
метрах или число
ниток на один дюйм.
При измерении при-
кладывают пластин-
ку к проверяемой
резьбе параллельно
её оси. Совпадение
пластинки резьбоме-
ра с резьбой устана-
вливают по просвету.
Для проверки
резьбы применяют также нормальные резьбовые калибры. К
относятся резьбовые кольца (фиг. 138) — для проверки наружной
резьбы и резьбовые пробки (фиг. 138а) — для проверки внутренней
резьбы. Правым гладким концом пробки проверяют диаметр от-
верстия под резьбу, а левым, резьбовым, концом — самую резьбу.
Для более точной и быстрой проверки резьбы применяют резь-
бовые предельные калибры. Наружную резьбу проверяют пре-
дельными резьбовыми скобами. Такая скоба (фиг. 139) имеет две
пары роликов; передняя пара является проходной, а задняя —
непроходной.
ним
103
Внутреннюю резьбу проверяют предельными резьбовыми проб-
ками (фиг. 139 а). Левый конец пробки является проходным,
т. е. он должен ввинчиваться в резьбовое отверстие, правый ко-
нец, непроходной, не должен ввинчиваться в отверстие.
Фиг. 138. Проверка наружной резьбы
резьбовым кольцом.
Фиг. 139. Предельная резьбовая
скоба.
Фиг. 138а. Нормальная резьбовая Фиг. 139а. Предельная резьбовая
пробка. пробка.
§ 63. Брак при нарезании резьбы резцами и его причины
При нарезании резьбы резцами возможны следующие виды
брака: 1) неточный шаг, 2) неправильный профиль резьбы.
Первый вид брака является результатом неправильного под-
бора сменных шестерён или неправильной установки рукояток
коробки подач. Второй вид брака получается по следующим при-
чинам:
а) форма режущей части резца не соответствует профилю
резьбы;
б) ось профиля резца не перпендикулярна оси станка;
в) передняя грань резца расположена неточно на высоте
центров.
Устранить эти причины нетрудно. Для этого нужно тщатель-
но затачивать резец и правильно его устанавливать, пользуясь
шаблоном (см. фиг. 133).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется шагом резьбы? Что называется углом профиля?
2. Чем отличается метрическая резьба от дюймовой?
3. Как отличить правую резьбу от левой?
4. Как отличить одноходовую резьбу от многоходовой?
5. Как нарезается резьба плашкой? метчиком?
6. Как нарезается треугольная резьба резцом?
104
7. Как проверить установку резьбового резца в резцедержателе?
8. Как нарезается треугольная резьба гребенкой? Какие преимущества
и недостатки имеет этот способ?
9. Какие инструменты применяют для измерения резьбы?
10. Какие причины брака возможны при нарезании резьбы резцами? Как
их устранить?
Глава X
КОНИЧЕСКАЯ ОБТОЧКА И РАСТОЧКА
§ 64. Конус и его элементы
В машиностроении широко применяются детали с коническими
поверхностями.
Конус (фиг. 140, а) представляет собой круглое тело, которое рав-
номерно суживается в одну сторону так, что его боковые линии (обра-
зующие) сходятся в одной точке (Л). Эта точка называется верши-
Фиг. 140. Конусы:
а — полный; 5 — усечённый.
ной конуса. Плоскость, от которой начинается сужение, назы-
вается основанием конуса. Расстояние по оси между осно-
ванием и вершиной конуса называется высотой конуса.
Если у конуса, показанного на фиг. 140, а, срезать его вершину
плоскостью, параллельной его основанию, то получим фигуру, на-
зываемую усечённым конусом (фиг. 140, б). Такой конус имеет два
основания — верхнее и нижнее. Расстояние по оси между основа-
ниями называется высотой усечённого конуса.
Угол при вершине конуса (фиг. 140, а) называется углом
конуса и обозначается 2 а. Половина этого угла, образуемая
боковой стороной (образующей) конуса и его осью, называется
углом уклона конуса и обозначается буквой а.
106
§ 65. приемы обточки наружных конических поверхностей
Обточка наружных конических поверхностей производится
одним из следующих приёмов:
1) поворотом верхней части супорта;
Фиг. 141. Поворот верхней
части супорта на требуемый
угол уклона конуса.
2) поперечным смещением корпуса
задней бабки;
3) применением конусной линейки1.
Обточка конических поверхностей
поворотом верхней части супорта. При
обработке на токарном станке коротких
конических поверхностей, особенно с
большим углом уклона конуса (фиг. 141),
нужно установить верхнюю часть 3
супорта относительно оси станка под
этим же углом. При таком способе ра-
боты можно производить подачу только
от руки, вращая рукоятку 1.
Для установки верхней части 3
супорта на требуемый угол исполь-
зуют деления на диске (опорном фланце) 2 поворотной части
супорта. Верхнюю часть супорта повёртывают вместе с по-
воротной частью на необходимое число делений, обозначающих
градусы. Число делений отсчитывают относительно риски, нане-
Фиг. 142. Поворот верхней части супорта прямоугольной формы по угломеру.
сенной на нижней части супорта. Если поворотная часть супорта
не круглая, а прямоугольная, то её устанавливают на угол а
при помощи угломера, как показано на фиг. 142.
Способ обточки с поворотом верхней части супорта имеет сле-
дующие недостатки:
а) он допускает применение только ручной подачи, следователь-
но является малопроизводительным, и, кроме того, не всегда обе-
спечивает требуемую чистоту обрабатываемой поверхности;
1 См. §77.
106
б) позволяет обтачивать только короткие конические поверх-
ности, так как длина хода верхней части супорта небольшая.
Обточка конических поверхностей способом поперечного сме-
шения корпуса задней бабки. Если деталь обтачивают в центрах,
установленных точно на оси, параллельной направляющим стани-
Фнг. 143. Обточка конуса при поперечном смещении
корпуса задней бабки.
ны, то при продольном перемещении резца получается цилиндри-
ческая поверхность. Если же задний центр станка сдвинуть с
линии центров, то ось детали не будет параллельна направлению
перемещения резца по станине (фиг. 143). В этом случае поверх-
ность детали окажется обточенной на конус.
Путем смещения корпуса задней бабки обрабатывают глав-
ным образом длинные и пологие конусы, притом только усечен-
ные. Работа ведётся с использованием са-
мохода. Сместив задний центр к себе, то-
карь в результате обточки получит конус,
у которого большее основание будет
на-
' а)
6)
Фиг. 144. Положение корпуса задней бабки:
а — нормальное; б — смещённое.
Фиг. 145. Определение вели-
чины смещения корпуса зад-
ней бабки при помощи ли-
нейки.
правлено в сторону передней бабки. Если же токарь сместит
задний центр в противоположную сторону, т. е. от себя, большее
основание конуса окажется со стороны задней бабки.
Величину смещения корпуса задней бабки предварительно
рассчитывают. Смещение производят, используя деления 1
107
(фиг. 144, о), нанесённые на торце плиты, и риску 2 на торце корпуса
задней бабки. На фиг. 144, а показано нормальное (несмещённое),
а на фиг. 144, б — смещённое положение корпуса задней бабки.
Если на торце плиты делений нет, то смещают бабку, пользуясь
измерительной линейкой,
как показано на фиг. 145.
Описанный способ обточ-
ки конусов можно применить
на любом токарном станке,
притом без каких-либо спе-
Фиг. 146. Неправильное положение ЦИЭЛЬНЫХ приспособлений,
центров в центровых отверстиях детали. В этом его преимущества.
Недостатки способа: а) пе-
рестановка задней бабки занимает много времени; б) нарушается
правильное соприкосновение центров с коническими поверхностя-
ми центровых отверстий (фиг. 146). Последнее ведёт к быстрому
износу центров и центровых отверстий.
§ 66. Приемы обработки конических отверстий
Обработка конических отверстий в большинстве случаев про-
изводится расточкой резцами с поворотом верхней части супорта.
Поворот выполняется так же, как при обточке наружных кони-
ческих поверхностей. В сплошном ма- ______
териале отверстие сначала сверлят сту-
пенями, применяя свёрла соответствую-
щих диаметров. После этого растачи- f Ы\
вают отверстие резцом на конус или / рЛ \
развёртывают коническими развёртка- [
ми. Расточка ступенчатого отверстия ¥з5||У
на конус с поворотом верхней части VjlW н! /
супорта на угол а показана на фиг. 147. /
Развёртывание выполняется комп- _
лектом конических развёрток, состоя- /ХдеУ,/
щим из трёх штук — черновой, полу-
чистовой и чистовой. Фиг. 148 даёт / у --------------------
представление о последовательности ‘'л у///\
обработки конического отверстия свер- /у _
лом (фиг. 148, а) и развёртками. Чер- '
новая развёртка (фиг. 148, б) имеет Фиг- ,47- Расточка ступен-
крупные режущие кромки, расположен- чатого. отверстия на конус,
ные ступенчато по винтовой линии.
У получистовой развёртки (фиг. 148, в) режущих кромок больше,
но размер её зубьев меньше, чем у черновых развёрток. Чисто-
вая развёртка (фиг. 148, г) имеет прямолинейные режущие
кромки такие же, как у цилиндрической развёртки.
108
§ 67. Измерение конических поверхностей
Конические поверхности измеряют угломерами, калибрами и
шаблонами. При небольшом выпуске деталей чаще всего пользу-
ются угломером.
На фиг. 149 показан угломер просто-
го устройства. Его накладывают на изме-
ряемый угол так, чтобы линейки 1 и 2
прилегали к его сторонам. Плотность
прилегания проверяется на просвет. От-
счёт углов ведётся по круговой шкале 3,
разделённой на градусы. Величину угла
показывает остриё стрелки 4. Точность
отсчёта равна */2—1°>
Более точно можно измерить углы
универсальным угломером, показанным на
Фиг. 148. Последователь-
ность обработки кониче-
ского отверстия:
а— сверлом; б—черновой
развёрткой; в — получисто-
вой развертксй; г— чистовой
развёрткой.
Фиг. 149. Угломер без нониуса.
1
Фиг. 150. Универсальный угломер
(с нониусом).
фиг. 150. Он состоит из линеек 7 и 3 и двух
дисков — наружного (неподвижного) 2 и
внутреннего (вращающегося) 4. Диск 2
имеет шкалу с градусными делениями, а
диск 4—нониус 5. Способ измерения такой же, как и про-
стым угломером. Отсчёт углов ведётся по шкале диска 2 и но-
ниусу 5.
На фиг. 151 показано измерение конуса центра токарного стан-
ка универсальным угломером.
109
Если требуется обработать конус по образцу, то для сравнения
конусности пользуются установочным угловым шаблоном.Такой
Фиг. 151. Измерение универсальным угломером конуса центра.
шаблон состоит из двух линеек (фиг. 152, а) или же из угольника
7 и линейки 2, снабжённых прорезями для соединительного винта
Фиг. 152. Угловые шаблоны:
а — шаблон, состоящий из двух линеек; б — шаблон, состоящий из линейки
и угольника.
3 (фиг. 152, б). Способ пользования таким шаблоном показан
на той же фиг. 152, б.
Для более точного измерения конических поверхностей при-
меняют специальные калибры. На фиг. 153, а изображён калибр
для измерения наружных,
а на фиг. 153, б — для
измерения внутренних ко-
нических поверхностей.
Для точной проверки
Фиг. 153. Калибры для измерения кониче- конусности применяют
ских поверхностей: следующий способ. На
.а—наружных; б — внутренних. измеряемой Наружной ПО-
верхности детали (или на
калибре, если измеряют внутреннюю поверхность) проводят мелом
или карандашом две-три линии вдоль образующей конуса. После
этого надевают калибр на деталь (или вставляют в отверстие
детали) и повёртывают его на часть оборота. Если линии сотрутся
110
неполностью, то это значит, что конус детали обработан неточно
и необходимо его исправить. Стирание линий по концам калибра
говорит о неправильности
угла конуса, стирание линий
в средней части калибра по-
казывает, что вершина резца
расположена не на высоте
центров.
Вместо отдельных мело-
вых линий можно нанести на
коническую поверхность де-
тали или калибра тонкий
слой краски.
§ 68. Брак при обработке
конических поверхностей
и меры его предупреждения
При обработке кониче-
ских поверхностей возможны
следующие виды брака:
1) неправильная конус-
ность;
2) непрямолинейность об-
разующей конуса.
Неправильная конусность
получается главным образом
вследствие неверного смеще-
ния корпуса задней бабки
или неточного поворота верх-
ней части супорта. Следо-
вательно» проверив установ-
ку корпуса задней бабки или
верхней части супорта перед
началом обработки, можно
брак предупредить.
Непрямолинейность обра-
зующей конуса получается
в тех случаях, когда резец
установлен выше (фиг. 154, б)
или ниже (фиг. 154, в) цент-
ра. Таким образом, и этот в
внимательной работы.
Фиг. 154. Правильная и неправильная
установки резца при обточке наружной
конической поверхности:
а — резец установлен по высоте центров;
б — резец установлен выше высоты центров;
в—резец установлен ниже высоты центров.
брака является результатом не-
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется конусом?
2. Какие элементы имеются у полного и усечённого конусов?
3. Что называется высотой конуса?
111
4. Что называется углом уклона конуса?
5. Какие способы применяются для обработки конических поверхностей на
токарных станках?
б. В каких случаях рекомендуется делать поворот верхней части супорта?
7. Как установить верхнюю часть супорта под углом?
8. Когда прибегают к смещению корпуса задней бабки?
9. Куда — от себя или к себе — нужно сместить заднюю бабку, для того
чтобы больший диаметр конуса находился у задней бабки?
10. Как нужно устанавливать резец при обточке конуса?
11. Из скольких развёрток состоит комплект для обработки конического от-
верстия?
12. Как измеряют конические поверхности?
13. Какие виды брака возможны при обработке конических поверхностей?
Как их избежать?
Глава XI
ОБТОЧКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
В машиностроении часто применяются детали, поверхности
которых отличаются от цилиндра, конуса и плоскости. Такие
поверхности называются фасонными. К деталям с фасон-
ными поверхностями относятся рукоятки различных форм, махо-
вички с фасонными ободами и др.
Обточка фасонных поверхностей на токарных станках про-
изводится: а) фасонными резцами; б) нормальными резцами с
применением продольной и поперечной подач; в) нормальными
резцами с применением копиров.
§ 69. Обточка фасонных поверхностей нормальными резцами
На фиг. 155, а и б показан пример обточки фасонной поверх-
ности нормальными резцами. Сначала черновым резцом 1 за
несколько продольных проходов придают детали ступенчатую
форму (фиг. 155, а). После этого резцом 2 стачивают вершины сту-
пеней (фиг. 155, б), причём работу ведут одновременно продольной
и поперечной подачами вручную. Дальнейшими проходами резцом 2,
работая с продольной и поперечной подачами, придают поверх-
ности требуемую форму. Проверяют эту поверхность фасонным
шаблоном (см. фиг. 16).
Последний проход делают чистовым резцом 3 (фиг. 155, б)
и тем же фасонным шаблоном проверяют окончательно обработан-
ную поверхность.
Описанный способ обточки фасонных поверхностей малопро-
изводителен и, кроме того, требует токарей высокой квалифика-
ции. Поэтому его применяют только в тех случаях, когда обработ-
ке подлежит небольшое количество деталей. Достоинство способа
112
в том, что он допускает использование дешёвых нормальных
резцов.
Значительно проще и производительнее обточка фасонной
поверхности, показанной на фиг. 155, одним широким резцом
Фиг. 155. Обточка фасонной Фиг. 157. Фасонный призматический
поверхности: резец.
а и б — нормальными проходными
резцами; в — фасонным резцом. '
(фиг. 155, в). Однако такие резцы выгодно применять только при
обработке большого количества деталей. Это объясняется сложно-
стью их изготовления и их высокой стоимостью.
§ 70. Обточка фасонными резцами
Фасонными называются резцы, у которых режущие кромки
имеют форму, соответствующую фасонному профилю обрабатывае-
мой детали.
Фасонные резцы, у которых режущая часть и тело изготовле-
ны из одного куска инструментальной стали (фиг. 155, в), примени-
8 Бру штейн и Дементьев 113
ются редко. Мы уже знаем, что они дорого стоят. Более широко
используются резцы с фасонными пластинками, приваренными
(фиг. 156) или привёрнутыми к державкам.
На фиг. 157 изображён фасонный резец, имеющий форму приз-
мы, почему он и называется призматическим. Верхняя
поверхность 7 резца является его передней гранью. Сзади, по дли-
_ 2 не призмы, имеется выступ 2 в виде ласточ-
кина хвоста, которым резец вставляется в
прорезь державки 3. Закрепление резца про-
изводится одним или двумя болтами 4. Та-
\ таЖш/3 к°й спос°б крепления позволяет выдвигать
рззец кверху но мере его стачивания и таким
образом сохранять постоянное положение
режущей кромки по высоте.
Фиг. 158. Дисковый На фиг. 158 показан дисковый фа-
фасонный резец. сонный резец. Он представляет собой точёный
диск с передней гранью 7, которая образует-
ся вырезом части диска. Передняя грань расположена ниже центра
диска. Благодаря этому при её установке по центру обрабатывае-
мой детали получается задний угол, необходимый для уменьшения
трения резца о деталь.
Через отверстие 2 пропускают болт, которым при помощи гай-
ки скрепляют резец с державкой (фиг. 159). Для того чтобы во
время работы резец не проворачивался, на его торцовой поверх-
Фиг. 159а. Закрепление дискового резца
в пружинящей державке.
7 — резец; 2 — державка.
Фиг. 159. Установка и закрепле-
ние дискового фасонного резца.
ности имеются зубчики 3 (фиг, 158); они сцепляются с такими же
зубчиками, нарезанными на державке. Зубчики используются
также для правильной установки резца на державке после его
переточек.
Дисковый резец очень часто закрепляют в так называемой
пружинящей державке, показанной на фиг. 159а. Тогда резец,
встречая в обрабатываемой детали твёрдые места, отжимается,
114
не заедает, и обтачиваемая поверхность в результате получается
более чистой и гладкой.
Фасонными резцами всех видов обрабатывают детали, имею-
щие фасонные поверхности небольшой длины. При этом, как
правило, применяют поперечную подачу. На фиг. 160 показан
пример обточки фасонной по-
верхности призматическим рез-
цом.
Фасонный резец снимает
широкую стружку, поэтому
возможно дрожание обрабаты-
ваемой детали. Чтобы не допу-
Фиг. 160. Обточка рукоятки Фиг. 161. Проверка фасон-
фасонным призматическим ной поверхности шаблоном,
резцом.
стить дрожания детали, нужно работать с малой скоростью реза-
ния и небольшой подачей при обильном охлаждении резца эмуль-
сией или маслом. Режущую кромку фасонных резцов нужно
устанавливать точно по высоте центров, иначе детали получат
неправильную форму.
Проверку фасонных поверхностей производят шаблонами.
Пример проверки фасонной поверхности показан на фиг. 161.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какими способами можно обработать фасонные поверхности на токарных
станках?
2. Какие конструкции фасонных резцов вы знаете?
3. Как устроены призматические и дисковые фасонные резцы?
4. Как можно предотвратить дрожание детали при ей обработке фасонным
резцом?
5. Как проверить правильность обработки фасонной поверхности?
Глава XII
ОТДЕЛКА ПОВЕРХНОСТИ
§ 71. Опиловка
• Опиловкой зачищают на обработанных поверхностях царапи-
ны и заусенцы. Этим же способом пользуются для получения мел-
ких фасок, закруглений и т. д.
8* 115
Опиловка производится напильниками с различной насечкой.
По величине зуба насечки напильники делятся на три группы:
1) драчёвые, 2) личные и 3) бархатные.
При опиловке на токарных станках пользуются главным об-
разом личными напильниками плоской или квадратной формы. Пе-
ред опиловкой следует натереть напильник мелом или древесным
углем.
На фиг. 162 показана опиловка обточенной поверхности на
токарном станке. Деталь вращается. Напильник устанавливают
в направлении, почти пер-
пендикулярном к оси детали,
и двигают его вперёд и на-
зад. При движении вперёд
следует нажимать на напиль-
ник, обратное движение про-
изводится без нажима. Для
того чтобы не спиливать в
одном месте детали больше
Фиг. 162. Опиловка на токарном станке, металла, а в другом меньше
и этим не испортить форму
обточенной поверхности, необходимо напильник равномерно пере-
мещать вдоль детали справа налево и обратно.
Напильник надо держать обеими руками: левой — за рукоят-
ку, правой — за конец напильника; этот способ более безопасный.
Во время опиловки токарь должен следить за безопасностью
работы. Невнимательность может привести к захвату одежды или
повреждению рук вращающимся хомутиком или патроном.
Очистка напильников от грязи и от мелких частиц металла
производится стальными проволочными щётками.
§ 72. Полирование и доводка
Полированием получают чистую и блестящую обработанную
поверхность. Эта операция производится куском наждачной бу-
маги, которую принято называть шкуркой. Наждачную
бумагу надо держать так, как показано на фиг. 163, иначе она
может намотаться на деталь и защемить пальцы.
Значительно более удобно, быстро и безопасно выполняется
операция полирования при помощи простого приспособления, на-
зываемого ж и м к а м и (фиг. 164). В жимки закладывают наждач-
ную бумагу или засыпают мелкий наждачный порошок. Полируе-
мую поверхность рекомендуется смазать машинным маслом (мож-
но смешать с маслом наждачный порошок); она тогда получается
более блестящей.
Доводка применяется не только для получения чистой и бле-
стящей поверхности; она является также способом, посредством
которого достигаются очень точные размеры детали.
116
Доводка наружных цилиндрических поверхностей произ-
водится чугунными, медными или свинцовыми втулками, вы-
точенными по размеру обрабатываемой детали. С одной стороны
Фиг. 163. Полирование детали
наждачной бумагой (шкуркой).
Фиг. 164. Полирование детали при
помощи жимков.
втулка разрезана, как показано на фиг. 165. Втулку 1 вставляют
в державку 2 и вместе с ней её медленно перемещают взад и впе-
рёд по поверхности детали. Для доводки применяется мелкий
наждачный порошок, смешанный с маслом и керосином.
Фиг. 165а. Накатывание.
Фиг. 165. Доводка наружной цилин-
дрической поверхности.
Доводку отверстий производят чугунными или медными
втулками, также разрезанными с одной стороны. Доводочный
материал — наждачный порошок, смешанный с маслом.
§ 73. Накатывание
Цилиндрические рукоятки различных мерительных инструмен-
тов, головки микрометрических винтов, круглые гайки делают
не гладкими, а рифлёными (насечёнными), для того чтобы было
удобнее пользоваться ими. Рифлёная поверхность называется
накаткой, а процесс её получения — накатыванием. Накатка
бывает прямая и перекрёстная.
Для накатывания закрепляют в резцедержателе особую дер-
жавку 1 (фиг. 165а), в которой установлен один, а чаще два роли-
117
ка 2 и 3. Ролики делают из инструментальной стали и на них на-
носят насечку. Зубья насечки имеют разные размеры и по-разному
направлены. Это позволяет получить накатку различных узоров.
При накатывании прижимают державку к вращающейся де-
тали. Ролики начинают вращаться и, вдавливаясь в материал де-
тали, образуют на её поверхности накатку. Она может быть круп-
ной, средней или мелкой в зависимости от размеров зубьев на
роликах.
При накатывании производят подачу в двух направлениях:
перпендикулярно оси детали и вдоль оси. Накатывание ведут
в несколько проходов (в среднем от 3 до 7), для того чтобы накатка
получилась достаточной глубины.
Правила накатывания:
1) ролики должны соответствовать требуемому узору;
2) ролики должны быть точно расположены один под другим;
3) перед работой необходимо ролики тщательно очистить
проволочной щёткой от остатков материала;
4) во время накатывания нужно хорошо смазывать маслом
рабочие поверхности роликов.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Для чего применяют опиловку?
2. Каким инструментом прризводят опиловку деталей на токарных станках?
Как надо вест и опиловку?
3. Зачем применяют полирование и с какой целью делают доводку?
4. Как и чем полируют обработанную поверхность?
5. Какими инструментами и материалами пользуются при доводке?
6. Что такое накатка и что такое накатывание?
7. Какие бывают виды накатки?
8. Что представляет собой инструмент для накатывания?
9. Как производится накатывание?
Глава XIII
ОСОБЫЕ ВИДЫ ТОКАРНОЙ ОБРАБОТКИ
§ 74. Обработка деталей в люнетах
Длинные тонкие детали, длина которых в 10—12 раз больше
их диаметра, при обточке прогибаются как от собственного веса,
так и от усилий резания. Чтобы не допустить прогиба, применяют
особое поддерживающее приспособление, называемое люне-
том. Люнеты бывают неподвижные и подвижные.
Неподвижный люнет (фиг. 166) состоит из чугунного корпу-
са 7, с которым посредством откидного болта 3 скрепляется крыш-
ка 2; крышка откидывается, что облегчает установку детали. Корпус
люнета внизу обработан соответственно форме направляющих
118'
станины, на которых он закрепляется планкой 4 и болтом 5. В от-
верстиях корпуса при помощи регулировочных болтов 6 можно
перемещать два кулачка 7, а на крышке — один кулачок 8. Для
закрепления кулачков в требуе-
мом положении служат винты 9.
В крупных станках кулачки
иногда заменяют роликами, чтобы
уменьшить трение.
Прежде чем установить необ-
точенную заготовку в люнете,
нужно проточить у неё посредине
канавку под кулачки (фиг. 167).
Ширина канавки должна быть не-
много больше ширины кулачка.
Обработку в люнете ведут так:
1) обтачивают деталь (вал) до ка-
навки, т. е. до места, где нахо-
дится люнет;
2) перевёртывают деталь и
устанавливают её в центрах;
3) снова закрепляют деталь в
люнете и производят обточку её
остальной части.
Фиг. 166. Неподвижный люнет.
Кулачки неподвижного люнета
не следует зажимать туго. Поверхность детали, зажимаемую
кулачками, рекомендуется смазать маслом. Этим уменьшается
трение и предотвращается образование задиров.
Фиг. 167. Обточка детали с применением неподвижного люнета.
Подвижный люнет (фиг. 168) используется при чистовой об-
работке длинных деталей. Люнет закрепляют на каретке супор-
та, так что он вместе с ней перемещается вдоль обтачиваемой
детали, следуя за резцом. Это даёт возможность обработать деталь
на всю её длину, не перевёртывая её.
119
Подвижный люнет имеет только два кулачка. Их выдвигают
и закрепляют так же, как кулачки неподвижного люнета.
Фиг. 168. Обточка детали с применением подвижного
люнета.
§ 75. Обработка деталей на планшайбе и на угольнике
В простом четырёхкулачковом патроне можно устанавливать
и закреплять самые различные детали. Однако встречаются де-
тали, установку и закрепление которых более удобно произво-
дить в других приспособлениях. К ним относятся, в частности,
планшайба и угольник.
Фиг. 169. Планшайба. Фиг. 170. Установка
и закрепление шатуна
на планшайбе.
Фиг. 171. Установка
и закрепление патрубка
на угольнике.
Обработка на планшайбе. Планшайба (фиг. 169) напоминает
основную часть простого четырёхкулачкового патрона; в ней име-
ются сквозные продолговатые отверстия 1 и пазы 2. Детали кре-
пят на планшайбе планками (они прижимаются болтами, встав-
120
ляемыми в отверстия 1 и болтами, ввёрнутыми в кулачки. Кулач-
ки закрепляют в пазах 2 и передвигают их от руки.
На торце планшайбы имеется несколько рисок; они исполь-
зуются для предварительной установки кулачков на том или ином
расстоянии от оси планшайбы. Таким образом обеспечивается
закрепление деталей в определённом положении относительно
этой оси.
Планшайбу, как и патрон, навинчивают на резьбу шпинделя.
На фиг. 170 показаны установка и закрепление шатуна на план-
шайбе. Нижняя головка 1 шатуна зажимается болтами 2, встав-
ленными в кулачки 3. Стержень шатуна закрепляют двумя план-
ками 4. Эти планки прижимаются болтами 5, вставленными в
продолговатые отверстия б планшайбы. Так как верхняя головка
расположена на значительном расстоянии от центра планшайбы,
то на стороне, противоположной верхней головке, привёртывают
уравновешивающий груз 7. Без такого груза планшайба, вращаясь,
испытывала бы сильное биение и разбалтывала бы шпиндель станка
в подшипниках.
Установку детали на планшайбе проверяют мелом, так же
как проверяют установку детали в простом четырёхкулачковом
патроне.
Обработка на угольниках. Иногда приходится обрабатывать
детали, форма которых не допускает их установки ни в четырёх-
кулачковом патроне, ни непосредственно на планшайбе. В подоб-
ных случаях применяют дополнительно угольник, как показано
на фиг. 171.
Здесь изображена установка патрубка для подрезки торца
у фланца. Угольник 1 прикреплён к планшайбе болтами. Патру-
бок устанавливают на угольнике так, чтобы обрабатываемая пло-
скость была расположена параллельно планшайбе и не била при
вращении детали. Правильность установки проверяют на-глаз
или при помощи мела. Для уравновешивания обрабатываемой
детали и угольника устраивают противовес 2.
§ 76. Обработка деталей на оправках
Детали, наружные поверхности которых должны быть кон-
цёнтричны к уже обработанным отверстиям, обтачивают при по-
мощи специальных оправок. Оправку вставляют в отверстие де-
тали ив таком виде устанавливают на станке. Во время обработки
деталь удерживается трением, возникающим между её поверх-
ностью и поверхностью оправки.
Существуют оправки цельные (фиг. 172, а) и разжимные
(фиг. 172, б).
Цельные оправки с пологим конусом пригодны только для за-
крепления деталей, у которых размеры отверстия разнятся незна-
чительно. Цельные оправки устанавливают в центрах, поэтому они
имеют в торцах центровые отверстия (фиг. 172, а). Деталь 2 на-
121
саживают на оправку 7 при помощи деревянного или свинцового
молотка.
Для обточки наружных поверхностей у деталей, которые имеют
Отверстие с резьбой, применяются оправки с резьбой (фиг. 173).
Разжимные оправки ши-
роко применяют для закре-
пления деталей, у которых
разница в размерах отвер-
стия доходит до 1 мм. Раз-
Ч
Фиг. 172. Центровые оправки:
в — цельная; в — разжимная.
жимная оправка, показанная
на фиг. 172, б, состоит из
конического стержня 1 с дву-
мя резьбами, втулки 2 с про-
резями и гаек 3 и 4. Деталь
прочно удерживается на
оправке благодаря разжиму
втулки 2. Разжимают втулку
при помощи гайки 3. Для
снятия детали с оправки,
служит гайка 4.
Фиг. 173. Резьбовая оправка.
Оправке, установленной вместе с деталью в центрах, передаёт-
ся вращение посредством хомутика. Для закрепления хомутика
на левом конец стрежня 1 имеется одна или две лыски 5.
§ 77. Обработка конических поверхностей с применением
конусной линейки
Помимо способов, рассмотренных в § 65 и 66, для обработки
наружных и внутренних конических поверхностей существует
ещё один способ. Это обработка с помощью конусной линейки.
Устройство конусной линейки показано на фиг. 174. К ста-
нине станка прикреплена плита 7, на которой установлена конус-
ная линейка 2. Линейку можно поворачивать вокруг пальца 3
под требуемым углом к оси обрабатываемой детали. Для закреп-
ления линейки в нужном положении служат два болта 4. По
линейке свободно скользит ползун 5, соединяющийся с попереч-
ными салазками б супорта при помощи тяги 7 и зажима 8. Для
того чтобы эти салазки могли свободно скользить по своим направ-
ляющим, их отсоединяют от нижней каретки, вывинчивая попереч-
ный винт.
122
Если сообщить каретке 9 супорта продольную подачу, то про-
изойдёт следующее: ползун 5 начнёт перемещаться вдоль конусной
Фиг. 174. Схема обработки конуса с применением конусной
линейки (вид на станок сверху).
, равным
рукоятки
линейки 2, а поперечные салазки супорта вместе с резцом будут
перемещаться параллельно линейке. Благодаря этому резец будет
обрабатывать коническую поверхность с углом уклона
углу поворота конусной ли-
нейки. После каждого про-
хода резец устанавливают на
глубину резания при помощи
рукоятки 11 верхней части
10 супорта.
Направление поворота
линейки — от токаря или на
токаря —зависит от располо-
жения большого основания
конуса. Как правило, линей-
ка должна быть установлена
параллельно образующей ко-
нуса, расположенной ближе
" Прение конусной ли- фиг- 175' °'тпТкХу“°1'
нейки имеет ряд преимуществ:
1. Наладка линейки удобна и производится быстро.
2. При переходе к обработке конусов не требуется нарушать
123
нормальную наладку станка, т. е. не нужно смещать корпус задней
бабки. Центры станка остаются в нормальном положении, т. е.
на одной оси, благодаря этому центровые отверстия в детали и
центры станка не срабатываются.
3. При помощи линейки можно не только обтачивать наружные
конические поверхности, но и растачивать конические отверстия.
§ 78. Обработка фасонных деталей по копирам
Обработка на токарном станке фасонных поверхностей по ко-
пирам сходна с обработкой конических’ поверхностей с помощью
конусной линейки. Необходимо лишь заменить прямую линейку
(фиг. 174), устанавливаемую под углом, линейкой с фасонным
очертанием (фиг. 175).
В данном случае, как и при обработке конических поверх-
ностей с применением конусной линейки, поперечные салазки
необходимо разъединить от нижней каретки. Если затем сооб-
щить каретке продольное перемещение, то резец получит, на-
ряду с продольными, также и поперечное перемещение от ко-
пирной линейки.
Нетрудно сообразить, что резец, обтачивая деталь, будет
придавать ей поверхность, совпадающую с фасонной формой ко-
пира. Такой способ работы называется работой по ко-
пиру.
На фиг. 175 показана обточка рукоятки 1 при помощи копи-
ра 2. Ролик 3, закреплённый в тяге 4, перемещается в криволиней-
ном пазу, образованном двумя пластинками копира. Резец 5 сле-
дует за движением ролика и таким образом воспроизводит на де-
тали поверхность, совпадающую с формой копира.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Для чего применяются люнеты?
2. В каких случаях пользуются неподвижным, а в каких — подвижным
люнетом?
3. В каких случаях обрабатывают детали на планшайбах?
4. Какие детали обрабатывают на оправках?
5. Каких видов оправки применяются?
6. Как устроена конусная линейка?
7. Как устанавливается конусная линейка?
8. Как производится обработка фасонных деталей по копирам?
РАЗДЕЛ ТРЕТИЙ
ДОПУСКИ И ПОСАДКИ. ТЕХНОЛОГИЧЕСКИЙ
ПРОЦЕСС. СТАХАНОВСКИЕ МЕТОДЫ РАБОТЫ
Глава XIV
ПОНЯТИЕ О ДОПУСКАХ И ПОСАДКАХ
§ 79. Взаимозаменяемость деталей
На современных заводах автомобили, тракторы и другие ма-
шины изготовляются не единицами и даже не десятками и сот-
нями, а тысячами. При таких размерах производства, когда на
учёте не только минуты, но и секунды, очень важно, чтобы каждая
деталь машины при сборке точно подходила к своему месту, без
какой-либо слесарной пригонки. Не менее важно, чтобы любая
деталь, поступающая на сборку, допускала замену её другой де-
талью одного с ней назначения без всякого подбора. Детали, удов-
летворяющие этому условию, называются взаимозаме-
няемыми.
Понятно, что взаимозаменяемые детали должны быть точно
изготовлены. Однако из практики известно, что невозможно изго-
товить детали абсолютно точно по размерам, проставленным на
чертежах; размеры после обработки всегда будут больше или мень-
ше заданных. Техника подсказала выход из этого положения.
Для того чтобы получить взаимозаменяемые детали, заранее учи-
тывают неизбежные неточности изготовления. Зная их, назначают
такие допустимые отклонения в размерах, при которых можно
осуществлять сборку без пригонки.
§ 80. Понятие о допусках
Итак, поскольку нельзя получить одинаково точные размеры
деталей, идут на небольшие отклонения, не препятствующие вза-
имозаменяемости. Например, требуется изготовить большое ко-
личество валов диаметром 30 мм. В этом случае задаются отклоне-
нием от 30 мм в большую и меньшую сторону, скажем, на 0,1 мм,
+ 0,1
и проставляют на чертеже не один размер 30, а 30 -0>1. Это
означает, что токарь может обточить вал до диаметра, меньшего или
большего 30 мм на величину до 0,1 мм. Иначе говоря, размер об-
точенного вала может находиться между 30,1 и 29,9 мм. Если то-
карь обточит вал на диаметр больше 30.1 или меньше 29,9 мм,
то получится брак.
125
Расчётный размер, проставляемый на чертеже (в нашем при-
мере 30 мм), называется номинальным размером. Обычно стремятся
номинальные размеры проставлять в целых миллиметрах.
Размер детали, фактически полученный при обработ-
ке, называется действительным размером.
Размеры, между которыми может колебаться действительный
размер детали, называются предельными. Из них больший
размер называется наибольшим предельным размером, а меньший —
наименьшим предельным размером. В нашем примере наиболь-
шим предельным размером будет 30,1 мм, а наименьшим—29,9.илг.
Если у номинального размера на чертеже стоит только одно
добавочное число, например 30 +°>5 или 30 “в-1 , то это означает,
что один из предельных размеров совпадает с номинальным;
в первом случае размер не может быть меньше 30, а во втором
случае он не может быть больше 30. Если у номинального разме-
4-0,1
ра стоят два добавочных числа, например 30 -0>1, значит оба
предельных размера отличаются от номинального. Знак плюс по-
казывает, что предельный размер больше номинального, а знак
минус, что предельный размер меньше номинального.
Довольно часто оба отклонения бывают со знаком плюс или
+ 0.15
со знаком минус. Например, размер 30 +0-05 означает, что наи-
больший предельный размер равен 30,15, а наименьший 30,05 мм.
Разность между предельным и номинальным размерами назы-
вается отклонением. Разность между наибольшим предель-
ным и номинальным размером называется верхним отклонением,
а разность между наименьшим предельным размером и номиналь-
ным— нижним отклонением. Например, размер вала равен30+®*1-
В этом случае наибольший предельный размер будет 30 + 0,15—
s=30,15 мм и верхнее отклонение составит 30,15 — 30,0=0,15 мм;
наименьший предельный размер будет 30,0 4- 0,1 = 30,1 мм, а
нижнее отклонение 30,1 —30,0=0,1 мм.
Разность между наибольшим и наименьшим предельными раз-
4*0,15
мерами называется допуском. Например, для размера вала 30 ~0>1
допуск будет равен разности предельных размеров, т. е. 30,15 —
—29,90 «=0,25 ми.
+0,16
На фиг. 176, а изображены размеры вала диаметром 30 ^’10'
Показаны: номинальный размер 30 мм; наибольший предельный
размер 30,15 мм; наименьший предельный размер 29,90 мм; до-
пуск 30,15—29,90=0,25 мм; верхнее отклонение, равное 0,15 мм;
нижнее отклонение, равное 0,1 мм.
Линия, обозначающая номинальный размер (фиг. 176, а),
называется нулевой линией.
В тех случаях, когда одно из отклонений (верхнее или нижнее)
равно нулю, то его на чертеже не показывают. Например, на чер-
теже дан размер вала 30+0,1. Это значит, что наибольший пре-
126
дельный размер вала должен быть не больше 304-0,1=30,1 мм,
а наименьший предельный размер — не меньше номинального,
т. е. не меньше 30 мм.
На фиг. 176, б изображён вал размером 30-0'1, а на фиг.
176, в — вал размером Зи+0,15.
§ 81. Зазоры и натяги
Если диаметр вала меньше диаметра отверстия, то в соединении
вала с отверстием получается просвет, называемый зазором
(фиг. 177, а). В этом случае посадка (так называется соединение вала
Фиг. 177. Изображение соединения вала с отверстием:
а — с зазором; б — с натягом.
с отверстием) будет подвижной, так как вал сможет свободно вра-
щаться в отверстии. Если же размер вала больше размера отвер-
стия (фиг. 177, б), то такой вал можно вставить в отверстие только
под некоторым давлением. В этом случае в соединении получится
не зазор, а натяг. Такая посадка называется неподвижной, так
как вал в отверстии вращаться не может.
На основании приведённых примеров можно сделать следую-
щее заключение:
1. Зазором называется разность между размером
отверстия и размером вала, обеспечивающая
свободу их движения друг относительно друга.
2. Натягом называется разность между размером
вала и размером отверстия, которая имеет ме-
сто до сборки и которая после сборки создаёт неподвижное соеди-
нение.
127
§ 82, Понятие о посадках
Мы уже знаем, что при наличии зазора между валом и отвер-
стием (фиг. 177, а) посадка является подвижной, т. е. вал может
вращаться в отверстии, а при наличии натяга (фиг. 177, б) посадка
получается неподвижной. Следовательно, если соединить вал с
отверстием определённого номинального размера, то в зависи-
мости от того, образуется ли при этом зазор или натяг, можно бу-
дет получить различные виды соединения, т. е. различные посадки.
Действительно, все посадки разделяются на две группы: п о-
садки подвижные и посадки неподвиж-
н ы е. Каждая из этих групп в свою очередь подразделяется на от-
дельные виды посадок — с большим или меньшим натягом либо
с большим или меньшим зазором. Ниже приводятся эти виды поса-
док, причём в скобках даются их сокращенные обозначения.
Неподвижные посадки
1. Горячая (Гр)
2. Прессовая (Пр)
3. Легко прессовая (Пл)
4. Глухая (Г)
5. Тугая (Т)
0. Напряжённая (Н)
7. Плотная (П)
Подвижные посадки
1. Скользящая (С)
2. Движения (Д)
3. Ходовая (X)
4. Легкоходовая (Л)
5. Широкоходовая (Ш)
§ 83. Классы точности
Из практики известно, что, например, детали сельскохозяй-
ственных и дорожных машин изготовляются менее точно, чем де-
тали токарного станка, автомобиля, велосипеда. В связи с этим
в машиностроении детали разных машин изготовляют по различ-
ным классам точности. В нашем отечественном машиностроении
приняты десять классов точности, из них наибольшее распростра-
нение имеют 2-й, 3-й и 4-й классы.
Для того чтобы знать, по какому классу точности нужно из-
готовить деталь, на чертежах рядом с буквой, обозначающей
посадку, ставится цифра, указывающая класс точности. Напри-
мер, С4 означает: скользящая посадка 4-го класса точности; Х3—
ходовая посадка 3-го класса точности; П — плотная посадка
2-го класса точности. Для посадок второго класса, распространен-
ных особенно широко, цифра 2 не ставится. Если в обозначении
рядом с буквой посадки нет цифры, то это показывает, что деталь
нужно изготовить по 2-му классу точности.
§ 84. Системы допусков
Различают две системы допусков: систему отверстия и систему
вала.
Система отверстия. В системе отверстия (фиг. 178, а) диаметр
отверстия остается одним и тем же для различных посадок, и по-
128
сядии осуществляются за счёт изменения допу-
сков вала.
Система вала. В системе вала (фиг. 178, б) диаметр вала остаёт-
ся одним и тем же для различных посадок, и посадки осуществля-
ются за счёт изменения допусков отвер-
стия.
В машиностроении система отверстия применяется чаще, чем
система вала. Это объясняется тем, что обработать вал под нуж-
ный размер легче и дешевле, чем обработать отверстие. Действи-
тельно, валы обрабатывают резцами, т. е. инструментами менее до-
рогими, а точные отверстия — развёртками, т. е. инструментами
более дорогими. Кроме того, при системе отверстия для всех поса-
док одного класса точности требуется развёртка только одного
определённого диаметра. Между тем при системе вала для каждой
а! 5)
Фиг. 178. Изображение системы отверстия и системы вала (буквами обозначены
виды посадок):
а — посадка по системе отверстия; б — посадка по системе вала.
посадки в пределах одного класса нужна отдельная развёртка.
Это обходится значительно дороже.
Обозначение системы допусков на чертежах. На чертежах си-
стема отверстия обозначается буквой А, а система вала — буквой В.
Если отверстие изготовляется по системе отверстия,
то у номинального размера ставится буква А с цифрой, соответ-
ствующей классу точности. Например, ЗОА3 означает, что отверстие
должно быть обработано по системе отверстия 3-го класса точности,
а ЗОА — по системе 2-го класса точности. Если же отверстие
обрабатывается по системе в а л а,- то у номинального размера
ставится обозначение посадки с цифрой, соответствующей классу
точности. Например, отверстие 30С4 означает, что его нужно обра-
ботать по системе вала со скользящей посадкой 4-го класса точ-
ности. В том случае, когда вал изготовляется по системе вала,
ставится буква В и соответствующий класс точности. Например,
ЗОВ3 будет означать обработку вала по системе вала 3-го класса
точности, а ЗОВ — по системе вала 2-го класса точности.
9 Бруштейн и Дементьев 129
Для определения и назначения классов точности, посадок и
величин допусков пользуются специальными справочными табли-
цами.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется взаимозаменяемостью в машиностроении?
2. Для чего назначают допустимые отклонения размеров деталей?
3. Что такое номинальный, предельный и действительный размеры?
4. Может ли предельный размер равняться номинальному?
5. Что называется допуском и как определить допуск?
6. Что называется верхним и что нижним отклонением?
7. Что называется зазором и что натягом? Для чего предусматривается
в соединении двух деталей зазор или натяг?
8. Какие бывают посадки и как их обозначают на чертежах?
9. Чем отличается система отверстия от системы вала?
10. Почему в машиностроении система отверстия больше принята, чем си-
стема вала?
11. Как обозначают на чертежах систему отверстия и систему вала, посадку,
класс точности, допуски?
Глава XV
ОСНОВНЫЕ ПОНЯТИЯ о ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ
Для того чтобы из заготовки получить деталь нужной формы
и размеров, необходимо заранее наметить план обработки. Это зна-
чит — установить порядок обработки, указать станки, на которых
обработка должна производиться, определить, какие нужны ре-
жущие и измерительные инструменты, а также приспособления,
назначить режимы резания, решить, какой квалификации (какого
разряда) рабочим можно поручить обработку. Все эти данные,
оформленные в определённой связи, составляют технологический
процесс. Технологический процесс разрабатывают заводские или
цеховые технологи.
§ 85. Содержание технологического процесса
Технологический процесс состоит из операций, а операции — из
установок, переходов и проходов.
Операцией называется часть технологического процесса, ко-
торая осуществляется над определённой деталью на одном стан-
ке. Операция охватывает все действия, производимые рабочим
на станке над данной деталью до перехода к обработке на этом же
станке следующей детали.
Предположим, задано выточить несколько винтов. Сначала у
всех заготовок подрезают на определённом станке оба торца и на
том же станке их зацентровывают. Эти работы (подрезка торцов
и центровка) будут являться применительно к каждому отдель-
ному винту первой операцией. Далее каждую зацентрованную за-
130
готовку нужно обточить в центрах с одного конца, потом с другого
и, наконец, нарезать на ней резьбу. Эти работы производятся уже
на другом станке и вместе составляют вторую операцию.
Вингы можно было бы обработать целиком на одном токарном
станке, т. е. каждый винт обработать с одной операции, однако
тогда пришлось бы после подрезки и зацентровки торцов каждой
заготовки снимать трёхкулачковый патрон, навинчивать поводко-
вый патрон, вставлять передний центр и после этого обтачивать
заготовку сначала с одного конца, потом с другого, затем нарезать
резьбу. Такой порядок был бы целесообразен при обработке только
одной заготовки. Но этот порядок совершенно не пригоден, когда
обрабатывается много заготовок.
Операция может состоять из одной или нескольких установок.
Установкой называется всякая производимая на данном станке
перестановка детали, связанная с её раскреплением и новым закре-
плением.
Например, второй конец винта обтачивают вслед за первым
на том же станке. Для этого нужно снять винт с центров, перевер-
нуть его, переставить хомутик и снова установить винт в центрах.
Как видим, в данном случае будет иметь место одна операция, вы-
полняемая за д в е установки детали.
Операция может состоять из одного или нескольких переходов,
а переход из одного или нескольких проходов.
Переходом называется часть операции, при выполнении кото-
рой обрабатываемая поверхность, режущий инструмент и режим
резания не меняются. Какая-либо перемена уже будет означать
новый переход.
Например, подрезка торца заготовки винта является одним
переходом, а сверление центрового отверстия в том же торце —
другим переходом, так как оно выполняется другим режущим
инструментом.
Проход — это часть перехода, охватывающая все действия,
связанные со снятием одного слоя металла одним и тем же режу-
щим инструментом при одной и той же поверхности обработки
и неизменном режиме резания.
Если с торца заготовки нужно снять большой припуск, то под-
резка делается одним и тем же резцом не за один проход, а, скажем,
за два. Следовательно, в этом случае переход — подрезать торец —
будет состоять из двух проходов. Если же второй проход произ-
водится другим резцом или тем же резцом, но при другой подаче
или при другом числе оборотов, то этот проход уже будет отно-
ситься к новому переходу.
§ 86. Технологическая документация» ее формы и содержание
Для того чтобы технологический процесс обработки детали
можно было довести до рабочего места, содержание его заносится
в технологическую карту. В этой карте приводятся подробные све-
дения о процессе обработки детали.
9» 131
Часто составляют на каждую операцию отдельную карту, на-
зываемую операционной картой (см. приложение), а иногда ин-
струкционной картой. Такая карта выдаётся токарю вместе с за-
данием на работу. Формы операционной карты могут быть различ-
ны, но содержание их примерно одинаковое.
В карте (см. приложение) приводятся все данные, касающиеся
обрабатываемой детали, а именно: её наименование, эксиз детали,
номер чертежа, размер и вес заготовки; вес обработанной детали;
количество деталей и др. Часть карты отводится для данных тех-
нологического процесса. Римскими цифрами в карте проставляют
порядковый номер операции, буквами — установки, арабскими
цифрами — переходы. Далее указывают содержание и последова-
тельность установок и переходов. Для наглядности даются так
называемые эскизы — изображение способа крепления обрабаты-
ваемой детали на станке, а также изображения приспособления,
режущего инструмента и обрабатываемой поверхности.
В карте указываются выбранные для каждой операции станок,
приспособление, режущий и измерительный инструменты. Про-
ставляются размеры обрабатываемых поверхностей, скорость
резания, число оборотов детали в минуту, подача, указыва-
ются основное (машинное) время, профессия рабочего и разряд
работы.
В некоторых картах, помимо основного (машинного) времени,
т. е. -времени, затрачиваемого непосредственно на снятие стружки,
даётся ещё вспомогательное время. Под вспомогательным имеется
в виду время, необходимое для установки и закрепления детали
и снятия её со старка, для подвода и отвода режущего инструмента,
для включения и выключения вращения шпинделя, для включения
и выключения подачи и измерения детали.
Время на смену и подналадку затупившегося инструмента,
на смазку станка, на уборку стружки и на физические потреб-
ности рабочего учитывается как дополнительное время.
Сумма времени основного, вспомогательного и дополнитель-
ного составляет штучное время, т. е. время на обработку одной
детали.
§ 87. Дисциплина в технологическом процессе
Технологические процессы разрабатываются цеховыми или за-
водскими технологами и обсуждаются с мастерами и стахановцами,
для того чтобы учесть их предложения. Различные улучшения,
предлагаемые передовыми рабочими, — улучшения, способствую-
щие росту производительности, снижению себестоимости и по-
вышению качества обрабатываемых деталей, вносятся в техноло-
гический процесс. После этого технологический процесс доводит-
ся до рабочего места.
Строгое выполнение предписанного технологического про-
цесса, оформленного в виде технологических и операционных
132
карт, т. е. соблюдение технологической дисципли-
ны, — первейшее условие успешного хода производства. Изме-
нение технологического процесса может производиться только
цеховыми или заводскими технологическими бюро. Понятно, что
эти изменения оправданы лишь тогда, когда они двигают произ-
водство вперёд.
Технологические процессы нередко перестраивают в связи
с рационализаторскими предложениями стахановцев и других
рабочих. Эти предложения подают в заводское бюро рабочего изо-
бретательства (БРИЗ), откуда они поступают в технологический
отдел на рассмотрение. Если предложение проведено в жизнь,
его автору выдается денежная премия. Размер премии зависит от
экономии, полученной благодаря улучшению, предложенному
стахановцами-рационализаторами.
§ 88. Планирование технологического процесса
Выбор приспособлений. Приспособления облегчают и ускоря-
ют установку и закрепление обрабатываемых деталей. Вместе с
тем они обеспечивают более высокую точность изготовления.
Приспособления разделяются на нормальные и спе-
циальные. К нормальным приспособлениям станка относятся
трёхкулачковые и поводковые патроны, а также планшайбы,
хомутики, центры и люнеты. Если нормальное приспособление
не подходит для обработки детали, изготовляют специальное при-
способление, например, резьбовую оправку, эксцентриковую оправ-
ку и др. Специальные приспособления применяют главным обра-
зом для обработки тех деталей, для которых они изготовлены.
Выбор режущего инструмента. Режущий инструмент выбирают
в зависимости от характера операции. Для черновой обточки
назначают черновой (обдирочный) проходной резец, для чистовой
обточки — чистовой проходной резец, а для обработки отверстий—
свёрла, зенкеры, расточные резцы и развёртки. Если отверстие
выполняется в сплошном металле, то его нужно обработать свер-
лом. Для обработки заранее подготовленных отверстий, например,
для расточки, применяют расточные резцы, а иногда и зенкеры.
Точные отверстия следует обрабатывать развёртками, а если раз-
вёрток нет, то чистовыми резцами. Однако производительность
чистовых резцов ниже.
Выбор материала режущего инструмента. При выборе материа-
ла режущего инструмента учитывают: 1) род обрабатываемого
металла; 2) требуемую производительность инструмента; 3) спо-
собность станка обеспечивать полное использование режущих
свойств инструмента.
Для обработки деталей на высоких режимах резания в большин-
стве случаев применяют инструмент из быстрорежущей стали.
Если нельзя вести обработку с высокими режимами резания (на-
пример, при развёртывании отверстий, нарезании резьбы метчиком,
133
плашкой), целесообразно применять инструмент из углеродистой
стали. Резцы с пластинками из твёрдых сплавов дают возможность
значительно повысить производительность резания. Поэтому нужно
стараться использовать такие резцы во всех случаях, когда это
допускают условия обработки.
Выбор измерительного инструмента. В технологических кар-
тах указывается также тип измерительного инструмента (см. при-
ложение). Для обмера небольшого количества деталей назначают
измерительный инструмент общего назначения, т. е. такой, кото-
рым можно проверить различные размеры. К этим инструментам,
как мы уже знаем, относятся линейки, кронциркули, нутромеры
и микрометры. При большом количестве деталей, подлежащих
замеру, и при повторяемости деталей одних и тех Же размеров
надо применять специальный измерительный инструмент — пре-
дельные пробки и скобы, а также шаблоны.
Выбор глубины резания. Глубину резания устанавливают в
зависимости от припуска на обработку. При этом стремятся
к тому, чтобы весь припуск был снят начерно за один-два прохода
и чтобы на чистовую обработку осталась небольшая его часть
(0,5—1 мм на сторону).
Выбор подачи. Для наименьшей затраты времени на обработку
следует выбирать возможно большие подачи. При выборе подачи
для черновой обработки сообразуются главным образом с массив-
ностью детали, способом её крепления, мощностью станка и проч-
ностью резца; в этом случае обычно выбирают подачу, равную
х/8—х/5 глубины резания. Для чистовой обработки выбор подачи
зависит главным образом от требуемой чистоты поверхности. Вели-
чина подачи для чистовой обработки резцами колеблется от 0,1
до 0,25 мм/об. Чем чище должна быть обработанная поверхность,
тем меньшая выбирается подача.
Выбор скорости резания. Величина скорости резания устанав-
ливается в зависимости от выбранной глубины резания и подачи,
а также от качества обрабатываемого материала и материала
резца.
Для выбора скорости резания пользуются таблицами, которые
приводятся в специальных справочниках.
Ниже, в табл. 3, приведены средние скорости резания, а также
глубины резания и подачи, применяемые при обточке различных
металлов.
Скорости резания, приведённые в табл. 3, рассчитаны на об-
точку проходными резцами из лучшей быстрорежущей стали мар-
ки РФ-1 без охлаждения. Время работы резца принято в 60 мин.
Как видим, при токарных обдирочных работах назначаются
небольшие скорости резания и большие сечения стружки; напро-
тив, при чистовой обточке применяются высокие скорости резания
при малых сечениях стружки.
Чем твёрже обрабатываемый металл, тем ниже должны быть
скорости резания.
134
Таблица 3
Скорости резания при наружной обточке резцами из стали РФ-1
Глубина резания t в мм Подача 5 в мм>об Обрабатываемый материал
С таль Чугун средней твёрдости Бронза средней твёрдости
мягкая средней твёрдости твёрдая
v в ммин
Л Q 0,1 133 80 65 56 138
и,О 0,2 128 76 63 50,5 118
0,1 125 76 61,5 50,5 128
0,5 0,2 119 71 58,5 45 ПО
0,3 109 67 54 39,5 92,5
0,2 111 67 54 39,5 98
1 0,3 102 62 49,5 34 82,5
0,5 84 51 42 28 64
0,3 98 58,5 47,5 31,5 77
1,5 0,4 91 56 45 28,5 68
0,5 80 49 39,5 26,5 59,5
0,3 94 57 46 29,5 74
2 0,5 78 48 38,5 25 57
0,6 69 42,5 34 23 50,5
0,3 83 49,5 40 26,5 62,5
3 0,5 68 41,5 33 22 48,5
0,75 53 33,0 26 18,5 38,5
0,5 61 38 30 21 43
4 0,75 49 30 24 17 34
1,0 40,5 25 20 15,5 28,5
0,5 58 35 28 19 39,5
к 0,75 46 28 22 16,3 30
Э 1 38 23,5 18,5 14,5 26
1,2 34 21 16,5 13 23
В случае работы с охлаждением в количестве 10—12 л в минуту
надо брать скорости резания на 15—25% больше, чем указано в
табл. 3, при обработке машиноподелочной стали и на 15—20% боль-
ше — при обработке стального литья.
При обточке резцами, оснащёнными пластинками твёрдых спла-
вов, скорости резания, приведённые в табл. 3, надо увеличить:
при работе по чугуну (твёрдым сплавом ВК8) — в 4 раза, при
работе по стали (твёрдым сплавом Т15К6) также в 4 раза.
При расточке в зависимости от диаметра отверстия надо брать
скорости резания на 10—20% меньше, чем указано в табл. 3.
Пример. Определить допустимое число оборотов шпинделя
токарного станка при обдирке вала из твёрдой машиноподелочной
стали, если диаметр вала D =85 мм, глубина резания 1—3 мм,
135
подача s == 0,5 мм/об. Материал резца — быстрорежущая сталь
РФ-1; работа ведётся с охлаждением.
Пользуясь табл. 3, определяем допустимую скорость резания
при глубине резания /=3 мм и подаче s=0,5 мм/об.
Находим:
v = 33 м[мин.
Вводим поправку, учитывая, что работа ведётся с охлаждением,
т. е. увеличиваем скорость резания на 20%:
к=33х 1,2 = 39,6 м/мин.
Вычисляем допустимое число оборотов шпинделя:
1000Х» 1000 X 39,6 ,.п ,,
П==-О^-= 3J4X85 = 149 Об/мИН-
Понятие о базах. При обточке валика или винта деталь устанав-
ливают центровыми отверстиями на центрах.На техническом язы-
ке принято говорить, что деталь базируют центровыми от-
верстиями, которые поэтому называют базирующими от-
верстиями, или сокращённо базами. Базой может быть и обработан-
ное отверстие детали, которое используется для установки этой
детали на оправке при чистовой обточке.
Таким образом, при обработке на металлорежущих станках
базой называется поверхность детали,
при помощи которой деталь устанавли-
вают на станке в определённом положе-
нии относительно режущего инструмента.
Центровые отверстия в валах и винтах предназначены специаль-
но для того, чтобы помогать установке этих деталей, поэтому
их называют вспомогательными базами. Если же возьмём отверстие
в заготовке шестерни, то окажется, что оно прежде всего служит
для установки и закрепления шестерни на валу. Именно это — глав-
ное (основное) назначение отверстия; для установки шестерни при
токарной обработке оно используется лишь попутно.
В таких деталях, как шестерня, отверстие, используемое для
их установки на токарном станке, называется основной базой.
Базами могут служить не только отверстия, но и плоскости,
наружные цилиндрические поверхности и др.
Базу выбирают в зависимости от формы детали и способа
её обработки. Относительно базы ведётся вся обработка. Напри-
мер, наружную цилиндрическую поверхность шестерни обрабаты-
вают концентрично отверстию шестерни, которое, как мы уже зна-
ем, является базой. Торцовые поверхности шестерни подрезают
перпендикулярно тому же отверстию. Понятно, что измерения
при обработке также производятся от базы.
136
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что представляет собой технологический процесс обработки детали на
металлорежущих станках?
2. Что такое операция, установка, переход и проход и какая разница между
ними?
3. Что такое базы и для чего они нужны?
4. В чём состоит технологическая дисциплина? Может ли токарь сам изме-
нять технологический процесс обработки?
5. Какими документами оформляется технологический процесс? Их содер-
жание?
6. Из каких элементов складывается норма времени на обработку детали?
7. Какое время называется основным (машинным) и какое вспомогательным?
8. Из чего складывается штучное время?
Глава XVI
СТАХАНОВСКИЕ МЕТОДЫ РАБОТЫ
§ 89. Примеры усовершенствований, сделанных стахановцами
За годы Сталинских пятилеток в нашей промышленности ши-
роко развернулось стахановское движение. Рабочие-стахановцы,
применяя передовые методы труда, добились повышения выпуска
продукции и улучшения её
качества. Ниже приводятся
некоторые интересные при-
меры, взятые из практики
работы стахановцев на то-
карных станках.
Токарь-стахановец т.
Федоров производил наре-
зание внутренней резьбы
в одной из деталей. Опе-
рация выполнялась резьбо-
вым резцом, причём на
каждую Деталь затрачива- Фиг. 179. Нарезание внутренней резьбы
лось 9,2 мин. Тов. Федо- по методу стахановца т. Федорова,
ров предложил взамен
резьбового резца применять специальный метчик, устанавливаемый
при помощи патрона в шпинделе задней бабки (фиг. 179). Его
предложение было принято, и в результате производительность
увеличилась до 600%, т. е. почти в 6 раз. Одновременно улуч-
шилось качество деталей.
Нарезание внутренней трёхходовой резьбы у детали произво-
дили резцом (фиг. 180, а). Норма времени на эту операцию со-
ставляла 40 мин. Стахановец т. Шкирятов предложил нарезать
резьбу не резцом, а специальной гребёнкой (фиг. 180, б). Этот
137
способ был одобрен. Нарезание каждой детали стало занимать
не 40, а 10 мин.
На фиг. 181 показана обработка детали, производив-
шаяся тремя резцами в таком порядке. Сначала пруток 1
(фиг. 181 ,а) зажимали в цанговом патроне 2 и обтачивали конус рез-
цом 3. Далее резцом 4 отрезали деталь, снова закрепляли её в цан-
говом патроне и фасонным резцом 5 обтачивали закруглённый
конец.
Стахановец-токарь т. Бушин, применив специальный фасон-
ный резец 6 (фиг. 181, б), стал за одну установку обтачивать деталь
2 на конус, а деталь 1—по радиусу. Одновременно производилась
и отрезка детали 7, ранее обточенной на конус. В результате про-
изводительность увеличилась в три раза.
На фиг. 182 изображён предложенный стахановцами специаль-
ный резцедержатель 7, закреплённый в супорте 2 станка. В рез-
Фиг. 180. Нарезание внутренней трёхходовой резьбы:
а — по старому способу; б — по способу, предложенному
стахановцем т. Шкирятовым.
цедержателе установлены два резца: резец 3 подрезает торец пу-
стотелого прутка, а резец 4 отрезает часть прутка после того, как
резец 3 подрежет торец.
Применение такого резцедержателя сокращает время обработ-
ки в 2—3 раза. При старом способе нужно сначала подрезать то-
рец, затем повернуть резцовую головку супорта, подвести отрез-
ной резец, отмерить определённую длину от торца и только после
этого сделать отрезку.
При обработке значительного количества деталей стахановцы
применяют специальные многорезцовые державки. На фиг. 183
показана предложенная стахановцами многорезцовая державка
для обточки четырёхступенчатого шкива. Обточку сначала делают
начерно, после этого поворачивают державку на 180° и производят
чистовую обточку. Применение таких многорезцовых державок
повышает производительность примерно в 4 раза.
Стахановцы улучшают также конструкцию режущего инстру-
мента, применяют резцы с пластинками из твёрдых сплавов вмес-
то быстрорежущей стали; это позволяет им значительно увеличить
режимы резания. Общеизвестно применение стахановцами резцов
с узкой фаской у режущей кромки и галтелью (закруглением) на
138
передней грани (фиг. 184). Такая форма передней грани создаёт
благоприятные условия резания и делает резцы более стойкими
и производительными.
Подобную форму передней грани с успехом применил стаха-
новец т. Марков на отрезных резцах (фиг. 184) и стахановец
Фиг. 182. Специальный резцедержатель,
предложенный стахановцами.
Фиг. 181. Обработка детали:
а — по старому способу; б — по
способу, предложенному стаханов-
цем т. Бушиным
Фиг. 183. Многорезцовая дер-
жавка для обточки ступенчато-
го шкива.
т. Горбачев (завод «Динамо») на проходных резцах (фиг. 185).
Их примеру последовали многие другие токарй-передовики.
Токарь завода им. Свердлова (Ленинград) т. Борткевич, при-
менив резец, оснащённый твёрдым сплавом, с отрицательным пе-
редним углом на фаске, установил рекорд скоростного резания:
он работал со скоростью резания 400 метров в минуту и больше.
139
Вслед за т. Борткевичем токарь ленинградского завода «Больше-
вик» т. Головкин достиг скорости резания 810 метров в минуту.
Это в 16 раз выше обычной скорости резания.
Стахановец т. Лихорадов на операции прорезания канавок
отказался от нормального канавочного резца с плоской передней
Фиг. 184. Отрезной резец с узкой фаской
и галтелью на передней грани, применён-
ный стахановцем т. Марковым.
Фиг. 185. Проходной резец,
улучшенный стахановцем
т. Горбачевым.
гранью (фиг. 186, а) и вместо него стал работать резцом с вогну-
той передней гранью (фиг. 186, б). Благодаря этому нововведению
улучшилось резание по бокам режущей кромки (фиг. 187,6).
При работе обычными канавочными резцами добиться этого было
невозможно, так как один из углов резания (с левой стороны)
получался тупым (фиг. 187, а).
Широко используются токарями-стахановцами резцы со слож-
ными режущими кромками, так называемые комбиниро-
ванные резцы. Здесь мысль стахановца-изобретателя на-
Фиг. 186. Канавочные резцы:
а — старого образца; б — улучшенный
стахановцем т. Лихорадовым.
Фиг. 187. Схема работы кана-
вочного резца:
а — старого образца; б — усовер-
шенствованного т. Лихорадовым.
правлена на то, чтобы одним резцом выполнять несколько пере-
ходов. Комбинированным резцом является, в частности, рассмо-
тренный выше резец т. Бушина (см. фиг. 181, б). Его левая режущая
кромка служит для обточки детали на конус, а правая—для об-
точки по радиусу. Нужно, однако, заметить, что комбинированные
резцы сложны в изготовлении и поэтому не всегда себя оправды-
вают.
140
Стахановцы добиваются также сокращения времени на установ-
ку деталей, на выверку и крепление деталей и инструментов. Они
точно рассчитывают свои движения во время работы, тщательно
организуют своё рабочее место. Стахановцы стремятся к тому,
чтобы ни одна минута у них не пропадала зря.
§ 90. Многостаночное обслуживание и совмещение профессий
Многостаночное обслуживание. Под многостаночным обслу-
живанием понимают одновременную работу одного рабочего на
нескольких станках. Все ручные работы на каждом из обслужи-
ваемых станков, т. е. установка и закрепление заготовки, пуск
и остановка станка, снятие обработанной детали и т. д., произ-
водятся в то время, когда на остальных станках детали уже
обрабатываются.
Многочисленные примеры показывают, что одновременная
работа одного токаря на нескольких станках не представляет
особых трудностей. Нужно только, чтобы время машинной работы
одного станка было равно или больше суммы времени ручной -ра-
боты на всех остальных совмещаемых станках.
Чтобы достигнуть наилучших результатов в многостаночной
работе, требуются определённые условия:
1. Необходимо заранее убедиться путём расчёта, что во время
машинной работы одного станка токарь свободно будет управлять-
ся со всеми ручными работами на остальных станках.
2. Расстановка станков должна быть сделана таким образом,
чтобы до предела сократить время на переходы рабочего от станка
к станку.
3. Многостаночник должен быть освобождён от выполнения
вспомогательных работ — доставки заготовок и инструмента на
рабочее место, сдачи деталей контролеру и др.
Перечисленные условия являются основными.
Совмещение профессий. Во время Отечественной войны многие
рабочие, помимо своего станка, начали обслуживать какой-либо
стоявший по соседству станок другого назначения, оставшийся
без рабочего. Они постепенно знакомились с новой для них опера-
цией, наконец, осваивали её и таким образом приобретали вторую
профессию. Так появилось совмещение профессий.
Многие токари обучились работе сверловщиков, шлифовщиков,
фрезеровщиков.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какими средствами токари-стахановцы добиваются повышения произво-
дительности?
2. Приведите несколько примеров усовершенствований, введённых стаха-
новцами.
3. Каковы основные условия для перехода на многостаночное обслужива-
ние?
РАЗДЕЛ ЧЕТВЕРТЫЙ
ОРГАНИЗАЦИЯ ТРУДА ТОКАРЯ. НОРМИРОВАНИЕ
РАБОТ И ТАРИФИКАЦИЯ. ТЕХНИКА
БЕЗОПАСНОСТИ
Глава XVИ
ОРГАНИЗАЦИЯ ТРУДА
§ 91. Гигиена труда
Гигиена—это наука о сохранении здоровья. Под гигиеной труда
понимают сумму мер, необходимых для того, чтобы все рабочие
цеха, мастерской, завода на протяжении всего рабочего дня со-
храняли хорошее самочувствие, по возможности меньше утом-
лялись.
На советских заводах для этого делается очень много. Однако
нужно, чтобы каждый рабочий лично соблюдал правила гигиены.
Это значит — правильно использовать время отдыха, любить
чистоту и порядок, понимать, какое огромное значение для здо-
ровья и для работы имеют свежий воздух, нормальная температу-
ра, хорошее освещение. Молодой токарь уже с первого дня работы
должен стремиться выполнять правила, предусматриваемые ги-
гиеной труда.
Освещение. При хорошем освещении работа идёт более про-
изводительно, кроме того, улучшается качество обработки. При
плохом освещении зрение быстро утомляется, и производитель-
ность падает.
Освещение должно быть равномерным, не ослепляющим, но
достаточным по силе. Различают освещение общее, т. е. для
всего цеха, и местное — для данного рабочего места. При
работе на токарном станке приходится пользоваться как общим,
так и местным освещением.
Источниками света являются окна, фонари, лампы. Их обычно
стараются располагать таким образом, чтобы рабочее место было
освещено сзади, слева и сверху. Естественное освещение лучше
искусственного — электрического.
Окна, фонари и лампы нужно содержать в чистоте — часто
и аккуратно протирать.
Отопление. Температура окружающего воздуха сильно влия-
ет на производительность труда и на здоровье рабочих. При низ-
кой температуре, а также при температуре выше нормальной не
только снижается производительность труда, но и возрастает
вероятность несчастных случаев.
142
Отопление помещения должно быть ровным, рассчитанным
на поддержание температуры около 20° (не ниже 15°).
Вентиляция. Воздух в рабочих помещениях должен быть чи-
стым и свежим. При работе в застоявшемся или запылённом воз-
духе работоспособность быстро понижается.
Для освежения воздуха в цехах устанавливают приточно-вы-
тяжные устройства (вентиляцию), которые удаляют из помеще-
ния загрязнённый воздух и вводят взамен него свежий воздух.
Применяется также естественная вентиляция, т. е. проветривание
помещения через фонари или через окна. За состоянием вентиля-
ционных устройств нужно постоянно следить.
§ 92. Организация рабочего места токаря
Рабочим местом называется та часть площади цеха
с расположенным на ней оборудованием, инструментом и инвента-
рём, которая находится в распоряжении рабочего для выполнения
порученной ему работы.
Порядок на рабочем месте токаря имеет большое значение для
правильной организации всей его работы и достижения высокой
производительности.
На рабочем месте токаря находятся станок, шкафчик с режу-
щими и измерительными инструментами и принадлежностями
к станку (патрон, люнет, ключи и др.), тележка или ящик с отделе-
ниями для заготовок и обработанных деталей.
Инструмент, приспособления и заготовки должны быть раз-
мещены на кратчайшем расстоянии от токаря. Все предметы, при-
меняемые чаще, следует располагать ближе, а предметы, применяе-
мые реже,— дальше. Предметы, которые берут правой рукой,
располагают справа, которые берут левой рукой, — слева. Каж-
дый предмет после использования нужно класть на отведённое для
него место, чтобы не искать его, когда он снова понадобится.
В шкафчике всегда должны быть порядок и чистота. Тяжёлые пред-
меты располагают в шкафчике внизу, лёгкие — вверху.
На фиг. 188 показано правильно организованное рабочее ме-
сто токаря. Шкафчик для инструмента расположен справа, так
как инструмент обычно берут и кладут на место правой рукой;
ящик для заготовок и обработанных деталей находится слева,
так как лёгкие детали берут и кладут на место левой рукой. Сзади
станины прикреплена электрическая лампа, передвигаемая вме-
сте с супортом, и доска для чертежа или операционной карты.
Своё рабочее место (станок, инвентарь, пол и т. д.) токарь дол-
жен всегда содержать в чистоте и образцовом порядке. Уход за
рабочим местом нельзя передоверять ни уборщице, ни сменщику.
§ 93. Организация труда на рабочем месте
Экономия рабочего времени в интересах повышения произво-
дительности труда — основное правило токаря.
143
Фиг. 188. Правильно организованное рабочее место токаря.
До начала смены каждый токарь должен:
1. Подготовить своё рабочее место к работе; для этого надо
притти за 10—15 минут до начала смены.
2. Осмотреть станок, проверить смазку его механизмов и их
работу, помня, что несмазанные движущиеся части быстро изна-
шиваются, и в результате станок теряет свою точность.
3. Проверить приспособления для установки и закрепления
деталей.
4. Проверить, имеются ли в достаточном количестве заготовки.
5. Приготовить, проверить и расположить в требуемом по-
рядке режущий и измерительный инструмент, который понадо-
бится во время работы.
Обнаружив какие-либо недостатки, токарь должен немед-
ленно сообщить о них мастеру или наладчику.
Во время работы токарь обязан:
1. Внимательно следить за правильной работой механизмов
станка.
2. Не уходить от станка без разрешения наладчика или мастера.
3. Сохранять чистоту и порядок на рабочем месте.
4. Не допускать засорения станка стружкой.
5. Не снимать ограждений.
6. Строго выполнять установленный технологический процесс.
7. Экономить смазочные и обтирочные материалы, а также,
электроэнергию, не допуская работы станка вхолостую.
8. Не курить у рабочего места.
По окончании работы токарь выполняет следую-
щее:
1. За 5—10 минут до окончания смены он приступает к подготов-
ке рабочего места для сдачи сменщику: очищает станок от струж-
ки, грязи и эмульсии, протирает его чистой тряпкой, смазывает
все работающие поверхности станка.
2. Собирает весь инструмент, протирает его и укладывает на
место в шкафчик; сдаёт в кладовую ненужные больше инструменты
и приспособления.
§ 94. Уход за токарным станком
Чтобы поддерживать отдельные части и механизмы станка
в работоспособном состоянии, необходимо внимательно ухажи-
вать за ними. Только высокое качество обслуживания и заботли-
вый уход могут обеспечить нормальную работу станка в течение
длительного срока. Наоборот, невнимательное, небрежное обра-
щение ведёт к преждевременному износу станка, к частым полом-
кам. А там, где поломки, — там и простои, потеря заработка,
убытки для производства.
Молодой токарь уже с первого дня работы должен себя приучить
по-хозяйски бережно и внимательно относиться к станку. Прежде
чем приступить к работе на предоставленном ему станке, токарь
10 Бруштейн и Дементьев 145
должен хорошо познакомиться с его устройством, с рукоятками
пуска и останова, рукоятками переключения скоростей и подач,
а также с правилами обслуживания станка. Эти правила должны
строго выполняться.
Одно из главнейших правил — своевременная смазка всех
трущихся частей станка. Направляющие станины и супорта, под-
шипники, втулки и все другие перемещающиеся и вращающиеся
части станка нужно смазывать каждый день до начала работы.
Для того чтобы слой смазки распространился по всей поверхности
направляющих, рекомендуется несколько раз вручную передвинуть
по ним каретку супорта.
Необходимо постоянно следить за тем, чтобы отверстия для
масла не засорялись. Для смазки нужно применять хорошее ми-
неральное масло и ни в коем случае не варёное растительное.
Надо оберегать направляющие станины от повреждений.
Обрабатываемые детали, режущий и измерительный инструмент
и все другие металлические предметы нельзя класть на направ-
ляющие, так как станок тогда быстро потеряет точность. Для
перечисленных предметов должно быть отведено специальное
место (см. фиг. 188). При закреплении на станке крупных дета-
лей необходимо положить на станину деревянные подкладки,
чтобы предохранить направляющие от повреждений.
Конические отверстия шпинделя передней и шпинделя зад-
ней бабки перед закреплением в них инструмента или центров
нужно тщательно очистить от грязи. Эти отверстия всегда должны
быть в полной исправности.
Ежедневно перед началом работы следует осторожно (от руки)
проверить действие всех переключающих механизмов и движу-
щихся частей станка. Супорт передвигают без большого усилия,
чтобы убедиться, насколько легко и плавно перемещается его ка-
ретка по направляющим.
После окончания работы нужно удалить со станка остатки
охлаждающе-смазывающих жидкостей* и стружки, а все обработан-
ные части станка смазать.
Необходимо постоянно следить за состоянием приводных рем-
ней, не допуская попадания на них смазочных материалов. Натя-
жение ремня не должно быть слишком тугим или слишком свобод-
ным. Надо также всегда содержать в порядке оградительные при-
способления, предохраняющие рабочих от несчастных случаев.
Правильности установки ограждений и предохранительных при-
способлений у движущихся и вращающихся частей станков нуж-
но уделять постоянное внимание.
Каждый рабочий должен строго выполнять инструкции по
противопожарным мероприятиям. Небрежность или невниматель-
ность в этом отношении могут привести к пожарам, стало быть
к большим убыткам.
Концы для обтирки станков и промасленные тряпки нельзя
оставлять у станка: они иногда могут загореться даже от случай-
146
ной искры. По окончании смены наго аккуратно собрать все
концы и тряпки и сложить их в железный ящик с закрывающей-
ся крышкой. Закончив работу, нужно выключить мотор станка.
Правило — не курить у рабочего места — должно соблюдаться
самым строгим образом.
Глава XVIII
НОРМИРОВАНИЕ РАБОТ И ТАРИФИКАЦИЯ
§ 95. Техническая норма времени и техническое нормирование
Время, которое назначается на выполнение определённой опе-
рации, называется нормой времени.
Задание, которое даётся токарю в виде количества деталей,
которое он должен обработать на определённой операции в час
или смену, называется нормой выработки.
Норму времени или норму выработки можно установить о п ы т-
н ы м путём, т. е. сравнением обрабатываемой детали с точно
такими же деталями, обрабатывавшимися ранее. Понятно, что пра-
вильность нормы в этом случае будет зависеть от того, насколько
правильно сделано сравнение. Здесь всегда возможны просчёты
и ошибки.
Норму времени или норму выработки можно установить так-
же на основании, скажем, старых нарядов на такие же или по-
хожие операции. Но и такая норма будет неточной. Во-первых,
потому, что нет уверенности в правильном указании времени
в нарядах. Во-вторых, — и это главное, — такая норма будет
выражать производительность труда, достигнутую в прошлом,
между тем наша социалистическая промышленность всё время
движется вперёд. Совершенствуются оборудование, инструмент
и приспособления, стахановцы улучшают методы обработки и ор-
ганизацию труда. Ясно, что старые нормы идут вразрез с интере-
сами производства и препятствуют его дальнейшему росту.
Норму времени следует определять на основе производственных
возможностей станка и инструмента, на основе передовой ор-
ганизации рабочего места и производства в целом с учётом опыта
стахановцев. Такая норма времени называется техни-
ческой нормой времени, а её определение указанным способом —
техническим нормированием.
Чтобы определить норму выработки в штуках за смену, нуж-
но разделить продолжительность рабочего дня в минутах на нор-
му времени на одну деталь. Например, если норма времени на одну
деталь составляет 10 мин., то норма выработки за смену, т. е.
за 480 мин., будет
480:10 = 48 шт.
Техническую норму времени, как и техническую норму вы-
работки, нельзя рассматривать как предел производительности
ю* 147
труда. Наше производство непрерывно растёт, улучшается, пе-
редовые рабочие и инженеры придумывают всё более совершен-
ные способы работы. На заводы поступают новые машины, пере-
страиваются старые. Коллективы предприятий всё лучше овладе-
вают техникой, и то, что людям вчера казалось очень трудным
делом, сегодня выполняется легко и быстро. Вот почему с ростом
производительности труда должны меняться и расти также нормы
выработки.
§ 96. Оплата труда
В Сталинской конституции (ст. 12) записано: «от каждого по
его способности, каждому — по его труду». Следовательно,
оплата работников должна производиться соответственно количе-
ству и качеству их труда. При этом должна учитываться разница
между трудом квалифицированным и неквалифицированным, тру-
дом тяжёлым и лёгким.
Квалификация рабочих. Под квалификацией подразумевается
объём знаний, умения и навыков, которые необходимы рабочему
для выполнения порученной ему работы.
В машиностроении все работы разделяются по квалификации
на восемь разрядов. Первый разряд означает самую низкую ква-
лификацию, а восьмой разряд — самую высокую. Разряд устанав-
ливается на основании результатов пробной работы, которая за-
даётся рабочему. Уполномоченные предприятием лица назначают
разряды, пользуясь специальным тарифно-квалификационным
справочником.
Тарифная сетка. В нашей промышленности для установления
зарплаты по профессиям, специальностям и квалификациям при-
меняется так называемая тарифная сетка. Каждому разряду
присваивается определённая (тарифная) ставка заработной платы.
На машиностроительных заводах принята следующая тарифная
сетка:
Разряды ................ 1 2 3 4 5 б 7 8
Тарифные коэфициенты ... 1 1,2 1,45 1,75 2,1 2,5 3,0 3,6
Если известна часовая тарифная ставка первого разряда, то
легко определить часовую ставку любого разряда: для этого нуж-
но ставку первого разряда умножить на соответствующий коэ-
фициент. Понятно, в зависимости от вида труда (лёгкий или тя-
жёлый) ставка первого разряда должна быть разной для разных
групп рабочих даже на одном заводе. Например, ставка рабочих
первого разряда в горячих или вредных цехах на 15—20% выше,
чем в механических цехах. Соответственно повышаются ставки и
по другим разрядам.
Система оплаты труда. В нашей промышленности существуют
две системы оплаты труда: по отработанному времени, т. е. повре-
менная оплата, и по количеству выполненной работы, т. е. сдельная
оплата.
148
Повременная оплата. При повремёнкой системе
оплаты заработок рабочего подсчитывается в соответствии с его
часовой тарифной ставкой по количеству часов,
отработанных за определённый период (две недели, месяц). При
этой системе заработок двух рабочих одного и того же разряда,
занятых на одинаковой работе, всегда будет одинаковым,
несмотря на то, что, может быть, один работает производительнее
другого и даёт значительно большую выработку. При повремён-
кой системе оплачиваются наравне работа и простой. Следователь-
но, эта система не способствует росту производительности труда,
а потому она не выгодна ни предприятию, ни рабочему.
Сдельная оплата. Сдельная оплата является основной
системой оплаты труда на наших заводах. Она заключается в том,
что на основании тарифной ставки и нормы времени устанавли-
вается определённый расценок за единицу работы (штуку, сотню
штук, килограмм, метр и т. д.). По этому расценку оплачивается
фактическая выработка рабочего независимо от количе-
ства времени, затраченного им на выполнение нормы. Таким об-
разом, при этой системе заработок рабочего целиком зависит от
его производительности.
Сдельная оплата повышает заинтересованность рабочего в
полном использовании рабочего дня, применении стахановских
методов, борьбе с простоями и неполадками. Сдельная оплата
помогает вскрывать и устранять недочеты производства.
На токарных работах применяется исключительно индиви-
дуально-сдельная оплата. Каждый рабочий полу-
чает отдельный расценок, и его заработок исчисляется в зависимо-
сти от выработки.
При многостаночном обслуживании рабочему устанавливается
за работу на дополнительных станках от половины до полного
сдельного расценка.
Прогрессивная оплата. При этой системе рабочий,
перевыполнивший норму, получает за выработку в пределах нормы
по нормальному расценку, а за выработку сверх нормы — по
повышенному расценку. При этом чем больше перевыполнение
нормы, тем выше расценок, по которому оплачивается вся пере-
работка.
Иногда повышенный расценок устанавливают не для всей
переработки, а начиная от её определённого уровня, например,
от 120% нормы. В некоторых случаях назначается повышенный
расценок не только для переработки, но и для всей выработки,
если она превышает норму.
Премиальная оплата применяется в виде дополнения
к той или другой существующей системе оплаты. Она заключается
в том, что, когда заданные показатели производства достигнуты,
работнику выплачивается премия сверх основного заработка.
При этом чем выше достигнутые результаты, тем больше размер
премии.
149
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как должно быть организовано рабочее место токаря?
2. Как должен токарь организовать свой труд на рабочем месте?
3. Что такое норма времени и норма выработки?
4. Чем отличается техническая норма времени от опытной нормы времени?
5. Как Определяется квалификация токаря?
6. Для чего применяется тарифная сетка?
7. Какие системы оплаты труда существуют?
Глава XIX
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ
НА ТОКАРНОМ СТАНКЕ
§ 97. Значение техники безопасности
Современные токарные станки имеют защитные приспособле-
ния, обеспечивающие безопасность работы. Однако до сих пор
еще наблюдаются несчастные случаи. Установлено, что большин-
ство несчастных случаев происходит по вине самих пострадавших,
которые либо не знали, либо не соблюдали необходимых мер пред-
осторожности. Техника безопасности и ставит своей задачей
научить рабочего безопасным приемам работы. Хорошо знать и
строго выполнять правила техники безопасности —прямая обя-
занность токаря.
§ 98. Основные правила техники безопасности
Каждый токарь, прежде чем приступить к работе на новом
станке, должен подробно ознакомиться с его устройством, изу-
чить его опасные места и все правила безопасной работы на стан-
ке. Он должен проверить, имеются ли все необходимые оградитель-
ные и предохранительные приспособления и насколько надёжно
они действуют. Зубчатые колёса, приводные ремни, цепи, муфты,
валы, имеющие шпонки, во время работы должны быть закрыты
кожухами. Токарь обязан постоянно следить за состоянием огра-
ждений и требовать их установки, если они отсутствуют.
При обработке деталей в центрах и в патронах выступающими
частями хомутика и кулачками патрона нередко захватывает
одежду и волосы рабочего. Эти же части могут явиться причиной
повреждения рук при опиливании деталей либо зачистке их напиль-
ником или шкуркой, а также при измерениях детали на ходу стан-
ка и уборке станка на ходу. В предыдущих параграфах уже указы-
валось, что уборку станка и измерение деталей во время вращения
шпинделя производить нельзя.
Для предупреждения несчастных случаев следует устраивать
у хомутиков предохранительные щитки или применять безопасные
хомутики, а кулачковые патроны ограждать,
160
На фиг. 189 изображён предохранительный кожух поводко-
вого патрона, ограждающий хомутик. На фиг. 190 показан без-
опасный хомутик, у которого выступающая часть головки болта
спрятана в специальном приливе. Другой тип безопасного хому-
тика изображён на фиг. 191. Обод 1 прикрывает не только головку
болта 2, но и палец 3 поводкового патрона.
Фиг. 189. Поводковый патрон с предо-
хранительным кожухом.
Фиг. 190. Безопас-
ный хомутик с по-
водком.
Прежде чем установить деталь в центрах, нужно проверить
глубину центровых отверстий. При недостаточной глубине деталь
во время вращения может сорваться с центров, что очень опасно.
Точно так же, закрепив деталь в патроне, надо проверить, вынут
ли ключ. Если ключ остался в патроне, он ударится о станину, как
только патрон начнёт вращаться (фиг. 192), и отлетите сторону.
Фиг. 191. Применение безопасного
хомутика.
Фиг. 192. Вынимай ключ из
патрона перед пуском станка!
В этом случае возможны и поломка станка и нанесение ушиба ра-
бочему.
Во время работы нужно носить одежду, плотно облегающую
тело. Свободные, а тем более болтающиеся концы одежды лег-
ко могут быть захвачены вращающимися частями — хомутиком и
кулачковым патроном. Рукава должны плотно охватывать руки
у кисти; в летнее время лучше засучить их выше локтя. Длин-
ные волосы нужно повязать платком.
151
Причиной несчастных случаев часто является стружка, особен-
но сливная, которая при высоких скоростях резания сходит не-
прерывной, беспорядочно закручивающейся лентой. Такую струж-
ку ни в коем случае нельзя удалять или обрывать руками (фиг. 193);
она может причинить сильные порезы и ожоги. Длинную стружку
нужно удалять специальным крючком. Облегчает отвод сливной
стружки стружкозавиватель (фиг. 194). Это стальная закалённая
пластинка, накладываемая на переднюю грань резца.
При обработке, дающей короткую, отскакивающую стружку,
необходимо пользоваться защитными очками. Сметать мелкую
стружку, получающуюся при обра-
ботке хрупких металлов (чугуна,
твёрдой бронзы), нужно не руками,
а щёткой.
Электропроводка у станка долж-
на быть в исправности; даже лёгкое
Фиг. 194. Резец со стружко-
завивателем.
Фиг. 193. Удалять стружку руками
опасно!
прикосновение к плохо изолированным и тем более к оголённым
проводам опасно для жизни. О всех неисправностях проводки
нужно немедленно сообщать мастеру.
Пол вокруг станка должен быть ровным, без выбоин. Его нуж-
но содержать в отличном порядке, постоянно очищать от стружки,
грязи, эмульсии. На полу не должно быть никаких предметов,
мешающих движениям рабочего. Образцовое содержание пола —
одно из важных условий предотвращения несчастных случаев.
При установке и снятии тяжёлых деталей и тяжёлых зажим-
ных приспособлений (патронов и планшайб) следует пользоваться
подъёмными устройствами.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое техника безопасности?
2. Что должен делать токарь, приступая к работе на новом станке?
3. Как можно уберечься от захвата одежды хомутиками и кулачками?
4. Почему нельзя оставлять ключ в патроне?
5. Как нужно удалять стружку?
6. Каким образом можно предотвратить несчастные случаи при установке
и снятии тяжелых деталей?
ПРИЛОЖЕНИЕ
ОПЕРАЦИОННАЯ КАРТА № Наименование узла | J Хз узла
Наименование операции — токарная. Станок — токарно-винторезный за- вода им. Дзержинского. Модель1612-А Материал—Сталь 45. Годовой вы- пуск деталей— 120 Коробка скоростей токарного станка TH-20 2
Наименование детали № детали
Валик
45-26-8
Приспособления Трёхкулачковый патрон и патрон для сверла Охлаждение — эмульсия СП > Установки
4^ СО ЬО — № переходов
Установить и закре- пить заготовку . Подрезать торец . . Сверлить центровое отверстие .... Переставить заготов- ку другим концом Подрезать второй торец Сверлить центровое отверстие во втором торце Содержание установок и переходов
о ~ о Длина обрабатываемой поверхности Размеры в мм
Профессия рабочего Разряд работы to to to to Врезание и выход режу- щего инструмента
00 CO 00 CO Расчётная длина
to to о to о to Диаметр или ширина об- рабатываемой поверх- ности
I to 1 to Припуск на обработку в мм
СЛ СЛ 4^ J- ~ "сл "сл Скорость резания В MiMUH | Режим обработки
Токарь 3-й U1 СЛ СЛ сл Число оборотов в минуту
j to | to Глубина резания в мм
Составил: Иванов Дата 20/VI 1947 г. Проверил: Петров Дата 23/VI 1947 г. << о о *< о о Л - - Л - ~ I О I о й со СЛ 5 СО сл » я на оборот | Подача в мм
to ~ to ~ to — JO со "сл со сл в минуту
»— *— *— ' Число проходов
о о о о , со со о: to О to основное Время обра- ботки в мин.
вспомогательное
_ О' S я j= £ Е 3 2 S <=> 5 =4 2 § a^Eg-oooS'S Ь р 2 “ 2 g-о Е S s Й-о-Р о “ 2 § § st<? о ?==< s 1 режущий Инструмент
Милли- метровая линейка измери- тельный
Оборот приложения
ОГЛАВЛЕНИЕ
Предисловие....................................................; . 3
Введение............................................................5
РАЗДЕЛ ПЕРВЫЙ
ОСНОВНЫЕ ПОНЯТИЯ о ТОКАРНОМ ДЕЛЕ
Глава Z. Устройство токарных станков....................... ; ; 8
§ 1. Основные типы токарных станков............................................ 8
§ 2. Устройство простого токарно-винторезного станка .... 8
§ 3. Станина. 10
§ 4. Передняя бабка..................................................... 12
§ 5. Шпиндель......................................................................................... 14
§ б. Устройство подшипников шпинделя........................................... 15
§ 7. Приводы к токарным станкам..................................................... 18
§ 8. Задняя бабка........................................... 20
§ 9. Супорт........................................... 21
§ 10. Фартук............................................ 23
§11. Механизмы подачи........................................................................................ 25
§ 12. Коробка подач........................................................................................... 27
§ 13. Резцедержатели...............................; . . . 28
§ 14. Основные правила техники безопасности при работе на то-
карном станке............................................. 29
Контр ольные вопросы......................................................................................... 29
Глава П. Основные понятия о процессе резания металлов и токарных
рездах................................................... 30
§ 15. Назначение обработки металлов резанием............. 30
§ 16. Резец и его работа................................. 31
§ 17. Образование стружки................................ 32
§ 18. Поверхности обработки.............................. 34
§ 19. Углы резца и их назначение......................... 34
§ 20. Токарные резцы..................................... 37
§ 21. Материалы, применяемые для изготовления резцов ... 38
§ 22. Способы изготовления резцов......................... 40
§ 23. Заточка резцов...................................... 41
§ 24. Контроль заточки резцов............................. 42
§ 25. Основные элементы процесса резания.................. 43
§ 26. Охлаждение резца.................................... 46
§ 27. Основные сведения о силах, действующих на резец .... 47
§ 28. Износ резцов........................................ 48
§ 29. Стойкость резца..................................... 49
§ 30. Влияние различных факторов на скорость резания...... 50
Контрольные вопросы............................... . . . 52
155
Глава III. Измерительные и проверочные инструменты............ 52
§ 31. Измерительная линейка. Кронциркуль. Нутромер .... 52
§ 32. Штангенциркуль..................................... 54
§ 33. Микрометр.......................................... 57
§ 34. Предельные измерительные инструменты............... 60
§ 35. Индикатор.......................................... 52
§ 36. Щупы............................................... 63
Контрольные вопросы...................................... 63
РАЗДЕЛ ВТОРОЙ
ОСНОВНЫЕ ВИДЫ ТОКАРНЫХ РАБОТ
Глава IV. Обточка цилиндрических поверхностей.....................64
§ 37. Резцы для обточки и их установка..................... 64
§ 38. Установка деталей в центрах.......................... 66
§ 39. Установка и закрепление деталей в кулачковых патронах 67
§ 40. Приёмы обточки гладких цилиндрических поверхностей 71
§ 41. Виды брака при обточке цилиндрических поверхностей и меры
их предупреждения.......................................... 74
Контр ольные вопросы...................................... 74
Глава V. Подрезка торцов и уступов............................... 75
§ 42. Подрезные резцы и их установка....................... 75
§ 43. Установка и закрепление деталей при подрезке торцов и
уступов.................................................... 75
§ 44. Приёмы подрезки торцов и уступов..................... 76
Контрольные вопросы........................................ 78
Глава VI. Выточка наружных канавок и отрезка..................... 78
§ 45. Резцы для выточки наружных канавок и отрезки........ 78
§ 46. Приёмы выточки наружных канавок и приёмы отрезки . . 79
Контрольные вопросы........................................ 80
Глава VII. Сверление, рассверливание и зенкерование цилиндрических
поверхностей. Центровка.................................... 80
§ 47. Свёрла и их закрепление.............................. 80
§ 48. Приёмы сверления..................................... 82
§ 49. Рассверливание...................................... 83
§ 50. Брак при сверлении и меры его предупреждения....... 83
§ 51. Зенкерование цилиндрических отверстий............... 83
§ 52. Центровка............................................84
Контрольные вопросы....................................... 89
Глава VIII. Расточка и развертывание цилиндрических отверстий. . . 89
§ 53. Резцы для расточки отверстий . ... ................. 89
§ 54. Приёмы расточки .................................... 91
§ 55. Развёртывание цилиндрических отверстий.............. 91
§ 56. Измерение цилиндрических отверстий.................. 92
Контрольные вопросы....................................... 93
Глава IX. Нарезание резьбы на токарных станках................... 94
§ 57. Общие сведения о резьбах............................ 94
§ 58. Нарезание резьбы плашками........................... 96
§ 59. Нарезание резьбы метчиками.......................... 97
§ 60. Нарезание треугольной резьбы резцами........... 99
§ 61. Нарезание треугольной резьбы гребёнками..........102
§ 62. Измерение резьбы....................................103
156
§ 63. Брак при нарезании резьбы резцами и его причины.....104
Контрольные вопросы .......................................104
Глава X. Коническая обточка и расточка...........................105
§ 64. Конус и его элементы.................................105
§ 65. Приёмы обточки наружных конических поверхностей .... 106
§ 66. Приёмы обработки конических отверстий................108
§ 67. Измерение конических поверхностей....................109
§ 68. Брак при обработке конических поверхностей и меры его
предупреждения.............................................111
Контрольные вопросы.........................................111
Глава XI. Обточка фасонных поверхностей..........................112
§ 69. Обточка фасонных поверхностей нормальными резцами . . 112
§ 70. Обточка фасонными резцами............................113
Контрольные вопросы........................................ 115
Глава XII. Отделка поверхности...................................115
§ 71. Опиловка.............................................115
§ 72. Полирование и доводка *........................... 116
§ 73. Накатывание..........................................117
Контрольные вопросы.........................................118
Глава XIII. Особые виды токарной обработки.......................118
§ 74. Обработка деталей в люнетах......................... 118
§ 75. Обработка деталей на планшайбе и на угольнике.......120
§ 76. Обработка деталей на оправках........................121
§ 77. Обработка конических поверхностей с применением конусной
линейки.................................................. 122
§ 78. Обработка фасонных деталей по копирам................124
Контрольные вопросы....................................... 124
РАЗДЕЛ ТРЕТИЙ
ДОПУСКИ И ПОСАДКИ. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС. СТАХАНОВ-
СКИЕ МЕТОДЫ РАБОТЫ
Глава XIV. Понятия о допусках и посадках........................125
§ 79. Взаимозаменяемость деталей............................125
§ 80. Понятие о допусках....................................125
§ 81. Зазоры и натяги.......................................127
§ 82. Понятие о посадках....................................128
§ 83. Классы точности.......................................128
§ 84. Системы допусков......................................128
Контрольные вопросы.........................................130
Глава XV. Основные понятия о технологическом процессе..............130
§ 85. Содержание технологического процесса................. 130
§ 86. Технологическая документация, её формы и содержание . . . 131
§ 87. Дисциплина в технологическом процессе................. 132
§ 88. Планирование технологического процесса.................133
Контрольные вопросы..........................................137
Глава XVI. Стахановские методы работы..............................137
§ 89. Примеры усовершенствований, сделанных стахановцами . . 137
§ 90. Многостаночное обслуживание и совмещение профессий . . 141
Контрольные вопросы......................................... 141
157
РАЗДЕЛ ЧЕТВЕРТЫЙ
ОРГАНИЗАЦИЯ ТРУДА ТОКАРЯ. НОРМИРОВАНИЕ РАБОТ И ТАРИФИ.
КАЦИЯ. ТЕХНИКА БЕЗОПАСНОСТИ
Глава XVII. Организация труда.................................142
§ 91. Гигиена труда......................................142
§ 92. Организация рабочего места токаря..................143
§ 93. Организация труда на рабочем месте.................143
§ 94. Уход за токарным станком..........................145
Глава XVIII. Нормирование работ и тарификация.................147
§ 95. Техническая норма времени и техническое нормирование. . 147
§ 96. Оплата труда.......................................148
Контрольные вопросы......................................150
Глава XIX. Техника безопасности при работе на токарном станке . . 150
§ 97. Значение техники безопасности......................150
§ 98. Основные правила техники безопасности..............150
Контрольные вопросы......................................152
Приложение. Операционная карта обработки валика..............153
Техн, редактор Е. С. Аб умова
Корректор А. Н, Шеманова
Обложка художника М. Н. Симакова
Сдано в произв. 5/VI 1948 г. Подписано
к печ. 9/IX 1948 г. Тираж 100000 экз.
А06077. Печ. л. 10. Уч.-изд. л. 12,2. Бумага
бОХ^/и. Цена книги 5 руб. 50 коп.,
пер. 1 руб. Заказ № 8099.
1-я Образцовая типография треста
«Полиграфкнига» ОГИЗа при Совете
Министров СССР. Москва, Валовая, 28.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
i I Страница Строка Напечатано Должно быть По чьей вине
96 9-Я сверху верхний нижний АВТ.
! 96 11-я сверху нижний верхний а
| 112 8-я снизу (см. фиг. 16). (см. фиг. 161). Корр.
। 121 1-я сверху отверстия 1 и отверстия /£и •
Б. Е. Бруштейн и В. И. Дементьев» Основы токарного дела.
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МАШГИЗ
Москва, Третьяковский проезд, д. № 1.
ЛИТЕРАТУРА
ПО ТОКАРНОМУ ДЕЛУ
Азаров А. С., Автоматизация обработки на токарных станках в усло-
виях серийного машиностроения. 1948, 88 стр., 4 р. 30 к.
Ансеров М. А., Зажимные приспособления для токарных и круглошли-
фовальных станков. 1947, 71 стр., 12 р. 50 к. в пер.
Баранов В. М., Рациональное использование токарно-винторезного
станка в серийно-массовом производстве. 1947, 128 стр., 9 р. 50 к.
Барун В. А., Тонкое точение и скоростное фрезерование. 1947, 107 стр.,
6 руб.
Белецкий Д. Г., Микрогеометрия поверхности при токарной обработке.
1947, 103 стр., 6 руб.
Бруштейн Б. Е. и Дементьев В. И., Токарное дело. Учебник для ре-
месленных училищ, 1947, 287 стр., 10 руб. в пер.
Голованов А. Д., Многошпиндельные автоматы системы Акме-Гридлей.
Конструкция и наладка. 1947, 184 стр., 14 руб.
Дасковский Л. 3., Альбом нормализированных приспособлений. 1948,
171 стр., 19 р. 80 к. в пер.
Загрецкий П. П., Токарь-лекальщик. Учебное пособие для ремесленных
училищ. 1948, 216 стр., 8 р. 70 к. в пер.
Пешков Е. О.» Токарь-револьверщик. Изд. 4-е, испр. и доп. 1945,
215 стр., 12 руб.
Скраган В. А., Тонкая обточка в серийном машиностроении. 1947,
75 стр., 5 р. 50 к.
Шашкин А. С., Наладчик токарных автоматов. Учебное пособие для
ремесленных училищ. 1947, 214 стр., 7 р. 75 к. в пер.
Штейнберг И. С., Устранение вибраций, возникающих при резании
металлов на токарном станке. 1947, 65 стр., 6 р. 50 к.,
ПЕЧАТАЮТСЯ:
Богуславский В. Л., Одношпиндельные токарные автоматы. 1948, 30 пе-
чати. листов.
Оглоблин А. Н., Справочник токаря. Изд. 2-е, перер., 1948, 12 печ.
лист.
Книги можно приобрести в магазинах Когиза и других
книготорговых организаций.
Заказы выполняются также по почте наложенным плате-
жом (без задатка) областными — краевыми отделениями Когиза
и „Книга-почтой" Могиза — Москва, 12, проезд Куйбышева, 8.
Машгиз, Москва, Третьяковский проезд, 1